/

















































































































































































Автор: Каблов Е.Н.
Теги: авиация и космонавтика летательные аппараты ракетная техника космическая техника машиностроение авиатехника
ISBN: 5-87623-108-
Год: 2002




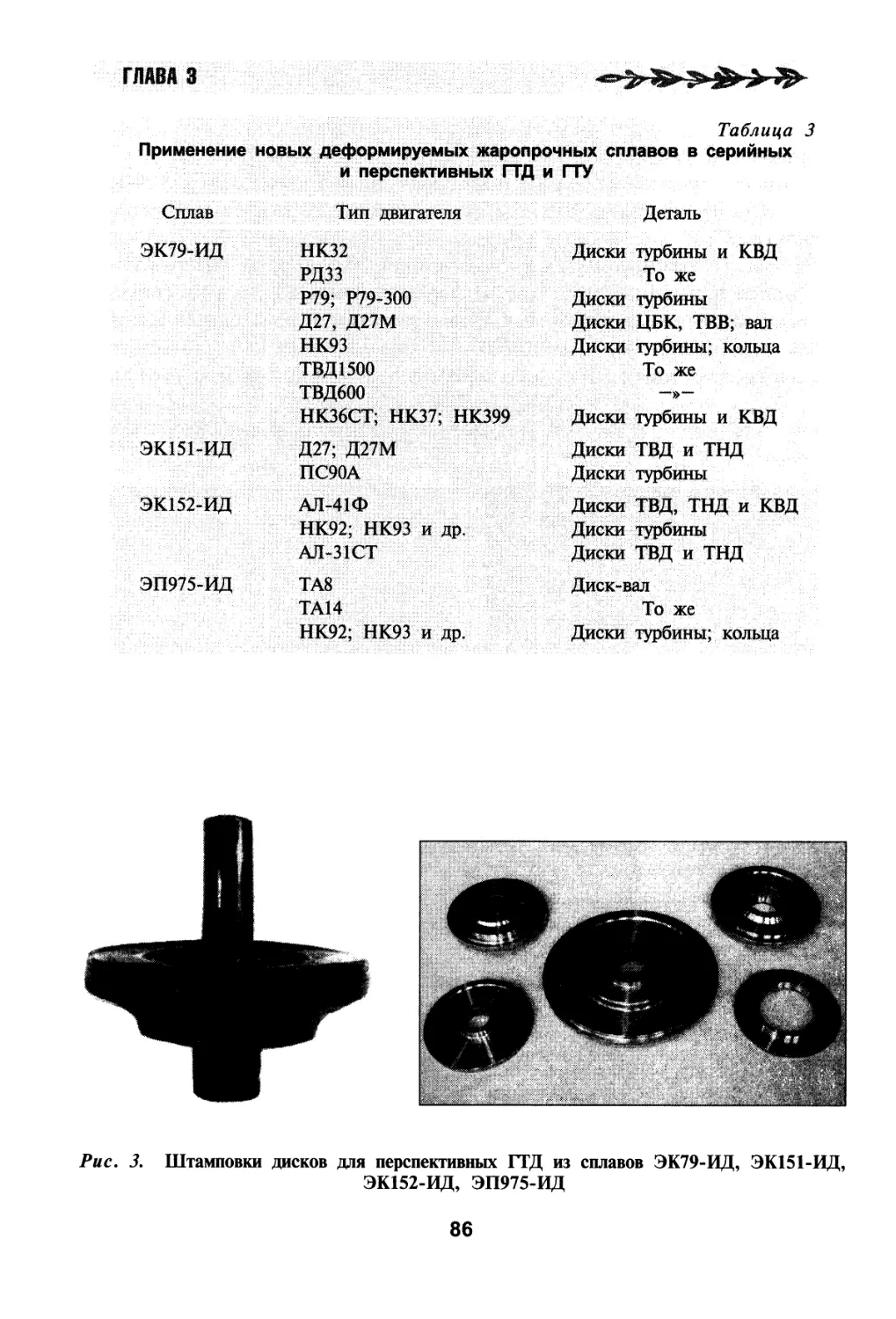
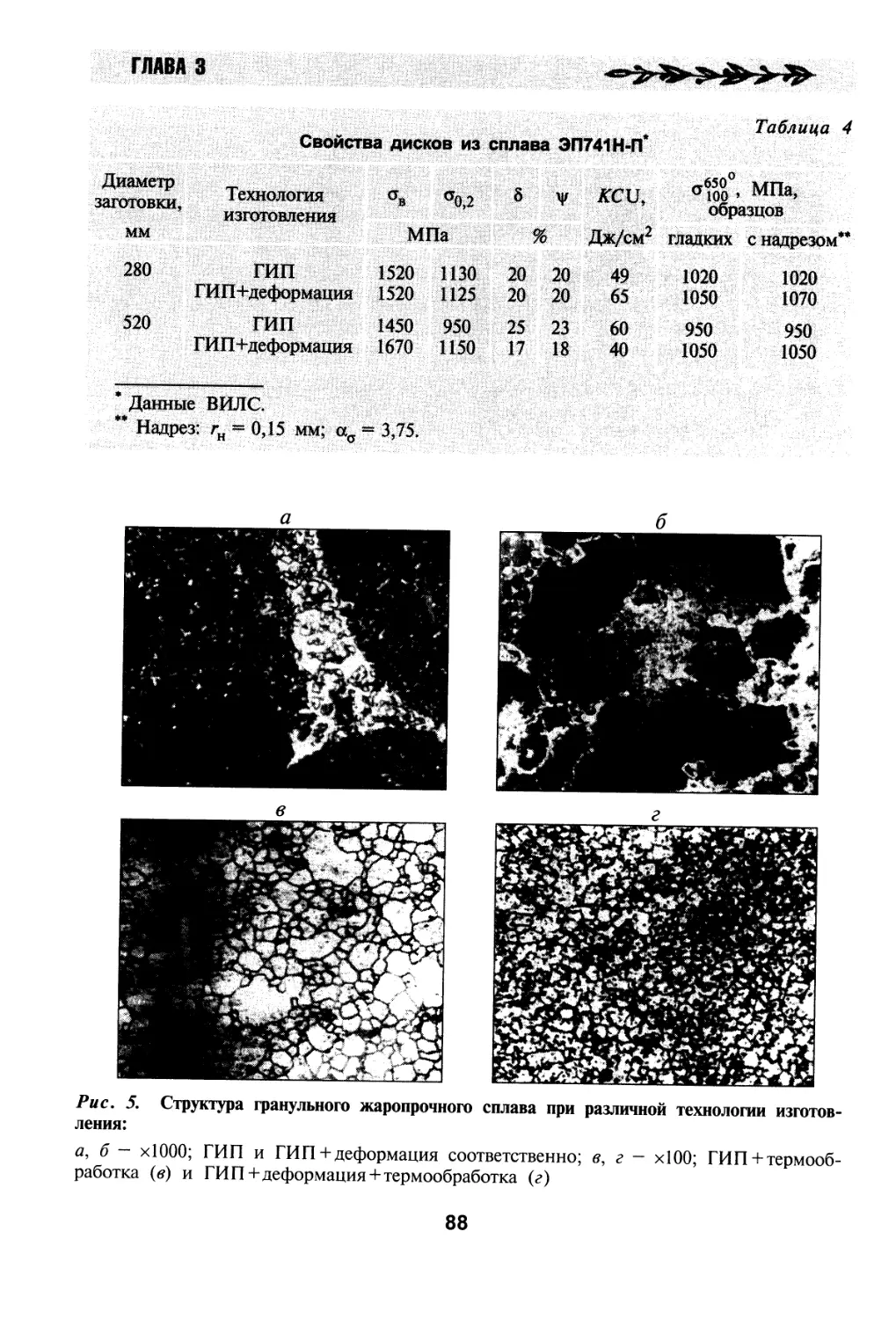
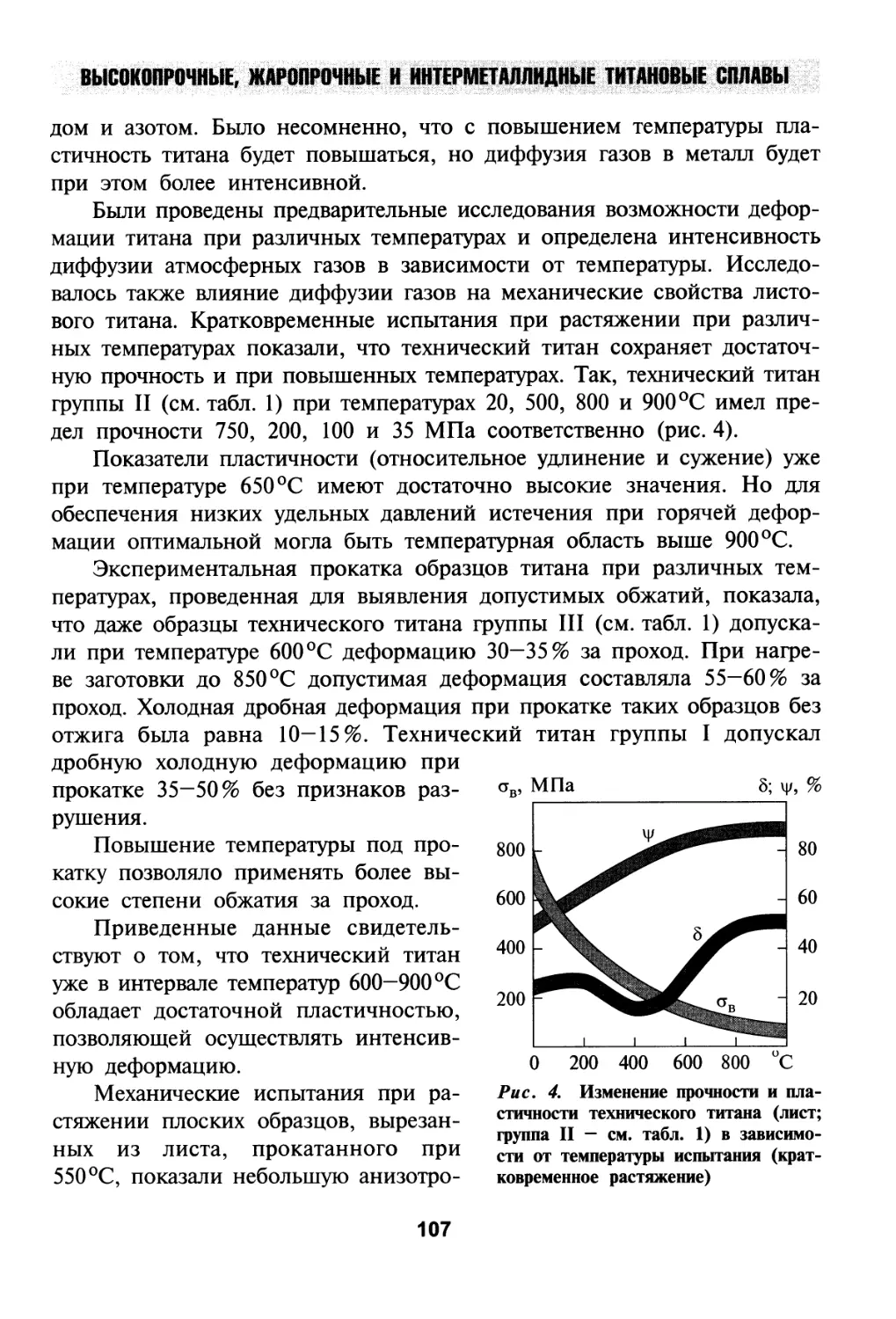
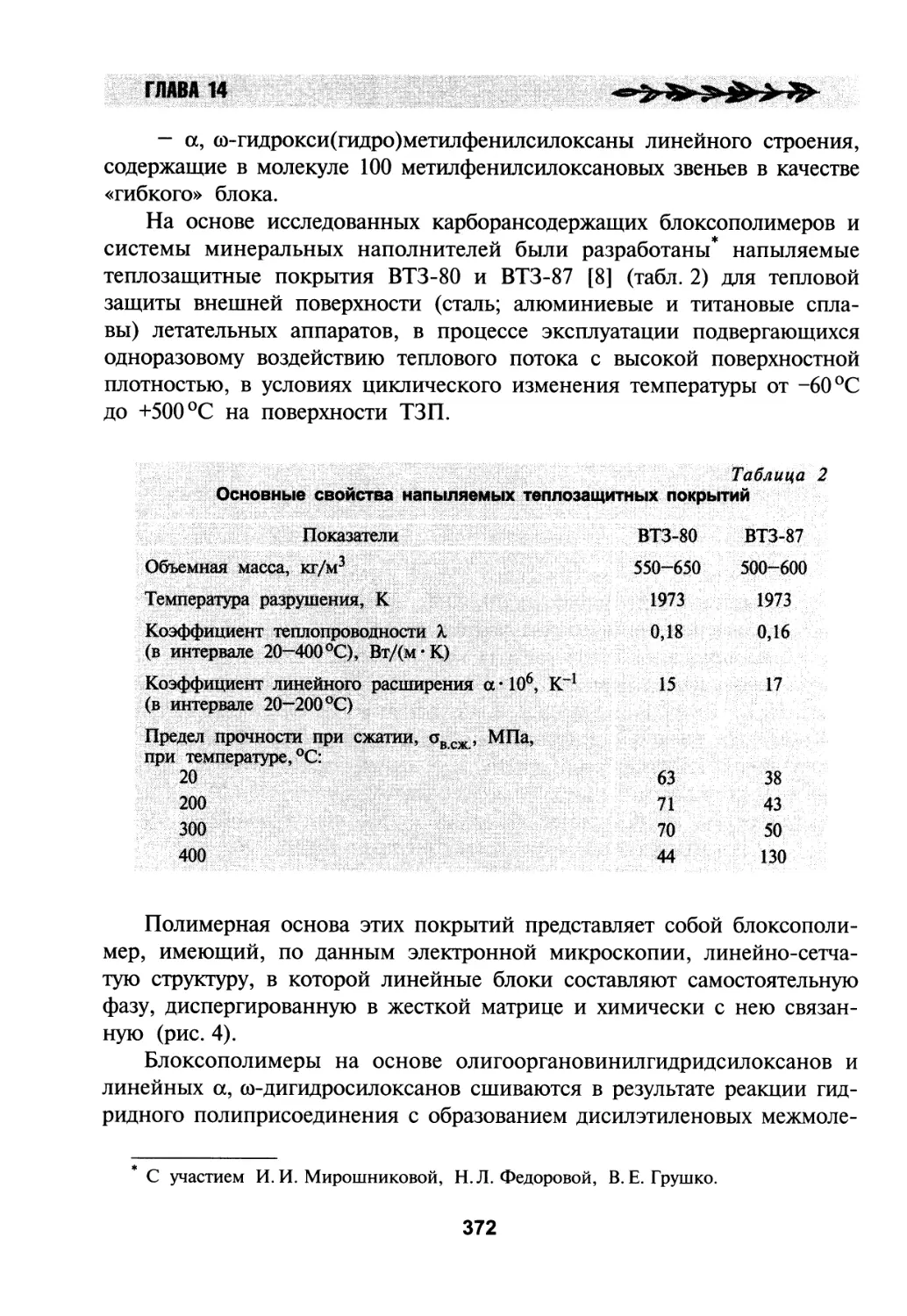
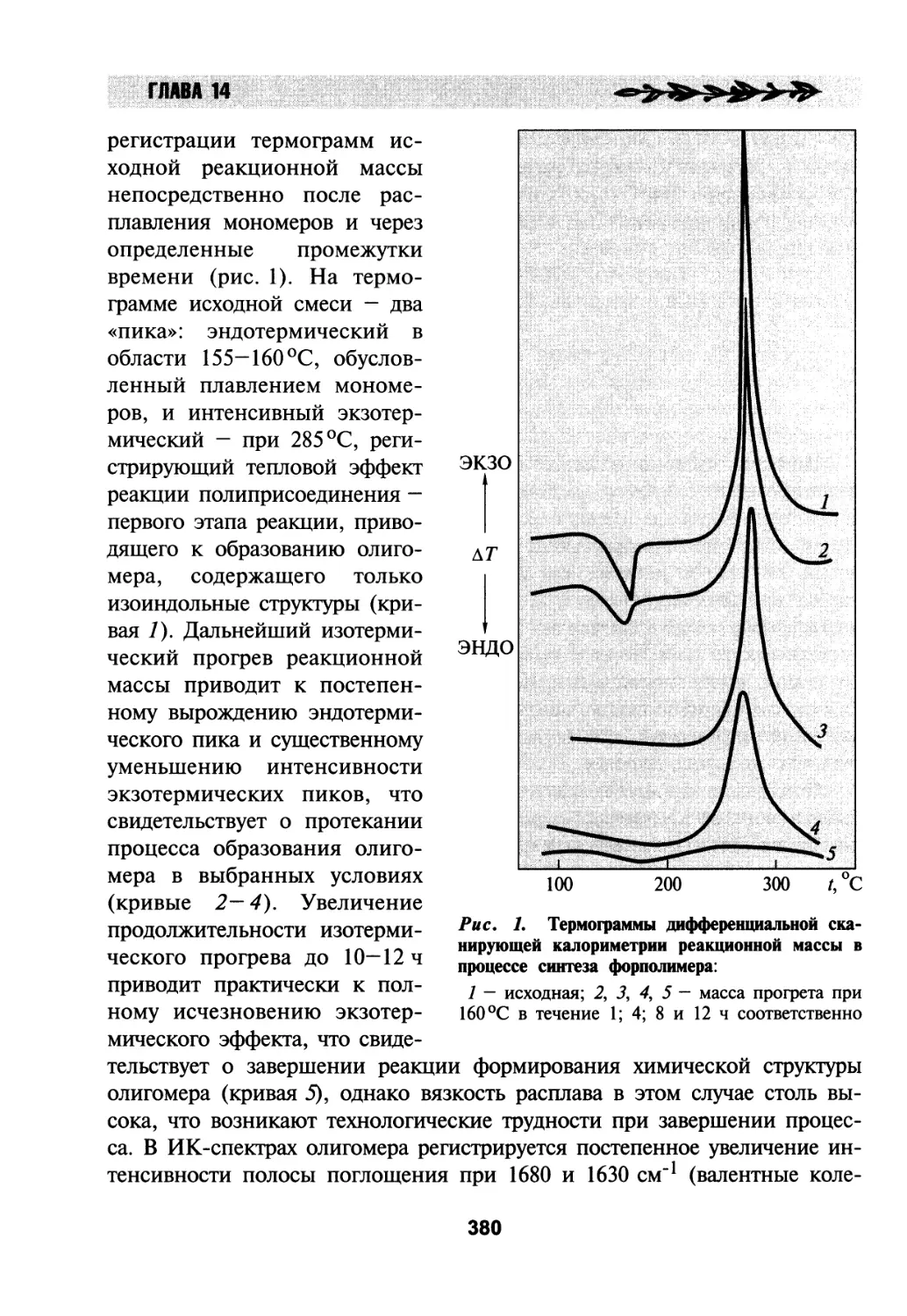
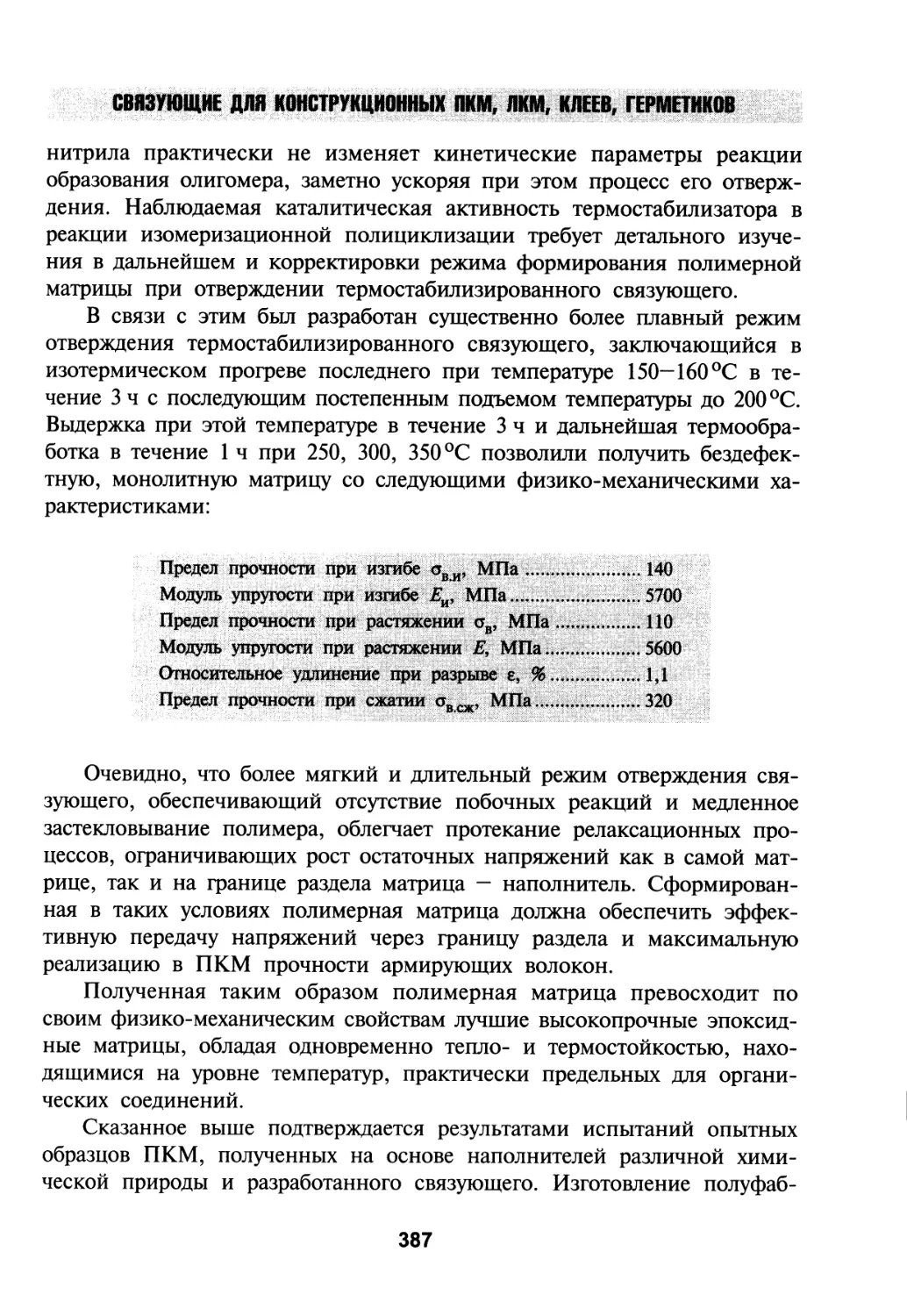
Текст
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ
«ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТИТУТ АВИАЦИОННЫХ МАТЕРИАЛОВ»
ГОСУДАРСТВЕННЫЙ НАУЧНЫЙ ЦЕНТР
РОССИЙСКОЙ ФЕДЕРАЦИИ
АВИАЦИОННЫЕ
МАТЕРИАЛЫ
ИЗБРАННЫЕ ТРУДЫ
1932-2002
ЮБИЛЕЙНЫЙ НАУЧНО-ТЕХНИЧЕСКИЙ СБОРНИК
Под общей редакцией
члена-корреспондента РАН, профессора Е. Н. Каблова
МОСКВА
•МИСИС» «ВИАМ»
2002
Уда 629.7:620.22 J\ ^ У I—-—J
АВИАЦИОННЫЕ МАТЕРИАЛЫ. ИЗБРАННЫЕ ТРУДЫ «ВИАМ» 1932-2002.
Юбилейный научно-технический сборник. Под общей редакцией чл.-кор. РАН
Е. Н. Каблова
В сборнике, посвященном 70-летию крупнейшего материаловедческого центра
«ВИАМ», представлены достижения института по созданию материалов и их
широкое применение в авиакосмической технике как следствие органической связи
глубоких фундаментальных исследований природы материалов, концентрационного и
термодинамического равновесия фаз, дислокационной кинетики, морфологии и
синтеза с созданием новейших технологий. Особое внимание уделено жаропрочным
сплавам для ГТД; высокопрочным алюминиевым и алюминийлитиевым сплавам;
жаропрочным и интерметаллидным титановым сплавам; полимерным и металлическим
композиционным материалам; высокотемпературным покрытиям для защиты от
окисления, эрозии и коррозии, а также полимерным неметаллическим материалам
многофункционального назначения и методам неразрушающего контроля. Приведено
описание комплексного решения задачи получения рабочей охлаждаемой лопатки
турбины ГТД, технологии литья лопатки с проникающей транспирационной
системой охлаждения. Представлены методы и виды испытаний и оборудования для
определения прочности и ресурсных характерстик материалов; дана оценка
работоспособности материалов в условиях заданного ресурса. Изложена система
паспортизации и сертификации материалов как гарантия их качества.
Предназначен для специалистов - материаловедов, конструкторов, научных и
инженерно-технических работников авиакосмической, а также машиностроительной,
металлургической и др. отраслей промышленности.
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
Главный редактор - чл.-кор. РАН Е.Н. Каблов
Заместители главного редактора - акад. РАН И. Н. Фридляндер,
чл.-кор. РАН Р. Е. Шалин, докт. техн. наук, проф. И. Е. Ковалев,
докт. техн. наук, проф. Б, В, Перов, В. Г. Дворяшин, В. А, Турченков
Ответственный секретарь - Е. А. Аграфенина
Докт. техн. наук А, В. Гриневич, канд. техн. наук И.М.Демонис,
канд. техн. наук А.Д. Жирное, канд. техн. наук В.Н. Кириллов,
акад. РАН С. Т. Кишкин, докт. техн. наук, проф. Э. К Кондратов,
докт. техн. наук Б. С. Ломбере, докт. техн. наук В. И. Лукин,
докт. техн. наук В. Т. Минаков, докт. техн. наук С. А, Мубояджян,
докт. техн. наук А. Ф. Петраков, докт. техн. наук, проф. Н. М. Скляров,
докт. техн. наук, проф. С С Солнцев
Заказное издание ©ФГУП «Всероссийский научно-исследовательский
ISBN 5-87623-108-$ _ институт авиационных материалов», 2002
^■^^<2-3~^^
СОДЕРЖАНИЕ
Предисловие.
Глава 1. ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО
МАТЕРИАЛОВЕДЕНИЯ
Ю.С. Осипов. Вклад ВИАМ в фундаментальную науку
о материалах 11
И. И. Клебанов. ВИАМ — крупнейший центр
материаловедческой науки 15
Ю.Н. Коптев. Роль ВИАМ в создании материалов
для космической техники 19
Е.Н Каблов. Авиационное материаловедение в XXI веке.
Перспективы и задачи 23
Глава 2. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
ДЛЯ МОНОКРИСТАЛЛИЧЕСКИХ ЛОПАТОК ГТД
С ТРАНСПИРАЦИОННЫМ ОХЛАЖДЕНИЕМ
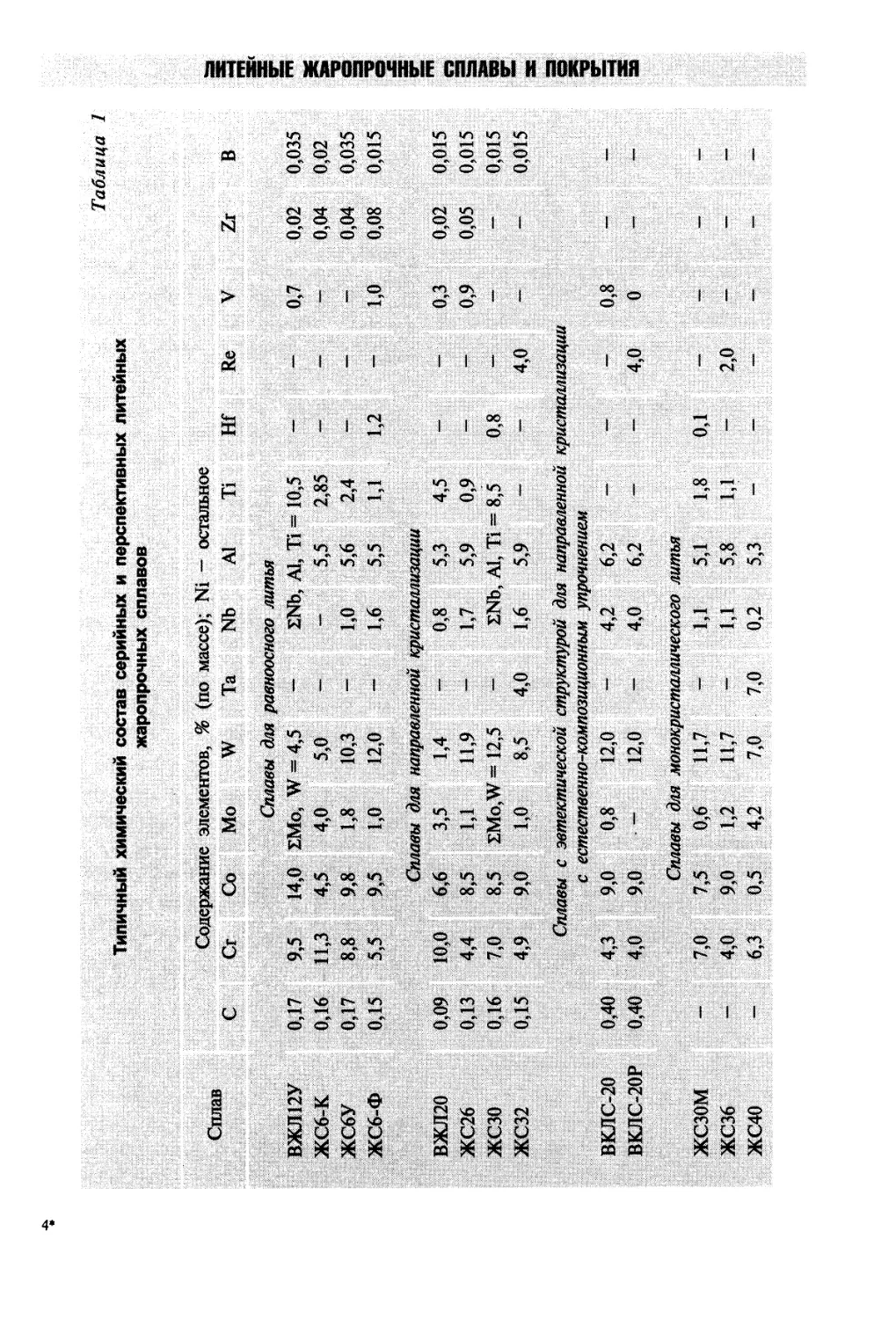
С.Т. Кишкин, Е.Н. Каблов. Литейные жаропрочные
сплавы для турбинных лопаток 48
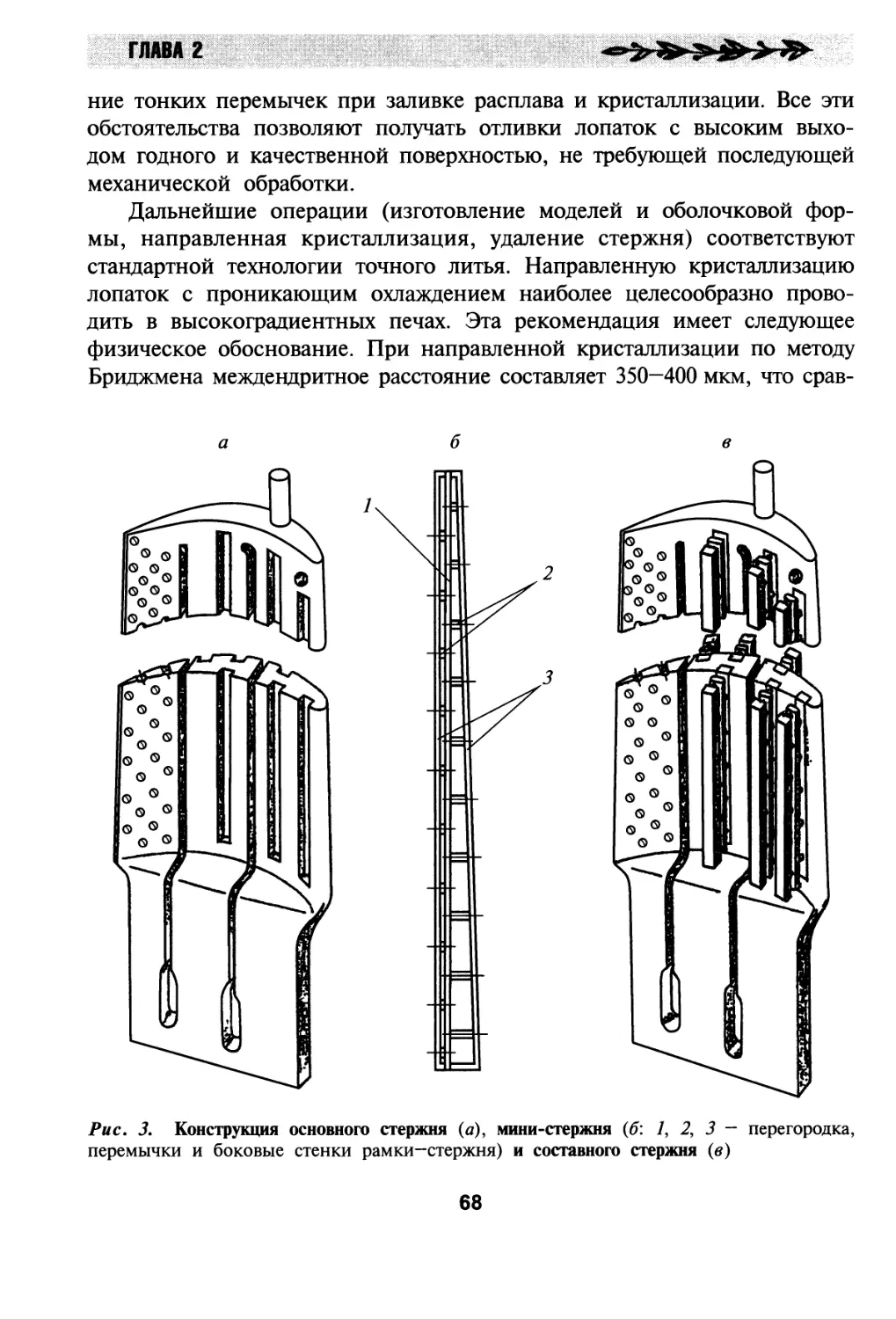
Е.Н. Каблов, И.М. Демонис. Перспективные технологические
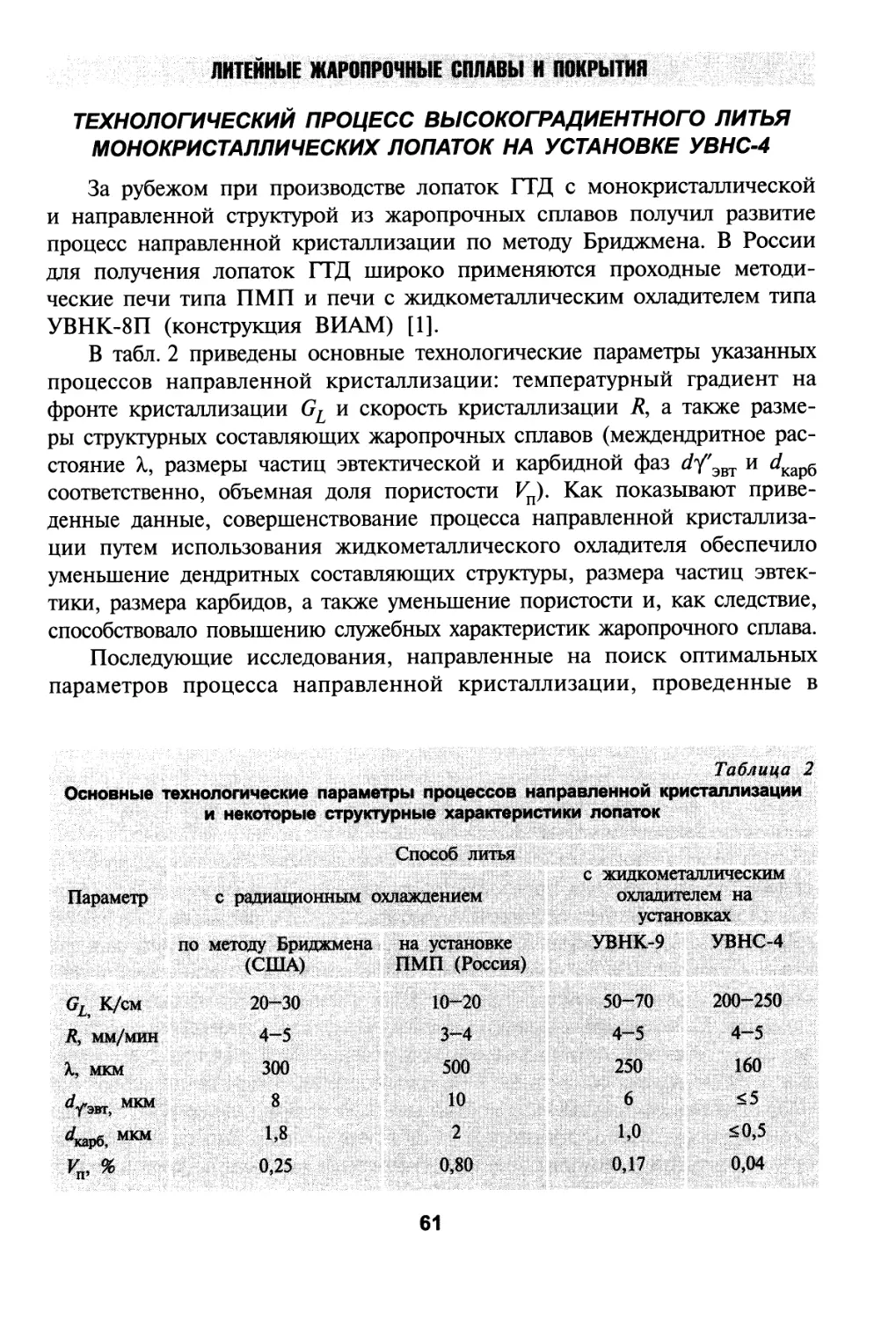
процессы литья лопаток ГТД 58
Е.Н. Каблов, С.А. Мубояджян. Защитные покрытия лопаток
турбин ГТД 70
Глава 3, ВЫСОКОТЕМПЕРАТУРНЫЕ ЖАРОПРОЧНЫЕ
И ИНТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ
ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
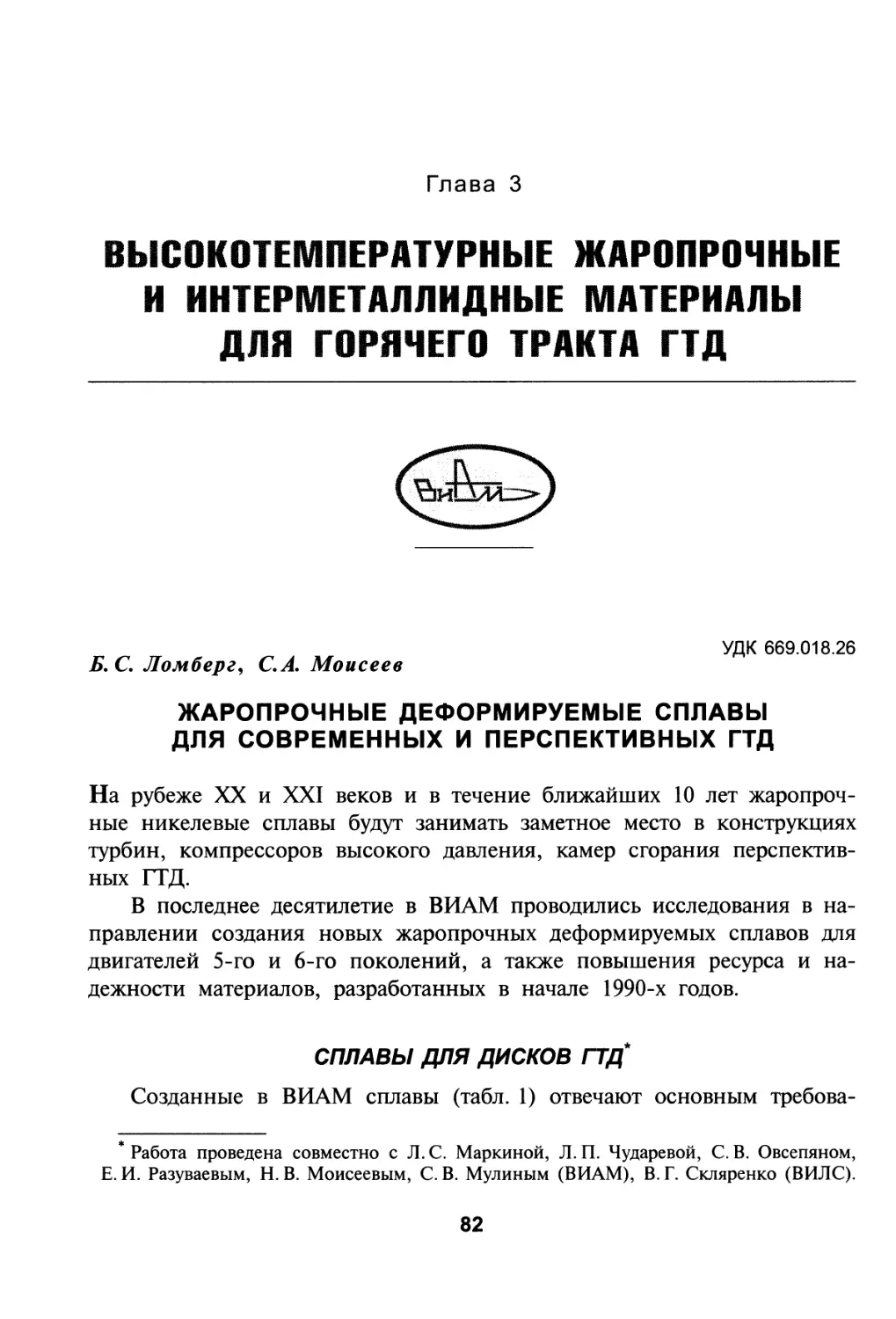
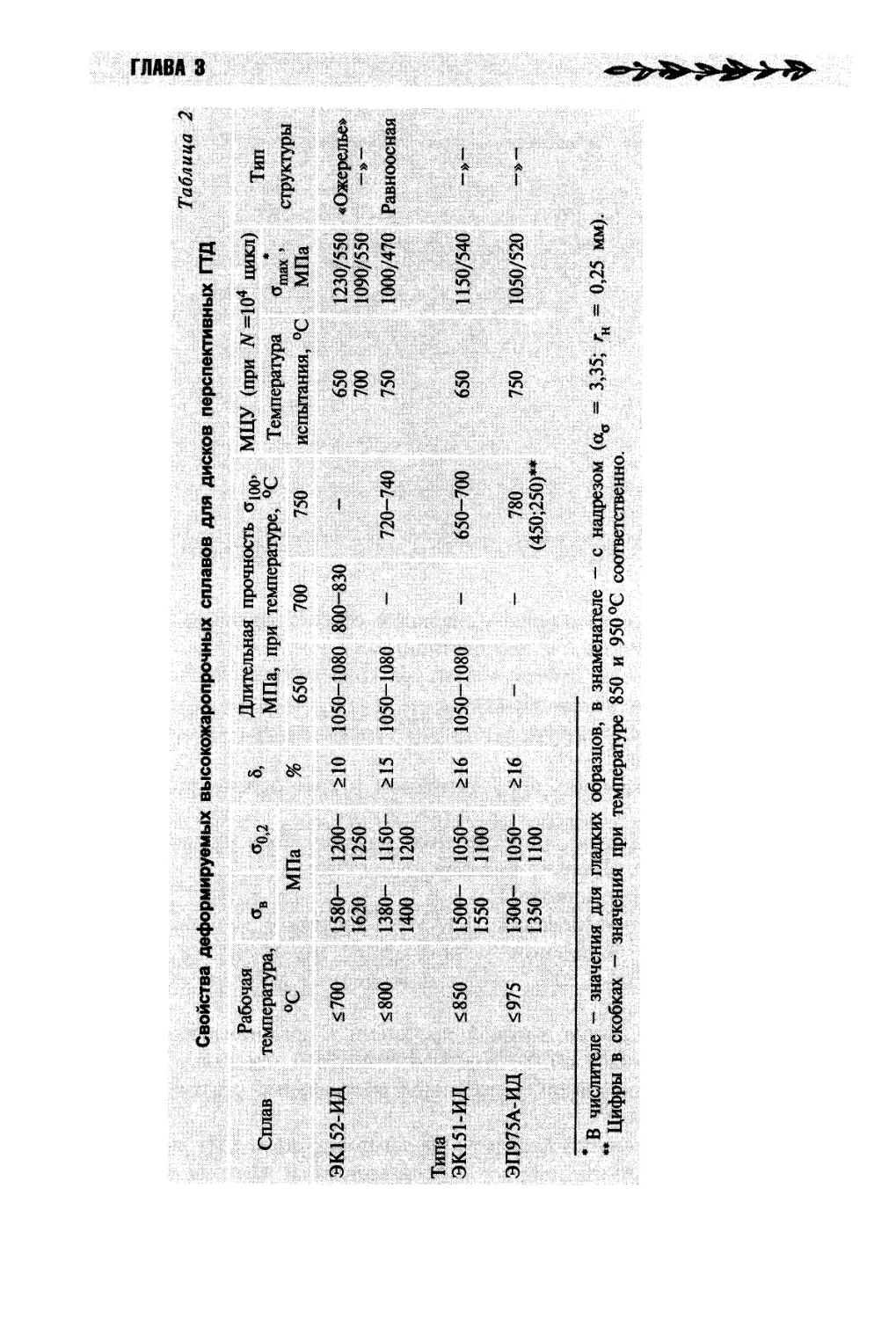
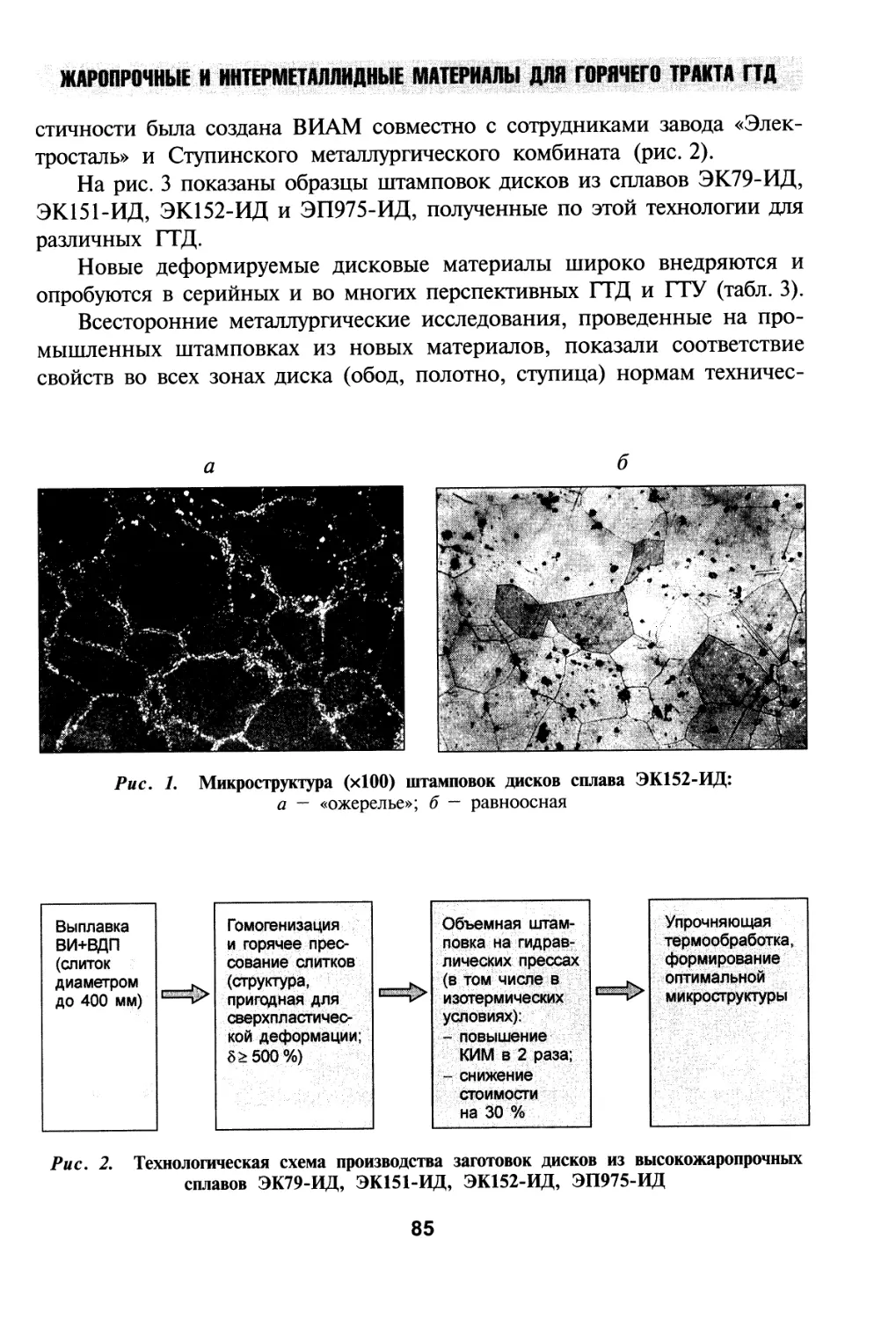
Б. С. Ломбере, С. А. Моисеев. Жаропрочные деформируемые
сплавы для современных и перспективных ГТД 82
Е.Н. Каблов, В.П. Бунтушкин. Интерметаллидные никелевые
сплавы и их применение в ГТД 93
3
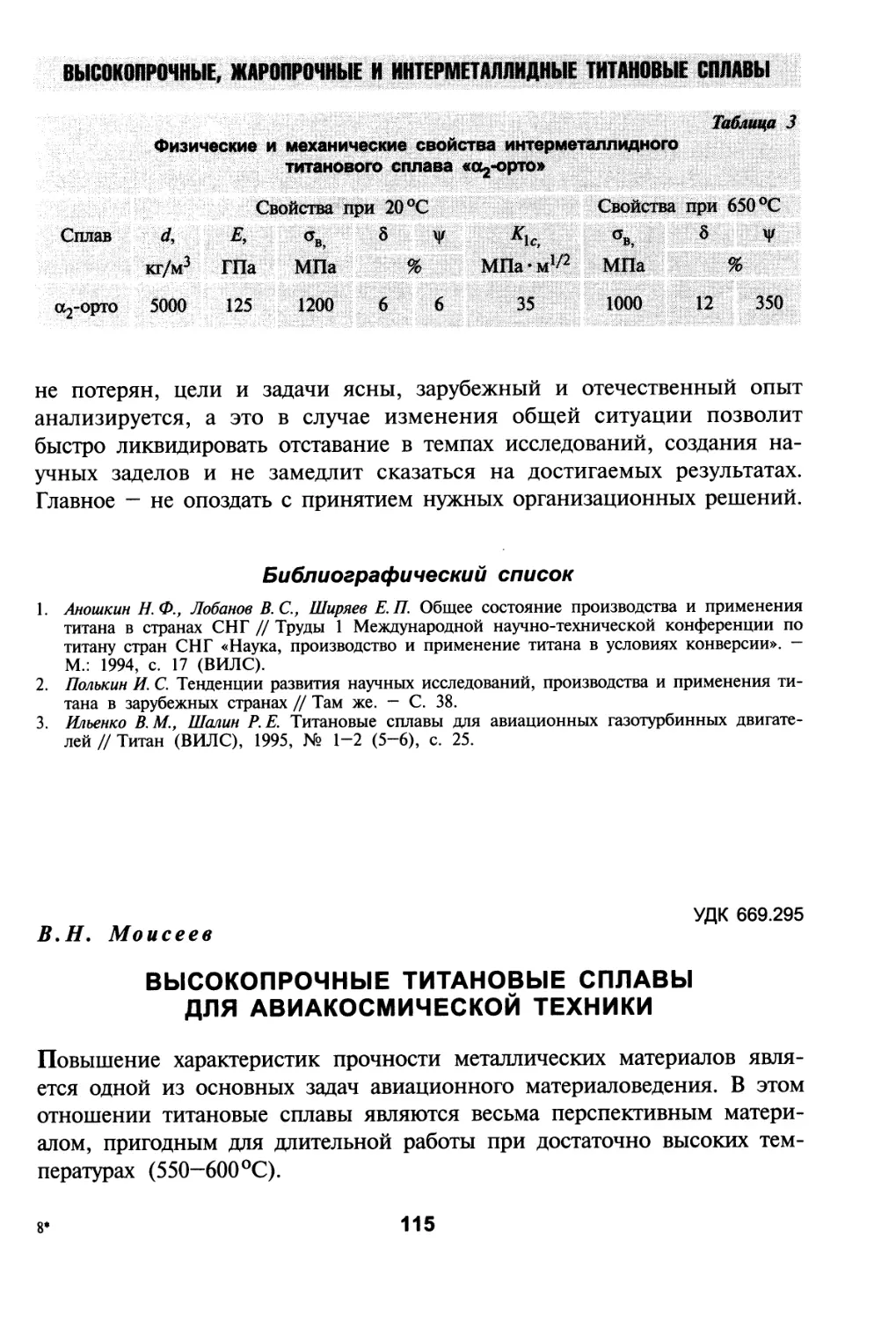
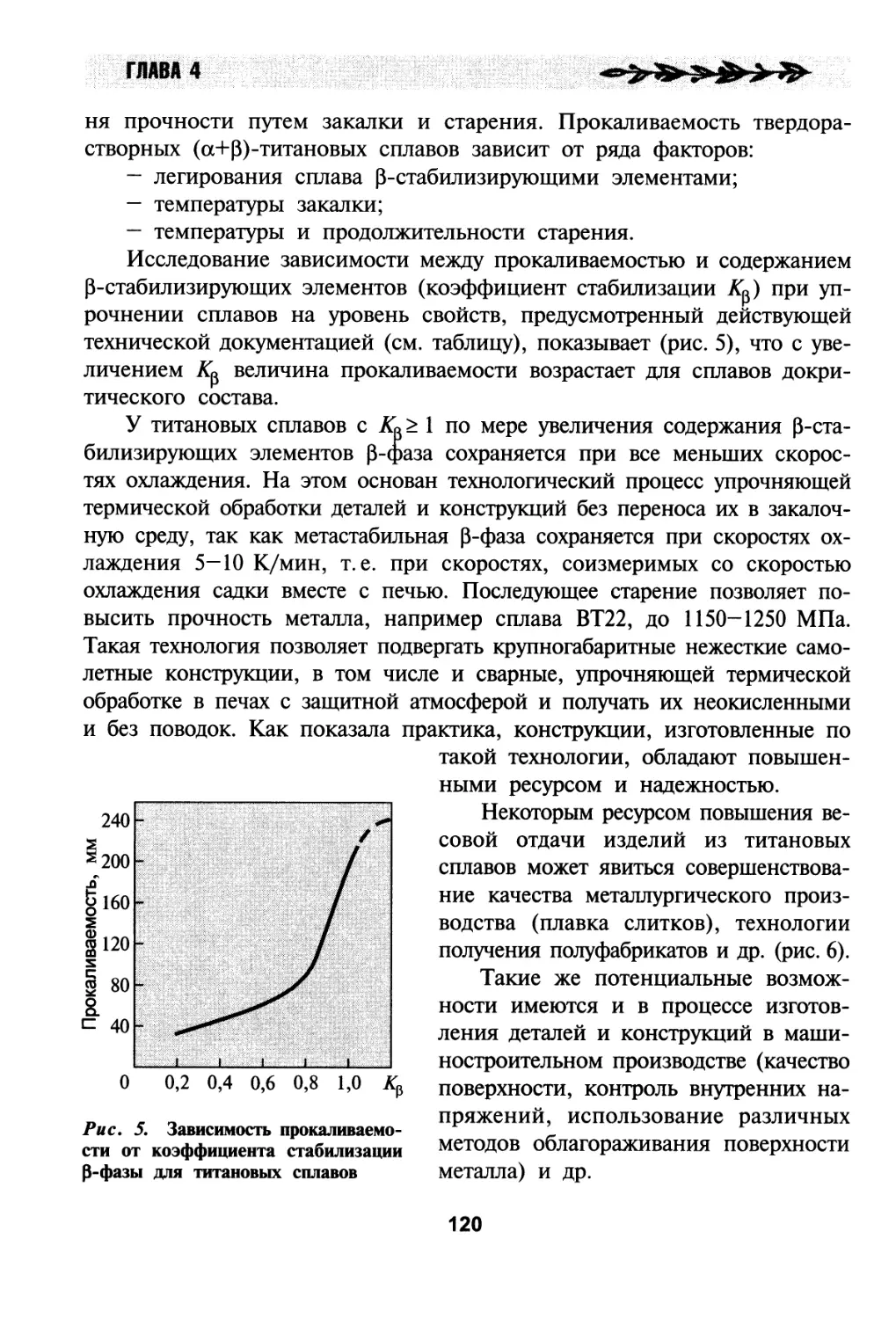
Глава 4. ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ
И ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
В.Н. Моисеев. Роль ВИАМ в создании первого
отечественного летательного аппарата из титана 100
В. Г. Анташев, Н.А. Ночовная, Т. В. Павлова, Н.М. Падюкова,
В.И. Иванов. Жаропрочные титановые сплавы 111
В.Н. Моисеев. Высокопрочные титановые сплавы для
авиакосмической техники 115
Глава 5. ВЫСОКОТЕМПЕРАТУРНЫЕ ЗАЩИТНЫЕ И
АНТИОКИСЛИТЕЛЬНЫЕ ПОКРЫТИЯ, А ТАКЖЕ УГЛЕ-, СТЕКЛОКЕРАМИ-
ЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ РАБОТЫ ПРИ ТЕМПЕРАТУРЕ
ВЫШЕ 1800°С
B. Т. Минаков, С. С. Солнцев. Керамоматричные композиты —
материалы XXI века 122
Е.Н. Каблов, С. С. Солнцев. Окситермосинтез — новый шаг к
материалам для перспективной авиакосмической техники 131
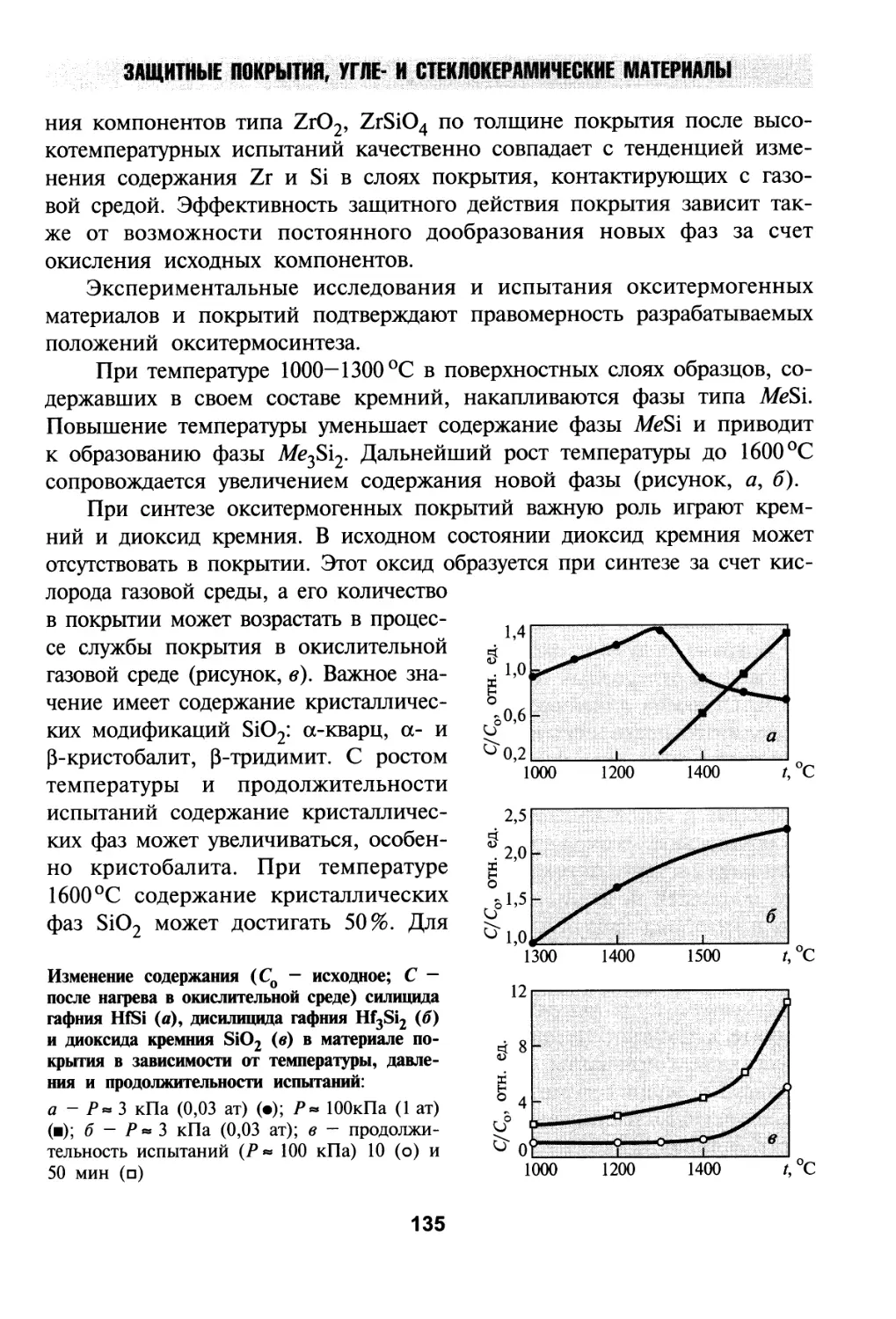
C. С. Солнцев, В. А. Розененкова, Н.В. Исаева, В. В. Швагирева.
Применение стеклокерамических материалов и покрытий в
авиакосмической технике 137
Глава 6. ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПРОИЗВОДСТВА И ПЕРЕРАБОТКИ АВИАЦИОННЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Е.И. Разуваев. Современные технологии обработки металлов
давлением 151
В. В. Сидоров. Прогрессивные металлургические процессы
получения шихтовых заготовок из литейных жаропрочных
сплавов 156
Н.В. Горбань, Е.И. Разуваев, В.А. Шарыпин, О.Г. Сенаторова,
Л. Б. Хохлатова, Е. Ф. Волкова. Пневмоформовка листовых
материалов в состоянии сверхпластичности 160
В.И. Лукин, Л.И. Сорокин, В.Е. Лазько. Пути повышения
свойств сварных соединений авиационных конструкций 166
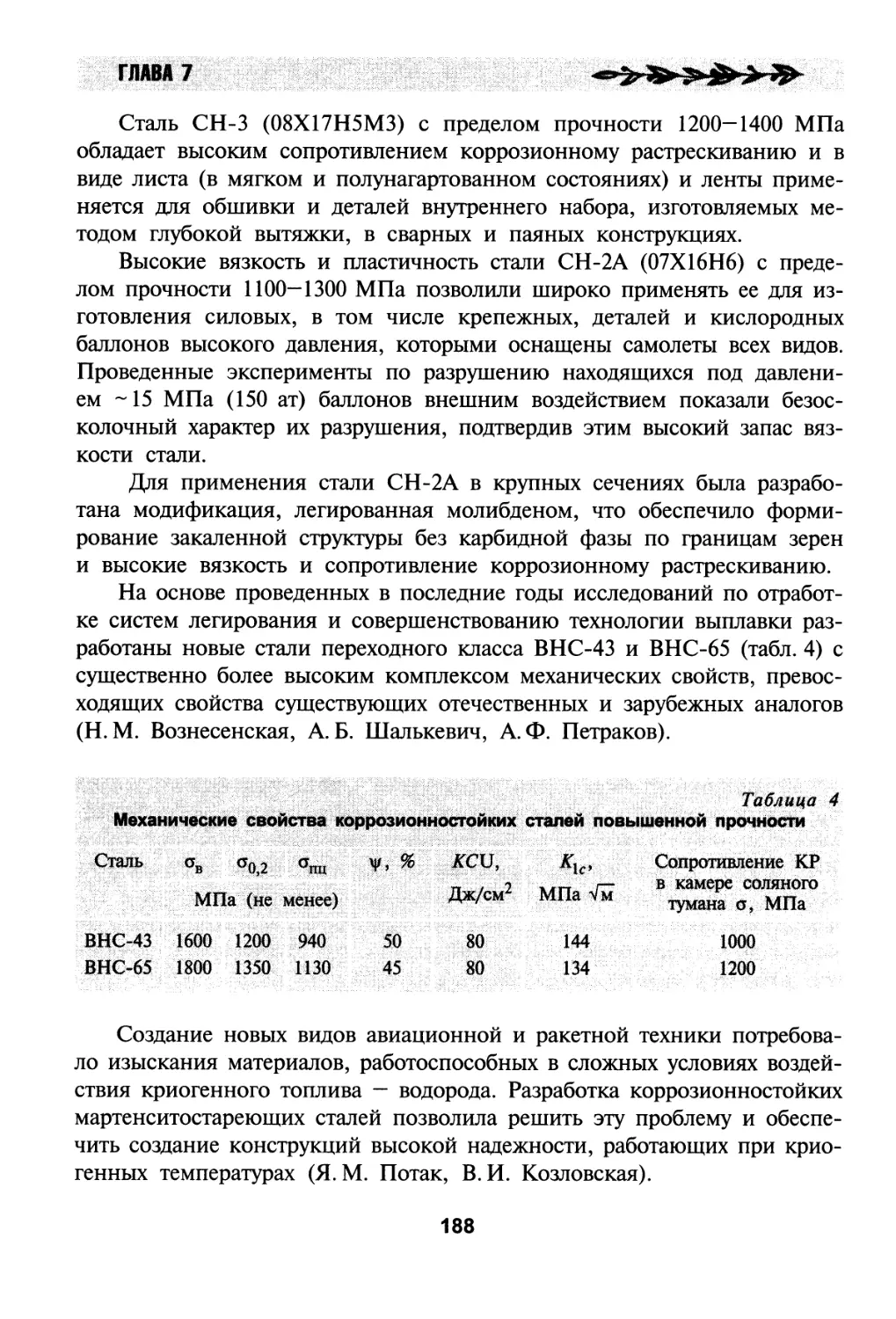
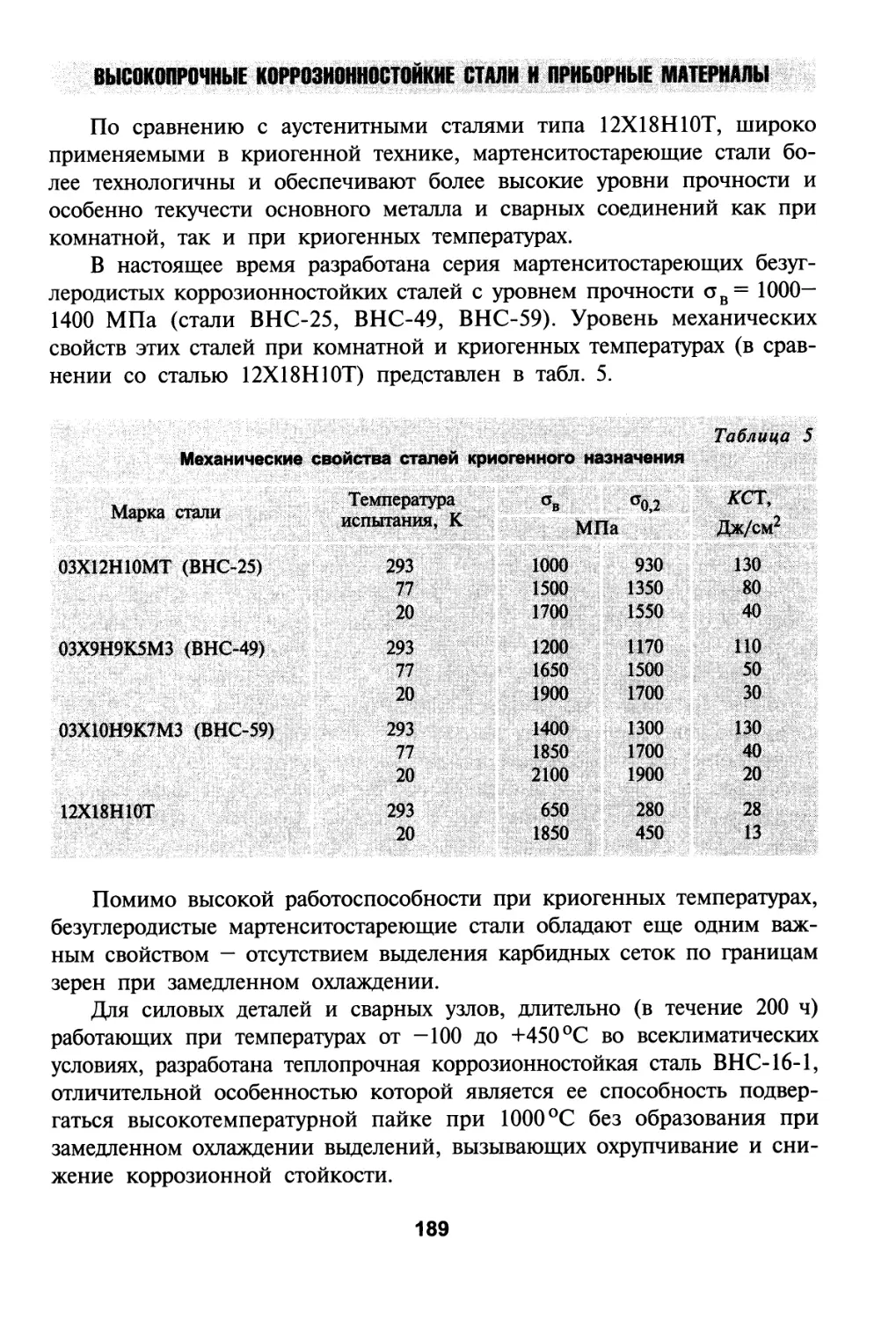
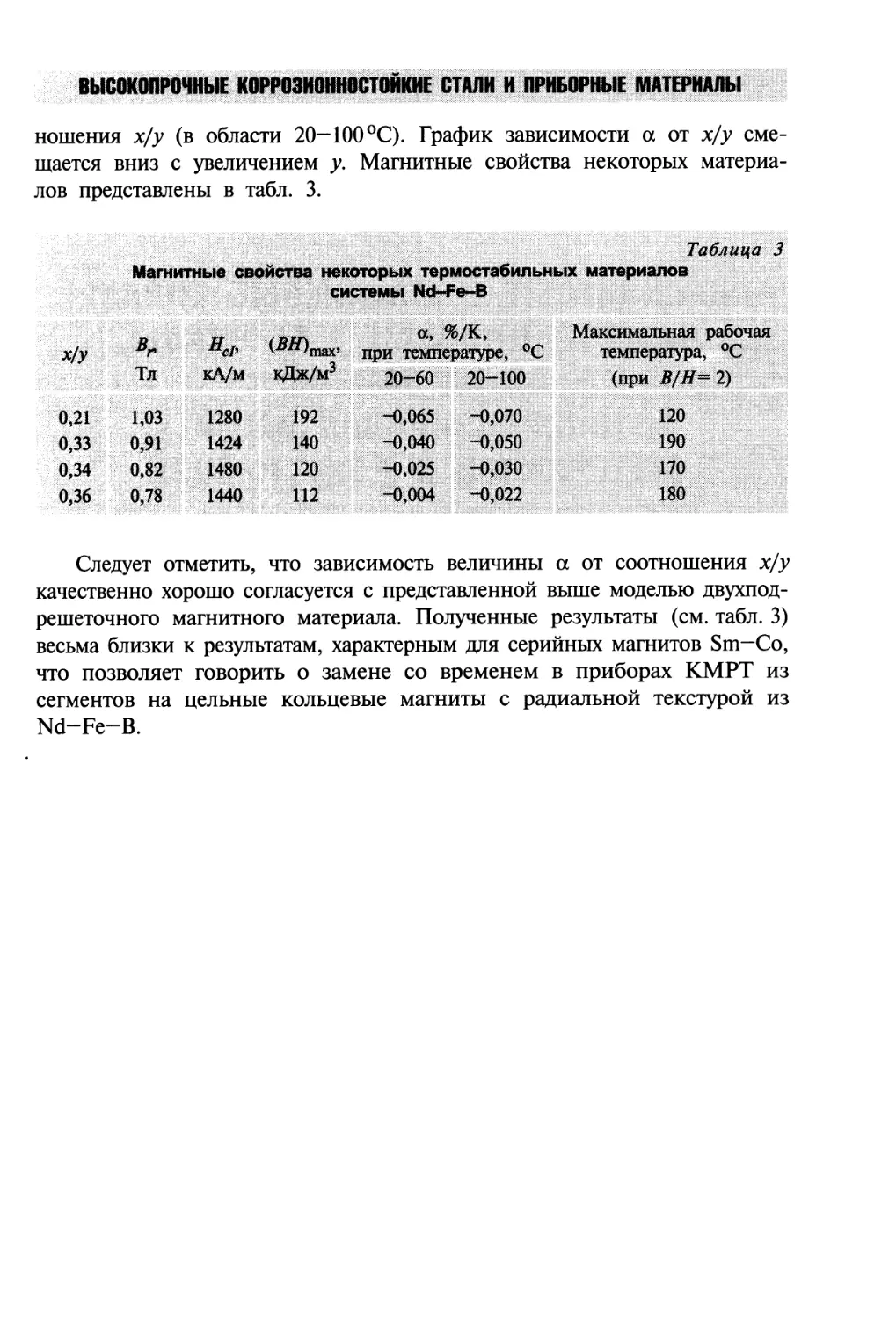
Глава 7. ВЫСОКОПРОЧНЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ И
МЕТАЛЛИЧЕСКИЕ ПРИБОРНЫЕ МАТЕРИАЛЫ
А. Ф. Петраков, А. Б. Шалькевич. Высокопрочные стали
в авиастроении 180
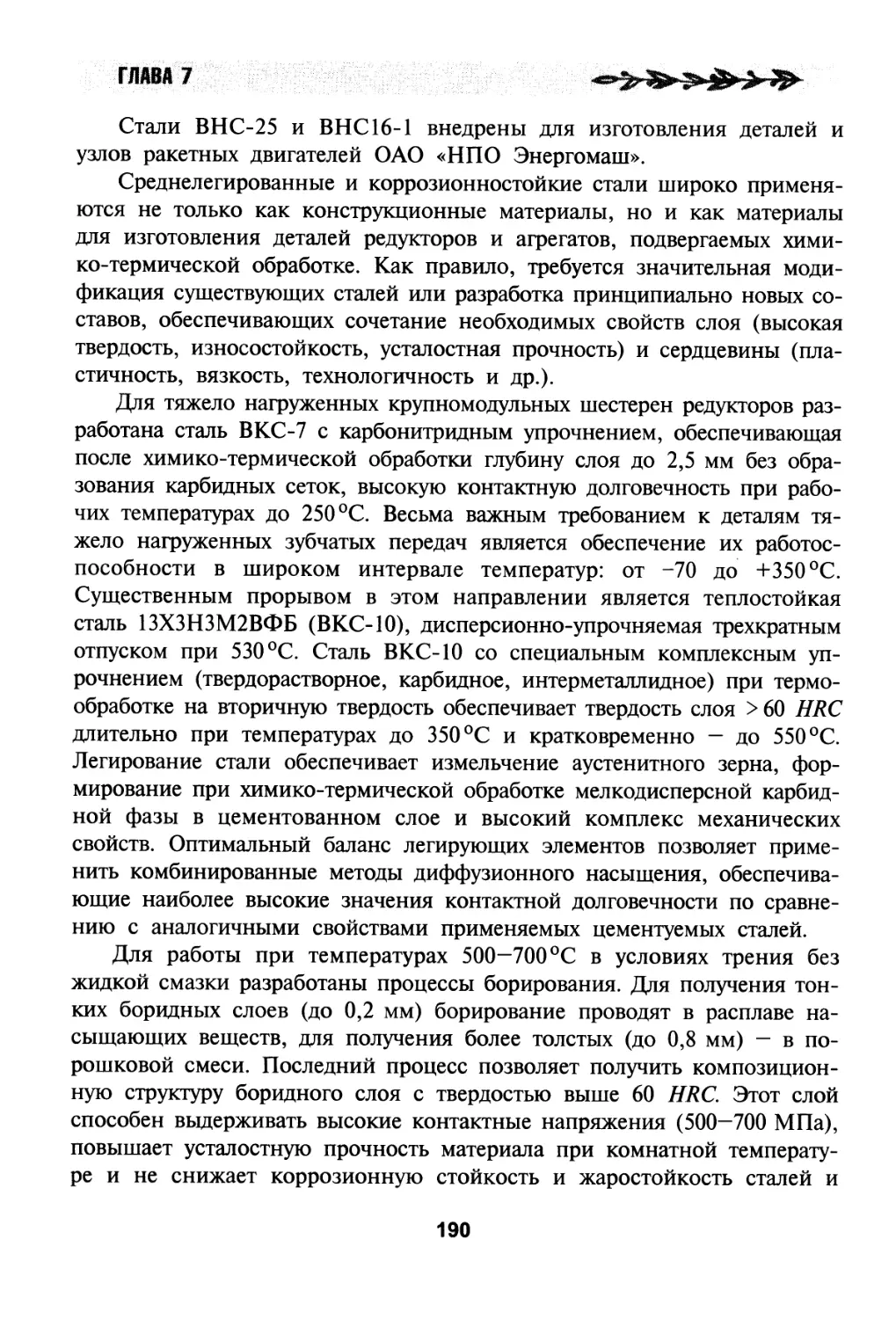
Е.Н. Каблов, В.П. Пискорский, Л.А. Брук. Постоянные
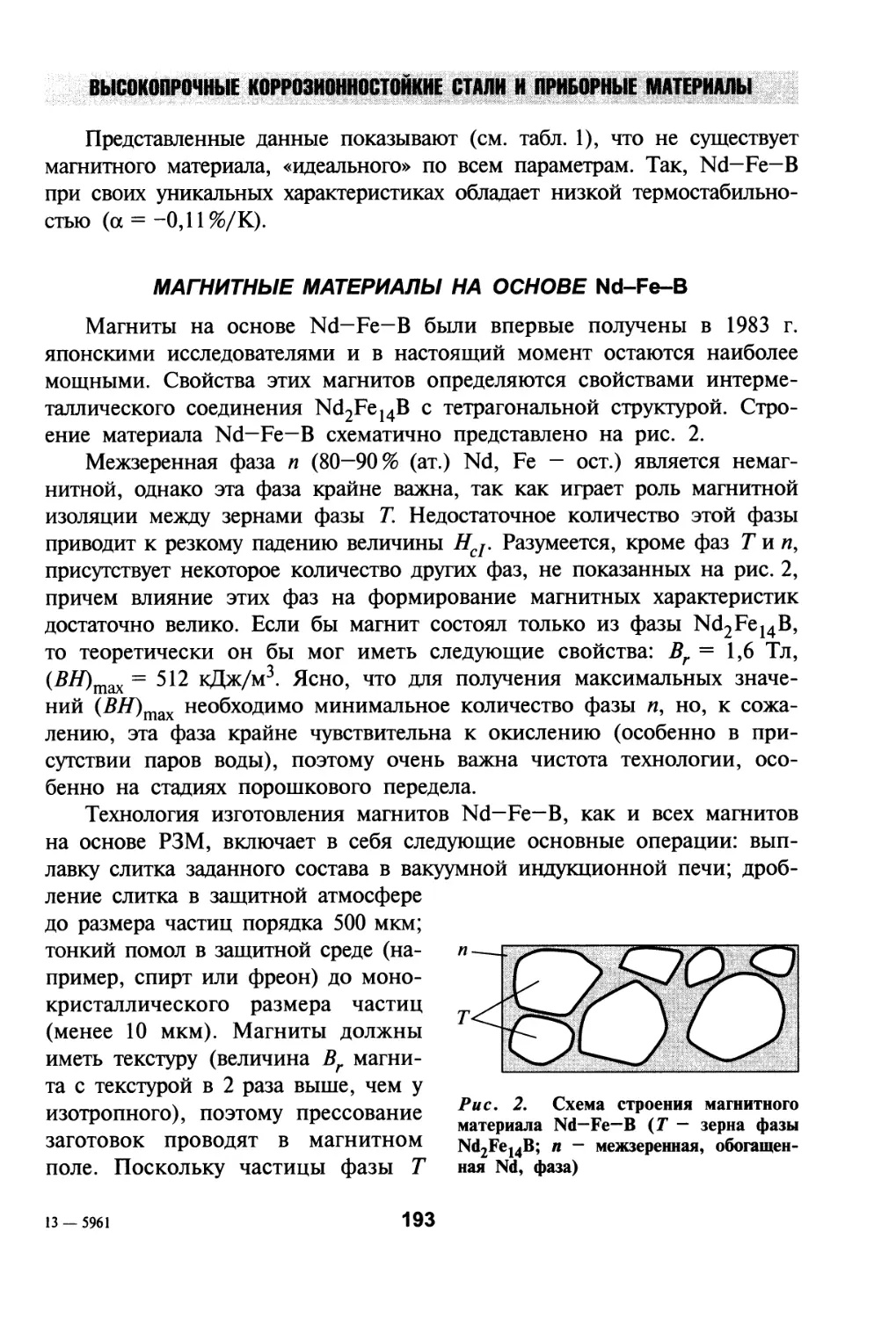
магниты из сплавов Nd—Fe—В 191
4
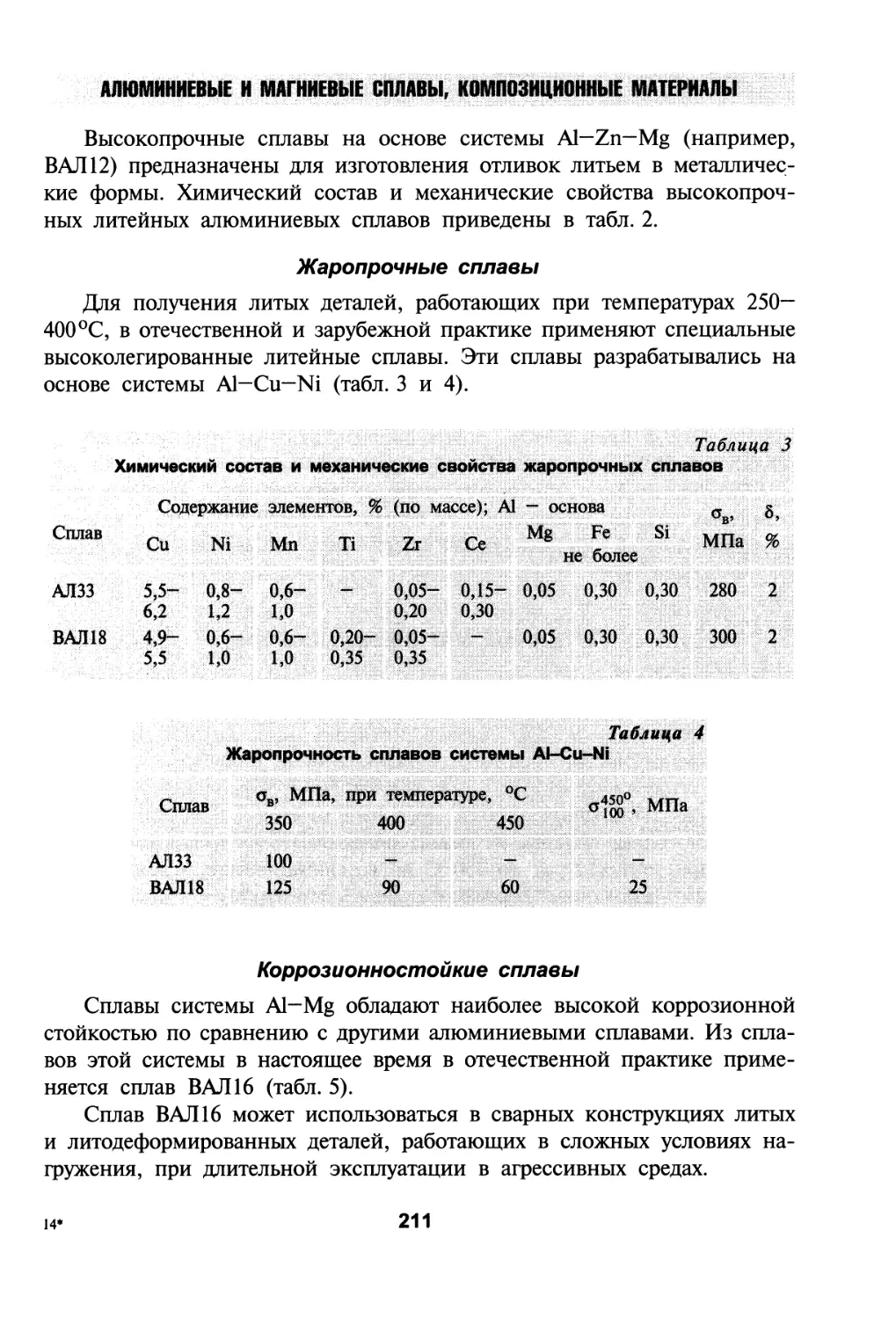
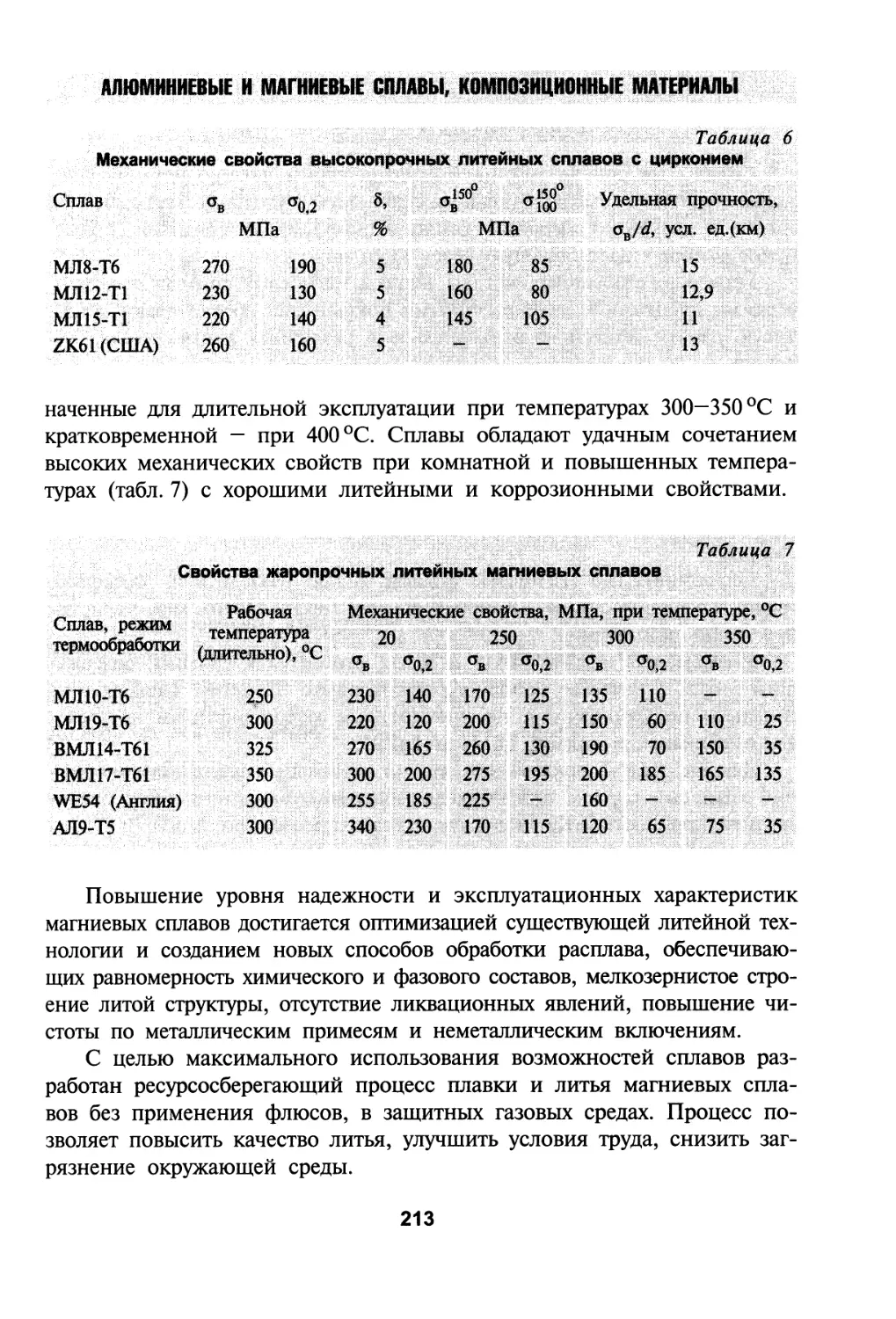
Глава 8. АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ,
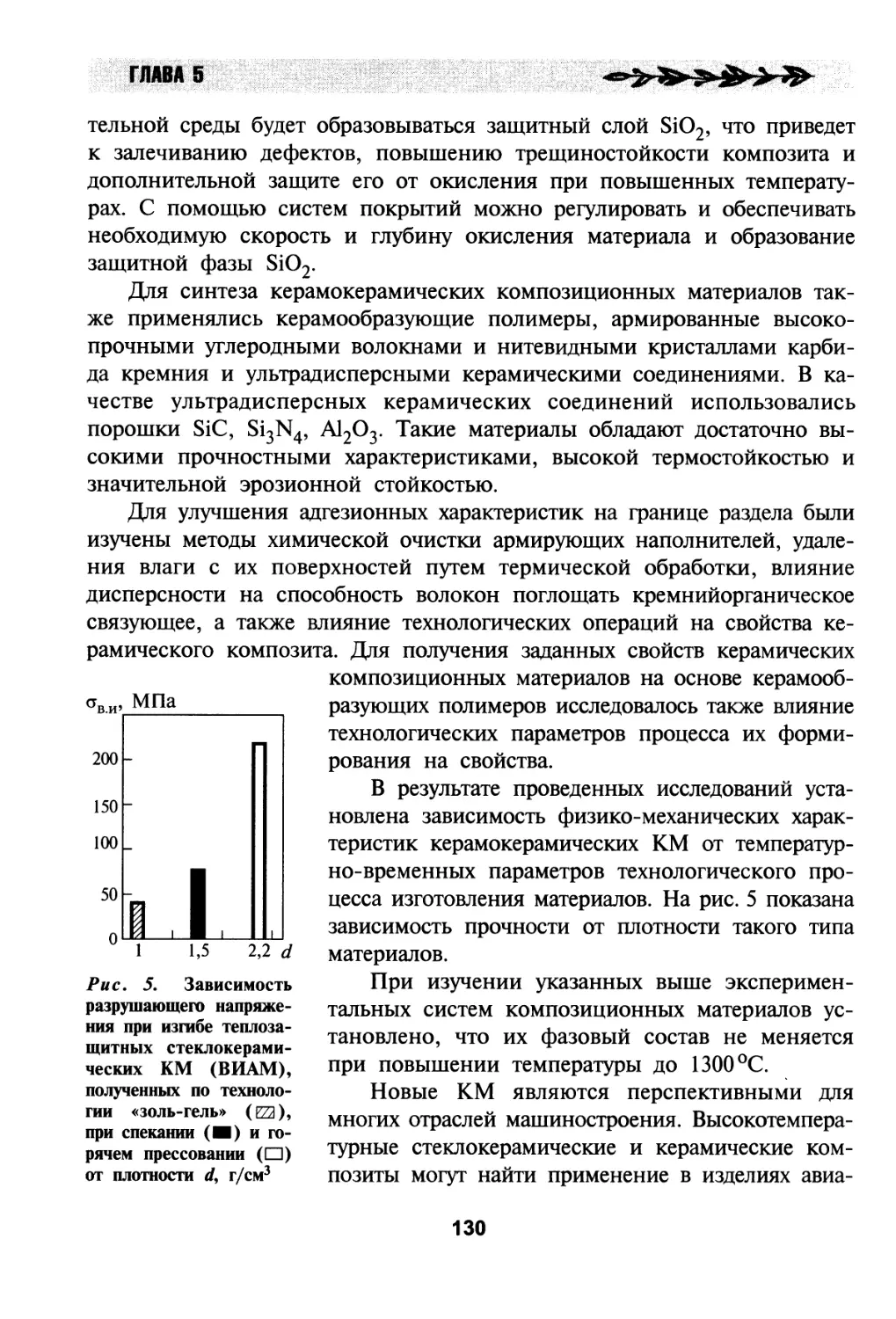
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ НА ИХ ОСНОВЕ.
АНТИКОРРОЗИОННАЯ ЗАЩИТА МАТЕРИАЛОВ И КОНСТРУКЦИЙ
И.Н. Фридляндер. Высокопрочные, жаропрочные и
коррозионностойкие алюминиевые и магниевые сплавы,
композиционные материалы на их основе 198
А. Д. Жирное, Э.К. Кондратов. Противокоррозионная защита
материалов и элементов конструкций пассажирских
самолетов 220
Глава 9. ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ
ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
ДЛЯ АВИАЦИОННЫХ КОНСТРУКЦИЙ,
ЭКСПЛУАТИРУЮЩИХСЯ В ШИРОКОМ
ДИАПАЗОНЕ ТЕМПЕРАТУР
Г.М. Гуняев, Е.Н. Каблов. Конструкционные углепластики
на рубеже веков
Г. П. Машинская, Б. В. Перов, Р.Е. Шалин. Органопластики
многоцелевого назначения для авиационной техники
.242
.247
Глава 10. КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ
ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ ДЛЯ ИНТЕРЬЕРА
САМОЛЕТА
Е.Г. Сурнин, Э.К Кондратов. Пожаробезопасные декоративно-
отделочные материалы 271
Б. В. Перов, Е.Г. Сурнин. Термопластичные полимерные
материалы многофункционального назначения 281
Глава 11. КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И
РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ И ПОКРЫТИЯ.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПРОИЗВОДСТВА И ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ
КОМПОЗИТОВ
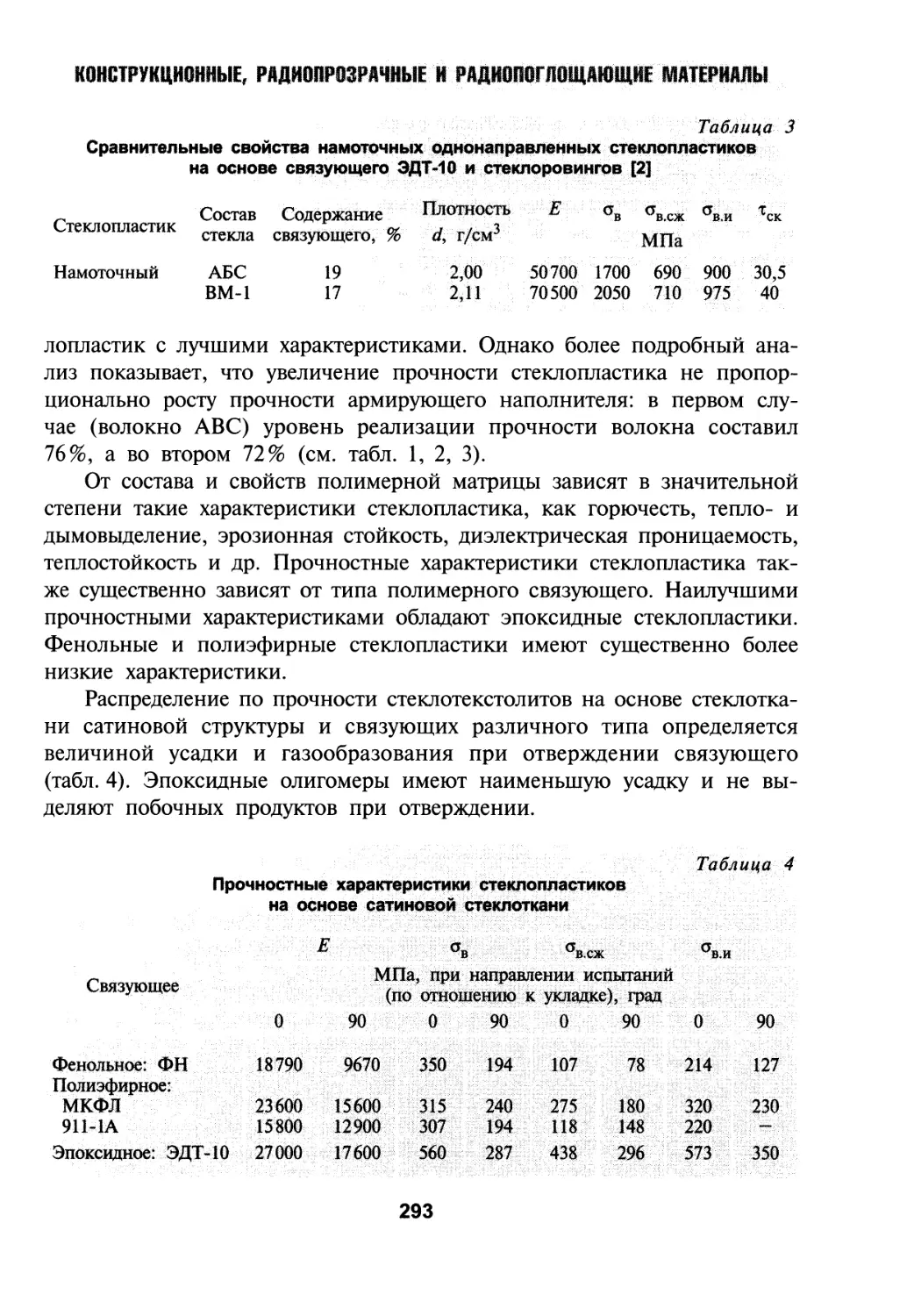
А В. Фомин, В. П. Ракитина, Н.С. Кавун. Стеклопластики
конструкционного назначения 291
Н.С. Кавун, Э.К. Кондратов. Материалы радиотехнического
назначения 300
Г. И. Шокин, Л. П. Кобец. Совершенствование технологических
процессов производства полуфабрикатов и изделий
из ПКМ 308
5
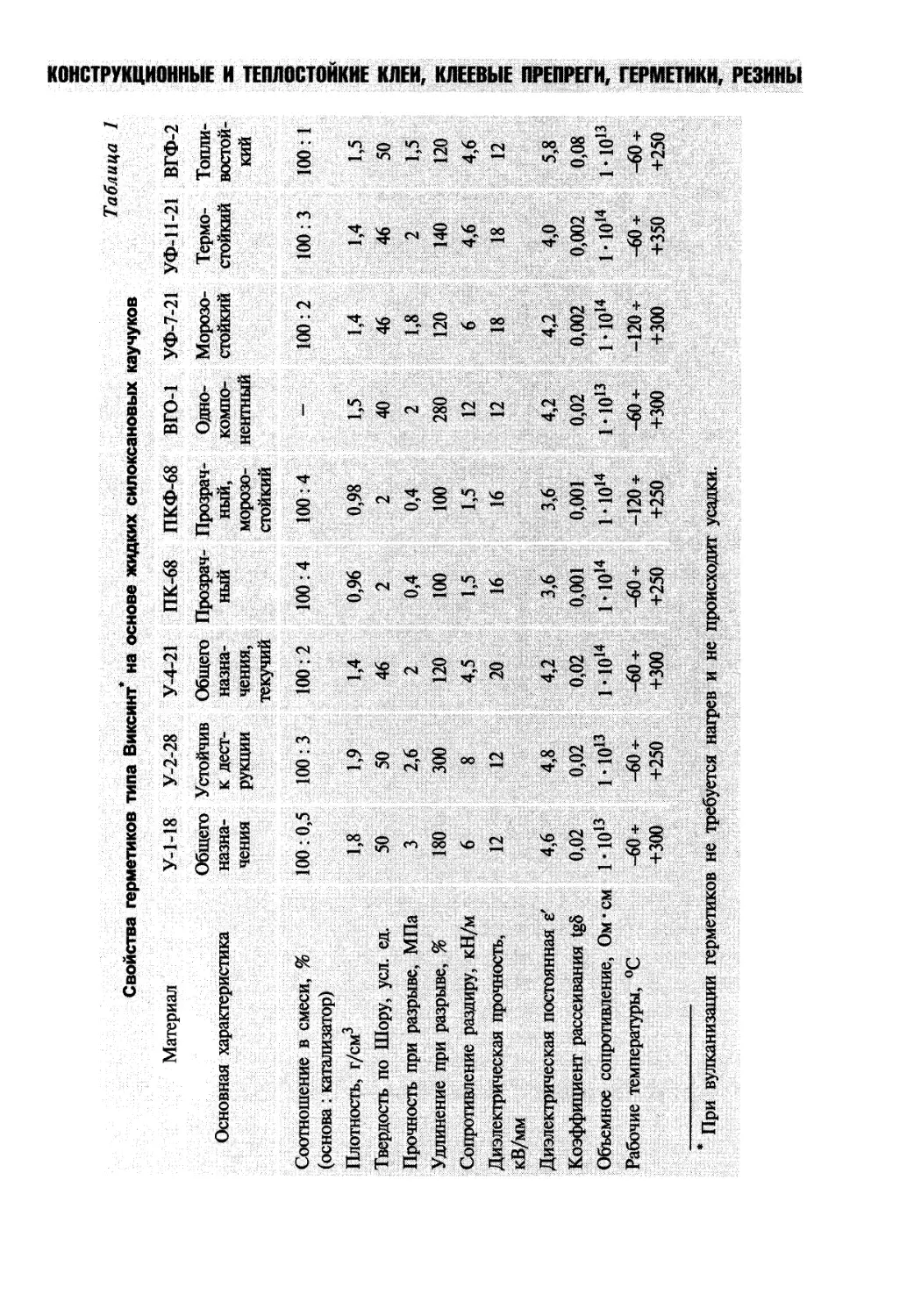
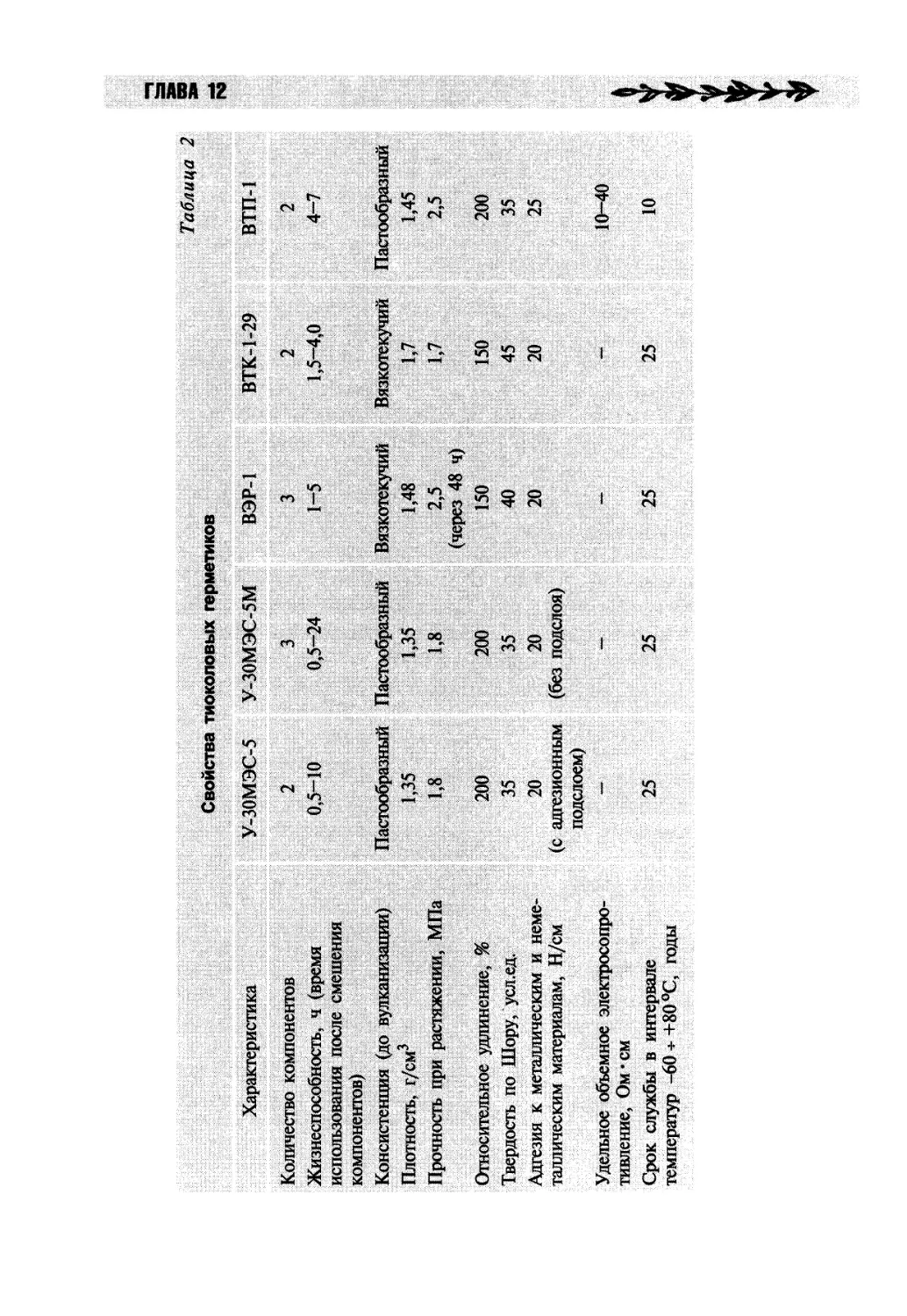
Глава 12. КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ,
КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
Л. И. Аниховская, В. Т. Минаков. Клеи и клеевые препреги
для перспективных изделий авиакосмической техники 315
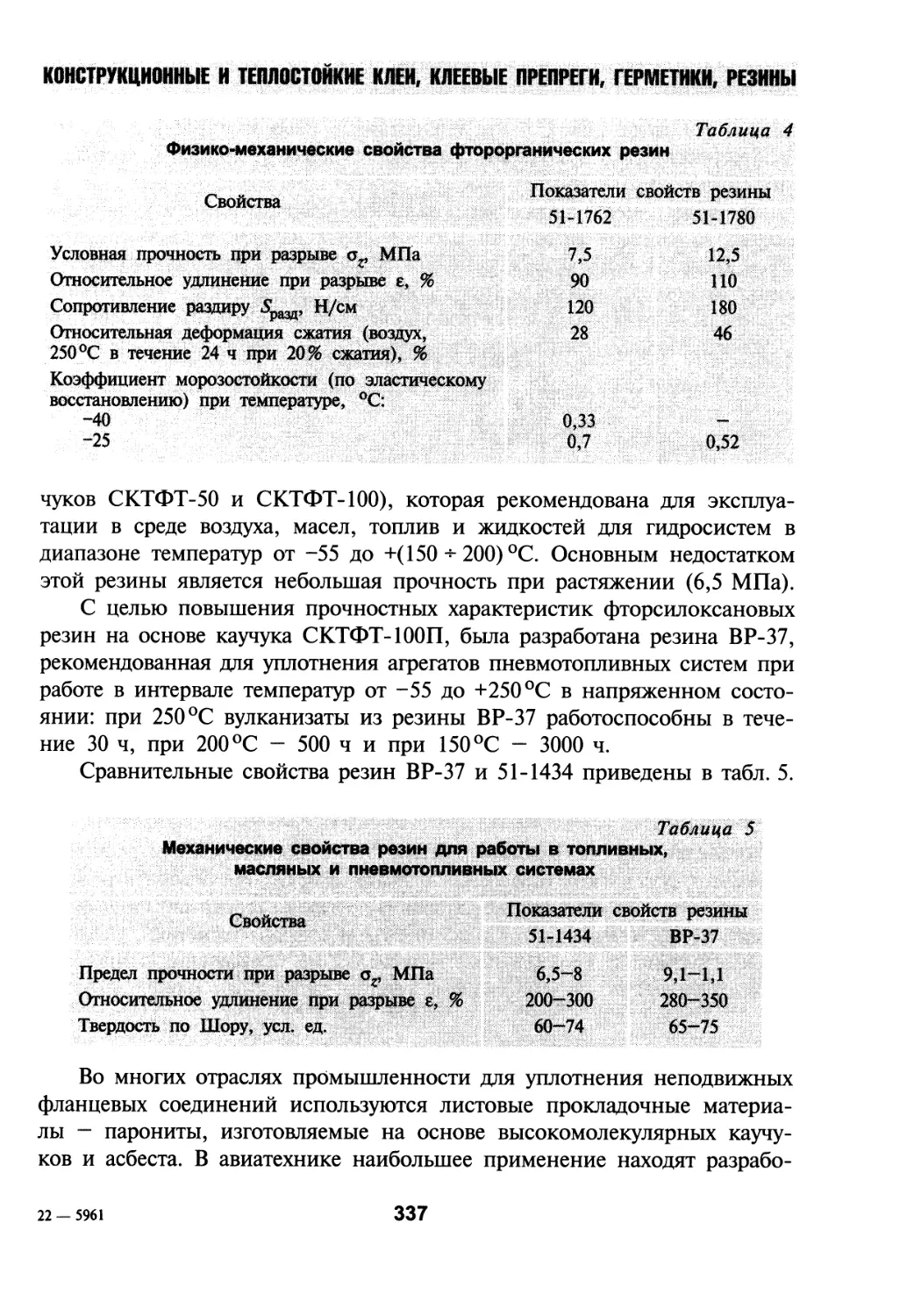
А.А. Донской, В. В. Костельцев. Герметики и резины,
работающие в воздушной и топливной среде 326
Глава 13, ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ И ТЕПЛО-
ЗВУКОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Э.К. Кондратов. Лакокрасочные покрытия со специальными
свойствами 339
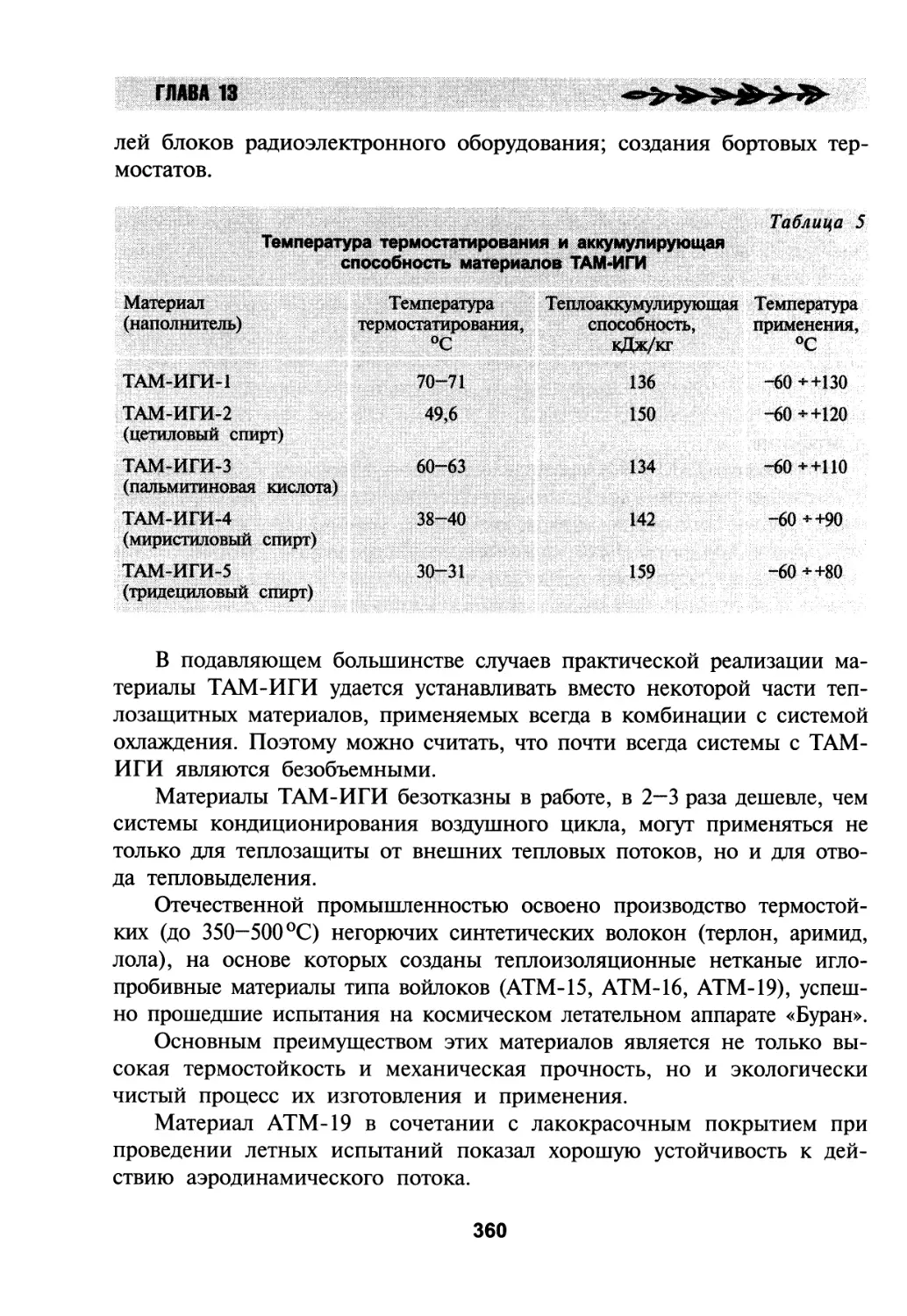
В. Т. Минаков, В.Е. Грушко, А. А. Донской. Тепло- и
огнезащитные материалы и покрытия 345
В. Г. Набатов, В. В. Кузьмин, А. В. Кучменко.
Теплоизоляционные материалы 354
Глава 14. СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, Л КМ,
КЛЕЕВ, ГЕРМЕТИКОВ, ВЫСОКОТЕРМОСТОЙКИХ
ТЕПЛОЗАЩИТНЫХ И ТЕПЛОЗВУКОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ
В. Г. Минаков, Н.И. Швец. Модифицированные кремний-
органические полимеры для теплостойких композиционных
материалов 362
В. И. Сидоренко, Т. В. Панина, Ю.Е. Раскин, В. Т. Минаков.
Теоретические и практические основы получения
высокотермостойких полимерных матриц для ПКМ
конструкционного назначения 376
Глава 15. МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ
И ТЕХНОЛОГИЙ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Г. А. Морозов, А. К. Денель. Высокая разрешающая способность
и надежность — основа разработок средств неразрушающего
контроля в авиации 389
Е.Р. Голубовский. Методы испытаний и исследований: оценка
работоспособности и ресурса авиационных материалов 402
Глава 16. ПАСПОРТИЗАЦИЯ И СЕРТИФИКАЦИЯ АВИАЦИОННЫХ
МАТЕРИАЛОВ
В.Ф. Беренсон, Ю.Н. Шевченко, А. С. Компанией,.
Паспортизация и сертификация авиационных материалов —
гарантия их качества 409
6
ПРЕДИСЛОВИЕ
Сборник посвящен 70-летнему юбилею ВИАМ. В нем
подводятся итоги авиационного материаловедения XX века и
передается эстафета XXI веку. Трудами ученых ВИАМ было
создано авиационное материаловедение, научные школы:
физики металлов, жаропрочных сплавов, высокопрочных
алюминиевых сплавов, титановых сплавов, коррозии и
защиты металлов, авиационной брони, точного и
монокристаллического литья, композиционных материалов,
многофункциональных полимеров, конструкционных клеев и др.
Сборник наглядно отражает семидесятилетний вклад ВИАМ в
создание материальной базы авиационной техники. Авиация
получила 2000 марок высококачественных материалов. 96%
«летающей массы» авиационных конструкций изготовлено
из материалов, созданных в ВИАМ. Кроме того, эти
материалы широко и эффективно используются в
высокоответственных отраслях техники - космической, атомной, а
также во многих других отраслях народного хозяйства
(автомобильной, химической, медицине и др.). Разработанные в
ВИАМ материалы вышли на уровень мировых стандартов
и по многим позициям их превосходят. За 70 лет уровень
основного показателя качества авиационных материалов
повышен во много раз. Стали и алюминиевые сплавы
довоенных времен имели удельную прочность 15 усл. ед. (км).
В конце столетия эта характеристика для композиционных
материалов достигла уровня 150 усл. ед. (км). Диапазон
рабочих температур был расширен для металлических
сплавов в три раза (с 400 до 1200°С), а для композиционных,
керамических, углеродных материалов достиг 1800°С. В
орбиту изысканий новых материалов вовлечены 52
элемента Периодической системы Д. М. Менделеева, в 30-е годы
использовались только 12. Радикально возрос ресурс
жаропрочных сплавов: с 25-50 до 5000-10000 ч.
Принципиально изменились критерии качества, особенно надежности.
Разработана концепция безопасной повреждаемости, вве-
7
дены вероятностные методы оценки качества. Особо
эффективную реализацию принцип безопасной
повреждаемости нашел в разрабатываемых ВИАМ материалах с
пониженной трещиностойкостью: углепластиках, органопласти-
ках, металлополимерных, гибридных материалах, а также в
адаптивных и интеллектуальных материалах,
обеспечивающих удвоение весовой эффективности и ресурса.
В работах, представленных в сборнике, нашли достойное
отражение технологические проблемы. Изначально ВИАМ
был призван не только разрабатывать материалы, но и
нести ответственность за их производство и применение.
Долгие годы, до организации ВИЛС и соответствующих
подразделений в технологических институтах, ВИАМ проводил
весь объем изысканий в области технологических
процессов по производству материалов. Созданный им задел
технологических разработок был развит далее в ВИЛС и на
заводах-поставщиках. Общая ответственность за качество
материалов, их применение в конструкциях и рекомендации
по эксплуатации все 70 лет оставалась за ВИАМ.
ВИАМ разработал всю основную исходную документацию
по технологии производства и применению
авиаматериалов. Была создана система управления качеством
авиаматериалов - СУПРАКАМ, четко организована паспортизация,
заложившая объективную базу контроля качества
авиационных материалов, разработаны первые формы их
сертификации.
Высокий уровень работоспособности авиаматериалов, их
надежность обеспечивались также всесторонним изучением
их поведения при эксплуатации в условиях действия
коррозионных факторов и агрессивных сред (глубокого вакуума,
радиационного повреждения, высокоэнергетических потоков
и т.п.). В юбилейном сборнике нашли свое отражение эти
исследования, а также изыскания по созданию коррозионно-
стойких сплавов.
Материалы сборника обобщают радикальное изменение
структуры потребления материалов авиатехникой. В годы
Великой Отечественной войны более 80% конструкций
истребителей состояли из древесины и тканей, масса
металлических сплавов не превышала 20%; самолеты конца XX века
на 85% состоят из металлических сплавов.
8
В решение задач обеспечения надежности и контроля
органически включены методы неразрушающего контроля. Уже
с первых дней работы ВИАМ были развернуты изыскания
эффективных методов магнитного, рентгеноскопического,
ультразвукового контроля, в дальнейшем дополненных пе-
нетрационными, электронно-параметрическими, лазерными,
тепловизорными, радиационными и другими методами.
Трудами ученых ВИАМ было достигнуто не только
радикальное изменение структуры потребления материалов
авиатехникой - в итоге их творческих усилий возникла
новая парадигма авиационного материаловедения.
Материалы конца века стали сложной конструкцией,
спроектированной на основе термодинамического и концентрационного
равновесия фаз, управления морфологией структуры,
дислокационной кинетикой, с использованием вместо
монометаллической матрицы - интерметаллической, а вместо
металлической связи - химической (с энергией активации на
порядок выше).
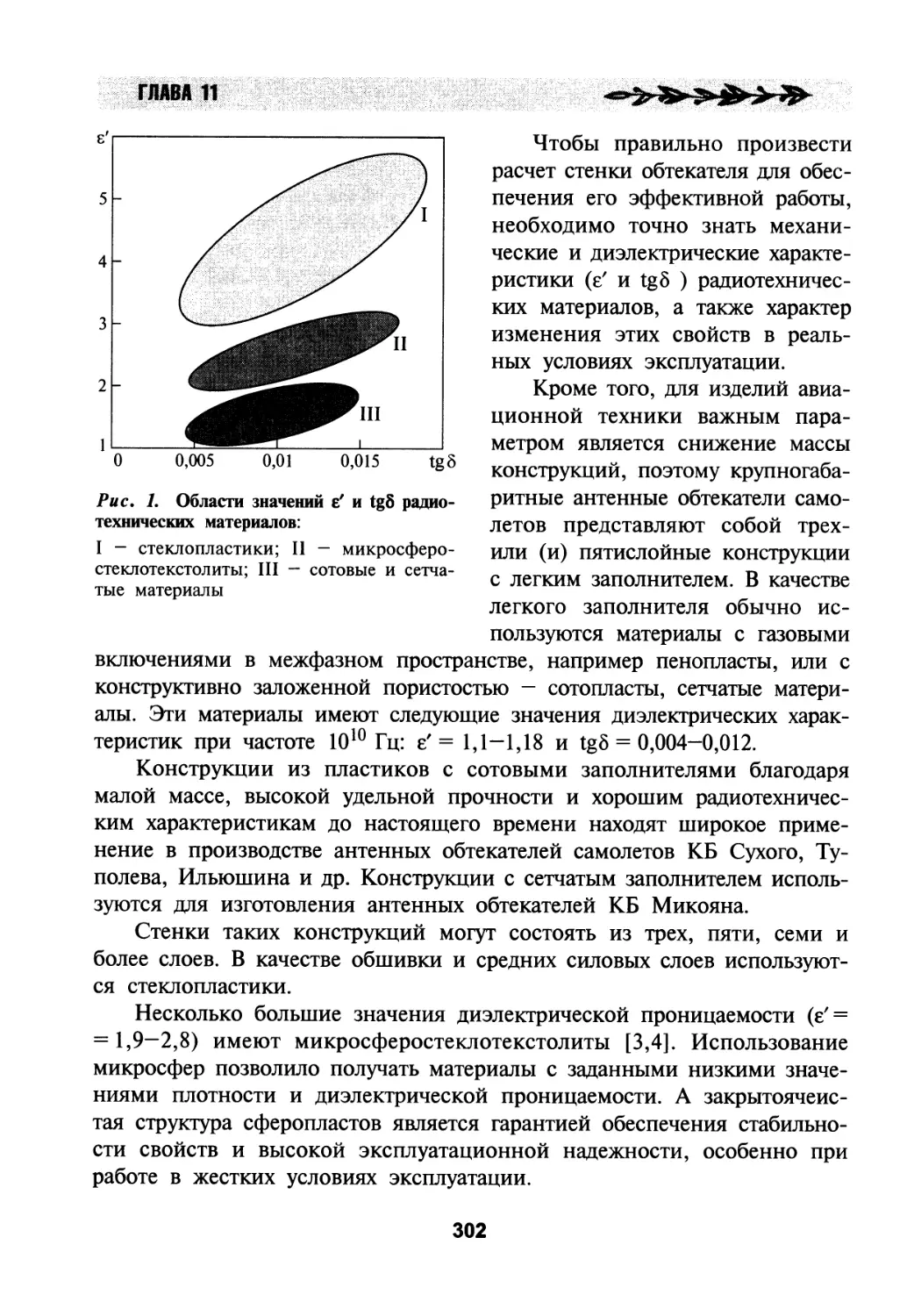
Авиаматериал - уже не вещество заданного состава
(дефиниция, бытовавшая многие века), но тетрада: конструкция*
+состав+структура+технологическое решение.
Металловедение окончательно покинуло колыбель описательной
металлографии. Статьи сборника убедительно
свидетельствуют, что создание современных авиационных материалов в
рамках новой парадигмы было возможно только путем
органичного синтеза глубоких фундаментальных исследований
и практических разработок, соединения теории и
экспериментов. Именно фундаментальность изысканий ВИАМ
обеспечила эффективную отдачу и успешное внедрение
научных достижений и создала мощный научно-технический
задел для решения задачи федеральной программы
развития гражданской авиации к 2015 г., конкурентоспособной с
вновь разрабатываемой зарубежной авиационной техникой.
Задел обеспечивает требуемые решением этой
ответственной государственной задачи - повышение весовой
эффективности на 20-25%, доведение календарного ресурса до
30 лет, при высоком уровне характеристик надежности и
других показателей (шумопоглощение, экономичность,
технологичность и т.д.). Научный уровень статей сборника
свидетельствует о сохранении учеными ВИАМ высокого
творческого потенциала. Проведенная Генеральным директором
9
ВИАМ Е.Н. Кабловым реструктуризация института создает
благоприятную обстановку и обеспечивает эффективность
работы в условиях рыночной экономики, позволяет соединить
многолетний опыт работы в минувшем столетии с реалиями
нового века.
В сборнике отражены достижения последних лет - работы,
составившие базу партнерских и деловых отношений с
крупными зарубежными фирмами («Боинг», «Дженерал
Электрик», «Эрбас Индастри» и др.). Расширяющееся
сотрудничество упрочняет авторитет ВИАМ, ставшего
Государственным научным центром, методически связанным как
с РАН, так и с научными и деловыми кругами за рубежом.
Заслуженный деятель науки и техники РФ,
докт. техн. наук, профессор
Н. М. Скляров
Глава 1
ВИАМ - НАУЧНЫЙ ЦЕНТР
АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
УДК 629.7: 620.22
Ю.С. Осипов
Президент Российской
Академии наук
ВКЛАД ВИАМ В ФУНДАМЕНТАЛЬНУЮ НАУКУ
О МАТЕРИАЛАХ
Государственный научный центр «Всероссийский институт авиационных
материалов» — признанный в стране лидер авиационного
материаловедения, широко известный и за рубежом. Это действительно уникальный
научный центр, наша гордость.
