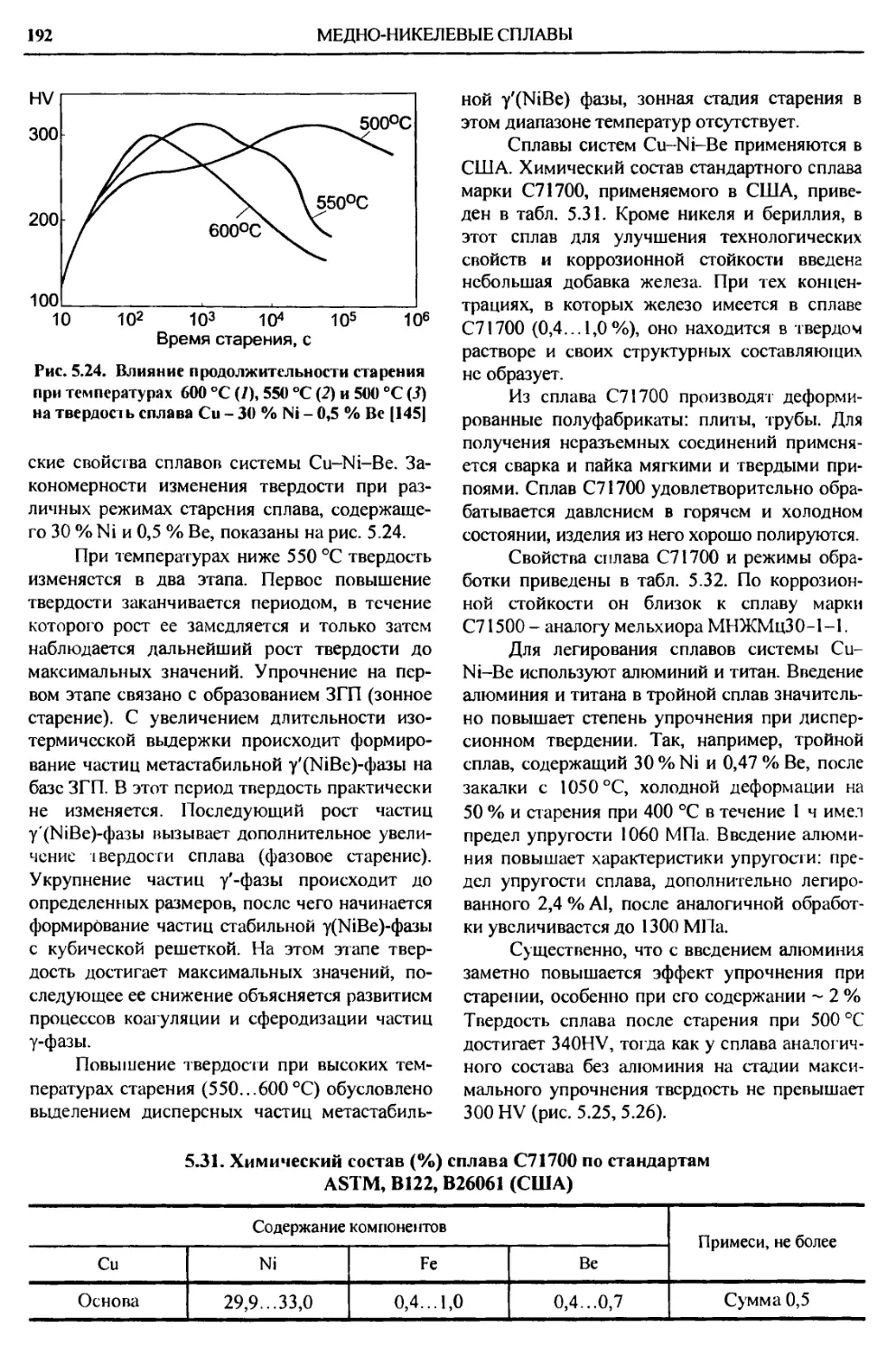
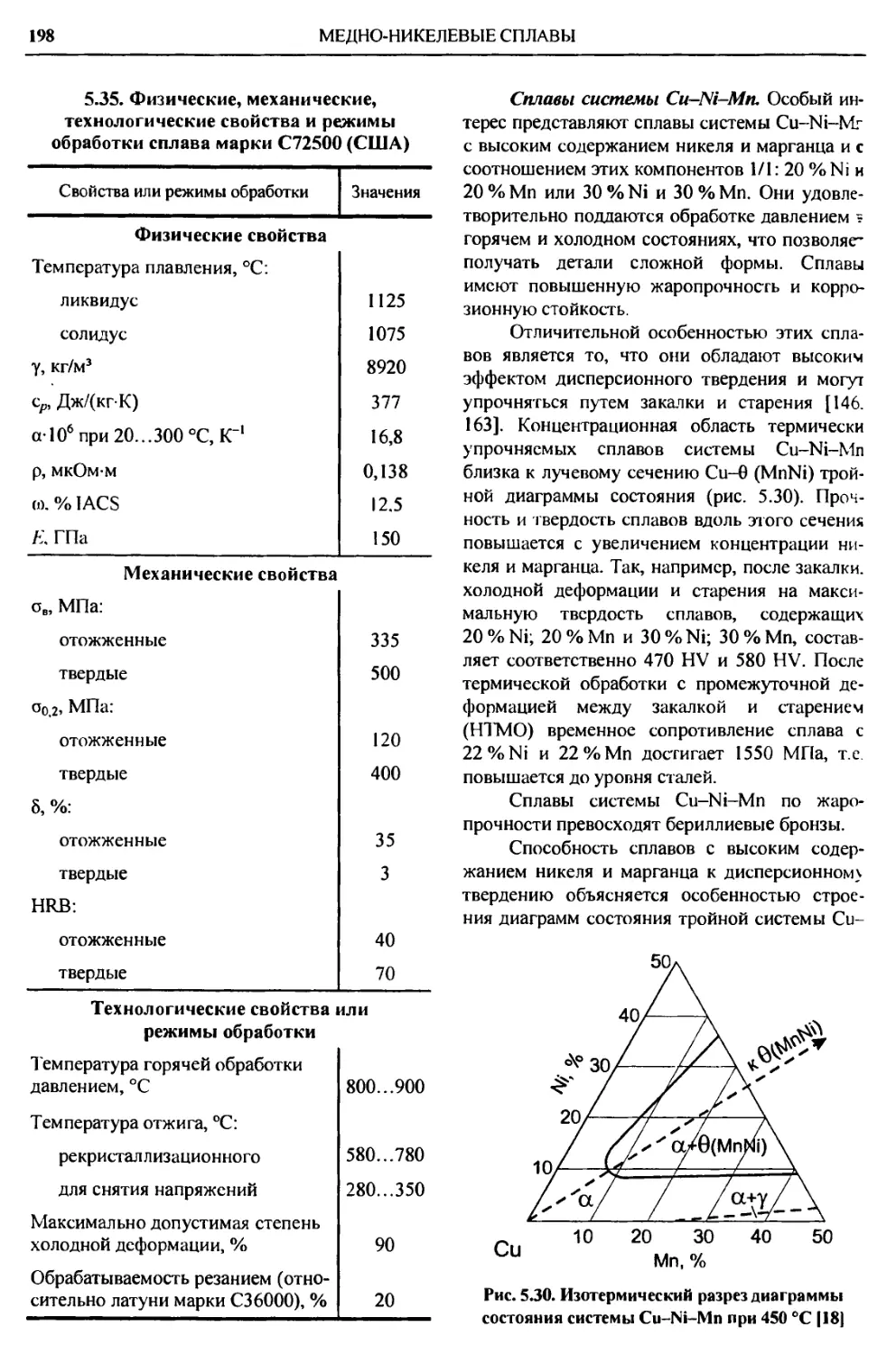
/























































































































































































































Автор: Осинцев О.Е. Федоров В.Н.
Теги: металлургия металловедение машиностроение справочник металлические конструкции медные сплавы медь
ISBN: 5-217-03220-0
Год: 2004



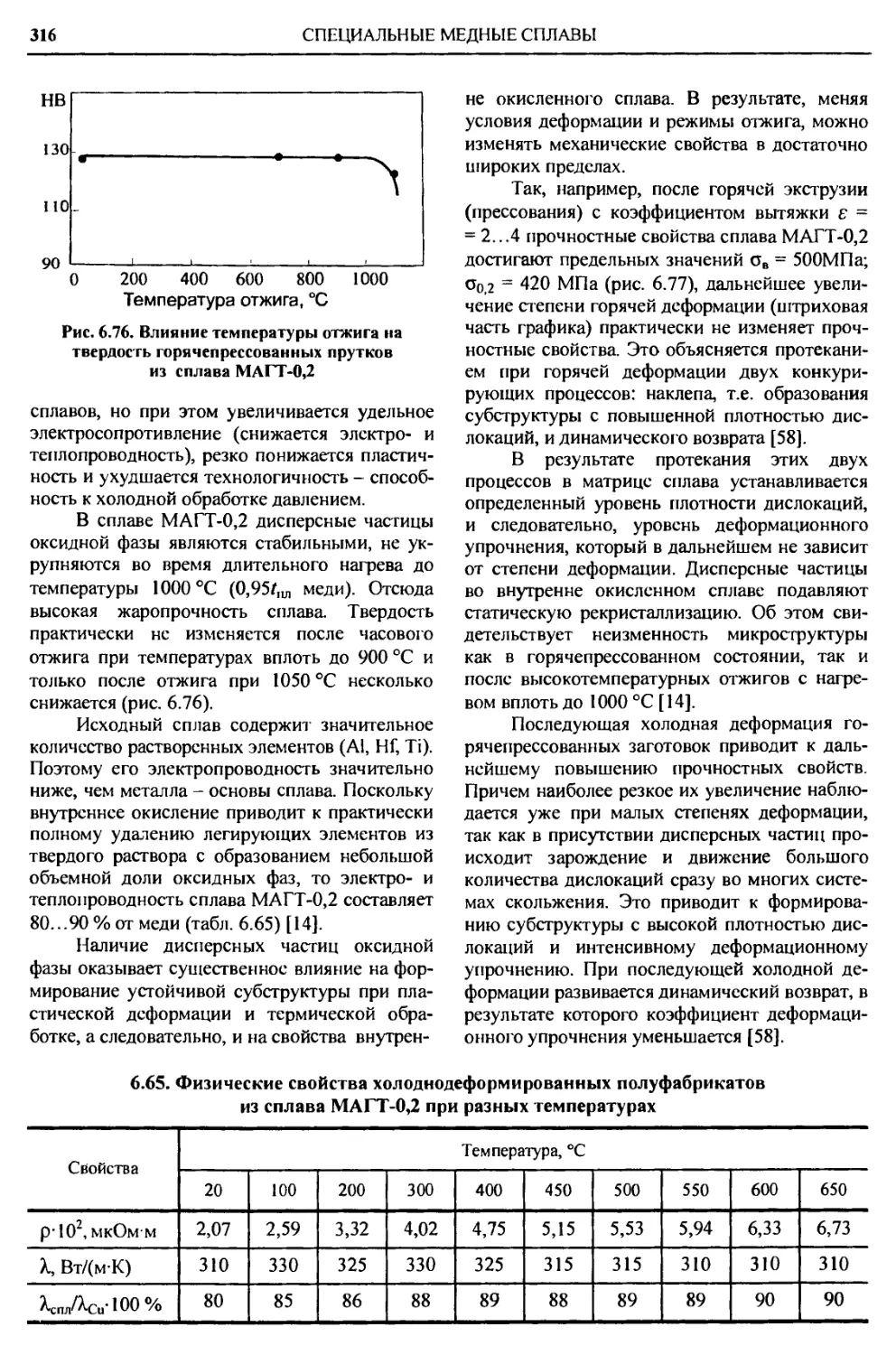
Текст
О.Е. Осинцев, В.Н. Федоров
МЕДЬ И МЕДНЫЕ СПЛАВЫ
ОТЕЧЕСТВЕННЫЕ
И ЗАРУБЕЖНЫЕ МАРКИ
О.Е. Осинцев, В.Н. Федоров
МЕДЬ И МЕДНЫЕ СПЛАВЫ
ОТЕЧЕСТВЕННЫЕ
И ЗАРУБЕЖНЫЕ МАРКИ
УДК 669.3.017(03)
ББК 34.23
0-73
Осинцев О.Е., Федоров В.Н.
0-73 Медь и медные сплавы Отечественные и зарубежные марки: Справочник. М.: Маши-
ностроение, 2004. 336 с., ил.
В справочнике впервые систематизированы и обобщены сведения о физических, механиче-
ских и технологических свойствах почти всех марок меди и сплавов на ее основе: лазу ней, бронз,
медно-никелевых сплавов, а также специальных медных сплавов: микроле! ированных. дисперсно-
упрочненных, с эффектом памяти и др Показано влияние легирующих элементов и примесей на
свойства сплавов. Изложены сведения о составе и структуре, особенностях термической обработки,
даны двойные и многокомпонентные диаграммы состояния, определяющие фазовый состав. Приве-
дены также сведения о свойствах зарубежных аналогов отечественных медных сплавов.
Для инженерно-технических работников машиностроительных, металлургических и мегаллооб-
рабатывающих предприятий, научно-исследоватезьских и проектно-конструкторских организаций,
также для студентов, аспирантов и преподавателей высших учебных заведений и университетов.
УДК 669.3.017(03)
ББК 34.23
СПРАВОЧНОЕ ИЗДАНИЕ
Осинцев Олег Евгеньевич, Федоров Валерий Николаевич
Медь и медные сплавы. Отечественные и зарубежные марки
Лицензия ИД № 05672 от 22.08.2001
Редактор Е. Д. Макаренко
Переплет художника Т.Н. Погореловой
Корректор М. С. Рослякова
Инженеры по компьютерному макетированию: О.В. Мочалина, Е.А. Плотникова
Сдано в набор 16.12.03. Подписано в печать 31.05.04
Формат 70x100/16 Бумага офсетная. Гарнитура Times New Roman
Печать офсетная. Усл. печ. л. 27,3. Уч.-изд. л. 28,12.
Тираж 2000 Заказ 10289
ОАО 'Издательство Машиностроение 107076. Москва, Стромынский пер., 4
Оригиназ-макет подготовлен в ИПЦ ТП'У
392032, г. Тамбов, >з Мичуринская, 112, к 201
Отпечатано в полном соответствии с качеством
представленного оригинал-макета в ГУП ППП «Типография «Наука» РАН
121099, г. Москва, Шубинский пер., 6
ISBN 5-217-03220-0
© Издательство «Машиностроение» 2004
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ..................... 4
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ............ 5
1. МЕДЬ...................... 6
1.1. Общие сведения............ 6
1.2. Атомная структура и физиче-
ские свойства............ 12
1.3. Механические свойства..... 20
1.4. Слитки и полуфабрикаты,
обрабатываемые давлением .. 27
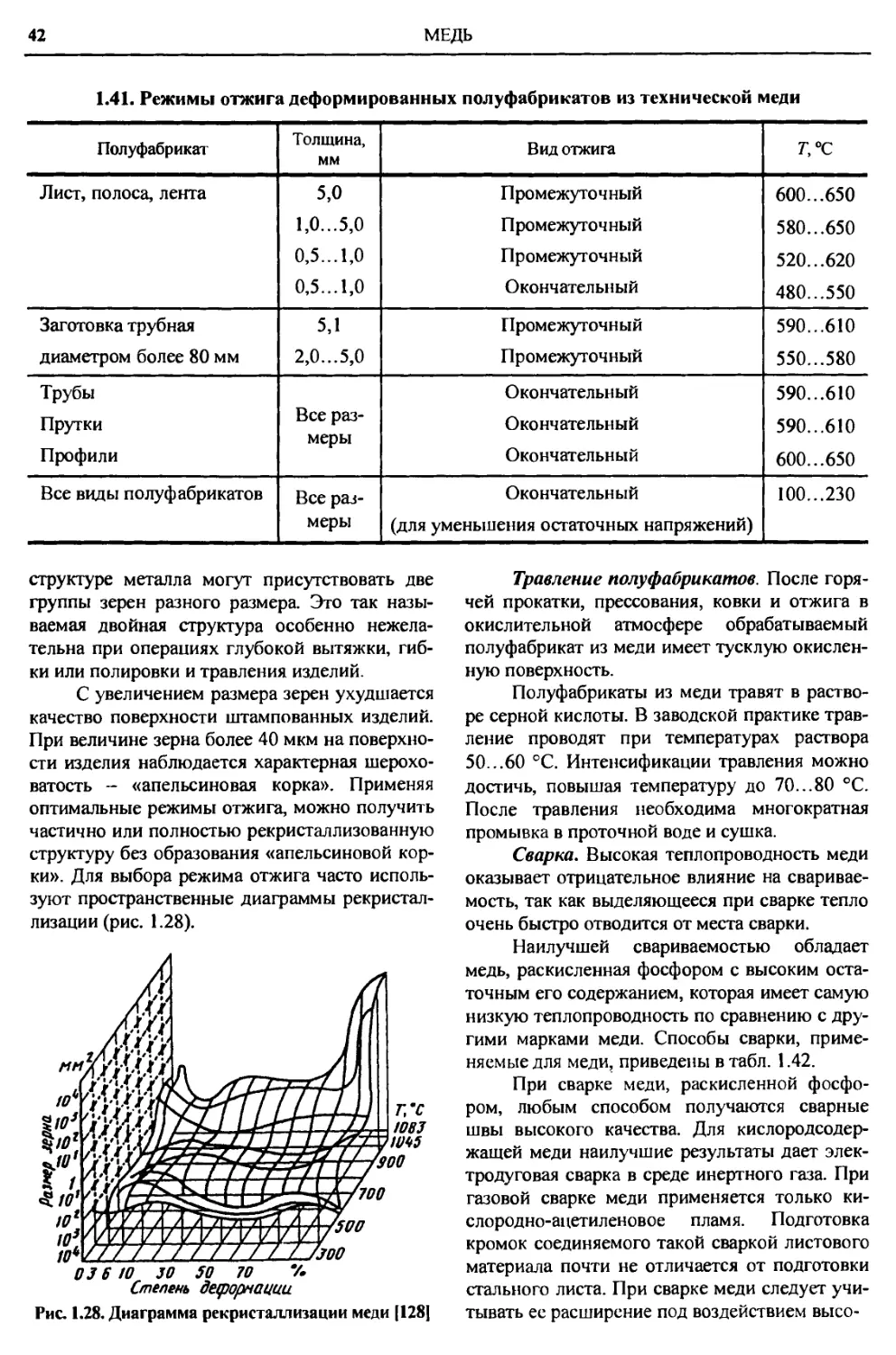
1.5. Технологические свойства ... 38
1.6. Коррозионные свойства..... 44
2. ЛАТУНИ, ОБРАБАТЫ-
ВАЕМЫЕ ДАВЛЕНИЕМ... 48
2.1. Общие сведения........... 48
2.2. Двойные латуни... ... 50
2.3. Специальные латуни......... 61
2.3.1. Алюминиевые латуни .. 69
2.3.2. Оловянные латуни .... 72
2.3.3. Свинцовые латуни . 73
2.3 4. Кремнистые латуни 74
2.3 5. Никелевые латуни .. 75
2.3 6. Марганцевые латуни . . 75
3. БРОНЗЫ, ОБРАБАТЫ-
ВАЕМЫЕ ДАВЛЕНИЕМ... 77
3.1. Общие сведения......... 77
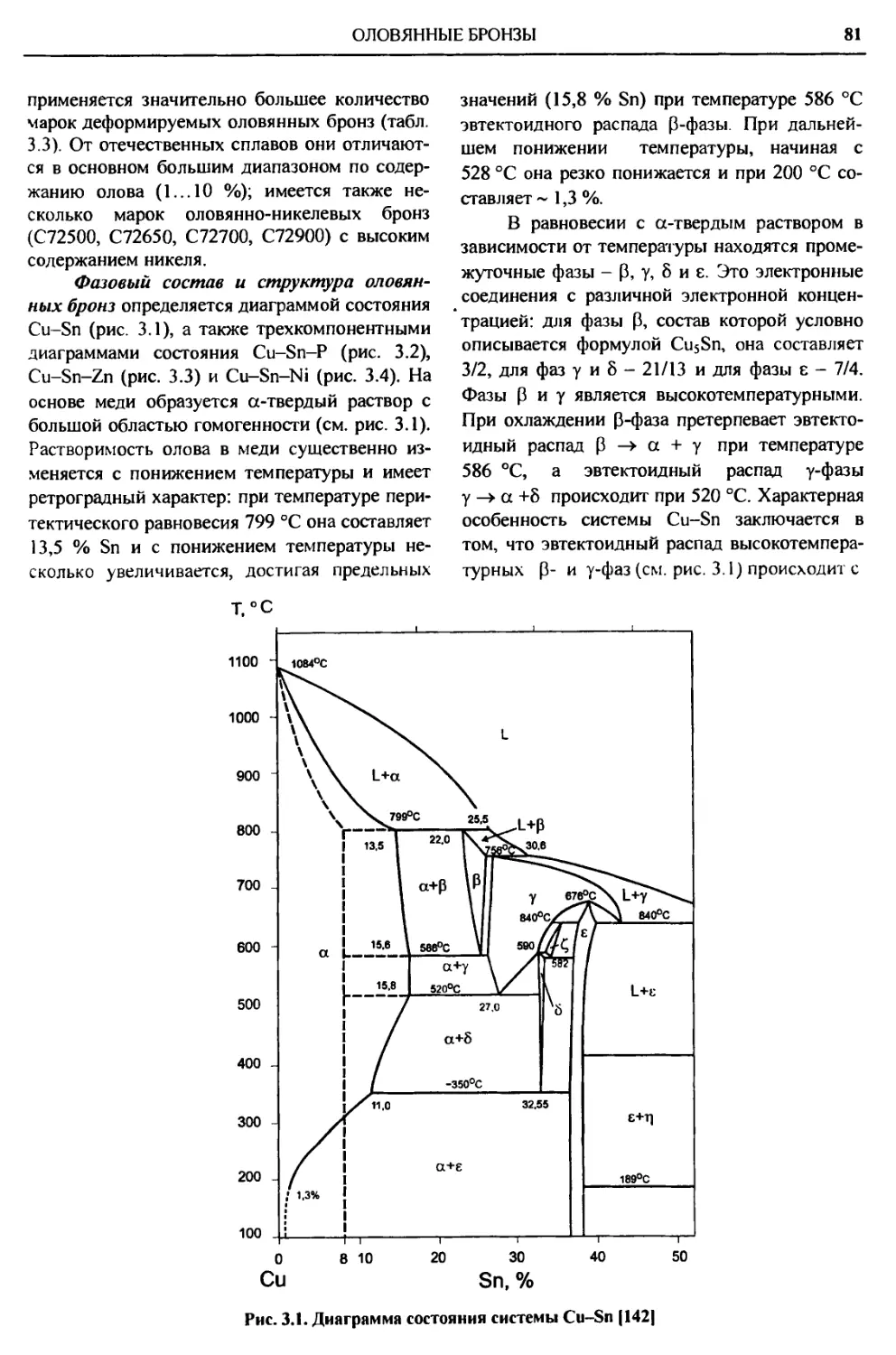
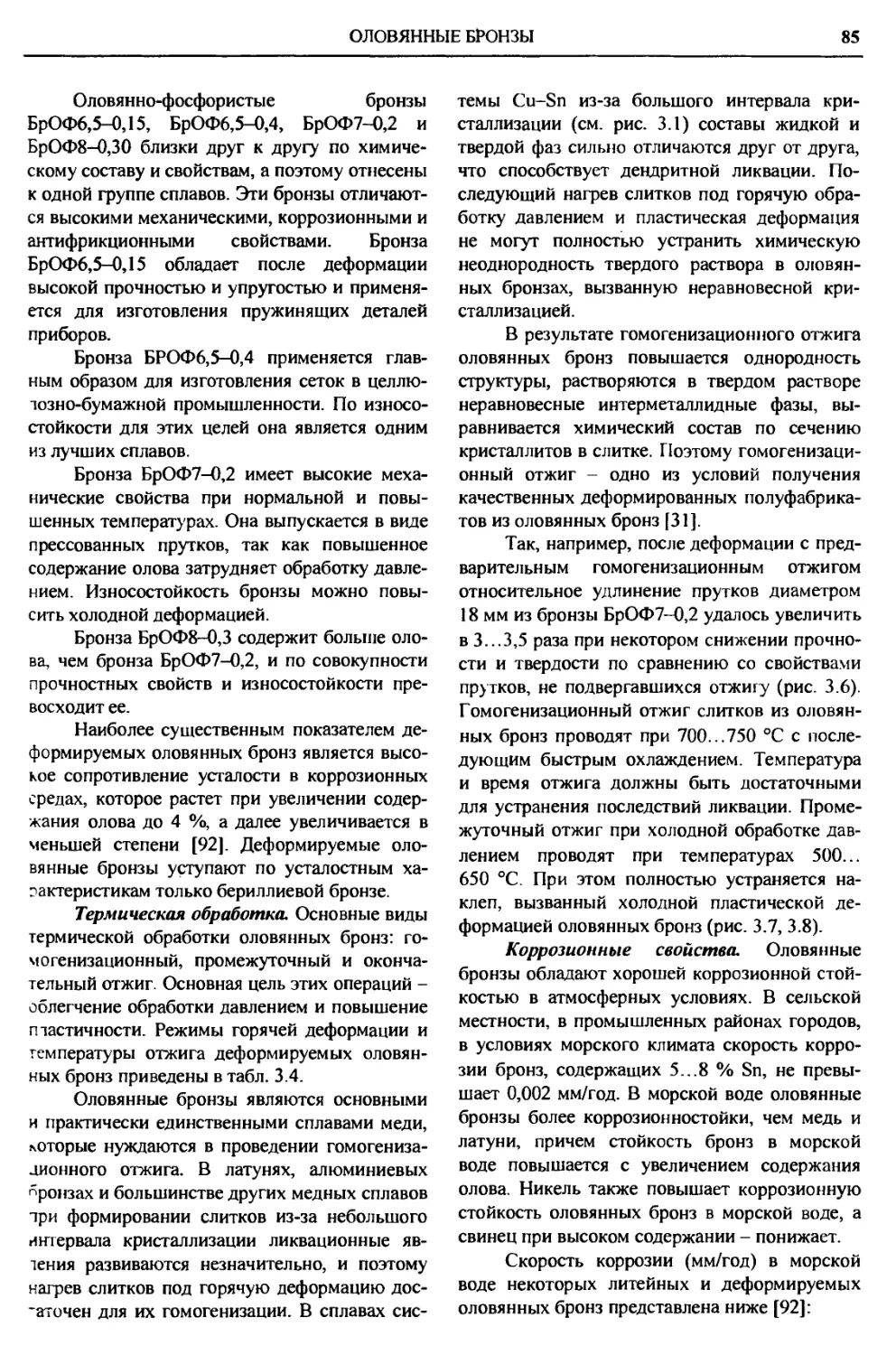
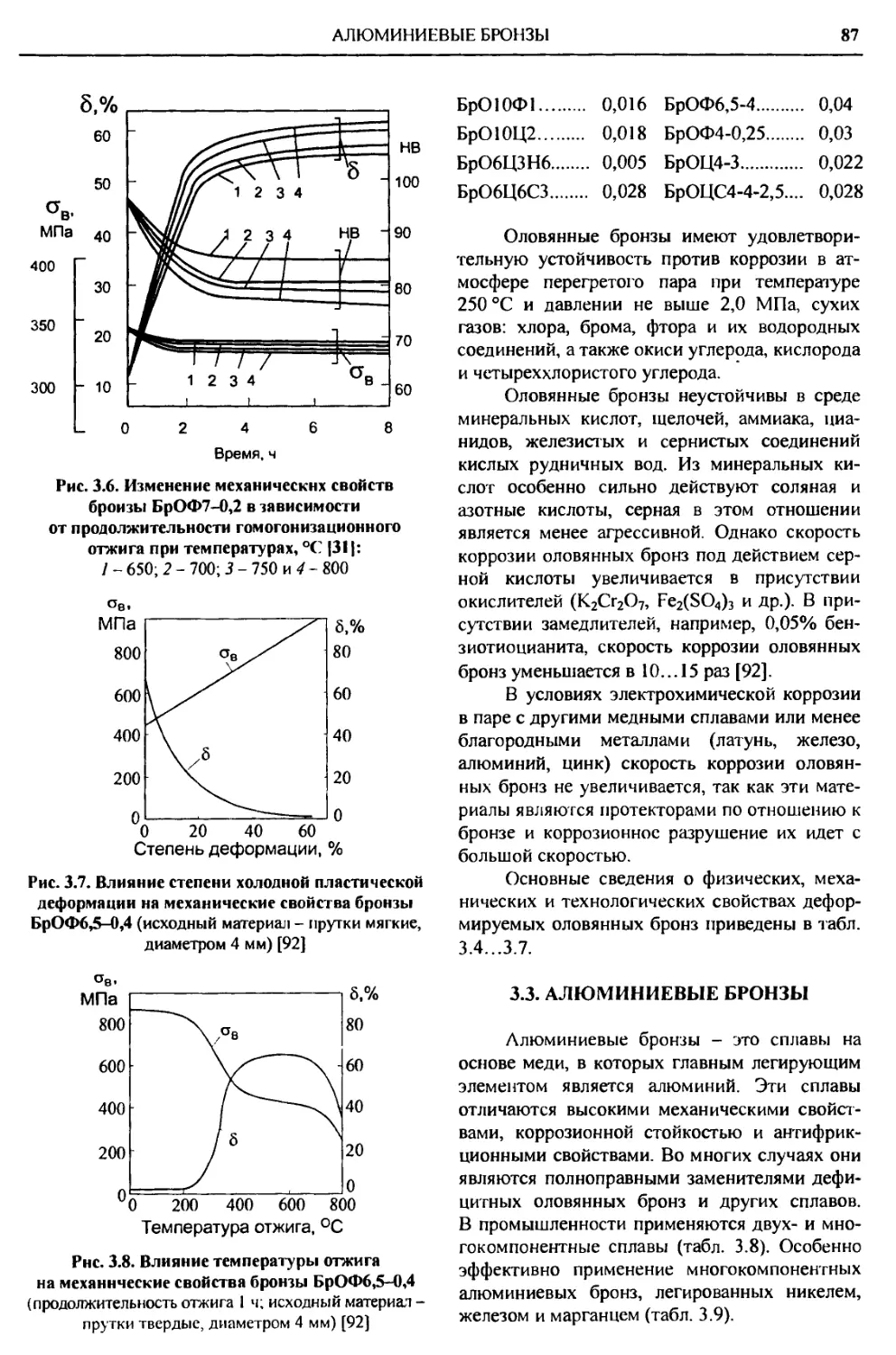
3.2. Оловянные бронзы....... 78
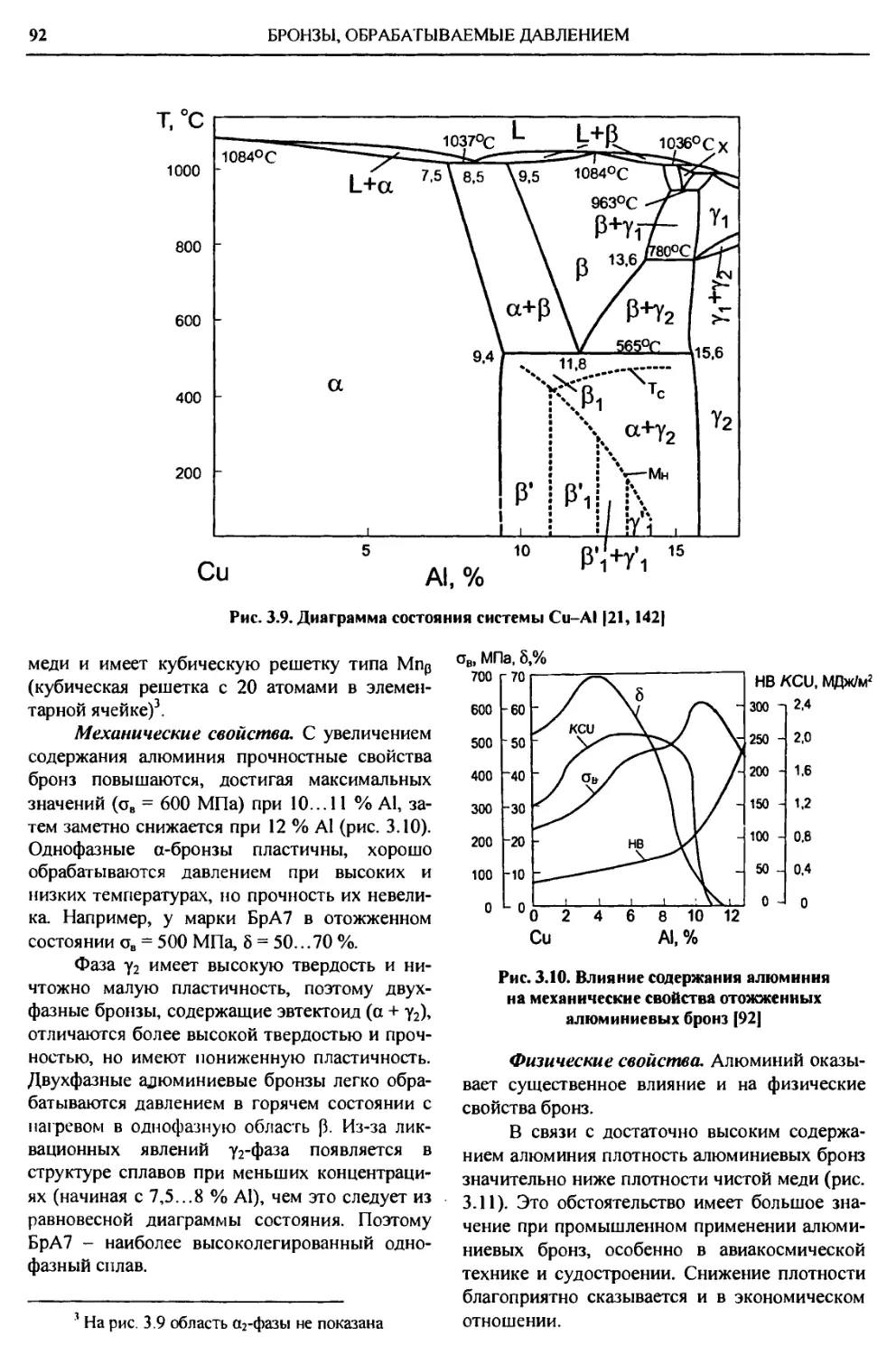
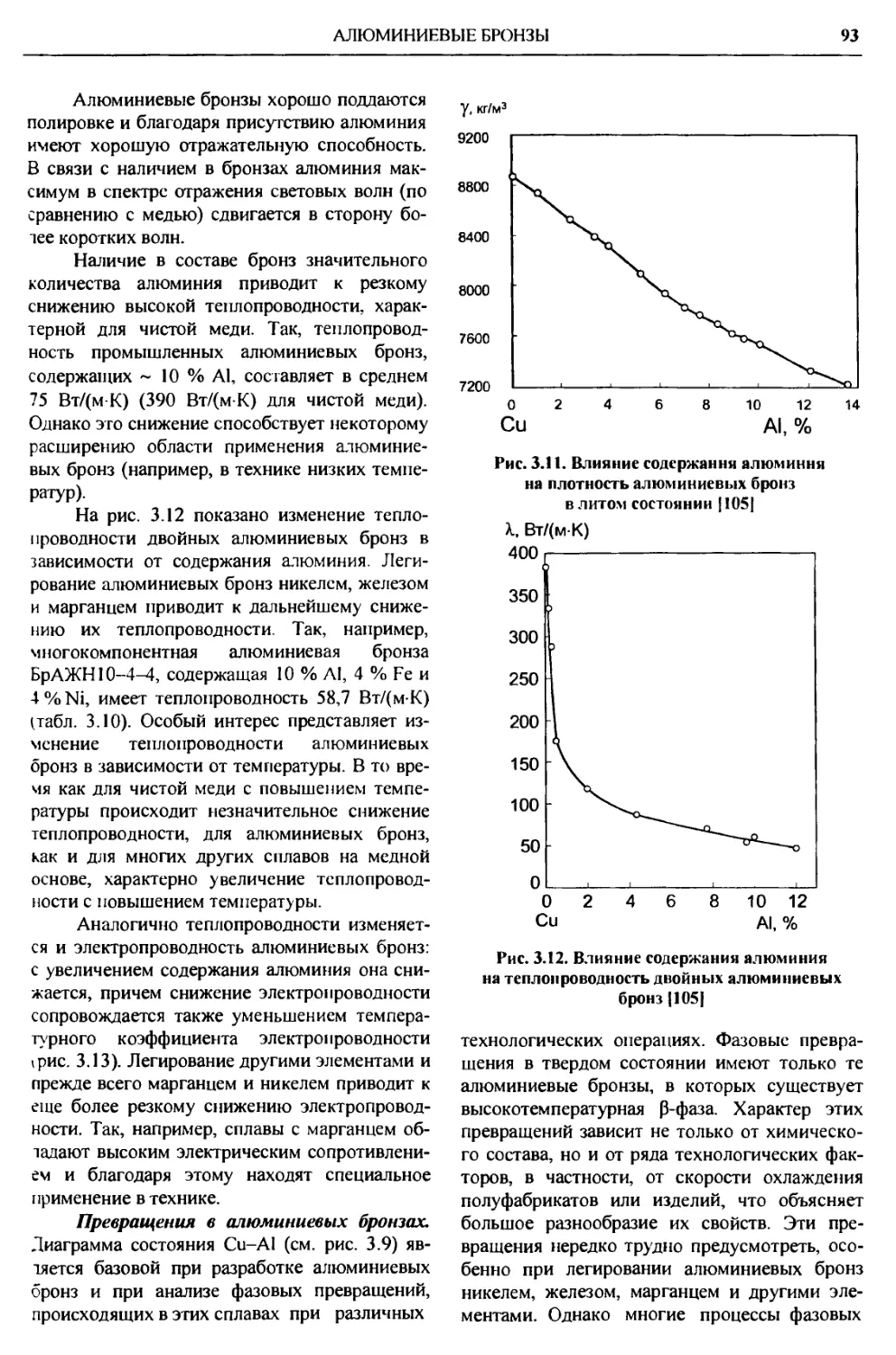
3.3. Алюминиевые бронзы.. 87
3.4. Бериллиевые бронзы..... 102
3.5. Кремнистые бронзы...... 112
3.6. Марганцевые бронзы..... 113
4. ЛИТЕЙНЫЕ МЕДНЫЕ
СПЛАВЫ.................... 114
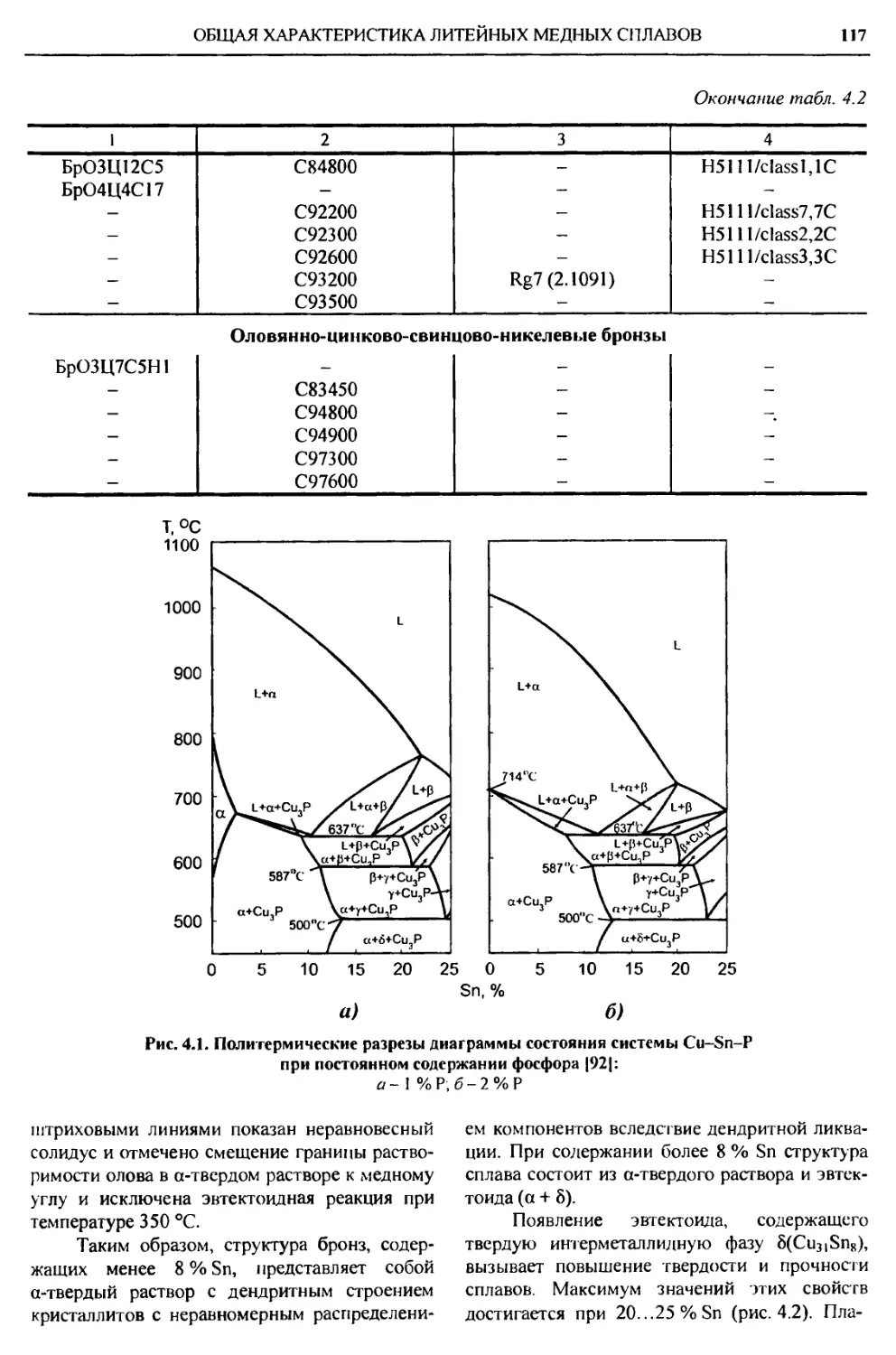
4.1. Общая характеристика литей-
ных медных сплавов.......... 114
4.1.1. Оловянные бронзы. 114
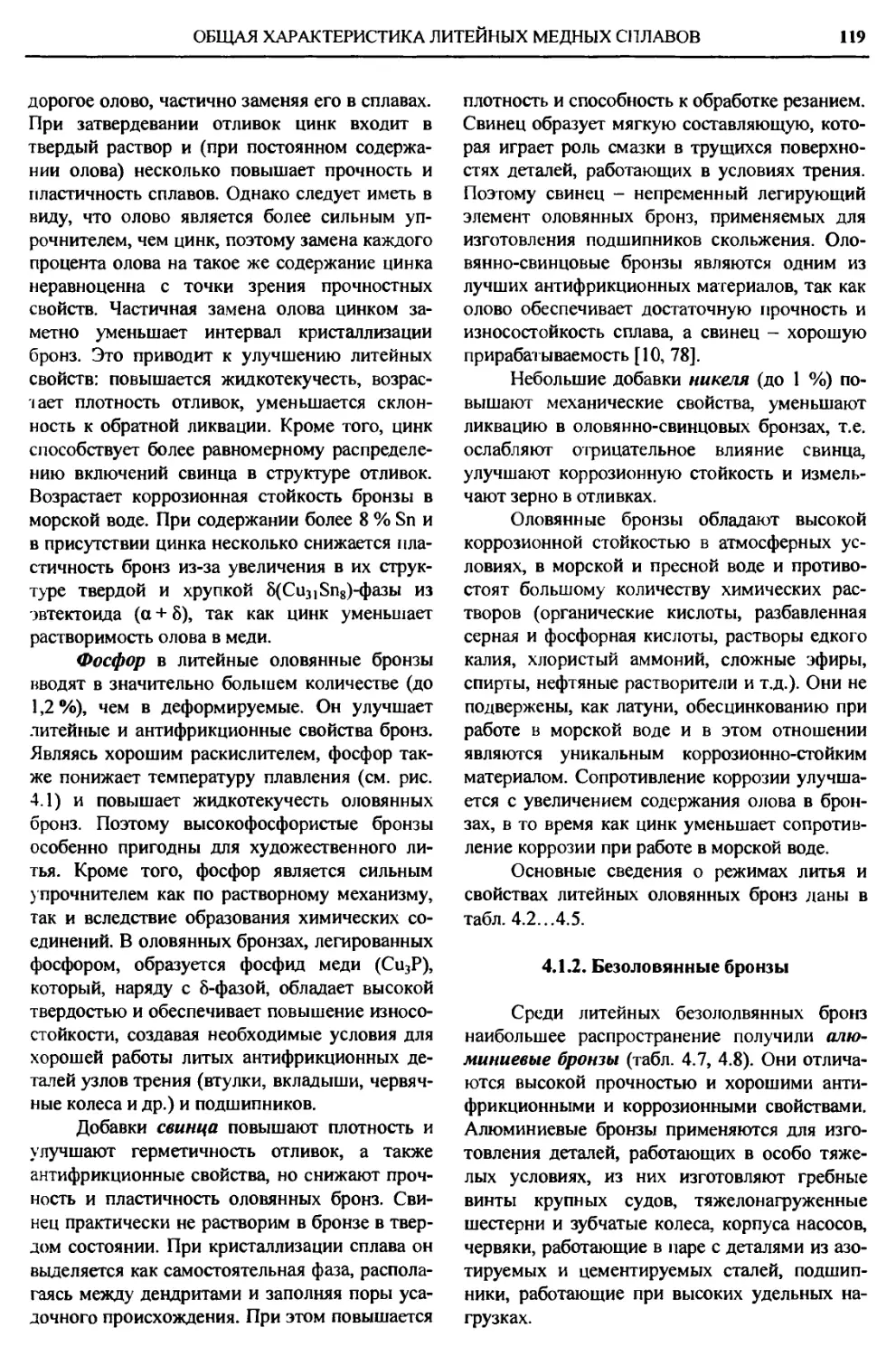
4.1.2. Безоловянные бронзы . 119
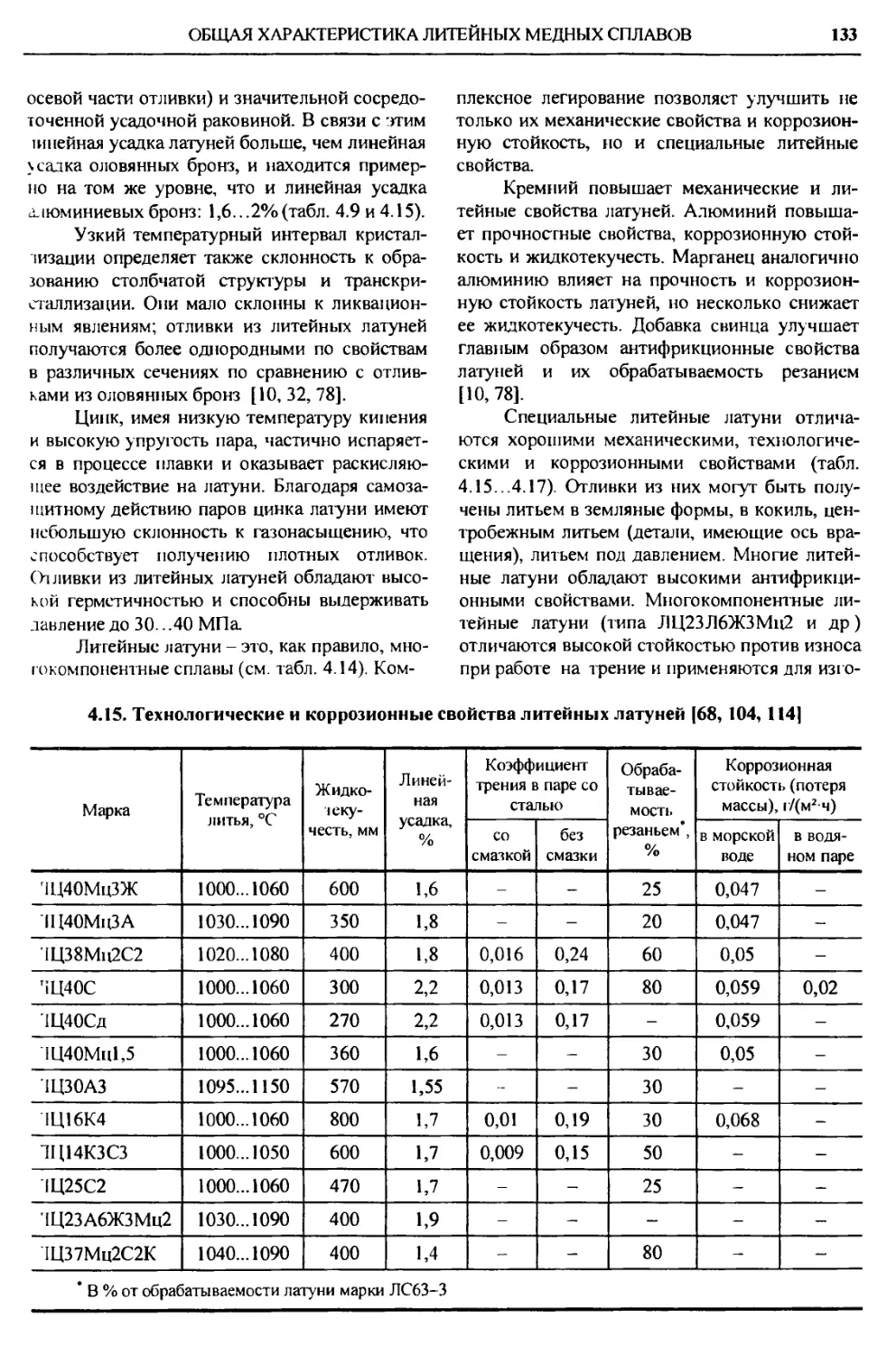
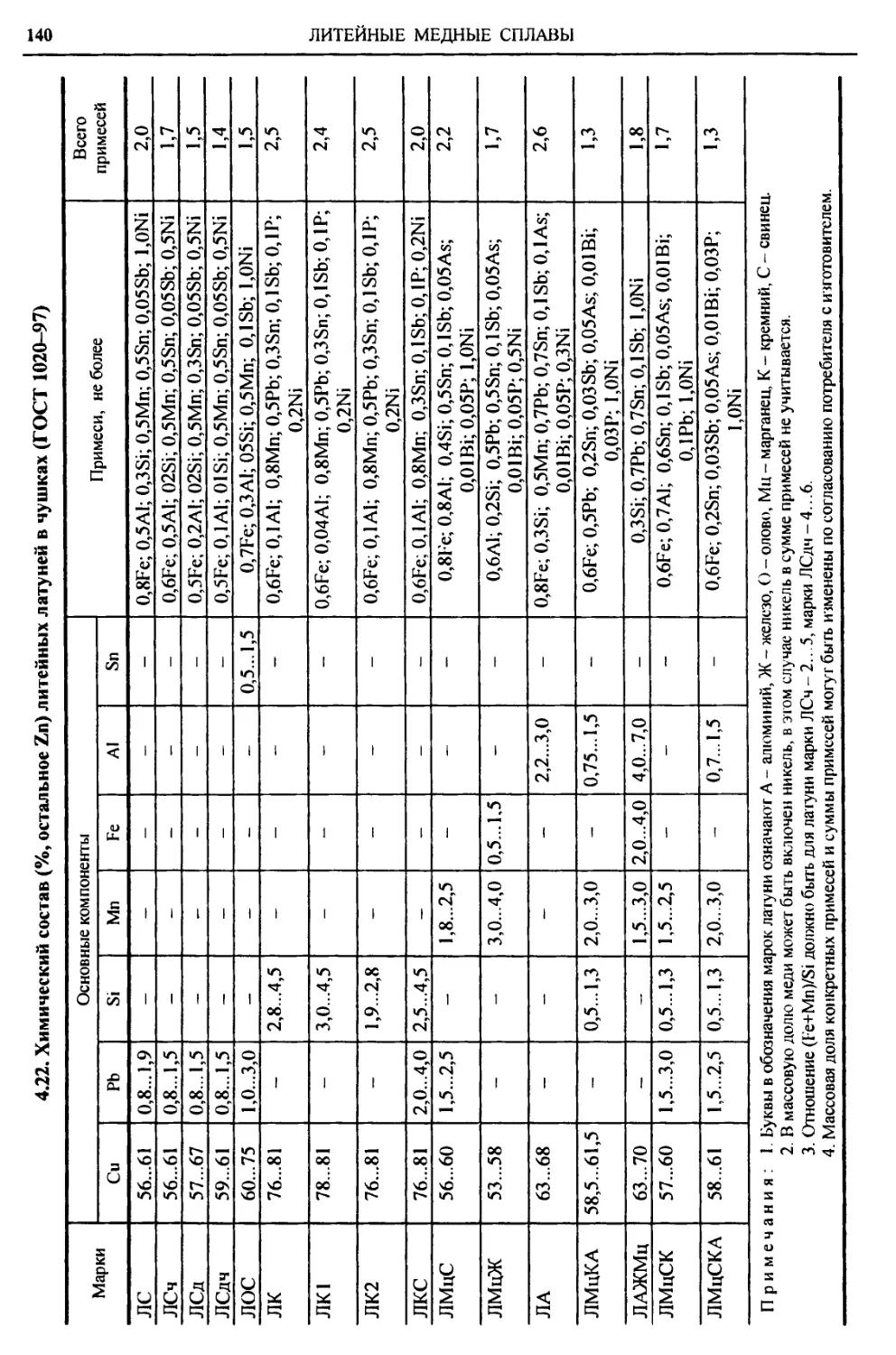
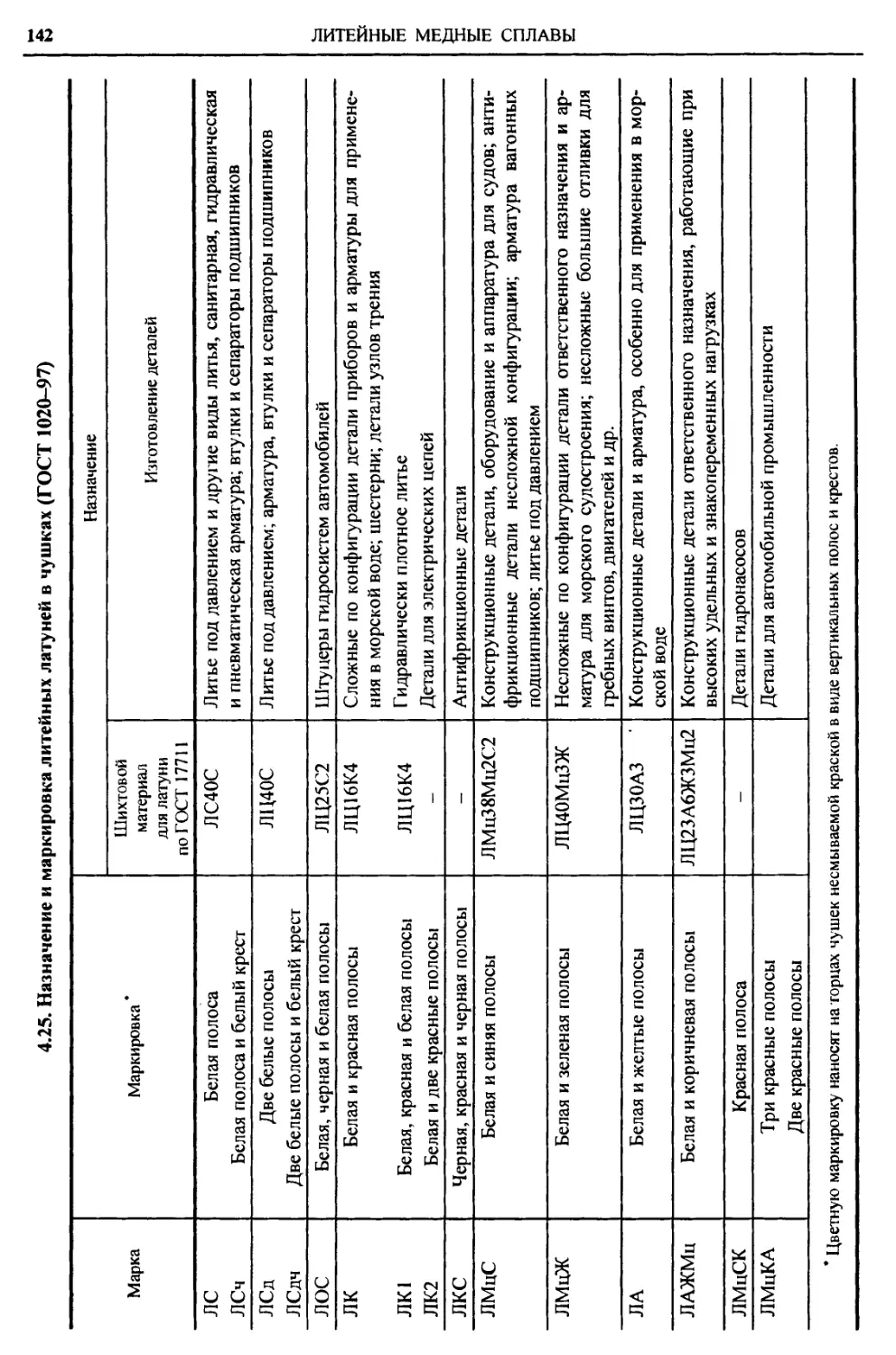
4.1.3. Литейные латуни.. 129
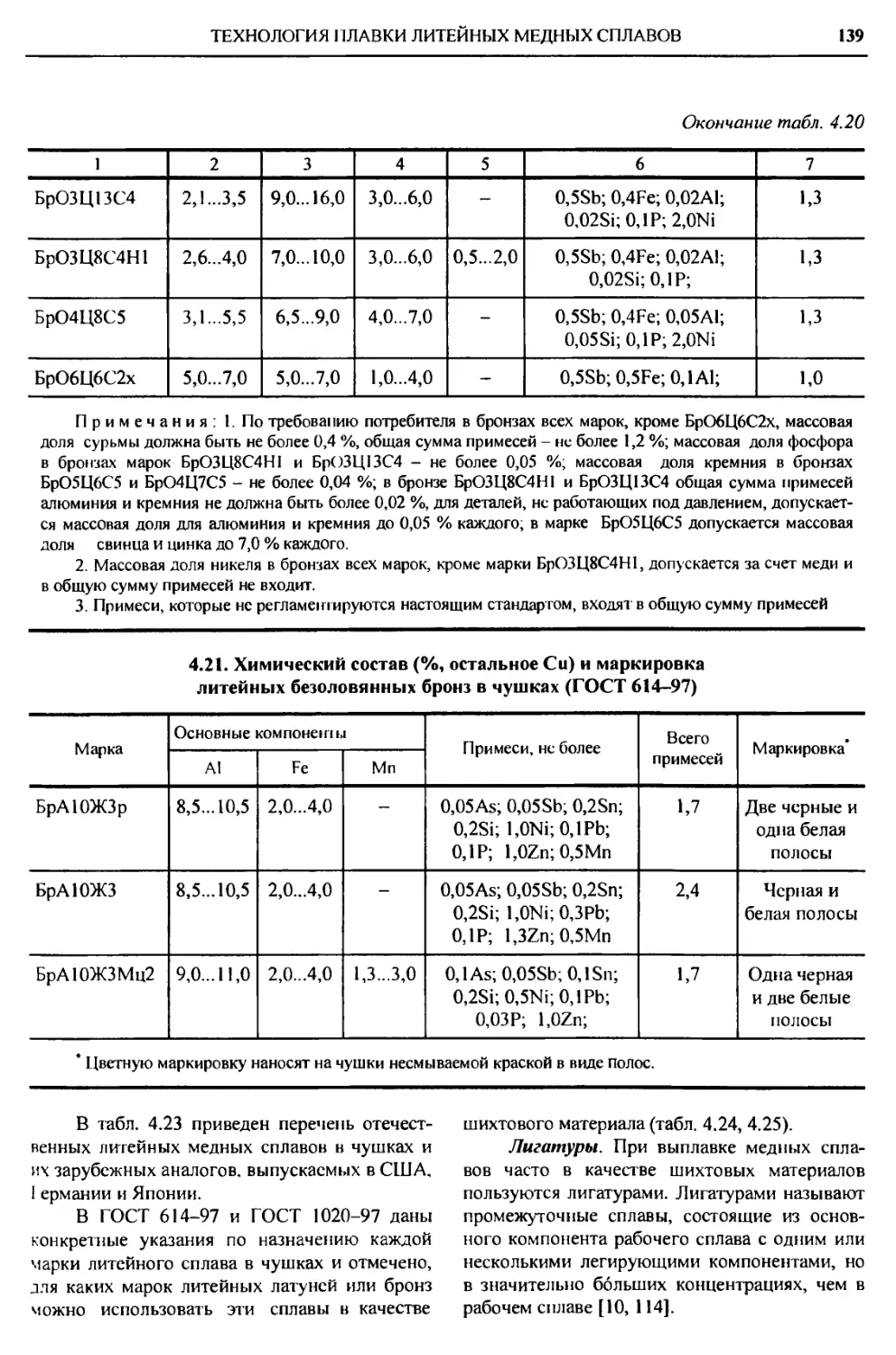
4.2. Технология плавки литейных
медных сплавов.. 135
4.2.1. Общая характеристика
металлических шихто-
вых материалов......... 137
4.2.2. Флюсы......... 144
4.2.3 Плавка оловянных бронз 145
4.2.4. Плавка безоловянных
бронз.................. 146
4.2.5. Плавка латуней... 148
4.2.6. Финишные операции
при получении отливок
из латуней и бронз . 149
5. МЕДНО-НИКЕЛЕВЫЕ
СПЛАВЫ.................... 150
5.1. Влияние никеля на свойства
меди........................ 150
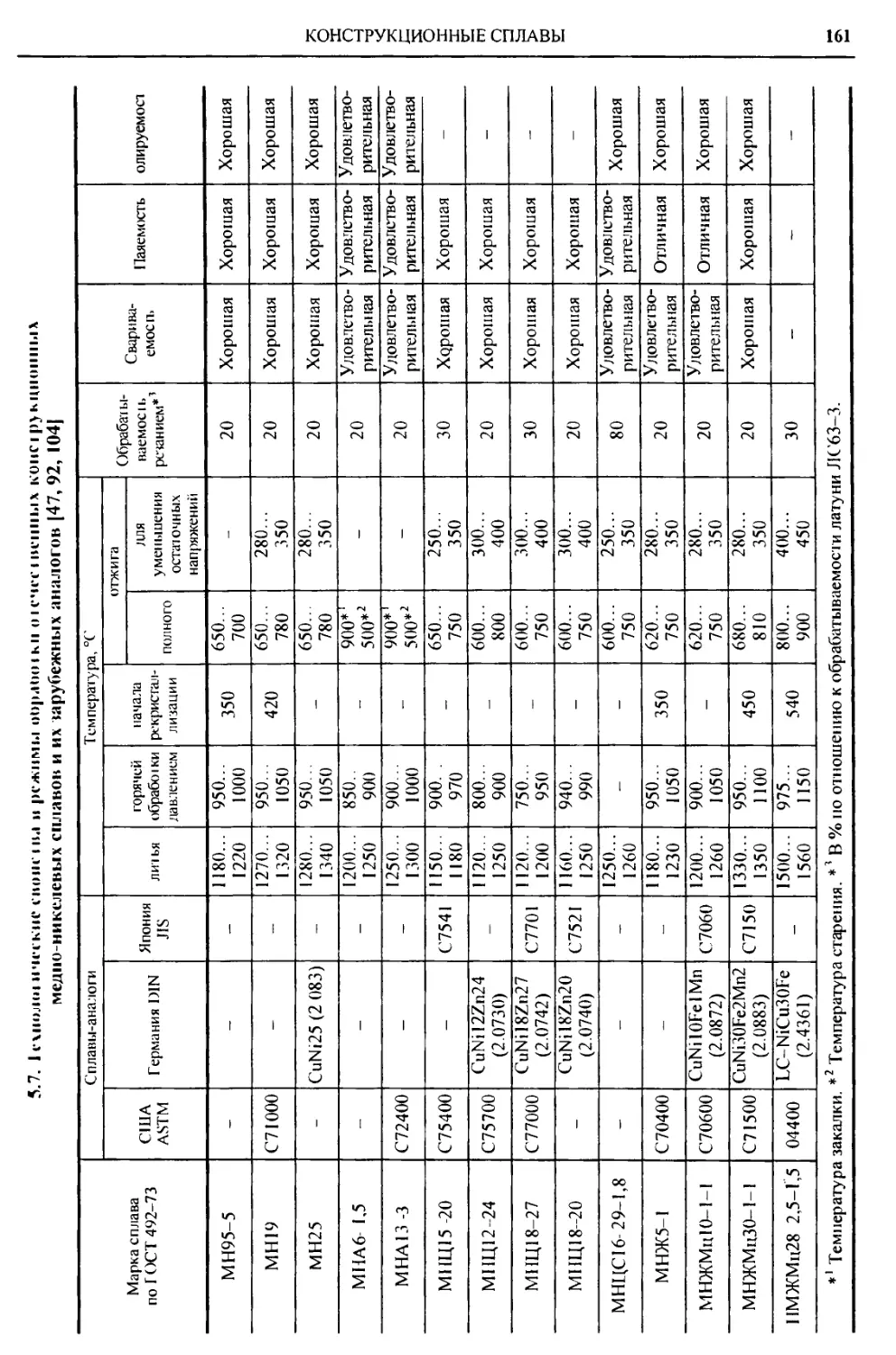
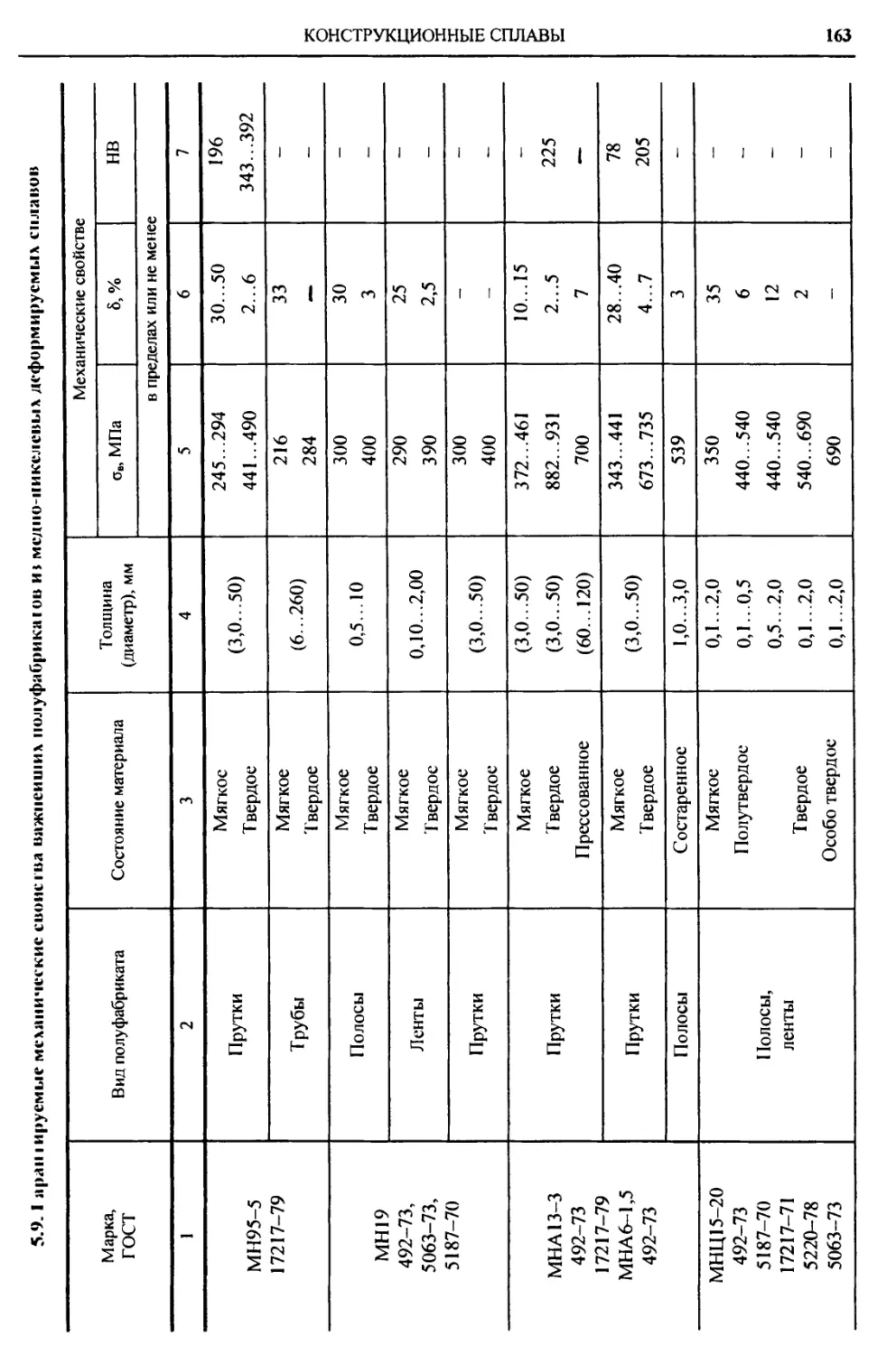
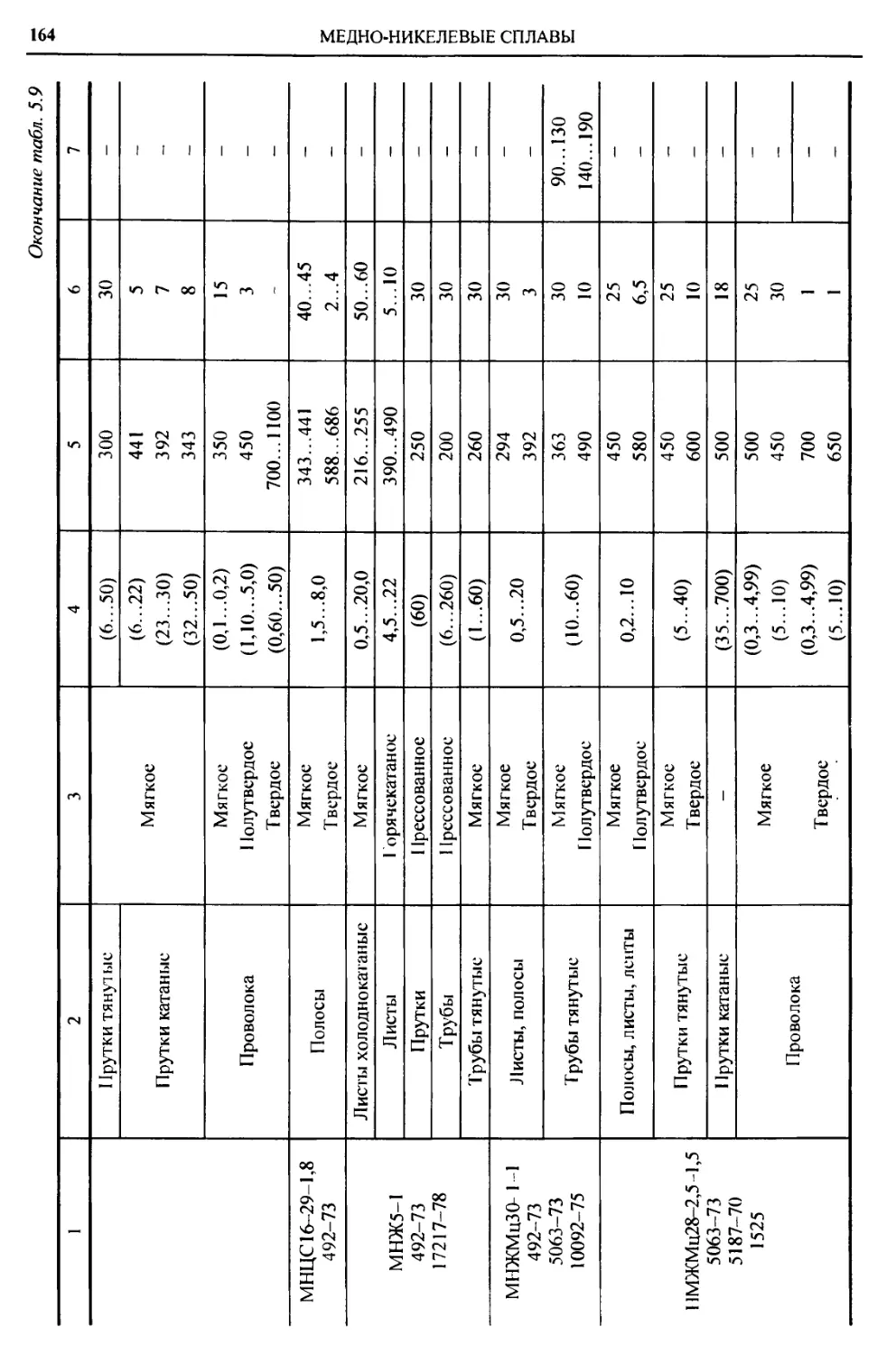
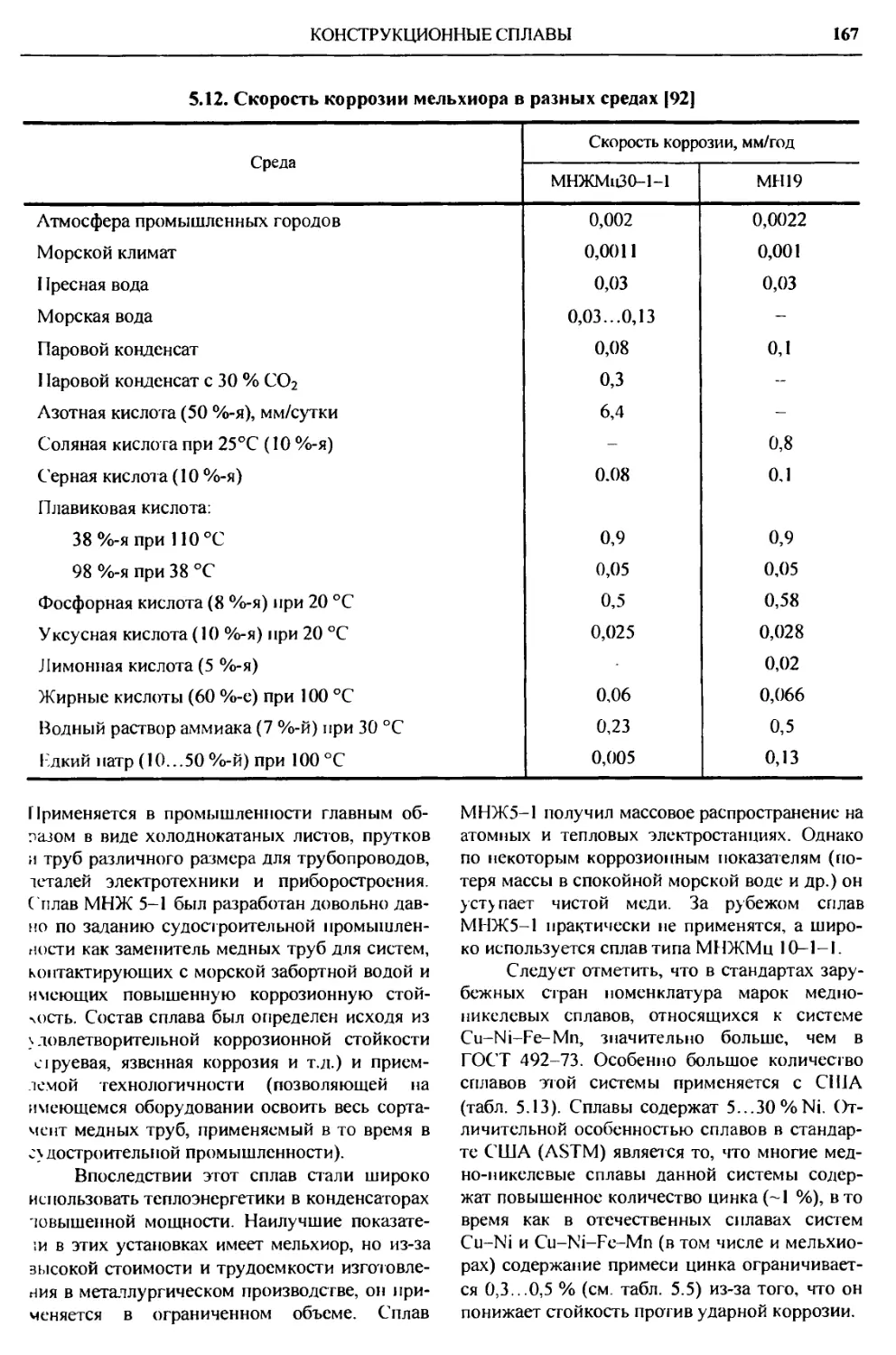
5.2. Конструкционные сплавы .... 156
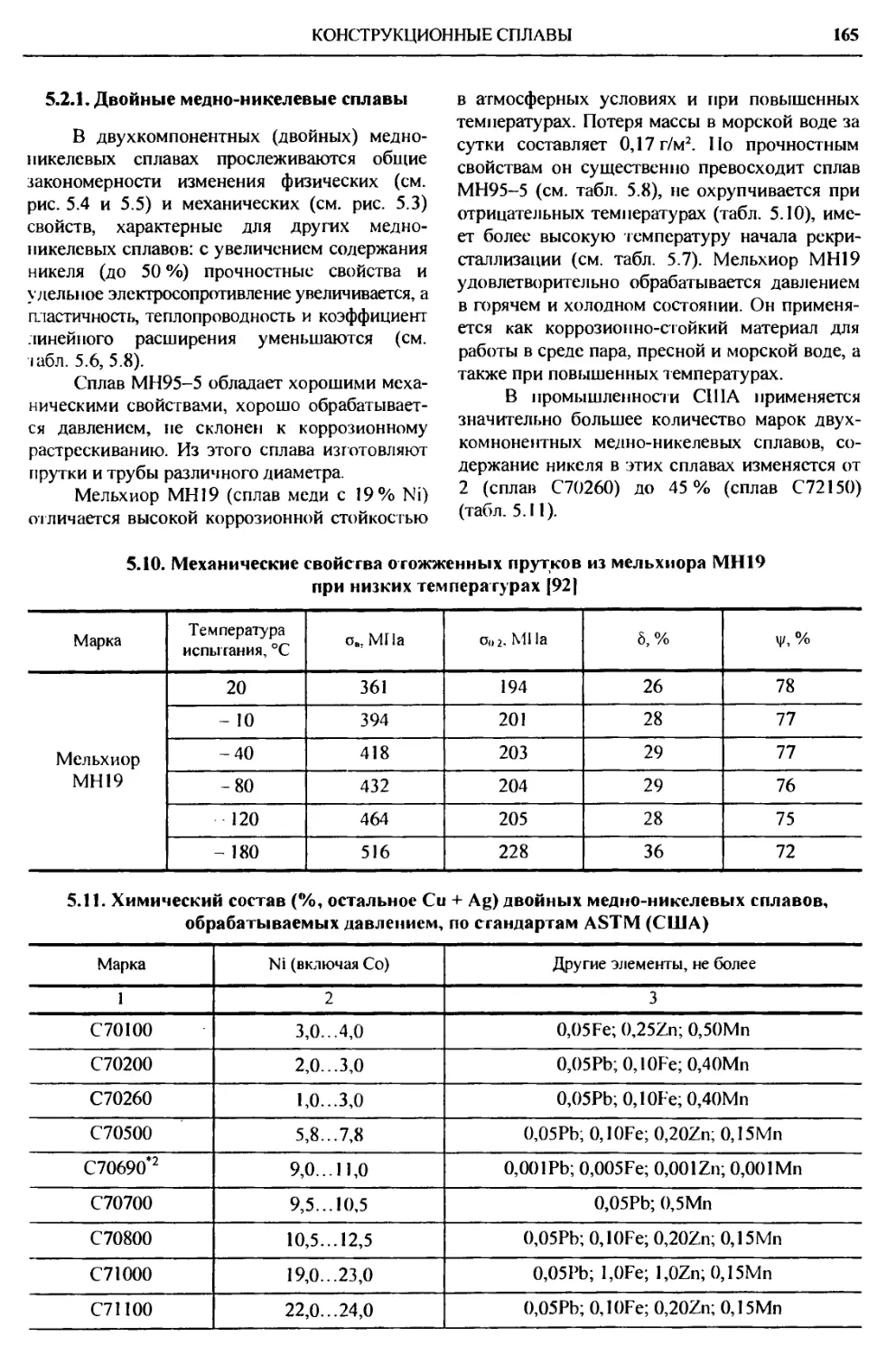
5.2.1. Двойные медно-никеле-
вые сплавы................. 165
5.2.2. Сплавы системы Cu-Ni-
Fe-Mn...................... 166
5.2.3. Сплавы системы Ni-Cu-
Fe-Mn (монель-металлы) 168
5.2.4. Сплавы системы Cu-Ni-
Zn-(Pb)(нейзильберы).. 172
5.2.5. Сплавы системы Cu-Ni-
А1 (куниали)............. 183
5.2.6. Сплавы системы Cu-Ni-
А1, дополнительно леги-
рованные марганцем и
хромом..................... 185
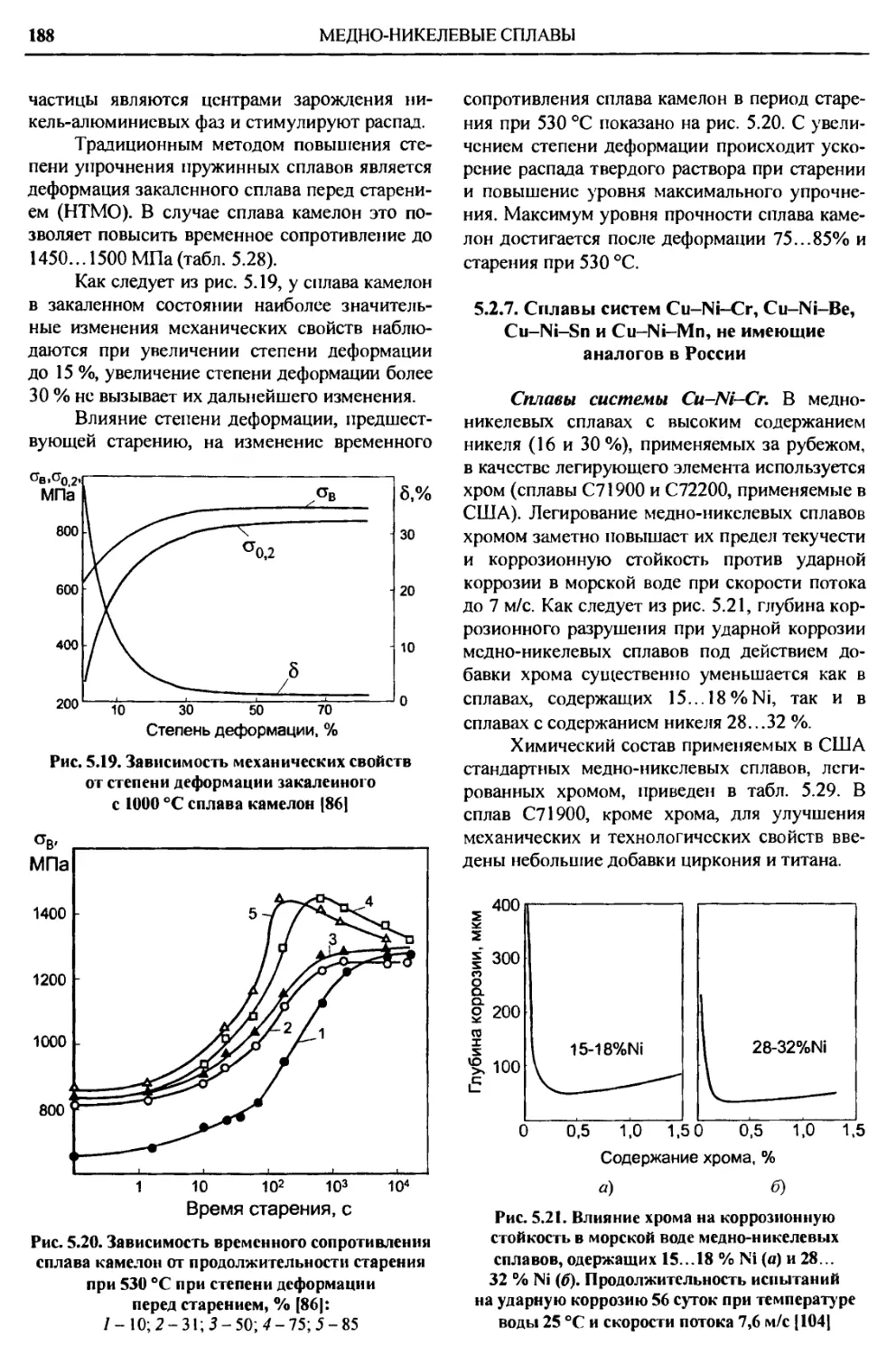
5.2.7. Сплавы систем Cu-Ni-Cr,
Cu-Ni-Be, Cu-Ni-Sn и
Cu-Ni-Mn, не имеющие
аналогов в России........ 188
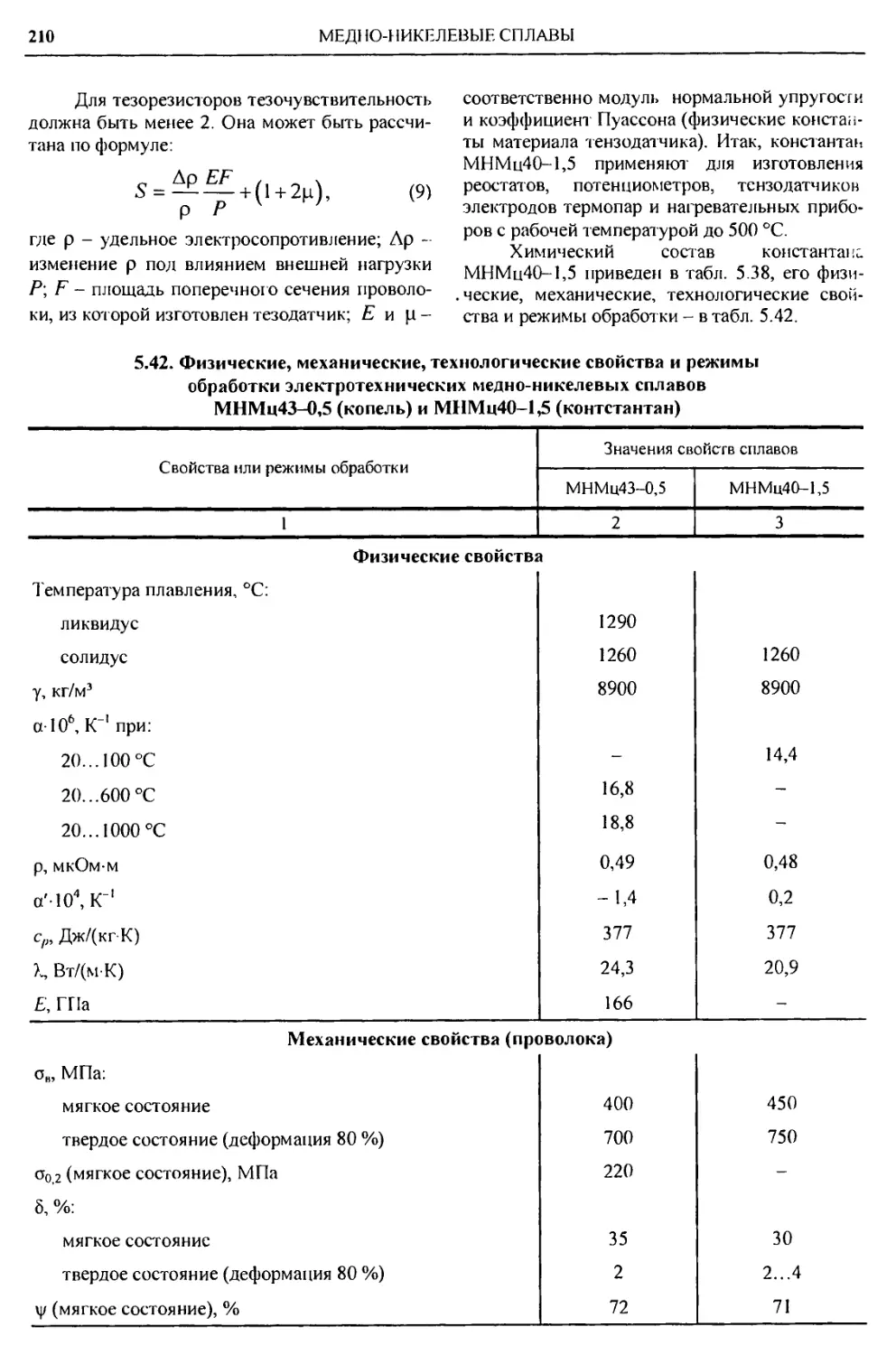
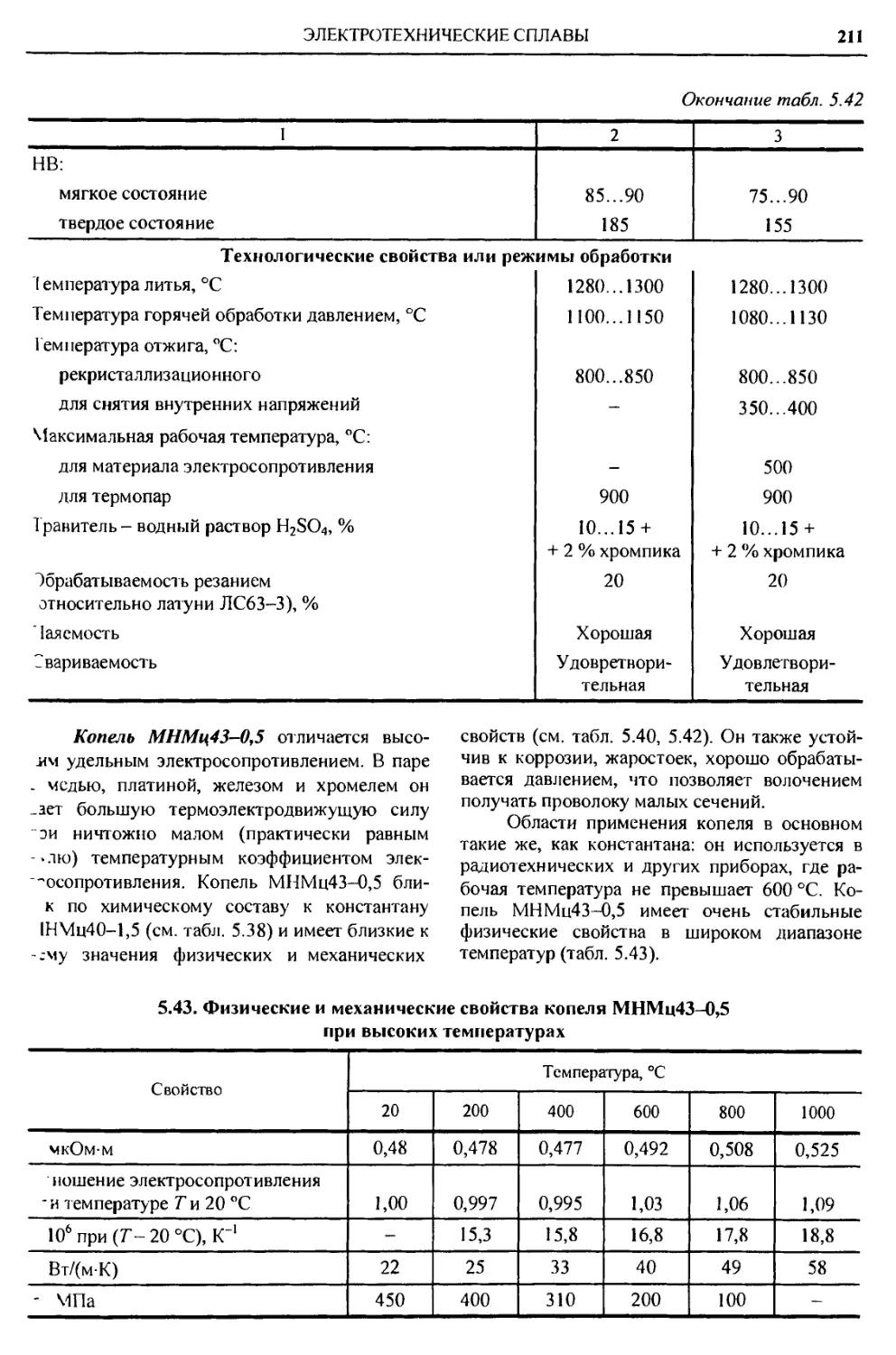
5.3. Электротехнические сплавы .. 203
6. СПЕЦИАЛЬНЫЕ МЕДНЫЕ
СПЛАВЫ.......................... 218
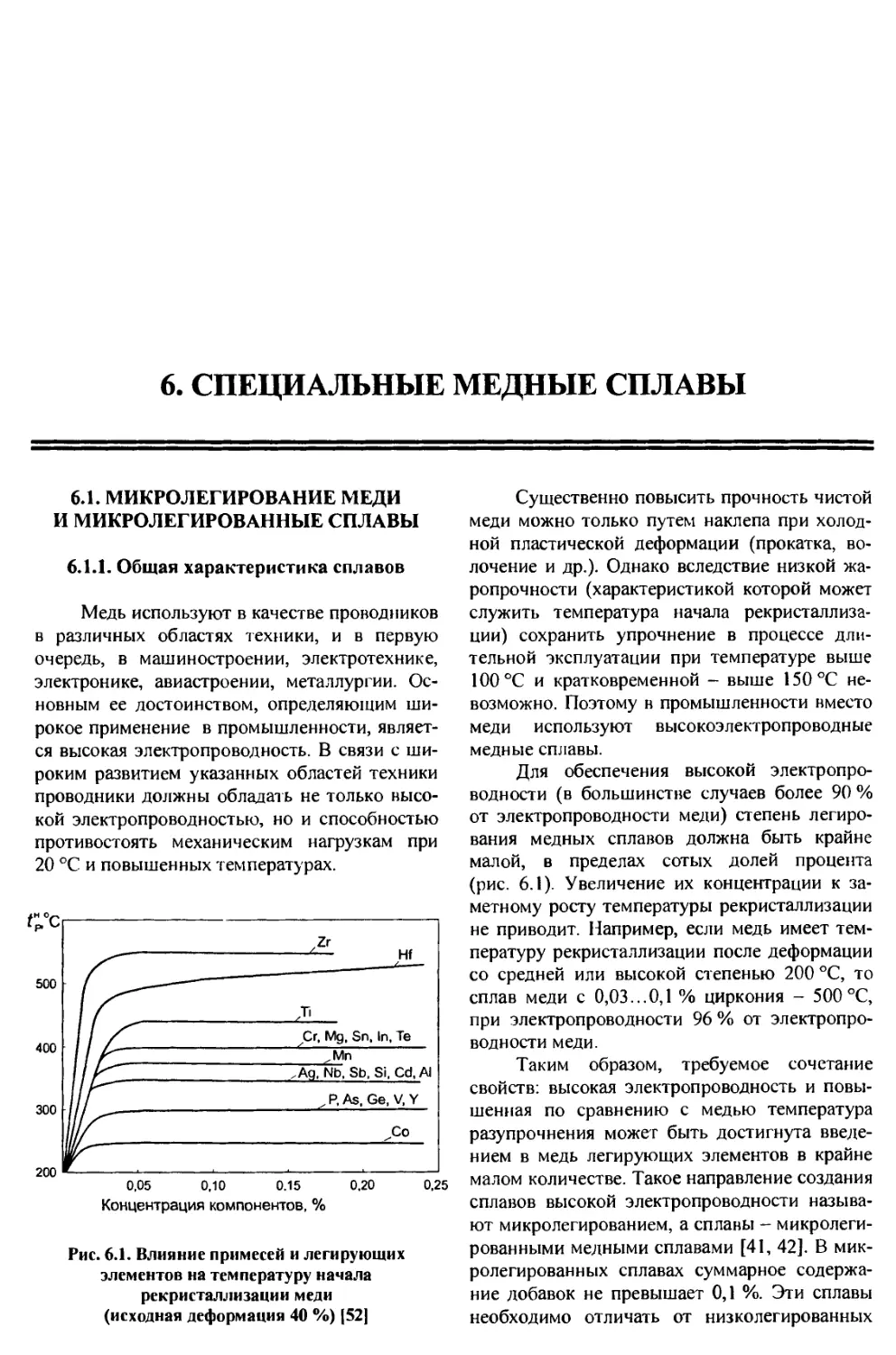
6.1. Микролегирование меди и
микролегированные сплавы. 218
6.1.1. Общая характеристика
сплавов................. 218
6.1.2.Влияние малых добавок
на удельное электросо-
противление меди......... 219
6.1.3. Влияние микролегиро-
вания на температуру
рекристаллизации меди 221
6 1.4. Микролегированные
сплавы на основе систе-
мы Cu-Zr................. 224
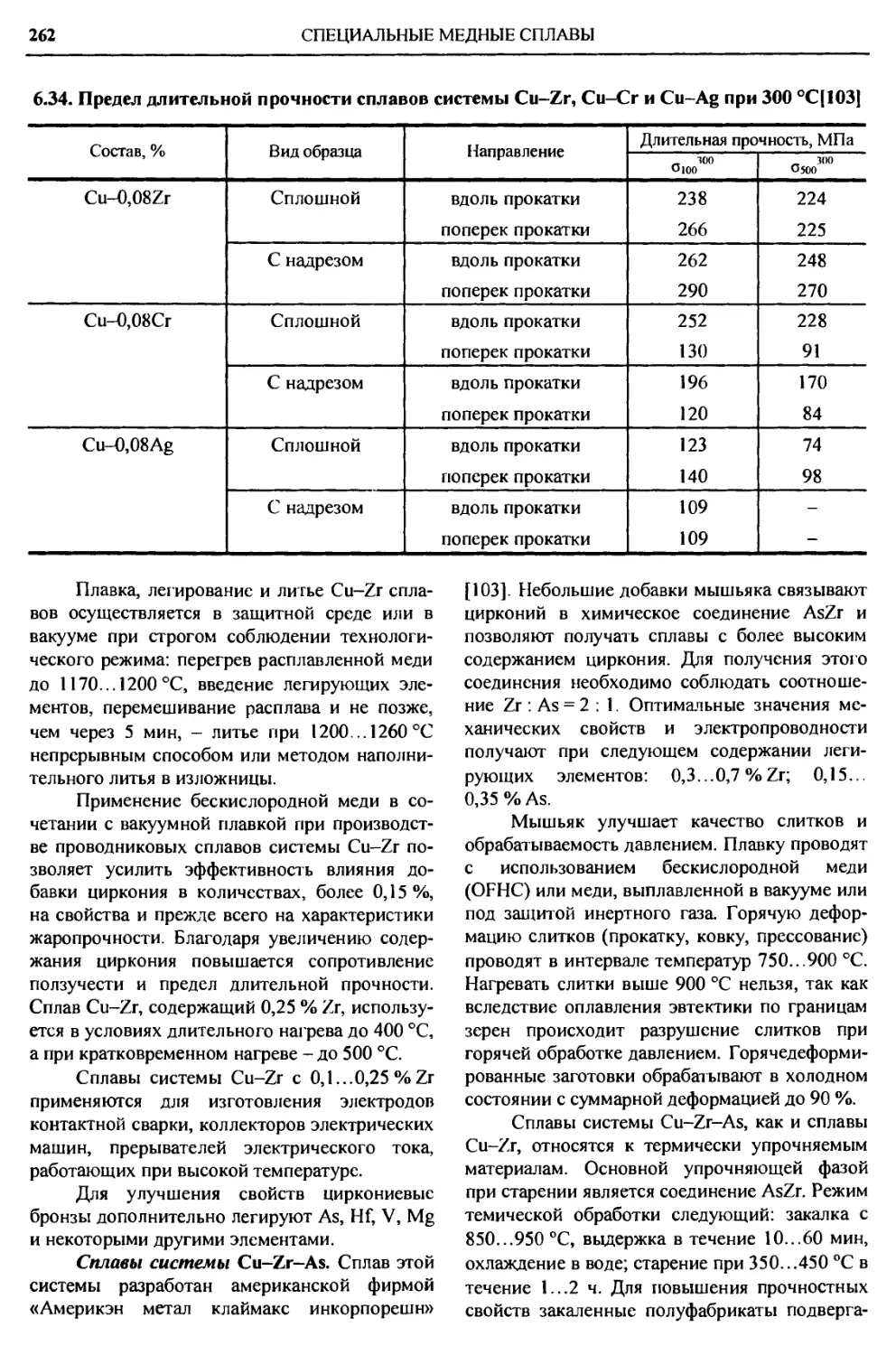
6.2. Низколегированные бронзы
высокой электро- и теплопро-
водности 228
6.2.1. Общая характеристика
сплавов.................... 228
6.2.2. Термически не упроч-
няемые сплавы............ 236
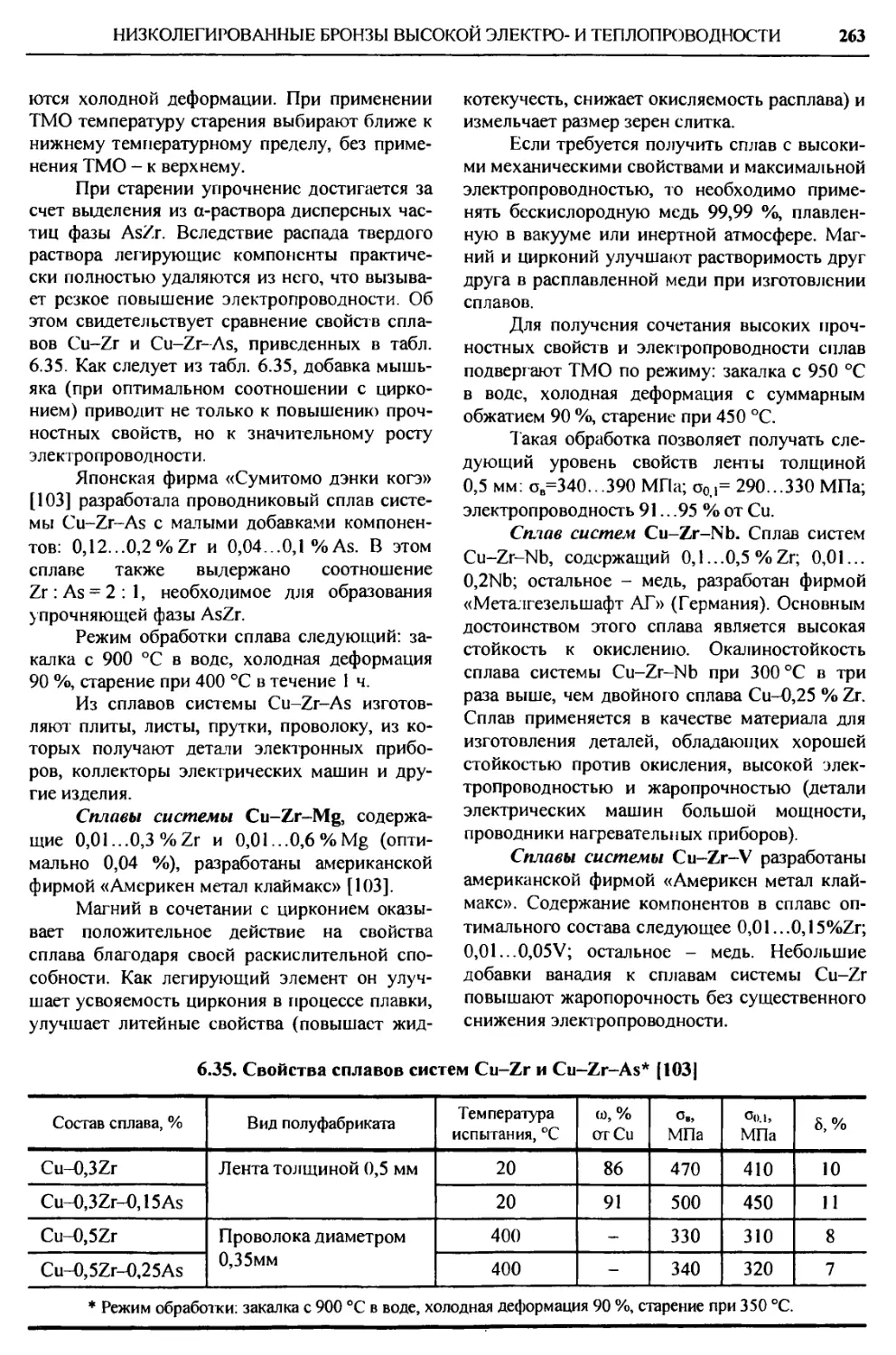
6.2.3. Сплавы системы Cu-Zr. 252
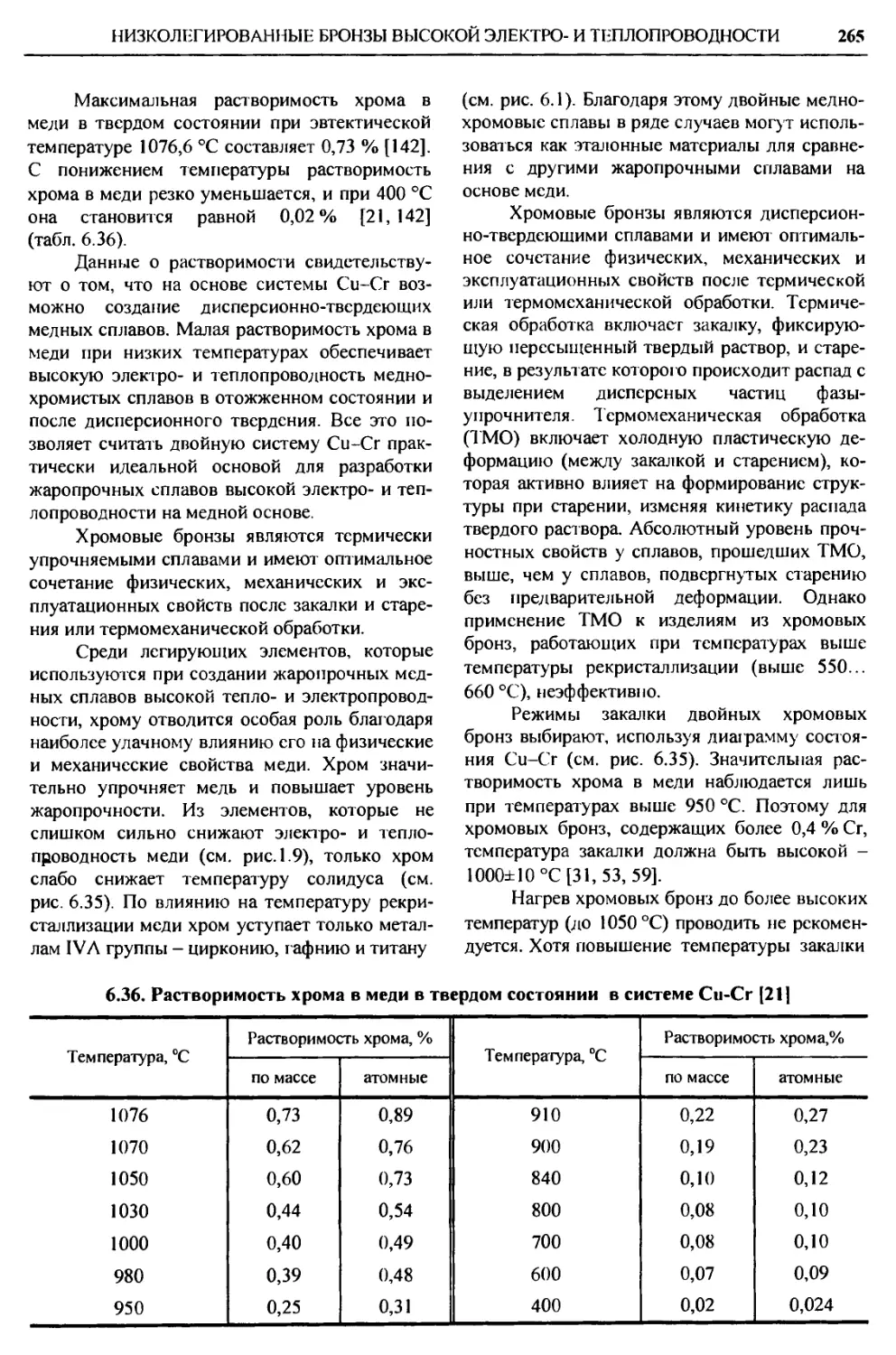
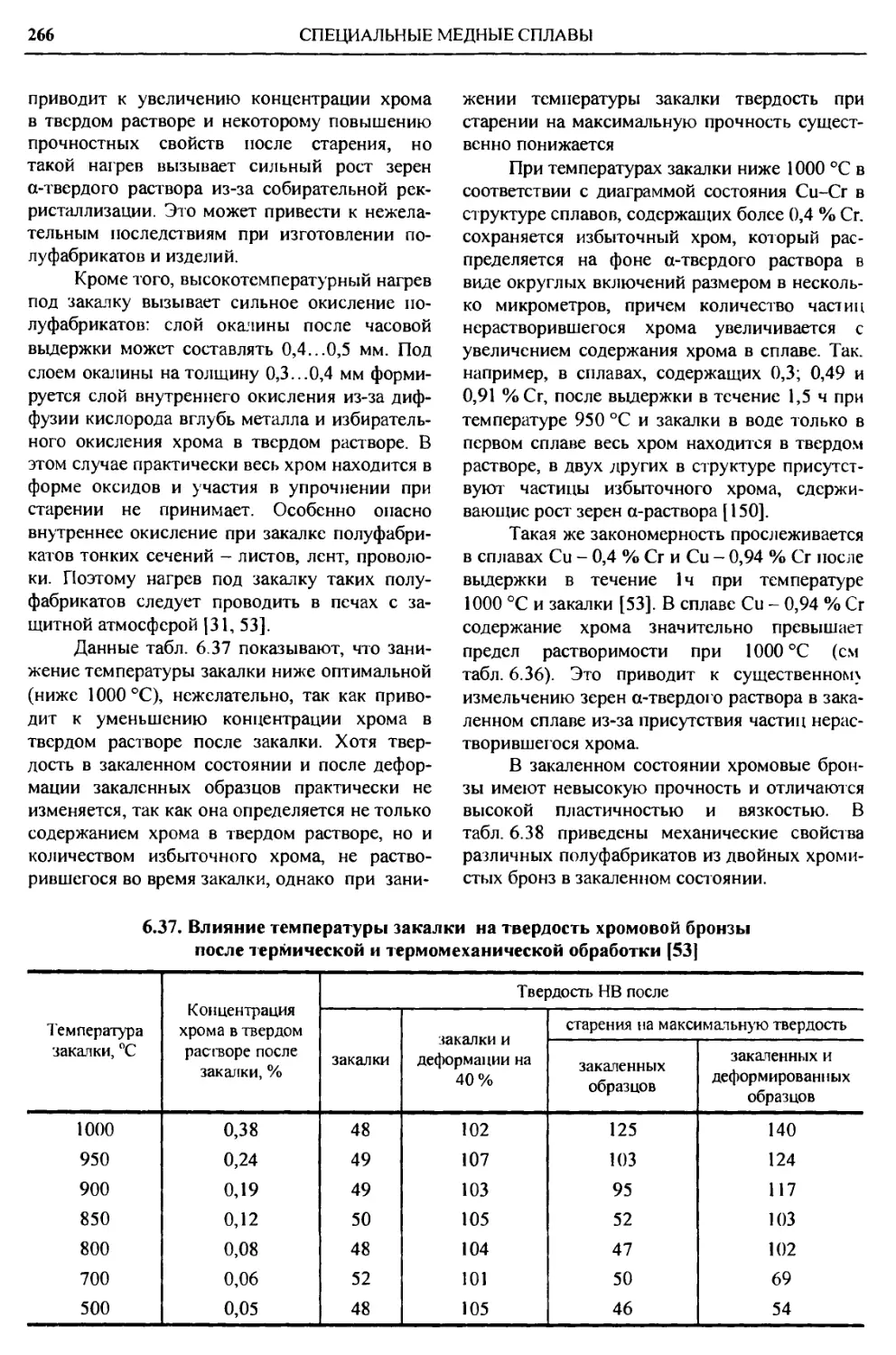
6.2.4. Сплавы системы Cu-Cr -
хромовые бронзы.......... 264
6.2.5. Жаропрочные медные
сплавы средней электро-
проводности ............... 295
6.3. Дисперсно-упрочненные мед-
ные сплавы..................... 309
6.4. Медные сплавы с эффектом
памяти формы................... 319
6.5. Медные сплавы с эффектом
сверхпластичности............ 329
СПИСОК ЛИТЕРАТУРЫ................... 333
ПРЕДИСЛОВИЕ
За последнее время значительно увели-
чилась номенклатура медных сплавов, поя-
вились новые технологии и технологические
процессы их получения, расширились облас-
ти применения этих материалов в промыш-
ленности, появилась новая информация о
свойствах этих материалов, разработаны
новые аспекты теоретического металловеде-
ния по созданию новых материалов на мед-
ной основе, которые в отечественной науч-
ной и справочной литературе обобщения в
должной мере не нашли. Все это послужило
основанием для написания данного
справочника.
Изложение материала в справочнике
принято в соответствии с существующей
классификацией медных сплавов. Приведе-
ны сведения практически обо всех стандарт-
ных марках меди и сплавах на ее основе:
латунях, бронзах и медно-никелевых спла-
вах, выпускаемых промышленностью Рос-
сии. В отдельную главу выделены специаль-
ные медные сплавы: высокой электро- и те-
плопроводности, с эффектом памяти формы
и с эффектом сверхпластичности. Рассмот-
рены принципы создания этих сплавов. При-
ведены также сведения о зарубежных мар-
ках, близких по составу к российским мед-
ным сплавам, по национальным стандартам
США (ASTM), Германии (DIN), Японии
(JIS) и других стран.
Систематизированы и обобщены све-
дения о физических, механических и техно-
логических свойствах этих материалов. Дана
характеристика коррозионных свойств, по-
казано влияние на них легирующих элемен-
тов и вредных примесей. Особое внимание
уделено технологическим свойствам, опре-
деляющим поведение этих материалов в
условиях металлургического и машино-
строительного производств. Приведены
принципиальные схемы получения полуфаб-
рикатов и изделий из меди и ее сплавов, да-
ны их свойства, указаны области примене-
ния.
Освещены вопросы теоретического ме-
талловедения меди и ее сплавов, изложены
сведения о составе и структуре, особенно-
стях термической обработки этих материа-
лов, приведены двойные и многокомпонент-
ные диаграммы состояния, определяющие
фазовый состав.
В справочнике рассмотрены не только
медные сплавы, входящие в стандарты Рос-
сии и их сплавы-аналоги ведущих зарубеж-
ных стран, но также даны сведения о зару-
бежных сплавах различных систем легиро-
вания, которые в настоящее время в России
не применяются: принципы их легирования,
структура, свойства и возможные механиз-
мы упрочнения.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
о - напряжение;
ов - временное сопротивление (предел прочно-
сти при разрыве);
от - предел текучести физический;
<*0,2 _ предел текучести условный с допуском
на величину пластической деформации при
нагружении 0,2 %;
0о,о5 _ условный предел упругости с допуском
на остаточную деформацию 0,05 %;
0Упр- предел упругости физический;
0с₽ - предел прочности на срез;
S - истинное напряжение течения;
5 - относительное удлинение после разрыва;
у - относительное сужение после разрыва;
НВ - твердость по Бринеллю;
HRA - твердость по Роквеллу (шкала А, ко-
нусный наконечник с общей нагрузкой
588,4 Н);
HRB - твердость по Роквеллу (шкала В, сфери-
ческий наконечник с общей нагрузкой
980,7 Н);
HRC- твердость по Роквеллу (шкала С, конус-
ный наконечник с общей нагрузкой 1471 Н);
HV - твердость по Виккерсу (нагрузка 294,2 Н,
время выдержки 10... 15 с);
Иц - микротвердость;
KCU - ударная вязкость, определенная на об-
разцах с концентратором вида U;
о_! - предел выносливости при симметричном
цикле (R = 1);
R - коэффициент асимметрии цикла напряже-
ний при испытании на усталость;
А - число циклов нагружений при испытании
на усталость (циклическая долговечность);
отг- предел длительной прочности (величина
напряжения, вызывающего разрушение при
температуре Т и заданном ресурсе т);
е - остаточная деформация;
ё - скорость деформации;
0Ге/т - предел ползучести при допуске на задан-
ную остаточную деформацию (напряжение,
вызывающее остаточную деформацию е (%) за
определенное время т (ч) при температуре 7);
Е - модуль нормальной упругости (модуль
Юнга);
G - модуль упругости при сдвиге (модуль
сдвига);
ц - коэффициент Пуассона;
у - плотность;
А//пл—теплота плавления;
А//исп - теплота испарения;
ср - удельная теплоемкость при постоянном
давлении;
а - температурный коэффициент линейного
расширения;
р - удельное электрическое сопротивление;
а' - температурный коэффициент электриче-
ского сопротивления;
X - теплопроводность;
(о - удельная электрическая проводимость;
R - постоянная Холла;
X- магнитная восприимчивость;
Т - температура;
/нр - температура начала рекристаллизации;
Мн и Мк - температуры начала и конца прямо-
го мартенситного превращения соответствен-
но;
Ан и Ак - температуры начала и конца обрат-
ного мартенситного превращения соответст-
венно;
Мд - температуры начала мартенситного пре-
вращения, наведенного деформацией;
а - температуропроводность.
1. МЕДЬ
1.1. ОБЩИЕ СВЕДЕНИЯ
Среди металлов медь занимает особое
место из-за высокой электропроводности и
теплопроводности. 11о электропроводности
медь уступает только серебру и поэтому явля-
ется важнейшим проводниковым материалом.
Она обладает высокой коррозионной стойко-
стью, технологичностью, сравнительно низкой
стоимостью, что обусловливает ее широкое
применение в промышленности как в чистом
виде, так и в виде сплавов.
Основное количество меди потребляется
промышленностью в виде деформированных
полуфабрикатов, производство которых непре-
рывно растет. Научно-технический прогресс в
отраслях промышленности, использующих
медь, особенно в такой интенсивно развиваю-
щейся отрасли, как электронная техника, вы-
зывает непрерывное повышение требований к
чистоте металла по примесям, к качеству де-
формированных полуфабрикатов в состоянии
поставки и к качеству деталей и узлов, изго-
товляемых из медного проката.
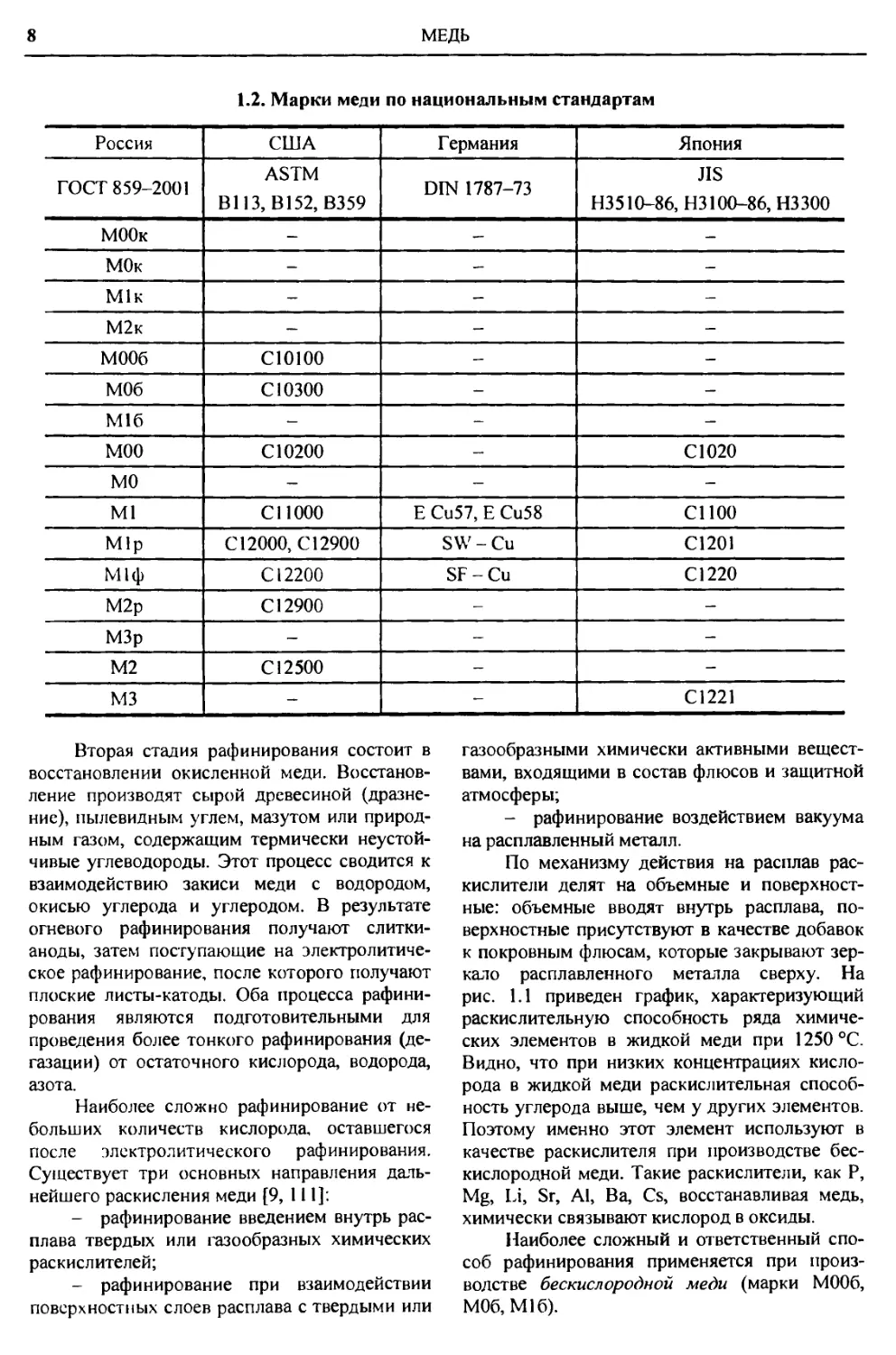
В связи с этим промышленность России
выпускает шестнадцать марок меди, химиче-
ский состав которых приведен в табл. 1.1.1
Марки меди по национальным стандартам Рос-
сии и зарубежных стран приведены в табл. 1.2.
Российские марки обозначают буквой
«М», цифры показывают степень чистоты,
буквы после цифр обозначают метод очистки
или особенность применения: к - катодная; р -
рафинированная с раскислением; ф - раскис-
ленная фосфором; б - бескислородная медь.
1 Здесь и далее химический состав приведен в
% (но массе) за исключением особо оговоренных
случаев.
Характеристика
марок технической меди
В соответствии со стандартом (ГОСТ
859-2001) марки меди по химическому составу
и способам металлургической переработки
(способам рафинирования) делят на пять групп
[9, 47, 70, 104]:
1) медь огневого рафинирования, кото-
рую выплавляют в обычных печах (99,5...
99,7 % Си);
2) электролитическая катодная медь,
полученная методом электролиза (99,93...
99,97 % Си);
3) медь переплавленная, при производ-
стве которой для обработки расплава вводят в
него специальный раскислитель (99,5...99,9 %
Си с содержанием кислорода менее 0,01 % и
при остаточном раскислителе (фосфор)
0,0012...0,06 %);
4) медь бескислородная, выплавляемая в
восстановительной или инертной атмосфере с
применением покровного флюса и поверхност-
но-активных веществ, в том числе и углерода
(99,95...99,99 % Си);
5) медь, выплавленная в вакуумируемом
объеме (99,95...99,99 % Си).
Первичное рафинирование для получения
черновой меди осуществляется в открытых
плавильных печах. Процесс рафинирования
идет в две стадии - окисление и последующее
восстановление меди. Окислительное рафини-
рование основано на преимущественной по
сравнению с медью склонности многих приме-
сей к окислению и выделению из расплава в
виде шлаков или возгонке в газовую фазу. По-
сле завершения операции окислительного ра-
финирования металл насыщен кислородом,
который образует в расплаве закись меди Си2О.
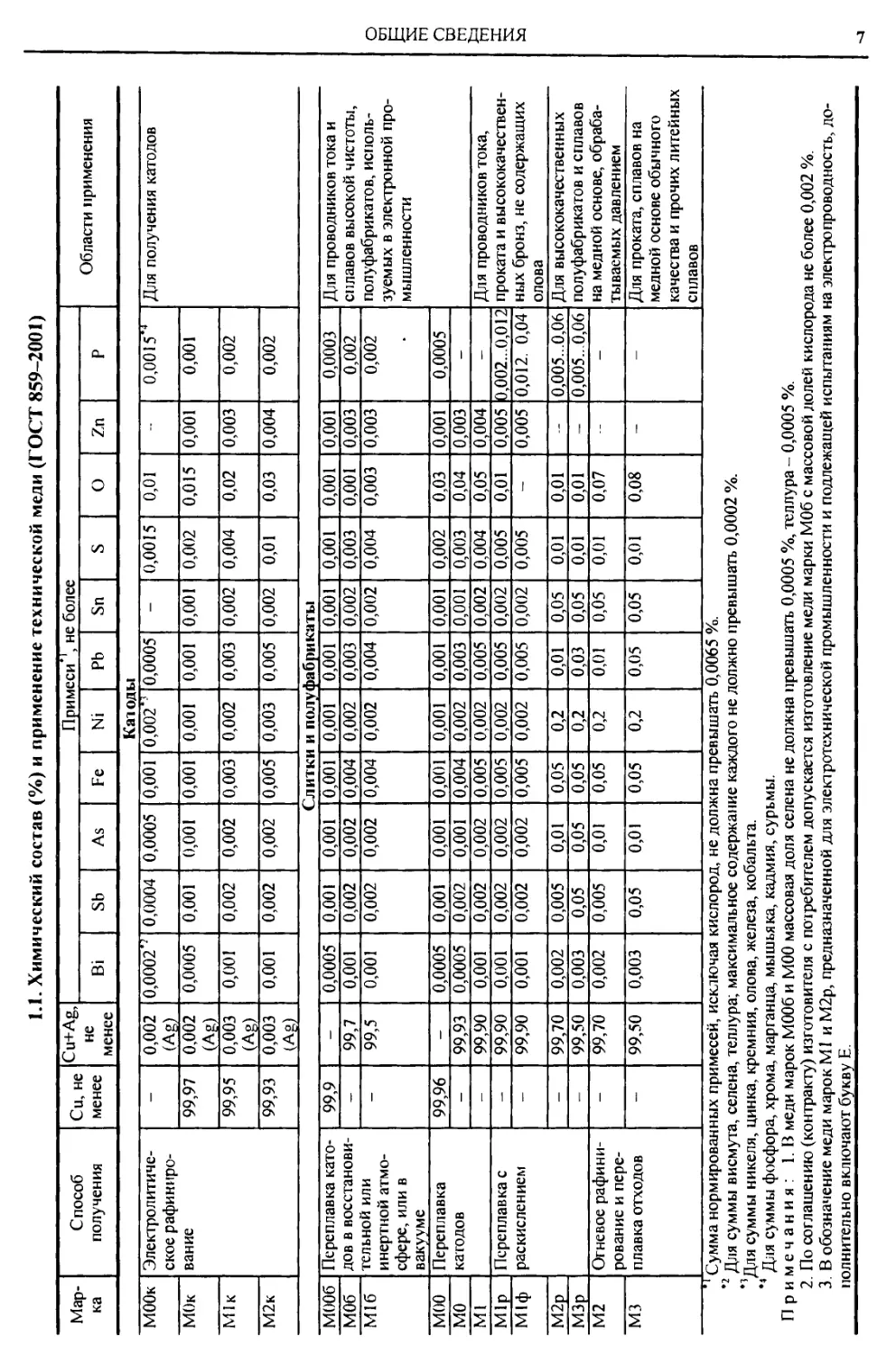
1.1. Химический состав (%) и применение технической меди (ГОСТ 859-2001)
Мар- ка Способ получения Си, не менее Cu+Ag, не менее Примеси ', не более Области применения
Bi Sb As Fe Ni Pb Sn S О Zn P
Катоды
М00к Электролитиче- ское рафиниро- вание - 0,002 (Ag) 0,0002*; 0,0004 0,0005 0,001 0,002*' 0,0005 - 0,0015 0,01 0,0015*4 Для получения катодов
М0к 99,97 0,002 (Ag) 0,0005 0,001 0,001 0,001 0,001 0,001 0,001 0,002 0,015 0,001 0,001
М1к 99,95 0,003 (Ag) 0,001 0,002 0,002 0,003 0,002 0,003 0,002 0,004 0,02 0,003 0,002
М2к 99,93 0,003 (Ag) 0,001 0,002 0,002 0,005 0,003 0,005 0,002 0,01 0,03 0,004 0,002
Слитки и полуфабрикаты
M006 Переплавка като- дов в восстанови- тельной или инертной атмо- сфере, или в вакууме 99,9 — 0,0005 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,0003 Для проводников тока и сплавов высокой чистоты, полуфабрикатов, исполь- зуемых в электронной про- мышленности
М06 — 99,7 0,001 0,002 0,002 0,004 0,002 0,003 0,002 0,003 0,001 0,003 0,002
М1б — 99,5 0,001 0,002 0,002 0,004 0,002 0,004 0,002 0,004 0,003 0,003 0,002
МОО Переплавка катодов 99,96 — 0,0005 0,001 0,001 0,001 0,001 0,001 0,001 0,002 0,03 0,001 0,0005
МО — 99,93 0,0005 0,002 0,001 0,004 0,002 0,003 0,001 0,003 0,04 0,003 —
Ml — 99,90 0,001 0,002 0,002 0,005 0,002 0,005 0,002 0,004 0,05 0,004 — Для проводников тока, проката и высококачествен- ных бронз, не содержащих олова
М1р Переплавка с раскислением — 99,90 0,001 0,002 0,002 0,005 0,002 0,005 0,002 0,005 0,01 0,005 0,002...0,012
М1ф - 99,90 0,001 0,002 0,002 0,005 0,002 0,005 0,002 0,005 - 0,005 0,012. 0,04
М2р — 99,70 0,002 0,005 0,01 0,05 0,2 0,01 0,05 0,01 0,01 — 0,005...0,06 Для высококачественных полуфабрикатов и сплавов на медной основе, обраба- тываемых давлением
МЗр — 99,50 0,003 0,05 0,05 0,05 0,2 0,03 0,05 0,01 0,01 — 0,005...0,06
М2 Огневое рафини- рование и пере- плавка отходов - 99,70 0,002 0,005 0,01 0,05 0,2 0,01 0,05 0,01 0,07 -- -
М3 99,50 0,003 0,05 0,01 0,05 0,2 0,05 0,05 0,01 0,08 Для проката, сплавов на медной основе обычного качесгва и прочих литейных сплавов
1 Сумма нормированных примесей, исключая кислород, не должна превышать 0,0065 %.
*2 Для суммы висмута, селена, теллура; максимальное содержание каждого не должно превышать 0,0002 %.
*3Для суммы никеля, цинка, кремния, олова, железа, кобальта.
4 Для суммы фосфора, хрома, марганца, мышьяка, кадмия, сурьмы.
Примечания: 1. В меди марок М006 и М00 массовая доля селена не должна превышать 0,0005 %, теллура - 0,0005 %.
2. По соглашению (контракту) изготовителя с потребителем допускается изготовление меди марки М06 с массовой долей кислорода не более 0,002 %.
3. В обозначение меди марок Ml и М2р, предназначенной для электротехнической промышленности и подлежащей испытаниям на электропроводность, до-
полнительно включают букву Е.
ОБЩИЕ СВЕДЕНИЯ
8
МЕДЬ
1.2. Марки меди по национальным стандартам
Россия США Германия Япония
ГОСТ 859-2001 ASTM ВИЗ, В152, В359 DIN 1787-73 JIS Н351О-86, Н31ОО-86, НЗЗОО
МООк - - -
МОк - - -
М1к - - -
М2к - - -
М006 С10100 - -
МОб С10300 - -
М1б - - -
МОО С10200 - С1020
МО - - -
Ml снооо Е Cu57, Е Си58 споо
М1р С12000, С12900 SW - Си С1201
М1ф С12200 SF-Cu С1220
М2р С12900 - -
МЗр - - -
М2 С12500 - -
М3 - - С1221
Вторая стадия рафинирования состоит в
восстановлении окисленной меди. Восстанов-
ление производят сырой древесиной (дразне-
ние), пылевидным углем, мазутом или природ-
ным газом, содержащим термически неустой-
чивые углеводороды. Этот процесс сводится к
взаимодействию закиси меди с водородом,
окисью углерода и углеродом. В результате
огневого рафинирования получают слитки-
аноды, затем поступающие на электролитиче-
ское рафинирование, после которого получают
плоские листы-катоды. Оба процесса рафини-
рования являются подготовительными для
проведения более тонкого рафинирования (де-
газации) от остаточного кислорода, водорода,
азота.
Наиболее сложно рафинирование от не-
больших количеств кислорода, оставшегося
после электролитического рафинирования.
Существует три основных направления даль-
нейшего раскисления меди [9, 111]:
- рафинирование введением внутрь рас-
плава твердых или газообразных химических
раскислителей;
- рафинирование при взаимодействии
поверхностных слоев расплава с твердыми или
газообразными химически активными вещест-
вами, входящими в состав флюсов и защитной
атмосферы;
- рафинирование воздействием вакуума
на расплавленный металл.
По механизму действия на расплав рас-
кислители делят на объемные и поверхност-
ные: объемные вводят внутрь расплава, по-
верхностные присутствуют в качестве добавок
к покровным флюсам, которые закрывают зер-
кало расплавленного металла сверху. На
рис. 1.1 приведен график, характеризующий
раскислительную способность ряда химиче-
ских элементов в жидкой меди при 1250 °C.
Видно, что при низких концентрациях кисло-
рода в жидкой меди раскислительная способ-
ность углерода выше, чем у других элементов.
Поэтому именно этот элемент используют в
качестве раскислителя при производстве бес-
кислородной меди. Такие раскислители, как Р,
Mg, Li, Sr, Al, Ba, Cs, восстанавливая медь,
химически связывают кислород в оксиды.
Наиболее сложный и ответственный спо-
соб рафинирования применяется при произ-
водстве бескислородной меди (марки М006,
МОб, Ml б).
ОБЩИЕ СВЕДЕНИЯ
9
Рис. 1.1. Влияние различных раскислителей
на изменение содержания кислорода
в расплавленной меди [111|
Понятие «бескислородная медь» в значи-
тельной степени является условным. Оно
включает медь не только с ограниченным со-
ставом примесей и содержанием кислорода не
более 0,003 %, но и особый технологический
способ получения металла высокой степени
очистки от вредных примесей и, прежде всего,
от кислорода [9]. Рафинирование при получе-
нии бескислородной меди осуществляется без
введения внутрь расплава какого-либо раскис-
ляющего химического элемента, но с исполь-
зованием в качестве раскислителя покровных
флюсов, в состав которых входит углерод, и
защитной или восстановительной атмосферы.
В этом случае рафинирование от кислорода
обеспечивается за счет взаимодействия его с
углеродом, входящим в состав флюса, и вос-
становительной атмосферы [9, 111].
Второй способ получения бескислород-
ной меди - это проведение рафинирующей
плавки в вакууме (электронно-лучевая, индук-
ционная, дуговая плавка). Вакуумплавленая
медь имеет примерно такое же низкое содер-
жание кислорода и отличается от бескислород-
ной меди, полученной методом открытой плав-
ки даже меньшим содержанием летучих при-
месей, имеющих высокую упругость паров.
Она может конкурировать с бескислородной
медью по химическому составу.
В принципе, высокую степень очистки
меди от кислорода можно получить введением
внутрь расплава какого-либо раскисляющего
элемента, например фосфора (марка М1ф, см.
табл. 1.1). Однако использование такого спосо-
ба рафинирования приводит к сохранению
остаточного количества раскислителя (фосфо-
ра) в меди и к неизбежному понижению ее
электропроводности, что во многих случаях
для проводникового материала неприемлемо.
Аналогичные по химическому составу
марки меди имеются в стандартах других стран
[48, 70, 101, 104]. За рубежом широкое распро-
странение получила бескислородная медь вы-
сокой электропроводности.
В США выпускают два типа бескисло-
родной меди. Первый используется для элек-
троники и содержит меди или меди с серебром
не менее 99,99 % (соответствует меди марки
М006 по ГОСТ 859). Для марок меди данного
назначения накладываются очень жесткие ог-
раничения по сумме некоторых примесей
(сумма Se, Те, Bi, As, Sb, Sn и Мп не должна
превышать 0,004 %).
По химическому составу этому назначе-
нию отвечает марка меди С10100 (см. табл.
1.2), выпускаемая в соответствии с ASTM-B—4
(США) и имеющая торговую марку OFE. Ин-
декс OF указывает на бескислородную медь, а
индекс Е - на назначение (для электроники).
Отличием химического состава по этому стан-
дарту является ограничение содержания фос-
фора на уровне не более 0,003 %.
Бескислородная медь второго вида ис-
пользуется в электротехнике [9, 48, 101]. Она
содержит не менее 99,95 % меди или меди с
серебром. По ГОСТ 859 такому химическому
составу соответствуют марки М06 с 99,97 % Си
и 0,001 % О и М1б с 99,95 % Си и 0,003 % О.
По стандарту ASTM-B-4 (США) ко второму
виду относятся следующие марки меди:
С10200 (торговое обозначение OFHC, доба-
вочный индекс НС обозначает высокую элек-
тропроводность) с 99,95 % Си; С10300 с
99,95 % Си с ограничением по содержанию
фосфора не более 0,005 %; С104002 с 99,95 %
Си, с содержанием серебра 0,027...0,035 %;
С10500 с 99,95 % Си, с содержанием серебра
0,034...0,44 %; С10700 с 99,95 % Си с содер-
жанием серебра 0,086...0,1 %.
2 Промышленность России марок бескислород-
ной мели с ограничением по содержанию серебра,
аналогичных С10400, С10500 и С1700 (США), не
выпускает
10
МЕДЬ
Влияние примесей на структуру и свойства
технической меди
Медь является важнейшим проводнико-
вым материалом техники. Чистая нелегирован-
ная медь должна обладать высокой тепло- и
электропроводностью. Все примеси, раство-
ренные в твердой меди, снижают ее электро-
проводность. Поэтому к технической меди
предъявляются жесткие требования не только
по ограничению содержания отдельных Эле-
ментов, но и к суммарному их количеству в
металле (см. табл. 1.1). Особенно высокие тре-
бования предъявляются к маркам меди, ис-
пользуемым в электронной технике. В этих
марках ограничивается не только суммарное
количество примесей, но и сумма отдельных
групп элементов. Это относится, в частности, к
американской марке меди С10100 (см. табл.
1.2), которая содержит не менее 99,99 % Си.
Высокие требования по чистоте металла
предъявляются также к микро- и низколегиро-
ванным медным сплавам высокой электропро-
водности, которые образуют особую группу
проводниковых материалов. Их получают с
использованием высокочистых шихтовых ма-
териалов. Для производства этих сплавов ис-
пользуются марки меди с малым содержанием
примесей.
В стандартных марках меди присутству-
ют примеси висмута, свинца, сурьмы, мышья-
ка, серы, кадмия, кислорода, никеля, железа,
марганца, олова, селена, серебра, фосфора,
цинка и других элементов.
По характеру физико-химического взаи-
модействия с медью примеси делят на три ос-
новные группы [32, 44, 92]. К первой группе
относятся металлы (Ni, Fe, Мп, Zn, Ag, Sn, Cd,
Sb), растворимые в меди в твердом состоянии.
Вторую группу представляют Bi и РЬ - элемен-
ты, практически нерастворимые в меди в твер-
дом состоянии и образующие с ней легкоплав-
кие эвтектики. Третью группу образуют полу-
металлические и неметаллические элементы
(О, S, Р, Те, Se, As и др.), которые образуют с
ней химические соединения, а растворимость
их в твердой меди (за исключением фосфора)
крайне мала.
Элементы первой группы в тех количест-
вах, которые соответствуют металлу техниче-
ской чистоты, образуют твердые растворы на
основе меди. Поэтому влияние их на механиче-
ские свойства минимально. Однако для про-
водникового материала, каким является чистая
нелегированная медь, эти примеси являются
вредными, так как все они, а многие весьма
существенно, снижают электро- и теплопро-
водность меди. Поэтому их содержание, осо-
бенно в марках бескислородной меди М006 и
МОб, ограничивается тысячными долями про-
цента (см. табл. 1.1).
Наиболее вредное влияние на механиче-
ские и технологические свойства меди оказы-
вает висмут. В системе Cu-Bi образуется лег-
коплавкая эвтектика, температура плавления
которой (270 °C) всего на один градус ниже
температуры плавления висмута (рис. 1.2).
Растворимость висмута в твердой меди ни-
чтожно мала и не превышает 0,001 %, а состав
эвтектики почти совпадает с чистым висмутом.
Поэтому эвтектические прослойки практически
из чистого висмута выделяются по границам
зерен при ничтожно малых количествах висму-
та и вызывают охрупчивание меди. Содержа-
ние висмута даже в меди марки М3 ограничено
0,003 % (см. табл. 1.1).
Сурьма - аналог висмута, но из-за значи-
тельно большей ее растворимости в меди ока-
зывает меньшее влияние на свойства. Предель-
ная растворимость сурьмы в меди составляет
9,5 % при температуре 645 °C. С понижением
температуры растворимость резко уменьшает-
ся, что вызывает хрупкость при прокатке и
волочении из-за выделения на границах зерен
избыточной фазы Cu2Sb [9, 101]. Поэтому со-
держание сурьмы ограничивают 0,06 %, но даже
такое количество снижает электропроводность
меди на 9... 11 %. Для проводниковой меди, из
которой с применением холодной деформации с
большими обжатиями готовят деформирован-
ные полуфабрикаты, содержание этого элемента
должно быть еще меньшим (см. табл. 1.1).
Рис. 1.2. Диаграмма состояния системы Cu-Bi
[21,142,18]
ОБЩИЕ СВЕДЕНИЯ
11
Свинец, как и висмут, практически нерас-
творим в твердой меди и образует с ней легко-
плавкую эвтектику при 326 °C. Эвтектика в
системе Cu-Pb по составу почти совпадает с
чистым свинцом (99,96 % РЬ). Поэтому при
небольших содержаниях свинца по границам
зерен появляются эвтектические выделения.
Свинец не приводит к хладноломкости меди,
так как он пластичен, но из-за низкой темпера-
туры плавления эвтектики вызывает горяче-
ломкость. Вследствие ничтожно малой раство-
римости в меди свинец не оказывает заметного
влияния на ее электро- и теплопроводность и
заметно улучшает обрабатываемость резанием.
Сера образует с медью хрупкое соедине-
ние Cu2S, которое практически не растворяется
в твердой меди (рис. 1.3). Наличие хрупкого
соединения, которое выделяется по границам
зерен в составе эвтектики Cu-Cu2S практиче-
ски при любой концентрации серы, снижает
пластичность меди и затрудняет горячую и
холодную обработку давлением. Влияние серы
на электропроводность меди невелико и зави-
сит от режима термообработки. Сера улучшает
обрабат ываемость меди резанием.
