/






































































































































































































































































































































































































































































Текст
А.А. Ильин, Б.А. Колачёв, И.С. Полькин
ТИТАНОВЫЕ СПЛАВЫ
СОСТАВ - СТРУКТУРА- СВОЙСТВА
2009
А.А. Ильин, Б.А. Колачёв, И.С. Полькин
ТИТАНОВЫЕ СПЛАВЫ
СОСТАВ, СТРУКТУРА, СВОЙСТВА
Справочник
вилс - МАТИ
Москва
2009
УДК 669.295
ББК 34.1
И 46
Рецензенты
Академик РАН О.А. Банных, докт. техн, наук Е.И. Швечков
Ильин А. А., К о л а ч ё в Б. А., Полькин И.С. Титановые сплавы. Состав,
структура, свойства. Справочник. — М.: ВИЛС — МАТИ, 2009. — 520 с.
Книга представляет собой дополненное и уточненное издание справочника «Тита-
новые сплавы разных стран», выпущенного ВИЛСом в 2000 г. В отличие от предыду-
щей книги, которая посвящена деформированным полуфабрикатам, в настоящем изда-
нии описаны также состав, структура и свойства литейных сплавов и сплавов на осно-
ве интерметаллидов. Для большинства сплавов приводятся механические свойства
при комнатной температуре. Исключение составляют жаропрочные сплавы и сплавы
для криогенной техники: для первых указаны не только кратковременные механичес-
кие свойства при повышенных температурах, но и характеристики жаропрочности;
для вторых — свойства при пониженных и криогенных температурах.
Справочник предназначен инженерно-техническим и научным работникам предпри-
ятий, конструкторских бюро, научно-исследовательских и проектных институтов ме-
таллургической, машиностроительной и других отраслей промышленности, а также
студентам и аспирантам. Ил. 123. Табл. 136. Список лит.: 284 назв.
A. A. Ilyin, В. А. К. о I а с h е v, I. S. Р о I k i n. Titanium Alloys. Composition,
Structure, Properties. Reference Book. Moscow, VILS - MATI, 2009. 520 p.
The book is an enlarged and revised edition of reference book «Titanium Alloys Produced
in Various Countries» issued at VILS in 2000. In contrast to the previous book, which contained
information and data pertaining to wrought semiproducts, the present edition describes also
composition, structure and properties of casting alloys and intermetallics-based alloys. For
the most part of the alloys mechanical properties at room temperature are presented. The
exception is high-temperature alloys and cryogenic alloys: for the former not only short-time