В 2002 г. мы отмечаем 70-летний юбилей института. Практически
все летательные аппараты — будь то авиация или космос — созданы из
материалов, разработанных в этом институте. За время своего
существования институтом создано более 2000 различных металлических и
неметаллических материалов, нашедших в разные годы применение в самой
требовательной к качеству и служебным свойствам изделий отрасли
промышленности, какой является авиация. Для обеспечения высоких
требований, предъявляемых к авиационным материалам, потребовались
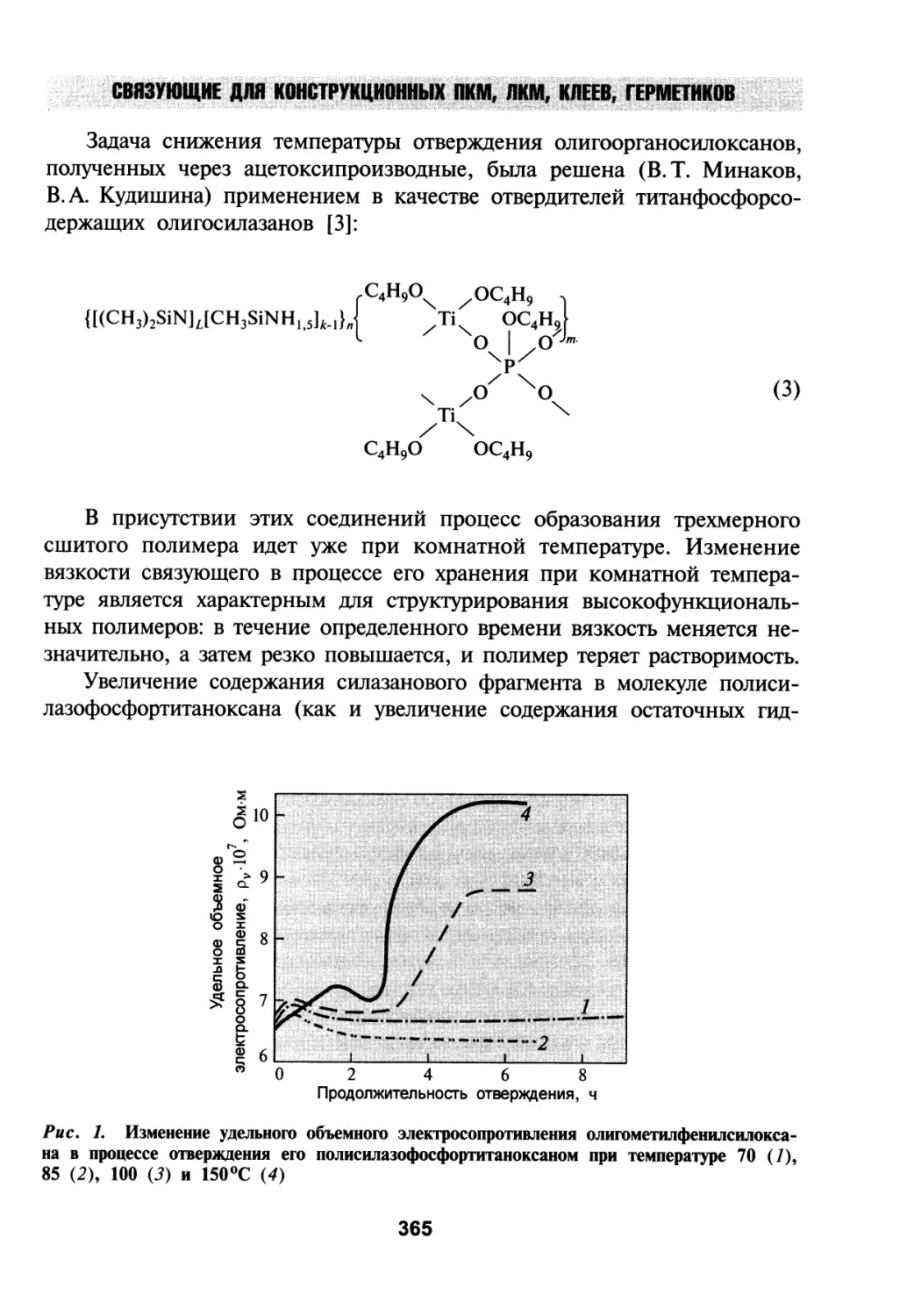
огромная творческая работа по проведению поисковых и
фундаментальных исследований; научно-исследовательские работы по созданию
конкретного материала, как правило, с заданными (конструкторами и про-
11
ГЛАВА 1
мышленностью) параметрами; разработка оптимальной технологии
производства каждого материала, освоение его в промышленности,
изготовляющей и потребляющей этот материал. Наконец, последним этапом
создания материала является его сертификация — с этого момента вся
полнота ответственности за применение материала в авиационной
промышленности за все время эксплуатации авиакосмических изделий
лежит на разработчике. Я не случайно начал с поиска и
фундаментальных исследований, — чтобы материал соответствовал и отвечал всем
требованиям, предъявляемым к авиационным материалам, необходимо
опираться на глубокое изучение природы самого материала, а также
закономерностей его поведения в зависимости от действующих
нагрузок, влияния окружающей среды, ресурса и т.п.
Для того чтобы найти резервы повышения комплекса свойств,
необходимо разработать высокие технологии, обеспечивающие их реализацию
непосредственно в конструкции, в детали или полуфабрикате, при этом
исследователю, разработчику материала, приходится принимать, как
правило, оптимальное компромиссное решение, ориентируясь на наиболее
важные в каждом конкретном случае свойства материала. Для этого
необходимо проводить исследования природы материала, выяснять суть
происходящих в нем процессов на уровне макро- и микроструктур —
фазовых превращений, диффузии атомов легирующих элементов, движения
дислокаций, изучать саму дислокационную структуру.
С ростом требований к материалам по мере развития авиации
существенно расширяется комплекс расчетных характеристик материалов.
В зависимости от условий эксплуатации (уровня действующих
напряжений, геометрии детали, запаса упругой энергии конструкции, влияния
внешней среды) необходимо изучить и знать весь комплекс показателей
прочности, выносливости, чувствительности к надрезу, сопротивления
образованию усталостной трещины, скорости ее роста, вязкости
разрушения, остаточной прочности при наличии трещины и еще многих
других характеристик, чтобы, с одной стороны, разработать материал с
оптимальным сочетанием требуемых свойств, помня, что ни один из
известных материлов не обладает всеми максимально полезными и
высокими характеристиками, и, с другой — всесторонне оценить качество
материала и его пригодность для того назначения и области
применения, куда он рекомендован.
Это хорошо иллюстрирует исследование кинетики развития
коротких трещин, проведенное школой прочности института, возглавляемой
Н.М. Скляровым и СИ. Кишкиной, и связанное с этим определение
12
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
несущей способности элементов конструкции. Установлено, что
усталостные трещины размером до 1—2 мм во многих случаях приводят к
потере несущей способности элементов конструкции. Для обеспечения
гарантированного уровня надежности и ресурса при определении
принципов проектирования элементов конструкции, конструкторам
необходимо было знать:
— подчиняется ли кинетика роста коротких трещин тому же
закону, что и рост длинных трещин;
— при какой длине трещины происходит переход механизма
разрушения от сдвигового к нормальному отрыву;
— связан ли этот переход с природой материала, его структурой;
— при каких размерах малая трещина прорастает как магистральная.
Ответить на эти вопросы было возможно, проведя фундаментальные
работы по глубокому изучению характера усталостного разрушения
материалов разного типа: алюминиевых сплавов, сталей. Изучение
множества факторов, от которых зависит образование главной трещины и
вторичных трещин, морфологии структур и скорости развития трещин,
установление количественных показателей, определяющих остаточную
прочность, закономерностей кинетики роста трещин у материалов
разных типов — все эти исследования позволили сформировать общие
выводы и рекомендации для конструкторов.
Естественно, проведение подобных исследований под силу только
научной организации высшей квалификации. Поэтому в стране, да и в
мире так ценятся широко известные труды ученых ВИАМ в области
прочности материалов: докторов технических наук Н. Н. Давиденкова,
Я. Б. Фридмана, Н. М. Склярова, С. И. Кишкиной, Е. Р. Голубовского и др.
Крупные теоретические работы проводятся в ВИАМ под руководством
академика СТ. Кишкина и члена-корреспондента РАН Е.Н. Каблова —
они возглавляют научную школу по созданию жаропрочных никелевых
сплавов для газотурбинных двигателей. Учеными, работающими в этом
направлении, были сформулированы задачи количественных
теоретических критериев влияния легирующих элементов на термодинамические
свойства и энергетические характеристики межатомной связи
жаропрочных никелевых сплавов. Эти фундаментальные, теоретические работы
позволили понять причины изменения свойств и принципы их
регулирования в жаропрочных сплавах при изменении состава и режимов
термической обработки, а установление корреляции между
экспериментальными и рассчитанными характеристиками механических свойств
ускорило процесс создания новейших жаропрочных сплавов с максимальным
13
ГЛАВА 1
уровнем свойств, в том числе и жаропрочных ренийсодержащих
сплавов нового поколения.
Чрезвычайно важным направлением в работе ВИАМ является
разработка, совершенствование, развитие эффективных методов исследований,
например, для тех же жаропрочных сплавов, длительно работающих при
высоких температурах. Недостаточно обеспечить оптимальную структуру -
важно, чтобы она не претерпевала изменений в процессе эксплуатации.
Кинетика изменений, вызывающих потерю структурной стабильности,
определяется диффузионными процессами — необходимо глубокое
изучение локальных диффузионных процессов и состояния поверхностей
раздела, а также распределения и концентрации микропримесей, как
вредных так и полезных, в микроструктуре сплава. Именно поэтому
ВИАМ стал одним из инициаторов применения и развития изотопного
(авторадиографического) метода для изучения процессов, протекающих на
границах фаз, субструктур, распределения примесей на поверхностях
раздела. Кроме того, в исследованиях ВИАМ широко применялись,
дополнялись и совершенствовались такие методы, как фазовый анализ, теп-
лофизические испытания, исследование материалов не только в
статических условиях, но и в динамике. Все это позволяло и позволяет
создавать материалы на самом высоком научно-техническом уровне, не
уступающем зарубежному уровню, а порой и превосходящем его.
Нужно отметить очень тесные творческие контакты, которые всегда
имел ВИАМ с институтами Академии наук, — такими как «Институт
металлургии и материаловедения им. А. А. Байкова», «Институт обшей и
неорганической химии им. Н.С. Курнакова», «Институт химии
силикатов им. И. В. Гребенщикова», «Институт химии высокочистых веществ»,
«Институт нефтехимического синтеза им. А. В. Топчиева», «Институт
синтетических полимерных материалов», «Институт химической физики»
(г. Черноголовка) и другими. Многие ведущие ученые ВИАМ являлись
и являются членами научных советов при отделениях РАН: академики
СТ. Кишкин, И.Н. Фридляндер; члены-корреспонденты А.Т. Туманов,
Р. С. Амбарцумян, Е. Н. Каблов, Р. Е. Шалин; доктора технических наук
Н. М. Скляров, Б. В. Перов, Э.К. Кондратов, С. С. Солнцев, Г.М. Гу-
няев, Н.С. Лезнов и др.
В настоящее время Президиумом РАН принято решение о введении
ВИАМ под научно-методическое руководство отделения физикохимии и
технологии неорганических материалов. Это решение знаменательно в
плане возможности более широкого и полного использования
фундаментальных научных разработок академических институтов для решения впол-
14
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
не конкретных задач по созданию новых типов и классов материалов для
нужд авиационной и космической техники и кроме того — ускоряет
использование научных разработок непосредственно в промышленности,
помогает реализовать тесную связь ВИАМ как головного отраслевого
института с производственными предприятиями и конструкторскими бюро.
Это действительно плодотворное сотрудничество отраслевой и
академической науки, направленное на поднятие экономического потенциала
страны в целом. Поздравляя коллектив Государственного научного
центра «Всероссийский институт авиационных материалов» со славным
юбилеем, можно уверенно сказать, что ВИАМ был и остается
уникальным материаловедческим центром России, которому по силам решать
самые сложные многотрудные задачи обеспечения приоритетных
отраслей промышленности: авиации, космоса, машиностроения —
прогрессивными материалами и высокими технологиями для сохранения
высочайшего уровня техники, ее конкурентоспособности, укрепления
обороноспособности страны.
УДК 629.7:620.22
И. И. Клебанов
Вице-премьер правительства РФ
ВИАМ - КРУПНЕЙШИЙ ЦЕНТР
МАТЕРИАЛОВЕДЧЕСКОЙ НАУКИ
Есть очень немного научных институтов, которые безоговорочно
являются признанными лидерами, головными по своему направлению, — их
достижения и творческая работа на протяжении многих десятков лет
подтверждают высокий авторитет и имидж в науке как у нас в стране,
так и за рубежом. Именно таким признанным центром
материаловедения у нас в стране является ВИАМ — Государственный научный центр,
роль и значение которого для развития отечественного авиастроения
трудно переоценить.
Образованный в 1932 году, институт рос и развивался вместе с
отечественной и мировой авиацией, обеспечивая ее новейшими
материалами с характеристиками, отвечающими требованиям авиационной
промышленности. С самого начала отличительной чертой научной
деятельности ВИАМ была не просто разработка отдельного материала
конструкционного или функционального назначения, а создание всего
15
ГЛАВА 1
*«>>j»»>j»> Jp
материального облика летательного аппарата, когда при определении
свойств разрабатываемых материалов учитывались главные параметры
для самолета — ресурс, надежность, весовая эффективность.
Стиль работы института выделял его, подтверждая лидерство в
отечественном, прежде всего авиационном, материаловедении, — кроме
создания материалов для новейших образцов авиационной техники,
институт вместе с другими научными и промышленными предприятиями и
ОКБ принимал активное участие в освоении материалов в производстве,
не ограничиваясь рекомендациями по их применению, - в том числе в
изготовлении на заводах—поставщиках опытных партий, в организации
серийного производства новых материалов по высоким технологиям,
обеспечивая требуемое высокое качество полуфабрикатов и деталей
авиационного назначения. При этом для выпуска новых материалов, без
которых было невозможно создание новейшей техники, по инициативе ВИАМ
принималось правительственное решение по строительству новых
заводов или специализированных цехов. Так были созданы
Западно-Сибирский металлургический завод по выпуску прецизионных сплавов для
приборов и агрегатов, цеха вакуумной выплавки на заводе
«Электросталь» и Челябинском металлургическом комбинате для производства
высококачественных жаропрочных и конструкционных сталей и сплавов.
При активном участии ВИАМ создавалось титановое производство на
Верхне-Салдинском металлургическом комбинате и т.д. Безусловно,
решая столь крупные и ответственные задачи государственного значения,
институт нес всю ответственность за создание материалов, отвечающих
всем кондициям авиационного применения, а также за организацию
производства таких материалов для обеспечения нужд отечественной
авиационной промышленности. В этом заключаются особая
уникальность института, высокая квалификация его ведущих кадров и вклад
института в развитие материаловедения и производства материалов для
авиации.
Сегодня мы с благодарностью вспоминаем ученых института с
мировым именем и ведущих специалистов, которые работали или работают
в настоящее время в этом коллективе. Это И. И. Сидорин, Г. А. Акимов,
А.Т. Туманов, Р.С. Амбарцумян, СТ. Кишкин, И.Н. Фридляндер,
Н.М. Скляров, С. Г. Глазунов, Е. Н. Каблов, Р. Е. Шалин, Б. В. Пе-
ров, Б.С. Ломберг, СИ. Кишкина, Д.А. Кардашов, Э.К. Кондрашов,
A. Ф. Петраков, В. Т. Минаков, В. Н. Моисеев, С С. Солнцев, Я. Д. Ав-
расин, В. В. Павлов, Б. А. Киселев, Г. М. Гуняев, Г. П. Машинская,
B. И. Лукин и др. Конечно, в короткой статье невозможно перечислить
16
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
всех, кто своим самоотверженным трудом, знаниями, высокой
ответственностью к порученному делу определял уровень отечественной ма-
териаловедческой науки и продолжает успешно работать над главной
задачей института — обеспечение авиационной техники
прогрессивными материалами, высокими технологиями.
Велик вклад института в успешные военные действия в период
Великой Отечественной войны. Война потребовала коренным образом
изменить работу института, значительно сократить сроки разработок.
Например, необходимо было защитить наши истребители, штурмовики,
бомбардировщики от поражения огневыми средствами врага. Так в
кратчайшие сроки родилась знаменитая броня, разработанная учеными
института СТ. Кишкиным, Н.М. Скляровым. «Одетый» в нее штурмовик
Ил-2 стал практически неуязвим для противника, наводя страх и
панику на фашистские войска. Протестированные баки также
способствовали повышению надежности, боевой устойчивости авиационной техники,
специальные материалы для наплавки клапанов поршневых двигателей
дали возможность увеличить их мощность, а значит повысить скорость
и маневренность боевой авиационной техники. При активном участии
специалистов ВИАМ осваивались новые металлургические базы на
Урале, которые обеспечивали потребности авиации в металлургических
полуфабрикатах. За вклад института в обороноспособность страны во
время Великой Отечественной войны он был награжден Орденом Ленина.
После войны начался новый качественный этап в развитии
авиации — создание реактивной авиационной техники. От института
потребовались новые материалы для принципиально новой техники. Для
планера самолета — это высокопрочные алюминиевые сплавы, новые
высокопрочные стали, а также герметики, лакокрасочные материалы;
впервые начали разрабатываться и применяться титановые сплавы.
Особенно сложные материаловедческие задачи пришлось решать по
обеспечению газотурбинных двигателей новыми жаропрочными сплавами. Здесь
все было впервые, приходилось выполнять огромный объем
исследовательской работы и испытаний, проводить сложные натурные и
полунатурные эксперименты, для того чтобы разработанные материалы
отвечали всем требованиям новой реактивной техники и обеспечивали
необходимый ресурс, надежность и высокую весовую отдачу. И с этой
сложнейшей работой коллектив института успешно справился. Наши
отечественные материалы практически не уступали лучшим зарубежным
образцам. Страна не нуждалась в импорте материалов и не имела
зависимости от зарубежных поставок.
2 — 5961
17
ГЛАВА 1
««*■> 3» >^>»
Период с конца 1970-х до 1990-х годов для авиационной
промышленности ознаменовался необычайно активным развитием. Создавалось
новое поколение самолетов, вертолетов и двигателей для гражданской
авиации: Ту-204 — ближнемагистральный самолет, Ил-96 — дальнемаги-
стральный широкофюзеляжный, после модернизации поступил в
эксплуатацию широкофюзеляжный Ил-86. В ОКБ O.K. Антонова было
начато производство транспортного самолета Ан-70, в КБ А. И. Микояна,
П. А. Сухого создавались новейшие образцы высокоманевренных ударных
истребителей, и, наконец, в НПО «Молния» под руководством Г. Е. Ло-
зино-Лозинского началось строительство первого многоразового
космического корабля «Буран». Параллельно шло создание нового поколения
двигателей для гражданской авиации (ПС-90, НК-93, Д-36),
модернизировались двигатели для МиГ-29, Су-27, вертолетов. Для обеспечения
высоких летно-технических характеристик новых самолетов, вертолетов и
двигателей к ним перед институтом были поставлены задачи в рамках
целевых комплексных программ — в установленные сроки «выйти» на
заранее заданные характеристики материалов. Были созданы десятки
новых металлических и неметаллических конструкционных,
функциональных и многофункциональных материалов, которые на длительный
период определили материальный облик отечественной техники.
Постановлением Правительства институту как признанному лидеру
в области материаловедения был присвоен статус Государственного
научного центра. Этот Статус явился официальным признанием ведущей
роли ВИАМ в области создания и освоения материалов для нужд не
только авиакосмической техники, но и других отраслей
промышленности — машиностроения, энергетики, химии и т.д. Вместе с тем этот
период (1990—1996 гг.) был особенно тяжелым для авиации и экономики
страны в целом, так как совпал с распадом СССР, когда многие
сырьевые базы отошли в страны ближнего зарубежья, резко сократилось
производство авиатехники, и работы института стали маловостребованы. В
этот период во главе института стал член-корреспондент РАН,
профессор Е. Н. Каблов. Благодаря энергичным действиям Генерального
директора, руководства института и ведущих специалистов удалось в
короткие сроки перестроить работу ВИАМ, ликвидировать долги, резко (в
десятки раз) увеличить объем договорных работ и тем самыим
компенсировать уменьшение бюджетного финансирования.
В настоящее время ВИАМ — это устойчиво работающее научное
предприятие, не имеющее долгов и с каждым годом увеличивающее объем
научно-исследовательских работ как фундаментального, так и прикладного
18
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
значения. ВИАМ активно работает с десятками крупных иностранных
фирм, решая при этом не только финансовые вопросы, но и укрепляя свой
имидж как Государственного научного центра международного значения.
В день замечательного юбилея поздравляю коллектив института с
праздником и желаю дальнейших творческих успехов на благо нашей Родины.
Август 2001г.
УДК 629.7:620.22
Ю. Н. Коптев
Директор Российского авиационно-космического
агентства, профессор
РОЛЬ ВИАМ В СОЗДАНИИ МАТЕРИАЛОВ
ДЛЯ КОСМИЧЕСКОЙ ТЕХНИКИ
В этом году отмечается 70-летие со дня образования одного из самых
крупных и известных материаловедческих центров страны —
Государственного научного центра «Всероссийский институт авиационных
материалов». За время своего существования трудом и талантом ученых,
сотрудников института создано и освоено в производстве более 2000
самых различных металлических и неметаллических материалов.
Летательные аппараты практически полностью (на -96%) состоят из
материалов ВИАМ. Вся история развития института неразрывно связана с
историей развития отечественного авиастроения.
Сегодня, поздравляя коллектив института с замечательным
юбилеем, мы по достоинству оцениваем большие заслуги ВИАМ в деле
разработки и промышленного освоения авиационных материалов,
определяющих материальный облик авиационной техники всех поколений, —
при этом материалы ВИАМ, как правило, не уступают по своим
служебным характеристикам лучшим зарубежным образцам. Нет
необходимости говорить, сколь важна и значима роль материалов в космической
технике. Необходимы не только рекордно высокие характеристики,
определяющие весовое совершенство космических изделий, но и их
устойчивость, стабильность свойств при воздействии различных факторов в
условиях космоса: облучение солнечной радиацией, космическими
лучами; перепад температур; испарение; сублимация в космическом
вакууме, а также неповреждаемость материалов обшивки при столкновении
с мелкими метеоритными частицами и т.д.
2*
19
ГЛАВА 1
**m~' JF" ЧЯг^ w^JKSP J& "W
Отмечающий свой 70-летний юбилей, ВИАМ как головной институт
по созданию материалов для авиационной промышленности был для
космической промышленности на протяжении всей истории ее
существования основным разработчиком самых лучших, самых совершенных
материалов. Применение в космических изделиях материалов,
разработанных в ВИАМ, обеспечивало выполнение самых высоких требований и,
как показала многолетняя практика, было успешным. Комплекс
требований, предъявляемых к космическим кораблям, аппаратам, двигателям,
в которых применялись материалы ВИАМ, полностью выполнялся и
соответствовал условиям эксплуатации, гарантируя безопасность полета.
На протяжении десятков лет ВИАМ тесно и творчески сотрудничал
со многими предприятиями ракетно-космической промышленности в
области разработки материалов и технологий. Известно, что в структуре
потребления материалов для космических аппаратов, спутников,
носителей доля алюминиевых и магниевых сплавов составляет 50%, сталей 23%,
жаропрочных сплавов 10%, титановых сплавов 2%, неметаллических
материалов 15%. Существенная часть (70%) всех применяемых материалов
разработана в ВИАМ. В ракетных двигателях, например в двигателе РД-180
(ОАО НПО «Энергомаш»), доля материалов ВИАМ еще выше, -80%.
Особенно большой вклад внес ВИАМ в создание материалов для
«Бурана». Так, для многоразового космического корабля необходима
была теплозащита от аэродинамического нагрева несущей алюминиевой
конструкции (обшивки) — кварцевая плитка (с теплостойкостью до 1250 °С,
минимальной теплопроводностью, минимальной плотностью -0,14 г/см3,
прочностью не менее 200 Па (2 гс/см2)) со специальными покрытиями:
гидрофобным (от влагопоглощения); эрозионностойким (с определенным
заранее заданным коэффициентом черноты), а также со специальными
теплостойкими клеями и демпфирующими прокладками из фетра.
Представляется, что только ВИАМ был в состоянии решить эту сложнейшую
материаловедческую задачу, и она была успешно решена учеными
института — применение этих материалов на «Буране» показало их
эффективность и полное соответствие заданным характеристикам.
Очень серьезные работы были проведены по созданию
композиционных материалов, в первую очередь углепластиков и органопластиков,
отличающихся чрезвычайно высоким уровнем свойств. Впервые в
отечественной практике створки отсека полезного груза (размером 3x6 м)
были изготовлены из углепластика.
Особенно следует отметить высокую квалификацию и авторитет
ученых ВИАМ — они принимали участие в решении вопросов по вы-
20
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
бору материалов, возможности их совместного применения при
определении материального облика того или иного объекта космической
техники, когда необходимо учитывать сложнейший комплекс
механического и электрохимического взаимодействия материалов при эксплуатации
конкретного изделия, а также при соединении элементов конструкции
методами сварки, пайки, склеивания, клепки и т.д.
Сегодня, оглядываясь назад, на годы ответственной, сложнейшей
творческой работы, с глубокой благодарностью вспоминаем ведущих
ученых, специалистов института, внесших неоценимый вклад в
создание отечественной космонавтики. Это старшее поколение:
член-корреспондент РАН А. Т. Туманов; академик РАН С. Т. Кишкин; академик РАН
И. Н. Фридляндер; член-корреспондент РАН Р. Е. Шалин; профессор,
докт. техн. наук С. Г. Глазунов; профессор, докт. техн. наук Н. М.
Скляров; профессор, докт. техн. наук Б. В. Перов; профессор, докт. техн.
наук Я. М. Потак; профессор, докт. техн. наук М. Ф. Алексеенко;
профессор, докт. техн. наук Ф.Ф. Химушин; профессор, докт. техн. наук
И.Ф. Колобнев; профессор, докт. техн. наук В. П. Батраков; профессор,
докт. техн. наук Б. А. Киселев и многие-многие другие. Последующее
поколение - член-корреспондент РАН, профессор Е. Н. Каблов;
профессор, докт. техн. наук Э. К. Кондратов; докт. техн. наук В. Н. Грибков;
докт. техн. наук В. Т. Минаков; докт. техн. наук Б. С. Ломберг; канд.
техн. наук В. П. Батизат; докт. техн. наук В. И. Лукин; канд. техн. наук
В. М. Степанов; профессор, докт. техн. наук Г. М. Гуняев; профессор, докт.
техн. наук Г. П. Машинская; профессор, докт. техн. наук С. С. Солнцев;
канд. техн. наук В. А. Засыпкин; профессор, докт. техн. наук А. И. Хо-
рев; докт. техн. наук В. Н. Моисеев и многие другие.
Празднование юбилея — это не только воспоминание о прошлых
славных делах и событиях, но, в первую очередь подведение итогов и
постановка новых перспективных задач.
Для нового поколения космической техники, например системы
«МАКС», необходимы новые, гораздо более совершенные материалы, с
более высоким комплексом физико-механических свойств. Это новые
алюминиевые, конструкционные сплавы, в том числе свариваемые, с
повышенными характеристиками надежности, стойкости к сублимации
в условиях глубокого вакуума; композиционные материалы с широким
спектром армирующих наполнителей и связующих.
Из алюминиевых сплавов следует выделить новый перспективный
алюминийлитиевый сплав 1460 для конструкций баков с криогенным и
углеводородным топливом. Для обшивки космических аппаратов актуаль-
21
ГЛАВА 1
-«»> *s» >Jfr> *S>
ным является усовершенствование сверхпрочного сплава В96ЦЗ с
прочностью до 620—660 МПа.
Из композиционных материалов особый интерес представляет
высокотемпературный конструкционный углепластик для изготовления
агрегатов при рабочей температуре до 400 °С, высокомодульный углепластик
для отдельных узлов агрегатов планера с рабочей температурой до 180 °С.
Особо следует выделить работы по созданию композиционных
материалов на основе термопластов, учитывая их несомненные
преимущества перед материалами на термореактивных связующих.
В области титановых сплавов перспективны разработки новых
сплавов, в том числе на основе интерметаллидов, с использованием новых
механизмов упрочнения, реализацией высокой вязкости разрушения и
трещиностойкости, а также с применением средств комплексной
защиты от коррозионного, эрозионного и температурного воздействия.
В качестве высокопрочного свариваемого титанового сплава для
изготовления высоконагруженных деталей и конструкций, включая
сварные, необходимо дальнейшее совершенствование сплава ВТ23К и его
модификаций с получением крупногабаритных полуфабрикатов: плит
(20—160)х 1400x6000 мм, поковок массой до 3,5 т, крупных профилей,
штамповок.
Для листовых штампосварных высокопрочных конструкций,
работающих при температуре до 350 °С, следует развивать работы по освоению
титанового р-сплава ВТ35 — высокотехнологичного и высокопрочного.
Для изготовления сотовых паяных конструкций необходим сплав с
низкой степенью нагартовки при холодной прокатке, позволяющий
совмещать процессы пайки и термообработки.
Требуется листовой жаропрочный свариваемый сплав для обшивки
сотовых конструкций, длительно работающей при температуре до 600 °С.
Крупной материаловедческой проблемой для космической техники
являются также разработка новых полимерных материалов
(теплозащитные керамические и волокнистые материалы; системы защитных
покрытий, лакокрасочные, герметизирующие и резинотехнические материалы;
клеи и материалы на их основе) и создание экологически чистых
прогрессивных процессов и технологий их изготовления. При создании
новых материалов должна быть предусмотрена возможность ремонта, в
том числе в процессе эксплуатации и в глубоком вакууме.
И еще одну проблему следует выделить — это разработка новых
методов неразрушающего контроля материалов и покрытий, в том числе
термографических методов и методов на основе токов высокой частоты
22
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
с широким использованием встроенных средств диагностики и бортовых
автоматизированных систем контроля за состоянием конструкций, а
также испытание на совместимость материалов в различных средах.
Это лишь некоторые проблемы в области материаловедения,
решение которых, несомненно, будет способствовать дальнейшему
техническому прогрессу в таких приоритетных областях промышленности,
какими являются авиация и космос.
Для реализации этих сложнейших материаловедческих задач,
которые нашли свое отражение в Федеральных программах «Национальная
технологическая база России» и «Развитие гражданской авиационной
техники до 2015 года», потребуются полная мобилизация всего
творческого потенциала коллектива института, высокая организация работ в
новых условиях рыночной экономики. Сегодня с удовлетворением
можно отметить, что благодаря усилиям нового руководства ВИАМ
(Генеральный директор Е. Н. Каблов) институт работает стабильно,
устойчиво, успешно решая многие задачи, в том числе финансовые и
экономические. Отсутствие долгов, задолженностей по зарплате определяет
здоровый творческий климат в институте и создает все необходимые
предпосылки для плодотворной научно-производственной деятельности.
Поэтому высоким патриотическим долгом коллектива ВИАМ является
дальнейшее совершенствование своей работы, умножение творческого
научно-технического потенциала, развитие современных форм работы с
институтами, конструкторскими бюро и промышленными
предприятиями для достижения постоянного роста технического прогресса в
авиакосмической промышленности.
г „ г , УДК 629.7:620.22
Е.Н. Каблов
АВИАЦИОННОЕ МАТЕРИАЛОВЕДЕНИЕ В XXI ВЕКЕ.
ПЕРСПЕКТИВЫ И ЗАДАЧИ
Роль и значение ВИАМ как общепризнанного в мире и у нас в стране
научного центра материаловедения, вклад его научного коллектива в
фундаментальные знания о природе материалов, закономерностях их
поведения в жестких условиях эксплуатации авиационной техники и
воздействий внешней среды, сути происходящих в материалах физико-
химических явлений и структурных превращений, в создание более 2000
23
ГЛАВА 1
«g»^> ЗВ» 1!&* $£*&' *&
марок новых авиационных материалов, пионерских методов
исследований — всесторонне отражены в настоящем юбилейном издании,
посвященном 70-летию института.
Для более глубокого раскрытия роли ВИАМ как научного центра
уместно напомнить, что за эти годы в институте были созданы научные
школы, получившие признание мировой научной общественности,
которые и явились основой, позволившей создать разнообразные
материалы и технологии, используемые не только для авиационной техники,
но и для других отраслей машиностроения и народного хозяйства
нашей страны.
Назовем важнейшие из этих школ и их создателей:
— физики металлов — академик АН СССР и РАН СТ. Кишкин;
— прочности и конструктивной работоспособности авиационных
материалов — академик АН СССР и РАН СТ. Кишкин, докт. техн.
наук Н. М. Скляров;
— коррозии и защиты — член-корреспондент АН СССР В. Г.
Акимов, докт. техн. наук В. П. Батраков;
— высокопрочных и специальных алюминиевых сплавов — академик
АН СССР и РАН И.Н. Фридляндер;
— литейных жаропрочных сплавов — академик АН СССР и РАН
СТ. Кишкин;
— высокоградиентного и монокристаллического литья —
член-корреспондент РАН Р. Е. Шалин, член-корреспондент РАН Е. Н. Каблов;
— титановых сплавов — докт. техн. наук С. Г. Глазунов;
— деформируемых жаропрочных сплавов — докт. техн. наук Ф. Ф.
Химушин, докт. техн. наук Б. С Ломберг;
— полимерных и металлических композиционных материалов —
член-корреспондент АН СССР А. Т. Туманов, член-корреспондент РАН
Р. Е. Шалин, докт. техн. наук К. И. Портной, докт. техн. наук Б. В. Пе-
ров, докт. техн. наук Г. М. Гуняев;
— органического остекления — докт. техн. наук Б. В. Перов, докт.
техн. наук М. М. Гудимов.
Именно на основе получаемых фундаментальных знаний создавался
и продолжает создаваться научно-технический задел, в котором главными
направлениями определены работы в области исследования
физико-химического взаимодействия компонентов в металлических и
неметаллических материалах; поиска новых принципов и систем легирования
высокотемпературных композиций, в том числе способов управления
структурным и фазовым состоянием различных систем; совершенствования и
24
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
разработки новых технологий, в частности литья жаропрочных сплавов;
создания высокотемпературных металлических и термостойких
неметаллических, керамических композиционных материалов; разработки новых
жаропрочных сплавов, конструкционных сталей, алюминиевых, титановых
и других сплавов с повышенными эксплуатационными свойствами.
Материаловедение — одна из наукоемких сфер народного хозяйства,
успешно конкурирующая на мировом рынке в настоящее время, и
бесспорно останется таковой в будущем. Вместе с тем необходимость
создания научного задела и в то же время временная отдаленность материала
от конечной продукции, а следовательно, большой срок коммерческой
отдачи материаловедческих разработок предопределяют необходимость
государственной поддержки и, в первую очередь, финансовой. Именно
поэтому в Президентской программе «Развитие гражданской авиационной
техники России до 2000 года»* и в предлагаемой на утверждение
Правительства России такой же программе на период 2001—2015 гг. задачи по
разработке новых материалов выделяются отдельным разделом.
Условия эксплуатации авиационной и космической техники
обусловливают крайне жесткие требования к материалам, которые должны
обеспечить прочность конструкции при минимальных удельной массе,
габаритах и расходе топлива, надежность и длительный ресурс при
воздействии переменных и значительных силовых нагрузок, чередования
повышенных и пониженных (до — 253 °С) температур, коррозионно-ак-
тивных сред, корпускулярных, электромагнитных, рентгеновских
излучений и др. Поэтому при разработке новых материалов делается упор на
такие параметры свойств, объединенные понятием «качество
авиационных материалов», как: весовая эффективность (отношение прочности к
удельной массе); надежность и ресурс, характеризующиеся, в первую
очередь, показателями выносливости, сопротивлением малоцикловой
усталости (МЦУ), статической (К1с, Кс и др.) и циклической трещино-
стойкостью (а , Klscc и др.); контролепригодность, технологичность и
ремонтоспособность.
От качества материалов, применяемых в летательных аппаратах (ЛА),
в существенной мере зависит конкурентоспособность техники. Для
военной техники — это обеспечение требуемых тактико-технических
характеристик (ТТХ) и других параметров: дальность, полезная нагрузка,
скорость, маневренность, точность, всепогодность, обеспеченность
производства отечественным сырьем, для гражданской — надежность, по-
* Далее в тексте сокращенно: Программа.
25
ГЛАВА 1
жаробезопасность, комфортность, экологичность и др., при
минимизации стоимости затрат на разработку, освоение и эксплуатацию.
Очевидно, что подавляющая часть материалов, разработанных по столь
высоким меркам, может быть использована и успешно применяется в
других отраслях машиностроения и народного хозяйства: судостроении,
атомной промышленности, транспортном, химическом, энергетическом
машиностроении, медицине и др.
За многие годы научно-производственной деятельности по созданию
и внедрению материалов и передовых технолог™ сложилась отработанная
схема научно-технической кооперации, обусловленная как
необходимостью развития фундаментальных исследований, так и практическими
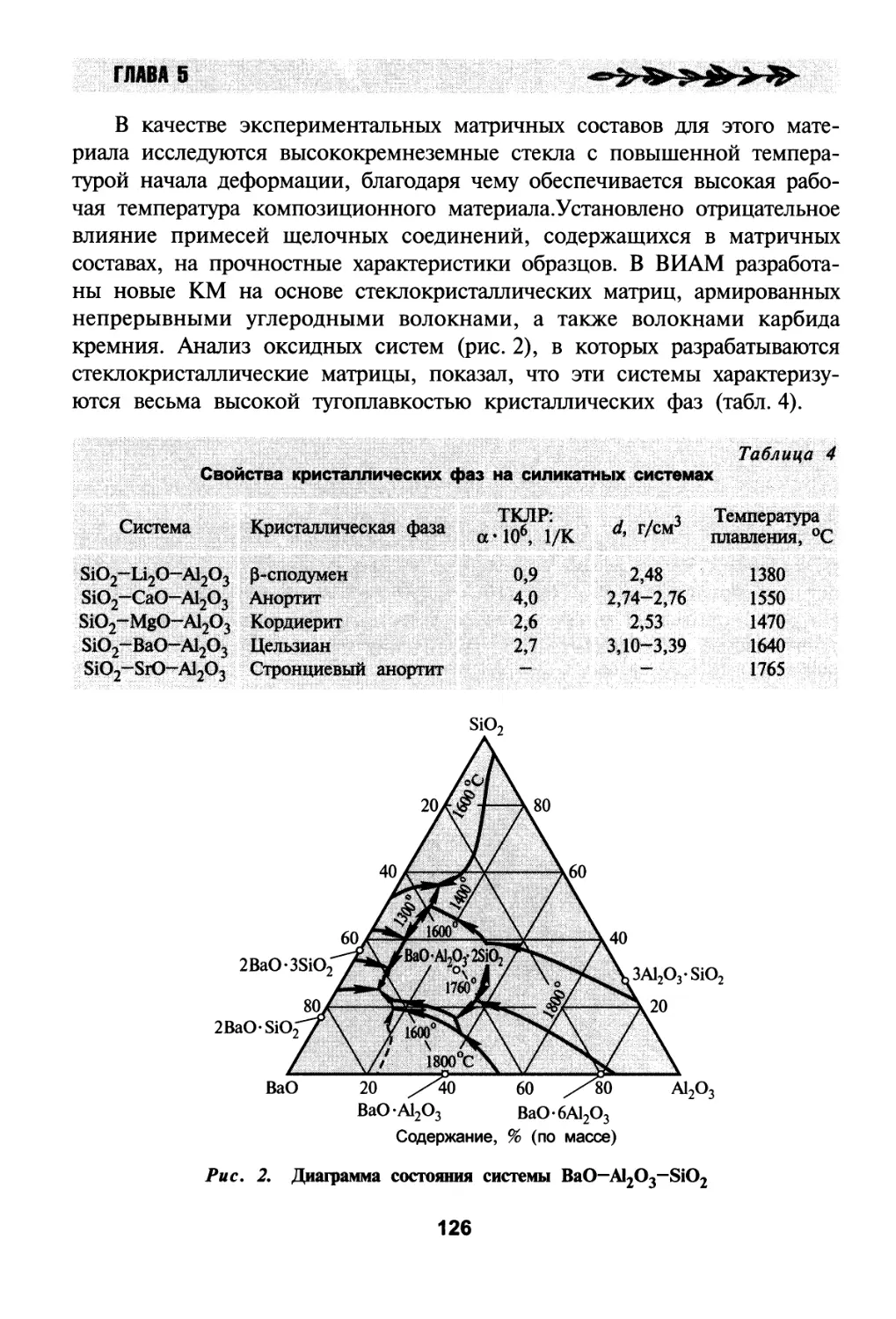
требованиями создания объектов техники, в том числе авиационной (рис. 1).
В области авиационного материаловедения важнейшими
участниками этой кооперации являются головные институты авиационной
промышленности — ЦАГИ, ЦИАМ. Совместно с заводами и КБ отрасли,
институтами РАН и отраслевыми материаловедческими центрами
других отраслей промышленности на основе анализа тенденций развития и
требований авиационной техники определены основные направления
работ при создании авиационных материалов.
Намечаемые на 2001—2015 гг. НИР и НИОКР ориентированы на
интенсивное повышение весовой эффективности, обеспечение
максимальной эксплуатационной надежности и ресурса, снижение затрат на
эксплуатацию авиационной техники.
Применение перспективных конструкционных материалов в изделиях
авиационной отрасли (планер самолетов и вертолетов) должно обеспечить:
— повышение коммерческого срока эксплуатации с 20 до 25—30 тыс.
часов;
— повышение ресурса с 15—20 до 40 тыс. часов;
— повышение межремонтного срока с 6—8 до 10—12 лет;
— снижение массы конструкций на 20—25%.
МАТЕРИАЛЫ ДЛЯ ПЛАНЕРА САМОЛЕТОВ И ВЕРТОЛЕТОВ
Материальный облик ЛА определяют более 120 конструкционных и
функциональных материалов, разработанных в рамках выполнения
Программы и внедренных в самолетах Ил-96М, Ту-204, Ил-114, Бе-200,
последних модификациях Ту-154М, Ил-86 и др.
Благодаря применению новых алюминиевых сплавов, полимерных
композиционных материалов, титановых сплавов, конструкционных ста-
26
Определение
перспективных
направлений
(Секции РАН)
н
Совет
по материалам
t
Институты РАН
! (ИМЕТ, ИНЭОС, ИСПМ,
ИХФ, ИФХ и др,)
Отраслевые
институты
(Гиредмет, НИИГрафит,
Химволокно,
НПО «Стеклопластик»
и др.)
Поисковые исследования
i i
Создание опережающего
научно-технического задела
по разработке материалов
и технологий
}
J
Разработка
материалов
}
jr
Поставка опытных
партий т
зтериалов
^~
—~—i^
♦
'ШШ
Авиационные
заводы и КБ.
Ремонтные заводы
Разработка и согласование
требований к авиационным
материалам (ЦАГИ, ЦИАМ)
♦
Аналитический Центр
ВИАМ
♦
Металлургические
и химические заводы
(КУМЗ, ВСМПО,
«Электросталь», СМК,
ЧПЗ, «Пласгполимер»,
АО «Синтез» и др.)
^~
w
Предприятия других отраслей
(в том числе Гавром, РАО ЕС,
предприятия г Москвы)
Самолетные КБ
Двигательные КБ
Предприятия
других отраслей
(в том числе
зарубежные)
t
3
1
•с
X
то
I
1
X
>s
li
О |
Рис. 1. Научно-техническая кооперация по созданию и внедрению материалов
ГЛАВА 1
«C»>j»»>j^> Jgfr
лей, комплекса неметаллических материалов — лакокрасочных покрытий,
клеев, герметиков — обеспечено повышение срока эксплуатации
изделий (в 1,5—2 раза), ресурса в (1,5—2 раза), пожаробезопасности
интерьера, межремонтного срока при эксплуатации.
Основным конструкционным материалом для планера остаются
алюминиевые сплавы. В 2000—2015 гг. их доля в структуре применения
сохраняется на уровне 50%.
Задача повышения надежности, улучшения характеристик трещино-
стойкости, повышения усталостных свойств сплавов для фюзеляжа,
крыла и силового набора решалась путем значительного повышения
чистоты сплавов (уменьшение содержания примесей кремния и железа,
количества избыточных фаз), разработки новых режимов термообработки,
улучшения качества полуфабрикатов. Сплав 1163-АТ системы А1—Си—Mg
не уступает по свойствам американскому сплаву 2524.
Высокопрочный сплав системы 1933 в виде ковочных и
прессованных полуфабрикатов, обладающий уникальным сочетанием прочности
(ав= 450—500 МПа) и вязкости разрушения, превосходит по этим
показателям сплавы США (7175 и 7050). Сплав в виде крупногабаритных
деталей (шпангоутов, фитингов, балок) применен в изделиях КБ О. К.
Антонова, А. С. Яковлева и др. Планируется использовать сложные по
форме фитинги длиной до 6 м на аэробусах А320, АЗХХ.
Самарским металлургическим заводом совместно с ВИАМ
разработана уникальная технология получения крупногабаритных прессованно-
штампованных полуфабрикатов из сплава 1933, обеспечивающая наряду
с высоким уровнем эксплуатационных свойств пониженный уровень
остаточных напряжений в полуфабрикате, что существенно уменьшает
поводки и коробление деталей при последующей механической обработке.
Проведенные в последние годы исследования по оптимизации
высоколегированной композиции системы А1—Zn—Mg—Си с малой
добавкой Zr (1965 — сплав В96ЦЗ) позволили обеспечить в новых
состояниях Т12, Т2 на 10—20% более высокую прочность (по сравнению со
сплавом В95п.ч., В95о.ч.). Сплав имеет благоприятное сочетание
сверхвысокой прочности и повышенной коррозионной стойкости при
хорошем уровне вязкости разрушения и технологической пластичности.
Сплав В96ЦЗ (в виде длинномерных катаных и прессованных
полуфабрикатов) предназначен для элементов, работающих преимущественно на
сжатие в полете (верхние обшивки крыла и др.).
Перспективный путь повышения весовой эффективности —
совершенствование слоистых металлокомпозитов типа АЛОР и СИАЛ. По
28
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
сравнению с алюминиевыми сплавами СИАЛ обладает более высокой
статической прочностью (в 1,5—2 раза), чрезвычайно низкой скоростью
роста усталостной трещины (в 10—20 раз), пониженной на 10—17%
плотностью и большим сопротивлением усталости (в 1,5—2 раза).
Еще один способ повышения весовой эффективности — уменьшение
плотности, который реализуется путем создания рецептур алюминиевых
сплавов, легированных литием. Создана серия сплавов средней (1420,
1424, 1441) и высокой прочности (типа 1460). Высокопрочный
свариваемый сплав типа 1460 предназначен для эксплуатации в широком
интервале температур — от +175 до -253 °С; его применение в
космических конструкциях взамен сплавов типа АМгб возможно вследствие
существенного повышения прочностных свойств сварных соединений
(до 0,94 вместо 0,65 от прочности основного металла) при температурах
-253 °С, что позволяет снизить массу конструкции (на -35%).
Дальнейшие работы в области совершенствования и внедрения
особо прочных алюминиевых сплавов типа В96ЦЗ направлены на
исследования по оптимизации составов сплавов, взаимосвязи режимов
старения, параметров структуры и сопротивления полуфабрикатов
разупрочнению при повышенных температурах, воздействия температур
эксплуатации на характеристики усталости, вязкости разрушения,
коррозионной стойкости.
Для высокопрочных ковочных сплавов (1933-Т2) необходимы
расширение номенклатуры полуфабрикатов, оптимизация технологии и
режимов термообработки.
Стоят задачи по освоению производства крупногабаритных листов
класса СИАЛ, отработке технологии изготовления деталей из них,
испытаний конструкционных элементов.
Предстоит разработать нормативно-техническую документацию на
поставку полуфабрикатов и инструкции по их применению.
В области жаропрочных алюминиевых сплавов предстоят работы по
уточнению рецептур: например, сплава 1143 системы А1—Си—Mg—Fe—Ni,
в частности содержания Fe, Ni и влияния примесей на длительную
прочность на базе не менее 1000 ч при температурах испытания 150 и
175 °С; оптимизации интервала легирования, режимов термической
обработки, исследованию коррозионной стойкости сплава Д25 (системы
А1—Си—Мп) для обеспечения длительной прочности о\Щ = 270 МПа;
изучению влияния состава сплава 1215 (А1—Си—Mg—Ge) на кинетику
процесса разупрочнения при температурах 150—200 °С с выдержкой до
30000—60000 ч; исследованию режимов искусственного старения для про-
29
ЯШИ
мышленных партий полуфабрикатов сплава 1151 (А1—Cu-Mg)
повышенной жаропрочности, свариваемости (cj^oo = 200 МПа; KJ= 88,5 MIlaV\i;
ав.св = ^90 МПа), который может заменить сплавы Д16, Д19, АК4-1ч.,
АК6, АК8 и 1201 для изготовления обшивки самолета, и особенно
греющихся элементов планера (противообледенители, мотогондолы, передняя
кромка крыла и т.п.) с целью повышения надежности и ресурса
сверхзвуковых самолетов на 10—15%.
Для коррозионностойких высокотехнологичных сплавов систем
А1—Mg—Si и Al—Zn—Mg—Си, используемых для обшивки фюзеляжа
гидросамолетов и палубной авиации (АД37), а также в виде штамповок и
прессованных полуфабрикатов (В91-ТЗ) для самолетов морской авиации,
необходимо уточнить режимы термообработки, изготовить
промышленные партии полуфабрикатов из них, провести паспортизацию,
сертификацию, выпустить техдокументацию. Применение сплавов АД37 и В91
позволит увеличить календарный срок службы изделий и их узлов,
сократить в 2—3 раза количество ремонтов при эксплуатации морской
авиации и снизить трудоемкость изготовления деталей на 10—20%.
ВЫСОКОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
В области конструкционных, в том числе литейных, титановых
сплавов задача повышения ресурса и надежности будет решаться созданием
нового поколения комплексно-легированных сплавов с повышенными
характеристиками предела выносливости (на 30%) и трещиностойкости
(КСТ — на 200%) при снижении стоимости сплава (на 20—30%) за счет
полного перехода на отечественное сырье и недефицитные легирующие
компоненты (снижение содержания молибдена и ванадия).
Перспективные сплавы типа ВТ23, ВТ22 за счет комплексного
легирования (а+р)-твердых растворов могут упрочняться на различные
уровни прочности — от 1100 до 1400 МПа.
В настоящее время сплавы ВТ23, ВТ22 широко применяются для
силовых деталей и сварных узлов (ВТ22 — для сварных узлов шасси
гражданских самолетов КБ С. В. Ильюшина и О. К. Антонова)
авиакосмической техники; изготовляются серийно все виды полуфабрикатов:
плиты (11—160 мм), прессованные трубы, прутки, поковки, штамповки,
а из сплава ВТ23 — и фольга (0,08—0,1 мм), лента (0,15—1 мм), листы
(0,8-10,5 мм).
Сочетание широкого ассортимента полуфабрикатов и высокой
технологичности позволяет изготовлять практически все силовые элемен-
30
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
ты конструкций ЛА из сплавов ВТ23 и ВТ22 с обеспечением
снижения массы конструкций (на 20—30%), стоимости и трудоемкости
изготовления.
Создание нового класса конструкционных сплавов с
регламентированным типом упрочнения для высоконагруженных деталей при
использовании прогрессивных технологических процессов сверхбыстрого
охлаждения из жидкой фазы, гранулирования, газостатирования и
изотермического прессования должно обеспечить повышение прочностных и
ресурсных характеристик на 15—25%.
КОНСТРУКЦИОННЫЕ СТАЛИ
Стали стабильно применяются в современном самолетостроении, и
объем их применения находится на уровне 5—10%. В некоторых
самолетах, например сверхзвуковых истребителях, стали являются
профилирующим материалом. Основное назначение сталей — использование их
в конструкциях, от которых требуются высокие жесткость, удельная
прочность, усталостная долговечность, теплопрочность, коррозионная
стойкость и ряд других параметров. Кроме того, как при производстве
полуфабрикатов, так и при изготовлении сложных, в том числе
сварных, конструкций, для которых сварка должна являться финишной
операцией, применение сталей особенно целесообразно из-за их хорошей
технологичности.
Благодаря новым разработкам удалось повысить минимальный уровень
прочности стали до 1950 МПа при сохранении значений величины КХс. В
последнее время созданы новые экономнолегированные высокопрочные
конструкционные свариваемые стали ВКС-8 (ав= 1800—2000 МПа) и
ВКС-9 (ав= 1950—2150 МПа), которые по значениям трещиностойкости
не уступают стали 30ХГСН2А, а в ряде случаев и превосходят ее.
Дальнейшие работы в этой области материаловедения связаны с
проведением исследований по выбору оптимального легирования,
повышению чистоты по примесям и однородности структуры, оптимизации
фазового состава, разработке режимов упрочняющей термической обработки.
В области среднелегированных свариваемых сталей для шасси и
силовых деталей планера должны быть достигнуты высокие характеристики
прочности, вязкости и надежности: ов « 2100—2300 МПа, а0 2 = 1600 МПа,
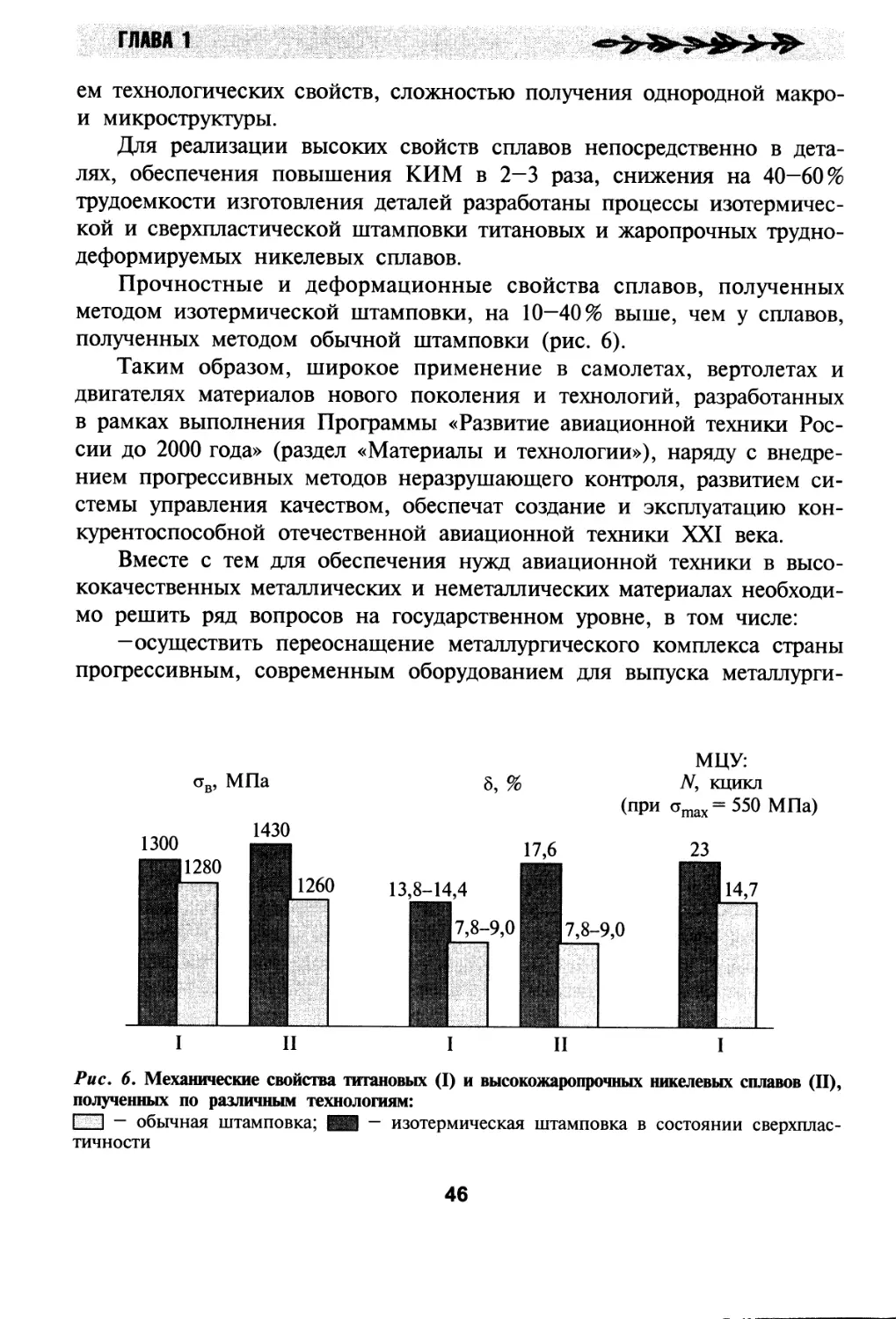
К[с> 62 МПаЛ, МЦУ (при атах = 500 МПа): N= 300 кцикл - к 2010 г.
Для шасси и силовых деталей планера гидросамолетов с целью
обеспечения снижения массы узлов, высоких коррозионной стойкос-
31
ГЛАВА 1
■<p>g»>j»> Jg>
ти и сопротивления повторным нагрузкам будут разработаны корро-
зионностойкие высокопрочные свариваемые стали с прочностью ов =
= 1700-1900 МПа, KCV > 0,7 МДж/м2, у > 40% (для сравнения:
наиболее прочная сталь этого класса ВКС-43 имеет ав ~ 1600 МПа,
зарубежная АМ-355 - ав - 1550 МПа).
Для получения принципиально новых паяных сотовых конструкций
должны быть разработаны свариваемые стали с прочностью ав > 1350 МПа;
это позволит обеспечить ремонтопригодность теплообменных аппаратов
с помощью сварки.
Необходимо особо отметить одну из областей применения
высокопрочных коррозионностойких сталей — криогенная техника.
Разработка и создание перспективных криопланов (самолетов с
двигателем на водородном топливе) делают необходимым проведение
исследований по получению безуглеродистых коррозионностойких сталей,
работоспособных в среде жидкого и газообразного водорода.
Важным направлением исследований является совершенствование
износостойких сталей. В частности, для увеличения (в 1,5—2 раза)
ресурса шестерен агрегатов управления будут разработаны износостойкие,
не подвергаемые поверхностному упрочнению стали с высокой
твердостью (>60 HRQ, вязкостью KCU > 0,4 МДж/м2, прочностью ав изг =
= 2500-3000 МПа, теплопрочностью до 500 °С.
ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ (ПКМ)
Благодаря существенным преимуществам по удельной прочности и
жесткости, исключительному сочетанию конструкционных, теплофизи-
ческих, специальных свойств ПМК все в большем объеме
применяются в конструкциях ЛА. Если в конструкции планера и в интерьере
самолета Ту-204 объем применения ПКМ составил 14% от массы, то в
перспективных пассажирских аэробусах (типа АЗХХ) он достигнет 25%.
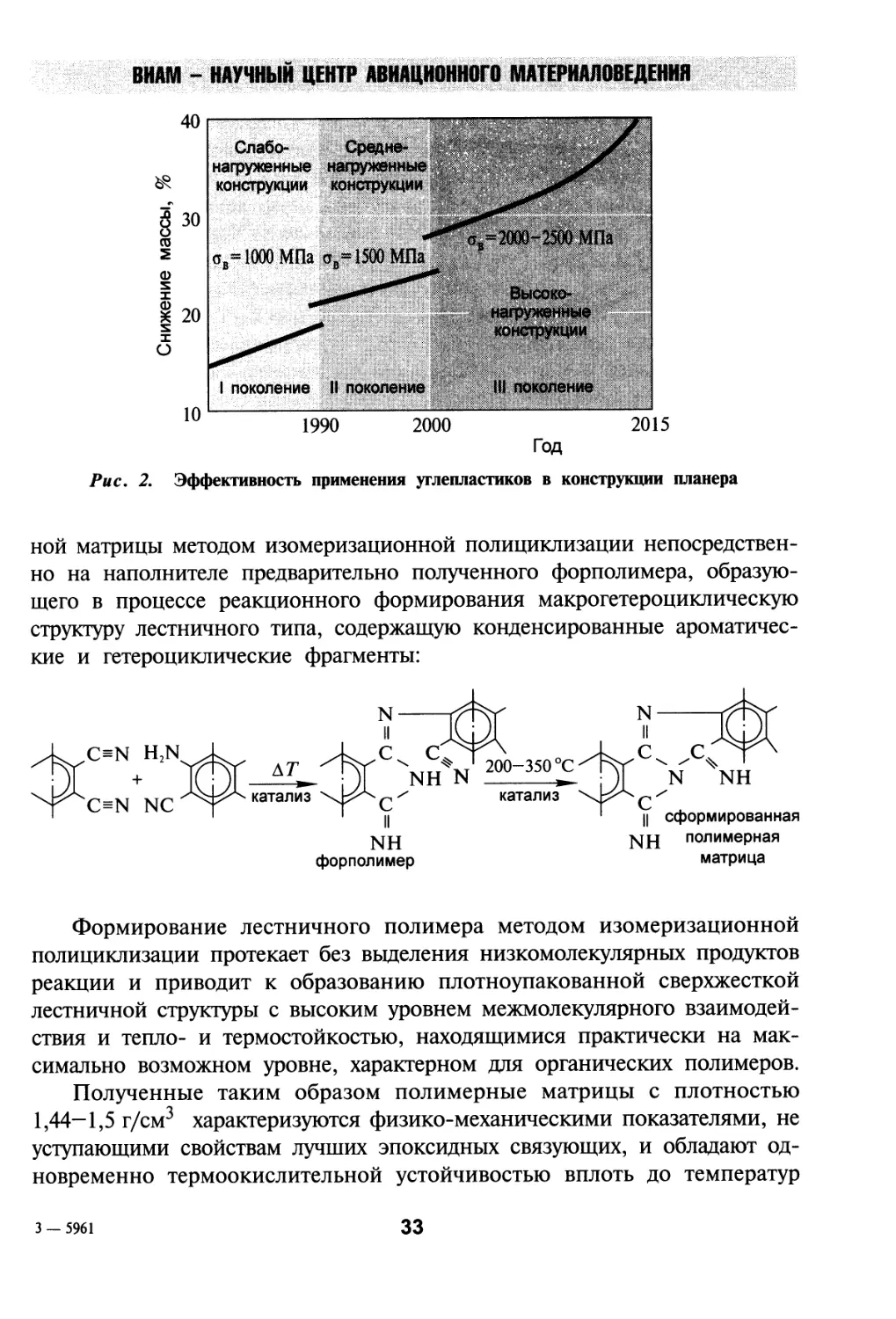
Применение ПКМ на основе углеволокна — одно из эффективных
средств снижения массы конструкции. Совершенствование прочностных,
деформационных, теплофизических характеристик углепластиков и
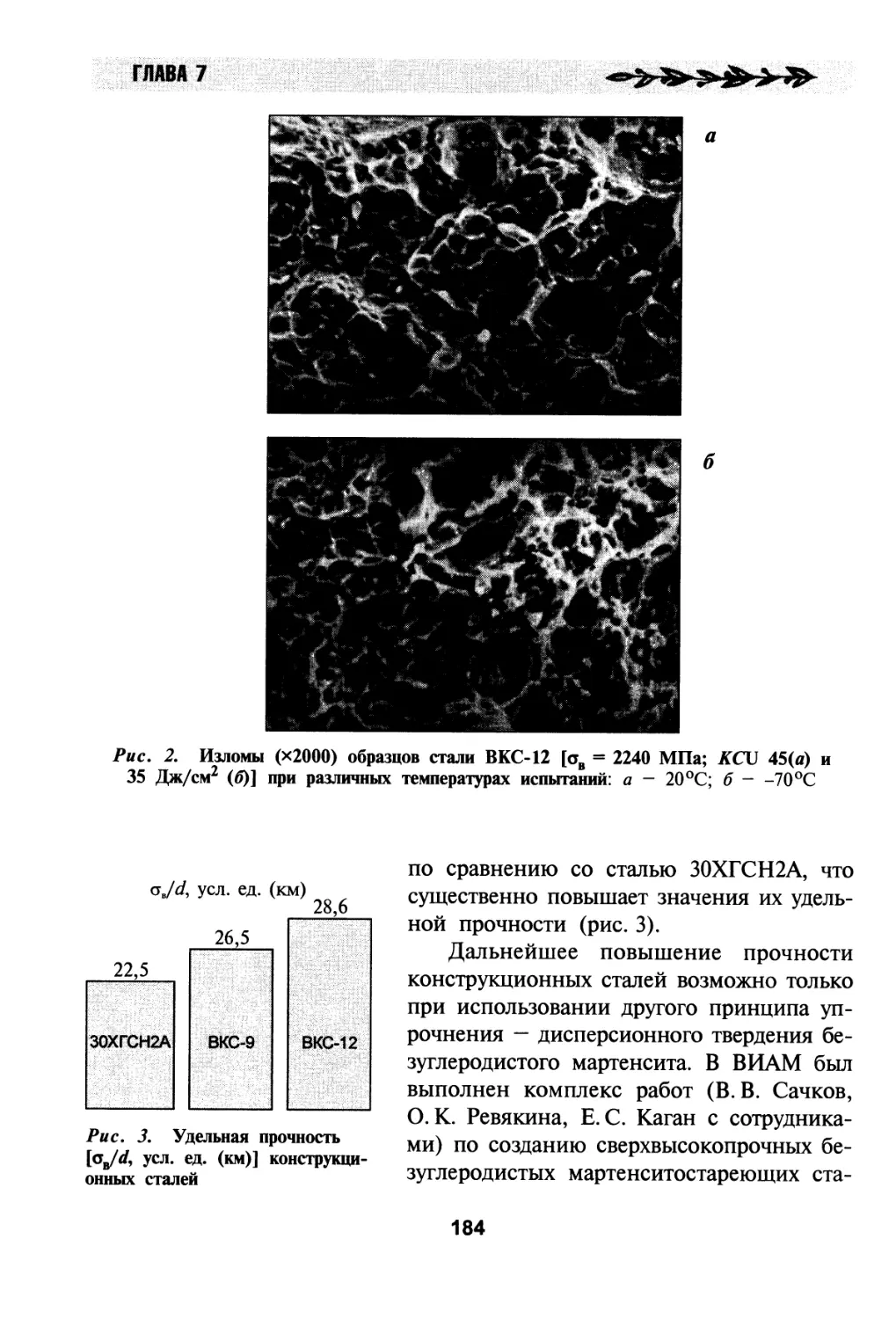
повышение их теплостойкости (рис. 2, 3) даст возможность использовать
их не только в слабо- и средненагруженных конструкциях
пассажирских самолетов (интерьер, средства механизации крыльев, зализы и т.п.),
но и в перспективе, по аналогии с военными самолетами, в высоконаг-
руженных деталях типа крыльев, вертикальных рулей и др.
С целью создания теплостойких ПКМ, способных работать при
температурах 300—400 °С, разработаны научные основы получения полимер-
32
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
40
*£
30
го
5
Ш 20
X
О
10
Слабо* Средне-
нагруженные наг^шнные
конструкции конструкции
с« 1000 МПа з» 1500 МШ ШРЖЖ
I поколение II поколение
ЩФШ&$:
}0А^%щ^^т^щ^^
1990
2000
2015
Год
Рис. 2. Эффективность применения углепластиков в конструкции планера
ной матрицы методом изомеризационной полициклизации
непосредственно на наполнителе предварительно полученного форполимера,
образующего в процессе реакционного формирования макрогетероциклическую
структуру лестничного типа, содержащую конденсированные
ароматические и гетероциклические фрагменты:
NH
форполимер
II сформированная
NH полимерная
матрица
Формирование лестничного полимера методом изомеризационной
полициклизации протекает без вьщеления низкомолекулярных продуктов
реакции и приводит к образованию плотноупакованной сверхжесткой
лестничной структуры с высоким уровнем межмолекулярного
взаимодействия и тепло- и термостойкостью, находящимися практически на
максимально возможном уровне, характерном для органических полимеров.
Полученные таким образом полимерные матрицы с плотностью
1,44-1,5 г/см3 характеризуются физико-механическими показателями, не
уступающими свойствам лучших эпоксидных связующих, и обладают
одновременно термоокислительной устойчивостью вплоть до температур
3 - 5961
33
ГЛАВА
i
500—520 °С и температурой
стеклования Тс > 400 °С.
На основе
разработанного связующего
изготовлены опытные образцы
угле-, стекло- и органо-
пластиков. Полученный на
первой стадии синтеза
форполимер подвергается
измельчению в порошок и
напыляется на
наполнитель в электростатическом
поле, что позволяет
реализовать экологически чис-
препреги практически
неограниченной жизнеспособности. Благодаря отверждению связующего по
механизму многостадийной ступенчатой изомеризационной
полициклизации без выделения летучих продуктов возможно использование
упрощенного технологического процесса формования, включающего в себя
формообразование при 200 °С в оснастке с последующей
термообработкой при 200—350 °С в свободном состоянии.
Изготовленные по указанной технологии опытные образцы ПКМ
обладают следующими прочностными характеристиками:
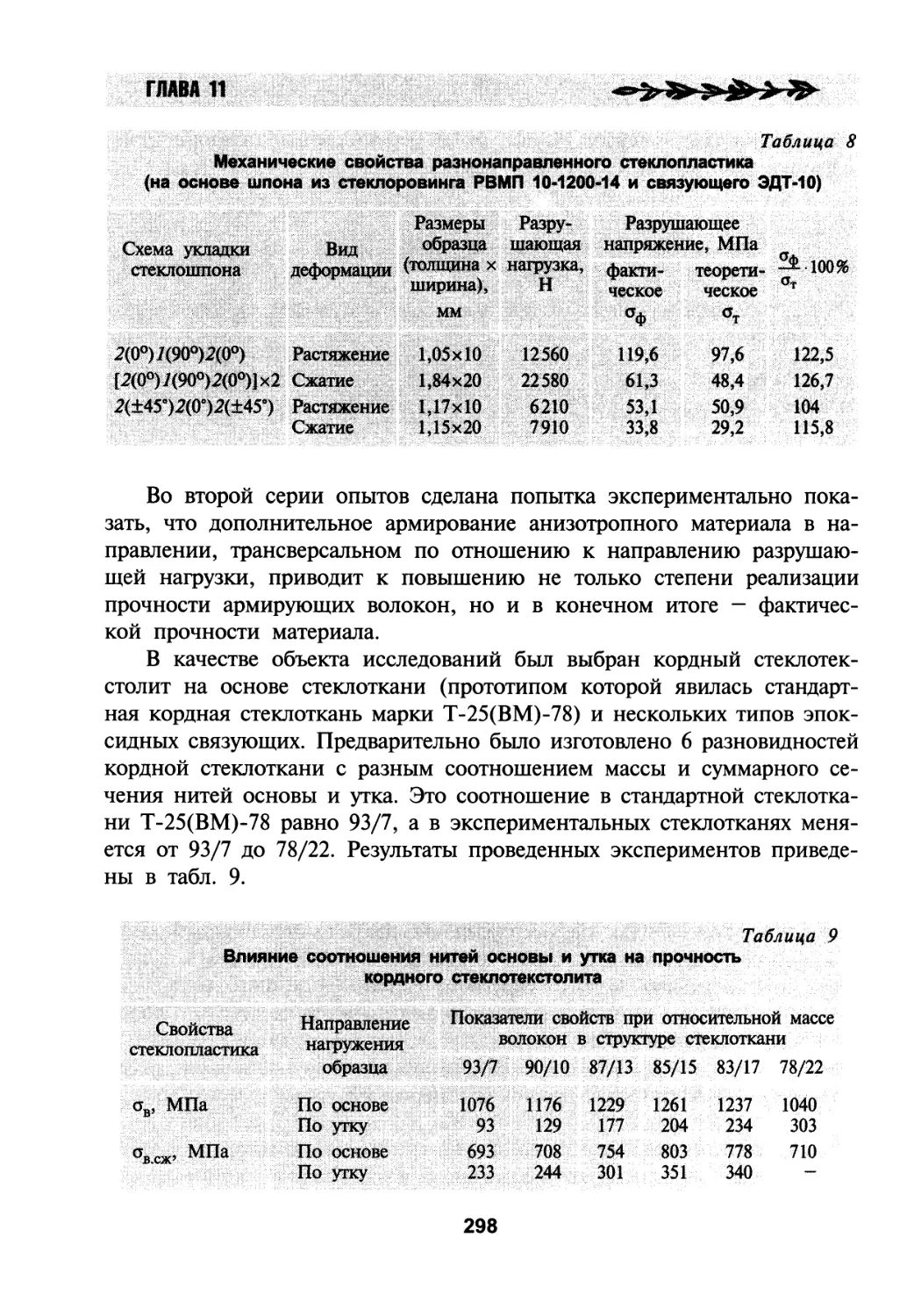
углепластик - с*™° до 1320 МПа;тс^° до 40 МПа;
стеклопластик - а^° - 670 МПа; o*££ - 280 МПа.
Объем применения в конструкциях вертолетов ПКМ (стекло-, орга-
но-, углепластики) и гибридных материалов существенно выше, чем в
самолетных конструкциях, и достигает в изделиях последних модификаций
до 60% от массы. Их применение в конструкциях несущих винтов,
лонжеронов, обшивки и нервюр хвостовых секций, обшивок сотовых
панелей руля, киля, стабилизатора, топливных баков, антенных обтекателей
обеспечивает снижение массы на 30%, увеличение ресурса в 2—4 раза,
существенное повышение боевой живучести.
Особенно эффективно применение ПКМ для изготовления лопастей
вентиляторов для двигателей самолетов Ан-70, Ил-114, Ан-140, Ан-38.
Благодаря снижению массы лопастей (по сравнению с
алюминиевым сплавом на 66%) обеспечиваются: высокая тяга на старте, сокра-
Е, ГПа
'экспл
(длительно)
2,0
ТКЛР
Асс-Ю6, К"1
1400
„.еж» МПа
Рис. 3. Совершенствование характеристик
углепластика КМУ-7ум
тую безрастворную технологию и получить
34
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
щение разбега при взлете и посадке, снижение в 2—3 раза шума и
вибрации, расхода топлива на 25% и повышение КПД до 0,85—0,88.
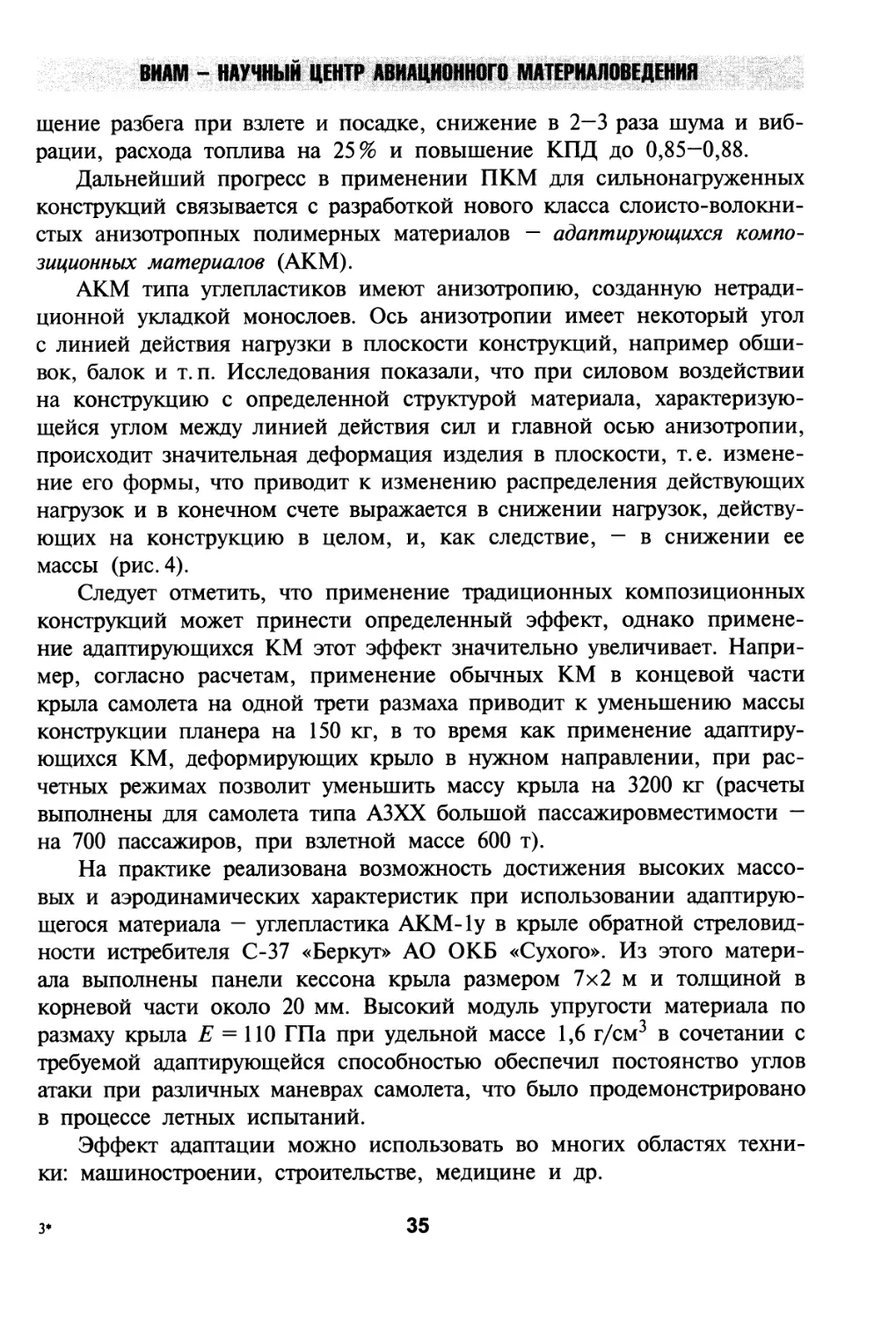
Дальнейший прогресс в применении ПКМ для сильнонагруженных
конструкций связывается с разработкой нового класса
слоисто-волокнистых анизотропных полимерных материалов — адаптирующихся
композиционных материалов (АКМ).
АКМ типа углепластиков имеют анизотропию, созданную
нетрадиционной укладкой монослоев. Ось анизотропии имеет некоторый угол
с линией действия нагрузки в плоскости конструкций, например
обшивок, балок и т.п. Исследования показали, что при силовом воздействии
на конструкцию с определенной структурой материала,
характеризующейся углом между линией действия сил и главной осью анизотропии,
происходит значительная деформация изделия в плоскости, т. е.
изменение его формы, что приводит к изменению распределения действующих
нагрузок и в конечном счете выражается в снижении нагрузок,
действующих на конструкцию в целом, и, как следствие, — в снижении ее
массы (рис.4).
Следует отметить, что применение традиционных композиционных
конструкций может принести определенный эффект, однако
применение адаптирующихся КМ этот эффект значительно увеличивает.
Например, согласно расчетам, применение обычных КМ в концевой части
крыла самолета на одной трети размаха приводит к уменьшению массы
конструкции планера на 150 кг, в то время как применение
адаптирующихся КМ, деформирующих крыло в нужном направлении, при
расчетных режимах позволит уменьшить массу крыла на 3200 кг (расчеты
выполнены для самолета типа АЗХХ большой пассажировместимости —
на 700 пассажиров, при взлетной массе 600 т).
На практике реализована возможность достижения высоких
массовых и аэродинамических характеристик при использовании
адаптирующегося материала — углепластика АКМ-1у в крыле обратной
стреловидности истребителя С-37 «Беркут» АО ОКБ «Сухого». Из этого
материала выполнены панели кессона крыла размером 7x2 м и толщиной в
корневой части около 20 мм. Высокий модуль упругости материала по
размаху крыла Е = ПО ГПа при удельной массе 1,6 г/см3 в сочетании с
требуемой адаптирующейся способностью обеспечил постоянство углов
атаки при различных маневрах самолета, что было продемонстрировано
в процессе летных испытаний.
Эффект адаптации можно использовать во многих областях
техники: машиностроении, строительстве, медицине и др.
з*
35
Рис, 4. Применение композитов с регулируемой анизотропией для адаптирующихся и
саморазгружающихся конструкций:
а — схема крыла с композитной вставкой (законцовка,); б — распределение изгибающих
моментов (М^зт) вдоль крыла (L, I — длина крыла и законцовки соответственно)
Дальнейшее развитие получит направление использования клеев при
изготовлении авиационных конструкций (в том числе сотовых), что
обеспечит повышение уровня прочности (на 25%), ресурса и
надежности (в 2—3 раза), снижение энергозатрат (в 1,5 раза) за счет снижения
температуры отверждения клеев до 100 °С. Предполагаемый рост
прочностных свойств клеевых конструкций представлен на рис. 5.
Все большее применение найдут конструкции из стекло-,
углепластиков и их сочетаний, изготовленные по препреговой технологии из
клеевых препрегов. Она дает возможность за одну технологическую
операцию получить детали одинарной и сложной кривизны. Свойства
материалов программируются в зависимости от характеристик матрицы, вида
наполнителя, его количества и распределения.
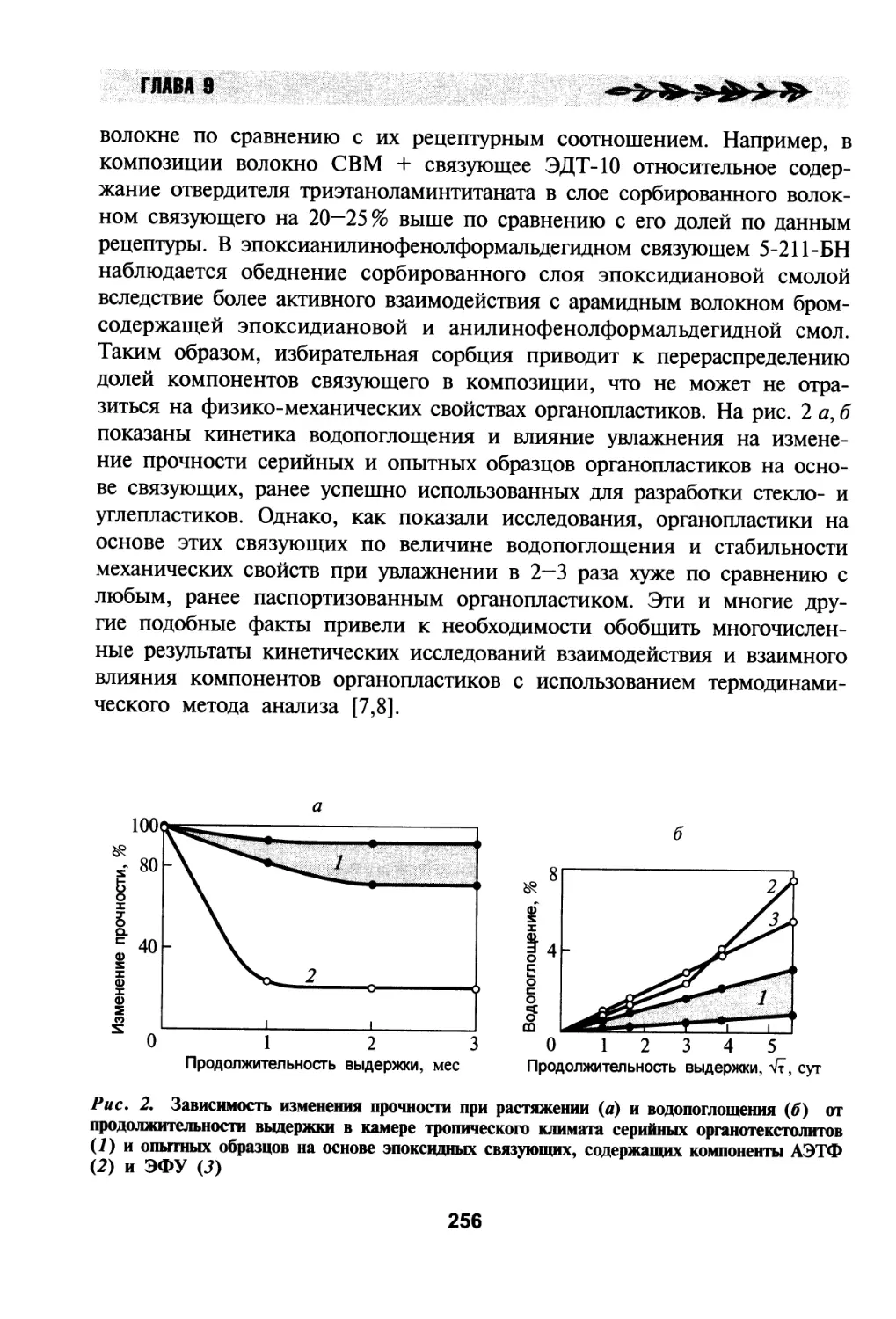
Применение такой технологии сокращает трудоемкость и
энергоемкость изготовления сотовых конструкций в 2—3 раза, при этом
повышается усталостная и длительная прочность изделий (на 20-30%), их
трещиностойкость (до 60%).
36
ВИНИ ~ НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
Высокопрочные клеи ВК-25, ВК-31,
ВК-40, ВК-36, ВК-51, ВК-41 и другие
и клеевые препреги (КМК) широко
применяются в конструкциях
практически всех современных ЛА. Так,
площадь клеевых соединений в самолетах
«Руслан», Ил-96-300 составляет более
3000 м2.
Важнейшей задачей по реализации
на практике концепции создания
безопасно повреждаемых конструкций
планера с увеличением ресурса является
разработка новых высокопрочных
материалов — информкомпозитов, способных
нести нагрузку и осуществлять
передачу информации о повреждениях,
возникающих в материале в процессе эксплуатации. В рамках Программы
должны быть созданы металлополимерные информкомпозиты для стоп-
перов — индикаторов повреждений обшивки самолетов — и разработаны
технологические методы установки стопперов в конструкцию планера.
Прочность таких информкомпозитов должна достигать ав> 1300—1500 МПа.
В последние годы дальнейший прогресс в совершенствовании
свойств полимерных материалов, в частности клеев, композитов,
компаундов и др., связывают с исследованиями в области наноструктури-
рованных материалов и технологий.
Перспективы их использования оказались столь значительными, что
ученые и инженеры многих специальностей увидели в этом феномене
отчетливые признаки новой научно-технической революции.
Администрация США, например, придала указанным исследованиям и
разработкам высший приоритет — для поддержки Национальной Нанотехноло-
гической Инициативы на 2001 год выделено 495 млн. долл. [1].
Особые свойства материи на наномасштабном уровне проявляются
в силу того, что размеры частицы (молекулы, кластера, зерна, домена)
становятся сравнимы с масштабами таких физических величин, как
средний пробег электронов в металлах, размеры доменов в
ферромагнетиках, пробег фононов в кристаллах, эффективные размеры экситонов в
полупроводниках. В основе функционирования наносистем лежат, таким
образом, квантовые проявления материи. На базе этих представлений и
уже наработанного эксперимента прогнозируется создание нанострукту-
тсдв, МПа
I 60 I
М
Высокопрочный
клей
^СДВ'
МПа
ШЙ
Термостойкий
клей
б
Рис. 5. Рост прочностных
характеристик клеевых соединений (напряжение
при сдвиге, МПа) при температуре
испытаний 20 (а) и 400°С (б):
1— - существующий клей (1992 г.);
ШШШ - опытный клей (2000 г.)
37
ГЛАВА 1
рированных углеродных и керамических материалов, в десятки раз более
прочных, чем сталь; полимерных материалов в 3 раза более прочных, чем
существующие полимеры, — для применения в самолетостроении.
Исключительный интерес представляют углеродные наномодификато-
ры — фуллерены и нанотрубки (Н. W. Kroto, R. E. Smailey — Нобелевская
премия, 1996 г.). Фуллерен С60 — устойчивая сфероидная
кристаллическая молекула с радиусом 0,357 нм, кроме нано-фактора, обладает
уникальной совокупностью свойств: растворимостью (в бензоле 2,5 мг/мл);
способностью к присоединению (до 26 групп —ОН); способностью
проявлять свойства полупроводника и сверхпроводника, либо выдерживать
большие напряжения, либо выборочно блокировать свет.
Организация отечественного производства фуллеренов и углеродных
нанотрубок позволила приступить к их исследованию как
потенциальных наномодификатов полимерных композитов. Увеличение
стадийности механизма многократного хрупкого разрушения до наноуровня
обеспечит, по мнению разработчиков, рост эксплуатационных характеристик
композита и его живучести. В углепластиках становится возможным
осуществить наноструктурную модификацию границы раздела
«полимерная матрица — армирующее волокно» аппретированием волокна
раствором фуллеренов, а введением в состав связующего углеродных
нанотрубок — достичь модификации надмолекулярной структуры матрицы. Это
позволит устранить «рыхлость» и уменьшить долю свободного объема.
Таким образом можно повысить коэффициент упаковки матрицы и
композита в целом. Эксперименты с углепластиками подтверждают
прогноз. Наблюдается уплотнение материала, повышение его деформатив-
ности и вязкости разрушения [2].
В принципе, с помощью функциональных производных фуллеренов,
можно организовать в полимерной матрице объемный армирующий
каркас. Это позволило бы ослабить отрицательное влияние анизотропии —
известного недостатка слоистых композитов.
Вообще фуллерены следует рассматривать как особый
универсальный объект для широкого круга прикладных разработок. В рамках
проблем авиационного материаловедения целесообразность применения
фуллеренов, нанотрубок рассматривается также при разработке таких
авиационных материалов на полимерной основе, как клеи и герметики с
повышенной адгезионной и когезионной прочностью, резины с
улучшенной сопротивляемостью истиранию, лакокрасочные покрытия с
повышенной адгезией и стойкостью к эрозии, тепло- и
электропроводящие неметаллические покрытия [3].
38
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
Общими проблемными вопросами остаются развитие научных
представлений о природе фуллеренов и фуллероидных структур, об их
естественных проявлениях (например, «шунгиты»), а также освоение
производительных методов синтеза и снижение стоимости.
Конкурентоспособность будущих пассажирских самолетов в
значительной мере зависит от обеспечения требуемых параметров по уровню
шума на местности (АП-36) и в салонах самолета, а также
пожаробезопасное™ декоративно-конструкционных и декоративно-отделочных
материалов (АП-23 и АП-25).
Для реализации этих требований стоят задачи по созданию
комплекса звукопоглощающих, звукоизолирующих материалов,
термопластичных декоративных пленок и сот на основе термопластов с
допустимыми параметрами тепловыделения; должны быть разработаны
отечественные сырьевые компоненты этих материалов.
Разработанные материалы и конструкторско-технологические решения
должны обеспечить снижение шума в салоне и на местности на 5—20 дБ
и расширение диапазона частоты поглощаемых шумов до 12000 Гц.
МАТЕРИАЛЫ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ (ГТД)
В настоящее время идет конструкторская, технологическая и мате-
риаловедческая проработка проблемы создания двигателя нового
шестого поколения. При этом задача по повышению работоспособности
материалов в условиях жесткого комплексного воздействия высоких
температур, напряжений и агрессивной среды является одной из
важнейших.
В двигателе шестого поколения необходимо обеспечить отношение
тяга/масса на уровне 20:1. Для сравнения это отношение для
двигателей четвертого поколения (1970—1975 гг.) равняется 8:1, а для
современных двигателей пятого поколения (1985—2000 гг.) — 10:1.
В области материаловедческих задач исследования по этому
направлению предусматривают как разработку классических жаропрочных
сплавов (титановых, никелевых — литейных и деформируемых), теплобарьер-
ных покрытий, уплотнительных материалов, так и создание новых
классов материалов — таких как интерметаллидные сплавы, металлические
композиционные материалы. Важной составляющей этих исследований
является разработка новых технологий, обеспечивающих, в частности,
производство монокристаллических лопаток с проникающим
охлаждением, а также технологий деформации, сварки и ремонта деталей ГТД.
39
Предстоит разработать или усовершенствовать оптимальные
теоретические и экспериментальные методы управления структурой и фазовым
составом материалов с целью повышения комплекса их
физико-механических и эксплуатационных свойств.
Применение материалов и технологий должно обеспечить:
— рост рабочей температуры газа двигателей нового поколения с
1300-1400°С до 1600-1800°С;
— снижение расхода топлива с 0,6 до 0,4 кг топлива/кг тяги в час;
- рост тяги с 280 до 400 кН (с 28000 до 40000 кгс);
— повышение надежности и ресурса дисков в 2—3 раза, рабочей
температуры на 50—70 °С, снижение массы дисков на 10—15%;
— снижение расхода дефицитных легирующих элементов (Со, W,
Nb, Re и др.).
Для повышения ресурса и надежности жаропрочньос титановых
сплавов в первую очередь предстоит наиболее полно реализовать
потенциальные возможности отечественных сплавов (стабильность свойств)
путем усовершенствования технологических схем производства серийной
продукции (сплавы ВТ8М-1, ВТ8-1, ВТ25У, ВТ18У). Необходимо
жестко регламентировать состав, равномерную по сечению и длине
предварительных заготовок макро- и микроструктуру.
Вместе с тем потенциальных возможностей по дальнейшему
повышению жаропрочности титановых сплавов при температурах > 620 °С
остается крайне мало, а возможности легирования практически
исчерпаны.
Основные перспективы в разработке и освоении нового поколения
конструкционных жаропрочных титановых сплавов с повышенной
плотностью, пониженными окисляемостью и горючестью связаны с
развитием интерметаллидных сплавов на основе Ti3Al и TiAl для работы при
температурах 600-800 °С.
Предстоит завершить комплекс исследований и разработок по
многокомпонентному легированию базовых композиций активными
элементами, освоению новых методов плавки, технологий производства
поковок, листов и плит, регламентации структуры в процессе деформации и
термообработки, поверхностной обработке готовых деталей.
Завершение перечисленных исследований и разработок позволит
получить характеристики для интерметаллидных титановых сплавов:
- на основе Ti3Al: d = 5,0 г/см3; ав=1200 МПа; 8 > 6%; о_{ = 750 МПа;
а6^0 = 420 МПа;
- на основе TiAl: rf = 3,8 г/см3; а=500 МПа; 8>2,5%; а?2}°=300МПа;
40
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
— для сплавов с интерметаллидным типом упрочнения: ав=1250—
1300 МПа; 8 = 8-16%; а^50°=1080 МПа.
Основной задачей при создании ГТД является повышение
жаропрочности турбинных лопаток, испытывающих исключительно высокие
температурные и силовые нагрузки.
В области создания перспективных ГТД авиационного и наземного
назначения важнейшей задачей является изыскание новых жаропрочных
сплавов для рабочих и силовых лопаток, разработка процессов и
оборудования для производства монокристаллического литья, решение
проблем эффективного охлаждения деталей, а также обеспечение выхода
годной продукции по геометрическим и кристаллографическим
параметрам и структурному совершенству получаемых отливок.
В отношении жаропрочных литейных сплавов поставленные задачи
решаются как разработкой классических жаропрочных никелевых сплавов
(ЖНС) путем поиска оптимальных композиций с повышенным
содержанием тугоплавких элементов (Re, Та, W), так и созданием сплавов
на основе интерметаллидов (главным образом алюминидов никеля), а
также освоением в качестве сверхжаропрочных материалов так
называемых естественных композитов — направленно закристаллизованных
эвтектических сплавов, упрочненных нитевидными карбидами ниобия и
тантала.
Следует отметить, что способ повышения жаропрочных свойств
монокристаллических сплавов путем оптимизации традиционного
легирующего комплекса, включающего W, Мо, Та, Ti, Сг, Со, в настоящее
время исчерпан. Современная тенденция совершенствования
монокристаллических ЖНС заключается в использовании в качестве
легирующего элемента рения [4, 5]. Концентрация рения в промышленных ЖНС
достигает 3—4% (2-е поколение); в опытных сплавах — 5—6% (3-е
поколение). Наибольший эффект в повышении жаропрочности достигнут
у опытного сплава с содержанием рения 9%. При этом должен быть
достигнут уровень жаропрочности о10^ > 300—320 МПа.
Разрабатываемые композиции должны быть мало склонны к объемной и
поверхностной рекристаллизации при проведении высокотемпературной
термообработки и технологических нагревов. Сплав с такими показателями
свойств обеспечит повышение рабочей температуры на 30—40 °С и
увеличение долговечности лопаток в 2—3 раза (в условиях
эксплуатационных воздействий).
Необходимость дальнейшего повышения рабочих температур и
ресурса деталей ГТД вызвала потребность в изыскании новой, более тер-
41
IHSii
мостабильной основы сплавов, чем фазоупрочненный твердый раствор
на основе никеля.
В качестве такой основы целесообразно использовать
интерметаллические соединения типа Ni3Al, ковалентные связи в которых
способствуют более эффективному решению проблем жаропрочности (по
сравнению с обычными металлическими связями твердого раствора). В
зависимости от дополнительного легирования основы Ni3Al, а также от
структуры отливок, определяемой технологией литья, можно
регулировать уровень жаропрочности этих сплавов. При этом при переходе от
равноосной структуры к столбчатой и далее — к монокристаллу
жаропрочность сплава возрастает.
Комплекс свойств интерметаллидного сплава с монокристаллической
структурой ВКНА-1В МОНО представлен в табл. 1.
Таблица 1
Свойства сплава ВКНА-1В МОНО
Свойства
Показатели свойств при температуре испытаний, °С
-70 20 800 900 1000 1100 1200 1250
ов, МШ
8, %
°I00> МПа
osnft) МПа
1350
14
-
-
1350
14
-
-
890
26
530
470
760
25
360
290
520
30
200
150
410
22
100
75
230
24
50
30
160
29
-
-
Следует отметить, что при одинаковом уровне жаропрочности
(температура 1100°С) интерметаллидные сплавы содержат существенно
меньшее количество дефицитных дорогостоящих тугоплавких элементов,
таких как W, Мо и др.
Наиболее эффективно применение сплавов на интерметаллидной
основе для изготовления охлаждаемых и неохлаждаемых сопловых
лопаток, деталей жаровых труб и реактивного сопла, работающих в
интервале температур 900—1150 °С.
Новейшие разработки в этом направлении позволяют повысить
жаропрочность сплавов до уровня о12^ > 50—70 МПа.
Дальнейший прорыв в области жаропрочных материалов (рабочие
температуры до 1300°С и более) обеспечивают также металлические
композиционные материалы (МКМ). В качестве матрицы используют
различные материалы, такие как Al, Ti, интерметаллиды и др., а в качестве
армирующих материалов — нитевидные кристаллы, дисперсные частицы
42
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
тугоплавких соединений, в частности карбида кремния, оксидные или
вольфрамовые волокна и др.
В настоящее время разрабатываются металлические композиционные
материалы со следующим уровнем свойств:
— а1!00 > 100 МПа; d<l г/см3 (интерметаллидная матрица);
— Gg00 > 300 МПа; d < 6,5 г/см3 (титановая матрица);
— Gg00 > 150 МПа; d < 3 г/см3 (матрица из легких сплавов).
К классу композиционных материалов относятся и естественные
композиты, получаемые по технологии направленной кристаллизации
эвтектических сплавов. В этих сплавах каждая из эвтектических фаз
растет перпендикулярно фронту кристаллизации, что позволяет путем
перемещения плоского фронта кристаллизации получить ориентированную
структуру волокнистого строения. Упрочнителем в этих материалах
является непрерывный взаимопроникающий каркас из нитевидных
кристаллов монокарбидов тугоплавких металлов (ТаС, NbC). Разработанные
естественные композиты позволяют получить высокий уровень
длительной прочности при температурах до 1200 °С (g1^00 > 70 МПа). Анализ
требований к материалам и достигнутый уровень свойств позволяет
прогнозировать существенное возрастание объема применения КМ в
перспективных ГТД (до 40%).
В области технологических процессов литья монокристаллических
лопаток с транспирационным охлаждением намечается
усовершенствовать процесс, обеспечивающий получение в профильной стенке
(толщина 2 мм) лопаток систему штырьков, продольных каналов (сечением
0,5x2,0 см) и отверстий, который может быть осуществлен без какой-
либо крупной реорганизации серийных производств с использованием
имеющегося на заводах оборудования.
Эффективный способ повышения долговечности работы лопаток и
других деталей ГТД — применение высокотемпературных защитных
покрытий, формируемых в вакууме из многокомпонентной плазмы при
высоких энергиях частиц (10—103 эВ). Стоит задача по разработке
системы защиты металла лопаток от сульфидно-оксидной коррозии (ресурс
> 15 000 ч), в том числе:
— металлических (конденсированных, конденсационно-диффузион-
ных) систем Afe-Cr-Al-Y; (Afe-Cr-Al-Y) + (Afe-Al-Cr-Y), где Me: Ni;
Ni—Co; Co—Ni (рабочая температура до 1250°С);
— теплозащитных из конденсированной керамики на основе
стабилизированного диоксида циркония;
43
- коррозионностойких на основе Ni-Co-Cr-Al-Y; (Ni-Co-Cr-Al-Y) +
+ (Ni-Al-Si-B);
— эрозионностойких, коррозионностойких на основе карбидов и
нитридов металлов и других для лопаток компрессора из титановых и
жаропрочных сплавов и сталей.
Применение таких покрытий обеспечивает также и повышение
надежности работы деталей ГТД.
Особой задачей двигателестроения является создание сварных
жаропрочных конструкций, таких как жаровые трубы, сварные корпуса
камер сгорания и др. К ним предъявляется комплекс жестких
технологических требований, в частности хорошая свариваемость, высокая
технологическая пластичность. Наиболее перспективными являются
отечественные никелевые жаропрочные свариваемые сплавы, такие как
ВЖ145, ВЖ155, ВЖ159.
Сплав ВЖ155 является наиболее высокотемпературным свариваемым
материалом для жаровых труб камер сгорания. По рабочей температуре
(1200—1250 °С) этот сплав превосходит все отечественные и зарубежные
материалы на Cr—Ni и Cr—Ni—Co основе.
Сплав ВЖ159 по основной характеристике материалов для жаровых
труб — термостатичности — в несколько раз превосходит серийные
отечественные материалы. Он обладает высокими прочностными
характеристиками, что позволяет снизить массу сварных узлов и использовать
его в качестве материала как жаровых труб, так и корпусов (табл. 2).
Таблица 2
Сравнительные свойства
никелевых жаропрочных свариваемых сплавов
Сшшв <*Ш> МПа> НРИ температуре, °С
900 1000 1100 1200
20
ВЖ155
HS-188
ЭИ868
ВЖ145
-
71
52
70
60
35
25
35
40
15
-
15
Применение свариваемых сплавов ВЖ145, ВЖ155, ВЖ159
позволило повысить рабочие температуры жаровых труб на 150—200 °С,
увеличить ресурс в 2—5 раза, а для сварных корпусов существенно повысить
удельную прочность, снизить массу (на 15%) и уменьшить трудоемкость
при изготовлении и ремонте (на 15—30%).
44
ВИДМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
МАТЕРИАЛЫ ДЛЯ ПРИБОРОВ И АГРЕГАТОВ
Целенаправленная разработка высокопрочных сталей, титановых
сплавов, магнитных материалов, специальных клеев, теплоаккумулирующих
материалов и т.п. позволила значительно повысить «весовую культуру»
афегатов и приборов, надежность их работы и ресурс, нечувствительность
к помехам и многие другие важные специфические характеристики.
Для золотниковых пар гидроафегатов разработан сплав на Си—Ni
основе вакуумной выплавки с высокими механическими свойствами в
литом состоянии (ав = 1120 МПа; KCU= 0,4-0,5 МДж/м2) и
отсутствием газовой пористости. Сплав обладает высокой износостойкостью и
коррозионной стойкостью (исключается «схватывание» деталей
золотников при использовании в гидроафегатах топлива с повышенным
содержанием серы). Продолжаются исследования по разработке
деформированного варианта этого сплава с целью повышения КИМ.
Для зубчатых пар редукторов ГТД и вертолетов разработана сталь
ВКС-10 с поверхностной твердостью после химико-термической
обработки 60HRC. Сталь работоспособна при 300 °С (длительно) и при
550°С (кратковременно — без разупрочнения в течение 2 ч).
Применение сталей позволяет передавать значительные крутящие моменты при
офаниченных размерах редуктора и обеспечивает безаварийность его
работы при перефевах в зоне контакта зубьев в условиях «масляного
голодания».
Разработка композиций элитарных сплавов, обладающих мало
изменяющимися при колебаниях температуры упругими свойствами,
позволила повысить точность срабатывания (в 5 раз) датчиков приборов
измерения физических параметров (давление, плотность, скорость),
обеспечить снижение массы и габаритов приборов. Быстродействие и
точность навигационных приборов и системы автоматики ЛА
обеспечиваются также кольцевыми магнитами с радиальной структурой на основе
магнитотвердых материалов системы Nd—Fe—В, разработанных в ВИАМ.
Материалы обладают магнитной энергией 320—350 кДж/м3, и в
перспективе за счет новых систем легирования и микролегирования величина
магнитной энергии достигнет 360—400 кДж/м3.
ДЕФОРМАЦИЯ СПЛАВОВ
Повышение свойств деформируемых ЖНС и высокопрочных
титановых сплавов связано с усложнением их химического состава, все
большим содержанием легирующих элементов и, как правило, с ухудшени-
45
ГЛАВА 1
^>^»'>j8»->38»
ем технологических свойств, сложностью получения однородной макро-
и микроструктуры.
Для реализации высоких свойств сплавов непосредственно в
деталях, обеспечения повышения КИМ в 2—3 раза, снижения на 40—60%
трудоемкости изготовления деталей разработаны процессы
изотермической и сверхпластической штамповки титановых и жаропрочных трудно-
деформируемых никелевых сплавов.
Прочностные и деформационные свойства сплавов, полученных
методом изотермической штамповки, на 10—40% выше, чем у сплавов,
полученных методом обычной штамповки (рис. 6).
Таким образом, широкое применение в самолетах, вертолетах и
двигателях материалов нового поколения и технологий, разработанных
в рамках выполнения Программы «Развитие авиационной техники
России до 2000 года» (раздел «Материалы и технологии»), наряду с
внедрением прогрессивных методов неразрушающего контроля, развитием
системы управления качеством, обеспечат создание и эксплуатацию
конкурентоспособной отечественной авиационной техники XXI века.
Вместе с тем для обеспечения нужд авиационной техники в
высококачественных металлических и неметаллических материалах
необходимо решить ряд вопросов на государственном уровне, в том числе:
—осуществить переоснащение металлургического комплекса страны
прогрессивным, современным оборудованием для выпуска металлурги-
МЦУ:
ав, МПа 5, % N, кцикл
(при атах = 550 МПа)
1300 ill 17,6 23
fBI1260 13,8-14,4 mm Wm\4j
i и i и i
Рис. 6. Механические свойства титановых (I) и высокожаропрочных никелевых сплавов (II),
полученных по различным технологиям:
Ш:Ш — обычная штамповка; — — изотермическая штамповка в состоянии
сверхпластичности
46
ВИАМ - НАУЧНЫЙ ЦЕНТР АВИАЦИОННОГО МАТЕРИАЛОВЕДЕНИЯ
ческих полуфабрикатов требуемой номенклатуры из новых сталей,
алюминиевых и титановых сплавов, жаропрочных никелевых сплавов;
—создать специализированные малотоннажные производства по
выпуску химических материалов и полуфабрикатов по специальным
техническим требованиям;
—развить отечественные базы выпуска сырьевых материалов и
компонентов, в первую очередь стратегического назначения;
—совершенствовать систему организации, управления и координации
работ по «Программе развития авиационной техники России до 2015 года»;
целесообразно формирование отдельных Генеральных дирекций (по
выполнению разделов «Программы»), несущих всю полноту
ответственности за выполнение программных задач и обладающих правом полного
распоряжения бюджетными средствами, а также средствами,
полученными в процессе осуществления «Программы». Реализация работ должна
осуществляться в тесном контакте с институтами РАН и другими
участниками работ.
Представляется целесообразным создание при Президиуме РАН
Совета по материалам, который бы осуществлял научно-методическое
руководство и координацию работ в области фундаментальных
исследований (институты РАН) и непосредственно по созданию материалов. При
этом необходимо решить вопросы совместного патентования, защиты
авторских прав при серийном освоении разработанных материалов.
Библиографический список
1. Richard W. Siegal, Evelin Ни, Michael С Roco R&D Status and Trends in Nanoparticles,
Nanostructured Materials and Nanodevices. - Hardbound, ISBN 0-7923-5854-6, 1999
(September). - P. 369.
2. Ponomarev A.N., Aladjishkin A.N., Katselainen I. V., Panov S.A. Influence of Hypercarbon fillers
on epoxy amine polymers properties. - In: CALS Production of Carbon Nanotubes, 1999 (April
22-23), Washington, DC USA, p. 10.
3. Пономарев А.Н., Никитин А. В., Скворцов Н.К., Кржижановский В. А. Высокоадгезивные и
высокопрочные полимерные композиционные материалы повышенной теплостойкости,
модифицированные полидисперсными многослойными нанотрубками и астраленами //
Материалы Семинара «Моторола-ВНИИЭФ». Саров: 2000 (июль 14-17).
4. Каблов Е.Н., Светлов И.Л., Петрушж Н.В. Никелевые жаропрочные сплавы для литья
лопаток с направленной и монокристаллической структурой (часть I) //
Материаловедение, 1997, № 4, с. 32-38.
5. Каблов Е.Н., Светлов И.Л., Петрушин Н.В. Никелевые жаропрочные сплавы для литья
лопаток с направленной и монокристаллической структурой (часть II) //
Материаловедение, 1997, № 5, с. 14-17.
Глава 2
литейные жаропрочные сплавы и
покрытия для монокристаллических
лопаток гтд с транспирационным
охлаждением
УДК 669.018.28
СТ. Кишкин, Е.Н. Каблов
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
ДЛЯ ТУРБИННЫХ ЛОПАТОК*
Эксплуатационные характеристики газотурбинных двигателей и
стационарных установок во многом определяются свойствами никелевых
жаропрочных сплавов, являющихся основным материалом для изготовления
турбинных лопаток. Создание в средине 1940-х годов в Англии первого
дисперсионно-твердеющего сплава Nimonic 80 для изготовления рабочих
лопаток газовых турбин методом штамповки открыло новую главу в
развитии жаропрочных материалов на никелевой основе. Открытие второй
главы в истории этих материалов принадлежит СССР, когда в ВИАМ было
показано, что наибольшую перспективу повышения уровня
жаропрочности лопаток открывают не деформируемые, а литейные сплавы. Это
связано с тем, что повышение степени легирования сплавов затрудняло или
В работе принимали участие: В. Н. Толораия, Н. В. Петрушин, Н. Г. Орехов.
48
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ Н ПОКРЫТИЯ
даже делало невозможной их деформацию. Дальнейшего повышения
жаропрочности можно было достигнуть только переходом к изготовлению
лопаток методом точного литья. Кроме того, технология литья по
выплавляемым моделям является практически единственным способом
получения охлаждаемых лопаток, имеющих сложную геометрию внутренней
полости. Это новое направление в развитии жаропрочных сплавов для
изготовления рабочих лопаток газовых турбин в дальнейшем, с
запозданием на пять лет, было принято в США, Англии и других странах.
В области теории как высокой прочности, так и жаропрочности
ВИАМ всегда придерживался представлений о необходимости гетерофаз-
ности структуры. Открытие новой фазы часто делает эпоху в создании
и развитии сплавов. Так было при открытии эффекта старения в дура-
люминах и алюминиевых сплавах с литием. Так случилось и при
открытии /-фазы (интерметаллическое соединение на основе Ni3Al) в
никелевых сплавах, содержащих алюминий. Эта фаза обладает
уникальными для интерметаллидов свойствами. В частности, у монокристаллов
Ni3Al пределы прочности и текучести возрастают с повышением
температуры до 700—80°С, а пластичность, высокая при 20°С (8 «15%),
снижается в этом же интервале температур.
Вопросы легирования и термостабильности /-фазы стали
ключевыми в общей проблеме жаропрочности, в которой свою важную роль
играет никелевый твердый раствор, взаимодействующий с упрочняющей
фазой. Исследования диффузионной подвижности атомов в никелевых
сплавах (С. 3. Бокштейн, Л. М. Мороз, С. С. Гинзбург и др.), их фазового
состава (Н. И. Блок, Н. Ф. Лашко, М. Н. Козлова, Л. В. Заславская и др.)
дали правильную ориентировку в начале работ — Советский Союз
первым вступил на путь создания и применения для производства
турбинных лопаток ГТД высокожаропрочных литейных сплавов, возможности
которых еще далеко не исчерпаны.
В результате успешного завершения серии исследований в конце
1950-х годов был разработан первый серийный отечественный литейный
жаропрочный сплав марки ЖС6-К, позволивший создать литые
охлаждаемые турбинные лопатки с равноосной структурой и повысить их
рабочую температуру на 200 °С по сравнению с Г б лопаток из лучшего
на тот период деформируемого сплава ЭИ437Б. Основными
разработчиками сплава ЖС6-К были СТ. Кишкин, К.Я. Шпунт, Н.Ф. Лашко,
А. П. Сонюшкина.
Начиная с 1960-х годов основной тенденцией в разработке
литейных жаропрочных сплавов было достижение их упрочнения путем уве-
4-5961
49
ГЛАВА 2
^»»»^> »■
личения объемной доли высокодисперсных частиц /-фазы до 60—70%,
дополнительного легирования тугоплавкими переходными металлами
(Mo, W, Nb, Hf и др.) и микролегирования В, Zr, La и Се, а также
повышения эффективности карбидного упрочнения. Формулируются
основные принципы легирования сплавов, которые могут быть сведены к
следующим положениям (СТ. Кишкин, Н.Ф. Лашко, С.3. Бокштейн,
К. Я. Шпунт):
— многокомпонентное легирование у-твердого раствора и /-фазы,
для обеспечения высокой фазовой и структурной стабильности сплава;
— упрочнение границ зерен, которое достигается за счет МС-кар-
бидных выделений, а также избирательным микролегированием В и Zr.
Исследования с применением радиоактивных изотопов и электронной
микроскопии показали, что микролегирование замедляет процессы
диффузии по границам зерен, резко повышая жаропрочность отливок с
равноосной структурой;
— достижение определенного соотношения между суммарным
содержанием Al, Ti, Nb (/-образующие элементы) и суммарным
содержанием Mo, Cr, W (преимущественно у-стабилизирующие элементы) с
целью получения оптимальной разности параметров кристаллических
решеток у- фазы и у-твердого раствора;
— сведение к минимуму вероятности образования ТПУ-фаз (а-, |!-фаз,
фаз Лавеса), карбидов типа МевС, выделение которых приводит к
разупрочнению сплава.
Сказанные требования были положены в основу при разработке
литейных жаропрочных сложнолегированных сплавов ЖС6У и ЖС6-Ф
(СТ. Кишкин, К.Я. Шпунт, Н.Ф. Лашко, В.М. Степанов, А.П. Сонюш-
кина, В. В. Сидоров и др.). Для повышения жаропрочности и
жаростойкости сплавов было введено упрочнение твердого раствора и f-фазы
вольфрамом (11—12%) при относительно низком содержании
молибдена (1,2—2,4%). Химический состав сплавов ЖС6У и ЖС6-Ф приведен в
табл. 1, их механические свойства — в табл. 2.
Результаты исследований механизмов высокотемпературного
разрушения жаропрочных сплавов показали, что разрушение в процессе
ползучести происходит по границам зерен, ориентированным
перпендикулярно оси действующих напряжений. В частности, было показано, что
никелевый жаропрочный сплав ЭИ437 разрушается по участкам границ
зерен, расположенным перпендикулярно приложенной нагрузке, причем
зарождение пор и трещин в этих местах начинается уже в начале
второй стадии ползучести (СТ. Кишкин, Н.Ф. Лашко). Именно это пос-
50
Типичный химический состав серийных и перспективных литейных
жаропрочных сплавов
Сплав
ВЖЛ12У
ЖС6-К
ЖС6У
ЖС6-Ф
ВЖЛ20
ЖС26
жсзо
ЖС32
ВКЛС-20
ВКЛС-20Р
ЖСЗОМ
ЖС36
ЖС40
0,17
0,16
0,17
0,15
0,09
0,13
0,16
0,15
0,40
0,40
_
-
-
9,5
11,3
8,8
5,5
10,0
4,4
7,0
4,9
С
4,3
4,0
7,0
4,0
6,3
Содержание элементов, % (по массе); Ni — остальное
Cr Co Mo W Та Nb Al Ti Hf Re
Сплавы для равноосного литья
14,0 ХМо, W - 4,5 - ZNb, Al, Ti = 10,5
4,5 4,0 5,0 - - 5,5 2,85
9,8 1,8 10,3 - 1,0 5,6 2,4
9.5 1,0 12,0 - 1,6 5,5 1,1 1,2
Сплавы для направленной кристаллизации
6.6 3,5 1,4 - 0,8 5,3 4,5
8,5 1,1 11,9 - 1,7 5,9 0,9
8,5 XMo,W=12,5 - 2Nb, Al, Ti = 8,5 0,8
9,0 1,0 8,5 4,0 1,6 5,9
4,0
Сплавы с эвтектической структурой для направленной кристаллизации
с естественно-композиционным упрочнением
9,0 0,8 12,0 - 4,2 6,2
9,0 - 12,0 - 4,0 6,2
Сплавы для монокристаллического литья
7,5 0,6 11,7 - 1,1 5,1
9,0 1,2 11,7 - 1,1 5,8
0,5 4,2 7,0 7,0 0,2 5,3
1,8
1,1
0,1
4,0
2,0
ШПШШ
т
iiiii
яшяШг^шкт^Шлят shut
■>шашт1Ш'Ш:}шяш,1:1М »т
тыш
шш
Iilii
11111
ШШШШ8^
тшттшт&тшш. тттшт^шттг
1Ш;
Ш
Ш-
.., ,.. ,. , ,..., , „...iiiiiii-
щ
''^^^^^Ш^МШш^ЖШШШШ^^Ш^
•'щщт
«1
ж
ш
ш
щ1щшШ1ЩШшВШ№Щш
Ш:ШИ1
?;|||:;||Ш:::||
§Ш0ШН
3^fMlH№ii ш 1 т
IS^^^^^^^S^^^^K'^S
■г:
111
Sil
Ipl
ш я ж
ill
iiigtfiiiii
ВИР1
II
Ш!
Ill
111
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ Н ПОКРЫТИЯ
леднее обстоятельство и позволило сделать вывод о возможности
значительного повышения длительной прочности за счет «удаления» из
структуры материала поперечных составляющих границ зерен. Данная
цель была достигнута применением в технологии литья лопаток метода
направленной кристаллизации, позволяющей сформировать в отливке
структуру, состоящую из столбчатых зерен, границы которых в
основном параллельны направлению главных растягивающих напряжений.
На первых порах для направленной кристаллизации лопаток
использовался сплав ЖС6-Ф, разработанный для равноосного литья. Однако
результаты длительной эксплуатации лопаток из этого сплава показали, что
для реализации потенциальных возможностей столбчатой структуры
следует создавать жаропрочные сплавы со специальным легированием. В итоге
были созданы жаропрочные сплавы ЖС26, ЖСЗО, ЖС32 (см. табл. 1),
которые обеспечили дальнейшее повышение характеристик жаропрочности
турбинных лопаток.
Сравнительный анализ показал, что по свойствам отечественные
сплавы с направленной (столбчатой) структурой ЖС6-Ф, ЖС26 и ЖСЗО
(СТ. Кишкин, К.Я. Шпунт, В.В. Сидоров, Г.И. Соболев и др.) не
уступают зарубежным сплавам аналогичного назначения MAR M 200,
MAR M 247 и др. При этом отечественный жаропрочный сплав для
направленной кристаллизации ЖС32, содержащий 4% Re (C.T. Кишкин,
Г. М. Глезер, С. Г. Морозова и др.), создан раньше зарубежных аналогов и
среди сплавов этого класса является наиболее жаропрочным (см. табл. 2).
Процесс литья в низкоградиентных печах направленной
кристаллизации типа ПМП-2 часто сопровождался появлением на отливках
ростового дефекта «струйчатая ликвация», имеющего вид вертикальных
полос, состоящих из равноосных зерен. Для предотвращения их
возникновения на системы легирования сплавов для направленной
кристаллизации накладывались определенные ограничения по
соотношению содержания элементов, концентрирующихся преимущественно в
осях дендритов (W, Re) и в междендритных участках (Ti, Та, Nb).
Однако промышленное освоение разработанного в ВИАМ процесса
высокоградиентной направленной кристаллизации в печах с жидкометалли-
ческим охладителем УВНК-9, УВНС-5, УВНК-12, УВНК-14 (Е.Н. Каб-
лов, В.В. Герасимов, И.М. Демонис, Ю.А. Бондаренко) позволило снять
эти ограничения, поскольку дефекты такого типа при использовании
этой технологии практически полностью отсутствуют.
Следующим этапом развития метода направленной кристаллизации
и совершенствования структуры жаропрочных сплавов стало получение
53
ГЛАВА 2
<<а>> %8>" >*jgiS»'>' 3g»
монокристаллических турбинных лопаток ГТД. Повышение прочностных
характеристик в монокристаллических структурах может быть
достигнуто не только за счет полного устранения болыыеугловых границ, но и
путем выбора оптимальной кристаллографической ориентации
относительно действующих напряжений. С учетом этой возможности в ВИАМ
была разработана промышленная технология монокристаллического
литья, основанная на применении затравок из сплава системы Ni—W в
комбинации с кристаллоотборником (Е.Н. Каблов, В.Н. Толораия) и
пригодная для использования в установках направленной
кристаллизации любого типа.
Исследование анизотропии механических свойств монокристаллов
сплавов традиционного легирования (т.е. с В, Zr, С) ЖС6-Ф, ЖС32
(Е. Р. Голубовский, В. Н. Толораия, И. Л. Светлов) показало, что при
ориентации [001] значительного выигрыша в длительной и кратковременной
прочности (по сравнению с однонаправленной структурой) не
наблюдается, за исключением уменьшения разброса свойств вследствие более
точной ориентации образцов. Значительный выигрыш в прочностных
характеристиках данных сплавов достигается при ориентации [111]. Так, для
сплава ЖС32 предел длительной прочности о1^ ПРИ ориентации [001]
и [111] составляет 255 и 285 МПа соответственно, а предел
выносливости а9^° (на базе 2 • 107 циклов) при тех же ориентациях 350 и 440 МПа
соответственно. Величина анизотропии свойств жаропрочных сплавов во
многом определяется количеством и морфологией упрочняющей /-фазы,
т. е. системой легирования и режимами термообработки сплавов. Несмотря
на преимущества в прочностных характеристиках монокристаллов
ориентации [111] (по сравнению с [001]), наибольшее применение в
промышленности получила технология монокристаллического литья охлаждаемых
лопаток с кристаллографической ориентацией [001] — модуль упругости
таких монокристаллов в два раза меньше и, следовательно, уровень
возникающих при эксплуатации лопаток термических напряжений ниже.
Значительное превышение свойств (по сравнению с
однонаправленными структурами) при ориентации [001] было достигнуто только
после разработки сплавов со специальным легированием, предназначенных
только для монокристаллического литья. Прежде всего из состава таких
сплавов были исключены легирующие элементы — упрочнители границ
зерен: В, Zr, С. В результате этого значительно повышается
температура солидус сплава (до 1300°С и выше) что, в свою очередь, позволяет
использовать композиции сплавов с более высокой температурой
растворения у-фазы. Кроме того, повышаются характеристики выносливости
54
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
сплава, поскольку в структуре отсутствуют МеС — карбиды, с
микротрещин на которых начинается усталостное разрушение.
Термическая обработка монокристаллических сплавов
характеризуется высокотемпературным гомогенизирующим отжигом, при котором
происходит не только растворение упрочняющей /-фазы, но и
практически полное растворение ее неравновесных эвтектических выделений, а
также максимально возможное уменьшение дендритной ликвационнои
неоднородности. После гомогенизации проводится закалка с высокой
скоростью охлаждения (> 100 К/мин) и, обычно, двухступенчатое
старение при температурах —1050 и ~900°С. В результате такой
термообработки структура сплава состоит из равномерно и упорядоченно
расположенных вдоль направлений <001> у-матрицы кубических частиц
упрочняющей У-фазы размером 0,4—0,5 мкм. Следует отметить, что именно
такая термообработка, помимо собственно состава, обеспечивает
высокие прочностные свойства монокристаллического сплава.
Первым отечественным сплавом данного класса стал сплав ЖС30М
(СТ. Кишкин, К.Я. Шпунт и др.). Этот сплав практически по всем
прочностным характеристикам превосходит «однонаправленный»
прототип — сплав ЖС30 и не уступает своим зарубежным аналогам —
сплавам CMSX-2 и CMSX-3. Уровень жаропрочности этих сплавов
составляет а1(Х = 220-230 МПа.
В последнее десятилетие определились в основном два направления
в легировании жаропрочных сплавов для монокристаллического литья
турбинных лопаток. Первое базируется на изучении жаропрочных
никелевых сплавов системы Ni—Al—Cr—W—Та—Мо типа ЖС40 (И. Л.
Светлов, Н.В. Петрушин и др.). Их упрочнение достигается легированием
молибденом и оптимальным соотношением концентраций вольфрама и
тантала (близким к 1), что обеспечивает предельное легирование у-твер-
дого раствора и Y-фазы. По уровню жаропрочности при 1000°С на базе
испытаний > 500 ч монокристаллический сплав ЖС40 превосходит
легированные рением отечественный сплав ЖС32 и широко известный
зарубежный монокристаллический сплав CMSX-4.
Основой другого направления разработки монокристаллических
жаропрочных сплавов явилось использование в качестве легирующего
элемента рения. По данным фазового физико-химического анализа (Г. И.
Морозова), рений в сплавах этой системы концентрируется в основном в
никелевом у-твердом растворе; его коэффициент распределения между /-
и у-фазами весьма низок (KRq = CJC' « 0,1). Фундаментальное
значение имеют полученные в ВИАМ результаты исследований по влиянию
55
ГЛАВА 2
<"»><8»>"J^> fjfr
рения на физико-химические, структурные и механические
характеристики никелевых жаропрочных сплавов (Е. Н. Каблов, Н. В. Петрушин,
Л. Б. Василенок, Г. И. Морозова и др.). Эти результаты позволили
сделать определенное заключение о механизме повышения жаропрочности
ренийсодержащих никелевых сплавов, который связан с увеличением
температуры солидус сплава, повышенной растворимостью рения в у-твер-
дом растворе, перераспределением легирующих элементов (прежде всего
вольфрама) между у-, у- и МеС-фазами, увеличением периода
кристаллической решетки у-фазы. Следствием этого является снижение
диффузионной подвижности атомов в матрице у-твердого раствора и по
структурным поверхностям раздела, что в свою очередь тормозит коагуляцию
высокодисперсных частиц /-фазы, образование субзеренной структуры и
ее коалесценцию при высоких температурах. В результате значительно
повышается длительная прочность и работоспособность жаропрочных
никелевых сплавов при высоких температурах и напряжениях.
Указанное направление к настоящему времени стало основным в развитии
монокристаллических жаропрочных сплавов.
В значительной мере это преимущество ренийсодержащих
монокристаллических сплавов удалось реализовать в первом отечественном
жаропрочном сплаве второго поколения для монокристаллического литья
ЖС36 (СТ. Кишкин, Н.Г. Орехов, Е.А. Кулешова и др.).
(По принятой классификации монокристаллические сплавы без
рения типа ЖСЗОМ относят к первому поколению, с содержанием
Re = 2—3% — ко второму, с 6% Re — к третьему.)
Уровень свойств сплава ЖС36, легированного 2% Re, такой же, как
у сплава ЖС32, легированного 4% Re: o1^ =255 МПа, что
соответствует также свойствам зарубежных аналогов CMSX-4, Rene N5 (см. табл. 2).
Сплавы второго поколения с 2—3 % Re в целом достаточно
структурно стабильны относительно выделений ТПУ фаз. Однако, как
показали исследования образцов сплава ЖС36 [001], разрушенных при
испытаниях на длительную прочность при 1000°С и базе -2500 ч,
проведенные методом микрорентгеноспектрального анализа (МРСА), в осях
дендритов 1-го и 2-го порядков наблюдаются отдельные тонкие
пластинчатые выделения ТПУ фазы, обогащенной Ni,W, Re (В. Н. Толораия,
Е. Б. Чабина). Возникновение их связано с остаточной дендритной лик-
вационной неоднородностью, не устраненной в процессе
гомогенизирующего отжига. Поскольку W и Re относятся к элементам с малой
диффузионной подвижностью и в никелевом твердом растворе имеют
большие отрицательные коэфициенты ликвации (А^«—2,7, К^**— 4), они
56
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
концентрируются в осях дендритов, и эти неоднородности трудно
устранить при термообработке. Рений сам по себе не образует с никелем
каких-либо промежуточных фаз, поэтому для образования ТПУ фазы
обязательно нужно присутствие в сплаве элемента VI группы, в данном
случае вольфрама. В связи с этим выбор режимов термообработки для
ренийсодержащих жаропрочных сплавов приобретает особое значение,
поскольку во многом определяет их структурную стабильность.
При разработке в ВИАМ нового сплава для монокристаллического
литья за основу было взято предположение, что в первом приближении
структурную стабильность можно оценить в зависимости от
произведения суммы атомных концентраций Сг, Mo, W на концентрацию Re, т. е.
[W + Mo + Cr]x[Re]. В соответствии с этим при постоянной сумме
Re + W = 12—14% стабильные составы будут находиться в области
малого содержания рения и высокого содержания вольфрама (сплав ЖС36:
2 % Re, 11 % W) и в области с высоким содержанием рения и малым
содержанием вольфрама, т.е. 2%W и (9—10)% Re. Но при этом,
учитывая высокую стоимость рения, необходимо было получить
увеличение прочностных свойств, соответствующее повышению его содержания.
Введение в сплав 1 % Re обеспечивает повышение жаропрочности
никелевых литейных сплавов на -15 МПа (а1^ ). Такая тенденция
устойчиво сохраняется до содержания рения ~6% (сплавы Rene N6, CMSX-10).