Мышьяк как примесь образует с медью
твердые растворы и мало влияет на механиче-
ские и технологические свойства. Он в значи-
тельной мере нейтрализует вредное действие
висмута, сурьмы и кислорода. Примесь мышь-
яка значительно уменьшает электро- и тепло-
проводность меди.
Селен, как и сера, образует с медью хруп-
кое соединение Cu2Se (рис. 1.4). Растворимость
селена в твердой меди ничтожно мала
( ~ 0,001 % при 500 °C), поэтому при самых
малых добавках селена образуется хрупкая
эвтектика Cu+Cu2Se с температурой плавления
1063 °C [21, 142]. Селен при концентрациях
менее 0,001 % резко ухудшает пластичность
меди при горячей и холодной обработке давле-
нием и ухудшает свариваемость.
Никель образует с медью непрерывный
ряд твердых растворов. Он, как и марганец,
снижает электро- и теплопроводность меди.
Однако в отличие от марганца влияние никеля
на эти характеристики значительно слабее.
Олово обладает высокой растворимостью
в твердой меди. Предельная растворимость
олова в меди при эвтектоидной температуре
586 °C составляет 15,8%. Примесь олова в
меди также находится в твердом растворе при
комнатной температуре, что вызывает сниже-
ние электро- и теплопроводности. Благодаря
Си S, %
Рис. 1.3. Диаграмма состояния системы Cu-S
|21,142,18]
Рис. 1.4. Диаграмма состояния системы Cu-Se
[21,142,18]
высокой растворимости легкоплавкое олово в
отличие от свинца и висмута оказывает незна-
чительное влияние на обрабатываемость меди
давлением.
Цинк, содержащийся как примесь в стан-
дартных марках технической меди, оказывает
незначительное влияние на электро- и тепло-
12
МЕДЬ
проводность и механические свойства меди.
Однако в изделиях из высокоэлектропроводной
меди, работающих в условиях высокого вакуу-
ма, цинк вследствие высокой упругости пара
является вредной примесью.
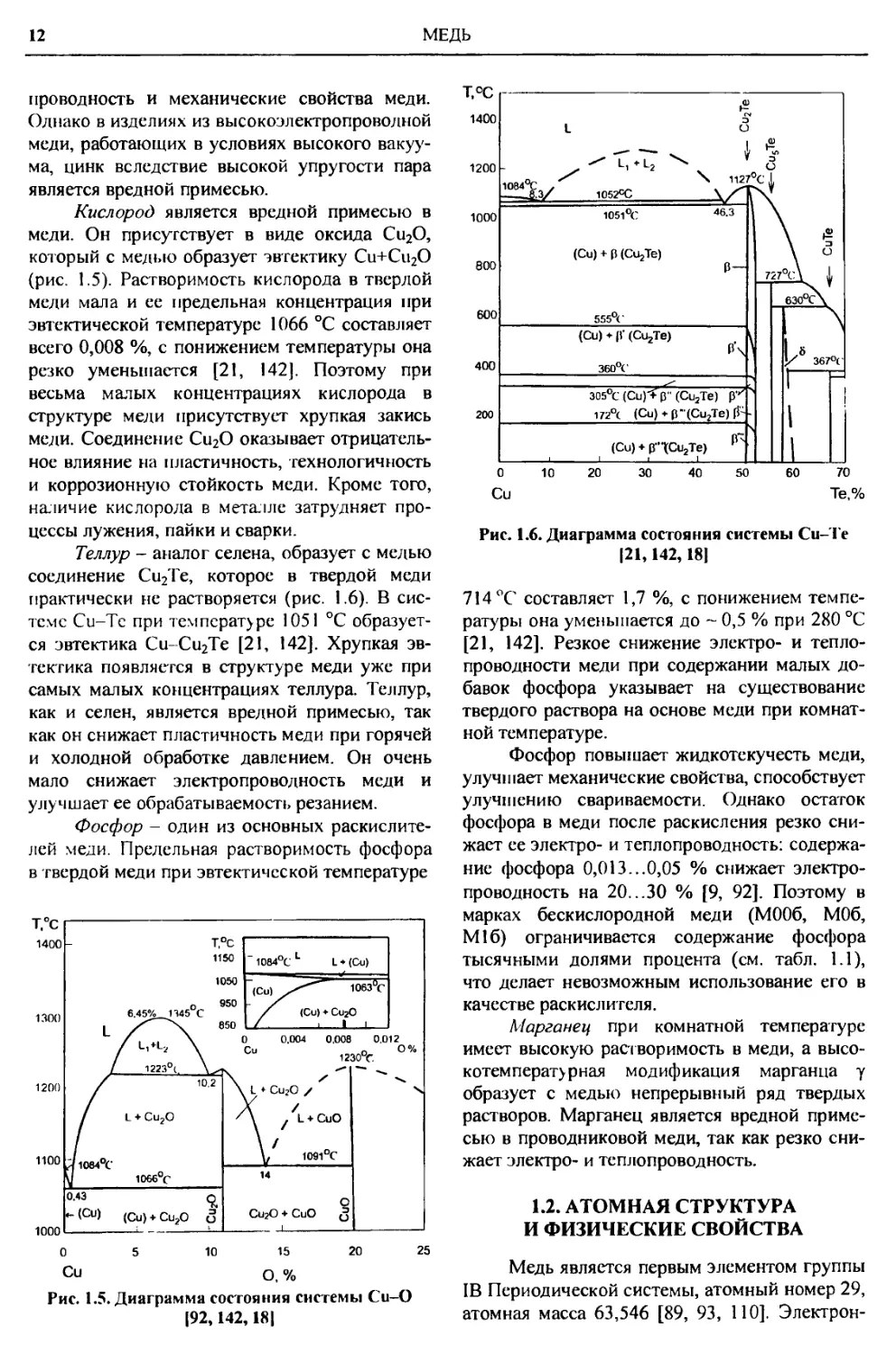
Кислород является вредной примесью в
меди. Он присутствует в виде оксида Си2О,
который с медью образует эвтектику Cu+Cu2O
(рис. 1.5). Растворимость кислорода в твердой
меди мала и ее предельная концентрация при
эвтектической температуре 1066 °C составляет
всего 0,008 %, с понижением температуры она
резко уменьшается [21, 142]. Поэтому при
весьма малых концентрациях кислорода в
структуре меди присутствует хрупкая закись
меди. Соединение Си2О оказывает отрицатель-
ное влияние на пластичность, технологичность
и коррозионную стойкость меди. Кроме того,
наличие кислорода в металле затрудняет про-
цессы лужения, пайки и сварки.
Теллур - аналог селена, образует с медью
соединение Си2Те, которое в твердой меди
практически не растворяется (рис. 1.6). В сис-
теме Cu-Те при температуре 1051 °C образует-
ся эвтектика Cu-Cu2Te [21, 142]. Хрупкая эв-
тектика появляется в структуре меди уже при
самых малых концентрациях теллура. Теллур,
как и селен, является вредной примесью, так
как он снижает пластичность меди при горячей
и холодной обработке давлением. Он очень
мало снижает электропроводность меди и
улучшает ее обрабатываемость резанием.
Фосфор - один из основных раскислите-
лей меди. Предельная растворимость фосфора
в твердой меди при эвтектической температуре
Рис. 1.5. Диаграмма состояния системы Си-О
[92,142,18]
Рис. 1.6. Диаграмма состояния системы Си-Ге
|21,142, 18]
714 °C составляет 1,7 %, с понижением темпе-
ратуры она уменьшается до ~ 0,5 % при 280 °C
[21, 142]. Резкое снижение электро- и тепло-
проводности меди при содержании малых до-
бавок фосфора указывает на существование
твердого раствора на основе меди при комнат-
ной температуре.
Фосфор повышает жидкотекучесть меди,
улучшает механические свойст ва, способствует
улучшению свариваемости. Однако остаток
фосфора в меди после раскисления резко сни-
жает ее электро- и теплопроводность: содержа-
ние фосфора 0,013...0,05 % снижает электро-
проводность на 20...30 % [9, 92]. Поэтому в
марках бескислородной меди (М006, МОб,
Ml б) ограничивается содержание фосфора
тысячными долями процента (см. табл. 1.1),
что делает невозможным использование его в
качестве раскислителя.
Марганец при комнатной температуре
имеет высокую растворимость в меди, а высо-
котемпературная модификация марганца у
образует с медью непрерывный ряд твердых
растворов. Марганец является вредной приме-
сью в проводниковой меди, так как резко сни-
жает электро- и теплопроводность.
1.2. АТОМНАЯ СТРУКТУРА
И ФИЗИЧЕСКИЕ СВОЙСТВА
Медь является первым элементом группы
IB Периодической системы, атомный номер 29,
атомная масса 63,546 [89, 93, НО]. Электрон-
АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА
13
ная конфигурация свободного атома в нор-
мальном состоянии (OK) ls22s22p63s23p63dl04s‘.
Медь изоморфна и кристаллизуется с об-
разованием гранецентрированной кубической
решетки типа А1. Период решетки меди при
18 °C равен 0,36074 нм; с повышением темпе-
ратуры он возрастает (табл. 1.3) [47, 70, 104].
Элементы, находящиеся в твердом рас-
творе, изменяют период решетки меди (рис. 1.7
и 1.8) [4, 151]. Причем, чем больше различия в
размерах атомов меди и растворенного элемен-
та, тем больше эти изменения.
Атомный радиус по Гольдшмидту (для
координационного числа 12) составляет
0,12773 нм, межатомное расстояние -
0,25546 нм.
Большинство физических свойств зависит
от чистоты и состояния меди. Значения основ-
ных физических свойств меди высокой чисто-
ты приведены в табл. 1.4.
Характеристики упругости. Упругие
свойства изотропного материала характеризу-
ется модулем нормальной упругости Е (модуль
Юнга), сдвига G и объемного сжатия Есж, а
также величиной отношения поперечной и
продольной упругой деформации, т. е. коэф-
фициентом Пуассона р. Эти характеристики
упругих свойств связаны между собой. Для
большинства металлов абсолютное значение
коэффициента Пуассона мало отличается от 1/3.
В частности, для меди оно составляет [136]:
р = 0,33; £сж = Е- G = 3/8 Е.
Статистически усредненные значения ха-
рактеристик упругости при 20 °C по данным
многочисленных исследований представлены
ниже с указанием стандартных отклонений
[164]:
Е = 123,5 ±0,7 ГПа;
Есж = 140,2 ± 3,9 ГПа;
G-45,4± 1,2 ГПа;
р - 0,35 ± 0,09.
1.3. Периоды решетки меди при различных температурах
Т, к 0 291 573 773 944 1044 1144
Период решетки, нм 0,35957 0,36074 0,36260 0,36308 0,36526 0,36603 0,36683
а, нм
0,3640
0,3620
Си
0,3600
0,3700
0,3680
0,3660
0,3640
0,3620
Си
0,3600
0,3580
5 10 15
% (атомн)
Рис. 1.8. Влияние содержания Zn, Ni, Pt, Pd и Au в
твердом растворе на период решения меди
[70,151,4|
Рис. 1.7. Зависимость периода решетки меди
от концентрации легирующих элементов
в твердом растворе[70, 151,4]
14
МЕДЬ
1.4.Физические свойства промышленных
марок меди |47, 92, 101, 104]
Свойство Состояние
твердое жидкое
Температура плавления, °C - 1084
Температура кипения. °C - 2560
у при 20 °C, кг/м3 8890 -
у при 1083 °C, ki /mj 8320 7930
Д//пл, кДж/кг - 208
АМ.сп, кДж/ki - 5440
ср при 20 °C. кДж/(кг-К) 385 -
ср при 1083 °C ,кДж/(кг-К) - 545
а - 106при 20... 100 °C, К-1 16,8 -
р при 20 °C, мкОм м 0,01724 -
X при 20 °C, Вт/(м К) 390 -
со при 20 °C, МСм/м 58’ -
а • 103 при 0... 100 °C, К'1 4,33 -
Постоянная Холла R-1010, -0,52 —
м7Кл
х-109 - 0,086 -
£, ГПа 111...125 —
G, ГПа 42...46 -
И 0,35 -
* Номинальное значение удельного электри-
ческого сопротивления при темперагуре 20 °C
принято в качестве международного стандартного
значения (International Annealed Copper Standard -
IACS). Оно соответствует удельной электрической
проводимости 58 МСм/м, которое принимают за
100 % по IACS
Константы упругости монокристаллов
меди зависят от кристаллографических направ-
лений. У поликристаллов квазиизотропной
меди вследствие произвольной ориентации
зерен эти константы усредняются (табл. 1.5).
Значения модулей £ и G в интервале тем-
ператур 300... 1300 К уменьшаются по линей-
ному закону. Лишь в области низких темпера-
тур наблюдается отклонение от равномерного
изменения модулей (табл. 1.6).
Плотность. В качестве международного
стандарта (IACS) принята плотность меди,
равная 8890 кг/м3, при температуре 20 °C.
Плотность меди различных марок при
температуре 20 °C (кг/м3) имеет небольшие
различия:
Медь бескислородная М006.......... 8963±3;
Медь бескислородная М06........... 8950;
Медь, раскисленная фосфором М2р
(0,04 % Р)........................ 8930.
Литая медь имеет плотность 8920 кг/м3.
Холодная деформация отожженной меди
уменьшает ее плотность вследствие увеличе-
ния концентрации вакансий, дислоцированных
атомов, дислокаций и других дефектов тонкой
структуры. Возврат и рекристаллизация при
нагреве наклепанного металла повышают
плотность меди до исходного значения.
При нагреве плотность меди уменьшается
вследствие расширения решетки (табл. 1.7); при
плавлении она снижается на 5 % (табл. 1.4).
1.5. Значения модулей упругости и коэффициента Пуассона меди при температуре 20 °C
Сосюяние Направление кристаллической решетки Е, ГПа G, ГПа гсж, ГПа И
Монокристаллическое <111> 159 33,8 - -
<100> 77,5 61,0 - -
<110> 126 38,0 - -
Поликристаллическое - 115...125 42...46 139 0,32... 0,34
1.6. Модули упругости и сдвига меди при различных температурах [11]
Т. К 4,2 100 200 300 500 700 900 1100 1300
£, 1 Па 141 139 134 128 115 103 89,7 76,8 63,7
G, I Па 50 49,5 47,3 44,7 37,8 31,0 24,1 18,5 11,5
АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА
15
1.7. Плотность меди марки Ml при различных температурах
Г, °C 20 600 700 800 900 1000 1100 1200 1300 1400
у, кг/м3 8890 8680 8610 8550 8470 8400 7960 7860 7770 7700
Электрические и магнитные свойства.
Высокая электро- и теплопроводность меди -
основные свойства, обусловливающее ее ши-
рокое применение в технике. Электросопро-
тивление меди в твердом состоянии зависит от
многих факторов и в первую очередь от чисто-
ты металла, т.е. от спектра и концентрации
имеющихся примесей. Примеси и легирующие
элементы уменьшают электропроводность
меди (рис. 1.9 и 1.10), повышают ее удельное
электросопротивление (рис. 1.11).
Широкое использование нелегированной
меди в электротехнике определило начальное
направление исследований - изучение влияния
примесей на электросопротивление и другие ее
свойства. Параллельно с изучением влияния
примесей на различные свойства происходило
постепенное, но неуклонное ужесточение тре-
бований к снижению содержания почти всех
присутствующих в технической меди приме-
сей. Особенно существенное повышение чис-
тоты нелегированной меди потребовалось в
связи с интенсивным развитием электронной
I ехники.
В результате работ, направленных на по-
вышение чистоты металла, в настоящее время
имеются марки меди с электропроводностью
выше международного стандарта IACS, со-
гласно которому эталоном качества металла
электротехнического назначения была призна-
на отожженная медь с электросопротивлением,
равным 0,017241 мкОмм и электропроводно-
стью, равной 58 МСм/м, которая была принята
за 100 %. В настоящее время получен металл, у
которого электропроводность заметно превы-
шает это значение (102... 103 % от значения по
1ACS). Наименьшее удельное электрическое
сопротивление имеет медь, очищенная зонной
плавкой, с минимальным количеством приме-
сей (99,999 % Си) - 0,0166 мкОмм, что соот-
ветствует электропроводности 60,2 МСм/м.
Максимальная электропроводность меди про-
мышленной чистоты (М006) составляет
59 МСм/м (табл. 1.8), американский стандарт
ASTM F-68 также для специальной марки меди
С10100, применяемой в электронной технике,
регламентирует электропроводность не менее
59 МСм/м (101 % от значения по IACS) [11,
164].
Степень снижения электропроводности
определяется характером взаимодействия при-
месей с медью. Если элементы не образуют с
медью твердых растворов, то их влияние опре-
деляется характером распределения частиц
Рис. 1.9. Влияние примесей
на электропроводность бескислородной меди
[104,128]
Рис. 1.10. Влияние легирующих элементов
на электропроводность меди [92]
16
МЕДЬ
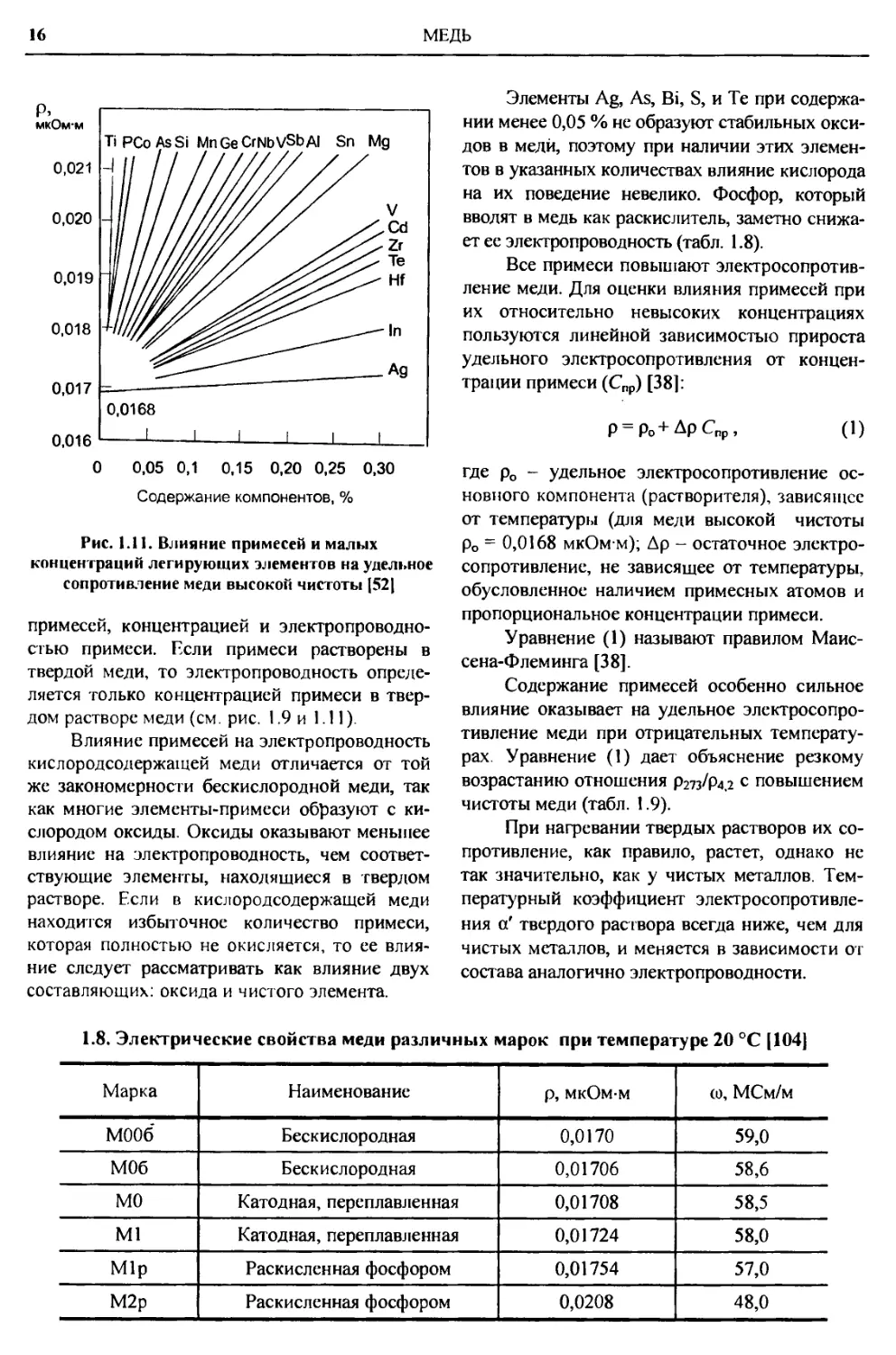
Рис. 1.11. Влияние примесей и малых
концентраций легирующих элементов на удельное
сопротивление меди высокой чистоты ]52|
примесей, концентрацией и электропроводно-
стью примеси. Если примеси растворены в
твердой меди, то электропроводность опреде-
ляется только концентрацией примеси в твер-
дом растворе меди (см. рис. 1.9 и 1.11).
Влияние примесей на электропроводность
кислородсодержащей меди отличается от той
же закономерноети бескислородной меди, так
как многие элементы-примеси образуют с ки-
слородом оксиды. Оксиды оказывают меньшее
влияние на электропроводность, чем соответ-
ствующие элементы, находящиеся в твердом
растворе. Если в кислородсодержащей меди
находится избыточное количество примеси,
которая полностью не окисляется, то ее влия-
ние следует рассматривать как влияние двух
составляющих: оксида и чистого элемента.
Элементы Ag, As, Bi, S, и Те при содержа-
нии менее 0,05 % не образуют стабильных окси-
дов в меди, поэтому при наличии этих элемен-
тов в указанных количествах влияние кислорода
на их поведение невелико. Фосфор, который
вводят в медь как раскислитель, заметно снижа-
ет ее электропроводность (табл. 1.8).
Все примеси повышают электросопротив-
ление меди. Для оценки влияния примесей при
их относительно невысоких концентрациях
пользуются линейной зависимостью прироста
удельного электросопротивления от концен-
трации примеси (Спр) [38]:
р = р0+ДрСпр, (1)
где ро - удельное электросопротивление ос-
новного компонента (растворителя), зависящее
от температуры (для меди высокой чистоты
Ро - 0,0168 мкОм м); Др - остаточное электро-
сопротивление, не зависящее от температуры,
обусловленное наличием примесных атомов и
пропорциональное концентрации примеси.
Уравнение (1) называют правилом Маис-
сена-Флеминга [38].
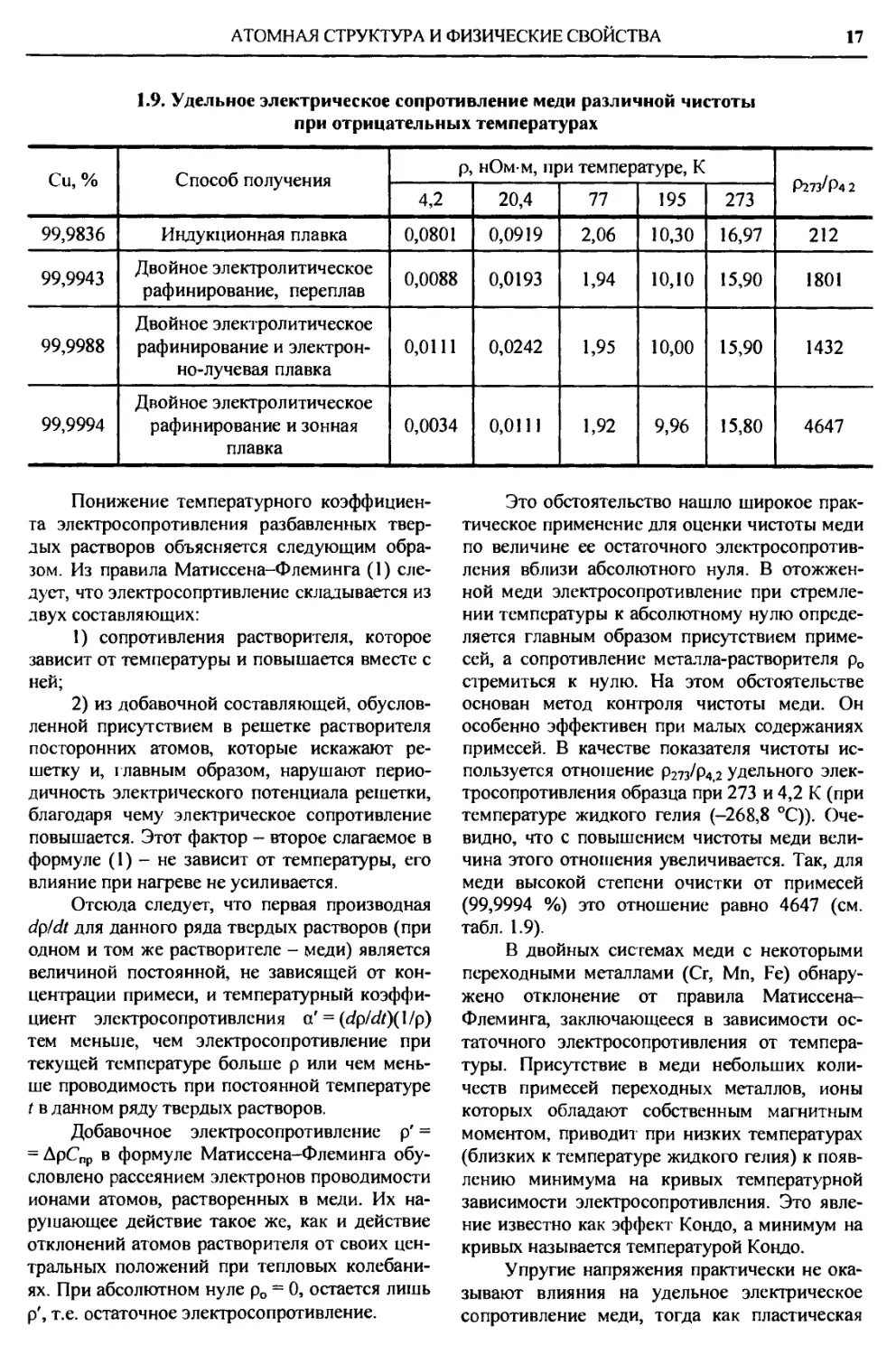
Содержание примесей особенно сильное
влияние оказывает на удельное электросопро-
тивление меди при отрицательных температу-
рах. Уравнение (1) дает объяснение резкому
возрастанию отношения Р273/Р4.2 с повышением
чистоты меди (табл. 1.9).
При нагревании твердых растворов их со-
противление, как правило, растет, однако не
так значительно, как у чистых металлов. Тем-
пературный коэффициент электросопротивле-
ния а' твердого раствора всегда ниже, чем для
чистых металлов, и меняется в зависимости от
состава аналогично электропроводности.
1.8. Электрические свойства меди различных марок при температуре 20 °C [104]
Марка Наименование р, мкОм-м со, МСм/м
М006 Бескислородная 0,0170 59,0
М06 Бескислородная 0,01706 58,6
МО Катодная, переплавленная 0,01708 58,5
Ml Катодная, переплавленная 0,01724 58,0
М1р Раскисленная фосфором 0,01754 57,0
М2р Раскисленная фосфором 0,0208 48,0
АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА
17
1.9. Удельное электрическое сопротивление меди различной чистоты
при отрицательных температурах
Си, % Способ получения р, нОм м, при температуре, К Р273Ф42
4,2 20,4 77 195 273
99,9836 Индукционная плавка 0,0801 0,0919 2,06 10,30 16,97 212
99,9943 Двойное электролитическое рафинирование, переплав 0,0088 0,0193 1,94 10,10 15,90 1801
99,9988 Двойное электролитическое рафинирование и электрон- но-лучевая плавка 0,0111 0,0242 1,95 10,00 15,90 1432
99,9994 Двойное электролитическое рафинирование и зонная плавка 0,0034 0,0111 1,92 9,96 15,80 4647
Понижение температурного коэффициен-
та электросопротивления разбавленных твер-
дых растворов объясняется следующим обра-
зом. Из правила Матиссена-Флеминга (1) сле-
дует, что электросопртивление складывается из
двух составляющих:
1) сопротивления растворителя, которое
зависит от температуры и повышается вместе с
ней;
2) из добавочной составляющей, обуслов-
ленной присутствием в решетке растворителя
посторонних атомов, которые искажают ре-
шетку и, главным образом, нарушают перио-
дичность электрического потенциала решетки,
благодаря чему электрическое сопротивление
повышается. Этот фактор - второе слагаемое в
формуле (1) - не зависит от температуры, его
влияние при нагреве не усиливается.
Отсюда следует, что первая производная
dp/dt для данного ряда твердых растворов (при
одном и том же растворителе - меди) является
величиной постоянной, не зависящей от кон-
центрации примеси, и температурный коэффи-
циент электросопротивления а'= (ф/Л)(1/р)
тем меньше, чем электросопротивление при
текущей температуре больше р или чем мень-
ше проводимость при постоянной температуре
t в данном ряду твердых растворов.
Добавочное электросопротивление р' =
= АрСг,р в формуле Матиссена-Флеминга обу-
словлено рассеянием электронов проводимости
ионами атомов, растворенных в меди. Их на-
рушающее действие такое же, как и действие
отклонений атомов растворителя от своих цен-
тральных положений при тепловых колебани-
ях. При абсолютном нуле ро = 0, остается лишь
р', т.е. остаточное электросопротивление.
Это обстоятельство нашло широкое прак-
тическое применение для оценки чистоты меди
по величине ее остаточного электросопротив-
ления вблизи абсолютного нуля. В отожжен-
ной меди электросопротивление при стремле-
нии температуры к абсолютному нулю опреде-
ляется главным образом присутствием приме-
сей, а сопротивление металла-растворителя ро
стремиться к нулю. На этом обстоятельстве
основан метод контроля чистоты меди. Он
особенно эффективен при малых содержаниях
примесей. В качестве показателя чистоты ис-
пользуется отношение Рг7з/Р4,2 удельного элек-
тросопротивления образца при 273 и 4,2 К (при
температуре жидкого гелия (-268,8 °C)). Оче-
видно, что с повышением чистоты меди вели-
чина этого отношения увеличивается. Так, для
меди высокой степени очистки от примесей
(99,9994 %) это отношение равно 4647 (см.
табл. 1.9).
В двойных системах меди с некоторыми
переходными металлами (Cr, Мп, Fe) обнару-
жено отклонение от правила Матиссена-
Флеминга, заключающееся в зависимости ос-
таточного электросопротивления от темпера-
туры. Присутствие в меди небольших коли-
честв примесей переходных металлов, ионы
которых обладают собственным магнитным
моментом, приводит при низких температурах
(близких к температуре жидкого гелия) к появ-
лению минимума на кривых температурной
зависимости электросопротивления. Это явле-
ние известно как эффект Кондо, а минимум на
кривых называется температурой Кондо.
Упругие напряжения практически не ока-
зывают влияния на удельное электрическое
сопротивление меди, тогда как пластическая
18
МЕДЬ
деформация при температуре 20 °C приводит к
его повышению (рис. 1.12). Но это повышение
незначительно - 4...5 % в зависимости от чис-
тоты металла и степени деформации.
При понижении температуры влияние на-
клепа на электросопротивление меди усилива-
ется. Отжиг деформированного металла приво-
дит к восстановлению электросопротивления
до исходного значения уже на стадии отдыха,
когда снижаются напряжения второго рода, т.е.
еще до начала рекристаллизации меди. С по-
вышением температуры удельное электросо-
противление меди увеличивается (табл. 1.10), а
с понижением ниже нормальной оно достаточ-
но резко снижается. Так, например, снижение
до температуры жидкого гелия удельное элек-
тросопротивление меди марки МО уменьшает-
ся на два порядка (рис. 1.13).
Удельное электросопротивление меди Ml
при температуре плавления составляет в твер-
дом состоянии 0,113 мкОм м; в жидком со-
стоянии - 0,203 мкОм м.
Медь немагнитна, но на ее магнитные
свойства существенное влияние оказывает
примесь железа и вид обработки (табл. 1.11).
Тепловые свойства. Удельное теплоем-
кость ср меди заметно увеличивается с повы-
шением температуры и может быть определена
для твердого состояния по эмпирической зави-
симости [И]:
с,, = 03466 + 8,96-105?, Дж/(°Сг). (2)
Рис. 1.12. Влияние степени деформации
на удельное электросопротивление
кислород ос од ежащей меди марки Ml
Рис. 1.13. Влияние температуры
на удельное электросопротивление
кислородосодежащей меди марки МО |9]
1.10. Удельное электросопротивление меди (99,999 %) при повышенных температурах
Г, °C 0 100 200 400 600 800 1000
р, мкОм м 0,0155 0,0222 0,0238 0,0426 0,0572 0,0738 0,0924
1.11. Магнитная восприимчивость
кислородсодержащей меди при температуре
20 °C в зависимости от содержания
примеси железа и вида обработки
Fe, % Х-106
Отжиг Отжиг и холодная прокатка
0,01 -0,1 -0,1
0,15 0,1 6,1
0,30 0,3 17,0
0,85 2,1 520
В жидком состоянии в интервале темпе-
ратур перегрева при литье слитков удельная
теплоемкость практически не зависит от тем-
пературы и может быть принята равной
545 кДж/(кг-К).
Температурный коэффициент линейно-
го расширения а для технических сортов меди
незначительно зависит от химического состава
и его значения в диапазоне температур 6...
1250 К приведены в табл. 1.12. При повышении
температуры коэффициент линейного расши-
рения несколько увеличивается и его средние
значения в разных интервалах температур со-
ставляют:
АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА
19
Интервал температур, °C а • 10б, К 1
20... 100 16,8
20... 300 17,7
20... 500 18,6
Теплопроводность меди существенно
«.нижают примеси и легирующие элементы
рис. 1.14, табл. 1.13).
Примеси особенно сильно снижают теп-
лопроводность меди при низких температурах:
Марка меди
М006 (99,99 % Си)
Ml(99,9 % Си)
X, Вт/(мК) при 21К
570
415
При отрицательных температурах тепло-
проводность зависит от состояния кристалли-
ческой решетки: теплопроводность монокри-
сталла меди в отожженном состоянии при 21 К
составляет 880 Вт/(м К), тогда как деформация
монокристалла понижает значения теплопро-
водности до 240 Вт/(мК).
Нагрев меди приводит к понижению теп-
лопроводности (табл. 1.14).
В первом приближении теплопроводность
может быть подсчитана с погрешностью, не
превышающей ± 2 % по уравнению [174]:
X = 100,14 • (0,6331 со + 0,1799), Вт/(м • К) (3)
1.12. Температурный коэффициент линейного расширения меди
при различных температурах
Т. к а! О6, К'1 Т, К а! О6, К' Г, К а-106, к-' Г, К а-106, К-’ Г, К а-106, К’1 Т, К а-106, К-1
6 0,0075 30 1,04 ПО 11,3 200 15,2 450 17,6 900 20,9
7 0,0105 40 2,29 120 12,0 220 15,6 500 17,9 950 21,4
8 0,0155 50 3,80 130 12,6 240 15,9 550 18,3 1000 21,8
9 0,022 60 5,43 140 13,2 260 16,2 600 18,7 1050 22,3
10 0.03 70 6.97 150 13,6 280 16,5 700 19,4 1100 22,8
15 0,10 80 8,36 160 14,0 300 16,7 750 19,7 1150 23,3
20 0,32 90 9,57 170 14,4 350 17,0 800 20,1 1200 23,8
25 0,62 100 10,5 180 14,7 400 17,3 850 20,5 1250 24,4
Рис. 1.14. Влияние содержания элементов
на теплопроводность меди [92]
1.13. Теплопроводность меди
при температуре 20 °C
Марка Наименование к, Вт/(м-К)
М006 Бескислородная 395
М06 Бескислородная 390
Ml Катодная переплав- ленная 385
М2р Раскисленная фосфором 335
20
МЕДЬ
1.14. Теплопроводность меди технической чистоты при различных температурах
Т,К А, Вт/(мК) Т,К к Вт/(мК) Т,К А, Вт/(мК) Г, К А, Вт/(мК) Т,К А, Вт/(м К)
100 500 350 393 600 382 850 376 1100 349
150 435 400 391 650 379 900 364 1150 345
200 414 450 383 700 376 950 360 1200 342
250 403 500 387 750 372 1000 356 1250 338
300 398 550 385 800 370 1050 353 1300 334
Теплопроводность жидкой меди, так же
как и удельное электросопротивление, с повы-
шением температуры выше точки плавления
заметно увеличивается (табл. 1.15) [158].
Основные физические свойства жидкой
меди при повышении температуры изменяются
в соответствии со следующими зависимостя-
ми[11]:
ПЛОТНОСТЬ
J=7o+(T-To)(dy/dT), (4)
где уо= 8,00 г/см3; (dy/dT} при 1084 °C; Т -
текущий параметр; Tq - температура плавле-
ния;
поверхностное натяжение
k = k0+(T-T0)(dk/dT), (5)
где к0 = 1285 МН/м; (dk/dT) = -0,13 МН(м К)
при 1084 °C;
вязкость
П = ПоехР(0Ж)> (6)
где "По = 0,3009 Па, Q = 30,5 Дж/моль, при
1084 JC, R = 8,3144 Дж/(К моль) - универсаль-
ная газовая постоянная.
Физические свойства технической меди
марки МО при различных температурах приве-
дены в табл. 1.16.
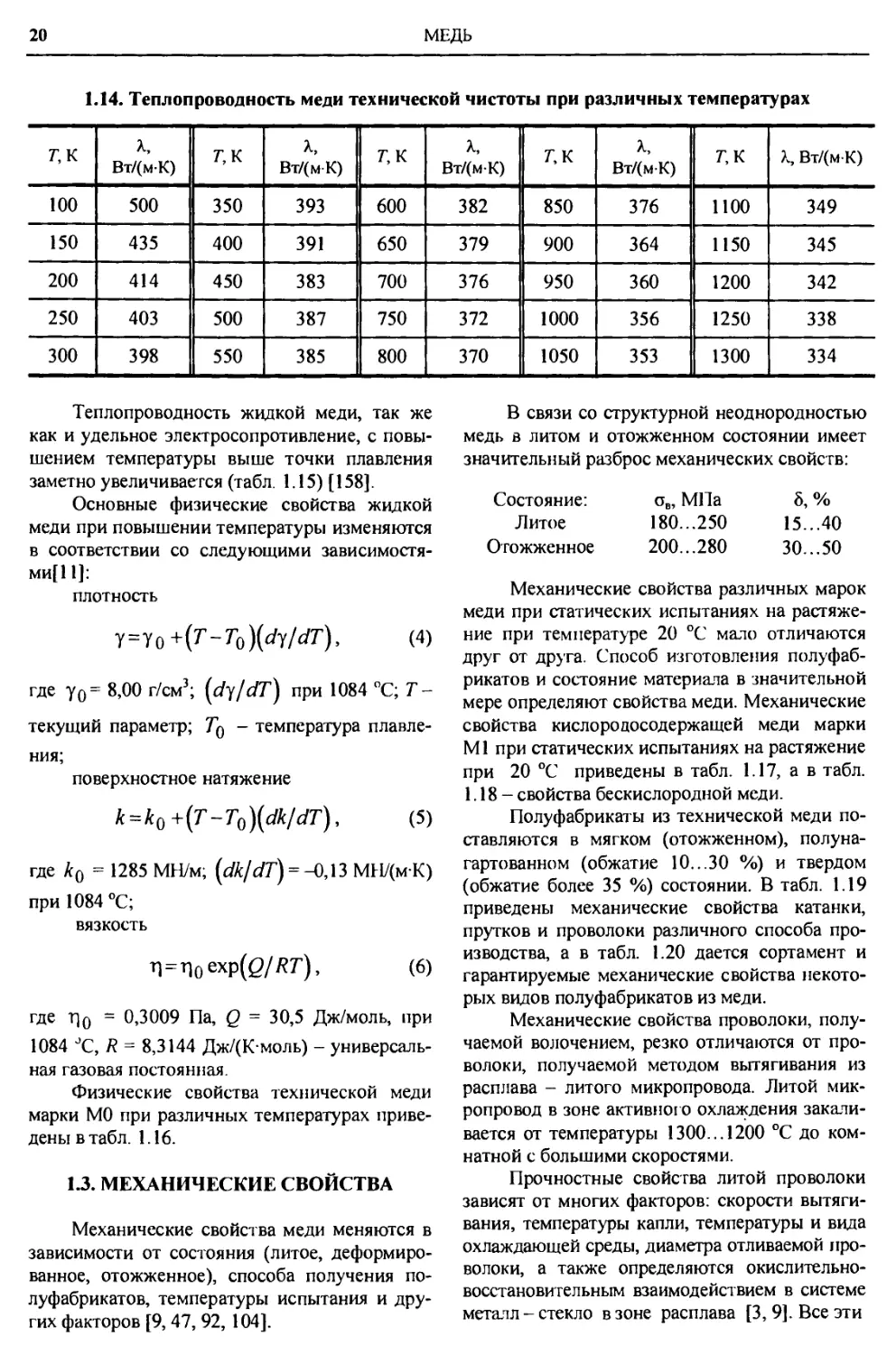
1.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства меди меняются в
зависимости от состояния (литое, деформиро-
ванное, отожженное), способа получения по-
луфабрикатов, температуры испытания и дру-
гих факторов [9, 47, 92, 104].
В связи со структурной неоднородностью
медь в литом и отожженном состоянии имеет
значительный разброс механических свойств:
Состояние:
Литое
Отожженное
ив, МПа
180...250
200...280
5, %
15...40
30...50
Механические свойства различных марок
меди при статических испытаниях на растяже-
ние при температуре 20 °C мало отличаются
друг от друга. Способ изготовления полуфаб-
рикатов и состояние материала в значительной
мере определяют свойства меди. Механические
свойства кислородосодержащей меди марки
Ml при статических испытаниях на растяжение
при 20 °C приведены в табл. 1.17, а в табл.
1.18- свойства бескислородной меди.
Полуфабрикаты из технической меди по-
ставляются в мягком (отожженном), полуна-
гартованном (обжатие 10...30 %) и твердом
(обжатие более 35 %) состоянии. В табл. 1.19
приведены механические свойства катанки,
прутков и проволоки различного способа про-
изводства, а в табл. 1.20 дается сортамент и
гарантируемые механические свойства некото-
рых видов полуфабрикатов из меди.
Механические свойства проволоки, полу-
чаемой волочением, резко отличаются от про-
волоки, получаемой методом вытягивания из
расплава - литого микропровода. Литой мик-
ропровод в зоне активного охлаждения закали-
вается от температуры 1300... 1200 °C до ком-
натной с большими скоростями.
Прочностные свойства литой проволоки
зависят от многих факторов: скорости вытяги-
вания, температуры капли, температуры и вида
охлаждающей среды, диаметра отливаемой про-
волоки, а также определяются окислительно-
восстановительным взаимодействием в системе
металл - стекло в зоне расплава [3,9]. Все эти
МЕХАНИЧЕСКИЕ СВОЙСТВА
21
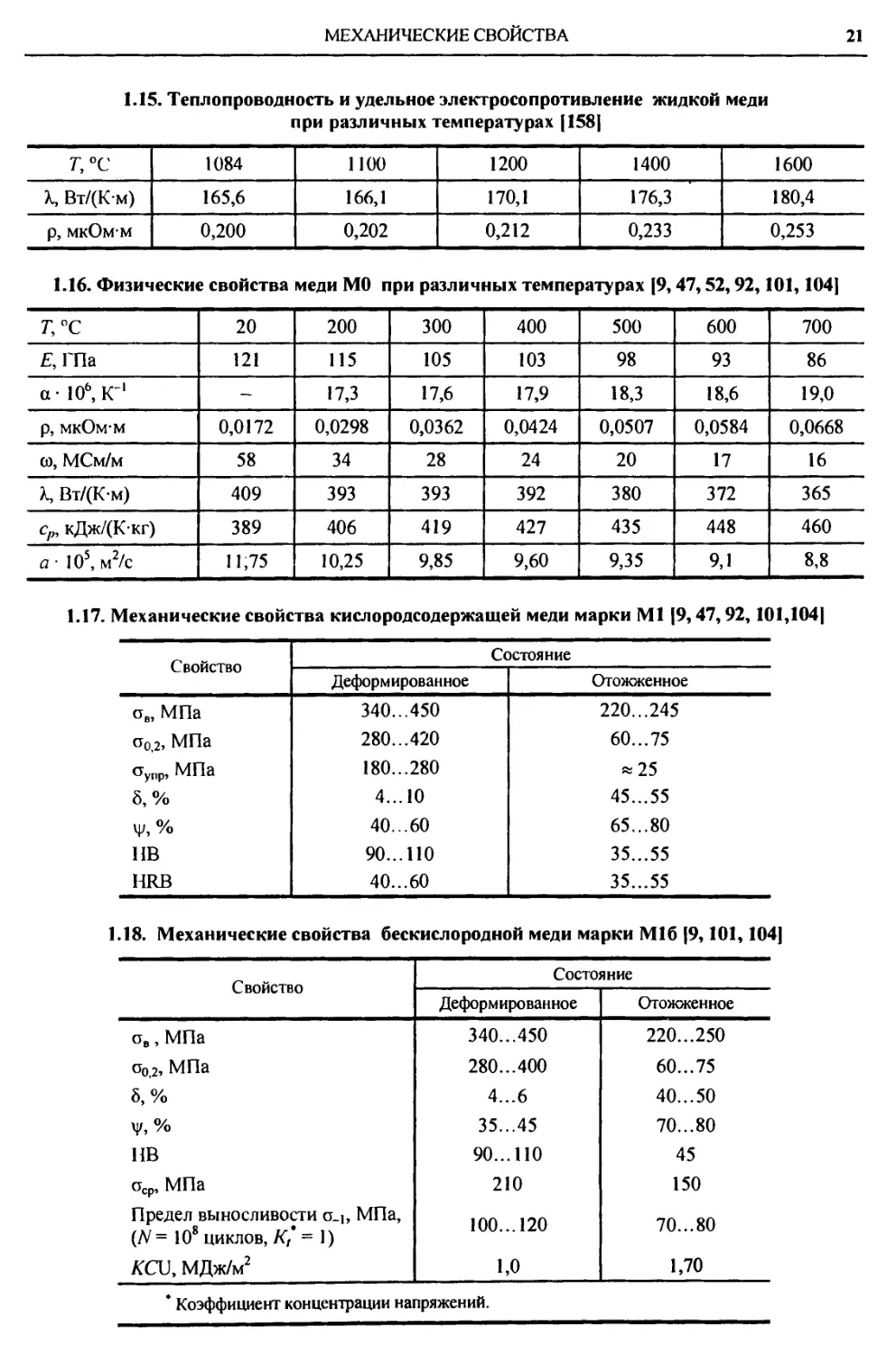
1.15. Теплопроводность и удельное электросопротивление жидкой меди
при различных температурах [158]
Г, °C 1084 1100 1200 1400 1600
К Вт/(Км) 165,6 166,1 170,1 176,3 180,4
р, мкОмм 0,200 0,202 0,212 0,233 0,253
1.16. Физические свойства меди МО при различных температурах [9,47,52,92,101,104]
Г, °C 20 200 300 400 500 600 700
Е, ГПа 121 115 105 103 98 93 86
а - 106, К1 - 17,3 17,6 17,9 18,3 18,6 19,0
р, мкОм-м 0,0172 0,0298 0,0362 0,0424 0,0507 0,0584 0,0668
со, МСм/м 58 34 28 24 20 17 16
X, Вт/(Км) 409 393 393 392 380 372 365
ср, кДж/(К кг) 389 406 419 427 435 448 460
а • 105, м2/с 11,75 10,25 9,85 9,60 9,35 9,1 8,8
1.17. Механические свойства кислородсодержащей меди марки Ml (9,47,92,101,104]
Свойство Состояние
Деформированное Отожженное
ив, МПа 340...450 220...245
и0 2, МПа 280...420 60... 75
^упр? МПз 180...280 «25
5, % 4...10 45...55
Ф, % 40... 60 65...80
НВ 90...ПО 35...55
HRB 40... 60 35...55
1.18. Механические свойства бескислородной меди марки М1б |9,101,104]
Свойство Состояние
Деформированное Отожженное
ив, МПа 340...450 220...250
о02, МПа 280...400 60... 75
5, % 4...6 40... 50
V, % 35...45 70... 80
НВ 90...ПО 45
иср, МПа 210 150
Предел выносливости и_ь МПа, (/V = 108 циклов, К* = 1) 100... 120 70... 80
ЛГН, МДж/м2 1,0 1,70
* Коэффициент концентрации напряжений.
22
МЕДЬ
1.19. Механические свойства катанки, прутков и проволоки [104]
Марка меди Вид полуфабриката сгв, МПа 3, % V, % Число скучиваний в одну сторону Число перегибов
Ml Катанка (0 7,2мм)*1 229 41,5 67,6 25,8 10
МОб Катанка (0 7,2мм)*2 Прутки (0 5...40мм)*2: 220 42,1 91,1 47,4 15
мягкие 200 38 - - -
твердые 270 5 - - -
Прутки прессованные (014...20мм)*2 200 30 — — —
Прутки катаные (0 35... 100мм)*2 250 8 — — -
Ml Проволока (0 1,8мм)*2 427 1,4 59,4 49,7 12
МОб Проволока (0 1,8мм)*3 461 1,3 88,9 210 17
** Из вайербарсов горизонтального литья.
*2 Из вайербарсов непрерывного литья.
‘3 Из слитков горизонтального литья.
1.20. Гарантируемые механические свойства полуфабрикатов из меди
Полуфабрикаты Состояние ов, МПа 5, %
не менее
Листы горячекатаные Мягкое 200 30
Листы и ленты холоднокатаные Мягкое Твердое 200 300 30 3
Ленты Мягкое Твердое 210 300 30 3
Прутки горячекатаные 0 32... 100 мм Прутки прессованные 0 20... 150 мм Прутки тянутые 0 3... 50 мм Мягкое 200 8
Мягкое 190 30
Мягкое 200 35
Полутвердое 240 10
Твердое 270 5
Трубы прессованные Мягкое 190 30
Трубы тянутые Мягкое Твердое 200 280 35 3
Трубы тонкостенные Мягкое Твердое 210 340 35 2
факторы оказывают влияние на свойства лито-
го провода. Поэтому механические свойства
такого провода могут резко отличаться от ана-
логичных характеристик проволоки, получен-
ной волочением, табл. 1.21.
Типичные механические свойства полу-
фабрикатов и предел выносливости в отож-
женном (мягком) и деформированном состоя-
ниях (полутвердом, твердом) приведены в
табл. 1.22.
МЕХАНИЧЕСКИЕ СВОЙСТВА
23
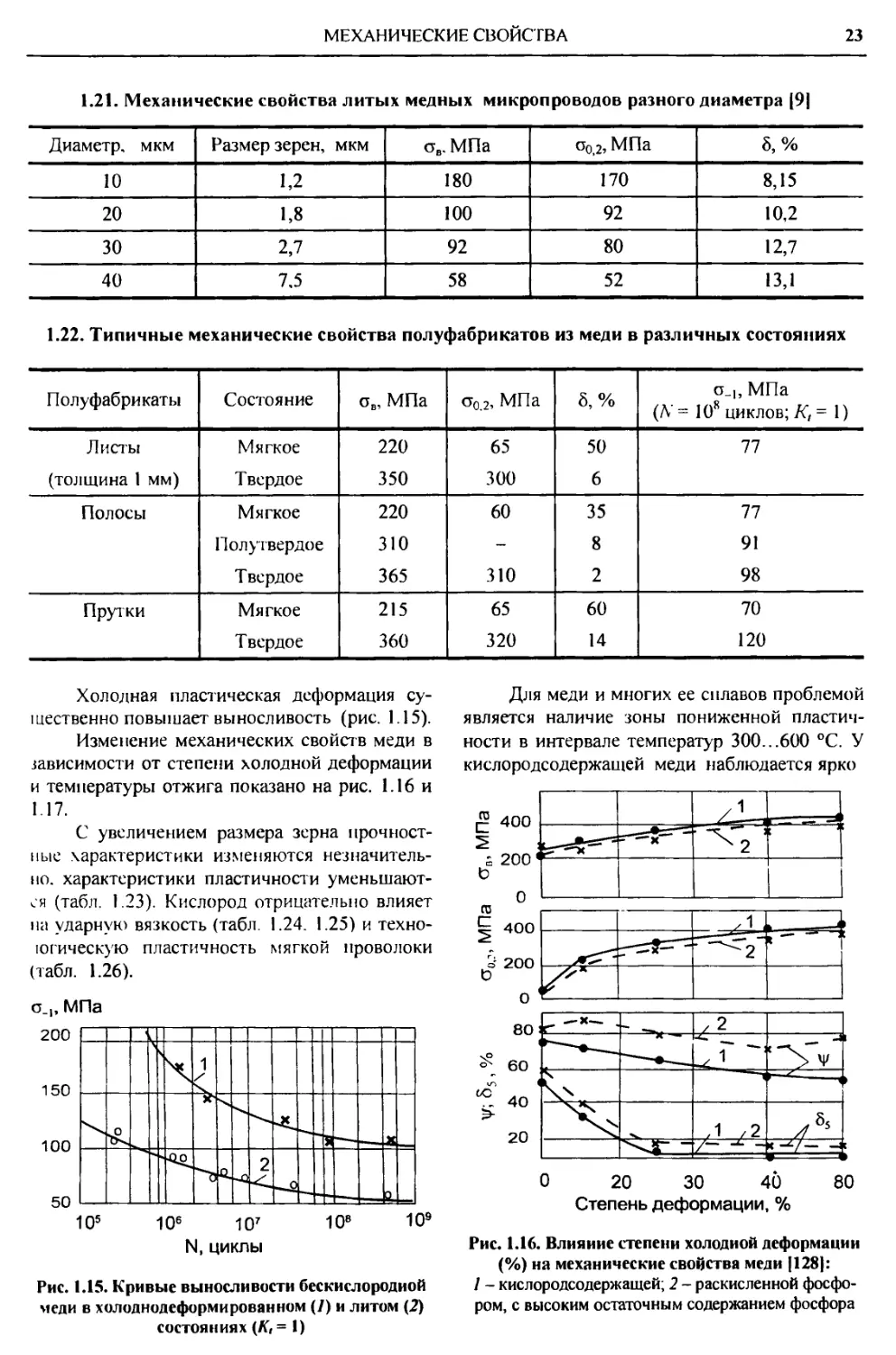
1.21. Механические свойства литых медных микропроводов разного диаметра [9]
Диаметр, мкм Размер зерен, мкм ов. МПа и0 2, МПа 5, %
10 1,2 180 170 8,15
20 1,8 100 92 10,2
30 2,7 92 80 12,7
40 7,5 58 52 13,1
1.22. Типичные механические свойства полуфабрикатов из меди в различных состояниях
Полуфабрикаты Состояние ив, МПа о0 2, МПа 5, % о_|, МПа (Д' = 108 циклов; Kt = 1)
Листы Мягкое 220 65 50 77
(толщина 1 мм) Твердое 350 300 6
Полосы Мягкое 220 60 35 77
Полутвердое 310 - 8 91
Твердое 365 310 2 98
Прутки Мягкое 215 65 60 70
Твердое 360 320 14 120
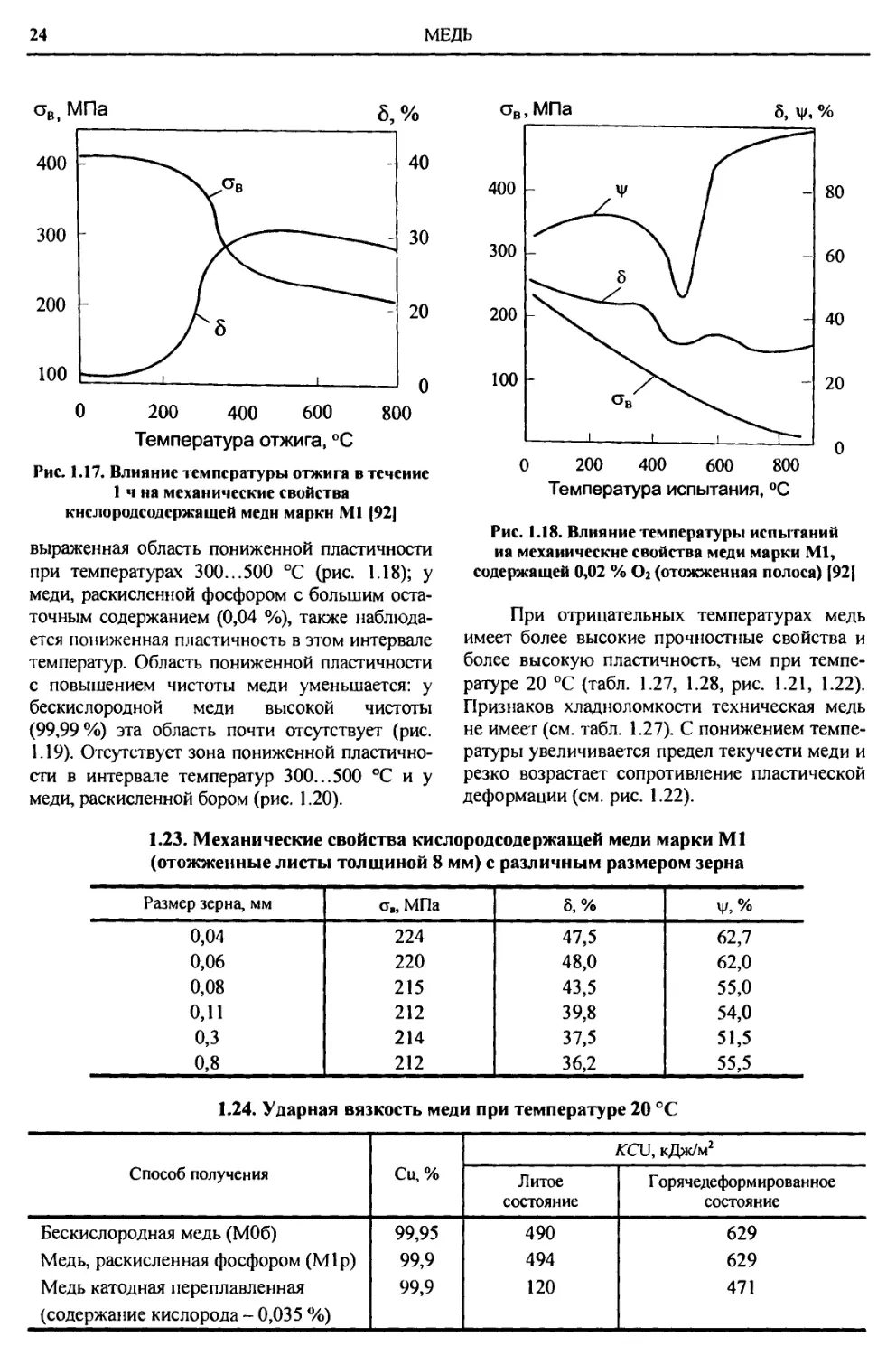
Холодная пластическая деформация су-
щественно повышает выносливость (рис. 1.15).
Изменение механических свойств меди в
зависимости от степени холодной деформации
и температуры отжига показано на рис. 1.16 и
1.17.
С увеличением размера зерна прочност-
ные характеристики изменяются незначитель-
но. характеристики пластичности уменьшают-
ся (табл. 1.23). Кислород отрицательно влияет
на ударную вязкость (табл. 1.24. 1.25) и техно-
югическую пластичность мягкой проволоки
(табл. 1.26).
Для меди и многих ее сплавов проблемой
является наличие зоны пониженной пластич-
ности в интервале температур 300...600 °C. У
кислородсодержащей меди наблюдается ярко
N, циклы
Рис. 1.15. Кривые выносливости бескислородной
меди в холоднодеформированном (/) и литом (2)
состояниях (Kt = 1)
Рис. 1.16. Влияние степени холодной деформации
(%) на механические свойства меди [128]:
/ - кислородсодержащей; 2 - раскисленной фосфо-
ром, с высоким остаточным содержанием фосфора
24
МЕДЬ
Рис. 1.17. Влияние температуры отжига в течение
1 ч на механические свойства
кислородсодержащей меди марки Ml [92]
Температура испытания, °C
выраженная область пониженной пластичности
при температурах 300...500 °C (рис. 1.18); у
меди, раскисленной фосфором с большим оста-
точным содержанием (0,04 %), также наблюда-
ется пониженная пластичность в этом интервале
температур. Область пониженной пластичности
с повышением чистоты меди уменьшается: у
бескислородной меди высокой чистоты
(99,99%) эта область почти отсутствует (рис.
1.19). Отсутствует зона пониженной пластично-
сти в интервале температур 300...500 °C и у
меди, раскисленной бором (рис. 1.20).
Рис. 1.18. Влияние температуры испытаний
иа мехаиическне свойства меди марки Ml,
содержащей 0,02 % О2 (отожженная полоса) [92]
При отрицательных температурах медь
имеет более высокие прочностные свойства и
более высокую пластичность, чем при темпе-
ратуре 20 °C (табл. 1.27, 1.28, рис. 1.21, 1.22).
Признаков хладноломкости техническая медь
не имеет (см. табл. 1.27). С понижением темпе-
ратуры увеличивается предел текучести меди и
резко возрастает сопротивление пластической
деформации (см. рис. 1.22).
1.23. Механические свойства кислородсодержащей меди марки Ml
(отожженные листы толщиной 8 мм) с различным размером зерна
Размер зерна, мм огв, МПа 6, % у,%
0,04 224 47,5 62,7
0,06 220 48,0 62,0
0,08 215 43,5 55,0
0,11 212 39,8 54,0
0,3 214 37,5 51,5
0,8 212 36,2 55,5
1.24. Ударная вязкость меди при температуре 20 °C
Способ получения Си, % KCU, кДж/м2
Литое состояние Г орячедеформированное состояние
Бескислородная медь (МОб) 99,95 490 629
Медь, раскисленная фосфором (М1р) 99,9 494 629
Медь катодная переплавленная 99,9 120 471
(содержание кислорода - 0,035 %)
МЕХАНИЧЕСКИЕ СВОЙСТВА
25
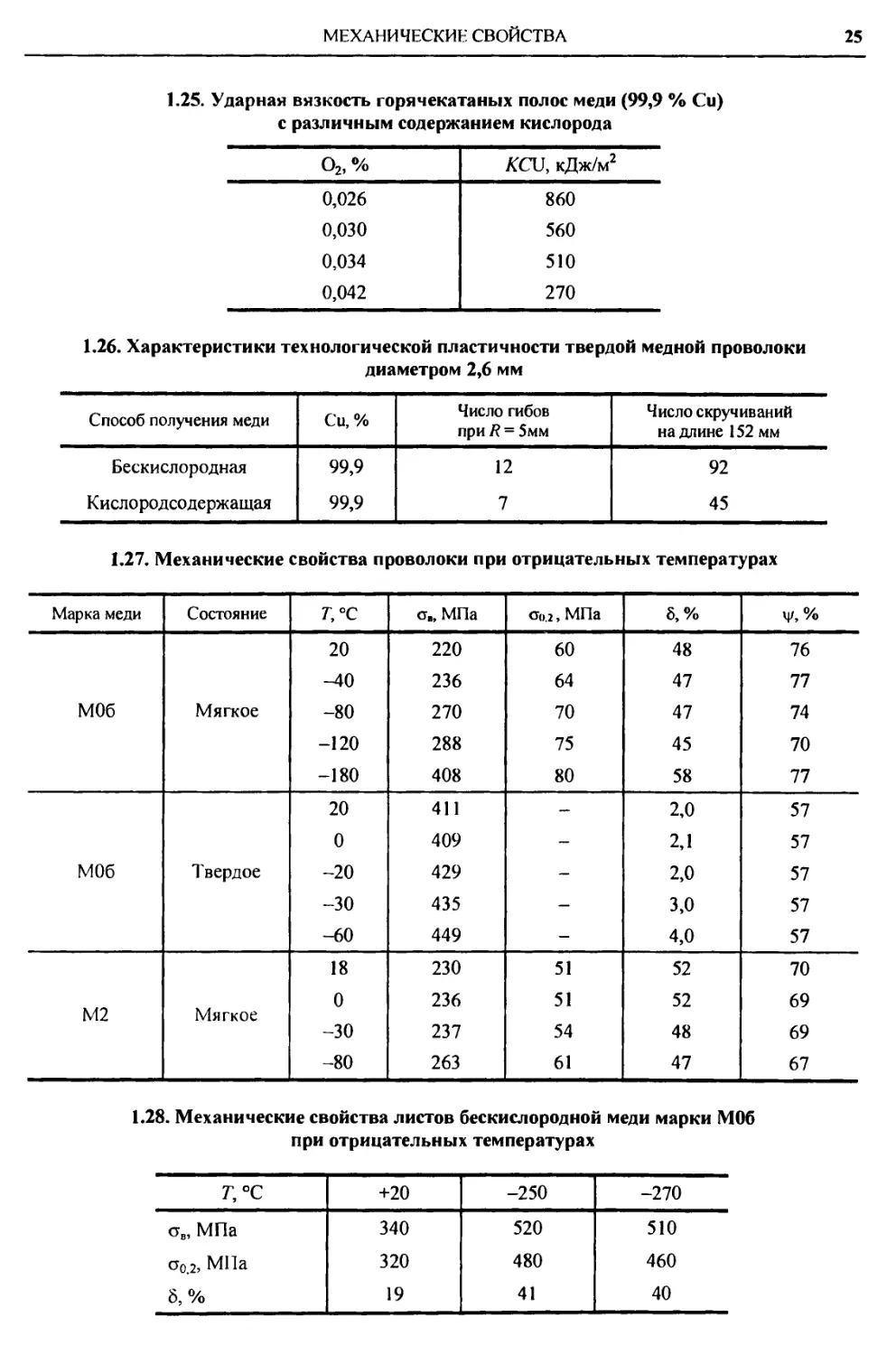
1.25. Ударная вязкость горячекатаных полос меди (99,9 % Си)
с различным содержанием кислорода
02, % KCU, кДж/м2
0,026 860
0,030 560
0,034 510
0,042 270
1.26. Характеристики технологической пластичности твердой медной проволоки
диаметром 2,6 мм
Способ получения меди Си, % Число гибов при R = 5мм Число скручиваний на длине 152 мм
Бескислородная 99,9 12 92
Кислородсодержащая 99,9 7 45
1.27. Механические свойства проволоки при отрицательных температурах
Марка меди Состояние Т,°С от,, МПа ого.2, МПа 6, % V, %
20 220 60 48 76
-40 236 64 47 77
МОб Мягкое -80 270 70 47 74
-120 288 75 45 70
-180 408 80 58 77
20 411 - 2,0 57
0 409 - 2,1 57
МОб Твердое -20 429 - 2,0 57
-30 435 - 3,0 57
-60 449 - 4,0 57
18 230 51 52 70
0 236 51 52 69
М2 Мягкое -30 237 54 48 69
-80 263 61 47 67
1.28. Механические свойства листов бескислородной меди марки МОб
при отрицательных температурах
Г, °C +20 -250 -270
ов, МПа 340 520 510
сг0 2, МПа 320 480 460
6, % 19 41 40
26
МЕДЬ
Температура испытания, °C
Рис. 1.19. Влияние температуры испытаний
на механические свойства бескислородной меди
высокой чистоты (полоса, деформированная на 6 %) (92]
Рис. 1.22. Кривые выносливости отожженной медн
при 20 °C и отрицательных температурах (Kt = 1)
Температура испытания, °C
Рис. 1.20. Изменение относительного сужения при
повышенных температурах меди, раскисленной
0,05 % Р (7); 0,01 % В (2) (5]
Рис. 1.23. Кривые ползучести меди, раскисленной
фосфором (проволока 0 3,2 мм):
х - деформированная на 84 %; • -отожженная,
размер зерна 0,013 мм
Рис. 1.21.Мехаиические свойства кислородсодер-
жащей меди огневого рафинирования в интервале
температур -200...+500 °C
1.29. Предел ползучести меди марки МОб
при различных температурах
(полосы отожженные, размер зерна 0,025 мм,
продолжительность испытания 1000 ч)
Г, °C о, МПа, при относительной деформации, %
0,1 0,01 0,001
150 57 25 11,5
200 33,6 10,5 3,5
260 11,9 2,8 0,7
СЛИТКИ И ПОЛУФАБРИКАТЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
27
Механические свойства различных марок таниях при повышенных температурах приведе-
меди при длительных и кратковременных испы- ны на рис. 1.18- 1.20, 1.23 и в табл. 1.29 - 1.31.
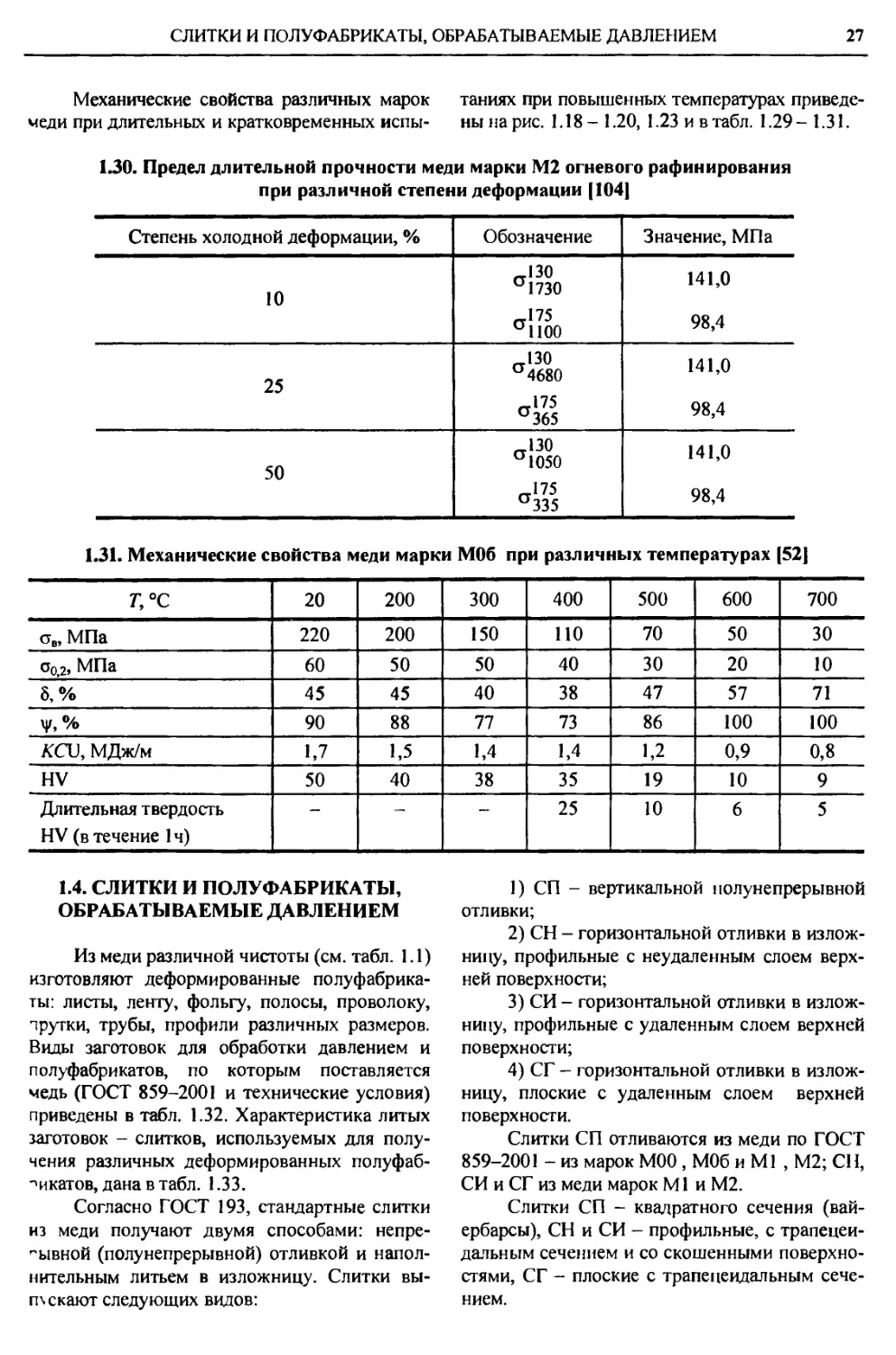
1.30. Предел длительной прочности меди марки М2 огневого рафинирования
при различной степени деформации [104]
Степень холодной деформации, % Обозначение Значение, МПа
10 1Э0 а 1730 141,0
!75 а 1100 98,4
25 ПО ст4680 141,0
175 СТ365 98,4
50 130 ° 1050 141,0
ст175 СТ335 98,4
1.31. Механические свойства меди марки МОб при различных температурах [52]
Г, °C 20 200 300 400 500 600 700
ов, МПа 220 200 150 НО 70 50 30
о0>2, МПа 60 50 50 40 30 20 10
5, % 45 45 40 38 47 57 71
v,% 90 88 77 73 86 100 100
XCU, МДж/м 1,7 1,5 1,4 1,4 1,2 0,9 0,8
HV 50 40 38 35 19 10 9
Длительная твердость HV (в течение 1 ч) - - - 25 10 6 5
1.4. СЛИТКИ И ПОЛУФАБРИКАТЫ,
ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Из меди различной чистоты (см. табл. 1.1)
изготовляют деформированные полуфабрика-
ты: листы, ленту, фольгу, полосы, проволоку,
прутки, трубы, профили различных размеров.
Виды заготовок для обработки давлением и
полуфабрикатов, по которым поставляется
медь (ГОСТ 859-2001 и технические условия)
приведены в табл. 1.32. Характеристика литых
заготовок - слитков, используемых для полу-
чения различных деформированных полуфаб-
рикатов, дана в табл. 1.33.
Согласно ГОСТ 193, стандартные слитки
нз меди получают двумя способами: непре-
рывной (полунепрерывной) отливкой и напол-
нительным литьем в изложницу. Слитки вы-
пускают следующих видов:
1) СП - вертикальной полунепрерывной
отливки;
2) СН - горизонтальной отливки в излож-
ницу, профильные с неудаленным слоем верх-
ней поверхности;
3) СИ - горизонтальной отливки в излож-
ницу, профильные с удаленным слоем верхней
поверхности;
4) СГ - горизонтальной отливки в излож-
ницу, плоские с удаленным слоем верхней
поверхности.
Слитки СП отливаются из меди по ГОСТ
859-2001 - из марок М00, МОб и Ml , М2; СН,
СИ и СГ из меди марок Ml и М2.
Слитки СП - квадратного сечения (вай-
ербарсы), СН и СИ - профильные, с трапецеи-
дальным сечением и со скошенными поверхно-
стями, СГ - плоские с трапецеидальным сече-
нием.
28
МЕДЬ
1.32. Виды заготовок и полуфабрикатов, в которых поставляют медь
в соответствии с ГОСТами и ТУ
Вид полуфабрикатов Способ изготовления
Катодная переплавленная Огневого рафи- нирования Раскисленная Бескислородная Вакуумная
Слитки для прово- локи (катанки) + - - + +
Круглые слитки + - + + -
Плоские слитки + - — - -
Листы + + + - —
Аноды + + + - -
Плиты + + + - -
Полосы + + + + -
Шины + + - - -
Ленты + + + + +
Фольга + + - + -
Трубы + + + + -
Прутки + + + + -
Профили + + + + +
Катанка + + - + -
Проволока + + - + +
1.33. Характеристика медных слитков (литых заготовок)* [104]
Марка меди Условное обозначение слитка Способ литья Форма сечения Размеры, мм Применение
М006 МОб М1б СП Полунепре- рывный Квад- ратная Сечение: 90x90; 100x100; 110x110; длина 1300, 1400, 2800 Для изготовления катанки и по- следующего получения проволо- ки для электротехнических целей
Ml М1р СН" В горизон- тальную изложницу Трапеце идальная Сечение: 92x98; 102x98; 102x111; 111x111; длина 1372 Для изготовления катанки и по- следующего получения проволо- ки для элекзротехнических целей
Ml М1р СИ" Полунепре- рывный Трапеце идальная Сечение: 82x98; 92x98;92x111; 101x111; 111x111; длина 1362 Для изготовления катанки и по- следующего получения проволо- ки для электротехнических целей
Ml М1р СГ" Полунепре- рывный Трапеце идальная Сечение: 110x330; длина 800 Для изготовления полос электро- технического назначения
Ml,М2 М1р М2р МЗр Полунепре- рывные или в вертикальные изложницы Круглая Диаметр 150, 175, 200, 250, 300, 400 В электротехнической промыш- ленности
МОб В вертикаль- ные изложни- цы Круглая Диаметр 300 Длина 525 Для изготовления короткозамы- кающих колец
Слитки СП, СН, СИ и СГ выпускают с регламентируемым удельным электросопротивлением.
Массовая доля кислорода в слитках СН и СИ меньше 0,045%, в слитках СГ - меньше 0,055 %.
СЛИТКИ И ПОЛУФАБРИКАТЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
29
Оценка качества слитков, предназначен-
.ых для электротехнических целей, произво-
дится не только по химическому составу,
четности, удельному электросопротивлению,
гостоянию поверхности, но и по склонности
мели к разупрочнению при нагреве, а также
ценивается содержание газовых примесей,
-»тючая содержание кислорода и водорода.
Убыточная концентрация газовых примесей
-зляется одной из основных причин возникно-
-ния на поверхности слитков, отлитых в гори-
зонтальные изложницы, пор, трещин и других
дефектов.
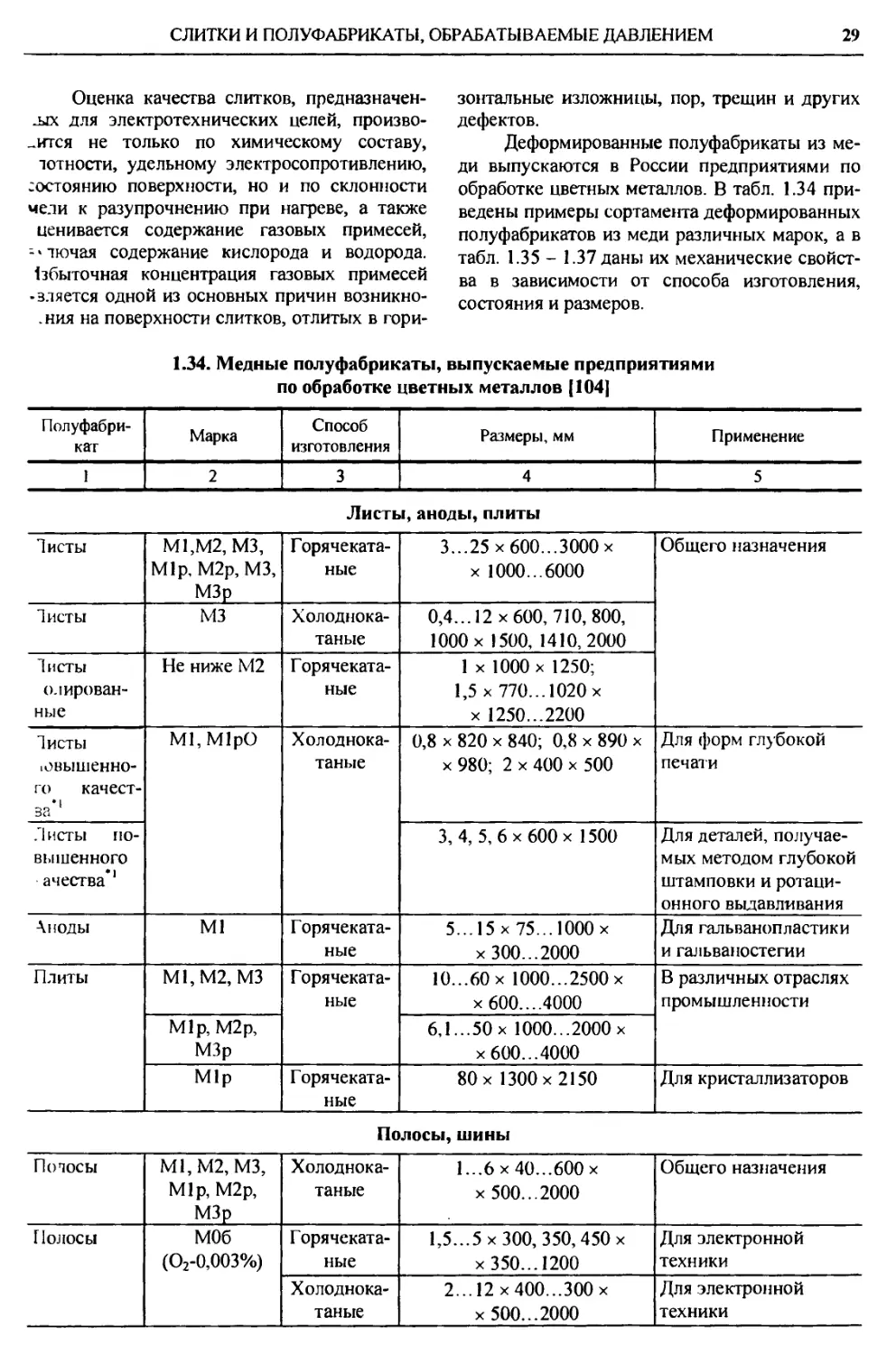
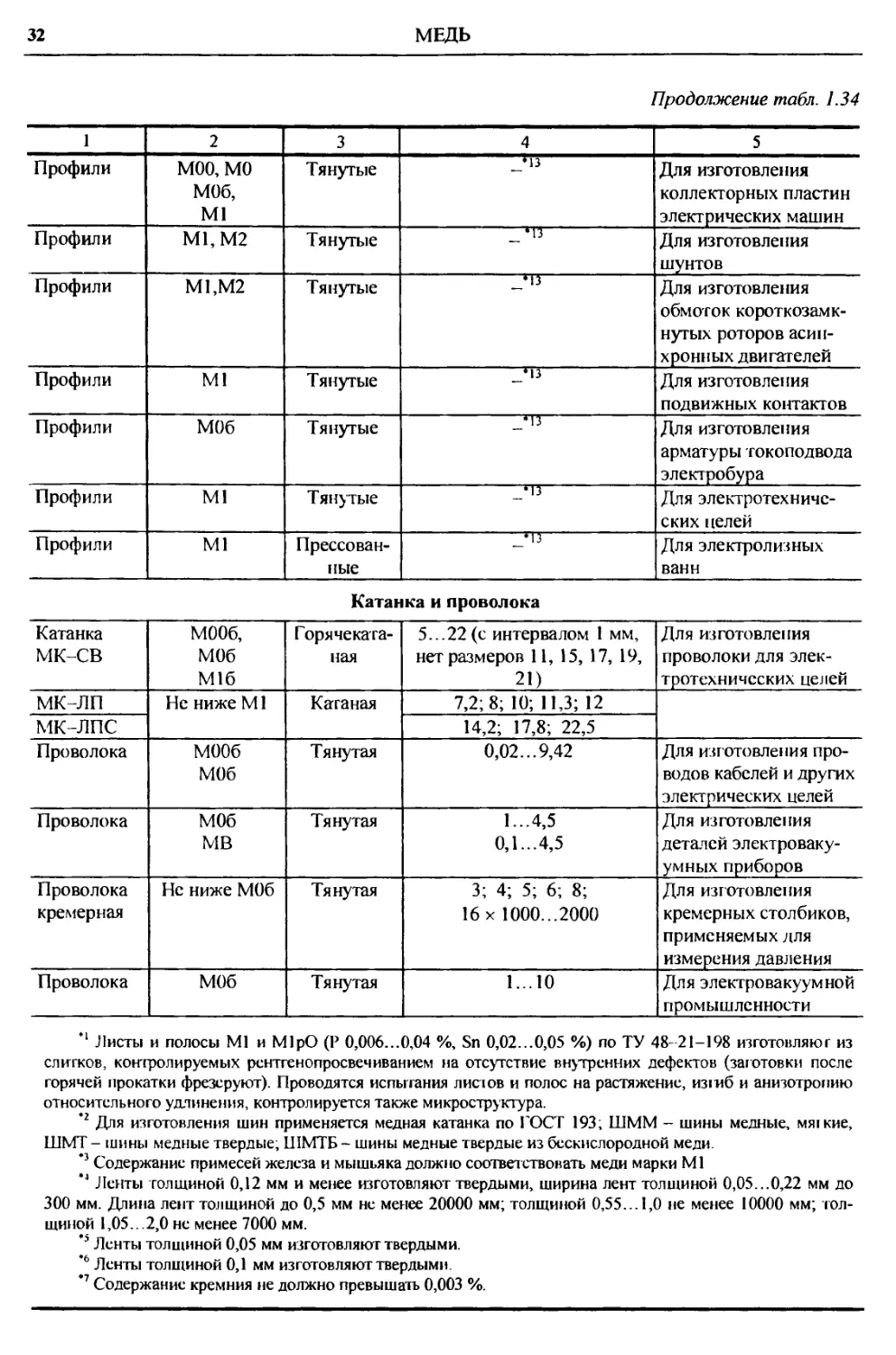
Деформированные полуфабрикаты из ме-
ди выпускаются в России предприятиями по
обработке цветных металлов. В табл. 1.34 при-
ведены примеры сортамента деформированных
полуфабрикатов из меди различных марок, а в
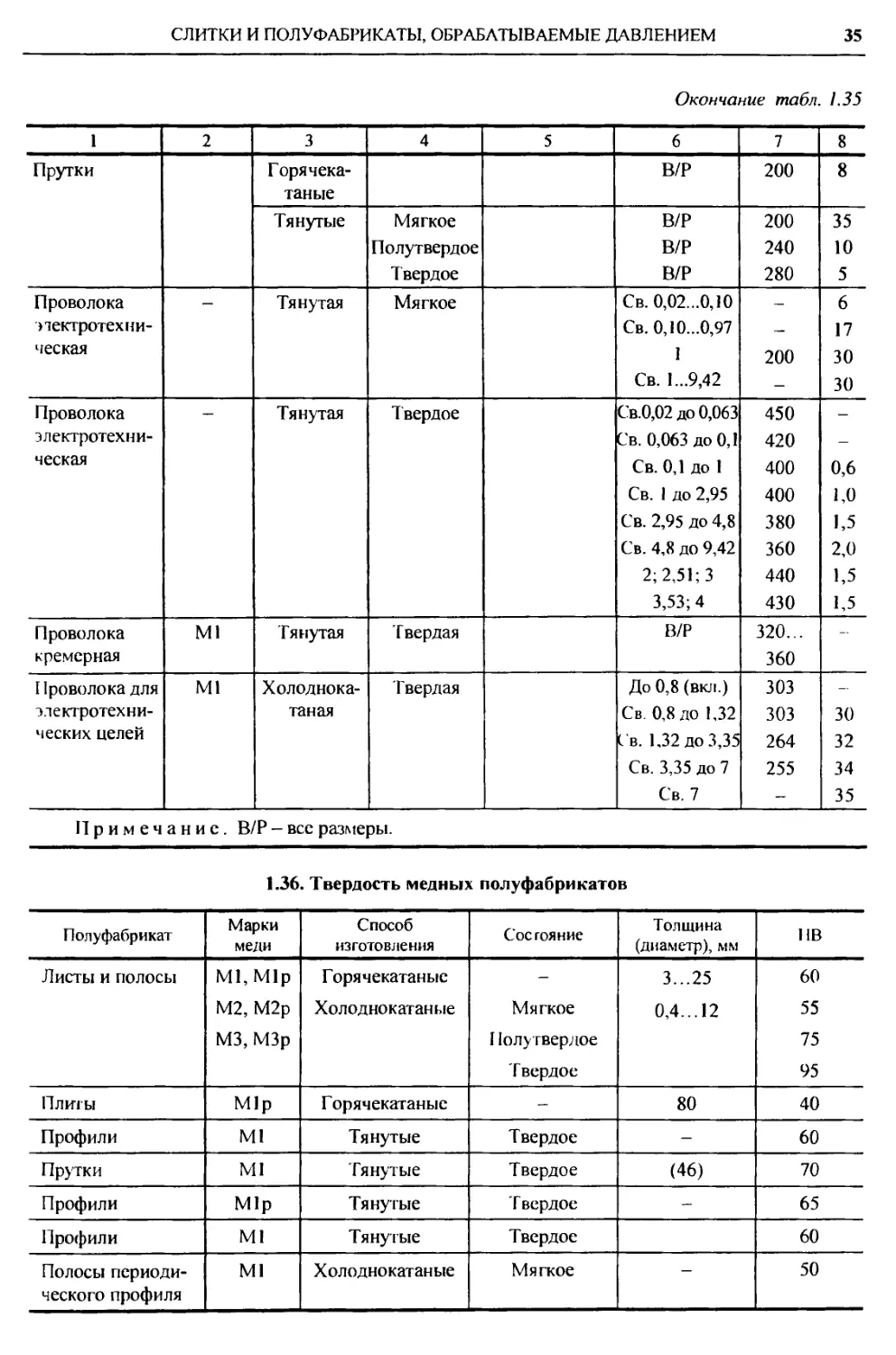
табл. 1.35 - 1.37 даны их механические свойст-
ва в зависимости от способа изготовления,
состояния и размеров.
1.34. Медные полуфабрикаты, выпускаемые предприятиями
по обработке цветных металлов [104]
Полуфабри- каг Марка Способ изготовления Размеры, мм Применение
1 2 3 4 5
Листы, аноды, плиты
Листы Ml,М2, М3, М1р, М2р, М3, МЗр Горячеката- ные З...25х 600...3000 х х 1000... 6000 Общего назначения
Листы М3 Холоднока- таные 0,4... 12 х 600, 710, 800, 1000 х 1500, 1410, 2000
Листы олирован- ные Не ниже М2 Горячеката- ные 1 х 1000 х 1250; 1,5 х 770... 1020 х х 1250...2200
Листы (Овышенно- го качест- ва’ 1 М1,М1рО Холоднока- таные 0,8 х 820 х 840; 0,8 х 890 х х 980; 2 х 400 х 500 Для форм глубокой печати
.Листы по- вышенного ачества 1 3, 4, 5, 6x 600 х 1500 Для деталей, получае- мых методом глубокой штамповки и рочаци- онного выдавливания
Аноды Ml Горячеката- ные 5...15 х 75...1000Х х 300...2000 Для гальванопластики и гальваностегии
Плиты Ml, М2, М3 Горячеката- ные Ю...60х 1000...2500 х х 600....4000 В различных отраслях промышленности
Mlp, М2р, МЗр 6,1...50х 1000...2000 х х 600...4000
Mlp Горячеката- ные 80 х 1300 х 2150 Для кристаллизаторов
Полосы, шины
Полосы Ml, М2, М3, Mlp, М2р, МЗр Холоднока- таные 1...6 х 40...600 х х 500...2000 Общего назначения
Полосы МОб (02-0,003%) Горячеката- ные 1,5...5 х 300, 350,450 х х 350... 1200 Для электронной техники
Холоднока- таные 2...12 х400...300х х 500...2000 Для электронной техники
30
МЕДЬ
Продолжение табл. 1.34
1 2 3 4 5
Полосы М1р Прессован- ные 105 х 140 х 5000 Общего назначения
Полосы Не ниже М2 Горячеката- ные 5,6...25 х 40...300 х х 2000...3200 Для деталей распреде- лительных устройств и других электротехни- ческих целей
Полосы повышенно- го качества М1,М1рО Холоднока- таные 3, 4, 5, 6x200 х 1500 Для деталей, получае- мых глубокой штам- повкой и ротационным выдавливанием
Полосы Не ниже М2 Тянутые Сечение 100... 1000 мм2 Длина 700...4000 Для электротехниче- ской промышленности
Шины*2: шмм, шмт, ШМТБ Ml, МОб Горячеката- ные Холоднока- таные 4...30х 16...120х х 3000...6000 Для электротехниче- ских целей
Шины М2*3 Прессован- ные И...250x 20...250х х 3000...4000 Для деталей распреде- лительных устройств и других электротехни- ческих целей
Ленты
Ленты’4 Ml, М1р М2, М2р М3, МЗр Холоднока- таные 0,05.. 2 х 10...600 х х 700...2000 Общего назначения
Ленты ра- диаторные’5 Ml, М2 М3 Холоднока- таные 0,05...0,25 х х 14...200х 100000 Для трубок и пластин радиаторов
Ленты’6 Ml Холоднока- таные 0,16... 1 х 2,6...30,6; 0,3 х 35; длина лент 630 ± 20 м Для коаксиальных магистральных кабелей
Ленты’7 МОб Холоднока- таные 0,05...2х 10...30х х 7000...3000 Для электронной техники
Лепты’8 Не ниже М3 Холоднока- таные 0,04... 1,86 х 14... 150 х х 7000... 10000 Для специального назначения
Ленты’9 лмм, лмт Не ниже М1 Холоднока- таные 0,1 ...3,6 х 8... 100 х Л Для электротехниче- ских целей
Ленты Ml Холоднока- таные 0,1 х 30 х L Для электротехниче- ских целей
Ml Холоднока- таные 0,58; 0,8 х 57 х 10000 Для электротехниче- ских целей
Ml Холоднока- таные 0,1 х 30 х Г Для изготовления кабелей
Для коаксиальных кабелей
Ленты МОб Холоднока- таные 0,3 х 50, 70; 0,4 х 50, 70, 100, 150, 200, 250; 0,6 х 250; длина 130 м Для изготовления волноводов
СЛИТКИ И ПОЛУФАБРИКАТЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
31
Продолжение табл. 1.34
1 2 3 4 5
Фольга
Фольга рулонная МО, Ml М2 Холоднока- таные 0,015...0,05 х 20...230 Для технических целей
Фольга МОб, МВ Холоднока- таные 0,02...0,1 х 30... 120 Для электроники
Трубы, профили
Трубы’9 Ml, М2 М3, М1р Прессован- ные 0 4...280 х 0,5...30 х х 1000... 6000 Общего назначения
М2р, М3 Тянутые, холодно ка- танные 0 3...360 х 0,5... 10 х х 1500... 6000
Трубы прямо- мольные МОб М1,М1р Тянутые 5 х 5 х 1,3; 6 х 6 х 1,3 22х 22 х 5,5 Для изготовления обмоток электриче- ских машин с жидко- стным охлаждением
4 х 8...10х 1...1,5; 4,5 х 10х 1... 1,5; 5 х 7,5...12,5 х 1... 1,5; 18x60x6; 25 x 70x9
Трубы’10 прямо- мольные М2, М3 Тянутые 130x 65 x 2,5; 180 x 90x 3; 292 х 146 х 3,6; 160 х 80 х х 2,5; 196x98 м3; 220 х 110x3; 248 х 124x3; 248 х 124 х 3; 270 х 135 х 3 Для изготовления волноводов
1р}бы’" прямо- м ольные МОб Прессован- ные 34...280 х 5 х 30; 110...300 х х 30; длина 500...600 В электронной технике
Тянутые 3...25 х 0,5... 10 х х 500...6000
Трубы М1,М1р М2, М2р М3, МЗр Тянутые 025...168 x2. .13 х х 1000... 4000 Для специальных целей
1 ру бы М3 Прессован- ные 0 230х 40; 240 х 45 х 1000...6000 Общего назначения
Трубы Ml, М2 Тянутые 0 15,5 х 1; 36 х 7,5 длина по ГОСТ 617
Трубы М2 Тянутые 08 х 0,5 х 400...3000 Для электромагнитных расцепителей
Трубы М1р Прессован- ные 0 30 х 9 х 4000 Для токоведущих соединительных шин обмоток статора тур- богенераторов с водя- ным охлаждением
Т ру бы прямо- у I ольные Ml, М2 Тянутые 22 х 10 х 1,7; 32 х 10 х 1 Для водоохлаждаемых инду кторов электро- печей
Грубы*12 Ml Прессован- ные 0 8...65 х 4,5...25 х 22000 Для электротехниче- ских целей
Трубы Ml, Mlp Прессован- ные 0 8...25 х 1,5 х 1800, 1400 Для выпрямительных блоков с жидкостным охлаждением
32
МЕДЬ
Продолжение табл. 1.34
1 2 3 4 5
Профили М00, МО МОб, Ml Тянутые _’13 Для изготовления коллекторных пластин электрических машин
Профили Ml, М2 Тянутые _ ’13 Для изготовления шунтов
Профили Ml,М2 Тянутые Для изготовления обмоток короткозамк- нутых роторов асин- хронных двигателей
Профили Ml Тянутые _’13 Для изготовления подвижных контактов
Профили МОб Тянутые _*15 Для изготовления арматуры токоподвода электробура
Профили Ml Тянутые ‘ _‘В Для электротехниче- ских целей
Профили Ml Прессован- ные _*15 Для электролизных ванн
Катанка и проволока
Катанка МК-СВ М006, МОб М1б Горячеката- ная 5...22 (с интервалом 1 мм, нет размеров 11, 15, 17, 19, 21) Для изготовления проволоки для элек- тротехнических целей
мк-лп Не ниже М1 Каганая 7,2; 8; 10; 11,3; 12
мк-лпс 14,2; 17,8; 22,5
Проволока М006 МОб Тянутая 0,02... 9,42 Для изготовления про- водов кабелей и других электрических целей
Проволока МОб МВ Тянутая 1 ...4,5 0,1...4,5 Для изготовления деталей электроваку- умных приборов
Проволока кремерная Не ниже МОб Тянутая 3; 4; 5; 6; 8; 16 х 1000...2000 Для изготовления кремерных столбиков, применяемых для измерения давления
Проволока МОб Тянутая 1... 10 Для электровакуумной промышленности
‘‘ Листы и полосы Ml и MlpO (Р 0,006...0,04 %, Sn 0,02...0,05 %) по ТУ 48- 21-198 изготовляют из
слитков, контролируемых рентгенопросвечиванием на отсутствие внутренних дефектов (заготовки после
горячей прокатки фрезеруют). Проводятся испытания лисюв и полос на растяжение, из!иб и анизотропию
относительного удлинения, контролируется также микроструктура.
’2 Для изготовления шин применяется медная катанка по ГОСТ 193; ШММ - шины медные, мя1кие,
ШМТ - шины медные твердые, ШМТБ - шины медные твердые из бескислородной меди.
*3 Содержание примесей железа и мышьяка должно соответствовать меди марки Ml
*4 Ленты толщиной 0,12 мм и менее изготовляют твердыми, ширина лент толщиной 0,05...0,22 мм до
300 мм. Длина лент толщиной до 0,5 мм не менее 20000 мм; толщиной 0,55...1,0 не менее 10000 мм; тол-
щиной 1,05.. 2,0 не менее 7000 мм.
*’ Ленты толщиной 0,05 мм изготовляют твердыми.
*6 Ленты толщиной 0,1 мм изготовляют твердыми.
*7 Содержание кремния не должно превышать 0,003 %.
СЛИТКИ И ПОЛУФАБРИКАТЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
33
Окончание табл. 1.34
* 8 Ленты толщиной 0,13 мм и менее изготовляют твердыми
* ’ Трубы для токопроводящих изделий изготовляют из меди марок MI и М2, трубы диаметром менее
18 мм и длиной более 10 м поставляются в бухтах.
* 10 Длина труб от 0,5 до 3,0 м.
* " Трубы испытывают на отсутствие водородной хрупкости; герметичность и отсутствие внутренних
дефектов определяются токовихревым методом.
’12 Профили из меди марок М00, МО, МОб и Ml должны изготовляться из слитков по ГОСТ 193.
* 13 Размеры профилей в соответствии с ГОСТом или ТУ.
L - длина ленты определяется минимальной массой рулона.
1.35. Гарантируемые механические свойства полуфабрикатов из меди [104,70]
Полуфабрикаты Марка Способ Состояние Размеры, мм ст,, МПа й,%
изготовления Толщина Диаметр Не менее
1 2 3 4 5 6 7 8
Листы Ml, Mlp М2, М2р Горячека- таные - 3...25 200 30
М3, МЗр Холоднока- таные Мягкое Полутвердое Твердое 0,4... 2 200...260 290 36 12 3
Полосы Мягкое Полутвердое Твердое 0,4...6 200...260 250...310 290 36 12 3
Шины для электротехни- ческих целей Ml Холоднока- таные Мягкое Св. 7 — 35
Ленты общего назначения Ml, Mlp М2 М2р М3, МЗр Холоднока- таные Мягкое Твердое Св. 0,5 Св. 0,5 196 294 30 3
Ленты для коаксиальных магистраль- ных кабелей Ml Холоднока- таные Мягкое 0,26; 0,3 210 26
Ленты для электротехни- ческих целей Ml Холоднока- таные Твердое До 0,8 Св. 0,8... 1,32 Св. 1,32...3,35 Св. 3,35...7 Св. 7 294 294 264 255 -
Мягкое Св. 0,8... 1,32 Св. 1,32...3,35 Св. 3,35...7 Св. 7 30 32 34 35
Ленты для капсюлей Ml,Mlp М2, M2p М3 Холоднока- таные Мягкое Св. 0,35 196 30
34
МЕДЬ
Продолжение табл. 1.35
1 2 3 4 5 6 7 8
Фольга ру- лонная для технических целей МО, Ml М2 Холоднока- таная Твердое Св 0,015 300 —
Трубы М1,М1р М2, М2р Прессован- ные - До 200 Св. 200 190 180 30 30
М3, МЗр Тянутые, холоднока- таные Мягкое Полутвердое Твердое В/Р В/Р В/Р 200 250 290 35 8 2
Трубы М1,М1р М2, М2р Тянутые Мягкое В/Р 200 35
Плиты Ml, М1р Горячека- таные - 80 170 20
Листы, поло- сы Холоднока- таные Мягкое 3; 4; 5;6 195 35
Трубы Ml Прессован- ные - В/Р 186 30
Тянутые Мягкое В/Р 196 35
М1Т Тянутые Мягкое Твердое 206 267 40 25
Трубы М1р Прессован- ные - 30; 9 185 30
Трубы М1р Тянутые Мягкое В/Р 190 35
Трубки ка- пиллярные М1р Тянутые Твердое 2,75x1,5 370 4
Трубки тонко- стенные Ml М2 Тянутые Мягкое Твердое 0,8х 0,5...! 206 35 4
Трубы М2, М2р М3, МЗр Прессован- ные - 70...200 х х 27...65 185 30
Прутки Ml Тянутые Твердое 46 260 6
Прутки М2 Прессован- ные - 42; 6070; 94 195 30
Профили МОб Тянутые Мягкие В/Р 195 38
Трубки М1р Тянутые Мягкие В/Р 195 35
Проволока Ml М2 Тянутые Твердое 1...2 2,2...10 230 230 8 13
Проволока МОб Тянутые Мягкое 3,5; 4,2 200 30
Трубы МОб Ml, М1р Тянутые Мягкое В/Р 206 35
Трубки тонко- стенные Ml,М2 М3 Тянутые Мягкое Твердое В/Р 210 243 35 2
Прутки М1,М1р М2, М2р М3,МЗр Прессован- ные - В/Р 190 30
СЛИТКИ И ПОЛУФАБРИКАТЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
35
Окончание табл. 1.35
1 2 3 4 5 6 7 8
Прутки Г орячека- таные В/Р 200 8
Тянутые Мягкое Полутвердое Твердое В/Р В/Р В/Р 200 240 280 35 10 5
Проволока электротехни- ческая Тянутая Мягкое Св. 0,02...0,10 Св. 0,10...0,97 1 Св. 1...9,42 200 6 17 30 30
Проволока электротехни- ческая Тянутая Твердое Св.0,02 до 0,063 Св. 0,063 до 0,1 Св. 0,1 до 1 Св. 1 до 2,95 Св. 2,95 до 4,8 Св. 4,8 до 9,42 2; 2,51; 3 3,53; 4 450 420 400 400 380 360 440 430 0,6 1,0 1,5 2,0 1,5 1,5
Проволока кремерная Ml Тянутая Твердая В/Р 320... 360 -
Проволока для электротехни- ческих целей Ml Холоднока- таная Твердая До 0,8 (вкл.) Св. 0,8 до 1,32 Св. 1,32 до 3,35 Св. 3,35 до 7 Св. 7 303 303 264 255 30 32 34 35
Примечание. В/Р — все размеры.
1.36. Твердость медных полуфабрикатов
Полуфабрикат Марки меди Способ изготовления Соегояние Толщина (диаметр), мм НВ
Листы и полосы Ml, Mlp Горячекатаные - 3...25 60
М2, М2р Холоднокатаные Мягкое 0,4...12 55
М3, МЗр 11олутвердое 75
Твердое 95
Плиты Mlp Горячекатаные - 80 40
Профили Ml Тянутые Твердое - 60
Прутки Ml Тянутые Твердое (46) 70
Профили Mlp Тянутые Твердое - 65
Профили Ml Тянутые Твердое 60
Полосы периоди- ческого профиля Ml Холоднокатаные Мягкое - 50
36
МЕДЬ
1.37. Глубина выдавливания (по Эриксену) плоских медных
деформированных полуфабрикатов [104]
Полуфабрикаты Марка меди Способ изготовления Состоя- ние Толщина, мм Глубина выдавливания, мм не менее
Ленты общего назначения Ml,Mlp М2,М2р, М3,МЗр Холоднокатаные Мягкое 0,14...0,16 0,18...0,28 0,30...0,55 0,60...1,10 1,20...1,50 7,5 8,0 8,5 9,5 10,0
Ленты радиа- торные Ml М2 М3 Холоднокатаные Мягкое Твердое 0,06...0,07 0,08 0,10 0,12. .0,15 0,17...0,25 0,10 0,12..0,15 5,0 6,0 7,5 7,5 8,0 1,5...3,5 1,5...3,5
Ленты для электротехни- ческих целей Ml Холоднокатаные Мягкое До 0,15 0,20...0,25 0,30...0,50 0,60... 1,0 7,5 8,0 8,0 9,5
Ленты Ml Холоднокатаные Мягкое 0,10 3,4
Принципиальная технологическая схема
производства деформированных полуфабрика-
тов приведена на рис. 1.24.
Мегаллургические заводы выпускают ка-
танку диаметром 5...22 мм, получаемую из
кислородсодержащий и бескислородной меди
горячей прокачкой вайербарсов. а также с ис-
пользованием непрерывных процессов, совме-
щающих плавку, литье и прокатку. В настоя-
щее время еще некоторое количество катанки
получают традиционным способом горячей
прокатки вайербарсов. Для прокатки применя-
ют различные типы станов: линейные, комби-
нированные (линия черновых и линия чисто-
вых клетей), полунепрерывные (непрерывной
является черновая группа), непрерывные.
Современная технология производства
катанки из вайербарсов и литых заготовок
включает: нагрев слитков до температуры
900 °C, деформацию на многоклетьевых не-
прерывных и полунепрерывных станах до
0 5...22 мм. После выхода из стана проволоч-
ная заготовка охлаждается водой и сматывает-
ся в бухты, которые направляются в травиль-
ное отделение и далее на контроль физических
и механических свойств и содержания кисло-
рода. В последние годы широкое распростра-
нение при производстве проволочной заготов-
ки получили непрерывные процессы, совме-
щающие плавку, литье и горячую прокатку.
Наибольшие успехи в этом направлении дос-
тигнуты фирмами США и Бельгии, которые
используют три метода, совмещающие в одном
технологическом цикле плавку, литье и про-
катку: «Саутувайр Континоус род» (SCR)
США, «Контирод» Бельгия и «Дип-Форминг»
США [101, 104].
Основным видом медных полуфабрика-
тов является проволока. Волочением получа-
ют проволоку круглого, прямоугольного
(плющенная) и фасонного сечений. Проволока
наматывается на катушки, шпули, барабаны и
пр. и поставляется потребителю по ГОСТ
2112. Плоская (плющенная) и фасонная про-
волока может поставляться в виде прямых
отрезков. В табл. 1.38 приведены механиче-
ские свойства отожженной проволоки диа-
метром 0,2...0,5 мм.
Рис. 1.24. Технологическая схема производства деформируемых полуфабрикатов [104]
СЛИТКИ И ПОЛУФАБРИКАТЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
38
МЕДЬ
1.38. Механические свойства медной
проволоки (ГОСТ 22666-77)
Температура испытания, °C СТ„ МПа ст0.2, МПа 5, % V, %
20 215 58 48 76
-10 219 60 40 79
-40 231 62 47 77
-80 264 68 47 74
-120 282 73 45 70
-180 400 78 58 77
Плоский прокат получают горячей и хо-
лодной прокаткой. Катаные полуфабрикаты
подразделяются на плиты, доски, аноды, лис-
ты, ленты, полосы и фольгу. Плиты получают
главным образом горячей прокаткой. Листы
поставляются горяче- и холоднокатаными.
Размеры и свойства листов регламентированы
ГОСТ 495-92. Полосы и ленты поставляются
по ГОСТ 495-92 и 1173-93, медная фольга
поставляется по ГОСТ 5638-75. Высокие тре-
бования по допускам предъявляются к радиа-
торной ленте, оценку качества которой прово-
дят также по микроструктуре. Из бескислород-
ной меди производятся ленты с высокой элек-
тропроводностью большой длины и жесткими
допусками по толщине (ГОСТ 15471-77).
Трубы в объеме производства медных де-
формированных полуфабрикатов занимают
второе место после проволоки, они поставля-
ются в соответствии с ГОСТ 617-90 и
15040-77.
1.5. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
В табл. 1.39 приведены важнейшие тех-
нологические свойства меди, а также дана ка-
чественная оценка технологических процессов
изготовления изделий из меди марки Ml раз-
личной степени очистки.
Обработка давлением. Медь пластична
и хорошо деформируется всеми способами
обработки давлением. Бескислородная медь и
медь, раскисленная фосфором с малым остат-
ком раскислителя, по деформируемости в го-
рячем и холодном состоянии превосходит ки-
слородсодержащую медь (Ml, М2, М3), осо-
бенно огневого рафинирования. Кислородсо-
держащую медь (слитки, заготовки) нагревают
до 875...900°C, продолжительность нагрева
зависит от толщины слитка и составляет
15...20 мин на каждые 25 мм толщины. Мини-
мальная температура окончания горячей про-
катки - 700 °C. Ниже этой температуры кисло-
родсодержащую медь обрабатывать не реко-
мендуется во избежание растрескивания заго-
товок.
Кислород наиболее вредная примесь меди
и ее сплавов. Он понижает технологическую
пластичность меди, ухудшает ее коррозионную
стойкость, затрудняет процессы пайки и свар-
ки.
1.39. Технологические свойства меди*’ [47,92,104J
Свойство Медь Ml, кислородсодержащая, электролитическая (99,9 % Си) Медь Mlp, раскисленная фосфором, с высоким содержанием фосфора (99,9 % Си) Медь Ml б, бескислородная (99,95 % Си)
1 2 3 4
Жидкотекучесть, мм 350 350 350
Линейная усадка, % 2,0 2,1 2,1
Температура литья, °C 1150 1150 1150
Температура горячей обработки давлением, °C 700...950 (850...900)*2 750...875 735...875 (850... 900)*2
Максимальное суммарное обжа- тие при холодной деформации (прокатка, волочение), % До 90 До 95 До 95
Температура отжига-рекристал- лизации, °C 375...650 375...650 375...650
Обрабатываемость резаньем (по отношению к латуни ЛС 63-3), % 20 20 20
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
39
Окончание табл. 1.39
1 2 3 4
Качественная оценка технологических свойств*3
Гибкость в холодном состоянии отожженного материала 5 5 5
Мягкая пайка 4 4 4
Твердая пайка 3 5 5
Газовая сварка плавлением 2 5 5
Газовая сварка в среде инертного газа 5 5 5
Механическое полирование 4 4 4
Электролитическое полирование 5 5 5
Способность к гальваническим покрытиям 5 5 5
Пригодность к плакированию другими металлами и сплавами 3 3 5
Пригодность к горячему цинко- ванию 5 5 5
** Кислородсодержащая медь огневого рафинирования по технологическим свойствам аналогична ки-
слородсодержащей электролитической; медь, раскисленная фосфором с низким остаточным его содержани-
ем, и медь, раскисленная бором, аналогична бескислородной меди.
*2 Температура прессования.
*3 Показатели: 5 - отличный; 4 - хороший; 3 - удовлетворительный; 2 - неудовлетворительный.
Кислород попадает в металл не только в
процессе плавки, но и при технологических
нагревах перед горячей обработкой давлением,
в процессе отжига, при сварке и пайке.
Процесс окисления состоит из двух ста-
дий:
I - в результате непосредственного взаи-
модействия меди с окислительной средой на
поверхности образуется оксидная пленка, ко-
торая изолируег металл от непосредственного
контакта с кислородом;
II - кислород взаимодействует с пленкой
оксидов, через которую он и проникает вглубь
металла, вызывая внутреннее окисление.
Скорость диффузии кислорода, которая
может характеризоваться глубиной проникно-
вения его в металл, зависит от температуры
технологического нагрева (рис. 1.25). При от-
носительно низких температурах 500 и 600 °C
она невелика и подчиняется параболическому
закону:
52=кт, (7)
где 5 - глубина окисленного слоя; к - констан-
та; т - время выдержки.
При более высоких температурах (700...
800 °C) начальное параболическое окисление
Рис. 1.25. Зависимость глубины окисления
бескислородной меди от продолжительности
отжига при различной температуре [104]
со временем переходит в более быстрое окис-
ление, подчиняющееся линейному закону:
5 = кт. При температуре 900 °C и выше дли-
тельность переходного периода настолько ма-
ла, что окисление с самого начала идет с по-
стоянной и очень высокой скоростью (см.
рис. 1.25),
Кислород, диффундирующий в бескисло-
родную медь в процессе нагрева, при резком
40
МЕДЬ
охлаждении может оставаться в растворе. Со-
гласно имеющимся сведениям, при температу-
ре 900 °C в твердом растворе находится
0,002% кислорода (см. рис. 1.5). При медлен-
ном охлаждении кислород выделяется из твер-
дого раствора в виде дисперсных частиц закиси
меди Си2О. Характерная особенность поверх-
ностной зоны, обогащенной кислородом, -
меньший размер зерен по сравнению с основ-
ным металлом. При температурах ниже 600 °C
образуется малопластичный слой оксидов,
который при пластической деформации от-
слаивается. При высокотемпературном отжиге
(800 °C) на воздухе образуется слой из не-
скольких оксидов (на внешней поверхности -
СиО, в зоне контакта с металлом - Си2О), ко-
торый даже при быстром охлаждении прочно
удерживается на поверхности меди, при со-
держании фосфора более 71 О'4 % (по массе)
оксидная пленка отслаивается. Глубина про-
никновения кислорода в бескислородную медь
зависит от содержания в ней серы: с повыше-
нием содержания серы интенсивность диффу-
зии кислорода в меди возрастает.
Учитывая вредное влияние кислорода на
свойства меди, необходимо четко соблюдать
технологию горячей деформации и термиче-
ской обработки различных марок меди.
Горячую деформацию слитков из кисло-
родсодержащей меди проводят с небольшими
обжатиями за проход. Бескислородную медь
обрабатывают с максимальными обжатиями
при прокатке или ударными средствами при
максимальной силе при ковке.
Прокатка проволочной заготовки из ки-
слородсодержащей меди на высокоскоростных
станах проводят начиная с 920 °C, температура
окончания прокатки 750...780°C. Слитки (за-
готовки) из бескислородной меди нагревают в
нейтральной или восстановительной атмосфере
до температур порядка 800...850°C. Нагрев
слитков кислородсодержащей меди до
850...900°C следует проводить в нейтральной
или окислительной атмосфере, так как медь,
содержащая кислород, подвержена водородной
болезни. При нагреве меди в восстановитель-
ной атмосфере (в средах, содержащих Н2, СН4,
и др. газы) соединения диссоциируют и обра-
зуется атомарный водород, который обладает
высокой диффузионной подвижностью в твер-
дой меди. Водород быстро диффундирует
вглубь металла и взаимодействует с закисью
меди. Образующиеся пары воды не растворя-
ются в твердой меди и создают высокое давле-
ние в микрообъемах металла, достаточное для
образования несплошностей, надрывов, тре-
щин, из-за чего резко снижается пластичность
и прочность.
Склонность к водородной болезни (ГОСТ
15471-77) оценивают путем отжига образцов в
виде пластин в атмосфере водорода при 825...
875 °C (40 мин) с последующим их визуальным
осмотром и испытанием на перегиб.
Кроме кислорода к вредным примесям,
ухудшающим деформируемость меди, отно-
сятся Bi, Pb и S. Висмут и свинец практически
не растворимы в твердой меди и образуют лег-
коплавкие эвтектики с температурами плавле-
ния 270 и 326 °C соответственно. Склонность
висмута выпадать по границам зерен усугубля-
ет отрицательное влияние этого элемента. Со-
держание Bi > 0,005 % приводит к горячелом-
кости меди при горячей прокатке. С увеличе-
нием содержания висмута медь становится
хрупкой и при комнатной температуре.
Свинец влияет на деформируемость меди
в горячем состоянии несколько слабее висмута,
поэтому его содержание в меди допускается в
больших количествах (см. табл. 1.1).
Сера в небольших количествах (до
0,005 %) оказывает незначительное влияние на
деформируемость в горячем и холодном со-
стоянии, при увеличении содержания серы
технологическая пластичность меди ухудшает-
ся. Во всех марках технической меди остаточ-
ное содержание висмута, свинца и серы сни-
жено до безопасного уровня (см. табл. 1.1) и
обязательно контролируется: все полуфабрика-
ты технической меди поставляются с гаранти-
рованным остаточным содержанием этих
элементов.
Примеси Ag, As, Cd, Fe, Ni, Sn, и Zn, ко-
торые присутствуют в небольших количествах
в меди огневого рафинирования, не оказывают
влияния на деформируемость меди в горячем и
холодном состоянии.
Допустимая суммарная деформация при
холодной обработке давлением (прокатка, во-
лочение) для бескислородной меди высокой
чистоты составляет 96 % [9, 101].
Медь хорошо штампуется, но при этом
необходимо иметь в виду, что в отожженном
состоянии она отличается значительной анизо-
тропией механических свойств (рис. 1.26), вы-
зывающей образование фестонов при глубокой
вытяжке.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
41
Рис. 1.26. Анизотропия модуля нормальной
упругости в деформированном (а) и
рекристаллизованном (0 состояниях
(штриховые линии - экспериментальные данные;
сплошные - расчетные):
ВП - вдоль прокатки; П11 - поперек прокатки [128]
Кроме анизотропии свойств на штампуе-
мость меди влияет размер зерна в отожженных
элу фабрикат ах. Взаимосвязь между размером
зерен и способностью прокатного материала к
'тубокой вытяжке при холодной штамповке
приведена в т абл. 1.40.
Для определения способности материала
к холодной штамповке применяется испытание
ria глубокую выгяжку по Эриксену. На рис.
1.27 показаны минимальные показатели глубо-
кой вытяжки для отожженной мели в зависи-
мости от толщины листа или ленты. Поверх-
ность возникающего в процессе испытания
колпачка должно быть гладкой, без поверхно-
сгных разрывов.
Термическая обработка. Полуфабрика-
ты из меди подвергаются двум видам термиче-
ской обработки: отжигу для уменьшения оста-
точных напряжений и рекристаллизационному
отжигу. Температура начала рекристаллизации
бескислородной меди высокой чистоты состав-
тяет 200...240 °C, а электролитической дефор-
мированной меди в зависимости от содержания
кислорода - 180. ..230 °C [9, 47, 101]. Во избе-
жании водородной болезни полуфабрикаты из
меди, содержащей кислород, рекомендуегся
отжигать в слабоокислительной или нейтраль-
ной атмосфере, полуфабрикаты из бескисло-
родной меди и меди, раскисленной фосфо-
ром, - в нейтральной или слабовосстанови-
гелыюй, чтобы уменьшить потери металла из-
за окисления.
1.40. Размер зерна и способность листовой
меди к глубокой вытяжке
Размер зерна, мм Холодная штамповка
0,015 С малой деформацией
0,025 Со значительной деформацией
0,035 Наилучшая в сочетании с высо- ким качеством поверхности
0,050 С появлением шереховатой поверхности
0,070 Плохая (поверхност ь типа «апельсиновой корки»)
Рис. 1.27. Зависимость минимальной глубины
вытяжки (Н) при испытаниях по Эриксену
от толщины листа (5) или ленты
из отожженной меди
Температура рекристаллизационного от-
жига и время выдержки зависят от вида и раз-
меров деформированного полуфабриката и
назначения отжига: промежуточный между
операциями деформации или окончательный.
Режимы окончательного отжига выбира-
ют, основываясь на требуемом уровне физиче-
ских и механических свойств. Общие законо-
мерности зависимости свойств от температуры
отжига показаны на примере меди марки Ml
(см. рис. 1.17)
В табл. 1.41 приведены оптимальные ре-
жимы отжига для различных деформирован-
ных полуфабрикатов технической меди.
Качество отожженного мегалла опреде-
ляется не только механическими свойствами,
но и размером зерна. Размер зерна в полностью
рекристаллизованной структуре довольно од-
нороден. При неправильно установленных
режимах рекристаллизационного отжига в
42
МЕДЬ
1.41. Режимы отжига деформированных полуфабрикатов из технической меди
Полуфабрикат Толщина, мм Вид отжига Т,°С
Лист, полоса, лента 5,0 Промежуточный 600...650
1,0...5,0 Промежуточный 580...650
0,5...1,0 Промежуточный 520...620
0,5...1,0 Окончательный 480...550
Заготовка трубная 5,1 Промежуточный 590...610
диаметром более 80 мм 2,0...5,0 Промежуточный 550...580
Трубы Все раз- меры Окончательный 590...610
Прутки Окончательный 590...610
Профили Окончательный 600...650
Все виды полуфабрикатов Все раз- меры Окончательный (для уменьшения остаточных напряжений) 100...230
структуре металла могут присутствовать две
группы зерен разного размера. Это так назы-
ваемая двойная структура особенно нежела-
тельна при операциях глубокой вытяжки, гиб-
ки или полировки и травления изделий.
С увеличением размера зерен ухудшается
качество поверхности штампованных изделий.
При величине зерна более 40 мкм на поверхно-
сти изделия наблюдается характерная шерохо-
ватость - «апельсиновая корка». Применяя
оптимальные режимы отжига, можно получить
частично или полностью рекристаллизованную
структуру без образования «апельсиновой кор-
ки». Для выбора режима отжига часто исполь-
зуют пространственные диаграммы рекристал-
лизации (рис. 1.28).
03 6 Ю 30 50 70 У»
Степень деформации.
Рис. 1.28. Диаграмма рекристаллизации меди [128]
Травление полуфабрикатов. После горя-
чей прокатки, прессования, ковки и отжига в
окислительной атмосфере обрабатываемый
полуфабрикат из меди имеет тусклую окислен-
ную поверхность.
Полуфабрикаты из меди травят в раство-
ре серной кислоты. В заводской практике трав-
ление проводят при температурах раствора
50...60 °C. Интенсификации травления можно
достичь, повышая температуру до 70...80 °C.
После травления необходима многократная
промывка в проточной воде и сушка.
Сварка. Высокая теплопроводность меди
оказывает отрицательное влияние на сваривае-
мость, так как выделяющееся при сварке тепло
очень быстро отводится от места сварки.
Наилучшей свариваемостью обладает
медь, раскисленная фосфором с высоким оста-
точным его содержанием, которая имеет самую
низкую теплопроводность по сравнению с дру-
гими марками меди. Способы сварки, приме-
няемые для меди, приведены в табл. 1.42.
При сварке меди, раскисленной фосфо-
ром, любым способом получаются сварные
швы высокого качества. Для кислородсодер-
жащей меди наилучшие результаты дает элек-
тродуговая сварка в среде инертного газа. При
газовой сварке меди применяется только ки-
слородно-ацетиленовое пламя. Подготовка
кромок соединяемого такой сваркой листового
материала почти не отличается от подготовки
стального листа. При сварке меди следует учи-
тывать ее расширение под воздействием высо-
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
43
1.42. Способы сварки меди
Способ сварки Медь
Давлением Диффузионная ' азовая (кислородно-ацитиленовая) Ду говая с расходуемым электродом в среде шертного газа Ду говая с нерасходуемым вольфрамовым ыектродом в среде инертного газа с приса- ючным материалом С । ыковая электросопротивлением ') зекфосопротивлением (точечная и шов- ная) Все марки Все марки Медь, раскисленная фосфором и другими элемен- тами (бором, литием), бескилородная медь Все марки Все марки Все марки Кислородсодержащая медь; медь, раскисленная фосфором с высоким остаточным его содержанием
их температур, поэтому следует строго сле-
.ить за фиксацией кромок свариваемого мате-
риала. Перед сваркой материал следует про-
регь (до 500.. .600 °C).
В качестве расходуемых электродов при
-азовой сварке применяют проволоку из спла-
вов на основе меди с низкой температурой
э явления и с малым поверхностным натяже-
нием. В качестве легирующих компонентов
применяют элементы, повышающие жидкоте-
-.у честь меди и имеющие малую склонность к
образованию оксидов и поглощению газов.
Чаще всего в качестве легирующей добавки
применяют фосфор, кроме того, вводят крем-
ний, марзанец, никель, олово и серебро.
Электродуговая сварка меди в среде
инертного газа получила широкое применение
благодаря ее технологическим преимуществам.
Непрерывная подача инертного газа (аргона) в
зону сварки предотвращает поглощение мате-
риалом шва кислорода и водорода и способст-
вует получению качественного сварного со-
единения.
Пайка. Медь отлично соединяется пай-
кой мягкими и твердыми припоями. При пайке
мягкими припоями (содержащими олово или
свинец) практически не происходит уменьше-
ние прочностных характеристик меди. При
тайке твердыми припоями в результате повы-
шения температуры происходит разупрочнение
меди. В связи с незначительной прочностью
меди в горячем состоянии температура пайки
твердыми припоями должна быть минималь-
ной. В качестве твердых припоев для пайки
меди и низколегированных сплавов на ее осно-
ве применяют сплавы на основе меди с добав-
ками серебра, фосфора, а также кадмия и мар-
ганца.
Предпочтительно применять эвтектиче-
ские сплавы систем Си-Р и Cu-Ag-P с низкой
температурой плавления. Для автоматической
пайки меди рекомендуются припо°и состава
Си + 6...7 % Р или Си д- 15 % Ag + 6...7 % Р.
Для бесфлюсовой пайки низколегированных
медных сплавов используются припои на осно-
ве серебра, преимущественно эвтектической
системы Ag-Cu [104].
Обработка резанием. Медь обладает
сравнительно низкой обрабатываемостью реза-
нием. Как правило, при обработке деталей из
чистой меди получается длинная стружка.
Также медь склонна к налипанию на резец
(образованию наростов), причем мелкие части-
цы привариваются к режущей кромке инстру-
мента, а при отрыве наростов повреждается
поверхность инструмента. Полуфабрикаты в
отожженном состоянии обрабатываются хуже,
чем в нагартованном.
Износ инструмента повышается с увели-
чением содержания закиси меди в исходной
заготовке. Кислород, содержащийся в меди в
количестве больше 0,05 %, оказывает разру-
шающее действие, особенно на карбид вольф-
рама. Поэтому при обработке кислородсодер-
жащей меди рекомендуется применять инстру-
мент из быстрорежущей стали с минимальным
содержанием карбида вольфрама. Бескисло-
родную медь обрабатывают твердосплавным
инструментом.
44
МЕДЬ
Для улучшения режущих свойств медь
легируют теллуром. Электро- и теплопровод-
ность этого легко обрабатываемого резанием
сплава близка к соответствующим характери-
стикам меди. Обрабатываемость резанием тел-
луровой бронзы составляет 90 % от свинцовой
латуни ЛС63-3 (эталонный сплав), в то время
как обрабатываемость резанием нелегирован-
ной меди оценивается в 20 %.
1.6. КОРРОЗИОННЫЕ СВОЙСТВА
Медь обладает довольно высокой корро-
зионной стойкостью в различных средах.
В электрохимическом ряду активности элемен-
тов медь стоит ближе к благородным металлам
и обычно не вытесняет водород даже из кис-
лых растворов. Благодаря своей природе медь
не является химически активным элементом,
поэтому скорость ее коррозии обычно невели-
ка, даже если разрушению препятствует пленка
нерастворимых продуктов коррозии.
В атмосфере сухого воздуха медь с поли-
рованной поверхностью не корродирует. Ок-
сидные слои при температуре 20 °C тонкие
(50 нм), бесцветные и не дают цвегов побежа-
лости. С увеличением шероховатости поверх-
ности степень воздействия сухого воздуха воз-
растает. Медь устойчива против коррозии в
насыщенном водяными парами чистом возду-
хе. Присутствие во влажном воздухе примеси
сероводорода понижает коррозионную стой-
кость меди. В промышленных районах на по-
верхности меди образуются основные сульфа-
ты (CuSO4-3Cu(OH)2) изумрудно-зеленого цве-
та. В восстановительной атмосфере при темпе-
ратуре 300...400 °C медь во многих случаях
является более коррозионно-стойкой, чем кор-
розионно-стойкая сталь [101].
При нагреве медь окисляется вследствие
взаимодействия с кислородом воздуха, образуя
в зависимости от температуры два оксида: СиО
и Си2О. При низких температурах (100 °C) на
поверхности меди образуется пленка оксида
меди (СиО) черного цвета. При более высоких
температурах (600 °C) скорость окисления
возрастает и образуется плотная пленка закиси
красного цвета.
Пресная вода действует на медь очень
слабо: скорость коррозии 0,005...0,25 мм/год.
Скорость коррозии заметно повышается в при-
сутствии примесей аммиака, сероводорода,
хлоридов и кислот, препятствующих образова-
нию прочных защитных пленок на поверхно-
сти.
Скорость коррозии меди в морской воде в
естественных условиях (при небольших скоро-
стях движения воды) незначительна
(~ 0,05 мм/год) вследствие образования на по-
верхности меди защитной пленки, возникаю-
щей в результате взаимодействия металла и
воды. Скорость коррозии возрастает с повы-
шением содержания кислорода и при увеличе-
нии скорости движения воды, так как пленка
может выполнять защитные функции только в
случае, если скорость удаления ее потоком
будет ниже скорости ее образования.
В некоторых загрязненных водах мини-
мальная скорость потока необходима для того,
чтобы избежать образования осаждений, наки-
пи, которые могут вызвать за собой локальную
коррозию.
Таким образом, в каждом отдельном слу-
чае существуют оптимальные условия движе-
ния внешней среды, позволяющие рационально
использовать медные изделия. Однако ско-
рость циркуляции водного потока не является
единственным параметром, характеризующим
коррозионную стойкость материала. Сущест-
венное влияние оказывает состояние поверхно-
сти трубопровода, его форма и размеры.
Практика показывает, что допустимая
скорость потока пресной воды в медных тру-
бах не должна превышать 1,5 м/с, а чистой
морской воды - 1,0 м/с [101].
Сопротивление усталости меди в пресной
и морской воде мало отличается от аналогич-
ного показателя на воздухе и при 107...108 цик-
лах нагружения составляет 70 МПа (К, = 1).
В неокислительных кислотах (соляная,
уксусная, разбавленная серная и др.) скорость
коррозии относительно невелика (табл. 1.43).
Медь сильно корродирует в окисленных
минеральных кислотах (HNO3, НС1О4 и др.), в
кислых растворах хромистых солей, а также
под действием серы и ее соединений; также
быстро разрушается в концентрированной сер-
ной кислоте, особенно при нагреве. Медь пло-
хо сопротивляется действию хлористого аммо-
ния, щелочных цианистых соединений, но бо-
лее устойчива в отношении других щелочных
растворов. Гидроокиси натрия и калия в рас-
творе практически не действуют на медь, одна-
ко расплавленный едкий калий, начиная с
350 °C, взаимодействует с медью. Гидроокись
аммония по отношению к меди является одним
из самых агрессивных агентов. Влажный ам-
миак действует на медь также агрессивно, вы-
зывая коррозию.
КОРРОЗИОННЫЕ СВОЙСТВА
45
1.43. Коррозионная стойкость меди в различных средах [47, 92, 104]
Среда Концентрация, % Д °C Скорость коррозии, мм/год Оценка,*1 балл
1 2 3 4 5
Неорганические среды (водные растворы) Кислоты
Азотная Различная 20 10 5
Борная До 5,0 20...100 0,Г2 1
Серная До 5,0 20 0,1... 1,0‘3 2
Серная До 5,0 50 10 5
Серная 10..60 20 0,01...0,12’’ 1
Серная 10...60 40...60 1,3...3,7 4
Серная 90...98 20 0,07... 1,0 2
Серная 90...98 50 2,1 3
Серная Дымящая 20 10 5
Сернистая До 8,6 20 0,1 1
Соляная До 5,0 20 0,04 1
Соляная 10...35 20 0,25...4,Г3 4
Хлорная До 72 20 10 5
Хромовая 10 20 10 5
Фтористоводородная Любая 20 0,08... 0,89 2
Фосфорная 10...90 20...75 0,5 2
Основания
Аммония гидроокись До 30 20 10 5
Калия гидроокись (едкий калий) До 53 20 0,1 1
Калия гидроокись (едкий калий) До 53 35 0,1 1
Кальция гидроокись 0,16 20... 100 0,1...0,5 2
Натрия гидроокись (едкий натрий) До 52 20 0,1 1
Натрия гидроокись (едкий натрий) До 52 35 0,1 1
Натрия гидроокись (едкий натрий) Расплав - 10,0 5
Оксиды, соли, перекиси, газы и прочие неорганические среды
Азота оксиды (NO, NO2, N2O3, N2O5, N2O) - 20 10 5
Аммиак (газ) - 16...20 0,002...0,004 1
Аммиак (газ) - 400... 500 0,01 1
Аммоний азотнокислый (нит- рат) До 64 20 10 5
46
МЕДЬ
Окончание табл. 1.43
1 2 3 4 5
Аммоний сернистый (суль- фид) Любая 25 1,3 3
Аммоний хлористый (хлорид) До Ю 20...70 0,5 2
Аммоний хлористый (хлорид) 10...27 25...100 10 5
Вода пресная - 20 0,006...0,014 1
Вода пресная — 250 (пары) 0,1 1
Вода морская - 20... 80 0,02...0,04 1
Водород — 20 0,1 1
Водород — 40 1,32 2
Перекись водорода (Н2О2) Любая 20... 100 10 5
Кислород - 20 о,1 1
Озон (в смеси с воздухом) - 20 10 5
Сера - 130...140 35 5
Сероводород (сухой) - 20 0,1 1
Сероводород (влажный) - 20... 100 10 5
Углерода двуокись (сухой газ) - 20...100 0,1 1
Углерода окись (газ) — — 10 5
Хлор (сухой и жидкий) - 20...100 0,1 1
Хлор (влажный газ) - 20 10 5
Органические среды
Кислота винная, водный рас- твор До 58 20 0,2’J 2
Кислоты жирные (Гпл = 28 °C) — 230...250 0,03 1
Кислота лимонная, водный раствор До 59 20 0,1...0,57*3 2
Кислота муравьиная, водный раствор До 10 Кипящая 0,138 2
Кислота уксусная, водный раствор До 80 20...40 0,1...0,5 2
Кислота уксусная водный раствор До 80 Кипящая 1,2...6,2 3...4
Кислота щавелевая, водный раствор До Ю 20 0,5...1,0 2
Масла минеральные — 20 0,1 1
Скипидар — 2О...т;ип 0,1 1
Спирт этиловый — 2О...ТКИП 0,1 1
Фенол — 20 0,008 1
*’ Коррозионная стойкость оценивается по пятибальной шкале: 1 - очень высокая при скорости корро-
зии до 0,1 мм/год; 2 - высокая при скорости - > 0,1... 1,0 мм/год; 3 - средняя при скорости 1,0...3,0 мм/год;
4 - низкая при скорости - 3,0... 10 мм/год; 5 - очень низкая при скорости - свыше 10,0 мм/год.
*2 В отсутствие воздуха стойка в растворах любой концентрации до 150 °C.
*3 В отсутствие воздуха.
КОРРОЗИОННЫЕ СВОЙСТВА
47
Хлориды, за исключением очень разбав-
енных растворов, и цианиды по отношению к
>• еди агрессивны; окисляющие соли также аг-
рессивны в кислой среде (добавки 5 %-го рас-
твора КМпО4 к соляной кислоте увеличивает
корость коррозии меди с 0,9 до 36 мм/год).
Сульфиды и нитраты слабо взаимодействуют с
медью; окисляющие хлориды и соли щелочных
металлов несколько агрессивнее по отношению
< меди, особенно в условиях аэрации.
Медь хорошо сопротивляется действию
многих агрессивных органических сред: фе-
нольные смолы, органические кислоты (уксус-
ная, лимонная, молочная, щавелевая и др.),
спирты оказывают незначительное действие на
медь. Поэтому ее широко применяют в хими-
ческой промышленности.
Медь является катодом по отношению к
большинству других металлов и сплавов. Это
вызывает ускоренную коррозию этих металлов,
находящихся в контакте с медью в растворах
солей или кислот. При контакте с некоторыми
более благородными металлами и сплавами
(платина, золото, свинец, олово) и коррозион-
но-стойкой сталью, которые являются катода-
ми по отношению к меди, коррозия ее значи-
тельно усиливается. Чем больше разница элек-
трохимических потенциалов, тем значительнее
коррозия меди [92, 101].
2. ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
2.1. ОБЩИЕ СВЕДЕНИЯ
Медь обладает высокой коррозионной
стойкостью, хорошо обрабатывается давлени-
ем как в горячем, так и в холодном состоянии,
что обусловливает ее широкое применение в
промышленности для изготовления сплавов.
Свойства сплавов на основе меди весьма раз-
нообразны. Многие медные сплавы обладают
высокими механическими свойствами, они
коррозионно-стойки, хорошо сопротивляются
износу, имеют низкий коэффициент трения и
хорошую притираемость в паре с другими,
более твердыми материалами, хорошо работа-
ют при отрицательных температурах, вплоть
до температуры жидкого гелия. Благодаря этим
и другим свойствам медные сплавы нашли
широкое применение в технике.
Среди медных сплавов наибольшее рас-
пространение в промышленности получили
латуни благодаря сочетанию высоких механи-
ческих и технологических свойств. По сравне-
нию с медью латуни обладают более высокой
прочностью, коррозионной стойкостью, луч-
шими литейными качествами, имеют более
высокую температуру рекристаллизации. Они
наиболее дешевые медные сплавы.
Латуни - это двойные и многокомпонент-
ные сплавы, в которых основной легирующий
компонент - цинк (содержание его не превы-
шает 50 %). Минимальное содержание цинка в
латунях - 4 % (по массе).
Фазовый состав двойных латуней опреде-
ляет диаграмма состояния (рис. 2.1). По струк-
туре выделяют а-латуни, а+0-латуни и 0-
латуни. Природа фаз в системе Cu-Zn, их фи-
зические и механические свойства определяют
поведение латуней различных марок при хо-
лодной и горячей пластической деформации,
при термической обработке и, в конечном сче-
те, определяют их свойства.
В системе Cu-Zn наблюдается необычная
температурная зависимость растворимости:
при температуре 902 °C она составляет 32,5 %
и в отличие от многих других систем с пони-
жением температуры растворимость увеличи-
вается, достигая максимальных значений 39 %
при 454 °C. Дальнейшее понижение темпера-
туры приводит к уменьшению растворимости
цинка в меди (до 34...35 % при комнатной
температуре). Однако при режимах обработки,
которые используются в промышленности,
равновесная концентрация цинка в твердом
растворе обычно не достигается. Поэтому для
оценки фазового состава латуней используют
значения предельной растворимости цинка в
твердом растворе меди (39 %).
Медь с цинком образует кроме а-твердого
раствора на основе меди с ГЦК решеткой ряд
промежуточных фаз 0, у и другие. Ближайшая
к меди промежуточная фаза 0 - это твердый
раствор на основе электронного соединения
CuZn с решеткой ОЦК. При высоких темпера-
турах 0-фаза имеет широкую концентрацион-
ную область гомогенности. Высокотемпера-
турная 0-фаза достаточно пластична, поэтому
многие марки латуней при горячей деформа-
ции нагревают в однофазную область 0. При
температурах ниже 454...468 °C 0-фаза пере-
ходит в упорядоченное состояние: 0 —> 0'. Фаза
0' в отличие от 0-фазы является более твердой
и хрупкой; у-фаза представляет собой твердый
раствор на основе электроиного соединения
Cu5Zn8, отличается очень высокой хрупкостью
и ее присутствие в промышленных конструк-
ционных сплавах исключается.
ОБЩИЕ СВЕДЕНИЯ
49
Рис. 2.1. Диаграмма состояния системы Cu-Zn
и температурные интервалы:
/ - нагрева под обработку давлением;
2 - рекристаллизационного отжига; 3 - отжига для
уменьшения остаточных напряжений
Механические свойства латуней опреде-
ляются свойствами фаз. По мере увеличения
содержания цинка в латунях их прочность воз-
растает (рис. 2.2). Максимум прочности дости-
"ается в двухфазной области а + р при содер-
жании цинка 45...47 %, как только Р'-фаза
юлностью заменит a-фазу, прочность резко
уменьшается из-за высокой хрупкости сплавов.
Модуль нормальной упругости Е с увеличени-
ем содержания цинка уменьшается. Особенно
лезкое понижение модуля упругости наступает,
когда превышен предел растворимости цинка в
«-фазе и в структуре появляется Р'-фаза (рис.
2.3). Пластичность Р-латуней с Р'-структурой
три комнатной температуре очень низка, и при
содержании около 50 % Zn и более они не под-
вергаются холодной обработке давлением.
Поэтому в промышленности применяются
преимущественно а- и а + Р-латуни. Пред-
ставляют интерес как основа сплавов с эффек-
том запоминания формы Р-лагуни.
Цинк довольно резко снижает теплопро-
водность X и электропроводность со меди, и
Рис. 2.2. Влияние содержания цинка
на механические свойства латуней [92]
Рис. 2.3. Изменение модуля нормальной упругости
медно-цинковых сплавов в зависимости
от содержания цинка |104]
при содержании его в латунях более 20 % ли
свойства не превышают 40 % от соответст-
вующих характеристик меди. 11ри увеличении
содержания цинка коэффициент линейного
расширения а монотонно увеличивается
вплоть до 65 % Zn, а плотность у уменьшается
(рис. 2.4).
По технологии производства латуни де-
лят на деформируемые и литейные.
В России принята буквенно-цифровая
маркировка латуней, в которой буквы обозна-
чают основные компоненты сплава, числа - их
примерное содержание в процентах. Марка
латуни начинается с буквы «Л» - латунь. В
двойных (простых) латунях число после буквы
Л определяет среднее содержание меди. Мно-
гокомпонентные специальные латуни, кроме
меди и цинка, содержат еще один или несколь-
ко легирующих элементов, которые имеют
следующие обозначения: А - алюминий; О -
олово; Н - никель; Ж - железо; К - кремний;
С - свинец; Мц - марганец; Мш - мышьяк.
50
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Рис. 2.4. Изменение физических свойств
медно-цинковых сплавов в зависимости
от содержания цинка |92|
Порядок букв и чисел в деформируемых
и литейных латунях различен. В деформируе-
мых латунях первое число после букв указыва-
ет среднее содержание меди, последующие
числа, отделенные друг от друга через тире,
указывают среднее содержание легирующих
элементов. Например, латунь ЛЖМц59-1-1
имеет средний состав: 59 % Си, 1 % Fe, 1 % Мп,
остальное Zn. В литейных латунях цинк обо-
значается буквой «Ц». Среднее содержание
компонентов сплава ставится сразу после бук-
вы, обозначающей его название. Например,
литейная латунь ЛЦЗОАЗ содержит 30 % Zn,
3 % Al, Си - основа.
В США используется Унифицированная
система нумерации металлов и сплавов (Uni-
fied Numbering System for Metals and Alloys -
UNS). Обозначение сплавов начинается с бук-
вы «С» (copper), затем следует пятизначный
номер, определяющий марку сплава. Сплавы с
номером меньше 80000 - обрабатываемые дав-
лением, сплавы с большими номерами - ли-
тейные.