high-temperature mechanical properties, but also high-temperature strength properties are
shown and for the latter low-temperatures and cryogenic properties are shown.
The reference book is intended for engineering and technical personnel and researchers
working at enterprises, design offices, research and designing institutes incorporated in
metallurgy, mechanical engineering and other industries, as well as for students and post-
graduate students. Figures: 123. Tables: 136. References: 284 titles.
© А.А. Ильин, Б.А. Колачёв, И.С. Полькин, 2009 г.
ОГЛАВЛЕНИЕ
Предисловие.......... ................................. ... 5
Введение. 7
Глава I. ОБЩАЯ ХАРАКТЕРИСТИКА ТИТАНОВЫХ СПЛАВОВ............ 21
1.1. Производство титана........................... 21
1.2. Общие сведения....................... ... 28
1.3. Классификация титановых сплавов.............. 36
1.4. Деформируемые титановые сплавы разных стран . . 38
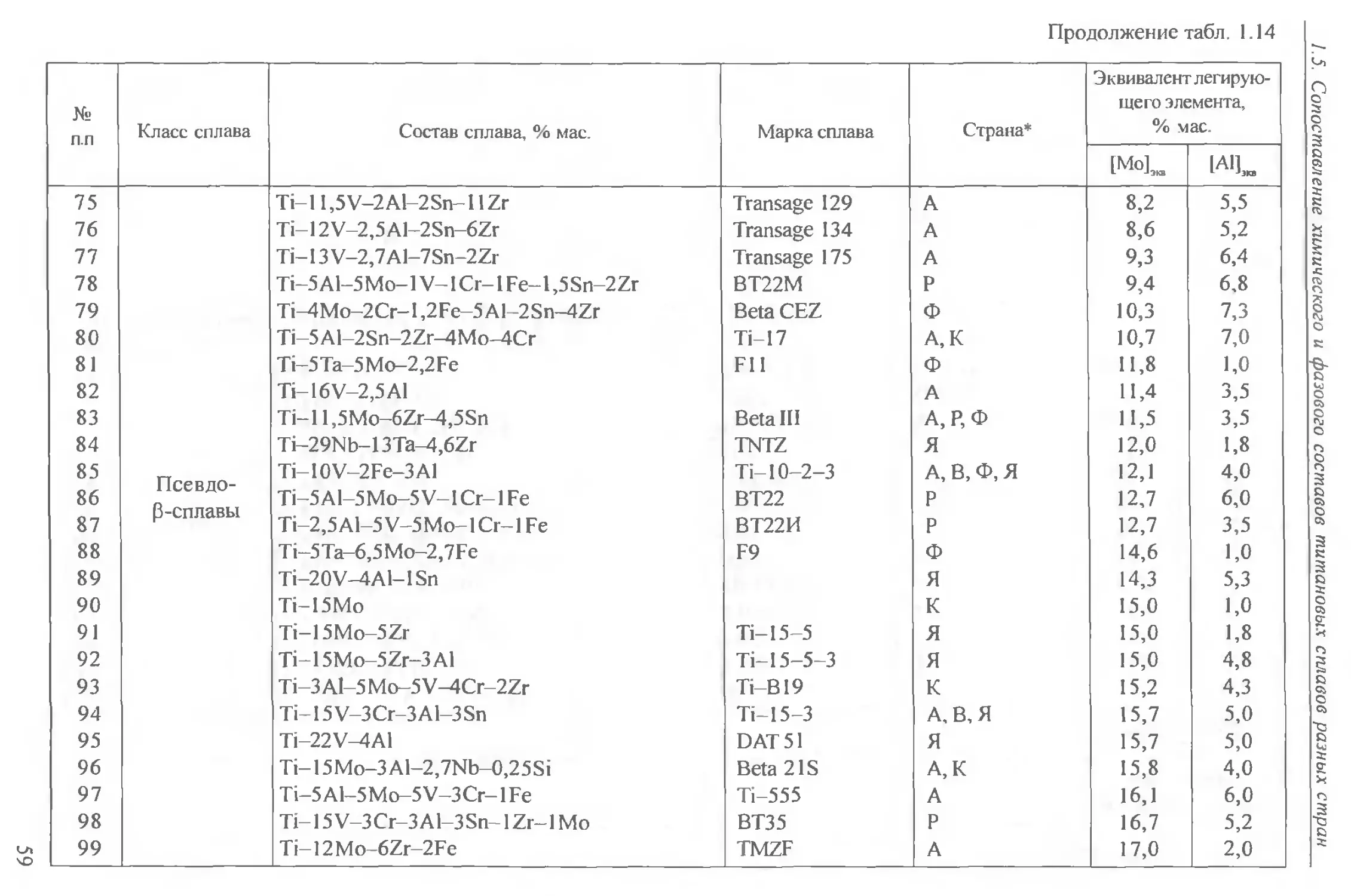
1.5. Сопоставление химического и фазового состава титановых сплавов
разных стран. . ...................... .......... 43
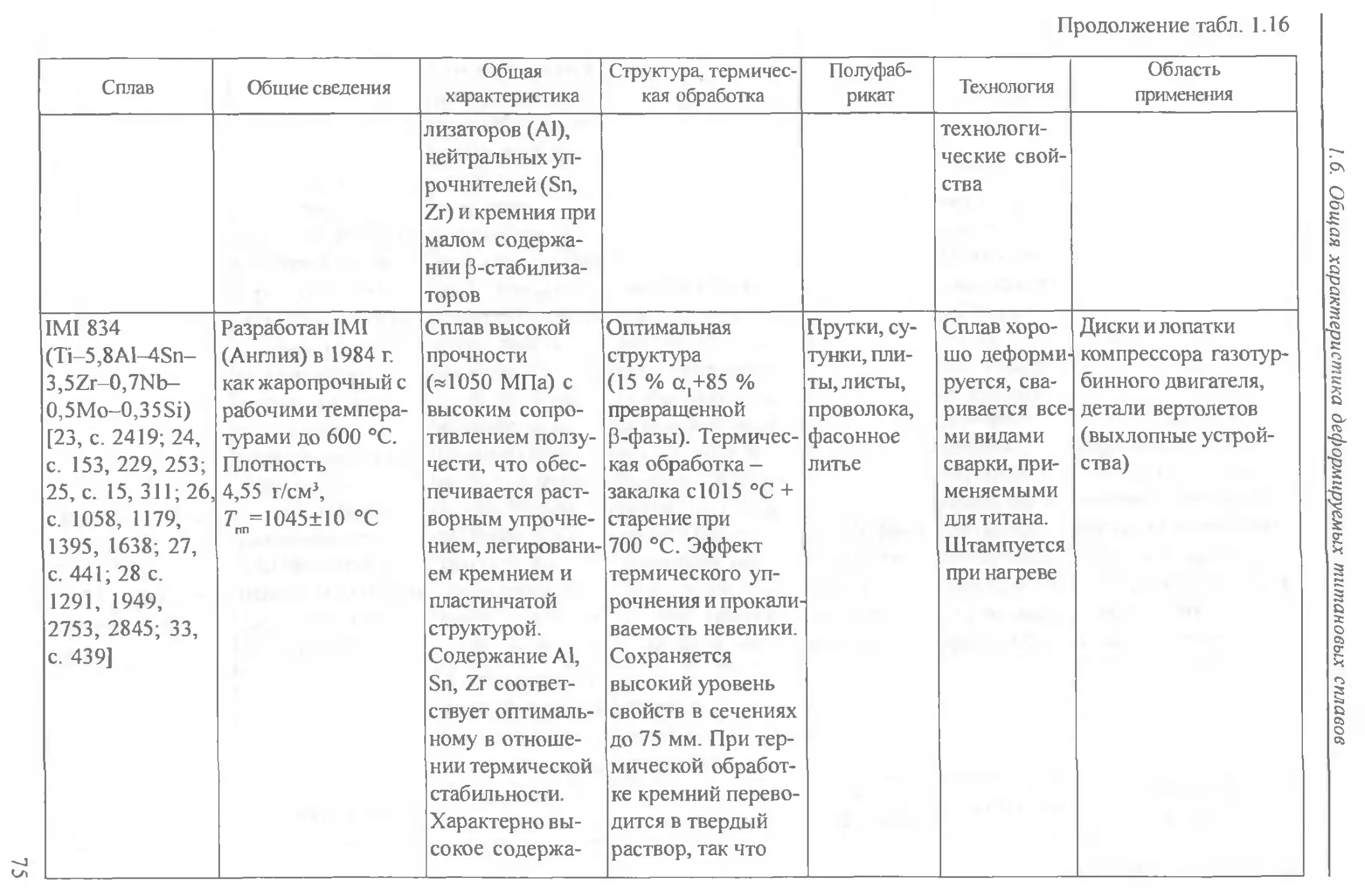
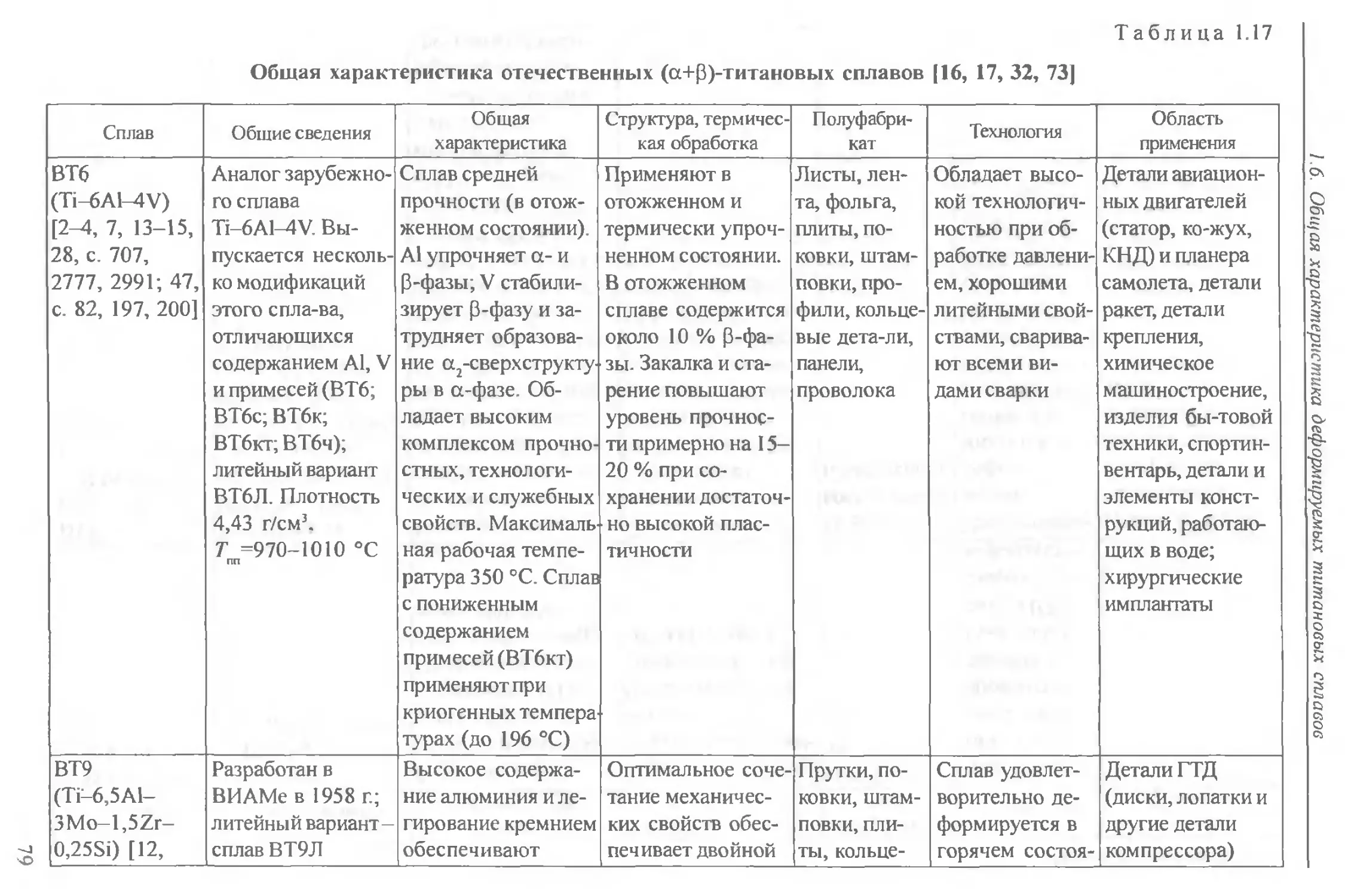
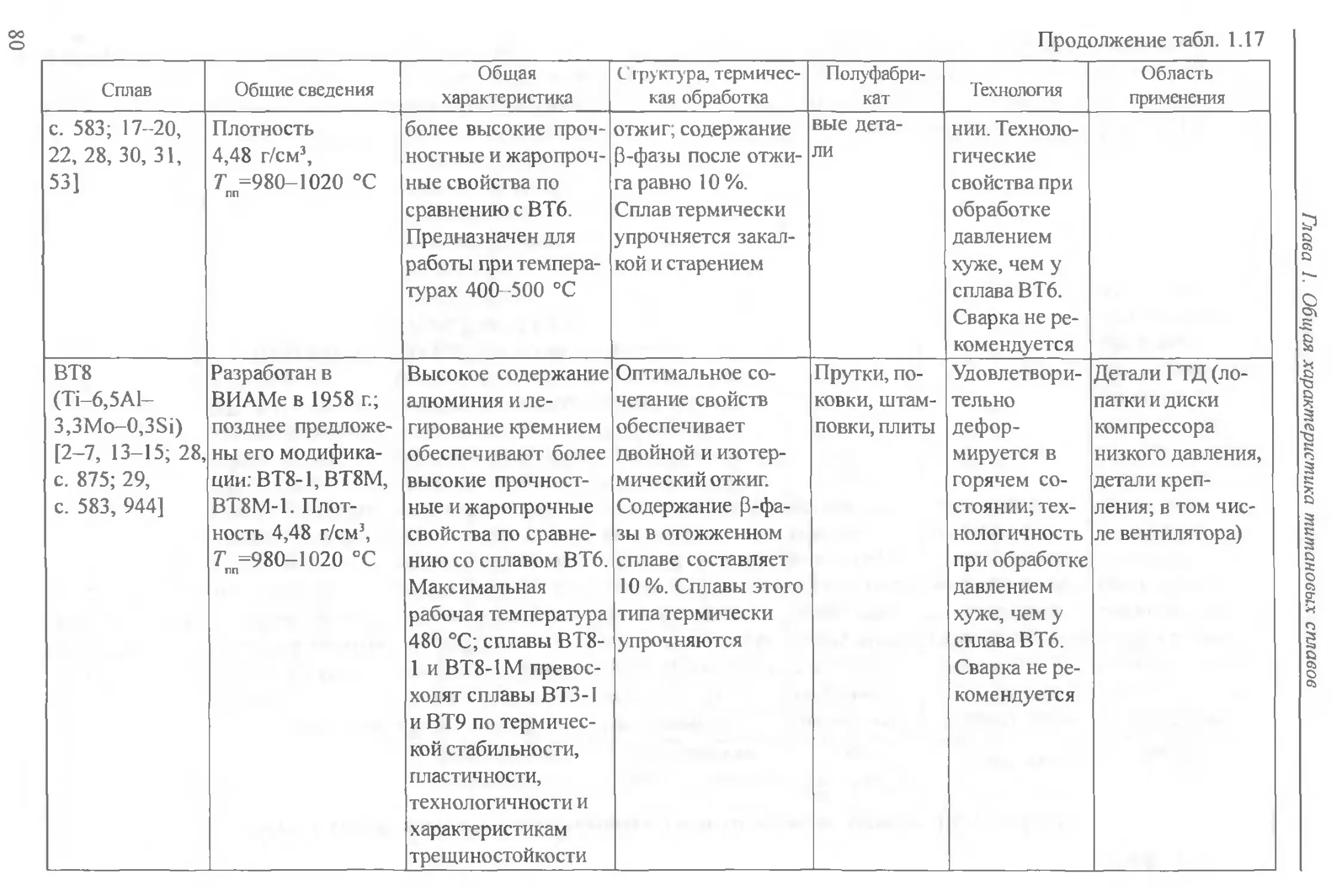
1.6. Общая характеристика деформируемых титановых сплавов. . 61
1.7. Литейные титановые сплавы . 112
1.8. Алюминиды титана и сплавы на их основе . 123
Глава 2. ТЕРМИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ . 147
2.1. Деформируемые и литейные сплавы . . 147
2.2. Сплавы на основе алюминидов титана . . 165
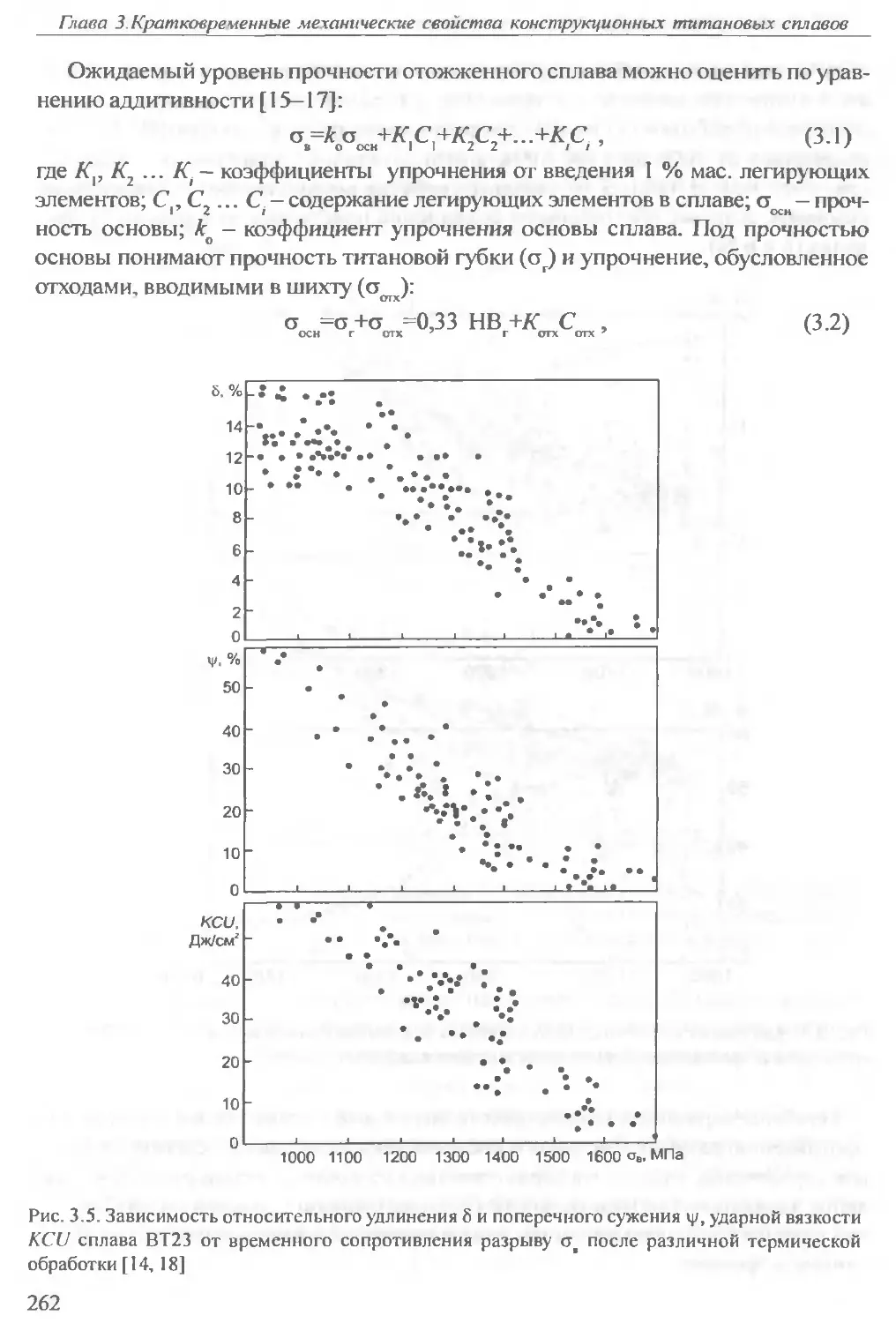
Глава 3. КРАТКОВРЕМЕННЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА КОН-
СТРУКЦИОННЫХ ТИТАНОВЫХ СПЛАВОВ............................. 169
3.1. Механические свойства деформируемых титановых сплавов. 171
3.2. Механические свойства деформируемых титановых сплавов при
криогенных температурах............................ 253
3.3. Сопоставление деформируемых титановых сплавов по механи-
ческим свойствам . ................................ 256
3.4. Механические свойства литейных сплавов . . . 277
3.5. Механические свойства алюминидов титана и сплавов на их осно-
ве при комнатной температуре . .................... 283
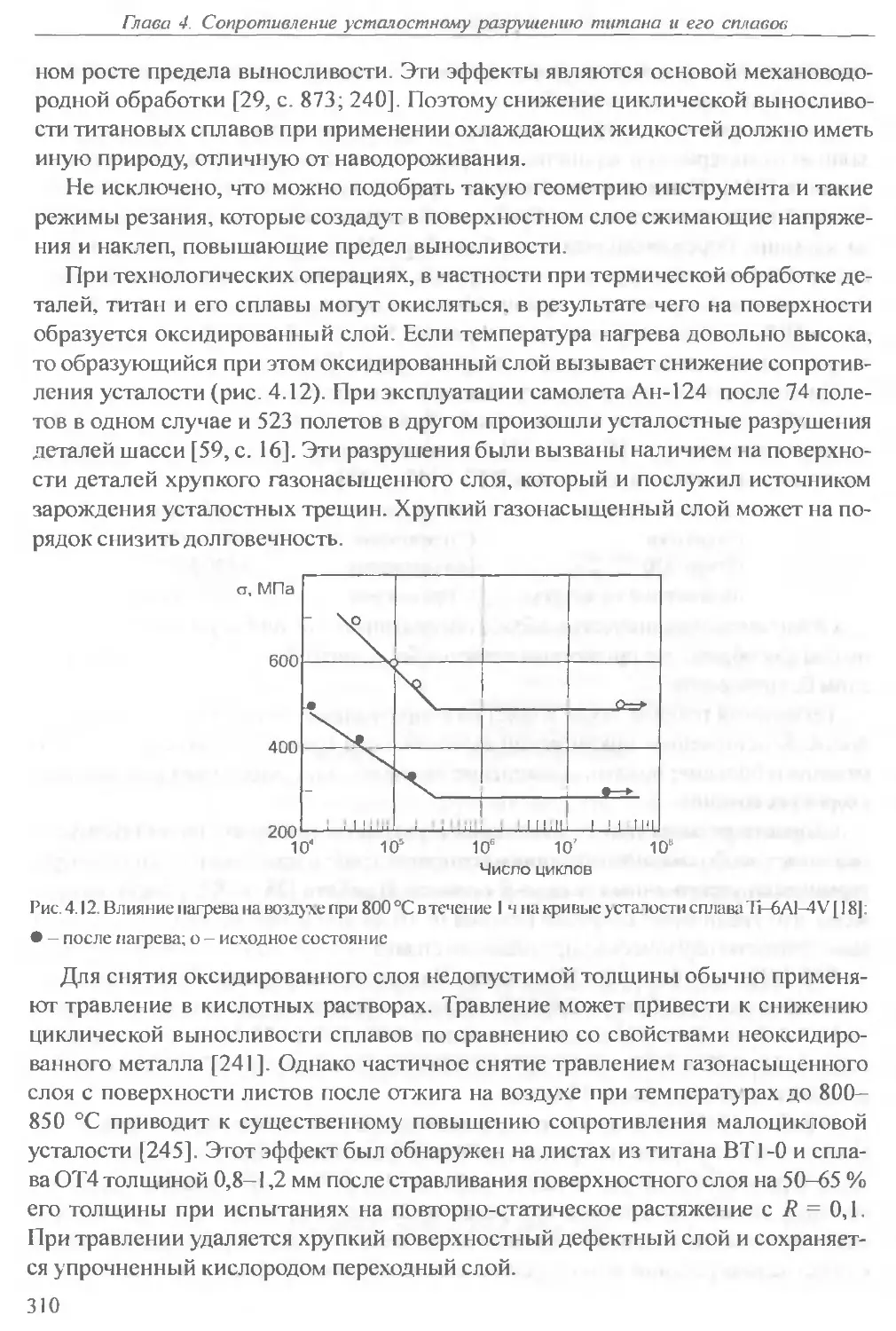
Глава 4. СОПРОТИВЛЕНИЕ УСТАЛОСТНОМУ РАЗРУШЕНИЮ ТИТА-
НА И ЕГО СПЛАВОВ....... 297
4.1. Общие сведения................................. 297
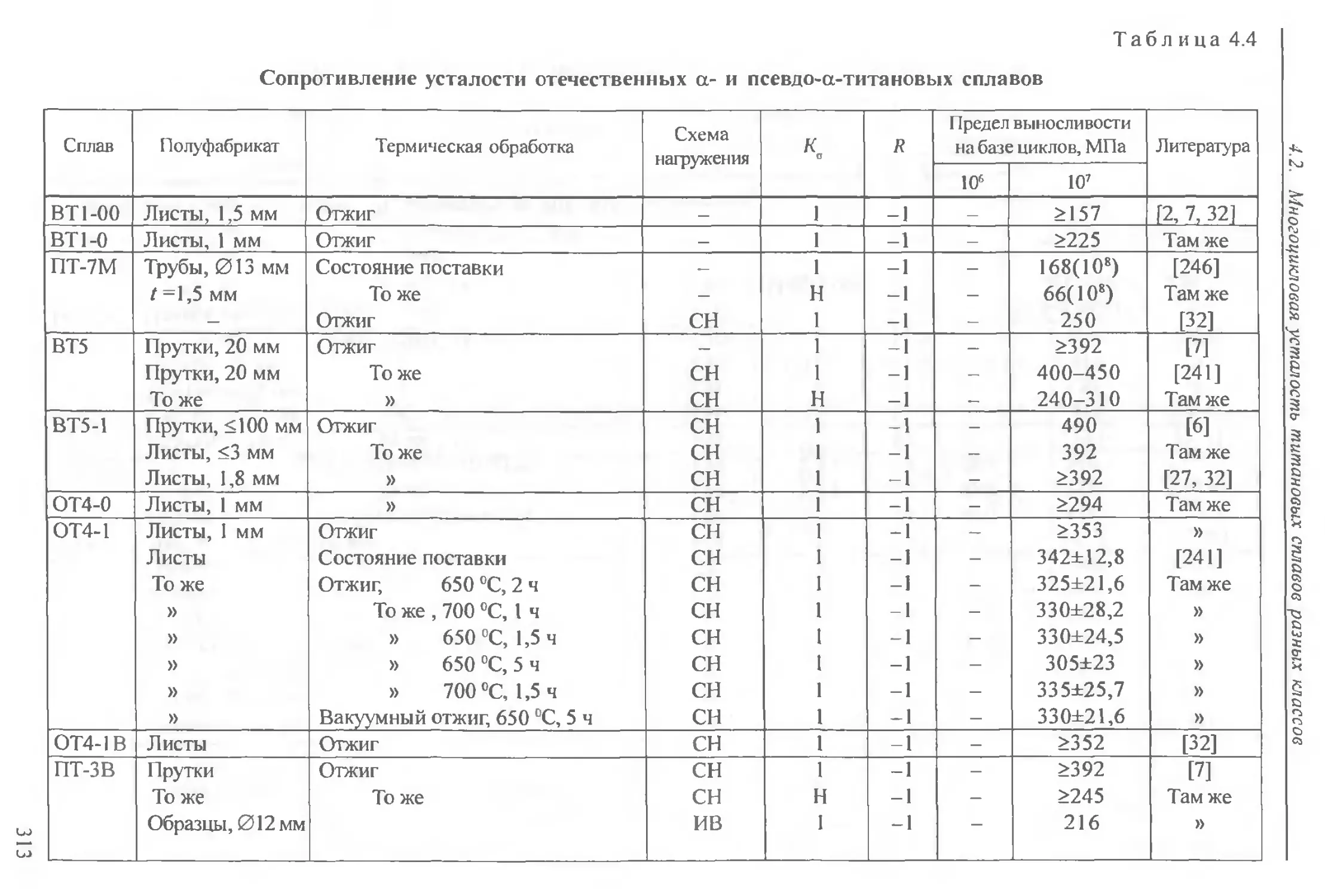
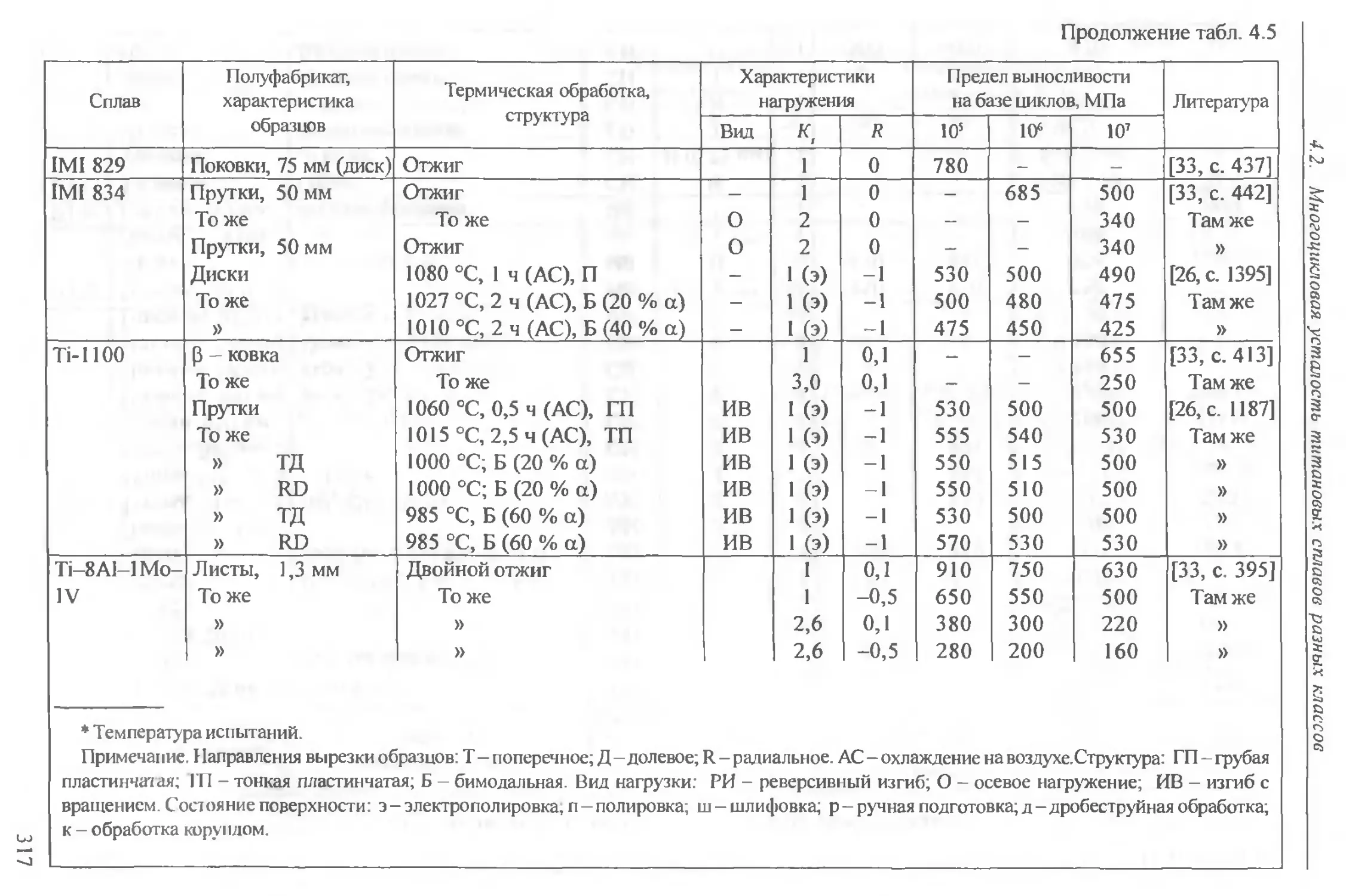
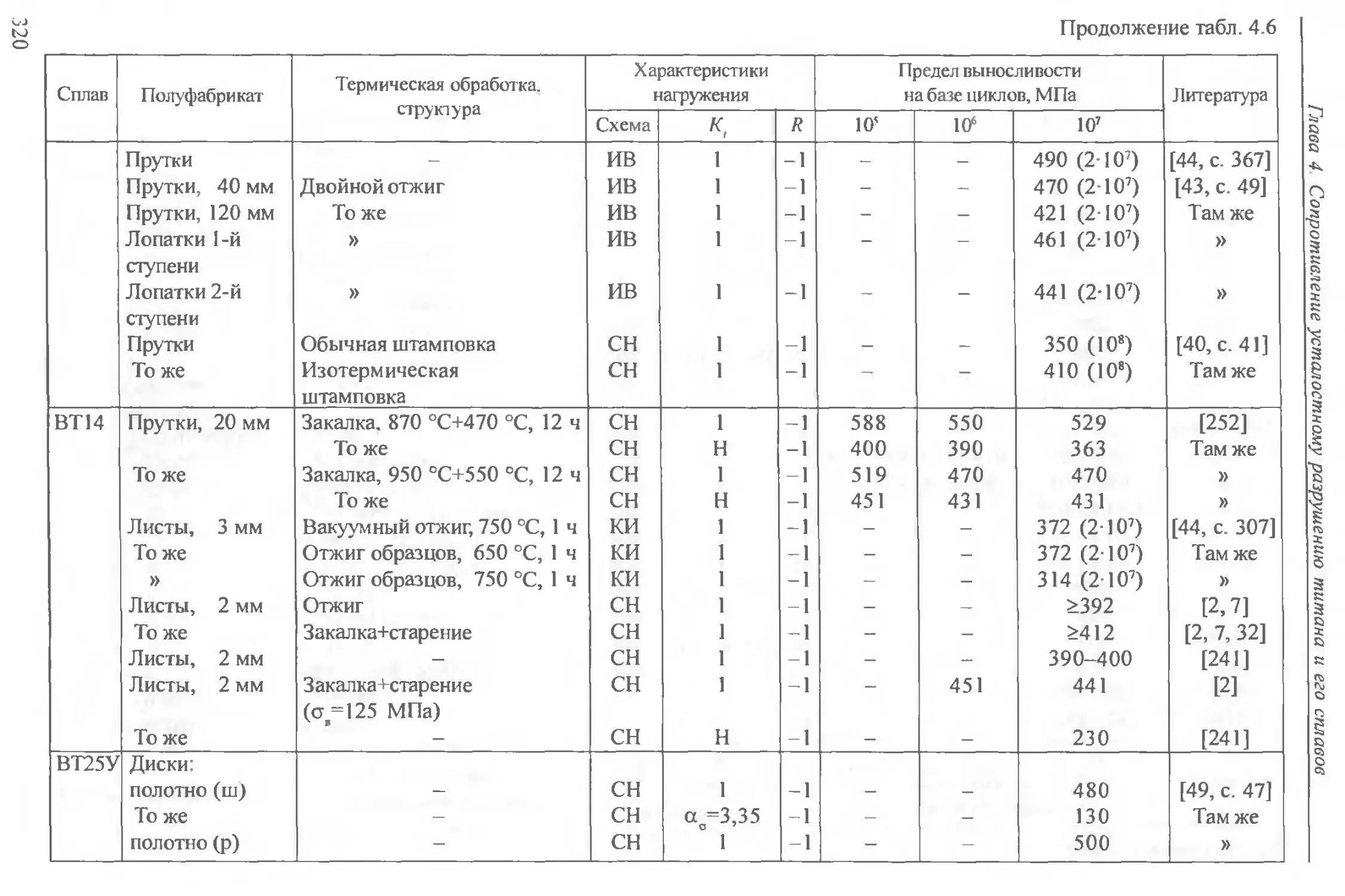
4.2. Многоцикловая усталость титановых сплавов разных классов . 312
