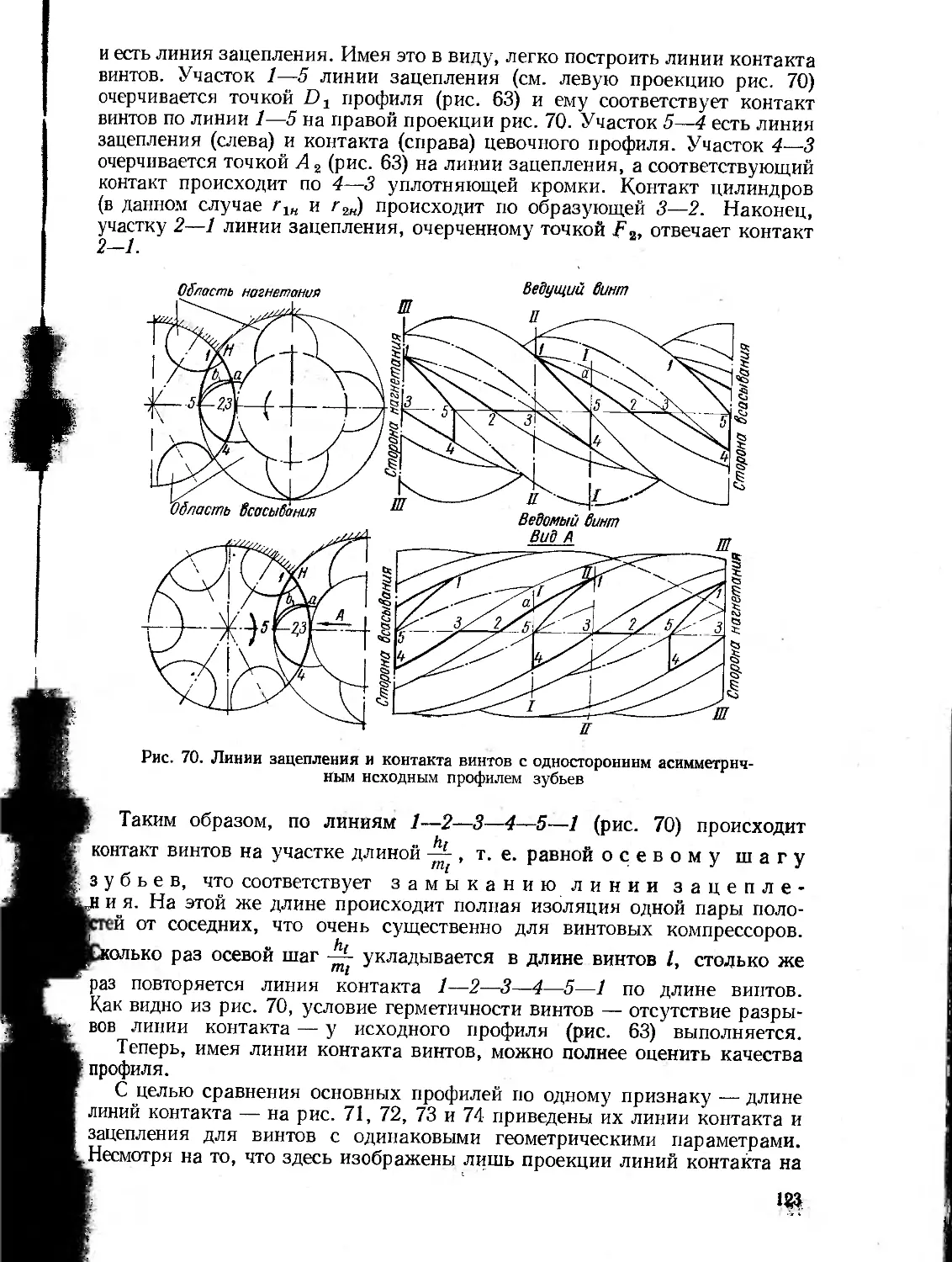
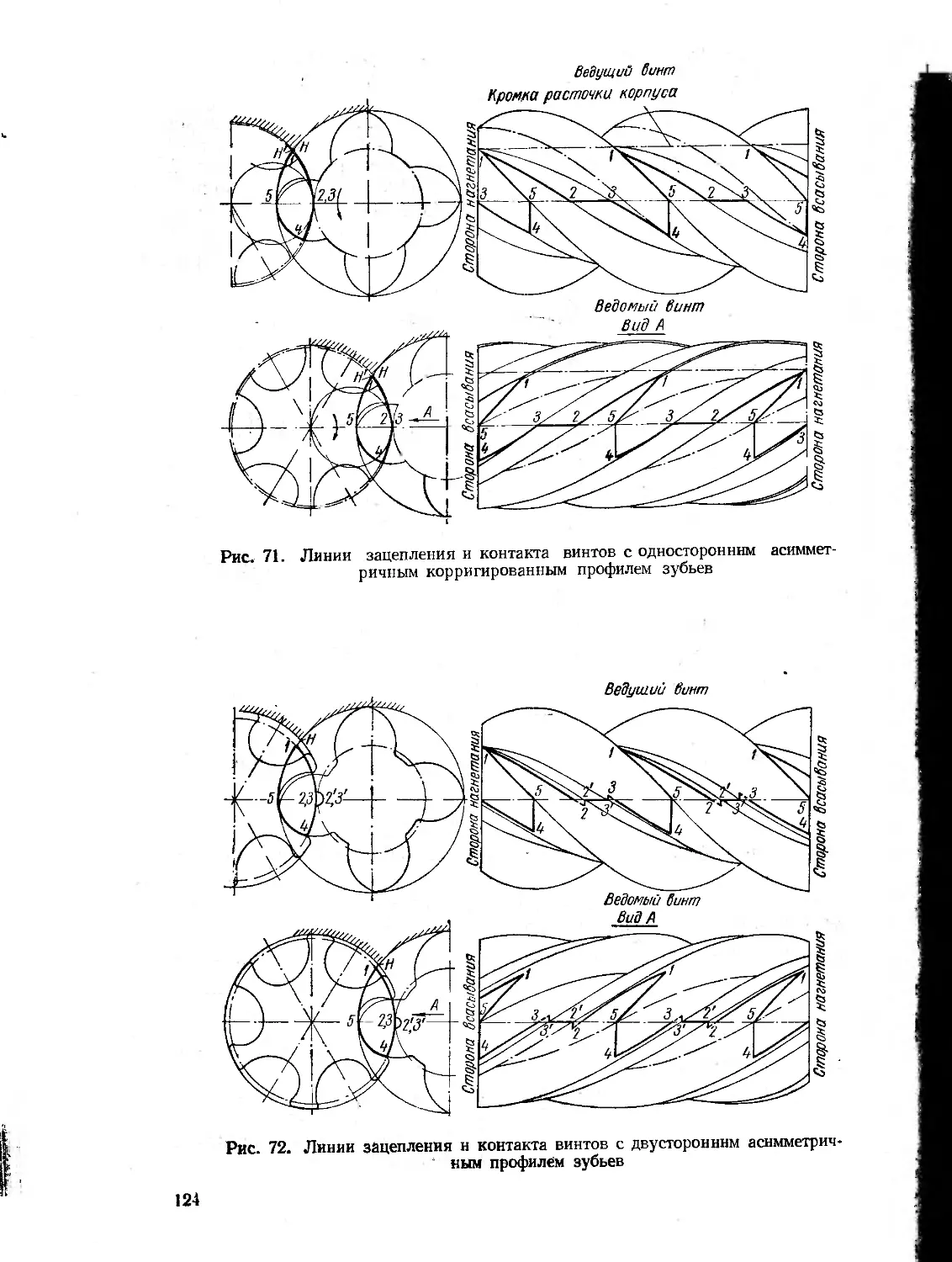
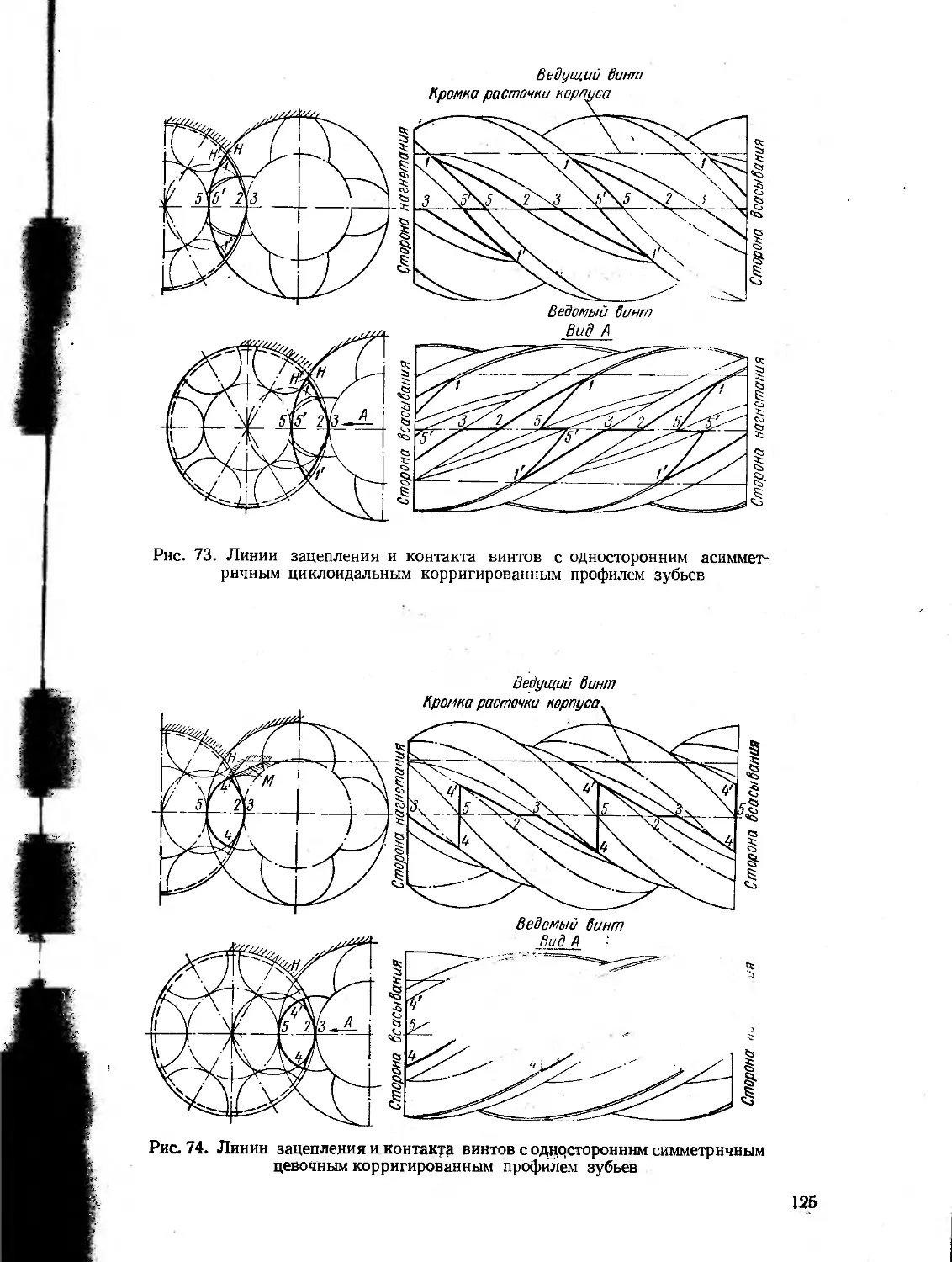
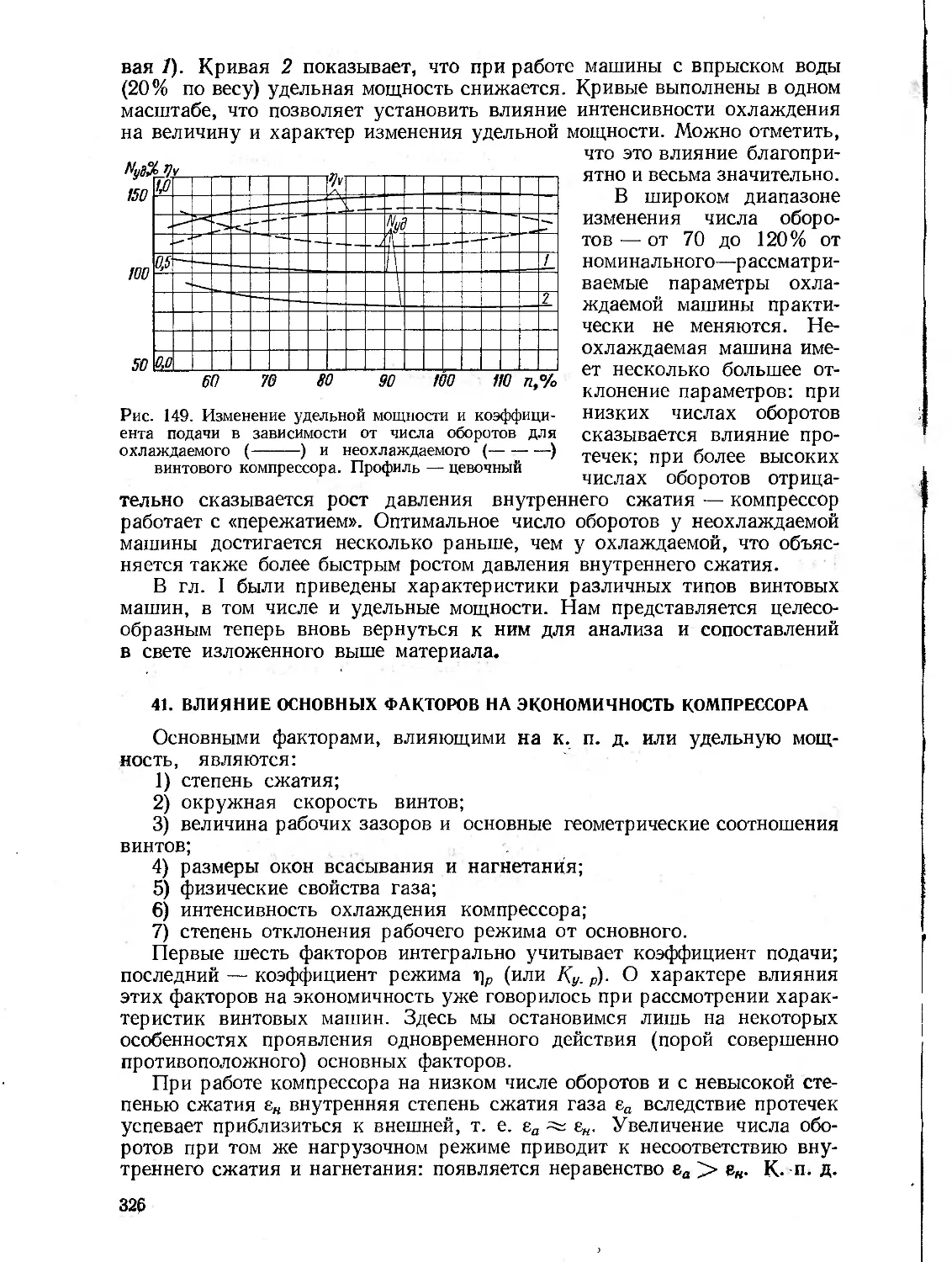
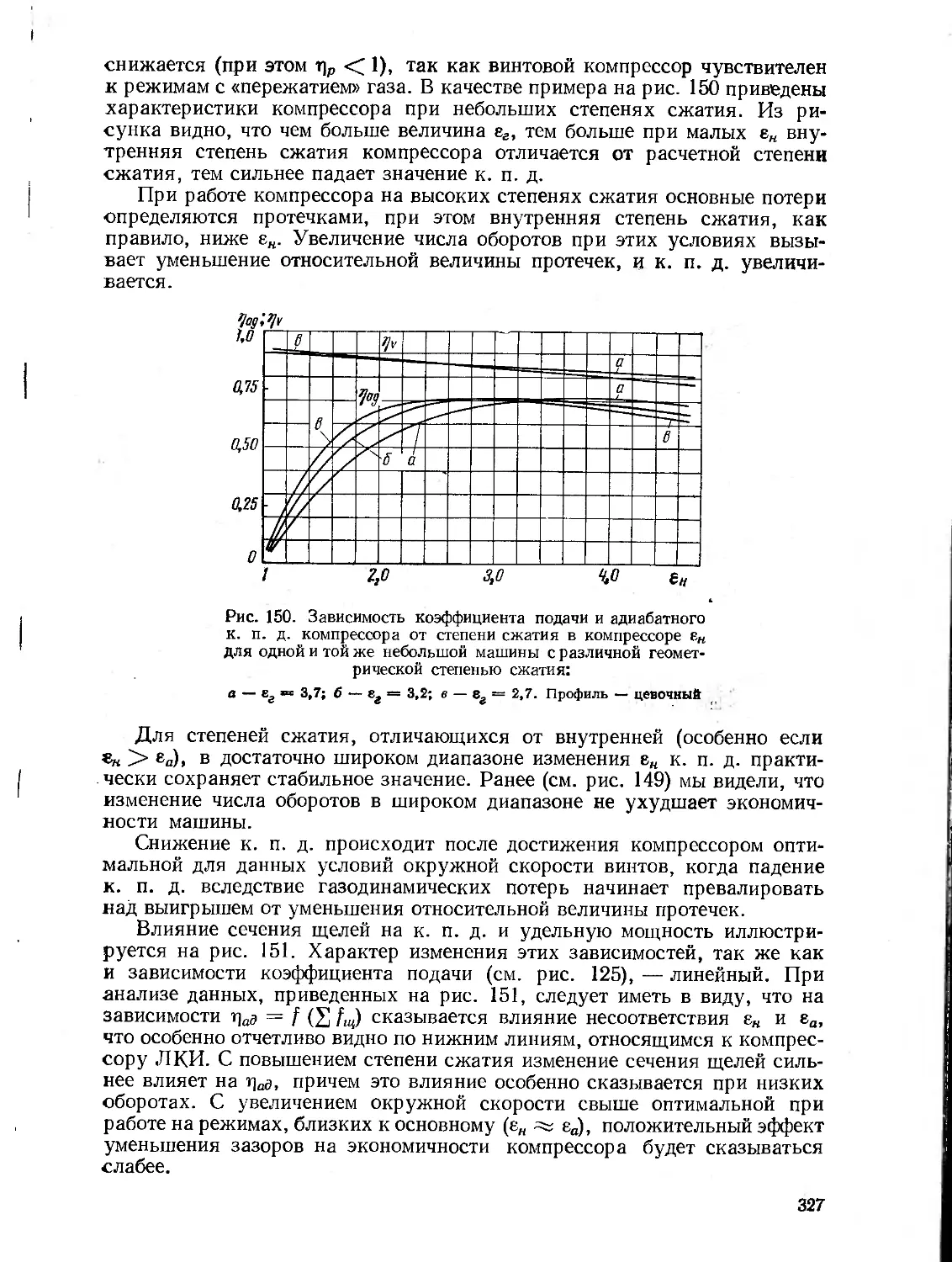
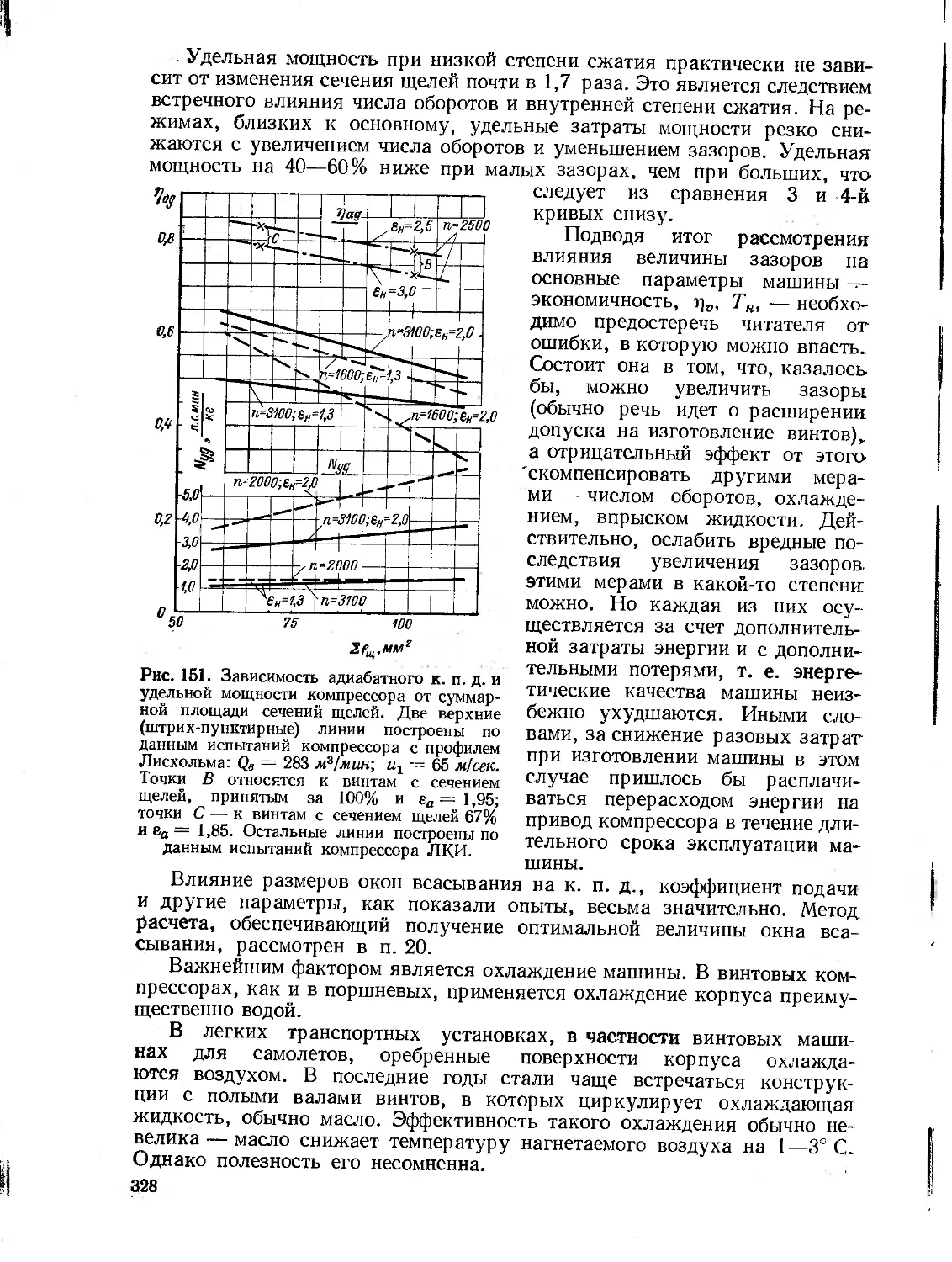
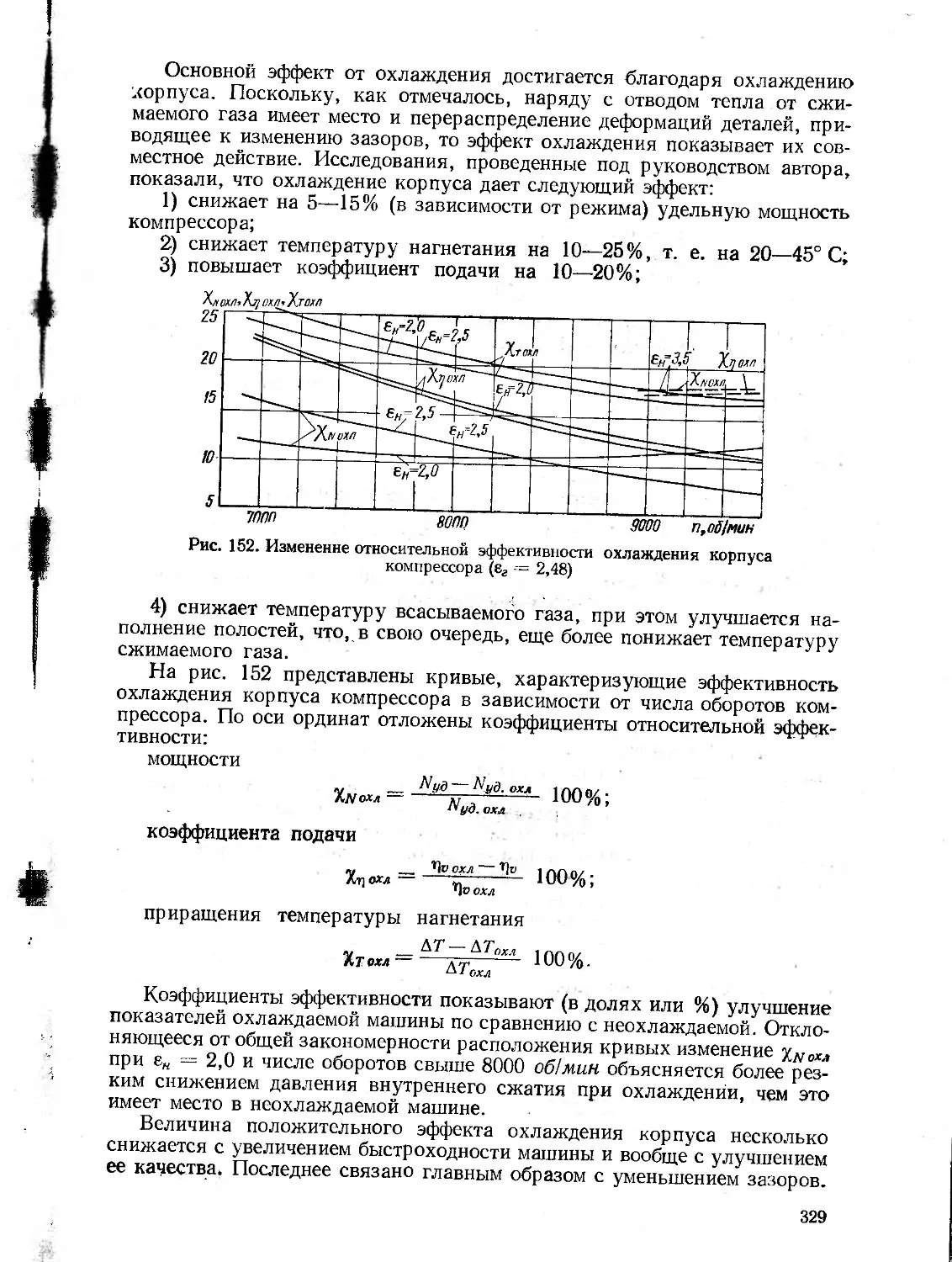
/













Автор: Сакун И.А.
Теги: математическая физика машиностроение компрессоры издательство машиностроение
Год: 1970




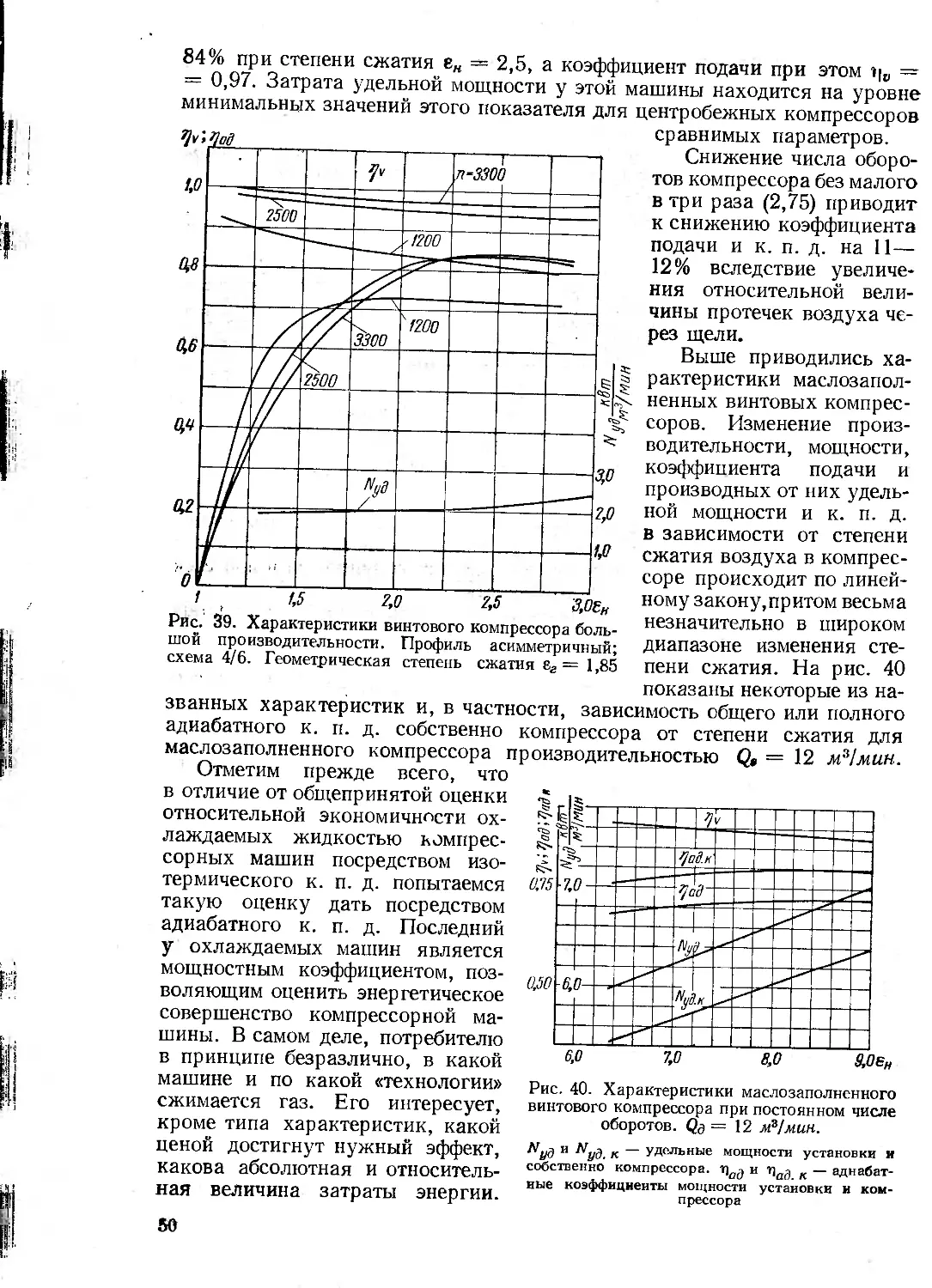
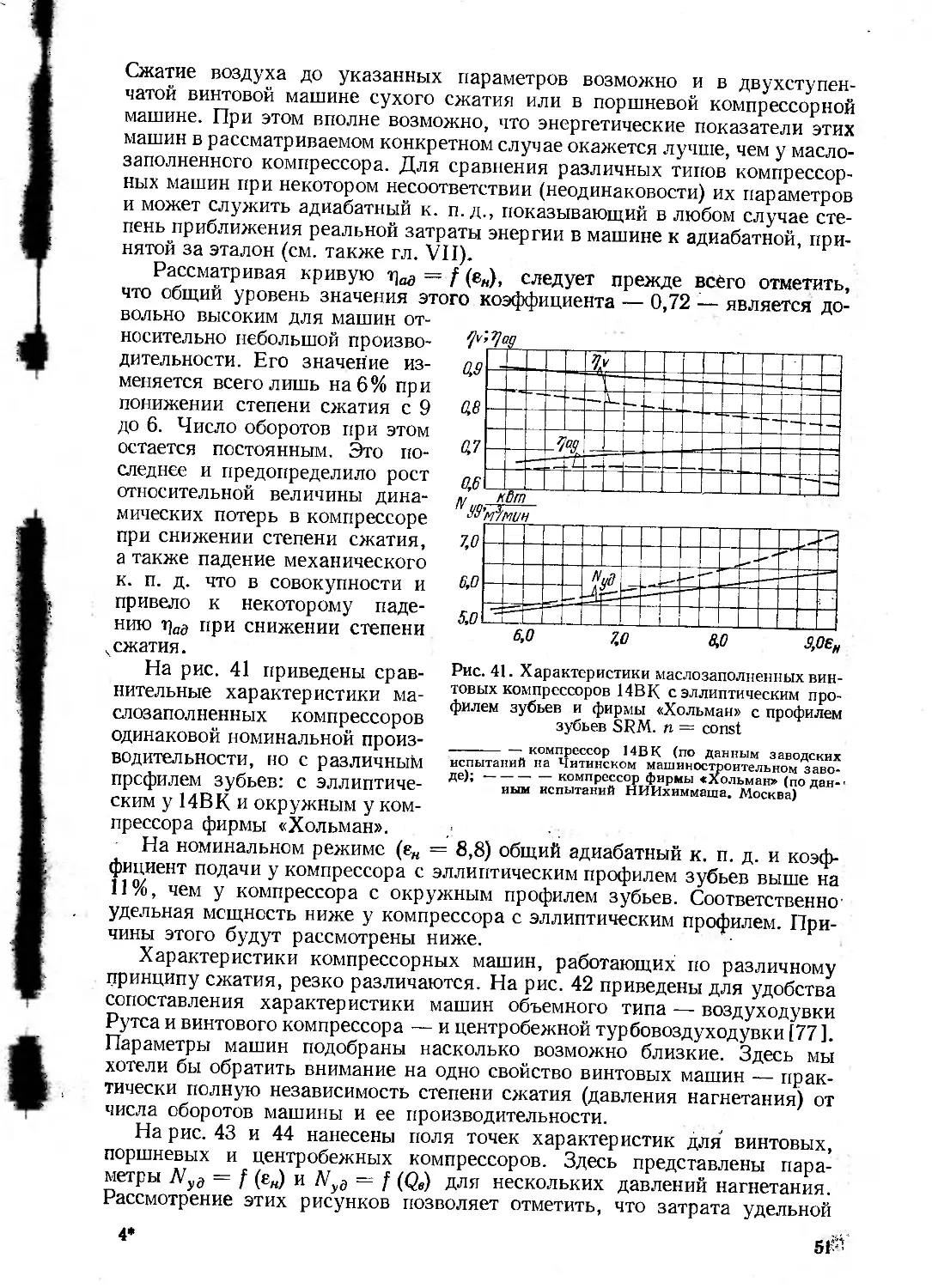
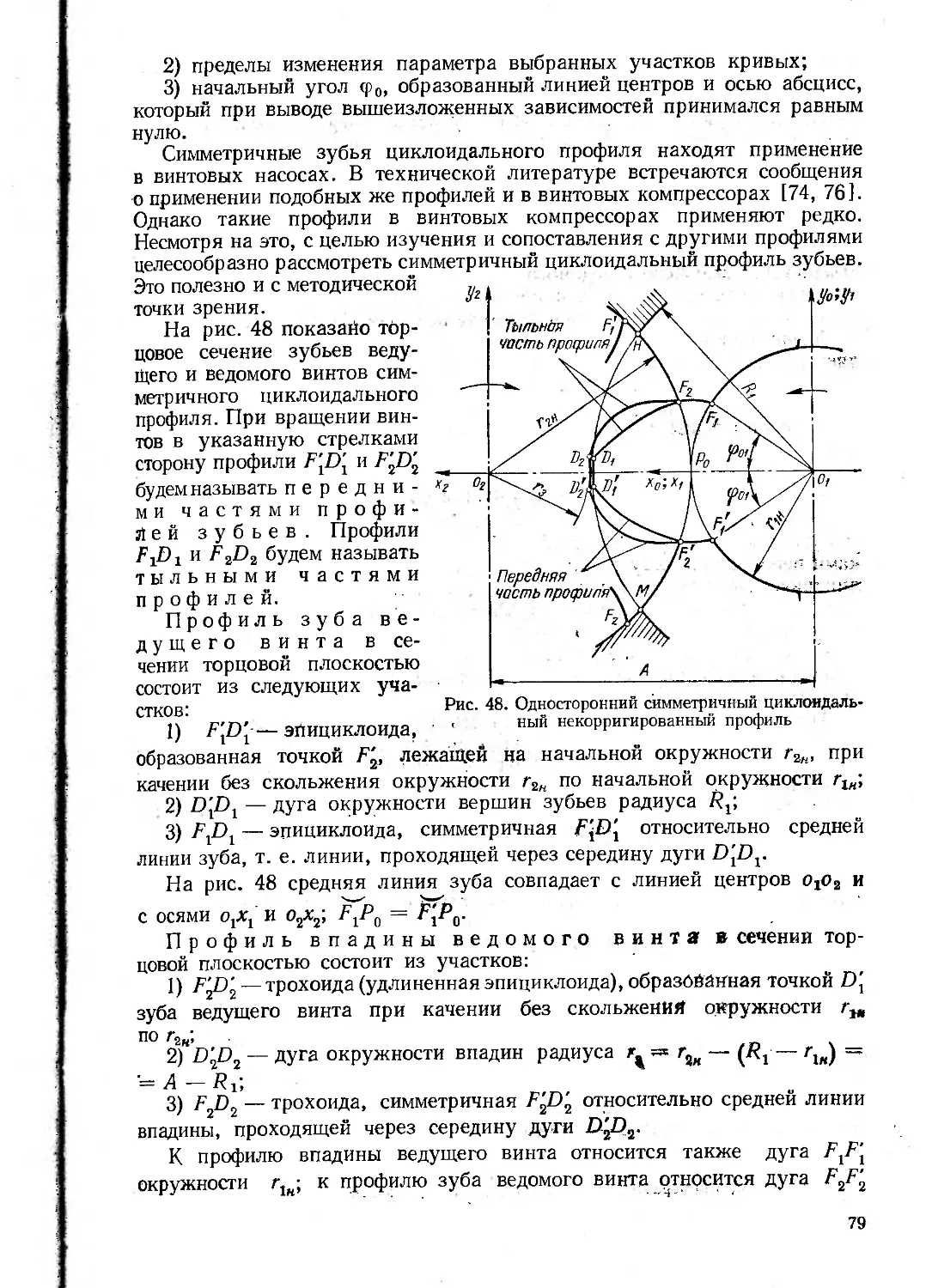
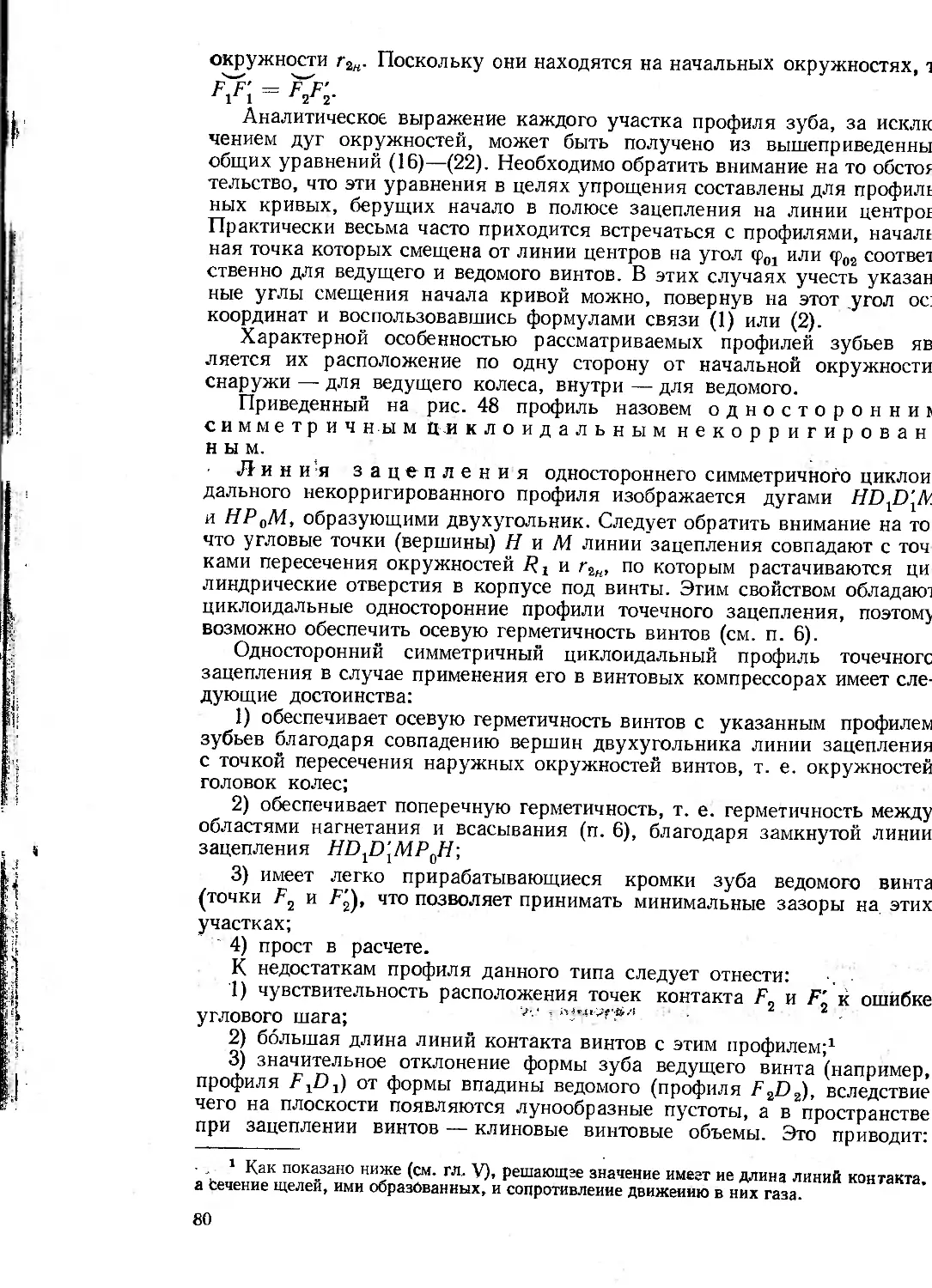
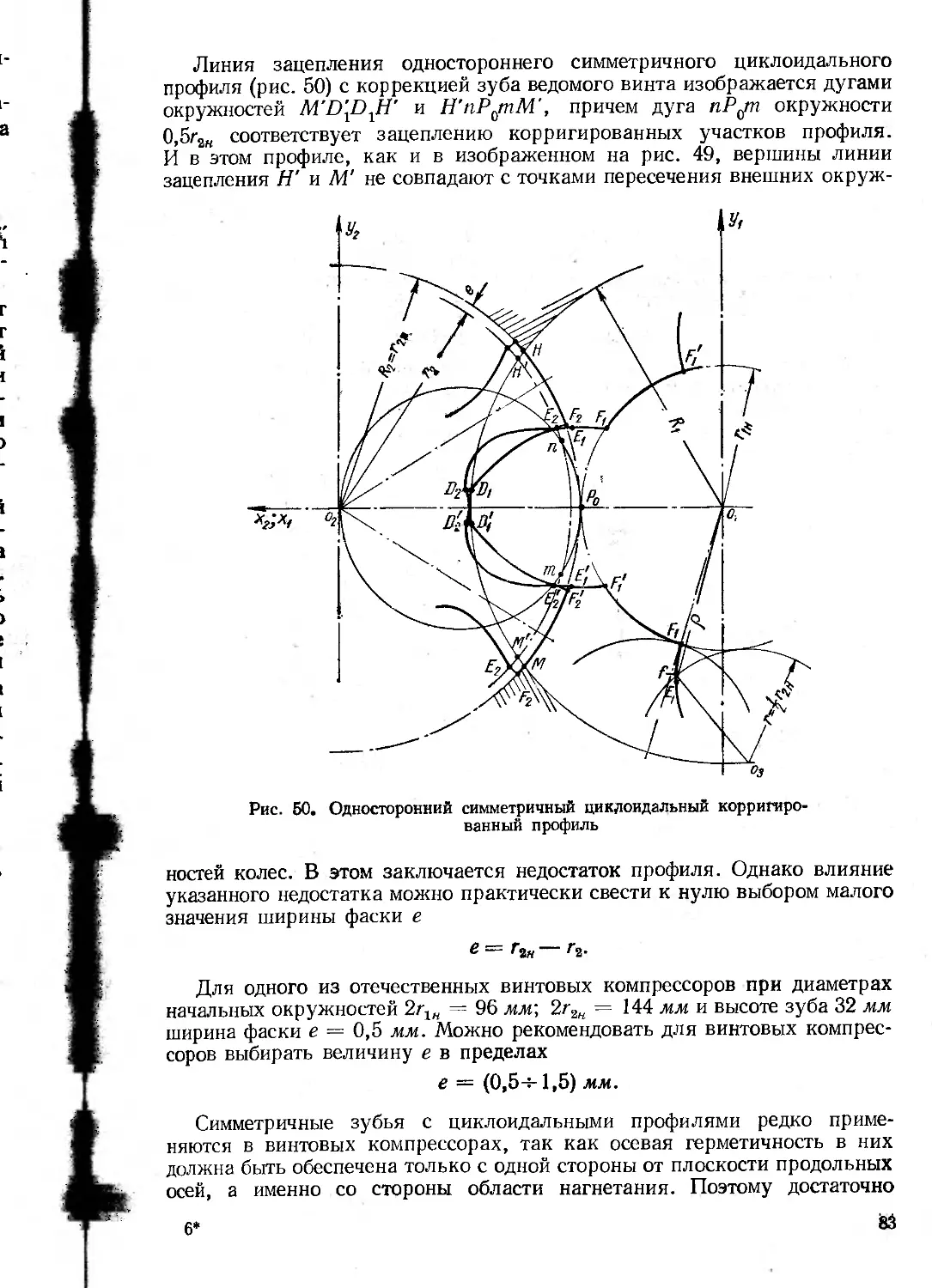
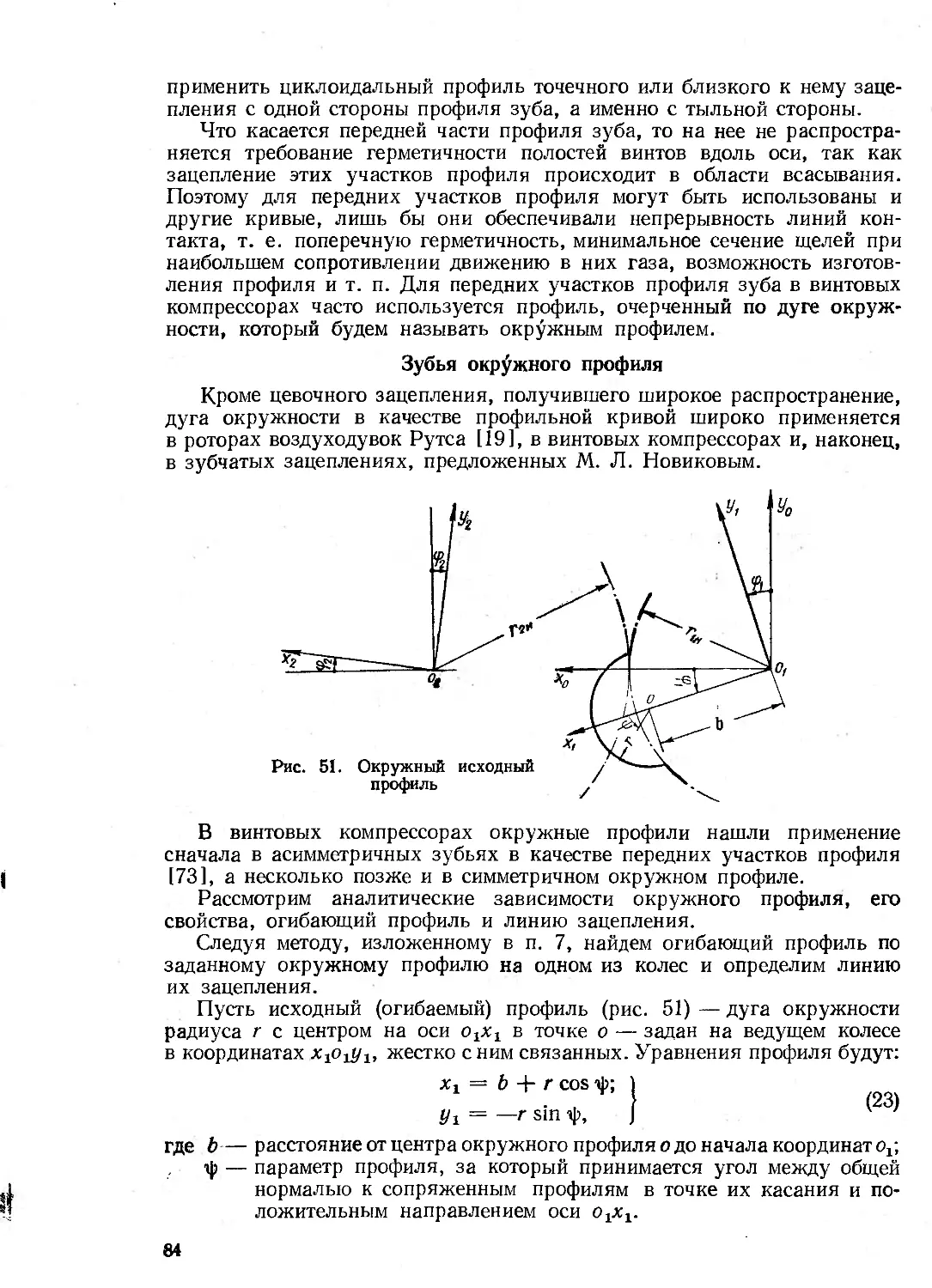
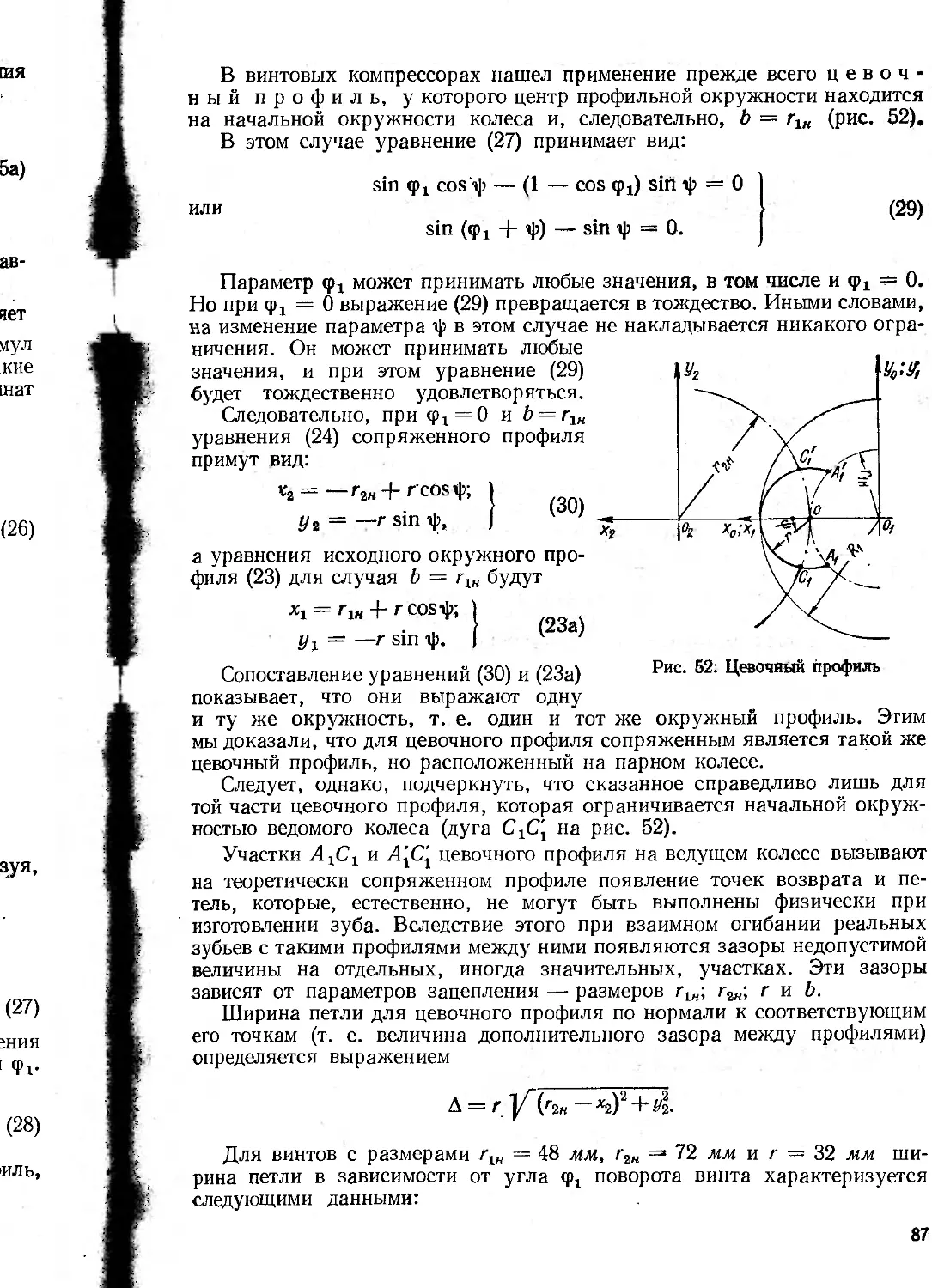
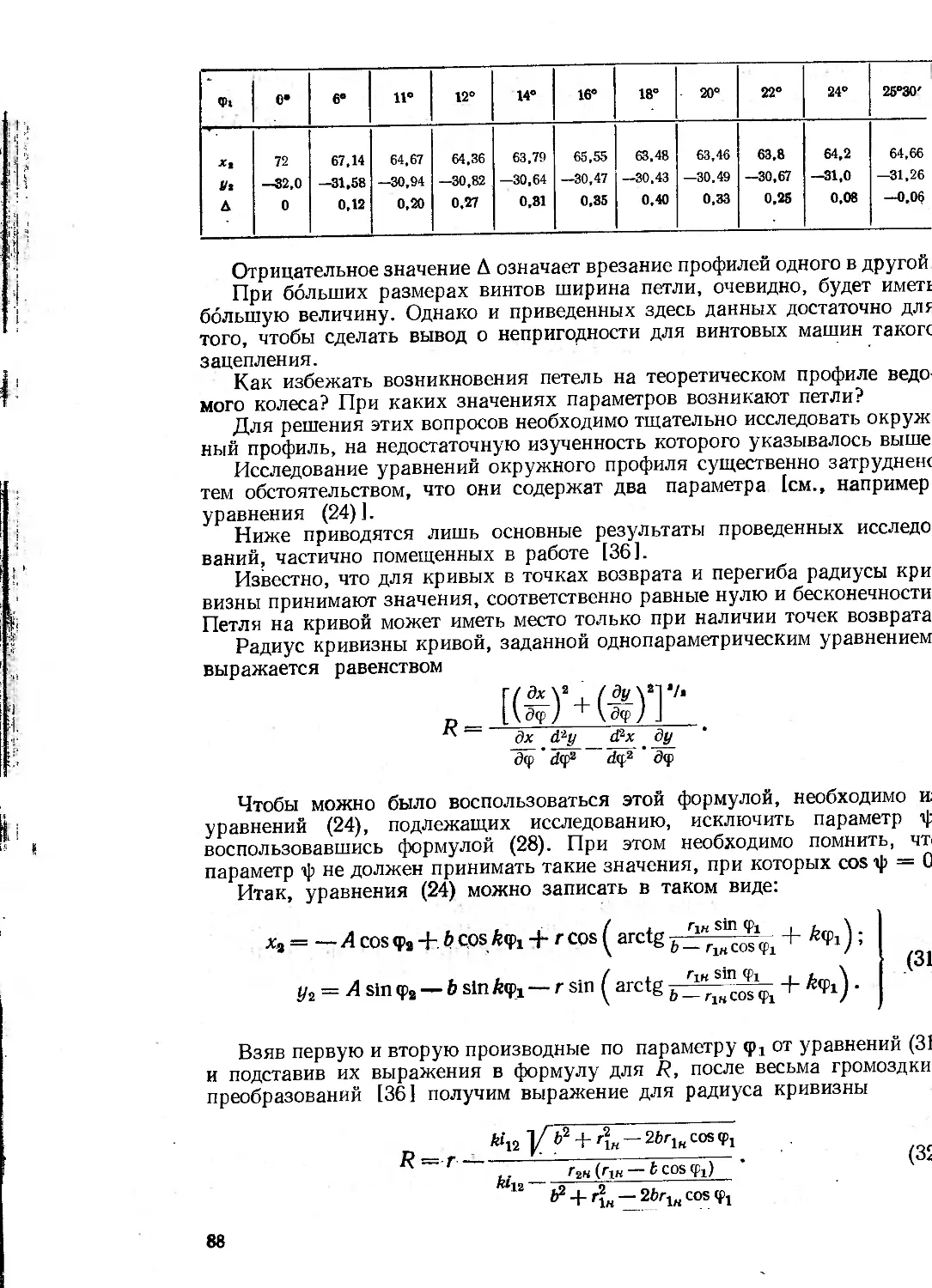
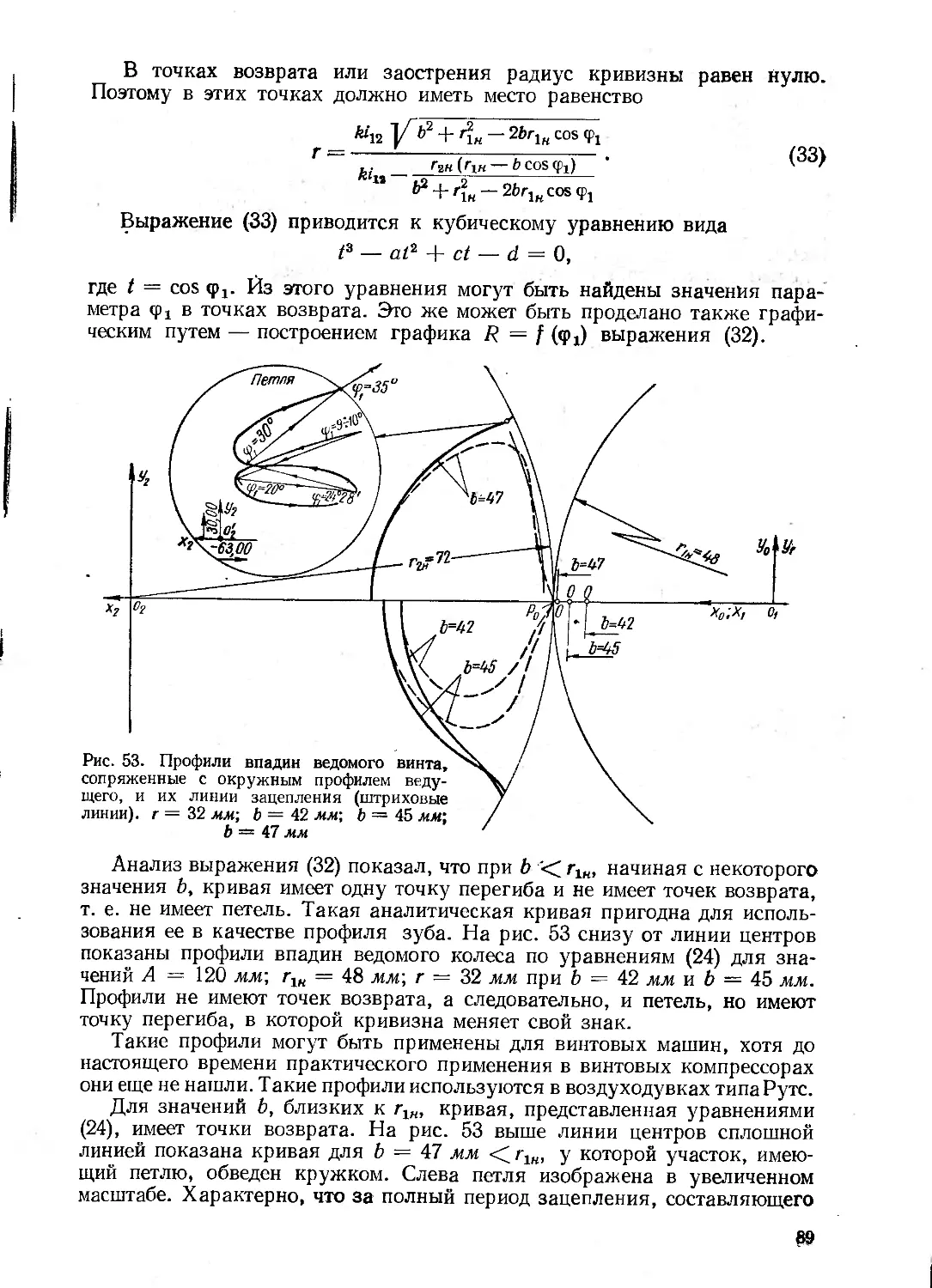
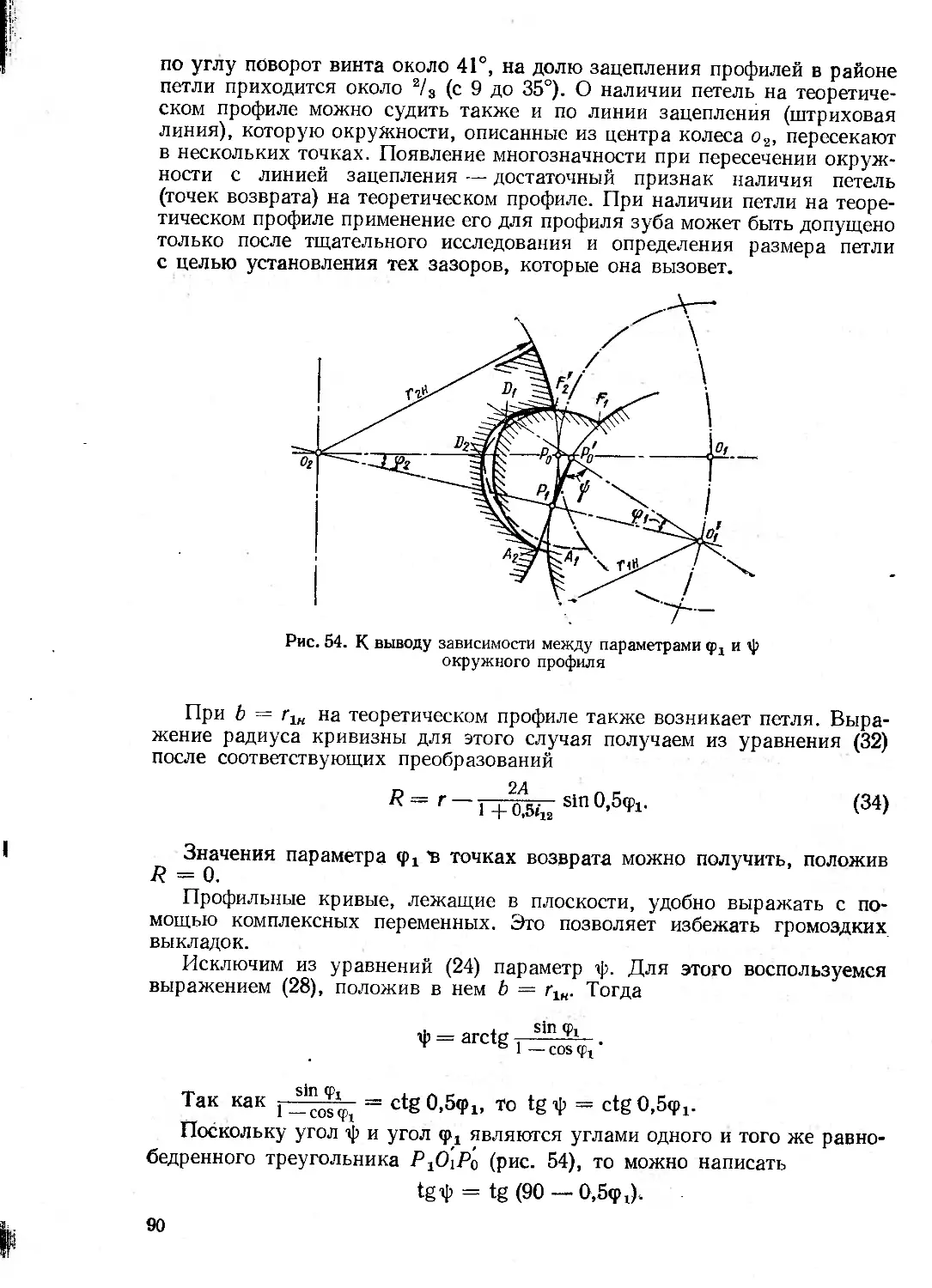
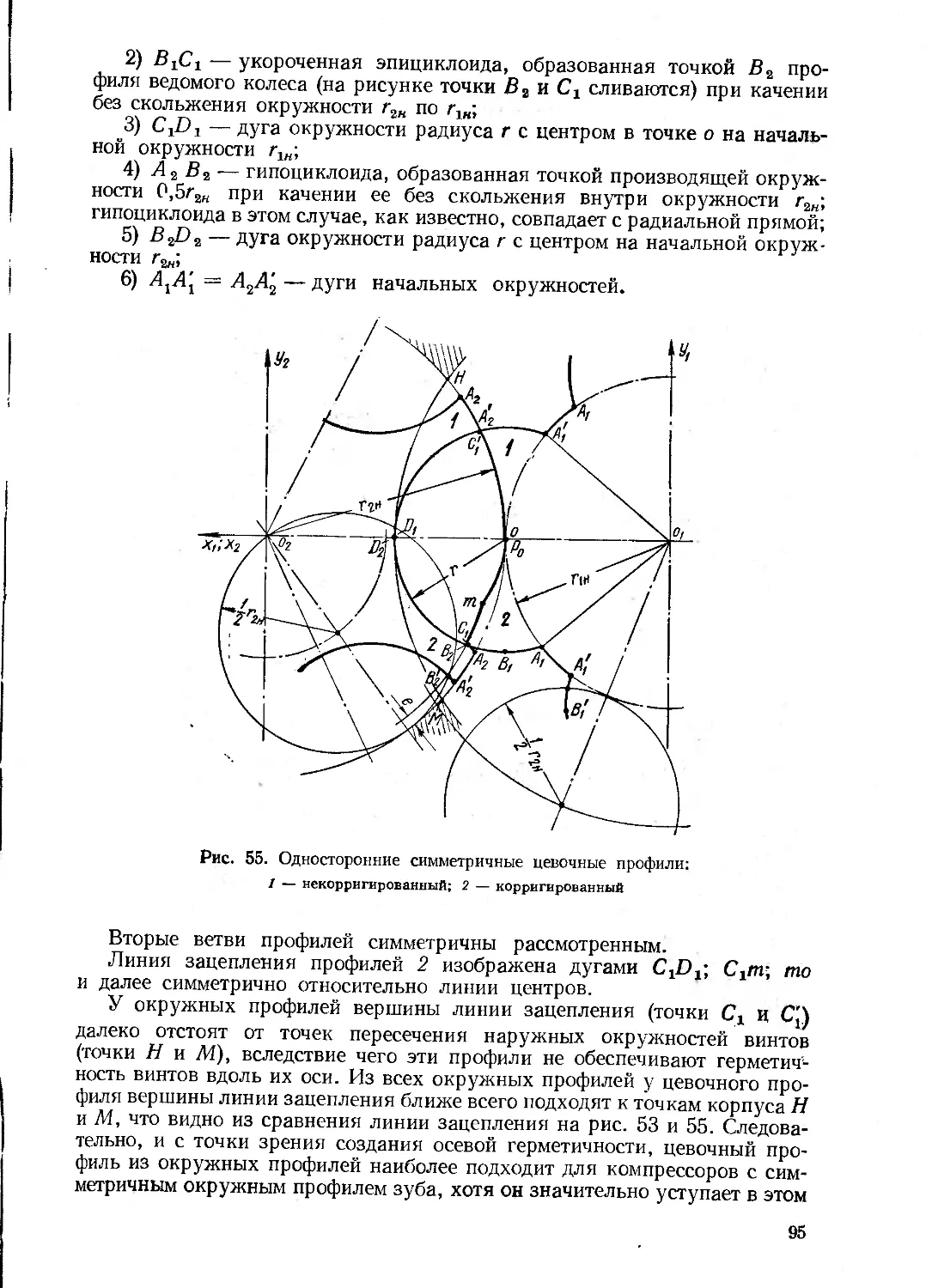
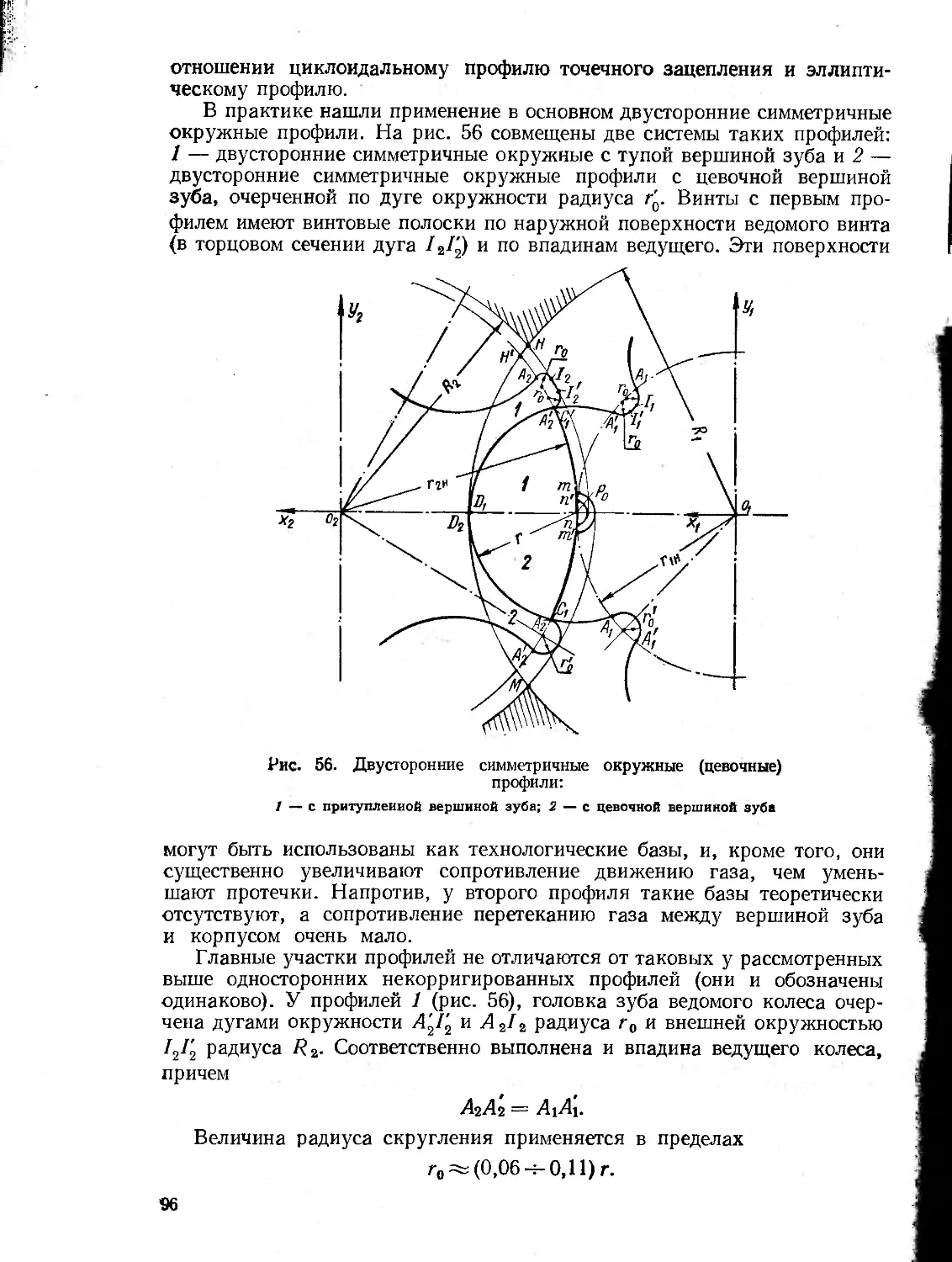
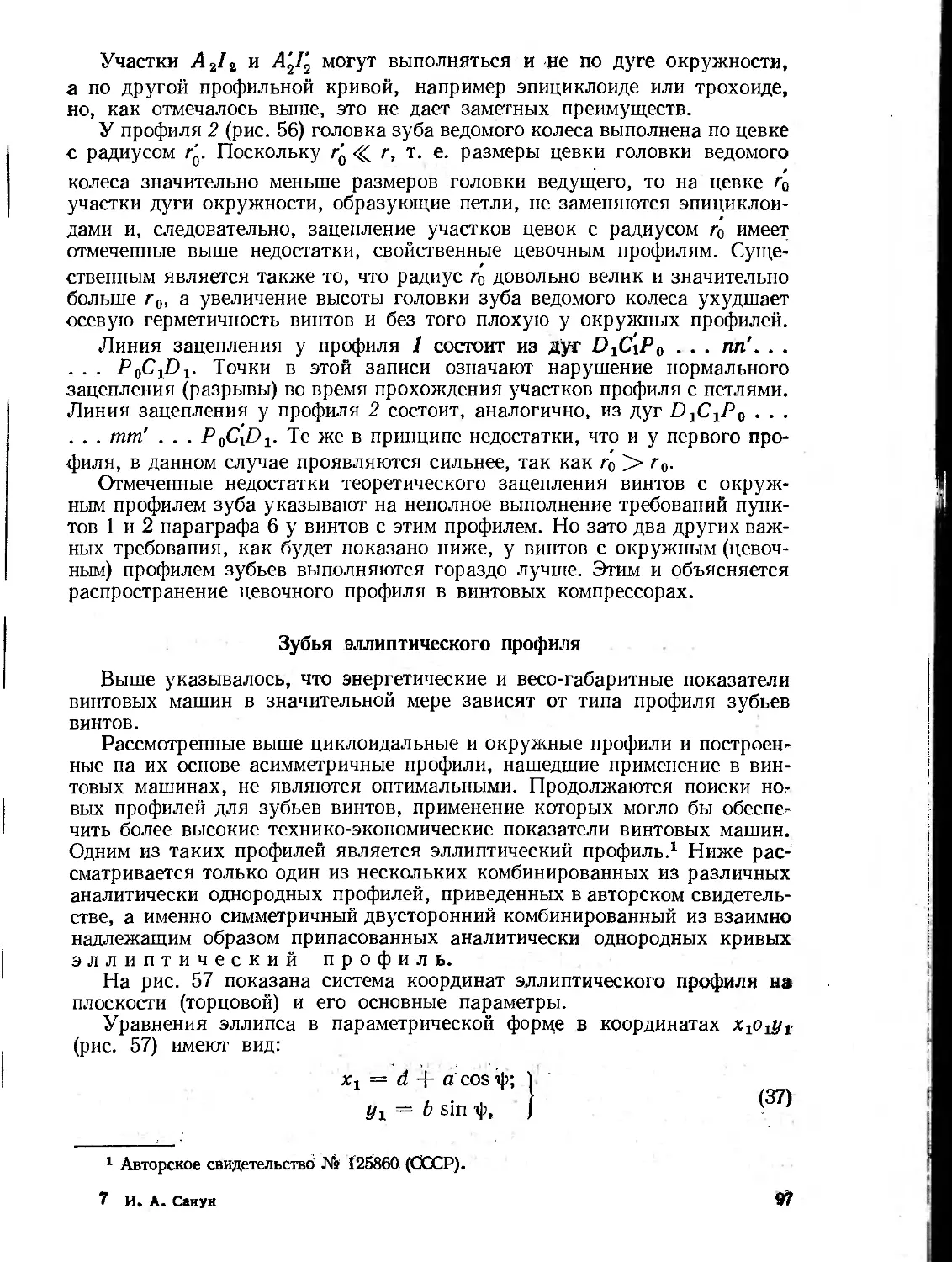
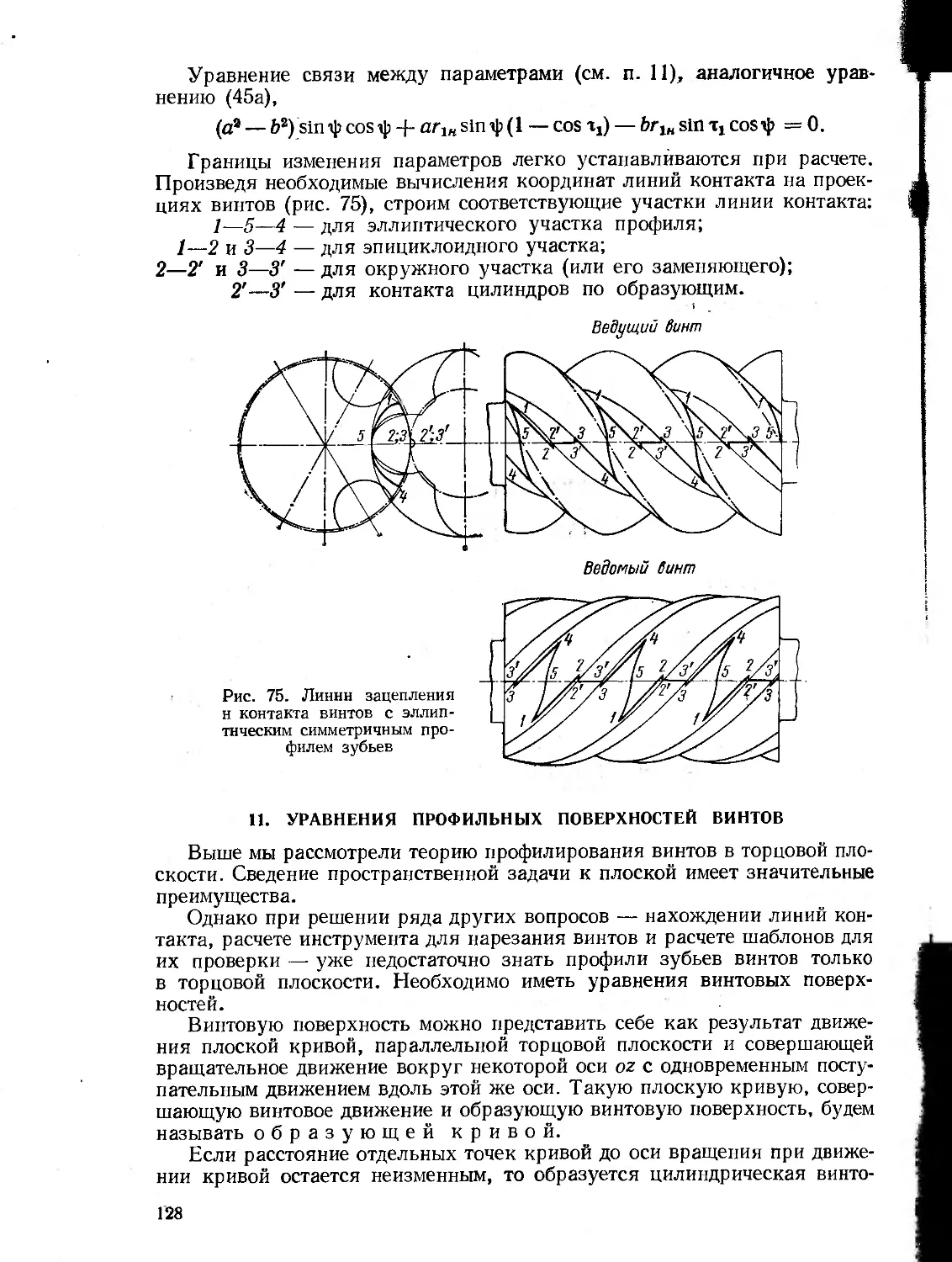
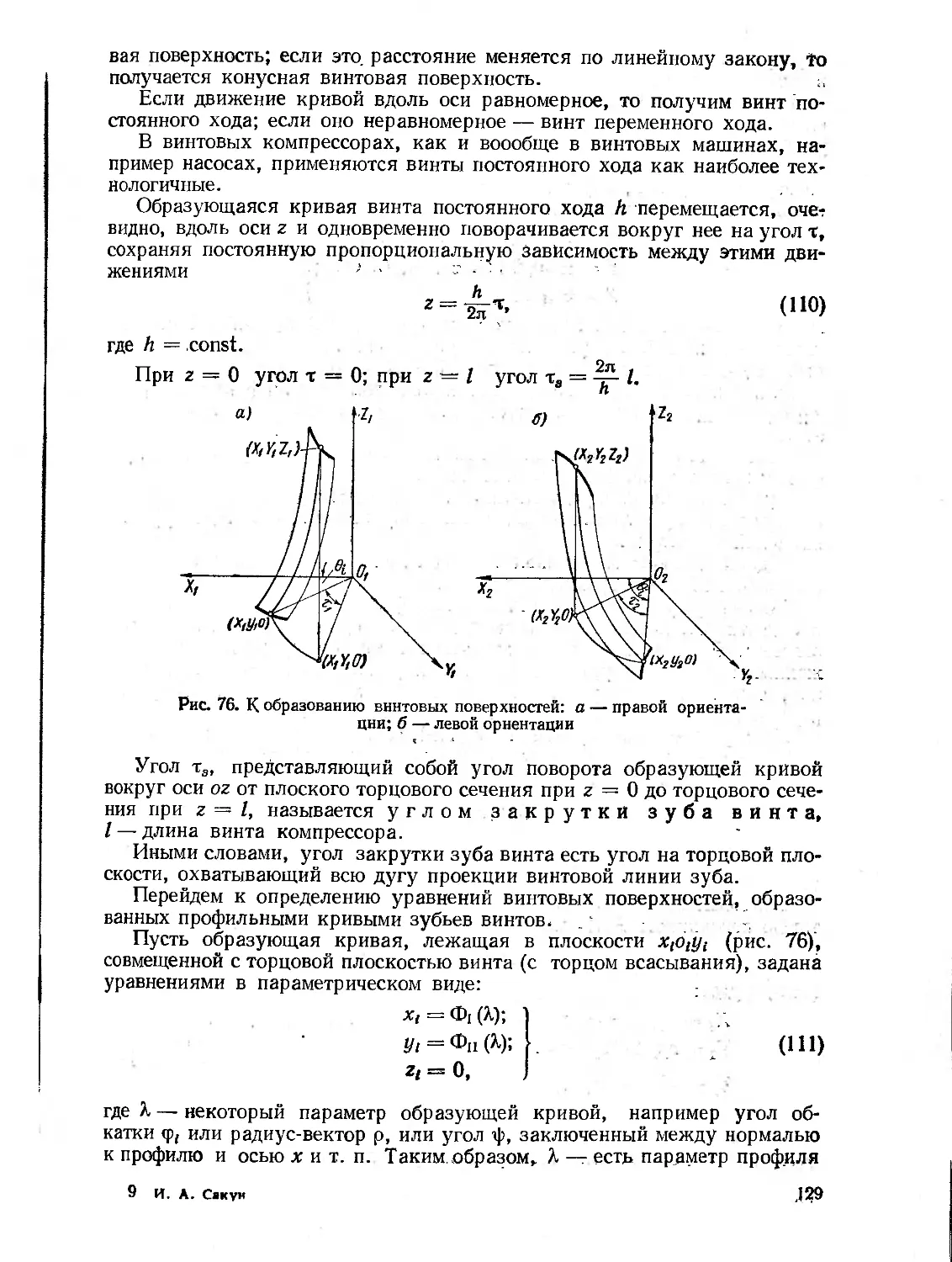
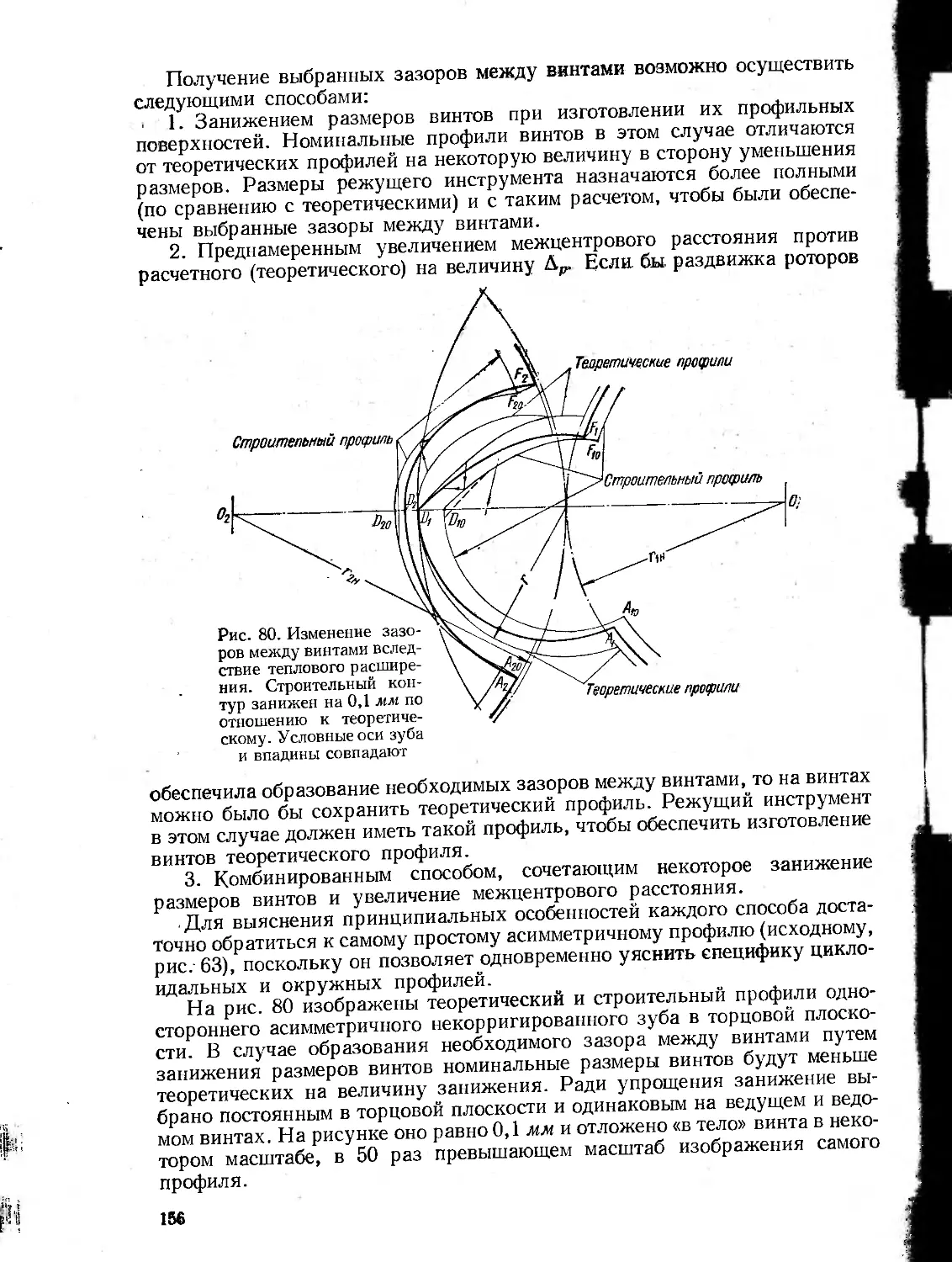
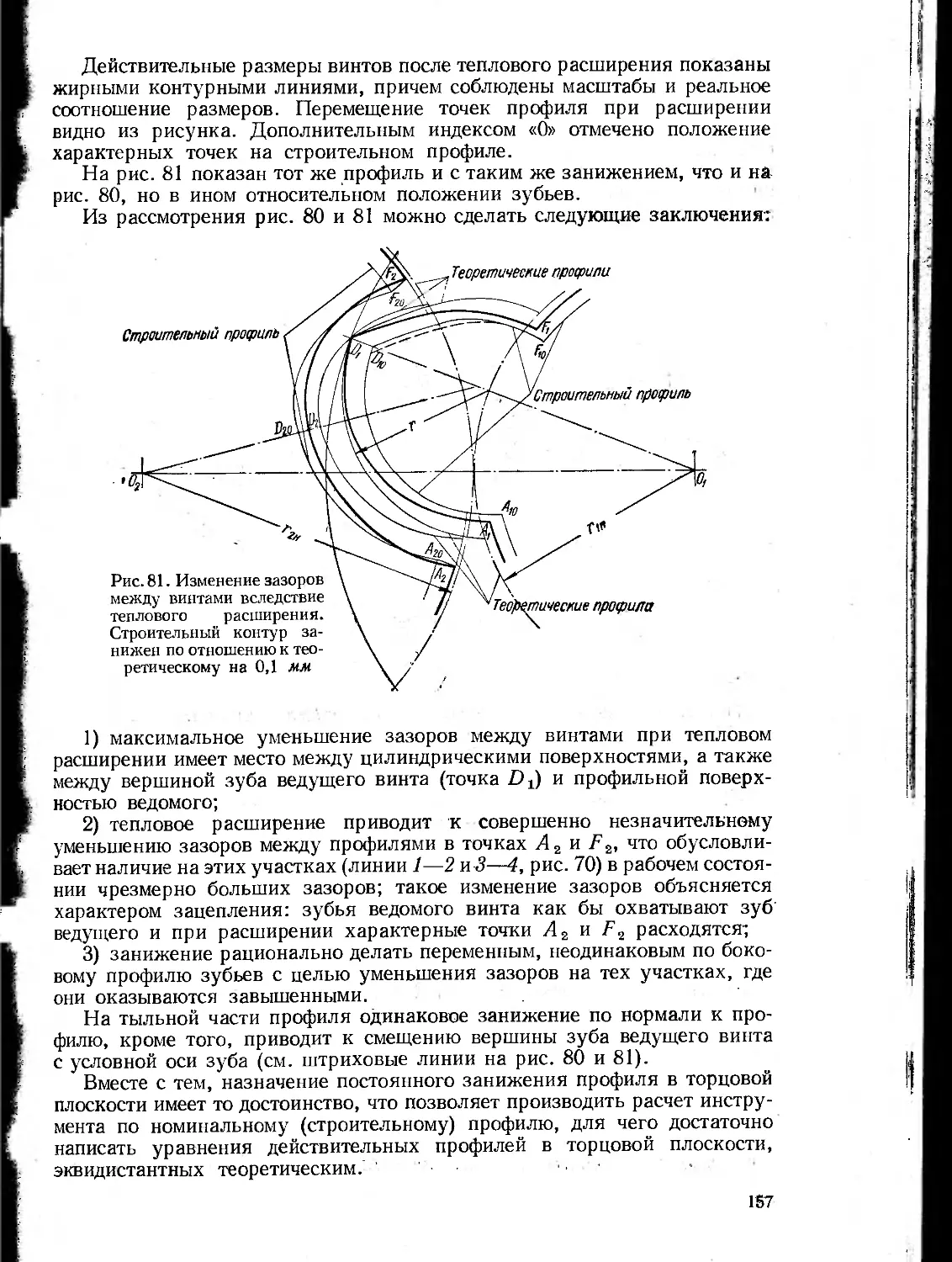
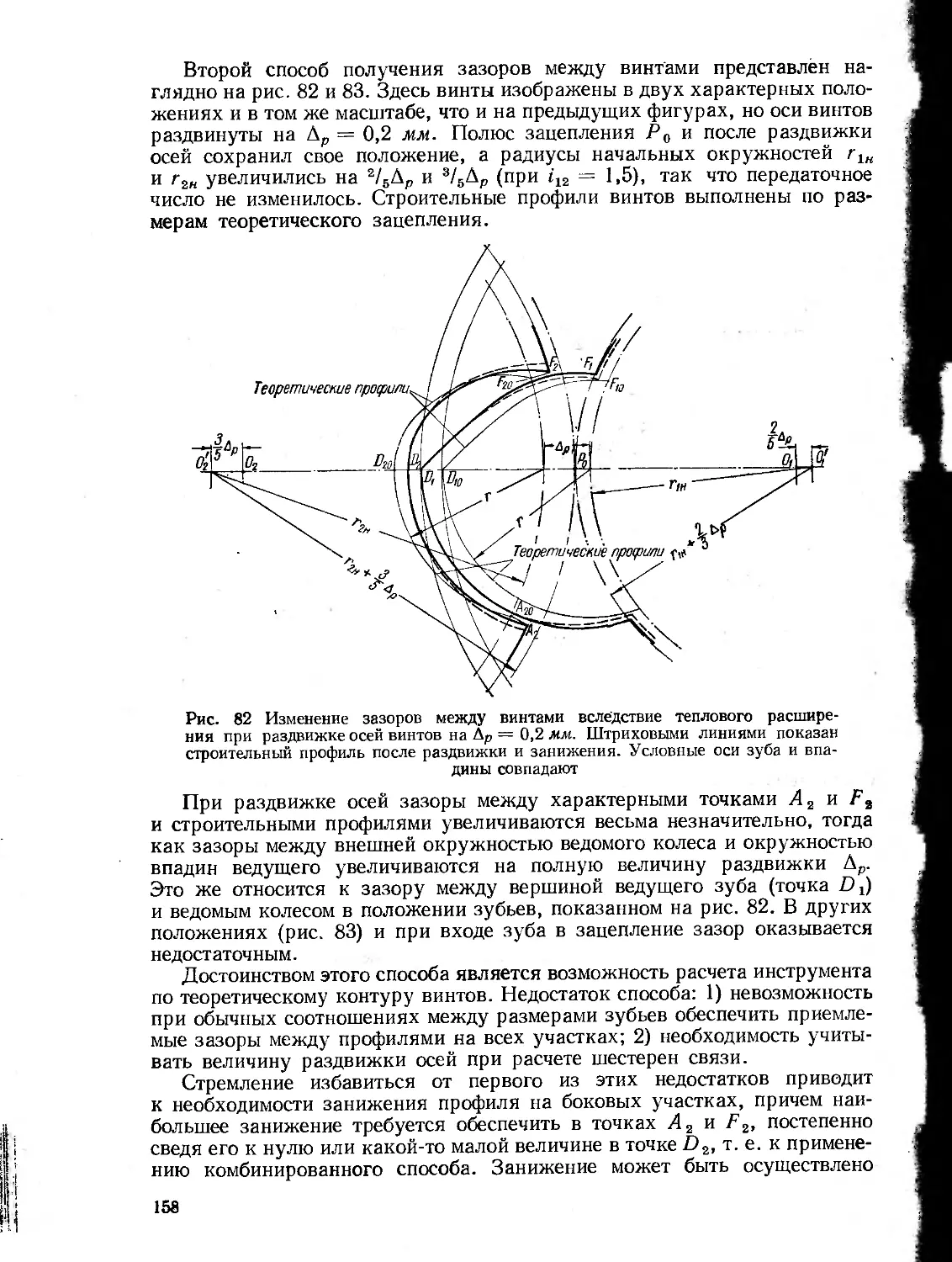
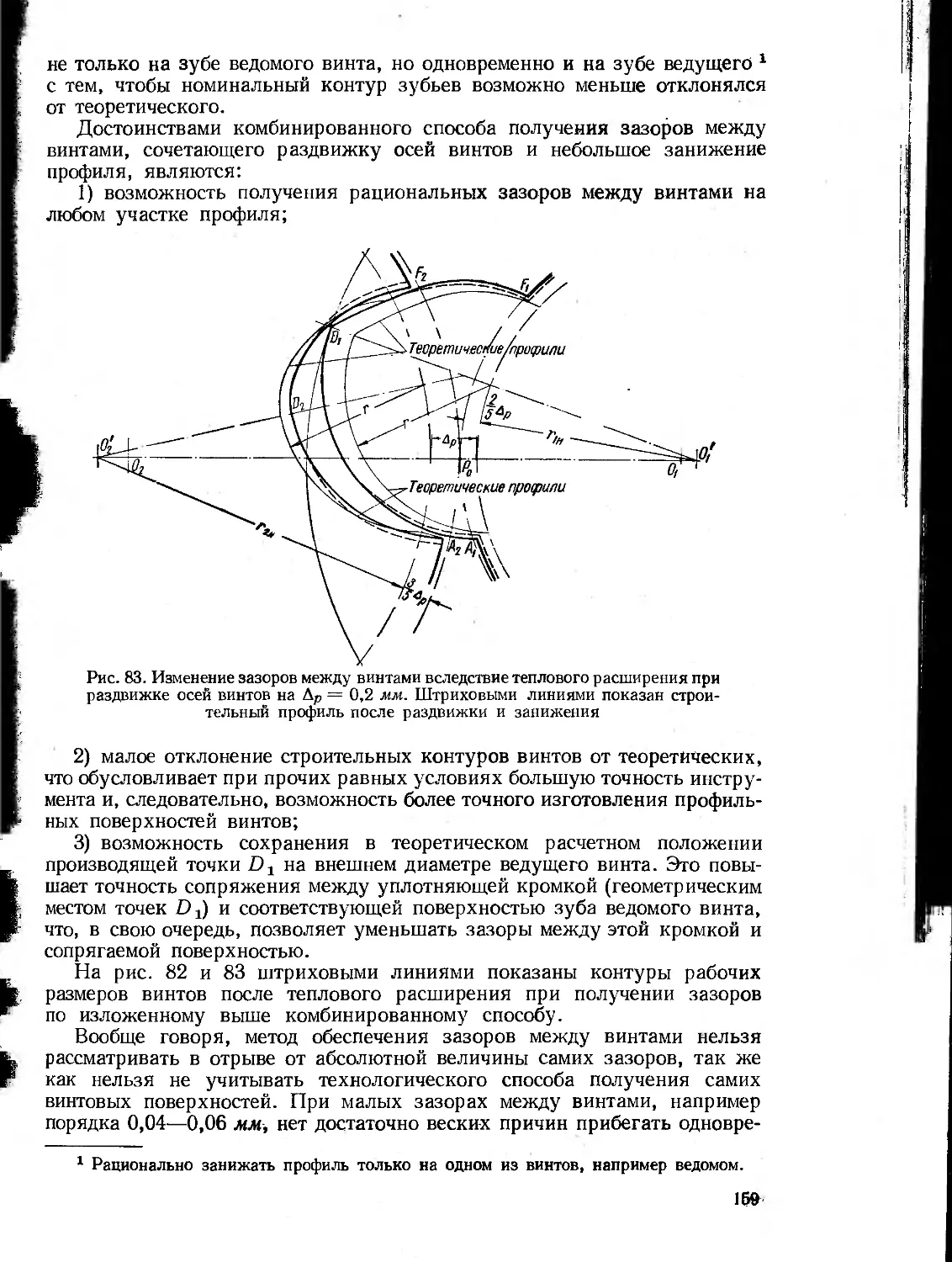
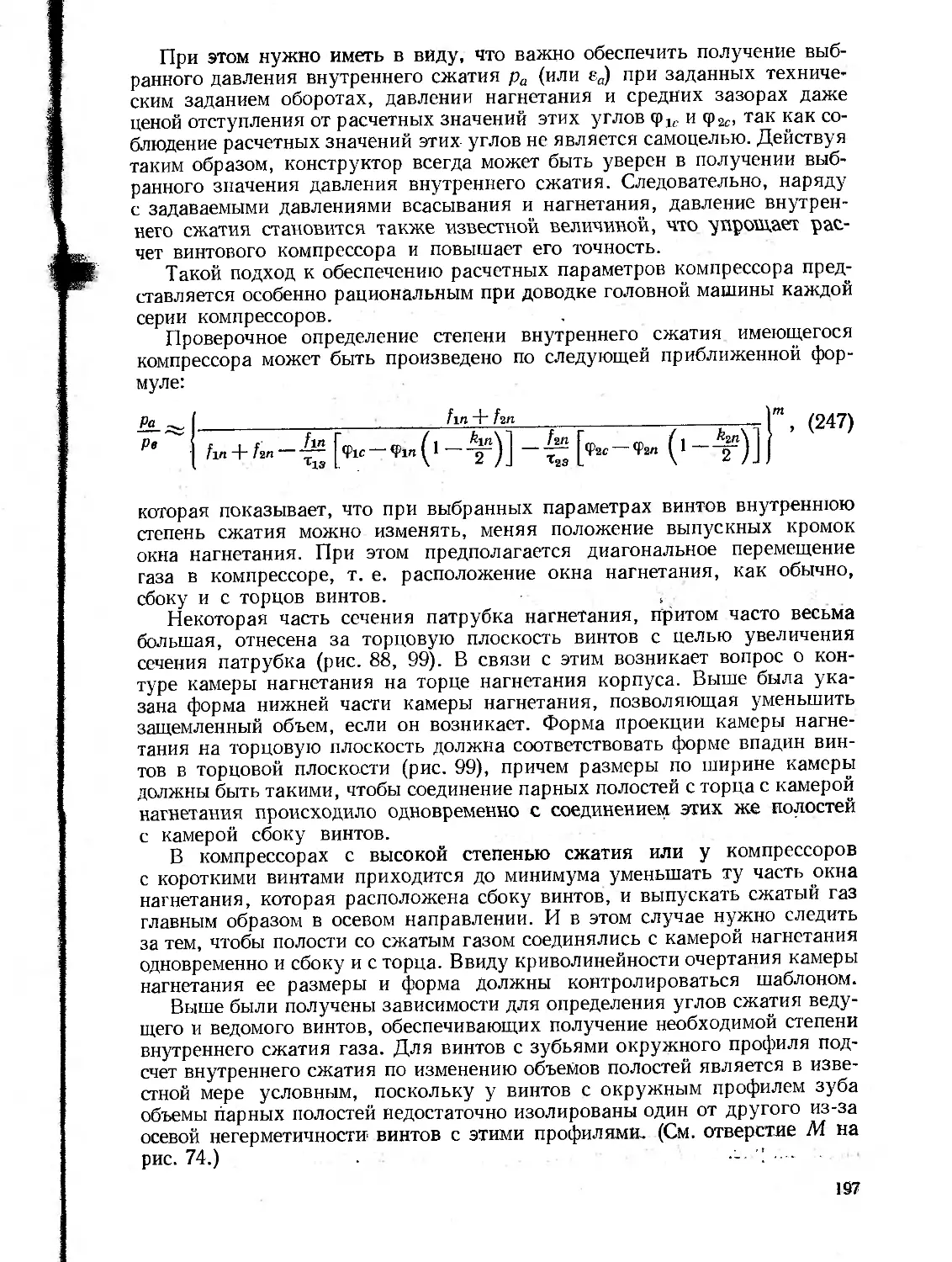
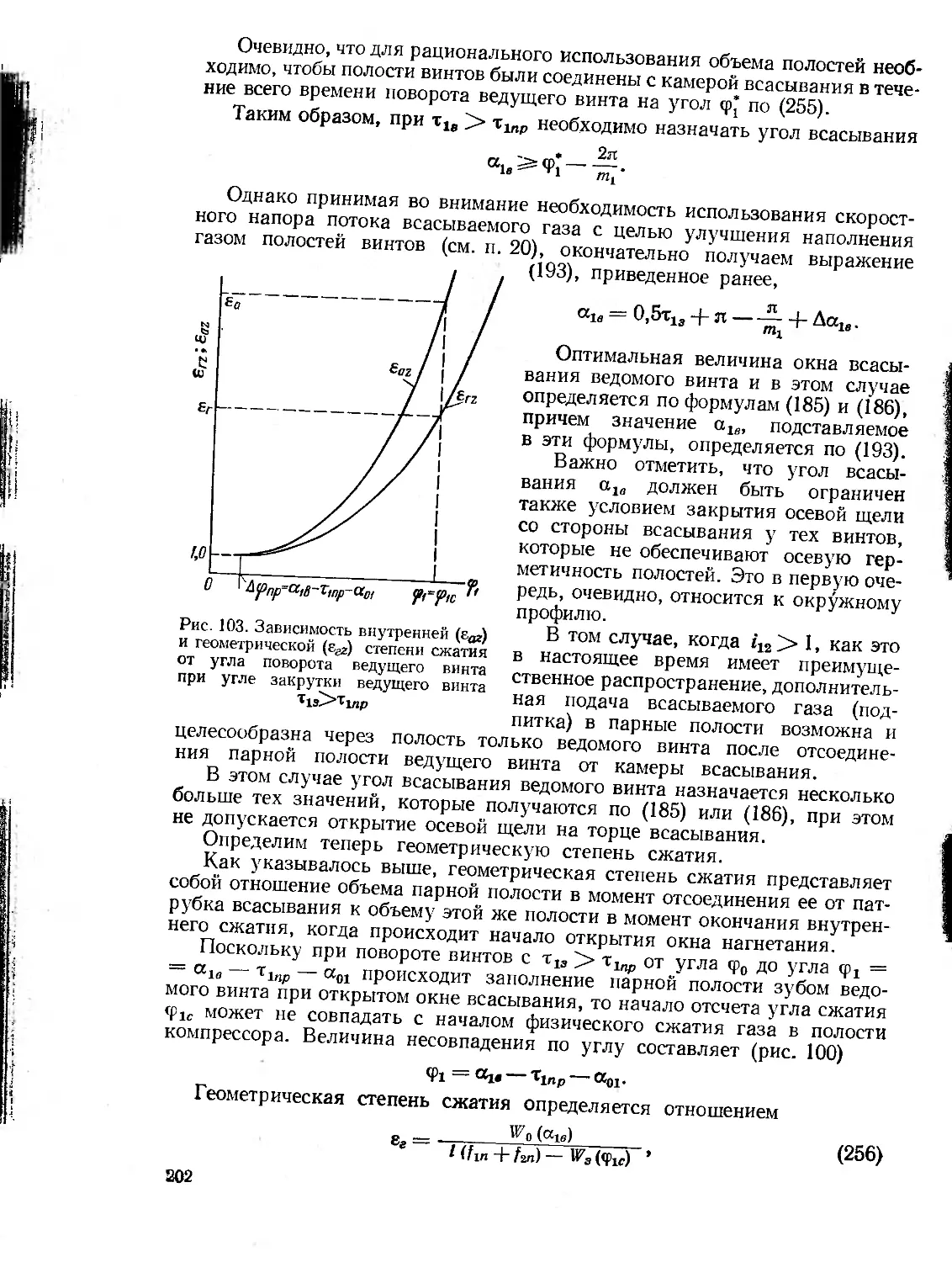
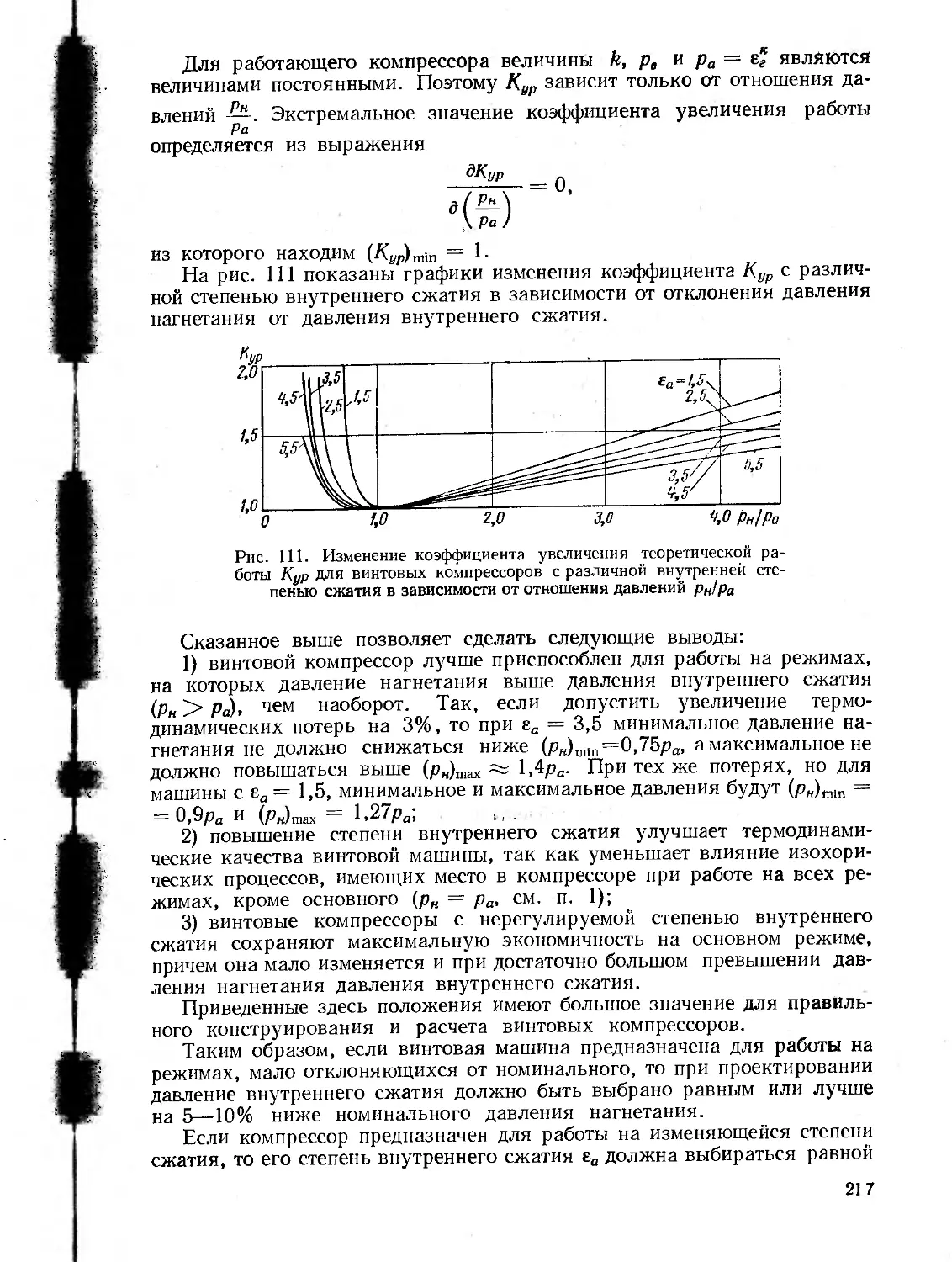
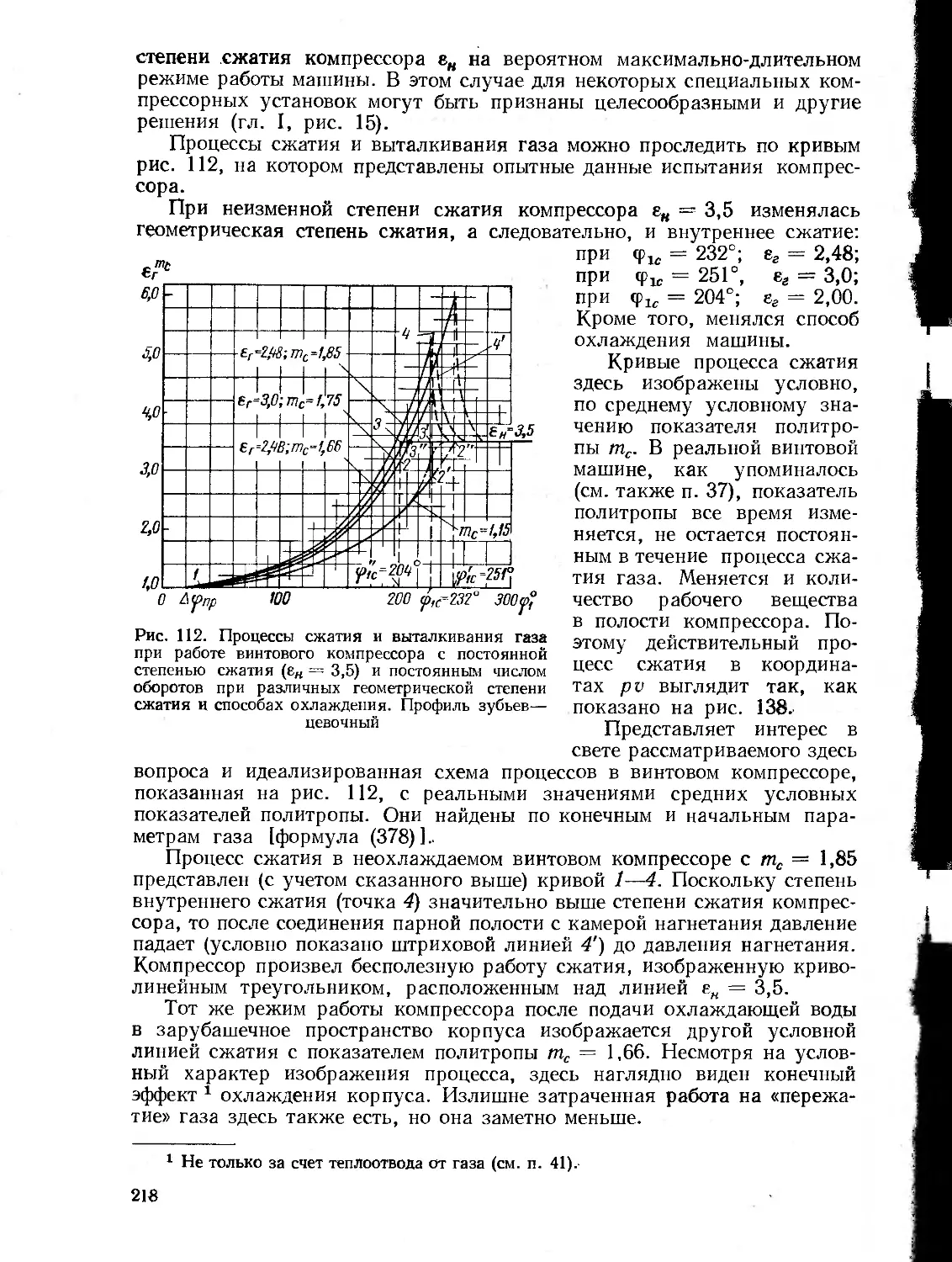
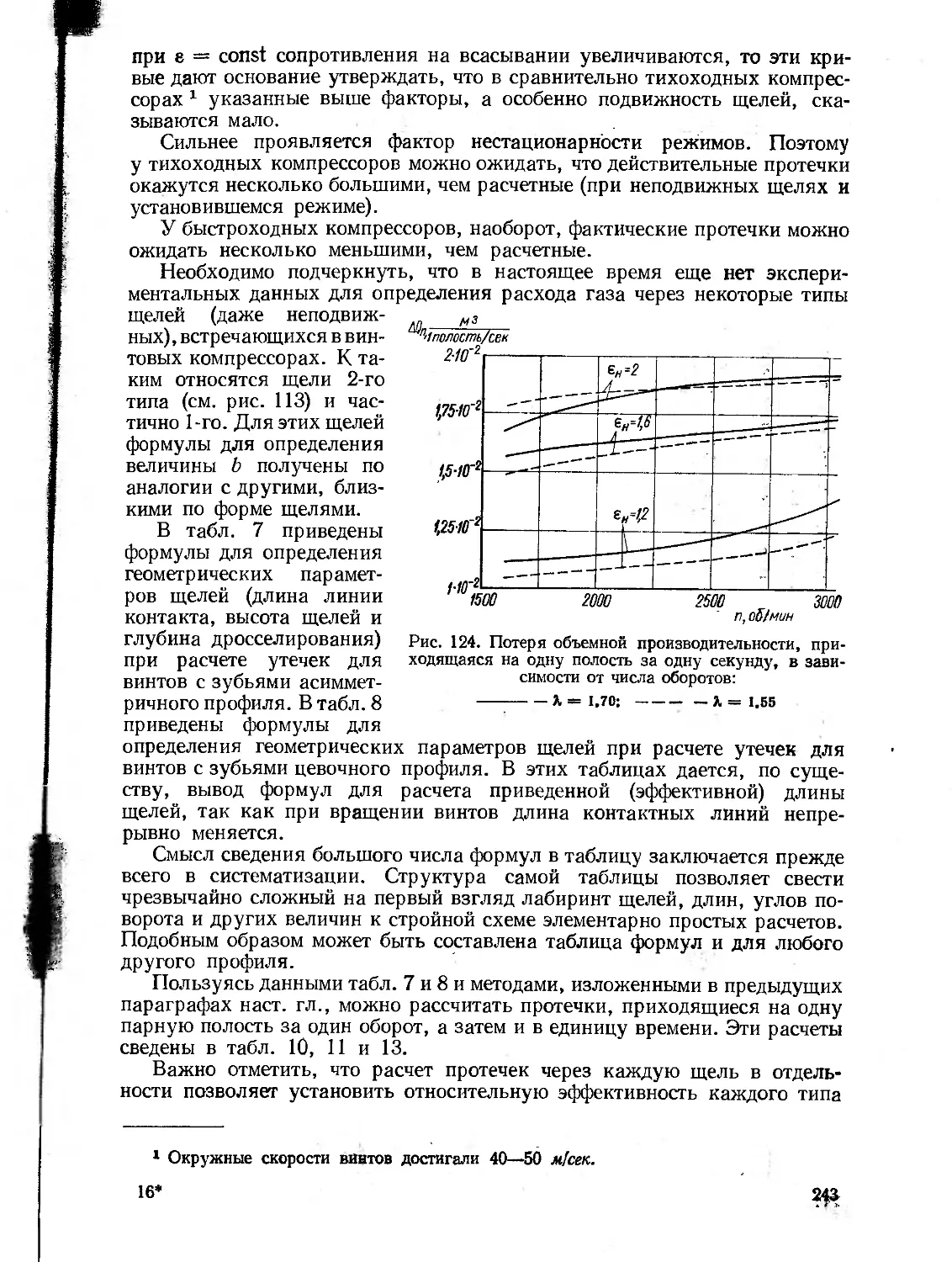
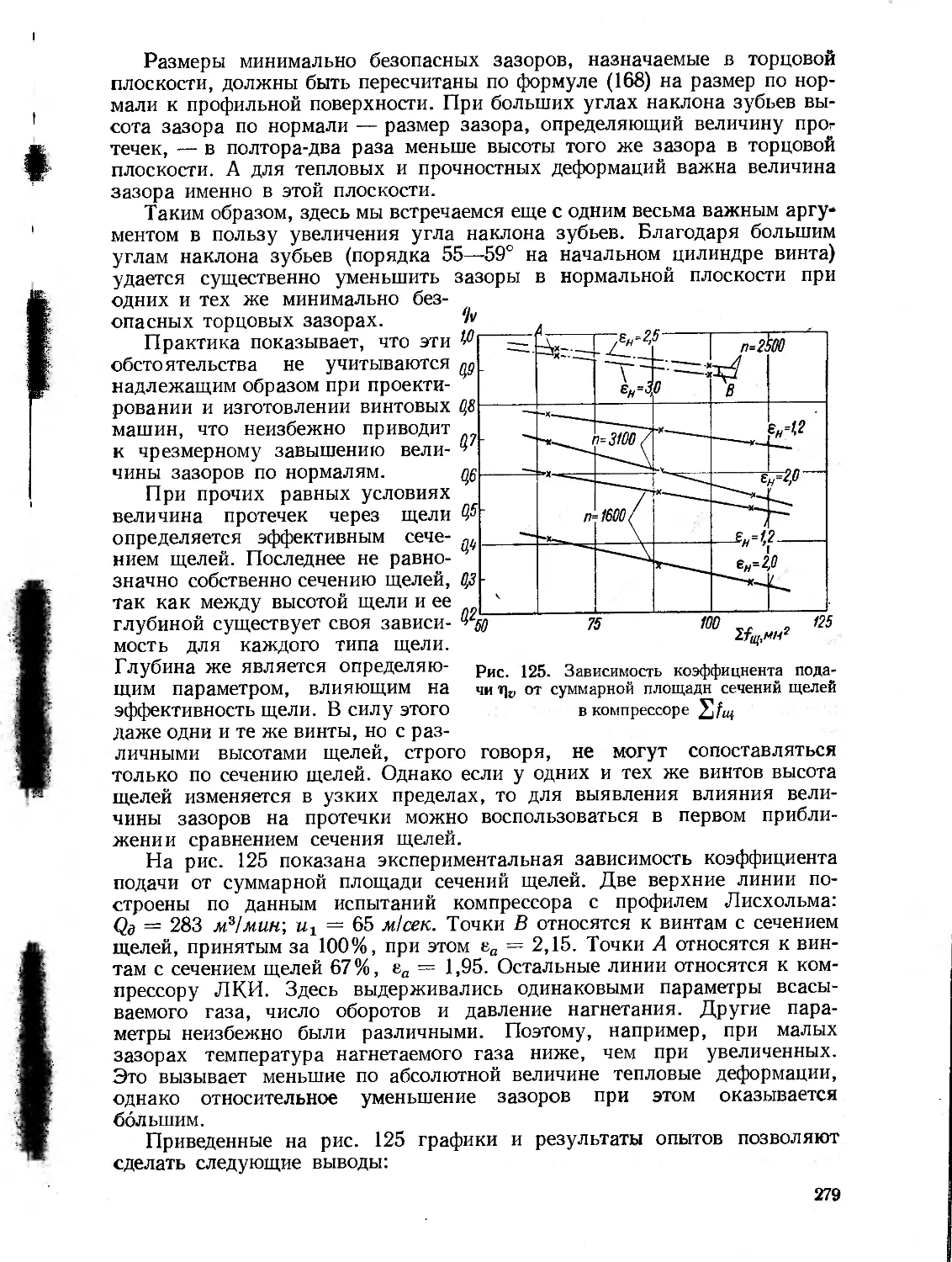
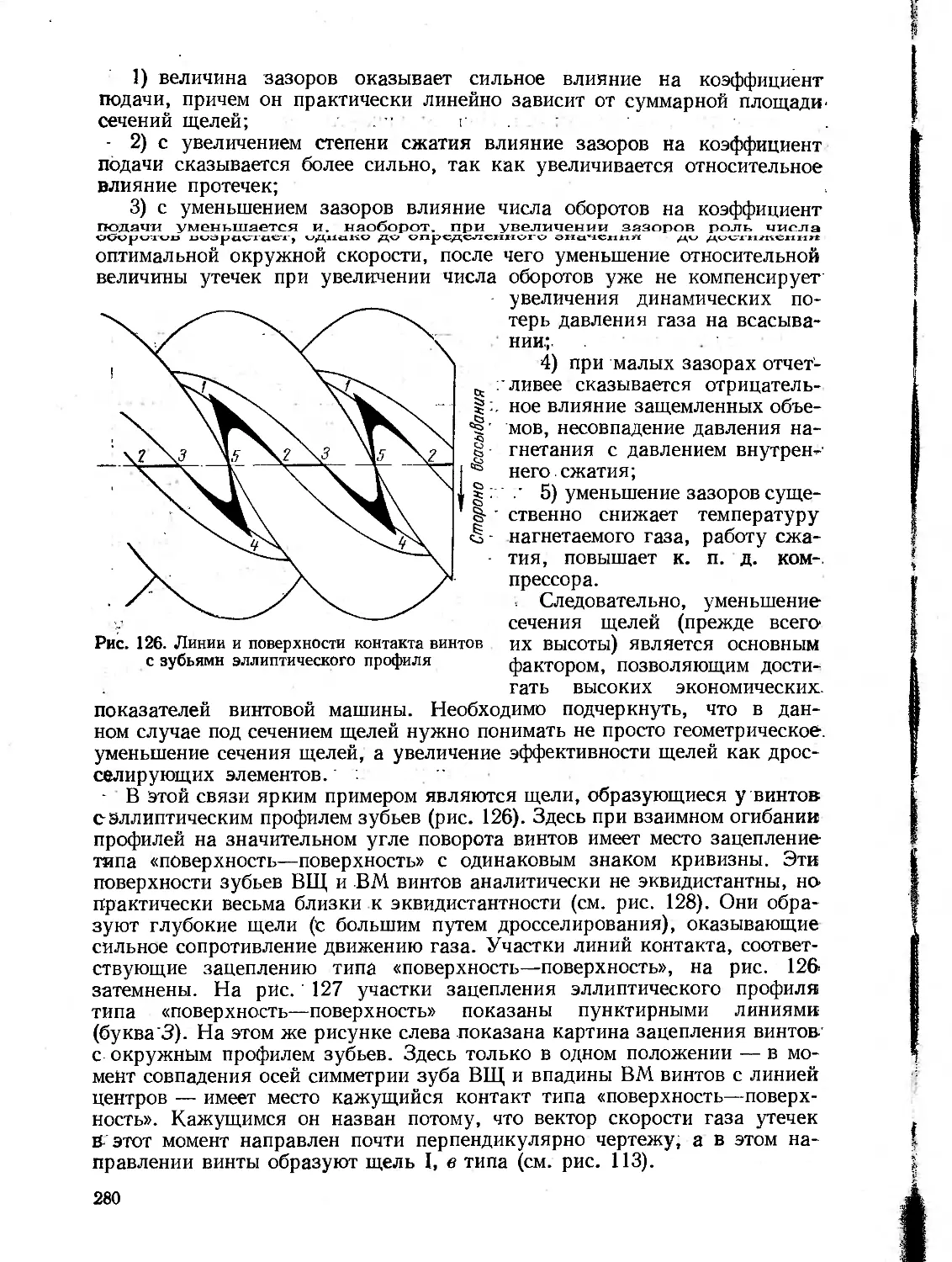
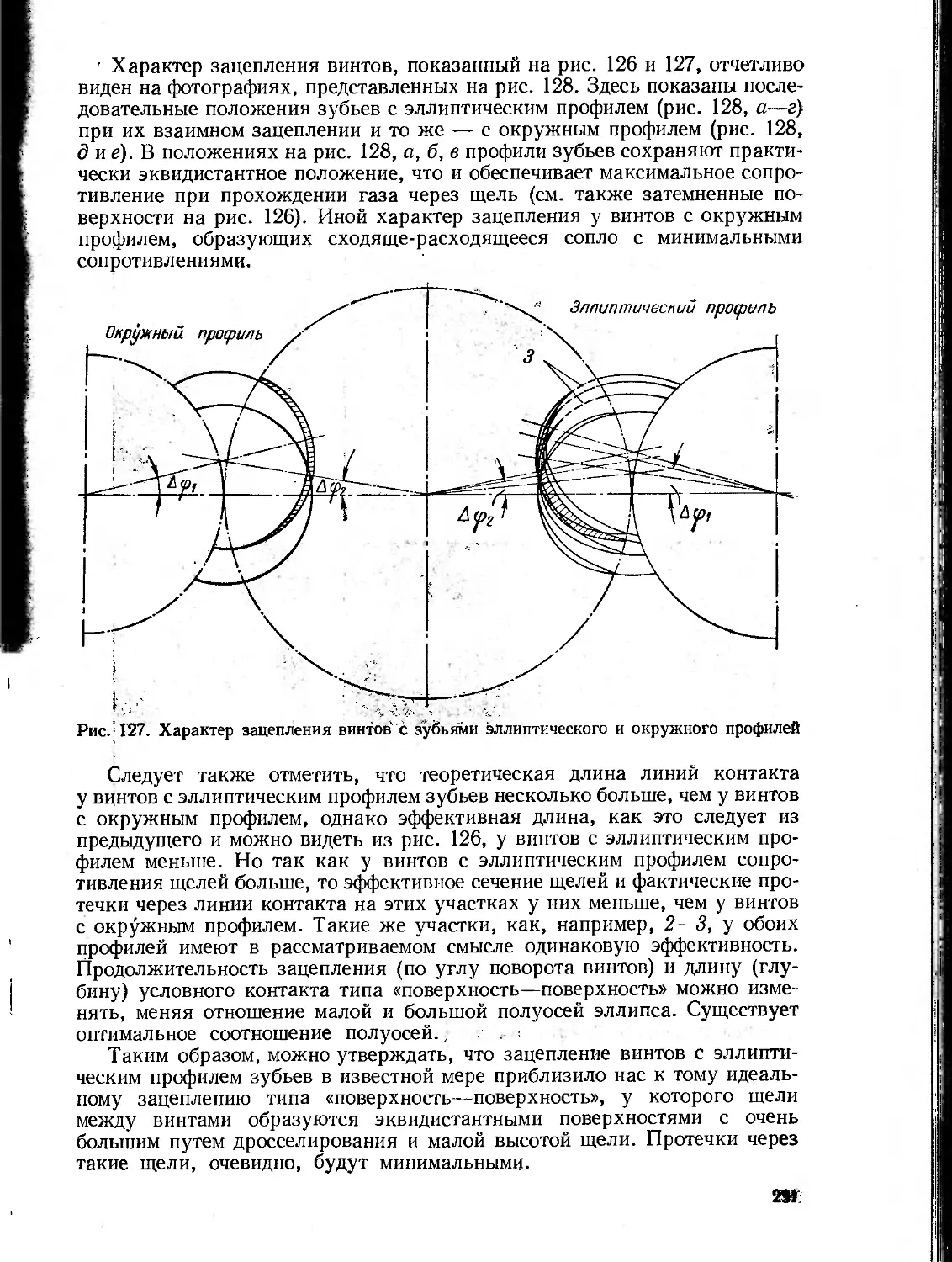
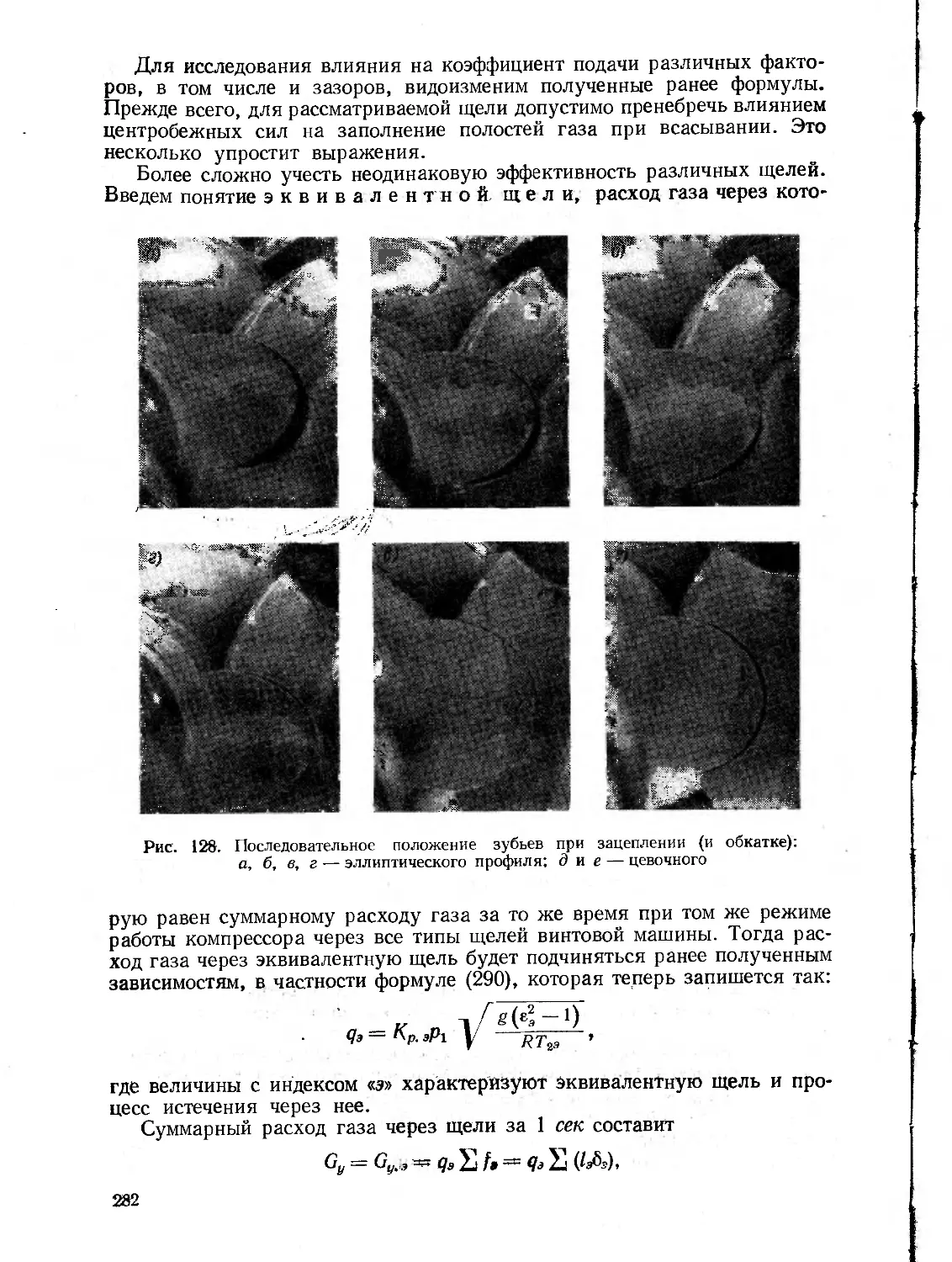
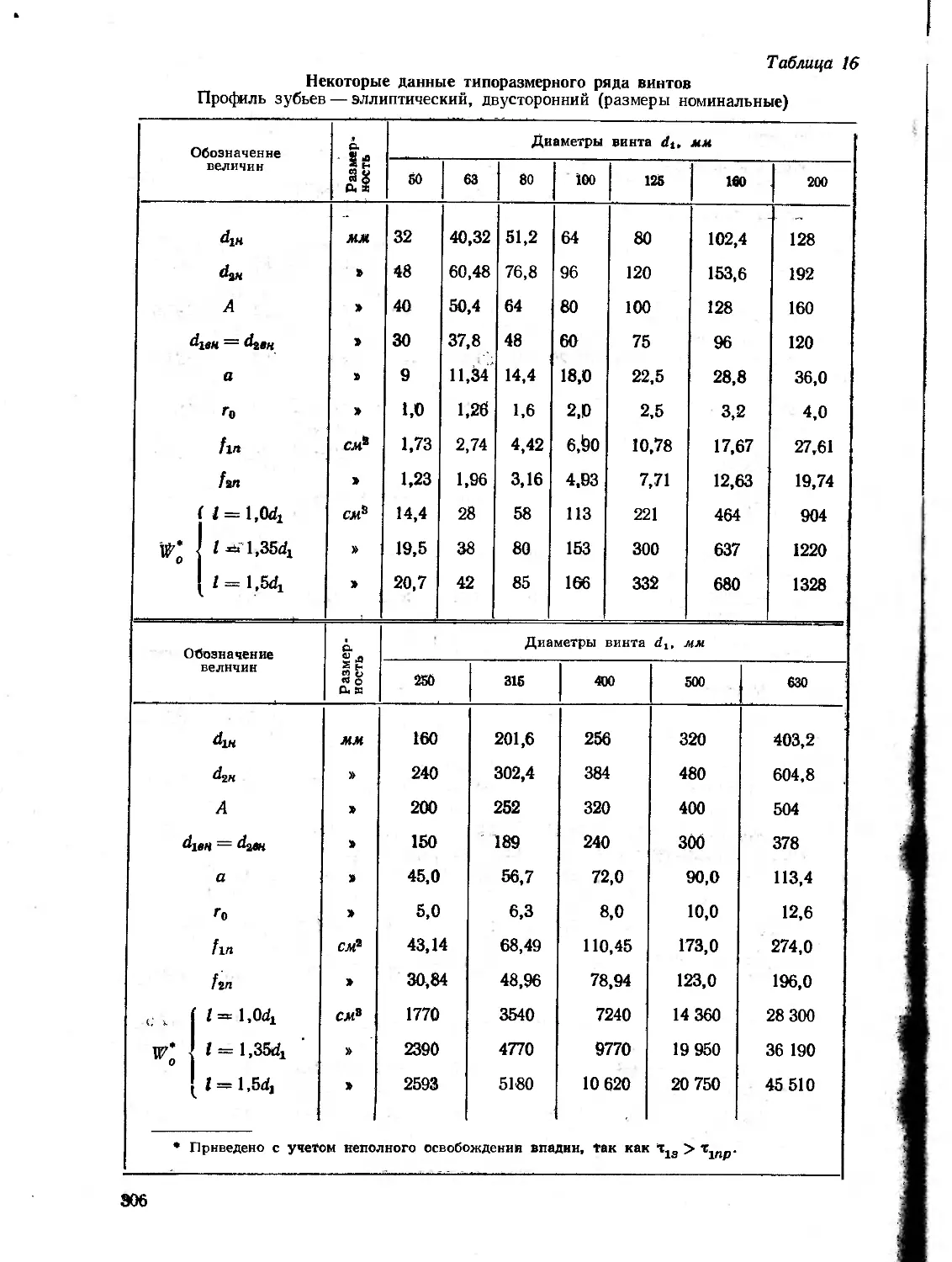
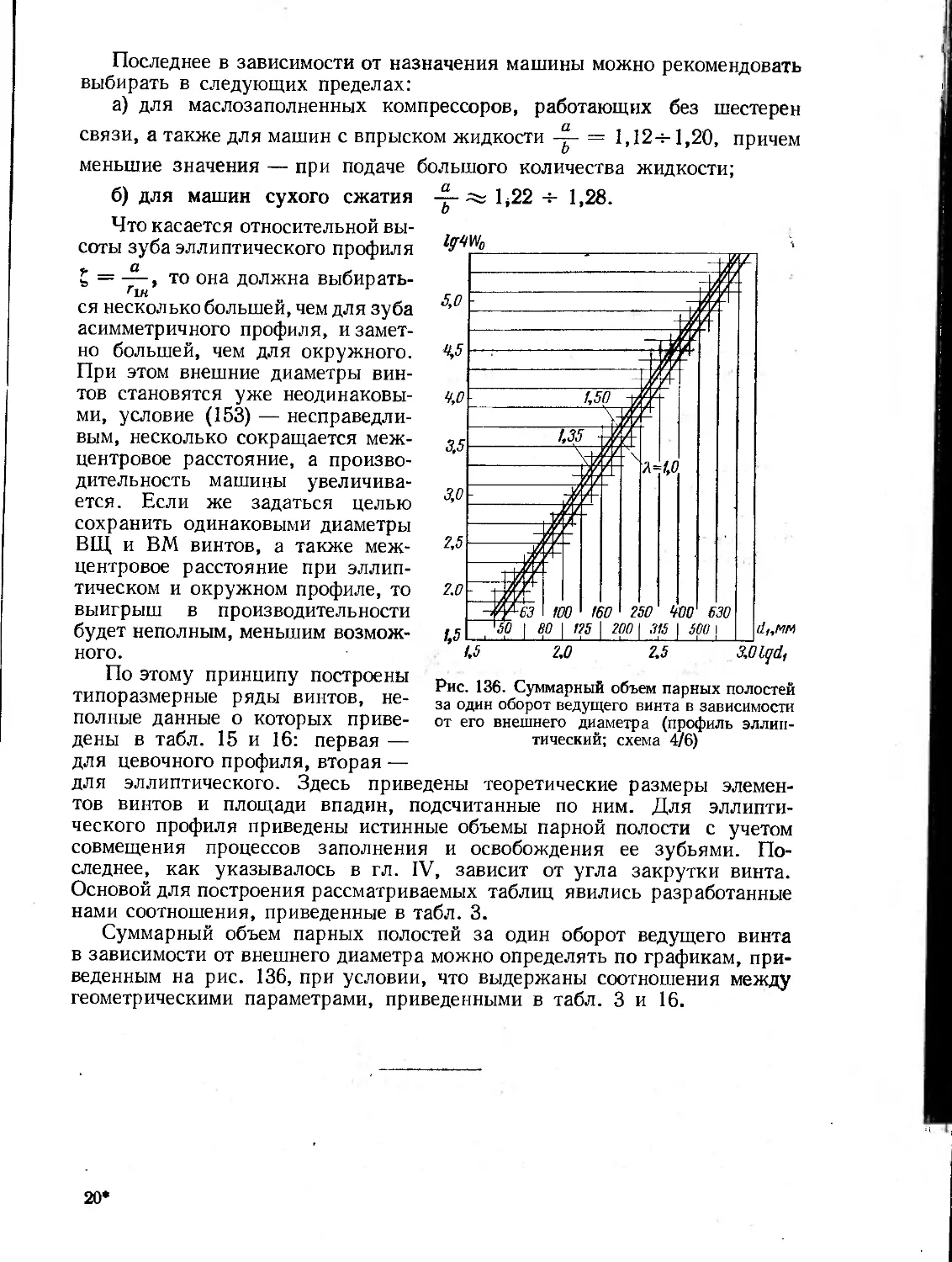
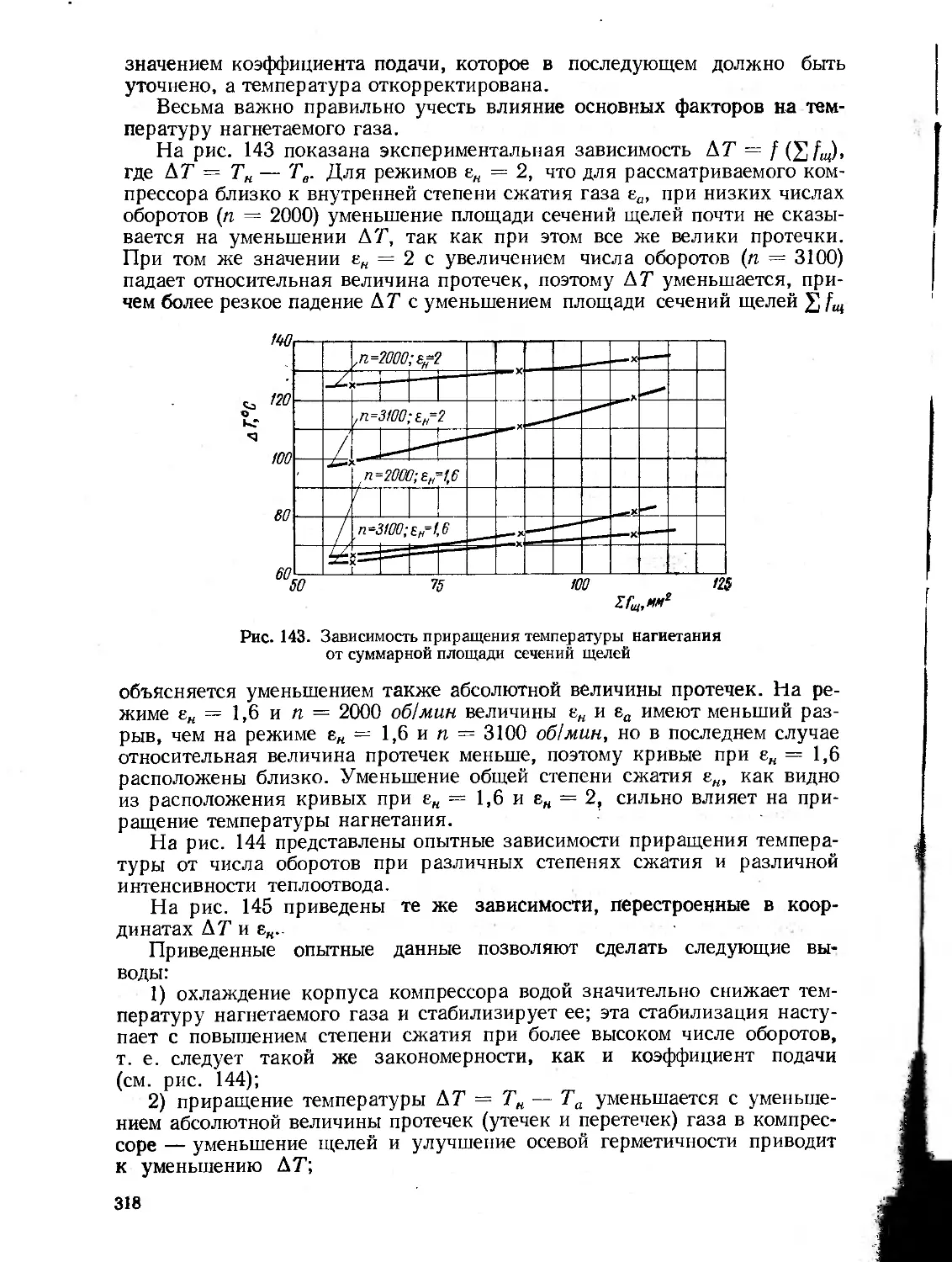
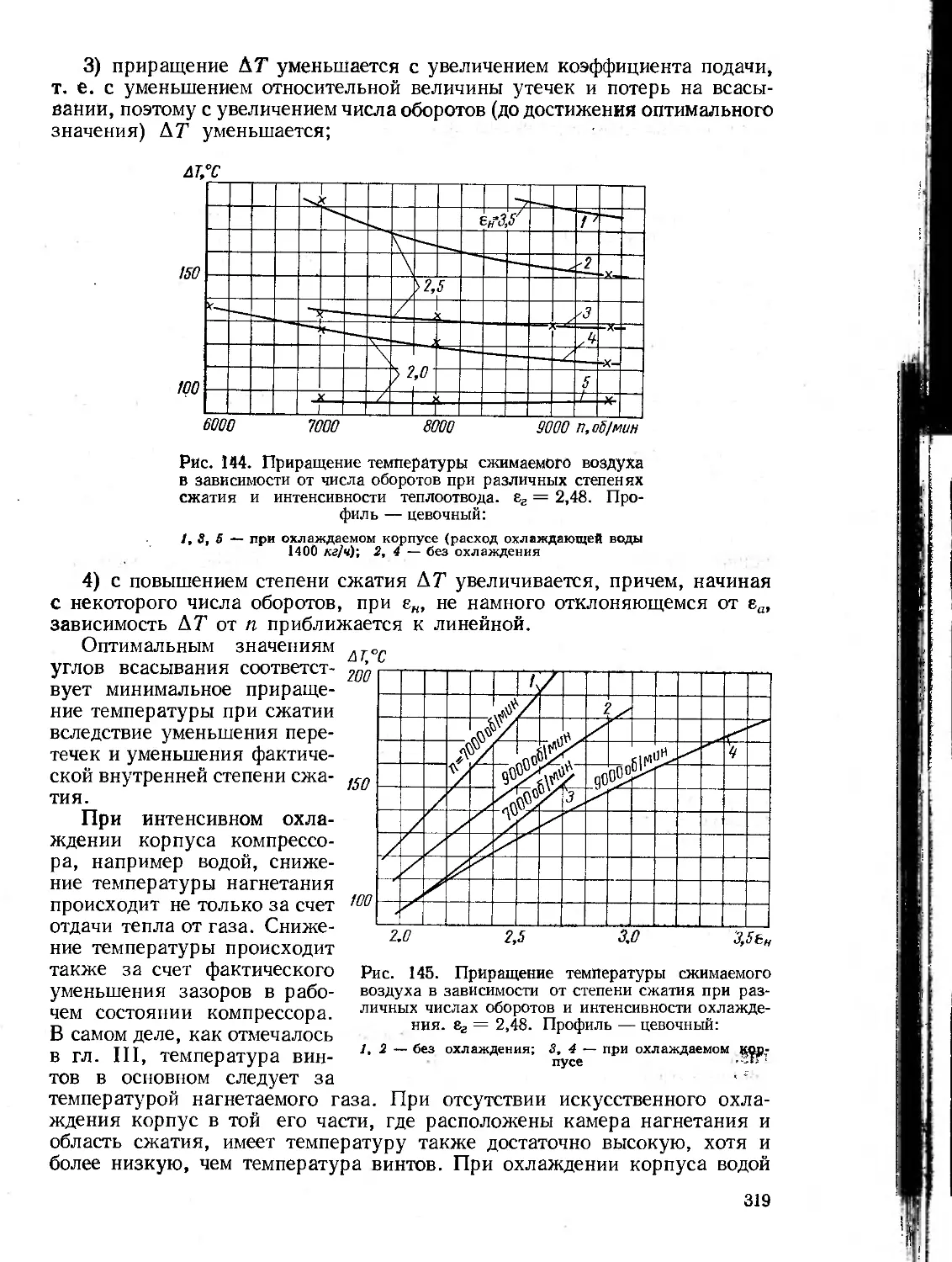
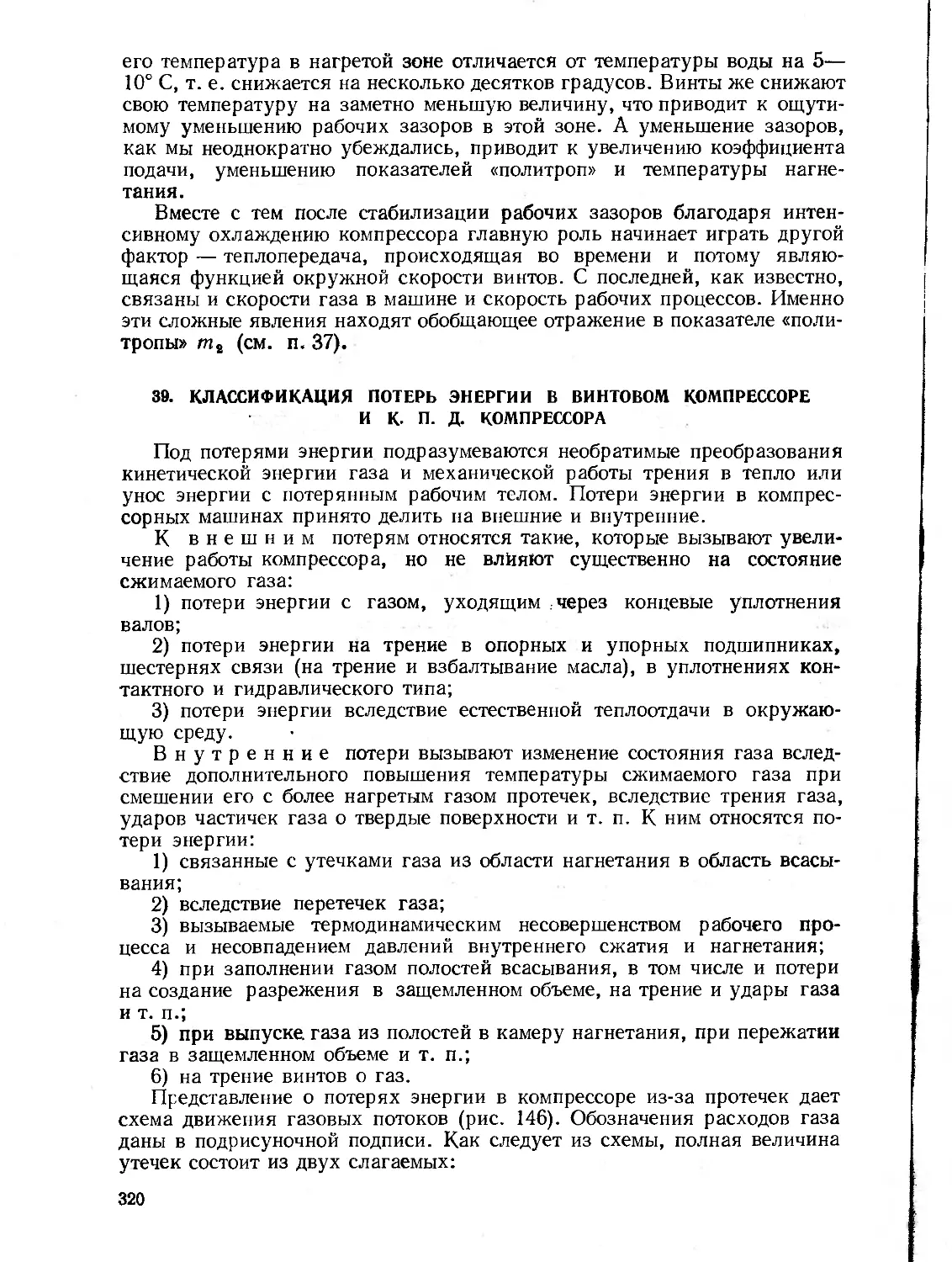
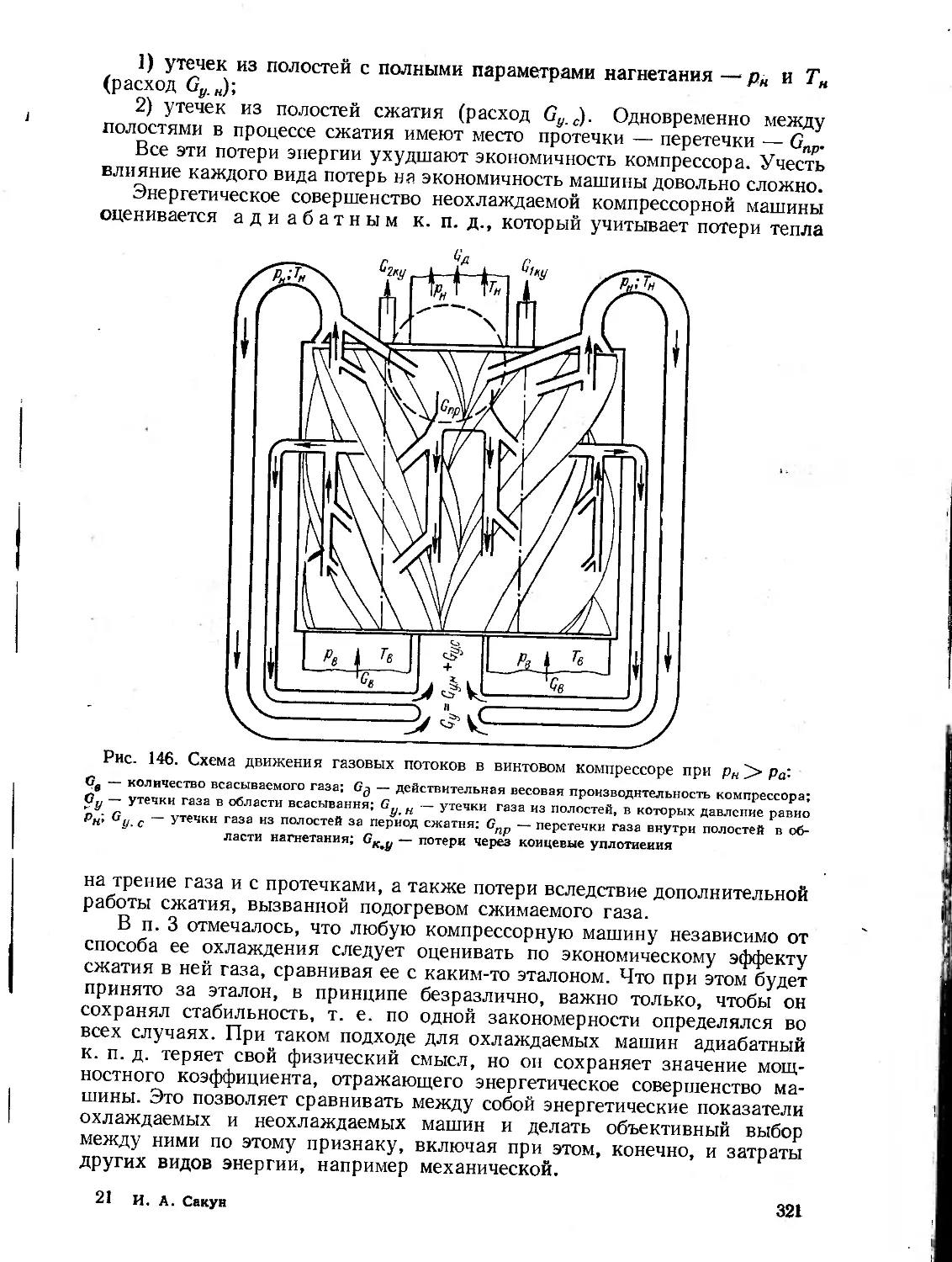
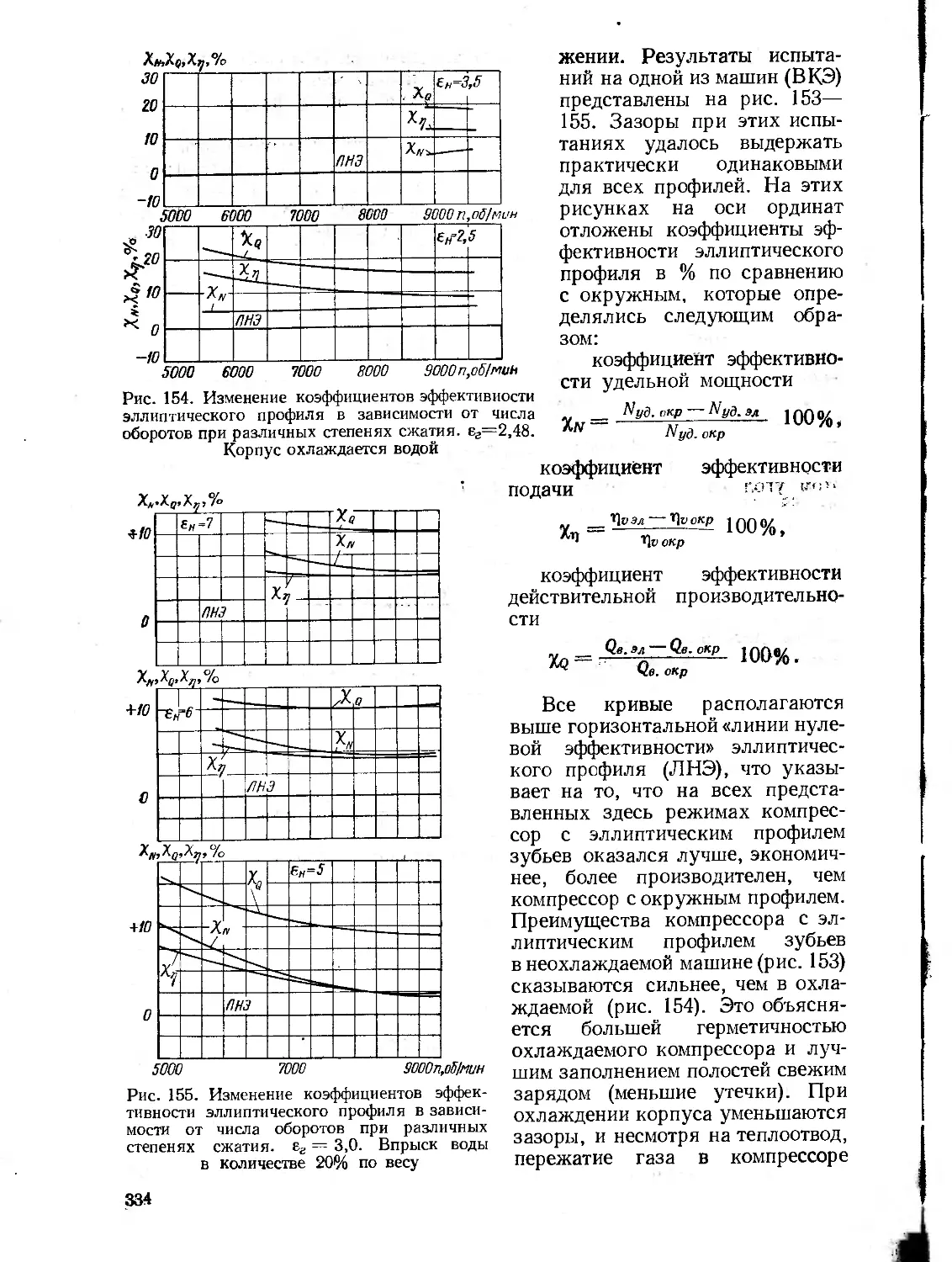
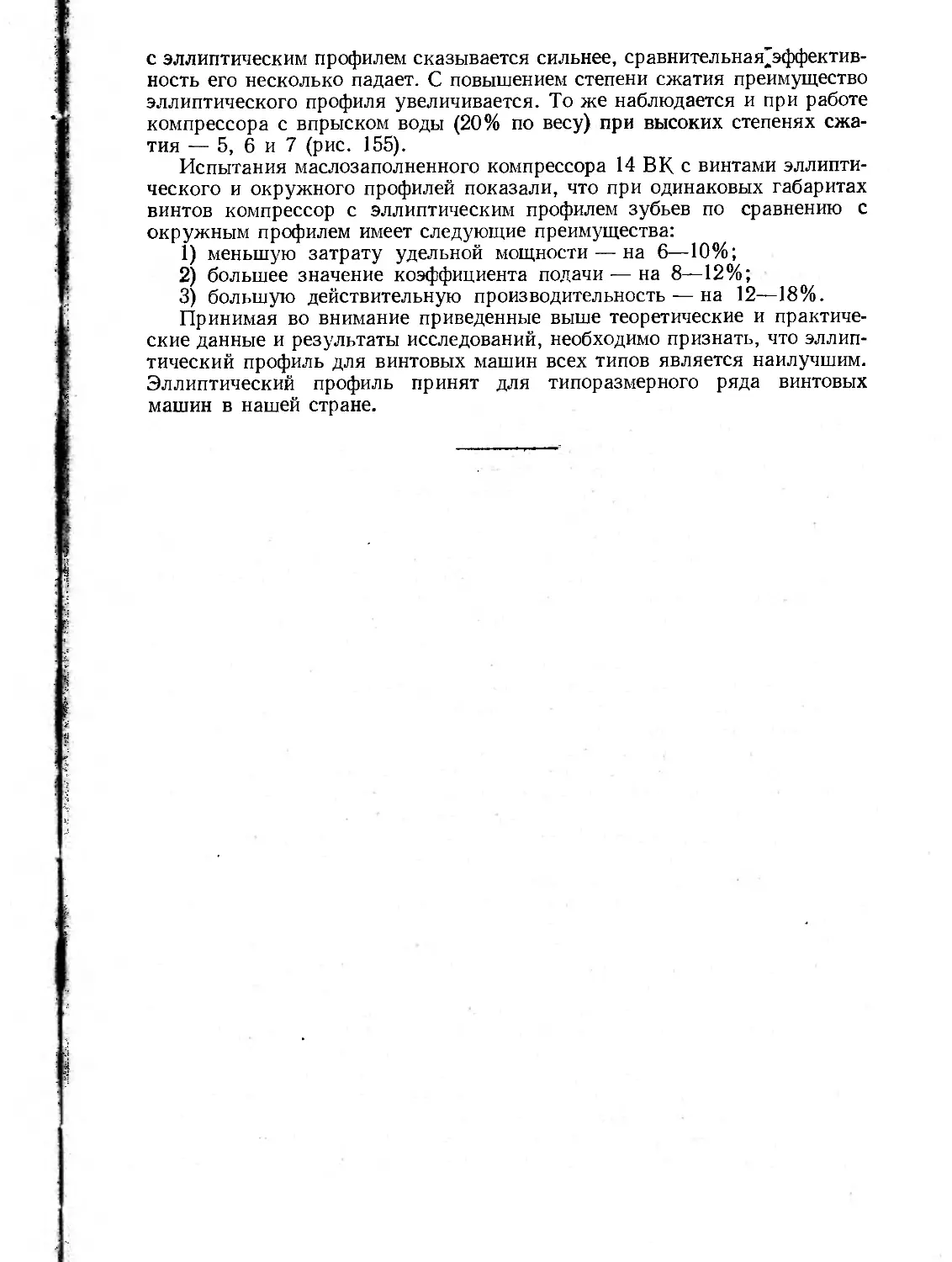
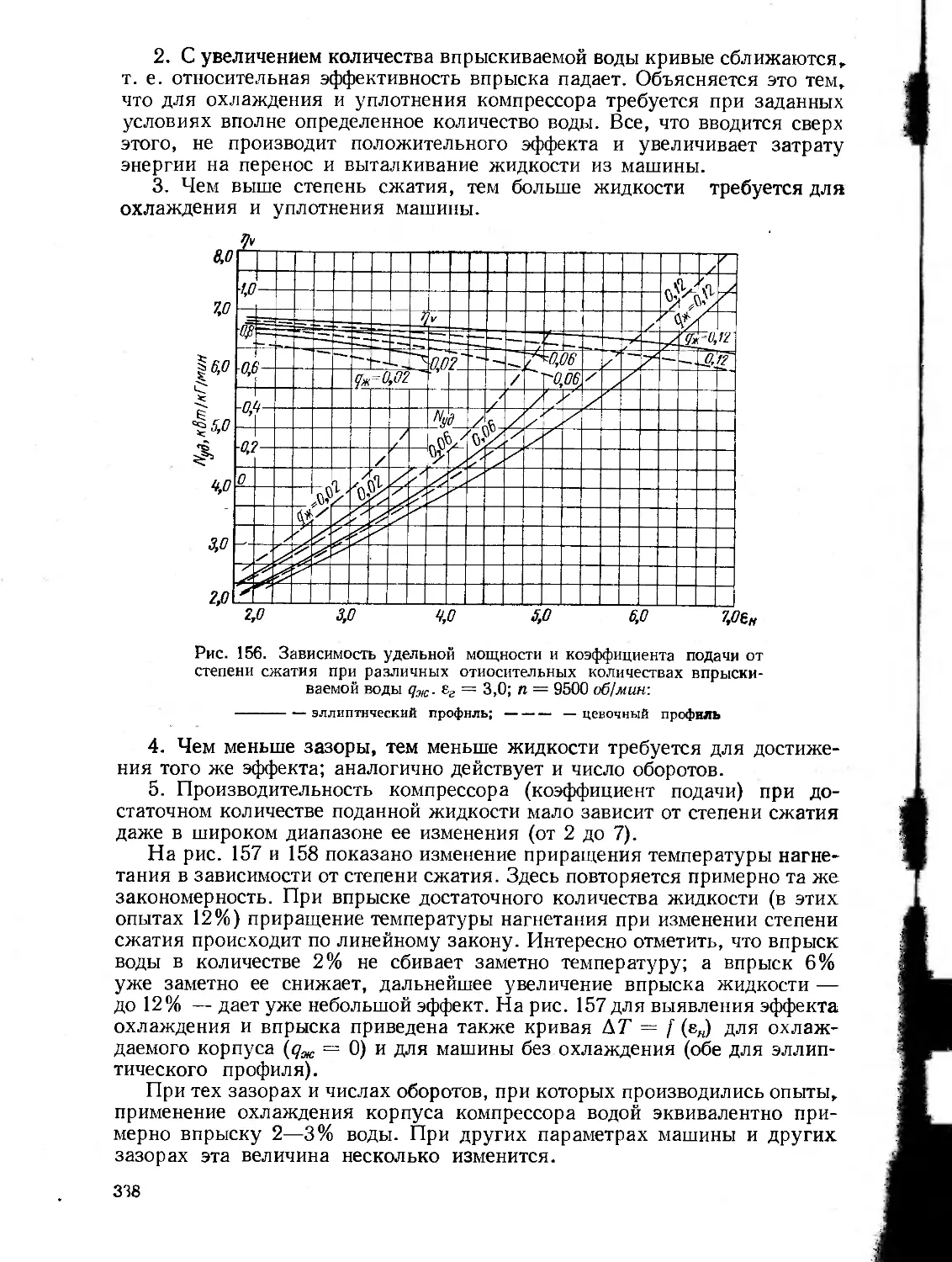
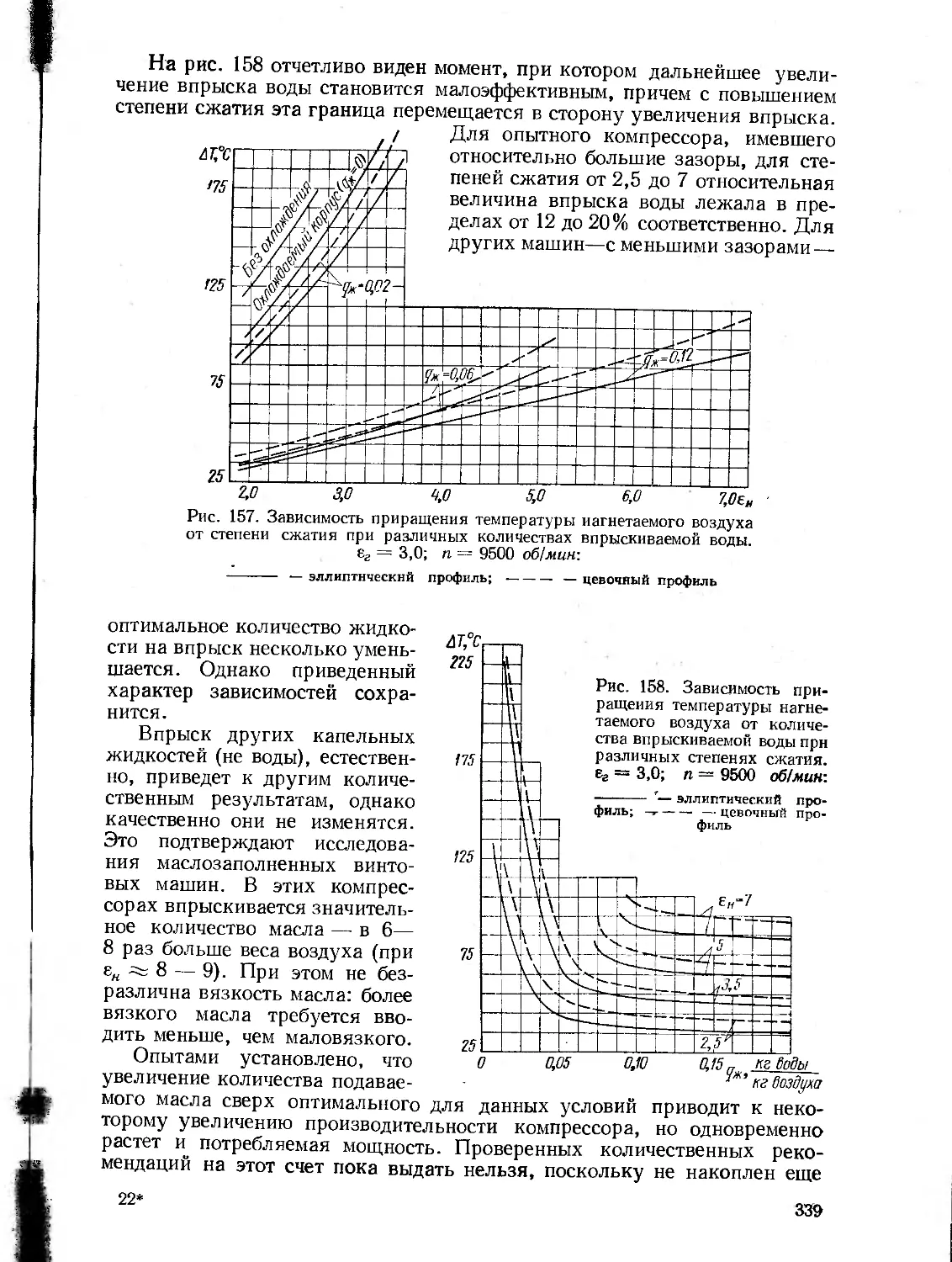
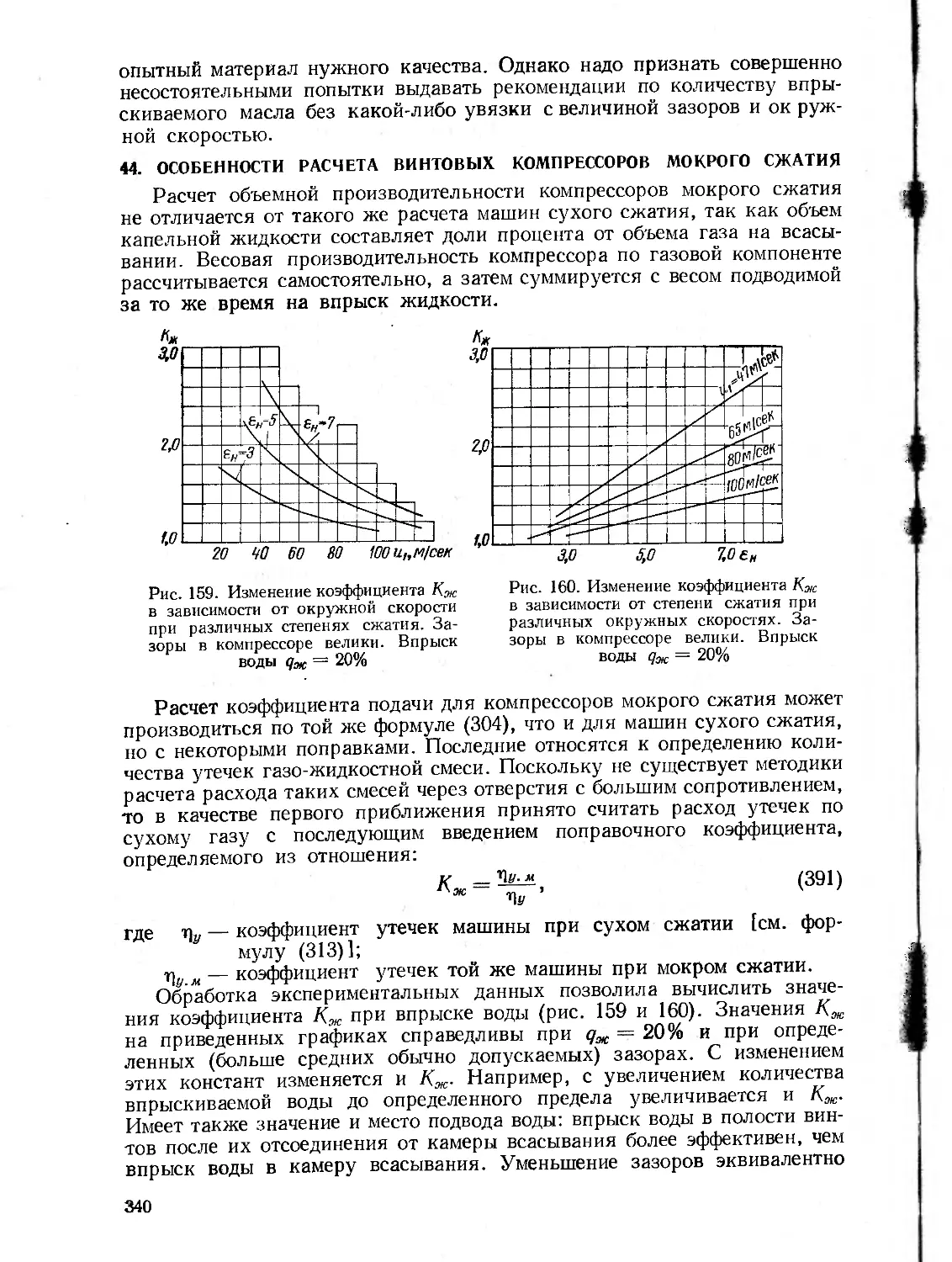
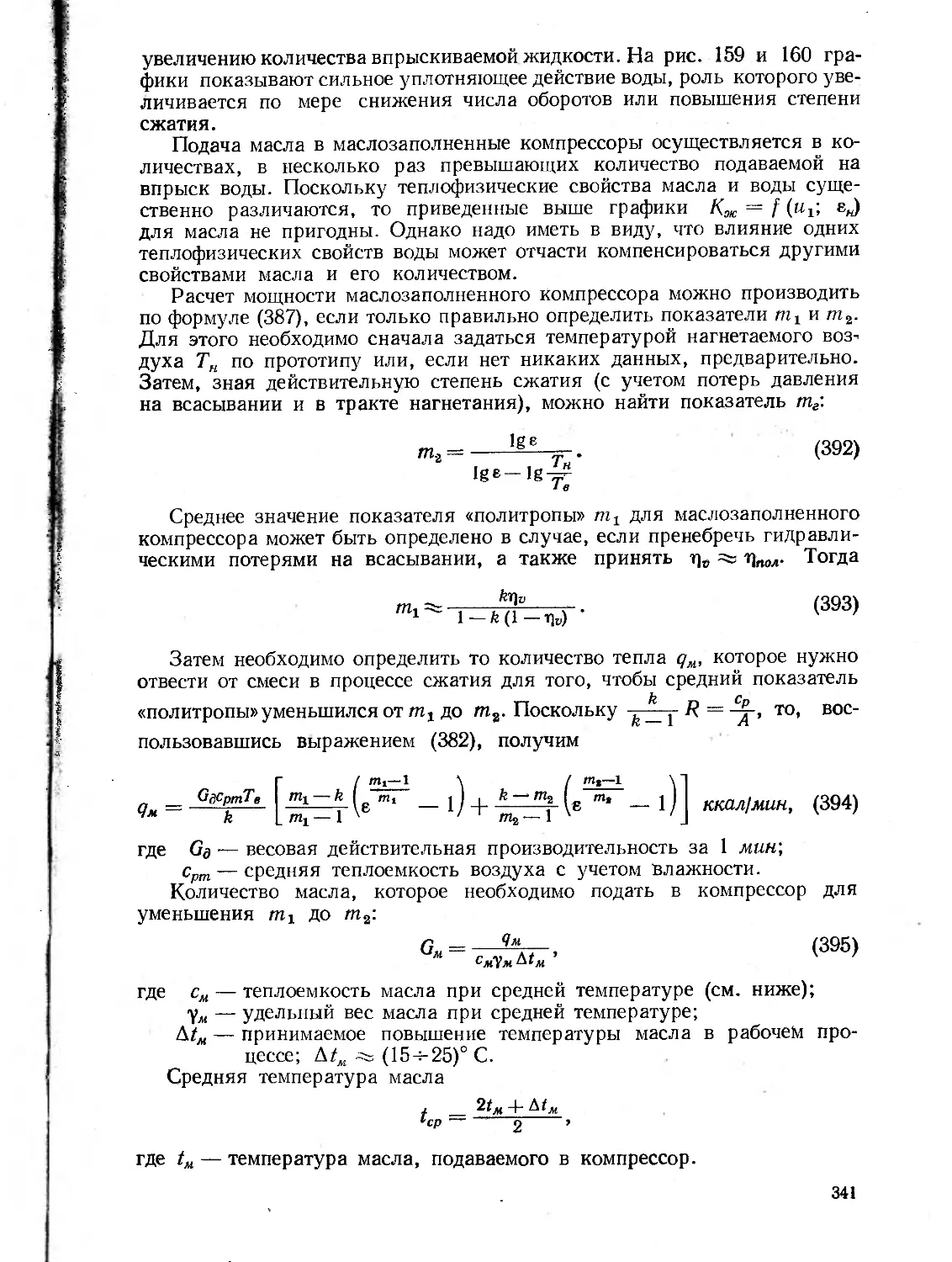
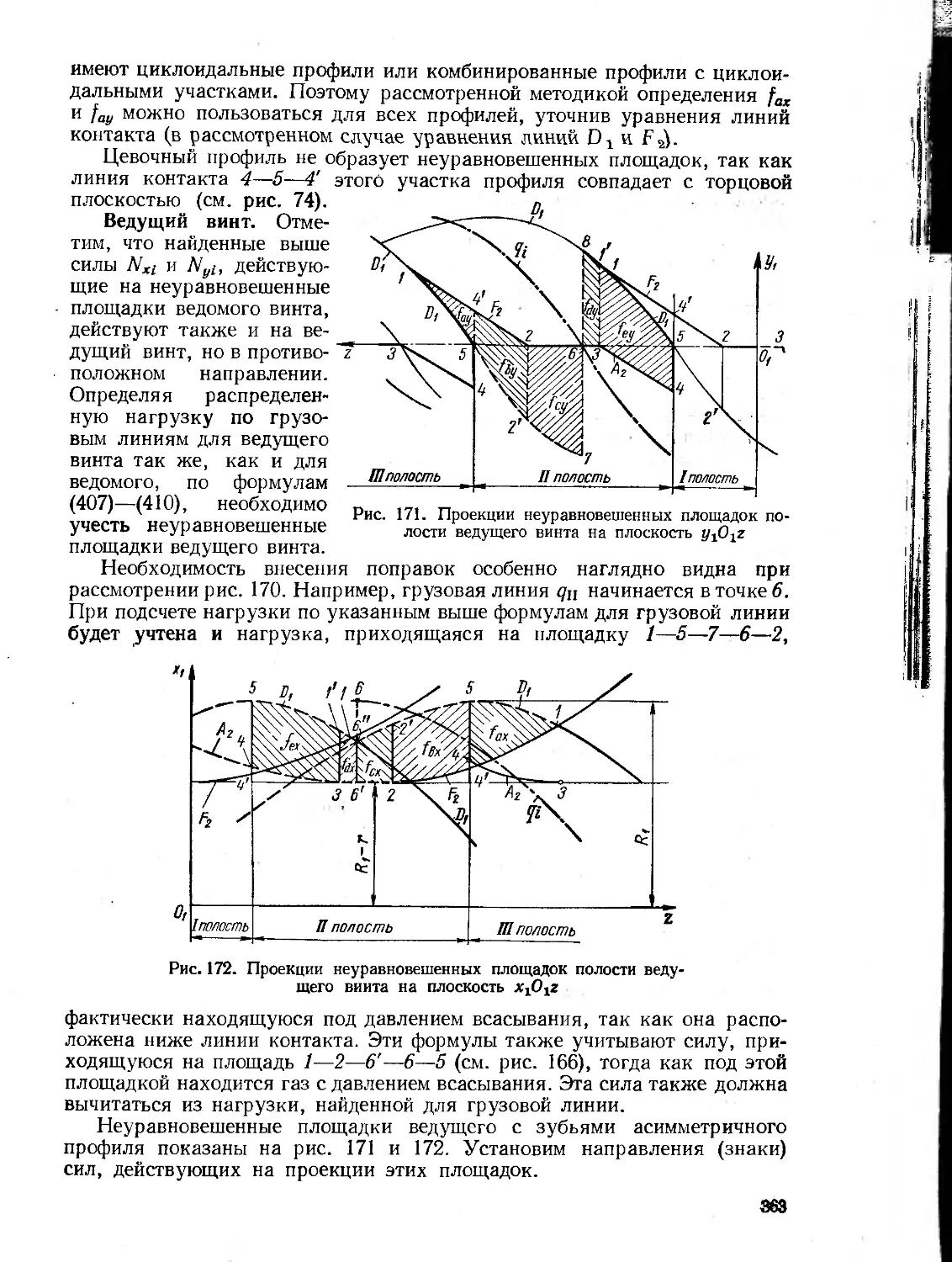
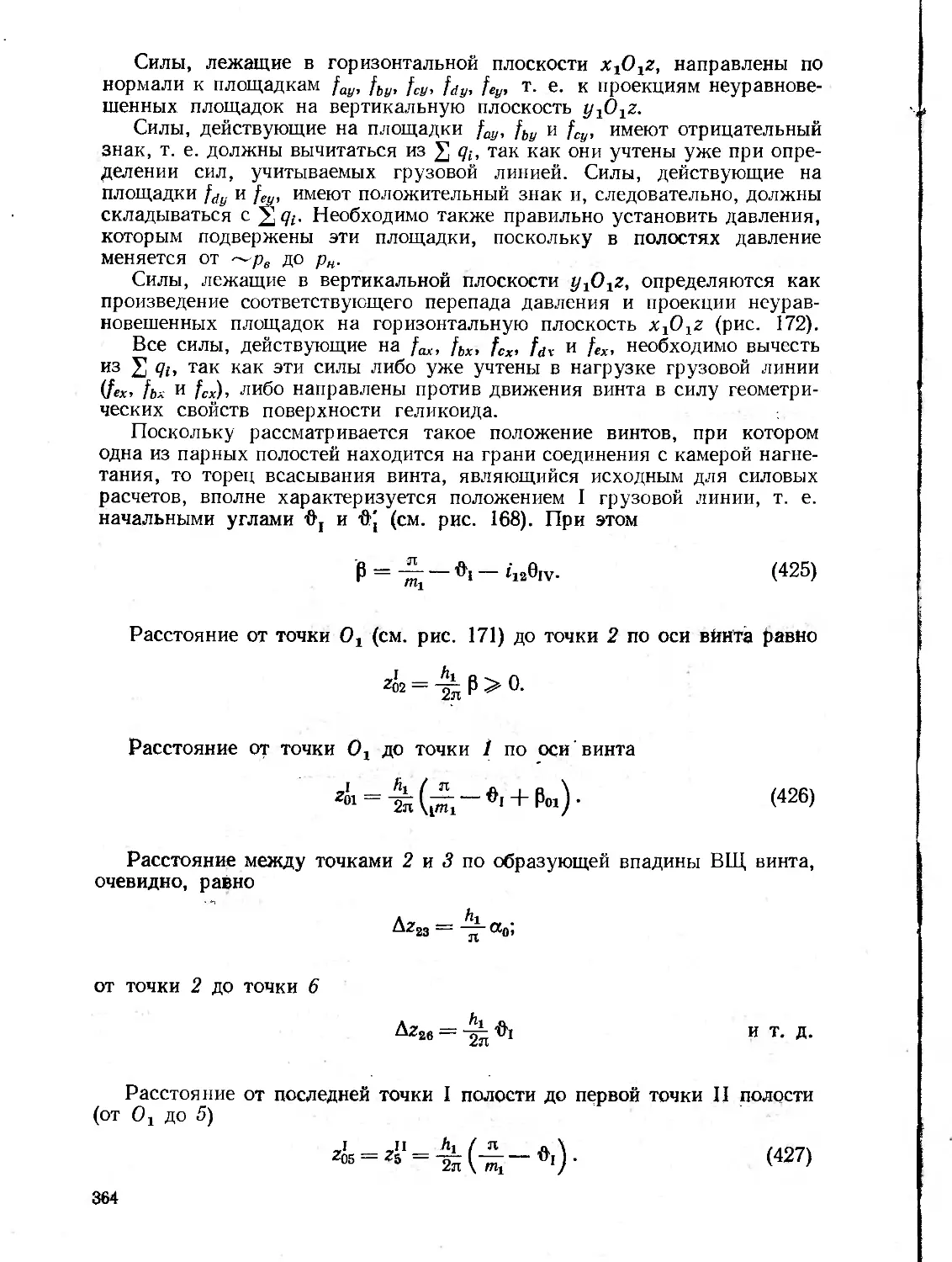
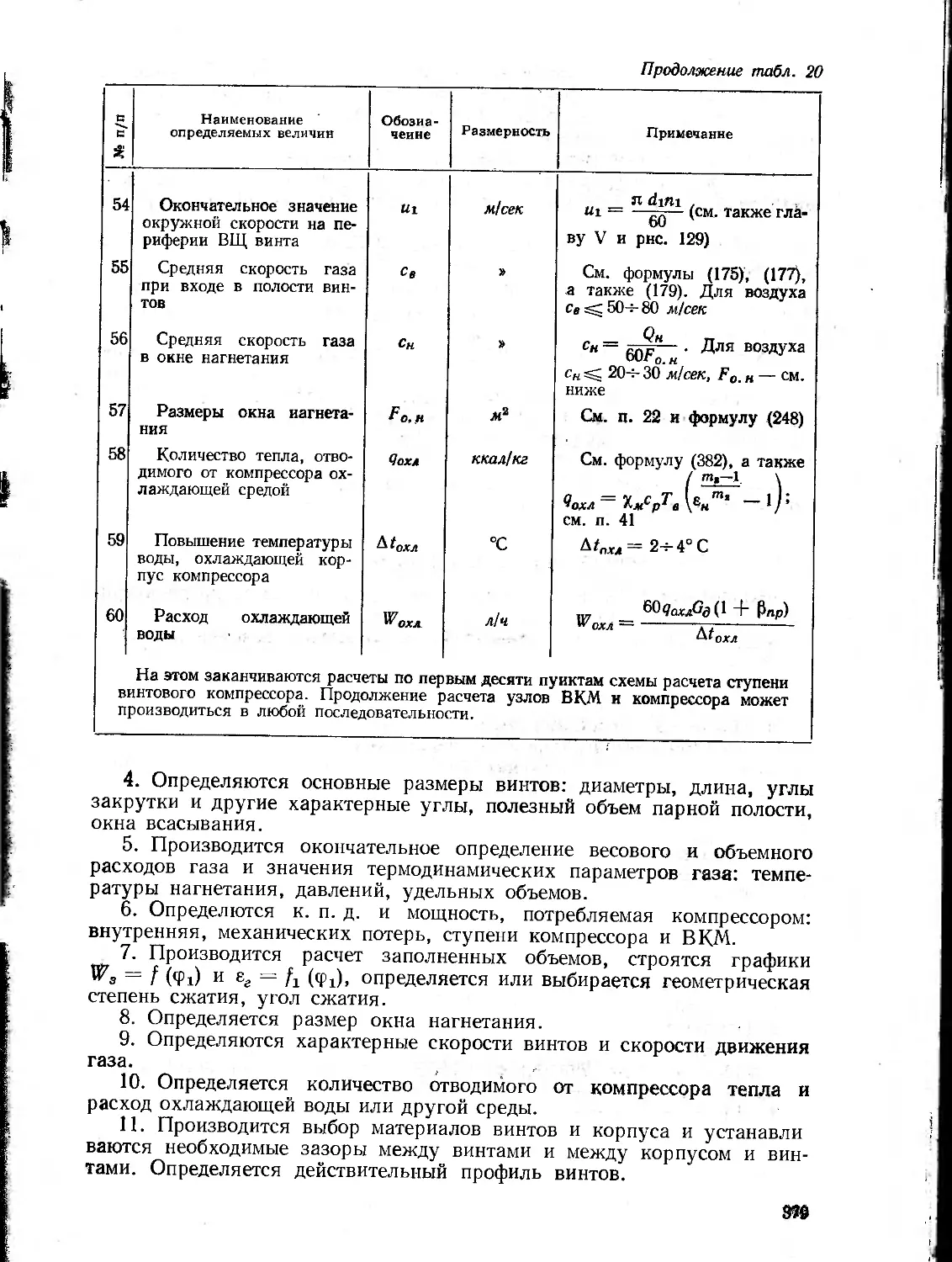
Текст
И. А. САКУН
доктор
технических
наук
профессор
ВИНТОВЫЕ
КОМПРЕССОРЫ
ОСНОВЫ ТЕОРИИ,
РАСЧЕТ, КОНСТРУКЦИЯ
Издание второе,
переработанное и дополненное
ИЗДАТЕЛЬСТВО „МАШИНОСТРОЕНИЕ"
ЛЕНИНГРАД 19 7 0
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
Индекс 1 присвоен ведущему (ВЩ) винту; индекс 2 — ведомому (ВМ)
винту
гы{^1н) и Г2н (^2«) — радиусы (диаметры) начальной окружности
ВЩ и ВМ винтов
/?! (di) и i?a (d2) — радиусы (диаметры) внешней окружности ВЩ
и ВМ винтов
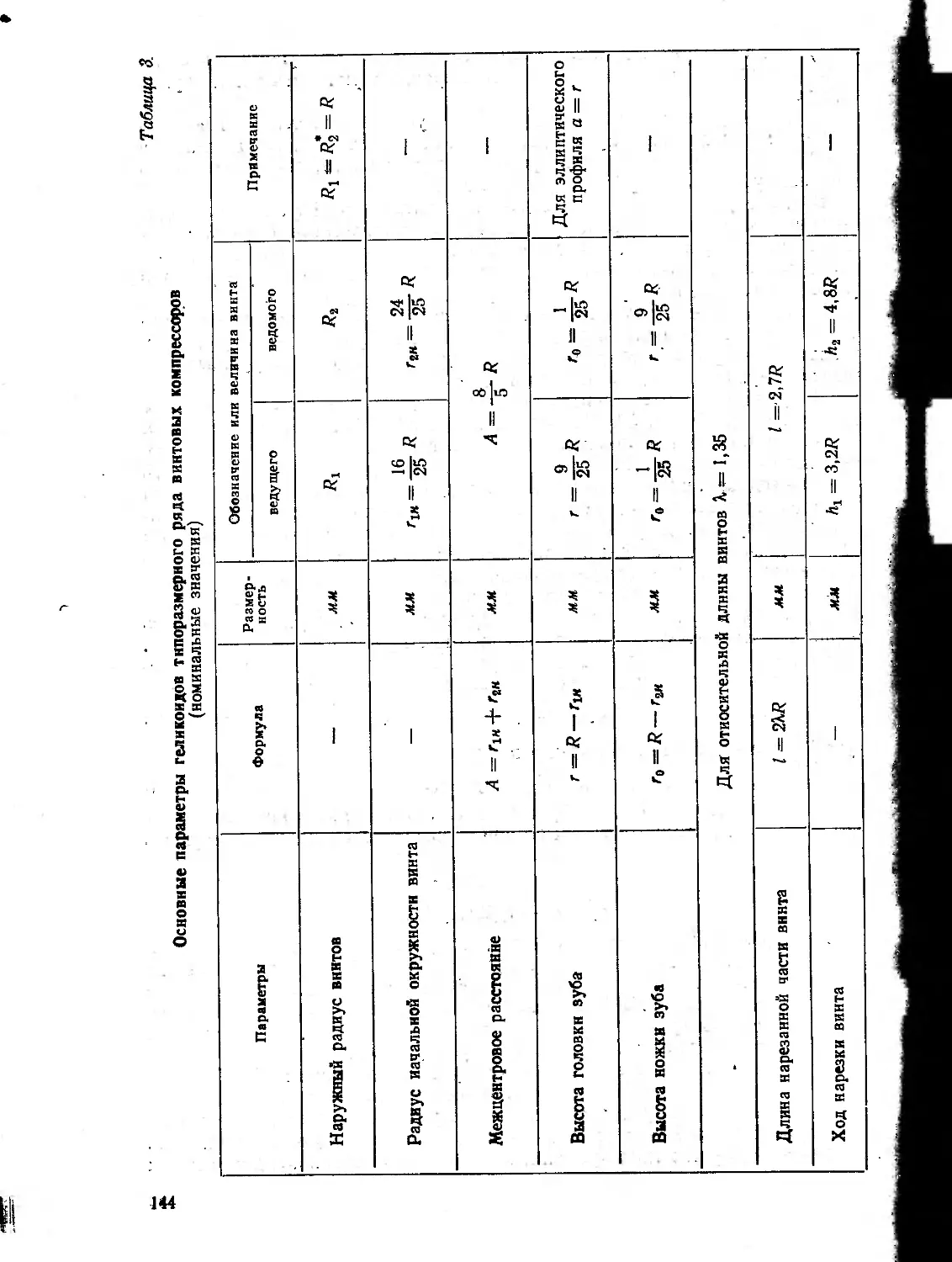
А — г1н + гш •— номинальное межцентровое расстояние
г = R х — rw — высота зуба
? == относительная высота головки зуба ВЩ винта
или ножки зуба ВМ винта
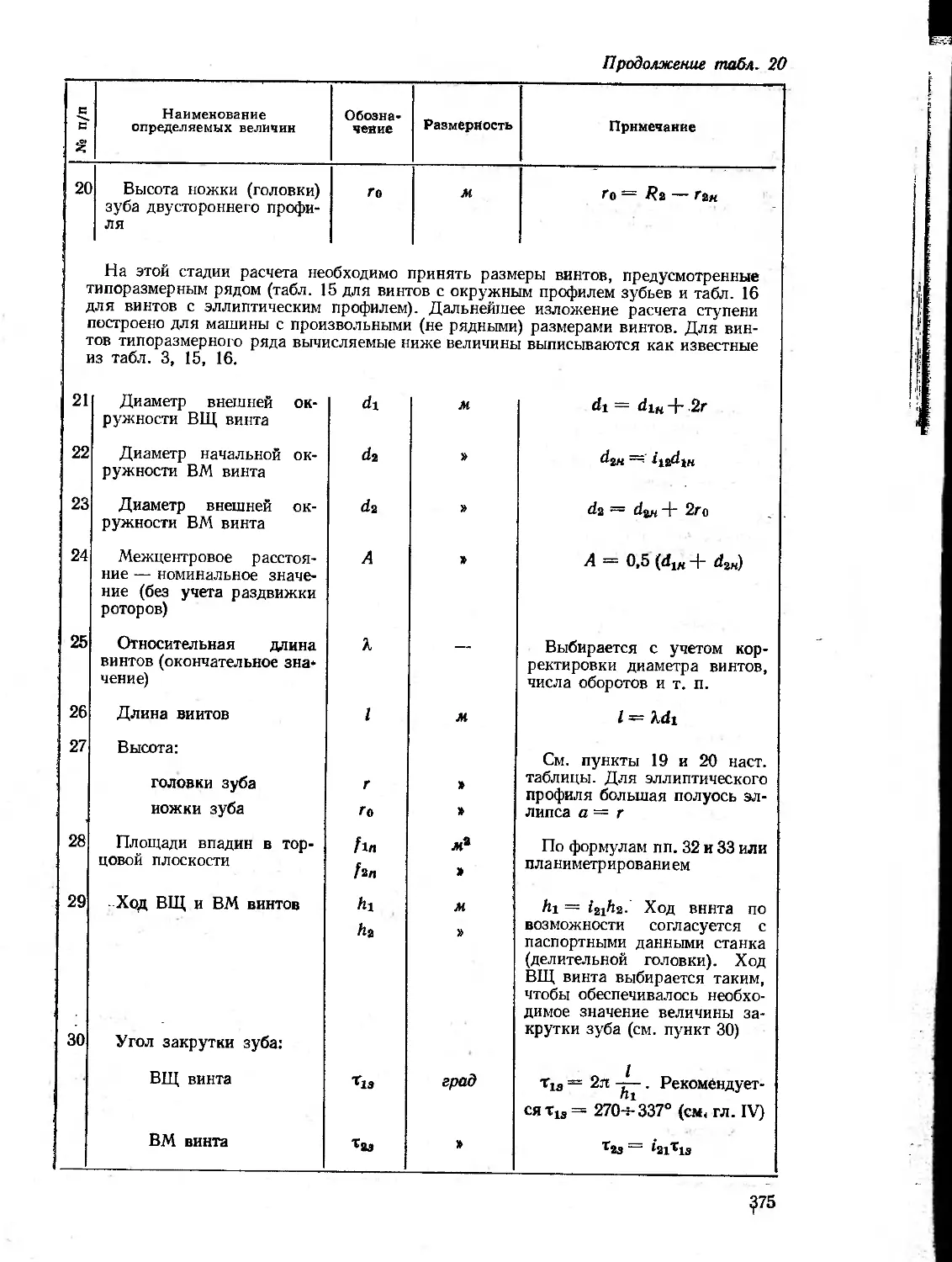
r0 = #2— гы — высота головки зуба ВМ винта и ножки
зуба ВЩ винта
?0 = — относительная высота ножки зуба ВЩ винта
или головки ВМ винта
ht и й2 — Х°Д ВЩ и ВМ винтов
т1 и т2 — число зубьев (заходов) ВЩ и ВМ винтов
tit и п% — число оборотов ВЩ и ВМ роторов (в об/мин);
т2п2 = т1п1 = тп
п = Пу — число оборотов компрессора (в об!мин)
ых — окружная скорость на внешней окружности
ВЩ винта (в м/сек)
'iH = -^i- = —^- = — передаточное число
i21 = l/i12 — передаточное отношение
/ — длина винтов
X = -з относительная длина винтов
fm и /гп — площадь впадины между зубьями в торцовой
плоскости ВЩ и ВМ винтов
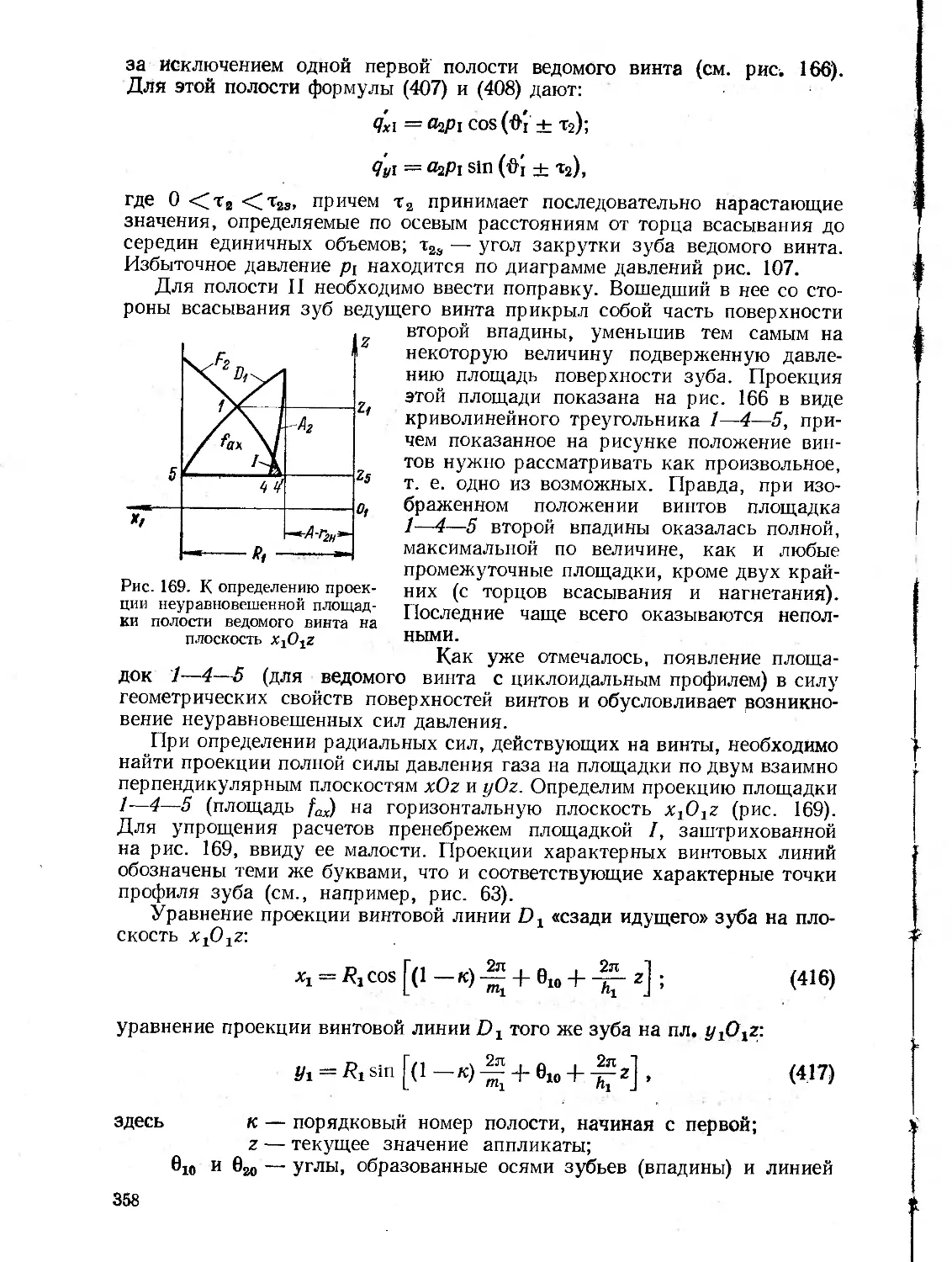
/„ — проекция неуравновешенной площади
ведомого винта на торцовую плоскость
Qx и Q2 — коэффициенты полезной площади торцового
сечения винтов с односторонним зубом
асимметричного профиля
Qi и Ql — коэффициенты полезной площади торцового
сечения винтов с односторонним зубом
симметричного окружного профиля
Q12
Ои
wol
woi:
w13
wu-
Tl
И
! И
И
+
И
s И
а1в и
Фш
Фи
И
И
^22
?::
в»
Ф2п
Фйс
коэффициенты полезной площади торцового
сечения винтов с двусторонним зубом
асимметричного профиля
коэффициенты полезной площади торцового
сечения винтов с двусторонним зубом
симметричного окружного профиля
объем одной полости ВЩ и ВМ винтов
объем одной парной полости; а также полезный
объем парной полости
заполненный объем полости к моменту
окончания внутреннего сжатия
заполненный объем парной полости
угол наклона винтовой линии, образованный
между касательной к винтовой линии на
делительном цилиндре и образующей цилиндра
угол закрутки зуба ВЩ и ВМ винтов
предельный угол закрутки ВЩ винта
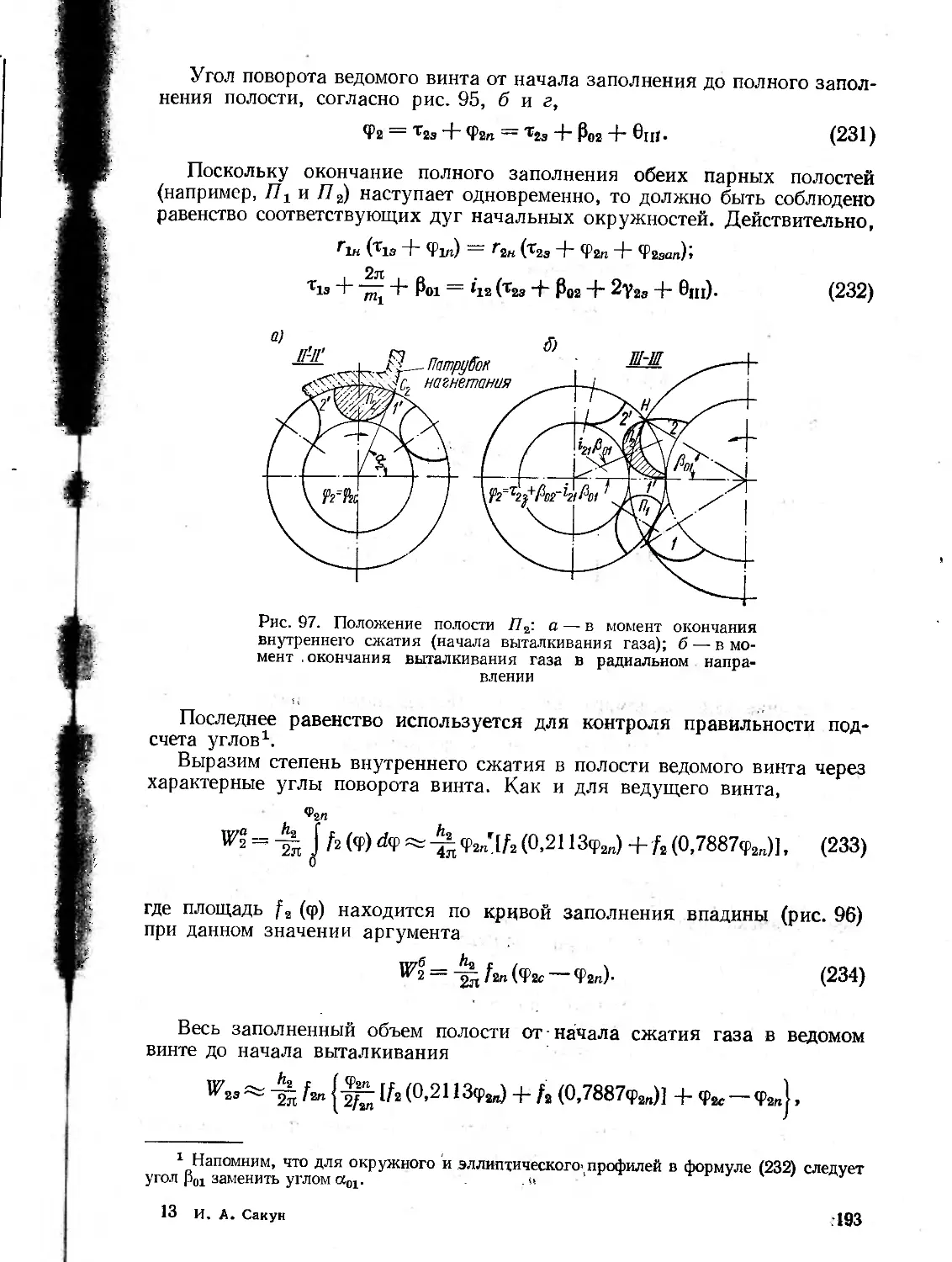
центральный угол кольцевого сектора окна
всасывания ВЩ и ВМ винтов
угол поворота винта от начала сжатия до
полного замыкания линий контакта
угол поворота винта от начала заполнения
полости до начала выталкивания (угол сжатия)
острый угол расточки корпуса под ведущий
винт между осью 0ххг и лучом, проведенным из
начала координат (точка 0г) в точку Н (точку
пересечения внешних окружностей винтов)
или в точку пересечения начальной
окружности ВМ винта и внешней окружности ВЩ
винта (для двустороннего профиля)
острый угол расточки корпуса под ведомый
винт — между осью Огхги лучом,
проведенным из начала координат (точка О 2) в точку Н
или в точку пересечения начальной
окружности ВМ винта и внешней окружности ВЩ
винта
— геометрическая степень сжатия
= — — степень сжатия газа в компрессоре
~ — внутренняя степень сжатия газа
давление внутреннего сжатия
параметры газа в камере всасывания
параметры газа в камере нагнетания
начальные параметры газа перед заборным
патрубком
параметры газа в полостях всасывания
параметры газа в начале сжатия
средний показатель политропы, определяемый
по конечным параметрам газа
средняя скорость газа при входе в полость
ВЩ и ВМ винтов
Ро2 —
Р.; тв;
Рн\ i»;
Ро. 1 о.
Pa; 7Y,
р'й Т\\
«г
Рн
Ре
Рп
Уе
Ун
Vo
Yi
Yi
Си И С2(Г —
средняя скорость газа в окне нагнетания
скорость осевого перемещения газа ¦ • \
теоретическая объемная и весовая производи- L
тельность компрессора, отнесенная к условиям
всасывания
действительная объемная и весовая
производительность компрессора на всасывании
действительная объемная и весовая
производительность компрессора, поданная
потребителю (отнесенная к условиям всасывания)
коэффициент подачи
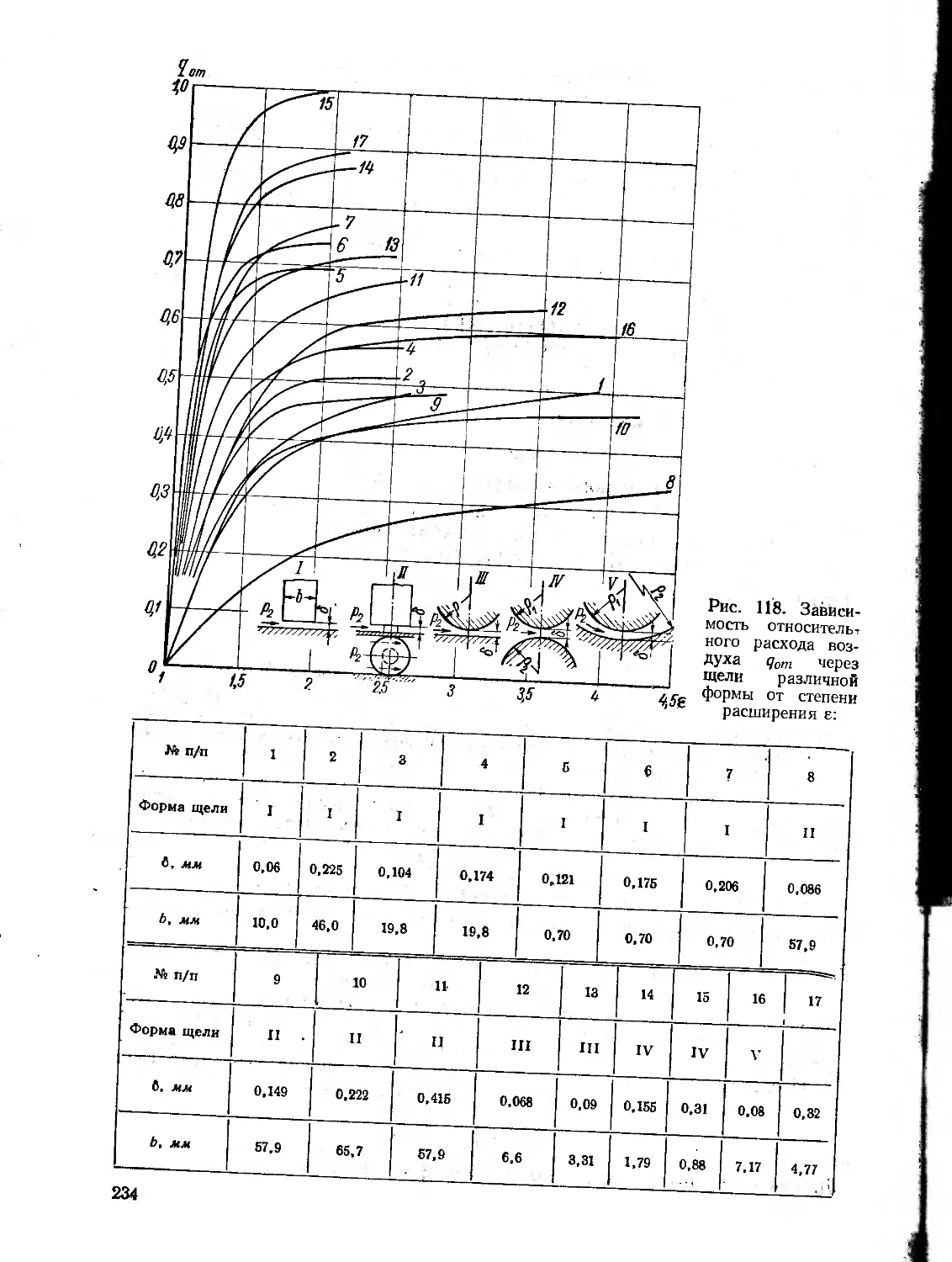
удельный расход газа через единицу площади
щели
величина утечек в одну полость в течение
одного оборота (в кг)
температура утечек (до смешения со свежеза-
сосанным газом)
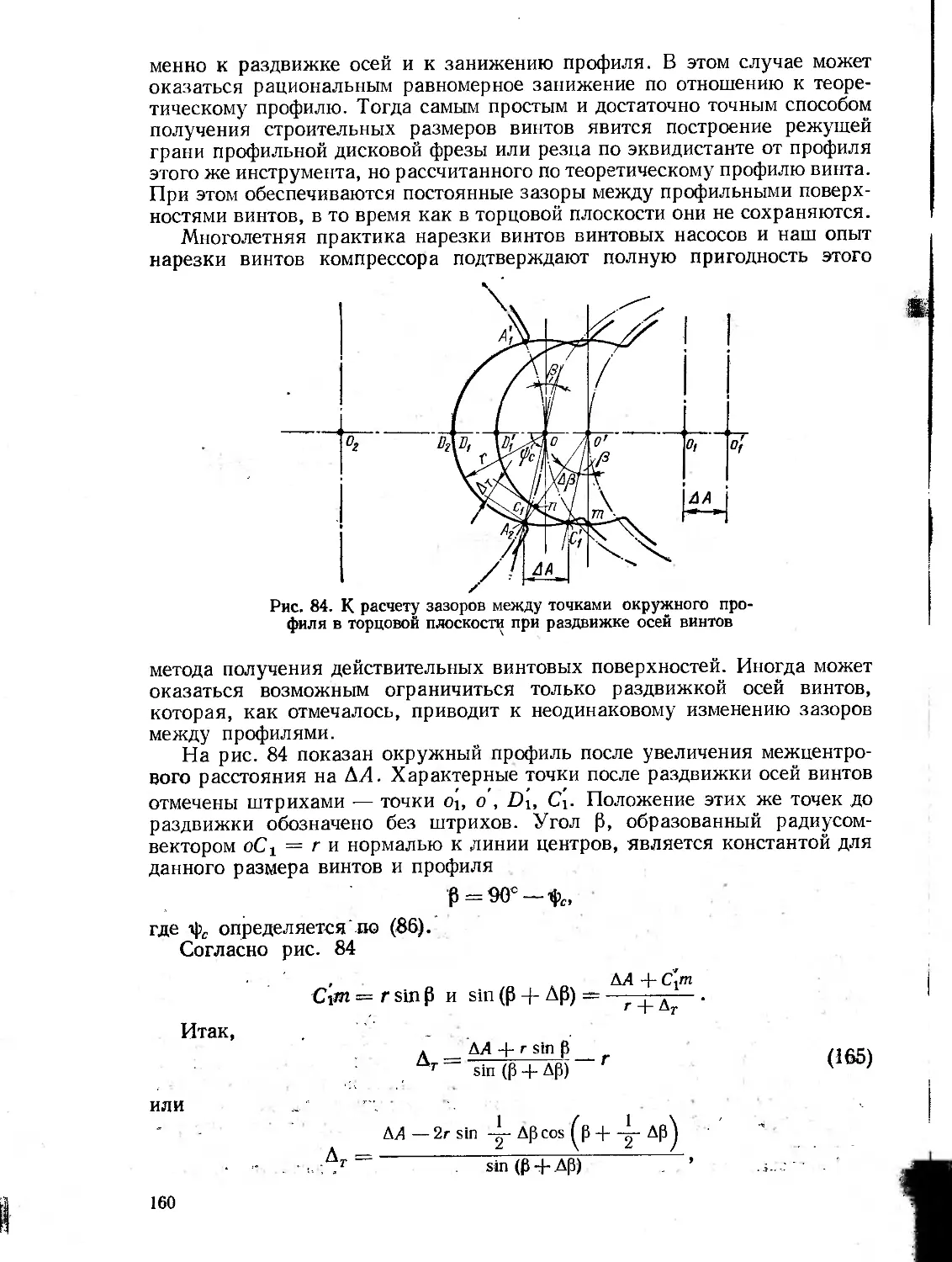
коэффициент расхода для щелей
адиабатный (внутренний) к. п. д. компрессора
политропный к. п. д. компрессора
коэффициент режима
г^ — коэффициент утечек
На — удельная работа адиабатного сжатия и
выталкивания газа
Н} — удельная внутренняя работа сжатия и
выталкивания газа
Nt — внутренняя мощность компрессора
NK — мощность на муфте, потребляемая
компрессором
Q.i
Qa;
Сн
GT
Gt
G>
Л»
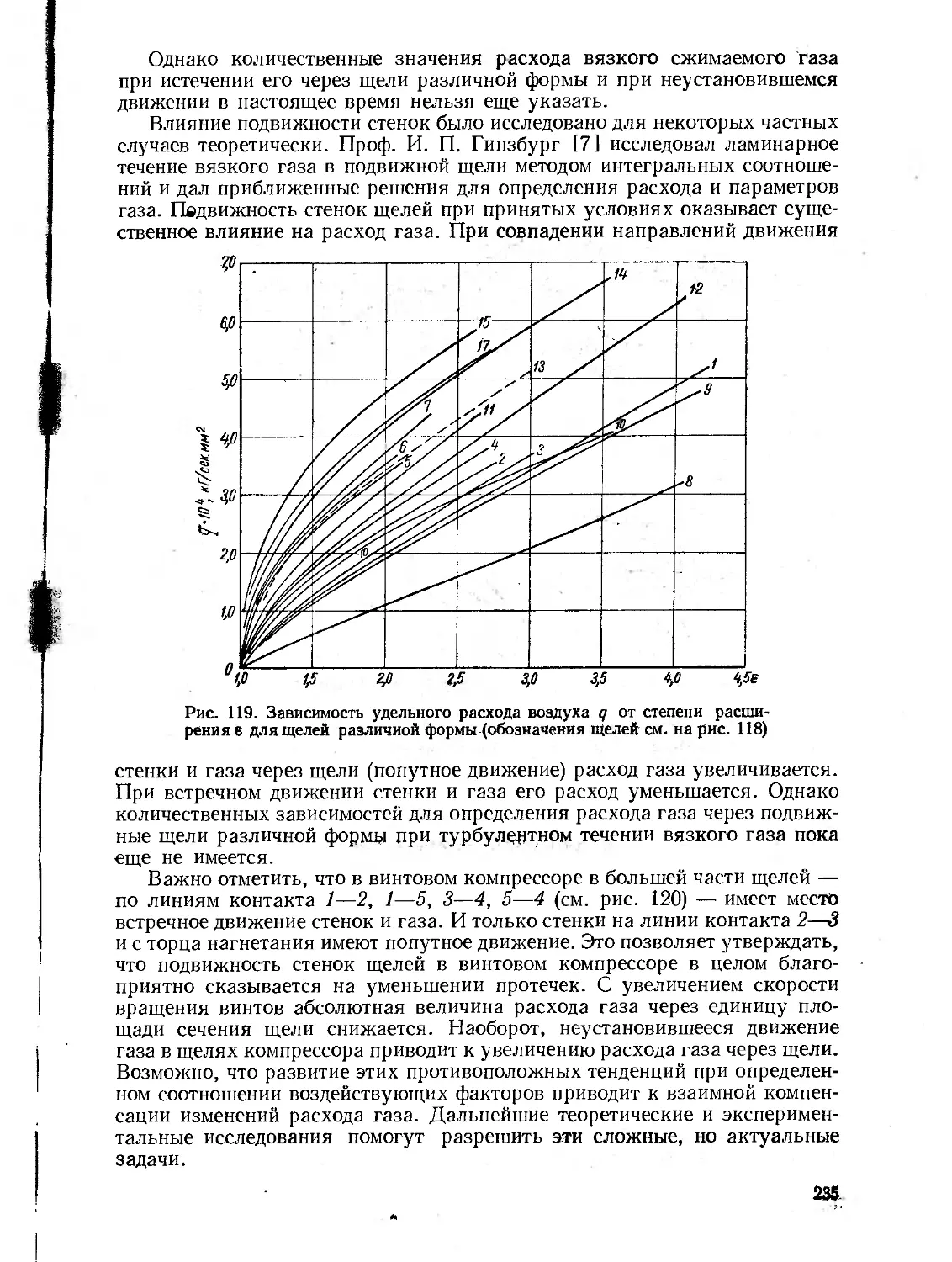
q
G'y
Ту
К
Лоа.вк
r\
•m
ВВЕДЕНИЕ
Созданием в конце 30-х годов новой компрессорной машины объемного
типа с внутренним сжатием — винтового компрессора — завершился
важный этап по реализации прогрессивной идеи неизменно направленного
{вращательного) движения рабочих органов машины.
Отсутствие в винтовом компрессоре деталей, совершающих возвратно-
поступательное движение, позволяет осуществить высокие скорости
вращения роторов, что обеспечивает получение относительно высокой произт
водительности при малых размерах. Это предопределяет большую
экономию в весе и габаритах.
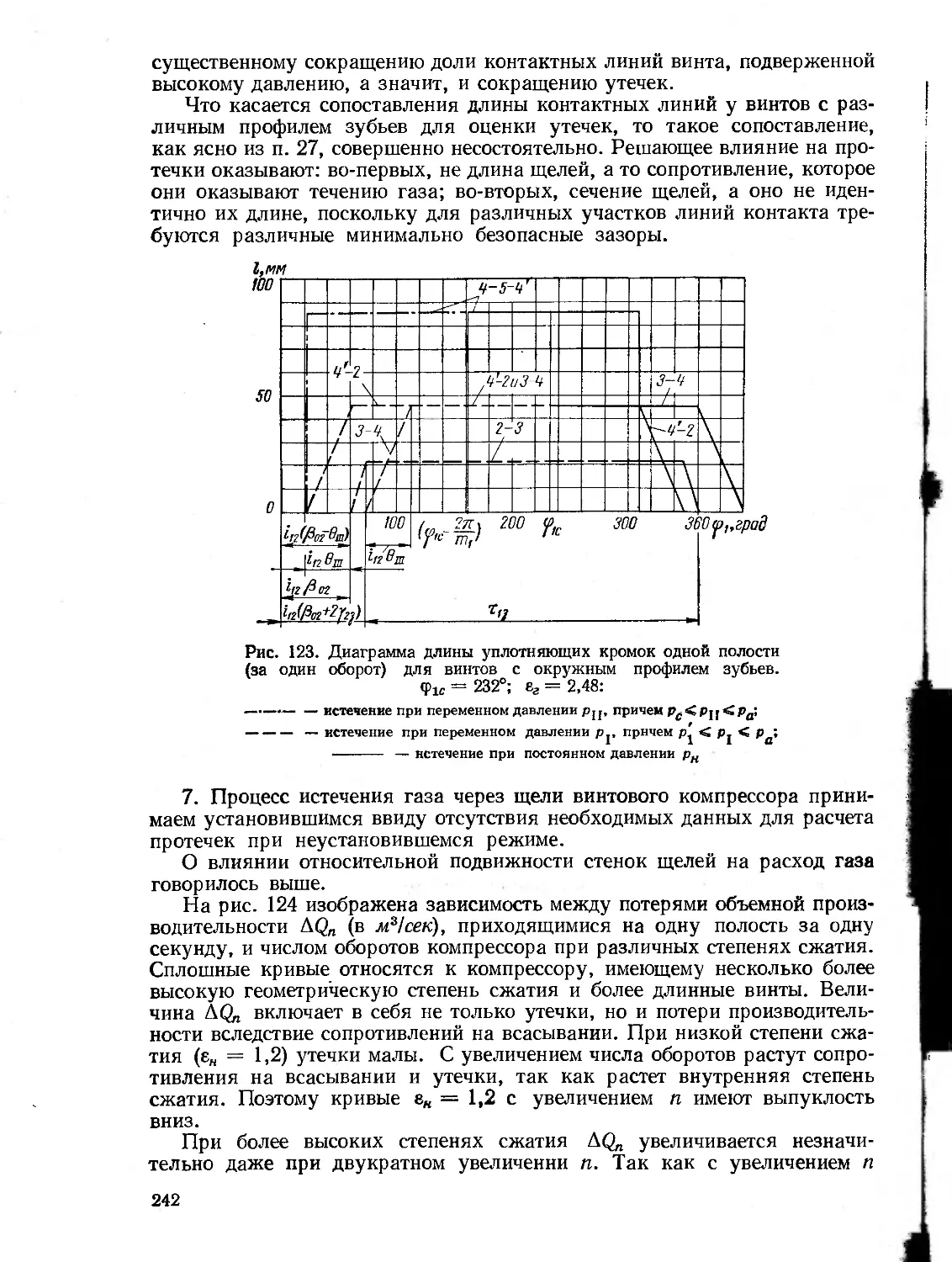
Наличие зазоров между рабочими органами винтовой машины имеет
положительные и отрицательные последствия: с одной стороны, рабочие
органы не требуют смазки и не изнашиваются; с другой — через зазоры
прорывается сжатый газ, причиняя двойной ущерб. Во-первых, этот газ
теряет потенциальную энергию давления; во-вторых, он уменьшает полез-*
ный объем полости, сбивает встречными струйками течение засасываемого
газа, одновременно подогревая его.
По этим причинам уменьшение протечек газа через зазоры внутри
машины любыми путями является самым эффективным средством повышения
экономичности винтового компрессора. Таких путей имеется несколько.-
Некоторые уже применяются в винтовых машинах. Среди них, естественно,
уменьшение зазоров и вообще сечения щелей; увеличение сопротивления
в щелях при движении газа за счет увеличения глубины (длины пути
дросселирования) щели или за счет уплотнения щели специально
подведенным газом и капельной жидкостью; увеличение сопротивления щели за
счет шероховатости поверхности. Одним из возможных путей в этом
направлении является также создание конструкции машины из материалов,
имеющих коэффициент линейного расширения, близкий к нулю. Это
позволило бы обеспечить надежную работу машины при минимальных
строительных зазорах.
Большое количество изобретений, улучшающих и видоизменяющих
винтовые машины, свидетельствует об успешных творческих поисках
путей дальнейшего их усовершенствования.
Убедительными аргументами в пользу винтовых компрессорных машин
является быстро нарастающий их выпуск в промышленно развитых
странах и широкое применение этих машин во многих отраслях
промышленности и на транспорте.
ГЛАВА I
конструкция винтовых компрессорных машин,
ИХ ХАРАКТЕРИСТИКА И ОБЛАСТЬ ПРИМЕНЕНИЯ
1. КОНСТРУКТИВНАЯ СХЕМА ВИНТОВОГО КОМПРЕССОРА
И ПРИНЦИП ЕГО ДЕЙСТВИЯ
Винтовой компрессор состоит из небольшого числа основных деталей
(рис. 1), к которым относятся: корпус компрессора, роторы, опорные и
упорные подшипники, уплотнения.
На средней утолщенной части роторов нарезаны винты — наиболее
сложные и точные детали винтового компрессора. Вращение роторов
винтов синхронизируется шестернями, сидящими на валах роторов.
Винты современных винтовых компрессоров представляют собой
цилиндрические косозубые крупномодульные шестерни с зубьями
специального профиля.
Зубья (нитки) каждого из винтов в сечении плоскостью,
перпендикулярной оси вращения винта (торцовой плоскостью), очерчены специально
подобранными кривыми, образующими профиль зубьев. Профили зубьев
парных винтов подбираются таким образом, чтобы при взаимной обкатке
винтов их зубья сопрягались теоретически беззазорно. В свою очередь
вершины зубьев, при вращении винтов описывающие цилиндрические
поверхности, образуют с корпусом также теоретически беззазорное
сопряжение.
Совершенно очевидно, что для вращения винтов между ними, а также
между винтами и корпусом должны быть малые, но безопасные для
движения винтов зазоры. Величина этих зазоров, как станет ясным из
дальнейшего, является одним из основных факторов, определяющих
экономичность винтовых машин.
Для сохранения двусторонних боковых зазоров между зубьями винтов
их валы соединяются шестернями, исключающими возможность взаимного-
касания винтов. Сохранение зазоров между винтами и корпусом в
радиальном и осевом направлениях обеспечивается опорными и упорными
подшипниками. Сказанное относится к винтовым машинам сухого сжатия,
работающим без подачи смазывающей жидкости в рабочее пространство.
В последние годы распространились винтовые компрессоры,
работающие с подачей масла в рабочее пространство. В этих машинах винты могут
взаимно соприкасаться, если это допускает характер касания боковых
профилей их зубьев, и тогда шестерни на роторах могут отсутствовать-
Однако касание винтов с корпусом и в этом случае недопустимо.
8
Винтовые компрессоры, работающие с подачей смазки в рабочее
пространство, получили название маслозаполненных. Об этих
машинах речь пойдет ниже.
В винтовых компрессорах отсутствуют клапаны или какие-либо
другие распределительные органы. Они не имеют также частей, совершающих
возвратно-поступательное движение.
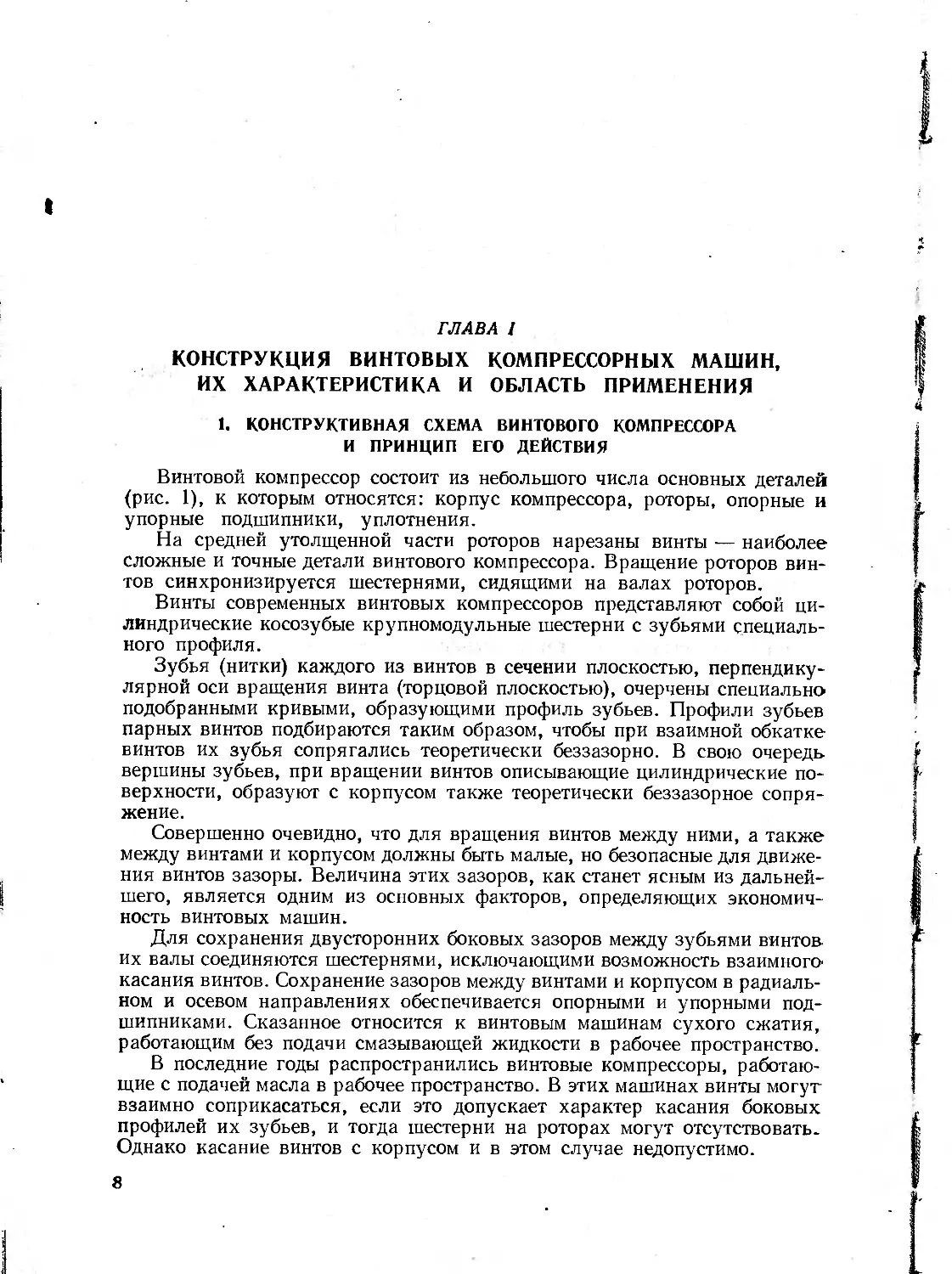
На рис. 1 показаны схематические разрезы винтового компрессора.
В корпусе 1, состоящем из нескольких частей, имеются соответствующие
расточки с параллельными осями, в которых помещаются роторы. Расточки
корпуса под винты пересекаются между собой, образуя в поперечном
сечении фигуру в виде восьмерки. Эти расточки образуют, следовательно, одно
общее пространство, которое с одного торца сообщается посредством окна
всасывания с патрубком или камерой всасывания, с другого ¦—
посредством окна нагнетания с патрубком или камерой нагнетания. Окна
всасывания и нагнетания взаимно расположены по диагонали. Такое же
расположение могут иметь и патрубки всасывания и нагнетания, не исключая
в то же время и иного их взаимного расположения на корпусе компрессора.
Окно всасывания имеет форму приблизительно двух соприкасающихся
разомкнутых кольцевых секторов (форму буквы омега см. рис. 9). Оно
расположено с торца винтов и заходит иногда на небольшом участке и на
боковую поверхность. Окно нагнетания, как правило, располагается и сбоку
и с торца винтов.