Таким образом, если такая тенденция будет сохраняться при
дальнейшем увеличении содержания рения в сплавах, то такой вариант
легирования можно считать экономически обоснованным, несмотря на
высокую стоимость рения (-1000—1500 долл. за 1 кг).
С учетом сказанного, в ВИАМ был разработан опытный жаропрочный
сплав ЖС55 с ~9%Re (Е.Н. Каблов, В. Н. Толораия, Н.Г. Орехов) со
следующими характеристиками жаропрочности (для ориентации [001]): а100
при температурах 900, 1000 и 1100°С составляет 500-600; 350-360 и
180—190 МПа соответственно. Этот сплав по уровню свойств
существенно превосходит известные зарубежные ренийсодержащие сплавы
третьего поколения (CMSX-10, Rene N6 и др.), имеющие жаропрочность
q1?oo = 300—310 МПа. По уровню свойств и по содержанию рения
ЖС55 можно отнести к новому, четвертому поколению сплавов для
монокристаллического литья.
Принципы создания жаропрочных сплавов, предназначенных для
турбинных лопаток авиационных ГТД, были использованы при
разработке коррозионностойких жаропрочных сплавов для турбинных
лопаток стационарных энергетических и газоперекачивающих ГТУ. В част-
57
ГЛАВА 2
*s»>^>^> ip
ности, были разработаны сплавы ЖСКС-1 и ЖСКС-2,
предназначенные для литья лопаток ГТУ (в том числе и крупногабаритных) методом
направленной кристаллизации (Е. Н. Каблов, Н. Г. Орехов, В. Н. Толо-
раия). Эти сплавы имеют коррозионную стойкость на уровне сплавов
типа ЦНК-7, ЧС-70, по длительной прочности соответствуют
жаропрочным сплавам авиационного назначения: ЖСКС-1 — сплаву ЖС6У,
ЖСКС-2, легированный 1% Re, — сплаву ЖС26.
Одним из перспективных направлений повышения рабочих
температур турбинных лопаток явилось создание жаропрочных материалов с
естественно-композиционной структурой y/Y-MeC: сплавов ВКЛС-10,
ВКЛС-20, ВКЛС-20Р, получаемых направленной кристаллизацией
(СТ. Кишкин, И.Л. Светлов, Н.В. Петрушин и др.). При их создании
применен комбинированный принцип упрочнения никелевой у-матрицы,
сочетающий твердорастворное упрочнение тугоплавкими металлами (Мо,
W, Re), дисперсионное упрочнение частицами /-фазы и
композиционное - нитевидными кристаллами (волокнами) на основе монокарбида
NbC. Среди никелевых жаропрочных сплавов эвтектические жаропрочные
сплавы имеют наиболее высокие значения характеристик
жаропрочности (см. табл. 2) и рабочих температур. Однако их практическое
применение сдерживается из-за большой продолжительности процесса
направленной кристаллизации, связанной с малой скоростью формирования
композиционной структуры отливки: 5—6 мм/ч, т. е. почти на два порядка
ниже, чем при росте монокристаллов никелевых жаропрочных сплавов.
Полученные к настоящему времени в ВИАМ и за рубежом новые
принципиальные результаты позволяют считать, что никелевые
жаропрочные сплавы для монокристаллического литья еще долго сохранят
свое лидирующее положение в качестве материала турбинных лопаток.
УДК 629.7.03-226.2
Е.Н. Каблов, И.М. Демонис
ПЕРСПЕКТИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ЛИТЬЯ ЛОПАТОК ГТД*
Многолетний опыт работы ВИАМ подтвердил, что создание новых
материалов и их освоение в производстве неразрывно связано с разрабо-
В работе принимали участие: Ю. А. Бондаренко, В. В. Деев, В. В. Герасимов, Е. М. Ви-
сик, В. Н. Толораия, Н.Г. Орехов, Ю. И. Фоломейкин, И. Л. Светлов, В. Г. Чубаров.
58
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
ткой новых технологических процессов и оборудования для
изготовления ответственных деталей авиакосмической техники. Выполняя
комплексные научно-технические разработки, сотрудники института создают
новые литейные жаропрочные сплавы, опытно-промышленные
технологии, конструируют и изготовляют специализированное плавильно-зали-
вочное оборудование для литья лопаток ГТД.
В 1980—1990 годы были разработаны технологические процессы
литья лопаток, обеспечивающие повышение служебных характеристик
газотурбинных двигателей путем управления процессом структурообразо-
вания при кристаллизации отливок. Наиболее широкое применение при
изготовлении отливок лопаток ГТД и ГТУ на моторостроительных
заводах авиационной, судостроительной и газоперекачивающей
промышленности нашли следующие разработки ВИАМ [1].
Технологический процесс литья рабочих и сопловых лопаток с
поверхностным и двухсторонним модифицированием алюминатом кобальта освоен и
внедрен при производстве двигателей Р-29-300, Р-35, РД-33, АЛ-21Ф-3,
АЛ-31Ф, ПС-90, Д075, М70, Р-79-300, ТВ7-117С и др.
Процесс позволил получить лопатки с однородной мелкозернистой
(0,1—0,2 мм) макроструктурой, в которой структурные составляющие
сплавов имеют более тонкое строение с высокой степенью
однородности распределения легирующих элементов. В этом случае наблюдается
уменьшение объемной доли микропористости, границы зерен
приобретают более качественную и совершенную форму. Применение этого
процесса позволило существенно повысить и стабилизировать уровень
основных характеристик сплавов, в первую очередь предела
выносливости (табл. 1) и термостойкости (с 1800 до 2600 термоциклов по режиму
1000 <->200 °С), что обеспечило увеличение ресурса лопаток в 3—5 раз.
Технологический процесс литья лопаток ГТД из жаропрочных сплавов
с направленной и монокристаллической структурой на установках типа
УВНК-8П освоен и внедрен при производстве изделий РД-33, АЛ-31Ф,
АЛ-41, Д-36, Д18, Д-436ТП, Д-27, АЛ-31-СТ и др.
Применение жидкометаллического охладителя вместо традиционно
используемого радиационного охлаждения, широко применяемого за
рубежом и в России на установках типа ПМП, позволило изготовлять
лопатки с направленной и монокристаллической структурами в
условиях повышенного температурного градиента. Высокий уровень служебных
характеристик этих лопаток, в отличие от свойств лопаток, отлитых в
условиях радиационного охлаждения, обеспечивается характерными для
этих лопаток структурными особенностями: отсутствием поверхностных
59
ГЛАВА 2 ^>3> У»^> 3fr
Таблица 1
Предел выносливости сллава ЖС6У (при 20 °С на базе 2*108 циклов)
Технологический Наноструктура м_ Характер
процесс поверхности а-*» a разрушения
Литье без модифициро- Поликристаллическая, 140-150 С внутренней
вания неоднородная поверхности
(размер зерна 2-25 мм)
Литье с поверхностным Поликристаллическая, 170—180 То же
модифицированием однородная
(размер зерна 0,5-1 мм)
Литье с двухсторонним Поликристаллическая, 230-240 С внешней
модифицированием однородная на внутренней поверхности
и внешней поверхностях
(размер зерна 0,5-1 мм)
карбидов и дефектов типа freckles, пониженной микропористостью,
высокой дисперсностью структурных составляющих, кристаллографической
ориентацией в наиболее выгодном направлении, малой степенью
ликвации и др.
Для реализации этого технологического процесса были разработаны
новые составы и технология изготовления керамических стержней и
оболочковых форм, обеспечивающие литье лопаток с высокой
геометрической точностью при температурах заливки до 1650°С.
В ВИАМ разработаны, изготовлены и внедрены в серийное
производство усовершенствованные вакуумные плавильно-заливочные
установки полунепрерывного действия типа УВНК-9, УВНК-14, а также
установка УВНК-12 непрерывного действия.
Новейшей перспективной технологической разработкой, выполненной
в последнее время авторами совместно с сотрудниками ВИАМ (канд.
техн. наук Ю.А. Бондаренко, канд. техн. наук В. В. Деев, В. Н. Толораия,
канд. техн. наук Н.Г. Орехов, Ю.И. Фоломейкин, канд. техн. наук
В. В. Герасимов, докт. техн. наук И. Л. Светлов), является
высокоградиентный технологический процесс литья монокристаллических лопаток с
высокой степенью структурного совершенства и транспирационной
(проникающей) системой охлаждения. Применение этих лопаток из новых
высокорениевых жаропрочных сплавов позволит создать газотурбинные
«стехиометрические» двигатели 6-го поколения с предельной
температурой газа перед турбиной до 2200 К и отношением тяги к массе до 20.
60
литейные жаропрочные сплавы и покрытия
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВЫСОКОГРАДИЕНТНОГО ЛИТЬЯ
МОНОКРИСТАЛЛИЧЕСКИХ ЛОПАТОК НА УСТАНОВКЕ УВНС-4
За рубежом при производстве лопаток ГТД с монокристаллической
и направленной структурой из жаропрочных сплавов получил развитие
процесс направленной кристаллизации по методу Бриджмена. В России
для получения лопаток ГТД широко применяются проходные
методические печи типа ПМП и печи с жидкометаллическим охладителем типа
УВНК-8П (конструкция ВИАМ) [1].
В табл. 2 приведены основные технологические параметры указанных
процессов направленной кристаллизации: температурный градиент на
фронте кристаллизации GL и скорость кристаллизации R, а также
размеры структурных составляющих жаропрочных сплавов (междендритное
расстояние X, размеры частиц эвтектической и карбидной фаз dY'3BT и dK б
соответственно, объемная доля пористости Vn). Как показывают
приведенные данные, совершенствование процесса направленной
кристаллизации путем использования жидкометаллического охладителя обеспечило
уменьшение дендритных составляющих структуры, размера частиц
эвтектики, размера карбидов, а также уменьшение пористости и, как следствие,
способствовало повышению служебных характеристик жаропрочного сплава.
Последующие исследования, направленные на поиск оптимальных
параметров процесса направленной кристаллизации, проведенные в
Таблица 2
Основные технологические параметры процессов направленной кристаллизации
и некоторые структурные характеристики лопаток
Способ литья
с жидкометаллическвм
Параметр с радиационным охлаждением охладителем на
установках
по методу Бриджмена на установке УВНК-9 УВНС-4
GL К/см
R, мм/мин
X, мкм
dfam, ш
4орб, ш
rw%
(США)
20-30
4-5
300
8
1,8
0,25
ПМП (Россия)
10-20
3-4
500
10
2
0,80
50-70
4-5
250
6
1,0
0,17
200-250
4-5
160
£5
£0,5
0,04
61
ГЛАВА 2
«е»>» %»' >^> »5^
ВИАМ, позволили установить, что повышение температурного градиента
на фронте кристаллизации в условиях дендритного роста способствует
получению более качественной структуры жаропрочных сплавов.
Природу этого эффекта можно объяснить следующим образом. В условиях
дендритного роста при направленной кристаллизации жаропрочных сплавов
перед фронтом кристаллизации существует жидкотвердая область,
состоящая из закристаллизовавшихся осей дендритов, ориентированных в
направлении роста, и расплава, сосредоточенного в междендритном
пространстве. Размер этой области зависит от температурного интервала
кристаллизации жаропрочного сплава и температурного градиента на
фронте кристаллизации. При направленной кристаллизации с невысоким
температурным градиентом по существующим промышленным
технологиям за рубежом и в России (G~ 10—30 К/см) размер жидкотвердой
области достаточно велик (десятки миллиметров). Из-за перекрытия
дендритных каналов осями второго порядка течение расплава в дендритных
каналах затруднено. Вследствие различия модярных объемов жидкой и
твердой фаз, в основании дендритов формируются междендритные поры.
Высокоградиентный способ направленной кристаллизации обеспечивает
существенное уменьшение размера жидкотвердой области перед фронтом
кристаллизации. Это облегчает подпитку расплавом основания дендритов
и соответственно способствует уменьшению размера междендритных пор.
Повышение температурного градиента на фронте кристаллизации
способствует также получению более однородной структуры
жаропрочного сплава с меньшим расстоянием между осями дендритов, меньшей
дендритной ликвацией, меньшими размерами упрочняющих фаз. Кроме
того, при высоких значениях G подавляется процесс образования
легкоплавких неравновесных фаз.
На рис. 1 показаны характерные микроструктуры жаропрочного
сплава, полученного по промышленной технологии за рубежом (рис. 1, а)
и методом высокоградиентной технологии (G > 200 К/см) в ВИАМ
(рис. 1, б). Хорошо видно, что в условиях высокоградиентной
направленной кристаллизации формируется более однородная, тонкодендритная
структура, размер составляющих которой уменьшился в несколько раз.
При исследовании диффузионных характеристик жаропрочного
сплава, проведенном с помощью авторадиографического анализа с
применением радиоактивного изотопа 63Ni, установлено, что высокоградиентная
направленная кристаллизация обеспечивает создание структуры,
диффузионная проницаемость которой уменьшается вдвое. Это
свидетельствует о повышении термической стабильности и снижении темпов разуп-
62
литейные жаропрочные сплавы н покрытия
Рис. 1. Микроструктура (хЮО) жаропрочного сплава (монокристаллы с ориентацией
[001]) в зависимости от температурного градиента на фронте кристаллизации:
а - 30 К/см; б - > 200 К/см
рочнения жаропрочного сплава, получаемого высокоградиентной
направленной кристаллизацией.
Оценка комплекса свойств жаропрочных сплавов показала, что
применение высокоградиентной направленной кристаллизации для литейных
жаропрочных сплавов на никелевой основе обеспечивает повышение
прочностных характеристик на 10—15% и усталостных — на 25—30%.
Для интерметаллидных (на основе Ni3Al) экономнолегированных
тугоплавкими элементами жаропрочных сплавов с более низкой плотностью
(7,8—7,9 г/см3) высокоградиентная направленная кристаллизация
обеспечивает повышение рабочих характеристик до уровня свойств
промышленных жаропрочных сплавов (с более высокой плотностью 8,6 г/см3 и
в 1,5 раза большей стоимостью).
Применение этого процесса при получении лопаток газотурбинных
двигателей из эвтектических жаропрочных сплавов повышает уровень
жаропрочности (в 1,5—2 раза) и одновременно — сопротивление
усталостным нагружениям (на 30—40%).
В результате проведенных в ВИАМ исследований разработана
промышленная технология высокоградиентной направленной кристаллизации,
включающая в себя процесс изготовления высокоогнеупорных
керамических форм на основе А1203 и бескремнеземного связующего. Создана
специализированная высокоградиентная печь УВНЭС-4, конструкция
теплового узла которой, а также способ высокоградиентной направленной
кристаллизации защищены патентами Российской Федерации.
63
ГЛАВА 2
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛИТЬЯ
МОНОКРИСТАЛЛИЧЕСКИХ ЛОПАТОК
С ВЫСОКОЙ СТЕПЕНЬЮ СТРУКТУРНОГО СОВЕРШЕНСТВА
Повышение эксплуатационных характеристик лопаток достигается
созданием оптимальной кристаллографической ориентации
монокристаллической структуры относительно действующих в лопатке механических
и термических напряжений.
Технология монокристаллического литья, широко применяемая за
рубежом, основана на отборе с помощью специальных кристаллоотбор-
ников из множества столбчатых зерен одного кристалла с аксиальной
текстурой <001>. Наиболее распространенная за рубежом конструкция
кристаллоотборника представляет собой спиральный литниковый ход,
выполненный в форме между стартовой полостью, где формируются
столбчатые зерна, и полостью самой отливки турбинной лопатки (рис. 2, в).
Технология позволяет получать отливки только с ориентацией [001] с
точностью а[001] = 10—15 град. Азимутальную ориентацию, так же как и
отличные от [001] аксиальные ориентации, регламентировать в данной
технологии практически невозможно.
Отечественная технология получения монокристаллических отливок,
разработанная в ВИАМ, основана на использовании затравок с
температурой плавления на 120—150 °С выше, чем температура ликвидус
жаропрочного сплава отливки. В частности, для этой цели используется
бинарный сплав никеля с вольфрамом, поскольку легирование последним
в области у-твердого раствора обеспечивает повышение температуры
плавления никеля до ~1520°С при содержании вольфрама -14% (ат.)
[35% (по массе)]. Затравочный метод позволяет получить отливки
любой заданной ориентации — как аксиальной, так и азимутальной.
Относительно малые размеры тугоплавких затравок позволяют
размещать их под любым заданным углом к оси отливки и выполнять
затравочную полость соответствующей конфигурации, а также дают
возможность от затравки одной ориентации, например [001], путем
изменения ее положения получать отливки с разными аксиальными ориен-
тациями: [001], [111], [112].
Анализ серийной технологии монокристаллического литья в печах
УВНК-8П с применением Ni—W затравок показал, что наряду с
лопатками достаточно высокой для дендритно-ячеистой структуры степенью
совершенства (Даг001] = 1—1,5 град) встречаются лопатки с расширенным
рентгеноструктурным рефлексом, состоящим из нескольких «пиков»
64
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ Н ПОКРЫТИЯ
(рис. 2, а). Наличие «сложных» рефлексов указывает на присутствие в
отливке фрагментов, блоков или субзерен, размеры которых сравнимы с
размерами самой отливки. Величина Да в монокристаллах может
достигать 3—5 град. Следует отметить, что разориентация в таких пределах
незначительно сказывается на эксплуатационных характеристиках лопаток.
Так, по техническим условиям зарубежных фирм в монокристаллических
отливках допускается разориентация блоков или субзерен Да = 6—8 град.
Однако разориентация крупного блока (> 2 град) делает его видимым при
визуальном контроле, в результате чего отливки бракуются — выход
годного, естественно, снижается. Введение в технологию определения раз-
ориентации субзерен хотя и возможно, но связано с повышением
сложности и увеличением продолжительности аттестации отливок турбинных
лопаток.
Исследования показали, что механизм возникновения разориентации
на стадии зарождения связан с образованием на рабочем торце
затравки налетов оксидного характера при нагреве формы под заливку. В
результате контакт расплава металла и затравки становится неполным, что
и ведет к возникновению крупных субзерен. Кроме того, в отливке
может наследоваться блочность самого затравочного кристалла. С
учетом изложенного, была предложена комбинированная технология [2], в
и
W
Затравка \^ш/
Вставка -
кристалле»-
отборник
Затравка
1л
I
Да * 2-5
L
Вставка -
кристалло
отборник
Водоохлаждаемый
г * ХОЛОДИЛЬНИК
а<нкь» фад
a<HKL» фад
а<нкь» фад
Рис. 2. Уровень структурного совершенства (а — отклонение азимутальной ориентации;
Да — величина рентгеноструктурного рефлекса) монокристаллических лопаток для
различных конструкций стартовой зоны:
а - с применением затравки из сплава никеля и вольфрама; б — комбинированный
метод затравка—кристаллоотборник; в - зарубежный метод с кристаллоотборником
5 - 5961
65
которой используется затравка из сплава Ni—W и кристаллоотборник
типа «геликоид» (рис 2, б). Такая технология сохраняет все
преимущества затравочной технологии и обеспечивает получение совершенной
монокристаллической структуры, характерной для метода отбора. При
разработке конструкции кристаллоотборника учитывались требования и
особенности, которые возникают при его совместной работе с затравкой.
Во-первых, в отличие от зарубежной технологии, когда отбирается одно
зерно из множества столбчатых зерен (см. рис. 2, в), в данном случае
необходимо отобрать одно субзерно из затравочного кристалла, если
последний оказывается блочным. Во-вторых, кристаллоотборник должен
предотвратить или хотя бы существенно снизить интенсивность
образования на поверхности затравки пленок—конденсатов. И, наконец,
в-третьих, конструкция и размеры кристаллоотборника должны органично
вписаться в габариты отработанной конструкции литейной формы, с
минимальной переделкой последней.
На рис. 2, б представлена конфигурация затравочной полости
литейной формы, выполненной по комбинированному варианту. Над
полостью с затравкой располагается полость для размещения
кристаллоотборника. Сам кристаллоотборник представляет собой цилиндрическую
вставку диаметром —8—10 мм и высотой —10—12 мм, в центре которой
выполнен спиральный литниковый ход диаметром 1,8—2 мм. Эта вставка
выполняется из керамических масс методом прессования с последующим
обжигом. Вставка—кристаллоотборник устанавливается в форму, затем на
нее помещается затравка, которая фиксируется керамической массой.
Результаты внедрения показали, что «комбинированная» технология
монокристаллического литья обеспечивает высокий выход годного в
результате повышения структурного совершенства зародившегося от
затравки монокристалла, что подтверждается достаточно малой для дендритно-
ячеистой структуры угловой шириной рентгеновского рефлекса от него.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛИТЬЯ ЛОПАТОК
С ТРАНСПИРАЦИОННОЙ (ПРОНИКАЮЩЕЙ)
СИСТЕМОЙ ОХЛАЖДЕНИЯ
Ведущие моторостроительные фирмы США и Великобритании
активно разрабатывают транспирационный способ охлаждения
высокотемпературных лопаток авиационных ГТД.
Основной замысел рассматриваемого способа — создание
дополнительных элементов системы охлаждения непосредственно в стенке ло-
66
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ Н ПОКРЫТИЯ
патки. При этом чем ближе указанные элементы расположены к
наружной поверхности пера лопатки, тем выше эффективность теплоотбора
через ее стенку (обычно толщиной -0,5 мм).
В зависимости от температурного режима работы двигателя,
конструктивных особенностей лопатки, технологических возможностей ее
производства и экономической целесообразности существуют различные
схемы реализации способа проникающего охлаждения. Следует при этом
отметить, что во всех случаях используется сочетание способов
охлаждения: для входной кромки предусматривается пленочный способ, для
выходной — конвективный, а спинка и корыто имеют проникающее
охлаждение. Соответственно общим признаком для всех конструктивных
решений проникающего охлаждения является двойная стенка пера на
спинке и корыте, разделенная сплошной полостью либо отдельными
радиальными каналами. Внутренняя «холодная» стенка, которая является
несущей, имеет ряды калиброванных отверстий для циркуляции
охлаждающего воздуха, а на внешнюю горячую поверхность воздух
выпускается через выходные отверстия.
В ВИАМ разработана и запатентована оригинальная технология
изготовления составного стержня для отливок с проникающей системой
охлаждения [3]. Составной стержень (рис. 3) состоит из основного
керамического стержня (рис. 3, а), который прессуют по стандартной
технологии, и соединенных с ним мини-стержней (рис. 3, б), формирующих
при литье радиальные каналы, а также входные и выходные отверстия в
стенке лопатки. Мини-стержень представляет собой рамку
трапецеидальной формы, внутри которой имеется тонкая перегородка 7, соединенная
с обеих сторон цилиндрическими перемычками 2 с боковыми стенками
рамки 3 (оси перемычек смещены одна относительно другой).
Мини-стержни соединяются с основным стержнем с помощью
шлицев. Такие соединения обеспечивают строгую фиксацию основного
стержня в оболочковой форме и гарантируют постоянство толщины стенки
по всему периметру лопатки. В то же время скользящая посадка мини-
стержней в шлицевых пазах основного стержня допускает небольшие
относительные смещения в случае возникновения температурных
градиентов на разных подготовительных стадиях или в процессе литья,
например при удалении модельной массы, обжиге формы, заливке металла в
форму и собственно направленной кристаллизации. Кроме того,
рамочная конструкция обеспечивает необходимую жесткость и формоустойчи-
вость мини-стержней как при обжиге, так и при литье. Сводятся к
минимуму такие дефекты, как коробление при обжиге или обламыва-
5*
67
ние тонких перемычек при заливке расплава и кристаллизации. Все эти
обстоятельства позволяют получать отливки лопаток с высоким
выходом годного и качественной поверхностью, не требующей последующей
механической обработки.
Дальнейшие операции (изготовление моделей и оболочковой
формы, направленная кристаллизация, удаление стержня) соответствуют
стандартной технологии точного литья. Направленную кристаллизацию
лопаток с проникающим охлаждением наиболее целесообразно
проводить в высокоградиентных печах. Эта рекомендация имеет следующее
физическое обоснование. При направленной кристаллизации по методу
Бриджмена междендритное расстояние составляет 350—400 мкм, что срав-
а б в
Рис. 3. Конструкция основного стержня (а), мини-стержня (б: 1, 2, 3 — перегородка,
перемычки и боковые стенки рамки—стержня) и составного стержня (в)
68
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
нимо с толщиной стенки лопатки (500 мкм), — в результате в стенке
помещается всего один ряд дендритов. Направленная кристаллизация в
высокоградиентных печах приводит к уменьшению междендритного
расстояния в 2—3 раза — таким образом, количество дендритов на единицу
площади возрастает в 4—9 раз. Положительным следствием этого
является также возможность ускоренного устранения дендритной ликвации
при последующей термической обработке за счет сокращения путей
диффузионного массопереноса. Наряду с этим, как было отмечено выше, это
способствует уменьшению микропористости в теле отливки.
По данной технологии были изготовлены и испытаны в ЦИАМ
имитационные трубчатые образцы с системой аксиальных каналов
прямоугольного сечения, имеющих
входные и выходные
отверстия, а также модельные
лопатки газогенератора
конструкции ВИАМ—ЦИАМ
(рис. 4).
Применение
мини-стержней для лопаток сложной
конфигурации профиля и с
малой толщиной стенки
(< 1,2 мм) оказалось крайне
затруднительным. В ВИАМ
был разработан способ
комбинированных
стержней с применением
«гибкой» керамики [4] — кера-
мополимерного материала,
способного огибать слож-
нопрофильные поверхности
без образования трещин и
надрывов, фиксировать
заданный профиль, а при
высокотемпературной
обработке переходить в твердое
состояние. Гибкий керамо-
полимерный стержень
изготовляется методом Про- Рис 4 Модельная лопатка (поперечное и продоль-
катки ИЛИ штамповки В ное сечение) конструкции ВИАМ-ЦИАМ
69
виде тонкой пластины с поверхностным рельефом (штырьками) и
системой отверстий. Применение «гибкого» керамического стержня с
двухсторонними штырьками позволяет эффективно воспроизводить
проникающую систему охлаждения по входной кромке лопаток. Следует
особо отметить, что выходные отверстия на внешней стороне лопаток по
технологии ВИАМ оформляются в процессе литья, в то время как
западные фирмы формируют их методом прожигания.
В настоящее время совместно с ЦИАМ и конструкторскими бюро
проводится работа по созданию и изготовлению монокристаллических
лопаток с проникающей системой охлаждения для нового поколения
авиационных и стационарных ГТД.
Библиографический список
1. Каблов Е.Н. Литье лопаток газотурбинных двигателей. — М.: 'МИСИО. — 2001. — 631 с.
2. Каблов Е.Н. Производство турбинных лопаток ГТД методом направленной
кристаллизации//Газотурбинные технологии, 2000, №3, с. 10—13.
3. Каблов Е.Н., Демонис И.М., Светлов И.Л., Фоломейкин Ю.И. Составной керамический
стержень для литья полых охлаждаемых изделий. Пат. 2090299 (РФ), 1995.
4. Фоломейкин Ю.И., Светлов И.Л., Каблов Е.Н, Демонис КМ. Способ изготовления
составного керамического стержня для литья полых изделий. Пат. 2126308 (РФ), 1998.
УДК 629.7.03-226.2
Е.Н. Каблов, С.А. Мубояджян
ЗАЩИТНЫЕ ПОКРЫТИЯ ЛОПАТОК ТУРБИН ГТД
В настоящее время практически все детали ГТД имеют защитные или
упрочняющие покрытия, которые в значительной мере определяют
ресурс и надежность ГТД, а также технологическое совершенство
двигателя. Все ведущие двигателестроительные фирмы уделяют значительное
внимание покрытиям, так как они во многом определяют «лицо»
двигателя и его работоспособность. От типов покрытий и технологий их
получения, номенклатуры покрытий в значительной мере зависят
трудоемкость и технологичность изготовления двигателя и в конечном счете —
стоимость его производства.
В номенклатуре покрытий, используемых в ГТД, защитные
покрытия лопаток турбины занимают особое положение. Эти покрытия
работают при экстремально высоких температуре и уровне напряжения,
70
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ Н ПОКРЫТИЯ
поэтому к ним предъявляется комплекс требований: в первую очередь,
высокие термостабильность и термостойкость в контакте с жаропрочным
сплавом (ЖС) лопатки, а также высокое сопротивление образованию
трещин термоусталости и высокая пластичность в широком интервале
температур. Для ГТД 5-го и 6-го поколений рассматриваются
монокристаллические лопатки из жаропрочных сплавов 2-го и 3-го поколений с
транспирационной системой охлаждения, работоспособные при
температуре газа на входе в турбину 1900—2200 (2400) К. Такие лопатки
представляют собой «ажурные» конструкции со сложной системой
внутренней полости и имеют охлаждающие каналы в стенке лопатки,
сообщающиеся с воздухоподводящими каналами внутренней полости и газовым
трактом двигателя системой отверстий размером ~ 0,5—1 мм,
обеспечивающей эффективное внутреннее струйное и внешнее пленочное
охлаждение наружной стенки лопатки. Толщина наружной трактовой стенки
лопатки составляет ~ 0,5 мм, а несущей внутренней стенки ~ 1 мм. При
такой конструкции лопаток турбины защита внутренней и внешней,
трактовой, поверхностей лопатки от высокотемпературной газовой
коррозии становится проблематичной.
Анализ существующих методов получения защитных покрытий на
внутренней полости лопаток применительно к лопаткам с
транспирационной системой охлаждения показывает, что практически единственным
методом получения таких покрытий является газовое циркуляционное
осаждение, позволяющее формировать на поверхности жаропрочного
сплава диффузионные алюминидные или хромоалюминидные слои [1].
Для получения качественных покрытий этим методом требуется
тщательная подготовка под покрытие поверхностей внутренней полости и
внутренних и внешних отверстий, заключающаяся в очистке поверхности от
керамики и других неметаллических включений и ее обезжиривании с
последующим контролем подготовки поверхности под покрытие.
Диффузионные алюминидные слои на поверхности внутренней
полости лопаток формируются по одностадийной (газовое
циркуляционное алитирование — ГЦА) или двухстадийной технологии (никельхро-
мирование + хромоалитирование).
После ГЦА на поверхности жаропрочного сплава формируется
диффузионный слой, внешняя зона которого по результатам рентгенострук-
турного и микрорентгеноспектрального анализов состоит из NiAl [(3-фазы
(20—24% (по массе) А1), легированной кобальтом и хромом].
Тугоплавкие элементы ЖС (W, Mo, Nb) концентрируются в диффузионной зоне,
образуя карбиды и фазы сложного химического состава. Содержание
71
ГЛАВА 2
^Ш!Ш1шИЙ^РИЯ^ЯШ;
хрома во внешней зоне слоя определяется содержанием этого элемента в
сплаве лопатки и, например, в сплавах ЖС26, ЖС26У составляет 2-2,5%,
что объясняется малым содержанием хрома в ЖС.
В процессе ГЦА реализуется малоактивный механизм формирования
диффузионного слоя, когда покрытие формируется путем
преимущественной диффузии никеля из ЖС через слой образующегося интерме-
таллида.
Толщина покрытия зависит от условий его формирования:
температуры процесса и продолжительности насыщения. Увеличение
температуры насыщения приводит к росту толщины покрытия без изменения
механизма формирования слоя. При постоянной температуре насыщения
рост слоя во времени подчиняется параболической зависимости.
Качественный алитированный слой толщиной 30—40 мкм на жаропрочных
никелевых сплавах обычно формируется при температуре 1000 °С за 3-4 ч
выдержки.
Алитированный слой, полученный газовым циркуляционным
способом на наружных и внутренних поверхностях охлаждаемой лопатки,
равномерный и однородный по составу, причем на поверхности
внутренней полости наблюдается снижение толщины слоя (8) покрытия и
содержания в нем алюминия (С) до величин 0,68 и 0,9С (по
сравнению с покрытием с аналогичными параметрами на внешней трактовой
поверхности лопатки) соответственно.
Алюминидное покрытие, полученное ГЦА, обеспечивает защиту
жаропрочных никелевых сплавов от окисления при температурах до
1000—1050 °С, практически не влияет на прочностные характеристики
композиции сплав-покрытие (наблюдается некоторое повышение
пластичности), оказывает положительное влияние на характеристики
термоциклической ползучести ЖС (в 2 раза повышается число циклов до
разрушения по сравнению со сплавом без покрытия), а также на
сопротивление ЖС разрушению при действии циклических нагрузок.
Покрытия, полученные одностадийным ГЦА, применяются в
промышленности для защиты от окисления внутренней полости лопаток
ряда двигателей, в том числе двигателя ПС-90.
Более высокими защитными свойствами обладают двухстадийные
газоциркуляционные покрытия (ГЦП) системы Ni—A1—Сг,
дополнительно легированные хромом. На первой стадии насыщения на
поверхности никелевых сплавов формируется однофазный Ni—Сг слой. На
второй стадии проводится хромоалитирование. После диффузионного
отжига на сплаве ЖС26У получается алюминидное покрытие с
72
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
содержанием, % (по массе): -19А1; ~6Сг; ~6Со (из основы); ~0,5W.
Толщина слоя ~ 35—40 мкм.
Внешняя зона покрытия представляет собой (3-фазу, легированную
кобальтом и хромом, практически не содержащую тугоплавких
металлов, легирующих жаропрочный сплав. В результате двухстадийного
процесса в покрытие удается ввести дополнительное количество хрома [до
6% (по массе)], что особенно важно для ЖС с малым содержанием
хрома. Для сравнения в табл. 1 приводятся результаты микрорентгеноспек-
трального анализа состава ГЦА покрытий, полученных по одно- и двух-
стадийной технологии.
Таблица 1
Состав алюминидных ГЦА покрытий на сплаве ЖС26У
Покрытие
Газовое
Циркуляционное
Алитирование
Двухстадийное
газовое
циркуляционное
алитирование (Nr~Al-Cr)
Зона*
слоя
1
2
3
1
2
А1
20,5
13Д
5,88
19,0
12,4
Содержание элементов,
Ti Cr Со Мо
0,42
1,02
0,9
0,3
0,5
2,3
5,9
4,6
6,0
8,5
7Д
9,0
9,3
6,05
7,1
0,44
0,8
0,06
0,59
% (по массе)
W Nb
0,18
19,8
1,24
0,3
11,6
0,1
1,04
1,6
0,2
0,74
Ni
Основа
Основа
Основа
Основа
Основа
* 1, 2 - внешний и внутренний слой покрытия; 3 - основа (ЖС).
Покрытие Ni—A1—Сг оказывает положительное влияние на
длительную прочность ЖС, повышая долговечность (время до разрушения)
образцов с покрытием. Двухстадийные ГЦП при испытаниях на
термоциклическую ползучесть повышают в 1,5—2 раза работоспособность ЖС в
сравнении с алитированным сплавом и оказывают положительное
влияние на предел выносливости сплава ЖС26У при температуре 1000 °С. В
целом двухстадийное ГЦП обеспечивает более надежную защиту от
окисления ЖС при температуре 1050 °С по сравнению с одностадийным
покрытием.
При использовании ГЦА для защиты поверхности перфорационных
отверстий на лопатках турбин ГТД, диффузионный слой покрытия в
отверстиях имеет толщину и содержание алюминия, близкие к
аналогичным параметрам покрытия внутренней полости лопатки. Качество
73
диффузионного слоя на поверхности перфорационных отверстий
зависит от чистоты этой поверхности перед алитированием. Обычно
перфорационные отверстия получают электроэрозионным способом, что
требует тщательной последующей подготовки поверхности перфорационных
отверстий под покрытие.
При ГЦА поверхности внутренней полости лопаток покрытие
формируется и на внешней, трактовой, ее поверхности, которую
практически трудно предохранить от алитирования. Газоциркуляционное
покрытие внешней поверхности лопатки не обеспечивает требуемый уровень
ее защиты, так как, во-первых, имеет недостаточный «запас»
(интегральное содержание) легирующих элементов (ограниченные толщина и
содержание алюминия и хрома во внешнем слое покрытия), а во-вторых,
недостаточный набор элементов, необходимых для комплексного
легирования покрытия (т.е. для обеспечения его работоспособности в
контакте с высокотемпературным газовым потоком ГТД при частых тепло-
сменах). Поэтому для защиты внешней трактовой поверхности лопаток
турбин с транспирационным охлаждением рассматриваются
многокомпонентные (МК) ионно-плазменные жаростойкие покрытия или
теплозащитные покрытия (ТЗП), содержащие ионно-плазменный
соединительный слой и внешний керамический слой на основе
стабилизированного диоксида циркония столбчатой, слоистой пористой или трещиноватой
структуры.
Формирование жаростойкого ионно-плазменного покрытия или
соединительного слоя для теплозащитного покрытия на внешней
трактовой поверхности пера лопатки возможно двумя способами:
— путем предварительного ионно-плазменного нанесения на
поверхность лопатки покрытия из никелевого сплава, определенной толщины
и состава, и последующего ГЦА или ГЦП. При этом на трактовой
поверхности лопатки будет формироваться легированное диффузионное
или конденсационно-диффузионное покрытие в зависимости от
толщины предварительно нанесенного покрытия из никелевого сплава,
содержащего элементы, легирующие диффузионный слой;
— путем нанесения ионно-плазменного легированного двухстадийно-
го диффузионного или конденсационно-диффузионного покрытия на
поверхность лопатки, имеющей ГЦА или ГЦП слой.
Таким образом, покрытие на трактовой поверхности лопаток с
транспирационным охлаждением с требуемыми защитными свойствами
возможно получить путем последовательного чередования двух
различных технологий — газового циркуляционного алитирования и ионно-
74
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
плазменной технологии высоких энергий. При этом ионно-плазменный
процесс характеризуется высокой точностью воспроизведения параметров
наносимого покрытия (2—3% — по толщине и 5% — по содержанию
каждого легирующего элемента), а процесс ГЦА имеет низкую точность
(~30—40% — по толщине и 5—10% — по содержанию алюминия).
Использование двух технологий, различающихся по точности, не
может обеспечить требуемую точность воспроизведения параметров
покрытия по трактовой поверхности для лопаток турбин теплонапряжен-
ных ГТД 5-го и 6-го поколений. Поэтому для получения качественных
покрытий на лопатках этих двигателей необходимо создание нового
поколения оборудования для ГЦА с АСУТП, обладающего высокой
точностью.
Для защиты трактовой поверхности лопаток турбин современных ГТД
от высокотемпературной газовой коррозии в ВИАМ разработаны
оригинальные технологические процессы получения на установке МАП-1М
ионно-плазменных (ИП) диффузионных, конденсированных и конденса-
ционно-диффузионных алюминидных покрытий, а также гамма сплавов
на основе никеля и алюминия для реализации этих технологий [2—5].
Типы покрытий, разработанных в ВИАМ для лопаток турбин ГТД,
приведены в табл. 2.
Формирование диффузионных покрытий на жаропрочных сплавах
происходит в плазме алюминиевого сплава, содержащего элементы,
легирующие покрытие. Технологический процесс обеспечивает
высокоточное формирование на поверхности жаропрочных сплавов легированных
диффузионных алюминидных слоев в диапазоне толщин 20—120 мкм с
содержанием алюминия 16—24% (по массе) и более, а также позволяет
воспроизводимо и точно профилировать толщину этих слоев по
рабочей поверхности пера лопаток ГТД, что недостижимо ни для одного из
известных способов получения таких покрытий.
Диффузионные ИП покрытия имеют характерное двухзонное
строение с внешним слоем на основе NiAl, легированного Сг (до 12%),
Сг—Y, Si, Si—Y, Pt и др. Легирование позволяет повысить защитные
свойства ИП покрытий по сравнению с традиционными алюминидны-
ми покрытиями. Композиции сплав—покрытие имеют на ~10% более
высокую жаропрочность, чем сплав без покрытия, более высокие
характеристики усталости и термостойкости. В настоящее время ионно-плаз-
менное диффузионное покрытие из алюминиевого сплава ВСДП-П(ВП)
системы А1—Si—Y благодаря своим преимуществам широко используется
в серийном производстве на предприятиях авиационной промышленно-
75
ГЛАВА 2
Таблица 2
Ионно-плазменные защитные покрытия дня лопаток турбин ГТД
Тип покрытия
Алюминндаые
диффузионные
покрытия
Легированные
алюминидные
диффузионные
покрытия
Конденсированные покрытия
Сплав (конструкция)
покрытия
ВСДП-ЩВП)
ВСДП-ЩВП)
ВСДП-15(ВП)
Система покрытия
NbAbSr-Y
NbAbSi-B
NbAbCr~Si-Y
Назначение
Защита от тазовой
коррозии в области
температур 950~1050°С
Защита от газовой
коррозии в облает СДП~2+ВСДП~11(ВП) Ni~AbCr~Si~Y
температур ШХЫ100°С ВСДП-8(ВП)+ NbAbCr~W~C~Y
Соединительные слои 4-ВСДП-ЩВП)
ТЗП ВСДП~9(ВП)+ Ni-Al-O-Ta-Y
+ВСДП-18
СДП~14ЖУЩ~11(ВП) NbAbCr-Co^SbY
Конден-
сационно-
диффузионные
покрытия
Защита от газовой
коррозии в области
температур 105(М100°С
Защита от сульфидно-
оксидной коррозии
в области температур
800-950 °С
Защита от газовой
коррозии в области
температур 1100-1200 °С
Соединительные слои
ТЗП
Защита от сульфидно-
оксидной коррозии
в области температур
800-950 °С
СДП-2
ВСДП-5
СД1Ы
СДП-6
СДП-2+ВСДП-1б(ВП)
ВСДП~8(9)+
*ВСДП~18(ВП)
СДП-1+ВСДП-ЩВП)
NbCr-AbY
М-Сг~А1НВ
NbCo-Cr-Al-Y
Co~Cr~AbNi~Y
(M*C)+NbCr~A!~
-Y+NbAbCr-Y
NbCr-Al(Ta)-W-
~C~Y+NbCr-Al~Y
Ni~Co~Cr~AbY+
+Ni-Al-Si-B
сти взамен порошкового и шликерного алитирования. Технология
успешно применяется и при ремонте диффузионных покрытий на лопатках
турбин, так как нанесение покрытия производится на заключительной
стадии ремонта, а замковая часть лопаток предохраняется от покрытия при
помощи технологической оснастки, удерживающей лопатки при
покрытии. При этом покрытие из сплава ВСДП— П(ВП) позволяет увеличить в
1,5 раза ресурс лопаток по сравнению со шликерным алюминидным
покрытием, традиционно используемым при ремонте лопаток турбин.
Для комплексного легирования ионно-плазменных диффузионных
покрытий и увеличения содержания легирующих элементов в покрытии
76
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
предложено нанесение конденсированных подслоев на никелевой
основе, содержащих элементы, легирующие покрытие1. В этом случае
толщина конденсированного подслоя должна быть меньше толщины
диффузионного слоя, что позволяет относить в целом покрытие к классу
диффузионных покрытий. Нанесение конденсированного подслоя с
целью легирования покрытия позволяет также устранить нежелательные
«дефекты» в поверхностном слое основы из жаропрочного сплава,
например карбиды, наличие которых на поверхности основы приводит к
структурной неоднородности покрытия по поверхности защищаемого
изделия. Одновременно с этим подслой является препятствием для
растворения тугоплавких элементов ЖС в диффузионном слое, что также
благоприятно сказывается на защитных свойствах легированного
покрытия. Состав подслоя, его толщина и содержание в нем легирующих
элементов выбираются таким образом, чтобы обеспечить требуемое
содержание легирующего элемента в диффузионном слое. При этом
избыток элементов, легирующих покрытие, выделяется в диффузионном
слое, состоящем из (3-фазы, либо в виде отдельных фаз или
соединений, либо в чистом виде, например ос-Сг. Таким образом можно
получать диффузионные покрытия с содержанием хрома 12—14% (хром
присутствует в Р-фазе в пределах его растворимости в виде силицидов
хрома или в виде ос-Сг), что недостижимо при других методах получения
таких покрытий. В процессе эксплуатации легированного покрытия
содержание хрома в р-фазе поддерживается за счет избыточного хрома,
имеющегося в диффузионном слое. Новый способ позволяет проводить
целенаправленное легирование ионно-плазменных диффузионных
покрытий в широких пределах не только элементами, повышающими
защитные свойства покрытия, но и элементами, упрочняющими Р-фазу и
повышающими термостабильность покрытия в контакте с ЖС, что важно
для лопаток турбин теплонапряженных ГТД, и позволяет повысить
рабочую температуру двухстадийных покрытий до 1100°С.
Применительно к защите турбинных лопаток с транспирационным охлаждением двух-
стадийные легированные диффузионные покрытия практически не
изменяют геометрии перфорационных отверстий (толщина покрытия над
поверхностью ЖС приблизительно равна толщине конденсированного
подслоя, т.е. ~ 20 мкм), что является преимуществом таких покрытий.
1 Мубояджян С. А, Каблов Е.Н., Будиновский С. А. и др. Способ получения
диффузионного алюминидного покрытия на изделии. — Положительное решение от 1. 11. 2000 г.
по заявке № 99111115/02 от 27.05.1999 г. на патент.
77
Hill
ШШШ^ШШШШ5.
Особенностями ионно-плазменных конденсированных покрытий
системы Mr-Cr-Al-Y (Ni-Cr-Al-Y; Ni-Cr-Al-Ta-Y; Ni-Cr-Al-W-C-Y
и др.), разработанных в ВИАМ, являются их мелкодисперсная
структура, высокая адгезия, а также высокая точность осаждения и низкая
стоимость [6]. Ионно-плазменные МК покрытия имеет высокую
термостойкость в контакте с жаропрочными сплавами и оказывают минимальное
влияние на механические характеристики материала основы, а в ряде
случаев позволяют значительно повысить свойства композиции сплав-
покрытие: например, малоцикловую усталость (до 20—25%),
термостойкость (в 2 раза и более), жаропрочность (на —10—15 %) при больших
базах испытаний (500 ч и более). Конденсированные покрытия успешно
используются также в качестве подслоев для получения двухстадийных
легированных диффузионных и конденсационно-диффузионных, а
также теплозащитных покрытий, содержащих внешний керамический слой
на основе стабилизированного диоксида циркония.
Ограниченный запас алюминия в конденсированных покрытиях
системы Ni—Cr—A1—Y, а также относительно высокая диффузионная активность
этих покрытий в контакте с ЖС не позволяют длительно использовать эти
покрытия при температурах свыше 1100°С. Поэтому для работы при
более высоких температурах в ВИАМ были разработаны оригинальные двух-
или трехслойные конденсационно-диффузионные (К-Д) покрытия,
обеспечивающие защиту жаропрочных сплавов в диапазоне температур от 1100
до 1200 °С. Повышение рабочей температуры таких покрытий было
достигнуто благодаря увеличению запаса алюминия в покрытии за счет
внешнего легированного диффузионного алюминидного слоя с
определенным и точно контролируемым содержанием алюминия. В ряде случаев для
значительного уменьшения диффузионной связи между основой и
покрытием в таких системах используются тонкие (~ 3 мкм) противодиффузион-
ные слои из карбида металла, получаемые методом плазмохимии высоких
энергий при подаче ацетилена в плазму карбидообразующего металла (при
давлении ~ 10"1 Па). Широкие перспективы для формирования на
поверхности ЖС барьерных слоев имеет новый процесс термостимулированного
насыщения поверхности ионами чистых металлов и сплавов при низких
энергиях частиц (до 2 кэВ), разработанный в ВИАМ. Процесс проводится
на модернизированной промышленной ионно-плазменной установке
МАП-1М и позволяет изменять физико-химические свойства
обрабатываемой поверхности путем управления ее структурно-фазовым состоянием.
В целом можно отметить, что рассмотренные К-Д покрытия имеют
значительно более высокие защитные свойства по сравнению с обыч-
78
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
ными конденсированными покрытиями, что обусловило их широкое
использование в промышленности [6].
Для защиты внешней поверхности пера лопаток турбин с транспи-
рационным охлаждением рассматриваются также ТЗП, содержащие
металлический соединительный слой и внешний керамический слой на
основе стабилизированного диоксида циркония. Для получения
заметного теплозащитного эффекта керамический слой со столбчатой
структурой, полученный электронно-лучевой технологией и обладающий
наиболее высокими защитными свойствами, должен иметь толщину не
менее 100 мкм, что связано с его относительно высоким
коэффициентом теплопроводности [(2—3 Вт/(м-К)]. В настоящее время ведутся
интенсивные работы по снижению теплопроводности
электронно-лучевой керамики до 1—1,5 Вт/(м-К), что позволит уменьшить толщину
керамического слоя ТЗП и повысить тем самым надежность покрытия.
Ресурс ТЗП зависит в первую очередь от состава соединительного
слоя, конструкции ТЗП, технологии нанесения ТЗП и определяется
прочностью (критической толщиной) оксидной пленки на поверхности
соединительного слоя, которая формируется на этой поверхности в
процессе эксплуатации ТЗП из-за «прозрачности» диоксида циркония для
кислорода. Поэтому ресурс ТЗП ограничен временем и условиями роста
оксидной пленки на поверхности соединительного слоя, что является
основным недостатком этих покрытий. Критическая толщина оксидной
пленки, при которой имеет место скалывание керамического слоя
покрытия на пере лопатки, зависит в первую очередь от условий
эксплуатации. Так, для высокотемпературных ГТД, имеющих приемистость в
пределах нескольких секунд, наблюдается значительное снижение
ресурса ТЗП. Поэтому применение ТЗП целесообразно только для
гражданских двигателей с рабочей температурой лопаток ТВД на уровне 1000 °С.
Ионно-плазменная технология высоких энергий также позволяет
осаждать керамические слои на основе стабилизированного диоксида
циркония методом плазмохимии высоких энергий путем подачи в
плазму сплава Zr—Y кислорода при давлении ~ 10"1 Па. Однако такие
теплозащитные покрытия характеризуются низкой термостойкостью из-за
высокой плотности ионно-плазменного керамического слоя, имеющего
равноосную субмелкозернистую структуру, что не позволяет компенсировать
значительные напряжения, возникающие в керамическом слое при тер-
моциклировании композиции сплав—покрытие. Применение такой
керамики для создания эффективного ТЗП возможно после разработки
специальной технологии термообработки покрытия с целью создания кера-
79
ГЛАВА 2
*с» jgy 3jjj> ^j^j^l^
мического слоя с трещиноватой структурой. Поэтому разработка новых
ТЗП с электронно-лучевым или альтернативным ионно-плазменным
керамическим слоем низкой теплопроводности [1—1,5 Вт/(м*К)] требует
создания специального технологического и испытательного оборудования и
усилий большого коллектива различных специалистов: материаловедов,
технологов, специалистов по оборудованию и др.
Для современных авиационных ГТД рост теплонапряженного
состояния лопаток турбины приводит к возникновению на профиле пера
лопаток различных зон, отличающихся друг от друга уровнем
температур, напряжений и знаком этих напряжений. В таких случаях подбор
защитного покрытия для внешней поверхности лопаток турбины
становится неразрешимой задачей, решение которой, как показали
проведенные в ВИАМ разработки, возможно путем «конструирования»
покрытия. При этом под термином «конструирование» понимается либо
профилирование толщины покрытия по зонам на поверхности пера лопатки,
либо применение по этим зонам покрытий различного типа в
зависимости от условий работы в этих зонах. Следует отметить, что принцип
конструирования покрытия нашел применение для лопаток турбины двух
типов современных ГТД, что позволило значительно (на 100%)
увеличить ресурс лопаток этих двигателей.
При нанесении на перо лопатки защитного или теплозащитного
покрытия имеет место частичное покрытие поверхности
перфорационных отверстий. Глубина проникновения внешнего покрытия в
перфорационные отверстия превышает в ~ 2—3 раза диаметр отверстий. Причем
толщина покрытия монотонно убывает по глубине отверстия, а
максимальная толщина покрытия располагается непосредственно за кромкой
отверстия и имеет величину ~ 0,5 от толщины внешнего покрытия. При
диаметре перфорационных отверстий ~ 0,5—1 мм сужение отверстий со
стороны внешней трактовой поверхности лопаток может приводить к
значительному изменению процесса истечения воздуха, охлаждающего
лопатку, и должно учитываться при расчете, конструировании и
изготовлении лопаток ГТД. Поэтому для лопаток турбин с транспирацион-
ным охлаждением выбор типа защитного покрытия необходимо
проводить на стадии проектирования, так как степень сужения
перфорационных отверстий существенно зависит от типа покрытия. При этом
минимальное сужение перфорационных отверстий происходит при
использовании ионно-плазменных диффузионных и легированных
диффузионных покрытий, а максимальное — при использовании ТЗП,
толщина которых на поверхности пера лопатки может составлять 150—200 мкм.
80
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ И ПОКРЫТИЯ
В заключение отметим, что создание системы покрытий для
защиты от высокотемпературной газовой коррозии внутренней полости и
внешней трактовой поверхности монокристаллических лопаток турбин с
транспирационным охлаждением, имеющих «ажурную» конструкцию с
множеством внутренних и внешних перфорационных отверстий малого
диаметра, представляет собой сложную научно-техническую задачу,
успешное решение которой возможно только путем последовательного
использования и сочетания химических и физических методов
осаждения покрытий и создания нового поколения промышленного
оборудования высокой точности с автоматической системой управления
технологическим процессом.
Библиографический список
1. Лесников В. П., Кузнецов В. П., Горошенко Ю.А. и др. Диффузионное насыщение
алюминием и хромом никелевых сплавов циркуляционным методом из газовой фазы//МиТОМ,
1998, №10, с. 21-25.
2. Каблов Е.Н., Мубояджян С. А., Будиновский С. А., Помелов Я. А. Ионно-плазменные
защитные покрытия для лопаток газотурбинных двигателей//Конверсия в машиностроении,
1999, №2 (33), с. 42-47.
3. Muboyadjyan S.A. High-Temperature Ion-Plasma Coatings for Gas-Turbine Engine Vanes//
Aerospace Journal, 1998 (May—June), p. 24-25.
4. Будиновский С. А., Каблов Е.Н., Мубояджян С. А. и др. Вакуумная плазменная технология
высоких энергий - эффективный путь создания новых покрытий и
материалов//Авиационные материалы на рубеже XX-XXI веков. - М.: ВИАМ, 1994, с. 314-325 .
5. Мубояджян С. А., Каблов Е. Н., Будиновский С. А. Вакуумно-плазменная технология
получения защитных покрытий из сложнолегированных сплавов//МиТОМ, 1995, №2, с. 15-18.
6. Мубояджян С.А., Будиновский С.А. Конденсированные и конденсационно-диффузионные
покрытия для лопаток турбин из жаропрочных сплавов с направленной кристаллической
структурой//МиТОМ, 1996, №4, с. 15-18.
6 — 5961
Глава 3
ВЫСОКОТЕМПЕРАТУРНЫЕ ЖАРОПРОЧНЫЕ
И ИНТЕРМЕ1АЛЛИДНЫЕ МАТЕРИАЛЫ
ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
УДК 669.018.26
Б. С. Ломбере, С.А. Моисеев
ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ДЛЯ СОВРЕМЕННЫХ И ПЕРСПЕКТИВНЫХ ГТД
На рубеже XX и XXI веков и в течение ближайших 10 лет
жаропрочные никелевые сплавы будут занимать заметное место в конструкциях
турбин, компрессоров высокого давления, камер сгорания
перспективных ГТД.
В последнее десятилетие в ВИАМ проводились исследования в
направлении создания новых жаропрочных деформируемых сплавов для
двигателей 5-го и 6-го поколений, а также повышения ресурса и
надежности материалов, разработанных в начале 1990-х годов.
СПЛАВЫ ДЛЯ ДИСКОВ ГТД*
Созданные в ВИАМ сплавы (табл. 1) отвечают основным требова-
Работа проведена совместно с Л.С. Маркиной, Л.П. Чударевой, СВ. Овсепяном,
Е. И. Разуваевым, Н. В. Моисеевым, С. В. Мулиным (ВИАМ), В. Г. Скляренко (ВИЛС).
82
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
Штамповки дисков из деформируемых жаропрочных сплавов
Таблица 1
Сплав
ЭК79-ИД
ЭК151-ИД
ЭК152-ИД
ЭП975-ИД
Диаметр
заготовок Oj
дисков,
мм
<350
<1000
<650
<650
<550
Jo,2
МПа %
1450 950 14 17
1300 900 13 14
145 105 14 14
155
130
Длительная прочность
8 \р KCU, Температура о, т, ч
испытания,
Дж/см2 °С МПа (не менее)
115 10 12
98 12 15
35
35
30
25
30
650
650
750
650
750
650
700
750
900
920
600
1030
650
1050
830
740
100
50
100
100
100
100
100
100
Гарантированные свойства по ТУ (не менее).
ниям, предъявляемым к материалу дисков и обеспечивающим их
работоспособность в серийных и перспективных ГТД:
— высокий уровень длительной и кратковременной прочности во
всем диапазоне рабочих температур;
— низкая чувствительность к концентраторам напряжений при
статическом нагружении;
— высокая пластичность при длительном и кратковременном
нагружении;
— достаточно высокое сопротивление малоцикловой усталости;
— стабильность структуры и фазового состава;
— хорошая технологичность.
Для выполнения требований ЦИАМ к дисковым материалам для
двигателей 5 и 5+ поколений были созданы модификации сплавов
ЭК151-ИД, ЭК152-ИД и ЭП975-ИД с повышенным уровнем
эксплуатационных свойств (табл. 2).
Оптимальное сочетание высокой прочности и малоцикловой
усталости обеспечивается в сплаве ЭК152-ИД со структурой «ожерелье» (рис. 1),
для получения которой были разработаны специальные режимы
деформации и термообработки.
Уникальная технология производства заготовок дисков из
высокожаропрочных деформируемых сплавов с использованием эффекта сверхпла-
6*
83
Свойства деформируемых высокожаропрочных сплавов для дисков перспективных ГТД
Сплав
ЭК152-ВД
Типа
ЭК151-ИД
ЭП975А-ИД
Рабочая
температура,
°С
£700
£800
£850
<975
°в °0,2
МПа
1580-
1620
1380-
1400
1500-
1550
1300-
1350
1200-
1250
1150-
1200
1050-
1100
1050-
1100
5,
%
г ю
£15
^16
216
Длительная прочность ат, МЦУ (при N=
МПа, при температуре, °С Температура
650 700 750 испытания, °С
1050-1080
1050-1080
1050-1080
800-830
—
-
650
700
720-740 750
650-700 650
780 750
<450;250)**
Ш4 цикл)
#
МПа
1230/550
1090/550
1000/470
1150/540
1050/520
Таблица 2
Тип
структуры
В числителе - значения дая гладких образцов, в знаменателе - с надрезом (<х0 = 3>35; гн ~ 0,25 мм).
* Цифры в скобках — значения при температуре 850 и 950 °С соответственно.
ЖАРОПРОЧНЫЕ И ННТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
стичности была создана ВИАМ совместно с сотрудниками завода
«Электросталь» и Ступинского металлургического комбината (рис. 2).
На рис. 3 показаны образцы штамповок дисков из сплавов ЭК79-ИД,
ЭК151-ИД, ЭК152-ИД и ЭП975-ИД, полученные по этой технологии для
различных ГТД.
Новые деформируемые дисковые материалы широко внедряются и
опробуются в серийных и во многих перспективных ГТД и ГТУ (табл. 3).
Всесторонние металлургические исследования, проведенные на
промышленных штамповках из новых материалов, показали соответствие
свойств во всех зонах диска (обод, полотно, ступица) нормам
технические. 1. Микроструктура (хЮО) штамповок дисков сплава ЭК152-ИД:
а — «ожерелье»; б — равноосная
Выплавка
ВИ+ВДП
(слиток
диаметром
до 400 мм)
=4>
Гомогенизация
и горячее
прессование слитков
(структура,
пригодная для
сверхпластичео
кой деформации;
6>500%)
ЩйаЩш^
Объемная
штамповка на
гидравлических прессах
(в том числе в
изотермических
условиях):
- повышение
КИМ в 2 раза;
- снижение
стоимости
на 30 %
<=$>
Упрочняющая
термообработка,
формирование
оптимальной
микроструктуры
Рис. 2. Технологическая схема производства заготовок дисков из высокожаропрочных
сплавов ЭК79-ИД, ЭК151-ИД, ЭК152-ИД, ЭП975-ИД
85
ГЛАВА 3
«■»> %»'■ >'jS»'> 3g>-
Таблица 3
Применение новых деформируемых жаропрочных сплавов в серийных
и перспективных ГТД и ГТУ
Сплав
ЭК79-ИД
ЭК151-ИД
ЭК152-ИД
ЭП975-ИД
Тип двигателя
НК32
РДЗЗ
Р79; Р79-300
Д27, Д27М
НК93
ТВД1500
ТВД600
НК36СТ; НК37; НК399
Д27; Д27М
ПС90А
АЛ-41Ф
НК92; НК93 и др.
АЛ~31СТ
ТА8
ТА14
НК92; НК93 и др.
Деталь
Диски турбины и КВД
То же
Диски турбины
Диски ЦБК, ТВВ; вал
Диски турбины; кольца
То же
—^—.
Диски турбины и КВД
Диски ТВД и ТНД
Диски турбины
Диски ТВД, ТНД и КВД
Диски турбины
Диски ТВД и ТНД
Диск-вал
То же
Диски турбины; кольца
м
4
*&
М
ш
ян
«"«Sin <tf'w ,
явь
ШШ^шШ
SgK; :^Н|
1Ш
■J™
IF- .-
Ш1ЁШМ^^^^Шт/^'%^Я!ш$
ШЩШШЯШ^** * .ЯВИ
/, ^^Щ
ИРШ
|L^a|
Рис. 3. Штамповки дисков для перспективных ГТД из сплавов ЭК79-ИД, ЭК151-ИД,
ЭК152-ИД, ЭП975-ИД
86
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛ»!ДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
650 С
800 С
650 С
800 С
Рис. 4. Влияние коррозионной среды (а — NaCl; б — Na2S04 + NaCl) на длительную
прочность (при 650 и 800 °С) сплавов после испытаний (30 циклов) по режиму: нанесение
соли на образец, нагрев до заданной температуры, выдержка 1 ч, охлаждение до 20 °С:
1 1 — ЭП741Н-П (гранульный): фронтальная коррозия; сколы (до 50% по периметру);
■I — ЭП742-ИД (деформируемый): незначительная фронтальная коррозия; местами
сколы
ких условий. Это подтверждается, например, результатами исследований
штамповок дисков сплава ЭК151-ИД различных изделий.
В связи с расширением эксплуатации дисков из сплава ЭП741Н-П,
изготовленного методом гранульной металлургии, для уточнения условий
их применения были проведены сравнительные коррозионные испытания
дисковых материалов, полученных по разным технологиям (рис. 4).
Кроме того, с помощью авторадиографического метода были изучены типы
структур гранульного жаропрочного сплава на различных стадиях
технологического процесса (рис. 5). Приведенные данные показывают, что
материал, полученный по технологии газоизостатического прессования (ГИП)
с последующей деформацией, обеспечивает однородную мелкозернистую
структуру и, как следствие, более высокий уровень свойств (табл. 4).
Таким образом, основные условия применения гранульных дисков
из жаропрочных никелевых сплавов для ГТД и ГТУ могут быть
сформулированы следующим образом:
— использование гранул размером < 100 мкм;
— применение заготовок, полученных методом ГИП + деформация;
— максимальная рабочая температура дисков <650°С.
Из перспективных работ1 для двигателей последующих поколений
следует отметить создание конструкции «блиск» (лопатка + диск) с ис-
Совместно с B.C. Рыльниковым.
87
ГЛАВА 3
намет]
ГОТОВК]
мм
280
520
Свойства дисков из сплава ЭП741Н-П*
: Технология
9 изготовления
ГИП
ГИП+деформацня
ГИП
ГИП-fдеформация
* Данные ВИЛС
** Надрез: гн = 0,15 мм; аа
ав 0О,2
МПа
1520
1520
1450
1670
= 3,75.
ИЗО
1125
950
1150
6 у KCIJ>
% Дж/см2
20 20 49
20 20 65
25 23 60
17 18 40
Таблица 4
о«$°, МПа,
образцов
гладких с надрезом**
1020 1020
1050 1070
950 950
1050 1050
Рис. 5. Структура гранульного жаропрочного сплава при различной технологии
изготовления:
а, б — хЮОО; ГИП и ГИП + деформация соответственно; в, г - хЮО; ГИП +
термообработка (в) и ГИП+деформация + термообработка (г)
88
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
пользованием для соединения разнородных материалов метода
высокотемпературной пайки (рис. 6).
Оптимальный выбор материала лопаток, дисков и
высокотемпературных припоев, а также режимов пайки и термообработки обеспечивает
отсутствие в зоне соединения дефектов и хрупких выделений. При
реализации подобной конструкции снижение массы ротора составит -30%.
II
Зона
пайки
Рис. б. Структура (хЮО) конструкции «блиск» (лопатка+диск) после
высокотемпературной пайки (а; припой ВПрЗб) и последующей термообработки (б):
I - лопатка ЖС26У+диск ЭП975-ИД; II - лопатка ЖС32+диск ВЖ137-ИД
89
ГЛАВА 3
^^^^^^S^"^^^
МАТЕРИАЛЫ ДЛЯ КАМЕР СГОРАНИЯ,1
Жаропрочные свариваемые сплавы на никелевой основе нашли
широкое применение для камер сгорания и дожигания, экранов,
форсунок, корпусов камер сгорания и КВД, задних опор турбины,
высокотемпературных газоводов и др.
Для современных и перспективных авиационных ГТД разработаны
новые материалы, позволяющие повысить рабочие температуры камер
сгорания на 150-200 °С.
Было показано, что введение кобальта положительно влияет на
прочность, запас пластичности и вязкости аустенитной матрицы. Это было
использовано при разработке сплава ВЖ145 (ЭК102) (15% W, 30% Со,
20% Сг). Сплав структурно стабилен и существенно превосходит
серийные сплавы аналогичного назначения по прочности, жаропрочности и
термостойкости. Он технологичен и хорошо сваривается всеми видами
сварки. По всему комплексу свойств практически равноценен
зарубежному сплаву HS-188 (40% Со) и может быть использован длительно при
температурах до 1100°С (о1^0 составляет 35-40 и 40 МПа для сплавов
ВЖ145 и HS-188 соответственно).
Сплав ВЖ145 (ЭК102) характеризуется высокой ремонтоспособнос-
тью в процессе как изготовления узлов, так и при эксплуатации их в
изделиях.
Этот сплав успешно прошел опробование и внедрение на СНТК
им. Н.Д. Кузнецова (НК-92), ОАО «Авиадвигатель» (ПС-90А,
газогенератор 94-30), ЗНКБ «Прогресс» (двигатель Д-27); начато опробование на
заводе «Салют» (двигатель АЛ-31Ф).
Особенностью нового сплава ВЖ159 являются высокие
характеристики пластичности и технологичности (на уровне свойств гомогенного
сплава ЭИ868), при этом кратковременные прочностные свойства и
длительная прочность в диапазоне рабочих температур от 650 до 1000 °С
также находятся на высоком уровне (табл. 5). Очень важно также, что
сплав значительно превосходит по термостойкости все серийные
гомогенные сплавы на Ni-Cr и Ni-Cr-Co основах: например, при режиме
испытания 1000 °С ^>200°С новый сплав выдерживает 500 циклов
(термостойкость серийного сплава ЭП648 75 циклов).
В химическом составе сплава ВЖ159 не содержится дефицитных
легирующих элементов Со и W (плотность сплава 8250 кг/м3), материал
Работа проведена совместно с В. Б. Латышевым
90
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТДЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
Сплав
ВЖ145(ЭК102)
ВЖ152*
ВЖ159
ВЖ155
0В>
МПа
850-900
900
ИОО
800
80
90
~
—
35
40
20-25
60
16
18
10
40
Таблица 5
Свойства новых жаропрочных свариваемых сплавов
для камер сгорания перспективных ГТД
а100 , МПа, при температуре, °С
800 900 1000 1100 1200
170
170-180
20
Материал для камер сгорания со слоисто-проницаемым охлаждением.
хорошо сваривается. Из него были изготовлены сложные узлы горячего
тракта двух новых изделий РКБМ.
Для высокотемпературных узлов камер сгорания и других деталей
горячего тракта ГТД разработан новый сплав ВЖ155 с рабочей
температурой до 1200°С (см. табл. 5). Такие свойства по жаропрочности
получены в результате разработки специального состава на Ni—Сг основе
и оригинального режима химико-термической обработки.
Высокая жаропрочность сплава ВЖ155 обеспечивается структурой,
содержащей стабильные дисперсные выделения нитридов. Указанные
выделения имеют высокую термическую стабильность и более
устойчивы при высоких температурах, чем интерметаллиды.
Материал технологичен (на уровне гомогенного сплава ЭИ868):
может подвергаться горячей обработке давлением, сварке (V = 5,4 мм/мин),
штамповке. Материал внедрен на изделии кратковременного действия в
УМКБ и успешно прошел опробование в ЗАО «Сатурн—Люлька» (для
изготовления створки регулируемого сопла в двигателе АЛ-31Ф).
Для создания слоисто-проницаемых материалов (СПМ) разработан
новый свариваемый сплав ВЖ15 (а1^ > 40 МПа), полностью
соответствующий требованиям по жаропрочности, жаростойкости,
технологичности (штампуемость, способность к гибке в холодном состоянии,
возможность подвергать материл фотохимической обработке и т.д.).
Листовая конструкция СПМ в 2—4 слоя и более может также изготовляться
методом пайки (лента ВПр42).
Сплав ВЖ125 в варианте СПМ представляет также большой
интерес для изготовления перспективных камер сгорания. Этот вид матери-
91
ГЛАВА 3 *»>^>ДЕ>Я>
алов позволяет снизить температуру рабочих узлов (камеры сгорания,
форсунки и др.) на 250—300 °С, при этом появляется реальная
возможность повышения температуры газа перед турбиной.
ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ ДЛЯ КОРПУСОВ
Для сварных высоконагруженных статорных узлов и деталей
(корпуса камеры сгорания, задней опоры, сопловых аппаратов, форсажной
камеры сгорания и др.), работающих при температурах 600—950 °С,
разработана целая серия жаропрочных сплавов, которые нашли
применение в ГТД 5-го поколения.
Исходным материалом для их изготовления являются в большинстве
случаев кольцевые заготовки диаметром 500—850 мм и холоднокатаные
листы толщиной 1—2 мм.
Корпусные материалы для обеспечения современных параметров по
весовой отдаче должны иметь высокую прочность при комнатной и
рабочей температурах, высокую жаропрочность, удовлетворительную
свариваемость всеми видами сварки (АрДЭС, ЭЛС, контактная, точечная
и др.), хорошую технологичность при проведении горячей и холодной
обработки металла давлением. Материалы должны также обеспечить
высокую ремонтоспособность в процессе изготовления узлов и после их
наработки в изделиях.
В настоящее время наиболее широкое применение для этих целей
нашел жаропрочный сплав на железо-никелевой основе ЭП718-ИД (табл. 6).
Для корпусов камер сгорания перспективных ГТД разработан
высокопрочный сплав ВЖ151, предназначенный для длительной эксплуата-
Таблица 6
Свойства жаропрочных сплавов для сварных корпусов
\|/ KCU, а100, МПа, при температуре, °С
Дж/см2 600 700 750
14 50 780-810 470 320-360
80 800-850 500
150 600* 400
45 880
10 950 600
Сплав
ЭП718
ВЖ151
ВЖ159
ВЖ168
ВЖ169
* При
МПа
1150
1100
1100-1250
1400
1450
650 °С.
700
700
600-650
1000
1050
б
12
20-30
35-40
27-30
24-28
92
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТДЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
ции при температурах 700—750 °С, экономнолегированный
дефицитными элементами (W, Мо) и в связи с этим имеющий пониженную
плотность (8370 кг/м3).
Сварные соединения этого сплава отличаются высокой
коррозионной стойкостью во всеклиматических условиях, не склонны к межкри-
сталлитной коррозии и коррозионному растрескиванию. Материал
прошел технологическое опробование применительно к изделию «Д27» на
ЗМКБ «Прогресс».
В последние годы в ВИАМ разработаны листовые свариваемые
корпусные материалы ВЖ168, ВЖ169 (см. табл. 6), обладающие
повышенными характеристиками прочности (ав= 1400—1500 МПа) в сочетании с
хорошей свариваемостью. Кроме того, значения такой определяющей
характеристики, как критическая скорость сварки при образовании
трещин в сварном шве, составляет для сплава ВЖ168 5,4 мм/мин (против
3 и 2,3 мм/мин для сплавов ЭП693 и ЭП914 соответственно).
УДК 669.018.9:669.245
Е.Н. Каблов, В. П. Бунтушкин
ИНТЕРМЕТДЛЛИДНЫЕ НИКЕЛЕВЫЕ СПЛАВЫ
И ИХ ПРИМЕНЕНИЕ В ГТД
Интерметаллидные никелевые сплавы типа ВКНА (ВИАМ-Конструкци-
онный-Никель-Алюминиевый) созданы на основе интерметаллического
соединения состава Ni3Al — структура таких сплавов представляет
собой твердый раствор замещения.
Особенности связи атомов в кристаллической решетке,
упорядоченная структура, химический состав и природа защитной пленки,
образующейся при эксплуатации в окислительных средах, отличают эти сплавы,
обладающие высокими температурами начала плавления (1380—1320 °С),
пределом текучести в интервале температур 1100—1300 °С, низкой
плотностью (<8000 кг/м3), а также высоким сопротивлением окислению при
температурах до 1300 °С.
Исследованиями установлено, что максимальная термическая
стабильность структуры и механических свойств в сплавах различных
систем легирования достигается при средней электронной концентрации
93
ГЛАВА 3
интерметаллида 8,37—8,4 эл/атом, в то время как прочность при
температурах 1100—1300 °С зависит от степени легирования интерметаллида1.
Определение предела текучести легированного интерметаллида Ni3Al
различных систем при температурах 1100—1300°С показало (табл. 1), что
для эксплуатации материалов при высоких температурах наиболее
интересно соединение Ni3Al, легированное хромом, вольфрамом,
молибденом и титаном.
Таблица 1
Предел текучести интерметаллида Ni3AI различных систем легирования*
~ Предел текучести <jno, МПа
Система легирования *~пт, Т^ПРПЯ^Д2 ог
интерметаллида
при температурах, °С
1100 1200 1300
NbAbCr-W-Ti
Ni~AbCr~W~Ti~Co-~Zr
Ni-Al-Cr-W-Mo-Ti
NbAbCr-W-Mo-Co-Ti
210-270
270-290
310-350
340-370
85-120
100-115
180-195
140-150
50-75
60-70
* Средняя электронная концентрация всех сплавов 8,37-8,4 эл/атом.
Выявленные принципы легирования послужили основой для
создания конструкционных интерметаллидных никелевых сплавов для
деталей горячего тракта ГТД, работающих длительно в окислительных
средах при температурах до 1300 °С.
Вследствие высокой термической стабильности структуры литейные
сплавы типа ВКНА не подвергаются упрочняющей многоступенчатой
термической обработке (как это имеет место для дисперсионно-тверде-
ющих сплавов на основе никеля типа ЖС6, ЖС6У, ЖС32 и др.). С
целью гомогенизации и повышения свойств литые полуфабрикаты и
детали подвергаются кратковременному нагреву в интервале температур
1100—1200 °С. Структурные изменения после отжига литых
полуфабрикатов и деталей при этих температурах приведены в табл. 2.
Видно, что кратковременный отжиг при высоких температурах
увеличивает содержание Y-фазы в сплаве с 90 до 99%, изменяется ширина
1 Каблов Е.Н., Бунтушкин В. П., Морозов Г. И., Базылева О. А. Основные принципы
легирования интерметаллида Ni3Al при создании конструкционных
сплавов//Материаловедение, 1998, №7, с. 13-15.
94
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
Таблица 2
Структурные изменения в сплаве ВКНА-1В(НК) до и после нагрева
Состояние
материала
Содержание фаз,
% (по массе)
У у
Объемная доля
первичных частиц
/-фазы,
% (объемн.)
Ширина
прослоек
у-фазы,
мкм
Параметр
дальнего
порядка
У-фазы
Литой
После нагрева
при 1150°С
(охлаждение
на воздухе)
90
99
10
1,0
17
11
0,18
0,42
0,37
0,88
прослоек у-фазы (твердый раствор на основе никеля), а также
повышается степень дальнего порядка с 0,37 до 0,88. Увеличение содержания
У-фазы в сплаве связано с частичным растворением первичных частиц и
выделением в объеме прослоек у-фазы дисперсных частиц У-фазы (рис. 1).
При близком уровне жаропрочности никелевые аналоги (с
одинаковой структурой) уступают сплавам на основе интерметаллида в
свойствах при температурах 1100-1200 °С.
Рис. 1. Микроструктура (а, в - хЮООО;
б - Х5000) у-фазы в сплаве ВКНА-1В в
литом (а), после отжига при температуре
1150°С, 1ч (б) и закалки с температуры
1300°С, 10 ч в воде (в)
95
ГЛАВА 3
1100" лПп
а100, МПа
100 h
50
ВКНА-4У МОНО
ПО
ВКНА-4-Р
55
ВКНА-1В-НК
90
ЖС40 МОНО В 145
ЖС26-НК
90
ВЖЛ-12У
40
1
ЖС6У
50
1
7840 7910
7930 7938 8400 8500 8840 d, кг/м'
Рис. 2. Предел сточасовой прочности при 1100°С интерметаллидных (CZ3) и
никелевых сплавов (И) с одинаковой макроструктурой, но различной плотностью
Кроме того, для обеспечения близкого уровня жаропрочности
(например, сточасовой прочности при 1100°С) содержание дорогостоящих
элементов в интерметаллидных сплавах значительно ниже (рис. 2, табл. 3).
В связи с меньшим содержанием тяжелых легирующих добавок ин-
терметаллидные сплавы легче, что определяет их повышенную удельную
жаропрочность (см. табл. 3).
Таблица 3
Удельная жаропрочность интерметаллидных и никелевых сплавов
Сплав
ВКНА-4-Р
ВКНА-4У МОНО
ВКНА-1В-НК
ВЖЛ-12У
ЖС6У-Р
ЖС26-НК
ЖС40 МОНО
а,
кг/м3
7840
7910
7938
7930
8400
8500
8840
Содержание тугоплавких элементов
ЕС « W+Mo+Nb+Ta+Re, % (по массе)
6,5
8
9
6,2
14,6
16,7
20,4
„1000 / j
° 100 '"'
усл.ед. (км)
0,7
1,4
1,13
0,5
0,6
1,05
1,64
Особенностью интерметаллидных сплавов является возможность
изменять в широких пределах их прочность и пластичность при комнатной
температуре путем регламентирования макроструктуры отливок (табл. 4).
96
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
Таблица 4
Прочность и пластичность сплава ВКНА-1В в зависимости
от макроструктуры отливок
Макроструктура
МПа %
Равноосная дендритная - 736-859 16,6-18,8 19-19
Столбчатая направленная 360-380 710-740 51-59 60-65
Монокристаллическая, КТО:
<001> 330 550 55
<011> 400 670 29
<Ш> 580-620 120-135 12-14 10-12
Сплав ВКНА-1 В с направленной структурой благодаря повышенной
пластичности допускает исправление литейных дефектов аргоно-дуговой
сваркой. При этом коэффициент ослабления при сварке при 20 и 1200°С
соответственно равен 0,6 и 0,75. Это выгодно отличает интерметаллид-
ный сплав от никелевых аналогов, которые не позволяют исправлять
литейные дефекты сваркой.
Анализ особенностей паспортизованных интерметаллидных
материалов типа ВКНА показывает, что они, кроме того, имеют более высокое
сопротивление окислению при температуре до 1300°С, более простой и
экономичный химический состав, меньшее содержание в объеме
дорогостоящих легирующих добавок и, как следствие, меньшую плотность.
Для упрочнения этих сплавов не требуется трудоемкая
многоступенчатая термическая обработка. Прочность и пластичность
интерметаллидных материалов при комнатной температуре могут быть выбраны
оптимальными путем регламентирования макроструктуры отливок.
В настоящее время наиболее жаропрочным интерметаллидным
материалом является сплав ВКНА-1В. Его сточасовая прочность в
отливках с направленной и монокристаллической структурой при
температуре 1200°С составляет более 50 МПа.
На уровень длительной прочности и пластичности литого сплава
ВКНА-1В оказывает влияние кристаллографическая ориентация в
отливках (табл. 5, 6).
Исследование термической усталости интерметаллидных сплавов с
равноосной, направленной и монокристаллической структурой
показало, что наиболее высокие значения сопротивления термической
усталости при напряжении Ас = 600 МПа и термоциклировании по режиму
7-5961
97
ГЛАВА 3
Таблица 5
Влияние кристаллографической ориентации на пределы длительной прочности
отливок из сплава ВКНА-1В МОНО
Температура
испытаний, °С
800
1000
1100
Кристаллографическая
ориентация <Ш>
<001>
<011>
<Ш>
<001>
<011>
<Ш>
<001>
<011>
<111>
01О °Ш 05ОО 01ООО 05ООО
МПа
570
580
630
270
240
290
140
120
140
480
500
530
150
130
200
90
72
100
420
430
470
94
83
150
62
50
70
400
410
440
76
68
130
53
42
60
350
345
370
46
41
90
36
29
40
Таблица 6
Влияние кристаллографической ориентации на пластичность (ер)
при длительных (100 ч) испытаниях отливок из сплава
ВКНА-1В МОНО
Температура
испытаний, °С
900
1000
1100
Длительная пластичность ер, %,
при кристшюграфической ориентации
<001> <011> <111>
15-20
50-90
20-50
25-35
80-100
70-100
12-20
25-30
15-20
1100 <г+ 100 °С (при выдержке х = 1,5 мин) имеют отливки с
монокристаллической структурой <111> и наименьшее сопротивление — с
равноосной. При этом число циклов до появления первой трещины составляло
1600; 600 и 450 для структур МОНО, НК и Р соответственно.
Комплекс физико-механических свойств интерметаллидных сплавов
с равноосной и направленной структурой позволил рекомендовать их для
технологического и эксплуатационного опробования для сопловых
лопаток и других деталей горячего тракта, работающих в интервале
температур 900—1200 °С и не испытывающих значительных силовых нагрузок.
Сплавы с монокристаллической структурой (кристаллографическая
ориентация <111>) рекомендованы для опробования в качестве материала
рабочих лопаток.
98
ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧЕГО ТРАКТА ГТД
Технологическое опробование новых сплавов в опытном
производстве ГТД показало, что для отливки деталей не требуется специальных
керамических форм и технологического оборудования. Процесс
производства сплавов и деталей из них проводится по аналогичной
технологии, применяемой для промышленных никелевых сплавов, что
упростило технологическое и эксплуатационное опробование новых материалов.
В табл. 7 приведен технический эффект от замены промышленных
никелевых сплавов на интерметаллидные материалы для деталей горячего
тракта ГТД.
Таблица 7
Технический эффект от использования интерметаллидных сплавов
для сопловых и рабочих лопаток
Заменяемый Заменяющий Наработка
Деталь материал сплав в составе
изделия, ч
Сопловые
лопатки с
внутренним
охлаждением
Рабочие
лопатки
первой ступени
ЖС6
ЖС6У
ВКНА-4-Р
(равноосные,
литые)
ВКНА-4У
(МОНО),
КТО <Ш>
1000
4000
Повышение
рабочей
температуры
ДГ, °С
120
60
Упрощение
технологии
изготовления
деталей
Исключение
внутреннего
охлаждения
детали
Без пленочного
охлаждения
воздухом
Наряду с этим сплав ВКНА-4 используется для изготовления
элементов высокотемпературных камер сгорания и других деталей горячего
тракта. Применение сплава ВКНА-1В с равноосной структурой для
изготовления цельнолитых сопловых аппаратов позволило повысить рабочую
температуру на 200 °С и обеспечить ресурс эксплуатации более 1000 ч.
Технологическое опробование и внедрение интерметаллидных
сплавов позволяет не только обеспечить надежную работу сопловых и
рабочих лопаток ГТД, но одновременно повысить рабочую температуру
деталей на 60—200 °С и упростить или исключить систему охлаждения
воздухом в их конструкции.
В настоящее время проводится комплекс исследований с рядом
академических институтов РАН по созданию литейного жаропрочного
интерметаллидного материала с пределом сточасовой прочности 120 и
60 МПа при температурах 1100 и 1200°С соответственно (при
сохранении плотности < 8100 кг/м3 и жаростойкости до 1250—1300 °С).
7*
99
Глава 4
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ
И ИНТЕРМЕТАЛЛИДНЫЕ
ТИТАНОВЫЕ СПЛАВЫ
mm
И
УДК 669.295
В.Н. Моисеев
РОЛЬ ВИАМ В СОЗДАНИИ ПЕРВОГО
ОТЕЧЕСТВЕННОГО ЛЕТАТЕЛЬНОГО АППАРАТА
ИЗ ТИТАНА
В 1954 г. в рамках программы по созданию межконтинентальных ракет
были начаты работы по проекту беспилотных летательных аппаратов
большой дальности полета: крылатая ракета «Буря» в КБ С. А.
Лавочкина; Р-7 в КБ СП. Королева (баллистическая ракета) и крылатая ракета
«Буран» в КБ В. М. Мясищева. Основные требования к этим изделиям
были одинаковыми и сводились к следующим: дальность полета 8000 км;
скорость полета 3,1—3,5 М\ высота полета 18—25 км; температура на
поверхности изделия 300—320 °С.
Таким образом, использование алюминиевых сплавов в качестве
конструкционного материала исключалось. Оставались стали и более
легкий, но мало изученный в эксплуатации титан.
Главный конструктор КБ С. А. Лавочкина Н.С. Черняков, ведущий
этот проект, по согласованию с ВИАМ принял в конце 1954 г. решение
широко использовать технический титан в летающем аппарате «Буря».
100
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ Н ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Внешний вид оснащенной топливными баками крылатой ракеты
«Буря», ее схема и размеры представлены на рис. 1 и 2. В изделии
«Буря» предлагалось изготовлять из титана цельносварные конструкции
крыла, оперения и отсек боезаряда.
Сбрасываемые топливные баки планировалось производить из
нержавеющей стали.
Годы 1954—1955 были периодом, когда совершился переход в
технологии плавки титана — от индукционной, в графитовом тигле (что
оказалось несостоятельным из-за сильного загрязнения титана
углеродом), к дуговой, с вольфрамовым электродом. Это позволило
существенно повысить чистоту титана и довести его пластичность до
приемлемого уровня, необходимого для конструкционного металла.
Важной проблемой явилось отсутствие промышленной поставки
листов из титановых сплавов и
вообще технологии их
изготовления в стране. В тот период
ВИАМ располагал
единственным конструкционным
сплавом марки ВТ1-Д,
представляющим технический титан с
регламентированным методом
отбора (по содержанию
примесей) для обеспечения того или
иного уровня прочности в
пределах от 550 до 950 МПа.
Индекс «Д» указывал на то, что
металл выплавлен
электродуговым методом в отличие от
используемой до этого времени
индукционной плавки в
графитовом тигле (приводящей, как
сказано выше, к сильному
загрязнению металла углеродом —
до 0,5%). Такой металл имел
невысокую пластичность и,
главное, большой разброс
механических свойств, поэтому
был мало пригоден как
конструкционный материал. Рис L внешний вид крылатой ракеты «Буря»
101
ГЛАВА 4
>'i^> J^1
Титановый сплав марки ВТ1-Д выплавляли из губчатого титана,
изготовляемого на Подольском титаномагниевом металлургическом
комбинате. Качество титановой губки было невысоким, а главное, она имела
нестабильное содержание примесей, сильно влияющих на
физико-механические свойства технического титана.
Рис. 2. Схема и параметры крылатой ракеты «Буря»
102
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ Н ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
ав, МПа
100
ьюоор
I
18
80 \- 800
60
5
40
Ь 600 h
L 400
1700 2100
2500 2900
НВ, МПа
Статистические данные по
механическим свойствам листов
из сплава ВТ1-Д (450 плавок),
полученные в ВИАМ в течение
1954—1956 гг., представлены на
рис. 3. Свойства
полуфабрикатов (листы, полосы, прутки,
поковки) определяли после
отжига при температуре 600 °С и
последующего охлаждения на
воздухе, твердость НВ — на
слитках без термической
обработки. Большой разброс
механических свойств технического
титана создавал огромные
трудности при использовании его в
промышленности. Одной из основных причин такого рассеяния свойств
являлось нестабильное содержание в титановой губке таких сильно
упрочняющих примесей, как кислород и азот.
Было необходимо разделить полученные слитки на несколько групп
на самой ранней стадии на основе простейшего метода — определения
твердости. В табл. 1 приведена классификация технического титана по
группам в зависимости от твердости и соответствующей прочности.
Рис. 3. Зависимость между твердостью
слитков и механическими свойствами сплава ВТ1-
Д (лист)
Свойства технического титана различных групп
Таблица 1
Группа чистоты
технического
титана
НВ
(литое состояние),
МПа
Механические свойства
(горячекованое состояние)
v8'
МПа
Ь
III
II
I
>2600 >750 <20 <35
2200-2600 600-750 20-30 35-50
<2200 <600 >30 >50
Только технический титан группы I (более чистый по содержанию
примесей) допускал холодную деформацию на 35—50% без
промежуточного отжига. Технический титан группы III (более загрязненный) мог
подвергаться деформации всего лишь на -10%. Холодная прокатка спла-
103
ГЛАВА 4
bob на основе титана, имеющих более низкую пластичность, явилась бы
еще более трудной. Представленный материал убедительно доказывал
необходимость повышения стабильности свойств титановой губки и ее
качества. Производители титановой губки — цветная металлургическая
промышленность — полностью согласились с такой необходимостью и
оперативно занялись этой проблемой.
На основе статистических данных изготовителей титановой губки и
исследований, проведенных в ВИАМ в 1955 году, были
сформулированы требования по ограничению содержания примесей в техническом
титане (ВТ1-Д, ВТ1), которые сохранились до настоящего времени и для
других титановых сплавов (табл. 2).
Таблица 2
Химический состав технического титана (ВТ1-Д, ВТ1)
т. Примеси, %, не более
Fe Si С 02 Н2 N2
Основа 0,3 0,15 ОД 0,15 0,015 0,04
В связи с переходом от тигельной плавки к дуговой с нерасходуе-
мым вольфрамовым электродом возникла еще одна проблема: из-за
резкого изменения температуры от электрода иногда откалывались
кусочки вольфрама, которые не успевали раствориться в титане и
выявлялись на полуфабрикатах в процессе их изготовления и механической
обработки. Эта задача также была решена — в ВИАМ впервые в
России в течение 1956 года была разработана и осуществлена дуговая плавка
титана с расходуемым электродом, что позволило получать слитки, не
загрязненные включениями вольфрама. Была также решена и проблема
изготовления расходуемого электрода — путем непрерывного
прессования смеси титановой губки и шихты на гидравлических прессах через
коническую матрицу. Этот способ плавки применяется и до
настоящего времени.
На фоне этих проблем и отсутствия промышленного производства
полуфабрикатов из конструкционных титановых сплавов было принято
решение — ВИАМ на производственном участке одной из лабораторий
организует выплавку слитков массой до 20 кг, а на экспериментальной
технической базе (ЭТБ) ВИАМ — участок по производству листов
(шириной 700-750 мм, длиной 800—2000 мм и толщиной 0,8-1,2 мм) и
других видов полуфабрикатов, необходимых для изготовления изделия
104
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ Н ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
«Буря». Основной проблемой было создание технологии производства
листов из технического титана, которые ранее в стране не изготовлялись.
Требовалось также более глубокое изучение физико-механических и
технологических свойств технического титана, производство которого
было возможно в соответствии с научно-техническим уровнем
отечественной металлургии того времени.
Распоряжением начальника ВИАМ Н.Д. Бобовникова была создана
бригада сотрудников по различным проблемам, связанным с
производством и освоением титанового сплава ВТ1-Д (ВТ1) для изделия «Буря».
Проблемой плавки слитков, изучением свойств металла,
деформацией, термической обработкой занимались С. Г. Глазунов, К. И. Соколиков,
В. Н. Моисеев, вопросами сварки титана — М. В. Поплавко, Л. А.
Груздева, химической обработкой и очисткой поверхности металла — В. П.
Батраков, Е. П. Тимохина.
Важная часть работы возлагалась на ЭТБ ВИАМ (СИ. Сандлер,
А. И. Мурзов, В. М. Клинов) по разработке технологии производства
листов из титанового сплава и их поставке в КБ им. С. А. Лавочкина.
В этих работах также принимали участие В. Н. Моисеев, К. И.
Соколиков, В.Ф. Калугин (ВИАМ).
ВЫПЛАВКА СЛИТКОВ ТИТАНА
И ИХ ПОДГОТОВКА К ПРОКАТКЕ
Основным сырьем для приготовления сплавов титана служил
титановый порошок или губка, полученные магниево-хлоридным методом.
Перед плавкой исходную шихту (титановый порошок) подвергали
дегазации в насыпном виде в вакуумных установках ПД-100. Полученные
после дегазации большие рыхлые брикеты размельчались на щековой
дробилке. Просеянный после дробления титановый порошок
просушивали, и в таком виде он служил шихтовым материалом для плавки в
дуговой печи. В процессе плавки в рабочем пространстве печи
поддерживалось избыточное давление защитной атмосферы. После окончания
плавки слиток остывал в печи в защитной атмосфере и извлекался на
воздух при температуре 100—150 °С. Продолжительность плавки в
среднем составляла 40—45 мин. Масса слитка составляла 14—16 кг, диаметр
150 мм, длина 200 мм.
Выплавку слитков титана производили в дуговой печи ВД-1 с
вращающимся вольфрамовым электродом, в водоохлаждаемой медной
изложнице с применением в качестве защитной атмосферы нейтральных
105
ГЛАВА 4
шшшшшшш?
газов — аргона, или гелия, или смеси этих газов в определенных
пропорциях. Исходная шихта засыпалась в бункер печи. До начала плавки
печь тщательно герметизировали, откачивали до создания вакуума в
рабочем пространстве порядка 6,6 Па (0,05 мм рт.ст.) и заполняли
защитной атмосферой из нейтральных газов.
Перед ковкой слитки обтачивались на токарном станке до полного
удаления дефектов литья. Глубина обточки зависела от качества проплав-
ления боковой поверхности слитка и обычно колебалась в пределах от 3
до 5 мм. Верх и дно слитка подвергали заторцовке до удаления
дефектов. Потери металла на стружку в среднем составляли около 25%. С
обоих торцов (верх и дно) и боковой поверхности слитка собиралась
стружка для химического анализа. На торцевых сторонах слитка (верх и
дно) определяли твердость по Бринеллю (при диаметре шарика 10 мм и
нагрузке 3000 кгс).
Слитки цилиндрической формы проковывали на заготовки под
прокат со средними размерами 30x200x450 мм. Нагрев слитков под ковку
производили в электрической печи без применения специальной
защитной атмосферы. Максимальная температура нагрева под ковку слитков
из сплава ВТ1-Д составляла 950 °С. Нагрев осуществляли в две ступени:
медленный подогрев до 600—650 °С и интенсивный нагрев в другой печи
до температуры ковки. Время выдержки при нагреве в
высокотемпературной печи составляло в среднем одну минуту на 8 мм диаметра
слитка. Температура окончания ковки составляла 750—800 °С. После ковки
заготовки охлаждались на спокойном воздухе на асбестовом листе.
Откованные под молотом заготовки подвергались механической
обработке со всех сторон с целью удаления окалины и слоя металла,
загрязненного газами при нагреве под ковку. Толщина слоя металла,
снимаемого при обработке на строгальном станке, не превышала 1-1,5 мм
на сторону. Потеря металла на стружку при данном виде обработки
составляла в среднем 10—12% от массы заготовки.
ТЕХНОЛОГИЯ ПРОКАТКИ ТЕХНИЧЕСКОГО ТИТАНА
И ЕГО СПЛАВОВ
Установление температурного режима горячей обработки
технического титана (сплав ВТ1-Д) потребовало в первую очередь определения
показателей его технологической пластичности при различных
температурах и влияния продолжительности выдержки и температуры на окис-
ляемость и загрязнение поверхности полуфабрикатов газами — кислоро-
106
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
дом и азотом. Было несомненно, что с повышением температуры
пластичность титана будет повышаться, но диффузия газов в металл будет
при этом более интенсивной.
Были проведены предварительные исследования возможности
деформации титана при различных температурах и определена интенсивность
диффузии атмосферных газов в зависимости от температуры.
Исследовалось также влияние диффузии газов на механические свойства
листового титана. Кратковременные испытания при растяжении при
различных температурах показали, что технический титан сохраняет
достаточную прочность и при повышенных температурах. Так, технический титан
группы II (см. табл. 1) при температурах 20, 500, 800 и 900°С имел
предел прочности 750, 200, 100 и 35 МПа соответственно (рис. 4).
Показатели пластичности (относительное удлинение и сужение) уже
при температуре 650 °С имеют достаточно высокие значения. Но для
обеспечения низких удельных давлений истечения при горячей
деформации оптимальной могла быть температурная область выше 900 °С.
Экспериментальная прокатка образцов титана при различных
температурах, проведенная для выявления допустимых обжатий, показала,
что даже образцы технического титана группы III (см. табл. 1)
допускали при температуре 600°С деформацию 30—35% за проход. При
нагреве заготовки до 850°С допустимая деформация составляла 55—60% за
проход. Холодная дробная деформация при прокатке таких образцов без
отжига была равна 10—15%. Технический титан группы I допускал
дробную холодную деформацию при
прокатке 35—50% без признаков
разрушения.
Повышение температуры под
прокатку позволяло применять более
высокие степени обжатия за проход.
Приведенные данные
свидетельствуют о том, что технический титан
уже в интервале температур 600—900 °С
обладает достаточной пластичностью,
позволяющей осуществлять
интенсивную деформацию.
Механические испытания при
растяжении плоских образцов,
вырезанных из листа, прокатанного при
550 °С, показали небольшую анизотро-
0
Рис. 4. Изменение прочности и
пластичности технического титана (лист;
группа II — см. табл. 1) в
зависимости от температуры испытания
(кратковременное растяжение)
107
ГЛАВА 4
^>^>J».> 3fr
пию свойств в продольном и поперечном направлениях по отношению
к направлению прокатки (табл. 3).
Таблица 3
Механические свойства листов из сплава ВТ1-Д (ВТ1)
в продольном (Д) и поперечном (П) направлениях
Направление Состояние сплава ап , МПа б, %
вырезки образца
Д Горячекатаный 885 16,3
П -«- 875 12
Д После отжига при 650 °С, 1 ч 779 20,2
П То же 774 20
Прочность материала в горячекатаном состоянии как вдоль, так и
поперек направления прокатки имеет повышенное значение (см. табл. 3)
по сравнению с исходной прочностью, определенной на круглых
образцах, изготовленных из кованого прутка данной плавки (ав = 767 МПа,
5=19,3%).
Отжиг при температуре 650 °С продолжительностью 1 ч полностью
устраняет анизотропию и сообщает материалу свойства, близкие к
исходным значениям. Холодная прокатка приводила к еще большей
анизотропии, которая не устранялась и после отжига (табл. 4).
Таблица 4
Механические свойства холоднокатаных листов
(после отжига при 650 °С, 1 ч)
Направление св, 8 \у Угол изгиба,
вырезки образца МПа % ^^
Д 660 390 610 ПО
П 660 340 500 73
Было ясно, что прокатку тонких листов из технического титана с
прочностью 600—750 МПа следует осуществлять в нагретом состоянии.
Это обусловливалось и наличием в ВИАМ только двухвалкового
прокатного стана, не допускающего высоких удельных давлений при
деформации. Чем выше была температура прокатки, тем интенсивнее
снижалось удельное давление на валки. С другой стороны, чем выше
температура нагрева и больше его продолжительность, тем интенсивнее
108
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ Н ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
загрязнение металла газами атмосферы — главным образом, кислородом
и азотом. В результате исследований было обнаружено, что такие
механические характеристики, как предел прочности и относительное
удлинение, после 30-минутной выдержки при температурах не выше 850 °С
практически не изменяются. Вместе с тем испытания показали, что уже
через 30 мин нагрева в интервале температур 650—800 °С, появляется
заметное снижение угла изгиба (рис. 5), которое прогрессивно
увеличивается с повышением температуры. Такого ухудшения свойств нельзя было
не учитывать при разработке температурного режима прокатки, исходя
из того, что листовой материал предназначался в основном для
холодной и горячей штамповки и вытяжки.
Таким образом, было установлено, что горячая прокатка
технического титана при нагреве на воздухе должна осуществляться при
температурах не выше 650 °С. Прокатка при более высоких температурах
должна проводиться с обязательным удалением диффузионного слоя,
загрязненного газами атмосферы.
Удаление с горячекатаных листов окалины и загрязненного газами слоя
представляет значительные трудности. Толстая грубая окалина,
образовавшаяся при температурах прокатки выше 700 °С, могла быть удалена
только с помощью пескоструйной очистки (или другими подобными
методами). Для удаления слоя металла, загрязненного газами, применялось
травление в кислотной ванне (650 см3 Н20 + 350 см3 HNO3 + 50 г NaF).
Подобное глубокое травление
значительно повышало пластичность (особенно
угол изгиба) листового материала, но
поверхность травленых листов
становилась шероховатой (средняя величина
шероховатости достигала 0,01 мм).
Окалина, образовавшаяся при
температурах прокатки 650 °С и ниже,
легко удалялась в расплавленной щелочи
(NaOH + NaN03) или кратковременным
травлением в кислотной ванне. В этом
случае не было необходимости
производить глубокое травление, так как
загрязненный газами слой практически
отсутствовал.
Учитывая неизбежное
взаимодействие горячего металла с атмосферны-
100
§80
» 60
I 401
S
01
500 600 700 800 900 /, °С
Рис. 5. Изменение угла изгиба
листов (толщина 1 мм) с удаленной
окалиной из сплава ВТ1-Д (I группа —
см. табл. 1) после нагрева в течение
30 мин при температурах 500-1000 °С
(радиус оправки равен толщине листа)
109
ГЛАВА 4
*csar^ g> ^.jgg^jfr ,?g>
ми газами, температурный интервал прокатки сплава ВТ1-Д следует
выбирать с таким расчетом, чтобы избежать интенсивного окисления,
образования хрупкого газонасыщенного слоя и диффузии газов с
поверхности в глубь сечения.
С целью устранения наклепа, текстуры деформации и, как следствие,
анизотропии свойств вдоль и поперек направления деформации, а также
предотвращения опасного влияния газонасыщенного слоя, температура
начала прокатки сплава ВТ1-Д была принята равной 650 °С. По
разработанной технологии была прокатана первая партия листов. Исследования
показали достаточно хорошие технологические свойства: при растяжении
плоских образцов материал имел среднюю прочность 730 МПа при
удлинении 25%.
Опробование на свариваемость выявило высокую способность
материала подвергаться сварке всех видов. При испытании на растяжение
сварных образцов разрушение происходило, главным образом, по
основному материалу вне зоны термического влияния. Металл сварного шва
обладал прочностью 780 МПа и хорошей пластичностью (угол изгиба
сварного соединения 48—60 град). Оказалось также, что сплав ВТ1-Д не
склонен к образованию трещин при самых жестких технологических
пробах на свариваемость.
Разработанная технология прокатки сплава ВТ1-Д была освоена на
ЭТБ ВИАМ. В течение 1954—1957 гг. было переработано на листовые
полуфабрикаты размером (0,8—1,5) х 730x2500 мм несколько тонн
(считая в слитках) титанового сплава ВТ1-Д. Листы и другие полуфабрикаты
(прутки, поковки и т.п.) были поставлены в КБ им. С.А. Лавочкина —
из этого металла было изготовлено несколько изделий, на которых
проводились летные испытания. Лишь в 1956—1957 гг. началось
промышленное освоение производства листов из титанового сплава ВТ1 (ВТ1-Д)
на заводе Министерства цветной металлургии (г. В. Салда).
Поставка листов осуществлялась по ЦМТУ 4754—56 «Листы из сплава
марки ВТ1», толщиной от 0,5 до 6 мм, шириной от 400 до 1000 мм и
длиной от 1500 до 2000 мм. Листы планировалось производить двух
сортов в зависимости от чистоты титановой губки под марками ВТ1-1 и
ВТ1-2 (табл. 5).
При освоении производства листов из технического титана ВТ1-1 и
ВТ1-2 была полностью использована технология, разработанная в ВИАМ
в 1954—1955 гг. Сотрудники ВИАМ также оказывали
научно-техническую помощь при освоении технологии производства листов на заводе
МЦМ в г. В. Салда.
110
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
ТаШицй 5
Механические свойства отожженных листов
из технического титана (ЦМТУ 4754-56)
Толщина листа,
мм
0,6-1,8
2 и более
0,6-1,8
2 и более
0В,
МПа
450-600
450-600
550-700
550-750
о у
% (не менее)
30 50
25 50
25 45
20 45
Сплав
ВТЫ
ВТ1-2
Сотрудники завода главный инженер В. И. Александров, главный
металлург И.Н. Каганович, начальник ЦЗЛ С.А. Кушакевич, начальник
цеха А. С. Поплаухин и другие внесли большой вклад в освоение
серийного производства листов из технического титана, а затем и титановых
сплавов.
В 1957 году завод МЦМ был объединен с заводом МАП, что явилось
важным импульсом в дальнейшем развитии металлургии титана в России.
УДК 669.295
В.Г. Анташев, Н.А. Ночовная,
Т.В. Павлова, Н.М. Падюкова,
В.И. Иванов
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Как известно, основным потребителем титановых сплавов является
авиакосмическая промышленность. На ее долю приходится свыше 50%
потребления титана [1]. При этом, несмотря на примерное равенство
использования титана при производстве планера и двигателя (по 18—20 тыс. т.) [2],
титановые сплавы в авиационном двигателестроении занимают
существенно более важное и почетное место. Так, в планере масса деталей из
титановых сплавов составляет всего 6—9%, тогда как в двигателе 30-39%
от массы изделия. Кроме того, условия эксплуатации деталей из
титановых сплавов в двигателе значительно сложнее и жестче, а степень
ответственности существенно выше, чем в планере.
Именно поэтому с самого основания титановой лаборатории в
ВИАМ этому направлению разработки сплавов уделялось наиболее при-
111
ГЛАВА 4
<»> iS»1" g»»jg5^> fg>
стальное внимание. Основополагающий вклад в теорию, исследования
и практику создания жаропрочных титановых сплавов внесли такие
известные и заслуженные специалисты, как С. Г. Глазунов, О. П.
Солонина, В. В. Тетюхин, В.Н. Неугодова, Н. М. Улякова и многие другие.
Уровень разработок и тщательность отработки рецептуры, режимов
деформации и ВТМО сплавов оказались столь высоки, что, несмотря на
значительное сокращение темпов и объемов исследований за последние
15 лет, конструкторы до сих пор не испытывают сколько-нибудь
серьезных проблем с выбором титановых сплавов при проектировании
компрессора газотурбинного двигателя, а в 1970-х — начале 1980-х годов
отечественные жаропрочные титановые сплавы были лучшими в мире.
С середины 1960-х годов по настоящее время специалистами
титановой лаборатории, среди прочих, были разработаны сплавы: ВТЗ-1,
ВТ8, ВТ8-1, ВТ8М-1, ВТ9, ВТ25У, ВТ18У, которые широко
применяются в самых различных изделиях отрасли, таких как НК8, НК8-2,
АИ25, Д30, ПС-90А и многих других. Эти двигатели установлены на
самолетах серии Ту и Ил, Як и Ан и практически на всех военных
машинах.
Некоторые свойства созданных в ВИАМ жаропрочных титановых
сплавов приведены в табл. 1 [3].
Таблица 1
Свойства* отечественных жаропрочных титановых сплавов
Сплав
ВТЗ-1
ВТ8-1
ВТ9
ВТ25У
ВТ18У
ВТ36
При
«в
960
980
1030
1080
910
1029
20 °С
5Д
10
10
8
6
7
5
При 500 °С
«в
637
587
686
715
705
735
0Ш0 а0,2/!00
540
480 294
588 343
672 372
509 353
666 431
При 550 °С
°в
-
-
784
676
686
а100 а0Д/100
245
392 157
450 215
372 215
500 255
При 600 °С
°в
-
-
-
558
637
аШ0 а0,2/1
-
- -
-
274 117
343 147
Характеристики прочности — в МПа.
Для сравнения в табл. 2 приведены аналогичные показатели свойств
лучших зарубежных сплавов.
Сравнивая данные двух таблиц, можно заметить, что отечественные
жаропрочные титановые сплавы в настоящее время уступают лучшим
112
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Таблица 2
Свойства* зарубежных жаропрочных титановых сплавов
Сплав
Ti6242
IMI829
IMI834
Til 100
При 20 °С
°в
926
931
1029
1010
8,%
15
10
10
10
При 500°С
°в
740
620
750
***"
°100 °0,2/100
570 380
500 490
674 480
620
При 550 °С При 600 °С
°в
700
600
700
*™**
ст100
350
420
500
■н*-
а0,2/100 0в
230
350 509
420 646
350
а100 °0,2/100
- -
300 150
400 220
260
Характеристики прочности - в МПа.
зарубежным сплавам IMI834 и Til 100 лишь по показателям
сопротивления ползучести при температурах выше 500 °С. Сопоставление
химического состава сплавов по алюминиевому эквиваленту Розенберга дает
следующие показатели: 12,22(ВТ18У); 11,67(ВТ36); 12,72(IMI834);
13,01 (Til 100). Различие между сплавами недостаточно велико для
объяснения большой разницы в сопротивлении ползучести при высокой
температуре. Более вероятной является разница в уровне технологической
базы, которая за рубежом позволяет получать полуфабрикаты
стабильного качества с точно известным оптимальным фазовым составом и
типом микроструктуры материала. Кроме того, акценты в показателях
свойств расставлены неодинаково: у нас — оптимальное сочетание
усталостных и жаропрочных свойств с акцентом на повторную статику; у
них - акцент на сопротивление ползучести. На решение этих задач
направлены и усилия технологов, приводящие к разным результатам. С
целью ликвидации различий в свойствах отечественных и зарубежных
сплавов задачи для российских технологов можно сформулировать
следующим образом:
— оптимизация соотношения диаметра слитка и силы тока при
третьем переплаве слитка для получения возможно более мелкой
структуры литого металла;
— сокращение до возможного минимума продолжительности
нахождения полуфабрикатов при температурах выше Тп п во время
деформационной обработки;
— поиск оптимальной ТМО для получения мелкодисперсной вид-
манштеттовой структуры.
Ясное понимание существа этой проблемы позволяет надеяться на
быструю ликвидацию разрыва в данной области при соответствующих
8 - 5961
113
ГЛАВА 4
^ > 38>' >-^ > Jgfr
усилиях и капиталовложениях. Следует также иметь в виду, что оба
лучших зарубежных сплава до настоящего времени находятся в стадии
освоения и их свойства (см. табл. 2) получены на лабораторных образцах.
Насколько они изменятся при переходе к реальным заготовкам, пока
неизвестно, но ясно, что гарантированные свойства заметно снизятся.
Несмотря на относительное «благополучие» в области жаропрочных
титановых сплавов в настоящее время, сотрудники лаборатории давно и
отчетливо понимают, что дальнейших перспектив на повышение
рабочей температуры титановых сплавов остается крайне мало. Дело в том,
что при температуре 620 °С принципиально меняется механизм
окисления ос-фазы титана. Кислород начинает диффундировать через оксидную
пленку и проникать в толщу металла, изменяя его свойства в худшую
сторону. Возможности легирования с целью торможения проникающего
окисления практически исчерпаны, а защитные покрытия при таких
температурах и наличии воздушных взвесей либо растворяются в
материале деталей, ухудшая его свойства, либо сдуваются с него за счет
эрозионного износа. Следует заметить, однако, что полной ясности в
области применения защитных покрытий пока нет.
По названным причинам основное направление поиска новых
жаропрочных композиций все более отчетливо смещается в сторону
изучения свойств интерметаллидов титана. Пионером в данном направлении
исследований в России, да и в мире, был основатель титановой
лаборатории ВИАМ С. Г. Глазунов. Значительный объем исследований,
выполненных под его руководством, сделал ВИАМ лидером в этой области
материаловедения и привел к созданию сплава ВТИ-1. К сожалению,
данный сплав не нашел практического применения по причине неготовности
как промышленности — к его производству, так и конструкторов —
к его применению. Работы, связанные с созданием отечественных ин-
терметаллидных сплавов, продолжаются, и основные усилия сейчас
сосредоточены на завершении работ по паспортизации сплава «а2-орто».
Его предполагаемые свойства приведены в табл. 3.
Помимо работ по сплавам на основе фазы «ос2», ведутся работы и
в других направлениях. Однако темпы работ и их объемы не идут ни в
какое сравнение с зарубежными. Это происходит по вполне понятным
причинам. Для примера можно сказать, что только одна из программ
по алюминидам титана в США стоила более 20 млн долл. Все
отечественные затраты на решение данной проблемы существенно меньше
одной этой цифры. Тем не менее можно отметить, что творческий
потенциал специалистов в области жаропрочных титановых сплавов еще
114
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ И ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Таблица 3
Физические и механические свойства интерметаллидного
титанового сплава «о^-орто»
d,
кг/м3
5000
Свойства
Е,
ГПа
125
°в,
МПа
1200
при 20°С
8 у
%
6 6
*и.
МПа-м^2
35
Свойства
0в,
МПа
1000
при 650 °С
3 у
%
12 350
Сплав
о^-орто
не потерян, цели и задачи ясны, зарубежный и отечественный опыт
анализируется, а это в случае изменения общей ситуации позволит
быстро ликвидировать отставание в темпах исследований, создания
научных заделов и не замедлит сказаться на достигаемых результатах.
Главное - не опоздать с принятием нужных организационных решений.
Библиографический список
1. Аношкин Н.Ф., Лобанов B.C., Ширяев Е.П. Общее состояние производства и применения
титана в странах СНГ // Труды 1 Международной научно-технической конференции по
титану стран СНГ «Наука, производство и применение титана в условиях конверсии». -
М: 1994, с. 17 (ВИЛС).
2. Полькин И. С. Тенденции развития научных исследований, производства и применения
титана в зарубежных странах // Там же. - С. 38.
3. Ильенко В.М., Шалин Р.Е. Титановые сплавы для авиационных газотурбинных
двигателей // Титан (ВИЛС), 1995, № 1-2 (5-6), с. 25.
УДК 669.295
В.Н. Моисеев
ВЫСОКОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ
Повышение характеристик прочности металлических материалов
является одной из основных задач авиационного материаловедения. В этом
отношении титановые сплавы являются весьма перспективным
материалом, пригодным для длительной работы при достаточно высоких
температурах (550-600°С).
8* 115
Millill
Многолетние фундаментальные исследования и опыт эксплуатации
различных типов титановых сплавов в авиакосмических конструкциях
показал, что наиболее перспективным конструкционным материалом
являются титановые сплавы, представляющие собой а- и (i-твердые
растворы. Сплавы с (а + р)-структурой обладают наилучшим
соотношением характеристик прочности, пластичности, трещиностоикости и других
показателей, обеспечивающих высокую весовую отдачу, ресурс и
надежность изделия.
Повышение характеристик прочности твердорастворных сплавов
достигается путем упрочнения легированием а- и р-твердых растворов, а
также дисперсионным упрочнением смеси а- и р-фаз в процессе
упрочняющей термической обработки — закалки и старения (рис. 1).
Наибольшей прочностью отожженные сплавы обладают при
содержании примерно равного количества а- и р-фаз, что обусловлено
максимальной гетерогенизацией микро- и макроструктуры.
В закаленном и состаренном состоянии максимум по прочности
наблюдается у сплавов, по составу близких к критическому, когда
образуется наибольший объем дисперсных составляющих, упрочняющих сплав.
Р-стаб. эл., %
Микроструктура
Внутризеренная
структура
Рис. 1. Схематическая связь между содержанием р-стабилизирующих элементов,
прочностью и структурой твердорастворных (а+р)-титановых сплавов (I I — ос-фаза; Hi —
р-фаза): I - в отожженном состоянии; II — в термически упрочненном состоянии
(закалка + старение)
116
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ И ИНТЕРМЕТДЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Поскольку упрочнение сплава происходит в основном по названным
выше механизмам, то можно считать, что наиболее упрочняемыми
сплавами являются (ос+ (З)-титановые сплавы с коэффициентом стабилизации
р-фазы (К*) в пределах от 0,8 до 1,4 [1—3]. К таким сплавам можно
отнести ВТ16 (Ajj=0,8), BT23 (Ajj=0,8), BT22 (Ajj= 1,05), ВТ35 (Ajj= 1,45)
и некоторые другае.
Возможности получения высокой прочности на титановом сплаве
переходного типа ВТ22 (пруток диаметром 20 мм) отражены на рис. 2.
Как следует из представленных данных, для сплава такого типа
можно достичь высокой прочности (до 2000 МПа), однако с ее
повышением существенно снижаются характеристики пластичности.
Тенденция к снижению характеристик пластичности, трещиностой-
кости и повышению чувствительности к концентрации напряжений с
200 300 400 500 600 200 300 400 500 600 200 300 400 500 600
Температура старения, °С
Рис. 2. Механические свойства сплава ВТ22 (пруток диаметром 20 мм) после различных
режимов упрочняющей термической обработки: закалка с 700 (I), 750 (II) и 800°С (III);
старение в течение 4 (•), 16 (х) и 64 ч (о)
117
Iliiiiili
1800
1600 h
1400 h
1200 h
L Ot
1100 1200 1300 1400 1500 1600 aR
МПа
увеличением прочности наблюдается у всех высокопрочных титановых
сплавов и является основной проблемой при их освоении.
Связь между величиной
ав? МПа у, % К1с, МПалГм прочности и характеристиками
пластичности, трещиностойко-
сти и чувствительности к
концентраторам напряжений
иллюстрируется данными,
приведенными на рис. 3 и 4.
Выбор критериев,
определяющих возможность
использования сплавов с большим
или меньшим уровнем
прочности для тех или иных деталей
и конструкций
авиакосмической техники, а также
допустимых норм по пластичности,
трещиностойкости,
чувствительности к концентраторам
напряжений и другим
служебным характеристикам, от
уровня которых зависят ресурс и
надежность, — это сложная и
многоплановая задача.
Чаще всего она решается
путем анализа условий
работы изделия, имеющегося
опыта эксплуатации аналогичных
изделий, некоторых других
факторов, а также оценкой
предлагаемого к
использованию титанового сплава
(прочность, пластичность, трещино-
стойкость и другие служебные
характеристики) на
соответствие рабочим условиям.
В некоторых областях
применения высокопрочных
титановых сплавов сложилось
Рис. 3. Связь предела прочности, полученной в
результате упрочняющей термической обработки,
с другими механическими свойствами титанового
сплава ВТ22. Значения а,
усе надреза г , мм:
в получены при ради-
- ОД; 0,75
МПа>/м
МПа
Рис. 4. Зависимость вязкости разрушения от
уровня прочности различных титановых сплавов:
о - ВТ22; • - ВТ16; а - ВТ14; а - ВТЗ-1;
d - ВТ6; . - ВТ23; х - ВТ20
118
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ Н ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
достаточно устойчивое представление о надежном использовании
высокопрочных титановых сплавов с теми или иными уровнем прочности и
значениями служебных характеристик:
- в пассажирских и военных самолетах практически все силовые
конструкции можно изготовлять из высокопрочных титановых сплавов
со свойствами ов = 1150-1300 МПа ; К1с = 53,8 МПа-м1/2; МЦУ (при
Kt= 2,6 и N = 104 цикл): отах > 550МПа;
- для дисков и лопаток вентилятора и компрессора низкого
давления авиационного двигателя, работающих при температурах до 300—
350°С, используют титановые сплавы сов= 1150—1250 МПа; о£/ав> 1,4;
К1с= 57,2 МПа • м1/2; МЦУ (при А^= 3,0 и 7V= 105 цикл): стах> 550 МПа;
- для отдельных деталей и конструкций авиакосмической техники
можно использовать титановые сплавы с более высокой прочностью, чем
указывалось выше. Так, упругие элементы (торсионы, компенсационные
пружины и др.) изготовляют с гарантированным пределом прочности от
1200 до 1300 МПа; емкости высокого давления, корпуса
твердотопливных двигателей, центрифуги — с ав = 1300—1350 МПа.
Современная номенклатура высокопрочных титановых сплавов
представлена в таблице.
Состав и свойства высокопрочных промышленных
титановых сплавов в термоупрочненном состоянии
Сплав
ВТ6
ВТ14
ВТ16
ВТ23
ВТ22
ВТ22И
ВТ37
ВТ35
ВТ32
Химический состав
(среднее содержание элементов),
% (по массе)
Ti-6A1-4,5V
Ti-4,5Al-3Mo-lV
Ti-2,5Al-5Mo-4,5V
Ti-5,5Al-2Mo-4,5V-lCr-0,7Fe
Ti-5Al-5Mo-5V-lFe-lCr
Ti-3Al-5Mo-5V-lFe-lCr
Ti-5Al-5Mo-5V-lFe-lCr-l,7Sn-2,3Zr
T1-3A1- l,5Mo- 15V-3Cr-3Sn
Ti-3Al-8Mo-8V-lFe-iCr
h
0,3
0,6
0,8
0,9
1,2
1,2
1,2
1,5
1,8
°B'
МПа
1050
1100
1050
1100
П50
1100
1200
1150
1200
8
не ]
6
6
12
8
8
10
6
7
6
V
%
менее
20
35
40
18
18
16
14
15
14
кем,
Дж/см:
30
30
30
35
35
35
30
35
30
ВТ15 Ti-3Al-7Mo-llCr 2,4 1200 5 12 25
Важной характеристикой высокопрочных титановых сплавов
является их прокаливаемость, т. е. способность упрочняться до заданного уров-
119
ГЛАВА 4
^jpfrJfr»3jBfr
ня прочности путем закалки и старения. Прокаливаемость твердора-
створных (а+Р)-титановых сплавов зависит от ряда факторов:
— легирования сплава (З-стабилизирующими элементами;
— температуры закалки;
— температуры и продолжительности старения.
Исследование зависимости между прокаливаемостью и содержанием
р-стабилизирующих элементов (коэффициент стабилизации Ко) при
упрочнении сплавов на уровень свойств, предусмотренный действующей
технической документацией (см. таблицу), показывает (рис. 5), что с
увеличением Кп величина прокаливаемости возрастает для сплавов докри-
тического состава.
У титановых сплавов с Ао>1 по мере увеличения содержания
р-стабилизирующих элементов р-фаза сохраняется при все меньших
скоростях охлаждения. На этом основан технологический процесс упрочняющей
термической обработки деталей и конструкций без переноса их в
закалочную среду, так как метастабильная р-фаза сохраняется при скоростях
охлаждения 5-10 К/мин, т.е. при скоростях, соизмеримых со скоростью
охлаждения садки вместе с печью. Последующее старение позволяет
повысить прочность металла, например сплава ВТ22, до 1150-1250 МПа.
Такая технология позволяет подвергать крупногабаритные нежесткие
самолетные конструкции, в том числе и сварные, упрочняющей термической
обработке в печах с защитной атмосферой и получать их неокисленными
и без поводок. Как показала практика, конструкции, изготовленные по
такой технологии, обладают
повышенными ресурсом и надежностью.
Некоторым ресурсом повышения
весовой отдачи изделий из титановых
сплавов может явиться
совершенствование качества металлургического
производства (плавка слитков), технологии
получения полуфабрикатов и др. (рис. 6).
Такие же потенциальные
возможности имеются и в процессе
изготовления деталей и конструкций в
машиностроительном производстве (качество
поверхности, контроль внутренних на-
^ п пряжений, использование различных
Рис. 5. Зависимость
прокаливаемости от коэффициента стабилизации методов облагораживания поверхности
р-фазы для титановых сплавов металла) И Др.
120
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ Н ИНТЕРМЕТАЛЛИДНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Еще боЛЬШИе ВОЗМОЖНОСТИ Ч>, % авпип(поТУ) автах(поТУ)
повышения весовой отдачи могут
быть реализованы при
проектировании высоконагруженных
конструкций, — в первую очередь, за
счет исключения конструктивной
опасности создания высоких
концентраций напряжений, а также в
процессе технологического
освоения производства путем
использования поверхностного упрочнения
и других многочисленных
приемов, применяемых в
современном машиностроении.
Важным направлением
повышения характеристик прочности
сплавов в авиакосмическом
машиностроении является
разработка новых высокопрочных
титановых сплавов с более гетерогенизи-
рованной структурой, чем
двухфазные (а + (3)-сплавы. Это
сплавы с интерметаллидным типом упрочнения, а также титановые
сплавы с метастабильными структурными составляющими. Кроме того,
ВИАМ интенсивно разрабатывает новые направления дальнейшего
развития высокопрочных титановых сплавов.
1000 1100 1200 1300 ав, МПа
Рис. 6. Связь между величиной
микрозерна (2>3) и характеристиками прочности и
пластичности титанового сплава
переходного класса ВТ22 (заштрихована область
оптимальных механических свойств)
Библиографический список
1. Титановые сплавы. Металлофафия титановых сплавов / Отв. редакторы докт. техн. наук
С.Г. Глазунов, докт.техн.наук Б.А. Колачев). - М.: Металлургия, 1980, с. 269-357.
2. Моисеев В.Н Основные направления развития титановых сплавов для современного
машиностроения // МиТОМ, 1997, №7, с. 30-34.
3. Моисеев В.Н. Высокопрочные титановые сплавы для крупногабаритных деталей
авиационного двигателя // МиТОМ, 2000, №2, с. 34-36.
Глава 5
ВЫСОКОТЕМПЕРАТУРНЫЕ ЗАЩИТНЫЕ
И АНТИОКИСЛИТЕЛЬНЫЕ ПОКРЫТИЯ,
А ТАКЖЕ УГЛЕ-, СТЕКЛОКЕРАМИЧЕСКИЕ
МАТЕРИАЛЫ ДЛЯ РАБОТЫ
ПРИ ТЕМПЕРАТУРЕ ВЫШЕ 1800 °С
УДК 678.86
В.Т. Минаков, С.С. Солнцев
КЕРАМОМАТРИЧНЫЕ КОМПОЗИТЫ -
МАТЕРИАЛЫ XXI ВЕКА
В 1985—2000 гг. в ВИАМ разработан новый класс перспективных
высокотемпературных композиционных материалов — керамоматричные
композиционные материалы. Впервые в нашей стране созданы научные
основы синтеза и технологии совмещения стеклообразующих, керамических,
стеклокерамических, стеклокристаллических матриц с углеродными
жгутами, тканями, нитевидными кристаллами и волокнами карбида кремния,
диоксида кремния, оксида алюминия и другими армирующими
компонентами. Новые композиты имеют определенные достоинства и
преимущества. К ним относятся небольшая удельная масса, хорошая температу-
роустойчивость, высокие термостойкость, прочность и трещиностоикость,
химическая инертность и коррозионная стойкость. Недефицитность мат-
122
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
ричных материалов и относительная простота технологии получения
открывают перед этими композиционными материалами (КМ) хорошие
перспективы применения в авиакосмической технике и двигателестроении.
Государственное и коммерческое финансирование указывает на
стремление развитых стран (США, Франция, Германия, Китай) не
допустить отставания в создании высокотемпературных керамоматричных
КМ. Ведутся исследования в области стеклокерамических КМ,
включающих волокна из углерода, оксида алюминия, карбида кремния и
некоторых других. Необходимость создания керамоматричных композитов
связана также с появлением в мировом материаловедении
приоритетного направления — композиционных материалов нового поколения для
изготовления изделий авиационно-космической техники, работающих
при температурах до 1800°С в окислительной среде.
Применение углеродных волокон для армирования стекла позволяет
получить широкое разнообразие сочетаний волокно—стекло, варьируя
которые можно обеспечить широкий диапазон свойств материала.
Полученные за рубежом материалы на основе непрерывных углеродных
волокон и стекломатриц обладают прочностью до 1500—1600 МПа (табл. 1)
и рабочей температурой 600-800 °С.