В стандартах ISO и Германии сплавы, об-
рабатываемые давлением, имеют буквенно-
цифровую систему обозначений: символ “Си”
показывает, что сплав на основе меди, основ-
ные легирующие элементы обозначены хими-
ческими символами. Следующие за ним цифры
соответствуют номинальному содержанию
легирующих элементов в процентах (по массе).
Аналогичную систему обозначения имеют и
литейные сплавы, но только с двумя латински-
ми буквами “GB” впереди. Кроме того, все
сплавы в Германии - обрабатываемые давле-
нием и литейные - имеют цифровые обозначе-
ния (номер материала).
В стандартах Японии сплавы, обрабаты-
ваемые давлением, имеют такую же систему
обозначений, как и в США, только количество
цифр - четыре, а не пять. При этом сплавы,
обозначение которых совпадает с обозначени-
ем сплавов США (за исключением пятой циф-
ры), близки по составу соответствующим спла-
вам США. Литейные японские сплавы обозна-
чаются в соответствующих стандартах как
классы и поэтому в обозначении содержат но-
мер стандарта и номер класса.
2.2. ДВОЙНЫЕ ЛАТУНИ
Из деформируемых латуней изготовляют
листы, ленты, полосы, прутки, трубы, проволо-
ку и поковки. Плоский прокат выпускают в
мягком (oi ожженном), полутвердом (обжатие
10...30 %), твердом (обжатие 30...50 %) и осо-
бо твердом (обжатие более 60%) состоянии.
В табл. 2.1 приведены марки стандартных
двойных и специальных (многокомпонентных)
деформируемых латуней и указаны зарубеж-
ные сплавы-аналоги по стандартам США, Гер-
мании и Японии.
2.1. Марки деформируемых латуней по национальным стандартам
Россия США Германия Япония
ГОСТ 15527-70 ASTMB36, В475, В171, В121, В591, В289, В135, В694, В453, В283, Bl 11, В587, В359,В124, В592 DIN 17660, 17673 JIS нзюо, Н3250, НЗЗОО
1 2 3 4
Л96 Л90 Двойные латуни С21000 С22000 CuZn5 (2.0220) CuZnl 0(2.0230) С2100 С2200
ДВОЙНЫЕ ЛАТУНИ
51
Окончание табл. 2 1
1 2 3 4
Л 85 С23ООО CuZn 15 (2.0240) C2300
Л 80 С24000 CuZn20 (2.0250) C2400
.'170 С26000 CuZn30 (2.0265) C2600
JI68 С26800 CuZn33 (2.0280) C2680
ЛМш68-0,05 - — —
JI63 С27200 CuZn37 (2.0331) C2720
JI60 С28000 CuZn40 (2.0360) C2800
Оловянные латуни
Л090-1 С41000 — —
J1070-1 — — —
ЛОМш70-1-0,05 С44300 CuZn28Snl (2.0470) C4430
ЛО62-1 С46400 CuZn38Snl (2.0530) C4621,C4622,
C4640, C4641
4060-1 С46400 CuZn38Snl (2.0530) C4641,C4641
Свинцовые латуни
ЛС74-3 — — —
ЛС64-2 С33200, С34500, С34200 - —
ЛС63-3 С35600 - C3560
ЛС60-1 С36500 CuZn39PbO,5 (2.0372) C3710, C3712
ЛС59-1 С3800 CuZn40Pb2 (2.0402) -
ЛС59-1В - — C3603, C3604
Алюминиевые латуни
ЛА77-2 — — —
ЛАМш77-2-0,05 С68700 CuZn20AI2 (2.0460) C6870
Марганцовая латунь
ЛМц58-2 — CuZn40Mn2 (2.0572) —
Кремнистая латунь
ЛК80-3
Никелевая латунь
г1Н65-5
Смешанные латуни
ЛАН59-3-2 — — —
ЛМцА57-3-1 - — —
ЛЖС58-1-1 — — —
ЛАЖ60-1-1 - — C6782
ЛЖМц5 9-1-1 - - —
ЛАКМц75-2-2,5-0,5-0,5 - - -
Основные сведения о химическом соста-
ве, физических и механических свойствах, ре-
жимах литья и обработки двойных латуней
даны в табл. 2.2 - 2.5, в табл. 2.6 указаны свой-
ства важнейших полуфабрикатов из этих спла-
вов.
2.2. Химический (%, остальное Zn), фазовый состав и назначение деформируемых двойных латуней
(ГОСТ 15527-70 в ред. 1999 г.)
Марка Си Примеси, не более Фазовый состав*' Полуфабрикаты и области применения
РЬ Fe Sb Bi Р Всего
JI96 95,0...97,0 0,03 0,10 0,005 0,002 0,01 0,2 а Листы, ленты, полосы, трубы, прутки, проволока для деталей в электротехнике, радиаторные и капиллярные трубки, меда- ли, значки
JI90 88,0...91,0 0,03 0,10 0,005 0,002 0,01 0,2 а Листы, ленты, полосы, трубы, специальные профили, прово-
JI85 84,0... 86,0 0,03 0,10 0,005 0,002 0,01 0,3 а лока для деталей в электротехнике, дегали змеевиков, силь- фонов, теплотехнической и химической аппаратуры, значки и медали, дегали машин и приборов
JI80 79,0...81,0 0,03 0,01 0,005 0,002 0,01 о,3 а Листы, ленты, полосы, тонкостенные трубы, проволока, сильфоны, манометрические трубки, гибкие шланги, худо- жественные изделия, музыкальные инструменты
JI70 69,0... 72,0 0,03 0,01 0,005 0,002 0,005 0,2 а Листы, полосы, проволока, радиаторные ленты, трубы теп- лообменников, дегали, получаемые глубокой вытяжкой
JI68 67,0...70,0 0,03 0,10 0,005 0,002 0,01 0,3 а Листы, ленты, полосы, прутки, трубы, проволока, фольга, профили, проволочные сети, радиаторные ленты, трубы для теплообменников, детали, получаемые глубокой вытяжкой
ЛМш 68-0,05*2 67,0... 70,0 0,03 0,10 0,005 0,002 0,01 0,3 а Трубы, радиаторные трубки автомобилей
JI63 62,0...65,0 0,07 к 0,20 0,005 0,002 0,01 0,5 а+Р Листы, ленты, полосы, прутки, трубы, проволока; для изго- товления винтов, гаек, болтов, шайб, прокладок, заклепок, дегалей автомобилей, конденсаторных трубок, застежек- молний, деталей, получаемых глубокой вытяжкой
JI60 59,0... 62,0 0,30 0,20 0,01 0,003 0,01 1,0 а+Р Штампованные дегали, трубные доски в холодильных уста- новках, фурнитура, шайбы, толстостенные патрубки
*' При 460 °C; при более низких температурах вместо Р присутствует Р'-фаза.
*2 Остальное Zn + (0,025.. .0,06) % As.
Примечание Содержание отдельных примесей может корректироваться но соглашению изготовителя с потребителем.
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ДВОЙНЫЕ ЛАТУНИ
53
2.3. Типичные механические свойства двойных латуней
Марка Состояние ов, МПа Сод, МПа 8, % НВ Е, ГПа ACTJ, МДж/м2
JI96 Мягкое 240 63 52 50 - —
Твердое 400 390 2 130 114 2,2
JI90 Мягкое 260 110 45 52 - —
Твердое 500 - 4 140 105 1,8
JI85 Мягкое 280 120 43 54 - —
Твердое 560 520 4 130 ПО -
JI80 Мягкое 310 130 52 60 - -
Твердое 640 540 5 145 112 1,6
JI70 Мягкое 330 130 55 65 - -
Твердое 680 550 3 150 НО 1,7
JI68 Мягкое 330 135 55 65 - -
Твердое 700 550 3 150 101 -
JI63 Мягкое 380 135 45 68 - -
Твердое 700 550 4 155 116 1,4
JI60 Мягкое 400 — 42 65 - -
Твердое 700 - 3 160 118 -
Двойные латуни - это преимущественно
сплавы с a-структурой (Л96, Л90, Л85, Л68 и
др.). Обычно в структуре однофазных латуней,
содержание цинка в которых близко к пределу
растворимости (см. рис. 2.1), присутствует
небольшое количество неравновесной 0-фазы
из-за медленно протекающих диффузионных
процессов в медно-цинковых сплавах при низ-
ких температурах. Однако наблюдаемые в не-
больших количествах включения 0-фазы не
оказывают заметного влияния на свойства
а-латуней. Поэтому такие сплавы, хотя их
структура и является двухфазной, по механи-
ческим и технологическим свойствам целесо-
образно отнести к однофазным а-латуням.
Влияние примесей на свойства лату-
ней. Отрицательное влияние на механические
и технологические свойства латуней оказыва-
ют легкоплавкие, весьма ограниченно раство-
римые в медно-цинковых сплавах в твердом
состоянии примеси. Наиболее чувствительны к
таким примесям однофазные а-латуни, так как
образующиеся на границах зерен легкоплавкие
включения резко ухудшают способность этих
сплавов к горячей обработке давлением.
Примеси, находящиеся в твердом раство-
ре и не образующие самостоятельных фаз, не
оказывают отрицательного влияния на механи-
ческие и технологические свойства латуней
[92, 44].
Алюминий полностью входит в твердый
раствор и как примесь не оказывает отрица-
тельного влияния на свойства латуней. Малые
добавки алюминия уменьшают угар цинка при
плавке: на поверхности расплава образуется
защитная пленка из оксида алюминия, препят-
ствующая испарению цинка.
Никель и марганец в небольших количе-
ствах входят в твердый раствор и не оказывают
заметного влияния на физические, механиче-
ские и технологические свойства латуней. Ни-
кель повышает температуру рекристаллизации
латуней.
Железо имеет очень малую раствори-
мость в медно-цинковом твердом растворе при
комнатной температуре и образует в латунях
самостоятельную уРе-фазу _ железистую со-
ставляющую. Эта фаза ферромагнитная, и она
резко изменяет магнитные свойства латуней.
Поэтому в латунях, которые применяются для
изготовления антимагнитных деталей, содер-
жание железа допускается нс выше 0,03 %.
Железо затрудняет развитие процесса рекри-
сталлизации латуней и измельчает зерно, в
связи с чем значительно повышаются механи-
ческие и технологические свойства сплавов.
Кремний как примесь входит в твердый
раствор. Под влиянием кремния улучшаются
процессы пайки и сварки латуней, повышается
стойкость против коррозионного растрескива-
ния.
2.4. Технологические свойства и режимы обработки двойных латуней [47,104, 92J
Марка Температура, °C Обрабатывав- мость резани- ем*1, % Жидкотеку- честь, см Линейная усадка, % Коэффициент трения
литья горячей деформации начала рекри- сталлизации ПОЛНО! О отжита отжига для уменьшения ос гаточных напряжений со смаз- кой без смазки
JI96 1160...1200 750...850 300 450...600 300 20 - - - -
Л90 1160... 1200 750..900 335...370 650...720 200 20 65 2,0 0,074 0,440
JI85 1150...1180 830...900 335...370 650...720 200 30 - - - -
JI80 1160... 1180 820...870 320...360 650...720 200 30 48 2,0 0,015 0,710
JI70 1100... 1160 750...830 320...360 650...720 200 30 63 1,92 - -
JI68 1100...1160 750...830 300...370 520...650 260...270 30 63 1,92 - -
ЛМш68 -0,05 1100...1160 750...830 300...370 520...650 260...270 - - - - -
J163 1060... 1100 650...850 350...370*2 660...670*2 зоо’2 40 65 1,77 0,012 0,390
Л 60 1030...1080 730...820 350...370 660...670 - 45 60 1,97 0,012 0,450
*' В % по отношению к обрабатываемости латуни ЛС63-3. *2 Кроме тонких лент.
2.5. Физические свойства деформируемых двойных латуней [47,69,104, 92J
Марка Температура, °C у, кг/м3 X, Вт/(м К) ср, Дж/(кг К) а 106, К’1 р, мкОм м, при Т, °C а при 20... 100 °C, К’1
ликвидус солидус 20 1100
JI96 1070 1055 8850 245 389 17,0 0,038 0,24 0,00231
Л90 1045 1025 8800 188 398 17,1 0,042 0,27 0,00186
JI85 1025 990 8750 152 398 18,7 0,047 0,29 0,0016
JI80 1000 965 8660 142 389 18,8 0,054 0,33 0,0015
Л70 950 915 8630 121 377 18,9 0,062 0,39 0,00148
Л68 938 909 8600 113 377 19,0 0,065 - 0,0015
ЛМш68 -0,05 937 — 8600 113 - 19,1 0,068 -- -
Л63 910 900 8430 ПО 385 20,5 0,070 - 0,0017
Л60 895 885 8400 105 381 20,7 0,073 - 0,0025
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
2.6. I арап iHpjcMbic механические cuohciua полуфабрика юн ил двойных лаIупси
Марка Полуфабрикат Состояние Толщина (диаметр), мм Механические свойства
МПа 5, % НВ
в пределах или менее
1 2 3 4 5 6 7
Л96 Листы, полосы Мягкое 216-255 45...55 —
Твердое 0,10...12 392...470 1...3 -
Трубки капиллярные Мягкое (1,2...2,5) 210 35 -
Твердое — 4 —
Трубки радиаторные Твердое (17...21) 360-600 — —
JI90 Листы, полосы Мягкое 230-340 36 60
Полутвердое 0,10...12 290-400 10 85
Твердое 350 3 ПО
Ленты общего Мягкое 240 35 —
назначения Полутвердое 0,7...2,0 300 10 -
Твердое 360 6 —
Л85 Листы, Мягкое 0,10—12 250...360 38 65
полосы Полутвердое 0,10-12 320-430 12 95
Твердое 0,10-10 390 3 ПО
Л80 Ленты,листы, полосы Мягкое 0,10...12 260-370 40 65
Полутвердое 0,10-12 330-430 15 95
Твердое 0,10-10 390 3 120
Л70 Ленты, листы, полосы Мягкое 0,10-12 290-340 50...60 54...64
Твердое 0,10-12 615...690 3...6 140...150
Л68 Ленты, листы, полосы Мягкое 0,10-12 290-390 42 70
Полутвердое 0,10-12 340-470 20 105
Твердое 0,10-12 430-540 10 125
Особо твердое 0,10-2,0 520 — 155
Трубы тянутые и холод- Мягкое 290 40 -
нокатаные Полутвердое (3...195) 350 30 -
Твердое 440 10 —
ДВОЙНЫЕ ЛАТУНИ
1 2 3
Л 68 Проволока Мягкое Полугвердое Твердое
ЛМш68-0,05 Листы, полосы Мягкое твердое
Л63 Ленты, листы, полосы Мягкое Полутвердое Твердое Особо твердое Пружинно твердое
Прутки Прессованное
Прутки тянутые и хо- лоднокатаные Мягкое Полутвердое Твердое
Проволока Мягкое Полутвердое Твердое
Проволока Мягкое Полутвердое Твердое
Трубы тянутые и холод- нокатаные Мягкое Полутвердое
Трубы Прессованное
Л60 Трубные доски, штам- пованные заготовки Мягкое Твердое
Окончание табл. 2.6
с\
4 5 6 7
300 40 -
(1,5...12) 350 15 -
550...750 - -
0,4... 12 310...375 50...60 49... 59
660...735 3...5 142...152
0,4... 12 290...400 38 70
0,4...12 340...470 20 105
0,4... 12 410...570 8 135
0,05...2 510...640 4 160
0,1...12 610 - 180
(10...160) 290 30 65...120
(3...5O) 290 40 65... 120
(3...40) 370 15 121..165
(3...12) 440 10 161
(1,10...4,8) 350 30 -
(1,10.4,8) 400 10 -
(1,10...4,8) 600...800 - -
(5...12) 320 34 -
(5...12) 360 12
(12) 550...750 - -
(3...195) 300 38 -
340 30 -
(42...250) 280 38 -
(40... 190) 360...410 40...50 -
635...735 24 152..162
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ДВОЙНЫЕ ЛАТУНИ
57
Висмут относится к наиболее вредным
примесям. Он практически не растворяется в
медно-цинковых сплавах в твердом состоянии
и образует на границах зерен легкоплавкую
эвтектику, состоящую практически из чистого
висмута. Вследствие этого он вызывает горя-
челомкость латуней, особенно однофазных.
Содержание его в промышленных марках ла-
туней ограничено 0,002...0,003 % (см.
табл. 2.2).
Свинец имеет крайне низкую раствори-
мость в медно-цинковых сплавах в твердом
состоянии и при затвердевании выделяется в
элементарном виде на границах зерен в форме
мелких сферических включений. Под влиянием
примеси свинца ухудшается пластичность
а-латуней при повышенных температурах. Он
вызывает горячеломкость латуней, особенно
однофазных, поэтому содержание свинца в
двойных а-латунях ограничивается 0,03 % (см.
габл. 2.2). Однако свинец улучшает многие
технологические свойства латуней, особенно
обрабатываемость резанием. Поэтому в про-
мышленности применяется целая группа свин-
цовых латуней (см. табл. 2.1), в которых со-
держание свинца может превышать 1 % (по
массе).
Сурьма является вредной примесью в
медно-цинковых сплавах. Она ухудшает тех-
нологическую пластичность как при горячей,
гак и при холодной обработке давлением. Од-
нако микродобавки сурьмы (до 0,1 %) к двух-
фазным латуням частично локализируст корро-
зию, связанную с обесцинкованием.
Мышьяк. Несмотря на то, что в твердой
меди растворимость мышьяка достаточно вы-
сока (~ 5 % (по массе) при температуре 25 СС)
в медно-цин ковом твердом растворе его рас-
творимость не превышает 0,1 %. При больших
его концентрациях в структуре латуней появ-
ляется очень хрупкая промежуточная фаза, по-
видимому, As2Zn. Поэтому при повышенном
содержании мышьяка (выше 0,5 %) латуни
теряют пластичность вследствие образования
хрупких прослоек цинк-мышьяковистой фазы
по границам зерен. Однако мышьяк представ-
ляет большой интерес для латуней и как леги-
ру'ющий элемент при изготовлении деталей,
работающих в условиях морской воды. Мышь-
як в малых количествах (0,025...0,06 %) при
микролегировании предохраняет латуни от
коррозионного растрескивания и обесцикова-
ния при контакте с морской водой.
Фосфор незначительно растворяется в
медно-пинковых сплавах в твердом состоянии.
При затвердевании сплава он образуег проме-
жуточную фазу, которая повышает твердость и
резко снижает пластичность латуней. Неболь-
шие количества фосфора оказывают положи-
тельное влияние на латуни, повышая их меха-
нические свойства и измельчая зерно литого
металла, но при рекристаллизации деформиро-
ванных латуней фосфор ускоряет рост зерна. В
качестве раскислителя при плавке латуней
фосфор применять не рекомендуется, так как
цинк является более энергичным раскислите-
лем, чем фосфор. В промышленных марках
латуней содержание фосфора ограничиваю!
концентрациями 0,005...0,01 % (см. табл. 2.2).
Механические свойства. Закономерно-
сти изменения механических свойств от со-
держания цинка показаны на рис. 2.2 и 2.3. Они
зависят от химического состава сплавов, при-
роды фаз и структуры.
Однофазные латуни после отжиг а (мягкое
состояние) имеют о„ = 250...350 МПа; и
8 = 45...60 %, а двухфазные - ов = 400..
450 МПа; и 8 = 30...45 % (см. табл. 2.3); проч-
ность латуней может быть существенно повы-
шена холодной пластической деформацией
(ов = 450...700 МПа), однако пластичность
резко снижается (8 = 3. . . 5 %).
Обработка давлением. Однофазные
а-латуни очень пластичны, легко деформиру-
ются в горячем и холодном состоянии. В ин-
тервале температур 300...700 СС а-латуни, как
и медь, имеют область пониженной пластично-
сти. Поэтому горячую деформацию осуществ-
ляют при более высоких температурах (750...
900 °C, см. табл. 2.4). Оптимальные температу-
ры нагрева под обработку давлением двойных
латуней показаны на рис. 2.1 (/).
Однофазные а-латуни при горячей де-
формировании очень чувствительны к содер-
жанию легкоплавких примесей, особенно Bi и
РЬ. Висмуг в сплаве сегрегируег по границам
a-зерен. Поэтому даже тонкая прослойка лег-
коплавкого висмута (7Ш1 ~ 270 °C ) в несколько
атомных слоев на границах зерен вызывает
горячеломкость а-латуней. Обрабатываемость
а-латуней в горячем состоянии с повышением
содержания цинка ухудшается.
В холодном состоянии все однофазные
а-латуни имеют хорошую обрабатываемость
давлением. В области составов a-фазы в сис-
теме Cu-Zn с увеличением содержания цинка
58
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
наблюдается повышение пластичности (см.
рис. 2.2). Латунь Л68 наиболее пластична и
особенно широко применяется для деталей,
изготовляемых из полуфабрикатов глубокой
вытяжкой.
Двухфазные а+Р-латуни обрабатываются
в горячем состоянии лучше, чем однофазные
а-латуни. Это связано с тем, что нагрев под
обработку давлением этих сплавов осуществ-
ляется в область существования высокопла-
стичной P-фазы (см. рис. 2.1). Двухфазные
а+Р-латуни менее чувствительны к примесям.
Однако они чувствительны к температурно-
скоростным условиям охлаждения с темпера-
тур горячей деформации. Например, при прес-
совании прутка (трубы или полосы) из-за уско-
ренного охлаждения с температуры горячей
деформации передний конец полуфабриката
имеет преимущественно мелкую игольчатую
структуру с высокими механическими свойст-
вами, у заднего конца прутка из-за меньшей
скорости охлаждения структура будет зерни-
стой с пониженными механическими свойст-
вами. На механические свойства сплава оказы-
вает влияние также различная объемная доля
а- и Р'-фаз в разных участках горячедеформи-
рованного полуфабриката. Такая неоднородная
структура по длине горячедеформированных
полуфабрикатов двухфазных а+р-латуней мо-
жет быть устранена отжигом с полной фазовой
перекристаллизацией [58, 31].
Одна из самых распространенных марок
двойных латуней Л63. В этом сплаве всегда
имеется некоторое количество неравновесной
P-фазы, поэтому он, по существу, является
двухфазным, и при назначении режимов обра-
ботки это следует учитывать.
Суммарная степень холодной деформа-
ции латуней обусловлена определенным пре-
делом, выше которого пластичность резко па-
дает, и необходим промежуточный рекристал-
лизационный отжиг. Этот предел допустимой
суммарной холодной деформации уменьшается
с повышением содержания цинка в сплаве. Он
зависит также от вида обработки давлением и
устанавливается для каждой марки латуней
экспериментально.
Термическая обработка. Самая распро-
страненная операция термической обработки
латуней - отжиг. Гомогонизационный отжиг к
латуням не применяется, так как из-за неболь-
шого интервала кристаллизации в медно-
цинковых сплавах ликвационные явления не-
велики, хрупкие интерметаллидные фазы кри-
сталлизационного происхождения в структуре
не появляются. Поэтому нагрев слитка и по-
следующая горячая деформация практически
полностью устраняют последствия неравно-
весной кристаллизации (31].
Наиболее часто к латуням применяют
рекристаллизационный отжиг как промежу-
точную операцию при обработке давлением и
как окончательную, когда при умеренной
прочности необходимо получить в изделии
высокую пластичность.
Важнейшая структурная характеристика
рекристаллизованных латуней - размер зерен.
Для получения оптимальных свойств при от-
жиге стремятся получить мелкозернистую
структуру с однородным размером зерен.
Кинетика процесса рекристаллизации ла-
туней зависит от содержания цинка и фазового
состава. В а-латунях зерно начинает расти при
относительно низких температурах (выше
350...400 °C) и растет вплоть до температуры
солидуса, достигая размера 350 мкм и выше. С
увеличением содержания цинка температура
начала рекристаллизации а-латуней снижаегся.
В двухфазных а+Р- и специальных лату-
нях сильный рост зерен происходит лишь при
нагреве в однофазную область существования
P-фазы. В силыюдеформированной двухфаз-
ной латуни температура начала рекристаллиза-
ции a-фазы ниже, чем P-фазы, и начинается
при 300 °C. В этих условиях рост рекристалли-
зованных зерен a-фазы сдерживают перекри-
сталлизованные зерна P-фазы. Поэтому в
двухфазных а+р-латунях рост зерен начинает-
ся при температурах, при которых завершается
а —> Р переход и остается одна Р-фаза.
Температуру отжига латуней выбирают
на 250...350 °C выше температуры начала рек-
ристаллизации. Для большинства марок про-
мышленных сплавов она находится в пределах
450...700 °C (см. табл. 2.4). При отжиге спла-
вов меди с 32...39 % Zn при температурах вы-
ше а/а+Р перехода выделяется p-фаза, что
вызывает неравномерный рост зерна. Отжиг
таких сплавов следуег проводить при темпера-
турах, не превышающих линию сольвуса
a-фазы в системе Cu-Zn (см. рис. 2.1). Поэтому
латуни, находящиеся по составу вблизи точки
максимальной растворимости цинка в меди,
следует отжигать в печах с высокой точностью
регулирования температуры и большой равно-
мерностью ее распределения по объему печи.
ДВОЙНЫЕ ЛАТУНИ
59
На рис. 2.1 приведены оптимальные ре-
жимы отжига двойных латуней по результатам
обобщения технологических рекомендаций,
накопленных в отечественной и мировой прак-
тике [92, 31, 69].
При отжиге двухфазных а+Р-латуней
происходит сопутствующий процесс - фазовая
перекристаллизация (а <-> Р). Поэтому ско-
рость охлаждения оказывает влияние на соот-
ношение а- и P-фаз в структуре сплава при
нормальной температуре. При быстром охлаж-
дении возрастает количество Р'-фазы, что по-
вышает твердость латуней и в некоторых слу-
чаях улучшает обработку резанием. Когда
нужна высокая пластичность, например, для
холодной обработки давлением, охлаждение
должно быть медленным, чтобы получить воз-
можно большее количество а-фазы.
При выборе режимов рекристаллизаци-
онного отжига сплавов системы Cu-Zn, лежа-
щих вблизи границы растворимости, следует
иметь в виду, что из-за переменной раствори-
мости цинка в меди при низких температурах
(ниже 450 СС) ускоренное охлаждение делает
>атуни склонными к упрочнению при старе-
нии. Причем способность к упрочнению и,
соответственно, к снижению пластичности при
старении растет с увеличением содержания
цинка от 35 % до 42 %. На практике этот вид
упрочнения не применяется, но скорость охла-
ждения при отжиге таких латуней, как JI63,
должна быть регламентирована, чтобы исклю-
чить получение пересыщенного твердого рас-
твора |31].
Высокие степени деформации при полу-
чении листов и лент из латуней приводят к
образованию текстуры проката, которая при
смягчающем отжиге переходит в текстуру от-
жига. Штамповка изделий из таких полуфаб-
рикатов с анизотропными свойствами может
вызвать брак по фестонистости. Склонность к
такому виду брака и высота фестонов зависит
от всей предыстории получения полуфабрика-
та: степени деформации при проходах, темпе-
ратур промежуточных и окончательных отжи-
1ов и т.д. Установлено, что высота фестонов
растет с увеличением степени деформации при
двух последних проходах, с понижением тем-
пературы предпоследнего отжига и с повыше-
нием температуры последнего отжига; при
малых степенях деформации при изготовлении
шета анизотропия вытяжки выражена тем яр-
че, чем ниже температура промежуточных
О1ЖИГОВ [31].
Размер зерен в полностью рекристалли-
зованной структуре латуней довольно одноро-
ден. При нарушении режимов рекристаллиза-
ционного отжига в структуре появляются две
группы зерен различного размера. Это так на-
зываемая «двойная» структура особенно неже-
лательна при операциях глубокой вытяжки,
гиба или полировки и травления изделий.
С увеличением размера зерен качество поверх-
ности штампованных изделий ухудшается, и
при размере более 40 мкм на поверхности ла-
тунных изделий наблюдается характерная ше-
роховатость - «апельсиновая корка». Правиль-
но выбранный режим обработки позволяет
устранить этот дефект штампованных изделий.
При штамповке полуфабрикатов с неполно-
стью рекристаллизованной структурой с очень
малым размером зерна «апельсиновая корка»
не образуется.
Неполный отжиг проводят в интервале
температур 250...350 °C (см. рис. 2.1, табл.
2.4). Он применяется для уменьшения остаточ-
ных напряжений, которые могут приводить к
так называемому «сезонному» растрескиванию
латунных изделий. Этот вид коррозии присущ
латуням с содержанием более 15 % Zn, заклю-
чается в постепенном развитии межкристал-
литных зрещин при одновременном воздейст-
вии напряжений (осчаточных и приложенных) и
специфических химических реагентов (напри-
мер растворы и пары аммиака, влажный серный
ангидрит, различные амины и т.д.) [92, 311.
Отжиг для уменьшения остаточных на-
пряжений проводят в температурном интерва-
ле ниже температуры начала рекристаллиза-
ции, чтобы заметно не снижались механиче-
ские свойства, полученные нагартовкой.
Обычно этот интервал находится между 250 и
330 °C. Такая операция значительно снижает
остаточные напряжения и выравнивает их по
объему изделия.
Обрабатываемость резанием. Обраба-
тываемость латуней резанием зависит от их
фазового состава. При обработке резанием
однофазных а-латуней стружка получается
длинной, наматывается на резец, и качество
обрабатываемой поверхности ухудшается.
Двухфазные а+Р-латуни имеют лучшую обра-
батываемость резанием, чем однофазные.
С увеличением содержания твердой и хрупкой
Р'-фазы в структуре латуней стружка получает-
ся более хрупкой и короткой, и качество по-
верхности обрабатываемой детали повышается.
Количественная оценка обрабатываемости
60
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
резанием латуней определяется сравнением с
латунью ЛС63-3, обрабатываемость резанием
которой принята за 100 %. Так, например, об-
рабатываемость резанием однофазной а-ла-
туни Л90 составляет 20 %, а двухфазной
Л60 - 45 % по отношению к обрабатываемости
латуни ЛС 63-3.
Однофазные а-латуни отлично полиру-
ются, двухфазные - несколько уступают им в
этом.
Пайка и сварка. Латуни очень хорошо
паяются мягкими припоями. Перед пайкой
производят зачистку паяемой поверхности
либо шлифованием, либо травлением в кисло-
те. В качестве припоя предпочтительно приме-
нять сплавы, содержащие ~ 60 % Sn. Содержа-
ние сурьмы из-за сильного взаимодействия с
цинком должно быть нс более 0,25...0,5 %.
Пайку предпочтительно выполнять с использо-
ванием хлоридных флюсов [104].
Однофазные а-латуни хорошо паяются
твердыми припоями (серебряными, медно-
фосфористыми и др.). Паяемость а+р-латуней
твердыми припоями несколько хуже, чем мяг-
кими. Пайку латуней медно-фосфористыми
припоями проводят без флюсов, так как при
этом происходит самофлюсование. При пайке
латуней другими твердыми припоями необхо-
димо применять соответствующие флюсы.
По свариваемости латуни несколько ус-
тупают меди. Для получения неразъемных
соединений применяют следующие виды свар-
ки: дуговая с угольным электродом, дуговая с
расходуемым электродом, дуговая с вольфра-
мовым (нсрасходуемым) электродом в среде
защитного газа (аргона, гелия), кислородо-
ацитиленовая сварка, электрическая контакт-
ная сварка (точечная, роликовая, стыковая) и
др.
Высокое содержание цинка в латунях за-
трудняет дуговою сварки из-за его испарения,
поэтому присадочные материалы должны со-
держать относительно небольшие количества
цинка. Сварка угольным электродом латуней,
содержащих 15...30 % Zn, лучше всего ведется
с помощью присадочного материала из сплава
Cu + 3%Si [104].
Дуговая сварка латуней вольфрамовым
электродом в среде инертного газа осложняет-
ся выделением паров оксида цинка, которые
подавляют действие дуги. Поэтому сварку сле-
дует вести при больших скоростях.
Хорошие результаты дает кислородно-
ацитиленовая сварка. Латуни с высоким со-
держанием цинка удовлетворительно сварива-
ются контактной сваркой.
Коррозионные свойства. Латуни обла-
дают хорошей коррозионной стойкостью в
атмосфере городской и сельской местности, а
также в условиях морского климата. Латуни,
содержащие менее 15 % Zn, по коррозионной
стойкости близки к меди промышленной чис-
тоты. Скорость коррозии латуней в атмосфер-
ных условиях не превышает 0,001 мм/год.
Скорость коррозии латуней в пресной во-
де незначительна, и при температуре 20 °C она
составляет 0,0025...0,025 мм/год. По отноше-
нию к почве латуни обладают хорошей корро-
зионной стойкостью, к пищевым продуктам -
нейтральны.
Под воздействием минеральных кислот
(азотная, соляная) латуни интенсивно корроди-
руют. Серная кислота действует на латуни зна-
чительно медленнее, однако в присутствии
окислителей {K2Cr2O7, Fc2(SC)4)3} скорость
коррозии увеличивается на два порядка. Лату-
ни весьма устойчивы в растворах щелочей (за
исключением аммиака) и в концентрированных
растворах нейтральных солей.
Сероводород оказывает сильное корроди-
рующее действие на латуни, однако латуни с
повышенным содержанием цинка (более 30 %)
более устойчивы в среде сероводорода, чем
медь и латунь с низким содержанием цинка
[92].
Латуни, кроме общей коррозии, подвер-
жены также особым видам коррозии: обесцин-
кованию и «сезонному» растрескиванию.
Обесцинкование - это особая форма кор-
розии, при которой сначала происходит рас-
творение поверхности латунного изделия в
реагенте. Раствор, в котором происходит обес-
цинкование латуни, содержит больше цинка,
чем меди. В результате обменных реакций в
катодных участках электрохимически осажда-
ется медь в виде губчатой пленки. Быстрее
обесцинкованию подвергаются латуни с повы-
шенном содержанием цинка (Л60, Л63), так как
в двухфазных латунях наблюдается преимуще-
ственное растворение p-фазы, являющейся
анодом, а a-фаза в Этом случае играет роль
катода. Процесс обесцинкования наблюдается
при контакте латуни с электропроводящими
средами (кислые и щелочные растворы).
В результате латуни становится пористыми, на
поверхности появляются красноватые пятна,
ухудшаются механические свойства
СПЕЦИАЛЬНЫЕ ЛАТУНИ
61
Малые добавки мышьяка, фосфор'а и
сурьмы повышают устойчивость латуней к
этому виду коррозии.
«Сезонное» или межкристаллитное рас-
трескивание в латунях наблюдается при нали-
чии в металле растягивающих напряжений и
воздействия соответствующей коррозионной
среды (присутствие в атмосфере следов аммиа-
ка, сернистого газа, различных аминов, влаж-
ного диоксида углерода и других коррозион-
ных агентов). Склонность к коррозионному
межкристаллитному растрескиванию усилива-
ется с увеличением содержания цинка. Латуни,
содержащие менее 7 % Zn, нечувствительны к
«сезонному» коррозионному растрескиванию.
В латунях, содержащих от 10 до 20 % Zn, меж-
кристаллитное растрескивание не наблюдается,
если внутренние растягивающие напряжения
не превышают 60 МПа [31, 92].
Наиболее чувствительны к коррозионно-
му растрескиванию латуни с концентрацией
цинка, близкой к пределу насыщения в а-раст-
воре, и двухфазные а+р-латуни. Они устойчи-
вы против «сезонного» растрескивания в слу-
чае, когда растягивающие напряжения не пре-
вышают 10 МПа [92]. Для предотвращения
коррозионного растрескивания полуфабрикаты
и изделия из латуней указанных составов под-
вергают низкотемпературному дорекристалли-
зационному отжигу (см. рис. 2.1). При этом
внутренние напряжения в значительной степе-
ни снимаются без заметного снижения прочно-
стных свойств.
2.3. СПЕЦИАЛЬНЫЕ ЛАТУНИ
В специальные, многокомпонентные ла-
туни, кроме цинка, для улучшения свойств
вводят Al, Мп, Fe, Ni, Si, Sn, Pb, As. Причем в
состав сплава вводят один или несколько пере-
численных элементов совместно. Содержание
каждого элемента обычно не превышает
1...3 % (табл. 2.7). Основные сведения о свой-
ствах специальных латуней и видах получае-
мых из них полуфабрикатов приведены в табл.
2.8-2.12.
Комплексное легирование латуней пре-
следует следующие цели:
1) повышение механических (прочност-
ных) свойств;
2) улучшение коррозионной стойкости;
3) повышение кавитационной стойко-
сти, антифрикционных свойств, обрабатывае-
мости резанием и т. д.
Легирующие элементы (Al, Sn, Si, Мп,
Ni), растворяясь в основных фазах латуней (а-
и P-твердых растворах, см. табл. 2.7) увеличи-
вают прочность (твердость), но уменьшают
пластичность и вязкость (см. табл. 2.8). Наибо-
лее эффективно упрочняют латуни алюминий и
олово, в меньшей степени - кремний и марга-
нец. Введение свинца приводит к снижению
прочности латуней. Однако наибольшее уп-
рочнение достигается при комплексном леги-
ровании несколькими элементами. Относи-
тельное удлинение при введении легирующих
элементов несколько уменьшается по сравне-
нию с двойными сплавами системы Cu-Zn.
Исключение составляют небольшие добавки
железа и марганца (до 2...3 %), которые повы-
шают пластичность специальных латуней.
Вместе с тем при комплексном легировании
удается сохранить достаточно хорошую обра-
батываемость давлением при высоких темпера-
турах и несколько худшую при низких. Многие
легирующие элементы (Al, Мп, Si, Ni) повы-
шают коррозионную стойкость латуней, а ни-
кель, кроме того, повышает устойчивость про-
тив коррозионного растрескивания.
Железо практически не растворяется в
латунях в твердом состоянии и образует само-
стоятельную фазу yFe твердый раствор на
основе железа. Фаза yFe кристаллизуется в ла-
тунях, содержащих железо (ЛАЖ60--1-1,
ЛЖМц59-1-1), в виде первичных кристаллов и
увеличивает число центров кристаллизации,
что в конечном итоге приводит к получению
мелкозернистой литой структуры. Кроме тою
частицы Т|.е-фазы тормозят рост рекристалли-
зованных зерен при горячей пластической де-
формации и отжиге и способствуют получению
мелкозернистой структуры деформированных
полуфабрикатов [47, 44, 32].
Свинец практически не растворяется в
медной основе латуней и располагается в виде
дисперсных частиц в объеме зерен и по их гра-
ницам. Свинцовые латуни (ЛС74-3, ЛС63-3,
ЛС59-1 и др.) из-за присутствия в структуре
изолированных включений свинца отлично
обрабатываются резанием с образованием сы-
пучей стружки. Изготовление деталей можно
производить на станках-автоматах при высоких
скоростях резания. Свинец также улучшает
антифрикционные свойства. Поэтому свинцо-
вистые латуни применяются и для деталей,
работающих на трение.
2.7. Химический (%, остальное Zn), фазовый состав и назначение деформируемых специальных латуней
(ГОСТ 15527-70 в ред. 1999 г.)
Марка Си РЬ Другие легирующие компоненты Примеси, не более Фазовый состав Полуфабрикаты и области применения
Л090-1 88,0...91,0 — 0,2...0,7Sn 0,03 Pb; 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P;£0,2 a Листы, ленты, проволока, детали конденсаторных груб, детали теплотехнической аппаратуры
ЛО70-1 69,0...71,0 1,0-1,5Sn 0,07Pb; 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P;Z0,3 a Листы, ленты. Прутки для приборостроения, тру- бы для конденсаторов и теплообменников в мор- ском судостроении. Трубы для коррозионноактив- ных жидкостей
ЛОМш70-1-0,05 69,0-71,0 — 1,0-1,5Sn 0,025. ,.0,06As 0,07Pb; 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P;Z0,3 a Трубы, морское судостроение, детали теплотехни- ческой аппаратуры
Л062-1 61,0...63,0 0,7...1,lSn 0,1 Pb; 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P;Z0,3 a Прутки. Листы, полосы для приборостоения, трубы для конденсаторов и теплообменников и др. деталей в морском судостроении, детали, контак- тирующие с бензином
ЛО61-1 59,0...60,0 — 1,0—l,5Sn 0,3Pb; 0,1 Fe; 0,2Sn; 0,005Sb; 0,002Bi; 0,01P; Z 1,0 a+P Прутки, проволока для сварки, судостроительная промышленность
ЛС74-3 72,0-75,0 2,4...3,0 — 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P;Z0,25 a+Pb Ленты, полосы, прутки, детали часового произ- водства, втулки, детали автотракторной промыш- ленности
ЛС64-2 63,0...66,0 1,5-2,0 — 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P;Z0,3 a+Pb Полосы, ленты, прутки для часового производства, полиграфические матрицы
ЛС63-3 62,0...65,0 2,4...3,0 — 0,1 Fe; 0,005Sb; 0,002Bi; 0,01P; 0,lSn;£0,25 a+Pb Ленты, полосы, прутки для часового производства
ЛС60-1 59,0...61,0 0,6... 1,0 — 0,15Fe; 0,005Sb; 0,002Bi; 0,01P; 0,2Sn;Z0,5 a+p+Pb Ленты, полосы, прутки, трубы, проволока, поков- ки, гайки, болты, шестеренки, зубчатые колеса, втулки
ЛС59-1 57,0...60,0 0,8...1,9 — 0,5Fe; 0,01 Sb; 0,003Bi; 0,02P; 0,3Sn; Z 0,75 a+p+Pb Листы, проволока, ленты, трубы, полосы, гайки, кольца, прокладки, ниппеля, тяги, втулки
ЛС59-1В 57,0-60,0 0,8... 1,9 0,5Fe; 0,01Sb;0,003Bi; 0,02P; Zl,5 a+p+Pb Листы, проволока, ленты, трубы, полосы, гайки, кольца, прокладки, ниппеля, тяги, втулки (для изделий неответственного назначения)
ЛА77-2 76,0—71,0 — l,70...2,50A1 0,07Pb; 0,07Fe; 0,005Sb; 0,0IP; 0,002Bi; 0,02P; Z 0,3 a Трубные доски для конденсаторов и теплообмен- ников, стойких в морской воде и другие детали морских судов
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ЛАМ1Н77 2-0,005 76,0-79,0 1,70...2,50А1 0,025...0,06As 0,07Pb, 0,11 e; 0,005Sb; 0,002Bi; 0,01 P; Z 0,3 (X Трубные доски для конденсаторов и теплообмен- ников, стойких в морской воде и другие детали морских судов
ЛМц58-2 57,0...60,0 — 1,0...2,0Мп 0,1 Pb; 0,5Fe; 0,005Sb; 0,002Bi; 0,0IP; I 1,2 Листы, полосы, прутки, проволока, гайки, болты, арматура, другие детали машин
ЛК80-3 79,0-81,0 — 2,5...4,0Si 0,1 Pb; 0,6Fe; 0,05Sb; 0,003Bi; 0,2Sn; 0,02P; 0,5Mn; 0,1 Al; Z 1,5 (X Прутки, поковки, штампованные заготовки, кор- розионные детали машин
ЛН65-5 64,0-67,0 — 5,0...6,5Ni 0,03Pb; 0,15Fe; 0,005Sb; 0,002Bi; 0,0IP; Z 0,3 (X Полосы, прутки, проволока, трубы, поковки, лис- ты, ленты, манометрические трубки и конденса- торные трубы морских судов
ЛАН59-3-2 57,0-60,0 — 2,50...3,50А1 2,0...3,0Ni 0,1 Pb; 0,5Fe; 0,005Sb; 0,003Bi; 0,01 P; Z 0,9 a^P*1 Трубы, прутки, коррозионностойкие детали высо- кой прочности морских судов и электрических машин, в химическом машиностроении
ЛМцА57-3-1 55,0-58,5 — 2,5—3,5Mn 0,5 ...1,5А1 0,2Pb; l,0Fe; 0,005Sb; 0,002Bi;0,01P;Z 1,3 a+P Поковки, поршневые штанги, специальная арма- тура, детали морских и речных судов
ЛЖС58—1-1 56,0-58,0 0,7-1,3 0,7... l,3Fe 0,01 Sb; 0,003Bi; 0,02P; Z 0,5 a+P+Pb+ +YTe Прутки, детали, изготовленные механической обработкой
ЛАЖ60-1-1 58,0-61,0 — 0,7... 1,50А1 0,1...0,6Mn 0,75...1,50Fe 0,4Pb; 0,005Sb; 0,002Bi; 0,01P; Z 0,7 a+p+YFe Трубы, прутки, подшипники скольжения, детали морских судов, приборостроения, шестерни, втул- ки и другие высокопрочные детали
ЛЖМц59-1-1 57,0-60,0 — 0,6... l,2Fe 0,5-0,8Mn 0, l...O,4Al 0,3...0,7Sn 0,2Pb; 0,01 Sb; 0,003Bi; 0,01P; Z 0,25 a+P^YFe Листы, поковки, полосы, прутки, детали трения (кольца, втулки), вкладыши подшипников, детали морских судов и самолетов
ЛАНКМц75- 2-2,5-0,5-0,5 73,0-76,0 0,3-0,7Mn 1,6...2,2A1 0,3...0,7Si 2,0...3,0Ni 0,05Pb; 0,1 Fe; 0,005Sb; 0,002Bi; (),01P;Z0,5 *2 a Полосы, трубы, пружины, манометрические труб- ки
*' Никель и алюминий растворяются в а- и р-фазах и идут на обра ювание алюминисво-никелевой составляющей (возможно NiAl)
*2 Легирующие элементы растворяются в «-фазе и идут на образование избыточных фаз (NiAl, Ni2Si) и, возможно, фазы Г (NinMruSi?), которые имеют пе-
ременную растворимость в медно-цинковом растворе.
Примечания. 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. Содержание примеси никеля допускается до 0,5 % за счет
меди. 2. Содержание отдельных примесей может корректироваться по соглашению изготовителя с потребителем.
СПЕЦИАЛЬНЫЕ ЛАТУНИ
64
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
2.8. Типичные механические свойства деформируемых специальных латуней
Марка Состояние о„, МПа Оо.2, МПа 8, % НВ Е, ГПа KCV, МДж/м2
ЛО90-1 Мягкое 280 105 45 55 — 0,75
Твердое 520 450 5 148 105 —
ЛО70-1 Мягкое 350 120 60 65 — 0,62
Твердое 680 580 4 150 105 —
ЛОМш70-1-0.()5 Мягкое 350 120 60 65 — —
Твердое 680 580 4 150 102 -
J1062-1 Мягкое 400 150 40 70 — 0,77
Твердое 700 600 5 145 105 —
ЛО60-1 Мягкое 380 180 40 65 — 0,77
Твердое 660 520 7 — 105 —
ЛС74-3 Мягкое 350 100 50 55 — —
Твердое 650 540 3 130 105 —
JIC64-2 Мягкое 350 120 55 55 — —
Твердое 650 540 5 145 105 —
ЛС63-2 Мягкое 380 125 42 65 — —
Твердое 680 500 5 150 — —
JIC63-3 Мягкое 380 125 42 65 — —
Твердое 680 500 5 150 98 —
ЧС60-1 Мягкое 380 130 50 65 — —
Твердое 650 520 5 150 105 —
JIC59-1 Мягкое 400 140 45 75 — 0,5
Твердое 650 520 5 150 105 —
ЛС59-1В Мягкое 390 130 45 75 — —
Твердое 650 520 5 155 105 —
ЛА77-2 Мягкое 380 140 50 68 — 2,0
Твердое 680 — 8 160 105 —
ЛАМш77-2-0,05 Мягкое 380 145 50 69 — —
Твердое 680 - 8 160 102 —
ЛМц58-2 Мягкое 420 156 38 85 — 1,2
Твердое 700 — 8 175 100 —
ЛК80-3 Мягкое 320 200 58 100 — —
Твердое 650 — 4 180 98 —
ЛН65-5 Мягкое 400 170 65 65 — —
Твердое 700 600 4 165 112 —
ЛАН59-3-2 Мягкое 500 300 45 75 — 0,41
Твердое 700 — 8 170 100 —
ЛМцА57-3-1 Мягкое 550 250 35 80 — 1,35
Твердое 700 — 5 165 104 —
ЛЖС58-1-1 Мягкое 400 160 40 80 — —
Твердое 650 650 3 165 106 —
ЛАЖ60-1-1 Мягкое 420 180 50 80 — —
Твердое 680 — 9 170 110 —
ЛЖМц59-1-1 Мягкое 430 170 45 80 — 1,2
Т вердое 680 5 170 106 —
ЛАНКМц75-2- Закалка с 780 °C 540 224 48 - - —
2,5-0,5-0,5 Закалка с 780 °С+ +старение при 500 °C в течение 2ч 700 466 25 — — —
Закалка с 780 °C + + деформация 50 %+ + счарение при 350 °C в течение 2ч 1010 4
2.9. I cxiiojioi ичсскис свойства и режимы обрябоиси деформируемых специальных латуней [104, 92, 69]
Марка Температура, °C Обрабаты- ваемость резаньем’1, % Жидкоте- кучесть, см Линейная усадка, % Коэффициент трения
литья горячей деформации полного отжига отжига для умень- шения остаточных напряжений со смазкой без смазки
Л090-1 1170...1210 850...900 650...720 — 30 85 2,05 0,013 0,45
ЛО70-1 1150... 1180 650...850 560...720 400...500 35 49 1,71 0,0082 0,3
ЛОМш70-1-0,05 1150... 1180 650...850 560...720 400... 500 - — - - -
ЛО62-1 1060...1110 700...750 550...650 400... 500 40 52 1,78 - -
ЛО60-1 1060...1110 760...800 550...650 — 40 52 1,78 — —
ЛС74—3 1120... 1160 Не обрабатывается 600...650 — 80 - 2,2 — -
ЛС64—2 1060...1110 Не обрабатывается 620...670 - 90 — 2,2 — -
ЛС63-2 1060... 1100 760...820’2 620...650 — 100 — 2,0 — -
ЛС60-1 1040... 1080 780...820 600...650 — 75 — 2,0 — —
ЛС59-1 1030... 1080 640...780 600...650 285 80 51 2,23 0,0135 0,17
ЛС59-1В 1030...1080 640...780 600...650 — 80 51 2,23 0,0135 0,17
ЛА77-2 1100... 1150 720...770 600...650 300 30 — 2,0 — -
ЛАМш77-2-0,05 1100... 1150 720...770 600...650 300 30 — 2,0 — -
ЛМц58-2 1040... 1080 680...730 600...650 — 22 83 1,45 0,012 0,32
ЛК80-3 950... 1000 750...850 500...600 - 30 80 1,7 — -
ЛН65-5 1100... 1150 820...878’3 600...650 300...400 30 - 1,6 0,008 0,2
ЛАН59-3-2 1080... 1120 700...750 600...650 350 15 47 1,55 0,01 0,32
ЛМцА57-3-1 - 650...750 600...650 - 25 — 1,7 — —
ЛЖС58-1-1 — — 600...650 — 70 — - — -
ЛАЖ60-1-1 - 600...800 600...650 — 30 — 1,7 — -
ЛЖМц59-1-1 1040... 1080 680...730 600...650 — 25 83 2,14 0,012 0,39
ЛАНКМц75-2- 2,5-0,5-0,5 1140... 1200 800...850 800...850’4 — 20 52 1,68 - -
*' В % по отношению к обрабатываемости латуни ЛС63-3.
*2 Температура прессования, другим видам горячей обработки латунь ЛС63-3 не подвергается
’3 Температура прокатки, температура прессования составляет 750...800 °C.
*4 Термическая обработка: закалка с 780 °C и старение при 500 °C; закалка, деформация на 10 % и старение при 450 °C, закалка, деформация на 50 % и старе-
ние при 350 °C.
СПЕЦИАЛЬНЫЕ ЛАТУНИ
66
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
2.10. Физические свойства деформируемых специальных латуней [104, 92, 69]
Марка Г, °C у, кг/м3 р, мкОм м X, Вт/(м К) ср. Дж/(кгК) а-106, К"'
ликвидус солидус
Л090-1 1015 995 8800 0,054 126 378 18,4
ЛО70-1 935 890 8580 0,072 91 377 19,7
ЛАМш 70-1-0,05 935 890 8580 0,071 85 — 19,7
ЛО60-1 900 880 8450 0,078 85 377 21,4
ЛО62-1 906 885 8540 0,076 85 377 19,3
ЛС74-3 965 - 8700 0,086 121 377 19,8
ЛС64-2 910 855 8500 0,070 117 377 20,3
ЛС63-3 905 885 8500 0,069 117 377 20,5
ЛС60-1 900 885 8500 0,064 105 377 20,9
ЛС59-1 895 885 8500 0,065 105 377 21,0
ЛС59-1В 900 - 8500 0,065 105 377 20,6
ЛА77-2 970 930 8330 0,075 105 377 18,3
ЛАМш77-2-0,05 970 - 8330 0,068 103 377 18,3
ЛМц58-2 880 865 8500 0,108 70 377 21,2
ЛК80-3 900 - 8600 0,20 42 377 17,0
ЛН65-5 960 - 8650 0,146 59 377 18,6
ЛАН59-3-2 956 892 8400 0,078 84 377 19,0
ЛМцА57-3-1 870 - 8100 0,121 67 390 21,0
ЛЖС58-1-1 - 895 8400 0,07 109 377 20,4
ЛАЖ60-1-1 904 - 8200 0,09 96 377 21,6
ЛЖМц59-1-1 900 885 8500 0,093 84 377 22,0
ЛАНКМц75-2- 2.5-0.5-0.5 1000 940 8600 0,105*' 126*1 377 18,3
1 После закалки и старения по режиму 450 °C в течение 2 ч.
2.11. Гарантируемые механические свойства полуфабрикатов
из деформируемых специальных латуней
Марка Полуфабрикат Состояние Толщина (диаметр), мм Механические свойства
МПа 5, % НВ
в пределах или не менее
1 2 3 4 5 6 7
ЛО90-1 Ленты, полосы Мягкое Полутвердое Твердое О,1О...8О 245...304 340 470...550 42...50 7 3...6 49...59 137...147
ЛО70-1 Трубы Мягкое Твердое (3...195) 314...370 568...735 55...65 3...10 47...64 137... 152
ЛОМш70-1-0.05 Трубы Мягкое Твердое (3...195) 310...375 670...690 50...60 2...4 49...59 137...147
ЛО62-1 Листы, полосы Твердое 1,00... 10,00 400 5 -
Прутки Прессованное (10... 160) 350 20 -
Прутки, проволока Тянутое (3...50) 400 14 100
СПЕЦИАЛЬНЫЕ ЛАТУНИ
67
Продолжение табл. 2.11
1 2 3 4 5 6 7
Л060-1 Прутки, проволока Мягкое (3...50) 353...390 38...44 71...81
Твердое 550...610 3...10 142... 152
ЛС74-3 Полосы, ленты Мягкое 0,10... 10,0 295...390 40...55 39...49
Твердое 590...685 2...5 127...137
ЛС64-2 Полосы, прутки Тянутое 600 0,5 —
Мягкое 1,0... 10,0 310...375 55...65 40...59
Твердое 570...660 4...6 137...147
ЛС63-2 Листы Мягкое По- 295 40
лутвердое 0,1...8,0 340...440 -
Твердое 440...550 5
Особо твердое 630 —
ЛС63-3 Прутки тянутые Твердое (3...9,5) 600 1 155
(10...14) 550 1 143
(15...20) 500 1 130
Полутвердое (10...20) 360 12 95
Ленты, полосы Мягкое 300 40
Полутвердое 350...450 —
Твердое 450...560 5
Особо твердое 640 5
ЛС60-1 Прутки тянутые Мягкое (3...50) 340...390 45...55 59...68
Твердое 570...640 3...6 147...157
ЛС59-1 Листы, Мягкое 0,14...12,0 340...490 25 —
полосы, Твердое 0,10...10,0 460...640 5
ленты Особо твердое 0,35... 1,20 590 3
Прутки Тянутое (5...12) 420 8 —
Прутки. (10...100) 370 18 70... 140
трубы, Прессованное (3...195) 400 20 —
полосы 1,О...1О 380 21 —
ЛА77-2 Трубы Мягкое (3...195) 300 23 —
Твердое 550...665 7...1 147...157
ЛАМш77-2-0,05 Трубы Мягкое (3...195) 245...340 40...55 59...68
Твердое 490...590 3...5 157...167
ЛМц58-2 Листы, Мягкое 0,14...12,0 380...390 30
полосы, Полутвердое 0,14...12,0 420...520 15 —
ленты Твердое 0,10... 10,0 570 3
Прутки Тянутое (5... 12) 450 20 130
(13...50) 420 20 125
Прутки Прессованное (10...160) 400 25 —
ЛК80-3 Прутки Мягкое (3...50) 275...335 53...60 93...103
Твердое 570...640 3...5 167... 186
ЛН65-5 Листы, лента Мягкое 0,10...10 275...335 53...60 93...103
Проволока, трубы Твердое (3...195) 570...640 3...5 167... 186
ЛАН59-3-2 Прутки, Мягкое (3...195) 440...540 40...50 108...118
трубы Твердое 540...635 7...11 172... 182
ЛМцА57-3-1 Листы, Мягкое 1,0...10 390...490 40...50 83...93
полосы Твердое 685...735 4...8 171...181
ЛЖС58-1-1 Прутки Прессованное (10...160) 290 20 -
Тянутое (3...50) 440 10 130
68
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Окончание табл. 2.11
1 2 3 4 5 6 7
ЛАЖ60-1-1 Прутки Прессованное Мягкое Твердое (10...160) 450 390...440 690...745 18 45...55 7...10 54...79 162... 172
ЛЖМц59-1-1 Трубы Прессованное (50... 195) 440 28 —
Прутки Тянутое Полутвердое Прессованное (5...12) (10...160) 500 450 15 17 130 130
Полосы Прессованное 10...160 440 18 —
ЛАНКМц75- 2-2,5-0,5-0,5 Трубы, полосы Закаленное Состаренное (2... 100) 1...8 530 690 48 20 -
2.12. Виды полуфабрикатов из деформируемых латуней
Марка Листы Полосы Ленты Прутки Профили Трубы Проволока Поковка, штамповка
Л96, Л90, Л85, Л63, ЛС59-1 X X X X X X
Л80, Л70 X X X X X
Л68, ЛО90-1, ЛН65-5 X X X X X X
ЛО70-1, ЛО62-1 X X X X X
Л60 X X
ЛО60-1 X X
ЛС74—3, ЛС64-2 X X X
ЛС63-3 X X X X
ЛС60-1 X X X X X X X
ЛС59-1В X
ЛМц58-2 X X X X X
ЛК8О-3 X X
ЛАН59-3-2, ЛАЖ60-1-1 X X
ЛМц59-1-1 X X X X X
ЛМцА57-3-1 X X
ЛАНКМц75-2,5- 0,5-0,5 X X
ЛА77-2, ЛАМш77-2-0,05, ЛМш68-0,05, ЛОМш70-1 -0,5 X
Примечание Знак «X» означает применение латуни для указанных полуфабрикатов.
Специальные латуни хорошо паяются
мягкими и твердыми припоями и легче свари-
ваются, чем медь, благодаря меньшей электро-
проводности. Специфика сварки и пайки лату-
ней твердыми припоями связана с высокой
упругостью паров цинка в этих сплавах. Мно-
гокомпонентные латуни, содержащие более
15 % Zn, в холоднодеформированном состоя-
нии, как и двойные латуни с высоким содержа-
нием цинка, склонны к самопроизвольному
коррозионному растрескиванию, особенно во
влажной атмосфере. Для предотвращения рас-
трескивания латунные полуфабрикаты и изде-
лия подвергают низкотемпературному отжигу
СПЕЦИАЛЬНЫЕ ЛАТУНИ
69
(250...300 °C), при котором уменьшаются ос-
таточные напряжения, но не снижается их
прочность [32, 31].
Легирующие элементы в многокомпо-
нентных латунях, растворясь в а- и р-фазах,
изменяют положение границы между фазовы-
ми областями а и а + р (39 % Zn) при 450 °C и
ниже в двойной системе Cu-Zn (рис. 2.5).
С понижением температуры положение грани-
цы двухфазной области а + р' в системе Cu-Zn
изменяется мало. Поэтому концентрации цинка
39 и 46 %, отвечающие положению границ
а/(а + р') и (а + Р'УР' при 400...450 °C соот-
ветственно, используют для оценки фазового
состава многокомпонентных (специальных)
латуней.
Для этих целей используют коэффициент
замены цинка (коэффициент Гийе). Гийе уста-
новил, что введение в специальную латунь
рассмотренных выше легирующих элементов
(кроме никеля) по воздействию на фазовый
состав равноценно увеличению содержания в
них цинка. Коэффициент Гийе показывает,
какому содержанию цинка соответствует 1 %
(по массе) легирующего элемента по его воз-
действию на фазовый состав специальной ла-
туни. Для важнейших легирующих элементов,
вводимых в специальные латуни, он имеет
следующие значения [32]:
Si Al Sn Pb Fe Mn Ni
10...12 4...6 2 1 0,9 0,5 -1,4
Для определения кажущегося по структу-
ре содержания цинка (X) пользуются форму-
лой:
x=[(/u£v,)/(,ob+£vJ]ioo%.
(8)
где А - содержание цинка в сплаве; В - содер-
жание меди; с, - концентрация /-го элемента,
вводимого в латунь; к, - коэффициент Гийе для
i-го легирующего элемента.
На рис. 2.5 показано влияние различных
легирующих элементов на положение границы
между фазовыми областями а и а + Р в районе
температур 400...450 °C в системе Cu-Zn.
Только один элемент - никель увеличивает
растворимость цинка в меди. При увеличении
содержания никеля в (а + р)-латуни количест-
во p-фазы уменьшается и при достаточно вы-
соком его содержании она исчезает совсем:
сплав становится однофазной а-латунью. Это
Рис. 2.5. Изотермы растворимости легирующих
элементов в а-латуии при температуре 450 °C
[32,69,25]
соответствует содержанию 39 % кажущегося
количества цинка в сплаве, вычисленного по
формуле (8).
Все остальные легирующие элементы
уменьшают растворимость цинка в меди и
сдвигают границу между фазовыми областями
в сторону более низкого содержания цинка.
Наиболее сильно уменьшают растворимость
цинка в меди и способствуют появлению
р-фазы в специальных латунях кремний и
алюминий (см. рис. 2.5). При содержании ка-
жущегося количества цинка 46 % и более спе-
циальная латунь становится однофазной со
структурой Р'. Железо и свинец практически не
растворимы в медно-цинковых сплавах в твер-
дом состоянии, поэтому коэффициенты Гийе
для этих металлов близки к единице, а линии,
разделяющие фазовые области на рис. 2.5, со-
ответствуют границе раздела двухфазных об-
ластей с трехфазными: а+ + Р + yFe и а +
+ Pb/а + р + РЬ.
2.3.1. Алюминиевые латуни
Алюминиевые латуни - это медно-
цинковые сплавы, в которых основным леги-
рующим элементом является алюминий. Они
характеризуются высокими прочностными
свойствами, что обусловлено сильным упроч-
няющим действием алюминия. Добавки алю-
миния несколько понижают пластичность ла-
туней, однако их деформационные возможно-
сти достаточно высоки. Высокая коррозионная
стойкость этих латуней связана с образованием
на поверхности изделий плотной защитной
оксидной пленки. На рис. 2.6 показаны изотер-
мические разрезы диаграммы состояния
Cu-Zn-Al в области составов сплавов, богатых
медью и цинком. Из анализа диаграммы со-
стояния следует, что алюминий достаточно
резко уменьшает растворимость цинка в меди:
область существования a-твердого раствора
70
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Рис. 2.6. Проекция поверхности ликвидуса (я) и изотермические разрезы при 700 (б) и 350 °C (в)
диаграммы состояния Cu-Zn-Al [18,25]:
1-ЛА85-5; 2- ЛА77-2
сужается, а граница насыщения твердого рас-
твора под влиянием алюминия резко сдвигает-
ся в сторону медного угла.
Для практического использования алю-
миниевых латуней крайне важно, что при вы-
соком содержании алюминия в структуре мед-
но-цинковых сплавов появляются твердые и
хрупкие кристаллы у (Си57п8)-фазы', которые
повышают твердость, снижают пластичность и
резко понижают деформационные возможно-
сти латуней, поэтому содержание алюминия в
латунях регламентируется, В латунях, обраба-
тываемых давлением, содержание его не долж-
но превышать 4 %, в литейных высокопрочных
латунях - 7 %.
Алюминиевые латуни - это, как правило,
многокомпонентные сплавы, в которые, кроме
алюминия, вводят другие элементы (см. табл.
2.7). Однако в промышленности нашли приме-
нение и трехкомпонентные сплавы системы
Cu-Zn-Al. Наибольшее распространение полу-
чили богатые медью а-латуни ЛА85-0,5 и
ЛА77-2. Эти однофазные сплавы хорошо об-
рабатываются давлением в горячем и холодном
состоянии.
1 Фаза у (CujZn8) - это электронное соединение
(электронная концентрация 21/13) с кубической
решеткой. Она изоморфна промежуточной фазе у2
(CU9AI4) из системы Си-Al. В тройной системе
Cu-Zn-Al фазы у (CujZns) и у2 (СиуАБ) образуют
непрерывные ряды твердых растворов.
Латунь ЛА85-0,5 отличается красивым
золотистым цветом, высокой коррозионной
стойкостью в атмосферных условиях, обладает
хорошими механическими свойствами. Хими-
ческий состав этого сплава регламентируется
ТУ 48-08-495 и ТУ 48-21-28. Высокая техно-
логическая пластичность позволяет из латуни
ЛА85-0,5 изготовлять листы, полосы, ленту и
тончайшим волочением проволоку малых се-
чений. Этот сплав является важнейшим заме-
нителем золота при изготовлении знаков отли-
чая, фурнитуры и других художественных из-
делий.
Латунь ЛА77-2 отличается более высо-
кими механическими свойствами, чем латунь
ЛА85-0,5, она также хорошо обрабатывается
давлением в горячем и холодном состоянии.
Применяется главным образом в морском су-
достроении для изготовления конденсаторных
труб. Латунь ЛА77-2 коррозионно-стойка в
атмосферных условиях, но проявляет склон-
ность к обесцинкованию и коррозионному
растрескиванию в нагартованном состоянии,
поэтому изделия из нее должны подвергаться
низкотемпературному отжигу для снятия внут-
ренних напряжений. Для повышения коррози-
онной стойкости в однофазные алюминиевые
латуни, содержащие более 15 % Zn, вводят в
небольших количествах мышьяк (например,
латунь ЛАМш77-2-0,05 содержит 0,02...
0,06 % As). Небольшая добавка мышьяка
(~ 0,04 %) повышает стойкость против корро-
зионного растрескивания в морской воде и
уменьшает обесцинкование.
СПЕЦИАЛЬНЫЕ ЛАТУНИ
71
Алюминий совместно с железом и нике-
лем вводят преимущественно в двухфазные
а + р-латуни (ЛАЖ60-1-1 и ЛАН59-3-2). Же-
лезо, как уже отмечалось, не растворяется в
медно-цинковых сплавах в твердом состоянии
и располагается в структуре в виде самостоя-
тельной уРе-фазы - железистой составляющей.
Железо повышает технологическую пластич-
ность при горячей обработке давлением, так
как дисперсные частицы уРе-фазы тормозят
рост зерен при горячей деформации и отжиге и
способствуют получению в полуфабрикатах
мелкозернистой структуры. Никель повышает
коррозионную стойкость алюминиевых лату-
ней, но несколько понижает их пластичность.
Добавки алюминия и никеля в латуни
ЛАН59-3-2, растворяясь в а- и P-фазах, обра-
зуют твердую и хрупкую интерметаллидную
фазу NiAl. Снижение пластичности латуни
ЛАН59-3-2, скорее всего, связано с присутст-
вием в структуре дисперсных частиц этой ин-
терметаллидной фазы.
Специальные многокомпонентные лату-
ни, как и двойные, являются в большинстве
своем термически неупрочняемыми сплавами.
Однако комплексное легирование латуней при-
вело к созданию сплавов с гетерогенной струк-
турой, которые могут упрочняться термиче-
ской обработкой.
Примером дисперсионно твердеющего
сплава является латунь ЛАНКМц75-2-2,5-0,5-
0,5. Эта латунь - пока единственный дисперси-
онно твердеющий отечественный сплав на
основе системы Cu-Zn.
Кажущееся содержание цинка (~ 30 %),
определенное с помощью коэффициента Гийе,
показывает, что матричной фазой этой латуни
является a-твердый раствор. Закаленная с
850 °C латунь имеет однофазную структуру
a-твердого раствора. Добавки алюминия,
никеля и кремния образуют фазы (NiAl, Ni2Si),
которые имеют переменную растворимость в
медно-цинковом твердом растворе.
Распад пересыщенного твердого раствора
в латуни ЛАНКМц75-2-2,5-0,5-0,5 зависит от
температуры изотермической выдержки. Он
носит сложный характер, обусловленный вы-
делением нескольких фаз [86, 120]. Об этом
свидетельствуют изотермическая и термокине-
тическая диаграммы распада твердого раствора
(рис. 2.7). На диаграммах четко выявляются
два минимума устойчивости переохлажденного
a-твердого раствора. Первый минимум соот-
ветствует температурам 600...700 °C; второй -
350...400 °C. Состав выделяющихся фаз и их
дисперсность зависят от температуры распада.
При высокотемпературном распаде
(~ 600 °C) формируются крупные стержневид-
ные частицы фазы Ni16Mn6Si7 с ГЦК решеткой
и периодом а = 1,115 нм. Выделение таких
частиц нежелательно [120].
При низкотемпературном распаде
(400 °C) в объеме зерен образуется большое
количество дисперсных частиц дискообразной
формы диаметром 10 нм и толщиной 2...3 нм.
Низкотемпературный распад совпадает с тем-
пературой старения этой латуни. Он характе-
ризуется многостадийными фазовыми перехо-
дами, связанными с образованием различных
метастабильных фаз, в состав которых входит
Ni, Al, Мп и Si. Максимум упрочнения латуни
ЛАПКМц75-2-2,5-0,5-0,5 достигается на ста-
дии низкотемпературного старения с выделе-
нием дисперсных частиц метастабильных фаз,
когерентных матрице.
а) б)
Рис. 2.7. Изотермическая (а) и термокинетическая (б) диаграммы распада переохлажденного
а-раствора латуни ЛАНКМц75-2-2,5-0,5-0,5 |120|
72
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Высокопрочное состояние латуни полу-
чают двумя способами:
- путем закалки и старения;
- применением различных режимов низ-
котемпературной термомеханической обработ-
ки (НТМО).
В закаленном состоянии сплав отличается
высокой пластичностью (ов =540 МПа; а0>2 =
= 220 МПа; 5 = 48 %; у = 60 %), а после старе-
ния (500 °C в течение 2 ч) приобретает высо-
кую прочность (ов = 700 МПа; о0,2 ~ 470 МПа;
8 = 25 %; ц/ = 40 %). Еще более высокие проч-
ностные и упругие свойства достигаются после
деформации в закаленном состоянии с после-
дующим старением (НТМО): ов - 1030 МПа;
Сто.2- 1010 МПа; 8 = 3,5 %; ц/ = 11 % [86, 120, 8].
2.3.2. Оловянные латуни
Оловянные латуни (ЛО90-1, JI070-1,
ЛО62-1 и др.) (см. табл. 2.7) отличаются высо-
кой коррозионной стойкостью в морской воде,
их применяют в судостроении и поэтому назы-
вают морскими латунями. Из них изготовляют
различные полуфабрикаты для производства
деталей, работающих в условиях, где требуется
повышенная коррозионная стойкость.
Базовой системой для определения фазо-
вого состава и структуры оловянных латуней
является диаграмма состояния Cu-Zn-Sn
(рис. 2.8).
б)
Рис. 2.8. Изотермические разрезы диаграммы
состояния системы Cu-Zn-Sn при 800 (а)
и 500 (б) °C |92,18, 25|:
1 - ЛО90-1; 2 - JIO70-1; 3 - ЛО62-1; 4 - ЛО60-1
Составы латуней ЛО90-1, ЛО70-1 и
ЛОМш70-1-0,05, содержащих ~ 10...30 % Zn,
находятся в области первичной кристаллиза-
ции a-твердого раствора, фазовых превраще-
ний в твердом состоянии нет, поэтому в твер-
дом состоянии эти латуни имеют однофазную
а-структуру.
Составы латуней ЛО62-1 и ЛО60-1 на
диаграмме состояния находятся в области пер-
вичной кристаллизации P-фазы. Поэтому после
окончания кристаллизации структура этих ла-
туней представлена P-фазой (рис. 2.8, а). При
понижении температуры из-за увеличения рас-
творимости цинка в меди в этих сплавах про-
исходит фазовая перекристаллизация по схеме
Р —> а. В латуни ЛО62-1 при температуре
500°С фазовая перекристаллизация завершает-
ся практически полностью, и структура пред-
ставлена в основном a-фазой (возможно при-
сутствие лишь небольшого количества Р-фа-
зы). В латуни ЛО60-1 фазовая перекристалли-
зация Р —> а при температуре 500 °C не завер-
шается, и она оказывается двухфазной а + Р
(рис. 2.8, б).
В системе Cu-Zn-Sn в результате различ-
ных эвтектоидных реакций в твердом состоя-
нии образуются хрупкие интерметаллидные
фазы у (Cu3Sn) и 8 (Cu3|Sn8), содержащие оло-
во. Появление хрупких фаз ограничивает воз-
можности легирования латуней оловом, так как
эти фазы ухудшают обрабатываемость давле-
нием в горячем и холодном состоянии. Счита-
ется, что небольшие включения 6(Cu3ISn8)-
фазы в оловянных латунях появляются, начи-
ная примерно с 2 % Sn, поэтому содержание
олова в латунях ограничивается этой концен-
трацией (см. табл. 2.7).
Латунь ЛО90-1 по механическим и тех-
нологическим свойствам близка к двойной
латуни Л90, но превосходит ее по коррозион-
ным и антифрикционным свойствам. Очень
хорошо обрабатывается давлением в горячем и
холодном состоянии.
Латунь ЛО70-1 превосходит сплав
ЛО90-1 по механическим свойствам (см. табл.
2.8), отличается высокими коррозионными
свойствами, удовлетворительно обрабатывает-
ся давлением в горячем и холодном состоянии.
Благодаря присутствию малой добавки мышья-
ка (0,025...0,06 %) еще более высокими корро-
зионными свойствами обладает латунь
ЛОМш70-1-0,05. Эти сплавы применяются в
морском судостроении. В морском корабле-
строении используется также латуни ЛО62-1 и
ЛО60-1.
СПЕЦИАЛЬНЫЕ ЛАТУНИ
73
2.3.3. Свинцовые латуни
Свинцовые латуни - это медно-цинковые
сплавы, легированные свинцом. Добавки свин-
ца улучшают обрабатываемость резанием и
антифрикционные свойства медно-цинковых
сплавов, поэтому свинцовые латуни широко
применяются в приборостроении и для изго-
товления деталей, работающих в условиях тре-
ния.
Основой фазового состава этих сплавов
является система Cu-Zn-Pb, изотермические
разрезы которой представлены на рис. 2.9.
В твердом состоянии свинец практически не-
растворим в меди, медно-цинковом а-твердом
растворе и во всех промежуточных фазах сис-
темы Cu-Zn, включая Р (Си2п)-фазу. Поэтому
добавки свинца к медно-цинковым сплавам не
оказывают влияния на положение границ
двухфазной области а + р. Уже при ничтожно
малом количестве свинца однофазная область
a-твердого раствора системы Cu-Zn заменяет-
ся на двухфазную область а + РЬ, а двухфазная
область а + Р на трехфазную область а + 0 +
+ РЬ тройной системы Cu-Zn-Pb. При темпе-
ратурах, выше температуры плавления эвтек-
тики а + РЬ (~ 327 °C), в двухфазных и трех-
фазных областях тройной системы Cu-Zn-Pb
свинец заменяется на жидкую фазу, состоящую
практически из чистого свинца (рис. 2.9, а, 6).
Состав латуни ЛС74-3 находится в об-
ласти первичной кристаллизации а-твердого
раствора тройной системы Cu-Zn-Pb. По
окончании кристаллизации латунь ЛС74-3
имеет двухфазную структуру а + РЬ. Анало-
гичную двухфазную структуру а + РЬ в твер-
дом состоянии имеют латуни ЛС64-2 и ЛС63-3
несмотря на то, что при кристаллизации этих
сплавов осуществляются сложные фазовые
превращения. Эти латуни относят к а-сплавам
с включениями нерастворимого в а-растворе
свинца.
Составы латуней ЛС60-1, ЛС59-1 и
ЛС59-3 находятся на изотермическом разрезе
системы Cu-Zn-Pb при нормальной темпера-
туре в трехфазной области а + 0 + РЬ (рис. 2.9,
в), и их относят к двухфазным а + 0-латуням с
включениями нерастворимого в а- и 0-фазах
свинца.
Поскольку свинец практически не рас-
творяется в медной основе латуней, он распо-
лагается в виде дисперсных частиц в объеме
зерен и по их границам. Свинцовые латуни
Zn.% в)
Рис. 2.9. Изотермические разрезы диаграммы
состояния системы Cu-Zn-Pb при 850 °C (а),
400 °C (б) и 20 °C (в) [92,18,25|:
/ - JIC74-3; 2 - ЛС64-2; 3 - ЛС63-3; 4 - ЛС60-1;
5-ЛС59-1
(ЛС74-3, ЛС63-3, ЛС59-1 и др.) из-за присут-
ствия изолированных включений свинца от-
лично обрабатываются резанием с образовани-
ем сыпучей стружки, детали из них можно
изготовлять на станках-автоматах при высоких
скоростях резания.
Особенно высокие требования по одно-
родности химического состава (допускам по
основным компонентам) и микроструктуре
(размерам и распределению частиц свинца,
количеству и распределению 0-фазы, размерам
зерна a-фазы) предъявляются к латуням с вы-
соким содержанием свинца (ЛС63-3, ЛС58-3),
предназначенным для изготовления очень мел-
ких деталей в микротехнике [104]. В этом слу-
чае размер зерна a-фазы должен находиться в
пределах от 10 до 50 мкм при среднем диамет-
ре частиц свинца 1.. .5 мкм.
Включения нерастворимого свинца в
а-латунях не позволяют проводить их горячую
прокатку. В холодном состоянии обрабатывае-
мость давлением у них хорошая. К таким лату-
ням относятся сплавы ЛС74-3, ЛС64-2, ЛС63-3.
Двухфазные a+0-латуни, наоборот, хо-
рошо прокатываются в горячем состоянии. За
74
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
счет перекристаллизации (а—>0) при нагреве
включения свинца находятся внутри 0-зерен, а
нс на границах, как в а-латунях, и их оплавле-
ние при горячей деформации уже не так опас-
но. К таким латуням относятся: ЛС60-1,
ЛС59-1 и ЛС59-3. Двухфазная латунь ЛС59-1
является самым распространенным сплавом;
она отлично переносит горячую обработку
давлением, удовлетворительно - холодную,
отлично обрабатывается резанием.
2.3.4. Кремнистые латуни
Кремнистые латуни являются важным
конструкционным материалом. Они имеют
высокую коррозионную стойкость в обычных
условиях и в морской воде, превосходят двой-
ные латуни по стойкости против коррозионно-
го растрескивания.
Кремний своеобразно влияет на структу-
ру и свойства латуней. Он нс только повышает
механические свойства и коррозионную стой-
кость медно-цинковых сплавов, но и очень
сильно изменяет их фазовый состав и структу-
ру. Из всех важнейших легирующих элементов
латуней кремний имеет самый высокий коэф-
фициент Гийе, равный 10... 12. Поэтому крем-
нистые латуни с повышенным содержанием
цинка и даже малым содержанием кремния
имеют двухфазную структуру а + 0. Об этом
свидетельствуют изотермические разрезы при
температурах 847 и 482 °C тройной системы
Cu-Zn-Si (рис. 2.10), которая является базовой
для определения фазового состава кремнистых
латуней.
Си 5 10 15 20 25
Si, ат.%
б)
Рис. 2.10. Изотермические разрезы
диаграммы состояния системы Cu-Zn-Si
при 847 °C (а) и 482 °C (б) |18]:
/-ЛК8О-3
Si, ат.%
а)
Другая важная особенность влияния
кремния проявляется в том, что при увеличе-
нии его содержания в структуре медно-
цинковых сплавов появляются твердые и хруп-
кие интерметаллидные фазы у и/или е. Из рас-
смотрения изотермического разреза тройной
системы Cu-Zn-Si при температуре 482 °C
(рис. 2.10, б) следует: чем выше содержание
цинка, тем при меньшем содержании кремния
появляются в структуре латуней хрупкие ин-
терметаллидные фазы у и е. Такую закономер-
ность совместного влияния кремния и цинка на
структуру и свойства латуней подтверждают
графики зависимостей механических свойств
от содержания цинка при постоянной концен-
трации кремния (рис. 2.11). Из анализа рисунка
следует, что кремнистые латуни, содержащие
3 % Si и до 20 % Zn, обладают высокими проч-
ностными свойствами и весьма пластичны при
комнатной температуре даже в литом состоя-
нии. При большом содержании цинка характе-
ристики пластичности (5, ц/) резко понижаются
из-за появления в структуре сплавов хрупких
интерметаллидных фаз.
Таким образом, кремнистые латуни с вы-
соким содержанием кремния (выше 4 %) и
цинка (выше 20 %) отличаются повышенной
твердостью и малой пластичностью, поэтому
для обработки давлением эти сплавы не при-
меняются.
Рис. 2.11. Влияние содержания цинка
на механические свойства кремнистых латуней
с постоянным содержанием кремния 3 %.
Исходный материал - сплавы, отлитые в кокиль [92]
СПЕЦИАЛЬНЫЕ ЛАТУНИ
75
Рис. 2.12. Изотерм и чески е разрезы диаграммы состояния системы Cu-Zn-Ni при 775 °C (я) и 20 °C (б) |18|:
/ - ЛН65-5
В России наиболее широкое применение
нашла кремнистая латунь марки ЛК8О-3. На
диаграмме состояния Cu-Zn-Si сплав находит-
ся в области первичной кристаллизации
и-твердого раствора, в момент окончания кри-
сталлизации он имеет однофазную а-структу-
ру, сохраняющуюся при дальнейшем пониже-
нии температуры вплоть до комнатной. Со-
держание кремния 2,5...4,0% (см. табл. 2.7),
по-видимому, является предельным для сохра-
нения однофазной a-структуры в сплаве.
Латунь ЛК8О-3 отлично обрабатывается
давлением в горячем и холодном состоянии,
хорошо сваривается и паяется. Добавка крем-
ния улучшает технологические характеристики
при литье и антифрикционные свойства этого
сплава.
2.3.5. Никелевые латуни
Никель является важным легирующим
пементом специальных латуней. Под влияни-
ем никеля повышаются механические свойства
и коррозионная стойкость латуней. Содержа-
щие никель латуни более стойки к обесцинко-
ванию и коррозионному растрескиванию. Ни-
кель в отличие от других легирующих элемен-
тов (кремния, алюминия, олова) имеет отрица-
тельный коэффициент Гийе (- 1,4), увеличива-
ем растворимость цинка в меди в твердом со-
стоянии и расширяет область существования
/.-твердого раствора в тройной системе Cu -Zn-
Ni (рис. 2.12). Поэтому введение добавки нике-
1Я в некоторые двухфазные а+0-латуни позво-
ляют перевести их в однофазные а-сплавы.
Улучшению свойств специальных лату-
ней способствует комплексное легирование их
никелем совместно с другими элементами
(ЛАН59-3-2, ЛАНКМц75-2-2,5-0,5-0,5). Од-
нако в промышленности применяются и трех-
компонентный сплав системы Си Zn-Ni - ла-
тунь ЛН65-5. Из диаграммы состояния Cu-Zn-
Ni следует, что латунь имеет однофазную
a-структуру. Латунь ЛН65-5 отличается по-
вышенными механическими и технологиче-
скими свойствами, коррозионно-стойка, хоро-
шо обрабатывается давлением в горячем и хо-
лодном состоянии. Из этого сплава изготовля-
ют листы, полосы, пругки, трубы и проволоку
различных размеров, из которых в дальнейшем
изготовляют манометрические трубки, изделия
в морском судост роении и различные детали в
других областях промышленности.
2.3.6. Марганцевые латуни
Марганцевые латуни широко применяют-
ся в промышленности, особенно когда в их
состав совместно с марганцем вводят железо и
алюминий (ЛМцА57-3 -1, ЛЖМц59-1- 1). Мар-
ганец повышает коррозионную стойкость ла-
туней в морской воде, в среде хлоридов и в
перегретом паре. Поэтому наибольшее приме-
нение эти сплавы нашли в судостроительной
промышленности.
В медно-цинковых сплавах марганец рас-
творяется в а- и 0-фазах и мало влияет на по-
ложение границ двухфазной области а+0 в
тройной системе Cu-Zn-Mn (см. рис. 2.5).
Латуни ЛМц58-2 и ЛМцА57-3-1 отли-
чаются повышенной прочностью, высокой кор-
розионной стойкостью в морской воде, пере-
гретом паре и некоторых агрессивных средах.
Как следует из диаграммы состояния системы
Cu-Zn-Mn, обе латуни относятся числу двух-
фазных а+0-сплавов. Они хорошо обрабаты-
76
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Рис. 2.13. Изотермические разрезы диаграммы состояния системы Cu-Zn-Mn при 800 °C (я)
и 400 °C (б) [25,44,69|:
/ - ЛМц58-2
ваются давлением в горячем и удовлетвори-
тельно в холодном состоянии. Высокие дефор-
мационные возможности этих сплавов связаны
с тем, что горячая обработка давлением осуще-
ствляется с нагревом в однофазную область
существования P-фазы. Для латуни ЛМц58-2
об этом свидетельствует изотермический раз-
рез диаграммы состояния системы Cu-Zn-Mn
при 800 °C (рис. 2.13).
По фазовому составу и свойствам близка
к этим сплавам латунь ЛЖМц59-1-1, легиро-
ванная железом и марганцем. Она также отли-
чается повышенной прочностью и высокой
коррозионной стойкостью в обычных условиях
и в морской воде, пластична при высоких тем-
пературах и хорошо деформируется в горячем
состоянии. Латунь ЛЖМц59-1-1 относится к
двухфазным а+Р-сплавам. Благодаря присут-
ствию добавки железа в структуре этой латуни
имеются дисперсные частицы железистой со-
ставляющей yFe, которые повышают темпера-
туру рекристаллизации, измельчают зерно и
повышают антифрикционные свойства.
Железосодержащие латуни широко при-
меняются в промышленности благодаря тому,
что добавка железа улучшает механические
свойства и технологические характеристики
латуней. Однако медно-цинковые сплавы, ле-
гированные только железом, не нашли приме-
нения в промышленности, поскольку ком-
плекснолегированные железосодержащие ла-
туни (смешанные латуни) превосходят по
свойствам трехкомпонентные сплавы системы
Cu-Zn-Fe. Например, железосвинцовая латунь
ЛЖС58-1-1 по своей структуре должна отно-
ситься к двухфазным а+Р-сплавам. Благодаря
железу и присутствию железистой составляю-
щей в структуре, она превосходит по механи-
ческим и технологическим свойствам двойную
латунь с близким содержанием цинка (типа
Л60). Наконец, добавка свинца (~ 1 %), кото-
рый не растворяется ни в а-, ни в p-фазах, а
образует самостоятельные включения, сущест-
венно улучшает антифрикционные свойства и
обрабатываемость резанием этой латуни. Такие
же закономерности прослеживаются и при
анализе свойств других железосодержащих
латуней.
3. БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
3.1. ОБЩИЕ СВЕДЕНИЯ
Бронзами называют двойные и много-
компонентные медные сплавы, в которых ос-
новными легирующими элементами являются
различные металлы, кроме цинка1. В особую
группу выделяют также медно-никелевые
сплавы.
Различают две группы бронз по химиче-
скому составу: оловянные, в которых преобла-
дающим легирующим элементом является оло-
во, и безоловянные: алюминиевые, бериллие-
вые, марганцовые, кремнистые и др. Особую
группу образуют низколегированные бронзы
высокой тепло- и электропроводности: хромо-
вые, циркониевые и др. Безоловянные бронзы
по своим свойствам не уступают, а по некото-
рым превосходят оловянные бронзы, и поэтому
широко применяются в машиностроении и
других отраслях промышленности.
По технологии производства бронзы де-
лят на деформируемые и литейные.
В России принята буквенно-цифровая
маркировка бронз, в которой буквы обознача-
ют основные легирующие элементы сплава,
цифра - их среднее содержание в процентах.
Марка сплава начинается буквами «Бр» -
бронза. В бронзах каждый легирующий эле-
мент имеет свое условное обозначение: А -
алюминий, О - олово, Н - никель, Б - берил-
лий, Ф - фосфор, Ц - цинк, X - хром, Цр - цир-
коний, Ср - серебро, Кд - кадмий, К - крем-
ний, С - свинец, Ж - железо, Су - сурьма, Т -
1 Цинк вводят в качестве легирующего элемен-
та в некоторые марки оловянных бронз, но его со-
держание меньше, чем в латунях, и не превышает
5 %.
титан, Мг - магний, Ко - кобальт, Мц - марга-
нец.
В деформируемых и литейных бронзах
порядок букв и цифр различен. В марках де-
формируемых бронз цифры после букв, запи-
санные через тире, указывают среднее содер-
жание легирующих элементов. Так, например,
деформируемая бронза БрАЖН 10-4-4 легиро-
вана 10 % А1, 4 % Fe и 4 % Ni; медь - основа.
В литейных бронзах, как и в литейных латунях,
содержание легирующих элементов указывает-
ся после каждой буквы, отвечающей этому
элементу: БрО4Ц4С17, что соответствует со-
ставу 4 % Sn; 4 % Zn; 17 % Pb, медь - основа.
Если одна и та же бронза используется в де-
формируемом и литейном вариантах, то в кон-
це марки литейной бронзы ставиться буква
«Л»: БрА10Ж4Н4Л.
В США используется Универсальная сис-
тема нумерации металлов и сплавов (Unified
Numbering System for Metals and Alloys - UNS).
В этой системе обозначение медных сплавов
начинается с буквы «С» (copper), затем следует
пятизначный номер, определяющий марку
сплава. Сплавы с номером меньше 80000 -
обрабатываемые давлением, сплавы с ббльши-
ми номерами - литейные. Например, сплав
С51100 - это деформируемый медный сплав
(бронза), а С83800 - литейный. Химический
состав и принадлежность к определенной
группе медных сплавов (латуни, бронзы) эта
маркировка не раскрывает.
Бронзы используют для изготовления ар-
матуры, различных шестерен, втулок, баков,
теплообменников, пружинящих деталей при-
боров, электродов сварочных машин и других
деталей машин и механизмов.
78
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Бронзы по сравнению с латунью облада-
ют более высокой прочностью, коррозионной
стойкостью и антифрикционными свойствами.
Они достаточно коррозионно-стойки в морской
воде, в растворах большинства органических
кислот, углекислых растворах.
Свойства бронз определяются содержа-
нием в них легирующих элементов. Бронзы, в
которых легирующие элементы в основном
входят в твердый раствор, упрочняются пла-
стической деформацией до полутвердого,
твердого, особо твердого состояния. Бронзы,
содержащие хром, цирконий и некоторые дру-
гие элементы с переменной растворимостью в
a-твердом растворе, упрочняются путем закал-
ки и последующего дисперсионного твердения.
К классу термически упрочняемых сплавов
относится также алюминиевая бронза
БрАЖН 10-4-4. Однако возможность упрочне-
ния этого сплава при термической обработке
связана с мартенситным превращением. Такая
термическая обработка в производственных
условиях на заводах по обработке цветных
металлов трудно осуществима и практически
не применяется.
Деформируемые бронзы весьма разнооб-
разны по химическому составу. При изготов-
лении из них полуфабрикатов и изделий ис-
пользуются различные виды обработки давле-
нием (прокатка, прессование, ковка, штампов-
ка, волочение). Различают обрабатываемые
давлением оловянные, бериллиевые и другие
бронзы.
3.2. ОЛОВЯННЫЕ БРОНЗЫ
Оловянными бронзами называются мед-
ные сплавы с оловом, а также более сложные
по составу меднооловянные сплавы с добавка-
ми фосфора, цинка, свинца, никеля и др. эле-
ментов. В России применяются девять марок
стандартных деформируемых оловянных бронз
(табл. 3.1 и 3.2), содержащих 2...8 % олова и
добавки фосфора, цинка и свинца. В США
3.1. Марки оловянных бронз, обрабатываемых давлением, по национальным стандартам
Россия США Германия Япония
ГОСТ 5017-74 ASTM DIN JIS
В103, В122, 17662 H3110
В139, В740 17664 H3130
Оловянно-фосфористые бронзы
БрОФ2-0,25 — — -
БрОФ4-0,25 С51100* CuSn4 (2.1016) C5110
— С51000 — —
БрОФ6,5-0,15 — CuSn6 (2.1020) C5191
— С53200 — —
БрОФб, 5-0,4 — — —
БрОФ7-0,2 С52100 CuSn8 (2.1030) C5210
БрОФ8,0-0,3 — CuSn8 (2.1030) C5212
- С52400 — -
Оловянно-цинковые бронзы
БрОЦ4-3 - — -
- — CuSn6Zn6 (2.1080) —
Оловянно-цинко-свинцовые бронзы
БрОЦС4-4-0.25 C54400 — -
Оловянно- никелевые бронзы
— С72500 CuNi9Sn2 (2.0875) —
— С72650 — —
— С72700 — —
- С72900 - -
* В стандартах США оловянные бронзы, легированные фосфором, называют фосфористыми бронзами.
3.2. Химический состав (%, остальное Си) и назначение оловянных бронз, обрабатываемых давлением (ГОСТ 5017-74 в ред. 1979 г.)
Марка Основные компоненты Примеси, не более Полуфабрикагы и область применения
Sn Р Zn Pb
БрОФ2-0,25 1,0...2,5 0,02...0,3 — — 0,3Zn; 0,03Pb; Е0,3 Листы, лента, проволока, ленты для гибких шлан- гов, токопроводящие детали, винты, присадочный материал для сварки
БрОФ4-0,25 3,5-4,0 0,20-0,3 — 0,02Pb; 0,02Fc; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; E0,l Полосы, листы, трубки в аппаратостроении и для контрольно-измерительных приборов, трубки манометров
БрОФ6,5-0,15 6,0-7,0 0,10-0,25 — — 0,02Pb; 0,05Fc; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; E0,l Листы, полосы, прутки, мембраны, пружинные контакты, подшипниковые детали, трубы загото- вок для биметаллических сталебронзовых втулок
БрОФ7-0,2 7,0...8,0 0,10-0,25 — — 0,02Pb; 0,05Fc; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; E0,l Прутки для различного назначения, детали, рабо- тающие на трение при средних нагрузках и скоро- стях скольжения, шайбы антифрикционного на- значения, шестерни, зубчатые колеса
БрОФ8,0-0,3 7,5-8,5 0,26..0,35 0,10...0,20Ni — 0,02Pb; 0,02Fe; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; E0,l Проволока для сеток в целлюлозно-бумажной промышленности, пояски поршневых колец
БрОФб,5-0,4 6,0...7,0 0,26...0,40 0,10...0,20Ni — 0,02Pb; 0,02Fe; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; 0,03Zn; E0,l Проволока для сеток в целлюлозно-бумажной промышленности, а также для пружин, ленты, полосы, применяемые в машиностроении
БрОЦ4-3 3,5-4,0 — 2,7-3,3 — 0,02Pb; 0,05Fc; 0,002Sb; 0,002Bi; 0,002AI; 0,002Si; 0,03P; E 0,2 Лента, полосы, прутки, проволока для пружин и аппаратуры химической промышленности, кон- такты штепсельных разъемов
БрОЦС4 4-2,5 3,0-5,0 — 3,0...5,0 1,5-3,5 0,03P; 0,05Fe; 0,002Sb; 0,002Bi; 0,002Al; E 0,2 Ленты и полосы для прокладок во втулках и под- шипниках
БрОЦС4 4-4 3,0-5,0 — 3,0...5,0 3,5-4,5 0,03P; 0,05Fe; 0,002Sb; 0,002Bi; 0,002AI; E 0,2 Ленты и полосы для прокладок во втулках и под- шипниках, диски, прокладки для автомобилей и тракторов
Примечание: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2. В бронзах БрОФ2-0,25; БрОФ4-0,25; БрОФб,5-0,15; БрОФ7-0,2 допускается до 0,3 % Zn и до 0,2 % Ni за счет содержания меди.
3. Содержания примеси серы и магния допускается не более 0,002% каждой.
ОЛОВЯННЫЕ БРОНЗЫ
3.3. Химический состав (%, остальное Си) и назначение оловянных бронз, обрабатываемых давлением,
по стандартам ASTM (США)
Марка Основные компоненты Примеси, не более Полуфабрикаты и области применения
Sn Р Zn Pb Ni
С50500 1,0... 1,7 0,03...0,35 <0,3 <0,05 - 0,10 Fe Листы, ленты
С51000 4,2...5,8 0,03...0,35 <0,3 <0,05 <0,3 0,05 Fe; 0,002 Sb; 0,002Bi; 0,002 Si; 0,002 Al; E 0,1 Прутки, стержни, профили, листы и полосы
С51100 3,5...4,9 0,03-0.35 — <0,02 — 0,02 Fe; 0,002 Sb; 0,002Bi; 0,002 Si; 0,002 Al; £ 0,1 Прутки, стержни, профили, плиты, листы и полосы
С52400 9,0... 11,0 0,03...0.35 <0,20 <0,05 - 0,10 Fe Прутки, полосы
С52100 7,0...9,0 0,03...0,35 <0,20 <0,05 - 0,10 Fe Прутки, стержни, профили, листы и полосы для пружин
С53200 4,0-5,5 0,01-0,35 <0,20 2,5-4,0 - 0,10 Fe Прутки, стержни, профили, плиты, листы и полосы
С54400 3.5...4,5 0,01...0,50 1,5-4,5 3,4-4,5 - 0,10 Fe
С72500 1,8...2,8 - <0,5 <0,05 8,5-10,5 0,6 Fe; 0,2 Mn Пластины, листы, полосы, прутки
С72650 4,5...5,5 - <0,2 <0,01 7,0...8,0 0,50 Fe; 0,1 OMn Ленты
С72700 5,5...6,5 - <0,5 <0,02 8,5-9,5 0,50 Fe, 0,30 Mn; 0,10 Mb; 0,15 Mg
С72900 7,5...8,5 - - <0,02 14,5-15,5 0,50 Fe; 0,30 Mn; 0,10 Mb; 0,15 Mg
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ОЛОВЯННЫЕ БРОНЗЫ
81
применяется значительно большее количество
марок деформируемых оловянных бронз (табл.
3.3). От отечественных сплавов они отличают-
ся в основном большим диапазоном по содер-
жанию олова (1...10 %); имеется также не-
сколько марок оловянно-никелевых бронз
(С72500, С72650, С72700, С72900) с высоким
содержанием никеля.
Фазовый состав и структура оловян-
ных бронз определяется диаграммой состояния
Cu-Sn (рис. 3.1), а также трехкомпонентными
диаграммами состояния Cu-Sn-P (рис. 3.2),
Cu-Sn-Zn (рис. 3.3) и Cu-Sn-Ni (рис. 3.4). На
основе меди образуется a-твердый раствор с
большой областью гомогенности (см. рис. 3.1).
Растворимость олова в меди существенно из-
меняется с понижением температуры и имеет
ретроградный характер: при температуре пери-
тектического равновесия 799 °C она составляет
13,5 % Sn и с понижением температуры не-
сколько увеличивается, достигая предельных
значений (15,8 % Sn) при температуре 586 °C
эвтектоидного распада P-фазы. При дальней-
шем понижении температуры, начиная с
528 °C она резко понижается и при 200 °C со-
ставляет ~ 1,3%.
В равновесии с a-твердым раствором в
зависимости от температуры находятся проме-
жуточные фазы - Р, у, 8 и е. Это электронные
соединения с различной электронной концен-
трацией: для фазы Р, состав которой условно
описывается формулой Cu5Sn, она составляет
3/2, для фаз у и 8 - 21/13 и для фазы е - 7/4.
Фазы Р и у является высокотемпературными.
При охлаждении P-фаза претерпевает эвтекто-
идный распад Р —> а + у при температуре
586 °C, а эвтектоидный распад у-фазы
у —> а +8 происходит при 520 °C. Характерная
особенность системы Cu-Sn заключается в
том, что эвтектоидный распад высокотемпера-
турных р- и у-фаз (см. рис. 3.1) происходит с
Рис. 3.1. Диаграмма состояния системы Cu-Sn |142|
82
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Рис. 3.3. Изотермический разрез диаграммы
состояния системы Cu-Sn-Zn при 500 °C 118,25]:
/ - БрОЦ4-3
Рис. 3.4. Изотермический разрез диаграммы
состояния системы Cu-Sn-Ni при 520 °C (25,126]
очень высокой скоростью и обычно не фикси-
руется в структуре сплавов при нормальной
температуре.
Эвтектоидное превращение 5 —> а + е при
350 °C. напротив, протекает очень медленно и
фаза 5 (Cu3|Sn8) сохраняется до нормальной
температуры даже при очень медленном охла-
ждении. Эвтектоидный распад 5 —> а + е раз-
вивается с настолько малой скоростью, что
Е-фазу не удается зафиксировать при 20 °C в
деформированных на 70...80 % образцах спла-
вов, содержащих до 20 % Sn, после длительно-
го отжига при температуре 350 °C. Таким обра-
зом, в сплавах с пониженным содержанием
олова, например БрОФ2-0,25, БрОФ4-0,25 и
БрОЦ4-3, после деформации и отжига струк-
тура состоит из однородных кристаллов а-твер-
дого раствора. В сплавах с повышенным со-
держанием олова (БрОФ8-0,3) в литом состоя-
нии структура состоит из кристаллов а-твер-
дого раствора с включением эвтектоида (а + 5).
Высокотемпературная фаза Р пластична,
поэтому при определенных условиях сплавы,
содержащие до 20 % Sn, поддаются горячей
прокатке, в то время как при пластической
деформации в холодном состоянии бронзы с
очень высоким содержанием олова (~ 15...
20 %) весьма хрупки. Главная причина повы-
ОЛОВЯННЫЕ БРОНЗЫ
83
шенной хрупкости этих сплавов - наличие в
структуре большого количества эвтектоида
(а + б).
Механические свойства двойных оло-
вянных бронз достаточны высоки. С увеличе-
нием содержания олова возрастает прочность и
твердость сплавов. Но при этом понижается
пластичность и ударная вязкость (рис. 3.5).
Максимальные значения временного сопро-
тивления достигаются при 10... 12 % Sn, а зна-
чения твердости и предела текучести/ продол-
жают увеличиваться и при большем содержа-
нии олова, однако при этом значения относи-
тельного удлинения и ударной вязкости сни-
жаются до значений, неприемлемых для ис-
пользования бронзы в качестве материала для
обработки давлением. Поэтому для обработки
давлением применяют оловянные бронзы с
содержанием до 8... 10 % Sn (см. табл. 3.2, 3.3).
Для улучшения свойств в эти сплавы вводят
добавки фосфора, цинка или свинца.
Легирующие элементы и характери-
стика промышленных марок многокомпо-
нентных бронз. Деформируемые оловянные
бронзы можно разделить на сплавы, легиро-
ванные оловом и фосфором, и сплавы, не со-
держащие фосфора (см. табл. 3.1 и 3.2). Одним
из наиболее важных легирующих элементов
оловянных бронз является фосфор. В процессе
плавки оловянные бронзы раскисляют фосфо-
ром, поэтому большинство двойных сплавов
системы Cu-Sn содержит остаточное количест-
во фосфора. Фосфор считается легирующим
элементом, если его содержание в оловянной
бронзе превышает 0,1 %.
Растворимость фосфора в твердой меди
достаточно высока, она составляет 1,7 % (по
массе) при эвтектической температуре 714 °C, а
при температуре 300 °C понижается до 0,6 %.
Фосфор при взаимодействии с медью образует
твердое химическое соединение Си3Р (14 % Р),
которое при температуре 714 °C с а-твердым
раствором на основе меди образует эвтектику
по реакции L —> а + Си3Р, содержащую 8,3 % Р.
Легирование оловянных бронз фосфором
преследует несколько целей. Во-первых, он
раскисляет медь и уменьшает содержание во-
дорода. В нераскисленных оловянных бронзах
кислород может присутствовать в виде очень
твердого и хрупкого соединения SnO2, резко
снижающего технологические и эксплуатаци-
онные свойства оловянных бронз. Во-вторых,
фосфор повышает прочностные свойства. В
бронзах с небольшим количеством олова он
Рис. 3.5. Влияние содержания олова
на механические свойства литых оловянных
броиз (92]
повышает сопротивление износу из-за появле-
ния в структуре твердых дисперсных частичек
фосфида меди Си3Р. Однако фосфор ухудшает
технологическую пластичность оловянных
бронз, поэтому в деформируемых сплавах его
содержание должно быть строго регламенти-
ровано [92].
При выборе оптимального содержания
фосфора в бронзах следует ориентироваться не
на двойную систему Си-Р, а на трехкомпо-
нентную диаграмму состояния системы
Cu-Sn-P, так как олово существенно изменяет
растворимость фосфора в медном твердом рас-
творе. Из диаграммы состояния системы
Cu-Sn-P (см. рис. 3.2) следует, что олово
уменьшает растворимость фосфора в меди: уже
при 5 % Sn в бронзах предельная раствори-
мость фосфора в a-твердом растворе составля-
ет -0,8%, а при 10 % Sn она понижается до
0,4...0,5 %, в то время как в двойной системе
Си-Р предельная растворимость фосфора в
a-твердом растворе составляет 1,7 %. Поэтому
в оловянных бронзах фосфидная фаза Си3Р
появляется в структуре при значительно мень-
ших концентрациях фосфора, чем в двойных
сплавах системы Си-Р.
Кроме того, олово снижает температуру
плавления двойной эвтектики (а + Си3Р): если
в двойной системе Си-Р она равна 714 °C, то в
сплавах с 5 и 10 % Sn она значительно ниже
700 °C (см. рис. 3.2). Это существенно затруд-
няет горячую деформацию сплавов. Оловянные
84
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
бронзы при содержании фосфора 0,5 % и более
легко разрушаются при горячем деформирова-
нии из-за расплавления фосфидной эвтектики
(а + Си3Р). поэтому максимальное содержание
фосфора в оловянных бронзах, обрабатывае-
мых давлением, составляет 0,4 % (см. табл. 3.2,
3.3). При таком содержании фосфора деформи-
руемые оловянные бронзы обладают опти-
мальными механическими свойствами, имеют
повышенные значения модуля нормальной
упругости и предела упругости, а также высо-
кий предел выносливости.
Для повышения прочностных свойств
оловянные бронзы, не содержащие фосфора,
легируют цинком в больших количествах, но в
пределах его растворимости в a-фазе. Легиро-
вание бронз цинком также целесообразно по-
тому, что он дешевле не только олова, но и
меди. Оловянно-цинковая бронза БрОЦ4-3 по
структуре даже в литом состоянии представля-
ет собой a-твердый раствор, что следует из
анализа диаграммы состояния системы
Cu-Sn-Zn (см. рис. 3.3).
В оловянные бронзы этой группы цинк
часто вводят совместно со свинцом (см. табл.
3.2). Свинец практически нерастворим в оло-
вянных бронзах в твердом состоянии. При за-
твердевании сплава он выделяется как само-
стоятельная фаза, располагаясь между ветвями
дендритов в виде темных включений. Поэтому
фазовый состав и структуру оловянно-цин-
ково-свинцовых бронз БрОЦ4-4-2,5 и
БрОЦС4-4^1 можно обосновать с помощью
диаграммы состояния Cu-Sn-Zn (см. рис. 3.3),
т.е. без учета содержания свинца, который
практически нерастворим в твердом растворе:
структура этих бронз состоит из кристаллов
a-твердого раствора и включений свинца. Сви-
нец улучшает антифрикционные свойства и
резко повышает обрабатываемость резанием
оловянных бронз, однако механические свой-
ства при этом заметно понижаются.
Из сплавов этой группы наилучшую об-
рабатываемое! ь давлением имеет бронза
БрОЦ4-3. Она удовлетворительно обрабатыва-
ется давлением как в горячем, так и в холодном
состоянии. Бронза БрОЦ4-3 отличается хоро-
шими механическими и коррозионными свой-
ствами, она применяется в электротехнической
промышленности, машиностроении, приборо-
строении и точной механике для изготовления
плоских и круглых пружин, арматуры и других
деталей.
Бронзы БрОЦС4-4-2,5 и БрОЦС4-4-4,
содержащие свинец, обрабатываются давлени-
ем только в холодном состоянии, поскольку из-
за присутствия в структуре этих сплавов лег-
коплавкой эвтектики, состоящей практически
из чистого свинца, горячая обработка давлени-
ем невозможна. Эти бронзы имеют высокие
антифрикционные свойства, коррозионно-стой-
ки, хорошо обрабатываются резанием. Из них
изготовляют ленты и полосы, кроме того, их
применяют в качестве прокладок в подшипни-
ках и втулках в различных отраслях машино-
строения.
Важным легирующим элементом в оло-
вянных бронзах является никель. Он повышает
прочностные свойства, пластичность и дефор-
мируемость двойных оловянных бронз, повы-
шает их коррозионную стойкость, измельчает
зерно. По данным А.М. Захарова (см. рис. 3.4),
в равновесии с a-твердым раствором могут
находиться две промежуточные интерметал-
лидные фазы Ni3Sn2 и Ni3Sn.2 Эти фазы имеют
переменную, резко уменьшающуюся с пони-
жением температуры растворимость в а-твер-
дом растворе. Поэтому оловянные бронзы с
никелем термически упрочняются закалкой и
старением.
В промышленности США применяются
несколько марок деформируемых оловянных
бронз с высоким содержанием никеля (С72500,
С72650, С72700, С72900). Сообщается, что на
лентах оловянно-никелевой бронзы С72500
путем особой термомеханической обработки
может быть достигнута прочность ов = 690...
860 МПа. В промышленности России деформи-
руемые оловянно-никелевые бронзы пока при-
менения не нашли, существуют лишь литейные
оловянные бронзы, легированные никелем.
Высокие механические, физические и ан-
тифрикционные свойства в сочетании с удов-
летворительной электропроводностью, а также
высокая коррозионная стойкость делают в ряде
случаев оловянные бронзы незаменимым мате-
риалом для изготовления пружин и пружиня-
щих деталей в машиностроении, точной меха-
нике, авиационной промышленности, химиче-
ском машиностроении, целлюлозно-бумажной
промышленности. Наиболее высокие упругие
свойства имеют оловянные бронзы, дополни-
тельно легированные фосфором [92].
2 По данным других исследователей, в системе
Cu-Sn-Ni в равновесии с a-твердым раствором мо-
жет находиться тройная никельсодержащая интерме-
таллидная фаза 6 (NijCujSih) [39].
ОЛОВЯННЫЕ БРОНЗЫ
85
Оловянно-фосфористые бронзы
БрОФ6,5-0,15, БрОФб,5-0,4, БрОФ7-0,2 и
БрОФ8-0,30 близки друг к другу по химиче-
скому составу и свойствам, а поэтому отнесены
к одной группе сплавов. Эти бронзы отличают-
ся высокими механическими, коррозионными и
антифрикционными свойствами. Бронза
БрОФ6,5-0,15 обладает после деформации
высокой прочностью и упругостью и применя-
ется для изготовления пружинящих деталей
приборов.
Бронза БРОФ6,5-0,4 применяется глав-
ным образом для изготовления сеток в целлю-
лозно-бумажной промышленности. По износо-
стойкости для этих целей она является одним
из лучших сплавов.
Бронза БрОФ7-0,2 имеет высокие меха-
нические свойства при нормальной и повы-
шенных температурах. Она выпускается в виде
прессованных прутков, так как повышенное
содержание олова затрудняет обработку давле-
нием. Износостойкость бронзы можно повы-
сить холодной деформацией.
Бронза БрОФ8-0,3 содержит больше оло-
ва, чем бронза БрОФ7-0,2, и по совокупности
прочностных свойств и износостойкости пре-
восходит ее.
Наиболее существенным показателем де-
формируемых оловянных бронз является высо-
кое сопротивление усталости в коррозионных
средах, которое растет при увеличении содер-
жания олова до 4 %, а далее увеличивается в
меньшей степени [92]. Деформируемые оло-
вянные бронзы уступают по усталостным ха-
рактеристикам только бериллиевой бронзе.
Термическая обработка. Основные виды
термической обработки оловянных бронз: го-
могенизационный, промежуточный и оконча-
тельный отжиг. Основная цель этих операций -
облегчение обработки давлением и повышение
пластичности. Режимы горячей деформации и
температуры отжига деформируемых оловян-
ных бронз приведены в табл. 3.4.
Оловянные бронзы являются основными
и практически единственными сплавами меди,
хоторые нуждаются в проведении гомогениза-
аионного отжига. В латунях, алюминиевых
бронзах и большинстве других медных сплавов
зри формировании слитков из-за небольшого
интервала кристаллизации ликвационные яв-
ления развиваются незначительно, и поэтому
нагрев слитков под горячую деформацию дос-
таточен для их гомогенизации. В сплавах сис-
темы Cu-Sn из-за большого интервала кри-
сталлизации (см. рис. 3.1) составы жидкой и
твердой фаз сильно отличаются друг от друга,
что способствует дендритной ликвации. По-
следующий нагрев слитков под горячую обра-
ботку давлением и пластическая деформация
не могут полностью устранить химическую
неоднородность твердого раствора в оловян-
ных бронзах, вызванную неравновесной кри-
сталлизацией.
В результате гомогенизационного отжига
оловянных бронз повышается однородность
структуры, растворяются в твердом растворе
неравновесные интерметаллидные фазы, вы-
равнивается химический состав по сечению
кристаллитов в слитке. Поэтому гомогенизаци-
онный отжиг - одно из условий получения
качественных деформированных полуфабрика-
тов из оловянных бронз [31].
Так, например, после деформации с пред-
варительным гомогенизационным отжигом
относительное удлинение прутков диаметром
18 мм из бронзы БрОФ7Ч),2 удалось увеличить
в 3...3,5 раза при некотором снижении прочно-
сти и твердости по сравнению со свойствами
прутков, не подвергавшихся отжигу (рис. 3.6).
Гомогенизационный отжиг слитков из оловян-
ных бронз проводят при 700...750 °C с после-
дующим быстрым охлаждением. Температура
и время отжига должны быть достаточными
для устранения последствий ликвации. Проме-
жуточный отжиг при холодной обработке дав-
лением проводят при температурах 500...
650 °C. При этом полностью устраняется на-
клеп, вызванный холодной пластической де-
формацией оловянных бронз (рис. 3.7, 3.8).
Коррозионные свойства. Оловянные
бронзы обладают хорошей коррозионной стой-
костью в атмосферных условиях. В сельской
местности, в промышленных районах городов,
в условиях морского климата скорость корро-
зии бронз, содержащих 5...8 % Sn, не превы-
шает 0,002 мм/год. В морской воде оловянные
бронзы более коррозионностойки, чем медь и
латуни, причем стойкость бронз в морской
воде повышается с увеличением содержания
олова. Никель также повышает коррозионную
стойкость оловянных бронз в морской воде, а
свинец при высоком содержании - понижает.
Скорость коррозии (мм/год) в морской
воде некоторых литейных и деформируемых
оловянных бронз представлена ниже [92]:
00
3.4. Технологические свойства и режимы обработки оловянных бронз (47,92,104]
Марка Температура, °C Обрабаты- ваемость резанием, %*2 Жидкотеку- честь, м Линейная усадка, % Коэффициент трения
литья горячей обработки начала рек- ристаллиза- ции отжига отжига для уменьшения напряжений со смазкой без смазки
БрОФ4-0,25 1250...1300 700...850 350...360 600...650 250...260 20 - 1,4 - -
БрОФ6,5-0,15 1150... 1250 750...850 - 600...700 250...260 20 - - - -
БрОФ6,5-0,4 1150... 1250 750...770 350...360 600...700 250...260 20 1,17 1,45 0,01 0,12
БрОФ7-0,2 1170... 1250 750...800 - 600...720 250...280 16 - - - -
БрОФ8-0,3 1150... 1250 680...750 - 600...720 - - - - - -
БрОЦ4-3 1200... 1250 750...850 400 600...700 250...260 20 0,20 1,45 - -
БрОЦС4—4-2,5*' 1150... 1200 - 400 500...600 250...260 90 0,20 1,49 0,016 0,26
БрОЦС4—4-4 1150... 1200 - - 600...700 - 90 0,25 - 0,016 0,26
*' Обрабатывается давлением только в холодном состоянии с деформацией 30 %.
*2 В % по отношению к обрабатываемости латуни ЛС63-3.
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
АЛЮМИНИЕВЫЕ БРОНЗЫ
87
БрОЮФ1 .. 0,016 БрОФ6,5-4 0,04
БрОЮЦ2 .. 0,018 БрОФ4-0,25 0,03
БрОбЦЗНб ... 0,005 БрОЦ4-3 0,022
БрОбЦбСЗ ... 0,028 БрОЦС4-4-2,5.... 0,028
Рис. 3.6. Изменение механических свойств
бронзы БрОФ7-0,2 в зависимости
от продолжительности гомогонизационного
отжига при температурах, °C? |311:
1 - 650; 2 - 700; 3 - 750 и 4-800
Степень деформации, %
Рис. 3.7. Влияние степени холодной пластической
деформации на механические свойства бронзы
БрОФ6,5-0,4 (исходный материал - прутки мягкие,
диаметром 4 мм) [92]
Температура отжига, °C
Рнс. 3.8. Влияние температуры отжига
на механические свойства бронзы БрОФ6,5-0,4
(продолжительность отжига 1 ч; исходный материал -
прутки твердые, диаметром 4 мм) [92]
Оловянные бронзы имеют удовлетвори-
тельную устойчивость против коррозии в ат-
мосфере перегретого пара при температуре
250 °C и давлении не выше 2,0 МПа, сухих
газов: хлора, брома, фтора и их водородных
соединений, а также окиси углерода, кислорода
и четыреххлористого углерода.
Оловянные бронзы неустойчивы в среде
минеральных кислот, щелочей, аммиака, циа-
нидов, железистых и сернистых соединений
кислых рудничных вод. Из минеральных ки-
слот особенно сильно действуют соляная и
азотные кислоты, серная в этом отношении
является менее агрессивной. Однако скорость
коррозии оловянных бронз под действием сер-
ной кислоты увеличивается в присутствии
окислителей (K2Cr2O7, Fe2(SO4)3 и др.). В при-
сутствии замедлителей, например, 0,05% бен-
зиотиоцианита, скорость коррозии оловянных
бронз уменьшается в 10... 15 раз [92].
В условиях электрохимической коррозии
в паре с другими медными сплавами или менее
благородными металлами (латунь, железо,
алюминий, цинк) скорость коррозии оловян-
ных бронз не увеличивается, так как эти мате-
риалы являются протекторами по отношению к
бронзе и коррозионное разрушение их идет с
большой скоростью.
Основные сведения о физических, меха-
нических и технологических свойствах дефор-
мируемых оловянных бронз приведены в табл.
3.4...3.7.
3.3. АЛЮМИНИЕВЫЕ БРОНЗЫ
Алюминиевые бронзы - это сплавы на
основе меди, в которых главным легирующим
элементом является алюминий. Эти сплавы
отличаются высокими механическими свойст-
вами, коррозионной стойкостью и антифрик-
ционными свойствами. Во многих случаях они
являются полноправными заменителями дефи-
цитных оловянных бронз и других сплавов.
В промышленности применяются двух- и мно-
гокомпонентные сплавы (табл. 3.8). Особенно
эффективно применение многокомпонентных
алюминиевых бронз, легированных никелем,
железом и марганцем (табл. 3.9).
88
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
3.5. Физические свойства оловянных бронз, обрабатываемых давлением [47,92,104]
Марка 7к„ °C у, кг/мм1 р, мкОм м X, Вт/(м К) ср, Дж/(м К) а ! О6, К’1
Бр()Ф4-0,25 1080 8900 0,091 83,6 - 17,6
БрОФ6,5-0,15 995 8850 0,123 71,0 377 17,8
БрОФб,5-0,4 955 8850 0,176 67,0 377 17,1
БрОФ7-0,2 950 8750 0,17 65,8 377 17,0
БрОФ8-0,3 880 8700 0,175 63 377 17,0
БрОЦ4-3 1045 8800 0,087 83,5 - 18,0
БрОЦС4—4-2,5 1018 8900 0,09 70,7 377 18,2
БрОЦС4-4-4 1015 9100 0,11 67 - 18,1
3.6. Типичные механические свойства оловянных бронз,
обрабатываемых давлением
Марка Состояние материала ов, МПа <Т<>2, МПа* 8, % НВ (HV) Е, ГПа КСИ, МДж/м2 о_)^= 1Ю8 циклов, К,= 1), МПа
БрОФ4-0,25 Мягкое 330...380 125 40...58 55...70 100 0,7...0,8* —
Твердое 500... 700 540 6...10 160... 170 — —
БрОФ6,5-0,15 Мягкое 350 150 65 (70) ПО — 160
Твердое 630 540 12 (170) — 200
Особо твердое 750 680 3 (220) — 230
БрОФ6.5-0.4 Мягкое 300...450 160 60...70 70...90 120 0,6 -
Твердое 700...800 600 7...10 170...220 — —
БрОФ7-0,2 Мягкое 420 150 65 (95) 112 - 170
Твердое 650 560 И (196) — 200
Особо твердое 800 760 8,5 (225) — 210
БрОФ8-0.3 Мягкое 400...500 180 55...65 90... 100 118 -
Твердое 1000... 1200 — 1...2 180...240 —
БрОЦ4-3 Мягкое 300...400 85 35...45 50...70 124 0,40*
Твердое 500...650 520 3...6 150...170 — —
БрОЦС4-4-2,5 Мягкое 320 135 35...45 60 75 0,2...0,4
Полу- 400...500 280 20 120 - -
твердое Твердое 550...650 400 2...5 170 — —
БрО1 (С4-4-4 Мягкое 340 150 35 — 72
Полу- 400 - 10 75 -
твердое Твердое 550 — 1-2 — —
♦ Литая.
АЛЮМИНИЕВЫЕ БРОНЗЫ
89
3.7. Гарантируемые механические свойства важнейших полуфабрикатов
из оловянных бронз, обрабатываемых давлением
Марка Вид полуфабриката Состояние материала Размер, мм толщина (диаметр) Механические свойства
ов, МПа 6, % НВ
в преде лах или не м енее
БрОФ4-0,25 Трубки Мягкое (8...30) 295-375 40...58 54-69
Твердое 590-685 6...10 157...167
БрОФ6,5-0,15 Полосы, ленты Мягкое 290 35...38
Полутвердое 0,10...3,0 440-570 8...10
Твердое 570-740 3...5
Особо твердое 770 -
Прутки Тянутое (6...20) 420 15 —
(10...40) 450 15 130-200
Мягкое (5...20) 353 40 70
Полутвердое (5...20) 392 18 120
Твердое (5...20) 470 12 140
Особо твердое (5...20) 549 6 150
БрОФб, 5-0,4 Проволока Мягкое (0,5... 2,0) 300 40
Твердое (1,5...2,0) 850 0,5
(0,2... 1,2) 900 0,5
(0,115..0,49) 1000 1
Полосы,ленты Мягкое 0,1...10,0 295-440 60...70 69-82
Твердое 685-785 7...12 157-216
БрОФ7-0,2 Прутки Прессованное (40... 95) (100...110) 363 350 55 55 70
Прутки Тянутое (6...20) 420 15 -
Мягкое (16...40) 392 40 80
Полутвердое (16...40) 441 15 130
Твердое (16...40) 519 10 150
Особо твердое (16...40) 568 6 180
БрОФ8-0,3 Проволока Мягкое (О,1...1ОО) 390-490 55-65 90...100
Твердое 980-1180 1...2 180-235
БрОЦ4-3 Полосы, ленты Мягкое 290 35...38
Полутвердое 0,10-3,0 350-540 4-8
Твердое 540-690 2-4
Особо твердое 690 -
Прутки Прессованное (42... 120) 270 25
Тянутое (5...12) 430 10 -
(30...40) 310 16
БрОЦС4—4-2,5 Полосы, ленты Мягкое 0,3...3 294 35
Полутвердое 0,5...3 392-490 10 —
Твердое 0,5...3 539 5
БрОЦС4-4-4 Полосы, ленты Мягкое 315-335 30...40 60
Полутвердое 0,10...10 394 10 65-85
Твердое 490-590 1...2 -
90
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
3.8. Марки безоловянных бронз, обрабатываемых давлением, по национальным стандартам
Россия США Германия Япония
ГОСТ 4748-92; ASTM DIN JIS
ГОСТ 18175-78 В96; В465; В171; В124; В534; В283; 17665, H3100,
В169; В608; B4I2; В315; Bl 11; В469; В422;В150; В570; В747 17660 H3130
Алюминиевые бронзы
БрА5 С60600, С60800 CuA15 As (2.0918) -
БрА7 С61000 CuA18 (2.0920) -
БрАЖ9—4 С62300, С61900 CuA18Fe3 (2.0932) -
БрАМц9-2 - CuA19Mn2 (2.0960) -
БрАМц10-2 - - -
БрАЖМц 10-3-1,5 — CuA110Fe3Mn2 —
(2.0936)
БрАЖН 10-4-4 С63000 CuA110Ni5Fe4 —
(2.0966)
БрАЖПМц9-4-4-1 С63200 - C6301
Бериллиевые бронзы
БрБ2 С17200 СиВе2 (2.1447) С1720
БрБ2,5* - - -
БрБНТ1,7 - - -
БрБНТ1,9 - - -
БрБНТ1,9Мг* - - -
Кремниевые бронзы
БрКН1-3 С 0250 CuNi2Si (2.0855) -
БрКМцЗ-1 С65800, С65500 - -
Марганцовая бронза
БрМц5
* Нормативно-техническим документом на химический состав и поставку полуфабрикатов является ТУ
Алюминиевые бронзы содержат до 11...
12 % А1. Согласно диаграмме состояния Си-А1
(рис. 3.9), сплавы, содержащие до 9,4 % А1,
являются однофазными а-растворами. Высоко-
температурная 0-фаза является твердым рас-
твором на основе соединения Си3А1 электрон-
ного типа с электронной концентрацией 3/2.
Эта фаза является аналогом 0-фазы в латунях и
имеет объемно центрированную кубическую
решетку. Фаза 0 пластична, поэтому алюми-
ниевые бронзы при горячей деформации на-
гревают в температурную область существова-
ния 0-фазы. При температуре 565 °C 0-фаза
претерпевает эвтектоидный распад 0 —» а + у2,
где у2 - твердый раствор на основе соединения
Си9А14 с электронной концентрацией 21/13.
Согласно диаграмме состояния Си-Al, эвтек-
тоидное превращение в алюминиевых бронзах
происходит при содержании алюминия от 9,4
до 15,6%.
По данным ряда исследователей, в систе-
ме Си-Al существует а2-фаза, образующаяся по
перитектоидной реакции а + у2 —» а2. Фаза а2
изоморфна с a-твердым раствором на основе
3.9. Химическим сое।ян (%, опальное Си) и назначение деформируемых алюминиевых бронз (ГОСТ 18175-78 в ред. 1988 .)
Марка Основные компоненты Примеси, не более Полуфабрикаты и области применения
А1 Fe Ni Мп
БрА5 4,0...6,0 — — — 0,01 As; 0,002Sb; 0,1 Sn; 0,15Si; 0,5Mn; 0,03Pb; 0,0IP; 0,5Fe X 1,6 Ленты, листы, полосы. Детали, работающие в морской воде; монеты, детали химического машиностроения
БрА7 6,0-8,0 — — — 0,01 As; 0,002Sb; 0,1 Sn; 0,5Ni; 0,5Mn; 0,03Pb; 0,01P; 0,5Fe; 0,5Zn X 1,6 Ленты, полосы, прутки, листы. Пружины, пру- жинящие детали, детали химического машино- строения, скользящие контакты, втулки
БрАЖ9-4 8,0-10,0 2,0-4,0 — — 0,01As; 0,002Sb; 0,lSn; 0,5Ni; 0,5Mn; 0,0IPb; 0,1 Si; l,0Zn S 1,7 Прутки, трубы прессованные. Шестерни, втул- ки, гайки нажимных винтов, седла клапанов в авиапромышленности
БрАМц9-2 8,0-10,0 1,5-2,5 0,01 As; 0,002Sb; 0,1 Sn; 0,5Ni; 0,1 Si; 0,03Pb; 0,0IP; 0,5Fe; l,0Zn S 1,7 Прутки, полосы, ленты. Трубные доски конден- саторов, износостойкие детали, винты, валы в морском судостроении для различных деталей, арматуры, работающей до 250 °C, шестерни, втулки
БрАМц10-2 9,0-11,0 — — 1,5-2,5 0,1 Sn; 0,1 Si; 0,03Pb; 0,0IP; 0,5Fe; l,0Zn X 1,7 Прутки, трубы. Детали в судостроении, для червячных винтов, шестерен, втулок
БрАЖН 10—4—4 9,5-11,0 3,5-4,5 3,5-4,5 0,01 As; 0,002Sb; 0,1 Sn; 0,1 Si; 0,3Mn; 0,02Pb; 0,0IP; 0,5Fe; 0,3Zn £0,8 Трубы, прутки, поковки, детали ответственного назначения в авиапромышленности (седла кла- панов, направляющие втулки выпускных клапа- нов, шестерни), трубные доски конденсаторов, детали химической аппаратуры
БрАЖМц 10-3—1,5 9,0-11,0 2,0-4,0 — 1,0...2,0 0,01 As; 0,002Sb; 0,5Sn; 0,5Ni; 0,03Pb; 0,0IP; 0,5Zn S 0,75 Прутки, трубы. Детали ответственного назна- чения (шестерни, втулки, подшипники), труб- ные доски конденсаторов, детали химической аппаратуры
БрАЖНМц9-4—4—1 8,8-10,0 4,0-5,0 4,0-5,0 0,5... 1,2 0,1 Sn; 0,1 Si; 0,02Pb; 0,0IP; 0,5Zn £0,7 Трубы, прутки. Детали конденсаторов, детали химической промышленности
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2 Содержание отдельных примесей может корректироваться по соглашению изготовителя с потребителем
АЛЮМИНИЕВЫЕ БРОНЗЫ
92
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Рис. 3.9. Диаграмма состояния системы Cu-AI |21,142]
меди и имеет кубическую решетку типа Мпр
(кубическая решетка с 20 атомами в элемен-
тарной ячейке)3.
Механические свойства. С увеличением
содержания алюминия прочностные свойства
бронз повышаются, достигая максимальных
значений (ов = 600 МПа) при 10... 11 % А1, за-
тем заметно снижается при 12 % А1 (рис. 3.10).
Однофазные а-бронзы пластичны, хорошо
обрабатываются давлением при высоких и
низких температурах, но прочность их невели-
ка. Например, у марки БрА7 в отожженном
состоянии ов = 500 МПа, 8 = 50... 70 %.
Фаза у2 имеет высокую твердость и ни-
чтожно малую пластичность, поэтому двух-
фазные бронзы, содержащие эвтектоид (а + у2),
отличаются более высокой твердостью и проч-
ностью, но имеют пониженную пластичность.
Двухфазные алюминиевые бронзы легко обра-
батываются давлением в горячем состоянии с
нагревом в однофазную область р. Из-за лик-
вационных явлений у2-фаза появляется в
структуре сплавов при меньших концентраци-
ях (начиная с 7,5...8 % А1), чем это следует из
равновесной диаграммы состояния. Поэтому
БрА7 - наиболее высоколегированный одно-
фазный сплав.
’ На рис. 3.9 область а2-фазы не показана
Рис. 3.10. Влияние содержания алюминия
на механические свойства отожженных
алюминиевых бронз [92]
Физические свойства. Алюминий оказы-
вает существенное влияние и на физические
свойства бронз.
В связи с достаточно высоким содержа-
нием алюминия плотность алюминиевых бронз
значительно ниже плотности чистой меди (рис.
3.11). Это обстоятельство имеет большое зна-
чение при промышленном применении алюми-
ниевых бронз, особенно в авиакосмической
технике и судостроении. Снижение плотности
благоприятно сказывается и в экономическом
отношении.
АЛЮМИНИЕВЫЕ БРОНЗЫ
93
Алюминиевые бронзы хорошо поддаются
полировке и благодаря присутствию алюминия
имеют хорошую отражательную способность.
В связи с наличием в бронзах алюминия мак-
симум в спектре отражения световых волн (по
сравнению с медью) сдвигается в сторону бо-
iee коротких волн.
Наличие в составе бронз значительного
количества алюминия приводит к резкому
снижению высокой теплопроводности, харак-
терной для чистой меди. Так, теплопровод-
ность промышленных алюминиевых бронз,
содержащих ~ 10 % А1, составляет в среднем
75 Вт/(м К) (390 Вт/(м-К) для чистой меди).
Однако это снижение способствует некоторому
расширению области применения алюминие-
вых бронз (например, в технике низких темпе-
ратур).
На рис. 3.12 показано изменение тепло-
проводности двойных алюминиевых бронз в
зависимости от содержания алюминия. Леги-
рование алюминиевых бронз никелем, железом
и марганцем приводит к дальнейшему сниже-
нию их теплопроводности. Так, например,
многокомпонентная алюминиевая бронза
БрАЖН 10-4^4, содержащая 10 % А1, 4 % Fe и
4%Ni, имеет теплопроводность 58,7 Вт/(м К)
(.табл. 3.10). Особый интерес представляет из-
менение теплопроводности алюминиевых
бронз в зависимости от температуры. В то вре-
мя как для чистой меди с повышением темпе-
ратуры происходит незначительное снижение
теплопроводности, для алюминиевых бронз,
как и для многих других сплавов на медной
основе, характерно увеличение теплопровод-
ности с повышением температуры.
Аналогично теплопроводности изменяет-
ся и электропроводность алюминиевых бронз:
с увеличением содержания алюминия она сни-
жается, причем снижение электропроводности
сопровождается также уменьшением темпера-
турного коэффициента электропроводности
<рис. 3.13). Легирование другими элементами и
прежде всего марганцем и никелем приводит к
еще более резкому снижению электропровод-
ности. Так, например, сплавы с марганцем об-
ладают высоким электрическим сопротивлени-
ем и благодаря этому находят специальное
применение в технике.
Превращения в алюминиевых бронзах.
Диаграмма состояния Си-Al (см. рис. 3.9) яв-
ляется базовой при разработке алюминиевых
бронз и при анализе фазовых превращений,
происходящих в этих сплавах при различных
у, кг/м3
Рис. 3.11. Влияние содержания алюминия
на плотность алюминиевых бронз
влитом состоянии |105|
Рис. 3.12. Влияние содержания алюминия
на теплопроводность двойных алюминиевых
бронз 1105J
технологических операциях. Фазовые превра-
щения в твердом состоянии имеют только те
алюминиевые бронзы, в которых существует
высокотемпературная 0-фаза. Характер этих
превращений зависит не только от химическо-
го состава, но и от ряда технологических фак-
торов, в частности, от скорости охлаждения
полуфабрикатов или изделий, что объясняет
большое разнообразие их свойств. Эти пре-
вращения нередко трудно предусмотреть, осо-
бенно при легировании алюминиевых бронз
никелем, железом, марганцем и другими эле-
ментами. Однако многие процессы фазовых
94
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
3.10. Физические свойства деформируемых алюминиевых бронз [47, 92,104]
Марка Гпл (ликвидус), °C у, кг/м’ р, мкОм м X, Вт/(м К) ср, Дж/(м К) а-106, К'1
БрА5 1075 8200 0,10 83,0 410 17,6
БрА7 1040 7800 0,11 79,7 418 17,8
БрАЖ9-4 1040 7500 0,123 75,0 418 17,0
БрАМц9-2 1036 7600 0,11 71,3 437 17,0
БрАМц10-2 1040 7600 0,10 71,0 418 17,0
БрАЖН 10-4-4 1065 7550 0,189 58,7 418 -16,5
БрАЖМц 10-3-1,5 1060 7500 0,193 42,0 418 17,1
БрАЖНМц9-4-4-1 1070 7550 0,19 46,0 418 17,0
Рис. 3.13. Влияние содержания алюминия
на электропроводность двойных алюминиевых
бронз[105|
превращений, происходящие в многокомпо-
нентных бронзах, по существу, мало отличают-
ся от процессов в двухкомпонентных сплавах
системы Си-Al. Поэтому основные процессы
рассматриваются на примере двойных алюми-
ниевых бронз, для которых они изучены наи-
более полно.
В сплавах системы Си-Al в интервале
концентраций 8,5...15 % AI p-фаза кристалли-
зуется непосредственно из жидкости (см. рис.
3.9). С понижением температуры концентраци-
онная область существования p-фазы уменьша-
ется. При температуре 565 °C высокотемпера-
турная P-фаза распадается на эвтектоид (а + у2)
по реакции р —» а + у2. Это превращение отно-
сится к стабильной равновесной системе, когда
скорости охлаждения невелики и диффузион-
ное перераспределение алюминия и меди в
кристаллической решетке p-фазы позволяет
осуществлять ее распад с образованием двух
новых фаз, отличающихся химическим соста-
вом: а - 9,4 % А1 и у2 - 15,6 % А1. Такое пре-
вращение может происходить при получении
массивных слитков, больших деталей, отли-
ваемых в песчаные формы, т.е. когда невысо-
кие скорости охлаждения, близкие к равновес-
ным, могут вызвать эвтектоидный распад
Р- фазы.
Если скорости охлаждения высоки и
диффузионное перераспеределение компонен-
тов в кристаллической решетке p-фазы осуще-
ствиться не успевает, то эвтектоидный распад
не происходит. Однако P-фаза не является ста-
бильной и превращается в другие фазы. Темпе-
ратурные условия превращения P-фазы в алю-
миниевых бронзах при высоких скоростях ох-
лаждения в равновесных и неравновесных ус-
ловиях иллюстрирует рис. 3.14.
Основное превращение P-фазы в этих ус-
ловиях - это мартенситное превращение. Если
сплав закалить из однофазной области сущест-
вования p-фазы, то эвтектоидное превращение
подавляется, и ниже температуры Мн происхо-
дит мартенситное превращение (с увеличением
содержания алюминия в бронзах Мн понижа-
ется). В зависимости от концентрации алюми-
ния в сплавах образуются различные мартен-
ситные фазы (см. рис. 3.9 и 3.14): Р', Р'| и у',.
АЛЮМИНИЕВЫЕ БРОНЗЫ
95
12 13 14 15 10 11 12 13 14 15
к AI, %
а)
б)
Рис. 3.14. Схематическое изображение
превращений в алюминиевых бронзах:
л - равновесная система, б - неравновесная система
При концентрации алюминия более 11 %
(по массе) p-фаза с неупорядоченной структу-
рой превращается в Pi-фазу с упорядоченной
структурой (решетка DO3 или типа Fe3Al).
Превращение «порядок» «беспорядок»
(P'^Pi) осуществляется при температуре Тс
(точка Курнакова). находящейся между темпе-
ратурой эвтектоидного превращения и точкой
Мн (см. рис. 3.9). Это превращение7невозмож-
но предотвратить даже закалкой. Наибольшая
cienenb упорядочения отвечает соотношению
меди и алюминия равным 3/1, что соответству-
ei стехиомегрическому составу промежуточ-
ной фазы Си3А1.
Мартенситное превращение в алюминие-
вых бронзах происходит без участия диффузии
а юмов в кристаллической решетке. Поэтому
концентрация атомов легирующих элементов в
исходной (Р) и мартенситной фазе (Р', Р'| или
,' ।) одинакова. Мартенситная фаза от исходной
отличается только типом кристаллической
решетки. Мартенситная фаза Р', которая обра-
зуется из неупорядоченной P-фазы (Р —♦ Р'),
также имеет неупорядоченное расположение
а юмов в кристаллической решетке. Мартен-
ситные фазы Р'| и у', (Pi —» Р'| и Р| —» у',), на-
следия упорядоченность исходной фазы, также
имеют упорядоченную структуру. Цифровой
индекс «I» относится к фазам с упорядочен-
ным расположением атомов в кристаллической
хлпегке.
Для промышленных алюминиевых бронз,
содержание алюминия в которых обычно не
превышает 12%, структура в закаленном со-
стоянии состоит из Р'- или р'|-мартенсита и
продуктов его превращения (мартенситная
фаза у'1 в этих сплавах не образуется). Отпуск
сплава с мартенситной структурой может при-
близить ее к равновесной с наличием двухфаз-
ной смеси (а + у2) той или иной дисперсности
при реализации распада мартенсита: Р' —>
-» а + у'2. На практике экспериментально мож-
но установить температуру отпуска, требуемо-
го для получения в сплаве определенной
структуры с необходимым уровнем механиче-
ских свойств. Закаленные алюминиевые брон-
зы с мартенситной структурой отличаются
повышенной твердостью и низкой пластично-
стью. Распад мартенсита при отпуске с образо-
ванием эвтектоидной смеси (а + у'2) с тонким
игольчатым строением не приводит к сущест-
венному снижению твердости. Только с увели-
чением количества и размеров частиц a-фазы в
структуре сплава твердость падает и, соответ-
ственно, повышается пластичность.
Таким образом, наличие мартенситного
превращения в алюминиевых бронзах обуслов-
ливает возможность применения упрочняющей
термической обработки (закалки с последую-
щим отпуском) к этим материалам. Однако
эффект упрочнения от упрочняющей термиче-
ской обработки у алюминиевых бронз не столь
велик, как в углеродистых и легированных
сталях, поэтому применяют ее только для кон-
кретных деталей из высоколегированных мно-
гокомпонентных бронз (типа БрАЖН 10-4-4).
Особый интерес представляют алюми-
ниевые бронзы на основе P-фазы, так как
именно эти сплавы могут применяться в каче-
стве материала с эффектом памяти формы
(ЭПФ). В них возможность получения мате-
риалов с ЭПФ основана на обратимости мар-
тенситного превращения и сверхупругости.
Наиболее полно требованиям, необходимым
материалам с ЭПФ, отвечают сплавы тройной
системы Cu-Al-Ni. Составы этих сплавов ог-
раничиваются областью, где при высокой тем-
пературе существует P-фаза. Эта область близ-
ка составу тройного сплава Си - 14 % А1 - 4 %
Ni. Именно эта композиция является исходной
при разработке алюминиевых бронз с ЭПФ.
Влияние легирующих элементов на
структуру и свойства алюминиевых бронз и
характеристика многокомпонентных бронз.
В промышленности России применяются две
марки двухкомпонентных алюминиевых бронз
БрА5 и БрА7. Это однофазные сплавы (см. рис.
3.10), они обладают хорошим сочетанием
прочностных свойств и пластичности, отлича-
96
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ются высокой технологичностью: отлично об-
рабатываются давлением в горячем и холодном
состояниях, коррозионностойки. С увеличени-
ем содержания алюминия прочность однофаз-
ных а-бронз повышается (см. рис. 3.11), поэто-
му бронза БрА7 превосходит бронзу БрА5 по
прочностным свойствам (табл. 3.11, 3.12).
Единственным способом повышения прочно-
стных свойств этих материалов является нагар-
товка при холодной пластической деформации
(рис. 3.15).
