

























Автор: Шварц А.И. Пластинин П.И. Сафин А.Х. Поспелов Г.А.
Теги: общее машиностроение технология машиностроения энергетика машиностроение чертежи компрессоры холодильное оборудование
ISBN: 5-217-01423-7
Год: 1994




Г.АЛоспелов
ПИЛластинин
А. И. Шварц
А. X. Сафин
ОБЪЕМНЫЕ
КОМПРЕССОРЫ
Атлас конструкций
Рекомендовано Комитетом по высшей школе Министерства науки, высшей школы
и технической политики Российской Федерации о качестве учебного пособил
для студентов машиностроительных специальностей вузов
Под обшей редакцией д-ра техн, наук проф. ГА.Поспелова
Е МОСКВА «МАШИНОСТРОЕНИЕ» 1991
' Si SUfiVSSl (084 42)
Omwj.m Г. А.. Пластинин П. И., Шварц А. И.. Са-
'Л-гАтьцкчач пеленая программа книгоиздания России
Объемные компрессоры: Атлас конструкций: Учеб, пособие
О ;*>*.•.« стхдекто* вузов по специальности «Холодильные и ком-
вресгормые млшнны»/Г. А. Поспелов. П И. Пластинин.
А И Шварц и др ; Под общ. ред. Г А. Поспелова. — М.: Ма-
^«построение. 1994. - 120 с., ил
ISBN 5-217-01423-7
ББК 3176иб.и73
УЧЕБНОЕ ИЗДАНИЕ
Поспелов Георгий Александрович. •
Пластинин Павел Иванович,
Шварц Авслий Исаевич,
Сафин Альберт Халимович
ОБЪЕМНЫЕ КОМПРЕССОРЫ
АТЛАС КОНСТРУКЦИЙ
ИБ А» ГЛ36
Т»-хр»рм НИИ «Тсмхемя»
T.f H-«oajw<-<k4 Чжкотгкой обл
ПРЕДИСЛОВИЕ
В последнее время издан ряд учебных пособий по теории н расчету
объемных компрессоров, но недостаточно уделено внимания конкретным
конструкциям компрессоров, их узлам и деталям. Настоящее издание
является развитием учебного пособия «Поршневые компрессоры! под
редакцией Г. А. Поспелова и Р. Ю. Шевченко и содержит конструкции н
краткое описание современных отечественных и зарубежных поршне
вых. мембранных, ротационных и винтовых компрессоров, приведены
также сведения о направлениях развития компрессоростроения.
Атлас является результатом совместного труда авторского коллек-
тива — специалистов компрессоростроения и преподавателей высших
учебных заведений. Финансовую помощь в издании атл.п а оказали АО
НИИТУРБОКОМПРЕССОР и КХТИ им. С М Кирова.
Авторы также выражают благодарность иностранным фирмам
«Allas Сорсо» (Швеция). «Нубог» (Финляндия) и «Neumann & Esser»
(Германия) за любезное разрешение опубликовать наиболее интересные
чертежи поршневых компрессорон.
ВВЕДЕНИЕ
Компрессорные машины и установки применяются н холодильной и
криогенной технике, черной и цветной металлургии, геологии. химии, сель
скохозяйствснном производстве и других. ыгриглик тромышЛСННМ Н
Использование компрессорных машин постоянно растет в связи г разра-
боткой новых технологических процессов
Настоящее учебное пособие знакомит студентов технических пушп
с конструкциями основных типов компрессорон объемного сжатия, сиро
оптированных на предприятиях отечественной промышленности, .» также
с некоторыми наиболее интересными конструкциями машин передовых
зарубежных фирм.
Компрессоры можно разделить на два класса; объемные и динами-
ческие.
В зависимости от конструктивного исполнения рабочей камеры
пространства, в котором происходит передача энергии. н характера дви-
жения поршня различают компрессоры объемного сжатия с возвратно
поступательным движением поршня относительно рабочей камеры
(поршневые, мембранные) и с вращательным движением (роторные,
винтовые).
При выполнении курсовых и дипломных проектов следует помнить,
что прежде чем приступить к конструированию, необходимо провести
анализ, выбрать тип и схему компрессора и выполнить основные термога-
золимамнческие расчеты, результаты которых следует округлить до зна-
чений из ряда предпочтительных чисел |2| или до нормализованных зна-
чений. Окончательный (поверочный) расчет проводится после выпол-
нения чертежей.
При проектировании компрессоров особое значение имеет выбор
материалов, поскольку компрессорные н холодильные машины рабо-
тают в химически активных средах |-1|. поэтому следует учитывать хи-
мическую стойкость материалов в данной среде 116]. Применение тер- |
мичсскнх, термомеханических и химико-термических обработок метал- i
лов позволяет повысить ресурс работы компрессорных и холодильных
машин, что существенно повышает экономическую эффективность.
При выполнении курсовых и дипломных проектов над основной
надписью первых листов чертежей следует помещать технические требо-
вания (ТТ). а на сборочных и чертежах общих видон техническую
характеристику (ТХ) Правила нанесения технических требований на
чертежах устанавливает ГОСТ 2 316 68
Технические требования к деталям записывают в следующем по-
рядке-
требования, предъявляемые к материалу и термической обра-
ботке.
ра (меры, Предельные отклонения формы и взаимного располо-
жения поверхностей.
условия и методы испытаний.
маркировка:
хранение
IT к изделиям и сборочным единицам записывают в следующем
порядке-
указание материалов-заменителей:
требования к качеству поверхностей, обрабатываемых непосред-
ственно при сборке, указания об их отделке;
ра1меры. предельные отклонения размеров, формы взаимного
расположения поверхностей;
зазоры.
требования, предъявляемые к настройке и регулировке изделия;
условия я методы испытания;
правила транспортирования и хранения;
особые условия эксплуатации.
В настоящем атласе в качестве примеров ТТ в полном объеме при-
ведены к липам 74. 79. 91 и 92 В других случаях приводится лишь от-
дельные наиболее характерные трсбиванип: к отливкам лист 50. по-
ковкам лист 108: пршоике поверхностей - листы 44. 48, 53, 82. 83.
101. балансировке листы 38. 41. 83. 11)8, настройке листы 79. 83.
91. 99. 101. окраске лист 79. отклонению формы и расположения
поверхностен - листы 43. 45 и 92
Особое ннимание при проектировании компрессорных машин уде-
ляется испытаниям на прочность и герметичность. Такие требования
подробно излагаются в описании к листам 50, 53. 54, 56, 57. 65. 66. 69.
81. 82. 83. 88. 92. 101. 106 В отдельных стучаях контроль за герметич-
ностью следует проводить с помощью специальных газовых сред и при-
боров (см. ТТ к листам 83 и 92)
Следует иметь в виду, что ТТ отражают достигнутый уровень про-
изводства и при их простановке на чертежах следует учитывать уровень
компрессоростроения в текущее время.
После окончания разработки и конструирования чертежи оформля-
ют в соответствии с ГОСТами и ОСТами. к ним составляют специфи-
кации (СП) и расчетно-пояснительные записки (ПЗ).
IMSS ЩТ*»«О7
© Поспелов Г. А . Пластинин П. И
Шварц А.И.. Сафин А. X.. 1994
!. ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ КОМПРЕССОРОСТРОЕН ИЯ
। I ОБЩИЕ ТЕНДЕНЦИИ РАЗВИТИЯ
КОМПРЕССОРОСТРОЕН ИЯ
сзшремечногп компрсссоростроекия характерно постоянное об-
миделей выпускаемых машин, связанное с повышением техни-
«ev«vcD «рожая амелий. Конструкции машин также постоянно совер-
я**гт»уютсж. при «том развитие компрессоростроеиия определяется
»ж rxtt.ee время следующими направлениями
ираэработка и создание изделий в моноблоч-
» крупноблочном (6 л о ч и о-м о д у л ьп о м) испод-
« г • » ж. что гииказжет значительно сократить, по срапнению с помемент-
ын методом поставки. стоимость и время монтажа и пусконаладочных
рв-5- повысить качество изготовления и эксплуатационную надеж
61 " Р-аеисиие внброи.золируюших опор позволяет
»т*тмр<-.'компрессорные установки на универсальном фундаменте,
ежзтажаых перекрытиях зданий, на транспортных средствах. В на-
стваяее время уже применяются внброопоры для компрессоров прок»
аоджтельиостью более 0.85 м’/с.
I с а и жени еу ровня звукового давлен ня ил расслои-
в*» I ч до *5 80 дБ благодари применению звукоизолирующих кожу»..»
Ажалат показал. что 97.4 % машин снабжаются различными средствами
ытнагзушеивя. л 13.2 % >пукоихмнруютямн кожухами Изготовле-
** матовы» компрессоров без звукоизолирующих кожухов недопустимо,
г> применение синтетических масел вместо минерал!.
*i увелчивает срок службы трущихся деталей, снижает степень за
<7№<аемия .жимасмого газа и уменьшает взрывоопасность.
д> утилизация тепла сжатия экономически целесообраз-
на уже ора производительности свыше 0,30 м’/с- Расчеты показали, что
повышение температуры потребляемого технологического воздуха на
IOO 120 К равносильно увеличению производительности комнрсс
сора -а 15% (5| .
е) регулирование производительности крупных ком-
ерессороа изменением частоты вращения электродвигатели током не-
ремежной частоты с помощью тиристорных преобразователей.
1.2 ТЕНДЕНЦИИ РАЗВИТИЯ КОМПРЕССОРОВ
РАЗЛИЧНЫХ ТИПОВ
Поршневые компрессоры. Преобладают следующие направлении
|12!
») повышение частоты вращения свыше 17 ... 35 с“
6| создание конструкций без смазывания цилиндров и уплотнений
—:<л традиционными смазками путем использования лабиринтных
ухжзткевай на поршне и специальных направляющих устройств, мсклю
«аюмсах козгтзкт со стенками цилиндра, а также применение поршне-
вых тчлотжительиых катен на основе тефлона, графита, дисульфида
«шблева ит п ;
о имеаа водяного охлаждения цилиндров воздушным;
Т| зржметкмве высокопрочных неметаллических материалов для
ывгавое ж упаотвемий;
д| •-римемеиие горизонтальных машин с оппозитным расположением
. «жнидум. воэвахкюшкм производить уравновешивание сил инерции
• ►г-иаклоаолизых рядах.
»i ехгздаииг компрессорных установок для размещении на откры-
• -а»** без сооружении здания компрессорной станции:
ж I «работы и совершенствование механизмов движения дли
транспортных средств, в частности аксиально-поршневых компрессо
ров с приводом от косой шайбы.
Снижение металлоемкости достигается совершенствованием техно
логин литейного производства, обеспечивающей минимальны»' толщины
стенок отливок, а также повышением частоты вращения нала при сред
ней скорости поршня до 6 м/с. Это достигается снижением величины
отношения хода поршня к диаметру цилиндра до 0.22.
При проектировании широко испазьзуются стандартные runopai
мерные ряды, что приподит к унификации и способствует автоматиза-
ции процесса проектирования.
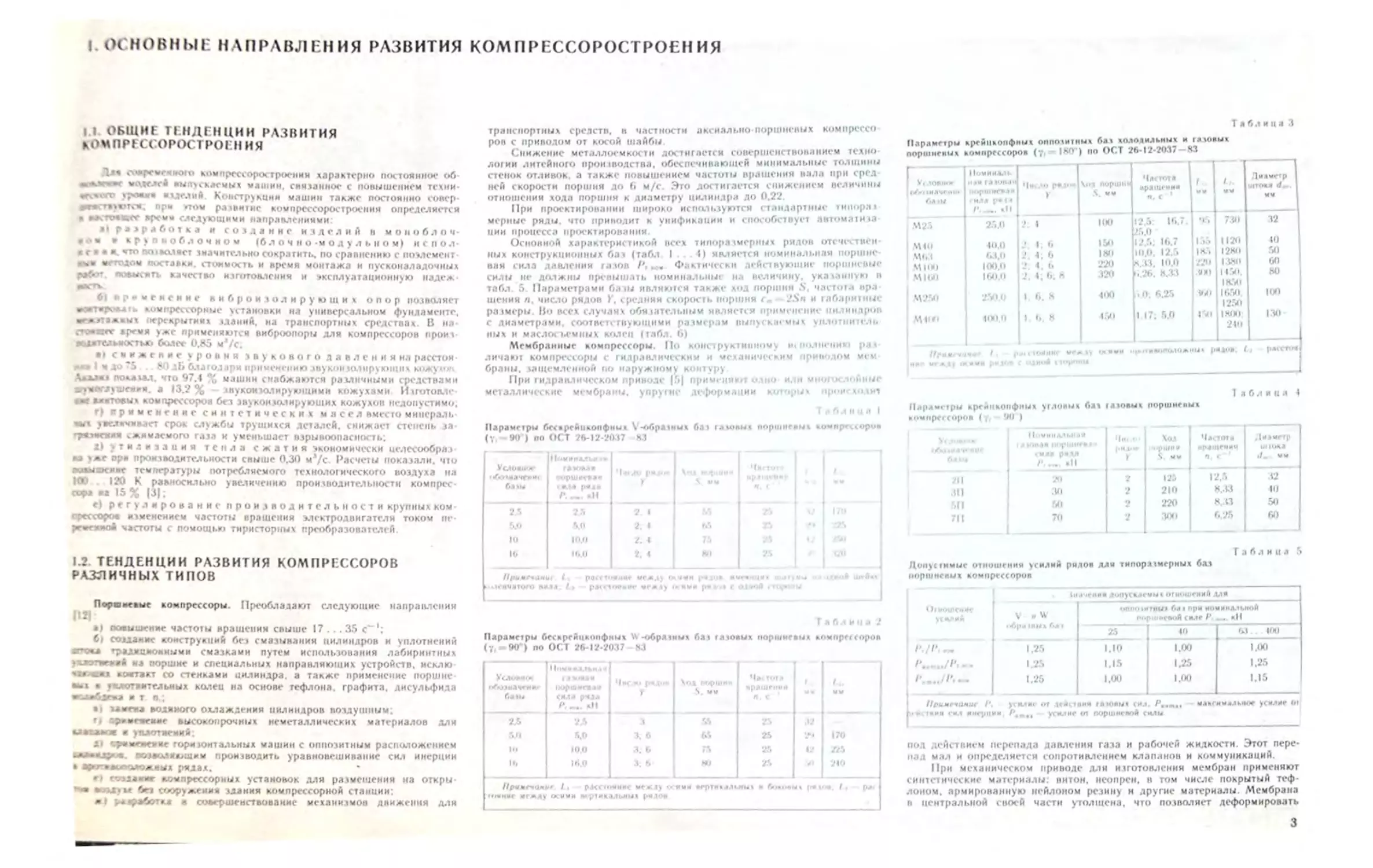
Основной характеристикой всех типоразмерных рядов отечествен-
ных конструкционных баз (табл I I) является номинальная поршне
вин сила давлении газов Р,Фактически действующие поршневые
силы не должны превышать номинальные на величину, указанную п
табл. 5 Параметрами базы являются также ход поршня 5. частота вра
шения п. чисто рядов 1’. средняя скорость поршня г. ?.Sn и глбарнтныс
размеры. Во всех случаях обязательным является применение пнлнплров
с диаметрами, соответствующими размерам выпускаемых уплотниie.ii.
пых и маслосм'мных катен (табл. 6)
Мембранные компрессоры. Пи КОНетруктнпному н< пплнгяию
дичают компрессоры с гидравлическим и механическим приводом мем
брани, защемленной по наружному контуру
При гидравлическом приколе |5| применяют олно или много. .-шАные
металлические мембраны, упругие дсфоР“л<*ии которых происходит
газовых поршневых коморегсорок
(у, - 90") по ОСТ 26-12-2037 - 83
под действием перепада давления газа и рабочей жидкости. Этот пере-
пад мал и определяется сопротивлением клапанов и коммуникаций.
При механическом приводе для изготовления мембран применяют
синтетические материалы, питон, неопрен, и том числе покрытый теф-
лоном. армированную нейлоном резину и другие материалы. Мембрана
в центральной своей части утолщена, что позволяет деформировать
3
мембрану непосредственным механическим давлением на ее центр. Мем
брак» при механическом приводе нагружена сильнее, чем при гндравличс-
• ком. поскольку она нагружена здесь перепадом давлений между ежи
маемым газом и окружающей средой
Напрамемня развития мембранных компрессороп следующие:
»• создание новых конструкций для давления до 200 .. . 300 МПа.
разработка и создание мембранных машин специального назначения .зля
давления 600 1000 МПа;
61 повышение надежности и долговечности мембран применением
сверхпрочных сталей, многослойных конструкций, исключающих од
повременный разрыв мембран, систем контроля н блокировки электро-
двигателя при разрыве. Гарантийный ресурс мембраны достигает о на
стоящее время 2 .4 тыс. ч;
bi разработка бетнасосных схем компенсации утечек рабочей жид
когти и совершенствование системы гидропривода, в частности исполь-
зование гидравлического мультипликатора;
»• использование для рабочих жидкостей синтетических масел с
низким коэффициентом вязкости и слабой способностью пеиообразо
ваиия при дросселировании;
д) создание комбинированных мембранно-поршневых установок
с мембранными ступенями высокого давления
Производительность мембранных компрессоров не превышает
0.06 м’/с при частоте рабочих циклов не выше 10 с ' Использование
механического привода мембран позволяет повысить частоту движения
1" 33 с 1 к получить разрежение до 1.5 мм рт. сз
Мембранные компрессоры могут примениться в производствах, ис-
ключающих загрязнение газов маслами н продуктами износа; к ним
относятся химические и пищевые отрасли, а также медицинская про
мы идейность.
К роторным компрессорам объемного сжатии относятся шестерен-
яме. пластинчатые, прямозубые, жидкостно-вольцевыс типы машин.
Шестеренные компрессоры (воз л ухо- и газодувки) относятся к
машинам внешнего сжатия Они имеют производительность 0,07
4.0 м’/с с давлением нагнетания 0.13. .0,18 МПа Основные напран
лгяия развития шестеренных компрессоров
«) разработка конструкций машин с частичным или полным внут-
ргиемм сжатием;
б) снижение радиальных нагрузок на роторы от одностороннего
действия газовых сил путем изменения профилей роторов или введения
до-полн ягельной пары малых роторов на выходе газа нз компрессора,
/радующих полость переменного объема.
Пластинчатые компрессоры имеют эксцентрично расположенный
• расточке корпуса ротор с радиальными пластинами, свободно пере
мешающимися в пазах ротора и прижимающимися под действием ценз
р-дбежимх сил к внутренней поверхности расточки цилиндра Их про
ильпдителызость ие превышает 0,25 м’/с.
Главной конструктивной задачей является уменьшение трепня пл в
ст»» о корпус
Прямо тубые компрессоры имеют образующие профилей зубьев
параллельные осн роторов, благодаря чему в машине не возникают осе
вые силы. Перспективы их развития связаны со следующими наорав
лсииями
а) поиск новых профилей, оптимизация окружных скоростей и со-
четания чисел зубьев, например с.двумя зубьями на ведущем и тремя на
ведомом роторах; ч
б) уменьшение перетсчек газа путем сокращения зазоров, приме
пенни уплотняющих смазок, разработки специальных профилей, гер-
метичных уплотнений;
п) уменьшение или ликвидация предварительного сжатия в одной •
m полостей"
Жч'1-.о, ,40 нп ИМ.».. I. НИЛИН.1[.К‘>н р«-
.....к.- ктцчл... .►.ш-нтричио р > ".жгнный ротор с фиксированным*
ьшагкачи, гтрашлющнГки и тиши расточки частично заполнение
циркулирующей полой или другой жидкостью. При вращении ротора В4
образующихся, между жидкостным кольцом и ротором с лопатками,
ячейках происходит сжатие и одновременное охлаждение газа.
Жидкостно кольцевые компрессоры применяются при давлении
2.0 .МПа и конечном давлении до 0.2 .МПа (табл. 7)
Основные илправления совершенствования жидкостно-кол ьиевЫЯ
а) уменьшение гидравлических потерь с помощью новых конструк-
ционных Marcpiia.iui* и присадок к жидкостям, вращающихся корпусов
и лопаток, подвижных в радиальном направлении.
6) снижение газовых сил. лейст пуюшнх на роторы с помощью
корпусов с овалообразной формой расточки, образующих две области:
и) разработка ня нх основе химических реакторов с интенсивным
перемешиванием жидкой и газовой (паровой) фаз.
(Iнизовые компрессоры состоят из двух роторов со спиральными
зубьями (винтами) специального профиля Гзллгодлря отсутствию кла-
панов и возвратно движущихся частей они успешно конкурируют с
поршневыми компрессорами
Гели н приточную часть компрессора подается масло или кДкая-
либо другая жидкость, то она способствует уплотнению зазором и отводу
теплоты сжатия Компрессоры этого типа называются маслозаполнен-
Пинтовые компрессоры в настоящее премя получили широкое при-
m.-ik-i. Их проиин. 1ИОЛЫ1О1 о, п.стигпст 1000 м'/мнн. максималь-
ное заиление нагнетания до 1.0 МПа (при сжазии и четырех ступе-
нях) Унос масла в мислозаполмеиных машинах не должен превышать
Оспопныс направления развития винтовых ком и рессорой;
а) разработка эффективных систем шумоглушения;
б) подбор оптимальных профилей и сочетаний чисел зубьев, длин
Компрессоры мпслозанолнениого типа применяются для сжатия
ХЛНЛ1ГСПТОВ. но.духа и других газон, незначительное загрязнение ко-
г..рых минеральными маслами г'И.устнмо. Типоразмерпый ряд масло-
1Ш1ОЛН1 -иных пинтовых компрессоров представлен и табл 8
Для сжатия П1.Ю1,. . пряшенщ- которых маслами недопустимо раз-
работан типоразмерпый ряд винтовых машин сухого сжатия (табл
В компрессорах этого типа профили зубьев друг с другом не соприка-
саются. а Праше-ине- ведущего и ведомого роторов синхронизируется
парой .убитых колес, ............ на консольные концы роторов вне
цилиндров машины ротирив вне
Профили всех типов пинтовых компрессоров унифицированы, чис-
ло зубьев ведущего ротора равно четырем, ведомого шести.
КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИЙ
КОМПРЕССОРОВ И ИХ СОСТАВНЫХ ЧАСТЕЙ
?1. КОМПРЕССОРЫ ПОРШНЕВЫЕ
БЕСКРЕЯЦКОПФНЫЕ
ГЬрцясаые бсскрсйцкопфиыс компрессоры представляют собой
к?.хтг4;..>о конструкцию, к которой механизм движения состоит из
«пэгмоатого вала (кривошипа) и шатунов, соединенных непосредствен-
к> с гершиями
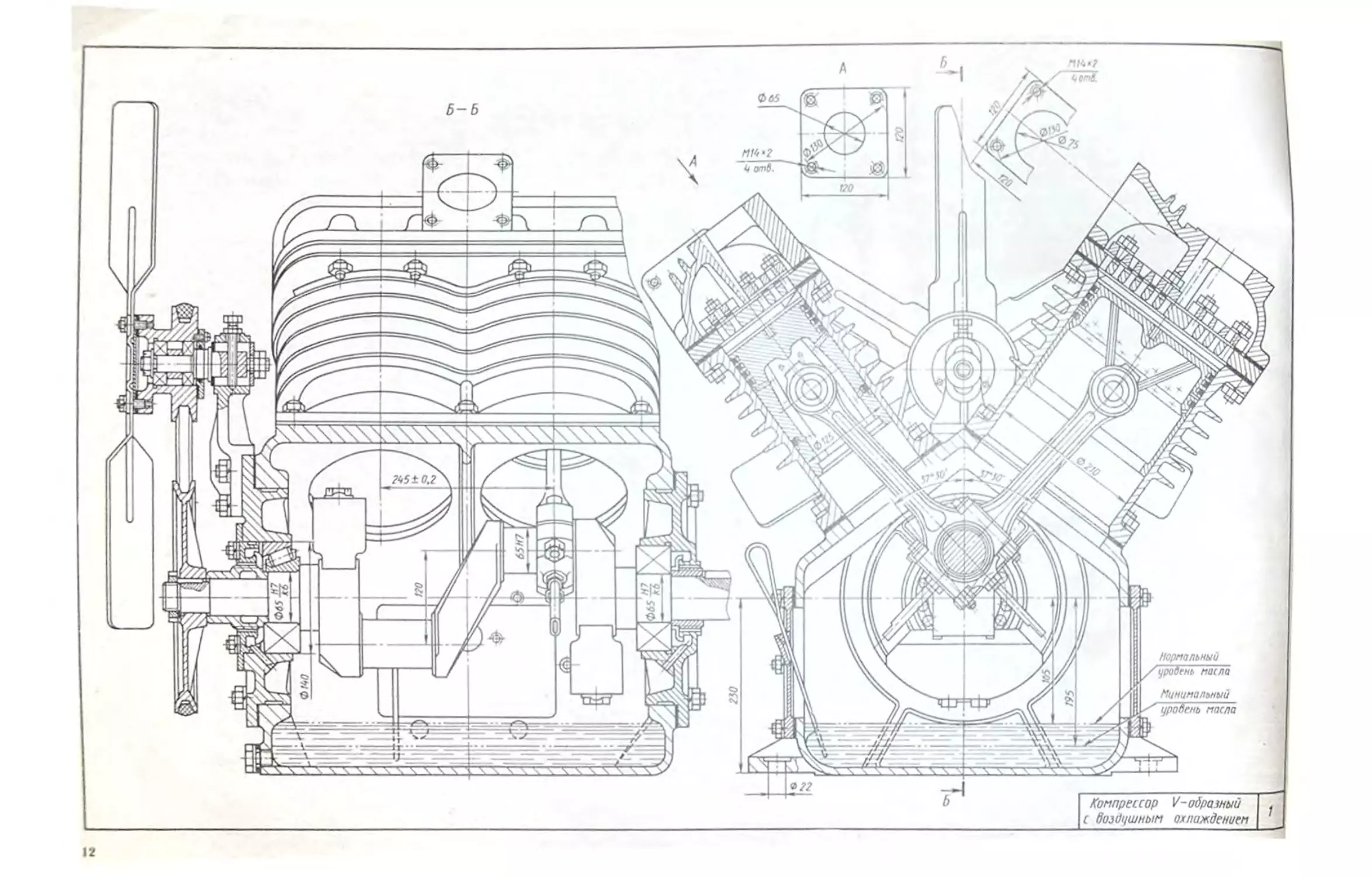
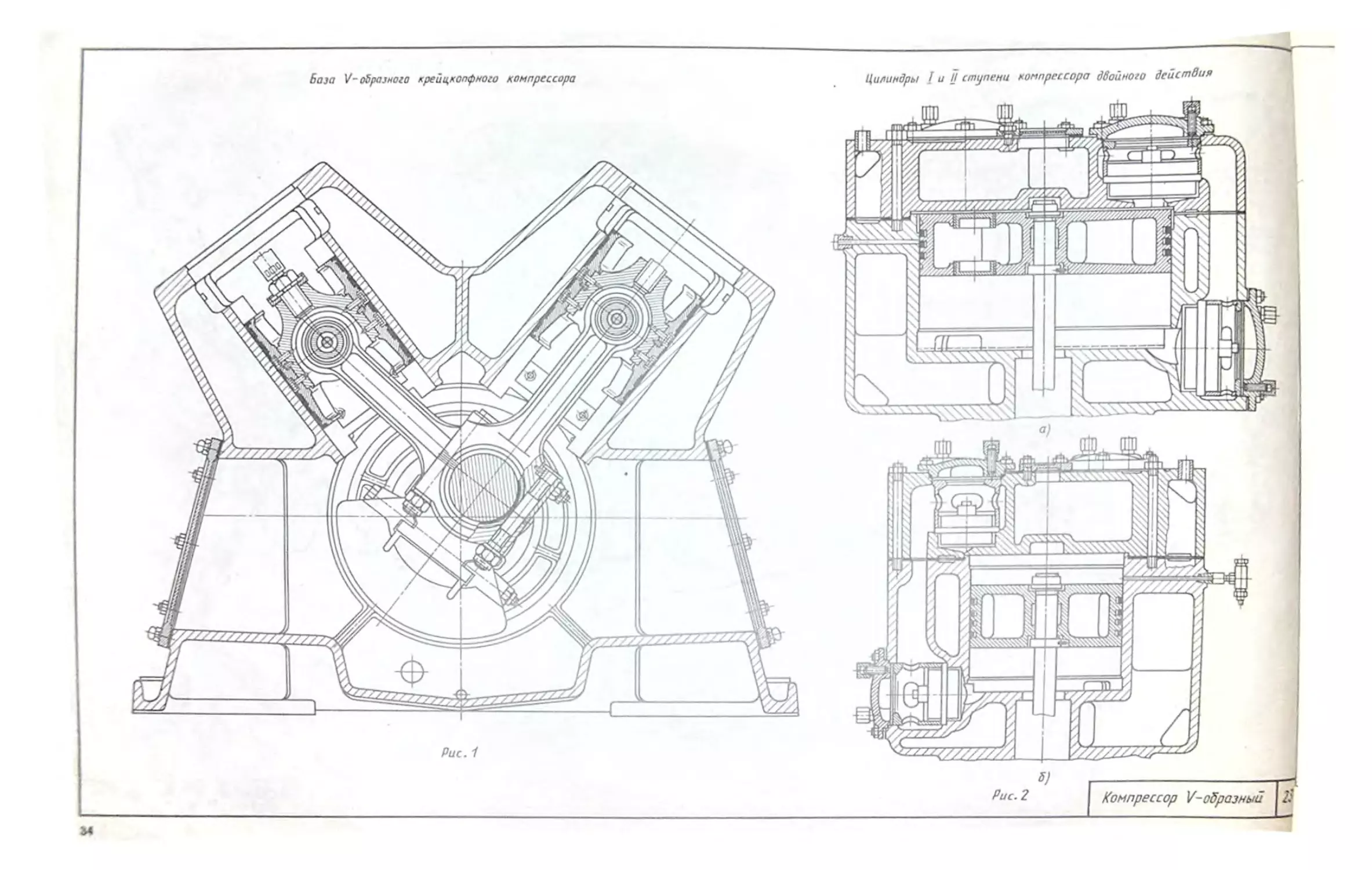
Лист I. Компрессор V-обрззиый с воздушным охлаждением.