Таблица 1
Свойства композиционных материалов на основе
боросиликатного стекла тила DURAN и углеродных волокон*
Армирующий
наполнитель
тзоо
Т1000
M40J
M55J
M60J
Свойства армирующего
ови, МПа Е, ГПа
3530
7060
4410
3920
3920
230
294
377
540
588
наполнителя
d, г/см3
1,76
1,82
1,77
1,93
1,94
Свойства композиционного
материала
ов и, МПа Д ГПа
684
1249
1173
1434
1647
137
161
180
272
278
Зарубежные данные.
Преимущество стеклокристаллической (ситалловой) матрицы
заключается в том, что формирование заготовки КМ происходит при
сравнительно низких температурах, что уменьшает вероятность снижения
прочности углеродных волокон из-за окисления. При термообработке в стек-
123
ломатрице происходит направленная кристаллизация, приводящая к
существенному повышению температуры деформации материала под
нагрузкой, а в конечном итоге — к повышению рабочих температур КМ.
Зарубежные материалы на основе стеклокристаллических матриц,
армированных волокнами SiC, в настоящее время обладают прочностью до
1000 МПа (табл. 2) и рабочей температурой до 1250°С.
Таблица 2
Свойства композиционных материалов на основе
стеклокристалических матриц и волокон карбида кремния
д й Свойства армирующею Свойства компшшщоннош
Армирующий мддрщщ напоянителя материала
наполнитель ,
овлг МПа Д Ша d, г/см3 ов й, МПа Д ГПа
Nicolon LAS 2800 200 2,55 800
CAS 2800 200 2,55 870 130
SAS 2800 200 2,55 1000
Hi-Nicolon BAS 2800 269 2J4 900 160
Композиционные материалы с керамической матрицей, армированной
волокнами углерода, карбида кремния, А1203, — к таким КМ относятся
материалы типа SiC—SiC и C-SiC - имеют прочность от 100 до 400 МПа
при комнатной температуре и 100-250 МПа при температуре 1400-1500°С,
а также тещиностойкость КСТ, равную 20-30 кДж/м2. Значительные
результаты достигнуты в работах по государственной программе в Японии
(Институт авиационных и космических технологий, фирмы Ube Industry,
Nippon Carbon), а также в США фирмами Dow Corning и Kaiser (табл. 3).
Таблица 3
Свойства керамокерамических композиционных материалов
m основе полимерных керамообразующих матриц
Страна Армирующий наполнитель
Франция -
Япония Волокна SiC (Nicolon)
Ткань SiC (Тшишо)
США Волокна: С (Celion), SiC (Nicolon),
алюмоборосшшкатньш (Nextei-312)
Ткань SiC (Nicolon)
ов н, МПа
400
ПО
350
70-100
220 .
Свойства КМ
т or»
1400
До 1000
1200
—
До 900
4 г/см3
-
19
1,8
1,3-1.5
1,96
124
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ» И СТЕКЛОКЕРАМИЧЕСКНЕ МАТЕРИАЛЫ
Керамическая матрица на основе керамообразующих полимеров
обеспечивает защиту волокон от окисления. Разработка таких
материалов базируется на представлении о переходе «из органики в
неорганику» элементоорганических полимеров, что позволяет получать
керамическую матрицу заданного состава при относительно невысоких
температурах и давлениях. Для получения керамических композиционных
материалов разрабатываются полимерные связующие типа поликарбоси-
ланов, полисилазанов. Образующиеся в результате пиролиза в инертной
среде керамические остатки и смеси SiC, Si3N4 заполняют
межволоконное пространство в качестве матрицы. Основные трудности, связанные
с реализацией этой технологии, заключаются в преодолении усадочных
явлений, чрезмерного адгезионного взаимодействия на границе раздела
матрица—волокно, а также в необходимости проведения многократных
дополнительных жидкофазных и газофазных пропиток с повторением
процесса пиролиза.
Представляет интерес КМ, разрабатываемый в ВИАМ под маркой
«Стекларм». Этот КМ на основе углеродных волокон и стекломатриц
обладает прочностью до 1000 МПа и рабочими температурами до 600 °С.
На рис. 1 приведена микроструктура углестеклокерамического
композита. Прогнозируется значительное увеличение прочностных и улучшение
ряда других свойств этого материала.
Рис. 1. Микроструктура (а — х3000; б — х10000) композиционного материала
«Стекларм» (матрица — BS, наполнитель — углеродный жгут УКН-П/5000)
125
ГЛАВА Б
*e»~jp>*
В качестве экспериментальных матричных составов для этого
материала исследуются высококремнеземные стекла с повышенной
температурой начала деформации, благодаря чему обеспечивается высокая
рабочая температура композиционного материала.Установлено отрицательное
влияние примесей щелочных соединений, содержащихся в матричных
составах, на прочностные характеристики образцов. В ВИАМ
разработаны новые КМ на основе стеклокристаллических матриц, армированных
непрерывными углеродными волокнами, а также волокнами карбида
кремния. Анализ оксидных систем (рис. 2), в которых разрабатываются
стеклокристаллические матрицы, показал, что эти системы
характеризуются весьма высокой тугоплавкостью кристаллических фаз (табл. 4).
Свойства кристаллических фаз на силикатных системах
Таблица 4
Система
Si02HU20~-Al203
Si02~CaO--Al203
Si02~MgO~Al203
SiO,
~ВаО~А1203
Si02~Sri>-Al203
Кристаллическая фаза
$~сподумен
Анортит
Кордиерит
Цельзиан
Стронциевый анортит
ТКЛР:
аЧО6, 1/К
0,9
4,0
2,6
2,7
d> г/см3
2,48
2,74-2,76
2,53
3,10-3,39
Температура
плавления, °С
1380
1550
1470
1640
1765
2BaOSiO
20 /40 60 /80
ВаОА1203 Ва06А1203
Содержание, % (по массе)
3Al203Si02
20
АШ
2^3
Рис, 2. Диаграмма состояния системы BaO—A1203—Si02
126
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Сопоставление данных (см. табл. 4) позволяет сделать вывод, что
среди кристаллических фаз, выделяющихся в разных ситаллообразующих
системах, кордиерит является наиболее привлекательной матричной
фазой вследствие сочетания низкой плотности, небольшого теплового
расширения и высокой температуры плавления. В зависимости от состава
стеклокристаллические матрицы имеют различные свойства. Матрицы в
системе Si02—Li20—А1203 обладают повышенной термостойкостью, так
как в них выделяются фазы с аномально низким ТКЛР (р-сподумен,
эвкриптит), что хорошо сочетается с тепловым расширением волокон.
Материалы в системах RO—A1203—Si02 (где RO: MgO, CaO, SrO,
ВаО), в которых выделяются кордиерит, анортит, цельзиан и другие
фазы, обладают в 1,5—2 раза более высокими прочностными
характеристиками по сравнению с указанными оксидами. Известно, что КМ со
стеклокристаллической матрицей стехиометрического состава
стронциевого анортита SrO • А1203 • 2Si02 при армировании непрерывными
волокнами SiC имеет рабочую температуру 1450—1500 °С и прочность при
изгибе 1000 МПа.
В качестве армирующего наполнителя для экспериментальных
образцов стеклокерамических материалов использовались высокопрочные
непрерывные или дискретные углеродные волокна. Надо отметить, что
при использовании армирующего жгута, аналогичного по свойствам
(ави = 3000-3200 МПа; Е= 230 ГПа; d = 1,75 г/см3) зарубежному
углеродному жгуту Т300, разрушающее напряжение при изгибе композита
превышает соответствующий показатель для зарубежного аналога.
Применение высокомодульных волокон на основе углерода позволяет не
только повысить жесткость композиционного материала, но и
существенно увеличить реализацию прочности армирующего волокна в КМ.
Для создания стеклокерамических композиционных материалов,
отвечающих современным требованиям, а также во избежание отставания
в данной области, необходимо использовать уже известные и
разрабатывать новые высокомодульные и сверхвысокомодульные углеродные
волокна, специально предназначенные для армирования стеклокерамических KM.
В связи с тем что процесс производства волокна карбида кремния
весьма сложен и в нашей стране недостаточно освоен, отечественные
волокна карбида кремния уступают по многим показателям зарубежным
аналогам (табл. 5). Поэтому в настоящее время есть необходимость
разработки новых волокон на основе карбида кремния с системой
покрытий на них, позволяющей регулировать взаимодействие на межфазных
границах в стеклокристаллических композиционных материалах.
127
ГЛАВА 5
Таблица 5
Сравнительные свойства отечественных и зарубежных волокон
на основе карбида кремния
Волокно
Nicolon
Hi-Nicolon
SiC (Россия, ВНИИПВ)
ави, МПа
2800
2800
1300-2000
Е, ГПа
200
269
130-160
flf, Г/СМ3
2,55
2,74
2,3-2,4
В ВИАМ разработаны композиционные материалы теплозащитного
назначения под маркой «Геларм». Эта группа материалов на основе золь-
гель матриц и дисперсных наполнителей типа карбида кремния имеет
прочность при изгибе —100 МПа и рабочую температуру до 1600-1700 °С.
Материал обладает устойчивостью к воздействию высокотемпературных
диссоциированных воздушных потоков с Гм= 5000—7000 К.
На рис. 3* и 4 представлены свойства экспериметальных образцов
стеклокерамических конструкционных и теплозащитных
композиционных материалов ВИАМ.
В ВИАМ созданы перспективные высокотемпературные (Г б до
1500°С) композиционные материалы типа SiC—SiC. Свойства образцов
материала типа SiC—SiC, наполненного дисперсными частицами,
полученные на первых этапах исследований:
Разрушающее напряжение при изгибе, МПа:
при комнатной температуре (20°С) 100-200
при 1500°С♦.., 100-120
Плотность, г/ем3 ♦ . -3
Надо отметить, что керамические композиционные материалы типа
SiC—SiC и C-SiC отличаются весьма высокой окислительной стойкостью.
При температурах 1500°С потери массы образцов не удается обнаружить в
течение 500 ч. Отмечается увеличение массы образцов. Величина привеса
может изменяться в зависимости от состава материала и его структуры.
Данный эффект может быть объяснен образованием (начиная с 800 °С в
окислительной среде) защитной фазы Si02 на поверхности карбида
кремния. При более высоких температурах (1600 °С) процесс образования фазы
Si02 активизируется и проходит более интенсивно, что может приводить к
самозалечиванию дефектов композиционного материала (пор, трещин).
Испытания проведены в ЦИАМ (Т.Д. Каримбаев и др.).
128
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРДМИЧЕСКНЕ МАТЕРИАЛЫ
Данный процесс можно
усилить и управлять им
направленно, если в материал ввести
тонкодисперсные «капсулы». В
этом случае при температурах
1400 °С и выше капсулы
расплавляются, и паровая фаза
кремния заполняет
несплошности и дефекты,
существовавшие в материале и
накопившиеся в процессе работы. При
контакте в дефектах и на
поверхности материала данной
фазы с кислородом окисли-
*в.и>
800
400
0
МПа
^^-ч
w ■ ■ . ....... ^^
О \ \ Ч-
1
1 1 1
Е, ГПа
Ч 80
40
20 400 800 1200
Температура испытаний,
1600
, ос
Рис. 3. Зависимость прочности (а, о, •) и
модуля упругости (□) стеклокерамических КМ от
температуры: а - CAS/SiC; • - BMAS/SiC;
о, п - BS/C (ВИАМ)
А,,, МПам1/2
40 Г
a£f, МПа
HV, ГПа
Д ГПа
Максимальная
температура
эксплуатации, °С
ав20и°, МПа
j
2000
рКь Относительная
устойчивость
к окислению,
баллы
Относительная
стоимость
технологии,
баллы
Рис. 4. Схема-диаграмма свойств (К1с — коэффициент трещиностойкости при 20 °С;
HV - твердость по Виккерсу; 0^2°° ~ предел прочности при изгибе при 1100°С)
стеклокерамических КМ:
стеклокерамический КМ; углеродкерамический КМ; KM C/SiC -
SiZrCBO^
9 - 5961
129
ГЛАВА §
«=»> IB» 3»'J5>"> *$>
тельной среды будет образовываться защитный слой Si02, что приведет
к залечиванию дефектов, повышению трещиностойкости композита и
дополнительной защите его от окисления при повышенных
температурах. С помощью систем покрытий можно регулировать и обеспечивать
необходимую скорость и глубину окисления материала и образование
защитной фазы Si02.
Для синтеза керамокерамических композиционных материалов
также применялись керамообразующие полимеры, армированные
высокопрочными углеродными волокнами и нитевидными кристаллами
карбида кремния и ультрадисперсными керамическими соединениями. В
качестве ультрадисперсных керамических соединений использовались
порошки SiC, Si3N4, A1203. Такие материалы обладают достаточно
высокими прочностными характеристиками, высокой термостойкостью и
значительной эрозионной стойкостью.
Для улучшения адгезионных характеристик на границе раздела были
изучены методы химической очистки армирующих наполнителей,
удаления влаги с их поверхностей путем термической обработки, влияние
дисперсности на способность волокон поглощать кремнийорганическое
связующее, а также влияние технологических операций на свойства
керамического композита. Для получения заданных свойств керамических
композиционных материалов на основе керамооб-
разующих полимеров исследовалось также влияние
технологических параметров процесса их
формирования на свойства.
В результате проведенных исследований
установлена зависимость физико-механических
характеристик керамокерамических КМ от температур-
но-временных параметров технологического
процесса изготовления материалов. На рис. 5 показана
зависимость прочности от плотности такого типа
материалов.
При изучении указанных выше
экспериментальных систем композиционных материалов
установлено, что их фазовый состав не меняется
при повышении температуры до 1300°С.
Новые КМ являются перспективными для
многих отраслей машиностроения.
Высокотемпературные стеклокерамические и керамические
композиты могут найти применение в изделиях авиа-
ави, МПа
200
150
100
50
П 1
||
1 1,5 2,2 d
Рис. 5. Зависимость
разрушающего
напряжения при изгибе
теплозащитных стеклокерами-
ческих КМ (ВИАМ),
полученных по
технологии «золь-гель» (И),
при спекании (■) и
горячем прессовании (□)
от плотности d, г/см3
130
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ» И СТЕКЛОКЕРАМИЧЕСКНЕ МАТЕРИАЛЫ
ционно-космической техники; в поршневых и ротационных двигателях;
системах теплозащиты и элементах «горячей» конструкции многоразовых
орбитальных кораблей и трансатмосферных летательных аппаратов; теп-
лонагруженных деталях и элементах термокамер испытательных машин и
высокотемпературных газодинамических стендов; конструкциях
отражателей и зеркал лазерных локаторов и элементов конструкционной оптики;
высокоточных инструментах и метрологии; в конструкциях, где
приоритетным является соотношение массы и прочности.
За рубежом подобные материалы уже находят применение в качестве
деталей и узлов аэрокосмической техники: например, для изготовления
теплоконструкционных элементов газотурбинных двигателей морской
авиации, а также деталей крепежа и высокотемпературных разъемных
резьбовых соединений конструкций и элементов многоразовой
теплозащиты и др.
В настоящее время ВИАМ совместно с ЦИАМ проводит работы по
созданию элементов и узлов компрессора высокого давления (например,
бандажные кольца рабочих колес КВД, вставки жаровых труб и т.п. теп-
лонагруженные элементы перспективных двигательных установок 6-го
поколения).
Е.Н. Каблов, С.С. Солнцев
ОКСИТЕРМОСИНТЕЗ - НОВЫЙ ШАГ К МАТЕРИАЛАМ
ДЛЯ ПЕРСПЕКТИВНОЙ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ
Экстремальные условия движения в плотных слоях атмосферы
многоразовых авиакосмических летательных аппаратов, в частности при
спуске с космических орбит, требуют применения специальных материалов,
устойчивых к действию высоких и сверхвысоких (2000—3000 °С)
температур в окислительной газовой среде. Традиционные равновесные
материалы не отвечают возросшим требованиям. Плиточная теплозащита
МКС «Буран», еще недавно восхищавшая мир своими
аэродинамическими качествами, термостойкостью и прочностью, имеет ограничения по
рабочей температуре (1250 °С). Легкие и прочные углеродные
материалы не обладают достаточной работоспособностью в окислительной га-
9*
131
зовой среде при высоких температурах из-за интенсивного окисления.
Другие равновесные материалы затруднительно применять из-за их
быстрой деградации при высоких температурах, недопустимо высокой
удельной массы, хрупкости и т.п.
Пришло время создания новых подходов к синтезу и применению
материалов для авиакосмической техники с привлечением принципов и
обширной информации из живой природы. Самые разные объекты
живой природы иллюстрируют наличие эффективной защиты от воздействий
среды обитания. Кора дерева, чешуя рыбы, кожа млекопитающих могут
служить примерами внешних покрытий, способных обеспечить защиту
биологических систем от механических и тепловых воздействий и
обладающих свойствами самозалечивания и саморегуляции. Архитектоника
костной ткани подтверждает реализацию в живых организмах
конструкционно-энергетических принципов при образовании и росте костей.
Не менее интересен для разработчиков высокотемпературных
материалов и покрытий имеющий место в живой природе процесс
фотосинтеза, в результате которого агрессивный компонент земной атмосферы -
углекислый газ - под действием солнечной энергии трансформируется
растениями в углеводороды и кислород.
Новые принципы создания и эксплуатации материалов при
высоких температурах, опирающиеся на закономерности функционирования
биологических систем, привели к открытию процесса, получившего
название «окситермосинтез». Эти принципы вначале были
сформулированы в ВИАМ применительно к защитным технологическим покрытиям,
а затем распространены на «черные» покрытия многоразовой
теплозащиты МКС «Буран», антиокислительные покрытия углеродных
материалов и на перспективные углеродстеклокерамические КМ [1,2].
Окситермосинтез — это процесс, в основе которого лежит
использование кислорода земной атмосферы и энергии от аэродинамического
нагрева, других источников тепла для синтеза тугоплавких оксидов в
покрытиях и поверхностных слоях теплонагруженных узлов и деталей.
Гипотеза окситермосинтеза материалов рассматривает
высокотемпературный материал как компонент динамической системы «газовая
среда — материал», трансформация которой происходит в соответствии с
законами химической термодинамики. Такие материалы функционально
могут быть подобными биологическим системам. Вместе с тем
способность материала направленно взаимодействовать с газовой средой с
образованием новых соединений, отсутствующих в исходном составе, в том
числе с небольшой вязкостью и даже жидких, предполагает возможность
132
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ* И СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИМЫ
залечивания трещин и пор, релаксации внутренних напряжений,
снижения акустических и вибрационных нагрузок. Взаимодействие
кислорода атмосферы с компонентами покрытия, материала с образованием
новых, более тугоплавких соединений с хорошей устойчивостью при
высокой температуре позволяет уменьшить вероятность окисления и
разупрочнения несущих конструкций, диффузию кислорода к ним. При этом
имеют место параллельные и последовательные химические и
диффузионно-химические взаимодействия между компонентами системы без
нарушения устойчивости покрытия, материала в целом. Зарождение,
развитие и деградация материала определяются в основном термическим
фактором (уровень и продолжительность воздействия высокой
температуры), давлением и запасом веществ, способных поглощать кислород
газовой среды.
Защитное действие покрытий определяется совокупностью
процессов на границах раздела газовой среды и поверхности покрытия, между
покрытием и подложкой на межслойных границах. В зависимости от
химического и фазового составов покрытия и взаимодействующих фаз
реализуются антиокислительные, теплоизоляционные, антифрикционные,
оптические или антикаталитические свойства окситермогенных слоев на
защищаемой поверхности.
Для реализации окситермосинтеза теплозащитных
антиокислительных покрытий материалов используются три типа химических реакций:
окисления—восстановления, стеклообразования и спекания. В реакциях
окисления атмосферным кислородом исходных компонентов покрытий
могут участвовать, например, кремний, бор, бориды, силициды типа
SiB4, MoSi2 и др. В этих реакциях определяющими являются переходы
типа 2s2 2/?1 -> 2s12/?2 с образованием и разложением силикоборидов и
силицидов по схемам
B6Si + 1,502-> В203 + B4Si;
3Si02 + 16В -> 3B4Si + 2В203;
2B4Si + 402 -> 2В203 + Si02 + B4Si.
Особый интерес представляют процессы образования новых
структурных форм из бескислородных соединений и оксидов, имеющих один,
два и даже три одинаковых элемента—стеклообразователя. К ним
относятся, прежде всего, кремний и бор. Именно эти элементы
Периодической системы элементов Д. И. Менделеева являются основой многих
высокотемпературных соединений и материалов и им принадлежит
ведущая роль в процессах окситермосинтеза окситермогенных покрытий
133
ГЛАВА S
««*>%» >jBfr> *8>
и материалов. Например, при разработке эрозионностойких терморегу-
лирующих покрытий для плиточной тепловой защиты МКС «Буран»
была создана технология получения и изготовлены опытные партии
тетраборида (SiB4) и гексаборида кремния (SiB6). Применение этих
соединений в «черных» покрытиях обеспечило не только весьма высокую
(более 0,9) степень черноты поверхности многоразового космического
корабля, но и (за счет окситермических реакций борида кремния с
матричным высококремнеземным стеклом) выдающуюся термостойкость,
термостабильность при температуре 1250 °С и огненнополированную
поверхность покрытий с высоким аэродинамическим качеством.
Возможность получения столь высоких характеристик покрытий
объясняется, по нашему мнению, формированием уникальной
структуры материала в результате химических реакций между кислородом
атмосферы, боридом кремния и матричным высококремнеземным стеклом.
При этом важнейшее значение, вероятно, имеет образование
уникальной химической связи между оксидной и бескислородной
составляющими вещества покрытия. Предполагается образование химических связей
типа
I I I
—О—В— Si—0-В= и =В—О—Si—B=Si— .
I I
Послойный рентгенофазовый анализ и сканирование электронного
зонда по поверхности и срезам покрытий показали, что
синтезированное вещество покрытия состоит из тугоплавкой матрицы и стеклофазы,
которая заполняет межфазные области по границам зерен, поры,
трещины, капиллярные каналы. Поверхностный слой стеклофазы служит
барьером на пути кислорода из газовой среды во внутренние слои
покрытия. Оксидные соединения имеют максимальную концентрацию
вблизи внешней границы раздела с газовой средой. В результате
реакций в покрытии образуется несколько слоев, различающихся по
химическому и фазовому составам и термохимической устойчивости. В
каждом слое содержание определенных компонентов оказывается
преимущественным. Регулирование процессов химических и фазовых
превращений позволяет обеспечить заданный срок службы и рабочую
температуру покрытия.
Рабочая температура и термостойкость покрытий возрастают при
увеличении содержания тугоплавких и стеклообразующих соединений.
Послойный рентгенофазовый анализ показал, что изменение содержа-
134
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРДМИЧЕСКИЕ МАТЕРИАЛЫ
ния компонентов типа Zr02, ZrSi04 по толщине покрытия после
высокотемпературных испытаний качественно совпадает с тенденцией
изменения содержания Zr и Si в слоях покрытия, контактирующих с
газовой средой. Эффективность защитного действия покрытия зависит
также от возможности постоянного дообразования новых фаз за счет
окисления исходных компонентов.
Экспериментальные исследования и испытания окситермогенных
материалов и покрытий подтверждают правомерность разрабатываемых
положений окситермосинтеза.
При температуре 1000—1300 °С в поверхностных слоях образцов,
содержавших в своем составе кремний, накапливаются фазы типа MeSi.
Повышение температуры уменьшает содержание фазы MeSi и приводит
к образованию фазы Me3Si2. Дальнейший рост температуры до 1600°С
сопровождается увеличением содержания новой фазы (рисунок, а, б).
При синтезе окситермогенных покрытий важную роль играют
кремний и диоксид кремния. В исходном состоянии диоксид кремния может
отсутствовать в покрытии. Этот оксид образуется при синтезе за счет
кислорода газовой среды, а его количество
в покрытии может возрастать в
процессе службы покрытия в окислительной
газовой среде (рисунок, в). Важное
значение имеет содержание
кристаллических модификаций Si02: ос-кварц, а- и
р-кристобалит, (3-тридимит. С ростом
температуры и продолжительности
испытаний содержание
кристаллических фаз может увеличиваться,
особенно кристобалита. При температуре
1600°С содержание кристаллических
фаз Si02 может достигать 50%. Для
Изменение содержания (С0 - исходное; С —
после нагрева в окислительной среде) силицида
гафния HfSi (д), дисилицидд гафния Hf3Si2 (б)
и диоксида кремния Si02 (в) в материале
покрытия в зависимости от температуры,
давления и продолжительности испытаний:
а - Р« 3 кПа (0,03 ат) (•); Р« ЮОкПа (1 ат)
(■); б — Р« 3 кПа (0,03 ат); в —
продолжительность испытаний (?« 100 кПа) 10 (о) и
50 мин (□)
135
уменьшения кристаллизации Si02 целесообразно вводить компоненты,
которые способствуют образованию двухкомпонентных и
поликомпонентных стеклофаз, например борный ангидрид, повышать чистоту
исходного сырья.
Большое влияние на термохимическую устойчивость и
сопротивление деградации оказывает строение защитных слоев и конструкция
покрытия. Разработана и изучена конструкция многослойного покрытия на
углеродкерамическом композиционном материале, которая включает в
себя внешний стеклокерамический слой, кремнеземнооксидный, окси-
карбидный и карбидный слои.
Определена ограниченная область термодинамической устойчивости
высокотемпературных соединений циркония, гафния, иттрия и
некоторых других металлов, которые можно рассматривать в качестве
компонентов внешнего слоя покрытия.
Упругость пара компонентов покрытия и давление в газовой среде в
значительной мере определяют максимальную рабочую температуру и срок
службы покрытия. Изменение давления газовой среды от 5 до 100 кПа
(от 0,05 до 1 ат) увеличивает время жизни некоторых составов
покрытий при 1800 °С в 2-3 раза.
Впервые получены окситермогенные самозалечивающиеся покрытия
для защиты углеродных материалов при температуре 1550 °С в течение
500 ч. Отмечена линейная зависимость уменьшения массы образцов от
продолжительности испытаний, а максимальные абсолютные значения
потери массы не превышали 1,2 и 1,5% за 400 и 500 ч соответственно.
Эти уникальные «умные» покрытия и композиционные материалы,
способные к самозалечиванию и самовосстановлению, открывают новые
исключительные возможности для создания антиокислительной защиты,
теплозащиты элементов конструкций планеров самолетов и
газотурбинных двигателей новых поколений путем введения «активных
компонентов» в виде дисперсных частиц, капсул или прекурсоров, определенным
образом размещенных по объему либо по площади покрытия,
материала, детали. В эксплуатационных условиях частицы, капсулы и
прекурсоры используются как основа для образования соединений и веществ,
которые залечивают трещины, поры и другие дефекты, либо связывают
агрессивные компоненты окружающей среды (кислород, азот). Частицы
и капсулы, например типа SiB4, подобно костным ламеллам создают
преобладающее направление естественного армирования. В покрытиях
могут формироваться многослойные структурные элементы наподобие
остеонов (образующихся из ламелл в среднем слое толщины стенки
136
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРДМИЧЕСКИЕ МАТЕРИАЛЫ
кости), являющиеся определенной пространственной структурой
естественного армирования.
Таким образом, учеными ВИАМ предложен новый нетрадиционный
подход к созданию высокотемпературных окситермогенных материалов
и покрытий, способных к самоорганизации и самозалечиванию,
основанный на использовании для синтеза неорганических соединений
кислорода земной атмосферы и тепловой энергии, выделяющейся либо при
аэродинамическом трении воздуха о поверхность образца, модели,
летательного аппарата либо при высокотемпературном нагреве в
статических условиях в обычной атмосфере воздуха.
По технологии окситермосинтеза материалов разработаны
высокоэффективные антиокислительные окситермогенные покрытия,
работоспособные при температуре до 2000 °С, для теплозащитных углеродкерами-
ческих материалов.
Библиографический список
1. Солнцев С С Защитные технологические покрытия и тугоплавкие эмали. — М.:
Машиностроение, 1984. - 255 с.
2. Солнцев С С Окситермосинтез покрытий при движении летательного аппарата в
атмосфере земли.//Авиакосмическая техника и технология, 2000, № 4, с. 29.
С.С. Солнцев, В.А. Розененкова,
Н.В. Исаева, В.В. Швагирева
ПРИМЕНЕНИЕ СТЕКЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
И ПОКРЫТИЙ В АВИАКОСМИЧЕСКОЙ ТЕХНИКЕ
Тугоплавкие стеклокерамические материалы* характеризуются высокими
эксплуатационными и физико-химическими характеристиками при
работе в качестве защитных технологических и жаростойких покрытий для
сталей и сплавов, что обусловлено преимуществами поликомпонентных
силикатных стекол и их сочетаний с тугоплавкими оксидами,
металлами, интерметаллидами.
В проведении исследований принимали участие: Е. В. Семенова, Н.Н. Иващенко-
ва, Н.Н. Симонова, Н.А. Миронова, Ю.К. Капитонов, И.Н. Донианц, Е.М. Мягкий,
А.Н. Лебедчикова, B.C. Каськов, Г.А. Соловьева.
137
ГЛАВА §
*^>38» >^> 3fr
Защитные технологические покрытия (ЗТП) для высоко- и среднеле-
гированных сталей, титановых, циркониевых, никелевых, интерметаллид-
ных (Ti3Al; Ni3Al), бериллиевых, ниобиевых, молибденовых,
вольфрамовых сплавов (литых, деформируемых и гранулированных)
работоспособны до температуры нагрева 1700 °С.
В конце 1960-х годов при изготовлении титанового планера
знаменитой «сотки» на Тушинском машиностроительном заводе возникла
проблема безокислительной термической обработки сварных швов
крупногабаритных деталей из новых высокопрочных коррозионностойких
сталей переходного класса, титанового листа. Соответствующих печей с
объемом рабочего пространства для термообработки деталей в
нейтральной среде или вакууме на заводах не было. Но даже при наличии таких
печей только для обеспечения потребностей Тушинского машзавода
необходимо было бы построить специальный завод по производству
аргона. Аналогичная ситуация складывалась и в г. Горьком (Нижнем
Новгороде), где полным ходом шла подготовка к серийному выпуску
уникального МиГ-25. Проектирование и строительство специальных печей
требовало много времени, было очень дорого и не гарантировало
необходимого качества деталей. Механическая обработка закаленных
стальных деталей оказалась весьма затруднительной из-за высокой твердости
и прочности окисленной поверхности деталей. Кроме того, окисление и
обезлегирование в результате окисления при термообработке
поверхностных слоев деталей резко ухудшают механические и антикоррозионные
свойства сталей типа ВНС-5 и ВНС-2. В результате серийное
производство истребителя МиГ-25 не удавалось наладить из-за высокой
трудоемкости и материалоемкости изготовления крупногабаритных стальных
деталей, а также из-за отказов станков с ЧПУ и большого расхода
режущего инструмента из твердого сплава ВК-8.
ВИАМ предложил простой и эффективный способ
безокислительного нагрева деталей под слоем специального защитного
технологического покрытия (автор — С. С. Солнцев). В основу разработки ЗТП
легли комплексные исследования закономерностей изменения свойств и
структурных особенностей строения гетерогенных многокомпонентных
стеклокерамических систем.
Полифункциональность этих покрытий обеспечивает возможность
использования их защитных, смазочных и теплоизоляционных свойств
в традиционных процессах термической обработки, объемного
деформирования при ковке, штамповке, прессовании, раскатке, а также в
качестве разделительных пленок для контактирующих поверхностей при
138
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ* И СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
реализации ресурсосберегающих технологий — изотермического
деформирования и деформирования в состоянии сверхпластичности сплавов.
К числу наиболее актуальных задач, решаемых с помощью
технологических покрытий, относятся защита от окисления и обезлегирования
поверхности при производстве заготовок и деталей из коррозионностой-
ких деформируемых сталей, а также точнолитых деталей из коррозион-
ностойких теплопрочных и высокопрочных сталей. Важной
особенностью большинства стеклокерамических составов ЗТП для коррозионнос-
тойких сталей является многофазность и отсутствие либо весьма малые
содержания в них оксидов щелочных металлов, а также высокое
содержание тугоплавких керамических добавок.
В процессе термообработки в печах с воздушной атмосферой
защитное покрытие ЭВТ-100 обеспечивает безокислительный нагрев коррози-
онностойких сталей типа ВНС-2, ВНС-5, 10Х18Н10Т, литейных ВНЛ-3,
ВНЛ-6, ВНЛ-9; покрытие ЭВТ-70А — высокопрочных сталей типа
30ХГСН2А, ВКС-8; при этом сохраняются плавочный состав, заданная
структура и механические свойства изделий. После термообработки
покрытие скалывается, при этом снижается трудоемкость последующей
обработки деталей — пескоструйной (в 3—5 раз) или механической
(в 1,5—2 раза).
Для защиты от окисления жаропрочных никелевых сплавов в
процессе термической обработки, штамповки, прессования разработаны
покрытия, представляющие собой сложные гетерогенные системы на
основе многофазных стеклокерамических композиций. Эффективность
защиты обеспечивается достаточно высокой вязкостью и плотностью
защитных слоев, химической инертностью, формированием покрытия при
температурах ниже температуры начала интенсивного окисления сплава.
Покрытия предназначаются для защиты сплавов от окисления и
обезлегирования, а также от воздействия агрессивных сред при ГИП-
процессе.
Особенностью структуры окисленной поверхности жаропрочных
никелевых сплавов является наличие дефектного обезлегированного слоя.
ЗТП позволяет исключить его образование и получить однородную
структуру /-фазы с карбидными внедрениями.
Защитные технологические покрытия ЭВТ-107, ЭВТ-108, ЭВТ-109
предназначены для защиты точнолитых деталей сложной конфигурации
из сплавов ВЖЛ-14, ЖСЗ-ДК при термообработке до 1200°С; покрытия
ЭВТ-52, ЭВТТ-53 — при штамповке точных лопаток ГТД; покрытия
ЭВТ-106, ЭВТ-107 обеспечивают защиту деталей из жаропрочных литей-
139
ных сплавов от окисления, позволяют повысить качество и надежность
деталей.
С учетом высокой реакционной способности титановых и
циркониевых сплавов к окислению и газонасыщению при высокотемпературных
нагревах разработана серия ЗТП, применяемая практически при всех
технологических операциях горячей обработки титановых сплавов,
включая ковку при температурах выше 1200 °С, термообработку при
температурах 650 °С, а также процесс объемного и локального
деформирования в состоянии сверхпластичности.
Защитные покрытия ЭВТ-24, ЭВТ-24К, ЭВТ-110, ЭВТ-ЮОК
широко используются при объемной штамповке и ковке как
крупногабаритных полуфабрикатов и слитков массой более 100 кг, так и сложнокон-
турных штамповок, к которым относятся лопатки ГТД из титановых
сплавов.
ЗТП сохраняются на заготовках при штамповке в два перехода и
могут быть использованы для защиты от окисления при их
последующей термической обработке.
ЗТП являются эффективными высокотемпературными смазками при
обработке давлением как на молотах, так и на прессах, обеспечивают
снижение коэффициента трения ц до 0,01—0,005, удельных давлений
деформации на 20—30%. ЗТП выполняют функции теплоизоляции и
позволяют снизить скорость охлаждения заготовок в 2—5 раз, расширить
температурный интервал деформации металла. Покрытия уменьшают
содержание кислорода в заготовке (в 10—15 раз) и глубину
газонасыщенного слоя (в 2—3 раза).
Технико-экономические показатели применения ЗТП, например, для
штампованных заготовок из сплава ВТЗ-1 при производстве дисков
компрессоров показывают (табл. 1) преимущество использования
покрытий в процессе технологических операций.
Технико-экономические показатели применения ЗТП могут
изменяться в зависимости от особенностей процесса деформации,
сложности формы и массы обрабатываемых заготовок (табл. 2), в частности
лопаток, дисков компрессоров ГТД.
Защитные покрытия ЭВТ-7, ЭВТ-26, ЭВТ-26М, ЭВТ-26М2
обеспечивают безокислительный нагрев при термообработке титановых
сплавов и высокий уровень механических свойств, аналогичный уровню при
проведении термообработки в инертной среде.
Освоение ресурсосберегающих технологий изотермического
деформирования и деформирования в состоянии сверхпластичности потребовало
140
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Технико-экономические показатели применения
защитных технологических покрытий
Параметр
Таблица 1
Расход материала, кг
Масса заготовки, кг
Масса штамповки, кг
Число ударов молота
Коэффициент использования металла (КИМ)
Стойкость штампа (количество штамповок)
Стойкость режущего инструмента (количество
обработанных заготовок)
Значения параметров для
точной с покрытием
ЭВТ-24
32
20,5
19
3-5
0,28
150-200
130
без
штамповки
покрытия
48
29,5
25,2
8-10
0,2
100
100
Таблица 2
Эффективность штамповки титановых сплавов
с защитым технологическим покрытием и без покрытия
Штамповка деталей
Лопатка:
с покрьгшем
без покрытия
Диск:
с покрытием
без покрытия
Кронштейн:
с покрытием
без покрытия
заготовки
5
7
10
14
72,5
82,5
Масса,
кг
штамповки
3,2
5
7
10
60
63
детали
1,5
1,5
2,7
2,7
36
36
разработки новых теоретических основ синтеза покрытий с качественно
новым уровнем свойств, обеспечивающим возможность проведения
термомеханических режимов объемного и локального деформирования
титановых и никелевых сплавов. Созданы новые ЗТП, характеризующиеся
прочной внутренней структурой в сочетании с высокой пленкообразующей
способностью, чтобы надежно защищать контактные поверхности от
сваривания при степенях деформации свыше 60%. Такие покрытия, кроме
того, обладают регламентированным коэффициентом контактного трения.
141
ГЛАВА S
«в»Зе» 388* ^j&^i^
При изотермической штамповке и раскатке в сверхпластичном
состоянии жаропрочных и высокопрочных титановых сплавов
используются покрытия ЭВТ-87, ЭВТ-88, ЭВТ-35; жаропрочных
высоколегированных никелевых сплавов — покрытия ЭВТ-36, ЭВТ-7Т. Покрытия
позволяют реализовать процессы изотермического деформирования,
получить точные сложноконтурные штамповки с тонкими элементами с
коэффициентом необрабатываемых поверхностей 0,9 за один
технологический переход при степенях деформации до 80—90% (могут легко
удаляться из штампа, обеспечивают высокое качество поверхности).
При синтезе ЗТП для деформирования тугоплавких малопластичных
сплавов на основе ниобия, молибдена, вольфрама, бериллия была
решена проблема исключения окисления и обезлегирования с
образованием летучих оксидов ингредиентов сплавов на начальных стадиях
формирования высокотемпературных покрытий.
Сложный многокомпонентный состав покрытий ЭВТ-37, ЭВТ-69,
ЭВТ-78 отличается хорошей температуроустойчивостью, растекаемостью,
образует на границе раздела сплав—покрытие за счет встречной
диффузии пассивирующий слой с жаростойкостью более высокой, чем у
основы. ЗТП позволяют надежно защитить сплавы на основе Nb, Mo, W
при нагревах, снизить глубину дефектного слоя в 10 раз, удельное
давление течения при прессовании на 25—30%, исключить трещинообразо-
вание в процессе деформирования.
Защитные покрытия ЭВТ-26У, ЭВТ-23У, ЭВТ-88У на бериллии в
комплексе с пассивной пленкой резко уменьшают скорость
коррозионных процессов, препятствуя диффузии агрессивных компонентов из
газовой среды, химическим реакциям, происходящим на границе среда-
покрытие—пассивная пленка—металл под действием высоких температур,
и обеспечивают качественную защиту бериллия при нагревах до 1000°С
от окисления и сублимации токсичных соединений.
Таким образом, без защитных технологических покрытий на
отечественных авиационных заводах практически нельзя изготовить планеры
самолетов типа МиГ, Су и др., так как заводы не имеют
соответствующих печей с контролируемой средой для безокислительной термической
обработки крупногабаритных деталей из коррозионностойких сталей и
титановых сплавов. Защитные технологические покрытия для сталей и
сплавов позволяют проводить безокислительный высокотемпературный
нагрев в печах с воздушной атмосферой, снизить глубину обезлегиро-
ванного и газонасыщенного слоя (в 2—3 раза), повысить коэффициент
использования металла (на 20—30%), выход годного металла (на 5—8%),
142
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ* И СТЕКЛОКЕРДМИЧЕСКНЕ МАТЕРИАЛЫ
снизить трудоемкость и энергоемкость штамповои оснастки и режущего
инструмента (в 1,5—2 раза).
Разработанные ЗТП являются пожаро-, взрывобезопасными,
экологически чистыми.
Технологический процесс получения покрытий не требует
специальных капитальных вложений при их внедрении в производство.
Диэлектрические и резистивные покрытия (пасты). Важной задачей,
которую позволяют решить стеклокерамические покрытия, является
разработка высококачественных диэлектрических и резистивных паст, не
содержащих драгоценных металлов, для изделий авиационной и
электронной промышленности.
Разработана концепция синтеза, определены методологические
подходы к созданию паст и покрытий, состоящих из термодинамически
устойчивого каркаса (матрицы) и комплексного керамического наполнителя.
Образцы с синтезированными покрытиями, прошедшие испытания
на ресурс 1000 ч (при 400 °С), были исследованы методом рентгеноспек-
трального анализа на микроанализаторе «Камебакс». Результаты
исследований показали, что в зонах контакта электроизоляционного
покрытия с пленочным нагревателем не обнаружено признаков
проникновения контактируемых материалов ни в исходном состоянии (после
вжигания), ни после проведения длительных испытаний.
Использование диэлектрических паст позволит заменить
керамическую подложку для гибридных интегральных схем на металлодиэлектри-
ческую, повысить долговечность, термостойкость изделий.
Разработанные резистивные пасты без драгметаллов с
сопротивлением > 0,5 Ом/п и рассеиваемой мощностью до 40 Вт/см2 обладают
свойствами (рабочие температуры и удельная мощность), сравнимыми со
свойствами соответствующих паст фирм Du Pont, Ferro.
По некоторым свойствам разработанные в ВИАМ диэлектрические
и резистивные пасты без драгметаллов не имеют аналогов среди
известных толстопленочных материалов. Например, кратковременный нагрев
до температуры 500 °С не изменяет основные свойства резистивной
пасты, т.е. сохраняются удельное сопротивление и температурный
коэффициент сопротивления.
Технологические свойства резистивных паст позволяют в едином
технологическом цикле изготовлять плоские нагревательные элементы как
на керамической, так и на металлической основах. Нагреватели,
изготовленные на основе диэлектрических и резистивных паст,
разработанных в ВИАМ, дешевы, долговечны, стабильны, экологически безвредны.
143
ГЛАВА S
<«»>^>ДЕ>3|»
Жаростойкие покрытия для защиты деталей ГТД. Лучшие из
известных жаропрочных никелевых, железоникелевых сплавов, обладая
необходимыми показателями механической прочности при высоких
температурах, не удовлетворяют требованиям по жаростойкости, горючести
при высоких давлениях в среде сильного окислителя.
Основным видом повреждения поверхности деталей ГТД является
высокотемпературная газовая коррозия. Интенсивное воздействие
потока продуктов сгорания серийных топлив на поверхность жаропрочных
авиационных сплавов вызывает развитие процесса их необратимого
разрушения и потери прочности.
Для защиты обширной номенклатуры жаропрочных сплавов,
применяемых в авиационных газотурбинных двигателях, разработаны
жаростойкие стеклоэмалевые (ЭВ-55А, ЭВ-300-60М, ЭВ-114, ЭВ-86) и стек-
локристаллические покрытия (ЭВК-103, ЭВК-103М, ЭВК-112, ЭВК-127
и др.) на основе сложных смесей оксидов и тугоплавких соединений.
Покрытия обладают прочным сцеплением с поверхностью жаропрочных
сплавов и высокой устойчивостью в скоростных агрессивных газовых
потоках. По своим техническим и эксплуатационным характеристикам
покрытия не имеют мировых аналогов и значительно превосходят
жаростойкие покрытия, полученные физическими методами.
Жаростойкие стеклоэмалевые и стеклокристаллические покрытия
характеризуются прочной химической связью, объемной
микрокристаллизацией, газоплотностью, что обеспечивает их высокую стойкость к
агрессивным средам, жаростойкость и термостойкость при длительном
воздействии температур 900—1150 °С (рисунок).
Привес сплавов на никелевой основе при температуре 1000 и
1100°С составляет 0,14—0,19 и 0,42—0,62 г/(м2-ч) соответственно.
Применение покрытий снижает окисляемость сплавов в 5—8 раз и
обеспечивает их эффективную защиту.
Стеклоэмалевые и стеклокристаллические покрытия устойчивы к
действию низких температур, выдерживают тепловой удар и
коррозионные циклические нагрузки без разрушения. Общая коррозионная
стойкость покрытий достаточно высокая; покрытия не склонны к коррозии
под напряжением, стойки к авиационным топливам и выдерживают
более 250 теплосмен при переменном нагреве и охлаждении по режиму
(900-1100°С) <->20°С.
Покрытия широко внедрены в промышленность практически на всех
отечественных авиадвигателях. Применение покрытий позволяет
повысить надежность и ресурс изделий в 1,5—2 раза.
144
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИМЫ
Диаграмма уровня рабочих температур стеклокерамических КМ
и покрытий различного назначения:
I 1 — мировой уровень; НН — выше мирового уровня; ИИ — перспектива
В последние годы для защиты жаропрочных высокотехнологичных
сплавов на никелевой основе нового класса с низким ТКЛР: а-106< 13,0 1/К
(ВЖ157, ВЖ160) - разработаны жаростойкие стеклоэмалевые покрытия
ЭВК-117 и ЭВ-116, обеспечивающие защиту сплавов в
общеклиматических условиях при температурах 800—1000 °С.
Для защиты высокопрочных листовых сплавов ВЖ159, ВЖ155,
предназначенных для изготовления особотеплонапряженных деталей и узлов
ГТД, разработаны жаростойкие покрытия ЭВК-104А и ЭВМ-ЗУ,
применение которых снижает окисляемость сплавов на 60—80% и
обеспечивает эффективную защиту от газовой коррозии в интервале температур
1100-1200 °С.
Одним из факторов, определяющих эксплуатационные показатели
эмалированных деталей, является сплошность эмалевого покрытия. В
процессе рихтовки, сборки узлов, транспортировки деталей с эмалевым
слоем возможно нарушение слоя покрытия с образованием местных
10 - 5961
145
ГЛАВА 5
«»>^ >£►>%►
дефектов. Детали с поврежденным покрытием не допускаются к
эксплуатации.
Для восстановления работоспособности эмалированных деталей ГТД
из жаропрочных никелевых сплавов разработаны и применяются
ремонтные покрытия типа ЭВР. Покрытия ЭВР не требуют
высокотемпературного обжига, формируются на воздухе, вьщерживают до 50 теплосмен
и снижают окисляемость сплава в 1,2—1,8 раза при наличии дефектов,
площадь которых составляет от 3 до 15% от общей площади
поверхности эмалированных деталей.
Эрозионностойкие терморегулирующие покрытия для рабочих
температур до 1250°С разработаны для многоразовой плиточной
теплозащиты воздушно-космической системы (ВКС) «Буран». Указанные
покрытия выполняют как вспомогательные функции защиты волокнистых
теплоизоляционных плиток от механического, эрозионного, климатического,
химического и термохимического повреждения, так и собственно
теплозащитные функции по минимизации нагрева внешней поверхности
гиперзвуковых летательных аппаратов (ГЛА) на этапе
аэродинамического торможения в плотных слоях атмосферы. Тепловой поток к
поверхности теплоизоляционных плиток может возрастать примерно в 1,5 раза
в случае рекомбинации атомов азота и кислорода в пограничном слое.
Низкая каталитическая активность покрытия по отношению к
реакциям гетерогенной рекомбинации обеспечивает минимальное
энерговыделение и снижает приток тепла к поверхности ГЛА. Высокая
терморадиационная способность покрытия (степень черноты >0,8) способствует
максимальному переизлучению поглощенной тепловой энергии.
Эрозионностойкие покрытия имеют невысокую стойкость к механическим
повреждениям, которым подвергается плиточная теплозащита на этапах
подготовки к старту и межполетного обслуживания. Основными
направлениями усовершенствования плиточной теплозащиты являются
повышение рабочей температуры материалов плитки и покрытия, снижение
массы плиток и уменьшение повреждаемости покрытий.
В настоящее время разработан ряд перспективных покрытий, по
своим характеристикам превосходящих использованные в составе ВКС
«Буран» и Space Shuttle. При разработке новых покрытий особое внимание
было уделено повышению термохимической устойчивости, стойкости к
механическим повреждениям, совместимости с новыми более легкими и
температуроустойчивыми теплоизоляционными волокнистыми материалами.
Задача снижения повреждаемости покрытий решена путем создания
поропокрытий с использованием процессов инфильтрации высокопори-
146
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ- И СТЕКЛОКЕРДМИЧЕСКИЕ МАТЕРИАЛЫ
стой подложки тонкодисперсными гидросуспензиями на основе стекло-
материалов с оптически активными добавками. Меньшая плотность
нового теплоизоляционного материала обусловливает проникновение
порошка шликера на большую глубину (примерно на 5—7 мм) по
сравнению с существующей теплоизоляцией и обеспечивает тем самым
создание упрочненного слоя теплозащитного композиционного материала,
состоящего из стекломатрицы, армированной волокнами подложки. По
предварительным данным, при этом достигнуто повышение стойкости к
вдавливанию упрочненного поропокрытия в 1,5—2 раза, стойкости к
удару — в 10 раз по сравнению с серийными покрытиями. Разработаны
ремонтные покрытия холодного отверждения, предназначенные для
оперативного восстановления поврежденных участков теплоизоляционных
плиток. Предполагается использовать в составе ремонтных покрытий для
теплоизоляционных материалов с пониженной плотностью
высокотемпературные особочистые ультрадисперсные порошки оксидов и
усовершенствовать технологию получения таких покрытий.
В процессе усовершенствования покрытий ключевой является
технология «золь-гель», применяемая как для получения новых
компонентов покрытия, так и для формирования покрытий непосредственно на
волокнистой подложке.
Синтетические гель-фритты практически не содержат щелочных и
щелочноземельных металлов, в силу чего их фазовая термостабильность
примерно в 30—50 раз выше, чем у традиционных аналогичных
материалов, при этом они более инертны по отношению к кварцевому
волокну теплоизоляции и способствуют уменьшению усадок системы
покрытие—субстрат в процессе формирования и эксплуатации покрытия.
Снижение усадки обеспечивает термостабильность формы плиток в случае
нештатных локальных перегревов, затрудняет проникновение
высокотемпературного воздушного потока в межплиточные зазоры и повышает
надежность плиточной теплозащиты в целом. Высокая химическая
чистота гель-фритт обеспечивает повышение термохимической
устойчивости покрытий до 1400 °С.
С использованием «золь-гель» технологии были созданы
безобжиговые покрытия для системы теплозащиты перспективных изделий
аэрокосмической техники, которые обеспечивают защиту поверхности на
участках с рабочей температурой до 150°С от высокоскоростных
потоков диссоциированного воздуха при входе ЛА в плотные слои земной
атмосферы. Покрытия обладают терморадиационной способностью ~0,8
при рабочей температуре, имеют низкую каталитическую активность в
ю*
147
ГЛАВА 5
««»> S» >J»'> *g»
высокотемпературном потоке диссоциированного воздуха (Kw = 0,8—2 м/с
при Tw= 1300—1700 К), сопоставимую с минимальными значениями ка-
талитичности, известными в настоящее время для кварцевого стекла.
Безобжиговая технология позволяет исключить высокотемпературную
обработку материала подложки при формировании покрытия,
обеспечивает возможность нанесения покрытия непосредственно на изделии и в
труднодоступных местах, а также оперативного восстановления
покрытия при повреждениях. Кроме того, при этом достигается существенная
экономия энергоресурсов.
«Золь-гель» метод позволяет получать синтетические стекломатериа-
лы с модификаторами, способными направленно изменять
каталитическую активность покрытия, что открывает возможность дополнительно
уменьшить тепловой поток к наиболее теплонагруженным участкам
поверхности ГЛА. Полученные авторами зависимости подтверждают
возможность регулирования тепловых потоков к поверхности плиток, а
кроме того, позволяют создавать стендовые и летные средства
диагностики диссоциированных воздушных течений.
Жаростойкие покрытия для турбонасосных агрегатов ЖРД типа ЭУ
«Барьер» защищают изделие от возгорания в газообразном кислороде и
в потоке генераторного газа при воздействии посторонних частиц и
напряжений. Для изготовления силовых деталей двигателя ЭУ сложной
конфигурации — ротор, статор и др. — применяются литейные
жаропрочные сплавы на никелевой основе. При нарушении режима работы
изделия возможно самовозгорание топлива и взаимодействие
поверхности литых деталей с агрессивной средой, что приводит к разрушению
конструкции. В связи с этим важное значение имеет защита элементов
конструкций путем применения жаростойких покрытий. Разработаны
жаростойкие стеклоэмалевые и стеклокристаллические покрытия,
отличающиеся абсолютной сплошностью, высокой адгезией,
термодинамической устойчивостью к агрессивной окислительной среде и коррозионной
стойкостью.
Стеклоэмалевые покрытия, представляющие собой гомогенную
аморфную композицию с отдельными включениями тугоплавких фаз,
повышают стойкость конструкционных материалов к воздействию
агрессивной среды и позволяют увеличить температуру среды на 100—150 °С (по
сравнению с условиями работ незащищенных материалов).
Стеклокристаллические покрытия формируются на жаропрочных сплавах с
образованием гетерогенных составов с тонкодисперсными кристаллическими
частицами, связанными стекломатрицей, что обеспечивает высокую га-
148
ЗАЩИТНЫЕ ПОКРЫТИЯ, УГЛЕ* й СТЕКЛОКЕРАМИЧЕСКИЕ МАТЕРИМЫ
зонепроницаемость при температурах до 800 °С. Внедрение покрытий в
качестве защиты от возгорания на сборочных единицах ЭУ обеспечило
надежную работоспособность деталей в среде окислителя. Для серийных
ЖРД увеличено число запусков до 5—И (вместо 1 — без покрытия).
В ядерных реакторах энергоустановок космических объектов в качестве
отражателей тепловых нейтронов применяется бериллий. Детали и узлы
из бериллия работают в условиях окружающей воздушной среды,
вакуума при высоких температурах и находятся в постоянном контакте с
другими конструкционными материалами. Обладая малым атомным
радиусом, бериллий свободно диффундирует в контактирующую поверхность,
что приводит к образованию хрупких фаз, интерметаллических
соединений и низкотемпературных эвтектик, которые по механическим, тепло-
физическим и другим свойствам резко отличаются от основного
материала. Глубина дефектного слоя на контактирующей поверхности доходит
до 120—150 мкм. Для защиты бериллия от контактного взаимодействия с
конструкционными материалами разработано эмалевое покрытие ЭВ-30 с
высокими эксплуатационными свойствами. Покрытие обладает
стойкостью при работе в вакууме [~ 1,33 • 10~2 Па (1 • 10~4 мм рт.ст.)] при
температуре 700°С [испаряемость при 700°С составляет 2-Ю-4 мг/(см2*ч)],
работоспособно в среде аргона при 800 °С. Покрытие термостойко,
выдерживает более 60 термоциклов по режиму 800—20 °С и снижает (на ~98%)
окисляемость бериллия за 100 ч. Кроме того, покрытие обладает
высокой излучательной способностью: 0,74 при температуре 700 °С, что
способствует эффективному отводу тепла, выделяемого независимым
источником, с поверхности изделия в окружающую среду и снижению
температуры поверхности на 40—60 °С. Применение покрытия полностью
исключает образование на контактирующей поверхности конструкции
измененного диффузионного слоя. Покрытие ЭВ-30 обеспечило защиту
деталей из бериллия от контактного взаимодействия с
конструкционными материалами при работе в условиях атомных реакторов в течение
всего ресурса (1080 ч при вакууме -1,33-10~2 Па и температуре 700 °С).
При разработке и эксплуатации бортовых электростанций (БЭС)
основной проблемой является удержание водорода в замкнутом объеме, так
как водород обладает наибольшей способностью к диффузии через
стальную оболочку корпусных деталей энергоблока.
Для удержания водорода в замкнутом объеме применяются стекло-
эмалевые покрытия, представляющие собой сложную силикатную
систему с шютноупакованной структурой. Температура формирования
покрытий не превышает температуры интенсивного роста микрозерна в
149
ГЛАВА S
*g»%;'^Sfr^frjjj^^ #§>
стали и поэтому не приводит к снижению основных механических
характеристик материала.
Покрытия обладают высокой вакуумной стойкостью, сплошностью,
термостойки при резкой смене температур. Водородопроницаемость
покрытий при толщине слоя 120 мкм составляет 1,6*10~4 нсм3/(см2*ч),
что обеспечивает работоспособность бортовых электростанций в течение
всего ресурса (более 4000 ч).
Созданные материалы, покрытия и технология их формирования не
имеют аналогов в мировой практике и позволяют решать крупные
производственные проблемы. Покрытия внедрены в производстве
самолетов и вертолетов МиГ-25, Як-40, Як-42, Ан-70, Ил-76, Ил-62, Ту-154,
Ту-160, Ил-86, Су-25, Ка-126, Ми-8, Ка-50, Су-27, Су-37, МиГ-29,
МиГ-31, Ил-96, Ан-224, Ту-204, МКС «Буран», практически на всех
газотурбинных двигателях для защиты камер сгорания (Д-18, Д-36, НК-86,
ПС-90А и др.), на двигателях пилотируемых и грузовых космических
кораблей, космических и межпланетных станций, межконтинентальных
баллистических аппаратов, на бортовых электростанциях космических ЛА,
в машиностроительных и металлургических отраслях народного хозяйства.
По контрактам с зарубежными странами покрытия поставляются во
Францию, КНР и др.
Глава 6
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ПРОИЗВОДСТВА
И ПЕРЕРАБОТКИ АВИАЦИОННЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
УДК 669.02/.09
Е.И. Разуваев
СОВРЕМЕННЫЕ ТЕХНОЛОГИИ
ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Развитие авиакосмической техники и других отраслей машиностроения
в значительной мере обеспечивается разработкой металлических сплавов
с более высокими прочностью, жаропрочностью, коррозионной
стойкостью, износостойкостью, а также со специальными
физико-механическими свойствами (памятью формы, низким коэффициентом линейного
расширения и т.п.). Объем производства и применения этих
материалов непрерывно возрастает. Создание таких материалов достигается
путем многокомпонентного легирования, формирования гетерофазных
структур, термостабильных до температур, близких к температуре
плавления. Это приводит к снижению технологичности и затрудняет
изготовление из них деформированных заготовок и полуфабрикатов с
применением традиционных методов обработки давлением. Вместе с тем
известно, что термомеханические параметры обработки оказывают реша-
151
ГЛАВА В
*р> 8» >jg»> Зр
ющее влияние не только на возможность формоизменения, но и на
формирование структуры.
Наиболее высокой жаропрочностью и соответственно гетерофазнос-
тью и низкой технологической пластичностью обладают никелевые
сплавы с содержанием более 40% упрочняющей /-фазы, из которых
изготовляют диски и другие детали ГТД. В результате исследований,
выполненных в ВИАМ, разработаны процессы обработки высокожаропрочных
труднодеформируемых сплавов на никелевой основе, обеспечивающие
повышение технологической пластичности и достижение
сверхпластичности путем комплексного воздействия пластической деформации и
термической обработки.
В отличие от традиционной технологии горячей деформации в
однофазном состоянии (твердый раствор) новая технология
предусматривает формирование структурного состояния, позволяющего проводить
эффективное формоизменение в гетерофазном состоянии.
Задача состоит в определении условий механико-термической
обработки, обеспечивающих формирование требуемой структуры.
Предварительная термическая обработка слитков и заготовок
способствует устранению или снижению ликвационной неоднородности слож-
нолегированных композиций и формированию структуры с
регламентированным размером частиц упрочняющих фаз. Последующая
регламентированная деформация по схеме, обеспечивающей максимальное
приближение к всестороннему неравномерному сжатию при температур-
но-скоростных параметрах, при которых протекает процесс
рекристаллизации, позволяет сформировать мелкозернистую структуру,
обладающую более высокой пластичностью, а в случае ультрамелкозернистой
структуры — сверхпластичностью.
Необходимость формоизменения таких сплавов деформацией в
двухфазном состоянии обусловлена резким сужением или отсутствием
температурного диапазона существования однофазного состояния.
Снижение температуры в процессе деформации сопровождается распадом
твердого раствора с выделением мелкодисперсных частиц упрочняющих фаз,
что способствует охрупчиванию металла и резкому повышению
сопротивления деформации. Особенностью гетерофазных сплавов является
также их высокая чувствительность к скорости деформации, что, в свою
очередь, требует применения для их обработки давлением
технологического оборудования с оптимальной, желательно регулируемой, скоростью
нагружения. От температурно-скоростных параметров деформации
зависит развитие процесса разупрочнения.
152
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
В отличие от горячей деформации в однофазном состоянии, когда
упрочнение практически отсутствует, при деформации в двухфазной
области упрочнение проявляется более значительно, особенно с
понижением температуры в процессе формоизменения.
Поэтому очень важно обеспечивать условия деформации, при
которых устанавливается равновесие процессов упрочнение—разупрочнение.
Наиболее полно такие условия достигаются при изотермической
деформации, при которой возможно поддержание температуры и скорости в
определенном оптимальном для данной композиции узком диапазоне в
процессе всего цикла формоизменения. Таким образом, процесс должен
осуществляться при строгом соблюдении оптимальных температурно-
скоростных параметров деформации. Такие параметры для деформации
сплавов в гетерофазном состоянии устанавливаются с учетом
критических температур конкретной плавки (температур полного растворения
основных упрочняющих фаз, динамической рекристаллизации,
полиморфного превращения и т.п.).
Процесс изотермической деформации является наиболее
перспективным для изготовления высококачественных полуфабрикатов с
регламентированной структурой из труднодеформируемых сплавов в
гетерофазном состоянии. Для практического осуществления таких технологий в
ВИАМ определены оптимальные термомеханические параметры
деформации сплавов и созданы специализированные оборудование и
оснастка. Разработка специальных высокожаропрочных окалиностойких
композиций штамповых материалов с рабочей температурой до 1150—1200 °С
позволяет осуществлять процессы изотермической деформации
титановых и жаропрочных никелевых сплавов в установках открытого типа,
которые выгодно отличаются простотой конструкции и более высокой
производительностью от дорогостоящих вакуумных установок, в которых
используются штампы из тугоплавких сплавов.
В ВИАМ разработаны также специальные технологические
покрытия, обеспечивающие защиту деформируемых заготовок от окисления и
газонасыщения при нагреве и являющиеся одновременно эффективной
смазкой при деформации.
Известно, что технологические и эксплуатационные свойства
титановых сплавов также определяются характером структуры,
формирование которой зависит от термомеханических параметров деформации. В
связи с тем что структура и свойства полуфабрикатов,
деформированных при температурах однофазной области (р-область), существенно
отличаются от характеристик материала, деформированного в двухфазной
153
ГЛАВА в
«с»> %> > j»> ig»
области (ос+Р), очень важным критерием при выборе оптимального
температурного диапазона обработки является температура полиморфного
превращения не только конкретного сплава, но и конкретной плавки.
Деформация титановых сплавов при температуре р-области
обеспечивает высокую технологическую пластичность при меньших энергозатратах,
однако не позволяет сформировать однородную мелкозернистую
структуру с заданным комплексом свойств, которая требуется для
большинства изделий. Кроме того, обработка титановых сплавов с нагревом при
температурах р-области сопровождается значительным окислением и
газонасыщением поверхностного слоя, который приходится удалять
механической обработкой.
Деформация титановых сплавов в двухфазном состоянии (ос+р)
позволяет формировать регламентированные структуры, обеспечивающие
достижение требуемого комплекса технологических и эксплуатационных
характеристик.
Для всех титановых сплавов, разработанных в ВИАМ, установлены
оптимальные технологические схемы и термомеханические параметры
деформации в р- и (ос + р)-областях, обеспечивающие формирование
структуры с требуемым комплексом свойств с учетом условий
эксплуатации изделий.
Интересной особенностью титановых сплавов является проявление
способности к сверхпластической деформации в двухфазном состоянии
при определенных структурных и температурно-скоростных параметрах.
Технологические процессы с использованием сверхпластической
деформации находят все более широкое применение в промышленности при
изготовлении экономичных полуфабрикатов сложной формы. При этом
практически не лимитируется степень деформации и в 5—10 раз
снижается усилие, необходимое для требуемого формоизменения заготовки.
Полуфабрикаты, изготовленные изотермической и сверхпластической
деформацией, отличаются более однородной структурой, повышенным
и стабильным уровнем свойств.
Специально разработанная композиция высокопрочного титанового
сплава проявляет сверхпластичность при температуре на 75—100 °С ниже
температуры сверхпластической деформации для промышленных
сплавов. Это позволяет использовать менее жаропрочные и более дешевые
штамповые материалы и существенно увеличить их стойкость.
Формирование оптимальной структуры в деформированных
полуфабрикатах способствует успешному осуществлению не только последующей
деформации. Например, формирование в поковках и штамповках из
154
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
алюминийлитиевых сплавов определенного типа изотропной структуры
позволяет повысить качество и надежность сварных конструкций.
Значительный практический интерес представляют исследования по
разработке новых технологических процессов изготовления точных
заготовок лопаток компрессора ГТД из жаропрочных никелевых и
титановых сплавов с использованием регламентированной холодной
деформации. Наряду со снижением трудоемкости окончательной
механической обработки и ручных операций по доводке пера обеспечивается
повышение коэффициента использования дорогостоящих металлов и
качества лопаток.
Новая технология включает в себя более точный расчет
технологических операций на стадии изготовления предварительной заготовки,
регламентированную холодную деформацию на операциях вальцовки
пера и переходной зоны от пера к замку лопатки. При этом
достигается формирование однородной структуры во всех элементах лопатки и
соответственно повышение эксплуатационных характеристик.
Заслуживают внимания техпроцессы изготовления листовых,
прутковых и трубных полуфабрикатов из разнородных материалов, а также
крупногабаритных листов и сверхтонкой фольги пакетным методом.
В связи с разработкой техпроцессов сверхпластической формовки
листовых деталей определены оптимальные температурно-скоростные
параметры сверхпластической деформации большого числа
промышленных и опытных титановых, алюминиевых и магниевых сплавов.
Разработка комбинированных листовых материалов (алюмопластов,
металлопластов и т.п.) потребовала изыскания способов их
формоизменения. Разработан и освоен в промышленности техпроцесс
изготовления втулок подшипников скольжения из металлопласта методом
вытяжки из листа.
Определены предельные коэффициенты формоизменения
алюмопластов различных композиций.
Представленный выше обзор технологических процессов убедительно
показывает необходимость и актуальность дальнейших поисков
эффективных способов изготовления деформированных полуфабрикатов и
заготовок из перспективных конструкционных материалов новых классов,
например сплавов на интерметаллиднои основе, титановых и алюминиевых
сплавов с дисперсным упрочнением и др. На данном этапе очень важно
не допустить отставания в разработке эффективных технологических
процессов изготовления деформированных полуфабрикатов из
перспективных материалов и создать условия их промышленного производства.
155
ШВА В
УДК 669.02/.09
В.В. Сидоров
ПРОГРЕССИВНЫЕ МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПОЛУЧЕНИЯ ШИХТОВЫХ ЗАГОТОВОК
ИЗ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ
Литейные жаропрочные сплавы нашли самое широкое применение в
авиационном двигателестроении в качестве материала лопаток ГТД,
получаемых методом как равноосной, так и направленной
кристаллизации. При этом наряду с выбором оптимального легирования сплавов
требуется разработка оптимальных технологических процессов их
получения, т.е. необходим комплексный подход, заключающийся в единстве
решения материаловедческих и технологических задач.
Качество литых лопаток и их служебные характеристики в
значительной степени зависят от качества исходной шихтовой заготовки, поэтому
разработка каждого нового поколения литейных жаропрочных сплавов
проходила одновременно с разработкой металлургических процессов их
получения.
Среди элементов, которые могут входить в состав жаропрочных
никелевых сплавов, присутствуют легирующие элементы, упрочняющие
твердый раствор, обеспечивающие дисперсионное упрочнение сплавов и
защиту их поверхности от окисления. Наряду с этим в сплавах
присутствуют вредные элементы (примеси): Si, S, P, Pb, Bi, Tl, Se, Ag, 02, N2
и другие, которые случайно могут попадать в готовый металл, и
микродобавки полезных элементов: РЗМ, В, Zr, Mg и другие, которые
специально вводят в металл в контролируемых количествах. Наряду с
основными химическими элементами, определяющими состав, примеси и
микродобавки являются одним из существенных факторов, влияющих на
структуру и свойства готового металла.
Для обеспечения высоких и стабильных свойств сплавов, в процессе
их металлургического производства необходимо обеспечить получение
заданного химического состава в узких пределах, что достигается, как
правило, проведением экспресс-анализа по ходу плавки с последующей
корректировкой химического состава. Одновременно с этим необходимо
обеспечить получение в металле минимально возможного уровня примесей и
оптимального для данного сплава количества специальных микродобавок.
Примеси могут попадать в сплавы как на стадии их плавки в
вакуумных индукционных печах, так и при прецизионном литье лопаток по
выплавляемым моделям. При выплавке сплавов основным источником
156
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
примесей являются применяемые шихтовые материалы, а также
литейные отходы, образующиеся на моторостроительных заводах при отливке
лопаток. Потенциально возможными источниками загрязнения
последних являются материалы модельной массы, керамика плавильных
тиглей, литейных форм и стержней, применяемых при отливке сплавов по
выплавляемым моделям. Как было установлено термодинамическими
расчетами и экспериментально, при контакте расплава с этими
материалами в условиях вакуума примеси могут переходить в отливку и
накапливаться в отходах, при этом в связи с развитием процессов
направленной кристаллизации продолжительность взаимодействия расплава с
керамикой формы и стержня увеличивается, что приводит к
повышению уровня примесей в металле.
В ВИАМ были проведены исследования по влиянию примесей,
которые могут попадать в сплавы в процессе производства, на
образование дефектов в структуре и свойства сплавов. Так, кремний попадает
в сплавы в основном из литейной формы, изготовленной из дистен-сил-
лиманита, в составе которого содержится свободный диоксид кремния.
Оценка влияния легкоплавких примесей цветных металлов (Pb, Bi и др.),
которые практически не растворимы в матрице, на формирование
структуры и свойства сплавов, отливаемых методами направленной и
равноосной кристаллизации, показала, что при направленной кристаллизации
эти примеси частично оттесняются растущими зернами в жидкость, и
поэтому концентрация примесей на границах зерен будет ниже, чем при
равноосной кристаллизации. При изучении влияния примеси свинца на
долговечность сплава ЖС26, отлитого различными способами
кристаллизации, было показано, что попадание в сплав свинца понижает
долговечность, однако сплав с равноосной структурой более чувствителен
к примеси свинца, чем сплав с направленной структурой.
Особенно отрицательное влияние оказывают примеси на
формирование гетерофазной структуры волокнистого типа при направленной
кристаллизации эвтектических сплавов системы y/Y-Me (типа ВКЛС). В
этом случае, вследствие повышения концентрации примеси в металле,
перед фронтом кристаллизации возникает концентрационное
переохлаждение, при этом теряется устойчивость плоского фронта кристаллизации
и образуется ячеистая структура. При дальнейшем увеличении
концентрации примеси ячеистая структура трансформируется в дендритную.
Такое разрушение структуры приводит к существенному снижению
долговечности сплавов, поскольку основной вклад в их прочность вносят
однонаправленные карбидные волокна.
157
ГЛАВА В
—»^»^>з»
Весьма важными являются вопросы ограничения попадания
примесей в сплавы, а также рафинирования металла от примесей в процессе
производства. Известно, что одним из важных назначений вакуумной
индукционной плавки является возможность понизить в сплавах
концентрации примесей цветных металлов, имеющих высокую упругость пара,
таких как свинец, висмут, теллур и др. Однако термодинамическим
анализом было установлено, что при плавке в вакууме снижение в
расплаве таких примесей может происходить только до определенной
концентрации, ниже которой испарение примеси при тех же
термодинамических условиях невозможно. Поэтому дальнейшее снижение содержания
примесей в сплавах может быть достигнуто применением при плавке в
вакууме более чистых (по примесям цветных металлов) шихтовых
материалов, в которых концентрация этих примесей может быть понижена
на стадии их получения. Так, концентрация примесей в высокочистой
карбонильной никелевой дроби ДНК в 1,4—2,1 раза ниже, чем в
электролитическом катодном никеле высших марок НО и Н1У, -
соответственно долговечность металла при испытании на длительную прочность
при 900 °С, выплавленного при использовании такой дроби, в 1,5 раза
выше.
Для литейных жаропрочных сплавов нового класса —
безуглеродистых сплавов для монокристаллического литья — необходимо обеспечить
возможно низкую концентрацию в металле углерода; в отличие от
традиционных сплавов углерод в этих сплавах является вредной
примесью. На основании термодинамических расчетов и экспериментально был
найден и научно обоснован наиболее эффективный метод
обезуглероживающего рафинирования никелевого расплава. Первоначально в расплав
вводится окислитель — закись никеля, при растворении которой в
расплаве повышается концентрация кислорода и реакция
обезуглероживания протекает наиболее полно. Затем в расплав вводятся специальные
добавки РЗМ, которые связывают остаточный углерод в
термодинамически прочные карбиды. Одновременно при этом происходит
понижение в расплаве концентрации серы, азота и кислорода. Данная
технология обеспечивает получение в металле: 0,001—0,005% С, 0,0006—0,001% S,
0,0004-0,0009% N2 и 0,0007-0,001% 02. В результате достигается
дополнительное повышение долговечности ( при испытании на длительную
прочность) безуглеродистых сплавов на 25—30%.
Установлено, что при плавке жаропрочных сплавов в вакууме хотя и
происходит очистка металла от вредных примесей, однако при этом
одновременно удаляются полезные микродобавки, в частности РЗМ, и спла-
158
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
вы не достигают необходимого уровня свойств. Результаты расчета
коэффициента массопереноса РЗМ с учетом материала тигля и величины
давления показали, что удаление РЗМ из расплава происходит путем как
испарения, так и взаимодействия с керамикой тигля, причем в
зависимости от материала керамики преобладает первый или второй процесс.
На основе проведенных систематических исследований и полученных
экспериментальных данных, для повышения свойств сплавов
(долговечности, пластичности, жаростойкости и др.) и сохранения их
структурной стабильности в процессе работы, в ВИАМ разработана
оригинальная система направленного микролегирования литейных жаропрочных
сплавов различных классов. Эта система предусматривает выбор
наиболее эффективных микродобавок и их оптимальных количеств, а также
способа их введения в металл. Разностороннее положительное влияние
микродобавок позволяет дополнительно повысить свойства известных
серийных литейных жаропрочных сплавов, а также помогает создавать
новые сплавы для получения отливок с направленной и
монокристаллической структурой с уникальным сочетанием различных свойств.
При разработке технологического процесса производства литейных
жаропрочных сплавов весьма важным является вопрос рационального
использования отходов, образующихся на моторостроительных заводах
при отливке лопаток, с учетом их повышенной загрязненности
примесями; кроме того, химический состав таких отходов, в том числе по
микродобавкам, может отличаться от оптимального. Особенностью
разработанной в ВИАМ технологии использования образующихся на
моторостроительных заводах отходов является то, что все кондиционные
отходы должны отгружаться на металлургический комбинат, где они
рафинируются при выплавке сплавов в вакуумных индукционных печах
по специально разработанному для этого технологическому режиму. При
этом путем обеспечения в готовом металле возможно низкой
концентрации примесей и оптимальной концентрации микродобавок, а также
доводки сплавов по химическому составу гарантируется получение
необходимого уровня свойств. Применение данного технологического
процесса обеспечивает замкнутый металлургический баланс использования
отходов, которые составляют при получении отливок с равноосной
структурой до 80% и при получении отливок с направленной или
монокристаллической структурой — до 50%.
С использованием основных положений и выводов из работ,
проведенных в ВИАМ, был разработан технологический процесс получения
шихтовых заготовок из литейных жаропрочных сплавов, который гаран-
159
глава е
^>JSfr>jfr> *5»
тирует получение качественных отливок у потребителя. Данная
технология обеспечивает:
— повышенную чистоту сплавов по газам (кислороду и азоту),
примесям (свинцу, висмуту, сере, кремнию и др.) и неметаллическим
включениям;
— стабильный химический состав сплавов в узких пределах, что
гарантирует отсутствие ТПУ фаз в металле (а, ц и др.) при эксплуатации
деталей;
— высокие и стабильные жаропрочные и механические свойства
сплавов, которые сохраняются после длительной работы деталей;
— полное использование при плавке всех образующихся отходов без
снижения качества сплавов, что позволяет понизить стоимость сплавов
и сэкономить дорогостоящие металлы.
УДК 669.02/.09
Н.В. Горбанъ, Е.И. Разуваев,
В.А. Шарыпин, О.Г. Сенаторова,
Л.Б. Хохлатова, Е.Ф. Волкова
ПНЕВМОФОРМОВКА ЛИСТОВЫХ МАТЕРИАЛОВ
В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ
Широкое использование в конструкциях летательных аппаратов
листовых высокопрочных сплавов, имеющих недостаточную
технологическую пластичность, ставит перед специалистами задачу изыскания
эффективных способов изготовления из них деталей различной степени
сложности. Традиционные методы листовой штамповки деталей из таких
материалов приводят к большому количеству технологических переходов
с многочисленными промежуточными отжигами, что вызывает
необходимость применения соответствующего количества штамповои оснастки
и дополнительной загрузки оборудования. Формование таких
материалов требует оптимизации режимов и условий деформации,
обеспечивающих интенсификацию процесса. Одним из таких направлений
является деформирование листовых материалов в изотермических условиях и
в состоянии сверхпластичности.
В конце 1970-х годов со стороны специалистов по обработке
металлов давлением стал Лроявляться повышенный интерес к проблеме
сверхпластической деформации (СПД). Появилась также возможность
практического осуществления СПД в реальных технологических процессах.
160
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
В течение ряда лет в ВИАМ проводятся работы по исследованию
штампуемости листовых материалов в изотермических условиях и в
состоянии сверхпластичности. В результате исследований создана
методика определения способности листовых материалов к
сверхпластической деформации, спроектирована и изготовлена установка для
проведения испытаний в изотермических условиях, установлены оптимальные
температурно-скоростные параметры пневмотермической формовки
целой группы сталей, титановых, алюминиевых и магниевых листовых
сплавов, выданы рекомендации для промышленного внедрения.
Процесс формоизменения листовых материалов в состоянии
сверхпластичности (СПФ) требует более строгого соблюдения определенных
температурно-скоростных условий деформации, так как наибольший
эффект СПД достигается в узком температурном интервале, при
скоростях деформации порядка 10"2—10"4 с"1 и размерах зерна менее 10 мкм.
Оптимальные температурно-скоростные условия деформации
устанавливаются по результатам испытаний при одноосном либо двухосном
растяжении [1, 2]. Критерием служит достижение максимального значения
параметра скоростного упрочнения т = ——, где е — скорость деформа-
dlge
ции; а — напряжение. В общем случае критерием является достижение
заданной степени деформации при т > 0,3. При этом учитываются
производственные возможности технологического оборудования, режим
нагрева, стойкость инструмента, производительность и т.д.
Оптимальные температурные и скоростные параметры СПФ
листовых материалов с достаточным приближением могут быть установлены
по результатам механических испытаний стандартных образцов при
растяжении с малой скоростью в изотермических условиях. Оценка
способности листовых материалов к СПФ проводится по результатам
пневмотермической формовки листовых образцов в цилиндрической
матрице или по результатам релаксации напряжения листового образца под
воздействием заданной нагрузки [3, 4]. Предварительное формирование
сверхпластичной структуры в исходных заготовках осуществляется путем
изготовления листов по специальным технологиям.
Газовая или пневмотермическая формовка (ПТФ) представляет
собой процесс формоизменения листовых заготовок избыточным
давлением газа при температурно-скоростных условиях, обеспечивающих
проявление эффекта сверхпластичности.
ПТФ осуществляют на установке, конструкция которой
обеспечивает жесткий прижим заготовки по периметру и герметизацию полости под
11 -5961
161
матрицей, нагрев и контроль температуры в рабочей зоне штампа,
подачу и регулирование давления формующего газа по ходу процесса.
Формовка производится в кольцевой матрице без ограничения
высоты. При этом в качестве критерия предельной деформации при ПТФ
используются максимальная степень деформации в полюсе купола (е) и
относительная высота купола (Я):
й = Еш^. e = ^o_^.i00%,
где Нтах — максимальная высота, при которой происходит разрушение
заготовки, мм; RQ — радиус цилиндрической полости матрицы, мм; S0 и
S — исходная и конечная толщины заготовки, мм.
При формовке на заданную высоту в цилиндрической матрице с
плоским дном определяют технологические радиусы сопряжения дна со
стенкой (Яп^), т. е. способность материала к заполнению формы, и
распределение толщины по образующей отформованной детали. Этот
способ позволяет моделировать промышленный процесс и корректировать
расчетные режимы нагружения.
Важным фактором, существенно ограничивающим возможности
пневмоформовки листовых деталей, является порообразование
(кавитация) при высоких степенях деформации. Устранить или ограничить
порообразование возможно применением противодавления.
Наряду с исследованием серийных сталей и сплавов исследовались
специально разработанные сплавы, которые в обычных условиях
являются труднодеформируемыми, однако после формирования стабильной
мелкозернистой структуры и при определенных температурно-скорост-
ных условиях проявляют более высокую способность к
сверхпластической формовке, в том числе при пониженных температурах. К таким
материалам относится коррозионностойкая сталь ВНС-48 (табл. 1).
Таблица 1
Параметры сверхпластичной пневмоформовки коррозионностойких сталей
с Гш, ат(Д/П>*, 6<Д/П)*, т ё-103, Давление газа (шах), Я, е,
°С МПа % с*1 МПа мм %
ВНС-48 950+15 12/27 860/430 0,38 1,6 10 1,2 63
ЗИ654 950+15 23/35 563/376 0,36 1,8 13 1,3 65
* Д, П - в продольном и поперечном направлениях соответственно (по отношению
к направлению прокатки).
162
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
Особенностью листов из исследованных коррозионностойких сталей
является высокотемпературная анизотропия, которая приводит к
снижению параметров пневмоформовки. Кроме того, при температурах СПД
сталей имеет место окисление поверхности изделий. Микроструктура и
свойства отформованных в условиях СПД деталей остаются на уровне
свойств исходного материала.
Титановые сплавы, из-за стабильной мелкозернистой структуры (d3 до
10 мкм) при температуре ниже полиморфного |3<->(ос+Р) превращения,
обладают так называемой природной сверхпластичностью. Параметр т
в интервале температур СПД для большинства исследованных
титановых сплавов в состоянии поставки обеспечивает достаточный для
промышленного использования эффект (табл. 2).
Таблица 2
Параметры СПД титановых сплавов
Сплав
ОТ4
ВТ6
ВТ6С
ВТ14
ВТ20
ВТ23
Т„„.
*п.п*
°с
920-910
960-1000
950-990
920-960
980-1020
890-930
Т
СП»
°С
800+15
850+15
840+15
820+15
860+15
820+15
0 $
МПа
1.5
1,0
3,0
1,2
1,3
3,7
8,
v>
%
680
1250
650
950
600
340
m
0,58
0,62
0,5
0,6
0,35
0,32
ё-103,
с"1
2
1,5
1,8
1,2
6
3,8
Давление
газа (шах),
МПа
3
4
10
4..
10,5
10
Я,
** 9
ММ
1,5
1,8
1,7
1,65
1,42
1,34
е.
~,
%
74
80
80
77
70
76
При формовке деталей простой конфигурации температурно-скоро-
стные условия могут подвергаться заметной корректировке в сторону
снижения температур и повышения скоростей деформации по
отношению к результатам испытания при одноосном растяжении. В связи с тем
что ПТФ титановых и жаропрочных сплавов осуществляется с
относительно малой скоростью и при повышенных температурах, вызывающих
окисление и газонасыщение поверхностного слоя заготовок,
целесообразно применять вакуумные установки, защитные среды и покрытия.
Листы из промышленных алюминиевых сплавов имеют довольно
крупное зерно и в состоянии поставки не проявляют способности к
сверхпластической деформации (удлинение не превышает 150% и
коэффициент скоростной чувствительности менее 0,3) либо проявляют
некоторые признаки сверхпластичности, но имеют недостаточную проч-
п*
163
ГЛАВА 8
*g»> is» ^>^ > #s>
ность (АМгб, СУПРАЛ). Вместе с тем листовые алюминиевые сплавы
представляют большой интерес для формования в режимах СПД
(табл. 3). Имеется большая номенклатура деталей из алюминиевых
сплавов, для которых весьма рационально применение процесса СПФ
(крупногабаритные детали сложной формы: обтекатели, детали силового
набора — нервюры, шпангоуты; ячеистые и гофрированные панели, в том
числе многослойные). Температуры СПД алюминиевых сплавов не
превышают 600 °С, не требуется применение защитной атмосферы.
Таблица 3
Параметры сверхпластичной пневмоформовки
листовых алюминиевых сплавов
Сплав
АМгб
1420
1420
1420РС
1423
1570
1987
^
мкм
15-20
50-75
30
8-9
10
10
10
Т
°С
425+ш
460+10
460+10
460+t0
490+Ю
470+w
490+>0
°Т'
МПа
35
10
12
3,8
5,5
6,5
7
8,
%
255
53
85
179
185
200
170
m
0,32
-
-
-
0,45
0,43
0,37
ё-103,
с"1
2,5
1,3
1,3
2,8
1,0
1,0
0,7
Давление
газа (max),
МПа
5
3
4
5
4
4
5
я,
мм
1,0
0,8
0,83
0,9
1,2
1,8
1,2
е,
%
68
33
50
40
63
75
65
Особый интерес для СПФ представляют сплавы системы Al-Mg-Li.
Разработанная специалистами ВИАМ и МИСиС технологическая схема
изготовления сверхпластичных листов из сплава 1420 позволяет
формировать рекристаллизованную структуру с размером зерен 5—10 мкм. Эта
схема включает в себя холодную деформацию на 30—35%, закалку с
кратковременным нагревом в селитровой ванне и промежуточный
отжиг для разупрочнения. Установлена зависимость параметров ПТФ от
размера зерна исходных листов сплава 1420.
Магниевые сплавы обладают сравнительно невысокой
технологической пластичностью в холодном состоянии. Поэтому формование
деталей из магниевых сплавов в состоянии сверхпластичности значительно
расширяет технологические возможности и область применения их в
конструкциях. В работах [3, 5] показана возможность деформирования
магниевых сплавов в состоянии сверхпластичности. Некоторые
исследователи отмечают [5, 6], что даже в крупнозернистых (d3>\5 мкм) спла-
164
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
вах МА8, МА15, МА21 наблюдаются признаки сверхпластического
течения. Это подтверждается результатами исследования структуры и свойств
цилиндрических заготовок, полученных пневмотермической формовкой
(ПТФ) из листовых магниевых сплавов МА2-1 и МА8 (табл. 4).
Таблица 4
Параметры сверхпластичной пневмоформовки листовых магниевых сплавов
сп т газа (шах),
°С МПа % <Г* МПа мм %
425+10 20 120 0,33 2,2 6 1,2 21
400+10 1,5-2 150 0,4 1,0 6-8 1,3 33
На базе серийного сплава МА20 в ВИАМ разработан сплав
МА20СП, специально предназначенный для ПТФ тонкостенных деталей
с развитой поверхностью. В исходном состоянии листы из сплава
МА20СП характеризуются мелкозернистой структурой (d3= 5—10 мкм) и
достаточно высоким критерием скоростной чувствительности (т > 0,38).
Основные достоинства магниевых сплавов (малая плотность, высокие
удельная прочность и жесткость, хорошая демпфирующая способность),
присущие и сплаву МА20СП, в сочетании с возможностями
изготовления деталей по эффективной технологии ПТФ в режиме
сверхпластичности делают его весьма перспективным для более широкого внедрения
в промышленность.
Накопленный в последние годы большой объем экспериментальных
данных по формированию сверхпластичных структур в листах
различных металлов и сплавов позволяет рассматривать технологические
процессы СПФ деталей из этих материалов весьма перспективными в
авиакосмической и других отраслях промышленности. Задача состоит в их
скорейшей и эффективной практической реализации.
В результате многолетних исследований, выполненных в ВИАМ,
создана и отработана методика определения температурно-скоростных
параметров сверхпластичного формования листовых деталей из
промышленных и опытных материалов. С использованием результатов
выполненных исследований разработаны технологические процессы
формирования сверхпластичной структуры в листовых полуфабрикатах и
изготовления из них деталей методами сверхпластичной пневмоформовки в
изотермических условиях.
Сплав 3
мкм
МА2-1 12-15
МА8 15-20
165
Библиографический список
1. Новиков И. К, Портной В. К. Сверхпластичность сплавов с ультрамелким зерном. - М:
Металлургия, 1981. — 168 с.
2. Сверхпластическая формовка конструкционных сплавов//Под ред. Н.Е. Пейтона, К.Х. Ге-
мильтона: Пер. с англ. — М.: Металлургия, 1985. — 80 с.
3. Кайбышев О. А. Сверхпластичность промышленных сплавов. — М.: Металлургия, 1984. -
263 с.
4. Ференко А.А., Еникеев Ф.У., Мурзинова М.А. К вопросу о единстве природы
сверхпластической деформации//Доклады РАН. - М.: Наука, 1995, т. 340, с. 614-616.
5. СалиховР.Р. Сверхпластичность магниевых сплавов//Автореф. дис... канд. техн. наук. -
М.: 1980, 25 с. (МАТИ).
6. Волкова Е.Ф., Лебедев В.М., Гуревич Ф.Л. и др. Основное направление развития
деформируемых магниевых сплавов//Металловедение, литье и обработка сплавов, 1995, с. 106-112
(ВИЛС).
УДК 669.02/.09
В.И. Лукинь Л.И. Сорокин^
В.Е. Лазько
ПУТИ ПОВЫШЕНИЯ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ
АВИАЦИОННЫХ КОНСТРУКЦИЙ
Важнейшая задача снижения массы летательных аппаратов определяет
необходимость получения сварных соединений, равноценных по свойствам
основному металлу. Обычная практика использования для этих целей
сварочных проволок, идентичных по химическому составу свариваемому
металлу, ограничивает возможности снижения трещинообразования при
сварке и приводит к необходимости одновременной корректировки не
только присадочного металла, но и основного. Кроме того, в процессе
сварки доли участия основного и присадочного металлов в образовании
металла шва могут изменяться в широких пределах. Поэтому
применение в качестве присадочного материала проволоки, существенно
отличающейся по химическому составу от основного материала, позволяет
менять в широких пределах склонность к горячеломкости, вектор
кристаллизации и месторасположение горячих трещин (ГТ) в металле шва при
различных условиях сварки.
Таким образом, основным путем металлургического управления
сопротивляемостью ГТ, помимо выработки требований к основному
материалу, является разработка и применение присадочных материалов иного
химического состава, чем свариваемый сплав, с целью получения в шве
сплава, не склонного к образованию трещин при сварке, а также для
166
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
Li, %
Си, %
Рис, 1. Диаграмма склонности к
образованию горячих трещин при сварке сплавов
системы А1—Си—Li в зависимости от состава
предотвращения образования ГТ
по зоне сплавления [1—4].
Основные трудности при
сварке алюминиевых сплавов
заключаются в подавлении трещино-
образования и предотвращении
пористости. Особо высокой
склонностью к образованию
горячих трещин при сварке
(табл. 1) обладают алюминийли-
тиевые сплавы (А^ < 3 мм/мин).
Причина неудовлетворительной
свариваемости разработанных
сплавов заключается в том, что
основное направление
легирования — создание высоких
прочностных характеристик — не
совпадает с легированием,
необходимым для обеспечения хорошей
свариваемости. Поэтому разработку свариваемых алюминийлитиевых
сплавов (АЛС) следует вести, изучая единую систему
материал—присадочная проволока [3], с оптимизацией не только прочностных
характеристик, но и, в первую очередь, показателей свариваемости на основе
анализа диаграмм химический состав — свариваемость (рис. 1).
Например, анализ представленной диаграммы показывает, что
существуют следующие перспективные системы А1—Си—Li свариваемых
сплавов: (4,5-5)% Си + (0,8-1,5)% Li и (2,5-3,5)% Си + (1,9-2,5)% Li, a
также несвариваемых: 3% Си + (0,5—2,0)% Li. Причем для получения
сплава с максимальной весовой отдачей заслуживает внимание система
с высоким содержанием лития и низким содержанием меди, что и
послужило основой для разработки сплава 1460, а при разработке
присадочной проволоки — система с высоким содержанием меди, но без Li
(в данном случае учитываются технологические и экологические
особенности разрабатываемой присадки).
Однако даже в этом случае показатели свариваемости АЛС
находятся на низком уровне {А^^ « 1—3 мм/мин). Поэтому только
оптимизация состава присадочной проволоки позволяет довести этот
показатель до уровня 5—6 мм/мин, т.е. перевести несвариваемые или плохо
свариваемые сплавы в область свариваемых сплавов.
167
ГЛАВА 6
^ШШЖШШШрШ *8fr:
ss g
::f§':||l t:;:
|Ш|:Ш1Ш11
II
111111
шш.
ш
§Ш1ш1
11111
If:
ШЯ1
■■lii
шеи*
1!
||р|Я1*1Ш;
ЯШ
1||р;^#р1||р1:ЩШ:1
ш
шш
ш
ЯШ
ШШ:
&Ш :
шш
шттт
шШшШёш
ъЩ1
Iiiii
шШйт&Ш.
Ш
....,,...,,,.....,,,.,,■№■■
ШШ;1*:
Ш
шШМ$"-
^ЩАт.:;
г:Шшт^
11
pmmt
1#Я1
шш
ж
ill
тм.
ill
ШШ-
Ш-
ш
шшшз
iili
:::-а;:::»-:':'::;::;
G.3
.8-
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
Таким образом, разработка присадочной проволоки является
самостоятельной задачей, не менее важной и трудоемкой, чем разработка
основного материала, который предполагается использовать в сварных
конструкциях.
При сварке титана и его сплавов проблемы горячих трещин не
возникает. Однако высокая химическая активность титановых сплавов,
зависимость прочности и особенно пластичности от содержания элементов
внедрения, термическая нестабильность отдельных сплавов, особенно в
зонах термодеформационного воздействия цикла сварки, склонность
сплавов к замедленному разрушению ставят не менее сложные проблемы,
требующие решения [5—7]. При оценке свариваемости титановых
сплавов целесообразен дифференцированный подход к а-, (а + р)- и р-спла-
вам. Существенное улучшение механических свойств и надежности
сварных соединений а-, (а + Р)- и р-сплавов может быть достигнуто за счет
минимального содержания в основном и присадочном металле
элементов внедрения (N, О, Н), устранения попадания в свариваемый стык
вредных примесей из окружающей среды, легирования металла шва
элементами, повышающими растворимость газов в кристаллической
решетке а- и р-фаз. В этой связи важное значение приобретает качество
подготовки поверхности основного и присадочного материалов. Повышение
содержания водорода влияет на фазовый состав, увеличивая количество
р-фазы и пористость. Кислород повышает количество ос-фазы и снижает
пластичность и трещиностойкость.
Разработка присадочной проволоки предусматривает использование
комплекса макролегирующих компонентов, обеспечивающих
сбалансированное уменьшение дендритной ликвации (при расплавлении в металле
шва основного металла и присадочной проволоки) и микролегирующих
компонентов, изменяющих морфологию основных элементов структуры
металла шва. Такое прицельное легирование формирует
структурно-фазовое состояние металла шва, обеспечивающее оптимальное сочетание
эксплуатационных характеристик сварного соединения. Сварное
соединение можно рассматривать как конструктивный элемент, состоящий из
основного металла, переходной зоны и металла шва, причем роль
металла шва и зоны термического влияния в большинстве случаев
является определяющей — от их качества зависит уровень свойств сварных
соединений и их эксплуатационная надежность.
Сопоставление присадочных проволок из сплавов ВТ20-2св. и СПТ2
(с прочностью 700-800 МПа), ВТ203 (850-950 МПа), ВТ23 (950-1050 МПа),
ВТ19-1св. и ВТ19-2св. (900-1000 МПа) при сварке а-сплава ВТ20, (<х+р)-
169
ГЛАВА 8
сплава ВТ23 и псевдо-р-сплавов ВТ22 и ВТ19 показало возможность
получения соединений, близких по свойствам основному металлу, при
достижении оптимального фазового состава металла шва. При сварке сплава
ВТ20 проволокой ВТ203 обеспечивается практическая равнопрочность
соединения и основного металла (авсв>950 МПа при КСУ >0,4 МДж/м2),
а длительная прочность сварного соединения за 100 ч при 400 °С лишь
на 8% ниже (о100 = 650—700 МПа). При этом малоцикловая усталость
при напряжении цикла 570 МПа была высокой: 60000—70000 циклов
до разрушения. По этим показателям проволока ВТ203 превосходит на
10-20% проволоки ВТ20-2св. и СПТ2. По составу проволока ВТ203
(система Ti—Al—Mo—V—Zr—Sn—Nb) содержит большое количество р-стаби-
лизаторов (эквивалентное 2% Мо) при одинаковом количестве ос-стаби-
лизирующего элемента — алюминия.
При сварке (а + р)-сплава ВТ23, содержащего р-стабилизирующие
элементы в количестве, эквивалентном 8% Мо, присадочными
проволоками ВТ20-2св. и ВТ203 металл шва содержит р-стабилизаторы в
количестве, эквивалентном 6% Мо. Алюминия в металле шва содержится на
0,3—0,5% меньше, чем в основном металле. Пониженное содержание в
металле шва алюминия и р-стабилизаторов обеспечивает температуру
полиморфного превращения, близкую к Ти п основного металла.
Сварные соединения из сплава ВТ23, выполненные с присадочной
проволокой ВТ20-2св., в отожженном при 750 °С, 30 мин (охлаждение
на воздухе) состоянии имеют пониженную прочность (870—900 МПа)
при высоких значениях ударной вязкости (KCV = 0,65—0,75 МДж/м2) и
трещиностойкости (КСТ = 0,55-0,75 МДж/м2) металла шва (рис. 2, а).
Применение присадочной проволоки ВТ203 обеспечило практически
равнопрочность основного металла и сварного соединения в отожженном
состоянии (сувсв= 1100—1120 МПа) при высоких характеристиках ударной
вязкости и трещиностойкости металла шва (KCV = 0,3—0,35 МДж/м2,
КСТ = 0,26—0,35 МДж/м2). Следует отметить высокие значения ударной
вязкости (КСУ = 0,5—0,55 МДж/м2) и трещиностойкости (КСТ =
= 0,34—0,36 МДж/м2) зоны термического влияния (ЗТВ) при сварке
сплава ВТ23, которая в сочетании с металлом шва определяет
эксплуатационную надежность соединения (см. рис. 2, а).
Исследовали влияние упрочняющей термообработки: закалка с 780 °С
(выдержка 20 мин) в воде и старение при 550°С, 10 ч, на механические
свойства сварных соединений из сплава ВТ23 (рис. 2, б). Прочность
сварных соединений в термообработанном состоянии (по сравнению с
отожженным состоянием) повысилась на 100 МПа, при этом сохрани-
170
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
лись высокие значения ударной вязкости и трещиностойкости.
Применение присадочной проволоки ВТ203 обеспечило получение прочности
на 200 МПа выше (ав = 1180 МПа, КСТ = 0,31 МДж/м2 для металла
шва), чем при использовании присадочной проволоки ВТ20-2св. При
максимальном напряжении цикла 570 МПа сварные соединения,
выполненные с присадочной проволокой ВТ203, выдержали 50000—60000 цик-
КСУ
авхв, МПа
1200
KCV; КСТ, МДж/м2
0,8
0,6
0,4
h0,2
0
МПа
1200
KCV
КСУ\ КСТ, МДж/м2
0,6
0,4
0,2
С присадкой ВТ20-2СВ
С присадкой ВГ203
Рис. 2. Механические свойства сварных соединений (ЗТВ — зона термического
влияния) из сплава ВТ23 (толщина 20 мм) после термической обработки:
а — отжиг при 750°С, 30 мин (охлаждение на воздухе); б — закалка с 780°С, 30 мин
в воде, старение при 530°С, 10 ч
171
ГЛАВА В
«ю»3» 3S> ^"JSfr1 Jfr *>№
лов до разрушения. Сварные соединения из сплава ВТ23, выполненные
с более прочной комплексно-легированной присадочной проволокой
ВТ23св., в термически упрочненном состоянии при максимальном
напряжении цикла 750 МПа выдержали 65000—80000 циклов до разрушения.
Совокупность высоких характеристик трещиностойкости металла шва
и переходной зоны и высоких значений сопротивления малоцикловой
усталости свидетельствует о высокой эксплуатационной надежности
сварных соединений из сплава ВТ23.
При сварке р-сплава ВТ22 (количество р-стабилизирующих
элементов в котором эквивалентно 12% Мо) с присадочной проволокой из
сплавов СПТ2 и ВТ203 содержание р-стабилизирующих элементов в
металле шва в среднем эквивалентно 8,5% Мо. Металл шва переходит
в другую фазовую область: из р-сплавов в (а + Р)-сплавы мартенситного
типа, т.е. приближается к составу основного сплава ВТ23 — в
результате повышается температура полиморфного превращения, изменяются
условия формирования металла шва, увеличиваются размеры элементов
структуры и растет ударная вязкость (рис. 3). Применение присадочной
проволоки СПТ2 приводит к уменьшению концентрации молибдена с 5
до 3,5% и обеспечивает более благоприятное соотношение легирующих
элементов в металле шва. При прочности сварного соединения сплава
ВТ22 авсв = 980—1050 МПа металл шва после нагрева при 850 °С, 1 ч
(охлаждение в печи до 750°С, 2 ч выдержки) и старения при 630°С, 24 ч
МПа
КС\\ КСТ, МДж/м2
0,5
С присадкой СПТ2
С присадкой ВТ203
Рис. 3. Механические свойства сварных соединений из сплава ВТ22 (толщина 20 мм)
после термообработки: нагрев при 850 °С, 1ч, охлаждение в печи до 750 °С, выдержка 2 ч,
охлаждение на воздухе, старение при 630 °С, 24 ч
172
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
имеет высокие значения KCV и КСТ. Применение присадочной
проволоки ВТ203 позволило повысить прочность до 1080—1120 МПа и
снизить KCV и КСТ металла шва.
Структурно-фазовые изменения, происходящие в металле шва при
введении присадочной проволоки, не коснулись зоны термического
влияния, которая сохранила характерную для сплава ВТ22 морфологию.
Структура ЗТВ сварного соединения из сплава ВТ22 (по сравнению со
сплавами ВТ20 и ВТ23) отличается большей дисперсностью пластин. Это
связано с низкой температурой превращения, при которой
термодинамически устойчивой является пластина малых размеров. Такие
пластины не препятствуют развитию трещин, поэтому трещиностойкость КСТ
составляет 0,1—0,15 МДж/м2 (см. рис. 2, б и 3).
Изменение химического и фазового составов металла шва сварных
соединений из сплава ВТ22 (по сравнению с основным металлом)
приводит к снижению прочности металла шва и невозможности упрочнять
сплав при регламентированных для основного металла умеренных
скоростях охлаждения с температуры закалки и при последующем
старении. Единственная возможность реализовать прочность основного
металла — обеспечить конструктивные утолщения в зоне шва.
Для Р-сплава ВТ19 системы Ti—Al—Mo—V—Сг—Zr, содержащего р-
стабилизирующие элементы в количестве, эквивалентном 16% Мо,
предложены присадочные материалы ВТ19-1 и ВТ19-2 той же системы
легирования.
Сплав ВТ19-1 содержит р-стабилизаторы, количество которых
эквивалентно 18—20% Мо. Он рекомендуется для сварки отожженного ВТ19.
Использование такого присадочного материала обеспечивает большую
стабильность р-фазы металла шва и более высокую ударную вязкость
(КС\ = 0,5—0,6 МДж/м2), чем у основного материала при ав св = 950—
1000 МПа.
Сплав ВТ19-2 содержит р-стабилизаторы, количество которых
эквивалентно 13—14% Мо. Он рекомендуется для сварки сплава ВТ19,
применяемого в термически упрочненном состоянии. В этом случае металл
шва менее эффективно упрочняется и сохраняет достаточную
технологическую пластичность и ударную вязкость (KCW = 0,3—0,35 МДж/м2 при
овсв= 1150-1250 МПа).
При сварке среднеуглеродистых легированных сталей высокой
прочности возникают аналогичные проблемы, связанные с высокой
чувствительностью соединений к образованию горячих и холодных трещин, а
также склонностью к преждевременным разрушениям при наличии тре-
173
щиноподобных дефектов [8—13]. Именно высокая склонность
присадочных материалов сплава ЗОХГСА к образованию горячих трещин
практически убедила металлургов в необходимости создания специальных,
хорошо свариваемых сталей. Поэтому для сварки сталей ЗОХГСА и
ЗОХГСНА применяют проволоки не основного состава типа 18ХГСА, а
Св-18ХМА и Св-18Х4ГМА с прочностью ов = 980-1176 МПа. Путем
рационального комплексного легирования удалось добиться хорошей
сопротивляемости образованию горячих трещин при сварке, что
позволило увеличить содержание углерода в проволоке и обеспечить высокий
уровень прочности соединения. Поэтому использование проволоки
марок 15Х2НМЦРА (ЭК44)...30Х2НМЦРА (ЭК47) и Св-20Х2Г2СНВМА
(ЭП331У) с ав > 1500 МПа существенно повышает экономичность
сварных конструкций. Сварные швы, выполненные указанными
проволоками, отличаются мелкозернистым, дезориентированным строением с
низкой ликвационной неоднородностью, что определяет приемлемый
уровень характеристик пластичности и вязкости. При сварке стали
35ХС2НЗМ1ФА оптимальные результаты достигнуты при использовании
проволоки Св-25Х2НМЦРА(ЭК46), позволяющей получить прочность
овсв= 1650 МПа при удовлетворительных характеристиках
пластичности и вязкости металла шва (табл. 2).
На показатели свариваемости и свойства сварных соединений
оказывает влияние метод выплавки основного и присадочного металлов.
При выплавке стали ЗОХГСНА в вакуумных печах снижается
содержание газов и неметаллических включений в основном металле, а также
количество дефектов при сварке (на 20—40%), повышается стойкость к
образованию горячих и холодных трещин (на 15—30%) и уровень меха-
Таблица 2
Механические свойства сварных (АрДЭС) соединений стали 35ХС2НЗМ1ФА
(толщина 15 мм)
Присадочный материал
(проволока)
Св-15Х2НМЦРА
Св-20Х2НМЦРА
Св-25Х2НМЦРА
Св-30Х2НМЦРА
СВ-20Х2Г2СНВМА
Основной металл
°В'
МПа
1512120
1673155
1698150
1713±58
1560140
1950150
¥.
%
36112
37112
31113
2417
37110
47110
KOf
КСТ
МДж/м2
0,4810,03
0,4410,04
0,4110,05
0,3910,06
0,4210,05
0,7010,05
0,3910,03
0,3610,03
0,2810,04
0,2710,04
0,2510,03
0,1810,04
174
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
нических свойств (на 10—20%). Большое влияние на свариваемость
металла оказывает метод раскисления при выплавке. Если основной
металл может содержать до 0,10% редкоземельных элементов, то в
присадочном металле должно быть ограничено содержание церия (<0,05), а
также иттрия (<0,02%) — во избежание ухудшения стойкости сварного
шва к образованию горячих трещин.
Важность специфического легирования присадочного металла видна
на примере проволоки Св-06Х13Н6М4К8Б-ВИ (ЭК43-ВИ),
предназначенной для сварки термоупрочненных элементов из высокопрочной
стали. Легкоплавкость проволоки (влияние кобальта) и увеличение аусте-
нитной составляющей (действие углерода) уменьшают мартенситную
прослойку и препятствуют охрупчиванию по зоне сплавления.
Изменение количества остаточного аустенита в пределах 20—60% позволяет
достичь высокой прочности соединения и предупредить образование
холодных трещин при сварке. По сравнению с применением аустенит-
ной проволоки Св-10Х16Н25АМ6 (ЭИ395) прочностные свойства
соединения с присадкой ЭК43-ВИ возрастают в 1,5—1,7 раза без снижения
пластичности и вязкости (табл. 3).
Таблица 3
Механические свойства сварных (АрДЭС) соединений стали 30ХГСН2А
(толщина 20 мм > при сварке в термообработанном состоянии
ов 0L.J (при МЦУ: о при
Присадочный материал N**№7 цикл) Жм3« 104 цикл ic* _
МПа МШ^
Св~06Х13Н6М4К8Б~ВИ (ЭК43-ВИ) 1050 420 750 95
Св-10Х16Н25АМ6 (ЭИ395) 650 290 500 96
Тенденция применения сварочных проволок того же состава, что и
основной металл, для аргоно-дуговой сварки жаропрочных никелевых
сплавов сохранилась в отечественной и зарубежной практике до
настоящего времени. Это оправдано применительно к гомогенным сплавам
типа ЭИ435, Hastelloy и Inconel 625.
Для сварки более жаропрочных листовых и особенно литейных
сплавов в качестве присадок используются специально разработанные
сварочные проволоки, что обусловливается склонностью этих сплавов к
образованию трещин и в большинстве случаев — трудностью
изготовления проволоки из основного металла [14—18].
175
ГЛАВА в
^>^>jg»>;g»
Исследованиями авторов установлено, что сопротивляемость
никелевых сплавов образованию горячих трещин при сварке в существенной
мере определяется содержанием титана и алюминия (рис. 4);
аналогичная зависимость свариваемости зарубежных жаропрочных сплавов
представлена на рис. 5.
Сварочная проволока из гомогенных сплавов марок ЭП367
(Св-06Х15Н60М15) и ЭК22 (Св-ХН64КБМЮВФ) обеспечивает
получение наплавленного металла с высокой стойкостью к образованию
горячих трещин (А = 5,4 мм/мин — табл. 4). Это достигается путем
исключения из состава присадок титана, ограничения содержания алюминия
(<1,5%), введения повышенного количества (>15%) молибдена - доя
ЭП367 или же путем совместного легирования кобальтом (8—12%),
молибденом (2—4%), вольфрамом (2—4%), ниобием (3—4%) и ванадием
Таблица 4
Свойства сварных соединений никелевых сплавов
в зависимости от вида присадки
Сплав
Наплавленный
металл
ЭП718-ВД
(ХН45МВТЮБР)
ЭП914-ВД
(ХН65ВМБЮ)
ЭП693-ВД
(ХН68ВМТЮК)
ЭП99-ВД
(ХН50МВКТЮР)
Присадка
ЭК22
ЭП367
ЭП533
Основной
ЭП367
ЭП533
Основной
ЭК22
ЭГО67
ЭП533
Основной
ЭК22
ЭП367
ЭП533
Основной
ЭК22
ЭП367
ЭП533
Толщина,
мм
-
металл
2
15
2
15
металл
2
12
2
2
металл
2
2
2
12
металл
1,5
1,5
1,5
ов, МПа,
при температуре, °С
20
740-810
710-730
960-1030
1100-1250
1150-1190
710-750
1210-1300
990-1070
1050-1200
1060-1080
850-950
1010-1080
1010-1090
1020-1080
1030-1060
1030-1060
1010-1190
1020
1120-1180
1100-1200
1060-1130
1090-1120
800
430-440
410-430
530-570
580-670
710-760
690-780
650-720
710-720
630-650
710-730
720-730
690-740
650-810
640-680
720-810
590
750-900
740-790
720-760
750-770
а100 »
МПа
ПО
230
210
200
240
240
240-260
230
230
230
240
310
250
240
260
4ф>
мм/мин
5,4
4,5
4
2
3
3,1
2,4
3,5
3
2,7
3
4,0
3,1
3,0
3,0
4,0
4,0
3,0
176
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССУ ПРОИЗВОДСТВА
А1, %
5
4
3
2
1
•ЭП109
оЭП884
р ЭИ652
• ЖС6К
•ЖС6
• ЭП220
• ЭИ929
•ЭП539
• ЭП881
\£П99#ЭИ826 #ЭП742
X.
ЬЭП914Ч
ФЭП199
©ЭП708 «ЭИ617
*ЭШ93<
Х. ФЭИ698
°ЭП709 ^о^^Ж1^
° ВХ4Л °\^ГШ2 \
ОЭИ6024® Q °ЭИ437А
°ЭИ868(П °ЭП437\
^
• ВЖЛ12У
X®
О
1
Ti,
Рис. 4. Склонность жаропрочных никелевых сплавов к образованию термических трещин
в зависимости от содержания алюминия и титана:
I — III — области сплавов, не склонных (о), с умеренной (с) и высокой
склонностью к образованию трещин (•) соответственно
А1,
%
5
4
3
2
1
|—О—-
71 ЗС
-
ч '
\
'®
о
Mar M 200 IN 100
о
AF2-10AO
ч/ СЛл Удимет 700
Удимет 600л о о л
° °Астролои
QIN738LC
3MR235° о Инконель 700
° Удимет 500
^* «^ 0Унитемп 1753
Рене62о >>Р^не41 @
Васпалой0 ^ч*
о ИнконельХ750 ^*ч
Инконель 718 о М252 ^ч
о
° ИнконельХ ^ч
i i i i ^
0 1 2 3 4 5 Ti, %
Рис. 5. Свариваемость жаропрочных никелевых сплавов, упрочненных /-фазой, в
зависимости от содержания титана и алюминия:
I, II - области удовлетворительно и трудносвариваемых сплавов соответственно
12 — 5961
177
ГЛАВА 8
^»S^^>^^^g»^jh'^^^^^^|»^^ jjjgl»'
(0,5—1,2%) — для ЭК22. Металл, наплавленный этими проволоками
(см.табл. 4), соответствует свойствам гомогенных сплавов, и эти
присадки используются для сварки гомогенных и дисперсионно-твердеющих
сплавов, применяемых в узлах повышенной жесткости.
Проволока из дисперсионно-твердеющего сплава ЭП590 (7—9% Мо;
7—9% W; 2,3—2,9% Ti), обеспечивающая удовлетворительную стойкость к
образованию горячих трещин, создана как универсальная присадка для
сварки широкой номенклатуры дисперсионно-твердеющих сплавов,
позволяющая получать сварные соединения, равнопрочные основному металлу.
Для снижения склонности сварных соединений к образованию
термических трещин сварку некоторых дисперсионно-твердеющих сплавов
(ЭП693, ЭП99) рекомендуется проводить с применением присадок из
гомогенных сплавов ЭП367, ЭК22. При сварке такими присадками шов
имеет более низкую жаропрочность и релаксационную стойкость, чем
основной металл, что создает условия для преобладающей релаксации
напряжений в более пластичном металле шва по сравнению с более
жаропрочной околошовной зоной.
Жаропрочность сварных соединений тонколистовых (до 2 мм)
дисперсионно-твердеющих сплавов, выполненных с присадками ЭП533,
ЭП367, ЭК22, составляет 0,95—0,98 от прочности основного металла.
При сварке с гомогенными присадками это достигается за счет подле-
гирования металла шва титаном и алюминием из основного металла
вследствие его преимущественного участия в формировании шва. С
увеличением толщины металла при многопроходной АрДЭС с V-образной
разделкой кромок растет зона термического влияния и объем
наплавленного металла, что вызывает снижение жаропрочности сварных
соединений. При толщине металла 10—12 мм прочность сварных соединений,
выполненных сварочной проволокой ЭП533, снижается до 0,8—0,9, а для
присадок ЭП367 и ЭК22 — до 0,7—0,8 от прочности основного металла.
При толщине сплава 15 мм кратковременная прочность сварных
соединений приближается к прочности наплавленного металла.
Результаты работы свидетельствуют, что выбор сварочной
проволоки, аналогичной по составу свариваемому сплаву, может быть
приемлем, если реализуемая в соединении прочность (жаропрочность) по
уровню не ниже требований к типичным среднепрочным сварным
конструкциям. По мере ужесточения требований к сварным соединениям
(весовая отдача, надежность и долговечность) состав присадочных
проволок неизбежно претерпевает изменения в целях обеспечения хорошей
сопротивляемости образованию трещин и механических свойств на уров-
178
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
не свойств основного металла. Особенно сложные задачи возникают при
сварке высокопрочных (высокожаропрочных) сплавов, что требует
проведения систематических исследований по установлению влияния
легирующих элементов на показатели свариваемости для получения новых
эффективных присадочных материалов.
Библиографический список
1. Никифоров Г. Д. Металлургия сварки плавлением алюминиевых сплавов. — М:
Машиностроение, 1972. - 264 с.
2. Лукин В. И., Арбузов Ю.П., Грушко О.Е. Химические элементы, влияющие на
свариваемость сплавов А1-Mg—Li // Сварочное производство, 1994, №1, с. 22-24.
3. Шалин Р. Е., Ефремов И. С., Яровинский Ю.Л., Лукин В. И. Опыт проектирования и
изготовления крупногабаритных конструкций из алюминиевых сплавов для изделий ракетно-
космической техники//Сварочное производство, 1996, №11, с. 14-18.
4. Лукин В.И. Sc — перспективный легирующий элемент для присадочных материалов//
Сварочное производство, 1995, №6, с. 13—14.
5. Хорее М.А., Лукин В. И. и др. Присадочные материалы для сварки конструкционных
титановых сплавов. — Технология легких сплавов, 1990, №5, с. 12—17.
6. Хорее А. К, Ермолова М.И., Гуськова Е.И. Влияние режимов термообработки на
механические свойства и фазовый состав сплава BT23//Легирование и термическая обработка
титановых сплавов, 1977, с. 96—105 (ВИАМ).
7. Хорее А. К, КрасножонА.И., Мухина Л. Г. Термомеханически упрочняемый титановый
сплав BT19//Легирование и термическая обработка титановых сплавов, 1977, с. 286-290
(ВИАМ).
8. Симеиз Р.Ф., Стейнберг М.А. Требования к сплавам и конструирование планера
самолета. — В кн.: Проблемы разработки конструкционных сплавов. — М.: Металургия, 1980. —
с. 136-155.
9. Романив О.Н. Вязкость разрушения конструкционных сталей. — М.: Металлургия, 1979. —
176 с.
10. Лазько В. Е., Старова Л.Л., Ковальчук В. Г., Максимович Т.Л., Лабзина И.Е., Ядров В.М.
Сварочная проволока для высокопрочных сталей//Сварочное производство, 1993, №10,
с. 33-35.
11. Лазько В. Е., Борисов М.Т. и др. Высокопрочная сварочная проволока для соединения
разнородных сталей // Сварочное производство, 1988, №12, с. 18.
12. Лазько В. Е., Старова Л.Л., Тарасенко Л. В. и др. Разработка проволоки марки
Св-08Х14Н7КВМ-ВИ для сварки теплоустойчивых нержавеющих сталей // Автоматическая
сварка, 1985, № 10, с. 30-35.
13. Лазько В. Е., Лукин В. И., Максимович Т.Л. Совершенствование технологии сварки
высокопрочных сталей в термообработанном состоянии//Сварочное производство, 1998, №8,
с. 8-12.
14. Сорокин Л. И. Свариваемость жаропрочных сплавов, применяемых в авиационных
двигателях // Сварочное производство, 1997, №4, с. 4-11.
15. Сорокин Л. И., Багдасаров Ю. С, ТупикинВ.И. Сравнительная оценка присадочных
проволок для аргоно-дуговой сварки жаропрочных сплавов//Сварочное производство, 1993,
№10, с. 31-33.
16. Квасницкий В. Ф. Сварка и пайка жаропрочных сплавов в судостроении. — Л.:
Судостроение, 1986. - 224 с.
17. Сорокин Л. И., Лукин В. И. Свариваемость литейных жаропрочных никелевых сплавов типа
ЖС6 // Сварочное производство, 1997, №6, с. 12-17.
18. Сорокин Л. И., Лукин В. И., Багдасаров Ю.С. Оптимизация сварочной ремонтной
технологии деталей газотурбинных двигателей (ГТД) из жаропрочных сплавов // Сварочное
производство, 1997, №1, с. 19-23.
12*
179
Глава 7
ВЫСОКОПРОЧНЫЕ
КОРРОЗИОННОСТОИКИЕ СТАЛИ
И МЕТАЛЛИЧЕСКИЕ ПРИБОРНЫЕ
МАТЕРИАЛЫ
УДК 669.14.018.8
А.Ф. Петраков, А.Б. Шалькевич
ВЫСОКОПРОЧНЫЕ СТАЛИ В АВИАСТРОЕНИИ
Применение в авиастроении высокопрочных сталей наряду с
алюминиевыми и титановыми сплавами определяется рядом несомненных
достоинств сталей: высокая жесткость и прочность, реализуемая при
ограниченных габаритах деталей, усталостная долговечность, трещиностойкость,
сопротивление высоким контактным нагрузкам, коррозионная стойкость,
хорошая технологичность, относительно невысокая стоимость.
В настоящее время в авиационной технике нашли применение три
группы высокопрочных сталей: конструкционные высокопрочные сред-
нелегированные; коррозионностоикие высокопрочные мартенситного и
переходного классов и стали для деталей, работающих на трение и
износ и подвергаемых химико-термической обработке.
Высокопрочные конструкционные стали (30ХГСА, ВЛ1 и др.) с
уровнем прочности а = 1600—1800 МПа заняли прочное место в конст-
180
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ЙКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИМЫ
рукции самолетов для изготовления силового внутреннего набора
планера (балки, лонжероны, рамы, оси и т.д.) и деталей шасси. Следует
отметить, что конструкция отечественных шасси является сварной (в
отличие от зарубежных), что существенно повышает требования к качеству
металла и его технологичности.
Повышение прочности сталей этого класса приводит к снижению
характеристик, обеспечивающих работоспособность материала, — таких
как пластичность, вязкость, циклическая прочность, сопротивление
коррозионному растрескиванию и т.п., поэтому стали ВКС-1, КВК26-42 и
др. с прочностью 2000—2200 МПа нашли применение только для
изделий одноразового действия, например корпусов ракетных двигателей на
твердом топливе.
Применение высокопрочных сталей в изделиях авиационной
техники заставило пересмотреть применяемые ранее подходы к
конструированию и технологии изготовления деталей, так как эти стали обладают
специфическими особенностями и существенно отличаются от сталей
средней прочности (ав до 1400 МПа). В частности, нарушение
технологического цикла может приводить к преждевременному разрушению
деталей, несмотря на полную доброкачественность металла. Для
обеспечения надежной работы сталей высокой прочности в ВИАМ были
разработаны директивные материалы по конструированию, термической и
механической обработке, защите от коррозии, сварке, подготовке
персонала (рабочих и ИТР) на предприятиях отрасли. Все это
способствовало быстрому и успешному внедрению высокопрочных сталей в
изделия авиационной техники.
Большую роль в создание и внедрение высокопрочных среднелегиро-
ванных конструкционных сталей первого поколения внесли Я. М. Потак,
СВ. Лепнёв, В.В. Сачков, СТ. Кишкин, И.И. Гузман, М.Ф. Алексеен-
ко, Ф.Ф. Ажогин, СИ. Кишкина, Н.В. Кадобнова, Л.И. Прибылова,
Н.В. Анисимова, А. А. Михеев, В. Я. Келехсаев, М.В. Поплавко и другие.
Дальнейшие исследования показали, что задача повышения
прочности сталей до 2000—2100 МПа при сохранении характеристик
надежности может быть решена только на основе комплексного использования
и развития достижений в области легирования и микролегирования,
технологии выплавки, деформации и термической обработки.
В результате проведенных работ были определены оптимальные
пределы легирования по основным элементам: углероду, кремнию,
хрому, никелю, молибдену, марганцу. Содержание углерода было
ограничено пределами 0,32—0,38% из-за снижения локальной пластичности при
181
ГЛАВА 7
«■>>а»>^>%»
разрушении и ухудшения свариваемости. Дополнительный прирост
прочности достигается увеличением содержания кремния до 2,5%,
упрочняющего твердый раствор. Для повышения сопротивления коррозионному
растрескиванию было увеличено содержание никеля и молибдена до 3
и 1% соответствено.
На основе проведенных исследований коллективом сотрудников
ВИАМ (Н.Г. Покровская, А.Ф. Петраков, Л.Н. Беляков, И.П. Жегина
и др.) были разработаны стали ВКС-8 и ВКС-9. Эти стали достаточно
хорошо свариваются электронно-лучевой и аргоно-дуговой сваркой и
нашли применение для изготовления крупногабаритных сварных деталей
и узлов планера и шасси новых изделий конструкторских бюро А. И.
Микояна, П.О. Сухого, O.K. Антонова.
В настоящее время закончены исследования, обеспечивающие
создание новой стали сверхвысокой прочности ВКС-12 (ав = 2200 МПа). При
ее создании получили дальнейшее развитие принципы, заложенные в ос-
Рис. 1. Неметаллические включения в стали ВКС-12 после раскисления +
микролегирования Са, Mg, La (a — х320) и стандартного раскисления Si, Mn, A1 (б - хЮО)
182
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ИКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
нову разработки сталей с прочностью более 2000 МПа. Повышение
прочности достигнуто путем небольшого увеличения содержания
углерода и до 3% кремния. Сталь легирована никелем (до 4,8%),
кобальтом (до 2,5%).
Уровень параметров надежности сталей ВКС-8, ВКС-9, ВКС-12
определяется качеством металла: содержанием вредных примесей,
неметаллических включений и газов, химической и структурной однородностью
получаемых полуфабрикатов. Проведенными исследованиями было
показано, что содержание серы и фосфора не должно превышать 0,005%
каждого. При этом благодаря оптимальному раскислению и
микролегированию стали редкоземельными металлами (лантан, церий) и
щелочноземельными элементами (кальций, магний) — при вакуумно-индукци-
онной выплавке и формированию качественной структуры слитка — при
вакуумно-дуговом переплаве было обеспечено получение низкой
концентрации вредных примесей, неметаллических включений оптимального
размера (0,5—1 мкм) и формы (рис. 1) при минимальной ликвационной
неоднородности.
Механические свойства высокопрочных конструкционных сталей
приведены в табл. 1. Следует подчеркнуть, что благодаря новым
подходам к созданию сталей столь высокой прочности было обеспечено
получение высоких характеристик вязкости, пластичности, сопротивления
коррозионному растрескиванию и усталости.
Таблица 1
Механические свойства высокопрочных конструкционных сталей
Сталь
30ХГСН2А-ВД
ВКС-8-ИД
ВКС-9-ИД
ВКС-12-ИД
а0,2
]
1350
1500
1600
1700
МПа
1600
1800-2000
1950-2150
2100-2300
¥>
%
45
45
40
32-53
JTCU,
Дж/см2
60
60
50
40
МПалГм
77,5-99,2
74,5-99,2
74,5-99,2
-
МПа
660
700
720
770
На рис. 2 представлены фрактографии образцов стали ВКС-12 с
ав=2235 МПа. В изломах испытанных образцов не наблюдается
признаков хрупкого разрушения даже в условиях жесткого напряженного
состояния и действия низких (до -70 °С) температур.
Необходимо также отметить, что благодаря оптимальному
легированию стали ВКС-9 и ВКС-12 имеют более низкие величины плотности
183
шш^^
Рис. 2. Изломы (Х2000) образцов стали ВКС-12 [ав = 2240 МПа; KCV 45(a) и
35 Дж/см2 (б)] при различных температурах испытаний: а — 20°С; б - -70°С
по сравнению со сталью 30ХГСН2А, что
существенно повышает значения их
удельной прочности (рис. 3).