Корпус компрессора имеет полости 10 для циркуляции охлаждающей
жидкости или, если давление сжатия невелико, ребра для охлаждения
внешним потоком воздуха.
В маслозаполненных компрессорах, а также в машинах, работающих
с впрыском охлаждающей жидкости в рабочее пространство, выделяю-
щаяся при работе компрессора теплота уносится жидкостью. Такие
компрессоры специального охлаждения корпуса не имеют.
Винтовые компрессоры, выпускаемые промышленностью, имеют два
винта (ротора). Один из них ведущий 2 (рис. 1) соединяется с двигателем.
Он имеет выпуклые, широкие зубья. Другой винт 3 — ведомый — имеет
вогнутые и тонкие зубья. Крутящий момент от двигателя передается
непосредственно или через мультипликатор (иногда редуктор) только
ведущему винту. Ведомый винт с зубьями применяющихся ныне профилей,
как показано в гл. IX, воспринимает лишь небольшую долю общего кру-
ГЛАВА I
КОНСТРУКЦИЯ ВИНТОВЫХ КОМПРЕССОРНЫХ МАШИН,
ИХ ХАРАКТЕРИСТИКА И ОБЛАСТЬ ПРИМЕНЕНИЯ "
1. КОНСТРУКТИВНАЯ СХЕМА ВИНТОВОГО КОМПРЕССОРА '"
И ПРИНЦИП ЕГО ДЕЙСТВИЯ 5"
I.
Винтовой компрессор состоит из небольшого числа основных деталей
(рис. 1), к которым относятся: корпус компрессора, роторы, опорные t -
упорные подшипники, уплотнения. [з
На средней утолщенной части роторов нарезаны винты — наиболеш
сложные и точные детали винтового компрессора. Вращение роторов винш
тов синхронизируется шестернями, сидящими на валах роторов. о-
Винты современных винтовых компрессоров представляют собой циа-
линдрические косозубые крупномодульные шестерни с зубьями специалье-
ного профиля.
Зубья (нитки) каждого из винтов в сечении плоскостью, перпендикуо-
лярной оси вращения винта (торцовой плоскостью), очерчены специальнсу-
подобранными кривыми, образующими профиль зубьев. Профили зубьеЕа-
парных винтов подбираются таким образом, чтобы при взаимной обкатк<б-
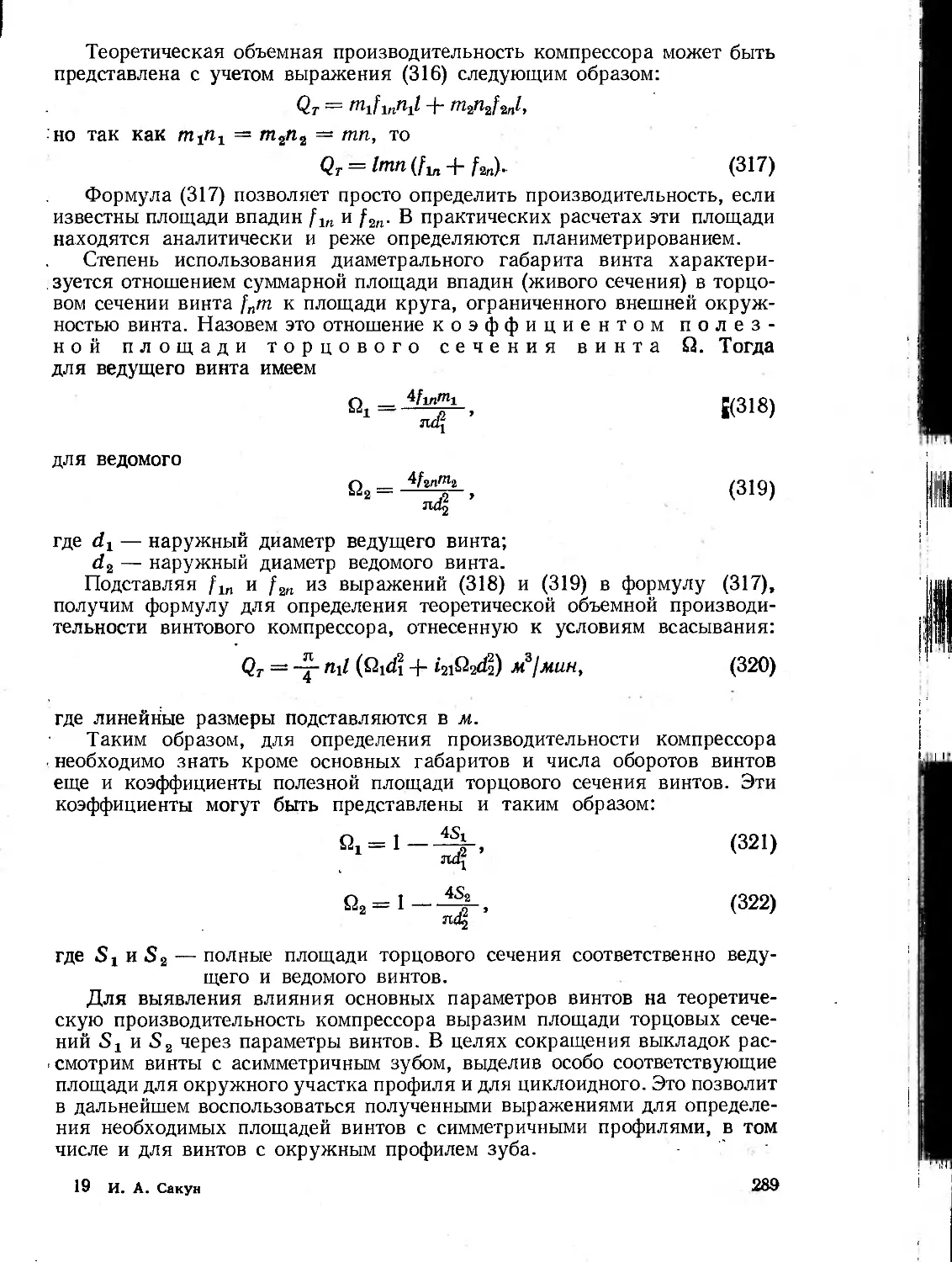
винтов их зубья сопрягались теоретически беззазорно. В свою очеред!
вершины зубьев, привращении винтрв; описывающие цилиндрические._па<и
скольжения или качения (рис. 24). Осевые усилия, действующие на роторы,
воспринимаются упорными подшипниками 4, также скользящего или
катящегося трения. В непосредственной близости от винтов на валах
размещаются уплотнения 9. Обороты винтового компрессора принято считать
ло оборотам ведущего винта.
Принцип действия винтового компрессора состоит в следующем. При
вращении винтов на стороне выхода зубьев из зацепления (снизу, первая
проекция на рис. 1) постепенно, начиная от торца всасывания,
освобождаются впадины между зубьями. Эти впадины, в дальнейшем называемые
также полостями, благодаря создаваемому в них разрежению заполняются
газом, поступающим через окно из камеры всасывания. В тот момент,
когда полости полностью освободятся на противоположном торце винта
от заполняющих их зубьев, объем их достигнет максимальной величины;
пройдя окно, они разъединяются с камерой всасывания. Процесс
всасывания газа в них закончится. В таком положении показаны полости на
рис. 2, а (затемненные).
Объемы газа, ограниченные поверхностями винтов и корпуса, уже
разобщились с камерой всасывания, но еще не соединились с камерой нагне-
10
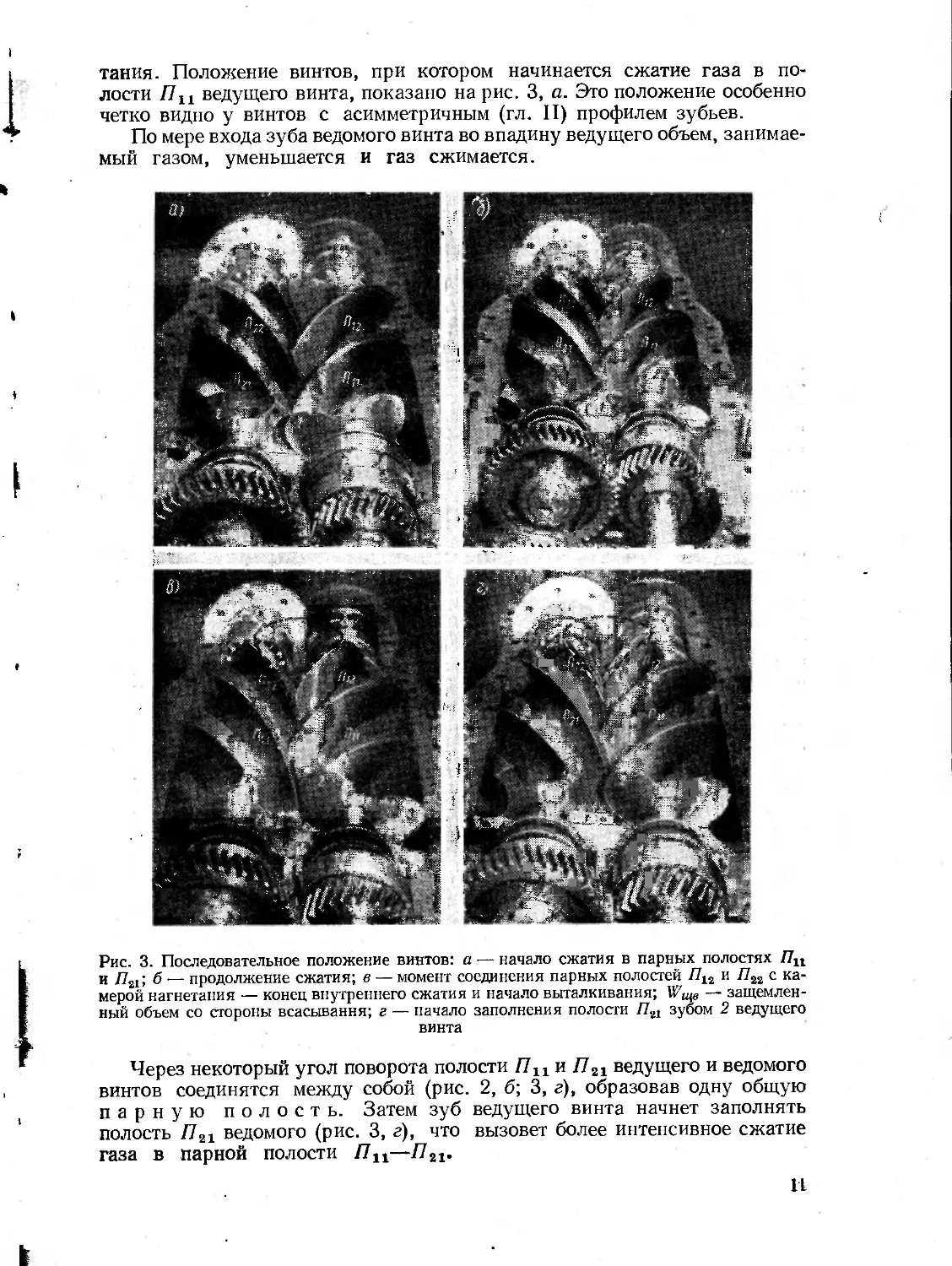
тания. Положение винтов, при котором начинается сжатие газа в
полости П11 ведущего винта, показано на рис. 3, а. Это положение особенно
четко видно у винтов с асимметричным (гл. II) профилем зубьев.
По мере входа зуба ведомого винта во впадину ведущего объем,
занимаемый газом, уменьшается и газ сжимается.
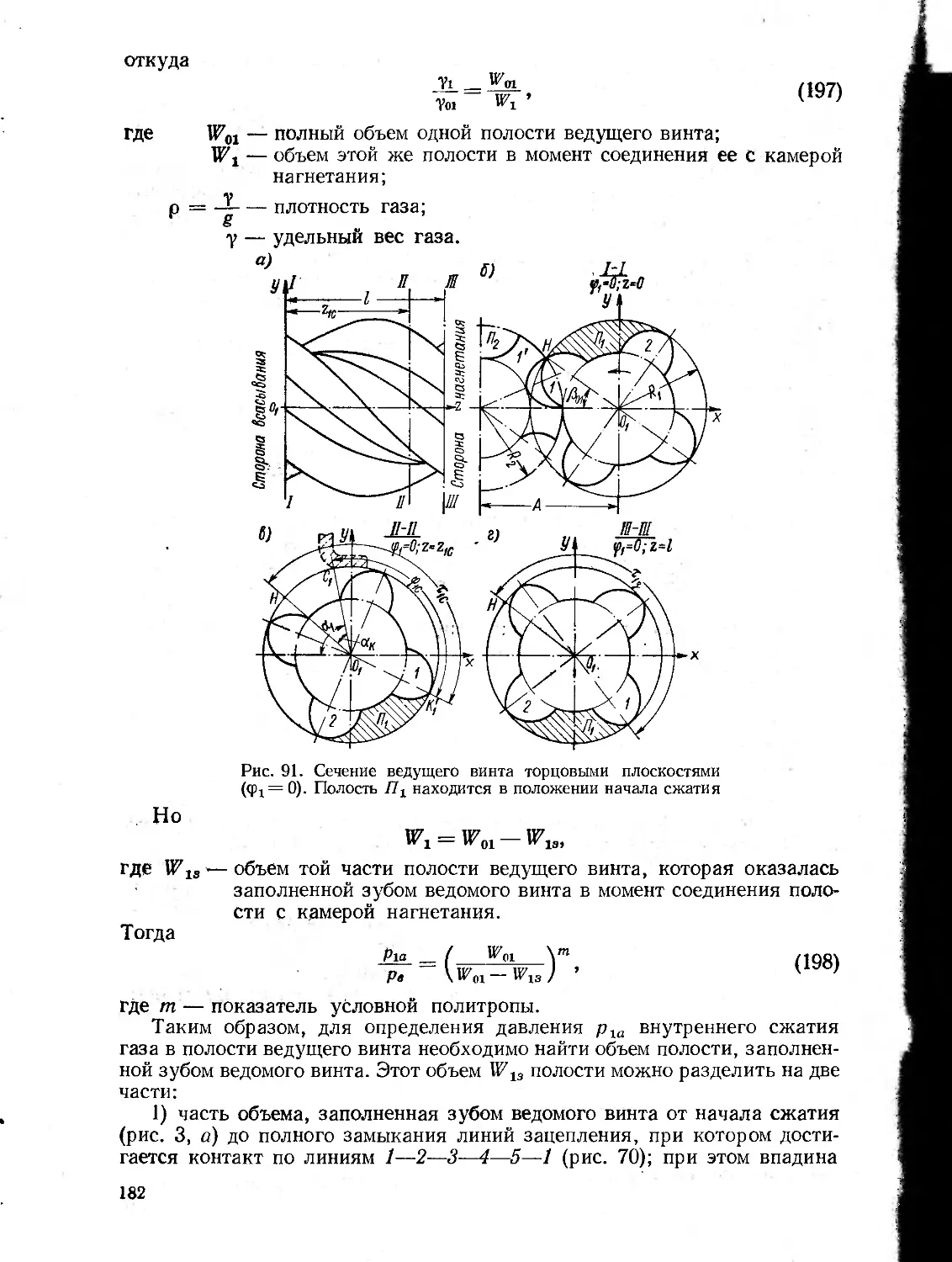
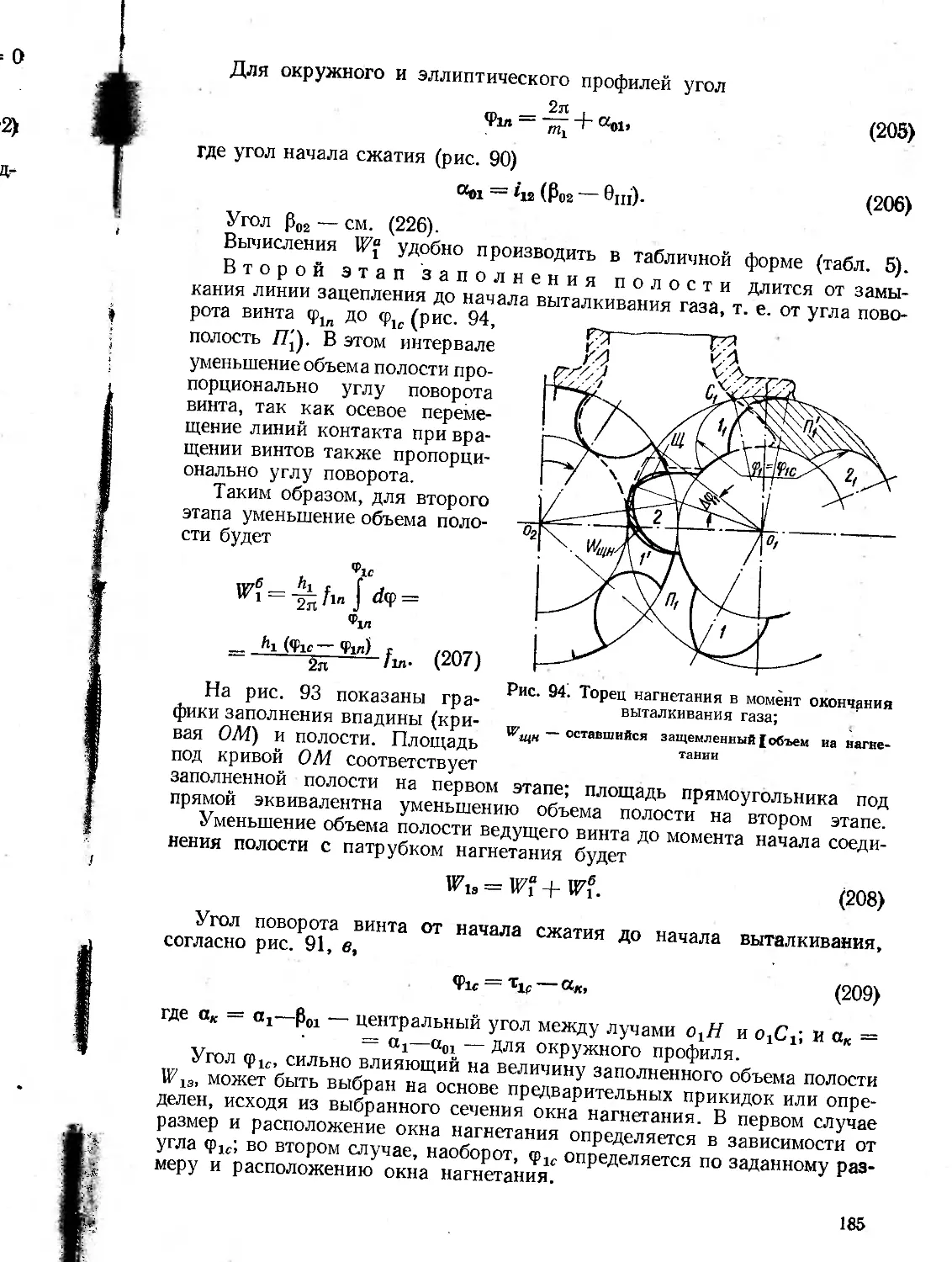
Рис. 3. Последовательное положение винтов: а — начало сжатия в парных полостях Лп
и Я21; б ¦— продолжение сжатия; в — момент соединения парных полостей Я12 и Я22 с ка^
мерой нагнетания — конец внутреннего сжатия и начало выталкивания; W^ —
защемленный объем со стороны всасывания; г — начало заполнения полости Я21 зубом 2 ведущего
винта
Через некоторый угол поворота полости П1г и Д21 ведущего и ведомого
винтов соединятся между собой (рис. 2, б; 3, г), образовав одну общую
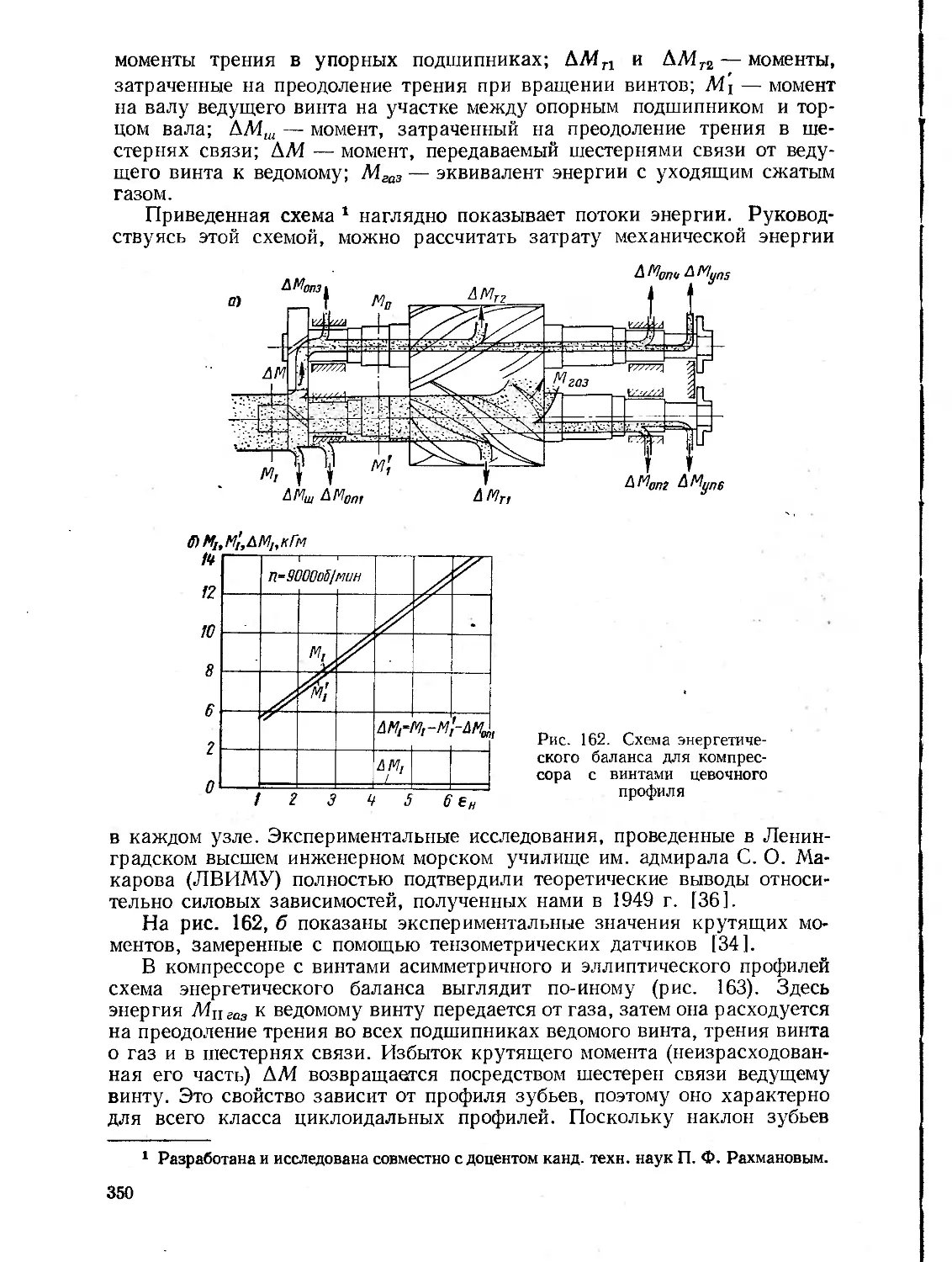
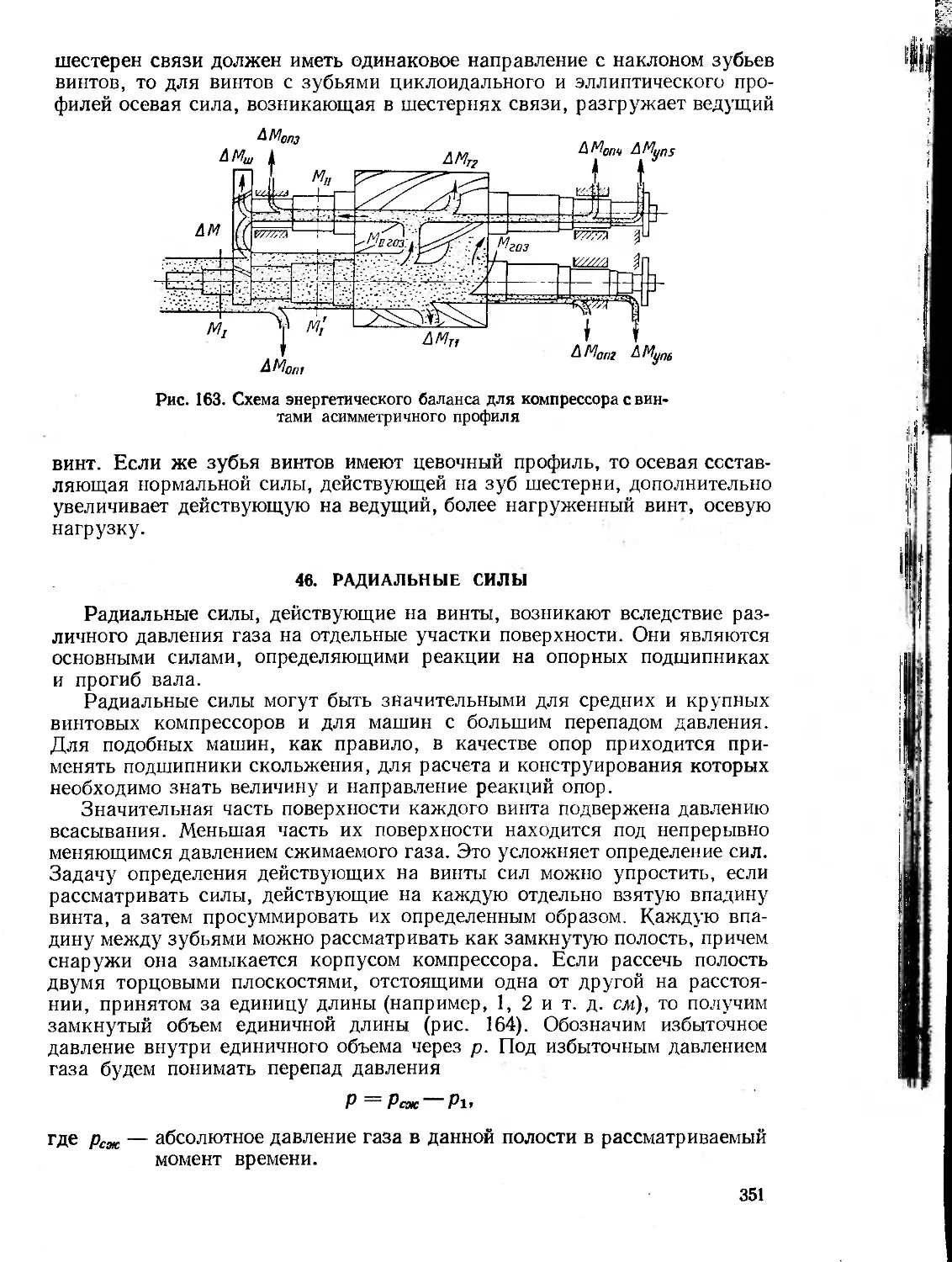
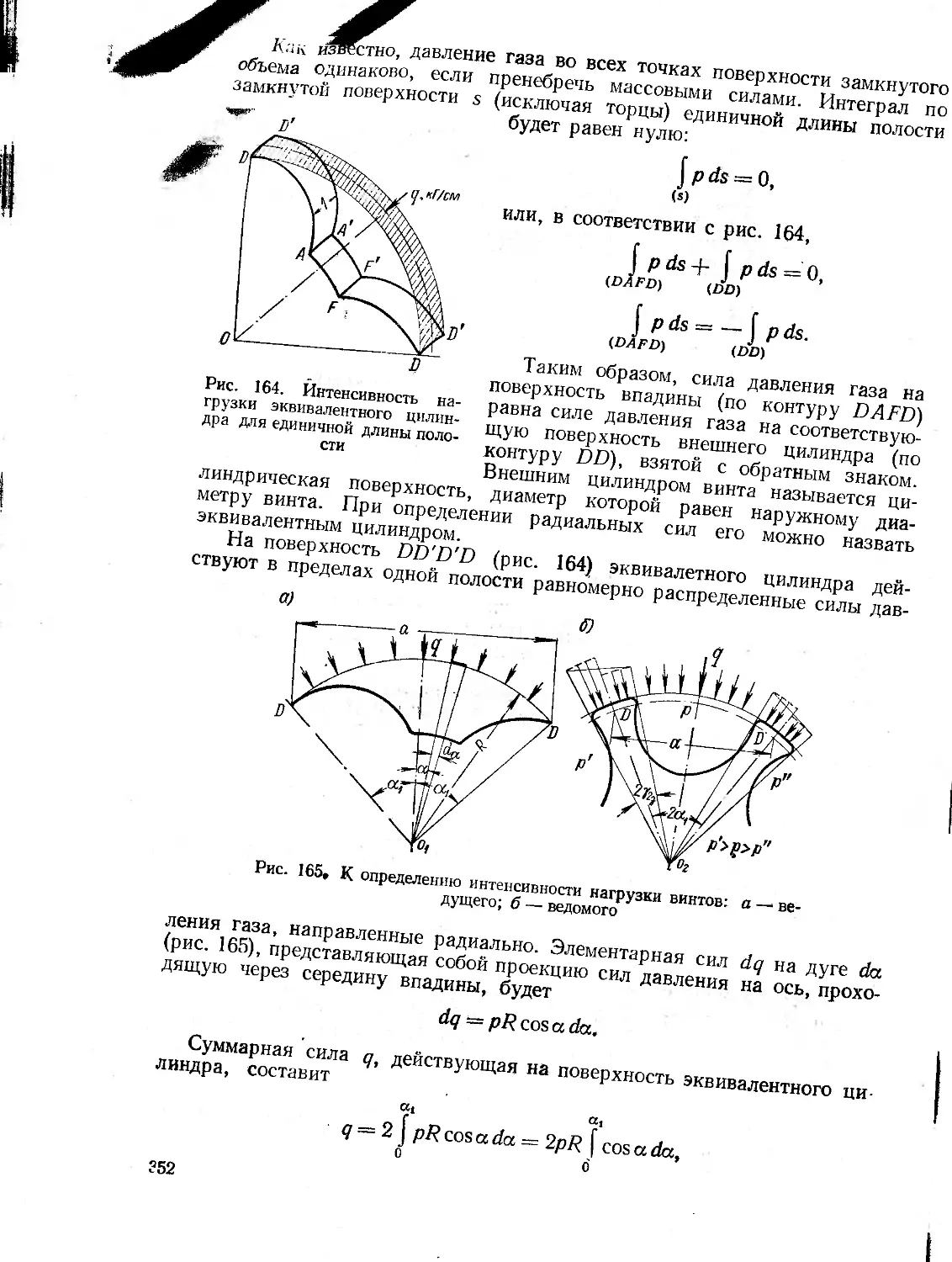
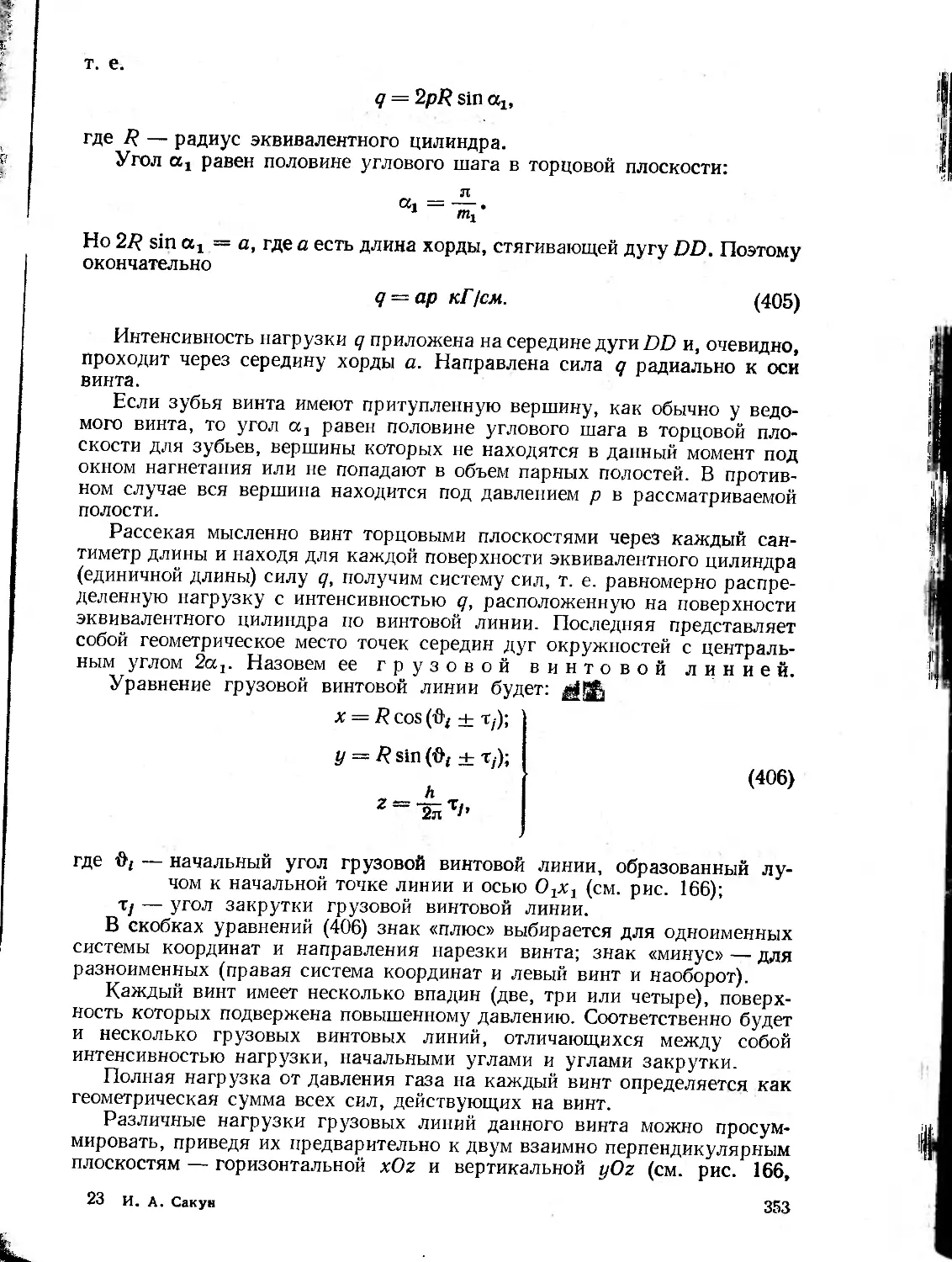
парную полость. Затем зуб ведущего винта начнет заполнять
полость П21 ведомого (рис. 3, г), что вызовет более интенсивное сжатие
газа в парной полости Пгл—П21.
11
Процесс сжатия газа в парной полости продолжается до тех пор, пока
все уменьшающийся ее объем со сжатым газом не подойдет к кромке окна
нагнетания. Такое положение парной полости показано на рис. 2, в и 3, в,
причем на последнем полости Я22 и Я12 подошли к окну нагнетания
(условно показанному на рисунке штриховой линией). В этот момент
процесс внутреннего сжатия газа в компрессоре заканчивается.
Таким образом, величина внутреннего сжатия газа в винтовом
компрессоре зависит от расположения окна нагнетания: с уменьшением его
внутреннее сжатие газа будет увеличиваться, с увеличением —
уменьшаться. )
При дальнейшем вращении винтов, после соединения парной полости^
со сжатым газом с камерой нагнетания, происходит процесс выталкивания
газа.
Давление внутреннего сжатия газа может не совпадать с давлением
нагнетания, т. е. с давлением газа, подаваемого потребителю. Если давление
внутреннего сжатия меньше давления нагнетания, то происходит внешнее
так называемое внегеометрическое дожатие газа до давления
нагнетания. Если оно выше — происходит расширение газа и падение
давления.
Как увидим ниже (гл. IV и VII), при работе компрессора на этих
режимах имеют место повышенные потери, особенно при работе с «пережатием»
газа.
Парные полости, например Я12—Я22 (рис. 3), должны быть
изолированы от таких же парных полостей Пц—Пг1, расположенных после них,
а те в свою очередь — от соседних. Это достигается выбором
соответствующего профиля зубьев винтов. У винтов с зубьями циклоидального
симметричного или асимметричного профиля (гл. II) при отсутствии головки
зуба у ведомого винта парные полости теоретически полностью
изолированы от соседних; у винтов с зубьями симметричного окружного профиля
изоляции парных полостей не происходит (см. рис. 74). У винтов с
эллиптическим профилем зубьев полная изоляция соседних парных полостей
также не обеспечивается, однако она много лучше, чем у винтов с
окружным профилем.
Совершенно очевидно, что изоляция соседних парных полостей —
герметичность полостей в осевом направлении — позволяет обеспечить
более высокое и экономичное сжатие газа в этих полостях. Однако
одновременно с этим, как будет показано ниже, компрессор становится более
требовательным к соблюдению заданного расчетного режима давления
нагнетания и обеспечению совпадения с ним давления внутреннего сжатия.
Процессы всасывания, сжатия и выталкивания газа в винтовом
компрессоре чередуются для каждой отдельно взятой парной полости. Но благодаря
непрерывному следованию полостей друг за другом с большой скоростью
обеспечивается практически непрерывная подача газа. Например, при
числе оборотов ведущего винта от 3000 об/мин у самых крупных винтовых
машин до 30 000 об/мин у малых машин и при числе полостей винта,
равном 4, компрессор подает от 12 000 до 120 000 порций газа в минуту.
Последовательные положения винтов в процессе сжатия газа,
показанные на рис. 2 и 3, позволяют отметить еще одну весьма важную
особенность винтового компрессора.
Видимые нами полости винтов Я11( Я21, Я12, Яг2, nls, Я23 заполнены
газом, находящемся на различной стадии его сжатия. Назовем эту
сторону винтов компрессора стороной или областью сжатия газа. В области
12
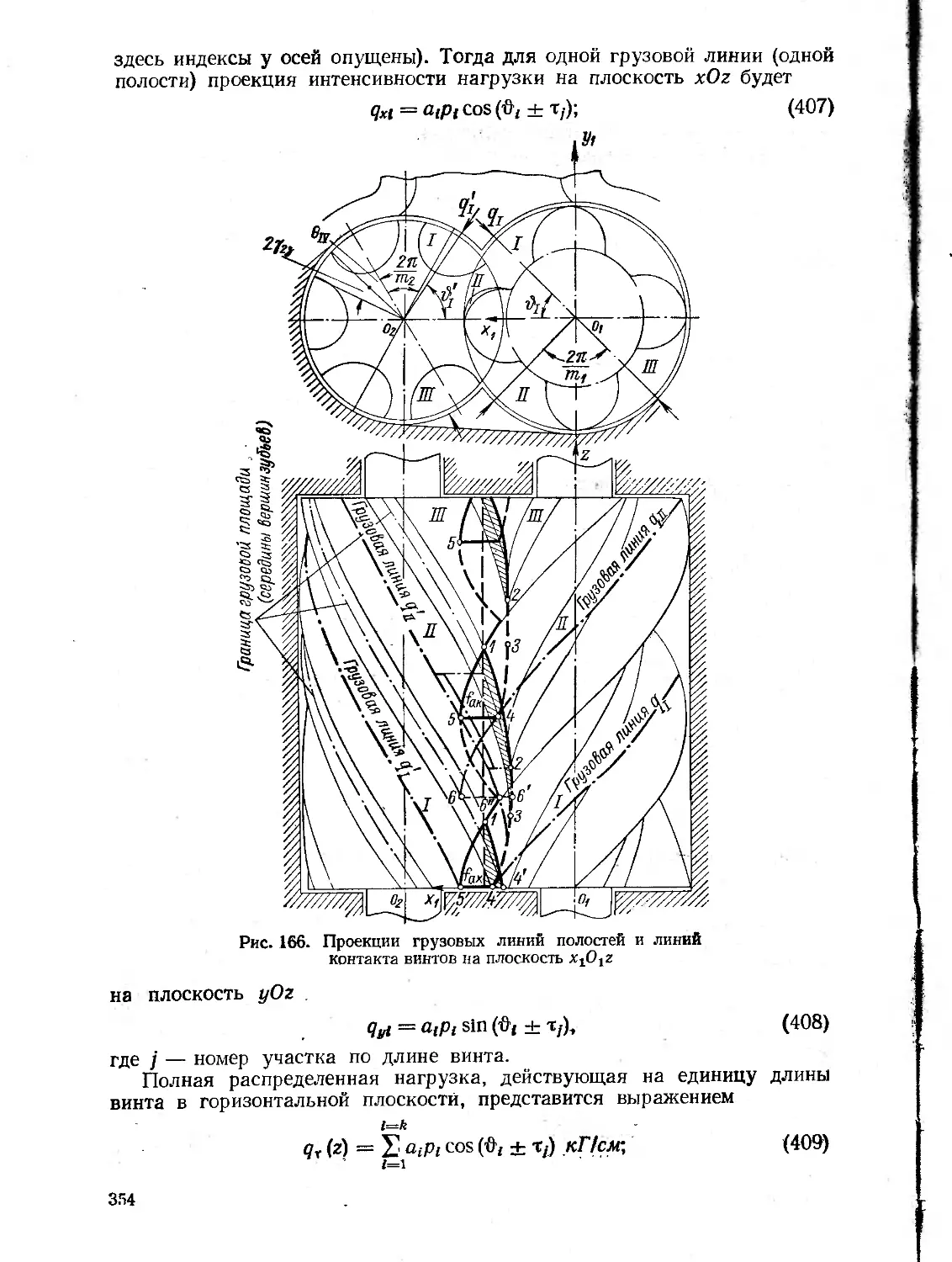
сжатия газа окружные скорости винтов направлены навстречу друг другу
и зубья винтов сходятся.
С противоположной стороны (невидимой на рисунках, под винтами)
окружные скорости винтов направлены друг от друга и зубья винтов
расходятся. Здесь во впадинах, как отмечалось, создается разрежение,
благодаря чему и происходит процесс всасывания газа. Эту сторону
винтов компрессора назовем областью всасывания. Условно можно считать,
что области всасывания и нагнетания приблизительно разделены между
собой плоскостью продольных осей, т. е. плоскостью в которой лежат оси
обоих винтов.
По периметру эти области соединяются через зазоры между корпусом
и винтами по вершинам зубьев и с торцов; между винтами они соединяются
зазорами по линиям контактов винтов. Очевидно, чем меньше эти зазоры,
т. е. чем лучше поперечная герметичность винтов, тем меньше при прочих
равных условиях и протечки газа из области нагнетания в область
всасывания.
Отметим также, что длина винтов и угол закрутки зубьев (гл. II) не
могут выбираться произвольно. Они должны быть выбраны таким образом,
чтобы каждая полость успевала освободиться от зуба другого (парного)
винта прежде, чем произойдет отсечка ее от окна всасывания.
2. КОНСТРУКЦИЯ ВИНТОВЫХ КОМПРЕССОРНЫХ МАШИН
Быстрый рост производства винтовых компрессорных машин (В КМ)
и широкое применение их в различных отраслях промышленности и
транспорта предопределили и разнообразие их конструкций.
Выпускаемые промышленностью в настоящее время В КМ можно
разделить на две группы:
1. Машины сухого сжатия, подающие ничем не загрязненный газ, не
содержащий масла и продуктов износа деталей. В рабочее пространство
винтовых компрессоров этих машин не подается ни смазывающая, ни
охлаждающая жидкость. Охлаждение компрессоров машин с сухим
сжатием осуществляется: а) с помощью интенсивного внешнего обдува
корпуса относительно холодным воздухом или газом; б) внешним
охлаждением корпуса жидкостью, например водой или маслом, и охлаждением
полых винтов той же или другой жидкостью.
2. Машины мокрого сжатия, работающие с впрыском капельной
жидкости в полости сжатия винтовых компрессоров. Компримируемый
газ этих машин смешивается с впрыснутой в компрессор жидкостью.
В зависимости от количества и свойств впрыснутой жидкости эти
машины разделяются на: а) машины, в полости сжатия которых
впрыскивается сравнительно небольшое количество капельной жидкости с целью
охлаждения и уплотнения винтового компрессора; б) машины, в полости
сжатия которых вводится значительное количество смазывающей жидкости,
одновременно охлаждающей и уплотняющей компрессор; они
получили название маслозаполненных.
В машинах 2-й группы после компрессора устанавливаются
отделители (водо-, масло- и т. д.) капельной жидкости, обеспечивающие
необходимую степень ее отделения от сжимаемого газа.
Конструкции винтовых компрессоров подгрупп 1а и 16 отличаются
друг от друга мало, за исключением, по понятным причинам, конструкции
корпуса.
13
Ведомые роторы
Как правило, компрессоры подгруппы 1а имеют меньшую степень
сжатия, чем 16. Но и это деление условно, так как все определяется родом
применяемых материалов, зазорами, окружными скоростями, при прочих
равных условиях.
Конструкция компрессоров подгруппы 2а отличается от машин
1-й группы, но также необходимы и в них шестерни связи и достаточно
безопасные зазоры между рабочими деталями (винтами, корпусом). Здесь
существует опасность несвоевременной подачи жидкости на впрыск или
подачи ее в недостаточном количестве, поэтому зазоры выбираются с
учетом этих обстоятельств исходя из
конкретных условий работы
машины. Кроме того, уплотнения валов
компрессора должны обеспечивать,
как правило, изоляцию
впрыскиваемой жидкости от смазывающего
подшипники масла.
Конструкция компрессоров
подгруппы 26 существенно отличается
от конструкции машин других
подгрупп. Здесь всегда обеспечена
подача большого количества масла
в рабочее пространство машины,
что стабилизирует температуры и
позволяет выдерживать
минимальные зазоры. Здесь можно
отказаться от шестерен связи,
упростить корпус и уплотнения.
Подробно различия в конструкции
машин будут рассмотрены ниже.
Рассмотрим сначала то общее,
что имеется в конструкции
собственно винтового компрессора.
Наиболее общей чертой конструкции
винтовых компрессоров является
хотя принципиально возможны
Ведомый ротор
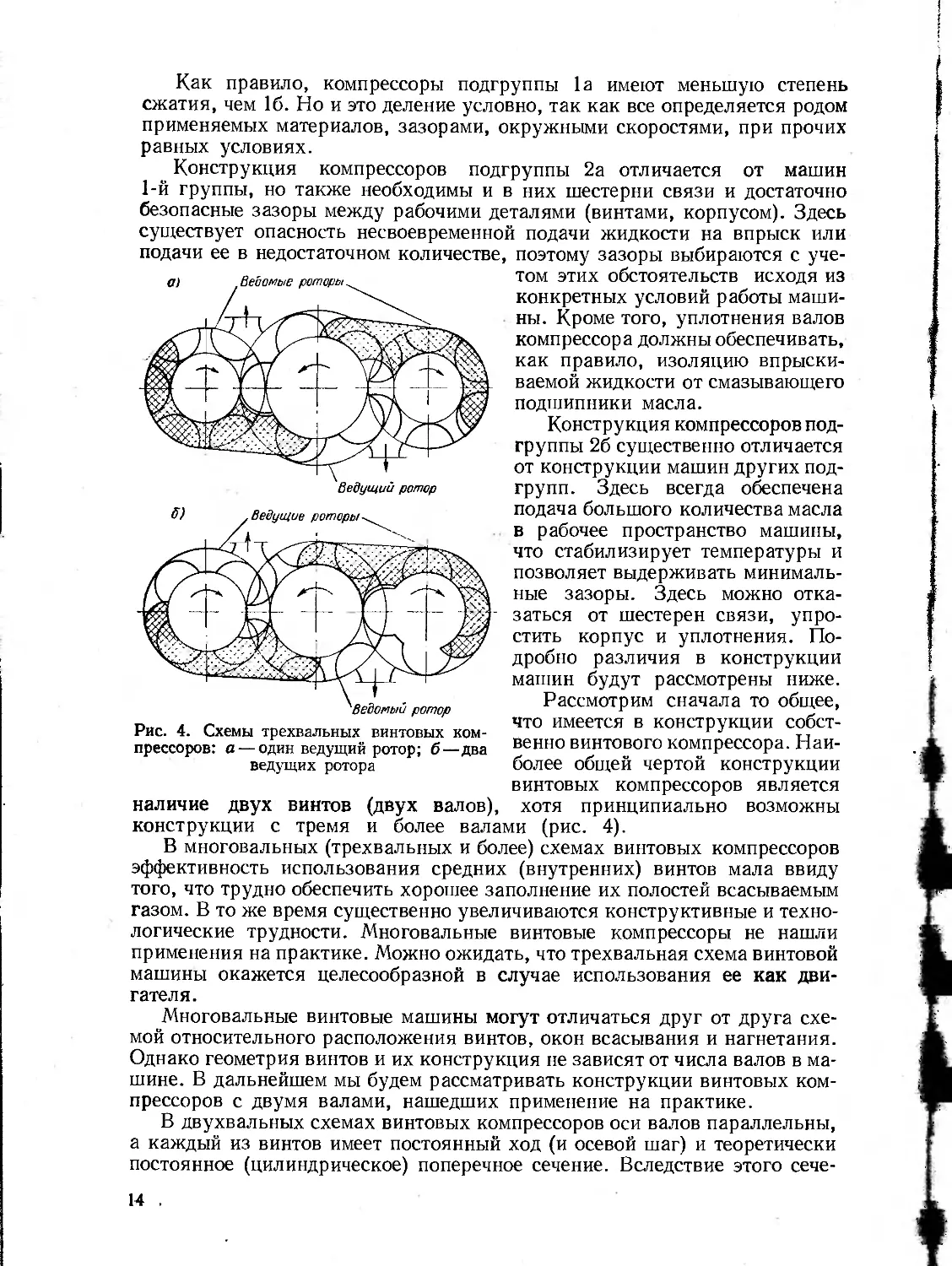
Рис. 4. Схемы трехвальных винтовых
компрессоров: а — один ведущий ротор; б—два
ведущих ротора
наличие двух винтов (двух валов),
конструкции с тремя и более валами (рис. 4).
В многовальных (трехвальных и более) схемах винтовых компрессоров
эффективность использования средних (внутренних) винтов мала ввиду
того, что трудно обеспечить хорошее заполнение их полостей всасываемым
газом. В то же время существенно увеличиваются конструктивные и
технологические трудности. Многовальные винтовые компрессоры не нашли
применения на практике. Можно ожидать, что трехвальная схема винтовой
машины окажется целесообразной в случае использования ее как
двигателя.
Многовальные винтовые машины могут отличаться друг от друга
схемой относительного расположения винтов, окон всасывания и нагнетания.