4.3. Сопоставление титановых сплавов по сопротивлению многоцик-
ловой усталости....... 335
4.4. Малоцикловая усталость титана и его сплавов . . 343
4.5. Скорость роста усталостных трещин.............. 345
3
Оглавление
Глава 5. ВЯЗКОСТЬ РАЗРУШЕНИЯ ТИТАНОВЫХ СПЛАВОВ . 366
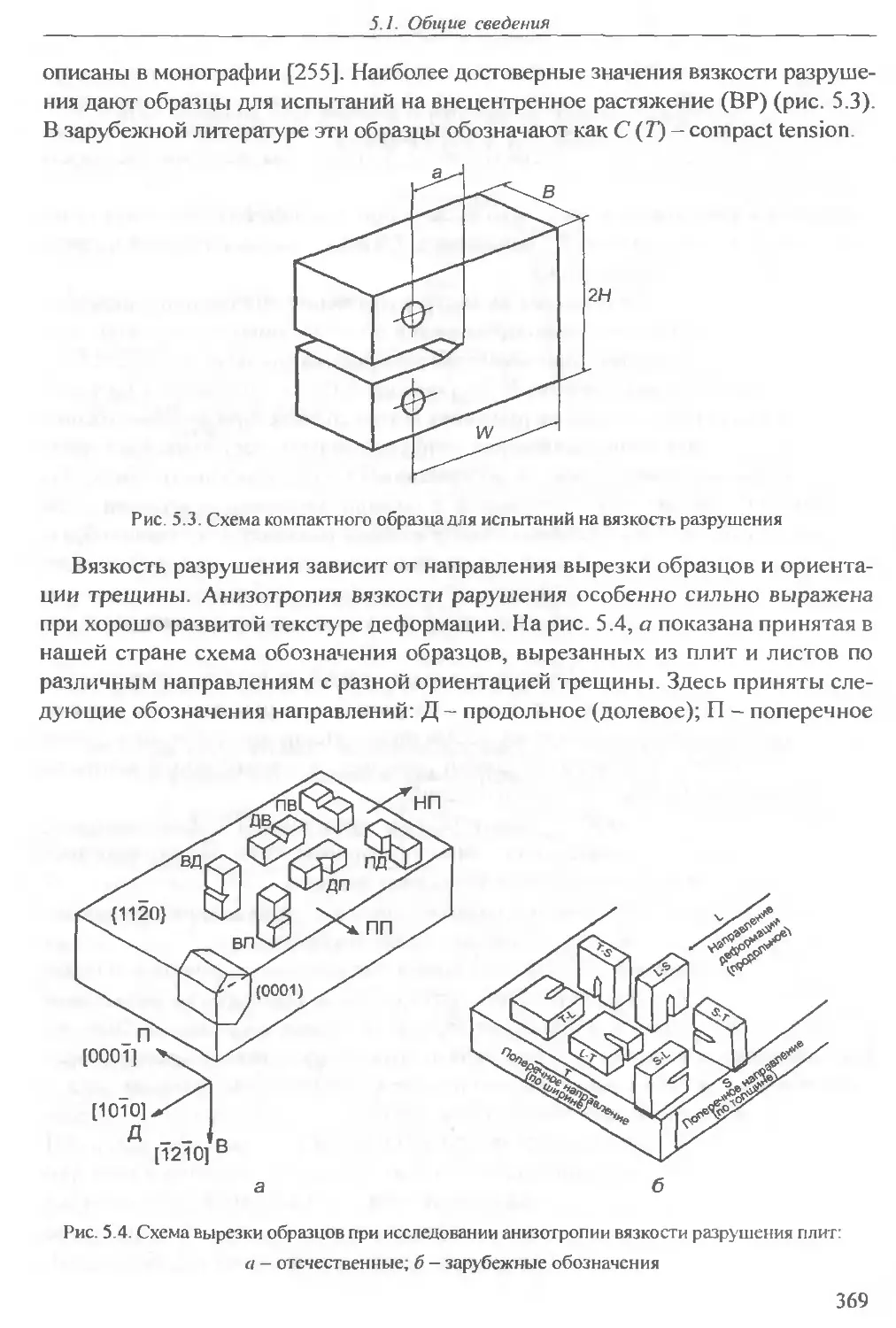
5.1. Общие сведения . 366
5.2. Вязкость разрушения титановых сплавов разных классов . 374
5.3. Сопоставление титановых сплавов по вязкости разрушения. 403
Глава 6. ЖАРОПРОЧНОСТЬ ТИТАНОВЫХ СПЛАВОВ..................... 411
6.1. Общие сведения ................................. 411
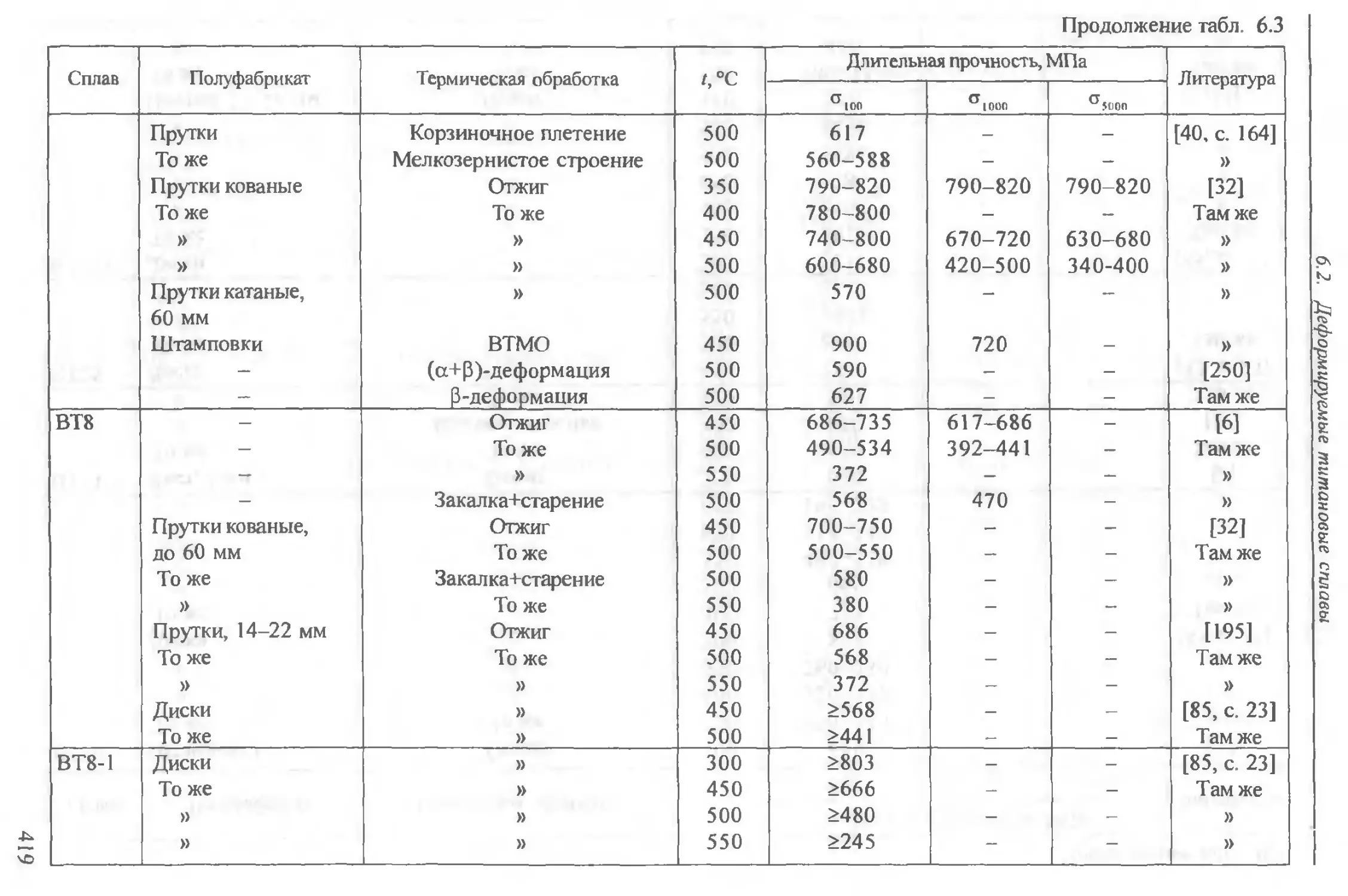
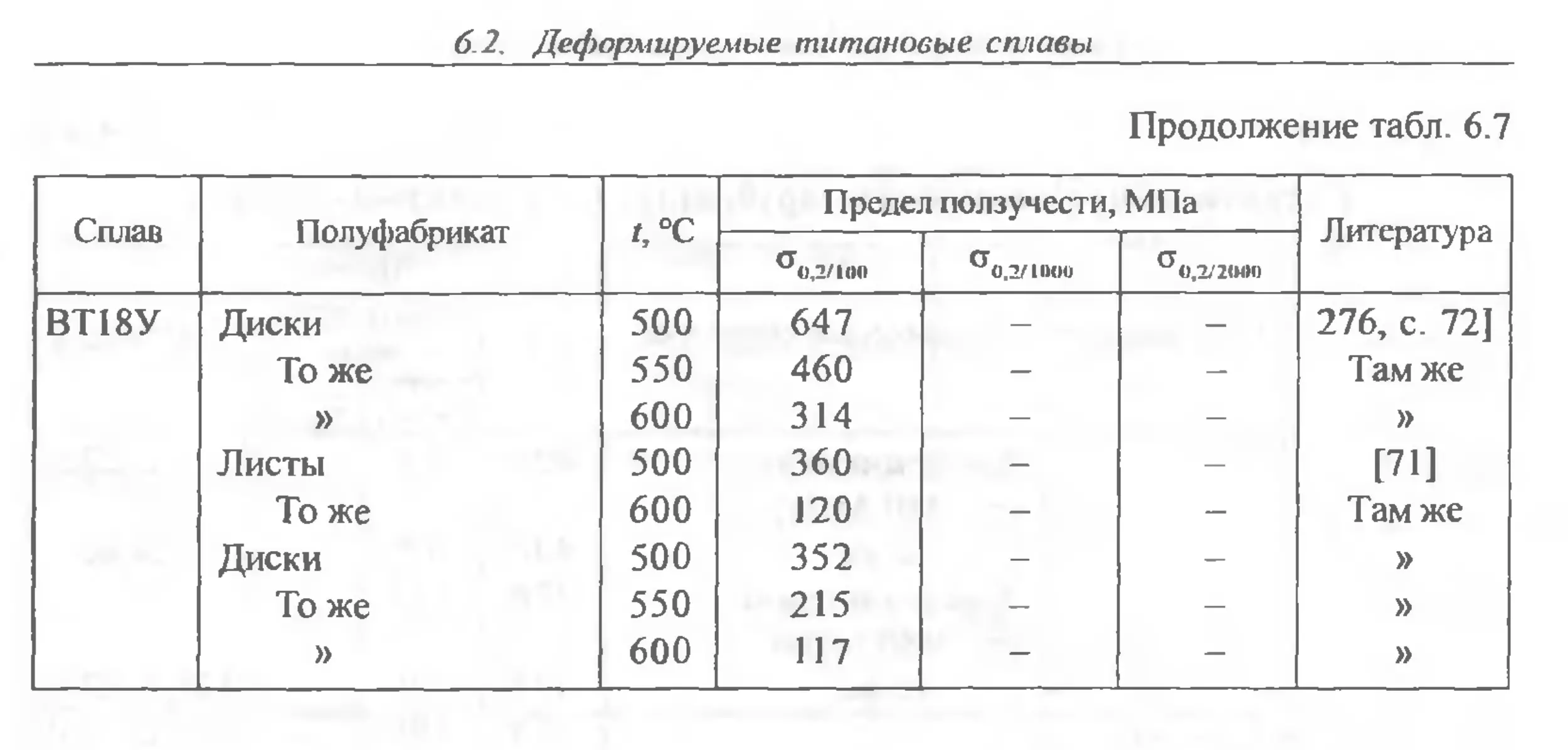
6.2. Деформируемые титановые сплавы................. 412
6.3. Сопоставление деформируемых титановых сплавов по характери-
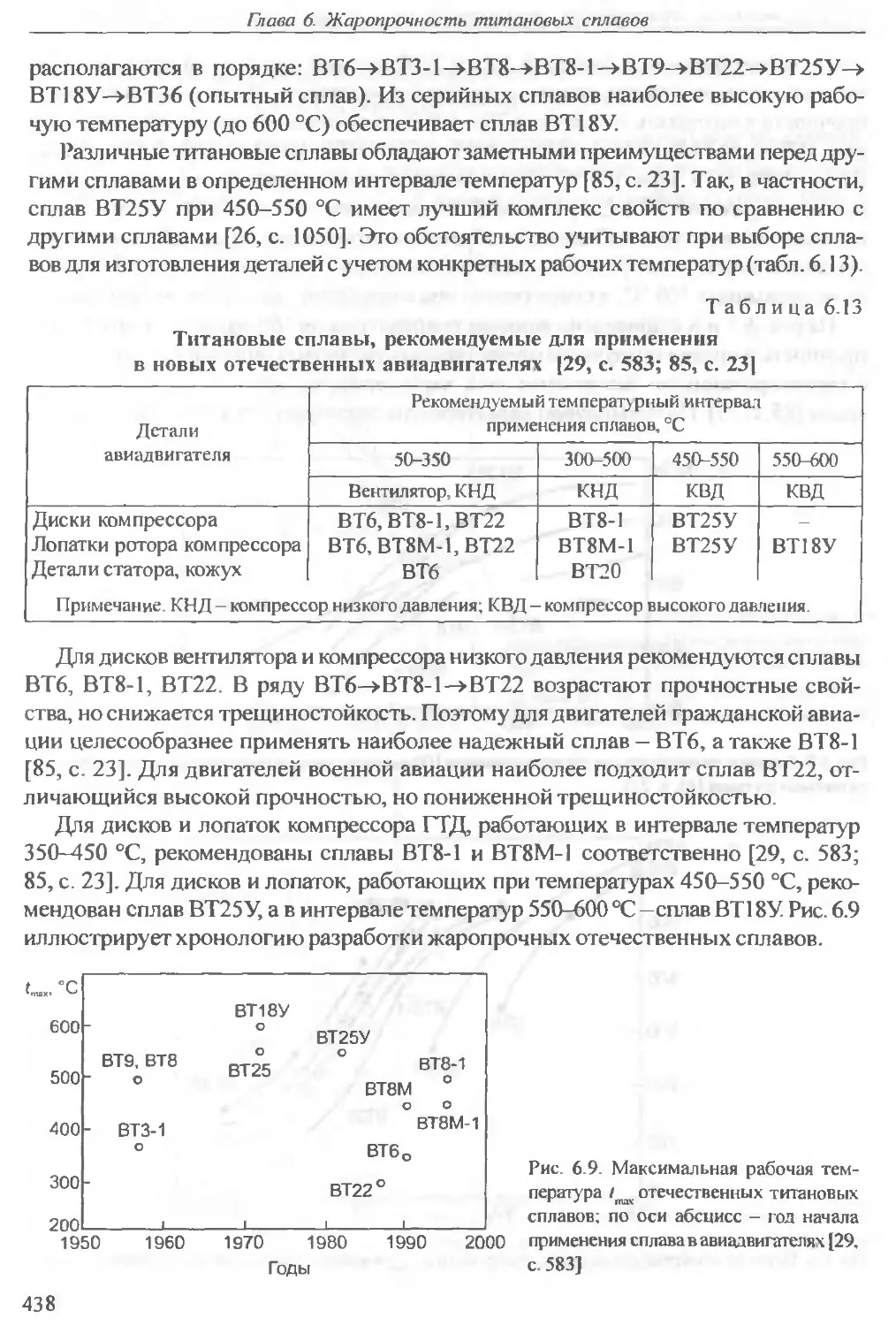
стикам жаропрочности . . ....... .................... 436
6.4. Литейные титановые сплавы........................ 440
6.5. Алюминиды титана и сплавы на их основе ......... 446
Глава 7. СВЯЗЬ МЕХАНИЧЕСКИХ СВОЙСТВ ТИТАНОВЫХ СПЛА-
ВОВ С ТИПОМ И ПАРАМЕТРАМИ СТРУКТУРЫ ... . . 458
7.1. Деформируемые титановые сплавы.. ... ........... 459
7.2. Литейные титановые сплавы. . ... .......... 485
7.3. Сплавы на основе алюминидов Ti3Al и Ti2NbAl...... 491
7.4. Сплавы на основе алюминида TiAl................. 496
Литература................................................... 506
ПРЕДИСЛОВИЕ
Основное назначение издания состоит в оценке наиболее вероятных механи-
ческих свойств различных полуфабрикатов из титановых сплавов. Дать доста-
точно точную оценку этим свойствам довольно сложно, так как механические
свойства титановых сплавов необычно сильно зависят от условий деформации,
режимов термической обработки, типа и параметров микроструктуры. Тем не
менее, из сопоставления справочных данных исследователи могут судить, на-
сколько полученные ими экспериментальные результаты близки к ожидаемым.
Сильное расхождение полученных данных со справочными значениями может
быть стимулом более глубокого изучения обсуждаемой проблемы. В то же время
производственники по приведенным данным могут судить о тех трудностях, ко-
торые их ожидают при решении проблемы получения полуфабрикатов заданно-
го качества.
Поскольку тип и параметры микроструктуры часто оказывают решающее вли-
яние на уровень механических и эксплуатационных свойств, эта проблема до-
полнительно обсуждается в последней главе. Управляя типом и параметрами
структуры, можно изменять уровень свойств в весьма широких пределах и доби-
ваться такого их сочетания, которого невозможно получить только методами ле-
гирования.