В процессе производства деформирован-
ных полуфабрикатов для снятия нагартовки и
повышения пластичности бронзы подвергают
рекристаллизационному отжигу. Как следует
из рис. 3.16, пластичность холоднодеформиро-
ванной бронзы БрА7 практически полностью
восстанавливается после отжига прй темпера-
туре 600...700 °C. Более высокие температуры
отжига применять не следует, так как это при-
водит к сильному росту зерен рекристаллизо-
ванного металла. Следует иметь в виду, что
при обработке давлением в горячем состоянии
бронзы с содержанием алюминия, близким к
границе а/(а + 0) (типа БрА7), в ее структуре
может появиться небольшое количество 0-фа-
зы. В связи с тем, что деформируемость (тех-
нологическая пластичность) 0-фазы в горячем
состоянии лучше, чем a-фазы, горячую прокат-
ку бронз подобного состава во избежание обра-
зования трещин следует проводить с меньшей
интенсивностью и с меньшими обжатиями. Для
улучшения механических, технологических
свойств, коррозионной стойкости алюминие-
вые бронзы дополнительно легируют марган-
цем, железом и никелем.
3.11. Типичные механические свойства деформируемых
алюминиевых бронз [47,92,104]
Марка Состояние материала g„, МПа О<).2, МПа 5, % НВ Е, ГПа кси, МДж/м2 о^(А'= 1 108 циклов, К, = 1), МПа
БрА5 Мягкое 360...440 160 60...70 55...65 120 1,1 132*’
Твердое 700...800 500 4...6 190...210 - - -
БрА7 Мягкое 440...500 250 65...75 65...75 120 - 150
Твердое 950... 1000 - 2...4 200...220 120 - -
БрАЖ9^1 Мягкое 400...500 220 35...45 100...120 - - 21 О*2
Твердое 500...700 350 4...6 100...200 116 0,8 -
Прессо- ванное 600 300 20 140 - -
БрАМц9-2 Мягкое 400...500 - 20...40 ПО...130 - - 210
Твердое 600...800 500 4...5 160...180 92 - -
БрАЖМц 10-3-1,5 Мягкое 400...500 190 20...30 125...140 - 0,6 280’3
Твердое 600...700 - 9...12 160...200 100 - -
БрАЖНМц9^-4-1 Мягкое 450...550 - 35...45 130...140 - 0,42 -
Твердое 750...830 - 9...15 180...220 115 - 150‘2
Прессо- ванное 700 350 10 280 - - 250*2
*' На базе 100-106 циклов.
" На базе (40...50)-106 циклов.
*’ На базе 15106 циклов
АЛЮМИНИЕВЫЕ БРОНЗЫ
97
3.12. Гарантируемые механические свойства полуфабрикатов
из деформируемых алюминиевых бронз
Вид полу- фабриката Состояние материала Толщина, мм, (диаметр) Механические свойст ва
Марка МПа 5, % НВ
в пределах или не менее
БрА5 Ленты, Мягкое 0,10...10,0 274 33 —
листы Твердое 586 2,5 —
БрА7 Ленты, Твердое <0,5 590...780 3 -
листы >0,5 570...770 5 -
Особо твердое <0,5 780 - -
>0,5 770 -- -
БрЛЖ9-4 Прутки Прессованное (16...120) 540 15 110...180
(130... 160) 490 12 ПО...180
БрЛМц9-2 Полосы, Мягкое 0,40... 3,55 440 18 -
ленты Твердое 0,40... 3,55 590 5 -
Горячекатаное 6...10 440 15 -
Прутки Полутвердое (5...12) 540 12 120
тянутые (13...40) 540 15 120
Прутки Прессованное (25...45) 491 20 120
(48... 120) 472 20 150
БрАЖМцЮ 3-1,5 Прутки Прессованное (16...160) 590 12 120
Трубы Прессованное (42... 80) 590 12 130... 180
(85... 300) 540 12 130...180
БрАЖН 10-4-4 Прутки Прессованное (20... 160) 638 5 170...220
Трубы Прессованное (42...280) 640 5 170...220
Рис. 3.15. Влияние степени холодной пластической
деформации на механические свойства прутков
из бронзы БрА7 |92|
Температура отжига, °C
Рис. 3.16. Влияние температуры отжига
на механические свойства
холоднодеформированных прутков из бронзы
БрА7 |92)
98
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Марганец. В качестве легирующего эле-
мента в деформируемые алюминиевые бронзы
марганец обычно вводят до 3...4 %. Он в зна-
чительных количествах растворяется в а- и
P-фазах, снижает в сплавах системы Си-Al тем-
пературы эвтектического L —» а + Р (Си3А1) -
1037 °C и эвтектоидного (Р —» а + у2 (Си9А14) -
565 °C превращений. Поэтому в сплавах сис-
темы Cu-Al-Mn эти превращения реализуются
в интервалах температур соответственно ниже
1037 и 565 °C.
О влиянии марганца на структуру можно
судить по изотермическим разрезам системы
Cu-Al-Mn, приведенным на рис. 3.17. На ри-
сунках видно, что область существования вы-
сокотемпературной p-фазы расширяется с уве-
личением содержания марганца за счет умень-
шения области твердого а-раствора. Одновре-
менно понижается температура эвтектоидного
распада: трехфазная область а + р + у2 этого
превращения существует на разрезе при 500 °C
(рис. 3.17, в).
В промышленности применяются две
бронзы системы Cu-Al-Mn: БрАМц9-2 и
БрАМц10-2. Составы этих сплавов находятся в
области первичной кристаллизации Р-фазы,
поэтому обе бронзы после окончания кристал-
лизации являются однофазными сплавами со
структурой р (Си3А1)-фазы. При последующем
охлаждении в твердом состоянии из-за умень-
шении растворимости меди в фазе р в обоих
бронзах происходит превращение р —<• а. При
температурах несколько ниже 565 °C ост ав-
шаяся фаза р прегерпсвает эвтектоидный рас-
пад р —► а + у2 [25]. В бронзе БрАМцЮ-2, со-
держащей больше алюминия (в среднем 10 %),
эвтектоидной смеси (а + у2) больше, чем в
бронзе БрАМЦ9-2.
Марганец повышает механические и кор-
розионные свойства и улучшает технологиче-
ские характеристики сплавов системы Си-А1.
Он повышает не только прочность, но и пла-
стичность и обрабатываемость давлением. Так.
бронза БрАМц9-2 хорошо обрабатывается
давлением в горячем и холодном состоянии, в то
время как бронзы БрАЖ9-4, БрАЖМц10-3-1,5
и БрАЖН 10-4-4 хорошо деформируются толь-
ко в горячем состоянии [92].
Железо повышает прочностные свойства
алюминиевых бронз при некотором снижении
их пластичности. В алюминиевых бронзах же-
лезо растворяется в небольших количествах
При содержании железа более 2...3 % в струк-
туре бронз появляется железистая составляю-
щая yFe - твердый раствор на основе железа.
Первичные кристаллы этой фазы измельчают
литую структуру и вместе со вторичными
кристаллами yFe измельчают структуру эвтек-
тоида (а +у2), тормозят рост зерен а-фазы при
горячей деформации и рекристаллизации, что
положительно сказывается на прочностных
свойствах бронз [32, 92, 47].
Наиболее широко в промышленности
применяется алюминиевая бронза БрАЖ9-4.
легированная железом. Она используется для
изготовления деформированных полуфабрика-
тов и фасонных отливок, применяется в авиа-
ционной промышленности (шестерни, втулки,
седла клапанов и т.п.) и других областях маши-
ностроения. Обладает высокими механическими
и антифрикционными свойствами и хорошей
коррозионной стойкостью. Отожженные полосы
имеют ов = 500.. .600 МПа, 5 = 20.. .30 %.
Рис. 3.17. Изотермические разрезы диаграммы состояния системы
Cu-Al-Mn при температурах, °C |18,25]:
а - 800; б - 600; в - 500; 7 - БрАМц9-2; 2 - БрАМц! 0-2
АЛЮМИНИЕВЫЕ БРОНЗЫ
99
Комплексно легированная алюминиевая
бронза БрАЖМц 10-3-1,5 применяется в авиа-
космической технике (втулки, шестерни, дис-
ки, ниппели и т.п.) и других отраслях машино-
строения, поставляется в виде прутков и
труб. Прессованные полуфабрикаты имеют
ов = 600 МПа, 8 - 12 %. Хорошо обрабатывает-
ся давлением в горячем состоянии, удовлетво-
рительно сваривается и обрабатывается реза-
нием, пайка вызывает значительные трудности.
Никель является одним из наиболее важ-
ных легирующих элементов в алюминиевых
бронзах. Он улучшает механические свойства и
коррозионную стойкость бронз, повышает
температуру их рекристаллизации и жаропроч-
ность. Сплавы меди, легированные алюминием
и никелем, хорошо обрабатываются давлением,
имеют высокие антифрикционные свойства и
не склонны к хладноломкости.
Никель имеет неограниченную раствори-
мость в меди. Однако он сильно уменьшает
растворимость алюминия в меди при пониже-
нии температуры (рис. 3.18). О чем также сви-
детельствует сопоставление изотермических
разрезов системы Cu-Al-Ni при 1000 и 400 °C
(рис. 3.19). Поэтому медные сплавы, легиро-
ванные алюминием и никелем, существенно
чпрочняются при термической обработке, со-
стоящей из закалки и старения, из-за выделе-
ния дисперсных интерметаллидов 0(Ni3AI) и
NiAl. К преимуществам этих материалов отно-
сится то, что при достаточно высоком содер-
жании никеля они способны к старению после
охлаждения с температур горячей деформации
без применения специальной закалки на твер-
дый раствор, которую в ряде случаев техниче-
ски осуществить невозможно [105].
Алюминиевые бронзы, как правило, од-
новременно легируют никелем и железом. При
этом железо вводят главным образом для из-
мельчения зерна. Фазовый состав и структура
этих сплавов контролируется диаграммой со-
стояния системы Cu-Al-Ni-Fe, политермиче-
ские разрезы которой представлены на рис.
3.20. Этими разрезами удобно пользоваться для
определения структурных составляющих в
промышленных сплавах.
Многокомпонентные алюминиевые брон-
зы, легированные никелем и железом, отлича-
ются от двойных главным образом присутстви-
ем в их структуре ae-фазы. Она является про-
межуточной фазой с ОЦК решеткой и пред-
ставляет собой твердый раствор железа в фазе
NiAl, т.е. (Ni, Fe)Al. Благодаря равномерному
распределению в матричном а-растворе и тон-
кому строению ae-фазы повышается прочность
бронзы. Такая структура может быть получена
путем закалки и старения. О возможности
применения упрочняющей термической обра-
ботки к алюминиевым бронзам, легированным
никелем и железом, свидетельствует перемен-
ная, уменьшающаяся с температурой раство-
римость ae-фазы в a-твердом растворе (см. рис.
3.20, в) [105].
Другая особенность четырехкомпонент-
ных сплавов системы Cu-Al-Ni-Fe заключает-
ся в том, что при совместном введении в алю-
миниевые бронзы железа и никеля увеличива-
ется концентрация алюминия, при которой в
структуре появляется хрупкая эвтектоидная
смесь. Так, например, если в двойных сплавах
системы Си-Al эвтектоид (а + у2) появляется в
структуре при концентрации алюминия
9,4 % А1 (рис. 3.20, а), то в сплавах системы
Cu-Al-Ni-Fe при содержании 5 % Ni и 5 % Fe
эвтектоидная реакция осуществляется в спла-
вах при содержании алюминия 11 % и более
(рис. 3.20, б, в). Поэтому в присутствии никеля
Рис. 3.18. Изотермы растворимости алюминия и никеля в меди в системе
Cu-Al-Ni при разных температурах
100
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Си
AI, %
Рис. 3.19. Изотермические разрезы диаграммы состояния системы Cu-AI-Ni при 1000 и 400 °C
(по А.М. Захарову) [25]
а) б) е)
Рис. 3.20. Политермические разрезы диаграммы состояния системы Cu-AI-Fe-Ni
при постояииом содержании никеля и железа [18,105]:
а - 0 % Ni, 0 % Fe; б - 4 % Ni, 4 % Fe; в - 5 % Ni, 5 % Fe
и железа можно в ббльшем количестве вводить
алюминий в многокомпонентные бронзы по
сравнению с двойными сплавами системы
Cu-AI при сохранении хорошей обрабатывае-
мости давлением.
Высоколегированная бронза БрАЖН 10-4-4
является наиболее высокопрочным сплавом
среди алюминиевых бронз. Она обладает высо-
кой коррозионной стойкостью в атмосферных
условиях, в пресной и морской воде и отлича-
3.13. Технологические свойства и режимы обработки деформируемых алюминиевых бронз
Марка Температура, °C Обрабатывае- мость резани- ем’2, % Жидкотеку- честь, м Линейная усадка, % Коэффициент трения
литья горячей обработки давлением отжига отжига для уменьшения остаточных напряжений со смазкой без смазки
БрЛ5 1150... 1190 750..850 500...700 300...350 20 1,01 2,49 0,007 0,3
БрЛ7 1140... 1160 750..850 550...700 275 20 0,8 2,2 0,012 0,3
БрЛЖ9—4 1120... 1140 750...850 650...750 300...350 20 0,85 2,49 0,004*3 0,18
БрЛМц9-2 1120... 1150 750..850 650...750 300...350 20 0,48 1,7 0,006 0,18
БрЛЖМц10-3 1,5 1120... 1150 750..850 600...750 300.. .350й 20 0,7 2,4 0,012 0,2 Г3
БрАЖН9-4-4 1120. 1200 800...900 700...750 400*1 20 0,66...0,85 1,8 0,011 0,23
*' Температура отпуска: закалка бронзы БрАЖМц10-3 1 5 проводится с температур 850...880 °C, а бронзы БрАЖ! (9-4-4 с 900...950 °C.
*2 По отношению к обраба« ываемости латуни ЛС63-3
ъ Мягкая.
АЛЮМИНИЕВЫЕ БРОНЗЫ
102
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
ется повышенной жаропрочностью. Этот сплав
хорошо обрабатывается давлением в горячем
состоянии (трубы, прутки разных профилей,
поковки) и применяется в авиационной про-
мышленности и в общем машиностроении для
изготовления деталей ответственного назначе-
ния, в том числе работающих при высоких
температурах (шестерни, седла и направляю-
щие втулки клапанов, гайки). Кроме того, этот
сплав применяется для изготовления литых
деталей высокой прочности.
Важная особенность этого сплава - спо-
собность к упрочнению при термической обра-
ботке. При закалке с 980 °C 0-фаза претерпева-
ет мартенситное превращение (0 —» 0'). После-
дующий отпуск приводит к распаду мартен-
ситной 0'-фазы на смесь а- и у2'Фаз- Кроме
того, при отпуске выделяются дисперсные час-
тицы ae-фазы, которые также способствуют
упрочнению сплава. После закалки и отпуска
при 400 °C в течение 2 часов твердость состав-
ляет 400 НВ, против 159 НВ в отожженном
состоянии. Для получения высокой ударной
вязкости рекомендуется отпуск при 650 °C в
течение 2 часов [92].
Основные сведения о технологических
свойствах деформируемых алюминиевых
бронз приведены в табл. 3.13.
3.4. БЕРИЛЛИЕВЫЕ БРОНЗЫ
Бериллиевые бронзы - это сплавы меди с
бериллием. Они применяются в промышленно-
сти для изготовления упругих элементов ответ-
ственного назначения (плоских и витых пру-
жин, упругих элементов в виде гофрированных
мембран, токопроводящих упругих деталей
электрооборудования, пружинящих деталей
электронных приборов и устройств и т.д.). Их
отличают высокие: прочностные свойства,
предел упругости и релаксационная стойкость,
электро- и теплопроводность, сопротивление
коррозии и коррозионной усталости. Они не
магнитны, не дают искры при ударе, техноло-
гичны, т.е. хорошо штампуются, свариваются и
т.д. Бериллиевые бронзы мало склонны к хла-
доломкости и могут работать в интервале тем-
ператур -200...+250 °C. К недостаткам этих
сплавов относятся высокая стоимость и дефи-
цитность бериллия, а также его токсичность
[47, 92, 72].
Оптимальными свойствами обладают
сплавы, содержащие около 2...2,5 % Be (рис.
3.21). При дальнейшем увеличении содержания
бериллия прочностные свойства повышаются
незначительно, а пластичность становиться
чрезмерно малой.
В табл. 3.14 и 3.8 приведены составы
наиболее распространенных в России марок
бериллиевых бронз и их зарубежные аналоги.
Согласно диаграмме состояния Cu-Ве (рис.
3.23), в равновесии с a-твердым раствором
бериллия в меди в твердом состоянии могут
находиться фазы 0 и у. Равновесная у(СиВе)-
фаза - твердый раствор на основе соединения
СиВе - имеет упорядоченную ОЦК решетку.
Такую же решетку, но неупорядоченную имеет
0-фаза. Фаза 0 устойчива только до температу-
ры 578 °C, при которой она претерпевает эв-
тектоидный распад 0 —» а +у (СиВе).
Предельная растворимость бериллия в
меди в двойной системе Cu-Ве при 870 °C со-
ставляет 2,7 % (по массе), и она резко умень-
шается с понижением температуры. Это указы-
вает на возможность применения упрочняю-
щей термообработки к меднобериллиевым
сплавам. Бериллиевые бронзы являются дис-
персионно-твердеющими сплавами, причем
эффект упрочнения при термической обработ-
ке у них максимальный среди всех сплавов на
медной основе. Они подвергаются закалке и
последующему старению.
При термической обработке бериллиевых
бронз существенным является выбор темпера-
туры нагрева под закалку (Гзак). Ее значение
определяет полноту перевода легирующих
элементов в твердый раствор и возможность
его гомогонизации [58]. С точки зрения ука-
занных факторов, предпочтительно повышение
температуры закалки.
Рис. 3.21. Влияние содержания бериллия
на механические свойства медных сплавов после
закалки с 780 °C (7) и старения при 300 °C (2) [92]
3.14. Химический состав (%, остальное Си) и назначение деформируемых безоловянных бронз (ГОСТ 18175-78 в ред. 1988 г.)
Марка Основные компоненты Примеси, не более Полуфабрикаты и области применения
Be | Ni | Ti | Si | Мп
Бериллиевые бронзы
БрБ2 1,8...2,1 0,2...0,5 - - - 0,15А1; 0,15Fe; 0,15Si; 0,005Pb £0,5 Прутки, проволока, листы, лента, поло- сы. Пружины и пружинящие детали ответственного назначения, мембраны, износостойкие детали всех видов, дета- ли часовых механизмов, неискрящий инструмент
БрБ2,5' 2,3...2,6 0,2...0,5 — — - OJAI; 0,15Fe; 0,15Si; 0,005Pb £0,5
БрБНТ1,7’ 1,60... 1,85 0,2...0,4 0,10...0,25 — — 0J5A1; 0,15Fe; 0,15Si; 0,005Pb £0,5
БрБНТ1,9 1,85...2,10 0,2...0,4 0,1...0,25 — — 0,15A1; 0,15Fe; 0,15Si; 0,005Pb £0,5
БрБНТ1,9Мг 1,85...2,10 0,2... 0,4 0,10... 0,25 — 0,07...0,13 (Mg) 0J5A1; 0,15Fe; 0,15Si; 0,005Pb £0,5
БрНБТ4 0,4...0,7 1,4..1,6 0,05...0,15 — — 0,15Al; 0,2Zn; 0,0 ISn; 0,005Pb £0,5 Листы, полосы, прутки. Детали машин стыковой сварки, электроды для сварки коррозионно-стойких сталей и жаро- прочных сплавов
Марганцовая бронза
БрМц5 — — — — 4,5... 5,5 0,1 Sn; 0,03РЬ; 0,0IP; 0,002Sb; 0,4Zn; 0,1 Si; 0,01 As; 0,35Fe £0,9 Листы, полосы, прутки, трубы. Детали и изделия, работающие при повышенной температуре
Кремниевые бронзы
БрКН1-3 — 2,4...3,4 — 0,6...1,1 0,1...0,4 015РЬ; 0,01Р; 0,02А1; 0,1 Sn; 0,1 Fe; 0,1 Zn £0,4 Прессованные прутки, профили. Ответ- ственные детали в моторостроении, направляющие втулки для антифрикци- онных деталей, баков, резервуаров
БрКМцЗ-1 2,7...3,5 1,0...1,5 0,2Ni; 0,3Fe; 0,25Sn; 0,03Pb; 0,5Zn £ 1,0 Прутки, проволока, полосы, листы, ленты. Детали всех видов для химиче- ских аппаратов, пружины и пружинящие детали в приборостроении, детали для судостроения, детали сварных конст- рукций, детали в моторостроении
Нормативно-техническим документом на химический состав являются ТУ.
Примечания 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2. Содержание отдельных примесей может корректироватся по соглашению изготовителя с потребителем.
БЕРИЛЛИЕВЫЕ БРОНЗЫ
104
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Си Be, %
Рис. 3.22. Диаграмма состояния системы Си-Ве
1142,18]
Нагрев под закалку выше оптимальной
температуры способствует дополнительному
пересыщению твердого раствора бериллием
(особенно для сплава БрБ2,5) и вакансиями.
Оба эти фактора ускоряют распад твердого
раствора при последующем старении, но по-
вышение температуры закалки приводит к рос-
ту зерен a-твердого раствора, что крайне неже-
лательно, так как приводит к понижению пла-
стичности и упругих свойств, а также ухудша-
ет штампуемость. Для получения мелкого зер-
на при нагреве до температуры закалки в
структуре бронзы должно сохраняться некото-
рое количество равномерно распределенных
включений избыточной 0-фазы, которые пре-
пятствуют собирательной рекристаллизации
a-твердого раствора. Получению мелкозерни-
стой структуры способствует также никель:
дисперсные частицы фазы NiBe не растворя-
ются полностью при нагреве под закалку (рис.
3.23) и сдерживают рост зерен а-раствора [72].
Диапазон температур нагрева под закалку
бериллиевых бронз составляет 760...800 °C
(табл. 3.15). Выше указанных температур брон-
зы нагревать не следует из-за опасности роста
зерен и ухудшения служебных характеристик
сплава. Нагрев под закалку ниже оптимальной
температуры уменьшает пересыщение а-твер-
дого раствора бериллием в закаленном сплаве
и интенсифицирует прерывистый распад при
старении с образованием грубой двухфазной
Рис. 3.23. Политермический разрез системы
Cu-Be-Ni при содержании 0,5 % Ni
(по А.М. Захарову)
структуры с некогерентным выделением
у-частиц в приграничных участках. Закалка с
низких температур стимулирует прерывистый
распад особенно сильно при высокотемпера-
турном старении (выше 350 °C). Локализован-
ный в приграничных участках прерывистый
распад твердого раствора приводит к охрупчи-
ванию сплава [86, 72, 80].
Важным параметром закалки бериллие-
вых бронз является скорость охлаждения, ко-
торое должно быть достаточно резким, чтобы
исключить распад пересыщенного твердого
раствора [58, 72]. При выборе закалочных сред
руководствуются критическими скоростями
(vKp), оцениваемыми с помощью термокинети-
ческих диаграмм или диаграмм изотермическо-
го превращения переохлажденного а-твердого
раствора. Эти диаграммы строят по микро-
структурным исследованиям или по измене-
нию свойств в процессе распада а-раствора по
сравнению со свойствами после старения на
максимазьную прочность [86].
На рис. 3.24 представлены диаграммы
изотермического превращения бронзы, содер-
жащей 2,46 % Be и 0,27 % Со, построенные по
изменению твердости, временного сопротивле-
ния и электропроводности [169, 170]. С-кривые
относятся к с-типу, они позволяют оценить
устойчивость переохлажденного а-раствора
при температурах ниже и выше эвтектоидной
(/;.). Минимальная устойчивость твердого рас-
твора высокотемпературной и низкотемпера-
турной ветви С-кривой соответствуют 680 и
500 °C.
БЕРИЛЛИЕВЫЕ БРОНЗЫ
105
3.15. Технологические свойства и режимы обработки бериллиевых, кремниевых
и марганцевой бронз [47,72,92,104]
Марка Температура, °C Обраба- тывав- мость резани- ем*2, % Линей- ная усадка, % Коэффициент трения
литья горячей обработки отжига закалки старе- ния со смаз- кой без смаз- ки
БрБ2 1030... 1060 700...800 - 760...780 320 20 1,8 0,016 0,35
БрБ2,5*' 1030... 1060 700...800 - 770...790 300 - - - -
БрБНТ1,7 1030... 1060 700...800 - 755...775 300 - - - -
БрБНТ1,9 1030... 1060 700...800 - 760...780 320 - - - -
БрМц5 1110...1130 800...850 700...750 - - 20 1,96 0,013 0,7
БрКН1-3 1170... 1200 890...910 - 850 450 30 1,8 0,017 0,45
БрКМцЗ-1 1080... 1100 800...850 275*’ - - 20 1,6 0,013 0,4
*' Низкотемпературный отжиг для повышения упругих характеристик, рекристаллизационный отжиг
проводят при температурах 600.. .700 °C.
*2 По отношению к обрабатываемости латуни ЛС63-3
Смещение высокотемпературных ветвей
С-кривых в сторону более длительных выдер-
жек свидетельствует о высокой устойчивости
а-раствора в этой области из-за низкой скоро-
сти реакции а —» 0, а смещение низкотемпера-
турных ветвей (ниже С-кривых в сторону
более коротких выдержек является результа-
том высокой скорости распада а-раствора при
достижении фазовой области а + у. Этот сплав
даже после сравнительно длительной изотер-
мической выдержки в диапазоне температур
750...600 °C и последующей закалки сохраняет
способность к максимальному упрочнению при
старении.
Данные показывают, что при закалке
бронзы наибольшие скорости охлаждения
должны быть в интервале температур 550...
250 °C. Замедленное охлаждение в этом интер-
вале может вызвать преждевременное выделе-
ние из a-твердого раствора фазы-упрочнителя
и, следовательно, привести к уменьшению спо-
собности к последующему старению. Критиче- «
ская скорость закалочного охлаждения, позво-
зяющая получить необходимое сочетание фи-
зико-механических свойств, может быть опре-
делена как касательная к С-кривой именно в
этом интервале температур (рис. 3.25). Для
бронзы с 2,46 % Be и 0,27 % Со она составляет
60 °С/с.
Рис. 3.24. Диаграммы изотермического
превращения в сплаве Си - 2,46 % Be - 0,27 % Со,
построенные по измерению HV (а), ов (о) и
со (в) после закалки с 800 °C в соляные ванны
температурой 750...350 °C и изотермических
выдержках от 5 до 900 с, охлаждения в воду,
старения при 300 °C в течение 2 ч [169]
106
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Рис. 3.25. Оценка критической скорости
охлаждения (v4, = 60 °С/с) бронзы с 2,56 % Be
и 0,27 % Со по С-кривым |170|:
I - ст. = 1400 МПа, 2 - 390 HV; 3 - со = 23 % от Си
Рнс. 3.26. Термокинетическая диаграмма
превращения « твердого раствора в бронзе
с 2,09 % Be и 0,29 % Со |139|
Большую информацию о структурных
изменениях в бериллиевых бронзах при терми-
ческой обработке содержат и термокинетиче-
ские диаграммы превращения a-твердого рас-
твора. Такая диаграмма для бронзы с 2,09 % Be
и 0,29 % Со представлена на рис. 3.26. Она
построена по результатам микроструктурных
исследований. Диапазон скоростей охлаждения
условно можно разделить на три участка:
I...III. При охлаждении со скоростью 10 °С/с и
более (скорость vb участок /) фиксируется
однофазная структура a-твердого раствора и
твердость составляет 105 HV. Только при та-
ких скоростях охлаждения получают истинную
закалку бронзы.
При скоростях охлаждения 6... 1,5 °С/с,
соответствующих участку // (скорость v2 и v3),
обнаруживаются структурные изменения, свя-
занные с прерывистым распадом при темпера-
турах ниже 500 °C. Медленное охлаждение со
скоростями 0,2...0,02 °С/с (скорость v4, уча-
сток III) приводит к частичному распаду а —» 0
при охлаждении в температурном интервале
700...600 °C и далее, при понижении темпера-
туры выделяется равновесная у-фаза.
Как следует из этих примеров, критиче-
ская скорость охлаждения у бериллиевых
бронз достаточно высока и составляет 30...
60 °С/с, поэтому их обычно закаливают в воде.
Для уменьшения критической скорости в бе-
риллиевые бронзы вводят никель или кобальт.
Добавки этих металлов приводят к повышению
устойчивости переохлажденного а-твердого
раствора в области температуры его наимень-
шей стабильности (~ 500 °C). Примерно так же
на устойчивость твердого раствора влияют
небольшие добавки магния. Важным достоин-
ством бериллиевых бронз является их высокая
пластичность при умеренной прочности в
закаленном состоянии: ов = 400.. .500 МПа.
б -- 30...45% (табл. 3.16...3.18). В этом состоя-
нии они легко переносят операции гибки, вы-
тяжки и другие виды деформации [32, 72].
Температурный режим старения зависит
от необходимого сочетания свойств изделия и
находится в интервале температур 300.. .350 °C.
При старении бериллиевых бронз распад
а-раствора характеризуется сложностью форм
фазовых переходов. Превращение проходит
через ряд метастабильных состояний, последо-
вательность которых зависит от температуры
изотермической выдержки.
При температурах ниже 430 °C распад
начинается с образования зон Гинье-Престона
(ЗГП), представляющих собой дискообразные
монослои атомов бериллия, расположенные
паралельно плоскостям {100} матрицы. Их
диаметр оценивается пределами 2... 10 нм, а
толщина - 0,2... 1,0 нм. Монослои окружены
полями искажений решетки матрицы [86].
После образования ЗГП при температурах
ниже 300...350 °C появляются частицы мета-
стабильной у"-фазы, имеющей моноклинную
решетку: а = b = 0,254 нм, с = 0,324 нм,
Р - 85°25'. Решетка у"-фазы ориентирована
относительно матрицы (a-фазы) как
(’Tl)a|(TlI)Y- “ MalMf [72’861'
БЕРИЛЛИЕВЫЕ БРОНЗЫ
107
3.16. Типичные свойства бериллиевых, кремниевых и марганцевой бронз
Марка Состояние материала Ов, МПа МПа 8, % HV (НВ) МПа Е, ГПа A'CU, МДж/м2 ст-| на базе 1 • 10х циклов, МПа
БрБ2 Закаленное 500 250 40 90 130 117 0,7 -
Состаренное 1250 1000 3 370 770 131 0,125 245
Состаренное после закалки и деформации на 40% 1350 1200 2 400 960 135 — 294
БрБ2,5 Закаленное 550 300 30 115 160 120,5 - -
Состаренное 1300 1100 2 380 790 133 - -
Состаренное после закалки и деформации на 40% 1400 1300 1,5 410 970 138 — 294
БрБНТ1.7 Закаленное 420 220 50 85 120 107 - -
Состаренное 1150 930 7 320 700 128 - 245
Состаренное после закалки и деформации на 40% 1250 1150 3 360 890 131,5 — 275
БрБНТ1,9 Закаленное 480 250 50 90 130 НО - -
Состаренное 1250 1000 6 360 77 130 - 245
Состаренное после закалки и деформации на 40 % 1350 1180 2 400 960 134 — 294
БрМц5 Мягкое 300 150 40 74 - 105 - -
Твердое 600 500 2,0 175 - - - -
БрКН1-3 Закаленное 350 150 30 (75) - - - -
Состаренное 700 550 8 (180) - - - -
Состаренное после закалки и деформации 850 800 10 (220) - — 0,4... 1,0 290 (20-106 циклов)
БрКМцЗ-1 Мягкое 400 160 60 105 115 105 1,5 122
Твердое 750 420 5 200 280 112 - 160
108
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
3.17. Гарантируемые свойства полуфабрикатов из бериллиевых,
кремниевых и марганцевой бронз
Вид ио- Толщина, мм (диаметр) Механические свойства
Марка луфабри- Состояние материала ств, МПа 8, % HB(HV)
в пределах или не менее
БрБ2 Прутки Мягкое (после закалки и (5,0...40,0) 392...590 25 100...150
от жига)
Твердое (деформирован- (5,0. .15,0) 735... 980 1,0 150
ные после закалки) (15,0... 40,0) 640...880 1,0 150
Состаренное после закалки (5,0...40,0) 1080 2,0 320
Состаренное (после закал- (5,0... 15,0) 1170 2,0 340
ки и деформации)
Прутки Прессованное (42... 100) 442 20 —
Прово- Мягкое (после закалки) (0,10) - - -
пока (1,10. .1,00) 390...637 20 —
(1,10...5,00) 390... 590 25 —
Твердое (0,06... 0,50) 920... 1370 — —
(0,55... 5,00) 735...980 — —
(5,50... 12,00) 640... 980 - -
Сост арснное (0,06... 0,90) 1080 — —
(1,00... 12,00) 1080 1,0 —
БрБ2 и Полосы, Мягкое (после закалки) 0,02... 0,14 - - (130)’1
БрБН1,9 ленты . 0,15-0,25 390...590 20 (130)’1
>0,25 390...590 30 (120)’2
БрБ2, Полосы Твердое (деформирован- 0,025... 0,14 - - (170)’1
БрБНТ1,9 и ленты ные после закалки 0,15...0,25 590... 880 — (160)’2
БрБНТ1,7 на 30...40 %) >0,25 640...930 2,5 (150)’3
БрБ2, Полосы Состаренное 0,02... 0,14 - - (330)
БрБНТ1,9 и ленты (после закалки) 0,15...0,25 1080... 1470 -- (330)
>0,25 ИЗО...1470 2,0 (330)
БрБ2 Полосы Состаренное(после 0,02...0,14 - - (360)
БрБНТ1,9 и ленты закалки и деформации 0,15...0,25 1130 ..1570 — (360)
БрБНТ1,7 на 30...40 %) >0,25 1180..1570 1,5 (360)
БрКН1-3 Прутки Прессованное (20...80) 491 10 -
Состаренное (1,02...19) 620 5 515’4
БрКМцЗ-1 Полосы Мягкое >0,50 350 35 —
и ленты Полутвердое >0,50 470...590 10 270... 500’4
Т вердое >0,50 590...760 5 500...740*4
Особо твердое >0,10 760 - -
Прутки Прессованное (30... 100) 343 20 120
Катаное (30... 100) 390 15 -
Прутки тянутые Твердое (5...12) 491 10 160
Прово- Твердое (0,1...1,0) 880 - -
лока (1,1.-.2,6) 880 0,5 —
(2,8... 4,2) 835 1,0 -
(4,5...8,0) 810 1,5 —
БрМц5 Трубы Мягкое (4...200) 295...350 35...45 76
Твердое (4..200) 490...560 2 160
*' БрБ2 *2БрБНТ1,9 *’БрБНТ1,7 *4ст1)2
БЕРИЛЛИЕВЫЕ БРОНЗЫ
109
3.18. Механические свойства бериллиевых бронз [72]
Марка Закалка Старение по оптимальному режиму
ов, МПа 8, % ов, МПа Оо,оо2> МПа 8, %
БРБНТ1,9 400...500 38...45 1150...1250 700 4...6
БрБ2 400...500 38...45 1150...I250 600 4..6
БрБ2,5 400...500 3O...38 1250...1350 650 3...5
БрБНТ1,7 300...400 45...50 1000... 1100 400 5...7
Метастабильная /-фаза образуется из
y''-фазы при температурах ниже 350 °C, либо
непосредственно из ЗГП при более высоких
температурах. Она имеет объемноцентриро-
ванную тетрагональную решетку с периодом
а = 0,279 нм и с - 0,254 нм и плоскостью габи-
tyca {112}а. По мере развития процесса старе-
ния размеры выделений у'-фазы увеличиваются
а тетрогональность ее решетки уменьшается.
После длительного старения и особенно
выше температуры 400 °C у'-фаза теряет коге-
рентность с матрицей, степень тетрагонально-
сти ее решетки приближается к единице, и она
превращается в стабильную у(СиВе)-фазу.
Возможно образование у-фазы из метастабиль-
ной у'-фазы и непосредственно из а-твердого
раствора.
Таким образом, в бериллиевых бронзах
при различных температурах старения наблю-
дается следующая последовательность пре-
вращений [86, 175]:
- 300 °C : аСи-ве ЗГП — у" — у' — у(СиВе);
- 350.. .400 °C : аСи_Ве —> ЗГП—► у' —>• у(СиВе).
Наблюдаемую последовательность фазо-
вых переходов объясняют кинетические кри-
вые изотермического распада пересыщенного
твердого раствора, построенные с учетом из-
менения термодинамических параметров и
скорости зарождения метастабильных и ста-
бильных фаз при старении бериллиевых бронз
(рис. 3.27).
Из рис. 3.27 следует, что начальная ста-
дия распада связана с формированием ЗГП,
которым при низких температурах термодина-
мически выгодно превращаться в частицы
y''-фазы. При более высоких температурах
старения образуются зародыши более крупных
размеров, которые могут перестраиваться не-
Время старения, с
Рнс. 3.27. Кривые изотермического распада
пересыщенного твердого раствора при старении
в бронзе с 2,0 % Be, полученные по результатам
термодинамического расчета 11561
посредственно в у'-частицы, минуя у"-стадию
Максимальное упрочнение при старении соот-
ветствует образованию у'-фазы в форме пла-
стинок размером 5... 10 нм. Такие размеры
частиц у'-фазы формируются в результате ста-
рения при 320...340 °C в течение 2...5 часов.
Рассмотренные закономерности относят-
ся к гомогенному распаду, при котором про-
цесс происходит статистически равномерно по
всему объему а-раствора. В бериллиевых брон-
зах возможен негомогенный (прерывистый)
распад. Этот вид распада начинается у границ
зерен и его продукты в виде ячеистых выделе-
ний растут в объем зерен, снижая прочность и
коррозионную стойкость. Прочность и твер-
дость уменьшается пропорционально доле пре-
рывистых выделений.
После дисперсионного твердения при
старении готовые детали приобретают высокие
по
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
3.19. Физические свойства бериллиевых, кремниевых и марганцевой бронз [47, 92,104]
Марка т,„ (ликвидус), °C у, кг/м3 р, мкОм м 1, Вт/(м К) ср, Дж/(м К) а • 106, К’1
БрБ2 955 8250 0,075*' 0,10’2 104,5*' 83,2*2 75,З*3 419 16,6
БрБНТ1,9 960 8310 0,09 100 419 16,5
БрБНТ1,7 965 8320 0,09 97 419 17,0
БрКН1-3 1050 8600 0,046 104 377 18,0
БрКМцЗ-1 1025 8400 0,15 42 402 16,8...20,0
БрМц5 1047 8600 0,143 79 377 20,4
*' После закалки и старения.
‘2 После закалки.
*' После деформации.
упругие свойства: предел упругости достигает
750...770 МПа, предел выносливости - 250...
290 МПа (на базе I108 циклов), твердость -
350...400 HV.
Температуроустойчивость упругих эле-
ментов из бериллиевых бронз значительно
выше по сравнению с другими сплавами на
медной основе, электропроводность составляет
25...30 % от электропроводности меди. Физи-
ческие свойства бериллиевых бронз приведены
в табл. 3.19. Бериллиевые бронзы хорошо сва-
риваются и паяются. Обработка резанием даже
после дисперсионного твердения затруднений
не вызывает.
Легирование бериллиевых бронз направ-
лено на улучшение их свойств. В качестве ле-
гирующих элементов используют Ni, Со и Ti.
Эти элементы подавляют прерывистый распад
и замедляют непрерывный. Такое влияние ни-
келя и кобальта связывают с тем. что эти эле-
менты, имеющие меньший атомный радиус,
чем медь, уменьшают период решетки
а-раствора, что приводит к сохранению коге-
рентности матрицы и выделений, т е. к относ-
тильной стабилизации у'-фазы. Кроме того, Ni
и Ti могут образовывать соединения типа NiBe,
Cu3Ti, которые обеспечивают дополнительное
упрочнение [32, 72].
Бериллиевые бронзы отличаются высо-
ким сопротивлением малым пластическим
деформациям из-за сильного торможения дис-
локаций дисперсными частицами, выделивши-
мися из твердого раствора при старении, а сле-
довательно, они имеют высокий предел упру-
гости (см. табл. 3.18). С увеличением этого
сопротивления уменьшаются микропластиче-
ские деформации при заданном напряжении и.
следовательно, уменьшается релаксация на-
пряжений. Все это приводит к повышению
релаксационной стойкости сплавов - основной
характеристики, определяющей свойства упру-
гих элементов [80].
Бериллиевые бронзы часто подвергают
низкотемпературной термомеханической обра-
ботке (НТМО), заключающейся в применении
пластической деформации между операциями
закалки и старения. В этом случае деформация
закаленного сплава обеспечивает равномерный
распад по всему объему твердого раствора при
старении и получение высоких упругих харак-
теристик (см. табл. 3.16).
Бериллиевые бронзы широко применяют-
ся за рубежом в промышленно развитых стра-
нах. Из них изготовляют плиты, листы, ленты,
горячепрессованные прутки, сварные и бес-
шовные трубы, прессованные профили и дру-
гие полуфабрикаты. Химический состав берил-
лиевых бронз по стандартам зарубежных стран
приведен в табл. 3.20. Для улучшения свойств
бериллиевые бронзы дополнительно легируют
небольшими добавками металлов VII1A груп-
пы - кобальтом, никелем и железом. В мароч-
ном составе обычно оценивают суммарное
содержание этих металлов.
В табл. 3.21 приведены свойства и режи-
мы обработки бериллиевой бронзы С17200,
которая широко применяется в США.
БЕРИЛЛИЕВЫЕ БРОНЗЫ
111
3.20. Химический состав (%) стандартных бериллиевых бронз,
применяемых в США, Германии, Японии, Франции и Англии [48, 103]
Марка Страна Стандарт Be Другие элементы
С17000 США ASTMB194 1,60... 1,79 0,20 Al; 0,20 Si; (Ni+Co) > 0,20; (Ni+Co+Fe) = 0,6
С17200 США ASTMB194, В570 1,8...2,0 (Ni+Co) > 0,20; (Ni+Co+Fe) = 0,6 Z 0,5
CuBel,7 (2.1245) Германия DIN, 17666 1,6...1.8 (Ni+Co) > 0,20; (Ni+Co+Fe) = 0,6
CuBe2 (2.1447) Германия DIN,17666 1,8-2,1 (Ni+Co) > 0,20; (Ni+Co+Fe) = 0,6 Z0,5
CuBe2Pb (2.1248) Германия DIN,17666 1,8...2,1 0,20...0,6 Pb; (Ni+Co) > 0,20; (Ni+Co+Fe) = 0,6 X 0,5
С1700 Япония JIS, H3130 1,6-1,79 (Cu+Be+Ni+Co+Fe) > 99,5; (Ni+Co) > 0,2; (Ni+Co+Fe) > 0,6
С1720 Японии JIS, H3130 1,8-2,0 Cu+Be+Ni+Co+Fe) > 99,5; (Ni+Co) > 0,2; (Ni+Co+Fe) > 0,6
Cu-Be 250 Англия - 1,8-2,0 0,25 (Co+Ni)
Cu-Be 275 Англия - 2,13-2,8 0,3...0,6 (Co+Ni)
V Be Франция - 1,6-1,9 0,15...0,35 (Co+Ni)
3.21. Физические, механические, технологические свойства и режимы обработки бериллиевой бронзы С17200 (США) [48,103, 104]
Свойства и режимы обработки Значения свойств и режимов обработки
1 2
Физические свойства
Температура плавления (ликвидус), °C 955
у, кг/м3 8230
р при 20 °C, мкОмм:
после закалки 0,12-0,010
после закалки и старения 0,095—0,07
после закалки, деформации и старения 0,095—0,07
со, % от Си:
после закалки 18
после закалки и старения 24
после закалки, деформации и старения 24
а', К'1 0,0017
аЮ6,К-' 16,6
X после закалки и старения, Вт(м-К) 84
после закалки и старения, Дж/(кг-К) 419
112
БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Окончание табл. 3.21
Механические свойства
ов, МПа:
после закалки 420...550
после закалки и старения 1150...1330
после закалки и деформации 50 % 700...840
после закалки, деформации и старения 1330...1500
о0 2, МПа:
после закалки 200...250
после закалки и старения 1000... 1225
после закалки и деформации 50 % 630...785
после закалки, деформации и старения 1150... 1440
5, %:
после закалки 35...50
после закалки и старения 4...10
после закалки и деформации 50 % 2...8
после закалки, деформации и старения 1...4
HRC (HRB):
после закалки 50...78 HRB
после закалки и старения 36...44 HRC
после закалки и деформации 50 % 96... 102 HRB
после закалки, деформации и старения 40...45 HRC
Технологические свойства или режимы обработки
Температура литья, °C 1120...1180
Температура горячей обработки давлением, °C 600...800
Температура закалки, °C 780
Температура старения, °C 300...320
Паяемость Удовлетворительная
Свариваемость Удовлетворительная
Полируемость Хорошая
Обрабатываемость резанием*, % 20
* В % относительно свинцовой латуни С36000 (США).
3.5. КРЕМНИСТЫЕ БРОНЗЫ
Предельная растворимость кремния в ме-
ди достаточно высока: 5,3 % при температуре
перитектического равновесия 852 °C. С пони-
жением температуры она уменьшается и при
20 °C составляет около 3,5 %. Поскольку вто-
рая фаза у сильно уменьшает технологичность
сплавов системы Cu-Si, то в кремнистые брон-
зы вводят не более 3 % Si.
Двойные сплавы системы Cu-Si не при-
меняются. Среди кремнистых бронз наиболь-
шее распространение получили бронзы, допол-
нительно легированные никелем и марганцем
(см. табл. 3.14). Добавки этих элементов улуч-
шают механические и коррозионные свойства
кремнистых бронз.
В кремнемарганцовистой бронзе
БрКМцЗ-1 добавка марганца (1,0...1,5 % Мп)
практически полностью находится в а-твердом
растворе4, поэтому полуфабрикаты из этого
сплава упрочняющей термической обработке
не подвергаются.
4 В бронзе БрКМцЗ-1 имеется небольшое ко-
личество промежуточной фазы Mn3Si, обладающей
переменной растворимостью в медном а-растворе,
поэтому сплав можно подвергать закалке и старе-
нию, но эффект от такой обработки небольшой и на
практике не применяется [25].
МАРГАНЦЕВЫЕ БРОНЗЫ
113
Никель с кремнием образует соединение
Ni2Si, растворимость которого резко уменьша-
ется с понижением температуры. Бронза
БрКН1-3 относится к числу термически уп-
рочняемых сплавов (см. табл. 3.16). Упрочне-
ние при старении (450 °C в течение 1 ч) после
закалки с 850 °C обеспечивает силицид Ni2Si.
Кремнистые бронзы БрКМцЗ-1 и БрКН1-3
отличаются высокими пружинящими и анти-
фрикционными свойствами, хорошей коррози-
онной стойкостью. Они технологичны: отлич-
но обрабатываются давлением в горячем и
холодном состояниях, хорошо свариваются с
бронзой и сталью, легко паяются мягкими и
твердыми припоями.
Полуфабрикаты из бронзы БрКМцЗ-1 в
виде прутков, проволоки, полос, листов и лент
различных размеров применяют в приборо-
строении, химическом и общем машинострое-
нии, морском судостроении для изготовления
пружин и пружинящих деталей, металлических
сеток, антифрикционных деталей и т.д.
3.6. МАРГАНЦЕВЫЕ БРОНЗЫ
Марганцевые бронзы, содержащие до
20 % марганца, при всех температурах в твер-
дом состоянии являются однофазными (рис.
3.28). Марганец сильно повышает температуру
рекристаллизации меди (на 150...200 °C) и
улучшает характеристики жаропрочности.
Рис. 3.28. Диаграмма состояния системы Cu-Mn
|142]
Наибольшее распространение в промыш-
ленности получила бронза БрМц5. Она хорошо
обрабатывается давлением в горячем и холод-
ном состояниях, имеет высокую коррозионную
стойкость и сохраняет высокие свойства при
повышенных температурах.
В табл. 3.22 приведены виды полуфабри-
катов из безоловянных бронз, обрабатываемых
давлением, которые применяются в промыш-
ленности.
3.22. Виды полуфабрикатов из безоловянных бронз, обрабатываемых давлением
Марка Листы Полосы Ленты Прутки Профили Трубы Проволока Поковки
БрА5 X X X X X X
БрА7 X X X X X X X
БрАМц9-2 X X X X X
БрАМц10-2 X
БрАЖ9-4 X X X
БрАМц10-3-1,5 X X X X
БрАЖН 10-4-4 X X X
БрАЖНМц9-4-4-1 X
БрБ2 X X X X X
БрБН'11,7 X X X X X
БрБНТ1,9 X X X X X
БрБНТ1,9Мг X
БрКМцЗ-1 X X X X X
БрКН1-3 X X X
БрМц5 X
Примечание. Знак «X» означает применение бронз для изготовления указанных полуфабрикатов
4. ЛИТЕИНЫЕ МЕДНЫЕ СПЛАВЫ
4.1. ОБЩАЯ ХАРАКТЕРИСТИКА
ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
Литейные медные сплавы нашли широ-
кое применение в технике благодаря хорошим
механическим и литейным свойствам. Они
обладают высокой коррозионной стойкостью,
хорошим сопротивлением износу, имеют низ-
кий коэффициент трения и хорошую прити-
раемость в паре с другими, более твердыми
материалами. Доля фасонных отливок из мед-
ных сплавов составляет примерно 15 % от про-
изводства всех отливок из сплавов на основе
цветных металлов.
Для изготовления фасонных отливок ис-
пользуются три группы медных сплавов: оло-
вянные бронзы, безоловянные бронзы и лату-
ни. Отливки из медных сплавов изготовляют
всеми известными в настоящее время способа-
ми литья [114].
Маркировка литейных медных сплавов
производится с помощью букв, обозначающих
элемент, и цифр, указывающих среднее содер-
жание элемента в процентах. Цифры ставят
сразу после буквы, обозначающей название
элемента. Приняты следующие обозначения
легирующих элементов: О - олово, А - алюми-
ний, Ц - цинк, Ф - фосфор, С - свинец, Ж -
железо, Н - никель, К — кремний, Мц - марга-
нец, Мш - мышьяк, Кд - кадмий. Маркировка
бронзы начинается с букв «Бр» - бронза, лату-
ней - с буквы «Л» - латунь. Например, литей-
ная латунь ЛЦЗОАЗ содержит 30 % Zn, 3 % Al,
Си - основа; бронза БрОбЦбСЗ - 6 % Sn,
6 % Zn, 3 % Pb, Си - основа. Если одна и та же
бронза используется в деформируемом и ли-
тейном варианте, то в конце марки литейной
бронзы ставиться буква «Л»: БрА10Ж4Н4Л.
4.1.1. Оловянные бронзы
Марки литейных оловянных бронз и их
химический состав приведены в табл. 4.1, за-
рубежные аналоги - в табл. 4.2. Фазовый со-
став и структура литейных оловянных бронз
определяется диаграммой состояния Cu-Sn
(см. рис. 3.1), а также многокомпонентными
системами Cu-Sn-P (рис. 4.1) и Cu-Sn-Zn-
(Pb).
Основной структурной составляющей
промышленных сплавов является а-твердый
раствор олова и других легирующих элементов
в меди с гранецентрированной кубической
решеткой. В равновесии с a-твердым раство-
ром в зависимости от температуры находятся
промежуточные интерметаллидные фазы - |3, у,
8 и с. Фазы |3 и у являются высокотемператур-
ными и при охлаждении претерпевают эвтек-
тоидный распад: превращение |3-фазы
(Р —► а + у) осуществляется при температуре
586 °C, а у-фазы (у —► а + 8) - при 520 °C (см.
рис. 3.1). Поэтому в структуре литейных оло-
вянных бронз при нормальной температуре
данные интерметаллидные фазы не фиксиру-
ются.
Фаза 8 (Cu31Sn8) при темперагуре 350 °C
в свою очередь должна распадаться по эвтек-
тоидной реакции 8 —► а + е. Однако эта реакция
при реальных скоростях охлаждения (20...
500 °С/мин), с которыми охлаждаются фасон-
ные отливки в промышленных условиях, по-
давляется, и 8 (Си318п8)-фаза сохраняется до
нормальной температуры, а сплавы ведут себя
так, как если бы растворимость олова в меди
была постоянна (~ 8 %) и не изменялась с тем-
пературой. В соответствии с этим на диаграм-
ме состояния системы Cu-Sn (см. рис. 3.1)
4.1. Химическим состав (%, остальное Си) и назначение литейных оловянных бронз (ГОСТ 613-79)
Марка Основные компоненты Примеси, не более Области применения
Sn Р Zn РЬ Ni
БрОЮФ! 9,0... 11,0 0,4...1,1 - 0,3Zn; 0,3Pb, 0,2Fe; 0,02А1; 0,02Si, 0,3Sb; X 1,0 Втулки для подшипников электромоторов, гайки ходовых вин- тов автоматов, узлы трения арматуры, высоконагруженные детали шнековых приводов, нажимные и шпиндельные гайки, венцы червячных шестерен, шестерни
БрО8Ц4 7,0..9,0 — 4,0. 6,0 — - 0,05Р; 0,5Pb, 0,02Al;0,3Fe; 0,02Si; 0,3Sb X 1,0 Арматура, отливки частей насосов, фасонные части трубопрово- дов, насосы, работающие в морской воде
БрОЮЦ2 9,0... 11,0 — 1,0... 3,0 0,05P; 0,5Pb; 0,02Al; 0,3Fe; 0,02Si, 0,3Sb X 1,0 Отливки ответственной арматуры, антифрикционные детали, сложное фасонное литье, вкладыши подшипников, детали тре- ния и облицовки гребных винтов, шестерни, втулки, подшипни- ки, краны, клапаны, корпуса насосов, червячные колеса
БрОЮСЮ 9,0 .11,0 — — 8,0.. 11,0 — 0,05P; 0,5Zn, 0,02Si; 0,2Fe; 0,02Al;0,3Sb X 0,9 Подшипники скольжения, работающие при высоких удельных давлениях
БрО5С25 4,0...6,0 — — 23,0... 26,0 - 0,05Pb; 0,5Zn; 0,02Al, 0,2Fe; 0,02Si; 0,5Sb X 1,2 Подшипники и втулки, работающие при малых удельных на- грузках и очень больших скоростях, маслоуплотнительные кольца, биметаллические подшипники скольжения
БрОбЦбСЗ 5,0.. 7,0 - 5,0..7,0 2,0 .4,0 - 0,05P; 0,05Al, 0,4Fe; 0,02Si, 0,5Sb X 1,3 Паровая и водяная арматура, антифрикционные детали, втулки, вкладыши подшипников, сальники
БрО5Ц5С5 4,0...6,0 - 4,0. 6,0 4,0.6,0 - 0,lP, 0,05Al, 0,4Fe, 0,05Si; 0,5Sb X 1,3 Антифрикционные детали, арматура, вкладыши подшипников
БрО4Ц7С5 3,0...5,0 - 6,0...9,0 4,0.7,0 - 0,1 P; 0,05Al; 0,4Fe; 0,05Si; 0,5Sb X 1,3 Антифрикционные детали, дегали, работающие в масле, паре и в пресной воде, арматура
БрОЗЦ12С5 2,0...3,5 - 8,0. 15,0 3,0...6,0 - 0,05P; 0,02Al, 0,4Fe; 0,02Si, 0,5Sb X 1,3 Арматура, работающая в пресной воде и парах, может использо- ваться для антифрикционных деталей
БрО4Ц4С17 3,5...5,5 - 2,0.6,0 14,0.20,0 - 0,051’; 0,05Al, 0,4Fe; 0,05Si; 0,5Sb X 1,3 Антифрикционные детали
БрОЗЦ7С5Н1 2,5..4,0 - 6,0..9,5 3,0...6,0 0,5..2,0 0,05P; 0,02Al; 0,4Fe; 0,02Si; 0,5Sb X 1,3 Арматура, работающая в морской и пресной воде, в маслах и других слабо коррозионных средах, антифрикционные детали
Примечания:!. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2. Содержание примеси никеля во всех марках, кроме БрОЗЦ7С5Н1, допускается до 2,0 % за счет меди и в общую сумму примесей не входит.
3. В бронзах марок БрОЗЦ7С5Ц1, БрОЗЦ12С5, БрО8Ц4 и БрОЮ! 12 сумма примесей кремния и алюминия не должна превышать 0,02 %
4. Допускаются примеси мышьяка до 0,15 %, магния - до 0,02 %, серы - до 0,05 %.
5. Массовая доля свинца в бронзах марок Бр()10Ц2 и БрО8Ц4 по согласованию изготовителя с потребизелем допускается до 1,5 % и в об-
щую сумму примесей не входит.
6. По согласованию изготовителя с потребизелем в марке БрОЮСЮ допускается массовая доля фосфора до 1,0 %.
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
116
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.2. Марки литейных оловянных бронз по национальным стандартам
Россия США Германия Япония
ГОСТ 613-79 ASTM DIN JIS
ВЗО; В427; В505; В584 17656 H5111; H5113; Hl 15
1 2 3 4
Двойные бронзы системы Си—Sn
С91000 SnBzl4 (2.1057)
Оловянно-никелевые бронзы
— С96000 — —
— С91700 — —
— С96800 — -
Оловянно-фосфористые бронзы
БрО10Ф1 — — —
— С90700 — H5113/class2
С90800 — H5113/class2B
С91100 — —
С91300 — —
Оловянно-цинковые бронзы
БрО8Ц4 С90300 — —
БрО10Ц2 С90500 — —
— — Rgl 0(2.1087) —
Оловянно-цинк-никелевые бронзы
С94700 -
Оловянно-свинцовые бронзы
— С92700 — —
— С92800 — —
— С93400 — —
— С93600 — —
БрОЮСЮ С93700 - H5115/class 3,3c
— — SnPbBz10 (2.1177) —
— С93800 SnPbBz (2.1183) H5115/class4,4c
— С93900 — —
— С94000 - —
— С94100 SnPbBz (2.1189) —
БрО5С25 С94300 — —
— С94500 — H5115/class5
Оловянно-свинцово-никелевые бронзы
— С92500 — —
— С92900 — —
Оловянно-свинцово-цинковые бронзы
БрОбЦбСЗ - - —
БрО5Ц5С5 С83800 — P511 l/class6,6C
- — Rg5 (2.1097) —
БрО4Ц7С5 С83800 — —
— С84200 — —
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
117
Окончание табл. 4.2
1 2 3 4
БрОЗЦ12С5 С84800 - Н511 l/classl,lC
БрО4Ц4С17 — — —
— С92200 — Н511 l/class7,7C
— С92300 — Н511 l/class2,2C
— С92600 — H511 l/class3,3C
— С93200 Rg7 (2.1091) —
— С93500 — —
Оловянно-цинково-свинцово-никелевые бронзы
БрОЗЦ7С5Н1 - - -
— С83450 — —
— С94800 — —
— С94900 — —
— С97300 — —
- С97600 - -
Т, °C
1100
1000
900
800
700
600
500
0 5 10 15 20 25 0 5 10 15 20 25
Sn, %
а) б)
Рис. 4.1. Политермические разрезы диаграммы состояния системы Cu-Sn-P
при постоянном содержании фосфора |92|:
а- 1 % Р; б-2 % Р
штриховыми линиями показан неравновесный
солидус и отмечено смещение границы раство-
римости олова в a-твердом растворе к медному
углу и исключена эвтектоидная реакция при
температуре 350 °C.
Таким образом, структура бронз, содер-
жащих менее 8 % Sn, представляет собой
a-твердый раствор с дендритным строением
кристаллитов с неравномерным распределени-
ем компонентов вследствие дендритной ликва-
ции. При содержании более 8 % Sn структура
сплава состоит из a-твердого раствора и эвтек-
тоида (а + 5).
Появление эвтектоида, содержащего
твердую интерметаллидную фазу 5(Cu3|Sn8),
вызывает повышение твердости и прочности
сплавов. Максимум значений этих свойств
достигается при 20...25 %Sn (рис. 4.2). Пла-
118
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 4.2. Влияние содержания олова
на механические свойства литых сплавов
системы Cu-Sn.
Исходный материал - литье в кокиль [72]
стичность сплавов с увеличением содержания
олова сначала возрастает, достигая максималь-
ных значений при 5...7 % Sn, а затем резко
снижается. Это определяет содержание олова в
литейных бронзах: в стандартных сплавах об-
щего назначения верхний предел равен
8...10%Sn (ГОСТ 613-79), в высокопрочных
бронзах, которые не включены в Государст-
венный стандарт, - до 16... 19 % Sn. Нижний
предел легирования (2...3%Sn) определяется
необходимостью получения минимального
растворного упрочнения (см. табл.4.1).
Кроме химического состава, на свойства
литейных оловянных бронз существенное
влияние оказывает структурный фактор: раз-
меры и форма зерен а-раствора, расположение
и дисперсность (а + 5)-эвтектоида в отливке.
Размеры и количество выделений эвтектоида в
структуре слитка зависят не только от содер-
жания олова, но и от условий затвердевания
расплава: чем быстрее происходит затвердева-
ние, тем больше количество эвтектоида (а + 5)
и дисперснее частицы этой структурной со-
ставляющей. С увеличением количества эвтек-
тоида прочность бронзы возрастает до опреде-
ленного предела, а пластичность снижается.
В бронзах, не содержащих эвтектоид, относи-
тельное удлинение составляет 6... 10 %, появ-
ление эвтектоида снижает пластичность
до I... 3 %. Кроме того, включения твердого
эвтектоида (а + 5) обеспечивает высокую стой-
кость бронз против истирания и высокие анти-
фрикционные свойства.
Оловянные бронзы применяют для паро-
водной арматуры, работающей под давлением,
и для литья антифрикционных деталей, под-
шипников, шестерен и зубчатых колес, рабо-
тающих в условиях истирания (см. табл. 4.1).
Характерная особенность этой группы
литейных медных сплавов - большой интервал
кристаллизации (150...200 °C), что обусловли-
вает образование в отливках рассеянной уса-
дочной пористости и невысокой жидкотекуче-
сти: она значительно ниже, чем у алюминие-
вых бронз. Минимальную жидкотекучесть
имеют бронзы, содержащие 10... 12 % Sn, что
соответствует максимальному интервалу меж-
ду температурами ликвидуса и солидуса в ус-
ловиях неравновесной кристаллизации этих
сплавов (штриховые линии диаграммы состоя-
ния системы Cu-Sn (см. рис. 3.1)).
В оловянных бронзах образуется значи-
тельная усадочная пористость и очень неболь-
шая усадочная раковина, что обусловливает
малую линейную усадку - самую низкую из
всех известных сплавов (~ 1 % при литье в
песчаные формы). Это позволяет получать
сложные по конфигурации фасонные отливки с
четким воспроизведением рельефа формы при
художественном литье, а также отливки с рез-
кими переходами от толстых сечений к тонким.
Отливки в кокиль получаются более плотными,
и линейная усадка существенно возрастает. В
большинстве случаев горячеломкость отливок
невелика. В целом оловянные бронзы имеют
хорошие литейные свойства, позволяющие
получать сложные по конфигурации фасонные
отливки [10, 114].
В литейных бронзах стремятся умень-
шить содержание дефицитного олова, заменяя
его более дешевыми и менее дефицитными
элементами. В группе стандартных литейных
оловянных бронз (см. табл. 4.1) двойные спла-
вы системы Cu-Sn отсутствуют: для улучше-
ния механических, технологических и служеб-
ных характеристик бронзы дополнительно
легируют цинком, фосфором, свинцом и нике-
лем.
Одним из основных легирующих элемен-
тов литейных оловянных бронз является цинк.
Его вводят в количестве 2... 12 %, и он благо-
приятно влияет на комплекс свойств, в том
числе механических и литейных. Кроме того,
цинк позволяет экономить более дефицитное и
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
119
дорогое олово, частично заменяя его в сплавах.
При затвердевании отливок цинк входит в
твердый раствор и (при постоянном содержа-
нии олова) несколько повышает прочность и
пластичность сплавов. Однако следует иметь в
виду, что олово является более сильным уп-
рочнителем, чем цинк, поэтому замена каждого
процента олова на такое же содержание цинка
неравноценна с точки зрения прочностных
свойств. Частичная замена олова цинком за-
метно уменьшает интервал кристаллизации
бронз. Это приводит к улучшению литейных
свойств: повышается жидкотекучесть, возрас-
тает плотность отливок, уменьшается склон-
ность к обратной ликвации. Кроме того, цинк
способствует более равномерному распределе-
нию включений свинца в структуре отливок.
Возрастает коррозионная стойкость бронзы в
морской воде. При содержании более 8 % Sn и
в присутствии цинка несколько снижается пла-
стичность бронз из-за увеличения в их струк-
туре твердой и хрупкой 5(Си3]8п8)-фазы из
эвтектоида (а + 5), так как цинк уменьшает
растворимость олова в меди.
Фосфор в литейные оловянные бронзы
вводят в значительно большем количестве (до
1,2%), чем в деформируемые. Он улучшает
литейные и антифрикционные свойства бронз.
Являясь хорошим раскислителем, фосфор так-
же понижает температуру плавления (см. рис.
4.1) и повышает жидкотекучесть оловянных
бронз. Поэтому высокофосфористые бронзы
особенно пригодны для художественного ли-
тья. Кроме того, фосфор является сильным
упрочнителем как по растворному механизму,
так и вследствие образования химических со-
единений. В оловянных бронзах, легированных
фосфором, образуется фосфид меди (Си3Р),
который, наряду с 5-фазой, обладает высокой
твердостью и обеспечивает повышение износо-
стойкости, создавая необходимые условия для
хорошей работы литых антифрикционных де-
талей узлов трения (втулки, вкладыши, червяч-
ные колеса и др.) и подшипников.
Добавки свинца повышают плотность и
улучшают герметичность отливок, а также
антифрикционные свойства, но снижают проч-
ность и пластичность оловянных бронз. Сви-
нец практически не растворим в бронзе в твер-
дом состоянии. При кристаллизации сплава он
выделяется как самостоятельная фаза, распола-
гаясь между дендритами и заполняя поры уса-
дочного происхождения. При этом повышается
плотность и способность к обработке резанием.
Свинец образует мягкую составляющую, кото-
рая играет роль смазки в трущихся поверхно-
стях деталей, работающих в условиях трения.
Поэтому свинец - непременный легирующий
элемент оловянных бронз, применяемых для
изготовления подшипников скольжения. Оло-
вянно-свинцовые бронзы являются одним из
лучших антифрикционных материалов, так как
олово обеспечивает достаточную прочность и
износостойкость сплава, а свинец - хорошую
прирабаз ываемость [10, 78].
Небольшие добавки никеля (до 1 %) по-
вышают механические свойства, уменьшают
ликвацию в оловянно-свинцовых бронзах, т.е.
ослабляют отрицательное влияние свинца,
улучшают коррозионную стойкость и измель-
чают зерно в отливках.
Оловянные бронзы обладают высокой
коррозионной стойкостью в атмосферных ус-
ловиях, в морской и пресной воде и противо-
стоят большому количеству химических рас-
творов (органические кислоты, разбавленная
серная и фосфорная кислоты, растворы едкого
калия, хлористый аммоний, сложные эфиры,
спирты, нефтяные растворители и т.д.). Они не
подвержены, как латуни, обесцинкованию при
работе в морской воде и в этом отношении
являются уникальным коррозионно-стойким
материалом. Сопротивление коррозии улучша-
ется с увеличением содержания олова в брон-
зах, в то время как цинк уменьшает сопротив-
ление коррозии при работе в морской воде.
Основные сведения о режимах литья и
свойствах литейных оловянных бронз даны в
табл. 4.2...4.5.
4.1.2. Безоловянные бронзы
Среди литейных безололвянных бронз
наибольшее распространение получили алю-
миниевые бронзы (табл. 4.7, 4.8). Они отлича-
ются высокой прочностью и хорошими анти-
фрикционными и коррозионными свойствами.
Алюминиевые бронзы применяются для изго-
товления деталей, работающих в особо тяже-
лых условиях, из них изготовляют гребные
винты крупных судов, тяжелонагруженные
шестерни и зубчатые колеса, корпуса насосов,
червяки, работающие в паре с деталями из азо-
тируемых и цементируемых сталей, подшип-
ники, работающие при высоких удельных на-
грузках.
120
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.3. Гарантируемые свойства литейных
оловянных бронз (ГОСТ 613-79)
Марка Способ литья* МПа б, % НВ
в е менее
БрОЮФ! П 215,5 3 80
К 245 3 90
БрО8Ц4 П 196 10 75
К 196 10 75
БрОЮЦ2 П 215,5 10 65
К 215,5 10 75
БрОЮСЮ П 176,2 7 65
К 196 6 78
БрО5С25 П 147 5 45
К 137,2 6 60
БрОбЦбСЗ П 147 6 60
К 176,2 4 60
БрО5Ц5С5 П 147 6 60
К 176,2 4 60
БрО4Ц7С5 П 147 6 60
К 176,2 4 60
БрОЗЦ12С5 П 176,2 8 60
К 206 5 60
БрО4Ц4С17 П 147 5 60
К 147 12 60
БрОЗЦ7С5Н1 П 176,2 8 60
К 206 5 60
П - литье в песчаную форму; К - литье в
кокиль.
Благодаря хорошему комплексу свойств и
меньшей стоимости алюминиевые бронзы по-
степенно вытесняют оловянные бронзы.
Многие марки алюминиевых бронз ис-
пользуются как деформируемые и как литей-
ные сплавы. Деформируемые и литейные брон-
зы одной марки различают по содержанию
примесей. В литейных сплавах допускается
большее содержание примесей.
Особенности структуры и многие свойст-
ва литейных алюминиевых бронз могут быть
объяснены с помощью диаграммы состояния
системы Си-Al (см. рис. 3.9). Растворимость
алюминия в меди в твердом состоянии не-
сколько ниже, чем олова. При эвтектической
температуре 1037 °C она составляет 7,5 % и
увеличивается при понижении температуры,
достигая предельных значений 9,4 % при
565 °C. При дальнейшем понижении темпера-
туры растворимость алюминия в меди практи-
чески не изменяется. Следовательно, диспер-
сионное упрочнение двойных сплавов системы
Си-Al за счет изменения растворимости невоз-
можно.
Высокотемпературная P-фаза представля-
ет собой твердый раствор на основе соедине-
ния Си3А1. Она кристаллизуется непосредст-
венно из жидкости. При температуре 565 °C
P-фаза претерпевает эвтектоидный распад по
реакции: р —► а + у2, где фаза у2 также является
твердым раствором на основе твердого и очень
хрупкого интерметаллида Си9А14. Появление
этой фазы в составе эвтектоида (а + у2) в струк-
туре алюминиевых бронз приводит к повыше-
нию прочности, которая достигает максималь-
ных значений при 11 % А1 (рис. 4.3). Дальней-
шее повышение содержания алюминия в спла-
вах приводит к понижению прочности из-за
развития хрупкости, а твердость продолжает
увеличиваться.
Пластичность сплавов, содержащих до
8...9 % А1 (что соответствует предельной рас-
творимости алюминия в медных отливках в
неравновесном состоянии), сохраняется на
высоком уровне. При большем содержании
алюминия пластичность сплавов резко падает
из-за увеличения объемной доли эвтектоида
(а + у2) в структуре. Упрочнение сплавов осу-
ществляется по растворному механизму, а так-
же в результате образования небольшого коли-
чества эвтектоида (а + у2) в структуре бронз с
высоким содержанием алюминия. Алюминий
является более сильным упрочнителем твердо-
го раствора, чем олово.
KCU,
Рис. 4.3. Влияние содержания алюминия
на механические свойства литых
сплавов системы Cu-AI.
Исходный материал - литье в кокиль [92]
4.4. Технологические свойства литейных оловянных бронз 147, 68,104]
Свойства БрОЮФ! БрО8Ц4 БрОЮЦ2 БрОЮСЮ БрО5С25 БрОбЦбСЗ БрО5Ц5С5 БрО4Ц7С5 БрОЗЦ12С5 БрО4Ц4С17 БрОЗЦ7С5Н11
Температура плавления, °C 934 1070 1060 930 940 967 915 980 980 960 1030
Температура литья, °C 1050... 1150 1100... 1200 1120... 1150 1130... 1160 1150... 1190 1140... 1160 1140... 1160 1150... 1190 1100... 1170 1140... 1160 1100... 1160
Жидкотекучесть, мм 450 540 400 260 200 400 400 400 550 250 400
Линейная усадка, % 1,44 1,54 1,5 1,5 1,5 1,6 1,6 1,43 1,6 1,5 1,5
Объемная усадка, % 6,0 — 5,5...7,5 — — 5,5...6,5 5,5...6,5 — — — 2,5...4,5
Коэффициент трения: со смазочным материалом без смазочного материала 0,008 0,10 0,006 0,3 0,007 0,18 0,008 0,1 0,004 0,14 0,009 0,16 0,009 0,15 0,014 0,16 0,012 0,16 0,005 0,13 0,005 0,16
Обрабатываемость резанием*, % 40 60 55 80 65 80 90 80 80 90 90
* В % or обрабатываемости латуни ЛС63-3.
4.5. Типичные механические свойства литейных оловянных бронз |47,68,104]
Свойства БрОЮФ! БрО8Ц4 БрО10Ц2 БрОЮСЮ БрО5С25 БрОбЦбСЗ БрО5Ц5С5 БрО4Ц7С5 БрОЗЦ12С5 БрО4Ц4С17 БрОЗЦ7С5Н1
ов, МПа 215...300 200... 250 250...350 176 147 150...200 150 147 — 150 180
(250... 350) — (300... 350) - (150...180) (180...220) (180) (176) (210...230) (150) (2Ю)
ст0,2, 140 120 160... 180 — 80... 100 100 - — - - 70...80
МПа (200) — (250) - — (80... ПО) (80... 100) — — — —
5, % 3 10...12 10...35 7 5...6 6...12 6 6 8 5 8
(3...10) (10...15) — (7) (6-8) (4...8) (4) (4) (5) (12) (5)
НВ 80... 100 75 75...90 65 45...55 60 60 60 60 60 60
(90... 120) (75...85) (90... 105) (78) (60...70) (65...75) (60) (60) — (60) (60)
Е, ГПа 75,4 — 100 — 70 90 90 — 84 — -
(ЮЗ) (100) (ЮО) — — — — — — -- (90)
KCU, 0,06 0,2...0,025 0,1...0,15 — 0,08 — - — - - —
МДж/м2 (0,09) - — - (0,1...0,2) (0,2...0,3) (0,2... 0,3) - - - (0,2... 0,3)
Примечание Без скобок даны свойства при литье в песчаные формы, в скобках - при литье в кокиль.
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
4.6. Физические свойства литейных оловянных бронз [47, 68,104, 114]
Свойства БрОЮФ! 5 ос о UJ БрОЮЦ2 БрОЮСЮ БрО5С25 БрОбЦбСЗ БрО5Ц5С5 БрО4Ц7С5 БрОЗЦ12С5 БрО4Ц4С17 БрОЗЦ7С5Н1
у, кг/м3 8580 8780 8600 9000 9400 — 8820 8900 — 8930 —
(8760) — (8800) — — (8820) (8840) (8690) (9100) (8700)
а-10(>, К ' 17 16,6 18,3 18,2 17,6 17,1 -- 17,1 17,1 17,5 —
(19,5) - — — — — (17,7) — — — J7,l)
К Вт/(м-К) 50,3 68,4 55,2 44 75,3 75,6 88,5 58,6 55,4 60,7 59
с„, Дж/(кг-К) 400 360 370 — — 377 380 380 377 — 377
р, мкОмм 0,17 0,135 0,155 0,172 — — - 0,40 0,076 0,085 0,085
— — - — — (0,09... 0,011) (0,09... 0,11) — — — —
Примечание. Без скобок даны свойства при литье в песчаные формы, в скобках - при литье в кокиль
4.7. Химический состав (%, остальное Си) и назначение литейных безоловянных бронз (ГОСТ 493—79)
Марка Основные компоненты Примеси, не более Области применения
AI Fe Ni Мп Pb Zn
Алюминиевые бронзы
БрА9Мц2Л 8,0... 9,5 — 1,5... 2,5 — — 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0,1 Pb; 0,1Р; l,0Fe; l,5Zn; l,0Ni E 2,8 Антифрикционные детали, работающие на истирание при давлении до 3,43 МПа и скоростях до 1,9 м/с (зубчатые колеса, шестерни, венцы зубчатых колес, ходовые гайки, втулки и др.); корпуса насосов, тарелки клапанов, коробки сальников; а также различные детали, работающие в пре- сной воде, жидком топливе и паре при температуре до 250 °C; могут заменять оловянные бронзы марок БрОЮЦ2 и БрО8Ц4
БрА10Мц2Л 9,6... 11,0 1,5... 2,0 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0, IPb; 0,lP; l,0Fe; l,5Zn; l,0Ni E 2,8
БрА9ЖЗЛ 8,0... 10,5 2,0... 4,0 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0,IPb; 0,lP; 0,5Mn; l,0Zn; l,0Ni E 2,7 Арматура для работы в различных средах при температу- рах до 250 °C; антифрикционные детали, работающие на истирание (зубчатые колеса, втулки, поршневые кольца и др.); массивные детали, получаемые литьем в песчаные формы (гайки нажимных винтов, ободья и т.д.); могут использоваться для замены бронз БрОЮЦ2 и БрОбЦбСЗ
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
БрА10ЖЗМц2 9,0... 11,0 2,0... 4,0 1,0... 3,0 0,01 As; 0,05Sb; 0,1 Sn; 0,1 Si; 0,3Pb; 0,5Zn; 0,0IP; 0,5Ni E 1,0 Антифрикционные детали(цилиндрические и конические зубчатые колеса, шестерни, червячные колеса, гайки ходовых винтов, подшипники дизелей средней нагружен- ности и т.д.); детали в условиях высоких статистических нагрузок (коромысла, втулки, маховики и др.); детали, работающие в среде соляной кислоты и сероводорода при 30... 90 °C; арматура для работы в пресной воде, жидком топливе, в паре и температурах до 260 °C, кроме морской воды
БрА10Ж4Н4Л 9,5... 11,0 3,5... 5,5 3,5... 5,5 — — 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0,05Pb; 0,lP; 0,5Mn; 0,5Ni E 1,5 Детали для нефтяной, химической и пищевой аппаратуры, детали, работающие при температурах до 500 °C; анти- фрикционные детали, работающие на истирание при высоких давлениях и больших скоростях (шестерни, втулки, седла клапанов и др) арматура, работающая в морской воде; бронза, наиболее стойкая в морской воде по сравнению с другими безоловянными бронзами
БрАПЖбНб 10,5... 11,5 5,0... 6,5 5,0... 6,5 — — 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0,05Pb; 0,lP; 0,6Zn; 0,5Mn E 1,5
БрА9Ж4Н4Мц1 8,8... 10,0 4,0... 5,0 4,0... 5,0 0,5... 1,2 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0,05Pb; 0,03P; l,0Zn E 1,2 Арматура, работающая в морской воде, фасонное литье не ответственного назначения
БрА7Мц15ЖЗН2Ц2 6,6... 7,5 2,5... 3,5 1,5... 2,5 14... 15,5 1,5... 2,5 0,05As; 0,05Sb; 0,1 Sn; 0,1 Si; 0,05Pb; 0,02P; 0,05C E 0,5 Антифрикционные детали
Свинцовые бронзы
БрСЗО 27,0... 31,0 0,1 As; 0,3Sb; 0,1 Sn; 0,02Si; 0,lP;0,25Fe; 0,1 Zn; 0,5Ni E 0,9 Антифрикционные детали (подшипники), работающие при высоких скоростях скольжения (у= 4...5 м/с) и повышен- ных давлениях (р=9,8...14,7 МПа), знакопеременных нагрузках и температурах, когда обычные баббиты непри- годны (втулки и вкладыши нижних головок главного шатуна мощных дизелей, подшипники авиационных двигателей и др.)
БрСуЗНЗЦЗС20Ф 3,0... 4,0 (Sb) — 3,0... 4,0 0,15... 0,30 (Р) 18,0... 22,0 3,0... 4,0 0,1 As; 0,02Al; 0,5Sn; 0,3Fe; 0,02Si; 0,025Bi E 0,9 Антифрикционные детали, работающие на истирание (фрикционные и зубчатые колеса, шестерни, венцы чер- вячных колес, втулки-подшипники) при значительных скоростях скольжения и давлениях
Примечания: 1. Примеси, которые не регламентируются настоящим стандартом, входят в общую сумму примесей
2. По требованию потребителя в бронзе марки БрСуЗНЗЦЗС2ОФ допускается массовая доля 3,4...4,5 % Sb, 4,5...6,0%Ni и 0,25...0,4 % Р.
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
124
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.8. Марки литейных безоловянных бронз по национальным стандартам
Россия США Германия Япония
ГОСТ 493-79 ASTM В369; В5О5; В584; В763; В770; В806 DIN 17656 JIS Н5114
Алюминиевые бронзы
— — AlBz9 (2.0929) —
БрА9Мц2Л — — —
Бр10Мц2Л - - -
- С95300 - -
БрА9ЖЗЛ С95200 FcAlBz (2.0941) Н5114/classl
- С95400 - -
- С95900 — —
БрА10ЖЗМц2 - - -
- С95410 - H5114/class2,2C
БрА10Ж4114Л - NiAlBz (2.0971) H5ll4/class3
БрАНЖбНб - — -
БрА9Ж4Н4Мц1 С95800 - -
- С95500 - -
БрА7Мц15ЖЗН2Ц2 - - -
- С95700 - H5114/ciass4
Свинцовые бронзы
БрСЗО - - -
БрСуЗНЗЦЗС20Ф - - -
Бериллиевые бронзы
- C81400 — -
- C82000 — -
- C82200 - -
- C82400 - -
- C82500 - —
- C82510 — -
- C82510 — -
- C82600 — -
- C82900 - -
- C96700 - -
Кремнистые бронзы
— C87200 C87300 - -
- C87600 - -
C87610 -
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
125
Литейные алюминиевые бронзы имеют
ряд преимуществ перед оловянными. Из-за
малого интервала кристаллизации (всего 46 °C
(см. рис. 3.9)) сплавы системы Си-Al имеют
меньшую склонность к дендритной ликвации,
большую плотность отливок, лучшую жидко-
текучесть. Кроме того, они имеют более высо-
кую прочность и жаропрочность, меньшую
склонность к хладноломкости.
Однако алюминиевые бронзы имеют ряд
недостатков по сравнению с оловянными, за-
трудняющих получение из них герметичных
отливок сложной конфигурации. Это прежде
всего значительная усадка при кристаллизации,
сильное окисление в расплавленном состоянии
и склонность к поглощению газов. Из-за по-
вышенной по сравнению с оловянными брон-
зами усадки при затвердевании алюминиевые
бронзы более склонны к трешинообразованию,
что требует особых предосторожностей при
получении качественного литья [10, 78]. Эти
бронзы применяют главным образом для полу-
чения литых деталей относительно простых
форм.
Для улучшения механических, техноло-
1ических свойств и коррозионной стойкости
зитейные алюминиевые бронзы дополнительно
легируют железом, марганцем, никелем (см.
табл. 4.6, 4.7).
Железо вводят во многие марки литейных
алюминиевых бронз для измельчения зерна
отливки и упрочнения твердого раствора, за-
медления эвтектоидного распада Р-фазы.
Двойные сплавы системы Си-Al кристал-
лизуются в узком интервале температур (см.
г>ис. 3.9), что приводит к направленному и по-
следовательному затвердеванию с образовани-
ем в отливках столбчатой структуры, ухуд-
шающей пластичность. Поэтому для измельче-
ния зерна в литейные алюминиевые бронзы
вводят до4...6%Ее. При таких концентраци-
ях в тройных сплавах системы Cu-Al -Fe желе-
зо образует самостоятельную уЕе-фазу - твер-
дый раствор на основе железа. В условиях не-
равновесной кристаллизации затвердевание
рронз начинается с выделений первичных кри-
сталлов уре-фазы. Эти кристаллы измельчают
зерно литой структуры, что и способствует
повышению пластичности отливок. Кроме то-
ю. железо частично растворяется в медном
твердом растворе и оказываез упрочняющее
действие.
Железо также замедляет эвтектоидный
распа.'! P-фазы с образованием у2-фазы. Это
особенно важно для крупногабаритных фасон-
ных отливок, полученных литьем в песчаные
формы. В сплавах системы Cu-Al вследствие
замедленного охлаждения крупных отливок
происходит эвектоидный распад P-фазы (Р —>
—> <х + у2) с выделением в эвтектоиде крупных
пластин у2-фазы («самопроизвольный отжиг»),
что приводит к охрупчиванию сплава. Железо,
замедляя эвтектоидный распад, устраняет этот
недостаток двойных сплавов системы Cu-Al
[92].
Марганец растворяется в основных фазах
алюминиевых бронз, вызывая твердораствор-
ное упрочнение. Его вводят для повышения
прочности, пластичности и коррозионной
стойкости алюминиевых бронз.
Важным легирующим элементом в спла-
вах системы Cu-Al является никель, который
образует фазы 0(Ni(AI) и NiAl, имеющие пере-
менную растворимость в твердом растворе. В
результате алюминиевая бронза с добавкой
никеля становиться способной к дисперсион-
ному твердению. Обычно в алюминиевые
бронзы никель вводят совместно с железом в
соотношении 1:1 (см. табл. 4.7). Например, в
бронзе БрА 10Ж4Н4Л после закалки с 980 °C и
старения при 400 °C в течение 2 ч твердость
повышается с 170 до 400 НВ, а предел прочно-
сти достигаез 700 МПа. Эта бронза сохраняег
работоспособность при нагреве до 400...500 °C
[92|.
Многокомпонентные алюминиевые брон-
зы дают плотные отливки с концентрирован-
ной усадочной раковиной, линейная усадка их
по сравнению с оловянными бронзами выше и
достигает 2,0 . . .2,5 %, склонность к дендритной
ликвации значительно меньше, а жидкотеку-
честь выше (табл. 4.9). Алюминиевые бронзы
имеют хорошую коррозионную и противокави-
тационную стойкость.
К недостаткам этих сплавов следует от-
нести склонность к образованию крупнокри-
сталлической столбчатой структуры. Для из-
мельчения зерна, кроме железа, используют
также небольшие добавки модификаторов
I рода: бора (0,02 %), ниобия и ванадия.
Кроме алюминиевых, в промышленности
применяются свинцовые, сурьмянистые и не-
которые другие безоловянные бронзы.
Свинцовая бронза БрСЗО характеризует-
ся хорошими антифрикционными свойствами и
высоким сопротивлением заеданию, поэтому
применяется для высоконагруженных подшип-
ников (опорные и шатунные подшипники
126
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.9. Технологические свойства и коррозионная стойкость
литейных безоловянных бронз [68,104,114]
Свойства БрА9Мц2Л БрА10Мн2Л БрА9ЖЗЛ БрА10ЖЗМц2 БрА10Ж4Н4Л БрАИЖбНб БрА9Ж4НМц1 БрСЗО БрСуЗНЗЦЗС20Ф
Температура литья, °C 1110... 1150 1080... 1120 1120... 1200 1110... 1150 1120... 1240 1150... 1230 1150... 1180 1120... 1160 1000... 1040
Жидкотекучесть, мм 500 450 850 700 660... 850 700 700 350 300
Линейная усадка, % 2,0 1,6 2,49 2,5 2,4 1,8 1,8 1,5 1,2... 1,3
Коэффициент трения: со смазочным материалом без смазочного материала 0,082 0,18 0,054 0,18 0,063 0,19 0,12 0,23 0,12 0,23 0,01 0,17 -
Обрабатываемость резанием, % (оз обрабатываемости резанием латуни J1C63-3) 25 20 20 25 20 20 20 50 —
Коррозионная стойкость (потеря массы), г/(м2 суз.): в морской воде в 10% растворе H2SO4 0,25 0,42 - 0,25 0,40 0,2 0,7 0,18 0,58 0,18 0,5 - - -
мощных турбин, авиационных моторов, дизе-
лей и других быстроходных машин).
Свинцовая бронза БрСЗО - это двухком-
понентный сплав системы Cu-Pb (рис. 4.4).
Бронза с 30 % РЬ (положение ее на диаграмме
состояния Cu-Pb указано заштрихованной об-
ластью) кристаллизуегся в несколько стадий.
Характерной особенностью затвердевания
сплавов системы Cu-Pb является наличие мо-
нотектической реакции: процесс кристаллиза-
ции сопровождается расслоением жидкости на
два слоя - жидкость богатая медью (37,4 %
РЬ, ост. Си), и жидкость £2, богатая свинцом
(86 % РЬ, ост Си).
После затвердевания структура бронзы
представляет собой зерна меди и эвтектику,
состоящую из практически чистого свинца
(99,98 % РЬ). Для получения высоких анти-
фрикционных свойств необходимо иметь мел-
кое зерно меди и равномерное распределение
частиц свинца. Однако получение такой струк-
туры не просто, так как из-за расслоения жид-
кости во время монотектической реакции
(А) <-> Си + Л2) свинцовые бронзы подвержены
сильной ликвации. В процессе кристаллизации,
обогащенная свинцом жидкость L2 (86 % РЬ).
оттесняется растущими зернами меди и кон-
центрируется обособленными участками, а
затем закристаллизовывается в виде крупных
скоплений свинца. Такие скопления приводят к
неравномерному его распределению по объему
отливки и отрицательно сказываются на свой-
ствах бронзы. Кроме того, свинцовые бронзы
чрезвычайно склонны к гравитационной лик-
вации в процессе кристаллизации: из-за боль-
шой разницы в плотности свинца и меди жид-
кость L2, обогащенная свинцом, опускается
вниз, и поэтому более тяжелый свинец распо-
лагается в донной части отливки.
Для обеспечения равномерного распреде-
ления свинца в структуре применяют в процес-
се литья специальные меры, уменьшающие
ликвацию: диспергирование, быстрая кристал-
лизация и т.п. Например, для увеличения ско-
рости кристаллизации стальные ленты или
заготовки, на которые заливают свинцовую
бронзу, охлаждают водой. Таким способом
удается получить мелкое зерно меди с дис-
персными частицами свинца.
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
127
Си РЬ, % РЬ
Рис. 4.4. Диаграмма состояния системы Cu-Pb 1142]
На рис. 4.5 показано влияние содержания
свинца на механические свойства двойных
сплавов системы Cu-Pb. Видно, что с увеличе-
нием содержания свинца прочностные свойст-
ва сплавов достаточно резко понижаются.
Прочность и твердость свинцовой бронзы
БрСЗО невысоки (табл. 4.10), поэтому она при-
меняется в виде биметалла, получаемого за-
тивкой слоя бронзы на стальной корпус под-
шипника. Благодаря биметаллической конст-
рукции подшипники могут работать при высо-
ких скоростях скольжения и при больших
удельных и циклических нагрузках ударного
характера. Такие биметаллические подшипни-
ки имеют небольшую массу, просты в изготов-
лении и при износе легко заменяются.
Свинцовые бронзы значительно превос-
ходят по теплопроводности оловянные бронзы
(почти в три раза) и другие подшипниковые
сплавы (табл. 4.11), что позволяет их использо-
вать при более высоких рабочих температурах.
Сурьмянистая бронза БрСуЗНЗЦЗС20Ф
применяется как заменитель оловянных и дру-
гих антифрикционных бронз. Бронза обладает
отличными антифрикционными свойствами,
легко прирабатывается и хорошо противостоит
износу. Применяется для изготовления деталей
трения топливной аппаратуры, а также для
изготовления подшипников.
Основой фазового состава бронзы являет-
ся твердый раствор сурьмы в меди, в котором
равномерно распределены частицы твердой
е-фазы. Частицы с-фазы играют роль твердой
составляющей при трении в подшипниках. Для
упрочнения основы сплава и повышения кор-
розионной стойкости в состав сурьмянистой
бронзы введены никель, цинк и фосфор, а для
повышения антифрикционных свойств - сви-
нец.
Рис. 4.5. Влияние содержания свиниа
на механические свойства свинцовых бронз
128
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.10. Гарантируемые механические свойства литейных безоловянных бронз (ГОСТ 493-79)
Марка Способ литья*1 ов, МПа б, % НВ
не менее
БрА9Мц2Л П 392 20 80
К 392 20 80
БрА10Мц2Л П 490 12 ПО
К 490 12 ПО
БрА9ЖЗЛ*2 II 392 10 100
К 490 12 100
БрА10ЖЗМц2 П 392 10 100
К 490 12 120
БрА10Ж4Н4Л п 587 5 160
к 587 6 170
БрАПЖбНб п 587 2 250
к 587 2 250
БрА9Ж4Н4Мц1 п 587 12 160
к 587 12 160
БрА7Мц15ЖЗН2Ц2 п 607 18 -
БрСЗО к 58,7 4 25
БрСуЗНЗЦЗС2()Ф к 157 2 65
*’ П - литье в песчаную форму; К - литье в кокиль.
*2 При литье в кокиль допускается относительное удлинение не менее 6 %, если твердость превышаем
160 НВ.
4.11. Физические свойства литейных безоловянных бронз при литье в кокиль [68,104,114]
Марка Свойства
Тпл, °C у, кг/м1 а - 106, К"1 X, Вт/(м К) сР, Дж/(кг К) р, мкОм-м
БрА9Мц2Л 1060 7600 18,5 72 437* 0,1 Г
БрА10Мц2Л 990 9400 - - - -
БрА9ЖЗЛ 1040 7500 18,0 78,0 418 0,123
БрА10ЖЗМц2 1045 7550 16,0 58,6 437* 0,190
БрА10Ж4Н4Л 1082 7700 - 75,4 418 0,193
БрАПЖбНб 1035 8100 14,9* 58,6 418 -
БрА9Ж4НМц1 1054 7700 16 46 418 0,215
БрСЗО 975 9500 18,4 142,4 418 0,065
БрСуЗНЗЦЗС20Ф - 9150 17,4 54,0 482 -
Литье в песчаные формы.
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
129
4.12. Типичные механические свойства литейных безоловянных бронз
Марка о,, МПа Оо з, МПа 8, % НВ Е, ГПа KCU, МДж/м2
БрА9Мц2Л 395...450 200 20...22 80...90 92 0,7
БрА10Мц2Л 490 - 12 110 - -
БрА9ЖЗЛ 490 200 12 100...110 112 0,6
БрА10ЖЗМц2 490... 5 50 220 12...14 12..135 105 0,7
БрА10Ж4Н4Л 590...650 280 6...8 170...180 115 0,2...0,4
БрАНЖбНб 590... 650 - 2...3 250...260 - -
БрА9Ж4НМц1 587 - 12 160 - -
БрСЗО 60...80 30...60 4...6 25...40 0,05...0,1
БрСуЗНЗЦЗС20Ф 160... 170 по 2...4 65...70 75 0,03
Типичные механические свойства безоло-
вянных литейных бронз приведены в табл. 4.12.
4.1.3. Литейные латуни
Литейные латуни широко применяются в
технике для изготовления фасонных отливок.
В табл. 4.13, 4.14 приведены марки литейных
1ат\ней, выпускаемых промышленностью Рос-
ии, а также их аналоги по национальным
аандартам США, Германии и Японии. Латуни
дешевле большинства литейных бронз и обла-
дают хорошими литейными свойствами.
Базовой диаграммой состояния для лату-
ней является система Cu-Zn (см. рис. 2.1). В
этой системе имеется необычная зависимость
растворимости цинка в меди от температуры:
при температуре 902 °C она составляе! 32,5 %
и в отличие от многих других систем, с пони-
жением температуры растворимость увеличи-
вается, достигая максимальных значений 39 %
три 454 °C. При дальнейшем понижении тем-
пературы растворимость цинка в меди мало
изменяется, поэтому для оценки фазового со-
става латуней используют значение предель-
ной растворимости цинка в твердой меди
39 %).
В соответствии с фазовым составом раз-
тичают однофазную а-латунь, двухфазную
д + Р-латунь и р-латунь (см. рис. 2.1). Механи-
ческие свойства латуней определяются свойст-
вами фаз. Фаза а - мягкая, малопрочная,
о высокопластичная. Высокотемпературная
-фаза также достаточно пластична. При тем-
пературах ниже 454...468 °C P-фаза переходит
в упорядоченное состояние: р —* Р'. Фаза Р' в
отличие от p-фазы является более твердой и
хрупкой; у-фаза представляет собой твердый
раствор на основе электронного соединения
Cu5ZnR; она отличается очень высокой хрупко-
стью, и ее присутствие в промышленных кон-
струкционных сплавах исключено. В этом
главная причина того, что медно-цинковые
сплавы, содержащие более 50 % Zn, не нашли
применения в промышленности.
В соотвсютвии со свойствами фаз в сис-
теме Cu-Zn а-латуни - мягкие и высокопла-
стичные сплавы; но прочностные свойства их
невелики; р-латуни — прочные и твердые спла-
вы, но отличаются высокой хрупкостью.
В двухфазных а + р-латунях с увеличением
содержания p-фазы в структуре прочностные
свойства повышаются, а пластичность понижа-
ется. По мере увеличения содержания цинка ив
возрастает от 200 до 300 МПа в однофазной
области а и до 450 МПа в двухфазной - а + р.
Пластичность увеличивается от 30 до 50 % и
проходит через максимум в сплавах, содержа-
щих - 30 % Zn, а затем (в двухфазной области)
резко понижается из-за появления в структуре
сплавов хрупкой Р'-фазы.
Сплавы системы Cu-Zn кристаллизуются
в узком температурном интервале (50...60 °C).
Этот факт в значительной мере определяет их
литейные свойства. Из-за малого интервала
кристаллизации латуни обладают хорошей
жидкотекучестью и дают плотные отливки с
небольшой пористостью (главным образом в
130
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.13. Марки литейных латуней по национальным стандартам
Россия США Германия Япония
ГОСТ ASTM DIN ns
17711-93 ВЗО, В176, В584, В806 17656 Н5101,Н5102, H5112
ЛЦ40МцЗЖ — — —
ЛЦ40МцЗА - - -
Л38Мц2С2 - - -
Свинцовая латунь
ЛЦ40С - Ms60A (2.0341) -
ЛЦ40Сд - - -
Марганцовистая латунь
ЛЦ40Мц1,5 -
Алюминиевая латунь
ЛЦЗОАЗ - - -
Кремнистая латунь
- - - H5112/classl
С87900 - -
ЛЦ16К4 С87400, С87500, — H5112/class2,
С87800 H5112/class3
Оловянно-свинцовая латунь
— — Ms65 А (2.0291) -
- - Ms65C (2.0295) H5101/class3
— С85700 - -
- С85800 - -
- 85710 Ms60A (2.0341)
- С85400 - H5101/class2
ЛЦ25С2 С85200 - -
Алюминиево-железо-марганцовая латунь
- С86400 - —
— С86500 — H5102/classl,lC
- С86700 - H5102/class2
ЛЦ23А6ЖЗМц2 С86200, С86300 - H5102/class3, H5104/class4
Кремнисто-свинцовая латунь
ЛЦ14КЗСЗ - -
Марганцово-свинцово-кремнистая латунь
ЛЦ37Мц2С2К
Алюминиево-марганцево-никелевая латунь
- С99700 - -
С99750 —
4.14. Химический ("о, опальное Zn) и фаювыи сосгдвы и назначение лшеииых ла»уней (ГОСТ 17711—93)
Марка Основные компоненты Примеси, не более Фазовый состав Области применения
Си РЬ Fe Мп AI Sn Si
1 2 3 4 5 6 7 8 9 10 11
ЛЦ40МцЗЖ 53,0... 58,0 0,5... 1,5 3,0... 4,0 0,5Pb;0,lSb;0,2Si; 0,5 Ni; 0,5Sn; 0,5А1; 0,05Р S 1,7 а+ВЬТе Арматура в судостроении, работающая до 300°С; простые по конфигурации детали ответственного назначения; гребные винты и лопасти для судов с металличе- ским корпусом (кроме судов, предназна- ченных для службы в тропиках)
Л! (40МцЗА 55,0... 58,5 2,5... 3,5 0,5... 1,5 — 0,2Pb; 0,05Sb; 0,2Si; l,0Ni;0,5Sn; l,0Fe; 0,03P X 1,5 «4 P Детали несложной конфигурации
ЛЦ38Мц2С2 57,0... 60,0 1,5... 2,5 — 1,5... 2,5 — — — 0,8Fe; 0,1 Sb; 0,4Si; l,0Ni; 0,5Sn; O,8A1; 0,05P £2,2 a+piPb Конструкционные детали и арматура судов; антифрикционные детали несложной кон- фигурации (втулки, вкладыши, ползуны, арматура вагонных подшипников)
ЛЦ40С 57,0... 61,0 0,8... 2,0 — — — — — 0,8Fe; 0,05Sb; 0,3Si; l,0Ni; 0,5Sn; 0,5Mn X 2,0 a+JHPb Фасонные отливки арматуры, втулок и сепараторов шариковых и роликовых подшипников, детали приборов, электро- аппаратов, корпуса кранов, тройники и др.
ЛЦ40Сд (для литья под давлением 58,0... 61,0 0,8... 2,0 — — — — — 0,5Fe; 0,05Sb; 0,2Si; l,0Ni;0,3Sn; O,2A1; 0,2Mn X 1,5 oH P+Pb Для литья под давлением деталей армату- ры (втулки, тройники, переходники, сепараторы подшипников), работающих в среде воздуха и пресной воде
ЛЦ40Мц1,5 57,0... 60,0 — — 1,0... 2,0 — — — l,5Fe; 0,1 Sb; 0,1 Si; l,0Ni;0,5Sn;0,7Pb; 0,03P I 2,0 сир Детали простой формы, работающие при ударных нагрузках; детали узлов трения, работающие в условиях спокойной на- грузки при температурах не выше 60 °C
ЛЦЗОАЗ 66,0... 68,0 2,0... 3,0 0,8Fe; 0,1 Sb; 0,3Si; 0,3Ni; 0,7Sn; 0,7Pb; 0,05P; 0,5Mn X 2,6 a Коррозионно-стойкие детали, применяе- мые в судостроении и машиностроении
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
Окончание табл. 4.14
1 2 3 4 5 6 7 8 9 10 11
ЛЦ16К4 78,0... 81,0 3,0... 4,5 0,61'е; 0,1 Sb; 0,04Al; 0,2Ni; 0,3Sn; 0,5Pb; 0,IP; 0,8Mn X 2,5 a+P Детали приборов и арматуры сложной конфигурации, работающие при темпера- туре 250 °C и подвергающиеся гидровоз- душным испытаниям; детали, работающие в среде морской воды при условии обес- печения протекторной защиты (шестерни, детали узлов трения и др.)
ЛЦ14КЗСЗ 77,0... 81,0 2,0... 4,0 — — — 2,5... 4,5 0,6Fe; 0,1 Sb; 0,3Al; 0,2Ni; 0,3Sn;0,5Pb; l,0Mn X 2,3 a+Pb Детали подшипников, втулки
ЛЦ25С2 70,0... 75,0 1,0... 3,0 — — — 0,5... 1,5 - 0,7Fe; 0,2Sb; O,3A1; l,ONi;O,5Si;O,5Mn X 2,5 a+Pb Штуцеры гидросистем автомобилей
ЛЦ23А6ЖЗМц2 64,0... 68,0 2,0... 4,0 1,5... 3,0 4,0... 7,0 0,7Fe; O,lSb; 0,3Si; l,0Ni; 0,7Sn;0,7Pb X 1,8 ll+YFe Детали ответственного назначения, рабо- тающие при высоких удельных нагрузках. При изгибе, а также антифрикционные детали (нажимные винты, гайки нажим- ных винтов, венцы червячных колес, втулки и др.)
ЛЦ37Мц2С2К 57,0... 60,0 1,5... 3,0 — 1,5... 2,5 — — 0,5... 1,3 0,7Fe; 0,1 Sb; 0,05As; l,0Ni; 0,6Sn; 0,01 Bi; 0,lP; 0,7Al X 1,7 a+P+Pb Антифрикционные детали, арматура
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2. Массовая доля никеля в латунях допускается за счет меди и в сумму примесей не входит.
3. По требованию потребителя массовая доля свинца в латуни марки ЛЦ40д допускается 1,2.. .2,0 %.
4. В латуни марки ЛЦ16К4 по согласованию изготовителя с потребителем допускается массовая доля алюминия до 0,1 % при изготовле-
нии деталей, не требующих гидравлической плотности
5. В латуни марки ЛЦ40МцЗЖ, применяемой для отливки гребных винтов, массовая доля меди должна быть 55...58 %, алюминия не бо-
лее 0,8 %, свинца - не более 0,3 %
6. По согласованию изготовителя с потребителем в латуни марки ЛЦ38Мц2С2 массовая доля свинца допускается 1,2.. .2,0 %.
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
133
осевой части отливки) и значительной сосредо-
точенной усадочной раковиной. В связи с этим
пшенная усадка латуней больше, чем линейная
усадка оловянных бронз, и находится пример-
но на том же уровне, что и линейная усадка
алюминиевых бронз: 1,6...2%(табл. 4.9 и 4.15).
Узкий температурный интервал кристал-
лизации определяет также склонность к обра-
зованию столбчатой структуры и транскри-
сталлизации. Они мало склонны к ликвацион-
ным явлениям; отливки из литейных латуней
получаются более однородными по свойствам
в различных сечениях по сравнению с отлив-
ками из оловянных бронз [10, 32, 78].
Цинк, имея низкую температуру кипения
и высокую упругость пара, частично испаряет-
ся в процессе плавки и оказывает раскисляю-
щее воздействие на латуни. Благодаря самоза-
щитному действию паров цинка латуни имеют
небольшую склонность к газонасыщению, что
способствует получению плотных отливок.
Отливки из литейных латуней обладают высо-
кой герметичностью и способны выдерживать
давление до 30.. .40 МПа.
Литейные латуни - это, как правило, мно-
гокомпонентные сплавы (см. табл. 4.14). Ком-
плексное легирование позволяет улучшить не
только их механические свойства и коррозион-
ную стойкость, но и специальные литейные
свойства.
Кремний повышает механические и ли-
тейные свойства латуней. Алюминий повыша-
ет прочностные свойства, коррозионную стой-
кость и жидкотекучесть. Марганец аналогично
алюминию влияет на прочность и коррозион-
ную стойкость латуней, но несколько снижает
ее жидкотекучесть. Добавка свинца улучшает
главным образом антифрикционные свойства
латуней и их обрабатываемость резанием
[10, 78].
Специальные литейные латуни отлича-
ются хорошими механическими, технологиче-
скими и коррозионными свойствами (табл.
4.15...4.17). Отливки из них могут быть полу-
чены литьем в земляные формы, в кокиль, цен-
тробежным литьем (детали, имеющие ось вра-
щения), литьем под давлением. Многие литей-
ные латуни обладают высокими антифрикци-
онными свойствами. Многокомпонентные ли-
тейные латуни (типа ЛЦ23Л6ЖЗМц2 и др)
отличаются высокой стойкостью против износа
при работе на трение и применяются для изго-
4.15. Технологические и коррозионные свойства литейных латуней [68, 104,114]
Марка Температура литья, °C Жидко- теку- честь, мм Линей- ная усадка, % Коэффициент трения в паре со сталью Обраба- тывае- мость резаньем*, % Коррозионная стойкость(потеря массы), г/(м2 ч)
со смазкой без смазки в морской воде в водя- ном паре
'1Ц40МцЗЖ 1000... 1060 600 1,6 - - 25 0,047 -
1Ц40МцЗА 1030... 1090 350 1,8 - - 20 0,047 -
1Ц38Мц2С2 1020... 1080 400 1,8 0,016 0,24 60 0,05 -
ЧЦ40С 1000... 1060 300 2,2 0,013 0,17 80 0,059 0,02
1Ц40Сд 1000... 1060 270 2,2 0,013 0,17 - 0,059 -
1Ц40Мц1,5 1000... 1060 360 1,6 - - 30 0,05 -
1ЦЗОАЗ 1095...1150 570 1,55 - - 30 - -
1Ц16К4 1000... 1060 800 1,7 0,01 0,19 30 0,068 -
1Ц14КЗСЗ 1000... 1050 600 1,7 0,009 0,15 50 - -
1Ц25С2 1000... 1060 470 1,7 - - 25 - -
1Ц23А6ЖЗМц2 1030... 1090 400 1,9 - - - - -
1Ц37Мц2С2К 1040... 1090 400 1,4 - - 80 - -
* В % от обрабатываемости латуни марки ЛС63-3
134
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.16. Гарантируемые механические свойства литейных латуней (ГОСТ 17711-93)
Марка Способ литья МПа б, % НВ
не менее
ЛЦ40МцЗЖ Песчаная форма 441 18 90
Кокиль 490 10 100
Под давлением 392 10 90
ЛЦ40МцЗА Кокиль, центробежное 441 15 115
ЛЦ38МЦ2С2 Песчаная форма 245 15 80
Кокиль 343 10 85
ЛЦ40С Песчаная форма 215 12 70
Кокиль, центробежное 215 20 80
ЛЦ40Сд Кокиль 264 18 100
Под давлением 196 6 70
ЛЦ40Мц1,5 Песчаная форма 372 20 100
Кокиль, центробежное 392 20 НО
ЛЦЗОАЗ Песчаная форма 294 12 80
Кокиль 392 15 90
ЛЦ16К4 Песчаная форма 294 15 100
Кокиль 343 15 ПО
ЛЦ14КЗСЗ Песчаная форма 245 7 90
Кокиль 294 15 100
ЛЦ23А6ЖЗМц2 Песчаная форма 686 7 160
Кокиль, центробежное 705 7 165
ЛЦ37Мц2С2К Кокиль 343 2 НО
ЛЦ25С2 Песчаная форма 146 8 60
4.17. Типичные механические свойства литейных латуней
Марка Способ литья ов, МПа о0.2, МПа 5, % НВ KC\J, МДж/м2
ЛЦ40МцЗЖ Песчаная форма 450...550 170...240 18 95 -
Кокиль 550...650 — 10 100...110 0,35
ЛЦ38Мц2С2 Песчаная форма 300...400 220....280 15 80
Кокиль 350...450 10 80...95
ЛЦ40С Песчаная форма — 150...180 12 70 —
Кокиль 250...350 — 20 80...90 0,26
Центробежное 200 — 20 80 —
ЛЦ40Мц1,5 Песчаная форма 380 20 100
Кокиль 395 20 100...Н0
ЛЦЗОАЗ Песчаная форма 300...340 150...180 12 80 —
Кокиль 400...450 — 12...18 85...95 0,8
ЛЦ16К4 Песчаная форма 300...350 120...200 15 НО —
Кокиль 35O...5OO — 15...20 100...НО 1,2
Центробежное 300...500 — - - —
ЛЦ14КЗСЗ Песчаная форма 250...300 140 8 95 -
Кокиль 300...400 -• 15...18 90... 100 0,4
Центробежное 350...400 — - — —
ЛЦ25С2 Песчаная форма 250...300 — 10 60...80 —
ЛЦ23А6ЖЗМц2 Песчаная форма 690 - 7 160 -
Кокиль 710 300...350 7...10 170 0,14
Центробежное 710...750 8 -
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
135
4.18. Физические свойства литейных латуней
Марка Т™, °C у, кг/м3 р, мкОм-м X, Вт/(м К) ср, Дж/(кг К) a l О6, К"1
ЛЦ40МцЗЖ 880 8500 0,122 100 - 22,0
ЛЦ40МцЗА 920 8400 - 100 480 20
ЛЦ38Мц2С2 880 8600 0,118 46,1 480 21,0
ЛЦ40С 885 8500 0,068 111 500 20,1
ЛЦ40Сд 885 8500 0,068 111 500 20,1
ЛЦ40Мц1,5 880 8500 0,118 109 480 21,0
ЛЦЗОАЗ 995 8500 0,08 111 - 20,6
ЛЦ16К4 900 8500 0,2 83,8 - 17,0
ЛЦ14КЗСЗ 909 8600 0,2 83,7 - 17,0
ЛЦ25С2 890 8500 0,118 109 480 -
ЛЦ23А6ЖЗМц2 900 8500 - 50,2 - 19,8
ЛЦ37Мц2С2К 920 8450 - 40 - 20,5
товления изделий (подшипников, втулок, вкла-
дышей и т. п.), для которых характерны высо-
кие удельные нагрузки и сравнительно боль-
шие скорости вращения.
Механические свойства отливок сильно
зависят от способа литья; лучший комплекс
свойств получается при литье в кокиль (см.
табл. 4.16, 4.17).
Латуни применяют для литья под давле-
нием - латунь ЛЦ40Сд (втулки, тройники, пе-
реходники, сепараторы подшипников). Из ла-
туни ЛЦ23А6ЖЗМц2 отливают ответственные
детали, работающие при высоких удельных
знакопеременных нагрузках.
Наилучшей жидкотекучестью среди ла-
туней обладает латунь ЛЦ16К4, что позволяет
получать методом литья тонкостенные детали
сложной формы. Из латуней ЛЦ40С, ЛЦ16К4 и
некоторых других получают фасонные детали
сложной формы с хорошими поверхностями,
которые не требуют обработки резанием.
Из литейных латуней легче получать гер-
метичные отливки, чем из оловянных бронз,
которые могут выдерживать высокие давления.
Основным недостатком большинства ла-
пней по сравнению с бронзами является их
пониженная коррозионная стойкость в некото-
рых средах (морская вода и др.), связанная с
обесцинкованием латуни и коррозионным раз-
рушением изделий. Однако имеются марки
литейных латуней (кремнистая ЛЦ16К4 и др.),
которые не уступают по коррозионным свойст-
вам бронзам и являются полноправными заме-
нителями дефицитных оловянных бронз. Мно-
гокомпонентные литейные латуни с большим
количеством P-фазы склонны к сезонному рас-
трескиванию при наличии остаточных напря-
жений. Для устранения этого недостатка от-
ливки необходимо отжигать при низких темпе-
ратурах.
Основные физические свойства литейных
латуней приведены в табл. 4.18.
4.2. ТЕХНОЛОГИЯ ПЛАВКИ
ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
Разработка технологии плавки для полу-
чения конкретной фасонной отливки из медно-
го сплава включает выбор плавильного агрега-
та, вида энергии, материалов футеровки печи,
определение состава атмосферы в печи при
плавке. Кроме того, решают вопрос о способах
предотвращения возможного загрязнения рас-
плава и способе его рафинирования. Рассмат-
ривается также необходимость раскисления и
модифицирования сплава.
Отправными точками при создании тех-
нологии плавки является химический состав
сплава, который включает в себя Mei алл - ос-
нову сплава, легирующие компоненты и при-
меси, заданный уровень механических и дру-
гих свойств в отливке. Главной особенностью
136
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
плавки литейных сплавов является необходи-
мость получения зребуемых свойств в отливке
сразу, без последующего мезаллургического
передела. В плавильный агрегат загружают
твердые материалы, а получают жидкий сплав
и шлак, являющийся побочным продуктом
плавки. Смесь твердых материалов, загружае-
мых в плавильный агрегат, называезся шихтой.
Состав шихты определяется требуемым соста-
вом ютового медного сплава, основой ее явля-
ется металлические шихтовые материалы.
Для создания определенных условий
формирования сплава в плавильный агрегат
загружают также флюсы. Флюсы - это маз-е-
риалы, применяемые в мезаллургических про-
цессах с целью образования шлака или регули-
рования его состава.
Процесс плавки состоит из операций: за-
•рузки шихты в печь; нагрева; плавления; пе-
регрева и доводки, т.е. доведения расплава до
заданной температуры; очистки от вредных
примесей - рафинирования-, легирования; вы-
пуска расплава в разливочный ковш для после-
дующего получения фасонных озливок. На
завершающем этапе процесса плавки основным
продуктом является жидкий расплав, побочные
продукты - это жидкий шлак и отходящие газы
ЦО, 78, 114].
Важным является температурный режим
плавки, порядок загрузки шихтовых материа-
лов и введение отдельных компонентов сплава,
последовательность технологических операций
металлургической обработки расплава.
Плавку всегда проводят в предварительно
разогретой печи, температура в которой на
150...200 °C выше температуры плавления
основного компонента - меди. Желательно,
чтобы все загружаемые в печь материалы были
нагреты до 150...200 °C, чтобы в них не оста-
лось влаги. Первым в плавильную печь загру-
жается тот шихтовой материал, который со-
ставляет наибольшую долю навески сплава. В
случае приготовления сплава из чистых метал-
лов первым всегда загружают основной ком-
понент сплава - медь. Если плавку ведут с
применением флюсов, то их обычно засыпают
сверху загружаемой металлической шихты.
Однако каждая группа литейных медных
сплавов имеет свои особенности технологии
плавки, которые рассматриваются в соответст-
вующих разделах. На рис. 4.6 приведена прин-
ципиальная технологическая схема получения
отливок из литейных медных сплавов.
Рис. 4.6. Технологическая схема производства фасонных отливок из литейных медных сплавов [104]
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
137
4.2.1. Общая характеристика металлических
шихтовых материалов
При производстве фасонных отливок из
медных сплавов используют [114]:
— первичные цветные металлы — медь, яв-
ляющуюся основой сплавов, и легирующие
компоненты - цинк, алюминий, олово, крем-
ний, марганец, бериллий, никель, железо, сви-
нец. сурьма и др.:
- чушки вторичных цветных сплавов (ла-
туней и бронз), получаемые на заводах вторич-
ных цветных металлов и используемые для
приготовления специальных марок латуней и
бронз или для подшихтовки;
- отходы литейных и механических цехов
собственного производства (литники, выпоры,
прибыли, бракованные отливки, стружка и др.);
- лигатуры сплавов меди с легирующими
компонентами;
- лом и отходы, поступающие со сторо-
ны.
Выбор шихтовых материалов определя-
ется прежде всего возможностью получения из
них сплава заданного состава, а также технико-
экономическими данными: наличием материа-
ла, его стоимостью, возможностью переработ-
ки в выбранном плавильном агрегате. Наибо-
лее низкую стоимость имеют возвраты и отхо-
ды. Однако они, как правило, загрязнены при-
месями, и составлять из них всю шихту нельзя,
лак как удаление примесей по ходу плавки
далеко не всегда возможно и целесообразно.
Кроме того, в отходах и возвратах часто со-
держатся неопределяемые примеси, которые
чхудшают свойства сплавов. В связи с этим
долю отходов и возврата в шихте задают из
человия допустимого содержания примесей в
сплаве по ГОСТу или техническим условиям.
Количество шихтовых материалов опре-
деляют путем расчета, при котором учитывают
ожидаемые потери металла (например, из-за
чгара, испарения летучих компонентов сплава,
со шлаками и др.). Для расчсга шихты необхо-
димо иметь возможно более полный химиче-
ский анализ всех шихтовых материалов.
Химический состав первичных цветных
металлов, чушек вторичных цветных металлов,
лигатур и лома должен соответствовать лребо-
ваниям ГОСТа или ТУ.
Первичные цветные металлы являются
продукцией металлургической промышленно-
сли, получаемой из рудных материалов и по-
ставляемой на предприятия, которые произво-
дят фасонные отливки из медных сплавов, как
правило, в чушках, листах (катодная медь) и
др-
Вторичные цветные металлы пред-
ставляют собой лом и отходы металлов и спла-
вов, а также сплавы, выплавляемые из этого
лома и отходов.
В соответствии с ГОСТ 1639-93 лом и
отходы меди и ее сплавов по внешним призна-
кам делят на классы: А - лом и кусковые отхо-
ды, Б - стружка и Г - прочие отходы; по хими-
ческому составу - на группы 1. XIV, которые
формируются из классов А и Б (табл. 4.19). По
качеству они делятся на сорта, основным пока-
зателем которых является степень-незасорен-
ности лома и отходов другими цветными ме-
таллами и сплавами. Лом и отходы идут на
производство сплавов в чушках или использу-
ются для получения литейных медных сплавов
непосредственно на машиностроительных
предприятиях, на которых имеется необходи-
мое шихтоподготовительное и металлургиче-
ское оборудование, причем использование
отходов дает значительный экономический
эффект. Особо чистые лома (например группа I,
сорт 1) могут поступать на заводы обработки
цветных металлов, которые преимущественно
работают на первичных цветных металлах.
Литейные медные сплавы в чушках в
России выплавляют на специализированных
заводах вторичной цветной металлургии из
ломов и отходов с частичной подшихтовкой
первичными металлами.
Литейные латуни и бронзы изготовляю! в
чушках массой не более 42 кг. Для кремнистых
латуней масса чушек допускается до 45 кг.
Форму и размеры чушек устанавливает изгото-
витель по согласованию с потребителем.
Химический состав литейных бронз в
чушках регламентируется ГОСТ 614-97, лату-
ней - ГОСТ 1020-97 (табл. 4.20...4.22). Со-
гласно ГОСТу показатели качества литейных
медных сплавов в чушках должны быть сле-
дующими:
- на поверхности чушек не должно быть
наплывов, заливов, вздутий, шлаковых и ино-
родных включений; общая площадь поверхно-
сти, занимаемой оксидными пленками и пле-
нами, не должна превышать 15 % поверхности
чушек;
- в изломе чушки должны быть плотны-
ми, без инородных включений;
- на каждой чушке должны быть нанесе-
ны: товарный знак и наименование предпри-
ятия-изготовителя, номер плавки, цветная мар-
кировка сплава.
138
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
4.19. Лом и отходы меди и ее сплавов I...XIV групп (классы А и Б) (ГОСТ 1639-93)
Груп- па Марка Наименование группы Требование по компонентам, %
I МООк; МОк; Ml к; МОб; Ml; Mlp; МО; Ml ф; М2; MOO; М2р; М3; МЗр Медь без полуды и пайки Си>99,5
11 МООк; МОк; Ml к; МООб; МОб; Ml; Mlp; М1ф; М2; М2р;МЗ; МЗр; Медь с полудой и пайкой Си>92
III Л96; Л90; Л85; Л80; Л70; Л63; Л60; Л68 Латуни двойные без полуды и пайки Си>60,0
IV Л96; Л90; Л85; Л80; Л63; Л60; Л68; ЛО90-1; ЛО70-1; ЛО62-1 ;ЛО60-1; ЛМ25С2 Латуни оловянные, оловянно-свинцовые, латуни двойные пая- ные и луженые Sn<2,5 Pb<3,0
V ЛС74-3; ЛС63-3; ЛС59-3; ЛС64-2; ЛС63-2; ЛС60-1; ЛС60-2; ЛС59-1; ЛС59-1В; ЛЦ40С Латуни свинцовые РЬ<3,0
VI ЛК80-3; ЛЦ16К4 Латуни кремнистые Si<4,5
VII ЛЦ40Мц1,5; ЛЦ40МцЗЖ; ЛМц58-2; ЛЦ38Мц2С2; ЛЦ40МцЗА; ЛЖМц59-1-1 Латуни марганцови- стые Мп<4,0
VIII ЛА77-2; ЛАЖ60-1-1; ЛАН59-3-2; ЛЦЗОАЗ; ЛА11КМц75-2-2,5-О,5-О,5; ЛЦ23АЖЗМц; ЛМцНЖА60-2-1-1-1; ЛМцКНС; ЛМцАЖНК Латуни алюминиевые А1<7,0
IX БрОФ4-0,25; БрОЦ4-3; БрОЗЦ7С5Н1; БрОЗЦ12С5; БрОФ2-0,25; БрОЮФ1 Бронзы низкооловян- ные Sn<4,0
X БрОФ8-0,3;БрОФ7-0,2; БрОФ6,5-0,4; БрО8Ц4; БрОФ 6,5-0,4;БрОФб,5-0,15; БрОЦС4^1-4; БрО4Ц7С5; БрО4Ц4С17; БрОЦ4-4-2,5; БрО5Ц5С5; БрОЮСЮ;БрО6ЦЗ;БрО5С25; Бронзы высокооло- вянные Sn>4,0
XI БрА10ЖЗМц2; БрАМц2Л; БрА10Мц2Л; БрА5; БрА7; БрАМц9-2 Бронзы алюминиевые с железом и марган- цем Fe<4,0 Mn<3,0
XII БрАЖН 10-4-4; БрКМцЗ-1; БрМц5; БрКН1-3; БрА10Ж4Н4Л; БрА11Ж6Н6; БрА9Ж4Н4Мц1; БрА7Мц15ЖЗ; Н2Ц2; БрА9ЖЗ Бронзы безоловянные, специальные Sn<0,25 Zn<l,5
XIII БрБ2; БрБНТ1,7; БрБНТ1,9; БрБНТ1,9Мг Бронзы бериллиевые -
XIV БрС- 30; БрСуЗНЗ-ЦЗС2Ф Бронзы свинцовые -
4.20. Химический состав (%, остальное Си) оловянных бронз
в чушках (ГОСТ 614-97)
Марка Основные компоненты’ Примеси, не более Всего при- месей
Sn Zn Pb Ni
I 2 3 4 5 6 7
БрО5Ц6С5 4,1...6,0 4,5...6,5 4,1...6,0 - 0,5Sb; 0,4Fe; 0,05Al; 0,05Si;0,lP; l,0Ni 1,3
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
139
Окончание табл. 4.20
1 2 3 4 5 6 7
Бр03Ц13С4 2,1...3,5 9,0... 16,0 3,0...6,0 - 0,5Sb; 0,4Fe; 0,02А1; 0,02Si; 0,1Р; 2,0Ni 1,3
БрОЗЦ8С4Н1 2,6-4,0 7,0... 10,0 3,0...6,0 0,5...2,0 0,5Sb; 0,4Fe; 0,02А1; 0,02Si; 0,lP; 1,3
БрО4Ц8С5 3,1...5,5 6,5-9,0 4,0...7,0 - 0,5Sb; 0,4Fe; 0,05Al; 0,05Si;0,lP; 2,0Ni 1,3
БрО6Ц6С2х 5,0-7,0 5,0...7,0 1,0-4,0 - 0,5Sb; 0,5Fe; 0,1 Al; 1,0
Примечания: 1.По требованию потребителя в бронзах всех марок, кроме БрО6Ц6С2х, массовая
доля сурьмы должна быть не более 0,4 %, общая сумма примесей - нс более 1,2 %; массовая доля фосфора
в бронзах марок БрОЗЦ8С4Н1 и Бр()ЗЦ13С4 - не более 0,05 %; массовая доля кремния в бронзах
БрО5Ц6С5 и БрО4Ц7С5 - не более 0,04 %; в бронзе БрОЗЦ8С4Н1 и БрОЗЦ13С4 общая сумма примесей
алюминия и кремния не должна быть более 0,02 %, для деталей, не работающих под давлением, допускает-
ся массовая доля для алюминия и кремния до 0,05 % каждого, в марке БрО5Ц6С5 допускается массовая
доля свинца и цинка до 7,0 % каждого.
2. Массовая доля никеля в бронзах всех марок, кроме марки БрОЗЦ8С4Н1, допускается за счет меди и
в общую сумму примесей не входит.
3. Примеси, которые нс регламентируются настоящим стандартом, входя! в общую сумму примесей
4.21. Химический состав (%, остальное Си) и маркировка
литейных безоловянных бронз в чушках (ГОСТ 614-97)
Марка Основные компонеты Примеси, не более Всего примесей Маркировка*
AI Fe Мп
БрАЮЖЗр 8,5... 10,5 2,0-4,0 - 0,05As; 0,05Sb; 0,2Sn; 0,2Si; l,0Ni;0,lPb; 0,1Р; l,0Zn;0,5Mn 1,7 Две черные и одна белая полосы
БрАЮЖЗ 8,5...10,5 2,0-4,0 - 0,05As; 0,05Sb; 0,2Sn; 0,2Si; l,0Ni;0,3Pb; 0,lP; l,3Zn;O,5Mn 2,4 Черная и белая полосы
БрА10ЖЗМц2 9,0...! 1,0 2,0-4,0 1,3-3,0 0,1 As; 0,05Sb; 0,1 Sn; 0,2Si; 0,5Ni;0,lPb; 0,03P; l,0Zn; 1,7 Одна черная и две белые полосы
* Цветную маркировку наносят на чушки несмываемой краской в виде полос.
В табл. 4.23 приведен перечень отечест-
венных литейных медных сплавов в чушках и
их зарубежных аналогов, выпускаемых в США.
I ермании и Японии.
В ГОСТ 614-97 и ГОСТ 1020-97 даны
конкретные указания по назначению каждой
марки литейного сплава в чушках и отмечено,
для каких марок литейных латуней или бронз
можно использовать эти сплавы в качестве
шихтового материала (табл. 4.24, 4.25).
Лигатуры. При выплавке медных спла-
вов часто в качестве шихтовых материалов
пользуются лигатурами. Лигатурами называют
промежуточные сплавы, состоящие из основ-
ного компонента рабочего сплава с одним или
несколькими легирующими компонентами, но
в значительно больших концентрациях, чем в
рабочем сплаве [10, 114].
4.22. Химический состав (%, остальное Zn) литейных латуней в чушках (ГОСТ 1020-97)
Марки Основные компоненты Примеси, не более Всего примесей
Си РЬ Si Мп Fe Al Sn
ЛС 56...61 0,8... 1,9 — — — — — 0,8Fe; 0,5А1; 0,3Si; 0,5Мп; 0,5Sn; 0,05Sb; l,0Ni 2,0
ЛСч 56...61 0,8... 1,5 — — — — — 0,6Fe; 0,5Al; 02Si; 0,5Mn; 0,5Sn; 0,05Sb; 0,5Ni 1,7
ЛСд 57...67 0,8... 1,5 — — — — — 0,5Fe; 0,2Al; 02Si; 0,5Mn; 0,3Sn; 0,05Sb; 0,5Ni 1,5
ЛСдч 59. .61 0,8... 1,5 — — — — — 0,5Fe; 0,1 Al; OlSi; 0,5Mn; 0,5Sn; 0,05Sb; 0,5Ni 1,4
ЛОС 60...75 1,0...3,0 — — — — 0,5... 1,5 0,7Fe; 0,3Al; 05Si; 0,5Mn; 0,1 Sb; l,0Ni 1,5
ЛК 76...81 - 2,8...4,5 - - - - 0,6Fe; 0,1 Al; 0,8Mn; 0,5Pb; 0,3Sn; 0,1 Sb; 0,lP; 0,2Ni 2,5
ЛК1 78...81 - 3,0...4,5 - - - - 0,6Fe; 0,04AI; 0,8Mn; 0,5Pb; 0,3Sn; 0,1 Sb; 0,lP; 0,2Ni 2,4
ЛК2 76...81 - 1,9...2,8 - - - - 0,6Fe; 0,1 Al; 0,8Mn; 0,5Pb; 0,3Sn; 0,1 Sb; 0,lP; 0,2Ni 2,5
ЛЕС 76...81 2,0...4,0 2,5...4,5 — — — — 0,6Fe;0,lAl; 0,8Mn; 0,3Sn; O,lSb; 0,lP; 0,2Ni 2,0
ЛМцС 56...60 1,5...2,5 - 1,8...2,5 - - - 0,81'e; O,8A1; 0,4Si; 0,5Sn; O,lSb; 0,05As; 0,01 Bi; 0,05P; l,0Ni 2,2
ЛМцЖ 53...58 - - 3,0-4,0 0,5-1,5 - - 0,6Al; 0,2Si; 0,5Pb; 0,5Sn; 0,1 Sb; 0,05As; 0,01 Bi; 0,05P; 0,5Ni 1,7
ЛА 63...68 - - - - 2,2...3,0 - 0,8Fe; 0,3Si; 0,5Mn; 0,7Pb; 0,7Sn; 0,1 Sb; 0,1 As; 0,01 Bi; 0,05P;0,3Ni 2,6
ЛМцКА 58,5...61,5 - 0,5... 1,3 2,0...З,О - 0,75-1,5 - 0,6Fe; 0,5Pb; 0,2Sn; 0,03Sb; 0,05As; 0,01 Bi; 0,03P; l,0Ni 1,3
ЛАЖМц 63...70 — — 1,5-3,0 2,0-4,0 4,0...7,0 — 0,3Si; 0,7Pb; 0,7Sn; 0,1 Sb; l,0Ni 1,8
ЛМцСК 57...60 1,5...3,0 0,5... 1,3 1,5-2,5 - - - 0,6Fe; 0,7Al; 0,6Sn; 0,1 Sb; 0,05As; 0,01 Bi; 0, IPb; l,0Ni 1,7
ЛМцСКА 58...61 1,5...2,5 0,5... 1,3 2,0-3,0 - 0,7... 1,5 - 0,6Fe; 0,2Sn; 0,03Sb; 0,05As; 0,01 Bi; 0,03P; l,0Ni 1,3
Примечания: 1. Буквы в обозначения марок латуни означают А - алюминий, Ж - железо, О - олово, Мц - марганец, К - кремний, С - свинец.
2. В массовую долю меди может быть включен никель, в этом случае никель в сумме примесей не учитывается.
3. Отношение (Fe+Mn)/Si должно быть для лагуни марки ЛСч - 2.. 5, марки ЛСдч - 4.. .6.
4. Массовая доля конкретных примесей и суммы примесей могуг быть изменены по согласованию потребителя с изготовителем.
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
141
4.23. Марки литейных медных сплавов в чушках по национальным стандартам
Сплав системы С |рана, стандарт
Россия ГОСТ 1020-97, 614-97 США ASTM ВЗО Г ермания DIN 17656 Япония JIS H2202, H2203, H2206,H2207
Cu-Zn-Pb ЛС Затуни С85700 GB-CuZn39Pb YBsCIn3
Cu-Zn-Pb ЛСч, ЛСл, ЛСдч - - -
Cu-Zn-Sn ЛОС С85400 - -
Cu-Zn-Si ЛК, ЛК1 С87500 GB-CuZnl5Si4 -
Cu-Zn-Si ЛК2 — - -
Cu-Zn-Si-Pb ЛКС — — -
Cu-Zn-Mn-Pb ЛМцС - - -
Cu-Zn-Mn-Fe ЛМнЖ - - -
Cu-Zn-Al ЛА - - -
Cu-Zn-Mn-Si-Al ЛМцКА - - -
Cu-Zn-Al-Fe-Mn ЛАЖМц С86100 - -
Cu-Zn-Mn-Si-Pb ЛМцСК - - -
Cu-Zn-Mn-Si-Al-Pb ЛМцСКА - -
Cu-Sn-Zn-Pb Оловя БрО5Ц6С5 иные бронзы GB-CuSn5ZnPb BC1.6
Cu -Sn-Zn-Pb БрОЗЦ13С4 С84800 - BC1.1
Cu -Sn-Zn-Pb-N i БрОЗЦ8С4Н1 - GB-CuSn2ZnPb -
Cu-Sn-Zn-Pb БрО4Ц8С5 - - -
Cu-Sn-Zn-Pb БрО6Ц6С2х - - -
Cu-AI-Fe БезолоЕ БрАЮЖЗр >янные бронзы С95200 GB-CuAllOFe AIBI.l
Cu-Al-Fe БрАЮЖЗ С95200 GB-CuAIIOFe AIBI.l
Cu-AI-Fe-Mn БрА10ЖЗМц2 - - -
4.24. Назначение и маркировка оловянных бронз в чушках (ГОСТ 614-97)
Марка Маркировка* Назначение бронзы
БрО5Ц6С5 Красная и зеленая Шихтовой материал для бронзы БрО5Ц5С5
Бр03Ц13С4 Зеленая Шихтовой материал для бронзы БрОЗЦ12С5
БрОЗЦ8С4Н1 Черная Шихтовой материал для бронзы БрОЗЦ7С5Н 1
БрО4Ц8С5 Синяя Шихтовой материал для бронзы БрО4Ц7С5
БрО6Ц6С2х Зеленый крест Для художественного литья
Цветную маркировку наносят на чушки несмываемой краской в виде полос и крестов
4.25. Назначение и маркировка литейных латуней в чушках (ГОСТ 1020-97)
Марка Маркировка * Назначение
Шихтовой материал для латуни по ГОСТ 17711 Изготовление деталей
ЛС Белая полоса ЛС40С Литье под давлением и другие виды литья, санитарная, гидравлическая
ЛСч Белая полоса и белый крест и пневматическая арматура; втулки и сепараторы подшипников
ЛСд ЛСдч Две белые полосы Две белые полосы и белый крест ЛЦ40С Литье под давлением; арматура, втулки и сепараторы подшипников
ЛОС Белая, черная и белая полосы ЛЦ25С2 Штуцеры гидросистем автомобилей
ЛК Белая и красная полосы ЛЦ16К4 Сложные по конфигурации детали приборов и арматуры для примене- ния в морской воде; шестерни; летали узлов трения
ЛК1 Белая, красная и белая полосы ЛЦ16К4 Гидравлически плотное литье
ЛК2 Белая и две красные полосы - Детали для электрических цепей
ЛКС Черная, красная и черная полосы — Антифрикционные детали
ЛМцС Белая и синяя полосы ЛМц38Мц2С2 Конструкционные детали, оборудование и аппаратура для судов; анти- фрикционные детали несложной конфигурации; арматура вагонных подшипников; литье под давлением
ЛМцЖ Белая и зеленая полосы ЛЦ40МцЗЖ Несложные по конфигурации детали ответственного назначения и ар- матура для морского судостроения; несложные большие отливки для гребных винтов, двигателей и др.
ЛА Белая и желтые полосы ЛЦЗОАЗ ' Конструкционные детали и арматура, особенно для применения в мор- ской воде
ЛАЖМц Белая и коричневая полосы ЛЦ23А6ЖЗМц2 Конструкционные детали ответственного назначения, работающие при высоких удельных и знакопеременных нагрузках
ЛМцСК Красная полоса — Детали гидронасосов
ЛМцКА Три красные полосы Две красные полосы Детали для автомобильной промышленности
* Цветную маркировку наносят на горцах чушек несмываемой краской в виде вертикальных полос и крестов.
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
143
К использованию лигатур прибегают в
тех случаях, когда введение легирующего ком-
понента по разным причинам затруднено. Та-
кими причинами могут быть длительность
процесса растворения легирующей добавки в
расплаве основного компонента, потери от
окисления, испарения, шлакообразования.
В виде лигатур целесообразно вводить
тугоплавкие элементы. В этом случае в качест-
ве легирующего элемента выбирают относи-
тельно легкоплавкие сплавы с температурой
плавления, близкой к основе сплава. Использо-
вание лигатуры облегчает и ускоряет процесс
плавки. Кроме того, лигатуры целесообразно
применять: при введении летучих компонен-
тов, находящихся в чистом виде при темпера-
туре расплава в газообразном состоянии; при
введении химически активных элементов,
взаимодействующих в свободном виде с ки-
слородом и азотом воздуха; при необходимо-
сти введения в сплав очень малых добавок.
Надежно ввести очень малое количество леги-
рующего компонента (десятые или сотые доли
процента) практически невозможно из-за раз-
личного рода потерь и неравномерности рас-
пределения. Применение лигатуры, которую
вводят в значительно большем количестве, чем
при использовании чистых компонентов, уст-
раняет эти трудности.
В табл. 4.26 приведен химический состав
по ГОСТ 4515-93 лигатуры медь-фосфор, ко-
торая используется для раскисления многих
литейных сплавов, а также для введения малых
количеств фосфора в качестве легирующего
элемента в литейные оловянные бронзы.
В табл. 4.27 приведены составы лигатур-
ных сплавов, используемых при производстве
фасонных отливок из сплавов на медной осно-
ве, и указаны температуры их плавления.
4.26. Химический состав, ликвидус и маркировка медно-фосфористых лигатур
(ГОСТ 4515-93)
Марка Вид продукции Основные компоненты, % Примеси, %, нс более гП1, °C Маркиров- ка ’
Си+Р, не менее Р Bi Sb Всего
МФ10 Плиты, прутки 99,8 9,5...11 0,002 0,02 - 880 Белая
МФ9 Плиты, прутки 99,5 8,0...9,5 0,002 0,02 0,15 750 Черная
’ Цветную маркировку наносят несмываемой краской в виде полос.
4.27. Составы лигатур, применяемые при плавке медных сплавов[10, 78, 114]
Лигатура Состав, % 7k„ °C
Медь-маргансц 73Си; 27Мп 860
Медь-кремний 84Cu; 16Si 800
Медь- олово 50Cu; 50Sn 780
Медь-железо 9O...95Cu; 5...10Fe 1200... 1330
Медь-алюминий 67Cu; 33A1 780
50Cu; 50A1 580
Медь-сурьма 50Cu; 50Sb 670
Медь-никель 67...85Cu; 15...33Ni 1150... 1250
Медь-кадмий 70Cu; 30Cd 850
Медь-никель-алюминий 40Cu; lONi; 50A1 670
144
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
Лигатуры, применяемые при производст-
ве литейных сплавов на медной основе, долж-
ны удовлетворять следующим требованиям
[10, 1141:
- иметь температуру плавления, близ-
кую к температуре плавления меди;
- обеспечивать однородность по
химическому составу;
- содержать возможно большее количе-
ство легирующего элемента;
- иметь достаточную хрупкость для
удобства дробления и составления шихты.
При плавке литейных медных сплавов
важное значение имеет не только химический
состав компонентов шихты, но и их температу-
ра плавления, плотность, удельная поверхность
и насыпная плотность. Компоненты шихты
могут иметь удельную поверхность, отличаю-
щуюся на один-два порядка (табл. 4.28), что
оказывает влияние на угар элементов при
плавке. Большую удельную поверхность име-
ют стружка и мелкий металлический лом, по-
этому при плавке необходимо применять меры
к тому, чтобы избежать их чрезмерного окис-
ления.
4.2.2. Флюсы
Флюсы представляют собой сложные
сплавы оксидов и солей, которые загружают на
поверхность расплава. Они являются важней-
шим компонентом неметаллической части
шихты.
Основное назначение флюсов состоит в
изоляции жидких медных сплавов от контакта
с воздухом, уменьшении потери металла на
угар, очистки сплавов от i вердых, нераствори-
мых в них оксидов и других неметаллических
включений. Флюсы, как и шлаки, должны быть
более легкоплавкими, чем защищаемый метал-
лический расплав, их плотность - меньше
плотности жидкого металла. Чтобы надежно
защитить металл от газов флюсы и шлаки
должны быть непроницаемыми для газов воз-
духа.
В зависимости от назначения флюсы
подразделяются на покровные, рафинирующие
и универсальные. При плавке медных сплавов
широко применяются покровно-рафинирующие
флюсы в виде расплавленных смесей солей и
оксидов. По составу различают кислые, основ-
ные и нейтральные флюсы. Флюс должен быть
нейтральным по отношению к металлу и осо-
бенно к футеровке печей, а шлак, образующий-
ся в конце плавки, не должен быть вязким,
чтобы не попадать в виде включений в жидкий
металл.
Флюсы, применяемые при плавке литей-
ных медных сплавов, могут быть на основе
стекла (nSiO2mNa2O), буры (Na2B4()7), кальци-
нированной соды Na2CO3 с различными добав-
ками (Cal’2, NaCI, криолит Na3AIF6 и др.).
В настоящее время для медных сплавов
нс разработаны универсальные составы флю-
сов, которые сочетали бы все требуемые поло-
жительные свойства. Поэтому состав флюсов
выбирают в зависимости от конкретных усло-
вий производства: марки сплава, типа плавиль-
ного агрегата, экономических соображений и
других факторов [10, 78].
Составы и назначение некоторых флюсов
по различным литературным источникам, ко-
торые применяю! при плавке литейных мед-
ных сплавов, приведены в табл. 4.29.
4.28. Характеристика шихтовых материалов [ 10|
Шихтовые материалы Плотность, кг/м’ Температура плавления, °C Удельная поверхность, м’/кг Насыпная плотность кг/м’
Медь и медные сплавы в чушках 0,0074... 0,013 5000
Лом меди и медных сплавов 7890... 8950 900...1150 0,005... 0,02 1500... 3000
Стружка меди и медных сплавов 0,14...0,15 2000...2500
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
145
4.29. Состав и назначение покровных и рафинирующих флюсов для медных сплавов
Состав, % Назначение
41.. .47 SiO2; 25...32 МпО2; 10... 15 Na2O; 11. . . 14 А12О3 Покровные для оловянных бронз (в печах с ша- мотной футеровкой)
50 SiO2; 30 Na2B4O7; 20 CaO
10...30 SiO2; 70...90Na2B4O7 То же(в печах с магнезитовой фут еровкой)
7 Na2B4O7; 60 Na2CO3; 33CaF2 Рафинирующие для оловянных бронз
30 SiO2; 30 Na2CO3; 40CaF2 Покровные для кремнистых и простых латуней
50 Na2CO3; 50CaF2
60 NaCl; 30 Na2CO3; 10 Na3AlF6 Покровно-рафинирующие для латуней
50 CaF2; 50 MgF2 Покровно-рафинирующие для бронз и латуней
28 Na2B4O7; 10 NaCl; 35 KC1; 25 Na3AlF6; 2 древесный уголь Рафинирующие для алюминиевых бронз
60 NaCl; 40 Na3AlF6
20 CaF2; 60NaF; 20 Na3AlF6
6 Na2B4O7; 70 Na2CO3; 12 Na3AlF6; 12 K2CO3
10 Na2CO3: 70 CaF2; 20 Na2SO4
4.2.3. Плавка оловянных бронз
Шихтой для приготовления литейных
оловянных бронз служат либо готовые сплавы
в чушках (ГОСТ 614-97), либо чистые метал-
лы. Из экономических соображений предпоч-
юние отдается первому способу составления
шихты. Оловянные бронзы плавят в различных
печах, однако с точки зрения качества, мини-
мальных безвозвратных потерь металла, про-
изводительности труда предпочтительны элек-
трические индукционные печи. Плавку из ших-
ты на основе чушковой бронзы ведут в сле-
дующей последовательности: загрузка шихто-
вых материалов, расплавление, перегрев, ра-
финирующе-дегазируюшая обработка расплава.