Однако геометрия винтов и их конструкция не зависят от числа валов в
машине. В дальнейшем мы будем рассматривать конструкции винтовых
компрессоров с двумя валами, нашедших применение на практике.
В двухвальных схемах винтовых компрессоров оси валов параллельны,
а каждый из винтов имеет постоянный ход (и осевой шаг) и теоретически
постоянное (цилиндрическое) поперечное сечение. Вследствие этого сече-
14 .
ние винтов торцовыми плоскостями представляет собой зацепление двух
зубчатых колес со специальным профилем зубьев, к которым применимы
законы теории зацепления сопрягаемых кривых. В силу постоянного
поперечного сечения и постоянного хода винта сечения его торцовой
плоскостью в различных точках продольной оси имеют идентичный профиль
и размеры и оказываются лишь повернутыми относительно друг друга на
некоторый угол. Указанные обстоятельства, как увидим ниже,
позволяют значительно упростить теорию профилирования и расчет зубьев
винтов.
Винты могут иметь различное число заходов (зубьев), однако в практике
установилось, за редким исключением, число заходов винтов, равное 4 на
ведущем и 6 — на ведомом, что условно обозначается 4/6 (схема 4/6).
Схема винтов 4/6 позволяет иметь достаточно жесткие валы
роторов компрессора при одинаковых внешних диаметрах винтов.
Ввиду необходимости соблюдения малой величины зазоров между
винтом и корпусом жесткость вала должна быть такой, чтобы прогиб
ротора не превышал 0,25 зазора между винтами и корпусом.
Профиль зубьев винтов должен быть таким, чтобы так называемая
линия контакта винтов — линия соприкосновения винтов при сближении
их до касания — была непрерывной от начала зацепления зубьев (на
торце всасывания) до окончания (на торце нагнетания). Не каждый
профиль из известных в технике обладает этим свойством. Например, эволь-
вентный профиль в том виде, в каком он применяется в силовых зубчатых
передачах, не обеспечивает непрерывности линии контакта. А ее разрыв
в винтовых машинах недопустим, так как это открыло бы свободный
проход газа из области нагнетания в область всасывания.
Таким образом, первым и обязательным требованием к профилям
зубьев винтов является обеспечение непрерывности линии
контакта.
Вторым требованием является необходимость обеспечения
осевой герметичности парных полостей, поскольку
в каждой паре полостей газ находится на разной стадии сжатия.
Выполнение этого требования одновременно означает надежную изоляцию газа,
находящегося в камере нагнетания, от газа с низким давлением,
находящегося в последующих полостях и в начале сжатия. Это второе требование
чаще всего не выполняется — между соседними парными полостями
имеется соединяющее их отверстие (см. рис. 74). В таком случае важно,
чтобы это отверстие было небольших размеров.
В винтовых машинах нашли применение несколько типов профилей,
обеспечивающих безусловное выполнение первого требования и в разной
степени (за единичным исключением) не обеспечивающих второе.
В качестве профилей зубьев в торцовом сечении винтов применяются:
1) трохоидные профили, в том числе их частные случаи эпи- и гипо-
циклоидные, условно объединяемые общим наименованием
циклоидальных профилей; используя циклоидальный профиль хотя бы для
одной половины профиля зуба относительно его радиальной оси, можно
обеспечить теоретически строгое выполнение второго требования —
осевую герметичность;
2) окружные профили, в т. ч. частный случай с центром профильной
окружности на начальной окружности винта — цевочный профиль;
3) эллиптический профиль с расположением большой оси эллипса
в радиальном или перпендикулярном к нему направлении.
15
Следует иметь в виду, что законы зацепления сопрягаемых профи
не позволяют (см. гл. II) ограничиться одним каким-либо профилем (од
родной аналитической кривой) для боковых участков профиля зубь
По этой причине известные в настоящее время профили зубьев bhhtoi
машин представляют собой комбинацию различных профилей, составл
ную рациональным образом. Исключение составляют лишь некото{
частные случаи циклоидального профиля.
Указанные выше названия профилей присвоены им по основному
минирующему участку, определяющему свойства зацепления сопрягаем
зубьев и, как увидим дальше, в значительной мере и свойства всей bhhtoi
машины.
Для усиления в желаемом направлении того или иного свойства г
шины иногда зубья винтов выполняются асимметричными относитель
радиальной оси (рис. 67) и используются различные кривые для боков
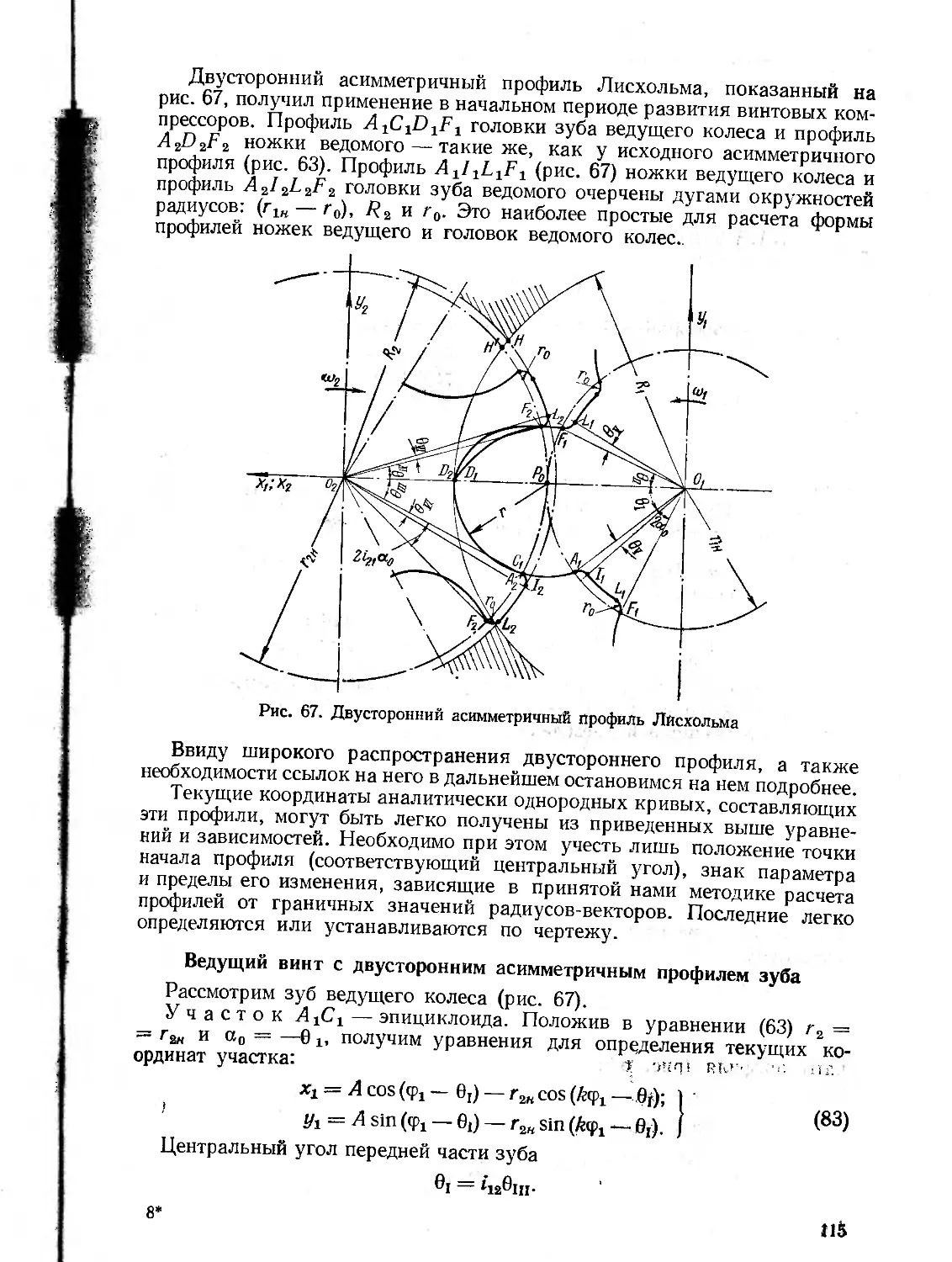
участков профиля зуба. Именно такой профиль — асимметричный
имели зубья первого современного винтового компрессора (изготовле
ного в 1937 г.) шведского инженера А. Лисхольма.
Следует отметить еще одну особенность профилирования зубьев в и hi
вых машин — важен профиль всего контура зуба, а не только его боков]
ветвей, поскольку радиального зазора между головкой зуба и впадин
сопрягаемого винта (аналогичного радиальному зазору у силовых зубч
тых зацеплений) у винтовых машин теоретически не существует. Эта ос
бенность вытекает из первого требования к профилям зубьев винтов!
машин. Однако определяющим участком профиля является боковая вет)
профиля зуба.
Сказанное выше позволяет сделать вывод о том, что профиль зубы
винтовой машины является важнейшим элементом, определяющим экон
мичность, вид характеристик, весо-габаритные показатели машиш
Только правильный выбор типа профиля зубьев и надлежащее изготовл>
ние винтов может обеспечить успех в создании винтовой машины.
Таким образом, винты и их основные элементы — профиль зубье)
число заходов, угол наклона зубьев, их длина — являются самыми вая
ными деталями винтовой машины. Понятно, что эти детали должны изп
товляться с относительно высокой точностью. Это вызывает некоторы
затруднения в силу неприспособленности имеющегося стандартного ун*
версального оборудования для изготовления этого нового вида машине
строительных деталей. Создание специализированных станков для изге
товления винтов коренным образом решило проблему и в несколько ра
снизило стоимость изготовления винтов и всей машины.
Роторы компрессора (рис. 5), на средней утолщенной части которы;
нарезаны винты, состоят из ряда деталей: опорных и упорных подшипни
ков (в случае применения подшипников качения), гребней сегментны;
упорных подшипников, втулок уплотнений, маслоотбойных колец, дета
лей крепления (гаек, шпонок), шестерен связи. Иногда на шейки вало?
насаживаются втулки из стали, создающей лучшую пару трения с
материалом вкладыша подшипника скольжения, чем может дать материал валг
и вкладыша.
Валы роторов чаще всего изготовляются заодно с винтом из одной
стальной поковки или катанной загетовки. Могут применяться и насадные
винты в случае изготовления собственно винта из дюраля, чугуна или
других материалов и насадки их на стальные валы. Иногда винты выполняются
пустотелыми для облегчения или лучшего их охлаждения. В этом случае
16
соединения хвостовиков валов с винтами осуществляются по прессовой
посадке. Скрепляются они гужонами или обваркой фланцев по
периметру (рис. 6). v , , i
Внешние поверхности винтов, в том числе и профильные поверхности
зубьев, изготовляются с некоторым занижением размеров против теоре-
Рис. 5. Роторы экспериментального компрессора ЛКИ
с асимметричным профилем зубьев: .. а — ведущий;
б — ведомый
тических с целью образования небольшого зазора между винтами после
установки их в корпусе и между винтами и корпусом.
Необходимые действительные размеры профильных поверхностей
винтов получаются за счет придачи соответствующих размеров специальному
режущему инструменту, используемому при
нарезании винтов.
Зазоры между профильными поверхностями
винтов и между винтами и корпусом должны
быть такими, чтобы обеспечивалась
бесконтактная работа этих деталей на всех возможных
даже кратковременных режимах работы
машины.
Однако поскольку величина зазоров
решающим образом влияет на экономичность машины,
то с целью уменьшения протечек газа через
зазоры на вершинах зубьев и на торцах
винтов оставляют узкие уплотнительные
полоски — «усики» (рис. 7). В случае касания
такого «усика» сопрягаемой поверхности он
быстро изнашивается без каких-либо последствий.
Уплотнительные полоски выполняются чаще всего заодно с винтом.
Сохранение узких полосок коренного металла обеспечивается технологией
изготовления винтов. ¦.,..-. ... ,->¦.- :
В некоторых случаях уплотнительные полоски закатываются в
предварительно профрезерованные узкие каиавки. Материалом для таких
Рис. 6. Составной ротор с
запрессованной и приваренной
шейкой вала ¦ ::
полосок служит обычно мягкий мет,
во время первой обкатки. Вставные
2 И. А. Сакун
легко прирабатывающийся
ительные полоски дороже
17
в изготовлении, так как требуют больше ручного труда, но позволяют
легче произвести замену в случае чрезмерного износа. :
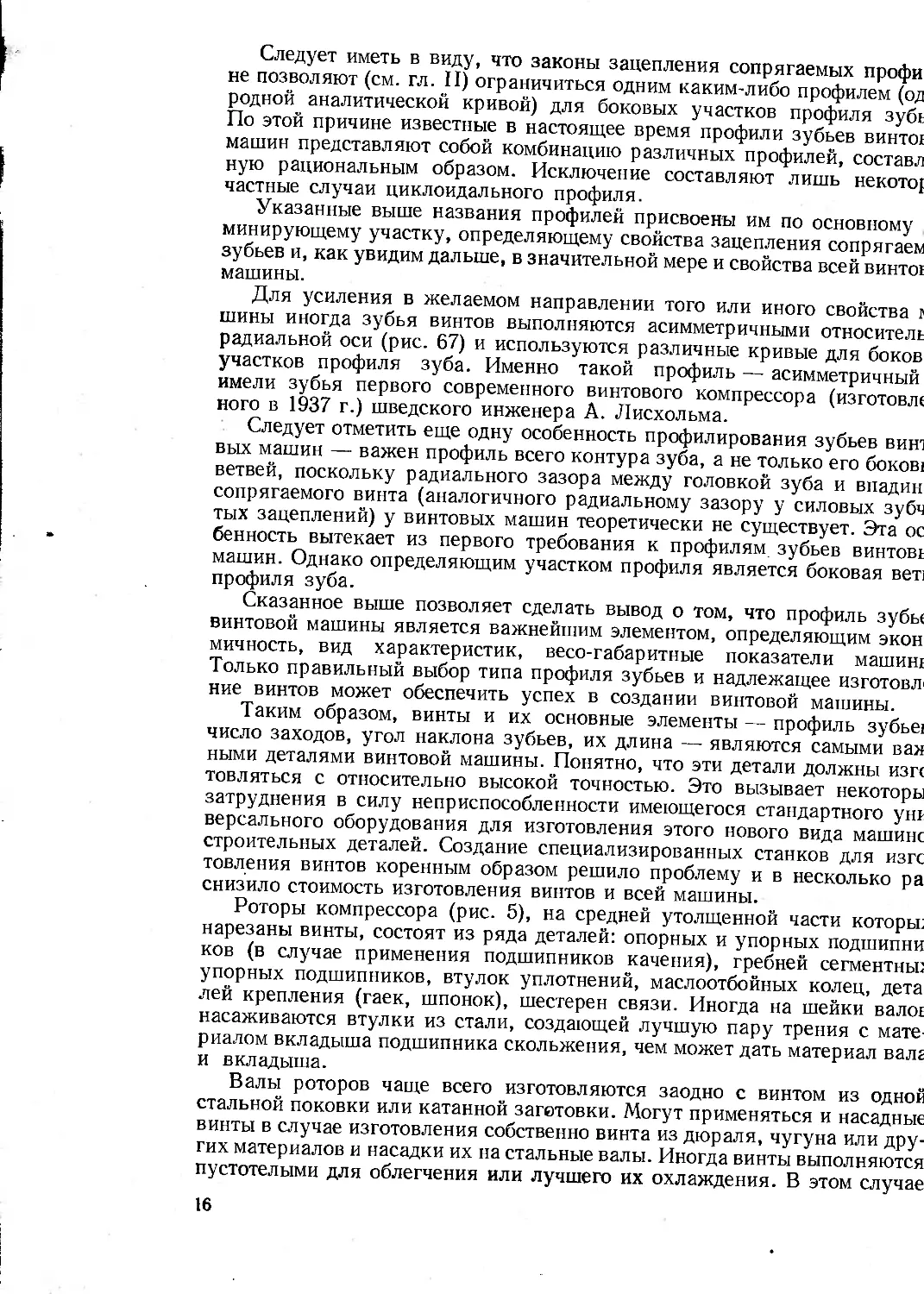
Необходимо отметить, что «усики» на гребнях винтов (рис. 7)
препятствуют перетеканию газа только через щели между гребнем зуба и
корпусом. Эти перетечки сравнительно мало влияют на коэффициент подачи
винтового компрессора (см. гл. V и табл. 10, 11, 13), но их уменьшение
снижает работу внутреннего сжатия,. Выполнение «усиков» по схеме, по-
а) ¦
Рис. 7. Винты с уплотняющими усиками: а — ведущий;
б — ведомый
казанной на рис. 8, более эффективно влияло бы на снижение протечек
как тех, что снижают работу сжатия, так и тех, что повышают коэффициент
подачи компрессора. Некоторые фирмы применяют боковые «усики»,
показанные на рис. 8, б.
Полностью собранный ротор со всеми деталями, сидящими на нем,
подвергается динамической балансировке.
Корпуса компрессоров изготовляются из стального, чуч
гунного или цветного литья. Корпус небольших и средних машин —до
Рис. 8. Симметричный
окружный профиль
зуба с уплотняющими
усиками: а —
вставными;
б—фрезерованными (заодно с телом
винта)
диаметра винтов 250 мм включительно — обычно имеет один поперечный
разъем в плоскости торца всасывания. Продольного разъема такие
компрессоры, как правило, не имеют, что уменьшает деформацию
(выпучивание) корпуса и упрощает изготовление, одновременно облегчает
устройство водяной рубашки для охлаждения корпуса.
При отсутствии продольного разъема контроль зазоров между винтами
производится после установки роторов в специальном приспособлении,
имитирующем штатный корпус.
Корпуса неохлаждаемых компрессоров подгруппы 1а имеют хорошо
оребренные поверхности, а корпуса маслозаполненных — несколько
мощных поперечных ребер жесткости.
18
Канавки на зуОе для уменьшения
защемленного объема на всасывании
У крупных машин наличие продольного разъема наряду с
обязательным поперечным, существенно облегчает монтаж, установку и выверку
зазоров и вообще — сборку машины. Во избежание раскрытия стыка
корпуса между винтами ставятся стяжные болты.
Важными элементами конструкции корпуса являются камера и окно
всасывания.
Как показано ниже (гл. IV), потери на тракте всасывания снижают
коэффициент подачи компрессора и увеличивают затрату энергии на
сжатие газа. Поэтому их уменьшение является одной из главных задач при
конструировании машины, чему спо
собствуют:
1) создание подводящего канала,
из которого газ поступал бы в
полости винтов в направлении, по
возможности близком к направлению
продольных осей винтов; устранение
ненужных колен, застойных зон и
т. п;
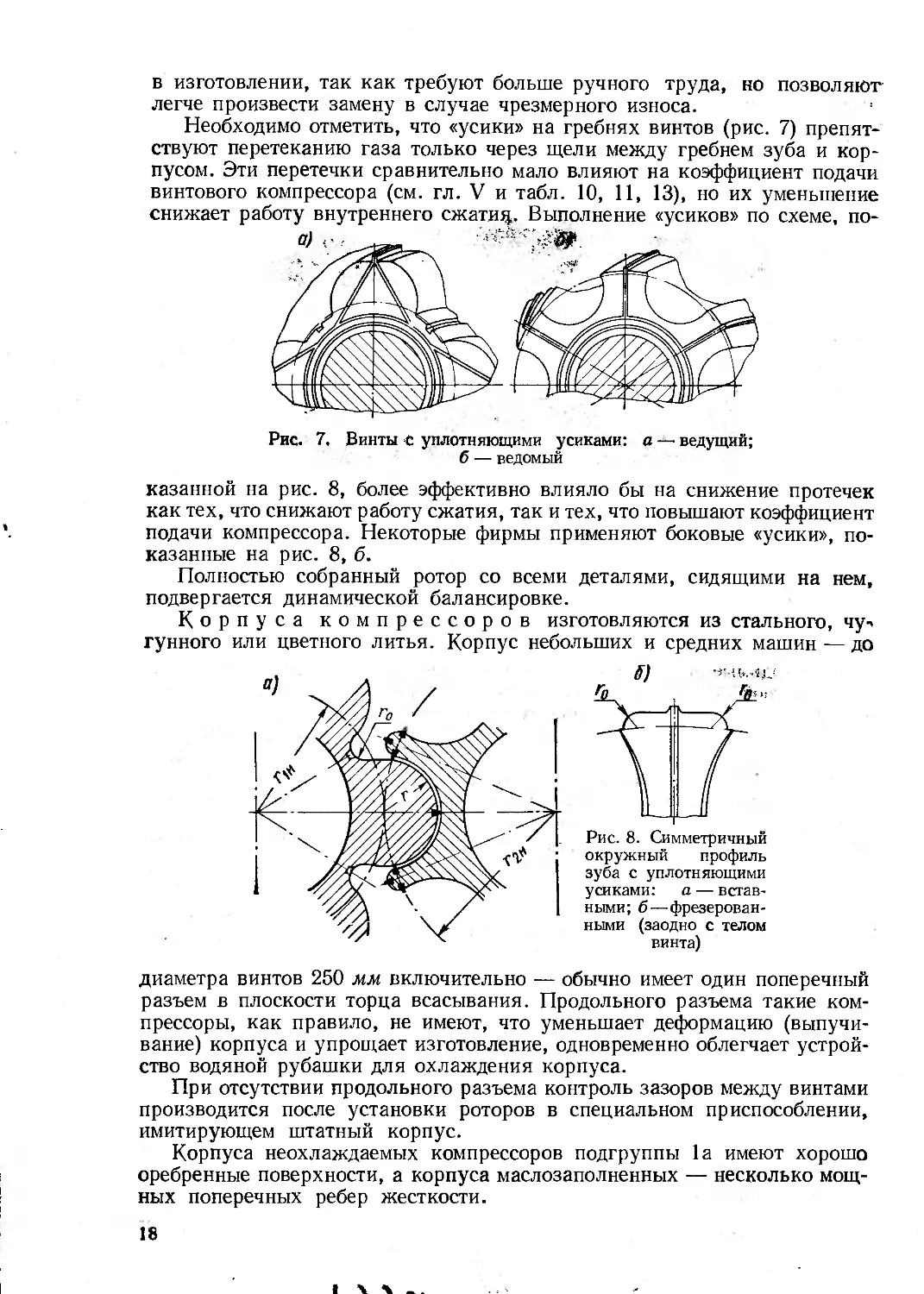
2) правильный выбор сечения окон
всасывания — значений центральных
углов а1в и а2в (рис. 9) кольцевых
секторов окон всасывания;
3) всемерное увеличение сечения
подводящих каналов, что снижает
скорость движения газа.
Расширению и спрямлению
подводящих каналов и приближению их
к осям препятствуют значительные
радиальные размеры уплотнений и
особенно шестерен связи,
размещаемых обычно на стороне всасывания. „ „ -
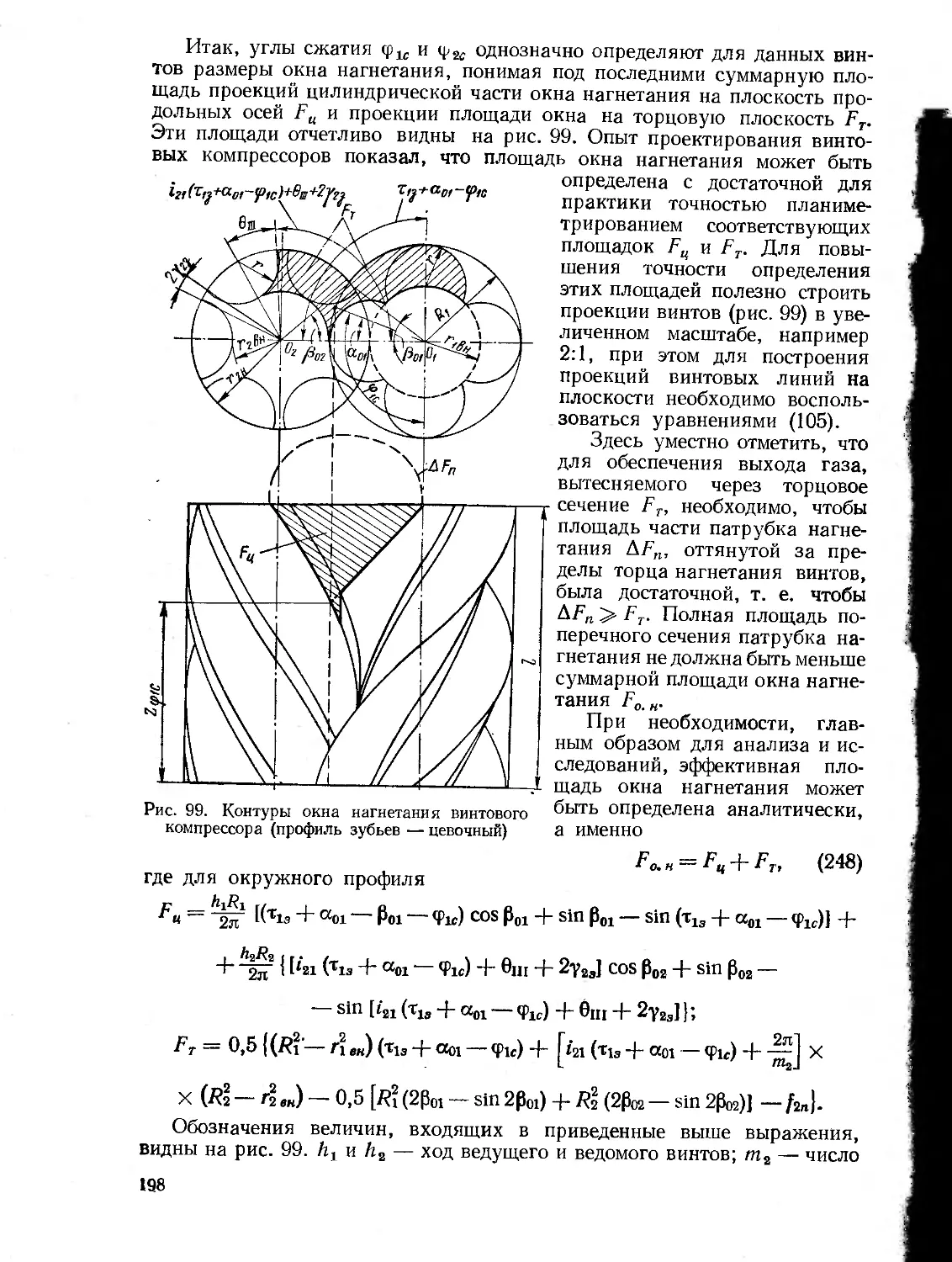
,г Рис. 9. Форма окон всасывания: а — для
Как показывают конструктивные про- симметричного окружного профиля зубьев
работки, перенос шестерен связи на б —для асимметричного профиля зубьев
сторону нагнетания, уменьшение
радиальных размеров уплотнений и подшипников до минимума
позволяют осуществить осевой подвод газа на винты.
На рис. 9 показана форма окон всасывания для симметричного
окружного и асимметричного профиля зубьев.
У зубьев циклоидального и асимметричного профилей на стороне
всасывания имеется так называемый защемленный объем Wme, видимый на
рис. 3, в. Он образуется в самом начале освобождения от зубьев части
полостей Пц и Я22 еще в тот момент, когда этот объем не может быть
соединен с камерой всасывания. В защемленном объеме Wme создается
разрежение тем большее, чем меньше протечки в него через зазоры. В момент
соединения защемленного объема с камерой всасывания происходит
быстрое заполнение его газом, что сопровождается ударом (хлопком). Это
является источником потерь и возникновения шума на стороне всасывания
компрессора.
Уменьшению защемленного объема способствует возможно раннее
соединение освобождаемого от зубьев объема полостей с камерой всасывания.
С этой целью окнам всасывания напротив места зацепления зубьев винтов
придается форма клина, а на тыльной части зубьев ведущего винта
выбираются канавки, как показано на рис. 9. Объем Wl4e может
составить около 0,2% полного объема парной полости. Винты с зубьями
симметричного профиля, очерченного по окружности, теоретически
защемленного объема не имеют.
С другой стороны от окон всасывания по диагонали боковой проекции
расточки корпуса под винты расположены окно и патрубок нагнетания.
¦¦¦.. У компрессоров с невысокой степенью внутреннего сжатия окно
нагнетания размещается сбоку и с торца винтов, при этом окно имеет
большие размеры.: ¦
У компрессоров с высокой степенью внутреннего сжатия или у машин
с малой закруткой зубьев винтов (см. ниже) окно нагнетания
располагается в основном с торца винтов. Площадь окна нагнетания в этом случае
невелика, что приводит к
увеличению потери энергии на нагнетании.
Проекция окна нагнетания на
плоскости продольных осей и
торцовая часть окна показаны на рис. 99.
Патрубок нагнетания должен
размещаться таким образом, чтобы часть
его сечения, расположенная за
пределами торцовой плоскости (пл. А/1,,),
была не меньше площади торцовой
части окна нагнетания (FT).~
Часть окна нагнетания,
размещенная сбоку винтов, имеет отсечные
кромки, расположенные на
поверхности цилиндрических расточек
корпуса под винты. Эта часть практи-
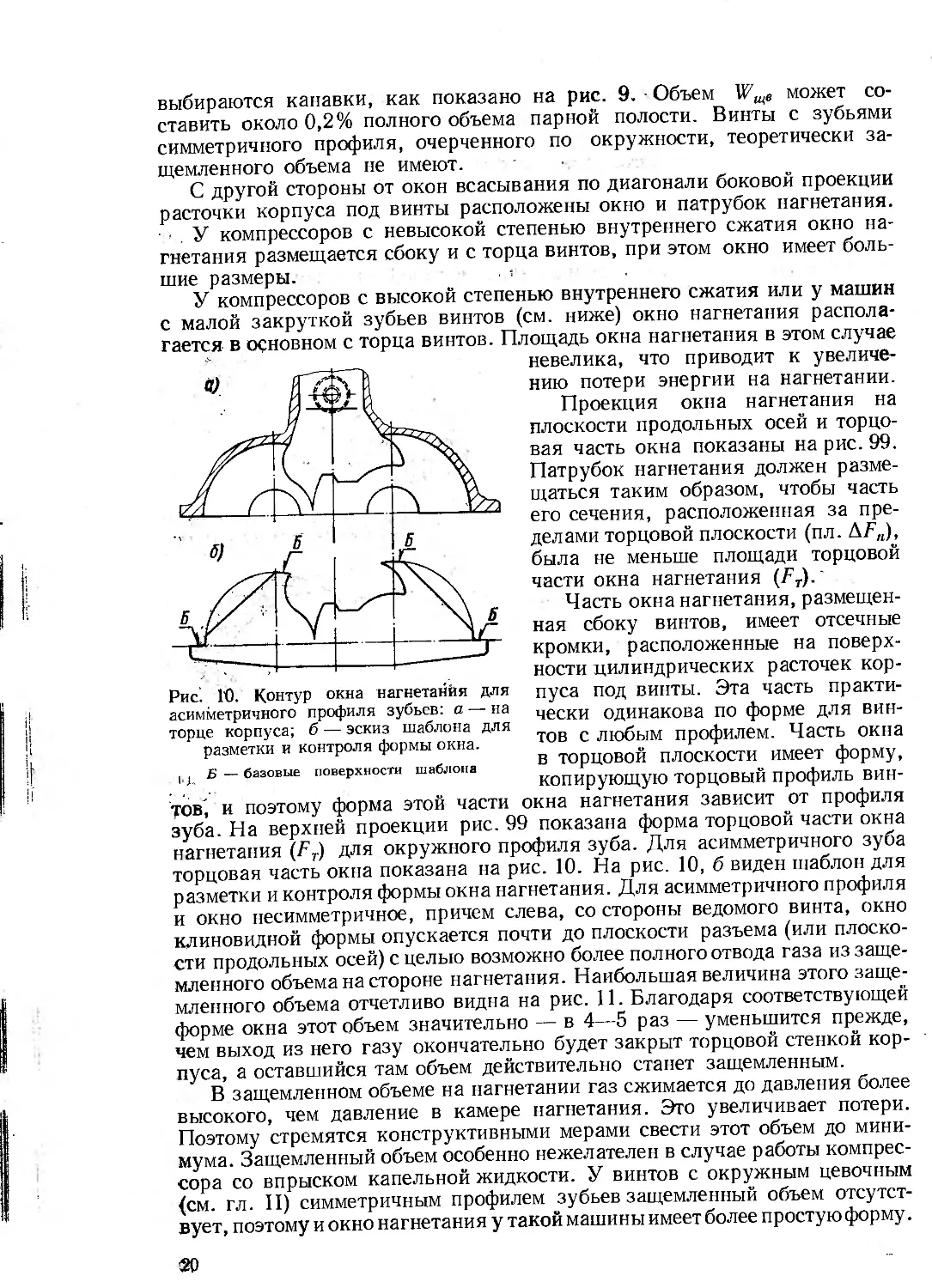
Рис. 10. Контур окна нагнетания для
асимметричного профиля зубьев: а — на
торце корпуса; б — эскиз шаблона для
разметки и контроля формы окна.
. , Б — базовые поверхности шаблона
чески одинакова по форме для
винтов с любым профилем. Часть окна
в торцовой плоскости имеет форму,
копирующую торцовый профиль
винтов', и поэтому форма этой части окна нагнетания зависит от профиля
зуба. На верхней проекции рис. 99 показана форма торцовой части окна
нагнетания (FT) для окружного профиля зуба. Для асимметричного зуба
торцовая часть окна показана на рис. 10. На рис. 10, б виден шаблон для
разметки и контроля формы окна нагнетания. Для асимметричного профиля
и окно несимметричное, причем слева, со стороны ведомого винта, окно
клиновидной формы опускается почти до плоскости разъема (или
плоскости продольных осей) с целью возможно более полного отвода газа из
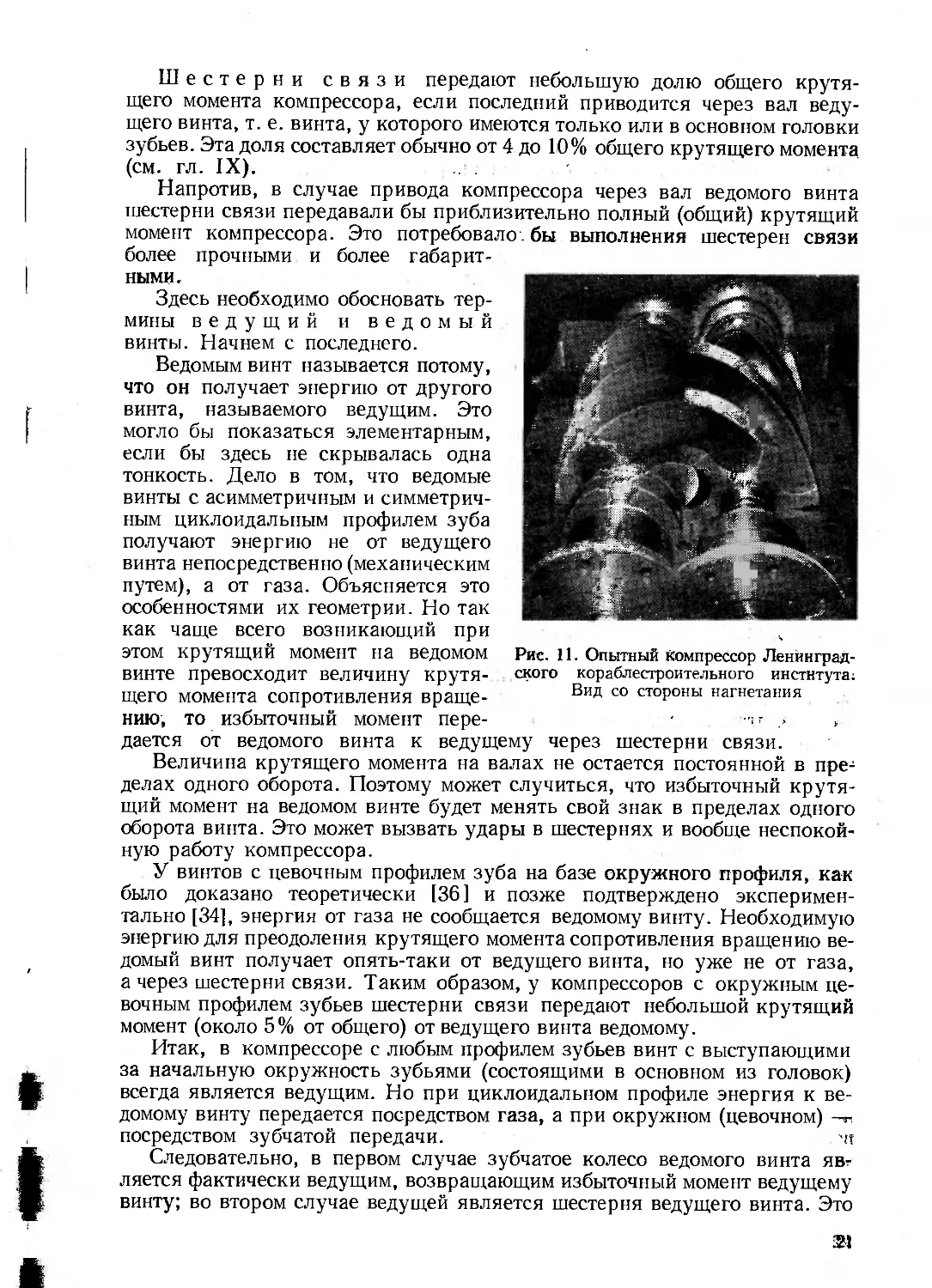
защемленного объема на стороне нагнетания. Наибольшая величина этого
защемленного объема отчетливо видна на рис. 11. Благодаря соответствующей
форме окна этот объем значительно — в 4—5 раз — уменьшится прежде,
чем выход из него газу окончательно будет закрыт торцовой стенкой
корпуса, а оставшийся там объем действительно станет защемленным.
В.защемленном объеме на нагнетании газ сжимается до давления более
высокого, чем давление в камере нагнетания. Это увеличивает потери.
Поэтому стремятся конструктивными мерами свести этот объем до
минимума. Защемленный объем особенно нежелателен в случае работы
компрессора со впрыском капельной жидкости. У винтов с окружным цевочным
{см. гл. II) симметричным профилем зубьев защемленный объем
отсутствует, поэтому и окно нагнетания у такой машины имеет более простую форму.
I
¦
Шестерни связи передают небольшую долю общего
крутящего момента компрессора, если последний приводится через вал
ведущего винта, т. е. винта, у которого имеются только или в основном головки
зубьев. Эта доля составляет обычно от 4 до 10% общего крутящего момента
(см. гл. IX). ....:;;¦ -
Напротив, в случае привода компрессора через вал ведомого винта
шестерни связи передавали бы приблизительно полный (общий) крутящий
момент компрессора. Это потребовало. бы выполнения шестерен связи
более прочными и более
габаритными.
Здесь необходимо обосновать
термины ведущий и ведомый
винты. Начнем с последнего.
Ведомым винт называется потому,
что он получает энергию от другого
винта, называемого ведущим. Это
могло бы показаться элементарным,
если бы здесь не скрывалась одна
тонкость. Дело в том, что ведомые
винты с асимметричным и
симметричным циклоидальным профилем зуба
получают энергию не от ведущего
винта непосредственно (механическим
путем), а от газа. Объясняется это
особенностями их геометрии. Но так
как чаще всего возникающий при
этом крутящий момент на ведомом
винте превосходит величину
крутящего момента сопротивления
вращению, то избыточный момент пере- - -- ¦
дается от ведомого винта к ведущему через шестерни связи.
Величина крутящего момента на валах не остается постоянной в
пределах одного оборота. Поэтому может случиться, что избыточный
крутящий момент на ведомом винте будет менять свой знак в пределах одного
оборота винта. Это может вызвать удары в шестернях и вообще
неспокойную работу компрессора.
У винтов с цевочным профилем зуба на базе окружного профиля, как
было доказано теоретически [36] и позже подтверждено
экспериментально [34], энергия от газа не сообщается ведомому винту. Необходимую
энергию для преодоления крутящего момента сопротивления вращению
ведомый винт получает опять-таки от ведущего винта, но уже не от газа,
а через шестерни связи. Таким образом, у компрессоров с окружным
цевочным профилем зубьев шестерни связи передают небольшой крутящий
момент (около 5% от общего) от ведущего винта ведомому.
Итак, в компрессоре с любым профилем зубьев винт с выступающими
за начальную окружность зубьями (состоящими в основном из головок)
всегда является ведущим. Но при циклоидальном профиле энергия к
ведомому винту передается посредством газа, а при окружном (цевочном) -л
посредством зубчатой передачи. п
Следовательно, в первом случае зубчатое колесо ведомого винта явг
ляется фактически ведущим, возвращающим избыточный момент ведущему
винту; во втором случае ведущей является шестерня ведущего винта. Это
т
Рис. 11. Опытный компрессор
Ленинградского кораблестроительного института;
Вид со стороны нагнетания
обстоятельство очень важно учитывать при сборке компрессора и
измерении зазоров между винтами.
Боковой зазор в зубьях шестерен связи должен быть таким, чтобы
угловой люфт шестерен был меньше возможного углового люфта в
зацеплении винтов. Это требование относится в первую очередь к тем винтам, у
которых возможна перемена знака крутящего момента на ведомом валу.
Ввиду большой окружной скорости к шестерням связи предъявляются
высокие требования в отношении точности изготовления и сборки, а также
и жесткости участков валов, на которых они насажены. Шестерни связи
изготовляются по 5—6-й степени точности зубчатых колес с
дополнительным ограничением некоторых элементов зацепления, например смещение
поля допуска на толщину зуба таким образом, чтобы уменьшился боковой
зазор. к
Стремлением обеспечить наибольшую плавность работы зубчатой
передачи продиктован выбор косых зубьев для шестерен связи с наклоном
в ту же сторону, что и наклон зубьев на винте.
Как упоминалось выше, шестерни связи чаще всего устанавливаются
на консольных концах валов со стороны всасывания, чем удается
изолировать их от влияния высоких температур. Вместе с тем, сравнительно
большие диаметральные габариты шестерен, во всяком случае всегда
большие, чем габариты подшипников и уплотнений, не позволяют обеспечить
плавный осевой подвод газа к окнам всасывания с наименьшими потерями.
Перенос шестерен связи на сторону нагнетания дает возможность
улучшить поток газа на всасывании. У маслозаполненных компрессоров
шестерни связи устанавливаются не во всех случаях (см. ниже).
Подшипники винтовых компрессоров
характеризуются прежде всего высокими окружными скоростями. Для малогабарит1
ных и низконапорных винтовых компрессоров, как правило, удается
подобрать каталожные подшипники качения. Применение подшипников
качения в винтовых компрессорах упрощает и удешевляет конструкцию всей
машины. Со стороны нагнетания обычно устанавливаются опорные и
упорные шариковые подшипники. Упорные подшипники применяются
двусторонние ввиду возможности появления осевых сил обратного направления.
Это может произойти в момент пуска или при работе компрессора с низкой
степенью сжатия. Сказанное относится в первую очередь к ведомому винту.
Фиксирующий пункт роторов по отношению к корпусу целесообразно
устраивать на стороне нагнетания, так как в этом случае торцовый зазор
между винтами и корпусом со стороны нагнетания может быть выдержан
минимальным. Обычно зазор лежит в пределах 0,05—0,1 мм. При работе
компрессора изменение этого зазора из-за тепловых деформаций будет
незначительным, если малы линейные размеры между фикспунктом и
торцом нагнетания. Установка упорных подшипников со стороны всасывания
потребовала бы значительного увеличения осевого зазора между винтами
и корпусом на торце нагнетания, что привело бы к увеличению протечек
сжатого газа в область всасывания.
У компрессоров с низкой степенью сжатия, а следовательно, с
небольшим перепадом температур упорные подшипники могут устанавливаться
и на стороне всасывания. Второй опорный подшипник должен хорошо
воспринимать радиальные силы и не должен препятствовать осевому
перемещению роТОра. ' -":Л ...-Г-';'':-.' ' '¦¦:.¦ ¦•¦'.-.
Установка подшипников качения в компрессоре имеет еще одно
преимущество перед применением опор скольжения: они обеспечивают боль-
22
шую стабильность величины рабочих зазоров между винтами и
позволяют значительно проще и надежнее подсчитать зазоры в рабочем
состоянии.
Винтовые компрессоры средней и большой производительности при
давлении нагнетания порядка 4—5 ата и выше имеют значительные по
величине опорные реакции, доходящие до нескольких тонн. В этом
случае, учитывая высокие обороты роторов, уже нет возможности подобрать
подшипники качения, что заставляет применять подшипники скользящего
трения.
Подшипники скольжения требуют принудительной подачи масла для
смазки и охлаждения. В некоторых из приведенных конструкций (рис. 30)
предусматривается для этого установка масляного насоса. Применение
подшипников скольжения требует учета явления всплытия и раздвижки
роторов при образовании масляного клина. Сам по себе расчет этот
несложен и, как показала практика, достаточно надежен. Трудность
заключается в том, что с изменением числа оборотов и вязкости масла смещение
оси ротора от геометрического центра вращения будет значительно
изменяться (от нуля до какой-то конечной величины), тогда как учесть при
расчете и выбрать согласованные значения других параметров можно
только для весьма ограниченного числа режимов (положений осей).
Стремление избежать соприкосновения винтов с корпусом при
сохранении минимальных зазоров между ними вынуждает ограничивать
диаметральный зазор между шейками валов и вкладышами в 1,5—2 раза
меньшими величинами, чем это рекомендуется для подшипников,
работающих приблизительно в аналогичных условиях, например в турбинах и
турбокомпрессорах.
В случае применения подшипников скольжения в винтовых
компрессорах необходимо соблюсти так называемое правило постоянства
знака реакций на всех четырех опорах от суммарного действия
сил, включая и силы веса роторов, что диктуется необходимостью
избежать перекоса винтов и их взаимного заклинивания или касания.
Как нетрудно убедиться, в винтовых компрессорах с подшипниками
скольжения это правило соблюдается в том случае, когда область
нагнетания расположена таким образом, что сила от давления газа и сила веса
создают суммарные силы на опорах, проекции которых на плоскость,
нормальную к плоскости продольных осей, имеют одинаковый знак и не
меняют его при вращении роторов. , .
В конструкции узлов опорных подшипников особое внимание
обращается на обеспечение хорошего подвода смазки и достаточно свободного
его отвода от подшипников, а также на защиту от проникновения масла
по валу на винты со стороны всасывания.
Вкладыши опорных подшипников выполняются чаще всего
разъемными. При наличии продольного разъема корпуса неразъемные вкладыши
особенно неудобны. Последние применяются для создания надежного
масляного клина в том случае, когда по каким-либо причинам неизвестно-
истинное направление реакций на опорах.
В качестве упорных подшипников скользящего трения в винтовых
компрессорах применяются упорные подшипники с сегментными
колодками типа Митчелля. Упорные подшипники скольжения ставятся со
стороны нагнетания. Подшипники выполняются двусторонними, причем с
нерабочей стороны гребня упорного подшипника ставится меньшее число
сегментных колодок или просто залитое баббитом кольцо.
23
При упоре гребней подшипников в нерабочую сторону зазоры между
торцами роторов и корпусом со стороны нагнетания устанавливаются
минимальными. Осевой разбег роторов зависит от размеров машины и
конструкции упорного подшипника скольжения. Он имеет средние значения
порядка 0,12—0,20 мм. На эту же величину должны отличаться
максимальные осевые зазоры от минимальных со стороны нагнетания между
винтами и корпусом.
Концевые у п лот н е ни я вал о в предназначены
воспрепятствовать подсосу газа и масла вдоль валов к винтам в случае
разрежения в камере всасывания и пропуску газа наружу вдоль валов со стороны
нагнетания. Наряду с уплотнениями угольного типа, лабиринтового,
торцового и смешанного типов применяются также специальные металло-
керамиковые уплотнения сальникового типа, уплотнения с газовым или
жидким затвором и др. . .
Трудность уплотнения валов винтового компрессора состоит в том, что
приходится уплотнять два вала, в то время как расход газа через
компрессор относительно невелик.Величина протечек при лабиринтовых
уплотнениях составляет 1—2% от производительности компрессора. При
контактных и специальных уплотнениях протечки снижаются до 0,5% и ниже.
В ряде конструкций компрессоров протечки газа через уплотнения со
стороны нагнетания отводятся в камеру всасывания. Это ухудшает
наполнение компрессора и увеличивает работу сжатия. Отведенный от
уплотнений газ более рационально подводить вновь в рабочее пространство
компрессора в район начала сжатия, предварительно пропустив его через,
холодильник.
Угольные уплотнения обычного типа, состоящие из разрезных
графитовых колец, не могут обеспечить хорошее уплотнение валов. Поэтому
некоторые фирмы устанавливают неразрезные графитовые кольца с весьма
малым зазором на гладком валу (примерно по посадке «движение»). Для
уплотнения торцов угольные кольца прижимаются к обоймам
специальными пружинами.
На компрессоре ЛК.И (рис. 12) применены угольные уплотнения инок
¦конструкции. Графитовые кольца состоят из двух полуколец, каждое
из которых прижимается к валу отдельной полукольцевой спиральной
пружиной. На рубашке вала имеются кольцевые гребешки, врезающиеся
при приработке в угли на 0,2—0,3 мм. В результате получается
комбинированное угольно-лабиринтовое уплотнение с минимальными зазорами между
усиками вала и углем. Такие уплотнения зарекомендовали себя в работе
гораздо лучше гладких угольных уплотнений.
Лабиринтовые уплотнения, в самом принципе работы которых заложены
потери газа, применительно к винтовым компрессорам нуждаются в
усовершенствовании для уменьшения этих потерь. Вместе с тем лабиринтовые
уплотнения надежны в эксплуатации.
Последние годы все более широкое распространение получают
бесконтактные уплотнения с нарезкой обратного хода, хорошо
зарекомендовавшие себя в работе.
В Советском Союзе винтовыми компрессорными машинами начали
заниматься вскоре после Великой Отечественной войны. Первый
экспериментальный отечественный винтовой компрессор был разработан в 1948 г.
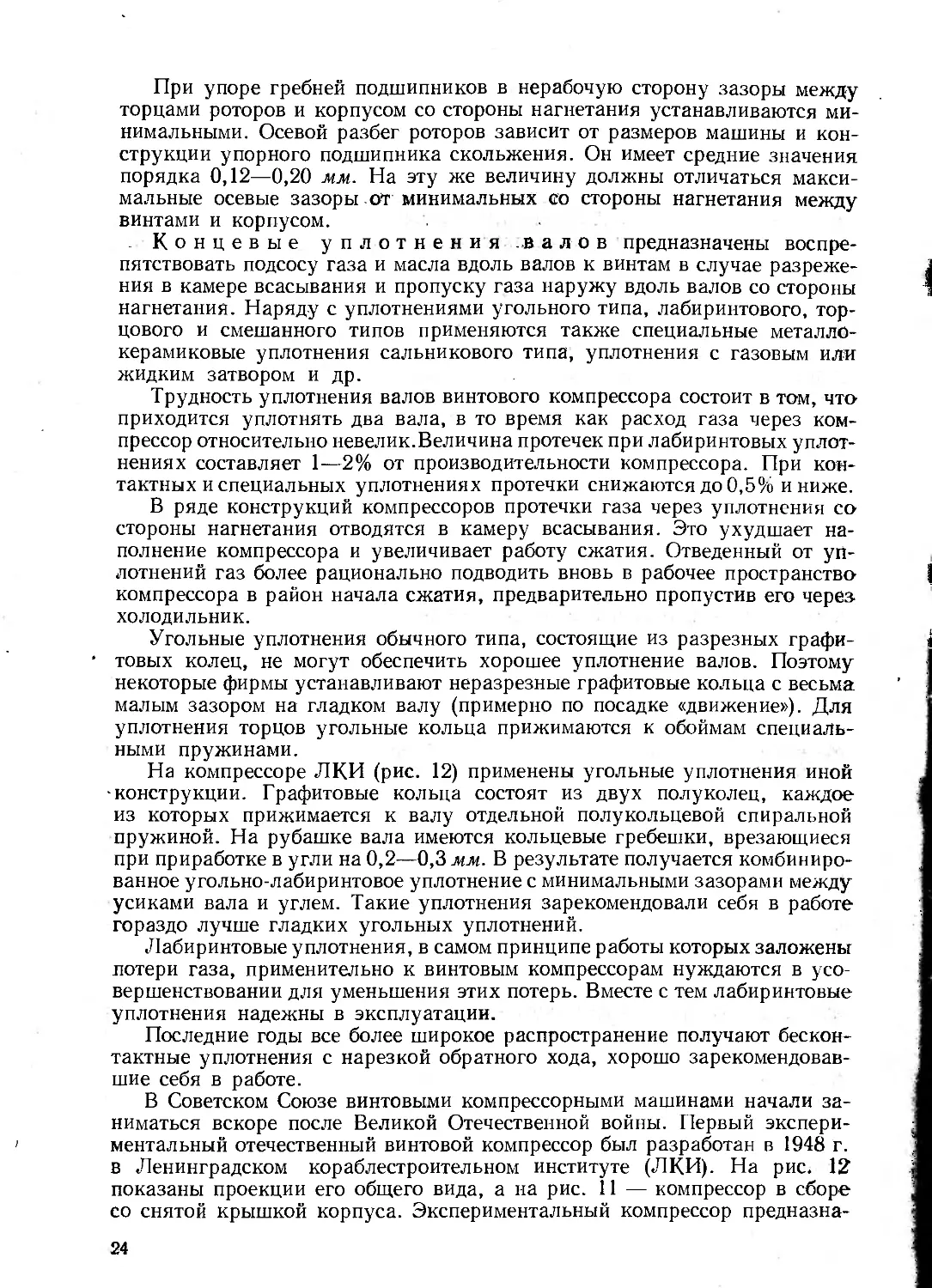
в Ленинградском кораблестроительном институте (ЛКИ). На рис. 12
показаны проекции его общего вида, а на рис. 11 — компрессор в сборе
со снятой крышкой корпуса. Экспериментальный компрессор предназна-
24
IzL
Рис. 12. Опытный
винтовой
компрессор
Ленинградского
кораблестроительного института
чался для исследования рабочего процесса, проверки и уточнения первой
методики расчета винтовых машин, проверки методики расчета режущего
и мерительного инструмента, предназначенного для изготовления винтов,
приобретения некоторых навыков изготовления, сборки и эксплуатации
винтовых машин.
Достаточно качественное изготовление этого первого в нашей стране
винтового компрессора и длительные испытания позволили полностью
выполнить поставленные задачи исследования.
.: Особое значение в то время имела проверка методики расчета
профильных дисковых фрез для нарезки винтов и шаблонов для их контроля,
разработанная на основе оригинального
метода А. Е. Жмудя [14] расчета
дисковых фрез для винтовых
насосов циклоидального зацепления. Это
открыло путь для изготовления
винтовых машин в нашей стране.
Экспериментальный винтовой
компрессор ЛКИ работал на воздухе.
Основные геометрические
соотношения винтов не выходили за пределы
аналогичных параметров известных
в то время немногих зарубежных
машин. Профиль зубьев —
оригинальный асимметричный, показанный
на рис. 65 и 66.
Чугунный корпус компрессора —
неохлаждаемый, поскольку машина
предназначалась для работы на
низких параметрах сжатия, а также для
работы со впрыском воды в рабочее
пространство.
Первоначальной программой испытания машины предусматривалась
работа на различных давлениях нагнетания, но не выше 2 ата при числе
оборотов 1600—3600 в минуту.
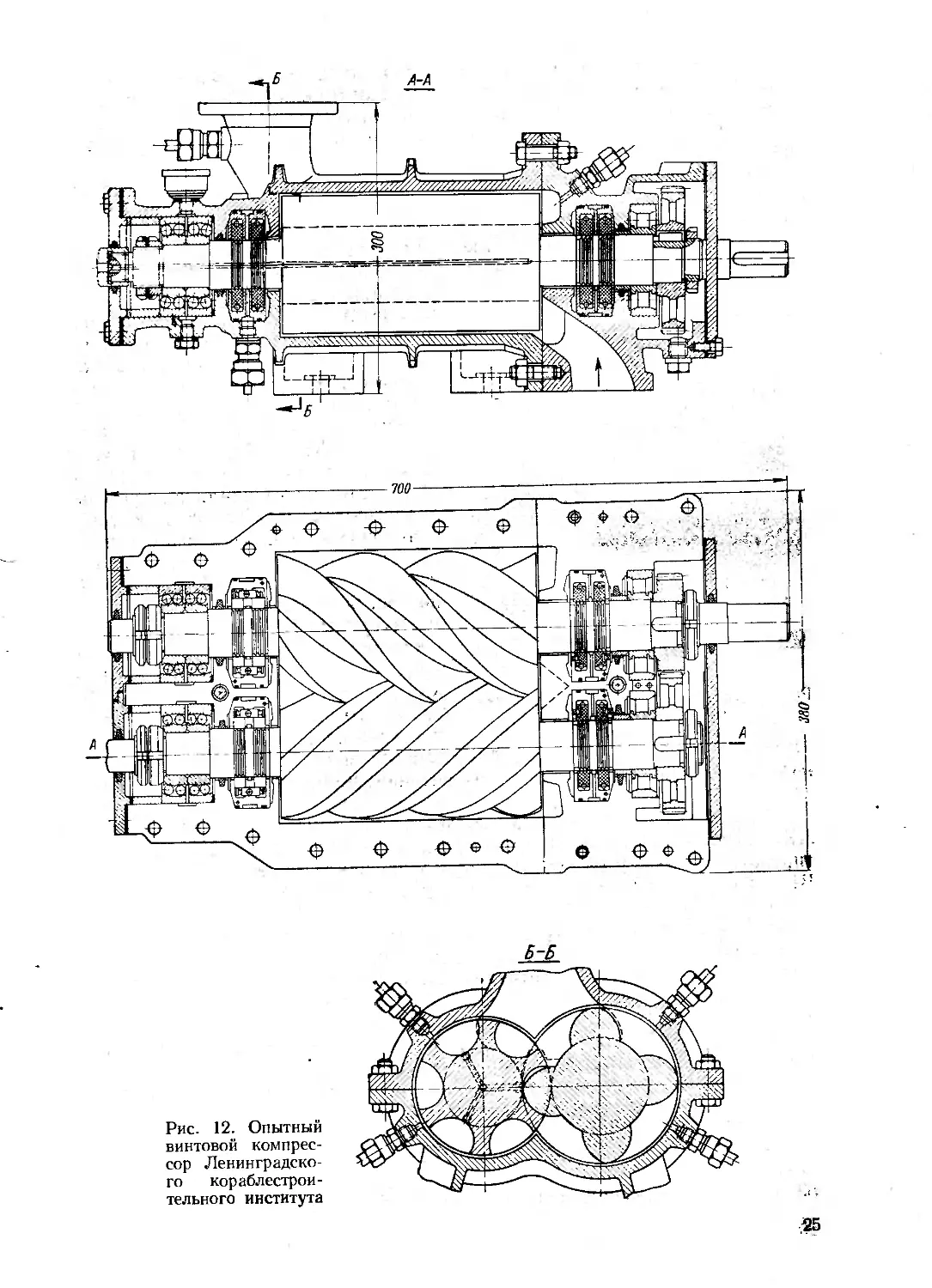
Полученный опыт расчета, изготовления и испытания компрессора
ЛКИ позволил КБ Ленинградского компрессорного завода в 1953 г.
спроектировать и изготовить небольшую партию винтовых компрессоров типа
В К. НО] промышленного назначения (рис. 13). Производительность этой
машины составляет 60 м3/мин на всасывании при 10 000 об/мин ведущего
ротора. Давления: всасывания — атмосферное, нагнетания — 4,0 ата.
Охлаждение компрессора осуществлялось впрыском воды в рабочее
пространство машины. Уплотнение валов достигалось установкой
угольных колец с малым зазором порядка 0,08 мм на диаметр и специальных
дисков, создающих во время работы машины водяной затвор.
Эти компрессоры показали исключительно надежную работу и при
повышении давления нагнетания до 9 ата при атмосферном давлении
всасывания, а^также при 15 ата при давлении всасывания 1,5 ата. С
увеличением давления нагнетания расход воды на впрыск несколько
увеличивался, обеспечивая температуру нагнетания не выше 97—100° С.
Эти же машины при сжатии атмосферного воздуха до 3,5 ата без
впрыска воды, как показывают расчеты, будут иметь производительность
63 м31мин и потреблять мощность около 200 кет.
Рис. 13. Винтовой компрессор ВК со
снятой крышкой корпуса
26
Затрата удельной мощности (Nyd) на сжатие одного кубического метра
Засосанного воздуха составит 3,17 кет, что находится на уровне
аналогичных показателей для лучших образцов винтовых машин (см. рис. 43 и 44).
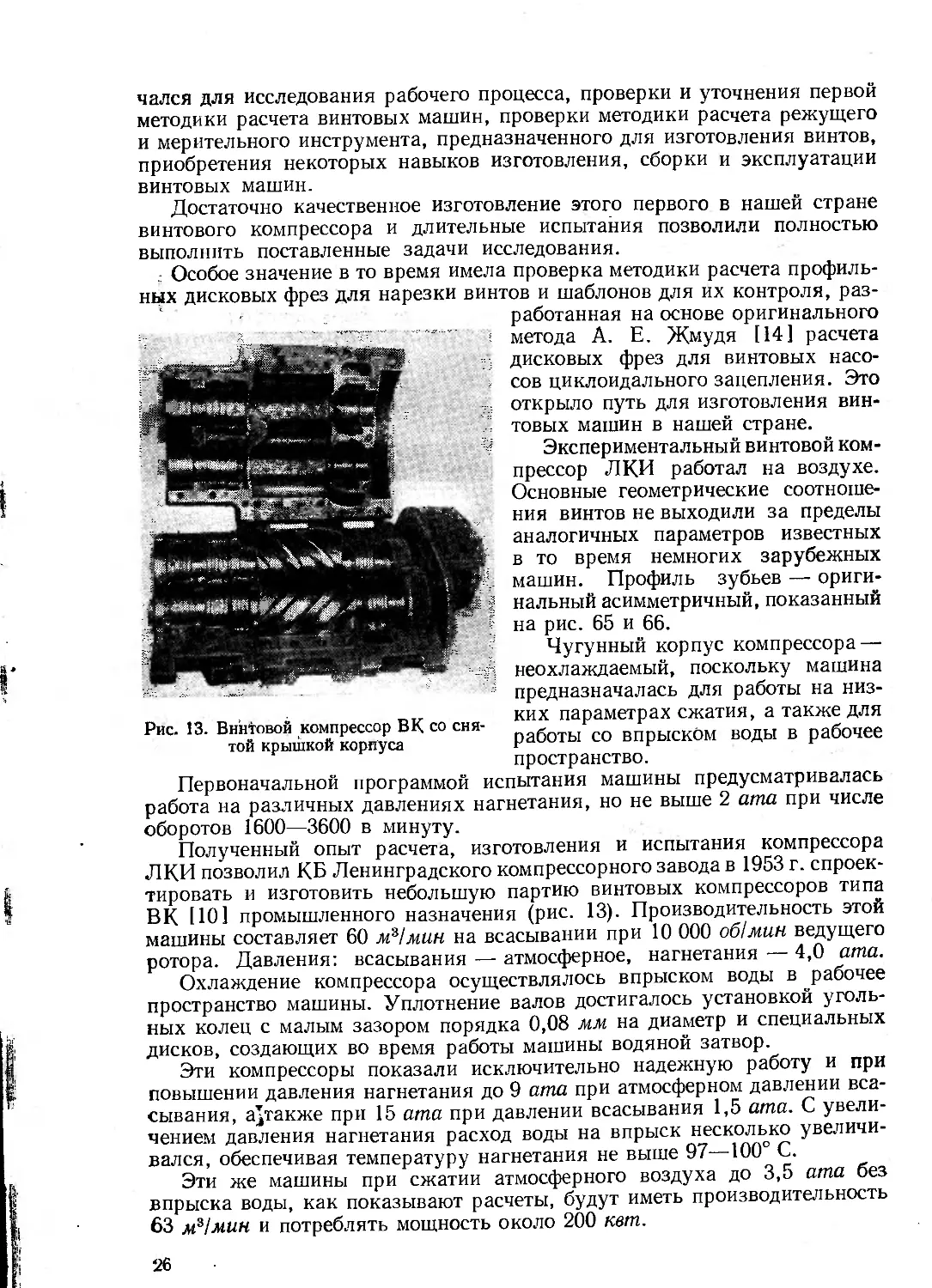
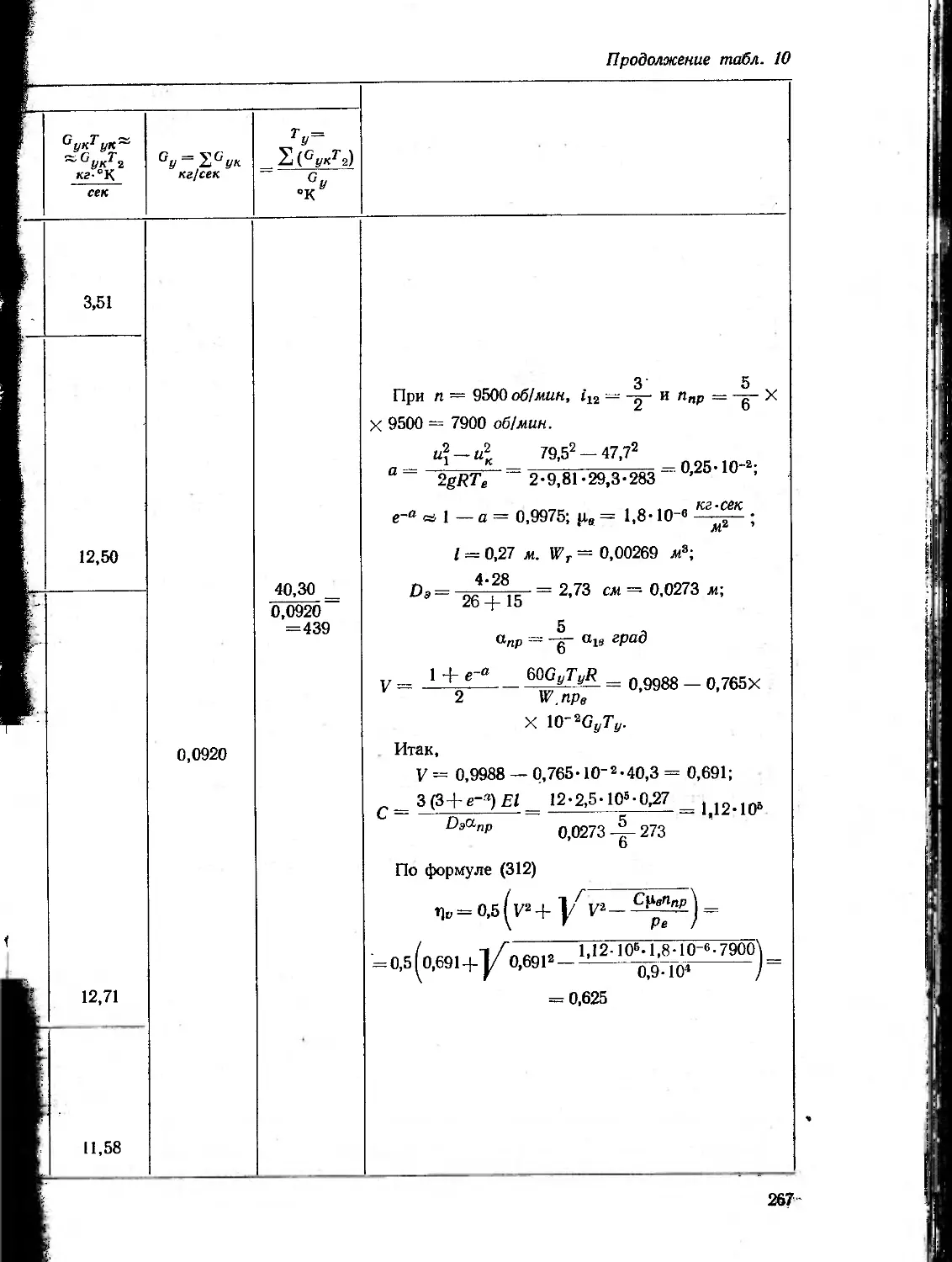
На рис. 14 показан компрессор
ВКЭ, разработанный КБ
Ленинградского компрессорного завода.
Номинальная производительность
ВКЭ равна 16 м3/мин при 9500 об/мин
ведущего винта и степени сжатия
ен = 3,5 при всасывании из атмосферы.
Корпус имеет двойные стенки (рубашку)
для циркуляции между ними
охлаждающей воды, причем пространство
между стенками разделено на отсеки
для лучшего и равномерного
охлаждения.
Компрессор ВКЭ был изготовлен
стремя комплектами взаимозаменяемых
роторов с винтами, имеющими
различный профиль зубьев: асимметричный
(рис. 65 и 66), окружный симметричный
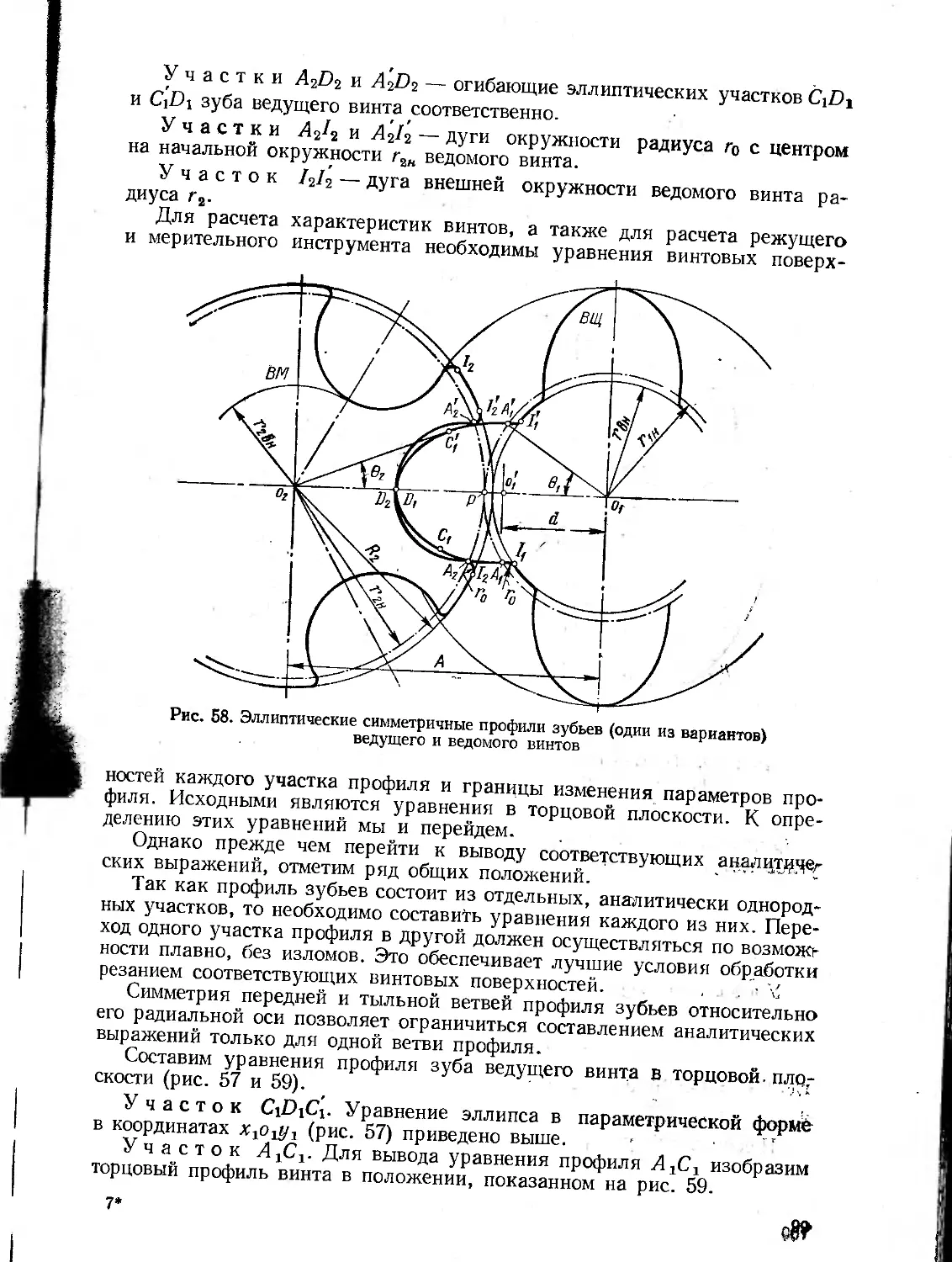
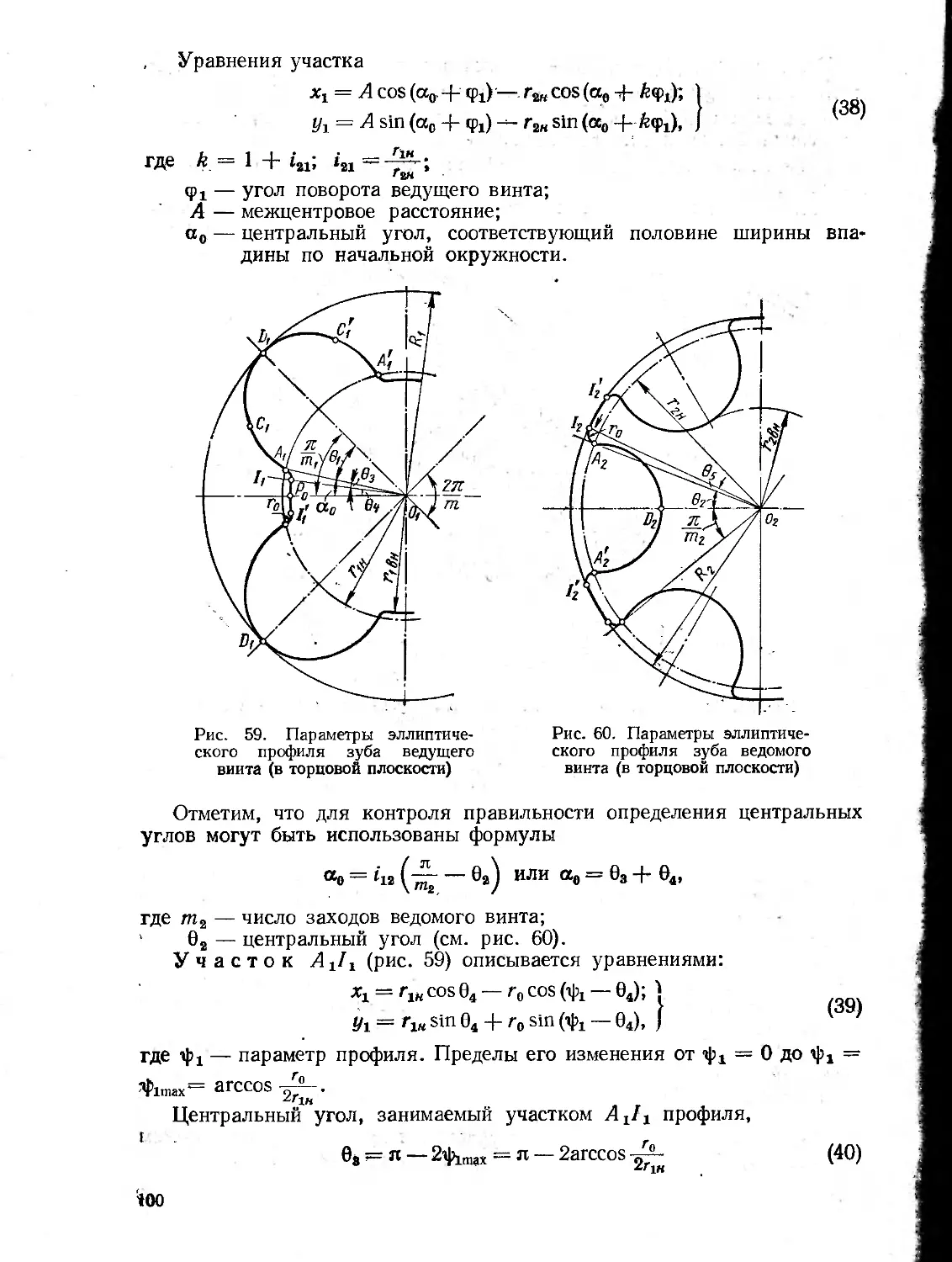
(рис. 55, профиль 2) и эллиптический
(рис. 59 [и'фО). Величина одноименных
зазоров выдержана у всех комплектов
практически одинаковой. Машина имела
также сменные окна всасывания и
сменные окна нагнетания, позволяющие
менять геометрическую (см. п. 21)
степень сжатия.
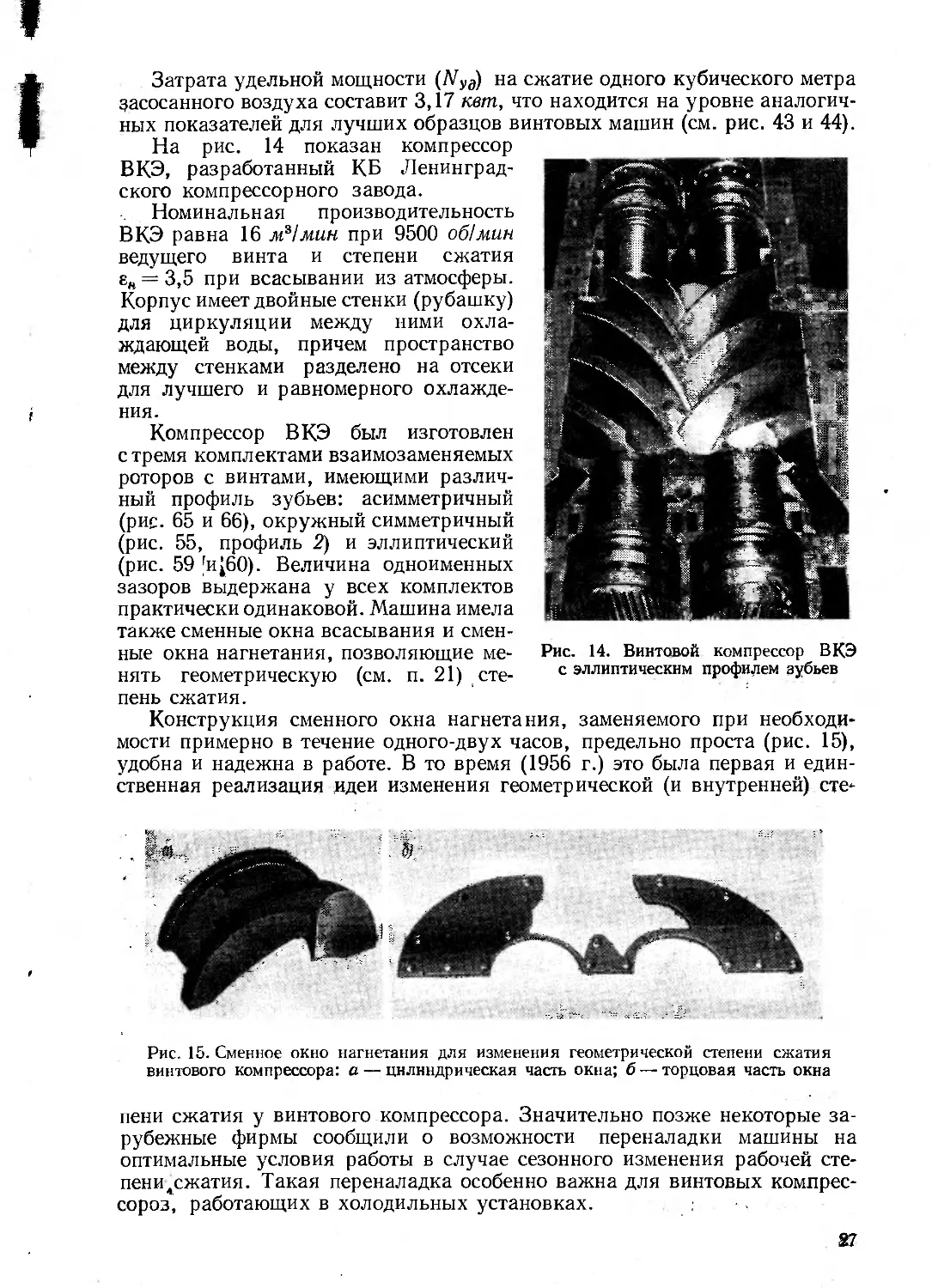
Конструкция сменного окна нагнетания, заменяемого при
необходимости примерно в течение одного-двух часов, предельно проста (рис. 15),
удобна и надежна в работе. В то время A956 г.) это была первая и
единственная реализация идеи изменения геометрической (и внутренней) сте-
Рис. 14. Винтовой компрессор ВКЭ
с эллиптическим профилем зубьев
Рис. 15. Сменное окно нагнетания для изменения геометрической степени сжатия
винтового компрессора: а — цилиндрическая часть окна; б — торцовая часть окна
пени сжатия у винтового компрессора. Значительно позже некоторые
зарубежные фирмы сообщили о возможности переналадки машины на
оптимальные условия работы в случае сезонного изменения рабочей сте-
пени4сжатия. Такая переналадка особенно важна для винтовых компрес-
сороз, работающих в холодильных установках. :
27
Компрессор ВКЭ прошел длительные испытания в широком диапазоне
изменения параметров. При работе на высоких степенях сжатия — выше
четырех — в полости компрессора впрыскивалась вода. О результатах
этих исследований будет сказано в гл. VIII.
Корпус компрессора ВКЭ имеет два вертикальных и один
горизонтальный разъемы. Наличие горизонтального разъема корпуса существенно
облегчает сборку машины и измерение зазоров, что особенно важно для
экспериментального компрессора. Для исключения выпучивания крышки
корпуса установлены специальные максимально приближенные к торцам
винтов стяжные болты — один на стороне всасывания и три на стороне
нагнетания, в том числе и между винтами. Практика показала, что,
несмотря на кажущуюся большую поперечную жесткость оребренной крышки
корпуса, она все же претерпевает неравномерные температурные и силовые
деформации (выпучивается средняя ее часть, находящаяся между винтами).
Таким образом, установка стяжных болтов при наличии горизонтального
разъема необходима. •
Из двухступенчатых В КМ, спроектированных КБ Ленинградского
компрессорного завода и изготовляющихся на ряде заводов, следует
отметить машины для сжатия воздуха производительностью 12,5 м3/мин при
давлении нагнетания 9 ата и производительностью 16 мя1мин при давлении
нагнетания 6,5 ата. Последняя помещена на салазки и предназначена
для работы в угольных шахтах.
Отсутствие паров масла в подаваемом винтовым компрессором воздухе
делает его безопасным в шахтах с повышенным содержанием взрывного
газа. Привод компрессора осуществляется через мультипликатор от
электродвигателя взрывобезопасного исполнения;
Особый интерес представляет двухступенчатая компрессорная
машина ВК9, предназначенная для сжатия хлора. Ее производительность
составляет 51,5 м3/мин при давлениях 0,95 ата на всасывании и 3,2 ата —
на нагнетании.
При создании этой первой отечественной машины для сжатия сухого
хлора проектантам пришлось решить ряд сложных технических проблем.
Прежде всего необходимо было обеспечить максимальное снижение
температуры хлора, так как при температуре свыше 110° С этот газ становится
химически весьма активным и опасным для всех конструкционных сталей.
По этой причине ВК9 имеет две ступени с промежуточным и концевым
холодильниками, несмотря на то, что общая степень сжатия с учетом
потерь давления в коммуникациях и в холодильнике составляет немногим
более 3,5. Кроме того, корпуса обеих ступеней имеют водяные рубашки,
а полые валы роторов и винты охлаждаются специально подведенным
холодным маслом (рис. 16). Все это способствует снижению общей и
локальной температуры хлора и деталей, снижает корродирующее действие хлора.
Физические константы хлора существенно отличаются от констант
воздуха, поэтому окружные скорости на внешней окружности ведущих
винтов составляют для I ступени 51 м/сек, для II ступени — 45 м/сек,
вместо 70—85 м/сек в случае работы машины на воздухе таких же
параметров.
Относительно низкие окружные скорости на винтах позволили
соединить компрессоры непосредственно с быстроходным электродвигателем,
исключив мультипликатор.
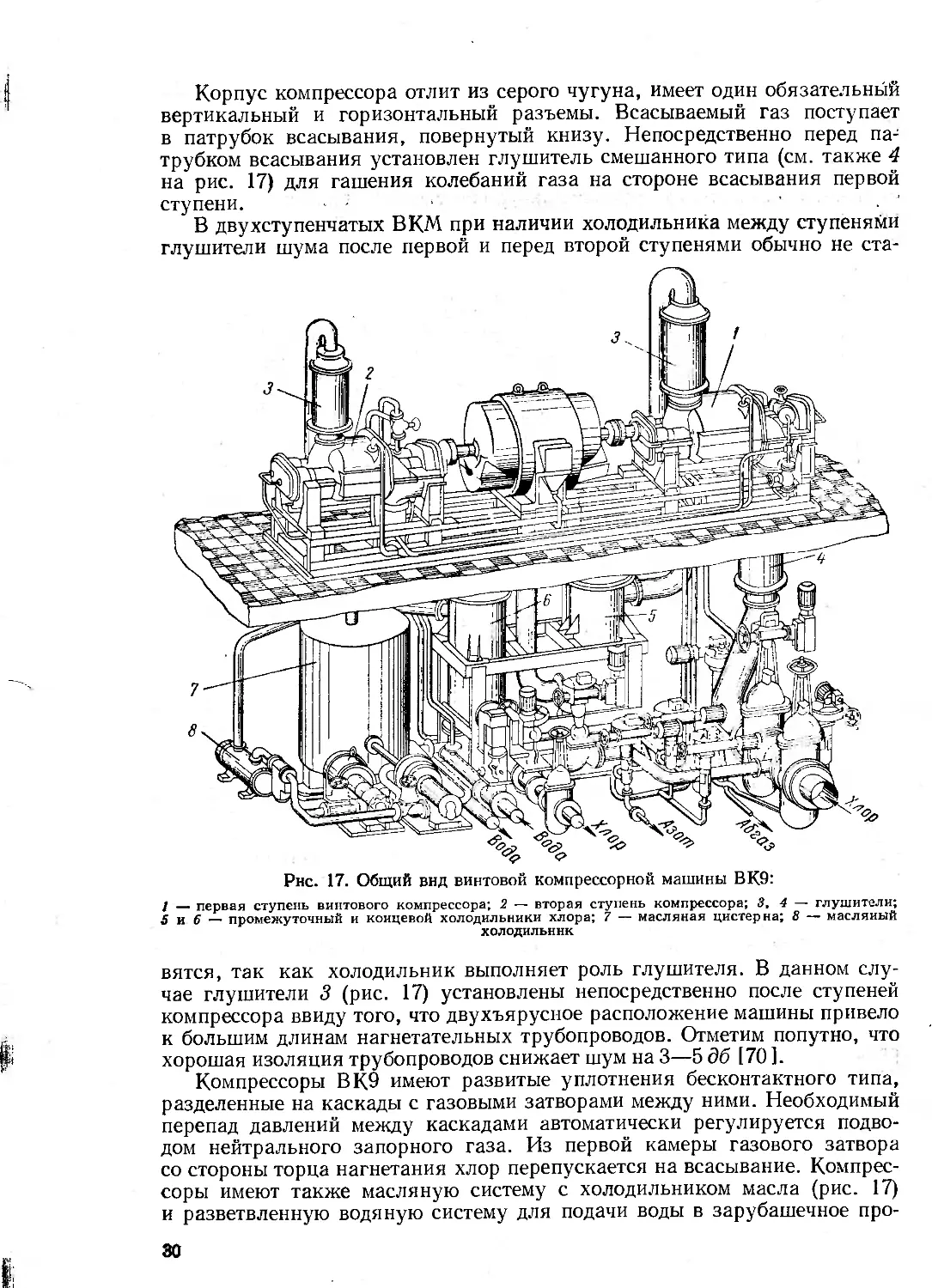
Расположение ступеней по обе стороны от электродвигателя (рис. 17)
упрощает конструктивную схему В КМ, экономит площадь и дает неко-
28
торый экономический выигрыш на стоимости установки и помещении.
Такую конструктивную схему применяют и некоторые зарубежные фирмы.
Однако эта схема имеет и недостатки. Дело в том, что вторая ступень
двухступенчатых ВКМ работает в более тяжелых условиях, чем первая,
так как перепад давления Ар = рн — рв в ней всегда больше, чем в первой
ступени. По этой только причине окружная скорость винтов второй
ступени должна быть во всяком случае не меньше, чем первой. Кроме того,
диаметр винтов второй ступени, как правило, меньше диаметра винтов
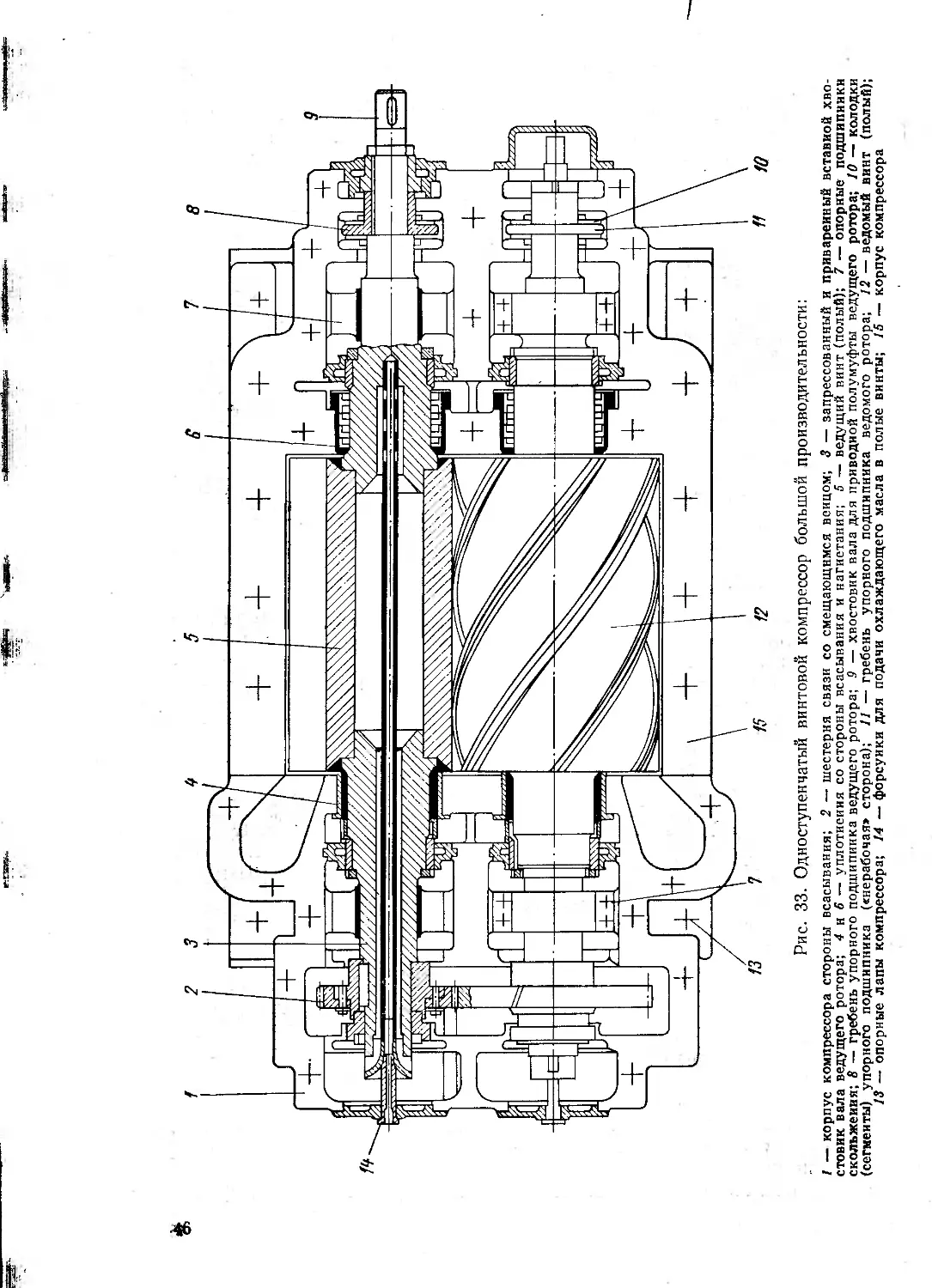
Рис. 16. Первая ступень компрессора ВК9 для сжатия хлора:
/ _ патрубок всасывания; 2 и 3 — форсунки для подвода охлаждающего масла в осевые
сверления роторов; 4 и 5 — уплотнения бесконтактного типа на сторонах всасывания и
нагнетания / ^^, ^ .^^ -^ . .
первой ступени. Все это требует более высоких оборотов роторов второй
ступени. Соблюдение этого неравенства особенно необходимо для
двухступенчатых ВКМ с общей высокой степенью сжатия (9—11 и выше).
В этом случае перепад давлений на вторую ступень приходится в два и
более раза больше, чем на первую. По понятным причинам для ВК9 этот
вопрос менее актуален. , ¦ ¦•.. • ¦¦¦.¦•¦
Наконец, присоединение к двигателю двух винтовых компрессоров,
обладающих большими маховыми моментами, должно всегда тщательно
рассчитываться и анализироваться. Для смягчения ударов при запуске
рекомендуется присоединять винтовые компрессоры к электродвигателям
через торсионные валики. Многочисленные запуски и опыт работы корот-
козамкнутого асинхронного электродвигателя в составе машины ВК9
с большими присоединенными маховыми моментами показал безопасность
эксплуатации и надежность расчета. Время пуска составляло около
8 сек. ¦ ¦¦ ¦ ¦ :¦..':. ..¦¦¦¦, v : ' :
На рис. 16 приведена первая ступень компрессора ВК9 ео снятой
верхней крышкой. ,; и
Корпус компрессора отлит из серого чугуна, имеет один обязательный
вертикальный и горизонтальный разъемы. Всасываемый газ поступает
в патрубок всасывания, повернутый книзу. Непосредственно перед
патрубком всасывания установлен глушитель смешанного типа (см. также 4
на рис. 17) для гашения колебаний газа на стороне всасывания первой
ступени. -: ¦¦•'- . •
В двухступенчатых В КМ при наличии холодильника между ступенями
глушители шума после первой и перед второй ступенями обычно не ста-
Рис. 17. Общий вид винтовой компрессорной машины ВК9:
/ — первая ступень винтового компрессора; 2 — вторая ступень компрессора; 3,4 — глушители;
5 и 6 — промежуточный и концевой холодильники хлора; 7 — масляная цистерна; 8 — масляный
холодильник
вятся, так как холодильник выполняет роль глушителя. В данном
случае глушители 3 (рис. 17) установлены непосредственно после ступеней
компрессора ввиду того, что двухъярусное расположение машины привело
к большим длинам нагнетательных трубопроводов. Отметим попутно, что
хорошая изоляция трубопроводов снижает шум на 3—5 дб [70 ]. :
Компрессоры ВК9 имеют развитые уплотнения бесконтактного типа,
разделенные на каскады с газовыми затворами между ними. Необходимый
перепад давлений между каскадами автоматически регулируется
подводом нейтрального запорного газа. Из первой камеры газового затвора
со стороны торца нагнетания хлор перепускается на всасывание.
Компрессоры имеют также масляную систему с холодильником масла (рис. 17)
и разветвленную водяную систему для подачи воды в зарубашечное про-
-
SB
1
—
—
странство корпусов компрессоров и в холодильники. Эти системы ЁКлю-
чают насосы со своими электродвигателями. Компрессоры имеют
аварийную автоматическую защиту, отключающую электродвигатель в случае
превышения допустимой температуры нагнетания в одной из ступеней.
Как видно из описания ВК9 и рис. 17, винтовая компрессорная машина,
тем более для такого агрессивного газа, как хлор, представляет собой
довольно сложную установку, включающую кроме собственно винтовых
компрессоров также ряд абсолютно необходимых устройств, узлов,
насосов, аппаратов, задвижек, трубопроводов и т. д. Однако установка
винтовой машины в принципе не отличается от современной установки
поршневой или центробежной
компрессорной машины. Специфичным во
всех этих машинах является
прежде всего компрессор, а у В КМ еще
и глушители шума. Это позволяет
нам в дальнейшем основное
внимание уделять собственно винтовому
компрессору.
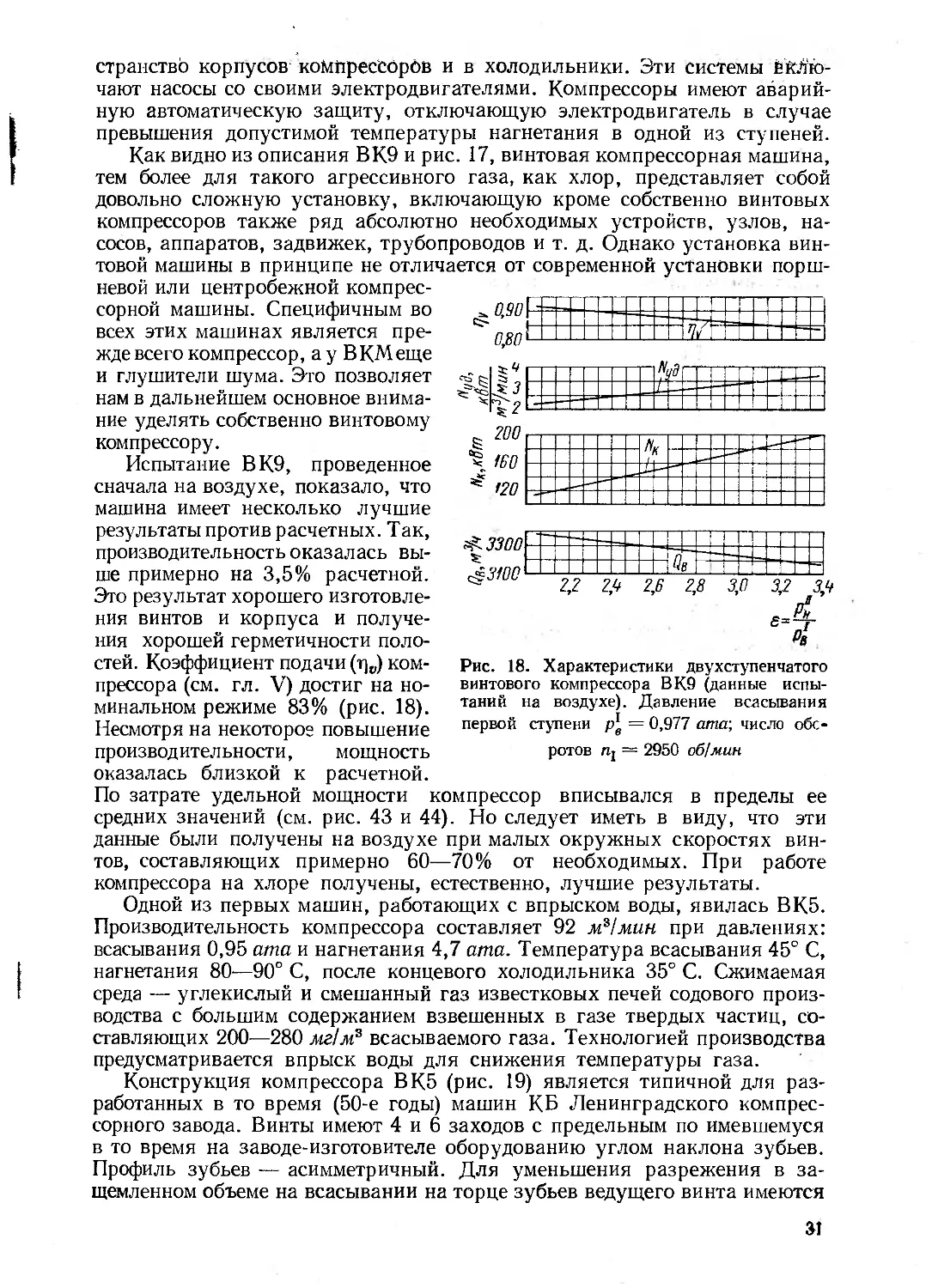
Испытание ВК9, проведенное
сначала на воздухе, показало, что
машина имеет несколько лучшие
результаты против расчетных. Так,
производительность оказалась
выше примерно на 3,5% расчетной.
Это результат хорошего
изготовления винтов и корпуса и
получения хорошей герметичности
полостей. Коэффициент подачи (тH)
компрессора (см. гл. V) достиг на но-
V
4-
т
+
+
200
160
'20
—
/IV
-—
-—
J-
Г
3100
Рис. 18. Характеристики двухступенчатого
винтового компрессора ВК9 (данные
испытаний на воздухе). Давление всасывания
первой ступени '
= 2950 об/мин
) Д
р' = 0,977 ата; число
оборотов
минальном режиме 83% (рис. 18).
Несмотря на некоторое повышение
производительности, мощность
оказалась близкой к расчетной.
По затрате удельной мощности компрессор вписывался в пределы ее
средних значений (см. рис. 43 и 44). Но следует иметь в виду, что эти
данные были получены на воздухе при малых окружных скоростях
винтов, составляющих примерно 60—70% от необходимых. При работе
компрессора на хлоре получены, естественно, лучшие результаты.
Одной из первых машин, работающих с впрыском воды, явилась ВК5.
Производительность компрессора составляет 92 м3/мин при давлениях:
всасывания 0,95 ата и нагнетания 4,7 ата. Температура всасывания 45° С,
нагнетания 80—90° С, после концевого холодильника 35° С. Сжимаемая
среда — углекислый и смешанный газ известковых печей содового
производства с большим содержанием взвешенных в газе твердых частиц,
составляющих 200—280 мг/м3 всасываемого газа. Технологией производства
предусматривается впрыск воды для снижения температуры газа.
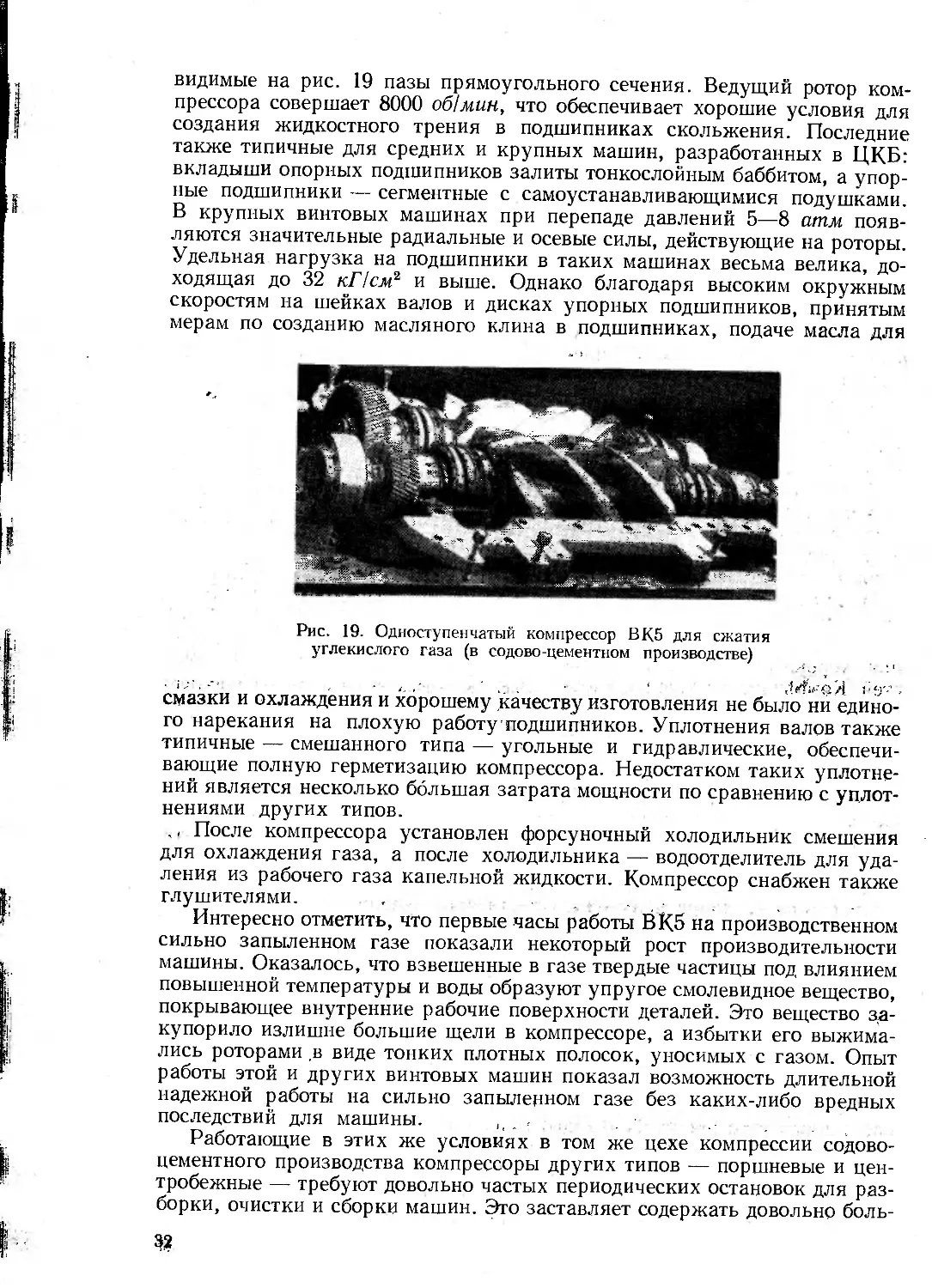
Конструкция компрессора ВК5 (рис. 19) является типичной для
разработанных в то время E0-е годы) машин КБ Ленинградского
компрессорного завода. Винты имеют 4 и 6 заходов с предельным по имевшемуся
в то время на заводе-изготовителе оборудованию углом наклона зубьев.
Профиль зубьев — асимметричный. Для уменьшения разрежения в
защемленном объеме на всасывании на торце зубьев ведущего винта имеются
видимые на рис. 19 пазы прямоугольного сечения. Ведущий ротор
компрессора совершает 8000 обIмин, что обеспечивает хорошие условия для
создания жидкостного трения в подшипниках скольжения. Последние
также типичные для средних и крупных машин, разработанных в ЦКБ:
вкладыши опорных подшипников залиты тонкослойным баббитом, а
упорные подшипники — сегментные с самоустанавливающимися подушками.
В крупных винтовых машинах при перепаде давлений 5—8 атм
появляются значительные радиальные и осевые силы, действующие на роторы.
Удельная нагрузка на подшипники в таких машинах весьма велика,
доходящая до 32 кПсм2 и выше. Однако благодаря высоким окружным
скоростям на шейках валов и дисках упорных подшипников, принятым
мерам по созданию масляного клина в подшипниках, подаче масла для
Рис. 19. Одноступенчатый компрессор ВК5 для сжатия
углекислого газа (в содово-цементном производстве)
смазки и охлаждения и хорошему качеству изготовления не было ни
единого нарекания на плохую работу подшипников. Уплотнения валов также
типичные — смешанного типа — угольные и гидравлические,
обеспечивающие полную герметизацию компрессора. Недостатком таких
уплотнений является несколько большая затрата мощности по сравнению с
уплотнениями других типов.
,, После компрессора установлен форсуночный холодильник смешения
для охлаждения газа, а после холодильника — водоотделитель для
удаления из рабочего газа капельной жидкости. Компрессор снабжен также
глушителями. . . , . ;. . ;,, ,v ,; ,., ... _ , . , , ..
Интересно отметить, что первые часы работы ВК5 на производственном
сильно запыленном газе показали некоторый рост производительности
машины. Оказалось, что взвешенные в газе твердые частицы под влиянием
повышенной температуры и воды образуют упругое смолевидное вещество,
покрывающее внутренние рабочие поверхности деталей. Это вещество
закупорило излишне большие щели в компрессоре, а избытки его
выжимались роторами .в виде тонких плотных полосок, уносимых с газом. Опыт
работы этой и других винтовых машин показал возможность длительной
надежной работы на сильно запыленном газе без каких-либо вредных
последствий для машины. . ,, . < :¦,.¦¦ - .."¦ ¦ •¦• • .¦¦.¦•¦¦
Работающие в этих же условиях в том же цехе компрессии содово-
| цементного производства компрессоры других типов — поршневые и цен-
*' тробежные — требуют довольно частых периодических остановок для
разборки, очистки и сборки машин. Это заставляет содержать довольно боль-
кВт
500
400
300
ьоои
5000
WOO
3000
пт—j
/ У
1
у X
. -"
"Si *
—¦
°
о
ГТ1
/7 7
Ц'
— и
05
0 >
nil
1
кВт
м3/мин
5,0
kft
5 ен
шой квалифицированный персонал слесарей, увеличивать число резервных
машин и занимаемую ими производственную площадь. Кроме того, у
других типов машин в результате загрязнения рабочих поверхностей резко
ухудшается экономичность, снижается надежность работы, изменяются
их характеристики, уменьшается производительность и растет затрата
удельной мощности на сжатие газа, т. е. они ведут себя диаметрально
противоположно винтовым машинам.
Присутствие сернистых газов в рабочем газе вызвало усиленную
коррозию углеродистых сталей, в частности корпуса, изготовленного в
опытном порядке из стали 25Л. Коррозионный процесс в условиях больших
местных скоростей сопрово-
ждался эрозионным
действием. В связи с этим
была произведена наплавка
рабочих поверхностей
корпуса электродами из стали
1Х18Н9Т, после чего
коррозия прекратилась. В этих же
условиях винты,
изготовленные из стали 2X13, работают
вполне удовлетворительно.
Компрессор ВК5
отработал свыше 22 000 ч без
ремонта, практически
подтвердив данные иностранных
фирм (французской SACM,
шведской SRM и др.) о
реальности межремонтного
периода в 50 000 ч при
безаварийной работе и
вынужденных остановках внутри этого
периода.
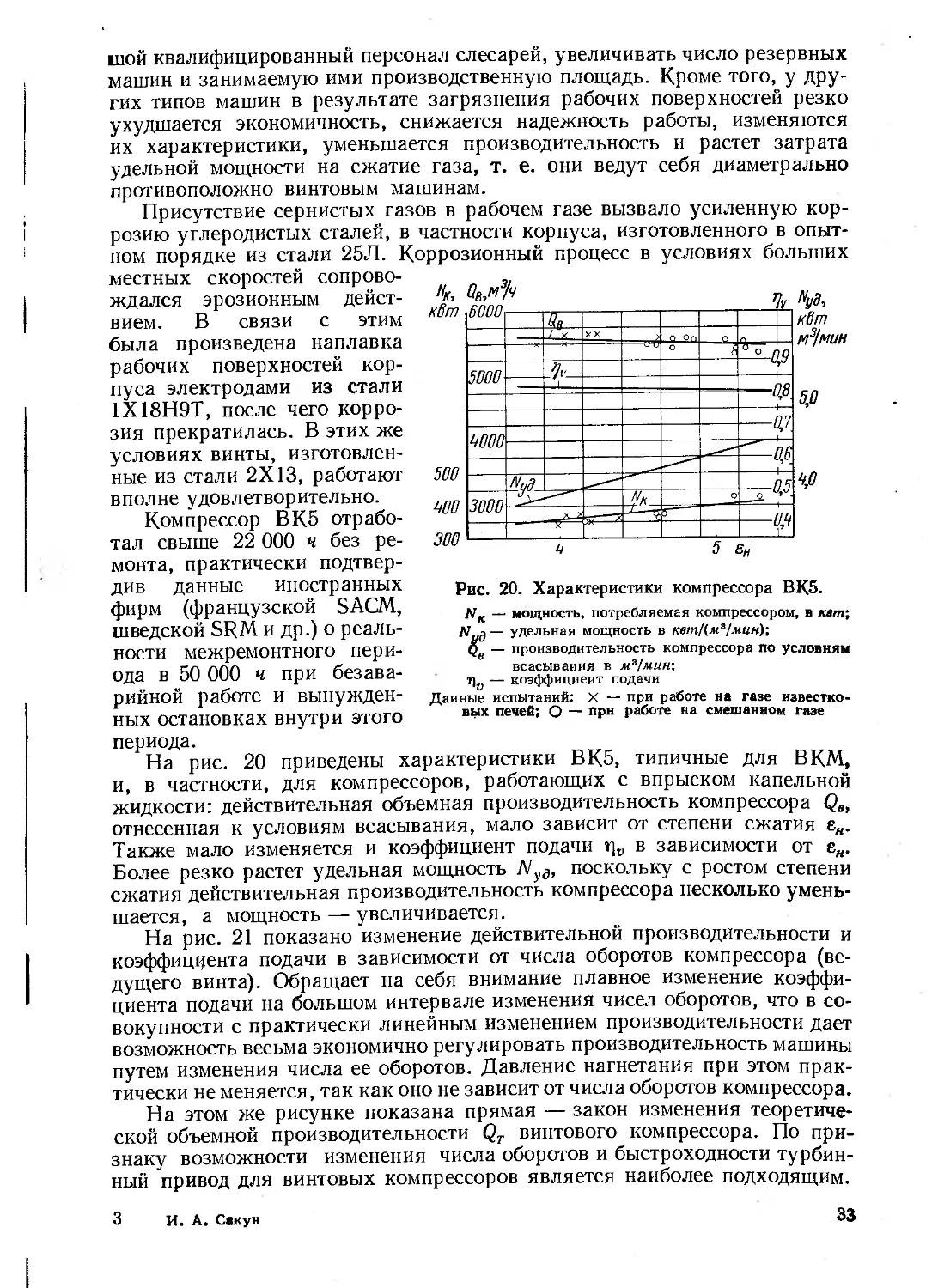
На рис. 20 приведены характеристики ВК5, типичные для В КМ,
и, в частности, для компрессоров, работающих с впрыском капельной
жидкости: действительная объемная производительность компрессора Qe,
отнесенная к условиям всасывания, мало зависит от степени сжатия гн.
Также мало изменяется и коэффициент подачи ца в зависимости от е„.
Более резко растет удельная мощность Nyd, поскольку с ростом степени
сжатия действительная производительность компрессора несколько
уменьшается, а мощность — увеличивается.
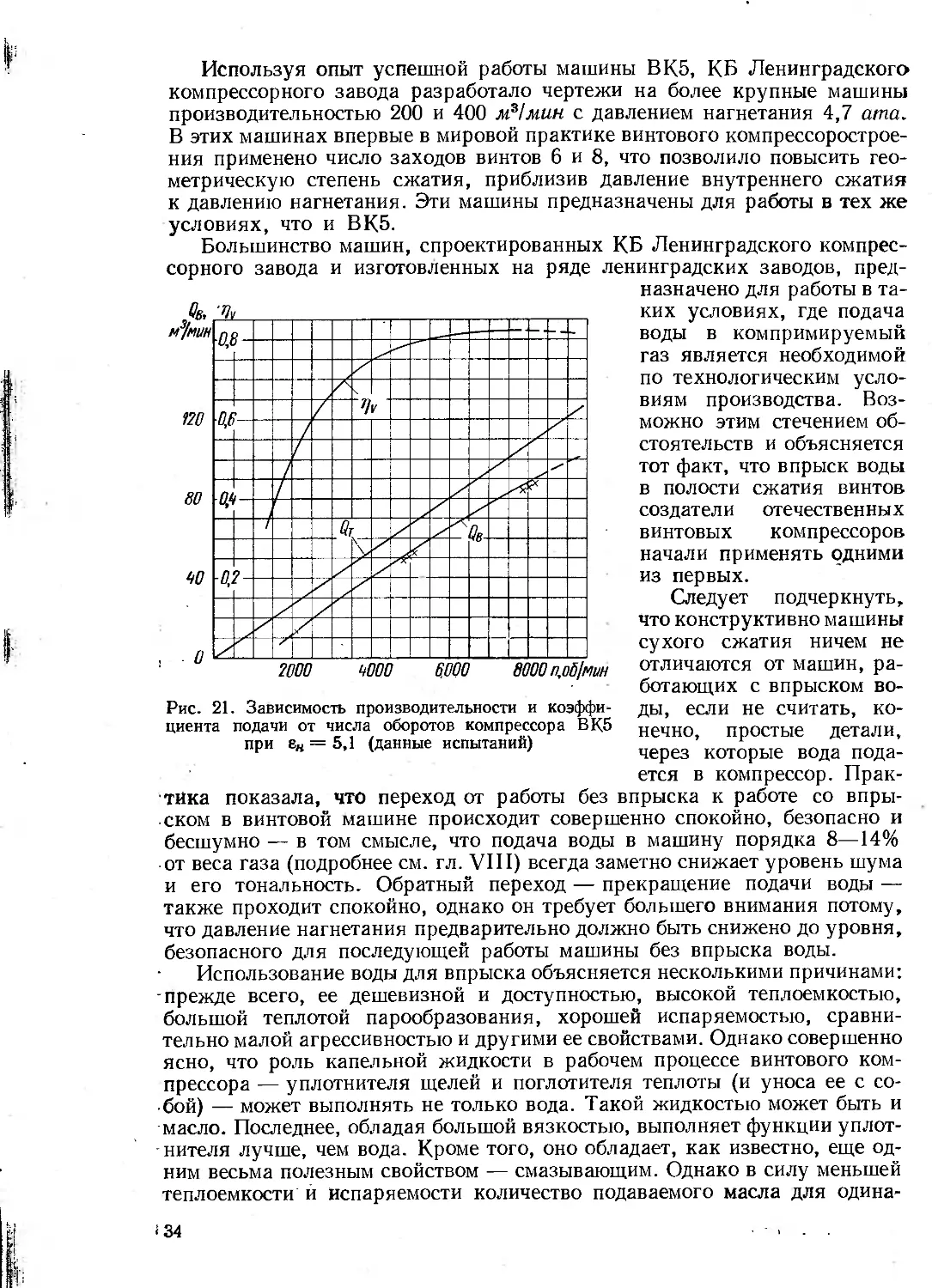
На рис. 21 показано изменение действительной производительности и
коэффициента подачи в зависимости от числа оборотов компрессора
(ведущего винта). Обращает на себя внимание плавное изменение
коэффициента подачи на большом интервале изменения чисел оборотов, что в
совокупности с практически линейным изменением производительности дает
возможность весьма экономично регулировать производительность машины
путем изменения числа ее оборотов. Давление нагнетания при этом
практически не меняется, так как оно не зависит от числа оборотов компрессора.
На этом же рисунке показана прямая — закон изменения
теоретической объемной производительности QT винтового компрессора. По
признаку возможности изменения числа оборотов и быстроходности
турбинный привод для винтовых компрессоров является наиболее подходящим.
Рис. 20. Характеристики компрессора ВК5.
NK — мощность, потребляемая компрессором, в кет;
Nyg — удельная мощность в квт/(м*1мин)\
Qe — производительность компрессора по условиям
всасывания в м3/мин;
Т)о — коэффициент подачи
Данные испытаний: X — при работе на г»зе
известковых печей; О — при работе на смешанной газе
И. А. Сакун
33
80
МО
Используя опыт успешной работы машины ВК5, КБ Ленинградского
компрессорного завода разработало чертежи на более крупные машины
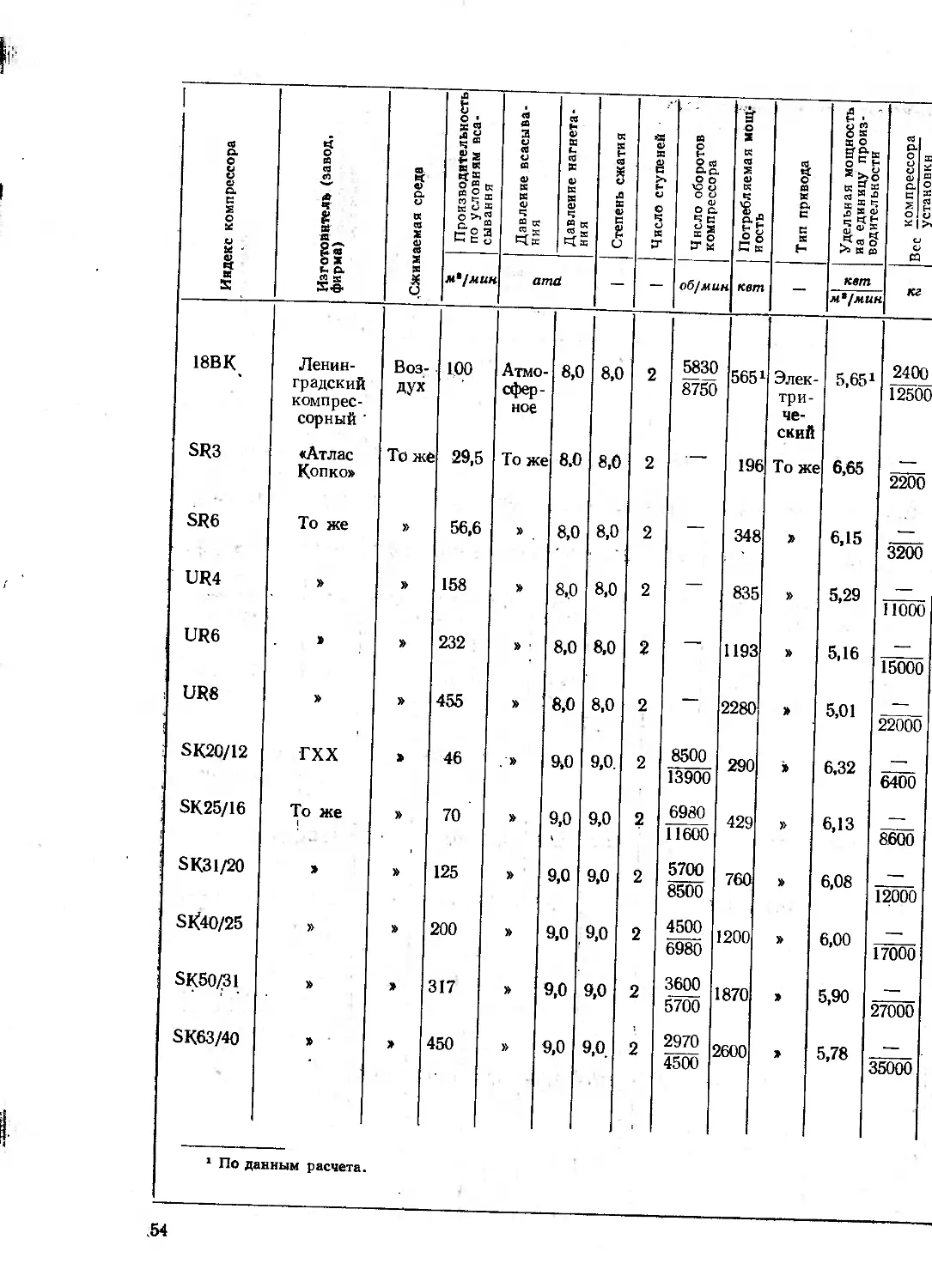
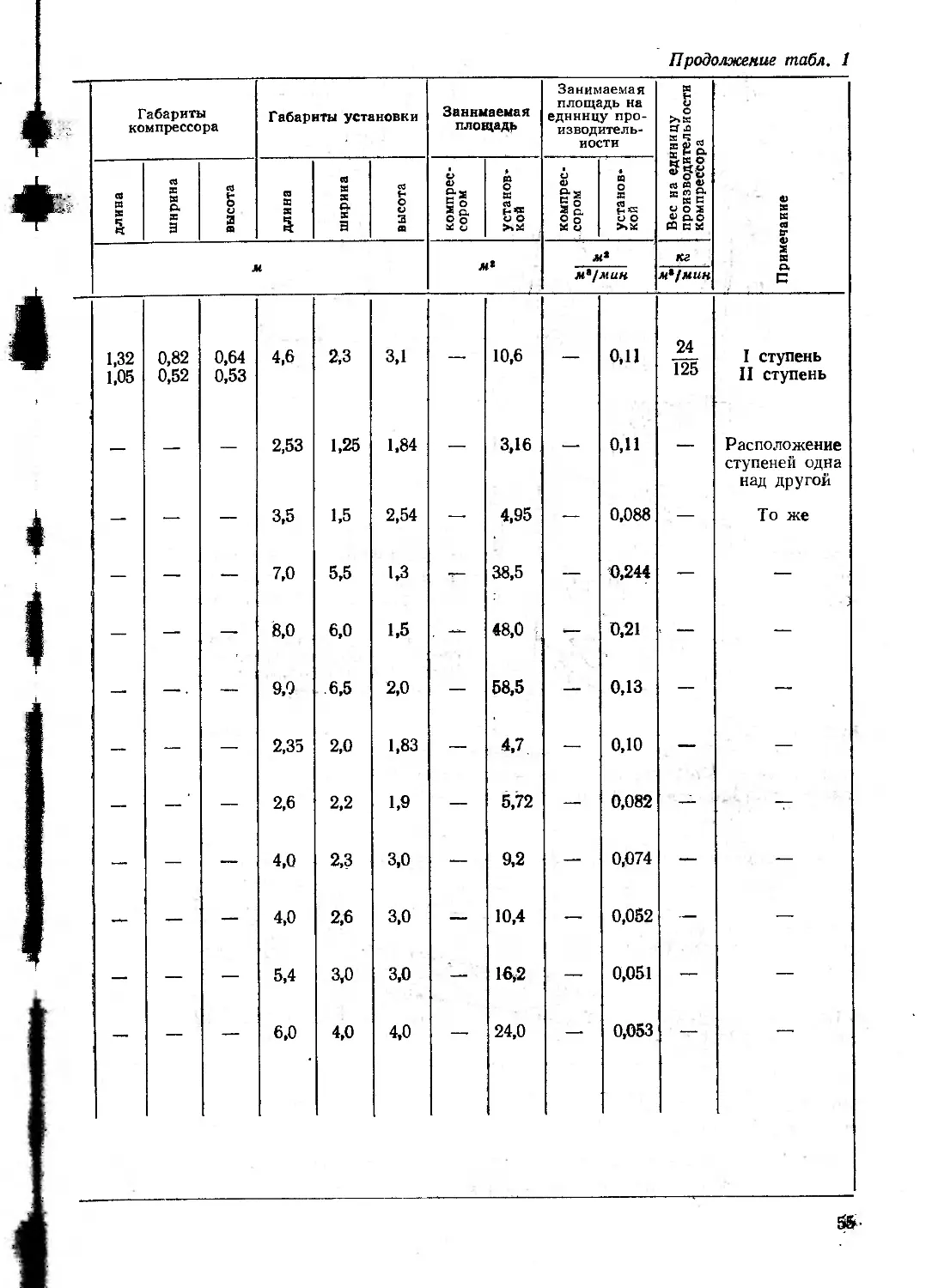
производительностью 200 и 400 м3/мин с давлением нагнетания 4,7 ата.
В этих машинах впервые в мировой практике винтового компрессорострое-
ния применено число заходов винтов 6 и 8, что позволило повысить
геометрическую степень сжатия, приблизив давление внутреннего сжатия
к давлению нагнетания. Эти машины предназначены для работы в тех же
условиях, что и ВК5.
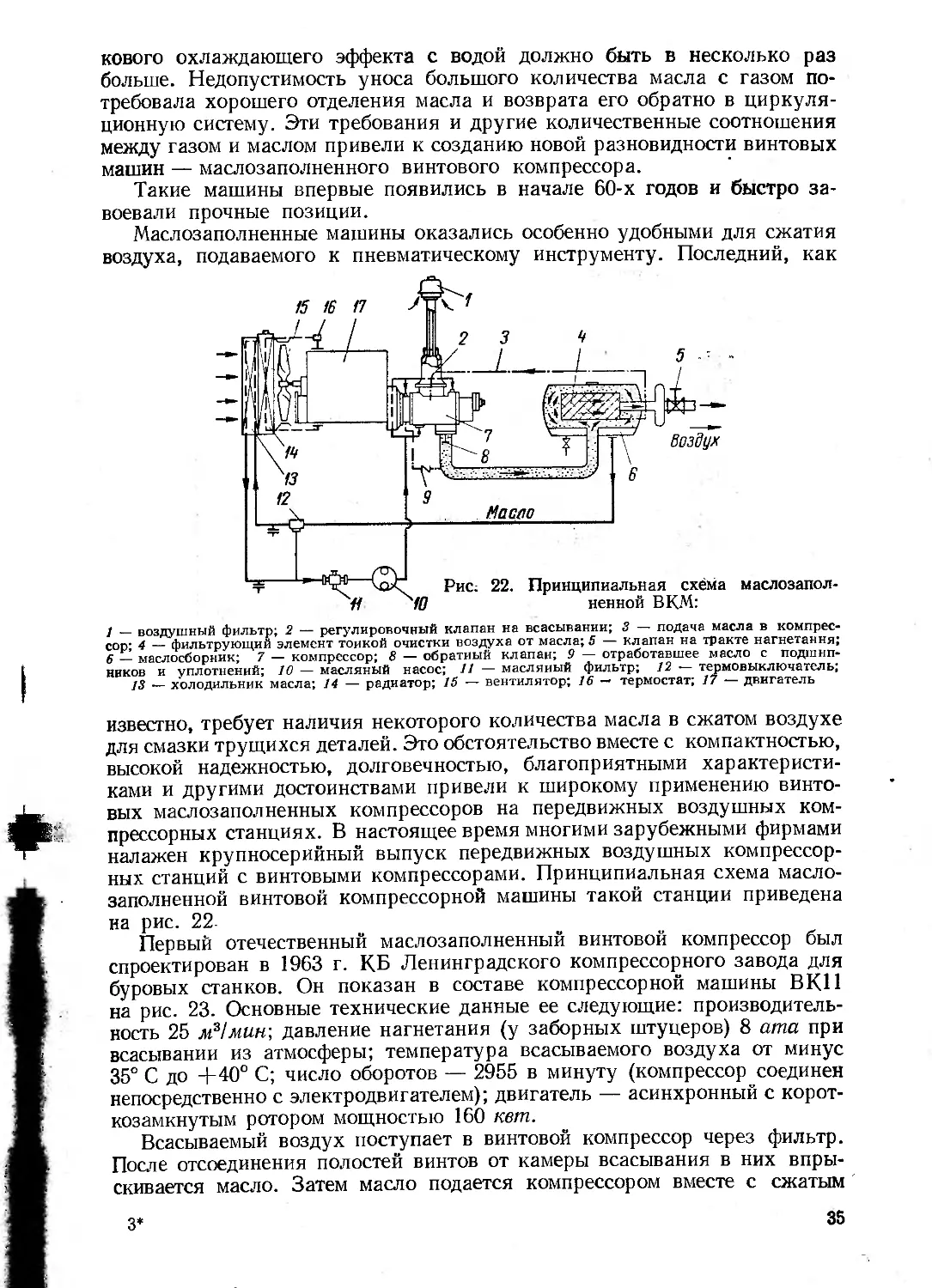
Большинство машин, спроектированных КБ Ленинградского
компрессорного завода и изготовленных на ряде ленинградских заводов,
предназначено для работы в та-
0s, '% ких условиях, где подача
м/мин[пяХ 1 I I I I I I LL-4—1 1 I f~f4- 1 воды в компримируемый
газ является необходимой
по технологическим
условиям производства.
Возможно этим стечением
обстоятельств и объясняется
тот факт, что впрыск воды
в полости сжатия винтов
создатели отечественных
винтовых компрессоров
начали применять одними
из первых.
Следует подчеркнуть,
что конструктивно машины
сухого сжатия ничем не
отличаются от машин,
работающих с впрыском
воды, если не считать,
конечно, простые детали,
через которые вода
подается в компрессор.
Практика показала, что переход от работы без впрыска к работе со
впрыском в винтовой машине происходит совершенно спокойно, безопасно и
бесшумно — в том смысле, что подача воды в машину порядка 8—14%
от веса газа (подробнее см. гл. VIII) всегда заметно снижает уровень шума
и его тональность. Обратный переход — прекращение подачи воды —
также проходит спокойно, однако он требует большего внимания потому,
что давление нагнетания предварительно должно быть снижено до уровня,
безопасного для последующей работы машины без впрыска воды.
Использование воды для впрыска объясняется несколькими причинами:
^прежде всего, ее дешевизной и доступностью, высокой теплоемкостью,
большой теплотой парообразования, хорошей испаряемостью,
сравнительно малой агрессивностью и другими ее свойствами. Однако совершенно
ясно, что роль капельной жидкости в рабочем процессе винтового
компрессора — уплотнителя щелей и поглотителя теплоты (и уноса ее с
собой) — может выполнять не только вода. Такой жидкостью может быть и
масло. Последнее, обладая большой вязкостью, выполняет функции
уплотнителя лучше, чем вода. Кроме того, оно обладает, как известно, еще
одним весьма полезным свойством — смазывающим. Однако в силу меньшей
теплоемкости и испаряемости количество подаваемого масла для одина-
0,1
0,6
¦а.'
3
?
1
/
/
/
/
1
/
/
л
ft
\
--"
у
^0.
1
2000
6000 8ОООп,об1мин
Рис. 21. Зависимость производительности и
коэффициента подачи от числа оборотов компрессора ВК5
при еи = 5,1 (данные испытаний)
< 34
нового охлаждающего эффекта с водой должно быть в несколько раз
больше. Недопустимость уноса большого количества масла с газом
потребовала хорошего отделения масла и возврата его обратно в
циркуляционную систему. Эти требования и другие количественные соотношения
между газом и маслом привели к созданию новой разновидности винтовых
машин — маслозаполненного винтового компрессора.
Такие машины впервые появились в начале 60-х годов и быстро
завоевали прочные позиции.
Маслозаполненные машины оказались особенно удобными для сжатия
воздуха, подаваемого к пневматическому инструменту. Последний, как
15 16 17
Воздух
Рис: 22. Принципиальная схема маслозапол-
ненной В КМ:
/ — воздушный фильтр; 2 — регулировочный клапан на всасывании; 3 —¦ подача масла в
компрессор; 4 — фильтрующий элемент тонкой очистки воздуха от масла; 5 — клапан на тракте нагнетания;
6 — маслосборник; 7 — компрессор; 8 — обратный клапан; 9 — отработавшее масло с
подшипников и уплотнений; 10 — масляный насос; // — масляный фильтр; 12 — термовыключатель;
13 — холодильник масла; 14 — радиатор; 15 — вентилятор; 16 — термостат; 17 — двигатель
известно, требует наличия некоторого количества масла в сжатом воздухе
для смазки трущихся деталей. Это обстоятельство вместе с компактностью,
высокой надежностью, долговечностью, благоприятными
характеристиками и другими достоинствами привели к широкому применению
винтовых маслозаполненных компрессоров на передвижных воздушных
компрессорных станциях. В настоящее время многими зарубежными фирмами
налажен крупносерийный выпуск передвижных воздушных
компрессорных станций с винтовыми компрессорами. Принципиальная схема масло-
заполненной винтовой компрессорной машины такой станции приведена
на рис. 22-
Первый отечественный маслозаполненный винтовой компрессор был
спроектирован в 1963 г. КБ Ленинградского компрессорного завода для
буровых станков. Он показан в составе компрессорной машины ВКП
на рис. 23. Основные технические данные ее следующие:
производительность 25 м3/мин; давление нагнетания (у заборных штуцеров) 8 ата при
всасывании из атмосферы; температура всасываемого воздуха от минус
35° С до +40° С; число оборотов — 2955 в минуту (компрессор соединен
непосредственно с электродвигателем); двигатель — асинхронный с корот-
козамкнутым ротором мощностью 160 кет.
Всасываемый воздух поступает в винтовой компрессор через фильтр.
После отсоединения полостей винтов от камеры всасывания в них
впрыскивается масло. Затем масло подается компрессором вместе с сжатым
3* 35
воздухом в маслоотделитель предварительного отделения. Последний
является одновременно и маслосборником. Здесь отделяется примерно 90%
капельного масла.
Для окончательной очистки воздуха от масла после маслосборника
установлен маслоотделитель. Внутри маслоотделителя помещен набор
отражательных щитков и дисков из маслостоикого волокнистого вещества,
например шерсти, капроновой нити и т. п. Через диски последовательно
проходит масловоздушная смесь, оставляя в дисках капельки масла, и,
многократно меняя направление, окончательно теряет в них масло. Из
маслоотделителя масло самотеком стекает в маслосборник, а очищенный
воздух подается потребителю.
Рис.23. Маслозаполненный винтовой компрессор ВКП на
испытательном стенде
Плотностью набивки и количеством дисков регулируется степень
очистки воздуха от масла. Обычно ее доводят до 0,25—0,7 г масла на 1 мг
сжатого воздуха. Разумеется, при необходимости содержание масла в
сжатом воздухе может быть еще уменьшено, однако при этом потеря давления
в маслоотделителях возрастет.
Установка включает в себя также подогреватель масла на случай
запуска ВКМ при низкой температуре, воздушный холодильник масла,
масляную цистерну, масляный насос с приводом от ведомого ротора,
задвижки, трубопроводы.
Компрессор сжимает воздух до 8,6—8,75 ата. Фактическое давление
газа в патрубке нагнетания винтового компрессора, как и у других типов
компрессорных машин при аналогичных условиях, всегда выше, чем
давление газа, поступающего к потребителю. Разницу в давлениях составляют
потери в коммуникациях. И если обычно в сухих машинах эта потеря
давления составляет 0,05 кГ1смг или 0,08—0,15 кГ/см2 (при наличии
концевого холодильника), то у маслозаполненных машин она составляет 0,3—¦
0,5 кПсм? и даже выше. Такая потеря давления — плата за отделение
масла. Из этого следует, что маслозаполненные машины при прочих
равных условиях (независимо от типа компрессора) всегда будут иметь боль-
36
ший удельный расход мощности, чем те машины, которые не имеют таких
потерь давления между патрубком нагнетания и местом отбора газа
потребителем. Совершенствование способов тонкого отделения масла в
направлении уменьшения потерь давления приводит одновременно и к улучшению
экономических (энергетических) показателей машины. В итоге
экономичность маслозаполненных машин оказывается не ниже существующих
поршневых и пластинчатых.
Кроме того, маслозаполненным винтовым компрессорным станциям
свойственна компактность, исключительная надежность работы,
долговечность, простота обслуживания, возможность перевода на
автоматическое или дистанционное управление.
Благодаря уплотняющему действию масла окружную скорость винтов
можно в несколько раз снизить по сравнению с окружной скоростью
на винтах сухой машины. Это уменьшает динамические потери.
Благодаря охлаждающему действию масла процесс сжатия газа в
компрессоре приближается к изотермическому (средний показатель
«политропы» для воздуха 1,07—1,12), что также снижает затрату энергии.
Одновременно с этим несколько возрастает относительная величина
механических потерь на трение винтов о масло. Затрачивается энергия
на подачу масла в компрессор под давлением, на движение двухфазной
среды в коммуникациях и, как отмечалось, в маслоотделителях. Однако
благоприятные факторы действуют настолько эффективно, что
представляется возможным довести сжатие воздуха в одной ступени до 14 атм.
Обычно же воздух в одноступенчатых маслозаполненных компрессорах
сжимается до 8—9 ата. При сухом сжатии воздуха до этого давления
потребовалось бы ставить две ступени с холодильником между ними. Для
такого давления сжатия обычно расход масла равен шести-восьмикратному
от веса воздуха. С увеличением давления нагнетания или с увеличением
зазоров циркулирующий расход масла увеличивается (см. гл. VIII).
Одновременно увеличивается и мощность, затрачиваемая на проталкивание
масла через машину.
В целях лучшей дозировки подаваемого масла и уменьшения общей
затраты удельной мощности некоторые фирмы, например шведская «Атлас
Копко», для указанных давлений применяют два маслозаполненных
последовательно работающих компрессора. Между ними холодильник не
ставят, поскольку повышение температуры масловоздушной смеси после
первой ступени невелико.
Наличие масла в рабочем пространстве машины позволяет упростить
или вовсе исключить ряд узлов. Например, концевые уплотнения на
стороне нагнетания валов маслозаполненных компрессоров представляют
собой свободно насаженную на вал ротора втулку из антифрикционного
материала, имеющую наружные кольцевые канавки. В канавки и в зазор
между втулкой и корпусом подается под давлением масло, создающее
масляный затвор, препятствующий проходу воздуха (рис. 24 и 27).
Эти простые, но эффективные уплотнения имеют малые осевые
размеры, что позволяет сократить расстояние между опорными
подшипниками и уменьшить прогибы роторов. Наличие масла в рабочих полостях,
сравнительно низкое число оборотов винтов способствуют снижению
уровня воздушного шума в компрессоре, что позволяет отказаться от
глушителей шума на всасывании и на нагнетании. По той же причине
оказывается возможным отказаться от шестерен связи, допустив
металлический контакт зубьев винтов, конечно, через масляную пленку. Однако
37
необходимо заметить, что не для всех профилей зубьев винтов такое ре-?
шение допустимо.
Благодаря стабильным и невысоким температурам, не превышающим
70—90° С, можно достаточно точно рассчитать зазоры между винтами
и между винтами и корпусом и выдержать их предельно малыми.
Применяемые в настоящее время на винтах уплотняющие «усики» (см. рис. 7)
облегчают это и делают безопасным касание. В целом конструкция
маслозаполненного компрессора получается весьма простой,
компактной, с малыми силовыми и тепловыми деформациями (рис. 24).
Рис. 24. Маслозаполненный винтовой компрессор ВКП в разрезе
На рис. 25 приведены характеристики винтового компрессора ВКП.
По удельному расходу энергии эта машина не уступает лучшим
зарубежным образцам. На графиках рядом с характеристиками ВКП,
построенными по данным испытаний, нанесены штриховые линии — также опытные
характеристики современного маслозаполненного компрессора
английской фирмы «Holman», имеющего примерно такую же
производительность х. Сравнение в рабочей области давлений не в пользу машины фирмы
«Holman».
Коэффициент подачи на 6% выше, общий изотермический к. п. д. на
5% выше, чем у винтового компрессора «Rotair-370» фирмы «Holman»,
а удельная мощность на 7% ниже у ВКП.