Для составления настоящего справочника использованы материалы моногра-
фий [1-18], труды международных конференций [19-30]; справочников [31-35],
сборников, издаваемых ВИЛСом и ВИАМом [36-44], а также оригинальных ра-
бот, главным образом, из журнала «Технология легких сплавов» (ВИЛС) как
носителя наиболее важных данных по титану. Поскольку состав титановых спла-
вов постепенно менялся, качество титановой губки улучшалось, а технология
производства полуфабрикатов совершенствовалась, авторы не «уходили в глу-
бину веков» и ограничивались количественными данными, опубликованными
после начала 1970-х годов ( с некоторыми исключениями). Авторы настоящего
справочника рекомендуют читателям обращать внимание на год издания источ-
ника, на который дана ссылка по интересующему их вопросу.
В справочнике приведены сплавы, которые в той или иной мере разрабаты-
вают и применяют в разных странах мира (Россия и страны СНГ, США, Англия,
Германия, Китай, Франция, Япония). Наиболее полные данные приведены для
отечественных, американских и английских сплавов, поскольку о них опублико-
вано довольно много информации. Заметим, что во многих странах мира наибо-
лее удачно применяют легированные сплавы Ti-6A1—4V, Ti-5Al-2,5Sn, Ti-3A1-2V,
5
Введение
что Клапрот подобрал очень удачное название, поскольку в последующем было
установлено, что титан обладает необычайно обширными и привлекательными
возможностями применения, не достижимыми при использовании других («не-
божественных») металлов.
Однако для установления достоверных основных свойств титана потребо-
валось более 100 лет, а некоторые сокровенные его характеристики вскрыва-
ются до сих пор. Получение титана высокой чистоты, достаточной для уста-
новления истинных его свойств, оказалось чрезвычайно сложной задачей из-за
огромного сродства титана к кислороду. В течение девятнадцатого века многие
ученые неоднократно пытались извлечь титан из его соединений, но в лучшем
случае получали нитриды и низшие оксиды титана. Лишь в конце девятнадца-
того века X. Муассан, Л. Нильсон и Питерсон получили титан чистотой 95 %,
но и он оказался хрупким.
Только в 1925 г. ван Аркель и де Бур получили небольшое количество чистого
титана, свободного от газовых загрязнений, путем термической диссоциации иоди-
да титана. Оказалось, что титан высокой чистоты является пластичным метал-
лом с привлекательными конструкционными свойствами, а не хрупким, не при-
годным для какого-либо применения материалом.
Однако иодидный метод получения титана - дорогой и малопроизводитель-
ный процесс. Требовалась разработка более дешевого промышленного способа
его производства. Приемлемый промышленный способ производства техничес-
кого достаточно чистого титана предложил Кролль в 1940 г. [1]. Этот способ
основан на преобразовании двуокиси титана в четыреххлористый титан по реак-
ции TiO7+2CI2+2C—>TiCl4+2CO с последующим его восстановлением магнием
TiCl +2Mg—>Ti+2MgCl,. После вакуумной сепарации продуктов восстановления
тетрахлорида титана магнием с целью удаления остатков магния, хлористого маг-
ния и других летучих примесей получают титановую губку. Титановая губка
представляет собой серую пористую массу с насыпной плотностью 1,5—2,0 г/см3.
Губка обладает высокой пластичностью и вязкостью.
Получение компактного титана из титановой губки представляет не менее слож-
ную проблему. При высоких температурах титан активно взаимодействует со всеми
газами, входящими в состав воздуха [1]. Титановая губка начинает гореть в кис-
лороде при 500 °C, при этом выделяется такое большое количество тепла, что
она плавится. Губка начинает бурно взаимодействовать с кислородом воздуха
при температурах выше 1200-1300 °C. Расплавленный титан горит в азоте, по-
этому его можно плавить только в вакууме или в инертных газах (обычно аргоне).
Индукционная плавка титана встречается с еще одной проблемой [1]. Жид-
кий титан реагирует со всеми материалами, которые применяют для изготовле-
ния тиглей: кремнеземом (SiO,), корундом (А1,О,), оксидом магния, двуоксидом
циркония. Из всех исследованных веществ наименьшей скоростью взаимодей-
ствия с расплавленным титаном обладает уплотненный графит, но и он загряз-
няет металл углеродом.
8
Введение
В связи с описанными трудностями наибольшее распространение получили
вакуумная электродуговая плавка с расходуемым электродом и в меньшей степе-
ни с нерасходуемым электродом. В первом способе из титановой губки с добав-
лением необходимых легирующих элементов получают прессованный электрод.
Между прессованным электродом и дном водоохлаждаемого тигля зажигается
электрическая дуга достаточно большой мощности. Торец прессованного элект-
рода плавится, расплавленный титан стекает вниз и затвердевает. Постепенно
переплавляется весь электрод и затвердевший слиток извлекается из вакуумной
печи. Во втором способе дуга горит между нерасходуемым электродом, который
обычно изготавливают из вольфрама, и расплавленным металлом, а подвергае-
мая плавке шихта подается в зону электрической дуги. Реже применяют плавку
в электрошлаковых, плазменных и электролучевых печах, а также гарниссажную
плавку.
Производство деформированных полуфабрикатов тоже относится к трудоем-
ким и дорогим процессам из-за относительно высокого сопротивления титано-
вых сплавов деформации, взаимодействия титана с газами окружающего про-
странства, ограниченных возможностей холодной деформации, малой теплопро-
водности титана, что создает большие градиенты температур по объему обраба-
тываемого металла.
Как следствие тех проблем, которые возникают при извлечении титана из
руд, при его плавке и переработке в деформированные полуфабрикаты и изде-
лия, стоимость готовой титановой продукции в десятки раз превышает стоимость
исходного сырья (табл. 1).
Таблица I
Относительная стоимость производства титана |28, с. 3419|
Титановое сырье и технологические операции Относительная стоимость, %
Руда 4
Хлорирование 8
Восстановление тетрахлорида титана магнием 26
Изготовление электродов и первичная плавка 12
Второй переплав 2
Изготовление плит 48
Итого: 100
Высокая стоимость титана является причиной сравнительно ограниченного
его применения. Области и объемы применения титана несомненно значительно
расширились, если бы удалось снизить его стоимость.
В нашей стране производство губчатого магниетермического титана было со-
здано в 1950 г. на опытном заводе Гиредмета [45]. В промышленных условиях
титановая губка была получена в феврале 1954 г. на Подольском химико-метал-
лургическом заводе (работы велись под руководством академика Н.П. Сажина).
9
Введение
Для получения титана было использовано магниетермическое восстановление
четыреххлористого титана. С учетом опыта Подольского завода в рекордно ко-
роткие сроки (всего за два года) был освоен выпуск магниетермического титана
на Запорожском металлургическом комбинате, а затем на Березниковском тита-
номагниевом комбинате и в Усть-Каменогорске. По объему выпускаемой тита-
новой губки наша страна довольно быстро вышла на первое место в мире.
Промышленное освоение плавки титана и получение из него деформирован-
ных полуфабрикатов осуществлялось на Ступинском металлургическом комби-
нате (СМК) под руководством В.А. Ливанова. Здесь в содружестве с ВИАМом в
1953 г. был создан первый в нашей стране участок, а затем и цех промышленно-
го производства титана. Именно здесь создавалось оборудование для плавки ти-
тана, отрабатывалась технология выплавки качественных титановых слитков и
их переработки в прутки, поковки, штамповки.
С учетом опыта Ступинского металлургического комбината были созданы ли-
тейный, кузнечно-прессовый, листопрокатный и сортопрокатный цехи на Верх-
несалдинском металлообрабатывающем заводе (ВСМОЗ, ныне корпорация
ВСМПО-АВИСМА). Постепенно ВСМОЗ стал основным поставщиком титано-
вой продукции, хотя некоторые виды деформированных полуфабрикатов постав-
ляли Чебаркульский и Кулебакский металлургические заводы, а фасонное литье -
Балашихинский литейно-механический завод. Номенклатура деформированных
титановых полуфабрикатов включает в себя плиты, листы, ленту, фольгу, прут-
ки, проволоку, поковки, штамповки, кольца, трубы, панели, профили. Решаю-
щая роль в создании промышленного производства титана принадлежит
ВИАМу и ВИЛСу при активном участии работников заводов. Большой вклад в
создание титановой промышленности внесли С.Г. Глазунов, В.А. Ливанов,
В.И. Добаткин, Н.Ф. Аношкин, Е.И. Морозов, ГД. Агарков, В.К. Александров,
ГЛ. Ходоровский, В.В. Тетюхин. В итоге за сравнительно короткое время титан
превратился из редкого, экзотического металла в широко применяемый конст-
рукционный материал.
У титана довольно высокая температура плавления (1668 °C); температура
его кипения 3169 °C. По плотности, равной 4,505 г/см3 при комнатной температу-
ре, он занимает промежуточное место между железом (7,86 г/см3) и алюминием
(2,7 г/см3). Титан плохо проводит тепло и обладает значительным электросопро-
тивлением. Коэффициент линейного расширения титана невелик: он меньше, чем
у магния, алюминия, меди, железа, никеля. Титан и его сплавы не обладают фер-
ромагнитными свойствами, они парамагнитны; плохо обрабатываются резанием.
Титан обладает исключительно высоким сопротивлением коррозии, превы-
шающим коррозионную стойкость нержавеющих сталей, что обусловлено обра-
зованием на его поверхности плотной оксидной пленки [8, 12, 48]. Он активно
реагирует лишь с четырьмя неорганическими кислотами: плавиковой, соляной,
серной и ортофосфорной. Титан устойчив в разбавленной серной кислоте, ук-
сусной и молочной кислотах, сероводороде, во влажной хлорной атмосфере, в
10
Введение
царской водке и многих других агрессивных средах. Разбавленная и концентри-
рованная азотная кислота, за исключением дымящей, также не действует на ти-
тан. Титан не взаимодействует со многими пищевыми средами, соками, винами.
Титан и его сплавы устойчивы во всех природных условиях: атмосфере, почве,
пресной и морской воде, даже в условиях жаркого влажного морского климата. В
морской воде за 4000 лет растворился бы слой титана, равный по толщине листу'
писчей бумаги. Титан и его сплавы совместимы со многими органическими ве-
ществами. Они устойчивы к солнечной радиации, не требуют специальной за-
щиты от воздействия природных условий (например, окраски лаками). Кроме
того, на поверхности титана можно создавать слои различной красивой цвето-
вой гаммы, в частности, путем регулируемого азотирования, оксидирования,
ионно-плазменной обработки.
Титан высокой чистоты обладает малой прочностью и высокой пластичнос-
тью (ct»240 МПа; 8«60 %; \рв70 %) [1-8]. Он хорошо деформируется в холодном
состоянии. Даже из титана технической чистоты (ов~400 МПа; 8»30 %; \ps55 %)
холодной деформацией можно изготовить изделия довольно сложной формы.
Для получения заданных механических свойств титан легируют алюминием,
ванадием, марганцем, молибденом, хромом, железом и некоторыми другими эле-
ментами. Введение легирующих элементов в определенных сочетаниях и коли-
чествах, а также целенаправленное термическое воздействие позволяют изме-
нять свойства сплавов в широких пределах. Временное сопротивление разрыву
промышленных титановых сплавов изменяется в пределах от 400 МПа для мало-
легированных мягких сплавов до 1600 МПа для высоколегированных термичес-
ки упрочненных сплавов при сохранении удовлетворительной пластичности. Ес-
тественно, что с повышением уровня прочности характеристики пластичности
и технологичности сплавов при обработке давлением снижаются. Тем не менее,
широкий интервал комплекса механических свойств материалов на основе тита-
на позволяет выбирать сплавы, которые наилучшим образом удовлетворяют тех-
ническим требованиям в данном конкретном применении.
Титановые сплавы сохраняют прочностные свойства до сравнительно высо-
ких температур, по крайней мере более высоких по сравнению с рабочими тем-
пературами алюминиевых сплавов. Наилучшие жаропрочные титановые сплавы
могут работать до температур 600-650 °C. Вместе с тем некоторые титановые
сплавы можно применять в условиях криогенных температур, вплоть до темпе-
ратуры жидкого водорода.
Сравнительно небольшая плотность в сочетании с довольно высокими проч-
ностными характеристиками обеспечивает титановым сплавам более высокую
удельную прочность (отношение прочностных характеристик к плотности) в
широком интервале температур по сравнению с алюминиевыми сплавами, ста-
лями и жаропрочными никелевыми сплавами. Это обстоятельство является ре-
шающим фактором, определяющим предпочтительность применения титана в
авиационной и аэрокосмической технике.
И
Введение
Основной вклад в теорию и практику легирования титановых сплавов вне-
сли сотрудники ВИАМа (С.Г. Глазунов, В.Н. Моисеев, А.И. Хорев, Е.А. Борисо-
ва, О.П. Солонина и другие) и ИМЕТа (И.И. Корнилов с сотрудниками). В
освоении промышленного производства этих сплавов приняли участие сотруд-
ники ВИЛСа (Н.Ф. Аношкин, В.И. Добаткин, И.С. Полькин и другие) и работ-
ники металлургических предприятий.
Впервые, в конце 1950-х годов, титановые сплавы применили в конструкции
авиационных газотурбинных двигателей в качестве материала рабочих и направля-
ющих лопаток компрессоров, дисков компрессоров, деталей корпуса и оболочек.
Использование титановых сплавов в конструкции газотурбинных двигателей (ГТД)
вместо сталей позволило в 1,7 раза снизить массу деталей с сохранением показате-
лей прочности и долговечности. В связи с таким преимуществом масса титано-
вых сплавов в зарубежных двигателях составляет 30-50 % от массы двигателя.
В табл. 2 приведены материалы, которые применяют при производстве газо-
турбинных двигателей разработки АО «А. Люлька-Сатурн» на Московском ма-
шиностроительном производственном предприятии «Салют» (ММПП) [18]. При
переходе от двигателей второго поколения к четвертому существенно возросло
употребление жаропрочных никелевых, а также титановых сплавов и значитель-
но сократилось - алюминиевых сплавов и нержавеющих сталей. Жаропрочные
титановые сплавы по удельной прочности при температурах до 500 °C превосхо-
дят большинство жаропрочных сталей, обладают термической стабильностью и
не охрупчиваются при длительной работе при температурах до 400-500 °C.
Таблица 2
Материалы, применяемые при производстве ГТД на ММПП «Салют»
(% от массы двигателя) |18|
Материал Поколение двигателей I [римечапие
II III IV
Жаропрочные Ni-сплавы и стали Нержавеющие стали Т итановые сплавы Алюминиевые сплавы 28 26 . 5,5 7,3 41 12 11,5 1,8 58 12,6 31 0,28 Остальное - конструк- ционные стали и цвет- ные сплавы
Двигатели разработки ММПП «Салют» установлены на самолетах Су-27 и
его модификациях, а также на Су-30Мк и др.
В двигателях разработки АО «Авиадвигатель» (г. Пермь) титановые сплавы
были впервые применены в 1964 г. и объем их постепенно расширялся. Если в
первом двигателе титановые детали составляли 5 % от общего их количества, то
в настоящее время — 10 %. Двигатели разработки АО «Авиадвигатель» установ-
лены на самолетах гражданской (Ту-134, Ту-134А, Ил-62М, Ил-76, Ту-154М) и
военной (МиГ-31) авиации.
12
Введение
Позднее титановые сплавы начали применять и в конструкциях летательных
аппаратов [28, с. 95; 18], что было обусловлено двумя обстоятельствами: а) это
материалы с более высокими удельными рабочими характеристиками по сравне-
нию с другими материалами, по этой причине их целесообразно использовать в
конструкциях как дозвуковых, так и сверхзвуковых самолетов; б) это более жаро-
прочные материалы по сравнению с алюминиевыми сплавами, поэтому для сверх-
звуковых самолетов из них целесообразно изготавливать детали и элементы кон-
струкции, температура которых в полете из-за аэродинамического нагрева дос-
тигает 150—200 °C, когда алюминиевые сплавы становятся неработоспособными.
В гражданских самолетах марки Ту титановые сплавы начали применять в
1960-х годах. [13]. Для изготовления элементов планера самолетов марки Ту ис-
пользуют штамповки, отливки, профили, сортовой прокат, листы, плиты, фоль-
гу. Из титановых сплавов выполняют воздухозаборники, пояса лонжеронов, па-
нели, детали каркаса, трубопроводы, кронштейны, детали крепления, фитинги,
шасси, обшивки, стенки и т.п. Применение титановых сплавов постоянно уве-
личивалось. В самолетах марки Ту, выпускавшихся в 1970-1980 гг., общая масса
титановых деталей примерно в два раза больше, чем в изделиях 1960-х годов, и
она составила (в % от массы планера): Ту-154 - 2; Ту-204 - 9; Ту-334 - 8,7.
Наибольшее количество титановых деталей было использовано в конструкции
сверхзвукового лайнера Ту-144 - 7780 кг, что составило 19,4 %.
На самолетах АК им. С.В. Ильюшина Ил-76, Ил-86, Ил-96 достигнут наибо-
лее высокий в мировой практике уровень использования сплавов титана в кон-
струкции планера для дозвуковых магистральных, в том числе широкофюзе-
ляжных, пассажирских и тяжелых транспортных самолетов. В самолетах Ил-76
и Ил-76 Т общая масса титановых узлов и деталей составляет 7300 кг (12 % от
массы планера). Экономия в массе изделий равна 1090 кг [18].
В еще больших количествах применяют титан в военных самолетах. Сверх-
звуковой стратегический бомбардировщик-ракетоносец Ту-160 с изменяемой гео-
метрией крыла почти полностью выполнен из титановых сплавов [47]. Макси-
мальная скорость самолета 2200 км/ч, дальность полета 12300 км, высота полета
15000 м. Самолет Ту-160 может нести на борту 12 крылатых ракетХ55 большой
дальности, 24 ракеты РКВ-500Б или 22,5 т бомб.
Американцы планируют к 2013 г. построить 339 истребителей-бомбардиров-
щиков F-22, который они называют властелином неба XXI века; в каждом из
них будет использовано 36 т титана [28, с. 1; 47]. Вплоть до 2013 г будет продол-
жен выпуск усовершенствованной модели самолета F-18 (48 шт. ежегодно) с
затратой 11 т титана на одно изделие. В военно-транспортном самолете С-17
используется 67,5 т титановых сплавов на каждый самолет. Европейцы начали
выпуск истребителя с потреблением 7 т титана на одно изделие.
В самолетах титановые сплавы применяют не только для создания силовых
элементов планера, но и в качестве брони [47]. В книге «Сломанный меч импе-
рии» М. Калашников писал: «Сильнейший в мире фронтовой бомбардировщик
13
Введение
Су-34 «одет» в полуторатонный титановый панцирь. Кабина экипажа защищена
17-мм броней. Титан покрывает двигатели и топливные баки. ... Весь Су-25
поразительно живуч и защищен. Кабина пилота защищена интегральным брони-
рованием, и сам он как бы сидит в титановой «ванне». Бронированы и жизнен-
но важные агрегаты системы».
Титановые сплавы являются также перспективными материалами в конст-
рукции вертолетов [18]. В АО «Камов» работы по применению титановых спла-
вов были начаты в 1970 г. В настоящее время для вертолетов изготавливают ряд
высоконагруженных деталей и узлов из титановых сплавов: корпуса осевого шар-
нира несущего винта, корпуса втулки несущего винта, кольца автоматов переко-
са, узлы лопасти, шасси, лонжероны, силовые болты, соединительные валы, под-
косы крепления редуктора и т.п. Применение титановых сплавов повысило мас-
совую эффективность деталей и узлов. Использование титановых сплавов толь-
ко в несущей системе вертолета Ка-32 привело к снижению массы на 15-
25 % (~170 кг). При этом значительно повысилась коррозионная стойкость дета-
лей, особенно при работе в морских условиях.