Химический состав чушковых бронз по-
добран так, что он отличается от стандартных
(итейных оловянных бронз (ГОСТ 613—79)’,
например, содержание цинка на 1 % больше
на угар). Каждому составу бронзы в чушках
соответствует один или несколько составов
стандартных оловянных бронз, которые могут
быть получены из чушковой бронзы опреде-
Исключение составляют лишь чушки оло-
янпой бронзы, предназначенной для художествен-
ного литья.
ленного состава. В состав шихты, кроме чушек,
вводят возвраты (отходы собственного произ-
водства) в количестве 20...80 % (литники, бра-
кованные отливки и др.). Применение стружки
в шихте не рекомендуется, так как в литейных
цехах обычно нет специализированного обору-
дования для ее очистки от примесей масла и
влаги [10, 78, 119].
Окисляемость компонентов оловянных
бронз значительно ниже, чем у других медных
сплавов, однако учитывая наличие в составе
многих марок бронз цинка (последний при
высоких температурах легко испаряется), по-
тери металла при плавке могут быть значи-
тельными, тем более, что защитные свойства
оксидной пленки на поверхности расплава,
состоящей в основном из оксидов ZnO и Си2О,
невысоки. В этом случае эффективным спосо-
бом защиты бронз от окисления является рас-
кисление их фосфором [114].
После расплавления всей шихты расплав
перегревают до 1150... 1200 °C (на 100.. .200 °C
выше температуры ликвидуса) и вводят фос-
фористую медь в количестве 0,02...0,04 %.
Присадка фосфора благоприятно действует на
оловянные бронзы, содержащие цинк, так как
образующийся жидкий комплексный оксид
фосфора и цинка (3ZnOP2O5) легко удаляется
146
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
из расплава в отличие от твердых частиц окси-
да цинка.
При выплавке оловянных бронз из чис-
тых металлов плавку начинают с расплавления
меди. Плавку ведут форсированно под слоем
древесного угля. Если в состав шихты входит
никель, то его загружают либо вместе с медью,
либо вводят подогретым в жвдкий металл.
Никель повышает равновесную растворимость
водорода в меди, поэтому введение его в рас-
плав на более поздней стадии предпочтительно
[78].
При плавке оловянных бронз образуется
хрупкий оксид SnO2, наличие включений час-
тиц которого заметно снижает механические и
эксплуатационные свойства оловянных бронз.
Поэтому перед введением олова, оловосодер-
жащих отходов медь раскисляют фосфором.
Фосфор вводят в виде фосфористой меди (ли-
гатуры по ГОСТ 4515-93) (см. табл. 4.26) в
медный расплав, перемешивая жидкий металл
графитовой мешалкой. Плавку проводят в
окислительной атмосфере под слоем древесно-
го угля или флюса. После раскисления меди в
нее вводят цинк, затем олово и отходы, в по-
следнюю очередь вводят свинец. Расплав на-
гревают до 1100... 1200 °C, рафинируют хлори-
стым цинком и разливают в формы [119].
При плавке высокосвинцовистых оловян-
ных бронз требуегся интенсивное перемеши-
вание расплавленного металла для предотвра-
щения ликвации свинца. В конце плавки перед
выпуском готового металла из печи рекомен-
дуется ввести фосфор для разжижения шлака и
повышения жидкотекучести оловянных бронз.
Содержание фосфора должно быть строго рег-
ламентировано (< 0,03 %), так как его избыток
может привести к пористости отливок.
Приготовление оловянных бронз произ-
водят с применением покрова из древесного
угля или угля с солевыми добавками (0,1..
0,2 % буры и др.), улучшающими защитные
свойства покрова. Если шихта загрязнена
вредными примесями - алюминием, кремнием,
магнием и т.д., которые присутствуют в рас-
плаве главным образом в форме оксидных
включений, то плавку проводят с применением
солевых жидких флюсов. Флюсы загружают в
печь частично вместе с шихтой, частично на
зеркало металла, перемешивая их с металлом.
При плавке под флюсом некоторое количество
оксидов вредных примесей удаляется благода-
ря смачиванию их флюсами или частичному
растворению их во флюсах. Если сразу не уда-
ется снизить количество вредных примесей до
допустимых пределов, обработку свежими
флюсами проводят в несколько приемов. Отра-
ботанные флюсы (шлаки) перед выпуском ме-
талла удаляются из печи [78].
Оловянные бронзы характеризуются ши-
роким интервалом кристаллизации (см. рис.
3.1) и обладают заметной склонностью к газо-
насыщению во время плавки. Поэтому эти
сплавы склонны к значительной газоусадочной
пористости, затрудняющей получение плотных
отливок. Отсюда необходимо стремиться к
получению металла, чистого от газов. Эффек-
тивным способом очистки бронз от газовых
примесей является дегазация расплава.
Дегазацию оловянных бронз от водорода
и других газовых примесей проводят продув-
кой расплава осушенным азотом или аргоном,
что является эффективным способом рафини-
рования бронз.
Температура перегрева оловянных бронз
в печах зависит от их температуры ликвидуса и
составляет обычно И80... 1250 °C. Излишний
перегрев металла нежелателен.
4.2.4. Плавка безоловянных бронз
Технология плавки безоловянных бронз
определяется химическими свойствами основ-
ного легирующего элемента при высокой тем-
пературе, например, алюминия в алюминиевой
бронзе, свинца в свинцовой бронзе и т.д.
Алюминиевые бронзы плавят в индукци-
онных тигельных и канальных печах, реже
используют топливные печи. Повышенная
склонность алюминиевых бронз к окислению
при высоких температурах и к образованию
твердых оксидных пленок, загрязняющих рас-
плав, а также поглощение жидким металлом
водорода составляет основные трудности при
плавке. В связи с этим плавку проводят в окис-
лительной атмосфере под слоем флюса, избе-
гая перегрева выше 1200 °C [10, 78, 119].
Алюминиевые бронзы выплавляют из
чистых металлов, а также из чушек бронз
(ГОСТ 614-97). В качестве шихтовых материа-
лов используют катодную медь различных
марок (от МО до М2) в зависимости от требо-
ваний но содержанию в бронзе вредных при-
месей (Sb, As, Pb, Sn и др.), алюминия, никеля,
маргансца. Железо вводят в виде обрезков мяг-
кой стали или проволоки. Применяются также
различные лигатуры: Cu-Mn, Cu-Fe, Си-AI и
др. (см. табл. 4.27). В состав шихты вводят
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
147
возвраты, количество которых варьируется от
25 до 75 %. При плавке алюминиевой бронзы,
легированной никелем, марганцем или желе-
зом, вначале расплавляют медь, проводят рас-
кисление фосфористой медью, а затем вводят
алюминий или лигатуру Cu-Al. Алюминий
необходимо вводить перед введением марганца
и железа, так как в противном случае образу-
ются пленки, которые делают сплав непригод-
ным для заливки.
В настоящее время имеется большое ко-
личество рекомендуемых и опробованных в
производстве составов флюсов (см. табл. 4.29).
Например, при плавке в канальных и тигель-
ных индукционных печах применяются покро-
вы из древесного угля вместе с легкоплавками
солями (криолит, бура и др.). Такой покров
хорошо смачивает оксидные пленки, образую-
щиеся в процессе расплавления шихты, и очи-
щает от них расплав.
Если опасность окисления бронзы и за-
грязнения ее включениями А12О3 велика, то
расплав рафинируют жидкими флюсами, со-
стоящими из компонентов, хорошо смачиваю-
щих и усваивающих в твердом виде или рас-
творяющих оксид А12О3. Такие флюсы состав-
ляют из смеси хлористых и фтористых солей
щелочных металлов с добавками соединений,
повышающих вязкость флюсов (кремнезем,
стекло и др.).
При получении отливок из алюминиевых
бронз наибольшую трудность представляет
очистка расплава от посторонних вредных
примесей (олова, цинка, сурьмы и др.). В
обычных условиях плавки удаление примесей
из расплава заключается в переводе этих при-
месей в оксиды с последующим шлакованием.
В алюминиевых бронзах такой механизм очи-
стки металла в полной мере осуществить не
} лается из-за высокой химической активности
основного компонента бронз - алюминия. По-
этому окислить элементы, обладающие значи-
тельно меньшим сродством к кислороду, прак-
тически не удает ся.
Особенно вредна примесь цинка, который
при высоких температурах начинает кипсть и
загрязняет расплав хлопьевидными включе-
ниями, что заметно при сильных перегревах.
Все последующие за плавкой стадии изготов-
ления отливки из алюминиевых бронз прово-
дят так, чтобы исключить возможность окис-
ления сплава [66, 78, 119].
Известно применение внепечного рафи-
нирования алюминиевых бронз жидкими флю-
сами в ковше. Флюс плавят в отдельном ме-
таллическом тигле, переливают его в подогре-
тый ковш и затем заливают готовый расплав
алюминиевой бронзы из печи. Происходит
хорошее перемешивание расплава и флюса и
эффективное рафинирование металла от неме-
таллических включений [119].
Температура заливки алюминиевых бронз
зависит как от состава сплава, так и от способа
литья. Практикой установлено, что заливка
алюминиевых бронз, склонных к пленообразо-
ванию, нежелательна как при низкой, так и при
высокой температуре. При низкой температуре
(перегрев над точкой ликвидуса 50...80 °C) на
поверхности расплава образуется твердая ма-
лопластичная оксидная пленка из А12О3 или
шпинели, которая, попадая в расплав при за-
ливке, практически не всплывает из него. При
излишне высокой температуре (перегрев над
точкой ликвидуса более 150 °C) расплав стано-
вится более активным к кислороду и пленооб-
разование усиливается, поэтому выбирают
оптимальные температуры, исходя из практи-
ки.
При фасонном литье температура заливки
составляет 1100... 1200 °C в зависимости от
толщины стенок отливки, ее массы и конфигу-
рации. Такая температура литья соответствует
среднему перегреву над температурой ликви-
дуса примерно 100... 140 °C. Выпуск металла
из печи в ковш проводится спокойной, ровной
струей с минимальной высоты. Для заливки
применяют хорошо футерованные ковши.
К стандартным безоловянным бронзам
относятся свинцовая бронза БрСЗО и сурьмя-
нистая бронза БрСуНЗЦЗС20Ф (ГОСТ 493-79).
Обе эти бронзы имеют очень высокое содер-
жание свинца.
Плавку высокосвинцовистых бронз про-
водят в индукционных печах высокой или
промышленной частоты, в которых происходит
интенсивное перемешивание расплава. Свинец
практически нерастворим в твердой меди и ее
сплавах, а в расплавах образует эмульсию. Чем
интенсивнее происходит перемешивание рас-
плава после введения свинца, тем дисперснее
эмульсионная смесь и, соответственно, вклю-
чения свинца в отливке. При плавке в индук-
ционных печах, в которых происходит хорошее
перемешивание расплава (эмульсии), дисперс-
ность включений свинца достаточна для полу-
чения качественных отливок. В шихте допус-
кается использовать отходы до 50 %.
148
ЛИТЕЙНЫЕ МЕДНЫЕ СПЛАВЫ
При плавке сурьмянистой бронзы в печь
загружают медь и никель и после расплавления
проводят раскисление фосфором в количестве
0,01...0,05 %. Затем вводят цинк и сурьму.
После растворения сурьмы вводят свинец и
остальное количество фосфора при интенсив-
ном перемешивании ванны жидкого металла.
Сурьмянистые бронзы, наряду с оловян-
ными, относятся к сплавам с широким интер-
валом кристаллизации. Они склонны к образо-
ванию рассеянной газоусадочной пористости
при затвердевании. Поэтому в них не допуска-
ется повышенное содержание газов (водорода).
Загружаемая шихта не должна содержать вла-
гу. Нежелателен также сильный перегрев
бронз, так как он способствует насыщению
расплава водородом. В связи с этим темпера-
тура перегрева рекомендуется не выше 1150...
1180 °C, а температура заливки - при 1050. ..
1080 °C. При необходимости расплав подвер-
гают дегазации смесью хлорных солей или
продувкой аргоном [78].
4.2.5. Плавка латуней
Литейные латуни плавят в индукционных
канальных печах, а также в индукционных
тигельных печах на высокой и промышленных
частотах, реже в пламенных печах (например,
для плавки больших масс металла при произ-
водстве гребных винтов в судостроении).
Особенностью латуней является высокая
упругость паров цинка над жидким металлом.
Причем с увеличением температуры расплава
давление паров цинка интенсивно повышаегся.
При плавке латуней потери металла в виде
угара цинка достигают 0,5...5 %, поэтому про-
ведение плавки с минимальными потерями
металла является одним из основных требова-
ний при разработке технологии плавки латуней
[78].
На поверхности медно-цинкового распла-
ва образуется оксидная пленка ZnO, однако ее
защитные свойства относительно невысоки из-
за низкой прочности. В связи с этим при плавке
латуней применяют различные защитные по-
кровы. Литейные латуни - это, как правило,
многокомпонентные медные сплавы, которые,
кроме цинка, легируют кремнием, алюминием,
марганцем, свинцом и другими элементами.
Поэтому защитные свойства пленок на поверх-
ности расплава этих сплавов существенно от-
личаются от защитных свойств оксида цинка,
который образуется в двойных латунях. Это
требует применения различных защитных по-
кровов для литейных латуней разного химиче-
ского состава. Из жидких флюсов наиболее
известным является стекло (wSiO2«Na2O) с
различными разжижающими добавками. На
отечественных заводах нашли применение
флюсы состава: 60 % NaCl, 30 % Na2CO3,
10%Na3AlF6; комплексные покровы из угле-
родосодержащих покрытий (древесный уголь,
графитовый бой) с добавками солей (криолит,
силовинит, смесь буры с NaCl) и т.д.
При плавке литейных латуней в качестве
шихтовых материалов применяют металлы
промышленной чистоты, а также марочные
латуни в виде чушек (ГОСТ 1020-97), лигату-
ры, отходы собственного производства.
На основе чушковых латуней можно по-
лучить до 10 марок стандартных литейных
латуней (см. табл. 4.22, 4.23). Использование
чушек готового состава в качестве шихты уде-
шевляет сплав, упрощает плавку, повышает
производительность литейных агрегатов. Од-
нако чушковые латуни содержат повышенное
количество примесей, что требует дополни-
тельного рафинирования расплава.
При плавке латуней в разогретую печь за-
гружают чушки и крупные отходы, после рас-
плавления вводят мелкие отходы. Если в ших-
ту вводят стружку, то ее предварительно пере-
мешивают с солевыми флюсами для уменьше-
ния угара. При необходимости проводят до-
шихтовку чистыми металлами. Тугоплавкие
компоненты (Fe, Si, Mn, Ni) вводят в латунь
преимущественно в виде лигатур на основе
меди в период наиболее нагретого состояния
расплава для лучшего растворения, либо за-
гружают в начале плавки вместе с твердой
завалкой. Лекгоплавкие компоненты (Al, Sn,
РЬ) вводят в конце плавки.
При плавке латуни ЛЦ40С для снижения
угара металла применяют комбинированный
покров из древесного угля и криолита; кремни-
стые латуни плавят под флюсом, состоящим из
50 % кальцинированной соды и 50 % плавико-
вого шпата. Латуни, содержащие алюминий,
склонны к пленообразованию, поэтому их
плавку проводят с теми же предосторожностя-
ми, которые свойственны для алюминиевых
бронз: нс допускается излишний перегрев ме-
талла, чтобы исключить повышенное окисле-
ние; применяют защитные флюсы; перед раз-
ливкой проводят рафинирование расплава от
оксидных включений с помощью жидких флю-
сов или продувкой инертными газами [78, 114].
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ МЕДНЫХ СПЛАВОВ
149
4.2.6 Финишные операции при получении
отливок из латуней и бронз
Отливки из медных сплавов после охлаж-
дения в форме поступают на выполнение фи-
нишных операций. Эти операции завершаются
сдачей готовой продукции литейного цеха -
фасонной отливки, отвечающей требованиям
ТУ, в механический цех на дальнейшую обра-
ботку, на склад готовой продукции или непо-
средственно заказчику. Продолжительность
выдержки отливок в песчаной или оболочко-
вой формах зависит от степени их сложности,
теплопроводности применяемого сплава и мас-
сы отливок. Чем сложнее и массивнее отливка,
чем ниже теплопроводность сплава, тем доль-
ше выдерживается отливка в форме.
На завершающем этапе получения фа-
сонных отливок из медных сплавов осуществ-
ляются следующие операции [114]:
- выбивка (извлечение отливки из фор-
мы), удаление формовочной и стержневой сме-
си;
- обрезка литниковой системы прибылей,
технологических приливов и заливов;
- очистка для удаления пригара и умень-
шения шероховатости отливок;
- обрубка для удаления остатков литни-
ков, заливов и грубых неровностей поверхно-
сти;
- зачистка для удаления остатков литни-
ков, заливов, заусенцев, облоя, выравнивания
неровностей поверхности;
- термическая обработка,
- защита от ливок от коррозии, включая
химическую обработку (не для всех отливок);
- грунтовка и окраска, контроль качества
и складирование.
Обрезка литников и прибылей проводит-
ся обычно на токарных и фрезерных станках,
на дисковых пилах или абразивных станках.
Для обрубки отливок широко используются
Пневматические рубильные и клепальные мо-
лотки и зубила; для удаления литников исполь-
зуют также обрубные прессы. Очистку поверх-
ности проводят в гидропескоструйных камерах
или галтовочных барабанах, используют также
дробеструйные камеры. Зачистку поверхности
отливок проводят с использованием пневно- и
электромашинок, а также на обдирно-шлифо-
вальных станках.
В настоящее время литейные цеха осна-
щают современным оборудованием (машины
для литья в кокиль, под давлением, для цен-
тробежного литья и т.д.), в котором ряд выше-
перечисленных операций совмещается, а каче-
ство отливок существенно улучшается.
Отливки из большинства медных сплавов
сдают без термической обработки. В ряде слу-
чаев для снятия остаточных напряжений от-
ливки отжигают: из оловянных бронз при
650...800 °C с выдержкой в течение 2...2,5 ч и
охлаждением с печью до 300...350 °C; из
кремнистой латуни при 750...760 °C с выдерж-
кой 1,5...2 ч и охлаждением с печью до
250...300 °C. Многокомпонентные латуни с
большим количеством P-фазы (типа
ЛЦ23А6ЖЗМц2) подвергают низкотемпера-
турному отжигу при 250...350 °C для умень-
шения остаточных напряжений и повышения
коррозионной стойкости.
5. МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Сплавы меди с никелем широко приме-
няются в технике, так как они отличаются хо-
рошими механическими свойствами, коррози-
онной стойкостью и особыми электрическими
свойствами, хорошо обрабатываются давлени-
ем в горячем и холодном состоянии. Большин-
ство этих сплавов относится к числу деформи-
руемых материалов.
5.1. ВЛИЯНИЕ НИКЕЛЯ
НА СВОЙСТВА МЕДИ
Подавляющее большинство медно-
никелевых сплавов являются высоколегиро-
ванными твердыми растворами на основе меди
и никеля с небольшим количеством других
легирующих элементов (алюминия, марганца,
железа, цинка и т.д.). Именно медь и никель
определяют физико-химические, механические
и технологические свойства этих промышлен-
ных сплавов. Поэтому для оценки технических
возможностей медно-никелевых сплавов необ-
ходимо сначала сравнить физические и меха-
нические свойства металлов (меди и никеля),
определяющих их природу.
Никель относится к переходным метал-
лам первого длинного периода и в Периодиче-
ской системе элементов располагается в
VIIIA подгруппе, имеет номер 28, атомную
массу 58,7. Электронная конфигурация сво-
бодного атома в нормальном состоянии (ОК) -
1 s22s22p63s23p63d84 s2 [ 108, 109].
Медь имеет следующий за никелем атом-
ный номер - 29 в Периодической системе, атом-
ная масса 63,564. Она является первым элемен-
том группы 1В. Электронная конфигурация
свободного атома меди в нормальном состоя-
нии (ОК)- ls22s22p63s23p63d164s’ [108, 109].
Никель, как и медь, кристаллизуется в
кубической гранецентрированной решетке
(ГЦК) с периодом, при нормальной температуре
равным 0,35239 нм. Атомные диаметры никеля
и меди близки и равны соответственно 0,248 и
0,256 нм.
Плотность никеля (8897 кг/м3) почти та-
кая же, как у меди (8940 кг/м3) и в два раза
превышает плотность титана, поэтому никель
относится к тяжелым цветным металлам.
Физические свойства меди и никеля при-
ведены в табл. 5.1. Температура плавления и
скрытая теплота плавления никеля значительно
5.1. Физические свойства меди и никеля
[93,108,109]
Свойство Медь марки Ml Никель марки НП2
Атомный номер 29 28
Атомная масса 63,54 58,70
Атомный диаметр, нм 0,256 0,248
Период решетки при 20 °C а, нм 0,36074 0,35239
у при 20 °C, кг/м3 8940 8897
Температура, °C: плавления кипения Тк 1084 2560 1455 2822
Теплота, кДж/кг: плавления испарения 208 6340 302 6374
ср при 20 °C, Дж/(кг К) 375 450
а-10б при 20... 100 °C, К“‘ 16,8 13,5
X при 20 °C, Вт (м-К) 390 88,5
р-108 при 20 °C, Ом м 1,724 6,84
а'Ю3 при0... 100 °C, К’1 4,3 5,8
Е, ГПа 125 203
G, ГПа 46,4 73
ВЛИЯНИЕ НИКЕЛЯ НА СВОЙСТВА МЕДИ
151
выше, чем у меди. Его удельная теплоемкость
сравнительно невелика и лишь ненамного пре-
вышает теплоемкость меди. Удельная электро-
и теплопроводность значительно меньше, чем
у меди. Так, при нормальной температуре
у дельная электропроводность никеля в 4 раза
ниже, а теплопроводность в 4,5 раза ниже, чем
у меди. Модули упругости у никеля выше, а
температурный коэффициент линейного рас-
ширения ниже, чем у меди. Это указывает на
более высокую прочность связей между ато-
мами в кристаллической решетке никеля.
Никель в отличие от меди - ферромаг-
нитный металл, но его ферромагнетизм выра-
жен значительно слабее, чем у железа и ко-
бальта. Точка Кюри для никеля составляет
561 °C, выше этой температуры он переходит в
парамагнитное состояние. Медь понижает точ-
ку Кюри, и в медно-никелевых сплавах с высо-
ким содержанием меди ферромагнетизм утра-
чивается.
Оптические свойства меди и никеля раз-
шчны. Чистый никель - металл серебристого
цвета. При увеличении концентрации никеля в
медно-никелевых сплавах их цвет изменяется
от розовато-красного, характерного для меди,
до серебристо-белого.
Механические свойства никеля выше,
чем у меди. По прочностным свойствам полу-
фабрикаты технического никеля (листы, поло-
сы, прутки и т.д.) существенно превосходят
аналогичные полуфабрикаты из меди во всех
состояниях (табл. 5.2). Медь и никель, как и
другие технические металлы с ГЦК решегкой,
имеют высокую пластичность и ударную вяз-
кость в литом и отожженном (мягком) состоя-
ниях. При холодной пластической деформации
оба эти металла существенно упрочняются, но
при этом достаточно резко понижается пла-
стичность.
Медь и никель не охрупчиваются при от-
рицательных температурах. С понижением
температуры ниже комнатной прочностные
свойства, относительное удлинение и ударная
вязкость этих металлов даже повышаются.
Важно, что эти достоинства меди и никеля
присущи и медно-никелевым сплавам - твер-
дым растворам (табл. 5.3). Это делает их пре-
восходными конструкционными материалами.
5.2. Типичные механические свойства полуфабрикатов
меди и никеля в различных состояниях
Металл Полуфабрикаты Состояние ов, МПа Пог, МПа 6, %
Листы Мягкое Твердое 220 350 65 300 50 6
Горячекатаное 215 70 30
Медь Ml Полосы Мягкое Полутвердое 220 310 60 35 8
Твердое 365 310 2
Прутки Мягкое Твердое 215 360 65 320 60 14
Листы Мягкое Твердое 390 550 180 470 40 3
Горячекатаное 370 200 20
Никель Н2 Полосы Мягкое Твердое 380 540 180 460 35 4
Холоднокатаное 450 - 8
Прутки Мягкое 380 210 26
Твердое 550 470 3
152
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.3. Механические свойства медно-никелевых сплавов
при комнатной и отрицательных температурах (104]
Сплав Температура испытания, °C Ов, МПа Оо г, МПа 6, % у, % KCU, МДж/м2
Си-10 % Ni 20 320 180 37 68 1,0
- 196 450 230 46 50 1,1
Си-20 % Ni 20 360 200 26 78 1,3
- 180 520 230 36 72 1,5
Си-30 % Ni 20 380 200 52 81 1,8
- 196 590 220 62 72 1,8
Примечание. Механические свойства определяли на отожженных (мягких) образцах.
Коррозионные свойства. Никель отлича-
ется более высокой коррозионной стойкостью
в атмосферных условиях по сравнению с дру-
гими техническими металлами (в том числе и
медью) благодаря образованию на его поверх-
ности тонкой и прочной защитной пленки.
Никель обладает достаточной устойчивостью
не только в пресной, но и в морской воде. Ско-
рость коррозии никеля в пресной воде ничтож-
но мала - менее 0,003 мм/год), у меди она не-
сколько выше - 0,005.. .0,25 мм/год [92].
Минеральные кислоты, особенно азотная
и азотистая, сильно действуют на никель. Он
устойчив лишь в слабых растворах азотной
кислоты с концентрацией менее 5 % при темпе-
ратуре 20°С и ниже. Соляная кислота довольно
сильно действуст на медь и никель. Серная
кислота является менее агрессивной для нике-
ля, чем для меди, хотя он менее стоек в ней,
чем медно-никелевый сплав монель-металл.
Щелочные и нейтральные растворы солей
(карбонаты, нитраты, сульфаты, хлориды) на
никель влияют незначительно даже при нагре-
вании (скорость коррозии - 0,013 мм/год), од-
нако кислые соли действуют на него сильнее
(до 1 мм/год). В концентрированных растворах
щелочей никель устойчив даже при высоких
температурах; более стоек, чем медь, в амми-
ачных средах.
В безводном аммиаке он не корродирует,
но в концентрированных растворах аммиака
(более 10 %) никель корродирует заметно [92].
Медно-никелевые сплавы обладают более
высокой коррозионной стойкостью по сравне-
нию с медью и другими сплавами на ее основе,
что обусловлено образованием на их поверхно-
сти прочной оксидной пленки, обладающей
хорошими защитными свойствами. Одно из
основных преимуществ этих сплавов - устой-
чивость против коррозионного растрескивания
под действием аммиака. Это свойство медно-
никелевых сплавов, применяемых главным
образом в виде труб для конденсаторов и теп-
лообменных аппаратов, особенно важно, так-
как аммиак часто присутствует в загрязненной
воде. Медно-никелевые сплавы подвержены
только поверхностной коррозии.
Сухие газы (галогены) и углекислый газ
при комнатной температуре на медно-
никелевые сплавы практически не действуют,
но с повышением температуры и влажности
скорость коррозии их заметно увеличивается.
В органических кислотах и щелочах медно-
никелевые сплавы корродируют незначитель-
но, но в минеральных кислотах, особенно в
азотной кислоте и кислых солях скорость их
коррозии высока. В расплавленных металлах
(олово, свинец, цинк, алюминий) медно-никеле-
вые сплавы легко разрушаются.
Стойкость никеля против высокотемпера-
турного окисления (окалиностойкость) суще-
ственно выше, чем у меди. По окалиностойко-
сти медно-никелевые сплавы занимают проме-
жуточное между медью и никелем положение
(рис. 5.1). При высокотемпературном окисле-
нии никеля образуются два оксидных слоя
внутренний - светло-зеленый и внешний -
темно-зеленый. Оба этих слоя состоят из окси-
да NiO, но отличаются количеством кислорода.
Медь, взаимодействующая с кислородом
воздуха, окисляется, образуя в зависимости от
ВЛИЯНИЕ НИКЕЛЯ НА СВОЙСТВА МЕДИ
153
Рис. 5.1. Кинетические кривые окислении никели, меди и сплава Си-40 % Ni
при температурах 700 °C (а) и 800 °C (б) 1104)
Рис. 5.2. Диаграмма состояния
системы Cu-Ni |142]
Рис. 5.3. Влияние никеля на механические
свойства медно-никелевых сплавов
температуры два оксида: СиО и Си2О. При
низких температурах (- Ю0°С) на поверхности
меди образуется пленка оксида СиО черного
цвета. При высоких температурах (свыше
600 °C) скорость окисления сильно возрастает
и образуется плотная пленка закиси меди Си2О
красного цвета. Более пластичная по сравне-
154
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
нию с окисью, закись меди менее сильно
склонна к отслаиванию
Тонкая и прочная оксидная пленка на по-
верхности никеля обладает лучшими защит-
ными свойствами, чем оксидные пленки на
поверхности меди, поэтому никель более стоек
против высокотемпературного окисления
Медь образует с никелем непрерывные
твердые растворы (рис. 5.2). Никель сущест-
венно упрочняет медь, причем максимальную
Рис. 5.5. Влияние никеля на коэффициент
линейного расширения и период решетки
медно-никелевых сплавов
прочность и твердость имеют сплавы примерно
эквиатомного состава (рис. 5.3). Сплавы этого
же состава имеют примерно в 30 раз большее
электрическое сопротивление, самые высокие
значения термоЭДС*, в десятки раз меньшую
теплопроводность и практически нулевой тем-
пературный коэффициент электросопротивле-
ния (рис. 5.4). Для практического использова-
ния медно-никелевых сплавов важно, что ни-
кель, существенно упрочняя медь, мало изме-
няет ее характеристики пластичности и удар-
ную вязкость (см. рис. 5.3). Высокая пластич-
ность медно-никелевых сплавов при нормаль-
ной температуре позволяет их деформировать в
холодном состоянии с суммарным обжатием
более 90 %. Предел выносливости (о_|) медно-
никелевых сплавов в морской и пресной воде
при 50-106 циклов нагружения составляет 120 и
140 МПа при содержании никеля 10 и 30 %
соответственно. Никель повышает характери-
стики жаропрочности меди. Однако макси-
мальное значение предела ползучести смещено
в область высоких концентраций никеля
(~ 70 % по массе). Никель повышает модуль
упругости и понижает коэффициент линейного
расширения и период решетки меди (рис. 5.5).
* Значения термоЭДС медно-никелевых сплавов
на рис. 5.4 даны по отношению к железу при разно-
сти температур спаев 815°С.
ВЛИЯНИЕ НИКЕЛЯ НА СВОЙСТВА МЕДИ
155
Влияние примесей. На физико-химиче-
ские, механические и технологические свойст-
ва медно-никелевых сплавов большое влияние
оказывают примеси. Отрицательное влияние на
свойства этих сплавов оказывают следующие
элементы: висмут, свинец, мышьяк, сурьма,
селен, теллур, сера, кислород, углерод и фосфор.
К вредным примесям, ухудшающим де-
формируемость медно-никелевых сплавов,
относятся висмут и свинец. В твердом состоя-
нии они практически не растворяются в этих
сплавах и образуют легкоплавкие эвтектики.
Склонность висмута выпадать по границам
зерен в виде тонкой прослойки усугубляет от-
рицательное влияние этого элемента. Содер-
жание висмута более 0,005 % приводит к горя-
челомкости медно-никелевых сплавов при го-
рячей прокатке. С увеличением содержания
висмута (до 0,01 % и более) эти сплавы стано-
вятся хрупкими и при 20 °C.
Свинец влияет на деформируемость мед-
но-никелевых сплавов в горячем состоянии
несколько слабее висмута, поэтому его содер-
жание допускается в большем количестве. Как
легирующий элемент свинец вводят лишь в
нейзильбер для улучшения его обрабатываемо-
сти резанием. Однако этот сплав со структурой
a-твердого раствора поддается обработке дав-
лением только в холодном состоянии.
На физические свойства, в частности на
мектропроводность и теплопроводность, вис-
м\т и свинец не оказывают заметного влияния
вследствие ничтожно малой растворимости в
медно-никелевом твердом растворе.
Сера также является вредной примесью в
медно-никелевых сплавах. Она имеет ничтож-
но малую растворимость в меди и никеле в
твердом состоянии и образует с этими метал-
тами ряд химических соединений. В системах
Cu-S и Ni-S ближайшие к меди и никелю суль-
фиды Cu2S и Ni3S2 образуют с этими металла-
ми эвтектики с температурой плавления соот-
ветственно 1067 и 644 °C. При затвердевании
зегкоплавкая и хрупкая эвтектика Ni + Ni3S2, а
возможно и трехфазная эвтектика, содержащая
с\ льфиды никеля и меди, выделяется преиму-
щественно по границам зерен, нарушая связь
между ними. При содержании около 0,02 %S
медно-никелевые сплавы легко разрушаются
при обработке давлением. При введении маг-
ния и марганца вредное действие серы значи-
те тьно уменьшается.
Кислород понижает технологическую пла-
стичность медно-никелевых сплавов, ухудшает
их коррозионную стойкость, затрудняет про-
цессы сварки и пайки. Кислород попадает в
металл не только в процессе плавки, но и при
Рис. 5.6. Диаграмма состояния
системы Си-С (21,142)
технологических нагревах перед горячей обра-
боткой давлением, в процессе отжига, при свар-
ке и пайке. При наличии кислорода в жидком
металле получаются отливки с повышенной
пористостью из-за взаимодействия кислорода
со смазкой изложницы. Кроме того, медно-
никелевые сплавы с повышенным содержанием
кислорода склонны к водородной болезни. По-
этому перед их разливкой кислород должен
быть достаточно полно удален из жидкой ванны.
Специфика влияния углерода на свойства
медно-никелевых сплавов связана с особенно-
стью его физико-химического взаимодействия
с медью и никелем.
Углерод практически не взаимодействует
с медью ни в твердом, ни в жидком состояниях.
Как следует из диаграммы состояния Си-С
(рис. 5.6), ничтожно малая растворимость уг-
лерода в жидкой меди появляется лишь при
температуре выше 1500 °C. Но такие темпера-
туры в технологическом процессе получения
полуфабрикатов из медно-никелевых сплавов в
промышленности не используется. Медь мож-
но плавить при температуре ~ 1200°С в графи-
товых тиглях, а перемешивать расплав графи-
товой мешалкой без риска насыщения меди
углеродом в заметных количествах.
Углерод активно взаимодействует с ни-
келем как в жидком, так и в твердом состоя-
нии. Система Ni-C относится к эвтектическому
типу без образования промежуточных фаз
(рис. 5.7). Эвтектика L aNi + С образуется
при 1319±2 °C при содержании углерода в
жидкой фазе 2,1 % (по массе). Предельная рас-
творимость углерода в никеле в твердом со-
156
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
стоянии также достаточна высока и составляет
при эвтектической температуре 0,52 % (по
массе). Методом быстрой кристаллизации
(скорость охлаждения - 105... 107 °С/с) раство-
римость углерода в никеле может быть повы-
шена до 1,5 % (по массе). В этих же условиях, а
также при повышенном давлении получена
метастабильная карбидная фаза Ni3C с гексаго-
нальной решеткой: а = 0,2632 нм, с = 0,4323 нм.
При охлаждении расплава со скоростью ~105...
107оС/с кристаллизуется при температуре
1053 °C метастабильная эвтектика: L aNi +
+ Ni3C (штриховые линии на диаграмме со-
стояния Ni-C).
Поскольку в меди углерод растворим в
ничтожно малом количестве, то в медно-
никелевых сплавах растворимость его нахо-
дится в прямой зависимости от содержания
никеля. В большинстве медно-никелевых спла-
вов растворимость углерода в твердом состоя-
нии незначительна. В частности, в мельхиоре,
содержащем 30%Ni, она составляет 0,045 %
(по массе). При содержании углерода выше
предела растворимости он выделяется по гра-
ницам зерен в форме графита, что способству-
ет быстрому разрушению готовых изделий от
межкристаллитной коррозии. Кроме того,
сплавы с повышенным содержанием углерода
становятся хрупкими в холодном состоянии.
В чистом никеле и сплавах на его основе,
в том числе и в сплавах системы Cu-Ni, напри-
мер, монель-металлс (67...70%Ni), ситуация
С, %(по массе)
Рис. 5.7. Диаграмма состояния
системы Ni-C (цифры в скобках указывают
содержание углерода в % (по массе)) [21,142]
иная, так как растворимость углерода в твер-
дом состоянии в этих материалах значительно
выше. Поэтому на никель и монель-металл
углерод, при содержании его до предела рас-
творимости, оказывает положительное влия-
ние, так как, являясь отличным раскислителем,
он способствует получению качественных слит-
ков и полуфабрикатов из них. В чистый никель
и некоторые сплавы (твердые растворы на его
основе) рекомендуется вводить углерод в ко-
личестве до 0,1 %. При содержании выше 0,2 % С
эти материалы становятся хладноломкими из-
за выделения углерода при кристаллизации.
С учетом более высокой растворимости
углерода в твердом состоянии в монель-
металле содержание его в этом сплаве допус-
кается на порядок больше (до 0,2 %) по срав-
нению с другими медно-никелевыми сплавами.
Сурьма, мышьяк, селен, теллур, фосфор и
кадмий оказывают отрицательное влияние на
медно-никелевые сплавы. Пол влиянием сурь-
мы и мышьяка ухудшается обрабатываемость
давлением этих сплавов, а селен и теллур сни-
жают их пластичность в интервале температур
520.. 720°С. Фосфор и кадмий также являются
вредными примесями, гак как резко снижают
механические, физические и технологические
свойства сплавов.
Содержание этих примесей в медно-
никелевых сплавах регламентируется ГОСТ
492-73.
По назначению медно-никелевые сплавы
можно разделить на две группы: конструкци-
онные и электротехнические [47]. К первой
группе относятся высокопрочные и коррозион-
но-стойкие сплавы типа монель-металла, мель-
хиора, нейзильбера и куниали (табл. 5.4). В
группу электротехнических сплавов входят
константан, манганин, копель и др., обладаю-
щие высоким удельным электросопротивлени-
ем, тензочуствительностью и определенными
термоэлектрическими свойствами.
5.2. КОНСТРУКЦИОННЫЕ СПЛАВЫ
Марки важнейших медно-никелевых спла-
вов по ГОСТ 492-73 и их зарубежных аналогов
по стандартам США, Германии и Японии даны
в табл. 5.4, а в табл. 5.5 химический состав
отечественных сплавов и области их примене-
ния. В промышленности применяются как
двойные медно-никелевые сплавы, так и медно-
никелевые сплавы, дополнительно легирован-
ные алюминием, цинком, железом, марганцем,
свинцом и некоторыми другими элементами.
Свойства и режимы обработки этих сплавов
приведены в табл. 5.6. ..5.9.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
157
5.4. Марки конструкционных деформируемых медно-никелевых сплавов
по национальным стандартам
Россия США Германия Япония
ASTM JIS
ГОСТ 492-73 Bill, В422,В171, В151, В492, В283, В200, В122, DIN 17663, 17664 H3100.H3300, H3110, H3320,
В496 113130
Двойные медно-никелевые сплавы
МН95-5 - - -
МН 19 (мельхиор) С71000 - -
МН25 - CuNi25 (2.0830) -
Сплавы системы Cu-Ni-Al (куниали)
МНА6-1,5 (куниаль Б) - - -
MHAI3-3 (куниаль А) С72400 - -
Сплавы системы Cu-Ni-Zn (нейзильберы)
МНЦ15-20 С75400 - C7541
- С73500 - C7351
- С74000 - -
- С74500 - C7451
МНЦ12-24 С75700 CuNil2Zn24 (2.0730) -
- С76200 - -
- С75200 - -
- С76400 - -
МНЦ18-27 С77000 CuNil8Zn27 (2.0742) C7701
МНЦ18-20 CuNil8Zn20 (2.0740) C7521
- С77400 - -
Сплавы системы Cu-Ni-Zn-Pb (свинцовые нейзильберы)
МНЦС 16-29-1,8 - - -
С79200 - -
- CuNil2Zn30Pbl (2.0780) -
- - CuNil8Znl9Pbl (2.0790) -
- CuNil7Zn39Pb3 (2.0771) -
Сплавы системы Cu-Ni—Fe-Mn
МНЖ5-1 С70400 — -
МНЖМцЮ-1-1 С70600 CuNi I OFclMn (2.0872) C7060
- С72200 - -
- С71000 - C7100
МНЖМцЗО-1-1 (мельхиор) С71500 CuNi30FclMn (2.0883) C7150
С71640 CuNi30Fe2Mn2 (2.0883) C7164
Сплавы системы Ni-Cu-Fe-Mn (монель-металл)
НМЖМц28-2,5-1,5 04400 LC-NiCu30Fe (2.4361)
5.5. Химический состав (%) и назначение конструкционных деформируемых медно-никелевых сплавов (ГОСТ 492-73 в ред. 1981 г.)
Марка Ni+Co Al Fe Мп Zn Pb Си Примеси, не более Полуфабрикаты и области применения
Двойные медно-никелевые сплавы
МН95-5 4,4... .5,0 - - - - - Осг. 0,01 As; 0,005Sb; 0,01 Sb 0,002Bi; 0,01 Pb; 0,03Si 0,2Fe; 0,03C; 0,02P Z 0,5 Прутки, трубы различного диаметра; детали для электротехники и приборосгроения
МН19 (мельхиор) 18,0... 20,0 - - - - - Ост. (),5Fe; 0,3Mn; 0,05Mg; 0, l5Si; 0,005Pb; 0,01 S; 0,05C;0,01P; 0,002Bi; 0,01 As; 0,005Sb;02Zn E 1,5 Листы, ленты, прутки, проволока, применяется для изготовления монет, плакированный материал для медицинского инструмента, сетки, детали точной механики и химической промышленности
МН25 24,0... 26,0 - - - - - Ост. 0,5Fe; 0,5Mn; 0,005Pb; 0,01 S; 0,05C;0,3Zn E 1,3 Листы, полосы, ленты прутки, трубы; для изготовления монет, декоративных изделий и др.
Сплавы системы Cu-Ni-AI (куниали)
МНА6-1,5 (куниаль Б) 5,50... 6,50 1,2... 1,8 - - - - Ост. 0,5Fe; 0,2Мп; 0,002РЬ Е 1,1 Полосы для изготовления пружин и других изделий в электротехничесой пром ышл енности
МНА13-3 12,0... 15,0 2,3... 3,0 - - - - Ост. l,00Fe; 0,50Мп; 0,002РЬ Е 1,1 Прутки для изготовления изделий повышенной прочности, применяемых в машиностроении
Сплавы системы Cu-Ni-Zn и Cu-Ni-Zn-Pb (нейзильберы)
МНЦ15-20 13,5... 15,0 - - - 18,0... 22,0 - Ост 0,30Fe; 0,15Si; 0,05Mg; 0,30Mn; 0,02Pb; 0,005S; 0,03C; 0,005P; 0,002Bi; 0,01 As; O,OOSb £0,9 Полосы, ленты, трубы, прутки, проволока; для приборов точной механики, медицинский инструмент, детали телефонии, сантехники, столовые приборы; детали, получаемые глубокой вытяжкой; для электротехнических целей, для изготовления пружин реле
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
МНЦ 12-24 11,0... 13,0 - - - Ост. - 62,0... 66,0 0,30Ре; 0,05РЬ Е0,6 Листы, полосы, ленты, прутки, профили, трубы; корпуса для часов, горячепрессованные детали
МНЦ 18-27 17,0... 19,0 - - - Ост. - 53,0... 56,0 0,30Fe; 0,50Mn; 0,05Pb E0,6
МНЦ18-20 17,0... 19,0 - - - Ост. - 60,0... 64,0 0,30Fe; 0,50Mn; 0,03Pb E0,6 Ленты, полосы, листы, прутки, проволока; пружины реле; детали, получаемые глубокой вытяжкой; столовые приборы, художественные изделия
МНЦС 16-29-1,8 15,0... 16,5 - - - Ост. 1,6... 2,0 51,0... 55,0 E 1,0 Полосы для деталей часовой промышленности
Сплавы системы Cu-Ni-Fe-Mn
МНЖ5-1 5,0... 6,5 - 1,0... 1,4 0,3... 0,8 - - Ост. 0,15Si; 0,005Pb;0,01S; 0,005Sb; 0,002Bi; 0,1 Sn; 0,04P; 0,03C; 0,5Zn E 0,7 Листы, трубы, пруз ки; трубопроводы, детали для электротехники и приборостроения
МНЖМц10-1-1 9,0... 11,0 - 1,0... 2,0 0,3... 1,0 - - Ост. 0,30Zn; 0,03Pb; 0,03S; 0,03C E 0,5 Конденсаторные трубы маслоохладителя; трубные доски кондиционеров, приборостроение
МНЖМцЗО-1-1 (мельхиор) 29,0... 33,0 - 0,5... 1,0 0,5... 1,0 - - Ост. 0,15SI; 0,05Pb; 0,0IS; 0,05C; 0,006P; 0,50Zn S0,6 Трубы конденсаторов для морских судов, плиты и пластины для теплообменников с масляным охлаждением, опреснители для получения питьевой воды из морской; аппаратосторение: кондиционеры, трубы термостатов
Сплавы системы Ni-Cu-Fe-Mn
НМЖМц28-2,5-1,5 Ост. - 2,0... 3,0 1,2... 1,8 - - 27,0... 29,0 0,05Si; 0,1 Mg; 0,002Pb; 0,01 S; 0,2C;0,005P; 0,002Bi; 0,01 As; 0,002Sb E 0,6 Полосы, листы, лента, прутки, проволока; для коррозионно-стойких деталей
КОНСТРУКЦИОННЫЕ СПЛАВЫ
5.6. Физические свойства отечественных конструкционных медно-никелевых сплавов и их зарубежных аналогов
Марка сплава по ГОСТ 492-73 Сплавы-аналоги Температура начала кристаллизации (ликвидус), °C кг/м3 р> мкОмм к Вт/(мК) Ср, Дж/(кгК) a l О6, К4
США ASTM Iермания DIN Япония J1S
Двойные медно-никелевые сплавы
МН95-5 - - - 1120 8920 0,08 153 377 16,4
МН19 С71000 - - 1190 8960 0,287 38,4 377 16,0
МН25 - CuNi25 (2.083) - 1220 8980 0,34 33 - 15,8
Сплавы системы Cu-Ni-AI
МНА6-1,5 - - - 1183 8700 - - 377 -
MHAI3-3 С72400 - - 1140 8500 - - 377 -
Сплавы системы Cu-Ni-Zn
МНЦ15-20 С75400 - C754I 1080 8700 0,26 27,2 396 16,6
МНЦ12-24 С75700 CuNil2Zn24 (2.0730) - 1060 8650 0,215 33 418 16,0
МНЦ 18-27 С77000 CuNil8Zn27 (2.0742) С7701 1070 8700 0,313 25 377 17,0
МНЦ 18-20 - CuNil8Zn20 (2.0740) C752I 1110 8750 0,287 25 418 16,0
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Сплавы системы Cu-Ni-Zn-Pb
МНЦС 16-29-1,8 - - - 1120 8820 0,25 33 418 16,0
Сплавы системы Cu-Ni-Fe-Mn
МНЖ5-1 С70400 - - 1120 8940 0,138 67 377 17,5
МНЖМц10-1-1 С70600 CuNilOFelMn (2.0872) C7060 1145 8900 0,19 50 377 17,0
МНЖМц30-1-1 C7I500 CuNi30Fe2Mn2 (2.0883) C7150 1230 8950 0,372 29 377 16,2
Сплавы системы Ni-Cu-Fe-Mn
НМЖМц28-2,5-1,5 04400 LC-NiCu30Fe (2 4361) - 1350 8800 0,482 23,5 - 14
5.7. 1 С\|И>Л<>| Н'НЧКНС CltOIIC I B.l >1 режимы (H>p.l0O I КН О I счес I ПСИНЫХ KOHCipy КЦН<11111|,1Х
медно-никелевых сплавов и их зарубежных аналогов [47, 92, 104]
Марка сплава по Г ОСТ 492-73 Сплавы-аналоги Температура, °C Обрабаты- ваемосiь резанием*1 Сварива- емое п> Паяемость олируемост
США ASTM Германия DIN Япония JIS лит ья горячей обраб<)1ки давлением начала рекристал- лизации отжига
полного для уменьшения остаточных напряжений
МН95-5 - - - 1180... 1220 950... 1000 350 650... 700 - 20 Хорошая Хорошая Хорошая
МН 19 C7I000 - - 1270... 1320 950... 1050 420 650... 780 280... 350 20 Хорошая Хорошая Хорошая
МН25 - CuNi25 (2 083) - 1280... 1340 950... 1050 - 650... 780 280... 350 20 Хорошая Хорошая Хорошая
МНА6 1,5 - - - 1200... 1250 850.. 900 - 900*' 500*2 - 20 Удовлетво- рительная Удовлетво- рительная Удовлетво- рительная
МНА13 -3 С72400 - - 1250... 1300 900... 1000 - 900*' 500*2 - 20 Удовлетво- рительная Удовлетво- рительная Удовлетво- рительная
МНЦ15 -20 С75400 - C7541 1150... 1180 900. . 970 - 650... 750 250... 350 30 Хчрошая Хорошая -
МНЦ12-24 С75700 CuNil2Zn24 (2.0730) - 1120... 1250 800... 900 - 600... 800 300... 400 20 Хорошая Хорошая -
МНЦ18-27 С77000 CuNil8Zn27 (2.0742) C7701 1120... 1200 750... 950 - 600... 750 300... 400 30 Хорошая Хорошая -
МНЦ18-20 - CuNil8Zn20 (2.0740) C752I 1160... 1250 940... 990 - 600... 750 300... 400 20 Хорошая Хорошая -
МНЦС16-29-1,8 - - - 1250... 1260 - - 600... 750 250... 350 80 Удовлетво- рительная Удовлетво- рительная Хорошая
МНЖ5-1 С70400 - - 1180... 1230 950... 1050 350 620... 750 280... 350 20 Удовлетво- рительная Отличная Хорошая
МНЖМц10-1-1 С70600 CuNilOFeIMn (2.0872) C7060 1200... 1260 900... 1050 - 620... 750 280... 350 20 Удовлетво- рительная Отличная Хорошая
МНЖМцЗО-1-1 С715ОО CuNi30Fe2Mn2 (2.0883) C715O 1330... 1350 950... 1100 450 680... 810 280... 350 20 Хорошая Хорошая Хорошая
НМЖМц28 2,5-ГЗ 04400 LC-NiCu30Fe (2.4361) - 1500... 1560 975... 1150 540 800... 900 400... 450 30 - - -
*' Температура закалки. *2 Температура старения. *3 В % по отношению к обрабатываемости латуни J1C63-3.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
162
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.8. Типичные механические свойства конструкционных медно-никелевых сплавов
Марка Состояние ов, МПа Оо.2, МПа 8, % НВ Е, ГПа кси, МДж/м2
Мягкое 220...270 150 50 38 —
МН95-5 Твердое 470 350 4 88 - -
Мягкое 300...400 180 35...40 70 —
МН19 Твердое 500...600 450...550 3...5 128 140 -
Мягкое 370 190 30 75 —
МН25 Твердое 550 490 6 130 - -
Мягкое 300...450 80 13 60... 70 - 1,2
Твердое 650...750 - 5 - - -
МНАб-1,5 Состаренное 650 - 24 210 - -
Деформация на 25 % и старение 800...900 - 5...10 - - -
(НТМО)
Мягкое 380...470 - 28 75...85 - -
МНА13-3 Твердое 900...950 - - - - 0,5
Состаренное 900... 1000 - 4 260 - -
МНЦ15-20 Мягкое 350...450 125 35...45 70 130 -
Твердое 550...700 480...600 2...9 160...175 —
МНЦ 12-24 Мягкое 360 140 35 22HRB - -
Твердое 600 500 4 86HRB — —
МНЦ18-27 Мягкое 400 185 40 30HRB - -
Твердое 650 550 3 110HRB — —
Мягкое 360 120 40 25HRB
МНЦ 18-20 Твердое 520 390 6 90HRB - -
МНЦС 16-29-1,8 Мягкое Т вердое 350...450 - 40...45 40HRB - -
600... 700 — 2...4 90HRB 127 —
Мягкое 250...300 100 40...50 40... 50 — —
МНЖ5-1 Твердое 400... 500 380 5...10 ПО..140 - -
Мягкое 350 140 40 70 — —
МНЖМцЮ- 1-1 Твердое 580 450 5 140 - -
Мягкое 350...450 170 40... 50 90 — 0,9
МНЖМцЗО- 1-1
Твердое 550...650 480 3...5 170 145 —
НМЖМц28-2,5-1,5 Мягкое 450...500 240 25..40 135 210 182 -
Твердое 600... 850 580...800 2...3 —
5.9.1 арап।ируемые механические свойства важнейших полуфабриката и> медно-никелевых деформируемых сплавов
Марка, ГОСТ Вид полуфабриката Состояние материала Толщина (диаметр), мм Механические свойстве
ов, МПа 6, % НВ
в пределах или не менее
1 2 3 4 5 6 7
Прутки Мягкое Т вердое (3,0...50) 245...294 30...50 196 343...392
МН95-5 441...490 2...6
17217-79 Трубы Мягкое (6... 260) 216 284 33 -
1вердое
Мягкое 300 30 —
Полосы 0,5. .10 400
МН19 Твердое 3 —
492-73, Ленты Мягкое 0,10...2,00 290 25 -
5063-73, 5187-70 Твердое 390 2,5 —
Прутки Мягкое 'Твердое (3,0...50) 300 - -
400 —
Мягкое (3,0...50) 372...461 10...15 -
МНА13-3 Прутки Твердое (3,0...50) 882...931 2...5 225
492-73 17917 7Q Прессованное (60... 120) 700 7 —
МНА6-1,5 Прутки Мягкое (3,0...50) 343...441 28...40 78
492-73 Твердое 673... 735 4...7 205
Полосы Состаренное 1,0...3,0 539 3 -
МНЦ 15-20 Мягкое 0,1...2,0 350 35 —
492-73 5187-70 11олосы, Полутвердое 0,1...0,5 440... 540 440...540 6 -
0,5... 2,0 12 •—
17217-71 ленты Твердое
5220-78 0,1...2,0 540...690 2 —
5063-73 Особо твердое 0,1...2,0 690 - -
КОНСТРУКЦИОННЫЕ СПЛАВЫ
1 2 3
11рутки тянул ыс Мягкое
Прутки катаные
Проволока Мягкое 11олутвердое Твердое
МНЦС 16-29-1,8 492-73 Полосы Мягкое Твердое
МНЖ5-1 492-73 17217-78 Листы холоднокатаные Мягкое
Листы 1 орячекатанос
Прутки 11рессованное
Трубы 11рессованнос
Трубы тянутые Мягкое
МНЖМцЗО-1 -1 492-73 5063-73 10092-75 Листы, полосы Мягкое Твердое
Трубы тянутые Мягкое 11олутвердос
11МЖМц28-2,5 -1,5 5063-73 5187-70 1525 Полосы, листы, ленты Мягкое Полутвердое
Прутки тянутые Мягкое Твердое
11рутки катаные -
Проволока Мягкое Твердое
Окончание табл. 5.9
4 5 6 7
(6...50) 300 30 -
(6...22) 441 5 -
(23...30) 392 7 -
(32...50) 343 8 -
(0,1...0,2) 350 15 -
(1,10...5,0) 450 3 -
(0,60...50) 700... 1100 - -
1,5...8,0 343...441 40...45 -
588...686 2...4 —
0,5...20,0 216...255 50...60 -
4,5...22 390...490 5...10 -
(60) 250 30 -
(6...260) 200 30 -
(1...60) 260 30 -
0,5...20 294 30 -
392 3 —
(10...60) 363 30 90.. .130
490 10 140. .190
0,2...10 450 25 -
580 6,5 —
(5...40) 450 25
600 10 —
(35...700) 500 18 -
(0,3...4,99) 500 25 -
(5...10) 450 30 -
(0,3...4,99) 700 1 -
(5...10) 650 1 -
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
КОНСТРУКЦИОННЫЕ СПЛАВЫ
165
5.2.1. Двойные медно-никелевые сплавы
В двухкомпонентных (двойных) медно-
никелевых сплавах прослеживаются общие
закономерности изменения физических (см.
рис. 5.4 и 5.5) и механических (см. рис. 5.3)
свойств, характерные для других медно-
никелевых сплавов: с увеличением содержания
никеля (до 50 %) прочностные свойства и
удельное электросопротивление увеличивается, а
пластичность, теплопроводность и коэффициент
линейного расширения уменьшаются (см.
табл. 5.6, 5.8).
Сплав МН95-5 обладает хорошими меха-
ническими свойствами, хорошо обрабатывает-
ся давлением, не склонен к коррозионному
растрескиванию. Из этого сплава изготовляют
прутки и трубы различного диаметра.
Мельхиор МН19 (сплав меди с 19% Ni)
отличается высокой коррозионной стойкостью
в атмосферных условиях и при повышенных
температурах. Потеря массы в морской воде за
сутки составляет 0,17 г/м2. Но прочностным
свойствам он существенно превосходит сплав
МН95-5 (см. табл. 5.8), не охрупчивается при
отрицательных температурах (табл. 5.10), име-
ет более высокую температуру начала рекри-
сталлизации (см. табл. 5.7). Мельхиор МН19
удовлетворительно обрабатывается давлением
в горячем и холодном состоянии. Он применя-
ется как коррозионно-стойкий материал для
работы в среде пара, пресной и морской воде, а
также при повышенных температурах.
В промышленности США применяется
значительно большее количество марок двух-
комнонентных медно-никелевых сплавов, со-
держание никеля в этих сплавах изменяется от
2 (сплав С70260) до 45 % (сплав С72150)
(табл. 5.11).
5.10. Механические свойства отожженных прутков из мельхиора МН19
при низких температурах |92]
Марка Температура испытания, °C ов, МПа о<> 2. Ml la d, % V, %
Мельхиор МН19 20 361 194 26 78
- 10 394 201 28 77
-40 418 203 29 77
-80 432 204 29 76
120 464 205 28 75
- 180 516 228 36 72
5.11. Химический состав (%, остальное Си + Ag) двойных медно-никелевых сплавов,
обрабатываемых давлением, по стандартам ASTM (США)
Марка Ni (включая Со) Другие элементы, не более
1 2 3
С70100 3,0...4,0 0,05Fe; 0,25Zn; 0,50Mn
С70200 2,0...3,0 0,05Pb; 0,1 OFe; 0,40Mn
С70260 1,0...3,0 0,05Pb; 0,1 OFe; 0,40Mn
С70500 5,8...7,8 0,05Pb; 0,1 OFe; 0,20Zn; 0,15Mn
С70690*2 9,0... 11,0 0,001Pb; 0,005Fe; 0,001Zn; 0,001Mn
С70700 9,5... 10,5 0,05Pb; 0,5Mn
С70800 10,5...12,5 0,05Pb; 0,1 OFe; 0,20Zn; 0,15Mn
С71000 19,0...23,0 0,05Pb; l,0Fe; l,0Zn; 0,15Mn
С71100 22,0...24,0 0,05Pb; 0,1 OFe; 0,20Zn; 0,15Mn
166
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Окончание табл. 5.11
1 2 3
С71580*1 29,0...33,0 0,05РЬ; 0,501'е; 0,05Zn; 0,30Мп
С71590*2 29,0... 31,0 0,001Pb; 0,15Fe; 0,001Zn; 0,001Sn; 0,05 Mn
С72150 43,0...46,0 0,05Pb; 0,1 OFe; 0,20Zn; 0,05Mn; 0,10C; 0,50Si
** Регламентируется содержание следующих примесей, %: С - 0,02; Si - 0,015; S - 0,003:
Al - 0,002; Р - 0,001; Hg - 0,0005; Ti - 0,001; Sb - 0,001; As - 0,001; Bi - 0,001; Co - 0,5; Mg -
0,1; О-0,005.
2 Допускается содержание Co - 0,02 %; регламентируется также содержание следующих
примесей, %: С - 0,07; Si - 0,15; S - 0,024; Al - 0,05; Р - 0,03.
5.2.2. Сплавы системы Cu-Ni-Fe-Mn
Среди медно-никелевых конструкцион-
ных сплавов важную группу составляют мель-
хиоры.
Мельхиорами называют двойные (МН 19)
и более сложные по составу сплавы на основе
меди, основным легирующим элементом кото-
рых является никель. Являясь твердыми рас-
творами, они хорошо обрабатываются давле-
нием в горячем и холодном состоянии. Для
повышения коррозионной стойкости в морской
воде, а также в среде парового конденсата их
дополнительно легируют железом и марган-
цем.
Добавка до 1,5% железа к мельхиору,
применяемому для изготовления конденсатор-
ных труб, повышает стойкость его против
ударной коррозии, происходящей под действи-
ем турбулентных потоков воды, содержащих
пузырьки воздуха.
Марганец является хорошим раскислите-
лем, кроме того, он устраняет вредное воздей-
ствие серы и является полезной добавкой к
мельхиору, так как устраняет хрупкость после
отжига при наличии в сплаве примеси углеро-
да. Кроме того, он улучшает механические,
технологические свойства и повышает жаро-
стойкость медно-никелевых сплавов.
Мельхиоры отличаются хорошими проч-
ностными свойствами, которые можно сущест-
венно повысить нагартовкой (см. табл. 5.8). В
промышленности России наибольшее приме-
нение нашел мельхиор МНЖМц30-1-1, со-
держащий 30 % Ni и дополнительно легиро-
ванный железом и марганцем (см. табл. 5.5).
Этот сплав отличается высокой коррозионной
стойкостью в пресной и морской воде, паре. Из
него изготовляяют конденсаторные трубы,
работающие в тяжелых условиях (при повы-
шенных давлениях и температурах), где латун-
ные и медные трубы неприменимы.
Мельхиор МНЖМц30-1-1, также как
двухкомпонентный мельхиор МН 19, устойчив
против коррозии в атмосферных условиях, в
пресных естественных водах и морской воде в
среде парового конденсата (табл. 5.12). Наибо-
лее стоек из всех известных медных сплавов
против ударной (струевой) коррозии [47, 92].
В минеральных кислотах мельхиор
МНЖМц30-1-1, как и другие медно-никелевые
сплавы, быстро корродирует, особенно в азот-
ной. В органических кислотах медно-никелевые
корродируют незначительно. Щелочи также-
незначительно влияют на коррозионную стой-
кость мельхиоров, но в растворах аммиака и
кислых солей скорость коррозии этих сплавов
сильно возрастает. Однако в щелочи и раство-
рах аммиака коррозионная стойкость мельхио-
ра МНЖМц30-1-1, содержащего добавки же-
леза и марганца, существенно выше по сравне-
нию с двухкомпонентным мельхиором МНВ)
(см. табл. 5.12).
Из других медно-никелевых сплавов сис-
темы Cu—Ni—Fe-Mn следует отметить сплавы
МНЖ5-1 и МНЖМц!0-1-1. Сплав МНЖ5-1
близок по химическому составу к двойному
сплаву МН95-5 (см. табл. 5.5): он содержи!
примерно такое же количество никеля (~ 5 %)
и отличается от него наличием небольших до-
бавок железа и марганца (~ 1 %), полностью
входящих в медно-никелевый твердый раствор.
Сплав МНЖ5-1 обладает хорошими механиче-
скими свойствами и отличается высокой тех-
нологичностью при обработке давлением в
горячем и холодном состоянии.
Благодаря присутствию добавок железа и
марганца сплав МНЖ5-1 по коррозионной
стойкости превосходит сплав МН95-5, он не
склонен к коррозионному растрескиванию.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
167
5.12. Скорость коррозии мельхиора в разных средах |92]
Среда Скорость коррозии, мм/год
МНЖМцЗО-1-1 МН 19
Атмосфера промышленных городов 0,002 0,0022
Морской климат 0,0011 0,001
11ресная вода 0,03 0,03
Морская вода 0,03...0,13 -
Паровой конденсат 0,08 0,1
11аровой конденсат с 30 % СО2 0,3 -
Азотная кислота (50 %-я), мм/сутки 6,4 -
Соляная кислота при 25°С (10 %-я) - 0,8
Серная кислота (10 %-я) 0.08 0,1
Плавиковая кислота:
38 %-я при 110 °C 0,9 0,9
98 %-я при 38 °C 0,05 0,05
Фосфорная кислота (8 %-я) при 20 °C 0,5 0,58
Уксусная кислота (10 %-я) при 20 °C 0,025 0,028
Лимонная кислота (5 %-я) 0,02
Жирные кислоты (60 %-е) при 100 °C 0,06 0,066
Водный раствор аммиака (7 %-й) при 30 °C 0,23 0,5
Едкий натр (10. ..50 %-й) при 100 °C 0,005 0,13
Применяется в промышленности главным об-
разом в виде холоднокатаных листов, прутков
и труб различного размера для трубопроводов,
деталей электротехники и приборостроения.
Сплав МНЖ 5-1 был разработан довольно дав-
но по заданию судостроительной промышлен-
ности как заменитель медных труб для систем,
контактирующих с морской забортной водой и
имеющих повышенную коррозионную стой-
•чость. Состав сплава был определен исходя из
> ловлетворительной коррозионной стойкости
с1руевая, язвенная коррозия и т.д.) и прием-
лемой технологичности (позволяющей на
имеющемся оборудовании освоить весь сорта-
мент медных труб, применяемый в то время в
судостроительной промышленности).
Впоследствии этот сплав стали широко
использовать теплоэнергетики в конденсаторах
повышенной мощности. Наилучшие показате-
1И в этих установках имеет мельхиор, но из-за
зысокой стоимости и трудоемкости изготовле-
ния в металлургическом производстве, он при-
меняется в ограниченном объеме. Сплав
МНЖ5-1 получил массовое распространение на
атомных и тепловых электростанциях. Однако
по некоторым коррозионным показателям (по-
теря массы в спокойной морской воде и др.) он
уступает чистой меди. За рубежом сплав
МНЖ5-1 практически не применятся, а широ-
ко используется сплав типа МНЖМц 10-1-1.
Следует отметить, что в стандартах зару-
бежных стран номенклатура марок медно-
никелевых сплавов, относящихся к системе
Cu-Ni-Fe-Mn, значительно больше, чем в
ГОСТ 492-73. Особенно большое количество
сплавов этой системы применяется с США
(табл. 5.13). Сплавы содержат 5...30%Ni. От-
личительной особенностью сплавов в стандар-
те США (ASTM) является то, что многие мед-
но-никелевые сплавы данной системы содер-
жат повышенное количество цинка(~1 %), в то
время как в отечественных сплавах систем
Cu-Ni и Cu-Ni-Fe-Mn (в том числе и мельхио-
рах) содержание примеси цинка ограничивает-
ся 0,3...0,5 % (см. табл. 5.5) из-за того, что он
понижает сгойкость против ударной коррозии.
168
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.13. Химический состав (%, остальное Cu-Ag) сплавов системы Cu-Ni-Fe-Mn,
обрабатываемых давлением, по стандартам ASTM (США)
Марка Ni, включая Со Fe Мп Другие элементы, не более
С70400 4,8...6,2 1,3...1,7 0,3...0,8 l,0Zn; 0,05РЬ
С70600*1 9,0... 11,0 1,0...1,8 1,0 l,0Zn; 0,05РЬ
С70610 10,0...11,0 1,0...2,0 0,5...1,0 0,0IPb; 0,05S; 0,05С
С71300 23,5...26,5 0,2 1,0 l,0Zn; 0,05Pb
С71500*1 29,0...33,0 0,4... 1,0 1,0 l,0Zn; 0,05Pb
С71581*2 29,0...32,0 0,4...0,7 1,0 0,02Pb
С71640 29,0... 32,0 1,7...2,3 1,5...2,5 0,01Pb; 0,03S; 0,06C
*’ Если сплав предназначен для последующей сварки и это оговаривается заказчиком, со-
держание примесей составляет, %: Zn - 0,5; Р - 0,02; S - 0,02; С - 0,05.
*2 Максимальное содержание примесей, %: Р - 0,02; Si - 0,02; Si - 0,25; S - 0,01; Ti от 0,20
до 0,5.
5.2.3. Сплавы системы Ni-Cu-Fe-Mn
(монель-металлы)
Наиболее важным промышленным спла-
вом этой системы является монель-металл
НМЖМЦ28-2,5-1,5. Монель - сплав, содер-
жащий 65. ..70 % Ni; 2...3 % Fe; 1,2... 1,8 % Мп
(см. табл. 5.5), является сплавом на никелевой
основе, но по своей структуре и физико-
химическим свойствам он близок к другим
медно-никелевым сплавам - твердым раство-
рам (типа мельхиоров).
Монель-металл является прочным и наи-
более коррозионно-стойким из группы никель-
медных сплавов. Он удовлетворительно обра-
батывается давлением в горячем и холодном
состояниях, что позволяет получать различные
полуфабрикаты: листы, ленты, полосы, прутки,
проволоку различных размеров; применяется
для изготовления деталей, работающих в раз-
личных агрессивных средах.
Концентрация, % (по массе)
Рис. 5.8. Зависимость скорости коррозии
монель-металла НМЖМц28-2,5-1,5 в соляной
и серной кислотах от концентрации (скорость
перемешивания 5.. .6 м/мин, температура 30 °C) [92]
По своей структуре монель-металл отно-
сится к сплавам - твердым растворам (см.
рис. 5.2). Небольшие добавки железа и марган-
ца, так же как и медь, находятся в твердом рас-
творе и самостоятельных фаз не образуют.
Добавки железа и марганца дополнительно
повышают прочность монель-металла и улуч-
шают другие физико-химические свойства.
Влияние этих элементов на свойства монель-
металла примерно такое же, как и на свойства
мельхиора МНЖМц30-1-1.
В атмосферных условиях монель-металл
не тускнеет. Скорость коррозии в атмо-
сфере промышленных городов составляет
0,0015...0,003 мм/год, в морском климате -
0,0002...0,0008 мм/год, в морской воде -
0,008...0,025 мм/год. В паровом конденсате
скорость коррозии монель-металла менее
0,003 мм/год, но в присутствии воздуха и
углекислого газа существенно повышается до
1,52 мм/год [92].
Скорость коррозии монель-металла в ми-
неральных кислотах (азотная и азотистая)
весьма высока; соляная и серная кислоты менее
агрессивны, но и в этих реагентах монель-металл
корродирует достаточно быстро (рис. 5.8).
Монель-металл устойчив в растворах
нейтральных, щелочных и слабокислых солей
соляной, серной, азотной и уксусной кислот, он
также устойчив против большинства органиче-
ских кислот.
Монель-металл устойчив в растворах ще-
лочей при концентрациях до 70 % и темпера-
турах до 100... 150 °C, однако при более высо-
ких температурах и концентрациях скорость
коррозии его резко возрастает.
В табл. 5.14 приведены значения скорости
коррозии монель-металла в различных средах.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
169
5.14. Скорость коррозии монель-металла НМЖМц28-2,5-1,5 в различных средах [92]
Среда Скорость коррозии, мм/гол
Наименование Концентрация, % Т,°С
Неорганические кислоты
Серная 1 5 30 1,246
5 101 0,066
10 102 0,061
20 104 0,19
50 123 13,16
75 182 43
96 295 83.3
Соляная 10 30 2,2
20 30 3
30 30 8
1,0 Кипящая 1,07
5,0 Кипящая 6,2
*2 Фосфорная 10 60 0,13
90 105 0,08
I [лавиковая 6 75 0,02
25 80 0,061
100 50 0,013
Щелочи
I идроокись натрия 5. .50 20... 100 0,001... 0,015
(едкий натр) 60...75 150... 175*5 0,12
60... 98 400*3 1,35
Соли
Хлористый натрий*4 Насыщенный раствор 95 0,06
Хлористый кальций 35 70... 160 0,008
Азотнокислый натрий 27 50 6,05
Хлористый амоний*5 30...40 102 0,3
Хлористый цинк 10...20 38 0,114
Хлористый цинк 20... 70 115 0,41
Сернокислый цинк 35 105 0,51
Органические кислоты и среды
5 ксусная кислота 50 20-30 0,3...0,6
Винная кислол а 30 20 0,03
Чимонная кислота 30 20 0,038
Жирные кислоты - 260 0,1
Четыреххлористый углерод С водным слоем 30 0,003
Насыщенная воздухом.
' В неочищенной кислоте скорость коррозии резко повышается до 2 мм/год
При выпаривании.
Щелочные растворы вследствие гидролиза
Кислые растворы вследствие гидролиза.
170
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.15. Типичные механические свойства полуфабрикатов из монель-металла
НМЖМц28-2,5-1,5 при комнатной температуре
Полуфабрикат Состояние о„ МПа О().2, МПа 5, % ц/, % НВ Е, ГПа О-Г
Полосы и Мягкое 550 280 45 - 120 - 170
лента Полутвердое 580 — 6,5 — — — —
Твердое 750 550 2 — 220 — 260
Мягкое 550 250 40 65 125 180 -
Прутки Г орячекаганое 600 300 35 65 160 - -
Твердое (тянутое) 700 600 12 — 200 — 280
Проволока Мягкое 550 250 40 - - - -
Твердое 800 650 5 — — — —
* На базе 1 • 108 циклов.
5.16. Механические свойства монель-металла НМЖМц28-2,5-1,5
при низких температурах [92]
Полуфабрикат Состояние Температура испытания, °C о„ МПа О<)2, МПа 5, % НВ
Мягкие 20 550 800 240 45 -
Прутки - 183 340 48 —
тянутые Твердые 20 720 650 15 210
-80 820 700 20 245
Температура, °C
Рис. 5.9. Изменение механических свойств
горячекатаных полос из монель-металла
при высоких температурах |92]
Монель-металл НМЖМц-28-2,5-1,5 име-
ет высокий уровень механических свойств при
комнатной температуре (см. табл. 5.8, 5.9, 5.15),
нс охрупчивается при низких температурах
(табл. 5.16), сохраняет высокую прочность при
нагреве до температуры 500 °C (рис. 5.9), в
области температур 500. .700 °C, как и другие
медно-никелевые сплавы, имеет область пони-
женной пластичности, отличается высокой
жаропрочностью (табл. 5.17).
Монель-металл сильно упрочняется (бо-
лее чем в 2 раза) при холодной пластической
деформации, упрочнение сопровождается рос-
том удельного электросопротивления и резким
понижением пластичности (рис. 5.10). Макси-
мально допустимая суммарная деформация в
холодном состоянии составляет 94 %. Для по-
вышения пластичности применяют рекристал-
лизационный отжиг с нагревом до 800...850 °C,
при этом механические и физические свойства
восстанавливаются до исходных (до деформа-
ций) значений (рис. 5.11).
В зарубежных странах применяют ряд
сплавов - аналогов монеля НМЖМц28-2,5-1,5 -
это сплав 04400 (США), сплав LC-NiCu30Fc
(2.4361) и NiCu30Fe (2.4360) Германия, имеют-
ся также сообщения, что для изготовления ка-
таных полуфабрикатов, бесшовных труб и
прутков в Японии применяют никель-медный
сплав аналогичного состава (табл. 5.18).
КОНСТРУКЦИОННЫЕ СПЛАВЫ
171
5.17. Пределы ползучести монель-металла НМЖМц28-2,5-1,5
Полуфабрикат Состояние Температура О().0|/|1ХЮ Оо. 1/НИИ> О<).2/||Ю0 О|/1000
испытания, °C МПа
370 420 630 700 -
400 210 400 440
Прутки тянутые Твердое 500 10 60 80 140
600 2 30 40 70
Р.
мкОм-м
0,48
0,46
0,44
0,42
0.40
Рис. 5.10. Зависимость механических свойств и
удельного электросопротивления проволоки
из монель-металла НМЖМц28-2,5-1,5
от степени деформации [92]
Рис. 5.11. Зависимость механических свойств и
удельного электросопротивления из
монель-металла НМЖМЦ28-2,5-1,5
от температуры отжига [92]
5.18. Химический состав (%) никель-медных сплавов системы Ni-Cu-Fe-Mn
для производства деформируемых полуфабрикатов по стандартам
США, Германии и Японии
Марка Страна, стандарт Полуфабрикаты Содержание компонентов Прочие, не более
Ni+Co Си Fe Мп
04400 США, ASTM, В725-93 Сварные и бес- шовные трубы и трубки 63 28...33 2,5 2 0,2С; 0,5Si; 0,024S
C-NiCu30Fe (2.4361) \i-Cu30Fe (2.4360) Германия, DIN 17743-83, 17750-83 Лента, полосы, листы 63 28...34 1,0...2,55 2,0 0,04С; 0,5А1; 0,02S; 0,3Si; 0,15С; 0,5Al; 0,02S; 0,5Si
Ni-Cu сплав Япония, JISH 4451-1991, 4552-1991, 4553-1991, 4554-1991 Плиты, полосы, бесшовные трубы, стержни, прутки, проволока 63 28...34 2,5 2 0,3C; 0,5Si; 0,024S
172
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Монель-металл применяется для изготов-
ления деталей, работающих в различных агрес-
сивных средах (пар, растворы солей, щелочей и
кислот): рабочие колеса насосов, корпуса, кла-
паны, тройники, втулки, краны и т.п. Монель-
металл обладает хорошей стойкостью к окис-
лению при температурах до 750 °C.
5.2.4. Сплавы системы Cu-Ni-Zn-{Pb)
(нейзильберы)
Нейзильберы - это сплавы тройной сис-
темы Cu-Ni-Zn, содержащие 8...30 %Ni и 12...
45 % Zn. По структуре и свойствам сплавы
системы Cu-Ni-Zn занимают промежуточное
место между медно-никелевыми сплавами и
латунями. Это, в частности, проявляется в том,
что нейзильберы, как и латуни, могут быть
однофазными а-сплавами и двухфазными - со
Рис. 5.12. Проекция поверхности ликвидуса (а) и
изотермические разрезы диаграммы состояния
системы Cu-Ni-Zn при температурах
775°С (б) и 20°С(в)
структурой а + р. Как следует из рассмотрения
изотермических разрезов при 20 и 775 °C трой-
ной диаграммы состояния системы Cu-Ni-Zn
(рис. 5.12), двухфазные а+Р нейзильберы -
это высоколегированные сплавы с очень боль-
шим содержанием цинка.
Характерная особенность химического
состава сплавов тройной системы Cu-Ni-Zn
(рис. 5.12, б, в) заключается в том, что появле-
ние второй фазы Р (или Р') не зависит от со-
держания никеля или суммарного количества
никеля и цинка, а определяется в основном
только содержанием цинка в сплавах. Это свя-
зано с тем, что линия сольвуса Р- и Р'- фаз на
изотермических сечениях диаграммы состоя-
ния системы Cu-Ni-Zn проходит почти парал-
лельно стороне Cu-Ni концентрационного тре-
угольника. Нейзильберы становятся двухфаз-
ными сплавами со структурой а + Р только при
содержании цинка более 30...35 %.
В системе Cu-Ni-Zn имеется обширная
область твердых растворов. Все отечественные
нейзильберы (см. табл. 5.5), в том числе и ши-
роко применяющийся в промышленности сплав
МНЦ 15-20, находятся в области а-раствора
тройной системы Cu-Ni-Zn (рис. 5.12, б, в) и
имеют однофазную структуру. Нейзильберы с
двухфазной а + Р структурой пока не нашли
применения в России.
Большинство трехкомпонентных ней-
зильберов, имеющихся в стандартах США,
Германии, Франции, Японии, Великобритании
и других стран (см. табл. 5.4, 5.19) являются
также однофазными сплавами со структурой
а-твердого раствора. Имеются лишь отдельные
марки нейзильберов в стандартах США, Фран-
ции и Канады, которые являются двухфазными
а + р-сплавами: С77000, С77400 (США), IN838
(Канада), VZ45N9, VZ45N15 (Франция).
Свойства сплавов системы Cu-Ni-Zn на-
ходятся в прямой зависимости от химического
состава. Нейзильберы обладают сравнительно
высокой устойчивостью к коррозии, хорошо
полируются, на них хорошо наносятся гальва-
нические покрытия. Цинк упрочняет медно-
никелевые сплавы и снижает их стоимость.
Определяющее влияние на цвет, стойкость к
потускнению и коррозии оказывает содержа-
ние никеля: с его увеличением коррозионная
стойкость повышается.
Сплавы, содержащие 10... 18 %Ni и бо-
лее, обладают хорошей стойкостью против
коррозии в атмосферных условиях и в морском
климате, стойки в пресной и морской воде, в
5.19. Химический cocian ("«) сплавов ciicicmui ( u-INi Zn (Pb) по сзапдаргам зарубежных стран |48, 104]
Марка Счрана, стандарт Си Ni (включая Со) Zn Pb Fe Мп Прочие, не более
1 2 3 4 5 6 7 8 9
Сплавы системы Cu-Ni-Zn (нейзильберы)
С73500 США, ASTM, В122 70,5...73,5 16,5. .19,5 Остальное 0,10 0,25 0,50 -
С74000 США, ASTM 69,0... 73,5 9,0... 11,0 0,10 0,25 0,50 -
С74300 США, ASTM 63,0...66,0 7,0...9,0 0,10 0,25 0,50 -
С74500 США, ASTM, В122, В151,В206 63,5... 66,5 9,0..11,0 0,10* 0,25 0,50 -
С75200 США, ASTM, В122, В151, В206 63,5...66,5 16,5. .19,5 0,05 0,25 0,50 -
С75400 США, ASTM 63,5...66,5 14,0. .16,0 0,10 0,25 0,50 -
С75700 США, ASTM 63,5...66,5 11,0... 13,0 0,05 0,25 0,50 -
С76000 США, ASTM 60,0...63,0 7,0...9,0 0,10 0,25 0,50 -
С76200 США, ASTM 57,0..61,0 11,0. .13,0 0,10 0,25 0,50 -
С76400 США, ASTM 58,5..61,5 16,5..19,5 0,05 0,25 0,50 -
С76700 США, ASTM 55,0...58,0 14,0..16,0 - - 0,50 -
С77000 США, ASTM 53,5...56,5 16,5...19,5 0,05 0,25 0,50 -
С77300 США, ASTM 46,0... 50,0 9,0...11,0 0,05 - - 0,01А1; 0,25Р; 0,04...0,25Si
С77400 США, ASTM 43,0...47,0 9,0... 11,0 0,20 - - -
С7351 Япония, JIS, Н3110 70,0...75,0 16,5..19,5 0,10 0,25 0,5 -
С7451 Япония, JIS, 113110 62,0... 68,0 8,5...11,5 0,10 0,25 0,5 -
КОНСТРУКЦИОННЫЕ СПЛАВЫ
Продолжение табл. 5.19
1 2 3 4 5 6 J 7 8 9
С7521 Япония, JIS, Н3270 62,0...66,0 16,5...19,5 Остальное 0,10 0,25 0,5 -
С7541 Япония, JIS, Н3110 60,0...64,0 12,5...15,5 0,10 0,25 0,5 -
С7701 Япония, JIS, НЗЗЗО 54,0... 58,0 16,5...19,5 0,10 0,25 0,5 -
CuNil2Zn24 (2.0730) Германия, DIN, 17663 63,0...66,0 11,0..13.0 0,03 0,3 0,5 -
CuNil8Zn27 (2.0742) Германия, DIN, 17663 53,5... 56,5 17,0.. 19,0 0,03 0,3 0,5 -
CuNil8Zn20 (2.0740) Германия. D1N, 17663 60.0...63.0 17,0... 19,0 0,03 0,3 0,5 -
IN836 Канада Основа 15 37 - - - -
VN22Z18 Франция 21,0... 27,0 15,0...21,0 0,05 0,3 0,5 -
VN26Z18 Франция 25,0...27,0 15,0...21,0 0,05 0,3 0,5 -
VZ22N15 Франция 14,0... 16,0 19,0... 25,0 0,05 0,3 0,5 -
VZ22N18 Франция 17,0... 19.0 19,0...25,0 0,05 0,3 0,5 -
VZ25N15 Франция 14,0... 16.0 22,0...28,0 0,10 0,3 0,5 -
VZ27N10 Франция 9,0. .10,0 24,0...30,0 0,10 0,3 0,5 -
VZ27N18 Франция 17,0... 19,0 24,0... 30,0 0,10 0,3 0,5 -
VZ28N9 Франция 8.0... 10,0 25,0... 31,0 0,10 0,3 0,5 -
VZ45N9 Франция 8,0... 10,0 42,0...48,0 0,10 0,3 0,5 -
VZ45N15 Франция 14,0... 16,0 42,0...48,0 0,10 0,3 0,5 -
Сплавы системы Cu-Ni-Zn-Pb (свинцовые нейзильберы)
С79200 США. AS 1 М 59.0... 66.5 11.0... 13,0 Остальное 0,8...1,4 0,25 0,50 £0,5
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
С79900 США, ASTM 47,0... 50,0
С79300 США, ASTM 55,0...59,0
С76300 США, ASTM 60.0...64,0
С79000 США, ASTM 63,0...67,0
С79830 США, ASTM 45,5...47,0
CuNilOZn42Pb Германия, DIN, 17663 45,0...48,0
CuNil2Zn30Pbl (2.0780) Германия, DIN, 17633 56,0... 58,0
CuNil8Znl9Pbl (2.0790) Германия, DIN, 17633 59,0...63,0
NS101 Великобритания, BS: 790 Основа
C7941 Япония, JIS 60,0...64,0
VZ26N9PM Франция Основа
VZ20N15PM Франция Основа
CuNi7Zn39Mn5Pb3 (2.0771) Германия, DIN, 17633 44,0... 48,0
CuNi6Zn35Mn8Pb Германия, DIN, 17633 Основа
1N648 Канада Основа
6.5...8,5 Остальное 1,0...1,5 0,25 0,50 Z0,5
11,0...13,0 0,5...2,0 0,5 0,5 Z0,5
17,0... 19,0 0,5...2,0 0,5 0,5 Z0,5
11,0...13,0 1,5...2,2 0,35 0,5 -
9,0...10,5 1,0...2,5 0,45 0,15... 0,55 -
9,0... 11,0 0,5...2,0 0,5 0,5 0,5 Sn, X 0,1
11,0...13,0 0,3..1,5 0,5 0,5 0,3 Sn, Z0,l
17,0... 19,0 0,3...1,5 0,3 0,7 0,2Sn, Z0,l
8,0...11,0 37,0...45,0 2,0 - - S0,5
16,5... 19,5 Остальное 0,8...1,8 0,25 0,5 -
8,0... 10,0 23,0... 24,0 1,5 0,3 0,5 -
14,0...16,0 17,0... 23,0 1,5 0,3 0,5 -
6,0...8,0 Остальное 2,0...4,0 0,3 4,0...6,0 -
6,0 35 1 - 4 -
14 40 1,5 - - -
КОНСТРУКЦИОННЫЕ СПЛАВЫ
176
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.20. Механические свойства нейзильбера МНЦ15-20
при комнатной и отрицательных температурах
Вид полуфабриката Состояние Температура испытания, °C о„ МПа Оо 2, МПа 5, % у, %
Прутки Полутвердое 20 - 153 520 660 490 560 22 35 54 63
Мягкое 20 - 189 455 580 210 270 47 57 62 69
растворах щелочей (КОН, NaOH), однако под-
вержены заметной коррозии в среде гидрооки-
си аммония и других аммиачных соединений, а
также быстро разрушаются в окисляющих не-
органических кислотах. Нейзильберы, содер-
жащие 10...12 % Ni, имеют желтоватый отте-
нок, при содержании никеля > 12 % они при-
обретают красивый серебристый цвет [47, 92,
104].
Однофазные а- и двухфазные а + [3-сплавы
существенно различаются по свойствам, меха-
низмам упрочнения и режимам термомехани-
ческой обработки с целью получения высоких
прочностных свойств и характеристик упруго-
сти.
Для однофазных сплавов единственным
способом упрочнения является холодная пла-
стическая деформация, которая обычно прово-
дится в сочетании с низкотемпературным от-
жигом при 150...300 °C.
Типичным представителем однофазных
сплавов является отечественный сплав
МНЦ15-20. Нейзильбер со структурой а-раство-
Рис. 5.13. Механические свойства нейзильбера
МНМц15-20 при высоких температурах [92]
ра легко обрабатывается давлением в горячем
и холодном состояниях. Главная проблема при
горячей деформации связана с тем, что слитки
однофазных сплавов обычно имеют столбча-
тую структуру с крупным макрозерном (транс-
кристаллизация) и, как следствие, узкий интер-
вал пластичности (800...900 °C). Наиболее
резкое снижение пластичности нейзильберов
наблюдается при температурах 500...600°C.
Поэтому при горячей обработке давлением
этих сплавов необходимо строго соблюдать
температурные режимы деформирования, а
также применять металлургические методы для
измельчения зерен: легирование микродобав-
ками - модификаторами, выбор оптимальных
размеров слитка, режимов нагрева, схемы пла-
стической деформации и т.д.
Нейзильберы легко поддаются прокатке,
волочению, глубокой штамповке, чеканке, что
позволяет их деформировать в холодном со-
стоянии с суммарным обжатием выше 90 %.
Из нейзильбера МНЦ 15-20 изготовляют
различные полуфабрикаты (листы, ленту, по-
лосы, тянутые и катаные прутки и др.), меха-
нические свойства которых представлены в
табл. 5.9.
Нейзильберы типа МНЦ15-20 отличаются
красивым серебристым цветом, не окисляются
на воздухе и обладают достаточно высокими
механическими свойствами и высокой корро-
зионной стойкостью, не охрупчиваются при
отрицательных температурах (табл. 5.20), дос-
таточно резко разупрочняются при нагреве до
высоких температур (рис. 5.13).
Эти сплавы применяются для изготовле-
ния деталей приборов, пружин и арматуры,
работающей во влажной и коррозионно-актив-
ной среде. Материал хорошо соединяется пай-
кой и сваркой.
Возможность изготовления из нейзильбе-
ра МНЦ 15-20 наиболее ответственных деталей
приборов - пружин обусловлена тем, что этот
сплав достаточно резко упрочняется при хо-
КОНСТРУКЦИОННЫЕ СПЛАВЫ
177
полной пластической деформации (рис. 5.14).
Причем особенно важно отметить, что сущест-
венно повышается не только твердость (HV) и
прочность (ов), но и специфические характери-
стики, необходимые для пружин: предел упру-
гости (oo.oos), релаксационная стойкость, проч-
ность при испытаниях на усталость.
Для получения максимально упрочненно-
го состояния (особо твердое), необходимого
для пружин, отожженные полуфабрикаты под-
вергают холодной деформации с обжатием
60...80 % и последующим низкотемператур-
ным дорскристаллизационным отжигом После
такой обработки нейзильбер МНЦ15-20 имеет
следующий уровень механических свойств:
ов = 800...940 МПа; о0,оо5 ~ 650...750 МПа;
8 = 0,5... 1,5 %; Е = 100... 125 ГПа; 230...270 HV.
Однако, как показывают линии равных
значений предела упругости (рис. 5.15), эти
значения механических свойств нс являются
предельными даже для нейзильберов с одно-
фазной структурой а-раствора: при увеличении
концентрации легирующих компонентов предел
>пругости может быть существенно повышен.
В табл. 5.6...5.9 приведены физические,
механические, технологические свойства и
режимы обработки отечественных нейзильбе-
ров и их зарубежных аналогов.
Нейзильберы с двухфазной а + 0-структу-
рой - это, как уже отмечалось, сплавы системы
Cu-Ni-Zn с очень высоким содержанием цинка
(более 30...35 %). Представителем этой группы
сплавов является нейзильбер IN836 (Канада) с
номинальным содержанием 15 %Ni и 37,5 %Zn
(табл. 5.19). Как следует из изотермических
разрезов тройной системы Cu-Ni-Zn (см.
рис. 5.12) сплав с таким количеством цинка
является двухфазным а + 0, где а - это твердый
раствор цинка и никеля в меди с П (К решеткой,
а 0-фаза - это твердый раствор никеля в фазе 0
из двойной системы Cu-Zn с ОЦК решеткой
(типа CsCl). Изменение температуры нагрева
приводит к изменению соотношения объемных
долей а- и 0-фаз в сплаве. Такую особенность
термического воздействия на структуру двух-
фазных нейзильберов используют для получе-
ния оптимального соотношения а- и 0-фаз.
Двухфазные сплавы лучше обрабатыва-
ются давлением в горячем состоянии, одно-
фазные - в холодном. При содержании в спла-
ве от 30 до 70 % a-фазы они пластичны как в
холодном, так и в горячем состоянии. Считает-
ся. что оптимальным условием пластичности
•втяется равное количества а- и 0-фаз в струк-
*уре сплава.
Рис. 5.14. Зависимость механических свойств и
удельного электросопротивления нейзильбера
МНЦ15-20 от степени деформации. Исходный
материал - отожженные при 790 °C
в течение 2 ч мягкие полосы [92]
Рис. 5.15. Линии равных значений предела
упругости <Т(ци12 сплавов системы Cu-Ni-Zn (72]
Высокие степени деформации (более
80 %) в сочетании с низкотемпературным от-
жигом (150...350 °C) обеспечивают получение
высоких прочностных свойств однофазных
нейзильберов. Для получения высоких механи-
ческих свойств нейзильберов с двухфазной
а + 0-структурой (типа 1N836) их подвергают
сложной термомеханической обработке, назы-
ваемой микродуплекс (microduplex). Двойная
обработка обеспечивает получение сверхмел-
кого зерна после закалки и холодной пластиче-
ской деформации с заданным обжатием для
развития рекристаллизации при температуре
старения [72].
178
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Во время старения одновременно проис-
ходит перекристаллизация 0 Д а и развиваются
процессы рекристаллизации. Частицы 0-фазы,
с одной стороны, облегчают зарождение рек-
ристаллизованных зерен a-фазы, с другой, -
тормозят их рост при собирательной рекри-
сталлизации из-за наличия межфазной границы
0/а. В итоге структура сплава характеризуется
сверхмелким зерном с мельчайшими выделе-
ниями частиц второй фазы, что обеспечивает
улучшение механических свойств, особенно
сопротивления усталости.
Режимы термомеханической обработки
двухфазных нейзильберов с а + 0-структурой
для получения ультрамелкого зерна (микроду-
плекс) зависят от химического состава сплавов
и являются предметом специальных исследо-
ваний для каждой марки сплава.
В табл. 5.21 приведено сопоставление
свойств четырех марок нейзильберов. Сплавы
С74500, С75200, С73500, содержащие соответ-
ственно 10 % Ni; 25%Zn, 18%Ni; 17%Zn и
17 % Ni; 11 %Zn, являются типичными пред-
ставителями нейзильберов с однофазной
структурой а-раствора. Сплав IN836, содержа-
щий 15 %Ni, 35%Zn, является двухфазным
нейзильбером с а + 0-структурой.
5.21. Физические, механические и технологические свойства и режимы обработки
нейзильберов (Cu-Ni-Zn), применяемых за рубежом [104]
Свойства или режимы обработки Значения свойств и режимов обработки сплавов
С74500 IN836 С73500 С75200
1 2 3 4 5
Физические свойства
Температура плавления, °C:
ликвидус 1021 - 1122 1112
солидус - - 1079 1071
у, кг/м3 8600 - 8730 8690
ср, Дж/(кгК) 377 400 377 377
а !О6, К1 при 20...300 °C 16 16 16 16
р, мкОм м 0,19 0,25 0,215 0,287
со, % IACS 9 7 8 6
к, Вт/(м К) 39 30 33 29
£, ГПа 122 125 126 126
Механические свойства
ов, МПа:
отожженные 340 690 - 390
полутвердые 510 900 440 490
твердые 600 - 510 600
особо твердые 665 1000 550 —
о02, МПа:
отожженные 140 560 - 175
полутвердые 420 800 335 420
твердые 525 - 460 520
особо твердые 530 825 525 -
5, %:
отожженные 37 24 - 32
полутвердые 7 5 — 7
твердые 4 — — 3
особо твердые 3 3 - -
КОНСТРУКЦИОННЫЕ СПЛАВЫ
179
Окончание табл. 5.21
1 2 3 4 5
HRB:
отожженные 22 - 28 40
полутвердые 80 - 75 78
твердые 89 — 83 87
особо твердые 92 - 86 -
Технологические свойства или режимы обработки
Температура горячей обработки давлением, °C - 825...900 - -
Температура отжига, °C: рекристаллизационного для снятия напряжений 600...700 300...400 700...800 300...400 600...815 300...480 600...760 300...400
Максимально допустимая степень холодной деформации, % 90 90 90 90
Обрабатываемость давлением, % (по сравнению с эталоном - маркой С71000): в горячем состоянии в холодном состоянии 25 75 25 75 25 100 25 100
Обрабатываемость резанием, % 20 20 20 20
Из табл. 5.21 следует, что двухфазный
нейзильбер IN836 после обработки с получени-
ем ультрамелкозернистой структуры (microdu-
-lex) (холодная деформация со степенью 90% и
этжиг (старение) при температуре 500°С) по
механическим свойствам (ов = 690 МПа; о0 2 ~
= 560 МПа; 8 = 24 %) существенно превосхо-
ди г нейзильберы С74500, С75100 и С73500 с
днофазной структурой.
Сплавы системы Cu-Ni—Zn-Mn (мар-
ан цевые нейзильберы). В промышленности
арубежных стран нашли применение нейзиль-
\ры, дополнительно легированные марганцем.
Марганец повышает пластичность сплавов
. u Ni-Zn при горячей обработке давлением и
дновременно увеличивает их сопротивление
аастической деформации. Марганец умень-
шает растворимость цинка в меди, поэтому при
ысоком содержании марганца нейзильберы
. ~ановятся двухфазными при концентрации
нка менее 30 %.
В Великобритании разработан двухфаз-
й сплав IN629 (CuNil5Zn28Mnl3), двухфаз-
й марганцевый нейзильбер CuNilOZn33Mn4
ейзильбер 10) применяется в Болгарии. В
эссии сплавы системы Cu-Ni-Zn-Mn не при-
«.няются.
В двухфазных марганцевых нейзильберах
сокие механические свойства получают по-
сле такой же термомеханической обработки,
как и в трехкомпонентных сплавах системы
Cu-Ni-Zn с двухфазной а + 0-структурой, с
применением холодной деформации с высоки-
ми степенями обжатия (более 85 %) и после-
дующим отжигом при температуре 460...520 °C
для получения структуры с ультрамелким зер-
ном (microduplex).
Сплав IN629 (CuNil5Zn28Mnl3) применя-
ется для изготовления пружин. После термоме-
ханической обработки он обладает высокими
механическими свойствами: ов= 1070 МПа;
°о,2 ~ 970 МПа; 8 = 2 %; о_( = 420 МПа при Ю7
циклах, Е - 107 ГПа. Этот сплав обладает наи-
более высоким по сравнению другими медными
сплавами, используемыми для изготовления
пружин, отношением предела текучести к мо-
дулю нормальной упругости (о02^Е = 9,110“3)
[Ю4].
Производимый в Болгарии двухфазный
а + 0-сплав CuNil0Zn33Mn4 (нейзильбер 10)
после обработки на максимальную прочность
имеет: ов = 1070 МПа; 8 = 0,4 %; 280 НВ.
Температура горячей деформации составляет
650...750 °C. Сплав удовлетворительно обра-
батывается в горячем и хорошо в холодном
состоянии, выдерживает при холодной дефор-
мации суммарное обжатие более 80 %.
180
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Свинцовые нейзильберы системы
Cu—Ni—Zn—Pb. Свинец в нейзильберы вводят
главным образом для улучшения обрабатывае-
мости резанием. Свинец практически не рас-
творяется в основных фазах нейзильберов - в
а- и 0-растворах - и располагается в виде дис-
персных частиц в объеме зерен и по их грани-
цам. Свинцовые нейзильберы из-за присутст-
вия в структуре изолированных включений
свинца отлично обрабатываются резанием с
образованием сыпучей стружки, детали из них
можно изготовлять на станках-автоматах при
высоких скоростях резания.
Свинец также улучшает антифрикцион-
ные свойства, поэтому свинцовые нейзильберы
применяются для деталей, работающих на тре-
ние. Включения нерастворимого свинца в од-
нофазных нейзильберах с a-структурой не по-
зволяют проводить их горячую прокатку.
Двухфазные а + 0-нейзильберы, наоборот, хо-
рошо деформируются в горячем состоянии. За
счет перекристаллизации а —» 0 при нагреве
под горячую деформацию включения свинца
находятся внутри 0-зерен, а не на границах, как
в нейзильберах с а-сгруктурой, и их оплавле-
ние уже не так опасно. По влиянию свинца на
технологические свойства наблюдается полная
аналогия со свинцовыми латунями.
В стандарте России (ГОС!' 492-73) име-
ется только одна марка свинцового нейзильбе-
ра - сплав МНЦС 16-29-1,8. По структуре он
относится к а-сплавам с включениями свинца
(а + РЬ), обрабатывается давлением лишь в
холодном состоянии, так как свинец вызывает
горячеломкость. При холодной прокатке
(50.. .60 °C) обжатие за проход составляет 10 %
и более.
Сплав МНЦС16-29-1,8 отличается хоро-
шей обрабатываемостью резанием, обладает
высокой коррозионной стойкостью, красивым
серебристым цветом, хорошими механически-
ми свойствами. Применяется для изготовления
деталей часовых механизмов. Свойства и ре-
жимы обработки свинцового нейзильбера
МНЦС 16-29-1,8 приведены в табл. 5.6. ..5.9.
В стандартах зарубежных стран номенк-
латура свинцовых нейзильберов более разно-
образна. Такие сплавы применяются в США,
Германии, Японии, Франции, Великобритании,
Швейцарии, Канаде и ряде других стран. Хи-
мический состав некоторых марок свинцовых
нейзильберов приведен в табл. 5.19. Наиболь-
шее число марок свинцовых нейзильберов
производят в США. По фазовому составу они
могут быть как однофазными а-растворами с
включениями свинца (а + Pb): С76300, С79200.
С79000 (США); VZ26N9PM и VZ20N15PM
(Франция); С7941 (Япония); CuNil8Znl9Pbl
(Германия), так и двухфазными (а + 0) с вклю-
чениями свинца: С79900 и С79830 (США),
CuNilOZn42Pb (Германия), NS101 (Великобри-
тания).
Из этих сплавов изготовляют различные
деформированные полуфабрикаты: полосы,
ленты, прутки, профили, проволоку и др. Они
обладают высокой коррозионной стойкостью в
атмосферных условиях, в пресной и морской
воде, щелочах, но ускоренно корродируют в
окисляющих неорганических кислотах, во
влажном аммиаке и его растворах. Детали из
них соединяют мягкими и твердыми припоями
и сваркой.
Свойства и режимы обработки некоторых
марок свинцовых нейзильберов, применяемых
за рубежом, приведены в табл. 5.22.
Свинцовые нейзильберы системы Cu-Ni-
Zn-Mn-Pb. Легирование двухфазных с а + 0-
структурой свинцовых нейзильберов системы
Cu-Ni-Zn-Pb марганцем повышает их способ-
ность к горячей обработке давлением.
Стандартные сплавы системы Cu-Ni-Zn-
Mn-Pb применяются в Германии и Швейцарии
(CuNi6Zn35Mn8Pb) и (CuNi7Zn39Mn5Pb3
(2.0771)), США (С79600) и Канаде (IN648).
Подобные нейзильберы в России не произво-
дят.
Из этих сплавов производят прутки, про-
фили, полосы, проволоку и другие дефор-
мированные полуфабрикаты. Сплавы системы
Cu-Ni-Zn-Mn-Pb применяют для изготовления
приборов электроники, деталей часов, оправ
для очков, хирургических и музыкальных ин-
струментов и других деталей, обрабатываемых
резанием. Для соединения деталей применяет-
ся пайка мягкими припоями и сварка. Сплавы
системы Cu-Ni-Zn-Mn-Pb хорошо полируют-
ся, обладают хорошей способностью к нанесе-
нию гальванических покрытий и плакировоч-
ного слоя. Коррозионная стойкость аналогична
другим свинцовым нейзильберам.
В табл. 5.23 приведены свойства и режи-
мы обработки двух сплавов CuNi6Zn35Mn8Pb
(Германия, Швейцария) и IN648 (Канада) с
номинальным содержанием компонентов: со-
ответственно 6 % Ni; 35 % Zn; 8 % Мп; 1 % РЬ;
Си - основа и 14%Ni; 40%Zn; 4 % Мп;
1,5 % РЬ; Си - основа.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
181
5.22. Физические, механические и технологические свойства и режимы обработки
свинцовых нейзильберов (Cu-Ni-Zn-Pb), применяемых за рубежом [104]
Свойства или режимы обработки Значения свойств и режимов обработки сплавов
С79900 CuNil0Zn42Pb, NS101 С79300, CuNil2Zn30Pb С79200 С76300, CuNil8Znl9Pb
Физические свойства
Температура плавления, °C:
ликвидус 930 940 1010 1040 1150
солидус 920 925 — 1020 —
у, кг/м3 8450 8500 8600 8650 8750
ср, кДж/(кгК) 418 418 377 418 418
а !О6, К’1 при 20...300 °C 15 19 19 16 17
р, мкОм м 0,15 0,245 0,25 0,26 0,26
со, %IACS 11,5 7 7 6,5 6,5
X, Вт/(м К) 42 33 33 33 33
Е, ГПа 130 130 130 130 130
Механические свойства*1
ов, МПа:
отожженные 390 400 370 340 330
полутвердые - 520 - 440 -
твердые — 600 540 530 520
о0 2, МПа:
отожженные 150 150 120 120 ПО
полутвердые - 350 — 250 —
твердые — 450 390 390 310
6. %:
отожженные 25 30 30 30 30
полутвердые — 12 — 15 —
твердые — 5 5 6 6
НВ:
отожженные 100 100 80 80 80
полутвердые — 140 - ПО -
твердые — 170 150 145 135
Технологические свойства или режимы обработки
Температура горячей обработки давлением, °C 700...800 730...850 700...820 700...820 -
Температура отжига, °C:
рекристаллизационного 600... 700 600... 700 600...700 600...700 600...700
для снятия напряжений 300...400 300... 400 300...400 300...400 300...400
Максимально допустимая сте- пень холодной деформации, % 50 50 50 60 85
Обрабатываемость давлением*2, %: 100 75 25 25
в горячем состоянии в холодном состоянии 25 25 25 50 100
Обрабатываемость 65 90 80 80 75
^езанисм 3, %
* ’ Механические свойства сплавов С79900, CuNilOZn42Pb, NS 101, С76300, CuNil8Znl9Pb оп-
ределяли на прутках, остальных сплавов на полосах
* 2 Обрабатываемость давлением сплавов в горячем состоянии оценивается в процентах по от-
ношению к сплаву С79900, а в холодном состоянии по отношению к сплаву С76300
CuNil8Znl9Pb), обрабатываемость давлением которых принята за 100%.
* 3 В % относительно свинцовой латуни марки С36000 (США).
182
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.23. Физические, механические и технологические свойства и режимы
обработки сплавов системы Cu-Ni-Zn-Mn-Pb [104]
Свойства или режимы обработки Значения свойств и режимов обработки сплавов
CuNi6Zn35Mn8Pb IN 648
Физические свойства
Температура плавления, °C: ликвидус солидус 870 810 940 870
у, кг/м3 8200 8700
ср, Дж/(кгК) 377 377
а-106, К1 при20...300 °C 20 18
р, мкОм м 0,42 0,37
(О, % IACS 4,1 5
X, Вт/(м К) 29 29
Е, ГПа ПО 121
Механические свойства
ов, МПа:
отожженные 440 500
полутвердые 580 800
твердые 720 900
Go МПа:
отожженные 250 250
полутвердые 500 720
твердые 680 840
6, %:
отожженные 30 25
полутвердые 5 5
твердые 2 3
Твердость:
отожженные 95НВ 125HV
полутвердые 150НВ 190HV
твердые I80HB 200HV
Технологические свойства или режимы обработки
Температура горячей обработки давлением, °C 700...900 750...850
Температура отжига, °C: рекристаллизационного для снятия напряжений 580...650 230...350 650...700 320...400
Максимально допустимая степень холодной де- формации, % 65 65
Обрабатываемость давлением, % (по сравнению со сплавом С79900): в горячем состоянии в холодном состоянии 100 50 75 50
Обрабатываемость резанием , % 65 75
В % относительно свинцовой латуни марки С36000 (США).
КОНСТРУКЦИОННЫЕ СПЛАВЫ
183
5.2.5. Сплавы системы Cu-Ni-AI
(куниали)
Медно-никелевые сплавы с добавками
алюминия называются куниалями. Эти сплавы
характеризуются высокими механическими
свойствами и коррозионной стойкостью, удов-
зетворителыю обрабатываются давлением в
горячем состоянии. Никель и алюминий при
высоких температурах растворются в меди в
больших количествах, но с понижением темпе-
ратуры растворимость резко уменьшается
(рис. 5.16), поэтому сплавы системы Cu-Ni-AI
эффективно упрочняется после закалки и ста-
рения. Упрочнение при старении достигается
за счет выделения дисперсных интерметаллид-
ных фаз Ni3Al и NiAl (обе эти фазы могут вы-
полнять роль упрочнителей при термической
обработке куниалей). Фаза Ni3А1 имеет упоря-
доченную структуру с ГЦК решеткой (типа
Cu3Au) и периодом а = 0,3589 нм, а фаза NiAl -
ОЦК решетку (структурный тип CsCl) с перио-
дом а = 0,2887 нм [93, 138, 148].
Отечественная промышленность выпус-
кает куниали двух марок (ГОСТ 492-73): куни-
дль А (МНА13-3) и куниаль Б (МНА6-1,5) (см.
табл. 5.5). Металлургическая промышленность
производит куниали в виде прутков и полос
дтя изготовления деталей повышенной проч-
ности (куниаль А) и для пружин ответственно-
о назначения (куниаль Б), применяемых в
различных областях техники.
Куниали нс склонны к хладноломкости
габл. 5.24). При понижении температуры ис-
пытания растет не только прочность, но и пла-
стичность. Так, например, временное сопро-
тивление и поперечное сужение состаренного
куниаля Б (МНА6-1,5), измеренное при ком-
натной температуре, составляет соответствен-
но 640 МПа и 50 %, при температуре испыта-
ния - 180°С эти характеристики повышаются
соответственно до 750 МПа и 67 %.
Свойства полуфабрикатов, режимы за-
калки и старения этих сплавов приведены в
табл. 5.8, 5.9. Из табл. 5.8 следует, что приме-
нение холодной пластической деформации
между закалкой и старением (НТМО) позволя-
ет еще больше повысить прочность куниаля
МНА6-1,5 по сравнению с состаренным со-
стоянием.
Свойства и режимы обработки этих спла-
вов приведены в табл. 5.25.
Куниаль Б (МНАб-1,5) нс имеет аналогов
за рубежом. В США и Франции выпускаются
сплавы С72400 (США) и VN14A2 (Франция),
близкие по составу к отечественному сплаву
куниаль А (табл. 5.26).
Конструкционные медно-никелевые спла-
вы хорошо свариваются и паяются (кроме
сплавов, содержащих алюминий) твердыми и
мягкими припоями. В сплавах с повышенным
содержанием алюминия возникают определен-
ные трудности при пайке из-за образования
оксидной пленки. В машиностроении приме-
няют плоский и круглый прокат из медно-
никелевых сплавов, а также прессованные по-
луфабрикаты и проволоку (см. табл. 5.9).
Рис. 5.16. Изотермические разрезы диаграммы состояния
системы Cu-Ni-AI при 1000 °C (а) и 400 °C (ф [18,25]:
1 - МНАб-1,5, 2 - МНА13-3
184
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.24. Механические свойства полос из куниаля Б (МНАб-1,5)
при комнатной и отрицательных температурах [47,92]
Состояние материала Температура испытания, °C ов, МПа °0.2, МПа 6, % V, %
20 260 80 42 80
-10 348 96 40 80
Отоженное -40 390 НО 41 80
-80 400 115 43 79
- 120 430 105 44 82
- 180 470 160 49 82
Закаленное 20 640 24 50
- 10 700 385 22 48
с 900 °C и -40 726 430 25 57
состаренное при 500 °C в течение 2 ч -80 - 120 705 755 360 440 23 26 57 63
- 180 750 385 26 67
5.25. Физические, механические, технологические свойства и режимы обработки
сплавов МНА13-3 (куниаль А) и МНАб-1,5 (куниаль Б) [47,92]
Свойства или режимы обработки Значения свойств и режимов обработки сплавов
МНА13-3 (куниаль А) МНАб-1,5 (куниаль Б)
Физические свойства
Температура плавления, °C 1183 1140
у, кг/м3 8500 8700
с1п Дж/(кг К) 377 373
Механические свойства
ов„ МПа: мягкое состояние твердое состояние после закалки и старения 370...460 880...930 340...440 640...735 540
о0 2, МПа: мягкое состояние — 80
6, %: мягкое состояние твердое состояние после закалки и старения 10-15 2...5 28...40 4...7 3
НВ: мягкое состояние твердое состояние после закалки и старения 65 255 260 62 205 210
KCU (твердое состояние), мДж/м2: 0,5 1,2
Технологические свойства или режимы обработки
Температура литья, °C 1250... 1300 1200... 1250
Температура горячей обработки давлением, °C 900... 1000 850...900
Температура, °C: отжига закалки старения 650...780 900 500 650...750 900 500
Обрабатываемость резанием*, % 20 20
* В % относительно свинцовой латуни марки ЛС63-3.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
185
5.26. Химический состав (%) зарубежных сплавов
системы Cu-Ni-AI (аналоги куниаля А)
Марка Страна, стандарт Основные компоненты Примеси, не более
Си Ni Al Mg
С72400 США, ASTM, В422 Основа 11,0...15,0 1,5...2,5 0,05... 0,40 0,1 OFe; 0,1 ОМп; 0,05Pb; 0,05Sn;
UN14A2 Франция 14,0... 16,0 1,5...2,5 - 0,3Fe; 0,05Mn; 0,05Pb
5.2.6. Сплавы системы Cu-Ni-AI,
дополнительно легированные
марганцем и хромом
Система Cu-Ni-AI является перспектив-
ной для создания высокопрочных термически
хпрочняемых сплавов, служебные характсри-
С1ики которых не уступают, а в ряде случаев
превосходят бериллиевую бронзу. Химический
состав отечественных сплавов системы Cu-Ni-AI
приведен в табл. 5.27.
Никель и алюминий в сплавах данной
системы имеют ограниченную, уменьшаю-
щуюся с понижением температуры раствори-
мость в твердом растворе на основе меди. По
этой причине сплавы системы Cu-Ni-AI эф-
фективно упрочняются при термической обра-
ботке за счет выделения при старении дис-
персных частиц интерметаллидных фаз Ni3Al
или NiAl. Обе эти фазы могут выполнять роль
>прочнителей.
Какая интерметаллидная фаза выполняет
золь упрочнителя и какая температура нагрева
тод закалку необходима в конкретном сплаве,
эпредсляется с помощью диаграммы состояния
.истемы Cu-Ni-AI. Так, например, как следует
гз анализа политермического разреза диаграм-
5.27. Химический состав (%, Си основа)
термически упрочняемых сплавов
системы Cu-Ni-AI
Марка Ni Al Cr Мп
•THAI 3-3 к> ниаль А) 12...15 2,3...3,0 - -
•ШАб-1,5 * ниаль Б) 5,5...6,5 1,2...1,8 - -
хамелин 4,5...4,9 4,5...4,9 0,7...1,0 2,5...3,0
?плав 538 13...15 3,3...3,7 1,7...2,1 2,7...3,2
амелон 18...22 3,8...4,2 2,7...3,1 3,8...4,2
’ по ГОСТ 492-73.
мы состояния Cu-Ni-AI при постоянном со-
держании алюминия 4 %, в сплавах, содержа-
щих 5... 10 %Ni, фазой-упрочнителем является
соединение NiAl, в сплавах, содержащих более
16%Ni, - Ni3AI, а в сплавах, содержащих
10...16%Ni, обе эти фазы должны принимать
участие в упрочнении при старении (рис. 5.17).
Однако, поскольку полил ермический раз-
рез диаграммы состояния системы Cu-Ni-AI,
представленный на рис. 5.17, построен только
до температуры 700 °C, а трехфазный объем
а + Ni3Al + NiAl при более низких температу-
рах может расширяться, то фаза NiAl может
играть определенную роль в упрочнении и в
сплавах этого разреза с концентрацией никеля
больше, чем 16 % Ni, но основной упрочняю-
Рис. 5.17. Политермический разрез диаграммы
состояния Cu-Ni-AI при постоянном
содержании алюминия 4 % |86|
186
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
щей фазой в этих сплавах остается соединение
Ni3Al. Ход линий сольвуса фаз NiAl и Ni3Al
показывает, что в сплавах данного разреза тем-
пература нагрева под закалку находится в ин-
тервале 800...980 °C, и с увеличением содер-
жания никеля она повышается.
В области диаграммы состояния системы
Cu-Ni-AI, где находятся составы промышлен-
ных сплавов в равновесии с a-твердым раство-
ром на основе меди, находятся интерметаллид-
ные фазы Ni3Al и NiAl. В равновесном состоя-
нии соединение Ni3Al имеет упорядоченную
структуру с ГЦК решеткой (типа Cu3Au) и пе-
риодом а = 0,3589 нм. В тройных сплавах медь
может частично замещать атомы никеля (до 1/3)
в его подрешетке, так что фаза (NixCui.xfcAI
может изменять свой состав от Ni3Al до
Ni2CuAl. Замена атомов никеля на атомы меди
приводит к некоторому увеличению периода
решетки фазы Ni3Al. Фаза NiAl имеет ОЦК
решетку (структурный тип CsCl) с периодом
а = 0,2887 нм [148].
В России была создана целая группа вы-
сокопрочных термически упрочняемых спла-
вов, среди которых наиболее высокими проч-
ностными свойствами и характеристиками
упругости отличаются сплавы камелон и каме-
лии [86, 87]. Физические и к!еханические свой-
ства этих сплавов и стандартных куниалей А и
Б приведены в табл. 5.28, из которой следует,
что камелон по прочности, пределу упругости
не уступает лучшему пружинному материалу -
бериллиевой бронзе БрБ2, а по релаксацион-
ной стойкости и усталости превосходит ее.
Он может использоваться при температурах
до 200...250°C и в коррозионно-активных
средах вместо бериллиевой бронзы, когда не
требуется высокая электропроводность.
Кроме никеля и алюминия, которые обра-
зуют в куниалях основные фазы-упрочнители.
в этих сплавах велика роль марганца и хрома.
Марганец в тех количествах, в которых
его вводят в высокопрочные сплавы системы
Cu-Ni-AI, нс образует самостоятельных фаз.
Поэтому его упрочняющее действие проявля-
ется за счет твердорастворного упрочнения и
за счет влияния на кинетику старения, на ха-
рактер распада твердого раствора и на морфо-
логию выделяющихся фаз [86].
В сплавах системы Cu-Ni-AI марганец
замедляет распад закаленного твердого раство-
ра, повышая тем самым прокаливаемость. Об
этом свидетельствуют диаграммы изотермиче-
ского распада твердого раствора (С - диаграм-
мы) в сплавах, содержание марганца в которых
изменяется от 0 до 3,84%, а содержание всех
остальных компонентов соответствует мароч-
ному составу сплава камелон: Си-19,5 % Ni-
4%А1-3%Сг-Мп (рис. 5.18). Видно, что с
увеличением содержания марганца в сплавах
С-кривые смещаются вправо в сторону более
высокой устойчивости переохлажденного твер-
дого раствора.
Кроме того, введение марганца изменяет
механизм гетерогенного распада по границам
зерен. Известно, что в сплаве типа камелон, не
содержащем марганец, по границам зерен про-
исходит прерывистый распад, сопровождаю-
5.28. Физические и механические свойства пружинных сплавов ]86,87]
Марка ов, МПа Go.005, МПа HV 8, % N*1 ♦2 *3 к- — — -100 % за 100 ч, °о при Г °C: Р, мкОмм
100 250
Камелон 1500 1100 420 1,5 20-104 0 2,0 0,35
Камелин 1100 900 310 4 10-Ю4 1,0 4,0 0,22
Сплав 538 1300 950 380 2 20-104 0 2,5 0,23
БрБ2 1600 1150 360 1,5 7104 2,0 2,5 0,08
1 Число циклов до разрушения при о0 = 500.. .600 МПа.
*2 Напряжение в начале испытания, равное о0 = 0,5 Oo.oos-
*3 Конечное напряжение после испытания за 100 ч.
Примечание. Свойства сплавов приведены после термомеханической обработки на
максимальную прочность: закалка, деформация 30...40%, старение.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
187
щийся ростом грубых пластинчатых частиц
упрочняющей фазы Ni3Al. Такой характер рас-
пада приводит не только к понижению прочно-
стных свойств и характеристик упругости, но и
к понижению пластичности. Введение марган-
ца полностью подавляет прерывистый распад и
вызывает существенное повышение пластич-
ности [141].
Причины повышения устойчивости пере-
охлажденного твердого раствора в сплавах
системы Cu-Ni-Al при введении марганца
могут быть следующими. Марганец в опреде-
ленном диапазоне температур неограниченно
растворяется в меди и увеличение его содержа-
ния в рассматриваемых сплавах, скорее всего,
приводит к расширению области твердого рас-
твора на базе меди, что должно привести к
уменьшению степени его пересыщенности в
закаленном сплаве. Этот фактор, а также тор-
мозящее влияние, которое оказывает марганец
на диффузионную подвижность атомов алю-
миния, приводит к заметному увеличению ус-
тойчивости твердого раствора в сплавах, со-
держащих марганец [86]. Наиболее сильно
такое влияние марганца проявляется при низ-
ких температурах распада, когда особенно ве-
лика роль диффузионной подвижности атомов
в твердом растворе.
Механизм влияния хрома на структуру и
свойства сплавов системы Cu-Ni-Al иной, он
существенно отличается от влияния марганца
[86, 168].
Хром, входящий в состав высоколегиро-
ванных пружинных сплавов системы Cu-Ni-Al,
положительно влияет на технологические и
служебные характеристики. В сплаве камелон,
содержащем хром, появляется дополнительная
избыточная фаза. При нагреве под закалку все
никель-алюминиевые избыточные фазы рас-
творяются в твердом растворе, но двухфазная
структура, обусловленная высоким содержани-
ем хрома сохраняется: в объеме зерен наблю-
даются равномерно распределенные сфериче-
ские частицы размером 0,5...2,0 мкм, не рас-
творившиеся при нагреве под закалку (при
1000 °C) [167]. Такие частицы хромовой фазы
обеспечивают сохранение в сплаве мелкого
ерна, средний диаметр которого не превышает
20 мкм. Нагрев под закалку до температуры
1000 °C необходим для более полного перевода
компонентов в твердый раствор.
Хром, вошедший в твердый раствор при
-агреве под закалку, обеспечивает дополни-
тельное упрочнение при дисперсионном твер-
дении. Частицы хрома, выделившиеся в объеме
зерен при старении, приводят к повышению
прочностных свойств и упругих характеристик.
Выделение указанной фазы усиливает эффект
упрочнения, создаваемый периодической
структурой никель-алюминиевых фаз Ni3AI и
NiAl [86].
Нерастворившиеся частицы избыточного
хрома препятствуют росту зерен при нагреве
под закалку, и их присутствие влияет на про-
цесс рекристаллизации в период последующей
обработки или при эксплуатации готовых из-
делий в условиях повышенной температуры.
Равномерно распределенные частицы хромо-
вой избыточной фазы являются эффективным
барьером, препятствующим миграции границ
зародышей рекристаллизации и, следователь-
но, повышают температуру ее начала. Такие
сплавы отличаются повышенной теплостойко-
стью: пружинные элементы из сплава камелон
успешно работают при температуре 250 °C,
тогда как максимальная рабочая температура
пружинных изделий из бериллиевой бронзы не
превышает 150°С. Сравнение этих характери-
стик для БрБ2 и сплавов системы Cu-Ni-Al,
легированных хромом и марганцем, показывает
преимущество последних (см. табл. 5.28).
Хром, в отличие от марганца, понижает
устойчивость переохлажденного твердого рас-
твора. Это связано с тем, что растворенный при
нагреве под закалку хром увеличивает пере-
сыщение твердого раствора, а избыточные его
Рис. 5.18. Диаграммы изотермического
превращения твердого раствора,
соответствующие 5 %-му изменению
временного сопротивления после закалки с
1000 °C и изотермического старения при
900...450°С, в сплавах Си-19,5 % Ni-4 % AI-
3 % Ст-Mn (типа камелон) при различном содер-
жании марганца,% [86|:
/ - 0; 2 - 2,06; 3 - 3,84
188
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
частицы являются центрами зарождения ни-
кель-алюминиевых фаз и стимулируют распад.
Традиционным методом повышения сте-
пени упрочнения пружинных сплавов является
деформация закаленного сплава перед старени-
ем (НТМО). В случае сплава камелон это по-
зволяет повысить временное сопротивление до
1450... 1500 МПа (табл. 5.28).
Как следует из рис. 5.19, у сплава камелон
в закаленном состоянии наиболее значитель-
ные изменения механических свойств наблю-
даются при увеличении степени деформации
до 15 %, увеличение степени деформации более
30 % не вызывает их дальнейшего изменения.
Влияние степени деформации, предшест-
вующей старению, на изменение временного
Рис. 5.19. Зависимость механических свойств
от степени деформации закаленного
с 1000 °C сплава камелон (861
Время старения, с
Рис. 5.20. Зависимость временного сопротивления
сплава камелон от продолжительности старения
при 530 °C при степени деформации
перед старением, % [86|:
/-10; 2-31; 3-50; 4-75; 5-85
сопротивления сплава камелон в период старе-
ния при 530 °C показано на рис. 5.20. С увели-
чением степени деформации происходит уско-
рение распада твердого раствора при старении
и повышение уровня максимального упрочне-
ния. Максимум уровня прочности сплава каме-
лон достигается после деформации 75...85% и
старения при 530 °C.
5.2.7. Сплавы систем Cu-Ni-Cr, Cu-Ni-Be,
Cu-Ni-Sn и Cu-Ni-Mn, не имеющие
аналогов в России
Сплавы системы Cu-Ni-Cr. В медно-
никелевых сплавах с высоким содержанием
никеля (16 и 30 %), применяемых за рубежом,
в качестве легирующего элемента используется
хром (сплавы С71900 и С72200, применяемые в
США). Легирование медно-никелевых сплавов
хромом заметно повышает их предел текучести
и коррозионную стойкость против ударной
коррозии в морской воде при скорости потока
до 7 м/с. Как следует из рис. 5.21, глубина кор-
розионного разрушения при ударной коррозии
медно-никелевых сплавов под действием до-
бавки хрома существенно уменьшается как в
сплавах, содержащих 15...18%Ni, так и в
сплавах с содержанием никеля 28.. .32 %.
Химический состав применяемых в США
стандартных медно-никелевых сплавов, леги-
рованных хромом, приведен в табл. 5.29. В
сплав С71900, кроме хрома, для улучшения
механических и технологических свойств вве-
дены небольшие добавки циркония и титана.
а)
Рис. 5.21. Влияние хрома на коррозионную
стойкость в морской воде медно-никелевых
сплавов, одержащих 15... 18 % Ni (а) и 28...
32 % Ni (ф. Продолжительность испытаний
на ударную коррозию 56 суток при температуре
воды 25 °C и скорости потока 7,6 м/с (104]
КОНСТРУКЦИОННЫЕ СПЛАВЫ
189
5.29. Химический состав (%, основа Си) стандартных медно-никелевых сплавов,
легированных хромом (стандарт ASTM В122, В174, США)
Марка Ni Сг Fe Мп Другие элементы, в пределах или не более
С71900 28,0...33,0 2,2...3,0 0,5 0,2... 1,0 0,02...0,35Zr; 0,01 ...0,20Ti; 0,04С; 0,25Si; 0,015S; 0,02Р; 0,015Pb; 0,05Zn;Z0,5
С72200 15,0... 18,0 0,30...0,7 0,5...1,0 1,0 0,25Si; 0,03Ti; 0,05Pb; 0,01C; Z 0,5
Принципы легирования этих сплавов свя-
заны с особенностями физико-химического
взаимодействия между компонентами в трой-
ной системе Cu-Ni-Cr. На рис. 5.22 приведен
изотермический разрез при 930 °C диаграммы
состояния системы Cu-Ni-Cr. Фаза у - это
твердый раствор меди и никеля друг в друге из
двойной системы Cu-Ni. В тройной системе в
этой фазе растворяется хром. При малых кон-
центрациях хрома растворимость между этими
компонентами неограниченная, но с увеличе-
нием содержания хрома она уменьшается, и в
структуре появляется a-фаза. Фаза а является
"вердым раствором никеля и меди в хроме с
ОЦК решеткой. В медно-никелевых сплавах
фазу обычно называют хромом. Фаза а
ухудшает обрабатываемость давлением в горя-
ем и холодном состояниях. Поэтому количе-
ство a-фазы (хромовой фазы) в структуре мед-
э-никелевых сплавов должно быть минималь-
1М.
Диаграмма состояния системы Cu-Ni-Cr
меет две особенности, которые определяют
ыбор концентрации легирующих элементов в
оррозионно-стойких медно-никелевых спла-
х. содержащих хром.
1. Никель увеличивает растворимость
ома в меди (см. рис. 5.22). Поэтому предель-
е содержание хрома в медно-никелевых
. тавах, которое лимитируется их обрабаты-
- .^мостью давлением, с увеличением содержа-
ия никеля может быть увеличено. Установле-
следующие закономерности: в медно-
келевых сплавах с 15...20%Ni содержание
ома не должно превышать 0,8 %, а в сплавах
30 % Ni предельное содержание хрома уже
. ктавляет 3,2 %. Это нашло отражение в соста-
\ сплавов С71900 и С72200 (см. табл. 5.29).
2. В системе Cu-Ni-Cr происходит спи-
дальный распад у-фазы с образованием двух
зов твердых растворов у( и у2 с одинаковой
ЦК решеткой, но отличающихся химическим
составом. Фаза yi является твердым раствором,
богатым медью, а у2 - твердым раствором, обо-
гащенным никелем. Это нашло отражение в
появлении на изотермическом разрезе при
930 °C двух фазовых областей, в которых уг и
у2-фазы находятся в равновесии - трехфазной
а + yi + у2 и двухфазной yi + у2 (см. рис. 5.22). С
понижением температуры двухфазная область
Yi + Уг расслоения у-твердого раствора расши-
ряется. Спинодальный распад (расслоение
у-фазы на два вида твердых растворов) дает
возможность дополнительного упрочнения
медно-никелевых сплавов, содержащих хром.
Поэтому в сплавах С71900 и С72200 соотно-
шение компонентов выбрано таким образом,
чтобы в структуре существовало два вида мсд-
но-никслевых твердых раствора: у(- и у2-фаза.
В эти сплавы, как и во все остальные сплавы
этой группы, для улучшения свойств введены
небольшие количества марганца и железа, ко-
торые находятся в твердом растворе (см.
табл. 5.29).
Рис. 5.22. Изотермический разрез диаграммы
состояния системы Cu-Ni-Cr при 930 °C 1143|
190
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
В табл. 5.30 приведены свойства и режи-
мы обработки сплава С72200. Сплав С72200
имеет более высокую коррозионную стойкость
в морской воде при скоростях потока более
3 м/с и повышенных температурах (250...350°C)
по сравнению с медно-никелевым сплавом
марки С7100 (Си - 20 % Ni - 0,6 % Fe -0,5 % Mn)
(типа МН 19); по отношению к другим средам
коррозионная стойкость сплава С72200 анало-
гична сплаву С71000.
Из сплава С72200 производят деформи-
рованные полуфабрикаты: плиты, грубы, кото-
рые используются при изготовлении кондснса-
5.30. Физические, механические,
технологические свойства и режимы
обработки сплава марки С72200 (США)
Свойства или режимы обработки Значения
Физические свойства
Температура плавления, °C: ликвидус 1160
солидус 1105
у, кг/м3 8940
а-106при 20...300 °C, К’1 16
р, мкОм м 0,264
с{), кДж/(кг-К) 377
со, % IACS 6,5
Е, ГПа 140
Механические свойства
(отожженные трубы] ов, МПа 400
Со 2, МПа 126
6, % 46
Технологические свойства или
режимы обработки Температура горячей обработки давлением, °C 900... 1040
Температура отжига, °C: рекристаллизационного для снятия внутренних на- пряжений 750...820 280...350
Максимально допустимая степень холодной деформации, % 90
Обрабатываемость резанием, % 20
торов судовых двигательных установок, рабо-
тающих при скоростях потока воды 7,5 м/с и
температурах до 320 °C [104].
Сплавы системы Cu-Ni-Be. В промыш-
ленности зарубежных стран нашли применение
высоколегированные сплавы системы Cu-Ni-
Ве. Они содержат 20...35%Ni и до 0,8 % Be.
Легирование медно-никелевых сплавов берил-
лием повышает их прочностные характеристи-
ки и пластичность при горячей и холодной
обработке давлением. Благодаря присутствию
небольшой добавки бериллия медно-никелевые
сплавы приобретают способность упрочняться
при термической обработке. Так, например,
после закалки, деформации и старения у спла-
ва, содержащего 20 % Ni и 0,4 % Be, временное
сопротивление достигает 1050 МПа, в то время
как в закаленном состоянии этот сплав имеет
умеренную прочность и отличается высокой
пластичностью.
Способность упрочняться при закалке и
последующем старении сплавов системы Си-
Ni-Be связана с переменной, уменьшающейся
с понижением температуры растворимостью
бериллия в медно-никелевом a-твердом рас-
творе. Известно, что никель уменьшает раство-
римость бериллия в меди и изменяет фазовый
состав этих сплавов: в структуре их в равно-
весном состоянии, наряду с a-твердым раство-
ром, появляются небольшие количества фазы у
(NiBc). Промежуточная у (№Ве)-фаза имеет
кубическую решетку типа CsCI с а = 0,261 нм
[145].
При нагреве под закалку до температуры
1050 °C у (МВе)-фаза растворяется в медно-
никелевом a-твердом растворе и при после-
дующем резком охлаждении сплава до комнат-
ной температуры бериллий сохраняется в твер-
дом растворе.
При старении происходи! распад переох-
лажденного пересыщенного бериллием твердо-
го раствора. Кинетику распада твердого рас-
твора в сплавах системы Cu-Ni-Be наиболее
полно с использованием структурных методов
и измерения свойств изучали японские иссле-
дователи Y. Amano, М. Miki, Т. Kitayama [145,
147].
При старении сплавов системы Cu-Ni-Be
распад а-раствора характеризуется сложностью
форм фазовых переходов. Превращение прохо-
дит через ряд мегастабильных состояний, по-
следовательность которых зависит от темпера-
туры старения
КОНСТРУКЦИОННЫЕ СПЛАВЫ
191
При температурах ниже 500 °C распад
начинается с образования зон Гинье-Престона
(ЗГП), представляющих собой монослои ато-
мов бериллия, расположенных параллельно
плоскости {100} матрицы. Их размеры оцени-
ваются несколькими периодами решетки. Мо-
нослои окружены полями упругих искаже-
ний кристаллической решетки матричного
а-твердого раствора.
После образования ЗГП с увеличением
длительности старения появляются частицы
метастабильной у'(ЬНВс)-фазы, решетка которой
ориентирована относительно матрицы (а-фазы)
в направлениях <100> и <110>. Метастабиль-
ная у'-фаза образуется непосредственно из ЗГП
при температурах ниже 500 °C, либо из а-фазы
при более высоких температурах. На ранней
стадии старения дисперсные частицы у'-фазы
когерентны по отношению к матрице. По мере
развития процесса старения размеры выделе-
ний у'-фазы увеличиваются и после длительной
выдержки, особенно выше температуры 500 °C,
теряют когерентность с матрицей и превраща-
ются в стабильную у(Ы1Ве)-фазу. Фаза y(NiBe)
может образовываться как из метастабильной
/-фазы, так и непосредственно из а-твердого
раствора.
Таким образом, в сплаве системы Cu-Ni-
Вс, содержащем 30 %Ni и 0,5 % Вс, наблюда-
ется следующая последовательность превра-
щений при распаде пересыщенного твердого
a-твердого раствора:
400...500°С: а —♦ ЗГП —> y'(NiBe) —> y(NiBe);
500...600°С: а y'(NiBe) — y(NiBe);
Рассмотренную последовательность фа-
зовых превращений объясняют кинетические
лривые изотермического распада пересыщен-
ного твердого раствора, построенные с учетом
структурных исследований и скорости зарож-
дения метастабильных и стабильных фаз при
старении сплава с 30%Ni и 0,5 % Be
рис. 5.23). Эти кривые получены после закалки
с 1050 °C в воду и старении при 400...600 °C.
Из рис. 5.23 следует, что начальная ста-
дия распада при температурах 400...500°C
связана с формированием ЗГП (кривая /), на
•.оторых при низких температурах термодина-
мически выгодно зарождаться частицам мета-
стабильной /(ЬИВе)-фазы. При более высоких
емпературах старения (выше 500 °C) стадия
. бразования ЗГП отсутствует, и непосредст-
венно из a-твердого раствора зарождаются
Рис. 5.23. Диаграммы изотермического
превращения в сплаве Си - 30 % Ni - 0,5 % Be:
I - начало превращения ЗГП —» у'; 2 - завершение
формирования частиц у' - фазы и начало их роста;
3 - достижение частицами у' - фазы критических
размеров и начало перехода у' —» y(NiBe); 4 - ус-
ловное начало прерывистого распада - достижение
его 10%-го объема; 5 - завершение прерывистого
распада [145]
частицы у'-фазы более крупных размеров, ко-
торые затем превращаются в стабильную
у(ЬНВе)-фазу.
Рассмотренные закономерности относят-
ся к гомогенному распаду, при котором про-
цесс происходит статистически равномерно по
всему объему зерен а-раствора. В сплавах сис-
темы Cu-Ni-Be возможен негомогенный (пре-
рывистый или ячеистый) распад. Этот вид рас-
пада начинается у границ зерен, и его продук-
ты в виде ячеистых выделений растут в объеме
зерен, снижая прочностные характеристики
сплава. Ячейки представляют собой перлито-
образные колонии (напоминающие колонии
перлита в углеродистых сталях), состоящие из
пластин равновесной у-фазы, разделенных про-
слойками обедненного бериллием а-твердого
раствора. Этот вид распада может происходить
в широком диапазоне температур старения
(кривые 4 и 5). Прерывистый распад начинает
развиваться после того, как частицы у'-фазы,
образующиеся в объеме зерен по гомогенному
механизму, начинают превращаться в частицы
у(ЬПВе)-фазы. Этот процесс в сочетании с рос-
том ячеек прерывистого распада приводит к
разупрочнению.
В соответствии со структурными измене-
ниями при старении изменяются и механиче-
192
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Рис. 5.24. Влияние продолжительности старения
при температурах 600 °C (7), 550 °C (2) и 500 °C (5)
на твердое! ь сплава Си - 30 % Ni - 0,5 % Be (145)
ские свойства сплавов системы Cu-Ni-Be. За-
кономерности изменения твердости при раз-
личных режимах старения сплава, содержаще-
го 30 % Ni и 0,5 % Be, показаны на рис. 5.24.
При температурах ниже 550 °C твердость
изменяется в два этапа. Первое повышение
твердости заканчивается периодом, в течение
которого рост ее замедляется и только затем
наблюдается дальнейший рост твердости до
максимальных значений. Упрочнение на пер-
вом этапе связано с образованием ЗГП (зонное
старение). С увеличением длительности изо-
термической выдержки происходит формиро-
вание частиц метастабильной у'(К1Ве)-фазы на
базе ЗГП. В этот период твердость практически
не изменяется. Последующий рост частиц
у'(№Ве)-фазы вызывает дополнительное увели-
чение твердости сплава (фазовое старение).
Укрупнение частиц у'-фазы происходит до
определенных размеров, после чего начинается
формирование частиц стабильной у(№Ве)-фазы
с кубической решеткой. На этом этапе твер-
дость достигает максимальных значений, по-
следующее ее снижение объясняется развитием
процессов коагуляции и сферодизации частиц
у-фазы.
Повышение твердости при высоких тем-
пературах старения (550...600°C) обусловлено
выделением дисперсных частиц метастабиль-
ной y'(NiBe) фазы, зонная стадия старения в
этом диапазоне температур отсутствует.
Сплавы систем Cu-Ni-Be применяются в
США. Химический состав стандартного сплава
марки С71700, применяемого в США, приве-
ден в табл. 5.31. Кроме никеля и бериллия, в
этот сплав для улучшения технологических
свойств и коррозионной стойкости введена
небольшая добавка железа. При тех концен-
трациях, в которых железо имеется в сплаве
С71700 (0,4... 1,0%), оно находится в твердом
растворе и своих структурных составляющих
нс образует.
Из сплава С71700 производят деформи-
рованные полуфабрикаты: плиты, трубы. Для
получения неразъемных соединений применя-
ется сварка и пайка мягкими и твердыми при-
поями. Сплав С71700 удовлетворительно обра-
батывается давлением в горячем и холодном
состоянии, изделия из него хорошо полируются.
Свойства сплава С71700 и режимы обра-
ботки приведены в табл. 5.32. По коррозион-
ной стойкости он близок к сплаву марки
С71500 - аналогу мельхиора МНЖМцЗО-1-1.
Для легирования сплавов системы Cu-
Ni-Be используют алюминий и титан. Введение
алюминия и титана в тройной сплав значитель-
но повышает степень упрочнения при диспер-
сионном твердении. Так, например, тройной
сплав, содержащий 30 % Ni и 0,47 % Be, после
закалки с 1050 °C, холодной деформации на
50 % и старения при 400 °C в течение I ч имел
предел упругости 1060 МПа. Введение алюми-
ния повышает характеристики упругости: пре-
дел упругости сплава, дополнительно легиро-
ванного 2,4 % AI, после аналогичной обработ-
ки увеличивается до 1300 МПа.