Интересно отметить, что при степени сжатия е„ я« 6,5 кривые Nyd
пересеклись. Это произошло вследствие того, что ВКП имеет более высокую
геометрическую (и внутреннюю) степень сжатия. Поэтому при работе на
низких нерабочих давлениях в нем происходит «пережатие» воздуха
(см. п. 36), сопровождаемое ухудшением к. п. д.
Характеристики маслозаполненного винтового компрессора очень мало
меняются с изменением в широком диапазоне степени сжатия. Так, при
1 Испытания проводились Московским научно-исследовательским институтом
химического машиностроения при участии КБ Ленинградского компрессорного завода.
38
¦#"
—
¦
-
V
/8
.
=^
-
увеличении степени сжатия ен с 5,5 до 9,0 при п = const (рис. 25)
производительность компрессора и коэффициент подачи уменьшились всего
на 5%.
Дальнейшим этапом в развитии винтового компрессоростроения в
нашей стране явилось создание передвижной воздушной компрессорной
станции ПВ10 с винтовым
компрессором 14ВК (рис. 26).
Производительность станции
составляет 10,5 м3/мин, давление
нагнетания 8 ama. Всасывание
воздуха из атмосферы
осуществляется через фильтр для
уменьшения количества пыли,
оседающей в компрессоре и
загрязняющей масло.
Перед компрессором имеется
задвижка, закрывающая доступ
воздуха в компрессор в начальный
момент пуска. Создающееся при
этом разрежение перед
компрессором уменьшает мощность и
способствует более быстрому запуску
машины.
Как и во всех маслозаполнен-
ных машинах, после окончания
процесса всасывания и
отсоединения полостей от камеры всасыва-
3
_ 1
т
Qs
1
ЕС
4=
1
ф
1
5,5 5,0 6,5 7,0 7,5 8,0 8,5 9,0
Рис. 25. Характеристики маслозаполненного
винтового компрессора ВКП при п = const.
тH — коэффициент подачи; ДО„д — удельная
мощность; NK — мощность, потребляемая
компрессором; Q ¦— производительность компрессора по
условиям всасывания.
— для
компрессора ВКП; —для компрессора«Holman»
(данные испытаний)
ния в полости подается под избыточным давлением масло. Сжатая
масловоздушная смесь после компрессора поступает в маслосборник. На
пути потока установлен отбойник, а затем он направляется по винтовым
каналам вокруг корпуса маслоотделителя. За счет изменения скорости
и направления потока масло-
воздушной смеси происходит
отделение капельного
(основного) масла от воздуха.
В маслоотделителе, куда
затем поступает смесь, она
проходит через пакеты,
состоящие из перфорированных
дисков, между которыми
набита шерсть. Здесь
происходит более тонкое отделение
масла от воздуха: до 0,25—
0,4 г масла на 1 м3 сжатого
воздуха.
Маслозаполненный
винтовой компрессор 14В К
показан на рис. 27. Это простая
весьма компактная винтовая
машина со свободным подводом воздуха. Корпус имеет два
вертикальных разъема, облегчающих механическую обработку. Горизонтальный
разъем корпуса отсутствует. Компрессор не имеет шестерен связи.
Рис. 26. Общий вид передвижной воздушной
компрессорной станции ПВ10 с винтовым
компрессором 14В К
39
Видимая на рисунке зубчатая пара является силовой ускорительной
передачей от двигателя.
В этой машине применен также эллиптический профиль зубьев
(см. рис. 58) и уплотняющие пояски (усики). Угол наклона зубьев около
60°, отношение длины винта к внешнему диаметру составляет 0,90.
Начиная серийный выпуск этих машин, Читинский
машиностроительный завод изготовил для одной и той же компрессорной станции ПВ10
винтовой компрессор также и с окружным профилем зубьев. Два
компрессора 14ВК, отличающиеся только профилем зубьев у винтов, прошли
длительные испытания. Анализ результатов этих испытаний приведен
ниже (п. 42), здесь же мы только
отметим, что компрессор с
эллиптическим профилем зубьев
показал заметно лучшие
результаты по сравнению с окружным
профилем (см. рис. 40 и 41).
По расходу удельной мощности
Nyd = 6,6 квт/(м3/мин) станция
ПВ10 находится в ряду лучших
компрессорных машин (см. рис.
44). Весогабаритные показатели
этой станции также стоят на
уровне лучших мировых
достижений.
Компрессорная станция
имеет аварийную автоматическую
защиту, предназначенную для
остановки двигателя
(отключения подачи топлива) в случае
отклонения от нормы
следующих параметров:
1) повышения температуры
охлаждающей воды в двигателе свыше -f-95° С;
2) повышения температуры масловоздушной смеси в камере
нагнетания свыше 110° С;
3) падения давления масла на напорном маслопроводе первой
(основной) секции двухсекционного масляного насоса компрессора ниже
3,5 кГ/см2, поступающего на впрыск в компрессор и на смазку
двигателя. ¦
Для обеспечения экономичной работы станции на различных режимах
в зависимости от потребления сжатого воздуха она снабжена
автоматической системой регулирования производительности, импульсом для
которой служит давление смеси в маслосборнике. При уменьшении расхода
воздуха потребителем автоматически снижаются обороты двигателя,
снижаются и потребляемая компрессором мощность, что обеспечивает
высокоэкономичную работу компрессорной станции на всех режимах.
Компрессор снабжен системой клапанов предельных давлений воздуха
и поддержания давления на заданном уровне. Масляная и водяная (для
дизеля) системы станции снабжены холодильниками, установленными перед
вентилятором двигателя. Для пуска станции при температуре
окружающего воздуха ниже —5° С перед пуском двигатель и масло в маслосборнике
подогреваются системой обогрева. Все оборудование смонтировано на
Рис. 27. Маслозаполненный компрессор 14В К
с эллиптическим профилем зубьев. Qg =
= 10,5 м3/мин; рн = 8 ата; п = 4630 об/мин
40
двухосной прицепной подрессоренной тележке с пневматическими шинами
и защищено кузовом обтекаемой формы (рис. 26).
Среди винтовых машин специального назначения большой интерес
представляет оригинальный х насос-компрессор, предназначенный для
сжатия газо-нефтяной смеси на нефтепромыслах и подачи ее на нефтеобрабаты-
вающие заводы по одной нитке трубопровода. Эта многообещающая идея,
родившаяся у нефтяников, не могла быть реализована без создания
надежно работающего компрессора, способного одновременно подавать
большие количества жидкой нефти.
Рис. 28. Винтовой насос-компрессор 15ВК Для сжатия
и подачи газо-нефтяной смеси
Внешний вид насоса-компрессора приведен на рис. 28. Он успешно
прошел стендовые испытания, и теперь несколько машин находятся в
пробной эксплуатации на нефтепромыслах.
Спроектированы и находятся в производстве на Казанском
компрессорном и других заводах винтовые компрессорные машины ВКЮО/8
производительностью 100 м3/мин на давление 8 ата. Машина имеет две ступени.
Корпусы охлаждаются водой. Между ступенями и после компрессора
предусмотрены холодильники.
Производство винтовых компрессоров в Советском Союзе последние
годы быстро развивается, особенно после организации серийного
производства ВКМ на Казанском компрессорном заводе и производства мас-
лозаполненных ВКМ на Читинском машиностроительном.
Большая потребность в компрессорных машинах самого различного
назначения привела к появлению значительного количества
разнообразных машин. Для сокращения номенклатуры выпускаемых машин в
начале 60-х годов в Советском Союзе был разработан параметрический ряд
винтовых компрессоров, охватывающий машины с сухим сжатием
производительностью 4—500 ms/muh при давлении 3,5 ата в одной ступени и
6,3 — 500 ms/muh с давлением 9 ата в двухступенчатых ВКМ. ;
В случае работы машины с впрыском капельной жидкости давление
нагнетания в одной ступени может быть повышено до 5 ата, а в двух
ступенях — до 15 ата.
Авторское свидетельство № 167270
41
Создание параметрического ряда винтовых компрессоров позволило
разработать типоразмерный ряд машин, что, в свою очередь, упорядочило
их проектирование и упростило производство. Номенклатура винтовых
компрессоров типоразмерного ряда состоит всего из 12 одноступенчатых
и 11 двухступенчатых ВКМ, причем последние компонуются из
одноступенчатых машин.
Типоразмерный ряд ВКМ представляет собой совокупность
типоразмеров, прежде всего, корпусов и роторов, размеры которых подчиняются
определенному закону. Машины типоразмерного ряда имеют большой
процент унифицированных узлов и деталей, таких как уплотнения,
подшипники, детали вспомогательного назначения. Унифицированы также
отдельные узлы — холодильники, мультипликаторы, частично корпусы,
масляные насосы и т. п. Все это увеличивает серийность производства
винтовых машин и существенно снижает их стоимость при
одновременном повышении качества.
Основные параметры типоразмерного ряда винтов приведены ниже
(см. гл. III, табл. 3).
Возможность использования автономных одноступенчатых ВКМ
типоразмерного ряда в качестве второй ступени в двухступенчатых ВКМ
требует соответствующего проектирования винтовых компрессоров
типоразмерного ряда. Поэтому проектирование почти всех ВКМ
типоразмерного ряда ведется для условий работы их в качестве второй ступени.
Это находит отражение при решении вопросов теплового расчета,
прочности и деформации деталей компрессора. При разработке конструкции
машины предусматриваются развитые уплотнения валов не только на
стороне нагнетания, но и на стороне всасывания. Условия работы машины
в качестве первой ступени более легкие. ::
Достоинства винтовых компрессоров были оценены потребителями
вскоре после появления отработанных конструкций первых образцов
промышленного назначения. На винтовые компрессоры возник спрос в про-
мышленно развитых странах, что и явилось причиной организации
серийного производства этих машин в начале 50-х годов рядом зарубежных
фирм.
В настоящее время за рубежом занимаются проектированием и
изготовлением винтовых компрессоров более 25 фирм в различных странах
и, прежде всего, в Швеции — фирмы: «Svenska Rotor Maskiner» (SRM),
«Atlas Copco», «Stal», «Aktiebolaget Imo—Industri»; в Англии — фирмы:
«Howden», «Holman»; в Федеративной Республике Германии — фирмы:
«Gutenhoffnungschutte» (GHH), «Demag» и др.; во Франции — фирма
«Societe Alsacicenne de Constructions Mecaniques» (SACM) и др.; в США —
фирмы: «Ingersoll— Rand», «Fairbanks Morse», «General Motors
Corporation» и др.; в Японии — фирмы: «Kobe Steel», «Kobe Screw» и в ряде
других стран.
Ведутся работы по проектированию и организации производства
винтовых компрессоров и в странах социализма — в Польской Народной
Республике, Венгерской Народной Республике, Германской
Демократической Республике, в Чехословацкой Социалистической Республике.
Например, чехословацкий концерн ЧКД разработал типоразмерный ряд
винтовых компрессоров сухого сжатия, состоящий из восьми машин
производительностью 10—300 мэ/мин.
При всасывании из атмосферы одноступенчатые компрессоры создают
давление согласно каталожным данным до 4—4,5 ата, двухступенчатые —
42
до 11 ата. Концерн ЧКД выпускает также винтовые маслозаполненные
машины и винтовые компрессоры для холодильных машин. Винтовые
машины концерна ЧКД разработаны в сотрудничестве со шведской
фирмой SRM, по ее лицензии.
Освоение и быстрое расширение производства винтовых машин за
рубежом происходило весьма своеобразно. Шведская фирма SRM,
первая организовала исследование этих машин и запатентовала профиль
Рис. 29. Типовая конструкция винтового компрессора
фирмы «Демаг»
зуба / (рис. 56, 1) и другие элементы конструкции винтовых машин. Это
позволило ей к началу 50-х годов создать современную конструкцию
винтового компрессора, вполне конкурентоспособного с другими типами
компрессорных машин. Патентные рогатки, высокая стоимость исследований
и стремление не упустить время заставили почти все фирмы
капиталистических стран, выпускающие винтовые машины, приобрести лицензии на
их производство у фирмы SRM.
По этой причине профиль зубьев у винтов и основные элементы
конструкции машин, выпускаемых различными фирмами, в основном
одинаковы. Различие встречается в некоторых узлах, например в уплотнениях
валов, и во второстепенных деталях. Исключение составляет фирма
«Демаг», которая применила профиль зубьев, отличающийся от профиля
SRM, и создала свою оригинальную конструкцию машины (рис. 29).
Ведущий винт через торсионный валик получает энергию от двигателя.
Винты насадные, изготовлены из перлитного чугуна, валы — из
углеродистой стали. Корпус имеет водяную рубашку, охватывающую не только
43
собственно винты, но и валы
роторов в районе уплотнений
вплоть до подшипников. Это
способствует лучшему
охлаждению сжимаемого газа и
выравниванию температурных
деформаций. Корпус имеет один
вертикальный разъем со стороны
нагнетания, просторную, с
широким свободным подводом газа
камеру всасывания и
оттянутую назад камеру нагнетания,
обеспечивающие снижение
потерь давления газа. В отливке
корпуса компрессора видны
каналы, просверленные в
обтекаемых стойках, для отсасывания
газа из лабиринтных
уплотнений и создания в последних
газовых или жидкостных
затворов. Для этого (уплотнения
разделены на несколько
каскадов.
Подшипники скольжения,
в том числе упорные
самоустанавливающиеся, снабжаются
маслом под давлением.
Фирма «Демаг» имеет типо-
размерный ряд винтовых
компрессоров, охватывающий
производительность от 8 до
400 ms/muh при давлении
нагнетания в одной ступени
3,5 ата\ в двух — до 8 ата.
На рис. 30 и 31 показаны
разрезы в плоскости
продольных осей компрессора
английской фирмы «Хауден» для
сухого сжатия газа. Корпус
охлаждается, как ясно видно на
рисунке, в районе боковой
поверхности винтов и [с торца
нагнетания. Водяная рубашка
разделена на три неравных отсека
для лучшей организации
движения охлаждающей воды.
Скорость воды в районе наиболее
нагретых участков корпуса
увеличена с целью повышения
коэффициента теплопередачи.
Камера всасывания свободная,
максимальных, насколько по-
44
зволяет габарит машины, размеров. Разъем корпуса один, со стороны
всасывания.
С корпусом компрессора соединяется корпус ускорительной передачи.
На консоли вала зубчатого колеса справа расположена винтовая передача
т
/ 2 3
Рис. 31. Типовая конструкция компрессора фирмы «Хоуден».
для привода масляного насоса. Ведущий винт соединен с пустотелым
валом шестерни посредством торсионного валика для более плавного
запуска машины. Винты полые, сидят на запрессованных в них и затем
приваренных хвостовиках. Справа на торцах валов видны штуцера для
подвода охлаждающего винты масла.
Уплотнения на стороне всасывания
и нагнетания развиты одинаково,
поскольку каждая из машин ряда может
быть как первой, так и второй
ступенью. Если у компрессора давление
всасывания мало отличается от
атмосферного, то угольные уплотнения на
стороне всасывания упрощаются. На
стороне нагнетания после первых трех
угольных колец имеется камера для
отвода протечек или для создания
газового затвора из инертного газа.
Конструкция этих уплотнений показана на
рис. 32.
Профиль зубьев и прочие
геометрические параметры винтов такие же, как
и у других зарубежных фирм,
поскольку фирма «Хауден» приобрела
лицензию у шведской фирмы SRM. Корпусы
винтовых компрессоров большой
производительности имеют кроме вертикаль-
лого и горизонтальный разъем (рис. 33).
Рис. 32.
Уплотнения вала
графитовыми кольцами:
/ — корпус компрессора; 2 —
гофрированная пружинная шайба; 3 — стальное
обжимное кольцо; 4 — графитовое
(уплотняющее) кольцо; 5 — патрубок для отвода
газа или для подвода уплотняющего газа;
6 — маслоотбойные кольца; 7 — вал ротора
45
2 3
10
Рис. 33. Одноступенчатый винтовой компрессор большой производительности:
/ — корпус компрессора стороны всасывания; 2 — шестерня связи со смещающимся венцом; 3 — запрессованный и приваренный вставной
хвостовик вала ведущего ротора; 4 и 6 — уплотнения со стороны всасывания и нагнетания; 5 — ведущий винт (полый); 7 — опорные подшипники
скольжения; 8 — гребень упорного подшипника ведущего ротора; 9 — хвостовик вала для приводной полумуфты ведущего ротора; 10 — колодки
(сегменты) упорного подшипника («нерабочая» сторона); // — гребень упорного подшипника ведомого ротора; 12 — ведомый винт (полый);
13 — опорные лапы компрессора; 14 — форсунки для подачи охлаждающего масла в полые винты; 15 — корпус компрессора
по
Корпус охлаждается водой; полые винты — маслом, поступающим
центральной трубке и затем сливающимся в корпус.
Типоразмерный ряд винтовых компрессоров сухого сжатия фирмы
«Хауден» охватывает производительности от 2 до 600 м3/мин с
максимальным давлением в одной ступени 4,2 ата и в двух — 11,5 ата.
Рис. 34. Винтовая компрессорная машина фирмы ГХХ:
/ — корпус мультипликатора; 2 — ведущее зубчатое колесо; 3 — глушитель абсорбционного типа
стороны нагнетания; 4 — масляный насос; 5 — камера нагнетания; 6 — полости для охлаждающей
воды в корпусе компрессора; 7 — шестерня связи ведущего ротора; 8 — маслопровод слива масла-
9 — камера всасывания; 10 — трубопровод водяной системы (охлаждающей); // — масляный
холодильник
Наружные диаметры обоих винтов с переходом на окружный цевочный
профиль SRM всеми фирмами выполняются одинаковыми, а их значения
отвечают ряду предпочтительных чисел от 40 до 630 мм.
Имеется также типоразмерный ряд на маслозаполненные компрессоры,
охватывающий производительность от 4 до 40 м3/мин на давление 8 ата.
Благодаря малым размерам винтовых компрессоров винтовые
компрессорные машины, как правило, являются компактными. На рис. 34
показана ВКМ фирмы ГХХ (ФРГ). Устройство этой машины понятно из
рисунка и надписей под ним, оно не отличается в принципе от описанных
выше. Основанием для установки компрессора и корпуса мультипликатора
служит масляный бак.
Фирма ГХХ, так же как и большинство фирм, выпускающих ВКМ в
значительных количествах, разработала свой типоразмерный ряд винтовых
компрессоров.
47
3. ХАРАКТЕРИСТИКИ ВИНТОВЫХ КОМПРЕССОРОВ
Одной из основных характеристик компрессорной машины является
зависимость производительности от числа оборотов.
Для компрессорной машины с объемным принципом сжатия
теоретическая производительность зависит от числа оборотов линейно. Прямая
QT = f (n) показана на рис. 35. Там же помещены кривые действительной
производительности компрессора Qe = / (п) при различных степенях
сжатия. Действительная производительность компрессора отнесена, как
обычно, к условиям
всасывания, т. е. к параметрам газа
в камере всасывания.
Разность ординат
теоретической QT и действительной Qe
производительностей при одном
и том же числе оборотов ука-
wo
75
50
25
У
/
/
у
1
У
' /,
//f
11
/
/)
7
у/
Уу
//
(//
//
/
У//
/
V/
уу
^>
/^
К
50
75
100
¦
1
~ -.
1 —.
1
\
N
it
у-
-4-4
>
—
3
_w
?
-2
f
.
If
п,
п
п.
1—
—
п1..
6
е
Рис. 35 Характеристики винтового компрессора
Q = f (я)-
е. < е' < е" < el
gJOO
^80
60
40
20
Рис. 36. Характеристики винтового
компрессора Q = f (e) и кривые
г\ад = const; nx~> n%~>¦ • ¦> nt
зывает на величину потери производительности вследствие протечек
газа и сопротивлений в процессе всасывания в зависимости от степени
сжатия г„. При низких числах оборотов величина протечек
относительно велика. Кривые действительной производительности в области
малых оборотов компрессора круто понижаются.
При повышении числа оборотов относительная величина протечек
падает и кривая действительной производительности приближается к
теоретической. При дальнейшем росте числа оборотов начинает все заметнее
проявляться влияние другого фактора — гидравлических сопротивлений
или в общем случае динамических потерь на всасывании. Увеличение
производительности и рост оборотов в этом случае приводят к ухудшению
наполнения полостей.
При значительных скоростях вращения винтов и движения
всасываемого газа этот фактор начинает превалировать над остальными, что
проявляется в увеличении отклонения кривых действительной
производительности от теоретической.
Кривые действительной производительности в функции числа оборотов
компрессора показывают приблизительно линейную зависимость подачи
газа от оборотов, если исключить начальные участки работы компрессора
при низких оборотах и область чрезмерно высоких оборотов.
48
Не менее важной характеристикой является зависимость
действительной производительности Qe от степени сжатия гн при различных
постоянных числах оборотов п (рис. 36), которая указывает на следующие две
особенности винтовых компрессоров:
1) действительная производительность падает почти линейно с увелй--
чением степени сжатия, причем падение носит пологий характер;
2) изменение производительности при низких числах оборотов (малых
окружных скоростях) с ростом степени сжатия происходит значительнее,
чем для тех же условий
при высоких числах обо- 7v;fa9 ^V n^fsoo 5500 7500
ротов. W
Для всех объемных
машин, как известно,
важным показателем их
качества является
коэффициент подачи.
Коэффициентом подачи
винтового компрессора
называется отношение
действительной
производительности, отнесенной к
условиям всасывания (т. е. к параметрам газа в камере всасывания),
к теоретической производительности при данных оборотах. Коэффициент
подачи учитывает влияние наполнения полостей компрессора и протечек
газа на действительную производительность.
На рис. 37 и 38 приведены экспериментальные кривые изменения
коэффициента подачи т|0 и общего адиабатного к. п. д. г]^ в функции степени
2,5
3,0
3,5 ьн
Рис. 37. Коэффициент подачи (т|0), общий адиабатный
к. п. д. ("Под) винтового компрессора (с диаметрами
винтов dx = 250 мм) в функции степени сжатия (sK)
при различных числах оборотов. Внутренняя степень
сжатия га = 2,5. Профиль SRM.
1,0
0,6
2,0
I Ьн'3.5
- —
2,75
=
1 г
c=sr
¦ЫЛ"
4500
5500
6500
7500п,о51мин
Рис. 38. Коэффициент подачи (г|а) и общий адиабатный к. п. д.
(Цад) винтового компрессора (с диаметрами винтов dx=250 мм)
в функции числа оборотов при различных степенях сжатия (8Н).
Qd t* D8 + 84) м3/мин при п = 4500-=-8000 об/мин
соответственно. Внутренняя степень сжатия еа = 2,5. Профиль SRM
сжатия при различных постоянных оборотах и в функции числа оборотов
при различных постоянных гн. Обращает на себя внимание достаточно
высокое и мало меняющееся значение к. п. д. в широком диапазоне
изменения числа оборотов или степени сжатия. Это очень важное свойство
винтового компрессора указывает на его приспособленность к работе на
переменных режимах. . ......
Характеристики винтового компрессора большой производительности
показаны на рис. 39. Они относятся к машине с асимметричным профилем
зубьев, выполненной по схеме 4/6. Непроизводительность Qe — 355 м3/мин
при п = 3300 об/мин (окружная скорость ^г86,5 м/сек). Внутренняя
степень сжатия га = 2,15. Компрессор предназначался для судовой
газотурбинной установки. При испытании адиабатный к. п. д. компрессора достиг
4 И., А. Сакун
'•Цад
84% при степени сжатия ен = 2,5, а коэффициент подачи при этом цв —
= 0,97. Затрата удельной мощности у этой машины находится на уровне
минимальных значений этого показателя для центробежных компрессоров
сравнимых параметров.
Снижение числа
оборотов компрессора без малого
в три раза B,75) приводит
к снижению коэффициента
подачи и к. п. д. на 11 —
12% вследствие
увеличения относительной
величины протечек воздуха
через щели.
Выше приводились
характеристики маслозапол-
ненных винтовых
компрессоров. Изменение
производительности, мощности,
коэффициента подачи и
производных от них
удельной мощности и к. п. д.
в зависимости от степени
сжатия воздуха в
компрессоре происходит по
линейному закону,притом весьма
незначительно в широком
диапазоне изменения
степени сжатия. На рис. 40
показаны некоторые из
названных характеристик и, в частности, зависимость общего или полного
адиабатного к. п. д. собственно компрессора от степени сжатия для
маслозаполненного компрессора производительностью Q, = 12 ма/мин.
Отметим прежде всего, что
в отличие от общепринятой оценки
относительной экономичности
охлаждаемых жидкостью
компрессорных машин посредством
изотермического к. п. д. попытаемся
такую оценку дать посредством
адиабатного к. п. д. Последний
у охлаждаемых машин является
мощностным коэффициентом,
позволяющим оценить энергетическое
совершенство компрессорной
машины. В самом деле, потребителю
в принципе безразлично, в какой
машине и по какой «технологии»
сжимается газ. Его интересует,
кроме типа характеристик, какой
ценой достигнут нужный эффект,
какова абсолютная и
относительная величина затраты энергии.
1 , .US 2,0 2,5 3,0ен
Рис. 39. Характеристики винтового компрессора
большой производительности. Профиль асимметричный;
схема 4/6. Геометрическая степень сжатия ъг = 1,85
0,15
0,50
•7,
-в,
а —
п
.-—¦
*>*
——
Чад. к
'/0
V-
**•
г
—
¦ря
—
6,0
7,0
8,0
9,0е„
Рис. 40. Характеристики маслозаполненного
винтового компрессора при постоянном числе
оборотов. Qg = 12 мъ1мин.
Nyg и Nyg K — удельные мощности установки и
собственно компрессора. T)a(j и r\ag к —
адиабатные коэффициенты мощности установки и
компрессора
Сжатие воздуха до указанных параметров возможно и в
двухступенчатой винтовой машине сухого сжатия или в поршневой компрессорной
машине. При этом вполне возможно, что энергетические показатели этих
машин в рассматриваемом конкретном случае окажется лучше, чем у масло-
заполненного компрессора. Для сравнения различных типов
компрессорных машин при некотором несоответствии (неодинаковости) их параметров
и может служить адиабатный к. п. д., показывающий в любом случае
степень приближения реальной затраты энергии в машине к адиабатной,
принятой за эталон (см. также гл. VII).
Рассматривая кривую г\ад — / (ен), следует прежде всего отметить,
что общий уровень значения этого коэффициента — 0,72 — является
довольно высоким для машин
относительно небольшой произво- 1V-
дительности. Его значение из- о,9
меняется всего лишь на 6% при
понижении степени сжатия с 9 0,8
до 6. Число оборотов при этом
остается постоянным. Это по- °'7
следнее и предопределило рост
относительной величины
динамических потерь в компрессоре
при снижении степени сжатия,
а также падение механического
к. п. д. что в совокупности и
привело к некоторому
падению цад при снижении степени g,o 7,0 8,0
.сжатия.
—
17%
~
i
¦С
— .
-1
1
—\—
—
i—
-~\
—
—
7,0
5,0
5,0
i
П
i
—¦
рр
товых компрессоров 14ВК с эллиптическим
профилем зубьев и фирмы «Хольман» с профилем
зубьев SRM. п = const
— компрессор 14В К (по данным заводских
испытаний на Читинском машиностроительном
заводе); ¦ компрессор фирмы «Хольман» (по дан- ¦
ным испытаний НИИхиммаша, Москва)
I
На рис. 41 Приведены срав- Рис. 41. Характеристики маслозаполненных вин-
нительные характеристики
маслозаполненных компрессоров
одинаковой номинальной
производительности, но с различным
профилем зубьев: с
эллиптическим у 14ВК и окружным у
компрессора фирмы «Хольман».
На номинальном режиме (е„ = 8,8) общий адиабатный к. п. д. и
коэффициент подачи у компрессора с эллиптическим профилем зубьев выше на
11%, чем у компрессора с окружным профилем зубьев. Соответственно
удельная мощность ниже у компрессора с эллиптическим профилем.
Причины этого будут рассмотрены ниже.
Характеристики компрессорных машин, работающих по различному
принципу сжатия, резко различаются. На рис. 42 приведены для удобства
сопоставления характеристики машин объемного типа — воздуходувки
Рутса и винтового компрессора — и центробежной турбовоздуходувки [77 ].
Параметры машин подобраны насколько возможно близкие. Здесь мы
хотели бы обратить внимание на одно свойство винтовых машин —
практически полную независимость степени сжатия (давления нагнетания) от
числа оборотов машины и ее производительности.
На рис. 43 и 44 нанесены поля точек характеристик для" винтовых,
поршневых и центробежных компрессоров. Здесь представлены
параметры Nyd = / (гн) и Nyd = / (Qg) для нескольких давлений нагнетания.
Рассмотрение этих рисунков позволяет отметить, что затрата удельной
Некоторые технические данные
ic компрессора
¦\ |
S
вк
ВК5
ВК7
ВК8
ВК9
RK10
12ВК
13В К
14ВК
16ВК
овитель (завод,
1)
Изгот
фирма
Ленин-
1/ JL V^ 111: i XI
градский
компрессорный
То же
»
Кяяанокий
компрессорный
Ленинградский
компрессорный
ТСяяянркий
компрессорный
Ленинградский
компрессорный
Читинский
строительный
Ленинградский
компрессорный
г
и
к
rt
Е
V
m
Сжим;
Воз-
Дух
COj
со2
соа
Хлор
Воз-
Дух
То же
»
Сату-
раци-
он-
ный
газ
Производительность
по условиям
всасывания
м'/мин
63
92
217
434
53,2
16
25
100
30
10
100
Давление
всасывания
Давление
нагнетания
а та
Атмо-
сфер-
ное
0,97
0,93
0,93
0,95
Атмо-
сфер-
ное
То же
»
0,88
3,5
4,9
4,7
4,7
3,2
6,5
8,0
2,5
12
8,0
2,1
Степень сжатия
3,5
5,05
5,05
5,05
3,37
6,5
8,0
2,5
12
8,0
2,4
Число ступеней
1
1
1
1
2
2
1
1
1
1
1
Число оборотов
компрессора
об/Мин
10000
8 000
5000
5000
2950
17 700
2 955
7000
2 970
4 630
7 000
Потребляемая мощ-V
ность
кет
200
400
860
1720
200
105
160
300
280
66
200
Тип привода
бинный
То же
Элек-
три-
че-
ский
То же
две
Элек-
три-
че-
ский
Удельная мощность
на единицу
производительности
кечи
м*/мин
3,18
4,35
3,96
3,95
3,75
6 55
\JixjU
'
3,0
9,35
6,6
2,0
Пп компрессора
к
1 установки 1
970
г—
950
40Э0
8200
2250
——
380
1700
600
38Ш
1150
6500
1100
593J
350
3200
1400
60 М
52:
^^ШЩЩЩШ^Ш^^^Ш^ ^^^^^^^Щ^^ШЩ?1ЩШ1ЩЩШ?Ш
, .
со
to
о
оо
О)
СЛ
о
со
,65
,27
to
,65
ёл
ф»
ф.
о
о
to
о
,046
О| 4*
' 1
о
-J
СЛ
о
S
о
62
со
,37
,73
82
о
to
СЛ
00
со
О
о
to
о
8
&
|^ g Е о
am я
2а а ?§
о ' '
о
77
о
65
со
СЛ
СЛ
ю
о
¦ : -Я •'.
85
ф- .
to
о
о
8
о
,157
СО
о>
слозапол
ненный
. .
to
о
СП
о
ст>
to
¦
СП
,65
8
ф.
СО
(О
о
о
о
,043
СЛ
1
о
о
72
о
S
со
о
to
Ъ
о
to
СО
СЛ
Q
о
о
СЛ
слозапол
ненный
оо
СП ^1
to со
оо
СО >f»
о о
coco
МСЛ
1
1
1
оо
8м
1
1
оо
о о
1
t l
ступень
ступень
. . ,^,
^ СТ)
о»
оо
00 §
оо
ел
,85
00
to
^•^
00
Vl
СЛ
оо
f~i О
о
,165
to
ступень
ступень
со
^^
"to
о
оо
^ -'¦-'
о
to
to
со
5"
! ,
Ф^
-J
О
о
to
о
034
'81
«о
to
»-•
СЛ
to
о
00
ф.
СЛ
to
to
со
2,52
СО
сл
о
о
116
о
043
'81
СЛ
То же
. .
7[*
СЛ
о
66
о
S
СЛ
*.
ф.
_
СЛ
о
8
1
: 1
Q
о
105
о
,072
Р :
сл
о
•a TJ
о о»
if
о о
Е
. .'
со
о
о
85
1
1
1 -
р
i
1
о
о
SSI
1
ел
*"
1
и
м
1?
с
X
й
длина
ширина
высота
длина
ширина
высота
компрессором
установкой
компрессором
кой
о
П Ей
ТЫ
сор
№
-I
i6ap
1
п
X
о
¦ Я. - '' .-.
со
1НИИ
ПЛО1
§в
1=1 2
"" и
л
мая
на
про-
!ЛЬ-
Вес на единицу
производительности
компрессора
Примечание
и
S
ее
00
I
. ел
i
ел
5-=
о
ел
ел
С
00
С
Я
о>
С
. Я
ел
Я
ел
я
со
ОО
CD
Индекс компрессора
X
ИР
Е ф g в
я ? § ¦
Изготовитель (завод,
фириа)
¦< О
.Сжимаемая среда
s
в
(О
СП
00
СП
ю
со
СЛ
Производмельвость
по условиям
всасывания
о
О'б
О'б
9,0
СО
о
9,0
9,0
9,0
9,0
9,0
9,0
9.0
9,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
8,0
оо
Ъ
00
о
Давление
всасывания
Давление
нагнетания
00
о
00
О-
Степень сжатия
Oil СО
sis
СЛ "
s §
§
Число ступеней
Число оборотов
компрессора
23
о
~-1
8
¦г
ел
со
00
СО
СП
ел
СП
Потребляемая
мощность
я
Тип привода
со
ел
о
СЛ
То
со
Удельная мощность
на единицу
производительности
8
Вес -
компрессора
установки
Продолжение табл. 1
Габариты
компрессора
Габариты установки
Занимаемая
площадь
Занимаемая
площадь на
единицу
изводительности
мг/мин
мг/мин
и О S
«> ао
fflc«
а.
С
1,32
1,05
0,82
0,52
—
—
—
—
—.
—
—
—
—
—
0,64
0,53
—
—
—
—
—
—
—
—
—
4,6
2,53
3,5
7,0
8,0
9,9
2,35
2,6
4,0
4,0
5,4
6,0
2,3
1,25
1,5
5,5
6,0
6,5
2,0
2,2
2,3
2,6
3,0
4,0
3,1
1,84
2,54
1,3
1,5
2,0
1,83
1,9
3,0
3,0
3,0
4,0
10,6
3,16
4,95
38,5
48,0 j
58,5
4.7
5,72
9,2
10,4
16,2
24,0
0.U
0,11
0,088
0,244
0,21
0,13
0,10
0,082
0,074
0,052
0,051
0,053
24
125
I ступень
II ступень
Расположение
ступеней одна
над другой
То же
Рис. 42. Характеристики
компрессоров различных типов: а —
Рутса; б — центробежного; в —
: винтового
ф,
10
' м31мин
1
*яФа
'//////*
I
*Г7ТШ///А
у/Ш
/7
Рис. 43. Поле характеристик А^а = / (ек) различных типов компрессорных машин-
X, • — винтовые; ¦ — поршневые; А — центробежные, р = 1 ата
мощности в современных винтовых компрессорах находится примерно
на том же уровне (но не выше), что и в других типах машин.
Следует также иметь в виду, что винтовое компрессоростроение
является молодой, быстро развивающейся отраслью машиностроения.
Непрерывно вносятся усовершенствования в конструкцию и технологию
изготовления винтовых машин, обусловливающих быстрый рост их
экономичности.
ш
5
&
#
3'
ПГ*-Ч
X
17—
^—
v
*А
\
Т5Г
• х
Зато
/
~"
гз
* 1
- д
8
J-.
•——
*
50 100 150 200 250 300 350 W0
Рис. 44. Поле характеристик Nyd = f (Qd) при различном
давлении нагнетания. рв = 1 ата;
X, • — винтовые машины; ¦ — поршневые; А — центробежные
Некоторое представление о параметрах выпускающихся в настоящее
время винтовых компрессоров и их весо-габаритных показателях дают
материалы табл. 1, в которой помещены лишь отдельные машины, по
возможности типичные, из большого числа изготовляющихся ВКМ.
4. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ СРАВНЕНИЕ ВКМ
С ДРУГИМИ ТИПАМИ КОМПРЕССОРНЫХ МАШИН
В Советском Союзе, как и в ряде других промышленно развитых стран
мира, винтовые компрессорные машины проектируются и изготовляются
для компрессии различных газов, различных параметров и различных
условий работы. Их выпуск с индивидуального и мелкосерийного
производства вырос до крупносерийного.
Большое разнообразие параметров винтовых машин различного
назначения может быть условно (ввиду их непрерывного расширения) очерчено
следующими границами:
1. Производительность ВКМ находится в пределах
0,425—700 м3/мин. Типоразмерные ряды ВКМ, как указывалось выше,
охватывают производительности от 4 до 500 м3/мин (СССР) или от 10 до
700 м3/мин (ГХХ) или более узкий диапазон. Маслозаполненные ВКМ
изготовляются с производительностью 6,3—40 м31мин. ¦
2. Давление нагнетания при всасывании из атмосферы в одной ступени
у машин сухого сжатия, как правило, достигает 3,5 ата и максимально не
более 4,0—4,2 ата при хорошем охлаждении корпуса компрессора и полых
винтах.
В одной ступени ВКМ, работающей с впрыском жидкости, достигается
давление 5—6 ата, а при больших количествах впрыснутой жидкости —
значительно выше.
В одной ступени маслозаполненных ВКМ достигается давление 8—
9 ата, а в отдельных случаях до 14 ата.
В двух ступенях, составленных, как правило, из двух отдельных
одноступенчатых машин, достигается давление при сухом сжатии 8—9 ата,
предельно 11 — 11,5 ата.
При работе двухступенчатых В КМ с впрыском жидкости давление
нагнетания увеличивается до 15 ата и выше.
В трехступенчатых ВКМ в зависимости от рода газа при сухом сжатии
осуществляют компрессию до 15—17 ата и несколько выше.
Максимальное давление нагнетания, достигнутое в ВКМ, составляет
44 am (в трех ступенях).
Наибольший перепад давлений в одной ступени сухого сжатия
составляет (при степени сжатия в ступени, не превышающей 3,5):
в компрессоре с асимметричным профилем зубьев до 10 ата;
в компрессоре с окружным профилем — 6—-8 ата.
3. Общий адиабатный к. п. д. ступени (включая механические потери)
у машин сухого сжатия при хорошем исполнении составляет:
а) у машин большой A00 м3/мин и более) производительности 0,80—
0,83 при степени сжатия 4,2—3,2 и 0,82—0,86 при степени сжатия
менее 3,0;
б) у машин средней производительности (примерно, от 40 до
100 м3/мин) 0,76—0,81 при степени сжатия 4,2—3,2 и несколько выше —
при меньшей степени сжатия;
в) у машин малой производительности (примерно от б*,3 до 40 м3/мин)
адиабатный к. п. д. составляет 0,70—0,78 при обычной для
одноступенчатых машин степени сжатия. ¦
Винтовые компрессоры, работающие с впрыском небольшого количества
воды — 8—14% по весу, требуют меньшей затраты энергии на сжатие
газа при прочих равных условиях (см. п. 43). В этом случае мощностной
адиабатный коэффициент увеличивается примерно на 4—8%.
Маслозаполненные винтовые компрессоры имеют более низкий к. п. д.,
поскольку в них осуществляется высокое сжатие в одной ступени и, кроме
того, несколько увеличиваются механические потери. Для этих машин
мощностной адиабатный коэффициент достигает 0,68—0,74.
Экономичность винтовых машин зависит от многих факторов, и поэтому
приведенные выше цифры могут служить ориентиром при расчете и
конструировании ВКМ и, разумеется, в пределах исследованных (указанных
выше) параметров этих машин.
В условиях социалистического хозяйства экономический эффект от
применения машины определяется не только ее стоимостью и затратами
на создание (проектирование, изготовление, доля затрат на исследование)
и не только стоимостью ее эксплуатации или размером капитальных
затрат на монтаж, помещения и т. п., а совокупным действием всех этих
факторов. Иными словами, для оценки экономической эффективности
машины в наших условиях необходимо установить народнохозяйственный
эффект от ее применения. Эта важная задача выходит за рамки настоящей
работы.
Здесь следует привести результаты некоторых технико-экономических
расчетов по определению экономической эффективности применения
винтовых компрессоров в народном хозяйстве.
Производилось сравнение компрессорных машин трех типов: винтовых,
поршневых и центробежных в пределах указанных выше оптимальных
параметров для винтовых машин, поскольку может идти и идет речь о
преимуществах какой-то машины не вообще, а конкретно в определенном
58
диапазоне оптимальных для нее параметров и в наиболее благоприятной
области. В другом диапазоне параметров и в другой области оказывается
лучшей и другая компрессорная машина.
При сопоставлении за эталон был выбран современный поршневой
компрессор производительностью 100 мя/мин. Соответствующие
параметры сравнения принимались для него равными 1,0. Результаты
сравнительных расчетов приведены в табл. 2. Из этих данных следует, что по
многим показателям винтовые компрессоры в благоприятном для них
диапазоне параметров превосходят другие типы компрессорных машин,
а особенно поршневые. Известно, не все параметры сравнения имеют
одинаковое значение для оценки экономической эффективности.
Определяющими из них являются: затрата энергии на привод, стоимость
эксплуатации, стоимость ремонтов и длительность межремонтных периодов,
стоимость машин, производственных помещений и фундаментов. Важное
значение имеют также металлоемкость (вес) машины не только как косвенный
показатель стоимости ее изготовления, но и сам по себе как фактор
экономии дефицитных материалов. Или, например, годовая выработка машиной
воздуха (газа). Этот показатель косвенно отражает долговечность и
надежность машины, ее простои на ремонтах вынужденных и плановых.
Высокая годовая выработка машины позволяет иметь меньший резерв машин
Таблица 2
Сравнение компрессорных машин различных типов
(в относительных величинах по огредненным данным)
Параметры сравнения
Производительность машины при
рн = 8 ата в м3/мин
Площадь, приходящаяся на
единицу производительности:
компрессора
установки
Вес, приходящийся на единицу
производительности:
компрессора
установки
Затрата удельной мощности
Расход воды на охлаждение
Расход масла (невозвратные
потери)
Стоимость ремонтов, отнесенная
к одному году
Количество эксплуатационного
персонала
Годовые эксплуатационные
расходы
Стоимость 1000 нм3 газа,
подаваемого компрессором
Тип
поршневой
100
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
<омпрессорной машины
винтовой
250
0,1
0,43
0,12
0,3
0,96—0,985
0,6
0,1
0,1
0,55
0,4S
.0,7.'
центробежный
250
0,25
0,44
0,18
0,38
1,06
2,3
0,07
0,12
0,55
0,86
(в табл. 2 этот фактор не учтен), а следовательно, меньшую стоимость
оборудования, помещений, меньшие расходы на содержание обслуживающего
персонала и т. д. .¦•• : ¦¦¦....
Приведенное сравнение компрессорных машин по понятным причинам
является условным, однако оно дает и некоторую объективную их
характеристику.
Высокая экономическая эффективность и техническая
целесообразность применения винтовых компрессорных машин определяются
следующими основными их достоинствами:
1) пологие характеристики тH = / (ек; п) wx\ad — f (е„; п),
позволяющие эксплуатировать В КМ в широком диапазоне производительностей
и давлений без существенных отклонений от оптимальных значений
к. п. д.;
2) отсутствие функциональной связи между числом оборотов
компрессора и его степенью сжатия, что позволяет иметь нужную степень сжатия
при любых оборотах компрессора;
3) полное отсутствие масла (в машинах сухого сжатия) и продуктов
износа деталей в подаваемом компрессором газе, что позволяет отказаться
от громоздкой системы очистки газа от масла;
4) быстроходность, что обеспечивает малый вес и малые габариты В КМ
и дает возможность прямого соединения с современными быстроходными
двигателями, т. е. позволяет скомпоновать малогабаритную, простую и
легкую компрессорную установку; * .
5) высокая удельная производительность, приходящаяся на единицу
веса и площади В КМ, что дает возможность значительно повысить
количество полезной продукции, снимаемой с единицы площади помещения
цеха компрессии, и снизить металоемкость ВКМ;
6) исключительно высокая степень надежности ВКМ и высокий
моторесурс благодаря простоте конструкции, отсутствию деталей,
совершающих возвратно-поступательное движение, отсутствию клапанов,
поршневых колец или других часто выходящих из строя деталей; отсутствие
деталей, легко подверженных вибрации;
7) полная уравновешенность роторов компрессора, позволяющая
отказаться от тяжелых и громоздких фундаментов;
8) высокая равномерность подачи газа, благодаря чему отпадает
необходимость в устройстве громоздких газосборников;
9) отсутствие помпажа;
10) возможность сжатия влажного газа, содержащего капельную
жидкость (например, воду, масло и др.) в количествах, значительно
превышающих вес сухого сжимаемого газа без какого-либо снижения
моторесурса;
11) возможность сжатия сильно загрязненных газов без снижения
моторесурса, причем производительность и экономичность ВКМ в этом
случае с течением времени не только не уменьшаются, но даже
увеличиваются; громоздкие и дорогостоящие фильтры становятся излишними;
12) возможность сжатия любых газов, в том числе с малым удельным
весом (гелий, водород и др.), благодаря объемному принципу
действия ВКМ;
13) низкие эксплуатационные расходы — незначительные расходы
смазочного масла, охлаждающей воды для машин сухого сжатия, редкие
ремонты, возможность перевода на дистанционное или автоматическое
управление.
60
Указанный перечень достоинств ВКМ показывает, что винтовые
машины совмещают в себе все положительные качества поршневых и
центробежных компрессорных машин и лишены их недостатков. Эти
достоинства ВКМ в совокупности и обеспечивают низкую стоимость их серийного
производства и эксплуатации при исключительно высокой надежности и
долговечности.
Основными достоинствами и особенностями маслозаполненных
винтовых компрессоров являются:
1. Высокая степень сжатия газа (воздуха) в одной ступени, равная,
как правило, 8—9, а в отдельных случаях 14. Такое высокое сжатие в
одной ступени ВКМ стало возможным благодаря подаче большого
количества масла в полости компрессора, уплотнению маслом щелей,
охлаждению им газа и деталей компрессора.
2. Окружные скорости винтов у маслозаполненных ВКМ значительно
ниже, чем у машин сухого сжатия, что также стало возможным прежде
всего благодаря уплотнению щелей маслом и сокращению протечек газа
через них.
Снижение окружной скорости роторов позволяет осуществить
непосредственное соединение ВКМ с быстроходным электродвигателем или
дизелем. Отказ от мультипликатора упрощает и удешевляет ВКМ.
3. Наличие масла в рабочем пространстве компрессора в принципе
позволяет отказаться от шестерен, синхронизирующих движение винтов.
4. При всасывании воздуха из атмосфзры и сжатии у маслозаполнен-
ного компрессора отпадает необходимость в уплотнении валов на стороне
всасывания; уплотнения валов на нагнетании существенно упрощаются и
сокращаются их размеры.
5. Маслозаполненные ВКМ не нуждаются в глушителях вследствие
снижения уровня шума из-за более низких окружных скоростей роторов;
из-за поглощения звуковых волн маслом, а также потому, что роль
глушителя на нагнетании выполняют маслосборник и маслоотделитель.
6. Снижение температурного перепада в компрессоре уменьшает и
стабилизирует тепловые деформации его деталей, что позволяет уменьшить
по сравнению с машинами сухого сжатия зазоры между винтами и между
винтами и корпусом. Этому способствует также применение подшипников
качения.
В свою очередь, снижение зазоров уменьшает протечки, повышает
экономичность машины и ее коэффициент подачи.
5. ОБЛАСТЬ ПРИМЕНЕНИЯ ВИНТОВЫХ КОМПРЕССОРНЫХ МАШИН
Параметры ВКМ — производительность и давление — лежат в
диапазоне наиболее часто встречающихся в промышленности, что и
предопределяет массовый спрос на такие машины. , .
Наибольшая потребность встречается в сжатом воздухе, причем
потребители его могут быгь разделены на две группы: 1) не предъявляющие
особых требований к чистоте нагнетаемого воздуха от масла или, напротив,
требующие наличия некоторого количества масла в воздухе для смазки
пневматического инструмента; 2) предъявляющие жесткие требования
к чистоте сжатого воздуха.
Для потребителей первой группы пригодны все типы компрессорных
машин в диапазоне перекрывающихся (общих) параметров или, если
накладываются ограничения на характеристики машины, то отдается
предпочтение машинам объемного действия. В этих условиях наибольшее
применение и распространение получат те машины, которые обеспечат
максимальный народнохозяйственный эффект.
Для компрессорных машин второй группы пригодны винтовые и
центробежные машины, однако если требуются характеристики объемной машины
или требуется работать на переменных режимах, то более подходящей
оказывается винтовая.
Высокие технико-экономические показатели ВКМ, речь о которых
шла выше (п. 4), способствовали широкому распространению и
применению винтовых машин в самых различных отраслях промышленности и во
всех видах транспорта.
Ряд отраслей промышленности предъявляет к компрессорным
машинам специфические, вызванные условиями производства, требования.
В химической промышленности, например,
особенно важна способность ВКМ перемещать вместе с нагнетаемым газом
большое количество жидкости, специально добавляемой в него в тех
случаях, когда высокая температура сжатия может вызвать полимеризацию
или другие нежелательные изменения свойств газов; способность ВКМ
сжимать с еысокой экономичностью загрязненные газы, в частности такие,
как коксоеый, колосниковый, доменный, содового и цементного
производства без предварительной их очистки; осуществлять компримирование
газов с любым удельным весом; осуществлять компримирование газов без
изменения их состава и без загрязнения.
Иными словами, для химиков весьма важна способность ВКМ сжимать
любые газы: чистые, содержащие тиердые частицы или капельную
жидкость.
Для всех видов транспорта — в частности морского,
железнодорожного, воздушного — важны такие качества ВКМ, как малый вес и
малые габариты, приходящиеся на единицу производительности; высокая
экономичность; высокая степень надежности и большая долговечность;
простота обслуживания и легкая возможность перевода на дистанционное
управление или полную автоматизацию работы ВКМ; отсутствие помпажа
и плавность изменения характеристики машины.
В металлургической промышленности важна
надежная, длительная работа ВКМ на переменных режимах с высокой
экономичностью.
Для угольных шахт необходимы малогабаритные, легкие,
транспортабельные машины, подающие чистый воздух, свободный от паров
масла. Такие машины могут работать вблизи забоя, чем исключаются
потери давления и потери Еоздуха на тракте.
Требование подачи исключительно чистого воздуха для пищевой
промышленности также успешно выполняется ВКМ.
С появлением маслозаполненных винтоеых компрессорных машин
область применения ВКМ еще более расширилась. Впрыск масла в
рабочие полости, как отмечалось, позволяет еще более упростить конструкцию
компрессора, еще более повысить надежность его работы, отказаться от
некоторых узлов машины и снизить стоимость ее изготовления и
эксплуатации.
Маслозаполненные ВКМ нашли широкое применение в строительной
индустрии, в воздушных компрессорных станциях машиностроительных,
судостроительных и аналогичных им по требованию к воздушным сетям
предприятиях; в холодильных установках; в передвижных компрессорных
станциях.
62
Парк машин, предназначенный для дорожных и строительных работ, для
бурильных установок ежегодно пополняется преимущественно за счет
применения маслозаполненных В КМ.
Винтовые машины нашли также применение в вакуумных установках,
особенно для создания низкого вакуума. Одна ступень сухого сжатия
создает 75—80%, а при некотором снижении к. п. д. и 90% вакуума;
одна ступень маслозаполненного винтового компрессора (вакуум-насоса)
создает 92—97% вакуума.
Весьма важным достоинством винтовых компрессоров является также
возможность экономичного регулирования производительности в
широком диапазоне, а именно: а) в пределах пологой части характеристик
компрессора, как указывалось, изменением числа его оборотов; б) при
изменении производительности от полной до малой доли от нее A0—20 %) —
введением нового конструктивного элемента — золотникового поршня,
изменяющего эффективную длину винтов. В последнем случае
регулирования, как показывает опыт работы винтовых холодильных
компрессоров, при сохранении постоянным числа оборотов удельная мощность
несколько возрастает лишь при малых долях производительности. Этот
способ регулирования производительности является более экономичным
по сравнению с дросселированием газа на всасывании, и тем более с
байпассированием.
Важной особенностью винтовых компрессоров является тенденция к
повышению их к. п. д. и коэффициента подачи с течением времени благодаря
уменьшению зазоров и увеличению сопротивления движению газа в щелях
вследствие появления окислов и загрязнения стенок щелей. Это свойство
ВКМ удачно выделяет их из других типов компрессорных машин.
Особенно следует подчеркнуть полную обратимость винтовой машины—
винтовой компрессор легко превращается в винтовой мотор, если к
патрубку нагнетания подвести сжатый газ. Винтовые моторы нашли уже
применение в промышленности, хотя и не такое массовое, как ВКМ. Испытания
показали, что одна и та же винтовая машина при работе на режиме
двигателя имеет к. п. д. намного — на 8—10%, а на некоторых режимах и
больше — выше, чем при работе на компрессорном режиме. Несмотря на
относительно меньшую распространенность винтовых моторов, по
сравнению с ВКМ, в будущем они займут надлежаще^ место.
ГЛАВА II
ТЕОРИЯ ЗАЦЕПЛЕНИЯ ВИНТОВ.
ГЕОМЕТРИЯ ВИНТОВ
6. ОСНОВНЫЕ ТРЕБОВАНИЯ К ПРОФИЛЮ ЗУБЬЕВ ВИНТОВ
Объемные компрессорные машины осуществляют подачу сжатого газа
отдельными, следующими одна за другой порциями газа. Каждая
порция газа последовательно проходит рабочий цикл компрессорной
машины.
Чем лучше герметизированы отдельные объемы в процессе сжатия
газа, тем меньше при прочих равных условиях требуется затратить
энергии на сжатие единицы объема газа.
В винтовом компрессоре роль цилиндров выполняют парные полости,
а -роль поршней — зубья винтов.
Винты — их полости и зубья — и корпус образуют при отсутствии
зазоров изолированные, препятствующие массообмену объемы.
Теоретически герметичным будем называть такое зацепление винтов,
которое при идеальном изготовлении винтов и корпуса создает полностью
изолированные друг от друга полости. В отличие от него будем называть
теоретически негерметичным такое зацепление винтов, у которого даже
при идеальном изготовлении будут отсутствовать полностью
изолированные друг от друга полости. Наличие или отсутствие теоретической
герметичности зависит, как увидим ниже, от особенностей профилей, по
которым очерчены зубья винтоз. На практике приходится заведомо отступать
от теоретических размеров винтов и корпуса с целью создания
необходимых зазоров между деталями, совершающими относительное перемещение.
Такое зацепление, в отличие от теоретического, будем называть
действительным зацеплением, а профили зубьев винтов, т. е.
линии пересечения поверхности зуба некоторой плоскостью, обеспечивающие
зацепление с зазорами — действительными профилями.
Методы перехода от теоретического зацепления к действительному будут
рассмотрены ниже.
В принципе зазоры между винтами и между винтами и корпусом
желательно иметь нулевые; практически их приходится допускать не менее
минимально-безопасной величины.
В настоящей главе, рассматривая геометрию винтов и основы
профилирования их зубьев, будем считать, что зазоры между винтами отсутствуют,
а соответствующие размеры винтов и корпуса, обеспечивающие
беззазорное зацепление, имеют номинальную теоретическую величину.
64
Решающее влияние на экономические и весо-габаритные показатели
винтовой машины оказывает профиль зубьев. Он определяет и характер
зецепления винтов. Профили зубьев должны отвечать различным
требованиям, в зависимости от того, с какой точки зрения они рассматриваются —
теоретической, технологической или обеспечения герметичности, высокой
экономичности, весо-габаритных показателей и др.
Ниже мы рассмотрим основные требования к зацеплению винтов
компрессора, из которых вытекают и некоторые требования к профилям зубьев.
В общем виде требования к зацеплению винтов состоят в следующем:
1) зацепление винтов должно обеспечивать герметичность между
областями нагнетания и всасывания, т. е. в нормальном к плоскости осей
винтов направлении; 2) зацепление винтов должно обеспечивать
герметичность между парными полостями, т. е. в осевом (продольном)
направлении.
На практике ни то, ни другое требование полностью не выполняется.
Однако выполнение первого требования, как более важного, всегда
обязательно и при проектировании и изготовлении должно составлять
особую заботу. Выполнение второго требования в зависимости от условий
работы компрессора иногда становится не только необязательным, но и
нежелательным. И, напротив, в иных условиях выполнение второго
требования приобретает важное значение.
Необходимо отметить, что обеспечение герметичности между
профильными поверхностями винтов, ввиду сложности их формы и непривычных
технологических приемов, применяемых при их изготовлении, вызывает
наибольшие затруднения. Для преодоления этих затруднений необходимы
глубокие теоретические разработки по отысканию наиболее рациональных
профилей для зубьев винтов и, конечно, совершенствование технологии
изготовления винтовых поверхностей.
7. АНАЛИТИЧЕСКИЙ МЕТОД ОТЫСКАНИЯ СОПРЯЖЕННЫХ ПРОФИЛЕЙ
И ИХ ЛИНИЙ ЗАЦЕПЛЕНИЯ
Необходимость соблюдения малых зазоров между профильными пел-
верхностями винтов и соответствующая высокая точность их изготовления
требуют применения аналитических методов решения задачи.
Графические методы не могут дать ни требуемой точности, ни необходимой
общности.
Аналитические методы исследования зацеплений впервые были
применены Л. Эйлером для плоских зацеплений и Т. Оливье для
пространственных. В конце прошлого столетия русский ученый X. И. Гохман [9]
разработал основы современной аналитической теории зацепления.
Существенный вклад в развитие аналитической теории зацепления и
разработку методов их исследования внесли советские ученые X. Ф. Кетос,
Н. И. Колчин, Ф. Л. Литвин, В. А. Гавриленко, М. Л. Новиков и др.
Разработанные ими методы успешно применены для аналитического
исследования и расчета существовавших ранее и новых видов зацеплений,
а также зуборезного инструмента в связи с необходимостью решения
новых задач, выдвинутых отечественным машиностроением.
Основанием аналитических методов в теории зацепления является
дифференциальная геометрия и законы кинематического взаимодействия
звеньев. Ряд задач успешно решается введением вектора скорости
относительного движения сопряженных профилей [25, 27].
5 И. А. Сакун 65
Необходимым элементом аналитической тесрш зацеплений является
•кинематическая связь подвижных систем координат, жестко
соединенных с подвижными звеньями (например, связь угловых скоростей осей
координат).
..., Задачи теории зацепления винтов компрессора по существу не
отличаются от задач зацепления зубчатых колес, хотя в том и другом случаях
-к зацеплениям предъявляют различные требования. При исследовании
.зубчатых передач на первом плане находятся вопросы кинематики,
прочности и трения в колесах. При исследовании винтовых компрессоров и
-насосов возникают новые вопросы — герметичности и силового
взаимодействия между винтами. Естественно, законы образования профилей
и кинематика колес являются
общими для зацеплений и
зубчатых колес и винтов.
В гл. I было указано, что
в компрессорах применяются
только винты постоянного хода.
Поэтому сечение винтов
торцовой плоскостью, т. е. плоско-
/" стью, перпендикулярной осям
¦/¦'¦¦' винтов, в любой точке по длине
оси дает пару зубчатых колес
неизменного профиля.
Следовательно,
пространственную задачу профилирования
винтов компрессора можно
свести к плоской задаче, что делает
ее менее громоздкой. При этом
представляется возможным решить две основные задачи теории
зацепления: найти уравнение сопряженного профиля по выбранному
профилю на одном из колес и определить их линию зацепления.
Решение третьей задачи — определение линий контакта винтов ¦— в общем
виде возможно при рассмотрении пространственного зацепления, так как
сами линии контакта пространственны. Но в тех случаях, когда можно
заранее указать характер линий контакта или предугадать закономерность
их изменения, можно не прибегать к пространственной задаче. Именно
такой случай имеет место в зацеплении винтов компрессора для некоторых
применяемых в настоящее время профилей.
Для винтовых машин знание характера линий контакта и их длины
особенно важно, так как это дает возможность определить сечение зазоров
между винтами, рассчитать протечки и вообще вынести окончательное
суждение о пригодности профиля для винтовой машины.
Перейдем к рассмотрению задач теории зацепления винтов компрессора.
Как уже указывалось, сечение винтов компрессора торцовой плоскостью
дает пару плоских зубчатых колес (рис. 45), зацепление которых
происходит по тем же законам, что и обычных зубчатых колес.
.Образование винта постоянного шага может быть представлено как
результат равномерного движения бесконечно тонкого плоского зубчатого
колеса вдоль оси винта при одновременном равномерном вращении вокруг
нее. Любое сечение винта торцовой плоскостью, следовательно, дает
совершенно одинаковые плоские зубчатые колеса, но повернутые одно
относительно другого на некоторый угол. В силу этой особенности винтов посто-
66
Передняя часть'
зуба
Рис. 45. 'Сечение винтов компрессора торцовой
:¦¦•¦¦'¦¦'¦ ¦ ' ПЛОСКОСТЬЮ
янного шага о пространственном зацеплении зинтов можно судить по
свойствам плоских зубчатых колес.
Для рассмотрения зацепления плоских зубчатых колес выберем прежде
всего системы прямоугольных осей координат (рис. 45).
1. Подвижная правая система координат ххохух, неизменно связанная
с ведущим колесом. Начало координат — точка ох ¦— совпадает с центром
ведущего зубчатого колеса. ¦ • •,"¦¦-
2. Подвижная правая система координат х%огуг, неизменно связанная
с ведомым колесом. Начало координат — точка о2 — совпадает с центром
ведомого колеса. u:p; .оч
3. Неподвижная в пространстве правая система координат х^охуь:'
Начало координат — точка ох ¦— совпадает с центром ведущего колеса.
4. Неподвижная в пространстве правая система координат х'0о2у'0.
Начало координат — точка о2 — совпадает с центром ведомого колеса.
Выбранные системы координат связаны между собой следующими
зависимостями:
— г/0 sin qv,
г/г = —xo sin
щ — A
= Л
+ t/o cos <p2;
, — г/а sin ф2;
хх
ух
х% ==
Уъ--
Л рлс'т
— A cos t21
= A sin /21ф
+ х2
+ хг-
х — X
COS Йфх
Sin k(fx
хл cos k
х sin йф
— г
:фх -
1 +
/2 sin kyx;
2cos ^фх;
f^ yx sin йф
г/хсоэйф!.
Здесь и в дальнейшем
k = 1 + tal;
iai = -2^- — передаточное отношение;
A — расстояние между осями винтов; ;. ...:
фх — угол поворота осей ххохух относительно осей х0огу0\
за положительное направление принято вращение против
. часовой стрелки;
Ф2 — угол поворота осей хф^уг относительно осей х'ф^у'^
за положительное направление принято вращение по*
часовой стрелке.
Такое направление вращения осей совпадает с направлением вращения
винтов (и соответствующих плоских зубчатых колес)., •
Углы Ф1 и <р2 связаны между собой кинематически
Фх = ЧаФа.
причем i12 = ~^- назовем передаточным числом.
Фг
Из теории зацеплений известно [2, 9, 20], что один из профилей —
огибаемый — может быть выбран произвольно. Тогда другой профиль —
огибающий — должен быть найден по законам сопряжения. Вместе с тем, при
выборе огибаемого профиля следует иметь в виду, что огибаемый и
сопряженный с ним огибающий профили должны отвечать вполне определенным
требованиям, а именно: удовлетворять основной теореме зацепления, не
иметь разрывов, петель, точек возврата и т. п., сообщать зацеплению
нужные свойства и быть удобными в технологическом отношении. Следует
подчеркнуть, что этим требованиям должны удовлетворять не вообще
выбранные или найденные аналитически однородные кривые, а лишь только те
отдельные участки кривых, которые выбраны в качестве профиля зуба.
Огибаемый профиль может быть задан на ведущем колесе в подвижной
системе координат хгох))\ уравнением в параметрическом виде
где ij) — параметр профиля на плоскости.
Огибаемый профиль может быть задан и на ведомом колесе в
подвижной системе координат х2о2г/2 также уравнением в параметрическом виде
Параметрическая форма уравнений выбрана нами потому, что
применяемые в качестве профилей зубьев винтов аналитические кривые проще
выражаются в параметрической форме. Кроме того, существенным
является и то, что аналитические методы используют кинематическую связь
звеньев, которая вводит новый параметр в уравнения — угол поворота
звена. Вследствие этого при задании уравнения исходного профиля в
параметрической форме появляется второй параметр, и решение задачи
приходится искать, оперируя с двух-, а иногда с трехпараметрическими
уравнениями. Напротив, при задании уравнений огибаемого профиля
непосредственно в однородных координатах требуется исключать вводимый затем
кинематический параметр, что часто не удается осуществить и заставляет
прибегать к искусственным приемам, пригодным лишь, как правило,
для частных решений.
Классический метод дифференцирования геометрии позволяет
последовательно и достаточно просто решить и исследовать основные задачи
теории зацепления.
Нахождение сопряженного профиля
Для определения сопряженного профиля необходимо выполнить
следующие операции, пользуясь методами дифференциальной геометрии:
1. Перевести уравнения, заданные в системе координат одного
подвижного звена, в систему координат другого подвижного звена, на котором
ищется сопряженный профиль. Для этого нужно воспользоваться
формулами перехода от одних подвижных координат к другим, а именно:
€8
1) формулами G), если огибаемый профиль задан в системе подвижных
координат х1о1у1 и, следовательно, сопряженный с ним профиль ищется
в системе координат х^о2у2; в результате такого перехода получим
уравнения:
)
у г = #2(<Pi; ^); J
2) формулами F), если огибаемый профиль задан в системе
подвижных координат х2о2г/2, а огибающий ищется в системе координат
в результате такого перехода получим уравнения:
Ух = Ух (чч; *)• )
Уравнения A0) и A1) содержат два параметра: гр — параметр профиля
и фх — параметр положения. Здесь и в дальнейшем всюду за параметр
положения мы приняли угол поворота фь так как ф2 = i21<fi, где i21 —
постоянная величина для данной пары колес.
2. Найти огибающую семейства кривых, выраженных уравнением A0)
и A1), которая, если она существует, и явится искомым сопряженным
профилем.
Для этого при двухпараметрическом уравнении семейства типа A0) или
A1) необходимо установить аналитическую связь между параметрами фх
и г[>. Отметим прежде всего, что в области непрерывности функций A0) или
A1) последние могут принимать любые значения, в том числе для
произвольной точки контакта огибаемых профилей значения указанных функций,
равные некоторым постоянным величинам. При этом аналитическая связь
между параметрами не изменяется и остается справедливой во всей
области, в том числе и в произвольно выбранной точке. Полагая на этом
основании левые части уравнений A0) или A1) постоянными,
продифференцируем их по одному из параметров, например по параметру положения фг,
считая второй параметр — параметр профиля гр — функцией первого.
Опуская индексы, получим:
дф ~*~ dip дф '
——-— —|— —— ->. > ГГ"^ \) .
Из этих уравнений исключим производную -^-. Из второго
уравнения имеем
ду_
5гр (Эф
(Эф ду
Тогда первое уравнение примет вид:
дх , дх_ J _ _ду_ \ _ 0.
Лр ' dip Г ду I '
\ "dip/
дх ду дх ду ^
«Эф 5ip 5г)з дер
69
Подставляя индексы, соответствующие уравнениям A0) и A1), полуЧим:
дх2 _ ду2 дхг _¦ ду2
dxi дух dxt дУ1
0;
A2)
A3)
Выражения A2) и A3) представляют собой раскрытые функциональные
определители (якобианы). Они могут быть записаны в виде:.
дх2 дхъ
= 0,
= 0.
Функциональный определитель дает дополнительное уравнение,
которое устанавливает связь между параметрами: ij) — определяющим-
характер профиля и <рх — определяющим положение профиля на
плоскости. • ¦. ....¦¦• •••,
Из этого уравнения связи параметров можно найти значения одного
параметра, если задаться рядом значений другого. При этом должны,
быть заранее установлены границы изменения обоих параметров.
Итак, совокупность уравнений A0) и A2) или уравнений (И) и A3)
представляет собой уравнения огибающей, если таковая существует,
Если огибаемый профиль задан уравнением в однородных
координатах, например вида F\ (хх; уг) =f 0, то при переходе к системе подвижных
координат другого звена, на котором ищется сопряженный профиль,
пользуясь формулами перехода координат G), получим уравнение F2 (x2;
У2< Ф1) = 0. Присоединяя к последнему дополнительно зависимость
dF2 (х2; и,; ш,) „
— д = 0, получим уравнения, которые в совокупности дают
сопряженный профиль [9].
Нахождение линии зацепления сопряженных профилей
Как известно, совокупность точек касания сопряженных профилей на
неподвижной плоскости называется линией зацепления.В силу
этого линию зацепления необходимо искать, во-первых, в системе
неподвижных координат и, во-вторых, с учетом кинематического
взаимодействия профилей в процессе их взаимного огибания.
Переход от подвижных координат хг ог у1 или х2 о2 У%, в которых
заданы уравнения сопряженных профилей, к системе неподвижных
координат х0 о1 у0 может быть произведен с помощью формул связи
координат A) или E). В результате такого перехода получим
параметрические уравнения:
Связь между параметрами фх и ф дается полученными ранее
соответствующими уравнениями A2) или A3). Каждая точка линии зацепления,
70
являясь точкой касания сопряженных профилей, представляет собой
такую точку на неподвижной плоскости, в которой общая нормаль к
сопрягаемым профилям в точке их касания всегда проходит через мгновен*>
ный полюс зацепления. Положение общей нормали на профиле
определяется параметром профиля -ф. Одновременно с этим в процессе
сопряжения профилей положение общей нормали также определяется тем же
параметром профиля г|). Следовательно, параметр профиля т|> однозначно
зависит от параметра положения ц>± в процессе огибания профилей, так
как он не может одновременно принимать два различных значения.
Итак, чтобы найти аналитическое выражение линии зацепления
сопряженных профилей, необходимо присоединить к уравнениям A4)
уравнение связи параметров, устанавливаемое якобианом A2) или A3).
Н. И. Колчин впервые указал иной путь получения уравнения линии
зацепления [20] для случая, когда координаты профиля выражаются
однородными уравнениями.
Если же профили выражаются уравнениями в двухпараметрическом
виде, то для получения уравнения линии- зацепления необходимо
поступить следующим образом: , , . .<,.....
1) переписать уравнение (8) исходного профиля в систему
неподвижных осей х0 о1 у0, воспользовавшись формулами A) связи координат;
получим уравнения • ¦ ¦
х, = *о («Pi! •*);] . г ;
Уо = Уо(ч>1> 'Ф); ' ¦ /; ¦'¦-¦¦- °
'. . ;¦¦¦¦¦: i:. '•'¦Еге:х'!
2) установить связь между параметрами фх и г|з. Для этого, согласно
вышеизложенному, составим функциональный определитель
(хх; ух)
_dyi_
= 0.
Частные, производные -~ и ¦—-
найдем из уравнений F) связи1
координат между подвижными системами' хг о2 у% и xt о\ у-у. Диффет'
ренцируя по параметру фъ получим: ' .
-V-*- = — A sin ф, — кх, sin &ф, — ky«zoskw,\
или
Ул- ~ A cos фх -f- kx2 cos kffi — куг s
-~- = —k (A sin фх + #a sin ^Ф1 + У%cos ^fi) + ?2И slfl 9i
-^ = к {A cos фх + x2 cos kq>i — y% sio ^фх) — 1Ъ1А cos ф!..
on
Сопоставляя выражения в квадратных скобках с F), можно написать,:,
-~±- =
-~±-
= —ky1
sin
- = fcij — г21Л cos фх.
7.]-
; Так как
то
В полученные уравнения подставим выражения xt и уг из (8), Тогда
k [rlH sin q>a.- ух (if)],
дх
g- = ? [хх (if) — г1и cos cpj.
-j~-
Из уравнений (8) находим также частные производные -^~- и
Итак, раскрывая якобиан, получим
^ ^Щ = О. A5)
Подстановка конкретных выражений хх (if), ух (if) и их частных
производных по параметру if» приводит к уравнению, связывающему
параметры ф! и if. Это уравнение, как упоминалось, полностью совпадает
с уравнением связи тех же параметров, полученным раскрытием и
преобразованием якобиана A2) или A3).
8. ИССЛЕДОВАНИЕ ЗАЦЕПЛЕНИЯ ЗУБЬЕВ
СИММЕТРИЧНОГО ПРОФИЛЯ
Уравнения профиля и характеристики зацепления
В винтовых компрессорах применяются в настоящее время зубья
симметричного и асимметричного профиля относительно радиальной
оси зуба, проведенной через середину дуги вершины зуба. У зубьев
асимметричного профиля эта дуга, однако, может быть стянута в точку.
Встречаются симметричные профили циклоидальные, окружные и
эллиптические.
Симметричные профили зубьев, кроме винтовых компрессоров,
применяются в винтовых насосах с циклоидальным зацеплением и в
воздуходувках типа Руте. В отечественной технической литературе теория
профилирования насосов обстоятельно изложена в работах Г. В. Склад-
нева [44], О. А. Пыжа [33], А. Е.Жмудя[14]. Теория профилирования
и зацепления винтовых компрессоров требует дальнейшей разработки
и освещения.
Зубья циклоидального профиля
Под циклоидальными профилями понимаются профили, очерченные
по эпициклоиде, гипоциклоиде, укороченной и удлиненной эпигипоцик-
лоиде, объединяемые все под названием эпи- и гипотрохоид.
В циклоидальных зубчатых зацеплениях производящая окружность,
как известно, меньше начальной окружности. В винтовых машинах
основная часть циклоидального профиля зуба очерчена по трохоиде,
образованной производящей окружностью такого же радиуса, как и начальная.
П
Прежде чем перейти к исследованию циклоидального зацепления,
докажем очень важное для дальнейшего свойство циклоидальных кривых.
Установим зависимость между углом поворота фх подвижных осей
координат, т. е. углом поворота колеса, и углом поворота г|) линии
центров охо' (рис. 46) при образовании циклоидальной кривой.
При вращении подвижных осей координат х1о1у1 против часовой
стрелки угол фх будем считать положительным. Пусть производящая
окружность радиуса г с центром в точке о' перекатывается без скольжения по
начальной окружности колеса радиуса г1н. При этом точка к, лежащая на
производящей окружности,
описывает эпициклоиду P'qKi
Выберем произвольно одну
из точек взаимного касания
сопряженных профилей в
процессе их огибания. Очевидно,
что этой точкой может быть
точка к. Общая нормаль,
согласно основной теореме
зацеплений, к сопрягаемым
профилям в точке их каса- *"
нияесть прямая Рок, которая
проходит через полюс
зацепления Ро, лежащий на
линии центров охо.
Для того чтобы точка К
описала эпициклоиду P'qKj
необходимо, чтобы линия
центров о^' повернулась по
часовой стрелке на угол тр. Тогда
прямая охо' совпадает с линией охо и с осью огх0. Из этого следует, что
углы фх и if по абсолютной величине равны, но противоположны по знаку.
Если бы, предположим, линия О\О при образовании эпициклоиды Рок
повернулась не на угол г|з, а на угол я|/ ф г|з при повороте колеса за этот
же период на угол фх, то неизбежно должно было бы произойти
нарушение: а) либо основной теоремы зацепления, б) либо условия равенства
дуг PqPo и Pqk, в) либо, наконец, точка к не являлась бы точкой касания
профилей в рассматриваемый момент.
Невозможность предположенного убеждает в справедливости
единственно возможного равенства углов фх = ty.
Отмеченное нами свойство — равенство по абсолютной величине
параметров профиля г|5 и положения фх для циклоидальных кривых — может
иметь место и для некоторых других кривых, для которых удастся
соответствующим образом выбрать параметр.
Образование циклоидальной кривой должно начинаться у ее
основания, т. е. на начальной окружности. Для получения ветви эпициклоиды,
симметричной показанной на рис. 46, при образовании тыльной части
профиля зуба необходимо производящую окружность перекатывать
в обратном направлении, т. е. против часовой стрелки, а угол фх брать
с обратным знаком.
Пусть задан циклоидальный профиль на ведущем колесе. Требуется
найти сопряженный с ним профиль и их линию зацепления.
Рис. 46. К доказательству свойств циклоидальных
кривых
Уравнение эпитрохоиды в подвижной системе осей координат xlolyl
(рис. 47) будет:
X, = a cos ф! — b cos сфх; )
; , . A6).
Ух — a sin фх — b sin c<p1( j v
где v
t\ с = —
a =
-f-—^—;
*¦ 'r:— радиус производящей окружности;
ft — расстояние точки к, описывающей циклоидальную кривую, до'
центра производящей окружности о.
При b = г точка к описывает эпициклоиду; при Ь<Сг точка кх
описывает укороченную эпициклоиду; при b^>r точка/са описывает
удлиненную эпициклоиду. . ¦¦...-.¦
Рис. 47. К выводу
уравнения эпитрохоиды
Найдем у р а в н е н и е с о п р я ж е н н о г о профиля. В
соответствии с изложенным в п. 7 методом необходимо перевести
уравнения A6), заданные в подвижной системе координат ведущего звена, в
систему координат другого подвижного звена, на котором ищем сопряженный
профиль, в данном случае в систему х2о2у%-
Воспользуемся формулами перехода G):
х2:=*,—¦A cos г^ф! + (a cos ^ —b cos сщ) cos k<^t +
+ (a sin фх — b sin сфх) sin ^фх;
у2 = A sin г'зхф! — (о: cos Ф1 — Ъ cos с(рг) s'm k(pti +
+ (a sin фх — & sin Сфг) cos &фд.
После преобразований имеем:
л;2 = —(А —a) cos ф2 —:b eos fopx;
у2 = (Л — a) sin ф2 — & sin ^фх,
где
A7)
74
Уравнения A:7) выражают гипотрохоиду. Это есть уравнение
сопряженного профиля на ведомом звене для заданной эпитрохоиды на ведущем.
Такой простой способ определения сопряженного профиля для
циклоидальных кривых оказался возможным потому, что эти кривые обладают
доказанным выше свойством равенства по абсолютной величине углов
поворота колеса и линии центров \ц>1\ = |"ф|. Это приводит к
тождественному равенству нулю функционального определителя
дх2
д\\>
= 0.
Для иллюстрации метода определения сопряженных, профилей
рассмотрим несколько частных случаев.
1. В уравнениях A6) положим b = г. В этом случае они явятся
уравнениями эпициклоиды. Известно из геометрической теории огибающих,
что сопряженной кривой эпициклоиды является гипоциклоида. Из
уравнений A7) вытекает:
.*».= —(А — a) cos ф2 — г cos к&ц У
Уъ = (Л — a) sin ф2 — г sin k^-^. J
2. В уравнениях A6) положим г = г2н и Ь = г2н. В этом случае
производящей окружностью является начальная окружность ведомого
колеса. Тогда а = г1н + г2к = Л; с = 1 -f
нения A6) примут вид:
"гн
= 1 + Asi =
и урав-
= Л sin
r2w sm
Эпициклоида, выражаемая этими уравнениями, является предельным
случаем эпициклоиды, когда начальная окружность парного колеса
одновременно является производящей.
Найдем сопряженный с эпициклоидой A6а) профиль. Уравнения A7)
при г = г2н и, следовательно, k% = О.дают:
Таким образом, гипоциклоида выродилась в точку на начальной
окружности ведомого колеса.
3. Пусть, как и в предыдущем случае, г = riH, Положим Ъ ф г2н.
В этом случае, как указывалось выше, получим эпитрохоиду.
Уравнения A6) примут вид:
mam.-/,™**.. 1 , ^
Причем, по-прежнему k = 1 + tai. По уравнению A7) найдем сопря-.
женный профиль на парном колесе:
«/2 = 0,
который превратился в точку, лежащую на оси х2 на расстоянии —b от
центра ведомого колеса.
4. Рассмотрим случай, часто встречающийся на практике, когда
радиус производящей окружности равен половине радиуса начальной
окружности ведомого колеса, а чертящая точка лежит на производящей
окружности, т. е.
:="- = Т
Тогда
а = Ы -f -к-г
с = 1 + 2/21 = 'Л 4- t'ai.
Уравнения A6) примут вид:
хх = ах cos фх ^- у г2н cos (? + tSi) Фь
уг = «1 sin <рл — -1 г2н sin (* + igi) Ф1.
A6в)
Согласно уравнениям A7) сопряженным профилем является
гипоциклоида:
превратившаяся в радиальную прямую, совпадающую с осью о2л;2.
5. На ведущем колесе задана точка, жестко связанная с ним. При
качении окружности гХн по окружности гы без скольжения заданная
точка опишет трохоиду.
Пусть заданная точка в начальный момент времени находится на
оси о1х1 на расстоянии Ъ от центра ведущего колеса.
Уравнение заданной точки будет:
xi = Ь,
,1-0.
Для отыскания сопряженного профиля на ведомом колесе необходимо
перейти от подвижных координат х1о1у1 к подвижным координатам х2о2у2,
в которых ищется сопряженный профиль.
Для этого воспользуемся формулами связи G). Получим:
х2 = — A cos <p2 + Ь cos kifa |
у2 = A sin ф2 — b sin kcp-L. )
Это, как видим, есть уравнение эпитрохоиды, описываемой точкой Ь
ведущего колеса.
В теории профилирования зубьев винтов компрессора и при решении
практических вопросов часто приходится решать задачи, обратные
рассмотренным, а именно: профиль зуба задается на ведомом колесе, требуется
отыскать сопряженный профиль на ведущем. Возьмем типичный случай.
6. Пусть на ведомом колесе профиль задан уравнениями:
76
Это уравнение аналитически представляет собой частный случай
гипоциклоиды (ранее было получено), геометрически — радиальную фаску
на профиле зуба ведомого винта (см., например, рис. 64).
Чтобы отыскать сопряженный профиль, очевидно, необходимо перейти
от подвижных координат ххохух к хъо2у2. Для этого воспользуемся
формулами перехода F). Подстановка дает:
хх = A cos фг — г2н cos cp2 cos k<px; j
ух = A sin фх — г2я cos ф2 sin Щх. \
Получили уравнение эпициклоиды на ведущем колесе, сопряженной
с заданным профилем.
Транскрипция уравнений B0) и A6в) не одинакова, но они
представляют одно и то же семейство кривых, что легко установить, сравнивая
случаи 6 и 4. В теории профилирования весьма часто приходится
встречаться с подобными явлениями. Приведем уравнения B0) к виду A6в).
Напомним, что k = 1 + i21; &Pi = <Pi + Фг и» кроме того,
cos ф2 cos kq>x = y
+ cos (ф! + 2ф2) ];
cosф2 sin
-у [sin ф! -f sin (фх--f- 2ф2)],
то
Тогда уравнения B0) можно представить в таком виде:
хх = A cos фх —2~ Г2« tcos Ф1 + cos A + 2г21) фх];
ух = A sin фх — " г2н [sin фх + sin A +.*2ia) фх].
Далее, так как
1
хх =. ах cos фх — -=- r2li cos (Л -f t2x) фх;
= at sin фх — -j
sin
Как и следовало ожидать, мы пришли к уравнениям A6в).
Перейдем к отысканию линии зацепления
циклоидального профиля. Для определения уравнений линии
зацепления перепишем уравнения A7), согласно п. 7, в систему неподвижных
координатных осей х0оху0, воспользовавшись формулами связи E):
х0 = А — ((.4 — a) cos ф2 + Ь cos kx<$x\ cos фа —
— [(А — a) sin ф2 — Ъ sin kxyx\ sin ф2;
У о — —1(А —: а) Cbs ф2 + b cos ^1Фх] sin ф2 +
+ [(А — а) sin ф2 — Ь sin kxyx\ cos ф2.
После несложных преобразований получим::
х0 = а — b cos -
B1)
^..е. уравнение окружности в параметрическом виде, которое в однород-
ЙЫх координатах имеет вид, •.:¦ ил .,.
Центр окружности радиуса b лежит на оси абсцисс охх0 в точке (а; 0).
В частном случае, когда производящей окружностью является
начальная окружность ведомого колеса, линия зацепления представляется
уравнениями:
: *0 = A— ?cos<p2; ) . ,
yo = -6sjnq>,, } B1а)
полученными из выражения B1) при г = ггн.
Величина Ъ может быть равной, меньшей или большей радиуса
производящей окружности. При Ь = г — г2н> линия зацепления совпадает с
начальной окружностью ведомого колеса
Необходимо отметить, что уравнения B1) дают только одну ветвь
линии зацепления, а именно ту, которая образуется данным профилем,
т. е. профилем, который переводим в неподвижные координаты. Для
получения второй ветви линии зацепления (или вообще для замыкания ее)
необходимо уравнение соответствующего участка другого профиля
переписать в неподвижные координаты. Например, нужно определить участок
линии зацепления профилей, выражаемых уравнениями A8) или A9).
Для этого перепишем уравнения A9) в координаты xo°i#o>
воспользовавшись формулами связи E):
х0 — А + [—A cos ф2 + b cos k<$i\ cos ф2 —
¦ —'[A sin ф2 — b sin k($x] sin ф2;
y0 — I—A cos ф2 + b cos кц>г] sin ф2 +
.-j-[Л sin ф2 — J> sin &фх] cqs ф2;
x0 = b cos ф,; 1
¦•..., B2)
Уравнения B2) можно получить и другим, более коротким путем, для
чего нужно перейти непосредственно от уравнений A8), заданных в
подвижных координатах xxo-yijx, к уравнениям в неподвижных координатах
хуъ воспользовавшись формулами связи координат A).
При практическом использовании циклоидальных профилей
необходимо всегда дополнительно установить:
1) ограничение участков циклоидальных кривых окружностями
вершин и впадин зубьев колеса, что удобно задавать пределами изменения
координат профиля в полярной системе координат;
78
2) пределы изменения параметра выбранных участков кривых;
3) начальный угол ср0, образованный линией центров и осью абсцисс,
который при выводе вышеизложенных зависимостей принимался равным
нулю.
Симметричные зубья циклоидального профиля находят применение
в винтовых насосах. В технической литературе встречаются сообщения
о применении подобных же профилей и в винтовых компрессорах [74, 76].
Однако такие профили в винтовых компрессорах применяют редко.
Несмотря на это, с целью изучения и сопоставления с другими профилями
целесообразно рассмотреть симметричный циклоидальный профиль зубьев.
Это полезно и с методической ' -.¦;:.¦¦¦
точки зрения.
На рис. 48 показано
торцовое сечение зубьев
ведущего и ведомого винтов
симметричного циклоидального
профиля. При вращении
винтов в указанную стрелками
сторону профили F[D[ и F'2D'2
будем называть
передними частями
профилей зубьев. Профили
FlD1 и /2D2 будем называть
тыльными частями
профилей.
Профиль зуба
ведущего винта в
сечении торцовой плоскостью
состоит из следующих
участков:
1) F[D'X— эпициклоида,
,-—
Хг Ог
Тьтьноя F'j
часть просрипя/
V '/
Передняя ' \
часть профи пя\
У,
4
-у
ш
"а
\
\
V /
\
Рис. 48. Односторонний симметричный циклоидаль-
I. : . : ный некорригированный профиль
образованная точкой Fj, лежащей на начальной окружности г2н, при
качении без скольжения окружности г2и по начальной окружности г1н;
2) Dji^j — дуга окружности вершин зубьев радиуса Rx,
3) FXDX — эпициклоида, симметричная F'XD[ относительно средней
линии зуба, т. е. линии, проходящей через середину дуги D'XDV
На рис. 48 средняя линия зуба совпадает с линией центров огог и
с осями оххх и о2л:2; FXPQ = F[P0.
Профиль впадины ведомо го в и н т аг в сечении
торцовой плоскостью состоит из участков:
1) ^Dj — трохоида (удлиненная эпициклоида), образбйаншя точкой D[
зуба ведущего винта при качении без скольжения окружности гм
по г2к;
2) Dip2 — дуга окружности впадин радиуса г. = г%н — (Rx — г1я) =
3) F2D2 — трохоида, симметричная F'2D'2 относительно средней линии
впадины, проходящей через середину дуги D'^>y
К профилю впадины ведущего винта относится также дуга FXF'X
окружности гХн; к профилю зуба ведомого винта относится дуга F2F'2
79
окружности r2rt. Поскольку они находятся на начальных окружностях, i
F~F" = F~~F'
Аналитическое выражение каждого участка профиля зуба, за исклк
чением дуг окружностей, может быть получено из вышеприведенны
общих уравнений A6)—B2). Необходимо обратить внимание на то обстоя
тельство, что эти уравнения в целях упрощения составлены для профиль
ных кривых, берущих начало в полюсе зацепления на линии центро?
Практически весьма часто приходится встречаться с профилями, начал!
ная точка которых смещена от линии центров на угол tp01 или ф02 соотве!
ственно для ведущего и ведомого винтов. В этих случаях учесть указан
ные углы смещения начала кривой можно, повернув на этот угол ос:
координат и воспользовавшись формулами связи A) или B).
Характерной особенностью рассматриваемых профилей зубьев яв
ляется их расположение по одну сторону от начальной окружности
снаружи — для ведущего колеса, внутри — для ведомого.
Приведенный на рис. 48 профиль назовем односторонни)
симметричным циклоидальным некорригирован
н ы м. .
Л» и н и !я зацепления одностороннего симметричного циклон
дальнего некорригированного профиля изображается дугами HD-fi\N.
л НР0М, образующими двухугольник. Следует обратить внимание на то
что угловые точки (вершины) Н и М линии зацепления совпадают с точ
ками пересечения окружностей Rx и г%н, по которым растачиваются ци
линдрические отверстия в корпусе под винты. Этим свойством обладаю!
циклоидальные односторонние профили точечного зацепления, поэтом)
возможно обеспечить осевую герметичность винтов (см. п. 6).
Односторонний симметричный циклоидальный профиль точечного
зацепления в случае применения его в винтовых компрессорах имеет
следующие достоинства:
1) обеспечивает осевую герметичность винтов с указанным профилем
зубьев благодаря совпадению вершин двухугольника линии зацепления
с точкой пересечения наружных окружностей винтов, т. е. окружностей
головок колес;
2) обеспечивает поперечную герметичность, т. е. герметичность между
областями нагнетания и всасывания (п. 6), благодаря замкнутой линии
зацепления HDXD[MPOH;
3) имеет легко прирабатывающиеся кромки зуба ведомого винта
(точки F2 и F'^j, что позволяет принимать минимальные зазоры на этих
участках;
4) прост в расчете.
К недостаткам профиля данного типа следует отнести: ¦,'"¦
1) чувствительность расположения точек контакта F2 и F' к ошибке
углового шага; "";' ' А;**4''г'^"''- "¦' ¦
2) большая длина линий контакта винтов с этим профилем;1
3) значительное отклонение формы зуба ведущего винта (например,
профиля FiDJ от формы впадины ведомого (профиля F2D2), вследствие
чего на плоскости появляются лунообразные пустоты, а в пространстве
при зацеплении винтов — клиновые винтовые объемы. Это приводит:
• ;. х Как показано ниже (см. гл. V), решающзе значение имегт не длина линий контакта,
а Ьечение щелей, ими образованных, и сопротивление движению в них газа.
80
а) к появлению поднутрения зуба ведомого винта при больших углах
подъема винтовой линии и, как следствие, к невозможности нарезания
его дисковыми фрезами; б) к образованию защемленного объема (см.
гл. I и IV). Вышеизложенное показывает, что данный профиль с
известными ограничениями можно применять в винтовых компрессорах, о чем
свидетельствует и практика.
Стремление избежать некоторых из отмеченных недостатков,
сохраняя в основе точечный циклоидальный профиль, вынуждает искать пути
его улучшения.
Рис. 49. Двусторонний симметричный циклоидальный профиль
Один из профилей, несколько улучшающий рассмотренный на рис. 48,
показан на рис. 49. Это симметричный циклоидальный профиль точечного
зацепления, но уже двусторонний, так как зуб имеет небольшую ножку
у ведущего винта и соответствующую головку у ведомого. Все остальные
участки профиля зуба, имеющие одинаковые обозначения сходных точек
профиля, очерчены такими же кривыми, как и у профиля, изображенного
на рис. 48. Остановимся на отличиях профилей. Профиль головок
ведомого колеса F2G2 и F'2G'2 может быть очерчен разнообразными кривыми.1
Наиболее простой, хотя и не лишенной недостатков, является окруж-
1 В принципе это могут быть циклоидальные кривые: эпициклоиды для головок
ведомого колеса и соответствующие гипоциклоиды для ножек ведущего. Выбирая радиусы
производящих окружностей в известном интервале, в том числе и радиус, равный 0,5r2N,
можно получить семейство циклоидальных сопряженных профилей для участков Ffii.
Однако на практике циклоидальные кривые для этих участков профиля зубьев
компрессора пока не применяются.
6 И. А. Сакун
81
ность, которая в зубьях винтов компрессора для подобных целей и
применяется.
На рис. 49 участки профиля F2G2 и F'2G'2 очерчены окружностью
радиуса г0, центр которой расположен на начальной окружности. Величина
его выбирается ориентировочно в пределах
г0 ъ @,06 +0,11) (Ri-ru),
где (Rx —rlH) — высота головки зуба ВЩ винта.
Соппяженные профили на ножке зуба ведущего колеса Ffix и F[G[
очерчены также по дуге окружности радиуса г0, имеющей центр на
начальной окружности. При этом дуги Gfil и G2G!2 не равны между собой.
Наличие небольшой головки у зуба ведомого винта предохраняет
кромки винта от повреждений. Вместе с тем появление головки вызывает
ухудшение осевой герметичности, так как линии зацепления профилей
пересекаются в точках Н' и М', которые теперь не совпадают с точками
пересечения наружных окружностей винтов. При этом появляется
отверстие в виде криволинейного треугольника, образованное гребнем расточки
корпуса (точки Н и М), вершиной зуба ведущего винта и зубом ведомого
винта. Отверстия соединяют между собой соседние парные полости,
причем отверстие возрастает с увеличением г0.
Показанный на рис. 49 двусторонний симметричный циклоидальный
профиль в винтовых компрессорах не применяется, если судить по
литературным источникам. Однако такого типа профиль используется весьма
широко в зубьях асимметричного профиля для тыльной части зуба D^xG^
На рис. 50 показан еще один симметричный циклоидальный профиль
зубьев винтовых машин. Этот профиль — односторонний, так как у него
отсутствует ножка на ведущем и головка на ведомом колесе. Острые
кромки зуба ведомого винта срезаны фасками F2E2 и F'2E2, очерченными
по одной из профильных кривых, вследствие чего на зубе ведущего винта
появляются участки профиля F1E1 и F'XE'V являющиеся огибающими
соответствующих участков профиля F2E2 и F'2E'2 ведомого винта.
Удобнее всего профиль этих участков очерчивать также циклоидальными
кривыми. На рис. 50 эти участки очерчены на ведомом винте гипоциклоидами
F2E2 и F'2E'2, образованными производящей окружностью радиуса г =
= ~Yrin при качении ее без скольжения внутри начальной окружности г2н,
которые, как следует из уравнений A7г), превращаются в радиальную
прямую. Очевидно, что сопряженные профили на зубе ведущего колеса
FXEX и F'^E'i должны быть очерчены по эпициклоиде, образованной той же
1 .
производящей окружностью радиуса г — -~- ггн при качении ее без
скольжения снаружи начальной окружности г1н. Изображенный на рис. 50
профиль зубьев применяется в винтовых насосах [14, 44].
Рассматриваемые участки профиля, как отмечалось, могут быть
очерчены и другими аналитическими кривыми, отвечающими условиям
совместной работы. Указанные выше профильные кривые являются наиболее
рациональными, так как они создают наибольшее сопротивление течению
газа через зазоры (см. гл. V).
В винтовых компрессорах отечественного изготовления рассмотренный
профиль наряду с другими нашел применение в зубьях асимметричного
профиля для тыльной части (см. рис. 64).
S2
Линия зацепления одностороннего симметричного циклоидального
профиля (рис. 50) с коррекцией зуба ведомого винта изображается дугами
окружностей M'D[DXH' и Н'пРотМ', причем дуга пРот окружности
0,5г2к соответствует зацеплению корригированных участков профиля.
И в этом профиле, как и в изображенном на рис. 49, вершины линии
зацепления Я' и М' не совпадают с точками пересечения внешних окруж-
Рис. 50. Односторонний симметричный циклоидальный
корригированный профиль
ностей колес. В этом заключается недостаток профиля. Однако влияние
указанного недостатка можно практически свести к нулю выбором малого
значения ширины фаски е
Для одного из отечественных винтовых компрессоров при диаметрах
начальных окружностей 2г1н = 96 мм; 2г2н = 144 мм и высоте зуба 32 мм
ширина фаски е = 0,5 мм. Можно рекомендовать для винтовых
компрессоров выбирать величину е в пределах
е = @,5-И,5) мм.
Симметричные зубья с циклоидальными профилями редко
применяются в винтовых компрессорах, так как осевая герметичность в них
должна быть обеспечена только с одной стороны от плоскости продольных
осей, а именно со стороны области нагнетания. Поэтому достаточно
применить циклоидальный профиль точечного или близкого к нему
зацепления с одной стороны профиля зуба, а именно с тыльной стороны.
Что касается передней части профиля зуба, то на нее не
распространяется требование герметичности полостей винтов вдоль оси, так как
зацепление этих участков профиля происходит в области всасывания.
Поэтому для передних участков профиля могут быть использованы и
другие кривые, лишь бы они обеспечивали непрерывность линий
контакта, т. е. поперечную герметичность, минимальное сечение щелей при
наибольшем сопротивлении движению в них газа, возможность
изготовления профиля и т. п. Для передних участков профиля зуба в винтовых
компрессорах часто используется профиль, очерченный по дуге
окружности, который будем называть окружным профилем.
Зубья окружного профиля
Кроме цевочного зацепления, получившего широкое распространение,
дуга окружности в качестве профильной кривой широко применяется
в роторах воздуходувок Рутса [19], в винтовых компрессорах и, наконец,
в зубчатых зацеплениях, предложенных М. Л. Новиковым.
Рис. 51. Окружный исходный
профиль
В винтовых компрессорах окружные профили нашли применение
сначала в асимметричных зубьях в качестве передних участков профиля
[73], а несколько позже и в симметричном окружном профиле.
Рассмотрим аналитические зависимости окружного профиля, его
свойства, огибающий профиль и линию зацепления.
Следуя методу, изложенному в п. 7, найдем огибающий профиль по
заданному окружному профилю на одном из колес и определим линию
их зацепления.
Пусть исходный (огибаемый) профиль (рис. 51) — дуга окружности
радиуса г с центром на оси о1х1 в точке о — задан на ведущем колесе
в координатах лг^г/х, жестко с ним связанных. Уравнения профиля будут:
хх = b + r cos ib; )
• , B3)
ух = — г sin i|), J
где Ъ— расстояние от центра окружного профиля о до начала координат ох;
, 1|э — параметр профиля, за который принимается угол между общей
нормалью к сопряженным профилям в точке их касания и
положительным направлением оси о1х1.
84
Уравнение сопряженного профиля найдем,
согласно принятому методу, следующим образом.
Перепишем уравнение B3) заданного профиля в систему подвижных
координат Хфъуг, жестко связанную с ведомым колесом, для чего
воспользуемся формулами связи координат G). После подстановки выражений xt
и ух из B3) в G) получим:
х% =—A cos i2l(fx + b cos &фх + r cos (ob + &Ф1); )
(¦'¦'¦'¦¦ B4)
y2 = A sin г21ф! — bsiufe(f>x — r sin(ij3 +^фй), J '
где сохранены все прежние обозначения.
Полученные уравнения содержат два параметра: параметр %
характеризующий профиль, и параметр фх — угол поворота ведущего колеса,
определяющий положения профиля на плоскости.
Составим якобиан
дхг
дуг
¦ д (х2: уг) __
Из уравнений B4) имеем:
g-5 = Ain sin /21фх — bk sin k(px — rk sin (г|з -f- kcpx)
= k [A sin /ахф! — b sin kq>x — r sin (ij) + ?<Pi)l — -^ sin «2
^ = i4/21 cos i21<fx — bk cos Афх — rk cos (i|) + k^x)
= — k [—A cos 121фх + b cos k<$x + /¦ cos (i|> + ^Ф1I — A cos ts
Сравнивая выражения в квадратных скобках и B4), можем написать:
B5)
~-
Выражения B5) для частных производных ~- и -J1- могут быть
получены также непосредственно дифференцированием уравнений G).
Возьмем частные производные:
^ = A sin ф2 ^ — A»! sin
= [Л A + г'21)sin Ф2 — ^1 sin Афх
cos Аф1 =
cos ^фх] — A sin
^СО5Ф2^-,
XxCObk<fx — ky
= [А A + *2j) cos ф2 — kxx cos kq>x — kyx sin ?фх] — Л cos ф2.
85
Принимая во внимание, что A + г21) = k, и сравнивая выражения
в квадратных скобках с G), можем записать:
B5а)
По форме, как видим, уравнения B5) и B5а) совпадают.
Если теперь в уравнения B5а) подставить выражения х2 и у2 из
уравнений B4), то уравнения B5) и B5а) ничем отличаться не будут.
Отмеченная особенность частных производных ^- и -^- позволяет
находить их общие выражения не из уравнений профиля, а из формул
связи G) или F) подвижных координат в зависимости от того, какие
формулы использовались при переходе от одной системы координат
к другой.
В дальнейшем мы будем пользоваться также и этим способом.
Дифференцируя далее уравнения B4) по параметру ар, находим:
=—г cos
B6)
Подставляя значения частных производных в якобиан, получаем
= (*Л - A sin ф2) [-г cos (ip + fcPi)] +
+ (kx2 + A cos ф2) [—r sin (op + fxpi)] = 0.
Заменяя A = rlH -(- /*2« = kr^H и
после преобразования имеем
х2 sin (г|з + kyj + «/a cos (ф -(- ^фх) + /-a» sin (op + фО = 0.
Подставляя в это выражение х2 и уй из уравнений B4) и преобразуя,
получим:
Л sin (op + ф^ — b sin op — ггн sin (op + фх) = 0;
rlN sin (op + фх) — 6 sin op = 0
или
rlH sin ц>1 cos op — F — r1H cos фх) sin op = 0. B7)
Уравнение B7) связывает оба параметра. Из него можно найти значения
параметра профиля г|з для выбранных значений параметра положения ф1#
Из уравнения B7) получаем, если cos op Ф 0,
i B8)
Совокупность уравнений B4) и B7) определяет сопряженный профиль,
причем уравнение B7) устанавливает связь между параметрами.
В винтовых компрессорах нашел применение прежде всего
цевочный профиль, у которого центр профильной окружности находится
на начальной окружности колеса и, следовательно, Ь = г1н (рис. 52).
В этом случае уравнение B7) принимает вид:
или
sin <f1 cos ij> — A — cos фх) sin ijj = 0
sin (ф! + г|з) — sin -ф = О.
B9)
Параметр фх может принимать любые значения, в том числе и фх = 0.
Но при фх = 0 выражение B9) превращается в тождество. Иными словами,
на изменение параметра "ф в этом случае не накладывается никакого
ограничения. Он может принимать любые
значения, и при этом уравнение B9)
будет тождественно удовлетворяться.
Следовательно, при 9i = 0 и b = rlH
уравнения B4) сопряженного профиля
примут вид:
= —/¦ sin -ф,.
а уравнения исходного окружного
профиля B3) для случая b = rlH будут
B3а)
Ух — —г sin
Рис. 52. Цевочный профиль
Сопоставление уравнений C0) и B3а)
показывает, что они выражают одну
и ту же окружность, т. е. один и тот же окружный профиль. Этим
мы доказали, что для цевочного профиля сопряженным является такой же
цевочный профиль, но расположенный на парном колесе.
Следует, однако, подчеркнуть, что сказанное справедливо лишь для
той части цевочного профиля, которая ограничивается начальной
окружностью ведомого колеса (дуга С^ на рис. 52).
Участки А1С1 и А'ХС'^ цевочного профиля на ведущем колесе вызывают
на теоретически сопряженном профиле появление точек возврата и
петель, которые, естественно, не могут быть выполнены физически при
изготовлении зуба. Вследствие этого при взаимном огибании реальных
зубьев с такими профилями между ними появляются зазоры недопустимой
величины на отдельных, иногда значительных, участках. Эти зазоры
зависят от параметров зацепления — размеров rlH; r%H\ rub.
Ширина петли для цевочного профиля по нормали к соответствующим
его точкам (т. е. величина дополнительного зазора между профилями)
определяется выражением
Для винтов с размерами гы = 48 мм, г2н =• 72 мм и г — 32 мм
ширина петли в зависимости от угла фх поворота винта характеризуется
следующими данными:
87
*I
Уг
Л
72
—32,0
0
6"
67
—31.
0,
14
58
12
11
64,
—30,
0,
0
67
94
20
12°
64,36
—30,82
0,27
14
63
-30,
0,
о
79
64
31
16
65
—30,
0,
о
55
47
35
18
63
—30
0,
о
48
43
40
20°
63,46
—30,49
0,33
22°
63,8
—30,67
0.2S
24°
64,2
—31,0
0,08
25°30'
64,66
—31,26
—0,06
Отрицательное значение Д означает врезание профилей одного в другой
При больших размерах винтов ширина петли, очевидно, будет иметь
большую величину. Однако и приведенных здесь данных достаточно дл*
того, чтобы сделать вывод о непригодности для винтовых машин такогс
зацепления.
Как избежать возникновения петель на теоретическом профиле ведо
мого колеса? При каких значениях параметров возникают петли?
Для решения этих вопросов необходимо тщательно исследовать окруж
ный профиль, на недостаточную изученность которого указывалось выше
Исследование уравнений окружного профиля существенно затрудненс
тем обстоятельством, что они содержат два параметра [см., например
уравнения B4)].
Ниже приводятся лишь основные результаты проведенных исследо
ваний, частично помещенных в работе [36].
Известно, что для кривых в точках возврата и перегиба радиусы кри
визны принимают значения, соответственно равные нулю и бесконечности
Петля на кривой может иметь место только при наличии точек возврата
Радиус кривизны кривой, заданной однопараметрическим уравнением
выражается равенством
дх
dtp
"dtf
ду_
д<р
Чтобы можно было воспользоваться этой формулой, необходимо и;
уравнений B4), подлежащих исследованию, исключить параметр \|;
воспользовавшись формулой B8). При этом необходимо помнить, чт
параметр г|э не должен принимать такие значения, при которых cos г|э = О
Итак, уравнения B4) можно записать в таком виде:
;( arctg ^
A cos фа'+. Ь cos k(fi -f r cos
A sin q>2 — b sin Афд — r sin f arctg -^z:
sin
rw cos фх
rw sin <fi
r1H cos <px
C1
Взяв первую и вторую производные по параметру <рх от уравнений C1
и подставив их выражения в формулу для R, после весьма громоздки
преобразований [36] получим выражение для радиуса кривизны
Ъ cos tpt)
CS
88
В точках возврата или заострения радиус кривизны равен нулю.
Поэтому в этих точках должно иметь место равенство
«и
ы Ггн ^1Н ~b cos ф1^
Выражение C3) приводится к кубическому уравнению вида
t3 — at2 + ct — d = 0, ¦
где / = cos фх. Из этого уравнения могут быть найдены значения
параметра cpj в точках возврата. Это же может быть проделано также
графическим путем — построением графика R = / (фх) выражения C2).
Рис. 53. Профили впадин ведомого винта,
сопряженные с окружным профилем
ведущего, и их линии зацепления (штриховые
линии), г = 32 мм; Ь = 42 мм; Ь = 45 мм;
Ь = 47 лл
Анализ выражения C2) показал, что при b <^г1н, начиная с некоторого
значения Ь, кривая имеет одну точку перегиба и не имеет точек возврата,
т. е. не имеет петель. Такая аналитическая кривая пригодна для
использования ее в качестве профиля зуба. На рис. 53 снизу от линии центров
показаны профили впадин ведомого колеса по уравнениям B4) для
значений А = 120 мм; г1н = 48 мм; г = 32 мм при b = 42 мм и b — 45 мм.
Профили не имеют точек возврата, а следовательно, и петель, но имеют
точку перегиба, в которой кривизна меняет свой знак.
Такие профили могут быть применены для винтовых машин, хотя до
настоящего времени практического применения в винтовых компрессорах
они еще не нашли. Такие профили используются в воздуходувках типа Руте.
Для значений Ь, близких к г1н, кривая, представленная уравнениями
B4), имеет точки возврата. На рис. 53 выше линии центров сплошной
линией показана кривая для b = 47 мм <С г1н, у которой участок,
имеющий петлю, обведен кружком. Слева петля изображена в увеличенном
масштабе. Характерно, что за полный период зацепления, составляющего
по углу поворот винта около 41°, на долю зацепления профилей в районе
петли приходится около 2/3 (с 9 до 35°). О наличии петель на
теоретическом профиле можно судить также и по линии зацепления (штриховая
линия), которую окружности, описанные из центра колеса о2, пересекают
в нескольких точках. Появление многозначности при пересечении
окружности с линией зацепления — достаточный признак наличия петель
(точек возврата) на теоретическом профиле. При наличии петли на
теоретическом профиле применение его для профиля зуба может быть допущено
только после тщательного исследования и определения размера петли
с целью установления тех зазоров, которые она вызовет.
Рис. 54. К выводу зависимости между параметрами qpj и г|>
окружного профиля
При Ъ = г1н на теоретическом профиле также возникает петля.
Выражение радиуса кривизны для этого случая получаем из уравнения C2)
после соответствующих преобразований
ЧА
= г-ГТоЖ^зШО'5ф1-
C4)
Значения параметра Ф, "в точках возврата можно получить, положив
R = 0.
Профильные кривые, лежащие в плоскости, удобно выражать с
помощью комплексных переменных. Это позволяет избежать громоздких
выкладок. . ,
Исключим из уравнений B4) параметр т|з. Для этого воспользуемся
выражением B8), положив в нем Ь = г1н. Тогда
Sin
ф = arctg , °T1 .
Y S 1 — COS CPi
Так как 1 Tj^ = ctg О.бф!, то tg t = ctgO,5q>!.
Поскольку угол гр и угол фг являются углами одного и того же
равнобедренного треугольника PiOiPq (рис. 54), то можно написать
tg-ф = tg (90 — О.бфх).
90
I
Таким образом, угол
№ + Аф1) = [90° - 0,5ф1
Обозначим 4- + % = rt?
in) ф1] = 90° + D"
Тогда уравнения B4) для случая 6 = г1н примут вид:
х% = — Л cos г21ф1 -f- r1H cos &фг — г sin сгф!;
«Pi-
г/2
— rlH sin fo^ —
B4а)
Выразим кривую, представленную уравнениями B4а), с помощью
комплекса г == х + /г/ и сопряженного с ним 2 = х — jy 1.
Составляя из уравнений B4а) комплексы, получим:
г — — A cos /21ф! + rlH cos &ф2 — i sin с2фх + / (А
— г1к sin k<fx — г cos CiVi);
z = — Л cos /21фх + rlH cos k^ — r sin с2фх — j (A sin
— rtH Sin ^ф! —^ r COS СгФх).
Воспользовавшись формулами Эйлера
cos ф — / sin ф = е"~/ф
и Муавра
(cos Ф ± / sin ф)" == cos/iqi + / sin Пф,
окончательно получим уравнение кривой в комплексной форме:
г = —
/
B46)
Уравнения B46) кривой на плоскости, представленные в комплексной
форме, упрощают исследования кривой.
Как известно, радиус кривизны кривой, заданной уравнениями в
комплексной форме, определяется по формуле
где ds = у dz-dz; dz и dz; d2z и d2z — дифференциалы первого и второго
порядка по параметру фа от комплексов. Произведя указанное
дифференцирование и составление комплексов, после несложных преобразований
имеем
Р= 2/ BА sin О.бф! — rt"i2C2K
2/г'12с2 BЛ sin О,5фх — riuc2)
1 Здесь введено обозначение / = У—1 в отличие от общепринятого обозначения бук-
i, уже занятой нами. ,
д
вой i, уже
91
И окончательно получаем выражение для радиуса кривизны
Нетрудно убедиться, что полученное выражение совпадает с C4).
2/4
В точках возврата г — -.— sin 0,5фх, откуда можно найти значение
'l2C2
параметра <рг в этих точках.
Согласно C4) радиус кривизны цевочного профиля зависит от
параметра фх- В то же время выше указывалось, что сопряженный профиль
представляет собой дугу окружности, очерченную постоянным радиусом
из центра на начальной окружности. Это кажущееся противоречие
исчезает в результате уяснения того факта, что уравнения B4а) описывают
при фх ф 0 не сопряженный профиль, а лишь петлю, теоретически
возникающую на нем.
Простота расчета профиля и инструмента, малая длина линий
контакта (см. ниже) делают цевочный профиль весьма желательным для
применения в винтовых компрессорах. Необходимо лишь избежать
возникновения петель в цевочном зацеплении, что достигается очерчиванием
участков А1С1 и А[С[ профиля (рис. 52) не окружностями, а
эпициклоидами, образованными точками Сх и C'v принадлежащими ведомому колесу
и лежащими на его начальной окружности. При этом должно быть
выполнено условие плавного сопряжения одного профиля — эпициклоиды —
с другим — дугой окружности — в точках С1 и С[, принадлежащих
профилю зуба ведущего колеса.
Линия зацепления окружного профиля может
быть найдена по изложенному выше методу. Для перехода от системы
координат х%о$ъ, в которой выражено уравнение B4), к системе
неподвижных координат х0огу0 воспользуемся формулами связи E).
Подстановка дает:
х0 = А + [—A cos ф2 + b cos &фх + г cos (ф + &фх) 1 cos ф2 —
— [A sin ф2 — b sin ?фх — г sin (ф + &Фх)] sin ф2;
у о = I—A cos ф2 -f- b cos ?фх + г cos (i|) + ?фх)] sin ф2 +
+ [A sin ф2 — b sin Афх — г sin (ф + k(fx) ] cos ф2.
После преобразований получаем:
х0 = b cos фх + г cos (г|з -+- Фх);
у0 = —b sin фх — г sin (ijj + фх). J
Эти уравнения линии зацепления окружного профиля, в котором
параметры связаны выражением B7), так как связь между параметрами ср1
и 1|з ранее уже была установлена.
Уравнение линии зацепления можно получить и другим путем,
указанным впервые X. И. Гохманом [9]. Для этого перепишем уравнения
исходного профиля B3) в систему неподвижных осей яо0х#о> воспользовавшись
формулами связи A). Сразу получим:
х0 = b cos фх + г cos (tJj + Фх); }
У о = —b sin фх — г sin (Ф + Фх)» /
92
Эти уравнения не отличаются от уравнений C5), что вполне
объяснимо, так как уравнение линии зацепления может быть найдено по
уравнению одного из сопрягаемых профилей.
Вернемся к уравнению связи между параметрами. Для доказательства
высказанного выше положения найдем уравнение связи параметров для
уравнения C5а) независимо от предыдущего, пользуясь принятым
методом (п. 7).
Поскольку уравнение C5а) получено из уравнения B3), необходимо
составить функциональный определитель в виде A3) или A3а)
дхх дхх
да>, > дф
= 0.
Для нахождения частных производных -р- и -^- воспользуемся
формулами связи F) между подвижными системами координат:
^ = —A sin фг — kx2 sin &<рг — ky2 cos &фх = —ktj! + i21A sin фх;
~- = A cos фх + kxt cos k(ft — ky2 sin k^ = kxx — i21A cos фх.
Поскольку t21i4 = r1H A + t21) == krlH, то
В полученные выражения подставим хх и г/х из уравнений B3). Будем
иметь:
-r^i- = k (b 4- гсовф — гыcosфх).
Из уравнений B3) находим:
Итак, после раскрытия функционального определителя и подстановки
частных производных получим
ffij.^) = А (г sinip -Ь г1я sin ф1) (-г cosф) +
ГСОЗф — Г
Откуда находим
(р — т\н cos фх) sin ф — rlK sin фх cos ф = 0,
что, как и следовало ожидать, полностью совпадает с уравнением B7).
Вернемся к уравнениям линии зацепления C5) и связи B7). Для
цевочного профиля уравнение B7) принимает вид B9). При фг = 0, как
93
было отмечено, параметр профиля г(з может принимать любые значения
в известных, конечно, пределах, и при этом уравнение B9)! тождественно
удовлетворяется. В этом случае уравнения C5) примут вид:
C6)
Так как правые части уравнений C6) и B3а) одинаковы, то это
доказывает, что линия зацепления цевочного профиля представляет собой ту же
часть окружности, что и исходный профиль, но расположенную в
неподвижной системе координат лг0охг/0. Это показывает, что зацепление
сопряженных цевочных профилей на плоскости происходит одновременно
всеми точками профиля и притом только в момент слияния средней линии
зуба с линией центров, т. е. при фг = 0 (и далее через 2я). При других же
положениях зуба (фх =j= 0) зацепление цевочных профилей в той части
профиля, которая входит внутрь начальной окружности ведомого колеса,
вообще не имеет места. Теперь мы уже знаем, что в целях устранения
петель участки АХСХ и А\С\ очерчены эпициклоидами.
Линии зацепления окружных профилей для различных положений
центра профиля г (различных Ь) ведущего колеса показаны на рис. 53
штриховыми линиями.
Винтовые компрессоры с симметричными зубьями окружного профиля
выпускают многие заводы. Можно назвать английскую фирму «Ховден»,
немецкую фирму ГХХ, шведскую фирму «Atlas Copco», ряд
американских фирм, причем все эти фирмы производят компрессоры с окружным
профилем по лицензиям шведской фирмы SRM.
На рис. 55 показаны односторонние симметричные окружные профили
зубьев: некорригированные, обозначенные цифрой 1, и корригированные,
обозначенные цифрой 2.
Некорригированные профили / состоят из
следующих участков: : ¦•'.:•
1) А\С\ — эпициклоида, образованная точкой А'2 (на чертеже она
сливается в данном положении с точкой С[) начальной окружности г2н
при качении последней без скольжения по начальной окружности г1н;
2) C'1D1 —дуга окружности радиуса г с центром в точке о,
совпадающей с полюсом зацепления Ро, т. е. лежащей на начальной окружности г1н
(цевочный профиль);
3) A'2D2 — дуга окружности радиуса г с центром в точке о, лежащей
на начальной окружности г2н; теоретические профили C[Dt и A2D2
полностью совпадают;
4) А\АХ = А'2А2 — дуги начальных окружностей,
Вторые ветви этих профилей (не показанные на рисунке) симметричны
рассмотренным.
Линия зацепления профилей 1 состоит из отрезков дуги радиуса г
и дуги г2н (на рис. 55 показана половина линии зацепления — дуги C[DX
и С\6).
Кор р и ги ро в а н ные профили 2 состоят из следующих
участков:
1) AXB-X — эпициклоида, образованная точкой производящей
окружности радиуса 0,5r2N при качении ее без скольжения снаружи
окружности г1н;
94
2) JSjCi — укороченная эпициклоида, образованная точкой В2 про
филя ведомого колеса (на рисунке точки В2 и Сх сливаются) при качении
без скольжения окружности г2н по г1н;
3) C1D1 — дуга окружности радиуса г с центром в точке о на
начальной окружности г1н;
4) А2 В2 — гипоциклоида, образованная точкой производящей
окружности 0,5г2н при качении ее без скольжения внутри окружности г2н\
гипоциклоида в этом случае, как известно, совпадает с радиальной прямой;
5) B2D2 — дуга окружности радиуса г с центром на начальной
окружности г2н;
6) АХА\ = А2А'2 — дуги начальных окружностей.
Рис. 55. Односторонние симметричные цевочные профили;
/ — некорригированный; 2 — корригированный
Вторые ветви профилей симметричны рассмотренным.
Линия зацепления профилей 2 изображена дугами CJ)^, Сгт\ то
и далее симметрично относительно линии центров.
У окружных профилей вершины линии зацепления (точки Сх и С'Л
далеко отстоят от точек пересечения наружных окружностей винтов
(точки Н и М), вследствие чего эти профили не обеспечивают
герметичность винтов вдоль их оси. Из всех окружных профилей у цевочного
профиля вершины линии зацепления ближе всего подходят к точкам корпуса Н
и М, что видно из сравнения линии зацепления на рис. 53 и 55.
Следовательно, и с точки зрения создания осевой герметичности, цевочный
профиль из окружных профилей наиболее подходит для компрессоров с
симметричным окружным профилем зуба, хотя он значительно уступает в этом
95
отношении циклоидальному профилю точечного зацепления и
эллиптическому профилю.
В практике нашли применение в основном двусторонние симметричные
окружные профили. На рис. 56 совмещены две системы таких профилей:
/ — двусторонние симметричные окружные с тупой вершиной зуба и 2 —
двусторонние симметричные окружные профили с цевочной вершиной
зуба, очерченной по дуге окружности радиуса r'Q. Винты с первым
профилем имеют винтовые полоски по наружной поверхности ведомого винта
(в торцовом сечении дуга /2^) и по впадинам ведущего. Эти поверхности
I
Рис. 56. Двусторонние симметричные окружные (цевочные)
профили:
/ — с притуплённой вершиной зуба; 2 — с цевочной вершиной зуба
могут быть использованы как технологические базы, и, кроме того, они
существенно увеличивают сопротивление движению газа, чем
уменьшают протечки. Напротив, у второго профиля такие базы теоретически
отсутствуют, а сопротивление перетеканию газа между вершиной зуба
и корпусом очень мало.
Главные участки профилей не отличаются от таковых у рассмотренных
выше односторонних некорригированных профилей (они и обозначены
одинаково). У профилей / (рис. 56), головка зуба ведомого колеса
очерчена дугами окружности А'2Г2 и Л2/2 радиуса г0 и внешней окружностью
12Г2 радиуса /?2- Соответственно выполнена и впадина ведущего колеса,
причем
AiA'i = A\A'\.
Величина радиуса скругления применяется в пределах
г, % @,06 ч-О.И) г.
96
Участки Л2/2 и А'21'2 могут выполняться и не по дуге окружности,
а по другой профильной кривой, например эпициклоиде или трохоиде,
но, как отмечалось выше, это не дает заметных преимуществ.
У профиля 2 (рис. 56) головка зуба ведомого колеса выполнена по цевке
с радиусом r'Q. Поскольку г'о <^ г, т. е. размеры цевки головки ведомого
колеса значительно меньше размеров головки ведущего, то на цевке г'й
участки дуги окружности, образующие петли, не заменяются
эпициклоидами и, следовательно, зацепление участков цевок с радиусом г0 имеет
отмеченные выше недостатки, свойственные цевочным профилям.
Существенным является также то, что радиус г0 довольно велик и значительно
больше г0, а увеличение высоты головки зуба ведомого колеса ухудшает
осевую герметичность винтов и без того плохую у окружных профилей.
Линия зацепления у профиля / состоит из дуг DxC'iPq . . . пп'. . .
. . . P0C1D1. Точки в этой записи означают нарушение нормального
зацепления (разрывы) во время прохождения участков профиля с петлями.
Линия зацепления у профиля 2 состоит, аналогично, из дуг D^^q . . .
. . . mm' . . . PqC'iDx. Те же в принципе недостатки, что и у первого
профиля, в данном случае проявляются сильнее, так как гй >> г0.
Отмеченные недостатки теоретического зацепления винтов с
окружным профилем зуба указывают на неполное выполнение требований
пунктов 1 и 2 параграфа 6 у винтов с этим профилем. Но зато два других
важных требования, как будет показано ниже, у винтов с окружным
(цевочным) профилем зубьев выполняются гораздо лучше. Этим и объясняется
распространение цевочного профиля в винтовых компрессорах.
Зубья эллиптического профиля
Выше указывалось, что энергетические и весо-габаритные показатели
винтовых машин в значительной мере зависят от типа профиля зубьев
винтов.
Рассмотренные выше циклоидальные и окружные профили и
построенные на их основе асимметричные профили, нашедшие применение в
винтовых машинах, не являются оптимальными. Продолжаются поиски ног
вых профилей для зубьев винтов, применение которых могло бы обеспе^
чить более высокие технико-экономические показатели винтовых машин.
Одним из таких профилей является эллиптический профиль.1 Ниже
рассматривается только один из нескольких комбинированных из различных
аналитически однородных профилей, приведенных в авторском
свидетельстве, а именно симметричный двусторонний комбинированный из взаимно
надлежащим образом припасованных аналитически однородных кривых
эллиптический профиль.
На рис. 57 показана система координат эллиптического профиля на
плоскости (торцовой) и его основные параметры.
Уравнения эллипса в параметрической форме в координатах xxoxyt
(рис. 57) имеют вид:
хх = й -f a cos "ф; Т.
Ух — Ь sin ip, ' J
1 Авторское свидетельство № 125860 (СССР).
7 И. А. Сакун 9?
где d — абсцисса центра эллипса (точки о\)\
а — большая полуось эллипса;
Ь — малая полуось эллипса;
ф — угол эксцентрической аномалии эллипса, принятый за параметр
профиля.
На рис. 58 показаны ведущий (ВЩ) и ведомый (ВМ) винты с
эллиптическим профилем зубьев.
Начальные окружности ведущего и ведомого винтов с центрами
соответственно в точках ог и о2 касаются в полюсе зацепления — точке Р,
имеют радиусы соответственно г1н и г2н.
Профили зубьев (впадин) винтов имеют радиально направленные оси
симметрии.
Рис. 57. Эллиптический профиль зубьев.. Основные (исходные)
параметры
Профиль зуба ведущего винта состоит из
следующих аналитически однородных участков.
Участок CjDxCi, состоящий из двух симметричных ветвей С-?>±
и C\DX, представляет собой часть эллипса с радиально направленной
большой полуосью, равной отрезку o'lD1. Центр эллипса — точка о[ лежит
на оси симметрии зуба на расстоянии d от оси вращения винта — точки ог.
Участки A-fix и А\С\ — эпициклоиды, образованные
соответственно точками А г и Ai, лежащими на начальной окружности г2н
ведомого винта, при взаимном перекатывании без скольжения начальных
окружностей г1н и г2н.
Участки Аг1г и A[j[ —дуги окружности радиуса г0 с центром,
на начальной окружности.
Эти участки профиля могут быть заменены другими аналитическими
кривыми — эвольвентой, гипоциклоидой, эллипсом — с необходимой,
разумеется, корректировкой соответствующих участков на ведомом зубе,
поскольку эти участки профиля являются взаимоогибаемыми.
Участки IiP0 и l[P0 (рис. 59) — участки дуги окружности ра-
Профиль зуба (впадины) ведомого
стоит из следующих аналитически однородных участков.
98
винта со-
Участки A2D2 и Л2?>2 — огибающие эллиптических участков CiDi
и C\D\ зуба ведущего винта соответственно.
Участки А2-^2 и Aih — дуги окружности радиуса л0 с центром
на начальной окружности г2н ведомого винта.
Участок /2/2 — дуга внешней окружности ведомого винта
радиуса гг.
Для расчета характеристик винтов, а также для расчета режущего
и мерительного инструмента необходимы уравнения винтовых поверх-
Рис. 58. Эллиптические симметричные профили зубьев (один из вариантов)
ведущего и ведомого винтов
ностей каждого участка профиля и границы изменения параметров
профиля. Исходными являются уравнения в торцовой плоскости. К
определению этих уравнений мы и перейдем. . ,
Однако прежде чем перейти к выводу соответствующих аналитичег
ских выражений, отметим ряд общих положений. " "
Так как профиль зубьев состоит из отдельных, аналитически
однородных участков, то необходимо составить уравнения каждого из них.
Переход одного участка профиля в другой должен осуществляться по возможг
ности плавно, без изломов. Это обеспечивает лучшие условия обработки
резанием соответствующих винтовых поверхностей. , ..-. .. • •,'
Симметрия передней и тыльной ветвей профиля зубьев относительно
его радиальной оси позволяет ограничиться составлением аналитических
выражений только для одной ветви профиля.
Составим уравнения профиля зуба ведущего винта в
торцовой..плоскости (рис. 57 и 59).
Участок C\D\C\. Уравнение эллипса в параметрической форме
в координатах ХХО\У\ (рис. 57) приведено выше. . ; '
Участок АХСХ. Для вывода уравнения профиля АХСХ изобразим
торцовый профиль винта в положении, показанном на рис. 59.
Уравнения участка
хх = A cos (a0. -f- фх) — т%н cos (а„ +
ух = Л sin (ао4-фг) ^-г2я sin (а0+
где k..= 1 + in; цх=—^\
C8)
ф! — угол поворота ведущего винта;
А —межцентровое расстояние;
<х0 — центральный угол, соответствующий половине ширины
впадины по начальной окружности.
Рис. 59. Параметры
эллиптического профиля зуба ведущего
винта (в торцовой плоскости)
Рис. 60. Параметры
эллиптического профиля зуба ведомого
винта (в торцовой плоскости)
Отметим, что для контроля правильности определения центральных
углов могут быть использованы формулы
«о =
или «в =
где /п2 — число заходов ведомого винта;
02 — центральный угол (см. рис. 60).
Участок АХ1Х (рис. 59) описывается уравнениями:
x1 = r1HcosQi — /-„cos^ — 04);
Ух = r1H sin 94 + r0 sin (т|)х — 94),
где 1)зх — параметр профиля. Пределы его изменения от ^ = 0 до ^Spi —
г0 ¦
C9)
arccos
Центральный угол, занимаемый участком Аг1х профиля,
8*;= я —
— п — 2arccos -
D0)
100
^oto — es. D1):
Участок 1\P 0 представляет собой дугу окружности впадин винта
радиуса г1вн. Его уравнения:
1; J
Ух = r1M sin ф1( j
в которых изменение параметра фх находится в пределах
Перейдем к уравнениям профиля зуба ведомого винта в торцовой
плоскости (рис. 60).
Участок A2D2 является огибающим профиля DxCx-
Для определения уравнения огибающего профиля, согласно методике,
изложенной выше, необходимо уравнение C7) огибаемого профиля DxCt
переписать в систему х2о2у2, в которой аналитически описан искомый
профиль Л2О2, а затем установить связь между параметрами я(з и ц>х.
Выберем подвижные системы координат (рис. 57) хг0хУ1 и хао2г/2.
жестко связанные с вращающимися винтами. Кинематическая связь
между винтами устанавливается зависимостью i"ia = — = —•
Формулы перехода от одной системы координат к другой:
х2 = — Л cos ф2 + Хх cos k((x — Ухsin k<?i'> \
у2 = — Л sin ф2 -f Хх sin ktpx + Ул. cos kq>lt j
где k = 1 + hx> Фг = *2i.*PiJ
фг — угол поворота осей ххохУ\ относительно неподвижных осей х0ОхУ0-
Перепишем уравнения C7) в систему координат хго%у2. Получим: ;
х2 — —Л cos ф2 + d cos &фх + a cos i|5 cos k^x — b sin 1J5 sin
t/2 = —A sin ф8 + d sin ?фх + a cos aj> sin Афг + 6 sin i|> cos (
Двухпараметрическое уравнение D4) профиля Л2О2 может быть
раскрыто, если добавим к нему уравнение связи параметров я|з и фх.
Согласно принятому методу, уравнение связи может быть получено
в результате раскрытия якобиана
дх2
= 0.
D4)
Из уравнений D4) имеем:
-г-— = Ai21 sin ф2 — k d sin kq>x — ka cos г|з sin kcpx — kb sin i|) cos ^фх;
-—- = — a sin if cos йфх — & cos oj) sin дфх;
¦^- = — Лг21 cos ф2 + kd cos k(fx + ka cos ij? cos /гфх — kb sin op sin kyx
-й-=-..— a sin i|) sin &фх-(- bcosafcos^!.
№
Используя полученные выражения частных производных для раскрыт
тия якобиана и преобразуя после умножения, получим:
Aain sin -ф (sin k<ft sin cp2 + cos k^-^ cos <p2) +
Abi2i cos i|) (sin ф2 cos &фх — cos ф2 sin
(sin2
+ kad sin
фх + cos2 &
(sin2
г + cos2 А
sin 1|з cos -
х) + ka2 sin op cos г|з.
(sin2 i|j + cos2 г|з) = 0.
Откуда
(a2 — b2) sin i|3 cos /ф + ad sin i|) — rlH (a sin г|з cos ^ — b sin фх cos i|)) = 0. D5)
Это уравнение устанавливает связь между параметром профиля г|э
и параметром положения фх.
Таким образом, уравнения D4) и D5) совместно позволяют рассчитать
участок профиля A2D2 на ведомом винте. Для расчета необходимо:
задаться значениями одного из параметров, например г|), и по уравнению D5)
найти значение второго параметра фх. Затем, зная параметры т|з и фх
найти координаты профиля л:2 и г/2 по уравнениям D4).
Рассмотрим частный, но важный случай, когда центр эллипса находится
на начальной окружности.
Тогда уравнения C7), D4) и D5) примут вид:
jc2 = — A cos ф2
У % — — A sin ф2 ¦
rw cos &фх + a cos ojj cos k(fx — b sin i|> sin,
r1B sin &фх + a cos г|з sin &фх + 6 sin г|з cos &фх.
C7а)
D4а)
или
x2 = —A cos ф2 +
уs — —A sin ф2 +
cos
sin
sin
cos
D46)
Участок Л2/2 (рис. 59 и 60). Его профиль может быть найден,
исходя из заданного сопряженного с ним участка профиля Л^ на
ведущем винте.
Воспользуемся уравнениями C9). Перепишем их в координаты х%огу%,
пользуясь формулами перехода D3). Получим:
хг — — A cos ф2 -f- [r1H cos 04 — r0 cos (ifo — 94)] cos kyx —
— [rlH sin 94 + r0 sin (% — 94)] sin ^фх;
Уг = — A sin ф2 + [rlH cos 94 — r0 cos (^ — 94)] sin йфх +
+ [r1H sin 94 + r0 sin (t|3x — 6J] cos Афх.
D6)
Уравнение связи параметров tJjx и ф2 получим в результате раскрытия
якобиана:
0;
102
-^- = A iu sin ф2 — k [гы cos 64 — га cos (ifo — 94)] sin k(pt —
— k [rlN sin e4 + r0 sin (% — 94)] cos ?фх;
-^- = r0 cos &фх sin (% — 84) — r0 sin k<$i cos (ifo — 04);
-щ- = — Ai21 cos ф2 + k [rlNcos 04 — r0 cos (грх — 84)] cos fxpx—
— k [ru sin 94 + r0 sin (% — 94)] sin kyL;
-щ- = r0 sin ky! sin (% — 04) -f- r0 cos Лфх COS (% — 94);
= rlK cos фх sin
— 64) — хг sin (
04) — tjx COS (фх
— 64) +
94) = 0.
sin фг х
X cos (q
После подстановки хх и уг из C9) и преобразований получим
sin (фх -Н "Фх — 9J — sin ^i = 0. D7)
Отметим, что при 94 = 0 из D7) получим
sin фг cos гр^ — sin г|зг A — cos фг) = 0. D7а)
Это же выражение получим из D5а), положив в нем а — Ь.
Итак, уравнения D6) и D7) в совокупности позволяют рассчитать
координаты профиля Л2/2. Однако эти расчеты, как нетрудно убедиться,
являются весьма громоздкими.
Для упрощения расчетов воспользуемся свойством цевочного профиля,
доказанным нами выше, согласно которому огибающим профилем для
цевочного профиля является сам исходный цевочный профиль,
перенесенный на сопряженное колесо.
Воспользовавшись этим свойством, напишем уравнения для
профиля Л 2/а:
*а = г2и cos (92 + 95) + r0 cos (ij?! — 92 — 95);)
).)
уг = r2M sin (92 + 95)
r0 cos
r0 sin (^ —
5).
D8)
где угол
9. = arccos 1 —
г\
D9)
Параметр ¦^>1 изменяется от ^ = 0в точке /2 до tyx — гр1тах = я —
— arccos-j—- в гочке Л2 (рис. 60).
Центральный угол 05 может быть также определен по выражению
95 = я —• 2arccos -~.
Центральный угол 02 определим несколько ниже. Здесь необходимо
отметить, что участок Ла/2, очерченный окружностью радиуса г0, как
приняли мы выше, строго говоря, должен состоять из двух участков:
окружности и эпициклоиды. Однако, принимая во внимание малые
абсолютные размеры радиуса г0, приближенно можно отсутствующий эпицик-
103
лоидальный участок заменить окружностью того же радиуса г0. Точное
решение для аналогичного профиля дано выше, при исследовании
окружного профиля.
Участок профиля зуба /2/2 представляет собой часть дуги окружности
радиуса г2 — внешней поверхности ведомого винта. Эта поверхность
профильной фрезой обычно не обрабатывается и поэтому нет
необходимости ее аналитически рассчитывать.
Вернемся теперь к определению угла 02. Для этого необходимо найти
точку пересечения профиля A2D2 с начальной окружностью г2н. Ее
координаты можно получить из совместного решения уравнений D4);
D4а); D5); D5а) и начальной окружности
4 + у1= г\н. E0)
С этой целью задаемся сначала значением параметра ty. Из
уравнения D5) или D5а) находим значения параметра срх. Затем, подставляя
значения параметров г|з и ц>г в уравнения сопряженного профиля D4)
или D4а), вычисляем координаты х2 и г/2. Эти координаты должны
удовлетворять уравнению начальной окружности E0), т. е. превращать его
в тождество. Если этого не произошло, то следует задаться новым
значением г|) и все вычисления проделать снова. И так до получения
тождественного равенства по уравнению E0). Отклонение допускается в 5—6-м
Знаке после запятой.
Получив координаты х3 и г/2 точки пересечения, определим
центральный угол 02 .
02 — arctg-^-. E1)
Таким образом, определение угла 02, как видно из изложенного,
является довольно трудоемкой задачей. Эта работа существенно
облегчается в случае применения электронно-вычислительной машины.
Для облегчения определения параметра ц>1 по заданному параметру о|>
из уравнения D5а) представим последнее в виде
(as — fc2)sini{>cosi|) + GTlMsina|Jsin2-^-—г &rlHcosijJsin-|Lcos-y-= 0.
Поскольку в рассматриваемом случае cos о|> Ф 0, поделим это выра-
яие почле:
Получим
жение почленно на cos o|j и примем подстановку sin2 •— = г\
Введем обозначение —
тJ (a2 tg2 ty -f- b2) -f-
Обозначив:
sin ty + at] tg \p = b ]/т] ]/-— t).
= Ви избавимся от радикалов:
2r1H
2у] СаВ sin
tg т|) — ~
fi2 sin2 if =
аВ sin i|) tg яр — 0,5fr2 _ о.
a2 tg2 i|) + b2 ~ "~ '
B2 sin2 t|j p
a2 tg2 ,j, _|_ ?2 *l
104
получим:
Л2 + 2St] + Р = 0; %,2 = -5
После чего обратной подстановкой определяется (f1: Следует обратить
внимание на правильность выбора знака перед радикалами.
Расчет координат начальных точек эпициклоидных участков
профиля зуба ведущего винта
Теперь, зная центральный угол 02, можно определить центральный
угол 0Х на ведущем винте (рис. 58).
На основании свойства начальных окружностей
откуда 20 ^ = 202л2н
АХР А\= А2РА2,
ei = *i.e,. . ^ E2)
Угол 0X определяет точки начала эпициклоид А\С\ и А\С\ на профиле
ведущего винта.
Рис. 61. К расчету координат граничных точек эпициклоидаль-
ных участков профиля зуба ведущего винта ,;-
Координаты точек начала эпициклоидных участков (точки А\ и Al)
профилей А\С\ и А\С\ находятся по формулам:
E3)
«/1 = rlHsin01.
Расчет координат конечных точек эпициклоидных участков
профиля зуба ведущего винта
Конечные точки С\ и С\ эпициклоидных участков А\С\ и А\С\ профиля
зуба являются в то же время и крайними точками эллиптического участка
профиля. , . . .
ГО5
Для их определения поставим винты в такое взаимное положение
(рис. 61), при котором точки А'ч и С\ совпадают.
Уравнениями участка А\С\ являются:
хх = A cos @Х + Фх) — r2H cos (Эх + kip-,);
фх) + r2H sin @X + k^)
Приравнивая уравнения E4) и C7а), получим:
A cos @! + ф!) — rlH — riH cos @X + A^) — a cos ф = 0;
— Л sin @X + q>j) + r8K sin @X + kyr) + й sin ф = 0.
E4)
E5)
Связь между параметрами -ф и фх по-прежнему устанавливается
уравнением D5а). Следовательно, необходимо найти такие значения
параметров г|э и ф1( чтобы удовлетворялись уравнения E5). Тогда, пользуясь
полученными значениями я|з и фг и уравнением E4), можем найти
координаты х1с и у1с. Радиус-вектор точки
у\с-
E6)
Линии зацепления зубьев с эллиптическим профилем
Поскольку профиль зубьев состоит из отдельных аналитически
однородных участков кривых, то линии зацепления будут состоять из
участков, соответствующих каждой аналитической кривой.
Линии зацепления
окружных и циклоидных участков
профиля были найдены выше, и
поэтому нет необходимости на
них останавливаться.
Линии зацепления
эллиптического профиля легко
находятся, если воспользоваться
принятым нами общим методом
расчета характеристик
профилей. Для определения линии
зацепления необходимо
уравнение эллиптического профиля
C7а) переписать в систему
неподвижных координатхОо1 у0.
Воспользуемся формулами перехода
от координат х1о1у1 к системе
Рис. 62. Линия зацепления винтов с эллиптиче
ским симметричным профилем зубьев
(рис. 57):
х0 = xt cos фх — ух sin
у0 = xt sin фх + уг cos
E7)
у0 t фх
Тогда
*о — Г1н cos фх 4- cl cos ф! cos ф — Ь sin фх sin г|э;
У о — гы sln 4>i + о siQ <Pi cos ф -f- b cos фг sin -ф.
Связь между параметрами гр и фх по-прежнему устанавливается
уравнением D5а).