Ставиоиариый двухступенчатый компрессор общего назначения
•л» сжатия воздуха. производительностью 3 м’/мин и конечным дзиле
..е« CiS МПа Коленчатый пал имеет одну шатунную шейку, на котором
зкре.'-хиы оба шатуна Смазынянне механизма движении бсуществли
стся разбрызгиванием Клапаны — полосовые комбинированные.
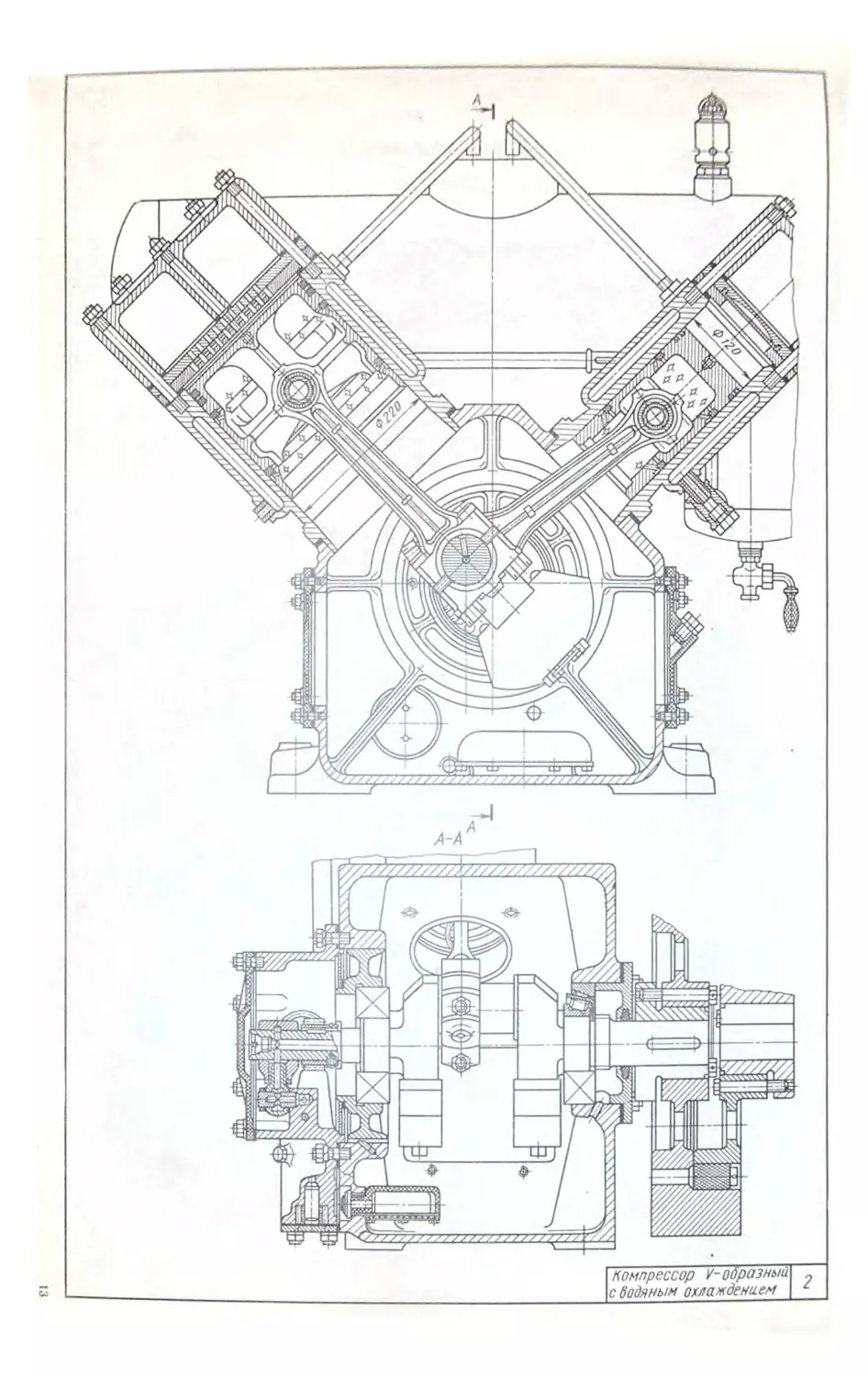
Ласт ?. Компрессор V-образный с водяным охлаждением. По кон
стртктивкомх мсполнсиию данный компрессор аналогичен показанному
а лаете I Отлячие заключается в наличии водяного охлаждения.
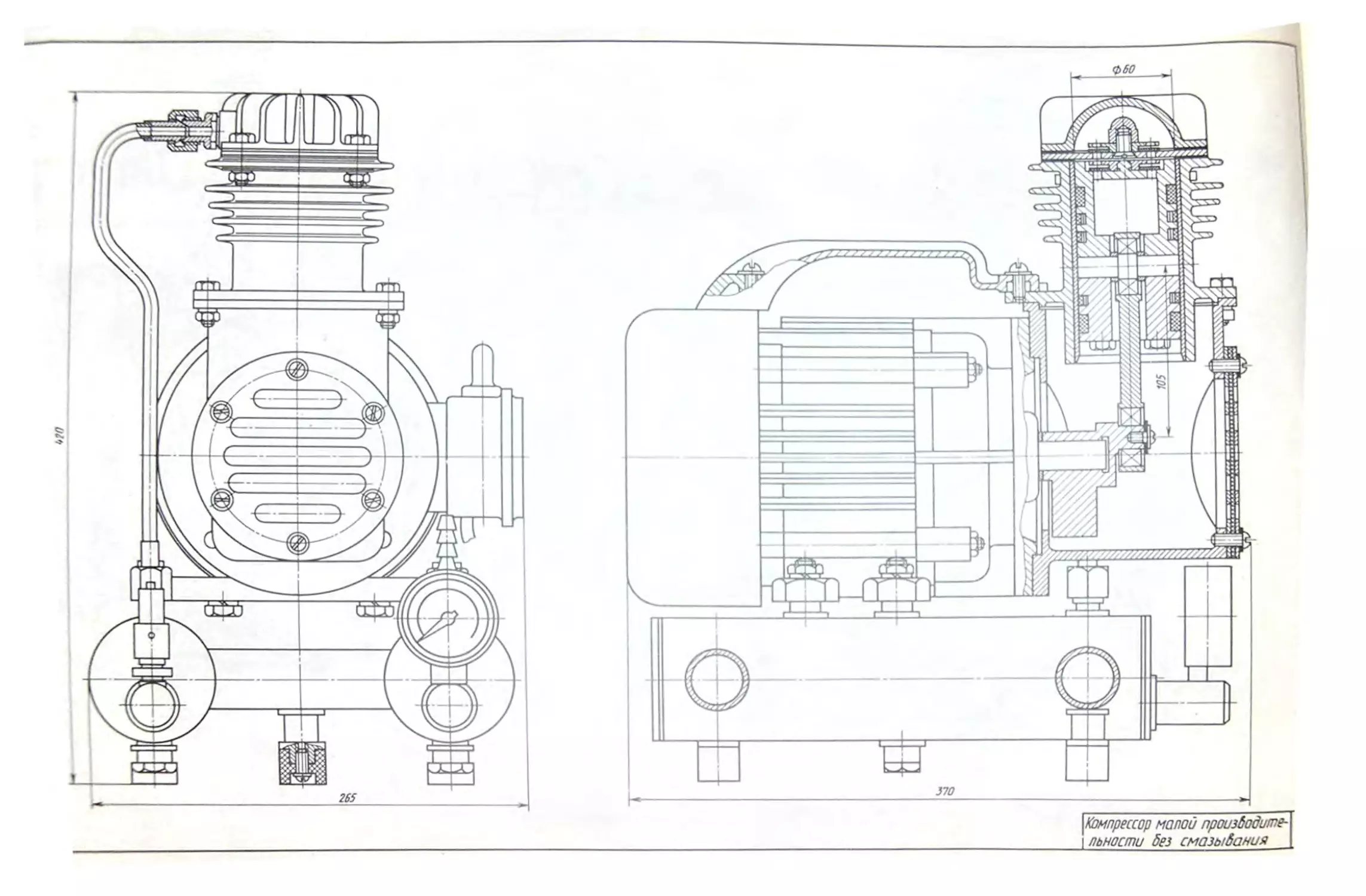
Лист 3. Компрессор малой пронзводитслкностн без смазывания.
Компрессор и двигатель составляют моноблок, установленный на ре
сивере Выполненные заодно кривошип и противовес насажены на конец
вада электродвигателя Картер компрессора не имеет собственной опоры
а закреплен иа фланце двигателя.
Ласт 4. Компрессор ручной
Окпозитмый двухступенчатый компрессор предназначен для запил-
гиви воздухом баллонов
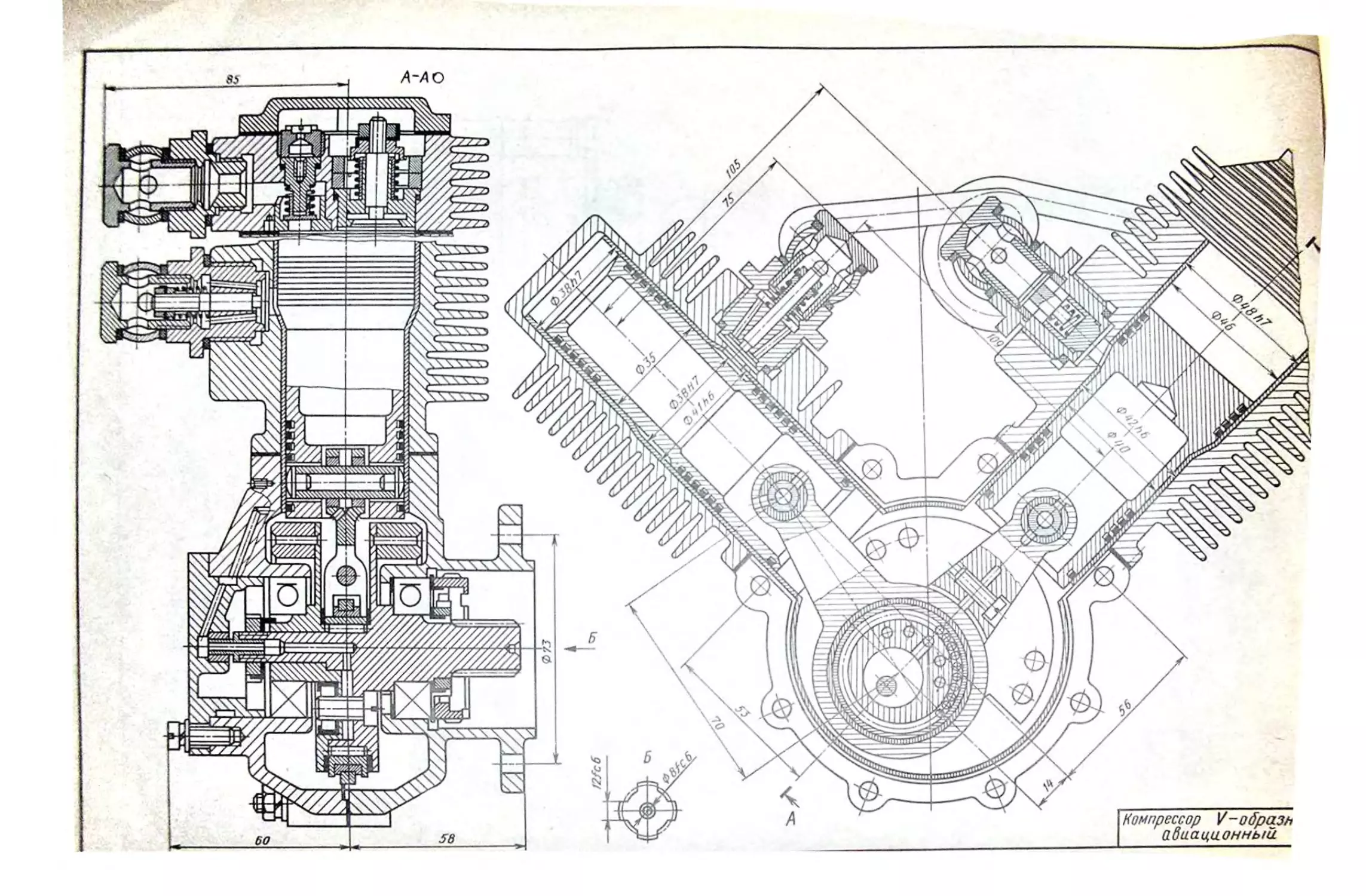
Лист S. Компрессор V-образный авиационный |10|
Трехступепчатый пысокооборотный компрессор высокого давления.
Смалетающее вещество от мпсляной системы агрегата подводится пол
даалеиаем к задней крышке картера, оттуда через плавающую бронзо-
вую втулку поступает в центральное отверстие коленчатого вяла и под
действием центробежных сил. пройдя через игольчатый подшипник кри
вомгашиых головок шатунов, уже в виде масляного тумана попадает
я зеркало цилиндров Клапаны тарельчатого типа, охлаждение ннлинд
ров воздушное
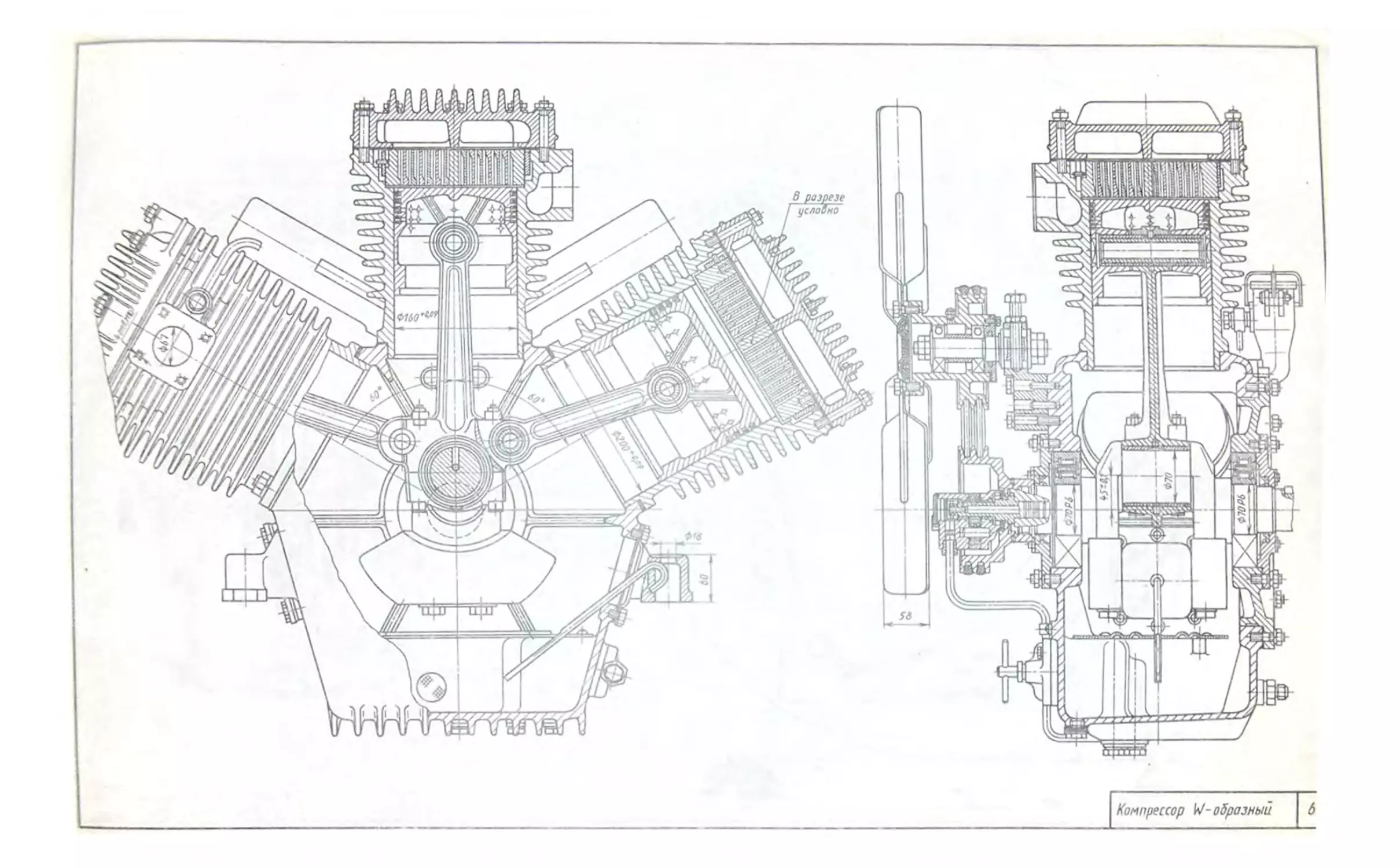
Лист 6 Компрессор W-образный.
Два цилиадра компрессора используются в качестве первых сту-
веве* сжатия, третий - в качестве второй ступени. Клапаны коыбиннро
ыише прямоточные Всасывающие и нагнетательные патрубки распо-
ложены в отливке корпусов цилиндров, что позволяет снимать крышки
• отмять клапаны без демонтажа трубопроводов.
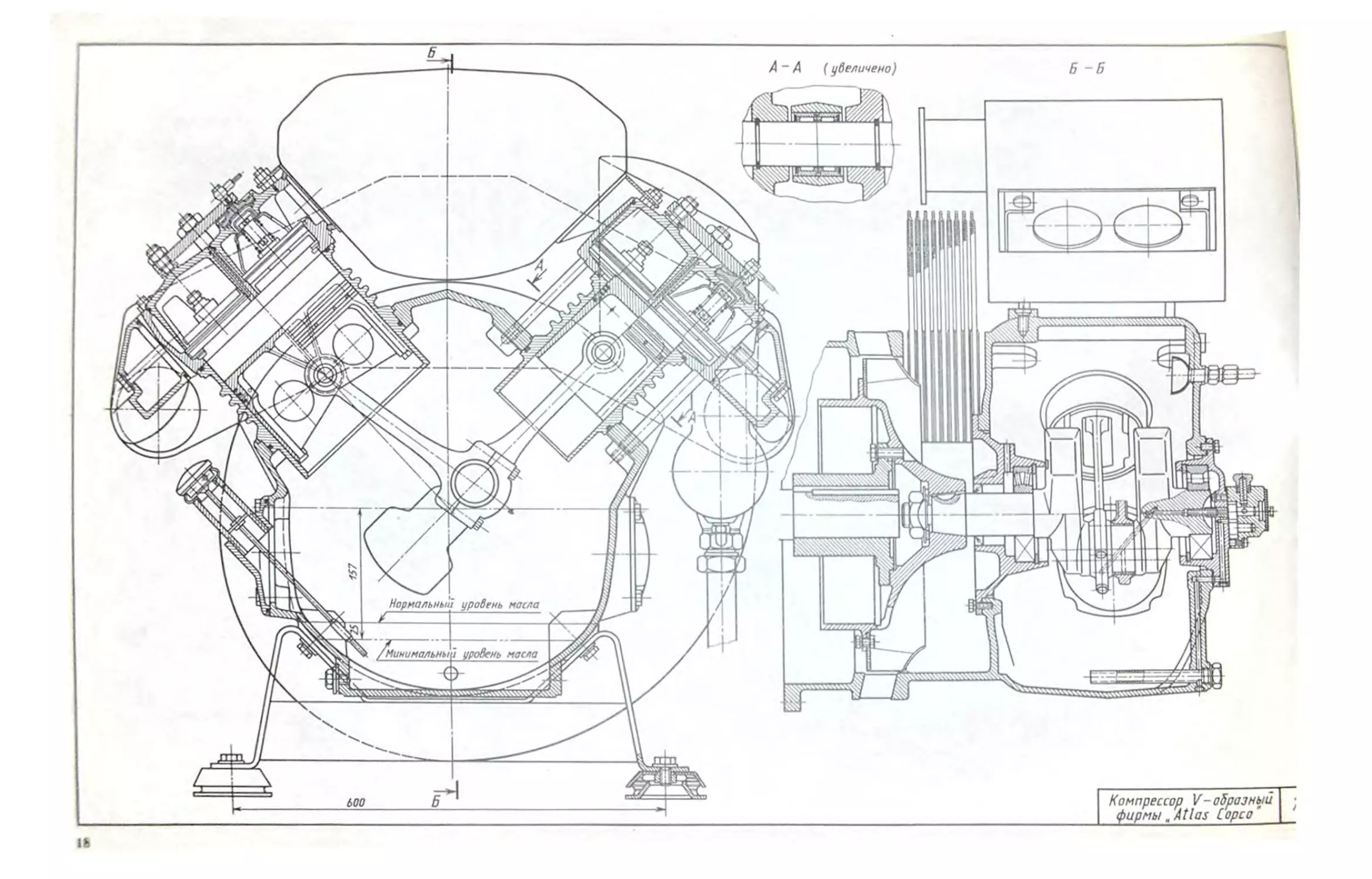
Лист 7. Компрессор V-образный фирмы «Atlas Сорсо» (Швеция).
Двухступенчатый воздушный компрессор с поршнем первой cry-
вне облегченного типа. Верхние головки шатунов снабжены игольча
•им» содякпниклми. Через межступенчатый га доохладитель пластин-
чатого т«па проходит поток охлаждающего атмосферного воздуха, со-
хдажагмый центробежным вентилятором, который выполнен заодно с
гум.фтьй Охры компрессора имеют виброидолягоры
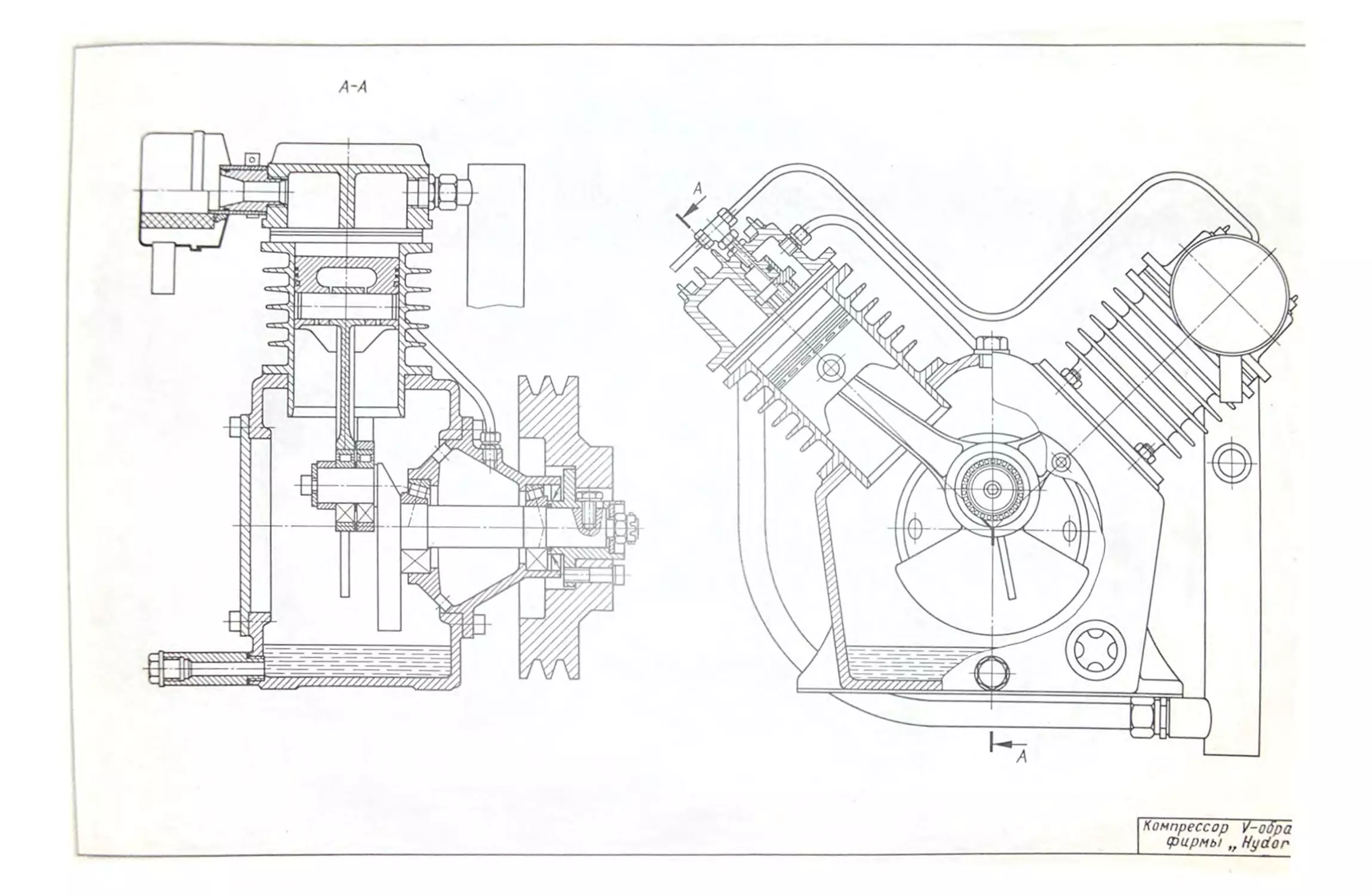
Ласт S. Компрессор V-образный фирмы «Hydor» (Финляндии)
»-*.*емчатый вал консольный кривошипного типа В закрытой кри
яосаянпй галоше шатуна установлены роликовые подшипники.