Существенно, что с введением алюминия
заметно повышается эффект упрочнения при
старении, особенно при его содержании ~ 2 %
Твердость сплава после старения при 500 °C
достигает 340HV, тогда как у сплава аналогич-
ного состава без алюминия на стадии макси-
мального упрочнения твердость не превышает
300 HV (рис. 5.25, 5.26).
5.31. Химический состав (%) сплава С71700 по стандартам
ASTM, В122, В26061 (США)
Содержание компонентов Примеси, не более
Си Ni Fe Be
Основа 29,9...33,0 0,4... 1,0 0,4...0,7 Сумма 0,5
КОНСТРУКЦИОННЫЕ СПЛАВЫ
193
5.32. Физические, механические,
технологические свойства и
режимы обработки сплава
С71700 (Cu-Ni-Be)
Свойства или режимы обработки Значения
Физические свойства
Температура плавления, °C;
ликвидус 1275
солидус 1150
у, кг/м3 8950
ср, Дж/(кгК) 377
a l О6 при 20... 300 °C, К’1 16
р, мкОм м (отоженное состояние) 0,34
К Вт/(м К) 35
Е, ГПа 155
Механические свойства
ов, МПа:
отожженные 400
твердые 630
ос 2, МПа:
отожженные 140
твердые 500
6, %:
отожженные 43
твердые 5
НВ:
отожженные 45
твердые 85
Технологические свойства или
режимы обработки
Температура горячей обработки давлением, °C 960... 1100
Температура отжига, °C:
рекристаллизационного 650...850
для снятия напряжений 280...350
Лаксимально допустимая степень холодной деформации, % 90
Збрабаз ываемость резанием
гносительно латуни марки Z36000), % 20
Рис. 5.25. Изменение твердости сплавов системы
Cu-Ni-Be, дополнительно легированных
алюминием и титаном, после закалки
с 1050 °C и старения при 300...800 °C:
1 - Си - 30 % Ni - 0,47 % Be;
2 - Си - 30 % Ni - 0,47 % Be - 1,4 % Ti;
3 - Си - 30 % Ni - 0,47 % Be - 2,4 % Al [144]
Рис. 5.26. Зависимость твердости HV сплавов
Си - 30 % Ni - 0,5 % Be с различным содержанием
алюминия от продолжительное! и
старения при 500 °C:
1 - Cu-30%Ni-2%Al;
2 - Си - 30 % Ni - 0,5 % Be;
3 - Си - 30 % Ni - 0,5 % Be - 1 % Al;
4 - Cu-30%Ni-0,5%Be-2%Al[147]
Способность к более высокому упрочне-
нию сплавов, содержащих алюминий и титан,
объясняется замедлением образования мета-
стабильной у'(№Ве)-фазы при старении и по-
явлением дополнительных фаз-упрочнителей: в
случае легирования сплавов системы Cu-Ni-Be
194
МЕД! Ю-НИКЕЛЕВЫЕ СПЛАВЫ
Рис. 5.27. Влияние концентрации алюминия в
сплавах Си - 30 % Ni - 0,5 % Be - AI на объемную
долю прерывистых выделений V, образующихся
при 500 (а) и 600 °C (б). Цифры у кривых
казывают концентрацию алюминия
в сплавах |147|
алюминием - это 0[(№,Си)3А1]-фаза, а в случае
легирования титаном дополнительное упроч-
нение связывают с появлением фазы Ni3Ti.
Кроме того, эти элементы оказывают влияние
на морфологию приграничных выделений при
прерывистом распаде твердого раствора, а в
ряде случаев полностью подавляют прерыви-
стый распад, что также положительно сказыва-
ется на свойствах.
Введение в сплав Си - 30 % Ni - 0,5 % Be
дополнительно 0,6...2,0%А1 приводит к за-
медлению, а при 2 % А1 - к полному подавле-
нию прерывистого распада твердого раствор
Особенно эффективно алюминий замедляе-
развитие прерывистого распада при темпера-
туре 500 °C (рис. 5.27): введение небольшого
количества алюминия (0,8 %) практическ
полностью подавляет развитие прерывистого
распада в сплаве Cu-Ni-Be-Al. Чтобы полх-
чить аналогичный эффект при более высоких
температурах (~ 600 °C), необходимо повысить
содержание алюминия до 2 % (рис. 5.27). Учи-
тывая, что алюминий сдвигает зону разупроч-
няющего старения сплавов системы Cu-Ni-B.
в область более высоких температур (600 °C
более) и подавляет прерывистый распад, таки-,
сплавы могут представлять интерес как мате-
риал для пружин, работающих при повышен-
ных температурах (550.. .600 °C).
Сплавы системы Cu-Ni-Sn. Легирова-
ние медно-никелевых сплавов оловом значи-
тельно повышает их прочностные свойства.
Сплавы системы Cu-Ni-Sn относятся к дис-
персионно-твердеющим, и после термической
или термомеханической обработки они имеют
высокие прочностные свойства и характери-
стики упругости при среднем уровне электро-
проводности. Об этом свидетельствуют меха-
нические свойства некоторых сплавов этой
системы после термомеханической обработки
приведенные в табл. 5.33.
Из зарубежных сплавов данной системы
следует отметить сплав, содержащий 9%Ni и
6 % Sn. После закалки с температуры 825 °C
холодной пластической деформации с обжати-
ем 75...95 % и старения он имеет предел упру-
гости o0 Qi = 1200 МПа и твердость 370 HV при
5.33, Механические свойства сплавов системы Cu-Ni-Sn после закалки с 825 °C,
холодной деформации на 95 % и старения (проволока диаметром 0,5 мм)
Содержание компонентов*, % Режимы старения Механические свойства
Ni Sn Температура, °C Время, с о„ МПа Оо.2, МПа К|/, %
3,5 2,5 250 900 895 670 75
5,0 5,0 350 60 1280 1030 55
9,0 6,0 350 120 1410 1220 54
7,0 8,0 425 8 1480 1210 47
12,0 8,0 400 10 1590 1350 46
14,0 6,0 350 300 1440 1230 54
Остальное Си.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
195
Рнс. 5.28. Политермический разрез диаграммы
состояния систем Cu-Ni-Sn при постоянном
содержании никеля 9 % [ 130|:
1 - сольвус выделения равновесной
у-фазы; 2 - температура, ниже которой распад
а-раствора протекает по спинодальному механизму
Рис. 5.29. Диаграмма изотермического распада
переохлажденного твердого раствора
в сплаве Си - 9 % Ni - 6 % Sn [86]:
1 - начало выделения из а-раствора пластинчатых
частиц равновесной у-фазы в объеме зерен;
2 - начало формирования периодической
структуры, состоящий из частиц
метастабильной у'-фазы
высокой пластичности (у > 50 %) и коррозион-
ной стойкости. Преимущества этого сплава
заключаются в том, что он по прочности пре-
восходит бериллиевую бронзу и характеризу-
ется хорошими технологическими свойствами:
'зделия легко формуются, хорошо сваривают-
ся и паяются [104].
В тройной системе Cu-Ni-Sn имеется не-
сколько промежуточных интерметаллидных
фаз, содержащих олово, которые находятся в
'авновесии с a-твердым раствором: это упоря-
доченная фаза у состава (CuNi)3Sn с ГЦК ре-
. еткой с периодом а = 0,595 нм; 5-фаза состава
's,'75-xCux)Sn25, имеющая орторомбическую
^ешетку типа Cu3Ti с периодами а = 0,459 нм;
. = 0,425 нм и отношением da = 0,8. Считается,
что наибольший вклад в упрочнение при тер-
мической обработке вносит у[(Си№)3§п]-фаза и
-е метастабильные модификации [172].
Эффект дисперсионного твердения при
старении сплавов с никелем и оловом опреде-
.яется переменной растворимостью олова в
чедно-никелевом твердом растворе. Об этом
.зидетельствует политермический разрез
“дойной системы Cu-Ni-Sn для сплавов с по-
стоянным содержанием никеля (9 %)
эис. 5.28). Видно, что растворимость олова
“езко уменьшается при температурах ниже
*00 °C (кривая 1 сольвуса равновесной у-фазы).
Образование равновесной у[(Си№)38п]-фазы
“?и старении обычно осуществляется через
етастабильную стадию старения.
Конкретный механизм распада пересы-
щенного оловом a-твердого раствора зависит
от химического состава сплава и температур-
но-временных условий старения. Для сплава,
содержащего 9 % Ni и 6 % Sn, диаграмма изо-
термического распада переохлажденного твер-
дого раствора приведена на рис. 5.29). Для
построения данной диаграммы образцы зака-
ливали от температуры 800 °C до нормальной с
последующим изотермическим старением при
250...680 °C. С-кривые / и 2 на диаграмме
изотермического распада твердого раствора
соответствуют времени, за которое электросо-
противление снижается на 5 % относительно
закаленного состояния. Изменение фазового
состава сплава при этом контролировали с по-
мощью рентгеноструктурного анализа.
Из рис. 5.29 следует, что кинетика распа-
да твердого раствора характеризуется двумя
минимумами устойчивости, один из которых
отвечает температуре 550...570 °C (кривая /), а
второй - 350...400 °C (кривая 2). Распад в низ-
котемпературной области протекает быстрее,
чем в высокотемпературной. Распад при тем-
пературах выше 500 °C (высокотемпературное
старение) сопровождается выделением в объе-
ме зерен пластинчатых частиц равновесной
у-фазы, расположенных на значительном рас-
стоянии друг от друга, т.е. распад твердого
раствора осуществляется без образования про-
межуточных метастабильных фаз.
196
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Низкотемпературный распад в сплаве с
9 % Ni и 6 % Sn протекает по спинодальному
механизму с образованием на начальной ста-
дии чередующихся областей с высокой и низ-
кой концентрацией олова в а - твердом paci во-
ре Спинодальный механизм распада способст-
вует формированию периодической модулиро-
ванной структуры в этом сплаве с очень высо-
ким уровнем прочностных свойств.
Распад осуществляется гомогенно в объ-
еме зерен. На первом этапе происходит рас-
слоение твердого раствора на чередующиеся
области с повышенной и пониженной концен-
трацией никеля и олова. Затем в объемах твер-
дого раствора, обогащенных оловом, образу-
ются частицы метастабильной у'-фазы. Форми-
рование периодически расположенных частиц
у'-фазы (модулированной структуры) приводит
к наиболее значительному увеличению проч-
ности сплава. Максимальную прочность сплав
приобретает на стадии старения, когда период
модуляции составляет 4... 10 нм [ 137].
Таким образом, в сплаве с 9 % Ni и 6 % Sn
распад твердого раствора при старении при
температурах 300...400 °C можно представить
в виде схемы: а —» у' —» у. Причем частицы
у'-фазы могут иметь две модификации и фор-
мируют в этих условиях модулированную
структуру. На более поздней стадии превраще-
ния распад приобретает прерывистый характер
и осуществляется неравномерно в объеме зерен
а - твердого раствора. Такой характер распада
приводит к понижению прочностных свойств.
При температурах выше 400 °C' из
а-раствора, минуя метает абильную стадию,
выделяется равновесная у-фаза. Электронно-
микроскопические исследования показали, что
морфология частиц у-фазы в объеме зерен и на
границах различна: на границах она имеет
форму округлых частиц, в объеме зерен -
стержневидную форму с образованием струк-
туры типа видманштеттовой [137].
По такому же механизму с образованием
модулированной структуры осуществляется
распад твердого раствора при низкотемпера-
турном старении и в сплаве с 9 % Ni и 5 % Sn.
Однако в сплаве с более высоким содержанием
олова (6 %) при 400 °C сначала выделяется
метастабильная у'-фаза с другой кристалличе-
ской структурой, имеющей упрорядоченную по
типу Cu3Au (L12) структуру с ГЦК решеткой и
периодом а = 0,434 нм. Так что в сплаве с
9 % Ni и 6 % Sn при температуре 400 °C распа_
твердого раствора соответствует схеме: а —»
—♦ у'(ГЦК) —♦ у' —♦ у. Фаза у' имеет состав
(CuyNi].j.)3Sn и также упорядочена [125, 137].
В сплавах разреза Си - 9 % Ni - Sn нача-
ло спинодального распада с образованием мо-
дулированной структуры охватывает составы,
содержащие олова более 2% (см. рис. 5.29
кривая 2). В сплаве с 9 % Ni и 2 % Sn модули-
рованная структура не образуется. В этом
сплаве в процессе распада при 400 °C выделе-
ние частиц метает абильной у'-фазы происходит
в объеме зерен гетерогенно, преимущественно
на дислокациях и границах субзерен, без обра-
зования преимущественных ориентировок. Это
подт верждается и характером изменения проч-
ности в течение старения, которая начинает
монотонно увеличиваться после некоторого
инкубационного периода. В сплаве, содержа-
щем 5 % Sn, происходит ускоренное повыше-
ние прочностных свойств с первых же секунд
изотермической выдержки (практически без
инкубационного периода), обусловленное спи-
нодальным распадом.
В сплаве с высоким содержанием олова
(9 % Ni и 5 % Sn) спинодальный распад с обра-
зованием дисперсных частиц, образующих
модулированную структуру, наблюдается уже
в течение закалочного охлаждения, в то время
как в сплаве с низким содержанием олова
(9 % Ni и 2 % Sn) в течение закалочного охла-
ждения признаки распада не обнаруживаются.
Следовательно, повышение концентрации оло-
ва до 5 % в рассматриваемых сплавах приводит
к снижению устойчивости переохлажденного
твердого раствора: распад протекает даже при
резком охлаждении (в воде).
Пластическая деформация сплавов сис-
темы Cu-Ni-Sn перед старением (НТМО), су-
щественно ускоряет процесс низкотемператур-
ного распада и увеличивает эффект упрочне-
ния. Наиболее значительно ускоряется распад
под воздействием предшествующей старению
деформации в сплавах с низким содержанием
олова. Использование технологической схемы,
включающей закалку, холодную деформацию
и старение, позволяет получить у сплава, со-
держащего 9%Ni и 2 % Sn, высокий уровень
механических свойств.
Сильное влияние пластической деформа-
ции перед старением на свойства сплавов сис-
темы Cu-Ni-Sn связано с тем, что структурные
изменения, происходящие в течение старения
КОНСТРУКЦИОННЫЕ СПЛАВЫ
197
5.34. Химический состав (%, остальное Си) сплавов системы Cu-Ni-Sn
по стандартам ASTM (США)
Марка Ni Sn Fe Мп Другие элементы, в пределах или не более
С72500* 8,5...10,5 1,8...2,8 0,6 0,2 0,05Pb; 0,5Zn; 0,01А1
С72650 7,0...8,0 4,5...5,0 0,10 0,1 0,0IPb; 0,1 Zn
С72700 8,5...9,5 5,5...6,5 0,50 0,05...0,30 0,02Pb; 0,5Zn; 0,10Nb; 0,15Mg
С72800 9,5... 10,5 7,5...8,5 0,50 0,05...0,30 0,05Pb; 0,10А1; 0,001B; 0,001Bi; 0,10...0,30Nb; 0,005Mg; 0,01Ti; 0,005P; 0,025S; 0,02Sb; 0,05Si; IZn
С72900 14,5...15,5 7,5...8,5 0,50 0,30 0,02Pb; 0,50Zn; 0,10Nb; 0,15Mg
С7295 20,0...22,0 4,5...5,7 0,6 0,60 0,05Pb
* Сплав аналогичного состава CW351H (CuNi9Sn2) имеется в европейском стандарте EN.
|рсдвари! ельно деформированных сплавов,
>сложняются вследствие взаимного влияния
процессов распада твердого раствора и рекри-
сталлизации матрицы. Причем оба эти процес-
са могут развиваться одновременно и последо-
вательно. Они могут существенно изменить
•.инетику старения и развитие спинодального
^аспада. Конечный результат этого влияния
зависит от химического состава сплава и ре-
жимов НТМО. Поэтому влияние режимов
НТМО на структуру и свойства сплавов систе-
мы Cu-Ni-Sn должно рассматриваться отдель-
ю для каждого сплава.
Существуют общие закономерности из-
енения структуры и свойств сплавов системы
?u-Ni-Sn при применении НТМО. Деформа-
ия, проводимая перед старением, увеличивает
оличество дефектов тонкой структуры (по-
ышает плотность дислокаций, увеличивает
• оличество вакансий и дислоцированных ато-
ов, уменьшает размеры субзерен), ускоряет
процесс высокотемпературного распада и спо-
собствует выделению более мелких частиц
-фазы, плотность распределения которых вы-
чем в сплавах, нс деформированных перед
дарением. Эти частицы эффективно препятст-
>ют протеканию рекристаллизации и способ-
.твуют повышению температуры ее начала,
’зк. например, температура начала рекристал-
зации сплава 9 % Ni и 6 % Sn повышается до
500 °C, так что при низкотемпературном ста-
рении этого сплава распад твердого раствора
осуществляется в перекристаллизованной мат-
рице. Все эго способствует повышению проч-
ностных свойств и характеристик упругости.
Благодаря сочетанию высоких механиче-
ских свойств и коррозионной стойкости, за
рубежом применяются тройные сплавы системы
Cu-Ni-Sn. В стандартах ASTM США имеется
несколько сплавов этой системы (табл. 5.34).
Они отличаются суммарным содержанием ни-
келя и олова и соотношением этих компонен-
тов. Наиболее широкое применение в промыш-
ленности США нашел сплав марки С72500
(9 %Ni и 2%Sn). Из сплава С72500 произво-
дят деформированные полуфабрикаты: плиты,
листы, ленты, прутки, трубы и проволоку,
применяемые при изготовлении электрических
контактов, пружин, реле, сильфонов и т.д.
Сплав С72500 - коррозионно-стоек и не
тускнеет в различных средах, в том числе в мор-
ской воде и при контакте с синтетическими
материалами. Он удовлетворительно обраба-
тывается давлением в горячем и холодном со-
стоянии, отличается хорошей свариваемостью и
паяется мягкими и твердыми припоями. Изделия
из сплава С72500 хорошо полируются [104].
Физические, механические, технологиче-
ские свойства и режимы обработки сплава
С72500 приведены в табл. 5.35.
198
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.35. Физические, механические,
технологические свойства и режимы
обработки сплава марки С72500 (США)
Свойства или режимы обработки Значения
Физические свойства
Температура плавления, °C:
ликвидус 1125
солидус 1075
у, кг/м3 8920
ср, Дж/(кгК) 377
а-106 при 20...300 °C, К-1 16,8
р, мкОм-м 0,138
(0. % IACS 12.5
Е. ГПа 150
Механические свойства
ов, МПа:
отожженные 335
твердые 500
о0 2, МПа:
отожженные 120
твердые 400
5, %:
отожженные 35
твердые 3
HRB:
отожженные 40
твердые 70
Технологические свойства или режимы обработки
Температура горячей обработки давлением, °C 800...900
Температура отжига, °C:
рекристаллизационного 580...780
для снятия напряжений 280...350
Максимально допустимая степень холодной деформации, % 90
Обрабатываемость резанием (отно- сительно латуни марки С36000), % 20
Сплавы системы Cu-Ni-Mn. Особый ин-
терес представляют сплавы системы Cu-Ni-Mr
с высоким содержанием никеля и марганца и с
соотношением этих компонентов 1/1: 20 %Ni и
20 % Мп или 30 % Ni и 30 % Мп. Они удовле-
творительно поддаются обработке давлением ?
горячем и холодном состояниях, что поз во л я
получать детали сложной формы. Сплавы
имеют повышенную жаропрочность и корро-
зионную стойкость.
Отличительной особенностью этих спла-
вов является то, что они обладают высоким
эффектом дисперсионного твердения и могут
упрочняться путем закалки и старения [146.
163]. Концентрационная область термически
упрочняемых сплавов системы Cu-Ni-Mn
близка к лучевому сечению Cu-G (MnNi) трой-
ной диаграммы состояния (рис. 5.30). Проч-
ность и твердость сплавов вдоль этого сечения
повышается с увеличением концентрации ни-
келя и марганца. Так, например, после закалки,
холодной деформации и старения на макси-
мальную твердость сплавов, содержащих
20 % Ni; 20 % Мп и 30%Ni; 30 % Мп, состав-
ляет соответственно 470 HV и 580 HV. После
термической обработки с промежуточной де-
формацией между закалкой и старением
(НТМО) временное сопротивление сплава с
22%Ni и 22 % Мп достигает 1550 МПа, т.е
повышается до уровня сталей.
Сплавы системы Cu-Ni-Mn по жаро-
прочности превосходят бериллиевые бронзы.
Способность сплавов с высоким содер-
жанием никеля и марганца к дисперсионному
твердению объясняется особенностью строе-
ния диаграмм состояния тройной системы Си-
Рис. 5.30. Изотермический разрез диаграммы
состояния системы Cu-Ni-Mn при 450 °C 118)
КОНСТРУКЦИОННЫЕ СПЛАВЫ
199
Ni-Mn. При высоких температурах (выше
910 °C) медь, марганец и никель в соответст-
вии со строением диаграммы состояния двой-
ных систем Cu-Ni, Cu-Mn и Ni-Mn образуют
непрерывный ряд твердых растворов с гране-
центрированной кубической решеткой почти
во всем интервале концентраций трехкомпо-
нентных сплавов. Область твердого раствора
меди, никеля и Мпу с ГЦК решеткой прерыва-
ется лишь вблизи марганцевого угла диаграм-
мы состояния системы Cu-Ni-Mn и отделена
от нес узкой двухфазной областью, так как
другая высокотемпературная модификация
марганца - Мпр имеет гранецентрированную
тетрагональную решетку.
При более низких температурах (ниже
910 °C) ситуация с растворимостью никеля и
марганца в меди резко меняется: эти компо-
ненты имеют ограниченную уменьшающуюся
с температурой растворимость в меди, и твер-
дый раствор а с ГЦК решеткой с понижением
температуры распадается с образованием фазы
0 (MnNi), представляющей собой упорядочен-
ный твердый раствор с гранецентрированной
тетрагональной решеткой с а = 0,370 нм и
с = 0,353 нм при da - 0,95 [86, 146, 163]. При-
чем, двухфазный объем а + ©(MnNi) диаграм-
мы состояния системы Cu-Ni-Mn с понижени-
ем температуры расширяется. Именно на пере-
менной растворимости никеля и марганца в
меди и основана возможность применения
упрочняющей термической обработки к спла-
вам системы Cu-Ni-Mn с высоким содержани-
ем этих компонентов.
Следует отметить, что минимальную со-
вместимую растворимость в меди никель и
марганец имеют в сплавах, находящихся на
лучевом разрезе Си - 0(MnNi) тройной систе-
мы Cu-Ni-Mn, при соотношении Ni:Mn= 1:1.
Согласно изотермическому разрезу диаграммы
состояния, представленному на рис. 5.30, при
температуре 450 °C она меньше 10 % для каж-
дого компонента. Поэтому сплавы с соотноше-
нием Ni:Mn =1:1 имеют максимальный эффект
у прочнения при термической обработке, так как
а сплавах, находящихся на разрезе Си - 0(MnNi)
тройной системы Cu-Ni-Mn, выделяется при
">аспаде а-твердого раствора максимальное
оличество фазы-упрочнителя (0-фазы).
Схема фазовых превращений, сопровож-
дающихся распадом твердого раствора в спла-
вах, содержащих 20 % Ni; 20 % Мп и 30 % Ni;
30 % Мп, примерно одинакова. При закалке
Время выдержки, с
Рис. 5.31. Изменение объема V, занимаемого
прерывистым распадом с образованием структуры
а + 0 в сплаве Си - 20 % Ni - 20 % Мп после
закалки с 900°С в воду и изотермических
выдержек при температурах 250; 300;
350; 400; 450 °C [163]
сплавов фиксируется неупорядоченный
a-твердый раствор, имеющий ГЦК решетку,
пересыщенный никелем и марганцем. Распад
пересыщенного твердого раствора в сплавах
системы Cu-Ni-Mn подобен распаду твердого
раствора в других стареющих сплавах: в ин-
тервале температур старения (250. .450 °C) из
а-раствора выделяются дисперсные частицы
фазы-упрочнителя, которой является 0-фаза -
упорядоченный твердый раствор на основе
соединения MnNi. Промежуточных метаста-
бильных фаз при распаде твердого раствора в
системе Cu-Ni-Mn не обнаружено.
В интервале температур 250...350 °C па-
раллельно с непрерывным распадом наблюда-
ется появление приграничных выделений, ко-
торые, разрастаясь, занимают весь объем зерен
(прерывистый распад). Кинетика пригранич-
ных прерывистых выделений 0(Мп№)-фазы в
сплаве с 20%Ni и 20 % Мп представлена на
рис. 5.31. Из рис. 5.31 видно, что с повышени-
ем температуры до 400 °C интенсивность роста
прерывистых выделений резко уменьшается, и
максимальный объем, занимаемый прерыви-
стым распадом в сплаве, не превышает 30%. С
повышением температуры до 450 °C характер
распада существенно изменяется: выделения
по границам зерен отсутствуют и превращение
развивается только в объеме зерен. При этом
формируется модулированная структура, со-
стоящая из стержневидных частиц 0(MnNi)-
фазы, которые имеют длину ~ 5нм [118, 146].
Обработка на твердый раствор (закалка)
рассматриваемых сплавов не требует высокой
температуры, так как с повышением температуры
200
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Рис. 5.32. Влияние температуры нагрева
под закалку и пластической деформации
после закалки с 800 °C (а) и 600 °C (б)
на устойчивость переохлажденного
твердого раствора в сплаве
Си - 20 % Ni-20 % Мп при 550...250 °C:
1-3- начало изменения ов; 4 - 6 - окончание измене-
ния ов; 1,4 - закалка с 600 °C и деформация на 90 %;
2, 5-закалка с 600 °C; 3, б-закалка с 800 °C [164]
двухфазный объем а + 0(MnNi) (см. рис. 5.30)
тройной системы Cu-Ni-Mn сужается и при
600 °C исчезает, i .е. доел игается практически
полное растворение никеля и марганца в меди.
Такая низкая температура нагрева под закалку
позволяет получить в сплаве 20%Ni и
20 % Мп мелкозернистую структуру - средний
диаметр зерна не превышает 15 мкм. После
закалки от 800 °C диаметр зерна увеличивается
до 85 мкм. Так как кинетика распада при тем-
пературах ниже 400 °C в основном определяет-
ся интенсивностью развития приграничных
выделений 0-фазы, возможно замедление рас-
пада в сплавах, закаленных от более высоких
температур.
Об этом свидетельствуют диаграммы
изотермического распада твердого раствора
(С-кривые) в сплаве с 20 % Ni и 20 % Мп, по-
строенные по данным изменения временного
сопротивления при изотермических выдержках
(рис. 5.32). Нагрев под закалку до 800 °C обес-
печивает высокую устойчивость а-раствора
(С-кривые смешены вправо - в сторону более
продолжительных выдержек), что позволяет
проводить охлаждение до комнатной темпера-
гуры с низкой скоростью. Нагрев под закалку
до 600 °C приводит к снижению устойчивости
твердого раствора (С-кривые смещены влево).
Однако и в этом случае интенсивность распада
невысока - критическая скорость охлаждения
составляет примерно 4 °С/мин. Следовательно,
при проведении упрочняющей термической
обработки сплавов системы Cu-Ni-Mn закалка
в воду не является обязательной, достаточно
охлаждения на воздухе или даже с печью.
Обработка на твердый раствор при 600 °C
приводит к получению более мелкого зерна по
сравнению с обработкой при 800 °C и,
как следствие, к более высокому упрочнению
после старения по одинаковому режиму
(табл. 5.36). На рис. 5.33 представлены кинети-
ческие кривые старения, построенные по изме-
нению твердости (HV) закаленных с 650 °C
полос из сплава с 20 % Ni и 20 % Мп, которые
иллюстрируют возможность упрочнения этого
сплава после старения по различным режимам.
Видно, что сплав при температурах старения
350...450 °C значительно упрочняется и твер-
дость его повышается с ПО... 115 HV и дости-
гает 460...480 HV. При 500°C упрочнения
сплава не наблюдается, так как температура
старения слишком высока, и распад твердого
раствора завершается практически полным
обратным растворением 0-фазы в а-расзворе.
Для повышения прочностных свойств и
характеристик упругости к сплавам системы
Cu-Ni-Mn весьма эффективно применение
различных режимов НТМО, которые включают
использование холодной пластической дефор-
мации полуфабрикатов между операциями
закалки и старения. Деформация закаленного
сплава, содержащего 20 % Ni и 20 % Мп, вы-
зывает значительное ускорение распада твер-
дого раствора во время старения. Это влияние
иллюстрирует смещение С-кривой начальной
стадии упрочнения в сторону более коротких
выдержек (рис. 5.32). Стимулирующая роль
промежуточной деформации заключается в
повышении плотности дислокаций, полос
скольжения, т.е. проявляется в увеличении мест
потенциального зарождения частиц 0-фазы. С
увеличением количества дефектов тонкой
структуры и повышением плотности выделе-
ния частиц 0-фазы связано дополнительное
упрочнение сплава после НТМО.
Температура нагрева под закалку (600
или 800 °C) практически не влияет на механи-
ческие свойства сплава при введении промежу-
точной деформации.
КОНСТРУКЦИОННЫЕ СПЛАВЫ
201
5.36. Механические свойства и удельное электросопротивление сплава,
содержащего 20 % Ni и 20 % Мп, после различных
режимов термической обработки [163]
Режимы термической обработки Ов, МПа О().2, МПа 8, % HV Р, мкОмм
Закалка с 600 °C 610 270 3,8 140 0,81
Закалка с 600 °C, старение при 440 °C в течение 32 ч 1450 1410 1,5 400 0,55
Закалка с 600 °C, деформация (е = 90 %), старение при 400 °C в течение 32 ч 1600* 1580* 1,5’ 470’ —
Закалка с 600 °C, старение 250 °C, в течение 1000 ч 1630 1230 9,5 - -
Закалка с 600 °C, деформация (г. = 50 %), старение при 250 °C в течение 1000 ч 1600 1450 7,5 450 —
Закалка с 600 °C, деформация (с = 90 %), старение при 250 °C в течение 1000 ч 1850 1800 3,5 — -
Закалка с 800 СС, старение при 440 СС в течение 32 ч 1270 1210 3,5 400 -
Закалка с 800 °C, старение при 250 °C в течение 1000 ч 1450 1070 13,0 400 -
* Сплав, закаленный с 800 °C, имеет близкие значения свойств
В табл. 5.37 приведены механические
свойства сплава с 20 % Ni и 20 % Мп после
обработки, включающей промежуточную хо-
юдную деформацию на 50 и 90 %.
Термически упрочняемый сплав
CuNi20Mn20 (20%Ni; 20%Мп; ост. Си) широко
применяется в Швейцарии в часовой промыш-
юнности [Ю4].
Сплав удовлетворительно обрабатывается
давлением в горячем и холодном состояниях,
но обладает высоким сопротивлением пласти-
ческой деформации. Температура горячей об-
работки давлением (прокатка, штамповка) не
должна превышать 930 °C, так как при темпе-
ратуре 950 °C сплав становиться хрупким. По-
сле закалки сплав в холодном состоянии может
срабатываться традиционными способами
: ормообразования (штамповка, ковка, гибка).
При закалке, отжиге и старении в качест-
• защитной среды рекомендуется применять
cvxoft диссоциированный аммиак. После тер-
мической обработки очистка поверхности про-
изводится травлением заготовок в 15 %-ом
-астворе серной кислоты.
Сплав CuNi20Mn20 обладает высокой
оррозионной стойкостью во многих средах,
о при производстве часов высокого качества
рименяются специальные меры защилы от
оррозии без изменения цвета и внешнего вида
.зделий из этого сплава. На изделия из сплава
Рис. 5.33. Влияние продолжительности
старения при температурах 350,400,450 и 500 °C
на твердость сплава Си - 20 % Ni - 20 % Мп
CuNi20Mn20 легко наносятся гальванические
покрытия (медь, никель, хром, золото и др.).
Из сплава CuNi20Mn20 производят де-
формированные полуфабрикаты: полосы, листы,
ленты, используемые при изготовлении деталей
часов (корпус, пружина) и упругих элементов,
где не регламентируется электропроводность.
Сплав хорошо сваривается и паяется мяг-
кими и твердыми припоями, отлично полируется.
202
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.37. Физические, механические, технологические свойства и
режимы обработки сплава CuNi20Mn20 (Швейцария)
Свойства или режимы обработки Значения
1 2
Физические свойства
Температура плавления, °C (ликвидус) 1040
у, кг/м3 8260
ср, кДж/(кг-К) 460
а-106 при 20...300 °C, К"1:
после закалки 19
после закалки и старения 27,3
р, мкОм м
после закалки 0,78
после закалки и старения 0,57
а'105, К-1
после закалки 12,5
после закалки и старения 24
Е, ГПа 150
Механические свойства ив, МПа:
после закалки 560...610
после закалки и старения 1200...1300
после закалки и холодной деформации (30 %) 800...880
после закалки, холодной деформации (30 %) и старения 1350... 1450
Uq 2э
после закалки 240...320
после закалки и старения 1150... 1250
после закалки и холодной деформации (30 %) 750...830
после закалки, холодной деформации (30 %) и старения 1250...1350
б, %:
после закалки 40...50
после закалки и старения 1...4
после закалки и холодной деформации (30 %) 5...10
после закалки, холодной деформации (30 %) и старения 1...3
HV:
после закалки 115...145
после закалки и старения 370...410
после закалки и холодной деформации (30 %) 210...240
после закалки, холодной деформации (30 %) и старения 410...450
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
203
Окончание табл. 5.37
1 2
Технологические свойства или режимы обработки Температура горячей обработки давлением, °C 800...930
1 емнература закалки, °C 600... 650
Температура старения, °C 430...450
5 садка сплава, %: после закалки после закалки и холодной прокатки 0,25 0,30
Обрабатываемость резанием (относительно латуни марки С36000), % 20
5.3. ЭЛЕКТРОТЕХНИЧЕСКИЕ
СПЛАВЫ
Медно-никелевые сплавы этой группы
табл. 5.38) обладают высоким удельным элек-
росопротивлением, особыми темоэлектриче-
.кими свойствами (табл. 5.39) и широко ис-
льзуются в промышленности для электро-
ехнических целей [6, 30, 45, 46, 77]. Сплавы
-ысокого электросопротивления делят на пре-
цизионные, реостатные и сплавы для нагрева-
-е.тьных элементов, тензорезисторов и элек-
'эодов термопар [30, 45, 46, 84]. Особую груп-
ч составляют сплавы для компенсационных
оводов [84, 92].
По основному назначению к свойствам
сктротехнических медно-никелевых сплавов
'’сдъявляются ряд специфических требований,
днако для всей группы этих сплавов наиболее
-джными являются следующие свойства [6, 30,
П:
1) высокое удельное электросопротив-
лие (кроме сплавов для компенсационных
роводов);
2) малый или заданный по величине и
тку температурный коэффициент элекгросо-
твления (а'-ТКС) в интервале рабочих
.мператур (при минимальной кривизне зави-
. мости электросопротивление-температура);
3) температурно-временная стабиль-
ь электросопротивления;
4) низкая термоэлектродвижущая сила
е моЭДС) в паре с медью;
5) высокая жаростойкость (окалино-
йкость) в интервале рабочих температур;
6) высокая пластичность в холодном се-
янии, обеспечивающая возможность получе-
ния из сплавов проволоки диамсгром до 0,02 мм
и ленты тонких сечений (толщиной до 0,01 мм).
Для обеспечения высокого электрическо-
го сопротивления в малом объеме материала
используют сплавы со структурой твердого
раствора замещения. Этим достигается сильное
искажение кристаллической решетки. В неод-
нородном поле твердого раствора с искажен-
ной кристаллической решеткой длина свобод-
ного пробега электрона намного меньше, чем в
однородном электрическом поле чистого ме-
талла, что уменьшает электропроводность
сплава и увеличивает его электросопротивле-
ние. У таких сплавов - твердых растворов
удельное электросопротивление может быть в
десятки раз больше, чем у исходных чистых
металлов.
Для создания сплавов с вышеперечислен-
ными свойствами в полной мере отвечает сис-
тема Cu-Ni. Медь и никель образуют диаграм-
му состояния с непрерывным рядом твердых
растворов (рис. 5.34, а). В этой системе многие
физические и механические свойства в зависи-
мости от состава изменяются по кривым с мак-
симумом или минимумом. Причем экстре-
мальные точки на этих кривых находятся вбли-
зи эквиатомного состава (рис. 5.34, 6).
Зависимость удельного электросопротив-
ления и ТКС в системе Cu-Ni подчиняется
классическим закономерностям: минимальные
значения ТКС и максимальные значения
удельного электросопротивления имеют спла-
вы с 40...45 %Ni. Минимальный ТКС сплава
Си - 43 % Ni в интервале температур
20. . 100 °C составляет 2-10-6 К-1, этот же сплав
имеет удельное электросопротивление порядка
5010”2 мкОм м, что почти в 30 раз превышает
5.38. Химический состав (%, остальное Си) и назначение электротехнических деформируемых
медно-никелевых сплавов (ГОСТ 492-73)
Марка Основные компоненты Примеси, не более Полуфабрикаты и области применения
Ni + Со Fe Мп А1
МН0,6 (ТП) 0,57...0,63 - - - 0,005Fe; 0,02Si; 0,005Pb; 0,005S; 0,02C; 0,002P; 0,002Bi; 0,002As; 0,002Sb; E 0,10 Проволока для изготовления компенсационных проводов
МН16 (ТБ) 15,30...16,30 - - - 0,005Fe; 0,02Si; 0,05Mg; 0,002S; 0,03C; 0,002P; 0,002Bi; 0,002As; 0,002Sb; E 0,20 Проволока для изготовления компенсационных проводов
МНМц43-О,5 (копель) 42,5...44,0 - 0,1...1,0 - 0,15Fe; 0,1 OSi; 0,05Mg; 0,002Pb; 0,0IS; 0,10C; 0,002P; 0,002Bi; 0,002As; 0,002Sb; E 0,60 Проволока для термопар, компенсационных проводов и радиотехнических устройств с рабочей температурой не выше 600 °C
МНМц40-1,5 (константан) 39,0...41,0 - 1,0...2,0 - 0,50Fe; 0,10Si; 0,05Mg; 0,005PB; 0,02S; 0,10C; 0,005P; 0,002Bi; 0,010As; 0,002Sb; E0,10 Проволока, полосы, ленты для электротехнических целей (для изготовления реостатов), термопар, нагревательных приборов с рабочей температурой до 500 °C
МНМцЗ-12 (манганин) 2,50...3,50 - 11,5...13,5 - 0,50Fe; 0,1 OSi; 0,03Mg; 0,020Pb; 0,020S; 0,05C; 0,005P; 0,002Bi; 0,005As; 0,002Sb; E0,90 Листы, проволока; резисторный материал с малым температурным коэффициентом электросопротивления; применяется для приборов электросопротивления с рабочей температурой до 100 °C, а также для точных измерительных приборов
МНМцАЖЗ-12-0,3-0,3 (манганин) 2,5...3,5 0,2...0,5 И,5...13,5 0,20...0,40 E0,4
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2. Содержание отдельных примесей может корректироваться по согласованию с потребителем.
5.39. Электрические и icpMOjJicKi рические свойства электротехнических
медно-никелевых сплавов при различных температурах
Марка Свойство Температура, °C
0 100 200 300 400 500 600 700 800
МНМц40-1,5 (константан) р, мкОмм 0,483 0,482 0,483 0,485 0,488 0,497 0,503 0,509 0,515
а'Ю3, К1 - 0,0206 0,0207 0,0414 0,0720 0,1125 0,1820 0,1290 0,1375
ТермоЭДС в паре с Pt температуре холодного спая 0 °C, рВ 0 -3,4 -7,2 - 11,3 - 15,5 -19,9 -24,5 -29,1 -33,7
МН43-О,5 (копель) р, мкОмм 0,504 0,497 0,491 0,486 0,483 0,483 0,485 0,488 0,492
а' Ю3, К’1 -0,14 -0,12 -0,10 -0,06 0 + 0,04 + 0,06 + 0,08 -
ТермоЭДС в паре с Pt температуре холодного спая 0 °C, рВ 0 -4,0 -8,5 - 13,5 - 18,5 -23,7 -27,4 -34,6 -40,2
МНМцЗ-12 (манганин) р, мкОм м 0,4337 0,4331 0,4282 0,4281 0,4281 - - - -
а' Ю3, К 1 - 0,08 0,0672 0,0028 0,00 - - - -
ТермоЭДС в паре с Pt температуре холодного спая 0 °C, рВ 0 + 0,89 + 1,89 + 3,29 + 5,06 - - - -
МН0,6 (ТП) р, мкОм м 0,0299 0,0300 0,0310 - - - - - -
а' Ю3, К 1 2,758 3,541 - - - - - -
ТермоЭДС в паре с Pt температуре холодного спая 0 °C, цВ 0 + 0,12 -0,61 - 1,36 2,17 -3,17 - - -
МН16 (ТБ) р, мкОм м 0,2352 0,2415 - - - - - - -
а'Ю3, К 1 2,943 2,679 - - - - - - -
ТермоЭДС в паре с Pt температуре холодного спая 0 °C, МВ 0 -2,21 -4,80 -7,93 - 11,91 - 14,91 - - -
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
206
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Рис. 5.34. Диаграмма состояния системы Cu-Ni (а)
и физические и механические свойства сплавов
системы Cu-Ni (б) (термоЭДС дана
относительно платины при 100 °C)
электросопротивление чистой меди (1,724х
хЮ 2 мкОмм). Никель существенно упрочняет
медь, и максимальную прочность и твердость
имеют сплавы с 45.. .50 % Ni.
Для практического использования медно-
никелевых сплавов в качестве материалов
электротехнического назначения важно, что
никель, существенно упрочня медь, сохраняет
присущую ей пластичность и вязкость. Элек-
тротехнические сплавы применяются главным
образом в виде проволоки или ленты. Поэтому
высокая пластичность медно-никелевых спла-
вов - твердых растворов позволяет получать
путем волочения проволоку малых диаметров
и прокатывать ленту тонких сечений.
Наиболее распространенными современ-
ными сплавами для точных измерительных
приборов, применяемыми в приборостроении,
электронной технике, радиотехнике в качестве
резистивных материалов, являются константан
МНМц4О-1,5 (Си - 40 % Ni - 1,5 % Мп) и ман-
ганин МНМцЗ-12 (Си -3 %Ni - 12 % Мп)
(см. табл. 5.38).
Эти сплавы применяют для изготовления
проволочных резисторов, используемых в ра-
диоэлектронной аппаратуре, реостатов и пере-
менных сопротивлений, образцовых сопротив-
лений, шунтов и других элементов электриче-
ских аппаратов [6, 30, 45, 77].
Прецизионные сплавы для точных рези-
сторов образцовых мер, измерительных прибо-
ров и вычислительных машин должны отли-
чаться исключительно высокой временной и
температурной стабильностью своих электри-
ческих параметров и обладать малой термо-
ЭДС в паре с медью (или другими соедини-
тельными проводами) во избежание погрешно-
стей от дополнительного источника ошибок.
Требование малой термоЭДС в паре с медью
вызвано тем, что в электрической схеме прибо-
ра монтаж резисторных элементов ведут с по-
мощью медных проводов. ТермоЭДС, возни-
кающая в контакте проволочного резистора с
соединительными медными проводами, может
изменить электрические параметры схемы, что
нарушит режим работы прибора и уменьшит
точность его показаний [23, 46, 84].
Манганин МНМцЗ-12. Одним из наибо-
лее распространенных и стабильных резистор-
ных медных сплавов является манганин
МНМцЗ-12. Манганин - это важнейший пре-
цизионный сплав на медной основе. Он являет-
ся типичным представителем сплавов - твер-
дых растворов на базе системы Cu-Mn. Добав-
ка никеля (3 %) входит в медно-марганцевый
твердый раствор, так что сплав МНМцЗ-12
является однофазным а-раствором.
В двойной системе Cu-Mn закономерно-
сти изменения физических и механических
свойств в зависимости от состава качественно
такие же, как и в системе Cu-Ni: с увеличением
содержания марганца от 0 до 18% удельное
электросопротивление резко возрастает от
0,018 до 0,58 мкОмм, а ТКС падает с 4,2-10^
до 0,03 10"6 К1. Благодаря этому манганин
МНМц 3-12, созданный на базе тройной сис-
темы Cu-Ni-Mn, обладает малым температур-
ным коэффициентом электросопротивления
(— 110“5 К1) и высоким значением удельного
электросопротивления (0,47 мкОм м) (см.
табл. 5.39).
Манганин МНМцЗ-12 выпускается в ви-
де проволоки диаметром от 0,02 мм и более, а
также в виде микропроводов диаметром
3... 10 мкм в стеклянной оболочке. После ста-
билизирующей термической обработки (отжиг
при постоянно снижающихся температурах,
начиная с 400 °C и кончая 20 °C) он приобрета-
ет уже не изменяющиеся при эксплуатации
электрические свойства и весьма малую тер-
моЭДС в паре с медью: ~ 1мкВ/°С; сплав от-
личается также достаточно высокой прочно-
стью (ив = 500...550 МПа), но невысокой пла-
стичностью (табл. 5.40). В состоянии поставки
5.40. I аран i ирусмыс механические и фтические своиова проволоки
из медно-никелевых электротехнических сплавов
Марка ГОСТ Диаметр проволоки, мм Состояние ов, МПа 6, % Р, мкОмм а’ Ю6 при 20... 100 °C, К’1 ТермоЭДС в паре с медью на 1 °C, мкВ/°С ТемоЭДС в паре с медью при температуре свободного конца °C и рабочего конца 100 °C, ИВ
не менее
МН43-О,5 (копель) 1791 0,20; 0,30 0,40... 2,50 Мягкое 400 400 15 20 0,47 ± 0,05 - - -4,81 ± 10
1790 0,5; 0,7; 1,2; 2,5; 3,2; 5,0 Мягкое 400 20 0,47 ± 0,05 - - -
МНМц40-1,5 (константан) 1791 0,20; 0,30; 0,40...2,50 Мягкое 400 400 10 15 0,465 ±0,015 - -39 -4,81 ± 10
5307 0,020... 5,00 Твердое 650 - 0,49 ± 0,03 - - -
0,10...0,45 0,50...5,00 Мягкое 450... 650 15 20 0,465 ±0,015 - - -
МНМцЗ-12 (манганин) 10155 0,02... 0,04 0,05... 6,0 Твердое 750 700 9 0,48 ± 0,05 10...25 1 -
0,05... 0,09 0,10. .6,0 Мягкое 450 420 10 15 0,47 ± 0,05 10...25 1 -
МНМцАЖЗ-12-0,3-0,3 (манганин) 10155 0,05... 0,09 0,10...6,0 Мягкое 450 10 15 0,47 ± 0,05 2...10 1 -
МН0,6 (ТП) 1791 0,2...0,3 0,4...2,5 Мягкое 200 200 20 25 0,025 ± 0,03 - - - 0,64 ± 0,03
МН 16 (ТБ) 1791 0,2...2,5 Мягкое 450 20 0,236 - - 2,96 ±0,1
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
208
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
для катушек из манганиновой проволоки после
намотки применяют дополнительный отжиг
при 200 °C в течение нескольких часов. Манга-
нин применяется в образцовых сопротивлени-
ях, в магазинах, уравновешенных мостах, для
добавочных сопротивлений и шунтов измери-
тельных приборов высокого класса точности
0,1; 0,2; 0,5.
Основным недостатком манганина явля-
ется узкий интервал температур стабильной
работы (± 60 °C) и относительно малые значе-
ния удельного электросопротивления (по срав-
нению со сплавами на основе марганца трой-
ной системы Mn-Cu-Ni) и пластичности. До-
пустимая рабочая температура для манганина
составляет 100 °C, однако для образцовых со-
противлений ее ограничивают 60 °C, так как
при более высоких температурах служебные
характеристики манганина несколько изменя-
ются.
В манганине МНМцЗ-12 при длительной
работе происходит процесс старения (в твердом
растворе протекают процессы типа К-состояния
и упорядочения), сопровождающиеся измене-
нием электрических свойств. Для стабилизации
свойств в манганин вводят небольшие добавки
алюминия и железа (см. табл. 5.38, манганин
МНМцАЖЗ-12-0,3-0,3). Добавки алюминия и
железа (по 0,3 % каждого элемента) входят в
твердый раствор, практически не изменяя ме-
ханические свойства и удельное электросопро-
тивление, но несколько уменьшая ТКС (см
табл. 5.40) и повышая надежность работы ман-
ганина при длительной эксплуатации прибо-
ров. Свойства и режимы обработки манганина
приведены в табл. 5.41.
5.41. Физические, механические, технологические свойства и
режимы обработки манганина МНМцЗ-12
Свойства или режимы обработки Значения
1 2
Физические свойства
Температура плавления, °C:
ликвидус 1010
солидус 960
у, кг/м3 8400
а-106при 20... 100 °C, К’1 16,0
р, мкОм м 0,435
а'104, К’1 0,3
Ср, Дж/(кг К) 408
X, Вт/(мК) 21,8
Термоэлектродвижущая сила в паре с медью на 1 °C, мкВ 1
Пробойное напряжение (проволока без изоляции 0 0,03...0,54 мм), цВ 400
Е, ГПа 126
Механические свойства (проволока)
ов, МПа:
мягкое состояние 400...550
твердое состояние (деформация 60 %) 900
о0,2> МПа:
литое состояние (слиток) 140
мягкое состояние 200
твердое состояние (деформация 60 %) 600
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
209
Окончание табл. 5.41
1 2
б, %:
мягкое состояние 30
твердое состояние (деформация 60 %) 2
НВ:
мягкое состояние 120
Технологические свойства или режимы обработки
Температура литья, °C 1160...1175
Температура горячей обработки давлением, °C Температура отжига, °C: 800... 850
рекристаллизационного 700...750
низкотемпературного для стабилизации свойств 250...370
Максимальная рабочая температура, °C 100
Максимально допустимая деформация при волочении за один проход, % 30
Суммарное обжатие, % 70...90
Травитель - водный раствор H2SO4, % 10...15
Обрабатываемость резанием, % 20
Паяемость Хорошая
Свариваемость Удовлетворительная
Константан МНМц40-1,5 имеет высо-
кое и стабильное в диапазоне температур
- 100 °С...+ 300 °C удельное электросопротив-
ление, а также очень малый температурный
коэффициент электросопротивления (см.
табл. 5.40). Он устойчив в отношении корро-
зии, жаростоек, имеет высокие механические
свойства (в отожженном состоянии ов = 400...
500 МПа; б - 40...50 %) и хорошо обрабатыва-
ется давлением: из него получают проволоку
диаметром до 0,02 мм.
Однако применение его в качестве точ-
ых сопротивлений ограничено из-за высокого
чачения термоЭДС в паре с медью - 39 мкВ/°С
эоследнее позволяет его использовать в тер-
мопарах для измерения температур до 700 °C).
Поэтому константан не применяют для шунтов
и добавочных сопротивлений в точных изме-
рительных приборах. Преимущественно его
•спользуют для изготовления реостатов или
агревательных элементов, работающих до
'90 °C, когда термоЭДС в паре с мелью не
мест существенного значения.
К реостатным сплавам, кроме высокого
•дельного электросопротивления и малого
ТКС, предъявляются повышенные требования
по жаростойкости и стойкости против истира-
ния. Всем этим требованиям константан удов-
летворяет в полной мере.
Константан является также основным ма-
териалом для тензорезисторов (тензодатчиков)
в низкотемпературных тензометрах.
Тензометрические сплавы должны иметь
[6, 30, 77]:
- высокое удельное электросопротивле-
ние;
- малый и постоянный температурный
коэффициент электросопротивления;
- постоянство свойств во времени.
Однако важнейшей характеристикой для
тензорезисторов является тензочувствитель-
ность 5. Она определяется по формуле:
с _ &R/R
М/1 ’
(8)
где Д/R - относительное приращение электро-
сопротивления; А/// - относительное измене-
ние длины (удлинение или сжатие).
210
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Для тезорезисторов тезочувствительность
должна быть менее 2. Она может быть рассчи-
тана по формуле:
s = ^T+(l+2p)’ (9)
где р - удельное электросопротивление; Др -
изменение р под влиянием внешней нагрузки
P,F- площадь поперечного сечения проволо-
ки, из которой изготовлен тезодатчик; Е и Ц -
соответственно модуль нормальной упругости
и коэффициент Пуассона (физические констан-
ты материала тензодатчика). Итак, константан
МНМц40-1,5 применяют для изготовления
реостатов, потенциометров, тензодатчиков
электродов термопар и нагревательных прибо-
ров с рабочей температурой до 500 °C.
Химический состав константана
МНМц40-1,5 приведен в табл. 5.38, его физи-
ческие, механические, технологические свой-
ства и режимы обработки - в табл. 5.42.
5.42. Физические, механические, технологические свойства и режимы
обработки электротехнических медно-никелевых сплавов
МНМц43-0,5 (копель) и МНМц40-1,5 (контстантан)
Свойства или режимы обработки Значения свойств сплавов
МНМц43-0,5 МНМц40-1,5
1 2 3
Физические свойства
Температура плавления, °C:
ликвидус 1290
солидус 1260 1260
у, кг/м3 8900 8900
а !О6, К”1 при:
20... 100 °C - 14,4
20... 600 °C 16,8 —
20... 1000 °C 18,8 -
р, мкОм-м 0,49 0,48
а'104, К’1 - 1,4 0,2
ср, Дж/(кг К) 377 377
К Вт/(м К) 24,3 20,9
£, ГПа 166 -
Механические свойства (проволока)
о„, МПа:
мягкое состояние 400 450
твердое состояние (деформация 80 %) 700 750
о0,2 (мягкое состояние), МПа 220 -
5, %:
мягкое состояние 35 30
твердое состояние (деформация 80 %) 2 2...4
у (мягкое состояние), % 72 71
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
211
Окончание табл. 5.42
1 2 3
НВ:
мягкое состояние 85...90 75...90
твердое состояние 185 155
Технологические свойства или режимы обработки
[ емпература литья, °C 1280... 1300 1280... 1300
Температура горячей обработки давлением, °C Температура отжига, °C: 1100...1150 1080...1130
рекристаллизационного 800...850 800...850
для снятия внутренних напряжений - 350...400
Максимальная рабочая температура, °C:
для материала электросопротивления - 500
для термопар 900 900
Травитель - водный раствор H2SO4, % 10...15 + + 2 % хромпика 10...15 + + 2 % хромпика
Эбрабатываемость резанием относительно латуни ЛС63-3), % 20 20
' 1аяемость Хорошая Хорошая
Свариваемость Удовретвори- тельная Удовлетвори- тельная
Копель МНМц43-0,5 отличается высо-
.им удельным электросопротивлением. В паре
. медью, платиной, железом и хромелем он
_ает большую термоэлектродвижущую силу
эй ничтожно малом (практически равным
-‘.1ю) температурным коэффициентом элек-
'©сопротивления. Копель МНМц43-0,5 бли-
к по химическому составу к константану
1НМц40-1,5 (см. табл. 5.38) и имеет близкие к
-гму значения физических и механических
свойств (см. табл. 5.40, 5.42). Он также устой-
чив к коррозии, жаростоек, хорошо обрабаты-
вается давлением, что позволяет волочением
получать проволоку малых сечений.
Области применения копеля в основном
такие же, как константана: он используется в
радиотехнических и других приборах, где ра-
бочая температура не превышает 600 °C. Ко-
пель МНМц43~0,5 имеет очень стабильные
физические свойства в широком диапазоне
температур (табл. 5.43).
5.43. Физические и механические свойства копеля МНМц43-0,5
при высоких температурах
Свойство Температура, °C
20 200 400 600 800 1000
мкОмм 0,48 0,478 0,477 0,492 0,508 0,525
ношение электросопротивления * и температуре Г и 20 °C 1,00 0,997 0,995 1,03 1,06 1,09
106 при (Т- 20 °C), К'1 - 15,3 15,8 16,8 17,8 18,8
Вт/(м-К) 22 25 33 40 49 58
- МПа 450 400 310 200 100 -
212
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Однако наиболее широко копель
МНМц43-0,5 применяется в пирометрии в
качестве отрицательного электрода термопар и
компенсационного провода.
В России для изготовления термопар ис-
пользуют только определенные, так называе-
мые термоэлектродные сплавы, из-за многооб-
разия и сложности предъявляемых к ним тре-
бований. Важнейшие из этих требований сле-
дующие.
1. ТермоЭДС термоэлектродных сплавов,
образующих термопару, должна быть доста-
точно большой для того, чтобы ее можно было
измерить с необходимой точностью. Она
должна быть непрерывной и однозначной
функцией температуры, без экстремумов в
интервале температур, для которого предна-
значена термопара. Желательно, чтобы эта
функция была максимально приближена к ли-
нейной.
2. Температура плавления термоэлек-
тродных сплавов должна быть на 50... 150 °C
выше максимальной рабоечей температуры
термопары.
3. Термоэлектродные сплавы должны
быть коррозионно устойчивы в тех средах и
при тех температурах, при которых должна
работать термопара. В большинстве случаев
речь идет о стойкости на воздухе. Этому тре-
бованию темоэлектородные сплавы далеко не
всегда удовлетворяют, поэтому термоэлектро-
ды термопар стремятся защитить от воздейст-
вия внешней среды.
4. Термоэлектродные сплавы должны от-
личаться воспроизводимыми и однозначными
свойствами при производстве их в необходи-
мых масштабах.
5. Сплавы для термопар в процессе экс-
плуатации и градуировки должны сохранять
свою термоэлектрическую характеристику
неизменной. Желательно, чтобы нестабиль-
ность термоЭДС промышленных термопар не
превышала ± 1 % от измеряемой величины
после эксплуатации в течение 1000 ч.
6. Сплавы для термопар должны быть
достаточно пластичными, чтобы из них можно
было изготовлять проволоку, и вместе с тем
достаточно прочными, чтобы выдерживать
механические нагрузки, которым могут под-
вергаться термопары.
Медно-никелевые сплавы, состав которых
близок к эквиатомному (копель МНМц43-0,5
или константан МНМц40-1,5), развивают
большую термоЭДС. Поэтому термопары, об-
разованные этими сплавами и каким-либо дру-
гим, отличаются высокой термоЭДС и чувст-
вительностью.
Известны многие термопары, у которых
копель (константан) является во внешней цепи
отрицательным электродом: Cu-копель (кон-
стантан), Fe-копель, хромель-копель, Ag-копель,
нихром-копель, манганин-копель, никель-копель.
ковар-копель и др.
Однако широкое распространение в про-
мышленности получили только термопары с
положительным термоэлектродами из меди
железа и хромеля, в качестве отрицательного
термоэлектрода используется медно-никелевый
сплав: копель или константан. Характеристика
этих термопар приведена в табл. 5.44.
Зависимость термоэлектродвижущей си-
лы от концентрации меди и никеля в системе
Cu-Ni показана на рис. 5.35. Сплавы меди с
никелем развивают наибольшую термоЭДС (по
абсолютной величине) при содержании
40...43 %Ni. В области температур до 200°C
минимум термоЭДС немного сдвинут в сторо-
ну больших концентраций никеля. Так как
минимум на изотермах термоЭДС плоский, то
даже небольшие колебания в составе (от 39 до
44 % Ni) сравнительно мало изменяют термо-
ЭДС.
Сплавы меди с 35...50%Ni, содержащие
также добавки железа и марганца, были разра-
ботаны как резисторные материалы, за ними в
мировой литературе укрепилось название
«константан» [84, 153]. Сплавы, предназначен-
ные для электродов термопар и имеющие со-
став, очень близкий к резисторному константа-
ну, за рубежом также называют константанами
В отечественной литературе медно-никелевый
сплав, предназначенный для термопар, называ-
ется копель. Сплав копель близок по состав},
но не идентичен термометрическим константа-
нам, изготовляемым зарубежными фирмами
разных стран.
Так как в отечественном константане
МНМц40-1,5 концентрация марганца и железа,
а также некоторых других элементов больше,
чем в копеле МНМц43-0,5, то термоЭДС копе-
ля существенно больше, чем термоЭДС кон-
стантана. Это обстоятельство выгодно отлича-
ет копель от константана, как материал для
термоэлектрода термопар.
5.44. \арак1 ерш »мк« зермоплр с 1срмоэлск i родом из копеля (Koiiciaiiiana)
Термопара Химический состав термоэлектродных сплавов, % Рабочие атмосферы* Максимальная рабочая температура, °C Чувствительность
Положительный термоэлектрод Отрицательный термоэлектрод Окисли- тельная Восстанови- тельная Инертная Вакуум Длительно Кратко- временно Т,°С d£/d/ мкВ/°С
Медь-копель; Медь-константан Си Cu-(40...45)Ni- Mn-(Fe) ++ + + + 400 600 0...400 40... 60
Железо-константан Fe Cu-(40...45)Ni- Mn-(Fe) ++ ++ + + 750 1100 0...1100 50...64
Хромель-копель; Хромель-константан Ni-9,5Cr Cu-(40...45)Ni- Mn-(Fe) ++ - + + 800 1100 0...1100 64... 88 58...81
Хромель-алюмель** Ni-9,5Cr Ni-lSi-2Al- 2,5Mn ++ - + + 1100 1300 0...1300 35...42
* ++ - рекомендуемая рабочая атмосфера;
+ - эксплуатация в данной атмосфере возможна;
----не рекомендуемая атмосфера.
** - характеристика термопары хромель-алюмель приведена для сравнения.
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
214
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Рис. 5.35. ТермоЭДС сплавов системы Cu-Ni |153|:
а - интегральная относительно платины;
б - дифференциальная относительно
платины при 500 °C
Время, ч
Рис. 5.36. Кинетика высокотемпературного
окисления константана (43,2 % Ni; 1,1 % Мп;
0,6 % Fe; ост. Си) при различных температурах [162]
Так же как железо и марганец, все другие
примеси, присутствующие в копеле (констан-
тане) делаюз его термоЭДС более положи! ель-
ной, т.е. уменьшают ее по абсолютной величине
Один процент Al, Со, Fe, Мп, Si, Ti и V умень-
шают термоЭДС при 500 °C примерно на 2,7
2,75; 6,28; 1,90; 5,53; 5,96 и 11,4 мВ соответст-
венно [84].
Свойства основных термопар и термо-
электродных сплавов, производимых отечест-
венной промышленностью, определены рядом
стандартов (ГОСТ 3044, 22666). Проволока
копеля поставляется комплектно с хромелем
или железом, образующими вместе стандарт-
ную термопару.
Диапазон измеряемых температур с по-
мощью термопары, отрицательным термоэлек-
тродом которой является копель (константан
зависит от многих факторов. Максимальная
рабочая температура чаще всего определяется
солидусом сплава. Температура солидуса спла-
ва копель (константан) равна 1200... 1260 °C
Температуру ниже солидуса примерно на
100 °C следует считать предельной для кратко-
временных режимов работы термопар хромедь-
копель (константан) и железо-константан
Верхний температурный предел применения
термопар медь-копель (константан) ограничен
интенсивным окислением медного термоэлек-
трода, которое наступает при температуре
600 °C (см. табл. 5.44).
Жаростойкость копеля (константана) зна-
чительно выше, чем меди. Скорость окисления
этих сплавов при температурах до 600 °C очень
мала и позволяет эксплуатировать сплав в те-
чение многих тысяч часов. При более высоких
температурах скорость окисления резко увели-
чивается (рис. 5.36). Начиная с 800 °C окисле-
ние идет с большой скоростью и подчиняет-
ся линейному закону. Поэтому температур}
750...800 °C следует считать предельной для
длительной работы термопар железо-константан,
хромель-копель (константан) (см. табл. 5.44).
Термопара медь-копель (константан) яв-
ляется одной из самых распространенных для
длительного измерения температур до 400 °C
в окислительных и инертных средах, а такж
в вакууме. Она развивает термоЭДС около
20 мВ при 400 °C и имеет чувствительность
40...60 мкВ/°С в диапазоне температур
0...400 °C, являясь наиболее точной для изме-
рения температур в диапазоне 0...250°C. Не-
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
215
достаток термопары: высокая чувствитель-
ность к деформации и нестабильность в усло-
виях реакторного облучения.
В России термопары медь-копель исполь-
зуют главным образом для измерения низких
емператур и ее градуировочная характерно! и-
• а в области высоких температур стандартизо-
зана только до 100 °C. Свойства термопары и
ермоэлектродной проволоки из меди и копеля
МНМц43-0,5 для низкотемпературных термо-
пар регламентированы ГОСТ 22666.
Термопара железо-константан - одна из
промышленных термопар, получившая широ-
кое распространение благодаря возможности
вмерять температуру в окислительных, вос-
становительных и нейтральных атмосферах.
Эна отличается высокой чувствительностью
50...65 мкВ/°С), имеет сравнительно низкую
стоимость. Максимальная температура при
длительном применении 750°C, кратковре-
менном 1100 °C. При 750 °C развивает термо-
ЭДС, равную ~ 42 мВ. Недостатки термопары:
изкая коррозионная стойкость железного
•лектрода и высокая чувствительность к де-
: ормации.
Термопара хромель-копель предназначе-
а для измерения температуры в окислитель-
ых и инертных средах до 800 °C длительно и
1100 °C кратковременно. Термопары хро-
ель-алюмель используются главным образом
- ля длительных измерений при температуре до
О °C. Она обладает наивысшей чувствитель-
остью из всех промышленных термопар до 88
кВ/°С (при температурах выше 200 °C) и
'лизкой к линейной градуировочной характе-
ристикой. Термопаре свойственна исключи-
тельно высокая термоэлектрическая стабиль-
осгь при температурах до 600 °C. Эта термо-
пара широко используется в различных облас-
яч промышленности и при проведении науч-
ных исследований. Градуировочная таблица
срмопары регламентирована ГОСТ 3044.
Термопары медь-копель (константан),
• лезо-константан и хромель-копель предна-
ачены измерять наряду с высокими также и
.изкие температуры, вплоть до 70 и даже до
К (хромель-копель (константан)). Это связа-
-) с тем, что термопары имеют высокую чув-
.—вительность, отличаются хорошей стабиль-
ктью, а материалы электродов - медно-
келевые сплавы - не охрупчиваются при
-иогенных температурах (табл. 5.45). Термо-
5.45. Механические свойства отожженной
проволоки из копеля МНМц43-0,5
при комнатной и отрицательных
температурах
Температура испытания, °C Ов, МПа Оо.2, МПа 8, % V, %
20 420 140 40 77
- 10 460 130 47 78
-40 470 150 43 78
-80 510 155 48 75
- 120 540 170 48 74
- 180 630 185 47 76
Температура, °C
Рис. 5.37. Температурная зависимость
термоЭДС некоторых термопар:
I - платина-платинородий (10 % Rh); 2 - хромель-
алюмель; 3 - плати на-константан; 4 - платина-
копель, 5 - медь-константан; 6 - железо-константан;
7 - хромель-константан; 8 - хромель-копель
пары применяются в холодильной и криоген-
ной технике, а также при проведении научных
исследований при низких температурах.
На рис. 5.37 приведены значения термо-
ЭДС, которые развивают стандатные термопа-
ры при различных температурах.
216
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
5.46. Физические, механические, технологические свойства и режимы обработки
медно-никелевых сплавов, предназначенных для компенсационных проводов
Свойства или режимы обработки Значения свойств сплавов
МН0.6 (ТП) МН 16 (ТБ)
Физические свойства
Температура плавления, °C:
ликвидус - 1170
солидус 1084 1120
у, кг/м3 8900 8920
а-106 при 20... 100 °C, К'1 16,7 15,3
р, мкОм-м 0,0241 0,236
а'103 при 20... 100 °C, К-1 3,1 2,7
Ср, Дж/(кгК) 377 377
А, Вт/(мК) 273 25
Е, ГПа 120 130
Механические свойства(проволока)
ов, МПа:
литое состояние 230 400
мягкое состояние 250 390
твердое состояние (деформация 80 %) 450 700
о0,2 (мягкое состояние), МПа - 160
6, %:
мягкое состояние До 50 26
твердое состояние (деформация 80 %) 2...3 2,5
\|/ (мягкое состояние), % - 83
НВ:
мягкое состояние 50...60 70
твердое состояние - 122
Технологические свойства или режимы обработки
Температура литья, °C 1160...1180 1230... 1280
Температура горячей обработки давлением, °C 880...930 950... 1050
Температура отжига, °C:
рекристаллизационного 500...650 650..780
для снятия внутренних напряжений - 280..350
Температура рекристаллизации, °C 300 -
Максимальная рабочая температура, °C 100 100
Травитель - водный раствор H2SO4, % 10...15 10...15
Обрабатываемость резанием, % 20 20
Паяемость Хорошая Хорошая
Свариваемость Хорошая Хорошая
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
217
Сплавы МН0,6 (ТП) и МН16 (ТБ). Двух-
компонентные сплавы системы Cu-Ni MHO,6 и
МН 16 имеют специальное назначение: они
применяются в качестве коменсационных про-
водов к термопарам. Характерной особенно-
стью этих сплавов является малая термоэлек-
гродвижущая сила. По структуре они относятся
к твердым растворам, что обеспечивает их вы-
сокую технологичность при обработке давле-
нием. Малолегированный сплав МН0,6 (см.
табл. 5.38) применяется в качестве компенса-
ционного провода к платина-платинородиевым
т срмопарам ТП. Сплав имеет низкое удельное
электросопротивление, отлично обрабатывает-
ся давлением в горячем и холодном состояни-
ях. Сплав МН 16 (ТБ) отличается особыми фи-
зическими свойствами и применяется в качест-
ве компенсационных проводов к термопарам
ТБ (платина-золото, платина-платинородий).
В паре с медью эти сплавы до 100 °C имеют ту
же термоЭДС, что и соответствующие термо-
пары. Это исключает возможность появления
дополнительных термоЭДС и искажений пока-
заний датчика температуры. Свойства и режи-
мы обработки сплавов МН0,6 и МН 16 приве-
дены в табл. 5.39, 5.40, 5.46.
6. СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.1. МИКРОЛЕГИРОВАНИЕ МЕДИ
И МИКРОЛЕГИРОВАННЫЕ СПЛАВЫ
6.1.1. Общая характеристика сплавов
Медь используют в качестве проводников
в различных областях техники, и в первую
очередь, в машиностроении, электротехнике,
электронике, авиастроении, металлургии. Ос-
новным ее достоинством, определяющим ши-
рокое применение в промышленности, являет-
ся высокая электропроводность. В связи с ши-
роким развитием указанных областей техники
проводники должны обладать не только высо-
кой электропроводностью, но и способностью
противостоять механическим нагрузкам при
20 °C и повышенных температурах.
Концентрация компонентов, %
Рис. 6.1. Влияние примесей и легирующих
элементов на температуру начала
рекристаллизации меди
(исходная деформация 40 %) [52]
Существенно повысить прочность чистой
меди можно только путем наклепа при холод-
ной пластической деформации (прокатка, во-
лочение и др.). Однако вследствие низкой жа-
ропрочности (характеристикой которой может
служить температура начала рекристаллиза-
ции) сохранить упрочнение в процессе дли-
тельной эксплуатации при температуре выше
100 °C и кратковременной - выше 150 °C не-
возможно. Поэтому в промышленности вместо
меди используют высокоэлектропроводные
медные сплавы.
Для обеспечения высокой электропро-
водности (в большинстве случаев более 90 %
от электропроводности меди) степень легиро-
вания медных сплавов должна быть крайне
малой, в пределах сотых долей процента
(рис. 6.1). Увеличение их концентрации к за-
метному росту температуры рекристаллизации
не приводит. Например, если медь имеет тем-
пературу рекристаллизации после деформации
со средней или высокой степенью 200 °C, то
сплав меди с 0,03...0,1 % циркония - 500 °C,
при электропроводности 96 % от электропро-
водности меди.
Таким образом, требуемое сочетание
свойств: высокая электропроводность и повы-
шенная по сравнению с медью температура
разупрочнения может быть достигнута введе-
нием в медь легирующих элементов в крайне
малом количестве. Такое направление создания
сплавов высокой электропроводности называ-
ют микролегированием, а сплавы - микролеги-
рованными медными сплавами [41, 42]. В мик-
ролегированных сплавах суммарное содержа-
ние добавок не превышает 0,1 %. Эти сплавы
необходимо отличать от низколегированных
МИКРОЛЕГИРОВАНИЕ МЕДИ И МИКРОЛЕГИРОВАННЫЕ СПЛАВЫ
219
медных сплавов, содержащих большее количе-
ство добавок - до 3...5 %. Низколегированные
сплавы имеют меньшую электропроводность и,
как правило, отличаю! ся более высокой жаро-
прочностью [52J.
Из-за разнообразия областей применения
микролег ированных сплавов в промышленно-
сти к их свойствам предъявляют ряд специфи-
ческих требований. Кроме основных свойств
(высокая электропроводность и высокая тем-
пература рекристаллизации), к ним предъяв-
ляются требования по значительному сопро-
тивлению износу, низкому контактному сопро-
тивлению, хорошей паяемости, сопротивлению
знакопеременным нагрузкам и др. При разра-
ботке таких сплавов учитываются стоимость и
дефицитность вводимых легирующих элемен-
тов, степень освоения этих элементов метал-
лургической промышленностью, их влияние на
технологичность производства продукции,
экологические особенности производства [41].
Микролегирование - это относительно
новое и весьма перспективное направление в
создании медных сплавов высокой элктропро-
водности, которое интенсивно развивается в
России и за рубежом. Разработка новых микро-
чсгированных сплавов позволяе! получать
проводниковые материалы с высоким уровнем
эксплуатационных свойств. Применение более
прочных проводниковых материалов вместо
меди вызвано постоянно ужесточающимися
условиями их эксплуатации: ростом механиче-
ских нагрузок и повышением рабочих темпера-
тур.
Микролегирование требует применения
принципов легирования, которые не использу-
ются при разработке жаропрочных низколеги-
рованных проводниковых сплавов. При микро-
легировании основная цель - получение про-
водникового материала, прочность которого
превосходит нслегированную медь при мини-
мальном снижении электропроводности (не
более 10 % от электропроводности меди). Дос-
зигается это путем сохранения наклепа (упроч-
ненного состояния), свойственного холодно-
деформированному металлу, до высоких тем-
ператур. Поэтому при разработке таких спла-
вов контролируется главным образом два па-
раметра - электропроводность и температура
начала рекристаллизации (она должна быть
значительно выше, чем у меди), естественно,
при сохранении технологичности в металлур-
гическом производстве (плавка, литье, обра-
ботка давлением), близкой к технологичности
меди [411.
Решение проблемы создания таких спла-
вов базируется на знании общих закономерно-
стей влияния малых добавок легирующих эле-
ментов на температуру начала рекристаллиза-
ции (tp ), электропроводность (удельное элек-
тросопротивление) и механические свойства
меди.
6.1.2. Влияние малых добавок на удельное
электросопротивление меди
Для прогнозирования возможности ис-
пользования той или иной добавки при микро-
легировании медных сплавов целесообразно
рассмотреть современные представления об
электрическом сопротивлении твердых раство-
ров.
При образовании твердого раствора элек-
тропроводность металла снижается. Это явля-
ется общим правилом даже в том случае, когда
в мсталле-растворителе (меди) растворяется
металл с более высокой элктропроводностью.
Применительно к меди таким металлом явля-
ется только серебро Это связано с тем, что при
размещении в пространственной решетке ме-
талла-растворителя атомов растворенного эле-
мента электрическое поле решетки искажается
и рассеяние электронов проводимости увели-
чивается [38]. Повышение электросопротивле-
ния при образовании твердого раствора может
быть весьма значительным. Это и объясняет
главную причину использования ультрамалых
количеств добавок при микролегировании ме-
ди.
Искажение решетки является не единст-
венной причиной роста электрического сопро-
тивления твердых растворов. Электрические
свойства твердого раствора обусловлены также
химическим взаимодействием компонентов.
Однако в микролег ированных неупорядо-
ченных твердых растворах электросопротивле-
ние приблизительно пропорционально содер-
жанию примеси. Согласно правилу Матиссена-
Флеминга [38], электрическое сопротивление
(р) слабо концентрированного твердого рас-
твора, когда влиянием примеси на фононный
спектр растворителя можно пренебречь, под-
чиняется уравнению
Р = Ро+р', (Ю)
где р0- удельное электросопротивление основ-
ного компонента (растворителя), зависящее от
температуры (для меди высокой чистоты
220
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
р0 = 1,68-10”2 мкОм м); р' - остаточное элек-
тросопротивление, не зависящее от температу-
ры, обусловленное наличием примесных ато-
мов и пропорциональное концентрации добав-
ки (Спр) (р' = АрСпр, где Ар соответствует при-
росту электросопротивления на 1 % (ат.) при-
меси).
Все примеси повышают электросопро-
тивление меди. Для ориентировочной оценки
влияния отдельных примесей при их относи-
тельно невысоких концентрациях (0,01...
0,10% (ат.)) можно пользоваться линейной
зависимостью прироста удельного электросо-
противления от концентрации примеси (Спр)
[Н,38]:
р = р0+АрСпр. (11)
Значения прироста электросопротивления
при увеличении содержания добавки на 1 %
(ат.), полученные расчетным путем и экспери-
ментально, приведены в табл. 6.1. Как следует
из таблицы, в большинстве случаев результаты
расчета находятся в соответствии с экспери-
ментальными данными, расхождения расчета и
эксперимента наблюдаются лишь при легиро-
вании меди некоторыми переходными метал-
лами (Сг, Мп, Y и Zr).
Для меди выполняется также известное
для многих непереходных металлов правило,
согласно которому возрастание электросопро-
тивления, вызванное содержанием одного
атомного процента различных металлов, кроме
переходных, зависит от разности валентностей
растворителя и растворенного элемента. Оста-
точное электросопротивление возрастает про-
порционально квадрату разностей валентно-
стей и обратно пропорционально атомном}
объему растворителя. Линде экспериментально
показал справедливость этого утверждения для
непереходных металлов [38]:
Ар/СПр = о + (Z-Zp)2, (12)
где Ар/Спр - прирост остаточного электросо-
противления в расчете на 1 % (ат.) примеси;
а и b - константы; Z и Zp - соответственно ва-
лентности примеси и металла-растворителя.
6.1. Прирост электросопротивления меди
при увеличении содержания добавки на 1 % (ат.) [11,41]
Элемент Значение удельного электросопротивления Др • 102, мкОм м, % (ат.) Элемент Значение удельного электросопротивления Др • 102, мкОм м, % (ат.)
Расчетные Экспериментальные Расчетные Экспериментальные
Be - 4,5 Ga 1,2 0,8
О - 5,3 Ge 2,9 3,7
Mg 0,8 0,6..0,8 As 5,7 5,6...7,5
Al 1,2...1,4 1,3...1,2 Se 7,6 9,7... 10,5
Si 2,8 3...4 Y 10,3 0,8... 1
Р 5,7 6,8...8,7 Zr 14,5 3,4...5,7
S 7,5 9,2 Ag 0,2...0,8 0,1...0,2
Ti 16,2 9...11 Cd 0,1 0,2...0,3
V - 5,8...9,2 Jn 0,6 0,6... 1
Сг 18,1 3,5...4,8 Sn 2,6 2,6...3,1
Мп 14,5 3...3,4 Sb 5,5 5...5,5
Fe 10,8 9...11,2 Те 7,7 7,7...8,4
Со - 6...7 Hf - 9,4
Ni 1,2 1...1.4 Au 0,7... 1,2 0,6
Zn 0,2...0,5 0,3 Pb - 0,9
МИКРОЛЕГИРОВАНИЕ МЕДИ И МИКРОЛЕГИРОВАННЫЕ СПЛАВЫ
221
Электропроводность многофазного
сплава аддетивно складывается из проводимо-
стей отдельных фаз, если эти фазы не являются
самостоятельными центрами рассеяния элек-
тронных волн. Большое влияние оказывает
такая дисперсность фаз, при которой размеры
кристаллитов одной из фаз соизмеримы с дли-
ной пробега электронных волн, и тогда проис-
ходит дополнительное рассеяние электронов на
этих фазах (включениях). Максимальный эф-
фект рассеяния, а следовательно, и максималь-
ное повышение электросопротивления соот-
ветствует размерам частиц порядка 1 нм [38].
В микролегированных медных сплавах вкла-
дом второй фазы в электросопротивление
можно пренебречь, если частицы этой фазы
имеют размеры, несоизмеримые с длиной сво-
бодного пробега электронов. Кроме того, при
микролегировании концентрация добавок на-
столько мала, что они находятся в твердом
растворе, и вторые фазы не образуются.
Для определения допустимых концен-
траций добавок при микролегировании можно
пользоваться также графическими концентра-
ционными зависимостями удельного электро-
сопротивления сплавов меди (р) при 20 °C (см.
рис. 1.11).
6.1.3. Влияние микролегирования
на температуру рекристаллизации меди
Наряду с электропроводностью важной
характеристикой, определяющий работоспо-
собность микролегированных медных сплавов
в изделиях или приборах, является температура
начала рекристаллизации (fp ). В отличие от
температуры фазового равновесия она не явля-
ется физической константой металла. Темпера-
тура начала рекристаллизации зависит не толь-
ко от химического состава и наличия примесей,
но и от продолжительности отжига, степени
деформации, исходной структуры и ряда дру-
гих факторов [58, 12].
С увеличением степени деформации и
продолжительности отжига температура Гр
снижается вначале резко, а затем все менее
штенсивно, асимптотически приближаясь к
определенному пороговому значению. Мини-
мальная температура начала рекристаллизации
металла или сплава, соответствующая большим
деформациям (более 60...70 %) и времени от-
жига 1... 2 ч, в определенной мере может слу-
жить характеристикой материала. При степени
деформации свыше 70 % и времени отжига
1...2 ч температура начала рекристаллизации
практически не зависит от этих двух факторов,
и ее принято называть температурным порогом
рекристаллизации в отличие от любых других,
более высоких значений Гр [58].
С повышением чистоты металла темпера-
турный порог рекристаллизации снижается, и
для электротехнических марок меди в зависи-
мости от чистоты он изменяется от 180 до
230 °C.
Поскольку температура начала рекри-
сталлизации является показателем способности
металла или сплава противостоять тепловым
воздействиям, необходимо рассмотреть влия-
ние примесей и малых концентраций леги-
рующих элементов на эту температуру. Счита-
ется, что в интервале малых концентраций
добавки почти всегда повышаю! температуру
начала рекристаллизации, причем с увеличени-
ем их концентрации температура начала рек-
ристаллизации возрастает с затуханием.
Однако для микролегированных медных
сплавов это утверждение требует уточнения.
Зависимость температуры начала рекристалли-
зации от состава в двойных системах немоно-
тонная и различна для разных сплавов [12, 41,
42]. Причем наиболее значительное влияние на
эту характеристику меди оказывают добавки в
количестве тысячных и сотых долей процента.
Дальнейшее увеличение их концентрации к
заметному росту температуры начала рекри-
сталлизации не приводит (см. рис. 6.1).
Такая закономерность изменения г” от
состава связана с тем, что атомы добавки упру-
го притягиваются к дислокациям, образуя ат-
мосферы Коттрелла. Эти примесные атмосфе-
ры мешают перераспределению дислокаций,
необходимому для формирования центров рек-
ристаллизации. Примеси тормозят не только
зарождение, но и рост центров рекристаллиза-
ции, так как притягиваются к границе зароды-
ша. Блокировка примесными атомами дисло-
кации приводит к резкому повышению темпе-
ратуры начала рекристаллизации. С увеличе-
нием концентрации чужеродных атомов участ-
ки вблизи дислокаций насыщаются ими, по-
этому возрастание температуры начала рекри-
сталлизации идет с затуханием [12].
Во всех моделях, описывающих упругие
искажения вокруг примесных атомов в решет-
222
СПЕЦИАЛЬНЫ!-: МЕДНЫЕ СПЛАВЫ
ке растворителя, считают, что энергия притя-
жения примесного атома к краевой дислокации
пропорциональна фактору размерного несоот-
ветствия ( е' )
е ~(гпр — го )/го ’ (13)
где гпр и г0 - соответственно атомные (по
Гольдшмидту) или эффективные атомные ра-
диусы примеси и растворителя.
Поэтому температура начала рекристал-
лизции растет тем сильнее, чем больше фактор
размерного несоответствия атомов металла-
растворителя и добавки. При анализе влияния
микролегирования на температуру начала рек-
ристаллизации металлов важна равновесная
растворимость [12, 58]: чем она меньше, тем
сильнее выражена преимущественная раство-
римость добавки в дефектных местах решетки
и тем в большей степени повышается темпера-
тура начала рекристаллизации. Этот фактор
особенно сильно выражен при наличии боль-
шой разности радиусов атомов металла-раство-
рителя и добавки.
Однако во многих двойных системах на
основе меди монотонный рост температуры
начала рекристаллизации в зависимости от
состава в области малых концентраций леги-
рующих элементов нарушается. Это системы
Cu-Zr, Cu-Sn, Cu-Mg (рис. 6.2), Cu-Be, Cu-Ti
[12] (рис. 6.3) и Cu-P3M (La, Sm, Се) (табл.
6.2). Причем в ряде систем росту температуры
начала рекристаллизации предшествует ее
снижение, и минимум значений (р соответст-
вует очень малым концентрациям легирующих
элементов (0,005...0,05 % (ат.)). В этом случае
(р оказывается даже ниже, чем у чистой неле-
гированной меди. В других системах
(Cu-Ti) на кривых =/(СПр) минимуму пред-
шествует некоторый рост температуры начала
рекристаллизации.
Эти закономерности изменения темпера-
туры начала рекристаллизации от состава в
двойных системах на основе меди имеют не
только теоретический интерес, но и важны в
практическом плане, так как экстремальные
значения функций tp=/(Cnp) находятся в об-
ласти составов микролегированных медных
сплавов, а рассмотренные элементы наиболее
часто используются при разработке таких
сплавов.
tp.°C
0.02 0.04 0,06 0,08 0.1
Рис. 6.2. Зависимость температуры начала
рекристаллизации в сплавах систем
Cu-Sn, Cu-Mg и Cu-Zr (411:
1 - после деформации на 20 %,
2 - после деформации на 70 %
Си
Ti, % (ат.)
Рис. 6.3. Зависимость температуры начала
рекристаллизации в сплавах системы Cu-Ti [12|:
/ - после деформации на 20 %;
2 - после деформации на 70 %
Существуют различные объяснения этого
явления. Считают, когда малая добавка пони-
жает температуру начала рекристаллизации,
это может быть результатом загрязнения ис-
ходного материала примесями, сильно повы-
МИКРОЛЕГИРОВАНИЕ МЕДИ И МИКРОЛЕГИРОВАННЫЕ СПЛАВЫ
223
6.2. Прирост температуры начала рекристаллизации меди (/“) при микролегировании
(Спр = 0,05 % (ат.), отжиг в течение 1...2 ч) [41,93J
Элемент Содержание, % (по массе) Атомные радиусы по Гольдшмидту, нм Размерное несоответствие, е', % Значение АСР, °C, при степени деформации, %
40 90
Hf 0,14 0,159 24,2 400 350
Zr 0,07 0,160 25 365 350
Sc 0,03 0,160 25 - 340
Ti 0,04 0,147 14,8 225 190
Cr 0,04 0,128 <1 200 100
Mg 0,02 0,160 25 150 200
Sn 0,09 0,158 23,4 200 175
Jn 0,09 0,157 22,6 200 190
Cd 0,09 0,152 18,8 125 190
Sb 0,10 0,161 25,8 140 150
Mn 0,04 0,118 7,8 175 НО
Nb 0,07 0,147 14,8 150 -
Ag 0,08 0,144 12,5 100 150
P 0,02 0,109 14,8 130 130
Be 0,007 0,113 11,7 130 90
As 0,06 0,125 2 80 50
Y - 0,181 41 - 100
Si 0,02 0,117 8,5 40 60
Ge 0,06 0,139 8,5 20 45
Al 0,02 0,143 11,7 0 20
Co 0,05 0,125 2 50 20
Ni 0,05 0,125 2 50 0
Fe 0,04 0,128 <1 30 30
Ca 0,03 0,197 53,9 - 15
Zn 0,05 0,137 7 -10 0
Sm 0,12 - - - -35
La 0,11 0,187 46 - -40
Ce 0,11 0,182 42 - -60
шающими /р , а добавляемый элемент связы-
вает эти примеси в соединения и выводит их из
твердого раствора. Понижение /р растворите-
ля связывают с рафинирующим эффектом при
микролегировании [12, 58]. Это подтверждает-
ся обязательным ростом /р (вслед за ее сни-
жением) с увеличением концентрации добавки.
224
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Автор работы [12] считает, что снижение tp
меди, легированной химически активными
элементами ША подгруппы (La, Sm, Се), тра-
диционно используемыми в металлургии меди
как модификаторы, обусловлено уменьшением
концентрации примесных атомов серы в твер-
дом растворе. Однако это не объясняет подоб-
ных явлений при использовании очень чистых
от примесей марок меди.
Другое объяснение снижения при не-
больших концентрациях добавок связывают с
влиянием легирующего элемента на структуру
деформированного сплава. Медь имеет энер-
гию дефекта упаковки уду = 70 мДж/м2 [58].
Если добавка уменьшает энергию дефекта упа-
ковки твердого раствора, то дислокации сильно
расщеплены, поперечное скольжение их за-
труднено и при пластической деформации об-
разуются участки с большим избытком дисло-
каций одного знака. В таком твердом растворе
температура начала рекристаллизации должна
быть ниже, чем в меди, где энергия дефектов
упаковки выше [12].
В табл. 6.2 приведены значения прироста
температуры начала рекристаллизации (A )
меди наиболее чистых марок, определенного
по изменению механических свойств и мето-
дом рентгеноструктурного анализа [41]. Кон-
центрация добавки 0,05 % (ат.) была выбрана,
поскольку она в большинстве случаев соответ-
ствует завершению стадии резкого роста тем-
пературы начала рекристаллизации. Из табли-
цы1 следует, что наибольшие значения прирос-
та температуры начала рекристаллизации меди
обеспечивают переходные металлы IVA груп-
пы (Zr, Hf, Ti). Существенное повышение тем-
пературы начала рекристаллизации меди вы-
зывают также малые добавки Sc, Mg, Sn, In и
некоторых других элементов. Наименьшее
изменение tp вызывают элементы VIIIA груп-
пы - железо кобальт, никель. По-видимому, это
связано с влиянием размерного фактора (е'):
атомные радиусы этих элементов близки к
атомному радиусу меди.
1 Поскольку металлурги при производстве спла-
вов используют массовые доли, а не атомные про-
центы, содержание компонентов приведено в % по
массе и в атомных %.
6.1.4. Микролегированные сплавы
на основе системы Cu-Zr
Как показали представленные в преды-
дущих разделах закономерности влияния ма-
лых добавок на физические и механические
свойства меди, из всех легирующих элементов,
используемых при промышленном производ-
стве сплавов, наибольший прирост свойств
обеспечивает цирконий. По влиянию на темпе-
ратуру начала рекристаллизации меди и ее
удельное электросопротивление с ним сопос-
тавим только дорогой и дефицитный гафний
(см. рис. 6.1, табл. 6.1 и 6.2). Это дает основа-
ние считать цирконий наиболее перспектив-
ным элементом для создания микролегирован-
ных проводниковых сплавов на основе меди.
Однако специфика микролегированных
медных сплавов заключается в том, что при
выборе легирующих элементов, даже весьма
перспективных, нельзя ориентироваться на
одну номинальную концентрацию (см. табл.
6.2). Поскольку весь диапазон концентраций
микролегированных сплавов находится в об-
ласти неустойчивого роста температуры начала
рекристаллизации меди (см. рис. 6.2), необхо-
димо оценить влияние легирующих элементов
на эту характеристику и на склонность меди к
разупрочнению при нагреве во всем диапазоне
концентраций от тысячных долей процента до
сотых.
На рис. 6.4 представлены кривые, харак-
теризующие влияние малых добавок циркония
на процесс разупрочнения меди при отжиге.
В качестве показателя механических свойств
Рис. 6.4. Влияние температуры отжига на предел
текучести меди и сплавов систем
Cu-Zr и Cu-Zr-Mg [41,42]
МИКРОЛЕГИРОВАНИЕ МЕДИ И МИКРОЛЕ1 ИРОВАИНЫЕ С11ЛАВЫ
225
выбран предел текучести (а0.2), который, как
известно, является наиболее чувствительной
характеристикой к структурному состоянию
твердого раствора [12]. Из рисунка следует, что
цирконий может не только резко повысить
температуру разупрочнения меди, но и при
определенных условиях (малые степени пред-
варительной деформации, концентрации менее
0,01 %) снизить ее. При концентрации 0,005 %
Zr (ат.) температура разупрочнения сплава
становится даже ниже, чем у нелегированной
меди. Эти данные находятся в хорошем соот-
ветствии с влиянием микродобавок циркония
на температуру начала рекристаллизации меди
(см. рис. 6.2).
Этот эффект не может быть связан с ра-
финирующим действием, так как он проявляет-
ся только при относительно малых степенях
предварительной деформации (10...20 %), а
остаточное электросопротивление монотонно
увеличивается с повышением концентрации
циркония в сплаве. По-видимому, снижение
температуры начала рекристаллизации меди и
связанное с ней разупрочнение при отжиге
вызвано взаимодействием малых добавок цир-
кония с элементами тонкой структуры меди, в
частности, с дефектами упаковки. Если добавка
уменьшает энергию дефектов упаковки меди,
то дислокации сильно расщеплены, поперечное
скольжение их затруднено, что неизбежно при-
водит к понижению температуры начала рек-
ристаллизации по сравнению с нелегированной
медью [12, 58].
При более высоких концентрациях цир-
кония температура начала рекристаллизации
меди резко возрастает (см. рис. 6.2) и увеличи-
вается связанная с ней температура разупроч-
нения при отжиге (сплав Си - 0,02 % (ат.) Zr)
(см. рис. 6.4).
Помимо высокой температуры рекри-
сталлизации, цирконий обеспечивает значи-
тельное повышение сопротивления ползучести
при повышенных температурах, что важно при
длительной эксплуатации проводников в усло-
виях нагрева. В отличие от прироста темпера-
туры начала рекристаллизации сопротивление
ползучести возрастает с увеличением концен-
трации циркония вплоть до нескольких деся-
тых процента.
Цирконий способен сильно измельчить
зеренную структуру меди и предотвратить
чрезмерный рост зерна. При повышении тем-
пературы от 20 до 900 °C средний размер зерна
в меди марки МО увеличивается от 40...50 до
200...500 мкм, в сплаве Си - 0,06 % Zr размер
зерна изменяется от 8... 10 до 60...80 мкм. Это
крайне важно, гак как в международных стан-
дартах, ГОСТах и ТУ на полуфабрикаты и го-
товую продукцию из меди часто устанавлива-
ется предельный размер зерна [41].
Важное преимущество циркония как ле-
гирующей добавки состоит в подавлении им
провала пластичности меди, который проявля-
ется в интервале температур 250...550 °C. Если
в меди марки Ml относительное сужение при
300 °C составляет 10 %, то в сплаве с 0,01 % Zr
оно увеличивается до 70. ..80 % [41]. При этом
характер разрушения образцов изменяется с
хрупкого (у меди) на вязкий.
Существенным недостатком двойных
медноцирконисвых сплавов при микролегиро-
вании является нестабильность механических
свойств при содержании циркония на нижнем
пределе (см. рис. 6.4), а также сильная окис-
ляемость его при плавке. Хотя цирконий удов-
летворительно растворяется в жидкой меди,
его угар в меди марки МО даже при плавке в
вакууме может быть значительным, что делает
дозирование циркония в микролегированных
двойных сплавах проблематичным. Опреде-
ленные трудности существуют при отливке
слитков и горячей прокатке. Все это делает
двойные микролегированные сплавы системы
Cu-Zr нетехнологичными в металлургическом
производстве.
Избежать отмеченных трудностей удает-
ся путем дополнительного легирования спла-
вов системы Cu-Zr третьими элементами в
количестве сотых долей процента. Совокуп-
ность изложенных выше данных позволяет
считать, что наиболее перспективными эле-
ментами для создания микролегированных
проводниковых сплавов на основе системы
Cu-Zr является магний, олово, цинк и некото-
рые другие металлы.
В России на основе системы Cu-Zr разра-
ботан микролс! ированный сплав БрМгЦр, со-
став которого и область применения приведе-
ны в табл. 6.3.
Микролегированный сплав БрМгЦр от-
носится к системе Cu-Zr-Mg. Он разработан на
основе теорет ических предпосылок и экспери-
ментальных данных, представленных в табл.
6.1, 6.2 и на рис. 6.2, 6.4. Из рис. 6.4 следует,
что добавление к сплаву Си - 0,005 % (ат.) Zr
одной сотой процента магния приводит к су-
щественному повышению температуры разу-
прочнения при отжиге сплава, еще более высо-
226
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.3. Химический состав (%, остальное Си) и назначение сплава БрМгЦр (ТУ 48-21-691-84)
Марка Zr Mg Прочие Примеси, не более Полуфабрикаты и области применения
БрМгЦр 0,01...0,03 0,005...0,030 0,001...0,005 В 0,01 Проволока прямоугольного сече- ния для обмоток мощных транс- форматоров, тонкая проволока для монтажных проводов, дета- лей интегральных схем.
Содержание магния, %
Рис. 6.5. Линии равных температур начала
рекристаллизации в сплавах системы
Cu-Zr-Mg |43|
кую температуру разупрочнения имеет сплав
Си - 0,02 % (ат.) Zr - 0,06 % (ат.) Mg.
На рис. 6.5 показано совместное влияние
циркония и магния на температуру начала рек-
ристаллизации микролегированных сплавов
системы Cu-Zr-Mg [42]. Несмотря на то, что
цирконий сильнее влияет на прирост темпера-
туры рекристаллизации меди, чем магний, оба
эти элемента усиливают действие друг друга
как антирекристаллизаторов. Особенно важно,
что магний не только повышает температуру
начала рекристаллизации при незначительном
снижении электропроводности, но и оказывает
раскисляющее действие при плавке, снижая
угар циркония, что делает возможным исполь-
зование менее чистых марок меди при плавке
сплава БрМгЦр.
Сплав БрМгЦр имеет высокую электро-
проводность (более 95 % от электропроводно-
сти меди) и обладает способностью длительное
время противостоять механических нагрузкам
при повышенных температурах. В табл. 6.4
приведены результаты сравнительных испыта-
ний сплава БрМгЦр с серебряной бронзой
БрСрО,1. Сплав БрМгЦр превосходит серебря-
ную бронзу как по механическим свойствам
при нормальной температуре, так и при испы-
таниях на жаропрочность: предельное напря-
жение логарифмической ползучести у микро-
легированного сплава существенно выше, чем
у бронзы БрСрО,1. При температуре отжига
350 °C в течение 100 ч сплав БрМгЦр разу-
прочняется (До02) всего на 40 МПа, в то
время как медь полностью разупрочняется
(Да0,2 150 МПа) уже при 250 °C. Сплав
БрМгЦр выпускается серийно.
Из сплава БрМгЦр изготовляют проволо-
ку прямоугольного сечения, которая использу-
ется в качестве обмотки мощных трансформа-
торов с рабочей температурой 130...200 °C, а
при пиковых нагрузках до 300 °C. Сплав
БрМгЦр также используется при производстве
теплостойких, миниатюрных монтажных про-
водов для авиационной и космической техни-
ки. Положительные результаты показали испы-
тания его в качестве выводных рамок инте-
гральных схем в электронике.
Компания «Американ металл Каймаке*'
(США) разработала микролегированный сплав
Cu-Zr-Mg, близкий по составу к сплаву
БрМгЦр, а также сплав системы Cu-Zr-Cr-Mg
[102]. Добавка магния к сплавам системы
Cu-Zr и Cu-Cr-Zr уменьшает потери циркония
при плавке.
При введении магния достигается:
- улучшение «усвояемости» циркония
расплавом благодаря раскисляющему дейст-
вию магния и способности образовывать со-
вместно с цирконием твердый раствор в меди;
- повышение прочностных характеристик
без изменения электропроводности;
- замедление роста зерен при нагреве.
Содержание магния в сплаве должно
быть строго регламентировано: при его коли-
честве более 0,06 % понижается пластичность,
а при содержании менее 0,01 % не достигается
положительный эффект.
МИКРОЛЕГИРОВАНИЕ МЕДИ И МИКРОЛЕГИРОВАННЫЕ СПЛАВЫ
227
Для получения высоких механических
свойств и электропроводности применяют раз-
личные режимы термомеханической обработ-
ки, которые включают закалку, холодную пла-
стическую деформацию и старение. Поскольку
сплавы имеют небольшое количество циркония
и хрома, закалку проводят с температур 600...
700 °C с охлаждением в воде. Старение осуще-
ствляют при температурах 325...475 °C для
сплава Cu-Zr-Mg и 475...550 °C - для сплава
Cu-Cr-Zr-Mg.
Сплавы выдерживают суммарную холод-
ную деформацию до 90 %. Однако для сохра-
нения высокого уровня жаропрочности реко-
мендуется суммарная деформация между за-
калкой и старением не более 75 %.
Свойства микролегированных сплавов
систем Cu-Zr-Mg и Cu-Cr-Zr-Mg приведены в
табл. 6.5. Из таблицы следует, что закалка с
650 °C в воде обеспечивает пересыщение твер-
дого раствора цирконием, так как последую-
щее старение приводит к значительному по-
вышению электропроводности. Температур-
ный режим старения выбирается для получе-
ния заданного уровня электропроводности.
Для получения сплавов высокого качест-
ва применяют бескислородную медь, получен-
ную в вакууме или инертной среде. При леги-
ровании расплавленной меди компоненты вво-
дят в определенной последовательности. Сна-
чала при температуре 1250 °C вводят магний,
затем цирконий и хром. При введении магния
после циркония не только увеличиваются без-
возвратные потери циркония, но и ухудшается
свойства сплавов (табл. 6.6). После легирова-
ния расплав выдерживают при температуре
1250 °C в течение 5 мин, а затем разливают в
изложницы.
Сплав, близкого к БрМгЦр состава
(0,002...0,05 % Zr; 0,002...0,05 % Mg; 0,001...
0,06 % Те), применяется в Японии (фирма
«Мицибиси киндзоку») как заменитель медно-
серебряного сплава для электроники и элек-
трических контактов. Он имеет /£ = 450...
500 °C и электропроводность 97 % от электро-
проводности меди [41].
6.4. Механические свойства сплавов БрМгЦр и БрСр0,1
Марка Степень деформации, % <тв, МПа go.2, МПа 8, % Температура испытания, °C о*, МПа
БрМгЦр 5 240 170 40 130 160
200 120
25 300 280 22 130 240
200 220
БрСрО, 1 5 230 140 40 130 100
25 230 170 14 130 220
’Предельное напряжение логарифмической ползучести.
Примечание. ов, Оо 2., 8 - определены при 20 °C.
6.5. Механические свойства и электропроводность сплавов систем
Cu-Zr-Mg и Cu-Cr-Zr-Mg [ 102]
Химический состав сплава,% Режим обработки ов, МПа О(|.2, МПа со, % от Си
Cu-0,015Zr-0,04Mg Закалка с 650 °C в воду + холодная дефор- мация (режим I) 410 370 87
Режим I + старение при 350 °C в течение 2 ч 410 360 90
Режим I + старение при 400 °C в течение 2 ч 390 345 94
Режим I + старение при 450 °C в течение 2ч 380 320 93
Cu-0,012Zr-0,06Mg- - 0,005Сг Режим I 470 450 -
Режим I + старение при 500 °C в течение 2ч 465 400 83
Режим I + старение при 600 °C в течение 2ч 340 245 88
228
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.6. Механические свойства и электропроводность сплава Cu-0,014Zr-0,02Mg
в зависимости от условий при плавке
Режим обработки Введения Zr в расплав до Mg Введения Zr в расплав после Mg
Ов, МПа Оо.Ь МПа 0), % от Си Ов, МПа 0(1.1, МПа 0), % от Си
Закалка с 650 °C в воду + холодная деформа- ция 90 % (режим I) 455 440 89 390 350 93
Режим I + старение при 350 СС в течение 2 ч 385 350 91 385 340 92
Режим I + старение при 400 °C в л ечение 2 ч 320 250 94 360 305 94
Режим I + старение при 450 °C в течение 2 ч 260 140 92 350 300 95
Добавка олова повышает технологич-
ность микролегированных сплавов системы
Cu-Zr, так как она эффективна против угара
циркония при плавке. Учитывая, что олово в
количестве 0,007 % повышает температуру
разупрочнения микролегированного сплава
системы Cu-Zr (рис. 6.6), следует считать этот
элемент полезной добавкой. Сплав системы
Cu-Zr-Sn (0,001 % Zr; 0,01 ...0,2 % Sn) приме-
няется в Японии (фирма «Онахана сэйрен») для
проводов интегральных схем. Он имеет элек-
тропроводность, равную 90 % от электропро-
водности меди; /р ~ 400 °C; Дов в зависимости
от состояния изменяется от 180 до 380...
470 МПа [41].
Широко известны хромоциркониевые
бронзы. Среди низколегированных жаропроч-
ных медных сплавов они являются одними из
Температура отжига, °C
Рис. 6.6. Влияние температуры отжига на предел
текучести меди и сплавов систем Cu-Zr, Cu-Sn и
Cu-Zr-Sn [41,42]
лучших [47, 53]. Это термически упрочняемые
сплавы. Однако микролегирование сплавов
системы Cu-Zr хромом оказалось неэффектив-
ным по следующим причинам:
- из-за малой объемной доли выделений
второй фазы в этих сплавах эффект упрочнения
при ТМО и прирост температуры начала рек-
ристаллизации невелик;
- хром склонен к сильной ликвации и
окислению в меди и это делает микролегиро-
ванные сплавы системы Cu-Zr-Cr нетехноло-
гичными в металлургическом производстве;
- находясь в твердом растворе, он сильно
снижает электропроводность меди. Об этом
свидетельствуют данные табл. 6.5. При введе-
нии в тройной сплав Cu-Zr-Cr 0,005 % Сг
электропроводность его снижается на 6... 8 %.
6.2. НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ
ВЫСОКОЙ ЭЛЕКТРО-
И ТЕПЛОПРОВОДНОСТИ
6.2.1. Общая характеристика сплавов
Низколегированные бронзы высокой
электро- и теплопроводности - это наиболее
важная группа проводниковых сплавов на ос-
нове меди. Эти сплавы обладают сочетанием
таких свойств (электропроводность, высокая
прочность и жаропрочность), которые не могут
быть получены в материалах на другой метал-
лической основе [49].
Суммарное содержание легирующих эле-
ментов в сплавах такого типа находится в пре-
делах от 0,1 до 3...5 % [52, 53]. Выделяя низ-
колегированные сплавы в отдельную группу,
исходят из того, что важнейшие свойства этих
материалов: высокая электро- и теплопровод-
ность, более высокая прочность и твердосл ь по
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
229
сравнению с медью, высокий уровень жаро-
прочности, - определяется не только суммар-
ным содержанием легирующих элементов в
сплаве, но и в значительной степени зависят от
физико-химического взаимодействия между
ними, а также от структурного состояния мате-
риала.
Исходя из этого принципа, низколегиро-
ванными называют медные сплавы с электро-
проводностью не ниже 20 МСм/м при 20 °C,
что соответствует удельному электросопротив-
лению 0,05 мкОм-м и удельной теплопровод-
ности 145 Вт/(м К) [53]. Такое соотношение
между электропроводностью и удельной теп-
лопроводностью связано с тем, что в низколе-
гированных медных сплавах с достаточно
большой точностью выполняется соотношение
Видемана-Франса, которое устанавливает ана-
литическую зависимость между электро- и
теплопроводностью металлических материалов
Ао =ХДсоГ) = Хр/Г, (14)
где Lo - число Лоренса.
Число Лоренса практически не зависит от
состава рассматриваемых сплавов, температу-
ры испытания и состояния и равно
2,45-10”8 Вт-Ом/(°С)2 [53]. Поэтому, зная элек-
тропроводность сплава, расчетным путем с
достаточной для практики точностью можно
определить его удельную теплопроводность.
При значениях электропроводности ниже
20 МСм/м и теплопроводности ниже
145 Вт/(м К) медные сплавы уже нельзя назы-
вать материалами с высокой электро- и тепло-
проводностью.
Естественно, что в низколегированном
проводниковом сплаве при таком уровне элек-
тро- и теплопроводности при сохранении на
достаточно высоком уровне всех положитель-
ных свойств меди как конструкционного мате-
риала (высокая технологическая пластичность,
коррозионная стойкость и т.д.) должны быть
существенно увеличены температура ее разу-
прочнения и сопротивление пластической де-
формации при длительном или кратковремен-
ном воздействии высоких температур [47, 52,
53].
Области применения низколегированных
медных сплавов очень разнообразны. Благода-
ря высокой электропроводности они широко
используются в электротехнике. Из них изго-
товляют электроды сварочных машин, кон-
тактные провода для электрофицированного
транспорта, коллекторные шины и полосы для
электромашин и другие изделия высокой элек-
тропроводности. Высокая теплопроводность
этих сплавов обусловила их применение в раз-
личного рода теплообменниках, конструкциях
печей для дуговой плавки тугоплавких метал-
лов. Из них делают водоохлаждаемые поддо-
ны, кристаллизаторы, которые обеспечивают
интенсивный отвод тепла от расплавленного
металла.
Основной недостаток меди как конструк-
ционного материала - это ее сравнительно
низкие прочностные свойства. Холодной де-
формацией (прокатка, волочение) можно удво-
ить прочностные свойства меди (рис. 6.7).
Электропроводность при этом уменьшается
незначительно. Однако наклеп от пластической
деформации можно использовать только в ус-
ловиях работы при невысоких температурах:
медь быстро разупрочняется при нагреве выше
150... 200 °C вследствие рекристаллизации
(рис. 6.8). Температура начала рекристаллиза-
Рис. 6.7. Зависимость механических свойств меди
марки Ml от степени холодной деформации [52]
Рис. 6.8. Зависимость механических свойств меди,
холоднодеформированной на 40 %,
от температуры отжига в течение 1 часа [52]
230
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
ции меди зависит от чистоты по примесям и
исходной степени деформации и находится в
пределах 100. ..250 °C.
Для создания сплавов высокой электро-
проводности медь необходимо легировать
лишь элементами, упрочняющими ее без суще-
ственного снижения электропроводности. Дан-
ные рис. 1.11 показывают, что в наименьшей
степени снижают электропроводность меди
серебро и кадмий. Именно эти элементы ис-
пользовали при создании проводниковых бронз
БрСрО,1 и БрКд1 с твердорастворным упроч-
нением. Они прочнее меди и обладают самой
высокой электропроводностью среди провод-
никовых низколегированных медных сплавов.
Низколегированные медные сплавы с твердо-
растворным упрочнением по своей природе
близки к микролегированным проводниковым
медным сплавам. Их объединяет то, что един-
ственным способом упрочнения этих двух
групп сплавов является холодная пластическая
деформация.
Однако эти сплавы имеют и существен-
ные различия, которые определяют разные
принципы их легирования. Низколегированные
сплавы с твердорастворным упрочнением на-
ходятся в области составов (более 0,1 %), где
функциональная зависимость температуры
начала рекристаллизации от концентрации
компонентов заканчивает рост (см. рис. 6.1). В
этом случае температуру начала рекристалли-
зации многокомпонентного сплава обычно
определяет элемент, наиболее сильно повы-
шающий се при индивидуальном действии в
двойном сплаве, например цирконий [52]. По-
этому низколегированные медные сплавы с
твердорастворным упрочнением практически
всегда являются двухкомпонентыми (БрСрО,1,
БрКд1, БрМг0,3): третья добавка является бес-
полезной, так как не повышает /р , но снижает
электропроводность.
Микролегированные медные сплавы вы-
сокой электропроводности, наоборот, всегда
многокомпонентные, так как их состав (менее
0,1 % легирующих элементов в сумме) нахо-
дится в области роста зависимости /р от кон-
центрации (см. рис. 6.1), а при ультрамалом
содержании компонентов возможно даже сни-
жение /р до значений меньших, чем у низко-
легированной меди. В этом случае каждый
легирующий элемент в многокомпонентном
сплаве вносит свой вклад в повышение темпе-
ратуры начала рекристаллизации и способству-
ет повышению рабочей температуры провод-
никового материала.
Растворное упрочнение для сплавов вы-
сокой электро- и теплопроводности малоэф-
фективно. Высоколегированные сплавы - твер-
дые растворы на основе меди - имеют низкие
значения электро- и теплопроводности, так как
введение большинства легирующих элементов
в количествах, достаточных для упрочнения
меди, существенно снижает эти характеристи-
ки. Именно поэтому при создании проводнико-
вых сплавов на основе меди верхний предел
суммарного содержания легирующих элемен-
тов ограничивается тремя-пятью процентами.
Более эффективно дисперсионное упроч-
нение стареющих сплавов и упрочнение меди
дисперсными частицами нанометричсских
размеров (диспсрсно-упрочнснные материалы).
В первом случае сплавы получают обыч-
ными металлургическими методами: отливают
массивные слитки и из них получают дефор-
мированные полуфабрикаты (листы, прутки,
трубы, проволоку и т.д.). Эффект упрочнения
этих сплавов создается за счет закалки с после-
дующим старением или в результате примене-
ния различных режимов термомеханической
обработки. Системы легирования для этих
сплавов выбирают так, чтобы элементы имели
переменную растворимость в меди и чтобы
заметная растворимость при высоких темпера-
турах уменьшалась почти до нуля при пониже-
нии температуры до нормальной. В этом слу-
чае матрица отожженного или состаренного
сплава представлена практически чистой ме-
дью с высокой электропроводностью и второй
фазой с меньшей электропроводностью, коли-
чество которой обычно невелико [32].
Во втором случае в матрицу, в практиче-
ски чистую медь, применяя специфические
технологические процессы, вводят ультратон-
кие, нанометрических размеров, тугоплавкие
частицы, практически не взаимодействующие с
матрицей и стабильные вплоть до температур
плавления меди. Эти материалы отличаются
исключительно высокой жаропрочностью и
электропроводностью, близкой к электропро-
водности меди.
Например, для электродов сварочных
машин, для теплообменников и т.п., требуются
материалы, которые наряду с высокой тепло- и
электропроводностью обладают жаропрочно-
стью. В частности, основные требования,
предъявляемые к материалам электродов для
контактной сварки, следующие [36, 52, 91]:
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
231
- высокая электропроводность, позво-
ляющая пропускать электрический ток боль-
шой плотности без нагрева электрода,
- высокие механические свойства в ши-
роком диапазоне температур, необходимые для
противостояния без деформации большим и
неоднократно повторяющимся усилиям сжа-
тия;
- высокая теплопроводность, обеспечи-
вающая быстрый отвод тепла из зоны сварки;
— высокая коррозионная стойкость и жа-
ростойкость (окалиностойкость).
Способы повышения жаропрочности, ко-
торые используются для сплавов на основе
никеля, железа, тугоплавких металлов, для
медных сплавов высокой тепло- и электропро-
водности неприменимы. В основу принципов
легирования конструкционных жаропрочных
сплавов на основе никеля, железа, тугоплавких
металлов положено усложнение состава спла-
ва, резкое увеличение концентрации легирую-
щих элементов в твердом растворе, получение
большой объемной доли фаз-упрочнителей, что
неизбежно приводит к сильному понижению
тепло- и электропроводности. В этом случае
требования повышения жаропрочности и со-
хранения высокой тепло- и электропроводно-
сти вступают в противоречие.
Принципы легирования жаропрочных
сплавов на медной основе с высокой тепло- и
электропроводностью включают следующие
требования к легирующим элементам [52, 26]:
1) они не должны резко понижать соли-
дус сплава;
2) должны существенно повышать тем-
пературу начала рекристаллизации меди;
3) иметь невысокую, уменьшающуюся с
понижением температуры растворимость в
твердой меди;
4) должны образовывать тугоплавкие,
достаточно дисперсные малорастворимые в
основе сплава избыточные фазы, предпочти-
тельно не содержащие в своем составе медь.
Из легирующих элементов, не слишком
увеличивающих электросопротивление меди и
слабо снижающих температуру солидуса, осо-
бое место отводится хрому. В двойной системе
Cu-Cr существует достаточно жаропрочная
избыточная фаза, не содержащая меди. Хром
существенно упрочняет медь. Так, при введе-
нии 1 % Сг твердость меди повышается в
2,5 раза, а электропроводность уменьшается
всего на 20...30 % [53]. Поэтому двойные хро-
мовые бронзы нашли широкое применение в
качестве жаропрочного материала высокой
тепло- и электропроводности.
Температуру рекристаллизации меди
наиболее сильно повышают переходные ме-
таллы IVA группы - Zr, Hf, Ti (см. рис. 6.1).
Другим элементом, слабо изменяющим темпе-
ратуру солидуса, является тугоплавкий ниобий.
Однако высокого эффекта упрочнения от дис-
персионного твердения в двойных сплавах
Cu-Nb невозможно получить из-за малой рас-
творимости ниобия в твердой меди [21, 142].
Однако при выборе легирующих элемен-
тов нельзя ориентироваться только на двойные
системы. Например, бериллий в системе Cu-Ве
резко понижает температуру солидуса, избы-
точная фаза у(СиВе) не отличается ни жаро-
прочностью, ни высокой температурой плавле-
ния, нет бериллия и среди элементов, резко
повышающих температуру начала рекристал-
лизации меди (см. рис. 3.22, 6.1). Однако он
является важным элементом в жаропрочных
медных сплавах средней электропроводности
(40...60 % от электропроводности меди). Такие
сплавы созданы на основе систем Cu-Ni-Be и
Cu-Co-Ве. Такая же ситуация наблюдается при
легировании жаропрочных медных сплавов
высокой тепло- и электропроводности кремни-
ем, кобальтом, алюминием и некоторыми дру-
гими элементами.
Наилучшее сочетание прочностных
свойств и электропроводности достигается при
комплексном легировании меди несколькими
элементами, причем содержание этих элемен-
тов может быть подобрано таким образом, что
снижение электропроводности при совместном
легировании в многокомпонентном сплаве
будет даже меньше их индивидуального дейст-
вия на электропроводность меди. Так, напри-
мер, кремний и кобальт сильно снижают элек-
тропроводность меди: при введении в медь 1 %
кремния ее электропроводность снижается на
80 %, а кобальта на 70 %, в то время как при
совместном легировании меди кремнием и
кобальтом в расчете на образование соедине-
ния Co2Si (при соотношении Со: Si = 4:1)
даже в количестве 1,5% электропроводность
понижается всего на 40 % (рис. 6.9). Важно
отметить, что при таком соотношении кобальта
и кремния повышение электропроводности
сопровождается значительным увеличением
жаропрочности.
При выборе компонентов используют
трехкомпонентные диаграммы состояния сис-
тем на основе меди и руководствуются прин-
ципами легирования жаропрочных медных
сплавов высокой электропроводности и тепло-
проводности, основой которых является то, что
сочетание высоких прочностных свойств, жа-
232
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.9. Влияние содержания кобальта, кремния
и химического соединения Co2Si
на электропроводность [881
ропрочности и электропроводности обеспечи-
вают находящиеся в равновесии с а-твердым
раствором интерметаллиды типа АтВ„, нс со-
держащие меди (где т и п - стехиометрические
коэффициенты соединения ЛтВ„) [26, 32].
Сплавы, расположенные на лучевых раз-
резах Си-АтВ„ тройных систем, кроме высокой
жаропрочности обладают повышенной элек-
тро- и теплопроводностью по сравнению с
другими тройными сплавами, не лежащими на
этих разрезах. Это впервые было показано в
работах М.В. Захарова [26]. Не всегда эти раз-
резы относятся к псевдодвойным системам, но
особенно значительный прирост физических и
механических свойств имеют сплавы в том
случае, когда разрез Си-А„,В„ является квази-
бинарным и между твердым раствором и кон-
груэнтно плавящимся двойным соединением
Ап1В„ образуется тугоплавкая эвтектика с тем-
пературой плавления, близкой к температуре
плавления меди [26, 32].
Улучшение физических свойств и повы-
шение уровня жаропрочности в сплавах таких
разрезов проявляется настолько сильно, что
они могут быть основой для дальнейшего ле-
гирования. В таких многокомпонентных спла-
вах уровень жаропрочности повышается по
мере усложнения химического и фазового со-
става. В этом случае проявляется установлен-
ный А.А. Бочваром общий для всех жаропроч-
ных сплавов принцип, согласно которому для
повышения уровня жаропрочности необходима
гетсрогенизация структуры.
Высокие прочностные свойства и жаро-
прочность обеспечивают не содержащие меди
интерметаллиды, такие как NiBe, СоВе, Co2Si.
Ni2Si, Ni3Ti и др.
Выбор указанных интерметаллидов в ка-
честве упрочняющих фаз жаропрочных мед-
ных сплавов связан с тем, что они обладают
высокой термической стабильностью и мед-
ленно коагулируют при нагреве до высоких
температур по ряду причин:
1) эти фазы достаточно жаропрочны |26.
52, 32];
2) они имеют небольшую растворимость
в меди, поэтому термодинамические стимулы
их растворения при высоких температурах не
так высоки;
3) коагуляция частиц этих фаз требует
одновременного диффузионного перемещения
через а-твердый раствор и встречи на межфаз-
ных границах двух компонентов, образующих
интерметаллидную фазу, а этот процесс требу-
ет дополнительного времени;
4) в сплавах, содержащих эти интерме-
таллидные фазы, высоки температуры солиду-
са и сольвуса.
Это подтверждено созданием многочис-
ленных низколегированных жаропрочных
сплавов высокой тепло- и электропроводности
на базе тройных систем Cu-Ni-Be, Cu-Co-Be.
Cu-Ni-Si, Cu-Co-Si. Прирост прочностных
свойств низколегированных сплавов этих сис-
тем в результате старения увеличивается в
2-3 раза по сравнению с закаленным состояни-
ем [52].
Главной особенностью тройных систем
дисперсионо-твердеющих жаропрочных мед-
ных сплавов высокой электро- и теплопровод-
ности, диа1раммы которых показаны на рис.
6.10 (Cu-Ni-Be), рис. 6.11 (Cu-Co-Be), рис.
6.12 (Cu-Ni-Si) и рис. 6.13 (Cu-Co-Si), являет-
ся наличие переменной, резко уменьшающейся
с температурой растворимости компонентов в
меди: область a-твердого раствора с пониже-
нием температуры на всех рассмотренных изо-
термических разрезах сужается. Это является
необходимым условием получения в процессе
закалки пересыщенного легирующими компо-
нентами твердого раствора, с последующим
его распадом во время старения. Эффект уп-
рочнения при дисперсионном твердении во
время старения зависит от объемной доли вы-
делившихся частиц упрочняющей фазы (NiBe,
СоВе, Ni2Si и др. или их метастабильных мо-
дификаций) Наиболее сильный эффект упроч-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
233
Рис. 6.10. Изотермические разрезы медного угла диаграммы состояния системы Cu-Ni-Be
при температурах 820 °C (а) и 500 °C (б) |59,115]
Cu Be, %
Рис. 6.11. Изотермический разрез диаграммы
состояния Cu-Co-Ве при 500 °C (25,117]
Рис. 6.12. Вертикальные разрезы диаграмм
состояния Cu-Co-Si и Cu-Ni-Si, проходящие
через медный угол и конгруэнтно плавящиеся
соединения Co2Si и Ni2Si (25, 521
Рис. 6.13. Изотермические разрезы медного угла
диаграммы состояния системы Cu-Co-Si
при температурах 700 °C (а) и 900 °C (б) (81]
234
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
нения при старении имеют сплавы тех систем,
которые обеспечивают значительные измене-
ния растворимости легирующих элементов в
медном твердом растворе с температурой [26,
521.
Кроме этого фактора, степень упрочне-
ния при дисперсионном твердении зависит от
формы, размеров выделяющейся фазы, ее кри-
сталлографического строения, наличия мета-
стабильных модификаций, возможности со-
пряжения решеток выделившихся частиц и
матрицы.
Важными физическими константами, оп-
ределяющими уровень жаропрочности провод-
никовых медных сплавов, являются температу-
ры солидуса и сольвуса.
Температура солидуса у жаропрочных
сплавов должна быть высокой. Чем выше тем-
пература плавления, тем больше прочность
межатомной связи, меньше скорость самодиф-
фузии и, следовательно, меньше при рабочей
температуре скорость ползучести. Если темпе-
ратура солидуса сплава низкая, то при высоких
рабочих температурах развиваются диффузи-
онные процессы, приводящие к разупрочнению
сплава. Это накладывает дополнительные ог-
раничения при выборе легирующих элементов
для жаропрочных медных сплавов высокой
электро- и теплопроводности: в эти сплавы не
следует вводить элементы, образующие легко-
плавкие эвтектики, или элементы, понижаю-
щие солидус по другим причинам.
Составы двух- и трехкомпонентных жа-
ропрочных медных сплавов вследствие отно-
сительно невысокого содержания легирующих
элементов (до 3...5 %) находятся в области
линии сольвуса двойных или поверхностей
сольвуса тройных диаграмм состояния, кото-
рые определяют их фазовый состав. Поэтому с
помощью соответствующих диаграмм состоя-
ния легко определить температуру сольвуса,
которая является важным параметром, опреде-
ляющим уровень жаропрочности и рабочие
температуры материала.
При прочих равных условиях, уровень
жаропрочности и предельные рабочие темпе-
ратуры у сплавов тем выше, чем выше темпе-
ратура сольвуса упрочняющей фазы. Напри-
мер, сплавы системы Cu-Ni-Si значительно
прочнее сплавов системы Cu-Co-Si в интерва-
ле температур до 500 °C, при более высоких
температурах жаропрочность последних значи-
тельно выше [52]. Как следует из рассмотрения
вертикальных разрезов систем Cu-Ni-Si и
Cu-Co-Si (см. рис. 6.12), сплавы с одинаковым
количеством упрочняющей фазы (Co2Si или
Ni2Si), например 3 %, имеют примерно одина-
ковую температуру солидуса. Поэтому уровень
жаропрочности этих сплавов при высоких тем-
пературах определяет сольвус упрочняющей
фазы.
У сплава системы Cu-Ni-Si температура
сольвуса примерно на 100 °C ниже, чем у спла-
ва системы Cu-Co-Si. Поэтому склонность к
коагуляции частиц упрочняющей фазы по мерс
нагрева первого сплава усиливается в большей
степени, чем у второго, вследствие более рез-
кого увеличения растворимости с повышением
температуры. А при нагреве до температуры
700 °C в сплаве системы Cu-Ni-Si эффект от
дисперсионного твердения полностью утрачи-
вается вследствие обратного растворения из-
быточной фазы Ni2Si в твердом растворе, у
сплава системы Cu-Co-Si в соответствии с
температурой сольвуса полное растворение
фазы Co2Si наступает при ~ 820 °C (см. рис.
6.12). Отсюда более высокая жаропрочность
сплавов системы Cu-Co-Si при температурах
выше 500 °C.
Диаграммы состав-свойство для сплавов
разрезов тройных систем, пересекающие разре-
зы типа Си-А„,В„ (рис. 6.14...6.16) показывают,
что экстремальные значения механических и
физических свойств имеют сплавы на лучевых
разрезах меди с конгруэнтно плавящейся двой-
ной интерметаллидной фазой, не содержащей
атомов меди (Co2Si, Ni2Si или NiBe). Так, на-
пример, в системе Cu-Co-Si (см. рис. 6.14)
максимальные значения предела текучести и
минимальные значения удельного электросо-
противления имеют сплавы в состаренном со-
стоянии, лежащие на квазибинарном разрезе
Cu-Co2Si, соотношение кобальта и кремния в
которых соответствует стехиометрическому
составу соединения Co2Si (близко к 4 : 1).
В тройной системе Cu-Ni-Si максималь-
ные значения прочности и минимальные зна-
чения удельного электросопротивления имеют
состаренный сплав разреза Cu-Ni2Si с соотно-
шением никеля и кремния, отвечающим соеди-
нению Ni2Si (см. рис. 6.15, б). В сплавах систе-
мы Cu-Ni-Be с небольшой добавкой титана
(0,15%) максимальные значения твердости и
электропроводности имеют сплавы, в которых
соотношение Ni: Be = 6,4 : 1 такое же, как в
соединении NiBe (см. рис. 6.16).
Для проводниковых медных сплавов
крайне важно, что сплавы разрезов типа
Cu-/lmB„ тройных систем имеют не только бо-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
235
Рис. 6.14. Зависимость удельного электросопротивления (а) и предела текучести (б) сплавов,
содержащих 98 % Си, от соотношения кобальта и кремния: после закалки с 900 °C (7); после закалки
и старения в течение 4ч при температурах 400 (2), 450 (3) и 500 °C (4) [81]
лее высокую прочность и жаропрочность, но и
отличаются большей электро- и теплопровод-
ностью по сравнению со сплавами, располо-
женными по обе стороны от этих разрезов, в
том числе и со сплавами двойных систем. Это
обусловлено тем, что растворимость интреме-
таллидных фаз типа АтВ„ в меди в рассматри-
ваемых системах значительно меньше, чем
чистых компонентов А и В в двойных систе-
мах. Об этом свидетельствует изотермические
разрезы тройных систем Cu-Co-Si (см. рис.
6.13) и Cu-Ni-Be (см. рис. 6.10). Поэтому кон-
центрация легирующих элементов в медном
твердом растворе (основной проводящей элек-
трический ток и передающей тепло фазе) в
сплавах разрезов Си-АтВ„ будет ниже, чем в
сплавах, находящихся по обе стороны от этих
разрезов. Отсюда и более высокая проводи-
мость тепла и электричества в сплавах разрезов
Си—АтВ„.
Диаграммы состав-свойство (см. рис.
6.14...6.16) показывают, что экстремальные
значения прочностных и физических свойств
сплавы разрезов Си-АтВ„ имеют только после
закалки и старения. В закаленном состоянии
Рис. 6.15. Влияние состава и соотношения
легирующих элементов (при постоянном
содержании меди 96 %) на свойства сплавов
системы Cu-Ni-Si после закалки (а)
и старения (б) [52,54|
236
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.16. Линии равной твердости и электропроводности в сплавах системы Cu-Ni-Be с 0,15 % Ti.
Числа у кривых [26]: а - твердость НВ; б - электропроводность <о, % от элекзропроводности меди марки МО
эти свойства изменяются в зависимости от
состава сплава монотонно, т.е. по законам,
свойственным однородным твердым растворам
[63]. Это указывает на то, что в сплавах разре-
зов типа Си-АтВ„ не существует какого-либо
особого атомно-кристалличсского строения,
качественно отличного от строения однофаз-
ных сплавов соседних составов [52]. Экстре-
мальные значения физических и механических
свойств обусловлены разной растворимостью
итерметаллидов типа АтВ„ в меди в тройных
системах и чистых компонентов А и В - в
двойных, а также связаны с различной приро-
дой фаз-упрочнителей в сплавах разрезов
Си-АтВ„ и в сплавах по обе стороны от них.
Поскольку сплавы разрезов типа Си-Лт5„
удачно сочетают в себе такие противоречивые,
отрицающие друг друга свойства, как повы-
шенная жаропрочность и высокая тепло- и
электропроводность, именно они являются
основой для разработки многокомпонентных
низколегированных жаропрочных проводнико-
вых медных сплавов [26].
Дальнейшее легирование связано с вве-
дением в состав этих сплавов добавок, которые
повышают либо температуру начала рекри-
сталлизации тройных сплавов, либо жаропроч-
ность и предельные рабочие температуры за
счет гетерогенизации структуры. По такому
принципу разработаны отечественные сплавы
БрНБТ, БрНХК2,5- 0,7-0,6 и некоторые другие.
Первый сплав создан на основе сплавов квази-
бинарного разреза Cu-Ni-Be, дополнительным
легированием небольшой добавкой титана [26],
который известен как сильный антирекристал-
лизатор.
Второй - легированием сплавов разреза
Cu-Ni2Si хромом. Хром образует с кремнием
устойчивое к термическому воздействию хи-
мическое соединение Cr3Si кристаллизацион-
ного происхождения [54, 86]. Свойства сплава
БРНХК2,5-0,7-0,6 определяются наличием
двух упрочняющих избыточных фаз: одна фаза
Ni2Si упрочняет сплав за счет дисперсионного
твердения при старении, вторая - Cr3Si - прак-
тически не растворяется в медном твердом
растворе при нагреве под закалку, улучшает
свойства сплава за счет гетерогенизации струк-
туры.
Таким образом, низколегированные брон-
зы высокой электро- и теплопроводности по
типу упрочнения разделяют на три группы:
- упрочняемые холодной деформацией
(термически нсупрочняемыс сплавы);
- термически упрочняемые дисперсионно-
твердеющие сплавы;
- дисперсно-упрочненные сплавы.
6.2.2. Термически не упрочняемые сплавы
К группе термически не упрочняемых
медных сплавов относятся проводниковые
бронзы БрСрОД, БрКд1, БрОО,15 и БрМг0,3 с
твердорастворным упрочнением (табл. 6.7).
Наиболее широко в промышленности приме-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
237
6.7. Марки низколегированных термически не упрочнямых проводниковых бронз
по национальным стандартам
Россия, ГОСТ 18175-78 США, ASTM Германия, DIN Япония, JIS
БрСрО, 1 Серебрян ая бронза CuAgO 1 (2.1203) —
- - CuAgOJP (2.1191) -
БрКд1 Кадмиевая бронза | CuCdlP (2.1160)
БрМг0,3 Магниев ая бронза CuMgO,4 (2.1321) —
- - - С1401
- С14200 - -
- - CuMgO,7 (2.1323) -
БрОО,15* Оловянная бронза
Теллуровая бронза** Теллуровая бронза С14500 | СиТе(2.1546) —
* По ТУ 1844-067-00195363-97.
В ГОСТ 18175-78 не имеет специального обозначения.
няются первые два сплава. Все эти сплавы
прочнее меди и обладают наиболее высокой
электропроводностью среди низколегированных
проводниковых медных сплавов. Единственным
способом упрочнения этих сплавов, как и меди,
является холодная пластическая деформация.
Электропроводность при этом уменьшается
незначительно (в среднем на 1 ...5 %).
Серебряная бронза БрС0,1, содержащая
0,08...0,12 % Ag (табл. 6.8), является двухком-
понентным сплавом системы Cu-Ag. Медь с
серебром образует диаграмму состояния эвтек-
тического типа с ограниченной растворимо-
стью компонентов друг в друге в твердом со-
стоянии (рис. 6.17). Эвтектическая температура
равна 780 °C, а эвтектическая концентрация
составляет 72 % Ag. Максимальная раствори-
мость меди в серебре равна 8,8 %, а макси-
мальная растворимость серебра в меди - 8,0 %.
С понижением температуры растворимость
серебра в твердой меди резко понижается [21]:
Температура, °C 780 700 600 500 400 300 200
Растворимость Ag: % (по массе) 8,0 5,2 2,6 1,3 0,5 0,2 <0,1
% (ат.) 4,9 3,1 1,55 0,8 0,3 0,12 <0,06
Эти данные показывают, что серебряная
бронза БрСрО, 1 является однофазным сплавом.
Она обладает очень высокими электро- и теп-
лопроводностью, более высокой, чем у меди
длительной прочностью и твердостью (табл.
6.9). Электропроводность меди мало изменяет-
ся при изменении содержания серебра в сплаве
до 0,25 % (рис. 6.18). Не оказывают сущест-
венного влияния малые добавки серебра и на
прочность меди. Однако очень небольшие ко-
личества серебра резко повышают температуру
разупрочнения нагартованной меди (рис. 6.19)
и уменьшают ее ползучесть при повышенных
температурах. Так, например, напряжение пол-
зучести о0,1/юоо серебряной бронзы значительно
выше, чем у меди, в интервале температур
100...300 °C (рис. 6.20).
238
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.8. Химический состав (%, остальное Си) и назначение низколегированных термически
не упрочняемых проводниковых бронз (ГОСТ 18175-78)
Марка Ag Р Cd Mg Те Примеси, не более Полуфабрикаты и области применения
БрСрО, 1 0,08... 0,12 — — — — Сумма 0,1 Полосы, прутки, профили, прово- лока; коллекторные кольца, обмот- ки роторов турбогенераторов
БрОО,15* 0,08... 0,24Sn 0,001... 0,015 - - - Сумма 0,3 Полосы, коллекторы, провода для электрифицированных дорог
БрКд1 0,9... 1,2 Сумма 0,3 Листы, ленты, плиты, полосы, проволока, прутки; коллекторные пластины электродвигателей, кон- тактные провода электрофициро- ванного транспорта, детали машин контактной сварки и др.
БрМгО,3 0,2... 0,5 Сумма 0,2 Полосы, прутки, проволока, кон- тактные кольца и коллекторные пластины электрических машин, детали машин контактной сварки, проволока для электрических ка- белей и других токонесущих про- водов
Теллу- ровая бронза 0,3... 0,8 Сумма 0,2 Прутки, полосы; детали, обрабаты- ваемые резанием на автоматах; элементы теле- и радиотехниче- ских, электрических и электрон- ных устройств
* Химический состав по ТУ
6.9. Физические и механические свойства серебряной бронзы БрСрО,1
при высоких температурах [52]
Свойство Температура, °C
20 300 400 500 600 700
Физические свойства
р, мкОм м 0,0175 0,0377 0,0446 0,0524 0,0605 0,0688
о), МСм/м 54 27 22 19 16 15
1, Вт/(м К) 390 377 376 369 361 358
а, К'1 - 17,6 17,9 18,3 18,7 19,0
Е, ГПа 126 119 ПО 101 93 82
Механические свойства
ое, МПа 440 310 130 100 60 40
о0 2, МПа 420 300 80 70 40 30
5, % 14 9 53 50 40 76
v,% 40 37 72 75 91 98
KCU, МДж/м2 1,7 1,8 1,7 1,1 1,0 0,8
Твердость HV ПО 90 72 22 14 9
Длительная (1ч) твердость HV - - 57 13 7 5
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
239
Си Ад, % Ад
Рис. 6.17. Диаграмма состояния системы
Cu-Ag [142]
Рис. 6.19. Влияние температуры отжига
(в течение 1 ч) на временное сопротивление
холоднодеформированной меди и сплавов
на ее основе [98]:
1 - медь; 2 - БрСрО, 1; 3 - БрКд 1; 4 - БрМгО,3;
5 - БрЦрО,4; 6 - БрХ1; 7 - БрХЦр; 8 - Бр11БТ;
9 - БрНХК2,5-0,7-0,8; 10 - БрКоБ
Рис. 6.18. Влияние содержания серебра на элек-
тропроводность (/) и температуру разупрочнения
меди (2) [92]
Рис. 6.20. Влияние температуры испытания на
напряжение ползучести бескислородной
меди (7) и серебряной бронзы БрСрО,1 (2) [92]
Основным назначением низколегирован-
ных сплавов системы Cu-Ag является исполь-
зование их для изготовления различных про-
водников электрического тока, работающих в
более тяжелых условиях, чем медные. Эти
сплавы, особенно приготовленные на самых
чистых марках меди, более предпочтительны
для обмоток генераторов и электродвигателей.
Коллекторы из сплава БрСрО, 1 надежно рабо-
тают при длительных нагрузках до температу-
ры около 170 °C, а при кратковременных - до
350...400 °C.
Свойства и режимы обработки серебря-
ной бронзы БрСрО, 1 приведены в табл. 6.10,
6.11.
Проводниковые сплавы системы Cu-Ag
широко применяются в США, Великобрита-
нии, Франции, Германии, Японии и других
развитых странах. Содержание серебра в стан-
дартных зарубежных сплавах системы Cu-Ag
составляет 0,025...0,25 % (табл. 6.12). Такое
содержание серебра мало влияет на механиче-
ские свойства и электропроводность меди
(табл. 6.13), но значительно повышает темпе-
ратуру начала рекристаллизации и связанную с
ней температуру разупрочнения нагартованно-
го сплава. Гак, например, твердая проволока из
сплава С10500 (США) с 0,06% Ag, изготов-
ленного на бескислородной меди OFHC,
не разупрочняется до температуры 300 °C,
240
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.10. Физические, механические, технологические свойства и режимы обработки бронзы
БрСрО, 1 [47, 92]
Свойства или режимы обработки Значения свойств и режимов обработки
Физические свойства
Температура плавления (ликвидус), °C 1082
у, кг/м3 8890
с/;, Дж/(кгК) 385
а-106 при 20...300 СС, К’1 17,6
р, мкОм м:
отожженные 0,01705
твердые 0,01754
а', К 1 при 20 °C 0,00393
X, Вт/(м К) 390
Е, ГПа 126,5
G, ГПа 42,2
Механические свойства
ов, МПа:
отожженные 240
твердые 440
о0,2, МПа:
отожженные 80
твердые 420
5, %:
отожженные 45
твердые 14
НВ:
отожженные 50
твердые ПО
Технологические свойства или режимы обработки
Температура литья, °C 1150...1200
Температура горячей обработки давлением, °C 750...870
Температура отжига, °C: 370... 560
Обрабатываемость резанием (относительно латуни ЛС63-3), % 20
Паяемость Удовлетворительная
Свариваемость Удовлетворительная
6.11. Гарантируемые механические и физические свойства полуфабрикатов
из серебряной бронзы БрСрО, 1
Вид полуфабриката бо г, МПа 6, % НВ р, мкОм м, не более
не менее
Прут ки твердые - - 95 -
Полосы прямоугольные, тянутые 135 30 - 0,0185
Профили 170 30 - 0,0185
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
241
6.12. Химический состав стандартных низколегированных
термически не упрочняемых медных сплавов, применяемых
в США, Великобритании, Франции и Германии
Систе- ма США Великобритания Франция Германия
Марка Содержа- ние леги- рующих элементов, % Марка сплава Содержание легирующих элементов, % Марка Содержание легирующих элементов, % Марка Содержание легирующих элементов,%
Си -Ag С10400 0,028... 0,25Ag VAg 0,08...0,25Ag CuAgO, 1 0,025... 0,25Ag
С10500*' 0,060... 0,25Ag
С10700*2 0,086... 0,25Ag
С11300*2 0,028... 0,25Ag
С11500*2 0,060... 0,25Ag
С11600*2 0,086... 0,25Ag
С12100*3 0,014... 0,25Ag
С12300*4 0,014... 0,25 Ag
Cu-Cd С16400 0,7...1,2Cd C108 0,7...1,2Cd VCd 0,7...1,3Cd CuCd0,5 0,3...0,8Cd
CuCdl,0 0,7...1,3Cd
Си- Cd-Sn С16400 0,6...0,9Cd 0,2...0,4Sn VCdE 0,15 0,6...1,0Cd 0,1...0,2Sn CuCdSn 0,2...0,8Cd 0,2...0,8Sn
С16500 0,6...1,0Cd 0,5...0,7Sn VCdE 0,5 0,6...1,0Cd 0,1...0,2Sn
Си-Mg CuMgO,4 0,3...0,5Mg
CuMgO,7 0,5...0,8Mg
Си-Te С14500 0,4...0,6Te C106 0,4...0,6Те VTe 0,4...0,6Te SE-CuTc 0,4...0,6Te
OF1E 0,4...1,lTe T-CuTe (2,1546) 0,4...0,6Te
*’ Основа - бескислородная медь.
*2 Основа - электролитическая медь.
’’ Основа - медь, раскисленная фосфором (низкий остаток).
’4 Основа - медь, раскисленная фосфором (большой остаток)
242
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.13. Физические свойства стандартных низколегированных термически не упрочняемых
медных сплавов, применяемых в США
Марка Система Содержание легирующих элементов, % у, кг/м3 T 1 n'l (ликвидус), °C a l 06, К’1 a', K"1 <o, %IACS X, Bt/(m’K
С10700 Cu-Ag 0,086...0,25Ag 8890 1082 16,5 0,0039 96 387
С16200 Cu-Cd 0,7...1,2Cd 8800 1076 15 0,0039 87 345
С16500 Cu-Cd-Sn 0,6...1,0Cd 0,5...0,6Sn 8800 1070 15 0,0028 60 239
С14500 Cu-Tc 0,4...0,6Te 8850 1077 15 0,0041 95 379
обладая практически одинаковой электропро-
водностью с медью [103]. Температура начала
рекристаллизации сплава Си-0,08 % Ag на
100 °C выше, чем у чистой меди [47, 92].
Особенно большая номенклатура соста-
вов низколегированных сплавов системы
Cu-Ag имеется в США (см. табл. 6.12). Они
содержат примерно одинаковое количество
серебра (0,014...0,25 %) и отличаются главным
образом способом изготовления. В качестве
основы используют бескислородную или элек-
тролитическую медь, раскисленную фосфором.
Раскисление меди фосфором (при его избытке)
гарантирует практически полное удаление ки-
слорода из расплавленной меди, однако элек-
тропроводность медно-серебряного сплава с
избытком содержания фосфора несколько сни-
жается.
В США из сплавов системы Cu-Ag изго-
товляют различные полуфабрикаты; проволо-
ку, плиты (марки С10400, С10500, С10700,
С11400, С11500), листы (марки С11300,
С11400, С11500, С12300), ленты (марки
С10400, С10500, С10700, С11300, С11400,
С11500, С12300), трубы (марка С12100), прут-
ки (марка С12100).