На Ступинском машиностроительном предприятии из титанового сплава из-
готавливают втулку несущего винта и ряд высоконагруженных деталей верто-
летных агрегатов для всепогодного ударного вертолета Ми-28Н круглосуточного
применения. Разработанный в ОАО «МВЗ им. М.Л. Миля» вертолет Ми-28Н по
летно-техническим и боевым качествам превосходит все вертолеты этого класса
в мире.
В вертолете SN-53 фирмы «Сикорский» конструктивные элементы массой
640 кг (10 % от массы вертолета) изготовлены из титанового сплава, что дало
экономию в массе, равную 380 кг.
Титановые сплавы довольно широко применяют в ракетно-космической тех-
нике [18]: в ракетах-носителях и космических аппаратах. Массовая доля титано-
вых сплавов в этих изделиях составляет от 5 до 30 %. Почти полностью из тита-
на были сделаны кабины первых космических кораблей США, запускавшихся в
космос в 1961-1965 гг. В отечественной космической технике из титановых сплавов
изготавливают силовые узлы, корпуса твердотопливных и жидкостных ракетных
двигателей, баллоны высокого давления, системы жизнеобеспечения, элементы
стыковочных узлов, деталей крепления, кронштейны, аккумуляторы систем под-
дува, крыльчатки для подачи жидкого водорода и другие детали.
Наиболее широко титановые сплавы представлены в комплексах «Энергия-
Буран», «Мир-1», «Прогресс», «Венера», «Луна» [29, с. 944. 962]. В орбиталь-
ном корабле «Буран» из титанового сплава были выполнены лонжероны и шпан-
гоуты.
Титановые сплавы используют в наземном турбостроении Из них удалось
изготовить максимально длинные, облегченные, коррозионно- и эрозионно-стой-
кие лопатки последних ступеней паровых турбин, что позволило существенно
повысить КПД установки.
14
Введение
Благодаря сочетанию высокой коррозионной стойкости, большой удельной
прочности, немагнитности титановые сплавы являются перспективным матери-
алом при создании кораблей, подводных атомных лодок, глубоководных аппара-
тов [28, с. 1,95; 29, с. 975]. Вследствие немагнитности для титановых конструк-
ций неэффективны магнитные мины. Вместе с тем существенно снижается мас-
са кораблей и подводных лодок. Применение титановых сплавов в подводной
лодке модели 705 привело к уменьшению массы корпуса почти на 30 % по срав-
нению с массой корпуса из стали; на 10 % увеличилась подводная скорость;
глубина погружения составила 420 м. Согласно зарубежным сообщениям, «со-
ветские атакующие подводные лодки благодаря легкому титановому корпусу спо-
собны развивать скорость до 40 узлов, что делало их едва досягаемыми для тако-
го эффективного противолодочного оружия США, как торпеда типа 48» [29,
с. 975].
Титановые сплавы используют при изготовлении крыльевых устройств (КУ)
судов с динамическими принципами поддержания носовых и кормовых крылье-
вых устройств теплоходов «Комета»[29, с. 975]. Из-за высокой удельной прочно-
сти, усталости, коррозионной и кавитационной стойкости титановые сплавы
обладают определенными преимуществами по сравнению с ранее применявши-
мися нержавеющими сталями.
Высокая конструкционная эффективность, коррозионная и эрозионная стой-
кость, баллистическое сопротивление и ряд других преимуществ титана опреде-
ляют его целесообразность при изготовлении систем транспортных атомных энер-
гоустановок, корабельных конденсаторов, теплообменников, насосов, деталей
судовой энергетики, систем корабельного трубопровода и выхлопных дымохо-
дов, водяных тормозов катапульты, отражателей взрывной струи, системы вер-
тикального спуска, гребных валов, деталей крепления, корпусной брони, клапа-
нов, дверей, люков и других деталей [29, с. 975, 987]. Заметим, что в судострое-
нии применяют в основном не авиационные сплавы, а сплавы, разработанные
ЦНИИ КМ «Прометей» (Санкт-Петербург).
Для повышения мощности автомобильных двигателей необходимо уменьшить
массу деталей возвратно-потенциальных систем без потери прочности, что дос-
тигается применением жаропрочных и высокопрочных титановых сплавов [28,
с. 1,95; 49, с. 82]. В автомобилестроении из титана могут быть изготовлены [28,
с. 2999]: детали двигателя (клапаны, шатуны, кулачковые валы, болты, криво-
шипные валы); компоненты трансмиссий (шестерни, валы, сателлиты, болты);
компоненты сцепления (корпусы, диски сцепления), теплообменники, системы
выхлопных газов, радиаторы, пружины клапанов и шасси и ряд других деталей.
Изготовление шатунов из титановых сплавов позволяет на 30 % снизить нагруз-
ки на шатунные подшипники, что значительно повышает их надежность и дол-
говечность. С применением титановых сплавов связывают надежду на повыше-
ние экологической чистоты автомобилей благодаря сокращению количества вых-
лопных газов.
15
Введение
Основным препятствием к внедрению титана и его сплавов в автомобилест-
роение является высокая их стоимость по сравнению с традиционными материа-
лами. Эти затруднения могут быть преодолены благодаря разработке более деше-
вых сплавов, более широкому использованию отходов титана в производстве,
совершенствованию технологии обработки и производства.
Американцы давно работают над проблемой использования титана в назем-
ных войсках, в частности, с целью облегчения брони [28, с. 1; 47]. Титановая
броня установлена на танке «Абрамс», самоходном орудии Бредли, 135-мм гау-
бице. В период с 2003 по 2010 гг. для военно-морских и сухопутных сил США,
вооруженных сил Франции и Италии планируется изготовить свыше 800 единиц
облегченной гаубицы, для чего потребуется 2500 т титана. Масса конструкций
из титанового сплава на 30-45 % меньше массы конструкций из катаной броне-
вой стали и алюминия. В связи с этим появится возможность транспортировки
орудий и танков к месту боевых действий вертолетами.
Титану отводится важная роль в решении проблемы освоения морских место-
рождений [50, с. 79]. На долю последних приходится около половины вновь раз-
веданных запасов нефти и приблизительно четверть ее мировой добычи. Морс-
кое дно содержит богатые запасы минеральных руд, прежде всего, железомарган-
цевых конкреций, располагающихся главным образом на глубине 4000-6000 м.
Эта руда содержит не только железо и марганец, но и другие ценные металлы.
Запасы этих руд огромны, они составляют 10"-1012т и занимают 1/6 часть дна
Мирового океана.
Для поиска морских месторождений создаются обитаемые и необитаемые глу-
боководные аппараты [50, с. 74, 79]. Конструкция таких аппаратов состоит из
прочных сферических оболочек, выполненных из металлических и неметалли-
ческих материалов. Материалы корпуса такого аппарата должны быть, с одной
стороны, очень прочными, чтобы противостоять высокому давлению воды, а с
другой - не слишком тяжелыми, чтобы обеспечить плавучесть. Титановые спла-
вы, обладающие большой удельной прочностью в сочетании с высокой коррози-
онной стойкостью в морской воде, представляются наиболее целесообразным
материалов для таких аппаратов.
Титановые сплавы нашли применение в конструкциях глубоководных зару-
бежных аппаратов [50, с. 79]: «Alvin», США, глубина погружения 4000 м;
«Sea cliff», США, глубина погружения 600 м; «Nautil», Франция, глубина погру-
жения 6000 м; «Syinkai-бООО», Япония, глубина погружения 6500 м. В Японии
титановый сплав использован в конструкции аппарата для погружения на глуби-
ну до 10 км. Ведутся работы по созданию глубоководных аппаратов с примене-
нием титана и в нашей стране.
Титановые сплавы все шире используются при создании морских платформ
по добыче нефти и газа [28, с. 95; 29, с. 975]. Из них изготавливают теплообмен-
ники, работающие на морской воде, цапфы, трубопроводы в системе балластной
воды, в противопожарной системе, в передающих линиях платинированных ано-
16
Введение
дов для катодной защиты, в системах, транспортирующих добытую нефть, а также
в буровых устройствах. При использовании титановых труб достигается 23-крат-
кая экономия по массе в сравнении со стальными, что имеет очень важное значе-
ние для плавающей платформы. При этом в 10 раз возрастает долговечность труб.
При переходе от оборудования, работающего на мелководных участках моря,
к платформам, добывающим нефть с больших глубин, значение титана возраста-
ет, прежде всего, из-за повышения стоимости «лишнего веса» на палубе плат-
формы. По зарубежным данным, каждый дополнительный фунт оборудования
на палубе плавающей платформы обходится в 6,5 долларов. Снижение массы
надводных блоков на 1 т позволяет уменьшить массу опорных конструкций плат-
формы на 3 т и сэкономить около 150 тыс. дол.
Титан и его сплавы с успехом используют в металлургии, химической, нефте-
химической и целлюлозно-бумажной промышленности [4,48]. Целесообразность
применения титана в этих областях промышленности обусловлена его чрезвы-
чайно большой устойчивостью в хлорсодержащих окислительных средах, в кото-
рых почти все металлические материалы подвержены коррозии того или иного
вида.
В производстве цветных и редких металлов оборудование из титановых спла-
вов по коррозионной стойкости превосходит оборудование, изготовленное из
нержавеющих кислотоупорных сталей. Титан применяют в основном для изго-
товления крупногабаритного оборудования типа ванн. Наибольшее распростра-
нение титан получил в никель-кобальтовой и титаномагниевой металлургии. Из
титана изготавливают фильтровальное оборудование, автоклавы, теплообмен-
ники, выпарные аппараты, реакторы, баки, футеровки электролизных ванн, эк-
стракторы, насосы, запорную аппаратуру, вентиляторы, матрицы, хлорные эжек-
торы, вентиляционные и газоотводящие системы. Применение титана в цветной
металлургии дает значительный технико-экономический эффект. Так, например,
замена чугунных или выполненных из кислотоупорных сталей насосов титано-
выми при перекачке растворов хлористых солей К, Na, Mg позволила увели-
чить срок их службы в 10-20 раз.
В металлургическом производстве черных металлов из титана целесообразно
изготавливать сатураторы, центрифуги, запорную арматуру, насосы, барботаж-
ные зонты, циркуляционные емкости, трубопроводы, травильные ванны и дру-
гое оборудование, работающее в агрессивных средах. Применение титана позво-
ляет существенно увеличить срок службы оборудования и создать новые техно-
логические процессы.
Титан является практически единственным приемлемым материалом для из-
готовления оборудования производства хлора, хлоридов, уксусной кислоты, мо-
чевины, аммиака, лимонной кислоты [48]. В отечественной химической про-
мышленности оборудование и коммуникации из титана впервые применили в
1960 г. на Березниковском содовом заводе, где из титана были выполнены отпа-
ривающие камеры вместимостью 3 м3 и трубопровод хлорной воды длиной 120 м.
17
•••едение
В настоящее время титановое оборудование широко распространено на заводах
химического и нефтехимического производства. Титан применяют для произ-
водства центрифуг, теплообменной аппаратуры, выпарных аппаратов, кипятиль-
ников, реакторов, сборников, баков, емкостей, колонной аппаратуры, фильтров,
насосов, кранов, вентилей.
С применением титана в химической промышленности не только повысил-
ся ресурс оборудования, но и интенсифицировались технологические процес-
сы в результате использования более высоких концентраций реагирующих ве-
ществ, повышенных температур, давлений и т.д. Вместе с тем большая долго-
вечность титанового оборудования способствует насыщению рынка потребле-
ния. В частности, титановое оборудование хлорных производств, теплообмен-
ная аппаратура АЭС и опреснительных заводов не требуют обновления многие
годы.
В целлюлозно-бумажной промышленности встречаются агрессивные техно-
логические среды, для работы в которых титан и его сплавы подходят в значи-
тельно большей степени, чем какие-либо другие материалы [48]. В таких средах
протекают процессы получения варочной кислоты, сульфитной целлюлозы, бе-
лильных растворов, отбеливания целлюлозной массы. Для целлюлозно-бумаж-
ной промышленности из титана целесообразно изготавливать реакторы, ловуш-
ки хлора, фильтры, различного рода емкости, варочные котлы, газоходы, скруб-
беры, эксгаустеры, колонны, насосы, отбельные башни, арматуру контрольно-
измерительной аппаратуры.
Титан применяют также в гальванотехнике [48]. Из него изготавливают галь-
ванические ванны, анодные корзины, гальванические теплообменники, подвес-
ки и приспособления.
Наиболее распространенные изделия из титана в областях машиностроения -
различного рода теплообменники. Последние применяются для подогрева, кипя-
чения, испарения, конденсации и охлаждения различных сред, в том числе и
агрессивных (жидких, пастообразных, твердых, газо- и парообразных). Преиму-
щество титана здесь состоит в том, что стенки можно сделать тонкими благодаря
высокой коррозионной стойкости. Кроме того, на поверхности титана меньше
образуется осадков, в связи с чем дольше сохраняется высокий коэффициент
теплоотдачи элементов аппаратуры.
Титан и его сплавы считают выдающимся архитектурно-строительным ма-
териалом [28, с. 95, 2999; 47]. Из всех «архитектурных» металлических мате-
риалов титан обладает самым низким коэффициентом линейного расширения,
близким к коэффициенту расширения стекла, бетона, кирпича и камня. Поэто-
му титан совместим со строительными материалами. В архитектуре и строи-
тельстве из титана изготавливают наружную обшивку, перегородки, покрытия
крыш, облицовку колонн, поясов, тентов, навесов. Его применяют также для
внутренней отделки зданий и создания произведений искусства, скульптур и
монументов.
18
Введение
Листами из титановых сплавов облицован установленный в Москве обелиск
в честь запуска первого искусственного спутника Земли. Из титанового сплава
изготовлен величественный памятник Ю.А. Гагарину.
Японцы уже 25 лет используют титан в строительстве и имеют сотни зданий
с применением титана [27, с. 19; 28, с.39; 47]. В г. Верикасе (США) строится с
применением титана библиотека «тысячелетия» изумительной красоты. Всемир-
ной «иконой» архитектурного применения титана стал музей в Бильбао (Испа-
ния), показавший огромные возможности реализации блестящих архитектурных
решений с помощью титана. С применением титана построены и строятся зда-
ния в США, Канаде, Англии, Шотландии, Германии, Бельгии, Перу, Швейцарии,
Сингапуре, Египте.
С каждым годом расширяется применение титана в медицине [27, с. 19; 28, с. 1,
95; 49, с. 86], чему способствуют, по крайней мере, три важных его свойства.
1. Высокая коррозионная стойкость: тонкая оксидная пленка на поверхности
титана и его сплавов обеспечивает полную защиту металла от коррозии во мно-
гих средах, в том числе и физиологических.
2. Биологическая совместимость: костные и мягкие ткани хорошо прирастают
к титану и сплавам на его основе без аллергических реакций, возникающих при
использовании нержавеющих сталей и кобальтовых сплавов.
3. Механическая совместимость: высокая удельная прочность и низкий мо-
дуль упругости титановых сплавов наилучшим образом по сравнению с другими
материалами отвечают целям протезирования.
Основные области применения титана в медицине:
а) хирургические имплантаты (протезы суставов, пластины, шурупы, кардио-
логические устройства, стоматологические коронки и мосты, офтальмологичес-
кие имплантаты);
б) медицинский инструмент (скальпели, пинцеты, крючки, ручки инструмен-
тов);
в) вспомогательные средства (наружные протезы, инвалидные коляски, орто-
педические стельки;
г) медицинская аппаратура (центрифуги сепарации крови, сосуды хранения
радиоизотопов).
В последние годы существенно выросло применение титана для изготовле-
ния разнообразных товаров народного применения [28, с. 1, 95, 2999; 51, с. 77].
В настоящее время из титана изготавливают: оправы для очков, чемоданы, «дип-
ломаты», кухонную посуду, в частности сковородки, мебель, корпуса фотоаппа-
ратов, колбы термосов, детали велосипедов, корпуса часов, теннисные ракетки
и клюшки для гольфа, скрепки, ножи для резки бумаги, рыболовные удилища и
оснастку к ним, рапиры, подковы, корпуса карандашей и шариковых ручек, аль-
пинистское снаряжение, лыжи, крючки для ловли змей, фляжки, ложки, картотеч-
ные ящички, корпуса зажигалок, садовые лопаты и многое другое. В 1996 г. толь-
ко для изготовления клюшек для гольфа было израсходовано более 8000 ттитана.
19
Введение
Из азотированного титана изготавливают различного рода украшения. Азоти-
рование придает поверхности титана и его сплавов красивый золотистый цвет,
полностью совпадающий с цветом золота, а иногда содержащий оттенок, делаю-
щий титан даже более привлекательным, чем золото. Поэтому из титана делают
сережки, браслеты, кольца, броши, заколки для галстука и многие другие укра-
шения. Скандинавские ученые обнаружили, что 10-15 % девушек их страны
страдают практически неизлечимой болезнью - никелевой аллергией, вызван-
ной ношением сережек и других украшений из никельсодержащих сплавов. Ти-
тан и его сплавы являются экологически чистыми, биологически инертными ма-
териалами. Контакт титана и его сплавов с кожей и тканями человека не приво-
дит к каким-либо неприятным последствиям.
В будущем области применения титана и его сплавов, несомненно, будут рас-
ширяться, так как далеко не все возможные привлекательные их свойства реали-
зованы [28, с. 2999].
Глава 1
ОБЩАЯ ХАРАКТЕРИСТИКА ТИТАНОВЫХ СПЛАВОВ
1.1. Производство титана
Началом промышленного освоения титана считают 1948 г, когда в США была
получена первая партия губчатого титана магниетермическим способом [ 19, с. 5;
27, с. 37]. Всего тогда было произведено 15 т губки. В настоящее время в США
титановую губку производят три основные компании Reactive Metals Industry
(RMI Titanium), Timet, включившая в себя IMI, THT и ряд других фирм, и
Allegheny Teledyne, консолидировавшая фирмы Oremet и Allvac [21, т. 1, с. 17; 27,
с. 37]. Небольшое количество более чистого титана (~300 т/г.) производит натрие-
термическим способом фирма Johnson Matthew Electronics' Alta Group [27, c. 37].
Годовое производство титановой губки в США оценивают в 20000-25000 т
при производственной мощности в 25000-30000 т/г. Годовое производство
слитков оценивают в 20000-30000 т, а деформированных полуфабрикатов в
15000-20000 т при мощности плавильного оборудования в 59000-75000 т [34].
Плавку титана осуществляют компании RMI, Timet, THT, Allvac, Oremet,
Howmet, Wyman-Gordon, Lawrence Aviation [34]. Примерно шесть фирм США
поставляют фасонные отливки. Деформированные полуфабрикаты (прутки, ли-
сты, плиты, поковки, штамповки и т.п.) поставляют компании RMI, Timet и
Allegheny Teledyne [27, с. 37].
Рис. 1.1. иллюстрирует потребление титана различными отраслями [27, с. 37].