Дальнейшее повышение прочности
конструкционных сталей возможно только
при использовании другого принципа
упрочнения — дисперсионного твердения
безуглеродистого мартенсита. В ВИАМ был
выполнен комплекс работ (В. В. Сачков,
O.K. Ревякина, Е.С. Каган с
сотрудниками) по созданию сверхвысокопрочных
безуглеродистых мартенситостареющих ста-
ajd, усл. ед. (км)
22,5
30ХГСН2А1
Рис. 3. Удельная прочность
[cjd, усл. ед. (км)]
конструкционных сталей
184
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ИКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
лей с прочностью до 2550 МПа (табл. 2). Наряду с высокими
прочностными свойствами эти стали обладают высокими пластичностью,
вязкостью разрушения, сопротивлением повторно-статическим нагрузкам при
достаточном сопротивлении коррозионному и водородному
растрескиванию. Благодаря низкому содержанию в сталях углерода и азота они
обладают высокой технологичностью, позволяющей после закалки
проводить различные виды холодной обработки давлением (раскатку
обечаек, высадку, накатку резьбы), без затруднений обрабатывать режущим
инструментом и затем повышать в 2 раза прочность простой
термической обработкой (старением при относительно низких температурах:
~500°С) практически без поводок и коробления.
Таблица 2
Механические свойства высокопрочных мартенеитостареющих сталей
Сталь 0JJ °°>2 ¥* **' КхсУ
МПа % Дж/ш2 МПа^ьГ
ВКС-210 1950-2200 >1850 45 30 80
ВКС-240 2200-2500 >2100 40 20 40
ВКС-260 2500-2700 >2400 30 20
Разработка нового класса безуглеродистых высоколегированных
сталей стала возможна только благодаря созданию новой технологии их
выплавки, обеспечивающей получение заданного состава в узких
пределах и минимального содержания вредных примесей: углерода, азота,
кислорода, серы, фосфора, а также кремния, марганца и
неметаллических включений.
Впервые в мире разработаны режимы термической обработки
мартенеитостареющих сталей, позволяющие устранить охрупчивание,
вызываемое выделением карбидов в процессе медленного охлаждения
крупногабаритных полуфабрикатов. Так, для стали ВКС-210, наряду с
двухступенчатой закалкой с температур 1050-1220 °С и 900-950 °С, дополнительно
проводится низкотемпературная закалка с 780 °С, позволяющая получить
наследственную структуру мартенсита с фазовым наклепом, что
обеспечивает повышение прочностных свойств, вязкости разрушения и
особенно сопротивления коррозионному растрескиванию и замедленному
хрупкому разрушению. Сталь ВКС-210 нашла применение для изготовления
тяжело нагруженных деталей истребителей МиГ-31, МиГ-25, МиГ-29,
космического корабля «Буран» и других изделий.
185
ГЛАВА 7
<^»i»>^>%»-
Наряду с конструкционными мартенситостареющими сталями в
В И AM разработана коррозионностойкая мартенситостареющая сталь
ВНС-17 с прочностью 1420—1570 МПа, нашедшая широкое применение
как для силовых деталей планера, ракетных твердотопливных
двигателей, так и для агрегатов, в том числе деталей, упрочняемых
азотированием, совмещенным со старением при упрочнении стали.
Создание свехзвуковых (М= 2,5—3) фронтовых истребителей
поставило задачу преодоления «теплового барьера» (Т = 280—300 °С) —
температуры, при которой не могли быть использованы алюминиевые
сплавы. Конструктивно в этих истребителях фюзеляж и центральная секция
крыла были запроектированы как несущие баки-кессоны, герметичность
которых обеспечивалась сваркой, так как не существовало
высокотемпературных герметиков.
В связи с этим в ВИАМ были созданы высокопрочные коррозион-
ностойкие, хорошо свариваемые стали (табл. 3), в которых высокие
прочность, пластичность и вязкость сочетаются с высокой технологичностью:
стали мартенситного класса — ВНС-2, ЭП817 (Я. М. Потак, Ю. Ф. Орже-
ховский, СИ. Бирман) и переходного аустенито-мартенситного класса —
ВНС-5, СН-2А, СН-3 (Я.М. Потак, Л. С. Попова, Н.М. Вознесенская),
которые нашли широкое применение в конструкциях самолетов МиГ-25,
МиГ-29, МиГ-31, Су-24, Су-27, Ил-86, Ил-96 и ракетной технике.
Основным материалом, обусловившим возможность создания
цельносварных самолетных отсеков, явилась коррозионностойкая сталь ВНС-2
(ЭП410У-Ш) с пределом прочности 1250—1400 МПа. Эта сталь,
благодаря высокой прочности и надежности сварных соединений без
термической обработки после сварки, широко применяется в виде листа и
ленты для обшивки и внутреннего набора, а также для силовых
деталей, изготовляемых из прутков, поковок, штамповок.
Коррозионная стойкость стали ВНС-2 и ее сварных соединений
удовлетворительна для общеклиматических условий, но эксплуатация
авиационной техники в условиях Средиземноморья показала
необходимость существенного повышения ее коррозионной стойкости. С этой
целью для листовых деталей из стали ВНС-2 был разработан режим
перестаривания со снижением уровня прочности до ав> 1150 МПа.
Однако проблема кардинального повышения коррозионной стойкости
сталей этого класса с сохранением уровня прочности была решена только
при создании стали ЭП817.
Сталь ЭП817 является модификацией стали ВНС-2, дополнительно
легирована молибденом и ниобием для повышения сопротивления кор-
186
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ИКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
Таблица 3
Механические свойства высокопрочных коррозионностойких сталей
Сталь
ВНС-2,
ЭП817
ВНС-41
ВНС-5
СН-ЗМ
СН-ЗПН
СН-2А
Вид
полуфабриката
Пруток, поковка,
штамповка,
прессованный
профиль, лист
Лист
Пруток, поковка,
штамповка
Лист, лента
Лист
Пруток, поковка,
штамповка
а0,2 ав
МПа
1050
1300
1200
1600
900
1100
1050
1350
1350
1600
1450
1200
1300
1300
КСТ, Ajc,
Дж/см2 МПал/мГ
при температуре, °С
+20 -70 +20 -70
70
60
80
100
-
-
120
10
45
20
40
-
-
100
155
-
155
173,6
-
-
>115
71,3
-
114,7
124
-
-
>115
*
авхв>
т.о.+св.
1200
1200
700
700
700
900
МПа
св.-ьт.о.
-
1300
1200
1000
900
Прочность сварного соединения после термообработки и сварки (т.он-св.) и
сварки с последующей термообработкой (св.+т.о.)«
розионному растрескиванию сварных соединений в состоянии
термообработка + сварка.
Коррозионностойкие стали переходного класса при более высокой
прочности основного металла требуют проведения термической
обработки после сварки для повышения прочности сварных соединений. Сталь
ВНС-5 этого класса широко применяется для изготовления силовых
деталей и узлов самолетов различного типа (рамы, лонжероны, узлы
поворота крыла, детали шасси), а также высоконагруженных болтов,
работающих на растяжение, с накаткой резьбы в упрочненном состоянии,
что позволяет значительно повысить сопротивление поворотным
нагрузкам. Уровень прочности стали (ств= 1500—1600 МПа) зависит от
температуры отпуска (350 и 200 °С соответственно) после закалки с 1070 °С и
обработки холодом. Благодаря присутствию в структуре
регламентированного содержания остаточного аустенита сталь обладает высокими
характеристиками надежности. Оптимальный фазовый состав
обеспечивается применением разработанной в ВИАМ специальной технологии
выплавки с магнитным экспресс-контролем в процессе плавки.
187
ГЛАВА 7
Сталь СН-3 (08Х17Н5МЗ) с пределом прочности 1200-1400 МПа
обладает высоким сопротивлением коррозионному растрескиванию и в
виде листа (в мягком и полунагартованном состояниях) и ленты
применяется для обшивки и деталей внутреннего набора, изготовляемых
методом глубокой вытяжки, в сварных и паяных конструкциях.
Высокие вязкость и пластичность стали СН-2А (07X16Н6) с
пределом прочности 1100—1300 МПа позволили широко применять ее для
изготовления силовых, в том числе крепежных, деталей и кислородных
баллонов высокого давления, которыми оснащены самолеты всех видов.
Проведенные эксперименты по разрушению находящихся под
давлением -15 МПа (150 ат) баллонов внешним воздействием показали
безосколочный характер их разрушения, подтвердив этим высокий запас
вязкости стали.
Для применения стали СН-2А в крупных сечениях была
разработана модификация, легированная молибденом, что обеспечило
формирование закаленной структуры без карбидной фазы по границам зерен
и высокие вязкость и сопротивление коррозионному растрескиванию.
На основе проведенных в последние годы исследований по
отработке систем легирования и совершенствованию технологии выплавки
разработаны новые стали переходного класса ВНС-43 и ВНС-65 (табл. 4) с
существенно более высоким комплексом механических свойств,
превосходящих свойства существующих отечественных и зарубежных аналогов
(Н. М. Вознесенская, А. Б. Шалькевич, А.Ф. Петраков).
Таблица 4
Механические свойства коррозионностойких сталей повышенной прочности
Сталь ов 0О2 оПЦ ч>, % KCU, К1сУ Сопротивление КР
п / 1 ългт г- в камере соляного
МПа (не менее) Д*/™2 МПа Vm тууя^ а$ мш
ВНС-43 1600 1200 940 50 80 144 1000
ВНС-65 1800 1350 ИЗО 45 80 134 1200
Создание новых видов авиационной и ракетной техники
потребовало изыскания материалов, работоспособных в сложных условиях
воздействия криогенного топлива — водорода. Разработка коррозионностойких
мартенситостареющих сталей позволила решить эту проблему и
обеспечить создание конструкций высокой надежности, работающих при
криогенных температурах (Я.М. Потак, В. И. Козловская).
188
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ЙКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
По сравнению с аустенитными сталями типа 12Х18Н10Т, широко
применяемыми в криогенной технике, мартенситостареющие стали
более технологичны и обеспечивают более высокие уровни прочности и
особенно текучести основного металла и сварных соединений как при
комнатной, так и при криогенных температурах.
В настоящее время разработана серия мартенситостареющих
безуглеродистых коррозионностойких сталей с уровнем прочности ав= 1000—
1400 МПа (стали ВНС-25, ВНС-49, ВНС-59). Уровень механических
свойств этих сталей при комнатной и криогенных температурах (в
сравнении со сталью 12Х18Н10Т) представлен в табл. 5.
Механические свойства сталей криогенного назначения
Таблица 5
Марка стали
03Х12Н10МТ (ВНС-25)
03Х9Н9К5МЗ (ВНС-49)
03Х10Н9К7МЗ (ВНС-59)
12Х18Н10Т
Температура
испытания, К
293
77
20
293
77
20
293
77
20
293
20
МПа
|Щ^1Шр1Шш1
1200
1650
1900
|:;;|Й||Щ1Ш11
650
1850
аоа
930
1350
1550
1170
1500
1700
1300
1700
1900
280
450
КСТ,
Дж/см2
130
80
40
110
50
30
130
40
20
28
13
Помимо высокой работоспособности при криогенных температурах,
безуглеродистые мартенситостареющие стали обладают еще одним
важным свойством — отсутствием выделения карбидных сеток по границам
зерен при замедленном охлаждении.
Для силовых деталей и сварных узлов, длительно (в течение 200 ч)
работающих при температурах от -100 до +450 °С во всеклиматических
условиях, разработана теплопрочная коррозионностойкая сталь ВНС-16-1,
отличительной особенностью которой является ее способность
подвергаться высокотемпературной пайке при 1000 °С без образования при
замедленном охлаждении выделений, вызывающих охрупчивание и
снижение коррозионной стойкости.
189
ГЛАВА 7
^»^».^> »■
Стали ВНС-25 и ВНС16-1 внедрены для изготовления деталей и
узлов ракетных двигателей ОАО «НПО Энергомаш».
Среднелегированные и коррозионностойкие стали широко
применяются не только как конструкционные материалы, но и как материалы
для изготовления деталей редукторов и агрегатов, подвергаемых
химико-термической обработке. Как правило, требуется значительная
модификация существующих сталей или разработка принципиально новых
составов, обеспечивающих сочетание необходимых свойств слоя (высокая
твердость, износостойкость, усталостная прочность) и сердцевины
(пластичность, вязкость, технологичность и др.).
Для тяжело нагруженных крупномодульных шестерен редукторов
разработана сталь ВКС-7 с карбонитридным упрочнением, обеспечивающая
после химико-термической обработки глубину слоя до 2,5 мм без
образования карбидных сеток, высокую контактную долговечность при
рабочих температурах до 250 °С. Весьма важным требованием к деталям
тяжело нагруженных зубчатых передач является обеспечение их
работоспособности в широком интервале температур: от -70 до +350 °С.
Существенным прорывом в этом направлении является теплостойкая
сталь 13ХЗНЗМ2ВФБ (ВКС-10), дисперсионно-упрочняемая трехкратным
отпуском при 530 °С. Сталь ВКС-10 со специальным комплексным
упрочнением (твердорастворное, карбидное, интерметаллидное) при
термообработке на вторичную твердость обеспечивает твердость слоя > 60 HRC
длительно при температурах до 350 °С и кратковременно — до 550 °С.
Легирование стали обеспечивает измельчение аустенитного зерна,
формирование при химико-термической обработке мелкодисперсной
карбидной фазы в цементованном слое и высокий комплекс механических
свойств. Оптимальный баланс легирующих элементов позволяет
применить комбинированные методы диффузионного насыщения,
обеспечивающие наиболее высокие значения контактной долговечности по
сравнению с аналогичными свойствами применяемых цементуемых сталей.
Для работы при температурах 500—700 °С в условиях трения без
жидкой смазки разработаны процессы борирования. Для получения
тонких боридных слоев (до 0,2 мм) борирование проводят в расплаве
насыщающих веществ, для получения более толстых (до 0,8 мм) — в
порошковой смеси. Последний процесс позволяет получить
композиционную структуру боридного слоя с твердостью выше 60 HRC. Этот слой
способен выдерживать высокие контактные напряжения (500—700 МПа),
повышает усталостную прочность материала при комнатной
температуре и не снижает коррозионную стойкость и жаростойкость сталей и
190
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ЙКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
железоникельхромовых сплавов типа ХН45МВТЮБР (ЭП718). Работы в
области химико-термической обработки сталей и сплавов проводились
коллективом сотрудников: Ю. Ю. Черкис, Г. П. Алексеева, В. И.
Белякова, А. Н. Уткина, А. В. Голубин, И. П. Банас.
УДК 621.318.2
Е.Н. Каблов, В.П. Пискорский,
Л.А. Брук
ПОСТОЯННЫЕ МАГНИТЫ ИЗ СПЛАВОВ Nd-Fe-B
Невозможно представить современный летательный аппарат без
использования постоянных магнитов. Магниты используют в генераторах,
исполнительных двигателях систем авиационной автоматики, различных
навигационных приборах и т.д. Основная задача магнита — создание
постоянного магнитного поля в заданном объеме магнитной системы,
например прибора. Естественно, что масса и объем магнитной системы
прибора должны быть по возможности минимальны. В данном случае мас-
согабаритные характеристики определяются величиной максимального
энергетического произведения (ВН)тзх материала магнита. Кратко
охарактеризуем основные параметры
магнитного материала.
Полную информацию о магни-
тотвердом материале (при данной
температуре) дает его кривая
размагничивания (рис. 1).
Известно, что свободная
энергия магнитного поля (Е),
создаваемого магнитом в окружающем его
пространстве, равняется:
Е= (BH)VM-Sn, (1)
где VM — объем магнита, а
величины В и Н относятся к
материалу магнита.
Таким образом, энергетическое
произведение BE (произведение
О (ВН)Х
Рис. 1. Кривая размагничивания магнито-
твердого материала:
1 — размагничивание материала по
намагниченности (Нс1 — коэрцитивная сила по
намагниченности); 2 — размагничивание
по индукции (НсВ — коэрцитивная сила
по индукции; В= Н+ 4п1 — магнитная
индукция материала, где 4л/ -
намагниченность единицы объема материала); 3 —
зависимость произведения ВН от В
191
индукции магнитного материала на соответствующее ей значение поля
внутри магнита) характеризует энергию магнитного поля магнита в
окружающем пространстве, отнесенную к единице объема магнита. При
определенных значениях В и Я произведение имеет максимум (см. рис. 1).
Величина (ЯЯ)тах является энергетической характеристикой магнитного
материала. Чем больше величина (ЯЯ)тах, тем меньше объем магнита,
требуемый для создания заданного поля в объеме магнитной системы.
Определяющими параметрами, характеризующими пригодность
магнитного материала для постоянных магнитов, являются: температура
Кюри (ГД намагниченность насыщения (4лIs), эффективное поле
анизотропии (ЯА). Поле ЯА характеризует то магнитное поле, которое
удерживает магнитные моменты атомов в заданном направлении. Величина
ЯА является теоретическим пределом для коэрцитивной силы Нс1.
Величина 4я/5 - это максимальная возможная намагниченность
материала, она является теоретическим пределом для остаточной индукции В .
При Т> Тс исчезает спонтанная намагниченность, и материал становится
парамагнитным. Таким образом, температура Кюри - это
теоретический предел для максимальной рабочей температуры (71) магнита (на
самом деле Тр значительно меньше Тс, так как ЯА быстро снижается при
увеличении температуры). Для магнитов, особенно применяемых в
навигационных приборах, важной характеристикой является температурный
коэффициент остаточной индукции (а, %/К), определяемый по формуле:
ВГ(20°С)(Т-20)°С
(2)
В табл. 1 приведены характеристики основных магнитотвердых
материалов, полученные при испытании лучших лабораторных образцов.
Разумеется, свойства серийно выпускаемых магнитов ниже.
Магнитные характеристики магнитотвердых материалов
Таблица I
Материал
Ферриш
Алышко
SmCo5
Sm2Co17
Nd-Fe-B
В„ Тл
0,41
1,18
1,02
1,15
1,46
Иф кА/м
280
96
1400
1440
1000
кДж/м3
32
88
200
256
424
а, %/К
-0,19
-0.006+-0.02
-0,045
-0,03
-0,11
Т
200
650
250
300
80
°С
450
850
720
800
300
192
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ЙКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
Представленные данные показывают (см. табл. 1), что не существует
магнитного материала, «идеального» по всем параметрам. Так, Nd—Fe—В
при своих уникальных характеристиках обладает низкой
термостабильностью (<х = -0,11%/К).
МАГНИТНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ Nd-Fe-B
Магниты на основе Nd—Fe—В были впервые получены в 1983 г.
японскими исследователями и в настоящий момент остаются наиболее
мощными. Свойства этих магнитов определяются свойствами
интерметаллического соединения Nd2Fe14B с тетрагональной структурой.
Строение материала Nd—Fe—В схематично представлено на рис. 2.
Межзеренная фаза п (80—90% (ат.) Nd, Fe — ост.) является
немагнитной, однако эта фаза крайне важна, так как играет роль магнитной
изоляции между зернами фазы Т Недостаточное количество этой фазы
приводит к резкому падению величины Нс1. Разумеется, кроме фаз Тип,
присутствует некоторое количество других фаз, не показанных на рис. 2,
причем влияние этих фаз на формирование магнитных характеристик
достаточно велико. Если бы магнит состоял только из фазы Nd2Fe14B,
то теоретически он бы мог иметь следующие свойства: Вг — 1,6 Тл,
(ВН)тах =512 кДж/м3. Ясно, что для получения максимальных
значений (ВН)тах необходимо минимальное количество фазы я, но, к
сожалению, эта фаза крайне чувствительна к окислению (особенно в
присутствии паров воды), поэтому очень важна чистота технологии,
особенно на стадиях порошкового передела.
Технология изготовления магнитов Nd—Fe—В, как и всех магнитов
на основе РЗМ, включает в себя следующие основные операции:
выплавку слитка заданного состава в вакуумной индукционной печи;
дробление слитка в защитной атмосфере
до размера частиц порядка 500 мкм;
тонкий помол в защитной среде
(например, спирт или фреон) до
монокристаллического размера частиц
(менее 10 мкм). Магниты должны
иметь текстуру (величина Вг
магнита с текстурой в 2 раза выше, чем у
изотропного), поэтому прессование Рис' 2' £хема с1»°™ня магн™>
г ' материала Nd—Fe—В (Г — зерна фазы
заготовок проводят в магнитном Nd2Fe14B; п - межзеренная, обогащен-
поле. Поскольку частицы фазы Т ная Nd, фаза)
13 — 5961
193
монокристаллические, то их оси 4-го порядка ориентируются
параллельно полю, а давление прессования фиксирует это состояние. Далее
следует операция спекания в вакууме [не ниже —1,33 мПа (10~5 мм рт. ст.)]
до плотности 97—99% от теоретической. Спекание жидкофазное, роль
жидкой фазы играет фаза п. Спеченные заготовки шлифуют до
заданного размера алмазным инструментом.
В зависимости от технических требований к магниту, магнитный
материал легируют различными элементами. Так, для увеличения
величины Нс1 материал легируют диспрозием, тербием (величина НА для фаз
Dy2Fe14B и Tb2Fe14B составляет 12000 и 17600 кА/м соответственно, в
отличие от ЯА = 5840 кА/м для фазы Nd2Fe14B). С увеличением Нс1
растет максимальная рабочая температура магнита. К сожалению,
легирование диспрозием и тербием (как и любыми тяжелыми РЗМ)
неизбежно приводит к уменьшению величины Вг Это связано с тем, что
магнитные моменты тяжелых РЗМ (ТРЗМ) связаны с остальными
магнитными моментами (Nd, Fe) антиферромагнитно. Существует ряд
элементов, используемых в качестве микродобавок, положительное влияние
которых на величину Нс1 связано с изменением фазового либо
химического состава существующих фаз. Так, добавка тугоплавких металлов
(V, Nb, Mo, Ti и др.) приводит к образованию боридов (типа TiB2,
NbFeB, V2FeB2 и др.), которые препятствуют росту зерна фазы Nd2Fe14B
в процессе спекания. Дело в том, что с увеличением размера зерна этой
фазы падает величина Нс1. Существуют металлы, положительное
влияние которых определяется их воздействием на свойства межзеренной
фазы п: например, алюминий и галлий улучшают смачиваемость фазой
п основной магнитной фазы Т в процессе жидкофазного спекания; медь
понижает температуру спекания. Обычно все легирующие элементы
используются совместно. Влияние легирующих элементов можно
наблюдать на примере материалов, разработанных в ВИАМ (табл. 2).
Таблица 2
влияние легирующих элементов не свойства магнитов
Материал Состав % (по массе) В& *" (1[fW Тр*
кА/ы Тл кДж/м3 °С
НдЭЗРА Nd32 2A1045Ti10BllFeQCT 720 1>29 32° 80
(ТУ 1-595-37-480-95) » ♦ . .
ЩЗЗДи2К2ТЩ Nd3l$Dya5Co063Al045Ti094BuFeocr 1440 1Д4 240 150
(ТУ Ь595~37-503~96) >»»..•
194
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ЙКИЕ СТИЛИ И ПРИБОРНЫЕ МАТЕРИМЫ
За 17 лет, прошедших с момента появления магнитов Nd—Fe—В, их
относительное количество среди всех магнитов на основе РЗМ
постоянно росло. Так, если в 1990 г., например, в Японии доля магнитов на
основе Nd—Fe—В составляла 50%, то в 1996 г. — уже 85%. Разумеется,
существуют области, где магниты Sm—Со или Альнико в принципе
незаменимы. В первую очередь это связано с их высокой температурой
Кюри и температурной стабильностью. Однако система Nd—Fe—В
может, по-видимому, применяться и в тех областях техники, где до
настоящего времени использовались только магниты Sm—Со.
МАГНИТЫ СИСТЕМЫ Nd-Fe-B С ПОВЫШЕННОЙ
ТЕМПЕРАТУРНОЙ СТАБИЛЬНОСТЬЮ
Существуют различные навигационные приборы, в которых
оптимальными являются кольцевые магниты с радиальной текстурой
(КМРТ). Особенностью таких магнитов является возникновение в них
(в процессе охлаждения после спекания) тангенциальных напряжений
(а,), величина и знак которых определяются разницей температурных
коэффициентов линейного расширения (ТКЛР) в направлении
перпендикулярном и параллельном текстуре:
а, =/(£, p., Rx ,R2)AT(C±-C{1), (3)
где Е9 \i — модуль Юнга и коэффициент Пуассона соответственно; Щ и
R2 — внутренний и наружный радиусы кольца; AT — разница
температур; С±, Сц — ТКЛР в направлении перпендикулярном и параллельном
текстуре соответственно.
Хорошо известно, что для магнитов SmCo5 величины С± =
= 13,8 • 10~6 1/К, Сц = 5,5 • КГ6 1/К, а для магнитов на основе Sm2Co17
эти величины составляют 12,5 • 10~6 и 8,7 • 10~6 1/К соответственно. Это
приводит к тому, что для КМРТ Gt > 0 и, в случае SmCo5, превышает
предел прочности при растяжении. Таким образом, изготовление
цельных КМРТ из сплавов на основе Sm—Со крайне затруднено. Поэтому в
большинстве приборов, в частности для динамически настраиваемых
гироскопов (ДНГ), радиальные кольца собирают из сегментов, что
значительно усложняет сборку и настройку прибора и отрицательно влияет
на его точность. Между тем для приборов крайне важна температурная
стабильность магнитов. По данному параметру материалы Sm—Со
вполне удовлетворяют разработчиков приборов. Именно поэтому в настоя-
13*
195
щее время в большей части навигационных приборов применяются
магниты Sm—Со и, частично, Альнико.
В материалах на основе системы Nd—Fe—В, как правило, С±< Сц,
и при охлаждении КМРТ действуют сжимающие тангенциальные
напряжения. Это, конечно, осложняет шлифовку магнитов, однако дает
возможность изготовлять цельные КМРТ. К сожалению, магниты Nd—Fe—В
имеют низкую термостабильность (см. табл. 1), которая, однако, может
быть существенно повышена. Механизм этого можно представить
следующим образом. При легировании Nd—Fe—В тяжелыми РЗМ (Dy, Tb,
Но и др.), последние замещают неодим в фазе Nd2Fe14B, но их
магнитные моменты упорядочены антипараллельно магнитным моментам
ионов Nd и Fe. Легирование Со приводит к тому, что магнитные
моменты его ионов связаны с моментами ионов Fe ферромагнитно.
Рассматривая простейшую модель двух магнитных антиферромагнитно
связанных подрешеток, можно представить (схематично) их температурные
зависимости намагниченности (рис. 3).
Как видно на рис. 3, форма кривой температурной зависимости
намагниченности материала Nd—TP3M—Fe—Со—В (кривая 3) зависит от
формы кривых намагниченности подрешеток (кривые 1 и 2). Форма
(наклон) этих кривых в основном определяется величиной обменного
взаимодействия магнитных моментов внутри подрешеток. Величина же
обменного взаимодействия зависит в свою очередь от концентрации тяжелых
редкоземельных металлов (ТРЗМ) в одной подрешетке и концентрации
Fe и Со — в другой. Таким образом, подбирая соотношение ТРЗМ/Со,
мы имеем принципиальную возможность менять форму температурной
зависимости намагниченности и, значит, температурный коэффициент
индукции материала. Авторами были исследованы магниты, полученные
из сплава с частичным замещением
47^ 7 неодима на ТРЗМ (Dy, Tb или Dy,
Tb, Но) и железа на кобальт. Сплавы
Ndbjc TP3MxFeb>; Coy\l^B7 5 % (ат.)
были выплавлены в индукционной
печи в атмосфере аргона, а магниты
изготовлены по традиционной
порошковой технологии. Оказалось, что тем-
Рис. 3. Температурная зависимость пературный коэффициент индукции а
намагниченности магнита состава , . ,
Nd-TP3M-Fe-Co-B: намапшченность как Функция х/у (где х и у - концен-
подрешетки ионов Nd, Fe, Co (/), под- трации ТРЗМ и Со соответственно)
решетки ТРЗМ (2) и суммарная (3) быстро уменьшается с возрастанием от-
196
ВЫСОКОПРОЧНЫЕ К0РР03И0НН0СТ0ЙКИЕ СТАЛИ И ПРИБОРНЫЕ МАТЕРИАЛЫ
ношения х/у (в области 20— 100°С). График зависимости а от х/у
смещается вниз с увеличением у. Магнитные свойства некоторых
материалов представлены в табл. 3.
Таблица 3
Магнитные свойства некоторых термостабильных материалов
системы Nd-Fe-B
В Я (ШН\ а* ^/^* Максимальная рабочая
х/у * <& v^'max» при температуре, °С температура, °С
Тл кА/м кДж/м3 2СН60 20-100 (при В/Н** 2)
0,21 1,03 1280 192 Ч),065 -0,070 120
0,33 0,91 1424 140 -0,040 -0,050 190
0,34 0,82 1480 120 -0,025 -0,030 170
0,36 0,78 1440 112 -0,004 -0,022 180
Следует отметить, что зависимость величины а от соотношения х/у
качественно хорошо согласуется с представленной выше моделью двухпод-
решеточного магнитного материала. Полученные результаты (см. табл. 3)
весьма близки к результатам, характерным для серийных магнитов Sm-Co,
что позволяет говорить о замене со временем в приборах КМРТ из
сегментов на цельные кольцевые магниты с радиальной текстурой из
Nd-Fe-B.
Глава 8
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ,
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
НА ИХ ОСНОВЕ.
АНТИКОРРОЗИОННАЯ ЗАЩИТА
МАТЕРИАЛОВ И КОНСТРУКЦИЙ
УДК 669.71:669.721
И.Н. Фридляндер
ВЫСОКОПРОЧНЫЕ, ЖАРОПРОЧНЫЕ
И КОРРОЗИОННОСТОЙКИЕ АЛЮМИНИЕВЫЕ
И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ
МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Высокопрочные алюминиевые сплавы системы А1—Zn—Mg—Си наряду со
сплавами типа дуралюмин остаются основными конструкционными
материалами современной и перспективной авиационной техники.
Самый распространенный среди этих сплавов и универсальный в
отношении выпускаемых полуфабрикатов сплав В95 был разработан в
1940-х годах под руководством И.Н. Фридляндера коллективом
сотрудников (среди которых следует выделить Е. И. Кутайцеву) на основе
обширных исследований роли основных компонентов, малых добавок
марганца и хрома, режимов термообработки. Сплав В95, превосходящий по
198
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИМЫ
пределу прочности на 20% и по пределу текучести на 40% сплав Д16,
впервые был применен в состоянии максимальной прочности Т1 в
бомбардировщике Ту-16 КБ А. Н. Туполева, а затем в первом реактивном
пассажирском самолете Ту-104 и других самолетах.
Освоение сплава В95 в промышленности проходило с большими
трудностями. Разработке технологических процессов изготовления
полуфабрикатов, начиная от литья слитков, способствовали работы многих
советских ученых: СМ. Воронова, В.И. Добаткина, Ф.В. Тулянкина,
Р. И. Барбанеля, а также Е.Д. Захарова, А. Е. Семенова, 3. Г. Филипповой.
За разработку и внедрение сплава В95 И. Н. Фридляндеру и Е. И. Ку-
тайцевой, а также участникам работ в других организациях была
присуждена Сталинская (Государственная) премия СССР.
В 1956 г. для изделий атомной промышленности был разработан
высоколегированный сплав В96Ц, который превосходит сплав В95 по
пределам прочности и текучести на 20 и 30% соответственно. В сплав
В96Ц впервые в мировой практике введена эффективная малая добавка
циркония, что обеспечило его повышенную пластичность и вязкость
разрушения (как и других высокопрочных сплавов). Сплав В96Ц
разработан под руководством И.Н. Фридляндера и Е. И. Кутайцевой,
полуфабрикаты и изделия из него осваивались при участии В. И. Исаева,
А.Е. Семенова, И. И. Молостовой, О. Г. Сенаторовой, Ю.А. Потапова и др.
Сплав В96Ц сыграл выдающуюся роль в атомной технике, его
применение для центрифуг позволило вырабатывать обогащенный уран 235 самым
дешевым способом. За разработку и внедрение сплава В96Ц И.Н.
Фридляндеру, Е. И. Кутайцевой и А. Е. Семенову присвоено звание лауреатов
Ленинской премии.
В 1957 г. И. Н. Фридляндером совместно с В. И. Хольновой разработан
оригинальный отечественный ковочный сплав В93 системы А1—Zn—Mg—Cu,
легированный небольшим количеством железа вместо марганца, хрома
и циркония, для изготовления крупногабаритных поковок и штамповок.
Благодаря такой композиции сплава обеспечена высокая прокаливае-
мость и однородность механических свойств массивных сечений в трех
направлениях. Сплав В93 и его улучшенная модификация В93п.ч.
обладают высокой технологичностью при литье слитков, ковке, штамповке
и закалке. Из сплава В93 изготовлен силовой каркас большого
транспортного самолета «Антей». Из сплава В93п.ч. производят шпангоуты и
другие детали внутреннего силового набора пассажирских самолетов.
В 1970-х годах произошла существенная эволюция высокопрочных
сплавов системы А1—Zn—Mg—Cu в связи с увеличением ресурса и изме-
199
нением принципов конструирования самолетов и соответственно
требований обеспечения нового комплекса свойств (характеристик трещино-
стойкости и коррозионной стойкости) наряду с высокой прочностью.
Под руководством И. Н. Фридляндера эти задачи были решены двумя
путями. Радикальным способом повышения пластичности, вязкости
разрушения, сопротивления развитию трещин усталости явились жесткое
ограничение примесей железа и кремния и разработка сплавов
повышенной и особой чистоты (В95п.ч., В95о.ч., В93п.ч.). Кардинальным
способом повышения стойкости к опасным видам коррозии
(коррозионному растрескиванию под напряжением, расслаивающей коррозии)
явилась разработка и внедрение ступенчатых режимов смягчающего
старения (Т2, ТЗ). Это открыло возможность широкого применения
высокопрочных сплавов в самолетах Ил-86, Ил-96, Ту-154, Ту-204 и других
и расширило область их использования (например, в виде неплакиро-
ванных листов). Работа по созданию и освоению сплавов В95п.ч.,
В95о.ч. в состояниях Т2 и ТЗ выполнялась совместно с Е. И.
Кутайцевой, И. В. Бутусовой, О. Г. Сенаторовой, С. А. Каримовой, С. Н.
Боровских, сплава В93п.ч. — совместно с В. И. Хольновой, Е.А. Ткаченко.
На базе сплава В93п.ч. был создан новый перспективный сплав 1933
(совместно с Е.А. Ткаченко и В. И. Хольновой). Введение циркония при
оптимизации содержания железа привело к заметному повышению
характеристик трещиностойкости, усталости, прочности при сохранении
высокой технологичности.
Сплав 1933 широко применен в самолете «Мрия» для изготовления
крупногабаритных поковок и штамповок. Он перспективен для
самолетов нового поколения.
Совместно с О. Г. Сенаторовой разработаны композиции
сверхпластичных высокопрочных сплавов (В95о.ч., 01987) для листовой
сверхпластической формовки. Большие работы проведены О. Г. Сенаторовой по
разработке органических сред для закалки алюминиевых сплавов — в
целях снижения закалочных напряжений. Эта работа отмечена
Государственной премией РФ.
Значительным этапом в развитии высокопрочных сплавов явилась
разработка в 1970 г. (совместно с Е. И. Кутайцевой и 3. Г. Филипповой
при участии В. А. Лимарь) особо прочного сплава В96Ц-3 с
повышенной технологической пластичностью и высокой прочностью. Сплав
широко используется в виде штамповок сложных форм в ракетной
технике. В настоящее время оптимизированная композиция сплава В96Ц-3
(сплав 1965-1), для термической обработки которого разработаны новые
200
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИМЫ
варианты многоступенчатого старения (Т12), осваивается для
применения в самолетных конструкциях (верх крыла и др.).
Научно-производственные исследования выполняются совместно с О. Г. Сенаторовой,
С.Ф. Легошиной, И. И. Молостовой.
Для прессованных полуфабрикатов совместно с В. И. Исаевым,
О. А. Носковой, Ю.А. Потаповым создан самый прочный,
высоколегированный сплав В96Ц-1 с пределом прочности до 730 МПа.
АЛЮМИНИЙЛИТИЕВЫЕ СПЛАВЫ
Наиболее эффективным способом повышения удельной прочности
сплавов и снижения массы конструкции является уменьшение
плотности материалов. Первый сплав с литием ВАД23 системы А1—Си—Mn—Cd
с пониженной на 5% плотностью и повышенным на 5% модулем
упругости (по сравнению со сплавом Д16) был разработан в 1960 г. И. Н. Фрид-
ляндером, 3. Н. Арчаковой, О. А. Романовой. Сплав используется для
стабилизаторов ракет малой дальности. Высокая жаропрочность (до 250 °С)
сплава позволила применить его в конструкции Ту-144. Из-за
присутствия лития сплав ВАД23, как в последующем и все сплавы,
легированные литием, оказался очень сложным в металлургическом производстве:
в расплавленном состоянии быстро окислялся, имел повышенную
склонность к насыщению водородом и образованию литейных трещин, что
потребовало разработки специальных способов защиты при плавке и
литье. Проведенный О. Е. Грушко комплекс работ (при участии В. А. За-
сыпкина, А. Е. Семенова, Н. В. Ручьевой) позволил на существующем в
промышленности оборудовании освоить плавку с использованием
флюсов и отлить слитки непрерывным методом. Накопленный научный и
экспериментальный опыт плавки и литья сплава ВАД23 явился основой
дальнейшего успешного освоения новых алюминийлитиевых сплавов.
Этапное значение в развитии Al-Li сплавов имело сделанное в 1965 г.
И.Н. Фридляндером, В.Ф. Шамраем, Н.В. Ширяевой открытие эффекта
упрочнения при термической обработке сплавов системы А1—Mg—Li в
большой концентрационной области. На базе этой системы в 1968 г.
коллективом сотрудников под руководством И.Н. Фридляндера был
разработан не имеющий аналогов за рубежом самый легкий
алюминиевый сплав 1420. Этот сплав обладает коррозионной стойкостью,
хорошей свариваемостью, повышенным модулем упругости и достаточной
статической прочностью. По поводу модуля упругости необходимо
отметить, что литий поколебал незыблемую до этого, установленную ака-
201
■ИНН
демиком Н.С. Курнаковым закономерность: модуль упругости сплава —
есть среднее между модулями упругости элементов, входящих в сплав.
У лития чрезвычайно низкий модуль упругости, а при его введении в
алюминий он не снижает, а повышает модуль упругости сплава. В 1971 г.
сплав 1420 применили в клепаной конструкции фюзеляжа самолета
вертикального взлета Як-36, получив выигрыш в массе 16%. Благодаря тому
что сплав 1420 сваривается всеми видами сварки, в 1980 г. он был
рекомендован ОКБ им. А. И. Микояна для создания первого в мире
сварного самолета МиГ-29. Работа проводилась большим коллективом под
руководством И. Н. Фридляндера с участием специалистов многих
лабораторий ВИАМ. Для обеспечения сварной конструкции
полуфабрикатами из сплава 1420 с регламентированным содержанием водорода и
натрия, на КУМЗ установлен принципиально новый плавильно-литей-
ный агрегат, разработанный под руководством В. Г. Давыдова (ВИЛС).
На этом агрегате под руководством О. Е. Грушко была разработана
технология вакуумной обработки расплава для получения
регламентированного содержания водорода и натрия (Л. А. Иванова, В. Г. Ковалев).
Кроме того, для сварной конструкции была разработана технология
получения штамповок с регламентированными степенями деформации и с
охлаждением при закалке водо-воздушной смесью, что обеспечило
гарантированный уровень свойств в трех направлениях (Л. М. Шевелева,
А. Н. Грибков). Большие работы были проведены по получению
прессованных панелей и профилей (О. А. Сетюков, В. М. Греков, Н. В. Ручье-
ва), по улучшению качества листов (Н. И. Колобнев, Л. Б. Хохлатова,
О. К. Колесенкова), по сварке (В. И. Лукин, Ю. П. Арбузов, Е. Н. Иода),
исследованию свойств и структуры (С. И. Кишкина, И. П. Жегина, В. С. Сан-
длер, Л. В. Тарасенко). В результате проведенных работ из сплава 1420
были изготовлены сварные, герметичные баки и кабина пилота для
МиГ-29 и его модификаций, что позволило снизить массу сварных,
герметичных отсеков на 24% и внедрить в производство прогрессивную
технологию автоматической сварки (взамен клепки). Эта работа была
продолжена на серийном заводе «Знамя труда». В ней активное участие
принимал Е. Н. Каблов.
На основе сплава 1420 И.Н. Фридляндером, Н.В. Ширяевой,
Н. И. Туркиной и др. был разработан сплав 1421 с более высоким
пределом текучести благодаря введению в него скандия. В виде штамповок
этот сплав (наряду со сплавом 1420) широко используется для корпусов
ракет ГРЦ «КБ им. академика В. П. Макеева», что дает снижение
массы на 10—15%. Для изготовления стрингеров фюзеляжа (клепаные и
202
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
сварные конструкции) самолета Ан-124 разработана модификация
сплава 1421 (И. Н. Фридляндер, О. А. Сетюков, Н. В. Ручьева). Другая
модификация 1420 — сплав 1423 с пониженным содержанием магния и
дополнительным легированием скандием был разработан в 1985—1986 гг.
для изготовления листовых деталей сложной конфигурации методом
сверхпластичной формовки. Листы из сплава 1423 с нерекристаллизо-
ванной структурой имеют более высокие показатели сверхпластичности,
чем листы с ультрамелкозернистой рекристаллизованной структурой из
сплава 1420РС, изготовленные по специальной технологии (Н. И.
Колобнев, Л. Б. Хохлатова, Е. Ю. Семенова и др.).
На базе системы А1—Си—Li разработаны высокопрочные сплавы
1450 и 1451, характеризующиеся высокой прочностью при повышенных
температурах и высокой коррозионной стойкостью (И.Н. Фридляндер,
А. М. Дриц, Н. И. Колобнев, С. Н. Боровских, С. В. Самохвалов).
В результате дополнительного легирования цирконием и скандием
сплавов системы Al-Cu-Li был разработан (И. Н. Фридляндер, А. М. Дриц,
Т. И. Крымова, Т. Г. Павловская) свариваемый сплав 1460 для сварных
криогенных топливных баков космического и авиационного назначения.
Из сплава 1460 на НПО «Энергия» (с участием И. П. Жегиной, С. А. Ка-
римовой, В. И. Лукина под руководством И. Н. Фридляндера) были
изготовлены сварные баки для жидкого кислорода диаметром до 4500 мм
и высотой до 4000 мм. Для фирмы «Макдональд Дуглас» (США)
изготовлены баки криогенного топлива ракеты «Дельта», предназначенной
для вывода на космическую орбиту спутников мировой системы связи,
при этом получено снижение массы на 35%. Летные испытания
прошли успешно. В ГКНПЦ им. М. В. Хруничева предполагается
использование сплава типа 1460 для изготовления сварных топливных баков
для основных изделий новых модификаций.
На базе системы А1—Li—Cu—Mg разработаны сплавы 1430, 1440, 1441
для планера самолетных конструкций длительного ресурса. По
сравнению со сплавом Д16 они обладают более низкой плотностью (на 8%) и
более высоким модулем упругости (на 10%). Сплав 1430 (И.Н.
Фридляндер, Н.И. Колобнев, Л.Б. Хохлатова, СВ. Самохвалов и др.) имеет
высокую вязкость разрушения и трещиностойкость, его повышенная
технологическая пластичность позволяет получать рулонной прокаткой
с промежуточными отжигами листы толщиной 1,5 мм и самолетные
детали по принятой для Д16 технологии. Сплав рекомендован для
обшивки и силового набора планера взамен сплавов 1163 и Д16, что
обеспечит снижение массы конструкции на 8%.
203
Сплав 1441 (И. Н. Фридляндер, Л. Н. Лещинер, Л. В. Латушкина,
Т.П. Федоренко, B.C. Сандлер и др.) — единственный алюминийлити-
евый сплав, из которого получают тонкие листы рулонной прокаткой
по технологии для сплава 1163 (типа Д16). Он характеризуется
высокими показателями малоцикловой выносливости и трещиностойкости.
Сплав 1441 успешно применен в виде листов и гнутых профилей в
самолетах Бе-200 и Бе-103 ТАНТК им. Г. М. Бериева и принят в
качестве основного материала для фюзеляжа самолета бизнес-класса КБ
им. А. Н. Туполева.
За комплекс работ «Сверхлегкие сплавы в авиакосмической
технике» группе сотрудников институтов и заводов, в числе которых
сотрудники ВИАМ И. Н. Фридляндер (руководитель работы), О. Е. Грушко,
Е.Н. Каблов, Н.И. Колобнев, B.C. Сандлер, присуждена
Государственная премия РФ за 1999 год.
ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Разработка жаропрочных деформируемых алюминиевых сплавов для
авиастроения проводилась вначале в основном для деталей двигателей -
как поршневых, так и реактивных (поршни, кольца, лопатки, диски,
крыльчатки, колеса компрессора и др.). Для этой цели освоены в
промышленности жаропрочные сплавы системы А1—Си—Mg—Fe—Ni марки
АК4 и АК4-1.
Успешному применению сплавов АК4 и АК4-1 способствовали
фундаментальные исследования структуры и свойств и установление роли
легирующих элементов железа, никеля и кремния, выполненные О. А.
Романовой под руководством Л. П. Лужникова. Наиболее широкое
применение для двигателей получил сплав АК4-1 благодаря более высоким
технологическим свойствам. Рабочая температура деталей двигателей
составила до 200—250 °С при ресурсе порядка 1000—2000 ч.
Для работы при температурах до 300 °С Л. П. Лужниковым и
О. А. Романовой был разработан жаропрочный сплав Д20 системы А1—
Си—Мп, длительная прочность которого при 300 °С за 100 ч в 2 раза
выше, чем у сплава АК4-1. Жаропрочный сплав ВД17 также заметно
превосходит по жаропрочным характеристикам сплав АК4-1 при
температурах свыше 200°С. Сварные соединения листов толщиной 3 мм из
сплава Д20 показали удовлетворительную пластичность. Эти сплавы
нашли применение в серийном производстве лопаток компрессора и в
двигателестроении.
204
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
В начале 1960-х годов возникла проблема создания сверхзвуковых
пассажирских самолетов с длительным ресурсом (примерно 30000 ч) при
эксплуатационных нагревах до 120-150°С. Решающим фактором в выборе
алюминиевых деформируемых сплавов в качестве конструкционного
материала явились высокие механические свойства при повышенных
температурах, особенно жаропрочные характеристики. Наиболее
перспективным жаропрочным сплавом для сверхзвуковых пассажирских самолетов
Ту-144 оказался сплав АК4-1. Разработана технологическая документация
на поставку полуфабрикатов сплава АК4-1 для самолетов Ту-144. В работе
под руководством И. Н. Фридляндера принимали участие Е. И. Шилова,
О. А. Романова, О. Г. Никитаева, В. Н. Бобовников, Г. К. Никишова и др.
На базе сплава АК4-1 путем снижения содержания железа и никеля
в 2 раза и введения циркония разработан новый жаропрочный
алюминиевый деформируемый сплав АК4-2ч. (1143) с повышенными (на 20—
30%) характеристиками трещиностойкости при сохранении механических
свойств и жаропрочности на уровне свойств сплава АК4-1 (О. А.
Романова, В. Н. Бобовников, Н.Н. Аверкина, Г. К. Никишова и др.). Сплав
АК4-2ч. рекомендуется к применению для нового поколения
сверхзвуковых пассажирских самолетов, испытывающих эксплуатационные
нагревы при температурах до 130—150 °С.
На базе системы А1—Си—Мп разработан сплав Д21 (И. Н. Фридлян-
дер, О. А. Романова, В. И. Добаткин, Н.Ф. Аношкин),
высоколегированный (по содержанию меди) с небольшими добавками магния, для
работы при температурах до 200 °С, отличающийся высокими значениями
длительной прочности и сопротивления ползучести при 150—200 °С, а
также повышенными характеристиками трещиностойкости (по
сравнению со сплавом АК4-1).
На базе сплава Д21 путем выбора оптимального содержания
легирующих элементов и введения добавок тугоплавких элементов разработан
более жаропрочный сплав Д25 (О. А. Романова, С.Ф. Данилов, В. В.
Телешов, Е. Г. Якимова).
Следующим направлением в развитии жаропрочных сплавов системы
Al-Cu—Мп, высоколегированных (по меди), было введение малых
добавок элементов, инициирующих процесс распада твердого раствора А1—Си
при искусственном старении. Так, легирование малыми добавками
магния, циркония позволило разработать высокопрочный и жаропрочный
сплав 1215 (О.А. Романова, Н.Н. Аверкина, Т.К. Никишова), который
превосходит сплав Д21 по прочностным свойствам (на 30—40 МПа) и
жаропрочности (на 20—30%).
205
шшшш
ШШШШШШШШ.
Из жаропрочных сплавов системы А1—Си—Мп марок Д21, Д25, 1215
изготовляют все основные виды полуфабрикатов — прессованные,
катаные (листы и плиты) и кованые.
Новые жаропрочные сплавы Д25, 1215 могут быть применены для
нового поколения сверхзвуковых пассажирских самолетов при рабочих
температурах 150—170 °С с ресурсом до 60000 ч.
На основе системы А1—Си—Мп разработан высокопрочный
свариваемый алюминиевый сплав 01205 с небольшими добавками кадмия и
циркония (О. А. Романова, Э.З. Непомнящая, И.Н. Фридляндер), а
также освоен в производстве свариваемый жаропрочный сплав 1201.
Сплавы 01205 и 1201 рекомендуется применять для сварных
емкостей, баков и других подобных изделий как более прочные и
жаропрочные, чем сплав АМгб, а также для криогенной техники.
ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ КОНСТРУКЦИОННЫЕ
ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
С появлением ракетно-космической техники возникла острая
необходимость в свариваемых алюминиевых деформируемых сплавах. В 1950-х
годах под руководством И.Н. Фридляндера группой сотрудников,
возглавляемой Н. Б. Кондратьевой, был разработан ряд свариваемых
сплавов системы А1—Mg (магналии): AMrl, АМг2, АМгЗ, АМг4, АМг5,
АМгб, способных длительно работать при температурах до 70—100°С.
Бурное развитие ракетно-космической техники привело к повышению
рабочих температур и нагрузок и потребовало разработки жаропрочных
свариваемых сплавов. Под руководством И. Н. Фридляндера Е. Ф.
Чирковым совместно с КБ, металлургическими и машиностроительными
заводами проведены исследования сплава М40, отработаны технология
получения промышленных полуфабрикатов, сварки и изготовления различных
сварных конструкций (отсеков) ракетно-космической техники.
В результате сплав М40 был внедрен в изделие «Гранит» (НПО
«Машиностроение»), которым в настоящее время оснащены крейсер
«Петр Великий» и подводные корабли типа «Орел». За освоение сплава
М40 и внедрение его в изделие «Гранит» в 1985 г. Е. Ф. Чирков был
награжден орденом «Знак Почета».
В 1960 г. группой сотрудников, возглавляемой Е. И. Шиловой, был
разработан на основе системы А1—Си—Mg жаропрочный свариваемый
сплав ВАД1. После проведения совместных работ с КБ им. С. А
Лавочкина сплав был внедрен в одно из изделий (А-4) этого КБ.
206
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
По сравнению со сплавами системы А1—Mg свариваемые сплавы
системы А1—Си—Mg имели преимущество: значительное повышение
прочностных свойств и допустимого температурного предела
эксплуатации, но уступали в свариваемости и технологичности.
В сплавах системы А1—Си—Mg E. Ф. Чирковым установлены
закономерности влияния на свойства сплавов содержания в них меди, магния
и малых добавок некоторых переходных металлов, что позволило
разработать ряд жаропрочных свариваемых сплавов нового поколения: 1150,
1151, 1153, 1177, обладающих хорошей свариваемостью, повышенными
жаропрочными, коррозионными и технологическими свойствами.
Наиболее полно исследован и опробован в опытных конструкциях
сплав 1151. Применение сплава в конструкции МКБ «Радуга» взамен
титановых сплавов и нержавеющей стали было отмечено в 1987 г.
золотой медалью ВДНХ (Е.Ф. Чирков).
ВЫСОКОРЕСУРСНЫЙ СПЛАВ 1163
ДЛЯ ШИРОКОФЮЗЕЛЯЖНЫХ САМОЛЕТОВ
Ил-96-300 И Ту-204
Сплав Д16ч. — основной конструкционный материал для
авиационной промышленности. Из него изготовляются все виды полуфабрикатов.
Развитие принципа безопасно повреждаемых конструкций
поставило задачу повышения характеристик надежности, особенно вязкости
разрушения и сопротивления скорости роста усталостной трещины
материалов. Одним из направлений эффективного повышения
эксплуатационных свойств алюминиевых сплавов является снижение содержания
железа и кремния.
Анализ фазового состава сплава Д16 показал наличие большого
количества избыточных растворимых, но не растворенных интерметаллид-
ных фаз. Установлено, что снижение доли нерастворенных фаз до 2%
приводит к заметному повышению характеристик вязкости разрушения
и сопротивления МЦУ. Эти исследования привели к разработке сплава
1163 (Л.Н. Лещинер, Т.П. Федоренко, Л.В. Латушкина, В.Н.
Бобовников, Л. П. Ланцова). Повышение вязкости разрушения сплава 1163 на
10—20% (по сравнению со сплавом Д16ч.) достигнуто за счет
уменьшения количества нерастворимых избыточных фаз в сплаве в результате
снижения допустимого содержания примесей железа и кремния, а
также ограничения верхнего предела содержания легирующих элементов:
меди и магния.
207
ГЛАВА 8
Из сплава 1163 освоены и внедрены в широкофюзеляжные
самолеты Ил-96-300 и Ту-204 длинномерные (до 30 м) плиты для нижней
обшивки крыла (Л. Н. Лещинер, Т. П. Федоренко) и листы с
алюминиевой и твердой регламентированной плакировкой (В.Н. Бобовников,
Л. П. Ланцова, М. Н. Дмитриева) для обшивки фюзеляжа.
Изучение сплавов системы А1—Mg—Si—Си привело к созданию
свариваемого коррозионностойкого сплава АД37, который отличается от
известных сплавов этой системы (АВ, АД31, АДЗЗ и АД35) более
высокими прочностными свойствами при растяжении и сжатии,
повышенными характеристиками трещиностойкости и отсутствием склонности к
межкристаллитной коррозии. Сплав АД37 по ресурсным
характеристикам близок к сплавам 1163-Т и Д16ч.-Т, но превосходит их по
коррозионной стойкости. Кроме того, сплав АД37 характеризуется высокой
технологичностью в металлургическом и машиностроительном
производстве. В этих работах принимали активное участие И. Н. Фридляндер,
Н.И. Колобнев, Л.Б. Хохлатова, СВ. Самохвалов, O.K. Колесенкова,
С. А. Каримова и др. (совместно с сотрудниками ВИЛ С). Сплав
рекомендован для обшивки и силового набора для замены сплава 1163-Т,
что обеспечит повышение коррозионной стойкости и надежность в
эксплуатации, особенно в морских и тропических условиях.
Производство полуфабрикатов (листы, плиты, прессованные
профили и панели, штамповки) возможно на ОАО «КУМЗ» и других
металлургических заводах.
Новым классом композиционных материалов конструкционного
назначения являются слоистые алюмостеклопластики — СИАЛы, разработанные в
1990-х годах совместно с Л. И. Аниховской, О. Г. Сенаторовой, В. В. Си-
дельниковым, Л. А. Дементьевой. СИАЛы, состоящие из тонких
алюминиевых листов и прослоек высокопрочного стеклопластика, отличаются
чрезвычайно высокой трещиностойкостью (d2l/dN< 0,3 мм/кцикл),
прочностью (ов = 600—1200 МПа) и пониженной плотностью (d ~ 2,5 г/см3).
Созданные композиции (СИАЛ1, СИАЛ2, СИАЛЗ) различаются
структурой армирования, которая выбирается в зависимости от условий
эксплуатации элементов различного назначения, и предназначены для
замены монолитных алюминиевых листов из сплавов Д16ч., 1163, В95п.ч.
в обшивках фюзеляжа, крыла и внутреннего набора, а также для
ремонта поврежденных конструкций в качестве стоппера трещин.
Композиционный материал КАС (И. Н. Фридляндер, А. С. Бубенщи-
ков, Е.Л. Володин) представляет собой «слоеный пирог», состоящий из
тонких листов алюминиевых сплавов В95, 1163 или 1441 и анизотроп-
208
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
ной сетки из проволоки высокопрочной стали ВНС-9 с прочностью от
3200 МПа (при диаметре проволоки 0,15 мм) до 4800 МПа (при
диаметре проволоки 0,05 мм). Стальная проволока обладает высокой
пластичностью, поэтому КАС можно производить различными
технологическими методами — прокаткой, прессованием, взрывом. Регулируя
направление укладки сеток, можно получить изотропный материал или
материал с максимальной прочностью в долевом направлении.
КАС отличается крайне малой скоростью роста усталостных трещин -
в 1000 раз меньшей, чем у лучших алюминиевых сплавов.
ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Основные области (и объем) применения литейных алюминиевых
сплавов — самолетостроение, автомобилестроение,
электромашиностроение, бытовая техника.
Особые требования к надежности узлов и деталей в
самолетостроении предполагают применение высококачественных, надежных в
эксплуатации деталей, изготовленных из литых заготовок из алюминиевых
сплавов повышенной чистоты. Ниже рассмотрены примеры применения
литых заготовок в самолетостроении и приведены свойства новых
литейных алюминиевых сплавов в сравнении с зарубежными аналогами.
В конструкциях современных самолетов применяется от 250 до 2000
наименований алюминиевых отливок из литейных алюминиевых
сплавов четырех основных типов: технологичные, высокопрочные,
жаропрочные, коррозионностойкие.
Литые заготовки (отливки) из высокопрочных сплавов применяются
для деталей внутреннего набора фюзеляжа самолета, в мотогондолах,
крыле, системах управления и т.д. Отливки из высокопрочных сплавов
в ряде случаев заменяют алюминиевые штамповки.
Отливки из жаропрочных литейных алюминиевых сплавов
применяются для изготовления деталей, работающих в мотогондолах вблизи
двигателя, в системах воздухоотбора, где температуры могут постоянно или
временно достигать 250—350 °С.
Коррозионностойкие литейные алюминиевые сплавы имеют
достаточно высокий уровень свойств: прочности, пластичности, ударной
вязкости, усталостных характеристик, свариваемости и, главное, обладают
коррозионной стойкостью, позволяющей применять их в конструкциях
гидропланов, работающих в условиях обливания морской водой и
воздействия морского тумана.
14 - 5961
209
ГЛАВА 8
*g> a» >jg»> <►
Для изготовления корпусного агрегатного литья применяются
высокопрочные литейные алюминиевые сплавы с улучшенными
технологическими характеристиками.
Технологичные сплавы
Большую группу высокотехнологичных сплавов, предназначенных
для изготовления отливок различными видами литья, составляют
сплавы на основе системы А1—Si. Химический состав и механические
свойства некоторых сплавов приведены в табл. 1.
Таблица 1
Химический состав и механические свойства технологичных сплавов
Содержание элементов, % (по массе); AI — основа
Сплав
АЛ9-1
АЛ5-1
АЛ9М
В124
Si
7,0-8,0
4,5-5,5
7,2-8,8
8,0-11,0
Mg
0,25-0,40
0,40-0,55
0,4-0,7
0,15-0,35
Ti
0,08-0,15
0,08-0,15
0,1-0,2
0,1-0,3
Си
-
1,0-1,5
0,5-0,8
3,0-4,0
Mn
-
-
-
0,1-0,3
Fe
не более
0,30
0,30
0,35
0,3
МПа
320
320
335
400
%
4
6
2
2
Высокопрочные сплавы
В отечественной и мировой практике самолетостроения широко
применяются сплавы на основе системы А1—Си: например, 201 и 206
(США); ВАЛЮ и ВАЛИ (отечественные). Детали из сплавов на основе
этой системы получают в основном литьем в песчаные формы.
Таблица 2
Химический состав и механические свойства высокопрочных сплавов
Содержание элементов, % (по массе); А1 - основа
8,
Сплав
ВАЛЮ
ВАЛ14
ВАЛ12
Си
4,5-
4,9
4,5-
5,0
1,0-
1,5
Мп
0,35-
0,80
0,50-
0,90
*•"*
Ti Zn
0,15- -
0,35
0,15- -
0,35
0,10- 6,5-
0,20 7,5
Mg
£0,05
<0,05
2,0-
2,8
Cd
0,07-
0,25
0,04-
0,12
~~
Zr
-
0,05-
0,25
0,10-
0,20
Fe Si
не более
0,15 0,20
0,15 0,20
0,30 0,20
МПа
420
460
550
%
7
10
3
210
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Высокопрочные сплавы на основе системы А1—Zn—Mg (например,
ВАЛ 12) предназначены для изготовления отливок литьем в
металлические формы. Химический состав и механические свойства
высокопрочных литейных алюминиевых сплавов приведены в табл. 2.
Жаропрочные сплавы
Для получения литых деталей, работающих при температурах 250—
400°С, в отечественной и зарубежной практике применяют специальные
высоколегированные литейные сплавы. Эти сплавы разрабатывались на
основе системы А1—Си—Ni (табл. 3 и 4).
Таблица 3
Химический состав и механические свойства жаропрочных сплавов
Сплав
АЛЗЗ
ВАЛ18
Содержание
Си
5,5-
6,2
4,9-
5,5
Ni
0,8-
1,2
0,6-
1,0
элементов, % (по массе); А1 - основа
Мп
0,6-
1,0
0,6-
1,0
Ti
-
0,20-
0,35
Zr ^ Mg Fe Si
не более
0,05- 0,15- 0,05 0,30 0,30
0,20 0,30
0,05- - 0,05 0,30 0,30
0,35
св, б,
МПа %
280 2
300 2
Сштв
АЛЗЗ
ВАШ8
Таблица 4
Жаропрочность сплавов системы Al-Cu-Ni
0В, МПа, при гемпературе, °С
350 400 450
100
125
90
60
0fof МПа
25
Коррозионностойкие сплавы
Сплавы системы Al-Mg обладают наиболее высокой коррозионной
стойкостью по сравнению с другими алюминиевыми сплавами. Из
сплавов этой системы в настоящее время в отечественной практике
применяется сплав ВАЛ 16 (табл. 5).
Сплав ВАЛ 16 может использоваться в сварных конструкциях литых
и литодеформированных деталей, работающих в сложных условиях на-
гружения, при длительной эксплуатации в агрессивных средах.
14*
211
ГЛАВА 8
««■»> ЭВ» >J^> *$>
Таблица 5
Химический состав и механические свойства
коррозионностойкого сплава ВАЛ 16
Содержание элементов, % {по массе); А1 - основа <*в <*02
Fe Si ' *
Mg Be Zt Ti Mn Cr Л МПа %
не более
7,5-8,5 0,10-0,15 0,10-0,15 0,10-0,20 0,15-0,20 0,15-0,25 0,25 0,20 260 160 6
Дальнейшее повышение потребительских характеристик литейных
алюминиевых сплавов возможно при совершенствовании
технологических процессов производства литых деталей, включая плавку, обработку
жидкого металла, термическую обработку отливок.
Технологические и эксплуатационные возможности литейных
алюминиевых сплавов показывают их большую перспективность в качестве
конструкционных материалов для многих отраслей
машиностроительного комплекса.
ЛИТЕЙНЫЕ МАГНИЕВЫЕ СПЛАВЫ
Разработка новых видов техники, увеличение радиуса действия,
необходимость повышения весовой отдачи изделий потребовали разработки
новых литейных магниевых сплавов, имеющих более высокие
характеристики жаропрочности, прочности и коррозионной стойкости при
температурах эксплуатации от -253 до +(350-400) °С с сохранением
минимальной массы работающих деталей. Коррозионностойкие сплавы системы
Mg-Al-Zn: сплав МЛ5п.ч. и новый сплав ВМЛ18 - предназначены для
работы при температурах до 150°С во всеклиматических условиях.
Новым требованиям отвечают сплавы системы Mg-Zr с добавками
цинка, неодима, лантана, индия, иттрия. Присутствие циркония в
магниевых сплавах обеспечивает: значительное измельчение зерна;
связывание и выведение из расплава вредных примесей железа, кремния,
никеля, водорода; получение высоких однородных механических свойств;
высокую герметичность отливок.
В ВИАМ разработаны литейные высокопрочные сплавы с
цирконием — МЛ8, МЛ12, МЛ15 (табл. 6); литейные жаропрочные сплавы МЛ9,
МЛ10, МЛ19, ВМЛ14, ВМЛ17.
Большой интерес представляют жаропрочные магниевые сплавы МЛ19,
ВМЛ14, ВМЛ17 на основе системы Mg-Nd-Y-Zr с добавками, предназ-
212
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИМЫ
Таблица 6
Механические свойства высокопрочных литейных сплавов с цирконием
Сплав ов <Tq 2
Nffla
МЛ8-Т6 270 190
МЛ12-Т1 230 130
МЛ15-Т1 220 140
ZK61(CIIIA) 260 160
наченные для длительной эксплуатации при температурах 300—350 °С и
кратковременной — при 400 °С. Сплавы обладают удачным сочетанием
высоких механических свойств при комнатной и повышенных
температурах (табл. 7) с хорошими литейными и коррозионными свойствами.
Таблица 7
Свойства жаропрочных литейных магниевых сплавов
Механические свойства, МПа, при температуре, °С
20 250 300 350
<**
230
220
270
300
255
340
°0Д
140
120
165
200
185
230
°»
170
200
260
275
225
170
%г
125
115
130
195
-
115
°в
135
150
190
200
160
120
°0,2
ПО
60
70
185
-
65
<*в
-
ПО
150
165
-
75
°0,2
_
25
35
135
-
35
Повышение уровня надежности и эксплуатационных характеристик
магниевых сплавов достигается оптимизацией существующей литейной
технологии и созданием новых способов обработки расплава,
обеспечивающих равномерность химического и фазового составов, мелкозернистое
строение литой структуры, отсутствие ликвационных явлений, повышение
чистоты по металлическим примесям и неметаллическим включениям.
С целью максимального использования возможностей сплавов
разработан ресурсосберегающий процесс плавки и литья магниевых
сплавов без применения флюсов, в защитных газовых средах. Процесс
позволяет повысить качество литья, улучшить условия труда, снизить
загрязнение окружающей среды.
% МПа
5 180 85
5 160 80
4 145 105
5
Удельная прочность,
ajdf усл. ед.(км)
15
12,9
11
13
Сплав, режим
термообработки
Рабочая
температура
(длительно), °С
МЛ10-Т6 250
МЛ19-Т6 300
ВМЛ14-Т61 325
ВМЛ17-Т61 350
WE54 (Англия) 300
АЛ9-Т5 300
213
ГЛАВА 8 «■»> %>■ >.j5»> #g>
ДЕФОРМИРУЕМЫЕ МАГНИЕВЫЕ СПЛАВЫ
Сплавы на основе магния благодаря своим физико-механическим
характеристикам (высокая удельная прочность и удельная жесткость при
изгибе и кручении) являются конструкционными материалами,
применение которых дает большую весовую отдачу.
Усовершенствованные методы защиты магниевых сплавов
неорганическими пленками и лакокрасочными покрытиями обеспечивают
устойчивую работу деталей из этих сплавов в различных климатических
условиях.
Деформируемые магниевые сплавы нашли применение в основном
в авиакосмической технике и ракетостроении (детали управления,
кресел самолетов, посадочные устройства, фюзеляжи ракет и т.п.).
Отечественные космические программы выполнялись с
использованием деформируемых магниевых сплавов в конструкциях космических
аппаратов «Восход», «Восток», «Космос», «Союз», «Луна», «Венера»,
«Марс».
Деформируемые магниевые сплавы можно разделить на несколько
групп в зависимости от основных физико-механических характеристик
и условий применения.
Ультралегкие сплавы МА18 и МА21 относятся к сплавам,
содержащим литий в качестве основного легирующего элемента. Сплавы
оригинальны по композиции, по прочностным характеристикам
превосходят американские сплавы Lal41 и LaZ933.
Данные табл. 8 показывают, что по удельным характеристикам
магний-литиевые сплавы близки деформируемому алюминиевому сплаву
средней прочности АК6, а в ряде случаев превосходят его.
Таблица 8
Свойства сплавов системы Mg-Li и алюминиевого ковочного сплава АК6
(прессованные полуфабрикаты)
Сплав
МА21
MA1S
Ш41 (США)
UZ933 (США)
АК6
214
Основа
Магний
-^<<—
—«Е— '
— «—
Алюминий
Плотность
d, кг/м3
1600
1500
1360
1560
2750
oB/d
14,4
13,3
8,8
11,5
13,5
а0,2сжА*
усл.ед. (км)
11,3
9,4
7,4
8,9
9,1
E/d
2875
3000
3000
2800
2509
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
К перспективным разработкам относятся высокопрочные и
одновременно жаропрочные свариваемые магниевые сплавы системы Mg—Y—
Zn: сплавы МА22 (ВМД10) и ВМД10-1. Детали из этих сплавов
предназначены для длительной эксплуатации до 200 °С и кратковременно —
до 250°С.
По совокупности основных показателей: высоким прочностным
характеристикам при растяжении и сжатии в интервале -70 °С -*-+250°С,
малой анизотропии механических свойств (<15%), хорошей
свариваемости - сплав МА22 превосходит отечественные (МА5, МА12, МАИ) и
зарубежные (ZK60A, ZCM711, НМ31, AZ60A) высокопрочные и
жаропрочные магниевые деформируемые сплавы.
Сплав технологичен. В частности, из него могут быть изготовлены
прессованные, штампованные и кованые полуфабрикаты (последние —
массой до 100 кг) со стабильным уровнем свойств (ав = 320—360 МПа,
8 = 6%, авсв = 270—300 МПа), предназначенные для высоконагружен-
ных сварных и несварных конструкций. Для защиты от коррозии
деталей из этого сплава разработаны и применяются эффективные системы
лакокрасочных покрытий.
По мере освоения гранульной технологии, сотрудниками ВИАМ и
ВИЛС были разработаны, а в ВИАМ паспортизированы модификации
серийных сплавов МА2-1гр и МА14гр с повышенным уровнем свойств.
Гранулированные сплавы составляют особую группу деформируемых
сплавов на основе магния.
ПОРОШКОВЫЕ СПЛАВЫ
Алюминий, упрочненный частицами оксида алюминия (САП)
Материалы САП разработаны И. Н. Фридляндером, Б. И. Матвеевым,
М.Г. Степановой, Н. И. Колобневым. Сплав получают методом
холодного, а затем и горячего брикетирования тонкого окисленного
алюминиевого порошка (пудры) и последующей деформации (ковка,
прессование, прокатка) горячепрессованных брикетов.
Для изготовления САП используются четыре сорта пудры АПС
(алюминиевая пудра для спекания). Пудру АПС получают размолом в
шаровой мельнице порошка, приготовленного распылением жидкого
алюминия в атмосфере азота с регулируемым содержанием кислорода. При
нагреве материала до 700 °С имеются два температурных участка
интенсивного газовыделения: при 370—420 °С и 580—620 °С. Первый макси-
215
ГЛАВА 8
«*0» Зв» >^> *8>
мум газовыделения связан с разложением стеариновой кислоты,
второй — гидроксида алюминия с отделением двух молекул воды, при
взаимодействии которых с алюминием выделяется водород.
В результате нагрева пудры при 600-680 °С пластичность брикета
резко возрастает (относительное удлинение повышается с 0,2 до 5%),
прочность несколько уменьшается.
Брикетирование может быть холодным (при комнатной
температуре) или горячим. Холодное брикетирование осуществляется на
гидростатических установках при давлении до 150 МПа. При производстве
полуфабрикатов из сплава САП, для которого применяется пудра марки
АПС с дисперсностью частиц от 5 до 500 мкм, сквозная пористость
холодных брикетов, необходимая для дегазации, достигается при давлении
в гидростате 108 —2 • 108 Па. Холодные брикеты, имеющие малую
прочность и плотность, подвергаются горячему уплотнению на
гидравлических прессах при температурах до 620 °С и давлении до 700 МПа.
Заготовки, полученные из нагретых непосредственно на
гидравлическом прессе порошков (режим спекания: температура до 620 °С,
давление до 700 МПа), характеризуются высокими механическими
свойствами (табл. 9).
Из САП изготовляют листы, прессованные полуфабрикаты,
поковки, штамповки, трубы, проволоку, фольгу. Штамповки можно получить
непосредственно из брикета, исключая операцию прессования прутка.
Таблица 9
Механические свойства САП
Материал а°>2 0* 6, %
МПа
САП1 (7% А1203) 250 300 9
САП2 (10% А!203) 300 350 7
САПЗ (15% АЕ2Оэ) 320 400 5
Материал САП характеризуется высокой коррозионной стойкостью,
практически равной коррозионной стойкости чистого алюминия, и не
склонен к межкристаллитной коррозии и коррозионному
растрескиванию под напряжением.
При нагреве до 420—470 °С штампуемость листов из САП
значительно повышается и достигает штампуемости листов из алюминиевых
сплавов АМц, АВ, Д16 и других в холодном состоянии.
216
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
САП — одни из наиболее жаропрочных алюминиевых материалов
для создания самых разнообразных конструкций (рабочая температура
250—500 °С), от которых требуется высокая коррозионная стойкость.
Сплав СПАК-4 системы Al-Cu-Mg-Al203
В порошковом сплаве СПАК-4 (И.Н. Фридляндер, Б.И. Матвеев)
впервые использован комбинированный метод упрочнения алюминиевой
матрицы дисперсными частицами оксидной фазы (А1203), частицами
метастабильных фаз системы А1—Си—Mg и частицами стабильной фазы
Al9FeNi. Свойства этого сплава при кратковременных испытаниях при
температурах до 150—200 °С определяются в основном упрочнением,
происходящим в результате распада пересыщенного твердого раствора
меди и магния в алюминии. Мелкодисперсные частицы А1203, которые
остаются стабильными при нагреве до температур, близких к точке
плавления алюминия, повышают прочность сплава при высоких
температурах.
Длительная прочность прутков из порошкового сплава СПАК-4
значительно выше, чем у прутков из слитка аналогичного состава.
Эффекты закалки и естественного старения прутков из сплава СПАК-4 и из
слитка сплава АК4-1 примерно одинаковы.
Порошковый сплав СПАК-4 благодаря высоким прочностным
характеристикам при комнатной температуре и высокой длительной
прочности при 350 °С (в 2—2,5 раза выше, чем у сплава АК4-1) является
наилучшим материалом для поршней двигателей, длительно работающих на
форсированных режимах.
Сплав системы А1-А14С3
Алюминий и его сплавы, дисперсноупрочненные карбидом
алюминия (А14С3), получены методом механического легирования в процессе
интенсивного перемешивания и помола порошка с сажей в аттриторах
(И.Н. Фридляндер, Б.И. Матвеев, B.C. Сандлер). Аттритор
представляет собой вертикальную мельницу с водоохлаждаемым корпусом, в
которую загружают шары и смесь исходных порошков. Импеллер мельницы
вращается с высокими скоростями, при этом происходит внедрение в
порошок алюминия мелких частиц сажи. Одновременно с этим
процессом идет укрупнение частиц порошка и снова размол.
Рентгеновское и электронно-микроскопическое исследования
показали, что в порошке углерод находится в виде сажи. При нагреве
порошка (500 °С, 2 ч) сажа превращается в пластинчатые частицы карбида
217
ГЛАВА 8
^>3S»,>^>^
Таблица 10
Механические свойства сплавов системы А1-А14С3
Содержание углерода, ав> МПа> ПРИ температуре, °С 0
% (по массе) 20 400 6 ' %
1,0 265 110 5,0
2,0 325 130 3,4
3,0 430 150 2,3
алюминия размером до 700 мкм. Сплав может применяться в
греющихся изделиях (табл. 10).
Высокопрочный сплав ПВ90 системы Al-Zn-Mg-Cu
Порошковый метод высокоскоростной кристаллизации значительно
расширяет возможности управления структурой и свойствами сплавов
системы А1—Zn—Mg—Си.
С удовлетворительным сочетанием высокой прочности и
достаточной пластичности получены порошковые сплавы состава, % (по массе):
(7-9)Zn; (2-3)Mg; (l-2)Cu; <1 Mn; <1 Fe; <0,3 Zr (либо <1,5 Со) с
небольшими добавками других переходных металлов.
Степень дегазации исходных порошков - решающий фактор
получения высоких показателей пластичности и вязкости разрушения
порошковых сплавов системы А1—Zn—Mg—Си. Лучшая дегазация достигается
вакуумированием. При этом относительное удлинение полуфабрикатов
повышается в 1,5—2 раза.
Отечественный промышленный порошковый сплав ПВ90,
созданный также на базе системы А1—Zn—Mg—Си, превосходит по прочности
все существующие серийные алюминиевые сплавы (И.Н. Фридляндер,
Р. А. Кривенко, А. С. Соколов). Структура полуфабрикатов
мелкозернистая, однородная с равномерным распределением высокодисперсных
частиц интерметаллических фаз. Дополнительное легирование сплава ПВ90
переходными металлами, суммарное содержание которых составляет
примерно 2%, обеспечивает структурную стабильность при технологических
нагревах, оптимальный уровень механических и коррозионных свойств,
хорошую прокаливаемость, пониженную анизотропию свойств.
Высокие прочностные и антифрикционные свойства порошкового
сплава ПВ90 сочетаются с высокой стабильностью размеров при
значительно более низкой релаксационной стойкости, чем у высокопрочных
218
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
алюминиевых сплавов, полученных традиционным методом
деформирования слитка. Механические свойства различных полуфабрикатов из
сплава ПВ90 находятся на уровне: ав = 700-800 МПа, а0 2 = 650-750 МПа,
8=6-10%.
Сплав ПВ90 хорошо обрабатывается резанием и полируется. Это
особенно важно для таких деталей, как оптические зеркала.
Шлифованием и последующим полированием чистоту поверхности можно
значительно повысить, т.е. изготовлять детали с очень малой
шероховатостью поверхности.
Сплав ПВ90 с высокой размерной стабильностью является
перспективным материалом для зеркал, узлов трения и других ответственных
деталей высокоточных приборов.
Сплавы с низким температурным коэффициентом
линейного расширения (ТКЛР) системы Al-Si-Ni
Снижению ТКЛР способствует повышение содержания кремния.
При обычных методах литья кремний, введенный в алюминий в
больших количествах (более 15%), сильно ликвирует и образует грубые
первичные выделения, которые сильно охрупчивают сплав и снижают его
механические и технологические свойства. Несмотря на применение
разнообразных методов модифицирования для измельчения грубой
кремниевой составляющей, до настоящего времени не удается приготовить
традиционными методами высококремнистые сплавы, отвечающие по
качеству и свойствам всем необходимым требованиям.
Методы порошковой металлургии благодаря сверхвысоким скоростям
кристаллизации позволили получить равномерное тонкодисперсное
распределение составляющих в сплавах САС1-400 и САС1-50 и,
следовательно, очень низкие ТКЛР ( И. Н. Фридляндер, Н.С. Клягина, Г. Д. Горде-
ева, Р. А. Кривенко, А. А. Колпачев).
Порошки сплавов получают методом пульверизации жидкого
расплава при высоких скоростях охлаждения и высоких температурах
(порядка 1000 °С), что обеспечивает наибольшую дисперсность и равномерность
распределения составляющих в сплаве. Во избежание растворения
расплавом деталей распылительных установок, их изготовляют из
специальных материалов (талькохлорида, силицированного графита и т.п.).
Порошки сплавов САС 1-400 и САС 1-50 компактируют на
гидростате давлением 108 и 3 • 108 МПа соответственно. Брикеты прессуют в
полуфабрикаты на гидравлических прессах с предварительным нагревом
в электропечах при 520—550 °С.
219
ГЛАВА 8
Из сплавов САС1-400 и САС1-50 изготовляют прессованные прутки
диаметром до 180 мм, штамповки диаметром до 300 мм и трубы
размером до 80x20 мм. Сплавы САС 1-400 и САС 1-50 (дисперсность
порошка < 400 и < 50 мкм соответственно) содержат (25—30) % Si и (5-7) % Ni,
характеризуются примерно одинаковым ТКЛР (а*106 = 14,5—15,5 1/К)
и имеют следующие характеристики прочности и пластичности:
Сплав ав, МПа 6, %
CAC1-4G0 ♦.,„.. 260-280 2-4
САС1-50 340-360 2-4
Эти сплавы нашли широкое применение в приборостроении, они
могут работать в паре с высоколегированными сталями из-за низкого
коэффициента линейного расширения, что важно, например, для
гироскопов. Сплавы обладают высоким модулем упругости (на 20—30% выше,
чем у стандартных алюминиевых сплавов), повышенными
антифрикционными свойствами и не склонны к коррозионному растрескиванию и
межкристаллитной коррозии.
УДК 620.193.2
А.Д. Жирное, Э.К.Кондратов
ПРОТИВОКОРРОЗИОННАЯ ЗАЩИТА
МАТЕРИАЛОВ И ЭЛЕМЕНТОВ КОНСТРУКЦИЙ
ПАССАЖИРСКИХ САМОЛЕТОВ*
Защита от коррозии современных самолетов составляет сложную
комплексную задачу, решение которой играет первостепенную роль в
обеспечении надежности изделий при длительной эксплуатации, особенно в
районах морского и тропического климата.
Трудность решения этой задачи определяется применением в
летательном аппарате огромного количества разнообразных сплавов со
специальными конструкционными свойствами, сложностью конструкции,
многообразием влияющих на коррозионную стойкость внешних
факторов (в первую очередь нагрузок и нагревов) и климатических условий.
В работе принимали участие: С. А. Каримова, Т. Г. Павловская, Г. И. Спирякина,
Е. В. Пласкеев, Л. И. Прибылова, В. Н. Владимирский, М.Г. Офицерова.
220
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Принцип комплексной противокоррозионной защиты состоит в том,
что она рассматривается как неотъемлемый элемент технологических
процессов — от стадии изготовления материала до выпуска готового
изделия — и включает в себя набор мероприятий в процессе
эксплуатации, а также оценку технологии ремонта с учетом обеспечения
коррозионной стойкости.
Достижение высокой коррозионной стойкости изделий
обеспечивается выбором и разработкой материала, установлением оптимальной
структуры сплавов, разработкой технологических процессов для
обеспечения коррозионной стойкости на всех этапах создания материала,
детали, конструкции.
ВИАМ дает основанные на научной проработке развернутые данные
по коррозии и средствам защиты для выбора конструктором материала
и метода защиты. Перечень выбранных материалов перерабатывается
конструктором в детальную спецификацию изделия, в которой
рассматриваются условия работы материала, назначается метод защиты,
устанавливаются защитные, защитно-функциональные и
защитно-декоративные покрытия.
Выбор высокопрочных сплавов по параметрам конструкционной
прочности может противоречить требованиям коррозионной стойкости.
В этом случае принимается компромиссное решение. Ради обеспечения
высокой коррозионной стойкости приходится идти на некоторое
снижение механических свойств, применяя смягчающие режимы старения.
Необходимость исключения зазоров и щелей, в которых идет
накопление влаги и которые в ряде случаев являются местами усиленной
коррозии, побудила к разработке специальных технологических способов и
приемов при сборке изделий.
В современном самолете используется большое количество
неметаллических материалов, которые могут вызвать поражения металла.
Поэтому в оценку неметалла входит характеристика коррозионной активности.
Сопряжение в конструкции металлов с некоторыми
неметаллическими материалами приводит к образованию опасных контактных пар,
где металл, будучи анодом, подвергается усиленной коррозии, —
например, контакт алюминиевых сплавов с углепластиком. В этом случае
защита осуществляется разделением контактных пар изолирующими
прокладками в сочетании с защитными покрытиями. В ряде случаев при
неизбежности таких контактов выбирается металл с высокой
коррозионной стойкостью. Например, клепка углепластиков проводится
заклепками только из титановых сплавов и коррозионностойких сталей.
221
ГЛАВА 8
'*Ю»Д>» <jjj> 2> JS^"J^^
Для обеспечения противокоррозионной защиты и сохранения
декоративных свойств в течение длительных сроков эксплуатации
авиационных агрегатов различного назначения были разработаны оригинальные
системы лакокрасочных покрытий. Созданы грунтовки и эмали для
защиты внешней и внутренней поверхностей самолета, кессон-баков и
агрегатов.
Большую роль в надежной защите изделий от коррозии сыграла
разработка и внедрение способов дополнительной профилактической
обработки. В результате исследований выбраны и реализованы на практике
специальные солевытесняющие составы, имеющие высокие защитные свойства.
Таким образом, высокая коррозионная стойкость самолета в целом,
являющаяся одним из элементов его надежной эксплуатации,
достигается сложным взаимодействием мер защиты на всех этапах создания и
эксплуатации авиационной конструкции, в совокупности составляющих
комплексную защиту самолета.
КОНСТРУКТИВНАЯ ПРИСПОСОБЛЕННОСТЬ
САМОЛЕТОВ К ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЕ
Под конструктивной приспособленностью к противокоррозионной
защите понимается комплекс конструктивных и технологических
мероприятий, обеспечивающих создание наиболее безопасных в коррозионном
отношении конструкций агрегатов, узлов и деталей самолета.
Уже на этапе эскизного проекта проводятся оценка условий
эксплуатации как самолета в целом, так и отдельных его частей, агрегатов,
узлов и соответствующий выбор компоновки изделия, схемы его
конструктивно-технологического членения, а также основных
конструкционных материалов, полуфабрикатов, видов соединений.
Основной объем работ проводится при рабочем проектировании,
разработке и выпуске конструкторской документации.
Эффективным методом предупреждения коррозии является
исключение скопления влаги в застойных зонах. Эта проблема решается
путем применения трехслойной теплоизоляции, состоящей из стекловаты
(с гидрофобизирующей пропиткой), облицованной стеклотканью, что
значительно снижает степень поглощения влаги. Такая конструкция
теплоизоляции выполняется съемной, крепление ее к внутренней
поверхности фюзеляжа обеспечивает гарантированный зазор, улучшая
проветривание конструкции, — тем самым исключается скопление конденсата
и улучшаются условия перетекания влаги к дренажным зонам.
222
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Все основные агрегаты конструкции планера, и в первую очередь
фюзеляж, имеют эффективную дренажную систему с отверстиями
диаметром не менее 8 мм. В конструкции топливных баков-кессонов
предусмотрены отверстия для перетекания топлива, а также система
дренажных клапанов, позволяющие удалять отстой из топлива, тем самым
предупреждая развитие как обычной коррозии, так и коррозии,
связанной с биоповреждением.
Эффективным конструктивным решением является установка на
самолетах принудительной системы вентиляции и дренажирования.
Конструктивными мерами решается вопрос исключения перетекания
в подпольную зону агрессивных жидкостей и влаги из зоны буфетов и
туалетов. Туалеты конструктивно выделены в отдельный модуль из кор-
розионностойких материалов со специальными герметичными
поддонами для исключения попадания влаги в подпольную зону. На
современных самолетах туалеты изготовлены из неметаллических материалов и
также имеют герметичный поддон из титанового сплава. Такая
конструкция практически исключает встречавшиеся ранее случаи коррозии
каркаса пола. Все панели пола верхней палубы изготовлены из
полимерных композиционных материалов, имеют неметаллический сотовый
заполнитель и не подвержены коррозии. Установка панелей
производится с обязательной герметизацией зазоров.
Для исключения коррозии по кромкам обшивок, на самолетах
предусмотрена сборка с выполнением гарантированных зазоров не менее
1,5—2 мм для обеспечения тщательного заполнения их герметиком, а
там, где по конструктивным соображениям это осуществить
невозможно, применяется внутришовная герметизация с полным заполнением
зазоров.
Причиной развития коррозии в отверстиях под крепежные элементы
является наличие зазоров по зенкованной и цилиндрической
поверхностям отверстий, не имеющим надежного покрытия. Для предотвращения
коррозионного воздействия широко применяется высокоресурсный
напряженный крепеж, обеспечивающий радиальный натяг от 1,5 до 4%,
что исключает появление зазоров и, следовательно, развитие коррозии.
Для обеспечения длительной эксплуатации конструкции важное
значение имеет возможность доступа в процессе технического
обслуживания при эксплуатации и ремонте к элементам конструкции, особенно
подверженным коррозионному воздействию.
Проектирование конструкции с использованием специальных люков,
обеспечивающих доступ для осмотра планера в эксплуатации и при ре-
223
ГЛАВА 8
монте, значительно повышает противокоррозионную защиту самолетов.
При изготовлении деталей следует избегать острых кромок,
снижающих адгезию защитных покрытий. Использование слоистых клеевых
обшивок фюзеляжа конструкции типа лист-дублер позволяет исключить
химическое фрезерование обшивок, при котором удаляется
плакирующий слой и снижается коррозионная стойкость конструкции.
В конструкции планера используется значительное количество
агрегатов, в которых применяются различные неметаллические материалы.
В этом случае необходимо учитывать их коррозионную активность.
При проектировании важную роль играет использование материалов,
имеющих близкие электрохимические потенциалы, для исключения
возникновения гальванической коррозии. При невозможности избежать
неблагоприятных контактов целесообразно использовать разделительные
материалы, например стеклоткань при контакте алюминиевых деталей с
углепластиком, и системы защитных покрытий.
В деталях из высокопрочных сталей и сталей средней прочности
широко применяется установка в отверстия, обрабатываемые в
процессе сборочных работ, промежуточных втулок из коррозионностойких
сталей типа 12Х18Н10Т, 14Х17Н2. Такая схема позволяет исключить
коррозию дорогостоящих крупногабаритных деталей типа узлов навески,
кронштейнов, рельсов закрылка и других, требующих совместной
разделки в процессе сборки.
ВЫБОР КОРРОЗИОННОСТОЙКИХ МАТЕРИАЛОВ
Одним из направлений комплексной противокоррозионной защиты
авиационной техники является разработка и внедрение коррозионно-
стойких материалов. Способность сплавов и сталей работать в любых
климатических условиях в значительной мере определяет надежность
различных видов изделий в эксплуатации.
Коррозионная стойкость металла в конструкции определяется
множеством факторов: составом и структурой металла, технологией
изготовления полуфабрикатов, деталей или агрегатов, величиной и характером
нагрузок, конструктивными особенностями детали и узла, рабочими
температурами и условиями размещения деталей в конструкции.
Основным обшивочным материалом фюзеляжа (с определяющими
усталостными нагрузками) являются среднепрочные сплавы типа дура-
люмин системы А1—Си—Mg в естественно состаренном состоянии (Т),
обладающие наилучшими показателями выносливости и применяющие-
224
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИМЫ
ся преимущественно в виде листовых полуфабрикатов. Однако развитие
авиации, стремление к созданию интегральных конструкций привело к
появлению прессованных тонких панелей, с более высокой прочностью.
Длительное время использовался сплав Д16-Т. Применение нового
принципа безопасной повреждаемости при конструировании самолетов,
особенно широкофюзеляжных пассажирских и транспортных с
длительным ресурсом, поставило задачу повышения характеристик надежности
и долговечности сплавов — вязкости разрушения, сопротивления росту
трещины усталости, выносливости. В результате были разработаны
новые сплавы с содержанием примесей (Fe, Si) не более 0,25 %: Д16ч.
(чистый) и 1163 (высокочистый, с изменением состава по легирующим
компонентам Си, Mg, Mn), которые обладают повышенными (на 20—
30%) трещиностойкостью и выносливостью за счет ограничения в
структуре грубых избыточных интерметаллидов.
Общий недостаток всех этих сплавов — пониженная коррозионная
стойкость. Поэтому для обшивок рекомендовано использование листов
только с плакировкой, осуществляющей эффективную
электрохимическую защиту от коррозии. Однако наиболее распространенная мягкая
плакировка «А» (толщина 2—6,5% от толщины листа) из низкопрочного
технического алюминия АД1 приводит к снижению усталостных и
прочностных характеристик листов. В связи с этим разработана и внедрена
для сплава 1163 твердая регламентированная плакировка (РД)
уменьшенной толщины (1,5—3% от толщины листа) из среднепрочного сплава
типа АД35 системы А1—Mg—Si. Она обеспечивает повышение на 10—30%
характеристик усталости и вязкости разрушения (К1с), а также
возможность проведения дополнительного упрочнения листов нагартовкой.
Установлено, что плакировка из сплава АД35 более эффективно
защищает листы от коррозии, чем алюминий АД1. При нарушении
плакирующего слоя электрохимическая защита сплавом АД35 распространяется
на довольно большое расстояние, способствуя защите основного
металла в отверстиях и на торцах.
Листы 1163-РДТ с твердой плакировкой с повышенными
коррозионной стойкостью, выносливостью и трещиностойкостью широко
применяются в качестве обшивки фюзеляжа самолетов.
Плакированные листы из сплавов Д16ч., 1163 по коррозионной
стойкости имеют значительные преимущества перед прессованными
панелями из этих сплавов. Анализ результатов ускоренных и натурных
коррозионных испытаний сплавов в сопоставлении с результатами
эксплуатации показывает, что преимущественно нерекристаллизованная,
15 — 5961
225
волокнистая структура панелей с ярко выраженным пресс-эффектом,
обеспечивающим существенное повышение прочностных и усталостных
свойств, одновременно приводит к возникновению значительной
расслаивающей коррозии, развивающейся в натурных климатических условиях
со скоростью >4 мм/год в глубину панели.
Прессованные панели из сплавов Д16-Т и 1163-Т подвергаются в
эксплуатации значительной коррозии. В зависимости от агрессивности
внешних атмосферных условий и способа защиты коррозия развивается
за срок от одного года до 10 лет. Для обеспечения длительной успешной
эксплуатации самолетов, имеющих в своей конструкции прессованные
панели, потребовалась разработка особой противокоррозионной защиты.
Для ряда обшивочных элементов (средняя часть фюзеляжа,
хвостовое оперение), подвергающихся повышенным нагрузкам, используются
высокопрочные сплавы типа В95 системы А1—Zn—Mg—Си в виде листов
и тонких прессованных панелей только в искусственно состаренных
состояниях. Разработаны и внедрены сплавы В95п.ч. и В95о.ч.
повышенной и особой чистоты по примесям железа и кремния, с повышенной
в 1,5—2 раза трещиностойкостью. При старении по режиму Т1 (для
достижения максимальной прочности), когда сплавы склонны к
коррозионному растрескиванию (КР) и расслаивающей коррозии (РСК),
рекомендовано применение только плакированных листов с плакировкой
сплавом А1—Zn (с 1 % Zn). Для прессованных обшивочных панелей
оптимальным является разработанный двухступенчатый режим старения
Т2, обеспечивающий высокое сопротивление КР и РСК. Состояние Т2
признано предпочтительным и для обшивочных плакированных листов.
Прессованные панели и листы из сплавов В95п.ч. (В95о.ч.) в состоянии
Т2 применены для обшивок хвостового оперения у различных самолетов.
Для зон и конструкций, подвергающихся эксплуатационным
нагревам в интервале 80— 130°С, используются жаропрочные сплавы АК4-1,
АК4-1ч. (чистый по примесям с оптимизацией основного состава). В
отличие от сплавов типа Д16 они не содержат марганца, в них введены
добавки железа и никеля, а концентрация меди снижена в два раза.
Совместное легирование железом и никелем приводит к образованию в
структуре фазы FeNiAl9, обеспечивающей жаропрочность. Для
повышения коррозионной стойкости предложены и применены специальные
режимы искусственного старения Т1 на стадии перестаривания.
Всесторонние исследования алюминийлитиевых сплавов под
руководством академика И.Н. Фридляндера привели к созданию сплава 1420
системы А1—Mg—Li с пониженной плотностью (на 11 %) и повышенным
226
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
модулем упругости (на 4%) по сравнению со сплавами типа Д16.
Дополнительное легирование сплава марганцем и цирконием привело к
повышению его коррозионной стойкости. Наибольшее повышение
коррозионной стойкости было получено в результате разработки режима
закалки с охлаждением на воздухе и старения (состояние ТГ1). Фрак-
тографический анализ показал, что в изломе листов после закалки в воде
наблюдаются сколы, на которых присутствует большое количество
частиц (Mg—1л)-фаз и проявляются следы пластической деформации в виде
линий скольжения. Излом после закалки на воздухе ямочный, вязкий,
частицы (Mg—1л)-фаз распределяются более равномерно по телу зерна.
Разработанный позднее сплав 1421, легированный эффективной
добавкой скандия, обладает высокой коррозионной стойкостью в
сочетании с ценным комплексом механических характеристик.
Наиболее технологичным является сплав 1441 системы А1—Li—Си—
Mg. Из него освоена рулонная прокатка тонких листов, примененных
для обшивки самолета Бе-103.
Для гидросамолетов, а также для самолетов с длительным сроком
службы разработаны среднепрочные коррозионностойкие перспективные
сплавы АД37 и В91.
Традиционно для верха крыла, работающего преимущественно на
сжатие, применяются высокопрочные сплавы типа В95 с высоким
пределом текучести. Для низа крыла, работающего на растяжение,
применяются менее чувствительные к трещине сплавы типа Д16 в
естественно состаренном состоянии.
Были разработаны новые модификации сплавов В95п.ч. и В95о.ч.
повышенной и особой чистоты по примесям с одновременным
понижением концентрации цинка. Это позволило радикально повысить тре-
щиностойкость и пластичность при сохранении статической прочности
и некотором увеличении сопротивления малоцикловой усталости,
расслаивающей и общей коррозии вследствие повышения гомогенности
структуры.
Задача кардинального повышения стойкости к коррозионному
растрескиванию и расслаивающей коррозии при дополнительном
увеличении сопротивления разрушению сплавов была решена в результате
разработки новых двухступенчатых режимов коагуляционного смягчающего
старения Т2 и ТЗ. Повышение свойств связано с совокупностью
структурных факторов: уменьшением скоплений дислокаций, потерей
когерентности и укрупнением матричных выделений фаз, нарушением
сплошности зернограничных выделений.
15*
227
ГЛАВА 8
По коррозионной стойкости В95п.ч. и В95о.ч. в состояниях Т2 и
ТЗ значительно превосходят сплавы типа Д16-Т, что было
подтверждено массовой эксплуатацией конструкций.
Режимы Т2 и ТЗ открыли возможность применения из
высокопрочных сплавов неплакированых листов с повышенными усталостными и
прочностными свойствами.
Легирование сплава В95о.ч. цирконием при изменении соотношения
цинка, магния, меди привело к созданию сплава 1973. Он имеет более
высокие прочностные характеристики в массивных сечениях
(прессованные панели, плиты) при несколько меньшем сопротивлении КР и РСК,
однако на более высоком уровне, чем у сплава Д16-Т.
Перспективным сверхпрочным сплавом этой системы для верха
крыла является сплав В96ЦЗ в виде прессованных и катаных
полуфабрикатов. Повышение прочности на 10—15% в сочетании с достаточной
пластичностью и вязкостью достигнуто легированием малой добавкой
циркония, оптимизацией соотношения магния и меди, повышением
концентрации цинка. В состояниях коагуляционного старения Tl, Т2,
ТЗ сплав В96ЦЗ имеет высокое сопротивление КР и РСК.
Для высокопрочных сплавов системы А1—Zn—Mg—Си с коагуляци-
онным многоступенчатым старением установлена четкая корреляция
между изменением коррозионной стойкости и электропроводностью,
характеризующей степень распада твердого раствора. На этом основан
разработанный и введенный в металлургическом и
самолетостроительном производстве контроль коррозионной стойкости сплавов В95п.ч.,
В95о.ч., 1973, В93ч., 1933, В96ЦЗ в состояниях Т2 и ТЗ неразрушаю-
щим методом измерения удельной электропроводности с помощью
вихревых токов. Установлены минимальные уровни электропроводности,
соответствующие высокому уровню сопротивления РСК и КР. Это
позволяет использовать в изделиях гарантированно качественные
полуфабрикаты. Кроме того, в случае необходимости на заводах организованы
прямые коррозионные испытания на КР и РСК по разработанным и
выпущенным методикам.
Добавка циркония к сплаву 1163 при оптимизации основного
состава по меди и магнию позволила создать новый сплав 1161, который
по статическим механическим свойствам и коррозионной стойкости
аналогичен сплаву 1163, но превосходит его по малоцикловой усталости
и сопротивлению росту трещины усталости. Проблема предотвращения
коррозии деталей из сплава 1161-Т в эксплуатации стоит так же остро,
как и в случае применения сплава 1163-Т.
228
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
В результате изучения механизма коррозии установлено, что
искусственное старение существенно повышает сопротивление
коррозионному растрескиванию и расслаивающей коррозии сплавов Д16ч., 1163 и
1161; avn в высотном направлении возрастает до 200 МПа, склонность
к расслаивающей коррозии уменьшается до 2—3 баллов. Распад
пересыщенного твердого раствора по меди и магнию в алюминии в процессе
искусственного старения стабилизирует структуру сплавов и делает их
практически нечувствительными к эксплуатационным нагревам.
В состав внутреннего набора входят в основном две группы
деталей:
— высоконагруженные детали массивного сечения и сложной
формы (шпангоуты, балки, фитинги, лонжероны, рычаги и кронштейны
шасси и т.д.), изготовляемые из кованых полуфабрикатов (штамповок и
поковок);
— стрингеры крыла, часто массивные и изготовляемые из
длинномерных (до 25—30 м) прессованных профилей, и стрингеры фюзеляжа
из прессованных (более тонких сечений) и листовых гнутых профилей.
К ковочным сплавам, помимо прочности, предъявляются высокие
требования по вязкости разрушения, пластичности, коррозионному
растрескиванию, особенно в высотном относительно волокна направлении,
а также по технологичности для производства сложных полуфабрикатов
и деталей.
Во всей мировой практике считаются наиболее перспективными и
широко применяются ковочные высокопрочные сплавы системы А1—Zn—
Mg—Си (В93) в состоянии перестаривания.
Для обеспечения высокого сопротивления коррозионному
растрескиванию, расслаивающей коррозии, а также для повышения
характеристик трещиностойкости, штамповки из сплава В93п.ч. широко и
успешно используются (в конструкциях Ил-86, Ил-96, Ту-204, Бе-200 и др.)
только в состояниях Т2 и чаще ТЗ по разработанным двухступенчатым
режимам старения. С применением линейной механики разрушения
установлено также, что режимы Т2 и ТЗ обеспечивают низкие скорость
роста трещины в коррозионной среде (менее 0,001 мм/ч) и Klscc~ 18—23
МПаVm. Коррозионной стабильности способствует низкий уровень
закалочных напряжений в полуфабрикатах и монтажных изделиях, так как
закалка сплава производится только в горячей воде (75—85 °С).
Еще более перспективным является ковочный сплав 1933,
легированный дополнительно цирконием и имеющий более высокие
характеристики прочности и трещиностойкости при сопоставимой коррозион-
229
ГЛАВА 8
шшшш^^^шя^
ной стойкости. Установлено, что сплав превосходит по комплексу
свойств зарубежные сплавы 7050, 7175 аналогичного назначения.
Магниевые сплавы по сравнению с алюминиевыми имеют важное
преимущество — пониженную плотность (1,7 г/см3) и, следовательно,
высокую удельную прочность. Это качество продолжает привлекать
внимание конструкторов к магниевым сплавам. По коррозионной
стойкости магниевые сплавы значительно уступают алюминиевым, особенно в
морской атмосфере. Кроме того, магниевые сплавы обладают самым
отрицательным электродным потенциалом и в контакте с другими
конструкционными материалами подвергаются значительной коррозии.
Применение магниевых сплавов в авиации связано, прежде всего, с
обеспечением их надежной защиты от коррозии.
Для эксплуатации в жестких условиях, в том числе морской
атмосфере, рекомендуется применять магниевые сплавы только повышенной
коррозионной стойкости: МЛ5п.ч. и МА2-1п.ч. Сплав МЛ5п.ч., с
пониженным содержанием примесей железа и никеля, по коррозионной
стойкости в 2—5 раз выше, чем технический сплав МЛ5.
Надежность эксплуатации деталей из магниевых сплавов в сильной
степени снижается при несоблюдении технологии плавки и присутствии
флюсовых включений в слитках и фасонном литье. Флюсовая коррозия
представляет собой очень опасный вид поражения. Разработаны и
широко применяются в производстве методы выявления и удаления
флюсовых включений.
Использование усиленных комбинированных систем защитных
покрытий, включающих в себя неметаллические неорганические и
лакокрасочные покрытия, позволило применять магниевые сплавы в
конструкциях, работающих в различных климатических условиях.
Необходимые методы защиты магниевых сплавов приведены в
«Руководстве для конструкторов по применению и защите от коррозии
магниевых сплавов в конструкции самолетов и вертолетов».
В планере самолета высокопрочные стали занимают существенное
место и составляют 7—10% от объема применяемых сталей.
Высокопрочные стали являются одним из основных материалов для изготовления
силовых деталей, в том числе деталей шасси.
Высокопрочные стали — это стали, термически обрабатываемые на
прочность 1400 МПа и выше. Высокая прочность обеспечивается мартен-
ситной структурой — пересыщенный твердый раствор углерода в железе.
Впервые высокопрочная сталь 30ХГСНА авиационного назначения,
содержащая 0,3% углерода, была создана в ВИАМ.
230
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Благоприятное сочетание прочности, пластичности и вязкости было
обеспечено легирующими элементами (Сг, Mn, Si — в пределах 1 %
каждого и 1,6% Ni). Максимальная прочность этой стали (1600—1800 МПа)
обеспечивается закалкой и низким отпуском при температуре 200—300 °С.
Позже была разработана целая серия высокопрочных сталей
различного назначения: ЭИ643, ВЛ1, ВКС-1, 25Х2ГНТА, мартенситостареющая
сталь ВКС-210.
Наряду с высокой прочностью и вязкостью разрушения главным
фактором, который должен учитываться при использовании
высокопрочных сталей, является сопротивление коррозионному растрескиванию.
Основной характеристикой сопротивления коррозионному
растрескиванию высокопрочных сталей является а — пороговое или
критическое напряжение, при уровне ниже которого не происходит
коррозионного растрескивания.
Применение вакуумно-дугового переплава (ВД) и вакуумно-индук-
ционной выплавки с вакуумно-дуговым переплавом (ВИ+ВД) привело
к повышению а , а также пластичности (сужения) и долговечности (при
испытании на КР) стали 30ХГСНА. Дальнейшее повышение
прочностных характеристик стали с обеспечением высокого сопротивления
коррозионному растрескиванию возможно при корректировке состава,
термической обработки с использованием современных методов выплавки.
За последнее время работы по усовершенствованию стали ЭИ643,
которая при уровне прочности 1900—2000 МПа обладает низким
сопротивлением коррозионному растрескиванию (а = 500 МПа ), позволили
получить сталь ВКС-9 с cvn > 700 МПа.
Повышение прочностных характеристик и сопротивления КР
достигнуто в результате легирования (снижения содержания углерода при
увеличении содержания кремния и исключении марганца), а также
использования более чистой шихты, выплавки ИД и спецраскисления.
Прочностные свойства обеспечиваются термической обработкой по
оптимальному режиму.
ВЫБОР И РАЗРАБОТКА ЗАЩИТНЫХ ПОКРЫТИЙ
Для защиты от коррозии стальных деталей основными являются
кадмиевые и цинковые покрытия, которые обеспечивают
электрохимическую защиту стали. Коррозионная стойкость этих покрытий зависит
от условий эксплуатации, что связано с природой продуктов коррозии.
В атмосфере индустриального района, насыщенном сернистыми соеди-
231
ГЛАВА 8
«с»^ jgja» ^jj^jkj^
нениями, цинковое покрытие более коррозионностойко, так как
растворимость продуктов коррозии — сульфатов кадмия — значительно выше,
чем сульфатов цинка. Во влажной тропической атмосфере и в
атмосфере, содержащей ионы хлора, кадмиевое покрытие обладает более
высокими защитными свойствами, чем цинковое, так как продукты коррозии
цинка рыхлые, объемные, а кадмия — компактные, трудно смываемые.
При эксплуатации изделий в морских и тропических условиях кад-
мирование является единственным способом защиты стальных деталей;
цинковое покрытие применяется для специальных условий эксплуатации
(в топливе).
На основе результатов теоретических и экспериментальных
исследований с учетом вышеуказанных требований был разработан новый хло-
ристо-аммонийный электролит кадмирования и определены оптимальные
режимы электролиза для нанесения кадмиевого покрытия на
высокопрочные стали. Электролит обладает удовлетворительной рассеивающей
способностью, образующиеся осадки — кристаллические с незначительным
блеском.
Для защиты крупногабаритных, сложной формы деталей с
внутренними полостями и деталей из высокопрочных сталей с обязательной
пескоструйной обработкой поверхности разработано фосфатное покры-
тите, формирующееся из цинкофосфатного электролита. Установлено,
что на опескоструенной поверхности стали при температуре 95—98 °С в
течение 15 мин образуется фосфатное мелкокристаллическое покрытие
серого цвета толщиной ~ 8 мкм с удовлетворительными защитными
свойствами, на шлифованной поверхности — фосфатное покрытие
неравномерное с низкими защитными свойствами. В процессе образования
покрытия шлам отсутствует. Фосфатирование высокопрочных сталей в
цинкофосфатном электролите не вызывает их коррозионного и
водородного растрескивания.
Для фосфатирования высокопрочных сталей со шлифованной и
полированной поверхностями разработан раствор оксидного
фосфатирования, содержащий азотнокислый барий в отсутствие свободной
фосфорной кислоты.
Универсальный раствор фосфатирования предложен для получения
комбинированных защитных покрытий на сложнопрофилированных
деталях из высокопрочных сталей.
Разработана технология фосфатирования в универсальном
электролите деталей из высокопрочных сталей, которые в соответствии с
требованиями чертежа частично покрываются кадмием или цинком. В ре-
232
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
зультате на таких деталях образуются комбинированные покрытия
кадмий—фосфат, цинк—фосфат.
В процессе фосфатирования в разработанных растворах и в
соответствии с предложенной технологией не происходит наводороживания
и связанного с ним охрупчивания стали. Механические свойства
практически не изменяются.
К защитно-функциональным покрытиям относятся покрытия:
хромовое, никелевое, медное, оловянное, олово-висмут и другие. Все эти
покрытия по отношению к стали являются катодными и обеспечить
защиту стали могут только механически, т.е. при отсутствии пористости.
Хромовое покрытие широко применяется для повышения
износостойкости деталей и узлов трения, в том числе и деталей из
высокопрочных сталей (штоков, цилиндров шасси и других).
Твердое хромовое покрытие отличается большой пористостью,
которая зависит от толщины покрытия.
Для защиты от коррозии деталей трения толщина хромового
покрытия должна быть больше 40 мкм. Процесс нанесения хромового
покрытия сопровождается выделением водорода (выход по току
составляет 9—13%), что может привести к водородному растрескиванию деталей
из высокопрочных сталей.
Для предотвращения наводороживания разработана новая
технология хромирования, включающая в себя операцию упрочнения перед
нанесением покрытия для создания сжимающих напряжений в
поверхностном слое.
Для исключения припуска под шлифовку разработана технология
хромирования с послойным алмазным выглаживанием. Эта технология,
за счет уплотнения хромового покрытия, позволяет снизить его
толщину до 25—35 мкм с обеспечением защитных свойств и отсутствия «течи
по хрому».
Для защиты от коррозии конструкций планера из алюминиевых
сплавов в авиации используются неметаллические неорганические (анод-
но-оксидные и химические) покрытия.
Гальванические покрытия на алюминиевых сплавах в
самолетостроении практически не применяются из-за низких защитных свойств и
возникновения неблагоприятных электрохимических пар, приводящих к
усилению коррозии.
Большое распространение имеют анодно-оксидные покрытия
пористого типа, свойства которых меняются в широком диапазоне и зависят
от состава электролита, условий анодной поляризации, состояния по-
233
ГЛАВА 8
верхности металла и предварительной подготовки, химического состава
и структуры сплава.
Наряду с высокими защитными свойствами анодно-оксидные
покрытия обеспечивают адгезию лакокрасочных покрытий, клеев и гермети-
ков, обладают износостойкостью, теплостойкостью, высоким
электрическим сопротивлением, являются хорошими сорбентами — с их помощью
можно контролировать качество материала (контроль металлургических
и технологических дефектов) и производить декоративную отделку
(имеют хорошие декоративные характеристики, устойчивую окраску).
Наиболее высокими защитными свойствами в сравнении с
покрытиями, полученными другими методами анодного окисления, обладают
широко применяемые в отечественной авиационной промышленности
сернокислотные анодно-оксидные покрытия при обязательном их
уплотнении в воде или в растворах ингибиторов коррозии алюминия
(экологически чистый раствор растительного происхождения).
Изучение условий и закономерностей анодного окисления
позволило разработать технологические процессы для формирования в
сернокислотном электролите анодно-оксидных покрытий, оптимальных по
толщине и качеству, на всех, различных по своему химическому
составу и структуре сплавах, применяемых в изделиях авиационной техники.
Уплотнение сернокислотного анодно-оксидного покрытия, при
котором происходит дополнительная гидратация оксида и закупорка пор,
является необходимой операцией для обеспечения высоких защитных
свойств покрытия. Систематические исследования процессов уплотнения
и всесторонние исследования защитных свойств анодно-оксидных
покрытий в различных климатических условиях показали эффективность
применения уплотненных покрытий.
В связи с актуальностью вопроса охраны окружающей среды
особенно важен упомянутый выше технологический процесс формирования
анодно-оксидного покрытия, уплотняемого в экологически чистом
растворе (ингибитор для алюминиевых сплавов растительного
происхождения). Отработанный раствор уплотнения можно использовать как
антисептик для обеззараживания стоков.
Разработаны твердые коррозионностойкие износостойкие покрытия
для деталей из алюминиевых сплавов, которые формируются в
универсальных экономичных электролитах на основе серной, щавелевой и суль-
фосалициловой кислот. Выбраны режимы анодной поляризации,
позволяющие получить покрытия с твердостью >3000 МПа на всей
номенклатуре алюминиевых сплавов, в том числе высокопрочных деформируемых
234
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
(с повышенным содержанием меди: >2,5%) и отлитых под давлением
литейных. Дополнительное уплотнение этих покрытий в растворах
ингибиторов увеличивает их защитные свойства более чем в 2 раза.
Оригинальные технологические схемы позволяют получить на одной
детали анодно-оксидные покрытия разной толщины и сохранить по
требованию конструкторов острые кромки (радиус < 0,2 мм) деталей для
обеспечения их работоспособности в гидроагрегатах.
Химические покрытия (Хим.Окс.) формируются на поверхности
алюминиевых сплавов без применения электроэнергии в
малоконцентрированных растворах, содержащих активаторы и пассиваторы. Наиболее широко
применяют фосфатные и хроматные химические оксидные покрытия. Их
используют, как правило, в сочетании с лакокрасочными покрытиями.
Разработка нового технологического процесса химического
оксидирования с использованием подготовки, обеспечивающей оптимальную
морфологию поверхности, и раствора химического оксидирования
нового состава позволила увеличить защитные свойства покрытия более
чем в 10 раз и обеспечить адгезию лакокрасочных покрытий.
При изготовлении изделий из алюминиевых сплавов и их ремонте
возникает необходимость нанесения неметаллического неорганического
покрытия на участки поверхности с поврежденным или отсутствующим
анодно-оксидным покрытием, а также восстановления адгезии такого
покрытия после эксплуатации и удаления лакокрасочных покрытий.
Разработан процесс местного химического оксидирования с
использованием раствора или пасты, составленной на его основе.
Сформированное при местном химическом оксидировании покрытие
обеспечивает адгезию всех, в том числе полиуретановых, лакокрасочных покрытий,
применяющихся в самолетостроении, и высокие защитные свойства
комбинированных систем защитных покрытий. Технологический процесс
может применяться для деталей, находящихся в составе изделия, так как
раствор не оказывает отрицательного влияния на контактирующие с
обрабатываемой поверхностью алюминиевого сплава металлы и даже
улучшает адгезионные свойства титановых сплавов и сталей.
РАЗРАБОТКА ТЕХНОЛОГИЙ ЗАЩИТЫ ОТ КОРРОЗИИ
СОЕДИНЕНИЙ И СБОРОЧНЫХ УЗЛОВ КОНСТРУКЦИЙ
В конструкции самолетов применяется огромное количество
разнообразных сплавов и сталей, которые отличаются по своему назначению,
комплексу механических и коррозионных свойств. Каждый из этих
235
ГЛАВА 8
ними» **~ihn tKj^il '"Hl'ifci I^EmK--^- ■ .7i3mBh>i
материалов в зависимости от состава, термообработки, структуры и
других факторов имеет свои электрохимические характеристики. В
контакте друг с другом в атмосферных условиях при наличии пленки влаги
одни материалы выступают в роли анода, другие — катода.
В самолетной конструкции от контактной коррозии страдают, как
правило, алюминиевые и магниевые сплавы, которые являются
анодными материалами по отношению к медным, титановым сплавам и
сталям. Причем один и тот же катодный материал вызывает коррозию
разной интенсивности в контакте со сплавами различных марок.
Например, углепластик усиливает коррозию сплава Д16-Т в значительно
меньшей степени, чем сплава 1420-ТГ. Аналогичным образом влияет
контакт алюминиевых сплавов 1420-ТП и Д16 с бронзой.
По степени опасности контакта с алюминиевыми и магниевыми
сплавами катодные материалы располагаются в следующем убывающем
порядке: титановые сплавы, коррозионностойкая сталь, кадмированная
сталь.
Для изоляции контактируемых поверхностей, особенно при
постановке крепежа, эффективно нанесение гальванического покрытия на
катодный материал: например, гальванического кадмиевого — на
стальную деталь, анодно-оксидного импульсного — на деталь из титанового
сплава. Эти покрытия используются в сочетании с «сырыми»
грунтовками, невысыхающими пастами и смазками. Очень эффективна при
постановке крепежа в критических по коррозии зонах конструкции
эпоксидная паста ВП-1.
В конструкции изделия Бе-200 для внешней поверхности
предусмотрено применение новой технологии защиты крепежа с помощью
микрокапсул ированной грунтовки, которая предварительно наносится на
заклепку с помощью специального состава. В процессе клепки
микрокапсулы раздавливаются, обеспечивая подачу защитного покрытия под
головку и на стержень заклепки. Микрокапсулированная клепка
гарантирует постановку всех заклепок с защитными покрытиями,
обеспечивает улучшение условий труда, позволяет расширить использование
автоматической клепки.
АТМОСФЕРОСТОЙКИЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
ДЛЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Одна из наиболее сложных проблем в области защиты самолетов и
вертолетов — защитно-декоративная окраска их внешней поверхности,
236
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
поскольку к характеристикам указанных покрытий предъявляется целый
комплекс разнообразных требований, основными из которых являются:
— высокие адгезия, физико-механические и защитные свойства;
— высокая устойчивость к воздействию ультрафиолетового
облучения;
— отличные декоративные и аэродинамические характеристики
поверхности;
— устойчивость к различным агрессивным жидкостям: НГЖ-4,
НГЖ-5, кислотам, щелочам, топливу;
— высокая устойчивость к пылевой и капельной эрозии агрегатов
(например, лобовых кромок крыла и оперения);
— достаточно высокие технологические характеристики и
ремонтопригодность.
Уже после первых лет эксплуатации от воздействия солнечного
облучения (в том числе ультрафиолетового излучения на больших
высотах), рабочих жидкостей, воды, кислорода, озона, колебаний
температуры, загрязнений начинается деструкция внешнего покрытия.
Защитное покрытие на обшивочных деталях планера из
алюминиевых сплавов состоит из анодно-оксидного (Ан.Окс.нхр) или
химического оксидного (Хим.Оке.) покрытия и системы лакокрасочного
покрытия (ЛКП). В состав системы ЛКП на внешней поверхности
отечественных самолетов входит грунтовка горячей сушки, наносимая на детали,
с последующим (после сборки самолета) нанесением грунтовки и эмали
холодной сушки.
Защитные и адгезионные свойства систем ЛКП (для металла и
промежуточных слоев) обеспечивают грунтовки. Грунтовка ЭП-0215 на
основе модифицированного эпоксидного олигомера, разработанная для
кессона и широко применяемая для защиты внутренних поверхностей
самолета и деталей внутреннего набора, в настоящее время широко
используется и для деталей внешнего контура изделий авиационной
техники взамен фенольно-масляной ФЛ-086 и акриловой грунтовок и лаков
горячей сушки. Грунтовка ЭП-0215 имеет высокую адгезию (1 балл) к
анодно-оксидному сернокислотному и химическому оксидному покрытиям.
Для повышения адгезии эмали была разработана грунтовка ЭП-076АК
путем модификации основы грунтовки ЭП-076 акриловым сополимером
БМК-5. Акриловый сополимер содержит карбоксильные группы,
проявляющие каталитическую активность по отношению к процессам гидролиза
алкоксисилановых групп отвердителя аминоалкоксисилана, что позволяет
получить структуру покрытия, обеспечивающую необходимые адгезионные
237
ГЛАВЛ8
свойства грунтовки. Изучение структуры грунтовки позволило выбрать
оптимальное соотношение Э-41+АГМ-9+10%БМК-5 в виде раствора
лака, который после 5—24 ч сушки (до нанесения эмалей) обеспечивает
адгезию систем ЛКП с различными эмалями и эпоксидными грунтовками.
В грунтовках ВГ-27 и ВГ-32 сохранено соотношение основы
грунтовки и смолы БМК-5 (лака АК-113 или раствора БМК-5). Грунтовка
ВГ-27 содержит в 2 раза меньше пигмента стронция хромовокислого,
чем грунтовка ЭП-076АК, а грунтовка ВГ-32 не содержит хроматных
пигментов, что делает их экологически более чистыми. Установлено, что
защитные свойства грунтовок ЭП-076АК, ВГ-27 и ВГ-32 снижаются по
мере уменьшения содержания хроматов.
ТОПЛИВО-ВОДОСТОЙКИЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Одними из наиболее высоконагруженных и ответственных агрегатов
являются конструкции крыла, что предъявляет особые требования к
системам их антикоррозионной защиты. Топливные кессон-баки работают
в условиях длительного воздействия топлива, конденсата воды, а также
различных коррозионно-активных примесей (в том числе и продуктов
жизнедеятельности микроорганизмов). Основными требованиями к
покрытиям кессон-баков являются: высокая устойчивость к длительному
воздействию топлива и воды, отличная адгезия к защищаемым
металлическим поверхностям, высокая эффективность антикоррозионной
защиты и хорошая сочетаемость с герметиками, применяемыми для
герметизации топливных баков.
Задача создания систем покрытия для этих узлов была решена
путем использования грунтовок на основе модифицированных эпоксидных
олигомеров, отверждаемых аминоалкоксисиланами и их производными,
такими как:
— аминопропилтриэтоксисилан;
— отвердитель АСОТ-2, представляющий собой продукт гидролиза
и последующей конденсации аминопропилтриэтоксисилана.
При использовании в качестве отвердителей соединений класса ами-
ноал-коксисиланов решаются две основные задачи:
— обеспечивается высокая стабильная адгезия к алюминиевым
сплавам за счет химического взаимодействия алкоксигрупп с металлической
поверхностью;
— значительно повышается водо- и топливостойкость в результате
образования дополнительных структур (помимо традиционного отверж-
238
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
дения эпоксидных групп аминогруппами) за счет гидролиза влагой
воздуха и последующей конденсации алкоксигрупп с образованием
гидролитически устойчивых простых эфирных связей.
Наличие большого количества реакционноспособных
функциональных групп способствует также значительному развитию
пространственной структурной сетки, что положительно отражается на повышении
топливо- и химической стойкости покрытий, в частности устойчивости
в концентрированных растворах кислот и щелочей, а также в
агрессивной жидкости для гидросистем НГЖ-4.
На основе данных предпосылок были разработаны и освоены в
производстве специальные водо- и топливостойкие грунтовки: ЭП-0215 —
для дозвуковых самолетов и ЭП-0214 — для сверхзвуковых самолетов.
Набухание покрытий на основе грунтовок ЭП-0214 и ЭП-0215 в
топливе не превышает 0,5%, а в дистиллированной воде >2%.
Внедрение топливостойких покрытий для защиты кессон-баков
самолетов взамен ранее применявшихся для этой цели герметиков
позволило снизить массу агрегатов самолета на 150—800 кг (в зависимости от
типа), а также значительно повысить надежность защиты этих агрегатов
и обеспечить их работоспособность в течение всего ресурса изделий.
ХИМИЧЕСКИ СТОЙКИЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
В последние годы в качестве рабочего тела в гидросистемах
изделий авиационной техники применяется негорючая жидкость НГЖ-4.
Рабочая жидкость НГЖ-4 является хорошим пластификатором и
растворителем для многих негорючих материалов: ЛКП, работающие в
контакте с ней, особенно при повышенных температурах, размягчаются,
происходит их отслаивание от подложки и разрушение.
Для защиты гидроагрегатов, подвергаемых обливу жидкостью для
гидросистем НГЖ-4, до недавнего времени рекомендовались системы
ЛКП на основе полиуретановых композиций, главным недостатком
которых является высокая токсичность и наличие в их составе
дорогостоящих зарубежных компонентов (система покрытий: грунтовка ЭП-0208 +
+ эмаль УР-1161).
Для снижения токсичности, а также для исключения материалов,
содержащих импортные компоненты сырья, создан комплект подобных
материалов на эпоксидной основе. Установлено, что оптимальным
вариантом покрытий, устойчивых к воздействию жидкости НГЖ-4, явля-
239
ГЛАВА 8
4вВ»Др»ЭД>> ^'^^S^lf^
ются композиции на основе полифункциональных разветвленных
эпоксидных олигомеров, отверждаемых отвердителями на основе кремний-
органических аминов (АСОТ-2, АСОТ-3).
На основе исследований разработана новая система ЛКП, в состав
которой входит эмаль ЭП-140М (отвердитель АСОТ-2), устойчивая к
воздействию жидкости для гидросистем НГЖ-4. Такая система
покрытий широко применяется в качестве антикоррозионной защиты
воздушных отсеков фюзеляжа, подвергающихся обливу гидрожидкостью.
С учетом необходимости обеспечения длительной устойчивости
систем ЛКП при обливе жидкостью НГЖ-4 на гидроагрегатах,
работающих при повышенных температурах, разработаны разветвленный
эпоксидный олигомер ЭПТ-20, а также грунтовка ВГ-20 (ЭП-0232Т) и эмаль
ВЭ-45 на его основе.
Материалы сохраняют высокие физико-механические и прочностные
показатели в условиях воздействия жидкости НГЖ-4 при температурах
до 150°С. Высокая химическая стойкость таких покрытий обусловлена
разветвленной структурой полимера и повышенной функциональностью,
обеспечивающей более высокую частоту сшивки макромолекул.
Разработанные ЛКП на основе грунтовки ЭП-0215 и
модифицированной эмали ЭП-140М, грунтовки ЭП-0232Т и эмали ВЭ-45 обладают
хорошими физико-механическими свойствами, высокой адгезией и
устойчивостью к воздействию жидкости для гидросистем НГЖ-4.
Указанные покрытия успешно внедрены для защиты внутренней
поверхности и гидроагрегатов самолетов.
ПРИМЕНЕНИЕ ПРОФИЛАКТИЧЕСКИХ СРЕДСТВ
И УХОД ПРИ ЭКСПЛУАТАЦИИ
Профилактический уход при эксплуатации является необходимой
составной частью комплексной защиты самолетов для предупреждения
появления коррозии, устранения начальных очагов коррозии и
восстановления покрытий.
Все требования, касающиеся ухода при эксплуатации, мероприятия
и средства для обслуживания самолета обобщены в отраслевой
документации. На основе этого с учетом статистических эксплуатационных
данных о типичных местах конструкций, наиболее подверженных коррозии,
конструкторские бюро разрабатывают эксплуатационную техническую
документацию. В инструкцию по эксплуатации вносятся:
— регламент осмотра, мойки изделий;
240
АЛЮМИНИЕВЫЕ И МАГНИЕВЫЕ СПЛАВЫ, КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
— моющие средства;
— схемы и зоны, где должны наноситься специальные
профилактические составы;
— технология удаления коррозии;
— технология восстановления покрытий, смазок и т.д.