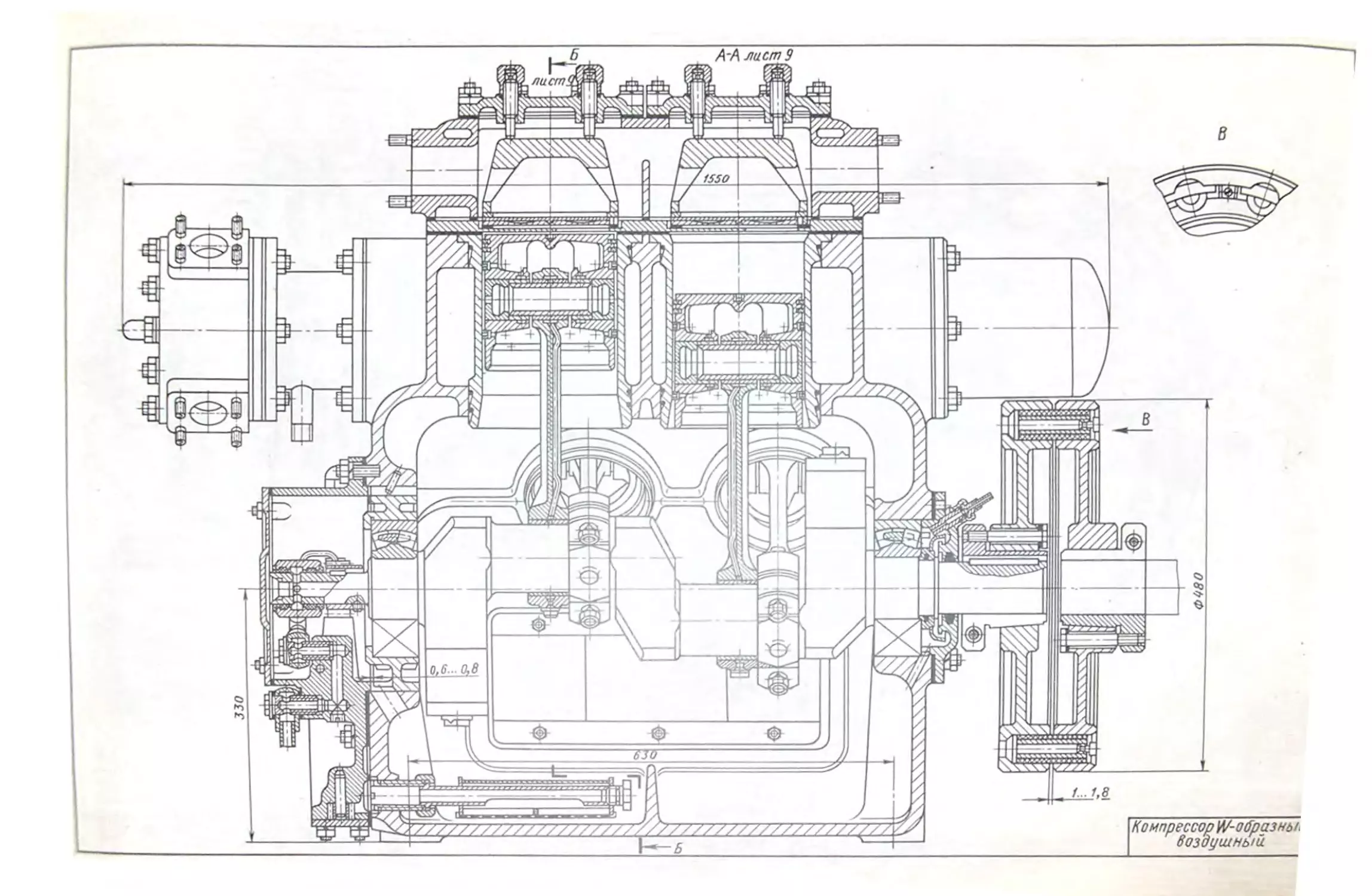
Ласты 9 а 10. Компрессор W-образный воздушный
Комерессор шести цилиндровый пятиступенчатый. Первая ступень
сжа^г» р» un-ахена а двух цилиндрах Коленчатый вал двухколенный
мшы'ж механизма движения принудительное, цилиндры смазы-
мелг» ;<збрызгвваиием Клапаны первых двух ступеней - полосовые,
л'агиш' кольд-еамс Охлаждение цилиндров водяное, промежуточ
•от ггжююихтгтааа размешены в водяных рубашках
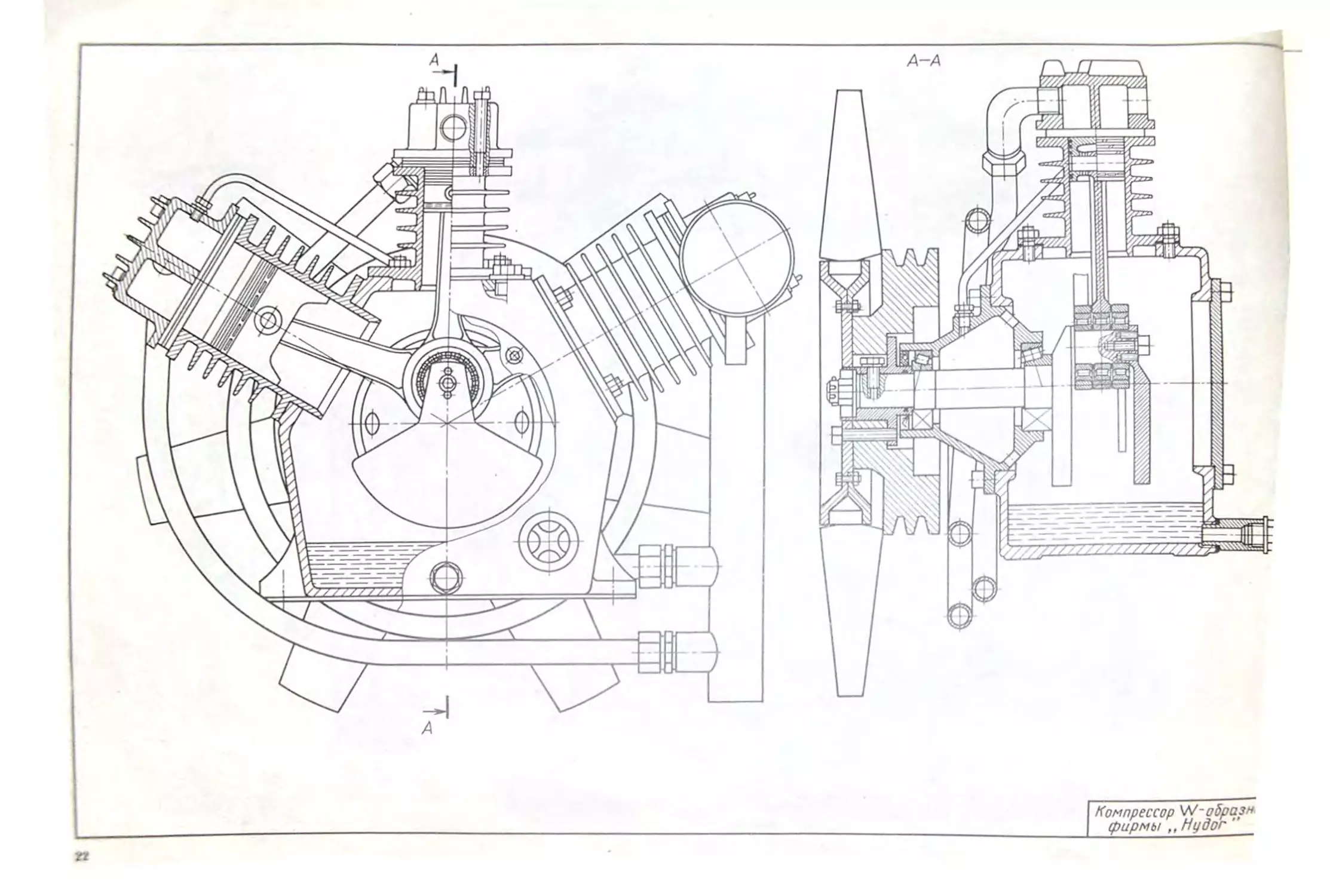
Лист II. Компрессор W-образный фирмы «Hydor* (Финляндия!
Первая ступень расположена п двух цилиндрах простого действия.
Межступенчатый газоохладитель трубчатый спиральный Коленчатый
вал консольный кривошипного типа Шатуны в кривошипной головке
снабжены роликовыми подшипниками. Смазывание механизма движе-
ния и цилиндров осуществляется разбрызгиванием. Охлаждение воз-
душное ОТ осевого вентилятора, установленного на приводном конце
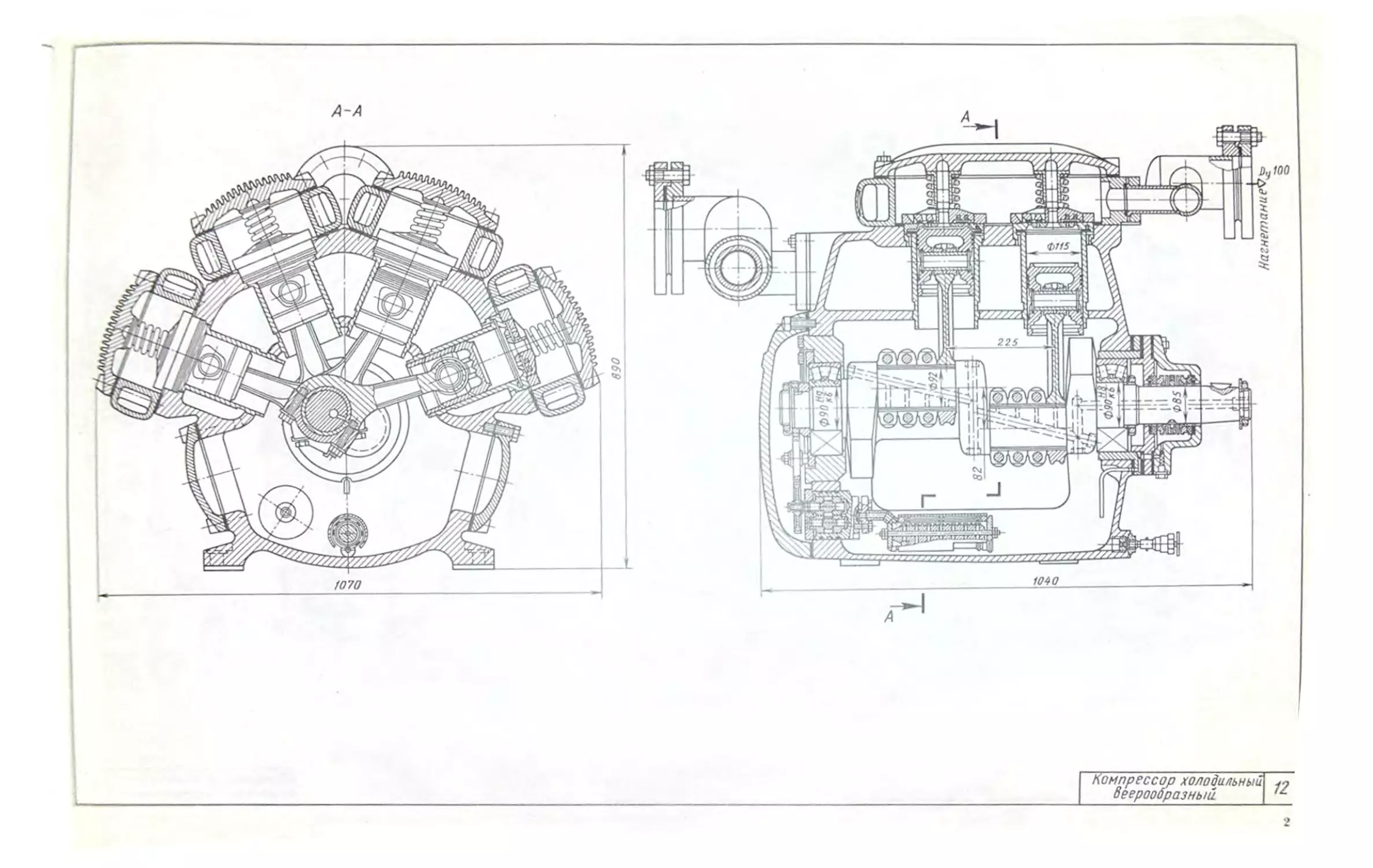
Лист 12. Компрессор холодильный веерообразный.
Восьмниилиндровый компрессор для сжатии хладагентов имеет
приводной нал. снабженный уплотнением Охлаждение цилиндров осуще-
ствлено всасываемым хладагентом.
Лист 13. Компрессор W-образный холодильный нспрямоточиый
Быстроходный шестииилиидроный полугермстичный компрессор с
кольцевыми всасывающими и нагнетательными клапанами Ограничите
лсм подъема нагнетательного клапана служит ложная крышка, которая
поджата сверху пружиной и приподнимается .тля прсдотпрагщ-иии гид-
равлического улара
Восьмниилиндровый нолугерметнчиый компрессор
телыиктью до 7,2 кВт при частоте вращения 2-t с ' Блок цилиндров
выполнен отдельно от картера. Это позволяет произнодить сборку ко
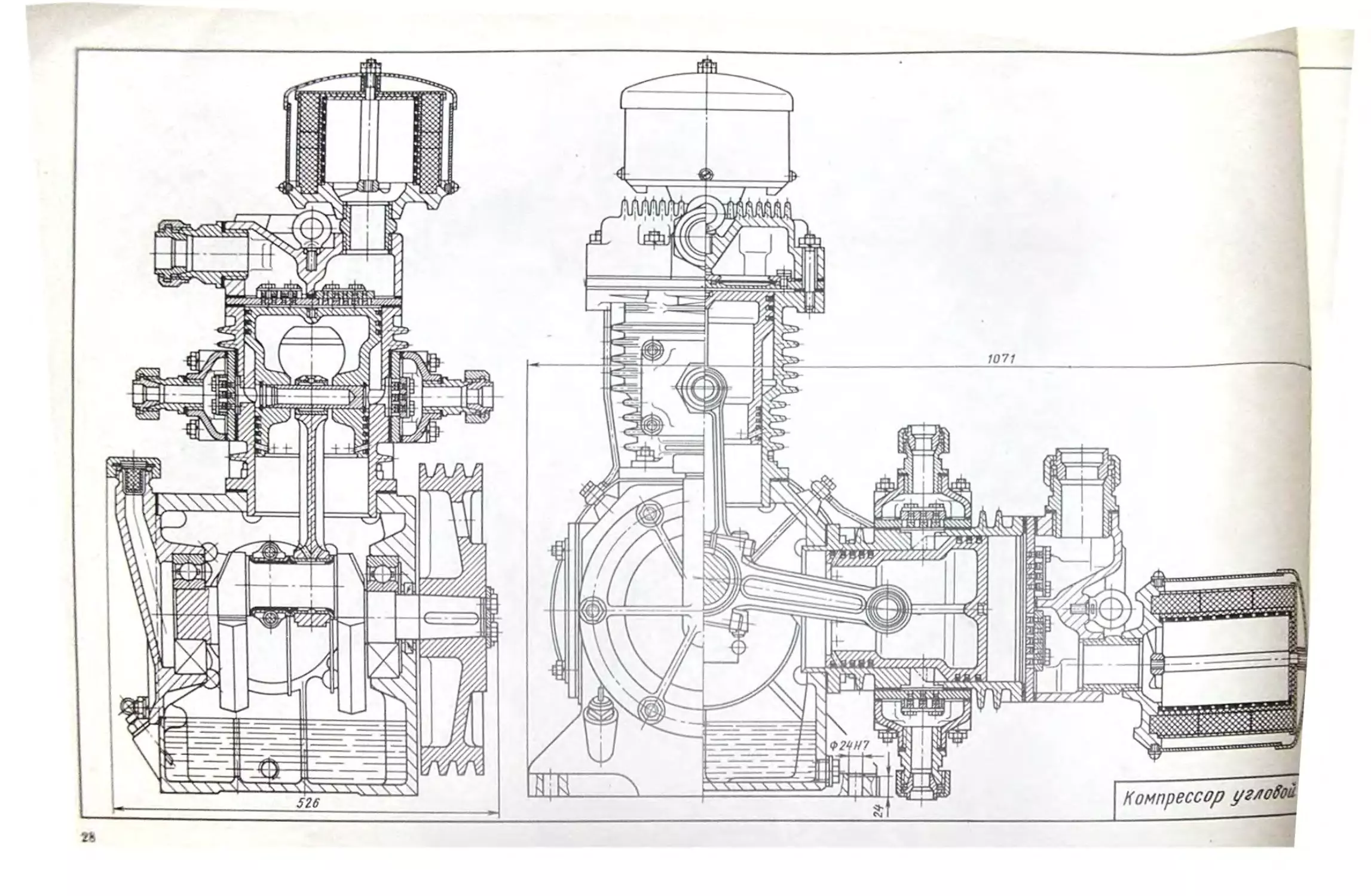
Лист 17. Компрессор угловой
Прямоугольный двухступенчатый компрессор с
поршнями Оба ряда компрессора унифицированы.
Двухцилиндровый компрессор с раыа-мкым кожухом, имени,
фланцевое соединение Ротор и статор электродпиглтелн охлажда*.
парами всасываемого хладагента Механизм движения <мазы|<а<
принудительно роль масляного насоса ниполнигот радиальные тпаерс
на нижнем конце коленчатого вала Уменьшение мертвого <гр<тстран>
2.2. КОМПРЕССОРЫ ПОРШНЕВЫЕ КРЕЙЦКОПФНЫЕ
В поршневых крейцкопфных компрессорах нормальная гида лейст
кует не на зеркало цилиндра, л на направляющую крейцкопфа, что умет,
шлет износ цилиндра
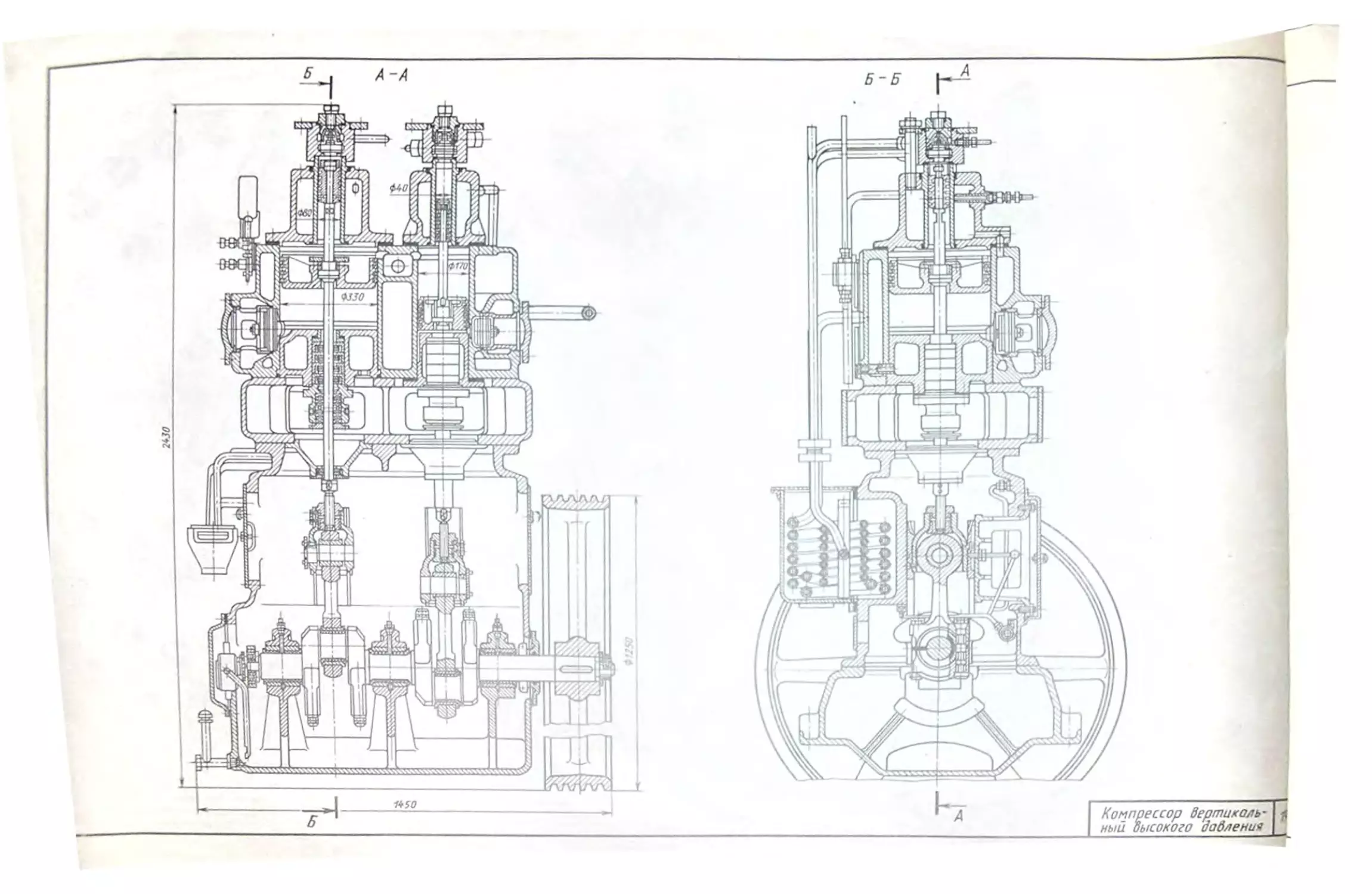
Лист 19. Компрессор вертикальный высокого давления.
Четырсхстулснчазый компрессор двойного действия имеет трех
опорный коленчатый вал. уложенный в подшипниках скольжения с бабби-
товой заливкой Средний коренной подшипник упирается в буртики вала
и фиксирует его в осевом направлении. Крейцкопф отлит из стали, его
башмаки из Чугуна. Поршни составные Поршень IV ступени на
борный Цилиндры I и II. ступеней отлиты н блоке. III. IV ступеней
составные с мокрыми гильзами.
В первых двух ступенях установлены кольцевые клапаны, в осталь-
ных комбинированные. Механизм движении смазывается от масля-
ного насоса, цилиндры и уплотнения штоков tn лубрикатора Охл.тж
декие цилиндров водяное.
ТЕХНИЧЕСКИ! ТРГЬОВАНИЯ
I Линейное мертвое пространство (3±0.5) мм
2 Сбег крайних поршневых колеи за кромку зеркала цилиндра
нс более 1.5 мм
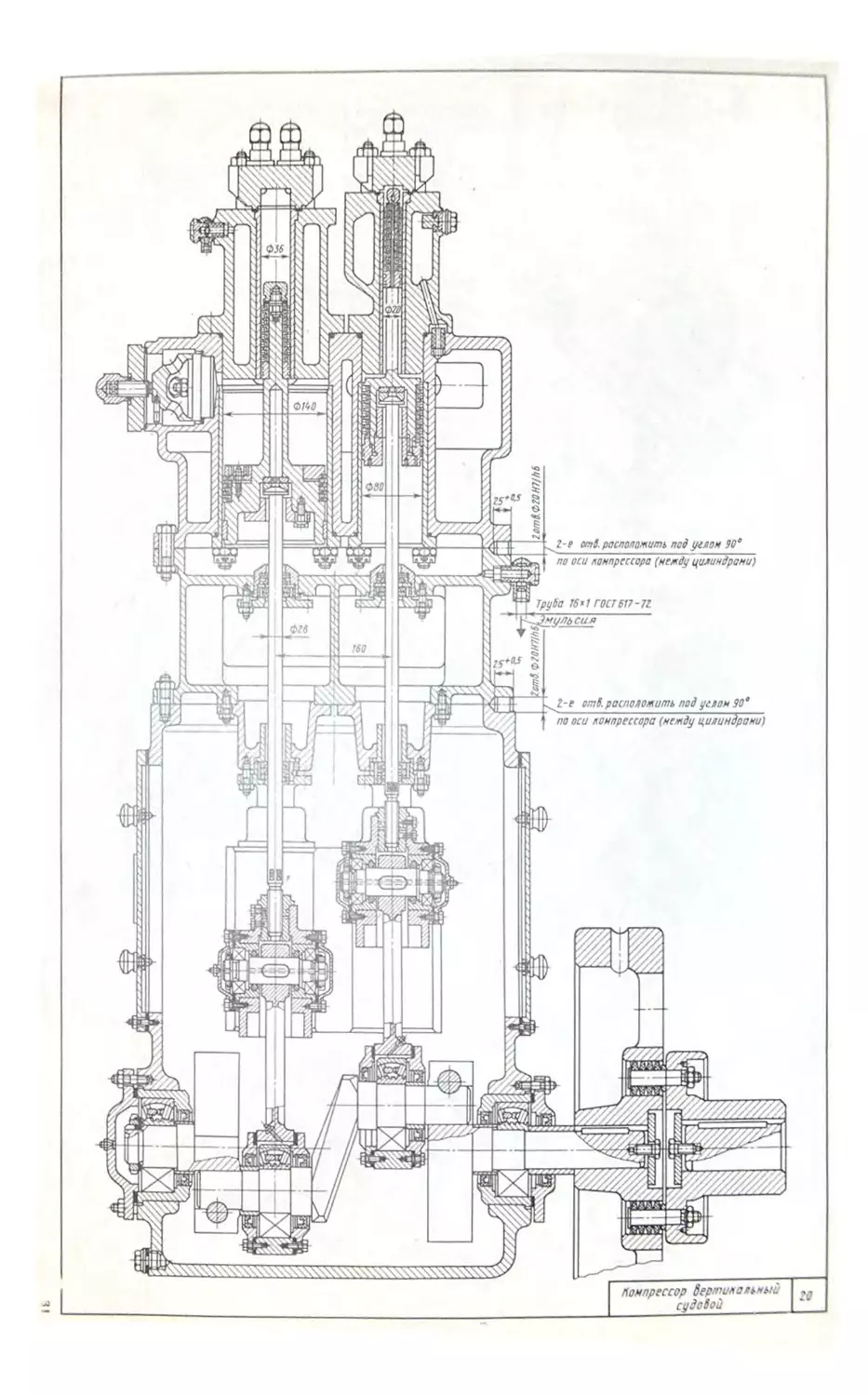
Лист 20. Компрессор вертикальный судовой
Дпухрядный четырехступенчатый компрессор со смазыванием цилинд
ров и манжетных уплотнений специальной жидкостью, в состав шпо-
рой нс входят минеральные масла, применяется для сжатия воздуха
и других га ton. в которых примеси масел недопустимы Поэтому колен-
чатый вал выполнен разъемным с клеммовым соединением на щеках
дли того, чгобы смонтировать подшипники на вплу На коренных н ша-
тунных шейках пала установлены подшипники качения. Головки шату-
нов нс имеют разъемов н снабжены подшипниками качения Все подшип-
ники заполнены консистентной смазкой, поэтому в картер компрессора
Поршни всех ступеней дифференциальные, дли выравнивания инер-
ционных нагрузок но рядам поршни I и III ступеней выполнены из алю-
миниевого сплава Поршни II и IV ступеней из нержавеющей стали.
Клапаны первых двух ступеней дисковые, остальных - тарельчатые.
Листы 21 и 22. Компрессор V образный фирмы «Allas Сорсо»
Двухступенчатый воздушный компрессор с цилиндрами двойного
действии. Полости всасывания и нагнетания отделены друг от друга
Полости всасывания со стороны верхней и нижней крышек, п также по
.то. г и н.о гн-гания <<-.гннены между собой каналами, выполненными
н корпусе ннлиидрл Клапаны устлнлгглипаются через боковые окна.
............ крышками, и прижимаются к посадочному пояску распор-
Дисковые поршни могут фиксироваться на штоке п нескольких по-
дожегших с целью регулирования нелнчини мертвых пространств. Уп-
лотнение штоков монтируется иг цилиндре Шток со стороны шатуна
нме> । обойму (бугель) для соединения с пальнем и может попорачн-
II.HH и огносигсльно пальце. Шатун имеет вильчатую поршневую голов-
ку. в развилке которой помещен бугель штока Это позволяет шатуну
поворачиваться относительно крейцкопфного пальца, закрепленного в
пустотелом крейцкопфе.
У гл оные перемещения штока относительно пальца снижают требо-
вании к точности и 1готонлснии и сборки. Угловые перемещении крейц-
копфа. которому придана бочкообразная форма, позволяют при прямом
и обратном ходах поршня образонынать масляный клин.
Листы 23 и 24. Компрессор V образный.
Двухрядный двухступенчатый компрессор с цилиндрами двойного
действия тина «ведро». г с. без отъемных нижних крышек. Производи-
тельность 0.37 м’/с, давление нагнетания 0.7 МПа. Штоки н уплот-
нения штоков унифицированы. На листе 23 цилиндры условно показаны
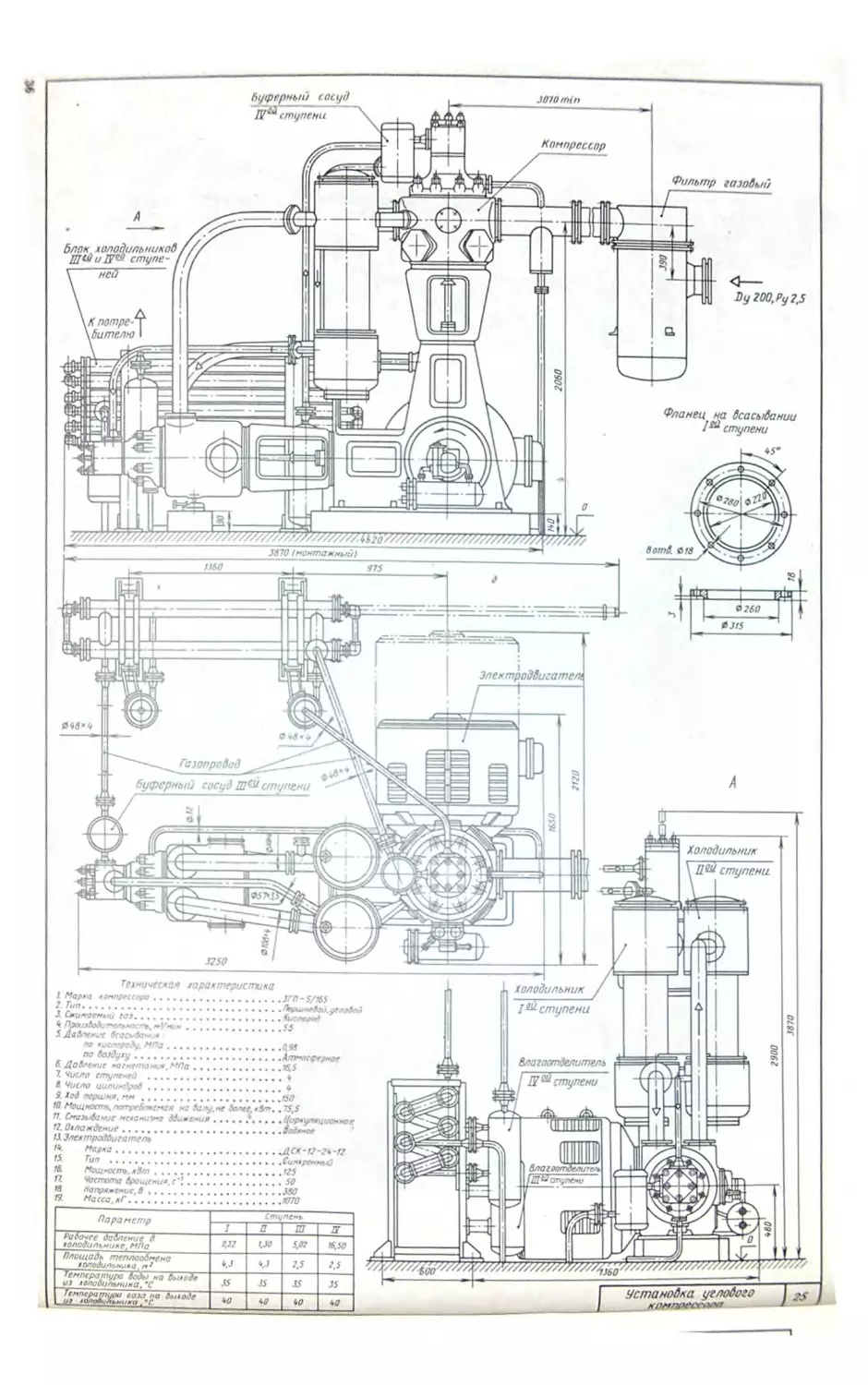
Лист 25. Установка углового компрессора.