На период до 2015 г. показан прогноз по данным RTI. В военной авиации по-
требление титана стабилизировалось на уровне 5000 т/г., а использование тита-
на в гражданской авиации нарастает. Постепенно увеличивается также примене-
ние титана в отраслях, не связанных с авиацией.
Прогноз по выпуску титана в коммерческом машиностроении представлен на
рис. 1.2 (RTI):
В нашей стране производство титановой губки началось с 195 0 г. [21, т. 1, с. 13;
26, с. 31]. В Советском Союзе титановую губку производили три титаномагние-
вых комбината: в Запорожье, Березниках и Усть-Каменогорске. По оценке зару-
бежных публикаций годовое производство титановой губки составляло 40000-
50000 т, т.е. почти столько же, сколько во всех остальных странах мира вместе
взятых. Титановую губку поставляли в США (~4000-6000 т/г.), страны Европы,
21
Глава 1. Общая характеристика титановых сплавов
в основном Францию и западную Германию (до 40 % годовой потребности в
губке), Японию.
Рис. 1.1. Основные направления применения титана в мировой промышленности
Рис. 1.2. Применение титана в коммерческом самолетостроении
Впервые в нашей стране промышленное производство слитков и деформиро-
ванных полуфабрикатов было разработано и освоено на СМК. В последующие
годы производство титана на СМК существенно снизилось; почти всю метал-
лургическую продукцию из титана и его сплавов поставляло Верхнесалдинское
металлургическое производственное объединение (ВСМПО) [34], ставшее круп-
нейшим монополистом в этой области. По зарубежным оценкам мощность пла-
вильного оборудования в ВСМПО в 1997 г. была равна 65000 т*.
* First Mercantile. VSMPO. Non-Ferrous Metals Russia. .January, 1999.
22
1.1. Производство титана
В 1989-1990 г.г. производство титана в СССР составляло 65 % от общемиро-
вого уровня по титановой губке и около 62 % по слиткам. Производство и по-
требление титана в нашей стране было больше, чем в США, Японии, Англии,
Франции, Германии, вместе взятых. Перестройка, начавшаяся в 90-х годах про-
шлого века привела к катастрофическому снижению производства и потребле-
ния титана в нашей стране. Из-за сокращения заказов от авиационной, судостро-
ительной, оборонной и гражданской отраслей промышленности в 1992-1996 гг.
объем производства титана в нашей стране упал во много раз. Производство
губчатого титана на Березниковском и Усть-Каменогорском титановых комбина-
тах резко сократилось, а в Запорожье полностью прекратилось. Внутреннее по-
требление титана в некоторые годы составляло 2-5 % общемирового уровня. В
последующие годы производство титана начало постепенно нарастать, прежде
всего, в ВСМПО, где он выпускается, главным образом, на экспорт.
В последние годы ВСМПО опередило по экспорту США и Японию. Основ-
ными импортерами российского титана являются США, Германия, Япония, Фран-
ция [28, с. 13; 53]. ВСМПО поставляет титановые деформированные полуфаб-
рикаты более чем 1500 предприятиям России и 260 иностранным компаниям в
39 странах. Около 70 % титана производится на экспорт и 30 % используется
внутри России. ВСМПО и Березниковский титаномагниевый комбинат образо-
вали корпорацию «ВСМПО-АВИСМА», которая стала крупнейшим производи-
телем титана в мире [28. с. 13]. ВСМПО и «Аллегхени Технолоджист» (США)
объединились в организацию «Юнити» для увеличения сбыта титана в граждан-
ских целях [52]. На рис. 1.3. показано производство титановой губки в различ-
ных странах.
Рис. 1.3. Производство титановой губки в мире
Плавку титана и производство всех видов деформированных полуфабрика-
тов осуществляет также ВИЛС с общим объемом 1000 т/г. [28, с. 13]. Деформи-
23
Глава /. Общая характеристика титановых сплавов
рованные полуфабрикаты изготавливают Кулебакский металлургический завод
и «Уральская кузница» (г. Чебаркуль). Фасонные отливки поставляет Балаши-
хинский литейно-механический завод.
В Ступино создано совместное российско-германско-люксембургское пред-
приятие «Ступинская титановая компания», поставляющая слитки не только на
экспорт, но и для внутреннего потребления, в частности для Ступинского метал-
лургического комбината, который выпускает деформированные полуфабрикаты.
В настоящее время выпуск титана составляет 500-700 т/г., но предусмотрено
техническое переоснащение производства и увеличение выпуска титановой про-
дукции. В Сарове Нижегородской области с 1997 г. работает ЗАО «Титан» [52],
основное направление деятельности которого - изготовление деталей гражданс-
кого назначения.
Однако заметное возрождение производства и потребления титана в нашей
стране, несомненно, возможно лишь при многократном увеличении производ-
ства пассажирских и военных самолетов, военных кораблей, подводных лодок и
других металлоемких изделий.
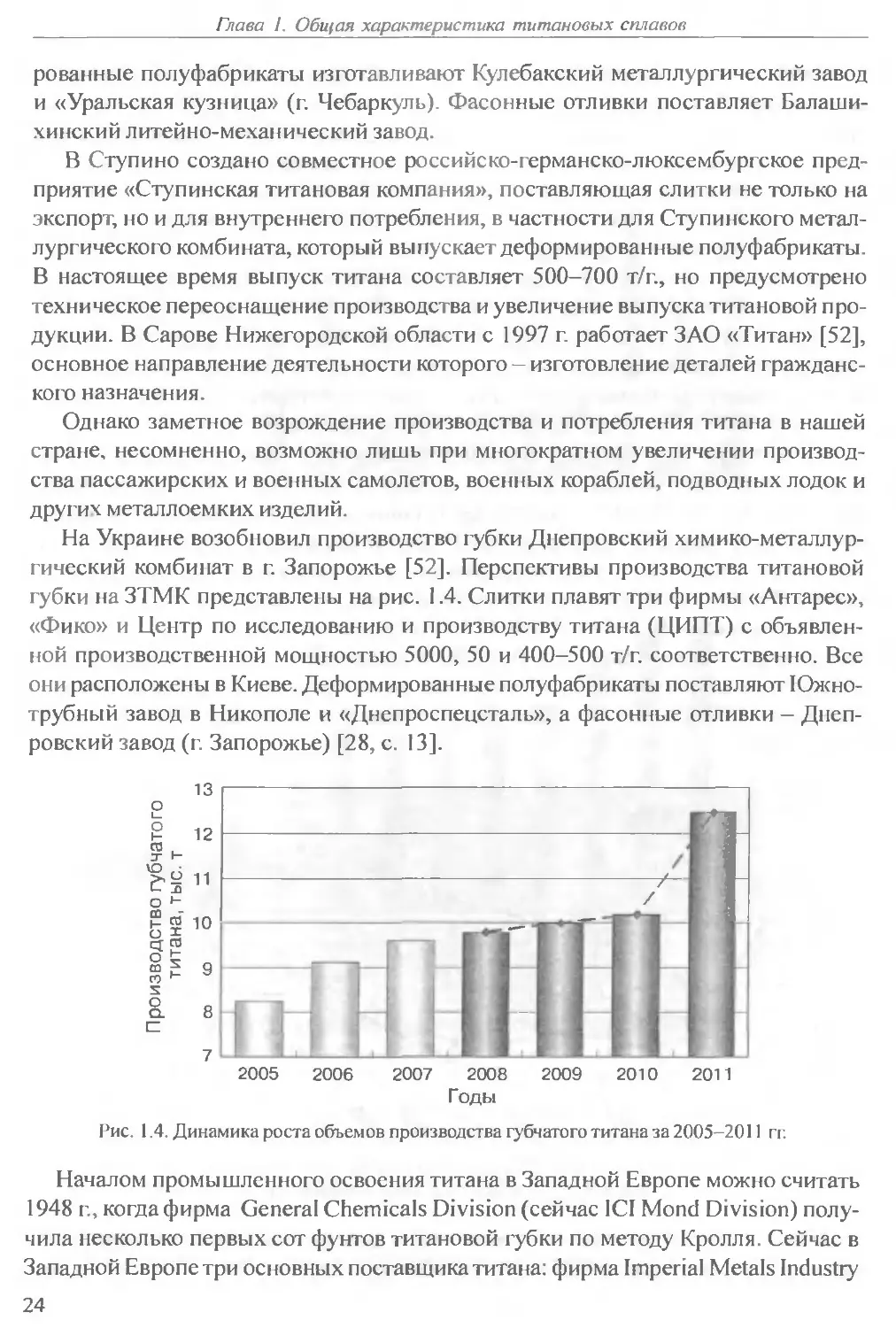
На Украине возобновил производство губки Днепровский химико-металлур-
гический комбинат в г. Запорожье [52]. Перспективы производства титановой
губки на ЗТМК представлены на рис. 1.4. Слитки плавят три фирмы «Антарес»,
«Фико» и Центр по исследованию и производству титана (ЦИПТ) с объявлен-
ной производственной мощностью 5000, 50 и 400-500 т/г. соответственно. Все
они расположены в Киеве. Деформированные полуфабрикаты поставляют Южно-
трубный завод в Никополе и «Днепроспецсталь», а фасонные отливки — Днеп-
ровский завод (г. Запорожье) [28, с. 13].
Рис. 1.4. Динамика роста объемов производства губчатого титана за 2005-2011 гг.
Началом промышленного освоения титана в Западной Европе можно считать
1948 г., когда фирма General Chemicals Division (сейчас ICT Mond Division) полу-
чила несколько первых сот фунтов титановой губки по методу Кролля. Сейчас в
Западной Европе три основных поставщика титана: фирма Imperial Metals Industry
24
1.1 Производство титана
Ltd, IMI (Англия), Deutsche Titan (Германия), филиал фирмы Krupp-Klocker Gmb
и CFZUS (Франция), филиал фирмы Пешино [19, с. 21; 26, с. 11 и 51]. Некоторое
количество титановой губки поставляет также фирма RMI Titanium (Англия). В
последние годы IMI Titanium в Бирмингеме консолидировалась с фирмой Timet
(США) с образованием компании Timet UK [27, с. 27]. По сообщению Фартинга
(Англия), титан поставляет также одна из фирм Швеции. Годовой выпуск тита-
новой губки в странах Западной Европы оценивается примерно в
10000 т [34]. Мощность плавильного оборудования составляет 11 000 т [34].
Началом промышленного выпуска титана в Китае можно считать
1960 г. Однако достаточно мощная научная и техническая база производства ти-
тана создана лишь в 1967 г., когда был построен завод Baoji Nonferrous Metals
Works в провинции Shaanxi и объединен с Северо-западным институтом
Nonferrous Metals Research. В 1960-1970 гг. титановую губку производили 9 за-
водов, в основном, магниетермическим методом Кролля и немного натриетерми-
ческим способом Хантера [28, с. 59]. Большинство мелких заводов и заводы,
выпускающие титан по методу Хантера, были закрыты из-за экономических труд-
ностей. Выпуск титановой губки в Китае долгие годы составлял около 1000 т/г.
В настоящее время титановую губку производят только два завода: Zuny i Works и
Fushun Ti Works, из которых главенствующим является первый. В 2002 г. выпуск
титановой губки этими заводами составил 3000 и 800 т/г. соответственно. Мощ-
ности по производству титановой губки в Китае представлены в табл. 1.1.
Таблица 1.1
Китай. Губчатый титан
Показатели Показатели по годам, т
2004 2005 2006 2007*
Мощности 6500 13000 18000 56000
Производство 4810 9510 13520 25000
Импорт 1838 1718 1608 1600
Экспорт 58 828 1920 5000** (янв., фев.: 139+311)
Потребление 6590 10400 13200 Не более 20000
* Оценка.
** Отгрузки производятся в Южную Корею, Нидерланды, Бельгию, США, Северную Корею,
Японию, Германию, Швецию.
Основные мощности по плавке титановых слитков и фасонному литью со-
средоточены в фирме Baoji Nonferrous Metals Works [34]. Ежегодное производ-
ство титановых полуфабрикатов иллюстрирует табл. 1.2. [27, с. 10; 28, с. 39].
Промышленное производство титановой губки в Японии было начато в 1952 г.
в фирмах Osaka Titanium Со. Ltd и Toho Titanium Со. Ltd [3,т. 3,с. 31]. В настоящее
время титановую губку поставляет также фирма Show Denko & К. Объем произ-
водства титановой губки в Японии был наибольшим в 1990, 1997-1998 и 2001 гг.
25
Глава I. Общая характеристика титановых сплавов
В 1992-1995 гг. наблюдался спад выпуска титановой губки в связи с общей,
глобальной экономической депрессией рис. 1.5. [28, с. 39]. Мощность плавиль-
ного оборудования в 1997 г. была равна 23000 т [34]. Производство деформи-
рованных полуфабрикатов в Японии иллюстрирует рис. 1.6. За десятилетие с
1992 по 2002 гг. оно выросло более чем в два раза и в 2005 г. составило около
17000 т.
Таблица 1.2
Китай. Прокат
Показатели Показатели по годам, т
2004 2005 2006
Производство 8513 9963 13300*
Импорт 4195 5652 4690
Экспорт 1310 2513 4610
Потребление 10629 13140 13400*
* Оценка.
Рис. 1.5. Выпуск титановой губки в Японии
Годы
Рис. 1.6. Производство титанового проката в Японии
26
1.1. Производство титана
Производство титановой губки в мире в 2002 г. составляло 56000-60000 т,
из них 40 % в Японии, 15 % в США и 45 % в других странах мира [28, с. 39]. В
том же году мировое производство деформированных полуфабрикатов оценива-
лось в 57000 т, из которых 26 % приходилось на Россию, 28 % на США, 25 % на
Японию и 21 % на другие страны мира. Выпуск деформированных полуфабри-
катов по годам существенно колебался.
По-прежнему основным потребителем титановых сплавов является авиация.
В 2000 г. в странах СНГ потребление титана составило: авиация - 45-48 %,
судостроение и офшорное применение - 7—10 %, другие области (химическая
промышленность, металлургия, транспорт, энергетика и др.) - 12-18 % [27, с. 1].
Ниже приведены объемы применения титановых сплавов в отечественных само-
летах ( в % от массы планера) [18; 27, с. 1 ]:
Самолеты XX века
Ан-24......... 0,48
Ту-154........... 2,0
Ил-62М........... 4,0
Ан-124........... 6,0
Ан-77............ 7,0
Самолеты XXI века
Ту-334 ......... 8,7
Ил-86.......... 9,0
Ту-204 ......... 9,0
Ил-96-300 ...... 9,5
Ил-76Т......... 12,0
Для сравнения на рис. 1.7 приведены данные по росту применения титана в
самолетах Аэробус и Боинг до 2020 г. Из которых видно, что в В 787 и А 350 оно
достигнет 16-18 %.
Рис. 1.7. Содержание титана в фюзеляже магистральных самолетов
Области применения титана непрерывно расширяются. Многочисленные при-
меры новых областей применения титана приведены в трудах 10 Международ-
ной конференции по титану, состоявшейся в 2003 г. в Гамбурге [28].
27
Глава /. Общая характеристика титановых сплавов
Основное препятствие более широкому применению титана и его сплавов свя-
зано с высокой стоимостью, прежде всего, титановой губки. В последние годы
достигнуты определенные успехи в разработке более дешевых способов извлече-
ния титана из рутила [28]. В частности, перспективным считают метод FFC-
Cambridge, названный так по имени авторов: Fray, Farthing и Chen. Этот метод
основан на прямом восстановлении оксида титана электролитическим способом,
подобным тому, который применяют при извлечении алюминия из А1,О3 [28, с. 27
и 82].
Другие направления снижения стоимости титановой продукции — более пол-
ное использование отходов [50, с. 25], замена дорогих легирующих элементов,
прежде всего ванадия и молибдена, железом [53-55], совершенствование техно-
логии производства полуфабрикатов [52] и т.п.
1.2. Общие сведения
Чистый титан характеризуется невысокой прочностью (os«:250-
450 МПа), высокой пластичностью (3=50-60 %, у=70-90 %) и технологичнос-
тью при обработке давлением, включая холодную штамповку. В связи с невысо-
кой плотностью (р®4,5 г/см3) он обладает преимуществами перед многими мате-
риалами по удельным прочностным характеристикам. Титан отличается высо-
кой коррозионной стойкостью во многих агрессивных средах (щелочах, кисло-
тах, щелочных и кислотных растворах) и других активных средах. Важные обла-
сти его применения определяет высокая коррозионная стойкость в естественных
средах, в том числе морской атмосфере и морской воде. Титан обладает рядом
привлекательных теплофизических свойств, что обусловливает его применение
в некоторых специфических областях техники.
Эффективность применения титана во многих назначениях можно значитель-
но повысить легированием и методами термической обработки. Эти направле-
ния во многом определяются его полиморфизмом: как известно, до температуры
882,5 °C титан обладает ГПУ-структурой (a-фаза), выше 882,5 °C до температу-
ры плавления - О ЦК-структурой ([3-фаза).
По влиянию на полиморфизм титана С.Г. Глазунов разделил все легирующие
элементы на три группы.
Первая группа представлена а-стабилизаторами - элементами, повышаю-
щими температуру полиморфного превращения титана (рис. 1.8, а). Из металлов
к числу а-стабилизаторов относятся алюминий, галлий и индий; из неметаллов
- углерод, азот и кислород.
Во вторую группу входят Р-стабилизаторы— элементы, понижающие темпе-
ратуру полиморфного превращения титана. Их можно разбить на три подгруп-
пы. В сплавах титана с элементами первой подгруппы при достаточно низкой
температуре происходит эвтектоидный распад P-фазы Р—>а+у (рис. 1.8, б); к чис-
лу таких элементов относятся кремний, хром, марганец, железо, кобальт, никель,
28
1.2. Общие сведения
медь — их называют эвтектоидообразующими Р-стабилизаторами. В сплавах с
эвтектоидообразующими Р-стабилизаторами, представленными переходными эле-
ментами, P-фаза довольно устойчива и сохраняется длительное время при тем-
пературах ниже эвтектоидной. В сплавах титана с непереходными элементами
P-фаза мало устойчива и ее не удается зафиксировать даже закалкой с темпера-
тур выше эвтектоидной.
Рис. 1.8. Влияние легирующих элементов на температуру полиморфного превращения титана [ 181
В сплавах титана с элементами второй подгруппы при достаточно высокой их
концентрации Р-раствор сохраняется до комнатной температуры, не претерпе-
вая эвтектоидного распада (рис. 1.8, в). К числу этих элементов принадлежит
ванадий, молибден, ниобий, тантал, вольфрам. Поскольку они образуют непре-
рывные растворы с Р-титаном, их называют Р-изоморфными стабилизаторами.
В сплавах этой подгруппы при низких температурах и больших выдержках мо-
жет происходить монотектоидное превращение Р(—>а+Р2. В промышленных ус-
ловиях производства титановых сплавов указанное превращение не реализуется
и поэтому не учитывается.
В сплавах третьей подгруппы равновесная P-фаза также стабилизируется при
комнатной температуре, но непрерывных P-твердых растворов не образуется (рис.
1.8, г), так как не соблюдается принцип изоморфности взаимодействующих эле-
ментов. К элементам этой подгруппы относятся рений, рутений, родий, осмий,
иридий. Их можно назвать квазиизоморфными Р-стабилизаторами.