Итак, линию зацепления эллиптического участка профиля
описывают в совокупности уравнения E7) и D5а).
106
На рис. 62 изображен участок линии зацепления /—5—4
эллиптического профиля. Он сопрягается с дугой окружности /—2 и 3—4,
представляющей собой линию зацепления эпициклоидного участка профиля,
и, наконец, окружность 2—2' и 3—3' — есть линии зацепления
окружного участка профиля головок зуба ведомого винта и ножек ведущего.
9. ПРОФИЛИРОВАНИЕ И ИССЛЕДОВАНИЕ ЗАЦЕПЛЕНИЯ ВИНТОВ
С ЗУБЬЯМИ АСИММЕТРИЧНОГО ПРОФИЛЯ
Асимметричные профили зубьев винтового компрессора составляются
из ветвей симметричных профилей в различном их сочетании. Идея
применения асимметричных профилей состоит в том, чтобы создать профиль,
использовав наиболее рационально положительные свойства каждого
из симметричных профилей.
Выше отмечалось, что циклоидальные профили точечного зацепления
обеспечивают полную осевую герметичность, но имеют такие недостатки
как защемленный объем и увеличенную длину линий контакта (см. также
гл. V). Цевочный профиль не обеспечивает осевую герметичность, но
имеет другие преимущества перед циклоидальным — меньшую длину
линий контакта, отсутствие защемленного объема и др. Сочетание
циклоидального профиля с цевочным дает возможность создать более
рациональный профиль.
В асимметричном профиле цевочный применяется для передней части
зуба, где не требуется осевая герметичность (см. п. 6), а циклоидальный
профиль — для тыльной части профиля зуба, так как в области
нагнетания требуется обеспечить осевую герметичность.
Первые винтовые компрессоры имели асимметричный профиль зуба,
который и в настоящее время применяется некоторыми фирмами.
Однако преимущественное распространение, как указывалось, получил
симметричный цевочный профиль шведской фирмы SRM. Вместе с тем,
за последние годы в различных странах запатентовано немало новых
профилей и среди них асимметричных, что, очевидно, не исключает
возможности расширения их применения в будущем.
Учитывая сказанное, рассмотрим аналитические выражения некоторых
асимметричных профилей и границы изменения их параметров, так как
это позволит использовать их также без изменения и для симметричного
профиля, не повторяя выкладок.
На рис. 63 показан односторонний асимметричный некорригированный
профиль зубьев, составленный из следующих ветвей, направление
вращения которых показано стрелками oij и юа:
1. Передней части профиля: а) А1С1 — эпициклоида; б) C1D1 — дуга
окружности; в) A2D2 — та же дуга окружности, но для ведомого винта.
Эта часть профиля идентична нижней ветви (не показанной на рисунке)
одностороннего симметричного цевочного некорригированного профиля 1,
изображенного на рис. 55.
2. Тыльной части профиля: a) FiDx — эпициклоида; б) F2D2 —
удлиненная эпициклоида.
Эта часть профиля идентична тыльной ветви одностороннего
симметричного циклоидного профиля точечного зацепления, приведенного на
рис. 49.
Эпициклоида F1D1 и окружность C1D1 пересекаются в точке Dt зуба
ведущего винта. Трохоида F2D2 и окружность АгВг в точке D2 впадины
Рис. 63. Односторонний асимметричный некорригиро-
ванный профиль зубьев (исходный)
Рис. 64. Односторонний асимметричный корригированный
профиль
108
ведомого винта плавно переходят одна в другую, что. легко доказать
аналитически, составив уравнение касательной к каждому из профилей
в точке D2.
3. Дуг AiFx и F гА2 начальных окружностей, длины которых равны.
Линия зацепления состоит из дуг окружностей HP йСх\ C1D1 и DXH.
Верхняя точка линии зацепления совпадает с точкой Н пересечения
внешних окружностей винтов, что обеспечивает выполнение условия осевой
герметичности винтов в области нагнетания. Нижняя же точка линии
зацепления Сх далеко отстоит от точки М, что указывает на
необеспеченность осевой герметичности винтов ниже линии центров.
Односторонний асимметричный некорригированный профиль является
самым простым из асимметричных профилей и с точки зрения
герметичности наилучшим. Отступления от него имеют целью улучшить профиль
только в отношении других требований.
Для краткости будем именовать профиль, показанный на рис. 63,
исходным асимметричным профилем.
Ближе всего стоит к исходному профилю односторонний
асимметричный корригированный профиль, показанный на рис. 64. Передние ветви
этого профиля A1BlC1D1 ведущего зуба и Л2В2?J ведомого зуба
одинаковы с односторонним симметричным цевочным корригированным
профилем 2 (рис. 55). Тыльные ветви профилей: F1ElD1 ведущего зуба и F2E2D2
ведомого одинаковы с соответствующими, одинаково обозначенными
ветвями одностороннего симметричного циклоидального корригированного
профиля (рис. 50).
Линия зацепления этого профиля состоит из дуг Н'п; пРот; тСх\
CiD1 и DXH'. Профиль, приведенный на рис. 64, был впервые предложен
в 1948 г. и применен в первом опытном отечественном винтовом
компрессоре Ленинградского кораблестроительного института. Он нашел
применение также в некоторых компрессорах промышленного назначения.
Размер радиальной кромки е = 0,5 мм при внешних радиусах винтов
Rx = 80 мм и г2к = 72 мм, так что практически можно считать вершину
линии зацепления Н' совпадающей с точкой Н.
Рассмотрим подробнее этот профиль. При проектировании винтового
компрессора после выбора профиля зубьев в торцовом сечении винтов
необходимо для расчета инструмента составить уравнения всех участков
контура и установить границы изменения параметра для каждого
аналитически однородного участка.
Выше были получены уравнения профильных кривых, применяемых
в компрессорах. Укажем теперь способы определения границ изменения
параметров, а также учтем перенос точек начала отдельных профильных
кривых на некоторый угол 6,- от линии центров.
Для симметричных профилей или симметричных участков профилей,
достаточно составить уравнения только для одной ветви, симметричной
относительно радиальной оси зуба. В соответствии с этим будем помещать
профили зубьев в первую четверть прямоугольной системы координат.
Симметричная им ветвь получается заменой знака у параметра.
Ведущий винт с односторонним корригированным
асимметричным профилем зуба
Односторонний асимметричный корригированный профиль впадины
ведущего винта в торцовом сечении показан на рис. 65. Центр колеса
помещен в начало координат. Ось о^ делит пополам в точке Ро цилин-
дрический участок впадины A-^F^ Центральный угол впадины принят
равным 2а0. Обозначение других центральных углов ясно из чертежа.
Контур впадины P0A1B1C1D1 находится в первой четверти
прямоугольных координат. Для этого контура составим уравнения в
соответствии с его изображением на рис. 65. Так как контур РqF-^E-JD-l находится
в четвертой четверти, то, повернув его вокруг оси о1х1 на угол п, получим
симметричное изображение в первой четверти PqA\B\C\D\ (точки F\\ E\
совпали соответственно с Аг; В^. Совпадение нескольких участков
профиля при совмещении передней и тыльной ветвей позволяет значительно
сократить расчеты.
Участок А !#! —
эпициклоида, описанная точкой,
производящей окружности радиуса 0,5г2н.
Учитывая смещение начала про^
филя (точки А г) от оси абсцисс
на угол а0, уравнение
эпициклоиды А1В1 в соответствии с A6в)
будет:
= ах sin (a0
E8)
где &2 '= k + /2i = 1 + 2г21.
Значения параметра фх изменяются от
ф, = 0 до
Г
Ф1В = 0,Ки arccos 11 +
Рис. 65. Впадина ведущего винта в торцовой
плоскости. Профиль односторонний
асимметричный корригированный
J
E9)
где радиус-вектор рв = рЕ (индекс 1
при Вх и Е1 опускаем),
определяемый точками пересечения линий зацепления соответствующих профилей
(рис. 50 и 64) т и п, когда точки профиля Вх и В2 совпадают с т, а Е1 и
?2с п. Радиальные прямые о2т и о2п, равные г2, являются катетами, а
о2Ро — Г2н — гипотенузой прямоугольных треугольников огтР0 и огпР0.
Но рв — о1В1 = o-jn и рЕ — охЕг = огп. Тогда из треугольников
охогт и o-fitfi по теореме косинусов имеем
F0)
В точке ^ и fj радиус-вектор рА = pF = гы.
Задаваясь значениями радиуса-вектора рг в указанных пределах,
можно найти соответствующее значение параметра ф! по формуле
ф1 = 0,5tls arccos I 1 +
легко получаемой из треугольника
косинусов.
и
F1)
(рис. 50), применяя теорему
ПО
Центральный угол профиля 0 х (рис. 65) в точках Вг или Ег находится
из выражения
ta В = (-^-\ = "l Si" ("О + Ф1Д) ~~ О'5Г2" Si" (^О + ^2Ф1Д) (КО)
ё Х \*1/<Рв(?) aicos(a0 + (pis)—0,5л2„со5(а0 + /г2ф1Я) ' *¦ ;
откуда находим:
tgex = tgCop + pJ;. F2а)
где угол Pj определяется вычислением по F2) и F2а), поскольку ф1В,
&2> пх и ггн — известны. Центральный угол а0 при расчете профилей
остается, как правило, неизвестным до окончания расчета профиля всей
впадины, так как он должен быть увязан с величиной полного угла
впадины.
Участок B\D\ — укороченная эпициклоида, уравнением которой
согласно A66) и с учетом смещения начала кривой будет:
хх = A cos (aо + фО — r2 cos (a0 + Афх);. |
yy = A sin (a0 + 9j) — r2 sin (a0 + kffj). ] '
Точке 5j (Ex) соответствует радиус-вектор рв (Е) по выражению F0)
и центральный уголб г = а0 + рх. Параметр фш<?) в этой точке по
абсолютной величине определяется по формуле
9
~РД(Д> > F4)
легко усматриваемой из рис. 50 в момент, когда точка Е2 сливается
с Ev Знак у ф1? отрицательный.
Точке D[ соответствует радиус-вектор р'о = Ri и, следовательно,
аналогично формуле F4),
Ф1в = in arccos ^J^ . F4а)
Центральный угол Э3 точки D\ найдем из выражения
\ *i /<p1D Л cos («р + ФШ) — ^ cos («о + k(Pw)
Причем угол Рз получается при вычислении выражения F5), так как
ф'1С, k, А и г2 известны.
Очевидно, что для профиля ExDx необходимо знак параметра брать
отрицательным.
Участок В\Сх —-укороченная эпициклоида, совпадающая с
началом участка B\D[. Точка В\ у них общая.
В точке Сх радиус-вектор, согласно рис. 64, равен
Рс = + у A2 + r\ — 2Ar2 cos Э6 F6)
111
или
Рс = 4- ]Л?„ + г2 + 2rrlH cos^c [см. G2)],
F7)
Значение параметра фс в точке Сх определяется аналогично F4)
9 9 9
Ф1С = /„arccos ^ Рс. F46)
Центральный угол 62 (рис, 65) точки Сх определяется так:
ic,a — ( УЛ _ л sin («о + ф1С) — r2 sin («„
Как и прежде, угол (J2 находится при вычислении F8).
Участок C1DX — дуга окружности радиуса г с центром на
начальной окружности.
Текущие координаты его точек определяются уравнением (рис. 65).
*i = Пн cos 64 + г cos (в4 — ф); 1
; ' Л = rx; sin в4 +> sin (J94 — yjf). j ( '
Значение параметра определяется из выражения
p2~^~^ G0)
где радиус-вектор находится в пределах:
pD = Rt = rlH-4- г.
Центральный угол точки Cj равен 0 2. Центральный угол04 точки Dr
находится из выражения:
9 '9 9
e 9 + Pc + ^~r ; G1)
Точке Cj соответствует значение параметра ¦»]), равное
2 2 2
Pc~;~4 G2)
В точке Dx параметр г|)в = 0.
¦Центральный угол между крайними точками jDjDj — угловой шаг
зубьев тррцового сечения винта — контура D1C1B1A1POFXE1D1 равен —,
где т1 — число зубьев винта.
Поэтому .:;.¦.
112
или
откуда
«n =—
G3)
Участок Ро^! — дуга начальной окружности. Ее текущие
координаты определяются из уравнения:
где параметр at изменяется от 0 до а0. Для участка P0Fi параметр
изменяется от 0 до (—а 0).
Ведомый винт с односторонним корригированным
асимметричным профилем зуба
Профиль впадины торцового сечения винта представлен на рис. 66.
Начало координат совпадает с осью винта, а ось огх2 проходит через
точку D2 сопряжения участков B2D% и
Повернув профиль A2B2D2 вокруг
оси абсцисс на угол я, получим
симметричный профиль A2B2D2,
показанный штриховой линией.
Участок F2Ег — радиальная
прямая, определяемая уравнением
G5)
где за параметр принят
радиус-вектор р, меняющийся в пределах
/"ги — е «fe Р «* Гы-
Участок E2D2 —
удлиненная эпициклоида, ~~~
координаты которой
определяются по уравнению
A9) при b = Rx я
изменении знака параметра на
обратный. Следовательно,
хг=— A cos <ра + Rx cos Афх;
Уг— —A s'n Фа + ^i sin ?<Pi»
G6)
Рис. 66. Впадина ведомого
винта в торцовой плоскости.
Профиль односторонний
асимметричный корригированный
Изменение параметра определяется выражением
(pi ¦= arccos
G7)
где радиус-вектор лежит в пределах
Точке D2 соответствует радиус-вектор pD = r2li — г и значение
параметра <р1О = 0. Точке Е2 соответствует радиус-вектор р? = rz; значение
И А. Сакуи
ПЗ
параметра <р1? определяется по формуле G7) при р = р? = г2.
Соответствующий центральный угол находится из выражения
х g _ (Ш\ _ —A sin г21ф1? + ^i sin feq>l? .
Участок B2D2 — дуга окружности радиуса г. Текущие
координаты этого участка определяются уравнением
уг = —г sin ф.
Ординаты участка D2B2 имеют противоположный знак.
Значение параметра находится по формуле
9 9 9 '
r?4^-^-, G9)
причем
г2« —
Точке D2 соответствует радиус-вектор pD = г2н — г и значение
параметра i|)D = 0.
Точка В 2 имеет радиус-вектор рв = г2, чему соответствует значение
параметра tyB, определяемого по G9) при указанном значении радиуса-
вектора.
Величина центрального угла участка определяется выражением
tgee= (-us-) =—'ьш **, (80)
или
Участок ЛаВ2 — радиальная прямая. Ее уравнение
х2 = — pcos8e;
/О1 \
— — Р sin 06. J
Параметр изменяется в пределах
Участки наружной цилиндрической поверхности радиуса ггн обычно
не обрабатываются специальным инструментом, а потому нет
необходимости рассчитывать эти участки аналитически. ,.,,
Полный центральный угол впадины ведомого колеса @В +6в) связан
с полным центральным углом зуба ведущего колеса F3 +64 — 2<х0)
зависимостью
(82)
Отметим, что такой связью соответственных центральных углов
ведущего и ведомого колес можно пользоваться для согласования и взаимного
контроля углов.
114
Двусторонний асимметричный профиль Лисхольма, показанный на
рис. 67, получил применение в начальном периоде развития винтовых
компрессоров. Профиль A1C1D1F1 головки зуба ведущего колеса и профиль
A2D2F2 ножки ведомого — такие же, как у исходного асимметричного
профиля (рис. 63). Профиль A1I1L1F1 (рис. 67) ножки ведущего колеса и
профиль А2I2L2F2 головки зуба ведомого очерчены дугами окружностей
радиусов: (г1н — /•„), JR2 и г0. Это наиболее простые для расчета формы
профилей ножек ведущего и головок ведомого колес.
Рис. 67. Двусторонний асимметричный профиль Лисхольма
Ввиду широкого распространения двустороннего профиля, а также
необходимости ссылок на него в дальнейшем остановимся на нем подробнее.
Текущие координаты аналитически однородных кривых, составляющих
эти профили, могут быть легко получены из приведенных выше
уравнений и зависимостей. Необходимо при этом учесть лишь положение точки
начала профиля (соответствующий центральный угол), знак параметра
и пределы его изменения, зависящие в принятой нами методике расчета
профилей от граничных значений радиусов-векторов. Последние легко
определяются или устанавливаются по чертежу.
Ведущий винт с двусторонним асимметричным профилем зуба
Рассмотрим зуб ведущего колеса (рис. 67).
Участок А1С1 — эпициклоида. Положив в уравнении F3) г2 =
= г2м и а0 = —6 х, получим уравнения для определения текущих
координат участка: '<% :>нп) riv- ^ ¦.<;:!
xt = A cos (фл - 0,) — r2K cos Aщх — Щ\ |
' У1 = А sin (ф1 - 0,) - ггн sin (Лф, ~Щ / (83)
Центральный угол передней части зуба
lit
Из треугольника Р0о2С1 имеем
= arccos I 1 —
г2 N
2г;
2«
В точке А1 радиус-вектор рА — г1н. В точке Сх радиус-вектор
9с = + Уг\н + г2 + 2гги соэ-фс,
где
¦фс = arccos -s—.
Изменения параметра фх устанавливаются формулой
Фх =. ?12 arccos —
(84)
(85)
(86)
(87)
где
Участок CJDx — дуга окружности. Текущие координаты
определяются уравнением B3а) или F9), полагая 04 = 0.
Граничные значения параметра определяются формулой G0) при
значениях радиуса-вектора в точке Сх р = рс; и в точке Dx p = pD = Ri,
Vd = 0.
Участок DtFy — эпициклоида. Текущие координаты
определяются уравнениями:
¦ *,= Д cos (9П — Фх) — r2Kcos@n — кщ); |
yt = A sin (9П - фО - ггн sin (9„ - tofj,] J (8в)
полученными из (87) переменой знаков углов и заменой 9 j на0и.
Изменение параметра устанавливается по формуле (87), причем
радиус-вектор меняется в пределах
Центральный угол (см. рис. 63)
где
—7,
Фю = 'и arccos 1 +
(89)
(90)
есть наибольший угол поворота линии центров, когда производящая
точка окружности ггн попадает в точку Dx и угол
у =± arccos-
<91)
.Участок. F1L1 — дуга окружности радиуса г0. Текущие
координаты профиля (рис. 67):
Xi- rlHcos(Qu + 6V) — rocos@n + 0V + ч|>)
Уг и rlH sin (9„ + 9y) — r0 sin @n + 9V + if);
0V = arccos
(92)
(93)
A6
В точке Li параметр \)pL == 0; в точке Рг значение параметра
Участок AJx аналогичен участку F^i.
xt = rlH cos @, + 6V) — r0 cos @i + 9V +1|))
#1 = — /"!«sin @, + Ov) + r0 sin (в, + 9v + Ф).
(94)
(95)
Границы изменения параметра те же, что и у профиля FxL^
Участок l\Lx — дуга окружности впадин радиуса {г1н — г0).
Центральный угол этого участка равен 2 (а0 — 0V).
Ведомый винт с двусторонним асимметричным профилем зуба
Участок A2D2 — дуга окружности. Текущие координаты
определяются уравнением C0). Значения параметра находятся по формуле G9).
Но радиус-вектор теперь имеет другие границы изменения
Точке D2 соответствует tyD = 0.
Участок F2D 2 — удлиненная эпициклоида. Текущие координаты
определяются уравнением G6), параметр <рх находится по G7). Радиус-
вектор заключен в интервале
Участок F
динаты:
х2 — — ггн cos @jV + 0Vi) — r0 cos
Уч. = fan sin Fiv + 9vi) + rosin (^iv
где
— дуга окружности радиуса г0. Ее текущие коор-
0VI~1' (96)
(97)
(98)
0jv = arccos I 1 —
cos A80
2r,«
0i
Точке L2 соответствует параметр г|з2 = 0.
Участок А212 — дуга окружности радиуса г0:
х2 = ~ r2H cos @,„ -f 0VJ) — r0 cos @j,i -f 6vi — Ф)
y2 = — г2я sin (9Ш -f- 0VI) — r0 sin @m + 9VI — tj>).
Участок /2L2—дуга окружности головок зубьев радиуса R2.
Для рассматриваемого профиля A1F1 = Л/2. Центральные углы зуба
(99)
ц ia (
Кроме того,
"Г
A00)
где nij и mt — числа зубьев ведущего и ведомого винтов.
Линия зацепления двустороннего асимметричного профиля состоит
из дуг С^оН', H'DX и ЪХСХ. Ее вершина Н' со стороны нагнетания
сравнительно близко подходит к точке Я, так как высота головки ведомого
зуба г0, как указывалось для симметричных профилей, составляет
Рис. 68. Асимметричный односторонний профиль с
утолщенным зубом: а — зуб ведущего винта; б — впадина
ведомого винта
примерно 0,06—0,11 от высоты зуба г. Несколько меньшие соотношения
выдерживаются у асимметричного двустороннего профиля.
• Следует отметить, что приведенные уравнения и зависимости между
параметрами асимметричных профилей могут быть без изменений
применены и к сходственным ветвям
симметричных профилей. Этим самым
решается единая задача о
профилировании и зацеплении зубьев как
симметричного, так и асимметричного профилей.
Помимо рассмотренных выше,
наиболее распространенных профилей
зубьев, возможны и другие формы
зубьев винтов. Могут быть предложены
новые профили или усовершенствованы
имеющиеся с целью более полного
удовлетворения названных выше (п. 6)
требований. На рис. 68 и 69
представлены профили, образованные на основе
одностороннего асимметричного
корригированного профиля (рис. 65 и 66)
с целью улучшения технологических
качеств профиля и уменьшения
протечек через зазоры.
\.
Рис. 69. Улучшенный
корригированный односторонний асимметричный
профиль
На одном из них (рис. 68) на зубе ведущего винта образована дужка
D\D\ за счет раздвижки передней и тыльной ветвей профиля и,
следовательно, утолщения зуба. Соответствующим образом расширяется и
впадина ведомого винта. Винты с такими профилями имеют несколько
меньшую теоретическую производительность, хотя возможно, что
действительная производительность уменьшится на относительно меньшую
величину. .!,-..
Этого недостатка не имеет профиль, показанный на рис. 69, у которого
зуб ведущего винта аналогичен зубу, показанному на рис. 64 или 67, но
имеет заштрихованный выступ D\D\H, образованный в пределах зазора
между винтами. Линия HD\ — прямая, касательная к цевочной части
профиля в точке Н. Линия DD[ —дуга окружности радиуса R\. Высота
выступа б = f (Ri) и равна приблизительно половине зазора между
профилями, а угол р^=6ч-8°. Впадина ведомого винта своего профиля не
меняет. Винты с таким профилем зубьев более удобны в производстве,
так как имеют хорошую базу по наружному диаметру, а также имеют
лучшую герметичность благодаря увеличению сопротивления в зазоре.
Этот же профиль можно применить и для зубьев с симметричными ветвями.
10. ЛИНИИ КОНТАКТА ВИНТОВ
Винты компрессора, как указывалось, в действительности между
собой не соприкасаются; между ними всегда должен быть какой-то зазор,
необходимый для безопасной работы машины. Под линиями контакта,
строго говоря, понимаются те воображаемые линии, по которым
устанавливаются минимальные зазоры между работающими винтами.
Определить их расчетным путем нелегко. В практике расчетов и исследований
за контактные линии принимаются линии касания винтов, выполненных
строго по теоретическим размерам.
Длина линий контакта является важным параметром зацепления
винтов, так как позволяет рассчитать сечение щелей между винтами. Следует,
однако, подчеркнуть, что сама по себе длина линий контакта не может
характеризовать величину протечек газа через щели между винтами даже
при одинаковой ширине щелей (см. гл. V).
Для надежного разделения областей с повышенным давлением газа и
области всасывания линии контакта должны быть непрерывными. Задача
определения линий контакта по своей природе является
пространственной. Это не исключает использования проекций линий контакта на
плоскости ради упрощения и наглядности.
Для нахождения линий контакта винтов методом аналитической
геометрии необходимо составить уравнения соприкасающихся поверхностей
и решить их совместно. Но такой метод весьма громоздок, а часто и вообще
неприемлем из-за неразрешимости системы уравнений, особенно когда
уравнения заданы в параметрическом виде.
Второй метод, указанный дифференциальной геометрией, состоит
в следующем.
Составляются уравнения одной поверхности, для определенности пусть
это будут уравнения профильной поверхности зуба ведущего винта в двух-
параметрическом виде:1
Ух = У\ (Ч>; *i); | A01)
где i|) — параметр профиля;
тх — параметр закрутки винта.
1 Для цилиндрических винтов с параллельно расположенными осями, как нетрудно
убедиться, Zj = г2 = г0 = г0. Это очевидное равенство нами сознательно опущено в
формулах связи координат A)—G)
119
Используя формулы связи координат вида G), перепишем уравнение
A01) в систему подвижных осей координат х2угг2, неизменно связанную
с другим подвижным элементом — ведомым винтом. Получим:
Уг = Уг (фь % ti);
г% = za (фх; ij>; т,).
Присоединяя к уравнению A02) якобиан
A02)
*2 .
дх2
дг,
A03)
устанавливающий связь между параметрами, получим уравнение
сопряженного профиля на ведомом винте.
Раскрытие якобиана (ЮЗ) дает
д (х2; у2; г2)
*Pl
= 0.
Но два последних члена леиой части равны нулю, так как для
цилиндрических винтов с параллельно расположенными осями
Таким образом, для цилиндрических винтов постоянного шага с
параллельно расположенными осями якобиан A03) приводится к выражению
д (хг;
дг2
дуг
<Эф1
= 0.
dz2
Поскольку всегда соблюдается условие-^- ф 0, можем написать
окончательно выражение функционального определителя, устанавливающего
связь между параметрами уравнений
хъ дх2
= 0.
A04)
120
По форме полученное условие A04) связи параметров трехпараметри-
ческого уравнения сопрягаемых поверхностей сходно с условием A2а)
связи параметров сопрягаемых профилей на плоскости, аналитические
выражения которых содержат два параметра. Их отличие по содержанию
объясняется неодинаковым числом параметров.
Раскрытие и преобразование якобиана A04) в общем виде приводят
к дальнейшему формальному сходству с плоской задачей. Да и само
условие или уравнение, связывающее параметры, сохраняет свою форму,
отражая идентичность углов поворота винтов срх и закрутки винтовых
линий T.J. Границы изменения параметров фх и я|э те же, конечно, что и на
плоскости.
Линии контакта винтов определяются или устанавливаются при
фиксированном положении винтов, т. е. при qpj = const, (а г|5 и хг —
переменные), так как в противном случае сам контакт становится подвижным и
переменным. Разумеется, параметр срх может принимать любые значения
в пределах его изменения, но при каждом из них, сохраняя фх = const,
нужно менять значения двух других параметров. Рассмотренный метод
определения линий контакта дает возможность проще и менее громоздким
путем решить задачу, чем метод аналитической геометрии.
Эти методы, являясь универсальными, все же требуют значительных
вычислений, поскольку задача должна решаться отдельно для каждого
аналитически однородного участка профиля. А таких участков, как мы
видели, профили имеют несколько. Однако, как правило, нет
необходимости для всех участков сложного составного профиля находить линии
контакта указанным аналитическим путем.
Если удается предугадать линию контакта или она известна, задача
намного упрощается. В этом случае может быть применен графо-аналити-
ческий метод. Профили зубьев винтовых компрессоров в основном
составляются из кривых, для которых известны линии контакта: это
цевочные профили и циклоидальные профили точечного зацепления.
Незначительные участки других профилей на зубьях винтов в данном случае
могут из-за их малости также приниматься точечными. Последнее не
относится к эллиптическому профилю, для которого линии контакта
определяются по приведенной выше методике.
Циклоидальные профили точечного зацепления очерчиваются
движением точки, жестко связанной с колесом, начальная окружность которого
катится по начальной окружности другого колеса. Контакт винтов также
будет проходить между линиями, образованными этими точками и
сопрягаемой поверхностью парного винта.
Точками, образующими на торцовой плоскости циклоидальные
профили точечного зацепления, являются точки Dx и F2 и, соответственно,
D\ и F'i (Рис- 49). Циклоидальный участок цевочного профиля очерчен
точками А'2 (рис. 55) или А2 (рис. 56).
Корригированные же участки профиля Л2В2; FtE% (рис. 64) имеют
точки контакта, перемещающиеся по этим участкам. Поэтому указать
заранее, какая именно точка данного участка будет находиться в контакте
с сопряженной поверхностью, нельзя. Для этого нужно воспользоваться
одним из приведенных выше универсальных методов.
Однако вследствие малости участков Л2В2 и F2E2 мы будем считать
приближенно, что контакт осуществляется точками Ла и Ft (в
пространстве — по винтовым линиям).
121
Контакт собственно цевочного профиля известен — он осуществляется
по дуге окружности (цевки). Это в равной мере относится и к цевкам
малого радиуса (г0; г'о, рис. 50, 56).
Точки А%; D1 и F\, очерчивающие на плоскости соответствующие
участки профиля, назовем характерными точками. На винтах, т. е. в
пространстве, эти точки образуют характерные винтовые линии, по которым
осуществляется контакт теоретических профилей. От состояния этих
винтовых линий или, точнее говоря, кромок на реальных винтах и от их
правильного положения зависит соблюдение минимально безопасного
зазора между винтами. Назовем эти винтовые линии на реальных винтах
уплотняющими кромками винтов.
Уплотняющие кромки винтов циклоидального и цевочного профилей
являются цилиндрическими винтовыми линиями постоянного хода(шага).
Уравнение такой винтовой линии в параметрической форме имеет вид:
A05)
у .= р sin @; + т);
А
где р — радиус характерной точки на плоском колесе;
9/— угол между положительным направлением оси ох и р на плоском
колесе;
А — ход винтовой линии;
т — угол закрутки или закручивания, т. е. угол поворота радиуса р
на торцовой плоскости при образовании винтовой линии.
Наглядное представление об уплотняющих кромках и линиях
контакта — об их характере и длине — дают проекции винтов на торцовую и
боковые плоскости.
Координаты проекций винтовой линии на плоскости xoz и yoz получим
из уравнений A05):
xt=
A06)
Знаки в уравнениях A06) указаны для принятой нами правой системы
координат и винтов, расположенных как показано на рис. 70: знак плюс —
для ведущего винта правой нарезки; знак минус — для ведомого винта
левой нарезки.
Координата z меняется от нуля до / — длины винта.
Найдем линии контакта винтов исходного асимметричного
одностороннего профиля (рис. 63) как наиболее простого и включающего в себя
основные элементы всех профилей. Линии контакта этого профиля в
соответствии со сказанным выше приближенно примем такими же и для
корригированных профилей.
Проекции уплотняющих кромок винтов показаны на рис. 70 справа;
торцовое сечение винтов в начале координат показано на том же рисунке
слева.
Линии зацепления на торцовой плоскости и линии контакта связаны
между собой тем, что проекция линий контакта на торцовую плоскость
122
и есть линия зацепления. Имея это в виду, легко построить линии контакта
винтов. Участок 1—5 линии зацепления (см. левую проекцию рис. 70)
очерчивается точкой D1 профиля (рис. 63) и ему соответствует контакт
винтов по линии 1—5 на правой проекции рис. 70. Участок 5—4 есть линия
зацепления (слева) и контакта (справа) цевочного профиля. Участок 4—3
очерчивается точкой А 2 (рис. 63) на линии зацепления, а соответствующий
контакт происходит по 4—3 уплотняющей кромки. Контакт цилиндров
(в данном случае г1н и г2н) происходит по образующей 3—2. Наконец,
участку 2—/ линии зацепления, очерченному точкой F2, отвечает контакт
2-1.
Область нагнетаний
Ведущий бинт
п
Ш
Рис. 70. Линии зацепления и контакта винтов с односторонним
асимметричным исходным профилем зубьев
(рис. 70) происходит
-2—3—4—5—1
p.
—, т. е. равной осевому шагу
Таким образом, по линиям 1-
контакт винтов на участке длиной
зубьев, что соответствует замыканию линии зацепле-
вн и я. На этой же длине происходит полная изоляция одной пары поло-
от соседних, что очень существенно для винтовых компрессоров.
Сколько раз осевой шаг -^- укладывается в длине винтов /, столько же
раз повторяется линия контакта /—2—3—4—5—/ по длине винтов.
Как видно из рис. 70, условие герметичности винтов — отсутствие
разрывов линии контакта — у исходного профиля (рис. 63) выполняется.
Теперь, имея линии контакта винтов, можно полнее оценить качества
профиля.
С целью сравнения основных профилей по одному признаку — длине
линий контакта — на рис. 71, 72, 73 и 74 приведены их линии контакта и
зацепления для винтов с одинаковыми геометрическими параметрами.
Несмотря на то, что здесь изображены лишь проекции линий контакта на
Ведущий бинт
Кромка расточки корпуса
Рис. 71. Линии зацепления и контакта винтов с односторонним
ричным корригированным профилем зубьев
асиммет-
Ведущий винт
Рис. 72. Линии зацепления и контакта винтов с двусторонним
асимметричным профилем зубьев
124
Ведущий Винт
Кромка расточки норписа
Рис. 73. Линии зацепления и контакта винтов с односторонним
асимметричным циклоидальным корригированным профилем зубьев
дерущий винт
Кромка расточки корпуса.
Рис. 74. Линии зацепления и контакта винтов с односторонним симметричным
цевочным корригированным профилем зубьев
126
плоскость, из фигур видно, что самые короткие линии контакта имеют
винты с окружным симметричным профилем зубьев (рис. 74).
Таким образом, линии контакта винтов с применяемыми в настоящее
время профилями состоят из участков винтовой линии, окружности и
прямой.
Длина элемента кривой, как известно, равна
ds
dy = p cos @f -f- t) dv,
dx.
Из уравнений A05) находим:
dx = — p sin @г + т) dx;
dz =
После подстановки получаем
Для цилиндрической винтовой линии постоянного шага Аир —
постоянны. При изменении т в пределах от 0 до т; получаем формулу для
длины дуги винтовой линии
s = T(j/p2 + (|^J. A07)
Угол закрутки xt = -j~-z{, где координата zt для каждого участка
винтовой линии определяется аналитически или снимается с чертежа. При
определении длины линии контакта аналитически однородных участков
следует непосредственно определять xt.
Контакт винтов с теоретическим профилем происходит по
характерным линиям, имеющим следующие параметры:
Для ведущего винта: р = г1н; р = г1н — г0 (^г1н); р = /?х = г1н + г;
при этом Х[ = Tj
стка;
для ведомого
принимает соответствующие значения для каждого
учавинта: р = г
2н;
р = R2 = г2н + r0 (=tr3H); т,- = т2.
Принимая во внимание сказанное, а также рис. 70, получим
следующие формулы для определения длины линий контакта (индексы
указывают участок):
h \2
2л /
180 sin
~ 360
я
Но Р"
180 sin
sin
'46
180 ~ Г1" ё 180
180
A08)
126
причем
Р„ = arctg Цх.
Согласно рис. 63
130
180 ~ m ~ 15)
Тогда приращение координаты составляет:
Полная длина линий контакта в пределах одного осевого шага зубьев
определяется по формуле
2 ii
4- 1
м
X
[р02
cos
sin ft,] . : A09)
Длина уплотняющих кромок между винтами и корпусом — по
вершинам зубьев и по контуру впадин с торцов — легко определяется по
приведенным ранее зависимостям.
Для эллиптического участка профиля зуба уравнения линий
контакта определим, воспользовавшись приведенной выше методикой.
Уравнения линий контакта легко получаются из уравнений
соответствующих профильных поверхностей (см. ниже), в которых необходимо
принять параметр ц>г = const, меняя при этом в уравнениях два других
параметра -ф и %1. Так, для ведущего винта при фиксированном значении
параметра фх, например фх = 0, получим:
Хг = rlH cos тх + a cos ty cos тх — & sin ij) sin т^;
Yx = rlH sin т.! + cl cosa|; sin xx -\- b sini|jcos tx;
и для ведомого винта:
Хч = — A cos т2 + х\ cos i'2 + #Г sin тг;
Уч = A sin т2 — *[ sin T2 + г/1 cos T2:
Ш
Уравнение связи между параметрами (см. п. 11), аналогичное
уравнению D5а),
(аа — Ь2) sin ф cos г|з + arlH sin -ф A — cos Xj) — brlH sin тх cosij? = 0.
Границы изменения параметров легко устанавливаются при расчете.
Произведя необходимые вычисления координат линий контакта на
проекциях винтов (рис. 75), строим соответствующие участки линии контакта:
1—5—4 — для эллиптического участка профиля;
1—2 и 3—4 — для эпициклоидного участка;
2—2' и 3—3' — для окружного участка (или его заменяющего);
2'—3' — для контакта цилиндров по образующим.
Ведущий винт
Ведомый винт
Рис. 75. Линии зацепления
и контакта винтов с
эллиптическим симметричным
профилем зубьев
11. УРАВНЕНИЯ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ВИНТОВ
Выше мы рассмотрели теорию профилирования винтов в торцовой
плоскости. Сведение пространственной задачи к плоской имеет значительные
преимущества.
Однако при решении ряда других вопросов — нахождении линий
контакта, расчете инструмента для нарезания винтов и расчете шаблонов для
их проверки — уже недостаточно знать профили зубьев винтов только
в торцовой плоскости. Необходимо иметь уравнения винтовых
поверхностей.
Винтовую поверхность можно представить себе как результат
движения плоской кривой, параллельной торцовой плоскости и совершающей
вращательное движение вокруг некоторой оси ог с одновременным
поступательным движением вдоль этой же оси. Такую плоскую кривую,
совершающую винтовое движение и образующую винтовую поверхность, будем
называть образующей кривой.
Если расстояние отдельных точек кривой до оси вращения при
движении кривой остается неизменным, то образуется цилиндрическая винто-
128
вая поверхность; если это. расстояние меняется по линейному закону, то
получается конусная винтовая поверхность. ¦ ;¦;
Если движение кривой вдоль оси равномерное, то получим винт
постоянного хода; если оно неравномерное — винт переменного хода.
В винтовых компрессорах, как и воообще в винтовых машинах,
например насосах, применяются винты постоянного хода как наиболее
технологичные. . .¦¦•¦-
Образующаяся кривая винта постоянного хода Л перемещается,
очевидно, вдоль оси z и одновременно поворачивается вокруг нее на угол т,
сохраняя постоянную пропорциональную Зависимость между этими
движениями ¦ '¦'¦¦.. ¦ -^ • '¦<¦':¦¦ '
г==Ш'х' ' (п°)
где h = const. . .
При z = 0 угол т = 0; при z — / угол та = -^-1.
г,
КУ,
Рис. 76. К образованию винтовых поверхностей: а — правой
ориентации; б —:• левой ориентации
Угол т3, представляющий собой угол поворота образующей кривой
вокруг оси oz от плоского торцового сечения при z — 0 до торцового
сечения при г = /, называется углом за к рутки зуба винта,
/ — длина винта компрессора.
Иными словами, угол закрутки зуба винта есть угол на торцовой
плоскости, охватывающий всю дугу проекции винтовой линии зуба.
Перейдем к определению уравнений винтовых поверхностей,
образованных профильными кривыми зубьев винтов. . \ ,
Пусть образующая кривая, лежащая в плоскости XiOlyl (рис. 76),
совмещенной с торцовой плоскостью винта (с торцом всасывания), задана
уравнениями в параметрическом виде:
х{ = Oi (X);
^ = фцМ; . . (Ш)
где К — некоторый параметр образующей кривой, например угол
обкатки ф, или радиус-вектор р, или угол я|), заключенный между нормалью
к профилю и осью х и т. п. Таким образом,. К — есть параметр профиля
9 И. А. Сакун
,129
образующей кривой в торцовой плоскости. Он определяет форму профиля
в этой плоскости.
При повороте образующей кривой на угол т. вокруг оси огг,- вследствие
винтового движения ее каждая точка кривой также повернется на этот же
угол и одновременно переместится вдоль оси otzt (рис. 76).
Винтовая поверхность, которую опишет в результате такого движения
образующая кривая, выражается следующими уравнениями в подвижных
координатах, жестко связанных с винтом (индексы опускаем):
— Q)i (К) cos т + Фп (К) sin т;
| A12)
где угол т — есть параметр закрутки образующей кривой, т. е. угол
поворота винтовой поверхности вокруг оси винта. Верхние знаки
выбираются для правых осей и винта правой нарезки (рис. 76).
Для винтов неизменного профиля в торцовом сечении функции Фг (к),
Фи (А.) и Фш (к) остаются постоянными по длине винта, т. е. не зависят
от т.
Выше, в пп. 7 и 10 был изложен метод определения сопряженных
профильных поверхностей по одной заданной.
Функциональный определитель 3-го порядка A03) устанавливал связь
между тремя параметрами сопрягаемых поверхностей. Это метод
дифференциальной геометрии.
В данном случае метод аналитической геометрии позволяет решить ту
же задачу, но менее громоздким путем.
Коль скоро уравнения сопрягаемых профилей известны хотя бы в одной
плоскости, нет необходимости вновь находить один из них по заданному
второму. Рациональнее воспользоваться готовыми уравнениями
сопряженных профилей и уравнением связи параметров на плоскости
(например, торцовой) и получить непосредственно по образующим профилям
(кривым) уравнения описываемых ими поверхностей.
Пользуясь общими уравнениями A12), составим уравнения
поверхностей для винтов, прежде всего, асимметричного профиля зубьев как
общего случая профилей, применяемых в компрессорах.
Ведущий винт
Назовем отношение ~ = рг винтовым параметром или осевой
константой винта.
Винтовая поверхность контура РйАх (рис. 65). Цилиндрическую
винтовую поверхность РОАХ можно рассматривать как поверхность,
образованную винтовым движением дуги Р0А1 окружности г1н.
Уравнение винтовой поверхности РОАЪ согласно уравнениям G4) и
A12), будет:
Хг = rlH cos ax cos тх — rlH sin ax sin тх = rlH cos (oj +
У г = 'г-ы sln К + Ti);
2 =^T
A13)
Параметр а1 изменяется в пределах от 0° до а0 (см. п. 9) для участка
и от 0° до —ао для симметричного участка PqF\-
130
Границы изменения параметра закрутки устанавливаются следующим
образом. .
При аг = 0 угол х± = 0, при ах = а0 угол xt = а0, поскольку
Винтовая поверхность участка AXBX (рис. 65). Уравнения винтовой
поверхности в соответствии с E8) и A12) будут:
Х1 = аг cos (а0 + фх + тх) — 0,5 г2„ cos (а0 + ^ + тх);
Yj, = аг sin (а0 + фх + тх) — 0,5 r%H sin (а0 + &2cpi + *i); A14)
Zi = pi*i- ¦¦)¦¦¦'¦
Параметр срх изменяется от у1А = 0 до фв, определяемого по формуле
E9).
Границы изменения параметра %1 устанавливаются по дополнительно
получаемому уравнению связи параметров в зависимости от поставленной
задачи.
Винтовая поверхность участка B\D\. В соответствии с уравнениями
F3) и A12) получим уравнения поверхности:
Хг = A cos (а0 + Фх + Tj) — r2 cos (а0 + kq>t + тх);
Y1 = A sin (а0 + Ф1 + т2) — r2 sin (а0 + k(pt + хг); A15)
Параметр ф1 изменяется от ф1В по F4) до ц>[о по F4а).
Винтовая поверхность участка В1С1. Она выражается тем же
уравнением A15), но параметр фх лежит в пределах фв «с; фх ^ ф1С, где ф1С
определяется по F46).
Винтовая поверхность участка СгОх. Она образована винтовым
перемещением цевочного профиля. Уравнения поверхности, согласно F9) и
A12), получим:
Хх = rlHcos(e4 + Tj)
Пределы изменения параметра if) от ipD = 0 до г|5С1, который
определяется по G2).
Ведомый винт
Осевой ход ведомого винта Л2. Осевая константа ведомого винт
? = '" ! : '
Ведомый винт имеет левую винтовую поверхность, следовательно,
для него необходимо брать нижние знаки в формуле A12).
Винтовая поверхность участка F2E% (рис. 66). Образующей кривой
является радиальная фаска F2E2, определяемая уравнением G5).
Воспользовавшись формулами преобразования координат A12), получим
уравнение винтовой поверхности:
9* 331
имеем:
Параметр р изменяется в пределах от (г2н—• е) до r.iK.
Винтовая поверхность участка E2D2. Согласно уравнениям G6) и A.12)
Х2 = —A cos (ф2 — та) + Rt cos
Y2 = — A sin (ф2 — т2) + Ri sin
Z2 = р2та.
A18)
Пределы изменения параметра ц>х определяются по формуле G7).
Винтовая поверхность участка Вфч (рис. 66). В уравнениях C0)
нужно переменить знак параметра на обратный. После подстановки в A12)
"й преобразований получим уравнение винтовой поверхности:
Х2 = — г pi cos тj + г cos (г|) — т2);)
Уа = га„ sin та + г sin (т|) — т2);
Z2 = рат2.
A19)
Пределы изменения параметра гр определяются по E8).
(" Винтовая поверхность участка АъВъ Согласно уравнению (81) (с
учетом перемены знака у ординаты) и A12), имеем:
JCj, = — р cos @6 + т2);
Г2 = psin@e + T2);
Z2 = р2х2;
A20)
где радиус-вектор г2 ^ р «^ г2н.
Этим исчерпываются участки профильных винтовых поверхностей
одностороннего асимметричного корригированного профиля. Уравнения
винтовых поверхностей двустороннего асимметричного профиля можно
получить аналогичным способом с помощью уравнений профилей
соответствующих участков на торцовой плоскости.
Для этого необходимо переписать их в пространственную систему
координат XXYXZX, воспользовавшись выражением A12). Границы
изменений параметров были указаны выше при рассмотрении двустороннего
асимметричного профиля.
Для вывода уравнений поверхностей эллиптических участков профиля
воспользуемся уравнениями C7а) и A12).
Тогда уравнения винтовой эллиптической поверхности ведущего винта
^участок C\D\C\) (рис.61), имеющего правую ориентацию нарезки:
Хх = rlH cos Tj + «cos \J) cos Ti — b sin ij) sin тг;
Yx = rlH sin тх + a cos ip sin хг + b sin <f> cos тх;
A21)
Фде рл — винтовая константа ведущего винта;
Ах — ход ведущего винта.
032
Уравнения винтовой поверхности сопряженного е эллиптическим
профилем на ведомом винте, имеющем левую ориентацию нарезки
(участок A2D2A2), получим из D46) и A12):
Х2 — — A cos (фг — т2) + х\ cos (?ф1 — т2) — yl sin (/6ф1 — Тг);
У2 =f — A sin (ф2 — т2) + х[ sin (Аф1 — т2) + «/Г cos (^ф! — т2);
где А2 — ход ведомого винта;
р%—винтовая константа ведомого винта; :
А. к у\ — координаты торцового профиля по уравнениям C7а). :
В уравнения A21) и A22) входят параметры tf>; фх и хх. Они взаимно за-'
висимы и поэтому между ними существует связь, устанавливаемая
соответствующим аналитическим выражением.
Согласно изложенной выше методике для установления уравнения
связи между параметрами необходимо раскрыть якобиан:
дХг дХ2 дХ2
d<Pi ' dip ' dtt
d^i ' dip ' dxx
Eh.. Ih.. Jh.
d<h ' dip ' dTt
= 0.
Как указывалось,
dz*
= 0; -5-? = 0, но
aXa ал
О, поэтому
Pi ' -<ty
dYt
= 0.
¦ Далее
sin
— Тг) — уi cos (kq>\ — T2);
= — a sin ij; cos (k<f! — T2) — 6 cos ф sin (Афх — т2);
—1 = — Л/21 COS (ф2 — T2) + X\k COS (^ф1 — T2) — y\k Sin (Аф1 — T2);
= — a slriij) sin (kq>i — т2)
j — т2).
После соответствующих преобразований получаем
sin ^ cos
= 0. ,
ib) ~ ~~ *^ш'21 sin ^ cos
sin ^ ~~
133
И далее, подставляя вместо х\ и у\ их значения из уравнений C7а),
получим
(а% — b2) sin г|з cos -ф + arlH sin i|) A — cos фх) — brlH sin фх cos \jj = 0.
Таким образом, получили, как можно было ожидать, уравнение D5а),
устанавливающее связь между параметрами я|з и ц>х. Параметр закрутки
зуба т2, оказывается, не является независимым. Действительно,
параметры ф! и Tj, ф, и т2 являются попарно идентичными.
12. УРАВНЕНИЯ ПРОФИЛЯ ЗУБЬЕВ В НОРМАЛЬНОЙ ПЛОСКОСТИ
Нормальной плоскостью называется плоскость, перпендикулярная
к касательной винтовой линии, находящейся на начальном цилиндре
винта. ;
Уравнения профиля зубьев в нормальной плоскости необходимы для
расчета мерительного инструмента — шаблонов.
Их можно получить двумя методами.
1. Рассечь винт нормальной плоскостью. Решить совместно
уравнения винтовой поверхности и нормальной плоскости. Это даст координаты
линии их пересечения, т. е. профиль в нормальной плоскости. Решая
уравнения в общем виде, получим одно уравнение, связывающее
параметры.
2. Повернуть систему осей координат XX,YXZX таким образом, чтобы
одна из плоскостей системы, например X1OlY1, совместилась с нормальной
плоскостью. Пользуясь формулами связи координат, найти новые
уравнения поверхностей после поворота осей. Затем полученные уравнения
поверхностей решить совместно с уравнением нормальной плоскости.
Очевидно, первый метод быстрее приведет к цели. Мы им и
воспользуемся.
Ведущий винт
Напомним, что ведущий винт для конкретности и определенности
изложения выбран нами с правой нарезкой.
Если повернуть ведущий винт, а вместе с ним и оси XXYXZX так, чтобы
ось О1Х1 оказалась перпендикулярной чертежу, а ось OXY t соответственно
заняла положение, показанное на рис. 77, то нормальная плоскость NN
к касательной ТТ винтовой линии на начальном цилиндре в точке 0х
определится уравнением
П—^ctgfr,. A23)
Но для ведущего винта Zx =
= -^-
Тогда
A24)
Подставляя в уравнение A24) выражение Yx из уравнений
поверхностей, получим уравнение, связывающее параметры профиля и закрутки.
Далее, задаваясь значениями одного из параметров, можно найти по
уравнению значение другого. Затем, зная параметры, по уравнениям
соответствующих поверхностей найдем координаты XXYX или Zx и координату
точки профиля ~цх на нормальной плоскости.
Координатами профиля в нормальной плоскости NN явятся
где, согласно рис. 77, а:
% = + Zi cosec 6„;
и i\u
A25)
Участок P0Ai (рис. 65). Заменяя Yt во втором уравнении A13)
выражением A24), получим:
,~0; ,A26)
Из уравнения A26), устанавливающего связь между параметрами аг и
профиля в сечении поверхности нормальной плоскостью, определяется
'*
Рис. 77. Положение нормальной плоскости на винте: а — правой
ориентации; б — левой ориентации
значение одного параметра по выбранному значению другого. Найдя
параметры по уравнению A13), находим Хх и Zu а по уравнению A24)—Y^
Таким образом, уравнениями профиля в нормальной плоскости
являются:
Хх = rlKcos К + тх); 1
%= ±ZX cosec pK f
и уравнение A26), устанавливающее связь между параметрами в
плоскости нормального сечения.
Участок A-lBx- Приравнивая уравнения A14) и A24), имеем
аг sin (a0 + 9i + fi) — 0,5 rw sin (a0 + k^ + ta) + p^ ctg ря = О. A28)
Это уравнение связывает параметры фх и тл в плоскости нормального
сечения.
Определяя координаты профиля Хх и т^ в нормальной плоскости,
аналогично предыдущему: первую из них находим по уравнению A14),
а вторую из выражения
%= ± Zx cosec рк
или
% = ± ^isec Р«.
где Zx находим по A14), Ух — по A24).
135
.. Уравнения профиля в нормальной плоскости составляются так же,
как и в предыдущем случае.
Участок B\D\. Из уравнений A15) и A24) получаем, аналогично
предыдущему,
A sin (а0 + Ф1 + %) — /уsin (а0 + k^ + та) + р^ ctg ft» = 0. ; A29)
Уравнение A29) позволяет найти один параметр по заданному другому.
Далее находятся уравнения профилей в нормальной плоскости указанным
выше способом.
Участок ВхСх. Он выражается теми же уравнениями, что и
участок BiD[, но пределы изменения параметров в нем иные (см. п. 11).
Участок C^j. Приравнивая ординаты уравнений A16) и A24),
получим: ... •¦';¦;' . ....
rlH sin (84 + т,) + г sin @t + та — ф) + РЛ ctg ft» = 0;" A30)
sin (в4 + Ti — г|>) =¦ - -i- [рл ctg ft» + rM sin (в, -f %)].
Задаваясь значениями т1( определяем соответствующие им углы г|з,
причем, как и везде, пределы изменения угла остаются прежними.
Для эллиптического участка профиля ведущего винта имеем
[приравниваем второе уравнение A21) и уравнение A24)]:
r1«sinTl + acost|;sinT1 + 6sinij)CosT1 + p1T1ctgft< = 0 A31)
или
- ¦ х{ sin ti + Ух cos ti + pxri ctg р„ = 0. ¦ A31 a)
Приняв значения параметра ф теми же, что и при расчете координат
в торцовой плоскости х\ и yl по C7а) из уравнений A31) или A31а),
можно определить параметр тг. Затем эти значения параметров ф и tj
подставляем в уравнения A21) и находим координаты XXYXZX и
координату точки профиля tjj на начальной плоскости.
Ведомый винт
Принимаем, что ведомый винт имеет левую ориентацию. Изменение
направления нарезки винтов на противоположное не меняет вида
уравнений, но меняет у некоторых членов знаки. Для расчета инструмента
направление нарезки несущественно, так как инструмент не меняется при
изменении направления нарезки винтов, но изменяется его установка
относительно оси винта. В этом случае можно оба винта считать правыми
или оба левыми.
Однако какое-то определенное направление нарезки необходимо
выбрать, чтобы соблюсти знаки в расчетах.
Повернем винт так, чтобы ось О2Х2 оказалась перпендикулярной
чертежу, а ось O2Y2 заняла положение, показанное на рис. 77, б.
Нормальная плоскость NN проходит через начало координат О2У
находящееся в точке касания касательной ТТ к винтовой линии на
начальном цилиндре.
Уравнение плоскости NN
ra = Z3ctgpK. ¦ ¦ ¦ -. , A32)
m
Для ведомого винта
А*
Ж
тогда
y2 = p2T2ctgpH. A33)
Найдем уравнения связи параметров профиля в нормальной плоскости
для различных участков.
Участок F2E2 (рис. 66). Уравнения A17) и A33) позволяют
написать
'¦¦-..'¦ psin(e6 + T2)±p2T2ctgp« = 0. A34)
Задаваясь значениями т2, можно найти соответствующие значения
второго параметра р, границы изменения которого были указаны выше.
Практически для этого участка достаточно найти значения параметров
двух крайних точек при р = ггн и при р = г2.
Затем, по уравнению A17) находятся Х2 и Z2, после чего может быть
найдена вторая координата профиля в нормальной плоскости
ть= Z2cosecpK \
или , л, о " } A36)
Tia = y2secpV J
Участок E2D2. Приравнивая второе уравнение A18) и A33),
получим
— i4sin(cp2 — т2) +/?! sin (^фх — T2)±p2T2ctgPK = 0. A36)
Здесь параметрами являются ф2 и т2. После их определения находятся
Х2 и Z2 по уравнению A18). Далее, как обычно, находится вторая
координата т]2 профиля в нормальной плоскости.
Участок Вфч. Из уравнений A19) и A33) имеем
Г2„ sin т2 +1|) sin (г|> — т2) ± р2т2 ctg % = 0. A37)
Участок А'ъВ'ъ. Из уравнений A20) и A33) получаем
PM = 0. A38)
В уравнениях A34), A36), A37) и A38) верхние знаки относятся к винту
левой ориентации; нижние — к винту правой ориентации.
Уравнение связи параметров для эллиптического участка профиля
ведомого винта будет:
— A sin (ф2 — т2) + rlK sin (&ф! — т2) + a cos г}) sin (Афх —т2) -f-
+.6sini|>cos(&p1 — т2) — p2x2ctgP« = O A39)
или
х\ sin (Лф! — т2) + у\ cos (?ф1 — т2) — A sin (фг — т2) — РгТгctg % = 0. A39 а)
Из этого уравнения определяем параметр т2 по заданному фх. Затем, по
уравнениям A22) определяем координаты X272Z2. Координата т]2
определяется по A35).
137
13. УРАВНЕНИЯ ПРОФИЛЯ ЗУБЬЕВ В ДИАМЕТРАЛЬНОЙ ПЛОСКОСТИ
Профиль зубьев винтов в диаметральной или осевой плоскости является
следом профильных поверхностей на одной из диаметральных плоскостей.
В принципе любая диаметральная плоскость может дать искомый профиль
зубьев, но удобнее выбрать такую диаметральную плоскость, которая
привела бы к упрощению расчета профилей в этой плоскости.
Такими плоскостями являются плоскости Х{ = 0; Yt = Оили Y{ = Х{.
Выберем диаметральную плоскость, определяемую уравнением Х{ = 0,
и рассечем ею поверхность винта. След от пересечения поверхности
впадины винта плоскостью Xt = 0 и есть профиль впадины в диаметральной
плоскости.
Уравнение связи между параметрами находится из уравнения
поверхностей винта, если положить в нем Х{ = 0. Два других уравнения Y{ =
= / (к) и Z[ = / (к) дают координаты профиля впадины в диаметральном
сечении. ¦ • '¦ '¦ !" '•¦ ¦¦ ¦'
Рассмотрим аналитически однородные участки, составляющие
профили впадин винтов.
Ведущий винт
У ч а с т о к РОАХ (рис. 65). Полагаем в уравнении A13) Хх = 0, тогда
cos (а,, + тх) = 0, откуда: 1) ах + хх = —\ 2) ах + хх = -~ и т. д.
Из этого следует, что уравнениями участка в осевой плоскости явятся:
Причем, если ах = 0, то tj = -5-. Если ах = а0, то
Уравнение A40) есть уравнение образующей начального цилиндра.
Участок АХВХ. Аналогично предыдущему, из уравнения A14)
имеем
axcos(a0 + qx + Tx) — 0,5 r2Mcos(a0 +fc^+ 1^) = 0. A41)
Это уравнение, связывающее параметры ух и хх профиля в осевой
плоскости. Но, возвращаясь к уравнению E8) профиля в торцовой
плоскости, можно написать
[ах cos (a0 + cpj) — 0,5 riH cos (a0 + k2q>x)] cos xx —
— [ax sin (a0 + <Pi) — 0,5 x2fl sin (a0 + k&J] sin xx = 0,
откуда
tg ¦_ at COS («o + 9i) — О.бгзкСОбК + Ааф!) 4 ,,.„.
1ё ll ax sin (a, + <px) - 0,5 rw sin (a, + k2<px) ут ' ^^>
Пользуясь уравнением A42), по координатам точек профиля в
торцовом сечении можно определить значение параметра закрутки (для
выбранных точек участка), а затем по уравнению A41) найти значение параметра
положения для этих же точек.
138
После этого два других уравнения A14) совместно с A41) дадут
уравнение профиля в осевой плоскости.
Участок B\D\. Аналогично предыдущему получаем уравнение
связи параметров [см. A15)]
A cos (а0 + Фх + ti) — r2 cos (а0 + &<Pi + тх) = 0. A43)
Можно также написать, несколько преобразовав уравнение A43),
A cos («о
— r2 cos (а0
фх) — г2 sin (а0
„г
Итак, уравнениями профиля в осевой плоскости явятся: второе и
третье уравнения A15) и A43).
Пределы изменения параметра фх для этого участка были указаны выше.
Для участка В1С1 справедливы те же уравнения, что и для участка
B\D\, но границы изменения параметров иные, как установлено выше.
Участок CxDj. Уравнение связи параметров для этого участка
профиля получим из A16)
cos @4 + тх) + ~ cos (84 + % — ф) = 0
или также
sin
sin @4 —
A45)
A46)
Пределы изменения параметра указаны выше.
Ведомый винт
Участок F2E2 (рис. 66). Приравняв первое уравнение A17) нулю,
получим р cos (95 -j- т2) = 0, но р ф 0, следовательно,
о
Из этих значений имеют смысл лишь те, которые дают координату Z,
не выходящую за пределы длины винта,
lib
Два других уравнения A17) дают координаты профиля фаски в осевой
плоскости:
A47)
где т2
= ~2 88.
Как показывает уравнение A47),
профиль F2E2
в осевой плоскости, так же как и в торцовой, представляет собой участок
радиальной прямой с длиной в пределах
У ED И A
Участок E2D2. Из уравнения A18) имеем
гш.
—A cos (фа — т2)
cos
— тг) = 0.
A48)
139
- Также можно написать ;"'.:;¦
(—Л со5фг +,./?! cos &фх) cost2 + (—A sin q>2 -f Rx sin ?фх) siriT2 = 0,
откуда
tg т~ =
— Л sin
sin
Пределы изменения параметра фх указаны формулой G7).
Соответственные пределы изменения параметра закрутки устанавливаются по A49),
Участок B4D4. Уравнение A19) при Х% = 0 дает
— cos (ib — г») — cos т, — 0
Чн
ИЛИ
также
i • '¦-')
_
г%н — r cos ш
r sin tb
__ A2H COS tj + Г COS AJ) — T2) X2
sin т, + г sin (ilp — т2)
Участок Лг^г-' Из A20) имеем:
' 9e + Тг = -сг; -я- я и т. д.
Затем получаем уравнения профиля в осевой плоскости
Y2 = р;
A49)
A50)
ГЛАВА III
конструкция винтов.
НОМИНАЛЬНЫЕ ПРОФИЛИ ЗУБЬЕВ
14. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ РАЗМЕРЫ ВИНТОВ
Окружные шаги зубьев ведущего и ведомого винтов на начальных
цилиндрах должны быть одинаковыми. На других цилиндрах, кроме
начальных, окружные шаги зубьев винтов различаются, что
обусловливает появление значительных относительных скоростей скольжения. Они
тем больше, чем больше высота зуба по отношению к радиусу начальной
окружности.
Для винтовых поверхностей постоянного осевого хода при сечении их
соосными цилиндрами справедлива зависимость
h = 2я# ctg p\
где h — ход винтовой линии на произвольном (не постоянном) радиусе
винта;
R — радиус цилиндра, на котором расположена винтовая линия;
Р — угол между касательной к винтовой линии на цилиндре радиуса R
и образующей цилиндра, называемый углом наклона винтовой
линии.
Угол между указанной касательной и торцовой плоскостью называется
углом подъема. . -
Если ход ведущего и ведомого винтов обозначить hx и А2, а их числа
оборотов пх и п2, то из условия равенства осевых скоростей получим
очевидное равенство .
h-jiy = h2tit = const,
отсюда
Ai я2 ©г
Л2 ~~ ЯХ ~" (Dj
ИЛИ
Из сказанного следует, что: а) ход винта постоянный не только по его
длине (согласно принятому условию), но и для различных винтовых линий,
расположенных на разных цилиндрах данного винта, поскольку угловая
скорость для всех точек винта одинакова; б) отношение ходов парных
винтов обратно пропорционально числу оборотов или угловой скорости винтов.
141
Отношение угловых скоростей винтов обратно пропорционально числу
их зубьев (заходов) т1 и т2. Это позволяет написать
_±. _ _1_ _ const.
Частное от деления хода винта на число его заходов называется
осевым шагом зубьев винта.
Для соприкасающихся цилиндров радиуса Rt и /?2 Двух совместно
работающих винтов имеем:
hx = 2nR1 ctg Pa hz = 2я/?а ctg p2.
откуда
At" «2 ctgp2 -•»•
В частном случае, когда соприкасающиеся цилиндры являются н а -
ильными и, следовательно, перекатываются друг по другу без
скольжения, из последнего равенства имеем
Jh_ _ Нн_ ctg pw ^ . ctg PiH
Г%Н
h,
Имея в виду, что -^- = in, получаем
Ctg Pitt _ 1
мп А »
т. е. на начальных цилиндрах винтов углы подъема винтовых линий
одинаковы.
Итак,
tgpH = ^ = ^-. A51)
Следует отметить, что в настоящее время по техническим возможностям
станков для нарезки винтов угол наклона зубьев может лежать в пределах:
30° <; рк =^ 60°. Выбирать f>H следует ближе к максимальному значению
(см. гл. IV, V).
Если проследить за точкой, перемещающейся по винтовой линии,
расположенной на поверхности цилиндра, от торца всасывания до торца
нагнетания, то эта точка повернется относительно продольной оси винта
на центральный угол т3, называемый углом закрутки винта. Иными
словами, углом закрутки винта называется угол, на который повернут вокруг
продольной оси винта его торец со стороны нагнетания, относительно торца
со стороны всасывания.
В пределах длины винта / угол закрутки и ход винта связаны
соотношением
12L
2л
A52)
В зависимости от величины угла закрутки в винтовом компрессоре
могут возникать два положения:
1) когда к моменту начала сжатия газа в полости ведущего винта она
полностью уже освобождена от заполнявшего ее зуба ведомого винта;
142
2) когда к моменту начала сжатия газа в полости ведущего винта она
еще частично занята (заполнена) со стороны торца нагнетания зубом
ведомого винта.
Угол закрутки, при котором полость ведущего винта только
освободилась от заполнявшего ее зуба ведомого винта в момент начала сжатия газа
в ней, называется предельным углом закрутки винта. Выбор величины
угла закрутки винта будет рассмотрен в IV главе.
В гл. I указывалось, что ведущие иностранные фирмы производят
винтовые компрессоры преимущественно в соответствии с
разработанными ими типоразмерными рядами этих машин. Машины ряда, как
правило, сохраняют геометрическое подобие при значительной унификации
узлов, причем за основу принят наружный диаметр винтов.
В нашей стране, как отмечалось, разработан типоразмерный ряд
винтовых машин. Принятые в ряде винты имеют наружные диаметры,
отвечающие ГОСТу 8032—56 (знаменатель ряда R10), причем наружные
диаметры ведущего и ведомого винтов одинаковы.
Наружные диаметры винтов типоразмерных рядов имеют следующие
размеры (мм): 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630.
Выработанные практикой основные соотношения геометрически
подобных винтов типоразмерного ряда при числе заходов зубьев по схеме 4/6
D — на ведущем и 6 — на ведомом) приведены в табл. 3. Эти соотношения
пригодны как для винтов с окружным, так и для винтов с эллиптическим
профилем зубьев. Другие геометрические параметры винтов являются
производными от указанных в таблице. Здесь они не приводятся.
Необходимо отметить, что соблюдение полного геометрического подобия винтов,
охваченных рядом компрессорных машин, позволяет существенно
сократить расчеты кинематических и геометрических параметров машин всего
ряда, а также режущего и мерительного инструмента и приспособлений.
При соблюдении одинаковых наружных диаметров ведущего и
ведомого винтов существует вполне определенная зависимость между
относительной высотой головок зуба ведущего винта ? = -^- , ведомого винта
So = —2- и передаточным числом, а именно
С =(»и-1) + Ь,. A63)
Эта зависимость легко получается, если приравнять наружные
диаметры винтов, выраженные через диаметр начального цилиндра ведущего
винта:
<k — A + *2i?o) hi dlH.
Из выражения A53) вытекает, что для принятого t12 увеличение
относительной высоты головки зуба ведущего винта, заметно влияющей на
производительность компрессора (и коэффициент использования торцовой
площади винта, см. гл. VI), возможно только за счет г0 (?0). Для
одностороннего профиля (?0 = 0) при наиболее распространенном передаточном
числе t12 = 1,5 относительная высота зуба ? = 0,5.
Увеличение г0 нежелательно по следующим причинам:
1) увеличивается осевая негерметичность профиля;
2) увеличиваются размеры петли на теоретическом зацеплении
цевочного профиля, что может привести к необходимости его исправления или
применения другого типа профиля, например эпи-гипоциклоидного и др.;
143
Таблица 3.
Основные параметры геликоидов типоразмерного ряда винтовых компрессоров
(номинальные значения)
Параметры
Наружный радиус винтов
Радиус начальной окружности винта
Межцентровое расстояние
Высота головки зуба
* Высота ножки зуба
Формула
—
—
Л = r1H -f rw
r = R — r1H
ro^R — rw
Размерность
MM
мм
MM
MM
MM
Обозначение или величина винта
ведущего
Rx
Г1Я==-25Й
ведомого
R%
HH = -^R
a-JLr
г-9 R
г»= 25 #
r° - 25 R
Примечание
Rl~ R2 = R ¦
—
Для эллиптического
профиля а = г
—
Для относительной длины винтов X — 1,35
Длина нарезанной части винта
Ход нарезки винта
l = 2\R
: —
MM
MM
l = 2,7R
hx = 3,2/?
Л2 = 4,8Я
—" . ¦
г
>
п
Параметры
Угол наклона винтовой линии к оси
зуба на делительном цилиндре
Угол закрутки винта
Формула
2л ,
Ъ-Л /
Размерность
рад
рад
Обозначение или величина винта
ведущего
ведомого
pK-arctg igl
2,7я
Tl3 1,6
Tja — '21Т13
Продолжение табл. 3
Примечание
Р„ = 51°29'17,206'
Для относительной длины винтов Я = 1,0
Длина нарезанной части винта
Ход нарезки винта
Угол наклона винтовой линии к оси
зуба на делительном цилиндре
Угол закрутки винта
/ = 2XR
—
* R, — радиус отверстия в корпусе компрессора под ведомый винт.
мм
мм
' рад
рад
¦ l=2R
А1=2,4/?
ft,-«tg ?.
2я
т.23 =" 'г1т1з
—
—
Р„-59°10'11,772*
—
3) на ведомом винте увеличивается крутящий момент, направленный
против вращения винта (см. гл. IX), что увеличивает нагрузку на шестерни:
связи, а при отсутствии последних у маслозаполненных машин — и это-
опасно — на площадки контакта винтов.
Вместе с тем, тенденция последних лет состояла именно в увеличении
г0 (?0) по причинам, указанным ниже (см. гл. IX). В настоящее время
многие фирмы приняли величину
разумеется, для окружных профилей и при одинаковых наружных
диаметрах винтов.
15. ТЕПЛОВЫЕ ДЕФОРМАЦИИ КОРПУСА КОМПРЕССОРА
Для расчета окончательных размеров винтов имеют значение те
деформации корпуса машины, которые оказывают наибольшее влияние на
изменение зазоров прежде всего между винтами по линиям контакта и между
винтами и корпусом. На эти зазоры оказывают влияние тепловые
деформации корпуса в плоскости продольных осей (в плоскости, в которой лежат
оси обоих винтов) и силовые деформации корпуса. Последние заметны
в корпусах, имеющих разъем в плоскости продольных осей.
Силовые деформации корпуса компрессора увеличивают радиальный
зазор между винтами и корпусом особенно в области повышенных
давлений. Изменение этих зазоров необходимо учитывать при расчете протечек
и перетечек газа между корпусом и гребнями зубьев винтов (см. гл. V).
Однако эти деформации корпуса не влияют на взаимное положение
винтов, поэтому здесь мы их рассматривать не будем.
Тепловые деформации корпуса компрессора в плоскости продольных
осей изменяют межцентровое расстояние в корпусе, а иногда вызывают
перекосы осей, т. е. изменяют взаимное расположение винтов.
Увеличение межцентрового расстояния в корпусе определяется по>
формуле
Дг-Ллс (*,-*,), A54>
где Ак — межцентровое расстояние в корпусе при температуре t0; оно-
может быть равным или несколько большим номинального
межцентрового расстояния винтов А (см. п. 18);
ак — коэффициент линейного расширения материала корпуса;
tp — температура корпуса между подшипниками при работе
компрессора на заданном режиме;
t0 — температура корпуса во время сборки и обмера компрессора,
обычно равная температуре помещения цеха A8—22° С).
Температура корпуса со стороны всасывания fp и нагнетания tHp может
оказаться неодинаковой, что обусловит и неодинаковое тепловое
расширение части корпуса, находящейся между осями. Поэтому увеличение
межцентрового расстояния между осями опорных подшипников ведущего
и ведомого винтов на стороне всасывания
A54а>
146
на стороне нагнетания
AHK = AKaK(tHp-t0). A546)
Д" и А'к могут различаться. Например, при Ак = 200 мм и tp¦ — tp =
= 40° С получим: для стального корпуса (ак — 1,18 • 10~5-sprj
Д? _ Д« ^ Да* (t; — t'p) = 200 • 1,18,10 • 40 = 0,095 мм;
для чугунного корпуса (ак = 1,04 • 10~ь -sg")
Д? —Д* = 200-1,04-10-40 = 0,083 мм;
для корпуса из сплава алюминия (ак = 1,85 • 10~5 -—г)
Д? —Д* = 200-1,85-10~5-40 = 0,15 мм.
Изменение межцентрового расстояния вследствие теплового
расширения корпуса в плоскостях торца всасывания и торца нагнетания винтов
будет несколько меньшим, чем в торцовых плоскостях, проходящих
через опорные подшипники [формула A54)]. Оно может быть получено
пересчетом: в плоскости торца всасывания
в плоскости торца нагнетания
-с,
A55)
A56)
где с — расстояние от середины опорного подшипника стороны
нагнетания до торца нагнетания винта;
/ — длина винта;
L — расстояние между серединами опорных подшипников ротора.
В неохлаждаемом компрессоре корпус на стороне всасывания имеет
температуру приблизительно на 15—30° С выше температуры
всасываемого газа, причем большие значения для степеней сжатия 2,4—2,8. Однако
при расположении шестерен связи со стороны всасывания и чрезмерной их
смазке и при недостаточном пространстве около них возникает
значительный нагрев корпуса в этой зоне из-за нагрева шестерен вследствие большой
затраты энергии на барботаж. В этом случае температура корпуса в зоне
расположения подшипников может достигать 60—70° С при температуре
всасываемого воздуха 18—20° С.
Обычно температура корпуса в районе опорных подшипников на
стороне всасывания может быть принята равной температуре сливаемого
масла* на выходе из подшипников скольжения. Температура корпуса
в зоне расположения опорных подшипников на стороне нагнетания
определяется также главным образом температурой масла на сливе из
подшипников, а также температурой уплотнений.
Опыт показывает (в случае применения подшипников качения), что
для поддержания стабильной температуры корпуса в районе опорных
подшипников необходимо туда подводить достаточное количество масла для
охлаждения корпуса или охлаждать его иным способом.
10*
147:
У неохлаждаемых компрессоров со степенью сжатия гн ^. 2 -^ 2,5
температура корпуса в районе патрубка нагнетания может достигать
высоких значений. По опытным данным tp^s tH — (8 н- 18)°, где tH —
температура газа на нагнетании. В скобках указаны меньшие значения для
более низких температур нагнетания (и меньших ен). Следовательно, эта
достаточно нагретая часть корпуса расширится и отойдет от винтов,
увеличив зазоры. Противоположная часть корпуса, находящаяся в области
всасывания, нагревается меньше. Здесь при расширении более нагретых
винтов раньше всего можно ожидать касания винтов о корпус.
При степени сжатия в компрессоре более 2,5 и всасывании воздуха из
атмосферы следует предусматривать охлаждение корпуса. У этих
компрессоров температуру Корпуса в районе патрубка нагнетания можно
оценить, воспользовавшись приведенной выше зависимостью.
Температура корпуса со стороны всасывания у охлаждаемых машин
всего лишь на 3-—8° С выше температуры выходящей из корпуса
охлаждающей воды.
У охлаждаемых компрессоров температура корпуса в области опорных
подшипников (и определяющая величину тепловой раздвижки роторов)
Таблица 4
Изменение межцентрового расстояния
вследствие теплового расширения корпуса
Параметры
Межцентровое расстояние
(строительный размер) Ак
Коэффициент линейного
расширения материала корпуса ак
чугун
стальное литье
Температура при сборке и обмере
компрессора tg
Температура охлаждающей воды
Температура масла на сливе
Температура корпуса со стороны
всасывания tep
Температура корпуса со стороны
нагнетания t"
в i .чугун
* \ стальное литье
д« { ¦ ЧУГУН
.: к \ стальное литье
-. ,( чугун
* "¦ ¦ *' \ ' ' стальное литье
Размерность
ММ
ММ
ММ °С
ММ
мм °С
°С
°с
°с
•.. . °с
: °С
мм
мм
мм
•мм
мм -'
мм
Неохлаждаемого
при
ек = 2,5;
120
1,04-10-»
1,18-10-»
20
—
— . '
50
120
0,037
0,042
0,125
0,142
0,09
0,10
Охлаждаемого
водой при
/eC2o;Sc
120
1,04-ГО
1,18-10-»
20
16
40
42
46
—
0,031
—
0,037
— ¦¦ '¦
0,006
148
j
f1
приблизительно равна температуре масла на сливе из подшипников.
При работе компрессора с впрыском воды температура средней части
корпуса фактически равна температуре сжимаемого газа. Объясняется это
тем, что такую же температуру имеет малоподвижная граничная пленка
жидкости, покрывающая внутреннюю поверхность корпуса. Винты в этом
случае имеют более низкую температуру, чем корпус, поскольку они
омываются водой более низкой температуры.
У маслозаполненных компрессоров (с е„ = 8+9) температура корпуса
практически равна: на всасывании — температуре подаваемого в
компрессор масла; на нагнетании — на 5—10° С выше этой температуры.
Представление об увеличении межцентрового расстояния вследствие
теплового расширения корпуса дают данные, приведенные в табл. 4 для
экспериментального компрессора. Межцентровое расстояние Ак и
температуры были измерены, а величины тепловых расширений
определялись расчетом. С целью сравнения для тех же размеров и температур
подсчитаны расширения стального и чугунного корпусов.
Как видно из приведенных данных, наибольшее увеличение
межцентрового расстояния происходит у неохлаждаемых компрессоров. При этом
разность теплового расширения на стороне нагнетания и всасывания
достигает 0,1 мм, что в несколько раз превышает допуск на
непараллельность осей при изготовлении. При больших температурных перепадах или
при больших межцентровых расстояниях разность теплового расширения
Д" — А"к будет, естественно, большей.
Таким образом, температура различных участков корпуса, в том числе
и участка между подшипниками (определяющего изменения расстояния
между осями винтов), зависит от многих факторов. Только тщательный
анализ влияния всех факторов в каждом конкретном случае позволяет
подсчитать изменение зазоров вследствие тепловых деформаций.
16. ДЕФОРМАЦИИ ВИНТОВ
Изменение диаметрального размера винта при нагреве определяется
выражением
Ad^d^ittp-to), A57)
где dt — диаметральный размер сечения винта, для которого
определяется тепловое расширение;
а„ — коэффициент линейного расширения материала винта;
t{p — рабочая температура винта в выбранном торцовом сечении;
t0 — начальная температура при обмере винтов.
Для определения теплового расширения винтов необходимо и
достаточно найти температуры винтов вблизи торцов всасывания и нагнетания.
Измерение этих температур показало, что они зависят (при прочих равных
условиях) от степени сжатия, от числа оборотов компрессора, от способа
охлаждения машины и от зазоров (сечения щелей). Представление о
некоторых из этих зависимостей дают кривые, приведенные на рис. 78, которые
позволяют отметить:
1. Температура поверхности винта taT изменяется в направлении
его продольной оси в зависимости от степени сжатия ен, причем у торца
нагнетания это изменение происходит значительнее, чем у торца
всасывания (рис. 78, б). С увеличением степени сжатия температура винтов
увеличивается.
Г49
2. С увеличением числа оборотов температура винтов снижается
вследствие улучшения теплообмена, поскольку большая часть поверхности
винтов (со стороны всасывания) оказывается более нагретой, чем
омывающий ее газ (рис. 78, а). Этим же объясняется и более низкая температура
ведущего винта по сравнению с ведомым.
3. Охлаждение корпуса (водой) оказывает существенное влияние на
температуру поверхности винтов вследствие, во-первых, снижения
температуры нагнетаемого газа и, во-вторых, увеличения отдачи тепла
винтами (рис. 78, а).
50
б)
Сторона
всасывания
п= 9500 off/'мин
Корпус охлаждаемый
150
то ¦
50
-
S3
- ¦ i i i
\
6H'3,0;tH=/97°Cy
г**
/°С
.eH-2,b;t'H=!5!°C
Сторона
ВО
120
180
Рис. 78. Изменение температуры винтов по их длине: а — при
переменном числе оборотов и постоянной степени сжатия для
охлаждаемого водой и неохлаждаемого корпуса; б — при
переменной степени сжатия и постоянном числе оборотов для
охлаждаемого корпуса
— ведомый винт; — ведущий винт
Изменение температуры винтов по длине (у охлаждаемого компрессора)
имеет параболический характер (вогнутостью, обращенной кверху).
У неохлаждаемых машин это изменение близко к линейному (рис. 78, а),
а знак кривизны — противоположный предыдущему.
Обработка экспериментальных исследований показала, что между
температурой винтов у торцов и температурой нагнетаемого газа,
замеренной в камере нагнетания вблизи от винтов, существует линейная
зависимость. Установлен также весьма любопытный факт, что на одну прямую
tgT = f (tH) весьма хорошо ложатся точки для одной и той же винтовой
машины, работающей с неохлаждаемым корпусом, охлаждаемым водой,
со впрыском воды (примерно 20% по весу) и в качестве маслозаполненной.
150
.в.
200
На рис. 79 представлены такие зависимости. Верхние прямые
характеризуют зависимость температуры винтов (ВЩ и ВМ) у торца нагнетания.
Здесь показаны экспериментальные точки для охлаждаемого и неохла-
ждаемого компрессора. На эти же прямые ложатся точки для маслозапол-
ненной машины (на рисунке они не показаны, так как находятся за
пределами чертежа). Несколько ниже этих прямых располагаются
экспериментальные точки для машины, работающей с впрыском воды.
На нижней прямой, характеризующей температуру винтов у торца
всасывания, точки ложатся с некоторым разбросом Известно, что
температура винтов у торца
всасывания не определяет величину
минимально безопасных зазоров. Но
знать эту температуру также
необходимо, особенно в том случае,
когда расточке корпуса под винты
придается небольшая конусность,
позволяющая выдержать в
рабочем состоянии машины
одинаковые зазоры между винтами (по их
длине) и корпусом.
Для определения температуры
винтов.у торцов можно
воспользоваться следующими
эмпирическими зависимостями: температура
более нагретого (ВМ) винта у торца
нагнетания и у торца всасывания
>S0
ЮО
50
l,02tH-7;
A58)
_У_торца нагнетания
ВМ
У торца всасывания-
I
150
П±
200
ГДе / __ температура газа В камере Рис- 79 Зависимость температуры торцов
г о/- винтов от температуры нагнетаемого газа
нагнетания в С; н }V
t. - Температура ВСаСЫВаеМОГО Х ~ охлаж«аемый корпус; О - неохлаждаемый
газа в °С.
Эти зависимости приблизительно справедливы для компрессоров
с температурой нагнетания 60—220° С, со степенью сжатия 1,8—3,5
и окружными скоростями, составляющими 60—100% от оптимальной.
Вторая из зависимостей A58) справедлива для машин с охлаждаемым
корпусом и для неохлаждаемых.
Для маслозаполненных машин feT ^s t масла, подаваемого в
компрессор; для компрессоров, работающих с впрыском воды, feT воды,
впрыскиваемой в машину.
Изменение межцентрового расстояния винтов вследствие теплового
расширения в плоскости торцов всасывания будет
А« = Аав (?д — /0) A59)
и в плоскости торцов нагнетания
Ae = Aae(t" — t0). A60)
Увеличение межцентрового расстояния вследствие теплового
расширения винтов полностью или частично компенсируется увеличением
межцентрового расстояния в корпусе. Следовательно, изменение зазоров между
151
винтами фактически будет меньшим, чем величина теплового расширения
винтов.
Наибольшее изменение зазоров между винтами будет иметь место
в плоскости продольных осей (рис. 80 и 83), а именно:
в плоскости торцов всасывания
А' = АГ-Д?; A61)
в плоскости торцов нагнетания
д« = д^_д«. A62)
Таким образом, изменение зазороп между винтами в плоскости
продольных осей винтов легко определяется, поскольку радиусы-векторы
некоторых (Di, D2) характерных точек профиля зуба лежат на одной
прямой.
Для других характерных точек профиля А2 и F2 и соответствующих,
им точек на профиле зуба ведущего винта радиусы-векторы, проведенные
из центров ведомого и ведущего винтов, составляют между собой угол
меньше я. Изменение зазоров между этими точками и профилем зуба
ведущего винта, измеренное по нормали к профилям, может быть
определено по приведенным ниже формулам с учетом знаков величин, входящих
в них. Важно подчеркнуть, что окружная часть цевочного профиля обоих
винтов входит во взаимный контакт одновременно всеми точками,
находящимися в торцовой плоскости, что приводит к одновременному выбору
зазоров между профилями. Уменьшение зазора до нуля на этом участке
профиля недопустимо, так как это приведет к распору (расклинке) винтов,
и поэтому на этом участке должен быть назначен несколько больший
зазор, гарантирующий в любом случае отсутствие касания винтов.
Характер циклоидального зацепления совершенно иной. Так, точки
Л 2 и F2 профиля ведомого винта (рис. 48, 64) при расширении винтов
как бы скользят по радиальным прямым. Точки профиля зуба ведущего
винта подчиняются тем же законам тепловых деформаций. Это приводит
к тому, что зазоры между профилями (зубьями) винтов в этих точках
изменяются при тепловых деформациях мало. Кроме того, что уже отмечалось,
касание винтов по линиям контакта, образованным этими точками,
приводит к быстрому их износу и обычно проходит незаметно.
Силовые деформации винтов — прогибы нарезанной части ротора
вследствие действия на них сил давления газа — обычно невелики. Однако
с увеличением размеров роторов и повышением давлений увеличиваются
и деформации прогиба, достигая сопоставимых с другими видами
деформаций величин.
Действующие на винты силы могут быть заменены с целью упрощения
решения задачи сосредоточенными силами (см. гл. IX). Расчет прогибов
винтов производится аналогично расчету прогибов балок переменного
сечения. Последний общеизвестен и поэтому здесь не приводится.
17. ВЛИЯНИЕ ДРУГИХ ФАКТОРОВ НА ИЗМЕНЕНИЕ ЗАЗОРОВ
МЕЖДУ ВИНТАМИ
Кроме рассмотренных тепловых и силовых деформаций корпуса
и роторов на изменение величины зазоров оказывают влияние также:
а) осевое перемещение роторов; б) всплытие роторов при образовании
масляного клина в подшипниках скольжения; в) угловой люфт винтов
152
вследствие бокового зазора в шестернях связи (при наличии таковых),
приводящий к перераспределению зазоров (и изменению суммарной
величины протечек газа через них).
При наличии шестерен связи в машине угловой люфт в шестернях
должен быть меньше возможного углового люфта винтов, причем люфты
так должны быть распределены, чтобы касание винтов было исключено.
Это необходимо обеспечить потому, что в ряде случаев возможна
перекладка крутящего момента с одного вала (шестерни) на другой. Как будет
показано ниже (гл. IX), у винтов с асимметричным профилем зубьев (и
вообще с циклоидальным или эллиптическим профилем, а также у
некоторых двусторонних профилей) шестерня ведомого винта является
ведущей. При рабочем контакте зубьев шестерен связи зазоры между зубьями
ведомого винта в точках Л2 и Fг и зубом ведущего (рис. 63 и 82)
выдерживаются, как правило, примерно одинаковыми
Во избежание касания винтов при случайном отставании ведомого
винта (например, из-за превышения момента трения над крутящим
моментом ведомого винта) необходимо выполнить условие
A63)
где ст1п — наименьший боковой зазор между зубьями шестерен связи
в торцовой плоскости.
В целях уменьшения зазоров между винтами необходимо выбирать
боковые зазоры между зубьями шестерен связи минимальными, равными
примерно половине бокового зазора, предусмотренного ГОСТом на
зубчатые колеса. Учитывая все сказанное, представляется более
целесообразным между зазорами Д^ и Д,} выдерживать соотношение, несколько
отличающееся от указанного выше, а именно
В этом случае при меньшем суммарном зазоре между зубьями винтов
легче выполнить условие A63).
На других участках контакта винтов (линии 2—3, 4—5, рис. 70)
угловой люфт в шестернях связи практически либо совсем не сказывается
на зазорах винтов, либо сказывается незначительно.
Тепловое расширение шестерен связи, как правило, превышает
увеличение межцентрового расстояния из-за нагрева корпуса х. Поэтому
боковые зазоры между зубьями шестерен после сборки и в рабочем
состоянии могут отличаться: они несколько уменьшаются при опорах качения
и несколько увеличиваются по сравнению со сборочными при опорах
скольжения из-за раздвижки роторов при образовании масляного клина
в подшипниках. '; . . -
Изменение величины бокового зазора бш между зубьями шестерен легко
определяется в случае, когда известно полное изменение межцентрового
расстояния ДЛ по сравнению с номинальным
бш = 2 ДЛ sin адн,
где сс5я = 20° — угол зацепления в нормальном сечении.
1 Корпуса, изготовленного из черных металлов.
Здесь не рассматриваются технологические погрешности, неизбежно
возникающие при изготовлении деталей.
Осевое перемещение роторов происходит вследствие: а) теплового
расширения участка вала между упорным подшипником и ближайшим
торцом винта и расширения самого винта; б) осевого разбега роторов
в упорных подшипниках.
Участки вала и корпуса между винтами и упорными подшипниками,
а также винты относительно друг друга, как правило, находятся примерно
в одинаковых тепловых условиях, а следовательно, имеют и одинаковые
тепловые деформации.
В случае применения подшипников качения для воспринятия осевой
силы осевой разбег роторов практически отсутствует. Если же осевые
силы винтов воспринимаются упорными подшипниками скользящего
трения, то роторы компрессора будут иметь осевое перемещение в
пределах осевого зазора в упорных подшипниках, т. е. минимально 0,10—
0,20 мм для малых и средних размеров компрессоров.
Необходимо иметь в виду, что в начальный момент работы компрессора
или при обкатке машины со всасыванием и выпуском сжатого газа при
атмосферном давлении (так называемый режим со степенью сжатия равной
единице), когда давление газа на торцы нагнетания винтов практически
равно давлению газа на торцы всасывания, ведущий винт испытывает
осевое усилие, направленное в сторону всасывания, тогда как ведомый винт
при этом режиме испытывает суммарное осевое усилие, направленное,
как правило, в сторону нагнетания. Винты перемещаются в
противоположных направлениях в пределах осевого разбега упорного подшипника,
что может привести к касанию зубьев.
Кроме того, роторы, как правило, имеют разные числа оборотов (при
i ф 1), и осевые усилия, действующие на них, также различны, что
обусловливает неодинаковую толщину масляного клина в упорных
подшипниках.
По этим причинам осевой разбег в упорных подшипниках необходимо
ограничивать минимальными величинами. Неблагоприятное влияние
неодинакового осевого разбега роторов на зазоры между зубьями винтов
может быть уменьшено путем выбора соответствующего наклона зубьев
шестерен связи.
Если направления наклона зубьев шестерни связи и нарезки винта
взаимно совпадают, то осевое смещение одного из роторов, например
ведомого по отношению к ведущему, вызывает поворот винта на
некоторый угол. Это частично или полностью (что встречается редко)
компенсирует уменьшение зазоров между винтами.
В этом случае изменение зазора АбБ между винтами вследствие осевого
смещения роторов на величину А.Б в точках Л2 и F2 профиля (на
начальном цилиндре) составляет
A64)
где р„ и рд — углы наклона зубьев на начальном цилиндре винта и
шестерни.
Из выражения A64) следует, что для уменьшения влияния на зазоры
относительного осевого смещения роторов углы наклона зубьев винта
и шестерни не должны намного отличаться. Более важный вывод для
практики конструирования машин состоит в том, что направления наклона
зубьев шестерни и винта на каждом из роторов должны совпадать.
154
Всплытие роторов вследствие образования масляного клина в опорных
подшипниках скольжения приводит к увеличению межцентрового
расстояния (в плоскости осей винтов) и к их перемещениям, перпендикулярно
к этой плоскости. Эти перемещения определяются при расчете опорных
подшипников и поскольку они составляют обычно относительно
существенную величину, то вызванное ими изменение зазоров между винтами
должно обязательно учитываться.
18. МЕТОДИКА РАСЧЕТА ЗАЗОРОВ МЕЖДУ РАБОЧИМИ ОРГАНАМИ
КОМПРЕССОРА И НОМИНАЛЬНЫЕ ПРОФИЛИ ЗУБЬЕВ
Выше было показано (гл. II), что зацепление цилиндрических винтов
постоянного шага вполне характеризуется их профилями в торцовой
плоскости. Практика показала, что наиболее рациональным является
назначение зазоров также в торцовой плоскости с последующим переходом
к измерению их в направлении нормалей к поверхностям.
Принципиальным вопросом перехода от теоретических профилей
. к номинальным является выбор метода назначения зазоров между
профилями. Выбор зазоров для рабочего состояния компрессора может
производиться двумя методами с таким расчетом, чтобы: а) сохранить
постоянные зазоры между сопряженными участками профилей торцового сечения
винтов и б) выдержать переменные, рационально назначенные зазоры
между некоторыми из сопряженных участков профилей в сочетании
с постоянными зазорами на других участках торцового сечения
винтов.
Важно отметить неодинаковую степень опасности, создаваемую
касанием различных участков профиля винтов. Касание винтов по
образующим цилиндров (линии 2—3, рис. 70) может вызвать заклинивание
винтов. Аналогично по своим последствиям касание окружных профилей
или их частей (линии 4—5). В большей степени эта опасность имеет место
в случае применения подшипников качения.
Менее опасно касание циклоидальных участков профиля винтов,
так как винты в этом случае могут провернуться в пределах углового
люфта и тем избежать заклинивания. Кроме того, уплотняющие кромки
при соприкосновении с поверхностью винтов и при наличии высоких
относительных скоростей быстро изнашиваются. Это подтверждает
практика наладки и эксплуатации винтовых компрессоров.
Отсюда следует, что при выборе зазоров между профилями на одних
участках необходимо назначать гарантированный зазор с некоторым
запасом против минимально безопасного зазора, тогда как на других
участках достаточно назначить лишь величину минимально безопасного
зазора. Таким образом, приходим к выводу о необходимости назначения
неодинаковых зазоров между различными сопряженными участками
действительных профилей.
Выполнение требования плавного перехода одного участка профиля
в другой в этом случае приводит к тому, что для бокового профиля зубьев
автоматически получаются переменные зазоры. Вместе с тем, зазор между
цилиндрическими поверхностями — участками окружностей на торцовой
плоскости — должен быть выбран безусловно постоянным. Поэтому
наиболее рациональным методом назначения зазоров между контурами
торцового сечения винтов является второй метод, что полностью
подтвердила и практика.
155
Получение выбранных зазоров между винтами возможно осуществить
следующими способами:
1. Занижением размеров винтов при изготовлении их профильных
поверхностей. Номинальные профили винтов в этом случае отличаются
от теоретических профилей на некоторую величину в сторону уменьшения
размеров. Размеры режущего инструмента назначаются более полными
(по сравнению с теоретическими) и с таким расчетом, чтобы были
обеспечены выбранные зазоры между винтами.
2. Преднамеренным увеличением межцентрового расстояния против
расчетного (теоретического) на величину Дг Если бы. раздвижка роторов
Строительный прарит
Теоретические профили
Рис. 80. Изменение
зазоров между винтами
вследствие теплового
расширения. Строительный
контур занижен на 0,1 мм по
отношению к
теоретическому. Условные оси зуба
и впадины совпадают
Теоретические профит
обеспечила образование необходимых зазоров между винтами, то на винтах
можно было бы сохранить теоретический профиль. Режущий инструмент
в этом случае должен иметь такой профиль, чтобы обеспечить изготовление
винтов теоретического профиля.
3. Комбинированным способом, сочетающим некоторое занижение
размеров винтов и увеличение межцентрового расстояния.
Для выяснения принципиальных особенностей каждого способа
достаточно обратиться к самому простому асимметричному профилю (исходному,
рис. 63), поскольку он позволяет одновременно уяснить специфику
циклоидальных и окружных профилей.
На рис. 80 изображены теоретический и строительный профили
одностороннего асимметричного некорригированного зуба в торцовой
плоскости. В случае образования необходимого зазора между винтами путем
занижения размеров винтов номинальные размеры винтов будут меньше
теоретических на величину занижения. Ради упрощения занижение
выбрано постоянным в торцовой плоскости и одинаковым на ведущем и
ведомом винтах. На рисунке оно равно 0,1 мм и отложено «в тело» винта в
некотором масштабе, в 50 раз превышающем масштаб изображения самого
профиля.
156
Действительные размеры винтов после теплового расширения показаны
жирными контурными линиями, причем соблюдены масштабы и реальное
соотношение размеров. Перемещение точек профиля при расширении
видно из рисунка. Дополнительным индексом «О» отмечено положение
характерных точек на строительном профиле. ;
На рис. 81 показан тот же профиль и с таким же занижением, что и на
рис. 80, но в ином относительном положении зубьев.
Из рассмотрения рис. 80 и 81 можно сделать следующие заключения:
Теоретические профипи
Строительный профиль
Рис.81. Изменение зазоров
между винтами вследствие
теплового расширения.
Строительный контур
занижен по отношению к
теоретическому на 0,1 мм
Теоретические профипа
1) максимальное уменьшение зазоров между винтами при тепловом
расширении имеет место между цилиндрическими поверхностями, а также
между вершиной зуба ведущего винта (точка Dx) и профильной
поверхностью ведомого;
2) тепловое расширение приводит к совершенно незначительному
уменьшению зазоров между профилями в точках А% и F2, что
обусловливает наличие на этих участках (линии 1—2 яЗ—4, рис. 70) в рабочем
состоянии чрезмерно больших зазоров; такое изменение зазоров объясняется
характером зацепления: зубья ведомого винта как бы охватывают зуб
ведущего и при расширении характерные точки А% и F% расходятся;
3) занижение рационально делать переменным, неодинаковым по
боковому профилю зубьев с целью уменьшения зазоров на тех участках, где
они оказываются завышенными. •¦'•¦.
На тыльной части профиля одинаковое занижение по нормали к
профилю, кроме того, приводит к смещению вершины зуба ведущего винта
с условной оси зуба (см. штриховые линии на рис. 80 и 81).
Вместе с тем, назначение постоянного занижения профиля в торцовой
плоскости имеет то достоинство, что позволяет производить расчет
инструмента по номинальному (строительному) профилю, для чего достаточно
написать уравнения действительных профилей в торцовой плоскости,
эквидистантных теоретическим.
157
Второй способ получения зазоров между винтами представлен
наглядно на рис. 82 и 83. Здесь винты изображены в двух характерных
положениях и в том же масштабе, что и на предыдущих фигурах, но оси винтов
раздвинуты на Ар = 0,2 мм. Полюс зацепления Ро и после раздвижки
осей сохранил свое положение, а радиусы начальных окружностей гХн
и г2н увеличились на 2/5Ар и 3/5АР (при г12 = 1,5), так что передаточное
число не изменилось. Строительные профили винтов выполнены по
размерам теоретического зацепления.
?1ЛП
. -—-~~JT\
Рис. 82 Изменение зазоров между винтами вследствие теплового
расширения при раздвижке осей винтов на Ар = 0,2 мм. Штриховыми линиями показан
строительный профиль после раздвижки и занижения. Условные оси зуба и
впадины совпадают
При раздвижке осей зазоры между характерными точками Л2 и F,
и строительными профилями увеличиваются весьма незначительно, тогда
как зазоры между внешней окружностью ведомого колеса и окружностью
впадин ведущего увеличиваются на полную величину раздвижки Ар.
Это же относится к зазору между вершиной ведущего зуба (точка Dx)
и ведомым колесом в положении зубьев, показанном на рис. 82. В других
положениях (рис. 83) и при входе зуба в зацепление зазор оказывается
недостаточным.
Достоинством этого способа является возможность расчета инструмента
по теоретическому контуру винтов. Недостаток способа: 1) невозможность
при обычных соотношениях между размерами зубьев обеспечить
приемлемые зазоры между профилями на всех участках; 2) необходимость
учитывать величину раздвижки осей при расчете шестерен связи.
Стремление избавиться от первого из этих недостатков приводит
к необходимости занижения профиля на боковых участках, причем
наибольшее занижение требуется обеспечить в точках Л2 и F2, постепенно
сведя его к нулю или какой-то малой величине в точке D2, т. е. к
применению комбинированного способа. Занижение может быть осуществлено
158
не только на зубе ведомого винта, но одновременно и на зубе ведущего *¦
с тем, чтобы номинальный контур зубьев возможно меньше отклонялся
от теоретического.
Достоинствами комбинированного способа получения зазоров между
винтами, сочетающего раздвижку осей винтов и небольшое занижение
профиля, являются:
1) возможность получения рациональных зазоров между винтами на
любом участке профиля;
Рис. 83. Изменение зазоров между винтами вследствие теплового расширения при
раздвижке осей винтов на Др = 0,2 мм. Штриховыми линиями показан
строительный профиль после раздвижки и занижения
2) малое отклонение строительных контуров винтов от теоретических,
что обусловливает при прочих равных условиях большую точность
инструмента и, следовательно, возможность более точного изготовления
профильных поверхностей винтов;
3) возможность сохранения в теоретическом расчетном положении
производящей точки Dx на внешнем диаметре ведущего винта. Это
повышает точность сопряжения между уплотняющей кромкой (геометрическим
местом точек Dx) и соответствующей поверхностью зуба ведомого винта,
что, в свою очередь, позволяет уменьшать зазоры между этой кромкой и
сопрягаемой поверхностью.
На рис. 82 и 83 штриховыми линиями показаны контуры рабочих
размеров винтов после теплового расширения при получении зазоров
по изложенному выше комбинированному способу.
Вообще говоря, метод обеспечения зазоров между винтами нельзя
рассматривать в отрыве от абсолютной величины самих зазоров, так же
как нельзя не учитывать технологического способа получения самих
винтовых поверхностей. При малых зазорах между винтами, например
порядка 0,04—0,06 мм, нет достаточно веских причин прибегать одновре-
1 Рационально занижать профиль только на одном из винтов, например ведомом.
159
менно к раздвижке осей и к занижению профиля. В этом случае может
оказаться рациональным равномерное занижение по отношению к
теоретическому профилю. Тогда самым простым и достаточно точным способом
получения строительных размеров винтов явится построение режущей
грани профильной дисковой фрезы или резца по эквидистанте от профиля
этого же инструмента, но рассчитанного по теоретическому профилю винта.
При этом обеспечиваются постоянные зазоры между профильными
поверхностями винтов, в то время как в торцовой плоскости они не сохраняются.
Многолетняя практика нарезки винтов винтовых насосов и наш опыт
нарезки винтов компрессора подтверждают полную пригодность этого
Рис. 84. К расчету зазоров между точками окружного
профиля в торцовой плоскости при раздвижке осей винтов
метода получения действительных винтовых поверхностей. Иногда может
оказаться возможным ограничиться только раздвижкой осей винтов,
которая, как отмечалось, приводит к неодинаковому изменению зазоров
между профилями.
На рис. 84 показан окружный профиль после увеличения
межцентрового расстояния на АЛ. Характерные точки после раздвижки осей винтов
отмечены штрихами — точки О\, о , D\, C\. Положение этих же точек до
раздвижки обозначено без штрихов. Угол |3, образованный радиусом-
вектором оСг = г и нормалью к линии центров, является константой для
данного размера винтов и профиля
где 1|)е определяется'по (86).
Согласно рис. 84
С[т = г sin р и sin ф + Щ ~
АА + С\т
Итак,
_ АЛ -f sin p
Т - sin (р + др) Г
A65)
или
-2rsin -2-Apcos(P+-2-,
~ sin(p + AP)
160
угол Ар является функцией ДЛ и связан с ним выражением
Из приведенных выше зависимостей следует, что зазор по нормали
между характерными точками профиля в торцовой плоскости Ат (для
винтов — зазор по линиям контакта) для всех точек профиля, кроме
точки D\ (отрезок D\D\), меньше увеличения межцентрового
расстояния ДЛ. . . , , ,;. . ,. . , , ;,. , . ...,, , . ,...,,
При назначении больших зазоров между винтами крупных размеров
построение профиля инструмента по эквидистанте от профиля инструмента,
рассчитанного по теоретическому профилю винта, приводит к получению
увеличенных зазоров на некоторых участках линии контакта. Наиболее
рациональным способом обеспечения зазоров между винтами в этом
случае является комбинированный способ, в котором основная часть
зазора образуется за счет раздвижки роторов, а некоторая часть на
боковых участках профиля — за счет небольшого занижения размеров
ведомого винта против теоретического профиля.
Такой же результат — получение необходимой рационально
построенной величины зазоров между винтами — можно обеспечить и другим
технологическим приемом. Для этого вместо раздвижки винтов следует
углубиться (приблизиться к оси) при фрезеровании впадин винта на такую же
величину ДЛ. Расчеты, проведенные в НИИТмаше А. П. Разумовским,
показали, что углубление фрезы при нарезке винта для образования
зазоров между профилями эквивалентно раздвижке винтов.
Этот способ получения зазоров между винтами в нашей стране еще
не получил надлежащей проверки и применения на практике. Напротив,
способ раздвижки винтов получил у нас длительную проверку на
практике, так как все винтовые машины, спроектированные КБ Ленинградского
компрессорного завода, выполнены с раздвижкой роторов. Последняя
не вызывает технологических или иных затруднений.
Применение того или иного способа обеспечения зазоров между
винтами — вопрос технологический. Важно обеспечить для средних и
крупных машин рассмотренный выше комбинированный способ получения
зазоров между винтами.
Ввиду изложенного выше в дальнейшем будем говорить о раздвижке
осей винтов на ДЛ, понимая под этим также и равнозначный ему способ
углубления режущего инструмента на эту же величину при нарезании
винтов.
В немногих журнальных статьях о винтовых компрессорах [70, 73]
указываются средние величины зазоров между винтами в пределах 0,001—-
0,0015 от наружного диаметра ведущего винта. Отсутствуют, однако,
какие-либо указания относительно допустимых температурных перепадов
при этих зазорах, вообще не упоминается о распределении зазоров между
профильными поверхностями винтов.
Анализ зависимости изменения зазоров между винтами от
рассмотренных в настоящей главе факторов, а также опыт работы винтовых
компрессоров показали, что для температурного перепада tH — te =к 100 -j-180° С
стальных винтов и корпуса из черных металлов можно выбирать зазоры
в торцовой плоскости в пределах (рис. 70 и 75):
для линии контакта 2—3 и в точке 5 Л. я» @,006-^-0,014) Уdx; \
для линии контакта 1—2, 2—4, 1—5 Д ^s @,005-i-0,0.1). V" ч^, |
11 И. А. Сакун 161
где dr — наружный диаметр ведущего винта. Для указанного выше
нижнего предела температур необходимо выбирать меньшие значения
коэффициентов.
В случае применения подшипников скольжения соответствующие
зазоры могут быть выбраны также несколько меньшими максимальных
с учетом того, что они увеличатся при работе компрессора вследствие
всплытия и раздвижки роторов в подшипниках.
Необходимо иметь в виду, что при проверке зазоров в натуре между
винтами можно замерить зазоры по нормали между профильными поверх-
/Расширение корща_
О вд в
Рис. 85. Диаграмма теплового расширения винтов и корпуса.
Текущее изменение зазоров между винтами (в плоскости
продольных осей) Дт= Д* — Д*
ностями, но не в торцовой плоскости. Следовательно, торцовые зазоры
должны быть пересчитаны на нормальные, для чего следует их умножить
на косинусы углов подъема соответствующих характерных винтовых
линий.
Например, нормальный зазор по линии контакта 1—5 (рис. 70)
б18 ^5 Ai5 cos {V,
по линиям 1—2 и 3—4 б1а = А12 cos р*н;
634 = AS4cospH;
в то же время по линии 2—3 (и в точке 5)
A68>
где At — зазоры в торцовой плоскости.
Формулы A68) позволяют сделать вывод о целесообразности
увеличения угла наклона зубьев, так как с его увеличением при тех же
торцовых зазорах (определяющих безопасность работы машины)
уменьшаются нормальные зазоры между винтами по всем линиям контакта,
кроме линии 2—3. А именно, нормальные зазоры по линиям контакта
определяют при прочих равных условиях величину утечек и коэффициент
подачи компрессора.
162
Тепловые расширения винтов и корпуса на заданном тепловом режиме
наглядно изображаются на диаграмме теплового расширения этих деталей
(рис. 85).
Диаграмма строится следующим образом.
Ось одного из винтов, например ведущего, принимается за базовую
линию. Принимаем также, что она совпадает с геометрической осью
расточки корпуса под этот винт (погрешности изготовления здесь не
учитываем) .
Если бы оси винтов не раздвигались, то ось ведомого винта
находилась бы на расстоянии А от оси ведущего. Поскольку оси раздвигаются
на расстояние Ар, ось ведомого винта находится на расстоянии А + Ар.
На диаграмме размеры А и Лр откладываются в разных масштабах.
На линиях торцов (следах торцовых плоскостей на плоскости чертежа)
всасывания и нагнетания откладываются в таком же масштабе, как и Др,
величины теплового расширения винтов Д^ и Д?. Прямая, соединяющая
полученные точки, представляет собой линию расширения винтов. Эта
линия, показанная на диаграмме штрихами с двумя точками, лежит в
пределах межцентрового расстояния А + Др. Это означает, что раздвижка
осей Ар больше или, по крайней мере, равна наибольшему тепловому
расширению винтов
АР^Д*.
Выбор такой величины Ар продиктован стремлением избежать касания
винтов в начальный момент работы компрессора при его быстром запуске
на заданный режим, когда винты, быстро нагреваясь, расширяются,
в то время как корпус нагревается сравнительно медленно. По этой
причине при расширении корпуса создается запас, т. е. увеличивается зазор
между винтами.
Зазоры между винтами могут быть уменьшены, если ограничить
минимальное время выхода компрессора на режим с таким расчетом,
чтобы нагрев корпуса лучше следовал за повышением температуры
винтов. ¦ ¦¦..
Но медленный выход на режим исключается во многих установках.
Следовательно, быстрый запуск и выход на заданный режим при
повышенных параметрах сжатия требуют выбора увеличенных зазоров между
винтами. ;
Величина зазоров между винтами на стороне всасывания в плоскости
продольных осей . :
Д* = Д„-(Ав'-ДГ), A69)
на стороне нагнетания
Д? = ДР-(Д."-Д?). A70)
Диаграммы тепловых расширений для расчетных режимов следует
строить для плоскости продольных осей, так как определяющими
являются зазоры между профилями именно в этой плоскости.
Итак, для определения необходимой величины зазоров между профиль*
ными поверхностями зубьев и уплотняющими кромками винтов
необходимо знать вероятное перемещение точек исходного (теоретического)
профиля, вызываемое тепловыми и силовыми деформациями, а также
технологическими погрешностями и перемещениями деталей,
обусловливаемыми конструкцией машины.
п* 163
Вероятное суммарное перемещение А2 характерных точек
теоретического профиля зубьев и контура винтов в результате воздействия
перечисленных факторов
где Д, — вероятное смещение заданной точки теоретического профиля,
необходимое для компенсации тепловых деформаций винтов
и корпуса;
Ас — вероятное смещение заданной точки теоретического профиля,
необходимое для компенсации силовых деформаций деталей;
Дк — вероятное смещение заданной точки теоретического профиля,
необходимое для компенсации перемещения деталей,
обусловленного конструкцией узлов (осевой разбег роторов и
всплытие их в опорных подшипниках, раздвижка осей винтов);
Ajex — вероятное смещение заданной точки теоретического профиля,
необходимое для компенсации технологических допусков и
погрешностей изготовления и сборки деталей компрессора.
Воздействие первых трех факторов было рассмотрено выше.
Определение влияния технологических факторов представляет собой специальную
задачу, выходящую за рамки настоящей работы.
Поскольку воздействие каждого из указанных факторов вызывает
предельные смещения точек контура и, кроме того, смещения имеют
различные знаки, то и суммарное смещение характерных точек имеет
предельные значения (Д2)т1п и (АЕ)шах.
Занижение теоретического контура Д3 на отдельных участках
выбирается таким образом, чтобы, с одной стороны, оно в сумме с минимальным
суммарным смещением (A2)mln, найденным как вероятностное значение
всех отклонений, обеспечивало неравенство
А3 + (Д2)т1п = ДГ^0 A71)
и, с другой стороны,
Д3+(Д2)ВДХ = ДЬ^[Л/3]. A72)
Здесь, разумеется, суммарные смещения берутся со своими знаками.
А1з — зазор (например, в торцовой плоскости) в характерной г-й точке
контура винта; [Д,-3] —допустимое наибольшее значение зазора в этой
точке.
В выражении A71) Д™1п для некоторых точек контура и профиля,
как указывалось выше, может быть принято равным нулю. Для других
точек профиля и контура — на внешних диаметрах винтов, на участках
2—3 и 4—5—4' и др. — минимальный зазор должен быть гарантированно
больше нуля.
Подсчет необходимой величины зазоров между профильными
поверхностями винтов и их обеспечение представляет не сложную, но
громоздкую задачу и требует большого, кропотливого труда. Величины зазоров
между вершинами зубьев и корпусом определяются элементарно просто,
однако при этом требуется учесть влияние величины прогиба винтов и
всплытия роторов в опорных подшипниках.
ГЛАВА IV
ПРОЦЕССЫ ВСАСЫВАНИЯ, СЖАТИЯ
И ВЫТАЛКИВАНИЯ ГАЗА
19. ТЕРМО-ГАЗОДИНАМИЧЕСКИЕ ОСОБЕННОСТИ РАБОЧЕГО ПРОЦЕССА
В ПОЛОСТИ ВИНТОВОГО КОМПРЕССОРА
Рабочий процесс в парной полости винтов начинается с момента
образования (освобождения) этой полости. Одновременно полости должны
соединиться с камерой всасывания, для чего контур впадины образующейся
полости должен подойти к контуру окна всасывания и затем совместиться
с ним.
В начальный период образования полости в ней возникает некоторое
разрежение для создания импульса движения газа. Если зубья винтов
имеют профиль, которому свойственно образование защемленного объема
и последний не полностью устранен на всасывании, то разрежение в
полости возрастает. Образуются высокие местные скорости газа, возмущения,
скачки уплотнения, сопровождающиеся относительно большими
потерями. Возникновение значительных местных скоростей и возмущений
в потоке газа является источником шума на всасывании.
По мере увеличения объема полости длина линий контакта, а
следовательно, и сечение щелей увеличиваются (до известного предела). Через
эти щели протекает газ в полость всасывания. Так как процесс течения
газа через щели близок к дросселированию, то температура поступающего
через щели газа приблизительно равна температуре в полостях, откуда
происходит истечение.
В результате перемешивания более нагретого газа, поступающего
через щели, и свежезасосанного газа общий вес заряда будет меньше
по сравнению с весом, который мог бы установиться при отсутствии
утечек (а температура смеси при этом, очевидно, выше температуры
засосанного газа). Таким образом, утечки газа в полость всасывания
уменьшают полезный объем полостей винта, так как заполняют часть
объема полости. Кроме того, вращение заключенного в полости газа
вокруг оси винта создает центробежные силы, обусловливающие появление
градиента давления в направлении радиуса винта. Возникает также
переменное давление газа по длине полости в период соединения ее с
камерой всасывания вследствие гидравлических потерь и явлений наддува.
Действие центробежных сил газа, а также гидравлические
сопротивления, возникающие при заполнении полости, вызывают снижение давления
газа в полости всасывания.
165
Приблизительно в тот момент, когда весь объем полости всасывания
освобождается от зуба парного винта (у торца нагнетания), с
противоположной стороны винта эта же полость (у торца всасывания) отсекается
от камеры всасывания и затем начинается сжатие газа в полости.
За период сжатия газа в полости его масса непрерывно меняется:
с одной стороны, газ вытекает из полости сжатия в полости всасывания;
с другой стороны, в полость сжатия перетекает газ из «впереди идущей»
полости, где имеется более высокое давление газа. В момент соединения
«впереди идущей» полости с камерой нагнетания (когда в ней установится
давление нагнетания) может произойти резкое изменение режима течения
газа через щели: а) если рн >> ра, то приток массы газа через щели в
полость сжатия быстро возрастет; б) если рн < ра, то на определенном этапе
внутреннего сжатия газ из полости сжатия начнет вытекать (кроме того,
что он течет в полости всасывания) во «впереди идущую» полость, точнее,
в камеру нагнетания; в) если рн = ра, то резких изменений режимов
течения газа в щелях не происходит. Область винтов, подверженная давлению
нагнетания, не остается постоянной, а периодически меняется от
максимальной до минимальной с тем, чтобы через угол поворота — скачком
Щ
снова увеличиться до максимальной.
Неодинаковое давление сжатия газа в полостях ведущего и ведомого
винтов, как мы уже отмечали, вызывает перетекание газа между этими
полостями.
Течение газа через щели в период вытеснения происходит, как правило,
при пульсирующих значениях термодинамических параметров газа.
В период сжатия газа и особенно в период вытеснения сказываются
радиальные градиенты давлений, возникающие под действием центробежных
сил. Последние, как увидим ниже, заметно проявляются у быстроходных
компрессорных машин. Чередование периодически повторяющегося
рабочего процесса компрессора создает пульсацию газовых потоков в камерах
всасывания и нагнетания.
В итоге суммарного воздействия указанных выше факторов наиболее
характерными особенностями рабочего процесса винтового компрессора
являются следующие: . . .
1) процесс происходит при переменном количестве сжимаемого газа;
2) на рабочий процесс компрессора оказывают весьма существенное
влияние протечки газа через щели, приводящие к изменению массы
рабочего вещества и к перемещению с газом значительных количеств
энергии. В связи с этим необходимо отметить, что:
а) процесс течения газа через щели происходит при переменных
термодинамических параметрах и, следовательно, является
неустановившимся; рабочий процесс в компрессоре периодически повторяется
и длится тысячные и даже десятитысячные доли секунды, поэтому, если
даже принять термодинамические параметры постоянными (например,
для участков винтов, подверженных давлению нагнетания при рн — ра),
то процесс истечения газа и в этом случае будет неустановившимся;
б) процесс течения газа через щели происходит при подвижных стенках
щели, причем скорости относительного движения стенок и газа у
быстроходных компрессоров соизмеримы.
При значительных окружных скоростях винтов компрессора параметры
рабочего тела могут иметь различные значения в пределах рабочего объема
полости, что приводит к нарушению условия статического характера тер-
166
т
модинамического процесса. Поэтому применение зависимостей
термодинамики, полученных для обратимых термодинамически равновесных
процессов с неизменным количеством рабочего вещества, к действительным
процессам, происходящим в винтовом компрессоре, можно допустить лишь
условно.
20. ВСАСЫВАНИЕ ГАЗА
В процессе всасывания газа в компрессорную машину происходит
падение давления газа и как следствие — некоторое понижение его
температуры. Но одновременно происходит теплообмен между газом и
деталями компрессора, являющимися, как правило, более нагретыми.
Температура газа от этого несколько повышается.
Падение давления газа на всасывании в конечном счете вызывает допол-
лительную затрату мощности на сжатие газа до заданного давления
нагнетания. Поэтому падение давления газа на тракте всасывания ухудшает
энергетические (экономические) показатели машины.
В винтовых компрессорах существующих конструкций процесс
всасывания является самым неорганизованным: поток газа от фланца
присоединительного патрубка компрессора до окна всасывания совершает
поворот; в окне всасывания газ приобретает значительную скорость,
причем из-за дискретной подачи газа скорость его пульсирует; плохая
обтекаемость зубьев винтов на входе в полости и отсутствие необходимой
направленности потока газа вызывает удары и завихрения; наконец,
движение газа по каналам винтов, отбрасывание его к периферии
центробежными силами и перенос на некоторую дугу по окружности до
начала сжатия. Одновременно, что весьма существенно, в полость
всасывания поступает значительная масса подогретого газа, протекающего
через щели.
Сложные условия всасывания газа в компрессоре оказывают
существенное влияние на давление и температуру газа в полости всасывания,
а следовательно, и на коэффициент подачи (см. гл. V). . . .
Давление газа р± в парной полости винтов в конце периода всасывания
ниже давления рв в камере всасывания вследствие: а) гидравлических
потерь при прохождении газа через камеру всасывания, в окне
всасывания и при заполнении газом каналов винта; б) влияния
центробежных сил. , .
Рассмотрим влияние этих факторов, начиная с последнего.
Под действием центробежных сил плотность газа у корня и на
периферии зуба винта неодинакова. Перепад плотностей пропорционален
разности квадратов окружных скоростей на периферии и у корня зуба.
У быстроходных винтовых компрессоров эта разность достигает
значительной величины. У таких компрессоров влиянием центробежных сил
газа пренебрегать нельзя. Для упрощения задачи не будем учитывать
осевое движение газа в полости.
Из рассмотрения равновесия элементарного объема газа, находящегося
в полости на расстоянии г от оси вращения, имеем
dp — pcoV dr. (a)
Для решения этого уравнения необходимо задаться законом изменения
плотности газа р по радиусу винта.
. 167
В случае изотермического состояния газа в полости имеем р = !?_ ,
Кроме того, полагаем со = const, тогда
р
dp _ m« г
После интегрирования и преобразования получим
Рпр^рвтеа,
где рпр и рвт — давления газа на периферии и у корня зуба винта;
в = 2,71;
(б)
а =
«?-ч
2gRT •
Здесь их и ик — окружная скорость на периферии и у корня зуба.
В случае адиабатного состояния газа в полости после подстановки в (а)
будем иметь
рпР . 2_ '1
J p. -
Рвт ГК
После интегрирования и преобразования получим
k
Для окружных скоростей и «^ 150 м/сек результаты вычисления по (б)
и (в) практически одинаковы.
Полученные выше формулы позволяют определить давление на
внутреннем цилиндре (у корня зуба) винта рвт, если известно рпр. Когда полости
винта соединены с камерой всасывания, давление на периферии зуба
не может превысить давление газа в камере. Для полости всасывания
давление газа рпр на периферии зуба вращающегося винта находится
в пределах ; ¦ ;
где Аре— падение давления в полости всасывания в среднем по высоте
зуба вследствие гидравлических сопротивлений.
Приближенно можно положить
Падение давления в полости всасывания вследствие действия
центробежных сил, имея в виду уравнение (б), на середине высоты зуба составит
Арц¦= О,Ъ(рпр- рвт) = 0,5/vO - е-а)•= [рв - ^) -
— е
16$
Например, для винта с г = 150 мм, гн = 90 мм при п = 10 000 об/мин,
р„ = 1,03 ата иГ = 290° абс. падение давления в полости от действия
центробежных сил при всасывании воздуха и при Аре = 0,1 кПсм2 составит
a /i по 0,1 N1—0,909 ЛП,, г. „
Арч = \\ ,03 ?-) ^— = 0,045 кГ/см*.
Давление в полости в конце периода всасывания будет
р1 = рв — Арг — Арц.
После подстановки Лрц и преобразования получим
Pi = Р.1^^ - АРгЩ^-. A73)
Таким образом, центробежная сила газа отрицательно влияет на
заполнение газом полостей в период всасывания, так как снижает вес заряда
свежего газа.
Гидравлические сопротивления при всасывании возникают вследствие:
а) прохождения газа через камеру всасывания; б) местных сопротивлений
при входе газа в полости винтов; в) трения газа о стенки впадин (полостей)
винтов; г) нарушения (торможения) движения всасываемого в полости
свежего газа встречными струйками вытекающего из щелей газа. Сложные
явления, происходящие на тракте всасывания винтового компрессора
исследованы мало. Имеются попытки теоретически оценить отдельные
потери [38]. Экспериментально определить каждую из этих потерь весьма
трудно. В качестве общего свойства указанных видов потерь можно
принять их пропорциональность квадрату скорости движения газа. Последняя
на различных участках тракта всасывания заметно различается, однако
ее среднее значение обычно невелико. Наибольшие потери происходят,
можно предполагать, на входе в каналы и при движении газа вдоль них.
Поэтому приближенно, пренебрегая сжимаемостью, потери давления газа
на тракте всасывания можно положить равными
'Лр.^Б.-^-, A74)
где ?„ — коэффициент сопротивления на тракте всасывания;
св — скорость движения газа в каналах винтов;
рв — плотность газа в камере всасывания.
Скорость газа в каналах винтов переменна по сечению канала и
переменна по длине канала (так как канал представляет собой тупиковую
винтообразную трубу). Некоторая осредненная скорость газа при входе
в канал может быть определена следующим образом.
При осевом входе газа в полости винтов через поперечное сечение
канала с торца всасывания пройдет объем газа Wог\а м3 за время ~ сек
(индексы винтов опущены).
Тогда средняя скорость газа на входе в полость винта выразится:
Wor\v 2лп _ 6lnr)v
fn 60a»
м/сек,
где Wo — объем полости в м3; Woi = finl;
r\v — коэффициент подачи;
/„ — площадь впадины в торцовом сечении;
169
n — число оборотов винта в об/мин;
I — длина винта в м;
о-, — угол всасывания винта в град;
т — число заходов (полостей) винта.
Таким образом, для ведущего винта (полагая r\0 = tjo1)
си^^^м1сек; ' A75)
для ведомого винта {ц„ = цог)
Щ м/сек. A76)
«2»
Из этих приближенных выражений следует, что для уменьшения
средней скорости газа в полостях винтов необходимо увеличивать по
возможности углы всасывания. Однако одновременно с этим, начиная с
некоторого значения угла всасывания, возрастают утечки газа через гребни
винтов (см. табл. 10, 11, 13, строки 15 и 16), что снижает коэффициент
подачи. Кроме того, углы всасывания, как будет показано несколько ниже,
должны определяться с учетом газодинамического наддува в полости
ВИНТОВ.
Исследуем влияние других факторов на скорость газа Св.
За время dt освободившаяся полость в процессе всасывания заполнится
газом, имеющим объем.
где dW '¦— элементарный освободившийся объем полости винта за
время dt;
ц'у — коэффициент заполнения объема свежим газом. % > t]vi
поскольку т]у не отражает потерь давления на всасывании.
Приближенно можно принять r\v ^в г\и, где цу — коэффициент
утечек [см. C13)].
Согласно A99)
тогда
dQe = T)y-
С другой стороны, за то же время dt имеем
dQa=
откуда
Г dQe
ИЛИ
С
w — чу go #
170
2я dt ~ У 2я "'
A77)
Поскольку -^g- = Са представляет собой осевую скорость винта, то
Св = гуСв. A78)
Положив t]j,=s 1, получим Св ^ Са, т. е. скорость движения газа
в полостях винтов приблизительно равна осевой скорости винтов.
Преобразуем A77), подставив вместо п и h выражения для ведущего
винта:
число оборотов
«К
и ход
где «j — окружная скорость на периферии ведущего винта;
d1 — его наружный диаметр;
hx — ход ведущего винта;
т,э — угол закрутки ведущего винта.
После сокращений получим х
С, = 2Xr]yUl , A79)
где к = —. относительная длина винтов. ¦ .
Итак, средняя скорость газа в полостях винтов в процессе всасывани»
уменьшается: с уменьшением относительной длины винтов; с увеличением
угла закрутки зуба.
Именно эти тенденции характерны для современных винтовых машин.
Формула A79) дает теоретическое обоснование этому. ¦
Что касается окружной скорости, то ее влияние на экономичность
и характеристики машины весьма велико и сложно. Оно будет
рассмотрено в гл. V.
Вернемся к формуле A74). Потеря давления в канале винта за период
всасывания суммарно может быть оценена посредством коэффициента
сопротивления |в, определяемого из данных экспериментов.
Из формулы A74) имеем
где R — газовая постоянная;
Рв и Тв — давление и температура газа в камере всасывания.
Средняя скорость газа на входе в парные полости винтов
*пр
где
ппр = 0,5 A + t21) «i об/мин;
П\ — число оборотов ведущего винта.
1 Отметим, что —— = ——.
Т13 Т2Э
171
Тогда
1в
Ре
RT'
A81)
где
1,835/2 рв
Величина В постоянна для данного компрессора и постоянных условий
всасывания. Если параметры газа в камере всасывания зависят от п,
то величина В будет несколько изменяться, что может быть легко учтено.
Коэффициент сопротивления может быть рассчитан по формуле
A81а)
,2 '
v
если экспериментально измерить Арг.
Обычно ?, является функцией числа Рейнольдса
A82)
где
(fin + kn)
Ув ~~ удельный вес газа при параметрах рв и Тв в камере
всасывания;
/ш и /an — площадь впадины ведущего и ведомого винтов;
цв — абсолютная вязкость газа в кГ-сек/м2 при температуре
всасывания Тв;
П\ и Я2— периметры торцового сечения впадин (каналов) ведущего
¦ .¦¦-: и ведомого винтов.
Следует отметить, что непосредственное измерение Дрг
экспериментальным путем представляет значительные трудности. ¦ ¦ ¦
Для повышения точности расчетов целесообразно потерю давления на
всасывании определять следующим образом.
Воспользуемся формулой C10) для коэффициента подачи (см. гл. V).
откуда
Здесь
Дрг
Рв
2
4 I
3 •+- е—а ^
, . 3 +е-а
4
. 2 Т
и2 — и2
п — -
Арг
Рв
1
IV
WGyTyR
WTpett
60GyTyR \
WTpen )•
A83)
ик — окружная скорость у корня зуба. Остальные обозначения
см. в п. 20.
172
Для окружной скорости и1 sg; 150 м/сек величина а <С 1 (а «С 0,-1),
поэтому можно положить е.—а ^ 1 — а. Произведя подстановку этой
величины в A83), получим
1—0,25а
J ¦
A83а)
Подставляя в A83а) значение коэффициента подачи, полученное из
эксперимента, a Gy и Ту — из расчета (см. п. 29), можно найти Арг, а
затем и ge. . ¦¦ .; .¦
Выше отмечалось, что сопротивление движению газа на всасывании
оказывают также струйки газа, вытекающие из щелей. По этой причине
коэффициент сопротивления "%в
является функцией не только
числа Рейнольдса (Re). При по- „.,
стоянной степени сжатия и
переменном числе оборотов или
наоборот—функция \в = f (Re)
не является однозначной. Она
образует семейство кривых. 20\
Известно, что по мере
уменьшения сил трения и
преобладания инерционных сил, т. е. по
мере увеличения Re
коэффициент сопротивления уменьшается.
Иными словами, в
действительности существует обратная
пропорциональность между Re
и коэффициентом сопротивления
Рис. 86. Изменение коэффициента
гидравлических потерь на всасывании в функции ком-
Так же обратно пропорцио- плекса Rer|2
нальная зависимость между ?„
и г\х установлена нами выше по формуле A81а). Имея это в виду, можно
предположить, что коэффициент сопротивления должен быть
пропорционален комплексу Re y\2v.
На рис. 86 приведена кривая |в = / (Re т^), проведенная через точки,
явившиеся результатом обработки экспериментальных данных.
Использованы данные испытаний нескольких винтовых компрессоров, в том числе
компрессоров ЛК.И, ВКЭ. Эта кривая хорошо аппроксимируется
уравнением
г.--
2,5-10"
Rerft '
084)
Изложенный здесь метод расчета Арг, основанный на
экспериментальном значении коэффициента подачи и расчетных величинах Gy и Ту,
позволяет повысить точность расчетов коэффициента подачи вновь
проектируемой машины. .
Выше отмечалась необходимость правильного определения окон
всасывания. Они должны обеспечить максимальное наполнение впадин
свежим зарядом газа. Размер окон всасывания характеризуется центральными
173
углами аи и <х2в (рис. 9 и 87) кольцевых секторов, на которых
размещаются окна всасывания ведущего и ведомого винтов.
Обычно парные полости ведущего и ведомого винтов одновременно
отсоединяются от камеры всасывания. Следовательно (рис. 87), для винтов
с окружным профилем зубьев
——. == hi («г» + 20ш),
откуда
2я
т1
— 20m.
'12
A85)
Для винтов с асимметричным профилем зубьев
«а» =
'12
A86)
где углы 0Ш и 0IV см. на рис. 67.
Связь углов всасывания ведущего и ведомого винтов, устанавливаемая
по формулам A85) и A86), позволяет свести задачу определения
рациональных размеров окон к
отысканию оптимальных размеров угла
всасывания для одного из винтов.
Удобно это сделать для ведущего
винта (угла а1в).
Следует, однако, отметить, что
при некоторых условиях
необходимо принять величину угла
всасывания ведомого винта а2..
несколько больше величины,
полученной по формулам A85) или
Рис. 87. Контуры окна всасывания винтового A86). Однако об этом случае будет
компрессора. Ди,^- углы^перекрытия ВЩ сказано Ниже.
Для винтов с углами закрутки
ниже предельного угол всасывания (исходя только из геометрических
соображений) составляет для окружного профиля
а1« = Т13 + tt01>
для асимметричного профиля (см. рис. 88)
Эти углы всасывания не учитывают газодинамических явлений,
происходящих в полостях винтов.
При вращении винтов объем полостей постепенно увеличивается
(рис. 100), аналогично увеличению объема цилиндра поршневой машины
при движении поршня. По мере увеличения объема полостей свежий газ
заполняет его, перемещаясь в парной полости со средней осевой скоростью
согласно A78).
Для улучшения наполнения полостей свежим газом можно
использовать скоростной напор потока всасываемого газа. Для этого необходимо,
чтобы время, в течение которого окно всасывания соединяет камеру
всасывания с парной полостью после полного освобождения ее от зуба пар-
174
ного винта, было равно времени прохождения ударной волны от торца
нагнетания к торцу всасывания.
Время, в течение которого парная полость остается еще соединенной
с патрубком всасывания после полного освобождения полости от зуба,
tdon = 6nj '
где п1 — число оборотов ведущего винта;
A<Zje — дополнительное значение угла всасывания (сверх
геометрически необходимого).
Угол Аа1в назовем углом перекрытия. Он равен тому углу
поворота, на который повернется винт от полного освобождения
рассматриваемой полости до отсечки ее от камеры всасывания.
Время прохождения ударной волны от торца нагнетания к торцу
всасывания
t
где / — длина винта;
с* — скорость распространения ударной волны.
Приравнивая время, получим
А A87)
Образование ударной волны можно представить следующим образом.
Движущийся в полости всасывания газ встречает на своем пути
неподвижный корпус компрессора •— торец со стороны нагнетания. Возникающее
при этом возмущение потока распространяется по парной полости винтов
в сторону всасывания. Как известно, скорость распространения малых
возмущений равна местной скорости звука. Следовательно, при набегании
газового потока на торцовую стенку корпуса совокупность непрерывно
следующих друг за другом звуковых волн образует волну сжатия,
называемую ударной волной.
Определим скорость распространения ударной волны, приняв
следующие допущения: газ — идеальный; тепло-массообмен отсутствует;
движение газа в полостях винтов одномерное и стационарное.
Такая идеализированная схема газодинамики процесса всасывания
позволяет легко решить задачу по определению угла перекрытия.
Остановим мысленно ударную волну и обратим движение газового потока.
Уравнения динамики потока примут следующий вид:
уравнение неразрывности
где рх и vx — плотность и скорость газа до скачка уплотнения (ударной
волны);
р2 и 1>2 — то же после скачка уплотнения;
уравнение изменения количества движения
Р\ + Pf
где рх и р2 — давление газа до и после скачка уплотнения;
175
уравнение баланса энергии
ИЛИ
Pl ' 2 а-1
а2
— + _
tJ ,
_ = const,
где а — местная скорость звука;
k — показатель адиабаты.
По условиям заторможенного потока (v0; а о) установим соотношение
между местными скоростями звука.
При v=G a = а0. Тогда
¦Ъ—1
к— 1
где М = —.
Для любых двух точек потока имеем
При а2 = а* М2 = 1. Тогда критическая скорость звука будет
A88)
Из соотношения Прандтля следует, что vxv2 = а*2. Тогда скорость
газа в полости
а*2
Подставим в полученное выражение вместо критической скорости
звука ее выражение из A88) и, помня, что vx = Mx^x, после
преобразований получим
^ 1 ¦
откуда
Поскольку Мъ = —— = —, скорость ударной волны
A89)
где св =
[см. формулу A78)],
uj = \r,kgRT1 ^-местная скорость звука.
176
Подставив в A87) выражение A89), получим формулу для определения
угла перекрытия
да° = 6/д1-
2
+ 1
ИЛИ
\в . , л /~ г (и i 1 \ ~п "и т~9 Г"~ * *'
Анализ выражения A90) позволяет сделать заключение о том, что
угол перекрытия увеличивается: а) с увеличением числа
оборотов винтов; б) с увеличением длины винтов (прямо пропорционально);
в) с уменьшением хода винта (хотя влияние последнего на угол
перекрытия очень мало и им практически можно пренебречь); г) с уменьшением
местной скорости звука, т. е. с уменьшением k, газовой постоянной R
или температуры газа 7\ в полости.
Приближенно, до получения более полных данных, можно
принимать Тх ^s Г,. .
В современных винтовых компрессорах ход ведущих винтов изменяется
округленно от 0,1 м для малых машин до 1,0 м для крупных. Число
оборотов соответственно изменяется от 30 000 до 3000 об/мин. Коэффициент
наполнения г\', принятый нами для упрощения постоянным за период
всасывания и равным коэффициенту утечек, приближенно равен 0,85—
0,98.
При этих условиях первый член знаменателя выражения A90) не
превышает 0,009.
При тех же условиях можно тем более пренебречь первым членом
(в квадратных скобках) под радикалом второго члена знаменателя. Тогда
можно написать простое выражение для определения угла перекрытия,
по точности вполне приемлемое для практических расчетов,
Да! ^—^= (град). , A91)
1 VkgRTx кн '
В заключение укажем, что полезность назначения угла перекрытия
при определении окон всасывания убедительно подтверждена также и
экспериментально [37].
Таким образом, с учетом газодинамического наддува оптимальное
значение центрального угла окна всасывания ведущего винта должно
определяться выражениями:'
для винтов с окружным профилем зубьев
для винтов с асимметричным профилем зубьев
ato = T1,+.pw.+ Aale
при условии, что угол закрутки винта меньше или равен предельному
углу закрутки, т. е. т1з^Т1ЯР1. ;гч Щ^-'' >' ¦ ' " • '
1 Определение предельных углов закрутки см. п. 21*
12 И. А. Сакун
Оптимальная величина окна всасывания ведомого винта определяется
по формулам A85) и A86).
Для случая, когда х13 ^ tw, оптимальный угол всасывания будет
.Ааи> A93)
где т1 — число заходов ведущего винта.
Оптимальный угол окна всасывания ведущего винта в винтовых
компрессорах с большими углами закрутки, как правило, не удается
осуществить, поскольку необходимо закрыть осевую щель с торца
всасывания из-за осевой негерметичности винтов. Однако окно всасывания
ведомого винта должно иметь оптимальные размеры в соответствии с расчетом.
21. ПРОЦЕСС СЖАТИЯ ГАЗА
В компрессорной машине объемного типа, как известно, сжатие газа
осуществляется за счет уменьшения объема изолированной порции газа.
Так же осуществляется сжатие газа и в винтовой машине, причем у винтов,
обладающих осевой герметичностью, эти объемы можно полагать почти
изолированными, если не считать протечки через щели, а у винтов, не
обладающих осевой герметичностью (например, с окружным профилем),
об изолированных объемах парных полостей можно говорить только
условно.
В винтовом компрессоре относительное изменение объемов полостей,
т. ^. отношение полного объема парной полости к объему этой же полости
в момент окончания в ней внутреннего сжатия газа, является неизменной,
постоянной величиной для данного компрессора г.
Это отношение, называемое геометрической степенью
сжатия ег, является функцией только геометрических параметров
винтов и положения кромок окна нагнетания.
По этой причине величину е* = г'а иногда называют «встроенной»
степенью внутреннего сжатия. Степень внутреннего сжатия в общем
случае не равна е'п, поскольку процесс сжатия в винтовой машине отличается
от адиабатного. Более того, вследствие протечек степень внутреннего
сжатия га не остается постоянной: она меняется с изменением давления
нагнетания и числа оборотов компрессора, так как именно эти факторы
при прочих заданных условиях и определяют величину протечек.
Эта особенность винтовых машин имеет большое значение, так как
позволяет объяснить работу винтового компрессора на переменных
режимах. : :. ¦ • :, . -¦-,. ¦ ¦ , ¦
В винтовом компрессоре газ может сжиматься в два этапа: 1) сначала
вследствие постепенного уменьшения заполненного газом объема парной
полости до объема этой полости, который она имеет непосредственно перед
началом выталкивания газа; 2) затем в момент соединения парной полости
с камерой нагнетания, когда давление газа в полостях выравнивается
с давлением газа в камере нагнетания, при котором и происходит
выталкивание газа.
Если давление нагнетания выше, чем давление внутреннего сжатия
газа в парной полости, то встречным потоком (хлопком) давление в полости
доводится до давления в камере нагнетания. Такое повышение давления
1 Об изменении этого отношения см. в п. 2.
17C
I///
Окно всасывания
не связано с изменением объема парной полости. Назовем его вне •
геометрическимсжатием.
Если давление нагнетания ниже давления внутреннего сжатия, то
давление падает в момент соединения парной полости с камерой
нагнетания, а до этого момента происходит повышенная утечка газа из парной
полости через щели. Вследствие этого давление внутреннего сжатия при
прочих равных условиях (сечение щелей, число оборотов и т. п.) в этом
случае и в случае, когда давление нагнетания выше внутреннего сжатия,
неодинаково.
Ниже будут рассмотрены методы определения давления внутреннего
сжатия для случая, когда давления внутреннего сжатия и нагнетания
совпадают. При этом
сначала будем считать, что
утечки газа из парной
полости отсутствуют.
Найденную при этих условиях
степень внутреннего
сжатия назовем
теоретической степенью
внутреннего сжатия. Она
отличается от действительной
степени внутреннего
сжатия, определяемой с
учетом утечек газа.