На чертеже показано расположение вспомогательного оборудования
компрессорной установки- промежуточный н концевой охладители газа,
буферные емкости всех ступеней, всасывающий фильтр, электродвига-
тель Газоохладмтсли 1 и II ступеней кожухотрубные. Ill и IV сту-
пеней - - гнпп «труба в трубе».
Лист 26. Компрессор угловой низкого давления.
Н станину встроен промежуточный газоохладитель с ребристыми
трубками эллиптического сечении Вверху центральной части листа по-
казан вариант компрессора с выносным газоохладителсм.
Ласт 27. Компрессор угловой высокого давления
Компрессор сукой (рис. I) бел смызыаания цилиндров и уплотне-
ний штоков В вертикальном рилу компрессора расположены I и IV сту-
пси». » горкзоитвльиом II и Н( ступени. Поршни I и II ступеней свар-
ные, IV степени - наборный Клапаны I и II ступеней прямоточные, ос
«мм<чк комбинированные кольцевые. На рис 2 показана конструкции
» рас. -«ожеяием в одном ряду трех ступеней
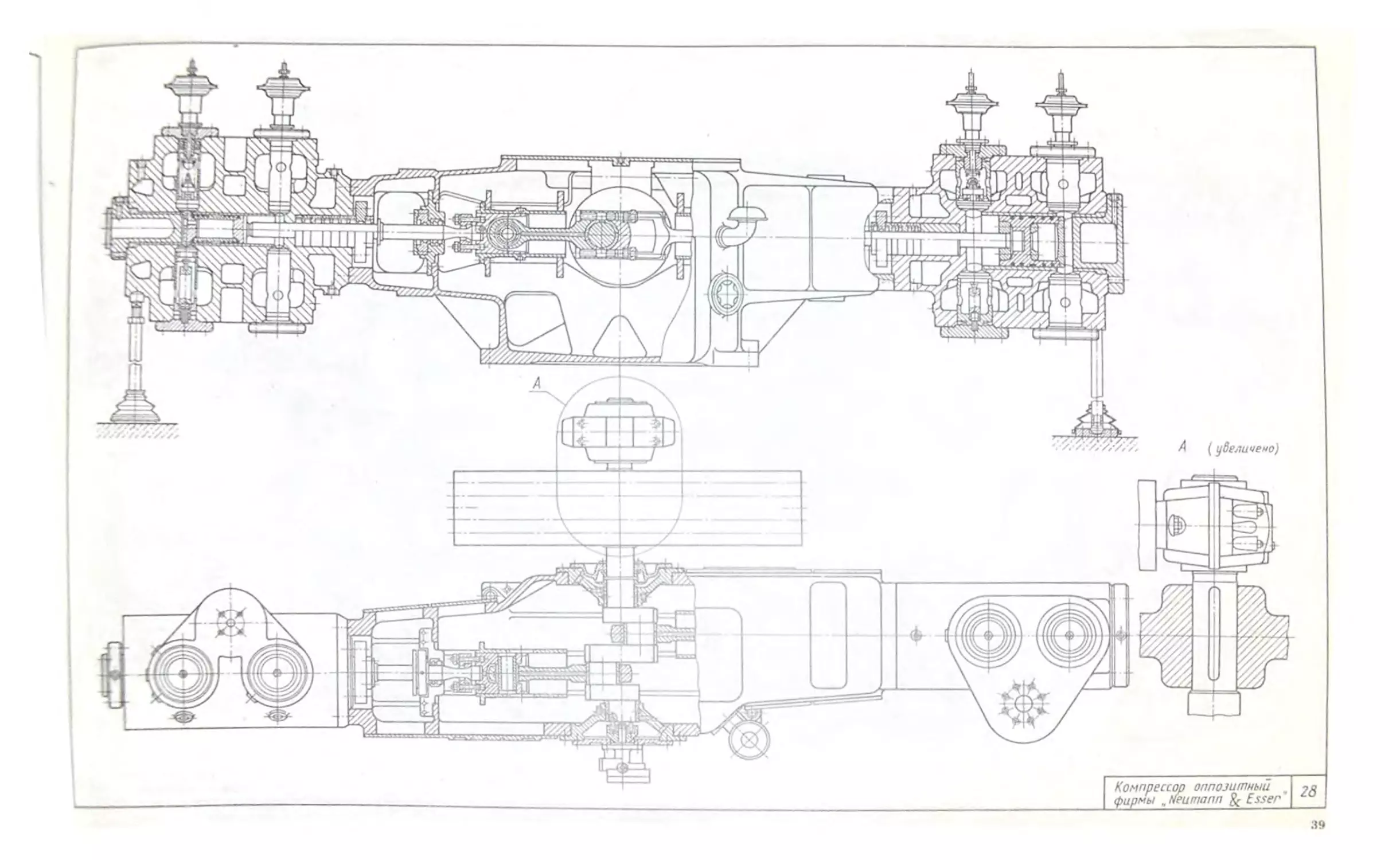
Лист 28. Компрессор оппозитный фирмы «Neumann Л Емсг»
(ФРГ)
Двухступенчатый оппозитный газовый компрессор, к особен
вк-тмм которого относится соединение штока с крейцкопфом
пр» помощи съемного фланца и камеры соединении трубонро
вою» с цилиндрами
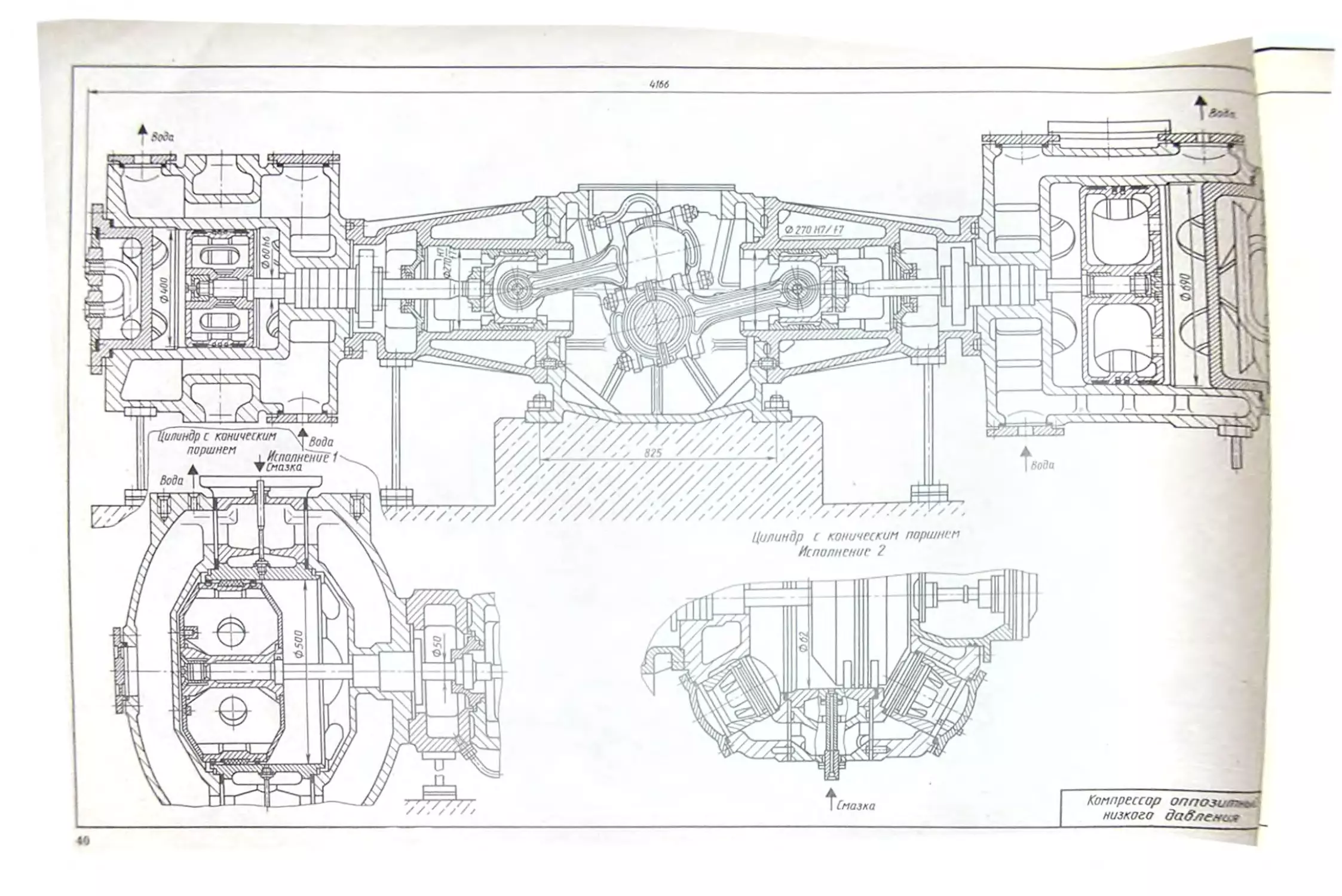
Лист 29. Компрессор оппозитный низкого давлении
Поршень I ступени литой. II ступени - сварной Соединение
««том с крейцкопфом фланцевое. На чертеже также представ-
лены варианты исполнения цилиндра с коническими крышками
Прилегание несущих поверхностей поршня к зеркалу ци-
линдра проверить по краске: не менее 5. .6 пятен ня квадрате
25X 25 мм
Лист. 30. Ряд компрессора оппозитного низкого давлении.
Фонарь и направляющие крейцкопфа четырехрядного компрессора
отлиты заодно. Цилиндр опирается ин фундамент с помощью упруго
деформируемых опор. Уплотнительные и напраалнющие кольца цилинд
ров и штока изготовлены из углефторопласта Поршни выполнены со
ставными.
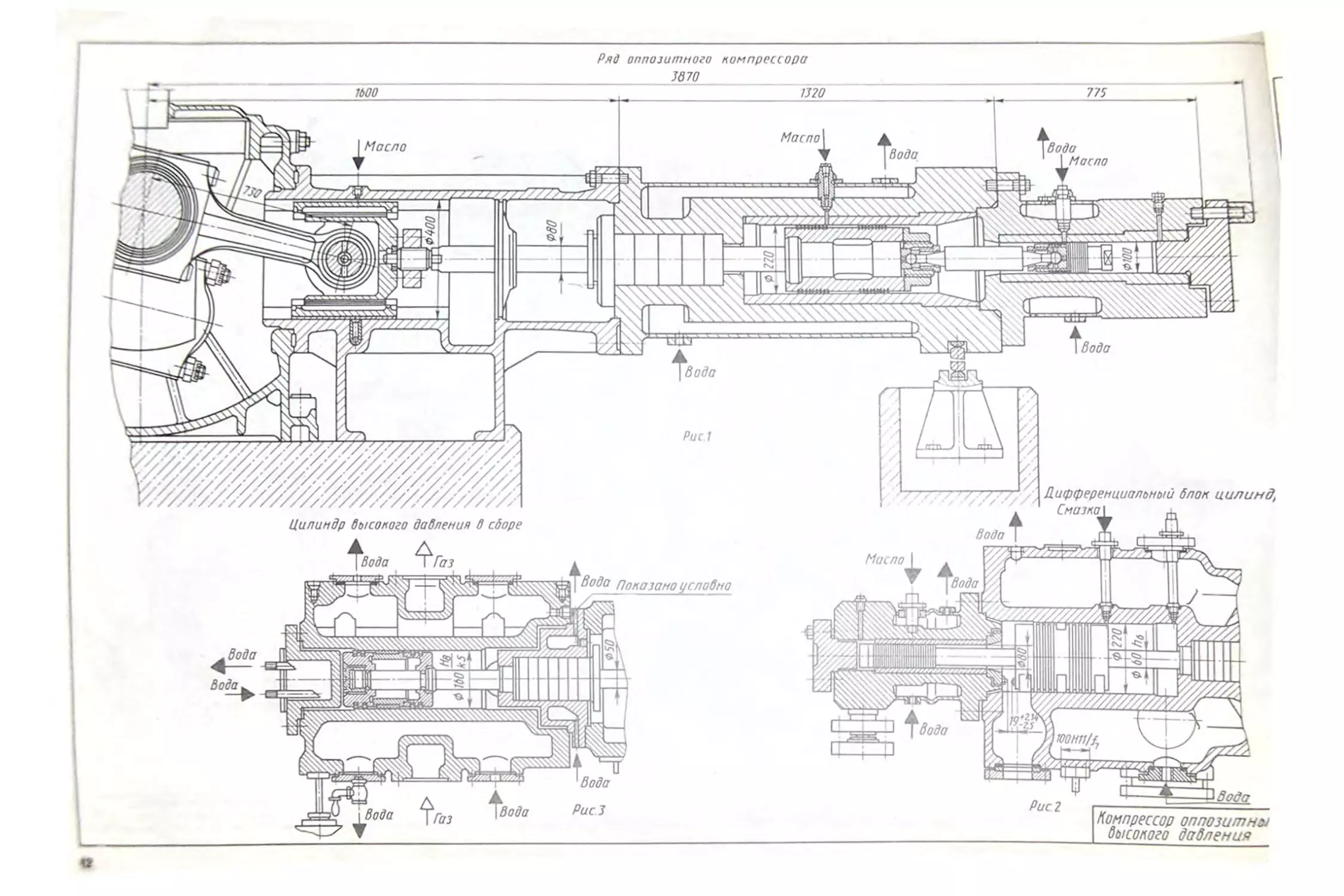
Лист 31. Ряд компрессора оппозитного высокого давления
Ряд компрессора (рис I) пыполиг-н с сэмоует.чнаплнваю
шимся двухшарнирным поршнем Шаровые опоры обеспечивают
работоспособность при несоосноети цилиндров 0220 и 100 мм.
На рис. 2 представлен цилиндр высокого давления с поршнем,
спаренным из трех частей, иа рис 3 дифференциальный блок
цилиндров. Ступень высокого давления имеет стальной цилиндр
с приваренным кожухом водяной рубашки Втулки цилиндров
чугунные
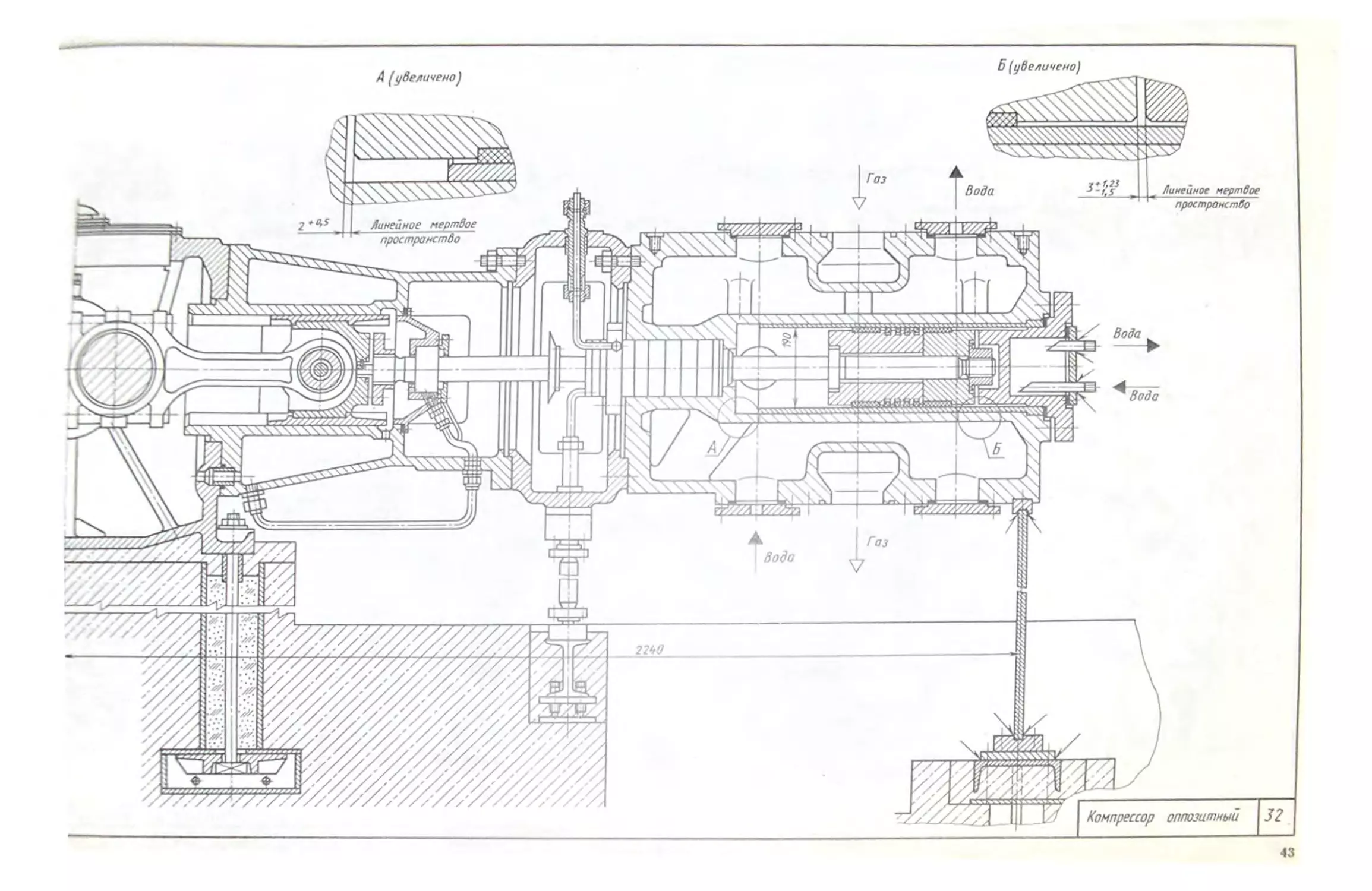
Лист. 32. Ряд компрессора оппозитного
Представлен один ряд четырехрядного ступенчатого сухого компрес-
сора . двумя шышцфами первой ступени (не показаны! •Чг*Д*
ннной с направляющими крейцкопфа и цилиндром установлен фонарь,
черт который монтируется газовое уплотнение штока Для уменьшения
проникновения масла в газовую нанять на штоке установлен также
маслоотражатель, л и станине масляное уплотнение Третья ступень
имеет поршень, состоящий из двух полонии.
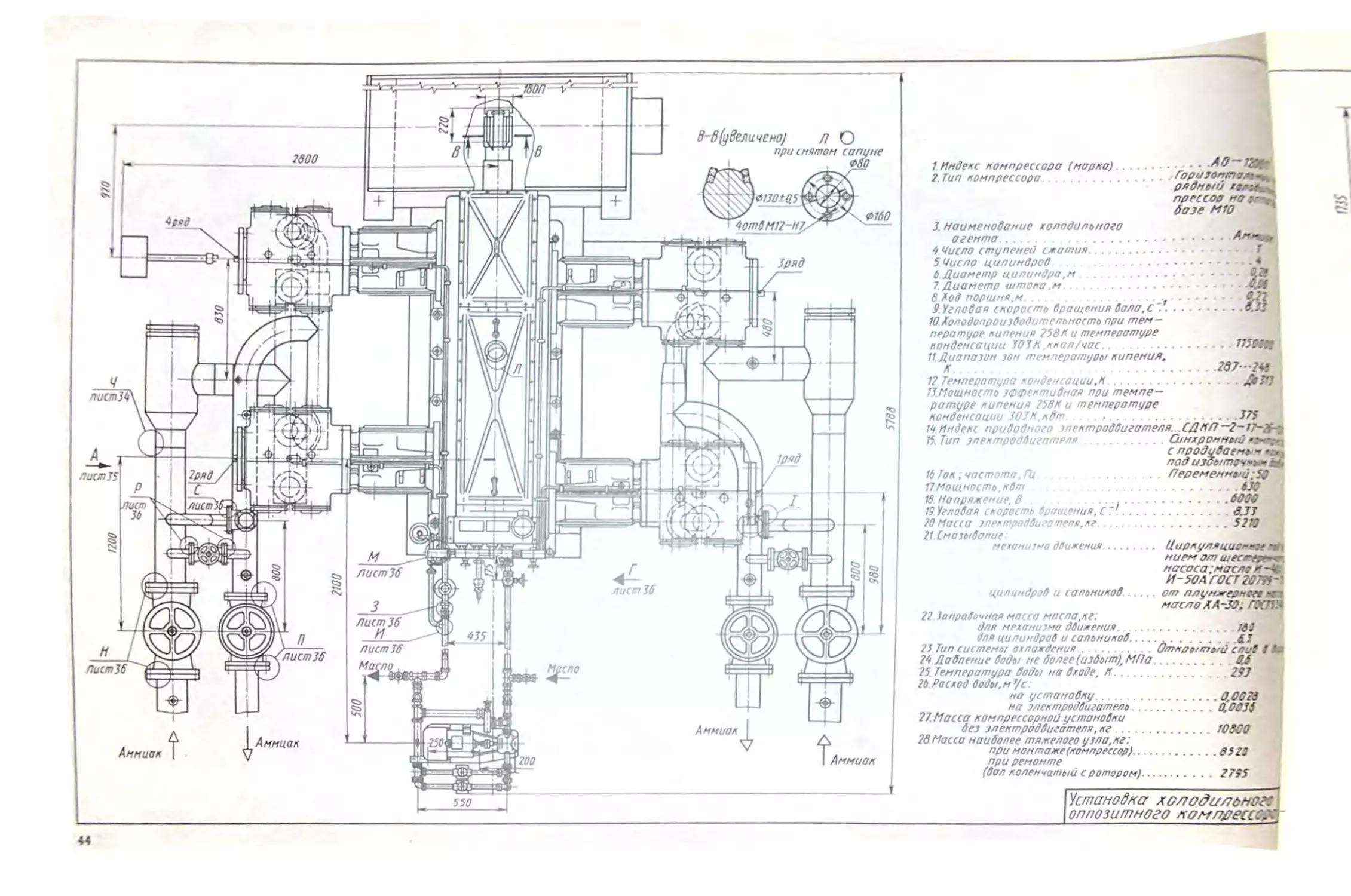
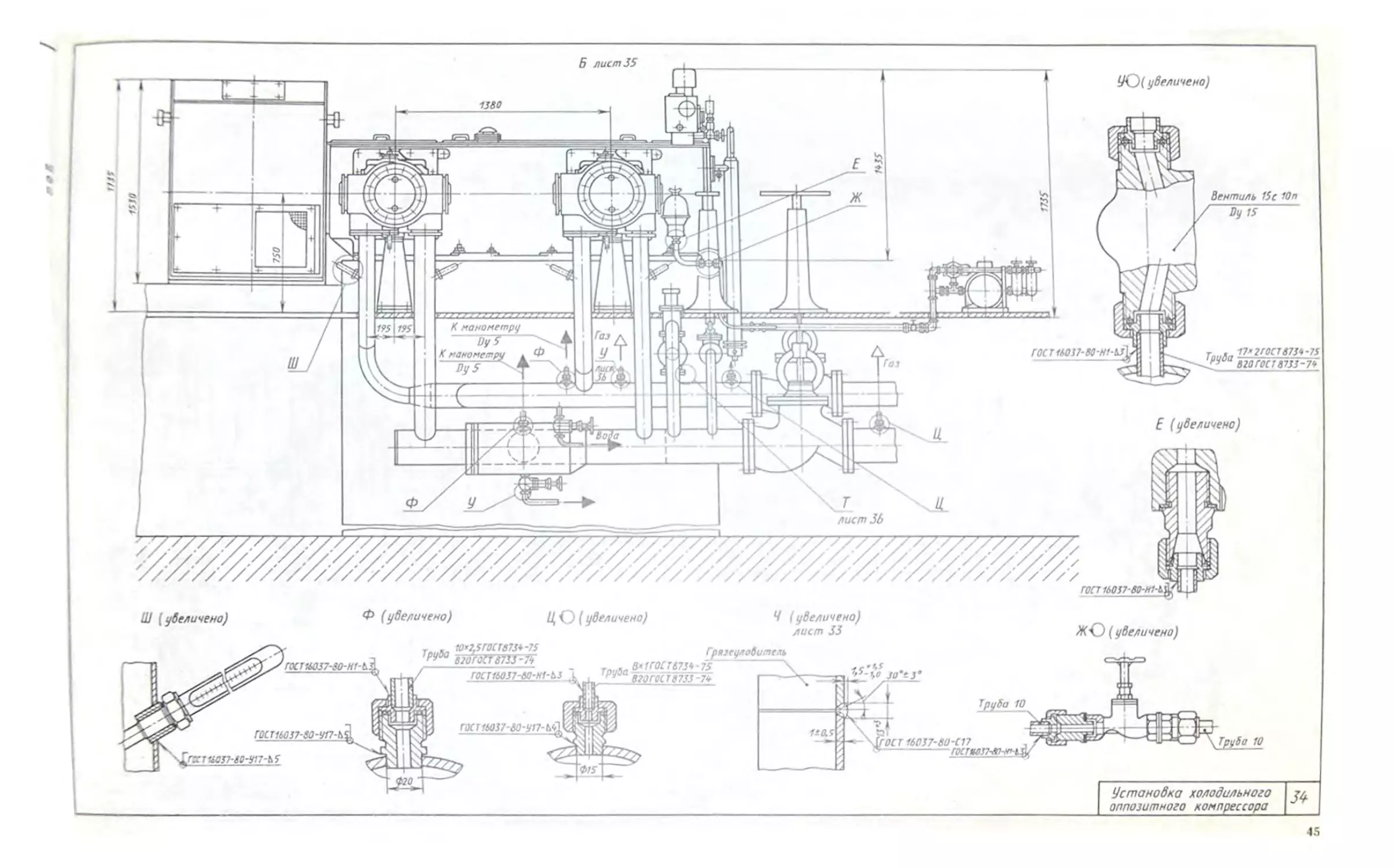
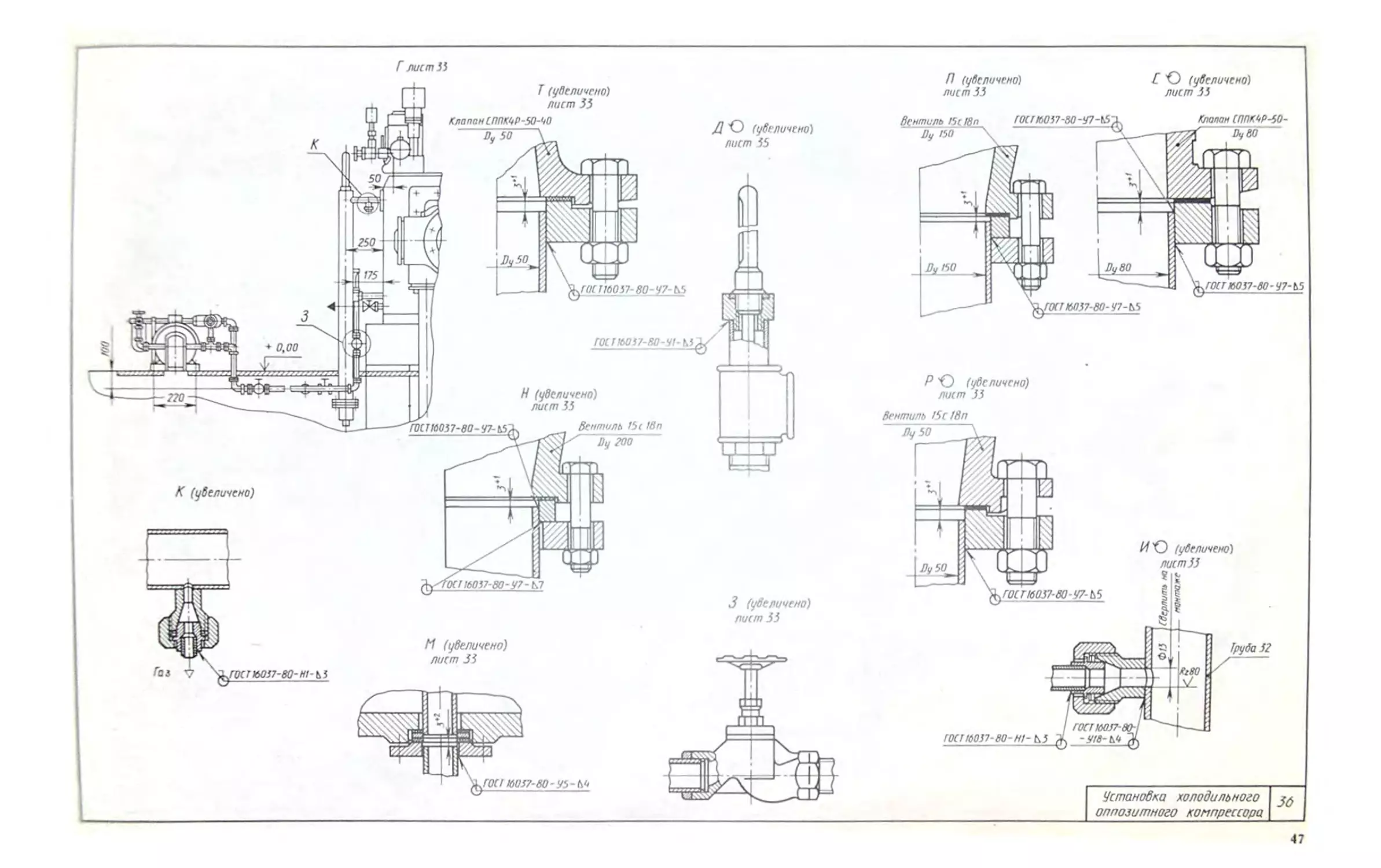
Листы 33, 34, 35. 36. Устпновка холодильного оппозитного
компрессора.