29
Глава 1. Общая характеристика титановых сплавов
Третья группа представлена легирующими элементами, мало влияющими на
температуру полиморфного превращения титана. К ним принадлежат олово, цир-
коний, германий, гафний, торий. Эти элементы называют нейтральными упроч-
нителями.
Общая классификация легирующих элементов и примесей в титане приведе-
на на рис. 1.9, на котором показано их распределение по различным группам.
Кроме того, элементы разбиты на две группы по типу растворов, которые они
дают с титаном: элементы замещения и элементы внедрения.
Рис. 1.9. Классификация легирующих элементов и примесей втитане (С.Г. Глазунов, Б.А. Колачев) [9,12]
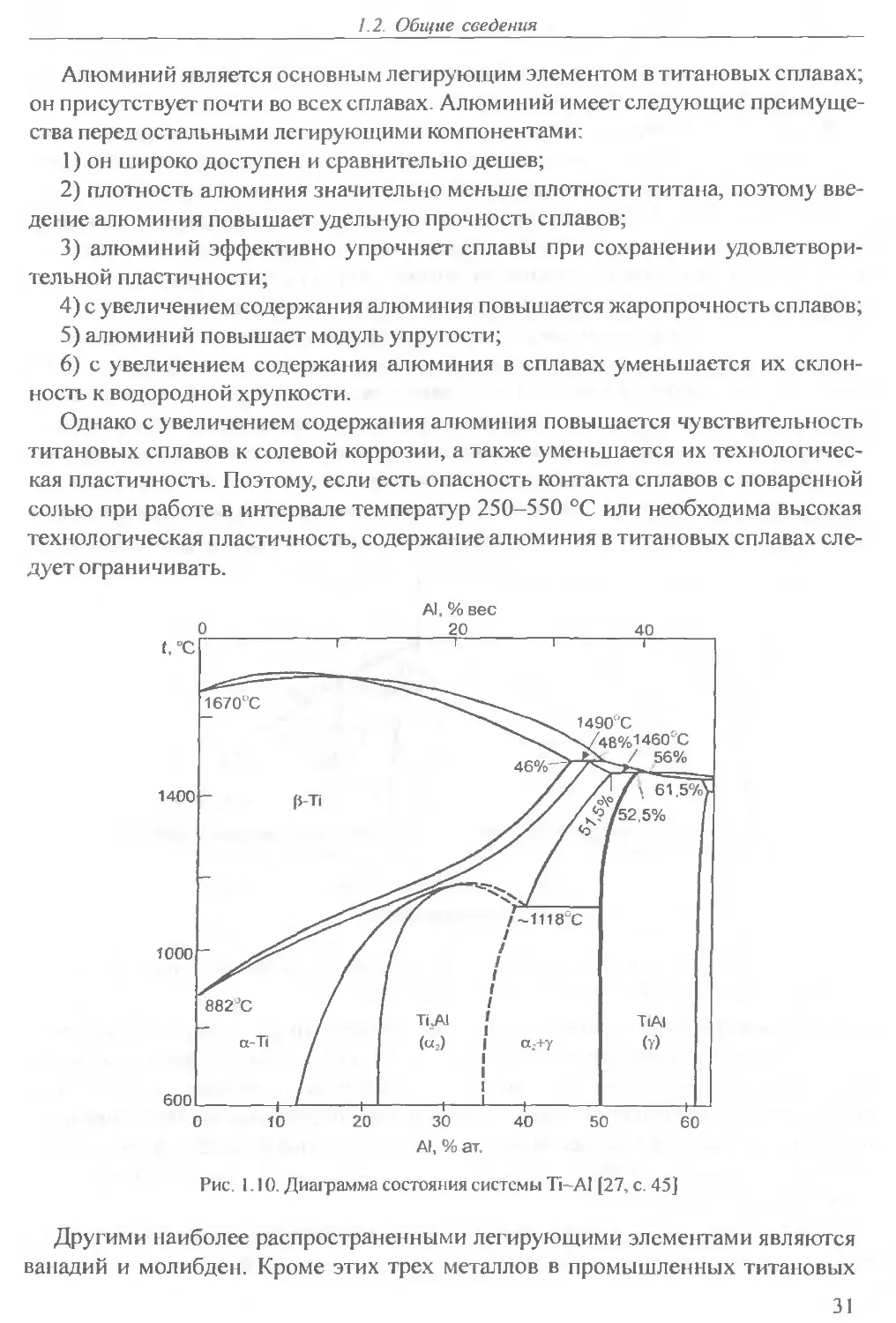
Почти все промышленные титановые сплавы содержат алюминий и поэтому
система титан-алюминий в металловедении титана имеет такое же большое зна-
чение, как система железо-углерод для сталей. На рис. 1.10 приведен вариант
диаграммы состояния этой системы, который считается наиболее достоверным.
В богатой титаном области системы Ti-Al образуется два интерметаллида Ti3Af
(а,-фаза) и TiAl (у-фаза). Фаза а2 (Ti3А1) имеет ГПУ кристаллическую решетку,
близкую к структуре a-фазы, но отличается от нее упорядоченным расположе-
нием атомов титана и алюминия. Фаза у (TiAl) обладает упорядоченной тетраго-
нально-искаженной гранецентрированной решеткой, аналогичной сверхструк-
туре CuAu, в которой слои, упакованные атомами титана, чередуются со слоями,
занятыми атомами алюминия.
Растворимость алюминия в а-титане уменьшается с понижением темпера-
туры и составляет 10; 9; 8 и 7 % мае. при 900, 800, 700 и 600 °C соответствен-
но.
30
1.2. Общие сведения
Алюминий является основным легирующим элементом в титановых сплавах;
он присутствует почти во всех сплавах. Алюминий имеет следующие преимуще-
ства перед остальными легирующими компонентами:
1) он широко доступен и сравнительно дешев;
2) плотность алюминия значительно меньше плотности титана, поэтому вве-
дение алюминия повышает удельную прочность сплавов;
3) алюминий эффективно упрочняет сплавы при сохранении удовлетвори-
тельной пластичности;
4) с увеличением содержания алюминия повышается жаропрочность сплавов;
5) алюминий повышает модуль упругости;
6) с увеличением содержания алюминия в сплавах уменьшается их склон-
ность к водородной хрупкости.
Однако с увеличением содержания алюминия повышается чувствительность
титановых сплавов к солевой коррозии, а также уменьшается их технологичес-
кая пластичность. Поэтому, если есть опасность контакта сплавов с поваренной
солью при работе в интервале температур 250-550 °C или необходима высокая
технологическая пластичность, содержание алюминия в титановых сплавах сле-
дует ограничивать.
Другими наиболее распространенными легирующими элементами являются
ванадий и молибден. Кроме этих трех металлов в промышленных титановых
31
Глава 1. Общая характеристика титановых сплавов
сплавах в качестве легирующих элементов встречаются еще девять металлов: Zr,
Cr, Мп, Fe, Си, Sn, Nb, W и Та.
В некоторых опытных сплавах можно встретить Ga, Sb, Bi, но широкого про-
мышленного применения такие сплавы не получили. Палладий, рутений и пла-
тину добавляют к чистому титану для повышения его стойкости в сильных кор-
розионных средах. Титановые сплавы легируют также кремнием, который вво-
дят для повышения жаропрочности. Элементы внедрения - углерод, кислород,
азот, водород, являются вредными примесями. Вместе с тем кислород в неболь-
ших концентрациях может быть полезным легирующим элементом.
Основными превращениями в титане и его сплавах являются полиморфное и
мартенситное. Полиморфное диффузионное превращение происходит при срав-
нительно небольших скоростях охлаждения и реализуется путем зарождения и
роста новых зерен. При скоростях охлаждения больше критической протекает
бездиффузионное (мартенситное) превращение. Мартенситное превращение про-
исходит в интервале температур начала и конца превращения Мн и Мк. С увели-
чением содержания Р-стабилизаторов температуры мартенситного превращения
(Мн и Мк) понижаются (рис. 1.11). При концентрациях С и которые на-
Рис. 1.11. Фазовый состав титановых сплавов с Р-эвтектоидообразующими (а) и Р-изоморфными (б)
стабилизаторами после закалки из р-области [12, 16, 17]
зывают первой и второй критическими концентрациями [3, 12, 16], температуры
Мн и Мк достигают комнатной температуры. Помимо обычного мартенситного
превращения Р—>а' и Р—>а" в титановых сплавах происходит мартенситное пре-
вращение особого рода Р—>со, в результате которого образуются чрезвычайно дис-
персные когерентные выделения co-фазы. Есть основания полагать [8], что ниже
линии Тш (см. рис. 1.11) обычное мартенситное превращение Р—>а' и Р—>а" ста-
новится невозможным.
Наиболее важной характеристикой P-стабилизирующего действия элемента
является вторая критическая концентрация. Заметим, что в зарубежных работах
32
1.2. Общие сведения
не вводятся понятия о первой, второй и третьей концентрациях Р-стабилизато-
ров. Критической концентрацией называют содержание данного элемента в двой-
ном сплаве с титаном, при которой подавляется мартенситное превращение и в
результате закалки из p-области фиксируется однофазная P-структура и со-состо-
яние внутри нее.
При описании многокомпонентных титановых сплавов принимается, что дей-
ствие всех Р-стабилизаторов можно выразить суммарным эквивалентным содер-
жанием молибдена [Мо]экв, при котором количество P-фазы, ее стабильность,
способность к превращениям в двойном сплаве Ti—Мо будут такими же, как и в
рассматриваемом сплаве [12, 16, 17].
[мо1-=£(х,с;о/с;)> (I.D
где С, и — вторая критическая концентрация легирующего элемента и мо-
либдена соответственно; х - содержание /-элемента.
В опубликованных данных приводятся различные значения критических кон-
центраций легирующих элементов, что обусловлено разной чистотой исходных
материалов и различиями в методике экспериментов. В последних отечествен-
ных работах [16, 17] на основе обобщенных опубликованных данных принима-
ются следующие значения вторых критических концентраций, свыше которых
фиксируется P-фаза с ©-состоянием внутри нее (в % мае.): 15 V; 36 Nb; 45 Та; 6,5
Сг; 11 Мо; 22 W; 6,5 Мп; 4,5 Fe; 9,5 Со; 8,5 Ni, что приводит к следующему
соотношению для оценки эквивалента титановых сплавов по молибдену:
[Мо]эк = % Мо+% Та/4+% Nb/3,3+% W/2+
+% V/1,4+% Cr/0,6+% N i/0,8+% Mn/0,6+% Fe/0,4. (1.2)
Из зарубежных работ наиболее близки к приведенным значениям данные,
рекомендованные Froes, Bomberger и Bania [58, 59] (в % мае.): 15 V; 36 Nb; 45 Та;
6,3 Сг; 10 Мо; 22,5 W; 6,5 Мп; 3,5 Fe; 7 Со; 9 Ni, что приводит к несколько иному
уравнению для оценки эквивалента сплавов по молибдену.
[Мо]эк=% Мо+ % Та/4,5+% Nb/3,6+% W/2,25+% V/1,5+
+% Cr/0,63+% Mn/0,65+% Fe/0,35+% Co/0,7+% N i/0,9. (1.3)
Однако различие в значениях эквивалента по молибдену, оцененного по урав-
нению (1.3) и приведенного в отечественных работах (1.2), невелико; по край-
ней мере, это различие не приводит к переходу сплавов из одного класса в дру-
гой при классификации по фазовому составу. Более того, отмеченное различие
не превышает тех колебаний в [Мо]экв, которые могут быть при изменениях хи-
мического состава сплавов в пределах технических условий.
Более принципиально отличаются значения второй критической концентра-
ции, принятой в наших и зарубежных работах для сплавов системы Ti—Мо, по-
скольку она является базой сопоставления P-стабилизирующего действия различ-
ных легирующих элементов. В зарубежных и некоторых отечественных работах
33
Глава 1. Общая характеристика титановых сплавов
вторая критическая концентрация в сплавах Ti-Mo принимается равной 10 % мае.
с ссылкой на книгу Е.К. Молчановой [60], изданную в 1964 г. Однако анализ дан-
ных, опубликованных с 1951 г. по настоящее время, приводит к заключению, что
наиболее вероятное значение критической концентрации для системы Ti-Mo со-
ставляет примерно 11 % мае. (табл. 1.3). Поэтому в дальнейшем расчет молибде-
нового эквивалента легирующих элементов проводился в основном по уравнению
(1.2) и лишь для сопоставления - по уравнению (1.3) для зарубежных сплавов.
Таблица 1.3
Условия фиксации Р (о)-структуры в сплавах системы Ti—Мо
после закалки из p-области по данным разных авторов
Первый автор и год публикации* С % мае. Первый автор и год публикации* Скр, % мае.
DuwezP.E., 1951 12,0 Huang Y.C., 1970 п,з
Hansen М., 1951 10-12 Федотов С.Г., 1972 10,0
De Lazaro, 1952 10-12 Гусева Л.Н., 1973 12,2
Weinig S., 1954 11,0 Гусева Л.Н., 1974 12,0
Агеев H.B., 1958 11,0 Колачев Б.А., 1975 9,7
Sato T, 1960 11,0 Davis R., 1979 10,0
Петрова Л. И., 1968 и,о Leibovitch С., 1980 13,0
Носова Г.И., 1968 11-12 Коллингз Е., 1988 12,5
Коллингз E., 1970 9,0 Среднее значение 11,07
* Ссылки на оригинальные работы можно найти в монографиях [ 16,60-65] и обзорной статье [70].
Позднее С.Г. Глазунов и В.Н. Моисеев [6, 7] ввели понятие о коэффициенте
P-стабилизации АГр. Коэффициент P-стабилизации сплавов отражает, насколько
данный сплав близок по составу ко второй критической концентрации. А?р опре-
деляют по соотношению:
K=CJCi +CJC +CJC, +. . ,+С/С , (1.4)
р I I кр 2 2кр 3 Зкр I 1кр’ х* /
в котором Ср С2, Су . .С. — содержание различных Р-стабилизаторов, а С С2кр,
С3кр. . . С — вторые критические концентрации Скр, свыше которых в соот-
ветствующих двойных системах мартенситное превращение подавляется.
Молибденовый эквивалент и коэффициент P-стабилизации сплавов исходят
из одного и того же принципа. Отличие состоит в том, что [Мо]эквдает абсолют-
ные эквивалентные значения концентрации Р-стабилизаторов, а Кр - относи-
тельные. Между этими характеристиками наблюдается простое соотношение:
1 (1.5)
Коэффициент АГр и эквивалент молибдена дают лишь приближенную оценку
P-стабилизации титановых сплавов, так как не учитывается влияние а-стаби-
34
1.2. Общие сведения
лизаторов и нейтральных упрочнителей; действие Р-стабилизаторов считается
аддитивным.
Розенберг [ 19, с. 851 ] при разработке жаропрочных псевдо- а-титановых спла-
вов ввел понятие эквивалента а-стабилизаторов и нейтральных упрочнителей
по алюминию. За основную характеристику жаропрочности он выбрал терми-
ческую стабильность. За критерий термической стабильности Розенберг принял
удлинение не менее 10 % и поперечное сужение не менее 20 %, сохраненные
образцами после их выдержки под напряжением 246 МПа при температуре 540 °C.
Если эти условия принять за критерий термической стабильности, то двойные
сплавы Ti-Al теряют термическую стабильность в интервале концентраций от
8 до 9 % мае. При дополнительном легировании сплавов Ti—AI оловом и цирко-
нием содержание алюминия, при котором термическая стабильность становится
неудовлетворительной, смещается к меньшим концентрациям, причем действие
1 % А1 эквивалентно действию 3 % Sn и 6 % Zr. Кислород в десять раз эффектив-
нее, чем алюминий, уменьшает термическую стабильность.
Позднее в работе [65] влияние углерода и удвоенного содержания азота на
условия образования а,-фазы в количествах, снижающих термическую стабиль-
ность псевдо-а-сплавов, было предложено приравнять к действию кислорода.
Таким образом, эквивалент а-стабилизаторов и нейтральных упрочнителей по
алюминию, введенный Розенбергом, можно описать в виде:
[А 1]эк =% A l+% Sn/3+% Zr/6+10 [% О+% С+2 (% N)]. (1.6)
Потерю термической стабильности Розенберг связал с процессами упорядо-
чения, развивающимися в a-фазе и приводящими в конечном итоге к выделе-
нию интерметаллида Ti3Al (а,). В связи с этим эквивалент по алюминию, вве-
денный Розенбергом, можно назвать структурным.
Из приведенных Розенбергом данных следует, что а-титановые сплавы со-
храняют термическую стабильность, если выполняется условие [А1] <9 %.
Розенберг [19. с. 851] не учитывал влияния азота и углерода на термическую
стабильность титановых сплавов. Однако он работал со сплавами технической
чистоты, для которых характерно содержание 0,03 % Си и 0,01 % N, так что влия-
ние этих элементов в условии сохранения термической стабильности ([А1]экв<9 %)
косвенно учтено. Заметим, что содержание азота и углерода в титановых сплавах
примерно одинаково, их можно не принимать во внимание.
Содержание кремния в жаропрочных титановых сплавах может изменяться в
значительных пределах. В работах [27, с. 563; 71] действие кремния выражено
через алюминиевый эквивалент, как 4 (% Si). По нашему мнению, такое допуще-
ние некорректно, так как кремний является |3-стабилизатором. Его влияние на
жаропрочность титановых сплавов имеет специфическую природу, которая на-
шла отражение в тех же работах [27, с. 563; 71 ]. Предельное содержание кремния
в жаропрочных титановых сплавах определяется не потерей термической ста-
бильности из-за упорядочения a-фазы, а выделением силицидов, вызывающих
35
Глава I. Общая характеристика титановых сплавов
снижение пластичности и технологичности. Заметим, что по данным работы [27,
с. 56] выделение силицидов в a-фазе подавляет образование частиц а,-фазы.
Понятие о нейтральных упрочнителях было введено потому, что, не меняя
существенно фазовый состав сплавов, они заметно повышают их прочностные
характеристики. Такое свойство сохраняется в сплавах всех классов. При этом
они увеличивают уровень прочности сплавов в результате растворного упрочне-
ния а- и P-фаз, как алюминий и примеси внедрения. Поэтому есть смысл рас-
пространить понятие об эквиваленте а-стабилизаторов и нейтральных упрочни-
телей по алюминию на все сплавы от а до р.
1.3. Классификация титановых сплавов
Титановые сплавы классифицируют по различным признакам. Наиболее рас-
пространена классификация сплавов по фазовому составу [9,12,16]. Она включает:
1. а-сплавы, структура которых представлена а-фазой.
2. Псевдо-а-сплавы, структура которых представлена a-фазой и небольшим
количеством P-фазы или интерметаллидов (не более 5 %).
3. (а+Р)-сплавы, структура которых представлена а- и P-фазами; сплавы это-
го типа также могут содержать небольшое количество интерметаллидов.
4. Псевдо-Р-сплавы со структурой, представленной одной P-фазой после за-
калки или нормализации из P-области. Их химический состав превышает вто-
рую критическую концентрацию. Структура этих сплавов в отожженном состоя-
нии представлена a-фазой и большим количеством Р-фазы.
5. Р-сплавы, структура которых представлена термодинамически стабильной
Р-фазой.
6. Сплавы на основе интерметаллидов.