Поскольку полости
ведущего и ведомого винтов
образуют вместе одну пар- Рис. 88. Окна всасывания и нагнетаяия. Парная
ную полость, сжатие газа полость П[—п'2 заполнена сжимаемым газом
происходит одновременно
в обеих полостях, хотя > ,
начинается и неодновременно. Однако в Целях более полного
исследования процесса внутреннего сжатия газа в компрессоре условно примем,
что сжатие газа происходит в полостях ведущего и ведомого винтов
раздельно, а эффект совместного сжатия газа учтем потом. Для упрощения
будем всюду придерживаться однотипности в изображении винтов:
ведущий винт имеет правую нарезку и вращение против часовой стрелки, если
смотреть со стороны всасывания, а ведомый — левую нарезку, что
облегчает сопоставление фигур и понимание выводов.
Методы определения геометрической и теоретической степени сжатия
рассмотрим для винтов с асимметричным и окружным профилями зуба.
Применение излагаемых ниже методов к винтам с другим типом профилей,
как показывает опыт, не вызывает затруднений.
Здесь необходимо сделать еще одно весьма существенное замечание.
Сказанное выше относилось к случаю, когда парная полость ведущего
винта к моменту начала сжатия в ней газа успела полностью освободиться
от заполнявшего ее зуба ведомого винта. В этом случае весь (полный)
объем парной полости заполнен свежезасосанным газом и как бы
подготовлен к следующему этапу — сжатию газа. Освобождение объема
полостей зависит от угла закрутки зуба, определяемого числом заходов и углом
начала сжатия.
Угол, при котором парная полость ведущего винта полностью
освободилась от заполнявшего ее зуба ведомого винта к моменту начала сжатия
12*
газа в ней, назовем предельным углом закрутки зуба
винта.
Значение предельного угла закрутки определяется по формулам:
для асимметричного профиля
х1пр == 2я — ^ — (рл + а01); A94) « х
для окружного и эллиптического
профилей
хллр —
~-2айг, A95)
У
Рис. 89. Положение винтов с
асимметричным профилем зубьев в момент начала
сжатия газа.в полости Ях; а—-вид на
ТОрец всасывания; б — вид на торец
нагнетания. Полости Пу и Л2 полностью
свободны к моменту начала сжатия.
Tl3=Tjnp. Полость Я2 заняла место
полости Пъ .согласно правилу «перемены пар-
ности»
Рис. 90. Положение винтов с окружным
профилем зубьев в момент начала сжатия
Газа в полости Я1: а — вид на торец
всасывания; 6'— вид на торец нагнетания.
Полости Я1 и Я2 полностью свободны
к моменту начала сжатия; т13 = т1лр;
в—вид на торец нагнетания. Сеткой за^
штрихована часть впадины ведущего
винта, которая к моменту начала сжатия
остается еще заполненной зубом
ведомого; т1э>т1пр
где
тх — число заходов (зубьев) ведущего винта;
Poi и cxoi ~— угол между линией центров и лучом, проведенным через
центр вращения ведущего винта и вершину зуба в
положении начала сжатия газа в парной полости
соответственно для асимметричного и окружного профилей
(рис. 89 и 90).
Углы-Poi и aoi называются углами начала сжатия.
Если угол закрутки зуба больше предельного, то к началу сжатия
газа в парной полости не весь ее объем успевает освободиться от зуба
ведомого винта (рис. 90, в). В этом случае часть объема парной полости
ISO
со стороны нагнетания остается еще занятой зубом ведомого винта.
Поэтому при повороте винтов сокращение свободного объема парной полости
со стороны всасывания сопровождается его ростом со стороны нагнетания.
В силу этого заряд свежего газа не может заполнить полный
(максимальный) объем парной полости.
По этим причинам в дальнейшем необходимо рассматривать раздельно
случаи, когда угол закрутки зуба меньше или равен предельному углу
закрутки и когда угол закрутки зуба больше предельного угла закрутки.
И еще одно замечание. Начало заполнения парной полости зубом не
всегда совпадает с началом сжатия газа (например, при наличии угла
перекрытия). Памятуя об этом, для сохранения неизменным исходного
положения винтов будем считать равнозначными понятия: начало
заполнения полости и начало сжатия.
Расчет изменения объема полости винта представляет собой не
сложную задачу, если известно аналитическое выражение изменения площади
торцового сечения впадины винта в функции его угла поворота.
Рассмотрим здесь два метода нахождения этой функции и затем объема
полостей: графо-аналитический и аналитический.
22. ГРАФО-АНАЛИТИЧЕСКИЙ МЕТОД РАСЧЕТА
ИЗМЕНЕНИЯ ОБЪЕМА ПОЛОСТЕЙ
Достоинством графо-аналитического метода является его
универсальность, наглядность и простота, позволяющие одновременно хорошо
представить себе работу винтового компрессора. Применение этого метода
в практике расчетов винтовых компрессоров показало вполне достаточную
его точность.
При определении теоретической степени сжатия будем предполагать,
что в начале сжатия полости винтов заполнены газом с параметрами! рв,
Ye, находящимся в камере или патрубке всасывания, допуская этим
некоторую неточность. В полученные ниже зависимости вместо этих
параметров, конечно, могут быть подставлены параметры р[, у[ непосредственно
перед началом сжатия.
Процесс сжатия газа в полости длится примерно ^д—2000 долю
секунды.
Несмотря на кратковременность процесса, действительный процесс
сжатия нельзя считать адиабатным из-за наличия протечек газа.
Изменение объема полостей зависит от соотношения т1а и х1пр, а именно:
а) когда т13 =ss т1пр; б) когда т„ > xw.
Случай, когда угол закрутки меньше или равен
предельному значению
Если не учитывать перетечки газа из полости в полость и из полости
в область всасывания, то весовое количество газа в полости будет
оставаться при сжатии постоянным, поэтому можно принимать во внимание
только геометрические параметры.
Закон сохранения массы в применении к одной полости ведущего
винта в процессе сжатия газа позволяет написать:
d '-™"i = 0; A96)
т
pW = const,
откуда
Voi
A97)
где Wol — полный объем одной полости ведущего винта;
Wi — объем этой же полости в момент соединения ее с камерой
нагнетания;
р — JL _ плотность газа;
g
у — удельный вес газа.
Рис. 91. Сечение ведущего винта торцовыми плоскостями
(ф! = 0). Полость П1 находится в положении начала сжатия
Но
где Wla ¦—объем той части полости ведущего винта, которая оказалась
; заполненной зубом ведомого винта в момент соединения
полости с камерой нагнетания.
Тогда
?(^)"- <198>
где т— показатель условной политропы.
Таким образом, для определения давления р1а внутреннего сжатия
газа в полости ведущего винта необходимо найти объем полости,
заполненной зубом ведомого винта. Этот объем W13 полости можно разделить на две
части:
1) часть объема, заполненная зубом ведомого винта от начала сжатия
(рис. 3, а) до полного замыкания линий зацепления, при котором
достигается контакт по линиям /—2—3—4—5—¦/ (рис. 70); при этом впадина
182
между зубьями /и 2 (рис. 91, а, б и рис. 92) в сечении /—/ будет
полностью заполнена, а полость П1 разобщена со всасыванием;
2) часть объема, заполненная зубом после замыкания линии
зацепления в сечении I—/ и до начала выталкивания газа.
Дальнейшее заполнение полости при вращении винтов приводит
к выталкиванию газа при давлении нагнетания.
Рассмотрим указанные этапы заполнения полости подробнее.
Первый этап заполнения полости длится от начала
сжатия газа до замыкания линии зацепления. За этот период винт
повернется на угол ф1п (рис. 92), а площадь
впадины fln ведущего винта полностью
заполнится, так как линия зацепления
в плоскости /—/ (рис. 91) замкнется.
Для определения заполненного объема
полости необходимо знать зависимость
заполнения площади впадины /1П от угла
поворота винта, которая может быть
найдена аналитически или графически.
Методы аналитического определения
зависимости fln (ф) будут рассмотрены
ниже, а здесь рассмотрим способ, в
котором эта зависимость задана графически
в виде кривой (рис. 93). Кривая fln (ф)
строится по точкам путем
планиметрирования заполненной площади впадины
ведущего винта при различных
последовательных относительных положениях винтов.
Элементарный заполненный объем полости винта в зависимости от
площади / (ф) равен
dW = /(ф) dz.
Так как для винта постоянного осевого шага справедливо отношение
Рис. 92. Положение винтов в момент
полного отсоединения полости Пх
от торца всасывания
dz ^ ?-
то, следовательно,
или в конечных приращениях
A99)
A99а)
Заполненный объем полости
W~±]f{y)dy. B00)
Таким образом, площадь под кривой f (ц>) эквивалентна заполненному
объему полости. Ее величину можно определить планиметрированием,
суммированием по формуле трапеций или по формуле П. Л. Чебышева
B01)
1*3
Первый этап заполнения полости ведущего винта имеет место от <р = О
до ф = ф1п
l^ = -|f Ле,(ф)Дф. B02)
где среднее значение заполненной площади впадины между двумя
соседними заполнениями равно
Ыр (ф) = 4" [Д (О (Ф) + Л (I+D (Ф)].
Рис. 93. График заполнения впадины (кривая ОМ) и полости ведущего винта
Для асимметричного профиля угол
..Ф1»=^ + Р«. B03)
где р01 — угол начала сжатия газа для асимметричного профиля —
острый угол между осью охх и лучом, проведенным из начала
координат (точки оа) в точку Н — вершину линии [зацепления
(рис. 91 и 92) или вершину зуба ведущего винта;
= arccos
или
Р" = arccos W+VJ+D '" •
B04)
B04а)
184
¦о
2)
Для окружного и эллиптического профилей угол
где угол начала сжатия (рис. 90)
«01 — Ая (Рог
9ш).
B05)
B06)
Угол Рог — см. B26).
Вычисления W% удобно производить в табличной форме (табл. 5).
Второй этап заполнения полости длится от
замыкания линии зацепления до начала выталкивания газа, т. е. от угла
поворота винта ф1л до ф1с (рис. 94,
полость П'Л. В этом интервале
уменьшение объема полости
пропорционально углу поворота
винта, так как осевое
перемещение линий контакта при
вращении винтов также
пропорционально углу поворота.
Таким образом, для второго
этапа уменьшение объема
полости будет
4>м
<Pin)
2я
fir, B07)
Рис. 94. Торец нагнетания в момент окончания
выталкивания газа;
— оставшийся защемленный {объем на
нагнетании
'щн
На рис. 93 показаны
графики заполнения впадины
(кривая ОМ) и полости. Площадь
под кривой ОМ соответствует
заполненной полости на первом этапе; площадь прямоугольника под
прямой эквивалентна уменьшению объема полости на втором этапе.
Уменьшение объема полости ведущего винта до момента начала
соединения полости с патрубком нагнетания будет
Wu = W? + Щ.
B08)
Угол поворота винта от начала сжатия до начала выталкивания,
согласно рис. 91, в,
<Pi« = Tfc — ««. B09)
где ак = ах—Р01 — центральный угол между лучами охН и ОхС^, иа,=
= ах—а01 — для окружного профиля.
Угол ф1с, сильно влияющий на величину заполненного объема полости
W13, может быть выбран на основе предварительных прикидок или
определен, исходя из выбранного сечения окна нагнетания. В первом случае
размер и расположение окна нагнетания определяется в зависимости от
угла <р1с; во втором случае, наоборот, ф1с определяется по заданному
размеру и расположению окна нагнетания.
185
88-
Таблица 5
Определение заполненного объема полости и степени сжатия ведущего винта
Обозначение в номер формулы
Аф
ЫФ)
Af но A99а)
Wf по B02)
АН? по A99а)
Wf по B07)
Wla по B08)
(Pl)t ( «V \т
* Дф{- = Дф, если Дф кратно ф1П |
Размерность
рад или
град
см?
см3
CMS
см3
см3
и ^ic)'
Изменение угла поворота винта
от 0 до Ф1П
0°
о о . о, о о о о —. —.
Дф 1 2 Дф
t
Аф
Снимг
или
Аф
1ЮТСЯ С
опред
ЗДф
Аф
графи
еляютс
чески
ка (ри
я анал!
с. 93)
1ТИ-
Аф*
fin
от ф1л до щ1с
Фт и Ч- Дф
Дф
fin
wf
•г • •
Фдл + 2 Дф
Дф
fm
Wf
. . .
fin
Vic
Аф*
fin
w\
е1г
8la
Угол ф1с должен удовлетворять условию:
для асимметричного профиля (р1с з» ~ -f- |J01;
для окружного Ф1с>~+ аОь
B10)
обеспечивающему замыкание полости Лх (рис. 92), т. е. отсоединение ее
от торца всасывания. Если это условие не выполнено, то будут иметь место
повышенные протечки газа из полости Пъ где давление достигло уже
максимальной величины внутреннего сжатия, через относительно большой
зазор между винтами и корпусом на торце всасывания.
Угол поворота винта от начала до окончания внутреннего сжатия ф1с.
можно связать с требуемой степенью сжатия и другими параметрами
винта.
Заполненный объем полости при повороте ведущего винта от 0 до ф1п,
согласно B00) и B01), может быть определен по формуле
ч>ы " .
Г? = A J /1(ф)йф^А.^ф1п(д(о,2113ф1л) + А(О,7887ф1„)]) B11)
где площадь впадины fx (ф) при данном значении аргумента находится
по кривой заполнения впадины (рис. 93).
Заполненный объем полости при повороте винта от угла ф1п до ф^,
согласно B07), составит
Весь заполненный объем полости от начала сжатия до начала
выталкивания будет равен
Эту формулу можно написать в более общем виде
= -L J f х (ф)
где fcp (ф) находится из условия fcp (ф) = — J fx (ф)
Так как отношение площадей
' к @.2113ф1Я) + к @,7887(р1П) = к
есть величина постоянная для данного винта, то
Г-^, _zL f¦ Гт rn Ml ^12 И (О]А\
1з— 2я'1п|'1г' Vin I -Ч <р I • \*1*/
Кроме того, ,
~ "' ы- B15)
167
Подставив B14) и B15) в A98), получим
B16)
Все величины правой части, стоящие в скобках, известны, причем
угол закрутки зуба т1э и угол qplrt — параметры винта, а угол ф1с —
параметр расположения в корпусе выпускной кромки окна нагнетания.
Из B16) можно получить
т
B17)
Проанализируем полученные выражения. Отметим прежде всего, что
давление газа р14 в конце внутреннего сжатия в полости ведущего винта
может быть получено лишь приблизительно одинаковым с аналогичным
давлением р2а в полости ведомого винта соответствующим расположением
выпускных кромок окна нагнетания, и тогда
Pia -^ Pia ^ Pat
где ра — давление внутреннего сжатия газа в компрессбре, которым
обычно задаются.
Как следует из B16), внутренняя степень сжатия газа в полости не
зависит от осевого шага винта. Она зависит от угла закрутки зуба т1з
и углов ф1га и ц>и, определяемых геометрией винта и корпуса.
Для повышения степени сжатия следует увеличивать угол ф1(Г путем:
а) увеличения угла т1с; б) уменьшения угла ах (рис. 91) в формуле B09)
за счет приближения выпускной кромки окна нагнетания (точка Сг в
торцовой плоскости II—II) к гребню Н расточки корпуса; в) увеличения
угла закрутки зуба т13.
Увеличение угла закрутки зуба в данном случае ограничивается
условием A94) или A95). Принимая во внимание выражения A92) или A92а),
для оптимального угла всасывания получим, что для рассматриваемого
случая угол закрутки ведущего винта должен быть:
т1з ^ а1в — а01 — Да1в — для окружного профиля;
^1з^ аю — Рог — Да1« — Для асимметричного.
Увеличение ф1с может быть достигнуто также за счет почти полного
прекращения выпуска газа сбоку винтов и сохранения выпуска, в
основном, вдоль оси винтов. При этом потеря давления на выпуске возрастает.
Степень сжатия газа увеличивается с уменьшением угла ц>1п, последнее
достигается увеличением числа зубьев на винте.
Остановимся еще на одном весьма существенном обстоятельстве,
имеющем отношение к рассматриваемому вопросу. Речь идет о защемленном
объеме, возникающем у винтов с циклоидальным профилем зубьев.
Процесс выталкивания газа происходит за период, соответствующий
углу поворота от ф1с (рис. 94) до
(^ = т13 + -^ + Аф!, B18)
причем угол Афх назначается с целью уменьшения защемленного объема
и зависит, очевидно, от занижения нижней кромки камеры нагнетания.
Полость П1 оказывается почти полностью заполненной зубом ведомого
винта. Оставшийся газ в некоторой части объема полости П1 серповидного
188
сечения (в пространстве — винтообразный клин) может быть вытеснен
только в осевом направлении. Но при дальнейшем вращении винтов между
тыльной частью профиля зуба ведущего винта и зубом ведомого образуется
серповидная щель Щ, являющаяся окончанием полости Я2 ведомого
винта1, начало которой в торце всасывания соединено с камерой
всасывания. Вследствие этого выход для защемленного объема газа должен
быть обеспечен таким образом, чтобы одновременно была прикрыта щелъЩ.
Это достигается за счет придания специальной конфигурации корпусу на
торце нагнетания, показанной на рис. 94 штриховой линией. Созданию
специального выхода для газа благоприятствует то обстоятельство, что
щель Щ начинает образовываться у периферии зуба ведомого винта, что
позволяет отводить газ через углубление в корпусе, расположенное
напротив впадины и ближе к корню зуба ведомого винта. Сказанное
относится к тем из рассмотренных винтов, у которых значительная часть
тыльного профиля очерчена циклоидальной кривой.
Следует отметить, что потерянная мощность на сжатие газа в объеме WmH
непропорционально больше самого объема, поскольку газ объема УРщн
не имеет иного выхода, кроме зазоров между профилями и торцами винтов
и корпусом, поэтому он сжимается до более высокого давления, чем
давление нагнетания. Еще большие потери мощности происходят в случае
попадания воды в защемленный объем при охлаждении компрессора
впрыском жидкости. * ¦
Процесс сжатия газа в полости ведомого винта протекает аналогично,
с тем лишь отличием, что сжатие начинается несколько позже, чем в
полости ведущего винта («запаздывание» сжатия ) и в случае i12 > 1
сначала идет менее интенсивно. В силу этого давление p2d в конце
внутреннего сжатия газа в полости ведомого винта будет отличаться от
давления р1а, хотя полости, как упоминалось, соединены одна с другой и
образует парную полость.
Аналогично предыдущему
Рв
где №02 — полный объем одной полости ведомого винта;
Wi3 — объем заполненной части полости ведомого винта.
Для определения W23 рассмотрим следующие два этапа его
заполнения:
1. Заполнение полости от начала сжатия газа (рис. 95, а, б) до полного
замыкания линии зацепления, т. е. до полного заполнения площади f2n
впадины винта. Этому отвечает угол поворота ведомого винта
¦ B20)
где
hp (ф) = ~2 ih«) (ф) + h(/+D (ФI;
Wl может быть определен также по формуле B00).
1 Полость ведомого винта Пг показана на рис. 91, б. На рис. 94 она заполнена зубом 2
(аз исключением объема №щн).
189
2. Заполнение полости после замыкания линии зацепления до начала
выталкивания газа, чему отвечает поворот винта от ф = ф2п до ф = ф2с
B2i)
На рис. 96 показан график заполнения впадины ведомого винта
(кривая ОМ), полученный, как и для ведущего винта, планиметрированием
заполненной площадки впадины ведомого винта, и диаграмма заполнения
всей впадины.
ЗуИ'б сечении 1-1
Рис. 95. Сечения ведомого винта торцовыми плоскостями (ф2 = 0). Полость Пг
находится в положении начала сжатия
Весь заполненный объем полости ведомого винта до момента начала
выталкивания газа
Wia = W"+ Wt. B22)
Определим углы ф2ге и ф2с. Запаздывание сжатия в полости ведомого
винта может быть выражено через угол поворота этого же винта. Угол
запаздывания, согласно рис. 95, б, будет
4W = 2T23 B23)
или по углу поворота ведущего винта
<Р 1эап = Фш — *12<Р2п, B24)
причем
190
Согласно рис. 95, б имеем
= Роа +
B25)
где
9 2 2
р02 = arccos —+2Ar~ l <226)
или
m / n?" . 9л) /997^
Согласно рис. 95, в и 97, а имеем
Фге == тас —~ (а2 —, Рог)> B28)
где углы а2 и т2с определяются из простых геометрических соотношений
а их смысл понятен из указанных рисунков. Отметим, что для вновь
проекf/
?гп(О
Рис. 96. График заполнения впадины (кривая ОМ) и полости ведомого винта при изменении
угла поворота ведущего и ведомого винтов.
WUiH — защемленный объем у винтов с циклоидальным профилем зубьев
тируемого компрессора величина ф2с определяется не из геометрических
соображений, а исходя из заданной степени внутреннего сжатия газа.
Так же, как и для ведущего винта, должно быть выполнено условие
Фге > Фгл« B29)
Кромки окна нагнетания должны быть расположены таким образом,
чтобы окончание внутреннего сжатия газа, т. е. начало выталкивания
в ведомом и ведущем винтах, наступало одновременно.
Определение заполненного объема полости сведено в табл. 6.
Процесс выталкивания газа начинается с угла поворота винта у2с
и заканчивается при угле поворота (рис. 97, а, б и 95)
Фг =
B30)
где
= 2я т-.
191
&¦¦
Таблица 6
Определение заполненного .объема полости и степени сжатия ведомого винта
Обозначение и номер формулы
Аф
h (Ф)
AW по A99а)
IFf по B20)
AW по A99а)
Wf по B21)
Г,э по B22)
.(р.)//. ^ ..Л-
Чш _ V U7 ¦ W /
• Дф^ = Дф, если Дф кратно фгп
Размерность
рад или
град
а*2
см3
см3
см3
см3
см3
»«;)•
Изменение угла поворота винта
от 0» до ф2л
0°
0
0
0
0
0
0
1
t
Дф
Дф
Снимг
или
—
2Дф
Дф "
ется ¦ с
опред
i
fi
ЗДф
графь
еляетс5
чески
—
ка (ри
i а нал»
—
с. 96)
1ТИ-
—
Ч-2П
Дф*
/и
Г?
отфал до ф2с
Ф2П + 2 Дф
Дф
fw
Ф2Л+2ДФ
Дф
fin
2
. . .
Ч>2С
Аф*
Угол поворота ведомого винта от начала заполнения до полного
заполнения полости, согласно рис. 95, б и г,
ф2-=*«. + Ф«Л = »«. + Ро» + вш. B31)
Поскольку окончание полного заполнения обеих парных полостей
(например, Пх и Л2) наступает одновременно, то должно быть соблюдено
равенство соответствующих дуг начальных окружностей. Действительно,
f- Фш) = r2H (т2з ¦
Pol = hi (T23 + I
Ф2эап);
'аз + еш).
B32)
Рис. 97. Положение полости П2: а — в момент окончания
внутреннего сжатия (начала выталкивания газа); б —-в
момент .окончания выталкивания газа в радиальном .
направлении
Последнее равенство используется для контроля правильности
подсчета углов1.
Выразим степень внутреннего сжатия в полости ведомого винта через
характерные углы поворота винта. Как и для ведущего винта,
B33)
где площадь f2 (ф) находится по кривой заполнения впадинц (рис.96)
при данном значении аргумента ,
: —Фап)-
B34)
Весь заполненный объем полости от начала сжатия газа в ведомом
винте до начала выталкивания
1 Напомним, что для окружного и эллиптического профилей в формуле B32) следует
угол ро1 заменить углом а01. :•
13 И. А. Сакун
193
или в более общем виде
= Щ \
где
где
кп
B35>
B36)
Так как
— if —
то по формуле B19) получаем
Рга
Рв
fcr.
откуда
B37>
B38>
Влияние углов ведомого винта на степень сжатия аналогично
влиянию сходных величин ведущего винта.
Определение степени сжатия газа в полости каждого винта в
отдельности позволило установить, что сжатие газа в парных полостях ведущего
и ведомого винтов начинается неодновременно. Вследствие этого сжатие
газа в полости ведомого и ведущего винтов, как было показано
теоретически [36], происходит, как правило, неодинаково, что подтверждено осцил-
лографированием давлений в полостях (см. рис. 108, 109, ПО).
Несмотря на то, что давление газа в парных полостях стремится
непрерывно выравниваться, давления в полости ведущего и ведомого винтов
все же имеют разные значения. Они тем меньше различаются между
собой для данного компрессора, чем меньше оборотов делает машина или
чем больше протечки.
Для уменьшения потерь, как указывалось, соединение парных
полостей с камерой нагнетания должно происходить одновременно, что
накладывает некоторые условия на величину углов ф1с и ф^. Время сжатия
газа в полости ведущего винта равно
Ч ~ пх . 2я >
а в полости ведомого винта с учетом запаздывания начала сжатия
t2 = ^-.^+J™. B40)
194
Приравнивая B39) и B40), получим условие одновременного
соединения парных полостей с патрубком нагнетания
Фк — *12 (Ф2с + 4>2зап)- B41)
Перейдем к определению внутренней степени сжатия газа в
компрессоре. Суммарный объем парных полостей равен
1*0 = » 01 "Г * 02-
Суммарный заполненный объем парных полостей W3 равен сумме Wl3
и W23 при соответственных углах поворота винта. Сложение Wl3 и W23
проще производить графически. Для этого, прежде всего, следует восполь-
зоо
гоо
too
ISO
Рис. 98. Изменение заполненных объемов полостей винтов
(W13 и W23) и суммарного объема (№э) в зависимости от
угла поворота ведущего винта (зубья асимметричного
профиля)
зоваться данными табл. 5 и 6. Строятся графики изменения заполненных
объемов полостей W13 и W2з в функции угла поворота ведущего
винта (рис. 98). Построение кривой W23 по оси абсцисс начинается от
угла запаздывания у1зап.
Пользуясь кривой заполненного объема полостей Ws (ф), можно
определить геометрическую и внутреннюю степени сжатия газа:
~г7 ~ [w<>-W3\ ¦
B42)
Для реализации в компрессоре заданной степени сжатия нужно
правильно выбрать размер и расположение окна нагнетания, выпускные
кромки которого определяются углами <р1с и ф2с- Другие величины, от
которых зависит степень внутреннего сжатия — число заходов винтов,
углы ф„ и т. п., выбираются раньше. Указанные углы (фс) с достаточной
для практики точностью могут быть определены следующим образом. Из
формулы B42) для момента начала выталкивания газа имеем
B43)
13*
195
т. е. суммарный заполненный объем однозначно определяется при
заданной внутренней степени сжатия. Согласно B14) и B35) имеем
Величины
— А
для выбранных размеров винтов являются постоянными, так как они
зависят только от i12; mi; ?»
Поэтому
Условие "B41) устанавливает связь между ф1е и ф^
Ф»: = *иФ1в — 4W . . B44)
Заменяя фас в предыдущем равенстве, получим
-А1Б1 — АгБг B45)
или
где
с = 4 4- 'in
и" D
Величины С и D являются постоянными для данных винтов.
Из B45) имеем ' :
А \Б1
или
B46)
Таким образом, углы поворота винтов от начала сжатия до начала
выпуска (ф1С и ф2с) могут быть определены по принятой внутренней степени
сжатия га. Эти углы, как указывалось, определяют размещение
выпускной кромки окна нагнетания, т. е. являются элементом конструкции
корпуса. При изготовлении корпуса точно выдержать заданные углы ф1с
и ф2(; практически невозможно, так как выпускная кромка образуется
сопряжением чистой поверхности расточки корпуса с литой поверхностью
патрубка нагнетания. Поэтому следует стремиться получить большие
значения этих углов в корпусе, чем их расчетные значения (т. е. окно
нагнетания получить несколько меньше требуемого), а затем уменьшить их до
необходимых размеров во время доводочных испытаний путем подгонки
выпускных кромок окна нагнетания по шаблону.
196
При этом нужно иметь в виду, что важно обеспечить получение
выбранного давления внутреннего сжатия ра (или еа) при заданных
техническим заданием оборотах, давлении нагнетания и средних зазорах даже
ценой отступления от расчетных значений этих углов <ple и ф2с, так как
соблюдение расчетных значений этих углов не является самоцелью. Действуя
таким образом, конструктор всегда может быть уверен в получении
выбранного значения давления внутреннего сжатия. Следовательно, наряду
с задаваемыми давлениями всасывания и нагнетания, давление
внутреннего сжатия становится также известной величиной, что "ущюшдет
расчет винтового компрессора и повышает его точность.
Такой подход к обеспечению расчетных параметров компрессора
представляется особенно рациональным при доводке головной машины каждой
серии компрессоров. ¦ . "
Проверочное определение степени внутреннего сжатия, имеющегося
компрессора может быть произведено по следующей приближенной
формуле:
Ра_ ^, [ fin + fan т /947^
рв ~ ' f._ Г / Ь...\ 1 f__ Г ¦ / Ь-.-\ 1 ' V '
которая показывает, что при выбранных параметрах винтов внутреннюю
степень сжатия можно изменять, меняя положение выпускных кромок
окна нагнетания. При этом предполагается диагональное перемещение
газа в компрессоре, т. е. расположение окна нагнетания, как обычно,
сбоку и с торцов винтов.
Некоторая часть сечения патрубка нагнетания, притом часто весьма
большая, отнесена за торцовую плоскость винтов с целью увеличения
сечения патрубка (рис. 88, 99). В связи с этим возникает вопрос о
контуре камеры нагнетания на торце нагнетания корпуса. Выше была
указана форма нижней части камеры нагнетания, позволяющая уменьшить
защемленный объем, если он возникает. Форма проекции камеры
нагнетания на торцовую плоскость должна соответствовать форме впадин
винтов в торцовой плоскости (рис. 99), причем размеры по ширине камеры
должны быть такими, чтобы соединение парных полостей с торца с камерой
нагнетания происходило одновременно с соединением этих же полостей
с камерой сбоку винтов. . .
В компрессорах с высокой степенью сжатия или у компрессоров
с короткими винтами приходится до минимума уменьшать ту часть окна
нагнетания, которая расположена сбоку винтов, и выпускать сжатый газ
главным образом в осевом направлении. И в этом случае нужно следить
за тем, чтобы полости со сжатым газом соединялись с камерой нагнетания
одновременно и сбоку и с торца. Ввиду криволинейности очертания камеры
нагнетания ее размеры и форма должны контролироваться шаблоном.
Выше были получены зависимости для определения углов сжатия
ведущего и ведомого винтов, обеспечивающих получение необходимой степени
внутреннего сжатия газа. Для винтов с зубьями окружного профиля
подсчет внутреннего сжатия по изменению объемов полостей является в
известной мере условным, поскольку у винтов с окружным профилем зуба
объемы парных полостей недостаточно изолированы один от другого из-за
осевой негерметичности винтов с этими профилями. (См. отверстие М на
рис. 74.) . .: . . .¦_..'; .... ...
197
Итак, углы сжатия ср1с и ^is однозначно определяют для данных
винтов размеры окна нагнетания, понимая под последними суммарную
площадь проекций цилиндрической части окна нагнетания на плоскость
продольных осей Fu и проекции площади окна на торцовую плоскость FT.
Эти площади отчетливо видны на рис. 99. Опыт проектирования
винтовых компрессоров показал, что площадь окна нагнетания может быть
определена с достаточной для
практики точностью
планиметрированием соответствующих
площадок F4 и FT. Для
повышения точности определения
этих площадей полезно строить
проекции винтов (рис. 99) в
увеличенном масштабе, например
2:1, при этом для построения
проекций винтовых линий на
плоскости необходимо
воспользоваться уравнениями A05).
Здесь уместно отметить, что
для обеспечения выхода газа,
вытесняемого через торцовое
сечение FT, необходимо, чтобы
площадь части патрубка
нагнетания AFn, оттянутой за
пределы торца нагнетания винтов,
была достаточной, т. е. чтобы
AFn > FT. Полная площадь
поперечного сечения патрубка
нагнетания не должна быть меньше
суммарной площади окна
нагнетания F0.H.
При необходимости,
главным образом для анализа и
исследований, эффективная
площадь окна нагнетания может
Рис. 99. Контуры окна нагнетания винтового быть определена аналитически,
(ф б й)
ур
компрессора (профиль зубьев — цевочный) а именно
где для окружного профиля
Fu = ^ [(т1з + аО1 - Poi — <Ри) cos
B48)
+ sin poi - sin (т1з + a01 —
cos
— sin [i21 (t1s + Ooi — <Pie) +
FT = 0,5 {(/??•— r\ „,) (xi3 + сем — <?u) + [i
in
sin p02 —
«oi — фи) +
X
X (Ла — r\ вн) — 0,5 [R\ BPoi — sin 2pm) + #2 Bp02 — sin 2p02)] — /a.}.
Обозначения величин, входящих в приведенные выше выражения,
видны на рис. 99. hx и ht — ход ведущего и ведомого винтов; т2 — число
198
заходов ведомого винта. Для асимметричного профиля вместо угла (%
следует подставить угол р01.
Максимальное значение площади окна нагнетания позволяет
обеспечить наименьшие потери давления газа в окне и тем самым повысить
экономичность машины. Как следует из приведенных выражений, увеличение
окна нагнетания достигается прежде всего благодаря увеличению угла
закрутки винтов.
Случай, когда угол закрутки больше предельного значения
Значения предельного угла закрутки х1пр приведены выше A94) и
A95). Положения парных полостей со стороны нагнетания в момент начала
в них сжатия при т1з 5э хЫр показаны на рис. 89 и 90.
Ниже рассмотрим метод расчета полезного объема Wo парных полостей
и геометрической степени сжатия для этого случая.
Установим винты в положение начала сжатия — углы начала сжатия
«01 и Poi — Для окружного и асимметричного профиля. В этом случае
со стороны нагнетания часть объема W'o парной полости оказывается еще
занятой зубом ведомого винта. Величина W'o определяется 'по графику
Wa = f (Ф) (рис. 98).
При вращении винтов из положения начала сжатия со стороны
всасывания происходит сокращение свободного объема парной полости.
Одновременно объем этой же полости продолжает увеличиваться с
противоположной (по длине полости) стороны, благодаря освобождению ее от зуба
ведомого винта. До какого-то момента увеличение свободного объема,
обусловленное выходом зуба из полости со стороны нагнетания, будет
происходить интенсивнее его сокращения, обусловленного заполнением
зубом со стороны всасывания. Таким образом, суммарный объем парных
полостей будет расти.
Процесс заполнения и освобождения объема парной полости
характеризуется кривой, приведенной на рис. 100, а также на рис. 101 и 102, причем
на последних крупным планом показаны участки кривой от фх = 0 до
угла поворота ведущего винта
<Pi = Фо = Т1з — Тщр.
Кривые заполнения и освобождения объема парной полости в пределах
указанных углов поворота ведущего винта достаточно хорошо
аппроксимируются окружностью постоянного радиуса R (рис. 101 и 102). Эта
окружность проходит через точки с координатами q>t = 0; W3 = 0 и фх =
= Фо — Т1э —t\nP; W3 = Wo, а также точки q>i = 0; W0Ce = 0 и
фО = Tig — Tinp; Woce = Wo.
Уравнение заполнения объема полости со стороны всасывания в
функции угла фх будет
W3 = R-yR2-q>\. B49)
Уравнение освобождения объема полости со стороны нагнетания
Wec. = W0-R + }/Я2-(<Ро-Ч>1>2. B50)
где
Рис. 101. Кривая заполнения
парной полости на стороне всасывания
(по углу поворота ведущего винта)
/о
Рис. 100. Изменение полезного объема парной полости в зависимости от угла поворота
ведущего винта (профиль зуба — цевочный)
¦ • ^- кривая освобождения объема парной полости в процессе всасывания;
-» -~— — кривая сокращения объема этой же полости в процессе сжатия; — <— результиру-
ая кривая на участке Фо *= TJ3 — xlnf)
. ?1
Рис. 102. Кривая освобождения
парной полости на стороне нагнетания
(по углу поворота ведущего винта)
Приращение свободного объема полости составит
Д1Го - Woce -Wa=W'0-2R + ^-(сро-ФО2 + ]/"^2-ф1 B51)
Максимум приращения свободного объема парной полости имеет место
при значении угла
откуда
определяемом из выражения
•Ютах = "о" Фо-
B52)
Следовательно, максимальное приращение свободного объема парной
полости составит
— 0,25ф5
или
т'. B53)
Итак, максимальный суммарный объем парных полостей при углах
закрутки винтов больших предельного определяется выражением
Г
-A)!.¦<*«>
где ¦ . /— длина винтов;
/т и fare — площади торцовых сечений впадин ведущего и ведомого
винтов (см. также гл. VI);
W'o — величина объема, определяемая по графику. W3 = / (фх)
(рис. 98 и 100) при значении аргумента ср0 = т1з — тыр.
Необходимо отметить, что для того чтобы суммарный объем парных
полостей достиг своего максимального значения при т1з >¦ -х1пр, винты
должны повернуться от начала всасывания на угол: ¦ ¦ . ¦ :
для окружного профиля
для асимметричного профиля
"^"."t" aoi 2~
2я
После подстановки в эти выражения значения ф0 = т1з — х1пр полу^
чим: .'..¦..¦
для окружного профиля 1 . ¦¦
•4- + ";
для асимметричного профиля
B55)
201
Очевидно, что для рационального использования объема полостей
необходимо, чтобы полости винтов были соединены с камерой всасывания в
течение всего времени поворота ведущего винта на угол q>* по B55).
Таким образом, при х1в >¦ х1пр необходимо назначать угол всасывания
Однако принимая во внимание необходимость использования
скоростного напора потока всасываемого газа с целью улучшения наполнения
газом полостей винтов (см. п. 20), окончательно получаем выражение
A93), приведенное ранее,
а1в =
+ я — -^ -f Aale.
Оптимальная величина окна
всасывания ведомого винта и в этом случае
определяется по формулам A85) и A86),
причем значение а1в, подставляемое
в эти формулы, определяется по A93).
Важно отметить, что угол
всасывания аи должен быть ограничен
также условием закрытия осевой щели
со стороны всасывания у тех винтов,
которые не обеспечивают осевую
герметичность полостей. Это в первую
очередь, очевидно, относится к окружному
профилю.
В том случае, когда /12 > 1, как это
в настоящее время имеет
преимущественное распространение,
дополнительная подача всасываемого газа
(подпитка) в парные полости возможна и
целесообразна через полость только ведомого винта после
отсоединения парной полости ведущего винта от камеры всасывания.
В этом случае угол всасывания ведомого винта назначается несколько
больше тех значений, которые получаются по A85) или A86), при этом
не допускается открытие осевой щели на торце всасывания.
Определим теперь геометрическую степень сжатия.
Как указывалось выше, геометрическая степень сжатия представляет
собой отношение объема парной полости в момент отсоединения ее от
патрубка всасывания к объему этой же полости в момент окончания
внутреннего сжатия, когда происходит начало открытия окна нагнетания.
Поскольку при повороте винтов с х13 > х1пр от угла ф0 до угла ц>г =
= а1д — х1пр — а01 происходит заполнение парной полости зубом
ведомого винта при открытом окне всасывания, то начало отсчета угла сжатия
Ф1с может не совпадать с началом физического сжатия газа в полости
компрессора. Величина несовпадения по углу составляет (рис. 100)
0
Рис. 103. Зависимость внутренней (^)
и геометрической (ег2) степени сжатия
от угла поворота ведущего винта
при угле закрутки ведущего винта
>
Ф1 — (Хц — Tjnp О501.
Геометрическая степень сжатия определяется отношением
Wo (а1в)
I (fin + hn) - W3
B56)
202
где Wo (а1в) — полезный объем парной полости в момент отсоединения
ее от патрубка всасывания (рис. 100);
W3 (<pic) — величина заполненного объема к моменту поворота
ведущего винта на угол сжатия ф1с.
На рис. 103 представлен график изменения геометрической степени
сжатия в зависимости от угла поворота винта при углах закрутки больше
предельных. Там же приведена кривая изменения текущих значений
степени внутреннего сжатия еаг = е«.
При фх = ф^ степень внутреннего сжатия га = ef.
23. АНАЛИТИЧЕСКИЙ МЕТОД РАСЧЕТА ИЗМЕНЕНИЯ
ОБЪЕМА^ПОЛОСТЕЙ
При рассмотрении методов определения изменения объемов полостей
в предыдущем параграфе было отмечено, что суть методов состоит в
способе определения кривой заполнения площади впадины (в торцовом
сечении) винтов от угла поворота фх (рис. 93 и 96).
Рассмотрим приближенный аналитический метод определения
текущих значений [г и /2, а следовательно, и W13 и W23. Для определения
текущих значений заполненной площади впадин выбирается
аппроксимирующая функция в виде полинома или трансцендентной функции с
последующим определением коэффициентов, показателей или вообще параметров
этих функций.
Текущее значение заполненной площади (индексы винта опущены)
B57)
где аппроксимирующая функция Ф (ф) может иметь вид полинома,
например
+ 6фг + сф + d).
Хорошее приближение дает трансцендентная функция вида
. B58)
Показатель п и коэффициенты k, а, в, с и d должны быть найдены с
помощью граничных или частных значений функции.
Граничными значениями функции B58) являются (рис. 93 и 96):
1) при ф = 0 Ф (ф) = 0,
2) при ф = ф„ Ф (ф) = 1. При этом ( +2C0S(m = о, что возможно
при ф = я. Но ф„ <ли, следовательно, лишь приближенно можно поло-
A -i- COS Фи \ П г.
——п—— ) ^0, что при надлежащем значении показателя степени
легко достигается с любой степенью точности. Укажем, однако, что можно
предложить прием, позволяющий точно выдержать последнее равенство.
Пусть известно частное значение заполненной площади впадины /3
при угле поворота винта ф3 от начала заполнения впадины.
Тогда
4A±Sn] B59)
203
После несложных преобразований получим
п ==
fn
1 -\- COS фз
B60)
Итак, согласно* B57) д B58), текущие значения заполненной площади
впадины определяются из выражения
' """"'"" B61)
где п находится по формуле.B60). Задаваясь значениями угла поворота
винта, например 0, 10, 20. . . ф3 . . . ф„, можно найти соответствующие
значения / (ср) и построить затем кривые ОМ (рис. 93 и 96). Далее, методом,
изложенным выше (см. п. 22), определяется W3 и «геометрическая степень
сжатия».
Выражение B57) может быть применено для определения Wa с помощью
B00) и затем B07) или B21). Отметим, что этот путь практически
оказывается сложнее изложенного ранее, так как вычисления необходимо
производить для нескольких значений угла поворота винта. Однако в
некоторых случаях, например при исследованиях, выражение W3через
аппроксимирующую функцию является совершенно необходимым.
На основании уравнений B08), B00) и B07) можно написать:
<Р„ 4>с
0.
где по-прежнему индексы 1 и 2, указывающие винты, опущены.
Для текущих значений заполненного объема имеем
где 0 sg: фд; <; ф„-л фп ^ усх ^. фс. Так как <рсх не может быть меньше ф„,
то при углах поворота Ф < Ф„ второй член B63) равен нулю; а при углах
поворота ф 5? ф„ первый член становится постоянной величиной.
Практическое неудобство выражений B62) и B63) состоит в том, что
показатель степени я чаще всего получается дробным или слишком
высоким (последнее при углах ф„ <^ я). В первом случае, когда нужно
избавиться от дробного показателя для интегрирования, но сам показатель
невысокий (например, п << 3), следует воспользоваться равенством
• /1 +СО8ф
-~-, имеющих
после чего положить 2п = nlt где пх — целое число, ближайшее к 2п.
Этот прием можно рекомендовать для случаев, когда ф„ >
место обычно для ведущех винтов.
204
Если нужно снизить показатель степени, то можно использовать
свойства аффинного преобразования координат. Особенностью применяемых
здесь аффинных преобразований является равенство коэффициента
преобразования ординат
в то время как коэффициент преобразования абсцисс меньше единицы
и равен
Таким образом, новая абсцисса после преобразований
* Ф
&ф
и аппроксимирующая функция
B64)
B65)
причем 0 ^ ф* =^ я и п* < п, так как в B60) вместо «р3 подставляется
ф ,
После определения текущих значений заполненной площади / (ф) =
= /ПФ* (ф*) обратным переходом определяются абсциссы ф = йфф* и
затем уже в обычных координатах / и ф строятся графики заполнения
площади впадин.
Укажем еще на возможность улучшения совпадения значений
аппроксимирующей функции с истинным (точным) значением / (ф). В таком
улучшении нуждается начальный участок кривой ОМ (рис. 93) для ведущего
винта в диапазоне угла поворота от фх = 0 до фх = ф13. На этом участке
кривой ОМ к значениям fx (cp) найденные по B57) [причем
аппроксимирующая функция может быть взята по типу B65) с последующим обратным
аффинным переходом], добавляются величины А/х (ф) ,
Дф1 (ф)
где 0 < фх < ф13.
Коэффициент а определяется по эмпирической формуле
0,15-^-0,20 '
B66)
B67)
Перейдем к определению частных значений заполненной площади
впадин ведущего и ведомого винтов для асимметричного профиля,
имеющего большую общность.
Ведущий винт
Выберем произвольное положение винтов и определим площадь
впадины, заполненной зубом (рис. 104). Оно характеризуется тем, что
сначала заполнения впадины, находящейся между зубьями 1 и 2, ведущий
винт повернулся на угол ф1з. Этот угол, согласно рис. 104, будет
т.!?**—ft,- B68)
;205
Заштрихованная площадь Fv впадины, оставшейся незаполненной,
может быть определена таким образом
Fv = пл. OP0PD1 — Ft — пл. РР0А2В, B69)
пл. OP0PDX =--±^ (Щ - г\н) = 4" ЛА BС + W-
Рис. 104. К определению текущего значения заполненной
площади впадины ведущего винта
Согласно C23)
<р2
„4-J(*¦?-»-ат)"-!- J
о
M>i
dy
4
dy
dx
Рассмотрим каждый из интегралов в отдельности.
1. Уравнение участка Р0А2 в системе координат хо2у будет:
х = r2H cos ф2;
B70)
причем параметр изменяется в пределах 0 «g <р2 ^ «i—
206
Тогда
2. Уравнение участка Л25, очерченного постоянным радиусом г из
точки о' в координатах хо2г/,
х = г2н cosaj — г cos (aj + я|>); |
у = г2к sin a; — г sin (a| + f), }
где параметр находится в пределах г|з3 ^ \р
= /_ого'В и ^1|з2 = 1_о2о'А2.
Из уравнений B71) получаем:
(рис. 104); /. i|K =
^- = _ r cos (a;
Итак,
= -Y r [r {^3 — ^2) — гы (sin % — sin я|з2
3. Уравнение участка ВР в координатах хо2у:
х — А — /?1со5ф1;
B72)
где параметр находится в пределах (а10—р2) ^ фх ^ 0 (см. рис. 104).
ф9 (Он—P
= 4- [*? (аш - Ра) - ^?t sln (aio - Pi)] •
Итак,
пл. РР0А2В = -i- r2K (aj — в1П) + ^-r[r (ife — ipg) — rte (sinif, —
+4- щ к -
sin
B73)
307
Согласно рис. 104 имеем:
Ь = -j- (« — вщ); B74)
% — п — ai ~ аю — Р-р B75)
где а10 определяется из /\о2о Р\ и
/2«sin
А — /•2Hc0Sai
84 = arccos —Цтт^ТГ—1-'
где
, sin а,
0,0 — Г»
^i" —'г« sinaio •
Наконец,
62 :== arccos -1 2?х° 'Г Г . B76)
Итак,
1
FY = -у г^ [р\ B? + g2) — ?2 (я — «j) + @, — sin 6,) —
- A + If (а10 - р2) + A + /12) A+0 sin (а10 - 82)]. B77)
Итак, заполненная площадь впадины ведущего винта к моменту
поворота его на угол ф13 от начала заполнения будет
h^hn-Fv. B78)
Ведомый винт
Заполнение впадины ведомого винта, как отмечалось выше, начинается
раньше, чем фактически начинает входить в нее зуб ведущего винта, так
как площадь, ограниченная контуром окружности Rlt уже учтена при
определении fx (ф). В этом заключается некоторая условность при
определении степени сжатия в каждом винте в отдельности.
Заполнение впадины ведомого винта от начала (рис. 95, б) до конца
первого этапа (рис. 105) аналитически выражается следующим образом:
*А
208
020
41
cos b - *?
4"! (г2 — гг2кcos if) dip;
¦в.
П (Я?) =
+
4"№ (sln Ъ. - sin Poi) - *? (Фи - Poi)]
(^ - 4>b) - rr2« (sin ^ - sin ifa)],
B79)
где ср2Л — текущий угол поворота ведомого винта от начала заполнения
его впадины.
Для первого этапа
заполнения впадины
У
Для второго этапа 0Ш +
+ 0iv ^ Фгл «S Рог + 0Щ-
Угол ф1В есть угол,
образованный осью абсцисс с лучом,
проведенным из точки ох в
точку В,
Ф1В = arcsin-j^-=
arccos
А —
B80)
Текущие координаты
точки В определяются из
системы уравнений:
откуда
У В — : ол
Рис. 105. К определению текущего значения
заполненной площади впадины ведомого винта
где
причем
— ^я cos Фао'.
К = Г2„ sin фа,,
Q .= /*,-г» - Л» + Я»;
= arccos -2^— = const;
14 И. А. Сакун
= arccos
(о2БJ = Л2 + /?? — 2ЛЯг cos ф1В.
B81)
B82)
209
»¦¦ На втором этапе заполнения впадины ведомого винта в двухугольник,
очерченный окружностями Rt и г2н, входит зуб ведомого винта. Поэтому
/2 (Ф) = f\ (Ф) — /2« (Ф). B83>
причем f\ (ф) определяется по B79), но при значениях ф2л для второго
этапа заполнения.
Итак, аналогично предыдущему, согласно рис. 106,
(
x J
~J (Л/?,cos<p,--¦
+in) cos г12ф2 — А' —
Рис, 106. К определению неуравновешенной
площади/2„ ведомого винта И окончательно
С / \ -I 9 t *
где
- *? (Фи, - ад +
= %л -
X
8Ш Ьо - Sil1 Pol) -
А„ + 1) (sin flaq>2, - sin Фш) -
B84)
B85)
В начале образования площадки f2H (ф) угол ф2/г = 0, в конце (при
максимальной величине площадки)
Итак,
—6IV;
IV;
od =
210
и для контроля
Ф2?) = г21 arccos
где
причем
Максимальная величина площадки /2к (ф) при повороте винта на угол
(Ф2л)шах = Рог + еш- Тогда, согласно B85), cp2F = р02 — 8IV; Ф2?> = 0.
Так же
A +
= 'si arccos
Ф1О = 0 и формула B84) примет вид
= -т 4 (Роз - e.v) + 4 № - ARtsin Р«
4
-^-[AR1 Bitl + 1) sin iniptF — (Л2 + Rlki
2 + Rlki
12
Имея в виду, что
после несложных преобразований получим
/2„ = Юг** «п Poi - 4" bi (Л2 + «? ~ rL) Рог- B86)
Формулы B79), B84), и B86) позволяют определить заполненную
площадь впадины ведомого винта для любого взаимного положения винтов
или на любой стадии ее заполнения.
Однако, как отмечалось выше, на практике достаточно воспользоваться
ими с целью контроля или корректировки построения кривых ОМ (рис. 93
и 96) только для одной или двух точек.
Для симметричного окружного двустороннего профиля зуба
рассмотренная методика определения объемов полостей остается без изменения.
Симметричность зуба позволяет упростить некоторые формулы.
Изложенные выше методы расчета заполнения площадей впадин,
объемов полостей и степеней сжатия позволяют также увязать между собой
значения характерных (определяющих) углов и других параметров
компрессора.
24. ДИАГРАММА РАСПРЕДЕЛЕНИЯ ДАВЛЕНИЙ
В ПОЛОСТЯХ ВИНТОВ
Для расчета винтового компрессора необходимо знать давление газа
в полостях винтов при каждом относительном положении их. Эти давления
просто определяются по диаграмме распределения давлений, позволяющей
И* 21' 1
наглядно изобразить и указать давление в любой полости для каждого
положения винтов и в любой точке корпуса компрессора.
Диаграмма распределения давлений в полостях применяется при
определении крутящих моментов на валах роторов, радиальных и осевых сил,
действующих на винты, при расчете протечек в компрессоре и в ряде
других случаев. Это обусловило применение диаграммы давлений в практике
расчетов и исследований отечественных винтовых компрессоров.
Диаграмма распределения давлений (рис. 107) строится следующим образом.
По оси ординат откладывается давление газа в полостях, причем в
начале координат откладывается давление начала сжатия р\ (или часто
близкое к нему давление всасывания рв, если pi не определено).
Ри>Ра
Рис. 107. Диаграмма распределения давлений
По оси абсцисс откладывается угол поворота ведущего винта, который
принимается равным нулю в начале сжатия газа. Осевой размер винта
связан с его углом поворота или закрутки A52). Если отложить в масштабе
по оси абсцисс длину винтов так, чтобы торец всасывания совпал с началом
координат, а торец нагнетания — с углом ц>1 = т1з, то в этом случае
угол фх будет указывать по оси на точку встречи зубьев ведущего и
ведомого винтов. Этот угол фг = Р01 для асимметричного профиля и f,=
= а01—для окружного и эллиптического профиля.
Пусть давление нагнетания рн равно давлению внутреннего
сжатия ра.
Для построения диаграммы рассмотрим следующие три характерные
положения винтов:
1. Парная полость подошла к окну патрубка нагнетания. Давление
газа в этой полости равно давлению внутреннего сжатия.
При этом положении винтов точка встречи передней пары зубьев,
образующих рассматриваемую полость, находится в точке 2, абсцисса
которой фх = (fic- Винты на участке длины /—2 в плоскости встречи зубьев
IV—IV (рис. 88 и 107) испытывают давление нагнетания. Поскольку
давление внутреннего сжатия по условию совпадает с давлением нагнетания,
то и участок 2—3 длиной — = -?- (осевой размер полости) будет
находиться под давлением нагнетания.
212
Рассматриваемая полость ограничена с другой стороны также парой
зубьев — задней парой, за которой идет следующая парная полость. Для
этой следующей полости задняя пара зубьев оказывается уже передней
и т. д. В следующей полости давление газа значительно ниже, чем в
передней. Оно падает скачком и находится в точке пересечения вертикали 3—4
с кривой изменения давления в парной полости 0—12—4—7—10—2,
справедливой для всякой отдельно взятой полости. Таким образом,
наибольший перепад давления от полости к полости (через зуб) составляет
величину 3—4 (в масштабе давлений), а давление в полости, идущей сзади,
измеряется ординатой точки 4. Этому давлению подвержены винты на
участке длины 4—5.
2. Точка встречи передней пары зубьев пусть находится в точке 6
(рис. 107), абсцисса которой ц>1 = ——. Давление в рассматриваемой
парной полости (лежащей влево от точки 6) измеряется ординатой точки 7,
тогда как во впереди идущей полости (через зуб), лежащей вправо от точки
6, давление газа измеряется ординатой точки 6, т. е. равно давлению нагне-
тания. Расстояние от точки 7 до точки 8 по углу поворота <р7 — ф8 = —
или по длине винта равно —. Таким образом, в точке 8 давление снова
тх
падает скачком на этот раз уже до давления начала сжатия.
3. Пусть точка встречи передней пары зубьев находится в точке 9.
Эта точка характеризуется тем, что для нее фх = ф1п. Тогда давление
в полости влево от этой пары зубьев измеряется ординатой точки 10.
Аналогично, слева от сзади идущей пары зубьев, ограничивающих эту же
полость (точка //), давление газа будет измеряться ординатой точки 12.
Таким образом, ступенчатая линия /—2—9—10—//—12—13 позволяет
указать давления по длине винтов и в их полостях; связать эти давления
с координатами на корпусе; проследить, как будут меняться давления
в полостях при вращении винтов. • :- ¦
При дальнейшем вращении винтов от угла фх = ф1га до фг = ф1с
точка 9 будет перемещаться к точке 2 (и при ц>х = ф1с сольется с ней),
линия давления 10—11 будет подниматься (и перемещаться вправо) в
положение 2—3. Аналогично линия 12—13 будет перемещаться в положение
4—5.
Кривая 0—12—4—7—10—2 является линией сжатия газа (условно),
построенной по точке встречи передней пары зубьев; кривая 8—//—3 —
геометрическое место точек, характеризующих изменение давлений в
полости, расположенной сзади. Между линиями 8—//—3 и 0—12—4—7—
10—2 по горизонтали расстояние равно -±- в линейных единицах, по
вертикали — перепаду давления в рядом расположенных (через зуб)
парных полостях.
Если давление рн не совпадает с давлением внутреннего сжатия ра,
то, кроме построенной даграммы давления для случая рн = ра, строится
еще линия давлений для рн ф ра. Это показано на рис. 107
штрих-пунктирными линиями.
В некоторых случаях практических расчетов представляется
возможным пренебречь ступенчатым изменением давлений между полостями
и принять его по осредненной кривой АВ, равноудаленной по
горизонтали от линий 8—11—3 и 0—12—4—7—10—2.
' 213
25. ВЫБОР ДАВЛЕНИЯ ВНУТРЕННЕГО СЖАТИЯ. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
Теоретическое рассмотрение процесса сжатия газа в винтовом
компрессоре показало, что вследствие запаздывания начала сжатия1 в ведомом
винте сжатие газа в полостях ведущего и ведомого винтов осуществляется
неодинаково, до разных давлений, несмотря на то, что полости в процессе
сжатия соединены между собой и образуют одну (парную) полость.
Давление газа в полостях ведущего и ведомого винтов (образующих парную
полость) стремится выровняться, однако поскольку процесс течения газа
происходит во времени, то чем быстрее происходит процесс сжатия,
тем меньше успевает выровняться давление. Иначе — с увеличением
числа оборотов компрессора разность
давлений в полостях ведущего и
ведомого винтов должна быть больше.
Эти теоретические положения
полностью подтвердились
экспериментально.
На рис. 108 приведены кривые
зависимостей давления внутреннего
сжатия ра от давления
нагнетания рн при различных числах
оборотов компрессора. Они позволяют
установить, что:
1) давление в полости ведущего
(ВЩ) винта существенно выше
давлений в полости ведомого (ВМ);
2) разность давлений в полостях
ВЩ и ВМ винтов возрастает с
увеличением числа оборотов.
Второй причиной, кроме запазды-
Рис. 108. Зависимость давления
внутреннего сжатия ра от давления
нагнетания рн при различных числах оборотов
(данные эксперимента на компрессоре
ЛКИ)
вания начала сжатия в полости
ведомого винта, является перетекание
газа из камеры нагнетания через
гребни (вершины) зубьев в полости сжатия. Сопротивление перетеканию газа
в щелях, образованных гребнем зуба и корпусом, не одинаковое у
ведущего и ведомого винтов. У последнего оно больше (см. гл. V). Поэтому
можно предположить, что уменьшение зазоров между винтами и корпусом
в зоне повышенных давлений, особенно у ведущего винта должно привести
к сближению давлений в полостях ВЩ и ВМ винтов.
Неравенство давлений в полостях ведущего и ведомого винтов
отрицательно сказывается на экономичности компрессора, так как перетекание
газа из полости ВЩ винта в полость ВМ сопровождается потерей энергии.
Следовательно, необходимо стремиться давления р1а и рга сближать
между собой. Как показывают формулы B16) и B37), при заданном
давлении всасывания они зависят от углов t3, cpc, 2у^, ф„, передаточного
числа и относительной высоты зуба.
Наибольшее влияние оказывают первые два угла. В случае
установившейся геометрии винтов в руках конструктора по существу остается один
параметр — угол сжатия фс, имеющий, естественно, для каждого из
винтов свое значение. Выше (п. 22) был рассмотрен метод его определения в за-
1 Запаздывание сжатия является не единственной причиной неравенства давлений
в полостях винтов. (См. ниже.)
214
?
висимости от выбранного или заданного давления внутреннего сжатия.
Прежде чем перейти к рекомендациям по выбору последнего, рассмотрим
влияние на него степени сжатия и числа оборотов компрессора.
Кривые рис. 109 показывают, что значения коэффициента ka =
ртек
Вн Рн
тия приближаются к давле-
нию нагнетания в случаях:
1) когда обороты винтов
малы и давления в полостях
ВЩ и ВМ винтов успевают
выравниваться как между
собой, так и с давлением
нагнетания вследствие большой
относительной величины
протечек через щели;
2) когда давление
нагнетания повышаясь,
приближается к давлению
внутреннего сжатия,
предусмотренному конструкцией машины,
а именно ра = peef.
приближаются к единице, т.е. давления внутреннего сжа-
0,5
W
г,ввм
Рис. 109. Зависимость коэффициента ka = — от
2000
степени сжатия ек при различных числах
оборотов (компрессор ЛКИ)
у»
При работе компрессора с давлением нагнетания, меньшим давления
внутреннего сжатия, с повышением числа оборотов увеличивается раз-
:ность между фактическим давлением внутреннено сжатия в компрессоре и
давлением нагнетания
(увеличивается и ka). Это
объясняется уменьшением
относительной величины протечек
с повышением числа
оборотов компрессора.
В том же направлении
будут изменяться давления
внутреннего сжатия при
уменьшении абсолютной
величины протечек, т. е. при
уменьшении зазоров.
Коэффициент ka мало
зависит от числа оборотов
(рис. ПО) в случае близких
значений га и гн (т. е. ра
и рн). Если давление нагнетания равно давлению внутреннего
сжатия, то ka = 1 и тогда он не зависит от числа оборотов.
В случае, если давление нагнетания меньше давления внутреннего
сжатия (текущего, ек •< е™ек), а тем более меньше номинального давления
внутреннего сжатия (ен < га = sf), коэффициент ka становится уже
зависимым от числа оборотов компрессора 1, поскольку указанное несоот-
1 Вообще влияние числа оборотов сказывается тем сильнее, чем больше изменяется
при этом коэффициент подачи, т. е. чем хуже машина (большие зазоры). У современных
винтовых компрессоров кривая зависимости коэффициента подачи от числа оборотов
;в рабочем диапазоне весьма пологая (см. рис. 38 и 149).
3000 п, об/мин
Рис. 110. Зависимость коэффициента ka= —— от
•числа оборотов при различных степенях сжатия
(компрессор ЛКИ)
215
ветствие давлений зависит от относительной величины протечек. Эти
режимы работы компрессора, связанные с нерациональной затратой энергии
на пережатие газа (ра >/>„), в современных винтовых компрессорах
встречаются крайне редко. На таких режимах компрессор не должен
работать (см. ниже).
Часто встречаются режимы, у которых давление внутреннего сжатия
ниже давления нагнетания (ра < р„). В этом случае коэффициент ka
плавно приближается к единице или равен ей (при ра ^ рн) и
практически не зависит от числа оборотов.
При анализе кривых, представленных на рис. 109, ПО и 111, следует
иметь в виду, что они справедливы для ВКМ с асимметричным профилем
зубьев (опытного компрессора ЛКИ). Приведенные на этих рисунках
режимы относятся, как упоминалось, к экономически невыгодным режимам..
Дополнительную затрату энергии на сжатие при несовпадании
давлений внутреннего сжатия и нагнетания можно оценить с помощью
коэффициента увеличения работы Кур-
Коэффициент увеличения работы представляет собой отношение
теоретической работы сжатия на заданном режиме работы компрессора к
теоретической работе при адиабатическом сжатии газа до давления нагнетания
к На
Aw ~ 7п'
где На — адиабатическая работа сжатия и выталкивания единицы
количества газа;
Нн — адиабатическая работа сжатия и выталкивания того же
количества газа в случае, когда рн — ра.
Тогда
?
где
/
Рв\е
к (
Р" . е
1 \
^Г )
— р±
н Рв'
А-1
1/4-1
После преобразований окончательно получаем
Рв J Jк \Ра
4—1 1—4
k / _ \ к
(?»\ ~(?г
\Ра) \Рв
Коэффициент увеличения работы не учитывает газодинамических
потерь в компрессоре, влияния протечек и других потерь. Он указывает
на термодинамические потери в компрессоре при работе машины на
режимах, на которых давление нагнетания не равно давлению внутреннего
сжатия.
216
Для работающего компрессора величины k, рв и ра — е* являются
величинами постоянными. Поэтому Кур зависит только от отношения
давлений —. Экстремальное значение коэффициента увеличения работы
определяется из выражения
дК,
ур
Ра
¦ = о,
из которого находим (Kyp)mw = 1.
На рис. 111 показаны графики изменения коэффициента Кур с
различной степенью внутреннего сжатия в зависимости от отклонения давления
нагнетания от давления внутреннего сжатия.
2$
1,5
1,0
\\\3,5
W
Л5
L
5,5
О
f,o
2,0
3,0
\0 рн/ра
Рис. 111. Изменение коэффициента увеличения теоретической
работы Кур для винтовых компрессоров с различной внутренней
степенью сжатия в зависимости от отношения давлений pjpa
Сказанное выше позволяет сделать следующие выводы:
1) винтовой компрессор лучше приспособлен для работы на режимах,
на которых давление нагнетания выше давления внутреннего сжатия
(Рн > Ра)> чем наоборот. Так, если допустить увеличение
термодинамических потерь на 3%, то при еа = 3,5 минимальное давление
нагнетания не должно снижаться ниже (р„)т,п=0,75/?а, а максимальное не
должно повышаться выше (р„)тах ^= 1,4/?а. При тех же потерях, но для
машины с eQ = 1,5, минимальное и максимальное давления будут (рн)та =
= 0,9ра и (рн)тах = 1,27ра;
2) повышение степени внутреннего сжатия улучшает
термодинамические качества винтовой машины, так как уменьшает влияние изохори-
ческих процессов, имеющих место в компрессоре при работе на всех
режимах, кроме основного (рн = ра, см. п. 1);
3) винтовые компрессоры с нерегулируемой степенью внутреннего
сжатия сохраняют максимальную экономичность на основном режиме,
причем она мало изменяется и при достаточно большом превышении
давления нагнетания давления внутреннего сжатия.
Приведенные здесь положения имеют большое значение для
правильного конструирования и расчета винтовых компрессоров.
Таким образом, если винтовая машина предназначена для работы на
режимах, мало отклоняющихся от номинального, то при проектировании
давление внутреннего сжатия должно быть выбрано равным или лучше
на 5—10% ниже номинального давления нагнетания.
Если компрессор предназначен для работы на изменяющейся степени
сжатия, то его степень внутреннего сжатия еа должна выбираться равной
217
2,0-
степени сжатия компрессора е,н на вероятном максимально-длительном
режиме работы машины. В этом случае для некоторых специальных
компрессорных установок могут быть признаны целесообразными и другие
решения (гл. I, рис. 15).
Процессы сжатия и выталкивания газа можно проследить по кривым
рис. 112, на котором представлены опытные данные испытания
компрессора.
При неизменной степени сжатия компрессора вн = 3,5 изменялась
геометрическая степень сжатия, а следовательно, и внутреннее сжатие:
при ф1с = 232°; гг = 2,48;
при ф1с = 251°, ег = 3,0;
при ф1с = 204°; ее = 2,00.
Кроме того, менялся способ
охлаждения машины.
Кривые процесса сжатия
здесь изображены условно,
по среднему условному
значению показателя
политропы тс. В реальной винтовой
машине, как упоминалось
(см. также п. 37), показатель
политропы все время
изменяется, не остается
постоянным в течение процесса
сжатия газа. Меняется и
количество рабочего вещества
в полости компрессора.
Поэтому действительный
процесс сжатия в
координатах pv выглядит так, как
показано на рис. 138.
Представляет интерес в
свете рассматриваемого здесь
вопроса и идеализированная схема процессов в винтовом компрессоре,
показанная на рис. 112, с реальными значениями средних условных
показателей политропы. Они найдены по конечным и начальным
параметрам газа [формула C78)]..
Процесс сжатия в неохлаждаемом винтовом компрессоре с тс = 1,85
представлен (с учетом сказанного выше) кривой /—4. Поскольку степень
внутреннего сжатия (точка 4) значительно выше степени сжатия
компрессора, то после соединения парной полости с камерой нагнетания давление
падает (условно показано штриховой линией 4') до давления нагнетания.
Компрессор произвел бесполезную работу сжатия, изображенную
криволинейным треугольником, расположенным над линией ен = 3,5.
Тот же режим работы компрессора после подачи охлаждающей воды
в зарубашечное пространство корпуса изображается другой условной
линией сжатия с показателем политропы тс = 1,66. Несмотря на
условный характер изображения процесса, здесь наглядно виден конечный
эффект х охлаждения корпуса. Излишне затраченная работа на
«пережатие» газа здесь также есть, но она заметно меньше.
1,0
0 Afnp
Рис. 112. Процессы сжатия и выталкивания газа
при работе винтового компрессора с постоянной
степенью сжатия (ек = 3,5) и постоянным числом
оборотов при различных геометрической степени
сжатия и способах охлаждения. Профиль зубьев—
цевочный
1 Не только за счет теплоотвода от газа (см. п. 41).
218
Если в компрессор подать воду на впрыск (до 20%воды к весу воздуха),
то при той же скорости и той же степени сжатия (гн = 3,5) процесс пойдет
по линии /—2'—3' с условным показателем политропы т =1,15. Здесь
уже внутреннее сжатие ниже давления нагнетания, и процесс сжатия
заканчивается не по линии 2'—2", а по изохорической линии 2'—3'.
Происходит внегеометрическое дожатие газа после соединения полости с камерой
нагнетания. Этот процесс также включает излишне затраченную работу,
эквивалентную площади 2'—3'—2", но уже вследствие «недожатая» газа.
Наличие зазоров и протечек через них сглаживает углы теоретического
процесса (см. штрих-пунктирную линию процесса с впрыском воды).
На рисунке видно, что условная линия процесса сжатия при тс =
= 1,15 пересекла линию ен = 3,5 как раз в точке 2", соответствующей
<f[c = 251", т. е. геометрической степени сжатия ег = 3,0. Это означает,
что для данного режима наиболее экономичная работа компрессора была
бы обеспечена при окне нагнетания с ег = 3,0.
Процесс с впрыском воды требует заметно меньшей затраты работы на
сжатие газа, хотя одновременно несколько увеличивается затрата
механической работы на трение винтов о газоводяную смесь и на перенос воды
со всасывания на нагнетание.
При том же режиме компрессора (ек = 3,5 и п = const) и
охлаждаемом корпусе, но с другим (меньшим) окном нагнетания (ег = 3,0), процесс
сжатия идет уже при условном среднем показателе политропы тс = 1,75.
Видна большая работа «пережатия» газа, что и привело к повышению тс.
Уменьшение геометрической степени сжатия до ег = 2,0, как следует
из рисунка, привело бы к заметно более экономичному процессу сжатия,
хотя при этом также уменьшился бы средний показатель политропы.
Это произошло бы вследствие изменения длины щелей (см. рис. 122 и 123)
и изменения утечек и перетечек, а главным образом потому, что было бы
устранено «пережатие газа».
ГЛАВА V
МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРОТЕЧЕК ГАЗА
И КОЭФФИЦИЕНТА ПОДАЧИ ВИНТОВОГО КОМПРЕССОРА
В винтовых компрессорах имеют место протечки газа через зазоры *,
составляющие у этих машин иногда значительную часть от полезной
производительности. Относительная величина протечек часто определяет
значения коэффициента подачи, удельной мощности, к. п. д. и, в
известных пределах, вид характеристик компрессора. Увеличение числа
оборотов роторов с целью снижения относительной величины протечек
вызывает увеличение потерь на всасывании. Поэтому снижение
абсолютной величины протечек газа через щели остается одним из главных
факторов повышения экономичности винтовых компрессоров. В свете
сказанного большое значение в теории винтовых компрессоров имеют вопросы:
1) изучение качественного влияния протечек на параметры машины
и классификация протечек;
2) определение количества газа, протекающего через щели
различной формы;
3) установление количественных соотношений между величиной
суммарных протечек и важнейшими параметрами машины, а также анализ
полученных зависимостей.
26. КЛАССИФИКАЦИЯ ПРОТЕЧЕК ГАЗА В ВИНТОВОМ КОМПРЕССОРЕ.
КЛАССИФИКАЦИЯ ЩЕЛЕЙ
В компрессорных машинах принято различать протечки внешние
ивнутренние.
К внешним относятся протечки газа через концевые уплотнения
вала каждого ротора. Со стороны нагнетания протечки, как правило,
происходят из компрессора в помещение. Со стороны всасывания могут
иметь место как утечки, так и подсос. Внешние протечки газа должны
быть учтены при расчете производительности.
Внутренние протечки в винтовом компрессоре делятся
на два вида, существенно отличающиеся между собой по влиянию на
параметры компрессора:
1) протечки в полости винтов в период всасывания газа,
которые влияют прежде всего на коэффициент подачи компрессора, а также
на к. п. д. и мощность привода компрессора; назовем их утечками;
1 Зазоры между деталями в рабочем пространстве компрессора образуют отверстия
малой высоты, называемые в дальнейшем щелями.
220
г
2) протечки в полости в период сжатия газа, которые мало
влияют на коэффициент подачи, но существенно влияют на к. п. д. и
мощность привода компрессора; назовем их перетечками.
Делением внутренних протечек на два вида — утечки и перетечки —
подчеркивается тот очень важный факт, что протечки в винтовом
компрессоре в периоды всасывания неодинаково влияют на производительность и
на мощность и что их влияние нельзя отождествлять.
Вместе с тем утечки и перетечки взаимно связаны, и в силу этого они
вызывают в какой-то мере качественно одинаковые явления.
Утечки происходят из полостей с повышенным давлением в полости
всасывания, т. е. полости, соединенные в данный момент с камерой
всасывания. Заполнение полости всасывания газом утечек приводит к
уменьшению объема вновь засосанного газа. Газ утечек имеет более высокую
температуру, чем вновь засосанный, что вызывает повышение температуры
газовой смеси в полости всасывания и понижает плотность. Весовой заряд
вновь засосанного газа в полости всасывания уменьшается. Таким
образом, утечки газа в полости всасывания снижают производительность
компрессора и, кроме того, вызывают увеличение мощности,
затрачиваемой на сжатие газа до заданного давления. К- п. д. компрессора
уменьшается.
Перетечки происходят в полости, изолированные уже от камеры
всасывания, т. е. после того как данная полость уже прошла окно всасывания.
Поэтому перетечки прямым образом на производительности компрессора
не отражаются. Они влияют косвенным образом, несколько увеличивая
утечки газа. Перетечки газа меняют весовое количество газа,
находящегося в изолированной полости, так же как и утечки из этих полостей, и
изменяют (обычно увеличивают) затрату мощности на сжатие газа.
Очевидно, можно в некоторых пределах изменять соотношение утечек
и перетечек путем соответствующего изменения окна всасывания и выбора
типа профиля зубьев.
Перейдем к классификации щелей в винтовом компрессоре. В винтовых
компрессорах роль внутренних уплотнителей выполняют уплотняющие
кромки по линиям контакта винтов 1—2—3—4—5—/ (см. рис. 70—75),
а также те части винтов, которые охватываются корпусом (по гребням
зубьев и по торцам).
Уплотняющие кромки можно классифицировать по типу щелей, которые
они образуют с соответствующей поверхностью (рис. 113).
Щели 1-го типа (рис. 113, а—д) — щели с плавно сходящимися и затем
расходящимися стенками. Стенки могут иметь кривизну одного знака или
разных; радиусы — близкие по абсолютному размеру или значительно
отличающиеся. К этому типу щелей относятся:
1) щели по линиям контакта; для двустороннего профиля характерны
щели, показанные на рис. 113, а и б; для окружного симметричного
профиля —• на рис. 113, в; щель, показанная на рис. 113, г, характерна
для винтов с любым профилем;
2) щель между вершиной зуба ведущего винта с симметричным
профилем и корпусом (рис. 113, а).
Щели 2-го типа — щели с изломом одной стенки (под острым или
тупым углами) между острием и поверхностью, или между узкой полоской и
поверхностью. К этому типу щелей относятся:
1) щели по линиям контакта; для одностороннего асимметричного
корригированного профиля характерна щель, показанная на рис. 113, ж из;
221
2) щель между вершиной зуба ведущего винта с асимметричным
профилем и корпусом (рис. 113, ё).
Щели 3-го типа — щели с эквидистантными стенками с большим
путем дросселирования («глубокие» щели). К этому типу щелей относятся
щели между торцами винтов и корпусом, а также между корпусом и
вершиной зуба ведущего винта.
Для каждого из этих типов щелей характерны свои потери входа и
выхода и свое сопротивление.
Длина контактных линий /—2—3—4—5—/ каждой парной полости
винтов постепенно нарастает (начиная с торца всасывания) до полной
Тип[
а) Корпус компрессора д~)
д>
В м винт
Тип II
е> Корпус номпрессора
и) Корпус компрессора
. Корпус компрессора:
' Сторона Всасывания П> Сторона нагнетания
/////////////////// У///////,' ' ' """"
Зуб ВМ винта
Рис. 113. Типы щелей в винтовых компрессорах. Контакт зубьев (см. рис. 70-^75): а — по
вершинам зубьев; б — по линиям /—2 и 3—4 (см. профиль на рис. 67); в — по линиям 4—5
или 4—5—4'; г — по линии 2—3; д — вблизи точек / и 4 (см. рис. 75 и 126); е — по
вершинам зубьев; ж — по линиям /—2 и 3—4 (см. профиль на рис. 64); э — по линии /—5 (см.,
например, рис. 63); и — по вершинам зубьев; кил — по торцам винтов
длины, затем некоторое время остается постоянной, после чего начинает
убывать (у торца нагнетания) до нуля. По проекциям линий контакта
(см. рис. 70—75) для любого типа профиля легко установить участки
начала входа) контакта зубьев и участки, которые последними выходят из
зацепления.
Длина уплотняющих кромок между вершинами зубьев винтов и
корпусом сначала остается постоянной (максимальный угол поворота винтов
2я\
на этом участке равен — , а затем уменьшается до известной конечной
m-i /
длины по мере подхода зуба к окну нагнетания.
Уплотняющие поверхности с торцов винтов также не остаются
постоянными, причем меняется главным образом глубина щелей (длина пути
дросселирования газа).
Таким образом, в винтовом компрессоре представлены различные
формы щелей, условно сведенные к трем типам, с переменным и
постоянным сечением и глубиной щелей.
222
27. МЕТОД ОПРЕДЕЛЕНИЯ РАСХОДА ГАЗА ЧЕРЕЗ ЩЕЛИ
Изучению движения газа в щелях посвящены работы С. Е. Захаренко,
И. П. Гинзбурга, О. Н. Секуновой, С. И. Штейнберга, А. Эгли, Ф.
Зальцмана, П. Фрави, С. Гринеля и других исследователей.
Проф. С. Е. Захаренко [15, 16] исследовал щели различной формы,
встречающиеся в коловратных компрессорах. Тщательно поставленные
опыты подтвердили выведенную им формулу B88) расхода газа через щели.
Им определена также зависимость коэффициента трения % от числа Рей-
нольдса (Re), совпадающая с данными других авторов, как было показано
позже О. Н. Секуновой [43]. Такого разнообразия щелей не было
исследовано другими авторами, ограничивающимися, как правило, изучением
движения воздуха или пара в плоских прямоугольных или кольцевых
щелях. Течение воздуха через щели сальниковых уплотнений исследовал
канд. техн. наук И. И. Гильман. Ф. Зальцман и П. Фрави исследовали
протечки пара через длинные кольцевые щели в применении к штокам
клапанов паровых турбин. Ими даны кривые опытных коэффициентов для
определения расхода пара через такие щели.
Исследования показали, что вследствие значительного сопротивления
движению газа в щелях газ дросселируется, причем падение давления
вдоль пути дросселирования сопровождается незначительным падением
температуры газа, которая затем, после выхода газа из щели,
восстанавливается до первоначального значения, т. е. температуры заторможенных
потоков до и после щели равны. Процесс истечения газа через щель
происходит при возрастании энтропии и соответствует необратимому
адиабатному течению вязкого газа (при наличии трения).
Критическое истечение в щелях наступает, как правило, при более
низком отношении давлений, чем в соплах. При этом существенную роль
играют форма щели и ее относительные размеры. В щелях со сходяще-рас-
ходящимися стенками, например по линии контакта 2—3,
приближающихся по своей форме к соплам, критическое истечение наступает
примерно при том же отношении давлений, что и в сопле. Объясняется это
малыми потерями в таких щелях.
В винтовом компрессоре с наиболее часто применяемым профилем
зубьев имеется много щелей (см. рис. 113, 1-й и 2-й типы), создающих
малые гидравлические сопротивления (см. пример расчета утечек —
табл. 10, 11, 13). Течение через щели с тонкими стенками, образованными,
например, «усиком» и поверхностью, или с острыми кромками (рис. 113,
3-й тип) происходит при поджатии сечения струи, что уменьшает расход
газа. Наоборот, скругление острых кромок приводит к увеличению
расхода газа через щель. Поэтому скругление уплотняющих кромок винтов
вредно. Теоретические исследования истечения газа через щели, а также
анализ опытных данных показали, что наличие на уплотняющей кромке
узкой ленточки, ширина которой в три—четыре раза превышает высоту
щели, существенно уменьшает расход газа. Следует отметить, что в этом
смысле односторонний корригированный профиль зуба (см. рис. 64) лучше
двустороннего (см. рис. 67), а еще лучше профиль, предложенный в 1950 г.
и показанный на рис. 69.
Для глубоких щелей х с большим гидравлическим сопротивлением
критическое истечение, как показали опыты, наступает при весьма низком
1 Т. е. для щелей, у которых отношение глубины —длины пути дросселирования —
к высоте щели велико.
223
отношении давлений или вообще не наступает в пределах испытанных
давлений (при отношении давлений 0,2 по опытам О. Н. Секуновой и даже
при отношении 0,014 для глубоких щелей малой высоты по опытам других
исследователей).
Коэффициент сопротивления щели зависит от числа Рейнольдса. Но
Re лишь незначительно меняется вдоль пути дросселирования [43; 65],
поэтому коэффициент сопротивления сухих щелей, как показала О. Н. Се-
кунова, можно считать практически постоянным по глубине щели.
Согласно опытам В. Фресселя, для гладких труб при отсутствии
теплообмена коэффициент сопротивления X не зависит от числа Re. С
достаточным основанием это же можно принять и для щелей.
С. Е. Захаренко предложил формулу для определения расхода газа,
протекающего через щели различных испытанных им форм [15]:
B88)
где рг; Т2; рх — параметры газа до (индекс 2) и после (индекс 1) щели;
' / и б — длина (по фронту) и минимальная высота щели;
% — коэффициент трения (сопротивления) газового потока
в щели; А, является функцией числа Re;
\ — коэффициент местных потерь входа и выхода; | является
функцией Re. При отсутствии внезапных сужений и
расширений g = 0;
Jj — коэффициент формы, постоянный для данной щели;
g — ускорение силы тяжести;
R — газовая постоянная;
-
Формула B88) учитывает основные факторы, влияющие на расход газа
через щели, а именно:
1) форму щели и ее геометрические размеры;
2) параметры газа до и после щели;
3) длину пути дросселирования (глубину щели);
4) трение газа в потоке;
5) потери входа и выхода при внезапном сужении и расширении.
Формула не учитывает шероховатости стенок, образующих щель, и
явления теплообмена.
Поскольку X и ? зависят от Re, а последнее — от расхода газа Gy, то
вычисление ведется методом последовательных приближений. Но так как
заранее не известен характер движения газа, то требуется прежде всего
убедиться в правильности его предварительного выбора.
Определение расхода газа через щель по любой из существующих
методик является довольно громоздким и трудоемким.
В исследованиях течения газа через отдельно взятые щели с
неподвижными стержнями нашли отражение объективно существующие
закономерности, разграничивающие физическую картину движения газа в щелях,
а именно: 1) в зависимости от характера движения газа —
ламинарного или турбулентного; 2) в зависимости от характера исте-
224
чения газа — до к р ит и чес ко го или критического; В
соответствии с этим приходится использовать те или иные аналитические
зависимости или графики для определения коэффициентов сопротивления и
те или иные формулы для определения расхода через щель. Существенным,
однако, является то, что, приступая к расчету, трудно предугадать
характер движения или истечения газа.
Попытки использовать имеющиеся методы расчета расхода газа через
щели для расчета протечек в винтовом компрессоре вследствие их
громоздкости не привели к успеху.
Ниже кратко излагается достаточно простой метод расчета расхода
газа через неподвижные щели различной формы, разработанный в
результате обобщения имеющихся исследований в этой области.
Примем, что истечение газа через щели происходит при отсутствии
теплообмена с внешней средой. Для вывода формулы расхода газа через
щели воспользуемся уравнением изменения количества движения с учетом
потерь трения и уравнением сплошности:
dp c^
Gy = gfpc,
где, кроме встречавшихся обозначений:
с — скорость газа в щели;
р — плотность газа;
х — характерный линейный размер в направлении потока газа;
Ds—гидравлический диаметр щели;
/ — поперечное сечение щели, постоянное по ее глубине.
Здесь не учтены местные потери. Значение этих потерь для щелей
невелико, поскольку исследования потерь давления при внезапном сужении
сечения показали [18], что необратимое понижение давления газа при
входе в щель составляет менее одного скоростного напора. Например, при
гидравлически округленной входной кромке коэффициент потерь обычно
не превышает 0,1. Кроме того, пренебрегая необратимой потерей давления
на входе в щель, мы несколько завышаем расход газа, что при расчетах
потерь следует иметь в виду.
В соответствии с опытными данными многих исследователей при
истечении воздуха и водяного пара через щели, т. е. глубокие узкие отверстия
с большим сопротивлением, происходит дросселирование газа, при котором
Т ^ const. , .
Из уравнения сплошности получаем
Gy _ GyRT
с =
gfp
fp
откуда при Т = const
(б)
(в)
Подставляя в уравнение (а) выражения (б) и (в), после преобразования
получим
&f2 pdp-± + X^- = 0.
15 И. А. Сакун
225
Для интегрирования полученного уравнения имеем следующие
граничные условия: в начале щели х = 0, давление газа р2 и температура 7^;
в конце щели х = Ь, давление газа за щелью рг. Тогда
р« р« . . °
После интегрирования и преобразовании имеем
откуда
А*
Pi
Введем в полученную формулу некоторый опытный коэффициент Kg
для согласования расхода газа, подсчитанного по формуле и полученного
из опыта. Тогда
B89)
Определение протечек газа через щели переменного сечения удобно
вести для единицы площади поперечного сечения. Весовой расход q
(в кг!сек-ж2) через единицу площади сечения щели назовем удельным
расходом:
Следовательно, из формулы B89) имеем:
/:
Kb
Pi
Обозначим произведение первых двух множителей правой части
через Кр. Тогда окончательно получим следующие формулы для
определения секундного расхода газа через единицу площади сечения щели:
B90)
где
Pi
Коэффициент Кр является безразмерным опытным коэффициентом,
учитывающим уменьшение расхода вследствие потерь при движении газа
через щель. Назовем его коэффициентом расхода.
Величину Кр можно найти в результате надлежащей обработки опытных данных
m
по определению расхода газа через щели различной формы. Эта величина
зависит от формы щели и соотношений между ее геометрическими
параметрами, от коэффициента сопротивления Л и местных потерь, от
логарифма отношения давлений.
Влияние формы щели учитывается безразмерным параметром -=г-.
Для щелей прямоугольного и кольцевого сечения гидравлический
диаметр равен ;
п _ ¦ 416 -^ од
Ue - 2A + 6) ~~ Z0
при / > б, что обычно и имеет место в щелях. Тогда
' &• &
Д, ~ 2д "
Сопротивление движению газа в щели учитывается комплексом
сопротивления
V Re
на рис. 114. При этом
где С^ — коэффициент, который находят по графику
где с — скорость газа;
ц—динамическая вязкость в кГ-сек1мг.
2G
Так как Gg — clSy, то при / > б Re = —f. Принимая во внимание, что
#- =
-т#- = 9. получим
B91)
Коэффициент CR является функцией числа Re и относительной
шероховатости стенок щели со. На рис. 114 нижняя кривая для со = 0 построена
по опытным данным С. Е. Захаренко. Как видно из графика, начиная с
некоторого значения Re коэффициент С% ^х const, что указывает на
установление автомодельное™ процесса. Две другие кривые изменения коэффи-
циента С$ построены для относительной шероховатости со = —^ = 0,01
и © = 0,025 по опытным данным Никурадзе для движения жидкости
в круглых трубах. Здесь Кш — осредненная высота гребешков; Re —
гидравлический радиус. При построении этих кривых соответствующим
их смещением приближенно учтено некоторое (незначительное для
рассматриваемого диапазона Re) отличие С$ для круглых труб и для щелей.
Определение коэффициента Сц по рис. 114 позволяет исключить
необходимость предварительной оценки характера движения газа при расчете
его расхода через щель.
Для практических расчетов коэффициент расхода Кр также удобно
представить в виде графика в зависимости от некоторого параметра 5,
условно называемого в дальнейшем параметром
сопротивления движению газа в щели. Принципиальное значение имеет
установление вида параметра S, так как только в случае правильного его
выбора зависимость Кр = / E) может быть представлена однозначно. Наши
исследования показали, что параметр 5 может быть представлен в виде
_ CRb
5 =
D,
26
15*
227
_— \
\
\
ч.
\
\
ч
5-Ю3
1,5-101-
2,0-10 \
'2JS-10* 3fl-10+
3,5-Юч ЦВ-104
Re
Рис. 114. Зависимость коэффициента Сц от числа Рейнольдса яри различной относительной шероховатости стенок
is
щели ш = —~
о
Для установления зависимости Кр = / (S) было обработано около
380 опытов, заимствованных из различных источников [15; 43; 64; 65; 66].
Эти опыты охватывают 21 щель различной формы с 38 различными
размерами. Рабочее вещество — воздух и перегретый пар.
Термодинамические параметры газа и геометрические параметры щелей
в этих опытах изменялись в следующих пределах.
1. Давление перед щелью — 1,25 — 17 ата при испытании на воздухе
и до 50 ата при испытании на перегретом паре.
2. Давление после щели — 0,1 — 4 ата.
3. Температура перед щелью — при испытаниях на воздухе 275—
295° К и на паре — до 753° К- Изменения рабочего вещества и его
температуры обусловили значительный диапазон изменения вязкости таза.
а)
Рис. 115. К определению глубины дросселирования газа в щелях: а — между
цилиндром и плоскостью; б — между поверхностями одного знака кривизны;
в — между поверхностями разных знаков кривизны
4. Высота щелей б = 0,02-f-0,42 мм; глубина щелей Ь = 0,7-f-157,8 мм
для плоских щелей прямоугольного сечения и Ъ = 50-^-400 мм для
кольцевых щелей. Для профильных щелей, показанных на рис. 115, глубина
щели определялась по эмпирической формуле
ь^ 2,8 vrR, /.;Vk,^V, :!
причем для щелей, показанных на рис. 115, а и б, h я= б; для щели, пока^
занной на рис. 115, в, h як 0,16. Для каждой формы этих щелей выбирав
лись эталонные (индекс 0) щели, по которым затем определялась глубина
рассматриваемой щели или искомое отношение {-^) по формуле
B93)
~ abx \26JO'
где а —• опытный коэффициент.
Эталонная величина Ьо для этих щелей выбиралась таким образом,
чтобы обеспечивалось совпадение расходов газа, найденного по
формуле B90) и опытного, и в то же время на границах участка Ь скорость
газа была бы пренебрежимо мала. На основании тех же опытов при
обработке результатов получено: для щелей по рис. 115, а й % 2,0; б0 =
= 0,068 мм;
= 48,6; для щелей по рис. U5, б а
= 0,08 мм; f-gg-J = 44,8;*для щелей по рис. 115,
1,0; б
1,5; бо =
s^s 0,08 мм;
5. Во всех случаях длина щели по фронту I значительно превышала
высоту щели б (в 100 и более раз).
Таким образом, зная из опытов расход газа, параметры газа до и после
щели, форму щели и ее геометрические размеры, по формуле B90) можно
229
определить коэффициент расхода, а по формуле B92) — параметр
сопротивления движению газа. Результаты обработки опытных данных
указанным способом представлены на рис. 116 в координатах Кр и 5. Через
середину поля наибольшей густоты расположения точек проведена кривая
Кр — f (S). Характер кривой показывает, что с увеличением параметра
сопротивления коэффициент расхода уменьшается. В дальнейшем эта
кривая используется в расчетах протечек газа через щели. Некоторый
разброс точек объясняется следующими причинами.
1. Ошибками при измерениях параметров газа и щели, особенно при
измерении высоты щели и расхода газа.
2. Приближенным учетом влияния параметров различных
геометрических форм щели на течение газа, в частности, величины Ь. Из всех
геометрических параметров учитывались только три главных: I, b я 8,
тогда как на течение газа влияют и некоторые другие факторы
геометрического характера, например острота кромки на входе и выходе газа,
отступления от правильности геометрической формы поверхности
и т. п.
3. Пренебрежением влияния шероховатости поверхностей стенок
щелей, поскольку величины абсолютной шероховатости в литературе не
опубликованы. Следует, однако, оговорить, что в подавляющем
большинстве опытов поверхности стенок можно принимать гидравлически
гладкими, если судить по числу Re и вероятной абсолютной
шероховатости.
4. Несовершенством методики расчета и обработки опытных данных,
например пренебрежением влияния числа М.
Наибольший разброс точек наблюдается при малых значениях S,
при которых течение газа происходит с большими скоростями —
критическими или близкими к ним, когда сильнее сказываются погрешности
в связи с пренебрежением влияния на процесс истечения числа М,
шероховатости и т. п. Следует также отметить эффект поджатия (сужения) струи
при течении через отверстия в тонкой стенке с острыми кромками и
влияние его на расход и истечение вообще. Для щелей, образованных тонкими
стенками с острой кромкой и плоскостью, коэффициент сужения при
обработке опытных данных был принят равным 0,8.
, Отклонение большинства точек от среднего значения не превышает
3—5%. Отдельные точки отклоняются на 8—10%, а отклоняющиеся еще
больше нужно считать выпавшими.
Учитывая все разнообразие форм щелей и условий проведения опытов,
отмеченные выше объективные факторы и, наконец, субъективные, трудно
ожидать большей точности совпадения результатов.
Некоторое неудобство при расчетах протечек по изложенной здесь
методике вызывается тем, что коэффициент расхода зависит, кроме прочих
величин, и от числа Re, а следовательно, и от расхода газа. В таких
случаях решение приходится искать путем последовательных
приближений.
; Нахождение истинных значений параметра 5 и коэффициента
расхода Кр облегчается следующим образом. Зная параметры газа перед
щелью р 2 и Т2, легко найти его удельный критический расход по формуле
-У
* Pa
230
1,0
л
\V
tl
0,9
0,8
0,7
0,6
0,5
Ofi
-
л! x
—\
X
X
\
X
_ l
x
*¦'¦¦
—Ц
X
X
X
x
*
X
¦
0,2 0,4 0,6 0,8 1,0
1,5
^7
0,6
?
Ofi
0,3
0,2
Рис, 116. Зависимость коэффициента расхода Кр от парамера сопротивления газа в щели S:
X — опыты С. Е. Захаренко; • — опыты О. Н. Секуновой; О — опыты С. Гринеля; О — опыты Ф. Зальциана и П. Фрави;
Эгли; X — опыты И. И. Гильмана
— опыты А.
где k — показатель адиабаты, после чего определить соответствующее
число Re* и параметр S^ по формулам:
да
* 26 J^Re* ' .... . .;..-¦
Коэффициент Cfi находится по графику на рис. 114. По найденному
значению S* на вспомогательном графике (рис. 117) находим значение Кр —
это и есть коэффициент расхода в первом приближении. Затем по
формуле B90) находим удельный секундный расход газа (в кг/сек-м2) и по
формуле B91) — число Рейнольдса. ^ ';¦
Таким образом, в первом
приближении за исходную величину мы при-
в 10 12 /4 16 18 . 20
\
\
\
\
\
0,2 0,3 0,1* . 0,5
Рис. 117. Зависимость коэффициента расхода Кр от параметра 5«
няли для щели удельный критический расход. Такой подход вполне
оправдан, так как в винтовых машинах во многих случаях устанавливается
именно критическое или близкое к нему истечение через щели. В этих
случаях, очевидно, по формуле B94) можно сразу же получить удельный
секундный критический расход газа через щель. ¦-¦¦¦¦
Во втором приближении необходимо проделать все те же операции
и в той же последовательности: по найденному в первом приближении Re
находят С$ и S, затем по графику на рис. 116 (в отличие от первого
приближения) определяют коэффициент Кр, после чего по формуле B90)
находят удельный секундный расход q. Этот расход необходимо сравнить
с ранее полученным критическим расходом. Так как действительный
расход через щель не может превысить критический, то в случае получения
расчетного значения больше критического необходимо принять последний
за удельный расход газа через щель. Иными словами, критерием докрити-
ческого истечения газа через щель является условие
По найденному расходу q вновь определяется число Re, и если оно
отличается незначительно от предыдущего значения (лучше, если найден-
232
ное по этим числам Re значение коэффициента Сд пренебрежимо мало
отличается от полученного ранее), то достаточно ограничиться вторым
приближением.
Необходимо иметь в виду, что при большом сопротивлении движению
газа в щели (узкие и глубокие щели типа показанных на рис. 113, д, к, л)
критический расход может и не наступить даже при отношении давления
— < (—) . В этом можно убедиться, рассматривая рис. 118, на кото-
Рг \ Pi Iкр
ром представлены кривые 'относительного расхода воздуха q^ = -^-
в функции от отношения давлений е = — для пяти различных по форме
щелей с различными геометрическими параметрами. Здесь представлены
результаты длительных испытаний проф. С. Е. Захаренко. Только в одной
щели (кривая 15), как следует из рис. 118, установилось критическое
истечение. В такой же по форме щели (кривая 14) критическое истечение при
— > ( —) = 1,735 не возникло, так как из-за малой высоты б она
оказывает значительно большее сопротивление движению газа. В щели 17,
имеющей высоту даже немного большую, чем щель 15, при — = 2,1
критическое истечение тоже не возникло, так как ее форма оказывает большее
сопротивление движению газа. Важно отметить, что в щели 16, имеющей
такую же форму как и 17, из-за большого сопротивления (б = 0,08 мм)
критическое истечение не возникло даже при -^- = 4A). Интересно
сравнить также щели 4 и 6; 2 и 7; 2 и 10; 3 и 13( 12 и 16 я др.
Таким образом, кривые относительных расходов позволяют судить
о характере истечения газа, а также дают возможность сравнить
различные щели с точки зрения их гидравлических сопротивлений. Характер
кривых qom = f(e) показывает, что нарастание относительного расхода
происходит особенно интенсивно при малых отношениях давлений (е==?. 1,5-^-2).
Об эффективности сопротивления в щели можно судить также по
зависимости удельного расхода от степени расширения. Серия таких
зависимостей приведена на рис. 119 для тех же щелей, что и на рис. 118.
Воспользовавшись формулами B90) и B91), после преобразования
можно получить следующее выражение для коэффициента расхода:
которое может быть использовано для вычисления Кр по данным
эксперимента.
Следует отметить, что задача истечения вязкого сжимаемого газа через
щели различной формы при неустановившемся движении еще не получила
решения. Имеющиеся решения этой задачи для некоторых частных
случаев [22] позволяют утверждать, что расход газа при неустановившемся
движении выше, чем при установившемся (при прочих равных условиях).
Известно, например, что для предельного истечения невязкого газа
в пустоту отношение максимальных скоростей равно
Снеуст
Для воздуха это отношение составляет примерно 2,2.
233
Рис. 118.
Зависимость относительт
ного расхода
воздуха Цот через
щели различной
~лгР формы от степени
' е расширения е:
№ п/п
Форма щели
6, мм
Ь, мм
Ns п/п
Форма щели
6, мм
Ь, мм
1
I
0,06
10,0
2
I
0,225
46,0
9
II .
0,149
57,9
3
I
0,104
19,8
10
II
0,222
65,7
4
I
0,174
19,8
11
II
0,416
57,9
5
I
0,121
0,70
12
III
0,068
6,6
6
I
0,175
0,70
13
III
0,09
3,31
14
IV
0,155
1,79
7
I
0,206
0,70
15
IV
0,31
0,88
8
II
0,086
57,9
16
V
0.08
7,17
17
0,32
4,77
234
Однако количественные значения расхода вязкого сжимаемого газа
при истечении его через щели различной формы и при неустановившемся
движении в настоящее время нельзя еще указать.
Влияние подвижности стенок было исследовано для некоторых частных
случаев теоретически. Проф. И. П. Гинзбург [7] исследовал ламинарное
течение вязкого газа в подвижной щели методом интегральных
соотношений и дал приближенные решения для определения расхода и параметров
газа. Недвижность стенок щелей при принятых условиях оказывает
существенное влияние на расход газа. При совпадении направлений движения
7,0,
Рис. 119. Зависимость удельного расхода воздуха q от степени
расширения е для щелей различной формы (обозначения щелей см. на рис. 118)
стенки и газа через щели (попутное движение) расход газа увеличивается.
При встречном движении стенки и газа его расход уменьшается. Однако
количественных зависимостей для определения расхода газа через
подвижные щели различной формы при турбулентном течении вязкого газа пока
еще не имеется.
Важно отметить, что в винтовом компрессоре в большей части щелей —
по линиям контакта 1—2, 1—5, 3—4, 5—4 (см. рис. 120) — имеет место
встречное движение стенок и газа. И только стенки на линии контакта 2—3
и с торца нагнетания имеют попутное движение. Это позволяет утверждать,
что подвижность стенок щелей в винтовом компрессоре в целом
благоприятно сказывается на уменьшении протечек. С увеличением скорости
вращения винтов абсолютная величина расхода газа через единицу
площади сечения щели снижается. Наоборот, неустановившееся движение
газа в щелях компрессора приводит к увеличению расхода газа через щели.
Возможно, что развитие этих противоположных тенденций при
определенном соотношении воздействующих факторов приводит к взаимной
компенсации изменений расхода газа. Дальнейшие теоретические и
экспериментальные исследования помогут разрешить эти сложные, но актуальные
задачи.
235-
Нельзя также не отметить, что в настоящее время не имеется еще
достаточно точных способов определения фактической величины зазоров
(высоты щелей) в рабочем состоянии компрессора.
Отмеченные ранее особенности рабочего процесса винтового
компрессора и отсутствие приемлемых решений сложных задач по расчету проте-
Ведущий бинт
югнётания
Рис. 120. К определению утечек через щели по уплотняющим кромкам
чек, возникающих в реальных условиях, позволяют утверждать, что
в настоящий момент наиболее рациональным путем является разработка
приближенных решений инженерными методами.
28. ОПРЕДЕЛЕНИЕ ПРОТЕЧЕК ГАЗА ЧЕРЕЗ ЩЕЛИ
В ВИНТОВОМ КОМПРЕССОРЕ
Утечки и протечки в винтовом компрессоре происходят через разные
щели и при различных параметрах газа. В силу этого они должны
определяться порознь.
Утечки газа происходят в течение всего периода всасывания, пока
полости соединены с камерой всасывания. Будем определять утечки газа
в одну парную полость, считая ее изолированной от соседних полостей,
поскольку в последних поддерживается приблизительно такое же
давление. По мере освобождения полостей от заполняющих их зубьев и
образования свободных объемов для заполнения свежим зарядом газа появляются
и щели между уплотняющими кромками, через которые происходят
утечки.
Особенностью винтовых компрессоров является свойство, называемое
переменой парности. Оно заключается в том, что зуб ведомого (ВМ) винта,
выполняя роль поршня, разделяет впадину ведущего (ВЩ) винта на две
236
части, в одной из которых происходит сжатие, а в другой всасывание газа.
Причем часть, в которой происходит сжатие, образует парную полость
с одной из впадин ВМ винта, а часть, в которой происходит всасывание,
образует парную полость с другой, идущей впереди впадиной ВМ винта.
Полная длина линии контакта, разделяющей впадину ВЩ винта для
асимметричного профиля определяется линиями 4—5—1—2—3—4
(рис. 120), для окружного симметричного профиля — линиями 4—5—
4'—2—3—4, (см. рис. 74), для симметричного эллиптического профиля —
линиями 1—2—3—4—5—1 (см. рис. 75). Ввиду полной идентичности
обозначения однотипных ветвей профиля в дальнейшем ограничимся
рассмотрением винтов с асимметричным профилем, являющимся наиболее
общим случаем, останавливаясь на других профилях лишь в меру
необходимости.
Перечислим те щели, через которые происходят утечки газа в одну
парную полость всасывания, и укажем соответствующие параметры газа.
1. В начальный период образования полости всасывания у
асимметричного и циклоидального профиля появляется клин /„, проекция которого
на рис. 120 изображается треугольником 1—а—5—/ (на торцовой
проекции видно заштрихованное серповидное основание клина). Это з а -
щемленный объем на всасывании 1. Если этот объем не соединить
с камерой всасывания, то при малых зазорах в нем образуется
значительный вакуум, на что затрачивается дополнительная мощность. В
дальнейшем, при соединении этого объема с камерой всасывания происходит
ударное его заполнение, сопровождающееся шумом. Протечки газа
сглаживают этот процесс.
Итак, утечки в полость /„ происходят:
1) по линии 1—5 из полости Пн с параметрами газа рп и Гп;
2) по линии 1—а из полости 1Н с параметрами газа рг и Ту,
3) через зазор между торцом зуба ведомого винта и корпусом по
направлению стрелок из полости /н.
2. В следующий момент произойдет контакт окружной части профили
по линии 5—4. У симметричного окружного профиля с этого начинается
образование полости всасывания. Утечки газа происходят из полости Пн.
При вращении винтов длина линии контакта /—а будет постепенно
увеличиваться до /—2, затем наступит контакт винтов по линии 2—3 и, наконец,
по 3—4. По последним линиям утечки происходят из полости Пн с
параметрами рп и Гп. По мере вращения винтов давление и температура
газа постепенно повышаются.
3. После поворота винта на угол ( г" Poi) от начала сжатия длина
линий контакта для рассматриваемой полости всасывания
стабилизируется и остается постоянной до момента, пока точка 1 дойдет до торца
нагнетания, затем она в том же порядке начнет постепенно уменьшаться
до нуля. При этом принимаем, что углы поворота винтов отсчитываются
от начала сжатия газа в полости. Следовательно, для асимметричного
профиля линии контакта /—5 соответствует угол поворота ВЩ винта ф^ =
= Р01, линии /—а — угол ф]_а = i21q>i_5, линии /—2 — угол фх_2 =
= pcai21, линии 2—3 — угол ф2_3 = 2t'12v23 = 2а0; для ВМ винта линии
1 У винтов с цевочным профилем защемленный объем отсутствует.
2 Для окружного и эллиптического профилей на угол ( (- ав1 ) .
237
2—3 соответствует угол поворота фг<2—з) — 2y2s> линии 3—4 — угол
ф2<з—4) — Sin- Контакт дуги 5—4 от угла <р не зависит.
После этого по формуле A08) можно определить длины линий контакта
для каждого участка. .
Ввиду прямо пропорциональной зависимости изменения длины линий
контакта от угла поворота винта (кроме линий 4—5) при определении
утечек переменную длину щелей на участках ее увеличения и убывания
можно заменить постоянной и равной среднеарифметическому значению
наименьшей и наибольшей длины (см. табл. 7 и 8 и рис. 122 и 123).
4. Параметры газа в полостях сжатия по мере вращения винтов
увеличиваются от начального значения до значения внутреннего сжатия
Ра, Та-
Изменение давления связано сложной зависимостью с углом поворота
винта (см. гл. IV). При построении кривой р (фх) можно считать достаточно
точно известными начальное давление сжатия, давление внутреннего
сжатия и соответствующие значения углов ц>г. Для построения кривой
внутреннего сжатия р (фх) нужно также выбрать величину среднего
показателя политропы сжатия. Кроме того, всегда известно давление
нагнетания. Этих данных достаточно для построения диаграммы распределения
давлений, необходимой при расчетах протечек.
В целях упрощения расчета утечек переменное давление на участке
сжатия можно приближенно заменить постоянным, равным среднеинте-
гральному:
B96)
¦¦¦-,,,. "о
причем р'х < рх < ра, где р[ — давление в полости в начале сжатия;
B97)
-г* ^
где ,
причем рс <С рп < ра,; где рс — давление во впереди идущей полости
к моменту начала сжатия в соседней полости. Это давление определяется
по диаграмме давления на рис. 107, где оно измеряется ординатой 08
(см. также рис. 122, ордината ОС). ......
Расчетное давление при определении утечек через гребни зубьев —
через щели, образованные вершинами зубьев и корпусом — равно
B98>
где Аф„р — угол1 перекрытия (см. рис. 103).
Ввиду неравенства давлений в полостях ВЩ и ВМ винтов при
построении кривой давлений р (фг) следует исходить из осредненного давления
между полостями.
238
В компрессорах с окружным профилем зубьев давление газа в парных
полостях достигает более высоких значений, чем указано выше, вследствие
того, что идет непрерывный процесс выравнивания давлений из-за осевой
негерметичности. Этот процесс идет тем успешнее, чем больше сечение
окна М (см. рис. 74) осевой негерметичности и меньше осевая скорость
винтов. По этой причине для машин с окружным профилем зубьев давления
для расчета утечек следует определять как среднеквадратичные значения
давлений начала и конца соответствующего периода. Так,
V
Рн = \
Рг =
B99)
P;,ama
1,0-
где рх — давление в полости,
соответствующее углу
поворота ведущего
винта ф2 = -^+Дф„р
от начала сжатия (см.
рис. 112).
п=1600
к
П~
вм
р
2800
——
¦ Л
тт., "
?
———
00
вщ
/jjM_
¦
вм
1
хвщ
0,5
1,0 1,5 Sh 2fl
Рис. 121. Зависимость давления начала
сжатия pj в полостях винтов от степени сжатия^при
различных оборотах. Профиль асимметричный
Давление р\ в начале сжатия всегда несколько выше давления р\
в полости всасывания вследствие протечек. Изменение р{ в зависимости
от ен и п характеризуется кривыми, представленными на рис. 121.
Экспериментальные кривые получены осциллографированием давлений в
полостях компрессора, имевшего большие зазоры (в 1,5—2 раза большие,
чем обычно). При уменьшении протечек, приходящихся на одну полость,
давление р[ приближается к давлению ри что следует из приведенного
рисунка: с увеличением числа оборотов доля протечек падает и давление
начала сжатия уменьшается. Напротив, с повышением степени сжатия
компрессора протечки увеличиваются, что вызывает рост давления начала
сжатия. Однако его увеличение у современных винтовых компрессоров
невелико (оно меньше у винтов, обладающих осевой герметичностью)
и при расчете утечек им можно пренебречь.
Температуры Тъ Тп и Тг определяются по уравнению политропы через
давления рг, рп и рг соответственно. Выбор показателя политропы m
производится таким образом, чтобы кривая Т (фх) проходила через
начальную и конечную точки кривой температуры, а именно точки О и Тв,
а также ф1с иГ„.
5. После полного заполнения впадин заключенный в них газ
переносится окружным движением винтов на некоторый угол в направлении
окна нагнетания. Если впадины в этот момент еще остаются соединенными
с окном всасывания, то поступающие в них протечки должны быть также
учтены. Протечки имеют место, очевидно, через щели по вершинам зубьев
обоих винтов и по торцам. Угол поворота, на котором эти протечки должны
учитываться как утечки, рассчитывается по формулам:
для ведомого винта
2-2се0<4г-; C00)
для ведущего винта с асимметричным профилем
ф16 = ZJt - -j-— г "i I а1в ~Г Pol ^s—r~'t \""V
для ведущего винта с окружным профилем
ф = 2я 2~Wl + 61 + aw + iu фв2 — В,п) < —. C01а)
1 fill . * . " v . " /П^ ч /
Обозначение угла 9j см. на рис. 67.
Предельные значения углов ф15 и ф16, на которых должны учитываться
утечки, соответственно равны -?¦ и -?. Если угол ф15 или ф1в получается
отрицательным, то через гребни зубьев утечек вообще не происходит.
Это означает, что углы всасывания малы и что протечки через гребни
происходят уже тогда, когда полости разъединились с патрубками
всасывания, т. е. протечки должны учитываться как перетечки. Если эти углы,
полученные по формулам C00) и C01), будут больше соответственно -^
и—, то берутся их предельные значения.
6. Время-сечение каждой щели определяется формулой
Средняя высота щели б определяется как средневзвешенная величина
зазоров в пределах каждого участка уплотняющих кромок. При
проверочном расчете средняя величина б° определяется путем непосредственного
измерения зазоров (см. табл. 9, 12), а затем вычисляется б с учетом
температурных деформаций (см. гл. III). Отметим, что измерение высоты
зазоров б° является одной из важных и весьма трудных операций ввиду
отсутствия достаточно точного метода замера щелей малой высоты.
Время, в течение которого происходит истечение через щели, различно
для различных щелей. Оно определяется формулой
_ jpj_ J30
ci ~ 2л " п '
где ф,- — угол поворота ведущего винта, соответствующий постоянной
, длине линии контакта, принятой для расчета (см. пункт 3).
Для расчетов в окончательном выражении для времени-сечения щели
- 60 „
удобно сохранить множитель —. 1огда
. _ . J30 щ_ __ . 60_
л 2 я ¦ .. я ¦ ,
где /„ — приведенная длина щели:
А-/-&-. C02)
Величина fui в зависимости от /„ определяется уравнением
1щ ='^. /пб мм2-сек. C03)
Наглядное представление о длине линий контакта (уплотняющих
кромок) различных участков в зависимости от угла поворота ведущего
винта или времени tc дает диаграмма длины уплотняющих кромок для од-
240
1
ной полости (рис. 122). Для конкретности диаграмма построена по
фактическим размерам винтов компрессора ЛКИ. По оси ординат отложена
длина линий контакта /, по оси абсцисс — tpx, а ниже — время tc в сек.
На диаграмму длины уплотняющих кромок наложена диаграмма,
связывающая степень сжатия, отложенную по оси ординат, с углом <рх.
Такое наложение диаграмм существенно упрощает понимание сложной
картины изменения давлений и линий контакта и облегчает их взаимную
увязку.
На диаграмме давлений изображен режим, когда ва > ен, а именно
еа = 2,12; е„ = 1,985 (давления сняты с осциллограмм). В правом верх-
20
60
80
Рис. 122. Диаграмма длины уплотняющих кромок одной
полости (за один оборот), совмещенная с диаграммой
е«=Ф(ф1). Профиль зуба асимметричный. (р1с = 132°;
8г=1,67:
истечение при переменном давлении рс <
< ра;
— — истечение при переменном давлении р <, р < р ;
— истечение при постоянном давлении р
нем углу диаграммы давлений пунктиром условно показано вероятное
увеличение давления в защемленном объеме. Угол <рщтах соответствует
максимально возможному защемленному объему; угол ущ — фактическому
защемленному объему Wm.
Диаграмма длины уплотняющих кромок для винтов с окружным
профилем зубьев показана на рис. 123. Там же даны пояснения — углы,
линии контакта, достаточные для понимания принципа построения
диаграммы.
Сопоставляя диаграммы на рис. 122 и 123, построенные для винтов
одинакового диаметра, но с различными профилями зубьев, углами
закрутки и гг, замечаем, что длины уплотняющих кромок, по которым
происходит истечение при давлении нагнетания, у асимметричного профиля
больше, чем у окружного. Это явилось результатом не только свойства
профилей, а и того, что винты имеют различные углы сжатия ф1<; и
различные углы закрутки. Сопоставление этих диаграмм позволяет
сделать вывод о том, что увеличение угла наклона зубьев способствует
16 И. А. Сакун 241
существенному сокращению доли контактных линий винта, подверженной
высокому давлению, а значит, и сокращению утечек.
Что касается сопоставления длины контактных линий у винтов с
различным профилем зубьев для оценки утечек, то такое сопоставление,
как ясно из п. 27, совершенно несостоятельно. Решающее влияние на
протечки оказывают: во-первых, не длина щелей, а то сопротивление, которое
они оказывают течению газа; во-вторых, сечение щелей, а оно не
идентично их длине, поскольку для различных участков линий контакта
требуются различные минимально безопасные зазоры.
wo
so
0
t
1
•—'
j
i
112* P02 @m)
\tf2 О]ц
lfZ fi 02
n
\
3-
1
1
1
f)
V
t
—-
I
1
wo
<n
=
—
f-5-Ч'
/-2u3-4
2-3
\
\
3-4
\
T
\
V
\
U.-Щ W0 fie 300 360 f,^
r
Рис. 123. Диаграмма длины уплотняющих кромок одной полости
(за один оборот) для винтов с окружным профилем зубьев.
ф1с = 232°; гг = 2,48:
—•—•— — истечение при переменном давлении pjj, причем рс
— истечение при переменном давлении р , причем р, < р. < р ;
i 11а
— истечение при постоянном давлении рк
7. Процесс истечения газа через щели винтового компрессора
принимаем установившимся ввиду отсутствия необходимых данных для расчета
протечек при неустановившемся режиме.
О влиянии относительной подвижности стенок щелей на расход газа
говорилось выше.
На рис. 124 изображена зависимость между потерями объемной
производительности AQn (в м3/сек), приходящимися на одну полость за одну
секунду, и числом оборотов компрессора при различных степенях сжатия.
Сплошные кривые относятся к компрессору, имеющему несколько более
высокую геометрическую степень сжатия и более длинные винты.
Величина AQn включает в себя не только утечки, но и потери
производительности вследствие сопротивлений на всасывании. При низкой степени
сжатия (ен = 1,2) утечки малы. С увеличением числа оборотов растут
сопротивления на всасывании и утечки, так как растет внутренняя степень
сжатия. Поэтому кривые &н = 1,2 с увеличением п имеют выпуклость
вниз.
При более высоких степенях сжатия AQn увеличивается
незначительно даже при двукратном увеличении п. Так как с увеличением п
242
"'Шлосгт/ш
2W2
при е = const сопротивления на всасывании увеличиваются, то эти
кривые дают основание утверждать, что в сравнительно тихоходных
компрессорах * указанные выше факторы, а особенно подвижность щелей,
сказываются мало.
Сильнее проявляется фактор нестационарности режимов. Поэтому
у тихоходных компрессоров можно ожидать, что действительные протечки
окажутся несколько большими, чем расчетные (при неподвижных щелях и
установившемся режиме).
У быстроходных компрессоров, наоборот, фактические протечки можно
ожидать несколько меньшими, чем расчетные.
Необходимо подчеркнуть, что в настоящее время еще нет
экспериментальных данных для определения расхода газа через некоторые типы
щелей (даже неподвиж- 1П м3
ных), встречающихся в
винтовых компрессорах. К
таким относятся щели 2-го
типа (см. рис. 113) и
частично 1-го. Для этих щелей
формулы для определения
величины b получены по
аналогии с другими,
близкими по форме щелями.
В табл. 7 приведены
формулы для определения
геометрических
параметров щелей (длина линии
контакта, высота щелей и
глубина дросселирования)
при расчете утечек для
винтов с зубьями
асимметричного профиля. В табл. 8
приведены формулы для
определения геометрических параметров щелей при расчете утечек для
винтов с зубьями цевочного профиля. В этих таблицах дается, по
существу, вывод формул для расчета приведенной (эффективной) длины
щелей, так как при вращении винтов длина контактных линий
непрерывно меняется.
Смысл сведения большого числа формул в таблицу заключается прежде
всего в систематизации. Структура самой таблицы позволяет свести
чрезвычайно сложный на первый взгляд лабиринт щелей, длин, углов
поворота и других величин к стройной схеме элементарно простых расчетов.
Подобным образом может быть составлена таблица формул и для любого
другого профиля.
Пользуясь данными табл. 7 и 8 и методами, изложенными в предыдущих
параграфах наст, гл., можно рассчитать протечки, приходящиеся на одну
парную полость за один оборот, а затем и в единицу времени. Эти расчеты
сведены в табл. 10, 11 и 13.
Важно отметить, что расчет протечек через каждую щель в
отдельности позволяет установить относительную эффективность каждого типа
2000
2500 3000
п, ой/'мин
Рис. 124. Потеря объемной производительности,
приходящаяся на одну полость за одну секунду, в
зависимости от числа оборотов:
X = 1.70; X = 1,55
1 Окружные скорости винтов достигали 40—50 м/сек.
16*
243
Формулы для определения геометрических параметров щелей при расчете утечек
Профиль зубьев — асимметричный
Таблица 7
а
*
1
2
3
4
5
6
7
Обозначение щели
(по линиям контакта,
вершинам зубьев и торцам)
1—5
5—4
1—2
2—3
3—4
Щель между торцом
зуба ведомого винта и
корпусом со стороны
всасывания
1—5
Угол поворота ведущего винта в град
от начала
сжатия до
начала
вытекания газа
через
уплотняющую
кромку
0
Poi
0
11»Ро2
»и(Ро»+2Тм)
Poi
2л
^ щ.
для
образования
уплотняющей
кромки на полную
длину
Poi
Мгновенно
'12Р02
2j12y23
«1*0111
Р01
от начала
сжатия до начала
выхода
(сокращения)
уплотняющей кромки
от начала сжатия
до конца выхода
уплотняющей
кромки
Tia-'-Poi
от начала
сжатия до конца
внутреннего
сжатия в данной
полости
2я
** щ
2я
Фк-— -Poi
ф1С
Фи — 'иРо»
Фк —
-«12(Po2+2Y23)
определяющий
среднюю длину
уплотняющей кроикн
2я 1 .
Ф1 Ф1, щ 2Poi
2я
ф2 = Ф1С —^ Poi
Фз = фи 2~ '12Р°2
Ф* = фгс — '12Р02 — ао
Фв = фм —'is X
X (Ро2 + 2у2з + 4-еш)
2я
Фв =
1 <Г* = Ты+
+ 2 Poi+ mi Ф1с
8
9
10
11
12
13
14
15
16
5—4
1—2
2—3
3—4
Щель между торцом
зуба ведомого винта и
корпусом со стороны
нагнетания
Кольцевая щель на
торце нагнетания
ведомого винта
Кольцевая щель на
торце нагнетания веду-
щеговинта
Щель между гребнем
зуба ведомого винта и
корпусом
Щель между гребнем
зуба ведущего винта и
корпусом
2л
Ф1С
ф1С
<fic
Мгновенно
'i2pos
2а0
Tis + Pol
«и(т» + Ри +
+ 2rte)
»12(*23+Ро2)+2ав
«12 (T23 + Ро2 +
+ 2Т2Я + еш)
4я
Фя = г1з+Ро1 + -^ Фк;
фв = «и X
X (тм + -2-рю^ —фм
фю = «12 (Т2з + Рог) +
+ ао — Фк:
Фи = '12 (тгз + Рог +
+ 2ум + -?-вцЛ— ф1е
2л
2я
ф13 = 1йГ
2я
ф16 по формуле C00)
ф1в по формуле C01)
Продолокение табл.' 7
№
п/п
1
2
3
4
Полная длина
шлотняющей кромки
данного участка
1, мм
i a iii.rw
1 Pul „ cosp,
sin Рн —p
K cospK
1
3 И«Р02 81Пря
; 2^ cospK
Приведенная
длина
уплотняющей кромки
/„, мм
/Л2 = '2-2^-
f , Фз
1пз 1* 2л
, , Ф4
"* * 2я
Осреднеиная высота щели
при
сборке
(при
U - 20° С)
б°, мм
*;
во время работы
компрессора **
(при /я =....)
в, лл
О a
*,=в;+4-д:
63=63
Глубина щели
(длина пути дросселирования)
Ь, мм
*01 ^ J-4 ]/6oPi_5; Pl_5 = ''COS Рх;
б0 = 0,08 MM
5—4 • / Pl + P« \ '
-m V 2 )
60 = 0,08 м
b3 & -5- e для профиля зуба по
рис. 64.
6qj = 0,63 ^OqPj 2> Pl 2 == г0 С08 Ря
для профиля по рис. 67; в0 = 0,08 мм
6„ = 0,08 мм
Обозначение
параметров
газа в
полости, откуда
происходит
истечение
Pi.
кг
см'
Ри
л,
Pl
О
абс.
Т\\
Тц
г,
Обозначение утечек
газа в одну
парную
полость
за один
оборот
ведущего
винта
в', кг
1
5
6
7
8
9
1
/.-г
/, = /-!
/, = /,
/• = /.
1аь 1ъ 2я
'"• = '* 1л
, , -ф»
* 2я
'-«.-?¦
а;
в
<-<
й8 = б8+4-Л"
69 = 69
65 ей -^- е для профиля зуба по
рис. 64.
6*5 я* 0,63 |/60р3_4; Рз_4 = 'о008 Р«
для профиля по рис. 67; 6в = 0,08 мм
Ьв =¦ 2yi3riH для профиля зуба по
рис. 64.
6в = 2yi3riH — 2г0 для профиля зуба
по рис. 67
ьт ** h* K^oPi-s! Pi-s = rcos Рь
60 = 0,08 мм; b01 — b01, если 6, = 6X
Sm \ 2 J
60 = 0,08 мм
bt = 6S для профиля зуба по рис. 64.
для профиля зуба по рис. 67;
60 = 0,08 мм
Pi
Pi
Рн
Рн
Рн
п
Тн
Тн
Тн
Продолокение табл. 7
п/п
Полная длина
уплотняющей кромки
данного участка
/, мм
Приведенная
длина уплотняю
щей кромки
/„, мм
Осредненная высота щели
при
сборке
(при
, = 20» С)
0°. мм
во время работы
компрессора ••
(при <и= ¦•••)
0, мм
Глубина щели
(длина пути дросселирования)
Ь, мм
Обозначение
параметров
газа в
полости, откуда
происходит
истечение
Рг,
кг
Г,.
абс.
Обозначение утечек
газа в одну
парную
полость
за один
оборот
ведущего
винта
в', кг
10
=/4
'лю — '4
Фк>
2я
0,63
J10
Рн
б0 = 0,08 мм
11
Ьп = Ьь для профиля зуба по рис. 64
— I*
— U
Фи
2я
Рн
б0 = 0,08 мм для профиля рис. 67
12
1 Ф12
'12~2л~
J12
S12 = «И + Ла
612 -— 2у23г2Я — для профиля зуба
по рис. 64.
Ь12 = 2у23Г2н — 2г0 — для профиля
по рис. 67
Рн
Тн
13
Я% @,5я — а) ¦
, cos a
где Яш. в — радиус
шейки вала
где а = arcsin
Ro — Rut. в
Rut. в
Рн
Ra — радиус окружности впадин винта
Яш. в — см. /18
Т»
14
15
16
-(ro + RM.e)h
где Rut. в — радиус
шейки вала
j A2 ^2Я , ^2Н^23
15 sinp8 sinp«
||И* lli 2я
/ 1 ^и
«H
*W
«16
о *.
15 15 ' ^^P
616 - «16 + AUp
r\H @,5n —<*) —ги1*ш.в cos a
I'm — Rui. в
n
где a = arcsin —VL±.. %ш в — см, [и
Если г„ Ф 0, то вместо г1Я нужно
подставить (г1Н~-г0)
для двустороннего профиля.
bu — bt cos ря, если Яг = г2Н
Рпр — -g- (pi + Рг); Pi — г cos Px;
р2 » /?! cos Pt; 50 = 0,08 лл
Рг
Рг
г.
Те
Те
• При определении ft сначала находится (-пт-)п Для эталонной щели, затем по формуле B93) определяется отношение \-qjr) > из
которого по известному б( вычисляется Ь^ (см. гл. V, п. 27).
•* Д^нД* — наибольшие изменения зазоров между винтами во время работы компрессора на выбранном режиме. При отсутствии
всплытия роторов (если в компрессоре применены подшипники качения) Д* и Д" определяются по формулам A61) и A62). В общем случае при
определении Д* и А" также должны быть учтены всплытие роторов, прогибы валов и т. п. (см. гл. III). Д* и Д^ — изменения осевых зазоров по торцам
всасывания и нагнетания вследствие тепловых деформаций, осевого люфта в упорных подшипниках и т. п. \гр и Д2г„ — изменение
радиального зазора между гребнями винтов и корпусом вследствие тепловых деформаций, всплытия роторов и т. п. Д*, Д", Д*. Д^, Д]г_ и &2гр
подставляются в формулы со своими знаками.
Формулы для определения геометрических параметров щелей при расчете утечек
Профиль зубьев — цевочный
Таблица 8
G
1
2
3
4
5
6
7
Обозначение щели
(по линии контакта,
вершинам зубьев и торцам)
4—5
5—4'
4'-2
2 — 3
3 — 4
Щель между торцом
зуба ведомого винта и
корпусом со стороны
всасывания
4 — 5
Угол поворота ведущего винта в град
От начала
сжатия до
начала
вытекания газа через
уплотняющую
кромку
«12 (Р02 — вщ)
«12 (Ро2 6lJl)
«12 (Рва — 9щ)
'12Р02
'is (Рог — 2Y2a)
«12 (Р02 — 8ш)
. /2я ,
+ Ро2—6lllj
для
образования
уплотняющей
кромки на
полную
длину
Мгновенно
Мгновенно
2«12?2Э
Мгновенно
от начала
сжатия до
начала выхода
(сокращения)
уплотняющей
кромки
Tl3 + «12 X
X (Pom —вщ)
от начала сжатия
до конца выхода
уплотняющей
кромки
+ «12 (Ро2 — вщ)
от начала
сжатия до
конца
внутреннего сжатия
в данной
полости
Ф1С - '12 (^ +
+ Ро2-еш)
Ф1С-«п(Й- +
+ Рв2-еш)
Ф1С
Фи — «uPoa
Фм — «is X
X BV23 + Рое)
определяющий
среднюю длину
уплотняющей кромки
ф1 = Ф1С — «12 X
x(f- + Ро2-еш)
Ф1 = Ф1С — «12 X
Х^ + Рн-вш)
фз = Ф1с —
— «121 P02 2~ 1
ф4 = фм — '12P02 — «о
Фб = Ф1в — «12 X
х(р„2+2угэ+вш)
2л
Ф7= Т13 + «12(Ро2 —
8
9
10
11
12
13
14
15
16
5-4'
4'—2
2 — 3
3 — 4
Щель между торцом
зуба ведомого винта и
корпусом со стороны
нагнетания
Кольцевая щель на
торце нагнетания
ведомого винта
Кольцевая щель на
торце нагнетания
ведущего винта
Щель между гребнем
зуба ведомого винта и
корпусом
Щель между гребнем
зуба ведущего винта и
корпусом
ф1с Il2V7^2~ +
+ Ри-вщ)
Ф1С
Ф1С
Ф1С
Мгновенно
2«„
TlS + fl2 X
Х(Ро2 —Bill)
Т13 + '12 X
Х(Рв,-в111)
»1» (Тгз + Рог)
«1г(Тгз + Ро2 +
+ 'и(Р02 — Bill)
'12 (Т2з + Рог)
»12(т23 + Ро2) + 2ао
'12 (Т2з + Рог +
+ 2у» + вш)
2я
ф9 = «1г(тгз+ Рог —
-Y)-*.
Фю = '12 (Твз + Рог) +
+ ао — Фк
Ф11 = 'и(т23+Ро2 +
2я
Фи = —
тх
2я
Ф18 по формуле C00)
ф1в по формуле C01, а)
Продолжение табл. 8
п/п
Полная длина
уплотняющей
кромки данного
участка
1, мм
Приведенная
длина
уплотняющей кромки
/„. мм
Осредненная высота щели
при
сборке
(при
/ = 20° С)
6°, мм
во время работы
компрессора •*
(при /к—•¦¦)
б, лл
Глубина щели
(длина пути дросселирования)
Ь, мм
Обозначение
параметров
газа в
полости, откуда
происходит
истечение
кг
см'
абс.
[Обозначение утечек
газа в одну
парную
полость
за один
.''оборот
ведущего
винта
0', кг
= '"Фт
«•-<•
*
Ф1
Ри
б0 = 0,08 мм
b1=2
Рп
в0 = 0,08 мм
1з
03 = °-63 V в0Р4'-25 Р4'-2 = '0 C0S
б0 = 0,08 мм
1
C0SP«
sin
в4-*;+д;
й0 = 0,08 мм
I
eC
(Л
О
»?
II
It
00
s
o*
II
.S
О 1Л
•О
II
ю
«о
о in
•О
~?
II
ю
||
to
m
1
<N
II
+
0 <C
О
II
•O
0 to
•O
II
J
II
- X
Q. w
II -<
CQ.
со.
с
0,08
« II
!' ^ «?
Q.
<
f
l
1
О
|]
II
•o
о г*
•О
(N
в*
II
-?
^^
<N
II
II
<
<N
1
1
0 CO
•o
jl
00
•o
О 00
•О
II
»»*
fH
II
«
oo
g
<°
II
'T I
4 "
CO
o"
II
О C7>
: о
n
o>
«O
0 C7)
m
1!
e
99
Jl
в
253
Продолжение табл. 8
п/п
10
11
12
13
Полная длина
уплотняющей
кромки данного
участка
1, мм
ko = U
hi = U
к*~г
— Г — ЛИ. в)>
где Лш. в —радиус
шейки вала
Приведенная
длина
уплотняющей кройки
;„, мм
коп U 2я
km h 2j[
I 1 ф1а
lim 'a 2n
/ -1 ф18
Осредненная высота щели
при
сборке
(при
<=20° С)
в", мм^
й10
йп
612
613
во время работы
компрессора ¦•
(при <„=•¦•)
б, мм
в1О=«;о+д3к
бп = Ь°п
б12=б;2 + д«
в1з=б;з+д2
Глубина щели
(длина пути дросселирования)
Ь, мм
C = o.63v4V -V^-r
б0 = 0,08 мм
60П = °>63 1/*оРз-4; Рз-4 .= r0 C0S P«
б0 = 0,08 мм
Ь12 ж 2у23г2Н — г0
Rl @,5я — а) - ^0/?ш_ в cos а
где а = arcsin (i?m. eIRoY,
Ro — радиус окружности впадин
винта;
Riu. в~- см. /18
Обозначение
параметров
газа в
полости, откуда
происходит
истечение
кг
см*
Рн
Рн
Рн
Рн
О
абс
Тн
Т"
Тн
Тн
Обозначение утечек
газа в одну
парную
полость
за один
оборот
ведущего
винта
С, кг
О'н
14
— '"о — Rut. в)
— »i
2я
J14
°14 = ~ 5
•\H АШ. в
где а = arcsin (Rm. e!rw);
Rut. в —™. lls. Если гвф0,
то вместо г1Н нужно подставить
Рн
Тн
15
'15
Ф18
*1* = ^12 cos Рг
для двустороннего профиля.
*is = Ь12 cos рн, если R2 = r2K
16
sin I
>1вя =
2я
= б16 + Л1гр
где р„р = -g- (pi + pt)
1; p2 «s* J?j cos pt;
Рг
d0 = 0,08
* При определении 6qj- сначала находится (-^т-)п Для эталонной щели, затеи по формуле B93) определяется отношение '"«jr/ > из
которого по известному 6(- вычисляется Ь0(- (см. гл. V, п. 27).
•• Дв и Ди — наибольшие изменения зазоров между винтами во время работы компрессора на выбранном режиме. При отсутствии
всплытия роторов (если в компрессоре применены подшипники качения) А* и д" определяются по формулам A61) и A62). В общем случае при
определении Л* и Д" должны быть также учтены всплытие роторов, прогибы валов и т. п. (см. гл. III). Д* и д" — изменения осевых зазоров по
торцам всасывания и нагнетания вследствие тепловых деформаций, осевого люфта в упорных подшипниках и т. п. Д1гр и Д2г„ — изменение
радиального зазора между гребнями винтов и корпусом вследствие тепловых деформаций, всплытия роторов и т. п. А*, 'А", Д*, Д^, AjSD,
и Д^р подставляются в формулы со своими знаками.
щели (по величине q) и долю общего весового расхода утечек,
приходящуюся на каждую щель (по величине Gy, см. табл. 10, 11, 13). Это также
позволяет сравнивать винтовые компрессоры с различными профилями
зубьев.
29. КОЭФФИЦИЕНТ ПОДАЧИ ВИНТОВОГО КОМПРЕССОРА
Под коэффициентом подачи винтового компрессора будем
понимать отношение объема газа, действительно поданного винтами
компрессора за единицу времени и отнесенного к параметрам всасывания,
к теоретически возможной подаче при этих же условиях. Коэффициент
подачи характеризует величину объемных потерь в главных рабочих
звеньях — винтах. Он не учитывает протечек газа через концевые
уплотнения валов во внешнюю среду. Последние потери рассчитываются
независимо от рассматриваемых в наст. гл. вопросов и в общем
балансе производительности машины должны учитываться особо (см.
гл. VI).
Коэффициент подачи является параметром, учитывающим
обобщающим образом влияние различных факторов на производительность
компрессора. Среди этих факторов основными являются:
1) утечки газа через щели;
2) гидравлические сопротивления всасывающего тракта компрессора
до полостей винтов включительно;
3) центробежные силы, действующие на массу газа;
4) подогрев всасываемого газа;
5) влияние защемленных объемов.
Коэффициент подачи удобно рассматривать в целом для всего
компрессора, в то время как фактически он равен сумме произведений
коэффициентов подачи каждого винта на долю его производительности:
где qx и q2 — доли производительности ведущего и ведомого винтов;
т]о1 и т)от — соответственные коэффициенты подачи.
Идя в этом направлении еще дальше, можно представить
коэффициент подачи компрессора как сумму слагаемых, относящихся уже к
каждой полости. Но совершенно очевидно, что все полости в пределах каждого
винта имеют одинаковые параметры, чего нельзя, как ясно из предыдущего,
сказать о винтах. Однако, принимая во внимание, что винты образуют
парные полости, приближенно можно принимать, что y\vl =s? т]02, и тогда
4v ^ il»i ~ 4v2- На этом основании коэффициент подачи всего
компрессора можно определять по данным для одной парной полости.
Напомним уже встречавшиеся обозначения и введем новые:
Ръ vi\ ^i и Yi — параметры газа в парной полости в конце периода
всасывания после смешения газов свежего заряда
и протечек;
Pie! vic> Т1С и у1с — параметры газа свежего заряда в конце периода
всасывания до смешения газов;
Ру\ vy; Ту и уу — параметры газа утечек в конце периода
всасывания до смешения газов.
Можно положить py^zplc^Pi.
Максимальный весовой заряд свежего газа при отсутствии
гидравлических сопротивлений, подогрева газа, влияния колебаний столба газа
256
I
на всасывании, центробежных сил и других факторов для одной парной
полости объемом Wo составляет
Весовое количество утечек Gu в одну полость занимает объем: Gyvy —
до смешения со свежим газом; Gyv1 — после смешения.
Объем парной полости распределяется между свежим зарядом и
утечками следующим образом: Wo — G&V\C + Gyvy,— до смешения газа;
Wo = GgVi + GyV\ — после смешения.
Коэффициент подачи винтового компрессора равен
после несложных преобразований получим
Выразим t\v через параметры смешанного газа. Тогда
На основании уравнения теплового баланса температура газа утечек
определяется по формуле1 . , .,
т
1 у —
причем G\ + Gu + GH ¦+ 0,5 G5 = Gj, (обозначения см. в табл. 7 и 8).
Температура смешанного газа будет равна .-,,.-.¦¦.¦.
Т1= уТу,+ ?и . C06)
Очевидно, что v .
- Л1 _ аа _ or-an ^
mn
где Gn — весовая потеря производительности компрессора.
Формулы C04) и C04а) не учитывают влияния на т^ некоторых
факторов, например колебания давления газа на тракте всасывания,
защемленного объема на всасывании и т. д. Влияние всех этих факторов можно
учесть введением в формулы коэффициента кн. Кроме того, практика
замера щелей в компрессорах показала, что получение истинных размеров
зазоров с достаточной точностью, например до 5—8%, является весьма
1 Принимая во внимание, что утечки йг происходят в последний момент периода вса-,
сывания и не успевают полностью смешаться с содержащимся в полости газом до ее
отсечки от камеры всасывания, в формулу C05) вводится коэффициент 0,5 у последнего члена
числителя.
17 И. А. Сак у я Й7
сложным делом. Аналогичные трудности встречаются, как отмечают
исследователи [16, 43], при измерении высоты щелей более простых форм,
чем у винтовых компрессоров.
Неточности изготовления профильных поверхностей винтов, корпуса
и других деталей, а также их сборки приводят к некоторому колебанию
зазоров, которое вызывает трудно учитываемое непостоянство сечения
щелей. Наконец, нарушение теоретических геометрических форм,
волнистость поверхности и т. п. приводят к некоторому несоответствию
действительного расхода утечек расчетному. Влияние перечисленных
геометрических факторов можно учесть введением коэффициента ке в качестве
поправочного множителя к Gy, Влияние подвижности стенок щелей и
нестационарности режимов истечения учтем коэффициентом к„. к. Тогда
формула C04) примет вид
« - * (h- K«-*K'G'yRTy
В проектировочном расчете следует принимать кг = 1. Значение кг
может быть найдено экспериментально как отношение средней величины
протечек за единицу времени при неподвижных винтах к расчетной
величине утечек при средних величинах размеров щелей:
Величина Gy. cp находится по опытным значениям протечек при
различных положениях неподвижных роторов, в том числе и при всех
характерных положениях винтов. В этих опытах газ необходимо подводить
в камеру нагнетания. Коэффициент кг не учитывает влияния подвижности
стенок щелей.
Второй поправочный коэффициент кн для оптимальных условий
всасывания опытного компрессора равен приблизительно единице. Для менее
благоприятных условий всасывания кн = 0,97-^-0,99. Подробные
рекомендации по выбору кн в настоящее время дать невозможно ввиду
отсутствия достаточно разнообразных опытных данных.
Влияние защемленного объема на т^ может быть учтено следующим
образом. Защемленный объем Wt4H, как отмечалось, полностью постепенно
заполняется зубом, но газ, заключенный в WmH, не имеет выхода в камеру
нагнетания, и поэтому, вытесняясь через щели, он уходит главным
образом в область всасывания. Протечки через щели при давлении нагнетания
учитываются при определении Gy (см. рис. 122, конечный участок линии
1и и /54 и табл. 7). Однако в защемленном объеме создается гораздо более
высокое давление, чем давление нагнетания, особенно при малых зазорах
и больших скоростях вращения винтов. Если пренебречь учтенными
утечками из защемленного объема и приближенно принять, что с каждой
порцией газа, поданной в камеру нагнетания, происходит потеря газа с
защемленным объемом УРщн при параметрах нагнетания, то величина
. №щн . Ун _ „ У/щн Тв
должна вычитаться из %, найденного по формуле C04). Тогда
окончательно коэффициент подачи компрессора равен
¦п'0 = Ло — Чщн- C08)
1»58 .•¦-..;.:
Определение температуры газа свежего заряда в конце периода
всасывания Т1о до смешения с газом утечек вызывает большие затруднения.