Одноступенчатый четырехрядный компрессор сжимает аммиак,
используемый п качестве хладагента
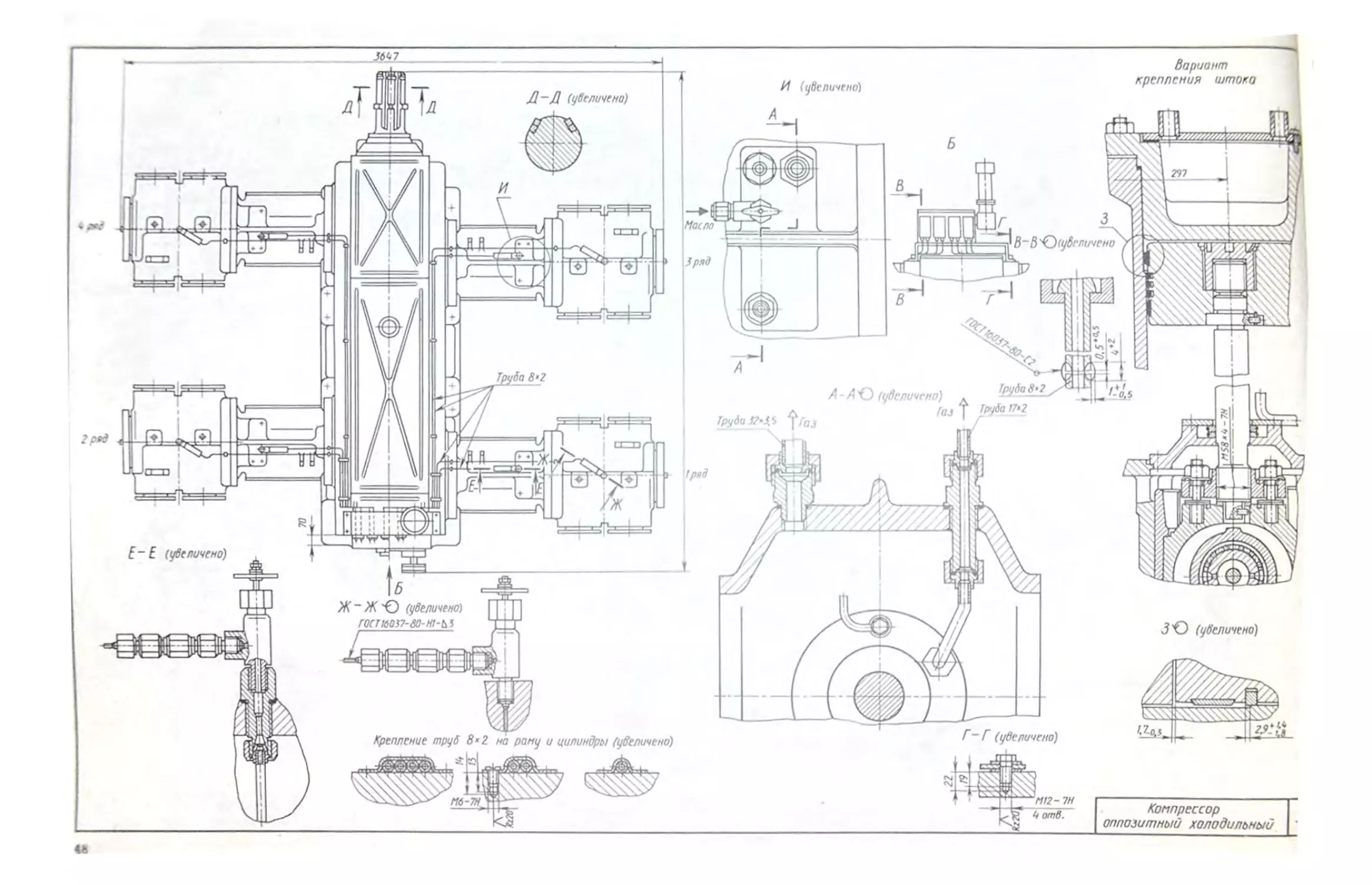
Лист 37. Компрессор ОППОЗИТНЫЙ холодильный
Па листе показан общий ппд компрессора и вариант крен-
мши штока.
2.3. СБОРОЧНЫЕ ЕДИНИЦЫ И ДЕТАЛИ ПОРШНЕВЫХ КОМПРЕССОРОВ
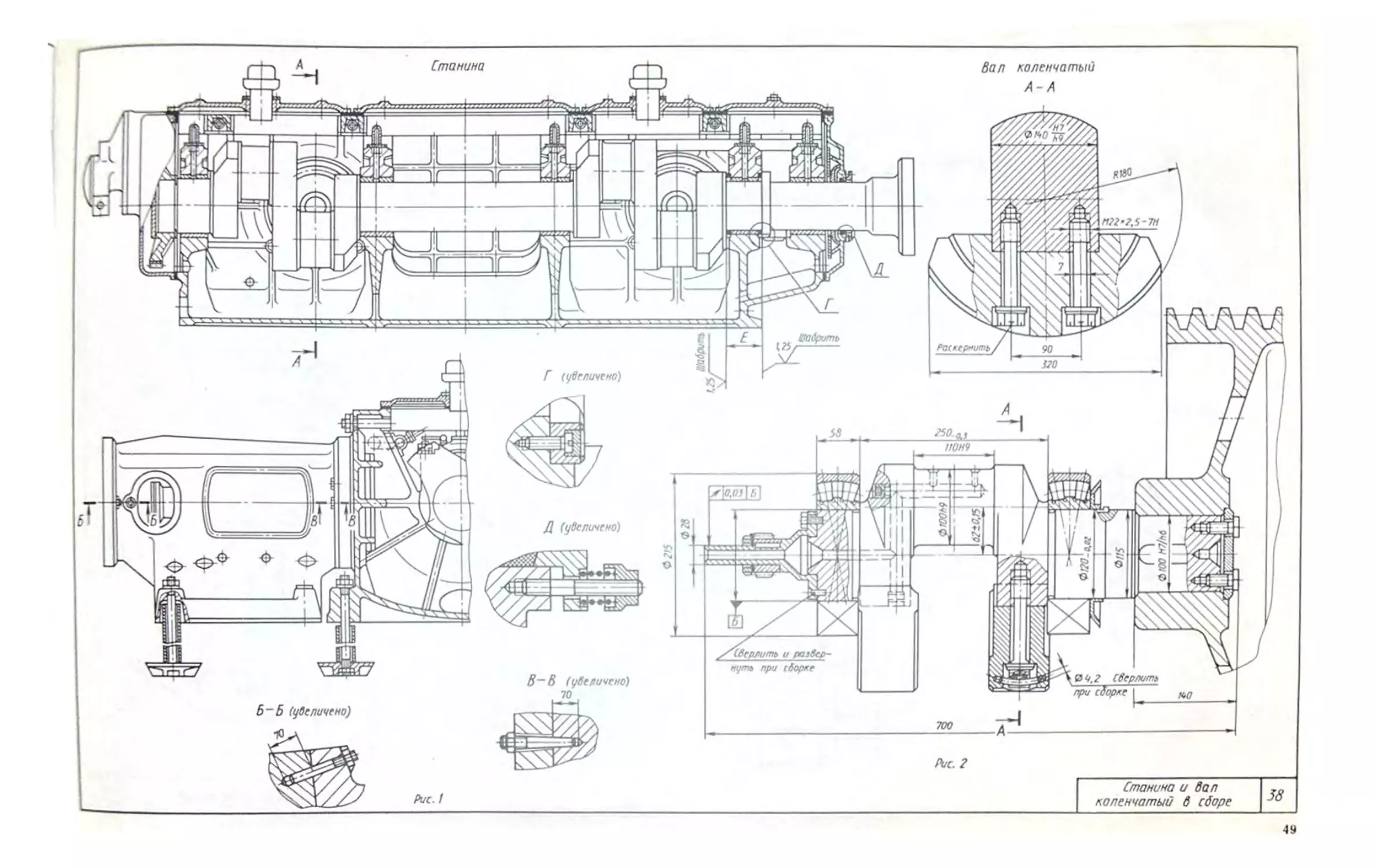
Лист 3$. Станина и пал казекчлгый в сборе.
На листе представлен разрез (рис I) но станине оппозкт
ниго компрессора На коренные шейки вала (ряс 2| насажены
подшипники качения; с левого конца на валу крепится втулка
дхя подвоха наела, с правого маслоотбойное кольцо и шкив
ПАНИЧЕСКИЕ ТРЕБОВАНИЯ
I. Вал в сборе с противовесами балансировать статически
до безразличного состояния
2. размер Е ВЫПОЛНИТЬ по фактическому сопрягаемому раз
меру коленчатого вала (по формуляру), обеспечив суммарный
зазор 0.15 0.32 мм
3. Затяжку крышек шпилек креплении коренных подтип
ников пронгводить равномерно (крест-накрест! и контролировать
моментом «00 . , «50 Дж,
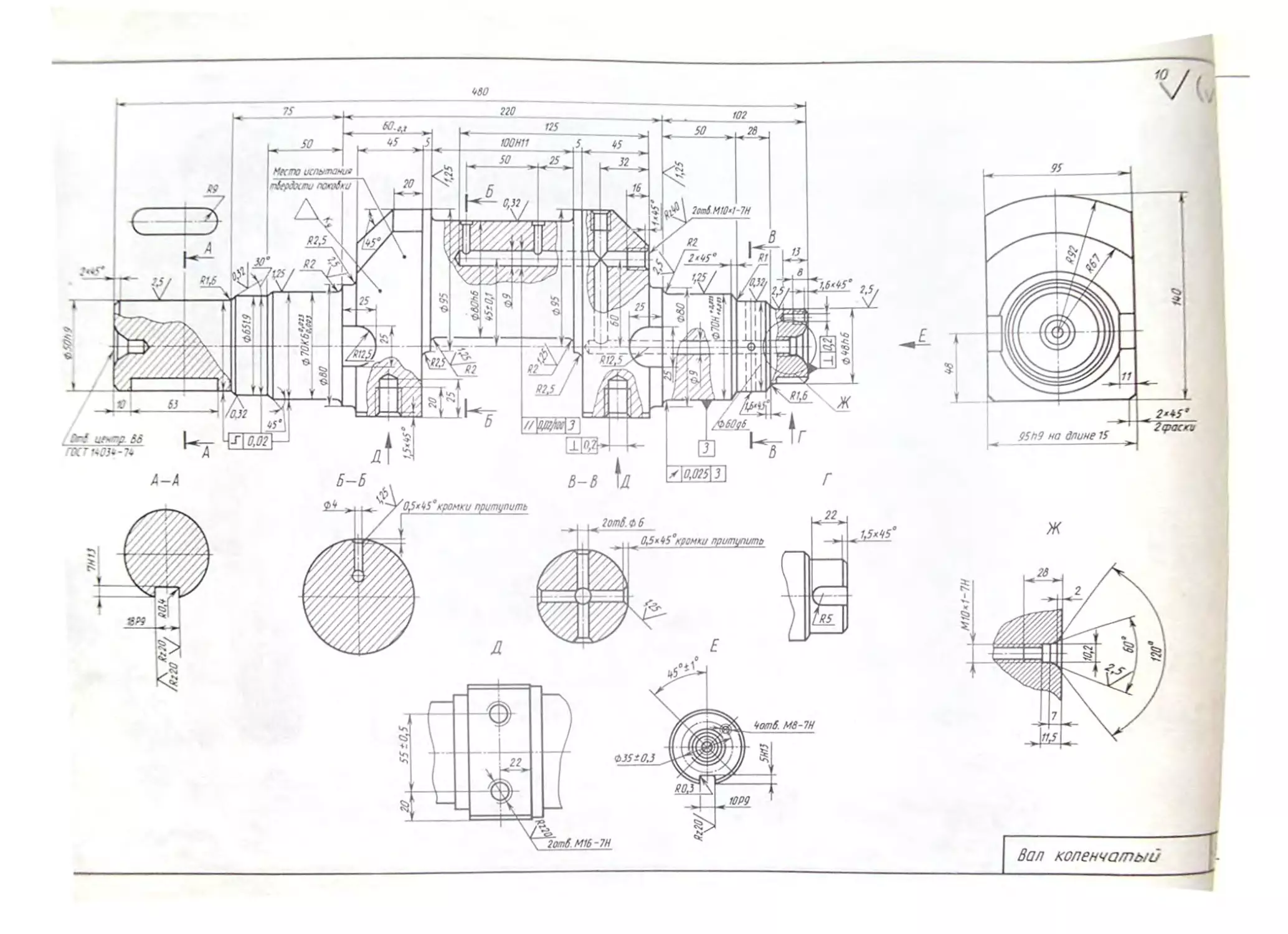
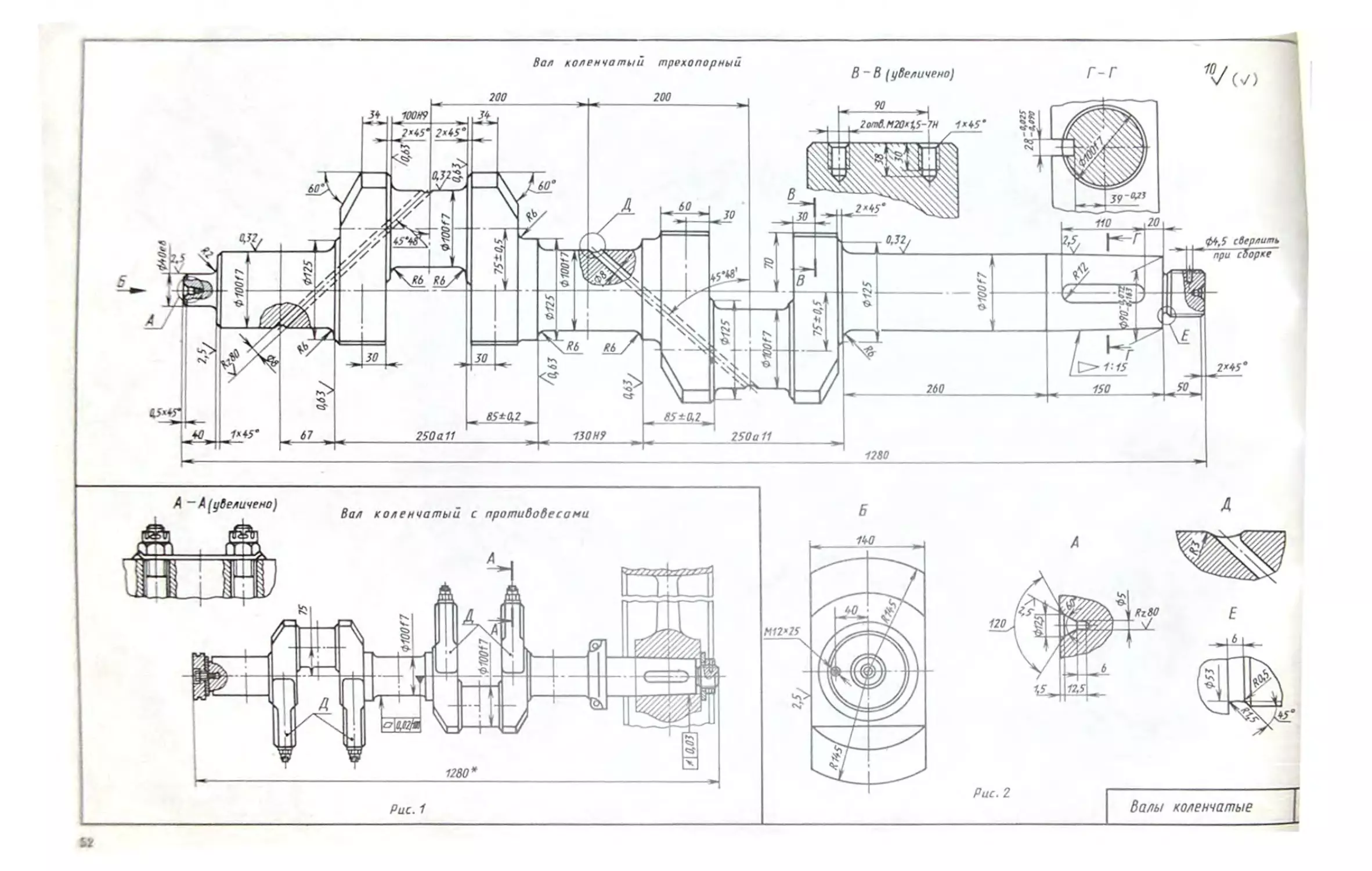
Лист 39. Вал катенчатый
Одноколейный вял углового V-обрягиого компрессора,
•п орами которого являются подшипники качении
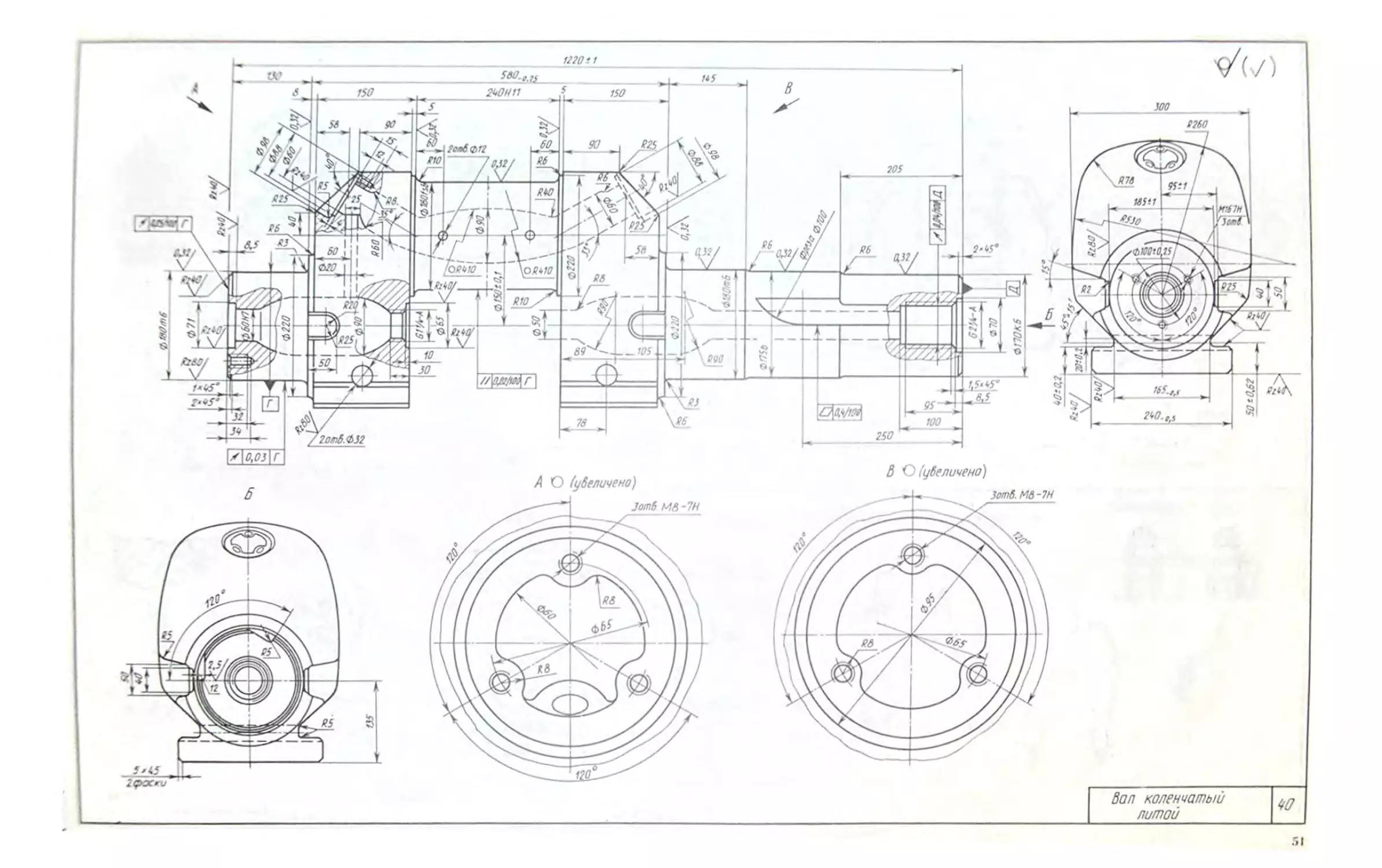
Лист 40. Вал коленчатый лигой
Полый над испгмьзустся хгя углового V-образиого компрсс
сора. Масло к шатунной шейке подводится через отверстия в теле
Масло к шатунным шейкам подается от коренных подтип
•“ков через отверстия к валу
ТЕХНИЧЕСКИЕ требования
I. Вал балансировать статически до безразличного состоя
»»я Дисбаланс устранять сверлением отверстий 020 мм. т.п
«мной зге более Ml мм в местах И (рис 2) протиш.нсса
2 Галтели шеек вала должны быть без забоин, вмятин, звусен-
йен. вазисовии. неметаллических включений и заполированы
3. Смешение углов между коленами кривошипов допускается до
Лист 42. Шатун бескрейцкопфного компрессора
Кривошипная головка штампованного шатуна разъемная. Вкладыш
годшвмикэ кривошипной головки стальной, залитый баббитом. Тре
буемый >»юр между шейкой вала и подшипником регулируется с по
мотаью набора прокладок, установленных в разъеме толовкн шатуна.
В поршневой головке шатуна запрессована бронзовая нтулкл, час.'