Для временной защиты участков поверхности с нарушенным
защитным покрытием, с удаленными и зачищенными коррозионными
поражениями, а также для дополнительной защиты мест конструкции,
наиболее подверженных коррозии в эксплуатации (подполье, участки под
зализом и т.д.), особенно внутренних поверхностей изделий, очень
эффективно используются тонкопленочные профилактические ингибиро-
ванные составы. Механизм действия этих составов основан на
разрушении пленки влаги, присутствующей на поверхности металла,
вытеснении ее с поверхности, из зазоров и щелей конструкции. Благодаря
исследованиям эффективности пленкообразующих составов
отечественного и зарубежного производства был выбран целый ряд таких средств
и рекомендован промышленности. Срок действия этих составов зависит
от их защитных свойств, толщины образующейся пленки, водо- и соле-
вытеснения, способности проникать в узкие щели. Наносить
пленкообразующие составы целесообразно на стадии изготовления самолета, при
его ремонте и эксплуатации. Обработка ингибированными
профилактическими составами была введена на самолетах Ту-204, Ту-214, Ту-334,
Ил-86, Ил-76 и Ил-96. Итогом многолетней работы является
выпущенная совместно с ГОСНИИ ГА «Технологическая инструкция по
дополнительной защите от коррозии самолетов в условиях эксплуатационных
предприятий», которая внедрена для всего парка самолетов,
находящихся в эксплуатации.
16 - 5961
Глава 9
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ
ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ
МАТЕРИАЛЫ ДЛЯ АВИАЦИОННЫХ
КОНСТРУКЦИЙ, ЭКСПЛУАТИРУЮЩИХСЯ
В ШИРОКОМ ДИАПАЗОНЕ ТЕМПЕРАТУР
УДК 678.8
Г.М. Гуняев, Е.Н. Каблов
КОНСТРУКЦИОННЫЕ УГЛЕПЛАСТИКИ
НА РУБЕЖЕ ВЕКОВ
В конце XX века в авиационно-космической технике широкое
распространение получили волокнистые композиционные материалы, особое
место среди которых занимают углепластики — материалы на основе
углеродных волокон и полимерных матриц. Толчком к созданию
углепластиков стало получение в 1970-х годах в НИИГрафит и ВНИИВ с
участием ВИАМ углеродных материалов в форме волокон диаметром
несколько микрометров с прочностью 3000—5000 МПа, которая была
обусловлена совершенством их структуры на молекулярном и атомном
уровне, недостижимым в материалах обычной формы.
Как показали исследования, проведенные в ВИАМ, углепластики по
сравнению с традиционными материалами имеют существенное
преимущество по удельным значениям прочности и жесткости [прочность и
242
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
модуль упругости, отнесенные к плотности: >36 и >5800 усл.ед. (км)
соответственно], демпфирующей способности (8>3%), динамической
выносливости (a_j > 300 МПа). Они обладают исключительной
радиационной, коррозионной, химической и микологической стойкостью,
высокой стабильностью размеров при нагревании и охлаждении.
Преимущества углепластиков связаны, прежде всего, с возможностью
регулирования практически всех свойств материала, которое можно
осуществлять путем подбора составляющих компонентов, их
количественного соотношения, распределения, ориентации в объеме материала и
введением специальных модификаторов, или ламинатов, что позволяет
получать конструкционные углепластики многофункционального назначения.
Прочность углепластиков при различных видах деформирования
зависит от реализованного механизма разрушения, принципиально
отличного от механизма разрушения металлов. Первый определяется
структурными дефектами углепластиков, упруго-прочностными свойствами
волокон и матриц, состоянием границы раздела, геометрией и
распределением армирующих элементов в объеме материала. Углепластики —
сложные многофазные системы, и для сокращения объема
экспериментов при оптимизации свойств создаваемого материала используются
расчетные методы, а также компьютерно-имитационное моделирование,
описывающие механическое поведение углепластиков при различных
видах деформирования и разрушения.
Конструкционные углепластики наряду с механическими и
специальными свойствами обладают способностью работать в экстремальных
условиях, сопротивлением воздействию эксплуатационных факторов и
среды и сохраняют эти качества в течение всего ресурса и
календарного срока эксплуатации изделий длительностью до 30 лет. Разработка в
ВИАМ расчетно-экспериментального метода с использованием
компьютерной техники позволяет надежно прогнозировать ресурс эксплуатации
материала в различного типа конструкциях.
Созданная в ВИАМ, НИАТ, ОНПП «Технология», совместно с ОКБ,
технология получения и переработки в изделия углепластиков
принципиально отличается от традиционных технологических процессов
получения конструкционных материалов и изделий из них. При
изготовлении деталей из углепластика стадия получения заготовок, как правило,
отсутствует. Заданные свойства углепластика достигаются
непосредственно при формовании конструкций на стадии совмещения компонентов,
формообразования и термообработки. Поскольку материал и
конструкция создаются одновременно, то для успешного решения задачи созда-
16*
243
ГЛАВА 9
■«»><► >^>ifr
ния эффективного изделия необходимо материаловедческо-технологичес-
кое сопровождение его (изделия) на стадии расчета, проектирования и
создания промышленного производства.
Конструкционные углепластики весьма чувствительны к структурным
дефектам макроуровня, поэтому при изготовлении из них конструкций
необходимы тщательное соблюдение технологических параметров, а
также пооперационный контроль наряду со специально разработанными
неразрушающими методами контроля готовой продукции: импенданс-
ным, эхо-импульсным (УЗК) и др.
За период с 1976 г., когда на ПО «Химволокно» (г. Балаково) был
организован промышленный выпуск углеродных волокон, по настоящее
время в ВИАМ разработано более 30 марок и модификаций
углепластиков конструкционного назначения, различающихся по механическим
свойствам, технологичности, уровню рабочих температур и другим
эксплуатационным свойствам. За последние годы существенно (в 1,5—3 раза)
повышены такие свойства углепластиков, как прочность при растяжении
(до 2000 МПа), сжатии (до 1500 МПа), сдвиге (до 100 МПа), усталостная
прочность (до 1200 МПа), модуль упругости (до 200 ГПа); уровень
рабочих температур при длительной эксплуатации подошел к рубежу 400 °С.
Одновременно в содружестве с НИИ АН и отраслевыми институтами
решен комплекс фундаментальных, прикладных и
организационно-технологических задач по созданию углепластиков и их компонентов,
разработке технологии и введению в эксплуатацию мощностей по их
производству, проектированию и испытанию, производству и эксплуатации
деталей в составе конструкций авиационной, ракетной, космической
техники. В условиях конверсии разработанные углепластики и высокие
технологии их производства нашли применение в нефтеперерабатывающей,
химической, медицинской и текстильной промышленности, при
производстве изделий машиностроения, товаров народного потребления,
например спортинвентаря, обеспечивая высокую эффективность и качество.
Накопление практического опыта по проектированию, изготовлению
и эксплуатации авиационных конструкций из углепластиков как нового
класса конструкционных материалов осуществлялось поэтапно в тесном
контакте ВИАМ, ЦАГИ и ОКБ.
В начале первого этапа была принята и реализована концепция
создания отдельных деталей конструкции с применением углепластиков
и постановки их на самолеты Ан-24, Ан-22, Як-40, Ил-86 с
тщательным наблюдением за их поведением в эксплуатации. Полученные
сведения, подтвердившие надежность конструкций из углепластиков в эксплу-
244
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
атации и их весовую эффективность, явились основой для применения
углепластиков в конструкции вновь создаваемых образцов авиационной
техники: самолетов МиГ-29, Ан-72, Ан-124 («Руслан»), Ан-225 («Мрия»),
Ту-160, Су-26, Су-27, Як-42, вертолетов Ми-28, Ка-32, газотурбинных
двигателей Д-36, Д-18 и ПС-90, МКС «Буран».
Наряду со снижением массы применение углепластиков в
конструкции изделий позволило сократить количество входящих в конструкцию
деталей силового набора в 2—4 раза, исключить операции сверления
отверстий, постановки заклепок, снизить трудоемкость изготовления
планера на 12—25%, сократить цикл изготовления агрегатов с
применением углепластиков на 20—25%.
Созданы новые летательные аппараты, в которых объем
применения углепластиков составляет 15—30%: самолеты Су-29, Су-31, С-37,
МФИ-1.44, Ан-70; вертолеты Ка-50 («Черная акула»), Ка-52
(«Аллигатор»), Ка-62 («Касатка»).
Промышленное освоение производства деталей и агрегатов из
углепластиков позволило сделать существенный шаг вперед — впервые эти
материалы широко применены в конструкциях пассажирских самолетов:
Ил-96-300, Ил-114 , Ту-204, Ту-214 и Ту-334, а также малоразмерной
авиации: сельхозавиационного, туристического и делового назначения.
Широкое применение углепластиков наряду с другими
полимерными композитами стало возможно благодаря организации крупных цехов
по производству из них деталей и агрегатов (в Ульяновском авиацион-
но-промышленном комплексе, Воронежском авиационно-промышленном
объединении, на Луховицком машиностроительном заводе, в Кумерта-
уском и Арсеньевском авиационно-промышленных объединениях,
ОНПП «Технология»), а также оснащению их комплексом
специализированного технологического оборудования.
Достигаемый эффект, в первую очередь по снижению массы
изделий, в значительной степени зависит от уровня механических
характеристик углепластика и от объема его применения в конструкции,
который в ближайшее время может быть доведен до 40% (по массе), что
составит более 60% от объема материала конструкций с учетом
разницы плотностей. При этом углепластики могут занимать более 80%
поверхности планера.
Существует минимальный (критический) уровень объема применения
углепластиков в изделиях, определяющий экономическую
целесообразность их применения с учетом затрат на организацию производства и
стоимость материалов. Величина критического объема применения зави-
245
ГЛАВА 3
сит от типа изделия, его назначения и может колебаться в широких
пределах, — например, для конструкций планера она составляет 20—25%.
Одновременно с внедрением углепластиков в авиацию были начаты
работы по их использованию в ракетно-космической технике.
Некоторая общность проблем этих двух направлений привела к такой же
этапное™ освоения этих материалов. На начальном этапе углепластики
также были использованы для слабо- и средненагруженных деталей
ракетной техники различного типа (обтекатели, створки, слабонагруженные
отсеки корпусов—носителей). Доля углепластика в изделиях составляла
от 1 до 3%, обеспечивая снижение массы на ~3%.
С накоплением опыта проектирования, освоением технологии и
эксплуатации углепластик внедряется в силовые конструкции изделий,
создаваемых в НПО «Композит», НПО «Энергия», НПО им. С. А.
Лавочкина, на заводе им. М. В. Хруничева и др. Примером могут служить:
каркасы многоразовых солнечных батарей станции «Мир» и целого ряда
космических объектов; штанги бортового манипулятора для МКС
«Буран»; детали ракет «Энергия» и «Протон»; фидерные устройства на
спутниках связи «Молния»; детали конструкций автоматических
межпланетных станций «Луна», »Венера», «Марс», «Комета Галлея» и др., а также
станции «Салют»; детали космического телескопа спутника «Алмаз»;
зеркала антенн спутниковой связи, которые установлены практически на
всех спутниках типа «Космос» и других космических объектах.
Проводимые в начале XXI века в ВИАМ научные разработки по
совершенствованию состава и структуры углепластиков находят свое
отражение при создании принципиально новых углепластиков:
интеллектуальных и адаптирующихся, высокотермостойких, высокомодульных и
стабильноразмерных, слоистых металл-углепластиков и др. Уже созданы
композиционные материалы нового поколения.
Интеллектуальные материалы с функциями самодиагностики и
адаптации при эксплуатации способны осуществлять самодиагностику,
оценку уровня опасности напряженного состояния, степени
повреждаемости, определять остаточный ресурс при эксплуатации и направленно
обеспечивать саморазгрузку конструкции, особенно в экстремальной
ситуации, для сохранения ее работоспособности и сведения к
минимуму отрицательных последствий внешнего воздействия.
Впервые в мировой практике из адаптирующегося углепластика
КМУ-7у (АКМ-1) выполнено крыло обратной стреловидности самолета
С-37 («Беркут»), что обеспечило высокую маневренность самолета,
стабильность углов атаки и высокие аэродинамические характеристики.
246
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Высокопрочные термостойкие углепластики типа КМУ-400 на основе
макрогетероциклического связующего ИП-5 и различных углеродных
армирующих наполнителей обладают высокой термоокислительной
стойкостью в широком интервале температур вплоть до 400 °С. При
температуре 400 °С углепластики сохраняют основные свойства (до 80% от
первоначального уровня). Высокопрочные термостойкие углепластики
предназначены для изготовления лопаток вентиляторных ступеней
газотурбинных двигателей.
Высокомодульные углепластики типа КМУ-20000 с повышенными
параметрами жесткости [удельная жесткость 13—20 тыс. усл. ед. (км)] и
температурной размерной стабильностью (ТКЛР: а = 0,2 • 10"6 1/К)
предназначены для элементов оперения самолета, лонжеронов лопастей
вертолетов, несущих конструкций космических антенн, длинномерных
подвижных частей робототехники, базовых деталей станков и приборов,
акустических волноводов и резонаторов.
Металлополимерные слоистые композиты типа «Тигр» с рабочими
температурами 150—400 °С создаются на основе фольги или тонких
листов из титановых сплавов и монослоев углепластиков. Материалы
этого класса превосходят титановые сплавы по характеристикам удельной
прочности и жесткости (в 1,4—2 раза), по стойкости к вибрационным и
акустическим нагрузкам (на порядок).
Разрабатываются методы неразрушающего контроля и
диагностирования конструкций из углепластиков в процессе их изготовления и
эксплуатации на основе изучения корреляционных зависимостей свойств
материала, его структуры от изменения сигналов физического
воздействия различной природы: ультразвуковых, лазерных и т.п. при
прохождении через материал конструкции.
Г.П. Машинская, Б.В. Перов,
Р.Е. Шалин
ОРГАНОПЛАСТИКИ МНОГОЦЕЛЕВОГО НАЗНАЧЕНИЯ
ДЛЯ АВИАЦИОННОЙ ТЕХНИКИ
Основной проблемой авиационного материаловедения является создание
и постоянное совершенствование материалов, обеспечивающих
повышение ресурса и эксплуатационной надежности элементов конструкций
247
ГЛДВАЭ
при одновременном снижении массы. Этапом в решении этой
важнейшей проблемы явилось создание полимерных композиционных
материалов (КМ), которые доказали свою конкурентоспособность с
конструкционными металлическими сплавами и по ряду показателей превзошли
их, — в результате резко расширился диапазон эксплуатационных
характеристик. Особенностью традиционных КМ является ярко
выраженная гетерогенность состава, обусловливающая многие материаловедчес-
кие проблемы, связанные с необходимостью оптимизации условий
совместной работы разнородных по химическому составу и структуре
компонентов — полимерной матрицы и минеральных, углеродных,
металлических и других неполимерных волокнистых армирующих
наполнителей.
Несколько позже появилась группа так называемых гомонимных
(одноименных) КМ, в которых матрица и армирующий наполнитель
имели одинаковую природу — полимерную, минеральную,
металлическую или углеродную. В этих материалах степень гетерогенности могла
быть значительно снижена, что обеспечивало дополнительные
возможности и открывало новые пути решения проблем, связанных с
формированием граничной области между основными компонентами. Одним
из представителей группы гомонимных КМ являются
полимер-полимерные армированные пластики на основе сочетания полимерных матриц
и полимерных волокон — органопластики (ОП).
Органопластики на основе карбо- и гетероцепных волокон долгое
время не использовались в авиационной технике из-за низких
теплостойкости и упруго-прочностных свойств армирующих наполнителей [1—4].
Тем не менее в середине 1960-х годов появились новые
полимерные материалы, армированные волокнами из гибкоцепных полимеров,
хорошо сочетающихся с матрицами из термореактивных смол и
термопластов. Эти конструкционные материалы обладали при низкой
плотности (0,98—1,2 г/см3) высокими диэлектрическими свойствами,
химической стойкостью и интересным комплексом теплофизических
характеристик при высокотемпературном воздействии. Так, в середине 1960-х
годов на основе сочетания полиэтилентерефталатного волокна лавсан с
эпоксидным связующим разработаны новые материалы —
органопластики ВЭЛ-1 и ВЭЛС-2 [1,2]. Высокие диэлектрические свойства
позволили до настоящего времени использовать эти материалы для
изготовления крупногабаритных конструкций радиотехнического назначения
(корпуса спиральных антенн высокой мощности, обтекатели универсальной
доплеровской РЛС пассажирских самолетов).
248
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
С появлением в 1969 г. отечественных арамидных волокон
(разработаны НПО «Химволокно» под руководством проф. Г. И. Кудрявцева)
сложились условия для создания новых органопластиков, способных
конкурировать с традиционными конструкционными материалами
благодаря сочетанию низкой плотности (1300 кг/м3) с уникально высокой
прочностью при растяжении (2,5—2,8 ГПа). По удельной прочности
[>210 усл. ед. (км)] арамидные ОП превзошли все современные
конструкционные материалы (рис. 1).
Практически все органопластики, применяющиеся в изделиях
авиационной техники, в настоящее время изготовляются с использованием
текстильной нити из полигетероариленового волокна СВМ (разработана
НПО «Химволокно» с учетом технических требований, предъявляемых
к авиационным материалам). Волокно СВМ по основным свойствам не
240 Ь
5 160
i
80
г
Слоистые /
металлопластики /
Стеклопластики / /
l3* \jrfi
^эуг^—
^Х-^Древесные КМ
1 i i i
/о)
• 1 /
Органопластики на основе: Г\
серийных волокон \ \
волокон СВМ, 2-го \ \
^ Армос поколения ^\ \
\\
\ \
Углестеклокерамика \ \
/ Углепластики ^-*
/L 1 1
/Го\ высокопрочные высокомодульные
/ \/ /
1 ■ Л Боропластики J^b
ъ) \^У
аллокомпозитыр^^^Ь*'0'^
\ i i i i
10
12
14
16
18
Е -3
-т- • 10 , усл. ед. (км)
Рис. 1. Удельные показатели прочности (oB/d) и жесткости (E/d) при растяжении
композиционных материалов:
о - опытные образцы: • - органопластики; ▲ — стеклопластики; а - слоистые
металлопластики; d - металлокомпозиты; т - древесные КМ; ■ - углепластики
249
ГЛАВА 3
*€»%> j|> J*j^Jfr Jg>
уступает лучшим зарубежным аналогам (см. таблицу). Однако
применение волокна СВМ в изделиях авиационной техники было ограничено
тем, что на первом этапе волокна поставлялись в виде жгутов,
пригодных для изготовления только крупногабаритных изделий методом
намотки, таких как корпуса ракетных двигателей. Кроме того, волокна
обладали высокой коррозионной активностью (рН 2,6—4,5, содержание ионов
хлора 0,03—0,2%), что практически исключало возможность применения
материалов на основе таких волокон в авиастроении.
Сравнительные свойства элементарных волокон
Волокно
Полигетероарилен (СВМ)
Поли*/1-фенилентерефталамид
(Терлон)
Арамидный сополимер (Армос):
I этап
II этап
Полй~#~феншенбензо6истиазольное
Поли-л-фенилентерефталамид
(«Дюпон», США):
Кевлар-49
Кевлар-149
Углеродное высокопрочное
Стеклянное высокомодульное
Плотность d>
г/см^
1,44
1,45
1,44
1,45
1,47
1,44
1,47
1,7-2
2,6
св, ГПа
3,8-4,2
3,6-3,8
4,5-5,5
6
2,7-3,2
3,7-4
3,8-4,2
2-3,5
4,6-5,02
Е9 ГПа
120-130
85-120
145-170
160-180
310-340
130-140
150-18
200-400
95
е, %
2-4
1-2,5
3,5-4
3-3,5
1,5-1,8
1,9-2,3
2-4
0,5-0,8
4,5-5
В связи с этим в институте была поставлена задача разработать
технические требования к арамидным волокнам как армирующим
наполнителям для авиационных материалов и на базе изучения их
специфических особенностей обосновать эффективность и направления
использования органопластиков в авиастроении.
Электронно-микроскопическими исследованиями установлено, что
волокно СВМ имеет малодефектную поверхность с аксиальной
ориентацией микроструктуры; оболочка волокна толщиной -0,1 мкм
сравнительно слабо связана с основной массой волокна, о чем
свидетельствует ее отторжение, например, при высокоэнергетическом воздействии.
Волокно имеет фибриллярную структуру, фибриллы размером до 0,5 мкм
состоят из плотно упакованных слоев толщиной <0,05 мкм. В
межфибриллярных областях сосредоточены поры диаметром 0,05—0,1 мкм, ко-
250
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
торые могут сливаться, образуя микрополости и трещины. Структурные
исследования показали, что анизотропное макронеоднородное строение
предопределяет низкие трансверсальные прочность и пластичность ара-
мидных волокон при поперечном сжатии, создает условия для
избирательной транспортировки мономерных и олигомерных жидкостей в глубь
волокна [5—8].
Сочетание фибриллярного строения с межфибриллярными
областями пониженной плотности является важным фактором, определяющим
большой вклад релаксационных явлений в поведение арамидных
волокон под нагрузками. Макронеоднородность арамидов, следствием чего
является неодновременность работы отдельных структурных элементов
волокна, приводит к возникновению в граничной области напряжений
сдвига и вызывает скольжение фибриллярных образований по
межфибриллярным плоскостям, что составляет основу деформирования волокон
и позволяет определить эти волокна как материалы наследственного
типа, характеризующиеся нелинейностью вязкоупругих свойств.
Наследственный характер арамидных волокон проявляется в двухмодульности
и ориентационном упрочнении при повторном нагружении; в
зависимости упруго-прочностных свойств от скорости нагружения; в
структурной перестройке при длительном статическом нагружении и др. [8].
На основе исследования структуры и релаксационных явлений
принято, что структурной моделью арамидного волокна может служить
микрокомпозит, включающий в себя фибриллы и их агрегаты в
качестве несущей структурной единицы и межфибриллярную анизотропную
среду в качестве микроматрицы [8].
Структура микроматрицы волокон определяет их высокую сорбци-
онную активность и проницаемость для жидких и газообразных сред. В
сорбционном процессе арамидных волокон принимают участие амидные
группы, а также активные группы гетероциклов, способные сорбировать
и удерживать в аморфных областях полимеров химически активные
сорбаты [7—9].
Экспериментальные изотермы сорбции паров воды исходных волокон
СВМ имеют S-образную форму, характерную для полярных полимеров.
Агрегирование сорбированых волокном СВМ молекул воды в кластеры
начинается при относительной влажности ср = 0,54; равновесное водопог-
лощение при ср = 0,95 составляет 5—7%, из них количество воды,
связанной активными центрами волокнообазующего полимера, составляет -50%
(2,3—3%). Остальная вода находится в диффузном и
капиллярно-конденсированном состоянии и расположена в свободном объеме волокна,
251
ГЛАВА 8
■*>>>► >Д»> Д»
преимущественно в межфибриллярном пространстве. Десорбция воды из
арамидного волокна протекает в две стадии: в диапазоне 353—393 К
удаляется капиллярно-конденсированная вода, при 433—473 К десорбирует-
ся энергетически более прочно связанная вода. Указанные особенности
сорбции воды арамидными волокнами предопределяют высокую
стабильность механических и диэлектрических свойств органопластиков на их
основе в условиях воздействия воды и ее паров [8,9].
Характер распределения влаги обусловливает пути ее транспорта и,
следовательно, анизотропию процессов сорбции арамидными
волокнами. Установлено, что скорость диффузии воды вдоль оси волокна
превышает эту характеристику в радиальном направлении в 4 раза.
Именно это обстоятельство предопределяет специфические особенности
коррозийной активности арамидных волокон.
Как уже указывалось выше, на первом этапе серийного освоения
волокно СВМ не соответствовало требованиям, предъявляемым к
авиационным материалам по водородному показателю рН и концентрации
ионов хлора в водной вытяжке измельченного волокна. Повышенная
кислотность волокна СВМ (рН 2,6—4,5; СГ 0,03—0,2%) исключала
возможность его использования в авиационной промышленности, как кор-
розионноопасного. Однако сравнительные коррозионные испытания
органо- и стеклопластиков на основе эпоксидной и фенолформальдегид-
ной матриц показали, что, несмотря на использование «кислого»
волокна СВМ, коррозионная активность обоих КМ практически одинакова —
слабая коррозия металлов наблюдалась только по краям образцов
органопластика при выходе в зону контакта торцов «кислых» арамидных
волокон [10]. Впервые показано, что процесс массопереноса диффузан-
тов в виде гидратных комплексов НС1'«Н20 в волокнах и органопла-
стиках на их основе носит анизотропный характер и зависит от
особенностей физико-химического взаимодействия волокон с
компонентами олигомерного связующего на стадии получения материала. С целью
повышения надежности и безопастности использования органопластиков
в изделиях авиационной техники, совместными усилиями сотрудников
ВИАМ и разработчиков волокна была внедрена технология получения
нейтрального волокна СВМ.
Применение исходных нитей и жгутов из арамидных волокон в
изделиях авиационной техники ограничено изготовлением деталей
методом прямой намотки, что составляет не более 5—7% всего объема
деталей из КМ; в последнее время такие армирующие наполнители
применяются для изготовления однонаправленных препрегов — шпонов
252
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
и профилей — методом пултрузии. Преобладание в авиационных
конструкциях сотовых панелей с тонкими обшивками потребовало для их
изготовления разработки ассортимента тканых наполнителей различных
структур возможно меньшей толщины.
Для изготовления таких тканей по техническим требованиям ВИАМ
[11] в НПО «Химволокно» впервые разработана тонкая (14,3 текс)
нейтральная (рН5—7) нить с текстильным замасливателем. Совместно с
ВНИИПХВ впервые в нашей стране обоснована возможность и
осуществлена текстильная переработка высокомодульных арамидных волокон.
Показано, что (несмотря на высокое значение модуля упругости)
эластичность нити СВМ, высокая анизотропия свойств волокна и слабая
зависимость его прочности от длины, сравнительно высокая прочность
нити в петле и в узле позволили установить режимы ткачества арамидных
нитей в ткани различных структур. Из нитей 14,3 и 29,4 текс разработан
и внедрен в серийное производство основной ассортимент
равнопрочных тканей переплетения: сатин 8/3 и саржа 2/2 шириной 1 и 1,5 м.
С целью расширения диапазона свойств и технологических
возможностей получения органопластиков впервые в нашей стране разработан
широкий ассортимент слоистых текстур из нитей СВМ различной
линейной плотности: анизотропные однонаправленные ткани шириной 1 м с
редким утком, многоканальные и многослойные ткани толщиной до
10 мм и с перевязкой нитей как внутри слоя, так и между слоями;
комбинированные многослойные ткани из нитей СВМ и кремнезема,
нетканые материалы, ленты и трикотажные полотна. Эти работы
проводились ВИАМ совместно с НПО «Химволокно», ВНИИПХВ, УкрНИИПВ,
ВНИИСПВ, ВНИИТГП, ВНИИНТМ и др. На все серийные или
опытные материалы выпущены ТУ, исследованы свойства армирующих
наполнителей в состоянии поставки и в составе органопластиков, на
предприятиях химической и текстильной промышленности освоено
производство и организованы поставки материалов предприятиям отрасли.
Для создания органопластиков авиационного назначения
применялись в основном эпоксидные связующие на основе
полифункциональных ароматических соединений, образующих при отверждении густо-
сшитые термостойкие сетки. В качестве эпоксидного компонента
использовались эпоксидиановые, эпокситрифенольные, эпоксиноволачные,
эпоксианилиновые и другие смолы. В качестве отвердителей обычно
использовались соединения аминного типа, анилинофенолформальдегид-
ные смолы, ангидриды, модифицированная мочевина, латентные
комплексы и др. Разработанные связующие обеспечили широкие технологи-
253
ГЛАВА 8
*=»> 3S> >>^> JS>
ческие возможности изготовления деталей авиационной техники
различными методами — «мокрой» и «сухой» намоткой с применением
ленточных препрегов, пропиткой под давлением, прессованием листовых
полуфабрикатов при высоких удельных давлениях (7—10 МПа),
контактным, вакуумным, пневмовакуумным и автоклавным формованием
отдельных деталей, а также сложных модульных конструкций,
длинномерных профилей, изготовляемых методом пултрузии, и др. Для набора
пакетов разработаны препреги на основе армирующих наполнителей
различной структуры, обеспечивающие выполнение технологических
требований: сухие препреги для сборки пакетов листовых материалов;
долгоживущие пластичные препреги с необходимой драпируемостью при
сборке пакетов изделий сложной кривизны; препреги на основе
связующих, допускающих многократный нагрев до температуры начала геле-
образования (ПО— 120°С), что необходимо при многостадийном
изготовлении сложных модульных конструкций; долгоживущие препреги с
повышенной липкостью и клеящей способностью для изготовления
сотовых панелей и конструкций по бесклеевой технологии.
Выбор армирующих наполнителей и олигомерных связующих,
основанный на соответствии их свойств конкретным эксплуатационным
требованиям, является необходимым, но недостаточным условием для
создания высококачественного органопластика. Иными словами,
опираясь на традиционный опыт разработки стеклопластиков, можно
изготовить органопластик на основе сочетания компонентов с очень
хорошими исходными свойствами, но при этом не получить
аддитивности этих свойств в композите. Неоднозначность получаемых результатов
при выборе компонентов органопластиков традиционным методом
предопределяется принципиальными отличиями физико-химического
взаимодействия проницаемых, сорбционно активных полимерных волокон
с многокомпонентными мономер-олигомерными отверждающимися
связующими от формирования традиционных композиционных материалов
на основе минеральных или углеродных непроницаемых волокон на
стадиях изготовления и хранения препрега, а также отверждения
материалов.
В связи с изложенным была поставлена задача разработать
методические основы создания полимер-полимерных композитов, предложить
критерий выбора компонентов и оптимизации сочетания арамидных
волокон с мономер-олигомерными термореактивными связующими;
исследовать особенности межфазного взаимодействия и взаимного
влияния компонентов в процессе первой стадии формирования (получения
254
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИМЫ
препрега) и последующего отверждения композита; установить влияние
межфазного взаимодействия компонентов на физико-химические
свойства органопластика.
Исследование физико-химического взаимодействия компонентов при
изготовлении органопластиков позволило выявить ряд специфических
особенностей развития этого процесса:
— при практическом равенстве значений поверхностной энергии
абсолютно сухих арамидных волокон и эпоксидных полимеров в
реальных условиях арамидные наполнители хорошо смачиваются
эпоксидными связующими, о чем свидетельствует двукратное снижение краевого
угла смачивания при повышении поверхностной энергии волокон в
результате нивелирующей роли хемосорбированной воды, прочно
связанной с функциональными группами волокнообразующего полимера;
— при изготовлении препрегов важная роль в формировании
контакта в системе арамидное волокно — олигомерное связующие
принадлежит процессам впитывания и удержания связующего в
межволоконной капиллярной системе армирующих наполнителей. Параметры
впитывания зависят от химического состава и строения компонентов
связующего, особенностей структуры растворов и расплавов
связующего, а также от специфического взаимодействия связующих с волокном
(константы скорости пропитки могут меняться в сотни раз,
равновесная высота капиллярного поднятия связующего — в 2—4 раза) [7,8].
В ряду специфических процессов взаимодействия компонентов на
стадии формирования органопластика следует выделить: формирование
на поверхности соседних волокон адсорбционных комплексов, что
обусловлено, в частности, сольватацией амидных группировок волокон,
которые могут препятствовать «трансляции» связующего в капиллярном
пространстве наполнителя; набухание волокон в компонентах
связующего, что может привести к локальной пластификации наименее
упорядоченных и дефектных областей волокнообразующего полимера;
диффузионно-химическое взаимодействие компонентов, которое может вызвать
структурные изменения в волокне, в частности привести к
упорядочению структуры волокна, что подтверждается сопоставлением
характеристик рентгеновской дифракции волокна до и после его обработки
эпоксидными связующими и их компонентами, а также данными
дифференциальной сканирующей калориметрии [8].
Диффузионно-химические и сорбционные процессы в системе
волокно - связующее носят избирательный характер, вследствие чего
изменяется соотношение компонентов связующего в сорбированном слое на
255
Willi
волокне по сравнению с их рецептурным соотношением. Например, в
композиции волокно СВМ + связующее ЭДТ-10 относительное
содержание отвердителя триэтаноламинтитаната в слое сорбированного
волокном связующего на 20—25 % выше по сравнению с его долей по данным
рецептуры. В эпоксианилинофенолформальдегидном связующем 5-211-БН
наблюдается обеднение сорбированного слоя эпоксидиановой смолой
вследствие более активного взаимодействия с арамидным волокном бром-
содержащей эпоксидиановой и анилинофенолформальдегидной смол.
Таким образом, избирательная сорбция приводит к перераспределению
долей компонентов связующего в композиции, что не может не
отразиться на физико-механических свойствах органопластиков. На рис. 2 а, б
показаны кинетика водопоглощения и влияние увлажнения на
изменение прочности серийных и опытных образцов органопластиков на
основе связующих, ранее успешно использованных для разработки стекло- и
углепластиков. Однако, как показали исследования, органопластики на
основе этих связующих по величине водопоглощения и стабильности
механических свойств при увлажнении в 2—3 раза хуже по сравнению с
любым, ранее паспортизованным органопластиком. Эти и многие
другие подобные факты привели к необходимости обобщить
многочисленные результаты кинетических исследований взаимодействия и взаимного
влияния компонентов органопластиков с использованием
термодинамического метода анализа [7,8].
100'
; so
2
V 2 I
0 12 3
Продолжительность выдержки, мес
0 12 3 4 5
Продолжительность выдержки, л/т, сут
Рис. 2. Зависимость изменения прочности при растяжении (а) и водопоглощения (б) от
продолжительности выдержки в камере тропического климата серийных органотекстолитов
(/) и опытных образцов на основе эпоксидных связующих, содержащих компоненты АЭТФ
(2) и ЭФУ (3)
256
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Для оценки взаимодействия полимерных волокон с компонентами
олигомерных связующих выбраны следующие эффективные критерии:
— термодинамическое сродство связующего Дц° — основной
параметр физико-химического взаимодействия связующего с волокном,
характеризующий способность перехода компонентов связующего из
раствора в волокно:
-Дц° = Я7Чп^,
где Св и С - концентрации компонентов связующего в волокне и
растворе связующего соответственно в момент равновесия;
— теплота процесса взаимодействия, характеризующая
избирательность сорбции:
д# ° = -Ц -^ '
й(1/Т)
— энтропия процесса взаимодействия:
Т
Разработанные методы и полученные результаты исследования
совместимости компонентов эпоксидных связующих, созданных для орга-
нопластиков, позволили установить следующие диапазоны колебаний
термодинамического сродства этих компонентов с арамидным волокном
СВМ: для эпоксидных смол различного состава 0,1—2,04 кДж/моль, для
типовых отвердителей 0,23—2,51 кДж/моль. Повышению
термодинамического сродства способствует введение в структуру смол фенильных
ядер, ионов галогенов, причем хлорсодержащие ионы отличаются
наиболее высокими значениями термодинамического сродства и теплового
эффекта взаимодействия, характеризующего процесс избирательной
сорбции. В ряду исследованных отвердителей наибольшим сродством и
теплотой взаимодействия с волокном характеризуется соединение,
содержащее имидазольную группу, входящую также в структуру волокнооб-
разующего полимера. Обобщение полученных данных позволило выявить
математические зависимости между термодинамическими и
кинетическими параметрами физико-химического взаимодействия компонентов
органопластиков.
17-5961
257
Полученные данные впервые позволили установить, что проявление
влияния арамидных волокон на изменение состава олигомерных
связующих может соответствовать двум крайним схемам взаимодействия:
I — избирательная сорбция и удержание на поверхности волокна и в
развитом адсорбционном слое компонентов связующего с высоким
значением термодинамического сродства и низким значением
коэффициента диффузии олигомеров в структуру волокнообразующего полимера;
II — диффузия слабо совместимых с волокном компонентов
связующего, характеризующихся низким значением термодинамического
сродства и высокой скоростью диффузии в глубь волокна.
Примером взаимодействия компонентов органопластика по первому
механизму может служить сочетание волокна с эпоксидным связующим
ЭДТ-10. При формировании этого материала, как уже было упомянуто
выше, отвердитель ТЭАТ активно сорбируется волокном, в результате
чего нарушается стехиометрическое соотношение компонентов в
связующем. Для компенсации оттока отвердителя из реакционного объема
связующего необходимо увеличить содержание отвердителя в рецептуре
с 10 до 13%. В этом случае удается обеспечить формирование сорбци-
онного слоя и полное отверждение матриц, результатом чего является
повышение свойств органопластика на 15—20%, особенно в условиях
воздействия воды и ее пара.
Реализацию второго (преимущественно диффузионного) механизма
взаимодействия компонентов органопластика можно рассмотреть на
примере эпоксидных связующих, содержащих в своем составе соединения с
низким сродством к волокну — эпоксифуриловый эфир (ЭФУ) и амино-
этоксифосфазен (АЭТФ) со значениями характеристики -Дм°, равными
0,1 и 0,28 кДж/моль соответственно. Исследования показали, что ЭФУ
при высокой скорости диффузии и низкой термодинамической
совместимости характеризуется низкой величиной АН0, равной 0,25 кДж/моль,
что свидетельствует о низкой сорбции этого соединения волокном и
предопределяет сохранение его (волокна) свойств в контакте со
связующим, содержащим ЭФУ. Прочность ав органопластиков на основе
такого связующего в нормальных условиях практически равна по величине
прочности обычных органопластиков. Показатели прочности ав, ав сж, тв,
зависящие в основном от свойств полимерной матрицы, на 22-24%
ниже среднего уровня для органопластиков, что связано с низкой
степенью отверждения матрицы вследствие нарушения соотношения
компонентов. В случае использования в качестве компонента связующего
продукта АЭТФ низкое значение термодинамического сродства сочета-
258
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
ется с высокой теплотой взаимодействия (Д#° = 1,33 кДж/моль), что
проявляется, как показала УФ-спектроскопия, в сорбции волокном
линейных олигомеров, входящих в состав АЭТФ. Такое взаимодействие
приводит к разупрочнению арамидных волокон в составе
органопластика, что особенно сильно проявляется при увлажнении материала
(снижение ав на 80%). В этом случае возникает принципиально новая
проблема, характерная для органопластиков, — сохранение исходных свойств
арамидных волокон в составе композита (см. рис. 2) [8].
В рассмотренных случаях крайне сложно «исправить» композицию
с целью улучшения и стабилизации ее свойств. На примере
композиции, содержащей ЭФУ, установлено, что ни повышение содержания
катализатора в 1,5—2 раза, ни введение сокатализаторов различных
составов, ни повышение температуры отверждения со 150 до 200 °С, ни
введение термообработки при 200°С — 20 ч, ни сочетание всех этих
приемов не обеспечило повышения степени отверждения связующего
выше 80—85%. Водопоглощение полученного органопластика в 2—3 раза
выше водопоглощения паспортизованных материалов.
Данный пример убеждает в преобладании естественных
физико-химических процессов взаимодействия арамидных волокон с
компонентами связующего, движимых силами термодинамической совместимости,
над комплексом весьма действенных приемов, дающих, как правило,
положительные результаты регулирования сшивки полимерных матриц.
Полученные данные позволили впервые сформулировать общие
принципы, которые, по мнению авторов, необходимо учитывать при выборе
компонентов и создании рецептуры связующих для органопластиков [8]:
— компоненты связующего должны иметь близкие значения
термодинамической совместимости с арамидными волокнами и сопоставимые
скорости диффузии внутри волокна; соотношения термодинамических и
кинетических параметров определяются корреляционными уравнениями;
— не рекомендуется использовать в составе связующих компоненты
с низким значением термодинамического сродства (< 0,1—0,3 кДж/моль),
особенно если низкое сродство сочетается с высокой теплотой
взаимодействия (> 1-1,3 кДж/моль);
— в составе связующих целесообразно применять
вещества—переносчики, способствующие повышению равномерности распределения
компонентов связующих в волокне; такие вещества при низких значениях
термодинамических параметров должны иметь высокие значения
коэффициентов диффузии (> 15 • 10~14 м2/с) и сродства по сравнению с
другими компонентами связующего;
17*
259
— при выборе рецептуры связующего необходимо учитывать
конкурирующие процессы взаимодействия компонентов связующего между
собой и с волокном.
Обоснование целесообразности выбора компонентов связующих с
учетом параметров их термодинамического и кинетического
взаимодействия с арамидными волокнами составляет основу впервые
предложенной рациональной методики создания и исследования органопластиков.
Помимо процессов массопереноса (избирательная сорбция,
диффузия), в формировании органопластиков важную роль играет химическое
взаимодействие функциональных групп волокнообразующего полимера с
компонентами олигомерного связующего. В зависимости от характера и
глубины физико-химического взаимодействия компонентов связующего
с волокном возможны изменения состава и структуры как волокна, так
и матрицы. На основе проведенных исследований процессов
взаимодействия и взаимного влияния арамидных волокон и олигомерных
связующих, отверждающихся при повышенных температурах, предложена
четырехуровневая модель структурной организации органопластиков,
включающая в себя помимо фаз полимерной матрицы и полимерного
волокна двухслойную межфазную область, состоящую из
адсорбционного слоя структурированной матрицы, обогащенного компонентами с
высоким термодинамическим сродством к волокну, и оболочки волокна,
свободный объем которой заполнен структурными фрагментами
компонентов связующего с низким термодинамическим сродством к волокну
и сравнительно высокой скоростью диффузии. Оба слоя межфазной
области имеют микрогетерогенную структуру и соединены воедино
макромолекулами полимерной матрицы. Формирование такой сложной
межфазной области, заменившей в полимер-полимерных композитах
границу раздела фаз, характерную для традиционных композитов,
армированных непроницаемыми волокнами, фактически исключает
возможность разрушения органопластиков по геометрической границе
контакта компонентов и предопределяет синергические эффекты,
проявляющиеся в изменении свойств волокна и матрицы в составе
органопластика по сравнению с их базовыми значениями. Взаимное влияние
волокна и связующего в процессе получения и хранения препрега,
формирования органопластика и, следовательно, наблюдаемые
синергические эффекты могут быть как позитивными (повышение температуры
стеклования матрицы, релаксация напряжений и улучшение структуры
волокна, способствующие повышению реализации его свойств в
композите), так и негативными (снижение температуры стеклования матрицы,
260
ВЫСОКОПРОЧНЫЕ К ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
повышение равновесного водопоглощения и снижение стабильности
свойств материала при увлажнении, снижение температуростойкости и
реализации упруго-прочностных свойств волокна в композите).
Эти выводы подтверждены комплексными физико-химическими,
структурными и физико-механическими исследованиями группы
аспирантов и специалистов, в течение многих лет работавших над этими
проблемами по единой программе. В процессе выполнения этой работы
защитили кандидатские диссертации аспиранты 3. Н. Жукова, Г. С. Шуль,
С. Н. Ульяненко, В. М. Алексашин. Результаты их диссертационных
исследований отличаются новизной, гармоничным сочетанием и взаимным
дополнением полученной оригинальной информации. Можно без
преувеличения утверждать, что результатом тесного творческого
сотрудничества аспирантов и сотрудников ВИАМ (И. С. Деев, Р. 3. Волошинова,
Л. Б. Александрова и др.) под научным руководством авторов впервые
была разработана новая методология создания полимер-полимерных
композитов, базирующаяся на инженерной термодинамике,
термоанализе, механической релаксационной спектроскопии, микро- и
макромеханике композитов, структурном анализе строения арамидных волокон,
матриц, межфазной области и механизме разрушения органопластиков.
За 30 лет своей научно-технической деятельности коллектив
сотрудников специализированного подразделения ВИАМ [прошедшего путь от
сектора органопластиков (1973 г.) до лаборатории (1984 г.) и
научно-технического отделения органопластиков и металлополимерных композитов
на их основе (1989 г.)] разработал свыше сорока материалов и их
модификаций целевого назначения — органопластики, гибридные органо-
стеклопластики на основе впервые разработанных комбинированных
тканей, слоистые металлоорганопластики различных структур [12—17].
Создание этих материалов сопровождалось всесторонним
исследованием их физико-механических, эксплутационных и технологических
свойств. Изучение комплекса этих свойств позволило сделать
заключение, что органопластики следует рассматривать как конструкционные
материалы многоцелевого назначения. Упруго-прочностные свойства
органопластиков характеризуются уникально высокими значениями при
растяжении и сравнительно низкими при сжатии. Так, в зависимости от
структуры армирующего наполнителя, природы полимерной матрицы и
технологии изготовления материала прочность при растяжении и
сжатии может изменяться в диапазонах 500—2800 и 160—240 МПа
соответственно. Сопоставление уровня этих двух характеристик формально
ограничивает применение органопластиков в качестве конструкционных
261
материалов для изготовления изделий, испытывающих критические
растягивающие нагрузки, тем более что наряду с высокими показателями
прочности модуль упругости этих материалов при растяжении в 2 раза
превосходит соответствующий показатель стеклопластиков аналогичной
макроструктуры. Однако опыт стендовых и эксплуатационных
испытаний элементов конструкций и агрегатов на основе сотовых панелей с
тонкими обшивками из органопластиков показал, что высокие
прочностные характеристики этих материалов при растяжении и сдвиге в
плоскости листа, низкая чувствительность к концентраторам напряжений
позволяют успешно использовать органопластики для изготовления сред-
ненагруженных конструкций. Этому способствуют также высокие
демпфирующие свойства органопластиков, повышающие вибропрочность и
виброжесткость элементов конструкций из этих материалов. Следует
также отметить неаддитивно высокую несущую способность деталей из
органопластиков при воздействии нагрузок кручения и изгиба — в этих
случаях наблюдается перераспределение напряжений в сжатых и
растянутых элементах образца материала, т.е. повышается вклад в несущую
способность материала растянутых элементов, характеризующихся
высоким сопротивлением этому виду нагружения.
Анализ комплекса полученных свойств и опыта создания элементов
конструкций летательных аппаратов различного назначения,
изготовленных из органопластиков и их сочетаний с другими материалами,
показал, что наибольший технико-экономический эффект достигается в тех
случаях, когда удается наиболее полно реализовывать следующие
основные достоинства органопластиков как конструкционных материалов:
уникально высокую удельную прочность и жесткость при растяжении,
высокую работу и вязкость разрушения, низкую скорость роста усталостных
трещин, высокую прочность при сдвиге в плоскости обшивок сотовых
панелей, способность к длительному накоплению повреждений без
образования критических трещин, низкую чувствительность к концентраторам
напряжений, высокие демпфирующие свойства. Сочетание этих свойств
с высокими теплофизическими и диэлектрическими характеристиками,
высоким химическим сопротивлением в контакте с агрессивными
средами, способностью сохранять свои свойства как при повышенных, так и
при криогенных температурах и др. позволяет использовать
органопластики как конструкционные материалы многоцелевого назначения.
Обобщение накопленного опыта всестороннего исследования
органопластиков и их практического применения в опытных и серийных
изделиях авиационной техники показало, что органопластики способны
262
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
обеспечивать наряду с достаточно высокими несущими
характеристиками радиопрозрачность конструкций и стабильность радиотехнических
параметров при длительном воздействии различных климатических
факторов; в ряде случаев органопластики с низким значением
диэлектрической проницаемости могут успешно выполнять функции входного слоя
радиопоглощающих конструкций; легкие пожаростойкие
органопластики обладают пониженными дымообразованием и токсичностью
продуктов термической деструкции; те же физические особенности поведения
органопластиков при высокотемпературном воздействии предопределяют
эффективную работу этих материалов в качестве тепловой защиты от
высокоэнтальпийных тепловых потоков, а также при воздействии
лазерного излучения и факторов титанового пожара. Органопластики
представляют интерес для защитных экранов, стойких к
высокоэнергетическому удару с энергией не менее 50 кДж/м2, а также для тыльного
элемента комбинированной брони, не образующего вторичных осколков и
обеспечивающего совместно с входным слоем из металла или керамики
защиту от пуль и осколков при скорости до 2000 м/с. Стойкость
конструкций к таким эксплуатационным факторам, как воздействие
вибраций, акустических, абразивных потоков, может быть значительно
повышена при их изготовлении из органопластиков, что обусловлено
высокими демпфирующими свойствами и вязкостью разрушения этих
материалов. Органопластики эффективны при создании легких
звукопоглощающих конструкций, работающих в широком диапазоне частот.
Модифицирование органопластиков добавками других волокон или
порошкообразных наполнителей, а также сочетание их с металлами на
разных структурных уровнях расширяют диапазон эффективного
применения органопластиков вследствие компенсации их недостатков
(прежде всего, сравнительно низкой прочности при сжатии) или придания им
новых физических свойств, — например, неэлектризуемости, молние-
стойкости, стойкости к воздействию сверхжесткого рентгеновского
излучения, способности отражения радиоволн и других электромагнитных
излучений, стойкости к фрикционному воздействию и т. п. [8].
В создании конструкционных органопластиков многоцелевого
назначения принимали участие А. Я. Балашов, Р.З. Волошинова, С. А. Чеба-
нюк, М.А Ермолаева, В. Л. Мамонтов, М.А. Амелина, Л.Ф. Мартынки-
на и многие другие.
Органопластики в элементах конструкций планера самолетов
применяются в виде монолитных деталей и обшивок сотовых панелей.
Впервые в отечественном авиастроении органопластики применены в конст-
263
рукциях транспортного самолета Ан-28 в легких сотовых панелях
закрылков, отсеков залонжеронной зоны крыла, в перегородках
различного назначения, обтекателях и др. В Ан-124 («Руслан») масса деталей с
применением органопластиков достигла 2800 кг, общая площадь
деталей из органопластиков составляет 1000 м2. В конструкции самолетов
КБ О. К. Антонова органопластики впервые применены в качестве
слоев, обеспечивающих живучесть и эксплутационную надежность деталей
из углепластиков. В самолете Ан-124 применено свыше 350 таких
деталей (створки шасси, панели зализов, откидные панели киля и
стабилизатора и др.). При изготовлении этого самолета органопластики впервые
применены для крупногабаритных средненагруженных конструкций, в
частности обтекателя шасси площадью 155 м2, что обеспечило снижение его
массы в 2 раза по сравнению с металлическим вариантом. Главная
заслуга в успешном внедрении органопластиков в изделия КБ O.K.
Антонова принадлежит Г. Г. Кантеру — большому энтузиасту и знатоку новых
материалов.
Органопластики нашли применение в элементах конструкций
самолетов Ил-86, Ил-96-300, Ил-114, Ту-160, Ту-204, Ту-214, Як-42.
Наиболее широко эти материалы применяются в изделиях КБ им. А. Н.
Туполева для изготовления обшивок мало- и средненагруженных сотовых
конструкций — створок мотогондолы, обтекателей пилона, форкиля,
зализа крыла с обтекателем шасси и др., обеспечивая снижение их массы
на 12—26%. Обшивки более нагруженных крупногабаритных
конструкций изготовлены из гибридных композиционных материалов на основе
чередующихся слоев препрегов из арамидных и углеродных волокон (в
соотношении органопластики/углепластики от 1:3 до 1:1). Из 4,4 т
полимерных композиционных материалов, предусмотренных к применению
в конструкции Ту-204, на долю органопластиков приходится около 3 т,
что обеспечило снижение массы на 1,2 т.
Уникальная прочность органопластиков при растяжении реализована
в новом классе металлополимерных композитов на основе послойного
чередования монослоев органопластика с тонкими листами
металлических сплавов: алюминиевых, магниевых, титановых. Над проблемой
создания новых металлополимерных композитов работали: С. И. Кишкина,
И. Н. Фридляндер, Г. Ф. Железина, О. Г. Сенаторова, А. Б. Айвазов.
Большая роль в технологическом освоении и внедрении алоров принадлежит
специалистам Ульяновского филиала ВИАМ — И. А. Казакову, В. И. По-
стнову, В. А. Ильину. Алюмоорганопластик Алор Д16/41, эксплуатируемый
на самолете Ан-124 с 1992 г., позволил увеличить ресурс отсеков крыла
264
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
в 8 раз. Принципиальное улучшение несущей способности конструкций
из алора предопределено тем, что внутренний слой высокопрочного
органопластика выполняет роль стопперов усталостных трещин. Создание
алора позволило вплотную подойти к решению проблемы изготовления
комбинированных безопасно повреждаемых материалов с высокой
выносливостью при акустических нагрузках. Кроме того, эти материалы
обладают более высокой стойкостью к воздействию смещающегося разряда
молний и лазерного излучения по сравнению с монолитным металлом [18].
Органопластики используются в конструкциях нескольких типов
вертолетов (Ка-26, Ка-32, Ка-50, Ка-52, Ка-60, Ка-126, Ка-226, Ми-26,
Ми-28, Ми-38). Совместно с Ухтомским вертолетным заводом (УВЗ)
впервые был осуществлен переход от создания отдельных деталей из
полимерных композиционных материалов, входящих в состав
преимущественно металлической конструкции, к изготовлению агрегатов,
состоящих из полимерных сотовых панелей, включенных в металлический
каркас, и далее — к изготовлению цельнопластиковых модульных
конструкций. На первом этапе в конструкциях вертолета применено свыше
400 узлов и деталей из органопластиков, причем более 160 из них
установлено вместо металлических. На наружном контуре фюзеляжа
вертолета «Черная акула» практически все панели (105 шт.) имеют
обшивки из органо- или органостеклопластиков на основе комбинированной
ткани Т-39. Из этих материалов изготовлены силовые панели таких
нагруженных агрегатов, как кабина, хвостовое оперение, крылья,
закрылки, контейнеры топливных баков. В конструкциях несущего винта
вертолетов листовые органопластики с большим эффектом применены для
изготовления обшивок динамически нагруженных хвостовых секций
(увеличение ресурса в 10—12 раз, улучшение центровки лопасти за счет
снижения массы по сравнению со стеклопластиковым аналогом).
Создание вертолетных конструкций с применением органопластиков
позволило повысить КИМ до 0,8—0,9; снизить массу элементов
конструкции на 20—30% по сравнению с металлическим вариантом;
обеспечить снижение массы агрегатов планера на 14%. При этом удалось
значительно увеличить живучесть и поднять в 2—3 раза ресурс агрегатов.
Широкое применение полимерных композиционных материалов, и
прежде всего органопластиков, позволило снизить в 1,5—3 раза
трудоемкость и энергетические затраты при изготовлении сложных агрегатов.
Благодаря широкому освоению конструкций из органопластиков и
гибридных композиционных материалов на их основе в отечественном
вертолетостроении на базе УВЗ под руководством генерального конст-
265
руктора профессора С. В. Михеева впервые сделан переход от
частичного использования полимерных композиционных материалов для
отдельных деталей к их широкому применению (до 30—35 %) и далее к
созданию конструкций с преимущественным (более 50—60%)
использованием этих материалов для новых вертолетов.
Работы по внедрению органопластиков в изделия УВЗ выполнялись
при творческом содружестве специалистов КБ (В. В. Головин, В. И. Акинь-
шин, В. Л. Данилкина, В. П. Вагис и др.) с бригадой разработчиков
материалов, ведущую организационную роль в которой играла В. Ф. Дворина
(Н.П. Бардина, Л. В. Пучкова, Р. 3. Волошинова, М.Л. Дьякова и др.).
Опыт, накопленный по внедрению органопластиков в конструкциях
вертолетов, в дальнейшем позволил расширить работы по внедрению
полимерных композиционных материалов в вертолетостроении, —
работы проводились по комплексной программе, утвержденной министром
И. С. Силаевым, под непосредственным руководством М.Я. Бородина и
Б. В. Перова [13].
Для конструкции интерьера современных самолетов и вертолетов
разработаны органопластики, полностью отвечающие требованиям
ЕНЛГС и FAR-25. Эти материалы при низкой плотности (0,4—1,25 г/см3)
отличаются высоким сопротивлением механическому удару,
устойчивостью к воздействию агрессивных жидкостей, моющих средств и
микологических факторов, являются трудносгорающими или самозатухающими
при удалении пламени и характеризуются ограниченным выделением
дыма и низкой токсичностью продуктов горения.
Органопластики в конструкциях интерьера рекомендованы к
применению для изготовления обшивок сотовых панелей по бесклеевой
технологии, а также обшивок из листовых органопластиков для несущих
сотовых панелей пола и перегородок. Для изготовления изделий
сложной кривизны взамен сот разработаны более технологичные пористые
органопластики на трикотажной основе. Применение такого материала
для изготовления оконных и потолочных панелей самолета Ту-204
обеспечило снижение их массы на -50% и трудоемкости в 3—4 раза по
сравнению с сотовыми панелями из стеклопластиков (разработчики М.А.
Ермолаева, С. А. Чебанюк, С. Д. Гаранина, В. В. Сидорова и др.).
Обшивки из листового органопластика для изготовления внутренних
силовых конструкций в течение 15 лет были типовым решением,
принятым в самолетах Ту-204, Ту-334, Ил-86, Ил-96-300, Ил-114, Як-42, Ан-
72, Ан-124, космическом аппарате «Буран». В создании листовых
органопластиков марок Органит 7ТЛ и 11ТЛ принимали участие И. Н. Ква-
266
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
шенникова, Л. В. Пучкова, М.Л. Дьякова, Р. 3. Волошинова, Л. Г. Орлова
и др. На самолетах Ту-204 и Ил-96-300 применено 205 и 360 м2 таких
панелей соответственно, что позволило на 20% снизить массу 1 м2
конструкций, повысить ресурс более чем в 25 раз. Потребность в листовых
органопластиках с 1982 по 1992 гг. возросла в 70 раз и достигла 160000 м2
при толщине обшивочного листа 0,7 мм.
Органопластики в конструкциях двигательных установок и агрегатов.
Попадание птиц в воздухозаборник двигательной установки (ДУ) часто
приводит к разрушению лопаток вентилятора и последующему
повреждению образовавшимися осколками других элементов конструкции
двигателя, планера и агрегатов самолета. Для локализации зон
возможного разрушения в пределах габаритов поврежденного двигателя
предложены защитные кольца из органопластиков для корпуса вентилятора.
Такие кольцевые защитные экраны диаметром от 1,5 до 2,5 м,
шириной 200—400 мм и толщиной до 60 мм используются в конструкциях
двигателей Д-18Т, Д-436Т, ПС-90А, НК-86, установленных на
самолетах Як-42, Ил-86, Ил-96-300, Ту-204, «Руслан» и др. Кольцевые экраны
вентиляторов из органопластиков обеспечивают надежную защиту
конструкций от скоростных осколков лопаток (300—400 м/с) с кинетической
энергией 30-50 кДж/м2.
В агрегатах различного назначения, испытывающих в процессе
эксплуатации критические растягивающие нагрузки от действия
центробежных сил или повышенного внутреннего давления, применение
органопластиков особенно эффективно. При разработке таких металлопласти-
ковых агрегатов используется внешнее армирование металлической
конструкции наружным усиливающим слоем однонаправленного
органопластика. Создание на этом принципе высокооборотных (22000 об/мин)
агрегатов электромашин для изделий авиационной техники (бандаж
якоря, обойма ротора) позволило на 20% увеличить скорость вращения
при обеспечении надежности и безопасности, снизить трудоемкость на
20-30%, повысить КИМ на 90% и исключить применение
дефицитного серебряного припоя.
Внешнее армирование металлических баллонов, корпусов ускорителей
однонаправленными органопластиками обеспечивает безосколочный
характер их разрушения, высокий ресурс и безопасность эксплуатации при
значительном снижении массы агрегата. Благодаря высокой прочности
внешнего слоя из органопластиков конструктивная эквивалентная
прочность цилиндрического баллона из титанового сплава достигает 2270 МПа,
стальных шаровых баллонов — до 2000 МПа, цилиндрических баллонов
267
из алюминиевых сплавов — до 700 МПа. Ресурс таких баллонов не
менее 500 циклов, а запас прочности достигает 2,6. Примерами
практического применения таких материалов в данной области являются титаноорга-
нопластиковые баллоны для движителя летающего кресла космонавта
[объем 28 л, масса 14,3 кг, Р 6 = 35 МПа (350 ат)], баллоны для приборов
ночного видения при Р 6 = 60 МПа (600 ат), бесшовные алюмоорганопла-
стиковые баллоны объемом 3 л, массой 0,8 кг, Рра^= 15 МПа (150 ат) [13].
Ведущая роль в решении этих сложных задач принадлежит
коллективу под руководством Н. М. Склярова (Н. В. Кадобнова, Р. 3. Волоши-
нова, B.C. Галеев).
Особенности процесса коксообразования теплостойких органоплас-
тиков и их высокие теплофизические параметры позволили совместно
с ОКБ В. Н. Челомея разработать корпуса головных частей ракет в мо-
нослойном варианте. Однонаправленный органопластик обеспечивал
высокую прочность и тепловую защиту конструкции, а также защиту
от интенсивного воздействия сверхжесткого рентгеновского излучения.
Этот комплекс работ впервые выполнили А. Я. Балашов, Г. Т. Стасюк
совместно с сотрудниками ЦКБМ (г. Реутов) — И. С. Епифановским,
Е. П. Можжухиным.
Специально для КБ «Молния» была разработана структура
тонкостенного органопластика, обеспечившего создание трубопроводов для системы
охлаждающей вентиляции и наддува планера космического аппарата
«Буран». Материал обеспечил герметичность и высокую надежность
эксплуатации в условиях циклического воздействия температур -130-*-+150°С.
Работа выполнена Р. 3. Волошиновой, А. Я. Балашовым, И.Н. Квашен-
никовой, Л. Г. Орловой, В. М. Фадеевой, совместно с Л. В. Вульфовичем,
Г. М. Курочка (КБ «Молния») и С. Н. Шестухиной (ОНПО «Технология»).
В зависимости от химического состава органопластики
используются как фрикционные и антифрикционные материалы. Оргалон АФ-1
(В. Л. Мамонтов, Л. И. Колесова), примененный в качестве
антифрикционного материала в тяжелонагруженных узлах трения скольжения для
втулок и шаровых подшипников, обеспечивает высокий ресурс этих
деталей, особенно при знакопеременных динамических нагрузках (при
этом ресурс ответственных узлов повышается более чем в 4 раза по
сравнению с работоспособностью традиционных материалов, в том числе в
случае использования других технических решений).
Применение Оргалона в узлах трения вертолета Ка-50 обеспечило
работоспособность системы управления и втулок несущего винта во всем
требуемом диапазоне температур, нагрузок и скоростей скольжения. На
268
ВЫСОКОПРОЧНЫЕ И ВЫСОКОМОДУЛЬНЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
колонке несущей системы количество точек смазки уменьшено в 15 раз.
Применение Оргалона позволило упростить конструкцию наиболее
сложных шарниров за счет уменьшения более чем в 10 раз количества
деталей. В результате при изготовлении колонки достигнуто снижение
массы более чем на 100 кг и трудоемкости на 1070 нормо-часов [12,13].
Итогом работ по внедрению органопластиков различного назначания
является применение этих материалов практически во всех изделиях,
созданных за последние 15—20 лет ОКБ им. А. Н. Туполева, О. К.
Антонова, СВ. Ильюшина, М.Л. Миля, Н.И. Камова, а также в других
изделиях, о чем свидетельствуют темпы роста создания и потребления
органопластиков в период наиболее активного развития авиационной
промышленности (рис. 3).
Для организации производства органопластиков и элементов
авиационных конструкций на их основе составлен пакет
научно-технической документации (НТД) на все разработанные материалы, отвечающие
требованиям, принятым в авиационной промышленности. Справочные
данные о свойствах этих материалов и технологии их получения внесе-
1975 1985 1995
Годы
1975
1985 1995
Годы
60
2
X
3
I 30
я
8
20Ь
10
1000
200 и
1980
1985 1990 1993
Годы
Рис. 3. Динамика роста свойств (а, б) и потребления органопластиков (в), полученных
методом намотки (•) и выкладки (о, а, □) на основе различных армирующих наполнителей:
а, б: о - шпон; д - однонаправленная ткань; □ — равнопрочная ткань; на основе
серийных волокон; на основе волокон 2-го поколения; в: 1 — количество
созданных материалов; 2, 3 - потребность в тканях (2) и нитях СВМ (3); 4 — площадь
поверхности листового полуфабриката (Органит 7ТЛ)
269
ны в ТР, ТУ, ПИ, Директивные техпроцессы, паспорта и сертификаты.
За успехи в области создания, исследования и внедрения органопла-
стиков исполнители работ удостоены Государственной премии СССР,
Премии Совета Министров СССР, награждены правительственными
медалями и другими знаками отличия.
Библиографический список
1. Павлов В.В., Семенова (Машинская) Г.И, Петрова Э.И. Эпоксилавсановый пластик ВЭЛ-1.
//Методы переработки и свойства армированных пластиков, 1968, с. 112-133 (ВИАМ).
2. Павлов В. В., Машинская Г. П., Тетерев Л. А. Органоволокнит. Энциклопедия полимеров. -
М.: Советская Энциклопедия, 1974, т. 2. - С. 510-513.
3. Павлов В.В., Семенова (Машинская) Г.П., Петрова Э.И. Слоистые пластики на основе
комбинированного наполнителя стекло-лавсан. // Методы переработки и свойства
армированных пластиков, 1968, с. 134-142 (ВИАМ).
4. Машинская Г. П. Органоволокниты.//Пластики конструкционного назначения/Под ред.
Е. Б. Тростянской. - М.: Химия, 1974, с. 266-310.
5. Деев И.С, Королев А.Я., Машинская Г.П. Исследование топографии поверхности
термостойких полимерных волокон и границы раздела в пластиках на их основе. — В сб.:
Термостойкие волокна. - Мытищи: 1976, с. 150-164 (ВНИИВ).
6. Перов Б. В., Скудра А. И., Машинская Г. П., Деев И. С. Особенности разрушения органо-
пластиков и их влияние на прочность.//Механика композитных материалов, 1979, № 2,
с. 317-321.
7. Жукова 3. Н. Физико-химические характеристики взаимодействия компонентов
органопластика на стадии пропитки наполнителя как средство регулирования технологических и
эксплуатационных характеристик//Автореф. дис... канд. техн. наук. - М., 1991, 25 с.
(ВИАМ).
8. Машинская Г.П. Органопластики для авиационной техники (создание, исследование,
применение)//Автореф. дис... докт. техн. наук. - М., 1993, 92 с. (ВИАМ).
9. Гаранина С.Д., Шуль Г. С, Машинская Г. П., Лебедев Л. Б. Влияние воды на свойства ор-
ганопластиков//Механика композитных материалов, 1984, № 4, с. 652-656.
10. Машинская Г П., Волошинова Р.З., Гаранина С. Д., Жирное А. Д., Дворина В.Ф.
Коррозионная активность органопластиков на основе волокна СВМ // Авиационные материалы.
Композиционные материалы (органопластики), 1984, с. 108-118 (ВИАМ).
11. Машинская Г.П, Тодрина Н.Я., Дворина В.Ф. Основные требования к полимерным
волокнам как армирующим наполнителям // Термостойкие волокна. - Мытищи, 1976,
с. 173-185 (ВНИИВ).
12. Авиационные материалы. Композиционные материалы (органопластики): Сборник статей/
Под ред. Б.В. Перова, Г.П. Машинской. - М.: ВИАМ, 1984. - 163 с.
13. Органопластики в изделиях авиационной промышленности (приложение № 2 к журналу
«Авиационная промышленность») / Под ред. Б. В. Перова, Г. П. Машинской. - М.:
Машиностроение, 1985. — 48 с.
14. Свойства и методы получения органопластиков и гибридных композитов на их основе:
Справочно-методическое пособие/Под ред. Г.П. Машинской. - М.: ВИАМ, 1985. - 76 с.
15. Авиационные материалы. Композиционные материалы (органопластики). Сборник статей/
Под ред. Б.В. Перова, Г.П. Машинской. - М.: ВИАМ, 1988. - 104 с.
16. Mashinskaya G. P., Perov В. V. Principles of developing organic-fibre-reinforced plastics for aircraft
engineering//Polymer matrix composites (Soviet Advanced Composites Technology Series/Ed.
by R.E. Shalin. - L.: Chapman and Hall, 1995, v. 4, p. 305-425.
17. Машинская Г. П. Органопластики: Справочное пособие «Армированные пластики» / Под
ред. Г. С. Головкина, В. И. Семенова. - М.: МАИ, 1997, с. 268-305.
IS. Mashinskaya G.P., Zhelezina G.F., Senatorova O.G. Laminated fibrous metal-polymer
composites // Metal matrix composites (Soviet Advanced Composites Technology Series /
Ed. by I.N. Fridlyander. - L.: Chapman and Hall, 1995, v. 3, p. 487-570.
270
Глава 10
КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-
ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ
МАТЕРИАЛЫ ДЛЯ ИНТЕРЬЕРА
САМОЛЕТА
Е.Г. Сурнин, Э.К. Кондратов
ПОЖАРОБЕЗОПАСНЫЕ ДЕКОРАТИВНО-
ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ
Сейчас трудно представить себе, чтобы в отделке интерьера
пассажирских самолетов и вертолетов использовались сгорающие материалы.
Однако до начала 1970 г. отсутствовали даже требования в отношении
пожаробезопасности декоративно-отделочных материалов. В то же
время, по данным Федерального управления гражданской авиации (США),
за период 1952—1972 гг. из 182 зарегистрированных аварий самолетов, в
результате которых возникал пожар, в 122 случаях человеческие жертвы
были связаны с пожаром, обусловленным использованием в интерьере
самолетов сгорающих материалов. В 1970 г. в результате катастрофы на
Внуковском аэродроме самолета Ил-18 человеческие жертвы были
вызваны также пожаром и удушьем от ядовитых газов. В 1967 г. от пожара
на космическом корабле «Аполлон-1» погибли трое космонавтов.
271
ГЛАВА
И
Основными причинами возникновения пожара в самолетах
является наличие горючих материалов, окислителя и источника поджигания,
создающего локальную температуру, превышающую температуру
воспламенения материала.
Условия горения в открытом объеме в наземной атмосфере и в
гермокабине ограниченного объема резко различаются. В наземных
условиях процесс горения поддерживается неограниченным количеством
кислорода в воздухе, причем давление в открытом объеме не
повышается и продукты сгорания рассеиваются. В замкнутом объеме процесс
горения ограничивается количеством горючего материала и кислорода,
однако температура и давление будут быстро повышаться, а токсичные
продукты сгорания накапливаться; пожар любой интенсивности в
замкнутом объеме вследствие повышения давления может привести к
катастрофе.
При увеличении содержания кислорода в составе воздуха
(предусматривается при конструировании космических кораблей) пожароопас-
ность резко возрастает вследствие повышения горючести применяемых
материалов. Кроме того, в этих условиях происходит увеличение
скорости распространения пламени и высвобождающейся в процессе горения
энергии.
Горящие материалы выделяют дым и токсичные газы. Сильно
дымящие материалы снижают видимость при пожаре, что затрудняет
ориентирование и выход из опасной зоны. Кроме того, дым вызывает
слезоточение и возникает отравление верхних дыхательных путей. От
выделяющихся при горении токсичных газов и углеводов возникает также
большая опасность отравления человеческого организма.
Существуют общие требования пожарной безопасности к
космическому кораблю и пассажирским самолетам. Однако интерьер
космического корабля является более герметичным и менее вентилируемым.
Вследствие этого к материалам, применяемым в таком интерьере,
предъявляются более жесткие требования в отношении горючести,
выделения запахов и токсичных газов. Применяемые в этом случае
материалы не должны способствовать распространению пламени в среде с
40%-ным содержанием кислорода, а в некоторых случаях и со 100%-
ным, что в сочетании с требованием минимальной массы материала
значительно уменьшает выбор негорючих материалов.
Все вышеперечисленные факторы обусловили важность и
актуальность создания негорючих материалов с пониженной токсичностью и
дымообразующей способностью. Кроме того, использование негорючих
272
КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
материалов в пассажирских самолетах отражено в ряде положений
международных организаций, в числе которых Международная ассоциация
гражданской авиации (ИКАО) и Международная организация по
стандартизации (ИСО).
Впервые требования по пожаробезопасности применяемых в
интерьере пассажирских самолетов материалов были приняты в США в 1947 г.
Это были нормы, ограничивающие скорость распространения пламени
по горизонтально расположенному образцу. В 1972 г. были введены
требования, ограничивающие горючесть материалов при их испытаниях
в пламени бунзеновской горелки при вертикальном положении образца.
В 1970 г. вышли Постановление ЦК КПСС и СМ СССР и приказ
МАП о необходимости разработки мероприятий по обеспечению
безопасности авиационной техники, включая создание пожаробезопасных
авиационных декоративно-отделочных и конструкционных полимерных
материалов. Для выполнения данного Постановления и приказа МАП в
части разработки негорючих полимерных материалов головной
организацией был определен ВИАМ. С этого момента в ВИАМ были начаты
серьезные работы по созданию пожаробезопасных авиационных
материалов. Первоначально решалась задача придания только пониженной
горючести материалам без учета их дымообразующей способности,
токсичности и других пожароопасных свойств. В то же время вопрос
токсичности и дымообразующей способности материалов учитывался
разработчиками практически с первых шагов создания новых материалов.
Для оценки горючести материалов в 1973 г. был разработан метод и
выпущен ОСТ 1 90094-73 «Полимерные материалы. Метод определения
горючести декоративно-отделочных и конструкционных материалов». По
степени горючести материалы были классифицированы на следующие группы:
1-я группа — трудносгорающие авиационные материалы — образец
такого материала при испытании в течение 12 с в вертикальном
положении в стандартном пламени после выноса из пламени не горит и не
тлеет и имеет среднюю длину обуглившейся части не более 170 мм , а
горение выпавших капель не более 3 с;
2-я группа — самозатухающие авиационные материалы — при
аналогичных испытаниях на горючесть образцы после удаления пламени
должны иметь остаточное горение не более 15 с, среднюю длину
обуглившейся части не более 170 мм, а горение выпавших капель должно
длиться не более 5 с;
3-я группа — медленносгорающие авиационные материалы —
скорость распространения стандартного испытательного пламени при испы-
18 - 5961
273
ГЛАВА 10
""Д»^ *S>' ^j&j* <%fr
таниях на горючесть после воздействия на горизонтально
расположенный образец не более 60 мм в минуту;
4-я группа — сгорающие материалы, которые не соответствуют
требованиям, предъявляемым к первым трем группам.
Одновременно в ВИАМ была разработана система комплексной
оценки материалов для их паспортизации с целью установления
возможности применения их в пассажирских самолетах. В процессе
проведения паспортизации изучаются не только характеристики пожаробезопас-
ности авиационных материалов, но и их коррозионная активность,
возможное изменение свойств в процессе эксплуатации и т.д.
Для создания ассортимента декоративно-отделочных и
конструкционных материалов были привлечены ведущие авиационные ОКБ,
возглавляемые А.Н. Туполевым, СВ. Ильюшиным, А.С. Яковлевым, O.K.
Антоновым и др. Кроме того, в создании авиационных материалов
пониженной горючести участвовали специалисты Академии наук, химической,
нефтехимической, легкой и медицинской отраслей промышленности.
Результатом совместных усилий явилось создание ассортимента
декоративно-отделочных авиационных материалов пониженной горючести,
таких как: самозатухающие обивочные ткани для пассажирских кресел,
портьер и занавесок; самозатухающий ковровый материал для покрытия
полов в салонах самолета; самозатухающие и трудносгорающие винилис-
кожи и декоративные пленки для облицовки стен и перегородок; мед-
ленносгорающая лента для изготовления привязных ремней
пассажирских кресел; самозатухающий клей; стеклотекстолиты и углепластики для
изготовления полов (взамен применявшейся фанеры) и др.
Первыми исполнителями работ по созданию авиационных
декоративно-отделочных и конструкционных полимерных материалов
пониженной горючести были:
Материал, направление работ Разработчики
Декоративные ткани , , .„...,... А. Н. Зуйкова, А.Н. Кирюшкина
Ковровый материал..... Н.В. Буленкова, Н.К. Грибкова
Лента для привязных ремней . З.В. Иванова
Винилискожа Л. А. Ясенева, Е.А. Пономарева
Клей .......... В. В. Михеева
Декоративные пленки Е.Н. Базенкова, В. И. Киелякова,
Т.Ф. Изотова
Декоративный винипласт Л.А. Тетерев, Е.Н, Базенкова
274
КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
Светотехнические материалы *....».,... ELB. Хруслова, 3.3. Шворнева,
ЕХ Сентюрин, В. В. Усов,
С А. Воеводина
Стеклопластики, пенопласты и пенополиуретаны „ Й.И Хорошияова, А. 1С Моисеев,
Л. И. Кравченко
Резиновые материалы .„. Ф.К. Абельханова
Сотовые заполнители и конструкции «.,♦., , ...♦,♦ О, К, Белый, В, В* Павлов
Разработка методики оценки горючести материалов— В.И. Козин, З.П. Аблекова
Исследование коррозионной активности материалов... Б. В. Артамонова
Руководителем работ по созданию пожаробезопасных материалов был
заместитель начальника ВИАМ Э.К. Кондратов.
В 1973 г. Постановлением СМ СССР и приказом МАП введено
обязательное применение в интерьере пассажирских самолетов и
вертолетов авиационных материалов пониженной горючести.
Результаты проведенных работ по созданию авиационных
материалов пониженной горючести способствовали вступлению СССР в 1974 г.
в международную организацию ИКАО, так как члены этой организации
обязаны использовать в интерьере самолетов только материалы
пониженной горючести. Вследствие вступления СССР в ИКАО были выпущены
нормы летной годности НЛГС-2, в которых впервые официально были
заложены требования по горючести к декоративно-отделочным и
конструкционным материалам интерьера пассажирских самолетов. В 1975 г.
был разработан метод оценки дымообразующей способности
авиационных неметаллических материалов и выпущен ОСТ 1. 90178—75,
преобразованный в дальнейшем в ГОСТ 24632—81 «Полимерные материалы.
Метод определения дымообразования» (В.Н. Воробьев). Сущность
метода заключается в измерении интенсивности светового потока,
проходящего через задымленное пространство в герметичной камере при
термическом разложении образца.
Результаты работ по созданию пожаробезопасных материалов и
методик их оценки были обсуждены в декабре 1975 г. на
научно-технической конференции «Новые декоративно-отделочные материалы в
авиастроении», на которой были заслушаны сообщения специалистов ВИАМ,
ЛИИ, ГОСНИИ ГА, ВНИИискусственных волокон, ВНИИ по
переработке химических волокон, ЦНИИшерсти, Ивановского ВНИИ
полимерных материалов и искусственных кож, Института гигиены труда и
профзаболеваний, ПО «Стройпластмасс», Ленинградского завода
слоистых пластиков и др.
18*
275
ГЛАВА 10
^>3S>>J»>JS>
В 1976 г. в ВИАМ создан сектор декоративно-отделочных
материалов (под руководством канд. техн. наук Е.Г. Сурнина),
преобразованный в 1989 г. в лабораторию декоративно-отделочных материалов.
В 1978 г. впервые в интерьере пассажирских самолетов были
использованы трехслойные сотовые панели, разработанные под
руководством В. В. Павлова. Работы по созданию трехслойных сотовых
конструкций были начаты в начале 70-х годов. В этот период были
разработаны трехслойные конструкции на основе бумажного сотового
заполнителя из огнестойкого волокна Nomex (фирма «Дюпон», США),
обшивок из стеклоткани Т-45П-76, Т-15П-76 на основе полых
стеклянных волокон и эпоксиизоцианатного связующего ЭП-2МК. Было
организовано производство сотопласта ПСП-1 из отечественного сырья.
Полимерный сотопласт представляет собой материал ячеистой структуры на
основе арамидной бумаги и модифицированной феноло-формальдегид-
ной смолы. Для его производства (взамен импортного волокна Nomex)
были разработаны отечественное арамидное штапельное фенилоновое
волокно (ВНИИСВ, г. Тверь), бумага на его основе и технология
изготовления сотопласта. Декоративная отделка панелей интерьера
обеспечивалась разработанными самозатухающими декоративными пленками
ПДОАЗ-25 (масса таких панелей составляла 2—2,6 кг/и2) и полностью
отвечала существующим на тот период летным нормам по
пожаробезопасное™ и требованиям ИКАО.
В 1980-х годах предпринимались попытки усовершенствовать
конструкцию и материалы панелей интерьера с целью снижения массы,
повышения прочности на отрыв и технологичности изготовления.
Весовые характеристики трехслойных конструкций в основном связаны с
весовыми характеристиками сотового заполнителя и тканей, используемых
для изготовления обшивок. Для снижения массы панелей для обшивок
трехслойных конструкций применялась арамидная ткань СВМ. Это
позволило уменьшить массу панели до 1,8—2,1 кг/м2. Для повышения
технологичности при изготовлении панелей интерьера в качестве связующих
использовались самозатухающее связующее ЭДТ-69Н, а также связующие
фенольного типа ФП-520 и П-5-15. Препреги из этих связующих
сохраняют свою жизнеспособность в течение 3—6 мес. Конструкция
интерьера на основе фенольного связующего ФП-520 и полимерных сот
ПСП-1 используется и в настоящее время на пассажирском самолете
Ту-204. Однако у таких конструкций недостаточно высокая прочность
на отрыв (1,8 МПа). Для получения качественного интерьера
необходима прочность 2—2,5 МПа.
276
КОНСТРУКЦИОННЫЕ Н ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
В 1978 г. были начаты работы по созданию декоративно-отделочных
материалов, не горючих в среде 40%-ного кислорода, для космического
корабля «Буран», которые завершились разработкой ассортимента
материалов в 1984 г. Для оценки токсичности при горении авиационных
полимерных материалов в 1983 г. были разработаны методические
указания, распространяющиеся на все материалы, используемые в
авиационной технике (Е.Г. Сурнин, В.Н. Воробьев, Е.А. Пономарева совместно с
Институтом гигиены труда и профессиональных заболеваний АМН СССР,
ГОСНИИ ГА и ЛИИ). В соответствии с нормами НЛГС-2 было
разработано 10 видов декоративных самозатухающих тканей, 4 самозатухающих
ковровых напольных покрытия, 6 самозатухающих винилискож, 4 вида
самозатухающих декоративных пленок, 3 структуры самозатухающего
авиационного линолеума, 3 структуры лент для привязных ремней, 5
самозатухающих и трудносгорающих декоративных пластиков, 4 вида
самозатухающего пенополиуретана, 8 видов самозатухающих и
трудносгорающих покрытий, 2 типа самозатухающего клея, 6 самозатухающих и
трудносгорающих облицовочных материалов, 6 самозатухающих органо-
пластиков и 26 стеклопластиков. Разработанные самозатухающие
материалы были применены на пассажирских самолетах: Ту-134 и Ту-154 всех
модификаций, Ил-18, Ил-62, Ил-62М, Як-40, Як-42, Ан-24, Ан-12.
В 1984 г. были выпущены нормы летной годности НЛГС-3 и
ЕНЛГС, в которых к материалам интерьера, кроме показателя
горючести, предъявлялись дополнительные требования по их дымообразующей
способности и токсичности при горении. ЕНЛГС распространялись на
все страны, входившие в СЭВ. В связи с выпуском НЛГС-3 и ЕНЛГС
были начаты обширные исследования по созданию авиационных
материалов, отвечающих новым требованиям. Работы проводились
применительно к создававшемуся в то время пассажирскому самолету Ил-86.
Согласно нормам летной годности НЛГС-3 и ЕНЛГС, разрабатываемые
материалы по показателям дымообразования разделены на 5 групп
(табл. 1).
Авиационные материалы, относящиеся к V группе (сильнодымящие),
не отвечают требованиям НЛГС-3 и ЕНЛГС по дымообразованию.
В США Федеральные нормы, регулирующие выделение дыма, были
введены только в 1988 г. и являются значительно более мягкими. Они
распространяются только на материалы панелей потолка, стен и
перегородок, причем испытания проводятся только в режиме горения и
нормируется только дымообразование за первые четыре минуты (Д4 < 200).
Кроме того, исключены требования по определению показателей дымо-
277
ГЛАВА 10
«g»> *&► 3»'J^'> *B>
Таблица 1
Классификация материалов по показателям дымообразования* при горении
Группа
материалов
I
II
Ш
IV
V
Характеристика материалов
по дымообразованию
Практически не выделяющие дыма
Слабодымящие
Среднедымящие
Существеннодымящие
Сильнодымящие
Д|Ш1Х
£5
<50
<200
>200
>200
д2
-
-
-
<;100
>100
д4
-
<16
^100
£200
>200
* Д2, Д4 и Д^^ — коэффициенты» характеризующие дымообразование за 2; 4 и 16
мин (max) соответственно (ГОСТ 24632-81).
образования для текстильных и напольных материалов (ковров,
материалов пассажирских кресел).
Создание материалов в соответствии с нормами НЛГС-3 и ЕНЛГС
по дымообразующей способности на тот период и в настоящее время
является весьма сложной задачей и требует проведения обширных
исследований по разработке новых видов полимеров и дымоподавляющих
добавок.
В начале 1970-х годов Федеральное авиационное агентство (США)
обращает внимание на большое число людей, погибших после
пожарных инцидентов из-за токсичности продуктов сгорания и дыма. В 1977 г.
компания Boeing, а вслед за ней и Airbus Industrie устанавливают
требования по токсичности при горении к материалам при испытаниях их в
дымовой камере. Компании, входящие в AIA (Aerospace Industries
Associatio — Ассоциация производителей авиакосмической техники), для
оценки токсичности образующихся газов приняли метод количественного
анализа 6 наиболее типичных дымовых газов: HF, HC1, HCN, S02+H2S,
СО и NO+N02. Федеральные нормы США и других стран не
ограничивают допустимый уровень токсичности при горении применяемых
материалов.
Как отмечалось выше, в нашей стране проблемой токсичности
материалов начали заниматься уже в 1970 г., в 1984 г. требования по
токсичности при горении полимерных материалов были включены в
НЛГС-3 и ЕНЛГС. В 1985 г. обобщенные результаты исследований по
токсичности авиационных материалов при горении были представлены в
справочно-методическом пособии «Токсикологические и санитарно-хими-
278
КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИМЫ
ческие характеристики полимерных материалов при горении» (Е.Г. Сур-
нин, Е.А. Пономарева, В. Т. Минаков при участии сотрудников
Института гигиены труда и профзаболеваний АМН СССР и ГОСНИИ ГА), а
именно: методические указания по оценке токсичности авиационных
полимерных материалов при горении, классификация полимерных
материалов; данные, характеризующие количественный и качественный состав
химических веществ, вьщеляющихся при горении материалов; параметры
острой токсичности продуктов горения.
По степени опасности отравления продуктами при горении
авиационные полимерные материалы были разделены на четыре класса (табл. 2).
Классификация полимерных материалов
по степени опасности отравления продуктами горения
Таблица 2
Класс опасности
материалов
I
II
Ш
IV
Характеристика материалов
Чрезвычайно опасные
Высоко опасные
Умеренно опасные
Мало опасные
PSL*S0, г/м3
10
10-50
10-50
150
Г
од
0,02-0,1
0,006-0,02
0,006
PSL$q (смертельная весовая насыщенность) - масса материала, при горении ко»
торой выделяющиеся продукты (в определенном объеме) вызывают гибель 50% по*
допытных животных; К - показатель опасности развития смертельного отравления:
Xs* \/{PSL^*s), где $ — функция угла наклона прямой смертельных величин
насыщенности к оси абсцисс в системе координат.
Авиационные полимерные материалы, относящиеся к I классу
опасности, не допускались к применению в авиационной технике.
В 1984 г. был организован и проведен Всесоюзный
научно-технический семинар «Текстильные материалы для интерьера гражданских
самолетов» (Е.Г. Сурнин при участии КТИЛП, г. Каунас). На семинаре
были обсуждены вопросы по использованию в текстильных
авиационных материалах новых видов огнестойких волокон и пропиточных
составов.
В 1986 г. было выпущено справочно-методическое пособие
«Горючесть и дымообразующая способность полимерных материалов
авиационного назначения» (В.Н. Воробьев, Л. Г. Бычихина, В. А. Тарасов, при
279
ГЛАВА 10
;ШШМ§^ШЯ^ШШ^;]
участии Н.В. Крыловой), где обобщены и систематизированы
результаты экспериментальных исследований характеристик горючести и
дымообразующей способности декоративно-отделочных и конструкционных
полимерных материалов авиационного назначения, изложены методы
испытания пожарной опасности и требования к полимерным
материалам в соответствии с нормами летной годности гражданских самолетов
в зависимости от их назначения и применения в конструкции и
интерьере самолетов.
Проведенные в ВИАМ исследования по разработке авиационных
материалов в соответствии с нормами НЛГС-3 и ЕНЛГС позволили
решить задачу обеспечения аэробуса Ил-86 необходимыми материалами,
что способствовало проведению положительных сертификационных
испытаний.
В 1984 г. после проведения полномасштабных испытаний отсека
широкофюзеляжного самолета, выполненных по рекомендациям SAFER,
в FAR-25 был включен метод керосиновой горелки для оценки
воспламеняемости пассажирских кресел. Испытания показали, что применение
огнеблокирующих чехлов для пассажирских кресел одновременно с
использованием негорючих панелей интерьера дает выигрыш во времени
(-1 мин) до объемной вспышки в самолете. В 1986 г. в FAR-25 был
включен метод определения скорости выделения тепла материалами
интерьера пассажирского салона, которые (правила) начали действовать
с 1988 г., а в России — с введением в действие авиационных правил
АП-25 (1996 г.).
Испытания образцов материалов, для определения скорости
выделения тепла, проводятся при вертикальном положении образца в
падающем на него тепловом потоке 35 кВт/м2. В качестве критериев
оценки выбраны: максимальная скорость выделения тепла за 5-минутный
период испытания (пик) и интегральное количество выделившегося тепла
за первые две минуты испытания. Федеральным авиационным агентством
(США) требования по тепловыделению вводились в два этапа: с августа
1988 г. пик тепловыделения и общее тепловыделение не должны были
превышать уровень 100 кВт/м2 и 100 кВт • мин/м2 соответственно, а с
августа 1990 г. эти величины установлены на уровне 65 кВт/м2 и
65кВт • мин/м2. Такие нормы включены в авиационные правила АП-25.
Ожидается, что в США в перспективе уровень этих показателей
будет снижен до 50 кВт/м2 и 50 кВт*мин/м2.
В настоящее время ВИАМ — единственная организация в России
и странах СНГ, которая располагает калориметром HRR-3 фирмы Atlas
280
КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИМЫ
(США) по определению тепловыделения авиационных материалов. Этот
прибор полностью соответствует требованиям на оборудование для
проведения испытаний по оценке тепловыделения материалов,
применяющихся для отделки интерьера пассажирских самолетов. Подробное
описание оборудования, необходимой процедуры калибровки и проведения
испытаний приводится в части IV Приложения F авиационных правил
(АП-25).
В соответствии с требованием ИКАО Российские авиационные
правила АП-25 полностью соответствуют требованиям FAR-25 (США) и
САА (Великобритания) в отношении пожаробезопасности материалов.
По сравнению с НЛГС-3 и ЕНЛГС требования к материалам в
отношении дымообразования снижены, а требования по токсичности
продуктов горения в правилах АП-25 отсутствуют. В то же время
ужесточены требования к панелям стен и перегородок (включен показатель
тепловыделения), к пассажирским креслам (показатель
воспламеняемости кресел). Кроме того, требования по пожаробезопасности материалов
интерьера разграничены — в зависимости от функционального
назначения материалов в интерьере.
В заключение необходимо отметить, что в результате проведенных
исследований по созданию пожаробезопасных материалов и оснащению
ими интерьера пассажирских самолетов не было отмечено случаев
гибели пассажиров от горения материалов интерьера.
Б.В. Перов, Е.Г. Сурнин
ТЕРМОПЛАСТИЧНЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
МНОГОФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ
Термопластичные полимерные материалы благодаря уникальному
сочетанию эксплуатационных и технологических свойств получили широкое
распространение в различных отраслях машиностроения, в том числе и
в авиационной технике.
Для изделий, изготовленных на основе термопластов, характерны
малая масса, стойкость к ударным нагружениям, устойчивость к
воздействию различных сред: воды, масел, топлив и т.п.
281
ГЛАВА 10
-<з»^%8> SSfrjfo1^ »Sfr
При изготовлении изделий применяются современные
высокопроизводительные технологические методы: экструзия, литье под
давлением, вакуум- и пневмоформование, электронно-ионное напыление и т.д.
В то же время прогресс в технике летательных аппаратов
предъявляет ряд специфических требований, удовлетворение которых
существенно расширяет области и объемы применения термопластов как
авиационных материалов.
— Повышение упруго-прочностных показателей ( модуль упругости,
прочность), стойкости к растрескиванию в эксплуатационных условиях,
увеличение ресурса при сохранении малой плотности этих материалов
и др.
— Расширение диапазона рабочих температур с верхним пределом
150°С и более.
— Создание новых видов листовых прозрачных материалов с
высоким ресурсом по надежности, сохранению оптических характерстик, в
том числе и при повышенных температурах, в течение заданного срока
эксплуатации.
— Создание новых видов термопластов, обладающих высокими
пожаробезопасными свойствами: низкими тепловыделением, горючестью,
дымовыделением и токсичностью при горении в соответствии с
требованиями авиационных правил АП-25. Разработка или модификация
термопластов для использования в системах интерьеров существенно
расширяет объемы их применения.
— Модификация теплостойких термопластов с целью использования
их в качестве связующих при создании термопластичных полимерных
композитов, обладающих рядом преимуществ по сравнению с
традиционно используемыми полимерными композиционными материалами на
основе термореактивных полимерных связующих ( эпоксидных, феноль-
ных и др.).
— Поиск новых термопластичных систем, обеспечивающих
существенный (скачкообразный) рост прочностных показателей, — например,
жидкокристаллических термопластов, использование которых
перспективно как для гомогенных термопластов, так и при создании компонентов
(арматура и связующие) нового поколения композитов.
Последние годы характерны существенной активизацией
исследовательских работ в указанных областях совершенствования
термопластичных полимеров как авиационных материалов. В выполнении указанных
исследований активное участие принимают лаборатории ВИАМ.
Основные достигнутые результаты по этим направлениям представлены ниже.
282
КОНСТРУКЦИОННЫЕ И ДЕКОРДТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
Композиционные термопластичные
полимерные материалы
За последние годы в ВИАМ разработан ряд интересных для
практического применения термопластичных материалов, армированных
дискретными и непрерывными углерлодными, стеклянными и
полимерными волокнами.
Одним из наиболее распространенных эффективных путей
повышения механических свойств термопластов является введение в них
дискретных волокнистых наполнителей.
Армирование волокнами придает термопластам устойчивость к
длительным нагрузкам, повышает прочность, жесткость и термостойкость. Так,
дискретные волокна способствуют повышению прочности при разрыве
аморфных термопластов в 1,1—1,5 раза, кристаллических — в 1,5—2,5 раза.
В ВИАМ при участии НИИПМ разработаны, паспортизованы и
рекомендованы к применению стеклонаполненные полиамид ПА610-Л-
СВЗО, полисульфон ПС-КС и угленаполненный полиамид ПА66-у-30
(Э.Я. Бейдер, Л.И. Канцевич, Г.Н. Петрова).
Из созданных в ВИАМ литьевых термопластов специального
назначения можно выделить материалы Ф-40ЛД и Полисарт-КС.
Литьевой фторопласт Ф-40ЛД отличается повышенной химстойкостью и
нашел применение для формования деталей топливной аппаратуры.
Полисарт-КС — стеклонаполненный полисульфон, модифицированный
жидкокристаллическим термопластом. Материал нашел применение для
литья тонкостенных крупногабаритных деталей агрегатов.
Что же касается создания листовых термопластичных композитов,
армированных непрерывными волокнами, то практическая реализация
таких материалов еще недостаточна. Для создания подобного рода
материалов потребовалась разработка новых видов термопластов с
прочностью и модулем упругости 70 и 250 МПа соответственно, а также
применение специальных видов обработки волокон, на основе которых
получают различные текстильные формы, с целью достижения
требуемого адгезионного взаимодействия (прочности, сцепления) волокна и
связующего.
Технология получения листовых композиционных термопластичных
материалов (КТМ) существенно отличается от традиционной. Все
материалы получены без использования растворителей по экологически
чистым технологиям: электронно-ионной, пленочной и волоконной, где
термопластичные связующие имеют форму порошка, пленки или волокна.
283
ГЛАВА 10
■O^iSfr'^Sfrj^'^^K
По сравнению с традиционными композиционными материалами
на термореактивных связующих КТМ обладают следующими
преимуществами:
эксплуатационные
— на 20—40% выше стойкость к ударным нагрузкам и локальным
повреждениям;
— высокая устойчивость к воде и дождевой эрозии;
— химическая стойкость, в том числе к маслам и топливам;
— огнестойкость, пониженные дымовыделение и токсичность;
— более высокая (на порядок) герметичность;
— ремонтопригодность (КТМ легко сваривается);
технологические
— неограниченный срок хранения препрега;
— короткий (10—60 мин) цикл формования;
— возможность переформовки деталей;
— простота утилизации отходов производства и брака.
В настоящее время в ВИАМ разработаны и исследованы следующие
композиционные материалы:
— органопластики КТМ-1-1 и КТМ-1-2 на полиамидном и
поликарбонатном связующих соответственно;
— стеклопластики КТМС-1, КТМС-2 и КТМС-3 на полисульфоно-
вом, поликарбонатном и полиамидном связующих;
— полисульфоновый углепластик КТМУ-1;
— легкоформуемый стеклопластик КТМС-4Ф, армированный стек-
лотрикотажем.
Определяющие свойства термопластов, используемых в качестве
связующего для композиционных материалов, представлены в табл. 1 и 2.
Как показывают приведенные данные (см. табл. 2), некоторые
свойства композиционных термопластов существенно превосходят
аналогичные показатели термореактивных композитов—аналогов.
Данное направление таит в себе существенные нераскрытые
возможности дальнейшего повышения уровня упруго-прочностных свойств -
путем более полной реализации свойств волокон непосредственно в
композите на основе термопластов. Задача эта весьма сложная, так как
различие в упруго-прочностных характеристиках волокон, например
углеродных или стеклянных, с одной стороны, и термопластичных матриц — с
другой, приводит к существенным деформациям при изготовлении
изделий. Сближение этих характеристик наиболее перспективно за счет
уменьшения деформаций термопластичной матрицы, например, путем исполь-
284
КОНСТРУКЦИОННЫЕ Н ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
Сравнительные свойства термопластов
Таблица 1
Материал
Полиметилметакрилат
(РММА)
Полиакрилат теплостойкий
(Polyacrilate)
Поликарбонат (PC)
Полисульфон (PSU)
Полиэфирэфиркетон (РЕЕК)
ав Е
МПа
78
83
65
70
100
3000
3550
2200
2400
3400
кДж/м2
17
20
100
60-80
50
К
393
453
393
423
473
Область применения
Остекление» система
жизнеобеспечения
То же
—«—
Связующее КМ
(силовые элементы
планера, стенки баков для
криогенных тогошв,
элементы
конструкций)
То же
ЖК-термопласты (LCP) 100-350 £14000 - 393-523
Фторопласт Ф-2М (PVDF) 35-50 800 150-200 393
Фторопласт Ф-4 (PTFE) 15-30 400 100 523
Полиимид (PI)
170 3000
523
Уплотнение
резервуаров, покрытия
приборов и инструмента,
отделка жилых отсеков
Шланги, уплотнения,
узлы трения,
антифрикционные
покрытия
ЭВМ, мембраны,
электроизоляция,
уплотнения
зования более теплостойких связующих, но требуется большой объем
исследований по оптимизации предельных значений. Естественно,
возможны и другие пути: создание новых видов армирующих средств —
волокон и текстильных форм на их основе с заданным уровнем
деформационных возможностей и др.
Работы по созданию композиционных термопластичных материалов
выполнялись под руководством Э.Я. Бейдера, при участии Е.Н. Базен-
ковой, О. А. Серовой, Т.Ф. Изотовой и др.
Последние годы характеризуются развитием нового направления —
резкого увеличения показателей прочности и жесткости термопластов
путем создания жидкокристаллических полимерных систем. Это весьма
интересное как в научном, так и в последующем практическом плане
направление, осуществленное в России под руководством академика
285
ГЛАВА 10
^>3fr>jS»> ;g>
Таблица 2
Свойства термопластичных композиционных материалов
Материал (матрица + Схема укладки d9 г/см3 0» °всж с
связующее) Nffla
ввп-з
КТМ-1-1
КТМ-1-2
КТИС-1
КТМС-2
ктмс-з
КТМС-4Д
КТМС-5
КТМУ-1
КТМУ-2
КТМУ-3
СВМ+ПА
свм+пк
Фенилон+ПА
СВ-ШСН
св+пк
СВ+ПА
СВ+ПСН
СВ+ПСН
УВ+ПСН
УВ+ПСН
УВ+ПСН
Ортотропная
—4Г"'
Однонаправленная
Ортотропная
-<г~
—«~
—«—
—«—
Однонаправленная
—«—
—«—
1,10
1,30
1,29
1,58
1,58
1,80
1,40
1,80
1,48-1,45
1,56
1,52
650
650
260
400
400
400
50-60
500
1000
1100
1660
150
200
230
400
280
-
-
500
850
960
-
400
400
180
540
380
500
80-100
800
1200
-
-
30000
30000
11900
16000
16000
-
-
-
130000
200000
131000
А. А. Платэ, позволит получать материал в составе изделия с
прочностью 200—300 МПа при плотности 1,2—1,3 г/см3. Теплостойкость
используемых полимерных систем 100-120°С и 140-160°С.
Жидкокристаллические термопласты (ЖК-Т) могут конкурировать
с лучшими алюминиевыми сплавами, обладая при этом высокой
технологичностью.
В сравнении с традиционными термопластами ЖК-Т обладают
следующими преимуществами:
— более высокие (в 3—4 раза) значения прочности и модуля
упругости при растяжении;
— температурный коэффициент линейного расширения на порядок
ниже и приближается к аналогичному показателю для кварцевого
стекла;
— диэлектрические свойства практически не зависят от чистоты и
влажности окружающей среды и т.д.
Применение ЖК-Т как основы самоармирующихся систем,
способных претерпевать ориентационное упрочнение на молекулярном
уровне, позволяет добиться дальнейшего повышения упруго-прочностных
показателей. Способность к самоармированию ЖК-Т была
использована при получении покрытий на световодах, что позволило повысить их
прочность до -600 МПа. Проведение опытных работ по созданию зак-
286
КОНСТРУКЦИОННЫЕ Н ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
лепок на основе ЖК-Т материалов подтвердило возможность получения
показателей прочности при срезе -200—300 МПа при низкой плотности
материала (1,2 г/см3).
Особый интерес вызвали опытные работы по созданию новых
видов полимерных композитов на основе ЖК-Т, используемых в составе
композита и как связующее, и как арматура (волокно).
Благодаря идеальному химическому сродству компонентов можно
достичь ожидаемого повышения уровня механических свойств во всех
трех направлениях по объему материала, т.е. получить равнопрочные
композиты.
Имеется реальная перспектива дальнейшего повышения свойств при
использовании новых видов жидкокристаллических полимеров:
прочности при растяжении, стойкости к удару и самое главное —
существенного расширения диапазона температур использования.
В ВИАМ работы по созданию ЖК-Т материалов и полимерных
сплавов проводятся под руководством Э.Я. Бейдера.
Авиационные органические стекла
В течение многих лет ВИАМ является головной организацией по
созданию, внедрению и совершенствованию авиационных органических
стекол, используемых в деталях остекления, в частности передних
частей фонаря, пилотских кабин, иллюминаторов, грузовых отсеков и др.
Работы по созданию оргстекол проводились совместно с институтами
Академии наук и химической промышленности.
Разработанные и освоенные в производстве органические стекла
можно условно разделить на две группы:
— с рабочей температурой до 130°С для обеспечения пассажирской,
транспортной и военной техники при достижении кратковременных
скоростей до 2,3 М\
— с рабочей температурой до 230—280 °С для обеспечения
работоспособности самолетов, способных достигать скорости 2,8 М и более.
Первая группа стекол (с рабочей температурой до 130°С) создана
на основе полиметилметакрилата (ПММА). Авиационное оргстекло на
основе ПММА имеет марку СО-120.
В ВИАМ разработана технология ориентации органических стекол,
что обеспечивает увеличение ударной вязкости в 1,5—2 раза и
повышение стойкости к растрескиванию в 10—100 раз. Ориентированное стекло
СО-120 имеет марку АО-120 и обладает повышенной надежностью и
более высоким ресурсом (М.М. Гудимов, Б. В. Перов). Органическое
287
ГЛАВА 10
*8»JP 3&» $» j^* J*" *Sfr
стекло АО-120 по уровню свойств не уступает лучшим мировым
образцам органических стекол. Оно является основным материалом
остекления большинства авиационных изделий гражданской и военной техники.
Важнейшим достижением в области прозрачных листовых
термопластов является создание серии высокотеплостойких фторакрилатных
органических стекол Э-2, СО-20, Э-2У ориентированное. Работы по
созданию и промышленному освоению осуществлялись творческим альянсом
научно-исследовательских организаций: ВИАМ, академические и
химические институты и промышленные организации авиационной и
химической промышленности (научные руководители работ со стороны ВИАМ:
М.М. Гудимов и Б. В. Перов; ответственные Е.С. Осикина, Е.Г. Сентю-
рин, В. В. Усов, З.И. Зайцева, В. П. Волкова и др.).
На основе теплостойких прозрачных термопластов было
разработано остекление сверхскоростных самолетов МиГ-25, Су-27, МиГ-31,
Ту-144, Ту-160 и др. Применение теплостойких стекол Э-2 и СО-200 в
отечественных самолетах внесло значительный вклад в достижение
приоритетного мирового уровня отечественной авиационной техники.
Следует отметить, что указанные стекла имеют высокую стоимость,
для их производства применяется трудоемкая многостадийная
технология, предусматривающая использование токсичных компонентов. В
связи с этим актуальной научной и практической задачей настоящего
времени является создание сравнительно недорогих органических стекол со
«средним» значением температур 150—160 °С, характерных для
самолетов, имеющих скорость (2,35—2,5) М.
Многофункциональные термопласты
Отличительной чертой термопластов является огромное
разнообразие областей применения в соответствии с многофункциональностью их
назначения и широкой возможностью варьировать свойства путем
модификации их структуры и состава.
Одним из актуальных направлений последних лет стало
расширенное использование термопластов в деталях интерьеров летательных
аппаратов. Комплекс требований к такого рода изделиям включает в себя
не только физико-механические и эстетические показатели, но и
жесткое соблюдение норм ( международных и отечественных) по
пожаробезопасное™. Используемые термопласты должны перерабатываться
методами литья под давлением и экструзией.
Наиболее широкое применение в интерьере всех типов самолетов и
вертолетов нашли самозатухающие полиамиды ПА-12л и ПА-610л, чис-
288
КОНСТРУКЦИОННЫЕ И ДЕКОРАТИВНО-ОТДЕЛОЧНЫЕ ТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
тые и окрашенные. В связи с ограничением их выпуска в 1999 г. ВИАМ
паспортизовал и рекомендовал для применения пожаробезопасный
полиамид Армамид ПАТП-25-4АП, дымовыделение которого в 5 раз ниже,
чем у полиамидов ПА-12л и ПА-610л (Э.Я. Бейдер, Г.Н. Петрова).
Прекрасно зарекомендовал себя в эксплуатации модифицированный
поликарбонат марки ПК-М-2. Материал рекомендован для изготовления
деталей декоративно-конструкционного назначения и корпусов
приборов. От обычного поликарбоната ПК-М-2 отличается пониженными
горючестью, дымовыделением и серебростойкостью. В ВИАМ
выпускается материал различных расцветок (Н.М. Абакумова, Т. В. Румянцева)
по согласованию с заказчиком. В настоящее время проводятся работы
по созданию листового самозатухающего поликарбоната для изделий
светотехнического назначения.
Термопластичные пленочные материалы находят достаточно
широкое применение в изделиях авиационной техники для изготовления
мембран, диафрагм, внешнего декоративного слоя для сотовых панелей
интерьера, а также в качестве технологических материалов для
изготовления вакуумных мешков при автоклавном и вакуумном формовании.
Так, ВИАМ совместно с НПО «Пластик» разработал полиимидную
пленку ПМ-М, из которой вакуумным формованием получают
высококачественные мембраны (Ю.В. Сытый, Г. С. Маркова). Эти мембраны
применяются в пневматических и гидравлических регулирующих агрегатах
систем жизнеобеспечения современных пассажирских самолетов и
способствуют повышению ресурса в 2—3 раза (по сравнению с
резинотканевыми мембранами).
В ВИАМ (совместно с АО «Полимерсинтез») разработаны и
паспортизованы полиуретановые пленки типа «ВИТУРТ» марок 0433-85,
2213-85 и 8533-90С (Ю.В. Сытый, В.И. Кислякова).
Указанные пленки применяются в авиационной технике в качестве
диафрагм, компенсационных емкостей и эрозионностойких покрытий,
так как обладают существенными преимуществами по сравнению с
резинами аналогичного назначения.
Разработанные ВИАМ (совместно с АО «Пластик») пленки из тер-
мостабилизированного полиамида-6 марки ТС применяются в качестве
вакуумных мешков при температуре автоклавного формования до 200 °С,
а полиимидные пленки — при температуре автоклавного формования до
380°С (Ю.В. Сытый, В.И. Кислякова).
Применение указанных пленок в сочетании с фторопластовыми
антиадгезионными пленками из Ф-4 и Ф-4МБ в процессе автоклавного
19-5961
289
прессования позволяет получать высококачественные изделия из
композиционных углестеклопластиков.
Для деталей антифрикционного, уплотнительного и
электроизоляционного назначения, работающих в широком диапазоне температур (от
-250 до +250 °С), в ВИАМ (совместно с АО «Пластполимер»)
разработаны и паспортизованы композиционные материалы на основе
фторопласта Ф-4 с добавками порошковых и волокнистых наполнителей Ф-4К20,
Ф-4С15, Ф-4КС2 (Ю.В. Сытый). Эти композиционные фторопласты по
сравнению с фторопластом Ф-4 обладают в 10—100 раз более высокой
износостойкостью и на 30—50% меньшей ползучестью под нагрузкой.
Фторопласт Ф-4 и наполненные композиции на его основе
применяются практически на всех изделиях авиационной техники.
Для изготовления изделий конструкционного и антифрикционного
назначения, к которым предъявляются повышенные требования по
прочности и жесткости, в ВИАМ паспортизованы и рекомендованы
термопласты капролон, фенилон и графелон (Н. М. Абакумова, Т. В.
Румянцева). Детали из указанных материалов, а также из композиционных
фторопластов получают механической обработкой заготовок в виде пластин,
втулок, стержней и т.д.
Перспективным направлением является создание многослойных
материалов типа полиимидофторопластов для элементов клапанов и
защитных шайб, используемых в уплотнительных устройствах пневмо-,
гидро- и топливных агрегатов с рабочим давлением 28 МПа и
температурой 150—200 °С. Эти материалы при длительной эксплуатации
сохраняют высокую прочность (100 МПа) и способность подвергаться
деформации (е = 60%) (Ю.В. Сытый, В.Г, Емелькин и др.).
Для деталей конструкционного назначения, работающих в
широком диапазоне температур от -196 до +150°С, в ВИАМ (совместно с
НИИПМ) разработаны трудносгорающие полисульфон ПСФ-150-1 и
полиэфирсульфон Викор (Э.Я. Бейдер, Л. И. Канцевич, Г.Н. Петрова).
Научные и практические результаты по созданию, исследованию и
применению новых и модифицированных термопластичных полимерных
материалов свидетельствуют о значительных потенциальных
возможностях этих материалов для использования в авиационных конструкциях
перспективных летательных аппаратов.
290
Глава 11
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ
И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
И ПОКРЫТИЯ. ПРОГРЕССИВНЫЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПРОИЗВОДСТВА И ПЕРЕРАБОТКИ
ПОЛИМЕРНЫХ КОМПОЗИТОВ
УДК 678.8
А.В. Фомин, В.П. Ракитина, Н. С.Кавун
СТЕКЛОПЛАСТИКИ
КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ"
Конструкционные стеклопластики широко используются в авиационной
и других отраслях промышленности. Среди других видов полимерных
композиционных материалов (ПКМ) стеклопластики выделяются низкой
стоимостью, уникальными диэлектрическими свойствами и
одновременно достаточно высокими физико-механическими характеристиками при
комнатной и повышенных температурах. Благодаря этим достоинствам
стеклопластики составляют не менее 50% от общего объема ПКМ,
применяемых в конструкции современных летательных аппаратов.
Из стеклопластиков изготовляются антенные обтекатели, детали
внешнего контура самолетов, элементы интерьера салонов, несущие и
* В работе принимали участие: Я. Д. Аврасин, Л. А. Королева, Е. В. Кода, О. А. Кочу-
ренкова.
19*
291
ГЛАВА 11
^^^^^^^^
рулевые винты вертолетов, высоконагруженные лопасти широкохордных
винтовентиляторов и многое другое.
В работе рассматривается влияние свойств компонентов (состава
стекла и полимерной матрицы), а также вида армирующего
наполнителя и схемы его укладки на прочностные свойства стеклопластика.
Показана возможность дальнейшего улучшения прочностных характеристик
материала.
В табл. 1 приведены свойства стеклянных волокон различного типа,
с разным составом стекломассы [1].
Свойства стекловолокон
Стеклянное волокно _ , -*
(состав стекла) Плотность d, г/см-5
Таблица 1
МПа
Щелочное (известково-натриевое) 2,49 66000 2400
АБС (алюмоборосиликатное) 2,54 73500 3500
ВМ-1 (алюмомагнезиальное) 2,58 95000 4200
Существуют и другие составы стекол, которые применяются в
основном для придания стеклопластикам особых свойств. Стекла
кремнеземные и кварцевые используются для получения стеклопластиков с
пониженной диэлектрической проницаемостью и для теплозащитных
материалов, свинецсодержащие - для материала, задерживающего
радиационное излучение, и т.п. Свойства стеклопластиков на основе стекла
типа ВМ-1 выше, чем при использовании алюмоборосиликатного стекла
(табл. 2 и 3).
Таблица 2
Сравнительные свойства стеклотекстолитов на основе связующего ВФБ-1
и сатиновой стеклоткани
Стеклотекстолит Состав Ьтекла
МПа
Типа КАСТ-В АБС 25000 394 ПО 208
ВМ-1 32000 510 291 536
На основе представленных данных можно заключить, что
использование более прочного армирующего волокна позволяет получить стек-
292
КОНСТРУКЦИОННЫЕ, РДДН0ПР03РАЧНЫЕ Н РАДИОПОГЛОЩАЮЩНЕ МАТЕРИАЛЫ
Таблица 3
Сравнительные свойства намоточных однонаправленных стеклопластиков
на основе связующего ЭДТ-10 и стеклоровингов [2]
Стеклопластик
Намоточный
Состав Содержание
стекла связующего, \
АБС
ВМ-1
19
17
Плотность
d, г/см3
2,00
2,11
Е ав 0в.сж ав.и
МПа
50700 1700 690 900
70500 2050 710 975
тск
30,5
40
лопластик с лучшими характеристиками. Однако более подробный
анализ показывает, что увеличение прочности стеклопластика не
пропорционально росту прочности армирующего наполнителя: в первом
случае (волокно ABC) уровень реализации прочности волокна составил
76%, а во втором 72% (см. табл. 1, 2, 3).
От состава и свойств полимерной матрицы зависят в значительной
степени такие характеристики стеклопластика, как горючесть, тепло- и
дымовыделение, эрозионная стойкость, диэлектрическая проницаемость,
теплостойкость и др. Прочностные характеристики стеклопластика
также существенно зависят от типа полимерного связующего. Наилучшими
прочностными характеристиками обладают эпоксидные стеклопластики.
Фенольные и полиэфирные стеклопластики имеют существенно более
низкие характеристики.
Распределение по прочности стеклотекстолитов на основе
стеклоткани сатиновой структуры и связующих различного типа определяется
величиной усадки и газообразования при отверждении связующего
(табл. 4). Эпоксидные олигомеры имеют наименьшую усадку и не
выделяют побочных продуктов при отверждении.
Таблица 4
Прочностные характеристики стеклопластиков
на основе сатиновой стеклоткани
Связующее
0
МПа, при направлении испытаний
(по отношению к укладке), град
90 0 90 0 90 0
90
Фенольное: ФН 18790 9670
Полиэфирное:
МКФЛ 23600 15600
91ЫА 15800 12900
Эпоксидное: ЭДТ-10 27000 17600
350
315
307
560
194
240
194
287
107
275
118
438
78
ОО rfr On
214
320
220
573
127
230
350
293
Разрабатываемые в последние годы связующие на основе
разветвленных эпоксидных олигомеров и тримеризующиеся (на основе циан-
эфира и изоцианатов) позволяют сделать существенный шаг в
улучшении свойств стеклопластиков, особенно при повышенных температурах.
В табл. 5 приведены сравнительные прочностные и деформационные
свойства новых видов связующих.
Свойства новых
Полимерная матрица
(связующее)
Эпоксидная диановая (ЭДГ-10)
Многофункциональная эпоксидная
(BC-2561C)
Матрица (тримеризующееся
связующее) на основе:
дицианэфира
диизоцианата
20
142
65
95
95
полимерных матриц
°в.и 4i
МПа, при температуре, °С
100 160 300 20 100
4,3
86
134
99
-
51
ПО
96
-
—
127
493
2680 25
2910 -
2920 1950
3190 2120
Tafai
160
. -
ИЗО
1890
1970
ща 5
300
-
—
230
1440
Более высокие свойства новых типов полимерных матриц
позволяют получить стеклопластики с существенно лучшими прочностными
показателями при повышенной температуре (табл. 6).
Полученные данные свидетельствуют о перспективности
использования в дальнейших разработках тримеризующихся связующих. Однако
для внедрения в производство необходимо продолжить исследования по
усовершенствованию их технологии и некоторой корректировке
рецептуры.
Таблица 6
Прочность при изгибе кордного стеклотекстолита
Полимерная матрица
Эпоксидная диановая (ЭДТЧ0П)
Многофункциональная эпоксидная (ВС-2561с)
Тримеризующаяся на основе:
дицианэфира
диизоцианата 990 769 792 674
0ВЙ, MJ
20
953
1150
1056
990
Па, при 1
160
163
608
733
769
ампера
200
-
345
602
792
250
294
КОНСТРУКЦИОННЫЕ, РАДН0ПР03РАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
На прочность стеклопластика особое влияние оказывает тип
армирующего наполнителя и геометрия его укладки. Прочность армирующих
волокон, входящих в состав стеклопластика, при разрушении
последнего не реализуется полностью. Степень реализации прочности
армирующего волокна даже в однонаправленном стеклопластике составляет
около 70% (см. выше), в составе кордных стеклопластиков эта
характеристика еще ниже (50—55%). Таким образом, налицо потенциальная
возможность повышения прочности ПКМ за счет увеличения степени
реализации прочности армирующего волокна.
Одним из факторов, влияющих на прочность стеклопластика,
является геометрия укладки армирующего наполнителя [1, 3—5].
Наименьшей прочностью обладают материалы, в которых в качестве
армирующего наполнителя использован стекломат с хаотичным расположением
армирующих волокон, затем следуют материалы, изготовленные на
основе стеклотканей, где армирующие волокна распределены по двум
взаимно перпендикулярным направлениям. Наибольшей прочностью
обладают материалы, армированные параллельно уложенными волокнами.
Промежуточное положение занимают материалы, армированные
кордными стеклотканями, в структуре которых доля волокон в одном из
направлений является преобладающей. Примером кордного армирующего
наполнителя являются стеклоткань марки Т-25(ВМ)-78, в которой
масса нитей основы составляет 93%, а утка только 7%.
Кажущаяся логичной закономерность увеличения прочности
материала в главном направлении по мере упорядочения ориентации
армирующих волокон от хаотичной до однонаправленной вступает в некоторое
противоречие с одним из положений
классического сопромата, согласно которому, наряду с
напряжениями, совпадающими с направлением
сжимающей или растягивающей нагрузки, в
произвольных сечениях образца возникают
напряжения, которые могут явиться причиной
разрушения материала в направлениях,
отличных от оси нагружения.
На рис. 1 приведена схема нормальных (а )
и касательных напряжений (т ), возникающих
в произвольных косых сечениях образца [6].
На рис. 2 приведены расчетные величины Рис- *- Нормальные (оф)
и касательные напряжения
нормальных напряжении, возникающих в ко- (т ) в косых ^^ на_
сых сечениях образца, наклон которых (сече- груженного образца
1 a cos ф
295
ГЛАВА 11
-^B^^^^^^^^a^^^i'viii^y^
фград
Рис. 2. Расчетные напряжения в косых
сечениях (под углом ф) однонаправленного
стеклопластика (оф — нормальное напряжение),
нагружаемого вдоль оси армирования (7), и
фактическая прочность однонаправленного
стеклопластика в зависимости от угла нагру-
жения ф (2)
ний) определяется углом ср.
Кривая 2 (см. рис. 2) изображает
экспериментальную зависимость
прочности однонаправленного
стеклопластика от угла нагруже-
ния образца по отношению к
оси армирования [7].
Представленные зависимости показывают,
что разрушение анизотропного
композиционного материала
может происходить (в отличие от
изотропных материалов) не
только по плоскости,
перпендикулярной направлению действующей
нагрузки, но и по сечению,
плоскость которого отклонена от
этого направления на некоторый
угол, так как прочность
материала в направлении,
отличающемся от оси действия нагрузки на угол <р, меньше, чем величина
нормальных напряжений, возникающих в соответствующем косом сечении.
Вышеизложенное позволяет сделать предположение, что
дополнительное армирование, несколько снижающее анизотропию материала,
позволит добиться увеличения механической прочности материала в
главном направлении.
Первая серия опытов заключалась в изготовлении и испытании
стеклопластиков на основе стеклошпона из ровинга РВМП 10-1200-14 и
эпоксидного связующего ЭДТ-10. Стеклошпон выкладывали в плоскую
заготовку и формовали по режиму, принятому для указанного
связующего. Механические испытания проводили по стандартным методикам
(ГОСТ 11262-80 и ГОСТ 4651-82).
В табл. 7 приведены механические свойства однонаправленного
стеклопластика, испытанного при растяжении и сжатии в направлении 0 и
90 град по отношению к направлению армирования, а также
стеклопластика, выложенного по симметричной схеме ±45 град и испытанного
вдоль оси симметрии. Более низкие значения механической прочности
в направлениях, отличных от оси армирования (по сравнению с
величинами, приведенными на рис. 2), объясняются тем, что в данном
случае испытанию подвергались плоские образцы с перерезанными волок-
296
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
нами, тогда как в первом случае были использованы цилиндрические
образцы, изготовленные методом намотки.
Таблица 7
Механические свойства однонаправленного стеклопластика
(на основе шпона из стеклоровинга РВМП 10-1200-14 и связующего ЭДТ-10)
Характер Предел прочности ав, МПа, в зависимости от направления вырезки, град
нагружения 0 ±45 90
Растяжение 1220 99 57
Сжатие 567 154 150
В табл. 8 приведены фактические результаты испытаний
стеклопластиков в сравнении с теоретически ожидаемой прочностью материала
(нагружение образцов проводили вдоль направления 0 град). Толщина
монослоя образцов определялась путем деления их толщины на
количество слоев без учета влияния направления армирования. Фактическое
разрушающее напряжение определялось делением величины
разрушающей нагрузки на сечение образца. При расчете теоретически
ожидаемого разрушающего напряжения было сделано допущение, что модули
упругости монослоев вне зависимости от направления армирования
равны между собой, что позволило рассчитывать разрушающее напряжение
суммированием произведений предела прочности материала (см. табл. 7)
на его сечение в сложно выложенном образце и последующим
делением этой суммы на фактическое сечение образца. Приведенные данные
показывают превышение фактической прочности стеклопластика над
расчетной во всех случаях. При этом следует учесть, что величина
напряжений, возникающих в монослоях, ориентация которых отлична от
направления приложения нагрузки, фактически меньше принятой при
расчете величины — так как распределение напряжений
пропорционально модулю упругости монослоев, а для расчета был принят
завышенный модуль, равный модулю упругости однонаправленного материала.
Таким образом, из результатов этого эксперимента следует, что
дополнительное армирование ПКМ в трансверсальном направлении приводит, по
крайней мере, к увеличению степени реализации прочности армирующих
волокон, хотя фактическая прочность материала с чисто нулевым
армированием все-таки выше (1220 и 1190 МПа для нулевого и сложного
армирования соответственно). Причиной этого, по мнению авторов, является
неоптимальное соотношение продольного и поперечного армирования.
297
ГЛАВА 11
Таблица 8
Механические свойства разнонаправленного стеклопластика
(на основе шпона из стеклоровинга РВМП 10-1200-14 и связующего ЭДТ-10)
Схема укладки
сгеюгошпона
Размеры Разру-
Вид образца шающая
деформации (толщине х нагрузка,
ширина), т*
мм
2(0°)1(90°)2(0°> Растяжение 1,05x10
12(0o)1(9Q°)2(0o))x2 Сжатие 1,84x20
2(±45*)2ф*)2(±45*) Растяжение 1,17x10
Сжатие 1,15x20
Разрушающее
напряжение, МПа
агрузка,
Н
12560
22580
6210
7910
факт-
ческое
°Ф
119,6
61,3
53,1
33,8
теоретическое
°т
97,6
48,4
50,9
29,2
2^ 100%
От
122,5
126,7
104
115,8
Во второй серии опытов сделана попытка экспериментально
показать, что дополнительное армирование анизотропного материала в
направлении, трансверсальном по отношению к направлению
разрушающей нагрузки, приводит к повышению не только степени реализации
прочности армирующих волокон, но и в конечном итоге —
фактической прочности материала.
В качестве объекта исследований был выбран кордный
стеклотекстолит на основе стеклоткани (прототипом которой явилась
стандартная кордная стеклоткань марки Т-25(ВМ)-78) и нескольких типов
эпоксидных связующих. Предварительно было изготовлено 6 разновидностей
кордной стеклоткани с разным соотношением массы и суммарного
сечения нитей основы и утка. Это соотношение в стандартной
стеклоткани Т-25(ВМ)-78 равно 93/7, а в экспериментальных стеклотканях
меняется от 93/7 до 78/22. Результаты проведенных экспериментов
приведены в табл. 9.
Вттт соотношения нитей основы и утка на прочность
кордного стеклотекстолита
Таблица 9
Свойства
стеклопластика
ав, МПа
ав сж, МПа
Направление
нагружения
образца
По основе
По утку
По основе
По утку
Показатели свойств при относительной массе
волокон в структуре стеклоткани
93/7 90/10 87/13 85/15 83/17 78/22
076
93
693
233
1176
129
708
244
1229
177
754
301
1261
204
803
351
1237
234
778
340
1040
303
710
-
298
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
Зависимость прочности кордного стеклотекстолита в направлении
основы от степени трансверсального армирования имеет экстремальный
характер. Наивысшее значение прочности наблюдается при отношении
массы ( сечения) нитей основы к массе уточных нитей 85/15. В то же
время прочность материала в уточном направлении монотонно
увеличивается по мере роста доли уточных нитей.
Оптимальное соотношение сечения нитей основы и утка позволило
не только увеличить прочность стеклопластика на -17%, но и поднять
степень реализации прочности армирующего волокна с ~ 53 до 62%.
Представляет интерес сравнить прочностные свойства
стеклопластика (табл. 10), изготовленного с применением стандартной стеклоткани
марки Т-25(ВМ)-78, и указанной выше структуры, обеспечивающей
наибольшую прочность. Применение нового вида стеклоткани, имеющей
повышенное содержание армирующих волокон в трансверсальном
направлении, позволяет получить материал с существенно более высокими
характеристиками не только в уточном направлении, но и по основе.
Таким образом, экспериментальные результаты подтверждают
справедливость теоретических предположений, изложенных выше. Можно
также предположить, что дальнейшее увеличение степени реализации
Сравнительные свойства стеклопластиков на основе
эпоксиангидридного связующего и кордных стеклотканей
Таблица 10
Свойства
стеклопластика
Направление Показатели свойств материала
приложения с армирующим наполнителем
нагрузки из кордной стеклоткани из стандартной кордной
с упрочненным утком стеклоткани Т-25(ВМ)-78
сгг МПа
<W> МПа
0ВЙ, МПа
Д МПа
Предел
выносливости при растяжении-
сжатии (на базе
107 циклов), МПа
По основе
По утку
По основе
По утку
По основе
По утку
По основе
По утку
По основе
1180
210
670
240
1400
310
42300
14300
225-240
940
80
500
220
1280
135
42100
13300
205-220
299
прочности армирующих волокон и повышение прочности ПКМ в
целом возможно, если изыскать способ увеличения трансверсальной
прочности не только в плоскости листа ПКМ (как это показано выше), но
и в направлении, перпендикулярном его плоскости, — прочность и
жесткость материала в этом направлении обеспечиваются только
полимерной матрицей, обладающей по сравнению с армированным материалом
существенно более низкими свойствами.