Основное назначение сплавов системы
Cu-Ag в зарубежных странах, как и в России, -
это использование в электротехнической про-
мышленности. Имеются сведения, что сплав
Си-0,07 % Ag применяют для изготовления
радиаторной ленты [103]. Сплав Cu-3%Ag
(«Norlay»), разработанный фирмой «Норс аме-
рикан рокуэл» (США), предназначен для изго-
товления теплообменников камер сгорания
ракетных двигателей. Теплопроводность спла-
ва Cu-Ag при рабочей температуре аналогична
теплопроводности чистой меди. Оболочку из
этого сплава соединяют путем вакуумной бес-
флюсовой пайки серебряным припоем с корро-
зионно-стойкой сталью с помощью электрон-
ного луча [ЮЗ].
Оловянная бронза БрОО,15, содержащая
0,08...0,24 % Sn (см. табл. 6.8) является двух-
компонентным сплавом системы Cu-Sn. Со-
гласно диаграмме состояния Cu-Sn, олово в
указанных концентрациях при комнатной тем-
пературе находится в a-твердом растворе на
основе меди и самостоятельных фаз не образу-
ет, т.с. бронза БрОО,15 является однофазным
сплавом. Бронза обладает высокой электропро-
водностью (91 % от электропроводности меди),
в то же время выдерживает длительные и крат-
ковременные нагревы до температур, где неле-
гированная медь разупрочняется (табл. 6.14,
6.15). Бронза БрОО,15 успешно заменяет в ряде
изделий сплавы БрСрО,1 и БрКд1.
Важным достоинством бронзы БрОО,15
перед БрСрО, 1 является то, что сплав не содер-
жит дорогостоящего и дефицитного серебра, а
перед БрКд1 - что в составе отсутствует эколо-
гически вредная добавка кадмия. Основное
назначение бронзы БрОО,15 - коллекторы
средненагруженных электродвигателей, дли-
тельное время работающие при температурах
до 230 °C, а также контактные электропровода
на железнодорожном и городском транспорте.
Физические, механические, технологиче-
ские свойства и режимы обработки бронзы
БрОО,15 приведены в табл. 6.16. Сплав меди с
0,06...0,15 % олова прошел производственные
испытания в качестве ленты для изготовления
радиаторов. Упрочнение сплава при холодной
деформации происходит аналогично меди мар-
ки Ml, но при отжиге нагартованной ленты он
разупрочняется при более высоких температу-
рах (рис. 6.21).
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
243
6.14. Физические и механические свойства оловянной бронзы БрОО,15
при высоких температурах*
Свойство Температура, °C
20 100 200 300 350 400
Физические свойства
(D, МСм/м 47 36,4 28,6 23 21 19,4
X, Вт/(мК) 337 332 331 322 321 320
Механические свойства (не менее)
ов, МПа 270 250 230 200 170 160
о0.2, МПа 250 230 200 160 150 120
5, % 6 6 8 9 10 12
НВ 95 90 85 75 60 45
* По данным И.Ф. Пружинина.
6.15. Механические свойства оловянной бронзы БрОО,15 после отжига
при различных температурах *
Свойство Температура отжига, °C, не менее
20 100 200 300 350 400
ов, МПа 270 270 260 250 240 220
о() 2, МПа 250 220 220 200 190 70
5, % 6 8 12 14 15 40
НВ 95 95 92 90 85 60
* По данным И.Ф. Пружинина.
6.16. Физические, механические, технологические свойства и режимы
обработки бронзы БрОО,15*
Свойства или режимы обработки Значения свойств и режимов обработки сплавов
1 2
Физические свойства
Температура плавления (ликвидус),°C: 1080
у, кг/м3 8930
ср, Дж/(кг К) (НО6, К’1 при 20. ..300 °C 380
17,5
р, мкОм м:
отожженные 0,019
твердые 0,022
К Вт/(мК) 340
244
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Окончание табл. 6.16
1 2
Е, ГПа 125
G, ГПа 42
Механические свойства
ов, МПа: прессованные 240
горячекатаные 240
после холодной деформации на 90 % 480
отожженные 250
5, %:
прессованные 50
горячекатаные 50
после холодной деформации на 90 % 2
отожженные 55
НВ:
прессованные 50
после холодной деформации на 90 % 125
отожженные 50
Технологические свойства или режимы обработки
Температура литья, °C 1150...1200
Температура горячей обработки давлением, °C 650...850
Температура начала разупрочнения, "С 350
Температура отжига, °C 500...650
Обрабатываемость резанием (относительно латуни ЛС63-3), % 20
Паяемость Хорошая
Свариваемость Хорошая
* По данным И.Ф. Пружинина.
Кадмиевая бронза БрКд1, содержащая
0,9... 1,2 % Cd (см. табл. 6.7, 6.8), широко при-
меняется в электротехнической промышленно-
сти. Она характеризуется способностью к ис-
крогашению и поэтому применяется для изго-
товления контактных проводов электрофици-
рованного транспорта, коллекторных шин,
электродов сварочных машин, разрывных кон-
тактов и других электротехнических деталей.
В системе Cu-Cd солидус a-твердого рас-
твора имеет ретроградный характер, и макси-
мальная растворимость кадмия в меди (4,5 %)
соответствует температуре 650 °C, которая
выше температуры нонвариантного перитекти-
ческого равновесия (549 °C) (рис. 6.22). При
температуре перитектической реакции раство-
римость кадмия составляет 3,72 %, при 300 °C
составляет всего 0,5 %, в дальнейшем при бо-
лее низких температурах она практически не
меняется. В равновесии с a-твердым раствором
в сплавах системы Cu-Cd находится интерме-
таллическая фаза P(Cu2Cd). Однако упрочнение
кадмиевой бронзы БрКд1 выделениями фазы
P(Cu2Cd) невелико: в основном действует твер-
дорастворное упрочнение.
Кадмий весьма существенно упрочняет
медь, причем его упрочняющее действие про-
является не только в отожженном состоянии,
но и в деформированном, а при высоких степе-
нях деформации (более 80 %) упрочняющее
действие даже увеличивается (рис. 6.23). По
сравнению с медью кадмиевая бронза БрКд1
отличается повышенными механическими
свойствами, обладает относительно высокой
электропроводностью и теплопроводностью
(табл. 6.17, 6.18). Она удовлетворительно обра-
батывается давлением в горячем и холодном
состоянии, отличается повышенной износо-
стойкостью.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
245
Рис. 6.21. Влияние температуры
отжига на предел текучести (а) и
микротвердость (б) лент из меди Mlp
и сплава БрОО,1 после различных
степеней деформации (%) (1|:
1 -80; 2 -65; 3-30; 4-25; 5-98;
1-4 - БрОО, 1; 5 - М1 р
6.17. Физические и механические свойства кадмиевой бронзы БрКд! при высоких температурах (52]
Свойство Температура, °C
20 300 400 500 600 700
Физические свойства
р, мкОм м 0,0196 0,0417 0,0487 0,0560 0,0636 0,0778
(0, МСм/м 44 24 21 18 16 14
К Вт/(м К) 330 348 345 343 340 335
а-106,К‘ - 17,6 18,0 18,0 18,9 19,2
Е, ГПа 126 ИЗ 108 98 90 81
Механические свойства
ов, МПа 420 310 220 140 80 50
МПа 400 280 190 НО 60 40
5, % 17 17 30 64 86 66
у, % 81 74 82 95 95 83
KOJ, МДж/м2 1,6 1,7 1,7 1,5 1,3 0,8
HV 125 100 95 31 18 11
Длительная (1 ч) твердость НV - - 57 17 9 6
246
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.22. Диаграмма состояния
системы Cu-Cd [142}
Рис. 6.23. Влияние степени деформации
на временное сопротивление меди
и кадмиевой бронзы БрКд1 |92]
6.18. Физические, механические, технологические свойства и режимы обработки
бронзы БрКд1 [47, 921
Свойства или режимы обработки Значения свойств и режимов обработки
1 2
Физические свойства
Температура плавления, °C:
ликвидус 1076
солидус 1040
у, кг/м3 8890
ср, Дж/(кг-К) 385
а - 106, К’1 при 20...300°С 17,6
р, мкОм-м:
отожженные 0,0196
твердые 0,0215
а'105, К-1 0,003
X, Вт/(м • К) 330
Е, ГПа 126
G, ГПа 42
Механические свойства
ов, МПа:
отожженные
твердые
250
510
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
247
Окончание табл. 6.18
1 2
о0.2, МПа:
отожженные 70
твердые 5, %: 450
отожженные 50
твердые НВ: 7
отожженные 60
твердые о_ь МПа, N = 108 циклов в мин, твердое состояние 120 200
Технологические свойства или режимы обработки
Температура литья, °C 1180...1120
Температура горячей обработки давлением, °C 780...870
Температура отжига, °C 370...560
Обрабатываемость резанием (относительно латуни марки ЛС63-3), % 20
Паяемость Отличная
Свариваемость Хорошая
Из кадмиевой бронзы изготовляют ленты,
полосы, прессованные и катаные прутки, меха-
нические свойства которых представлены в
табл. 6.19.
Стандартные проводниковые сплавы сис-
темы Cu-Cd широко применяются во всех
промышленно развитых странах [47, 48, 103,
104]. Содержание кадмия в этих сплавах нахо-
дится в пределах 0,3... 1,3 (см. i абл. 6.12).
Механические свойства полуфабрикатов
из сплавов системы Cu-Cd, применяемых за
рубежом, приведены в табл. 6.20, 6.21, а в табл.
6.22 даны технологические свойства и режимы
их обработки [103].
Поскольку при легировании меди кадми-
ем не только повышаются прочностные свой-
ства, но и заметно увеличивается сопротивле-
ние механическому износу и истиранию, то в
зарубежных странах, как и в России, сплавы
системы Cu-Cd используют для контактных
сетей, деталей электрических машин городско-
го и железнодорожного транспорта.
6.19. Гарантируемые механические свойства полуфабрикатов
из кадмиевой бронзы БрКд!
Вид полуфабриката ов, МПа S,% НВ
не менее
Прутки тянутые твердые диаметром, мм:
6,0... 10,0 400 5 -
12,0...26,0 400 5 110
св. 30,0 350 5 95
Прутки прессованные диаметром 40,0... 120,0 мм 200 30 50
Прутки катаные, диаметром 40,0...70,0 мм 300 5 80
Коллекторные полосы, холоднокатаные - - 95
248
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.20. Механические свойства деформированных полуфабрикатов
из сплавов системы Cu-Cd, применяемых за рубежом [48,103]
Марка Страна Вид полу- фабриката о,, МПа, для состояния Оо,2, МПа, для состояния 8, %, для состояния Твердость HRB, для состояния
мягкое твер- дое мяг- кое твер- дое мягкое твердое мяг- кое твер- дое
С16200 США Листы 260 380 84 336 50 6 47 65
Прутки 260 400 84 350 55 1,5 47 65
Проволока 270 630 - - 40 1,5 - -
С10800 Великобрит Ленты 280 310 - - 18 13 - -
ания Проволока 280 450 - - 18 10 - -
V-Cd Франция Проволока 260... 290 380... 440 - - 35...45 10...15 - -
CuCdO,5 Германия Лента 230 340 - — 45 5 - —
Проволока 240 500 - - 50 10 - -
CuCdl,0 Г ермания Ленты 260 400 — — 45 5 - -
Проволока 270 600 - - 50 10 - -
6.21. Механические свойства стандартных низколегированных
термически не упрочняемых медных сплавов, применяемых в США [ЮЗ]
Марка Система Вид полу- фабри- ката о„ МПа о0.2, МПа 8,%
мягкие твердые мягкие твердые мягкие твердые
С16200 Cu-Cd Ленты 260 380...530 85 330...350 40...55 1,5...6,0
С16500 Cu-Cd-Sn Трубы 280...310 450...660 100 380 40...55 1,1...5,0
С14500 Cu-Те Трубы 225 335 70 280 45 12
6.22. Технологические свойства и режимы обработки
низколегированных термически не упрочняемых медных сплавов, применяемых в США
Марка Система Температура, °C Допустимая холодная де- формация, % Обрабатываемость резанием*, %
литья горячей де- формации отжига
С16200 Cu-Cd 1200... 1250 800...900 600...700 <80 20
С16500 Cu-Cd-Sn 1160... 1230 700... 850 600...700 >50 20
С14500 Cu-Те 1140... 1170 650...750 450...600 <50 80
* Относительно свинцовой латуни марки С36000 (США).
Сплавы системы Cu-Cd-Sn. За рубежом
широко применяется кадмиевая бронза, допол-
нительно легированная оловом. Химический
состав стандартных проводниковых сплавов
системы Cu-Cd-Sn, применяемых в США,
Франции и Германии, приведен в табл. 6.12.
Эти сплавы известны под названием «телефон-
ная бронза».
Олово в тех количествах, в которых оно
вводится в «телефонную бронзу», находится в
твердом растворе (рис. 6.24) и дополнительно
упрочняет сплав. Об этом свидетельствуют
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
249
Рис. 6.24. Изотермический разрез
диаграммы состояния системы Cu-Cd-Sn
при 500 °С|18]
Рис. 6.25. Диаграмма состояния
системы Cu-Mg [142]
механические свойства сплавов С16200 (сис-
тема Cu-Cd) и С16500 (система Cu-Cd-Sn),
представленные в табл. 6.21.
Однако олово существенно снижает элек-
тро- и теплопроводность кадмиевой бронзы
(см. табл. 6.13). Свойства американского спла-
ва С16500 системы Cu-Cd-Sn приведены в
табл. 6.13 и 6.21, а в табл. 6.22 приведены его
технологические свойства и режимы обработ-
ки.
Добавка олова к сплавам системы Cu-Cd
увеличивает их коррозионную стойкость и
сопротивление износу. Из сплавов системы
Cu-Cd-Sn изготавливают прутки и проволоку.
В США проволока поставляется заказчику по
стандарту ASTM В105, а прутки - по нормалям
фирм [103].
Сплавы системы Cu-Mg. Согласно диа-
грамме состояния Cu-Mg (рис. 6.25) в равнове-
сии с а-твердым раствором на основе меди
находится конгруэнтно плавящаяся интерме-
таллидная фаза Cu2Mg (ТПЛ = 797 °C). Эта фаза
участвует с a-твердым раствором при темпера-
туре 725 °C в эвтектической реакции. Макси-
мальная растворимость магния в меди при эв-
тектической температуре составляет 2,77 %.
С понижением температуры растворимость
магния в меди уменьшается [21]:
Температура, °C 725 722 700 600 500 400 300
Растворимость Mg: % (по массе) 2,77 2,7 2,6 2,3 1,75 1,3 0,9
% (ат.) 6,93 6,69 6,55 5,8 4,5 3,3 2,3
Вследствие переменной уменьшающейся
с температурой растворимости магния в меди
сплавы, содержащие 2,0...3,0 % Mg, имеют
эффект дисперсионного твердения за счет вы-
деления интерметаллида Cu2Mg из пересыщен-
ного твердого раствора, зафиксированного
закалкой. Однако выделяющаяся при распаде
твердого раствора фаза Cu2Mg сильно ухудша-
ет деформируемость сплавов при холодной
обработке давлением и исключает возмож-
ность использования наклепа. Поэтому прак-
тическое применение нашли магниевые брон-
зы, содержащие до 1 % Mg. У этих сплавов
повышение прочности и твердости возможно
только за счет наклепа при холодной пластиче-
ской деформации.
Магний сильно упрочняет медь, однако с
увеличением его концентрации достаточно рез-
ко увеличивается удельное электросопротивле-
ние (рис. 6.26). Поэтому в промышленности
применяется магниевая бронза с невысоким
содержанием магния (0,1...0,35 %). Температу-
ра разупрочнения этого сплава при отжиге не-
сколько выше, чем у кадмиевой бронзе БрКд1
(рис. 6.27). Магниевую бронзу рекомендуют
как заменитель кадмиевой бронзы при произ-
250
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.26. Влияние содержания магния в медных
сплавах на временное сопротивление и удельное
электросопротивление (92]
Температура отжига,0 С
Рис. 6.27. Влияние температуры отжига
(в лечение 1 ч) на временное сопротивление
деформированной меди и сплавов »рКд1
и БрМ|Ю,3 [92|
водстве контактных колец и коллекторных
пластин электрических машин, работающих
при повышенных электрических и тепловых
нагрузках. Свойства и режимы обработки
бронзы БрМг0,3 приведены в табл. 6.23.
Магниевые бронзы БрМг0,5 и БрМгО,8
имеют более высокое удельное электросопро-
тивление - 0,030 и 0,037 мкОм м соответствен-
но. Они имеют ограниченное применение в
виде проволоки для кабелей и других токопро-
водящих дез алей.
Применяемые за рубежом стандартные
сплавы системы Cu-Mg содержат не более
0,8 % Mg. Их используют как заменители кад-
миевой бронзы. Стандартные магниевые брон-
зы, содержащие 0,4 и 0,7 % Mg, применяются в
Германии (см. табл. 6.12). Магниевая бронза
CuMgO,4 (2.1321) близка по свойствам к кад-
миевой бронзе CuCdlP (2.1160) (Германия).
Сплавы системы Cu-Mg за рубежом применя-
ют в основном для изготовления проволоки
электротехнического назначения.
Сплавы системы Си—Те. В России стан-
дартизована теллуровая бронза, содержащая
0,3...0,8 % Тс (см. табл. 6.8). Медь легируюi
теллуром для улучшения обрабатываемости
резанием. Электропроводность и теплопровод-
ность этого легко обрабатываемого резанием
сплава близка к соответствующим характери-
стикам меди (табл. 6.24).
Диаграмма состояния Cu-Тс характери-
зуется тем, что в жидком состоянии имеется
область несмешиваемости при концентрации
8,3...46 % Те и монотектической температуре
1051 °C (см. рис. 1.6). При температуре 1050 °C
имеет место эвтектическое превращение
L Си + Си2Те при концентрации теллура в
эвтектической точке 46,3 %. Теллур практиче-
ски не растворяется в твердой меди (расчетным
путем показано, что при 600 °C растворимость
теллура в меди менее 0,0001%). Поэтому в
медно-теллуровых сплавах в равновесии с ме-
дью находятся кристаллы твердой и хрупкой
фазы интерметаллида Си2Те. Отсутствие рас-
творимости теллура в меди и образование ин-
терметаллидной фазы Си2Те исключает воз-
можность твердорастворного упрочнения и
определяет высокую электропроводность спла-
вов системы Си-Те.
Положительное влияние теллура на обра-
батываемость резанием меди связано с образо-
ванием в структуре твердого соединения -
теллурида меди (Си2Те). Выделение этой фазы
способствует образованию ломкой и хрупкой
стружки, что позволяет увеличить скорость
обработки резанием по сравнению с чистой
медью и уменьшает шероховатость обрабаты-
ваемой поверхности.
Обрабатываемость резанием теллуровой
бронзы составляет 90 % от обрабатываемости
свинцовой латуни JIC63-3 (эталонный сплав), в
то время как обрабатываемость резанием неле-
гированной меди оценивается в 20 %.
Механические свойства теллуровой брон-
зы близки к свойствам нелегированной меди
(табл. 6.25); она хорошо обрабатывается давле-
нием в горячем и холодном состоянии; твердая
и мягкая пайка не вызывает затруднений; тем-
пература разупрочнения деформированного
материала составляет примерно 350 °C.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
251
6.23. Физические, механические, технологические свойства
и режимы обработки бронзы БрМгО,3 |92]
Свойства или режимы обработки Значения свойств и режимов обработки
Физические свойства
Температура плавления (ликвидус), °C 1076
у, кг/м3 8900
ср, Дж/(кгК) 381
а 106 при 20...300 °C, К1 17,6
р, мкОм м:
горячекатаные 0,020
после холодной деформации на 90 % 0,0238
К Вт/(мК) 340
Е, ГПа 126
Механические свойства
ов, МПа:
прессованные 220
горячекатаные 310
после холодной деформации на 90 % 530
отожженные 250
5, %:
прессованные 48
горячекатаные 24
после холодной деформации на 90 % 3
отожженные 45
НВ:
прессованные 55
после холодной деформации на 90 % 135
отожженные 55
Технологические свойства или режимы обработки
Температура литья, °C 1150...1200
Температура горячей обработки давлением, °C 800... 900
Температура отжига, °C 550...600
Обрабатываемость резанием, % 15
Паяемость Удовлетворительная
Свариваемость Удовлетворительная
6.24. Физические свойства теллуровой бронзы (0,3...0,8 % Те) и меди [47]
Сплав Метод очистки (0 р, мкОм м К Вт/(смК)
МСм/м % от Си
Теллуровая Раскисление фосфором (0,02...0,07 % Р) 52 90 0,0192 350
Бронза Бескислородный (0,001 %О2) 55 95 0,0182 370
Медь МОб Бескислородный (0,001 %О2) 58 100 0,0172 390
252
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.25. Гарантируемые механические свойства теллуровой бронзы (47]
Вид полуфабриката Состояние Толщина, мм ств, МПа О(),2, МПа б5, % НВ
не менее или в пределах
Ленты, полосы Полутвердое Твердое 3...60 3...60 380 435 260 380 10 8 75...85 80... 100
В теллуровой бронзе недопустимо повы-
шенное содержание кислорода, так как он свя-
зывает теллур в малорастворимый оксид, что
приводит к охрупчиванию сплава, поэтому
бронзу раскисляют фосфором или используют
бескислородную медь. Теллуровая бронза,
раскисленная фосфором, обладает хорошей
обрабатываемостью резанием, но электро- и
теплопроводность этого сплава из-за остаточ-
ного содержания фосфора значительно уступа-
ет меди. Когда требуется высокая электро- и
теплопроводность, бронзу получают на основе
бескислородной меди.
Теллуровая бронза широко применяется в
США (С 14500), Германии (СиТеР 2.1546,
SE -СиТе), Великобритании (С 10900), Франции
(VTe) (табл. 6.12). Свойства и режимы обра-
ботки сплава С14500 (США) приведены в табл.
6.21,6.22.
Из теллуровой бронзы получают прессо-
ванные прутки и профили, пригодные для ав-
томатической обработки резанием.
По механическим свойствам полуфабри-
каты из теллуровой бронзы существенно отли-
чаются от медных. Теллур оказывает положи-
тельное влияние на термическую стабильность
меди. Так, прочность сплава Си-0,6 % Те в
деформированном состоянии не изменяется
при температуре 350 °C в течение 2 ч, тогда
как медь при этих условиях разупрочняется
через 10... 15 мин. Теллур, нс повышая темпе-
ратуру рекристаллизации меди, замедляет про-
цесс разупрочнения и, благодаря присутствию
дисперсных частиц теллурида меди Си2Те,
сдерживает рост зерен при рекристаллизации.
Благодаря хорошей обрабатываемости
резанием теллуровую бронзу применяют для
изготовления сопел (патрубков) газопламенной
резки, направляющих клапанов в автомобиль-
ных двигателях.
Сплавы системы Cu-Тс благодаря нали-
чию в мягкой медной матрице твердых дис-
персных включений теллурида меди Си2Те
обладает хорошими антифрикционными свой-
ствами. В сочетании с высокой теплопровод-
ностью и хорошей обрабатываемостью резани-
ем теллуровая бронза является материалом,
пригодным для изготовления подшипников
скольжения, работающих в тяжелых условиях.
Высокая электропроводность делает ее пер-
спективным материалом для применения в
электротехнике: многие детали электрических
выключателей, элементы полупроводниковых
устройств и т.п., требующие проведения об-
ширной обработки резанием, экономично изго-
товлять из теллуровой бронзы.
Сплавы системы Cu-Те из-за высокой
упругости паров теллура не пригодны для ис-
пользования в вакуумных и электронных уст-
ройствах. Теллур также ухудшает сваривае-
мость меди, пайка возможна твердым припоем,
содержащим мышьяк, и мягким припоем, в
состав которого входит олово.
6.2.3 Сплавы системы Cu-Zr
Цирконий является одним из наиболее
важных легирующих элементов в металлургии
проводниковых медных сплавов. Из всех леги-
рующих элементов он наиболее сильно повы-
шает температуру начала рекристаллизации
меди (см. рис. 6.1). Цирконий находится среди
элементов, которые не сильно снижают элек-
тропроводность меди (см. рис. 1.9), и даже при
содержании его в количестве 0,8...0,9 % элек-
тропроводность сплавов сохраняется на уровне
80 % от электропроводности меди (рис. 6.28).
Цирконий используется как легирующий эле-
мент при создании микролегированных мед-
ных сплавов высокой электропроводности (см.
п. 6.1), он является важнейшим легирующим
элементом в многокомпонентных жаропроч-
ных бронзах высокой электро- и теплопровод-
ности. В промышленности нашли применение
и двухкомпонентные медно-циркониевые
бронзы.
Диаграмма состояния системы Cu-Zr, ко-
торая является основой фазового состава цир-
кониевых бронз, с тех пор как она была опуб-
ликована в завершенном виде [112], претерпе-
НИЗКОЛЕГИРОВАННЫЕ БРО113Ы ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
253
Рис. 6.28. Влияние содержания циркония
на механические свойства и электропроводность
меди
Рис. 6.29. Диаграмма состояния
системы Cu-Zr [21,142]
ла значительные изменения. Основные уточне-
ния связаны с идентифицированием первых
двух интерметаллических соединений со сто-
роны меди, что является принципиальным при
определении фазового состава циркониевых
бронз. Считалось, что в равновесии с а-твер-
дым раствором на основе меди находится кон-
груэнтно плавящаяся фаза Cu3Zr с температу-
рой плавления 1115 °C. 11оэтому она указыва-
лась в научной и справочной литературе как
основная упрочняющая фаза сплавов системы
Cu-Zr.
В настоящее время установлено, что в
равновесии с а-раствором находится другая
инконгруэнтно плавящаяся интсрметаллидная
фаза Cu5Zr, которая образуется по перитекти-
ческой реакции I. + Cu5lZrl4 Cu3Zr при 1010 °C
(рис. 6.29). Следовательно, она является упроч-
няющей фазой в циркониевых бронзах. Фаза
Cu5Zr участвует в эвтектической реакции
L а + Cu5Zr с а-твердым раствором на осно-
ве меди при температуре 967 °C. Она имеет
сложную кубическую решетку типа Вс5Ди с
пространственной группой МЗ/д и параметром
решетки а 0,687 нм [21].
Однако до настоящего времени оконча-
тельный вариант диаграммы состояния не от-
работан. В частности, в ряде работ отмечается,
что ближайшая к меди фаза имеет формулу
Cu9Zr2, решетка которой с параметрами а =
- 0,6856 нм и с = 0,68882 нм относится к тетра-
гональной свсрхструктуре, производной от
структуры типа Ве5Аи (типа Cu5Zr) [21]. Уточ-
нена также формула конгруэнтно плавящейся
фазы - она имеет стехиометрический состав
Cu5lZrI4.
Предельная растворимость циркония в
меди в твердом состоянии при эвтектической
температуре 967 °C составляет 0,15 %. С по-
нижением температуры она уменьшается [21]:
Температура, °C 967 950 900 850 800 700 600
Растворимость Zr, % (по массе) 0,15 0,12 0,092 0,073 0,046 0,02 0,01
То же (ат.) 0,105 0,084 0,064 0,051 0,032 0,014 0,007
Сплавы системы Cu-Zr относятся к кате-
гории проводниковых медных сплавов. По
электропроводности (90...95 % от электропро-
водности меди) они превосходят хромовые
бронзы и находятся на уровне термически не-
унрочняемых медных сплавов высокой элек-
тро- и теплопроводности.
Физические и механические свойства
254
CI 1ЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
циркониевых бронз, особенности термической
и термомеханической обработки полуфабрика-
тов и изделий с целью получения высокопроч-
ного состояния определяются двумя особенно-
стями этих сплавов.
Во-первых, цирконий имеет крайне ма-
лую предельную растворимость в меди в твер-
дом состоянии, всего 0,15 % Zr. Поэтому эф-
фект упрочнения закаленных циркониевых
бронз за счет дисперсионного твердения при
старении невысокий. По данному показателю
циркониевые бронзы существенно уступают
хромовым и тем более хромоциркониевым
сплавам (рис. 6.30) [167]. Невысокое упрочне-
ние при старении циркониевых бронз связано с
небольшим количеством упрочняющей фазы
Cu5Zr. На уменьшение эффекта упрочнения
также влияет пластинчатая форма и относи-
тельно большие размеры этой фазы.
Во-вторых, из всех легирующих элемен-
тов цирконий наиболее сильно повышает тем-
пературу начала рекристаллизации меди, она
выше оптимальных температур старения спла-
вов системы Си -Zr. Поэтому наклеп от пласти-
ческой деформации между закалкой и старени-
Рис. 6.30. Влияние температуры старения
в течение 1 ч сплавов Си - 0,37 % Zr (/),
Си - 0,26 % Сг (2) и Си - 0,50 % Сг - 0,54 % Zr (3)
на твердость после обработки по режимам |167|:
а - закачка с 950 °C в воде + старение;
б - закатка с 950 °C в воде + деформация 83 % +
+ старение
ем циркониевых бронз накладывается на эф-
фект упрочнения от дисперсионного твердения
при старении и усиливает его. Об этом свиде-
тельствуег сопоставлении твердости цирконие-
вых и хромовых бронз после старения при раз-
личных температурах и термомеханическои
обработки, предусматривающей деформацию
между закалкой и старением (см. рис. 6.30
Холодная деформация после закалки повышает
твердость всех трех сплавов по сравнению с
обычным вариантом термической обработки
Кроме того, твердость циркониевой бронзь
становится выше твердости двойной хромовой
бронзы во всем диапазоне температур старе-
ния.
Поскольку при старении закаленных
сплавов системы Си- Zr происходит небольшой
прирост прочностных свойств, этот вариан
термической обработки к циркониевым брон-
зам не применяют. Полуфабрикаты из цирко-
ниевых бронз подвергают термомеханической
обработке по схеме: закалка + деформация -
+ старение или закалка + деформация + старе-
ние + деформация. Все варианты ТМО цирко-
ниевых бронз с целью получения заданных
свойств связаны с отысканием компромисса
между величиной холодной деформации и
температурно-временными режимами старе-
ния.
Как следует из рис. 6.31, а, применение
ТМО к сплаву Си-0,46 % Zr по схеме: закалка с
Рис. 6.31. Влияние времени старения
при различных температурах на твердость сплава
Си - 0,46 % Zr после обработки по режимам:
а - закалка с 920 °C в воде + деформация 50 % +
+ старение; б - закалка с 920°С в воде + старение
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И TEI1ЛОПРОВОДНОСТИ
255
920°С в воду + холодная деформация 50 % +
+ старение, приводит к повышению твердости
почти в 2 раза по сравнению с полуфабриката-
ми, которые подвергались закалке и старению
(см. рис. 6.31, б).
Холодная деформация закаленного спла-
ва не только вызывает дополнительное упроч-
нение, но и изменяет кинетику старения спла-
ва. Из-за повышения концентрации вакансий и
плотности дислокаций облегчается выделение
частиц циркониевой фазы Cu5Zr, снижается
устойчивость пересыщенного твердого раство-
ра, и максимальное упрочнение при старении
достигается при более низких температурах: с
применением ТМО она составляет 400 °C, без
ТМО - 470 °C.
Эффект упрочняющего действия холод-
ной пластической деформации закаленного
сплава настолько высок, что последующий
нагрев при старении может даже вызвать неко-
торое понижение твердости, так как дисперси-
онного твердения при распаде пересыщенного
твердого раствора недостаточно для полной
компенсации разупрочнения от процессов воз-
врата и отдыха (см. рис. 6.31).
Для проводниковых сплавов важно, что
режимы ТМО не только повышают прочност-
ные свойства сплавов системы Cu-Zr, но и
увеличивают их электропроводность. Об этом
свидетельствуют кинетические кривые старе-
ния сплава Си-0,46 % Zr при температурах 425
и 500 °C (рис. 6.32): электропроводность после
ТМО выше, чем после старения по тем же ре-
жимам.
Насколько эффективно применение ТМО
к циркониевым бронзам свидетельствуют дан-
ные табл. 6.26. Применение холодной дефор-
мации 90 % между закалкой и старением при-
водит к повышению в несколько раз предела
текучести при сохранении электропроводности
Рис. 6.32. Влияние времени старения
при температурах 425 и 500 °C
на электропроводность сплава Си - 0,46 % Zr
после обработки по режимам:
I и 3 - закалка с 920 °C в воде + деформация 50 % +
+ старение; 2 и 4 - закалка с 920°С в воде + старение
на том же уровне. Степень упрочнения сплавов
возрастает с повышением концентрации цир-
кония до 0,15 %. Свойства сплавов с различ-
ным содержанием циркония, представленные в
табл. 6.27, показывают, что увеличение кон-
центрации циркония выше 0,5 % нецелесооб-
разно, так как прочностные свойства при этом
изменяются незначительно, а электропровод-
ность и пластичность снижаются. Кроме того, с
увеличением содержания циркония ухудшается
технологичность медно-циркониевых сплавов.
Упрочнение сплавов системы Cu--Zr от
дисперсионного твердения начинается с кон-
центрации 0,02 % Zr и выше (рис. 6.33). Нали-
чие максимума на кривых изменения твер-
6.26. Свойства циркониевых бронз после различных режимов обработки [160]
Свойство Значение при концентрации Zr (%) и режимах обработки
0,05 0,10 0,15 0,05 0,10 0,15
Закалка с Г °C + старение при 500 °C в течение 1 ч Закалка с 900 °C + деформация 90 % + старение при 400 °C в течение 1 ч
876 950 980
(0, % от Си 95 98 90 93 89 87
ов, МПа 230 240 260 415 440 490
о0,2, МПа 50 56 134 370 390 430
6, % 44 44 20 12 10 10
HV 55 70 83 130 140 150
Температура начала разупрочнения,°C - — — 535 570 580
256
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.27. Механические свойства и электропроводность медно-циркониевых сплавов
с различным содержанием циркония после ТМО* [159]
Состав сплава сэ, % от Си ов, МПа Со 2, МПа S, % HV
Си-0,1 % Zr 89 440 390 10 140
Си-0,15 % Zr 87 490 430 10 150
Си-0,30 % Zr 86 500 - 8 150
Си-0,50 % Zr 83 510 450 6 152
Си-1,0 % Zr 80 535 - - 154
* Режим ТМО: закалка с 900 °C в воде + холодная деформация 90 % + старение при 400 °C в течение 1 ч.
Рис. 6.33. Влияние температуры старения
в течение 1 ч после закалки с 950 °C и
холодной деформации на твердость сплавов
системы Cu-Zr, содержащих циркония [160], %:
/- 0,003; 2 - 0,02; 3 - 0,10; 4 - 0,19
дости от температуры старения в сплавах, со-
держащих от 0,02 до 0,19 % Zr, связано с тем,
что наклеп от холодной деформации наклады-
вается на упрочнение за счет распада пересы-
щенного твердого раствора.
На рис. 6.34 представлена диаграмма изо-
термического превращения твердого раствора
бронз, содержащих 0,07...0,7 % Zr. С-кривые
построены по изменению удельного электро-
сопротивления. За исходный уровень электро-
сопротивления принята величина, соответст-
вующая закаленному состоянию. О начале
распада судили по 10%-му изменению элек-
тросопротивления. Наименьшую устойчивость
пересыщенный твердый раствор для всех спла-
вов имеет при температурах около 750 °C. При
этих температурах выделения избыточной фа-
зы Cu5Zr располагаются преимущественно по
границам зерен.
Рис. 6.34. Диаграмма изотермического распада
твердого раствора в сплавах системы Cu-Zr, по-
строенные по 10 %-му изменению
электросопротивления Др после закалки с 940 °C
в соляные ванны и изотермических выдержек
[106]
Изменение концентрации циркония в
сплавах от 0,07 до 0,15 % практически не из-
меняет кинетику распада твердого раствора
Средняя величина зерен а-раствора в этих об-
разцах составляет 50...60 мкм. При концентра-
ции циркония в бронзах 0,7 % устойчивость
твердого раствора против распада резко пони-
жается (см. рис. 6.34). Это связано с тем, чч
увеличение концентрации циркония в сплаве
приводит к повышению объемного содержания
избыточной фазы CusZr эвтектического проис-
хождения, не растворившейся при нагреве по
закалку, и к уменьшению размера зерна д
10... 15 мкм. Такая структура способствует
повышению плотности дислокаций, обеспечи-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
257
6.28. Химический состав (%) и области применения
циркониевой бронзы БрЦрО,4
Zr Си Fe, не более Сумма примесей* Полуфабрикаты и области применения
0,3...0,5 Остальное 0,03 0,1 Листы, лента, прутки, полосы коллекторные, электроды сварочных аппаратов и детали, кото- рые должны сочетать высокую тепло- и элек- тропроводность с жаропрочностью
* При раскислении бронзы итрием в количестве 0,1% этот элемент в сумму примесей не входит.
вающий гетерогенное зарождение частиц фазы
Cu5Zr при распаде твердого раствора [106].
В настоящее время в промышленности
применяется циркониевая бронза БрЦрО,4,
содержащая 0,3...0,5 % Zr (табл. 6.28). Ее ис-
пользуют в тех случаях, когда требуется соче-
тание высокой электро- и теплопроводности с
жаропрочностью. Хотя при нормальной темпе-
ратуре циркониевая бронза по прочностным
свойствам несколько уступает хромоной, но
она имеет более высокую электропроводность
и пластичность. При высоких температурах
прочностные свойства циркониевой бронзы
БрЦрО,4 и хромовой БрХ близки, однако цир-
кониевая бронза выгодно отличается от двой-
ной хромовой тем, что в интервале температур
400...600 °C она не имеет провала пластично-
сти (табл. 6.29).
Бронза хорошо обрабатывается давлением
в горячем и холодном состоянии, паяется, удов-
летворительно обрабатывается резанием, корро-
зионная стойкость ее такая же, как у меди.
Основой хорошего качества сплава явля-
ется применение бескислородной меди высо-
кой чистоты или меди, полученной при плавке
в вакууме, инертной или защитной среде. Цир-
коний вводят в расплав в чистом виде или в
виде лигатуры (30...50 % циркония). Плавка
меди, легирование и литье производится в за-
щитной среде или в вакууме при строгом тем-
пературно-временном режиме. Цирконий -
химически активный металл, и он интенсивно
окисляется при плавке в окислительной атмо-
сфере, поэтому качественные слитки получают
при вакуумной плавке. Необходимо отметить,
что применение вакуумной плавки для произ-
водства сплавов системы Cu-Zr повышает их
механические и технологические свойства.
Физические, механические, технологиче-
ские свойства и режимы обработки цирконие-
вой бронзы БрЦрО,4 приведены в табл.
6.30...6.32.
Сплавы системы Cu-Zr,
применяемые за рубежом
В зарубежной практике цирконий приме-
няется в качестве одного из основных леги-
рующих элементов при производстве низколе-
гированных жаропрочных проводниковых
сплавов на основе меди.
В табл. 6.33 приведены свойства и режи-
мы обработки стандартного сплава С15000
(США), содержащего 0,1...0,2 % Zr. Сплавы
близкого состава имеются в стандартах Герма-
нии, Франции, Англии и Японии.
В отличие от сплавов системы Cu-Cr, где
дисперсионное упрочнение достигается за счет
выделения при старении дисперсных частиц
практически чистого хрома, в сплавах системы
Cu-Zr упрочнение происходит за счет выделе-
ния дисперсных частиц интерметаллида цир-
кония Cu5Zr. При содержании циркония от 0,01
до 0,2 % сплавы можно нагревать под закалку в
широком интервале температур 700...960 °C
[103]. Это дает важные технологические пре-
имущества перед другими термически упроч-
няемыми медными сплавами. При закалке
сплавов системы Cu-Cr и других жаропрочных
медных сплавов, имеющих узкий интервал
температур нагрева под закалку, нагрев осуще-
ствляется до предельно высоких температур
(~1000 °C). В результате этого может образо-
ваться крупнозернистая структура или струк-
тура с неоднородным размером зерен по сече-
нию полуфабриката, что приводит к нежела-
тельному изменению свойств. Такой неодно-
родности структуры не наблюдается при тер-
мической обработке изделий из сплавов систе-
мы Cu-Zr.
6.29. Механические свойства и удельное электросопротивление низколегированных медных сплавов
при высоких температурах! 88 ]
Марка Состав, % Температура, °C
400 500 600
Ов, МПа 0О.2, МПа 8, % HV'4 p i о2, мкОм-м Ов, МПа О<).2, МПа 8, % HV*4 рю2, мкОм-м о„ МПа 0О.2, МПа 8, % HV’4 р-102, мкОмм
Медь МО*1 99,99Си ПО 70 39 25 4,24 70 50 50 11 5,07 50 20 51 7 5,84
БрСрО, Г1 0,1 Ag; ост.Си 130 110 51 56 4,41 ПО 80 50 14 5,24 60 40 48 7 6,05
БрКдГ1 1 Cd; ост.Си 230 190 31 57 4,87 140 ПО 64 18 5,60 70 50 95 9 6,36
БрЦрО,4*2 0,20Zr; ост.Си 300 290 15 77 4,54 250 240 15 55 5,36 210 219 17 32 6,12
БрХ*3 0,79Сг; ост.Си 330 320 7 75 4,59 280 270 7 45 5,42 180 170 10 33 6,14
БрХЦр*1 0,46Cr; 0,04Zr; ост.Си 350 340 18 91 4,52 290 280 18 62 5,34 250 240 18 35 5,97
*' Холодная деформация на 50 %.
*2 Закалка с 959 °C + холодная деформация на 50 % + старение при 450 °C в течение 4 ч
*’ Закалка с 1000 °C + холодная деформация на 50 % + старение при 450 °C в течение 4 ч
*4 Длительная часовая твердость.
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
259
6.30. Физические, механические, технологические свойства и
режимы обработки бронзы БрЦрО,4 [92]
Свойства или режимы обработки Значения свойств и режимов обработки
Физические свойства
Температура плавления, °C:
ликвидус 1065
солидус 966
у, кг/м3 8850
а • 10б, К-1, при:
20...100 °C 16,3
20...300 °C 17,9
20...600 °C 19,8
р, мкОм м:
после закалки 0,0249
после закалки, деформации 75 % и старения 0,0208
со, % от Си:
после закалки 69
после закалки, деформации 75 % и старения 83
а', К-1 0,0037
X, Вт/(м-К) после закалки и старения 335
Е, ГПа 126
Механические свойства
ов, МПа:
после закалки с 920 °C в воде 270
после закалки, деформации 75 % и старения 480
о0.2> МПа:
после закалки с 920 °C в воде ПО
после закалки, деформации 75 % и старения 440
5, %:
после закалки с 920 °C в воде 35
после закалки, деформации 75 % и старения 17
\|/, % после закалки, деформации 75 % и старения 61
НВ:
после закалки с 920 °C в воде 65
после закалки, деформации 75 % и старения 135
Технологические свойства или режимы обработки
Температура литья, °C 1180...1120
Температура горячей обработки давлением, °C:
прессования 900±20
прокатки 800... 850
Температура термической обработки, °C:
отжига 650...750
закалки 900...950
старения 400...500
Обрабатываемость резанием*, % 20
♦ В % относительно свинцовой латуни ЛС63-3.
260
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.31. Физические и механические свойства циркониевой бронзы БрЦрО,4
при различных температурах [52]
Свойство Температура, °C
20 300 400 500 600
Физические свойства
у, кг/м3 8930 - - - -
р 102 мкОм м 1,93 3,87 4,54 5,34 6,12
со, МСм/м 52 26 22 18 16
со, % (от Си) 90 93 93 95 96
X, Вт/(м К) 343 - - - -
а-106, К’1 16,3 17,8 - 19,5 -
Е, ГПа 137 123 117 - -
Механические свойства
ов, МПа 400 320 300 250 200
о0 2, МПа 370 310 290 240 190
5, % 17 - - - -
V|/,% 69 68 68 70 72
KCU, МДж/м2 2,0 2,1 2,2 1,8 1,6
HV - - 112 102 73
Длительная (1 ч) твердость HV - - 77 55 32
6.32. Типичные механические свойства циркониевой бронзы БрЦрО,4
Вид полуфабриката Состояние Ов, МПа МПа 8, % НВ
Листы, прутки Закалка с 950 °C в воде + старе- ние при 420 °C в течение 4 ч 400 350 16 115
Полосы коллекторные Тянутое - - - 115
Сплав Си-0,08 % Zr, обработанный по
режиму: закалка с 760 °C, холодная прокатка с
суммарным обжатием 50 %, старение при
450 °C в течение 2 ч, обладает минимальной
анизотропией механических свойств. При ме-
ханических испытаниях при 300 °C он имеет:
вдоль направления прокатки - ов - 290 МПа,
5 = 1,5 %, поперек направления прокатки -
ов = 305 МПа, 5 - 6,5 %. Такую небольшую
разницу в свойствах трудно получить при тер-
момеханической обработке других двухкомпо-
нентых жаропрочных низколегированных мед-
ных сплавов. Например, свойства сплава
Си-0,08 % Сг вдоль направления прокатки
составляют: ов = 350 МПа, 5=7 %, поперек -
ов = 330 МПа, 5 = 3,0 % [103].
Сплавы системы Cu-Zr имеют высокую
жаропрочность и проявляют малую чувстви-
тельность к концентраторам напряжений. У
других проводниковых медных сплавов, на-
пример сплавов системы Cu-Cr, предел дли-
тельной прочности при испытаниях на образ-
цах с надрезом резко снижается (табл. 6.34).
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
261
6.33. Физические, механические, технологические свойства
и режимы обработки циркониевой бронзы С15000 (США) [103]
Свойства или режимы обработки Значения свойств и режимов обработки
Физические свойства
Температура плавления (ликвидус), °C 1082
у, кг/м3 8830
а-106, К’1 при 20...300 °C 15
р, мкОм м:
после закалки 0,0246
после закалки, деформации и старения 0,0216
со, % от Си:
после закалки 70
после закалки и старения 84
после закалки, деформации и старении 80
а', К-1 0,0036
Вт/(м К) 333
Е, ГПа 126
Механические свойства
ов, МПа:
после закалки 225
после закалки и старения 335
после закалки, деформации и старения 410
Оо,2> МПа:
после закалки 100
после закалки и старения 290
после закалки, деформации и старения 370
5, %:
после закалки 50
после закалки и старения 18
после закалки, деформации и старения 14
Технологические свойства или режимы обработки
Температура литья, °C 1200... 1260
Температура горячей обработки давлением, °C 890...950
Температура термической обработки, °C:
закалки 900...950
старения 400...500
Обрабатываемость резанием*, % 20
* В % относительно свинцовой латуни марки С36000 (США).
262
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.34. Предел длительной прочности сплавов системы Cu-Zr, Cu-Cr и Cu-Ag при 300 °С[103]
Состав, % Вид образца Направление Длительная прочность, МПа
~ 300 о 100 ~ W0 О500
Cu-0,08Zr Сплошной вдоль прокатки поперек прокатки 238 266 224 225
С надрезом вдоль прокатки поперек прокатки 262 290 248 270
Cu-0,08Cr Сплошной вдоль прокатки поперек прокатки 252 130 228 91
С надрезом вдоль прокатки поперек прокатки 196 120 170 84
Cu-0,08Ag Сплошной вдоль прокатки поперек прокатки 123 140 74 98
С надрезом вдоль прокатки поперек прокатки 109 109 —
Плавка, легирование и литье Cu-Zr спла-
вов осуществляется в защитной среде или в
вакууме при строгом соблюдении технологи-
ческого режима: перегрев расплавленной меди
до 1170... 1200 °C, введение легирующих эле-
ментов, перемешивание расплава и не позже,
чем через 5 мин, - литье при 1200... 1260 °C
непрерывным способом или методом наполни-
тельного литья в изложницы.
Применение бескислородной меди в со-
четании с вакуумной плавкой при производст-
ве проводниковых сплавов системы Cu-Zr по-
зволяет усилить эффективность влияния до-
бавки циркония в количествах, более 0,15 %,
на свойства и прежде всего на характеристики
жаропрочности. Благодаря увеличению содер-
жания циркония повышается сопротивление
ползучести и предел длительной прочности.
Сплав Cu-Zr, содержащий 0,25 % Zr, использу-
ется в условиях длительного нагрева до 400 °C,
а при кратковременном нагреве - до 500 °C.
Сплавы системы Cu-Zr с 0,1...0,25 %Zr
применяются для изготовления электродов
контактной сварки, коллекторов электрических
машин, прерывателей электрического тока,
работающих при высокой температуре.
Для улучшения свойств циркониевые
бронзы дополнительно легируют As, Hf, V, Mg
и некоторыми другими элементами.
Сплавы системы Cu-Zr-As. Сплав этой
системы разработан американской фирмой
«Америкэн метал клаймакс инкорпорешн»
[103]. Небольшие добавки мышьяка связывают
цирконий в химическое соединение AsZr и
позволяют получать сплавы с более высоким
содержанием циркония. Для получения этого
соединения необходимо соблюдать соотноше-
ние Zr : As = 2 : 1. Оптимальные значения ме-
ханических свойств и электропроводности
получают при следующем содержании леги-
рующих элементов: 0,3...0,7 % Zr; 0,15...
0,35 % As.
Мышьяк улучшает качество слитков и
обрабатываемость давлением. Плавку проводят
с использованием бескислородной меди
(OFHC) или меди, выплавленной в вакууме или
под защитой инертного газа. Горячую дефор-
мацию слитков (прокатку, ковку, прессование)
проводят в интервале температур 750...900 °C.
Нагревать слитки выше 900 °C нельзя, так как
вследствие оплавления эвтектики по границам
зерен происходит разрушение слитков при
горячей обработке давлением. Горячедеформи-
рованные заготовки обрабатывают в холодном
состоянии с суммарной деформацией до 90 %.
Сплавы системы Cu-Zr-As, как и сплавы
Cu-Zr, относятся к термически упрочняемым
материалам. Основной упрочняющей фазой
при старении является соединение AsZr. Режим
темической обработки следующий: закалка с
850. ..950 °C, выдержка в течение 10...60 мин,
охлаждение в воде; старение при 350...450 °C в
течение 1...2 ч. Для повышения прочностных
свойств закаленные полуфабрикаты подверга-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
263
ются холодной деформации. При применении
ТМО температуру старения выбирают ближе к
нижнему температурному пределу, без приме-
нения ТМО - к верхнему.
При старении упрочнение достигается за
счет выделения из а-раствора дисперсных час-
тиц фазы AsZr. Вследствие распада твердого
раствора легирующие компоненты практиче-
ски полностью удаляются из него, что вызыва-
ет резкое повышение электропроводности. Об
этом свидетельствует сравнение свойств спла-
вов Cu-Zr и Cu-Zr-As, приведенных в табл.
6.35. Как следует из табл. 6.35, добавка мышь-
яка (при оптимальном соотношении с цирко-
нием) приводит не только к повышению проч-
ностных свойств, но к значительному росту
электропроводности.
Японская фирма «Сумитомо дэнки когэ»
[103] разработала проводниковый сплав систе-
мы Cu-Zr-As с малыми добавками компонен-
тов: 0,12. ..0,2 % Zr и 0,04...0,1 % As. В этом
сплаве также выдержано соотношение
Zr : As = 2 : 1, необходимое для образования
упрочняющей фазы AsZr.
Режим обработки сплава следующий: за-
калка с 900 °C в воде, холодная деформация
90 %, старение при 400 °C в течение 1 ч.
Из сплавов системы Cu-Zr-As изготов-
ляю! плиты, листы, прутки, проволоку, из ко-
торых получают детали элекзронных прибо-
ров, коллекторы электрических машин и дру-
гие изделия.
Сплавы системы Cu-Zr-Mg, содержа-
щие 0,01 ...0,3 % Zr и 0,01 ...0,6 % Mg (опти-
мально 0,04 %), разработаны американской
фирмой «Америкен метал клаймакс» [103].
Магний в сочетании с цирконием оказы-
вает положительное действие на свойства
сплава благодаря своей раскислительной спо-
собности. Как легирующий элемент он улуч-
шает усвояемость циркония в процессе плавки,
улучшает литейные свойства (повышает жид-
котекучесть, снижает окисляемость расплава) и
измельчает размер зерен слитка.
Если требуется получить сплав с высоки-
ми механическими свойствами и максимальной
электропроводностью, то необходимо приме-
нять бескислородную медь 99,99 %, плавлен-
ную в вакууме или инертной атмосфере. Маг-
ний и цирконий улучшают растворимость друг
друга в расплавленной меди при изготовлении
сплавов.
Для получения сочетания высоких проч-
ностных свойств и электропроводности сплав
подвергают ТМО по режиму: закалка с 950 °C
в воде, холодная деформация с суммарным
обжатием 90 %, старение при 450 °C.
Такая обработка позволяет получать сле-
дующий уровень свойств ленты толщиной
0,5 мм: ов=340...390 МПа; o0j= 290...330 МПа;
электропроводность 91.. .95 % от Си.
Сплав систем Cu-Zr-Nb. Сплав систем
Cu-Zr-Nb, содержащий 0,1.. .0,5 % Zr; 0,01...
0,2Nb; остальное - медь, разработан фирмой
«Металгезельшафт АГ» (Германия). Основным
достоинством этого сплава является высокая
стойкость к окислению. Окалиностойкость
сплава системы Cu-Zr-Nb при 300 °C в три
раза выше, чем двойного сплава Си-0,25 % Zr.
Сплав применяется в качестве материала для
изготовления деталей, обладающих хорошей
стойкостью против окисления, высокой элек-
тропроводностью и жаропрочностью (детали
электрических машин большой мощности,
проводники нагревательных приборов).
Сплавы системы Cu-Zr-V разработаны
американской фирмой «Америкен метал клай-
макс». Содержание компонентов в сплаве оп-
тимального состава следующее 0,01...0,15%Zr;
0,01...0,05V; остальное - медь. Небольшие
добавки ванадия к сплавам системы Cu-Zr
повышают жаропорочность без существенного
снижения электропроводности.
6.35. Свойства сплавов систем Cu-Zr и Cu-Zr-As* [103]
Состав сплава, % Вид полуфабриката Температура испытания, °C и, % от Си Ов, МПа О<).1, МПа 8, %
Cu0,3Zr Лента толщиной 0,5 мм 20 86 470 410 10
Cu-0,3Zr-0,15 As 20 91 500 450 11
Cu-0,5Zr Проволока диаметром 400 - 330 310 8
Cu-0,5Zr-0,25As 0,35мм 400 - 340 320 7
* Режим обработки: закалка с 900 °C в воде, холодная деформация 90 %, старение при 350 °C.
264
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Сплав имеет хорошие литейные свойства,
хорошо деформируется в горячем и холодном
состоянии. Горячая обработка давлением про-
водится при температурах 650...950 °C. Режим
термической обработки следующий: закалка с
900.. .1000 °C; старение при 450.. .600 °C.
Сплав 0,12 % Zr; 0,05 % V; остальное Си
после закалки с 950 °C в воде, холодной про-
катки с обжатием 90 % и старения при 550 °C
имеет: ов = 430...490 МПа; ooj = 380...
390 МПа; 5 - 8...9 %; электропроводность
93 % от электропроводности меди.
По прочностным свойствам в интервале
температур 600...800 °C сплав системы
Cu-Zr-V превосходит другие медно-
циркониевые сплавы. Он может подвергаться
высокотемпературной пайке твердыми при-
поями.
Из сплава изготовляют ленты, полосы,
прутки, проволоку для деталей электрических
и электронных приборов, работающих при
высоких температурах, ракетные сопла и дру-
гие изделия.
Отрицательные свойства сплавов, леги-
рованных тугоплавкими металлами V и Nb,
связаны с трудностями введения этих металлов
в расплавленную медь. В двойных системах
Cu-V и Cu-Nb небольшие количества туго-
плавких металлов приводят к резкому повы-
шению температуры ликвидуса [21, 142]. Это
требует при получении медно-циркониевых
сплавов с указанными добавками применения
тугоплавких лигатур и сильного nepeipeea
расплава, что вызывает повышенное газона-
сыщение металла и окисление циркония.
Сплав системы Cu-Zr-Hf разработан
фирмой «Америкен метал клаймакс» (США).
Оптимальное содержание компонентов сле-
дующее: 0,25...0,15 %Zr; 0,5...0,9 % Hf; ос-
тальное медь.
Сплавы системы Cu-Zr-Hf пластичны,
хорошо обрабатываются давлением в горячем
и холодном состоянии. Температура горячей
деформации 900...980 °C.
Режим термической обработки следую-
щий: закалка с 940...980 °C в воде, старение
при температуре 500...550 °C в течение 1...2 ч.
Если после закалки применяется холодная пла-
стическая деформация, то температура старе-
ния снижается до 400.. .500 °C.
Сплав, содержащий 0,11 % Zr; 0,63 % Hf,
после закалки и старения при 500 °C имеет:
ов = 430 МПа, 5=10%, электропроводность
86 % от электропроводности меди.
Из сплава системы Cu-Zr-Hf выпускают
плоский прокат, профили, проволоку для изго-
товления коллекторов и контактных пластин
электрических машин и других изделий.
6.2.4. Сплавы системы Cu-Cr -
хромовые бронзы
Среди жаропрочных медных сплавов вы-
сокой электро- и теплопроводности наиболее
широкое применение в промышленности на-
шли хромосодержащие сплавы - хромовые
бронзы. Хромовыми бронзами называют мед-
но-хромовые или более сложные по химиче-
скому составу хромосодержащие низколегиро-
ванные медные сплавы, в которых упрочнение
после закалки и старения происходит в резуль-
тате выделения из твердого раствора дисперс-
ных частиц хрома или хромосодержащих со-
единений [53].
Двойные хромовые бронзы
Многие свойства двойных хромовых
бронз определяются особенностями физико-
химического взаимодействия между компонен-
тами в системе Cu-Cr. Наибольший практиче-
ский интерес имеет часть диаграммы состояния
Cu-Cr, богатая медью (рис. 6.35). В этой сис-
теме в твердом состоянии существуют две фа-
зы: a-твердый раствор хрома в меди и твердый
раствор на основе хрома. Однако вследствие
ничтожно малой растворимости меди в хроме в
твердом состоянии (она составляет при 1150 °C
0,06 % и уменьшается практически до нуля при
более низких температурах [21,142]), второй
твердой фазой является практически чистый
хром.
Рис. 6.35. Диаграмма состояния Cu-Cr [21,142]
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
265
Максимальная растворимость хрома в
меди в твердом состоянии при эвтектической
температуре 1076,6 °C составляет 0,73 % [142].
С понижением температуры растворимость
хрома в меди резко уменьшается, и при 400 °C
она становится равной 0,02 % [21,142]
(табл. 6.36).
Данные о растворимости свидетельству-
ют о том, что на основе системы Cu-Cr воз-
можно создание дисперсионно-твердеющих
медных сплавов. Малая растворимость хрома в
меди при низких температурах обеспечивает
высокую электро- и теплопроводность медно-
хромистых сплавов в отожженном состоянии и
после дисперсионного твердения. Все это по-
зволяет считать двойную систему Cu-Cr прак-
тически идеальной основой для разработки
жаропрочных сплавов высокой электро- и теп-
лопроводности на медной основе.
Хромовые бронзы являются термически
упрочняемыми сплавами и имеют оптимальное
сочетание физических, механических и экс-
плуатационных свойств после закалки и старе-
ния или термомеханической обработки.
Среди легирующих элементов, которые
используются при создании жаропрочных мед-
ных сплавов высокой тепло- и электропровод-
ности, хрому отводится особая роль благодаря
наиболее удачному влиянию его на физические
и механические свойства меди. Хром значи-
тельно упрочняет медь и повышает уровень
жаропрочности. Из элементов, которые не
слишком сильно снижают электро- и тепло-
проводность меди (см. рис. 1.9), только хром
слабо снижает температуру солидуса (см.
рис. 6.35). По влиянию на температуру рекри-
сталлизации меди хром уступает только метал-
лам IVA группы - цирконию, гафнию и титану
(см. рис. 6.1). Благодаря этому двойные медно-
хромовые сплавы в ряде случаев могут исполь-
зоваться как эталонные материалы для сравне-
ния с другими жаропрочными сплавами на
основе меди.
Хромовые бронзы являются дисперсион-
но-твердеюшими сплавами и имеют оптималь-
ное сочетание физических, механических и
эксплуатационных свойств после термической
или термомеханической обработки. Термиче-
ская обработка включает закалку, фиксирую-
щую пересыщенный твердый раствор, и старе-
ние, в результате которого происходит распад с
выделением дисперсных частиц фазы-
упрочнителя. Термомеханическая обработка
(ТМО) включает холодную пластическую де-
формацию (между закалкой и старением), ко-
торая активно влияет на формирование струк-
туры при старении, изменяя кинетику распада
твердого раствора. Абсолютный уровень проч-
ностных свойств у сплавов, прошедших ТМО,
выше, чем у сплавов, подвергнутых старению
без предварительной деформации. Однако
применение ТМО к изделиям из хромовых
бронз, работающих при температурах выше
температуры рекристаллизации (выше 550...
660 °C), неэффективно.
Режимы закалки двойных хромовых
бронз выбирают, используя диаграмму состоя-
ния Cu-Cr (см. рис. 6.35). Значительная рас-
творимость хрома в мели наблюдается лишь
при температурах выше 950 °C. Поэтому для
хромовых бронз, содержащих более 0,4 % Сг,
температура закалки должна быть высокой -
1000±10°С [31,53, 59].
Нагрев хромовых бронз до более высоких
температур (до 1050 °C) проводить гге рекомен-
дуется. Хотя повышение температуры закалки
6.36. Растворимость хрома в меди в твердом состоянии в системе Cu-Cr [21]
Температура, °C Растворимость хрома, % Температура, °C Растворимость хром а,%
по массе атомные по массе атомные
1076 0,73 0,89 910 0,22 0,27
1070 0,62 0,76 900 0,19 0,23
1050 0,60 0,73 840 0,10 0,12
1030 0,44 0,54 800 0,08 0,10
1000 0,40 0,49 700 0,08 0,10
980 0,39 0,48 600 0,07 0,09
950 0,25 0,31 400 0,02 0,024
266
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
приводит к увеличению концентрации хрома
в твердом растворе и некоторому повышению
прочностных свойств после старения, но
такой нагрев вызывает сильный рост зерен
а-твердого раствора из-за собирательной рек-
ристаллизации. Это может привести к нежела-
тельным последствиям при изготовлении по-
луфабрикатов и изделий.
Кроме того, высокотемпературный нагрев
под закалку вызывает сильное окисление по-
луфабрикатов: слой окалины после часовой
выдержки может составлять 0,4...0,5 мм. Под
слоем окалины на толщину 0,3...0,4 мм форми-
руется слой внутреннего окисления из-за диф-
фузии кислорода вглубь металла и избиратель-
ного окисления хрома в твердом растворе. В
этом случае практически весь хром находится в
форме оксидов и участия в упрочнении при
старении не принимает. Особенно опасно
внутреннее окисление при закалке полуфабри-
катов тонких сечений - листов, лент, проволо-
ки. Поэтому нагрев под закалку таких полу-
фабрикатов следует проводить в печах с за-
щитной атмосферой |31, 53].
Данные табл. 6.37 показывают, что зани-
жение температуры закалки ниже оптимальной
(ниже 1000 °C), нежелательно, так как приво-
дит к уменьшению концентрации хрома в
твердом растворе после закалки. Хотя твер-
дость в закаленном состоянии и после дефор-
мации закаленных образцов практически не
изменяется, так как она определяется не только
содержанием хрома в твердом растворе, но и
количеством избыточного хрома, не раство-
рившегося во время закалки, однако при зани-
жении температуры закалки твердость при
старении на максимальную прочность сущест-
венно понижается
При температурах закалки ниже 1000 °C в
соответствии с диаграммой состояния Cu-Cr в
структуре сплавов, содержащих более 0,4 % Сг.
сохраняется избыточный хром, который рас-
пределяется на фоне а-твердого раствора в
виде округлых включений размером в несколь-
ко микрометров, причем количество частиц
нерастворившегося хрома увеличивается с
увеличением содержания хрома в сплаве. Так.
например, в сплавах, содержащих 0,3; 0,49 и
0,91 %Сг, после выдержки в течение 1,5 ч при
температуре 950 °C и закалки в воде только в
первом сплаве весь хром находится в твердом
растворе, в двух других в структуре присутст-
вую! частицы избыточного хрома, сдержи-
вающие рост зерен а-раствора [150].
Такая же закономерность прослеживается
в сплавах Си - 0,4 % Сг и Си - 0,94 % Сг после
выдержки в течение 1ч при температуре
1000 °C и закалки [53]. В сплаве Си - 0,94 % Сг
содержание хрома значительно превышает
предел растворимости при 1000 °C (см
табл. 6.36). Это приводит к существенном}
измельчению зерен а-твердого раствора в зака-
ленном сплаве из-за присутствия частиц нерас-
творившегося хрома.
В закаленном состоянии хромовые брон-
зы имеют невысокую прочность и отличаются
высокой пластичностью и вязкостью. В
табл. 6.38 приведены механические свойства
различных полуфабрикатов из двойных хроми-
стых бронз в закаленном состоянии.
6.37. Влияние температуры закалки на твердость хромовой бронзы
после термической и термомеханической обработки [53]
Температура закалки, °C Концентрация хрома в твердом растворе после закалки, % Твердость НВ после
закалки закалки и деформации на 40% старения на максимальную твердость
закаленных образцов закаленных и деформированных образцов
1000 0,38 48 102 125 140
950 0,24 49 107 103 124
900 0,19 49 103 95 117
850 0,12 50 105 52 103
800 0,08 48 104 47 102
700 0,06 52 101 50 69
500 0,05 48 105 46 54
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
267
6.38. Механические свойства полуфабрикатов из хромовых бронз
в закаленном состоянии [53]
Вид полуфабриката Содержание хрома, % Температура закалки’, °C Ов, МПа Оо.2> МПа 5, % V, % НВ АГи, МДж/м2
Слиток 1,0 1050 220...235 60... 75 31...40 60...64 62...68 U
Г орячекованная заготовка 0,90 1000 199...250 65...99 37...48 - 57... 76 1,1
Прессованная заготовка 0,90 1020 250 90 46... 49 - 67...69 -
Горячекатаная заготовка 0,90 1020 250 75 53 82...87 64 -
Холоднокатаные листы 0,85 1000 210...240 65...85 35...45 - 60... 75 -
* Все виды полуфабрикатов выдерживали при данной температуре в течение 2 ч и закаливали в
воде.
При старении закаленных с температур
980... 1020 °C хромовых бронз происходит
распад пересыщенного хромом (х-твердого
раствора с выделением дисперсных частиц
второй фазы. Сведения о кинетике распада
пересыщенного твердого раствора и о природе
и механизме роста частиц упрочняющей фазы
необходимы для правильного выбора темпера-
турно-временных режимов старения, а также
для оценки свойств изделий из хромовых бронз
в процессе эксплуатации.
В большинстве дисперсионно-i вердеющих
сплавов на ранних стадиях старения сначала
образуется промежуточные метастабильные
фазы, кристаллические решетки которых изо-
морфны матирице и когерентны с ней. При
выделении таких фаз резко уменьшается энер-
гия упругих напряжений на когерентных гра-
ницах метастабильных фаз и матрицы. Затем
такие частицы переходят в стабильную моди-
фикацию со свойственной ей кристаллической
решеткой. Однако в системе Cu-Cr при распа-
де твердого раствора метастабильные фазы не
образуются. Уже на ранних стадиях старения,
несмотря на наличие высоких упругих напря-
жений, в матрице образуются выделения хрома,
со свойственной ему ОЦК решеткой [53]. Рас-
пад твердого раствора осуществляется по не-
прерывному механизму во всем объеме зерен.
При старении хромовой бронзы на началь-
ной стадии выделяются частицы хрома в форме
пластин моноатомной толщины с ОЦК решет-
кой [53, 86]. По мере увеличения выдержки
пластины растут и приобретают форму стерж-
ней. Наименьшие частицы, которые удалось
различить на электронно-микроскопических
снимках в сплаве Си - 0,6 % Сг после старения
при 450 °C в течение 30 мин, имели средний
размер в направлении длинной оси стержня
5 нм [53]. С повышением температуры старе-
ния частицы хрома увеличиваются, и при 450,
600 и 750 °C их средний размер составляет 5,
15 и 30 нм соответственно [155].
В хромовых бронзах при низкотемпера-
турном старении зоны Гинье-Престона (ГП) не
образуются. Об этом свидетельствует непре-
рывное уменьшение удельного электросопро-
тивления по мере увеличения продолжитель-
ности старения. Как известно, в дисперсионно-
твердеюших алюминиевых сплавах и берил-
лиевых бронзах образование зон ГП всегда
сопровождается увеличением удельного элек-
тросопротивления [86].
Данные электронномикроскопического и
рентгеноструктурного анализов показывают,
что выделения хромовой фазы уже на ранних
стадиях старения имеют ОЦК решетку и ори-
ентированы относительно решетки матрицы
таким образом, что выполняется ориентацион-
ное соотношение Курдюмова-Закса [57, 157]:
{111 }гцк|| {110}оцк и <110>гцк||<100>оцк. При
сопряжении плоскости {110} хрома с плоско-
стями {111} медного твердого раствора имеет
место минимальное несоответствие между
решетками двух фаз и минимальные значения
энергии упругих напряжений на когерентных
268
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
границах, так как межплоскостные расстояния
для этих фаз имеют близкие значения: 0,204 и
0,208 нм соответственно.
По мере повышения температуры при
сильном перестаривании, несмотря на то, что
частицы хрома увеличиваются в размерах, в
большинстве случаев между частицами хрома
и матрицей сохраняется ориентационное соот-
ношение Курдюмова-Закса [86]. Выделения
частиц хрома имеют стабильную ОЦК решетку
с параметром а = 0,2879 нм.
На рис. 6.36 представлены кинетические
кривые старения хромовых бронз с различным
содержанием хрома. lice сплавы перед старе-
нием были закалены по режиму: выдержаны в
печение 1 ч при температуре 950 °C, охлажде-
ние в воде. Видно, что сплавы, содержащие
0,05 и 0,10 % Сг, практически не воспринимают
упрочняющую термообработку: эффект упроч-
Рис. 6.36 Изменение твердости в процессе старения
хромовых бронз при 350 («), 400 (б), 450 (в), 500(г) и
550 (д) °C в зависимости от содержания хрома, %:
1 - 0,05; 2 - 0,10; 3 - 0,30; 4 - 0,49; 5-0,91 [1501
нения при старении в диапазоне температх -
400. ..500 °C у них крайне мал. Сплавы, содер-
жащие 0,30 % Сг и более, существенно упро
няются при старении.
Из рис. 6.36 следует, что при 350 °C сп-,_-
вы не упрочняются после двухчасового старе-
ния: температура слишком низка для нача.
распада твердого раствора. Интенсивный ра
пад пересыщенного твердого раствора с выде-
лением дисперсных частиц хрома начинается
температуры 400 °C. Об этом свидетельств}е~
характер изменения твердости с увеличение
продолжительности старения. После старен
при 450 °C в течение 30 мин достигается мак-
симальное значение твердости для сплаво
содержащих 0,30; 0,49 и 0,91 %Сг. При темп -
ратуре старения 500 °C распад твердого рас-
твора осуществляется с более высокой скор
стью, поэтому максимум твердости сдвигает»,
в область меньших выдержек. Температх
550 °C слишком высока, практически сра.
происходит нарушение когерентности на ме •
фазных границах выделившихся частиц хро
и матрицы и коагуляция этих частиц. Поэто
упрочнения сплавов практически не наблюд
ется из-за перестаривания.
Близкие значения твердости после старе-
ния у сплавов, содержащих 0,3; 0,49 и 0,91 % С
объясняются тем, что при закалке с 950*’С
твердом растворе фиксируется ~ 0,3 % С
(см. табл. 6.36). Следовательно, у всех трет
сплавов одинаковая степень пересыщечн
твердого раствора - отсюда и близкие значе
твердости.
Максимальную прочность хромо-
бронза приобретает после старения в темен
2.. .4 ч в интервале температур 450. ..500 °C.
этом свидетельствуеют кинетические крив
старения хромовой бронзы (рис. 6.37). Из пр
веденных на рисунке данных следует, что -
симальных значений твердости можно дост.
при разных температурах старения, измен
время выдержки. Однако старение при темг .
ратурах ниже 450°С требует очень болып
выдержек, что экономически невыгодно, а гг
температурах старения 500 °C и выше мак,,
мальная прочность не достигается из-за не- -
старивания (рис. 6.38).
Таким образом, оптимальным режих
старения хромовых бронз следует считать г
грев до 450^20 °C и время выдержки при эт
температуре в течение 2...4ч. Если междх
кадкой и старением применяются значим е
ные деформации (более 30 %) полуфабрикат
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
269
Рис. 6.37. Влияние времени старения при разных температурах
на твердость сплава Си - 0,6 % Сг, закаленного с 1030 °C;
цифры у кривых-температура старения [134]
то температуру и время старения следует сдви-
гать в сторону нижнего предела, а без дефор-
мации - к верхнему [31, 53].
Кроме упрочняющей термической обра-
ботки, к хромовым бронзам широко применя-
ют отжиг.
Цель этого вида термической обработки -
повышение пластичности в процессе изготов-
ления полуфабрикатов между операциями хо-
лодной деформации (промежуточный отжиг)
для снятия наклепа и обеспечения возможно-
сти дальнейшего деформирования металла [31,
58]. Отжигу подвергают также готовые полу-
фабрикаты (окончательный отжиг) перед по-
следующим изготовлением из них уже готовых
изделий различными методами деформирова-
ния (штамповка, ковка, отбортовка и т.д.).
Температура отжига всех марок хромовых
бронз независимо от их состава выбирается
выше температуры окончания рекристаллиза-
ции и находится в пределах 600...700 °C, время
выдержки 1...2 ч [47, 53, 104].
При получении полуфабрикатов из двой-
ных и многокомпонентных хромовых бронз
широко применяется промежуточная холодная
деформация между закалкой и старением. Та-
кая обработка (ТМО) позволяет существенно
повысит ь прочностные свойства. Об этом сви-
детельствуют сравнительные испытания двой-
ной хромовой и хромоциркониевой бронзы,
состаренных при различных температурах,
непосредственно после закалки и холодной
деформации (рис. 6.39).
Из рисунка следует, что у бронз, дефор-
мированных после закалки, твердость значи-
тельно выше во всем температурном интервале
старения, чем у бронз, состаренных непосред-
Рис. 6.38. Влияние времени старения
при температурах 400 и 500 °C на механические
свойства сплава Cu-0,28%Cr, закаленного с 950 °C;
цифры у кривых - температура старения [150]
ственно после закалки. Наиболее существенное
влияние холодная деформация между закалкой
и старением оказывает на предел текучести,
который особенно чувствителен к структурно-
му состоянию твердого раствора. Он может
увеличиться почти вдвое по сравнению со зна-
чениями, полученными после закалки и старе-
ния.
Такое резкое повышение прочностных
свойств при использовании ТМО связано с тем,
270
СПЕЦИАЛЬНЫЕ МЕДНЫЕ CI 1ЛАВЫ
что структурные изменения в твердом раство-
ре, вызванные пластической деформацией,
накладываются на структурные изменения при
старении. При холодной пластической дефор-
мации закаленного сплава формируется ячеи-
стая дислокационная структура, характери-
зующаяся наличием объемной сетки стенок,
состоящих из дислокационных сплетений.
Температура старения, °C
Рис. 6.39 Влияние температуры старения в течение
2 ч на твердость сплавов Си - 0,26 % Сг (7) и
Си - 0,50 % Сг - 0,54 % Zr (2) после
различных режимов обработки |53|:
штриховая линия - закалка + старение; сплошная
линия - закалка + холодная деформация + старение
Стенки ограничивают области, в которых
плотность дислокаций сравнительно невелика,
размер образовавшихся ячеек составляет в
среднем 3 мкм. Увеличение степени деформа-
ции приводит к повышению плотности дисло-
каций как в стенках ячеек, так и в их объеме
[58].
При последующем нагреве деформиро-
ванного сплава должны проходить два конк\-
рирующих процесса: распад твердого раствора,
который приводит к упрочнению сплава, и
рекристаллизация, вызывающая разупрочне-
ние. Для понимания природы упрочнения пр
ТМО необходимо знать, какой процесс в хро-
мовых бронзах начинается при более низко
температуре: дисперсионное твердение ин
рекристаллизация. От этого зависит суммар-
ный эффект упрочнения сплава, подвергнутогс
ТМО.
В настоящее время считается установ-
ленным, что при правильно выбранной темпе-
ратуре старения распад закаленного твердого
раствора в хромовой бронзе начинается раньше
рекисталлизации [79]. Задержка рекристалли-
зации (повышение температуры ее начала
обусловлена как частицами хрома, которые
затрудняют миграцию малоугловых границ,
так и растворенным хромом, который понижа-
ет скорость диффузионных процессов в меди
Особенно резко повышает температуру начала
рекристаллизации хром, находящийся в твер-
дом растворе (рис. 6.40).
Приведенные ниже данные также свиде-
тельствуют о том, что уже малые количества
хрома в твердом растворе резко повышают
температуру рекристаллизации меди (степень
деформации 40 %) [55]:
Рис. 6.40. Влияние концентрации хрома
в твердом растворе на температуру
начала рекристаллизации |53]
Концентрация хрома, % 0 0,005 0,050 0,110
Температура рекри- сталлизации, °C : начало конец 200 250 225 350 400 500 400 550
Поэтому дислокационная структура,
сформировавшаяся в процессе деформации,
практически не изменяется во время старения
При этом при распаде пересыщенного раствора,
наряду с гомогенным, наблюдается гетероген-
ное зарождение частиц хрома на дислокациях
[79]. При увеличении степени деформации
перед старением возможно изменение формы
выделений частиц хрома со стержневых, ори-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
271
Рис. 6.41. Влияние времени старения на твердость сплава Св - 0,6 % Сг, выдержанно! о
перед закалкой в течение 2 ч при 1030 °C и прокатанною вхолодную со степенями
обжатия 10 (2), 50 (3) и 70% (4) (по В.Грулю и Р. Фишеру):
о - старение при 400 °C; б - старение при 500 °C
ентированных вдоль направлений матрицы
<110>, на сферическую [53].
Таким образом, повышение прочностных
свойств хромовой бронзы при использовании
промежуточной холодной деформации между
закалкой и старением связано как с увеличени-
ем плотности дислокаций и формированием
особой дислокационной структуры, так и из-
менением плотности выделений и формы час-
тиц хрома, образовавшихся при распаде твер-
дого раствора.
Следует отметить, что деформация после
закалки изменяет кинетику старения: макси-
мум упрочнения с увеличением етспени де-
формации смещается в сторону меньших вы-
держек (рис. 6.41) и достигается он при более
низкой температуре старения, чем у сплавов,
состаренных непосредственно после закалки,
при равном времени старения.
Дополнительное упрочнение можно так-
же получить, применяя холодную деформацию
бронзы после закалки и старения (а не между
ними) (рис. 6.42). Однако в этом случае при
последующем отжиге разупрочнение начина-
ется при более низких температурах, чем при
проведении холодной деформации между за-
калкой и старением [149]. Поэтому первый
вариант обработки предпочтителен.
Для получения более полной информации
о механизме распада твердого раствора ис-
пользуют диаграммы изотермического пре-
вращения, которые строят в координатах тем-
пература - время (С-кривые).
Температура старения , °C
Рис. 6.42. Влияние температуры старения на
твердость сплавов Си - 0,83 % Сг и
Си - 0,88 % Сг - 0,22 % Zr (режим
закалки: выдержка при 970 °C
в течение 29 мин, закалка),
обработанных по режимам |149|:
/ - закалка + старение в течение 1 ч + холодная
деформация со степенью обжатия 90 %;
2 - закалка + старение в течение 1 ч
К содержанию хрома в твердом растворе
наиболее чувствительна электропроводность.
Поэтому кинетику распада пересыщенного
твердого раствора в хромовых бронзах изучают
по изменению электропроводности в закален-
272
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
ном состоянии и после соответствующей изо-
термической обработки. Изменение механиче-
ских свойств при изотермической обработке
хромовых бронз невелико, и по ним трудно
определить время начала распада твердого
раствора. Поэтому для повышения чувстви-
тельности метода при построении диаграмм
изотермического распада твердого раствора по
изменению механических свойств после изо-
термической выдержки и последующей закал-
ки обязательно проводят дополнительное ста-
рение, которое должно обеспечить достаточно
сильное упрочнение [86].
На рис. 6.43 представлены диаграммы
изотермического превращения твердого рас-
твора в хромовой бронзе, содержащей
0,56 % Сг, построенные по изменению механи-
ческих свойств и электропроводности образ-
цов, обработанных по схеме: закалка с 1000 °C
в соляные ванны (термостат) и после соответ-
ствующей выдержки и охлаждения до комнат-
ной температуры следует старение по режиму -
475 °C в течение 2 ч. Начальная стадия распа-
да, полученная по измерению механических
свойств (ов и HV) описывается С-кривыми,
которые характеризуют время, соответствую-
Рис. 6.43. Диаграммы изотермического превращения
твердого раствора в хромовой бронзе Cu-0,56%Cr,
построенные по изменению твердости HV,
временного сопротивления бв и прироста
электропроводности Асо [ 161 [
щее максимальному упрочнению: ов =450 МПа
и 130HV. Начальная стадия распада, получен-
ная по измерению электропроводности, описы-
вается С-кривой, которая соответствует макси-
мальной разности
Асо = со2 Cl-
где С0|, со2 ~ соответственно электропровод-
ность после изотермических выдержек в соля-
ных ваннах и после изотермических выдержек
и соответствующего старения.
Увеличение прочностных свойств и элек-
тропроводности в течение изотермических
выдержек связано с уменьшением степени пе-
ресыщения твердого раствора.
Диаграмма изотермического превраще-
ния в бронзе с 0,56 % Сг (см. рис. 6.43) имеет
два минимума устойчивости твердого раство-
ра: при 850 и 500 °C. С-кривые для одинаковой
степени распада твердого раствора (с одинако-
выми свойствами) в высокотемпературной и
низкотемпературной областях смещены друг
относительно друга: в низкотемпературной
области устойчивость переохлажденного твер-
дого раствора значительно выше, чем в высо-
котемпературной
Следует отметить, что два минимума ус-
тойчивости твердого раствора при изотермиче-
ских превращениях встречаются тогда, когда
при изотермической обработке в разных тем-
пературных интервалах выделяются фазы, от-
личающиеся кристаллической структурой и
составом. Хромовая бронза является исключе-
нием, так как в обоих температурных интерва-
лах изотермической обработки выделяется
одна и та же фаза - хром. Поэтому наличие
двух минимумов устойчивости твердого рас-
твора на диаграммах изотермического превра-
щения связано в данном случае не с природой
избыточной фазы, а с механизмом ее выделе-
ния.
Электронномикроскопические исследо-
вания хромовой бронзы после старения при
800 и 500 °C объясняют различия в кинетике
распада твердого раствора [161]: при высоких
температурах частицы хромовой фазы выде-
ляются преимущественно по границам зерен и
на дислокациях (гетерогенное зарождение),
при низких температурах - по всему объем-
зерен (гомогенное зарождение). Смена меха-
низма распада и вызывает появление двух м, -
нимумов устойчивости твердого раствора.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И TEI1ЛОПРОВОДНОСТИ
273
Диаграммы изотермического превращения
дают ценную информацию о фазовых превра-
щениях в хромовых бронзах. Они позволяют
определить продолжительность инкубационного
периода до начала распада твердого раствора
при различных температурах и являются ори-
ентиром для выбора режимов закалки и темпе-
ратурно-временных параметров старения. Малая
устойчивость твердого раствора в области вы-
соких температур является главной причиной
того, что при закалке хромовых бронз приме-
няют резкоохлаждающие среды. Обычно их
закаливают в воду с температурой 20 °C.
В стандартах имеются две марки двойных
хромовых бронз - БрХ и БрХ0,8 (табл. 6.39).
Они мало отличаются по химическому составу
и имеют близкие значения физических и меха-
нических свойств. Сплав БрХ0,8 используется
в паяно-сварных теплообменниках, конструк-
ция которых состоит из двух оболочек: наруж-
ная изготовлена из высокопрочных коррозион-
но-стойких сталей типа ВНС, внутренняя из
сплава БрХ0,8. Для скрепления оболочек из
стали и медного сплава применяют высокотем-
пературную пайку при 980 °C медно-
серебряными припоями [90].
Избыточный хром, который сохраняется
в структуре сплава при нагреве до температур
пайки (см. табл. 6.36), резко ухудшает качество
пайки, так как он избирательно окисляется и
снижает растекаемость припоя. Поэтому верх-
ний предел по содержанию хрома в БрХ0,8
ограничен 0,7 %, против 1 % в бронзе БрХ.
Кроме того, в БрХ0,8 для улучшения сваривае-
мости ограничено содержание примеси цинка,
который имеет высокую упругость пара и вы-
зывает пористость при аргоно-дуговой сварке.
Еще меньшее количество хрома содер-
жится в сплавах БрХНТ и БрЦрТ. Небольшие
добавки титана и циркония (0,03...0,08 %) по-
вышают температуру рекристаллизации, улуч-
шают свариваемость этих сплавов. Как следует
из диаграммы состояния систем Cu-Cr-Ni
(рис. 6.44), добавка никеля несколько увеличи-
вает растворимость хрома в твердой меди. По
природе упрочнения при термической обра-
ботке эти сплавы близки к двойным хромовым
бронзам. Никель, цирконий и титан находятся
в твердом растворе, и в структуре отожженных
сплавов, как и в двойных хромовых бронзах,
помимо первичных кристаллов a-твердого рас-
твора на основе меди присутствуют вторичные
выделения избыточного хрома. Он и является,
как и в двойных хромовых бронзах, главной
упрочняющей фазой.
Благодаря присутствию небольшого ко-
личества добавок циркония, титана и никеля
многокомпонентные бронзы БрХНТ и БрХЦрТ
превосходят по технологичности и жаропроч-
ности двойную хромовую бронзу БрХ0,8, а по
тепло- и электропроводности нс уступают ей.
Термически упрочняемые жаропрочные
хромовые бронзы по температуре разупрочне-
ния при нагревах (рис. 6.45) и по прочностным
свойствам при высоких температурах сущест-
венно превосходят серебряную и кадмиевую
бронзы (см. табл. 6.29).
Несмотря на то, что хромовые бронзы яв-
ляются термически упрочняемыми сплавами,
эффект упрочнения от термической обработки
не всегда удается в полной мере реализовать в
конструкциях. Так, например, конструкции из
хромовой бронзы БрХ0,8 применяются в нор-
мализованном состоянии с охлаждением с тем-
пературы 980... 1000 °C на воздухе. Массивные
изделия из этого сплава нельзя подвергать за-
калке в воду.
Диаграммы изотермического превраще-
ния для двойных хромовых бронз (см. рис. 6.43)
и термокинетические диаграммы фазовых пре-
вращений свидетельствуют о том, что в про-
цессе нормализации происходит частичный
распад твердого раствора с выделением хромо-
вой фазы. На это указывают также температур-
ные зависимости удельного электросопротив-
ления хромовой бронзы, полученные после
различных вариантов термической обработки
(рис. 6.46).
Только в отожженном состоянии у брон-
зы, как и у меди, наблюдается линейная зави-
симость удельного электросопротивления от
температуры. После нормализации и закалки в
воду с 1000 °C на кривых удельное электросо-
противление - температура испытания имеется
перегиб в температурном интервале старения
хромовых бронз - 400...550 °C, свидетельст-
вующий о распаде пересыщенного твердого
раствора. Абсолютный уровень изменения
удельного электросопротивления в этом интер-
вале температур указывает на степень пересы-
щения твердого раствора. Из рис. 6.46 видно,
что степень пересыщения твердого раствора
после закалки с 1000°С в воде выше, чем после
нормализации.
Разное структурное состояние проявляет-
ся и в различном уровне прочностных свойств
хромовой бронзы при высоких температурах.
Минимальные значения прочности хромовая
6.39. Химический состав (%, остальное Си) и назначение хромовых бронз
Марка Сг Zr Ti Другие элементы Примеси, не более Полуфабрикаты и области применения
БрХ*’ 0,4... 1,0 - - - 0,08Fe; 0,3Zn, E 0,2 Листы, плиты, лента, полосы и профили, прутки, трубы, поковки, проволока, фасонное литье; электроды для контакт- ной сварки, кристаллизаторы и другие теплообменники, кол- лекторные пластины, токопроводы, в том числе литые и др.
БрХ0,8*2 0,4...0,7 - - - 0,0 IP; 0,06Fe; 0,005Pb; 0,05Si; 0,015Zn; £0,2 Листы, плиты, поковки, прутки, трубы; детали машин для контактной сварки, кристаллизаторы и теплообменники спе- циального назначения и другие детали, которые должны со- четать высокую электро- и теплопроводность с высокой жа- ропрочностью
БрХНТ*2 0,2...0,4 - 0,03... 0,08 0,5...0,8Ni 0,0IP; 0,06Fe; 0,005Pb; 0,05Si; 0,015Zn; £0,2 Листы, плиты, поковки, трубы, прутки; присадочные ма- териалы для сварки, кристаллизаторы, теплообменники и другие детали, которые должны сочетать высокую электро- и теплопроводность с высокой жаропрочностью
БрХЦрТ*2 0,25... 0,45 0,03... 0,07 0,04... 0,08 0,001 Mg 0,015Fe; 0,003Pb; 0,01 Si; 0,001Zn; £0,2
БрХЦр*2 0,4...1,0 0,03... 0,08 - 0,03 Ni 0,002Bi; 0,003Pb; 0,0 IZn; 0,0 ISn; 0,01 As; £0,2 Листы, плиты, полосы и профили, поковки, прутки; элек- троды для сварки, губки и ролики сварочных машин, жала паяльников и другие детали, которые должны сочетать высо- кую электропроводность с высокой жаропрочностью
БрХВЦр*2 0,35...0,7 0,15...0,30 - 0,15...0,4V 0,01 P; 0,06Fe; 0,005Pb; 0,02Si; 0,01 Zn; £0,2 Прутки тянутые прессованные, проволока диаметром более 1мм и прямоугольного сечения, электроды для сварки
БрХНб*2 0,3...0,5 - - 0,1...0,4 Nb 0,0IP; 0,06Fe; 0,005Pb; 0,05Si; 0,015Zn; £0,2 Листы, тонкая проволока (0 < 1 мм), проволока (0 > 1 мм) и проволока прямоугольного сечения; присадочные мате- риалы для сварки и электрические провода
БрХЦрК*2 0,15...0,25 0,15...0,25 - 0,03...0,10 Ca 0,02Fe; 0,005Pb; 0,002Sb; 0,005Zn; 0,005P; £0,2 Проволока для токопроводящих жил монтажных прово- дов, проводов и кабелей, длительно работающих в интервале температур - 60...+ 250 °C
*1 Химический состав приведен по ГОСТ 18175-78;
*2 Нормативно-техническим документом на химический состав являются ТУ.
Примечание. Примеси, не указанные в таблице, учитываются в общей сумме примесей
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
275
Рис. 6.44. Медный угол диаграммы состояния
системы Cu-Cr-Ni (67]
Рис. 6.45. Влияние температуры отжига
в течение 1 ч на предел прочности
меди и низколегированных медных
сплавов высокой электро- и
теплопроводности [88]:
/-Си; 2-БрСрО, 1; 3-БрКд1,
4 - БрХЦр, 5 - БрЦр; 6 - БрХ0,8
Рис. 6.46. Зависимость удельного
электросопротивления хромовой бронзы БрХ
(0,79 % Сг) и меди от температуры испытания [88]:
1 - закалка с 1000 °C в воде; 2 - нормализация
(охлаждение на воздухе) с 1000 °C;
3 - нормализация с 840 °C
бронза имеет в отожженном при 840 °C состоя-
нии2, максимальные - в закаленном состоянии
(рис. 6.47). Наибольшие различия в прочност-
ных свойствах между закаленным и нормализо-
ванным состояниями наблюдаются с температу-
ры 400 °C, когда начинается распад пересыщен-
ного хромом твердого раствора. Только при
800 °C, когда распад твердого раствора полно-
стью завершается, прочностные свойства хро-
мовой бронзы в нормализованном и закаленном
состоянии становятся одинаковыми.
Рис. 6.47. Зависимость механических свойств
хромовой бронзы БрХ (0,79 % Сг) от
температуры испытания после
термической обработки
по режимам (88]:
/ - отжиг при 700 °C в течение 2 ч,
2 - закалка с 1000 °C в воде;
3 - нормализация (охлаждение
на воздухе) с 1000 °C
2 Охлаждение на воздухе с 840 °C равносильно
отжигу, так как пересыщение твердого раствора хро-
мом при такой обработке минимально (см. табл. 6.36).
276
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Другой важной особенностью двойных
хромовых бронз является наличие области
пониженной пластичности - «провала пла-
стичности» - в температурном интервале
400...700 °C. Как показывают результаты ме-
ханических испытаний в широком диапазоне
температур, главный причиной провала пла-
стичности является распад пересыщенного
твердого раствора в процессе высокотемпера-
турных испытаний на растяжение. Максималь-
ную величину провала пластичности хромовая
бронза имеет после закалки с 1000 °C в воде,
когда достигается наиболее высокая степень
пересыщения твердого раствора, в нормализо-
ванном состоянии она меньше, а в отожженном
состоянии, когда пересыщения твердого рас-
твора хромом нет, провал пластичности отсут-
ствует (см. рис. 6.47).
В табл. 6.40 - 6.44 даны сведения о физи-
ческих, механических и технологических свой-
ствах двойных хромовых бронз, а также приве-
дены режимы обработки полуфабрикатов из
этих сплавов. Физические и механические
свойства хромовой бронзы, приведенные в
табл. 6.42 и 6.43, в равной степени относятся к
сплавах БрХ и БрХ0,8. В табл. 6.41 и 6.42 свой-
ства сплавов приведены после обработки по
оптимальному для каждого сплава режиму.
6.40. Физические, механические, технологические свойства и
режимы обработки бронзы БрХ [47 ,92, 104]
Свойства или режимы обработки Значения свойств и режимов обработки
1 2
Физические свойства
Температура плавления ,°С:
ликвидус 1081
солидус 1076
у, кг/м3 8920
а-106, К’* 17
ср, Дж/(кгК) р при 20 °C, мкОм м: 388
после закалки 0,0383
после старения 0,0210
X при 20 °C, Вт/(мК):
после закалки 167
после старения 315
а', К’1
после закалки 0,002
после старения 0,003
Е, ГПа 131
G, ГПа 42
Механические свойства
ов, МПа:
после закалки 240
после закалки и старения 410
после закалки, деформации и старения 520
Со 2, МПа:
после закалки 65
после закалки и старения 270
после закалки, деформации и старения 440
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
277
Окончание табл. 6.40
1 2
5, %:
после закалки 50
после закалки и старения 22
после закалки, деформации и старения 10
HV:
после закалки 65
после закалки и старения 130
после закалки, деформации и старения 150
Предел прочности на срез для проволоки 0 5мм 295
(ств = 545 МПа), тср, МПа
G_| при 300-106 циклов для бронзы с ств= 545 МПа, МПа 197
Технологические свойства или режимы обработки
Температура литья, °C 1250...1350
Температура горячей деформации, °C 750...950
Температура термической обработки, °C:
отжига 650...700
закалки 980... 1000
старения 400...500
Суммарная степень деформации перед старением 50
Обрабатываемость резанием*, % 20
’ Обрабатываемость резанием относительно свинцовой латуни ЛС63-3.
6.41. Физические свойства хромовых бронз
при различных температурах (52, 53, 54]
Свойство Температура, °C
20 300 400 500 600 700
1 2 3 4 5 6 7
БрХ
у, кг/м3 8920 - - - - -
р-102, мкОм м 2,03 3,68 4,48 5,27 6,07 6,86
(0, МСм/м 49 27 22 19 16 14
X, Вт/(м-К) 367 386 375 365 358 351
а-106, К"' - 17,3 17,7 18,2 18,5 18,9
Е, ГПа 131 121 115 109 98 91
ср, Дж/(кгК) 388 419 427 435 448 460
а-105, м2/с 11,6 9,85 9,60 9,35 9,1 8,8
278
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Окончание табл. 6.41
1 2 3 4 5 6 7
БрХЦр
у, кг/м3 8920 - - - - -
р-102, мкОм-м 2,05 3,80 4,41 5,24 6,03 6,68
(0, МСм/м 49 26 23 19 16 14
X, Вт/(м-К) 366 380 382 367 361 350
а-106, К-1 - 17,5 17,9 18,3 18,6 19,0
Е, ГПа 130 118 109 100 93 88
БрХВЦр
у, кг/м3 8830 8770 8730 8700 8650 8580
р-102, мкОм м 2,00 3,78 4,49 5,25 6,08 6,95
(0, МСм/м 50 26 25 22 16 15
X, Вт/(м-К) 368 382 369 361 357 350
а-106, К"' 16,6 17,5 17,9 18,4 18,7 19,1
Е, ГПа 132 117 108 102 91 86
БрХНб
у, кг/м3 8900 - - - - -
р-102, мкОм-м 1,85 3,79 4,37 5,17 5,90 6,79
(0, МСм/м 54 27 23 19 17 15,5
X, Вт/(м-К) 380 384 390 372 365 357
а-106, К-1 - 17,1 17,3 17,7 18,3 18,8
Е, ГПа 135 122 113 105 97 90
6.42. Механические свойства хромовых бронз
при разных температурах [52, 53,54]
Свойства Температура,°C
20 300 400 500 600 700
1 2 3 4 5 6 7
БрХ
ств, МПа 450 370 330 280 180 90
Оо,2, МПа 420 350 320 270 170 80
5, % 19 15 7 7 11 25
у, % 67 40 27 20 32 67
XCU, МДж/м2 2,2 2,1 2,0 1,4 1,5 1,1
HV 135 108 95 61 42 29
Длительная (1 ч) твердость HV - - 69 35 22 12
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
279
Окончание табл. 6.42
1 2 3 4 5 6 7
БрХЦр
GB, МПа 500 390 350 300 250 100
Go,2, МПа 450 370 340 290 240 90
5, % 24 20 18 18 18 29
у, % 84 81 82 82 81 95
KCU, МДж/м2 2,4 2,1 2,1 1,8 1,6 1,2
HV 148 122 106 80 70 38
Длительная (1ч) твердость HV - - 86 60 33 19
БрХВЦр
ств, МПа 550 450 410 350 220 120
Go,2, МПа 510 430 400 340 210 ПО
5, % 19 17 12 12 16 30
V, % 58 55 57 58 68 89
KCU, МДж/м2 1,8 1,7 1,7 1,6 1,6 1,5
HV 160 120 ПО 102 79 33
Длительная(1ч) твердость HV - - 88 71 35 15
6.43. Гарантируемые механические свойства полуфабрикатов
из хромой бронзы БрХ0,8
Вид полуфабриката Состояние ов, МПа б, % НВ
не менее или в пределах
Листы (открытой выплавки) Горячекатаное Холоднокатаное* 230...350 230...350 25 25
Листы (вакуумной выплавки) Горячекатаное Холоднокатаное* 220...330 220...330 25 30 —
Полосы Твердое - - по
Плиты Горячекатаное - - 101
Прутки Тянутое Прессованное 300 - 55
Закалка с 980°С в воду + старение 475 °C в течение 2ч 350 12 -
* Холоднокатаные листы отжигали при 650 °C в течение 2 ч.
280
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.44. Характеристика жаропрочности прутков
из хромовой бронзы БрХ0,8
Температура испытания, °C Предел длительной проч- ности, МПа Предел ползучести, МПа
°юо °500 ° 1000 О),2/100 °0,5/100 °0.1/500 °О,2/5ОО Оо,5/500 °0.1/1000 °0,2/1000 °0,5/1000
200 280 250 240 220 250 160 200 220 140 170 200
300 - - 180 - - - - - 120 140 -
Многокомпонентные хромовые бронзы
Из низколегированных медных сплавов
высокой электро- и теплопроводности наи-
большее применение в промышленности на-
шли хромовые бронзы, легированные циркони-
ем. Как следует из табл. 6.39, цирконий вво-
дится во многие многокомпонентные хромо-
вые бронзы. По номенклатуре выпускаемых
изделий и тоннажу продукции трехкомпонент-
ные сплавы системы Cu-Cr-Zr уступают
только двойным хромовым бронзам.
Основной фазового состава и структуры
трехкомпонентных сплавов является система
Cu-Cr-Zr. В тройной системе в области медно-
го угла тройных промежуточных фаз не обра-
зуется. В равновесии с a-твердым раствором на
основе меди находятся фазы двойных систем,
прилегающих к медному углу, а именно Сг из
двойной системы Cu-Cr и богатая медью медно-
циркониевая фаза из системы Cu-Zr. Состав
этой фазы соответствует формуле Cu5Zr [21,
140].
Изотермические разрезы диаграммы со-
стояния Cu-Cr-Zr ниже 960 °C (при 950 и
700 °C приведены на рис. 6.48) характеризуют-
ся четырьмя фазовыми областями: а-твердый
раствор на основе меди, две двухфазные облас-
ти а + Сг и а + Cu5Zr и трехфазная область
а + Сг + CusZr. В медном углу тройной систе-
мы имеет место четырехфазное эвтектическое
равновесие L Д а + Сг + Cu5Zr при температуре
963°С [133].
Как следует из рис. 6.48, растворимость
хрома и циркония в меди с повышением тем-
пературы увеличивается. Следовательно, трой-
ные сплавы системы Cu-Cr-Zr, как и двойные
Cu-Cr, воспринимают упрочняющую термиче-
скую обработку - закалку и старение.
Кинетика старения легированных хромо-
вых бронз в соответствии с диаграммой со-
стояния Cu-Cr-Zr зависит от концентрации
циркония. Введение малых добавок циркония в
хромовую бронзу (0,10...0,15 %), не изменяет
природы выделяющейся при старении фазы.
Сравнительные исследования двойной
(Си - 0,4 % Сг) и тройной (Си - 0,33 % Сг -
0,07 % Zr) бронз после закалки с 960°С и ста-
рения при 500...700 °C показали, что в обоих
сплавах выделяются стержневидные частицы
хромовой фазы [53]. Оси стержней хромовой
фазы ориентированы вдоль направления <110>
матрицы. Ориентационное соотношение между
частицами хромовой фазы и матрицей в двой-
ном и тройном сплавах одинаково и соответст-
вует соотношению Курдюмова-Закса [53].
Эти данные свидетельствуют о том, что
введение в хромовую бронзу 0,07 % Zr не при-
Рис. 6.48. Изотермические разрезы медного угла диаграммы состояния
системы Cu-Cr-Zr при температурах 950 "С (а) и 700 °C (б) [18,133]
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
281
водит к образованию новых упрочняющих фаз
при старении. Однако цирконий существенно
изменяет дисперсность частиц выделяющейся
при старении хромовой фазы. Особенно велико
различие в размерах частиц после закалки с
950 °C и последующего часового высокотем-
пературного старения при 650 и 750 °C: для
двойного сплава средний размер частиц хрома
составляет 57 и 342 нм, а для тройного - 35 и
217 нм соответственно [53]. Меньший размер
выделившихся частиц в тройном сплаве обу-
словлен тем, что цирконий, находящийся в
твердом растворе, замедляет диффузию атомов
хрома через медную матрицу, с которой связа-
но зарождение и рост частиц второй фазы.
Высокая дисперсность частиц упроч-
няющей фазы и наличие циркония в твердом
растворе благоприятно влияет на прочностные
свойства и уровень жаропрочности хромовых
бронз с небольшими добавками циркония. По-
этому в сплавах второго поколения наметилась
тенденция к снижению содержания циркония
до 0,1.. .0,15 % (см. табл. 6.39) по сравнению со
сплавами первого поколения: Мц5 (0,4 % Сг;
0,3 % Zr; ост.Си), Мц5А (0,3 % Сг; 0,25 % Zr;
ост.Си) [26] и др. Сплавы с небольшим содер-
жанием циркония представляют особый инте-
рес, так как по свойствам они превосходят
бронзы с более высоким содержанием цирко-
ния и их применение является более эффектив-
ным. Так, например, хромоциркониевая бронза
БрХЦр, содержащая 0,04 % Zr, но прочност-
ным свойствам и температуре разупрочнения
при нагреве превосходит более высоколегиро-
ванные сплавы БрХ и Мц5А (рис. 6.49).
В хромовых бронзах при больших кон-
центрациях циркония (0,5 % и более) механизм
распада твердого раствора иной. Так, в сплаве
Си - 0,50 % Сг - 0,54 % Zr при температуре
старения 500 °C и выше наблюдаются выделе-
ния двух упрочняющих фаз: частиц хрома и
соединения Cu5Zr [166]. Причем морфология
выделений этих частиц аналогична их морфо-
логии в сплавах соответствующих двойных
систем, но дисперсность и плотность этих вы-
делений в тройном сплаве существенно выше,
чем в сплавах двойных систем Cu-Cr и Cu-Zr.
Кинетика распада пересыщенного твер-
дого раствора в изотермических условиях в
сплавах системы Cu-Cr-Zr с высоким содер-
жанием циркония зависит от предварительной
обработки сплава. С-кривые для тройной брон-
зы, содержащей 0,5 % Сг и 0,54 % Zr (рис. 6.50),
построенные для следующих режимов обра-
ботки: закалка с 950 °C в воду и последующая
изотермическая обработка (первый режим) и
закалка с 950 °C в воду, холодная деформация
на 83 % и последующая изотермическая обра-
Температура отжига, °C
Рис. 6.49. Влияние температуры отжига в течение
1 ч на предел прочности сплавов БрХ, БрХЦр и
Мц5А. Термическая обработка сплавов:
БрХЦР и МЦ5А - закалка с 950 °C +
+ холодная деформация 50 % + старение
при 475 °C в течение 4 ч; БрХ - закалка с
1000 °C, остальная обработка такая же [53]
Рис. 6.50. Диаграмма изотермического превраще-
ния твердого раствора в сплаве Си-0,50 % Сг
0,54 % Zr, построенная для режимов обработ-
ки[166|:
а - закалка в воду и последующая изотермическая
обработка при различных температурах; б - закалка в
воду, холодная деформация 83 % и последующая
изотермическая обработка при разных температурах
282
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
ботка (второй режим), показывают, что при
обработке по первому режиму сначала гомо-
генно выделяются частицы хрома (кривая /).
Затем также по гомогенному механизму
происходит выделение частиц фазы Cu5Zr
(кривая 2). Минимум устойчивости твердого
раствора соответствует температуре 520 °C
(рис. 6.50, а). Только изотермическая обработка
при температуре выше 700 °C приводит к гете-
рогенному выделению частиц хрома (кривая 3).
Минимум устойчивости твердого раствора при
таком выделении частиц хрома соответствует
810 °C.
Пластическая деформация (второй режим
обработки) резко понижает устойчивость пере-
охлажденного твердого раствора в районе тем-
ператур 380...400 °C (рис. 6.50, б). Деформация
Рис. 6.51. Зависимость временного сопротивления
сплавов системы Cu-Cr-Zr от содержания хрома
и циркония (при суммарном содержании
легирующих элементов 0,4 %) (а) и
изотермический разрез диаграммы
состояния системы Cu-Cr-Zr (б)
(53,83|. Обработка сплавов
по режимам:
1 - закалка с 900°С; 2 - закалка с 900° +
+ деформация 75 % + старение
при 475 °C в течение 1 ч
после закалки увеличивает скорость выделения
фазы Cu5Zr. Частицы этой фазы образуются
раньше (кривая 4), чем частицы хромовой фазы
(кривая 5), и гетерогенно на дислокациях.
Следующая стадия распада твердого рас-
твора в тройном сплаве связана с гомогенным
выделением частиц хрома. Эта стадия распада
соответствует выделению хрома в двойной
хромовой бронзе. Поэтому и температура ми-
нимальной устойчивости твердого раствора
500 °C соответствует температуре деформиро-
ванного после закалки двойного сплава Cu-Cr
Холодная пластическая деформация меж-
ду закалкой и старением (ТМО) приводит к
существенному упрочнению сплавов. Об этом
свидетельствуют сравнительные испытания
двойной хромовой бронзы и тройного сплава
Cu-Cr-Zr (см. рис. 6.39).
На рис. 6.51, а приведена зависимость
временного сопротивления от состава сплавов,
лежащих на разрезе тройной системы Cu-Cr-Zr.
паралельном стороне Cr-Zr, с одинаковым
суммарном содержанием легирующих компо-
нентов (0,4 %). Эти данные показывают, что
существенно повысить прочность и жаропроч-
ность хромовой бронзы позволяет введение в
состав небольших количеств циркония.
Из изотермического разреза Cu-Cr-Zr.
приведенного на рис. 6.51, б, следует, что при
увеличении содержания хрома в сплавах этого
разреза происходит замена фазы-упрочнителя
Cu$Zr (в сплавах, прилегающих к двойной сис-
теме Cu-Zr) на хром (в сплавах вблизи системы
Cu-Cr). Причем целая группа тройных сплавов
разреза имеет две упрочняющие фазы - хром и
Cu5Zr.
Известно, что при старении частицы хро-
ма значительно сильнее упрочняют и повыша-
ют уровень жаропрочности медных сплавов,
чем выделения фазы Cu5Zr. Здесь в полной
мере проявляется один из основных принципов
легирования жаропрочных проводниковых
медных сплавов: для повышения уровня жаро-
прочности и прочностных свойств в состав
сплава должна быть введена тугоплавкая и
жаропрочная фаза (хром), не содержащая ато-
мов металла-растворителя; фаза, в составе ко-
торой имеются атомы меди (Cu5Zr), для этой
цели менее пригодна.
Поэтому при переходе на разрезе, пред-
ставленном на рис. 6.51, б, от сплавов системы
Cu-Zr к сплавам системы Cu-Cr прочность и
жаропрочность должны повышаться. Однако
правило аддитивности при изменении состава
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
283
сплавов на разрезе не выполняется: на кривых
изменения временного сопротивления после
старения и ТМО имеет место явно выражен-
ный максимум. Наибольшую прочность имеют
сплавы, содержащие около 0,1 % Zr, что соот-
ветствует составу промышленного сплаву
БрХЦр (см. табл. 6.39). Причиной увеличения
прочности при добавлении к двойному сплаву
Си - 0,3 % Сг небольших количеств циркония
(до 0,1 %) служит, как уже отмечалось, диспер-
гирование упрочняющих частиц хрома (при
одинаковых температурно-временных режимах
старения). Поскольку при этом увеличивается
количество частиц упрочняющей фазы в еди-
нице объема матрицы и, следовательно,
уменьшается расстояние между ними, сплав
должен упрочняться. Поэтому тройные сплавы
Cu-Cr-Zr, в которых цирконий находится в
твердом растворе, упрочняется значительно
сильнее, чем двойные хромовые бронзы.
Хромоциркониевая бронза БрХЦр широко
применяется в промышленности (см. табл. 6.39).
Данные рис. 6.52 и табл. 6.42, 6.43 показывают,
что она по механическим свойствам, темпера-
туре разупрочнения при нагревах, жаропроч-
ности существенно превосходит двойную хро-
мовую бронзу БрХ. При этом электро- и тепло-
проводность двойного и тройного сплавов
практически одинаковая (см. табл. 6.41) Введе-
ние в двойные сплавы Cu-Cr малой добавки
циркония приводит не только к повышению
Рис. 6.52. Влияние температуры испытания на
прочность и пластичность сплава БрХ (7) и
БрХЦр (2) после закалки, холодной
деформации 50 % и старения при
475 °C в течение 4 ч [83)
прочностных свойств, но и значительному
улучшению пластичности при повышенных
температурах: бронза БрХЦр в отличие от
двойных сплавов БрХ и БрХ0,8 не имеет про-
вала пластичности в интервале температур
400...650 °C.
Физические и механические свойства при
нормальной и высоких температурах хромо-
циркониевой бронзы БрХЦр приведены в
табл. 6.41, 6.42, а технологические свойства и
режимы обработки - в табл. 6.45.
6.45. Физические, механические, технологические свойства и
режимы обработки бронзы БрХЦр
Свойства и режимы обработки Значение свойств и режимов обработки
1 2
Физические свойства
Температура плавления, °C:
ликвидус 1080
солидус 1074
у, кг/м3 8920
а ! О6, К1 16,8
р, мкОм м:
после закалки 0,0376
после старения 0,0204
1 после старения, Вт/(м К): 366
а', К’1 0,003
Е, ГПа 130
284
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Окончание табл. 6.45
1 2
Механические свойства
ав, МПа:
после закалки 250
после закалки и старения 480
после закалки, деформации и старения 540
Со,2, МПа:
после закалки 75
после закалки и старения 420
после закалки, деформации и старения 500
5, %:
после закалки 44
после закалки и старения 24
после закалки, деформации и старения 12
HV:
после закалки 68
после закалки и старения 120
после закалки, деформации и старения 148
Технологические свойства и режимы обработки
Температура литья, °C 1250... 1300
Температура горячей деформации, °C 700...930
Температура термической обработки, °C:
закалки 980... 1000
старения 400... 500
отжига 650... 700
Суммарная степень холодной деформации перед старением, % 0...50
Обрабатываемость резанием’, % 20
* Обрабатываемость резанием относительно свинцовой латуни ЛС63-3.
Другой сплав системы Cu-Cr-Zr БрХЦрК3
отличается от БрХЦр значительно меньшим
содержанием хрома (см. табл. 6.39). Из этого
сплава изготовляают токопроводящие монтаж-
ные провода, предназначенные для работы при
длительном воздействии повышенных темпе-
ратур (до 150 °C) и кратковременно до 250 °C.
Он отличается высокой технологической пла-
стичностью, что позволило разработать техно-
логию производства проволоки диаметром до
11 мкм.
1 Небольшая добавка кальция (0,03...0,10 %) вво-
дится дня раскисления сплава, улучшения усвоения
циркония и повышения технологических свойств
(стойкость к двойным гибам).
Режимы закалки и термомеханической
обработки бронзы БрХЦрК выбирают, ис-
прользуя диаграмму изотермического превра-
щения и термокинетическую диаграмму
(рис. 6.53). По температуре разупрочняющего
отжига бронза БрХЦрК значительно превосхо-
дит термически неупрочняемые проводнико-
вые бронзы БрСрОД и БрКд1 (рис. 6.54).
Для получения требуемых свойств прово-
локи (табл. 6.46) бронзу БрХЦрК подвергают
темомеханической обработке по следующему
циклу: прессование заготовки для прокатки —»
горячая прокатка —» закалка —>• волочение —»
старение в протяжной печи.
Свойства бронзы БрХЦрК и режимы об-
работки приведены в табл. 6.47.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
285
Рис. 6.53. Диаграмма изотермического
превращения и термокинетическая
диаграмма сплава БрХЦрК:
- линии изотермического превращения;
— — — - линии термокинетической диаграммы.
Цифры у кривых указывают изменение удельного
электросопротивления Др по сравнению
с закаленным состоянием, %
Рис. 6.54. Влияние температуры отжига в течение
1 ч на прочность меди и проводниковых бронз
БрСрО,1, БрКд и БрХЦрК
6.46. Свойства сплава БрХЦрК
Содержание компонентов, % Вид полуфабриката Режим обработки Ов, МПа 6, о/ /0 Р, мкОм м
0,15...0,25Сг; 0,15...0,25Zr; 0,03...0,10Са; ост. Си Проволока 0 0,06...0,7 мм Закалка 920 °C, холодная деформация, старение в протяжной печи при 550 °C 500 2 0,02
Проволока 0 0,20...0,38 мм Закалка 920 °C, холодная деформация, старение в садочной печи при 500 °C 450 2
Закалка 920 °C, холодная деформация, старение в садочной печи при 600 °C 430 5
6.47. Физические, механические, технологические свойства и
режимы обработки бронзы БрХЦрК
Свойства и режимы обработки Значение свойств и режимов обработки
1 2
Физические свойства
Температура плавления, °C:
ликвидус 1075
солидус 1065
у, кг/м3 8925
а-106, К"1 16,7
р, мкОм м:
после закалки 0,0346
после старения 0,0195
286
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Окончание табл. 6.47
1 2
X после старения, Вт/(м К) 368
а, К1 0,0025
Е, ГПа 131
Механические свойства ав, МПа:
после закалки 250
после закалки и старения 380
после закалки, деформации и старения 550
(То,2, МПа:
после закалки 70
после закалки и старения 350
после закалки, деформации и старения 500
5, %:
после закалки 44
после закалки и старения 20
после закалки, деформации и старения 2
Технологические свойства и режимы обработки
Температура литья, °C 1250... 1300
Температура горячей деформации, °C 700...930
Температура термической обработки, °C:
закалки 900...960
старения 400...600
Суммарная степень холодной деформации перед старением, % 0...95
Обрабатываемость резанием , % 20
* Относительно свинцовой латуни ЛС63-3.
В качестве легирующих элементов в хро-
мовые бронзы вводят также тугоплавкие пере-
ходные металлы - ванадий и ниобий [53],
имеющие температуры плавления 1910 и
2469 °C соответственно. Влияние этих элемен-
тов на свойства хромовых бронз во многом
определяется их взаимодействием с медью.
По характеру физико-химического взаи-
модействия у ниобия и ванадия с медью име-
ются общие черты:
1) в системе Cu-Nb и Cu-V в твердом со-
стоянии существуют только твердые растворы
на основе компонентов, промежуточных ин-
терметаллидных фаз в этих системах нет;
2) в обеих системах трехфазные нонвари-
антные превращения (эвтектические или пери-
тектические) осуществляются при высоких
температурах, близких к температуре плавле-
ния меди (1084 °C), что важно для жаропроч-
ных медных сплавов;
3) ниобий и ванадий даже в небольших
количествах (десятые доли процента) резко
повышают ликвидус системы, что осложняет
введение этих элементов в медные сплавы (по-
является необходимость применения тугоплав-
ких лигатур, сильного перегрева расплавлен-
ной меди и т.п.);
4) ниобий и ванадий являются карбидо-
образующими элементами [34], поэтому при
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
287
а) б)
Рис. 6.55. Диаграмма состояния Cu-Nb:
а - по данным работы [100]; б - по данным работы [73]
приготовлении лигатур в условиях сильного
перегрева и при контакте расплава с графитом
возможно загрязнение металла твердыми кар-
бидными включениями.
Сведения о типе диаграммы состояния
Cu-Nb имеют противоречия. Одни исследова-
тели находят в системе при 1095 °C нонвари-
антное равновесие перитектического типа
(рис. 6.55, а) и расслоение в жидком состоянии
с монотектическим равновесием L\ + I2 A (Nb)
при температуре 1675±5°С [21, 100]. Другие
авторы считают, что в системах Cu-Nb имеет
место при температуре 1080 °C эвтектическое
равновесие (рис. 6.56, б) и не подтверждают
существование области расслаивания жидкой
фазы [73, 142].
Несмотря на имеющиеся противоречия
относительно типа нонвариантного равновесия
в системе Cu-Nb, температура этого равнове-
сия настолько высока (см. рис. 6.55), что по-
зволяет считать ниобий перспективным эле-
ментом для создания жаропрочных медных
сплавов высокой электро- и теплопроводности.
Имеются различные данные и о предель-
ной растворимости ниобия в меди в твердом
состоянии. Для варианта диаграммы состояния
с эвтектическим равновесием она составляет
0,12 % при температуре 1080 °C. В этом случае
нет оснований считать, что богатые медью
сплавы системы Cu-Nb могут упрочняться за
счет дисперсионного твердения при старении.
Для варианта диаграммы состояния с перитек-
тическим равновесием предельная раствори-
мость ниобия в меди при 1095 °C дается рав-
ной 0,28 % (см. рис. 6.55) [21].
Исследование влияния содержания ниобия
(до 1,5 %) на механические свойства, жаропроч-
ность и электропроводность меди показало, что
Рис. 6.56. Диаграмма состояния Cu-V [142]
свойства сплавов системы Cu-Nb не зависят от
режимов термической обработки [51]. Сплавы
практически не упрочняются после закалки в
результате старения. Твердость и прочность
сплава Си - 0,5 %Nb в 1,5...2 раза ниже, чем у
двойной хромовой бронзы. К достоинствам
сплавов системы Cu-Nb следует отнести высо-
кую электропроводность и пластичность. До-
бавка 0,58 % Nb повышает температуру разу-
прочнения меди более чем на 300 °C при со-
хранении высокой электропроводности [51].
Диаграмма состояния системы Cu-V при-
ведена на рис. 6.56. Система Cu-V, как и сис-
тема Cu-Nb, характеризуется отсутствием со-
288
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
единений и широкой областью несмешиваемо-
сти в жидком состоянии, которая простирается
от 4,4 до 78 % V при температуре монотекти-
ческого равновесия 1530 °C. При температуре
1085 °C в системе Cu-V осуществляется пери-
тектическое равновесие L + (V) Д а. Основные
различия в трактовке диаграммы состояния
системы Cu-V связаны с температурами трех-
фазных равновесий и предельной растворимо-
стью ванадия в меди в твердом состоянии. В
работе [123] отмечается, что перитектическое
равновесие осуществляется при температуре
1120 °C, и максимальная растворимость вана-
дия в меди при этой температуре составляет
0,62%. Однако в работе [129] получены значи-
тельно меньшие значения растворимости вана-
дия в меди:
Температура, °C 1000 900 800 700 600 500
Растворимость V в Си, %:
атомные 0,114 0,075 0,04 0,017 0,008 0,004
по массе 0,04 0,06 0,03 0,013 0,006 0,003
Содержание меди и ванадия в твердой и
жидкой фазах приведены в табл. 6.47 [123].
Эти данные свидетельствуют о том, что вана-
дий резко повышает температуру ликвидуса в
системе Cu-V. Высокая температура ликвидуса
требует значительного перегрева при введении
ванадия в расплавленную медь. Даже при вве-
дении в сплав 5 % V (лигатура Cu-V) расплав-
ленную медь необходимо перегревать выше
температуры 1300°С (см. табл. 6.47).
В промышленности применяется хромо-
вая бронза БрХНб с добавкой ниобия
(табл. 6.39) [53]. Основой фазового состава
этого сплава является диаграмма состояния
системы Cu-Cr-Nb, два изотермических разре-
за которой при 600 и 1000 °C представлены на
рис. 6.57 [56].
Из диаграммы состояния следует, что в
равновесии с a-твердым раствором хрома и
ниобия в меди в зависимости от состава спла-
вов могут находиться Сг, Nb или интерметал-
лидная фаза NbCr2. Совместная растворимость
хрома и ниобия в меди в тройной системе
Cu-Cr-Nb заметно ниже их растворимости в
соответствующих двойных системах Си—Сг и
Cu-Nb. Растворимость этих элементов в меди с
понижением температуры с 1000 до 600 °C
уменьшается, и однофазная область а - твердо-
го раствора сужается.
В системе Cu-Cr-Nb имеется квазиби-
нарный разрез Cu-NbCr2 с эвтектическим рав-
новесием L Д а + NbCr2 при температуре
1070 °C (рис. 6.58). Содержание компонентов в
бронзе БрХНб (0,3...0,5 % Сг; 0,1...0,4 % Nb;
ост. Си) практически точно отвечает его со-
держанию на квазибинарном разрезе Cu-NbCr2,
что находится в соответствии с принципами
легирования жаропрочных медных сплавов,
так как именно у сплавов таких разрезов на-
блюдается наиболее удачное сочетание проч-
ностных свойств и электропроводности [26].
Из сплава БрХНб изготовляют проволоку
для токоведущих проводников. Для получения
требуемых свойств (ов = 400...420 МПа, элек-
тропроводность не менее 54 МСм/м, т.е. 93 %
от электропроводности меди) применяют сле-
дующий режим термомеханической обработки:
нагрев и выдержка при 1000 °C в течение 1 ч,
закалка в воду, холодная деформация (волоче-
ние) с суммарной степенью обжатия 60%, ста-
рение по режиму 475 °C в течение 4,5 ч [53].
Главное достоинство этого сплава - высокая
6.47. Содержание меди и ванадия в твердой и жидкой фазах в системе Cu-V [123]
Температура, °C Содержание меди, % Содержание ванадия, %
Твердая фаза Жидкая фаза Твердая фаза Жидкая фаза
1175 3,7 99,47 96,3 0,53
1260 4,3 98,97 95,7 1,03
1400 5,3 97,8 94,7 2,2
1500 5,9 96,3 94,1 3,7
1530 6,0 96,6 94,0 4,4
1600 7,2 94,7 92,8 5,3
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
289
Cu Nb, % Nb, %
«) б)
Рис. 6.57. Изотермические разрезы диаграммы состояния системы Cu-Cr-Nb
при 600 (а) и 1000°С (б) ]53,56]
электро- и теплопроводность в широком диа-
пазоне температур (см. табл. 6.41), по прочно-
стным свойствам он уступает двойной хромо-
вой бронзе БрХ.
Сплав БрХВЦр (0,35...0,7 % Сг; 0,15...
0,30 % Zr; 0,15...0,4 % V; ост. Си) - хромоцир-
кониевая бронза с добавкой ванадия - относит-
ся к дисперсионно-твердеюшим материалам
[50, 53]. Оптимальное сочетание свойств полу-
чают после следующей обработки: нагрев и
выдержка при 930...950 °C в течение 1... 1,5 ч,
закалка в воду, холодная деформация на
40...60 % и старение при 450...475 °C в тече-
ние 4 ч.
Сплав имеет высокую тепло- и электро-
проводность, отличается высокой пластично-
стью и вязкостью в широком диапазоне темпе-
ратур.
Основные физические и механические
свойства сплава БрХВЦр при нормальной и
высоких температурах представлены в
табл. 6.41, 6.42, 6.48.
Следует отметить высокую температуру
начала разупрочнения сплава БрХВЦр (550...
600 °C), которую можно определить по графику
изменения механических свойств в зависимости
от температуры часового отжига (рис. 6.59).
Сплав предназначен для применения в
качестве материала прессформ литья под дав-
лением и штампов для изготовления фасонных
стальных деталей методом кристаллизации под
давлением [53].
Сплав БрХВЦр имеет хорошую техноло-
гичность при операциях обработки давлением
(горячая и холодная прокатка, ковка, штампов-
ка, волочение). К отрицательным свойствам
сплава следует отнести необходимость вы-
Рис. 6.58. Политермический разрез Cu-NbCr2
системы Cu-Cr-Nb |53]
плавки в индукционных вакуумных печах с
обязательным применением лигатуры медь-
ванадий. Использование лигатуры связано со
сложностью введения ванадия в расплавлен-
ную медь из-за высокой температуры ликвиду-
са в сплавах системы Cu-V (рис 6.56 и
табл. 6.47). При изготовлении лигатуры Cu-V
необходимы высокая температура расплава и
длительная выдержка при этой температуре.
Трудности введения тугоплавкого ванадия и
высокая температура литья (~ 1350 °C) делают
этот сплав менее технологичным по сравнению
с другими хромоциркониевыми бронзами.
Основные виды полуфабрикатов и изде-
лий из хромовых бронз приведены в табл. 6.49.
290
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.48. Физические, механические, технологические свойства и
режимы обработки бронзы БрХВЦр [50,53]
Свойства* и режимы обработки Значение свойств и режимов обработки
Физические свойства
у, кг/м3 8830
а-106, К’1 16,8
р, мкОм м 0,02
ср, Дж/(кгК) 394
X, Вт/(м К): 368
а', К’1 0,003
со, в % от меди 86
Е, ГПа 130
Механические свойства
св, МПа 550
а0 2, МПа 510
6, % 19
v,% 58
ECU, мДж/м2 1,8
HV 160
Технологические свойства и режимы обработки
Температура литья, °C 1300... 1350
Температура горячей деформации, °C Температура термической обработки, °C: 700...930
закалки 930...950
старения 450...475
отжига 700...750
Суммарная степень холодной деформации перед старением, % 40... 70
Физические и механические свойства определены после обработки бронзы по режиму:
закалка с 940 °C в воду, холодная деформация 50 % и старение 460 °C в течение 4 ч.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
291
Рис. 6.59. Влияние температуры часового отжига на механические
свойства сплава БрХВЦр (50,531
6.49. Основные виды полуфабрикатов и изделий
из хромовых бронз (53]
Полуфабрикаты Марка
БрХ БрХ08 БрХНТ БрХЦрТ БрХЦр БрХВЦр БрХНб БрХЦрК
Лента +
Листы холодно- и горячекатаные + + + + +
Полосы и профили + + +
Плиты + + + +
Тонкая проволока (0 < 1 мм) + +
Проволока (0 > 1 мм) и прямо- угольного сечения + + + +
Прутки тянутые и прессованные + + + + + + +
Трубы + + + +
Поковки + + + +
Электроды для сварки + + +
Губки для роликовых сварочных машин + +
Кристаллизаторы и другие теп- лообменники + + + +
Токоподводящие пружины и кон- такты + +
Электрические провода и кабели + +
Коллекторные пластины + +
Условные обозначения + - имеется опыт изготовления и применения
292
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Хромовые бронзы в зарубежных странах
Термически упрочняемые хромовые
бронзы широко применяются в США, странах
западной Европы и Японии. Химический со-
став некоторых стандартных сплавов приведен
в табл. 6.50, из них изготовляют различные
полуфабрикаты Свойства сплавов С18200 и
РД135 даны в табл. 6.51.
По жаропрочности сплавы системы Cu-Cr
превосходят почти все известные (стандарт-
ные) двухкомпонентные сплавы высокой элек-
тропроводности на основе меди [103]. Механи-
ческие свойства сплава Си - 0,6 % Сг после
упрочняющей термической обработки (закалка
с 1000 °C, охлаждение в воду, старение при
400 °C в течение 4 ч) стабильны до 400 °C.
Применение бескислородной меди в качестве
основы сплава позволяет повысить уровень
жаропрочности и рабочие температуры. Так,
например, хромовая бронза Си-1,2 % Сг, вы-
плавленная на бескислородной меди, имеет
температуру разупрочнения 580 °C [103]. Од-
нако при температурах выше 500 °C в сплавах
системы Cu-Cr наблюдается резкое снижение
пласгичности, являющееся следствием распада
твердого раствора. Хрупкое разрушение связа-
но с высокой концентрацией напряжений на
границах зерен вследствие торможения дисло-
каций дисперсными частицами на линиях
скольжения, а также является результатом
уменьшения прочности границ с повышением
температуры. Заметное влияние окисляющей
атмосферы начинается при температурах
около 700 °C.
При производстве из хромовых бронз
крупных слитков возникают технологические
сложности из-за трудности растворения хрома
в расплавленной меди и потери его при плавке
в результате окисления.
Технологичность хромовых бронз улуч-
шается, если применяют бескислородную медь
и используют активные раскислители. В США
при изготовлении сплава С18400 (0,4...
1,2 % Сг) применяют комплексный раскисли-
тель: 0,05 % кальция, 0,05 % лития и 0,05 %
фосфора. Избыток фосфора вводится для по-
вышения жидкотекучести сплава.
Применение бескислородной меди, а
также меди, переплавленной в вакууме, не-
сколько удорожает сплавы, однако обеспечива-
ет получение однородных по химическому
составу качественных слитков. Это широко
практикуются за рубежом, особенно в США
[103].
Виды полуфабрикатов некоторых марок
двойных хромовых бронз, выпускаемых за
рубежом, приведены в табл. 6.52.
Для улучшения свойств хромовые бронзы
дополнительно легируют Zr, Cd, Ag, Si, Co, Hf
и некоторыми другими элементами.
В качестве легирующего элемента наибо-
лее часто используют цирконий. Такие сплавы
применяются в США, Японии и других стра-
нах. Сплавы системы Cu-Cr-Zr условно делят
на две группы: сплавы с низким (до 0,1 %) и
высоким (0,3...0,6 %) содержанием циркония.
6.50. Химический состав стандартных хромовых бронз, применяемых в США,
Германии, Великобритании и Франции [48,103]
Страна Марка Система Содержание легирующих элементов, %
Сг Cd Ag
США С18200 Cu-Cr 0,4...1,0 - -
С18400 Cu-Cr 0,6... 1,2 - -
С18500 Cu-Cr-Ag 0,3...0,5 - 0,08...0,12
РД135 Cu-Cr-Cd 0,3...0,5 0,3... 0,5 -
Г ермания CuCr Cu-Cr 0,3...1,2 - -
Великобритания С109 Cu-Cr 0,4...1,0 - -
Cl 10 Cu-Cr 0,6... 1,2 - -
Франция UCr Cu-Cr 0,4...0,8 - -
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
293
6.51. Физические, механические, технологические свойства и режимы
обработки хромовых бронз С18200 и РД135 (США)
Свойства и режимы обработки Значение свойств и режимов обработки
С18200 (Cu-Cr) РД135 (Cu-Cr-Cd)
Физические свойства
Температура плавления, (ликвидус), °C 1075 1075
у, кг/м3 8800 8800
а-106 при 20...300 °C, К’1 15 15
р, мкОм-м:
после закалки 0,0480 0,0344
после старения 0,0212 0,0193
после закалки, деформации и старения 0,0254 -
со, в % от меди:
после закалки 36 50
после старения 81 90
после закалки, деформации и старения 68 -
X после закалки и старения, Вт/(м К) 321 358
а', К-1 0,00345 0,0033
Механические свойства
GB, МПа:
после закалки 230 210...250
после закалки и старения 390 350...420
после закалки, деформации и старения 470 -
Оо,ь МПа:
после закалки 90 -
после закалки и старения 315 -
после закалки, деформации и старения 440 -
6, %:
после закалки 42 40...55
после закалки и старения 15 20...30
после закалки, деформации и старения 6 —
HRB после закалки
после закалки и старения 60
после закалки, деформации и старения 70
Технологические свойства и режимы обработки
Температура литья, °C 1250...1300 1230... 1280
Температура горячей деформации, °C 900...950 800...950
Температура термической обработки, °C:
закалки 980... 1000 940... 980
старения 450...500 450...600
Суммарная степень холодной деформации перед старе- до 90 до 90
нием, %
Обрабатываемость резанием*, % 20 —
* Относительно свинцовой латуни С36000 (США).
294
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.52. Виды полуфабрикатов из двойных хромовых бронз,
выпускаемых в зарубежных странах [103]
Страна Марка Полуфабрикаты
Плиты Листы Ленты Прутки, профили Трубы Проволока
США С18200 + + + + + +
С18400 + + + + + +
Франция UCrO,6 + +
Германия CuCr + +
Условное обозначение: + - имеется опыт изготовления и применения.
6.53. Свойства сплава Си - 0,6 % Сг - 0,45 % Zr [103]
Режим обработки св, МПа HRB (О, % от Си
Закалка с 950°С и деформация 50% 430 82 35,5
Закалка с 950 °C и старение 450 °C, 2ч 510 84 73,6
Закалка с 950 °C и старение 600 °C, 2ч 430 76 81,2
Примечания: 1. Свойства сплавов даны при 20 °C.
2. При 450 °C ав = 375 МПа, на образцах с надрезом ов = 390 МПа.
Сплавы, содержащие до 1,5 % хрома и
0,01...0,1 % циркония, разработаны фирмой
«ПР Меллори Энд Корпорейшн» [103]. Добав-
ки небольших количеств циркония в двойные
сплавы Cu-Cr повышают их жаропрочность и
температуру разупрочнения. Выдержка в тече-
ние 12 ч при 600 °C термически упрочненного
(закалка с 1000 °C, старение при 450 °C в тече-
ние 4 ч) сплава Си - 0,5 % Сг - 0,08 % Zr при-
водит к снижению твердости от 85 до 65 HRB,
в то время как у двойного сплава
Си - 0,86 % Сг после аналогичных испытаний
твердость уменьшается от 82 до 56 HRB.
Предел длительной прочности при испытаниях
в течение 250 ч при 550 °C у сплава
Си - 1,35 % Сг - 0,01 % Zr составляет 120 МПа,
а у двойного сплава Си - 1,35 %Сг при испы-
таниях в течение 172 ч при той же температуре
он составляет 80 МПа.
Фирма «Нейшил дистиллере» (США)
разработала технологию производства хромо-
циркониевой бронзы с высоким содержанием
циркония: 0,6...0,9 % Сг; 0,4.. .0,6 % Zr; ос-
тальное Си [103]. Сплав хорошо обрабатывает-
ся давлением в горячем состоянии (прокатка,
прессование, ковка). Температура нагрева слит-
ков перед горячим деформированием составля-
ет 930...950 °C. Режим термической обработки
следующий: закалка с 900... 1000°C (нагрев в
защитной среде), старение при 450.. .600 °C.
Суммарное обжатие при холодной деформации
(прокатка, волочение) между закалкой и старе-
нием составляет 50...60%. Структура после
закалки - a-твердый раствор; после старения
a-твердый раствор упрочняется дисперсными
частицами хрома и фазы Cu5Zr.
Свойства сплава Си - 0,6 % Сг - 0,45 % Zr
после различных режимов термической обра-
ботки приведены в табл. 6.53.
Из сплавов системы Cu-Cr-Zr изготов-
ляют полуфабрикаты в виде плоского и сорто-
вого проката, которые используются для полу-
чения силовых проводов и сегментов коллек-
торов высокоскоростных электродвигателей,
работающих при повышенных температурах
(до 400 °C), троллейных проводов, систем
электрорегулирования и т.д.
Американский сплав С18500, химический
состав которого приведен в табл. 6.50, отно-
сится к системе Cu-Cr-Ag. Серебро повышает
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
295
Рис. 6.60. Проекции поверхностей кристаллизации и изотермы
ликвидуса системы Cu-Cr-Hf
эксплуатационные характеристики и жаро-
прочность хромовых бронз. Свойства сплава
С18500 близки к свойствам двойного сплава
системы Cu-Cr Cl8200 (см. табл. 6.51).
Сплав РД135 (США) относится к сплавам
системы Cu-Cr-Cd. Его химический состав и
свойства приведены в табл. 6.50 и 6.51.
Оптимальное сочетание прочностных
свойств и электропроводности достигается
после закалки с 940°С, холодной пластической
деформации со степенями обжатия 50...98 % и
старения при 400...500°C. Сплав обладает
высокой пластичностью после термической
обработки и предназначен для изготовления
полуфабрикатов сложной конфигурации: про-
фили, трубы, проволока, винты и др.
Сплав РД135 после пайки сохраняет
прочность, если температура пайки не превы-
шает 650 °C.
Промышленная технология производства
термически упрочняемых полуфабрикатов из
сплава РД135 разработана и внедрена фирмой
«Филипс додж коппер продакс», (США) [103].
Сплавы системы Cu-Cr-Hf, содержащие
~0,6%Сг и 0,14...0,90 % Hf, по прочностным
свойствам и электропроводности превосходят
двойные хромовые бронзы и эквивалентны
хромоциркониевым бронзам [166, 167]. Сплав
Си - 0,6 % Сг - 0,4 % Hf после закалки с 950 °C
имеет ов = 560 МПа и электропроводность
80 % от электропроводности меди.
Упрочнение сплавов Cu-Cr-Hf при ста-
рении связано с выделением дисперсных час-
тиц фазы, богатой хромом, и интерметаллида
меди с гафнием. В соответствии с диаграммой
состояния системы Cu-Cr-Hf (рис. 6.60, 6.61)
это фаза HfjCuy [22].
Хромовые бронзы нашли широкое при-
менение в различных отраслях промышленно-
сти зарубежных стран. Из них изготовляют
Рис. 6.61. Изотермический разрез диаграммы
состояния системы Cu-Cr-Hf
при 900°С [22]
электроды для контактной сварки (точечной и
шовной) титана, углеродистых и низколегиро-
ванных сталей. Также их применяют для изго-
товления коллекторов электрических машин,
деталей тормозов, различных теплообменников
и др.
6.2.5. Жаропрочные медные сплавы
средней электропроводности
Жаропрочные проводниковые медные
сплавы нашли широкое применение в различ-
ных областях машиностроения, электротехни-
ки и электроники. Их используют в качестве
проводников тока электросети железнодорож-
ного транспорта, коллекторных пластин элек-
трических машин, обмоток мощных турбоге-
нераторов и трансформаторов, токоведущих
контактов электродуговых печей, электродов
296
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
для контактной сварки, конструкционного ма-
териала для различного типа теплообменников
и т.д.
В связи с большим разнообразием приме-
нений к этим материалам предъявляются раз-
ные требования по сочетанию уровня жаро-
прочности и тепло- и электропроводности.
В одну группу объединяют дисперсионно
твердеющие медные сплавы с высокой жаро-
прочностью и со средним для проводниковых
материалов уровнем электро- и теплопровод-
ности. Эти сплавы имеют после упрочняющей
термической обработки электропроводность
порядка 40...60% от электропроводности ме-
ди. Их применяют в машиностроительной и
других отраслях промышленности для изго-
товления всех видов рабочего инструмента
электросварочных машин. В частности, в каче-
стве электродов для контактной точечной,
шовной и рельефной сварки легких (магниевых
и алюминиевых) сплавов, различных сталей и
жаропрочных сплавов.
Химический состав и основное назначе-
ние жаропрочных медных сплавов средней
электро- и теплопроводности приведен в
табл. 6.54. Особенность химического состава
этой группы сплавов - более высокое (по срав-
нению со сплавами высокой электро- и тепло-
проводности) содержание таких легирующих
элементов, как никель и кобальт (до 2,5.. .2,8 %),
а также хрома, кремния и бериллия. По элек-
тропроводности они значительно уступают
циркониевым и хромовым бронзам, и тем бо-
лее термически не упрочняемым проводнико-
вым медным сплавам.
Главное их достоинство - высокая проч-
ность при нормальной и высоких температурах
(до 600...700°C) (табл. 6.55, 6.56), высокая
жаропрочность и высокая температура разу-
прочнения при нагревах.
Как следует из рис. 6.19, жаропрочные
медные сплавы средней электропроводности
БрНБТ, БрНКХ2,5-0,7-0,6, БрКоБ по прочности
и по температуре разупрочнения после отжига
значительно превосходят медь и все остальные
группы проводниковых медных сплавов. Сплав
БрНБТ, уступая циркониевой бронзе БрЦрО,3 и
хромовой БрХ по электропроводности, превос-
ходит эти бронзы по длительной 100-часовой
прочности при температурах 300 и 500 °C
(табл. 6.57).
При создании этих сплавов в полной мерс
использованы принципы легирования жаро-
прочных проводниковых медных сплавов, ко-
торые изложены в п. 6.2.1.
Все эти бронзы разработаны на основе
диаграмм состояния тройных систем Cu-Ni-Be,
Cu-Co-Be, Cu-Ni-Si и Cu-Co-Si, в которых
имеются политермические разрезы, относя-
щиеся к квазибинарным (Cu-Ni-Be, Cu-Co-Be.
6.54. Химический состав (%, остальное Си) и назначение жаропрочных
медных сплавов средней электропроводности
Марка Со Ni Be Si Сг Ti Примеси, не более Основное назначение
БрНБТ - 1,4... 1,6 0,2... 0,4 - - 0,05... 0,15 0,005РЬ; 0,0 ISn; 0,2Zn; 0,15А1; сумма - 0,7 Для деталей машин стыковой сварки, элек- тродов для сварки корро- зионно-стойкой стали и жаропрочных сплавов
БрКоБ 2,3... 2,7 - 0,4... 0,7 - - - Сумма - 0,7 Для электродов рель- ефной сварки и сварки толстостенных изделий из углеродистой стали
БрНХК 2,5-0,7-0,6 - 2,0... 2,8 - 0,5... 0,9 0,4... 1,0 - 0,004Bi; 0,06Fe; 0,005Pb; 0,05Zn; 0,03 As; сумма - 0,4 Для токоведущих кон- тактов и пружин, элек- тродов, электродных ко- лец трубосварочных ста- нов, кристаллизаторов
БрКХКо 1,3... 1,8 - - 0,3... 0,6 0,4... 0,8 - 0,06Fe; 0,005Pb; 0,05Zn; сумма - 0,3 Для электродов сва- рочных машин.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
297
6.55. Механические свойства никель-бериллиевой бронзы БрНБТ
и кобальт-бериллиевой бронзы БрКоБ
при разных температурах [52]
Свойства Температура, °C
20 300 400 500 600 700
БрНБТ
0В, МПа 820 670 620 480 250 120
Сод, МПа 810 660 600 480 240 ПО
6, % 5 5 3 1 5 6
\|/,% 7 6 5 3 7 9
KCVJ, мДж/м2 0,3 0,3 0,2 0,1 0,2 0,5
HV 240 - 190 125 80 43
Длительная твердость (1 ч) - - 130 95 50 18
БрКоБ
0В, МПа 780 630 55 420 230 ПО
0о,2, МПа 760 620 540 410 200 60
5, % 13 9 6 9 14 26
V, % 22 13 11 21 76 90
/ГСП, МДж/м2 0,3 0,4 0,4 0,4 0,6 0,9
HV 230 200 185 105 66 33
Длительная твердость (1 ч) - - 120 75 30 14
Примечание. Свойства определены после оптимального для каждой бронзы режима
термической обработки.