горой поступает по трубке нз подшипника кривошипной голонкн
поверхность прилегании вкладыши к п-.а шатуна, п также п>.-<
тунных болтов и гаек проверять по краске плотность прилегания нс
менее 75 %
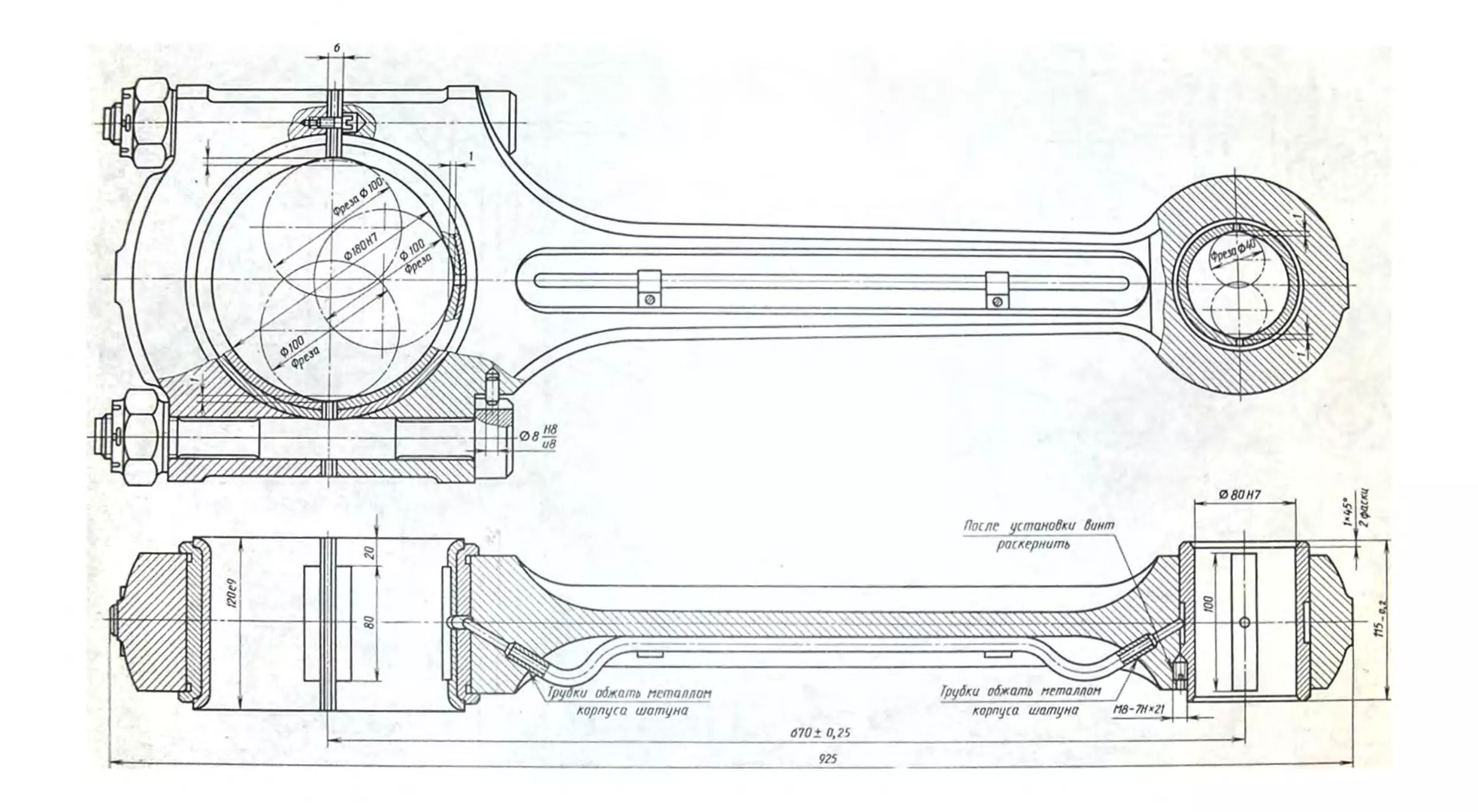
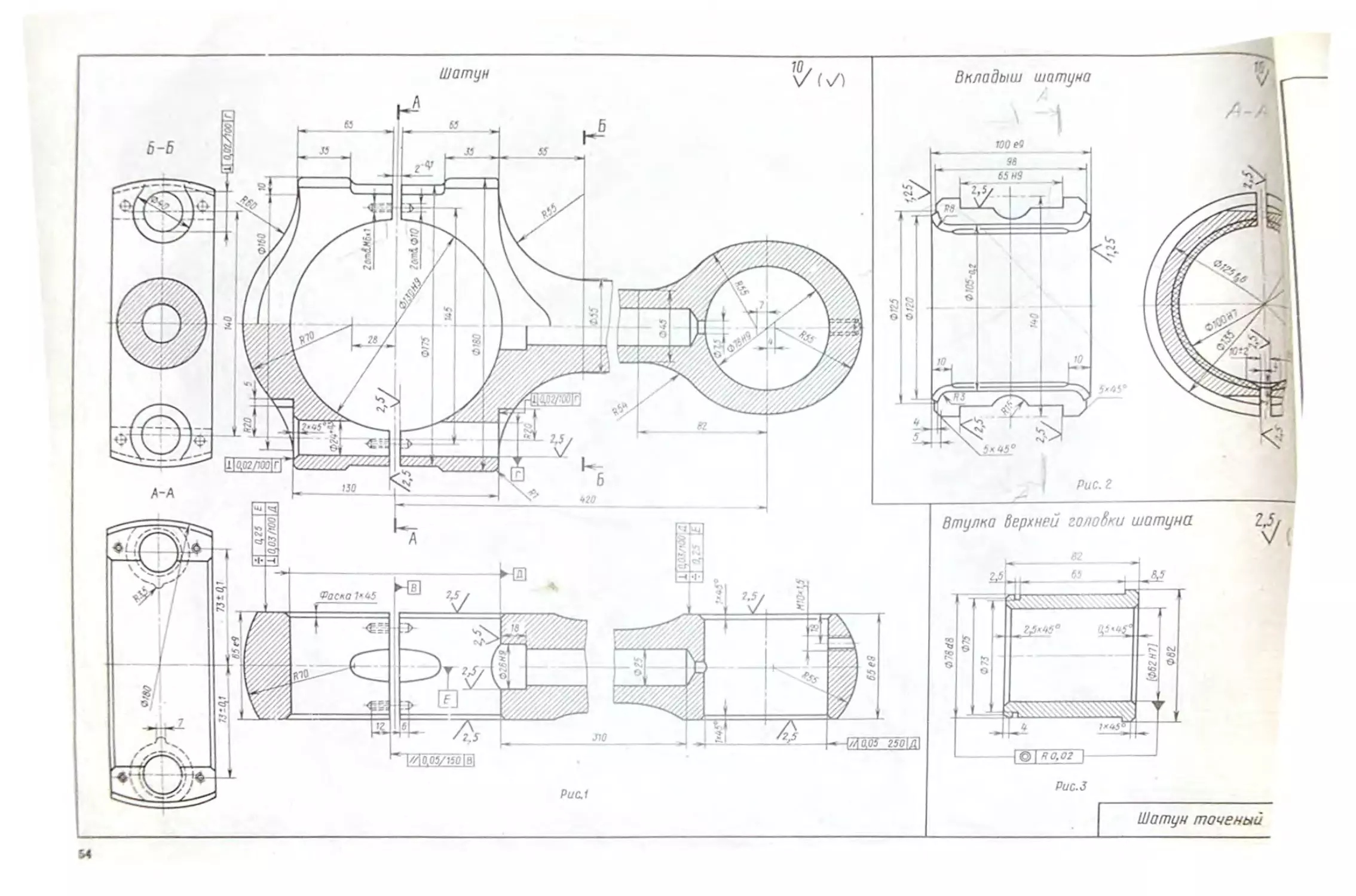
Лист 43. Шатуи точеный
Отличие от предыдущей конструкции заключается я том. что шатун
изготовлен из универсальной поковки и масло к гюршнеьой голгшм-
подпется через отверстия в теле
Размеры п квадратных скобках - тихие сборки
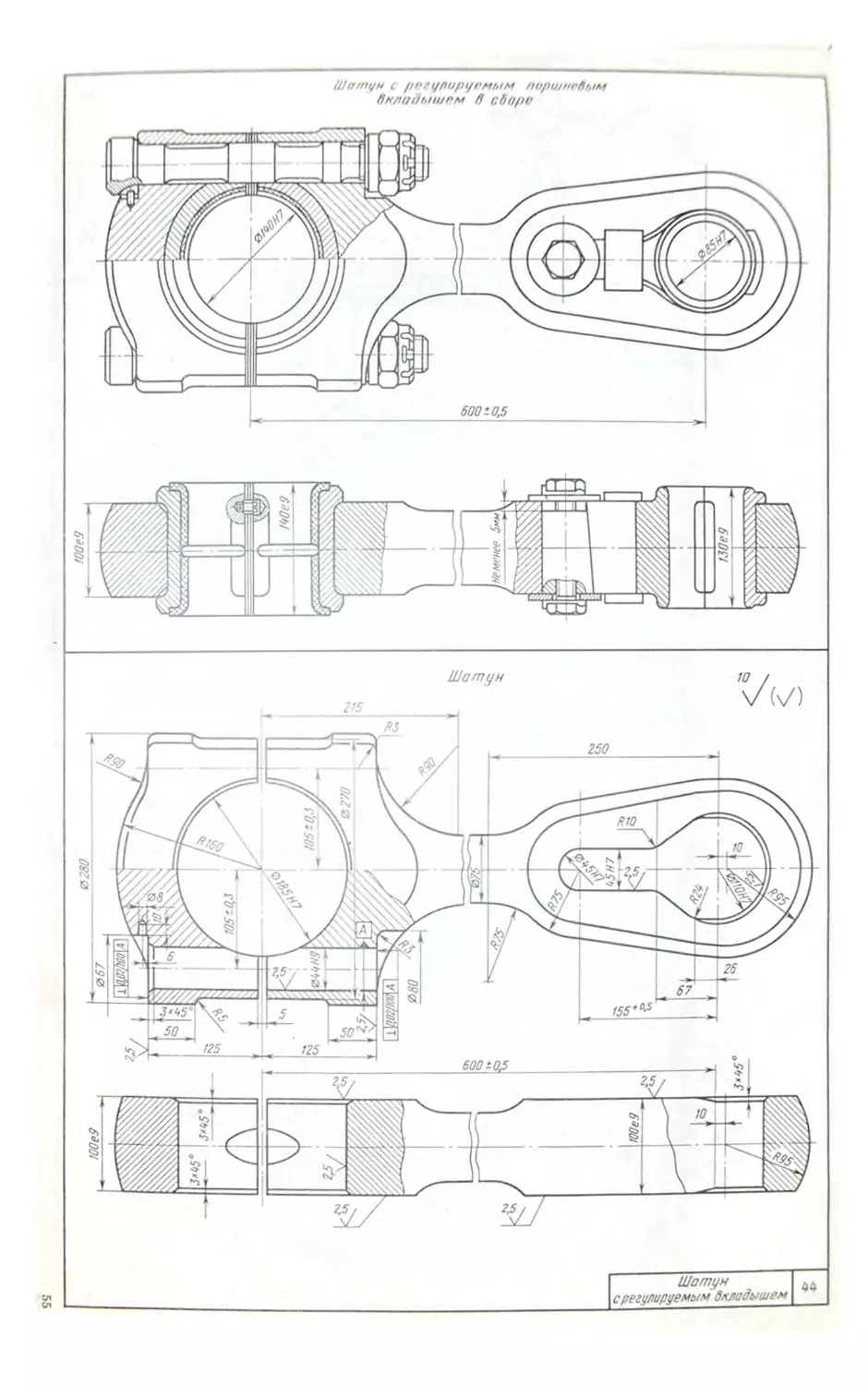
Лист 44. Шатун с регулируемым вкладышем.
Прммсийгтся данный шатун в крупных компрессорах Подтяжкой
клиньев можно регулировать зазор между вкладышами и крейцкопфным
пальцем
ПАНИЧЕСКИЕ ТРЕБОВАНИЯ
I Опорные поверхности шатунного болта и гайки должны рвпио-
мергкг прилегать к опорным нопсрхиостям шатуна проверить по краске
2. Плотность прилегании опорных поверхностей клиньеп к нкл»
дышам, а
не менее 2
также вкладышей к расточке шатуна проверить но краске
. . 3 пятен на I см*
Лист 45. Батт шатунный и регулировочные клинья.
Детали шатунов с регулируемыми вкладышами и с разъемной го-
ТЕХНИЧЕСКИ! тгтьовхинч
I Батт подверг муть термообработке, обеспечив следующие мехппи
чсские свойства: а,- 700 МПа. твердость 26 34 HRC,
2. Неуказанные предельпис отклонении размеров: 1114. 1114
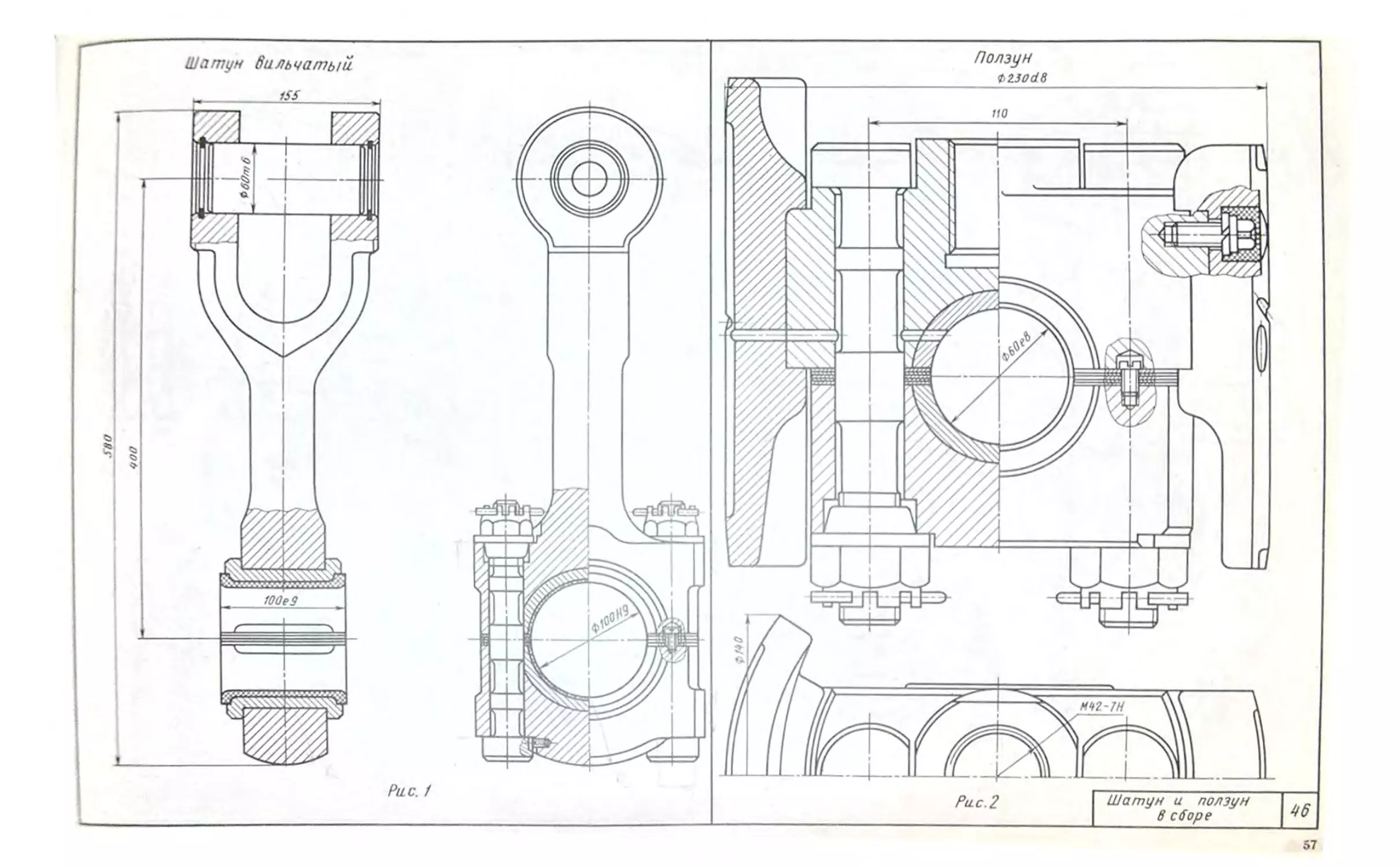
Лист 46. Шатун и ползун в сборе
В проушинах пильчатого шатуна (рис. I) неподвижно закреплен
палец, относительное поворачивание пальца происходит п ползуне.
Данный шатун применистся я кортикальных компрессорах.
Ползун открытого типа (рис 2) применяется в сочетании с виль-
чатым шатуном Корпус паззуиа состоит из двух полонии, соединен-
ных ваттами Необходимый зазор устанавливается прокладками, рас-
положенными в разъеме корпуса Мертвое пространство в цилиндрах
регулируется дистанционной шайбой, устанавливаемой н ползуне под
конец штока Масло к отиергтним под пилен шатуна подается от па-
раллелей По отверстию и геле ползуна
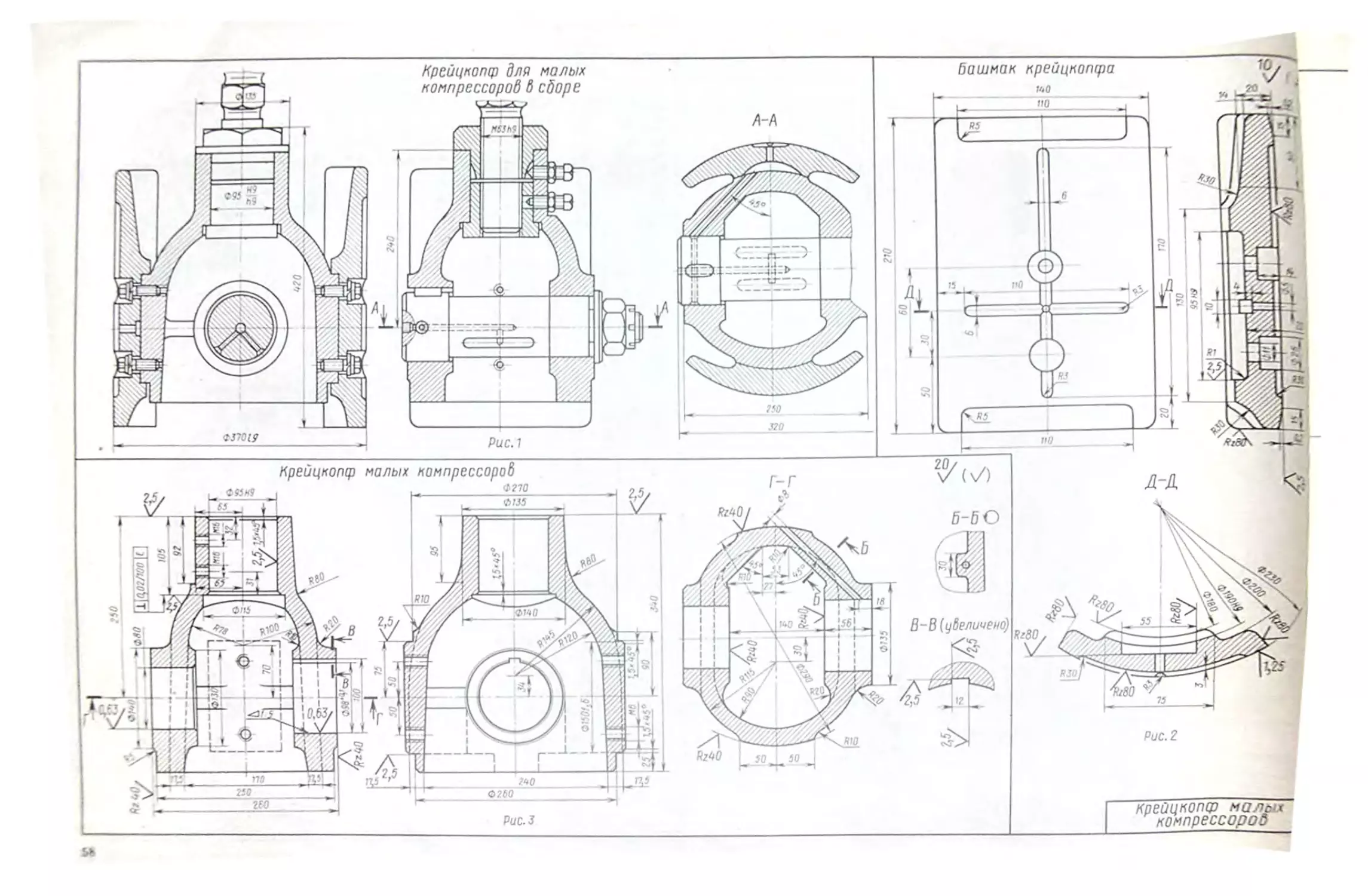
Лист 47. Крейцкопф малых компрессоров.
Крейцкопф состоит нз литого стального корпуса. чугунных башма-
ков гайки н контргайки дли соединения со штоком От самоотвннчи-
панк» контргайка фнк.нруег.н . "<-цнилы1ЫМ болтом, конический конец
которого входит в промежуток между зубьями, нареза............ на конт-
i.tAkc Масло па работ......соперхнеггги башмаков к пальцу крейцкопфа
eo.ino.ina» через отцерстня и параллелях станины и н самом пальце.
Лист 4Я. Крейцкопфы средних и крупных компрессоров.
Крейцкопфы для крупного горизонтального компрессора (рис. I)
и компрессоров среднего даплення (рис 2) имеют съемные башмаки
С баббитовой заливкой
П АНИЧЕСКИЕ ТРЕБОВАНИЯ
I При сборке башмаков обеспечить плотное прилегание поверх-
ностей Н. не должен просолить щуп 0.02
2 Плотность прнлеглни» притираемых поверхностей ппльца и
корпуса крейцкопфа не менее 76 %
3. Обеспечить установкой прокладок рапномерный зазор 0.25...
0.30 мм между верхней параллелью станины н башмаком.
Лист 49. Палец крейцкопфа
Поверхность 085 (рис II подвергнуть закалке ТПЧ на глубину
1.5 2.0 мм, тперлость 56 62 HRC. Проверке на твердость под-
вергать каждый палец.
Лист 50, riopuivni* троиконый.
Поршень облегченного типа, применяю! в бескрейикопфних комп-
рессорах для I н II ступеней 11 двух верхних кацапках р.пмешпют уплот-
няющие, о остальных - маслосъемные кольца.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I. Твердость поверхности К 1700 . 2230 НВ. МПа.
2. Отклонение толщины стенок обработанного поршня ±3 мм, ми-
нимальная толщина стенки 5 мм.
3. Допускается местное превышение высот канавок пол масло- ।
съемные кольца до 0,02 мм на участках с длиной хорды не батес 30 мс
на общей луге не батес W
0 45 МПИИШа ПОри,,|сй HC,,ura”' "» прочность гидравлически, давлен* f
Джз St. Порюсяь в пл* оппозитного компрессора.
-iv --•» n»n« компрехгеххра имеет и нижней части направляющие
,>*.¥«»«м*->*'-.;ег'1Х~ч материала
Jtart М Порхк» состатгой сухого компрессора.
спяемм «ихкого дапления оппозитного компрессора со-
f4c I Чертеж аоршия
НЮТКЫП тьоалиим
। Ъбммы. ряскм. трещины и другие дефекты, снижающие механи-
»»»»• еречжк-тьч яс допускаются. На поверхностях .И допускаются
ж» ч-мые гаюаыс раковины размером нс более 2 мм. глубиной не более
• •« .-етакчаме пт край (гоягрхности мс менее чем на 3 мы. Они должны
мсясг>’»ты« «а расстоянии нс менее двухкратного наибольшего размера
4«.»«вм ымимгстве нс более 12 штук в одной канавке. Острие кромки
2 М» «чжрхиест» .7 радиальные риски не допускаются.
J Нечергтя хакулмряость поверхностей Л" и .М обеих канавок от-
шетгтса**- оси пояерхиости Н не более 0.05 мм на 100 мм длины.
< Ro треки»»' полость поршня гидронспытать гидравлическим из-
д»»лч1»гм 0.4 МПа t> течение 5 мни, течи и потения нс допус-’
Гж. 5 Сборочный чертеж поршня •
ЧЧ»’1С»"1 ТРЕЬОВАНИЯ
I Гкфдеекыс-катьцэ должны свободно проворачиваться и утопать
к u-jmj’ менее чем на 0.9 ““ ниже уровня цилиндрической
морщим
2 Замки пефшиекмх колеи должны быть развернуты относительно
в*т друга из IWT
3 Затяжку г.оршвевой гайки производить моментом -100 Н с но-
сжх»юв«м обратным поворотом иа угол 10... 12*. Перед навинчива-
имея резьб» торец смахать графитом марки ПТ-А ГОСТ 8295 — 73.
« Пасхе затяжки поршневая гайка не должна выступать за торец
i Прядетаиит поверхностей Лив проверить по краске, плотность
с**ае-*>*в г»1 % без радиальных разрывов.
Ласт 51 Поршень сварной оппозитного компрессора.
I Patowe пзверхяости Г. Л подвергнуть поверхностной закалке
'•1 HRC.
2 Ьаббмтомую поверхность поршня шабрить по контрольному ни-
авжр? обгедечва плотность прилегания не менее 70 %
Прм сборке поршня опорные поверхности Г поршня и штока
X Порслевые кольца должны легко проворачиваться в канавках
V. всей ь»»— без заеданий. При нажатии кольцо должно утопать не
— к» 025 мм
5 П>кл«та«ие поверхности Д (рис. 1) поршневой гайки к поршню
-зчмгтж-» зс краске плотность прилегания не менее 70%,
Ь После ьа’мжки поршневую гайку застопорить.
Пороса» «слыхать гидравлически на прочность давлением
MJU >емгмК 5 мин. запотевание не допускается.
Ласт М Порджмь дисковый литой
f ipoc»>. волый с ребрами жесткости изнутри. Ребра не доходят
* ск-^i стейка поршня, чтобы избежать заметных темпе-
лгфирмаежй
Псфвежь везаитать на прочность гидравлически давлением 0.5 МПа
1 —-и- . •> -'-»«« течи ее допускаются.
Лю и Гкфжеж дисковые сварной и литой.
емврвой оораемь простого действия вертикального ком
•ж- .-у стк’-лталй из ступицы, обода и двух линш. К одному
• -»•. . -•ч>»хже’-« втулка с резьбовым отверстием, крепящая при-
чЛмме дли '«итртжевх^таимя сварных швов
Лист 56. Поршень дифференциальный
Торцы деталей наборного поршня должны быть взаимно притерты,
протекание керосина не допускается.
Листы 57, 58. 59 и 60. Цилиндр оппозитного компрессора.
Корпус цилиндра представляет собой многостенную отливку с га-
зовыми полостями и водяным охлаждением. В расточке цилиндра за-
прессована втулка из антифрикционного чугуна. Со стороны каждой
полости расположено но два всасывающих и по два нагнетательных
клапана.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I. Газовую полость цилиндра испытать избыточным давлением:
водой 2.4 МПа. воздухом под слоем поды 1.6 МПа Всасывающие и па
метательные полости испытывать раздельно Водяную полость испытать
давлением воды 0.6 МПа. Время выдержки под давлением не менее
5 мин. Течь, потение и пузырчатая сыпь не допускаются
2. Окончательно изготовленный цилиндр обезжирить
Лист 61. Цилиндр двойного действии с одной крышкой.
В отличие от цилиндра, изображенного на листе 57. он выполнен
«глухим» с одной стороны и имеет только одну крышку. Клапаны наиболее
удаленной от механизма движения полости расположены на торцевой
поверхности крышки. Клапаны другой полости расположены иа цилинд-
рической поверхности. В этой конструкции использована «мокрая»
втулка, которая является съемной частью рабочей поверхности цилиндра
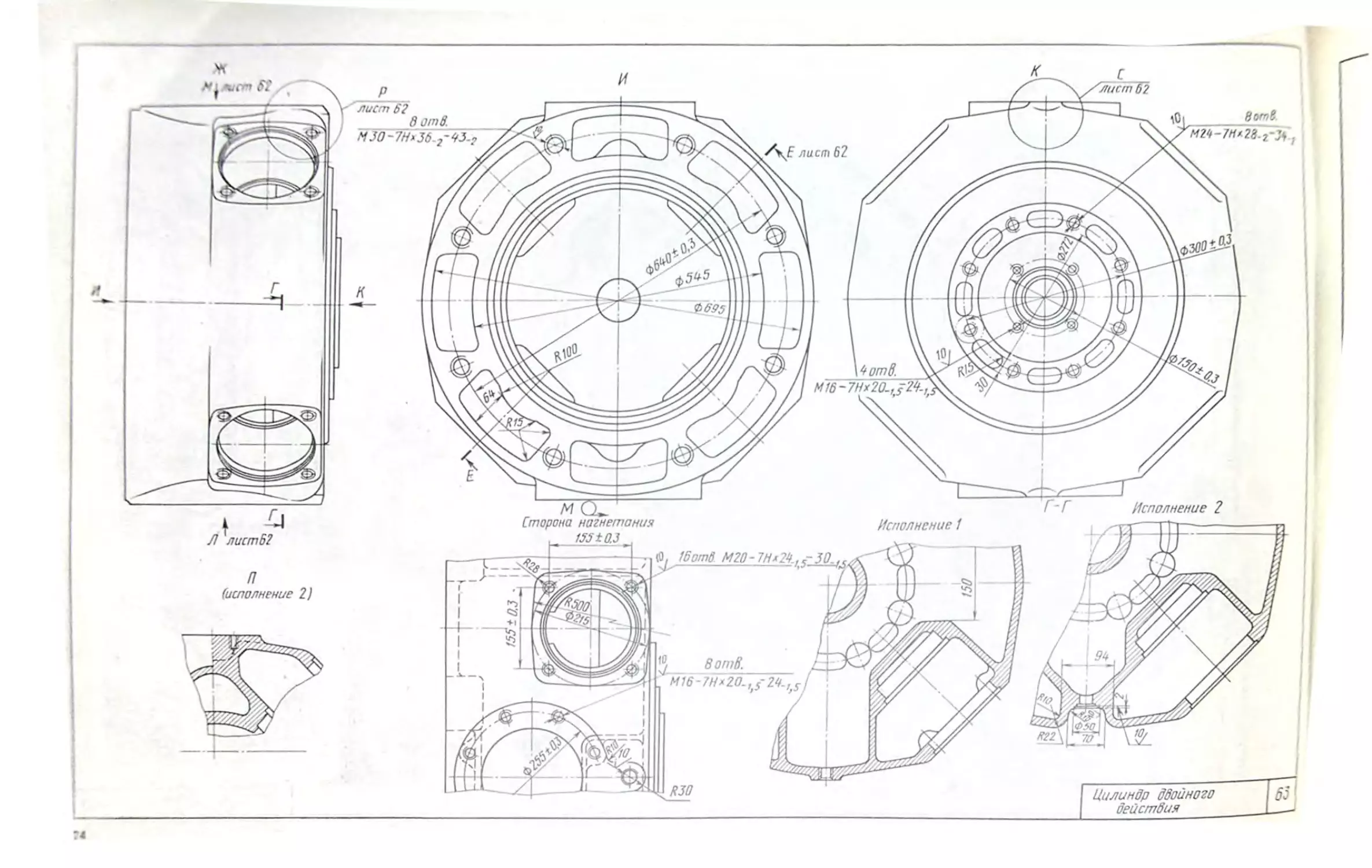
Листы 62 и 63. Цилиндр двойного действия
Цилиндр представляет собой ыногпетениую отливку и имеет полость
всасывания, полость нагнетания, рабочую полость и па-гость .тля ох.тнж
дающей волы, которая образуется вставкой втулки -гильзы
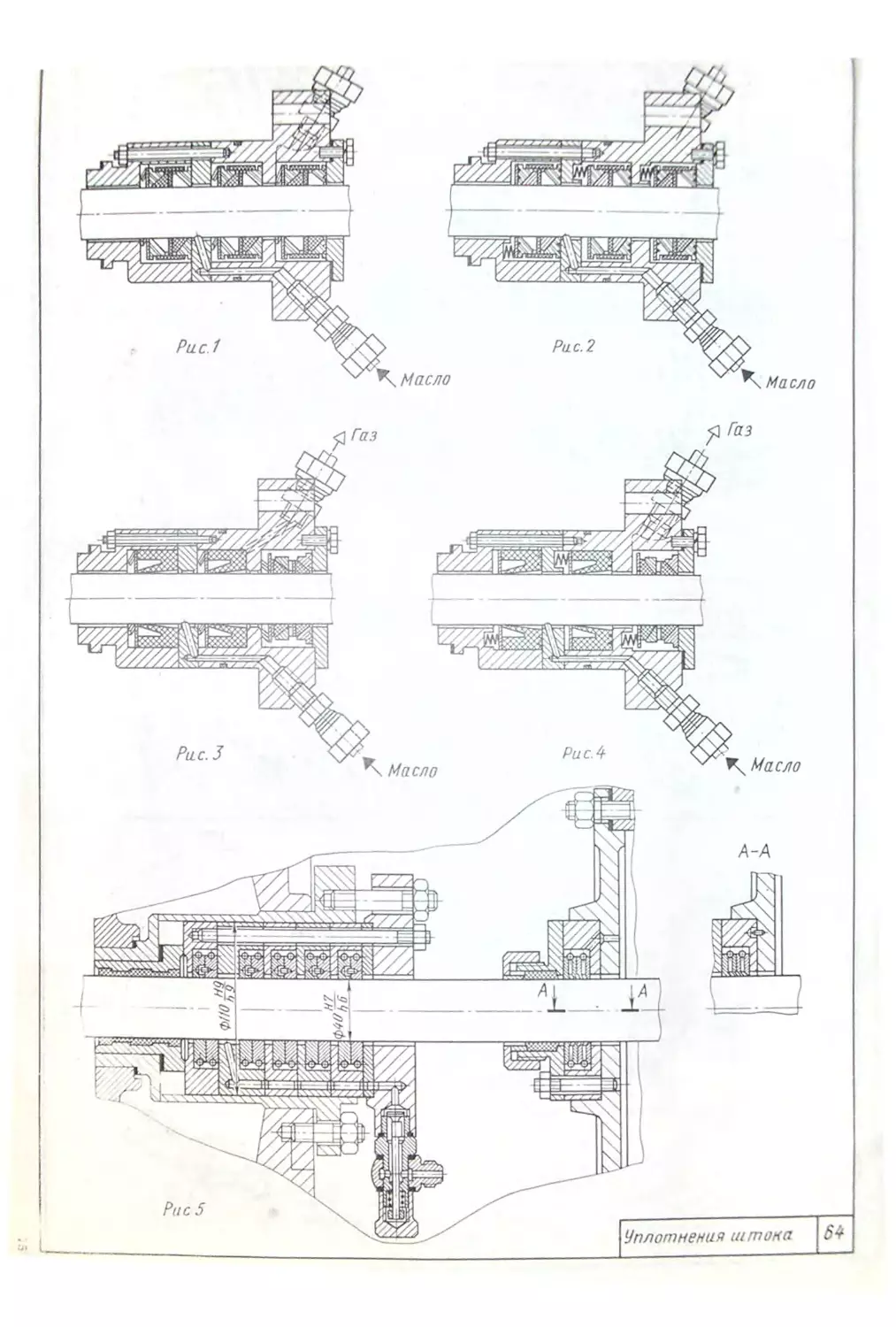
Лист 64. Уплотнения штока.