Можно, однако, в первом приближении предположить, что эта
температура приблизительно равна температуре газа в камере всасывания, т. е.
принять Т1с ^ Тв. Предпосылкой к этому может служить то
обстоятельство, что с падением давления газа на тракте всасывания его
температура должна бы снижаться. Но одновременно газ подогревается от более
нагретых деталей компрессора.
Формулу C04) можно несколько преобразовать. Теоретический
объем W'T всех парных полостей за 1 сек составит
(а)
60
где WT = Wotn-L — объем парных полостей за один оборот ВЩ винта.
В то же время количество газа, прошедшего за 1 сек в полость
всасывания через щели, будет Gy = Gy—^-, откуда
пгп
Поделив (б) на (а), получим:
или
у _
WTn
(б)
C09)
Наконец, согласно формуле A73) имеем
Pl = P« оП &Pv
3+е-а
Воспользовавшись приведенными соотношениями, формулу C04) можно
представить в таком виде:
1 | П r\ i /У * „' <*ЛЛ /14 Г»
C10)
10 2 4 рв Wrnpe '
или, воспользовавшись соображениями, высказанными в п. 20, можно
написать
а 1. а \ Арг 60GyTyR
Tlo^l 2 V1 Т)~р~в WTnpe '
где
C10а)
а =
2gRT, '
здесь «j и ик — окружные скорости ведущего винта соответственно на
периферии и у корня зуба; R — газовая постоянная.
, Величина Ар3 определяется по формулам A81) и A84):
__ \,S35El2n2app. :
a2npRTeRe
где Е = 2,5- 10б. Заменив Re и св согласно формулам A82) и A80), получим
Рв u
где апр подставляется в град.
17*
D3anpr)vPe '
259
Величину относительных потерь давления на всасывании можно
получить иным путем. Для этого воспользуемся формулами A74), A79), A82)
и A84). После подстановки и преобразований получим
Рг"
Коэффициент цу >> r\v. Поэтому можно принять
где к0 = 1,05ч-1,08. Тогда величина относительных потерь давления
составит
г
АР
Ре - D3T13r\vPe ¦
Формулы C11) и C11а) показывают, что величина Арг:
1) не зависит от давления всасывания;
2) прямо пропорциональна относительной длине винтов (и просто
длине), окружной скорости (числу оборотов) и вязкости газа;
3) обратно пропорциональна гидравлическому диаметру полостей
всасывания (см. п. 20), углу закрутки или приведенному углу всасывания,
коэффициенту подачи.
Относительная величина потери давления, входящая в формулу для
коэффициента подачи, оказывается зависимой, притом в обратной
пропорции, от давления всасывания.
Для вывода формулы коэффициента подачи воспользуемся
выражениями C11) и C11а), подставив их последовательно в формулу C10).
При этом соответственно получим: хм:
WTnpe
Ц° 2 4 ' D3xl3r\vPe WTnpe
Введем в формулу (а) следующие обозначения:
' у _ 1 + е~" _ 60GyTyR
2 WTnpe '
с = 3 C + е-«) El
тогда эта формула примет вид: . .
+ yv*— C^np )¦ C12)
Аналогично из. формулы (б) получим
no = 0,b(v + yV*-^-Ci^i-), C12а)
где
260
Таким образом, коэффициент подачи увеличивается:
1) с увеличением У;
2) с уменьшением С. -
Величина V возрастает:
1) с уменьшением расхода утечек и их температуры;
2) с уменьшением газовой постоянной;
3) с увеличением полезного теоретического объема полостей;
4) с увеличением числа оборотов.
Величины Си Сх уменьшаются:
1) с уменьшением относительной длины (и просто длины) винтов;
2) с увеличением гидравлического диаметра полостей винтов;
3) с увеличением углов закрутки и приведенного угла всасывания.
Величины С и Сг для определенной винтовой машины можно принимать
за постоянные, так как они весьма слабо зависят от числа оборотов.
Отметим, что как для увеличения V, так и для уменьшения С (С^,
т. е. для увеличения коэффициента подачи, необходимо увеличивать
поперечное сечение впадин винтов.
Для характеристики герметичности рабочих органов винтовой машины
(винтов, корпуса) можно воспользоваться величиной, названной к о э ф -
фициентом утечек:
Коэффициент утечек учитывает факторы, влияющие только на утечки
газа через зазоры, и не отражает явно потерь давления в процессе
всасывания, хотя последние все же в какой-то мере отражаются на величине
расхода утечек Gy.
Для иллюстрации изложенного метода расчета утечек и коэффициента
подачи винтового компрессора ниже приводятся расчеты трех режимов
опытного компрессора с винтами, имеющими окружный цевочный профиль
зубьев. Исходные данные режимов и необходимые сведения о машине
приведены там же. Расчеты первого режима сведены в табл. 9 и 10.
Основные геометрические параметры щелей (табл. 9) рассчитаны по формулам,
приведенным в табл. 8.
При расчете протечек (табл. 10) использованы зависимости,
приведенные в предыдущих параграфах наст. гл. Параметры воздуха на
всасывании и на нагнетании, число оборотов, средний условный показатель
политропы и другие необходимые для расчета величины указаны в
таблице. Здесь приводятся два приближения; следующее приближение дает
величины, практически не отличающиеся от величин второго
приближения.
Анализ результатов расчета утечек поэлементно (из каждой щели)
дает весьма ценный материал. Интересно сопоставить расход газа при
одинаковых параметрах через щели различной формы, например
значения Gy (во втором приближении) для строк 3 и 4; 7, 8 и 9; 9 и 10 и т. д.,
или расход газа через одинаковые по форме щели, но при различных ее
геометрических или термодинамических параметрах, например строки
1, 2 и 7, 8; 9 и 11 и т. д. Эти сопоставления позволяют оценить
эффективность сопротивления движению газа в каждой щели и удельное значение
каждой щели в общем балансе утечек газа.
Так, например, утечки через щели, образованные гребнем зуба и
корпусом, как видно из приведенных расчетов, составляют примерно V8 от
261
Геометрические параметры щелей для расчета утечек
Компрессор ВКЭ; ег = 2,48; ф1с = 232°; профиль — цевочный
Таблица 9
№
п/п
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Обозначение щели
4—5
5—4'
4'—2
2—3
3—4
Между торцом зуба ВМ
винта и корпусом со
стороны всасывания
4—5
5-4'
4'—2
2—3
3—4
Между торцом зуба ВМ
винта и корпусом со
стороны нагнетания
Кольцевая щель на
торце нагнетания ВМ винта
. Кольцевая щель на
торце нагнетания ВЩ винта
Между гребнем зуба ВМ
винта и корпусом
Между гребнем зуба ВЩ
винта и корпусом
Угол,
определяющий
длину
уплотняющей
кромки, ф
град
120,1
120,1
190,8
165,1
139,4
90
167,9
167,9
97,2
122,9
148,6
90
90
90
12,5
90
Полная
длина
уплотняющих
кромок
данного
участка /
мм
43
43
45,6
21,6
45,6
32
43
43
45,6
21,6
45,6
32
10
26
341
469
Эффективная длина
уплотняющих
кромок /„
мм
14,35
14,35
24,2
9,9
17,7
8,0
20,0
20,0
12,3
7,4
18,9
8,0
2,5
6,5
11,85
117
Осреднен-
ная
высота щели
при
сборке
(fo = 2O° С)
0,14
0,14
0,18
0,20
0,23
0,55
0,14
0,14
0,15
0,25
0,27
0,25
0,25
0,23
0,27
0,30
Режим
№ 1, Тн =
463° К
параметры щели
Рабочий
зазор
б, мм
0,115
0,115
0,16
0,15
0,21
0,28
0,07
0,07
0,12
0,10
0,23
0,28
0,28
0,26
0,17
0,18
Глубина
щели
Ь, мм
2,64
2,64
0,25
0,74
0,25
10,8
4,36
4,36
0,25
1,1
0,25
10,8
32,0
51,6
7,6
0,45
Ь
26
11,5 .
11,5
0,78
2,45
0,60
19,3
31,1
31,1
1,04
5,5
0,55
19,2
57,0
99,0
22,2
1,25
Режим
№2, г =
503° К
параметры щели
Рабочий
зазор
6, мм
0,105
0,105
0,15
0,13
0,20
0,25
0,05
0,05
0,10
0,07
0,22
0,29
0,29
0,27
0,15
0,16
Глубина
щели
Ь, мм
2,76
2,76
0,25
0,85
0,25
10,8
6,08
6,08
0,25
1,58
0,25
10,8
32,0
51,6
7,6
0,505
ь
26
25,1
25,1
0,83
3,27
0,63
21,6
60,8
60,8
1,25
11,3
0,57
18,6
55,0
96,0
25,1
1,57
общих утечек. Как и следовало ожидать, основные утечки через эти щели
имеют место у ведущего винта. Протечки через аналогичные щели у
ведомого винта или малы, или совсем отсутствуют. Последнее надо понимать
в том смысле, что протечки через гребень зуба у ведомого винта могут
происходить в момент, когда полость уже отсоединилась от камеры
всасывания, и, следовательно, эти протечки уже явно не влияют на величину
коэффициента подачи. Они переходят тогда согласно принятой нами
классификации в разряд перетечек, влияющих непосредственно на массу
к. п. д., температуру сжимаемого газа, т. е. на массообмен и
энергетические затраты. Следовательно, перетечки изменяют параметры газа в
полостях винтов и тем самым влияют на величину утечек, а через последние —
на коэффициент подачи.
В этой связи можно правильно оценить и понять роль уплотняющих
полосок («усиков») на гребнях винтов. Существенного влияния
непосредственно на величину утечек они обычно оказать не могут, но, уменьшая
заметно перетечки, уменьшают давление газа в полостях винтов, снижая
тем самым энергетические затраты на сжатие газа и повышая
коэффициент подачи.
Следует заметить, однако, что при наличии нормального (типоразмер-
ного) ряда винтов использовать в полной мере полученные представления
об эффективности различных щелей не удается. Эти данные особенно
важны при разработке новых геометрических форм и соотношений
геликоидов. Но и при изготовлении винтовых машин типоразмерного ряда для
производственников, особенно технологов, не менее важно правильно
оценить эффективность каждой щели и влияние ее на общий баланс потерь
в компрессоре.
Расчеты второго и третьего режимов сведены соответственно в табл. 11,
12 и 13. Расчет утечек в двух последних таблицах произведен для
компрессора тех же размеров, но с геометрической степенью сжатия ег = 3,0.
Сопоставление данных табл. 9 и 10 с данными табл. 12 и 13 позволяет
оценить влияние геометрической степени сжатия на геометрические
параметры щели и величину утечек.
Используя данные табл. 10, 11 и 13, по формуле C12) можно
рассчитать коэффициенты подачи для этих режимов. Для этого предварительно
необходимо определить значения некоторых величин. При п = 9500 об/мин
и? — ui 7Q 52 47 72
a t= J ^2 - =
2gRTe ~ 2-9,81-29,3-283
_ 4 (hn + hn) _ 4A4,2+13,8) _
~~ П1 +~777~ ~~ B5 + 15) 10* ~
где площади впадин ВЩ и ВМ винтов соответственно равны fln = 14,2 см2;
fin = 13,8 см2; а периметры каналов составляют Л1 = 25 см; /72 = 15 см.
Приведенный угол всасывания равен
гу а1*П Mi Л 273Yi M 2\ 007°
Приведенное число оборотов ,
263
¦¦¦.¦...¦¦¦ Расчет утечек в вин
Компрессор ВКЭ; гг— 2,48; а1в =
Режим № 1: рн= 3,15 ата; рв = 0,90 ата; Тн = 463; Тв = 283°
Номера,
соответствующие номерам
табл. 7 и 8
!.2
3
4
5
6
7
8
9
10
11
12.
13
14
15
16
Обозначение
щели
1
4—5—4'
4'—2
2—3
3—4
На торце ВМ
винта со стороны
всасывания
4—5
5-4'
4'—2
2—3
3—4
На торце ВМ
винта со стороны
нагнетания
Кольцевая
щель ВМ винта
со стороны
нагнетания
Кольцевая
щель ВЩ винта
со стороны
нагнетания
Через гребень
зуба ВМ винта
Через гребень
зуба ВЩ винта
Геометрические параметры
щелей
1
мм
28,7
24,2
9,9
17,7
8,0
20,0
20,0
12,3
7,4
18,9
8,0
2,5
6,5
11,85
117
б
мм
0,115
0,16
0,15
0,21
0,28
0,07
0,07
0,12
•0,1
0,23
0,28
0,28
0,26
0,1.7
0,18
/„,= «
мм
3,3
3,87
1,485
3,72
2,24
1,4
1,4
¦1,475
0,74
4,34
2,24
0,7
1,69
2,02
21,08
Ъ
8"
11,5
0,78
2,45
0,6 ,
19,3
31,1
31,1
1,04
5,5
0,55
19,2
57,0
99
22,2
0,8
Параметры газа в полостях, из
которых происходит истечение
Рг
кГ/см'
3,65
3,3
3,3
3,3
3,3
3,15
3,15
3,15
3,15
3,15
3,15
3,15
3,15
1,7
1.7
°к
501
483
483
483
483
463
463
463
463
463
463
463
463
366
366
м'/кг
0,402
0,429
0,429
0,429
0,429
0,431
0,431
0,431
0,431
0,431
0,431
0,431
0,431
0,631
0,631
кГ-сек
м'
: 2,76
2,69
2,69
2,69
2,69
2,61
2,61
2,61
2,61
2,61
2,61
2,61
2,61
2,21
2,21
264
товом компрессоре
273°; профиль зубьев — цевочный
К; R = 29,36 м/град; k= 1,4; тср = 1,67; ра = 4,08 ата
Таблица 10
\
t
!
\
|
'¦¦
';
1
1
?'
Г
Первое приближение < : . ¦¦:¦;
1кр
По
формуле B94)
кг
сек-м*
646
594
594
594
594
580
580
580
580
580
580
580
580
352
352
Re,=
2<7кр°
5,5-103
7,21 -103
6,76-10»
9,46-10»
1,26-10*
3.17-103
3,17.103
5.44-103
4.57-103
1,04-10*
1.27-104
1,27-10*
: 1,18-1-0*
5.52-103
5,85-103
(см. рис. 114)
2,75
2,87
: 2,85
3,05 .
3,25
: 2,55
2,55
2,75
2,7
3,1
3,2
3,2
3,2
2,75
2,8
*bcR
2eVRe,
0,427
0,0264
0,0849
0,0188
0,559
1,409
1,409
0,0388
0,22
0,0167
0,545
1,618
2,918
0,822
0,0293
(см. рис. 117)
0,595
j 0,88
0,76
0,91
0,58
0,53
0,53
0,855
0,65
0,92
0,585
0,516
0,450
0,56
0,87
q
По формуле
B90)
ке
сек-мг
545
736
636
762
485
430
430
694
528
748
475
419
366
245
380
Re
По формуле
B91)
4;64-103
8,93-103
7,24-10»
1,21-10*
1,07-10*
2.36-103
2,36-103
6,51-103
4.13-103
1,34-10*
1,04-10*
9,18-103
7,44-103
3.53-103
6,32-103
265
Номера,
соответствующие
номерам табл. 7
и 8
1. 2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Второе приближение
CR
(см. рис.
114)
2,67
3,0
2,85
3,4
3,1
2,4
2,4
2,8
2,65
3,25
3,1
3,0
2,9
2,6
О й
До
S
По
формуле B92)
0,45
0,0248
0,0820
0,0186
0,579
1,538
1,538
0,0361
0,227
0,0154
0,584
1,785
3,330
0,971
0,0282
кр
(см. рис.
116)
0,59
0,885
0,76
0,91
0,58
0,52
0,52
0,855
0,65
0,925
0,58
0,51
0,43
0,55
0,875
я
По
формуле B90),
но 1 < "кр
кг
сек-м*
530
594
594
594
485
422
422
580
528
580
471
414
350
240 ,
352
Re -
По формуле
B91)
4,6-103
7,21-103
6,76-103
9,46-103
1,07-10*
2,3-108
2,3-103
5,44-103
4,13-Ю3
1,04-10*
1,04-10*
9,18-103
7.12-103
3,4-103
5.85-103
кг/сек
1,75-10-»
2= 1,75-Ю-з
2,3-10-з
0,88-10-3
2,21-Ю-з
1,08-Ю-з
2=6,47-10-3
0,58-10-3
0,58-Ю-з
0,86-Ю-з
0,40-Ю-з
2,51-Ю-з
1,05-Ю-з
0,29-Ю-з
0,59-10-з
? =6,87- Ю-3
0,48-Ю-з
7,42-10-3
? = 7,90-10-3
g</K=4?g;
кг/сек
0,0070
0,0259
0,02748
0,0316
266
Продолжение табл. 10
°укТук
аОуктг
кг°К
сек
у Ъ
кг/сек
0
3,51
12,50
12,71
11,58
40,30 __
0,0920 ~
=439
0,0920
3' 5
При п = 9500 об/мин, i12 = -д- и ппр = -?- X
X 9500= 7900 об/мин.
и\~и\ 79,52-47,72
2-9,81-29,3-283
= 0,25- Ю-2;
г«й1-а= 0,9975; ц„ == 1,8-10-
/ = 0,27 м. WT = 0,00269 м3;
4-28
кг-сек
26+ 15
= 2,73 см = 0,0273 ж;
апр - -g-
Т 7
= 0,9988-0.765Х
. Итак,
V= 0,9988 — 0,765-10-40,3= 0,691;
с_ 3C+е-з)Щ= 12-2,5-lQS-0,27 ^112.1(M
D3a"p 0,0273-|-273
о
По формуле C12)
= 0,5 0,691+1/ 0.6912
]/о,б
1,12- 10Б-1,8-10- 7900
0,9-104
= 0,625
267
Расчет утечек
Компрессор ВКЭ; вг = 2,48; аи = 273°;
Режим № 2: рн = 3,15 ата; рв = 0,90 ата; Тн= 503° К; Тв'= 283° К;
Номера,
соответствующие номерам
табл. 7 и 8
1,2
: з
4 .
5
6
7
8
9
10
11
12
13
14
: 15
i
Обозначение
щели
4—5—4'
4'—2
2—3
3—4
На торце ВМ
винта со стороны
всасывания
4—5
5—4'
4'—2
2—3
3—4
На торце ВМ
винта со стороны
нагнетания
Кольцевая
щель ВМ винта
со стороны
нагнетания
Кольцевая
щель ВЩ винта
со стороны
нагнетания
Через гребень
зуба ВМ винта
Через гребень
зуба ВЩ винта
Геометрические параметры
щелей
1
мм
28,7
24,2
9,9
17,7
8,0
20,0
20,0
12,3
,7,4
18,9
8,0
2,5
6,5
11,85
117
6
мм
0,105
0,15
0,13
0,2
0,25
0,05
0,05
0,1
0,07
0,22
0,29
0,29
р,27
0,15
0,16
fur16
мм'
3,015
3,63
1,286
3,54
2,0
1,0
1,0
1,23
0,518
4,15
2,32
0,725
1,755
1,78
18,71
Ь
26
25,1
0,83
3,27
0,63
21,6
60,8
.1
60,8
1,25
11,3
0,57
18,6
55,0
96
25,1
; о,9
Параметры газа в плоскостях,
из которых происходит
истечение
Рг '¦
кГ/сж?
4,2 '
3,65
3,65
3,65!
3,65,
3,15
3,15
3,15
3,15
3,15
3,15
3,15
3,15
1,81.
1,81
Тг
°К
574
539
539
539
539
503
503
503
503
503
503
503
503
390
390
м'/кг
0,401
0,432
0,432
0,432
0,432
0,468
0,468
0,468
0,468
0,468
0,468
0,468
0,468
0,631
1
0,631
нгвц
кг^сек
3,02
2,9
2,9
2,9
2,9
2,77
2,77
2,77
2,77
2,77
2,77
2,77
2,77
2,32
2,32
268
Таблица 11
в винтовом компрессоре
профиль зубьев — цевочный
R ~ 29,36 м/град; k= 1,4; тср = 1,85; ра = 4,08 ата
Первое приближение
Окр
По
формуле B94)
кг
сек-мг
694
623
623
623
623
553
553
553
553
553
553
553
553
363
363
Re.=
2?«Р6
«И
4,93-103
6,51-103
5,7-103
8,76-103
1,1-10*
2,04-10s
2,04-103
4.08-103
2.85-103
8,98-103
1,18-10*
1,18-10*
1,1-10*
1 , ;
4,8-10»
5,12- 10е
CR
(см. рис. 114)
2,7
2,8
2,75
2,95
3,1
2,2
2,2
2,7
2,5
3,0
3,15
3,15
3,1
2,7
2,75
sicR
26 Ylte,
0,964
0,0288
0,119
0,0198
0,639
2,96 l
2,96
0,0528
0,520
0,018
0,539
1
1,595
2,84
0,978
0,0346
К'р (см.
рис. 117)
0,555
0,87
0,725
0,91
0,575
0,445
0,445
0,815
0,585
0,92
0,58
0,52
0,45
0,55
0,86
q
По формуле
B90)
кг
сек-м2
550
736
655
822
519
346
346
635
456
717.
452
405
351
253
395
Re
По формуле
B91)
3,9-103
7,77-1QS
6,0-103
1,16-10*
9,14-Ю3
1,28 -103
1,28-103
4.67-103
2,45-103
1,16-10*
9,65-103
8,65-103
6.98-103
3,34-10»
5,56-Ю3 i
269
Номера,
соответствующие номерам
табл. 7 и 8
1. 2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
V
Обозначение
щели
4-5-4'
4'~2
2—3
3—4
На торце ВМ
винта со стороны
всасывания
4—5
5—4'
Второе
CR
(см. рис. 114)
S
По формуле
B92)
2,65 | 1,055
2,9
2,85
3,15
3,0
2,6
2,6
4'-2 J .. 2,7
2—3
3—4
На торце ВМ
винта со стороны
нагнетания
Кольцевая
щель ВМ винта
со стороны
нагнетания
¦• Кольцевая
щель ВЩ винта
со стороны
нагнетания
Через гребень
зуба ВМ винта
Через гребень
зуба ВЩ винта
2,4
3,15
3,05
2,97
2,85
2,6
2,75
0,0273
0,1205
0,0184
0,677
4,42
4,42
(см, рис.
116)
0,55
0,875
0,72
0,915
0,57
0,4
0,4
0,0494 | 0,82
0,548
0,0168
0,527
1,755
3,275
1,129
0,0332
= 0,69; С = 1,12-10» (см. табл. 10). т)„ = 0,5 @,69« +
0,585
0,92
0,585
0,51
0,43&.
0,55
0,86
V0.69* — 0,17.
q
По формуле B90),
' н° Ч < Якр
кг
секм*
545
623
623
623
514
310
310 |
553
456
553
456
397
339
253
363
)) = 0,62.
270
Продолокение табл. 11
приближение
Re
По формуле
B91)
кг/сек
кг/сек
аукТук
кг0 К
кг/сек
ТУ~~
3,9-103
6,51-103
5,7-103
8,76-103
9,05-108
1,14-Ю3
1.14-103
4,08-103
2,45-103
8,98-103
9J-103
8,5-Ю3
6,75-103
3,34-Ю3
5.12-103
1,64-10- 3
0,00658
?=1,64-10"
2,26-10-3
0,80-Ю-3
2,20-Ю
0,0252
1,03-10
?=6,29-10"
0,31-Ю-3
0,31-10-3
0,68-Ю-3
2,36-10-3
2,29-Ю-3
1,05-Ю
0,29-10
0,59-10-3
?=5,76-10"
0,45-10" 3
6,80-
0,0231
0,0290
3,78
13,55
11,60
11,30
0,0838
40,23
0,0838 =
= 480
271
Таблица 12
Геометрические параметры щелей для расчета утечек
Компрессор ВКЭ; ег= 3,0; у1С = 251°, профиль — цевочный
Л6 п/п
1
2
3
4
5
6
7
8
9
10
11
Обозначение щели
4—5
5-4'
4-2
2—3
3—4
Между торцом зуба ВМ
винта и корпусом со стороны
всасывания
4-^5
5-4'
4-2
2—3
3—4
Угол,
определяющий
длину
уплотняющей
кромки,
Ф, град
139,1
139,1
209,8
184,2
158,4
90
148,9
148,9
78,2
103,9
129,6
Полная
длина
уплотняющих
кромок
данного
участка 1
мм
43
43
45,6
21,6
45,6
32
43 :
43
45,6
21,6
45,6
Эффективная
длина
уплотняющих
кромок 1п
мм
16,6
16,6
26,6
11,1
20,1
8,0
17,8
17,8
9,9
6,3
16,5
Осредненная
высота щели
при сборке
<*„ = 20°С)
6° , мм
0,14
0,14
0,18
0,20
0,23
0,55
0,14
0,14
0,15
0,25
0,27
Режим № 3, Тн = 483° К
Рабочий
зазор б
мм
0,115
¦ 0,115
0,16
0,15
0,21
0,28
0,07
0,07
0,12
0,10
0,23
Глубина
щели Ь
мм
2,64
2,64
0,25
0,74
0,25
10,8
4,36
4,36 .
0,25
1.1
0,25
ь
26
11,5
11,5
0,78
2,45
0,60
19,3
31,1
31,1
1,04
5,5
0,55
Продолжение табл. 12
Ms п/п
12
13
14 -
' 15
16
Обозначение щели
Между торцом зуба ВМ
винта и корпусом со стороны
нагнетания
Кольцевая щель на торце
нагнетания ВМ винта
Кольцевая щель на торце
нагнетания ВЩ вин-^а
Между гребнем зуба ВМ
винта и корпусом '.
Между гребнем зуба ВЩ
винта и корпусом
Угол,
определяющий
длину
уплотняющей
кромки,
Ф, град
90
90
; j
90
12,5
90
Полная
длина
уп лотн яющих
кромок
данного
участка /,
мм
32
10
26
341
469
Эффективная
длина
уплотняющих
кромок 1п,
мм
8,0
2,5
6,5
11,85
117
Осредненная
высота щели
при сборке
<<„ = 20°С)
6°, мм
0,25
0,25
0,23
! ;
0,27 ;
1
0,30
i
Режим Ш 3 ГК = 483°К
Рабочий
зазор б,
мм
0,28
0,28
0,26
1 j
j
\ 0,17
0,18
i
Глубина
щели Ь,
мм
10,8
32,0
51,6
7,6
0,45
Ь
26
. 19,2
! 57,0
1 99,0
22,2
1,25
Расчет утечек в
Компрессор ВКЭ; гг = 3,0; als = 273°;
Режим № 3: рн— 3,15 ата; рд = 0,90 ата; Тн = 483° К;
Номера,
соответствующие номерам
табл. 7 и 8
1,2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Обозначение
щели
4—5—4'
4'—2
2—3
3—4
На торце ВМ
винта со стороны
всасывания
4—5
5—4'
4'-2
2—3
3—4
На торце ВМ
винта со стороны
нагнетания
Кольцевая
щель ВМ винта со
стороны
нагнетания
Кольцевая
щель ВЩ винта
со стороны
нагнетания
Через гребень"
зуба ВМ винта
Через гребень
зуба ВЩ винта
Геометрические параметры
щелей
/,
мм
3,32
26,6
11,1
20,1
8,0
17,8
17,8
9,9
6,3
16,5
8,0
2,5
6,5
11,85
117
б,
мм
0,115
0,16
0,15
0,21
0,28
0,07
0,07
0,12
0,1
0,23
0,28
0,28
0,26
0,17
0,18
мм*
3,82
4,25
1,673
4,22
2,24
1,245
1,245
1,187
0,63
3,79
2,24
0,70
1,686
2,015
21,08
ь
26
11,5-
0,78
2,45
0,6
19,3
31,1
31,1
1,04
5,5
0,55
19,2
57,0
99,0
22,2
0,80
Параметры газа в полостях,
из которых происходит
истечение
кГ/'с'м*
3,95
3,55
3,55
3,55
3,55
3,15
3,15
3,15
3,15
3,15
3,15
3,15
3,15
1,73
1,73
к
534
510
510
510
510
483
483
483
483
483
483
483
483
374
374
«г,
мг/кг
0,396
0,421
0,421
0,421
0,421
0,450
0,450
0,450
0,450
0,450
0,450
0,450
0,450
0,634
0,634
1(Гвц,
кг-сек
м'
2,88
2,79
2,79
2,79
2,79
2,69
2,69
2,69
2,69
2,69
2,69
2,69
2,69
2,25
2,25
274
Таблица IS
винтовом компрессоре
профиль зубьев — цевочный
Тв = 283° К; R = 29,3; k = 1,4; тср = 1,75
Первое приближение
"кр
По
формуле B94),
кг
сек-м1
677
623
623
623
623
567
567
567
567
567
567
567
567
354
354
5,5-10s
7,3-103
6,85-103
9,58-10s
1,28-10*
3,02-103
3,02-103
5,17-103
4,31 «lO8
9,92-103
1,21-10*
1,21-10*
1,12-10*
5,46-103
5,78-JQ3
CR
(см. рис. 114)
2,75
2,9
2,85
3,05
3,25
2,55
2,55
2,7
2,65
3,08
3,2
3,2
3,15
2,75
2,75
bCR
0,427
0,0265
0,0848
0,0187
0,554
1,444
1,444
0,0391
0,222
0,0170
0,559
1,659
2,45
0,819
0,0289
k'p (cm.
рис. 117),
кг
сеК'М*
0,595
0,88
0,760
0,915
0,58
0,525
0,525
0,85
0,65
0,92
0,58
0,516
0,47
0,56
.0,885, ..
q
По формуле
кг
сек-м1
572
773
667
803
509
416
416 (
674
¦,. 515
730
460
409
357 , _
248
.,;. ,392 ,
Re
По формуле
B91)
4,67-10»
9,05-103
7,33-103
1,24-10*
1,04-10*
2.2Ы03
2,21-Ю3
6,14-103
3,91 •103
1,275-10*
9,78-10*
7,14-Ю3
7,05-103
3,72-103
,„6,39-10»
18*
2Z5
Номера,
соответствующие номерам
табл. 7 и 8
1,2
1 з
4
5
6
7
8
9
10
Обозначение
щели
4—5-4'..
\
4'-2
3—2
3—4
На торце ВМ
винта со стороны
всасывания
4—5
5-4'
4'—2
2-3
11 | 3-4
12
13; .
14;
15
16
V
На торце ВМ
винта со стороны
нагнетания
Кольцевая
щель ВМ винта
со стороны
нагнетания
Кольцевая
щель ВЩ винта
со стороны
нагнетания
Через гребень
зуба ВМ винта
Через гребень
зуба ВЩ винта
Второе
CR
(см. рис. 114)
2,67
,0
2,9
3,2
3,1
2,2
2,2
2,8
2,65
3,2
3,05
2,85
2,85
2,6
2,8
s
По формуле
B92)
0,450
0,0246
0,083
0,0171
0,586
1,455
1,455
0,0373
0,233
0,0156
0,591
1,923
3,36
0,938
0,028
= 0,668; С «¦¦ 1,12.10» (см. табл. 10). т]-р = 0,5 @,668 4
кр
(см рис.
116)
0,585
0,88
0,7*6
q ..
По формуле B90),
но ЖЧкр-
кг
сек-м1
562
623
623
0,92 1 623
0,575
0,525
0,525
0,85
0,64
0,925
0,575
0,50 .
0,43
0,555
0,885
505
416
416
567
507
567
456
396
327
246
354
¦ V0.668» — 0,175) = 0,60.
276
Продолжение табл. 13
приближение
Re
По формуле
B91)
4,57-10»
7,3-10»
6,85-10'
9,58- 10s
1,03-10*
2,21-103
2,21-10'
5,17-103
3,8-10s
9,92- 10s
9,7-10s
8,43-103
6,45-10»
3,7-10»
5,78-10s
кг/сек
2,14-10-'
2 = 2,14-10"'
2,65-10"'
1,04-10-'
.2,63-10-'
1,13-10-'
2 = 7,45-10-'
0,52-10-'
0,52-10"'
0,67-10-'
0,32-10-»
2,15-10-.»
1,02-10-'
0,28-10
0,55-10
2 = 6,02-10" 3
' 0,50-10^' ;
7,47-10-'.
2=7,96-10-'
кг/сек
0,00856
0,0298
0,0241
0,0318
~ GyKTV
кг" К
сек
4,575
.15,20 .
11,65
11,91
кг/сек
0,0943 •
°к
43,335
:;i 0>Q943
¦ = 458
277
Постоянные величины, входящие в формулу, равны
?=2,5-108; / = 0,24 м.
Суммарный теоретический объем полостей (с учетом неполного их
освобождения от зуба ведомого винта) за один оборот ведущего винта
составляет
Итак,
с=
WT = Wom1 = 0,00066-4 = 0,00264 м3/об.
3 C + е-") El _ 3 C + 2,7-°'0248) 2,5¦ 105¦ 0,24 = ^
0,028-227
Результаты расчетов коэффициента подачи приведены в табл. 14. Там же
приведены и экспериментальные значения коэффициента подачи.
Сопоставление расчетных значений коэффи-
Таблица 14
Сопоставление расчетных и
экспериментальных значений коэффициента подачи r\v
Режимы
№ 1 (табл. 10)
№ 2 (табл. 11)
№ 3 (табл. 13)
%
ментальный
0,635
0,63
0,62
Расчетный
0,625
0,62
0,60
циентов подачи с
экспериментальными позволяет отметить вполне
удовлетворительное их
совпадение. Однако величина полученных
значений коэффициента подачи
мала по сравнению с лучшими
достигнутыми значениями для
данных условий. Повышение
коэффициента подачи достигается
прежде всего увеличением числа
оборотов с 9500 до 13 000 об/мин,
т. е. повышением окружной
скорости с 79,5 примерно до 105 м/сек
(см. рис. 129). Подсчет по формуле C12) для режима № 1 при
этих условиях дает значение коэффициента подачи n\v = 0,79. Но
увеличение окружной скорости является не единственной необходимой
мерой для повышения коэффициента подачи. Анализ приведенных в табл. 9
зазоров показывает, что они чрезмерно велики. Зазоры необходимо
уменьшить, особенно по линиям контакта 4'—2 и 3—4, так как даже при
предельно высокой температуре нагнетания (см. табл. 11) зазоры по этим
линиям контакта в три-четыре раза превышают необходимые. В самом
деле, при б = 0,2 мм фактический зазор в торцовой плоскости составляет
А = 0,29 мм. Этот чрезмерно большой зазор здесь совершенно неоправдан.
Отметим, что указанные зазоры, как и большинство других, можно
изменять в необходимых небольших пределах, нарезая винты одним и тем же
инструментом. ¦ .
30. ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КОЭФФИЦИЕНТ ПОДАЧИ
Одним из основных вопросов, возникающих при проектировании
винтовых компрессоров, является выбор величин зазоров. Длина линий
контакта фактически устанавливается уже при выборе размеров винтов,
типа профиля, относительной высоты и числа зубьев, угла их наклона.
Главным размером, подлежащим выбору или назначению конструктором,
является высота щели (зазора) 6. При этом, как указывалось в гл. III,
высота зазора не должна быть меньше минимально безопасного размера
для данного участка линии контакта.
278
Размеры минимально безопасных зазоров, назначаемые в торцовой
плоскости, должны быть пересчитаны по формуле A68) на размер по
нормали к профильной поверхности. При больших углах наклона зубьев
высота зазора по нормали — размер зазора, определяющий величину
протечек, — в полтора-два раза меньше высоты того же зазора в торцовой
плоскости. А для тепловых и прочностных деформаций важна величина
зазора именно в этой плоскости.
Таким образом, здесь мы встречаемся еще с одним весьма важным
аргументом в пользу увеличения угла наклона зубьев. Благодаря большим
углам наклона зубьев (порядка 55—59° на начальном цилиндре винта)
удается существенно уменьшить зазоры в нормальной плоскости при
одних и тех же минимально
безопасных торцовых зазорах. Vv
Практика показывает, что эти W
обстоятельства не учитываются пд
надлежащим образом при
проектировании и изготовлении винтовых 0,8
машин, что неизбежно приводит
к чрезмерному завышению вели- "
чины зазоров по нормалям. ц$
При прочих равных условиях
величина протечек через щели Ч5
определяется эффективным сече- fl<1
нием щелей. Последнее не равно-
значно собственно сечению щелей, 0,3
так как между высотой щели и ее
глубиной существует своя
зависимость для каждого типа щели.
Глубина же является определяю- Рис 125 Зависимость коэффициента пода-
чи r\v от суммарной площади сечений щелей
в компрессоре ?
щим параметром, влияющим на
эффективность щели. В силу этого
даже одни и те же винты, но с
различными высотами щелей, строго говоря, не могут сопоставляться
только по сечению щелей. Однако если у одних и тех же винтов высота
щелей изменяется в узких пределах, то для выявления влияния
величины зазоров на протечки можно воспользоваться в первом
приближении сравнением сечения щелей.
На рис. 125 показана экспериментальная зависимость коэффициента
подачи от суммарной площади сечений щелей. Две верхние линии
построены по данным испытаний компрессора с профилем Лисхольма:
Qd = 283 м3/мин; и1 = 65 м/сек. Точки В относятся к винтам с сечением
щелей, принятым за 100%, при этом еа = 2,15. Точки А относятся к
винтам с сечением щелей 67%, ъа = 1,95. Остальные линии относятся к
компрессору ЛКИ. Здесь выдерживались одинаковыми параметры
всасываемого газа, число оборотов и давление нагнетания. Другие
параметры неизбежно были различными. Поэтому, например, при малых
зазорах температура нагнетаемого газа ниже, чем при увеличенных.
Это вызывает меньшие по абсолютной величине тепловые деформации,
однако относительное уменьшение зазоров при этом оказывается
большим.
Приведенные на рис. 125 графики и результаты опытов позволяют
сделать следующие выводы:
279
1) величина зазоров оказывает сильное влияние на коэффициент
подачи, причем он практически линейно зависит от суммарной площади-
сечений щелей; : " г . :
- 2) с увеличением степени сжатия влияние зазоров на коэффициент
подачи сказывается более сильно, так как увеличивается относительное
влияние протечек;
3) с уменьшением зазоров влияние числа оборотов на коэффициент
подачи уменьшается и, наоборот, при увеличении зазоров роль числа
оборотов соэрастаст, одпеигсо до определенного значения до достнгкеннн
оптимальной окружной скорости, после чего уменьшение относительной
величины утечек при увеличении числа оборотов уже не компенсирует
увеличения динамических
потерь давления газа на
всасывании;. .
4) при малых зазорах отчет-
' ливее сказывается
отрицательное влияние защемленных
объемов, несовпадение давления
нагнетания с давлением
внутреннего сжатия;
'¦ 5) уменьшение зазоров
существенно снижает температуру
нагнетаемого газа, работу
сжатия, повышает к. п. д.
компрессора.
Следовательно, уменьшение
сечения щелей (прежде всего1
их высоты) является основным
фактором, позволяющим дости-
Рис. 126. Линии и поверхности контакта винтов
с зубьями эллиптического профиля
: гать высоких экономических
показателей винтовой машины. Необходимо подчеркнуть, что в
данном случае под сечением щелей нужно понимать не просто геометрическое,
уменьшение сечения щелей, а увеличение эффективности щелей как
дросселирующих элементов. . ". " ¦
- В этой связи ярким примером являются щели, образующиеся у винтов
с эллиптическим профилем зубьев (рис. 126). Здесь при взаимном огибании
профилей на значительном угле поворота винтов имеет место зацепление
типа «поверхность—поверхность» с одинаковым знаком кривизны. Эти
поверхности зубьев ВЩ и ВМ винтов аналитически не эквидистантны, на
практически весьма близки к эквидистантности (см. рис. 128). Они
образуют глубокие щели (с большим путем дросселирования), оказывающие
сильное сопротивление движению газа. Участки линий контакта,
соответствующие зацеплению типа «поверхность—поверхность», на рис. 12&
затемнены. На рис. 127 участки зацепления эллиптического профиля
типа «поверхность—поверхность» показаны пунктирными линиями
(букваЗ). На этом же рисунке слева показана картина зацепления винтов
с окружным профилем зубьев. Здесь только в одном положении — в
момент совпадения осей симметрии зуба ВЩ и впадины ВМ винтов с линией
центров — имеет место кажущийся контакт типа
«поверхность—поверхность». Кажущимся он назван потому, что вектор скорости газа утечек
б этот момент направлен почти перпендикулярно чертежу* а в этом
направлении винты образуют щель I, в типа (см. рис. 113).
280
' Характер зацепления винтов, показанный на рис. 126 и 127, отчетливо
виден на фотографиях, представленных на рис. 128. Здесь показаны
последовательные положения зубьев с эллиптическим профилем (рис. 128, а—г)
при их взаимном зацеплении и то же — с окружным профилем (рис. 128,
д и е). В положениях на рис. 128, а, б, в профили зубьев сохраняют
практически эквидистантное положение, что и обеспечивает максимальное
сопротивление при прохождении газа через щель (см. также затемненные
поверхности на рис. 126). Иной характер зацепления у винтов с окружным
профилем, образующих сходяще-расходящееся сопло с минимальными
сопротивлениями.
h
Окружный профиль
Злпиптический профипь
Рис'127. Характер зацепления винтов с зубьями эллиптического и окружного профилей
Следует также отметить, что теоретическая длина линий контакта
у вцнтов с эллиптическим профилем зубьев несколько больше, чем у винтов
с окружным профилем, однако эффективная длина, как это следует из
предыдущего и можно видеть из рис. 126, у винтов с эллиптическим
профилем меньше. Но так как у винтов с эллиптическим профилем
сопротивления щелей больше, то эффективное сечение щелей и фактические
протечки через линии контакта на этих участках у них меньше, чем у винтов
с окружным профилем. Такие же участки, как, например, 2—3, у обоих
профилей имеют в рассматриваемом смысле одинаковую эффективность.
Продолжительность зацепления (по углу поворота винтов) и длину
(глубину) условного контакта типа «поверхность—поверхность» можно
изменять, меняя отношение малой и большой полуосей эллипса. Существует
оптимальное соотношение полуосей.; .-.'¦¦;
Таким образом, можно утверждать, что зацепление винтов с
эллиптическим профилем зубьев в известной мере приблизило нас к тому
идеальному зацеплению типа «поверхность—поверхность», у которого щели
между винтами образуются эквидистантными поверхностями с очень
большим путем дросселирования и малой высотой щели. Протечки через
такие щели, очевидно, будут минимальными.
2SI
Для исследования влияния на коэффициент подачи различных
факторов, в том числе и зазоров, видоизменим полученные ранее формулы.
Прежде всего, для рассматриваемой щели допустимо пренебречь влиянием
центробежных сил на заполнение полостей газа при всасывании. Это
несколько упростит выражения.
Более сложно учесть неодинаковую эффективность различных щелей.
Введем понятие эквивалентной щел иу расход газа через кото-
i
Рис. 128. Последовательное положение зубьев при зацеплении (и обкатке):
а, б, в, г — эллиптического профиля; д и е — цевочного
рую равен суммарному расходу газа за то же время при том же режиме
работы компрессора через все типы щелей винтовой машины. Тогда
расход газа через эквивалентную щель будет подчиняться ранее полученным
зависимостям, в частности формуле B90), которая теперь запишется так:
где величины с индексом «э» характеризуют эквивалентную щель и
процесс истечения через нее.
Суммарный расход газа через щели за 1 дас составит
где Jj СА) — суммарное эквивалентное сечение щелей, через которое
проходит газ утечек. Отсюда
Подставляя это выражение в формулу C04) с учетом формулы C09)
и ранее сделанных оговорок, получим
Рв \
WTnVRT2s
Но Т2э — ?V»- Кроме того, здесь можно положить
В свою очередь, для принятых t12 и J'= —— отношение "^
есть величина постоянная. Следовательно,
WT = Cdllmi = Cld\mx.
Тогда
~ С
(/Л)
введя в знаменатель второго в квадратных скобках члена окружную
скорость на периферии ведущего винта иг^= ^ , получим
' Рв
C14)
где л = -J-. .... ...
Отношение давлений в правой части уравнения C14) является
относительной потерей давления при заполнении полостей всасывания. Но по
формуле C11)
Ре
Ре
D3a,nppe
где
а, =
Обозначив затем выражение в квадратной скобке C14) одной буквой blt
получим
откуда
283
т. е.
t|r^Ol5(fii+ Ybl — Aa^, C15)
где
• 9,83*р. , S С A) V*Ty. э D ~ О
О = 1
= Г,5
1
Формула C15) позволяет проанализировать влияние различных
факторов на коэффициент подачи компрессора. Необходимо только иметь
в виду, что входящий в выражение Ьх коэффициент расхода сам зависит
от ряда величин, входящих в это же выражение.
Отметим, прежде всего, что величина Ь1 характеризует утечки газа
через щели; величина ах — гидравлические потери и их влияние на
коэффициент подачи. Как следует из рассматриваемых выражений,
коэффициент подачи уменьшается с увеличением высоты зазоров бэ, причем
зависимость эта не линейная, поскольку коэффициент Кр также зависит от
высоты зазора: с уменьшением б увеличивается параметр щели -^- [см.
формулу B92)] и S, что приводит к уменьшению Кр. Выразив тH в явном
виде от б, получим показатель степени для б выше единицы.
При неизменной величине щелей коэффициент подачи увеличивается:
1) с увеличением объема парных полостей за один оборот ведущего
винта (№,);
2) с увеличением гидравлического диаметра полоскай винтов
(см. величину а^); ••¦¦; >¦¦¦. .
3) с увеличением приведенного угла всасывания, а также угла
закрутки;
4) с уменьшением длины винтов;
5) с увеличением окружной скорости винта — до тех пор, пока
влияние уменьшения относительной величины утечек сказывается сильнее,
чем влияние возрастающих газодинамических потерь на всасывании, т. е.
пока подрадикальное выражение формулы C15) не достигнет
максимального значения;
6) с уменьшением степени сжатия (У~вэ — 1;);
7) с уменьшением температуры утечек, на величину которой
значительное влияние оказывает способ охлаждения компрессора;
8) с уменьшением газовой постоянной, которая входит в формулу под
знаком радикала.
Влияние вязкости газа разноречиво: потери на всасывании
уменьшаются с уменьшением вязкости всасываемого газа, тогда как утечки газа
увеличиваются.
Выражения C14) и C15) показывают, что при степени сжатия
компрессора ед = 1 коэффициент подачи будет меньше единицы, так как при
наличии внутреннего сжатия всегда
Выше мы убедились, какое важное значение имеет правильный выбор
при проектировании компрессора окружной скорости винтов. С
увеличением окружной скорости не только увеличивается коэффициент подачи,
284
но повышается экономичность машины, уменьшаются габариты и вес.
Аналитическая связь между экономичностью и окружной скоростью
устанавливается через к. п. д. машины (см. гл. VII). Более показательна
экспериментально установленная графическая зависимость между окружной
скоростью и степенью сжатия компрессора, придерживаясь которой
можно обеспечить высокоэкономичную работу машины.
К сожалению, встречающиеся подобные рекомендации не содержат
никаких указаний относительно имевших место у экспериментальных
машин зазорах и относительных длинах винтов. А между тем полученные
нами зависимости устанавливают связь
окружной скорости со многими
параметрами. Опуская второстепенно влияющие
величины для заданного газа имеем
« = f (ем; б; К; тип. профиля).
Весьма существенное влияние на выбор
окружной скорости оказывают также
физические константы газа.
По этим причинам рекомендовать
зависимость типа и = / (е„) было бы
неправильно, поскольку она не отражает
влияние других основных факторов. Однако
нужных надежных экспериментальных
данных накоплено пока недостаточно.
В свете сказанного становится
очевидным, что на графиках должны
фигурировать по крайней мере две кривых —
минимальная и максимальная: одна для
минимальных зазоров и максимальной
относительной длины, вторая — наоборот.
И это — для каждого газа и каждого типа
профиля.Отбор и систематизация необходимых данных лучших испытанных
винтовых компрессоров, изготовленных различными заводами и фирмами,
с различными, но не чрезмерно большими зазорами позволили построить
предельные графические кривые, изображенные на рис. 129. Затемненная
область между кривыми 3 я 4 — зона оптимальных параметров для
воздуха. Кривая 3 — для окружного профиля при больших зазорах и
относительно небольших длинах винтов; кривая 4 — в основном для
асимметричного профиля при малых зазорах и относительно больших длинах
винтов; кривая 2 — для окружного профиля с короткими винтами и
большими зазорами. -
Здесь не даются рекомендации для маслозаполненных машин.
Окружная скорость для них выбирается ориентировочно в пределах 42—58 м/сек
для машин со степенью сжатия 8—9 и величиной зазоров, несколько
меньшей, чем у машин сухого сжатия (см. гл. III).
При сжатии газов, имеющих физические константы, отличные от
констант воздуха, можно воспользоваться формулой пересчета
1,0 2,0 3,0 4,0
Рис. 129. Зависимость окружной
скорости на внешней окружности
ведущего винта от степени сжатия
компрессора для различных газов
(Профиль зубьев — цевочный):
/ — для природного газа (с объемной
долей метана 93%); 2, 3, 4 — для
воздуха; 5 — для хлора
Г fea
где k — показатель адиабаты; индекс г —т относится к, газу; в — к воздуху.
285
Рассмотрим влияние на коэффициент подачи еще одного весьма важного
параметра — геометрической степени сжатия, которая зависит от
расположения окна нагнетания. Это позволит обоснованно использовать для вы-
бора тH опытные данные, полученные на подобных, но с отличающейся ег
машинах.
Для выявления влияния геометрической степени сжатия на
коэффициент подачи мы не располагаем достаточным разнообразием испытанных
конструкций винтовых компрессоров. Воспользуемся некоторыми данными
из иностранных технических журналов [73, 78], в которых имеются
характеристики винтовых компрессоров с указанием внутренней степени сжа-
100
80
-
=
_.
~1,85 1,90
too
м
-
-
/
2,0
'2 ¦
¦ ¦¦
2,8
2,10 ea
S
1,5
ea
Рис. 130. Зависимость коэффициента подачи % от
внутренней («встроенной»), степени сжатия . .
тия. Анализ имеющихся материалов с точки зрения изложенной теории
винтовых компрессоров позволяет сделать следующие практически
важные выводы.
1. Внутренняя степень сжатия оказывает влияние на коэффициент
подачи, к. п. д. и др. параметры машины, так как с изменением я, ем,
величины и эффективности щелей действительная внутренняя степень
сжатия довольно широко меняется при гг = const. В зависимости от
сочетания указанных факторов в винтовом компрессоре могут устанавливаться
оптимальные режимы работы (т. е. еа ^ ен) даже при [заметном
отклонении величины гн от ef. Следует иметь в виду, что это отклонение, как
показано в гл. IV, ограничено пределом, за которым влияние несоответствия
внутреннего сжатия и давления нагнетания начинает сказываться
отрицательно. В этом случае изменение ег в нужную сторону позволит
достигнуть оптимального режима работы. :
2. Тип профиля влияет на диапазон изменения давления внутреннего
сжатия. При гг = const машина с окружным профилем имеет более
широкий диапазон изменения внутреннего сжатия. Следовательно, компрессоры
с окружным профилем зубьев менее чувствительны к отклонению е„
от в?.
Для иллюстрации сказанного на рис. 130 показаны зависимости ki0
от внутренней степени сжатия ее = еа при k = 1,4.
Кривые на рис. 130, а относятся к компрессору с профилем Лисхольма,
с числом зубьев 4/в, с. номинальной производительностью 283 нм3/мин
286
при п — 2500 об/мин. Расчетные точки были сняты при е* — 1,85, ъ\л =
= 1,95 и е]'4 = 2,15. В этом диапазоне изменения ег его влияние на Ци
практически мало сказалось. Ход кривых свидетельствует о том, что
оптимальный режим работы компрессором еще не был достигнут.
На рис. 130, б изображены кривые, относящиеся к компрессору с
окружным (цевочным) профилем SRM. Производительность компрессора
составляет ~57 нм3/мин при п = 12 000 об/мин. Расчетные точки снимались
при г]л = 1,8, Бг'4 = 2,85 и г\л = 3,5. В этом случае даже при
значительном изменении гг коэффициент подачи изменился лишь на 1—2,5%
(при высокой степени сжатия его изменение, как и следовало ожидать,
значительнее, чем при низкой степени сжатия). В этом сказалось
отсутствие осевой герметичности у винтов с окружным профилем зубьев.
': i H
ГЛАВА VI . . . >
ПРОИЗВОДИТЕЛЬНОСТЬ ВИНТОВОГО КОМПРЕССОРА
31. КОЭФФИЦИЕНТЫ ПОЛЕЗНОЙ ПЛОЩАДИ
ТОРЦОВОГО СЕЧЕНИЯ ВИНТОВ
Объемная производительность компрессора определяется количеством
всасываемого газа в м3 за единицу времени. Параметры всасываемого газа
указываются в техническом задании на проектирование. В случае
всасывания воздуха из атмосферы в стационарном и судовом компрессорострое-
нии в качестве нормальных параметров всасывания чаще всего
принимаются следующие: давление р0 = 760 мм рт. ст., температура t0 =
= 20° С.
Объемная производительность винтового компрессора равна сумме
объемов полостей, заполненных газом, поданным в единицу времени.
При отсутствии потерь газа компрессор имел бы теоретическую
производительность, которая определялась бы геометрическими размерами
винтов и числом оборотов. Но так как потери производительности всегда
имеют место, то действительная производительность компрессора меньше
теоретической.
Для каждого отдельно взятого винта объемы всех его полостей между
зубьями, ограниченными наружной цилиндрической поверхностью,
одинаковы. Если полная площадь одной впадины между зубьями винта в
торцовом сечении /„, то объем полости на длине dz вдоль оси винта будет
dW = fndz,
а полный объем полости на длине винта /
dz=fnl, C16)
так как площадь fn имеет постоянное значение по длине винта.
Теоретическая производительность компрессора равна сумме
производительности ведущего и ведомого винтов:
Qn =
где Wol и Wo2 — объем одной полости соответственно ведущего и ведомого
винтов. При этом предполагается, что полости полностью освободились
от зубьев парных винтов, т. е. что т13 ^ тыр.
288
Теоретическая объемная производительность компрессора может быть
представлена с учетом выражения C16) следующим образом:
Qt = mifinfill + m2n2f2nl,
но так как т1п1 = m2n2 = тп, то
QT = Imn (fln + /а„). C17)
Формула C17) позволяет просто определить производительность, если
известны площади впадин /1п и /2п. В практических расчетах эти площади
находятся аналитически и реже определяются планиметрированием.
Степень использования диаметрального габарита винта
характеризуется отношением суммарной площади впадин (живого сечения) в
торцовом сечении винта fnm к площади круга, ограниченного внешней
окружностью винта. Назовем это отношение коэффициентом
полезной площади торцового сечения винта й. Тогда
для ведущего винта имеем
?C18)
nd\
для ведомого
C19)
где dx — наружный диаметр ведущего винта;
d2 — наружный диаметр ведомого винта.
Подставляя /1п и f2n из выражений C18) и C19) в формулу C17),
получим формулу для определения теоретической объемной
производительности винтового компрессора, отнесенную к условиям всасывания:
QT = JL nxl
М31мин,
C20)
где линейные размеры подставляются в м.
Таким образом, для определения производительности компрессора
необходимо знать кроме основных габаритов и числа оборотов винтов
еще и коэффициенты полезной площади торцового сечения винтов. Эти
коэффициенты могут быть представлены и таким образом:
Q!=l—%, C21)
4S2
C22)
где ох и о 2 — полные площади торцового сечения соответственно
ведущего и ведомого винтов.
Для выявления влияния основных параметров винтов на
теоретическую производительность компрессора выразим площади торцовых
сечений Sj и 52 через параметры винтов. В целях сокращения выкладок рас-
• смотрим винты с асимметричным зубом, выделив особо соответствующие
площади для окружного участка профиля и для циклоидного. Это позволит
в дальнейшем воспользоваться полученными выражениями для
определения необходимых площадей винтов с симметричными профилями, в том
числе и для винтов с окружным профилем зуба. - '
19 И. А. Сакун
289
32. ПЛОЩАДЬ ТОРЦОВОГО СЕЧЕНИЯ И КОЭФФИЦИЕНТ
ПОЛЕЗНОЙ ПЛОЩАДИ ВЕДУЩЕГО ВИНТА
На рис. 131 показано торцовое сечение ведущего винта с
односторонним асимметричным зубом. Пунктиром показаны ножки зуба Аха и bF^,
заштриховано соответствующее увеличение площади одной впадины для
асимметричного двустороннего зуба.
Рассмотрим сначала винт с асимметричным односторонним профилем
зубьев. Обозначим площадь передней части зуба через Ръ а центральный
угол этой части зуба — через 9If причем будем считать, что профиль A1D1
очерчен полностью по дуге окружности. Вносимая этим погрешность
в определение производительности незначительна. Площадь тыльной
части зуба обозначим Fu, а
соответствующий центральный угол — 8ц-
Профиль FJDX примем состоящим
из одной кривой — эпициклоиды.
о'
1У
Рис. 131. К определению площади
торцового сечения ведущего винта
Рис. 132. К определению
коэффициента полезной площади торцового
сечения ведущего винта
Центральный угол впадины, соответствующий дуге A1FU обозначим
через 2а0. Таким образом, 0, + 0П + 2а0 = -? угловой шаг винта.
В принятых обозначениях полная площадь одной впадины ведущего
винта fln определится следующим образом (см. рис. 131):
fln = m.OD1D1O-F1~Fn;
= 4- A|V — 4" г\н Fi - sin 9,);
Тогда
4" r'« tC(n - «О -
@i г-sin е0
— sin Э,)],
где
~ коэффициент высоты зуба.
C23)
290
Из A
имеем
ах = arccos -~—
ах = arccos -^- ?;
/ ~2
= arccos I 1 —
2'L
0i = arccos A 2~ ' t8) •
Согласно рис. 132 Fu = пл. OxFxDxOx — пл. OxFxO.
Секториальная площадь, описанная эпициклоидой, равна
¦пл. OxFxDxOx = 4" f P2d9-
C24)
C25)
Из Д
следует, что
р2 = Л2 +
2Л r2« cos 121Ф1;
(а)
(б)
где текущее значение 6 — угол FflxF^.
Согласно уравнению A6а), учитывая начальный угол 0о, имеем:
х = A cos (Go + ух) — r2Kcos (90 + kffx);
у = A sin F0 + фх) — г2и sin (Go + k(fx),
C26)
тогда
60 + в = arctg
A sin (80 + ф!> — r2H sin (80 +
cos (в0
— г2Н cos (в0
Здесь параметр фх изменяется от 0 до фо и определяется из
выражения (а):
== h2 arccos ¦
i — 9
C27)
Крайним значениям параметра фх соответствуют граничные значения
полярного угла 0 и 6П.
Найдем дифференциал dQ, принимая во внимание, что координаты
хну зависят от параметра фх:
х dy dx
(-?¦)"
Так как
19*
291
секториальная площадь эпициклоиды будет
С С
пл. <w?a = х J р2 dQ = 4 J <** +
о о
~2J
о
Умножив координаты х и у в выражении C26) на соответствующие
значения производных
¦jjj— = —Л sin @О + фг) + r2ltk sin @O + ?фх);
~- = A cos @„ + Ф1) — г^k cos (Go + k(fx),
получим
пл. O\F\D\O\ = -_— Г [Л + кг\н — Лгг«A + k) cos /21Ф1] ^ф1 —
= -д- [Л ф?) + ^Г2«фо — ЛГ2к A + A) t'i2 Sin 121фо] ,
где . . .
Фо = l'i2 arccos I 1 + T^2Ar X )' C28)
«ли
r 1 /T I 5-\2 "I
C29)
Площадь сектора O\F\O = -к-г1нвц. Согласно рис. 132
вц = ФВ—о, C30)
где
а = arccos А +Д 2н , C31)
C32)
или
П +,• \2+A+у2_,-2
Таким образом, площадь тыльной части зуба л
Fu = -j- [(Л2 + kr\H) фД — tifin — Аг2н A + 2ti2) sin 121фо]. C33)
292
Итак, полная площадь впадины ведущего винта с односторонним
асимметричным зубом
Ы = -J- (Я? - Лн) - 4- г2 (я - ог) + 4" 'i« (9i - sin в,) -
[(Л2
— -у- [(Л
2i12) sin г'
1 2
+ /¦)- -f- (я -«о - (в, -
I Г
sin
Заключенные в фигурные скобки члены зависят только от передаточного
числа и коэффициента высоты зуба:
Л2 + kr\H
Произведя соответствующую подстановку, окончательно полу*ш^'
где
= Р (я - ал) + sin в, - (9, + в,,) + A + t12) (I + 2t12)
- in (I + 'и) A + 2i12) sin 121фо.
C35)
Безразмерный коэффициент Zx зависит только от передаточного числа iiz
и коэффициента высоты зуба ? и не зависит от абсолютных размеров винта,
так как углы 8[, 8И, ф0, а и а1; от которых зависит коэффициент Zb также
зависят только от передаточного числа и коэффициента высоты зуба.
Коэффициент полезной площади ведущего винта согласно формуле C18)
теперь можно представить в таком виде:
Так как
то
fix=
йх ~ 2 A + D '
0»
C36)
293
или окончательно
C37)
Из этой формулы следует, что при постоянных i12 и ? величина Qx зависит
от числа зубьев т1 винта и с увеличением тх уменьшается.
Для винтов с симметричным профилем зуба формулы для
коэффициентов Q1( Z1 и др. легко получаются с помощью вышеприведенных
выражений. Так, для винта с симметричным окружным профилем зуба площадь
впадины ведущего винта
/$» = пл. 0D1D10
C38)
C39)
:.— (Ri — r\H) — г2 (л — ai) + r\H @i — sin (*A;
m1
где безразмерный коэффициент Z? равен
а углы ctj и 0! определяются по формулам C24) и C25).
Коэффициент полезной площади ведущего винта с симметричным
окружным односторонним профилем зуба равен
] C40)
Отношение коэффициентов полезной площади асимметричного профиля
и симметричного окружного при прочих равных условиях всегда больше
единицы:
Oi g + P-g-*
Таким образом, габариты ведущего винта с симметричным окружным
профилем зуба используются хуже, чем габариты винта с асимметричным
профилем зуба 1. Например, при ? = 2/3 и г12 = 3/2 коэффициенты Zx =
= 1,2057 и Z\ = 0,7980, что для тх = 4 дает Qx = 0,3635 и Q? = 0,2742.
Приведенные выше зависимости получены для некорригированных
профилей. В случае применения коррекции, существенно влияющей на
величину некоторых параметров, например углов, необходимо вводить
соответствующие уточнения в приведенные формулы. Например, для
винтов с односторонним асимметричным корригированным профилем
в формулы C28), C31) и C33) для определения cpD, a и Fu необходимо
подставлять вместо ггн величину г% = г2н — е (см. рис. 64).
Полезная площадь ведущего винта с зубом двустороннего профиля
несколько больше полезной площади винта с зубом одностороннего
профиля. Для зуба двустороннего асимметричного профиля (рис. 67) пло-
1 При этом не учитываются другие факторы, например протечки, влияющие на
эффективность использования габаритов.
294.
щадь каждой впадины ведущего винта возрастает на величину
заштрихованной площадки (aAxFxb) (рис. 131). При определении площади
стороны аАх и bFx можно принять прямолинейными, т. е. направленными
радиально, при любом профиле ножки зуба ведущего винта. Но тогда
очертание головки зуба ведомого винта также принимается радиальным,
чем почти полностью компенсируются допущенные при таком упрощении
погрешности:
iF\b = ссо {г\н — г\),
пл.
но
тогда
= -?5- — (в! + ви); /i = ги — г0 и гв = аАи
пл.
Введя относительную величину высоты ножки зуба ведущего винта
Г1Н
получим
пл. aAxFxb = Щ- С B - fc) [-^- - (8, + в,,)] .
C41)
Полная площадь впадины винта с двусторонним асимметричным зубом
будет
C42)
где
Аа = CJ (я — ах) + sin 9г — (8t -(- в„)
iX2)
2»„) Фо —
&, B - Со) [-^- -
• ^343)
Коэффициент полезной площади ведущего винта с двусторонним
асимметричным зубом
C44)
Аналогично для зуба с двусторонним окружным профилем
пл. aAxFxb = г?„Ь,B - W (-^- - 0,);
= 1\п - он) - (в, - sin в,) - Со B - Со)(^- -
C45)
33. ПЛОЩАДЬ ТОРЦОВОГО СЕЧЕНИЯ И КОЭФФИЦИЕНТ
ПОЛЕЗНОЙ ПЛОЩАДИ ВЕДОМОГО ВИНТА
Полная площадь впадин торцового сечения ведомого винта с
односторонним асимметричным профилем зуба (рис. 133) равна
О __, —2 / F-i I 17 \
О2 == 31» 2« — "*2 (.'III ~F "lV)t
где т2 — число зубьев (заходов) ведомого винта;
¦^ш — площадь передней части впадины;
FiV — площадь тыльной части впадины.
Площадь Fin состоит из суммы площадей сектора О A 2?> 2 и сегмента О А 2:
Fm=~i'
где
или
— sin Gin),
= -2-(я — 0ш);
= 2 arcsin
Рис. 133. К определению площади впадин g __ 2 arcsin — И
торцового сечения ведомого винта 2 b 21'
Итак,
^ш = -i- г2 (я — 0Ш) + -^- ^« (бш — sin еш)
или, если ввести коэффициент высоты зуба,
Площадь, очерченная эпициклоидой (рис. 134), равна
пл. O1D2F^O1 — пл. ДО1О2^2 + пл. сектора O2OF2,
где
пл.
Уравнения профили D2F% в системе координат хОг/ имеют вид:
х — A (cos ф2 — 1) — R± cos ^ф
^ == —Л sin фа + /?i sin k<pu
или
где
296
д; = A (cos ф2 — 1) — i?! cos сф2;
у = —Л sin ф2 + Rx sin сф2,
с = ila k = 1 + ^i2-
C46)
C47)
C48)
Производные этих функций по параметру ф2:
-j— =• —Л sin ф2 + Rtc sin сф2;
-JL = —Лсо8ф2 -j- Rtc cos сц>2.
Подставив в интеграл произведение координат х и у на соответствующие
производные, получим:
пл. OxD2F2Oi = \ J [Л2 A — cos ф2) + /?fc —
+RiC(fF—ARi (I +2i2i) sin 1
+ AR\
пл.
пл. сектора
Лг2к sin 9iV;
= -K-r2«6iv-
определению коэффициента полез-
\п'г\ п ^ис' ^^' ^ определению коэффициента полез-
Из АО\О2Г2 Следует, ¦ ЧТО ной площади торцового сечения ведомого винта
e,v
C + '12J+4-o + sJ
U "Г *12^ '12
C49)
= t21 arccos -
2ARt
C50)
4>f — hi arccos -— ,,
Итак, площадь тыльной части впадины ведомого винта
= -к- [Л (ц>р — в1пфр) + RiC<f>F — ARi (I + 2i2i) sir
+ ARi sin сур — Лггя sin div + r\H
C51)
297
Полная площадь впадины ведомого винта /2„ в торцовом сечении раьна
сумме площадей Fm и Fiv:
с '2н
~ -?- (я — 9ш) + 0ш — sin вш + -?- (<р, — sin ф,) +
Г2н Г2к
— -^ О + 2/а) sin *мФ* + ^ sin «Фр — 7^~ sin 0
гЧн гЧн Г1н гм
Но так как
_ j-2 j.2.
'2и
то полная площадь впадины, выраженная через относительные величины
и г2н, равна
4 [C53)
где
1% = 4" ^(я — 9ш) + вш + 6iv — slnem.+
— t'ai (! + l'ai) A + 2i21) A+9 sin t12cpF +
I + in A + in) A + Q sin A + tM) Фр - A + »„) sin eIv. C54)
Коэффициент Z2, как и Zx, является безразмерной величиной и зависит
только от передаточного числа и относительной высоты зуба.
Коэффициент полезной площади ведомого винта C19) с
односторонним асимметричным профилем зуба
Ga=-g-Z8, C55)
а площадь торцового сечения ведомого винта
S2 = пг2Н — mifin- C56)
Для винта с односторонним симметричным
окружным профилем зуба площадь одной впадины в торцовом сечении
ведомого винта
fin = 2F ш = -J .(я — вш) + г22„(8ш — sin вш);
C57)
или
fin = Ц%г\нАъ
где
Zl = 4-7ii?2(я - в,„) + 0Ш - sin е,„. C58)
Коэффициент полезной площади ведомого винта с симметричным
окружным профилем зуба
u\ = -^-Z\, C59)
причем
Для корригированных профилей вводятся поправки в полученные
выше формулы, если в результате анализа выявится, что принятая
коррекция этого требует.
Для зуба двустороннего асимметричного профиля
(см. рис. 67) площадь впадины ведомого винта увеличивается на величину
заштрихованной площади aA%F%b (рис. 134). Здесь стороны аА2 и bF2
нужно принять радиально направленными прямыми в целях компенсации
неточности при определении увеличения впадины ведущего винта.
пл. aA2F2b = -i- (8,„ + 9IV) (Rl - r\H),
где
R% — 1н "Г" r0«
Вводя коэффициент t,0 = -^-, получим
пл. aA2F2b = -L r2lH& {2i12 + ?») (9Ш + Qiv). C60)
Полная площадь впадины ведомого винта с двусторонним
асимметричным зубом определяется аналогичным формуле C53) выражением:
где аналогично формуле C54)
^%? I + 0,v) —
— sin em -f (I + i2{f (<pF — sin qF) + & A + tf A + t12) Ф^ —
- 4 A + t2i) A + 2tal) A + Q sin ilt<pp +
+ in A + »2i) A + 0 sin A. + t12) ф^—A + in) sin 0IV. C62)
Коэффициент полезной площади ведомого винта для этого же профиля
по формуле C19) равен
r
299
т. е.
Для двустороннего зуба с окружным профилем
аналогично формуле C60)
пл. aA2F2b = r\Klo Bi'i2 + to) 9Ш;
- ? (п - е,„) + Из (Эш - sm е,„) + ьB*и +w е,„],
или
/L = >i,AZb, C64)
где
Z» = 4" &? (Я— вш) ¦# (в„, - Sin вш) + tilSo Bt'l2 + i
Коэффициент полезной площади ведомого винта в этом случае
<365>
Для выбранного ряда типоразмеров винтовых компрессоров с
оптимальными соотношениями параметров величины Zu Z2, Qlf Q2 и т. д.
могут быть протабулированы в зависимости от г12, ?, тх (см. п. 35).
34. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ КОМПРЕССОРА
Угол закрутки винтов меньше или равен предельномух. Формула C20)
для теоретической объемной производительности винтового компрессора
по всасываемому газу может быть преобразована. Согласно принятым
обозначениям
d2 = d2H + 2r0 = dlH (in + Q.
Обозначим отношение длины винтов I к внешнему диаметру ведущего
винта йг через Я: ~
тогда формулу C20) можно переписать следующим образом:
Qt = -J- A +. 0 -Ь$нП1 [ИИ A + Q2 + ^21^22 (/12 + У'] • C66)
Эта формула справедлива для самого общего случая винтов с
двусторонним асимметричным профилем зуба при условии, что
Для винтов с односторонним профилем зуба следует положить ?0 = 0.
1 См. формулы A94) и A95).
300
Заменим в выражении C66) число оборотов пх окружной скоростью
на внешнем цилиндре ведущего винта
Ul~ 60 ~ 60
тогда
QT = 1 b%d\Hux [Q12 A + if + Q22i2l (i12 + Q2]. C67)
Из этой формулы по заданной теоретической производительности
компрессора и выбранным %, ult i12, ? и ?,„ может быть определен диаметр
ведущего винта:
'-V
C68)
Угол закрутки винтов больше предельного. В п. 22 рассмотрен метод
определения максимального суммарного объема парных полостей, для
этого случая и получена формула B54). Результирующая кривая
освобождения и заполнения полости на участке угла поворота ведущего винта
Ф1 = Фо = Т1з — ^\пр показана сплошной линией на рис. 100. Выше
отмечалось, что полезный объем парных полостей зависит от момента
отсоединения полости от камеры всасывания, т. е. от угла всасывания.
Максимальное значение полезного объема парных полостей, как
указывалось в п. 22, имеет место при
aie = -2-Tls+7^(mi~ !)• (а)
Если угол всасывания окажется меньше сосчитанного по формуле (а),
то полезный объем полостей сокращается (см. рис. 100) и
производительность компрессора неизбэжно уменьшается. Если угол всасывания
окажется больше на некоторую, определяемую расчетом величину Аа1в,
то несмотря на сокращение полезного объема полостей
производительность компрессора может увеличиться благодаря улучшению их
наполнения в результате использования скоростной составляющей потока газа.
Итак, теоретическая производительность компрессора в том случае,
когда углы закрутки винтов больше предельного, определяется по
формуле
Q^W^n^6^^, C69)
где Wo находится по формуле B54). Для винтов типоразмерного ряда
прит1з<т1пр Wo^ 0,118 Ы\.
Действительная объемная производительность компрессора,
отнесенная к условиям всасывания, равна произведению теоретической объемной
производительности на коэффициент подачи:
Выше отмечалось, что величина Qe характеризует главные звенья
компрессора, являющиеся объектом изучения, исследования и заботы.
Фактическая подача газа потребителю будет, очевидно, несколько
меньшей, а именно на величину протечек газа через уплотнения. Если эту
301
последнюю обозначить через &Qyn и привести к условиям всасывания, то
фактически поданный объем газа потребителю будет
Qd=Q,-AQvn. C70)
Именно эта производительность интересует заказчика. Она важна и
для конструктора. На начальной стадии проектирования машины (до
расчета уплотнений) величина протечек через уплотнения, отнесенная к
условиям всасывания, может быть найдена из выражения
&Qyn = VynQe,
где $уп л= 0,2 -н 1,0% —для 1-й ступени при давлении всасывания,
близком к атмосферному; $т яг- 0,6 -г- 2,0% —для 2-й ступени
двухступенчатых В КМ. ¦
Необходимо уточнить, что под условиями всасывания мы
понимаем условия в камере (патрубке) всасывания — давление рв,
температуру Тв, плотность р„. К этим условиям относится объемная
производительность компрессора. Параметры газа в камере всасывания
рассчитываются или задаются. При расчете компрессора их принимают за
исходные. Они, очевидно, всегда ниже так называемых внешних
параметров газа (перед трубопроводом всасывания): р0, То, р0. Однако
принимать последние за исходные при расчете и исследовании собственно
компрессора было бы ошибкой. Напротив, при расчете компрессорной
установки за исходные параметры следует принять именно внешние.
35. ВЛИЯНИЕ ОСНОВНЫХ ПАРАМЕТРОВ
НА ПРОИЗВОДИТЕЛЬНОСТЬ КОМПРЕССОРА
Общность полученных выше формул позволяет выявить влияние
основных геометрических и кинематических параметров на
производительность компрессора. Основными геометрическими факторами,
влияющими на производительность машины, являются:
1) относительная длина винтов X = -т-\
2) относительная высота зуба;
3) относительная высота головки зуба;
4) передаточное число.
Относительная длина винтов в современных
винтовых машинах обычно лежит в пределах X = 0,9 н- 1,5 и крайне редко
достигает 1,8. С увеличением X увеличивается производительность машины,
однако одновременно растут и потери на всасывании (см. гл. IV и V).
Необходимую производительность машины при малом X можно
получить, не меняя диаметра винтов, за счет увеличения окружной скорости ии
т. е. п. Формулы A74), A79), C14), C15) и C67) показывают, что
безразлично, за счет какого множителя будет сохранено неизменным
произведение Хиг. Однако с уменьшением X уменьшаются длины винтов,
уменьшаются нагрузки и деформации и, что очень важно, сокращается часть
длины винта, подверженная давлению нагнетания, так как одновременно
увеличивается и угол наклона зубьев. Здесь уместно подчеркнуть, что
независимо от величины относительной длины винтов угол закрутки
зубьев необходимо стремиться держать равным предельно высокому
значению.
302
Для маслозаполненных компрессоров принимают К — 0,9 ч- 1,35; для
машин сухого сжатия Я = 1,0 -s- 1,5. В патентных заявках предлагается
также % < 0,9.
Относительная высота зуба обычно равна
I = —=0,5-^0,7.
Однако эта величина зависит от типа профиля и ряда других факторов.
Так, для окружного цевочного профиля в настоящее время принято
выполнять наружные диаметры ВЩ и ВМ винтов одинаковыми. При этих
условиях
dx = dlH (I + О = «**, + 2r0,
откуда получаем приведенную ран'е формулу A53):
Эта формула, справедливая при dt = d2i т. е. при i, > 1, показывает,
что в случае одностороннего зуба ? = i12 — 1, т. е. при т, = 4 и т2 = 6
? = 0,5. В то же время величина Z, существенно влияет на использование
диаметрального габарита компрессора. Ее увеличение крайне желательно
еще и потому, что при этом увеличивается гидравлический диаметр
полостей винтов и уменьшаются потери давления на всасывании [см. ах ь
формуле C15)].
Таким образом, при одинаковых наружных диаметрах ВЩ и ВМ винтов
и числах зубьев по схеме 4/6 увеличение относительной высоты зуба
возможно только за счет ?0 [см. формулу A53)].
Если не ограничивать себя условием равенства диаметров, то
относительная высота зубьев в принципе должна выбираться максимально
допустимой, в зависимости от того, насколько позволяет жесткость зуба
ведомого винта, диаметры впадин винтов и т. п. Меньшие значения
относительной высоты зуба приходится выбирать в том случае, когда при
небольшой производительности компрессора необходимо обеспечить
возможно более высокую окружную скорость винтов.
Относительная высота головки зуба: ведомого
винта принимается
?0 = -^s 0,03 ч-0,0625.
Увеличение ?0 приводит к росту производительности машины что можно
видеть из формулы C67), однако одновременно увеличивается и осевая
негерметичность. Несмотря на это в последние годы величина ?,0 была
доведена для окружного профиля до максимального значения,
приведенного выше, причем побудительным мотивом к этому явилось отнюдь не
желание увеличения производительности машины (см. гл. IX).
Передаточное число при сохранении размеров зуба на
теоретическую производительность не влияет, так как на каждую полость
ведущего винта всегда приходится одна парная с ней полость ведомого.
Однако передаточное число влияет на соотношение диаметров винтов, а
следовательно, и на размеры некоторых щелей (при этом предполагается
? = const), что сказывается на величине коэффициента подачи.
Компрессор с передаточным числом, равным единице, имеет самый
малый вес, приходящийся на единицу производительности. Однако при
303
этом появляются трудности с обеспечением достаточной жесткости вала
ведомого винта или технологические затруднения из-за того, что диаметр
впадин ведомого винта становится меньше диаметра шеек вала. Таких
трудностей не встречается, когда внешние диаметры ведущего и
ведомого винтов имеют одинаковые размеры. В этом случае и
диаметральный габарит компрессора используется наиболее полно. Это
обеспечивается при передаточном числе г12 = 1,5, чем объясняется и
обосновывается выбор для стандартного ряда винтовых компрессоров
i12 = 1,5 и схемы 4/6.
Вместе с тем увеличение числа зубьев на ведущем винте до 6—8, как
показывают теоретические исследования, позволяет увеличить степень
сжатия газа в компрессоре, уменьшить шум, снизить колебания
крутящего момента, повысить
экономичность машины.
Большие числа зубьев
рационально применять при высоких
степенях сжатия в ступени,
работающей с впрыском
жидкости.
Влияние окружной
скорости на производительность
очевидно; о ее выборе шла
речь в п. 30.
На производительность
компрессора существенное
\ влияние оказывает профиль
зубьев. Сравнение машин,
—L имеющих различные профили
Рис. 135. Сравнение полезных площадей винтов зубьев, только по теоретиче-
с окружным и эллиптическим профилями ской производительности не
имеет смысла, поскольку не
Она является определяющим параметром. Даже с точки зрения только
производительности и весо-габаритных показателей определяющей
является действительная, точнее фактическая производительность. И все же
здесь кратко следует отметить, что если рассматривать только
геометрические объемы парных полостей, то при прочих равных условиях {йг; I;
?; ?,о' Ji2J тз) винты с асимметричным профилем имеют больший объем,
чем с окружным цевочным профилем. Винты с эллиптическим профилем —
еще больший. Однако следует иметь в виду, что теоретическая
производительность существенно зависит от числа оборотов, а последние имеют не
одинаковый оптимум для винтов различного профиля.
На рис. 135 показаны торцовые сечения зубьев с эллиптическим и
цевочным профилями, наложенные одно на другое. Заштрихованная
площадь впадин представляет собой половину выигрыша полезной площади,
а следовательно, и объема. Увеличение объема парной полости винтов
с эллиптическим профилем по сравнению с аналогичным объемом винтов
с цевочным профилем может быть доведено до 8—10%, а при оптимальных
для эллиптического профиля соотношениях геометрических параметров —
до 12—18%. Зависит этот выигрыш в основном от двух параметров:
а) от величины ?, которая для эллиптического профиля должна быть
больше, чем для окружного; б) от отношения полуосей эллипса —г-.
Эллиптически
прглриль
Окружный прптиль
304
Таблица 15
¦ Некоторые данные размерного ряда винтов .л s .,Г;
Профиль зубьев — цевочный, двусторонний (размеры — номинальные)
Обозначение
величин
d1H
Л.
А
Г ', '
1
''о
Jin
' Обозначение
величин
d\H
d$H
А
г
Го
и
hn
о.
" л
мм
»
•«ч
V
о.
S л
я *
я о
а. s
Л1.И
см'
Диаметр винта dlt мм
50
32
48
40
30
9,0
, 1.0
' 1,52 >
ii,33
; 63
40,32
60,48
50,4
37,8
11,34
1,26
2,42
2,11
80
51,2
76,8;
64
48 /
14,4
J,6!
3,92
3,42
i
100
64;
96;
1
80
60;
18^0
2,0
6il2
5J34
125
80 •
120
100
75 „•
22,5 ;
Г 9,55 '
; 8,35
160
102,4
153,6 \
' 128
96
28,8
3,2
' 15,7
¦ 13,6 '
, Диаметр|винта ^i, лл ¦¦¦¦¦' ;
200
128 ¦
192
160
120
36,0
4,0
24,5
21,3
250
160;
240
200
150:
45,0
5,0
38,2
33,5
315,
i
201,6
302,4
' ' !
52 '
189
56,7
- 6,3,
60,7
53 ,
400
256
384
i
. 320
240
72,0
,8,0
97,8
85,6
500
320 J
48.0
400 .
300 "''
90,0
10,0
152
133
630""
403,2
,604,8
504
378
113,4
1 12,6
242'
212
20 И. А. Сакун
W,
Таблица 16
Некоторые данные типоразмерного ряда винтов
Профиль зубьев — эллиптический, двусторонний (размеры номинальные)
Обозначение
величин
4н
dm
А
4вк = 4»к
а
г„
hn
и
U = l,0di
tr; i* 1,354
[ / = 1,54
Обозначение
величин
4«
d2H
А
4e« = ditn
a
ro
hn
Ып
.,. b. j / = 1,04
xf"e / = 1,354 ¦
[/ = 1,54
Размерность
ММ.
»
»
»
см*
¦»
CMS
»
0,
Разм
НОСТ1
ММ
»
>
>
см3
»
>
50
32
48
40
30
9
1,0
1,73
1,23
14,4
19,5
20,7
63
40,32
60,48
50,4
37,8
11,34
1,26
2,74
1,96
28
38
42
Диаметры винта dlf мм
80
51,2
76,8
64
48
14,4
1,6
4,42
3,16
58
80
85
100
64
96
80
60
18,0
2,0
6,90
4,93
113
153
166
125
80
120
100
75
22,5
2,5
10,78
7,71
221
300
332
160
102,4
153,6
128
96
28,8
3,2
17,67
12,63
464
637
680
200
128
192
160
120
36,0
4,0
27,61
19,74
904
1220
1328
¦ Диаметры винта du мм
250
160
240
200
150
45,0
5,0
43,14
30,84
1770
2390
2593
315
201,6
302,4
252
189
56,7
6,3
68,49
48,96
3540
4770
51в0
«0
256
384
320
240
72,0
8,0
110,45
78,94
7240
9770
10 620
500
320
480
400
300
90,0
10,0
173,0
123,0
14 360
19 950
20 750
630 :
• Приведено с учетом неполного освобождении впадин, так как т1э > т1Пр.
403,2
604,8 ;
504
378
113,4
12,6 ;
274,0
196,0
28 300
36 190
45 510
306
Последнее в зависимости от назначения машины можно рекомендовать
выбирать в следующих пределах:
а) для маслозаполненных компрессоров, работающих без шестерен
связи, а также для машин с впрыском жидкости — = 1,12-г- 1,20, причем
б) для машин сухого сжатия
1*22 ч- 1,28.
меньшие значения — при подаче большого количества жидкости;
а
Т
Что касается относительной
высоты зуба эллиптического профиля
ь = —, то она должна выбирать-
гы
ся несколько большей, чем для зуба
асимметричного профиля, и
заметно большей, чем для окружного.
При этом внешние диаметры
винтов становятся уже
неодинаковыми, условие A53) —
несправедливым, несколько сокращается
межцентровое расстояние, а
производительность машины
увеличивается. Если же задаться целью
сохранить одинаковыми диаметры
ВЩ и ВМ винтов, а также
межцентровое расстояние при
эллиптическом и окружном профиле, то
выигрыш в производительности
будет неполным, меньшим
возможного.
По этому принципу построены
типоразмерные ряды винтов,
неполные данные о которых
приведены в табл. 15 и 16: первая —
для цевочного профиля, вторая —
для эллиптического. Здесь приведены теоретические размеры
элементов винтов и площади впадин, подсчитанные по ним. Для
эллиптического профиля приведены истинные объемы парной полости с учетом
совмещения процессов заполнения и освобождения ее зубьями.
Последнее, как указывалось в гл. IV, зависит от угла закрутки винта.
Основой для построения рассматриваемых таблиц явились разработанные
нами соотношения, приведенные в табл. 3.
Суммарный объем парных полостей за один оборот ведущего винта
в зависимости от внешнего диаметра можно определять по графикам,
приведенным на рис. 136, при условии, что выдержаны соотношения между
геометрическими параметрами, приведенными в табл. 3 и 16.
50 I 80 I 125 200 I 315 I 500
2,5
2.0
1,5
Рис. 136. Суммарный объем парных полостей
за один оборот ведущего винта в зависимости
от его внешнего диаметра (профиль
эллиптический; схема 4/6)
20*
ГЛАВА VII
РАБОТА, МОЩНОСТЬ И К. П. Д. ВИНТОВОГО
КОМПРЕССОРА
36. РАБОЧИЕ ПРОЦЕССЫ ИДЕАЛЬНОГО И РЕАЛЬНОГО
ВИНТОВЫХ КОМПРЕССОРОВ1
Винтовой компрессор, у которого отсутствуют зазоры (следовательно,
и протечки), газодинамические и тепловые потери, будем считать
идеальным. Но и в такой машине имеют место потери, в данном случае
термодинамические. ; \ , :
Возможные рабочие процессы идеального винтового компрессора
показаны на рис. 137 в координатах р — и:
Рис. 137. Диаграммы теоретического рабочего процесса винтового ком-
.., ... прессора на различных режимах
а) основной режим, у которого давление нагнетания совпадает с
давлением внутреннего сжатия, т. е. рн = ра (рис. 137, а);
б) режим с «пережатием» газа, т. е. рн •< ра (рис. 137, б);
в) режим с «недожатием» газа, т. е. рн > ра (рис. 137, в).
Удельная работа адиабатного сжатия и перемещения газа на основном
режиме идеального компрессора, как известно, определяется выраже-.
ниями
*~i V
= -J (Тн - Та),
C71)
где А — тепловой эквивалент механической работы в ккал/кгм;
ср — удельная весовая средняя теплоемкость газа при постоянном
давлении в ккал/кг • град.
1 В пп. 36, 37 и 40 использованы некоторые положения и зависимости, разработанные
совместно с инженером Ю. И. Диментовым.
308
Удельная работа сжатия
(см. рис. 137, бив) равна
и перемещения на других режимах
Учитывая, что точки а и Ь принадлежат одной и той же адиабате,
можно написать
Тогда
\ >''
C72)
Очевидно, это выражение справедливо и для основного режима, что
позволит в дальнейшем опускать индексы б и & в левой части. Из формулы
1
I/
''"
''
0
1,1
Ре
V,
w
w
0
4
n-3150; p=1,2 ama -
==
200
=
.
300
T
400
л
x
r-
\
\
. n-3150; р^г.ОЗата
-n-1600; p~lfiama
¦n=tSOO; pH=/,2ama
gg=
500
=
600
- ¦
—
s
s.
-i ^-
700
\
-
\
800
Рис. 138. Индикаторные диаграммы винтового компрессора (данные
эксперимента на компрессоре ЛКИ)
C72) следует, что с увеличением внутренней степени сжатия влияние
второго члена в правой части на изменение работы сжатия сказывается
относительно все меньше. Потери термодинамической работы из-за отклонения
режима от основного рассмотрены в п. 39:
Диаграмма действительного рабочего процесса винтового компрессора
существенно отличается от диаграмм, приведенных на рис. 137, из-за
наличия протечек, изменения внутренней степени сжатия и
гидравлических потерь. На рис. 138 показаны р — У-диаграммы действительного
рабочего процесса винтового компрессора при различных числах оборотов
и давлениях нагнетания. Давления внутреннего сжатия записывались
осциллографом. По оси абсцисс отложено изменение объема полости V =
= Wo — W3. Количество рабочего тела в полости не остается
постоянным, поэтому кривая сжатия условно и лишь приближенно характеризует
изменение состояния рабочего тела. Пунктиром изображены участки
кривых в момент соединения полости с камерой нагнетания.
309
Индикаторные диаграммы действительных процессов наглядно
подтверждают ранее сделанный вывод о том, что чем выше обороты или меньше
зазоры, тем сильнее проявляется несоответствие внутреннего сжатия и
давления нагнетания. Они также показывают, что давление всасывания не
остается постоянным, а несколько изменяется в течение периода
всасывания в зависимости от гн и п, причем чем больше протечки, тем выше
конечное давление всасывания. Это указывает на значительное влияние протечек
на процесс заполнения полостей газом. Характер кривых процесса сжатия
также указывает на резкое изменение показателя «политропы» процесса —
сначала его значение велико, затем оно уменьшается, иногда резко, и
к концу процесса на некоторых режимах вновь возрастает. Помимо
влияния всех видов потерь здесь также нашло отражение влияние
переменного количества рабочего вещества. Следует иметь в виду, что
рассматриваемые индикаторные диаграммы принадлежат компрессору с
относительно большими зазорами.
Термодинамические зависимости для переменной массы не позволяют
пока получить простой расчетный аппарат, пригодный для практических
инженерных расчетов. Поэтому в качестве первого приближения мы
примем допущение о возможности применения к рабочему процессу винтового
компрессора законов термодинамики для постоянной массы.
Реальный процесс в винтовой машине протекает с потерями и
теплообменом. Бесконечно малое количество тепла, сообщаемое весовой единице
A кг) таза, идет согласно первому закону термодинамики на изменение
энтальпии газа и совершение внешней работы. Это сообщаемое тепло на
определенном участке пути следования газа в винтовой машине состоит:
1) из тепла внутренних потерь dqn подведенного к газу в результате
его подогрева от более нагретых деталей машины, а также подогрева
вследствие газодинамических потерь и внутренних протечек газа;
2) из тепла dqom, отведенного от газа благодаря охлаждению
компрессора.
Таким образом, в общем виде для реального винтового компрессора
с теплоотводом первый закон термодинамики можно записать так:
dqr + dqom = di — Av dp. C73)
По смыслу тепло, отводимое от машины, имеет отрицательный знак.
Уравнение сохранения энергии, также отнесенное к 1 кг газа, для
винтовой машины имеет вид
AdH = Avdp + dqn C74)
где dH — элементарная механическая работа, переданная роторами
винтового компрессора при сжатии 1 кг газа.
Здесь мы пренебрегли изменением кинетической энергии
перемещающегося газа (ввиду малых скоростей до и после компрессора) и энергией
массовых сил.
В общем случае политропного сжатия и выталкивания газа работа,
как известно, равна
C75)
где т — показатель политропы. Для винтового компрессора в силу
особенностей процесса т является условным средним показателем кривой
310
(«политропы») сжатия, определяемой по конечным параметрам процесса
(см. ниже).
Тогда согласно формулам C73) и C75) удельная внутренняя работа,
подводимая к газу в рабочих органах винтового компрессора, будет
/ т.— 1
т
т—\
ARTe\zRm -\
C76)
апРн
¦ps
Это выражение для удельной внутренней работы компрессора справедливо
во всем диапазоне изменения показателя политропы сжатия газа от т = 1
до т >> k.
Наличие внутренних потерь qr в компрессоре
приводит к повышению температуры сжимаемого
газа. При отсутствии теплообмена с внешней средой
температура сжатого газа Тап выше температуры
адиабатного сжатия Та (рис. 139). Для основного
режима, очевидно, Тап = Тн. Графически процесс
сжатия при qom = О и qr =j= 0 на Т—s-диаграмме
(см. рис. 139) представлен кривой Ьап. Площадь cband
под кривой Ьап выражает тепло, эквивалентное
работе гидравлических сопротивлений и нагреву от
контакта газа с горячими деталями, и тепло,
уносимое с протечками. Площадь edana'e — тепло,
эквивалентное полной удельной внутренней работе,
расходуемой на сжатие газа.
Внутреннюю работу сжатия и выталкивания газа
согласно формулам C73), C75) и C76) можно
выразить так:
Рис. 139. Процесс
сжатия газа в неохла-
ждаемом компрессоре
в Т—s-диаграмме
Но
mi—l
Здесь отношение температур -з~ = tHmi . Тогда
i-J » !'.i
1
C77)
где ш1 — условный показатель процесса сжатия, протекающего без
искусственного охлаждения компрессора; m1 > k. Этот условный осред-
ненный показатель процесса сжатия может быть найден из опытных
данных по конечным значениям параметров процесса при испытании
винтовых компрессоров без искусственного охлаждения:
щ^—!gi2__. .C78)
Теплообменом с внешней средой таких машин приходится пренебрегать.
Более частым случаем процесса сжатия в реальном винтовом
компрессоре является процесс с потерями (qr =j= 0) и интенсивным теплообменом
311
. Из предыдущего (см. гл. V) известно, что коэффициент подачи винтового
компрессора обобщающим образом учитывает влияние основных факторов
на производительность компрессора и в значительной мере определяет
энергетическое совершенство винтовой машины. Исходя из этого сделаем
следующее допущение: если винтовые компрессоры, сжимающие
однородные газы, имеют равные коэффициенты подачи и работают при совпадении
давления внутреннего сжатия с давлением нагнетания, то удельное
количество тепла, подводимого к сжимаемому газу вследствие преобразования
в теплоту работы трения, нагрева газа и непосредственно с горячими
протечками, будет одинаковым независимо от того, являются ли эти
компрессоры охлаждаемыми или нет.
d s
Рис. 140. Процессы сжатия газа в винтовом компрессоре,
сопровождающиеся охлаждением различной интенсивности
Из выражения C74) следует, что удельная работа, расходуемая на
сжатие газа, складывается из политропной работы сжатия и тепла,
подводимого к газу вследствие потерь. Выше было установлено, что в неохла-
ждаемом компрессоре тепло потерь qr выражается на Т—s-диаграмме
(см. рис. 139) площадью cband (см. также аналогичные площадки
на рис. 140).
Сложнее обстоит дело у охлаждаемых машин, под которыми будем
понимать машины, имеющие интенсивный, обычно искусственный отвод
тепла (рис. 140). Согласно принятому допущению тепло внутренних потерь
независимо от интенсивности охлаждения при оговоренных выше условиях
у всех машин остается одинаковым. Тогда площадки cband, выражающие
тепло qr, у всех машин (с одинаковыми коэффициентами подачи, при
совпадении давлений внутреннего сжатия и нагнетания, при однородных
сжимаемых газах) будут также одинаковыми при различной
интенсивности охлаждения.
Фактическое течение процесса сжатия при интенсивном отводе тепла
характеризуется условной кривой Ьа" (рис. 140), которая должна
определяться другим показателем процесса — т2. В зависимости от
интенсивности отвода тепла показатель принимает различные значения:
1) пг2 > k (рис. 140, а), что характерно для винтовых машин с
охлаждением корпуса;
2) 1 <Cm2 <C.k (рис. 140, б), что характерно для винтовых машин,
работающих с впрыском капельной жидкости;
3) /я2 — 1 (рис. 140, в) — частный случай схематизированного
процесса при весьма интенсивном охлаждении.
312
Опыт работы винтовых компрессоров с впрыском жидкости указывает
на возможность такого режима работы компрессора, при котором
температура нагнетания будет ниже температуры всасывания. Это возможно при
впрыске большого количества жидкости, имеющей температуру более
низкую, чем температура всасываемого газа.
Показатель процесса сжатия т2 для винтовых компрессоров с
искусственным охлаждением определяется расчетом по известным из
экспериментов параметрам ен, Тн, Тв, k, а.также по затрачиваемой (внутренней)
мощности для режимов при совпадающих давлениях внутреннего сжатия
и нагнетания.
Таким образом, в реальном винтовом компрессоре при отводе тепла
в процессе сжатия газа площадьedanba"a'e (на рис. 140 вся заштрихованная
площадь) выражает тепло, эквивалентное удельной работе, затрачиваемой
на сжатие газа. Площадь Ьапа" есть выигрыш в работе (на Т—s-диаграмме
выраженный в тепловых единицах) вследствие охлаждения газа в процессе
его сжатия. Необходимо отметить, что речь идет о выигрыше
термодинамической (тепловой) работы. В действительности этот выигрыш получается
за счет увеличения затраты механической работы иа интенсификацию
отвода тепла, не учитываемую при рассмотрении внутренней
(индикаторной) работы машины. Важно, однако, то, что затрата механической работы
на охлаждение корпуса жидкостью или на перенос на сторону нагнетания
впрыскиваемой жидкости значительно меньше, чем выигрываемая
внутренняя работа сжатия газа.
Аналитическое выражение для расчета внутренней удельной работы
сжатия при охлаждении компрессора можно получить, воспользовавшись
соотношениями C75), C76) и C77):
Рн
AHt = A[vdp + 4j, + АНп. 0ХЛ — АНп. неохл.
Ре ¦¦ ' ¦ " '
После подстановки и несложных преобразований получаем
ш,—1 та—1
Охлаждение газа в процессе сжатия приводит к уменьшению работы
сжатия и снижению температуры нагнетаемого газа. Выигрыш в
потребляемой компрессором индикаторной работе при охлаждении составит
= % неохл "в. охл —
т,—1 .
Температура нагнетаемого газа определяется из выражения
• ¦rHJ=7'.e7ir. C81)
Полученные здесь зависимости позволяют также рассчитать
количество тепла, которое необходимо отвести в процессе сжатия газа в
компрессоре для того, чтобы показатель «политропы» процесса снизился с тх до тг:
Ц = Яохл ~~ Цнеохл-
aia
Подставляя в формулу C77) поочередно показатели тг и /п2 и вычитая
из полученных выражений политропную работу сжатия, вычисленную по
формуле C75) при тех же показателях процесса сжатия, получим
Г / т'~1 \ / т*—1
ARTв m1 — k[c т, .} . k — m2 I «•
Следует еще раз напомнить, что формулы C77)—C82) характеризуют
основной режим работы компрессора.
37. УСЛОВНЫЕ ПОКАЗАТЕЛИ «ПОЛИТРОП» ПРОЦЕССА СЖАТИЯ
Выражения предыдущего параграфа показывают, что для расчета
внутренней работы сжатия, необходимого теплоотвода и температуры
нагнетания следует оперировать двумя показателями «политропы»:
1) показателем т1 процесса сжатия, протекающего без интенсивного
(искусственного) охлаждения, т. е. характеризующего потери энергии
в винтовом компрессоре;
2) показателем т2 процесса сжатия, идущего с отводом тепла, т. е.
характеризующего степень отвода тепла от сжимаемого газа.
Однако прежде чем рассмотреть факторы, определяющие величину
указанных показателей, остановимся еще раз на рабочем процессе и на
понятии «политропа» сжатия в применении к винтовому компрессору.
При исследовании тепловых машин классическая термодинамика исходит
из следующих основных положений:
1) масса рабочего тела для всех периодов рабочего процесса остается
постоянной;
2) рабочий процесс машины состоит из отдельных последовательных
периодов (всасывания, сжатия и т. п.) с вполне определенной,
характерной для каждого периода закономерностью изменения состояния рабочего
тела;
3) цикл рабочего процесса является замкнутым.
Для винтового компрессора эти положения не соблюдаются. Впрочем,
они не соблюдаются и для многих других тепловых машин. Вопрос
состоит в том, насколько велики отклонения. Можно отметить как
тенденцию, что по мере усовершенствования винтовых компрессоров разрыв,
первоначально казавшийся пропастью, постепенно сокращается. Тем не
менее, переходя к процессу сжатия в винтовом компрессоре, говорить о
применимости к нему понятия политропного процесса в
термодинамическом смысле не приходится, так как не существует единой закономерности
этого процесса. По этим причинам, избегая термина «политропный
процесс сжатия», в применении к винтовому компрессору мы вынуждены
пользоваться терминами «показатель политропы сжатия», «условный
показатель политропы» или просто «показатель сжатия», для того чтобы
отличить его от показателей термодинамически закономерных процессов *.
Возвращаясь к показателям процессов сжатия тх и т2, необходимо
отметить, что они зависят от следующих основных факторов:
1) коэффициента подачи компрессора;
2) количества тепла, отводимого в процессе сжатия;
1 Использование известного термина для описания процесса с новыми свойствами
всегда может привести к неправильному толкованию. Это говорит о том, что разработка
новой терминологии крайне необходима.
314
f
3) степени совпадения давления
внутреннего сжатия с давлением
нагнетания;
4) рода сжимаемого газа.
Используя результаты испытаний
винтовых компрессоров
отечественного и зарубежного производства
с различными параметрами, с
помощью приведенных в п. 36 формул
можно определить значения
показателей тх и т2 в зависимости от
коэффициента подачи [41].
Соответствующие графики приведены на
рис. 141. Рабочим телом служил
воздух при различных окружных
скоростях и различной
интенсивности охлаждения. Диапазон
изменения степени сжатия находился в
пределах от 2,5 до 4,0.
Чтобы исключить влияние на
показатели тх и т2 несовпадения
давлений внутреннего сжатия и
нагнетания, при обработке результатов
испытаний выбирались те режимы,
на которых эти давления совпадали
или были близкими, т. е. с
коэффициентом Ку.р (см. п. 25) близким
к единице.
Верхняя прямая устанавливает
связь показателя «политропы» т1 и
коэффициента подачи для винтовых
компрессоров, теплоотдача в которых
во внешнюю среду осуществляется
без искусственной интенсификации.
В этом случае ввиду малости тепло-
отвода соблюдается условие
теплового подобия. Удовлетворительное
расположение экспериментальных
точек на одной прямой и вблизи нее
указывает на то, что в неохлаждае-
мой машине показатель
«политропы» т1 зависит в основном от
коэффициента подачи и не зависит от
скорости течения процесса.
Серия нижних кривых относится
к винтовым компрессорам с
интенсивным (искусственным) охлаждени- В
ем. В этом случае вследствие более g
значительного теплоотвода процесс
сжатия характеризуется, как
указывалось выше, двумя показателями
«политропы» т1 и тг. Зависимость /па
315
от коэффициента подачи носит качественно иной характер, так как
показатель т2 связан со скоростью течения процесса (см. п. 38). Анализ этих
зависимостей показывает, что на всех режимах показатели «политропы»
падают с увеличением коэффициента подачи, т. е. подтверждается,
что коэффициент подачи является определяющим в оценке
энергетического совершенства винтовой машины, поскольку он интегрально
учитывает величины зазоров, относительную величину протечек, род газа,
гидравлические сопротивления и т. п.
Кроме того, весьма характерным является существенное снижение
показателя «политропы» т2 при одном и том же значении коэффициента
подачи по мере снижения скорости вращения роторов. Так, например, при
коэффициенте подачи тH = 0,80 за счет увеличения удельного теплоотвода
вследствие снижения окружной скорости вращения винтов со 120 до
50 м/сек показатель «политропы» т2 снизился с 1,63 до 1,48. Это приводит
в диапазоне степеней сжатия 2,5—4,0 к снижению удельной работы на
3—4,8%, что объясняется улучшением теплоотдачи вследствие
увеличения времени течения процесса. Увеличение окружной скорости роторов
при прочих равных условиях приводит наряду с увеличением показателя
т2 также к увеличению коэффициента подачи и соответственно к
снижению показателя пг1. Последний с увеличением коэффициента подачи
уменьшается более интенсивно, чем т2 (см. рис. 141). В результате этих
противоположных тенденций изменения показателей «политроп» происходит
снижение удельной работы сжатия. Для доказательства этого достаточно
сопоставить по затраченной удельной работе два процесса сжатия,
протекающих при различных окружных скоростях.
Анализ влияния различных термодинамических параметров на
энергетические показатели винтового компрессора показывает, сколь
существенное значение в снижении затрат энергии на сжатие газа имеет отвод
тепла в процессе сжатия. Здесь, однако, важно иметь в виду, что отвод
тепла от корпуса компрессора неизбежно сопровождается уменьшением
зазоров, что вызывает заметное увеличение коэффициента подачи
(см. также п. 38). Интенсификация процесса отвода тепла должна идти в
основном за счет увеличения теплоотдающих поверхностей и улучшения
условий теплопередачи от сжимаемого газа к стенкам корпуса. Если же
интенсифицировать теплоотвод за счет снижения окружной скорости
винтов, а следовательно, и скорости движения газа, то это возможно лишь
при условии, что такое снижение скорости не приведет к падению
коэффициента подачи. А это для каждого компрессора практически возможно
только при уменьшении зазоров.
Как видим, подход к оценке винтовой машины с другой, тепловой
стороны приводит к тем же выводам, которые были получены ранее (гл. V)
при рассмотрении коэффициента подачи. Это также указывает на то, что
смысл принятого нами коэффициента подачи отнюдь не сводится к
объемному показателю — объемному к. п. д.. Он теснейшим образом
переплетается с энергетическими показателями машины.
Приведенные на рис. 141 графики могут быть использованы также для
приближенной оценки показателей «политроп» процессов, протекающих
в винтовом компрессоре при компримировании газов, отличных по своим
физическим свойствам от воздуха. Для этого необходимо приравнять
значения политропных к. п. д. [см. формулу C84)] процессов сжатия газа и
воздуха. Следует отметить, что по мере накопления экспериментальных
материалов графики на рис. 141 должны пополняться и уточняться.
316
Представляет интерес зависимость среднего показателя «политропы»
т1 от суммарной площади сечений щелей в рабочем пространстве
компрессора, приведенная на рис. 142. Как и следовало ожидать,
экспериментальные зависимости подтверждают сильное и нелинейное влияние
сечения щелей на т1. Пересечение кривых при гн = 1,4 объясняется
влиянием изменяющейся скорости на коэффициент подачи и одновременно на
степень внутреннего сжатия: при большем числе оборотов и малых
зазорах давление внутреннего сжатия значительно выше давления
нагнетания (рн=1>4 ата). Компрессор работает со значительным «пережатием»
¦п-ЗШ0;вн=1,и—
,—'
.—-
—-
-<
n=2000;s,r№~
/
——•
/
V
'SO
75
ЮО
125
Рис. 142. Зависимость осредненного показателя
«политропы» «! от суммарной площади сечений щелей .
газа. Однако при том же числе оборотов и больших зазорах из-за
значительных протечек масса заряда заметно меняется, и давление внутреннего
сжатия снижается, что уменьшает потерю работы из-за несовпадения
давлений нагнетания и внутреннего сжатия. Аналогично влияет и
снижение числа оборотов, но высокие значения величины относительных
протечек существенно ухудшают все показатели процесса.
Сопоставление рис. 142 и 125 (см. также рис. 143) позволяет
отметить встречное и согласованное изменение параметров в зависимости от
сечения щелей.
38. ТЕМПЕРАТУРА СЖАТОГО ГАЗА
Температура газа в винтовом компрессоре является одним из основных
параметров, определяющим в конечном счете многие конструктивные,
тепловые и энергетические показатели машины. Однако влияние
температуры в винтовом компрессоре исследовано меньше других параметров
прежде всего потому, что измерение ее в рабочем пространстве винтовой
машины представляет чрезвычайно большие трудности. По этой причине
пока еще не имеется экспериментальных значений изменяющейся в
процессе сжатия температуры. Имеется лишь конечная температура процесса.
При проектировании винтового компрессора эта температура должна быть
рассчитана по одному из уравнений, которыми пользовались при
обработке экспериментальных данных для определения показателей
«политроп» (см. пп. 36 и 37). Для этого предварительно необходимо задаться
|
317
значением коэффициента подачи, которое в последующем должно быть
уточнено, а температура откорректирована.
Весьма важно правильно учесть влияние основных факторов на
температуру нагнетаемого газа.
На рис. 143 показана экспериментальная зависимость AT = /B/ы,),
где AT = Тн — Т„. Для режимов гн = 2, что для рассматриваемого
компрессора близко к внутренней степени сжатия газа га, при низких числах
оборотов (п = 2000) уменьшение площади сечений щелей почти не
сказывается на уменьшении AT, так как при этом все же велики протечки.
При том же значении гн = 2 с увеличением числа оборотов (п = 3100)
падает относительная величина протечек, поэтому AT уменьшается,
причем более резкое падение ДТ с уменьшением площади сечений щелей 2 /V
120
100
SO
60
i
7
,n=2000;s-7
Ml -
,п=ЗЮ0;ен=2
, -
.
n=2000;aH4,6
ti —3f00; &tf= f, 6
—-*
— X
——x
—1^
——
—-—
— ¦ ¦
—-X
—X
¦1 ¦
>2$
Рис. 143. Зависимость приращения температуры нагнетания
от суммарной площади сечений щелей
объясняется уменьшением также абсолютной величины протечек, ha
режиме ен = 1,6 и п = 2000 об/мин величины ен и га имеют меньший
разрыв, чем на режиме гн = 1,6 и п — 3100 об/мин, но в последнем случае
относительная величина протечек меньше, поэтому кривые при ен = 1,6
расположены близко. Уменьшение общей степени сжатия гн, как видно
из расположения кривых при гн = 1,6 и е„ = 2, сильно влияет на
приращение температуры нагнетания.
На рис. 144 представлены опытные зависимости приращения
температуры от числа оборотов при различных степенях сжатия и различной
интенсивности теплоотвода.
На рис. 145 приведены те же зависимости, перестроенные в
координатах AT и гн.
Приведенные опытные данные позволяют сделать следующие
выводы:
1) охлаждение корпуса компрессора водой значительно снижает
температуру нагнетаемого газа и стабилизирует ее; эта стабилизация
наступает с повышением степени сжатия при более высоком числе оборотов,
т. е. следует такой же закономерности, как и коэффициент подачи
(см. рис. 144);
2) приращение температуры AT = Тн — Та уменьшается с
уменьшением абсолютной величины протечек (утечек и перетечек) газа в
компрессоре — уменьшение щелей и улучшение осевой герметичности приводит
к уменьшению AT;
318
3) приращение AT* уменьшается с увеличением коэффициента подачи,
т. е. с уменьшением относительной величины утечек и потерь на
всасывании, поэтому с увеличением числа оборотов (до достижения оптимального
значения) ДГ уменьшается; ¦
АТ°С
Iff
ton
V—.
—
Will)
=
r
WOO
- -
— -
\
——.
> L
•—
1—,
J,5
1
—
8t
on
eH*3/
— m.
-—*,
- —
——
— —.
QO
¦—л
:^?
nn
~P
¦2
'3
- -
n о
^c
-X-
filM
UN
Рис. 144. Приращение температуры сжимаемого воздуха
в зависимости от числа оборотов при различных степенях
сжатия и интенсивности теплоотвода. ег = 2,48.
Профиль — цевочный:
1,3,5 — при охлаждаемом корпусе (расход охлаждающей воды
1400 кг/ч); 2, 4 — без охлаждения
4) с повышением степени сжатия АГ увеличивается, причем, начиная
с некоторого числа оборотов, при е„, не намного отклоняющемся от га,
зависимость AT от п приближается к линейной.
Оптимальным значениям о
углов всасывания
соответствует минимальное
приращение температуры при сжатии
вследствие уменьшения
перетечек и уменьшения
фактической внутренней степени
сжатия.
При интенсивном
охлаждении корпуса
компрессора, например водой,
снижение температуры нагнетания
происходит не только за счет
отдачи тепла от газа.
Снижение температуры происходит
также за счет фактического
уменьшения зазоров в
рабочем состоянии компрессора.
В самом деле, как отмечалось
в гл. III, температура
винтов в основном следует за
температурой нагнетаемого газа. При отсутствии искусственного
охлаждения корпус в той его части, где расположены камера нагнетания и
область сжатия, имеет температуру также достаточно высокую, хотя и
более низкую, чем температура винтов. При охлаждении корпуса водой
WU
100
/
¦
/
/
/
А
^/
/
Л
ф
У
*.
У?
2 /
/*
Klrt«!^
Ч
2.0
2,5
3,0
3,5е„
Рис. 145. Приращение температуры сжимаемого
воздуха в зависимости от степени сжатия при
различных числах оборотов и интенсивности
охлаждения. 8г = 2,48. Профиль — цевочный:
1,2 — без охлаждения; 3,4 — при охлаждаемом КОД:
пусе • •"
319
его температура в нагретой зоне отличается от температуры воды на 5—
10° С, т. е. снижается на несколько десятков градусов. Винты же снижают
свою температуру на заметно меньшую величину, что приводит к
ощутимому уменьшению рабочих зазоров в этой зоне. А уменьшение зазоров,
как мы неоднократно убеждались, приводит к увеличению коэффициента
подачи, уменьшению показателей «политроп» и температуры
нагнетания.
Вместе с тем после стабилизации рабочих зазоров благодаря
интенсивному охлаждению компрессора главную роль начинает играть другой
фактор — теплопередача, происходящая во времени и потому
являющаяся функцией окружной скорости винтов. С последней, как известно,
связаны и скорости газа в машине и скорость рабочих процессов. Именно
эти сложные явления находят обобщающее отражение в показателе
«политропы» т2 (см. п. 37).
39. КЛАССИФИКАЦИЯ ПОТЕРЬ ЭНЕРГИИ В ВИНТОВОМ КОМПРЕССОРЕ
и к. п. д. компрессора
Под потерями энергии подразумеваются необратимые преобразования
кинетической энергии газа и механической работы трения в тепло или
унос энергии с потерянным рабочим телом. Потери энергии в
компрессорных машинах принято делить на внешние и внутренние.
К внешним потерям относятся такие, которые вызывают
увеличение работы компрессора, но не влияют существенно на состояние
сжимаемого газа:
1) потери энергии с газом, уходящим через концевые уплотнения
валов;
2) потери энергии на трение в опорных и упорных подшипниках,
шестернях связи (на трение и взбалтывание масла), в уплотнениях
контактного и гидравлического типа;
3) потери энергии вследствие естественной теплоотдачи в
окружающую среду.
Внутренние потери вызывают изменение состояния газа
вследствие дополнительного повышения температуры сжимаемого газа при
смешении его с более нагретым газом протечек, вследствие трения газа,
ударов частичек газа о твердые поверхности и т. п. К ним относятся
потери энергии:
1) связанные с утечками газа из области нагнетания в область
всасывания;
2) вследствие перетечек газа;
3) вызываемые термодинамическим несовершенством рабочего
процесса и несовпадением давлений внутреннего сжатия и нагнетания;
4) при заполнении газом полостей всасывания, в том числе и потери
на создание разрежения в защемленном объеме, на трение и удары газа
и т. п.;
5) при выпуске газа из полостей в камеру нагнетания, при пережатии
газа в защемленном объеме и т. п.;
6) на трение винтов о газ.
Представление о потерях энергии в компрессоре из-за протечек дает
схема движения газовых потоков (рис. 146). Обозначения расходов газа
даны в подрисуночной подписи. Как следует из схемы, полная величина
утечек состоит из двух слагаемых:
320
1) утечек из полостей с полными параметрами нагнетания —рн и Тн
(расход Gy.H);
2) утечек из полостей сжатия (расход Gu,c). Одновременно между
полостями в процессе сжатия имеют место протечки — перетечки — Gnp.
Все эти потери энергии ухудшают экономичность компрессора. Учесть
влияние каждого вида потерь на экономичность машины довольно сложно.
Энергетическое совершенство неохлаждаемой компрессорной машины
оценивается адиабатным к. п. д., который учитывает потери тепла
Рис. 146. Схема движения газовых потоков в винтовом компрессоре при рн > ра:
Ge — количество всасываемого газа; вд — действительная весовая производительность компрессора;
(?„ — утечки газа в области всасывания; G н —¦ утечки газа из полостей, в которых давление равно
рн; G — утечки газа из полостей за период сжатия; в — перетечки газа внутри полостей в
области нагнетания; GK%y — потери через концевые уплотнения
на трение газа и с протечками, а также потери вследствие дополнительной
работы сжатия, вызванной подогревом сжимаемого газа.
В п. 3 отмечалось, что любую компрессорную машину независимо от
способа ее охлаждения следует оценивать по экономическому эффекту
сжатия в ней газа, сравнивая ее с каким-то эталоном. Что при этом будет
принято за эталон, в принципе безразлично, важно только, чтобы он
сохранял стабильность, т. е. по одной закономерности определялся во
всех случаях. При таком подходе для охлаждаемых машин адиабатный
к. п. д. теряет свой физический смысл, но он сохраняет значение мощ-
ностного коэффициента, отражающего энергетическое совершенство
машины. Это позволяет сравнивать между собой энергетические показатели
охлаждаемых и неохлаждаемых машин и делать объективный выбор
между ними по этому признаку, включая при этом, конечно, и затраты
других видов энергии, например механической.
21 И. А. Сакун
321
Таким образом, внутренний адиабатный к. п. д. (см. рис. 140) можно
выразить так:
Над пл. есЬаа'е
Не ~" пл. eddnbcfa'e '
Чад.,
ИЛИ
Чад. т =
*—1
тг—1
. C83)
Внутренний п о л и т р о п н ы й к. п. д. винтового компрессора
учитывает потери тепла на трение газа и потери с протечками. Он может быть
найден по выражению
Нл, пл. ecba'a'e
Чп.вн— н. [—.
пл- edanba"a'e
ИЛИ
Чп. «к ~
\mt -1
\fe— 1 " ml — 1 J 8«
«—1
т2
. C84)
k—
Сравнивая выражения C83) и C84), замечаем, что при тг^> k поли-
тропный к. п. д. больше адиабатного. Это указывает на то, что поли-
тропный процесс сжатия газа ближе к действительному, чем процесс
адиабатного сжатия. Иными словами, оба рассматриваемые к. п. д. для
компрессорной машины фактически являются коэффициентами,
показывающими степень приближения действительного процесса к принятому
эталону — адиабатному или политропному.
В случае т2 < k, например при впрыске охлаждающей жидкости
в компрессор, роли к. п. д. переменятся. Адиабатный к. п. д. может стать
больше единицы. Это означало бы, что затрата энергии на сжатие
оказалась меньшей, чем потребовалось бы на адиабатное сжатие. Поэтому для
компрессоров, работающих с впрыском жидкости и маслозаполненных,
логично применять другой эталон — изотермный к. п. д.:
__ Низ — пл. ecba'e
Чиа. «к ¦
Hi — пл. edanbd'a'e'
Чиа- аи ==
1пе«
— i т
Щ \ -
х—\.)п
m,—1
»—1
тх—
?t)
C85)
Однако практически при подаче большого количества жидкости в
компрессоре потери на трение и сопротивление движению газа настолько
возрастают, что несмотря на действительно получаемый
экспериментальный показатель т2 = 1,04 -f- 1,08 внутренняя работа сжатия оказывается
все еще значительно больше адиабатной.
В случае неравенства давлений внутреннего сжатия и нагнетания
рабочий процесс винтовой машины дополнительно характеризуется
коэффициентом режима г\р. Он представляет собой отношение адиабатной *
работы сжатия на основном режиме к работе сжатия с учетом отклонения
режима от основного. В этом случае (см. п. 25)
*—1
Ку.,
(HL) * _(Р?
V Pa) \ Ра
1—ft
ИЛИ
1 — [Z2-
Рв
РА.
k—l
\Ра )
k—l
k
C86)
'.о
0,95
0,90
ШШ
/
1
1
1
/
/1
^
4
Imuh
I
\
~2800
\
\3I5O
Г г
1
'woo
Iff
Ifi
2.0
Анализ формулы C86) показывает, что цр зависит:
1) от отклонения давления нагнетания от давления внутреннего
сжатия — чем больше это отклонение, тем меньше г\р;
2) от величины степени
внутреннего сжатия — чем выше га,
тем выше т)р при прочих равных
условиях;
3) от направления
отклонения рабочего режима от
основного. Выгоднее отклонение
в сторону режимов ср„> ра,
чем в сторону с рн <С ра.
На рис. 147 показаны
зависимости для коэффициента цр,
вычисленного по уравнению
C86), в которое подставлялись
опытные значения давлений.
Для основного и близких
к нему режимов г\р = 1,0. Для
других режимов г\р < 1. Коэффициент режима является сомножителем
при определении к. п. д. компрессора, работающего при рн ф ра.
Механическая энергия в ВКМ затрачивается: ¦
1) в опорных и упорных подшипниках компрессора;
2) в шестернях связи на трение и барботаж;
3) в уплотнениях валов контактного типа;
4) на преодоление трения винтов о рабочее тело;
5) во вспомогательных механизмах машины — масляном и водяном
насосах, вентиляторе.
Затрата энергии в перечесленных узлах рассчитывается по имеющимся
в литературе методикам с достаточной для практики точностью.
Наибольшая работа тратится на преодоление трения в подшипниках;
наименьшая — обычно в шестернях связи и уплотнениях валов. Зависимость
потерь на трение в подшипниках, как и в других узлах, от числа оборотов
Рис. 147. Зависимость коэффициента режима х\р
от степени сжатия 8К
1 Смысл коэффициента режима не меняется при «политропнбй» работе.
21"
323
является параболической; от перепада давления в компрессоре, т. е. от
силовой нагрузки, — приблизительно линейной.
Затраты механической работы удобно учитывать не отдельным
слагаемым, а посредством механического к. п. д. Его изменение в зави-
qnnn симости от перепада давления
умвх
1,0 ~
для компрессора небольшой
производительности показано на
рис. 148. С увеличением
перепада давления Ар = рн — рв
в компрессоре механический
5000
0,75
„.—¦
\
——
М
х10000
п-8000 off/мин
1 1
8 10
12 Ар=рн-рв кГ/ачг 'К. п. д. увеличивается, так как
мощность компрессора растет
быстрее, чем мощность
механического трения. Поэтому
компрессоры средней и большой
производительности имеют
механический к. п. д. более
высокий, чем приведенный на гра-
. : фике. На номинальных режимах
он достигает значения 0,95—0,98. При увеличении числа оборотов и
Ар = const механический к. п. д. падает, так как мощность трения
растет быстрее мощности компрессора.
Общий адиабатный к. п. д. компрессора с учетом механических потерь
равен
Рис. 148. Изменение механического к. п. д.
винтового компрессора небольшой
производительности в зависимости от перепада давления при
различных числах оборотов. Кривые расчетные.
Экспериментальные точки (крестики) получены
при испытании компрессора Q *а 16 м3/мин и
п = 8000 об/мин
40. МОЩНОСТЬ, ПОТРЕБЛЯЕМАЯ ВИНТОВЫМ КОМПРЕССОРОМ
Внутренняя (индикаторная) мощность винтового компрессора при
работе на основном режиме (рн = ра) [с учетом выражения C79) может
быть определена по формуле
Г ОТ 2—1 OTi—1
QePe Щ т, . 7 k тх \ „ mt
L + ~ х - 1 у 8" ~"
102-60 I m,—
тх
k — 1 m1 — 1
m,~ 1
C87)
где Qf — объемная производительность компрессора, отнесенная к
условиям всасывания, в м3/мин;
рв—давление в патрубке всасывания.
Полная мощность на муфте, потребляемая компрессором, определяется
по формуле
NK = N( + NMex.
Мощность винтового компрессора может быть также определена по
выражению
к (
^O + M^^
C88)
При работе компрессора не на основном режиме формула C87)
становится несправедливой. При расчете мощности на этих режимах неко-
324
торым ориентиром может явиться произведение Ку.р (см. п. 25) и
индикаторной мощности, подсчитанной по C87). .
В общем случае при работе компрессора на любом режиме для
определения политропной работы сжатия воспользуемся формулой C72), заменив
в ней показатель адиабаты средним показателем «политропы» т. Тогда
для 1 ма всасываемого газа получим
т—:
т—\ \ 1_
т
(рн-рв) =
1 - 0 +
Поскольку е„ ^ 6™ и
еа — —,
ТО
' о о *
г"т — 1 ег ' ег
Тогда окончательно
fin. v = рв гт._ 1 \- — кГм/ма. C89)
Таким образом, мы получили встречающуюся в литературе [24]
формулу для индикаторной мощности объемных ротационных компрессорных
машин: •' '•¦'¦¦¦¦¦¦ ¦¦:.-¦¦¦¦¦¦'¦'¦¦' .'¦>¦.:'¦'"'¦'. • :-у-. • :¦ : ¦ • ¦ ¦¦¦
где рв и рн — давления на всасывании и нагнетании в кГ/м2;
к — поправочный коэффициент, равный 1,05—1,10 для
крупных машин и 1,12—1,18—для небольших.
Для сравнения машин с одинаковыми параметрами удобно
пользоваться значениями удельной мощности, т. е. мощности, потребляемой
компрессором на сжатие 1 кг/мин или 1 м3/мин газа:
-(f- квт-мин/кг
или
Nyd = -тр- квт-мин/м3.
Характер изменения удельной мощности Nya в зависимости от степени
сжатия при различных числах оборотов показан на рис. 149. Здесь
представлены кривые т|0 и Nyd для одной и той же машины (ен = 3,5; гг = 2,2;
Qe =ss 18 mzImuh) — без охлаждения и при различной интенсивности
охлаждения: впрыск воды (кривая 2), охлаждение водой корпуса (кри-
325
вая /). Кривая 2 показывает, что при работе машины с впрыском воды
B0% по весу) удельная мощность снижается. Кривые выполнены в одном
масштабе, что позволяет установить влияние интенсивности охлаждения
на величину и характер изменения удельной мощности. Можно отметить,
что это влияние благопри-
150
100
50
ЕЕ^Ш~ЕЕЕ=:
90
100
НО п,%
ятно и весьма значительно.
В широком диапазоне
изменения числа
оборотов — от 70 до 120% от
номинального—рассматриваемые параметры
охлаждаемой машины
практически не меняются. Не-
охлаждаемая машина
имеет несколько большее
отклонение параметров: при
низких числах оборотов
сказывается влияние
протечек; при более высоких
числах оборотов
отрицательно сказывается рост давления внутреннего сжатия — компрессор
работает с «пережатием». Оптимальное число оборотов у неохлаждаемой
машины достигается несколько раньше, чем у охлаждаемой, что
объясняется также более быстрым ростом давления внутреннего сжатия.
В гл. I были приведены характеристики различных типов винтовых
машин, в том числе и удельные мощности. Нам представляется
целесообразным теперь вновь вернуться к ним для анализа и сопоставлений
в свете изложенного выше материала.
Рис. 149. Изменение удельной мощности и
коэффициента подачи в зависимости от числа оборотов для
охлаждаемого ( ) и неохлаждаемого (— )
винтового компрессора. Профиль — цевочный
41. ВЛИЯНИЕ ОСНОВНЫХ ФАКТОРОВ НА ЭКОНОМИЧНОСТЬ КОМПРЕССОРА
Основными факторами, влияющими на к. п. д. или удельную
мощность, являются:
1) степень сжатия;
2) окружная скорость винтов;
3) величина рабочих зазоров и основные геометрические соотношения
винтов; : .
4) размеры окон всасывания и нагнетания;
5) физические свойства газа;
6) интенсивность охлаждения компрессора;
7) степень отклонения рабочего режима от основного.
Первые шесть факторов интегрально учитывает коэффициент подачи;
последний — коэффициент режима г\р (или Ку. р). О характере влияния
этих факторов на экономичность уже говорилось при рассмотрении
характеристик винтовых машин. Здесь мы остановимся лишь на некоторых
особенностях проявления одновременного действия (порой совершенно
противоположного) основных факторов.
При работе компрессора на низком числе оборотов и с невысокой
степенью сжатия гн внутренняя степень сжатия газа га вследствие протечек
успевает приблизиться к внешней, т. е. га -=к гн. Увеличение числа
оборотов при том же нагрузочном режиме приводит к несоответствию
внутреннего сжатия и нагнетания: появляется неравенство еа > ея. К-п. д.
326
снижается (при этом г\р <С 1), так как винтовой компрессор чувствителен
к режимам с «пережатием» газа. В качестве примера на рис. 150 приведены
характеристики компрессора при небольших степенях сжатия. Из
рисунка видно, что чем больше величина гг, тем больше при малых гн
внутренняя степень сжатия компрессора отличается от расчетной степени
сжатия, тем сильнее падает значение к. п. д.
При работе компрессора на высоких степенях сжатия основные потери
определяются протечками, при этом внутренняя степень сжатия, как
правило, ниже гн. Увеличение числа оборотов при этих условиях
вызывает уменьшение относительной величины протечек, и к. п. д.
увеличивается.
'/agliv
К
0,75
0,50
0,25
0
' //
W
/
У/
вей
В
//
У
на
//
V
¦¦в
1ч
¦в
Ч
а
——_
- ¦
——
^=
=
J.
— —
-——¦
——в
=
~г
^—
2,0
3,0
Рис. 150. Зависимость коэффициента подачи и адиабатного
к. п. д. компрессора от степени сжатия в компрессоре ек
для одной и той же небольшой машины с различной
геометрической степенью сжатия:
а — sg = 3,7; б — ег = 3,2; в — е, = 2,7. Профиль — цевочный
Для степеней сжатия, отличающихся от внутренней (особенно если
«« > еа). в достаточно широком диапазоне изменения ен к. п. д.
практически сохраняет стабильное значение. Ранее (см. рис. 149) мы видели, что
изменение числа оборотов в широком диапазоне не ухудшает
экономичности машины.
Снижение к. п. д. происходит после достижения компрессором
оптимальной для данных условий окружной скорости винтов, когда падение
к. п. д. вследствие газодинамических потерь начинает превалировать
над выигрышем от уменьшения относительной величины протечек.
Влияние сечения щелей на к. п. д. и удельную мощность
иллюстрируется на рис. 151. Характер изменения этих зависимостей, так же как
и зависимости коэффициента подачи (см. рис. 125), — линейный. При
анализе данных, приведенных на рис. 151, следует иметь в виду, что на
зависимости цад = / B }щ) сказывается влияние несоответствия е„ и га,
что особенно отчетливо видно по нижним линиям, относящимся к
компрессору ЛКИ. С повышением степени сжатия изменение сечения щелей
сильнее влияет на r\ag, причем это влияние особенно сказывается при низких
оборотах. С увеличением окружной скорости свыше оптимальной при
работе на режимах, близких к основному (ен ^ еа), положительный эффект
уменьшения зазоров на экономичности компрессора будет сказываться
слабее.
327
Удельная мощность при низкой степени сжатия практически не
зависит от изменения сечения щелей почти в 1,7 раза. Это является следствием
встречного влияния числа оборотов и внутренней степени сжатия. На
режимах, близких к основному, удельные затраты мощности резко
снижаются с увеличением числа оборотов и уменьшением зазоров. Удельная
мощность на 40—60% ниже при малых зазорах, чем при больших, что
h
0,8
0,6
0,4
0,2
. 3!
S
ч
¦5,0
4,0
3,0
¦2,0
1,0
и
—-
_^
"^
«~
¦хтЬ
-~
\_
к.
7
а&
1
Лн=2,5
п=1600;ен=13 •
п*ЗЮ0;бн*1,3
^>—
-г.. ..
-*•
„X
^—1
7_Г?
•—i
--
¦ ¦
1
—
П^ЗЮО
7
п-2500
/1
-—
—.
--"
|
1
¦•ч
50
75
2ГЩ,М№
100
г
Рис. 151. Зависимость адиабатного к. п. д. и
удельной мощности компрессора от
суммарной площади сечений щелей. Две верхние
(штрих-пунктирные) линии построены по
данным испытаний компрессора с профилем
Лисхольма: Qg = 283 м3/мин; их = 65 м/сек.
Точки В относятся к винтам с сечением
щелей, принятым за 100% и га = 1,95;
точки С ¦— к винтам с сечением щелей 67%
и еа = 1,85. Остальные линии построены по
данным испытаний компрессора ЛКИ.
следует из сравнения 3 и 4-й
КрИВЫХ СНИЗу. :.
Подводя итог рассмотрения
влияния величины зазоров на
основные параметры машины —
экономичность, т]0, Тн, —
необходимо предостеречь читателя от
ошибки, в которую можно впасть..
Состоит она в том, что, казалось
бы, можно увеличить зазоры
(обычно речь идет о расширении
допуска на изготовление винтов),
а отрицательный эффект от этого-
'скомпенсировать другими
мерами — числом оборотов,
охлаждением, впрыском жидкости.
Действительно, ослабить вредные
последствия увеличения зазоров,
этими мерами в какой-то степени
можно. Но каждая из них
осуществляется за счет
дополнительной затраты энергии и с
дополнительными потерями, т. е.
энергетические качества машины
неизбежно ухудшаются. Иными
словами, за снижение разовых затрат
при изготовлении машины в этом
случае пришлось бы
расплачиваться перерасходом энергии на
привод компрессора в течение
длительного срока эксплуатации
машины.
Влияние размеров окон всасывания на к. п. д., коэффициент подачи
и другие параметры, как показали опыты, весьма значительно. Метод.
расчета, обеспечивающий получение оптимальной величины окна
всасывания, рассмотрен в п. 20.
Важнейшим фактором является охлаждение машины. В винтовых
компрессорах, как и в поршневых, применяется охлаждение корпуса
преимущественно водой.
В легких транспортных установках, в частности винтовых
машинах для самолетов, оребренные поверхности корпуса
охлаждаются воздухом. В последние годы стали чаще встречаться
конструкции с полыми валами винтов, в которых циркулирует охлаждающая
жидкость, обычно масло. Эффективность такого охлаждения обычно
невелика— масло снижает температуру нагнетаемого воздуха на 1—3° С.
Однако полезность его несомненна.
328
Основной эффект от охлаждения достигается благодаря охлаждению
корпуса. Поскольку, как отмечалось, наряду с отводом тепла.от
сжимаемого газа имеет место и перераспределение деформаций деталей,
приводящее к изменению зазоров, то эффект охлаждения показывает их
совместное действие. Исследования, проведенные под руководством автора,
показали, что охлаждение корпуса дает следующий эффект:
1) снижает на 5—-15% (в зависимости от режима) удельную мощность
компрессора;
2) снижает температуру нагнетания на 10—25%, т. е. на 20—45° С;
3) повышает коэффициент подачи на 10—20%;
Л/tO
It)
if)
It)
ш
а
oxnJj
—-.
—-^
охп
——.
Ух*
.
^
' .
охп
л МОХ Л
'2,0
Л.Т0Х
г?
/г
^—'—j
.
.
"——»
J
——
¦¦ }
AN0X/1
—
—¦ —
'_$ ох л
— ^
7/7/7/)
8000
9000 п,о#/мин
Рис. 152. Изменение относительной эффективности охлаждения корпуса
компрессора (гг = 2,48)
4) снижает температуру всасываемого газа, при этом улучшается
наполнение полостей, что, в свою очередь, еще более понижает температуру
сжимаемого газа.
На рис. 152 представлены кривые, характеризующие эффективность
охлаждения корпуса компрессора в зависимости от числа оборотов
компрессора. По оси ординат отложены коэффициенты относительной
эффективности: ,
мощности
Nd ~ Nd о/, ¦
Нуд.охл ¦
коэффициента подачи
Чу охл — 'Пи
приращения температуры нагнетания
_ АТ — АТохл
АТОхл at
"' охл
100%;
100%.
Коэффициенты эффективности показывают (в долях или %) улучшение
показателей охлаждаемой машины по сравнению с неохлаждаемой.
Отклоняющееся от общей закономерности расположения кривых изменение %моХл
при гн = 2,0 и числе оборотов свыше 8000 об/мин объясняется более
резким снижением давления внутреннего сжатия при охлаждении, чем это
имеет место в неохлаждаемой машине.
Величина положительного эффекта охлаждения корпуса несколько
снижается с увеличением быстроходности машины и вообще с улучшением
ее качества. Последнее связано главным образом с уменьшением зазоров.
329
Важно также и то, что при охлаждении корпуса жидкостью температура
его различных участков выравнивается и стабилизируется. Это, кроме
всего прочего, позволяет увереннее назначать меньшие монтажные зазоры
в рабочих органах. С повышением степени сжатия эффективность
охлаждения корпуса по понятным причинам увеличивается.
Эффективность охлаждения корпуса компрессора можно оценить также
мощностным коэффициентом
_ Яохл
Км. — "—
8 тс ~\
к
где д„хл — количество тепла, уносимого средой, охлаждающей корпус;
тс — средний условный показатель «политропы», определяемый по
конечным значениям параметров газа.
По данным испытаний ВКЭ при окружной скорости и1 ^s 50 м/сек и
охлаждении водой Хм ^ 0>07 -т- 0,12. С увеличением окружной скорости
винтов и с увеличением размеров машины величина мощностного
коэффициента %м уменьшается, так как относительная величина тепла, уносимого
охлаждающей средой, понижается.
Расход воды, охлаждающей корпус, определяется по формуле
" ОХЛ
где At&jt ш> 2 -5- 4° С — повышение температуры воды, охлаждающей
корпус компрессора.
42. ВЫБОР ПРОФИЛЯ ДЛЯ ЗУБЬЕВ ГЕЛИКОИДОВ
Повышение экономичности винтовых компрессоров, уменьшение веса
и габаритов без снижения высокой их надежности и большого моторесурса
являются основными задачами, которые приходится решать при
создании машин. Изложенные выше основы теории винтовых машин позволяют
наметить главные пути решения этих задач.
Повышение экономичности машины зависит от факторов, основные из
которых были указаны в предыдущем параграфе. Некоторые из них —
такие как отклонение рабочего режима от основного, выбор основных
геометрических соотношений винтов, размеры окон всасывания —
надлежащим образом учитываются при проектировании машины.
Выбор способа охлаждения компрессора связан с внешними
условиями — типом и назначением установки, возможностями реализации
и т. п. Однако и этот вопрос решается сравнительно просто.
Наибольшие трудности представляет правильное решение двух
вопросов — выбор окружной скорости (и связанного с ней числа оборотов) и
величины рабочих зазоров. О выборе окружной скорости шла речь выше.
По мере разработки критериев подобия для винтовых машин и
накопления опытных данных решение задачи правильного выбора окружной
скорости будет упрощаться.
Вопрос о рабочих зазорах значительно сложнее потому, что задачи
конструктивного и расчетного характера (учет деформаций) переплетаются
с технологическими. Определение деформаций чрезвычайно бы
упростилось, если бы удалось найти материалы с пренебрежимо малыми
тепловыми деформациями, достаточно распространенные, дешевые и пригодные
330
для основных деталей винтовых машин. Поиски таких материалов пока
не увенчались успехом. Поэтому приходится назначать монтажные зазоры
достаточно большими, с расчетом на то, что они не приведут к касанию
деталей в результате тепловых и силовых деформаций. В то же время они
не должны быть больше необходимых. Это и заставляет предельно сужать
допуски на изготовление тех размеров, которые определяют величину
зазоров. Повышение точности, и без того достаточно высокой, резко
увеличивает издержки производства и стоимость машины.
Но уменьшение зазоров — не самоцель. Напротив, их желательно
было бы расширить, но при условии, что абсолютная величина протечек
газа при этом не будет увеличена. Здесь речь уже должна идти о
создании новых конструктивных форм главных деталей компрессора —• винтов
с такой формой зубьев, чтобы их зацепление приводило к образованию
небольших по высоте, но глубоких, т. е. с большим путем
дросселирования, щелей. Идеальным видом зацепления зубьев в этом смысле
явилось бы зацепление двух слегка раздвинутых равных полуцилиндров
с одинаковым знаком кривизны и с большой шероховатостью поверхности.
Это зацепление можно отнести к типу «поверхность — поверхность».
Несмотря на очевидную полезность этой идеи, поиски новых профилей
для зубьев винтовых машин и участившиеся за последнее время
предложения по-прежнему шли по линии разработок так называемого точечного
зацепления. Это зацепление все тех же профилей — окружностей и гипо-
эпитроходид и различных их сочетаний. Исключение составляет
эллиптический профиль, обеспечивающий на значительных участках условных
линий контакта зацепление зубьев типа «поверхность — поверхность»
(см. рис. 126 и 128).
Итак, мы подошли к вопросу о выборе типа профиля для винтовой
машины.
Оценим сначала достоинства и недостатки каждого из профилей,
ограничивая свою задачу типами, рассмотренными в гл. II. Для наглядности
и компактности записи сведем их в таблицу (табл. 17). Знаком «плюс»
отмечены достоинства компрессора с данным типом профиля или его пре- j \
имущество по сравнению с другим типом профиля; двумя знаками —¦ особо
большое преимущество или достоинство. Знак «минус» означает, что
компрессор с данным профилем уступает по рассматриваемому признаку I
другому. При оценке машин по какому-то параметру принимается, что г
все прочие величины одинаковы или сравнимы. В связи с тем, что машины ;
с большими ддамет^ами винтов достигают оптимальной старости п$и
меньшем числе оборотов, в табл. 17 произведено деление машин на
тихоходные (Т) и быстроходные (Бх).