Cu-Co-Si) или нс являющиеся таковыми с кон-
груэнтно плавящимися жаропрочными интер-
металлидами NiBe, СоВе, Ni2Si, Co2Si, нс со-
держащими меди. Выбор основных компози-
ций осуществлен таким образом, что составы
сплавов расположены на лучевых разрезах
Cu-NiBe, Cu-CoBe, Cu-Ni2Si и Cu-Co2Si соот-
ветствующих тройных систем. Для сплава
БрНБТ это отношение Ni:Be = 6:l, для сплава
БрКоБ отношение Со:Ве = 6,5:1 и т.д. Как по-
казано в работах М.В. Захарова, сплавы, распо-
ложенные на таких лучевых разрезах тройных
систем, имеют наиболее хорошее сочетание
жаропрочности и электро- и теплопроводности
по сравнению с другими тройными сплавами,
не лежащими на этих разрезах [26].
Высокие прочностные свойства и жаро-
прочность сплавов обеспечивают не содержа-
щие меди интерметаллиды NiBe, СоВе, Ni2Si,
Co2Si, которые находятся в равновесии с
(х-твердым раствором. Выбор этих инзерметал-
лидов в качестве упрочняющих фаз связан с
тем, что они обладают высокой термической
стабильностью, медленно коагулируют и, сле-
довательно, обеспечивают высокую жаропроч-
ность при нагреве медных сплавов. Важной
особенностью тройных диаграмм состояния,
которые определяют фазовый состав и струк-
туру дисперсионно-твердеющих жаропрочных
сплавов средней электропроводности, является
наличие переменной, резко уменьшающейся с
понижением температуры растворимостью
компонентов в меди. Это является необходи-
мым условием получения в процессе закалки
пересыщенного легирующими компонентами
твердого раствора. Упрочнение сплавов связа-
но с распадом твердого раствора при старении
с выделением дисперсных интерметаллических
фаз.
Как и в термически упрочняемых медных
сплавах с высокой электропроводностью, эти
сплавы для усиления эффекта упрочнения
можно подвергать холодной пластической де-
формации между закалкой и старением.
298
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.56. Механические свойства никель-кремниевой бронзы БрНХК2,5-0,70,6 и
кобальткремниевой бронзы БрКХКо при разных
температурах [52, 54J
Свойства Температура, °C
20 300 400 500 600 700
св, МПа БрНЮ 800 (2,5-0,7-0, 650 5 580 470 300 150
Go,2, МПа 780 630 570 460 290 140
б, % 10 7 5 3 5 15
v,% 50 40 24 12 26 72
KCV, МДж/м2 1,0 0,8 0,7 0,5 1,2 1,4
HV 240 200 180 120 87 50
Длительная твердость (1 ч) - - 125 95 54 21
0В, МПа Бр 700 КХКо 470 450 350 280 170
Со,2> МПа 660 440 440 340 260 150
б, % 18 11 9 6 14 32
\|/, % 60 24 11 10 25 51
KCVJ, МДж/м2 1,7 1,3 1,2 1,1 1,3 1,4
HV 180 165 145 112 68 45
Длительная твердость (1 ч) - - 115 69 40 27
Примечание. Свойства определены после оптимального для каждой бронзы режима
термической обработки.
6.57. Электропроводность и длительная прочность меди и жаропрочных проводниковых
медных сплавов при разных температурах [26]
Марка Содержание легирующих элементов, % Электропроводность, % от меди Gioo, МПа, при температурах
300 400 500
МО - 100 60...80 30...40 25
БрЦрО,3 0,37 Zr 90 320 - 60
БрХ 0,62 Сг 85 210 - 40
БрНБТ l,6Ni;0,4Be; 0,05Ti 53 450 280 150
Примечание. Свойства сплавов определены после оптимальной для каждого режима
ТМО, медь отожжена при 600 °C.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
299
В тройных системах Cu-Ni-Be, Cu-Co-Be,
Cu-Ni-Si и Cu-Co-Si, которые являются осно-
вой фазового состава проводниковых медных
сплавов при соотношении легирующих компо-
нентов, отвечающем стехиометрическому со-
ставу упрочняющей фазы (NiBe, СоВе и т.д.),
резко возрастает не только прочность и жаро-
прочность, но и электро- и теплопроводность.
Об этом свидетельствуют диаграммы состав -
свойство разрезов тройных систем Cu-Ni-Si
(см. рис. 6.15), Cu-Co-Si (см. рис. 6.14) и четы-
рехкомпонентной системы Cu-Ni-Be-Ti (см.
рис. 6.16).
Экстремальные значения прочностных и
физических свойств после упрочняющей обра-
ботки имеют сплавы, соотношение легирую-
щих компонентов в которых отвечает стехио-
метрическому составу упрочняющей интерме-
таллидной фазы, не содержащей меди. Высокая
электро- и теплопроводность таких сплавов
обусловлена тем, что растворимость интерме-
таллидных фаз типа NiBe, СоВе, Co2Si в меди в
рассматриваемых системах значительно мень-
ше, чем чистых компонентов (Со, Si, Be), обра-
зующих эти фазы в двойных системах Cu-Ве,
Cu-Si и Си-Со. Об этом свидетельствуют изо-
термические разрезы тройных систем Cu-Co-Si
(см. рис. 6.12) и Cu-Ni-Be (см. рис. 6.10). Ход
границы растворимости (ход линии сольвуса)
практически соответствует ходу зависимости
свойств от состава: минимальным значениям
растворимости на разрезах отвечают макси-
мальные значения прочности и электропровод-
ности (минимальные значения удельного элек-
тросопротивления).
Концентрация легирующих элементов в
медном твердом растворе - основной, прово-
дящей ток и передающей тепло фазе - в этих
сплавах будет ниже, чем в соседних с ними
сплавах. Отсюда и более высокая проводи-
мость тепла и электричества.
Максимальные значения прочностных
свойств и жаропрочности в этих сплавах обу-
словлены двумя факторами:
- во-первых, различной природой фаз-
упрочнителей в этих сплавах и в сплавах по
обе стороны от них на диаграммах состав -
свойство;
- во-вторых, из-за резко уменьшающейся
растворимости компонентов с понижением
температуры в этих сплавах имеется макси-
мальное количество упрочняющей фазы по
сравнению с соседними сплавами на соответ-
ствующих разрезах.
Поскольку сплавы лучевых разрезов типа
Cu-NiBe, Cu-CoBe, Cu-Ni2Si Cu-Co2Si обла-
дают повышенной жаропрочностью и электро-
и теплопроводностью, именно они являются
основой для разработки многокомпонентных
жаропрочных медных сплавов средней элек-
тропроводности.
По такому принципу разработан отечест-
венный сплав БрНБТ (см. табл. 6.54). Он соз-
дан на основе сплавов квазибинарного разреза
Cu-NiBe дополнительным легированием не-
большой добавкой титана [26]. Как следует из
рис. 6.10, состав этого сплава (без учета добав-
ки 0,15 % Ti) находится на разрезе Cu-NiBe
тройной системы Cu-Ni-Be, соотношение
Ni:Be подчиняется образованию химического
соединения NiBe. Как следует из диаграммы
состав - свойство (см. рис. 6.16) именно этому
составу отвечают максимальные значения
твердости и электропроводности.
Титан (0,15 %), как следует из изотерми-
ческих (рис. 6.62) и политермических (рис. 6.63)
разрезов системы Cu-Ni-Be-Ti, находятся в
медном твердом растворе и самостоятельных
Рис. 6.62. Изотермические разрезы диаграммы состояния (Ju - Ni - Be - 0,15 % Ti
при 950 °C (а), 850 °C (б) и 500 °C (в) [37]
300
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.63. Политермический разрез диаграммы
состояния Си - 1,5 % Ni - 0,15 % Ti - Be при
переменном содержании бериллия {37]
фаз не образует. Сплав БрНБТ находится в
области поверхности переменной растворимо-
сти фазы NiBe в меди в твердом состоянии (в
области поверхности сольвуса фазы NiBe).
Поэтому единственной избыточной фазой яв-
ляется фаза NiBe, которая и выполняет роль
упрочнителя при термической обработке. Как
следует из рис. 6.10, фигуративная точка спла-
ва БрБНТ располагается на квазибинарном
разрезе Cu-NiBe. Соединение NiBe имеет куби-
ческую решетку В2 (типа CsCl) с а = 0,261 нм
[21] и характеризуется переменной раствори-
мостью в меди в твердом состоянии.
Температура закалки сплава БрНБТ в со-
ответствии с политермическими разрезами
системы Cu-Ni-Be-Ti составляет 960...980°C
(табл. 6.58). Перегрев выше температуры
980 °C нежелателен, так как приводит к росту
зерен и снижению пластичности сплава. При
старении из пересыщенного твердого раствора
выделяются дисперсные частицы фазы NiBe,
что и обусловливает эффект дисперсионного
6.58. Режимы обработки, типы полуфабрикатов и контролируемые свойства
сплавов промышленного изготовления [98]
Режимы обработки полуфабрикатов и контролируемые свойства Марка
БрНБТ БрКоБ БрНХК 2,5-0,7-0,6 БрКХКо
Температура литья, °C 1220... 1250 1220... 1250 1250... 1300 1360... 1350
Температура горячей деформации (прокатка, прессование, ковка), °C 950...750 950...750 950... 700 950... 700
Температура отжига (время озжи- га 1...2 ч*) °C 700...750 650... 700 700... 750 750... 800
Температура закалки (время вы- держки 1...2 ч‘) °C 960... 980 900... 950 900... 1000 940...960
Температура старения (время старения 2.. .4 ч*) °C 470...490 450...470 450...470 470...500
Суммарная степень деформации перед старением, % 0...50 0...50 40...75 0...50
Типы выпускаемых полуфабрика- тов Плиты, ли- тые цилин- дрические заготовки Прутки, полосы, плиты Плиты Прутки
Гарантируемый уровень контролируемых свойств
НВ (не менее) 170 180 170 -
со, % от Си 45 45 40 45
* В зависимости от массы изделия.
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
301
твердения. Распад твердого раствора в процес-
се старения осуществляется по стадиям, при
этом наблюдается четкая последовательность
переходов: зоны Гинье-Престона (ЗГП) —»
5' —» 5 (NiBe). Максимальный эффект упроч-
нения достигается на стадии фазового старе-
ния, когда выделяются дисперсные частицы
метастабильной 8'-фазы. Температурный ре-
жим старения указан в табл. 6.58.
Физические свойства сплавов БрНБТ,
БрКоБ и БрКХКО и режимы обработки приве-
дены в табл. 6.59.
В США применяется сплав 35 системы
Cu-Ni-Be (табл. 6.60), близкий по составу
БрНБТ. От отечественного сплава он отличает-
ся несколько большим содержанием никеля и
бериллия и отсутствием в составе добавки ти-
тана. В сплаве 35, как и в БрНБТ, выдержано
соотношение Ni:Be = 6:1, которое соответству-
ет его положению на квазибинарном разрезе
Cu-NiBe. Поэтому природа упрочнения
сплава 35 такая же: фазой-упрочнителем явля-
ется химическое соединение NiBe. Сплав ши-
роко применяется в промышленности, из него
изготовляют различные полуфабрикаты -
прутки, плиты, полосы и т.п. Свойства сплава 35
после различных режимов термической обра-
ботки представлены в табл. 6.61.
6.59. Физические свойства никель-бериллиевой бронзы БрНБТ и кобальт-бериллиевой
бронзы БрКоБ, БрКХКо при разных температурах [52]
Свойства Температура, °C
20 300 400 500 600 700
БрНБТ
у, кг/м3 8830 - - - - -
р-102, мкОм м 3,97 6,07 6,52 7,65 8,72 10,58
со, МСм/м 25 16 15 13 11 9
X, Вт/(м К) 186 234 253 249 248 240
а-106, К1 - 18,0 18,2 18,5 18,9 19,2
Е, ГПа 140 131 123 ПО 102 95
БрКоБ
у, кг/м3 8780 - - - -
р-102, мкОм м 3,46 5,36 6,14 7,05 8,25 9,75
(0, МСм/м 29 19 16 14 12 10
X, Вт/(м-К) 209 265 272 273 263 251
а-106, К'1 - 17,8 18,2 18,5 18,9 19,2
Е, ГПа 130 119 114 108 94 86
БрКХКо
р-102, мкОм м 3,35 5,30 6,10 6,90 8,22 9,94
со, МСм/м 30 19 16 15 12 10
X, Вт/(м-К) 215 268 274 279 264 245
а-106, К’1 - 17,8 18,0 18,4 18,8 19,2
Е, ГПа 138 126 121 115 106 95
302
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.60. Химический состав стандартных жаропрочных медных сплавов
средней электропроводности, применяемых в США,
Великобритании, Франции и Германии
Система США Великобритания Франция Германия
Марка Содержание легирующих элементов, % Марка Содержание легирующих элементов, % Марка Содержание легирующих элементов, % Марка Содержание легирующих элементов, %
Cu-Co-Be С17500 2,4...2,8Со; 0,4...0,7Ве Си-Ве50 2,4...2,8Со; 0,4...0,7Ве UCoBe 2,4...2,8Со; 0,4...0,7Ве СиСоВе 2,4...2,8Со; 0,4...0,7Ве
Cu-Ni-Be 35 2,4...2,8Ni; 0,4...0,7Ве - - - - - -
Cu-Ni-Si 647 ~ l,9Ni; 0,6Si - - Uni2SiO,5 ~ 2,0Ni; 0,5Si - -
6.61. Свойства жаропрочного сплава 35 (США)
после различных режимов обработки [103]
Режимы обработки ^Вз МПа °0,2> МПа 5, % HRB Электропроводность
МСм/м % Си
Закалка с 980 °C 245...285 105...175 30...50 21...25 16,2...22,1 28...38
Закалка + холодная дефор- мация 420... 560 315...525 5...10 64...98 14,5...20,3 25...35
Закалка + старение при 470 °C в течение 2 ч 770... 805 525... 665 8...15 92...104 27,8...32,0 48...55
Закалка + холодная дефор- мация + старение при 475 °C в течение 2 ч 770...910 630...805 5..12 96... 104 27,8...32,0 48...55
Сплавы системы Си-Со-Ве. Как следует
из табл. 6.54, к этой системе относится сплав
БрКоБ. Помимо кобальта он содержит повы-
шенное по сравнению со сплавом БрНБТ коли-
чество дорогостоящего бериллия. Диаграмма
состояния близка по строению к диаграмме
Cu-Ni-Be (рис. 6.64). Политермический разрез
Cu-СоВе в этой системе является квазибинар-
ным. Двойная промежуточная фаза плавится
конгруэнтно (при 1420 °C) и имеет кристалли-
ческую структуру В2 (типа CsCl) с параметром
0,261 нм [21]. Подобно фазе NiBe в системе
Cu-Ni-Be, фаза СоВе обладает переменной
растворимостью в меди в твердом состоянии,
уменьшающейся с понижением температуры.
Поэтому сплавы системы Cu-Co-Be являются
термически упрочняемыми.
Фигуративная точка сплава БрКоБ распола-
гается практически на квазибинарном разрезе
Cu-СоВе (соотношение Со:Ве = 6,5:1), попадая
в область поверхности сольвуса фазы СоВе
(см. рис. 6.64). При температуре закалки 980 °C
(выше поверхности сольвуса, но ниже поверх-
ности солидуса) сплав БрКоБ имеет однофаз-
ную структуру a-твердого раствора, а при нор-
мальной температуре - двухфазную структуру
а + СоВе. Следовательно, основной избыточ-
ной фазой, упрочняющей сплав БрКоБ при
термической обработке (закалка и последую-
щее старение) является химическое соединение
СоВе.
Упрочнение при старении сплава БрКоБ
осуществляется за счет распада пересыщенно-
го твердого раствора, зафиксированного закал-
кой. При температуре старения 450...500°C в
бронзе, содержащей 2,5 % Со и 0,5 % Be, рас-
пад твердого раствора протекает через не-
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
303
Си
Be, %
Рис. 6.64. Диаграммы состояния Cu-Co-Be [25, 117]:
/ - сплав БрКоБ
сколько промежуточных стадий [152]: ЗГП —»
—* у'—» у(СоВе). Зоны Гинье-Престона (ЗГП)
формируются на ранней стадии старения на
плоскостях {100} матричного твердого раство-
ра. Они имеют размеры 3...5 нм и не создают
значительных искажений решетки. На зонной
стадии старения происходит некоторое повы-
шение твердости, однако она не достигает мак-
симальных значений. С увеличением выдержки
из ЗГП образуются частицы метастабильной
у'-фазы. На этой стадии старения достигается
максимальное упрочнение сплава. Затем про-
исходит образование частиц равновесной
у(СоВе)-фазы, сопровождающееся некоторым
разупрочнением сплава.
Физические, механические свойства и
режимы обработки сплава БрКоБ приведены в
табл. 6.55, 6.58 и 6.59.
Жаропрочные проводниковые медные
сплавы системы Cu-Co-Be широко применя-
ются за рубежом в странах Западной Европы и
США. Химический состав стандартных спла-
вов системы Cu-Co-Be, применяемых в раз-
личных странах, приведен в табл. 6.60. Типич-
ным представителем этой группы сплавов яв-
ляется американский сплав С17500, свойства и
режимы обработки которого представлены в
табл. 6.62.
Химический состав сплава С17500 прак-
тически точно соответствует составу сплава
БрКоБ (см. табл. 6.54). Соотношение Со:Ве
отвечает стехиометрическому составу химиче-
ского соединения СоВе (примерно 6:1). При
таком соотношении легирующих элементов
сплав С17500 имеет оптимальные свойства.
Из сплава С17500 методом полунепре-
рывного литья получают товарные слитки раз-
личных размеров:
- круглые диаметром 102. ..350мм;
- квадратного сечения с размерами
102x102... 305x305мм;
- плоские сечением 20x152...60x381мм.
Длина слитков 750...2460мм [103].
Из этого сплава в США выпускают раз-
личные полуфабрикаты: слитки товарные (тер-
мообработанные), плиты, полосы, ленты, прут-
ки, проволоку, поковки, трубы бесшовные и
сварные, прессованные профили. Поставляют
их в термообработанном состоянии (после ста-
рения) или в состоянии, пригодном для после-
дующей термической обработки (после закал-
ки). Некоторые полуфабрикаты поставляют в
холоднодеформированном состоянии после
старения.
Свойства деформированных полуфабри-
катов из сплава С17500 после различных ре-
жимов термической обработки приведены в
табл. 6.63.
304
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.62.Физические, механические, технологические свойства и режимы
обработки жаропрочных медных сплавов С17500 и 647 средней
электропроводности, применяемых в США
Свойства и режимы обработки Значение свойств и режимов обработки сплавов
С17500 647
Физические свойства
у, кг/м3 8850 8900
al О6, К"1, при 20...300 °C 15 15
р, мкОм м:
после закалки 0,0522 0,075
после закалки и старения 0,0325 0,043
(0, в % от меди:
после закалки 32...35 23
после закалки и старения 50...58 40
X, Вт/(м К):
после закалки - 102,5
после закалки и старения 218 174
а, К"1 0,0025 0,0022
Механические свойства
GB, МПа:
после закалки 250...390 280
после закалки и старения 700... 770 600
после закалки, деформации и старения 840... 1050 690
G0,b МПа:
после закалки 140...210 100
после закалки и старения 560... 700 450
после закалки, деформации и старения 700... 840 600
5, %:
после закалки 20...35 39
после закалки и старения 8...12 16
после закалки, деформации и старения 5...8 9
HRB
после закалки и старения 92... 100 97
после закалки, деформации и старения 96... 102
Технологические свойства и режимы обработки
Температура горячей деформации, °C 960... 700 800...950
Температура закалки, °C 900...940 900...920
Температура старения, °C 450...510 430...480
Допустимая холодная деформация, % До 50 До 50
Обрабатываемость резанием*, % 20 40
* Относительно свинцовой латуни С36000 (США).
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
30S
6.63. Свойства жаропрочного сплава С17500 (США) средней электропроводности
после обработки по различным режимам [103]
Режимы обработки Ов, МПа О().2, МПа 5, % HRB Электропроводность
МСм/м % от меди
Закалка с 940 °C 245...385 140...210 20...35 20...45 17,4...19,5 32...35
Закалка + холодная деформация 490-595 385... 560 5...10 70...80 12,5...15,7 23...29
Закалка + старение при 480 °C в течение 3 ч 700...770 560... 700 8...12 92... 100 27,8...32,0 50...58
Закалка + холодная деформация + старение при 480 °C в течение 2 ч 770...875 700... 840 5.8 96... 102 27,8...30,2 50...55
Закалка + холодная деформация + старение + холодная деформация 840... 1050 770...980 1...4 98...103 27,8...30,0 50...55
Из сплава С17500 изготовляют электроды
контактной сварки; детали электромашин; воз-
душные сопла, детали теплозащиты; пружины,
электроразмыкатели, детали, требующие соче-
тания высокой прочности и тепло- и электро-
проводности.
Сплавы системы Cu-Co-Si. Тройная
система Cu-Co-Si является базовой для жаро-
прочных медных сплавов средней тепло- и
электропроводности. В медном углу этой диа-
граммы состояния системы имеется политер-
мический квазибинарный разрез Cu-Co2Si при
соотношении Co:Si = 4,2:1 (рис. 6.65), в спла-
вах которого в равновесии с a-твердым раство-
ром находится конгруэнтно плавящаяся фаза
Co2Si с температурой плавления 1332 °C [81].
Промежуточная фаза Co2Si имеет переменную,
резко уменьшающуюся с понижением темпе-
ратуры растворимость в меди в твердом со-
стоянии, что обусловливает возможность при-
менения к сплавам этой тройной системы уп-
рочняющей термической обработки (закалка с
последующим старением).
Максимальная растворимость фазы Co2Si
в меди при 1000 °C (температура близка к тем-
пературе закалки сплавов) составляет - 2,3 % и
уменьшается при понижении температуры
(до ~ 0,3 % при 700 °C). Важно, что минималь-
ную совместную растворимость в меди в твер-
дом состоянии кремний и кобальт имеют в
сплавах квазибинарного разреза Cu-Co2Si
(рис. 6.65). Именно поэтому в сплавах данного
разреза наблюдаются экстремальные значения
физических и механических свойств: макси-
мальные значения предела текучести и мини-
мальное удельное электросопротивление (см.
рис. 6.14).
На основе тройной системы Cu-Co-Si
разработан жаропрочный медный сплав средней
электропроводности БрКХКо (см. табл. 6.54).
Рис. 6.6S. Медный угол системы Cu-Co-Si [25,81 ]:
1 - сплав типа БрХКо
306
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Его фигуративная точка (без учета добавки
хрома) находится практически на квазибинар-
ном разрезе Cu-Co2Si на изотерме совместной
растворимости кобальта и кремния в меди в
твердом состоянии при 1000 °C (см. рис. 6.65).
Поэтому при 1000 °C четверной сплав является
по структуре однофазным a-твердым раство-
ром. При температуре 700 °C сплав становится
двухфазным а + Co2Si.
Добавка хрома (~ 0,6 %) введена в состав
сплава БрКХКо для дальнейшей гетерогениза-
ции структуры. Хром идет на образование
хромосодержащей избыточной фазы - тройно-
го химического соединения Cr3Co5Si2, и час-
тично находится в a-твердом растворе. Допол-
нительное легирование кобальт-кремниевой
бронзы хромом приводит к уменьшению рас-
творимости легирующих элементов в твердом
растворе. В структуре сплава, наряду с сили-
цидом кобальта Co2Si, присутствуют частицы
соединения Cr3Co5Si2, практически нераство-
римые в a-твердом растворе и ухудшающие
обрабатываемость давлением и коррозионную
стойкость сплава. Следовательно, упрочните-
лем сплава БрКХКо при термической обработ-
ке является силицид кобальта Co2Si. Эта фаза
имеет переменную растворимость в меди в
твердом состоянии и эффективно упрочняет
сплав [86, 25, 99].
Режимы закалки и старения сплава
БрКХКо приведены в табл. 6.58, а физические
и механические свойства после термической
Рис. 6.66. Зависимость механических свойств и
удельного электросопротивления сплавов
системы Cu-Ni-Si после закалки с 900 °C,
старения при S00 °C в течение 4 ч
от содержания Ni?Si [S4]
обработки по оптимальному режиму приведе-
ны в табл. 6.56 и 6.59.
Следует отметить, что в связи с дефици-
том кобальта, жаропрочные медные сплавы,
содержащие этот элемент, не нашли широкого
применения в отечественной промышленности.
Сплавы системы Cu-Ni-Si. Низколеги-
рованные медные сплавы системы Cu-Ni-Si
имеют удачное сочетание прочностных
свойств и тепло- и электропроводности. Эта
система представляет интерес как основа для
создания жаропрочных медных сплавов сред-
ней тепло- и электропроводности. Именно на
базе этой системы разработан оригинальный
отечественный жаропрочный проводниковый
сплав БрНКХ2,5-0,7-0,6, химический состав
которого приведен в табл. 6.54.
В тройной системе Cu-Ni-Si в равновесии
с a-твердым раствором находится несколько
высокопрочных силицидов никеля Ni3Si, Ni5Si2,
Ni2Si и NiSi, растворимость которых в меди
резко изменяется с понижением температуры.
Среди них наиболее тугоплавким (Тпп-
= 1306 °C) является конгруэнтно плавящийся
силицид никеля Ni2Si [25, 94, 21, 142].
Силицид никеля Ni2Si имеет орторомби-
ческую решетку (типа Co2Si) с периодом
а = 0,706 нм, b = 0,449 нм и с = 0,372 нм
[21, 86]. Растворимость фазы Ni2Si в меди на
лучевом разрезе Cu-Ni2Si4 при эвтектической
температуре 1020 °C составляет ~9%, и она
резко снижается при понижении температуры.
Это определяет возможность создания терми-
чески упрочняемых медных сплавов на основе
тройной системы Cu-Ni-Si.
Особая роль в создании жаропрочных
проводниковых материалов отводится сплавам,
расположенным на лучевом разрезе Cu-Ni2Si
тройной системы Cu-Ni-Si. Именно сплавы
этого разреза при соотношении Ni:Si = 4,2:1
имеют максимальные значения прочностных
свойств и минимальные значения удельного
электросопротивления. Эта закономерность
прослеживается на диаграмме состав-свойства
как для суммарного содержания никеля и
кремния 3 % , так и при сумме этих элементов
4 % (см. рис. 6.15) [52, 54].
Для сплавов лучевого разреза Cu-Ni2Si
уровень прочностных свойств повышается с
увеличением содержания фазы Ni2Si вплоть до
4 % этой фазы (рис. 6.66). Удельное электросо-
4 Наличие в тройной системе Cu-Ni-Si квазиби-
нарного разреза Cu-Ni2Si в ряде работ не подтвер-
ждается [18]
НИЗКОЛЕГИРОВАННЫЕ БРОНЗЫ ВЫСОКОЙ ЭЛЕКТРО- И ТЕПЛОПРОВОДНОСТИ
307
противление при этом слабо увеличивается.
Хорошее сочетание прочностных свойств и
удельного электросопротивления имеет сплав,
содержащий около 3 % Ni2Si. При большем
содержании этого соединения наблюдается
лишь незначительное увеличение прочности,
но возрастает электросопротивление и умень-
шается до неприемлемых для практического
использования пластичность (не более 1...2 %).
Существенным недостатком тройного
сплава Си - 3 % Ni2Si является сильный рост
зерен при нагреве под закалку. При последую-
щем старении в крупнозернистом материале
распад твердого раствора с выделением дис-
персных частиц фазы-упрочнителя Ni2Si про-
исходит преимущественно по границам зерен.
Это приводит к понижению относительного
удлинения после старения до 2.. .3 %.
Повысить его пластичность можно до-
полнительным легированием элементами, ко-
торые образуют частицы избыточной фазы, не
растворяющиеся при нагреве под закалку в а-
твердом растворе.
При введении хрома в сплавы системы
Cu-Ni-Si благодаря взаимодействию с кремни-
ем образуется устойчивое к термическому воз-
действию соединение Cr3Si [54]. Силицид хро-
ма Cr3Si имеет кубическую решетку с перио-
дом а = 0,456 нм [86, 21], он практически не-
растворим в a-твердом растворе на основе ме-
ди.
Дополнительное легирование сплавов
тройной системы Cu-Ni—Si хромом повышает
прочностные свойства и пластичность, но теп-
ло- и электропроводность при этом существен-
но не снижается. Так, сплавы, содержащие
0,4...0,8%Сг, имеют пластичность в 3...6 раз
выше по сравнению с тройным сплавом
Си - 3 % Ni2Si (рис. 6.67). Причина такого зна-
чительного улучшения свойств тройных спла-
вов при введении добавки хрома заключается в
изменении фазового состава. Свойства сплавов
определяются наличием в структуре двух из-
быточных фаз: одна фаза Ni2Si является основ-
ной упрочняющей фазой при старении, другая
Cr3Si - кристаллизационного происхождения,
не растворяется в a-твердом растворе при на-
греве под закалку и препятствует росту зерен.
Размер зерен после закалки в сплаве
Си - 3 % Ni2Si - 0,7 % Сг почти на порядок
меньше по сравнению с тройным сплавом с
таким же содержанием силицида никеля [54].
Жаропрочность четырехкомпонентного сплава
с добавкой хрома значительно превосходит
жаропрочность тройного сплава. Химический
Рис. 6.67. Зависимость механических свойств
сплавов с 3 % NijSi после закалки с 900 °C и
старения при 500 °C в течение 4 ч
от содержания хрома [54|
Рис. 6.68. Влияние хрома на устойчивость
пересыщенного твердого раствора в сплавах,
содержащих 2,6 % Ni и 0,6 % Si, С-кривые
построены по 50 % уменьшению
электросопротивления по
сравнению с закаленным
состоянием [82]
состав сплава марки БрНХК2,5-0,7-0,6 приве-
ден в таб. 6.54.
Введение в сплав БрНХК2,5-0,7-0,6 хрома
улучшает не только его служебные характери-
стики, но и существенно повышает устойчи-
вость переохлажденного твердого раствора
против распада. Из рассмотрения диаграммы
изотермического превращения, приведенной на
рис. 6.68, следует, что уже небольшие добавки
308
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.69. Влияние температуры закалки
на механические свойства сплава
БрНХК2,5-0,7-0,6. После закалки
образцы продеформированы
на S0 % и состарены при 460 °C
в течение 2 ч |S4]:
сплошная линия - охлаждение
в воде; штриховая линия -
охлаждение на воздухе
хрома (0,18 %) сильно повышают устойчивость
твердого раствора: С-кривая смещена вправо
по сравнению со сплавом, не содержащим
хрома. Повышение концентрации хрома до
0,4 % и более уже приводит к ускорению рас-
пада твердого раствора, но устойчивость его
остается выше, чем в сплаве без хрома.
Повышение устойчивости пересыщенно-
го твердого раствора в сплаве БрНХК2,5-0,7-
0,6 за счет добавки хрома имеет важное прак-
тическое значение, так как дает возможность
при закалке использовать среды с малыми ско-
ростями охлаждения. При этом уменьшаются
закалочные напряжения и снижается опасность
появления закалочных трещин и коробления
тонкостенных изделий.
Закалка сплава БрНХК2,5-0,7-0,6 с раз-
личных температур от 900 до 1000 °C с охлаж-
дением в воде и на воздухе показала, что после
старения обеспечивается практически одинако-
вый уровень механических свойств (рис. 6.69).
Это позволяет в ряде случаев исключить закал-
ку как отдельную операцию термической обра-
ботки, и заменить ее ускоренным охлаждением
на воздухе с температур горячей деформации,
например прессования.
Сплав БрНХК2,5-0,7-0,6 используется в
различных областях техники как конструкци-
онный, проводниковый, пружинный и элек-
тродный материал [53].
Физические свойства сплава БрНХК2,5-
0,7-06 приведены в табл. 6.64. Механические
свойства после термообработки по оптималь-
ному режиму даны в табл. 6.56, а режимы тер-
мообработки - в табл. 6.58.
В США применяется проводниковый
сплав “Ancoloy-940” (2,5 % Ni, 0,6 % Si,
0,4 % Сг, ост. Си), близкий по составу к
БрНХК2,5-0,7-0,6, с более низким содержани-
ем хрома [103]. Он имеет после закалки и старе-
ния следующий уровень свойств: GB = 700 МПа;
Go,5 -525 МПа; 5=13% и электропроводность
50 % от электропроводности меди
Жаропрочные проводниковые сплавы
системы Cu-Ni-Si, не содержащие хрома, при-
меняются с США и во Франции (см. табл. 6.60).
Свойства и режимы обработки сплава 647
(США) этой системы приведены в табл. 6.62.
6.64. Физические свойства никель-кремниевой бронзы БрНХК2,5-0,7-0,6
при разных температурах [52, 54, 98]
Свойства Температура,°C
20 300 400 500 600 700
у, кг/м3 8850 - - - - -
Р’102, мкОм м 3,72 5,46 6,18 7,22 8,64 10,9
(0, МСм/м 27 18 16 14 12 9
X, Вт/(м К) 196 262 271 268 252 245
а-106, К’1 - 17,9 18,1 18,4 18,7 19,0
Е, ГПа 140 128 122 116 108 98
ДИСПЕРСНО-УПРОЧНЕННЫЕ МЕДНЫЕ СПЛАВЫ
309
6.3. ДИСПЕРСНО-УПРОЧНЕННЫЕ
МЕДНЫЕ СПЛАВЫ
Общие сведения
Рабочие температуры дисперсионно-
твердеющих сплавов не превышают
(0,6...0,7)7^, так как упрочнение, вызванное
ТМО и старением, практически полностью
снимается из-за рекристаллизации матрицы и
коагуляции фаз-упрочнителей.
Для ряда областей техники необходимы
материалы, которые должны обладать высокой
электро- и теплопроводностью и высоким со-
противлением разупрочнению при нагреве до
температур, достигающих 1000 °C. При таких
температурах даже наиболее жаропрочные
дисперсионно-твердеющие медные сплавы,
получаемые по обычной технологии из слит-
ков, настолько разупрочняются, что примене-
ние их исключается.
Эту проблему в значительной степени
решают дисперсно-упрочненные медные спла-
вы, т.е. сплавы, упрочненные термически ста-
бильными фазами, в частности оксидами.
Дисперсно-упрочненные сплавы - это
материалы, упрочнителями в которых являют-
ся высоко дисперсные, равномерно распреде-
ленные на заданном расстоянии друг от друга
частицы, не взаимодействующие с матрицей
(медью) и не растворяющиеся в ней вплоть до
температуры ее плавления [29, 76]. Дисперс-
ные частицы вводят искусственным путем на
одной из технологических стадий изготовления
этих материалов.
В дисперсно-упрочненных сплавах веду-
щая роль в упрочнении принадлежит струк-
турным факторам. Матрица в этих сплавах
является основным элементом, несущим на-
грузку, роль упрочняющей фазы состоит в
формировании дислокационной структуры и в
стабилизации этой структуры в условиях экс-
плуатации при высоких температурах. Данная
структура формируется в процессе получения
сплавов при пластической деформации и тер-
мической обработке.
По механизму упрочнения дисперсно-
упрочненные сплавы не имеют принципиаль-
ных отличий от классических стареющих спла-
вов. Однако в стареющих сплавах свойства
определяются физико-химическими процесса-
ми распада пересыщенных твердых растворов
и зависят от температурно-временных режимов
старения. В дисперсно-упрочненных сплавах
свойства зависят от фазовых соотношений
между матрицей и упрочняющими частицами,
которые задаются на стадии их изготовления.
Активное влияние на дисперсность и ха-
рактер распределения частиц упрочняющей
фазы позволяет получать в дисперсно-
упроченных сплавах сочетание свойств, недос-
тижимое в обычных сплавах. Использование в
качестве упрочняющих фаз стабильных туго-
плавких соединений, не взаимодействующих с
медью и не растворяющихся в ней вплоть до
температуры ее плавления, обеспечивает со-
хранение микрогетерогенного строения и по-
зволяет получить длительную работоспособ-
ность материалов до 0,9... 0,95 7^ [14, 76].
Эффективность упрочняющего действия
частиц второй фазы, стабильной в контакте с
металлической матрицей, определяется гео-
метрическими факторами структуры.
Теоретические расчеты и анализ экспе-
риментальных данных показывают, что для
максимального эффекта упрочнения размер
упрочняющих частиц не должен превышать
0,01...0,05 мкм. Среднее расстояние между
частицами должно составлять 0,1.. .0,5 мкм при
условии равномерного распределения их в
матрице [33, 85, 121, 172].
Теория упрочнения металлов дисперсны-
ми частицами исходит из рассмотрения взаи-
модействия частиц с движущимися дислока-
циями. При этом рассматриваются модели, в
которых когерентность между дисперсными
частицами и матрицей утрачивается, и дефор-
мация осуществляется путем обхода частиц
дислокациями.
Механизм упрочнения металлов некоге-
рентными недеформируемыми частицами ба-
зируется на работах Орована, который предло-
жил модель обхода частиц дислокациями в
плоскости скольжения с генерированием дис-
локационных петель вокруг частиц [33, 62, 121].
Согласно этой теории, при движении краевой
дислокации по механизму скольжения под
действием внешних сил ей приходится преодо-
левать вдоль фронта частиц поле напряжений.
Если расстояния между частицами намного
больше их радиуса, то дислокации проходят
между ними, оставляя позади себя дислокаци-
онные петли. Напряжение, необходимое для
того, чтобы дислокация прошла между части-
цами, по Оровану зависит от расстояния между
ними и определяется формулой:
310
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
От=О0+ —— > (’6)
где Ор - предел текучести матричного мате-
риала (меди) в случае отсутствия упрочняю-
щих частиц; L - расстояние между центрами
частиц; а - коэффициент, равный 0,5... 1,0; b -
вектор Бюргерса; G - модуль сдвига.
При высоких напряжениях существенную
роль в процессе деформации приобретает по-
перечное скольжение винтовых дислокаций.
Этот фактор учтен Эшби, который модифици-
ровал уравнение Орована [122, 124]. Во всех
существующих моделях показано, что эффек-
тивность упрочняющего действия частиц вто-
рой фазы определяется геометрическими фак-
торами структуры. Это хорошо объясняет уве-
личения прочности дисперсно упрочненных
материалов с уменьшением среднего расстоя-
ния между частицами в условиях, когда про-
цесс деформации контролируется скольжением
дислокации.
Другим важнейшим критерием при выборе
упрочняющих фаз для дисперсно-упрочненных
сплавов является требование стабильности
этих фаз в контакте с матрицей. Только в этом
случае может быть обеспечено постоянство
или крайне незначительное изменение межчас-
тичного расстояния, которое, согласно уравне-
нию (16), определяет прочность сплавов.
Высокая термическая стабильность час-
тиц второй фазы предусматривает отсутствие
возможности химического взаимодействия с
матричным металлом с образованием новых
фаз и малой склонностью к коалесценции по
растворно-осадительному механизму при вы-
соких температурах [13, 29, 76]. В первую оче-
редь этим требованиям отвечают термодина-
мические устойчивые тугоплавкие соединения,
такие как оксиды, карбиды, нитриды и бориды.
Практика показывает, что применительно
к меди наилучшие результаты обеспечиваются,
когда в качестве упрочняющих фаз использу-
ются тугоплавкие оксиды. Химическая устой-
чивость оксидов в контакте с металлами может
быть оценена по значению изобарно-изотерми-
ческих потенциалов (свободной энергии Гиббса)
[29, 34, 76]. Совершенно очевидно, что чем
больше разница в свободных энергиях образо-
вания оксидов матричного металла и упроч-
няющего оксида, тем более устойчив послед-
ний в контакте с матрицей. Поэтому в качестве
первого критерия при выборе упрочняющих
оксидных фаз используют свободную энергию
их образования. Ниже приведены значения
стандартных свободных энергий (AG°iooo,
кДж/г-атом) при температуре 1000 К для тер-
модинамических, наиболее стабильных туго-
плавких оксидов [76, 107].
Оксид - AG°1Ooo Оксид - AG°iooo
y2o3 533 НЮ2 460,1
ВеО 501,6 Л12О3 456,4
MgO 494 ZrO2 452,2
La2O3 477,7 TiO2 381,8
При близких значениях свободной энер-
гии образования оксида упрочняющей фазы
при разработке композиции дисперсно-
упрочненного сплава учитывают возможность
образования интерметаллидов, приводящую к
понижению свободной энергии системы в це-
лом, и технологическую сложность получения
полуфабрикатов и изделий.
С учетом этих требований осуществляет-
ся выбор технологического метода получения
дисперсно-упрочненного сплава. Из сущест-
вующих методов получения меди, упрочнен-
ной оксидами (механическое смешивание дис-
персных порошков меди и оксидов, химиче-
ское осаждение, разложение солей, испарение
и конденсация меди и оксидов, внутреннее
окисление и др.), внутреннее окисление оказа-
лось наиболее эффективным. Этот метод по-
зволяет получать в дисперсно-упрочненных
медных сплавах оптимальную структуру и,
следовательно, наибольшее упрочнение мате-
риала. Важно, что при создании дисперсно-
упрочненных медных сплавов методом внут-
реннего окисления с помощью технологиче-
ских факторов удается контролировать пара-
метры структуры: дисперсность и объемную
долю упрочняющих фаз, расстояние между
частицами, плотность дислокаций и т.д. Это
позволяет получать проводниковые медные
сплавы с заданным уровнем тепло- и электро-
проводности, прочности и жаропрочности.
Метод внутреннего окисления
Сущность метода внутреннего окисления
заключается в избирательном окислении со-
ставляющих сплава при его насыщении кисло-
родом [13, 29, 76]. Сплав, который подвергает-
ся внутреннему окислению при изотермиче-
ском отжиге в контролируемой окислительной
атмосфере, представляет собой низколегиро-
ванный твердый раствор элементов, отличаю-
щихся значительно более высоким сродством к
кислороду по сравнению с медью. Кислород
диффундирует вглубь сплава и реагирует с
этими легирующими элементами с образовани-
ем дисперсных частиц оксидной фазы.
ДИСПЕРСНО-УПРОЧНЕННЫЕ МЕДНЫЕ СПЛАВЫ
311
Для осуществления внутреннего окисле-
ния необходимо выполнение следующих усло-
вий:
1. Матричный металл должен хотя бы в
небольших количествах растворять кислород в
твердом состоянии. Для меди, как основы
сплавов, это необходимое условие выполняет-
ся: кислород имеет заметную растворимость в
меди, а предельная его растворимость при эв- .
тектической температуре 1066 °C составляет
0,008% (см. рис. 1.5). Следует отметить, что
такой металл, как алюминий практически не
растворяет кислород в твердом состоянии. По-
этому на основе алюминия создание сплавов
методом внутреннего окисления теоретически
невозможно.
2. Сродство к кислороду у легирующего
элемента должно быть значительно выше, чем
у меди. Близость значений свободной энергии
образования упрочняющего оксида и оксида
матричного металла практически исключает
возможность применения внутреннего окисле-
ния для получения дисперсно-упрочненных
сплавов.
3. Температура процесса должна быть
достаточно высокой, чтобы обеспечить техни-
чески приемлемую скорость диффузии кисло-
рода вглубь металла.
4. Скорость диффузии кислорода долж-
на быть существенно выше скорости диффузии
легирующего элемента. В противном случае
нарушается равномерность распределения уп-
рочняющей фазы из-за встречной диффузии
легирующего элемента и образования его сег-
регации у поверхности образца.
5. Давление кислорода в системе долж-
но быть ниже равновесной упругости диссо-
циации низшего оксида матричного металла
(Рме) пРи температуре проведения процесса. В
противном случае процесс будет осложняться
дополнительным поверхностным окислением.
Процесс внутреннего окисления условно-
го можно разделить натри этапа [65]:
1) адсорбция молекул кислорода на по-
верхности металла, диссоциация их на атомы и
растворение кислорода в сплаве;
2) диффузия атомов кислорода в твер-
дой фазе через внутреннеокисленную зону к
фронту окисления;
3) реакция атомов кислорода (О) при
встрече с атомами легирующего элемента (В) с
образованием тугоплавкой оксидной фазы по
реакции: тВ + пО ВтО„.
Зона внутреннего окисления представляет
собой практически чистый матричный металл
(медь) со статистически распределенными
дисперсными частицами упрочняющей оксид-
ной фазы. Глубина зоны определяется скоро-
стью реакции окисления. Она отделена от зоны
твердого раствора четкой границей. Решение
соответствующих диффузионных уравнений
приводит к выводу о том, что глубина зоны
внутреннего окисления пропорциональна вре-
мени процесса в степени [76].
Процесс осуществляется в кислородосо-
держащей среде. Источником кислорода может
служить смесь газов с определенным парци-
альным давлением кислорода (Pq2 ), порошок
оксида меди или собственная поверхностная
оксидная пленка [13]. Механизм формирования
внутренне окисленной зоны зависит от соот-
ношения парциального давления кислорода у
поверхности и давления диссоциации низшего
оксида металла-растворителя (рме)-
В зависимости от Pq2 в среде, в которой
происходит окисление сплава, возможны не-
сколько вариантов. Если Pq2 выше упругости
диссоциации оксидов как основного металла
(Си), так и растворенной добавки (В)
(Pq2 > /?ме)> окисляются оба элемента. При
этом на поверхности металла образуется внеш-
няя оксидная пленка (окалина), состоящая из
смеси оксидов Си2О, СиО и ВтО„. Непосредст-
венно к ней примыкает зона внутреннего окис-
ления. Такой вариант окисления для практиче-
ских целей неприемлем, так как сопровождает-
ся потерями основного металла из-за образова-
ния окалины.
Если парциальное давление кислорода
Pq2 в окружающей среде достаточно мало, то
образуется только внутренняя зона окисления
(без появления окалины). При внутреннем
окислении медных сплавов соотношение
Pq2 < Рме поддерживается отжигом в смеси
газов с определенным парциальным давлением
кислорода или в упаковке из смеси разных
количеств порошка Си2О и Си. Источником
кислорода может быть также предварительно
нанесенный в окислительной среде (воздух,
кислород) слой окалины на поверхности медно-
го сплава. Затем окислительную атмосферу за-
меняют нейтральной (аргон, гелий, азот и т.п.),
312
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
в которой ро2 < рме [19]. При отжиге в этих
условиях внешнее окисление прекращается,
устанавливается равновесная концентрация
кислорода на границе раздела окалина-сплав, и
происходит внутреннее окисление. В этом ва-
рианте внутреннее окисление происходит за
счет кислорода, образующегося при диссоциа-
ции оксидов меди в окалине [13, 29, 76].
Образующаяся при внутреннем окисле-
нии структура характеризуется чрезвычайно
малыми размерами упрочняющих частиц. При
прочих равных условиях они тем мельче, чем
больше разность свободных энергий образова-
ния упрочняющего оксида и оксида матрично-
го металла [29, 76]. Размер образующихся ок-
сидных включений зависит также от скорости
диффузии кислорода вглубь металла: с повы-
шением скорости дисперсность частиц упроч-
няющей фазы увеличивается. Поэтому вклю-
чения на межкристаллитных границах вследст-
вие повышения скорости диффузии кислорода
всегда мельче, чем в объеме зерен [2].
Количественные расчеты процесса заро-
ждения оксидов растворенного элемента при
внутреннем окислении показывают, что по
мере увеличения расстояния фронта реакции от
внешней поверхности количество частиц в
единице объема уменьшается, а размеры этих
частиц увеличиваются [76, 127]. Такое огруб-
ление структуры дисперсно-упрочненных
сплавов нежелательно, так как приводит к по-
нижению прочностных свойств изделия из-за
замедления скорости диффузии кислорода при
удаления фронта реакции от поверхности
[132].
Не решает проблему равномерного рас-
пределения частиц упрочняющей фазы по се-
чению полуфабриката и повышение темпера-
туры отжига, так как изменяющиеся кинетиче-
ские и термодинамические условия протекания
процесса окисления способствуют увеличению
размеров оксидных частиц [76]. Поэтому наи-
более эффективным способом повышения дис-
персности частиц упрочняющей фазы и равно-
мерности ее распределения по сечению при
внутреннем окислении является применение
тонких порошков [19].
Наиболее простой способ получения дис-
персно-упрочненных материалов состоит во
внутреннем окислении готовых изделий или
полуфабрикатов в виде проволоки, листов,
ленты, тонкостенных изделий более сложной
формы.
Однако внутреннее окисление готовых
изделий как способ упрочнения имеет два су-
щественных недостатка:
1) внутреннее окисление образцов боль-
ших сечений (более 1 мм) является длитель-
ным процессом, занимающим десятки или да-
же сотни часов;
2) ввиду того, что размер частиц сильно
увеличивается, количество их в единице объе-
ма уменьшается с удалением от поверхности,
имеется неоднородность в дисперсности окси-
дов по сечению изделий при толщине образца,
превышающей несколько микрометром, не
удается получить достаточно дисперсные час-
тицы упрочняющей фазы, а следовательно, и
высокие прочностные свойства.
Эти недостатки могут быть исключены,
если при получении полуфабрикатов внутрен-
нее окисление использовать в комбинации с
методом порошковой металлургии.
Внутреннему окислению подвергают по-
рошок данного сплава. Малое сечение объекта
окисления - порошка (десятки и сотни микро-
метров) позволяет получить необходимую дис-
персность частиц упрочняющей фазы и обес-
печивает однородность распределения их
в объеме матрицы. Так, например, для
сплава Си - 0,8 % (об.) ВеО средний размер
частиц составляет 10 нм, для сплава
Си - 1 % (об.) А12О3 - 20 нм [15, 16]. При этом
удается существенно ускорить процесс внут-
реннего окисления.
Следующие за внутренним окислением
операции получения полуфабриката или изде-
лия проводятся по технологии порошковой
металлургии.
Внутренне окисленные
проводниковые сплавы
Технология производства внутренне
окисленных медных сплавов включает сле-
дующие операции [13, 14, 29, 76]:
- выплавку сплава заданного состава;
- получение из него порошков;
- внутреннее окисление порошков;
- компактирование порошков для полу-
чения несыпучей заготовки;
- пластическую деформацию (волочение
или прокатка) экструдированных заготовок с
получением различных полуфабрикатов в виде
проволоки, труб, лент, фольги.
При внутреннем окислении порошков об-
разуется однородная по размерам и дисперсная
упрочняющая фаза (А120з, ВеО или SiO2). По-
ДИСПЕРСНО-УПРОЧНЕННЫЕ МЕДНЫЕ СПЛАВЫ
313
следующая высокотемпературная деформация
должна привести к еще большей однородности
в распределении оксидной фазы и формирова-
нию мелкозернистой или вообще перекристал-
лизованной структуры с высокой плотностью
дислокаций.
При производстве внутренне окиленных
медных сплавов в качестве первой операции
деформационной обработки, обеспечивающей
одновременное уплотнение, применяют экс-
трузию (прессование). При экструзии создают-
ся наиболее благоприятные условия деформи-
рования, так как основным видом напряженно-
го состояния в зоне деформации является трех-
осное сжатие. Отсутствие растягивающих
главных напряжений, способствующих хруп-
кому разрушению, обеспечивает высокую пла-
стичность и возможность достижения чрезвы-
чайно больших степеней деформации.
Последующая холодная деформация вы-
зывает значительное увеличение прочности как
при нормальной, так и повышенных темпера-
турах. Дисперсные оксиды затрудняют проте-
кание процессов возврата и рекристаллизации,
поэтому внутренне окисленные медные сплавы
сохраняют после высокотемпературных нагре-
вов до 1000 °C высокий предел текучести и
прочности, приобретенный в результате накле-
па при холодной пластической деформации.
Наиболее изученными и опробованными
для промышленного использования являются
внутренне окисленные сплавы, упрочнителями
в которых являются дисперсные равномерно
распределенные в матрице оксиды менее бла-
городных металлов, чем медь, - А12О3, ВеО и
др. С увеличением объемной доли оксидной
фазы прочностные свойства сплавов повыша-
ются. Однако для сохранения высокой электро-
и теплопроводности в проводниковых медных
сплавах содержание оксидной фазы не должно
превышать 1...2 об.% [13, 14, 76].
Внутренне окисленные сплавы обладают
высокой термической стабильностью. Нагрев
до температур, близких к температуре плавле-
ния меди, практически не приводит к их разу-
прочнению, в то время как другие проводнико-
вые медные сплавы интенсивно разупрочняют-
ся при нагреве до 400...600°C (рис. 6.70). Со-
поставление данных по прочностным свойст-
вам дисперсно-твердеющих и внутренне окис-
ленных сплавов близкой электропроводности
показывает, что при температурах испытания
выше 600°С сплав, упрочненный дисперсными
Рис. 6.70. Влияние температуры отжига в течение
1 ч на временное сопротивление меди и
сплавов на ее основе [52]:
1 - медь, 2 - БрСрО, 1; 3 - БрЦрО,4;
4 - внутренне окисленный
медный сплав
Рис. 6.71. Влияние температуры испытания на
временное сопротивление меди и
сплавов на ее основе |76]:
1 - медь; 2 - БрЦрО,4; 3 - БрХЦр;
4 - внутренне окисленный
медный сплав
частицами, имеет явные преимущества перед
стареющими сплавами БрХЦр и БрЦрО,4 (рис.
6.71). Важно, что внутренне окисленный сплав
сохраняет высокие прочностные свойства при
длительной эксплуатации.
На рис. 6.72 приведены значения предела
прочности и электропроводности ( в процентах
от электропроводности меди марки МО) при
нормальной температуре и при 800 °C про-
мышленных проводниковых медных сплавов и
внутренне окисленных сплавов. При нормаль-
ной температуре для проводниковых медных
314
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
О 200 400 600 800 0 60 120 180 240
ов, МПа
а) б)
Рис. 6.72. Сопоставление предела прочности и электропроводности при нормальной
температуре (а) и при 800 °C (б) внутренне окисленных и промышленных
проводниковых медных сплавов различных систем легирования [13]:
Cu-Ag (БрСрО, 1); Cu-Zr (БрЦрО,4); Cu-Cr (БрХ, БрХ0,8); Cu-Cr-Zr (БрХЦр);
Cu-Co-Be (БрКоБ) и Cu-Ni-Be (БрНБТ)
Рис. 6.73. Зависимость удельного электросопро-
тивления внутренне окисленного сплава МАГТ-
0,2 (1,2) и меди от температуры испытания:
1 - холоднодеформированное состояние;
2 - отжиг по режиму 900 °C в течение 1 ч
сплавов различных систем легирования соот-
ношение между прочностью и электропровод-
ностью подчиняется линейной зависимости,
т.е. увеличение предела прочности сплава
предполагает в равной степени снижение элек-
тропроводности .
Внутренне окисленные сплавы имеют
наилучшее сочетание прочности и электропро-
водности (рис. 6.72, а). Особенно велико раз-
личие в свойствах этих сплавов при 800°
(рис. 6.72, б). Внутренне окисленные сплавы
существенно превосходят все проводниковые
медные сплавы, включая и термически упроч-
няемые, как по прочности, так и по электро-
проводности. Это объясняется тем, что у ста-
реющих сплавов при 800 °C упрочняющее дей-
ствие избыточных фаз полностью утрачивается
вследствие их коагуляции (сплавы систем
Cu-Cr, Cu-Zr, Cu-Cr-Zr) или растворения в
a-твердом растворе (сплавы систем Cu-Ni-Be,
Cu-Co-Be). У внутренне окисленных сплавов
термически стабильные дисперсные оксидные
фазы сохраняют упрочняющее действие и при
высоких температурах. Отсюда такое резкое
различие в прочностных свойствах. При этом
удельное электросопротивление внутренне
окисленных сплавов с повышением температу-
ры изменяется примерно так же, как и для меди.
Об этом свидетельствуют температурные зави-
симости удельного электросопротивления
сплава МАГТ-0,2, упрочненного оксидами
алюминия, титана и гафния, и технической
меди (рис. 6.73).
Однако наиболее существенно внутренне
окисленные сплавы превосходят другие мед-
ные сплавы по характеристикам жаропрочно-
сти. По длительной прочности и сопротивле-
нию ползучести у них нет конкурентов среди
ДИСПЕРСНО-УПРОЧНЕННЫЕ МЕДНЫЕ СПЛАВЫ
315
других проводниковых медных сплавов. Так,
внутренне окисленный сплав Си-3%(об.) А12О3,
имеющий электропроводность выше 80 % от
электропроводности меди, по длительной 100-
часовой прочности при температурах выше
700 °C превосходит даже хромоникелевую
коррозионно-стойкую сталь (рис. 6.74), суще-
ственно превосходит он по длительной проч-
ности при температурах выше 500 °C высоко-
легированный никель-медный сплав монель
70-30 [15, 154].
При разработке внутренне окисленных
жаропрочных проводниковых сплавов эффек-
тивным является метод комплексного легиро-
вания меди несколькими элементами [95]. По
такому принципу разработан отечественный
сплав МЛГТ-0,2 (Суперкоп-1) [14, 17]. Исход-
ной композицией для внутреннего окисления
является сплав Си - 0,2 % А1 (что соответствует
1 % (об.) А12О3) с добавками сотых долей про-
цента Hf и Ti. Считается, что в процессе внут-
реннего окисления сначала образуется очень
дисперсные частицы НЮ2. Оксид А12О3 - ос-
новной упрочнитель сплава - выделяется на
образовавшихся ранее затравках оксида гаф-
ния, как на подложке. Адсорбция малых доба-
вок титана на оксидной фазе приводит к сфе-
роидизации частиц: форма их изменяется от
пластинчатой к сферической. Совместное
влияние гафния и титана приводит к более
равномерному распределению и измельчению
основной фазы-упрочнителя - частиц оксида
алюминия [14, 17]. Высокая дисперсность час-
тиц фазы-упрочнителя (~ 7 нм) обеспечивает
получение высоких механических свойств как
при нормальной, так и при высоких температу-
рах.
Исходная композиция сплава МАГТ-0,2
(Суперкоп-1) до внутреннего окисления имеет
следующий химический состав, % [14, 15, 96]:
алюминий - 0,17...0,23; гафний - 0,03...0,06;
титан - 0,03.. .0,06; медь - остальное.
Такой исходный химический состав спла-
ва обеспечивает получение суммарного содер-
жания оксидных фаз примерно 1 % (об.) после
внутреннего окисления. Выбор предельного
содержания оксидных фаз обусловлен тем, что
в проводниковом материале должен быть со-
блюден компромисс между прочностными
свойствами и электро- и теплопроводностью.
На рис. 6.75 приведена зависимость ме-
ханических свойств и удельного электросопро-
тивления внутренне окисленных горячепрессо-
ванных прутков от объемного содержания уп-
Рис. 6.74. Изменение 100-часовой длительной
прочности в зависимости от температуры для
меди (/), монель-металла (2), хромоникелевой
коррозионно-стойкой стали (3) и внутренне
окисленного сплава Си - 3% (об.) А12О3(4) [13]
Концентрация оксидов, % (об.)
Рис. 6.75. Влияние объемного содержания
упрочняющих оксидных фаз на механические
свойства и удельное электросопротивление
внутреннео кисленных медных сплавов
при нормальной температуре (а) и
при 800 °C (б) [13]
рочняющих оксидов. Видно, что наиболее рез-
кое увеличение прочностных свойств как при
нормальной температуре, так и при 800 °C
происходит при увеличении концентрации
оксидных фаз до 1,5...2,0% (об.). Дальнейшее
увеличение концентрации оксидов незначи-
тельно повышает прочностные характеристики
316
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Температура отжига, °C
Рис. 6.76. Влияние температуры отжига на
твердость горячепрессованных прутков
из сплава МАГТ-0,2
сплавов, но при этом увеличивается удельное
электросопротивление (снижается электро- и
теплопроводность), резко понижается пластич-
ность и ухудшается технологичность - способ-
ность к холодной обработке давлением.
В сплаве МАГТ-0,2 дисперсные частицы
оксидной фазы являются стабильными, не ук-
рупняются во время длительного нагрева до
температуры 1000 °C (0,95/11Л меди). Отсюда
высокая жаропрочность сплава. Твердость
практически нс изменяется после часового
отжига при температурах вплоть до 900 °C и
только после отжига при 1050 °C несколько
снижается (рис. 6.76).
Исходный сплав содержит значительное
количество растворенных элементов (Al, Hf, Ti).
Поэтому его электропроводность значительно
ниже, чем металла - основы сплава. Поскольку
внутреннее окисление приводит к практически
полному удалению легирующих элементов из
твердого раствора с образованием небольшой
объемной доли оксидных фаз, то электро- и
теплопроводность сплава МАГТ-0,2 составляет
80...90 % от меди (табл. 6.65) [14].
Наличие дисперсных частиц оксидной
фазы оказывает существенное влияние на фор-
мирование устойчивой субструктуры при пла-
стической деформации и термической обра-
ботке, а следовательно, и на свойства внутрен-
не окисленного сплава. В результате, меняя
условия деформации и режимы отжига, можно
изменять механические свойства в достаточно
широких пределах.
Так, например, после горячей экструзии
(прессования) с коэффициентом вытяжки е =
= 2.. .4 прочностные свойства сплава МАГТ-0,2
достигают предельных значений ов = 500МПа;
Go,2 = 420 МПа (рис. 6.77), дальнейшее увели-
чение степени горячей деформации (штриховая
часть графика) практически не изменяет проч-
ностные свойства. Это объясняется протекани-
ем при горячей деформации двух конкури-
рующих процессов: наклепа, т.е. образования
субструктуры с повышенной плотностью дис-
локаций, и динамического возврата [58].
В результате протекания этих двух
процессов в матрице сплава устанавливается
определенный уровень плотности дислокаций,
и следовательно, уровень деформационного
упрочнения, который в дальнейшем не зависит
от степени деформации. Дисперсные частицы
во внутренне окисленном сплаве подавляют
статическую рекристаллизацию. Об этом сви-
детельствует неизменность микроструктуры
как в горячепрессованном состоянии, так и
после высокотемпературных отжигов с нагре-
вом вплоть до 1000 °C [14].
Последующая холодная деформация го-
рячепрессованных заготовок приводит к даль-
нейшему повышению прочностных свойств.
Причем наиболее резкое их увеличение наблю-
дается уже при малых степенях деформации,
так как в присутствии дисперсных частиц про-
исходит зарождение и движение большого
количества дислокаций сразу во многих систе-
мах скольжения. Это приводит к формирова-
нию субструктуры с высокой плотностью дис-
локаций и интенсивному деформационному
упрочнению. При последующей холодной де-
формации развивается динамический возврат, в
результате которого коэффициент деформаци-
онного упрочнения уменьшается [58].
6.65. Физические свойства холоднодеформированных полуфабрикатов
из сплава МАГТ-0,2 при разных температурах
Свойства Температура, °C
20 100 200 300 400 450 500 550 600 650
р-102, мкОмм 2,07 2,59 3,32 4,02 4,75 5,15 5,53 5,94 6,33 6,73
X, Вт/(мК) 310 330 325 330 325 315 315 310 310 310
Хспл/Хси’ 100 % 80 85 86 88 89 88 89 89 90 90
ДИСПЕРСНО-УПРОЧНЕННЫЕ МЕДНЫЕ СПЛАВЫ
317
Таким образом, холодная деформация по-
зволяет значительно повысить прочностные
свойства внутренне окисленного сплава.
Наклеп в результате холодной деформа-
ции полностью не снимается при температурах
отжига вплоть до 1050 °C (0,98 Тпл меди), хотя
при данной температуре (0,98 Тпл) наступает
некоторое резупрочнение. Отжиг при 1050 °C
приводит к формированию ячеистой субструк-
туры с невысокой плотностью дислокаций
внутри ячеек. Кроме того, образуются участки
с небольшим количеством мелких рекристал-
лизованных зерен. Все это приводит к сниже-
нию прочностных свойств холоднодеформиро-
ванного сплава после высокотемпературного
отжига [14].
Таким образом, в повышение прочност-
ных свойств, помимо самих дисперсных частиц,
большой вклад вносит субзеренная структура
материала матрицы с повышенной плотностью
дислокаций, которая формируется в процессе
пластической деформации и термической об-
работки внутренне окисленных сплавов.
Сопоставление предела прочности сплава
МАГТ-0,2 и жаропрочного дисперсионно твер-
деющего сплава БрХЦр с близкой электропро-
водностью показывает, что внутренне окис-
ленный сплав имеет более высокую прочность
при всех температурах испытания вплоть до
1000 °C (рис. 6.78, а). Значительным преиму-
ществом сплава МАГТ-0,2 перед дисперсионно-
твердеюшим сплавом БрХЦр является его бо-
лее высокая стойкость против разупрочнения
после отжигов с нагревом вплоть до 1050 °C
(рис. 6.78, б).
Сплав МАГТ-0,2 (Суперкоп-1) имеет хо-
рошие технологические свойства. Он отличает-
ся повышенной формоустойчивостью, в том
числе при нейтронном облучении, низким га-
зовыделением в вакууме при нагреве до 800 °C,
отсутствием водородной болезни, вакуумной
плотностью. Определенные трудности вызыва-
ет сварка плавлением. Хотя при сварке полу-
фабрикатов коэффициент трещинообразования
не высокий (2,5 %), однако происходит резкое
разупрочнение материала шва до уровня меди.
Это связано с тем, что при плавлении упроч-
няющие частицы оксидов всплывают на по-
верхность, и после кристаллизации сварной
шов представляет собой практически чистую
медь. Сплав хорошо обрабатывается резанием
и электроискровым способом, хорошо полиру-
ется, паяется мягкими и твердыми припоями, в
том числе припоями ПСр-72 и ПЗЛМ-37, кото-
рые используются в электровакуумной технике.
Рис. 6.77. Изменение прочностных свойств
сплава МАГТ-0,2 при горячей и
холодной деформации [ 14]:
1- горячее прессование (экструзия);
II - холодная деформация
Рис. 6.78. Влияние температуры испытания (а) и
температуры отжига (б) иа прочность сплава
МАГТ-0,2, меди и хромоциркоииевой бронзы
БрХЦр [14]. Проволока (прутки) сплава
МАГТ-0,2 диаметром, мм:
/-0,2; 2-2,0; 3-20
Внутренне окисленный сплав МАГТ-0,2
имеет более высокую прочность при нормаль-
ной и высоких температурах по сравнению с
проводниковыми дисперсионно-твердеющими
медными сплавами (БрХ0,8; БрХЦр и др.) с
близкой электропроводностью. Сочетание вы-
сокой прочности, электропроводности и тепло-
проводности, релаксационной стойкости и
высокое сопротивление ползучести делает
дисперсно-упрочненные медные сплавы вы-
годными для использования в электро- и теп-
лопроводных конструкциях, которые при экс-
318
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
плуатации подвергаются высокотемператур-
ному нагреву (до 1 000 °C).
Примерами применения сплава МАГТ-0,2
(Суперкоп-1) являются: электроды для кон-
тактной сварки изделий из стали (в том числе с
нанесенными на поверхность покрытиями);
детали электровакуумных приборов (сетки,
замедляющие системы, токоподводы); высоко-
температурные проводники электрического
тока; среднеточные и сильноточные электриче-
ские контакты и др.
В табл. 6.66 приведены физические и ме-
ханические свойства различных полуфабрика-
тов из сплава МАГТ-0,2 (Суперкоп-1).
В США применяется дисперсно-
упрочненный сплав марки Glid Сор (фирма
“SCM Metal Products, Inc”), имеющий свойства,
близкие к отечественному сплаву МАГТ-0,2.
6.66. Физические и механические свойства полуфабрикатов из сплава МАГТ-0,2*1
Свойство Вид полуфабриката Исходное состояние После отжига по режиму
500 °C, 1 ч 1000 °C, 1 ч
Физические свойства
р-102, мкОм м Пруток*2 1,98 1,98 1,98
Лента’3 2,08 2,04 2,0
Проволока*4 2,08 2,04 2,0
СО, % Си Пруток 86 86 86
Лента 83 84 85
Проволока 83 84 85
X, Вт/(м-К) Пруток 350 350 350
Е, ГПа Пруток 129 - 129
G, ГПа Пруток 46 - 46
И Пруток Me 0,4 ханические свойств >а 0,4
ств, МПа Пруток 450 450 400
Лента 580 470 400
Проволока 600 500 400
а0,2, МПа Пруток 360 360 340
Лента 520 400 350
Проволока 550 450 360
°о,оо5> МПа Лента 380 350 300
Проволока 380 350 300
5, % Пруток 22 22 24
Лента 4 10 J4
Проволока 5 10 14
V, % Пруток 55 55 60
Проволока 65 76 72
Твердость, НВ Пруток ПО ПО НО
Ударная вязкость KOJ, мДж/м2 Пруток 2,5 2,5 2,0
*' По данным Солопова В.И.
*2 Пруток 0 16. ..35 мм или полоса (6... 12)х(30...50) мм.
*3 Лента толщиной 0,05... 1 мм.
*4 Проволока0 0,5...2 мм.
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
319
6.4. МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ
ПАМЯТИ ФОРМЫ
Эффект памяти формы (ЭПФ) был впер-
вые обнаружен Чангом и Ридом в 1951 г. на
сплаве системы Ag-Cd. Возможность практи-
ческого применения ЭПФ была установлена в
70-х годах, когда этот эффект, основанный на
термоупругом мартенситном превращении,
был обнаружен в сплаве системы Ti-Ni. Пер-
вые промышленные сплавы, обладающие эф-
фектом памяти формы - это сплавы на базе
интерметаллида TiNi (никилид титата, нити-
нол) [64, 97].
Позднее ЭПФ был обнаружен во многих
сплавах, в том числе и на медной основе: Cu-Zn,
Cu-Al, Cu-Zn-Al, Cu-Al-Ni, Cu-Zn-Si,
Cu-Mn-Si, Fe-Pt, Ni-Al и др.
Сплавы с ЭПФ используются в различ-
ных областях техники (авиационная и бытовая
техника, медицина, приборостроение и др.).
Сплавы с ЭПФ - это функциональные мате-
риалы, дающие возможность реализовать слу-
жебные характеристики конструкций и уст-
ройств, которые не могут быть получены при
использовании других материалов [64].
Общие сведения
В настоящее время известно несколько
механизмов восстановления формы образца, но
наиболее важные связаны с термоупругим мар-
тенситным превращением [58, 97].
Поскольку в настоящее время установле-
но, что необходимой основой для проявления
Э11Ф является наличие в сплаве мартенситного
превращения, сначала следует рассмотреть
характерные особенности этого превращения.
Мартенситные превращения возможны
только в твердом состоянии. Они происходят
без участия диффузии, и состав продуктов пре-
вращения остается таким же, как и состав ис-
ходной фазы.
Мартенситное превращение связано с
упрорядоченным, кооперативным взаимосвя-
занным перемещением атомов на расстояния
меньше межатомных без обмена атомов места-
ми. При образовании кристаллов мартенсита в
исходной фазе атомы перемещаются не по
отдельности, а как единый комплекс, как бы
«ряд за рядом», в результате чего происходит
перестройка решетки исходной фазы в решетку
мартенсита. Такое кооперативное движение
атомов приводит к однозначному ориентаци-
онному соответствию между узлами решетки
исходной фазы с решеткой мартенсита [581.
Можно выделить следующие особенности
мартенситного превращения, имеющие важное
значение для понимания механизма ЭПФ:
1. Мартенситная фаза (М) представляет
собой однородный твердый раствор замещения
или внедрения. Причем этот раствор может
быть пересыщенным или ненасыщенным.
2. Мартенситное превращение является
бездиффузионным. Поэтому концентрация ато-
мов легирующих элементов в исходной (Р) и
мартенситной фазе (М) одинакова.
3. Мартенситное превращение Р —> М
при охлаждении начинается для каждого спла-
ва с определенной температуры Мн или Ms
(температура начала мартенситного превраще-
ния). Оно происходит в определенном интер-
вале температур между верхней Мн и нижней
Мк или М/ мартенситными точками (мартен-
ситное превращение завершается).
4. Превращение происходит с измене-
нием объема и характеризуется деформацией
формы. Между решетками мартенситной и
исходной фаз существуют определенные ори-
ентационные соотношения.
5. Мартенситное превращение является
обратимым в том смысле, что можно повторно
получить начальную атомную конфигурацию5.
Обратимость связана с температурным гисте-
резисом.
На рис. 6.79 показано температурное из-
менение свободной энергии Гиббса (объемной
свободной энергии) мартенситной и исходной
фаз. При температуре То исходная фаза и мар-
тенсит находятся в термодинамическом равно-
весии. При охлаждении до температуры Мн
начинается мартенситное превращение Р —* М.
Разность свободных энергий исходной и мар-
тенситной фаз AG^M при температуре Мн
является той движущей силой, которая необхо-
дима для начала мартенситного превращения.
Однако образование кристаллов мартенсита
связано не только с понижением объемной
свободной энергии, но и с появлением поверх-
ностной (межфазовой) энергии (AG^Mn0B) и
энергии упругой деформации (AG^Mynp ).
5 Кажущиеся исключения, когда обратимость не
наблюдается, могуг быть связаны с наложением
вторичных процессов, например, распадом пересы-
щенного твердого раствора при температурах, ниже
температуры Ан начала обратного мартенситного
превращения.
320
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
В сплавах с ЭПФ исключительно важную
роль играет энергия упругой деформации. Она
возникает, во-первых, из-за изменения удель-
ного объема при фазовом превращении и, во-
вторых, из-за когерентности решеток мартен-
сита и исходной фазы.
В зависимости от энергетических особен-
ностей различают термоупругое и нетермоуп-
ругое мартенситное превращение. Термоупру-
гое превращение осуществляется в сплавах с
ЭПФ с исходной P-фазой: латунях, алюминие-
вых бронзах, никилиде титана TiNi [97, 169].
Термоупругое мартенситное превращение
при охлаждении происходит путем непрерыв-
ного роста и зарождения новых мартенситных
пластин. Если охлаждение прекращается, то
останавливается и рост, так как устанавливает-
ся равновесие между объемной энергией
(ДСР^Моб )
и энергией упругой деформации
решетки у рОст мартенситных
пластин возобновляется при последующем
охлаждении и идет до тех пор, пока мартен-
ситные пластины не начнут сталкиваться меж-
ду собой или границами зерен. Обратное пре-
вращение при нагреве происходит путем об-
ратного движения границы мартенсит-
исходная фаза, и пластины мартенсита сокра-
щаются и полностью возвращаются к началь-
ной ориентации исходной фазы.
Таким образом, термоупругое мартенсит-
ное превращение (прямое и обратное) осуще-
ствляется перемещением подвижной межфазо-
вой границы.
Если охладить или нагреть образец, нахо-
дящийся в состоянии термодинамического
равновесия, или приложить внешние силы, то
состояние термодинамического равновесия
нарушается, и кристаллы мартенсита, рост
Рис. 6.79. Зависимость
свободной энергии Гиббса исходной (Ge) и
мартенситной (GM) фаз от температуры; Мд -
температура образования мартенсита деформации
которых приостанавливается, снова растут или
сокращаются. При термоупругом мартенсит-
ном превращении межфазные границы являют-
ся подвижными и при повышении температуры
перемещаются по путям, обратным тем, кото-
рые они проходили при охлаждении. В случае
термоупругого равновесия обратное превраще-
ние начинается не выше равновесной темпера-
туре То, а ниже температуры начала прямого
мартенситного превращения (Ан), т.е.
Ан>Мн (рис. 6.79). Естественно, что такой
механизм превращения возможен лишь в том
случае, если межфазная граница остается коге-
рентной (или полукогентной).
Термоупругое мартенситное равновесие
представляет большой практический интерес,
так как лежит в основе фазовых превращений в
сплавах с ЭПФ.
Для возникновения в сплавах термоупру-
гого мартенситного равновесия необходимо
выполнения ряда условий:
I. Поверхностная энергия и энергия
пластической деформации превращения долж-
ны быть настолько малы, что ими можно пре-
небречь.
2. Упругая энергия межфазной границы
при превращении должна быть настолько ве-
лика, чтобы она могла компенсировать рост
объемной свободной энерши при внешнем
воздействии (понижение температуры или
приложение внешних сил).
3. В процессе превращения должна со-
храняться когерентность решеток на межфаз-
ной поверхности мартенсит-матричная фаза, и
эта граница должна быть подвижной.
Указанные условия, как правило, выпол-
няются, если фазовые и структурные превра-
щения, лежащие в основе мартенситного пре-
вращения, сопровождаются обратимыми про-
цессами кооперативного движения атомов без
обмена их местами, несмотря на большую де-
формацию (до 20...25 %). В этом случае фазо-
вые превращения сопровождаются обратимы-
ми изменениями, связанными с двойниковани-
ем и образованием дефектов упаковки.
Перечисленные выше условия выполня-
ются в медных сплавах с эффектом памяти
формы. Они в значительной мере связаны с
кристаллографическими особенностями струк-
туры исходной и мартенситной фаз [27, 40, 97].
Деформация исходной P-фазы оказывает
сложное влияние на мартенситное превраще-
ние. Интерес к закономерностям влияния де-
формации на мартенситное превращение свя-
зан с промышленным использованием эффекта
памяти формы и сверхупругости.
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
321
Деформация выше точки Мн вызывает
мартенситное превращение в интервале между
температурой Мн и некоторой температурой
Мд, которая находится ниже точки То. Анало-
гично деформация мартенсита вызывает об-
ратное мартенситное превращение в области
температур ниже точки Ан вплоть до некото-
рой точки Ад (см. рис. 6.79)
Мартенситное превращение выше темпе-
ратуры Мн вызывается и упругой и пластиче-
ской деформацией (рис. 6.80). В некотором
интервале температур Мн — Мнст (участок ab)
упругие напряжения способствуют зарожде-
нию кристаллов мартенсита. Энергия от при-
ложенной нагрузки добавляется к термодина-
мическому стимулу превращения AGoq, и
мартенситное превращение становится воз-
можным при меньших переохлаждениях по
отношению к равновесной температуре То [58].
С повышением температуры деформации дос-
тигается точка Мнст при которой напряжение
становится равным пределу текучести (от).
Упругие возможности деформации мартенсита
исчерпываются и наступает пластическая де-
формация. Образование мартенсита под дейст-
вием деформации происходит за счет новых
мест его зарождения (участок Ьс). Выше тем-
пературы Мд никакая пластическая деформа-
ция не может превратить исходную фазу в
мартенсит.
В связи с изложенным следует различать:
мартенсит охлаждения (М), образующийся
только за счет понижения температуры ниже
точки Мн, без участия деформации; мартенсит
напряжения (МН) (stress-assisted martensite),
образующийся под действием приложенной
нагрузки (упругой деформации).
Термоупругие мартенситные превраще-
ния сопровождаются такими необычными ме-
ханическими эффектами, как эффект памяти
формы и свехупругость (псевдоупругость).
Свойство памяти формы можно опреде-
лить как способность металла деформировать-
ся и восстанавливать (полностью или частич-
но) свою исходную форму по структурным
механизмам, отличным от механизмов упругой
деформации. Такими особыми механизмами
являются термоупругое мартенситное превра-
щение, а также обратимые структурные пре-
вращения в мартенсите [58, 64].
Краткое описание ЭПФ сводится к сле-
дующему. Если образец, продеформированный
Рис. 6.80. Напряжения, вызывающие мартенситное
превращение (участок ab) в интервале темпера-
тур Мн - Мн и при пластической деформации
участок Ьс) в интервале земператур
Мн° - Мд (схема по Олсону и Коэну)
и разгруженный в условиях существования
низкотемпературного мартенсита (обычно ни-
же Мк), нагреть до температур, где происходит
обратное превращение мартенсита в исходную
фазу (выше Ак), то он будет восстанавливать
свою первоначальную форму. 11ричем остаточ-
ная деформация (часто весьма значительная,
порядка 5...8%) полностью устраняется. Вос-
становление первоначальной формы образца
однозначно связано с обратимым превращени-
ем деформированного мартенсита в исходную
фазу. Движущей силой этого процесса является
разность свободных энергий исходной и мар-
тенситной фаз при обратном превращении.
Для полного восстановления формы не-
обходимо, чтобы чтобы мартенситное превра-
щение являлось кристаллографически обрати-
мым; чтобы процесс деформации осуществлял-
ся без участия скольжения [97, 40].
Как уже отмечалось, первое условие свя-
зано с особенностями термоупругого мартен-
ситного равновесия. Второе условие очевидно,
так как скольжение является необратимым
процессом.
Процесс памяти формы является универ-
сальным по природе и не относиться к какой-
либо конкретной кристаллической структуре
мартенсита. Он проявляется во многих медных
сплавах с ЭПФ [27, 97, 169].
Сверхупругость - это возможность мате-
риала под действием внешней нагрузки при
постоянной температуре претерпевать обрати-
мые деформации, которые на 1-2 порядка
больше, чем деформация обычных металличе-
ских материалов до условного предела упруго-
сти. Эти обратимые деформации могут соста-
322
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Рис. 6.81. Схема, иллюстрирующая проявление
сверхупругости (58]:
£уПр и еупр - соответственно упругая деформа-
ция исходной фазы и мартенсита; £су -
сверхупругая деформация
вить 5...8 % в то время, как область обычной
упругой деформации поликристаллических
металлов не выходит за предел в десятые доли
процента.
Сверхупругость проявляется, когда к об-
разцу прикладывают нагузку при температуре
выше Мн. Обычно температура деформации
(Тд) находится в пределах Ак<Тд< Мнст
(Мнст - максимальная температура, до кото-
рой возможно образование мартенсита напря-
жения). Если в этом интервале температур к
образцу приложить нагрузку, в нем начнет
образовываться мартенсит напряжения (МН) и
изменится форма образца.
Связь между напряжением и деформаци-
ей показана на рис. 6.81. На участке АВ
происходит упругая деформация исходной
P-матрицы (synpj- На участке ВС увеличение
деформации идет вследствие образования мар-
тенсита напряжения (Р —* МН). При деформа-
ции происходящей за точкой С, образовавшийся
мартенсит упруго деформируется (участок CD).
При дальнейшем повышении нагрузки (выше
т. D) происходит пластическая деформация,
которая в конечном итоге приводит к разруше-
нию образца. Если при нагружении образца
напряжение не выходит за т. D, то при разгруз-
ке сначала исчезает упругая деформация мар-
тенсита (до т. £), затем в результате обратного
превращения мартенсита происходит возврат
деформации до т. F. В результате деформация
становится равной нулю из-за возврата упру-
гой деформации исходной Р-фазы.
Обратное превращение обусловлено тем,
что при приложении напряжений выше темпе-
ратуры Ак образуется совершенно нестабиль-
ный мартенсит. Деформация ВС получила на-
звание сверхупругой. ЭПФ и сверхупругость
связаны с одним и тем же явлением - обрати-
мостью макродеформации образца за счет
движения скользящих границ между кристал-
лами при мартенситном превращении. Отли-
чаются только внешние условия, вызывающие
обратимое превращение: нагрев предваритель-
но деформированного сплава в область темпе-
ратур нестабильного мартенсита при ЭПФ и
снятие внешних напряжений при сверхупруго-
сти [58, 97].
Сплавы с эффектом памяти формы
Среди сплавов с ЭПФ наибольшую груп-
пу составляют сплавы на основе меди. В
табл. 6.67 указаны основные системы легиро-
вания медных сплавов с ЭПФ, приведены со-
ставы некоторых сплавов, указана их структура
и физические свойства.
Сплавы на основе меди уступают по ряду
технических характеристик и по технологиче-
ским свойствам сплавам Ti-Ni. Однако медные
сплавы имеют экономические преимущества.
Поэтому во многих случаях предпочтение от-
дается медным сплавам с ЭПФ, учитывая их
более низкую стоимость.
В практике используют сплавы на основе
систем Си-Al и Cu-Zn. Наиболее подробно
изучены трехкомпонентные сплавы систем Си-
Al-Ni и Cu-Zn-А1. Сплавы с добавками леги-
рующего четвертого компонента (см. табл. 6.67)
разрабатывают для получения мелкого зерна
матричной фазы и улучшения некоторых экс-
плуатационных свойств. Свойства этих сплавов
не отличаются от трехкомпонентных сплавов.
Сплавы на основе системы Си-Al. Диа-
грамма состояния Cu-Al (см. рис. 3.9) является
базовой при разработке алюминиевых бронз с
ЭПФ. Практический интерес для этой группы
сплавов представляет лишь та часть диаграммы
состояния Cu-Al, где существует высокотем-
пературная P-фаза. В интервале концентраций
8,5... 15 % А1 P-фаза кристаллизуется непо-
средственно из жидкости. С понижением
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
323
6.67. Состав, структура и свойства медных сплавов
с эффектом памяти формы [27, 97]
Система Состав Мн, °C Температурный гистерезис превращения, °C Кристаллическая структура фазы Объемные изменения. %
исходной мартенситной
Cu-Al-Ni 14... 14,5 % Al; 3...4,5%Ni -140... 100 ~35 DO3 2Н, 18R, 6R - 0,30
Cu-Zn 38,5...41,5% Zn -180...10 ~10 В2 9R, M9R -0,5
Cu-Zn-Al 28 % Zn; 4...9%A1 -180...150 ~10 В2 9R, M9R 0,5
Cu-Zn-X (X = Sn, Si, Al) 38,5...41,5 % Zn X несколько* % -180... 100 ~10 В2 9R, M9R -
Cu-Zn-Y (Y = Ga, Al) 38,5...41,5 %Zn Y несколько % -180...100 ~10 DO3 18R, M9R -
Cu-Sn 15 %* -120...30 - DO3 18R, M18R -
Cu-Au-Zn 23...28%Au; 45...47%Zn -190...40 ~6 фаза Г ейслера M18R 0,25
* Атомные проценты.
температуры концентрационная область ее
существования уменьшается. В равновесных
условиях при 565 °C происходит эвтектоидный
распад Р-фазы.
При концентрациях алюминия более 11 %
(по массе) P-фаза с неупрорядоченной струк-
турой превращается в Pi-фазу с упорядоченной
структурой (DO3 или типа Fe3Al, рис. 6.82).
Превращение порядок-беспорядок осуществля-
ется при температуре Тс, находящейся между
температурой эвтектоидного превращения и
Рис. 6.82. Кристаллическая структура исходной
P-фазы с упрорядоченной решеткой
в бронзах и латунях:
а - структура ргфазы в алюминиевых бронзах
с решеткой DO3 (типа Fe3Al); б - структура
р2-фазы в латунях с решеткой В2
(типа CsCl)
точкой Мн (см. рис. 3.9). Это превращение
невозможно предотвратить даже закалкой.
Наибольшая степень упрорядочения отвечает
соотношению меди и алюминия 75:25.
Первоначальные исследования мартен-
ситного превращения осуществлялись на спла-
вах двойной системы Си-Al. Мартенситное
превращение в сплавах тройной системы Си-
Al-Ni мало отличается от двухкомпонентных
сплавов. Поэтому сначала необходимо рас-
смотреть мартенситное превращение в сплавах
двойной системы Си-А1.
Если сплав закалить из однофазной
P-области, то эвтектоидное превращение по-
давляется, ниже Мн происходит мартенситное
превращение. В зависимости от концентрации
алюминия в сплавах образуются различные
мартенситные фазы (см. рис. 3.9): Р\ Р{,
P1+Y1, и У]. В тройной системе Cu-Al-Ni
возможно также образование мартенситных
фаз Р" и oq. Мартенситные фазы, наследуя
упорядоченность исходной фазы, также имеют
упорядоченную структуру. Цифровой индекс
относится к фазам с упорядоченной решеткой.
Пространственная группа и периоды ре-
шетки этих фаз приведены в табл. 6.68.
324
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
6.68. Характеристика структуры и мартенситных фаз
в системахСи-AI и Cu-Al-Ni
Характеристика структуры Обозначение мартенситной фазы
71 Р'1 РГ
Пространственная группа р л nmm А2/т Р2}/т АНт
Периоды решетки, нм:
а 0,4418 0,4430 0,4437 0,4500
b 0,5344 0,5330 0,5301 0,5235
с 0,4242 3,819 3,814 1,276
Р° 90,2 89,0 89,2 89,3
Обозначение (по Рамсделлу) 2Н 18Rj 18R2 6R
Температуры начала превращения упоря-
доченной Pi -фазы в мартенсит (Мн), несмот-
ря на различие структур мартенсита в каждой
области (см. рис. 3.9), находится на одной
кривой.
Технический интерес представляют спла-
вы на основе P-фазы, так как именно на основе
этих сплавов можно получить материалы с
ЭПФ и сверхупругостью. С этой позиции рас-
смотрим влияние никеля на структуру и свой-
ства двухкомпонентных алюминиевых бронз.
Естественно, что и сплавы тройной сис-
темы Cu-Al-Ni, которые могут применяться в
качестве материалов с ЭПФ, ограничиваются
областью составов, где при высокой темпера-
Рис. 6.83. Вертикальный разрез диаграммы
состояния системы Cu-Al-Ni при 3 % Ni
(К. Сигумото)
туре существует P-фаза. Эта область близка
к составу (% по массе) тройного сплава
Cu-14A1—4Ni. Именно эта композиция соответ-
ствует соединению в двухкомпонентной сис-
теме Си3А1.
При увеличении концентрации алюминия
в двойной системе Cu-Al даже при закалке с
очень высокой скоростью охлаждения невоз-
можно предотвратить выделение уг-фазь*- При
появлении ее в структуре сплавов термоупру-
гое мартенситное превращение не возникает. В
связи с этим можно считать добавку никеля
полезной, т.к. он замедляет диффузию меди и
алюминия и стабилизирует P-фазу. Кроме того,
при увеличении концентрации никеля в спла-
вах системы Cu-Al-Ni границы области Р-фазы
и области (Р + Уг)-фаз смещаются в сторону
более высоких концентраций алюминия.
На рис. 6.83 приведен вертикальный раз-
рез диаграммы состояния Cu-Al-Ni при кон-
центрации никеля 3 %. При введении 3 % Ni
образуется интермез аллид NiAl, но количество
этой фазы невелико и ее частицы выделяются
при нормальной температуре только после
медленного охлаждения. Установлено также,
что никель повышает эвтектоидную концен-
трацию алюминия в P-фазе с 11,8 до 12,7 %.
Температуры мартенситного превраще-
ния (Мн, Мк, Ан, Ак) являются важнейшей
характеристикой сплавов с ЭПФ. В слитках с
одинаковым расчетным составом из-за ликва-
ционных явлений эти температуры могут быть
различными. Даже незначительное изменение
химического состава сплавов весьма сущест-
венно изменяет температуры превращений.
Поэтому для получения полуфабриката с за-
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
325
данной температурой превращения необходи-
мо контролировать все этапы его изготовления:
отливку слитков, обработку давлением, терми-
ческую обработку, а также специальную обра-
ботку для повышения стабильности ЭПФ. Од-
нако решающее влияние на температуру пре-
вращения в сплавах с ЭПФ оказывает химиче-
ский состав.
На рис. 6.84 показано влияние алюминия
на температуры превращений в сплавах систе-
мы Cu-Ni-Al при постоянном содержании
4 % (ат.) Ni. Видно, что увеличение концентра-
ции алюминия в сплавах приводит к резкому
понижению температур как прямого, так и
обратного мартенситного превращения. Так,
например, увеличение концентрации алюминия
всего на 2 % приводит к снижению температу-
ры Мн в среднем на 120 °C (с 50 °C до - 70 °C).
Никель также понижает критические
температуры, но его действие не такое сильное,
как алюминия. Однако наиболее важным влия-
нием никеля в алюминиевых бронзах с ЭПФ
является его способность подавлять выделение
у2-фазы.
Приведенные данные свидетельствуют о
том, что медные сплавы с ЭПФ чрезвычайно
чувствительны к составу. Таким образом мож-
но, измененяя состав, обеспечить изменение
температуры превращения в широком интерва-
ле. Однако практическое использование влия-
ния состава сплавов на температуру превраще-
ния ограничено, поскольку при повышении
температуры эксплуатации медных сплавов с
ЭПФ накладываются вторичные процессы,
связанные со старением.
Следует иметь в виду, что старение мед-
ных сплавов с ЭПФ - это сложный процесс,
влияние его на температуру превращения и на
характеристики эффекта памяти формы неод-
нозначно и зависит от того, в какой фазе оно
осуществляется - в исходной или мартенсит-
ной. Тем не менее во всех случаях старение -
это явление, связанное с диффузионным пере-
мещением атомов в решетке твердой фазы, в
результате чего изменяется температура пре-
вращения или утрачивается эффект памяти
формы в медных сплавах. Поэтому верхний
предел температуры превращения в сплавах на
основе меди с ЭПФ обычно не превышает
100 °C.
В алюминиевых бронзах иногда наблю-
дается многостадийность сверхупругих пре-
вращений. Она связана с превращением мар-
тенсит - мартенсит, которое вызвано напряже-
ниями.
Рис. 6.84. Зависимость температуры превращения
в сплавах системы Cu-Al-Ni при постоянном
содержании никеля (4 %) от концентрации
алюминия (сплавы закалены в ледяной
воде с 1000 °C) (97J
Следует отметить, что мартенситно-
мартенситные превращения, вызванные на-
пряжениями, не являются характерной особен-
ностью только сплавов системы Cu-Al-Ni. Эти
превращения происходят и в других сплавах с
P-фазой. Они обнаружены в двойных и трех-
компонентных латунях и некоторых других
сплавах.
Сплавы на основе системы Cu-Zn. В
двойных латунях эффект памяти формы прояв-
ляется только в тех сплавах, в которых при
нагреве до высоких температур можно полу-
чить P-фазу. Диа)рамма состояния Cu-Zn (см.
рис. 2.1) показывает, что такая возможность
появляется при содержании цинка более
38...39 % (по массе). Фаза Р имеет ОЦК ре-
шетку. В интервале температур 454...468 °C
происходит превращение Р £ р2 с образова-
нием р2-фазы с упорядоченной структурой В2
(типа CsCl) (см. рис. 6.82, б). В ряде работ
сообщается, что Р2-фаза при температуре
255 °C распадается по эвтектоидной реакции
Р2 2 а + у.
Р2-фаза с упорядоченной решеткой типа
В2 (или CsCl) является исходной фазой в трех-
компонентных сплавах системы Cu-Zn-Al с
ЭПФ. Однако в некоторых случаях в зависимо-
сти от состава в области сравнительно высоких
температур наблюдается превращение В2 г* 1)О3,
так что при нормальной температуре может
существовать фаза со структурой типа DO3.
326
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
4 9 14 19 24 29 34 39
Zn, %
Рис. 6.85. Вертикальный разрез диаграммы
состояния Cu-Zn-AI при постоянном
содержании 6 % AI (К. Сугимото)
В качестве материала с ЭПФ наибольшее
применение нашли трехкомпонентные сплавы
системы Cu-Zn-AI. Они сравнительно пла-
стичны, межкристаллитное разрушение в них
затруднено. Одной из причин введения третье-
го компонента является то, что в области со-
ставов P-фазы, где в двойной системе Cu-Zn
происходит термоупругое мартенситное пре-
вращение, мартенситная точка (Мн) лежит при
слишком низких температурах. Добавка алю-
миния позволяет регулировать температуру
превращения в довольно широких пределах.
Для этой же цели в латуни вводят также другие
добавки - Si, Sn, Be, Ge.
На рис. 6.85 показан вертикальный разрез
тройной системы Cu-Zn-AL Из рисунка следу-
ет, что добавка алюминия смещает область
P-фазы в сторону более низкой концентрации
цинка. Поэтому трехкомпонентные сплавы
Cu-Zn-AI, в которых проявляется ЭПФ и сверх-
упругость, содержит меньше цинка по сравне-
нию с двойными сплавами Cu-Zn. В области
температур 400...500 °C происходит эвтекто-
идный распад Р фазы по реакции р а + у.
Это приходится учитывать при обработке
сплавов системы Cu-Zn-AI с целью создания
запоминания формы. Она сводится к следую-
щему: сначала сплаву придают заданную фор-
му, подвергают нагреву в область существова-
ния стабильной P-фазы и после соответствую-
ic 10 301мин 10 30 1ч
Рис. 6.86. Диаграмма изотермического
превращения p-фазы в сплаве
Си-26 % Zn-4 % А1:
1,2- соответственно линии выделения 5 и 95 %
избыточной а-фазы от максимального ее количества
в сплаве; 3 - линия начала эвтектоидного распада;
/р - температура начала выделения избыточной
а-фазы; 1е - температура начала эвтектоидного распа-
да P-фазы (К. Сугимото)
щей выдержки охлаждают для получения мар-
тенситной структуры. Согласно равновесной
диаграмме состояния Cu-Zn-AI, нагрев осуще-
ствляется до температур 800...850 °C, выдерж-
ка обычно не превышает 10... 15 мин, так как
при более длительной выдержке сильно растет
зерно P-фазы и свойства сплава ухудшаются.
Наиболее важным фактором термической
обработки является скорость охлаждения. На
рис. 6.86 показана диаграмма изотермического
превращения сплава Cu-26Zn—4А1. Видно, что
в этом сплаве P-фаза обладает невысокой ус-
тойчивостью и в процессе закалочного охлаж-
дения возможен распад P-фазы с выделением
избыточных кристаллов а-фазы или даже эв-
тектоида (а + у). При выделении а-фазы кон-
центрация А1 и Zn в P-фазе увеличивается, что
ведет к понижению температуры Мн.
На температуру мартенситного превраще-
ния сплавов системы Cu-Zn-AI с ЭПФ сущест-
венное влияние оказывает состав (рис. 6.87).
Зачерченная область на концентрационном
треугольнике Cu-Zn-AI (слева) соответствует
интервалу составов сплавов (4...8%А! и
10...27%Zn), для которых измеряли темпера-
туры превращения. Видно, что в данном ин-
тервале концентраций температура начала мар-
тенситного превращения изменяется на
- 400 °C (от -105 °C до +299 °C).
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
327
Рис. 6.87. Концентрационный треугольник с составами сплавов
(зачерченная область) (а) и зависимость температуры начала
мартенситного превращения от состава сплавов
системы Си -Zn-AI (б) (Л. Делай)
В латунях, как и в сплавах системы
Cu-Al-Ni, возможно превращение мартенсит -
мартенсит, наблюдаемое при деформации моно-
кристаллов двойного сплава Cu-Zn (39,8 % Zn)
при -88 °C, что на 35 °C выше Мн.
В трехкомпонентных сплавах Cu-Zn-Al с
эффектом памяти формы наблюдается почти
такое же деформационное поведение, как и у
сплавов Cu-Al-Ni. Существенным различием
является то, что в бронзах деформация сколь-
жением затруднена и сверхупругость проявля-
ется до напряжения ~ 600 МПа. В латунях эти
эффекты проявляются при напряжениях менее
200 МПа.
При разработке медных сплавов возника-
ет множество материаловедческих проблем,
которые с одной стороны являются общими
для всех сплавов с ЭПФ, а с другой - специфи-
ческими, присущими только категории медных
сплавов с ЭПФ [97, 169].
Следует отметить, что ЭПФ и сверхупру-
гость проявляются в сплавах не только в моно-
кристальном состоянии, но и в поликристалли-
ческих образцах. Однако в последних образцах
все деформационные эффекты проявляются
слабее по сравнению с монокристаллами. Это
связано с затруднением образования монодо-
менов мартенсита, когда исходные образцы
находятся в поликристаллическом состоянии
из-за «стеснения» со стороны окружающих
зерен с разной кристаллографической ориенти-
ровкой [97].
328
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
Кроме того, в поликристаллическом ма-
териале возникают и другие проблемы, связан-
ные с наличием границ [97]:
1. Повышенная хрупкость сплавов
Cu-Al-Ni, обусловленная концентрацией на-
пряжений на границах зерен. В медных спла-
вах с ЭПФ границы зерен служат причиной
деформации скольжением и интеркристаллит-
ного разрушения.
2. Возможность появления закалочных
трещин в процессе быстрого охлаждения, из
области однофазной высокотемпературной
Р-фазы.
3. Склонность к межкристаллитному
коррозионному разрушению и т.п.
Изготовление монокристаллов из сплавов
на основе меди с ЭПФ не вызывает особых
трудностей. Однако при переходе к практиче-
скому применению возникает необходимость
получения материала в поликристаллическом
состоянии.
В этом случае применяют различные ме-
тоды измельчения структуры, так как в медных
сплавах с ЭПФ с P-фазой легко происходит
рост зерен. Известны следующие методы полу-
чения мелкозернистой структуры [97, 169]:
1) введение легирующих добавок, обра-
зующих фазы, нерастворимые в P-фазе латуней
и бронз. Дисперсные частицы таких фаз эф-
фективно подавляют рост зерен. Для этой цели
в сплавы Cu-Zn-Al и Cu-Al-Ni вводят В, Сг,
Се (мишметалл), Ni и Ti;
2) использование методов быстрой кри-
сталлизации. Сплав, находящийся в жидком
состоянии, быстро охлаждают разбрызгивани-
ем на охлаждаемые водой вращающиеся валки.
Металл кристаллизуется с высокой скоростью
и получается дисперсная структура;
3) применение метода порошковой ме-
таллургии: получают мелкий порошок, затем
его спекают и подвергают экструзии.
Другой важной проблемой с точки зрения
практического применения медных сплавов
является их обрабатываемость давлением.
Медные сплавы с ЭПФ на основе [3-фазы яв-
ляются почти такими же хрупкими, как и ин-
терметаллические соединения. Обработка этих
сплавов при нормальной и отрицательных тем-
пературах крайне затруднительна. Сплавы сис-
темы Cu-Zn-Al более пластичны по сравнению
с другими медным сплавами с ЭПФ. Это дела-
ет их наиболее перспективными для практиче-
ского применения.
Следующей важной проблемой для мед-
ных сплавов с ЭПФ является изменение
свойств в результате старения при температу-
рах, ниже их рабочих температур. Из-за этого в
процессе эксплуатации изменяются температу-
ры превращения, а в ряде случаев утрачивается
эффект памяти формы.
Эти проблемы необходимо учитывать
при разработке устройств и конструкций, в
которых используются сплавы с ЭПФ, а также
при создании новых сплавов на медной основе.
Они во многих случаях могут быть успешно
решены металловедческими методами.
6.5. МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ
СВЕРХПЛАСТИЧНОСТИ
Общие сведения
В обычном состоянии металлы и сплавы
реализуют свою пластичность при повышен-
ных гомологических температурах (вплоть до
температур плавления) в широком диапазоне
остаточных деформаций (до 50 % относитель-
ного удлинения). Однако существует группа
сплавов, в которых при определенном струк-
турном состоянии относительное удлинение
достигает 300... 1000%, т.е. проявляется эф-
фект сверхпластичности. Термин сверхпла-
стичность был введен А.А. Бочваром для опи-
сания необычного поведения сплава на основе
цинка, у которого при нагреве после закалки
формируется чрезвычайно мелкозернистая
структура, а относительное удлинение такого
сплава на порядок больше обычных значений.
При этом резко понижается напряжение тече-
ния при пластической деформации.
В настоящее время различают два типа
сверхпластичности: микрозернистая (струк-
турная) сверхпластичность, которую проявля-
ют металлы и сплавы с очень мелким зерном
(1...10 мкм), и сверхпластичность, проявляю-
щаяся во время фазового превращения.
Основным критерием, определяющим
способность металлов и сплавов проявлять
эффект сверхпластичности, является показа-
тель скоростной чувствительности напряжения
течения к скорости деформации fm) опреде-
ляемый из формулы:
8 = Вёт, (17)
где 5 - истинное напряжение течения, В - ко-
эффициент, зависящий от условий испытаний
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ СВЕРХПЛАСТИЧНОСТИ
329
и структуры материала, ё - истинная ско-
рость деформации, являющейся производной
истинной (логарифмической) деформации е по
времени т, е = Ln^L[Lq), L и Lq - соответст-
венно длина образца начальная и в заданный
момент деформации.
Для вязкого течения (стекла, пластики и
др.) показатель т =1, для обычных металличе-
ских материалов этот показатель находится в
пределах т = 0,01.. .0,2, а для сверхпластичных
материалов т ~ 0,5.
Внешнее поведение сверхпластичных ма-
териалов напоминает поведение расплавленно-
го стекла, когда в образце начинается локали-
зация деформации, т.е. пластическое течение
концентрируется на отрезке, много меньшем
рабочей части образца. В этом элементе де-
формируемого объекта резко возрастает ско-
рость деформации, и при высоком значении
показателя т увеличивается требуемое напря-
жение течения. Приложенное напряжение ока-
зывается меньше требуемого для развития
шейки, и поэтому здесь течение прекращается,
концентрируясь в другой части образца. Этот
процесс повторяется в разных точках рабочей
длины образца, приводя к образованию размы-
тых, «диффузных» шеек. Образец в целом де-
формируется квазиравномерно [28, 60].
Сверхпластичный материал отличается от
несверхпластичного формой кривой зависимо-
сти напряжения течения 5 от скорости дефор-
мации ё в логарифмических координатах
(рис. 6.88). На этой кривой различают три ин-
тервала, отличающиеся углом наклона этой
кривой к оси координат. Тангенс угла наклона
касательной к кривой 5 равен показателю ско-
ростной чувствительности т. Во втором ско-
ростном интервале наблюдается наиболее рез-
кая зависимость напряжения от скорости де-
формации. В этом интервале находится макси-
мальное значение показателя т и, как правило,
максимальное значение относительного удли-
нения 5.
Сверхпластичное течение отличается
лишь определенным сочетанием известных
механизмов пластической деформации, что
обусловлено малым размером зерна (менее
10... 15 мкм).
Для промышленных сверхпластичных
сплавов на медной основе характерно напря-
жение течения 1...10 МПа, относительное уд-
линение 100... 1000%, показатель т = 0,2, а
Рис. 6.88. Зависимость напряжения течения (5),
показателя скоростной чувствительности (т)
и относительного удлинения от скорости
деформации (ё) сверхпластичного (сплошная
линия) и несверхпластичного (штриховая
линия) материалов [60]
скоростной интервал пластической деформа-
ции, в котором проявляются эти показатели
сверхпластичного состояния, составляет
КГ4... КГ' с*'.
При разработке технологии получения
деталей из сверхпластичных сплавов необхо-
димо решать две задачи: получить сверхмелкое
зерно и сохранить это зерно в процессе дефор-
мации. Это связано с тем, что во время дефор-
мации, осуществляемой при повышенных тем-
пературах, существенно ускоряются диффузи-
онные процессы, и в результате зерно укрупня-
ется в несколько раз быстрее, чем при изотер-
мических выдержках при этих же температу-
рах. Способствует росту зерен и рекристалли-
зация матричной фазы. В результате металлы и
сплавы в процессе деформации теряют свои
сверхпластичные свойства.
Сверхпластичные сплавы
В настоящее время установлена возмож-
ность получения эффекта сверхпластичности у
однофазных а- и двухфазных (а + 0)-латуней, а
также у некоторых марок бронз [24, 75, 61].
На однофазных медных сплавах с ульт-
рамелким зерном удалось получить сверхпла-
стичное состояние, только на дисперсионно-
твердеющей а-латуни ЛАНКМц 75-2-2,5-0,5-0,5
[75]. Состав сплава приведен в табл. 2.8. Для
формирования мелкозернистой структуры был
разработан специальный режим термомехани-
ческой обработки, включающей холодную
деформацию и окончательный отжиг. Опти-
330
СПЕЦИАЛЬНЫЕ МЕДНЫЕ СПЛАВЫ
мильный режим отжига подбирали таким обра-
зом, чтобы он обеспечивал формирование ре-
кристаллизованной структуры, а также более
полную сферодизацию и коагуляцию частиц
второй фазы. В результате была получена струк-
тура со средним размером зерна 6...7 мкм. При
650 °C и скоростях деформации 1,2-10’3; 610-3
и 1,2-10~2 с”1 напряжение течения составляло
15, 27 и 37 МПа соответственно, относительное
удлинение 250... 300 %.
При этом материал проявляет достаточно
высокую чувствительность напряжения тече-
ния к скорости деформации. Показатель т,
рассчитанный по наклону кривой истинное
напряжение течения-скорость деформации,
построенной в логарифмических координатах
по данным испытаний на релаксацию напря-
жений, составил 0,40...0,45 [24]. Мелкозерни-
стая структура, благодаря выделяющейся вто-
рой фазе, остается стабильной при свехпласти-
ческом течении вплоть до разрушения.
Более существенные результаты по пока-
зателям сверхпластического состояния были
получены на двухфазных медных сплавах.
В этом отношении более стабильные по-
казатели сверхпластичности имеют сплавы с
микродуплексной структурой, когда объемные
Температура, °C
Рис. 6.89. Влияние температуры
на показатели сверхпластичности и
фазовый состав латуни, содержащей
61,6 % Си и 0,13 % Si, остальное Zn, при
скорости растяжения 6 мм/мин (ё = 1,24(Г2 с-1) |61]
количества двух дисперсных фаз а и Р имеют
отношение 50:50. Сверпластичность проявляют
(а + Р)-латуни, алюминиевые бронзы и эвтек-
тический сплав Си - 7 % Р.
Оптимальная технология для получения
ультрамелкого зерна включает следующие
операции: закалка горячекатаной заготовки в
воду из однофазной 0-области (800...850 °C) и
последующая прокатка в интервале температур
300...350 °C с обжатием 75...80 % [75]. Такая
обработка учитывает особенности формирова-
ния бейнитной структуры во время распада
0-фазы при нагреве предварительно закален-
ной заготовки и позволяет получить сверхпла-
стичный лист практически из любой латуни с
двухфазной а + Р основой. Формирование из-
делий из сверхпластичного листа производится
при температуре 550...650 °C, при этом части-
цы фаз несколько укрупняются и становятся
равноосными. Это благоприятно сказывается
на показателях пластичности.
Для получения стабильных свойств и уп-
рощения технологии производства сверхпла-
стичного листа (исключение закалки листа)
стандартную латунь Л63 дополнительно леги-
руют кремнием. Эта технология предусматри-
вает регламентированную степень холодной
деформации и выбор оптимальной температу-
ры отжига. При этом достигается получение
равного количества фаз (Va и Ир) и, как следст-
вие, получение максимальных показателей
пластичности (рис. 6.89).
Применение такой же технологии позво-
лило получить лист из латуни ЛЖМц59-1-1 с
высокими характеристиками сверхпласгично-
сти: относительное удлинение 500...600%,
напряжение течения менеее 8МПа при 600 °C и
скорости деформации до 10-2 с-1. Эта схема
позволяет также получать хорошие характери-
стики и у латуни Л63: относительное удлине-
ние в оптимальных температурно-скоростных
условиях (температура 600...650 °C и скорость
деформации 10~3...1(Г2 с'1) составляло
450... 530 %, напряжение течения 10 МПа.
Высокие характеристики пластичности
позволяют принципиально по-новому изготов-
лять детали с глубокими уступами и тщатель-
ной проработкой сложного художественного
рельефа.
Например, для изготовления изделий с
глубоким рельефом, который невозможно по-
лучить обычным способом за одну технологи-
ческую операцию, в условиях сверхпластиче-
МЕДНЫЕ СПЛАВЫ С ЭФФЕКТОМ СВЕРХПЛАСТИЧНОСТИ
331
ской деформации требуется гидравлический
пресс усилием всего 250 кН. За одну техноло-
гическую операцию при 600...650°C и давле-
нии компрессионного газа - азота 1,0... 1,3 МПа
в течение 3...5 мин можно получить готовое
изделие.
После сверхпластической деформации
(50 ~ 300 %) эксплуатационные свойства лату-
ней при нормальной температуре в отожжен-
ном состоянии составляют: ав = 400 МПа, 5 =
= 30...40 %.
Достоинства применения свехрпластич-
ной формовки в промышленности следующие
[61]:
- возможность изготовления изделий
сложной конфигурации, серийное производст-
во которых с использованием традиционных
процессов листовой штамповки нерентабельно
или даже практически невозможно;
- резкое сокращение капитальных затрат
на оборудование для выпуска изделий с глубо-
ким и тонким рельефом (применение традици-
онных способов требует использования мощ-
ных прессов для выдавливания и чеканки);
-возможность создания новых или ис-
пользование существующих специализирован-
ных установок для сверхпластичной формовки
на базе имеющихся, серийно выпускаемых
гидравлических прессов для переработки пласт-
масс и другого дешевого оборудования,
уменьшение металлоемкости основного обору-
дования;
— сокращение набора инструмента и
штамповой оснастки, уменьшение их металло-
емкости.
В то же время сверхпластичная формовка
имеет существенные недостатки:
1. Необходимость организации выпуска
медных сплавов с ультрамелкозернистой
структурой, что связано с изменением сущест-
вующих технологических схем и режимов об-
работки при использовании серийного обору-
дования. В некоторых случаях требуется раз-
работка новых технологических схем произ-
водства заготовок.
2. Необходимость более жесткого кон-
троля химического состава и структуры заго-
товок.
3. Необходимость применения повышен-
ных температур формовки (550...650°С), рабо-
та со сжатым газом и, соответственно, более
жесткие требования по технике безопасности.
4. Отсутствие в настоящее время серийно
выпускаемого оборудования для сверхпластич-
ной формовки и, следовательно, необходимость
модернизации существующих прессов.
Эффект сверпластичности используется
при получении ряда изделий из медных спла-
вов. В частности, при производстве товаров
утилитарно-художественного назначения. Дан-
ный эффект позволил получить из хрупкого в
обычных условиях сплава Си - 7 % Р эвтекти-
ческого состава проволоку диаметром 3 мм
непосредственно из литой заготовки. При де-
формации коэффициент вытяжки составил
~ 1000. Для реализации эффекта сверхпластич-
ности была подготовлена структура с размером
a-фазы и химического соединения Си3Р, рав-
ным ~ 1 мкм и в равных объемных долях.
СПИСОК ЛИТЕРАТУРЫ
1. Авдюшкин О.А., Ашихмин Г.В., Луж-
бин А.С., Райков Ю.Н. Разработка технологии и
освоение производства радиаторных лент из мик-
ролегированной меди // Цветные металлы. 2001.
№ 5. С. 78-84.
2. Архаров В.И., Борисов В.С., Тагиров
Д.М. Регулирование механических свойств спла-
вов никеля внутренним окислением // МиТОМ.
1966. №2. С. 11-13.
3. Бадинтер Е.Я. Литой микропровод и его
свойства. Кишинев: Штиинца, 1973. 318 с.
4. Барсуков А.Д., Узунова М.А., Мамзу-
рина О.И. К расчету периодов решетки твердых
растворов на основе меди И Металлы. 1996. № 2.
С.170-172.
5. Бобылев А.В. Механические и техноло-
гические свойства металлов. Справочник. М.:
Металлургия, 1973. 424 с.
6. Богородицкий Н.П., Пасынков В.В.
Электротехнические материалы. Л.: Энергоатом-
издат, 1985. 304 с.
7. Варли К.В., Даржаев В.Р., Иедлинс-
кая З.М., Розенберг В.М., Скаков Ю.А. Распад
пересыщенного твердого раствора в латуни
ЛАНКМц И Изв. вузов. Цветная металлургия.
1976. №5. С. 101-104.
8. Варли К.В., Даржаев В.Р., Рашков Н.В.
и др. Структурные изменения в сложнолегиро-
ванной латуни ЛАНКМц в результате комбини-
рованной обработки И Изв. вузов. Цветная метал-
лургия. 1986. № 3. С. 97-100.
9. Ва тру шин Л.С., Осинцев В.Г., Козы-
рев А.С. Бескислородная медь. М.: Металлургия,
1982. 192 с.
10. Воздвиженский В.М., Грачев В.А.,
Спасский В.В. Литейные сплавы и технология их
плавки в машиностроении. М.: Машиностроение,
1984. 432 с.
11. Гаген-Торн К.В. Влияние примесей на
свойства нелегированной меди. М.: Цветметин-
формация, 1979. 29 с.
12. Горелик С.С. Рекристаллизация метал-
лов. М.: Металлургия, 1978. 568 с.
13. Данелия Е.П., Розенберг В.М. Внут-
реннеокисленные сплавы. М.: Металлургия, 1978.
232 с.
14. Данелия Е.П., Розенберг В.М., Соло-
пов В.И. Новые дисперсно-упрочненные мате-
риалы на основе меди И Металловедение сплавов
на основе цветных металлов.: Науч. тр. / Гипро-
цветметобработка. М.: Металлургия, 1983.
С. 48-56.
15. Данелия Е.П., Розенберг В.М., Соло-
пов В.И. Медные внутреннеокисленные сплавы -
жаропрочный проводниковый материал / Цветные
металлы. 1977. № 6. С. 69-72.
16. Данелия Е.П., Солопов В.И. Дисперс-
но-упрочненные медные славы И Новые цветные
сплавы. Материалы конференции, ДНТП. М.:
1990. С. 143-149.
17. Данелия Е.П., Теплицкий М.Д., Соло-
пов В.И. Морфология выделений и дисперсное
упрочнение во внугреннеокисленных сплавах
медь-алюминий-титан-цирконий И ФММ. 1979.
Т. 47. Вып. 3. С. 595-597.
18. Двойные и многокомпонентные систе-
мы на основе меди: Справочник / Под ред.
Н.Х. Абрикосова. М.: Наука, 1979. 248 с.
19. Денисенко Э.Т., Глушко А.П., Фила-
това Н.А. и др. Влияние размеров частиц порош-
ков на кинетику внутреннего окисления И Порош-
ковая металлургия. 1971. № 10. С.49-53.
20. Дзуцев В.Т., Новиков И.И., Розен-
берг В.М., Пинчук П.А. Кинетика изотермиче-
ского распада переохлажденного раствора в спла-
вах системы Cu-Ni-Al-Mn-Cr // Известия вузов.
Цветная металлургия. 1972. № 5. С. 126-130.
21. Диаграммы состояния двойных метал-
лических систем. Справочник. В 3-х т. / Под общ.
ред. Н.П. Лякишева. М.: Машиностроение. Т. 1,
1996. 992 с; Т. 2 , 1997. 1024 с.
22. Дриц М.Е., Рохлин Л.Л., Бочвар Н.Р. и
др. Растворимость хрома и гафния в меди в твер-
дом состоянии И Изв. вузов. Цветная металлургия,
1975. №2. С. 122-125.
23. Дубинин Г.М., Аврамов Ю.С. Конст-
рукционные проводниковые материалы. М.: Ма-
шиностроение, 1973. 296 с.
24. Ефремов Б.Н., Портной В.К., Федо-
ров В.Н., Юшина Е.В. Проявление структурной
сверхпластичности у дисперсионно-твердеющей
СПИСОК ЛИТЕРАТУРЫ
333
латуни ЛАНКМц 75-2-2,5-0,5-0,5 / Изв. вузов.
1984. № 6. С. 75-79.
25. Захаров А.М. Промышленные сплавы
цветных металлов. Фазовый состав и структурные
составляющие. М.: Металлургия, 1980. 256 с.
26. Захаров М.В., Захаров А.М. Жаро-
прочные сплавы. М.: Металлургия, 1972. 384 с.
27. Ильин А.А. Сплавы с эффектом запо-
минания формы // Итоги науки и техники. Метал-
ловедение и термическая обработка. Т.25. М.:
ВИНИТИ, 1991. С. 3-39.
28. Кайбышев О.А. Пластичность и сверх-
пластичность металлов. М.: Металлургия, 1975.
280 с.
29. Кипарисов С.С., Левинский Ю.В.
Внутреннее окисление и азотирование сплавов.
М.: Металлургия, 1979. 202 с.
30. Козарновский Д.М. Радиотехнические
материалы. М.: Высшая школа. 1972. 312 с.
31. Колачев Б.А., Габидуллин Р.М., Пигу-
зов Ю.В. Технология термической обработки
цветных металлов и сплавов. М.: Металлургия,
1986. 480 с.
32. Колачев Б.А., Елагин В.Н., Лива-
нов В.А. Металловедение и термическая обработ-
ка цветных металлов и сплавов. М.: МИСиС.
2001.416 с.
33. Коттрелл А.Х. Дислокации и пластиче-
ское течение в кристаллах. М.: Металлургиздат,
1958.267 с.
34. Куликов И.С. Термодинамика карбидов
и нитридов: Справочник. Челябинск. Металлур-
гия. 1988. 320 с.
35. Куликов И.С., Матвеев Г.М., Руд-
ной Б.А., Шоршоров М.Х. Физика и химия обра-
ботки материалов. 1968. № 4. С. 118-124.
36. Кутковский С.И. Элекгроды контакт-
ных электросварочных машин. Л.: Машинослрое-
ние, 1964. 112 с.
37. Кучеров В.И., Захаров М.В., Кузне-
цов Г.М., Федоров В.Н. Исследование простран-
ственной диаграммы первичного разреза медь-
никель-бериллий + 0,15 % титана в области, бога-
той медью // Изв. вузов. Цветная металлургия.
1969. №6. С. 84-89.
38. Лившиц Б.Г., Крапошин В.С., Липец-
кий Я.Л. Физические свойства металлов и спла-
вов. М.: Металлургия, 1980. 322 с.
39. Литейные бронзы / К.П. Лебедев,
Л.С. Райнес, Г.Ф. Шеметов, А.Д. Горячев. Л.:
Машиностроение, 1973. 311 с.
40. Лихачев В.А., Кузьмин С.Л., Камен-
цева З.П. Эффект памяти формы. Л.: 1987. 216 с.
41. Ловчиков А.В. Микролегированные
медные сплавы. М.: Цветметинформация. 1988.
Вып. 3. 58 с.
42. Ловчнков А.В., Бейлин В.М., Федо-
ров В.Н. Влияние комплексного микролегирова-
ния на разупрочнение деформированной меди при
отжигах И Сплавы цветных металлов для прибо-
ров и оборудования с повышенными эксплуата-
ционными характеристиками. М.: Металлургия,
1991. С. 16-19.
43. Ловчиков А.В., Бейлин В.М., Федо-
ров В.Н. Повышение теплопроводности провод-
никовой меди, легированной цирконием и магни-
ем / МиТОМ. 1985. № 3. С.48-50.
44. Мальцев М.В. Металлография про-
мышленных цветных металлов и сплавов. М.:
Металлургия, 1970. 368 с.
45. Материалы в приборостроении и авто-
матике: Справочник / Под ред. Ю.М. Пятина. М.:
Машиностроение, 1982. 528 с.
46. Материалы для авиа1{ионного приборо-
строения и конструкций / Под ред. А.Ф. Белова.
М.: Металлургия, 1982. 400 с.
47. Машиностроение. Энциклопедия. Цвет-
ные металлы и сплавы. Композиционные метал-
лические материалы. ТП-З / Под общ. ред.
И.П. Фридляндера. М.: Машиностроение, 2001.
880 с.
48. Международный транслятор современ-
ных сталей и сплавов. Т.З. Международная ин-
женерная энциклопедия / Под ред. В.Л. Кершен-
баума. М.: Наука и техника. 1993. 640 с.
49. Николаев А.К. Низколегированные
медные сплавы. Особенности составов и техноло-
гии производства // Цветные металлы. 2001. № 5.
С. 84-88.
50. Николаев А.К. Тепло- и электропро-
водный жаропрочный сплав на основе системы
медь-хром-ванадий-цирконий И Металловедение
меди и медных сплавов. Научн. тр. Гипроцветме-
тобработка. М.: Металлургия. 1975, № 48.
С. 57-60.
51. Николаев А.К., Розенберг В.М. Свой-
ства сплавов системы медь-ниобий // МиТОМ,
1972. № 10. С. 50-53.
52. Николаев А.К., Розенберг В.М. Сплавы
для элекфодов контактной сварки. М.: Металлур-
гия, 1978. 96 с.
53. Николаев А.К., Новиков А.И., Розен-
берг В.М. Хромовые бронзы. М.: Металлургия,
1983.176 с.
54. Николаев А.К., Пружинин И.Ф., Ре-
вина Н.И., Розенберг В.М. Влияние состава на
структуру и свойства сплавов системы медь-
никель-кремний. Металловедение и термическая
обработка цветных металлов и сплавов Науч. тр.
Гипроцветметобработка. М.: Металлургия, 1980.
№ 64. С.30-36.
55. Николаев А.К., Пружинин И.Ф., Ро-
зенберг В.М. Влияние примесей на температуру
рекристаллизации меди // Цветные металлы, 1976.
№ 2. С. 75-77.
56. Николаев А.К., Розенберг В.М. Иссле-
дование диаграммы состояния сплавов Cu-Nb-Cr
// Изв. АН СССР. Металлы. 1972. № 5. С. 163-166.
57. Новиков А.И., Розенберг В.М. Влияние
малых добавок циркония на структуру стареюще-
334
СПИСОК ЛИТЕРАТУРЫ
го сплава медь-хром И ФММ. 1974. Т. 37. № 1.
С. 201-203
58. Новиков И.И. Теория термической об-
работки металлов. М.: Металлургия, 1986. 480 с.
59. Новиков И.И., Захаров М.В. Термиче-
ская обработка металлов и сплавов. М.: Метал-
лургия. 1962. 429 с.
60. Новиков И.И., Портной В.К. Сверх-
пластичность сплавов с ультрамелким зерном. М.:
Металлургия, 1981. 168 с.
61. Новиков И.И., Портной В.К., Ефре-
мов Б.Н., Цепин М.А. Сверхпластическая фор-
мовка в производстве товаров народного потреб-
ления // Цветные металлы. 1984. № 8. С. 78-82.
62. Новиков И.И., Разин К.М. Кристалло-
графия и дефекты кристаллической решетки. М.:
Металлургия, 1990. 336 с.
63. Новиков И.И., Строганов Г.Б., Нови-
ков А.И. Металловедение и рентгенография. М.:
МИСиС, 1994. 480 с.
64. Новые материалы / Под ред. Ю.С. Кара-
басова. М.: МИСиС, 2002. 736.
65. Окисление металлов. Т. 1. Теоретиче-
ские основы / Под ред. Ж. Бенара. М.: Металлур-
гия, 1967. 499 с.
66. Орлов Н.Д., Чурсин В.М. Фасонное ли-
тье из тяжелых цветных металлов: Справочник
литейщика. М.: Металлургия, 1971. 276 с.
67. Осинцев О.Е., Захаров М.В., Федо-
ров В.Н. Медный угол диаграммы состояния
Cu-Ni-Cr И Изв. вузов. Цветная металлургия.
1970. №3. С. 106-109.
68. Осинцев О.Е., Федоров В.Н. Литейные
медные сплавы И Справочник. Инженерный жур-
нал (Приложение № 1 к журналу). 2003. № 1.
С. 1-24.
69. Осинцев О.Е., Федоров В.Н. Медные
сплавы. Латуни, обрабатываемые давлением //
Справочник. Инженерный журнал. 2002. № 4.
С. 1-24.
70. Осинцев О.Е., Федоров В.Н. Медь:
структура, свойства полуфабрикатов // Справоч-
ник. Инженерный журнал. 2002. № 1. С. 1-24.
71. Пазюк И.П., Солопов В.И. Струю ура и
свойства дисперсно-упрочненного медного спла-
ва, полученного прокаткой порошков И Сплавы
цветных металлов для приборов и оборудования с
повышенными эксплуатационными характери-
стиками: Научн. тр. Гипроцветметобработка. М.:
Металлургия, 1991. С. 12-16.
72. Пастухова Ж.П., Рахштадт А.Г. Пру-
жинные сплавы меди. М.: Металлургия, 1979.
336 с.
73. Петренко В.Т., Тихоновский М.А. и
др. Фазовые превращения в сплавах системы
медь-ниобий И Вопросы атомной техники: Сер:
Общая ядерная физика. 1979. № 9. С. 20-24.
74. Порошковая металлургия. Спеченные и
композиционные материалы / Под ред. В. Шатта.
М.: Металлургия, 1983. 520 с.
75. Портной В.К., Новиков И.И., Ефре-
мов Б.Н., Кожанов В.А. Влияние термомехани-
ческой обработки на сверхпластичность двухфаз-
ной латуни И Изв. вузов. Цветная металлургия.
1979. №5. С. 103-107
76. Портной К.И., Бабич Б.Н. Дисперсно-
упрочненные материалы. М.: Металлургия, 1974.
200 с.
77. Прецизионные сплавы: Справочник /
Под ред. Б.В. Мотовилова. М.: Металлургия,
1983. 438 с.
78. Производство отливок из сплавов цвет-
ных металлов / А.В. Курдюмов, М.В. Пикунов,
В.М. Чурсин, Е.Л. Бибиков. М.: МИСиС, 1996.
504 с.
79. Равич И.Г., Розенберг В.М., Казаков-
цева В.А. Влияние исходного фазового и струк-
турного состояния на первичную рекристаллиза-
цию хромистой бронзы // Изв. АН СССР. Метал-
лы. 1973. №5. С. 160-165.
80. Рахштадт А.Г. Пружинные стали и
сплавы. М.: Металлургия, 1982. 400 с.
81. Ревина Н.И., Николаев А.К., Розен-
берг В.М. Исследование диаграммы состояния
сплавов Cu-Co-Si, богатых медью И Изв. АН
СССР. Металлы. 1975. № 1. С. 215-218.
82. Ревина Н.И., Николаев А.К., Розен-
берг В.М. Влияние хрома на кинетику фазовых
превращений в сплавах меди с силицидами нике-
ля и кобальта И Металловедение меди и медных
сплавов: Науч. тр. Гипроцветметобработка. М.:
Металлургия, 1975, № 48. С. 61-70.
83. Ревина Н.И., Новиков А.И., Николаев
А.К., Розенберг В.М. Исследование свойств ма-
лолегированных сплавов системы медь-хром-
цирконий / Изв. вузов. Цветная металлургия.
1978. №6. С. 108-110.
84. Рогельберг И.Л., Бейлин В.М. Сплавы
для термопар: Справочник. М.: Металлургия,
1983. 360 с.
85. Розенберг В.М., Данелия Е.П., Иед-
линская З.М., Николаев А.К. Сплавы на медной
основе, упрочняемые дисперсными частицами И
Научные исследования в области сплавов и обра-
ботки цветных металлов: Тр. Гипроцветметобра-
ботка. М.: Металлургия, 1986. С. 53-65.
86. Розенберг В.М., Дзуцев В.Т. Диаграм-
мы изотермического распада в сплавах на основе
меди: Справочник. М.: Металлургия, 1989. 326 с.
87. Розенберг В.М., Иедлинская З.М.,
Черникова А.В. и др. Дисперсионно-твердеющие
пружинные сплавы на медной основе И Цветные
металлы. 1976. № 6. С. 65-68.
88. Розенберг В.М., Николаев А.К. Об
особенностях медных малолегированных тепло- и
электропроводных сплавов И Цветные металлы.
1972. № 8. С. 65-70.
89. Свойства элементов. Справочник: В 2 т.
Т. 1. Физические свойства элементов / Под ред.
Г.В. Самсонова. М.: Металлургия, 1976. 600 с.
СПИСОК ЛИТЕРАТУРЫ
335
90. Семенов В.Н. Влияние неоднородности
структуры на прочность паяного соединения И
МиТОМ. 1999. № 10. С. 13-16.
91. Слиозберг С.К., Чулошников II.Л.
Электроды для контактной сварки. Л.: Машино-
строение, 1972. 92 с.
92. Смирягин А.П., Смирягина Н.А., Бе-
лова А.В. Промышленные цветные металлы и
сплавы. М.: Металлургия, 1974. 488 с.
93. Смитлз К. Дж. Металлы: Справочник.
М.: Металлургия, 1980. 447 с.
94. Соколовская Е.М., Чечерникова О.И.,
Гладышевский Е.И., Бодак О.И. / Изв. АН СССР.
Металлы. 1973. № 6. С. 192-196.
95. Солопов В.И., Данелия Е.П., Дане-
дин Г.В., Лебасова О.А. Исследование свойств
внутреннеокисленых сплавов Cu-Al-Ti-Hf // Изв.
АН СССР. Металлы. 1982. № 3. С. 114-120.
96. Солопов В.И., Пойменова И.И. Сплав
МАГТ-0,2 - материал для электрических контак-
тов И Сплавы цветных металлов для приборов и
оборудования с повышенными эксплуатационны-
ми: характеристиками: Научи, тр. Гипроцветме-
тобработка. М.: Металлургия, 1991. С. 9-12.
97. Сплавы с эффектом памяти формы /
К. Ооцука, К. Симидзу, Ю. Судзуки и др.; Под
ред. X. Фунакубо. М.: Металлургия, 1990. 224 с.
98. Справочник металлиста. В 5 т. Т. 2. /
Под ред. А.Г. Рахштадта и В.М. Брострема. М.:
Машиностроение, 1976. 719 с.
99. Теплицкий М.Д., Николаев А.К., Ре-
вина Н.И., Розенберг В.М. Исследование дис-
персных частиц в стареющих сплавах медь-
никель-кремний и медь-кобальт-кремний И
ФММ. 1975. Т. 40. Вып. 6. С. 1240-1243.
100. Терехов Г.И., Александров Л.Н. Диа-
грамма состояния медь-ниобий // Изв. АН СССР.
Металлы. 1984. № 4. С. 210-213.
101. Тихонов Б.С. Медь и медные дефор-
мированные полуфабрикаты. М.: Цветметинфор-
мация, 1974. 74 с.
102. Тихонов Б.С. Многокомпонентные
низколегированные медные сплавы, обрабаты-
ваемые давлением. М.: Цветметинформация,
1975. С. 1-69.
103. Тихонов Б.С. Низколегированные
сплавы на основе меди. М.: Цветметинформация,
1977. 75 с.
104. Тихонов Б.С. Тяжелые цветные метал-
лы: Справочник. М.: Цветметинформация, 1999.
416 с.
105. Туши Е. Алюминиево-никелевые
бронзы. М.: Металлургия, 1966. 72 с.
106. Федоров Г.М., Корнаухов А.С., Фе-
доров В.Н. Кинетика распада пересыщенных
твердых растворов циркониевых бронз И Ми-
ТОМ. 1978. № 12. С. 54-57.
107. Физико-химические свойства окислов
/ Под ред. Г.В. Самсонова. М.: Металлургия, 1969.
456 с.
108. Физико-химические свойства элемен-
тов: Справочник / Г.В. Самсонов, А.Л. Бурыкина,
Ю.Н. Горячев, П.С. Кислый, М.С. Ковальченко и
др.; Под ред. Г.В. Самсонова. Киев: Наукова дум-
ка, 1965. 807 с.
109. Физические величины: Справочник /
А.П. Бабичев, Н.А. Бабушкина, А.Н. Братковский,
М.Е. Бодров и др.; Под ред. И.С. Григорова,
Е.З. Мейлихова. М.: Энергоатомиздат, 1991.
1232 с.
НО. Физическое металловедение: В 3 т.
Под ред. Р.У. Кана и П. Хаазена. Т. 1: Атомное
строение металлов и сплавов. М.: Металлургия,
1987.640 с.
111. Фридлянский Р.М., Стрельцов Ф.Н.,
Молдавский О.Д. Вакуумная плавка меди и мед-
ных сплавов. М.: Цветметинформация, 1974. 81 с.
112. Хаисен М., Андерко К. Структура
двойных сплавов. Т. 1, 2. М.: Металлургиздат,
1962. 1188 с.
113. Хоникомб Р. Пластическая деформа-
ция металлов. М.: Мир, 1972. 408 с.
114. Цветное литье: Справочник / Н.М. Гал-
дин, Д.Ф. Чернега, Д.Ф. Иванчук и др.; Под общ.
ред. Н.М. Галдина. М.: Машиностроение, 1989.
528 с.
115. Чжао Бао-Чан. Исследование фазовых
превращений в богатых медью сплавах системы
Cu-Ni-Be И Изв. вузов. Цветная металлургия.
1958. № 1.С. 138-147.
116. Чжау Ши-Чан, Мальцев М.В. Мед-
ный угол диаграммы состояния системы
Си-Со-Ве // Изв. вузов. Цветная металлургия.
1959. №5. С. 133-139.
117. Чжау Ши-Чан, Мальцев М.В. Иссле-
дование фазовых превращении в сплавах системы
Си-Со-Ве И Изв. вузов. Цветная металлургия.
1960. №2. С. 143-145.
118. Чуистов К.В. Модулированные струк-
туры в стареющих сплавах. М.: Металлургия,
1975. 231 с.
119. Чурсин В.М. Плавка медных сплавов.
М.: Металлургия. 1982. 152 с.
120. Шварцман А.Б. Структура и свойства
дисперсионно-твердеющей м ногоком понентной
латуни // ФММ. 1976. Т. 41. Вып. 4. С. 822-827.
121. Штремель М.А. Прочность сплавов.
Ч. II: Деформация. М.; МИСиС, 1997. 527 с.
122. Эшби М.Ф. Физика прочности и пла-
стичности. М., 1972. С. 88-107.
123. Allibert С., Driole J. И J. Less-Common
Met. 1977. V.51.P. 25-33.
124. Ashby M.F. Oxide dispersion strengthen-
ing // Metallurg. Soc. Conferences, New York, 1968.
V. 47. P. 905.
125. Baburaj E.G., Kulkarni V.D., Me-
non E.S. // J. Appl. Cryst. 1979. V. 12, № 5.
P.476-480.
126. Baston B. D. Kirkwood I I J. Inst. Metals.
1971. V. 99. №9. P. 277.
336
СПИСОК ЛИТЕРАТУРЫ
127. Bohm G., Kahlweil F. // Acta Metallur-
gies. 1964. V. 12. № 5. P. 91-94.
128. Dies P. Kupfer und Kupferlegierungen in
Technik, 1967. 858 s.
129. Eicke H., Hahlbohm H.D. H Z. Metal-
Ikunde, 1964. Bd. 55. S. 524-528.
130. Gerlach V., Kreye H. I I Metall. 1978. Jg.
32. № U.S. 1112-1115.
131. Habraken L., Register С. I I Z. Metal-
Ikunde. 1969. №2. S. 100-105.
132. Hirshorn J.S. // Metal Sci. I. 1967. V. 1.
№ 3. P. 91-94.
133. Kawakatsu J., Suzuki H., Kitano H. 11
J. Jap. Inst. Metals. 1967. V. 31. № 11. P. 1253-
1257.
134. Koster W., Knorr W. II Z. Metallkunde.
1954. Bd. 45. № 6. S. 350-359.
135. Koster W., Sperner F. // Z. Metallkunde.
1966. Bd. 57. №2. S. 122-129.
136. Ledbetter H. M., Naimon E.R. // Journal
of Physical and Camical Data. 1974. V. 3. № 4.
P. 897-935.
137. Lefevre B.G., D’Annesa A.T., Kalish D. I I
Metal. Trans. 1978. V. 9A. № 4. P. 577-586.
138. Leo W., Wassermann G. // Mettal 1967.
Jg. 21. Hfl. S. 10-14.
139. Leymonie C. Thanvin G. // Met. Sci.
Rev. Met. 1978. V. 75. № 1. P. 45-56.
140. Lou M.Y., Grant N. J. // Met. Trans.
1984. V. 15A№7. P. 1491-1493.
141. Marshall G.J. // Metal. Sci Joum. 1984.
V. 18. № 12. P. 553-559.
142. Massalski T.B. Binary Alloy Phase Dia-
grams: V. 1-2. American Society for Metals. Ohio:
Metals Park, 1986, 1987. 2224 p.
143. Meijering G.L. // Acta Metallurg. 1957.
V. 5. № 5. P. 257-260.
144. Miki M., Amano Y. II J. Jap. Inst. Metals.
1971.V. 35. №2. P. 113-114.
145. Miki M., Amano Y. П J. Jap. Inst. Metals.
1979. V. 43. № 6. P. 545-550.
146. Miki M., Hori S. // J. Jap. Inst. Metals.
1982. V. 46. №3. P. 301-306.
147. Miki M., Kitayama T., Amuno Y. II
J. Jap. Inst. Metals. 1980. V. 44. № 2. P. 170-179.
148. Miki M., Amuno Y. II J. Japan Inst.
Metals. 1976. V. 40. № 3. P. 243-250.
149. Nagai T., Henmi Z., Sakamoto Т.»
Koda S. // Trans. Jap. Inst. Metals. 1973. V. 14. № 7.
P. 462-471.
150. Nagata K., Nishikawa S. 11 Rep. Inst. Ind.
Sci. Univ. Tokyo. 1975. V. 24. № 4. P. 115-168.
151. Pearson W.B. Handbook of Lattice Spac-
ings and Structures of Metals and Alloys. Braun-
schweig: Pergamon Press, 1967. 1448 р.
152. Pefeiffer J., Honing A. I I Metall,
Jg. 22. Hf. 11. S. 1125-1129.
153. Pollock D.D. The Theory and Properties
of Thermocouple Elements: ASTM Spec. Techn.
Publ. № 492. Philadelphia: ASTM. 1971. 84 p.
154. Preston O., Grant N.J. П Trans. AIME.
1961. V. 221. P. 164-173.
155. Prister P., Forgette B., Whitwham D.,
Diner O. Herenquel J. I I Met. Sci. Rev. Met. 1971.
V. 68. № 10. P. 677-686.
156. Rioja R.J., Langhlin D.E. // Acta Met.
1980. V. 28. №9. P. 1301-1313.
157. Romem Y., Rezek J. П Met. Trans. 1975.
V. 6A. № 3. P. 549-551.
158. Rund C.O. Chandra D. Fernandez J.M.
I I Metallurgical Trans. 1976. V. 78. № 9. P. 497-498.
159. Saarivirta M.J. И Met. Industry. 1963.
V. 103. P. 685-688.
160. Saarivirta M.J. // Trans. Met. Soc.
AIME. 1960. V. 218. № 6. P. 431-437.
161. Sato S., Nagata K. // J. Jap. Inst. Metals.
1969. V. 33. № 10. P. 1155-1160.
162. Schwarz H. II Neue Hiitte. 1968.
Bd. 13. № 12. S. 735-740.
163. Shapiro S., Tyler D.K., Laham R. //
Met. Trans. 1974. V. 5. № 11. P. 2457-2469.
164. Smithels Metals Reference Book. 5-th.
Ed. London - Boston: Buttuworths, 1976. 1566 p.
165. Suzuki H., Kanno M. // J. Jap. Inst.
Metals. 1972. V. 36. № 4. P. 363-368.
166. Suzuki H., Kanno M., Kawakatsu J. //
J. Jap. Inst. Metals. 1969. V. 33. № 5. P. 628-633.
167. Suzuki H., Ueki M. I I J. Japan Inst.
Metals. 1969. V. 33. № 6. P. 724-730.
168. Suzuki H., Yamamoto S. // J. Japan Inst.
Metals. 1969. № 6. P. 718-721.
169. Shape memory materials I Ed. K. Otsuka,
C.M. Wayman. Cambridge, Cambridge University
Press, 1999.284 р.
170. Toda T. I I Trans. JIM. 1970. V. 11. № 1.
P. 24-35.
171. Tsubakino H., Nozato R. // J. Jap. Inst.
Metals. 1980. V. 44. № 2. P. 131-138.
172. Unckel Metall. 1965. Bd. 19. № 9.
S. 936-940.
173. Watanabe Y., Murakami Y., Kachi S. //
J. Jap. Inst. Metals. 1981. V. 45. № 6. P. 551-558.
174. Wawra M. Drahtwelt. 1975. № 6.
S. 232-235.
175. Williams R.O. H Trans. ASM. 1960.
V. 52. P. 530-544.
176. Yamamoto S., Matsui M., Murakami Y.
//Trans. JIM. 1971. V. 12. № 3. P. 159-165.