На рис I -4 показаны уплотнения с коническими пластмассовыми
элементами с различными типами осевых пружин
На рис. 5 показано уплотнение штока металлическими членен>ами
Уплотнение состоит из нескольких камер, в каждой из которых помещены
но два притертых друг к другу кольца
первыми по ходу газа из полости цилиндра. Уплотняющие кольца со-
стоят из шести частей и устанагынгшютси таким образом, чтобы радиаль-
ные щели перекрывающих колец были закрыты сегментами. Кольца
стягиваются браслетными пружинами Уплотнение самоуплотняющееся
по мерс износа. Для центровки штока устанавливается направляющая
втулка, залитая баббнто.м.
Лист 65. Уплотнения штока.
На рис. I .. 4 показано уплотнение шгока с нредварительнай ка
мерой и отдельные элементы. Отвод и ч сборной камеры газа, проникаю-
щего через основное уплотнение; осуществляется через специальное
отверстие, расположенное внутри нажимного фланца.
На рис 5 представлено уплотнение штока сухого компрессора.
Уплотняющие элементы выполнены из антифрикционного материала.
Уплотнение состоит из шести основных и двух дополнительных уплот-
няющих комплектов, каждый из которых содержит уплотняющее'и за-
мыкающее кольцо. Первым со стороны цилиндра располагается замы-
кающее кольцо; положение колец относительно друг друга фиксируется
штифтом.
На рис. 6 я 8 даны конструкции колец, на рис. 7 изображена кон-
струкция камеры уплотнения
Лист 66. Уплотнение штока компрессора высокого давления.
Уплотнение состоит из четырех основных уплотняющих и одного
предварительного комплектов уплотнения. Уплотняющие элементы
разрезные, имеют трапециевидное поперечное сечение с широким осно-
ванием, примыкающим к штоку. Уплотнение состоит из Т-образного внеш-
него кольца с радиальным разрезом и двух примыкающих к нему внутрен-
них колец, состоящих из двух половин
Кольца в сборе фиксируются штифтом со смещением плоскостей
их разрезов па 120". Уплотняющие элементы охватываются снаружи
двумя стальными кольцами. Уплотняющие комплекты установлены п
обоймы. Втулки, залитые баббитом, служат для направления штока,
более длинная нтулка расположена со стороны цилиндра
Камеры уплотнения и соответствующие им обоймы и нажимные
кольца нумеруются клеймом: цифрами or 1 до 5 по порядку со стороны
цилиндра. Уплотняющие элементы нумеруются кислотным клеймом: циф-
рой, соответствующей порядковому номеру камеры, и стрелкой в направ-
лении рабочей патости цилиндра.
пускается просачивание керосина в виде отдельных капель, количест-
во которых не должно превышать 10 в минуту
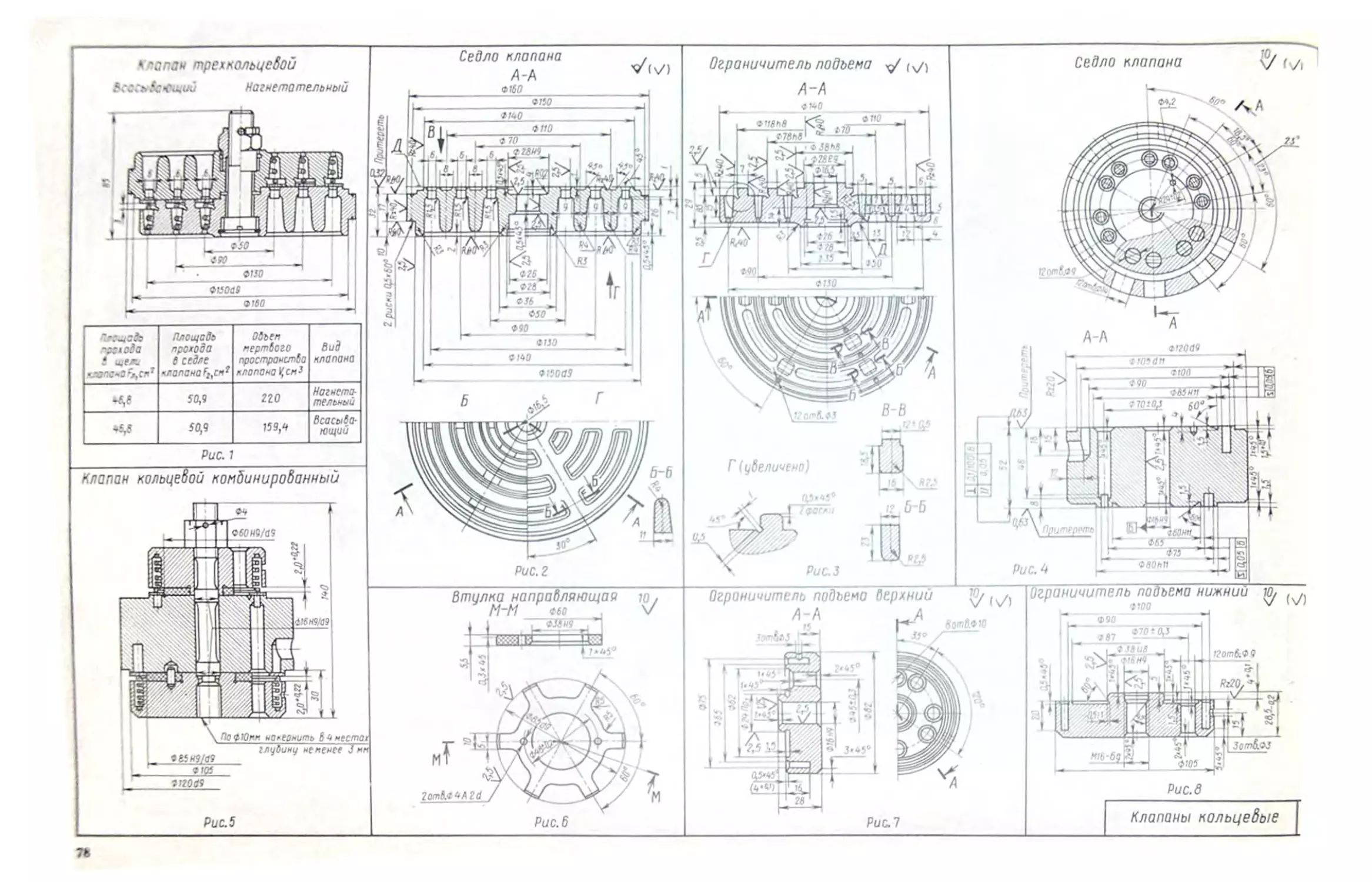
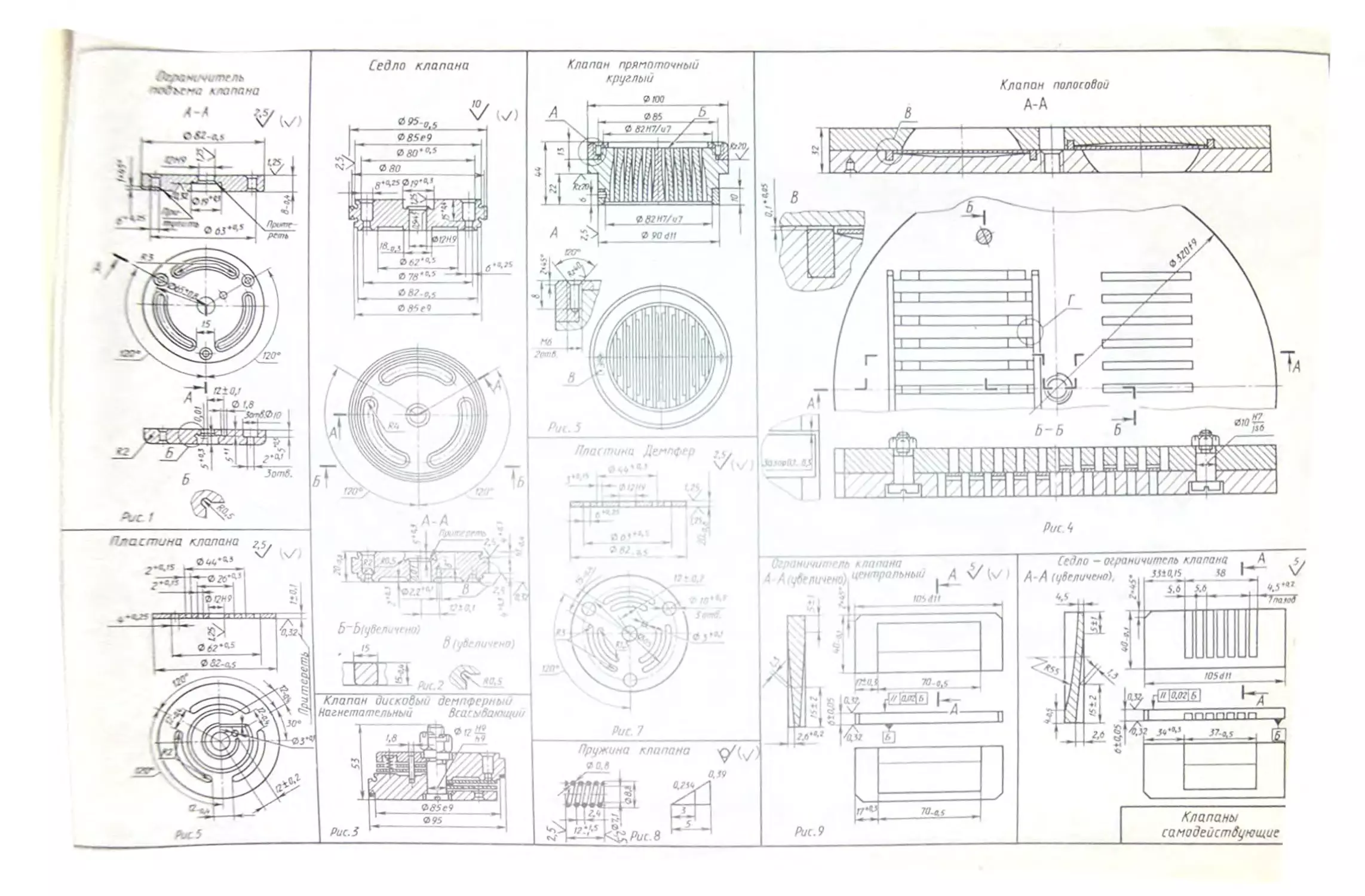
Лист 68. Клапаны самодействующие.
Дисковый клапан (рис .<) > демпферной пластиной (рис 7). Илл
в клапане зажатл в центре между седлом (рис. 2) и ограни
п.-’мя (рис I) и представляет собой запорное кольцо, соединен-
«*й пружиной, выполненной в виде защемленной в середине
льнового типа. Кольцо балочка (рис. 5) пластины имеет ма-
л>ю толщину и позволяет запорному кольну переметаться плоско-па-
раллельно пл всю величину подъема В конструкции предусмотрен
фиксирующий штифт, обеспечивающий совпадение перемычек пластины,
ребер седла и ограничителя полз-сча.
Ila рис 8 изображена пружина клапана.
Концы елмопружиняших пластин полосового комбинированного
клапана (рис 4) находятся в направляющих гнездах верхней и нижней
досок клапана, для предотвращения от продольного сдвига устаион-
лены фиксаторы упорных планок.
Прямоточные клапаны (рнс 3) состоят из жестких элементов
(рис 9 и 10). одна сторона которых является седлом, а другая огра-
ничителем nom.vM.i Между ними защемлены пластины, отгибающиеся
при открытии клапана до упора на ограничителе
Рис, 3. Клапан прямоточный круглый.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. При сборке клапана необходимо:
а) скосы 2X45“ плит, пластин и седел клапана должны совпадать;
б) все детали со стороны плоскости 6 должны лежать в одной пло-
скости:
в) вогнутость пластин должна быть обращена в одну сторону ячеек
2. Допускается просвет между свободной кромкой пластины и
седлом клапана не более 0.02 мм.
3. В месте В поместить клеймение «наги».
4. Клапан испытать а приспособлении на герметичность. Величина
условного зазора должна быть не более 0.001 мм.
.4 КОМПРЕССОРЫ МЕМБРАННЫЕ
В мембр* к имх компрессорах рабочая полость герметично отделена
.-.лА'-чс* жиютя. что обеспечивает сжатие газов бел загрязнения
«< ни» кли другими смазывающими жидкостями
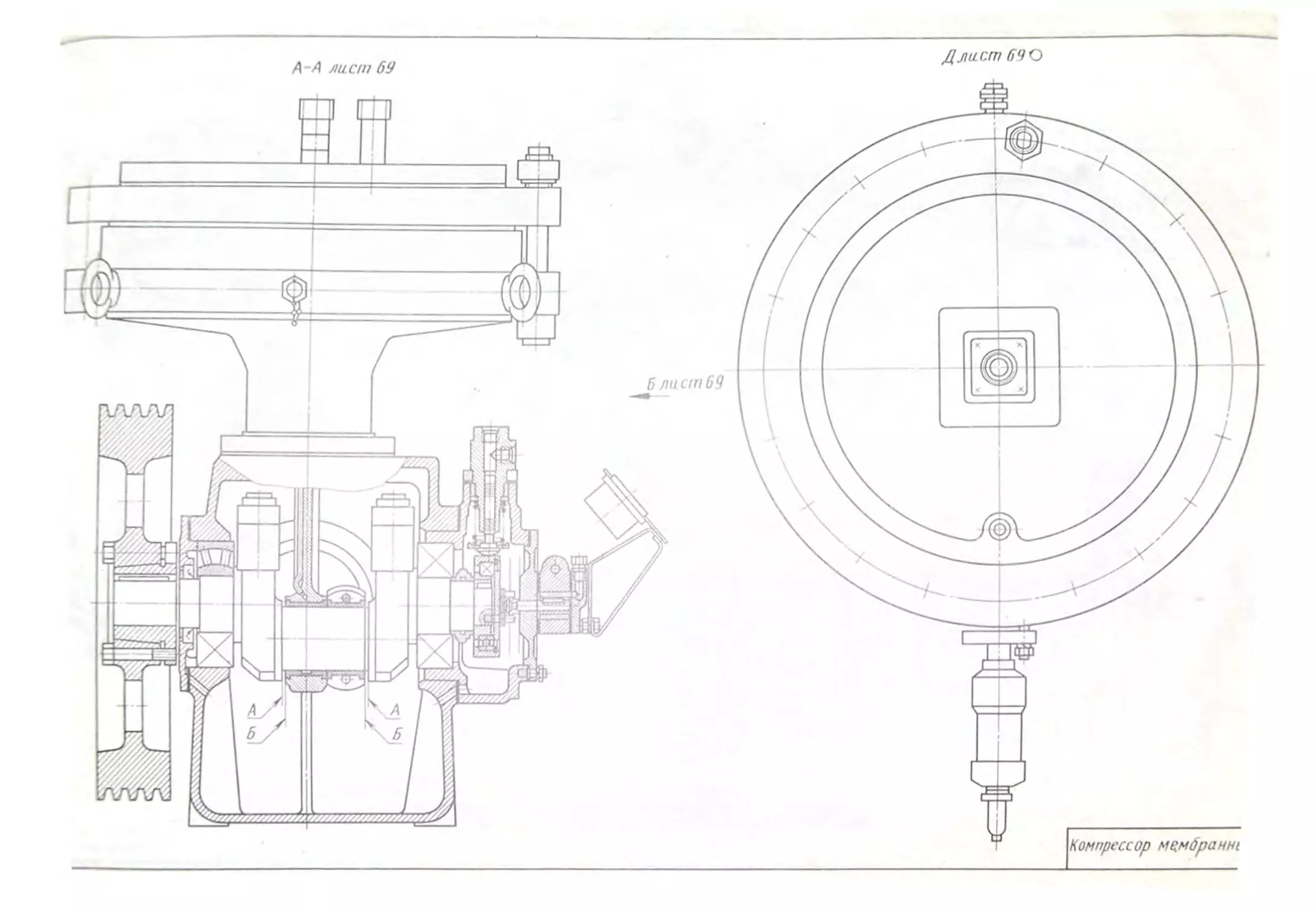
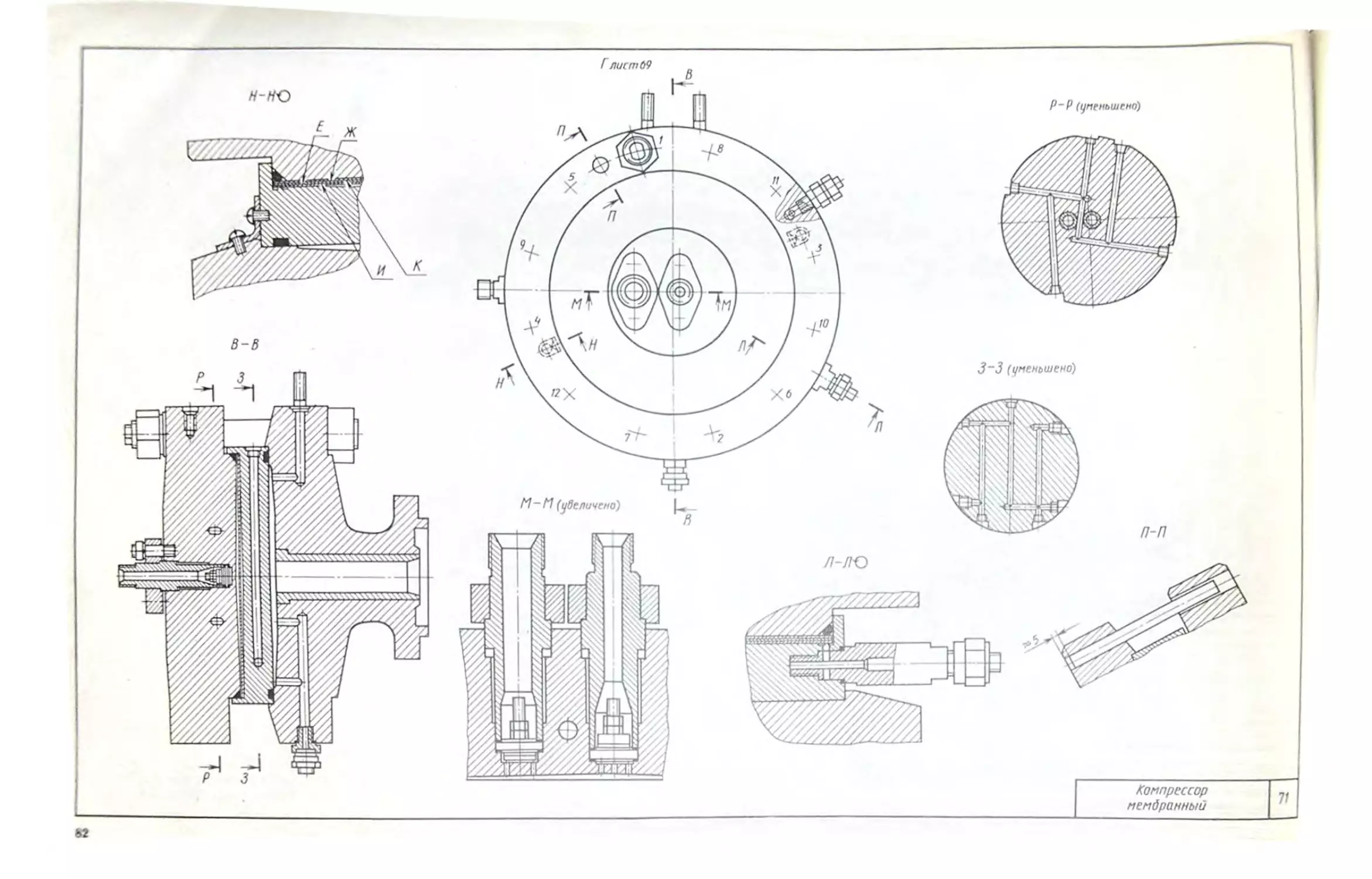
Листы 69. 70 71. Компрессор мембранный
Прамоупммгы* двухступенчатый компрессор, в котором для компен-
зточек жидкости и» масляной полости имеется плунжерный насос
мскеатрмомго типа, расположенный на консоли коленчатого вяла.
1’« сброса вмяшкоа поданного масла есть предохранительные клана
•ы усташчслгыяые на головках мембранных блоков
Мембранный блок (лист 71) состоит из головки, мембраны и крыш
ки Па листе показаны элементы установки и крепления всасывающего,
нагнетательного и предохранительного клапанов. Па боковой проекции
крышки цифрами указан порядок затяжки болтов.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Перед сборкой чистоту поверхностей деталей газовой полости
проверить^ тампоном, смоченным в спирте «иловом техническом
I р. А ГОСТ 17299— 78, Следы загрязнений на марлевом тампоне не до-
пускаются.
2. На предварительно обезжиренные и просушенные гля*^
мембран нанести ровным слоем пасту ВНИИ НП-242 ГОСТ ZHZ
3. Момент на ключе при затяжке силовых гаек должен б«.ч,
ным 800 Дж.
4. Пробки и пииты завернуть на глете свинцовом Г-2, 1 ОСТ ЗДь.
и зачсканнть.
5 Обеспечить плотность прилегания поверхностей Е. И. >
Ж. К не менее 75 %.
б. Герметичность газовой полости проверить давлением
согласно ТУ.
2.5. КОМПРЕССОРЫ РОТОРНЫЕ
Из машин с внешним сжатием наибольшее распространение полу
«м роторные шестеренные машины с двумя роторами одинаковой
формы Простота конструкции сочетается здесь, однако, с достаточно
большими усилиями от давления газов на роторы.
Лист 72. Газодувка.
Зазор между роторами обеспечивается установкой на консолях
пары синхронизирующих зубчатых колес.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Осевое перемещение вала в радиально-упорных подшипниках
под нагрузкой 50 Н должно быть в пределах 0.01 0.03 мм
2. Камеры подшипников качения заполнить смазкой ВНИИ НП-242
ГОСТ 20421 — 75 в объеме 20 30 см’, пространство между манже
тами - полностью.
3. Уплотнительные кольца на палах роторов пропитать разогретой
смесью солидола (85 %) и чешуйчатого графита.
Лист 73. Компрессор ротационный пластинчатый маслозаполнеиный
Ротор I ступени двухступенчатого компрессора приводится во вра-
щеиме через уоругоп&льцевую муфту, а ротор II ступени - через упру
тую муфту.
Лист 74, Роторы и пластина
Ротор представляет собой барабан, на всей длине рабочей части
которого профрезеровамы пазы для асботекстолитовых пластин, имеющих
прямоугольную форму
Рис. I. Пластина
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Положение нитей основы текстолита должно быть перпеидику-
лярки я поверхности.
2 . Заготовки пластин перед окончательной механической обрэбот
«ой подвергнуть трехкратной тсрмофиксации. Перед термОфиксацней
с яоырхпости текстолита удалить слон, по которым велось прсссопа
Кромки скруглить радиусом 0.5 . 1,2 мм.
3 8 зоне Г допускается занижение толщины на 0.03 мм
4 Пластина должна входить в паз шириной 8.1*" с усилием не
более 20 Н
Рис. 2 Роторы.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Поковка ротора должна удовлетворять требованиям Гр II ГОСТ
ЫГ, 70 167 207 НВ
2 Не допускается чернота пазов Г площадью более 5% поверх
кости, глубиной более 0.5 мм. расположенная ближе 5 мм от кромок
пазов.
3. На отдельных участках покерXнити пл.ов / допускается шеро
ховатость Re 40.
4. В пазу В допускается след от центрового отверстия.
5. В зоне Л допускается прославление паза до 0.05 мм
6. • Размеры для справок
Листы 75 и 76. Компрессор водокольцевой.
Применяется в химической и других отраслях промышленности
Листы 77 и 78. Компрессор роторно-поршневой |15|
Рабочие поверхности корпуса компрессора выполнены по однодуто-
ной зпитрохоиде. рабочие поверхности ротора но двухвершинной
внутренней огибающей
Ротор совершает планетарное движение: являясь сателлитом, он
вращается вокруг собственной тки, совпадающей с осью водила
эксцентрика приводного вала. Корпус и бокопые крышки образуют с
вращающимся ротором две камеры переменного объема. Поступающий
через окно всасывании газ. сжимается в камерах и выталкивается
через нагнетательный клапан
Лист 79. Компрессор роторный прямозубый
Компрессор предназначен для аэрозатьтранспорта сыпучих мате
риалов, например муки и других продуктов размола зерна. Блох ци-
линдров состоит нт двух корпусов нагнетания и двух крышек. Между
камерами сжатия и подшипниковыми камерами расположены четыре
щелевых уплотнения, состоящих нз набора графитовых колец Поло
жеинс колец фиксируется в рабочем положении волнистыми пружинами
Цилиндрически»- зубчатые колеса и подшипники смышваюгси разбрыз-
гиванием масла двумя дисками. закрепленными на педушем роторе
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I. Перед сборкой ди покрытия роторов выполнить в приспособлении
«располоаииивание» зазоров Д и Ж в соответствии с таблицей при всех
шести возможных сочетаниях зацепления зубьев и впадин роторов До-
пускаемый перекос и непараллсльиость осей нс более 0.02 мм на длине
300 мм.
При «ом:
I I Установить вместо внутренних обойм роликоподшипников экви-
валентные им технологические втулки
1,2. Смазать графитовой смазкой УСсА ГОСТ 3333 - 80 посадочные
поверхности н установить на ротор зубчатые колеса связи.
1.3. Штифты конические забивать в шпонки до исчезновения боко
вых зазоров в шпоночных пазах Выступление штифтов за и
ность не допускается.
1.4. Установить и затянуть гайки
I 5. Установить торцевой зазор Л( между роторами 0.12. О.Цц
1.0. Развернуть зубчатый ненец / по часовой стрелке (смот> ,
стороны привода) до соприкосновения боковых поверхностей к,
колес.
1.7 Развернуть зубчатый венец 2 относительно венца / в ерогш
положную сторону так. чтобы зазор между зубьями был 0.02 . 0.04 »«
1.8. Взаимное положение венцов / и 2. ступицы зубчаты! с.-
зафиксировать штифтами
I 9. Пятно контакта между зубьями колес должно быть не •>.,
45 % по высоте и нс менее 60 % по длине зуба.
I 10. Зубчатые колеса связи, роторы компрессора и вза»»м
положение зубьев маркировать олшековымн номерами и приит,
совместно.
III. Роторы с насаженными на них деталями бал.-зисировап а
панически, допустимый дисбаланс не более 30 г-см.