В винтовых машинах существенную роль играет осевая герметичность.
С увеличением диаметра винтов и относительной высоты зуба осевая
герметичность ухудшается, и площадь сечения отверстия М (см. рис. 74)
увеличивается, так как она пропорциональна квадрату диаметра винта и S-.
Перетечки при этом возрастают, как и при увеличении сечений щелей по
линиям контакта, и увеличение числа оборотов уже не может
скомпенсировать (в любом случае это происходит с дополнительными потерями)
отрицательное влияние осевой негерметичности. Ухудшается
экономичность машины, особенно, если давление нагнетания превышает 2,7—
3,0 ата. Именно по этой причине — из-за осевой негерметичности —
винтовые компрессоры с окружным профилем зубьев при прочих равных
условиях имеют несколько меньший к. п. д., чем с асимметричным. Это
331
ТабмщсГП
Сопоставление винтовых компрессоров с различным профилем зубьев
Критерии сравнения компрессоров
или винтов
¦••¦• :¦¦¦-¦ • ¦¦¦¦¦ ¦'¦*¦
Теоретическая производительность
компрессора:
при dx и | — const
: . при одинаковых габаритах винтов, но
оптимальных геометрических
соотношениях
, . Коэффициент подачи
Действительная производительность
Протечки, отнесенные к единице произво-
водительности:
утечки
перетечки
Затраты удельной мощности на
оптимальном режиме ..... й'}г,ш1х\
Плавность изменения к. п. д. при
изменении ен в широком диапазоне
: Оптимальное число оборотов
Перепад давления Ар=рн — ра
Осевая герметичность ' '
Возможность уплотнения по линии
контакта винтов «усиками»
Возможность уменьшения зазоров (до
взаимного, но безопасного касания)
Возможность увеличения относительной,.
высоты зуба
Возможность увеличения угла наклона
зуба на начальном цилиндре
Надежность компрессора при
минимальных зазорах
Защемленные объемы
Профиль зубьев винтов
Асимметричный
Бх
4- '
+
4-
4-
¦ —
4-4-
+
:—.
Т
4-
4-4-
-4-
4-4-
—
4-4-
4-+
— ¦
Пас<Пц
4-4-
4-4-
+4-
+4-
4-4-
—
4-4-
4-4-
4-4-
Цевочный
Бх | ¦¦¦Ti:
—
—
4-
4-
4- ..
—
+
¦++
—
—
—
—
4:
—
—
+4-
п.,
—
—
4-4- +
4-4-
4-
—
4-4-
(имеются)
—
—
+
4-
¦—
—
—
.—
+
-j |_
(нет)
ЭлЛИПТИт
ческий
Бх
¦"¦+:'•
4-4-
++¦¦
4-4-.
: 4-4-
4-
+4-
- i ¦-¦
4- .
4-4-
4-rf-,
4-4-.
4-4-"
4-." .
4-4-:
+4т.
¦Пас<Пзл<Пц
4-
+
+
+
' +4-
+
4-
4-
4-
+
+
4-
4-
(незначи-
тельные)
справедливо, если сравнивать максимальные значения к. п. д. Но если
учесть, что небольшие и средние компрессорные машины весьма часто
работают в относительно широком диапазоне изменения степени сжатия,
а в этом случае на ряде режимов окружный профиль именно из-за
наличия осевой негерметичности может обеспечить более высокие значения
к. п. д., то эффективная (итоговая) экономичность винтовой машины
с окружным профилем зубьев оказывается выше.
В силу сказанного компрессоры с окружным профилем работают при
меньших перепадах давления Ар, чем с асимметричным. А этот вопрос
становится актуальным для двух- и особенно трехступенчатых винтовых
332
машин. Поэтому при больших перепадах давления, при сжатии
маловязких газов и в некоторых других случаях винтовая машина с хорошей
осевой герметичностью обеспечит более высокий к. п. д. на оптимальном
режиме работы.
Важным достоинством цевочного профиля является возможность
получения больших углов наклона зубьев. У этого профиля здесь нет
ограничений, тогда как у циклоидального профиля предельное значение угла
наклона доходит только до 48—49°. Исследования [38] показали, что
увеличение угла наклона зуба и угла закрутки весьма благоприятно
сказывается на
характеристиках машины и, прежде
всего, на ее экономичности.
Актуальность этого вопроса
особенно возросла в
последние годы, когда появились
короткие винты с К = 0,9 -ь
-г 1,0 и даже меньше. Если
000
30
20
ГО
о
-ю
лнэ
XQ:
ХГ
>—.
>—-
—
¦——.
— —
•—
—
—-—.
«„=2,5
'
s _
6000
7000
8000 9000п,о5/мин
40
30
20
10
о
-ю
5000 600С 7000 8000 9000п,о5/мин
Рис. 153. Изменение коэффициентов эффективности
эллиптического профиля в зависимости от числа
оборотов при различных степенях сжатия. ег=2,48.
Корпус неохлаждаемый
ЛНд
•^
——
-——<
——
¦—-
—=
^%
11 —
— __
¦———
2
бы у таких коротких винтов
не удалось осуществить угол
закрутки порядка 300° (при
этом угол наклона доходит
до 58—59,5°), то
компрессоры работали бы с низким
к. п. д. Винты с
асимметричным и циклоидальным
профилями и Я, = 0,9-г-1,0 при
больших углах наклона
зубьев дисковыми
профильными фрезами
обрабатываться не могут.
- Что касается
технологичности изготовления винтов,
то вопреки иногда
высказываемому мнению все профили в этом смысле равноценны, так как
технология их нарезки одинакова. Большой шаг вперед здесь мог бы
сделать профиль, позволяющий осуществлять нарезку винтов на обычных
зуборезных станках методом обкатывания.
Таким образом, окружный (цевочный) профиль зубьев имеет серьезные
преимущества (табл. 17, строки 4, 6, 13, 15) перед асимметричным
профилем, чем и следует объяснить его преимущественное распространение.
Эллиптический профиль по многим показателям (см. табл. 17)
превосходит цевочный или не уступает ему. О герметичности по линиям контакта
этого профиля уже говорилось. Осевая герметичность у эллиптического
профиля значительно лучше, чем у окружного, но хуже, чем у
асимметричного. По этому критерию эллиптический профиль занимает промежуточное
положение между ними. • . .
Длительные испытания винтовых компрессоров в одном и том же
корпусе, но с винтами различного профиля показали серьезные преимущества
винтов с эллиптическим профилем, несмотря на то, что при сохранении
диаметров винтов и межцентрового расстояния для окружного и
эллиптического профиля одинаковыми, последний не может реализовать всех
своих достоинств и находится, таким образом, в менее выгодном поло-
333
х
30
го
to
о
-ю
30
JO
w
ПНЭ
— ¦--—
,5
5000 ВООО
7000
ввоо
9000п,об/мин
% о
-10
•—
¦xN-
пнэ
¦—
——_
5
5000 6000
7000
8000
9ОООл,о5/мин
Рис. 154. Изменение коэффициентов эффективности
эллиптического профиля в зависимости от числа
оборотов при различных степенях сжатия. 8г=2,48.
Корпус охлаждается водой
жении. Результаты
испытаний на одной из машин (ВКЭ)
представлены на рис. 153—
155. Зазоры при этих
испытаниях удалось выдержать
практически одинаковыми
для всех профилей. На этих
рисунках на оси ординат
отложены коэффициенты
эффективности эллиптического
профиля в % по сравнению
с окружным, которые
определялись следующим
образом:
коэффициент
эффективности удельной мощности
d. окр — Муд. эл
%N =
. окр
100%,
„%
Е„-7
ПНЭ
Г,
ь——I
г .
7
¦
¦х
L
но
с
-6-
/о
"¦I
г—.
Ц
-—.
- •—
лнз
h
¦л*
—
,7с
¦—
-X
—^
\
-~,
ПНЭ
^^
—X
?„=5
¦——
¦«1
«Si
7000 9ОООп,оЩмин
Рис. 155. Изменение коэффициентов
эффективности эллиптического профиля в
зависимости от числа оборотов при различных
степенях сжатия. гг = 3,0. Впрыск воды
в количестве 20% по весу
коэффициент
подачи
эффективности
Ли эл —' Цу окр
'Циокр
100%,
коэффициент эффективности
действительной
производительности
Qe. эл — Qe.
окр
Qe.
окр
100%.
Все кривые располагаются
выше горизонтальной «линии
нулевой эффективности»
эллиптического профиля (ЛНЭ), что
указывает на то, что на всех
представленных здесь режимах
компрессор с эллиптическим профилем
зубьев оказался лучше,
экономичнее, более производителен, чем
компрессор с окружным профилем.
Преимущества компрессора с
эллиптическим профилем зубьев
в неохлаждаемой машине (рис. 153)
сказываются сильнее, чем в
охлаждаемой (рис. 154). Это
объясняется большей герметичностью
охлаждаемого компрессора и
лучшим заполнением полостей свежим
зарядом (меньшие утечки). При
охлаждении корпуса уменьшаются
зазоры, и несмотря на теплоотвод,
пережатие газа в компрессоре
334
с эллиптическим профилем сказывается сильнее, сравнительная'эффектив-
ность его несколько падает. С повышением степени сжатия преимущество
эллиптического профиля увеличивается. То же наблюдается и при работе
компрессора с впрыском воды B0% по весу) при высоких степенях
сжатия — 5, 6 и 7 (рис. 155).
Испытания маслозаполненного компрессора 14 ВК с винтами
эллиптического и окружного профилей показали, что при одинаковых габаритах
винтов компрессор с эллиптическим профилем зубьев по сравнению с
окружным профилем имеет следующие преимущества:
1) меньшую затрату удельной мощности — на 6—10%;
2) большее значение коэффициента подачи — на 8—12%;
3) большую действительную производительность — на 12—18%.
Принимая во внимание приведенные выше теоретические и
практические данные и результаты исследований, необходимо признать, что
эллиптический профиль для винтовых машин всех типов является наилучшим.
Эллиптический профиль принят для типоразмерного ряда винтовых
машин в нашей стране.
ГЛАВА VIII
ВИНТОВЫЕ МАШИНЫ МОКРОГО СЖАТИЯ
Согласно принятой нами в п. 2 классификации к винтовым машинам
мокрого сжатия относятся: а) машины, работающие с впрыском
сравнительно небольшого количества капельной жидкости с целью охлаждения
и уплотнения рабочих деталей компрессора; б) маслозаполненные
машины, в полости сжатия которых вводится значительное количество
смазывающей жидкости, одновременно охлаждающей и уплотняющей детали.
Несмотря на существенные конструктивные различия этих машин
(см. п. 2) в термодинамическом отношении они не отличаются.
Различное количество вводимой в процессе сжатия газа жидкости с различными
физическими свойствами приводит к соответствующим количественным
результатам, однако качественно процесс остается однотипным.
Впрыск капельной жидкости в газообразную среду в процессе сжатия
последней приводит к образованию бинарных гетерогенных смесей.
Картину, происходящую в компрессоре при впрыске капельной жидкости,
можно представить себе следующим образом. Впрыск капельной жидкости
в винтовой компрессор приводит к загромождению щелей жидкостью и
к уменьшению диапазона изменения температуры винтов и корпуса, что
позволяет уменьшить строительные зазоры в машине. Эффективное
сечение щелей уменьшается. Это, в свою очередь, вызывает уменьшение
количества утечек газа и снижение его температуры, что способствует
улучшению наполнения всасывающих полостей свежим газом. Все это приводит
к увеличению коэффициента подачи и снижению потребляемой мощности.
Однако при впрыске жидкости часть энергии тратится на ее
разбрызгивание, на сообщение ей скорости направленного движения и, кроме того,
на сжатие ее паров, образовавшихся в результате частичного испарения
жидкости. Поэтому удельная мощность может быть меньше или больше
удельной мощности сухого сжатия в зависимости от условий работы
компрессора и количества впрыскиваемой жидкости. При малых количествах
жидкости и ее полном или частичном испарении происходит снижение
удельной мощности, затрачиваемой на сжатие газа. При больших
количествах жидкости, когда значительная часть ее проталкивается винтами
через компрессор, удельная мощность может увеличиться.
На капельную жидкость, перемещающуюся в компрессоре, действуют
центробежные силы, отбрасывающие ее частицы к периферии винтов и на
стенки корпуса. Эффективное сечение щелей между корпусом и вершинами
зубьев уменьшается, а сопротивление перетекающему газу в таких щелях
возрастает. Струя протекающего через щели газа отбрасывает капельки
336
жидкости в сторону всасывания, против направленного перемещения
винтов. Отброшенная газом жидкость подхватывается винтами и постепенно
проталкивается к окну нагнетания на выход из компрессора.
Благодаря смачиваемости поверхности винтов на ней образуется
тонкая пленка капельной жидкости, непрерывно перемещающаяся под
воздействием центробежных сил к вершинам зубьев. Срывающиеся с зубьев
частицы жидкости от этой пленки в какой-то мере загромождают и
сечение щелей по линиям контакта винтов. Чем больше капельной жидкости
находится внутри рабочего пространства компрессора, тем больше
загромождает она щели и создает тем большие сопротивления протечкам, но
одновременно тем большую механическую работу она поглощает на
перемещение через компрессор. С увеличением окружной скорости винтов эта
работа нелинейно возрастает. При постоянной окружной скорости винтов
положительный эффект от наличия капельной жидкости в компрессоре
проявляется тем сильнее, чем большая величина протечек имела бы место
в этом же компрессоре при сухом сжатии, т. е. при больших зазорах.
В соответствии с этим для одной и той же машины при постоянном числе
оборотов с увеличением степени сжатия должно увеличиваться и
количество капельной жидкости, оптимальное для данных условий.
Изложенные здесь положения, вытекающие из общей теории винтовых
машин, подтверждаются в целом опытными данными. Вместе с тем
теоретические вопросы сжатия бинарных и гетерогенных смесей разработаны
недостаточно, а имеющиеся аналитические зависимости между их
основными параметрами непригодны для практических расчетов. Все это
затрудняет получение количественных зависимостей, пригодных для
расчета машин. По этим причинам расчет компрессора, работающего с
впрыском жидкости, ведется по экспериментальным коэффициентам,
позволяющим осуществить переход от работы компрессора на сухом газе к работе
с впрыском жидкости. Расчет и исследование бинарных смесей и
происходящих в компрессорных машинах процессов представляет
самостоятельную задачу, выходящую за пределы рассматриваемых здесь вопросов.
Мы ограничим свою задачу рассмотрением основных характеристик
винтовых компрессоров, работающих с подачей жидкости в полости
сжатия, и краткими указаниями на особенности расчета таких машин.
43. ХАРАКТЕРИСТИКИ ВИНТОВЫХ КОМПРЕССОРОВ
С МОКРЫМ СЖАТИЕМ
В гл. I производилось краткое описание таких машин. Это — ВК1,
ВК5, ВК7; маслозаполненные ВКП, 14ВК и др. Приводились их
характеристики.
Интересно рассмотреть влияние впрыска жидкости на основные
параметры машины и сопоставить их с аналогичными характеристиками
машин сухого сжатия.
¦¦'• На рис. 156 приведены характеристики Nyd — f (ен) и ч\0 — f (eH)
При различном относительном количестве впрыскиваемой воды
<7_ (в —кг воды—V Эти графики позволяют отметить следующее.
уж \ кг воздуха / г т "•' "• • ¦ ¦,
1. Впрыск воды существенно снижает затрату удельной мощности на
сжатие единицы количества газа; впрыск даже небольшого количества
воды — 2 % от веса воздуха — дает уже заметный экономический
эффект.
22 И. А. Сакун 337
2. С увеличением количества впрыскиваемой воды кривые сближаются,
т. е. относительная эффективность впрыска падает. Объясняется это тем,
что для охлаждения и уплотнения компрессора требуется при заданных
условиях вполне определенное количество воды. Все, что вводится сверх
этого, не производит положительного эффекта и увеличивает затрату
энергии на перенос и выталкивание жидкости из машины.
3. Чем выше степень сжатия, тем больше жидкости требуется для
охлаждения и уплотнения машины.
8,0
7,0
4,0
3,0
2,0
1,0
_=j—
4--
o,t
n
¦m
0
—
*
ft
/'
——.
У
*?¦
—
у
- ,
—
С[Ж=О,О2
\
/
/
У
¦?¦"
V
- и
007
Л
У
(?_
—
[Я
—
/
Р,
.
.
/
/
У
У
/
у
-о,
-о
— ¦
)В
08,
У
У
/
У
у-
—J
2,0
3,0
4,0
5,0
6,0
Рис. 156. Зависимость удельной мощности и коэффициента подачи от
степени сжатия при различных относительных количествах
впрыскиваемой воды qM. ег = 3,0; п = 9500 об/мин:
эллиптический профиль; —цевочный профиль
4. Чем меньше зазоры, тем меньше жидкости требуется для
достижения того же эффекта; аналогично действует и число оборотов.
5. Производительность компрессора (коэффициент подачи) при
достаточном количестве поданной жидкости мало зависит от степени сжатия
даже в широком диапазоне ее изменения (от 2 до 7).
На рис. 157 и 158 показано изменение приращения температуры
нагнетания в зависимости от степени сжатия. Здесь повторяется примерно та же
закономерность. При впрыске достаточного количества жидкости (в этих
опытах 12%) приращение температуры нагнетания при изменении степени
сжатия происходит по линейному закону. Интересно отметить, что впрыск
воды в количестве 2% не сбивает заметно температуру; а впрыск 6%
уже заметно ее снижает, дальнейшее увеличение впрыска жидкости —
до 12% — дает уже небольшой эффект. На рис. 157 для выявления эффекта
охлаждения и впрыска приведена также кривая АГ = / (ен) для
охлаждаемого корпуса (<7ас = 0) и для машины без охлаждения (обе для
эллиптического профиля).
При тех зазорах и числах оборотов, при которых производились опыты,
применение охлаждения корпуса компрессора водой эквивалентно
примерно впрыску 2—3% воды. При других параметрах машины и других
зазорах эта величина несколько изменится.
338
На рис. 158 отчетливо виден момент, при котором дальнейшее
увеличение впрыска воды становится малоэффективным, причем с повышением
степени сжатия эта граница перемещается в сторону увеличения впрыска.
Для опытного компрессора, имевшего
относительно большие зазоры, для
степеней сжатия от 2,5 до 7 относительная
величина впрыска воды лежала в
пределах от 12 до 20% соответственно. Для
других машин—с меньшими зазорами —
25
2,0 3,0 4,0 5,0 6,0 ' 7,0еи
Рис. 157. Зависимость приращения температуры нагнетаемого воздуха
от степени сжатия при различных количествах впрыскиваемой воды.
ег = 3,0; п = 9500 об/мин:
— эллиптический профиль; ¦ — цевочный профиль
оптимальное количество
жидкости на впрыск несколько
уменьшается. Однако приведенный
характер зависимостей
сохранится.
Впрыск других капельных
жидкостей (не воды),
естественно, приведет к другим
количественным результатам, однако
качественно они не изменятся.
Это подтверждают
исследования маслозаполненных
винтовых машин. В этих
компрессорах впрыскивается
значительное количество масла — в 6—
8 раз больше веса воздуха (при
гн =к 8 — 9). При этом не
безразлична вязкость масла: более
вязкого масла требуется
вводить меньше, чем маловязкого.
Опытами установлено, что
увеличение количества подавае-
Рис. 158. Зависимость
приращения температуры
нагнетаемого воздуха от
количества впрыскиваемой воды при
различных степенях сжатия.
в? = 3,0; п — 9500 об/мин:
'— эллиптический
профиль; -г — цевочный
профиль
75
25
О
*" кг Воздуха
мого масла сверх оптимального для данных условий приводит к
некоторому увеличению производительности компрессора, но одновременно
растет и потребляемая мощность. Проверенных количественных
рекомендаций на этот счет пока выдать нельзя, поскольку не накоплен еще
22*
339
опытный материал нужного качества. Однако надо признать совершенно
несостоятельными попытки выдавать рекомендации по количеству
впрыскиваемого масла без какой-либо увязки с величиной зазоров и ок руж-
ной скоростью.
44. ОСОБЕННОСТИ РАСЧЕТА ВИНТОВЫХ КОМПРЕССОРОВ МОКРОГО СЖАТИЯ
Расчет объемной производительности компрессоров мокрого сжатия
не отличается от такого же расчета машин сухого сжатия, так как объем
капельной жидкости составляет доли процента от объема газа на
всасывании. Весовая производительность компрессора по газовой компоненте
рассчитывается самостоятельно, а затем суммируется с весом подводимой
за то же время на впрыск жидкости.
л* 'к*
3,0
2,0
1,0
Ен=3
\^
Ч,
\
<-5
1
\
\
*¦¦
-7
>
ч,
s
-
20 40 ВО SO !00и„м/сек
2,0
f.0
у
-^
¦
, '
—¦
„—
—
\
У
-
\
1 1
3,0
5,0
7,0ен
Рис. 159. Изменение коэффициента Кж
в зависимости от окружной скорости
при различных степенях сжатия.
Зазоры в компрессоре велики. Впрыск
воды дж = 20%
Рис. 160. Изменение коэффициента Кж
в зависимости от степени сжатия при
различных окружных скоростях.
Зазоры в компрессоре велики. Впрыск
воды дж = 20%
Расчет коэффициента подачи для компрессоров мокрого сжатия может
производиться по той же формуле C04), что и для машин сухого сжатия,
но с некоторыми поправками. Последние относятся к определению
количества утечек газо-жидкостной смеси. Поскольку не существует методики
расчета расхода таких смесей через отверстия с большим сопротивлением,
то в качестве первого приближения принято считать расход утечек по
сухому газу с последующим введением поправочного коэффициента,
определяемого из отношения:
Где
у — коэффициент утечек машины при сухом сжатии [см.
формулу C13)];
^ м — коэффициент утечек той же машины при мокром сжатии.
Обработка экспериментальных данных позволила вычислить
значения коэффициента Кж при впрыске воды (рис. 159 и 160). Значения Кж
на приведенных графиках справедливы при дж = 20% и при
определенных (больше средних обычно допускаемых) зазорах. С изменением
этих констант изменяется и Кж. Например, с увеличением количества
впрыскиваемой воды до определенного предела увеличивается и Кж.
Имеет также значение и место подвода воды: впрыск воды в полости
винтов после их отсоединения от камеры всасывания более эффективен, чем
впрыск воды в камеру всасывания. Уменьшение зазоров эквивалентно
340
увеличению количества впрыскиваемой жидкости. На рис. 159 и 160
графики показывают сильное уплотняющее действие воды, роль которого
увеличивается по мере снижения числа оборотов или повышения степени
сжатия.
Подача масла в маслозаполненные компрессоры осуществляется в
количествах, в несколько раз превышающих количество подаваемой на
впрыск воды. Поскольку теплофизические свойства масла и воды
существенно различаются, то приведенные выше графики Кж = / (и^, еи)
для масла не пригодны. Однако надо иметь в виду, что влияние одних
теплофизических свойств воды может отчасти компенсироваться другими
свойствами масла и его количеством.
Расчет мощности маслозаполненного компрессора можно производить
по формуле C87), если только правильно определить показатели т1 и т2.
Для этого необходимо сначала задаться температурой нагнетаемого
воздуха Тн по прототипу или, если нет никаких данных, предварительно.
Затем, зная действительную степень сжатия (с учетом потерь давления
на всасывании и в тракте нагнетания), можно найти показатель тг:
C92)
Среднее значение показателя «политропы» т1 для маслозаполненного
компрессора может быть определено в случае, если пренебречь
гидравлическими потерями на всасывании, а также принять r\v =e т^. Тогда
"^1-/(Т-я„)- <393>
Затем необходимо определить то количество тепла дм, которое нужно
отвести от смеси в процессе сжатия для того, чтобы средний показатель
k с
«политропы»уменьшился от mt до т2. Поскольку , R = -~, то, вое-
пользовавшись Выражением C82), получим
ккал/мин, C94)
где Gg ¦— весовая действительная производительность за 1 мин;
срт — средняя теплоемкость воздуха с учетом Влажности.
Количество масла, которое необходимо подать в компрессор для
уменьшения т1 до /л2:
°м = ~^Кп' <395>
где см — теплоемкость масла при средней температуре (см. ниже);
Ум — удельный вес масла при средней температуре;
AtM — принимаемое повышение температуры масла в рабочем
процессе; Мм -= A5ч-25)° С.
Средняя температура масла
, 2tM + A^jh
где tM — температура масла, подаваемого в компрессор.
341
Затем необходимо произвести контрольную проверку. Относительное
количество подаваемого в рабочие полости масла qomH = -~-^6~8.
Такой относительный расход масла достаточен при правильно выбранных
зазорах, которые у маслозаполненных машин меньше, чем у других.
Если окажется, что qomH выходит за указанные пределы, то расчет
необходимо повторить, предварительно задавшись иными значениями
некоторых величин. Отметим, что полный циркулирующий расход масла для
компрессора включает кроме GM также масло GMex, подаваемое в компрессор
для отвода тепла механических потерь:
„ _ 102-60 ли*
где NMex — мощность механических потерь в кет, причем
Индикаторная мощность Nt, потребляемая компрессором для сжатия
и выталкивания смеси, определяется по формуле C87).
Полная мощность, потребляемая В КМ, складывается из индикаторной,
мощности механических потерь, а также мощности, потребляемой
масляным насосом, вентилятором и т. д.
Мощность компрессоров, работающих с впрыском воды, можно
определять аналогичным способом. Иногда приходится делать несколько
прикидок для возможности анализа и сопоставлений. Например,
определив т по конечным параметрам процесса C92) и задаваясь температурой
нагнетания Тн, можно определить мощность по формуле C90). Далее
по уравнению теплового баланса необходимо уточнить Тн и повторить
расчет до совпадения с ранее выбранным значением. Уравнение
теплового баланса для машины, работающей с впрыском жидкости:
C97)
где ср — средняя теплоемкость сухого газа;
R и R, — газовые постоянные сухого газа и пара;
р, и г — парциальные давления и скрытая теплота
парообразования водяного пара при температурах Тн и Тв;
t2 — температура выходящей из компрессора воды, которую
можно принимать на 5—10° ниже Тн\
ta — температура подаваемой в компрессор воды.
Поскольку парциальное давление и скрытая теплота парообразования
являются функциями искомой температуры нагнетания и их значения
приходится определять по таблицам водяного пара именно для Тн,
то определение температуры нагнетания по уравнению теплового баланса
C97) сводится к подбору корня методом последовательных приближений.
Однако это в настоящее время не составляет затруднений, так как расчет
легко переводится на ЭВМ.
ГЛАВА IX
СИЛЫ И МОМЕНТЫ, ДЕЙСТВУЮЩИЕ НА ВИНТЫ
КОМПРЕССОРА
Для расчета и рационального конструирования валов и подшипников
необходимо найти величину и направление действующих на винты сил.
На винты компрессора действуют следующие силы и моменты:
1) осевые силы, направленные параллельно осям винтов;
2) радиальные силы, направленные перпендикулярно осям винтов;
3) крутящие и изгибающие моменты.
45. ОСЕВЫЕ СИЛЫ И КРУТЯЩИЕ МОМЕНТЫ
Осевая сила, действующая на винт при отсутствии разгрузочных
дисков, равна векторной сумме
где Рт — суммарная сила, действующая на торцы винта;
Ра — сила, действующая на профильные поверхности винта;
Рш — осевая составляющая нормальной силы косозубых шестерен
связи.
Суммарная осевая сила, действующая на торцы винта, равна
произведению площади торца винта (за вычетом площади сечения вала) на
разность давлений газа у торца нагнетания и всасывания. Полная
площадь торцового сечения винтов Sx и S2 может быть определена
планиметрированием или из формул C21) и C22).
Со стороны всасывания приблизительно вся площадь торцового
сечения винта (за вычетом площади сечения вала Fe) подвержена давлению
всасывания.
Со стороны нагнетания давление по торцу распределяется сложнее.
Часть площади торца подвержена давлению, близкому к нагнетанию,
часть — к всасыванию и некоторая часть — промежуточному давлению
между ними. Приближенно можно принять, что половина площади
торцового сечения винта за вычетом сечения вала подвержена среднему
давлению газа. Тогда осевые силы, действующие на торец ВЩ и ВМ винтов,
¦соответственно равны:
Plr = 2fv Ар + -i- fv Ap + ~ f1K Ap; PiT = 2/23 Ap + ^- /23Ap +
где Ар = ри — p..
4
Ар,
343
Площадь торцового сечения зуба ВЩ и ВМ винтов
, -?D-40—1/1.
/ is —
щ
. щ
Кольцевая площадь, образованная окружностью вала и окружностью
впадин ВЩ и ВМ винтов:
flK= "«„-«?,);
Средние значения осевых сил, действующих на профильные
поверхности ВЩ и ВМ винтов, могут быть найдены из выражений [см. также
формулы D00) и D01)]:
ral — и. шср-1'
lcp.
C98)
где Мср, j и Мср,2 — средние крутящие моменты, действующие на ВЩ и
ВМ винты:
Мср. ! = 975 ^кГ-м;}
4 C99)
Мср. 2 = Мц г,*, J
где МПеаз — крутящий момент, воспринимаемый ведомым винтом от газа.
К определению крутящих моментов, действующих на валы, можно
подойти и с другой стороны. Для этого необходимо сначала определить
осевые силы Ра1 и Ра2, а затем уже из выражения C98) — крутящие
моменты.
Перейдем к определению осевой силы, действующей на профильные
поверхности винтов. Величина ее зависит при прочих равных условиях
от профиля зуба и от вида его линии зацепления. Как более общий случай,
рассмотрим метод определения осевой силы для винтов с односторонним
асимметричным исходным профилем зубьев (см. рис. 63 и 70).
На каждый элемент поверхности зуба действует сила, равная
произведению площади поверхности на давление и направленная нормально
к этой площади. Осевая составляющая силы может быть определена как
произведение давления газа на площадь проекции данной поверхности
на плоскость, перпендикулярную оси винта. Все цилиндрические
поверхности винтов не имеют осевой составляющей. Ее дают только профильные
поверхности зубьев. В данном случае удобнее рассмотреть профильные
поверхности полостей (впадин), а не зубьев. Можно считать, что в
пределах одной полости давление газа остается общим для передней и тыльной
боковых поверхностей. Направление действия осевой силы на боковые
поверхности полости неодинаково: для винтовой поверхности AXD±
344
передней части профиля ведущего винта (см. рис. 161 и 70) осевое усилие
направлено в сторону всасывания; для поверхности профиля F1D1 осевая
сила направлена в сторону нагнетания.
Для поверхности профиля A2D2 ведомого винта осевое усилие
направлено в сторону нагнетания, a F2D% испытывает усилие, направленное
в сторону всасывания. Таким образом, в пределах одной полости одна
боковая винтовая поверхность дает осевую силу, направленную в сторону
всасывания, другая боковая поверхность — в сторону нагнетания. Эти
осевые силы уравновешиваются. По величине они одинаковы, так как
проекции боковых профильных поверхностей каждой полости на
торцовую плоскость равны между собой и подвержены одинаковому давлению.
Рис. 161. К определению осевых сил, действующих на
винты. Вид на торцы винтов со стороны нагнетания
Равенство проекций боковых поверхностей полости не является
очевидным. Его можно доказать, если спроектировать боковые поверхности
полости винта, длина которого равна полному осевому ходу, на торцовую
плоскость. Тогда при повороте профиля A1D1 на угол 2л вокруг оси винта
при одновременном его перемещении вдоль этой же оси на ход /ix он
образует боковую поверхность полости, проекция которой на торцовую
плоскость равна площади кольца с радиусами R и г1н. Той же площади равна
торцовая проекция поверхности, образованной профилем F1D1. Это
свойство боковых профильных поверхностей очень существенно. Оно
позволяет сделать вывод, что для любого участка полости винта, заключенного
между двумя торцовыми плоскостями, суммарная осевая сила,
действующая на поверхности полости, равна нулю. Все сказанное в равной степени
относится и к ведомому винту.
Определим осевую силу, действующую на профильные поверхности
.ведомого винта. Рассмотрим осевую силу сначала для одной полости.
Рассечем ведомый винт плоскостями /—/ и //—//, как показано
на рис. 70. Слева от плоскости /—/ и справа от плоскости //—// согласно
предыдущему суммарная осевая сила, действующая на поверхности
полости, равна нулю. Следовательно, осевая сила, действующая на
поверхность полости, приложена на участке между торцовыми
плоскостями /—/ и //—//. На этом участке происходит замыкание (перекрытие)
рассматриваемой полости зубом ведущего винта, причем линиями
контакта винтов между плоскостями являются линии а—/—5—4—3 (рис. 161).
Если бы линии контакта целиком лежали в одной торцовой плоскости,
например /—/ или //—//, то профильное осевое усилие, действующее
в пределах полости, равнялось бы нулю, а зуб ведущего винта
воспринимал бы осевую силу, равную произведению давления на торцовую
площадь рассматриваемой впадины 1. Но линии контакта а—1—5—4—3
не лежат в одной плоскости. Они расположены таким образом, что
уменьшают боковую поверхность тыльной части впадины ведомого винта на
величину поверхности а—1—5—а. Эта поверхность проектируется на
торцовую плоскость в виде фигуры 1—5—b—а—1 (см. рис. 161). Площадь
этой фигуры обозначена /„ (на рисунке заштрихована). Следовательно,
на эту же величину площадь проекций передней части впадины ведомого
винта больше площади проекции тыльной части.
Осевая сила Pai, действующая на рассматриваемую впадину ведомого
винта, равна
Pal —
где Api = pi — Рв — перепад давления до и после линии контакта,
определяемый по диаграмме давлений (см. рис. 107);
fH — неуравновешенная площадь (см. рис. 161).
При этом fH = Л-i-e-i — Ра-ь-ь-г-а> где
^i-2-6-i = -|- [#? Bpoi ~ sin 2poi) + r\H BPo2 — sin 2p02)] •
Угол ро1 определяется по формуле B04); р02 — по формуле B26);
Fa-b-b-2-a = Fiv и определяется по формуле C51).
Сила Рai направлена в сторону нагнетания, что имеет принципиальное
значение в теории винтовых компрессоров. Заметим попутно, что такое
же усилие, но направленное в обратную сторону, воспринимает также зуб
ведущего винта.
Одновременно в зацеплении находятся несколько зубьев винтов.
В среднем по длине винта в пределах угла поворота число
одновременно находящихся в зацеплении зубьев равно Кср — —;—•• В общем
случае это число является дробным. Оно показывает, сколько поверхностей
а—/—5—а — полных (целая часть Кср) и неполных — проектируется
на торцовую плоскость.
Суммарная осевая сила, действующая на профильные поверхности
ведомого винта, равна
кср
Е ' D00)
Сила Ра.2 направлена в сторону нагнетания.
Число полных площадок /н при каждом положении винтов легко
определить по рис. 70, если предварительно нанести на кальку линии
контакта и затем смещать их по оси винта пропорционально выбранным
углам поворота винта. Углы поворота винта выбираются в пределах —,
начиная от начала сжатия в произвольно выбранной полости через
каждые 10—15°. При этом определяется осевой размер и эквивалентный ему
угол поворота винта для неполной площадки fH. Проекция fH на торцовую
1 Это имеет место для винтов с окружным симметричным цевочным профилем.
346
плоскость легко определяется по моделям торцовых сечений винтов4
(плоских колес), изготовленных из миллиметровой бумаги, или
вычислением по формуле B84) при соответствующем угле поворота винта1.
Определим осевую силу, действующую на профильные поверхности
ведущего винта. Секущие плоскости /—/, //—// и ///—/// (см. рис. 70)
являются общими для обоих винтов. Плоскость ///—/// проходит через
точку / линии контакта и находится на расстоянии —— (или —— по углу
поворота ведущего винта) от плоскости //—//.
Часть зуба ведущего винта, заключенная между плоскостями /—/
и //—//, перекрывает впадину ведомого винта. Проекция этой части зуба
на торцовую плоскость дает фигуру 1—2—4—5—/ (см. рис. 161), площадь
которой равна fH -f /2д, где /2„ определяется по формуле C53). Осевая
сила, действующая на эту площадь, направлена в сторону всасывания.
Часть зуба ведомого винта, находящаяся между плоскостями //—//
и ///—/// (см. рис. 70), перекрывает впадину ведущего винта,
прикрывая тыльную часть зуба ведущего винта и оставляя подверженной
давлению газа переднюю часть поверхности зуба. Эта поверхность ведущего
винта остается неуравновешенной. Ее проекция на торцовую плоскость
равна площади впадины ведущего винта /1ш величина которой определяется
по формуле C34) или непосредственным измерением.
Таким образом, зуб ведущего винта, ограниченный по длине
плоскостями /—/ и ///—///, перекрывает торцовую площадь, равную
/к + fin ~Ь fin- Осевая сила, действующая на эту площадь, равна (/„ +
+ fln + f%n) &-Р и направлена в сторону всасывания.
Суммарная осевая сила от профильных поверхностей ведущего винта
направлена в сторону всасывания и равна
if
f D01)
где Кср и Ар; — те же величины, что и для ведомого винта.
Определение проекций профильных поверхностей на торцовую
плоскость в том случае, когда они неполные, весьма наглядно и просто можно
найти по модели (шаблону) торцовых колес. Необходимо помнить, что
неуравновешенная площадка fH данной парной полости находится не
в рассматриваемой полости, а сзади нее, так как парная полость ведомого
винта заполняется зубом ведущего винта, расположенного сзади.
По величине составляющей осевой силы, действующей на профиль,
можно определить значение крутящего момента на винте.
Выше упоминалось о том, что любую поверхность можно представить
образованной из бесконечно большого числа винтовых линий. Представим
себе элементарную винтовую поверхность, расположенную на цилиндре
радиуса г. Развернем эту элементарную поверхность на плоскость чертежа.
Действующая на элементарную поверхность нормальная сила dP может
быть разложена на три составляющие: окружную силу dP0Kp, осевую
силу dPa и радиальную силу dPr. Последнюю составляющую в данном
случае учитывать не будем, так как она не влияет на величину крутящего
момента.
1 За вычетом площади лунки (см. рис. 161).
347
Из треугольника сил имеем
где р — угол между касательной к винтовой линии, расположенной на
цилиндре произвольного радиуса, и осью винта.
Так как ctg P = -у—, то
Элементарный крутящий момент
4М = dP0Kpr,
или
dM = dP, h
а
2я *
Это выражение справедливо для элементарной винтовой площадки,
расположенной на любом радиусе в пределах профильной поверхности.
Для винтов постоянного шага (хода)
dPa.
Распространяя интеграл на всю профильную поверхность,
окончательно получим значение крутящего момента
М = ¦''
Осевая сила, действующая на профильные проверхности винта в
сторону всасывания, создает крутящий момент, направленный против
вращения винта, т. е. для преодоления этого момента необходимо приложить
момент от внешнего источника энергии (от двигателя). Напротив, осевая
сила, действующая на профильные поверхности винта в сторону
нагнетания, обусловливает появление крутящего момента, направленного в
сторону вращения винта. Иными словами, в этом случае не только не
требуется прикладывать момент от внешнего источника для обеспечения
вращения винта, но, наоборот, появляется момент, помогающий двигателю.
Направление этого момента будем считать для компрессора отрицательным.
Таким образом, крутящие моменты, действующие на ВЩ и ВМ винты
компрессора с асимметричным и эллиптическим профилями зубьев,
определяются выражениями:
М^-^-Раг; D02)
Следовательно, ведомый винт с указанными профилями для своего
вращения не требует подвода механической энергии. Получая энергию
от сжатого газа он преобразует ее в энергию движения и отдает ведущему
винту через шестерни связи, помогая таким образом двигателю. Этот
на первый взгляд парадоксальный вывод, полученный теоретическим путем,
имеет большое значение не только в теории винтовых компрессоров,
348
но и в практике их проектирования и изготовления. Остановимся на этом
несколько подробнее. ,
Переменный характер профильной составляющей осевой силы
обусловливает и переменный характер крутящих моментов, изменение которых
по углу поворота может быть заранее определено. Период изменения по
углу поворота ведущего винта равен ——, по осевому размеру —-. Отно-
шение средних значений крутящих моментов винта, взятых по
абсолютной величине, составляет
h
fn + fin + h
' ср
D04)
Это отношение для винтов с рассмотренными здесь ассимметричными
профилями при tia = 1,5 равно примерно 0,12—0,16. Колебание
крутящих моментов определяется характером линий контакта винтов. При
увеличении числа зубьев период колебания уменьшается, уменьшается
и амплитуда, благодаря чему компрессор работает более спокойно.
Крутящий момент на ведомом винте всегда должен быть больше того
момента, который требуется на преодоление потерь на механическое
трение и трение ротора о газ. В этом случае на ведомом винте будет
обеспечен избыточный момент постоянного знака, что благоприятно скажется
на работе шестерен связи, так как последние будут передавать от ведомого
винта на ведущий только этот избыточный момент одного знака. Если
средний крутящий момент ведомого винта незначительно превышает
момент сопротивления на этом же винте, то может оказаться, что избыточный
момент на каком-то участке угла поворота меняет свой знак. Это вызовет
стук в шестернях связи и неспокойную работу всего компрессора.
Наконец, из формулы D04) следует, что отношение моментов
определяется только геометрическими размерами винтов и не зависит от
давления газа или других термодинамических параметров компрессора.
Следовательно, изменение отношения моментов на винтах достигается только
за счет изменения соответствующих геометрических параметров (t12,
Ъ> ?о> mi)> влияющих на площади /н, fln и f2n.
Вследствие наличия зазоров между профилями и течения газа через
них приведенные формулы являются приближенными, так как это
несколько уменьшает площади, подверженные действию давления.
Определение профильных составляющих осевых сил и крутящих
моментов удобно вести в табличной форме.
Шестерни связи компрессора нагружены незначительно: они
передают 5—10% общего крутящего момента компрессора. Однако это
теоретические величины.
Для винтов с цевочным профилем зуба неуравновешенная площадка
ведомого винта fH = 0, поэтому такой винт не получает энергии от газа.
Сопротивления движению ведомого винта преодолеваются за счет
энергии, отбираемой от ведущего винта через шестерни связи и составляющей
по данным наших экспериментов [34] 3—4% от полной мощности
компрессора.
На рис. 162, а показана схема энергетического баланса подводимой
и расходуемой энергии для компрессора с винтами цевочного профиля:
Mi — крутящий момент, подводимый к ведущему винту компрессора;
Мц — крутящий момент на валу ведомого винта в рассматриваемом
сечении; AMont — моменты трения в опорных подшипниках; &Myni —
349
моменты трения в упорных подшипниках; ДМг1 и ДМГ2 — моменты,
затраченные на преодоление трения при вращении винтов; Mi — момент
на валу ведущего винта на участке между опорным подшипником и
торцом вала; ДМШ — момент, затраченный на преодоление трения в
шестернях связи; ДМ — момент, передаваемый шестернями связи от
ведущего винта к ведомому; Мгаз — эквивалент энергии с уходящим сжатым
газом.
Приведенная схема1 наглядно показывает потоки энергии.
Руководствуясь этой схемой, можно рассчитать затрату механической энергии
АМШ АМдл,
в)М,,М',,Щ,кГм
14
П=9ОООоб1мин
у
щ-м,-м
ДМ,
'-лма
6ен
Рис. 162. Схема
энергетического баланса для
компрессора с винтами цевочного
профиля
в каждом узле. Экспериментальные исследования, проведенные в
Ленинградском высшем инженерном морском училище им. адмирала С. О.
Макарова (ЛВИМУ) полностью подтвердили теоретические выводы
относительно силовых зависимостей, полученных нами в 1949 г. [36].
На рис. 162, б показаны экспериментальные значения крутящих
моментов, замеренные с помощью тензометрических датчиков [34].
В компрессоре с винтами асимметричного и эллиптического профилей
схема энергетического баланса выглядит по-иному (рис. 163). Здесь
энергия Мцеаз к ведомому винту передается от газа, затем она расходуется
на преодоление трения во всех подшипниках ведомого винта, трения винта
о газ и в шестернях связи. Избыток крутящего момента
(неизрасходованная его часть) ДМ возвращается посредством шестерен связи ведущему
винту. Это свойство зависит от профиля зубьев, поэтому оно характерно
для всего класса циклоидальных профилей. Поскольку наклон зубьев
1 Разработана и исследована совместно с доцентом канд. техн. наук П. Ф. Рахмановым.
350
шестерен связи должен иметь одинаковое направление с наклоном зубьев
винтов, то для винтов с зубьями циклоидального и эллиптического
профилей осевая сила, возникающая в шестернях связи, разгружает ведущий
АМ01
Рис. 163. Схема энергетического баланса для компрессора с
винтами асимметричного профиля
винт. Если же зубья винтов имеют цевочный профиль, то осевая
составляющая нормальной силы, действующей на зуб шестерни, дополнительно
увеличивает действующую на ведущий, более нагруженный винт, осевую
нагрузку.
46. РАДИАЛЬНЫЕ СИЛЫ
Радиальные силы, действующие на винты, возникают вследствие
различного давления газа на отдельные участки поверхности. Они являются
основными силами, определяющими реакции на опорных подшипниках
и прогиб вала.
Радиальные силы могут быть значительными для средних и крупных
винтовых компрессоров и для машин с большим перепадом давления.
Для подобных машин, как правило, в качестве опор приходится
применять подшипники скольжения, для расчета и конструирования которых
необходимо знать величину и направление реакций опор.
Значительная часть поверхности каждого винта подвержена давлению
всасывания. Меньшая часть их поверхности находится под непрерывно
меняющимся давлением сжимаемого газа. Это усложняет определение сил.
Задачу определения действующих на винты сил можно упростить, если
рассматривать силы, действующие на каждую отдельно взятую впадину
винта, а затем просуммировать их определенным образом. Каждую
впадину между зубьями можно рассматривать как замкнутую полость, причем
снаружи она замыкается корпусом компрессора. Если рассечь полость
двумя торцовыми плоскостями, отстоящими одна от другой на
расстоянии, принятом за единицу длины (например, 1, 2 и т. д. см), то получим
замкнутый объем единичной длины (рис. 164). Обозначим избыточное
давление внутри единичного объема через р. Под избыточным давлением
газа будем понимать перепад давления
Р =Рсж — р1,
где рсж — абсолютное давление газа в данной полости в рассматриваемый
момент времени.
351
А,;к иЯ&стно, давление газа во всех точках поверхности замкнутого
объема одинаково, если пренебречь массовыми силами. Интеграл по
замкнутой поверхности s (исключая торцы) единичной длины полости
tmf,-, ' будет равен нулю:
J Л? «3fe = О,
q кГ/см
или, в соответствии с рис. 164,
j
(DAFD)
j
(DD)
J pds = — J pds.
(DAFD)
(DD)
Рис. 164. Интенсивность на-
сти
Таким образом, сила давления газа на
поверхность впадины (по контуру DAFD)
равна силе давления газа на
соответствующую поверхность внешнего цилиндра (по
контуру DD), взятой с обратным знаком.
Внешним цилиндром винта называется
цилиндрическая поверхность, диаметр которой равен наружному
диаметру винта. При определении радиальных сил его можно назвать
эквивалентным цилиндром.
На поверхность DD'D'D (рис. 164) эквивалетного цилиндра
действуют в пределах одной полости равномерно распределенные силы дав-
Р>Р>Р
Рис. 165, К определению интенсивности нагрузки винтов: a —
ведущего; б — ведомого
ления газа, направленные радиально. Элементарная сил dq wsl дуге da
(рис. 165), представляющая собой проекцию сил давления на ось,
проходящую через середину впадины, будет
dq — pR cos a da.
Суммарная сила q, действующая на поверхность эквивалентного
цилиндра, составит
q = 2 J pR cos a da = 2pR J cos a da,
?52
т. е.
q = 2pR sin аь
где R — радиус эквивалентного цилиндра.
Угол аг равен половине углового шага в торцовой плоскости:
Но 2R sin аг = а, где а есть длина хорды, стягивающей дугу DD. Поэтому
окончательно
q — ар кГ/см.
D05)
Интенсивность нагрузки q приложена на середине дуги DD и, очевидно,
проходит через середину хорды а. Направлена сила q радиально к оси
винта.
Если зубья винта имеют притуплённую вершину, как обычно у
ведомого винта, то угол а1 равен половине углового шага в торцовой
плоскости для зубьев, вершины которых не находятся в данный момент под
окном нагнетания или не попадают в объем парных полостей. В
противном случае вся вершина находится под давлением р в рассматриваемой
полости.
Рассекая мысленно винт торцовыми плоскостями через каждый
сантиметр длины и находя для каждой поверхности эквивалентного цилиндра
(единичной длины) силу q, получим систему сил, т. е. равномерно
распределенную нагрузку с интенсивностью q, расположенную на поверхности
эквивалентного цилиндра по винтовой линии. Последняя представляет
собой геометрическое место точек середин дуг окружностей с
центральным углом 2а2. Назовем ее грузовой винтовой линией.
Уравнение грузовой винтовой линии будет:
х = Rcos(&{ ± Г/);
D06)
где $t — начальный угол грузовой винтовой линии, образованный
лучом к начальной точке линии и осью О1х1 (см. рис. 166);
Т/ — угол закрутки грузовой винтовой линии.
В скобках уравнений D06) знак «плюс» выбирается для одноименных
системы координат и направления нарезки винта; знак «минус» — для
разноименных (правая система координат и левый винт и наоборот).
Каждый винт имеет несколько впадин (две, три или четыре),
поверхность которых подвержена повышенному давлению. Соответственно будет
и несколько грузовых винтовых линий, отличающихся между собой
интенсивностью нагрузки, начальными углами и углами закрутки.
Полная нагрузка от давления газа на каждый винт определяется как
геометрическая сумма всех сил, действующих на винт.
Различные нагрузки грузовых линий данного винта можно
просуммировать, приведя их предварительно к двум взаимно перпендикулярным
плоскостям — горизонтальной xOz и вертикальной yOz (см. рис. 166,
23 И. А. Сакув
353
здесь индексы у осей опущены). Тогда для одной грузовой линии (одной
полости) проекция интенсивности нагрузки на плоскость xOz будет
Ях{ = а{р( cos (¦&{ ± т,); D07)
Рис. 166. Проекции грузовых линии полостей и линий
контакта винтов на плоскость x-fi\Z
на плоскость yOz
= aiPi sin
± T/)v
D08)
где / — номер участка по длине винта.
Полная распределенная нагрузка, действующая на единицу длины
винта в горизонтальной плоскости, представится выражением
/=*
Яг (г) = Г а.Ргcos (*i ± т/) к^л<; D09)
ЗЯ4
в вертикальной плоскости
i=k
4v(z) = HaiPi sin (¦&! ± т;) кГ/см,
1
D10)
где k — число полостей, для которых pt — рсж — pt > 0.
Для винтов с острой вершиной зуба щ = const может быть вынесено
за знак суммы. Приближенно можно считать а{ «* const и для винтов с
притуплённой вершиной.
Остановимся подробнее на определении углов О^ и т;-. Для свободных
полостей, не заполненных еще зубом парного винта, начальный угол
грузовой линии ¦&{ определяется по торцу всасывания, а угол закрутки
грузовой линии равен углу закрутки винта. Но полости с избыточным
давлением имеют уже уменьшенный, частично заполненный зубом объем.
Для этих полостей последние формулы справедливы от точки встречи
вершин зубьев до торца нагнетания.
Для асимметричного профиля точки встречи вершин зубьев находятся
по аппликатам, отсчитываемым от торца всасывания, по формуле
Ill
где фг — угол поворота винта от начала сжатия. . :
Напомним, что углы начала сжатия зависят от типа профиля. Для
асимметричного и циклоидального (см. п. 9) профилей угол начала
сжатия определяется:
а) для ВЩ винта — по формуле B04);
б) для ВМ винта — по формуле B26), справедливой также и для
винтов с окружным профилем зубьев.
Для винтов с окружным и эллиптическим профилями зубьев угол
начала сжатия у ведущего винта соответственно равен .
Ooi = hzV = in (Рог — вш); ...,,,-,'
где От находится по формуле C46); 92 — по формуле E1).
Начальные углы Ф^ грузовых линий полостей ВЩ и ВМ винтов
зависят от того положения винтов, в котором они зафиксированы в момент
определения действующих на них сил.
У ведущего винта для положения, изображенного на рис. 166,
начальный угол грузовых линий II, III, IV и т. д. полостей будет -fr^i =
= 0, для полости I ((fi) при этом /fri Ф 0. Начальный угол грузовой
линии <7i будет
Начало грузовой линии qi находится на торце всасывания.
Начало ^ц находится на расстоянии Zu от торца всасывания и лежит
в плоскости продольных осей:
23*
355
Аппликата гш начала грузовой линии qiu будет
Для положения винтов, изображенного на рис. 166,
Zl" ~~ л \~щ ~тг) ~ 2тх'
' В общем случае для к-й грузовой линии (кроме первой)
На торцовой проекции рис.. 166.стрелками указаны винтовые линии
середин полостей II и III. На некоторую часть этих линий, находящуюся
в области нагнетания винта, накладываются грузовые линии.
У ведомого винта для положения, изображенного на рис. 166,
грузовые линии расположены также на средних винтовых линиях. Однако
в той части, где зуб попадает в парную полость и вследствие этого вся
его поверхность подвергается полному давлению газа в данной полости
(на рисунке проекции этих участков заштрихованы), грузовая линия
претерпевает излом и некоторое смещение, показанное на линии q'u.
Величина смещения равна -~- yt3 и для выполненных конструкций обычно
не превышает 4—5° в пересчете на центральный угол. Ввиду этого
разрывами грузовых линий ведомого винта можно пренебречь.
Начальный угол первой грузовой линии q\ ведомого винта для
положения, изображенного на рис. 166, равен
Начало грузовой линии q\ находится на торце всасывания.
Для второй грузовой линии начальный угол "frj, = 0. Ее начало лежит
на линии центров, находящейся на расстоянии г'и от торца всасывания:
Для третьей грузовой линии q'ul начальный угол Ф^ =0:
В общем случае для к-й грузовой линии (кроме первой)
Окончание всех грузовых линий ведущего и ведомого винтов находится
на торце нагнетания.
Наибольшие радиальные силы на винты действуют в тот момент, когда
в текущей парной полости заканчивается внутреннее сжатие газа, т. е.
в момент начала выталкивания газа из этих полостей. В этом случае
начальные углы первых грузовых линий (т. е. углы, образованные линией
центров и лучом, проведенным к начальной точке грузовой линии первой
полости, в которой начинается процесс сжатия) определяются следующим
356
образом: если di > 0, то грузовая линия начинается на торце
всасывания; если fti <0, то грузовая линия начинается на расстоянии
г, = -^ ¦di от торца всасывания (рис. 167 и 168).
Таким образом, начальные
углы у ВЩ и ВМ винтов
с асимметричным профилем
зубьев соответственно
составят:
= V
где
D14)
= ^-Фи, D15)
Рис. 167. Начальные углы грузовых линий первых
полостей при положении винтов в конце периода
сжатия газа. Профиль зубьев — цевочный
причем
, 2а 2я
Для винтов с окружным и эллиптическим профилями зубьев, как
указывалось, угол р01 следует заменить углом а01.
Итак, если к' «^ -^ ф1с + 1, то к' — ближайшее меньшее целое
число; если к' ^ -^ ф1с, то к' — ближайшее большее целое число.
Условием начала сжатия
газа в полостях являются
соотношения:
Эти зависимости
используются для контроля.
Для полного расчета
истинного значения
радиальных сил необходимо также
учесть неуравновешенные (не-
скомпенсированные)
площадки профильных поверхностей
в пределах указанных границ
грузовых линий. С этой целью
в формулы D07), D10) необходимо внести соответствующие поправки.
Ведомый винт. Отметим, прежде всего, что поправки в приведенные
формулы для винтов с циклоидальным профилем необходимо вводить
и для тех полостей, которые хотя бы частично заполнены зубом парного
винта. Таковыми являются все полости с повышенным давлением газа,
Рис. 168. Начальные углы грузовых линий первых
полостей при положении винтов в конце периода
сжатия газа. Профиль зубьев — асимметричный
357
за исключением одной первой полости ведомого винта (см. рис. 166).
Для этой полости формулы D07) и D08) дают:
0s(#i ±т2);
q'yX = c2pi sin (^i ± т2),
где 0 <тг <т2а, причем т2 принимает последовательно нарастающие
значения, определяемые по осевым расстояниям от торца всасывания до
середин единичных объемов; т2а — угол закрутки зуба ведомого винта.
Избыточное давление р\ находится по диаграмме давлений рис. 107.
Для полости II необходимо ввести поправку. Вошедший в нее со
стороны всасывания зуб ведущего винта прикрыл собой часть поверхности
второй впадины, уменьшив тем самым на
некоторую величину подверженную
давлению площадь поверхности зуба. Проекция
этой площади показана на рис. 166 в виде
криволинейного треугольника /—4—5,
причем показанное на рисунке положение
винтов нужно рассматривать как произвольное,
т. е. одно из возможных. Правда, при
изображенном положении винтов площадка
/—4—5 второй впадины оказалась полной,
максимальной по величине, как и любые
промежуточные площадки, кроме двух край-
них (с торцов всасывания и нагнетания).
Последние чаще всего оказываются непол-
НЫМИ.
Как уже отмечалось, появление
площа)
Рис. 169. К определению проек-
Й
плоскость x-fixz
у
док 1—4—5 (для ведомого винта с циклоидальным профилем) в силу
геометрических свойств поверхностей винтов и обусловливает
возникновение неуравновешенных сил давления.
При определении радиальных сил, действующих на винты, необходимо
найти проекции полной силы давления газа на площадки по двум взаимно
перпендикулярным плоскостям xOz и yOz. Определим проекцию площадки
/—4—5 (площадь fax) на горизонтальную плоскость xx0xz (рис. 169).
Для упрощения расчетов пренебрежем площадкой /, заштрихованной
на рис. 169, ввиду ее малости. Проекции характерных винтовых линий
обозначены теми же буквами, что и соответствующие характерные точки
профиля зуба (см., например, рис. 63).
Уравнение проекции винтовой линии Dx «сзади идущего» зуба на
плоскость x-fixz\
[A-К)-|
D16)
D17)
к — порядковый номер полости, начиная с первой;
z — текущее значение аппликаты;
6М и 02О— углы, образованные осями зубьев (впадины) и линией
уравнение проекции винтовой линииDj того же зуба на пл,
здесь
358
центров на торце всасывания при положении винтов в момент
соединения полостей с камерой нагнетания, причем (см. рис. 168)
-| -н о, =
D18)
e* = /i,ex,. D19)
В случае, когда 910 > р01, в I полости ведомого винта пл. 1—4—5
отсутствует, т. е. неуравновешенная площадка равна нулю.
Уг
Уг
МЛ
Ведомый Винт
Рис. 170. Проекции грузовых линий и линий контакта винтов на
плоскость O
Аппликата Z\ находится в границах:'
для I полости
для II полости
где
359
для III полости
для IV полости
Однако 0 <: z{ <; /. Эти граничные значения аппликаты в общем виде
можно представить так:
Pi
Уравнения винтовой линии F2 на плоскости xOjZ и r/Oxz (см. рис. 168
и 169):
X-l = A — Гш COS
yx = rw sin ГA —к) —
Граничные изменения аппликаты
e
IV
-|f z] ;
D21)
-- D22)
Далее определим проекцию площадки 1—4'—5 на плоскость хг0лг
(рис. 169):
гх г,
fax = -A J dz + гы\cos [A -к)-|; + в20 + в,у + -g
+ ^ J cos [(I-к) ^ + 910 + -^г] dz;
-«)^+ 610 + (к- 1)^-^-0,
r2Hpa
{sin [A -к)
GIV + А(к_ 1)_|_
- «и (-^ + ^i-'Poi)] - sin [A -к) ^ 4- е20 + е,у +
D23)
• 360
Проекция площадки 1—4'—5 на плоскость у^О\г (см- Рис-
fay == ?Ън J Sin О — Щ у^—I" ^20 ~Ь "IV ~Ь "Г"
- cos [A - к) ^
620
9IV
D24)
Необходимо иметь в виду, что отрезок аппликаты для полной
площадки, например /<„, составляет zB — zi = "гя ^01> что С00ТветствУет
углу поворота <Pi = Poi-
Для положения винтов, когда неуравновешенные площадки 1—4'-—5
с торцов всасывания или нагнетания проектируются не в полную
величину, пределы интегрирования выбираются в соответствии с измеренными
аппликатами. С этой целью и для наглядности контроля вычислений
рекомендуется вычертить в крупном масштабе винты с линиями
контакта, например см. рис. 166 и 170. На таких чертежах величины
неуравновешенных площадок могут с достаточной точностью измеряться
планиметрированием.
Если теперь полученные неуравновешенные площадки для всех
полостей (в проекции на две взаимно перпендикулярные плоскости xx0xz
и УгО^) умножить на соответствующее давление, снятое с диаграммы
давлений, то получим сосредоточенные силы Nyi и Nxi, приходящиеся
на площадку единичной длины. Эти силы необходимо вычесть из
нагрузок, найденных для грузовых линий (см. табл. 18, строки 13 и 14), тогда
получим действительные значения соредоточенных сил на единицу длины
винта Д/ (например, на 1 см) — Qyi и Qfi. gl
Находя силы Qyt и Qxi последовательно для каждого участка, получим
интенсивность распределенной нагрузки в плоскостях xx0xz и УхОгг
(см. рис. 166 и 170) с учетом сил от неуравновешенных площадок.
Для удобства вычисления 2 Qx и 2 Qy сведены в табл. 18, составленную
в предположении, что под нагрузкой находятся три парных полости.
Если таких полостей больше (при больших к и f>H), то в табл. 18 после
строки 9 должна быть вписана нагрузка и на эти полости.
В приведенных выше расчетах мы исходили из предположения, что
имеются неуравновешенные площадки (их проекции fax и fay). Из теории
зацеплений геликоидов винтовых машин известно, что такие площадки
361
Расчет интенсивности нагрузки по длине ведомого винта
Таблица 18
п/п
*
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Проекция
Величина или формула
•
о;+т2
cos (dj + т2)
q'l — по формуле D07)
#п+т2
cos(d'n+T2)
^j! —по формуле D07)
COS (Ojjj + Т2)
ч'ш — п0 Ф°РмУле D07)
Jj^jt— п0 Ф°Р'
муле D09*)
Неуравновешенные
площадки Af'ay
Pi = Рсж — Ре
"х = Pi ACy
сил на плоскость x,Oiz
1
зме)
а
град
' —
кГ/см
град
—
кГ/см
град
—
кГ/см
кГ/см
см?/см
кГ/см2
кГ/см
кГ/см
Порядковые номера участков
по длине винта
~8 я
о и к
—
то
1
*¦'
Проекция сил на плоскость y,Otz
п/п
1
2
3
4
5
6
7
8
9
10
11
12
13
14
* Без учета неуравновешенных площадок:
Величина или формула
о;+т2
sui(g;+t2)
ql — по формуле D08)
#п+т2
sin (ff'n +т2)
q'u —по формуле D08)
в'ш+т2
sin @jn +^2)
qlu — по формуле D08)
i=k
^qy— по
формуле D10)*
Неуравновешенные
площадки Af'ax
Pi = Рсж — Рв
Ny = р{ Af'ax
л
с
щ
S
m
се
О.
град
—
кГ/см
град
—
кГ/см
град
—
кГ/см
кГ/см
см%/см
кГ/см*
кГ/см
кГ/см
Порядковые номера участков
по длине винта
0 « я
еч
со
-р
11
II
•-.
имеют циклоидальные профили или комбинированные профили с
циклоидальными участками. Поэтому рассмотренной методикой определения /„
и fay можно пользоваться для всех профилей, уточнив уравнения линий
контакта (в рассмотренном случае уравнения пиний Dx и F2).
Цевочный профиль не образует неуравновешенных площадок, так как
линия контакта 4—5—4' этого участка профиля совпадает с торцовой
плоскостью (см. рис. 74).
Ведущий винт.
Отметим, что найденные выше
силы Nx{ и Nyi,
действующие на неуравновешенные
площадки ведомого винта,
действуют также и на
ведущий винт, но в
противоположном направлении.
Определяя
распределенную нагрузку по
грузовым линиям для ведущего
винта так же, как и для
ведомого, по формулам
Рис. 171. Проекции неуравновешенных площадок
полости ведущего винта на плоскость O
D07)—D10), необходимо
учесть неуравновешенные
площадки ведущего винта.
Необходимость внесения поправок особенно наглядно видна при
рассмотрении рис. 170. Например, грузовая линия qn начинается в точке 6.
При подсчете нагрузки по указанным выше формулам для грузовой линии
будет учтена и нагрузка, приходящаяся на площадку /—5—7—6—2,
0,
Рис. 172. Проекции неуравновешенных площадок полости
ведущего винта на плоскость x-fi\Z
фактически находящуюся под давлением всасывания, так как она
расположена ниже линии контакта. Эти формулы также учитывают силу,
приходящуюся на площадь 1—2—6'—6—5 (см. рис. 166), тогда как под этой
площадкой находится газ с давлением всасывания. Эта сила также должна
вычитаться из нагрузки, найденной для грузовой линии.
Неуравновешенные площадки ведущего с зубьями асимметричного
профиля показаны на рис. 171 и 172. Установим направления (знаки)
сил, действующих на проекции этих площадок.
Силы, лежащие в горизонтальной плоскости хх0^г, направлены по
нормали к площадкам fay, fby, fcy, fdy, fey, т. е. к проекциям
неуравновешенных площадок на вертикальную плоскость y^Px2-
Силы, действующие на площадки fay, fby и fcy, имеют отрицательный
знак, т. е. должны вычитаться из 2 <7ь так как они учтены уже при
определении сил, учитываемых грузовой линией. Силы, действующие на
площадки fdlJ и fey, имеют положительный знак и, следовательно, должны
складываться с 2<7<- Необходимо также правильно установить давления,
которым подвержены эти площадки, поскольку в полостях давление
меняется от ~рв до рн.
Силы, лежащие в вертикальной плоскости г/1О1г, определяются как
произведение соответствующего перепада давления и проекции
неуравновешенных площадок на горизонтальную плоскость xx0xz (рис. 172).
Все силы, действующие на fax, fbx, fCx, fdx и fex, необходимо вычесть
из 2 qt, так как эти силы либо уже учтены в нагрузке грузовой линии
(/ex. /бл- и fcx), либо направлены против движения винта в силу
геометрических свойств поверхности геликоида.
Поскольку рассматривается такое положение винтов, при котором
одна из парных полостей находится на грани соединения с камерой
нагнетания, то торец всасывания винта, являющийся исходным для силовых
расчетов, вполне характеризуется положением I грузовой линии, т. е.
начальными углами ¦&, и Щ (см. рис. 168). При этом
¦p = -^-*i-*»eIv. D25)
Расстояние от точки Ох (см. рис. 171) до точки 2 по оси винта равно
Расстояние от точки 0г до точки 1 по оси винта
Расстояние между точками 2 и 3 по образующей впадины В1Д винта,
очевидно, ра^но
от точки 2 до точки 6
-± fy и т. д.
Расстояние от последней точки I полости до первой точки II полости
(от О j до 5)
гЫъ) D27)
364
Расстояния от Ог до соответствующих характерных точек II полости:
<428)
Расстояния от Ох до соответствующих характерных точек III полости:
#-«(¦*-
iff-Л (•?
Л
(!-*,)•
D29)
Очевидно, г? должно быть всегда меньше или равно длине винта /.
Расстояние до ближайшей к торцу всасывания точки IV полости
равно г^1, до других характерных точек этой плоскости
Zoi
г
D30)
Здесь, в последней полости и оказываются обычно неполные
неуравновешенные площадки, площадь которых должна быть определена.
Перейдем к определению уравнений линий, ограничивающих
неуравновешенные площадки ведущего винта, и проекций поверхности этих
площадок на плоскости.
1. Площадки fax и fay остаются такими же как для ведомого винта.
2. Площадки fbx и fby ограничены линиями D1 и F2. Уравнения
линии ?>! для впереди идущего зуба:
= /?t sin
2я
2я
Уравнения линии Рг для того же зуба:
-~
D32)
Пределы изменения аппликаты zb этих площадок находятся в границах
pt [(K-\)-^ + fi]^zb^p1 [(«_i)-jj? + -Il —0,],^ D33)
при этом должно быть выполнено условие 0 ^ zb ^ /. Тогда
fbu = ггн I sin F2o+0iV—к — + -i~z) dz —
Z%
355
- cos [e2p + eIV - к ~ + /21 (к - 1) -§? + »ир] J; D34)
/»r = ~#1 j COS («^ - 9M —^ Z) dz -
-\{A- ггн cos @2O + 9IV - к -^ + -f^
— r2Hp2 {sin [02O + 0IV - к ~ + 1,1 (к - 1) -^
3. Площадки fcy и /w ограничены линией Dt [см. формулу D31)]
и прямой 2—6, параллельной оси Охг. Ее уравнение (см. рис. 172): хх =
— А — R2 = /?х — (г + г0). Площадь /CJ, равна площади 2—2'—7—б,
Д, — площади 2—2'—6"—6'. Тогда
{cos [к-% - 610 - (к - 1) ^ - р] -
-cos [к-g- 01О-(к- 1) -| + ^]}; D36)
г, г0
.-*e). D37)
366
Очевидно, аппликаты этого участка лежат в пределах
здесь, как и для всех участков, 0 «^ zc «^ /.
4 Площадки f и / ограничиваются
щадка
щадь
Тогда
сь, как и для всех участков, 0 «^ zc «^ /.
4. Площадки fdy и /dJr ограничиваются линией Dx [и прямыми:
плодка /dJ, — осью 0хг; площадка fdx — прямой хх = А — R2.
Плодь fdu равна площади 6—3—Г—8, fdx~— площади 6'—3—/'—6"—6.
да
г.
cos
[к-Щ - е10 - (к-1) -^ + *J -
z.
г,
-sin [«^_е10_(«_1)^ + 2а0-р]}-(Л-едгв-г8). D39)
Аппликаты этого участка лежат в пределах
Рг
где 0<d
5. Рассмотрим площадки fey и fex. Площадь fey равна площади
3—4—5—/', fex — площади 3—4—5—/'. Эти площадки ограничиваются
линиями ?>! и Л2. Соответственно их уравнения:
COS
[в10 + A - К) -| + |f
у, = RlSm (e10 + A -к) ^ + -|=
^ = л - г2к cos [e20 + eIV + 2Va3-K -j|
Л = -Г2н sin [ 620 + 9IV + 2v23 - к U
Пределы изменения аппликаты этого участка:
Pi [(«- 1) -f - 2a0 + Р - 6х] < ге< Pl [(«- 1) -g- 2ae
г] .
D40)
D41)
где 0
367
Тогда имеем:
feu — Ri J Sin |в10 + A — K) -?- -f -^- Z~\ dz —
riH I sin
sin [к -^ - 0гв - eIV - 2у„ - -^
/* = -RlPl (cos [e10 + A - к) -| .+ (к - 1) -g —2a0
+ riHp2 (cos [к-|j - 620 - 6IV - 2угз - tM (к - 1)
-9, )] -cos [Ki5_eM-8,v- 27^-
/^ = ^ j cos [910 + A -к) U + %г] dz -
г.
— Л (z3 — z5) — r2Hp2 Jsin [* -^ — 920 — 6iv — 2723 —
« - О -^ + Ц^ + *. - 0.) ] - sin [k% - 9ao - 9IV -
- 2?23- %(«- 1)-| M- in (-^- + §,)] j. D43)
Приведенные формулы для вычисления проекций неуравновешенных
площадок удобны для программирования и перевода вычислений на ЭВМ.
При ручном счете вычисления удобно вести, как и для ведомого винта,
в табличной форме. Для этого необходимо мысленно разделить винт по
длине на элементарные (единичные) участки и для них определить все
необходимые площадки — аналитически или планиметрированием.
Методическое построение таких вычислений приведено в табл. 19, которая,
как и табл. 18, составлена для случая, когда под нагрузкой находятся
три парных полости.
Выше уже отмечалось, что при вращении винтов общая площадь
впадин, подверженная избыточному давлению, все время меняется. Кроме
того, одни полости вступают в работу, другие выключаются. Вследствие
этого периодически меняется и величина радиальных сил.
Наиболее важными положениями винтов, при которых радиальные
силы имеют экстремальные значения, являются:
368
Расчет интенсивности нагрузки по длине ведущего винта
Таблица 19
'в'
.2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Проекция
Величина или формула
©1 -f- X\
COS (§1 + Tj)
<7j — по формуле D07)
Неуравновешенные
площадки Afy
Nx\ = Pi Afy
Q, - ql ±Nxl
¦ On + Ti
cos (On + та)
<7П — по формуле D07)
Неуравновешенные
площадки Afy ¦
Ош +Тх ' •
cos (Ош -f1 xt)
<7Н1 — по формуле D07)
¦ Неуравновешенные
площадки Afy
^,111 = Рш A^u
;нл на плоскость x,Otz
iS
g
«
cd
a
град
—
кГ/см
СМ2/СМ
кГ/см
кГ/см
град
—
кГ/см
см?/см
кГ/сн
кГ/см
град
—
кТрм
см2]см
кГ/см
кГ/см
жГ/см
Порядковые номера участков
по длине винта
" и
lh
о Я
о я к
ю
¦
II
II
Проекция сил на плоскость yiOtz
с
1
2
3
4
5
6
7
8
9
10
И
12
13
.14
15
16
17
18
19
Величина или формула
#1 + Ч
sin (Oi -)- Tj)
<7j — по формуле D08)
Неуравновешенные
площадки Afx
N , = Pj A/t
...Qi = ?i ±^,
sin (On + Ti.)
?jj — по формуле D08)
Неуравновешенные
площадки Afx
Ny\\ = Pll^fx
Qn = qn ± Nyll
®n\ + ^i
sin (Оц[ -f- Tj)
qlu — по формуле D08)
Неуравновешенные
площадки Afx '.. -j
Qm = qm ± Nyin |
-
X
с
зме
о.
град
—
кГ/см
см?/см
кГ/см
кГ/см
град
—
кГ/см
СМ2/СМ
кГ/см
кГ/см
град
—
кГ/см
СМ2/СМ
кГ/см
кГ/см
кГ/см
Порядковые номера участков
по длине винта
§•3^
и s
о м Я
со
¦
1
1
\ 1) положение, при котором очередная парная полость подошла к окну
камеры нагнетания, но еще не соединилась с ней; если ен > га, то этому
положению соответствует наименьшее значение радиальных сил (при е„<
<еа — наоборот);
2) положение винтов, при котором парная полость только что
соединилась с камерой нагнетания. Если ек >> га, то этому положению отвечает
наибольшее значение радиальных сил.
Фактически первое и второе положения винтов совпадают. Но
давление газа на площадки при гн Ф еа существенно меняется, в чем можно
убедиться по диаграмме давлений. Это и вызывает изменение радиальных сил.
Расчет радиальных сил для промежуточных (между двумя
указанными) положений показал, что они имеют значения, укладывающиеся
приблизительно на прямую между двумя крайними. Это позволяет
ограничиться при вычислении радиальных сил только двумя крайними
положениями винтов, определив затем реакции на опорах роторов как среднее
арифметическое значение между первым и вторым положениями. Это
существенно упрощает расчет. Практика расчетов показала, что при
ручном счете приходится ограничиваться вообще одним положением винтов.
Вычисления интенсивности нагрузок, проведенные в табличной форме
(табл. 18 и 19), позволяют затем построить графики 2 Q/ = / @. т- е-
изменение нагрузки по длине винта. Пользуясь этими графиками для
определения на опорах роторов реакций от действия сил давления газа,
необходимо заменить распределенную нагрузку на отдельных, рационально
выбранных участках сосредоточенными силами. Это позволит затем,
пользуясь известными приемами статики, определить реакции на опорах
роторов от сил, лежащих в горизонтальной и вертикальной плоскостях.
Необходимо также учитывать вес роторов, особенно для средних и крупных
машин и для машин с низким давлением сжатия. Полные реакции на
опорах роторов определяются как геометрическая сумма всех действующих
сил: радиальных (давления газа), веса и сил в зацеплении шестерен связи.
В случае применения подшипников скольжения для правильного их
конструирования •— выбора опорной поверхности мест подвода и отвода
смазки — важно знать не только величину, но и направление полной
реакции на опоре.
Изложенный метод определения радиальных сил для винтов с
асимметричным профилем зубьев применим и для винтов с цевочным профилем.
В этом случае определение интенсивности нагрузки существенно
упрощается, поскольку для ведомого винта интенсивность нагрузки
определяется простым суммированием нагрузок по грузовым линиям (табл. 18,
строки 1—10). Неуравновешенная площадка у ведомого винта с цевочным
профилем зубьев полностью отсутствует. Для ведущего винта вследствие
симметрии цевочного профиля и нахождения линии контакта 4—5—4'
в торцовой плоскости существенно упрощается и форма неуравновешенных
площадок. Более того, при наличии симметрии зубьев они попарно
одинаковы и лишь находятся под разным перепадом давлений. Следовательно-
при расчете радиальных сил для винтов цевочного профиля зубьев
необходимо пользоваться изложенным выше методом (табл. 18 и 19), а
определение оставшихся неуравновешенных площадок производить только
для ведущего винта, что значительно упрощает весь расчет. При этом
необходимо заменить угол р01 на угол а01, а угол 9jV на угол 8щ.
ГЛАВА X
МЕТОДИКА И ПРИМЕРЫ РАСЧЕТА
ВИНТОВЫХ КОМПРЕССОРОВ
47. ОБЩИЕ ЗАМЕЧАНИЯ
В зависимости от условий работы и сложности установки, в которую
включен винтовой компрессор, проектирование компрессора проходит
две, а иногда и три стадии: эскизное, техническое и рабочее. Условиями,
усложняющими проектирование компрессора, являются следующие:
1) работа компрессора на переменных режимах при изменяющихся
(одновременно или в различных сочетаниях) п, рн, рв;
2) многоступенчатое исполнение винтового компрессора;
3) особые требования по ограничению температуры нагнетания газа,
по герметичности компрессора, по его габаритам и весу, по снижению
шума и др.
Выполнение этих условий существенно усложняет расчет компрессора,
увеличивая число рассчитываемых режимов и разрабатываемых
вариантов. Большое разнообразие особых требований к винтовым компрессорам
различного назначения и широкое изменение внешних условий их работы
могут быть рассмотрены в специальном исследовании, посвященном этим
вопросам. Здесь мы ограничимся лишь общими указаниями.
Характер изменения внешних условий работы компрессора должен
быть задан графически или иным способом. В этом случае выбирается
несколько расчетных режимов. Один из них принимается за основной,
для которого нужно стремиться обеспечить равенство давлений
нагнетания и внутреннего сжатия. Выбор основного режима должен проводиться
в соответствии с указаниями, приведенными в гл. IV и VII.
Ограничение температуры нагнетания требует иногда впрыска внутрь
компрессора жидкости, примесь которой допустима в сжимаемом газе.
Важно также обеспечить оптимальную скорость вращения роторов и
минимальное сечение щелей. В качестве условий, благоприятствующих
выбору малых зазоров, следует отметить впрыск жидкости внутрь
компрессора или интенсивное охлаждение корпуса и винтов, так как это позволяет
не ограничивать время включения компрессора под нагрузку. В
противном случае запуск компрессора должен происходить постепенно, по мере
разогрева корпуса.
При общей степени сжатия газа свыше 4,5—5 винтовые компрессоры
сухого сжатия для повышения экономичности выполняются
двухступенчатыми в одном или двух корпусах. Рациональное распределение степени
24* 37Г
сжатия между ступенями может быть найдено путем вариантных расчетов,
так как оно зависит от многих факторов (в том числе и от того, выполняются
ли обе ступени в одном или двух отдельных корпусах). Следует указать,
что для компрессора малой производительности или при невысокой общей
степени сжатия F—-7) часто оказывается более рациональным на первую
ступень назначать меньшую долю общей степени сжатия, например г1н ^
•=k @,85-^-0 95) е". В этом случае создаются более благоприятные условия
для второй ступени, поскольку при большей объемной производительности
уменьшается величина относительных объемных потерь.
При средней и большой производительности или повышенной общей
степени сжатия (9—11,5) рационально назначать на вторую ступень
степень сжатия менее высокую, чем на первую. Это несколько уменьшит
перепад давления во второй ступени и создаст более благоприятные
условия для достижения хороших экономических показателей ступени.
В современных условиях при наличии типоразмерных рядов винтовых
компрессоров двух- и более ступенчатые В КМ комплектуются из
компрессоров размерного ряда. Поэтому каждая из винтовых машин ряда
проектируется таким образом, чтобы она могла быть использована в качестве
первой или второй ступени. Если термодинамические параметры
проектируемой В КМ отличаются от величин параметрического ряда винтовых
машин, то необходимо проверить и согласовать геометрическую степень
сжатия каждой ступени. Фактические степени сжатия каждой ступени
винтовой машины перераспределятся и установятся автоматически в
соответствии с действительной производительностью ступеней. Задача
проектировщика состоит в том, чтобы эти установившиеся степени сжатия
ступеней возможно меньше отклонялись от их оптимальных значений.
Между ступенями В КМ сухого сжатия ставится холодильник. Для
заглушения шума на всасывании и нагнетании первой ступени и на
нагнетании второй устанавливаются глушители. Расчет и конструкция этих
устройств рассматриваются в специальной литературе.
48. СХЕМА РАСЧЕТА СТУПЕНИ ВИНТОВОГО КОМПРЕССОРА
Расчет ступени винтового компрессора рекомендуется производить
в следующем порядке.
1. Анализируются данные технического задания на проектирование
винтового компрессора, условия его работы, особые требования и т. п.
Выбираются расчетные режимы, в том числе основной, и тип привода,
если он не задан.
2. Выбираются значения некоторых параметров компрессора на основе
графиков, опытных данных или иных источников. К таким величинам
обычно относятся окружная скорость, предварительное значение
коэффициента подачи, относительная длина винтов, внутренняя степень сжатия.
Эти параметры (последние —¦ в меньшей степени) не остаются
постоянными и для машин типоразмерного ряда. В том случае, когда создается
конструкция новой винтовой машины, необходимо предварительно
выбрать тип профиля зубьев, их число, коэффициенты относительной
высоты головок и ножек.
3. Определяется теоретическая объемная производительность В КМ
{предварительно) по заданной действительной производительности,
коэффициентам потерь через концевые уплотнения и предварительно
выбранному коэффициенту подачи.
372
Таблица 20
с
с
1
2
3
4
5
6
7
8
9
ю
Порядок расчета ступени винтового
Наименование
определяемых величин
3 ад
Действительная
производительность, отнесенная
к условиям всасывания
Давление нагнетания
или степень сжатия
Параметры газа в
камере всасывания
Относительная
влажность
Род газа:
газовая постоянная
показатель адиабаты
динамическая
вязкость
В ы б
Окружная скорость на
внешней окружности
ведущего винта
Внутренняя степень
сжатия ступени
компрессора или внутреннее
давление сжатия газа
Относительная длина
винтов
Число зубьев (заходов)
на винтах
Относительная высота
головки зуба для ВЩ
винта или ножки для ВМ
винта
Обозначение
Размерность
аваемые велич
Qd
Рн.
Рв
т
1 в
R
k
м3/мин
кГ/см2
кГ/см3
°К
—
кГм/кг-град
—
кГ-сек/м2
ираемые велич
и
8а. Ра
, ь
пи; тг
1
м/сек
¦ —
кГ/см*
. «vi / isM
—
—
) компрессора
Примечание
И Н Ы
Производительность или
давление могут изменяться по
указанному в техзадании за- .
кону. В этом случае расчет
ведется параллельно для
нескольких расчетных режимов
Иногда задаются внешние
параметры всасываемого газа:
ро и Го. Тогда рв и Г«
определяются расчетом с учетом
потерь на тракте всасывания
R определяется с учетом
влажности газа
и н ы
Выбирается по графику на
рис. 129. См. также пп. 30, 41
Выбирается согласно
рекомендациям п. 25. Точное
значение га (ра) при заданных п
и рн на основном режиме
обеспечивается подгонкой кромок
окна нагнетания
Х=-j- = '0,9—1,5. Для
машин сухого сжатия
рекомендуется %= 1,0-М,4, для
маслозаполненных машин к =
= 0,9-М,26 (см. п. 35)
См. п. 35
Выбирается в пределах 0,5—
0,7 (см. п. 35). Меньшие
значения — для окружного
профиля зубьев; большие — для
(г а \
эллиптического I L, = 1.
\ fin J
Для первых прикидок при
асимметричном профиле зубьев
.32
рекомендуется ? = -=- -t- -5-
0 0
Продолжение табл. 20
е
10
11
12
13
14
15
16
17
18
19
Наименование
определяемых величин
Для зуба двустороннего
профиля относительная
высота ножки ВЩ винта
или головки ВМ винта
Коэффициент подачи
(предварительное значение)
В ыч i
Коэффициенты формы
зубьев винтов:
ведущего
ведомого
Коэффициенты полезной
площади винтов:
О Q ТТЛ ГТУЮТ^^Л
осДуЩс! и
ведомого
Теоретическая
производительность, отнесенная
к условиям всасывания
(предварительное значение)
Диаметр начальной
окружности ВЩ винта
(предварительное значение)
или наружный диаметр
Число оборотов
ведущего ротора
(предварительное значение)
Число оборотов
ведущего ротора (окончательное
значение)
Диаметр начальной
окружности ВЩ винта
Высота зуба (для
окружного профиля) или
большая полуось эллипса
(для эллиптического
профиля)
Обозначение
и
По
i с л я е м
Zit
Zn
о
«if
Q«
Qt
d[H
di
n'
n
diH
r
a
Размерность
—
Примечание
Ъо = 0,03-ь 0,0625 (см. п. 35
и рис. 56 и 67)
Принимается
предварительно по прототипу с
последующей проверкой расчетом (см.
п. 29)
ые величины
—
—
—.
M3JMUH
м
>
об/мин
»
м
»
ft
По формулам пп. 32 и 33 в
зависимости от типа выбранного
профиля зубьев
По формулам пп. 32иЗЗв
зависимости от типа выбранного
профиля зубьев. Для
эллиптического профиля см.
формулу C69) и табл. 16
0 - &A+Р«р).
Рпр — см. пункт44 наст,
таблицы
По формуле C68)
См. п. 49 и формулу C69)
п' 60
я A -j- Z) dlH
Полученное в п. 16 число
оборотов согласовывается с
оборотами предполагаемого
привода. Выбирается
окончательное значение п (см. гл. V
и VI)
Принимается окончательно
после выбора п и ui
г = 0,5?di«
Необходимо проверить
толщину зуба ВМ винта, так как
..может оказаться, что зуб
слишком тонок и будет
деформироваться при фрезеровании или
излишне широк (толстый, при
заниженном ?). См. пункт 10
наст, таблицы и п. 35
374
Продолжение табл. 20
с
в"
20
Наименование
определяемых величин
Высота ножки (головки)
зуба двустороннего
профиля
Обозначение
Го
Размерность
м
Примечание
го = Rt — raH
На этой стадии расчета необходимо принять размеры винтов, предусмотренные
типоразмерным рядом (табл. 15 для винтов с окружным профилем зубьев и табл. 16
для винтов с эллиптическим профилем). Дальнейшее изложение расчета ступени
построено для машины с произвольными (не рядными) размерами винтов. Для
винтов типоразмерного ряда вычисляемые ниже величины выписываются как известные
из табл. 3, 15, 16.
21
22
23
24
25
26
27
28
29
30
Диаметр внешней
окружности ВЩ винта
Диаметр начальной
окружности ВМ винта
Диаметр внешней
окружности ВМ винта
Межцентровое
расстояние — номинальное
значение (без учета раздвижки
роторов)
Относительная длина
винтов (окончательное зна*
чение)
Длина винтов
Высота:
головки зуба
ножки зуба
Площади впадин в
торцовой плоскости
Ход ВЩ и ВМ винтов
Угол закрутки зуба:
ВЩ винта
ВМ винта
di
А
%
1
г
го
ы
ha
rla
м
*
—
м
»
Л»
м
град
di = diH-\- 2r
di = da* + 2го
А = 0,5 (dw + d2H)
Выбирается с учетом
корректировки диаметра винтов,
числа оборотов и т. п.
См. пункты 19 и 20 наст,
таблицы. Для эллиптического
профиля большая полуось
эллипса а = г
По формулам пп. 32 и 33 или
планиметрированием
hi — inhi. Ход винта по
возможности согласуется с
паспортными данными станка
(делительной головки). Ход
ВЩ винта выбирается таким,
чтобы обеспечивалось
необходимое значение величины
закрутки зуба (см. пункт 30)
т13 = 2зт -г— .
Рекомендуется Tls= 270-Т-3370 (см, гл. IV)
тм=^1э
Продолжение табл. 20
с
31
32
|33
34
35
36
37
38
Наименование
определяемых величин
Угол наклона винтовой
линии на начальном
цилиндре
Угол между линией
центров и лучом,
проведенным из центра ВМ
винта в точку пересечения
начальной окружности ВМ
винта и внешней
окружности ВЩ винта
Центральный угол
половины впадины ВМ винта
для эллиптических
профиле
То же для окружных и
асимметричных профилей
Угол между линией
центров и лучом,
проведенным в вершину зуба ВЩ
винта в положении
начала сжатия (начала
заполнения впадины) для
эллиптического и окружного
профилей
То же для
асимметричного профиля
Предельный угол
закрутки ВЩ винта
Наибольший полезный
объем парной полости
Число оборотов ВЩ
винта (уточняется)
Угол поворота ВЩ
винта от начала сжатия до
полного замыкания линии
контакта
Обозначение
Рн
Рог
еа
еш
«01
Poi •
т1пр
w0
«Pin
Размерность
град
»
»¦
»
»
»
м*
об/мин
град
Примечание
Р„ = arctg ^-т^-
«1
Для окружного и
эллиптического профиля рн г» 50-f-
-т-59,50; для асимметричного
профиля в случае нарезки
винтов дисковыми фрезами
pN ^ 44—48,5°
А2 А-г2 — Я2
а _ л Т" '2к ¦ *Ч
л'ак
(см. рис. 95)
6а = arctg — , где хг и
t/i — координаты точки Аз
впадины ВМ винта
эллиптического профиля (рис. 60, 61)
По формуле C46) и рис. 133
<*т— кг (Роа¦— 9а) (смотри
рис. 90 п. 22) — для
эллиптического профиля. Для
окружного профиля а01 — по
B06)
По формуле B04)
По формуле A95) для
окружного и эллиптического
профилей, по формуле A94) —
для асимметричного
Если x13s^rinp, то Wo =
= l(fin+ fan)'> если Т1з>
> т1пр, то Wo определяется
по формуле B54) и графику
Wa=f (q>i) [см. рис. 98 и 100)
_ Q.T ( Ann, vnv
C69I
По формуле B05)
376
Продолжение табл. 20
с
с
*
39
40
41
42
43
44
45
Наименование
определяемых величин
Центральный угол
толщины зуба ВМ винта в
торцовом сечении
Угол всасывания ВЩ
винта:
оптимальный
принятый
Угол всасывания ВМ
винта
Удельный вес по
внешним параметрам
всасываемого газа
Действительная весовая
производительность
Действительная
объемная производительность
при параметрах рв и Тв
Теоретическая объемная
производительность на
всасывании (окончательное
значение)
Обозначение'
Vo
а.
Qe
Qt
Размерность
град
»
кПм3
кг/мин
м?/мин
*
Примечание
Для эллиптического
профиля 2угя= 28г; для ок-
¦ /Л2
, . 2л
ружного профиля 2у»з=
-2вш
При т1э=^ rlnp — по
формулам A92) и A92а), при Т13>
> хтр — по формуле A93).
Из условия перекрытия осевой
щели между зубьями на торце
всасывания ос,^ 280-^290°
при i12 =1,5
По формулам A85) и A86);
для эллиптического профиля
¦"-ж
Gd = Garo
Gd(l+PnP>
Q' Y. 'ГДе?в
= i^f и рлр — коэффициент
1\ 1 g
протечек через уплотнения
валов; р„р= 0,20-5-1,0% при
всасывании воздуха из
атмосферы; р„р = 0,6н-2,0% —
для второй ступени
двухступенчатой ВКМ. Меньшие
значения — для машин большой
производительности или
низких давлений (см. п. 34)
377
Продолжение табл. 20
в
46
47
*±/
48
¦49
50
51
52
53
Наименование
определяемых величин
Температура нагнетания
Действительная
объемная производительность на
нагнетании
Внутренний адиабатный
к. п. д. ступени
Мощность, потребляемая
компрессором
Мощность, потребляемая
ВКМ
Построение графиков
Геометрическая степень
сжатия
Угол сжатия
Обозначение
О
Чад. вн
NK
NK.y
—
8
Ф1С
Размерность
°К
м3/мин
—
кет
»
—
град
Примечание
где mi = mi для неохлаждае-
мых машин и /я,- = тг для
охлаждаемых (см. рис. 141 и
пп. 37 и 38). Можно также
воспользоваться формулой
C93). Для ВКМ мокрого
сжатия см. гл. VIII
п ^д Рч
У« „ .». гДе V« от
Для неохлаждаемых ВКМ —
по формуле C83). Для
охлаждаемых
т, - в~*~-1
(см. п. 41)
NK = Nt + NMex, где Nt —
по формуле C87). NK также
определяется по формуле C88).
Для ВКМ мокрого сжатия см.
также формулу C97). Потери
на механическое трение Nтх
определяются расчетом (см.
п. 40)
NK. y=NK — + Ne. M,
Чмт
где Чмт — к. п. д.
мультипликатора; JVe. м — мощность
вспомогательных механизмов
(масляного насоса, вентилятора)
См. гл. IV и рис. 98 и 103
. 1
гг= га 1. Рекомендуется
Рн
принимать еа я* ен = *-?-
Ра
ф1С находится по графику
ег=/1(ф1) (рис. 103) при
найденном или выбранном гг.
Необходимо, чтобы фц:> ф1П
и фгс^> фг« (см- гл. IV). Углы
сжатия также могут быть
определены по формулам п. 22,
например см. формулу B46)
378
Продолжение табл. 20
к
с
54
55
56
57
58
59
60
Наименование
определяемых величин
Окончательное значение
окружной скорости на
периферии ВЩ винта
Средняя скорость газа
при входе в полости
винтов
Средняя скорость газа
в окне нагнетания
Размеры окна
нагнетания
Количество тепла,
отводимого от компрессора
охлаждающей средой
Повышение температуры
воды, охлаждающей
корпус компрессора
Расход охлаждающей
воды
Обозначение
..
Св
Сн
ЯОХА
Ыохл
W' ОХА
Размерность
м/сек
*
*
м2
ккад/кг
°С
л/ч
Примечание
Я difli ,
ву V и рис. 129)
См. формулы A75), A77),
а также A79). Для воздуха
Св ^ 50-ь 80 м/сек
Qh
ви/* он
cKsC 20-^30'м/сек, F0.H — см.
ниже
См. п. 22 и формулу B48)
См. формулу C82), а также
см. п. 41
Л/„*л=2ч-4°С
W —
Мохл
На этом заканчиваются расчеты по первым десяти пунктам схемы расчета ступени
винтового компрессора. Продолжение расчета узлов ВКМ и компрессора может
производиться в любой последовательности.
4. Определяются основные размеры винтов: диаметры, длина, углы
закрутки и другие характерные углы, полезный объем парной полости,
окна всасывания.
5. Производится окончательное определение весового и объемного
расходов газа и значения термодинамических параметров газа:
температуры нагнетания, давлений, удельных объемов.
6. Определются к. п. д. и мощность, потребляемая компрессором:
внутренняя, механических потерь, ступени компрессора и ВКМ.
7. Производится расчет заполненных объемов, строятся графики
W3 = f (фх) и гг = fx (фх), определяется или выбирается геометрическая
степень сжатия, угол сжатия.
8. Определяется размер окна нагнетания.
9. Определяются характерные скорости винтов и скорости движения
газа.
10. Определяется количество отводимого от компрессора тепла и
расход охлаждающей воды или другой среды.
11. Производится выбор материалов винтов и корпуса и устанавли
ваются необходимые зазоры между винтами и между корпусом и
винтами. Определяется действительный профиль винтов.
-t
12. Вычисляется коэффициент подачи ступени (см. гл. V),
производится корректировка значений термодинамических параметров и
некоторых других величин, например длины винтов, числа оборотов и др.,
если это окажется необходимым.
13. Определяются силы и моменты, действующие на винты.
14. Производится расчет деталей компрессора: шестерен связи,
подшипников, валов и др. Определяются критические числа оборотов
роторов.
15. Производятся специальные расчеты по удовлетворению требований
технического задания: расчет уплотнений, смазки и т. п.
В зависимости от конкретных требований технического задания на
проектирование рассмотренная схема расчета может быть в некоторых
деталях видоизменена.
После выбора материалов винтов и корпуса и типа подшипников
определяются тепловые деформации. Назначаются зазоры в соответствии
с указаниями гл. III. Определяется действительный профиль зубьев,
создается чертеж теоретического и действительного профилей зубьев.
Последний предназначается для расчета мерительного и режущего
инструмента. ' ¦'-г '¦¦¦¦¦••¦•
Затем производится расчет глушителей шума, холодильников,
мультипликатора и других узлов ВКМ.
49. ПРИМЕР РАСЧЕТА ДВУХСТУПЕНЧАТОГО ВИНТОВОГО КОМПРЕССОРА
Техническим заданием (ТЗ) на проектирование ВКМ
предусматривается (основные данные):
1) производительность, отнесенная к условиям всасывания, Q =
= 100 мЧмин;
2) сжимаемый газ — воздух; всасывание из атмосферы; относительная
влажность -ф = 100%;
3) параметры нагнетания: рн = 8,0 ата; tH «^ 60° С.
Компрессор устанавливается в отапливаемом помещении. Привод —
электрический. Для охлаждения ВКМ может быть использована рода
С температурой teod ^ 23° С.
Для обеспечения выполнения требований ТЗ выбираем ВКМ,
состоящую из двух ступеней — первой (индекс I) и второй (индекс II). Профиль
зубьев винтов принимаем эллиптический. Корпуса машины охлаждаются
водой. Между ступенями и после II ступени предусматриваем
холодильники. Перед I ступенью и после I и II ступеней устанавливаются
глушители шума.
Далее уточняем исходные расчетные параметры.
1. Действительная производительность ВКМ Qd = 100 ± 7 м31мин.
Допуск на производительность ВКМ выбран в соответствии с
действующими нормами (см. параметрический ряд на винтовые компрессоры).
2. Параметры воздуха перед ВКМ (перед первым глушителем),
полученные в результате расчета тракта всасывания (расчет здесь опускается):
р0 = 0,99 ата; То = 293° К; У> = 100%.
Затем выбираем значения параметров винтов.
3. Число зубьев (заходов) на обеих ступенях по схеме 476*. Тогда
hi — .1,5;. i21 = -?- ; наружные диаметры ВЩ и ВМ винтов ступени
одинаковы.
4. Относительная длина винтов A,t = 1,35; Яц = 1,0. Предполагая
использовать винты типоразмерного ряда х (см. табл. 3 и 16), выбор
других геометрических параметров винтов не производим.
В результате предварительных прикидок, сообразуясь с вероятной
степенью сжатия в ступенях для воздуха указанных параметров,
выбираем (предварительно) следующие величины. '•'¦'¦ '
5. Окружная скорость на внешней окружности ВЩ винтов (см. рис. 129)
ых ^ 90-г-105 м/сек.
6. Коэффициент подачи г\1 ^ 0,95; tj" як 0,92.
7. Теоретическая производительность I ступени, отнесенная к
условиям всасывания:
Q, = Op
•v
100A+0.015) _
0,95 ~
где коэффициент протечек через уплотнния валов р„р = 1,5% (принят
с последующим обоснованием при проектировании уплотнений).
8. Определяем диаметр внешней окружности (головок) ведущего
винта I ступени (предварительно). Согласно формуле C69), ;
Так как для типоразмерного ряда винтов с эллиптическим профилем
(табл. 3 и 16) при т1э ^т1пр Wo ^s 0,118 Ы\, то : :
Ближайший размер Ах типоразмерного ряда винтов (табл. 16) равен
315 м.
Предварительные подсчеты показали, что для II ступени рационально
выбрать винты, расположенные через один номер от винтов первой
ступени. Итак, окончательно выбираем винты для I и II ступеней по табл. 16.
9. Диаметры внешней окружности ВЩ и ВМ винтов в мм:
10. Диаметры начальной окружности ВЩ и ВМ винтов в мм:
dlH = 201,6; d^
d\H = 302,4; d\l = 192.
11. Межцентровое расстояние в мм:
А1 = 252; Л„ = 160.
12. Длина винтов (при ^ = 1,35 и Яп = 1,0) в мм:
/„ = 200.
1 Для заданных условий может быть использована одна из машин типоразмерного
ряда ВКМ. •
13. Ход нарезки ЩЦ и ВМ винтов (см. табл. 3) в мм:
h\ = 504; h\l = 240.
h\ = 756; А" = 360. 7
14. Углы закрутки зуба ВЩ и ВМ винтов:
¦4 = 202° 40'; тй = 200°.-
15. Углы наклона винтовой линии на начальном цилиндре
pi = 51° 29'17,208"; pi1 = 59* 10'11,772".
16. Угол'Рй (см. рис. 95)
р04 - arccos 217^
2-25,2.15,12 ~
= arccos 0,809 ^к 36°.
17. Центральный угол половины впадины ведомого винта для винтов
типоразмерного ряда
92 = arctg -g- = arctg |1||- = 19° 22' 30,559";
для приближенных вычислений
e2=sI9°20'.
18. Угол начала заполнения впадины (начала сжатия)
«01 = in (Рог- 6*) = 1.5C6° - 19° 20') = 25°.
19. Предельный угол закрутки ВЩ винта I и II ступеней [см.
формулу A95)]
хЫр = 2я — -^ — 2а01 = 360 — 90 — 2 • 25 = 220°.
20. Наибольший полезный объем парной полости (табл. 16)
Wl = 4770 см3; W? = 904 см3.
Так как т1а > tlnp, то Wo < / (fln + /2n). Потеря объема при X — 1,0
составляет 3,5 — 4,2%; при Я = 1,35 — 4,5%, при Я = 1,5 — 6,5% по
сравнению с максимальным объемом парной полости, равным I (fln + /2„).
21. Число оборотов ВЩ винта (предварительно)
{ ^ ^7^ об
Таким образом, привод I ступени от электродвигателя осуществим через
мультипликатор.
22. Угол поворота ВЩ винта от начала сжатия до полного замыкания
линии контакта по формуле B05)
ф1„ = |1 + сс01% 90 + 25 = 115°.
382
23. Центральный угол толщины зуба ВМ винта в торцовом сечении
2у23 = — — 202 = 60° — 2 • 19° 22' 30,559" = 2 Г 14' 58,882".
/я2
24. Оптимальное значение углов всасывания ВЩ винта по формулеA93)
. n4hizl _|_ Доц _ 152 + 135 +
а',1 = 152 + 135 + 37 = 324°,
а!. = 4-Tis+ n^i-i + даь = 152 + 135 + 41,3 «s 329°;
4 Ifti
где км. A91)}
А i 6/nj 6-0,425-5600
VkgRTe V 1,4.9,81-29M.293
И ^ 6-0,20-10550 12650
д _ „fi ?°
/лаь^ 1,4.9,81-29,5-293 ~ 345 "~ ' " -
25. Оптимальное значение углов всасывания ВМ винта
329 + 90 -2.19*20^241
о& = А C24 + 90) — 38° 40' = 237°.
26. Окончательно принимаем углы всасывания для ВЩ и ВМ винтов:
о!. = 280°; ali = 280°;
ai = 245'; all = 240°. '
27. Истинное давление воздуха после II ступени
рУ-Рн + Ар" = 8 + 0,2 = 8,2 ата,
где Д/?" = 0,2 кГ/см* — предварительно принятая потеря давления
воздуха в концевом холодильнике и глушителе:
ii 0.004 н- 0,01 кГ/см2.
28. Давление нагнетания после I ступени принимаем равным pi =
= 3,05 ата.
29. Давление в камере всасывания I ступени ;
р\ = рй~ Др» == 0,99—0,01 =0,98 ата,
где Api = 0,01 кГ/см2— потери давления в глушителе со стороны
всасывания.
30. Давление в камере всасывания II ступени
pi1 = plH — Apl = 3,05 — 0,10 »= 2,95 ата,
где Apl — 0,10 кГ/см2 — принятые потери давления в глушителе после
I ступени, в промежуточном холодильнике и тракте между ступенями.
зев
31. Расчетная степень сжатия воздуха
-*<'* ±Л.,, 3,05 .._..„. „ ..Pi1
.Следователь
8,2
, 32. Газовая постоянная воздуха с учетом влажности
R — i i х (Re. в + xRe. п),
где л; — степень сухости при *0, р0 и -Цэ === 100%у газовая постоянная
сухого воздуха Rc. в — 29,27 кГ -м/кг-град; газовая постоянная водяного
лара 7?в.„ = 47,1 кГ ¦ м/кг-град. Тогда
у _
Ро —
Pn _ 29.27 ,
# ~ 471 ' '
0,02383
47,1
0,99 — 0,02383
«г пара
кг сух. возд. '
где рп = 0,02383 кГ/см2 — парциальное давление водяного пара при
:20° С и я|> = 100%. Итак,
Я = 1 +0,0153 (?9'27 + О.0153-47,1) = 29,53 кГ-м/кг-град.
33. Удельный вес всасываемого газа при внешних параметрах
рв 0,99-Ю*
34. Весовая производительность В КМ
Gd = QaYo == 100-1,143 = 114,3 кг/мин.
35. Действительная объемная производительность I ступени при
параметрах pi и т\ (при этом Т\ = Го):
где
I Рв
0,98-10*
29Ж293
= ]'133 КГ/ММ ¦
36. Теоретическая объемная производительность Г ступени
(окончательно)
1,133.
= 108 м3/мин.
37. Температура воздуха на нагнетании находится по формуле C81).
В соответствии с принятыми в пункте 6 наст, расчета значениями
коэффициентов подачи по рис. 141 находим:
mi = l,52; m^ =.1,51;
mj1 = 1,54; ml2l ¦= 1,52.
384
для II стуг
38. Дей
гнетании
где
Т\ = 430
протечек
39. Д
сывании
где
TV = з
промеж
ствуюш
40.
41.
нагнеп
где
25
Следовательно,
m1—1
Tl=TUim° = 293-3,110'338 = 430° К;
для II ступени Г" = 303° К — см. пункт 39 наст, расчета.
38. Действительная объемная производительность I ступени на
нагнетании
п1 Ga0 + O 114,3A+0,011)
. Чн = \ =
где
i Р1Н _ 3,0-10*
V
V" ~ I?1" ~ 29,53-430
Т\ = 430° К — см. пункт 37 наст, расчета; {5"р = 1,1% — коэффициент
протечек через концевые уплотнения II ступени.
39. Действительная объемная производительность II ступени на
всасывании
Q» „ МИ^ = 114,3 6
уП: 3,30
где
.А1 _ 2,9-10* _ооПкГ/цз.
6'dU K1 IM '
У* - RT\l — 29,53-303 ~
Т" =t 303° К — температура воздуха на всасывании II ступени (после
промежуточного холодильника). Она обеспечивается выбором
соответствующих параметров холодильника.
40. Теоретическая производительность II ступени
г
m-3(-oi , ooo
Ij — - ' ^Tori " — oo,l
Ye
41. Действительная объемная производительность II ступени на
нагнетании
Yn 6,46
где
..и _ ^
~~ RT11 29,53-430 "'
nJ,1 = 430° К — см. пункт 37 наст, расчета.
25 И. А. Сакун 385
42. Окончательные число оборотов и окружная скорость ВЩ винта
ступеней компрессора (см. пункт 21 наст, расчета):
п\ = ^™ = 5650 об/мин; п\1 = -~^ = 10 550 об/мин;
3,14.0,315-5650^^3 м/сек.
U.1BJ^B 3,14.0,20-10 550
Окружная скорость ВЩ винта II ступени несколько превышает
оптимальное значение, хотя она и меньше максимального значения (см. рис. 129).
Принимая во внимание, что для II ступени Хп = 1,0, остановимся на
полученном значении и{1.
43. Внутренний адиабатный к. п. д. ступеней компрессора [см.
формулу C83) и пункт 37 наст, расчета]:
Цад. вн =
Ы
,0,286 Л
1 ~л)
1,52—1 1,61—1
1,4 1,52 \о||-пы- , 1,51 ,„тд- ( 1.4 1,52 1,51
(
+1,51-1d|il VI^T 1,52-1
3,5A,382-1) _П
U665 - °
Цад. вн ==
3,5 B,780'286 — 1)
44. Индикаторная мощность, потребляемая ступенями компрессора,
по формуле C87):
..I 102,5-0,98.10* [foe 1,52 W, ,0,842-,
"'- 6Ш L\ >b~ 1,52-1 N'П +
+ t g1,'5! , 3,110'338 — C,5 — 2,92 + 2,96)] =273 кет;
Afn 35,2.2,9.104 [f0 c 1,54 \ о ^Оо,з51 ,
"' ~ 6Т20 [\а'&~ 1,54-4 '' +
+ j^^j 2,780'342 — C,5 — 2,85 + 2,92)] = 257 кет.
45. Механический к. п. д. ступеней (задаемся):
386
46. Мощность на муфте, потребляемая ступенями компрессора:
Общая мощность двух ступеней компрессора
NK = 278 + 265 = 543 кет.
В приведенном расчете (см. пункты 43—46) предполагалось, что
режимы сжатия в ступенях близки к основному. Это предположение должно
быть оправдано при выборе еа (см. пункт 48).
47. Полная мощность, потребляемая В КМ, включает также энергию,
расходуемую на привод вспомогательных механизмов (например,
масляного и водяного насосов).
Схема установки может быть выполнена в двух вариантах:
а) с автономными электродвигателем и мультипликаторами;
б) с одним электродвигателем и мультипликатором. Последний —
с двумя выходными валами, расположенными по бокам от центрального
(соединенного с электродвигателем), на котором расположено зубчатое
колесо.
48. Геометрическая степень сжатия ступеней:
_L JL
ej = еа? = 3.051'51 = 2,09 ^2,1;
i1= 2,75^ =1,95,
где принятые степени внутреннего сжатия ступеней eai = 3,05 и eaII =
= 2,75 близки, но несколько ниже соответствующих е„.
49. Угол сжатия [см. формулу B46) или пункт 53 табл. 20] в
результате^ расчета (расчет здесь не приводится) получается
ф!е = 223"; фй = 210";
Оба угла больше, чем угол <р1я = 115° (см. пункт 22 наст, расчета).
50. Средняя скорость газа при входе в полости винтов (см. пункт
55 табл. 20):
Ц? б-0,425-5550.0,95 _ -д
~ 4У М/СеК'
С' ~~ ~^Г ~ 280
с„^ 6-0,20.10550-0,92
51. Площадь окна нагнетания [см. формулу B48)] для винтовых
машин типоразмерного ряда определяется по формуле
* о. н == * Т I г ц\
FT = 0,0014d? (au + а2н — 27);
^ + 0,021a2K — sin alH— 1,55 sinaw + 0,213),
где
a1H .= 360 -L + 25° - ф1с; аш = 240 ±-";f 57° 1- ф1с.
25* 387
Для I ступени:
Fj = 0,0014.31,52(lll + 114 —27) = 274 см2,
где
а]и = 304 + 25 — 223 = 106°;
0^=203 + 57 — 149=111°;
р\ = 5°'4з^'5 @,014 • 106 + 0,021 -114 — sin 106° — 1,55 sin 114° + 0,213) =
= 178 см2.
Для II ступени:
alH = 360 g^ + 25 — 210= 115°; a2H = 200 + 57— 140 = 117°;
F" = 0,0014-202 A15 + 117 — 27)= 115 см2;
F11 =-il^ @,014 -115 + 0,021 • 117 — sin 115° — 1,55 sin 117° +
4 • о, 14
+ 0,213) = 75 см2;
FlolH= 115 + 75= 190 см\
52. Средняя скорость газа в окне нагнетания находится по формуле
с - Q" ¦
* шо.н-
53. Количество тепла, отводимого от компрессора охлаждающей
водой [см. формулу C82), а также пункт 58 табл. 20]:
Г / т,—Г \ / т,—1
„ ART°
I _ 29,53-293 П,52—1,4 /„ j jO,342_ ,\ . 1,4—1,51 /g цО,зз8 Л] _
= 0,415 ккал/кг;
Ч1полн = Gd(I +pnpO1 = 114,3A + 0,015H,415 = 48,5 ккал/мин;
П 29,53-303 Г 1,54—1,4 / ао,351 . ,\ , 1,4 — 1,52/о TQo,342
427A,4-1) L 1,54-1 ч~''" \> ! 1,52-1 ^''"
= 0,785 ккал/кг;
= Ga(l +Pip)<?"== 114,3A+0,011H,785 = 91,0 ккал/мин.
54. Расход охлаждающей воды определяется по формуле W0XJt =
= 6°f""H . Примем Д4л = 2° С; А^и = 2,8° С. Тогда
л[ц.
388
Общий расход охлаждающей воды на ВКМ составит W0XJl = 3410 л/ч.
С учетом 25% запаса принимаем расход воды 5000 л/ч. Удельный расход
охлаждающей воды составит W0XA,yd = ^^ = 0,835 ^
Приведенный расчет основных элементов компрессора и параметров
ВКМ следует рассматривать в качестве первого этапа проектирования.
Дальнейший расчет узлов ВКМ — масляного насоса, мультипликатора,
глушителей, холодильников — производится по методикам, изложенным
в соответствующей литературе. При этом необходимо обосновать расчетом
принятые выше потери давления на трактах и в аппаратах (глушителях,
холодильниках), по возможности их следует уменьшать. После этих
расчетов окончательно уточняется расчет винтового компрессора,
одновременно изыскиваются пути дальнейшего повышения экономичности
машины.
50. ПРИМЕР РАСЧЕТА МАСЛОЗАПОЛНЕННОГО ВИНТОВОГО КОМПРЕССОРА
Техническим заданием на проектирование винтового компрессора
предусматривается следующее. ,.
1. Производительность, отнесенная к условиям всасывания, Q —
= 25 м3/мин.
2. Сжимаемый газ — воздух. Всасывание производится из атмосферы.
Температура всасываемого воздуха может изменяться от —35° до +40° С.
Относительная влажность воздуха т|> = 50%.
3. Параметры нагнетаемого воздуха: рн = 8,0 ата; tH = 75° С.
Примечание: сдаточными параметрами компрессора являются
производительность и мощность при температуре всасываемого воздуха +20° С.
4. Привод компрессора может осуществляться от асинхронного
электродвигателя с короткозамкнутым ротором трехфазного тока частотой
50 гц или от двигателя внутреннего сгорания.
5. Компрессор предназначен для подачи воздуха к пневматическому
инструменту строительных, дорожных, горнорудных (наземных)
предприятий и т. п.
Для указанных в ТЗ условий могут быть предложены два варианта
ВКМ:
1) одноступенчатая маслозаполненная;
2) двухступенчатая. , , , . ; ; ..:,
Принимая во внимание пункт 5 ТЗ, выбираем одноступенчатую масло-
заполненную винтовую машину. Профиль зубьев винтов — эллиптический.
Исходные для расчета ВКМ данные.
1. Действительная производительность Qg = 25 ± 1,8 м3/мин.
2. Параметры воздуха перед компрессором: р0 = 1,033 кГ/см1; Го =
= 293° К; -Ф = 50%.
Выбираем следующие параметры винтов:
3. Число зубьев (заходов) винтов принимаем по схеме 4/6. Тогда
передаточное число t12 = 1,5; i21 = -у. Внешние диаметры ВЩ и ВМ
винтов одинаковы.
4. Относительная длина винтов Я = 1,0.
Другие геометрические параметры винтов не определяем, поскольку
целесообразно использовать винты типоразмерного ряда (см. табл. 3 и 16).
После предварительных прикидок и анализа характеристик масло-
заполненных машин выбираем следующие величины.
5. Окружная скорость на внешней окружности ВЩ винта и\. ^
=к 52 м/сек. •¦¦.¦¦
6. Коэффициент подачи (с последующим обоснованием расчетом)
г)д = 0,88 (см., например, рис. 41).
1 Далее расчет производится в следующем порядке.
7. Теоретическая производительность компрессора, отнесенная1 к
условиям всасывания, ":л\ йншн;
где коэффициент протечек через уплотнения валов ВЩ и ВМ винтов
(со стороны нагнетания) р„р = 1,3%.
8. Диаметр внешней окружности ведущего винта
Ближайший размер d1 в табл. 16 типоразмерного ряда винтов при X = 1,0
равен 250 мм. Окончательно выбираем винты из табл. 16.
9. Диаметр внешней окружности ВЩ и ВМ винтов d1 = d2 = 250 мм.
10. Диаметр начальной окружности ВЩ и ВМ винтов в мм:
dlH= 160; 6^ = 240.
11. Межцентровое расстояние А = 200 мм.
12. Длина винтов (Я = 1,0) / = 250 мм.
13. Ход нарезки ВЩ и ВМ винтов в мм:
Л = 300; Л2 = 450.
14. Угол закрутки зуба ВЩ и ВМ винтов:
т1э = 300°; тм = 200°.
г 15. Уголнаклона винтовой линии на начальном цилиндре (см. табл. 3)
ft, = 59° 10'11,772*-
16. Угол р02 (см. рис. 95)
р02 = arccos А ^2*7** = arccos 2a*V20.72~ = arccos°'809 = 36°'
17. Центральный угол половины впадины ведомого винта
02= 19° 22' 30,559".
Для приближенных вычислений 92 я» 19° 20'.
18. Угол начала заполнения впадины (начала сжатия)
«01 = «и (Рог — в2) = 1,5.C6° - 19° 20') = 25°.
19. Предельный угол закрутки ВЩ винта по формуле A95)
tln. = 2я — ??—2яп = 360° —90° — 2.25° = 220°.
390
20. Наибольший полезный объем парной полости (см. табл. 16) Wo =
= 1770 см3 (см. пункт 20 в п. 49).
21. Предварительное значение числа оборотов компрессора
и, =
_ QT 28,8-106 _
4-1770
= 4070 об/мин.
22. Угол поворота ВЩ винта от начала сжатия до полного замыкания
линии контакта
23. Центральный угол толщины зуба ВМ винта в торцовом сечении
2у23 =
= W — 2 • 19° 22' 30,559" = 21° 14' 58,882*.
24. Оптимальное значение угла всасывания ВЩ винта по формуле A93)
«„ = 0,5т13 + пщ~*'1 +A«i«^150°:+ 135° + 17,6°^ 303°,
/де Аа1в находится по формуле A91):
6-0,25-4070
V1А-9,81 -29,3-293
- 17,6°.
25. Оптимальное значение угла всасывания ВМ винта
a* = (aie*-f |^) 4 —262 * 4 C03° + 90°) - 2; 19° 20' ^ 232°.
26. Окончательные значения углов всасывания (принимаем):
.•••«!. = 280°; а2в = 235°.
27. Истинное давление воздуха после компрессора
Рк - Рн + Ьрн = 8 + 0,35 = 8,35 ата,
где Арн = 0,35 кГ/смг — потеря давления на тракте нагнетания
(маслоотделителе и трубопроводе).
28. Давление в камере всасывания
рв = Ро — Др, = 1,033 — 0,033 = 1,00 ата,
где Ар, = 0,033 кГ/см2 — потеря давления на тракте всасывания.
29. Расчетная степень сжатия
_ Рк _ 8,35 _8 ос
е 8d5
30. Газовая постоянная воздуха с учетом влажности (см. пункт 32
49^
31. Удельный вес всасываемого воздуха при внешних параметрах
Уо = ~RT? = 29,4.293" = 1 '2 кГ1м*'
32. Действительная весовая производительность
Gd = QaYo = 2,5-1,2 = 30,0 кг/лшм.
33. Действительная объемная производительность компрессора
п Ga(l + pnp) 30A+0,013) ос о з/
Qe = _—_ _ ^ = 26,2 м3/мин,
где
34. Теоретическая объемная производительность
35. Действительная объемная производительность на нагнетании
<*» - -g-¦- 7Ж = 3'83 л8/л<"м'
где (см. пункт 38 наст, расчета)
.;¦• у« = т^г= 2М-363 =7'84 «^й3; Л = 363° к.
36. Число оборотов ведущего винта (окончательно)
37. Окружная скорость на периферии ВЩ винта
п^пх 3,14-0,25-4210 _- ,
их = fo = —-—g^ = 55,1 м/сек.
Полученная окружная скорость превышает значения, обычно
применяемые в настоящее время, примерно на 12%. Применение антивспениваю-
щих присадок и надлежащая вязкость масла при указанной скорости
обеспечат надежную работу машины с высокими экономическими
показателями. : ¦•¦ • ' '¦¦ "¦¦¦¦-'
38. Температуру нагнетания Тн принимаем равной 363° К. Такое
значение температуры нагнетания при высокой степени сжатия в одной
ступени можно обеспечить благодаря подаче соответствующего количества
масла в рабочее пространство компрессора (см. ниже).
39. Средний показатель «политропы» процесса при условии сжатия
воздуха до давления рк и температуры Тн составит по формуле C92)
8.35-lg||.
Для неохлаждаемого компрессора средний показатель «политропы» Шх
согласно рис. 141 был бы равен 1,58.
40. Количество тепла, которое необходимо отвести от компрессора
для того, чтобы средний показатель «политропы», подсчитанный по
конечным параметрам, уменьшился с тх = 1,58 до т% = 1,13, согласно
формуле C94)
30-0,2425-293 [1,58—1,4 /е QKo,367
[ (835
+ 11'41~_*;113 (8,350-П5 - 1)] = 1445 ккал/мин,
где средняя теплоемкость воздуха с учетом влажности
срт = ср + 0,625^ -|2- @,45 - ср) = 0,24 +
+ 0,625-0,5 °f™ @,45 —0,241) = 0,2425 ккал/кг-град.
Средняя теплоемкость сухого воздуха (см. также п. 38)
ср = 0,2394 + 0,000037 '* + '* =
= 0,2394 + 0,000037 _*L+J*L = 0,241. ккал/кг-град <
41. Количество масла, подаваемого в рабочее пространство
компрессора для охлаждения сжимаемого воздуха, по формуле C95)
П - Qm - Ш5 - 174 „lunu
П
°м ~ смУмМм ~ 0,49-0,855-20
где см = 0,49 ккал/кг • град — теплоемкость циркулирующего масла при
tCp = 80° С; ум = 0,855 кг/л — удельный вес масла при tcp = 80° С;,
/ 2U + А<л - •, 2-70 + 20
tMl, — 70° С—температура масла, подаваемого в компрессор; AtM ¦=.
= 20° С — принятое повышение температуры масла в компрессоре.
42. Полный расход масла Сл. 0, циркулирующего в компрессоре,
затрачивается на охлаждение воздуха и на отвод тепла механических
потерь G—10% от расхода на охлаждение воздуха):
GM.om \,\GM= 1,1-173= 190 л/мин.
Примечание: расход масла, подаваемого в компрессор для отвода тепла
механических потерь, в дальнейшем необходимо обосновать расчетом
(см. пункт 46 наст, расчета).
Общий расход масла, циркулирующего в компрессоре, принимаем
равным GM-0 — 200 л/мин. Таким образом,
208 г. 7 л масла
30 ' кг воздуха '
т. е. лежит в пределах допустимых значений.
43. Индикаторная мощность расходуемая на сжатие воздуха, по
формуле C87) .. ¦•-,... ;,
О Г / Ъ \ т'"~1 т%—\
N' ~ ~6l2T..[ V ft —; 1 ~ т1 — 1 ) е Ш' + т2 —1 6 т' ~\Т^Т~
mi , тг \1 26,2-10* Г/„ - 1,58 \ Q 0-o,367
-1 * т
. \1 ._ 26,2-10* Г/о , 1,58 \ 0 окр,з
-1. Л - 6120 JA '°~~ "ОЖ/ '
8,350'115- C,5 — 2,72 + 8,7)] = 143 кет.
44. Мощность механических потерь в компрессоре — в подшипниках
качения, в зацеплении винтов и на трение винтов о газо-масляную среду:
= 5 кет,
гДе 'Цмех ~ 0,965 принят с учетом величины производительности
компрессора, его числа оборотов, типа подшипников, конструкции машины
(отсутствие шестерен связи) и потерь на трение о рабочую среду.
45. Полная мощность, потребляемая компрессорной машиной (без
учета потерь в мультипликаторе),
NK = Ni +,NMex_+NM.H + NelH^ = 143 + 5+1,9 + 5,2 - 155,1 кет,
где NM_ H = 1,9 кет — мощность, потребляемая масляным насосом;
Мвент — 5,2 /сет — мощность, потребляемая вентилятором системы мас-
лоохлаждения. Расчеты этих мощностей здесь опускаем. Затрата
удельной мощности
46. Количество масла, подаваемого в компрессор для отвода тепла
механических потерь, по формуле C96)
_ КИ.бОЛЬи, . _ Ю2-60-5 _ ,7 .
***~ 427смуя'И'я ^ 427.0,49.0,855-10 ~ Ы'1Л/Л<"К'
где AtM — 10° С — нагрев масла вследствие механического трения. [
47. Геометрическая степень сжатия у маслозаполненных машин мо- \
жет быть принята более высокой по сравнению с машинами сухого сжатия. |
Однако при высоком ек степень внутреннего сжатия еа у маслозаполненных |
машин оказывается ниже степени сжатия компрессора. При еа = ек >
получим , i
' ' ' -v ¦'¦¦ _L '¦ _L_. ' ¦ ¦¦¦ I
ег = ект'=8,35!-13 = 6,53. :
Такую высокую геометрическую степень сжатия в винтовом компрессоре 1
современной конструкции можно осуществить за счет сильного увеличения :"
скорости газа в окне нагнетания. Это приведет к большой потере
давления и увеличению мощности компрессора. Выбираем геометрическую
степень сжатия
48. Угол сжатия, обеспечивающий выбранную геометрическую
степень сжатия [см. формулу B46)],
49. Средняя скорость газа при входе в полости винтов
6lnr\v 6-0,25-4210-0,88 оп ,
С' = ~^- = 280 ^ 20 М'СеК-
50. Размеры окна нагнетания (см. пункт 52 в п. 49):
Fo.h = Ft + F4;
FT = 0,0014d? (alH + ailt—27°) = 0,0014-252 C0 + 62 — 27) = 56,8 см\
где
Щ* = 360 -i- + 25° — ф1в = 360 -g- + 25° — 291 ° = 30°;
a» = 240 -i- + 57° - -| Фхс = 240 -Jj- + 57° - -|- 291° ^ 62°;
F4 = -*?- @,014alK + 0,021 a*- sin a*- 1,55 sin «,„¦ + 0,213) =
- ^1-@,014-30+ 0,021-62 — sin30° — l,55sin 62° + 0,213) = 0,4 см2.
Итак,
/="„.„ = 56,8 + 0,4 = 57,2 см2.
51. Средняя скорость воздуха в окне нагнетания
_ QH _ 3,83-10* ¦_ п о ,
" ~ 60Fo.K - 60-57,2 - Х 1>Z WCe/C-
Дальнейший расчет узлов и деталей маслозаполненной ВКМ может
проводиться в любой последовательности.
При расчете и конструировании воздушных и масляных трактов особое
внимание должно быть уделено снижению в них гидравлических потерь.
При этом скорость масла в напорных маслопроводах не должна
превышать 4—5 м/сек, а в маслопроводах слива — 0,2—0,3 м/сек. Известно, что
снижение потерь давления в коммуникациях воздуха и масла является
одним из важных резервов повышения экономичности компрессорных
машин.
ЛИТЕРАТУРА
1. Абрамович Г. Н. Прикладная газовая динамика. М.—Л., ГИТТЛ, 1953.
2. Артоболевский И. И. Теория механизмов и машин. М., Гостехиздат, 1951.
3. А н д р е е в П. А. Винтовые компрессорные машины. Л., Судпромгиз, 1961.
4. Б а у л и н К- К. Испытание лабиринтных уплотнений. — Информационный
бюллетень № 4—5. М., 1940 (ВИГМ).
5. Борохович А. И. и Носы рев Б. А. Испытание и наладка поршневых
компрессоров. М., Металлургиздат, 1954. . '¦¦¦'¦'¦
6. Гавриленко В. А. Геометрическая теория эвольвентных зубчатых передач.
М., Машгиз, 1949.
7. Гинзбург И. П. Истечение вязкого газа из подвижной щели. — Вестник ЛГУ,
1953, № 11.
8. Головинцов А. Г., Румянцев В. А., А р д а ш е в В. И. и др.
Ротационные компрессоры. М., изд-во «Машиностроение», 1964.
9. Гохман X. И. Теория зацепления, обобщенная и развитая путем анализа.
Одесса, 1886.
10. Гринпресс Б. Л. Винтовые компрессоры. — Научно-технический рефера-
тивный сборник. Вып. 1. М., 1964 (ЦИНТИАМ).
11. Гринпресс Б. Л. Результаты испытаний и эксплуатации отечественных вин-
товых компрессоров. — Научно-технический реферативный информационный сборник.
Вып. 3. М., 1966 (ЦИНТИАМ).
12. Д о л л е ж а л ь Н. А. Прикладная теория всасывающего клапана поршневого
компрессора.—«Общее машиностроение», 1941, № 1.
13. Д о л л е ж а л ь Н. А. Расчет основных параметров самодействующих пластин-
чатых клапанов поршневого компрессора. — «Общее машиностроение», 1941, № 9.
14. Ж м у д ь А. Е. Винтовые насосы с циклоидным зацеплением. М.—Л., Машгиз,
1948.
15. 3 а х а р е н к о С. Е. Теоретические основы расчета и исследование коловратных
компрессоров. Автореф. докт. дис. ЛПИ им. М. И. Калинина, 1951. г
16. 3 а х а р е н к о СЕ. Экспериментальное исследование протечек газа через щели.
Л., Машгиз, 1953 (Труды ЛПИ № 2).
17. Захаренко С. Е., Анисимов С. А., Дмитревский В. А. и др.
Поршневые компрессоры. М.—Л., Машгиз, 1961.
18. Идельчик И. Е. Гидравлические сопротивления. М., Госэнергоиздат, 1954.
19. К а ц А. М. Расчет, конструкция и испытания воздуходувок типа РУТС. М.,
ГНТИ, 1946.
20. Колчин Н.И. Аналитический расчет плоских и пространственных зацеплений.
М.—Л., Машгиз, 1949.
21. Колчин Н.И. и Литвин Ф.Л. Методы расчета при изготовлении и
контроле зубчатых изделий. М.—Л., Машгиз, 1952.
22. К о ч и н Н. Е., К и б е л ь Н. А. и Р о з е Н. В. Теоретическая гидродинамика.
Ч. 1 и 2. М., Гостехиздат, 1948.
23. Кудрявцев В. Н. Зубчатые передачи. Л., Машгиз, 1959.
24. Лисичкин В. Е. и Горшков А. М. Компрессорные машины. М.—Л.,
Госэнергоиздат, 1948.
25. Литвин Ф. Л. Основные теоремы плоских зацеплений и их приложение к
профилированию зубцов некруглых колес. Л., Машгиз, 1950 (Труды ЛПИ № 1).
26. Литвин Ф.Л. Профилирование инструмента для обработки винтовых
поверхностей постоянного шага. Л., Машгиз, 1953 (Труды ЛПИ № 4).
396
27. Л и т в и н Ф. Л. Теория зубчатых зацеплений. М., Физматгиз, 1960.
28. М а м о н т о в М. А. Некоторые случаи течения газа. М., Оборонгиз, 1951.
29. Михеев М. А. Основы теплопередачи. М., Госэнергоиздат, 1956.
30. М о и с е е в А. А. Судовые паровые турбины. Л., Судпромгиз, 1958.
31. Подобуев Ю. С. и Селезнев К. П. Теория и расчет осевых и
центробежных компрессоров. М.—Л., Машгиз, 1957.
32. П о л и к о в с к и й В. И. Вентиляторы, воздуходувки, компрессоры. М.,
Машгиз, 1940.
33. Пыж О. А. Зубчатый винтовой насос. — «Советское котлотурбостроение»
1940, № 1.
34. Рахманов П. Ф., Фигурнов Н. М. и Сакун И. А. Методика
исследования реакций в опорных подшипниках. — Научно-технический сборник УУЗа ММФ.
Вып. 7. Л., изд-во «Транспорт», 1967.
35. Рис В. Ф. Центробежные компрессорные машины. М.—Л., Машгиз, 1951.
36. Сакун И. А. Основные вопросы теории и проектирования винтовых
компрессоров. Автореф. канд. дис. ЛКИ, 1949.
37. Сакун И. А. и Диментов Ю. И. К расчету окон всасывания винтового
компрессора. — «Энергомашиностроение», 1964, № 2.
38. Сакун И. А. и Диментов Ю. И. Выбор оптимальных значений углов
закрутки винтов винтового компрессора. — «Энергомашиностроение», 1966, № 4-.
39. Сакун И. А. и Диментов Ю. И. Методика расчета основных
геометрических параметров винтовых компрессоров с большими углами закрутки винтов. — «Хи-
1 мическое и нефтяное машиностроение», 1967, № 2.
40. Сакун И. А. К вопросу о выборе степени внутреннего сжатия винтового
компрессора. Л., Машгиз, 1955 (Труды ЛВМИ № 3).
41. Сакун И. А. и Диментов Ю. И. Метод расчета термодинамических
параметров винтового компрессора. — «Химическое и нефтяное машиностроение», 1969,
№ 11. <•
42. Сакун И. А. Новый профиль для зубьев винтовых компрессоров. — Научно-
технический сборник УУЗа ММФ. Вып. 6. Л., изд-во «Транспорт», 1967.
43. С е к у н о в а О. Н. О работе сальника поршневого компрессора. М., Машгиз,
1958 (Сб. НИИхиммаша № 22).
44. С к л а д н е в Г. В. Метод расчета винтовых насосов. — Труды ВИГМ № 11.
М., 1940.
45. С л а в и н И. И. Производственный шум и борьба с ним. М., Машгиз, 1955.
46. С т е ч к и н Б. С, К а з а н д ж а н П. К., Алексеев Л. П. и др. Теория
реактивных двигателей. М., Оборонгиз, 1956.
47. Станюкович К. П. Неустановившиеся движения сплошной среды. М.,
ГИТТЛ, 1955.
48. Страхович К. И. Прикладная газодинамика. Л.—М., ОНТИ, 1937.
49. Страхович К. И., Френкель М. И., КондряковИ. К. и
Рис В. Ф. Компрессорные машины. М., Госторгиздат, 1961.
50. Ф р а й ф е л ь д И. А. Инструменты, работающие методом обкатки. Л., Машгиз,
1948.
51. Ф р е н к е л ь М. И. Поршневые компрессоры. М.—Л., Машгиз, 1960,
52. Христианович С. А., Гальперин В. Г.,
Миллионщиков М. Д. и Симонов Л. А. Прикладная газовая динамика. М., 1948.
53. X л у м с к и й В. Поршневые компрессоры. М., Машгиз, 1962.
54. Ц ы р л и н Б. Применение зубчатовинтовых компрессоров в холодильной
технике. — «Холодильная техника», 1959, № 3.
55. Чаплыгин С. А. О газовых струях. М.—Л., ГИТТЛ, 1949.
56. Ч е б ы ш е в а К- В. К вопросу о расчете лабиринтного уплотнения. —
Технические заметки ЦАГИ, 1937, № 142.
57. Ш е й н б е р г С. А. Газовая смазка подшипников скольжения. Трение и износ
в машинах. Изв. АН СССР, 1953, № 8.
58. Шанников В. М. Планетарные редукторы с внецентроидным зацеплением.
Л., Машгиз, 1948.
59. Ш е р с т ю к А. Н. Осевые компрессоры. М.—Л., Госэнергоиздат, 1955.
60. Юдин Е. М. Шестеренные насосы. М.—Л., Машгиз, 1964.
61. Я м и н с к и й В. В. Роторные компрессоры. М., Машгиз, 1960.
62. Я м и н с к и й В. В. Основные элементы теоретического исследования и
унификации расчета коловратных нагнетателей. —Сборник трудов МВТУ, № 83. М., Машгиз,
1958.
63. Я с т р ж е м б с к и й А. С. Техническая термодинамика. М.—Л.,
Госэнергоиздат, 1953.
397
64. E g 1 i A. The Lakage of Gases through Narrow Channels. — J. of Applied Media-
nicls, 1937, № 2.
65. S a 1 z m a n F. und F r a v i P. Ober Leckverluste an Ventilspindeln. — «Escher —
Wyss Mitteilungen», 1937, № 3.
66. G r i n e 1 S. K. Flow of a Compressible Fluide in a thin Passage. — Trans, of the
ASME, 1956, vol. 78, № 4.
67. К r u s с h i k. Die Gasturbine. Wien, 1952.
68. VDI. T. 101, № 22, 1959.
69. Kyltechnisk tidskrift. T. 17, № 1, 1958.
70. Technicke zpravy. Sv. 7, с 7, 1961.
71. Chemical Processing. T. 25, № 19, 1962.
72. Power. 1945, № 8.
73. Mechanical Engineering. June, 1946.
74. Mechanical Engineering. March, 1951.
75. Technika motoryzacyjna. T. 8, Sept., 1955.
76. Aviation Week. 1956, № 20.
77. MTZ. 1955, № 9.
78. Journal of the Iron and Sfeel Institute. November, 1956.
79. Mashinery. Vol. 90, № 2309, 1957.
ОГЛАВЛЕНИЕ
Предисловие ................ 3
Основные обозначения 4
Введение : .''. ! 7
Глава I. Конструкция винтовых компрессорных машин, их характеристика и
область применения 8
1. Конструктивная схема винтового компрессора и принципы его действия —
2. Конструкция винтовых компрессорных машин ..... . . ..... 13
3. Характеристики винтовых компрессоров .'..... . 48
4. Технико-экономическое сравнение ВКМ с другими типами компрессорных
машин 57
5. Область применения винтовых компрессорных мащин;. . . 61
Глава II. Теория зацепления винтов. Геометрия винтов ,".¦.' ¦¦¦¦-,r*v .H* 64
6. Основные требования к профилю зубьев винтов , —
7. Аналитический метод отыскания сопряженных профилей и их линяй
зацепления ... 65
8. Исследование зацепления зубьев симметричного профиля 72
9. Профилирование и исследование зацепления винтов с зубьями
асимметричного профиля . . ... . . . . . ... .. ,{,.ыгда>,.. ........ 107
10. Линии контакта винтов . .'"'.'" 119
11. Уравнения профильных поверхностей винтов ;•'•',' , Тt 128
12. Уравнения профиля зубьев в нормальной плоскости ,:*.! Л\ 134
13. Уравнения профиля зубьев в диаметральной плоскости ' . 138
Глава III. Конструкция винтов. Номинальные профили зубьев 141
14. Основные конструктивные размеры винтов —
15. Тепловые деформации корпуса компрессора 146
16. Деформации винтов ..."..' " 149
17. Влияние других факторов на изменение зазоров между винтами 152
18. Методика расчета зазоров между рабочими органами компрессора и
номинальные профили зубьев 155
Глава IV. Процессы всасывания, сжатия и выталкивания газа 165
19. Термо-газодинамические особенности рабочего процесса в полости
винтового компрессора —
20. Всасывание газа 167
21. Процесс сжатия газа %\- •»•» ^
22. Графо-аналитический метод расчета изменения обьЦа-.исмсрейц .... 181
23. Аналитический метод расчета изменения объемаАюяойтеи .^Л .... 203
24. Диаграмма распределения давлений в полостях винтов ... Т .... 211
25. Выбор давления внутреннего сжатия. Результаты исследований 214
399
Глава V. Методы определения протечек газа и коэффициента подачи винтового
компрессора 220
26. Классификация протечек газа в винтовом компрессоре. Классификация
щелей —
27. Метод определения расхода газа через щели 223
28. Определение протечек газа через щели в винтовом компрессоре 236
29. Коэффициент подачи винтового компрессора 256
30. Основные факторы, влияющие на коэффициент подачи 278
Глава VI. Производительность винтового компрессора 288
31. Коэффициенты полезной площади торцового сечения винтов —
32. Площадь торцового сечения и коэффициент полезной площади ведущего
винта 290
33. Площадь торцового сечения и коэффициент полезной площади ведомого
винта 296
34. Расчет производительности компрессора 300
35. Влияние основных параметров на производительность компрессора . . . 302
Глава VII. Работа, мощность и к. п. д. винтового компрессора 308
36. Рабочие процессы идеального и реального винтовых компрессоров ... ¦—
37. Условные показатели «политроп» процесса сжатия 314
38. Температура сжатого газа .'¦¦. .'. . . . . 317
39. Классификация потерь энергии в винтовом компрессоре и к. п. д.
компрессора 320
40. Мощность, потребляемая винтовым компрессором . . 324
41. Влияние основных факторов на экономичность компрессора . . . . . . 326
42. Выбор профиля для зубьев геликоидов 330
Глава VIII. Винтовые машины мокрого сжатия ................. 336
43. Характеристики винтовых компрессоров с мокрым сжатием 337
44. Особенности расчета винтовых компрессоров мокрого сжатия 340
Глава IX. Силы и моменты, действующие на винты компрессора 343
45. Осевые силы и крутящие моменты .". ,¦»... —
46. Радиальные силы ,..<.¦;... 351
Глава X. Методика и примеры расчета винтовых компрессоров 371
¦•'.' 47. Общие замечания —
! : 48. Схема расчета ступени винтового компрессора k . . . . 372
49. Пример расчета двухступенчатого винтового компрессора . v 380
50. Пример расчета маслозаполненного винтового компрессора 389
Литература. . . . . . . . . ..... .... .... '."'. . I *896