Библиографический список
1. Композиционные материалы: Справочник/Под ред. В. В. Васильева и Ю. М. Тарнопольс-
кого. - М.: Машиностроение, 1990. - С. 16.
2. Авиационные материалы: Справочник/Под ред. А. Т. Туманова. - М.: ВИАМ, 1976, т. 7,
ч. 2, - С. 42,48.
3. Пластики конструкционного назначения (реактопласты) / Под ред. Е. Б. Тростянской. —
М.: Химия, 1974. - С. 146, 159, 173.
4. Гуняев Г.М. Структура и свойства полимерных волокнистых композитов. - М.: Химия,
1980. - С. 61-99.
5. Ашкенази Е.К., Ганов Э.В. Анизотропия конструкционных материалов: Справочник. - Л.:
Машиностроение, 1980. С. 91 —106.
6. Степин П.Л. Сопротивление материалов. — М.: Высшая школа, 1996. — С. 77—80.
7. Конструкционные стеклопластики. — М.: Химия, 1979. — С. 123.
Н.С. Кавун, Э.К. Кондратов
МАТЕРИАЛЫ РАДИОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ"
Практическое применение радиолокационных устройств на
отечественных летательных аппаратах началось сразу же после Второй мировой
войны и в последующие годы широко распространилось на всю
авиационную и ракетную технику.
На современных летательных аппаратах используется большое
количество антенн, для защиты которых от внешнего воздействия
применяют специальные защитные колпаки обтекаемой формы — так
называемые радиопрозрачные антенные обтекатели. В настоящее время
антенные обтекатели радиолокационных станций являются неотъемлемой
частью летательных аппаратов и занимают 10—15% их поверхности.
* В создании материалов принимали участие: В. В. Павлов, В. И. Костюков, М.С.
Горячев, В.М. Булгаков, Т.Д. Максимова, В. Н. Поташова, Г. П. Машинская, В. П.
Фролов, С.А. Зенин, Е.И. Леонов, Т.П. Гримайловская, М.Н. Латышев, С.Ф. Толстова,
СВ. Черноусова, Т.В. Герасимова, B.H. Воробьев.
300
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩНЕ МАТЕРИАЛЫ
Боевые качества авиационной техники, надежность и безопасность
пассажирских перевозок во многом определяются качеством и
надежностью в эксплуатации радиотехнических материалов, из которых
изготовляются радиопрозрачные антенные обтекатели. Кроме защиты антенны
от внешнего воздействия, материалы должны обеспечивать
минимальные потери и искажения электромагнитной волны при прохождении
через стенку обтекателя.
Для изготовления антенных обтекателей вначале использовались
пластмассы (полиметакрилат, полистирол и др.), а на самом раннем
этапе — даже пропитанная специальным составом фанера. В
дальнейшем все эти материалы были вытеснены стеклопластиками, которые в
настоящее время являются основными материалами для изготовления
антенных обтекателей.
ВИАМ является пионером и ведущей организацией в России в
области разработки полимерных радиотехнических материалов для
антенных обтекателей в авиационной и ракетной технике.
Первые разработки антенных обтекателей были начаты в институте
еще в 1946 г. бригадой, возглавляемой В. В. Павловым. В те годы был
предложен и разработан способ изготовления крупногабаритных изделий
из пенополистирола — метод самоформования, который лег в основу
создания антенных обтекателей для ряда важнейших объектов
авиационной промышленности того времени. Успешное выполнение первых
разработок сделали институт ведущей организацией в этой области, и в
течение многих лет ВИАМ обеспечивает новые изделия
высококачественными радиотехническими материалами.
Теоретические основы создания радиопрозрачных конструкций
стенок антенных обтекателей были разработаны радом радиотехнических
институтов [1,2]. В зависимости от тактико-технических и
эксплуатационных требований радиопрозрачные обтекатели могут быть различных
конструкций: однослойные, многослойные (компенсационного и
«согласующего» типов), в виде стенок с плавным изменением
диэлектрической проницаемости, стенок с «согласующими» решетками и т.п. Для
создания таких конструкций стенок требовались специальные
радиотехнические материалы с широким диапазоном значений диэлектрической
проницаемости (е') и низким значением тангенса угла диэлектрических
потерь (tg8).
На рис. 1 представлены области значений е' и tg5 разработанных
радиотехнических материалов, которые используются для изготовления
радиопрозрачных антенных обтекателей.
301
Рис. 1. Области значений е' и tg8
радиотехнических материалов:
I - стеклопластики; II — микросферо-
стеклотекстолиты; III — сотовые и
сетчатые материалы
Чтобы правильно произвести
расчет стенки обтекателя для
обеспечения его эффективной работы,
необходимо точно знать
механические и диэлектрические
характеристики (е' и tg5 )
радиотехнических материалов, а также характер
изменения этих свойств в
реальных условиях эксплуатации.
Кроме того, для изделий
авиационной техники важным
параметром является снижение массы
конструкций, поэтому
крупногабаритные антенные обтекатели
самолетов представляют собой трех-
или (и) пятислойные конструкции
с легким заполнителем. В качестве
легкого заполнителя обычно
используются материалы с газовыми
включениями в межфазном пространстве, например пенопласты, или с
конструктивно заложенной пористостью — сотопласты, сетчатые
материалы. Эти материалы имеют следующие значения диэлектрических
характеристик при частоте 1010 Гц: е'= 1,1—1,18 и tg5 = 0,004—0,012.
Конструкции из пластиков с сотовыми заполнителями благодаря
малой массе, высокой удельной прочности и хорошим
радиотехническим характеристикам до настоящего времени находят широкое
применение в производстве антенных обтекателей самолетов КБ Сухого,
Туполева, Ильюшина и др. Конструкции с сетчатым заполнителем
используются для изготовления антенных обтекателей КБ Микояна.
Стенки таких конструкций могут состоять из трех, пяти, семи и
более слоев. В качестве обшивки и средних силовых слоев
используются стеклопластики.
Несколько большие значения диэлектрической проницаемости (е,=
= 1,9—2,8) имеют микросферостеклотекстолиты [3,4]. Использование
микросфер позволило получать материалы с заданными низкими
значениями плотности и диэлектрической проницаемости. А закрытоячеис-
тая структура сферопластов является гарантией обеспечения
стабильности свойств и высокой эксплуатационной надежности, особенно при
работе в жестких условиях эксплуатации.
302
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ Н РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
В ВИАМ разработана технология получения листовых
полуфабрикатов - синпрегов с использованием полых микросфер и тканей
различного состава шириной 300—900 мм с толщиной монослоя 0,8—2 мм.
Проведенные работы позволили создать ряд легких радиотехнических
материалов, имеющих низкие значения плотности (0,6—0,8 г/см3),
диэлектрической проницаемости (е' = 1,9—2,5) и тангенса угла
диэлектрических потерь (tg5 = 0,004—0,017), с приемлемой механической
прочностью 120—250 МПа и стабильностью свойств в условиях повышенной
влажности.
В настоящее время разработана и паспортизована группа микросфе-
ростеклотекстолитов серии МСТ (на всех типах связующих —
эпоксидных, диаллилизофталатных, фенольных, кремнийорганических, поли-
имидных), обеспечивающих работу радиотехнических изделий при
температурах до 350 °С (табл. 1).
Таблица 1
Свойства микросферостеклотекстолитов на различных связующих
Разруша* Диэлекгри- Тангенс
Микро-
сферо-
стеклотекстолит
МС1Ч
МСТ-2
МСТ-6П
МСТ-9П
МСТ-5
МСТ-3
Связующее
Диаллилизофталатное
Эпоксидное
Эпоксидное, нешркяее
Фенольное
Кремнийоришическое
Полиимидное
Плот-
ность,
т/см*
0,75-0,8
0,85-0,9
0,65-0,7
0,65-0,7
0,75-0,8
0,8-0,85
ющее
напряжение при
статическом
изгибе, МПа
137
259
163
120
126
247
ческая
проницаемость
8'
угла
электрических
потерь
tg8
при 1010 Гц
2,33
2,44
2,21
2,53
2,1
2,39
0,009
0,014
0,016
0,017
0,005
0,012
Температура
эксплуатации,
°С
200
150
80
170
350
350
Микросферостеклотекстолиты на эпоксидных связующих нашли
применение для ряда авиационных конструкций: носовые обтекатели
больших размеров, панели, перегородки и др. Они имеют ряд
технологических преимуществ при изготовлении однослойных и многослойных
конструкций. Главным преимуществом является возможность формования
за одну операцию при низких давлениях (—100 кПа) в жестких пресс-
формах или методами вакуумного и автоклавного формования. При этом
обеспечивается точная толщина стенки. Получаемые изделия при малой
303
ГЛАВА 11
<->3fr>^> »
массе обладают высокими показателями прочности и жесткости,
надежны в эксплуатации, обеспечивают высокие электротехнические
характеристики.
Из таких материалов изготовлены крупногабаритные
радиопрозрачные конструкции для самолетов наземного и морского базирования, что
обеспечило снижение массы, улучшение радиотехнических
характеристик и повышение эксплуатационной надежности, например, носового
антенного обтекателя самолета Бе-200.
Для объектов с повышенными температурами эксплуатации были
разработаны микросферостеклотекстолиты на основе кремнийорганичес-
ких и полиимидных связующих. Микросферостеклотекстолит на кремний-
органическом связующем применяется для изготовления
унифицированной радиопрозрачной крышки ракеты «Протон-К». Конструкция
крышки обеспечивает проверку запускаемых спутников в широком диапазоне
частот — от 3000 до 17000 МГц. При этом (по сравнению с сотовыми
конструкциями) повысились радиотехнические характеристики изделий.
Из микросферостеклотекстолитов могут изготовляться как
однослойные, так и многослойные радиотехническе конструкции.
Стеклопластики радиотехнического назначения, армированные
ткаными наполнителями, используются для изготовления несиловых (тонких)
и силовых обшивок в многослойных конструкциях, а также в качестве
монолитных материалов различной электрической толщины. Такие
конструкции широко применяются для изготовления радиопрозрачных
антенных обтекателей ракет. Для обеспечения тактико-технических
требований применяемых антенных систем необходимы стеклопластики с
различными электрофизическими характеристиками.
Среди стеклопластиков наименьшим значением диэлектрической
проницаемости обладают материалы на основе наполнителей из кварцевого
волокна (е' = 3,1—3,6) и капиллярных стеклянных волокон (е' = 3,6-3,8).
Необходимо отметить, что материалы на основе кварцевых наполнителей
являются уникальными по своим радиофизическим характеристикам,
особенно по тангенсу угла диэлектрических потерь (tg5 = 0,003—0,005).
Для создания стеклопластиков с широким интервалом значений
диэлектрической проницаемости использовались тканые наполнители
различного химического состава, как существующие, так и специально
разработанные для этих целей. В результате проведенных работ были
созданы стеклопластики с диэлектрической проницаемостью е' = 3,1—9,8.
Разработка стеклопластиков с широким диапазоном диэлектрической
проницаемости позволила создавать, наряду с однослойными, так назы-
304
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
ваемые монолитные многослойные конструкции с переменным
значением диэлектрической проницаемости по толщине — в таких материалах
сочетаются достоинства однослойных стенок (простота изготовления,
механическая прочность и т.д.) с преимуществами многослойных
радиотехнических стенок (расширенная рабочая полоса, возможность работы
на нескольких разнесенных диапазонах). Такие конструкции
обеспечивают минимально возможные значения коэффициентов отражения
электромагнитной волны при нескольких углах падения или же
минимальные отражения в широкой полосе частот.
При создании радиопрозрачных антенных обтекателей важно было
обеспечить аэродинамические характеристики поверхности в соответствии
с конструкторскими требованиями к поверхности, толщину
радиопрозрачной стенки в целом, толщины отдельных слоев и особенно сохранение
расчетных свойств радиотехнических материалов. Поэтому одновременно
с разработкой материалов в институте проводились работы по созданию
технологических процессов изготовления из них антенных обтекателей,
обеспечивающих высокое качество изделий. Для изготовления ракетных
антенных обтекателей был разработан и внедрен в промышленность
метод пропитки под давлением, позволивший за одну операцию получать
качественные изделия даже на основе связующих
поликонденсационного типа (фенольных, кремнийорганических, полиимидных).
Проведенный комплекс работ позволил обеспечить радиопрозрачными
антенными обтекателями с требуемыми характеристиками такие изделия,
как ЗМ-45, ЗМ-55, 5В28, Д-7, «Точка-Р», Х-27, Х-31, «Москит» и др.
В последние годы в связи с возросшим использованием антенных
систем, работающих в миллиметровом диапазоне длин волн, возникла
необходимость в создании радиотехнических материалов с малыми
активными потерями. Для этих материалов ужесточаются требования по
стабильности электрофизических характеристик в процессе эксплуатации,
так как при уменьшении длины волны уменьшаются допустимые
отклонения по этим параметрам.
Для работы в миллиметровом диапазоне были разработаны (табл. 2)
стеклопластики и микросферостеклотекстолиты на основе диаллилизо-
фталатного связующего ДС-15 и ткани из кварцевого волокна. Диалли-
лизофталатные связующие имеют наименьшее (среди существующих
связующих) значение тангенса угла диэлектрических потерь. В
результате соединения таких связующих с кварцевым наполнителем удалось
получить стеклопластик ВПС-23 (tg5 = 0,003; е'= 2,9-3,1) и микросфе-
ростеклотекстолит МСТ-1к (tg6 = 0,0053; е'= 1,9-2,1).
20 - 5961
305
ГЛАВА 11 •*»»> 3S»3»'jfe»> »S>
410
310
560
27500
0,37
350
127
275
27000
0,38
166
112
200
6800
0,18
145
83
120
7000
0,17
Таблица 2
Свойства радиотехнических материалов для антенных обтекателей,
работающих в миллиметровом диапазоне
Значения свойств
Свойства стеклопластиков микросферостеюю-
текстолитов
ВПС-23 СК-9~70к МСТЧк МСТ-5к
Плотность 4 г/см3 1,6-1,7 1,6-1,7 0,75-0,80 0,72-0,75
Диэлектрическая прницаемость е' 2,9~3,1 3,1-3,2 1,9-2,1 2,1-2,3
(при 10Г0Гц)
Тангенс угла диэлектрических потерь tg6 0,003 0,005 0,0054 0,006
(при 10%ц)
Предел прочности а, МПа, при
растяжении
сжатии
изгибе
Модуль упругости при растяжении Д МПа
Коэффициент теплопроводности
X, Вт/(м-К)
Препреги и синпреги на основе этого связующего сохраняют свою
жизнеспособность до 6 мес при комнатной температуре. Связующее
также может использоваться при изготовлении изделий методом
пропитки под давлением. Разработанные материалы рекомендуются для
радиотехнических изделий, работающих при температурах до 200 °С, при этом
электрофизические характеристики изменяются незначительно. При
температуре 200°С tg8 возрастает от 0,0053 до 0,006. Диаллилизофталатные
стеклопластики имеют низкую пористость и стойкость к атмосферным
воздействиям.
Полуволновые конструкции для работы в миллиметровом диапазоне
имеют толщину стенки 1—3 мм, поэтому к материалам предъявляются
повышенные требования по прочности. При использовании
радиотехнических конструкций более высокого порядка (волновых, полутораволно-
вых и т.д.) сильно возрастают активные потери.
Стеклопластик СК-9-70к и микросферостеклотекстолит МСТ-5к
(см. табл. 2) на основе модифицированных кремнийорганических
связующих имеют меньшую прочность, но также могут использоваться для
изделий миллиметрового диапазона. Стеклопластики на модифицированном
кремнийорганическом связующем К-9-70 имеют низкую пористость (5-8%)
и могут перерабатываться в изделия методом пропитки под давлением.
306
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩДЮЩИЕ МАТЕРИАЛЫ
В процессе эксплуатации радиопрозрачные антенные обтекатели
летательных аппаратов подвергаются воздействию различных факторов,
которые приводят к изменению электрических параметров материала.
Наиболее сильное влияние на изменение радиофизических
характеристик оказывают температура и влажность. Поэтому при разработке
радиотехнических материалов особое внимание уделяется сохранению
свойств в этих условиях.
Кратковременное воздействие температуры (вплоть до 800 °С) не
приводит к значительному изменению диэлектрических свойств (рис. 2):
диэлектрическая проницаемость (е') возрастает с 3,1 (20 °С) до 3,3 (400 °С);
тангенс угла диэлектрических потерь (tg8) при температуре 800 °С не
превышает величины 0,01.
Электрофизические свойства материала СК-9-70к после выдержки
при ф = 98 % (рис. 3) меняются значительно меньше, чем у
традиционных материалов (например фенольных). Наибольший рост значений е'
и tg5 материалов в условиях повышенной влажности наблюдается в
первые сутки, в дальнейшем
значения характеристик
стабилизируются.
Высокая стабильность
радиофизических
характеристик материалов на основе
диаллилизофталатного и
модифицированных кремнийор-
ганических связующих
позволили рекомендовать их для
радиотехнических изделий, к
которым предъявляются
повышенные требования.
Необходимо заметить,
что все свойства материалов
приведены для образцов с
незащищенной
поверхностью. В реальных условиях
все радиотехнические
изделия подвергаются окраске,
которая защищает
поверхность обтекателя от
внешних воздействий.
Рис. 2. Температурная зависимость
диэлектрических свойств стеклопластика СК-9-70к
8
3,4
3,3
3,2
3,1
ШЩШЩШШЖ
ШЁШШЁШШШШШШШШШ
ЩйШШШмШШШшЩ
ШШШШЯШШщ
ШШШШШШ1ШШШ
tg5
0,0075
0,0050
0,0025
0
5 10 15 20 25 30
Выдержка при <р= 98%, суг
Рис. 3. Зависимость диэлектрических свойств
стеклопластика СК-9-70к от выдержки при
влажности <р = 98%
20*
307
ГЛДВЙ 11 <->»>>^> 3»
В ВИАМ разработана специальная система лакокрасочного
покрытия на основе фторопластовой эмали ФП-566, которая, не ухудшая
радиотехнических характеристик антенных обтекателей, обеспечивает
длительную, надежную защиту от увлажнения и других атмосферных
воздействий, а также эрозионностойкие системы покрытий на основе
эмалей ХП-5184 и КЧ-5185.
За годы существования института было решено много проблем -
материаловедческих, технологических, радиотехнических — при создании
специальных материалов, конструкций антенных обтекателей и
организации их опытного и серийного производства в различных отраслях
техники. Практически все антенные обтекатели гражданских и боевых
самолетов, а также ряда ракет, разработанных в нашей стране,
изготовлены из этих материалов.
Библиографический список
1. Каплун В. А. Обтекатели антенн СВЧ (радиотехнический расчет и проектирование). - М.:
Советское радио, 1974. - 240 с.
2. Привода Б. А., Кокунько B.C. Обтекатели антенн летательных аппаратов. — М.:
Машиностроение, 1970. - 288 с.
3. Костюков В.И. Стеклопластики на основе капиллярных волокон и
микросфер.//Авиационные материалы на рубеже XX-XXI века. - М.: ВИАМ, 1994. - с. 197-203.
4. Кавун Н. С. Конструкционные микросферостеклотекстолиты // Бюллетень по проблемам
научно-технического сотрудничества с зарубежными странами «ЭКОЛИНК», 1996, № 4, с. 9
(АОЗТ «Информация»).
Г.И. Шокин, Л.П. Кобец
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ПРОИЗВОДСТВА ПОЛУФАБРИКАТОВ
И ИЗДЕЛИЙ ИЗ ПКМ*
В ВИАМ в настоящее время созданы десятки высокоэффективных,
высокопрочных полимерных композиционных материалов (ПКМ)
различных марок, однако, несмотря на достигнутые успехи в области
материаловедения по созданию современных ПКМ, их технологичность
и общий технический уровень производства пока невысоки.
В работе принимали участие: В. И. Постнов, А. И. Пузеев, Ю.О. Попов, А. В. Хруль-
ков.
308
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
Особенностью изделий из ПКМ в отличие от металлоконструкций
является то, что формирование детали или даже агрегата в целом
происходит одновременно с получением материала с заданным комплексом
свойств. Поэтому качество и эксплуатационная надежность изделий из
ПКМ напрямую зависят от совершенства и точного соблюдения
параметров технологического процесса их производства. Опыт разработки
ПКМ показал, что исследование режимов их получения лабораторными
методами недостаточно для воспроизводства технологии в
производственных условиях. Масштабный эффект, конструктивные особенности
используемого оборудования существенным образом влияют на режимы
технологического процесса, необходимые для получения заданного
уровня свойств. Поэтому в ВИАМ с самого зарождения направления по
созданию различного рода ПКМ всегда существовало
экспериментальное производство по получению полуфабрикатов, образцов и опытных
изделий из ПКМ. В круг задач этого производства входит, прежде
всего, обеспечение лабораторий—разработчиков материалов препрегами,
образцами материалов и другими производственно-технологическими
услугами. Одновременно ведутся исследовательские работы по освоению
новых прогрессивных технологий, в частности расплавного метода
получения однонаправленных препрегов; совершенствованию методов
непрерывного контроля, например, содержания связующего. Одним из
важнейших направлений является разработка материалов и технологии
изготовления формообразующей оснастки.
Получение препрегов
ВИАМ является разработчиком практически всех композиционных
материалов, используемых в отечественном авиастроении, и держателем
технической документации. По требованию заказчика ВИАМ может
модернизировать состав и свойства разработанных материалов,
гарантируя их соответствие требованиям норм летной годности самолетов и
конструкторской документации.
Пропитка армирующих наполнителей связующим, или получение
препрегов, является одним из важнейших этапов производства изделий из
ПКМ. На данной стадии закладываются параметры материала, во многом
определяющие в дальнейшем качество композита и уровень его физико-
механических свойств, таких как, например, степень наполнения,
пористость и др. С установления оптимального состава, качественных
показателей препрегов и исследования технологических режимов пропитки,
необходимых для достижения таких характеристик, начинается разработка
309
ГЛАВА 11
«е»%!>» 38»» ffifrjSfr'Jfr *$>
слоистых композиционных материалов. Процесс пропитки волокнистых
армирующих наполнителей растворами термореактивных связующих
определяется следующими основными технологическими факторами:
концентрацией связующего, скоростью движения пропитываемого материала,
зазором в системе отжима и температурными режимами сушки. Все эти
факторы взаимосвязаны, поэтому одним из основных требований к
производству препрегов и других полуфабрикатов КМ является
последовательный контроль параметров сырья, техпроцесса и готового препрега.
Контроль за содержанием связующих
Используемые в авиационной промышленности до настоящего
времени пропиточные машины УПСТ-1000М, УПСТ-300 и др. не
обеспечивали достаточно высокой точности нанесения связующего на
пропитываемый материал, при этом абсолютно отсутствовал контроль за
содержанием связующего.
С целью повышения надежности и точности регулирования
технологических параметров пропитки, с участием специалистов ОАО «Савма»
исследована система управления (с непрерывным контролем)
технологическим процессом получения препрегов на установке УПСТ-1000М с
использованием современных отечественных микропроцессоров «Реми-
конт Р-130».
Использование в системе управления установкой УПСТ-1000М
процессора «Ремиконт Р-130» позволило также повысить точность
регулирования температуры в камерах сушки с ±10 до ±3°С, что существенно
улучшило стабильность и качество препрега.
В результате проведенных исследований разработан и освоен
рентгенометрический прибор ССП-ЮОД. Принцип действия прибора
основан на измерении степени ослабления низкоэнергетического излучения
от трубок 0,3 БСВ 25-W контролируемым материалом соответственно до
и после пропитки с помощью сцинтилляционных детекторов с
фотоэлектронными умножителями типа ФЭУ-97 с дальнейшим вычислением
процентного содержания (по массе) связующего и выводом результатов
измерения на цифровые индикаторы.
Микропроцессор оснащен узлом передачи на персональный
компьютер информации о технологических режимах и содержании
связующего в каждом метре получаемого препрега по следующим параметрам:
— скорость протяжки, м/мин;
— температура по зонам сушки, °С;
— содержание связующего, % (по массе).
310
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
Абсолютная погрешность измерения содержания связующего в
диапазоне от 25 до 60% (по массе) составляет не более 1%. Прибор
обеспечивает работу в режиме накопления данных и их передачи в
компьютер. Может быть накоплено и передано до 682 результатов с
привязкой их к номеру измерения.
За время освоения и обкатки программы выпущены партии препре-
гов и установлено, что система автоматического контроля содержания
связующего в препреге обеспечивает достаточно высокую точность
измерения в непрерывном технологическом процессе при использовании
углеродных и органических тканей и несколько меньшую — при
использовании стекловолокнистых наполнителей. Следует отметить, что
прибор не заменяет и не исключает полностью лабораторных методов
измерения нанесения связующего. Лабораторные методы измерения
должны применяться также для контроля точности прибора.
Расплавная технология
Известно, что изготовление препрегов по растворной технологии
имеет свои недостатки: энергоемкость процесса сушки, загрязнение
атмосферного воздуха. Присутствие остаточного растворителя в препреге,
полученном по такой технологии, отрицательно сказывается на свойствах готового
композита : повышается пористость и снижается температура стеклования
полимерной матрицы. Расплавный метод изготовления препрегов
практически лишен указанных недостатков. В ВИАМ успешно разрабатывается
технология получения расплавным методом однонаправленных препрегов,
армированных стеклянным, углеродным и органическим волокнами, а
также смешенными, в частности стеклоуглеродными. Температурно-вре-
менные режимы пропитывания наполнителя корректируются для
каждого типа волокон или их сочетаний. Установка УЛС-ЗМ,
модифицированная под расплавную технологию, позволяет в широких пределах
варьировать температуру фильеры, нагреваемого ролика и нагревателя на
выходе ровинга перед каландром. Регулирование зазора в каландре и
скорости протягивания ленты—ровинга обеспечивает получение качественного
препрега требуемых толщины и содержания связующего. Результаты
определения физико-механических свойств однонаправленных стекло- и уг-
лестеклокомпозитов, изготовленных на основе эпоксидного связующего—
расплава, приведены в табл. 1 и 2. Поскольку основные механические
характеристики однонаправленных композитов линейно зависят от
объемного содержания волокон, экспериментальные значения упруго-
прочностных свойств пересчитывали на 70%-ное наполнение (см. табл. 1).
311
ГЛАВА 11
Таблица 1
Физико-механические свойства
композитов на основе эпоксидного связующего-расплава
Ъ
Материал
Стеклопластик
Угле-
стеклопластик
Содержание
волокна, %
(объемн.)
45
47
63
64
70*
48
59
61
64
70*
Плот*
ность
d9 г/см3
1,79
1,80
2,03
2,06
-
1,64
1,77
1,79
1,82
*—
ВХЖ WB.H VB
МПа
718±178
53600±2400 1122±68 -
- 49±2,1
58400±1750 1445±320 ~ 1958147
69500 1660 1120 2150 54
72300±6000 905156 -
- 50±2,2
- 20361131
7381211
92000 1290 800 230 59
* Расчетные значения (остальное - экспериментальные со стандартными
отклонениями средних значений).
Приведенные данные показывают, что композиты, изготовленные по
расплавнои технологии, обладают высоким уровнем и стабильностью
механических показателей при растяжении (коэффициент вариации 2—8%).
Следует отметить достаточно высокую теплостойкость полученных
композитов в диапазоне температур 120—150 °С (см. табл. 2).
Так, степень сохранения прочности при сжатии и межслойном сдвиге
стекло- и углестеклопластиков при 120°С составляет 73-83% от
начальных значений. Степень сохранения прочности углестеклопластика при
изгибе и сдвиге при 150°С не опускается ниже 70%. Такое поведение
композитов, изготовленных по расплавнои технологии, позволяет надеяться на
более высокое сопротивление усталостному разрушению, например,
углестеклопластика по сравнению с разработанными ранее
композиционными материалами для деталей силовых агрегатов самолетов и вертолетов.
Полимерная оснастка
По мере увеличения габаритов и повышения сложности конструкции
изделий из ПКМ применение металлической формообразующей
оснастки становится нерациональным из-за сложности и трудоемкости
механообработки, высокой теплоемкости, различия ТКЛР материала оснастки и
312
КОНСТРУКЦИОННЫЕ, РАДИОПРОЗРАЧНЫЕ И РАДИОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
Таблица 2
Прочность при повышенной температуре композитов, изготовленных намоткой
препрегов на основе расплавного эпоксидного связующего (средние значения)
Материал
Стеклопластик
Углестеклопластик
Содержание
волокон,
% (объемн.)
44
63
64
59
61
64
гсература,
°С
20
100
120
20
100
120
150
20
100
120
150
20
100
120
150
20
100
120
150
20
120
мвхж
718
584
570
-
-
-
—
-~
-
—
—
—
-
-
—
—
-
—
-
738
593
"в.и
МПа
_
-
—
-
-
-
-
1960
1460
1250
910
«.
-
_
-
2036
1777
1794
1424
—
—
49
45
40
35
50
39
36
35
формуемых деталей. Вследствие этого высока себестоимость оснастки, и
расход энергии на прогрев оснастки превышает требуемый для
отверждения детали. Кроме того, высока вероятность различного рода
термических напряжений, поводок и других дефектов в формуемых изделиях.
Материалоемкость и масса композитной оснастки почти на
порядок ниже аналогичных характеристик для оснастки из стали или
алюминиевых сплавов. Появляется возможность тиражирования оснастки с
одной мастер-модели (3—5 съемов), что существенно снижает
трудоемкость ее производства. Применение композитной оснастки позволяет
сократить технологический цикл формования на 30—60%, повысить
коэффициент загрузки на 60—80% и тем самым уменьшить потребность в
дорогостоящих автоклавах.
313
ГЛАВА 11
*g»2> *Ss* 3»j|5fr Jfr i%Sfr
Энергозатраты формования изделий при использовании полимерной
оснастки в 3—6 раз ниже, чем при использовании металлической.
Благодаря однородности теплофизических свойств материала оснастки и
детали повышаются стабильность и воспроизводимость свойств
композитных изделий, одновременно удается избежать возникновения поводок.
Для полимерной оснастки разработаны специальные материалы на
основе стекловолокнистых и углеродных наполнителей с термостойким
эпоксидным связующим и технология ее изготовления.
Оснастка, используемая при автоклавном формовании изделий из
ПКМ, изготовляется методом вакуум-автоклавного формования при
температурах до 120°С и давлении до 300 кПа с последующей
термообработкой в свободном состоянии. Состав материала и технология
изготовления обеспечивают сохранение работоспособности оснастки в течение
2000 ч при температурах до 180°С.
В ВИАМ целевые разработки в данном направлении начаты в 1989 г.
Технология изготовления оснастки и материал для нее защищены
патентом Российской Федерации и используются на опытных
производствах предприятий авиационной промышленности для
изготовления отдельных деталей самолетов Ан-72, Ан-124 и Ту-204.
Широкая номенклатура изделий и разнообразие их режимов
переработки ограничивают пропускную способность автоклавов и печей.
Очередным этапом в развитии композитной оснастки стало создание
конструкций с заформованным в поверхностном слое нагревательным
элементом — таким способом реализуются условия формования ПКМ
при одностороннем подводе тепла. Решению вопросов, связанных с
созданием полимерной обогреваемой оснастки, отработкой технологии
формования на ней деталей в условиях серийного производства, были
посвящены исследования, проводившиеся с 1993 по 1995 гг.
Создание такой технологии является принципиально новым шагом в
производстве деталей из ПКМ. В данном случае гарантируется
индивидуальное соблюдение требуемого технологического режима для каждой
детали вне зависимости от ее размеров; сокращается общий
технологический цикл формования деталей: во-первых, из-за индивидуальности
проводимого техпроцесса формования, во-вторых — из-за большей
скорости нагрева и охлаждения оснастки вследствие ее меньшей
теплоемкости. Естественно, при этом имеет место значительная экономия
электроэнергии. Исключаются также и явления, связанные с большим
различием теплофизических свойств материала оснастки и формуемой детали, так
как оснастка и деталь изготовляются из близких по природе материалов.
314
Глава 12
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ
КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ,
ГЕРМЕТИКИ, РЕЗИНЫ
УДК 668.395.7
Л.И. Аниховская, В.Т. Минаков
КЛЕИ И КЛЕЕВЫЕ ПРЕПРЕГИ ДЛЯ ПЕРСПЕКТИВНЫХ
ИЗДЕЛИЙ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ
В современных конструкциях воздушных лайнеров использование
конструкционных клеев и технологических процессов склеивания является
наиболее простым и высокоэффективным способом сборки конструкций,
обеспечивающим повышение их прочности, надежности и ресурса,
снижение массы и производственных затрат. О значении клеев в
современном самолетостроении красноречиво говорят цифры, показывающие
размер площади клееных конструкций в планере самолетов:
Самолет марки..» Ил~86 Ил-96 Ту-154М Ту-204 Ан-72 Ан~124
Площадь клееных
конструкций, м2 >2350 >2950 >2330 >5730 >250 >3<Ю0
В ВИАМ основными направлениями в области создания клеев
являются:
— пленочные и пастообразные высокопрочные клеи;
- композиционные материалы клеевые (КМК) или клеевые препреги;
315
ГЛАВА 12
<т*р JS> >»JSfr'> *^
— металлополимерные композиционные материалы — СИАЛы;
— термостойкие клеи;
— клеи для неметаллических материалов;
— пленочные клеи с постоянной липкостью (липкие ленты).
ПЛЕНОЧНЫЕ И ПАСТООБРАЗНЫЕ ВЫСОКОПРОЧНЫЕ КЛЕИ
В ВИАМ разработан широкий ассортимент высокопрочных
пленочных и пастообразных клеев конструкционного назначения с широким
диапазоном прочностных и деформационных свойств — эти материалы
не уступают лучшим зарубежным аналогам.
Клеи предназначены для изготовления сотовых и слоистых силовых
конструкций из металлов и полимерных композиционных материалов.
Клеевые соединения обладают высокой длительной прочностью,
вибростойкостью, стойкостью к распространению усталостной трещины, к
воздействию климатических факторов и агрессивных сред. Первые
отечественные высокопрочные фенолокаучуковые клеи позволили решить
важнейшую народнохозяйственную задачу — создать первые отечественные
силовые клееные авиационные конструкции с высоким ресурсом и
надежностью, что позволило ОКБ отрасли разработать принципиально
новые клееные конструкции узлов и агрегатов, обладающие большей
эффективностью по сравнению с конструкциями, изготовленными
традиционными методами сборки (клепка, сварка, пайка и т.д.). Следует
отметить, что фенолокаучуковые клеи ВК-3, ВК-32-200, ВК-25 и их
модификации внедрены практически на всех предприятиях отрасли. На
вертолетах МВЗ им. М.Л. Миля Ми-2, Ми-6, Ми-8, Ми-17, Ми-24, Ми-26,
Ми-28, Ми-34 и др. установлены лопасти несущих и рулевых винтов
вертолетов цельноклеенои конструкции, что позволило снизить трудоемкость
изготовления агрегатов (в 4—6 раз), увеличить ресурс (в 10 раз),
повысить весовую эффективность (в 2—3 раза). Впервые с использованием
этих клеев были созданы силовые клееные сотовые конструкции.
Большой вклад в выполнение этих работ внесли Д. А. Кардашов, В.Н.
Соловьева, З.Н. Колобова, Л. И. Аниховская, В. И. Бек, В. И. Власова-Голова-
тая, Н.С. Ждцова, Л. А. Чубковец, И. С. Мурина, М.Е. Киселева.
Большое значение имеют работы по созданию пастообразных клеев
холодного и горячего отверждения ВК-9, ВК-27, ВК-27М, ВК-37, ВК-39,
ВК-59 (Е.Ф. Исаева, В. П. Батизат, Г.Н. Углова, Р. К. Чучаева, Л. С.
Кладовая и др.), предназначенных для склеивания металлов и различных
неметаллических материалов в клеевых и комбинированных соединени-
316
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
ях (клееклепаных, клеесварных, клеерезьбовых) в различных отраслях
промышленности. Прочность при испытании на сдвиг алюминиевых
образцов (типа Д 16ч.-AT), склеенных клеями этого класса, находится в
пределах от 20 до 35 МПа при удлинении от 25 до 125%. Выносливость
клееных, клееклепаных и клеесварных конструкций в сочетании с
высокой водо- и тропикостойкостью увеличивает ресурс изделий, при этом
обеспечивает снижение массы конструкции (по сравнению с клепаной).
Комплекс теоретических и экспериментальных исследований,
проведенных в период с 1975 г. по настоящее время, позволил разработать
научные принципы создания высокопрочных клеев конструкционного
назначения. Были проведены фундаментальные исследования процессов
взаимодействия различных смол и эластомерных материалов в
многокомпонентных полимерных композициях. В соответствии с
Государственными комплексными целевыми программами в ВИАМ создан ряд
уникальных конструкционных клеев: ВК-31, ВК-36, ВК-36Р, ВК-40, ВК-41,
ВК-46, ВК-50, ВК-50АС, ВК-51, ВК-51А, ВКВ-1, ВКВ-2, ВКВ-3 с
различными физико-механическими и технологическими свойствами, —
отвечающих высоким требованиям, предъявляемым к изделиям
авиационной техники.
В настоящее время высокопрочные пленочные клеи поставляются
практически на все заводы—изготовители ракетной и авиакосмической
техники (В. П. Батизат, В. И. Бек, И.М. Заманский, Л.А. Дементьева,
З.Н. Колобова, Л. И. Аниховская, А. А. Сереженков, В. В. Гуляева, В. И.
Власова-Гол оватая, Т.А. Москалева и др.). Некоторые свойства основных
клеев представлены в табл. 1.
Таблица 1
Характеристики основных пленочных клеев конструкционного назначения
Клей Рабочие t
температуры, в
°С МПа
ВК-25
ВК-36
ВК-41
ВК-50
ВК-51
ВК-51А
«60 * +200
-130*+160
-60* +80
-60*+150
-60*+80
-69*+80
27+3
37 ±2,5
32,5+2,5
25 ±5
40 ±2,5
37,5 ±2,5
22
>50
65,5
25 ±5
-
-
* На базе 1000 ч.
"•'рассл'
кН/м
5-6
2-3
>2,5
г ю
2:3
гз
Огаосительное
удлинение при
сдвиге у, %
140-200
80-100
70—110
135-150
70-120
40
а20"
МПа
18,5
34; 33*
29; 28*
17
32,4
22,4
(при N= 107
цикл), МПа
9
8
9
10
9
9
317
ГЛАВА 12
««»> «8> >#»> »5»
ОКБ отрасли совместно с ВИАМ создали принципиально новые
типы клееных сотовых и слоистых конструкций, обладающих высокой
удельной прочностью, весовой эффективностью, стойкостью к действию
вибрационных и акустических нагрузок, повышенным ресурсом и
надежностью.
Большое значение для обеспечения высокой прочности имеет
подготовка поверхности под склеивание. Было установлено, что разные
методы подготовки поверхности алюминиевых сплавов под склеивание
(травление, пескоструйная обработка, различные методы анодирования
и т.д.) дают различные показатели прочности клеевого соединения,
выполненного с применением одного и того же клея. Морфология
поверхности специфична для каждого вида обработки и является одним из
основных факторов, определяющих адгезионную прочность клеевого
соединения. Сотрудниками клеевой лаборатории (3. Н. Колобова, В. В.
Гуляева, В. П. Батизат и др.) совместно с лабораторией
«Антикоррозионная защита металлических и неметаллических материалов» (ВИАМ) были
разработаны процессы анодирования алюминиевых сплавов в серной,
хромовой и фосфорной кислотах под склеивание и созданы
адгезионные грунты, в том числе грунт ЭП-0234, содержащий в своем составе
ингибиторы коррозии. Грунт, нанесенный на поверхность сразу после
анодирования, обеспечивает высокую адгезионную связь клея со
склеиваемой поверхностью, что повышает климатическую стойкость клеевых
соединений и, следовательно, ресурс клееной конструкции.
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ КЛЕЕВЫЕ (КМК) -
КЛЕЕВЫЕ ПРЕПРЕГИ
Начиная с 1985 г. интенсивно развиваются работы по созданию
нового класса конструкционных материалов — долгоживущих клеевых
препрегов на основе высокопрочных клеев и стекло- и угленаполните-
лей (материалы КМК). Высокопрочные клеи применяются в качестве
полимерной матрицы с регулируемыми свойствами (получение
требуемых прочностных, деформационных и вязко-упругих характеристик).
Отличительная особенность КМК — возможность изготовления за одну
технологическую операцию высоконагруженных конструкций из стекло-
и углепластика (в том числе с сотовым заполнителем) одинарной и
сложной кривизны. Применение КМК позволяет:
— снизить цикл изготовления конструкций в 2—3 раза; трудоемкость
изготовления сотовых конструкций на 40—50% (по сравнению с обыч-
318
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
ными клееными панелями) за счет сокращения технологических
операций в 3 раза, количество оснастки в 1,5—2 раза, массу конструкции
(особенно с сотовым заполнителем) на 30—50%, количество выбросов
вредных веществ в атмосферу в 10-15 раз (благодаря использованию
безрастворной технологии изготовления клеевых препрегов и изделий из них);
- повысить герметичность конструкций из ПКМ в 10 раз; трещи-
ностойкость на 40-50%; прочность при межслоевом сдвиге на 20—35%.
Свойства КМК представлены в табл. 2. Большой вклад в создание
и внедрение материалов КМК внесли В. П. Батизат, Л. А. Дементьева,
А.А. Сереженков, Л. И. Аниховская, Р.Х. Хайретдинов, Л. И. Бочарова,
Н.В. Виноградова и др.
Свойства ПКМ на основе клеевых препрегов (КМК)
Таблица 2
Свойства
Показатели свойств ПКМ с наполнителем
из стеклоткани из углеродной ленты
очность, МПа, при
растяжении
сжатии
изгибе
щуль упругости, МПа, при
растяжении
сжатии
изгибе
600-1350
600-950
800-1350
22000-52000
20000-52000
20000-40000
900-1250
900-1000
1200-1400
100000-145000
96000-130000
93000-140000
Конструкционные пленочные клеи и материалы КМК применяются
практически во всех современных изделиях авиационной и
ракетно-космической техники, внедрены на многих отечественных предприятиях:
АНПК «МиГ» им. А. И. Микояна (МиГ-АТ, МиГ-110, МиГ-29, МиГ-81);
Авиационный комплекс им. СВ. Ильюшина (Ил-114, Ил-96-300, Ил-
96МР, Ил-86, Ил-96МТ и др.); Экспериментальный
машиностроительный завод им. В.М. Мясищева (М-103, М-17МР, М-111); АООТ «Ка-
мов» (Ка-62, Ка-52, Ка-115, Ка-126 и др.); АО «Московский
вертолетный завод им. М.Л. Миля» («Ансат», Ми-24, Ми-28, Ми-34, Ми-26,
Ми-34П и др.); ЗАО «Авиастар-СП» (Ту-204, Ан-124 и др.);
Авиационный научно-технический комплекс им. А. Н. Туполева (Ту-204-200, Ту-
334-100 и др.); РКК «Энергия» им. СП. Королева (изделия
спецназначения «Ямал» и другие); АО «ОКБ Сухого» (Су-27, Су-29, С-49 и др.).
Потребность в высокопрочных пленочных клеях и материалах КМК
на их основе — сотни тысяч квадратных метров.
319
ГЛАВА 12
4r»>^>j^>3fr
МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ
МАТЕРИАЛЫ - СИАЛы
С применением клеевых препрегов (КМК) совместно с
лабораторией алюминиевых сплавов разработаны слоистые алюмополимерные
материалы - СИАЛы, что явилось логическим продолжением работ в
области создания технологии получения и опыта широкого применения
в авиации слоистых клееных алюминиевых соединений и конструкций,
обладающих повышенными надежностью и ресурсом.
Широкое разнообразие структур и свойств слоистых композиционных
материалов дает возможность конструктору выбрать соответствующий
материал для своих целей. Число, толщина, соотношение слоев,
строение слоя стеклопластика, состав и состояние поверхности алюминиевых
листов зависят от назначения слоистого материала. Наиболее типичная
структура - трехслойная (2 алюминиевых листа + 1 слой
стеклопластика) и пятислойная (3 алюминиевых листа + 2 слоя стеклопластика).
Необходимая степень анизотропии в соответствии с условиями работы
конструкции регулируется перекрестным армированием слоев пластика.
Например, в СИАЛ-2 содержится -70% стекловолокон в одном
направлении и -30% в перпендикулярном; в СИАЛ-3 - 50 и 50% соответственно.
СИАЛ отличается пониженной плотностью и превосходит по
сопротивлению усталости, вязкости разрушения, статическим механическим
свойствам, ударостойкости монолитные листы из традиционных
алюминиевых сплавов Д16-АТ, 1163-АТ, В95о.ч.-Т2, которые в настоящее
время применяются в авиации (табл. 3).
Уровень свойств СИАЛов и основных конструкционных алюминиевых листов
Характеристика Значения характеристик материалов
СИАЛ 1163-АТ В95ол.-Т2
Структура 2/1. з/2 , j
Толщина, мм:
общая О g_2 < — _
ШЗСЦ16Ч.), В95ол. 0;3-о;5 1,5 1,5
d, г/см3 2,4-2,5
°в' мПа 600-1200
Е> гаа 55-65
СРТУ: d//dW, мм/кцикл (ДЛГ= 31 МПа>Гм") <0,1-0,2 1,9 JW
Kg, МПа>Гм (панель 500x1500 мм; 2/1) 124-170 93-102 90-100
МЦУ; а; ^^ ^ш m МШ; ^ш 26) 200_1000 iay_m $(y_%
КСТ, Дж/см'' 20-35 10 7
2,78 2,8
450 520
71,5 72
3,0
320
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
Важнейшим преимуществом слоистых композитов типа СИАЛ
перед алюминиевыми листами является высокая трещиностойкость,
особенно чрезвычайно высокое сопротивление росту трещины усталости,
определяющее надежность и ресурс самолетных конструкций.
Наибольший вклад в развитие данного направления внесли: В. П. Ба-
тизат, Л. И. Аниховская, Л. А. Дементьева, В. В. Гуляева, Б. В. Якушев,
А. Б. Лямин и др. (лаборатория клеев); И.Н. Фридляндер, О. Г. Сенато-
рова, В. В. Сидельников и др. (лаборатория алюминиевых сплавов).
ТЕРМОСТОЙКИЕ КЛЕИ
Отличительной особенностью этих материалов являются их высокие
эксплуатационные температуры (от 300 до 1900°С) в условиях
ограниченного воздействия кислорода, воды и других факторов. Эта
особенность определяет выбор полимеров, обладающих высокой термической
устойчивостью.
Основным путем создания термостойких клеящих материалов на
начальном этапе явилось использование в качестве их полимерной
основы кремнийорганических полимеров. Интерес к этому классу
полимеров обусловлен их высокой термической и термоокислительной
стойкостью, морозо-, водо-, светоустойчивостью и другими
специфическими свойствами.
Первые термостойкие клеи ВС-10Т, ВКТ-2, ВКТ-3, ВК-2, ВК-15,
ВК-15М, ВК-22 (В. А. Кудишина, З.Г. Иванова, В. В. Ерина и др.)
характеризуются длительной термостойкостью при 300—350 °С и
выдерживают кратковременный нагрев до 1000—1200 °С. Применение этих клеев
позволило решить ряд конкретных задач при создании новых объектов
авиационной и космической техники; они внедрены в химической
промышленности.
Направленная модификация путем совмещения термостойких оли-
гомеров различного строения привела к образованию блоксополимеров,
обладающих повышенной эластичностью и в некоторых случаях
термостойкостью. Примером такой модификации служит клей ВК-47,
отличающийся от ранее разработанных клеев аналогичного назначения
повышенным удлинением (3% вместо 1%) и в ~5 раз более высокой
прочностью при высоких температурах.
Термостойкие клеи, сочетающие высокие физико-механические
характеристики с работоспособностью при температурах 400—600 °С и выше,
были созданы (А.П. Петрова, Н.С. Рогов, Н.Ф. Лукина, М.Г. Лурье и
21 - 5961
321
ГЛАВА 12
др.) в результате модификации различных клеящих полимеров карборан-
содержащими фрагментами, введение которых практически во все типы
клеев приводит к повышению их термостойкости благодаря
образованию прочных термостойких вторичных структур при термодеструкции,
выход которых достигает 90%. Высокий процент выхода вторичных
структур способствует увеличению прочности клеевых соединений при
повышенных температурах.
Примерами карборансодержащих термостойких клеев являются: фе-
нольно-кремнийорганические ВК-18М и ВК-49; полиуретановые ВК-20,
ВК-20М, ВК-20МП, ВК-68, ВК-68М; поликарборансилоксановые ВК-48,
ВК-48М, ВК-54 и ВК-54М; фенольно-каучуковые ВК-26 и ВК-26П; по-
лиэфиркарборановый ВК-64 и поликарборансилоксановый ВК-38,
модифицированный каучуком. Некоторые из этих клеев обладают
уникальными свойствами. Клеевые соединения, выполненные клеями ВК-18М и
ВК-49, способны длительно работать при температурах до 500 °С и
имеют при этой температуре тв = 8—10 МПа; клей ВК-20 выдерживает
одновременное воздействие температуры 400 °С и агрессивных сред; клей
ВК-48М сочетает оптическую прозрачность с термостойкостью до 450 °С
(т.е. на 200°С выше, чем у ранее разработанных оптических клеев); клей
ВК-64 — в настоящее время единственный термостойкий клей (до 400 °С)
заливочного типа (не содержит в своем составе растворителя и
заполняет зазоры размером до 5 мкм); клеи холодного отверждения ВК-68,
ВК-68М сочетают высокую прочность (тв = 20—25 МПа) с
термостойкостью до 400°С.
Однокомпонентные низковязкие клеи ВК-26М и ВК-38 могут
использоваться без наполнителя и способны работать при 300 и 400 °С
соответственно. Клеевые соединения, выполненные данными клеями,
выдерживают механическую обработку и не выделяют конденсационно-
способной фазы. Все вышеуказанные преимущества обусловили
применение клеев ВК-26М и ВК-38 для изготовления магнитопроводов особо
точных приборов.
Проблемы склеивания материалов с различными температурными
коэффициентами линейного расширения, работающих в широком
диапазоне температур, были решены совместно с ГНИИХТЭОС путем
создания клеев—герметиков на основе линейных кремнийорганических ка-
учуков. Примером такого клея—герметика является Эластосил 137-175М,
вулканизующийся при комнатной температуре, имеющий теплостойкость
до 300 °С и удлинение пленки в завулканизованном виде до 120%. Он
использован для склеивания самой широкой номенклатуры неметалли-
322
КОНСТРУКЦИОННЫЕ Н ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
ческих материалов в «Буране», в том числе для крепления
теплозащиты, и обеспечил его эффективный полет.
Создание клеев ВКД-1 и ВКД-2 с удлинением 60% при
температуре 20 °С, обеспечило склеивание разнородных материалов, работающих
при температурах до 400 °С (А. П. Петрова, Л. П. Козлова, Н.Ф. Лукина,
Т.А. Москалева и др.).
Важным направлением исследований является создание
термостойких клеев, не содержащих в своем составе органических растворителей.
В результате этих исследований разработаны клеи ВК-69 и ТПК-2.
Клей ВК-69 (табл. 4) представляет собой водную дисперсию на основе
фенолоформальдегидной смолы и модифицирующего полимера, не
содержит в своем составе органических растворителей и обладает улучшенными
токсикологическими свойствами, что важно с экологической точки зрения.
Клей по механической прочности не уступает органорастворимым
аналогам — клеям ВС-ЮТ и ВС-350. Этот клей рекомендован для склеивания
металлов и неметаллических материалов, температура эксплуатации
которых от -60 до +350°С, в том числе при 200 °С - 200 ч, при 300 °С -5ч
(по ресурсу для органорастворимого клея—аналога ВС-ЮТ). Клей также
применяется для приклеивания высокотемпературных (до 350 °С) тензо-
резисторов в изделиях спецтехники.
Клей ТПК-2 представляет собой композицию на основе водного
раствора неорганического связующего, работоспособен в диапазоне
температур от -60 до +1200°С и обеспечивает газонепроницаемость
клеевого шва при температурах до 900 °С. Клей применяется в качестве
заливочного материала при изготовлении электроразъемов нагревательных
приборов, для крепления термодатчиков, приклеивания футеровки в
электротермическом оборудовании, склеивания и уплотнения
соединений бытовых печей.
К термостойким клеям без растворителя в рецептуре относится
также клей ВК-78 (Н.Ф. Лукина, А.П. Петрова, Е.В. Котова и др.),
который опробован с положительным результатом для приклеивания
термодатчиков и монтажа оснастки к поверхности деталей из высокоплотной
керамики (без специальной подготовки поверхности), что позволило
провести стендовые испытания новой техники при температуре 1200 °С.
Кроме того, клей ВК-78 используется для склеивания неметаллических
теплоизоляционных материалов из керамики на основе нитрида и
карбида кремния, работающих при температурах до 1400 и 1600 °С
соответственно. Клей выдерживает циклические перепады температур от 20
до 1600 °С (5 циклов).
21*
323
ГЛАВА 12
Клей
ВК-48
ВК-54
ВК-58
ВК-18
Таблица 4
Свойства и назначение термостойких клеев
tB, МПа, при
температуре, °С
20 рабочей
8
6
14
17,5
2 (400°С)
2 (500°С)
0,5 (500 °С)
4,5 (600°С)
Интервал
рабочих
температур
-60*+400°С
-60*+Ю00 °С
-*0*н-500°С
-60**600°С
Особая
хараю^ристика
Оптически
прозрачный
Не содержит
растворителя
Назначение
Изготовление
оптического пирометра
Приклеивание
тензорезисторов,
термоуплотнений
Приклеивание
тензорезисторов
Приклеивание
теплостойких
неметаллических
материалов
ВК-18М
ВК-26
14 5,7 (600°С) ~60*+Ш00°С
23 6 (250 °С)
То же
~60-н-300°С Одаоупаковочный Склеивание магнито-
проводов, монтаж
ВК-26М
ВК-69
ВК-20
ВК-20М
ВК-78
ВК-21
20
14
16
8
12
2,5
5 (300°С)
7 (300 °С)
5 (400°С)
3 (400°С)
5 (400 °С)
1,5 (400°С)
~60*+350°С
~60++300°С
~196*+400°С
(до 700°С
кратковременно)
-196-н*700°С
До 1100°С
До 1600°С
-~Ъ~-
Содержит воду
взамен органи-
ческих
растворителей
Стойкий к
воздействию
температуры и
агрессивных сред
То же
Не требует
специальной
подготовки
поверхности
Не вьщеляет
продуктов
десфукции
кристаллов
То же
Приклеивание
тензорезисторов
Приклеивание
теплостойких
неметаллических
материалов
То же
Склеивание
керамики,
приклеивание
термодатчиков
Приклеивание
термодатчиков
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
КЛЕИ ДЛЯ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Большой объем работ выполнен по разработке клеев для
склеивания резино-металлических деталей и декоративно-отделочных
материалов. Создана гамма клеев, отвечающих высоким требованиям
авиационно-космической техники. Разработки клеев для резино-металлических
соединений включают в себя следующие основные направления:
- клеи для склеивания сырых резин с металлами в процессе
вулканизации;
- клеи для склеивания вулканизованных резин с металлами.
В отрасли для изготовления резино-металлических деталей (обрезинен-
ные лопасти, кронштейны, противовесы, арматура мягких баков и т.д.)
создано свыше 10 клеевых композиций. Теплостойкость основных клеев
КР-5-18, ВКР-60, ВКР-85, предназначенных для склеивания сырых резин
с металлами, составляет 80, 100, 130°С соответственно. Прочность
клеевых соединений определяется прочностью склеиваемых материалов —
разрушение происходит по массиву резины. Клей ВКР-85 разработан взамен
снятого с производства клея «Лейконат» и внедрен на предприятиях
отрасли при прессовой вулканизации. Для котловой вулканизации
разработан клей ВКР-60 (взамен клея ВКР-15, также снятого с производства).
Разработанные клеи (Р. И. Иванова, О. Л. Васильченко, Т. Ю. Тюме-
нева, Э.И. Шаромова, А. В. Гущина и др.) нашли широкое применение
в отрасли при изготовлении резино-металлических деталей на всех
современных авиационных гражданских и военных машинах.
Характеристики клеев для склеивания вулканизованных резин
между собой и с металлами представлены в табл. 5.
Таблица 5
Характеристики основных нт&т холодного отверждения
к й Склеиваемые Интервал рабошх Прочность при отслаивании
Кле материалы температур (при 20 °С), МПа
ВКР-7 Резина/резина -60 + +200 °С ОД 2
ВКР-17 Резина/резина -30 + -Н20°С 0,26
ВКР-16 Резина/металл -50 + +150 °С 0,2
ВКР-27 Резина/металл -60 ♦ 480 °С 0,2
ПЛЕНОЧНЫЕ КЛЕИ С ПОСТОЯННОЙ ЛИПКОСТЬЮ
Разработки лаборатории клеев в области клеев с постоянной
липкостью (липкие ленты) включают в себя следующие направления:
325
— липкие ленты для крепления ковровых покрытий, декоративно-
отделочных пленок, теплозвукоизоляции;
—липкие ленты для временного ремонта ЛКП на внешней
поверхности планера самолетов.
Эти клеи относятся к классу трудносгорающих; свойства клеевых
соединений представлены в табл. 6.
Таблица 6
Свойства липких лент
Свойства Показатели свойств
Температура эксплуатшщи, °€ От ~60°С до + (8(Ы20)°С
Прочность при расслаивают, Н/см 4-10
Прочность при сдвиге, МПа 0,5-0,8
Липкие ленты изготовляются на различных основах: бумаге,
пленке, пене, нетканом материале, фольге.
Наибольший вклад в развитие данного направления внесли Н.С. Жа-
дова, Р. И. Иванова, Л. И. Аниховская, В. Т. Минаков и др.
УДК 678.4
А.А. Донской, В.В. Костельцев
ГЕРМЕТИКИ И РЕЗИНЫ, РАБОТАЮЩИЕ
В ВОЗДУШНОЙ И ТОПЛИВНОЙ СРЕДЕ"
В летательных аппаратах в качестве средств герметизации применяется
широкая гамма разнообразных материалов — от металла до картона
включительно. Однако в 1950-е годы, помимо общей задачи - обеспечить
непроницаемость соединений с помощью различных средств герметизации,
необходимо было решать специфическую задачу, связанную с
необходимостью герметизации не отдельных узлов или соединений, а
непосредственно самолетной конструкции. Эта задача не могла быть решена с
помощью существовавших прокладок и уплотнителей и потребовала
создания новых специальных материалов, получивших название «герметики».
В работе принимали участие: 3. М. Афанасенкова, С. А. Холод, Н.Б. Барановская,
Л. Н. Козловская, А. И. Мизикин, А. В. Савенкова, Л. Л. Полстянко.
326
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
Герметиками были названы такие материалы, которые применяются
для обеспечения непроницаемости металлических конструкций или
конструкций из полимерных композиционных материалов, но (в отличие от
других средств герметизации) используются не в виде готовых деталей
или изделий, а благодаря жидкотекучей консистенции распределяются
путем простых технологических операций в зонах швов, обеспечивая их
герметичность в условиях перепада давлений, переменных температур и
нагрузок, после вулканизации переходя в резиноподобное состояние.
Изменяющиеся технические задачи диктовали направление
исследований: на первом этапе — развитие высотной авиации обусловило
необходимость разработки герметиков; на втором этапе — в связи с
созданием топливных отсеков взамен резиновых баков потребовалась
разработка нового вида герметиков, обладающих, в частности, стойкостью
к топливной среде; и, наконец, на третьем этапе, связанном с
созданием сверхзвуковых самолетов, было выдвинуто новое требование —
повысить теплостойкость герметиков.
С тех пор дальнейшее увеличение теплостойкости является
основным требованием при создании новых герметизирующих материалов.
За почти 50 лет создано большое количество герметизирующих
материалов на основе кремнийорганических и полисульфидных
эластомеров. Основой для создания кремнийорганических герметиков является
разработанный под руководством Н.Б. Барановской и А. А. Берлина
принципиально новый метод вулканизации (без нагрева
кремнийорганических эластомеров) путем каталитической поликонденсации полиор-
ганосилоксанов с полифункциональными силанами.
Высокая тепломорозостойкость, эластичность, устойчивость к действию
озона, света, других факторов старения, гидрофобность, химическая и
биологическая инертность, грибостойкость, высокие диэлектрические
свойства, отсутствие растворителей в рецептуре в сочетании с простотой
технологии применения обеспечили широкое распространение в
различных областях народного хозяйства разработанных в ВИАМ герметиков.
Значительный ассортимент кремнийорганических герметиков,
различающихся между собой по уровню эксплуатационных и
технологических свойств, допустимым рабочим средам, позволяет потребителям
выбирать ту или иную марку герметика для каждого конкретного объекта
применения.
Первыми кремнийорганическими материалами на основе полидиме-
тилсилоксанового каучука в начале 1960-х годов стали пастообразные
герметики типа Виксинт (ВИАМовские силиконовые композиции, не
327
требующие термообработки): двухкомпонентные У-1-18, У-4-21, У-10-80
и трехкомпонентный У-2-28. Эти герметики предназначены для
поверхностной и внутренней герметизации конструкций и работоспособны
при температуре от -60 до +300 °С. Их условно относят к герметикам
общего назначения.
Несмотря на то что температура стеклования полидиметилсилокса-
на составляет -120 °С, при температуре ниже -60 °С эти герметики
применять не рекомендуется, так как эластомер, имея высокорегулярную
структуру, при такой температуре частично находится в
кристаллическом состоянии. Нарушение регулярности цепи достигается путем
замены метальных радикалов фенильными или этильными. Так, герметики
на основе полиметилфенилсилоксана УФ-7-21 и УФ-7-21Б имеют
морозостойкость до -120°С.
Увеличение содержания фенильных радикалов приводит к
существенному повышению теплостойкости эластомеров и соответственно
герметиков. Герметики УФ-8П и УФ-11-21 работоспособны до 350 °С в
воздушной среде, УФ-8ВТ и УФ-12ВТ предназначены для работы до
400 °С в замкнутых объемах или внутри шва без доступа воздуха.
Ряд герметиков обладает улучшенными технологическими
свойствами. Так, широко известен однокомпонентный герметик ВГО-1, который
может храниться в алюминиевых тубах практически без изменения
рабочих свойств до двух лет. Резиноподобное состояние он приобретает
после взаимодействия с влагой воздуха. Технологичны и герметики
ВИАТ, ВИАТ-1 и У-20-99, обладающие адгезией к ряду материалов без
применения адгезионных подслоев, необходимых для всех
вышеперечисленных герметиков.
Особую группу представляют собой заливочные герметики и
компаунды типа Виксинт для приборной техники: К-68, ПК-68, ПКФ-68,
У-12-68 и КТ-73, характеризующиеся исходной вязкостью,
прозрачностью, оптимальными физико-механическими и другими свойствами, а
также высокими и стабильными диэлектрическими свойствами. Из
перечисленных компаундов резко выделяется КТ-73 с повышенной
теплопроводностью и более высокими диэлектрическими характеристиками,
благодаря чему он применяется для защиты высоковольтных блоков и
приборов с тепловыделяющими элементами.
Широкое применение нашли самовспенивающиеся заливочные
герметики малой плотности: пеногерметик ВПГ-2Л, замененный
впоследствии на пеногерметик ВПГ-ЗООМ (так как перестал выпускаться один
из входящих в его состав компонентов). Материал изготовляется в мо-
328
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
мент потребления путем смешивания компонентов соответственно
рецептуре. В процессе вулканизации происходит увеличение объема
приблизительно в 2 раза, в результате чего заполняется герметизируемое изделие.
Введение в боковую цепь метилтрифторпропилсилоксана позволило
разработать топливостойкие каучуки СКТФТ-50 и НФС-100 и
соответственно на их основе — средостойкие герметики типа ВГФ. Герметики
ВГФ-1, ВГФ-2, ВГФ-4-10 представляют собой пастообразные, не
содержащие растворителя материалы, быстро вулканизующиеся при
комнатной температуре после смешения с вулканизующими системами.
Образующиеся после вулканизации резиноподобные материалы обладают
типичными для кремнийорганических герметиков характеристиками и,
кроме того, стойкостью к воздействию топлива.
Еще большее распространение нашли герметики на основе
полисульфидных эластомеров. Впервые их разработка начала осуществляться с
1952 г. под руководством Н. Б. Барановской, возглавившей созданный в
1956 г. отдел герметизирующих материалов ВИАМ (в 1970-е годы Н.Б.
Барановская — доктор технических наук, Главный химик СССР по
герметизирующим материалам).
Хорошо зарекомендовали себя и нашли применение первые
герметики У-30М, УТ-31, ВТУР, МПС-1 и др., представляющие собой
самовулканизующиеся пасты, переходящие из пастообразного состояния в рези-
ноподобное без нагревания, не давая при этом усадки (У-30М, УТ-31),
и пленочные герметики (РА-6, ВТУР, МПС-1 и др.), применяющиеся в
виде лаковых или клеевых растворов полимеров.
Особенно следует отметить тиоколовые герметики У-30М и УТ-31,
стойкие к топливу и различным факторам старения, что обусловило их
широкое применение. В 1957 г. был разработан ставший наиболее
массовым герметик У-30МЭС-5. Эксплуатационные характеристики его
настолько высоки, что он успешно используется и сегодня.
Основным направлением исследований в последние годы явилось
для кремнийорганических герметиков — повышение теплостойкости, а
для полисульфидных - создание новых материалов с упрощенной
технологией процесса герметизации, а также с улучшением условий труда
при их производстве.
Была разработана модификация герметика У-30МЭС-5: У-30МЭС-5М.
В отличие от своего предшественника новый герметик обладает
самостоятельной адгезией к различным металлическим и неметаллическим
материалам, которая (адгезия) сохраняется при воздействии
эксплуатационных факторов.
329
;1|||||Ш
Значительно технологичнее трехкомпонентного герметика УТ-32,
применяющегося в сочетании с У-ЗОМЭС-5 для герметизации
кессон-баков, двухкомпонентный герметик ВТК-1-29 вязкотекучей консистенции —
его можно наносить кистью без разбавления или при небольшом
содержании растворителя (до 8%).
Для тех случаев, когда требуются быстрая вулканизация и более
высокие адгезия и прочность, разработан герметик ВЭР-1 также
пастообразной консистенции: достаточно высокая механическая (2,5—3,5 МПа)
и адгезионная прочность (не менее 3 кН/м) с когезионным характером
отслаивания достигается всего лишь за 2 суГ вулканизации.
При малом расходе герметика для небольших деталей применение
двух- и трехкомпонентных герметиков нецелесообразно, т.е.
предпочтительнее работать с однокомпонентным герметиком, хранящимся в
алюминиевой тубе. Известно несколько марок таких герметиков, среди
которых лучшим является ВИТО-1 (по механическим и адгезионным
характеристикам он практически не уступает двух- и трехкомпонентным
герметикам, но гораздо технологичнее их, поскольку отсутствуют
операции по приготовлению герметика и последующей отчистки тары).
Герметики принадлежат к числу материалов, объем производства и
потребления которых в нашей стране теперь неуклонно возрастает.
Кроме того, продолжают расширяться ассортимент выпускаемых
герметиков и области их применения. Основные свойства герметизирующих
материалов представлены в табл. 1 и 2.
В отличие от герметиков, отверждение которых происходит после
их нанесения на изделие, резиновые смеси применяются в узлах и
агрегатах в виде вулканизованных деталей. Широкое использование
резин в различных отраслях промышленности, в том числе и
авиационной, связано с их уникальными свойствами, такими как способность
выдерживать большие обратимые деформации, высокая стойкость к
воздействию различных химически активных веществ и агрессивных
рабочих сред, а также сохранение прочности при различных температурах и
деформациях.
Работоспособность резинотехнических деталей зависит от свойств
исходных компонентов, прежде всего каучуков, технологии изготовления
резиновых смесей и деталей на их основе, монтажа деталей в рабочие
узлы и условий их работы, т.е. воздействия рабочей среды и температуры.
Сотрудники ВИАМ, работающие в области создания резин для
авиационной промышленности, ориентировались на разработку резиновых
материалов, наиболее полно отвечающих требованиям КБ и заводов.
330
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
.:;аг,
ш
iiiisiBii!
ШшШш
О sg
1ШШШ
1|;|Щ|Щ||||Щ|||1
§ 1з s§
ШШ
„ШИШИ
ill
^^^^^^^В
Щ|М||И1
Ш|р|Ш;||ШШ|Р1||||||Ш1|;ЩЩр
ЖШ#«Ш|:Я^ ЖЛ»
iiiiiiiiiil
Ч g 2
11«в1Ж1«11
т
■щщщ.
тшшМШ-щ
шшшш
ШШШШШШШЙ
11И
1Ш11
lis
111;
1111
Ш&Ши
:::f:;i;|il
I
ill
i;;ie:;iip:lliiMil:i:gi зд ш
Ж
^^ршш
ШшЬ
wi
IMI
ili
Характеристика
Количество компонентов
Жизнеспособность, ч (время
использования после смешения
компонентов)
Консистенция (до вулканизаций)
Плотность, г/смэ
Прочность при растяжении, МПа
Относительное удлинение, %
Твердость по Шору, усл.ед.
Адгезия к металлическим и
неметаллическим материалам, Н/см
Удельное объемное
электросопротивление, Ом* см
Срок службы в интервале
температур -60 + +80°С, годы
Свойства тиокоповых герметиков
У-ЗОМЭО-5 У-30МЭС-5М ВЭР-1
2
0,5-10
3
0,5-24
3
1-5
Пастообразный Пастообразный Вязшгекучий
1,35
1,8
200
35
20
(с адгезионным
подслоем)
1,35
1,8
200
35
20
(без подслоя)
1,48
2,5
(через 48 ч)
150
40
20
25
25
25
Таблица 2
ВТК-1-29
2
1,5-4,0
Вязкотекучий
1,7
1,7
150
45
20
ВТП-1
2
4-7
Пастообразный
1,45
2,5
200
35
25
S
ж
25
10-40
10
КОНСТРУКЦИОННЫЕ И ТЕПЛОСТОЙКИЕ КЛЕИ, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
В 1960-е годы в связи с созданием нового поколения
авиадвигателей были разработаны резиновые материалы ФКС-1, ФКС-2 и ФКС-2Б,
работоспособные в интервале температур от -70 до +(350—400) °С,
детали из которых изготовляются шприцеванием или формованием
(применяются до настоящего времени). Введение в рецептуры* этих
материалов порошкообразного фторопласта Ф-4 и специально отработанная
технология изготовления позволили получить резиноподобные материалы
с прочностью при разрыве не менее 7—9 МПа и относительным
удлинением не менее 80—90%. Резиноподобные материалы ФКС
рекомендованы для использования в виде уплотнительных и
электроизоляционных деталей, работающих при деформации до 10% в неподвижных
соединениях.
В те же годы впервые в СССР была разработана пригодная к ка-
ландрованию фторорганическая резина ВР-3, предназначенная для
изготовления противоэрозионных покрытий винтов самолетов и лопастей
вертолетов. Резина ВР-3 выпускается толщиной 0,5—1 мм и
работоспособна при температурах от -25 до +160°С в течение 500 ч и при 200 °С
в течение 100 ч.
Исследования последних лет в области разработки резин,
работоспособных в воздушной среде в широком интервале температур, были
направлены на создание рецептур и отработку технологии изготовления
силоксановых резин, обеспечивающих работу уплотнительных деталей в
экстремальных условиях авиационной и космической техники.
Для работы на воздухе в диапазоне температур -50 + +400 °С
создана резина марки 5ф-13 на основе силоксанового блоксополимера «Тер-
мосил». В напряженном состоянии, т.е. при 20% сжатия образца, и при
воздействии температуры резина работоспособна при 350 °С в течение 5
ч, при 300 °С — 20 ч (за этот период при воздействии повышенной
температуры значение относительной остаточной деформации после
сжатия достигает 80%). В ненапряженном состоянии (которое
оценивается сохранением эластичности при термостарении) резина 5ф-13
работоспособна на воздухе при 400 °С в течение 4 ч, при 350 °С — 48 ч, а
при 300 °С - 196 ч.
Резина 5ф-13 рекомендуется к применению в качестве прокладок для
арматуры, уплотнительных колец неподвижных соединений, профилей
различного сечения, а также в системах пожарной сигнализации для
самолетных двигателей, так как относится к классу самозатухающих
материалов. Для приклеивания деталей из резины 5ф-13 к металлам
применяется силоксановый герметик УФ-12ВТ.
333
Основные физико-механические свойства резины 5ф-13
представлены в табл. 3.
Таблица 3
Физико-механические свойства силоксановых резин
Показатели сюйств резин
Свойства 5ф-13 Э-1
(каучук Термосия) (каучук СКТЭМ-1)
Предел прочности при разрыве
°*
МПа
Относительное удлинение при разрыве е, %
Твердость по Шору, уел.ед.
Коэффициент морозостойкости
эластическому восстановлению
при температуре, °С:
-ПО
по
3,5-
125-
35-
-5,7
-180
-50
0,3
7-9
400-630
45-60
0,3
В мировой практике для создания особоморозостойких резин
используются диметилметилфенилсилоксановые каучуки, имеющие
температуру хрупкости -120 °С. Однако отечественные резины на основе фе-
нилсодержащих каучуков работоспособны только до температуры -80 °С.
С целью создания резин с повышенной морозостойкостью
сотрудниками ВИАМ на основе этилсодержащего силоксанового каучука
СКТЭМ-1, синтезированного ВНИИСК им. СВ. Лебедева и
имеющего температуру хрупкости -124 °С, была разработана резина марки Э-1
(см. табл. 3), предназначенная для работы в качестве уплотнений
неподвижных соединений воздушных систем в диапазоне температур от -120
до +(200—250) °С. Работоспособность указанной резины при
температурах 200—250 °С достигнута введением в рецептуру специально созданных
термостабилизаторов.
Вулканизаты из резины Э-1 в напряженном состоянии при
температуре 250 °С работоспособны в течение 16 ч, при 200 °С - 40 ч.
Эластичные свойства сохраняются при 250 °С — 40 ч и при 200 °С - 450 ч.
Последним достижением ВИАМ в области создания термостойких
резин для воздушных систем является получение опытной рецептуры
резины на основе блоксилоксанового каучука Термосил-УП.
Термосил-УП представляет собой комбинацию жесткого фенилси-
локсанового блока структуры
334
КОНСТРУКЦИОННЫЕ Н ТЕПЛОСТОЙКИЕ КЛЕН, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
НО
но -
С6Н5 С6Н5
Si-0 - Si-0 -
0
1
1
- Si-0
|
с6н5
0
1
1
- Si-0 -
с6н5
где т = 2—3;
т,
и гибкого блока, являющегося диметилсилоксановым олигомером,
структуры
сн3
1
1
- Si-О -
|
сн3
с6н5
1
1
- Si-О -
|
. СбН5 _
сн3
1
1
- Si-О -
1
1
а СН3
3
сн
I
- Si-О -
I
где п = 20-30;
я, в — от 0 до 30 %
(по массе),
при мольном соотношении гибкого и жесткого блоков 1:2.
Введение в рецептуру опытной резины высокодисперсионных
наполнителей и антиструктурирующей добавки, а также нетрадиционного
вулканизующего агента позволяет получить вулканизат, работоспособный до
температур 450-500 °С (при 450 °С - 3 ч и при 500 °С - 30 мин).
Силоксановые каучуки, так же как и фторорганические, являются
наиболее теплостойкими каучуками, однако последние
(фторорганические) обладают, кроме того, высокой стойкостью к различным
агрессивным средам (топливам, маслам и др.).
В начале 1970-х годов на основе фторорганических каучуков СКФ-32
и СКФ-26 были разработаны соответственно резины ВР-6 и ВР-7,
предназначенные для работы в качестве манжетных уплотнителей
вращающихся валов с повышенной скоростью вращения. При создании этих
резин в качестве наполнителя использована специальная углеродная
ткань с хорошей теплопроводностью, что значительно улучшило
деформационные и антифрикционные свойства резин, разработанных и
поставляемых Миннефтехимпромом.
Сравнительные испытания показали, что резины ВР-6 и ВР-7
характеризуются малым коэффициентом динамического трения (0,1—0,2
вместо 0,5—0,7 для серийных резин), высокой износостойкостью и
значительно меньшими температурами в зоне трения (ПО—180°С вместо
300—400 °С для серийных резин).
335
ГЛАВА 12
ЩШ:ШШШШШ1
Следует отметить, что все резины на основе серийных фторкаучу-
ков марок СКФ-26 и СКФ-32 имеют один существенный недостаток —
низкую морозостойкость, поэтому рекомендуются для работы до
температур -(20-25) °С.
Широкие исследования во ВНИИСК в области синтеза
морозостойких фторкаучуков позволили разработать новый класс карбоцепных
фторкаучуков, содержащих в боковых цепях перфторалкоксигруппы (пер-
фторметокси- и перфторпропокси-) и мономерные звенья,
обеспечивающие эффективную вулканизацию каучуков.
С учетом требований современной авиационной техники и
использованием новых фторкаучуков (разработки ВНИИСК) созданы уплотни-
тельные резины с широким температурным диапазоном
работоспособности. На основе нового фторкаучука марки СКФ-260ВРТ, пероксид-
ной вулканизующей системы, сочетания минеральных наполнителей и
технического углерода, а также с использованием фторированной
технологической добавки была разработана резина марки 51-1780,
работоспособная в диапазоне температур от -40 до +250 °С, в том числе: при
250 °С в топливе Т-6 в течение 240 ч и на воздухе в течение 120 ч; при
200 °С в среде масла ИПМ-10 в течение 100 сут.
Еще более широким температурным диапазоном работоспособности
обладает резина марки 51-1762, которая рекомендуется для работы в
среде синтетических масел, воздуха, жидкостей для гидросистем и топ-
лив в диапазоне температур от -50 до +300 °С. Расширение интервала
рабочих температур этой резины достигнуто благодаря применению
фторкаучука марки СКФ-260МПАН (сополимер винилиденфторида с
перфторалкилвиниловыми эфирами), при вулканизации которого тетра-
функциональным ароматическим соединением (&/с-ортоаминофенолом)
удается получить поперечные связи, близкие по температуростойкости
к связям исходного полимера.
Физико-механические свойства резин 51-1762 и 51-1780 приведены
в табл. 4.
Помимо указанных резин, на основе фторкаучука СКФ-460 (аналог
зарубежного каучука KALREZ) разработана резина, работоспособная в
агрессивных химических средах в диапазоне температур 0—300 °С. Эта
резина в ряде случаев может с успехом заменить такой химически
стойкий материал, как фторопласт Ф-4.
Широкое применение в авиационной промышленности для уплот-
нительных узлов топливных и масляных агрегатов имеет фторсилокса-
новая резина 51-1434 (изготовляется на основе фторсилоксановых кау-
336
КОНСТРУКЦИОННЫЕ Н ТЕПЛОСТОЙКИЕ КЛЕН, КЛЕЕВЫЕ ПРЕПРЕГИ, ГЕРМЕТИКИ, РЕЗИНЫ
7,5
90
120
28
0,33
0,7
12,5
110
180
46
0,52
Таблица 4
Физико-механические свойства фторорганических резин
р м Показатели свойств резины
В0ИСГВа 51-1762 51-1780
Условная прочность при разрыве ог МПа
Относительное удлинение при разрыве £, %
Сопротивление раздиру £ред» Н/см
Относительная деформация сжатия (воздух,
250 °С в течение 24 ч при 20% сжатия), %
Коэффициент морозостойкости (по эластическому
восстановлению) при температуре, °С:
-40
-25
чуков СКТФТ-50 и СКТФТ-100), которая рекомендована для
эксплуатации в среде воздуха, масел, топлив и жидкостей для гидросистем в
диапазоне температур от -55 до +(150 + 200) °С. Основным недостатком
этой резины является небольшая прочность при растяжении (6,5 МПа).
С целью повышения прочностных характеристик фторсилоксановых
резин на основе каучука СКТФТ-ЮОП, была разработана резина ВР-37,
рекомендованная для уплотнения агрегатов пневмотопливных систем при
работе в интервале температур от -55 до +250°С в напряженном
состоянии: при 250 °С вулканизаты из резины ВР-37 работоспособны в
течение 30 ч, при 200 °С - 500 ч и при 150°С - 3000 ч.
Сравнительные свойства резин ВР-37 и 51-1434 приведены в табл. 5.
Таблица 5
Механические свойства резин для работы в топливных,
масляных и пневмотопливных системах
Свойства
Предел прочности при разрыве <*# МПа
Относительное удлинение при разрыве е, %
Твердость по Шору, уел, ед.
Во многих отраслях промышленности для уплотнения неподвижных
фланцевых соединений используются листовые прокладочные
материалы — парониты, изготовляемые на основе высокомолекулярных каучу-
ков и асбеста. В авиатехнике наибольшее применение находят разрабо-
Показатели свойств резины
5Ы434
6,5-8
200-300
60-74
ВР-37
9,1-1,1
280-350
65-75
22 — 5961
337
ГЛАВД 12
■«»> 3» >4Й»> »5>
тайные в начале 1960-х годов теплостойкие парониты ВП-1 и ВП-1ф,
работоспособные в воздушной среде до температур 250—300 °С и в
жидких средах до 200-250 °С
В связи с необходимостью повышения рабочих температур
прокладочных материалов разработан паронит ВП-2 на основе каучука СКФ-
26, в котором часть асбеста заменена нитевидными кристаллами оксида
цинка и использован вулканизующий агент нового типа. Нитевидные
кристаллы оксида цинка с удельной поверхностью 1-10 м2Д в сочетании
с вулканизующим агентом (молекулярным комплексом) общей формулы
CI N(CH3)2
позволяют получить материал с термостойкостью до 450 °С и
улучшенными упруго-эластическими свойствами (табл. 6).
Таблица 6
Физико-механические свойства паронитов
Свойства Показатели свойств паронита
ВП-1 ВП-2
Плотность, кг/м3 2250-2500 2190-2200
Термосюйкость, °€ 400 450
Сжимаемость при давлении 35 МПа» % 8,5 14,1
Упругая отдача, % 44,5 58,2
В заключение необходимо отметить, что с использованием последних
разработок российских отраслевых и академических институтов в области
синтеза каучуков, термостабилизаторов и других компонентов, входящих в
рецептуру эластомеров, сотрудниками ВИАМ созданы герметики, уплотни-
тельные резины и прокладочные материалы, не уступающие (а иногда и
превосходящие) по уровню свойств лучшим зарубежным материалам.
Глава 13
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ
И ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ
МАТЕРИАЛЫ
УДК 667.63
Э.К. Кондратов
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
СО СПЕЦИАЛЬНЫМИ СВОЙСТВАМИ"
Специфические условия эксплуатации авиационной техники привели к
необходимости разработки лакокрасочных покрытий со специальными
свойствами. Первыми покрытиями такого назначения стали
камуфлирующие (маскировочные) покрытия. Их эффективность была доказана еще
во время Великой Отечественной войны, когда самолеты в летнее
время окрашивались в защитный цвет, а в зимнее — в белый. Однако
аэрофотосъемка с использованием излучения УФ-диапазона выявляла
наличие самолетов на заснеженном летном поле. Покрытия были
доработаны путем замены пигментной части и успешно применены на
самолетах.
В настоящее время разработана достаточно большая номенклатура
камуфлирующих эмалей, снижающих оптическую контрастность в
ультрафиолетовом, видимом и инфракрасном диапазонах длин волн.
В работе принимали участие: В.Н. Владимирский, Е.Н. Малова.
22*
339
ГЛАВА 13
«а»^у jgfr» **>jjt)* jfrnfjfr*"
Противоположную задачу решают флуоресцентные эмали, которые
применяются для повышения видимости летательных аппаратов. Такие
эмали содержат в качестве пигментов твердые частички смолы,
окрашенные органическими красителями — люмогенами. Эти пигменты способны
трансформировать коротковолновую часть световой энергии
(ультрафиолетовую, а также фиолетовую, синюю, зеленую) в более длинноволновую
(желтую, красную, зеленую и голубую), лучше воспринимаемую
человеческим глазом. Яркость таких красок в сумерках в несколько раз выше, чем
у обычных красок соответствующего цвета. Такие краски широко
применяются для окраски не только законцовок крыльев и киля, для чего они
и были разработаны в ВИАМ, но и других транспортных средств
(головные вагоны электропоездов, суда на подводных крыльях, буи и т.д.).
С появлением реактивной авиации возникла необходимость
разработки радиопрозрачных покрытий. Под радиопрозрачностью покрытия
понимается его способность пропускать электромагнитное излучение в
диапазоне радиоволн (т.е. с длиной волны от 0,5 мм до 104 м). Покрытия с
такими свойствами необходимы для окраски обтекателей антенн,
устанавливаемых в носовой части и на внешнем контуре самолетов и вертолетов.
Обтекатели обеспечивают защиту антенн и других элементов
радиоэлектронной аппаратуры от аэродинамических нагрузок и атмосферных
воздействий, а кроме того, улучшают аэродинамические характеристики
самолетов и вертолетов. Для изготовления обтекателей пассажирских
самолетов и вертолетов наиболее часто используются стеклопластики.
Основными свойствами, которые определяют радиопрозрачность
обтекателя, являются диэлектрическая проницаемость и тангенс угла
диэлектрических потерь материала, из которого обтекатель изготовлен, т.е. в
частном случае — стеклопластика.
Толщины стенок обтекателей с максимальной радиопрозрачностью
рассчитываются по следующим уравнениям:
для тонкостенных обтекателей
</<(0,05 + 0,1Д0; (1)
для полуволновых обтекателей
d = nX° (2)
Ve/-sin29 '
где d — толщина стенки, мм; А,0 — длина электромагнитной волны в
свободном пространстве, мм; е' — диэлектрическая проницаемость
материала обтекателя; ё — угол падения электромагнитной энергии на
340
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ И ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
стенку обтекателя (угол между нормалью к поверхности обтекателя и
нормалью к фронту волны); п — целое число (1, 2, ...).
На самолетах и вертолетах используются тонкостенные и
полуволновые обтекатели. Выбор толщины стенки определяется требованиями
по механической прочности.
Как следует из уравнений (1) и (2), пленка покрытия даже с
большой диэлектрической проницаемостью может быть полностью
радиопрозрачной, так как ее толщина всегда будет не критичной к длине
волны (при длине волны А,0>5 мм). Однако при меньшем значении е'
покрытия его некритичная толщина будет большей, и, следовательно,
такое покрытие можно считать более радиопрозрачным.
При нанесении покрытий с различными значениями диэлектрической
проницаемости на поверхность обтекателя со стенкой полуволновой
толщины (т.е. с коэффициентом отражения, равным нулю) эта
закономерность не должна изменяться. С другой стороны, если нам нужно нанести
покрытие с толщиной, превышающей некритичную, оно (покрытие)
может быть учтено при расчете толщины стенки. Наиболее же удобным для
практического использования является такое покрытие, диэлектрическая
проницаемость которого примерно равна диэлектрической проницаемости
материала обтекателя. В таком случае покрытие может рассматриваться как
материал обтекателя, что упрощает радиотехнические расчеты последнего.
Применяемые в конструкции обтекателей стеклопластики обладают
потерями, определяемыми величиной тангенса угла диэлектрических
потерь tg5, значения которого, как правило, не превышают 0,02 (tg8<0,02).
При таких значениях tg5 потери материала при конструировании
обтекателей не учитываются. Лакокрасочные покрытия с tg8<0,l также не
учитываются при расчете обтекателей.
Таким образом, определяющими свойствами радиопрозрачных
покрытий являются диэлектрическая проницаемость е' и тангенс угла
диэлектрических потерь tg5 при рабочей частоте в радиодиапазоне.
Для радиопрозрачных покрытий используются перхлорвиниловые,
полиакриловые, эпоксидные и фторсодержащие пленкообразователи, а
также каучуки с е' = 3 + 5 и tg5<0,1 (чаще менее 0,02). В рецептурах
радиопрозрачных покрытий не применяются металлические пигменты-
наполнители, при введении которых в количестве свыше 2%
происходит резкое снижение радиопрозрачности.
По мере роста скоростей летательных аппаратов обострялась
проблема защиты их поверхностей от эрозионного износа. Применительно к
авиационной технике эрозионный износ наблюдался при воздействии
341
ГЛАВА 13
высокоскоростного однофазного газового потока и при воздействии
двухфазных потоков (газоабразивное и газокапельное изнашивание) на
внешние поверхности обтекателей антенн, лопастей винтов, лопаток
компрессора и лобовые поверхности крыльев и оперения. Так, при
полете со скоростью 800 км/ч в дождевой полосе с интенсивностью
осадков 25 мм/ч за 40 мин было зафиксировано полное разрушение
неопренового покрытия толщиной 0,3 мм на обтекателе.
Газоэрозионное изнашивание лакокрасочного покрытия было
выявлено при его обтекании сверхзвуковым воздушным потоком вследствие
возникновения на поверхности напряжения трения а, которое
рассчитывается по уравнению:
q-cf
(3)
где q — скоростной напор; с* — местный коэффициент трения.
Устойчивость покрытий к воздействию сверхзвукового воздушного
потока определяется их температурой текучести. С помощью
разработанного в ВИАМ прибора, позволяющего оценивать текучесть
покрытий толщиной до 0,1 мм, проблема создания покрытий для внешних
поверхностей летательных аппаратов была решена.
Скорость газоабразивного и газокапельного изнашивания зависит как
от характеристик внешней среды, так и от свойств покрытий. К
характеристикам внешней среды при газообразном изнашивании относятся:
скорость движения частицы в момент удара, концентрация частиц в
потоке, размер и плотность частиц, геометрическая форма частиц, угол
соударения, продолжительность эрозионного воздействия, форма
импульса контактного усилия при ударе, коэффициент Пуассона и модуль
упругости материала частицы, температура.
На процесс газокапельного изнашивания оказывают влияние
следующие внешние факторы: плотность и вязкость жидкости; размер и
форма капли; концентрация капель; скорость соударения и угол
падения капли. В результате многолетних исследований в ВИАМ были
разработаны покрытия двух типов: тонкослойные (до 70 мкм) на основе
эпоксидных олигомеров и эластомерные, которые применяются при
толщинах не менее 150 мкм.
Эрозионная стойкость (Э) тонкослойных эпоксидных покрытий
достаточно точно может быть оценена по следующему эмпирическому
уравнению:
Э = V8p0'5-*, <4)
342
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ И ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
где а — предел прочности при разрыве, МПа; е — относительное
удлинение при разрыве, %; К — произведение коэффициентов К{, К2 и
К3 определяющих граничные значения е , адгезии и толщины.
Применительно к эластомерным покрытиям определяющими
параметрами являются:
— при газоабразивном изнашивании — характеристики прочности,
упругости, усталости и твердость;
— при газокапельном изнашивании — скорость движения
продольной волны и волны сдвига; пределы усталости и прочности при
растяжении; модуль упругости и твердость, а также шероховатость.
В наибольшей степени этим требованиям отвечают покрытия на
основе фторкаучука и хлорсульфированного полиэтилена.
Во время полета летательный аппарат представляет собой тело,
изолированное от Земли слоем воздуха. Любые электрические процессы,
протекающие в слоях атмосферы, окружающих летательный аппарат,
вызывают изменение электрического потенциала поверхности самолета,
который (потенциал) при скорости до 1000 км/ч нарастает
пропорционально третьей степени скорости его полета и может достигать
десятков и даже сотен киловольт. Если электрические сопротивления
различных участков поверхности летательного аппарата различаются, то могут
образоваться зоны с более высоким потенциалом, что повышает
вероятность поражения молнией. Такими зонами чаще всего являются
поверхности из неметаллических материалов, например обтекатели. Для
выравнивания потенциала на поверхность деталей из полимерных
композиционных материалов наносят антистатические покрытия. Под
антистатическими свойствами (неэлектризуемостью) покрытий понимается
их способность не накапливать на поверхности зарядов статического
электричества. Это объясняется тем, что скорость разрядки
электрически заряженного тела определяется уравнением
е = е0-е-'/*-с, (5)
где 0 — мгновенный заряд в момент времени /; 90 — первоначально
образовавшийся заряд; R — сопротивление диэлектрика; с = кг' (е' —
диэлектрическая проницаемость диэлектрика) — емкость системы.
Из уравнения (5) следует, что антистатические свойства покрытий
определяются абсолютной величиной электростатического заряда,
который может накапливаться на поверхности покрытия, скоростью его
зарядки и разрядки. Эти свойства зависят от диэлетрической
проницаемости и поверхностного сопротивления покрытия. Установлено, что при
343
поверхностном сопротивлении покрытий не более 108 Ом достигаются
требуемая скорость разрядки покрытия, т.е. утечки электрического
заряда на массу самолета, и выравнивание потенциала поверхности.
В ВИАМ разработаны как токопроводящие покрытия, так и
покрытия, накапливающие на поверхности минимальный заряд.
Температура обшивок, нагреваемых вследствие аэродинамического
эффекта или от других источников, зависит от излучающей
способности (степени черноты) поверхности. Степень черноты е является
безразмерной величиной и определяется отношением:
е = М2, (6)
где Le, Lq — соответственно количество лучистой энергии, испускаемой
единицей поверхности исследуемого и абсолютно черного тела при
температуре Г, Вт/см2.
Степень черноты металлической обшивки обычно не превышает 0,3,
а для снижения ее (обшивки) температуры в ряде случаев требуется
иметь е более 0,9. Для повышения степени черноты обшивки
разработаны специальные лакокрасочные покрытия, е которых может достигать
0,95. Ошибочно считать, что высокий е может быть достигнут только у
покрытий черного цвета. Разработаны и белые покрытия со степенью
черноты 0,85—0,9. Однако покрытия белого цвета имеют низкий
коэффициент поглощения солнечной радиации ос5, что влияет на
температуру поверхности летательного аппарата, подвергающегося ее воздействию.
Так, верх фюзеляжа самолета, базирующегося на аэродроме в Средней
Азии, нагревался до температуры 70 °С, если был окрашен эмалью
черного цвета, и до 50 °С — при окраске белой эмалью.
При создании многоразового воздушно-космического самолета «Буран»
осуществлялась разработка терморегулирующих покрытий,
обеспечивающих тепловой баланс между поглощенной солнечной радиацией на
освещенной стороне и тепловым излучением со всей поверхности «Бурана».
Были разработаны эмали класса «истинные поглотители» с е = 0,8—0,9;
эмали класса «солнечные отражатели» с а5<0,2 и е>0,87; и эмали класса
«истинные отражатели» с as < 0,2 и е < 0,2.
Таким образом, лакокрасочные покрытия со специальными
свойствами позволяют придать поверхности различных материалов те
характеристики, которыми они не могут обладать в силу своей физической
природы, и значительно расширяют функциональные возможности
летательных аппаратов.
344
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ Н ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
УДК 66.045.3
В. Т. Минаков, В.Е. Грушко,
А.А. Донской
ТЕПЛО- И ОГНЕЗАЩИТНЫЕ МАТЕРИАЛЫ
И ПОКРЫТИЯ'
При разработке скоростных изделий возникает проблема защиты
конструкции от аэродинамического нагрева. Теплозащитные материалы
должны отвечать сложному комплексу требований: минимальная плотность,
низкая теплопроводность, малая термическая усадка и уровень свойств,
определяемых техническими характеристиками изделий.
Однако общим для всех видов теплозащиты является, безусловно,
требование минимального линейного уноса, — чтобы исключить
изменение аэродинамического контура летательного аппарата в условиях
воздействия больших тепловых потоков. Это определило поиск путей
создания термоэрозионностойких материалов, обеспечивающих
выполнение этого требования в широком диапазоне температур при
аэродинамическом нагреве.
Наибольшее применение в теплозащитных конструкциях нашли
стеклопластики на основе кремнеземных и кварцевых волокон и
полимерных связующих. Это обусловлено тем, что эти материалы по
комплексу эксплуатационных свойств в наибольшей мере отвечают
поставленной задаче. Кроме того, эти материалы отличаются относительно
невысокой стоимостью, имеется сырьевая база для их производства в
России, а для переработки их в изделия — производственная база на
предприятиях авиационной и химической промышленности.
Наряду с этим технологический процесс изготовления
полуфабрикатов — стеклотканей — обеспечивает возможность сочетания
стекловолокон с полимерными или углеродными волокнами, а также
изготовления гибридных наполнителей для придания композитам заданных
конструктором свойств теплозащиты.
Рассматривая процесс термоэрозионного разрушения, можно сделать
вывод об определяющем влиянии на устойчивость поверхностного слоя
структуры каркаса из термостойких волокон. В случае расположения
волокон параллельно направлению газового потока унос материала мо-
* В создании направления принимали участие: В. В. Павлов, Ю. Б. Дубинкер, Ф. Г. Бу-
дакова, Т.Д. Максимова, Л.Л. Краснов; в работе принимали участие: Н.В. Баритко,
В. В. Евсеева, М.А. Шашкина.
345
ГЛАВА 13
.са>> 35» >jgfr> jg»
жет достигать максимальных значений при сравнительно небольших
температурах изделия (600—700 °С). При увеличении температуры
скорость уноса достигает больших значений, что неприемлемо.
Кардинальным способом уменьшения скорости уноса является
создание материалов, арматура которых представляет собой каркас
механически связанных друг с другом нитей путем переплетения при
ткачестве или прошивке. Связующее не позволяет нитям арматуры
«скользить» друг относительно друга, предотвращая образование вспучивания
поверхностного слоя, сколов и трещин.
В ВИАМ совместно с НПО «Стеклопластик» разработаны
номенклатура кремнеземных и кварцевых стеклотканей толщиной от 2 до 25 мм,
плотностью 0,2—0,94 г/см3, а также технология получения цельнотканых
многослойных профилей больших габаритов, освоено их производство.
В ВИАМ созданы объемно-армированные теплозащитные материалы,
которые могут быть условно разделены на высокопрочные, легкие,
эластичные и радиопрозрачные. Основные свойства их приведены в табл. 1.
Теплозащитные материалы с применением эпоксидного и феноло-
формальдегидного связующих имеют достаточно высокие прочностные
свойства до температур 200 и 400 °С соответственно (см. табл. 1).
Возможность их применения как конструкционных материалов основана на
высокоградиентном распределении температур по толщине стенки
изделия. Материалы не имеют уноса при температурах стенки 600 °С и
более.
Одним из основных требований конструкторов, как правило,
является применение материалов с малой плотностью. Снижение плотности
огнезащитных покрытий достигается применением тканей с плотностью
0,4—0,6 г/см3, изготовляемых из стеклоорганических или объемных тек-
стурированных нитей. В качестве связующих используются спиртоаце-
тоновые растворы с концентрацией (75—80) %. Освоено изготовление
крупногабаритных изделий методом пропитки под давлением с
толщиной стенки изделия 100 мм и более. Материалы имеют достаточно
высокие прочностные и хорошие теплофизические свойства при
температурах до 250 °С, что обусловливает возможность их нанесения на
алюминиевые конструкции.
Параметром, определяющим возможность применения теплозащитных
материалов в радиопрозрачных изделиях, является стабильность
электрической толщины стенки при температурах эксплуатации и воздействии
окружающей атмосферы (температура, влажность) при хранении. Исходя
из этого концептуального требования проведены исследования зависимо-
346
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ Н ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
Таблица 1
Основные свойства объемно-армированных теплозащитных покрытий
Материал
ТЗ МКТ-8
ТЗ МКТ-9
ТЗ МКТ-1
ТЗ МКТ-К9Х
ТЗ МКТТ-1
ТЗ МКХТ-1
ТЗ МКХТ-2
ТЗ ЦТМК-4
ТЗ ЦТМК-7
Состав
(матрица;
связующее)
МКТ-5,25;
ЭДТ-10
МКТВ-5,0;
ЭДТ-10
МКТ-5,25;
ФН
МКТ-5,25;
К-9Х
МКТГ;
ФН
МКТГ;
ФН
МКХТ;
ФН
МКХТ;
ВФС-7
Гибридная
ткань;
ПЭФМА
Плотность
кг/ыг
1600
1600
1500
1350
950
1200
1300
1300
1400
Температура
испытаний:,
°с
20
100
200
20
100
200
20
100
300
400
20
300
20
100
200
250
20
20
20
20
МПа
162
138
82
310
210
150
163
50
10
120
77
30
40
25
29
34
218
130
32
310
200
370
185
156
160
100
_
44
58
—
~
——
Теплопроводность
К
Вт/(м-К)
0,3
0,33
0,28
0,32
0,33
0,16
0,16
0,17
0,17
0,21
0,36
0,28
0,31
Относительное
удлинение при
растяжении е, %
1,0
2,6
0,8
1,2
1,9
0,9
0,9
10
6,5
11,5
сти диэлектрической проницаемости композитов в условиях повышенной
влажности (см. рисунок). Установлены границы оптимального
использования материалов на основе различных типов связующих.
Использование теплозащиты на наружном контуре зачастую
определяется способностью защитных слоев претерпевать деформацию вместе
с корпусом без разрушения и отслаивания. С целью получения высоких
значений оптимального удлинения при растяжении изготовлены
материалы на основе многослойных гибридных тканей, комплексные нити
347
ГЛАВА 13
10 25 0 2
Продолжительность выдержки, сут
Диэлектрические свойства (диэлектрическая проницаемость е' и тангенс угла
диэлектрических потерь tg5) в условиях повышенной влажности (<р = 98%) теплозащитных материалов:
п - ТЗ MKT-1; а - Т3 МКТ-8; о - Т3 МКТ-К-9ФА
которых состоят из смеси кремнеземных и полимерных нитей. В
качестве связующих применены фенолокаучуковые связующие,
модифицированные кремнийорганические и олигоэфируретанэпоксиды.
Материалы изготовлялись автоклавно-вакуумным способом. Наибольшей
эластичностью обладают материалы на основе гибридных наполнителей, в том
числе и при низких («минусовых») температурах, а невысокая
температура отверждения позволяет применять материал в конструкциях из
стеклопластика.
Объемно-армированные материалы могут быть изготовлены с
плотностью до 800—850 кг/м3. Дальнейшее снижение массы теплозащиты
может быть достигнуто применением напыляемых покрытий,
достоинством которых, кроме того, является возможность нанесения их на
конструкции сложной конфигурации (табл. 2). Покрытия могут быть
изготовлены толщиной от 0,8 до 12 мм и наноситься на металлические и
неметаллические конструкции. Наиболее термостойким является
покрытие ВТЗ-87«У», которое может быть использовано и в огнезащитных
перегородках, однако для этих целей наиболее эффективны
вспенивающиеся материалы, увеличивающие толщину при нагреве в 5—6 раз и
более. При воздействии пламени, в условиях пожара, в таких
материалах наблюдается быстрый рост температуры в начальный момент
времени, затем за счет совокупности химических превращений, приводящих к
образованию пенококса, скорость подъема температуры резко
снижается. При дальнейшем увеличении толщины пенококса температура не
348
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ Н ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
меняется в течение 15-20 мин. Эффективность вспенивающихся
покрытий определяется высотой пенококса и его низкой теплопроводностью.
Таблица 2
Основные свойства напыляемых теплозащитных покрытий
Свойства
Плотность d, кг/м3
Термостойкость, °С
Коэффициент теплопроводности X,
Вт/(м-К)
Предел прочности при сжатии осж,
МПа
Относительное удлинение при
растяжении г, %
Максимальная температура
отверждения, °С
Показатели свойств
ВШ-4
800-900
300
0,2
8
4
115
ВШ-27Ф
700-800
250
0,15
20
3
90
материалов
ВТЗ-80
550-650
350
0,18
6,3
6
155
покрытий
ВТЗ-87 «У»
500-600
500
0,16
4
6
155
Широкое применение в авиационной технике нашли покрытия типа
ВОЗП-4 на основе кремнийорганических эластомеров и систем
наполнителей. Вспенивание покрытий этого типа осуществляется
газообразными продуктами разложения меламина (NH3, C02, Н20) при
одновременном протекании реакции этерификации пентаэритрита с орто- или
полифосфорной кислотой при температурах до 300 °С. При нагреве свыше
300 °С происходит карбонизация смеси и формирование пенококса,
степень вспенивания достигает 8—10. Огнезащитный материал выпускается
в виде пасты в комплекте с отвердителем и наносится на конструкции
пневмонапылением, шпателем или кистью.
Основные технические характеристики покрытий типа ВОЗП-4:
Плотность» кг/м3 .... 1200-1300
Огнестойкость при воздействии пламени с температурой 1100*42, мин......... 15-60
Относительное удлинение при растяжений, % ..,.*.... 50
Адгезия к алюминиевым сплавам, сталям, стеклопластикам, МПа 1,5—1,7
Отверждение покрытия осуществляется при 20 °С в течение 24 ч.
В сочетании с лакокрасочными покрытиями оно топливо-, масло-,
влагостойко. Покрытие находит применение в конструкциях противопо-
349
шш^^^^^^^^^^^^^^^^^^^ш^шшшшшшш
жарных перегородок, мотогондолах, капотах и других агрегатах
летательного аппарата.
Актуальной задачей является создание огнезащитных лент для
использования в трубопроводах, шлангах и других элементах конструкций.
С этой целью разработана эластичная самоклеящаяся лента марки
«Флогс» на основе фторорганического эластомера. Технологический
процесс включает в себя следующие основные операции: смешение
композиции на вальцах, калибровку на каландре и получение листов
толщиной 0,6—1 мм. При необходимости производится дублирование
(совмещение) резины со стеклотканью. Затем материал поступает на
радиационную вулканизацию в камере на у-источнике 60Со, с последующим
нанесением клеевого слоя и резкой на ленты требуемой ширины.
Основные свойства ленты приведены в табл. 3.
Таблица 3
Основные свойства огнезащитных лент «Флогс» (ТУ 38.405*51/3*4*251)
Свойства
Значения
свойств
Масса погонного метра цри ширине ленты 25 мм* г 24
Прочность при растяжении Д Н:
исходной ленты 320
армированной стеклоткани 540
Относительное удлинение при растяжении е, % 360
Твердость по Шору, усл. ед. 70
Огнестойкость после 5 мин воздействия пламени при температуре 150
1100°С (на дюралевой ipyte диаметром 20 мм), °С
Набухание в средах, %:
в топливе Т~8 0Д4
в бензине 0,5
Весьма существенное значение для теплозащитных материалов
имеет эластичность как с точки зрения возможности деформации корпусов
ракетных двигателей из-за их больших размеров, так и во избежание
деформации вследствие воздействия эксплуатационных факторов —
высокотемпературных потоков высокого и низкого давлений,
транспортировки и хранения двигателей и т.п.
При воздействии высоких температур теплозащитные покрытия
разрушаются. Быстрый нагрев твердых покрытий приводит к
возникновению в них напряжений, уровень которых может превысить предел проч-
350
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ Н ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
ности материала при данной температуре. Ясно, однако, что, если
предел прочности и не будет достигнут, материал окажется в весьма
напряженном состоянии. Так как напряжения пропорциональны модулю
упругости, то чем жестче материал, тем больше вероятность его
расслоения или отслоения от металла, растрескивания и последующего
«выламывания» кусков покрытия тепловым потоком. Снижение модуля
упругости может полностью исключить возникновение разрушающих
напряжений в ТЗП в момент теплового удара.
Деформация (уровень которой может достигать нескольких
процентов) тонкостенных корпусов двигателей под давлением газов в случае
применения титановых сплавов или стеклопластиков имеет
существенное значение. Если деформация покрытия не соответствует деформации
корпуса, то происходит отслоение покрытия от стенки и
растрескивание, в результате чего оно легко разрушается газовым потоком.
Отслоению неэластичных покрытий от корпуса способствует также вибрация
стенок двигателя.
При транспортировке изделий с хрупкими покрытиями, последние
легко могут быть повреждены, так как неизбежны вибрация и
перегрузки, вызывающие деформацию тонкостенных корпусов. Если при этом
степень растяжения покрытия превысит значение его относительного
удлинения при разрыве, то возникнет трещина или другой скрытый очаг
будущего разрушения. Крайне опасны изменения температуры во время
транспортировки и хранения, так как температурный коэффициент
линейного расширения металла не менее чем на один порядок ниже, чем
у синтетических смол. При длительном хранении некоторые
синтетические смолы дают усадку, которая приводит к отслоению покрытия от
корпуса.
Таким образом, главные эксплуатационные недостатки таких
покрытий связаны с их хрупкостью. Резиновые покрытия, очевидно, лишены
их и, следовательно, позволяют полностью исключить растрескивание
при работе двигателя, повреждение при транспортировке и свести к
минимуму отрицательный эффект изменения температуры при
хранении, вследствие того что тепловые напряжения в них невелики —
модуль эластичности резины и резинотканевых материалов на
несколько порядков ниже, чем у металла или даже пластмасс. Для
сохранности таких покрытий в течение долгого времени важнейшее значение
имеет релаксационный характер зависимости напряжения от времени.
В отличие от хрупких покрытий в покрытиях на основе каучуков
термические или усадочные напряжения уменьшаются с течением време-
351
ГЛАВА 13
«■»>-Д>» > jfr*>' *5>
ни, чем исключается самопроизвольное их разрушение или отслоение
от корпуса.
Проблема разработки эластичных теплозащитных материалов была
поставлена в нашей стране и в США в начале 1960-х годов [1], и в
сравнительно короткие сроки покрытия из материалов на эластомерной
основе получили широкое распространение.
Разработка материалов осуществлялась по следующим основным
направлениям: получение резин или резиноподобных материалов с
минеральными порошкообразными и волокнистыми наполнителями,
смолами или их сочетаниями; резино-тканевых материалов, армированных
одно- или многослойными тканями (аналогичных асбо- и
стеклопластикам); синтактных или химически вспененных материалов, в ряде
случаев армированных сотами. Кроме того, нашли применение в качестве
теплозащитных покрытий и материалы, разрабатывавшиеся для других
целей, например герметики [2—4].
Теплозащитные резины типа ТЗР нашли широкое применение в
качестве покрытий внутренних поверхностей РДТТ, работающих как на
вкладных, так и на прочноскрепленных зарядах при скоростях
высокотемпературных потоков продуктов сгорания твердого топлива до 100 м/с.
Для работы при более высоких скоростях потребовалось их армирование
жаростойкими разреженными и тканевыми каркасами. При
использовании каркасов в основу разработки было положено взаимное
проникновение слоев разреженной ткани и образование при этом
псевдообъемного каркаса. Здесь следует отметить материал ВКА-С-4М, представляющий
собой набор пропитанных жидким кремнийорганическим связующим
слоев асботкани и получивший весьма широкое применение на наиболее
ответственных изделиях. Подобного типа материалы (ВСК, ВКА-С-2 и
др.) успешно применяются с середины 1960-х годов и для внешней
тепловой защиты как для носовой части изделий, так и, особенно, для мест,
не подкрепленных силовым набором.
В 1980-е годы нашли применение материалы низкой плотности -
так называемые синтактные материалы на основе кремнийорганических
эластомеров, наполненных микросферами различной химической
природы (среди них ТЗ СПК-2, ВОКМУ и др.).
В 1960-е годы возникла проблема обеспечения внешней тепловой
защиты регистраторов полетной информации, которыми, в соответствии
с международными соглашениями, оснащаются летательные аппараты, а
в последние годы XX века — железнодорожный и специальный водный
транспорт. Сохранение информации важно для выяснения причин воз-
352
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ И ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ (МАТЕРИАЛЫ
никновения аварийных ситуаций. При аварии возможно воздействие на
поверхность регистратора открытого пламени с температурой 1100°С, а
также падение прибора с большой высоты на твердый грунт. Для
сохранения носителя информации его помещают в контейнер с
покрытием из ударопрочного огнетеплозащитного материала. Для работы такого
покрытия характерны отсутствие аэродинамического потока, длительное
термическое воздействие (десятки минут) на поверхность покрытия при
сравнительно невысокой температуре, а также наличие двух стадий
работы, резко различающихся по условиям воздействия внешних
факторов и по процессам, протекающим в материале покрытия.
На первой стадии материал (покрытие) подвергается (в течение
ограниченного времени) воздействию пламени, вызывающего интенсивный
нагрев покрытия и процессы термического разложения его
органической части, плавления и испарения минеральных компонентов,
сопровождающиеся интенсивными энтальпийными эффектами, что
препятствует проникновению тепла к защищаемой поверхности регистратора.
На второй стадии, продолжающейся неопределенно долго при отсутствии
внешнего высокотемпературного воздействия, источником тепла
становится само покрытие, в котором продолжаются генерация тепла при
горении и тлении наружных слоев и отдача генерируемого и
аккумулированного тепла как во внешнюю среду, так и внутренним слоям
покрытия. Таким образом, если на первой стадии покрытие работает как
собственно теплозащитное, то на второй — как источник тепла,
состоящий в первом приближении из двух слоев — не изменившегося
внутреннего и наружного, прогретого до высокой температуры, продукта
трансформации материала в результате реакций, происшедших на
первой стадии. Наружный слой представляет собой сравнительно прочную
коксообразную, частично оплавленную структуру. Поверхность его по
окончании первой стадии вначале интенсивно излучает тепло, довольно
быстро остывает, превращаясь в теплоизоляционный слой,
препятствующий отдаче тепла из нижележащих слоев во внешнюю среду.
Вследствие этого тепло продолжает подводиться к корпусу регистратора, а
температура возрастает выше достигнутой на первой стадии.
В результате проведенных исследований и отработки технологии
изготовления покрытий, для этих целей был предложен упомянутый
выше материал ВКА-С-4М, а в начале 1970-х годов — его модификация
ВКА-С-4МО, отличающаяся тем, что покрытия имели ярко-оранжевый
цвет по всей массе, тогда как для придания такого цвета покрытиям из
материалов ВКА-С-4М на них наносился специальный лакокрасочный
'/,23 — 5961
353
ГЛАВА 13
<д»»3»>^>^
слой ВВП. В дальнейшем был разработан ряд более эффективных
материалов, последним из которых является ТЗР-5М на основе хлорсульфи-
рованного полиэтилена. Деструкция этого материала происходит с
выделением большого количества низкомолекулярных газообразных
негорючих продуктов, что обеспечивает противоток тепловому воздействию,
существенно его снижая и одновременно изолируя топливо от
окислителя. В конденсированной фазе происходит образование карбонизован-
ного слоя, который благодаря пористой структуре обладает высокими
теплоизолирующими свойствами.
Таким образом, в институте разработана широкая гамма огнетепло-
защитных материалов, нашедших применение в авиационной, ракетной,
космической и приборной технике. Эти материалы не растрескиваются
при деформациях защищаемых поверхностей, тепловых и механических
ударах и вибрациях, во время хранения, транспортировки и работы
двигателей, при полете ракет и космических аппаратов, обладают
высокими теплозащитными свойствами и эрозионной стойкостью, морозо-,
тепло-, атмосферо- и влагостойкостью, устойчивостью к старению, а
также воздействию радиации и глубокого вакуума.
Библиографический список
1. Missiles and Rockets, 1960, v.6, № 19, p.21.
2. The Engineer, 1983, v.257, № 6643, p.34.
3. Rubber Age, 1966, v.98, № 7, p. 130.
4. Space Age News, 1967, v. 10, № 8, p.21.
УДК 66.045.3
В.Г. Набатов, В.В. Кузьмин,
А.В. Кучменко
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Теплоизоляционные материалы, применяемые в авиационной технике,
обладают, прежде всего, малой массой, высокой эффективностью,
негорючестью, технологичностью и другими полезными свойствами.
Наиболее полно отвечают техническим требованиям волокнистые
материалы из органических и неорганических волокон, которые по
конструктивному оформлению изготовляются в виде холстов, волокнистых
матов со связующим, стеганых матов, формованных и прессованных
изделий, картонов, иглопробивных войлоков, шнуров.
354
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ Н ТЕПЛ03ВУК0Н30ЛЯЦН0ННЫЕ МАТЕРИАЛЫ
По уровню рабочих температур волокнистые изоляторы охватывают
широкий диапазон — от глубокого холода (-190 °С) до очень высоких
температур (+1600°С).
Важным свойством волокнистой теплоизоляции является весьма
низкая теплопроводность при относительно малой плотности,
способность поглощать звук и тем самым создавать необходимые комфортные
условия для пассажиров и экипажа.
Исследованиями установлено, что основное качество изоляции —
теплопроводность — зависит от многих факторов: структуры,
пористости, объемной массы материала, влажности, температуры, атмосферного
давления.
Для сравнительной оценки эффективности волокнистых теплоизоля-
торов рассмотрим, в общих чертах, процесс переноса тепла в них.
Известно, что в волокнистых материалах тепло передается тремя
путями: кондукцией (по волокнам; А,к), излучением (А,и) и
молекулярной теплопроводностью воздуха (кг).
Суммарный коэффициент теплопроводности X = ХК + А,и + Хг
Величина каждой составляющей и характер ее изменения в зависимости от
температуры приведены на рис. 1 для волокнистого материала с
объемной массой 150 кг/м3. Приведен-
X, ВтДмК)
0,20
0,16
0,12
0,08
0,06
/
J
3s/
у/ 2 /
У
'
**^ 1 V V ■
^к
100 200 400 600
/,°с
о
Рис. 1. Температурная зависимость
коэффициента теплопроводности (\ — кондуктивный,
по волокнам; А^ - излучением; ^ -
теплопроводностью воздуха) волокнистой
теплоизоляции:
суммарный (ХК+ХИ+'кг)
ная зависимость типична для
всех волокнистых материалов.
Однако суммарная
теплопроводность зависит также от
ориентации волокна относительно
направления теплового потока.
Экспериментально были
изготовлены образцы
теплоизоляции, в которых волокна строго
ориентированы. Результаты
испытаний показали, что образцы,
где волокна расположены
перпендикулярно тепловому потоку,
обладают меньшей
теплопроводностью (рис. 2).
Основным фактором,
определяющим теплофизические
свойства волокнистых материалов,
является структура: размеры во-
7, 23*
355
ГЛАВА 13
°^\fc Й8> ^jBfr Jfr1 *8fr
локон, плотность укладки, величина воздушных пор. Экспериментально
установлено, что, чем меньше диаметр волокна и выше плотность, тем
меньше размер воздушных пор и ниже теплопроводность (табл. 1, 2).
Теплопроводность волокнистой теплоизоляции
(плотность 100 кг/м3) при температуре 200 °С
Таблица 1
Диаметр волокна, мкм 2 6 14
Коэффициент теплопроводности X, Вт/(м*К) 0,046 0,052 0,07
Таблица 2
Теплопроводность волокнистой теплоизоляции разной плотности
из ультратонкого стекловолокна
Плотность, кг/м3 7,5 25 50 100
Коэффициент тешюпроводности X 0,125 0,075 0,058 0,05
(при 250°С), Вт/(м-К)
В целях получения высокоэффективного теплоизолятора были
проведены исследования, в результате которых создан материал ATM-17,
обладающий минимальной теплопроводностью, - меньше, чем у
спокойного воздуха. Основным
компонентом материала ATM-17
является аэросил с экранирующей
добавкой и армирующим
волокнистым компонентом.
Уникально низкая
теплопроводность материала ATM-17
достигнута путем получения
методом прессования мелкопористой
структуры, размер пор в которой
соизмерим с длиной свободного
пробега молекул воздуха, как в
условиях неглубокого вакуума
(эффект Смолуховского).
Зависимость теплопроводности
волокнистой теплоизоляции от
атмосферного давления приведена
на рис. 3.
X, Вт/(мК)
100 200 300 400 500 600 700 800 900 U С
Рис. 2. Температурная зависимость
коэффициента теплопроводности волокнистой
теплоизоляции (d = 100 кг/м3) при тепловом
потоке параллельно (/) и перпендикулярно
волокну (2)
356
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ И ТЕПЛ03ВУК0Н30ЛЯЦН0ННЫЕ МАТЕРИАЛЫ
Р, мм рт. ст.
Рис. 3. Зависимость коэффициента
теплопроводности волокнистой теплоизоляции при 450С
от атмосферного давления
X,Вт/(м К) Следует иметь в виду, что
изготовить теплоизоляцию с
такой низкой
теплопроводностью удалось лишь при
высокой плотности (250—350 кг/м3),
поэтому ее применение
оправдано в наземных изделиях
или на летательных
аппаратах, где необходимо получить
эффект при ограниченной
толщине изоляционного слоя.
Для тепловой изоляции
агрегатов, имеющих рабочую
температуру до 500 °С,
изготовляются серийно материалы из стекловолокна, а для работы при
более высоких температурах (до 1000 °С) разработаны материалы из
кремнеземных волокон. Однако эти материалы дефицитны, дороги, и
процесс их изготовления и применения требует проведения специальных
мероприятий по технике безопасности.
Кремнеземные материалы (волокна, нити, ткани) обладают
хрупкостью и легко разрушаются при механических воздействиях, выделяя
мелкую пыль. Повышенная хрупкость приобретается кремнеземными
материалами особенно после термообработки.
В табл. 3 представлены данные снижения прочности кремнеземной
ткани КТ-11 после нагревания. Следует отметить, что снижение
прочности протекает с одновременной усадкой и за весьма короткое время.
Большим достижением являются разработка и промышленное
производство базальтового волокна, тканей и теплоизоляции. Стеганые маты
АТМ-10К и АТМ-10Б из базальтового волокна имеют рабочую
температуру до 700 °С, a ATM-ЮТ — до 900 °С. Кроме того, базальтовое
волокно менее гигроскопично, чем стеклянное: при длительном
пребывании в условиях высокой влажности (ср = 98 %) стекловолокно поглощает
до 20% влаги, а базальтовое 2—3%, что объясняется, вероятно,
химическим составом — стекловолокно содержит 15% оксида натрия
(против 3% в базальте).
Теплоизоляционные материалы, применяемые для изоляции
пассажирских салонов и кабин, должны удовлетворять определенным
требованиям по снижению шума, уровень которого регламентируется
международными нормами.
23 — 5961
357
ГЛАВА 13
Таблица 3
Прочность кремнеземной ткани КТ-11 прн 20 °С
после кратковременного нагрева при 300-1000 °С
п Остаточная прочность, % от начальной,
длительность нагрева, мин восле ^щ^^^^^ wu жмиертт* °С
300 400 500 600 1000
1
3
5
10
90
85
85
80
40
35
35
28
22
20
20
17
10
10
10
10
10
10
10
10
В табл. 4 приведены частотные характеристики коэффициента
звукопоглощения материала АТМ-1М, широко применяемого для этих
целей. Материал АТМ-1М имеет гибкий каркас, в порах которого
помимо вязкого трения происходят релаксационные потери, связанные с
деформацией каркаса. Структура каркаса определяется взаимным
расположением волокон, плотностью их укладки, силами сцепления (в
материалах со связующим).
Таблица 4
Коэффициент звукопоглощения теплоизоляционного материала ATM-1M
~ Коэффициент звукопоглощения а
Толщина слоя изоляции, ^ ц^ат ^дебания> Гц
ММ
200 400 600 800 1000 1200
25 0,01 0Д0 0,30 0,56 0,72 0,90
50 0,12 0,70 0,95 0,90 0,85 0,80
Коэффициент звукопоглощения волокнистых материалов в области
низких частот имеет незначительную величину, которая возрастает до
максимального значения в области частот 900—1000 Гц и существенно
зависит от толщины слоя изоляции.
ТЕПЛОАККУМУЛИРУЮЩИЕ
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Один из способов обеспечения теплового режима бортового
оборудования летательных аппаратов заключается в использовании эффекта
358
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ И ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
аккумулирования тепла в рабочем веществе за счет его фазового
превращения: расплавления -> испарения. Сложность практической
реализации этого способа состоит в необходимости заключать рабочее
вещество в герметичные оболочки, которые значительно ухудшают весовые
показатели теплозащитной или охлаждающей конструкции, затрудняют
выполнение подводки коммуникаций к защищаемому оборудованию.
Эти недостатки полностью устраняются, если использовать теплоак-
кумулирующие материалы марки ТАМ-ИГИ, созданные совместно с
Институтом горючих ископаемых (ИГИ) и ОКБ им. А. Н. Туполева.
Материалы ТАМ-ИГИ предназначены для применения в авиации в качестве
основного устройства теплоизоляции и термостатирования оборудования
и агрегатов.
Материалы ТАМ-ИГИ представляют собой резиноподобные вещества
с высокими значениями теплоты плавления и температуры фазового
превращения, соответствующей необходимому уровню термостатирования
или пределу термостойкости защищаемого оборудования. Этот
наполнитель выполняет функцию поглощения тепла при фазовом переходе из
одного агрегатного состояния в другое. Основная особенность
материалов состоит в том, что при расплавлении наполнителя их
физико-механические свойства меняются незначительно, т.е. в целом они остаются
твердыми телами, сохраняя свою форму.
Наличие таких материалов открывает широкие возможности для
применения в авиации устройств термостатирования и теплоизоляции,
работающих на принципе использования скрытой теплоты плавления
(затвердевания). Материалы ТАМ-ИГИ не нуждаются в герметичных
оболочках, применение которых существенно снижает характеристики
весовой отдачи устройств.
При кратковременных режимах работы или чередующихся циклах
нагрева и охлаждения весовые показатели устройств с этими
материалами в несколько раз превосходят показатели для традиционно
применяемых систем охлаждения.
Автономность, неограниченное число циклов работы, отсутствие
необходимости обслуживать теплотехнические устройства с указанными
материалами делает такую изоляцию особенно эффективной (по
сравнению с другими известными средствами): она может применяться для
теплозащиты и термостатирования (табл. 5) объектов в недоступных для
обслуживания местах изделия; для установки теплозащиты в
негерметичных полостях на удаленных от системы кондиционирования точках
изделия; индивидуального обеспечения теплозащиты различных дета-
23*
359
лей блоков радиоэлектронного оборудования; создания бортовых
термостатов.
Таблица 5
Температура термостатирования и аккумулирующая
способность материалов ТАМ-ИГИ
Материал
(наполнитель)
ТАМ-ИГИ-1
ТАМ-ИГИ-2
(цетиловый спирт)
ТАМ-ИГИ-3
(пальмитиновая кислота)
ТАМ~ИГИ~4
(миристиловый спирт)
ТАМ-ИГИ-5
(трвдециловый спирт)
Температура
термостатирования,
70-71
49,6
60-63
38-40
30-31
Теш1оаш^мулирующая
способность,
кДж/кг
136
150
134
142
159
Температура
применения,
°С
-60 *+130
-60**120
-60++110
-60 ++90
-60++80
В подавляющем большинстве случаев практической реализации
материалы ТАМ-ИГИ удается устанавливать вместо некоторой части
теплозащитных материалов, применяемых всегда в комбинации с системой
охлаждения. Поэтому можно считать, что почти всегда системы с ТАМ-
ИГИ являются безобъемными.
Материалы ТАМ-ИГИ безотказны в работе, в 2—3 раза дешевле, чем
системы кондиционирования воздушного цикла, могут применяться не
только для теплозащиты от внешних тепловых потоков, но и для
отвода тепловыделения.
Отечественной промышленностью освоено производство
термостойких (до 350—500 °С) негорючих синтетических волокон (терлон, аримид,
лола), на основе которых созданы теплоизоляционные нетканые
иглопробивные материалы типа войлоков (АТМ-15, АТМ-16, АТМ-19),
успешно прошедшие испытания на космическом летательном аппарате «Буран».
Основным преимуществом этих материалов является не только
высокая термостойкость и механическая прочность, но и экологически
чистый процесс их изготовления и применения.
Материал АТМ-19 в сочетании с лакокрасочным покрытием при
проведении летных испытаний показал хорошую устойчивость к
действию аэродинамического потока.
360
ЛАКОКРАСОЧНЫЕ, ТЕПЛОЗАЩИТНЫЕ Н ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫЕ МАТЕРИАЛЫ
ТЕРМИЧЕСКИЕ УПЛОТНЕНИЯ
Теплоизоляция современного летательного аппарата состоит не
только из гибких рыхловолокнистых (стеганых, иглопробивных или
формованных) деталей, но и из теплоизоляционных изделий, представляющих
собой жгуты, шнуры, ворсовые ленты, изготовляемые и применяемые
непосредственно «по месту» с учетом геометрии изолируемой поверхности.