1.12. На радиальные и торцевые поверхности профильной 4tq
роторов, кроме поверхностей // и А’ ведомого ротора, нанести yvr
ияюшсс покрытие на основе суспензии ВНИИ НП-242 ГОСТ 20*21-'.
Толщина покрытии 80.. 100 мкм Допускается попадание no*pwM
ил поверхности И и А' нс более 10 мкм
2 Зазоры Л и М обеспечить обработкой регулировочных ти*с-ч
с разностью толщин и комплекте для одного ротора не более 0,01 п
3. Пластины регулировочные. относящиеся к ведущем у рог*
маркировать индексами «В1Я». к ведомому «ВД»
4 После сборки проверить плаяносп. вращения роторов от «в
Злклииипанне и стуки роторов при крашенин не допускаются.
5. • Размеры для справок.
6. •• Размеры до нокрыгн я
Лист 80. Ведущий и ведомый роторы
Рис I. Ротор ведущий роторного прямозубого компрессора Л»
иый Ом состоит из четырех одинаковых дисков, нп которых аыткыжя
зубья специального профили и двух «течек» с обоих горцев.
Напрессованную на вал втулку и пакет ободьев после установка вн
ton и штифтов обработать в размер 79,7. При балансировке снятие «И
галла производить с торцевой поверхности Г между уплотнительным
усиками сверлом 0 5 мм на глубину не более 8 мм. Срезание уы?
нителытых усиков не допускается,
Рис. 2. Ротор ведомый роторного прямозубого компрессора аг
полнен сборным нз трех частей. Центральная часть с впадинами от
цнального профиля закрыта с торцен «щечками» На наружных с(*-‘
них пакетах выполнены усики для уменьшении перетечск газа межЕ
впадинами.
,тлютп HlMittNiia
i H* 1'0»* »ь»м< боковые повсрхиостн профильной части ро-
«Л-'И* тюверхнектей Г. и 3. нанести уплотняющие покрытии на
ВНИИ НП 250. Толщина покрытия 80 100 мкм
2 Ьмты а мяты, стягивающие пакет ротора, завернуть на герме-
j Про бадаяеарлвке материал выбирать на ториевой поверхности.
, М-’"'»-"-* диаметрами «5 и 128 путем сверления отверстий Ж с ни
10 «ч Срезание уплотнительных выступов не допускается.
4 • Размеры для справок
Лист 81. Мок цилиндров
Блок изготовляется из чугуна и имеет дне расточки дли установки
роторов. Отверстии под штифты в верхней и нижней частях блока
фиксируют их центровку
Полости Н и А" испытать на прочность гидравлически. давлением
П.З МПа и течение !<• мни, совместно с корпусами нагнетания Про
пуски, течи, потения и сыпь не допускаются
Лист 82. Корпус нагие: ан ни
Корпус нагнетания роторного компрессора литой, выполнен ит чу
туна, имеет дне расточки под подшипники и уплотнения, п которых
предусмотрены отверстия .тля слива масла из подшипников и отвода
утечек и» уплотнений Корпус имеет два фланца для присоединения
к блоку цилиндров и к корпусу компрессора
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Отклонение крочок окна полости нагнетания Л от номиналь-
ного расположения не более I мм.
2 На поверхностях Ч я III допускается след от выхода режущего
инет ру мента
3 Радиальные канавки Ц даны дли условий расточки отверстий
4 Испытать.
п) на прочность гидравлическим давлением 0.3 МПа поверх
носи. М в течение |(| мин совместно с сопрягаемыми деталями Про-
пуски, течи, потения и сыпь не допускаются;
б) пл плотность обильной промазкой внутренних полостей С.
Г н Л' керосином Следы керосина на меловой обмазке наружных поверх
ногтей не допускаются.
.•6. МАШИНЫ ВИНТОВЫЕ СУХОГО СЖАТИЯ
[1<чн«ыс компрессорные машины 111 являются разновидностью
-огорвхгх машин 11х основными деталями являются дна ротора, на
₽*К-е* части которые нарезаны винты специального профили В комп
ргесорах сухого сжатия синхронное крашение роторов обеспечивается
>ГТ4»<игМ11ЫЧН на консолях роторов цилиндрическими зубчатыми
секс» и и свяли, боковой зазор которых в два раза меньше, чем между
Листы S3 и 84. Компрессор газовый.
Предватиачем дли сжатия водорода и водородсодержащнх газов
» различных технологических системах химических производств
Ведущий и ведомый роторы компрессора смонтированы в литом
огх.аом корпусе, имеющем горизонтальный (по осям |млорон) н
•тттнкалы-ый (гю торцу всасывания) раття-мы Наличие разъемов
/.легчает обработку и сборку компрессора. Роторы вращаются в под.
рьюшках скольжении Взаимное положение роторов определяется зуб-
чатыми колесами сея хи, расположенными на консолях роторов
Между роторами н подшипниками установлены щелевые углегрв
фвтивыс уплотнения, препятствующие речке газа в масляные полости
«интштимков и проникновению масла в полости сжатия.
ТЕХКИЧТСКИ! тЬОВМТИЯ
I . Проверить профильные зазоры И, II, I' и С во всех двенадцати
жиможлых положениях зубьев с занесением данных в формуляр
2 Обеспечить совпадение одинаковых цифр маркировки зубьев
аедхегего я впадин ведомого роторов.
3 Зубчатые колеса связи устанавливать на роторы с натягом,
к-шмьзуя слецлрнспособлснне. Порядок установки следующий
ат выставить зазоры Н н И между зубьями роторов;
бз установить зубчатое колесо на ведущий ротор.
в) установить зубчатое колесо на ведомый ротор;
г» зубчатый вснси 111 развернуть противоположно вращению вело
ж» ротора так чтобы зазор между зубьями колес Не превышал 0,03 мм.
11 закрепить взаимное положение венцов зубчатого колеса недо
и° ротора болтами со стопорными шайбами;
зафиксировать взаимное положение венцов ведомого ротора
«| маралрокать взаимное положение зубьев колес;
Я проверить по краске плотность прилегания колес связи не
•rwT 55 X высоты И 80 % ДЛИНЫ зуба
ГИДЫ. ^><<^^0^*3333 ^80* "** *К”0₽Ы пР°И,в<,Я1,ть ,|а 'рафитовой
S Ведущий а ведомый роторы в сборе с насаженными на них
--*л»м> ба^ансироеать динамически, дисбаланс нс более 15 г-см
e-uj :*.м«ть с роторов в местах, указанных на чертежах слот
нтГОуКви деталей
Jс>хо,° аэот" <*оздуха) с хладо
.. .. ‘.Д.. -1 '3. 5% При проверке пользоваться талондоиска
* HHJ. утгчкя не допускаются.
7 После проведении стендовых испытаний компрессной на виз
духе винтовые части роторов и их торны покрыть смазкой ВНИИ НИ
242 ГОСТ 20421 75
ПХТ1НЧ((КИ1 ТСТЬОВАНИЯ
I Отклонения размеров окна нсастзаляич. пит Г о: иоми-ыт..
него расположения нс более •; ми Кромки поволить ш-.з шаблоны
2 Ра «меры и квадратных скобках при сонме, inoft обработке
3 Испытать'
| пл прочность ТИЛТив-ТИЧехки в ггчт'ине UI мин. inmivri.
II давлением 1.6 МПа. полости / Г и V длтснием нб МП,г Пропуски,
течи. потение и сыпь «с дгшу<каю1сн,
б ) на плотность - обильной прима ткоч внутренних понерхш» ггй
3 керосином Следы керосина на меловой пЛмл.г- наружных поверх
плетей не допускаются
i Маркировать марку материала, обозначение чертежи номер
плавки, даты сине 1илроисттш!лнни ползком Н
5 Острые кромки окна всасывания закруглить радиусом 1.6 мм
Лист 90. Мотор компрессор газовый
Компрессор прел назначен .тля сжатия гелия в гост лье микро
криогенных систем Мотор компрессор смонтирован п едином блоке
Ротор электродвигатели закреплен ни ведущем роторе компрессора
Ведомый ротор получает вращение через зубчаты!’ колеса связи, уста
иовлемныс на консолях роторов Оба ротор» установлены на полшип
никах качении. OcveoA зазор и них выбирается поджатием тарельчатых
пружин.
Для уменьшения утечек таза Между полостями сжатии и подтип
пиковыми камерами устанавливаются щелевые уплотнения, состоящие
н> набора графитовых колец, притертых торцевыми поверхностями
к сопрягаемым деталям.
Блок Нилин троп, корпус нлгнстаннн компрессора и корпус дин-
ели имеют влдянпс охлаждение,
Техцнчсхкие требовании аналогичны приведенным выше, к лис-
Лист П1. Компрессор воздушный транспортный
Прсдиа гничеп .гл я наддува лнтельных двигателей Воздух поступает
черт. н. и ыпаюший патрубок к окну всасывании, расположенному на
- |(щен..й « радиальной поверхностях блоки цилиндров. Осевая н ра
зизльная нптрутки на роторы, вптинкающис от действия газовых
сил иосприиимаютсн подшипниками качения Осевой зазор в подшнпнн-
«.ах «ыбнр.п-ня плоскими пружинами
Па листе нокахано крепление торсионного налика, с помощью по-
1,0 ЫГ КП ’Г. И СПЯ III рп< положены ил коиссхзях роторов. Они
i.i“ ........... нращення риторов и обеспечении исобхо
зора
- ч-б.-,--анме задиров при случайном касании роторов на винти
охрхн.нги тубьт-п нянссгио антифрикционное покрытие на основе
। о та М.нло для смазывания подшштииков и зубчатых колес
- ок т.н по специальным отш-рстним п корпусе от обшей С дпига
:txiiH4iiKHi iniьовлния
I Перед сборкой псе полости н каналы очистить И продуть ежа
2 При «бирке обеспечить совпадение одинаковых цифр маркировки
зубьев ведущего и тшидпи ведомого роторп.
3 Ппсалку всех деталей П|юиэводить на графитовой смазке
У(дА 1<Х1Т 3333 80. за исключением шестерен сейш
4 Выставить торцовые зазоры И. Ж и 3 поворотом гаек.
5 Выставить профильные зазоры в роторах .7 и А' и тафнксири-
патт, их положеине зуб*1атыми колесами связи. уЛэиовнв их плотно
легкими ударами мплотка массой 0.6 0.8 кт
6 . Отвернуть тайки, фиксирующие торцовые зазоры, н установить
• убчатис колеса (нити с помощью присшноблснии. согласно Инструк-
ции к ней. обеспечив нятя> 0.04 0.06 мм При «том осевое пере
mi-iiichiic роторов должно находиться о пределах 0.4 .0.6 мм Дав-
ление рабочей жилкости в приспособлении при установке казес должно
быть равным 30.0 МПа
7 Выставить торцовые зазоры И. Ж н 3 поворотом таек (и. 4).
проконтролировав при «том профильные зазоры Все результаты изме-
рений во всех возможных 12 положениях занести а формуляр.
Я. П(н>аернть плавность и легкость вращения роторов от руки,
при этом зубчатые колеса связи должны быть обильно смазаны мас-
лом И ЗОА ГОСТ 207ОТ 75
9
• IVw» Люивсвровлт» динамически в сборе с колесами сия
: . ««..баланс ня ведущем роторе 1.8 t-мм. иа ведомом
„ (_> , „м с.мгис металла при балансировке производить в
.ВЧ, го'ммю на чертежа* деталей
К). Маркировать рисками угловое положение ступни зубчатых
колес святи относительно роторов
II Покрыть Эмалью красной ЦЦ-132П ГОСТ 6631 74 стрелку,
показывающую направление вращении ведущего ротора
12 Неуказанные предельные отклонении лииейямл
. линейных диаметров но 1114
13. ’ Размеры для справок.
. 7. КОМПРЕССОРЫ ВИНТОВЫЕ МАСЛОЗАПОЛНЕННЫЕ
Наличие масла в рабочей полости компрессора позволяет вы
...„•а его бе» передачи святи и. благодаря герметизации зазором
. ».1ГЖ1<»Ж>М) охлаждению газа в процессе сжатии, получать о одной
< v.-еп. -.мооаеямс дамении в 8 12 раз. В то же время масло ша
«•гг.хьи» татрятняет газ и возникает проблема последующего их р.п
телекам я очистки. Скорости скольжения соприкасающихся профилями
рзтороа мвслампмнеииых компрессоров равны .30 50 м/с.
Лист 5»2. Установка компрессорная для буровых станков
Уствммха । н .-.нажачеиа для подачи сжатого воздуха к бурши»
•wo вевмоияструменту и для продувки стволов. Может также нсполь
.«чаться хтв работы в стационарных условиях
В качестве отдельного блока на рамс установки смонтирован
. л', он |,к.1»(ч.кт в себя компрессор производи
-г.ч.м.х гью 0.5 м’/с и конечным давлением 0.54 МПа. элсктродвига-
тель. иоиушный фильтр, регулирующую заслонку и маслосистему
Впрыскиваемое в компрессор масло отделяется в маслоотделителе
вертикального типа, установленном отдельно от общей рамы, Отделен-
ие масло перед рециркуляцией проходит через фильтры грубой и тонкой
очистим, смонтированные в блоке компрессорного агрегата, а также ох
лаждается я воздушном или водяном маслоохладителях, которые на
чертежа* нс показаны.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Трубопроводы газовой коммуникации испытать иа прочность
гидравлически имением 1,7 МПа в течение 5 мни и на плотность
жгвматическм давлением 1.4 .МПа Запотевания, течи и пуэырьчатая
сыпь ие допускаются
2 . Трубопроводы и всю масляную коммуникацию испытать на проч-
ность пхдрхмтйктси именией 0,45 МПа в течение 5 мин и ня плот-
ность пневматически давлением 0.3 МПа. При испытаниях фильтрую
ший элемент из фильтра вынуть Масло Тп-30 ГОСТ 9972 74
3 Центровку компрессора и электродвигателя производить уставов
•а»А прокладок под электродвигатель. При этом обеспечить соосность
О.Гт5 мм иа длине 100 мм. пересечение осей - 0.2 мм на длине 1000 мм.
Их .-..х-ожение зафиксировать штифтами.
4 Перед монтажом импульсные трубки продуть сухим очищенным
тюздуюм
5 . Крепление кабелей и импульсных трубок производить метал-
лической лентой с резиновой прокладкой, которая должна выступать
по краям не менее чем на I мм
6 Подключение электрооборудования вести в соответствии с ин-
струкцией на комплектующее оборудование и требованиями ПУЭ.
7 Шит управления установить в отапливаемом, вентилируемом
помещении. »_тиматичсск<и- исполнение - УХЛ. категория размещения
4 оо ГОСТ 15150 - 69. Шит управления установить в месте, удобном
ххя обслуживания, исключающем механические, тепловые и .хичиче
ож жпдействкя
Я Покрытие наружных поверхностей:
«I х.’е»тродвмгате.1я. трубопроводов и арматуры серебристая
яыьЭП >Ш ГОСТ 24709 «I .
в) «««оаикоп и рукояток запорной арматуры красная эмаль
ПФ 115 ГОСТ 6465- 7б‘
ч Чаркироазть: «Место строповки» (ГОСТ 14192 77). «Масса
з-Хтач». •Центр массы» Надписи выполнить шрифтом А20
г'»'.’ .i «>* в1 Маркировку выполнить лаком бтихмиыч Г» Г 577
ГОСТ 5631 79 «малью черно» МС 17.ТУ 6.10-1012 78
10. Нанести предупреждающий знак по ГОСТ 12.4.026 76 и поя-
,ч'1,июшую иадписг. ,®исокая температура». Надпись выполнить шрифтом
А20 ГОСТ 2.304-81. фон знака и надписи нанести желтой эмалью
14923 78. Знак и надпись выполнить лаком битумным
II Неуказанные предельные отклонения размеров ± .
12. • Размеры для справок.
Лист 93. Установка компрессорная для пненмоннструментоп
Компрессор смонтирован на маслобаке, выполняющем одновремен-
но роль маслоохладителя первой ступени. В маслобак вмонтирован
фильтр топкой очистки масла.
На всасывании перед компрессором установлен воздушный фильтр
и дроссельный кланам, обеспечивающий регулирование производитель-
ности компрессора. Для подогрева масла в холодное время года в
раме-маслобаке установлен электронагреватель и маслоиасос. осу-
ществляющий циркуляцию нагреваемого масла
Установка может укомплектовываться воздушным или водяным
охладителем масла
Технические требования аналогичны указанным выше к листу 92.
Листы 94, 95. 96 и 97. Агрегат компрессорный моноблочный
Агрегат предназначен для подачи сжатого воздуха к пневмоин-
струменту буровых станков Он смонтирован на рамс бакс и пред
стапляет моноблочную конструкцию.
Воздух к компрессору поступает через блоки циклонов. фильтр
и ниу-скной клапан Два блока циклонов установлены на передней
стейке фильтра и служат для отделения крупных частиц гнали Фильтр
со степенью очистки 80 % представляет собой коробчатую конструк-
цию. внутри которой закреплены дел банковых фильтрующих элемента
типа ФяУ и ФяП Впускной клапан нр«лилзиачсн для регулировании
производительности от 100 до 10 % от номинальной Регулирование
положения клапана осуществляется командным воздухом. поступаю
щи и е линии нагнетания после очистки во «ыагоотлелнтслс от капель
ной влаги и твердых частиц
В рамс-бакс воздух отделяется от масла и через клапан поддержа-
ния давления поступает к потребителю Нашачеине этого клапана
предотвратить повышенный унос масла На входе в компрессор уста-
новлен клапан, отсекающий подачу масла после остановки компрессора
Лист 98. Компрессор общего назначения.
Компрессор прсдстанлш т собой машину со встроенным мульти
плнкатором. В безразъемном корпусе выполнены две расточки под ро
торы и одна пол вал мультипликатора. Он представляет собой од
носгупспчатую передачу с косыми зубчатыми колесами, одно из которых
насажено на пал мультипликатора, л другое на консоль ведущего
ротора.
Радиальные нагрузки воспринимаются па ведущем роторе со сто-
роны всасывания роликовыми подшипниками, а со стороны нагнетания
радиально-упорными шариковыми На ведомом же роторе радиальные
-.сплин воспринимаются роликовыми подшипниками, расположенными на
обоих концах ротора
ТЕХНИЧЕСКИ!' ТРЕБОВАНИЯ
I Профильные заторы It. К и .'I проверить перед сборкой в при
способлении по пеех дпеиадцати положении» зубьев с занесением
длины» в формуляр
2. Регулировка зазора М ирон «водится подбором и у -г 1»м—।
на ведущем и ведомом роторах регулировочных шайб с р-ж«-ввг-ч
толщин и одном комплекте нс более (1.1
3 Проверить пятно контакта по краске в «убчатоы vacant,
мультипликатора: по высоте зуба контакт должен быть не мея*т 5£ •
но длине 80 %.
Листы 99. 100 и 101. Компрессор холодильный аммиачный
Радиальные нагрузки во<ч|ринихшюгся подшипниками сааткж*».
осевые' подшипниками качения, чаги, осевых нагрузок урашвзше»
влется разгрузочным поршневым учройством Герметизация »ер-г®с_,
пых разъемов корпуса осу шее г илю-г< и резиновыми уплотымтелшА»
кольцами Для регулирования производительности в пределл* <з- ,
до 20 % установлен золотниковый pcty.iMTop.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
I Допуск нспараллелыюстн н перекоса общих осей Г и Л О.ОГ «
иа длине 500 мм
2 . Перед сборкой проверить и приспособлении профильный »-«• :
Л(. И и // во всех двенадцати возможных положениях зубьев с тэ—с
пнем данных и формуляр
3 . Регулировку зазора К при у< .«човке роторов в корпус с<—- -
чип. за счет шлифовки торцев установочных колец.
4 Регулировку натяга И обсс11«-чн«1. шлифовкой колец.
5 Регулировку зазоров !' н < ибсспечип. обработкой ra^jj
регулировочных шайб.
6 Предварительный натяг «н । । икон 20 25 кН обегпе».
шлифовкой установочного катыш
7 . Внутреннюю полость комп; испытать иа плот-вое—»
пневматически давлением воздуха । " МПа и ванне с лрозр-джич»
водой, имеющей подсветку При - м пузыри и пузырчатая сыг*. а
допускаются. При испытании гермегичности уплотнений запомп
их маслом ХА-30 ГОСТ 5546 81»
Листы 102 и 103. Компрессор холодильный. Предназначен ь»
работы в составе аммиачных и х-ы.
1ОШШЫХ холодильных УСТВ.ЖЖП
с- автоматическим и ручным р> i \.шронииием хатодопроизподигельаостч
Различные исполнения компрессора
окном нагнетания Корпус компр<чч<
луч.зются заменой встак»
имеет рубашку, которая <=г
жит ;ыя отвода масла, сливаемого из подшипников и раз грузе
устройства. Золотниковый регулятор производительности пыпо-тнем
цнпльной расточке и имеет гндряплический привод для переме»
золотинка вдоль корпуса.
Листы 104 и 105. Камера нагнетания.
Камера представляет собой ч.-icn. корпуса компрессора. На тх»у-
камеры расположено окно иагнетаиня специальной формы, скхреж
ляюшее внутреннюю степень сжатии компрессора. Окно ••—тт.----------
соединено с полостью нагнетания, закапчивающейся у протквогкъэаж
кого торца камеры нагнетательным патрубком.
F! камере нагнета>1ия выполнены две расточки для уст-лиг
пол шинников компрессоре. Специальные отверстия в камере предмжз»^
чены для подачи масла от обшей маслосистемы к подшнинижам-
Камсра нагнетания отливается из чугуна СЧ 20 ГОСТ 1412- л
10
ххтвчые отккмтепии iki размерам я массе отливок, и также
•» wxmxwxttt обработку no 111 массу точности.
Л
.‘l.-етхвост» ПЛ.ПХТМ ,М и // <ачнстить до металлического бдсс-
w “л.-.’С «то испытать иа прочность гидравлически давлением
; MIU » ’гмгмае 10 мин. татем па плотность пневматически лав
.-.•г» . ' МПа в сосуде с прозрачной водой и подсветкой. При йены-
„•Л1 туолускл. тгчи потения, л тлкже пузыри и пузырьчатая СЫПЬ
«г >«.ы>чсч
1 Оевзоиемие контура II от номинального расположения не бо-
-я Пр» ь^обходнмости обработать 80 пол углом 45“± 10*. При
.- .»>._.-сти«ть плавный переход от обработанной поверхности к литой.
4 Маркировать марку материала, номер плавки и обозначение
Листы 106 и 107. Блок цилиндров
Литой чугунный блок цилиндров представляет собой среднюю
часть корпуса, в котором располагаются винтовые части роторон.
Блок цилиндров имеет две расточки под ведомый ротор, пересекаю-
шнеся в виде восьмерки. В нижней части роторон имеется третья рас
точка, в которой монтируется золотник регулирования врой июли тел ь-
ноети. Блок цилиндров* соединяется с помощью фланцев с камерами
всасывания и нагнетания
Внутренние необработанные поверхности зачистить до металли-
ческого блеска, полости И и Р испытать на прочность гидравлически
давлением 3.0 МПа в течение 5 мни. После этого провести испытает
на плотность пневматически давлением 2.0 МПа.
Лист 108. Ротор ведущий
Ротор представляет собой четырех |дходпый пинг с .зубьями спе-
циального выпуклого асимметричного профиля. Ротор изготовляется
hi пизколегкропанной стали. Шейки ротора под подшипники закилипа-
ютсн на глубину 1.5 .2 мм.
ПХНИЧГСКИ1 ТРЕБОВАНИЯ
I По видам испытаний н механическим свойствам ыготовка до-
лжна соответствовать Гр. V КП38 ГОСТ 8479- 70.
2 После окончательной обработки наружные поверхности детали
подвергнуть магнитной дефектоскопии, уровень чувствительности А
ГОСТ 21105 87. в случае структурной неоднородности цветной де-
фектоскопии. класс чувствительности I. ГОСТ 18442 -80. Трещины,
флокены и прочие поверхностные дефекты нс допускаются. На всех по-
верхностях. кроме Ж и II. разрешаются отдельные волосовины, если
их глубина, ширина и длина не превышают 0.5; 0.3 и 7 мм соответственно
3 Ротор балансировать динамически дисбаланс не более 50 г-»м
Снятие металла при балансировке производить в местах Д и Е
Лист 109. Ротор ведомый
На боковой поверхности зубьев и по окружности роторов выпол
пены выступы, служащие для уплотнения роторов в корпусе
СПИСОК ЛИТЕРАТУРЫ
7 Поршиекыг »лмпрп..ч.ы 34re.ii.. ,ux«6.. , I |.и ... i I А II.... .•
I* КЗ llkiwmo Kkuhk 1473 M) .
M . 147? Л.1
12
/1
Шсб
Компрессор VJ-образный
6
A -A
Компрессор V-ofpa
фирмы ,f Ну do г
Компрессор V/-o5pa3Kbit.
воздушный
A-A
>пнпшангоц
I Компрессор холодильник
веерообразный.| /z
24
А-А лист 15
27
29
'‘.ч'четрическое изображение
g деталей цилиндра r-ой ступени
Продольный разрез
Схема работы компрессора Механизм движении
Рис. 3
(Компрессор V-образный I ор
фирмы „Atlas Copco' Iz
33
База V-образного крейцкопфного компрессора
Ци/шндры I и в ступени компрессора двойного действия
Компрессор V-obpajHb/u l?4
37
РиС. 1
39
43
<W-m.
44
i
1 Индекс компрессора (марка)
2 . Тип компрессора .....
Горизомтая^^
рядный хажьР^
прессор на з—-
базе М10
3 . Наименование холодильного
агента . Ак^
4 Число ступеней сжатия................... 1
5 Число цилиндров - -4
6 Диаметр цилиндра, м СУ
7 . Диаметр штока .м ....................-СУ
в Тод поршня, м . .......... АЛ
9 Угловая скорость вращения вала, с~.. . - - o.’J
10Холодопроизводительность при тем-
пературе кипения 258к и температуре
конденсации ТОТ К ккал/час ....... П50991
11. Диапазон зон температурь/ кипения.
К . .207—24
1? Температура конденсации. К.................. ЛТП
ТЗ.Мосцность зф/рективная при темпе-
ратуре кипения 258К и температуре
конденсации ЗОЗК.квт . . . .375
19 Индекс приводного >пектроддигателя...СДНЛ—2-П-Ц-^
15 . Тип электроддига Синхронный
с продибаемь- - ,
под издыточням
16 Ток .частота.Гц Переменный'.вО
17 Мощность, квт .........................4иВ/~М
18 Напряжение, в ............ 6000
19Угловая скорое вращения,СУ............. вДЗ
20 масса .........5210
21 Смазывание „
мехенчзмд движения........ циркуляционное ю
ни ем от шестерен,
насоса .масло И-ч
И- 50А ГОСТ20799-'
цилиндров и сальников . от ллунжернсге /Т'
масло ХА-Х; ПХП'А
22 Заправочная масса масла,кг:
для механизма движения 183
для цилиндров и сальников..............63
23 Тип системы охлаждения...........Открытый слив / Аз
?'/ Давление боды не более (избыт), МПа..... 0.5
25. Температура боды на входе, Л............. 29]
26 Расход воды, м 3/с
на установку ........0.0023
на злектродбигатель......... 0.0035
77. Масса компрессорной установки
без электродвигателя, кг ................... ЮвОО
?в Масса наиболее тяжелого у зла, кг:
при монтаже(компрессор)..........0520
при ремонте
(вал колен чатый с ротором)........... 2795
Установка холодильного
оппозитного номпдеаор^
45
---------------------------------------------------------------
/1 лист 33
006
47
49
t>W>9
51
925
м
болт шатунный
Рис.1
Клин натяжной
\/ <v9
Рис. 2
Клин упорный
Рис. 5
Болт шатунный и
регулировочные клинья
57
Палеи, крейцкопфа конический
Палец крейцкопфа
Рис 5
64
Уплотнения штока
ь лопан трехкольцевой
ессгьвскчций Нагнетательный
Седло клапана
А-А
Ограничитель подъема
А-А
Седло клапана
-о:tai а
Площадь
прохода
в седле
•лапана Рг,см‘
нертбого
пространство
клапана ЦсмЗ
ВсасыВа-
IIQtOJ
Рис. 1
Клапан кольцевой комбинированный
Г(уВеличем
Рис. г
Рис. 4
7*
ПофЮнн накопить 6^ места/
глубину не менее J мн
Рис. 5
Втцлка направляющая
М~М___ыо
2отВ.Ф4А2(1
Рис. 6
Ограничитель подъема Верхний (ч/,
А-А ^А „ ЙЖ)Л
Рис.7
дграничитель подъема нижний ify
Рис. д
Клапаны кольцевые
Дли. cm G9Q
А-А лист 69
Компрессор мембраны.
Г лист 69