При проведении работ по теплоизоляции космического
летательного аппарата «Буран» созданы специальные термические уплотнения из
термостойких синтетических волокон и неорганических волокон из
оксида кремния, карбида кремния, нержавеющей стали для заделки
подвижных и неподвижных соединений.
Глава 14
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ
ПКМ, ЛКМ, КЛЕЕВ, ГЕРМЕТИКОВ,
ВЫСОКОТЕРМОСТОЙКИХ
ТЕПЛОЗАЩИТНЫХ
И ТЕПЛ03ВУК0И30ЛЯЦИ0ННЫХ
МАТЕРИАЛОВ
МОДИФИЦИРОВАННЫЕ КРЕМНИЙОРГАНИЧЕСКИЕ
ПОЛИМЕРЫ ДЛЯ ТЕПЛОСТОЙКИХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Кремнийорганические полимеры, главные цепи молекул которых
состоят из чередующихся атомов кремния, кислорода и других элементов,
обладают способностью сохранять свои эксплуатационные свойства:
прочность, морозостойкость, низкую тепло- и электропроводность,
физическую и химическую инертность и др. — в широком температурном
интервале (от -100 до +500°С и выше). Благодаря этому они начиная с
конца 1950-х годов широко применяются при создании неметаллических
материалов для нескольких поколений авиационной и ракетной техники.
362
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, ЛКМ, КЛЕЕВ, ГЕРМЕТИКОВ
Основными проблемами, с которыми приходится сталкиваться в
настоящее время при применении кремнииорганических материалов в
изделиях нового поколения авиационной, ракетной техники и
гиперзвуковой авиации, являются:
— необходимость обеспечения высокого уровня механической
прочности, поскольку малое межмолекулярное взаимодействие в полиорга-
носилоксанах, определяемое неполярным органическим обрамлением
силоксановой цепи, обусловливает, с одной стороны, их высокую
морозостойкость, а с другой — низкую когезионную прочность;
—дальнейшее повышение температуры эксплуатации;
— создание материалов целевого назначения, обладающих, как
правило, уникальным комплексом необходимых, иногда
взаимоисключающих, технических свойств;
— разработка технологически безопасных, малоэнергоемких
технологий переработки ПКМ на основе кремнииорганических соединений.
Природа химических связей кремния и разработанные к
настоящему времени методы синтеза кремнииорганических высокомолекулярных
соединений позволяют получать преимущественно олигомерные
продукты с молекулярной массой не более 20000. Применение таких полире-
акционноспособных жидких и твердых олигомеров является одним из
путей направленного изменения уровня и совокупности
эксплуатационных свойств материалов на их основе, а высокая реакционная
способность и небольшая молекулярная масса — резервом усовершенствования
технологии переработки.
Гидролитическая поликонденсация (ГПК) органохлорсиланов
является самым распространенным способом получения наиболее
термостойких термореактивных полиорганосилоксанов. Для растворимых
продуктов гидролиза, представляющих собой смесь статистических олигомеров,
характерны значительная полидисперсность и склонность к образованию
нерастворимых трехмерных продуктов при хранении.
Указанные недостатки ГПК инициировали развитие в ВИАМ
(Н. С. Лезнов) методов синтеза полиорганосилоксанов — путем
взаимодействия органоацетоксисиланов с метиловым спиртом в безводной
кислой среде [1]:
R„Si(OCOCH3)4_„ + (4-/0ROH > [R„Si04_„/2]m + (4-/i)CH3COOR';
(1)
RSi(OCOCH3)3 + 3 R'OH > [RSKOR^O]^ + 3 CH3COOH.
363
Олигоорганосилоксаны, полученные таким способом, представляют
собой стабильные (в течение нескольких лет) термореактивные олиго-
меры, обладающие хорошей растворимостью практически во всех
используемых в перерабатывающей промышленности растворителях. Они
характеризуются молекулярной массой 900—1500, достаточно узким мо-
лекулярно-массовым распределением (ММР) и структурной
упорядоченностью.
Материалы, разработанные на основе этих олигомеров, имеют
температуру длительной эксплуатации до 350 °С и нашли широкое
применение в ракетной технике нескольких поколений.
С целью получения новых высокомолекулярных кремнийорганичес-
ких соединений, сохраняющих все положительные качества уже
освоенных промышленностью олигомеров, но обладающих термоокислительной
стабильностью от 400 °С и выше, по приведенной выше схеме был
осуществлен синтез термореактивных олигоорганосилоксанов, содержащих
карборановые фрагменты (В. Т. Минаков, И. И. Мирошникова). В
качестве исходного карборансодержащего соединения использовали 1-метил-
1 -(1 -о-карборанил)-2-трихлорсилилэтан (К-1):
Н
I
Н3С—С—СН—CH2SiCl3. (2)
\°/
В10Н10
Введение карборановых групп в олигоорганосилоксаны без
изменения условий как синтеза, так и переработки, позволило существенно
повысить термическую устойчивость сшитых органосилоксанов за счет
дополнительного вклада карборановых групп в образование трехмерных
сеток и, как следствие, понизить скорость окисления полимера — в
первую очередь в результате замедления диффузии кислорода [2].
Структурная упорядоченность термореактивных полиорганосилокса-
нов, получаемых в безводной сильнокислой среде, и низкое содержание
реакционноспособных —ОН и —ОСН3 групп, обеспечивающие
стабильность этих олигомеров при длительном хранении, приводят к тому, что
образование трехмерных сшитых полимерных матриц на их основе идет
с большим трудом и только при температуре не ниже 200—300 °С.
364
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ЛКМ, ЛКМ, КЛЕЕВ, ГЕРМЕТНКОВ
Задача снижения температуры отверждения олигоорганосилоксанов,
полученных через ацетоксипроизводные, была решена (В. Т. Минаков,
В. А. Кудишина) применением в качестве отвердителей титанфосфорсо-
держащих олигосилазанов [3]:
{[(CH3)2SiN]£[CH3SiNHli5],.1}J
4НЛ
CSJm
гс4н9оч /ос4н9
л ?с^
X
/к
с4н9о ос4н9
(3)
В присутствии этих соединений процесс образования трехмерного
сшитого полимера идет уже при комнатной температуре. Изменение
вязкости связующего в процессе его хранения при комнатной
температуре является характерным для структурирования
высокофункциональных полимеров: в течение определенного времени вязкость меняется
незначительно, а затем резко повышается, и полимер теряет растворимость.
Увеличение содержания силазанового фрагмента в молекуле полиси-
лазофосфортитаноксана (как и увеличение содержания остаточных гид-
ё10
8 *
2 ш
ю s
° £
8 §
и
Ф О-
О
9Ш
1
ЁШтШШШ
ШШШ!ВШ!Ш
ШЖЩШ:
lip
Ipllililllii
■■■И
■1111
Jlliltl
llliill
ммщ
тштж?:
шяшш
lllllllSllillll
||ЙШ!1Ш1^1|1Ш|1Ш111УШШ11ш11
lllSillllllillllllllllllSlllillll
ШШШШШШШшШШшШШШШШШЩ
11ШИШ111Ш1ШВ111111Яй11
ШЩШтёфш Ш«Й1Ш
0 2 4 6 8
Продолжительность отверждения, ч
Рис. 1. Изменение удельного объемного электросопротивления олигометилфенилсилокса-
на в процессе отверждения его полисилазофосфортитаноксаном при температуре 70 (7),
85 (2), 100 (3) и 150°С (4)
365
роксильных групп в олигосилоксане) приводит к повышению скорости
сшивки. Содержание остаточного азота в сшитых полимерах не
превышает 0,12—0,5%, что соответствует конверсии -70% силазановых
фрагментов.
На основе этих фактов и того, что процесс сопровождается
выделением аммиака, воды и бутилового спирта, была предложена
следующая схема отверждения полиорганосилоксанов в присутствии этих
соединений:
eeSJ-NH-SU +H20 -> EESi-OH + EESi-NH2;
ее Si-NH2 + Н20 -> = Si-OH + NH3;
2 = Si-OH -> sSi-O-Sis + H20; (4)
= Si-OH + H2NSi= -> =Si-0-Si= + NH3;
= Si-OH + C4H90-Ti= -> sSi-O-Tis +C4H9OH.
Несмотря на то что эффект структурирования при введении поли-
элементосилазанов достигается уже при комнатной температуре, в
основном (по данным ДТГА*) процесс сшивки идет при температуре
~100°С. Об этом свидетельствует рост удельного объемного
электросопротивления образующегося сшитого полимера при повышении
температуры термообработки от 70 до 100—150 °С (рис. 1).
На основе термореактивных олигометилфенилсилоксанов и
связующих разработаны и нашли широкое применение в промышленности:
— стеклотекстолиты конструкционного и радиотехнического
назначения СК-9х и СК-9хК с температурой формования 100°С и температурой
эксплуатации 300 °С — 2000 ч и 350 °С — 250 ч — на основе олигоме-
тилфенилсилоксана и полисилазофосфортитаноксана.
На основе карборансодержащих олигометилфенилсилоксанов
разработаны:
— стеклотекстолит СК-9ВФ теплозащитного назначения с
температурой эксплуатации 400 °С - 1000 ч, 500 °С - 200 ч и 600 °С - 100 ч;
— клеи ВК-38, ВК-48, ВК-54М и ПКС для микроэлектроники и
оптоволоконной техники с рабочей температурой от -196 до +600 °С;
— грунтовка КО-0170 под термостойкие эмали с температурой
эксплуатации 500 °С — 500 ч — на основе олигокарборанилорганосилоксанов.
* ДТГА - дифференциальный термогравиметрический анализ.
366
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПЩ ЛКМ, КЛЕЕВ, ГЕРМЕТИКОВ
Термореактивные полиорганосилоксаны с разветвленным или цик-
лолинейным строением молекул и повышенным содержанием
ароматических групп обладают способностью к образованию, при термической
и термоокислительной деструкции, твердых продуктов с высоким
выходом. Благодаря этому они представляют значительный интерес для
создания на их основе материалов теплозащитного назначения. К таким
материалам предъявляются жесткие требования по способности работать
при высоких тепловых потоках, — отвод энергии набегающего потока
происходит вследствие высокотемпературных химических превращений,
удаления с поверхности газообразных и плавящихся твердых продуктов
деструкции, при этом обеспечивается сохранение геометрических
размеров изделия в результате образования тугоплавких вторичных структур
или коксов. Дополнительным достоинством кремнийорганических
полимеров является высокое содержание в продуктах деструкции оксида
кремния, позволяющего в ряде случаев сохранять высокие
диэлектрические свойства теплозащитных материалов на их основе.
Традиционная растворная технология переработки
кремнийорганических материалов приводит к высокой дефектности структуры,
проявляющейся в виде пор, трещин и т.д., которые образуются как при
удалении остатков пассивных растворителей и летучих продуктов
отверждения связующих, так и на границе раздела матрица—наполнитель.
Дефектная структура является слабым звеном материала при
разрушении его под воздействием высокотемпературного потока.
Для устранения дефектности, снижения пористости, повышения
прочности и обеспечения высокого уровня и стабильности свойств
изделий широко практикуется их изготовление в жесткой герметичной
форме путем многократной пропитки под давлением
объемно-армированного наполнителя с последующим отверждением после каждой
пропитки. Применение в этом случае жидких полиреакционноспособных
олигомеров вместо пассивных растворителей — наиболее эффективно,
поскольку является резервом повышения механической прочности
композиционных материалов на их основе. При этом также существенно
расширяются возможности выбора способа отверждения и направленной
химической модификации получаемой полимерной матрицы.
Исходя из этого, был разработан синтез полифукциональных
низковязких олигоорганосилоксанов, в том числе и с карборановыми
группами, путем взаимодействия органоацетоксисиланов с алифатическими
спиртами в безводной среде. Известно, что эта реакция протекает в двух
направлениях (I и II) [1,4]:
367
■illlfcl
ШШШ1ШШШ!Ш:,
ф/^^SiOH + CH3COOR
= SiOCOCH3 + ROH <^ (5)
(fi) \-> E=SiOR + CH3COOH.
В направлении I реакция идет, как показано в (5), при рН < 2 с
образованием циклоцепных продуктов. При значениях рН = 3-4
[направление II — см. (5)] образуются главным образом жидкие линейные
олигоорганоалкоксисиланы (рис. 2).
Достигнутые свойства олигокарборанметоксисилоксана (ОКМС) -
низкая вязкость и высокое содержание метокси-групп — явились
предпосылкой для использования их в качестве активных разбавителей и
структурирующих агентов в системах на основе термореактивных оли-
гоорганосилоксанов и олигокарборансилоксанов [5].
На основе таких полимер-олигомерных систем «твердый полиорга-
носилоксан разветвленного или циклолинейного строения (смола) —
жидкий высокофункциональный полиорганосилоксан линейного
строения (олигомер)» авторами совместно с В. А. Кудишиной разработаны
связующие, успешно использованные при создании материалов
внешней тепловой защиты ЛА [6]:
— безрастворное связующее К-9-70 на основе твердого и жидкого оли-
гометилфенилсилоксанов К-9
и К-9-0;
— безрастворное связующее
БК-9-0 на основе твердого
кремнийорганического олиго-
мера (торговая марка — смола
Б-1), содержащего дифенилол-
пропановые фрагменты как в
основной цепи, так и в
обрамлении у атома кремния, и
жидкого олигометилфенилси-
локсана К-9-0.
Высокотемпературные
превращения в инертной среде
сшитых полиорганосилоксанов,
полученных на основе
указанных безрастворных систем,
могут быть условно разделены на
два процесса (рис. 3): первый -
[СНэО-], %
Л, с
0L О
2 4 6 8 10 12
Продолжительность конденсации, ч
Рис. 2. Влияние продолжительности
конденсации на вязкость т| (7), показатель
полидисперсности п (2) жидкого олигометилфенилси-
локсана и содержание в нем метокси-групп
[СН30-] (3)
368
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, ЛЩ КЛЕЕВ, ГЕРМЕТИКОВ
ГН1
-г^т-,% (мол.)
101
,% (мол.)
AG, %
50
40
30
20
10
ГН1
^ «, 7гГ'% (мол)
Д(7, % lcJ
70
Д<7, %
ГС1
-у-,%(мол.)
у,% (МОЛ.)
100 200 300 400 500 600 700 800
Температура, °С
Рис. 3. Влияние химического состава полиорганосилокеанов К-9-0 (а), Б-1 (б) и
БК-9-0 (в) на характер их пиролиза в аргоне:
а - потери массы AG; ш, • - соотношение содержания [Н]/[С] и [C]/[Si] соответственно
деструктивный, связанный с разрывом основной цепи, отщеплением
органических заместителей от атома кремния и выделением летучих
продуктов; и второй — включающий в себя образование твердых продуктов
пиролиза за счет образования новых межмолекулярных связей [7].
Пиролиз полиметилфенилсилоксана К-9-0 (табл. 1, рис. 3) в
интервале 250—600 °С протекает с отщеплением органических заместителей от
атома кремния и перестройкой силоксанового скелета. Конечный твер-
369
дый продукт пиролиза представляет собой аморфный диоксид кремния,
содержащий >1,5% углерода.
Таблица 1
Пиролиз сшитых полиорганосилоксанов системы смола-олигомер
v Значения для полимеров
Характеристики
К-9-0 БК-9-0 Б-1
Расчетное (условное) количество элементарных
звеньев в полимере
—C6H5Si[OC6H4C(CH3)2C6H4OHJO— - 1 1
— (CH3Si015)(C6H$Si01$)— 10 10 I
Потери массы АС?, %, после пиролиза до 850 °С 40 33 60
Удельное объемное электросопротивление pv, Ом * м
исходною полимера 22 • 106 30 • 106 27 • 106
твердого продукта пиролиза 62 • 106 0,78 • 106 25,5
Введение в молекулу полиорганосилоксана (БК-9-0) дифенилол-
пропановых групп (из расчета одно дифенилолпропокси-звено на десять
силоксановых звеньев) приводит к существенному изменению характера
его пиролиза. В интервале 250—450 °С доминирующими являются
процесс разрушения и перестройки арилоксисилоксановых и дифенилол-
пропановых фрагментов, отщепление органических заместителей и
остаточных реакционных групп от атома кремния (см. рис. 3).
Выше 500 °С пиролиз полиорганосилоксана с повышенным
содержанием ароматики протекает с образованим продуктов ее уплотнения.
Масса твердого остатка такого блоксополимера практически не
изменяется, так же как и отношение в нем C/Si при уменьшении
соотношения Н/С (см. рис. 3).
Исследовано влияние химического строения полиорганосилоксанов
на их диэлектрические свойства и характер изменения их в процессе
пиролиза (см. табл. 1). Исходные значения удельного объемного
электросопротивления pv для всех полимеров позволяют отнести их к
полупроводниковым материалам. Рост pv при пиролизе полиметилфенилсилокса-
на является характерным для образования диоксида кремния.
Термические превращения полимера, содержащего на 10 метилфенилсилоксановых
одно дифенилолпропоксилоксановое звено, сопровождаются снижением
удельного объемного сопротивления после 450 °С (в температурной
области уплотнения ароматики) в 25 раз.
370
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫМ ПКМ, ЯКМ, КЛЕЕВ, ГЕРМЕТНКОВ
Склонность к образованию в твердых продуктах пиролиза
ароматических областей полисопряжения в еще большей степени проявляется
у смолы Б-1, не содержащей метилфенилсилоксановой составляющей.
Удельное объемное сопротивление этого полимера при пиролизе
снижается в 106 раз (см. табл. 1).
Пиролизат, полученный после 850 °С, содержит 32% углерода и
представляет собой, по данным электронного парамагнитного резонанса
(ЭПР) и рентгеноструктурного анализа (РСА), аморфный диоксид
кремния с включениями ароматических областей полисопряжения.
Связующее К-9-70 было использовано при разработке стеклотек-
столитов СК-9-70К, СК-9-70С и СК-9-70 ЦТМЗ, применяемых в
качестве радиопрозрачной теплозащиты высокотемпературных
крупногабаритных антенных обтекателей.
Применение безрастворного связующего К-9-70 обеспечивает:
— снижение пористости и повышение механической прочности стек-
лотекстолитов;
— сокращение технологического цикла изготовления в ~2 раза;
— снижение энергозатрат на 30—40%;
— исключение органических растворителей;
— снижение в ~ 1,5 раза расхода кремнийорганических смол.
На основе безрастворного связующего БК-9-0 разработано (В. Т. Ми-
наков, Н. И. Швец, В. Е. Грушко) теплозащитное покрытие блочного типа
БСКв-БК для внешней тепловой защиты толстостенной боковой зоны
наконечников изделий, работающих в условиях аэродинамического
нагрева при средних значениях теплового потока.
Применение БК-9-0 позволяет повысить:
— эффективную энтальпию покрытия — на 40%;
— теплопроводность — на 30%.
Необходимым свойством полимеров для внешних теплозащитных
покрытий, помимо высокого выхода твердого пиролитического остатка,
обеспечивающего сохранение геометрических размеров изделия,
является деформативность, обеспечивающая сохранение целостности покрытия
как в условиях хранения изделий, так и в рабочем режиме.
Для снижения хрупкости, являющейся практически неизбежным
качеством жестких трехмерных полимерных матриц, в состав
полимерной молекулы вводились фрагменты линейного строения [8,9].
Для получения таких блоксополимеров были выбраны:
— олигометилфенил- и олигометилфенилкарборансилоксаны цикло-
цепного и разветвленного строения в качестве «жесткого» блока;
371
— а, ю-гидрокси(гидро)метилфенилсилоксаны линейного строения,
содержащие в молекуле 100 метилфенилсилоксановых звеньев в качестве
«гибкого» блока.
На основе исследованных карборансодержащих блоксополимеров и
системы минеральных наполнителей были разработаны* напыляемые
теплозащитные покрытия ВТЗ-80 и ВТЗ-87 [8] (табл. 2) для тепловой
защиты внешней поверхности (сталь; алюминиевые и титановые
сплавы) летательных аппаратов, в процессе эксплуатации подвергающихся
одноразовому воздействию теплового потока с высокой поверхностной
плотностью, в условиях циклического изменения температуры от -60 °С
до +500 °С на поверхности ТЗП.
Таблица 2
Основные свойства напыляемых теплозащитных покрытий
Показатели
Объемная масса, кг/м3
Температура разрушения, К
Коэффициент теплопроводности X
(в интервале 2(Ь400°С)* Вт/(м • К)
Коэффициент линейного расширения а*106, К"1 15 17
(в интервале 2(Ь200°С)
Предел прочности при сжатии, о0с31С, МПа,
при температуре, °С:
20
200
300
400
Полимерная основа этих покрытий представляет собой блоксополи-
мер, имеющий, по данным электронной микроскопии,
линейно-сетчатую структуру, в которой линейные блоки составляют самостоятельную
фазу, диспергированную в жесткой матрице и химически с нею
связанную (рис. 4).
Блоксополимеры на основе олигооргановинилгидридсилоксанов и
линейных а, со-дигидросилоксанов сшиваются в результате реакции гид-
ридного полиприсоединения с образованием дисилэтиленовых межмоле-
ВТЗ-80
550-650
1973
0,18
ВТЗ-87
500-600
1973
0,16
63
71
70
44
38
43
50
130
С участием И. И. Мирошниковой, Н. Л. Федоровой, В. Е. Грушко.
372
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, ЯКМ, КЛЕЕВ, ГЕРМЕТИКОВ
кулярных связей. Специфика
термохимических
превращений образующихся полимеров
при высокой температуре, с
выходом твердых вторичных
структур не ниже 80%, в
сочетании со сравнительно
невысокой степенью
разветвленное™ полимерной молекулы
определила возможность
разработки на их основе стекло-
пластикового теплозащитного
Рис. 4. Микроструктура (х 10000)) кремнийор- покрытия с повышенной дефор-
ганического блоксополимера мативностью ТЗ-ЦТМК-4 для
защиты от аэродинамического
нагрева боковых поверхностей
крупногабаритных корпусов ЛА и клея ВК-47 для приклеивания этого
перекрытия [6].
Способность кремнийорганических полимеров к образованию
тугоплавких неорганических продуктов при термической деструкции
послужила основанием для развития в последние годы нового
направления - создания керамических композиционных материалов (ККМ) типа
SiC/SiC, способных работать на воздухе длительное время при 1100°С
и выше. В настоящее время реальную перспективу применения для
указанных целей имеют SiC/SiC ККМ на основе карбидокремниевого или
углеродного армирующего наполнителя и матрицы, получаемой
пиролизом полимерных предшественников — поликарбосиланов,
кремнийорганических полимеров, молекулы которых состоят из чередующихся
атомов кремния и углерода.
В ВИАМ на базе отечественного поликарбосилана (ПКС), синтез
которого предложен и осуществляется в ГНИИХТЭОС (А. М. Цирлин),
разработаны состав полимерных связующих — прекурсоров, режим их
переработки в керамическую матрицу [9] и получены образцы
керамических композитов на основе карбидокремниевого и углеродного
наполнителей.**
При участии СВ. Антоновой.
** Разработка ККМ ведется совместно с Г. М. Гуняевым, С. С. Солнцевым и В. А. Ро-
зененковой.
373
ГЛАВА 14
^CD^^I» gfrj^jj^pj^-
Д<7, %
0
60 120 180 240 300 f, С
Рис. 5. Влияние среды и химического состава предкерамического связующего (ПКС) на
процесс его отверждения (AG - потери массы; АН — тепловой эффект реакции):
1, 2 — ДСК-кривые отверждения ПКС на воздухе и в аргоне соответственно;
3, 4 — кривые ДСК и ТГА соответственно отверждения связующего ПКС+ПКЗ в
аргоне; 5 — выход нерастворимого полимера при отверждении ПКС+ПКЗ в аргоне
Окислительное отверждение и последующий пиролиз ПКС
приводят к накоплению в керамической матрице до 14—17% кислорода. В
этом случае реакции карботермического восстановления, протекающие в
матрице при 1100—1200 °С, сопровождаются увеличением пористости,
интенсивным ростом зерен p-SiC и снижением прочности ККМ.
В инертной среде поликарбосилан не подвергается сшивке при
температурах вплоть до 350 °С. Установлено, что введение полиорганосила-
занов (ПКЗ) позволяет осуществлять неокислительное отверждение ПКС.
По данным дифференциальной сканирующей калориметрии (ДСК) и
ДТГА (рис. 5), процесс идет без теплового эффекта и практически без
изменения массы [9].
Содержание азота в отвержденной матрице увеличивается с
увеличением содержания силазана, оставаясь близким к расчетному.
Основные термохимические превращения полимера при пиролизе происходят
в интервале 480—750 °С, сопровождаются вьщелением метана, водорода
и уплотнением образующегося пиролитического остатка (рис. 6), выход
которого достигает 75—80% (по массе).
Образующаяся керамическая матрица состоит из аморфного
карбида кремния и примесей свободного углерода, содержит не более 4% (по
массе) кислорода и не изменяет массы при нагревании на воздухе при
температуре 1300°С в течение 6 ч.
374
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫМ ПЩ ЛШУ1 КЛЕЕВ, ГЕРМЕТНКОВ
К %
12
8
4
О 240 480 720 960 t, °C
Рис. 6. Пиролиз сшитых предкерамических полимеров в аргоне:
1, 2 - объемы V выделившихся водорода Н2 (7) и метана СН4 (2); 3, 4 — потери
массы AG поликарбосилана ПКС (3) и поликарбосилазана ПКС+ПКЗ (4).
Плотность ПКС+ПКЗ в начале и конце процесса составляет 1,2 и 2 г/см3
соответственно
Таким образом, разнообразие химического состава и строения
молекул кремнийорганических полимеров определяет широкие
возможности их применения при формировании материального облика
современных изделий авиационной и ракетной техники, с обеспечением
требуемых эксплуатационных свойств и использованием передовых
технологических процессов переработки.
Библиографический список
1. Мирошникова И.И., Лезнов Н.С., Минаков В. Т., Левин В.Ю., Зайцева М.Г. Исследование
олигоорганосилсесквиоксанов, получаемых алкоголизом производных органохлорсиланов//
Тез. докл. отраслевой научно-технической конф. «Теплостойкие связующие для
композиционных материалов». — М.: ВИАМ, 1987, с. 3-4.
2. Мирошникова И. И., Минаков В. Т., Сахарова Л.Я, Федорова Л.Я, Зайцева М.Г.
Термохимические превращения карборансодержащих полиорганосилоксанов//Тез. докл. VI конф.
«Старение и стабилизация полимеров». — Уфа: Изд. Уфимского нефтяного института,
1983, с. 116.
3. Киселев Б. А., Турчанинова Л. Я, Кудишина В. А., Минаков В. Т., Минакова Т. В.
Кремнийорганические стеклотекстолиты, отверждаемые при низких температурах//Авиационные
материалы, 1978, вып.2, с. 25-31(ВИАМ).
4. Китаева Н.С., Минаков В. Т., Басов А. А. Синтез жидких термореактивных
кремнийорганических олигомеров и исследование их свойств//Тез. докл. 5-й Всесоюз.конф. по
химии кремнийорганических соединений. - М: Изд. ГНИИХТЭОС, 1980, с.272.
5. Мирошникова И. И., Минаков В. Т., Виноградова М.Н. Блок-сополимеры на основе олиго-
карборансисилоксанов//Тез. докл. 22-й конф. по высокомолекулярным соединениям. -
М. (Черноголовка): Изд. ОИХФ АН СССР, 1985, с. 89.
6. Кудишина В. А., Минаков В. Г., Мокшина И. В., Швец Н.И., Деев И. С. Кремнийорганические
олигомерные связующие для композиционных материалов //Тез. докл. 5-й Всесоюз. конф.
по химии кремнийорганических соединений. - М.: Изд. ГНИИХТЭОС, 1980, с. 392.
375
ГЛАВА 14 „о»> jgfr >jfr>> #jg>--
7. ZZ/e^ Я. Я., Шелгаев В.Н., Минаков В. Т., Кудшиина В. А., Застрогина О. Б. и др.
Исследование процесса образования вторичных структур при пиролизе полиорганосилоксанов//
Тез. докл. 22-й конф. по высокомолекулярным соединениям. — М. (Черноголовка): Изд.
ОИХФ АН СССР, 1985, с. 92.
8. Мирошникова И. И., Минаков В. Т., Федорова Н.Л., Виноградова М.Н., Михайлова М.А.,
Рабкина А. Ю. Кремнийорганические карборансодержащие блоксополимеры для
термостойких эрозионностойких покрытий //Тез. докл. 7-й Всесоюз. конф. по химии кремнийор-
ганических соединений. - М: Изд. ГНИИХТЭОС, 1990, с. 226.
9. Chvets N.L, Minakov V.T., Antonova S.V., Tsirlin A.M., Li C.K. The use of polycarbosilane
precursors in the development of ceramic matrix composites//11 International Symposium on
Organosilicon Chemistry (Abstracts, PA2). - Montpellier (France): 1996 (Universite Montpellier II).
УДК 667.621+678.84
В.И. Сидоренко, Т.В. Панина,
Ю.Е. Раскин, В.Т. Минаков
ТЕОРЕТИЧЕСКИЕ И ПРАКТИЧЕСКИЕ ОСНОВЫ
ПОЛУЧЕНИЯ ВЫСОКОТЕРМОСТОЙКИХ ПОЛИМЕРНЫХ
МАТРИЦ ДЛЯ ПКМ КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ
Создание тепло- и термостойких органических полимерных матриц
(связующих) для высокопрочных полимерных композиционных материалов
(ПКМ) конструкционного назначения, способных длительно работать при
температурах 350—400 °С, представляет собой актуальную
научно-техническую задачу, успешное решение которой позволит существенно
расширить области применения ПКМ, в первую очередь в двигателестрое-
нии (направляющие и рабочие лопатки компрессора и вентилятора ГТД,
оболочки внутреннего и наружного контура, тепловые экраны),
самолетостроении, космической и оборонной технике (детали планера
сверхзвуковых и гиперзвуковых самолетов, космических комплексов и
изделий одноразового действия).
Разработка такого рода связующих невозможна без достижения
«компромисса» между несколькими группами взаимно противоречивых
характеристик полимерной матрицы: прочностью, жесткостью, тепло- и
термостойкостью; пластичностью и ударной вязкостью; технологичностью
с учетом технологических, экономических и экологических факторов.
Так, повышение теплостойкости, достигаемое путем увеличения
степени структурирования термореактивной матрицы, приводит к резкому
снижению вязкости разрушения последней. Повышение тепло- и
термостойкости связующих реализуется также введением в полимерную
цепь ароматических и гетероциклических фрагментов, обеспечивающих
высокую жесткость макроцепей и сильное межмолекулярное взаимодей-
376
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПЩ ММ, КЛЕЕВ, ГЕРМЕТНКОВ
ствие, что одновременно приводит к ухудшению растворимости
полимеров и значительному увеличению их температуры плавления,
существенно затрудняя или делая практически невозможной переработку
таких связующих в готовые изделия. Следовательно, даже успешного
решения проблемы синтеза высокотермостойких связующих может быть
недостаточно для изготовления композиционных материалов на их
основе из-за возникающих технологических трудностей.
Известные в настоящее время термостойкие связующие (СП-ЦМ-К,
PMR-15, P13N, LARC-RP40, THERMID LR-600 и др.) обеспечивают
эксплуатацию ПКМ на их основе только при температурах 300—320 °С
и обладают рядом существенных недостатков, заключающихся как в
хрупкости полимерных матриц, образующихся после отверждения, так
и в значительных трудностях, связанных с синтезом и переработкой
связующих (необходимость использования токсичных высококипящих
растворителей для синтеза и нанесения связующих на наполнитель,
многостадийный поликонденсационный механизм отверждения,
сопровождающийся выделением низкомолекулярных летучих продуктов
реакции, приводящих к получению пористых, дефектных изделий).
Таким образом, создание нового поколения высокотермостойких
органических полимерных матриц представляет собой фундаментальную
научную проблему, решение которой в первую очередь предусматривает
поиск новых химических реакций образования полимеров,
молекулярная структура и топология которых обеспечат им требуемый комплекс
физико-механических и термических свойств.
Наиболее перспективными с этой точки зрения представляются
системы на основе тетранитрилов ароматических тетракарбоновых кислот
и бис-о-цианаминов, химическое взаимодействие которых реализуется
как определяемое температурой синтеза последовательное протекание
реакций полиприсоединения и изомеризационной полициклизации:
C=N H2N
ON N = C
Д71
N-
II
О
С
II
NH
NH
AT
N
N
II
N-C
г ™
NH
(I) (И)
Образующееся на первом этапе реакции соединение (I)
представляет собой низкоплавкий растворимый олигомер (связующее), нанесение
24-5961
377
которого на наполнитель может осуществляться традиционными
способами. Принципиальное отличие такого связующего от ранее известных
заключается в том, что благодаря своему химическому строению олиго-
мер (I) может подвергаться при дальнейшей термообработке
внутримолекулярной изомеризационной полициклизации без вьщеления летучих
продуктов реакции с образованием лестничной макрогетероциклической
структуры, содержащей конденсированные изоиндольный и хиназолино-
вый циклы (соединение II).
Механизм протекания приведенной выше реакции, строение
полученных соединений доказаны результатами исследований модельной
реакции фталодинитрила с антранилонитрилом методами масс-спектромет-
рии, ИК-спектроскопии, дифференциальной сканирующей
калориметрии, данными элементного анализа и тонкослойной хроматографии.
Формирование в процессе термообработки связующего бездефектной
высокопрочной плотноупакованной полимерной матрицы лестничного
типа является, очевидно, необходимым условием получения тепло- и
термостойких полимерных материалов, так как именно лестничные
полимеры обладают максимально возможной в ряду органических полимеров
термоокислительной устойчивостью и деформационной теплостойкостью,
превышающей, как правило, их температуру разложения. Следовательно,
полимерная матрица, способная обеспечить работоспособность
конструкционного материала на ее основе при температурах 350—400 °С, должна
представлять собой комбинацию сопряженных гетероароматических и
ароматических фрагментов, образующих жесткую двухцепочечную лестничную
структуру с низкой подвижностью полимерных цепей и сильным
межмолекулярным взаимодействием. Известные в настоящее время термостойкие
лестничные полимеры, например полибензимидазопирролоны (пирроны),
могут быть переработаны в изделия с формированием требуемой
химической структуры полимерной матрицы лишь в результате проведения
двухстадийной полициклоконденсации, каждая из стадий которой
сопровождается выделением воды, что приводит к получению пористых,
дефектных изделий с низкими физико-механическими характеристиками.
Таким образом, реализация требований, предъявляемых к такого
рода полимерным матрицам и методам их переработки, может быть
достигнута в результате осуществления описанной выше реакции
получения связующего на основе тетранитрилов ароматических тетракарбоно-
вых кислот и бис-о-цианаминов.
На первом этапе данного исследования был разработан метод
синтеза олигомера на основе 4,4-(л*-фенилендиокси)дифталонитрила и
378
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, flKMf КЛЕЕВ, ГЕРМЕТИКОВ
3,3-дициано-4,4'-диаминодифенилметана. Установлено, что
поликонденсация в расплаве стехиометрических количеств указанных мономеров
при температуре 160°С приводит к образованию олигомера
(связующего), строение которого может быть представлено следующей
структурной формулой:
II II
NH NH
После охлаждения расплава и измельчения его на шаровой
мельнице полученный олигомер представляет собой порошок кремового цвета,
хорошо растворимый в амидных растворителях, имеющий приведенную
вязкость в TV-метилпирролидоне 0,2—0,3 дл/г и образующий при
температуре 110—130°С низковязкий подвижный расплав, желатинизация
которого при 200 °С протекает за 15—20 мин. Нанесение связующего на
наполнитель осуществляется из раствора, расплава или методом
электростатического напыления с получением препрегов практически
неограниченной жизнеспособности. Низкая вязкость расплава делает также
возможным использование полученного олигомера в качестве
термореактивной полимерной основы заливочных компаундов, клеев—расплавов,
гель-коатов, пресс-порошков.
Осуществление любого химического процесса требует разработки или
выбора методов контроля за протеканием химической реакции, что
является особенно важным в случае получения принципиально новых
термореактивных связующих, синтез которых может существенно
усложняться из-за возможности протекания множественных побочных
реакций и преждевременной — в результате изомеризационной
полициклизации — желатинизации связующего в процессе его получения. Кроме
того, олигомер должен иметь не только химическое строение,
обеспечивающее КМ требуемый комплекс свойств, но и оптимальные с точки
зрения условий переработки скорость желатинизации, температуру
плавления, вязкость, реологические свойства и т.п.
Установлено, что наиболее оперативным и достоверным методом
контроля исследуемой реакции является дифференциальная сканирующая
калориметрия. Калориметрические исследования осуществлялись на
протяжении всего процесса синтеза олигомера при 160 °С и заключались в
24* 379
ГЛАВА 14
регистрации термограмм
исходной реакционной массы
непосредственно после
расплавления мономеров и через
определенные промежутки
времени (рис. 1). На
термограмме исходной смеси — два
«пика»: эндотермический в
области 155-160 °С,
обусловленный плавлением
мономеров, и интенсивный
экзотермический - при 285 °С,
регистрирующий тепловой эффект
реакции полиприсоединения -
первого этапа реакции,
приводящего к образованию
олигомера, содержащего только
изоиндольные структуры
(кривая 7). Дальнейший
изотермический прогрев реакционной
массы приводит к
постепенному вырождению
эндотермического пика и существенному
уменьшению интенсивности
экзотермических пиков, что
свидетельствует о протекании
процесса образования
олигомера в выбранных условиях
(кривые 2—4). Увеличение
продолжительности
изотермического прогрева до 10—12 ч
приводит практически к
полному исчезновению
экзотермического эффекта, что
свидетельствует о завершении реакции формирования химической структуры
олигомера (кривая 5), однако вязкость расплава в этом случае столь
высока, что возникают технологические трудности при завершении
процесса. В ИК-спектрах олигомера регистрируется постепенное увеличение
интенсивности полосы поглощения при 1680 и 1630 см"1 (валентные коле-
ЭКЗО
AT
ЭНДО
Рис. 1. Термограммы дифференциальной
сканирующей калориметрии реакционной массы в
процессе синтеза форполимера:
1 — исходная; 2, 3, 4, 5 — масса прогрета при
160°С в течение 1; 4; 8 и 12 ч соответственно
380
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, ЛКМ, КЛЕЕВ, ГЕРМЕТИКОВ
бания группы C = N) и наличие в спектре готового олигомера полосы
поглощения групп C = N при 2200 см-1 (нитрильные группы бис-о-циа-
намина).
Таким образом, исследование реакции образования олигомера
позволило не только установить оптимальные температурно-временные
параметры осуществления синтеза (изотермический прогрев расплава
мономеров при 160 °С в течение 6—8 ч), но и получить информацию о
суперпозиции имеющих место процессов, позволяющую целенаправленно
регулировать конверсию функциональных групп и получать связующее
с заданными вязкостью расплава, скоростью отверждения, содержанием
свободных реакционных групп и т.п.
Исследование процесса формирования (отверждения)
термореактивной полимерной матрицы является одной из наиболее важных задач при
разработке связующего, решение которой позволит получить ПКМ с
реализацией максимально возможных физико-механических и
термических показателей, характерных в отдельности для полимерной матрицы
и наполнителя.
В связи с тем что полученный олигомер содержит в элементарном
звене две свободные нитрильные группы, наличие которых и
обусловливает его способность подвергаться при повышенных температурах
изомеризационнои полициклизации, процесс отверждения связующего
был исследован методом ИК-спектроскопии. Установлено, что
изотермический прогрев олигомера при 200 °С в течение 1—5 ч приводит к
постепенному уменьшению в ИК-спектрах полосы поглощения при
2200 см"1; дальнейшая термообработка при 300 и 350 °С приводит к
полному исчезновению регистрируемой полосы, что свидетельствует о
завершении процесса отверждения связующего. Необходимо отметить,
что сформированная таким образом полимерная матрица (неплавкая и
нерастворимая) формально не является сшитым, трехмерным полимером.
Свойства, характерные для отвержденных термореактивных связующих,
реализуются в данном случае благодаря формированию плотноупакован-
ной, сверхжесткой лестничной структуры, состоящей из регулярно
чередующихся ароматических и гетероциклических фрагментов с высоким
уровнем межмолекулярного взаимодействия. Такого рода полимеры
обладают чрезвычайно высокими тепло- и термостойкостью,
находящимися практически на максимально возможном уровне, характерном для
органических полимеров.
Действительно, исследование методом термомеханического анализа
(ТМА) зависимости температуры стеклования полимерной матрицы от
381
100 200 300 400 500 600 /, С
Рис. 2. Термомеханические кривые связующего, отвержденного в течение 6 ч
при 200 (7), 250 (2) и 300°С (3)
температуры ее отверждения показало (рис. 2), что увеличение
температуры термообработки с 200 до 300 °С приводит к полному исчезновению
на термомеханических кривых перегибов, характеризующих переход
системы в высокоэластическое состояние, причем для образца, термообра-
ботанного при 300°С, деформация вплоть до температуры 600 °С
составляет всего 3—5% , и совершенно не регистрируется перегиб,
обусловленный ос-процессом. Очевидно, что уже при 280—300 °С завершается
формирование лестничной структуры, температура стеклования которой
находится выше температуры начала термоокислительной деструкции.
Таким образом, для отверждения связующего на первом этапе
требуется длительный (6—8 ч) изотермический прогрев при 180—200 °С, что
позволяет исключить протекание побочных реакций, осуществить
формирование требуемой лестничной структуры исключительно по
механизму внутримолекулярной изомеризационной полициклизации и получить
монолитную, высокопрочную полимерную матрицу. Кроме того,
скорость процесса перехода жидкость—стекло при формировании сетки
также существенно влияет на физико-механические свойства матрицы. Чем
медленнее застекловывается полимер в процессе отверждения, тем выше
его механические свойства в стеклообразном состоянии - основном
рабочем состоянии полимера в композите, что обусловлено
топологическими особенностями формирующейся сетки, релаксацией внутренних
напряжений и избыточного свободного объема, обеспечивающих
равномерное распределение напряжений в системе, подвергающейся
деформации при нагружении. Повышение температуры термообработки до
300—350 °С необходимо для достижения практически 100%-ной
конверсии функциональных групп и окончательного завершения процесса
формирования полимерной матрицы, химическое строение которой может
быть представлено следующим образом:
382
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, ММ, КЛЕЕВ, ГЕРМЕТИКОВ
■"30"°
О
NH
N-
II
С>
С
II
NH
СХСНг
N=-
N
-С.
с —
NH
//
NH
Безусловно, что температурно-временные параметры процесса
формирования композиционных материалов на основе разработанного
связующего и наполнителей различной химической природы должны быть
подвергнуты дополнительной корректировке в связи с тем, что
отверждение связующих в композите протекает в тонких слоях, в тесном
контакте с поверхностью наполнителя, который, как правило,
существенным образом влияет на кинетику отверждения связующего, образуя так
называемые граничные слои с другим (по сравнению с остальным
полимером) комплексом свойств. Таким образом, наличие градиента
свойств (в том числе и температуры стеклования) от граничного слоя в
глубь матрицы может потребовать более жестких условий отверждения
композиционного материала по сравнению с режимами отверждения
собственно полимерной матрицы.
В связи с тем что температура эксплуатации ПКМ на основе
разработанного связующего должна составлять 350—400 °С, отвержденная
полимерная матрица должна обладать не только деформационной
теплостойкостью при этих температурах, но и высокой термоокислительной
устойчивостью. Методом динамического термогравиметрического
анализа (ТГА) на воздухе иссле-
100 [-' ,:..,,. ,: ,:,;:;,:;:,,;,,,,,,,,л дована термоокислительная
устойчивость отвержден-
ной полимерной матрицы
и установлено (рис. 3), что
температура начала
разложения образца находится в
области -500 °С;
максимальная скорость потери
массы наблюдается при
550 °С
(дифференциальный ТГА). Полученные
результаты
свидетельствуют о высокой — в
условнее. 3. Кривые динамического (7, 2) и
дифференциального (/') термогравиметрического анализа (ТТЛ) на
воздухе отвержденной полимерной матрицы (7, 7') и
связующего ПАИС-104(2)
383
ГЛАВА 14
ях динамического ТГА — термоокислительной стабильности
разработанного связующего, существенно превосходящего по этому показателю
широко используемое в настоящее время для изготовления
термостойких ПКМ связующее ПАИС-104, температура начала разложения
которого лежит в области 300—320 °С.
Известно, однако, что более объективную информацию о
термостойкости связующего и ее зависимости от химического строения исходных
мономеров, наличия модифицирующих добавок и термостабилизаторов
позволяет получить длительное изотермическое тепловое старение
исследуемых образцов. Так, изотермический прогрев в отличие от
динамического ТГА выявляет различие в термоокислительной устойчивости
связующих в зависимости от химического строения используемых при их
синтезе тетранитрилов. Наиболее термостойким в условиях
изотермического старения при 350 °С на воздухе является связующее на основе тет-
ранитрила многоядерной тетракарбоновой кислоты, ароматические ядра
которой соединены сульфидными группами. Потеря массы такого
связующего после 50 ч теплового старения при 350 °С составляет -40%, в то
время как использование других тетранитрилов приводит к потерям 60—
65% массы связующих, синтезированных на их основе. Более высокая
термоокислительная устойчивость связующего, содержащего сульфидные
«мостики», обусловлена способностью тиоэфирных групп (R—S —R)
восстанавливать образующиеся в процессе окисления органического
полимера гидроперекиси до спиртов и предотвращать тем самым дальнейшее
развитие процесса термоокислительной деструкции:
RSR +R'OOH -> RS(0)R+R'OH;
RS(0)R+R'OOH -> RS(0)2R+R'OH.
Последовательное окисление сульфидной группы до сульфооксидной
и сульфоновой препятствует вырожденному разветвлению цепи в
условиях термоокислительной деструкции и обеспечивает более высокую
термостойкость полимерной матрицы, содержащей тиоэфирные
фрагменты. Кроме того, атом серы в сульфоновой группе RS(0)2R находится в
наивысшей степени окисления (+6), т.е. является сильным акцептором,
уменьшающим электронную плотность на соседних с ним
ароматических ядрах, делая последние также более стабильными в условиях
протекания высокотемпературных окислительных процессов.
Таким образом, более предпочтительным явилось бы использование
при синтезе связующего в качестве одного из мономеров серасодержа-
384
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ПКМ, ЛКМ, КЛЕЕВ, ГЕРМЕТИКОВ
щего тетранитрила, дополнительная термостабилизация которого
позволила бы получить полимерную матрицу с длительной
термоокислительной устойчивостью при температурах 350—400 °С. Практическая
недоступность такого тетранитрила, обусловленная сложным и многостадийным
процессом его получения, явилась причиной использования при
разработке связующего 4, 4- (л*-фенилендиокси)дифталонитрила.
Связующее на основе указанного тетранитрила обладает меньшей
термоокислительной устойчивостью и требует использования
термостабилизаторов—антиоксидантов, способных обеспечить длительную
работоспособность полимерной матрицы при температурах 350—400 °С.
Необходимо отметить, что проблема стабилизации полимерных материалов
является одной из важнейших в химии органических полимеров.
Несмотря на то что в качестве стабилизаторов используются сотни веществ,
принадлежащих к различным классам как органических, так и
неорганических соединений, до сих пор не утратила актуальности задача
отыскания и разработки более эффективных стабилизирующих добавок,
особенно стабилизаторов высокотемпературного старения.
На первом этапе данного раздела работы в качестве антиоксидантов
были использованы широко распространенные органические
стабилизаторы — пространственно затрудненные фенолы, амины, алкиларилфос-
фиты, а также соединения с системой сопряженных связей (антрацен,
термообработанный антрацен, нафтацен). Реакционная способность
последних по отношению к свободным радикалам определяется длиной
цепи сопряжения и наличием парамагнитных центров, а механизм ин-
гибирующего действия существенным образом отличается от механизма
ингибирования известными антиоксидантами, связанного с
расходованием основной части ингибитора в течение периода индукции.
Исследование термоокислительной устойчивости разработанного
связующего в присутствии указанных выше антиоксидантов показало, что
независимо от химической природы последних эффект стабилизации
наблюдается во всех случаях лишь в интервале температур 200—250 °С;
повышение температуры изотермических испытаний до 350—400 °С
полностью нивелирует вклад антиоксидантов в торможение процессов
термоокислительной деструкции. Очевидно, что обеспечить длительную
работоспособность полимерной матрицы при температурах вплоть до 400 °С
могут лишь специально синтезированные, способные к химическому
взаимодействию с полимером полифункциональные соединения. Следует
отметить, что низкая летучесть (диффузия) стабилизатора и его
химическая совместимость с полимером, исключающие потери антиоксиданта в
385
1111111111
результате испарения, являются, очевидно, необходимым условием при
разработке рецептур термостабилизированных высокотермостойких матриц.
В связи с этим в качестве высокотемпературного стабилизатора был
опробован 1,2-бис(цианоэтил)карборан, нитрильные группы которого
позволяют ему встраиваться в основную полимерную цепь в процессе
синтеза связующего и являться одновременно эффективным
термостабилизатором благодаря наличию в структуре карборанового фрагмента.
Термостабилизирующее действие кло-зокарборанов-12 обусловлено
активным взаимодействием ВН-групп икосаэдра с кислородом воздуха и бор-
центрированных радикалов со свободными радикалами или
макрорадикалами, образующимися в результате термоокислительной деструкции
полимерной цепи. Таким образом реализуется так называемый принцип
нецепного ингибирования, основанный на введении в полимерную цепь
акцептора кислорода, блокирующего инициирующий деструкцию агент.
Другими словами, термоокислительная деструкция «превращается» в
термическую, которая протекает с существенно более низкими скоростями.
Действительно, введение в состав полимерной матрицы на стадии
синтеза связующего 15—20% (мольн.) 1, 2-бис(цианоэтил)карборана
позволило получить образцы, 10%-ная потеря массы которых в условиях
динамического ТГА фиксируется при 630 °С, а потери массы при
термообработке в течение 150 ч при 350 °С составляют 15 и 90% для
стабилизированного и исходных образцов соответственно (рис. 4). Потери
массы связующего при термообработке на воздухе в течение 50 ч при
400 °С составляют -20%, в то
время как образец без стабилизатора
выгорает полностью.
Таким образом, показана
принципиальная возможность
термостабилизации синтезированного
связующего в условиях длительного
воздействия окислительной среды и
температур 350—400 °С, величина
которого по своему
энергетическому эквиваленту соизмерима с
прочностью (энергией) химических
связей в органических молекулах.
Существенно, что введение в
состав мономеров при синтезе
связующего карборансодержащего ди-
150 т,ч
Рис. 4. Кривые изотермического ТГА на
воздухе при 350°С исходной (7) и термо-
стабилизированной (2) отвержденных
полимерных матриц
386
СВЯЗУЮЩИЕ ДЛЯ КОНСТРУКЦИОННЫХ ЯКИ, JIKM, КЛЕЕВ, ГЕРМЕТНКОВ
нитрила практически не изменяет кинетические параметры реакции
образования олигомера, заметно ускоряя при этом процесс его
отверждения. Наблюдаемая каталитическая активность термостабилизатора в
реакции изомеризационной полициклизации требует детального
изучения в дальнейшем и корректировки режима формирования полимерной
матрицы при отверждении термостабилизированного связующего.
В связи с этим был разработан существенно более плавный режим
отверждения термостабилизированного связующего, заключающийся в
изотермическом прогреве последнего при температуре 150—160 °С в
течение 3 ч с последующим постепенным подъемом температуры до 200 °С.
Выдержка при этой температуре в течение 3 ч и дальнейшая
термообработка в течение 1 ч при 250, 300, 350 °С позволили получить
бездефектную, монолитную матрицу со следующими физико-механическими
характеристиками:
Предел прочности при изгибе ави, МПа ... 140
Модуль упругости при изгибе £и, МПа.. *«..*.... 5700
Предел прочности при растяжении ав, МПа « 110
Модуль упругости при растяжении Д, МПа .,...«.*.... 5600
Относительное удлинение при разрыве е» %♦...., „1,1
Предел прочности при сжатии овсж, МПа... 320
Очевидно, что более мягкий и длительный режим отверждения
связующего, обеспечивающий отсутствие побочных реакций и медленное
застекловывание полимера, облегчает протекание релаксационных
процессов, ограничивающих рост остаточных напряжений как в самой
матрице, так и на границе раздела матрица — наполнитель.
Сформированная в таких условиях полимерная матрица должна обеспечить
эффективную передачу напряжений через границу раздела и максимальную
реализацию в ПКМ прочности армирующих волокон.
Полученная таким образом полимерная матрица превосходит по
своим физико-механическим свойствам лучшие высокопрочные
эпоксидные матрицы, обладая одновременно тепло- и термостойкостью,
находящимися на уровне температур, практически предельных для
органических соединений.
Сказанное выше подтверждается результатами испытаний опытных
образцов ПКМ, полученных на основе наполнителей различной
химической природы и разработанного связующего. Изготовление полуфаб-
387
ш ^^fifflpw®
рикатов осуществлялось по экологически безопасной порошковой
технологии, а изомеризационный механизм отверждения связующего без
выделения летучих продуктов позволил реализовать упрощенный
технологический процесс формирования угле- и стеклопластиков, включающий
в себя формообразование в оснастке при температуре 160-200 °С с
последующей термообработкой в свободном состоянии.
Предел прочности при статическом изгибе полученного таким
образом стеклотекстолита* на основе кварцевой ткани ТС-8/ЗК-ТО
составляет 560, 570 и 490 МПа при температуре испытаний 20, 400 и 450 °С
соответственно. Значения аналогичного показателя для углепластика** на
основе углеродной ленты ЛЖУ составляют 1400—2100 МПа при 20 °С и
1150—1450 МПа при 400 °С, причем модуль упругости практически не
изменяется с увеличением температуры испытаний и составляет -140 ГПа.
Сохранение прочности при статическом изгибе углепластика,
подвергнутого изотермическому старению при 350 °С в течение 100 ч, составляет
-90%; повышение температуры длительной термообработки до 400 °С
приводит к существенному снижению данного показателя.
Полученные результаты свидетельствуют о реализации в ПКМ
уникального сочетания высоких физико-механических характеристик отвер-
жденной полимерной матрицы с деформационной теплостойкостью
вплоть до температуры 450 °С. Повышение термостойкости связующего
и ПКМ на его основе в условиях длительного воздействия предельных
для органических полимеров температур представляет собой
самостоятельную задачу, комплексное решение которой предусматривает
разработку более эффективной системы термостабилизаторов—синергистов и
синтез новых мономеров для получения связующего, химическое
строение которых обеспечит повышение термоокислительной устойчивости
полимерной матрицы.
Изготовлен И.Ф. Давыдовой.
Изготовлен А. Е. Раскутиным.
388
Глава 15
МЕТОДЫ КОНТРОЛЯ:
РАЗРАБОТКА МЕТОДОВ,
СРЕДСТВ И ТЕХНОЛОГИЙ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Ъй
I\mz^j
УДК 620.179.1
Г.А. Морозов, А.К. Денель
ВЫСОКАЯ РАЗРЕШАЮЩАЯ СПОСОБНОСТЬ
И НАДЕЖНОСТЬ - ОСНОВА РАЗРАБОТОК СРЕДСТВ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ В АВИАЦИИ"
Высокие требования, предъявляемые к материалам деталей и узлов
авиационной техники, предопределили развитие в авиации
высокоразрешающих (высокочувствительных) и надежных методов и средств
неразрушающего контроля. Практически во всех видах неразрушающего контроля:
метод проникающих веществ (капиллярный), магнитный, акустический,
рентгеновский, электромагнитный, электрический и тепловой —
разработки, выполненные в авиации, имеют самую высокую чувствительность —
от долей миллиметров (по длине дефекта) до долей микрометра (по его
раскрытию). Значительная роль в развитии методов неразрушающего
В работе принимали участие: Е. И. Косарина, В. В. Корсаков, Г. А. Любашов,
М.П. Уральский, Б.Ф. Фотяхетдинов, В. К. Юренков, Л. Н. Соколова.
389
ГЛАВД 15
ЩШЩШШШШ:!
контроля принадлежит сотрудникам ВИАМ. Учитывая высокую
эффективность неразрушающих методов, их очевидное преимущество перед
разрушающими, выборочными методами контроля, начиная уже с 1930-х
годов ведущие ученые института Г. В. Акимов, А. К. Трапезников, С. В.
Чернобровое, Д. С. Шрайбер, Ю. В. Ланге, А. В. Жигадао, П. Г. Михневич,
Л.Л.Дорофеев, СМ. Рождественский внесли большой вклад в
разработку и последующее широкое внедрение методов и средств неразрушаю-
щего контроля как при производстве, так и при эксплуатации
летательных аппаратов.
Современные авиационные конструкции требуют
высокочувствительных, надежных и объективных методов и средств контроля,
обеспечивающих не только выявление дефектов, но и регистрацию
концентраторов напряжений и дефектов на самой ранней стадии их появления при
производстве и в эксплуатации.
Именно высокие требования к чувствительности методов контроля
поверхностных дефектов в лопатках ГТД предопределили разработку и
дальнейшее развитие в институте наиболее чувствительного метода
проникающих веществ (капиллярный). Для капиллярного контроля на
предприятиях авиационной промышленности в настоящее время в
зависимости от требуемой разрешающей способности применяются
дефектоскопические комплекты ЛЮМ1-0В, ЦМ15-В, ЛЮМ17-П, ЛЮМЗ-С,
содержащие соответствующие пенетрант, очищающую жидкость и
проявитель. Кроме этого, для подготовки контролируемой поверхности
(обезжиривание) используются легковоспламеняющиеся жидкости
(бензин, ацетон). Все эти реагенты не отвечают требованиям по
токсичности, пожаробезопасности (температура воспламенения >45°С),
утилизации (быстроразлагаемости) и технологичности при производстве.
За последние годы разработаны дефектоскопические комплекты и их
составляющие, обладающие высокими «дефектоскопическими» свойствами.
Были заменены в пенетранте ЛЖ-6А и очищающей жидкости ОЖ-1
биологически опасные поверхностно-активные вещества типа ОП-7 и ОП-10
на синтанол и неанол. Организован промышленный выпуск новых
комплектов на Ангарском заводе химреактивов. Разработана технология
контроля с использованием в качестве пенетранта ЛЖ-25. Взамен набора
Л ЮМ 17-П разработана и внедрена технология контроля с
использованием водосмываемого комплекта. Отработаны технология контроля с
использованием пожаробезопасной (температура воспламенения 200 °С)
очищающей жидкости ТМС «Рельсин», не содержащей биологически
опасных поверхностно-активных веществ, и технология применения пе-
390
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКИ МЕТОДОВ, СРЕДСТВ И ТЕХНОЛОГИЙ
нетранта ЛЖ-ЗО с температурой воспламенения 91 °С. С помощью таких
комплектов возможна реализация автоматизированного капиллярного
контроля.
Для капиллярного контроля цветным методом был разработан
цветной пенетрант, не имеющий в своем составе ПАВ, подобраны
очищающая жидкость растворяющего типа к данному пенетранту для изделий,
дающих фон, а также гидрофильная очищающая жидкость для изделий
с классом шероховатости Rz 20 и менее. Разработан пленочный
проявитель, в наборе с которым данные цветные пенетранты обеспечивают
уровень чувствительности выявления трещин 1—2 мкм. Отработана
технология применения новых наборов, причем набор с применением
гидрофильного очистителя обеспечивает возможность механизации
технологического процесса.
Преимуществом разработанных пенетрантов являются пониженные
пожароопасность (183 °С) и токсичность материалов, а также
возможность их производства на российском сырье.
Особое место в развитии неразрушающих методов контроля заняли
акустические методы. Начиная с работ Д. С. Шрайбера основной
задачей было повышение чувствительности ультразвукового контроля.
Обращая основное внимание на методические вопросы и конструкцию
специальных высокочувствительных преобразователей, специалисты
института подняли разрешающую способность ультразвукового контроля по
плоскодонному отражателю от нескольких миллиметров до 0,4 мм. Это
позволило в свое время решить сложнейшую задачу обнаружения
ультразвуковым методом газонасыщенных участков в титановых заготовках
дисков ГТД.
В настоящее время круг решаемых этими методами задач
расширился: к ним, помимо дефектоскопии, относятся измерение толщины
стенок и остаточных напряжений в деталях и конструкциях, оценка
балльности зерна, а также ультразвуковая томография. Так, для обеспечения
качества композиционных материалов на углеродной основе впервые
разработан метод количественной оценки разноплотности материала
деталей, обеспечивающий измерение одновременно нескольких
информативных параметров, связанных с уровнем шумов, плотностью
материала и толщиной объекта.
Сдерживающими факторами использования акустических методов
являются высокая трудоемкость и низкая производительность. Поэтому
в последние годы с участием специалистов ВИАМ создано несколько
типов автоматизированных установок для контроля прутков и дисков.
391
■1111
'ШшШШШШШй
Для контроля качества многослойных конструкций в институте были
разработаны оригинальные акустические методы и средства. Так, аналог
акустического импедансного дефектоскопа ИАД-2 появился в Англии
спустя 8 лет после начала серийного выпуска этого дефектоскопа у нас.
Выполненные сотрудниками института разработки теоретических
основ взаимодействия различных магнитных полей с объектами
контроля позволили создать целый комплекс высокочувствительной
аппаратуры для магнитной дефектоскопии, толщинометрии, структуроскопии
и размагничивания деталей. Так, нормированные режимы
намагничивания введены в Государственные стандарты, а разработанные в
институте магнитные дефектоскопы МДС-1,5 и МДС-5 характеризуются
повышенным порогом чувствительности. С использованием магнитных
методов для экспресс-контроля (в процессе плавки) качества высокопрочных
мартенситных сталей переходного класса разработан индикатор
фазового состава сталей ИФСС-1М (рис. 1). Прибор прост в эксплуатации, а
используемая методика служит гарантией получения отливок с
регламентированными составом и структурой. Для контроля толщины покрытий
разработан специализированный цифровой феррозондовый толщиномер
ТФН, не уступающий по точности лучшим зарубежным образцам. Для
контроля размагниченности деталей и качества дефектоскопических
материалов созданы измерители магнитных полей ФП-1, МФ-20Н и
анализатор качества суспензий АКС-1С.
В последнее время совместно с рядом институтов РАН ведутся
работы по практическому использованию эффекта Баркгаузена для
выявления прижогов и оценки механических напряжений, а также качества
поверхностного упрочнения стальных деталей.
В области электромагнитных (вихретоковых) методов ВИАМ
совместно с Уральским электромеханическим заводом (г. Екатеринбург)
создал комплекс измерителей электропроводимости типа ВЭ-17 (37) ддя
структуроскопии алюминиевых и титановых сплавов.
Для обнаружения альфированных слоев на деталях из титановых
сплавов в ВИАМ был создан и усовершенствован высокочастотный
(частота 100-300 МГц) дефектоскоп ВД-120.
Для определения степени механического легирования в порошках с
диаметром гранул 100—300 мкм при получении жаропрочных сплавов, в
институте разработаны технология и вихретоковый прибор. В результате
степень механического легирования можно устанавливать в течение 1 мин.
На основе вихретоковых методов НК продолжает развиваться
направление, связанное с разработкой толщинометрии износостойких и
392
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕХНОЛОГИЙ
защитных покрытий. Разработаны вихретоковые толщиномеры
диалектических покрытий ТПН-П и ТПН-10, толщиномер ИТС (Н) для
серебряных покрытий, наносимых по подслою никеля на конструкциях из
коррозионностойких сталей. В последнее время для многослойных
покрытий типа ВПТ-8 с ферритовым наполнителем разработан новый
толщиномер.
С учетом широкого круга решаемых задач в ВИАМ получило
широкое развитие направление электрических методов.
Электропараметрический метод контроля, как одна из разновидностей электрических
методов, используется для контроля сплошности и, реже, толщины
непроводящих покрытий на металлах. В отличие от существующих приборов,
где используют явление электрического пробоя, т. е. частичного
нарушения поверхности покрытия, созданный в ВИАМ аналоговый вариант
прибора ИТП-1 со стрелочной индикацией работает в двух режимах: по
Рис. 1. Внешний вид индикатора фазового состава ИФСС-1М на фоне самолета, в
котором применяются материалы, качество которых в процессе изготовления (плавка)
контролировалось с помощью этого прибора
25-5961
393
ГЛАВА 15 ^^^^^^^^
пробою и с использованием туннельного эффекта - участка предпробоя.
Это позволило контролировать толщину и сплошность тонких (от 0,5 мкм)
анодно-оксидных покрытий без их разрушения.
Другая разновидность — электропотенциальный метод —
применяется для контроля глубины трещин и толщины стенок металлических
изделий. Разработанный в ВИАМ электропотенциальный прибор ИГТ-Ф в
аналоговом исполнении с цифровой индикацией значительно
отличается от существующих приборов. Использование питающего
преобразователя переменного напряжения с большой скважностью и специальных
преобразователей с малой базой (до 1 мм) позволило получить
чувствительность 0,1 мм по глубине трещины и толщине стенки.
При проведении исследований было отмечено, что на погрешность
измерений могут оказывать влияние такие мешающие факторы, как
близость к замку или перемычкам врутренней полости лопатки, кривизна
испытуемой поверхности, изменение электропроводности материала. В
связи с этим для снижения влияния мешающих факторов при
определении толщины стенки лопатки электропотенциальным методом была
модернизирована принципиальная электрическая схема прибора: блок
преобразователей, система измерения и обработки результатов измерения
с использованием микропроцессора. Для проведения непосредственного
замера толщины внутренней стенки между полостью системы
охлаждения и отверстием, выходящим на поверхность лопатки, были
изготовлены преобразователь оригинальной конструкции, имеющий базу 1 мм и
позволяющий проводить измерения внутри отверстия, и макет прибора
с таким преобразователем. Замеры, проведенные с помощью
разработанного прибора на лопатках, позволили дифференцировать детали по
толщине контролируемой стенки. Таким образом, можно сделать вывод о
возможности измерения вновь разработанным прибором толщины не
только внешних стенок, но в ряде случае и внутренней стенки в
отверстиях, с чувствительностью до 25% от измеряемой величины.
Для дальнейшего развития этих методов необходимо вводить
цифровую индикацию аналогового сигнала для улучшения
эксплуатационных характеристик приборов и использовать микропроцессорную
обработку аналогового сигнала по разработанным алгоритмам для
повышения чувствительности и надежности контроля, а также для расширения
возможности использования метода. Так, приборы ИТП-1 и ИГТ-Ф
изготовляют в аналоговом варианте с цифровой индикацией сигнала, а
прибор ИТП-1 Ц — с микропроцессом для контроля толщины и
сплошности непроводящих покрытий в диапазоне 0,5—100 мкм.
394
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕЖНОДОГИЙ
Самыми сложными объектами для неразрушающего контроля
являются композиционные материалы и литые охлаждаемые лопатки ГТД.
Литые охлаждаемые лопатки имеют исключительно неблагоприятную
для неразрушающего контроля форму, характеризующуюся переменной
толщиной, криволинейными поверхностями переменной кривизны, а
также закруткой вдоль оси.
Внутренний рельеф литых охлаждаемых лопаток характеризуется
наличием штырьков, перемычек и перегородок, что еще больше
усложняет проведение их неразрушающего контроля.
Для обеспечения заданной надежности двигателя надежность
лопаток должна быть на порядок выше, и контроль ее должен проводиться
на наивысшем уровне требований к качеству объекта контроля.
Все вышеперечисленное делает необходимым не только
модернизацию традиционных методов НК (рентгеновских, ультразвуковых,
капиллярных) в целях повышения их чувствительности и надежности, но и
разработку новых методов, позволяющих решать нерешаемые
традиционными методами задачи. К таким новым методам можно отнести
получающие все более широкое распространение в мире рентгеновскую
вычислительную томографию, тепаовизионные методы.
Для литых охлаждаемых лопаток, имеющих, как уже говорилось,
переменное сечение и двухстороннюю кривизну поверхностей,
применение стандартных эталонов чувствительности при контроле становится
необъективным. В связи с этим в качестве эталона чувствительности был
разработан контрольный образец (КО), представляющий собой лопатку
со сдвоенными отверстиями различного диаметра, расположенными в
критических зонах (входная и выходная кромки, зоны перехода от пера
к замку, полке и т.п.).
Применение КО позволяет оптимальным образом определить число
экспозиций при радиографическом контроле литых охлаждаемых лопаток
и разработать номограммы экспозиции для жаропрочных сплавов.
Использование данной технологии рентгеновского контроля охлаждаемых
лопаток из жаропрочных сплавов дало возможность повысить
чувствительность контроля до уровня 1,6%, что соответствует абсолютной
величине контролируемого дефекта размером 0,05—0,08 мм.
Анализ рентгенограмм литых охлаждаемых лопаток, режимы
контроля которых выбраны в соответствии с разработанными
номограммами экспозиции для жаропрочных сплавов, показывает, что
обнаруживаются дефекты литья размером 0,3 мм в плоскости, перпендикулярной
излучению, и 0,05 мм в плоскости излучения.
25*
395
ГЛАВА 15
^SP-^^^^^»^^1^^"^^
Более перспективна для решения задачи контроля качества
охлаждаемых лопаток ГТД вычислительная рентгеновская томография.
Применение модернизированного (совместно с фирмой «Проминтро»)
томографа ВТ-300 ВИАМ, нового программного обеспечения и нового
поколения томографов позволило поднять чувствительность рентгеновской
томографии до размера минимально обнаруживаемого дефекта в 0,04 мм.
На рис. 2 приведены томограммы пера четырех лопаток в зоне третьего
отверстия (толщина внутренней перегородки 0,2—0,29 мм).
Работоспособность лопатки ГТД в двигателе во многом связана с
качеством изготовления ее системы охлаждения. Из-за сложной
технологии изготовления охлаждаемых лопаток не исключается возможность
появления дефектов в системе охлаждения уже в процессе производства
(засорение каналов керамикой, «уход» размеров и смещение каналов,
залив отверстий и т.д.).
Рис. 2. Томограммы (томограф ВТ-500) четырех лопаток ГТД в зоне третьего отверстия
с различной толщиной внутренней перегородки (0,2-0,29 мм)
396
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕХНОЛОГИИ
Аналогичное дефектам влияние на качество охлаждения лопатки могут
оказывать недоработки в конструкции ее системы охлаждения.
Обнаружить дефекты в системе охлаждения, приводящие к локальному
нарушению однородности теплового поля на поверхности лопатки, а также
определить эффективность системы охлаждения, в частности степень и
равномерность охлаждения, можно путем изучения аномалий температурного
поля, возникающих при достаточно интенсивном нагреве (охлаждении)
лопатки воздушным потоком через ее систему охлаждения.
Тепловызыонный метод основан на регистрации и анализе
температурного поля поверхности лопатки при ее работе в условиях продувки
через систему охлаждения горячим воздухом и обдува внешней
поверхности холодным, т.е. обратной картины по сравнению с условиями в
работающем двигателе. Расходы горячего и холодного воздуха
подбираются расчетным или эмпирическим путем индивидуально для каждой
лопатки и могут, в идеальном случае, позволить полностью
смоделировать условия работы лопатки в двигателе.
Метод реализован на специально разработанном тепловизионном
стенде (рис. 3), состоящем из следующих узлов: тест-камеры (7), пред-
II \ V
4 3 2 5
Рис. 3. Внешний вид компьютеризированного тепловизионного стенда для контроля
качества системы охлаждения лопаток ГТД:
1 — тест-камера; 2 — узел крепления исследуемых лопаток; 3 — блок нагревателей;
4 - блок расходомеров; 5 — тепловизор; 6 — интерфейс; 7 — ПЭВМ
397
ГЛАВА 15
ставляющей собой профилированный корпус, воспроизводящий
межлопаточный канал решетки в среднем сечении лопатки, и выполненной
из ИК-прозрачного материала (ИК-керамики); узла крепления (2)
исследуемых лопаток; блока нагревателей (J); блока расходомеров {4)\
тепловизора (5); интерфейса (6) и ПЭВМ (7).
На разработанном стенде с компьютерной обработкой сигнала было
исследовано более 10 типов охлаждаемых турбинных лопаток ГТД,
таких как лопатки двигателей Д18, АЛ-31Ф, оболочковая паяная лопатка,
а также лопатки с двигателя фирмы Pratt and Whitney.
При анализе полученных термограмм (рис. 4) было установлено, что
тепловизионным методом с высокой степенью точности (разрешающая
Рис. 4. Термограммы лопаток (спинка) ГТД (двигатель АЛ-31Ф), выполненных по
различным технологиям:
я, б — равноосная кристаллизация, в том числе с нарушением стандартной
технологии (б); в — направленная кристаллизация (равномерное распределение температур)
398
МЕТОДЫ КОНТРОЛЕ РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕХНОЛОГИИ
способность от 10% от приведенного диаметра) можно определять
изменение диаметра внутренних отверстий системы охлаждения,
расположенных под оболочкой паяных оболочковых лопаток, а также выявлять
остатки керамики размерами до 1x4 мм. Так, перекрытие даже одного
канала приводит к заметному искажению поверхностного температурного
поля лопатки (до 1,6°С на уровне 50 °С).
Кроме контроля качества системы охлаждения лопаток ГТД, тепло-
визионным методом осуществляется контроль слоистых и сотовых
конструкций, качества работы теплообменных агрегатов, в частности при
стендовых и ходовых испытаниях, а также анализ поля напряжений
объектов контроля с использованием метода термоупругости (рис. 5).
Разработка приборов неразрушающего контроля в последние годы
показала, что решения с помощью аналоговых схем в основном
достигли своей вершины. Дальнейшее развитие средств неразрушающего кон-
а, Н/мм2
Рис. 5. Поле напряжений в зоне сварного шва, полученное с использованием эффекта
термоупругости на лазерно-тепловизионной установке
399
ГЛАВА 15
*«»>JSfr»>#»> *>
троля, и в первую очередь повышение их чувствительности, связано с
использованием компьютерной обработки сигналов. Обработка
информации, снимаемой с аналогового блока, в приборах неразрушающего
контроля преследует несколько целей. В ряде случаев в результате
оцифровки аналогового сигнала и его последующей обработки по
соответствующим алгоритмам осуществляется линеаризация шкалы прибора с
выводом информации на жидкокристаллический или светодиодный
индикатор (вихретоковые толщиномеры типа ТА, электропараметрический
прибор ИТП-1ц, измеритель глубины коротких трещин ИГКТ).
Используя дополнительные алгоритмы обработки, можно исключить влияние
химического состава покрытия и подложки (ИТП-1) или влияние
ориентации трещин в различных по электропроводности сплавах (ИГКТ).
Более сложная задача — это анализ изображений (термограмм,
рентгенограмм, томограмм), снимаемых при тепловизионном и рентгеното-
мографическом контроле. Так, при тепловизионном контроле
использование специально разработанных интерфейсов и прикладных программ
позволяет решить задачи обнаружения поверхностных и подповерхностных
усталостных трещин в металлических стенках и определения глубины
залегания и типа дефектов в слоистых толстостенных конструкциях. В
последнем случае реализуется тепловой аналог рентгеновской
томографии, т.е. послойный анализ контролируемого объекта.
В институте большое внимание уделяется разработке программного
обеспечения для обработки аналоговых сигналов. Был разработан пакет
унифицированных программ, состоящий из блоков стандартных
подпрограмм.
Для унификации разработки программного обеспечения для рада
методов и средств неразрушающего контроля было предложено
подготовить блоки стандартных подпрограмм, решающих подобные задачи.
Разработанный блок подпрограмм был использован при подготовке
программного обеспечения для решения задач обработки информации
при тепловизионном контроле сотовых и слоистых конструкций с
определением глубины, геометрии и типа регистрируемого дефекта, а
также при определении и дифференциации в реальном масштабе времени
типа и параметров дефектов при встроенном контроле в высоконагру-
женных конструкциях летательных аппаратов.
Отдельные блоки разработанного программного обеспечения были
использованы также при линеаризации шкал электропараметрического
толщиномера покрытий и электропотенциального индикатора глубины
трещин, при расшифровке рентгенограмм, при реализации алгоритма по
400
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕХНОЛОГИЙ
отстройке от влияния мешающих факторов при электропотенциальном
и электропараметрическом контроле.
Одним из наиболее перспективных и эффективных путей перехода
на качественно новый уровень безопасности и надежности конструкций
авиационной техники является разработка и применение встроенных
систем неразрушающего контроля. До настоящего времени в этих
системах использовались электрические, пьезоэлектрические, тепловые,
электромагнитные и другие датчики, закрепляемые в различных точках
контролируемых конструкций. Качество крепления датчика, возможность
его выхода из строя в процессе эксплуатации, дополнительная масса
существенно снижали качество встроенного контроля в данных системах.
Вместе с тем в последние годы был разработан новый класс
принципиально новых конструкционных так называемых интеллектуальных
материалов, способных «ощущать» внешнее воздействие и менять в связи
с этим свои параметры. Проблема создания таких материалов
находится на стыке наук: материаловедения, микроэлектроники, компьютерной
и инженерной технологий. Использование этих материалов в системах
встроенного контроля существенно повысит эффективность и
надежность работы конструкций. При этом датчики (активные структурные
элементы) несут силовую нагрузку и одновременно реагируют на
превышение расчетной полетной нагрузки и достижение предразрушенного
состояния. Использование системы (матрицы) структурных элементов
позволяет локализовать возникшую в материале опасную зону.
Информация с матрицы датчиков снимается системой сбора и
обработки информации (ССОИ), обрабатывается по соответствующим
алгоритмам и выводится на экран монитора в кабине пилота
(оператора) с указанием местоположения и основных характеристик дефектов
или мест с аномальным распределением напряжений или других
регистрируемых параметров. Кроме этого, может быть предусмотрен выход на
световую и звуковую сигнализацию, соответствующие активные
элементы обратной связи, а также осуществлена запись информации на
любой носитель.
Используя ССОИ можно создать материал с обратной связью,
который мог бы активно реагировать на внешнее воздействие, например
на возникновение опасного резонанса конструкции, и изменять
свойства с целью ухода от резонанса, — например, увеличивать жесткость
или затухание. Такие материалы могут быть созданы на основе
композитов, имеющих в своем составе элементы с памятью формы из
соединений титана, которые, будучи расположены определенным образом в
401
ГЛАВА IS -^^^^^^^^^^^^
структуре композита, при прохождении сигнала от управляющей
системы изменяют жесткость композита либо форму конструкции.
УДК 620.179.1
Е.Р. Голубовский
МЕТОДЫ ИСПЫТАНИЙ И ИССЛЕДОВАНИЙ:
ОЦЕНКА РАБОТОСПОСОБНОСТИ И РЕСУРСА
АВИАЦИОННЫХ МАТЕРИАЛОВ"
Постоянное повышение требований к надежности, ресурсу и безопасной
эксплуатации изделий авиационной техники стимулирует развитие и
совершенствование методов испытаний и исследований с целью
повышения точности, надежности и статистической достоверности оценки
работоспособности и ресурса авиационных материалов применительно к
условиям эксплуатации и режимам работы элементов конструкций. В этой
связи в методах испытаний и исследований материалов должны
учитываться специфические условия, в которых работают элементы
конструкций планера и двигателя летательных аппаратов.
В авиационных газотурбинных двигателях (АГТД) и стационарных
газотурбинных установках (ГТУ) наиболее ответственными элементами
являются диски и рабочие лопатки 1-й ступени турбины, материал
которых работает в условиях воздействия наиболее экстремальных темпе-
ратурно-силовых нагрузок, и, следовательно, именно эти детали в
первую очередь определяют работоспособность и ресурс изделий. Поэтому
для прочностных расчетов, оценки работоспособности и ресурса этих
деталей используются характеристики материала в интервале температур
20—1200 °С: кратковременная и длительная прочность и пластичность,
ползучесть, многоцикловая (МнЦУ) и малоцикловая усталость (МЦУ),
термостойкость и др.
Определение механических характеристик материалов в диапазоне
температур 20—1200 °С осуществляется по результатам испытаний
образцов. Применяемые методики и испытательное оборудование отвечают
В статье упомянуты результаты исследований, выполненных под руководством и
(или) при участии: Е. Н. Каблова, Н.Д. Жукова, К. К. Хвацкого, И. П. Булыгина,
Ф. В. Юшакова, 3. П. Васильева, Т. И. Комарова, М. Б. Бронфина, Г. И. Морозова,
И. Л. Светлова, Л. В. Проходцевой, О. Б. Тимофеевой, Е.Р. Черкасовой, Е. Б. Чаби-
ной, В. Н. Толораия, А. И. Самойлова, И. М. Хацинской, А. И. Кривко, А. И.
Макеева, В. П. Прокофьева, А. А. Копылова.
402
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДО!, СРЕДСТВ И ТЕМНОЛОГИЙ
требованиям отечественных и зарубежных стандартов и других
нормативных документов на методы испытаний.
— Испытания образцов на кратковременную прочность при
растяжении с определением значений ав, о0 2, ст0 05, опц, 8 и \|/, а также
модуля Юнга Е выполняются на машинах типа ИР5113-100-11 («Точ-
прибор») и PSB10 («К. Schenk»).
— Испытания образцов на длительную прочность и ползучесть при
растяжении с определением времени до разрушения Тр/С, длительной
пластичности 8р/0, времени накопления заданной величины деформации
ползучести тГ,а, построением первичной кривой ползучести е =/(т, а = const)
выполняются на машинах ZST 2/3 (ВИЭТ).
- Испытания цилиндрических тонкостенных трубчатых образцов на
длительную прочность при плоском напряженном состоянии с
определением времени до разрушения т]р,0 выполняются на машинах ZST 2/3-K
(кручение с растяжением — при различных соотношениях растягивающей
силы и статического крутящего момента) и на машинах 9032ДП-50/1000
(ВИАМ-НИКИМП) (внутреннее давление Р с растягивающей силой F—
при различных соотношениях Р и F).
— Испытания образцов на длительную прочность и ползучесть при
растяжении в условиях нестационарных (программных) температурных
и силовых режимов выполняются на машинах 9095П-30/1200 (ВИАМ-
НИКИМП) с печами лампового безынерционного нагрева.
- Испытания образцов на МнЦУс определением числа циклов до
разрушения n£ выполняются на машинах МВП—ВИАМ (диапазон
частот нагружения /= 50-200 Гц).
- Испытания образцов на МЦУ при растяжении с определением
числа циклов до разрушения Nj выполняются на машинах фирмы
«К. Schenk» PSB10 и PSB25 (диапазон частот нагружения /= 0—80 Гц).
— Испытания образцов на термостойкость при термоциклировании
в интервале температур 200—1200°С с определением числа циклов N£T
до появления макротрещины (длина трещины / > 2—3 мм) выполняются
на машинах ТС-ВИАМ (минимальная продолжительность нагрева и
охлаждения в цикле х^икла в *мин)-
- Испытания на трещиностойкость при ползучести компактных и
плоских образцов с начальной трещиной (в условиях плоской
деформации и плоского напряженного состояния) выполняются на машинах
9010П-100/1200 (НИКИМП) с регистрацией удлинения трещины (метод
электросопротивления) в процессе испытаний с момента нагружения до
момента разрушения образца.
403
ГЛАВА 15 «*>»>£►> 3»
— Испытания на трещиностойкость при МЦУ компактных и
плоских образцов с начальной трещиной (в условиях плоской деформации и
плоского напряженного состояния) с регистрацией удлинения трещины
и с определением СРТУ выполняются на машинах PSB 25 («K.Schenk»)
с печами лампового безынерционного нагрева.
Для определения статистически достоверных численных значений
характеристик кратковременной прочности и пластичности, длительной
прочности, длительной пластичности, ползучести, МнЦУ и МЦУ, тре-
щиностойкости при ползучести, СРТУ, термостойкости применяются
методы обработки результатов испытаний (основанные на гипотезе
нормального или логарифмически нормального распределения
экспериментальных данных) в соответствии с действующими ГОСТ РФ и
стандартами предприятия (СТП ВИАМ).
Необходимо отметить, что для оценки и прогнозирования
характеристик жаропрочности на один-полтора порядка по долговечности с
учетом вероятности неразрушения / и доверительной вероятности (3
сформулирован метод, основанный на системе уравнений [1]:
тр=^-а-ехр(^);
те = ^а-'ехр(^);
ер=л^а-ехР(^); (1)
8p=^Vexp(^);
где U0, Q0, H0 — энергии активации, у, g, со — активационные объемы
соответствующих процессов длительного разрушения, накопления
деформации ползучести и длительной пластичности; ln£, ln£, lnr| —
коэффициенты, пропорциональные энтропийным членам соответствующих про-
2
цессов; т, я, /?, #, к, s — безразмерные коэффициенты; L, Xi+p - кван-
404
Vtv
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕХНОЛОГИИ
тили распределений Стьюдента и у2; у =1пхп, или In т., или 1пе • SJy) =
Р t- Р Р
= JSp(y)> ^pCv) — дисперсия экспериментальных данных относительно
поверхностей уравнений (1).
Сравнительный анализ различных параметрических и аналитических
методов и детальное изучение в широком интервале температур и
долговечностей закономерностей изменения характеристик жаропрочности
алюминиевых, титановых и в особенности нескольких десятков
никелевых жаропрочных сплавов (с поликристаллической равноосной,
направленно закристаллизованной, монокристаллической и композиционной
структурами) показали, что метод, основанный на системе уравнений (1),
позволяет наиболее точно прогнозировать значения характеристик
длительной прочности, ползучести и длительной пластичности на 1—1,5
порядка по логарифмической шкале долговечности на базе выборки
экспериментальных данных ограниченного объема. Сформулированный
метод также используется при паспортизации и сертификации
авиационных металлических материалов.
На основе результатов исследования влияния кристаллографической
ориентации растягивающей силы на длительную прочность и ползучесть
монокристаллов конструкционных никелевых сплавов для рабочих
лопаток турбины АГТД было введено понятие коэффициента
кристаллографической анизотропии длительной прочности и ползучести [2], который
для характеристик длительной прочности определяется соотношением:
K{hkl) _G\ . п.
А* " ^ooi)' U;
для характеристик ползучести этот коэфициент определяется
аналогичным соотношением [1,2].
Анализ изменения величины этого коэффициента для сплавов ЖС6-Ф
МОНО, ЖС32 МОНО, ЖС36 и CMSX-4 (США) позволил установить,
что наибольшие значения длительной прочности может иметь материал
при различной ориентации: <001>, <011> или <111> — в зависимости
от химического и фазового состава сплава, исходного размера частиц
упрочняющей /-фазы, соотношения параметров решеток у-твердого
раствора и у-фазы, температурно-временных условий. На рисунке в
качестве иллюстрации приведены также зависимости к\Ш) для сплавов
ЖС36 и CMSX-4 в интервале долговечностей до 104 ч при различных
температурах.
405
ГЛАВА IS
Для оценки длительной прочности жаропрочных никелевых сплавов
при сложном напряженном состоянии сформулирован обобщенный
критерий эквивалентности напряженных состояний:
— для сплавов с равноосной структурой [4]
аэкв = Ч + 3(1-Ь)С0,
(2)
, .
а0 =(а1+а2+а3)/3; с, = — yjfa -с3) +(а2-а3) + (ai-a2),
где а]5 а2, а3 - нормальные главные напряжения;
,<ш>
100 1000 10000
Время до разрушения, ч
Зависимость коэффициента кристаллографической анизотропии К
и температуры для никелевых сплавов ЖС36 [а - при температурах 1173 (7), 1273 (2)
и 1373К (3)] и CMSX-4 [3] [б - при температурах 1073 (7), 1173 (2), 1273 (3) и
1373 К (4)]
<Ш>
от долговечности
406
МЕТОДЫ КОНТРОЛЯ: РАЗРАБОТКА МЕТОДОВ, СРЕДСТВ И ТЕКИОЛОГИИ
для сплавов с монокристаллической структурой (ГЦК-решетка) [1]:
з
1 = 1
3 2 3 3 2
П2 2 (с/7) + П3 I с/7с^ + П4 £ (а/у)
/=1 /<./ /<у
-.1
(3)
где о^- — компоненты тензора напряжений; X и П, (/ = 1,2,3,4) —
параметры материала, определяемые по результатам эксперимента;
значения этих параметров для сплавов ЭИ698-ВД, ЭП742-ИД и ЖС26 МОНО
приведены в работе [1].
Точность и надежность прогнозируемых оценок характеристик
жаропрочности зависят от того, насколько точно используемые
феноменологические модели длительного разрушения и деформирования
учитывают особенности эволюции структурного состояния в процессе
длительной эксплуатации, изменение физических механизмов накопления
деформации, образование и развитие микро- и макротрещин [5].
Для изучения этих факторов используются методы оптической
металлографии (микроскопы NEOPHOT, LEICA, высокотемпературный
микроскоп HM-100-Union), методы растровой и трансмиссионной
электронной микроскопии (микроскопы JSM-35C, JSM-840, JEM-200CX,
JEM4000EX), методы тонкого исследования поверхностных слоев
(ESCALAB-5), методы рентгеноструктурного анализа (ДРОН-3, ДРОН-4
с компьютерной обработкой рентгеновских дифрактограмм), методы
микрорентгеноспектрального анализа с оценкой распределения
химических элементов (SUPERPROBE 733), методы термического анализа и
электросопротивления (оборудование фирмы «Синку-Рико», Япония) и
методы фазового анализа.
На основе исследований фазового состава практически всех
разработанных в ВИАМ жаропрочных никелевых сплавов установлена
самоорганизующая способность /-фазы поддерживать стехиометрический
состав в соответствии с электронным и размерным факторами ее
стабильности [6]. По результатам анализа состава избыточных фаз
(карбидов, ТПУ-фаз и др.) сформулировано правило сбалансированного
легирования [7], которое является основой расчетного метода оптимизации
химического состава никелевых жаропрочных гетерофазных сплавов для
повышения их фазовой стабильности [8].
Результаты исследования эволюции структурного состояния,
выделения, растворения и изменения морфологии фаз в процессе длительной
эксплуатации используются не только при разработке новых
жаропрочных никелевых сплавов, но и для корректировки химического состава
серийных сплавов с целью повышения их работоспособности.
407
ГЛАВА IS
«ав^З^^Д^^» jjfr.
Библиографический список
1. Каблов Е.Н., Голубовский Е. Р. Жаропрочность никелевых сплавов. — М.: Машиностроение,
1998. - 464 с.
2. Голубовский Е.Р., Толораия В. К, Светлов И. Л. и др. К вопросу о влиянии
кристаллографической ориентации на длительную прочность и ползучесть никелевого сплава
(сообщение 1)//Проблемы прочности, 1987, № 9, с. 11-17.
3. Голубовский Е.Р., Светлов И.Л., Епишин А. К, Хвацкий К. К. Механизмы ползучести и
анизотропия длительной прочности монокристаллов никелевых жаропрочных сплавов. -
Научные труды IV семинара «Современные проблемы прочности» им. В.А. Лихачева//
Великий Новгород: Изд. НовГУ им. Ярослава Мудрого. 2000, т. 2, с. 37-44.
4. Голубовский Е. Р. Длительная прочность и критерий разрушения при сложном
напряженном состоянии сплава ЭИ698-ВД//Проблемы прочности, 1984, N° 8, с. 11-17.
5. Epishin A., Kablov E., Golubovskiy E., Svetlov /., Link Т., Bruckner U., Portella P. Rupture life
time prediction and deformation mechanisms during creep of single-crystal nickel-base superalloys/
/ Proc. of 5th IUTAM Symposium on creep in structures «Creep in Structures 2000». - Nagoya
(Japan): Nagoya University 2000, p. 28-38.
6. Морозова Г И. Феномен f-фазы в жаропрочных никелевых сплавах //ДАН, 1992, т. 325,
№6, с. 1193-1197.
7. Морозова Г И. Сбалансированное легирование жаропрочных никелевых сплавов //
Металлы, 1993, №1, с. 38-41.
8. Самойлов А. К, Морозова Г. И., КривкоАИ., Афоничева О. С Аналитический метод
оптимизации легирования жаропрочных никелевых сплавов//Материаловедение, 2000, №2,
с. 14-17.
Глава 16
ПАСПОРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
АВИАЦИОННЫХ МАТЕРИАЛОВ
В.Ф. Беренсон, Ю.Н. Шевченко,
А.С. Компаниец
ПАСПОРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
АВИАЦИОННЫХ МАТЕРИАЛОВ -
ГАРАНТИЯ ИХ КАЧЕСТВА
50 лет назад в ВИАМ был выпущен первый паспорт на материал. Это
явилось началом создания целостной комплексной системы
исследований и испытаний новых материалов для летательных аппаратов (ЛА),
авиационных двигателей, их систем и агрегатов, а также изделий
специальной техники.
Основной целью паспортизации, как и 50 лет назад, является
получение комплекса сведений о материале, необходимых и достаточных для
принятия решения о его применении в конструкциях авиационной техники.
Паспортизация как завершающая стадия разработки нового
материала позволяет на самом раннем этапе жизнедеятельности материала
выявлять его преимущества и недостатки. Статистика показывает, что
более 70% всех недостатков материала выявляется как раз при его
паспортизации.
Паспортизации подлежат все конструкционные материалы,
применяемые в авиационной технике, а также клеи, герметики, лаки, краски
26 - 5961
409
11111
Ш^ШШ^Ш^ШШ^'
и другие материалы, определяющие работоспособность и надежность
изделий.
Паспорт — документ, которым завершается паспортизация и
констатируется рождение нового материала, — содержит все определяющие
параметры нового материала: его состав, строение, структуру;
фиксирует набор свойств, им отвечающих, включая весь спектр показателей
потребительского качества с учетом реальных условий работы
материала при эксплуатации в составе объекта авиационной техники, а также
показатели горючести, дымовыделения, токсичности материалов
интерьера, экологические показатели, технологичность, ремонтопригодность,
способы утилизации, системы защиты материала от коррозии и др.
В зависимости от природы материала, его класса, вида и
назначения имеется 21 форма паспорта. Все виды испытаний проводятся по
стандартным методикам, регламентируемым ГОСТ, ОСТ или СТП
ВИАМ, что отражено в каждой форме паспорта.
Паспорт проходит оппонирование в ведущих конструкторских бюро,
а затем защищается на Совете по качеству ВИАМ и утверждается на
Президиуме НТС института. В дальнейшем паспорт поддерживается в
актуализированном состоянии — по мере накопления (в процессе
опробования и дальнейшего серийного производства материала) новой
информации о показателях качества, параметрах и факторах производства,
в паспорт вносятся дополнения.
За истекшие годы было утверждено более 1400 паспортов на почти
2000 материалов и их модификаций (на металлические материалы 578,
на неметаллы 851 паспорт).
Создание наибольшего количества (379) металлических материалов
за период 1955—1970 гг. было обусловлено переходом отечественной
авиации с винтовой на турбореактивную, что потребовало разработки
новых жаропрочных сталей и сплавов.
Динамика паспортизации неметаллических материалов была более
равномерной с повышенными темпами в 1958—1960 гг. (появление в
химии теплопрочных полимеров и создание стеклопластиков с
температурой эксплуатации более 250 °С), в середине 1970-х и в 1980-х годах
(применение неметаллических материалов взамен металлических в
несиловых и средненагруженных узлах и деталях самолетов Ил-86, Ту-154,
Як-42).
К середине 1980-х годов паспортизация стала основным элементом
сложившейся к тому времени Системы управления качеством
авиационных материалов (СУПРАКАМ).
410
ПАСПОРТИЗАЦИЯ И СЕРТИФИКАЦИЯ АВИАЦИОННЫХ МАТЕРИАЛОВ
Наряду со стандартизацией, где ВИАМ выполнял роль головной
организации с середины 1960-х годов, авторским надзором за
внедрением и серийным производством материалов, правильностью их выбора
и применения конструкторскими бюро при проектировании летательных
аппаратов, двигателей и других изделий авиационной и специальной
техники, технологией обработки материалов на авиационных заводах
отрасли, паспортизация способствовала становлению СУПРАКАМ как
комплекса взаимосвязанных научных, технических и организационных
решений и мероприятий, направленных на достижение и обеспечение
качества материала на всех стадиях его жизненного цикла: разработки,
опробования, серийного производства, применения и эксплуатации в
составе изделия.
СУПРАКАМ регламентировала:
— планирование поиска и разработки новых материалов;
— централизованную систему экспертизы применения материалов в
конкретных самолетах, двигателях и их системах;
— стандартизацию материалов и технологических процессов их
производства, обработки и применения;
— разработку научно-технической документации на методы, средства,
объем и порядок проведения контроля, в том числе входного контроля
на авиационных заводах;
— унификацию материалов.
В начале 1980-х годов в промышленно развитых странах Европы и
США получает быстрое развитие так называемая сертификация продукции.
У нас в стране слово «сертификация» к тому времени применялось
только в системе «Летной годности» гражданских воздушных судов. Эта
система, адекватная по назначению американской FAR и европейской
JAR, предусматривала выдачу сертификата, дающего право на
эксплуатацию воздушного судна данного типа.
Начиная с 1983 года ВИАМ (по указанию Министра авиационной
промышленности) стал выпускать новый вид документа — сертификат
на материал или на полуфабрикат металлического материала. Этот
документ является продолжением паспорта, его расширенным вариантом,
в который включены данные, полученные уже на серийном
материале, и по ряду характеристик имеются статистически оцененные
параметры.
Такие данные позволяют КБ при проектировании новых изделий
полнее использовать свойства серийного материала и решать проблему
весовой отдачи.
26*
411
В 1983—1990 гг. ВИАМ выпускает более 100 таких сертификатов.
Однако затем в связи с изменением экономических условий и
реструктуризацией отраслей промышленности подобная работа стала
проводиться в системе сертификации гражданской авиационной техники под
эгидой Авиационного регистра Межгосударственного авиационного
комитета (АР МАК).
Задачи такой сертификации сузились, а именно: ее целью стало
доказательство правильности выбора конструктором расчетных
характеристик для особо ответственных деталей при сертификации
конкретного воздушного судна. И проводиться она стала созданным специально
для этой цели Сертификационным центром «Материал», куда, кроме
ВИАМ, вошли АР МАК, ЦАГИ, ЦИАМ, ВИЛС.
Однако с восстановлением объема производства и созданием новых
образцов авиационной техники сертификация материалов, проводимая
в ВИАМ в 1980-х годах, снова будет востребована, ибо без этого
невозможно решение многих задач при проектировании новых самолетов,
двигателей и их агрегатов.
УДК 629.7:620.22
Вклад ВИАМ в фундаментальную науку о материалах/ Осипов Ю.С. — В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). — М.:
-МИСИС-, «ВИАМ», 2002, с. 11-15.
Отмечена исключительная роль ВИАМ — признанного лидера авиационного
материаловедения — в фундаментальных научных изысканиях в области природы
и морфологии металлических и полимерных материалов конструкционного и
многофункционального назначения. Показано, что работы института по теории
прочности, надежности, механике разрушения и др. являются основополагающими при
расчетах конструкции летательных аппаратов.
УДК 629.7:620.22
ВИАМ — крупнейший центр материаловедческой науки /Клебанов НИ. — В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). — М.:
-МИСИС-, «ВИАМ», 2002, с. 15-19.
Показано, что одним из важных направлений работы ВИАМ — крупнейшего
материаловедческого центра России - является активное участие (вместе с
другими научными и производственными предприятиями) в освоении и организации
серийного производства разрабатываемых в институте новых материалов, внедрении
высоких технологий. Сообщается, что за 70-летнюю историю в ВИАМ
разработано, освоено в производстве и применено в самолетах около 2000 различных
материалов.
УДК 629.7:620.22
Роль ВИАМ в создании материалов для космической техники /Коптев Ю.Н. —
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 19-23.
Приведены сведения о широком применении в космической технике
разработанных в ВИАМ материалов (космические аппараты, спутники, носители,
многоразовый космический корабль «Буран»). Высокое качество и полное
соответствие заявленным требованиям созданных в ВИАМ материалов позволило
увеличить долю их использования в космических аппаратах до 70%, а в двигателях -
до 80%.
УДК 629.7:620.22
Авиационное материаловедение в XXI веке. Перспективы и затчи/Каблов Е. Н. —
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 23-47.
Обозначены перспективы развития отечественного материаловедения в
области создания новейших металлических и неметаллических материалов и
технологий. Показаны пути достижения совершенства материалов, применяемых в
ответственных изделиях авиационной техники и других отраслей промышленности.
Ил. 6. Табл. 2. Библиогр. список: 5 назв.
413
УДК 669.018.28
Литейные жаропрочные сплавы для турбинных лопаток / Кшикин С. Т.,
Каблов Е.Н. —В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: •МИСИС*, «ВИАМ», 2002, с. 48-58.
Представлен обзор разработанных в ВИАМ жаропрочных литейных гетерофаз-
ных сплавов для лопаток ГТД, принципов их легирования, химического и
фазового составов. Приведены результаты фундаментальных исследований,
характеризующие уровень свойств сплавов (в сравнении с наиболее известными зарубежными
монокристаллическими сплавами). Показаны перспективы новых разработок
материалов для лопаток современных ГТД. Табл. 2.
УДК 629.7.03-226.2
Перспективные технологические процессы литья лопаток ГТД/Каблов Е.Н.,
Демонис ИМ. —В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: *МИСИС% «ВИАМ», 2002, с. 58-70.
Описана новейшая перспективная технология получения лопаток для
двигателей современных ГТД — высокоградиентный процесс литья
монокристаллических лопаток с высокой степенью структурного совершенства и транспирационной
(проникающей) системой охлаждения. Применение таких лопаток из новых высо-
корениевых жаропрочных сплавов позволит повысить температуру газа перед
турбиной до -2200 К. Представлена запатентованная конструкция комбинированных
стержней для оформления транспирационной системы охлаждения лопатки. Ил. 4.
Табл. 2. Библиогр. список: 4 назв.
УДК 629.7.03-226.2
Защитные покрытия лопаток турбин ГТД/Каблов Е.Н., Мубояджян С.А. -
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 70-81.
Показано, что для защиты лопаток турбин с транспирационным охлаждением
требуется последовательное использование химических и физических методов
осаждения покрытий.
Рассмотрены особенности нанесения защитных покрытий на турбинные
лопатки с транспирационным охлаждением. Приведены системы и типы покрытий для
защиты внутренней и внешней трактовой поверхностей лопаток и показано, что
минимальное сужение перфорационных отверстий имеет место при использовании
ионно-плазменных диффузионных покрытий. Табл. 2. Библиогр. список: 6 назв.
УДК 669.018.26
Жаропрочные деформируемые сплавы для современных и перспективных ГТД/
Ломберг Б. С, Моисеев С. А. —В сб.: Авиационные материалы. Избранные
труды ВИАМ (юбилейный сборник). - М.: 'МИСИС*, «ВИАМ», 2002, с. 82-93.
Дан обзор новых жаропрочных деформируемых сплавов для двигателей 5-го
и 6-го поколений, разработанных в ВИАМ за последнее десятилетие, а также
методов повышения ресурса и надежности используемых сплавов. Материалы
предназначены для штамповок дисков, валов, колец, камер сгорания, сварных
корпусов. Представлены данные, характеризующие уровень свойств, приведены
фотографии микроструктур. Ил. 6. Табл. 6.
414
УДК 669.018.9:669.245
Интерметаллидные никелевые сплавы и их применение в YTJX/ Каблов Е.Н.,
Бунтушкин В. П. —В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 93-99.
Рассмотрены принципы создания интерметаллидных легированных сплавов на
основе соединения Ni3Al, особенности их структуры и свойства. Сплавы
рекомендованы для изготовления деталей горячего тракта ГТД с рабочими температурами
до 1150-1250 °С. Приведены результаты их технологического и эксплуатационного
опробования для сопловых и рабочих лопаток, а также технический эффект от их
использования взамен никелевых литейных жаропрочных материалов - аналогов
сплава ЖС6У и др.
Обсуждены перспективы повышения жаропрочности сплавов этого класса при
температурах 1100 и 1200°С. Ил. 2. Табл.7.
УДК 669.295
Роль ВИАМ в создании первого отечественного летательного аппарата из
титана / Моисеев В. И. —В сб.: Авиационные материалы. Избранные труды
ВИАМ (юбилейный сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 100-111.
Изложена история развития титана как конструкционного материала в
России. Показаны пути разработки первых титановых сплавов и технологии их
производства в лаборатории и на экспериментальной производственной базе ВИАМ
для целевого использования в ракетно-космической технике (летающий аппарат
«Буря»). Приведены свойства и технологические параметры получения
полуфабрикатов из этих сплавов. Представлены сотрудники, участвовавшие в работе,
позволившей решить задачу государственной важности. Ил. 5. Табл. 5.
УДК 669.295
Жаропрочные титановые сплавы/Анташев В. Г., Ночовная Н.А., Павлова Т. В.,
Падюкова Н.М., Иванов В. И. —В сб.: Авиационные материалы. Избранные
труды ВИАМ (юбилейный сборник). — М.: *МИСИС*, «ВИАМ», 2002,
с. 111-115.
Рассмотрены исторические и практические аспекты создания жаропрочных
титановых сплавов и сплавов на основе интерметаллидов титана. Приведено сравнение
свойств отечественных и зарубежных титановых сплавов и предложены пути
преодоления существующего разрыва уровня свойств. Табл. 3. Библиогр. список: 3 назв.
УДК 669.295
Высокопрочные титановые сплавы для авиакосмической техники /Моисеев В.Н. —
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 115-121.
Описаны современные российские высокопрочные титановые сплавы,
особенности их легирования и термической обработки. Проведен анализ их
физико-механических и технологических свойств.
Рассмотрены опыт использования высокопрочных титановых сплавов для
изготовления различных деталей и конструкций авиакосмической техники,
перспективы дальнейшего развития высокопрочных титановых сплавов, пути повышения
их ресурса и надежности в авиационных конструкциях. Ил. 6. Табл. 1. Библиогр.
список: 3 назв.
415
УДК 678.86
Керамоматричные композиты — материалы XXI века / Минаков В. Т.,
Солнцев С.С.— В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: 'МИСИС*, «ВИАМ», 2002, с. 122-131.
Приведены сравнительные свойства отечественных и зарубежных стеклокера-
мических, стеклокристаллических и керамических композиционных материалов.
Представлены марки керамоматричных композиционных материалов,
разработанных в ВИАМ. Отражены принципы создания матричных составов,
обеспечивающих защиту от окисления волокон, предназначенных для армирования
композиционных материалов. Ил. 5. Табл. 5.
УДК 678.86
Окситермосинтез — новый шаг к материалам для перспективной
авиакосмической техники / Каблов Е.Н., Солнцев С.С. —В сб.: Авиационные
материалы. Избранные труды ВИАМ (юбилейный сборник). — М.: • МИСИС*,
«ВИАМ», 2002, с. 131-137.
Рассматривается новый принцип создания материалов для эксплуатации при
высоких температурах — окситермосинтез, основанный на закономерностях,
аналогичных процессам поглощения углекислого газа растениями. Ил. 1. Библиогр.
список: 2 назв.
УДК 678.86
Применение стеклокерамических материалов и покрытий в авиакосмической
технике / Са/ш*<е0 С.С, Розененкова В.А., Исаева КВ., Швагирева В.В. — В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). — М.:
-МИСИС-, «ВИАМ», 2002, с. 137-150.
Приводятся данные по применению в промышленности материалов и
покрытий на основе стекла и керамики:
— жаростойких покрытий для защиты деталей газотурбинных авиационных и
жидкостных реактивных двигателей, газоплотных эмалевых покрытий для
бортовых электростанций, энергоустановок космических объектов;
— защитно-смазочных покрытий для термической обработки и горячей
обработки давлением металлов и сплавов; диэлектрических и резистивных материалов
и покрытий для пленочных электронагревателей и мощных резисторов;
— эрозионностойких терморегулирующих покрытий для многоразовой
плиточной теплозащиты воздушно-космической системы (ВКС) «Буран». Показана
эффективность защитного действия покрытий в условиях воздействия высоких
температур, химически активных компонентов топлива в окислительной среде,
газообразного кислорода, а также от эрозионного, механического и химического
повреждений. Ил. 1. Табл. 2.
УДК 669.02/.09
Современные технологии обработки металлов давлением /Разуваев Е.И. —В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). — М.:
-МИСИС-, «ВИАМ», 2002, с. 151-155.
Представлены результаты исследований по разработке и промышленному
освоению новых технологических процессов изготовления деформированных
полуфабрикатов из перспективных материалов в гетерофазном состоянии. Показаны
преимущества новых технологий в сравнении с традиционными способами
обработки труднодеформируемых материалов.
416
УДК 669.02/.09
Прогрессивные металлургические процессы получения шихтовых заготовок из
литейных жаропрочных сплавов/Сидоров В.В. — В сб.: Авиационные
материалы. Избранные труды ВИАМ (юбилейный сборник). — М.: *МИСИС*,
«ВИАМ», 2002, с. 156-160.
Рассмотрены вопросы попадания примесей в сплав и их распределения в
структуре металла, отлитого методами равноосной и направленной кристаллизации.
Показано, что сплавы с равноосной структурой более чувствительны к примесям,
чем сплавы, отлитые методом направленной кристаллизации, что связано с
особенностями структурообразования. Особенно отрицательное влияние оказывают
примеси на формирование направленной композиционной структуры.
Исследованы процессы рафинирования металла от примесей, которые
попадают в него на различных стадиях производства. Обоснована необходимость
применения при плавке в вакууме наиболее чистых по примесям шихтовых
материалов. Рассмотрены особенности выплавки безуглеродистых литейных жаропрочных
сплавов.
Показана необходимость дополнительного микролегирования сплавов
редкоземельными металлами в процессе металлургического производства.
Рассмотрены вопросы рационального использования отходов, образующихся на
моторостроительных заводах.
УДК 669.02/.09
Пневмоформовка листовых материалов в состоянии сверхпластичности /Гор-
бань Н.В., Разуваев Е.И., Шарыпин В.А., Сенаторова О.Г., Хохлатова Л.Б.,
Волкова Е.Ф. —В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: *МИСИС*, «ВИАМ», 2002, с. 160-166.
Изготовление листовых деталей сложной формы с использованием
сверхпластической деформации является эффективным технологическим процессом.
Представлены результаты исследований по определению оптимальных температурно-ско-
ростных параметров сверхпластического формования коррозионностойких сталей,
титановых, алюминиевых и магниевых сплавов, которые (параметры) могут быть
использованы при разработке промышленных технологических процессов листовой
штамповки. Рассмотрены особенности конструкций изотермических установок для
газовой и пневматической формовки, а также методика определения предельных
параметров сверхпластического формооизменения листовых материалов. Табл. 4.
Библиогр. список: 6 назв.
УДК 669.02/.09
Пути повышения свойств сварных соединений авиационных конструкций /
Лукин В.И, Сорокин Л.И, Лазько В.Е. — В сб.: Авиационные материалы.
Избранные труды ВИАМ (юбилейный сборник). — М.: *МИСИС*, «ВИАМ»,
2002, с. 166-179.
Исследованы пути повышения свойств сварных соединений авиационных
конструкций. Приведены результаты исследований основных характеристик сварных
соединений сплавов систем Al—Mg—Li, Al—Cu—Li, Al-Cu—Mg-Li, механических
свойств сварных соединений титановых сплавов ВТ22 и ВТ23, среднеуглеродистых
легированных сталей и жаропрочных никелевых сплавов. Ил. 5. Табл. 3. Библиогр.
список: 18 назв.
417
УДК 669.14.018.18
Высокопрочные стали в авиастроении /Петраков А.Ф., Шалъкевич А.Б. - В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). — М.:
-МИСИС-, «ВИАМ», 2002, с. 180-191.
Представлен обзор разработанных ВИАМ различных классов сталей: средне-
легированных высокопрочных сталей повышенной надежности, коррозионностой-
ких свариваемых сталей аустенито-мартенситного (переходного) и мартенситного
классов с высокими параметрами прочности и трещиностойкости, мартенситоста-
реющих, в том числе коррозионностойких, сталей, сталей для криогенной
техники, а также для зубчатых колес, упрочняемых химико-термической обработкой.
Приведены механические свойства, элементы технологии и примеры
изготовляемых деталей и узлов. Ил. 3. Табл. 5.
УДК 621.318.2
Постоянные магниты из сплавов Nd—Fe—B / Каблов Е.Н., Пискорский В.П.,
Брук Л.А. — В сб.: Авиационные материалы. Избранные труды ВИАМ
{юбилейный сборник). - М.: 'МИСИС*, «ВИАМ», 2002, с. 191-197.
Рассмотрены характеристики магнитов системы Nd—Fe—В; отмечены
преимущества и недостатки этой системы. Показано, что температурная стабильность
материалов Nd—Fe—В может быть значительно улучшена. Представлены
некоторые свойства разработанных в ВИАМ материалов. Ил. 3. Табл. 3.
УДК 669.71:669.721
Высокопрочные, жаропрочные и коррозионностойкие алюминиевые и
магниевые сплавы, композиционные материалы на их основе / Фридляндер И.Н. -
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 198-220.
Приведена информация о механических, технологических и коррозионных
свойствах и эксплуатационных характеристиках разработанных в ВИАМ
алюминиевых и магниевых деформируемых, литейных и порошковых сплавах и
композиционных материалах на их основе. Табл. 10.
УДК 620.193.2
Противокоррозионная защита материалов и элементов конструкций
пассажирских самолетов /Жирное А.Д., Кондратов Э.К. —В сб.: Авиационные
материалы. Избранные труды ВИАМ (юбилейный сборник). — М.: тМИСИС\
«ВИАМ», 2002, с. 220-241.
Изложены новые подходы к противокоррозионной защите, основные
положения которых заключаются в том, что проблемы защиты от коррозии решаются
на всех стадиях жизни самолетной конструкции — при проектировании
(обеспечение приспособленности конструкций к антикоррозионной защите, разработка и
выбор коррозионностойких материалов), на этапе изготовления (применение
высокоэффективных технологий производства, сборки и нанесения покрытий с
повышенными защитными и рабочими свойствами), в процессе эксплуатации
(обеспечение ухода, профилактики коррозии).
418
УДК 678.8
Конструкционные углепластики на рубеже веков/Гуняев Г.М., Каблов Е.Н..—
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 242-247.
Показано, что полученные впервые в начале 1970-х годов углепластики
стали наиболее вероятным претендентом на замену «крылатого материала» -
алюминиевых сплавов. Присущий этим материалам уникальный комплекс
конструкционных, специальных и эксплуатационных свойств обеспечил их высокую
эффективность и широкое (до 30% по массе) применение в самолетах, вертолетах,
газотурбинных двигателях и космических летательных аппаратах. Последние
разработки в области углепластиков направлены на создание материалов с
прочностью >2000МПа, модулем упругости до 200 ГПа, рабочей температурой до 400 °С,
обладающих способностью самодиагностироваться и адаптироваться под нагрузкой.
УДК 678.8
Органопластики многоцелевого назначения для авиационной техники / Ма-
шинская Т.П.у Перов Б.В., Шалин Р.Е. — В сб.: Авиационные материалы.
Избранные труды ВИАМ (юбилейный сборник). — М.: • МИСИС '•, «ВИАМ»,
2002, с. 247-270.
Обобщены результаты научно-технических исследований, выполненных за
последние 30 лет под руководством авторов в сотрудничестве с лабораториями ВИАМ,
отраслевыми, академическими и учебными институтами, а также предприятиями
и ОКБ авиационной промышленности, по созданию и применению органопласти-
ков.
Показаны физико-химические особенности формирования органопластиков —
полимер-полимерных композитов на основе арамидных волокон и олигомерных
связующих эпоксидного класса. Подчеркивается важность подбора компонентов с
учетом их кинетической и термодинамической совместимости, оказывающей
решающее влияние на реализацию физико-механических свойств волокна в
композите.
Обоснованы основные направления и приводятся конкретные примеры
применения органопластиков в изделиях авиационной техники. Ил. 3. Табл. 1. Биб-
лиогр. список: 18 назв.
УДК 678.5
Пожаробезопасные декоративно-отделочные материалы /Сурнин Е.Г.,
Кондратов Э.К. — В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: • МИСИС'•, «ВИАМ», 2002, с. 271-281.
Отмечены причины необходимости создания пожаробезопасного интерьера
пассажирского самолета. Рассмотрены условия горения в замкнутом объеме,
требования к материалам интерьера в отношении их пожаробезопасности. Приведена
классификация материалов, используемых в авиационной технике, по степени их
горючести, дымообразования и токсичности при горении. Показана тенденция
ужесточения требований к пожаробезопасности авиационных материалов. Приведен
краткий исторический обзор создания пожаробезопасных неметаллических
материалов для пассажирских самолетов. Табл. 2.
419
УДК 678.5
Термопластичные полимерные материалы многофункционального назначения/
Перов Б. В., Сурнин Е.Г. —В сб.: Авиационные материалы. Избранные труды
ВИАМ (юбилейный сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 281-290.
Приведены сведения о работах, проведенных в ВИАМ по созданию
термопластичных материалов многофункционального назначения. Рассмотрены
композиционные материалы на различных термопластичных связующих и их
характеристики. Отражены работы по созданию жидкокристаллических полимерных систем,
органических стекол авиационного назначения, приведены примеры
использования термопластичных материалов для деталей интерьера пассажирских самолетов,
изготовления мембран, диафрагм и др. Табл. 2.
УДК 678.8
Стеклопластики конструкционного назначения / Фомин А.В., Ракитина В.П.,
Кавун Н.С. —В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: •МИСИС*, «ВИАМ», 2002, с. 291-300.
Описано влияние характеристик стекловолокна и полимерных связующих на
прочность стеклопластика. Установлено, что прочность кордных стеклотекстоли-
тов в главном направлении экстремально зависит от степени трансверсального
армирования стеклопластика. Максимальная прочность материала наблюдается при
соотношении массы нитей основы и утка 85/15. Ил. 2. Табл. 10. Библиогр.
список: 7 назв.
УДК 678.8
Материалы радиотехнического назначения /Кавун Н.С, Кондратов Э.К — В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). —
М.: -МИСИС-, «ВИАМ», 2002, с. 300-308.
Приведен анализ радиотехнических материалов, разработанных в ВИАМ с
1946 г. За эти годы созданы полимерные материалы с широким диапазоном
диэлектрических свойств (е,= 1,1-9,8; tg5 = 0,003—0,006), что позволило создавать
разнообразные радиотехнические конструкции стенок обтекателей. Приведены
примеры использования материалов в изделиях авиационной и ракетной техники.
Представлены свойства материалов, рекомендуемых для работы в миллиметровом
диапазоне. Ил. 3. Табл. 2. Библиогр. список: 4 назв.
УДК 678.8
Совершенствование технологических процессов производства полуфабрикатов
и изделий из ПКМ/Шокин Г.И., Кобец Л.П. — В сб.: Авиационные
материалы. Избранные труды ВИАМ (юбилейный сборник). — М.: *МИСИС*,
«ВИАМ», 2002, с. 308-314.
Дана краткая оценка работ, проводимых в последние годы в ВИАМ по
развитию технологии производства изделий из ПКМ:
— разработка автоматизированного контроля за содержанием связующего в
препреге в процессе его получения;
— разработка технологии получения однонаправленных препрегов, в том
числе гибридных, с использованием связующих — расплавов;
— разработка формообразующей оснастки из композиционных материалов для
автоклавного формования. Табл. 2.
420
УДК 668.395.7
Клеи и клеевые препреги для перспективных изделий авиакосмической
техники /Аниховская Л.И., Минаков В.Т. —В сб.: Авиационные материалы.
Избранные труды ВИАМ (юбилейный сборник). — М.: *МИСИС*, «ВИАМ»,
2002, с. 315-326.
Изложены основные направления разработки клеев для авиакосмической
промышленности: пленочные и пастообразные высокопрочные клеи; композиционные
материалы клеевые (КМК) или клеевые препреги; металлополимерные
композиционные материалы - СИАЛы; теплостойкие клеи; клеи для неметаллических
материалов, в том числе пленочные клеи с постоянной липкостью (липкие ленты).
Представлены основные свойства и области применения, данные по
эффективности использования процесса склеивания при изготовлении различных
конструкций .Указаны сотрудники ВИАМ, внесшие наибольший вклад в создание
клеев. Табл. 6.
УДК 678.4
Герметики и резины, работающие в воздушной и топливной среде /Донской А.А.,
Костельцев В. В. —В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 326-338.
Рассмотрена история создания и развития направлений по разработке эласто-
мерных герметизирующих материалов, представлены свойства герметиков на
основе кремнийорганических и полисульфидных низкомолекулярных каучуков.
Показаны особенности свойств резин, обусловивших их широкое применение
в авиационной промышленности; приведены эксплуатационные (в соответствии с
назначением) характеристики разработанных в ВИАМ резиновых материалов. Табл. 6.
УДК 667.63
Лакокрасочные покрытия со специальными свойствами /Кондратов Э.К — В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). —
М.: -МИСИС-, «ВИАМ», 2002, с. 339-344.
Показано, что специфические условия эксплуатации авиационной техники
привели к необходимости разработки лакокрасочных покрытий со специальными
свойствами. Такие покрытия позволяют придать поверхности различных
материалов характеристики, которыми они не могут обладать в силу своей физической
природы, и значительно расширяют функциональные возможности летательных
аппаратов. Первыми покрытиями такого назначения являлись камуфлирующие
(маскировочные) покрытия.
С появлением реактивной авиации возникла необходимость покрытий других
типов. Представлены разработанные в ВИАМ покрытия: радиопрозрачные, эрози-
онностойкие, токопроводящие, терморегулирующие и др., которые нашли
широкое применение в промышленности.
УДК 66.045.3
Тепло- и огнезащитные материалы и покрытия /Минаков В.Т., Грушко В.Е.,
Донской А.А. — В сб.: Авиационные материалы. Избранные труды ВИАМ
(юбилейный сборник). - М.: *МИСИС*, «ВИАМ», 2002, с. 345-354.
Рассмотрены пути и результаты разработки стеклопластиков теплозащитного
назначения, эластомерных теплозащитных материалов, огнезащитных материалов
421
для интерьера самолета и регистраторов полетной информации. Представлены
основные эксплуатационные свойства объемно-армированных стеклопластиков
нового класса, с повышенными прочностью и способностью к деформации,
высокими теплозащитными свойствами. Рассмотрены особенности механизма работы
материалов для внешних покрытий регистраторов полетной информации. Ил. 1.
Табл. 3. Библиогр. список: 4 назв.
УДК 66.045.3
Теплоизоляционные материалы /Набатов В.Г., Кузьмин В.В., Кучменко А.В. —
В сб.: Авиационные материалы. Избранные труды ВИАМ (юбилейный
сборник). - М.: -МИСИС-, «ВИАМ», 2002, с. 354-361.
Показано, что волокнистые теплозвукоизоляционные материалы обладают
комплексом необходимых свойств и применяются в самолетостроении в широком
интервале температур. Приведены характеристики по теплопроводности и
звукопоглощению волокнистых и теплоаккумулирующих материалов. Ил. 3. Табл. 5.
УДК 667.621+678.84
Модифицированные кремнийорганические полимеры для теплостойких
композиционных материалов / Минаков В.Т., Швец И.И. —В сб.: Авиационные
материалы. Избранные труды ВИАМ (юбилейный сборник). — М.: *МИСИСщ,
«ВИАМ», 2002, с. 362-376.
Рассмотрены области применения кремнийорганических полимеров,
проблемы, с которыми сталкиваются при их применении, пути решения этих проблем в
ВИАМ.
Даны конкретные примеры использования модифицированных полиорганоси-
локсанов при создании теплостойких композиционных материалов для
современных летательных аппаратов. Приведены результаты исследования процессов
отверждения, структуры и высокотемпературных превращений исследуемых полимеров.
Ил. 6. Табл. 2. Библиогр. список: 9 назв.
УДК 667.621+678.84
Теоретические и практические основы получения высокотермостойких
полимерных матриц для ПКМ конструкционного назначения / Сидоренко В.И,
Панина Т.В., Раскин Ю.Е., Минаков В.Т. —В сб.: Авиационные материалы.
Избранные труды ВИАМ (юбилейный сборник). — М.: *МИСИСт, «ВИАМ»,
2002, с. 376-388.
Разработаны научные основы и способ получения тепло- и термостойких
полимерных матриц, основанный на изомеризационной полициклизации
предварительно синтезированных олигомеров на основе бис-о-цианаминов и тетранитрилов
ароматических тетракарбоновых кислот.
Химические превращения олигомеров при повышенных температурах,
протекающие без выделения низкомолекулярных продуктов реакции, приводят к
формированию плотноупакованной, сверхжесткой полимерной матрицы лестничной
структуры с физико-механическими показателями на уровне лучших эпоксидных
связующих, а также с термоокислительной устойчивостью (вплоть до температур
500-520 °С) и деформационной теплостойкостью (400-450 °С). Ил. 4.
422
УДК 620.179.1
Высокая разрешающая способность и надежность — основа разработок средств
неразрушающего контроля в ъвтщт/Морозов Г.А., Денель А.К. — В сб.:
Авиационные материалы. Избранные труды ВИАМ (юбилейный сборник). — М.:
-МИСИС-, «ВИАМ», 2002, с. 389-402.
Показаны этапы развития методов и средств неразрушающего контроля
авиакосмической техники в ВИАМ с 1930-х годов по настоящее время. Представлены
разработки в области ультразвуковых, рентгеновских (в том числе рентгенотомог-
рафических), магнитных, электромагнитных, капиллярных, тепловых и
электрических методов неразрушающего контроля. Показана возможность использования
интеллектуальных материалов в системах встроенного контроля авиакосмической
техники. Ил. 5.
УДК 620.179.1
Методы испытаний и исследований: оценка работоспособности и ресурса
авиационных материалов /Голубовский Е.Р. —В сб.: Авиационные материалы.
Избранные труды ВИАМ (юбилейный сборник). — М.: • МИСИС'•, «ВИАМ»,
2002, с. 402-408.
Представлены методы и виды испытаний и испытательное оборудование,
которые применяются в ВИАМ для определения прочностных и ресурсных
характеристик металлических материалов при различных статических и циклических
схемах температурно-силового воздействия, а также методы и аппаратурное
обеспечение при исследованиях металлических материалов — для изучения эволюции
структуры гетерофазных сплавов. На примере жаропрочных никелевых сплавов с
монокристаллической структурой показаны возможности оценки и
прогнозирования их работоспособности и ресурса. Ил. 1. Библиогр. список 8 назв.
УДК 658.516
Паспортизация и сертификация авиационных материалов — гарантия их
качества /Беренсон В.Ф., Шевченко Ю.Н., Компаниец А. С. —В сб.: Авиационные
материалы. Избранные труды ВИАМ (юбилейный сборник). — М.: • МИСИС*,
«ВИАМ», 2002, с. 409-412.
Изложена история создания систем паспортизации и сертификации
авиационных материалов. Показано, что паспортизация — основа системы управления и
обеспечения качества материалов, а паспорт - документ, содержащий все
наиболее полно определяющие новый материал параметры, — его состав, строение,
структуру, свойства. Приведены данные о сертификации материалов,
проводившейся в ВИАМ в 1980-е годы.
Научное издание
АВИАЦИОННЫЕ МАТЕРИАЛЫ
ИЗБРАННЫЕ ТРУДЫ «ВИАМ» 1932-2002
Юбилейный научно-технический сборник
Под общей редакцией Е.Н. Каблова
«ВИАМ»
Редакторы: К А. Аграфенина, Л. Д. Гренадер
Редактор издательства В. П. Молокова
Корректор И. С. Туманова
•МИСИС
Художественный редактор В. И. Володина
Оригинал-макет и оформление: А. И. Тавриченков
ИБ № 61
ЛР № 020777 от 13.05.02
Подписано в печать 26.03.2002. Формат бумаги 70x100 1/16
Бумага офсетная № 1. Печать офсетная.
Печ. л. 26,5. Усл.-печ. л. 34,3. Уч.-изд. л. 47,1. Тираж 1000 экз.
Изд. № 188/019-3//370-1-1 Заказ № 5961
• МИСИС» 119991, ГСП, Москва, В-49, Ленинский пр-т, 4
«ВИАМ» 107005, Москва, ул. Радио, 17
Отпечатано в «ППП «Типография «Наука»
121099, Москва, Г-99, Шубинский пер., 6