С.Г. Глазунов и В.И. Моисеев [12, 32] выделяют также сплавы переходного
класса, которые по структуре и протекающим в них превращениям занимают
промежуточное положение между (а+Р)- и псевдо-Р-сплавами. По существу это
сплавы, в которых в зависимости от колебаний их химического состава после
закалки из P-области может сформироваться P-структура (возможно с со-состоя-
нием внутри нее) или структура, представленная P-фазой и мартенситом. По
химическому составу это сплавы, близкие ко второй критической концентрации
В соответствии с работами [12, 16, 17] [Мо]экв равен нулю для а-сплавов;
<2,5 % для псевдо-а-сплавов; составляет 2,5-10 % для (а+Р)-сплавов и 10-12 %
для сплавов переходного класса; >12 % для псевдо-Р- и >30 % для Р-спла-
вов. В зарубежных работах принимается, что для а-сплавов [Мо]экв=0; для
псевдо-а- [Мо]жв<2-2,5 %; для (а+Р)- [Мо]экв=2,5-10 %; для р-с плавов [Мо]экв> 10 %.
По коэффициенту P-стабилизации титановые сплавы распределяются в такой
последовательности [9, 12, 32]: а-сплавы - АГр=О; псевдо-а-сплавы - А^р<0,25;
(а+Р)-сплавы - АГр=0,3-0,9; переходный класс - К = 1,0-1,4; псевдо-Р-сплавы -
Л?р=1,5-2,4; Р-сплавы АГр=2,5-3,0.
36
1.3. Классификация титановых сплавов
В отличие от отечественных работ в зарубежной литературе не вводится по-
нятие о сплавах переходного класса и псевдо-Р-сплавы называют просто Р-спла-
вами. Сплавы, соответствующие отечественным сплавам переходного класса, от-
носят или к (а+Р)-сплавам с большим количеством P-фазы, или Р-сплавам со
сравнительно малостабильной P-фазой. Вместе с тем вводится понятие о спла-
вах титана типа Transage [33]. Отличительные признаки сплавов этого типа не
соответствуют сплавам переходного типа. По отечественной классификации спла-
вы переходного типа — это сплавы, переходные по структуре и свойствам от
(а+Р)- к псевдо-Р, а по зарубежной классификации сплавы типа Transage - спла-
вы, в которых P-фаза механически нестабильна и при закалке из P-области пере-
ходит в мартенсит а' или а" под действием термических напряжений. Естествен-
но, что механически нестабильная P-фаза превращается в мартенсит и под дей-
ствием внешних напряжений.
Б.А. Колачев и В.А. Ливанов [16, с. 55] предложили классификацию титано-
вых сплавов по структуре в закаленном состоянии. Эта классификация включа-
ет в себя:
— сплавы мартенситного класса, структура которых после закалки с темпера-
тур выше представлена мартенситом а' или а";
- сплавы переходного класса, структура которых после закалки с температур
выше Л( ] представлена мартенситом а' (а") и Р-фазой;
- Р-сплавы, структура которых после закалки представлена р-фазой.
По свойствам в закаленном состоянии сплавы мартенситного класса разбива-
ются на две подгруппы: а) твердеющие при закалке (их структура представлена
а'-мартенситом); б) мягкие после закалки (их структура представлена а"-мар-
тенситом).
По способности упрочнения при старении титановые сплавы можно разде-
лить на: а) термически неупрочняемые; б) термически упрочняемые.
По стабильности P-фазы после закалки из P-области можно выделить три
подгруппы титановых сплавов: 1) с механически нестабильной Р-фазой; 2) с ме-
ханически стабильной Р-фазой; 3) с термодинамически стабильной Р-фазой.
Классификация титановых сплавов по структуре в закаленном состоянии бы-
ла уточнена А.А. Ильиным [30], который показал целесообразность различать
P-фазу, механически не стабильную по отношению к напряжениям и по отноше-
нию к пластической деформации.
По способу производства различают деформируемые, литейные и порошко-
вые (гранулированные) титановые сплавы.
По назначению титановые сплавы разделяют на: 1) конструкционные (обще-
го назначения); 2) жаропрочные; 3) криогенные; 4) коррозионно-стойкие; 5) фун-
кциональные.
По уровню прочности различают сплавы: 1) малопрочные; 2) сплавы средней
прочности; 3) высокопрочные. К малопрочным относят сплавы с временным со-
противлением разрыву менее 650 МПа; к сплавам средней прочности - от 700
37
Глава I. Общая характеристика титановых сплавов
до 1000 МПа, к высокопрочным - более 1000 МПа. Последняя классификация,
конечно, условна, так как методами термической обработки свойства (а+Р)- и
псевдо-Р-сплавов можно менять в широких пределах.
В настоящем справочнике сплавы описаны по способам производства: де-
формируемые и литейные. Внутри каждой группы сплавы описываются в соот-
ветствии с классификацией по структуре: а-, псевдо-а, (а+Р)-, псевдо-р. Ис-
ключение сделано для сплавов на основе интерметаллидов, поскольку они пред-
ставляют специфический вид материалов и их могут производить и применять
как в литом, деформированном, так и порошковом консолидированном состоя-
нии.
1.4. Деформируемые титановые сплавы разных стран
По фазовому составу титановые деформируемые сплавы охватывают все пе-
речисленные выше классы: а-, псевдо-а, (а+Р)-сплавы переходного класса, псев-
до-Р-сплавы, Р-сплавы. В табл. 1.4-1.10 приведены составы отечественных и
зарубежных титановых сплавов с указанием эквивалентов легирующих элемен-
тов по алюминию и молибдену, причем для зарубежных сплавов даны результа-
ты расчетов как по уравнению (1.2), так и (1.3). При определении эквивалента
по алюминию сортов нелегированного титана действие примесей внедрения на
[А1]экв было принято эквивалентным действию максимально допустимого содер-
жания кислорода, а для промышленных сплавов - 1 % А!. Примеси, оказываю-
щие P-стабилизирующее действие, не учитывались.
Сплавы а- и псевдо-а-классов расположены преимущественно в порядке уве-
личения эквивалента по алюминию, а (а+Р)- и псевдо-Р-классов - в порядке
возрастания эквивалента по молибдену (за некоторыми исключениями, особен-
но для китайских сплавов).
Отечественные сплавы (табл. 1.4) обычно маркируют буквой, отражающей
наименование организации-разработчика, и цифрой, соответствующей порядко-
вому номеру сплава. Марка ВТ означает «ВИАМ титан»; ОТ - опытный титан;
это сплавы, разработанные совместно ВИАМом и Верхнесалдинским металлур-
гическим производственным объединением (ВСМПО); ПТ - «Прометей титан»,
сплавы, разработанные ЦНИИ КМ «Прометей». Иногда марка сплава содержит
дополнительные буквы: У - улучшенный; М - модифицированный; И - специ-
ального назначения; Л - литейный сплав; кт - криогенного назначения; ч - по-
вышенной чистоты, с - специально предназначенный для сварных соединений.
Для морского применения, в связи со спецификой, ЦНИИ КМ «Прометей»
разработал сплавы, не совпадающие по составу со сплавами авиакосмического и
общего назначения (табл. 1.5).
Сплавы США общего назначения (табл. 1.6), поставляемые по стандартам ASTM
(Американского общества испытаний материалов), маркируют словом сорт (Grade)
и порядковым номером. Сплавы авиационного назначения, поставляемые по AMS
38
1.4. Деформируемые титановые сплавы разных стран
Таблица 1.4
Эквиваленты легирующих элементов по алюминию и молибдену
в отечественных промышленных титановых сплавах [16, 17, 32|
Е Марка сплава Средний химический состав, % мае. [A'U% [Mo]ra,%
а-с плавы
1 ВТ 1-00 0,10 О2; 0,04 N; 0,05 С; 0,08 Si; 0,20 Fe* 0,8 —
2 BTI-0 0,12 О2; 0,04 N; 0,07 С; 0,10 Si; 0,20 Fe* 1,2 —
3 ВТ5-1 5Al-2,5Sn 6,8 —
4 ПТ7М 2,2Al-2,5Zr 3,6 -
Псевдо-а-сплавы
5 ОТ4-0 0,8Al-0,8Mn 1,8 1,3
6 ОТ4-1 1,5AI— IMn 2,5 1,7
7 ОТ4 4A1-1,5 Mn 5,0 2,5
8 ПТЗВ 4AI-2V 5,0 1,4
9 ОТ4-1В 3A1-2V 4,0 1,4
10 ОТ4В 4,5A1—2,5V 5,5 1,8
И АТЗ 3Al-0,7Cr-0,4Fe-0,4Si 4,0 2,2
12 АТ6 6Al-0,7Cr-0,4Fe-0,4Si 7,0 2,2
13 ВТ18У 6,5A1—4Zr-2,5Sn-0,6Mo-lNb-0,15Si 9,0 1,0
14 ВТ20 6,5Al-2Zr-lMo-l V 7,8 1,7
(а+Р)-сплавы
15 ВТ6 6AI—4,5V 7,0 3,2
16 ВТбс 5A1-4V 6,0 2,9
17 ВТбкт 6A1—4V 7,0 2,9
18 ВТ 14 5Al-3Mo-l,4V 6,0 4,0
19 ВТ8 6,5Al-3,3Mo-0,30 Si 7,5 3,3
20 ВТ8М 6,3 Al-1 Sn-1 Zr-3,3Mo-0,15 Si 7,8 3,3
21 В T9 6,4Ai— l,5Zr- 3,4Mo-0,25Si 7,7 3,4
22 ВТ25У 6,5 Al—1,8Sn-3,8Zr—4Mo-l W-0,2Si 8,7 4,5
23 ВТ36 6,2Al-2Sn-3,6Zr-0,7Mo-5W-0,l 5Si 8,5 3,2
24 ВТЗ-1 6,3 Al-2,5Mo-l ,5Cr-O,5Fe-O,3Si 7,3 6,3
25 ВТ23 5,5 Al—2Mo-4,5 V—1 Cr-O,6Fe 6,5 8,4
26 ВТ16 3AI—4,5V-5Mo 4,0 8,2
Сплавы переходного класса
27 ВТ22 5Al-5Mo-5V-lCr-lFe 6,0 12,7
28 ВТ22И 3AJ-5Mo-5V-lCr-lFe 4,0 12,7
29 ВТЗО 1 l,5Mo-6Zr—4,5 Sn 3,5 11,5
Псевдо-Р-сплавы
30 ВТ35 15V-3Cr-3AI-3Sn-lZr-lMo 5,2 16,7
31 ВТ19 5,5Mo-5,5Cr-3,5V-3Al-lZr 4,2 17,2
32 ВТ32 8M0-8V- l,2Cr-l,2Fe-3Al 4,0 18,7
33 ВТ15 Ti-1 lCr-7Mo-3Al 4,0 25,3
Р-сплавы
34| 4201 | Ti-33Mo | | 33,0
* Максимально допустимое содержание примесей
39
Глава 1. Общая характеристика титановых сплавов
Таблица 1.5
Отечественные титановые деформируемые сплавы морского назначения
(50, с. 15; 26, с. 1703; 611
Сплав Класс сплава Химический состав, % мае.
А1 Zr V Мо
ЗМ а 3,5-5,5 — — - 5,5 0
ПТ-1М а 0,2-0,7 <0,3 — - 1,5 —
ПТ-7М а 1,8-2,5 2,0-3,0 — — 3,6 —
ПТ-3 В Псевдо-а 3,5-5,0 — 1,2-2,5 — 5,3 1,4
5В Псевдо-а 4,7-6,3 <0,1 1,0-1,9 0,7-2,0 6,5 2,4
(спецификации авиационных материалов), обозначают цифрами и буквенными
индексами, которые характеризуют номинальный состав сплава. Сплавы воен-
ного назначения по спецификации MIL обозначают буквами А, АВ и В (а-. (а+Р)-
и Р-сплавы соответственно) и порядковыми номерами.
В табл. 1.7 приведен химический состав сплавов, поставляемых в соответ-
ствии со спецификацией ASTM В348-97. По этой спецификации поставляются
сплавы не только в США, но и в других странах мира, в том числе и России, в
частности, на экспорт.
Сплавы Великобритании авиационной серии по стандартам BS (Британский
стандарт) обозначают буквами, характеризующими систему легирования, а спла-
вы, поставляемые основным производителем титана в Великобритании — фир-
мой Imperial Metal Industries, буквами IM1 и условным номером (табл. 1.8). Сорта
технического титана маркируют буквами СР и временным сопротивлением раз-
рыву в МПа.
Сплавы Германии в соответствии с германским стандартом DIN и стандар-
том авиационных материалов WL обозначают индексом Ti, а далее указывают
буквы и цифры, характеризующие номинальный химический состав сплава; сорт
технического титана маркируют условными номерами (табл. 1.9).
В национальном стандарте Китая технический титан и а-сплавы маркируют
буквами ТА; псевдо-а- и (а+Р)-сплавы — ТС, Р-сплавы — ТВ; после буквенных
обозначений указывают условный номер сплава. В табл. 1.10 приведены спла-
вы. вошедшие в национальный стандарт Китая [28, с. 59]. В работе [28, с. 59]
приведены также 20 вновь разработанных сплавов, не вошедших в национальный
стандарт. Они замаркированы буквами Ti и условным числом или буквенными
обозначениями. Химический состав этих сплавов не указан, но общая характе-
ристика сплавов и области их применения даны.
Сплавы Франции, поставляемые по АЕСМА (Ассоциация европейских произво-
дителей для авиастроения), обозначают индексом Ti и условными номерами, а спла-
вы, поставляемые по A1R (Французский авиационный стандарт) - условными бук-
венными и цифровыми индексами, характеризующими состав сплава (табл. 1.11).
Технический титан по AIR маркируют буквой Т и пределом текучести в ksi.
40
Таблица 1.6
Эквиваленты легирующих элементов по молибдену и алюминию американских сплавов [33, 72|
Класс сплава Марка сплава Химический состав, % мае. [Mo]» **. % a
[O] [3] /o
High-purity Ti Ti-0,001C; 0,002N; 0,0602; 0,005Si; 0,002Fe 0 0 0,6
Нелегированны й Grade 1 Ti-0,10C; 0,03N; 0,18O2; 0,20Fe 0 0 1,8
Grade 2 Ti-0,10C; 0,03N; 0,250,; 0,30Fe 0 0 2,5
титан* Grade 3 Ti—0,10C; 0,05N; 0,35O2; 0,30Fe 0 0 3,5
Grade 4 Ti-0,10C; 0,05N; 0,4002; 0,50Fe 0 0 4
Grade 7 Ti-0,2Pd 0,4”* 0,4"’ 1,0
Grade 12 Ti-0,3Mo-0,8Ni 1,3 1,3 1,0
Ti—51111 Ti-5 Al-1 Sn-1 Zr-1 V-0,8Mo 1,5 1,5 6,5
Grade 9 Ti-3A1-2,5V 1,8 1,7 4,0
Ti-5-2,5 Ti-5Al-2,5Sn 0,0 0,0 6,8
а- и псевдо-а-сплавы Ti-621/0,8 Ti-6Al-2Nb-l Ta-0,8Mo 1,7 1,6 7,0
Ti-5522S Ti-5Al-5Sn-2Zr—2Mo-0,25Si 2,0 2,0 8,0
Ti-6242S Ti-6Al-2Sn—4Zr-2Mo-0,08Si 2 2,0 8,3
Ti-5621S Ti-5 Al-6Sn-2Zr-l Mo-0,25Si 1 1,0 8,3
Ti-1100 Ti-6Al-2,75Sn—4Zr-0,4Mo-0,45Si 0,4 0,4 8,6
Ti-811 Ti-8Al-lMo-l V 1,7 1,7 9,0
Ti64 T1-6A1-4V 2,9 2,7 7,0
RM1 Low cost allow Ti-6,4Al-l,2Fe 3,0 3,4 7,4
Ti—431 Ti—4А1-ЗМо-1 V 3,7 3,7 5,0
Ti 56740 Ti-7Al-4Mo 4 4,0 8,0
Ti-662 Ti-6Al-6V-2Sn 4,3 4,0 7,7
(а+Р)-сплавы 62 S Ti-6Al-l,7Fe-0,lSi 4,3 4,8 7,0
Ti-6-22-22S Ti-6Al-2Sn-2Zr-2Mo-2Cr-0,25Si 5,3 4,5 8,0
Corona-5 Ti—4,5Al-5Mo-l,5Cr 6,0 6,9 8,3
Ti 6246 Ti-6Al-2Sn—4Zr-6Mo 6,0 6,0 8,3
SP-700 Ti—4,5Al-3V-2Mo-2Fe 9,1 9,7 5,5
Продолжение табл. 1.6
Класс сплава Марка сплава Химический состав, % мае. [Mo]m**, %
[0] [3]
Transage 129 Ti-1 l,5V-2Al-2Sn-l IZr 8,2 7,7 5,5
Transage 134 Ti-12V-2,5Al-2Sn-6Zr 8,6 8,0 6,2
Transage 175 Ti-13V-2,7Al-7Sn-2Zr 9,3 8,7 6,4
Ti-17 Ti-5Al-2Sn-2Zr-4Mo-4Cr 10,7 9,0 7,0
— Ti-16V—2,5 Al 11,4 10,7 3,5
Beta-111 Ti-11,5Mo-6Zr-4,5Sn 11,5 11,5 3,5
Ti-10-2-3 Ti-10V-2Fe-3Al 12,1 12,4 4,0
Ti-15-3 Ti-15V-3Cr-3Al-3Sn 15,7 14,8 5,0
Псевдо-Р-сплавы Beta-21S Ti-15Mo-3Al-2,7Nb-0,25Si 15,8 15,8 4,0
Ti 555 Ti-5 Al-5Mo-5 V-3Cr-l Fe 16,1 15,9 6
TMZF Ti-12Mo-6Zr-2Fe 17,0 17,7 2
Beta C Ti-8V-6Cr-4Mo^4Zr-3Al 19,7 18,9 4,7
Ti-8823 Ti-8Mo-8V-2Fe-3Al 18,7 18,3 4,0
Ti-8V-5Fe-lAl 18,2 19,6 2,0
Timetal 125 Ti-6V-6,2Mo-5,7Fe-3Al 24,8 26,5 4,0
Ti-13-11-3 Ti-13V-l lCr-3Al 27,6 26,1 4,0
* Указано максимальное содержание примесей.
** [О] - расчет по уравнению (1.2); [3] - по уравнению (1.3).
*** Для системы Ti-Pd принято Скр =5,5 %.
Глава 1. Общая характеристика титановых сплавов
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Таблица 1.7
Химический состав титановых сплавов
в соответствии со спецификацией ASTM В348-97
Марка сплава Химический состав, % мае.
Al V Pd Ru Ni Другие элементы
1.1.1. Grade 1 — — — — — Нелегированный титан
1.1.2. Grade 2 — — — — — То же
1.1.3. Grade 3 — — — — — и
1.1.4. Grade 4 — — — — — н
1.1.5. Grade 5 6 4 — — — —
1.1.6. Grade 6 5 — — — — 2,5 Sn
1.1.7. Grade 7 — — 0,12-0,25 — — —
1.1.8. Grade 9 3 2,5 — — — —
1.1.9. Grade 11 — — 0,12-0,25 — — —
1.1.10. Grade 12 — — — — 0,8 0,3 Мо
1.1.11. Grade 13 — — — 0,05 0,5 —
1.1.12. Grade 14 — — — 0,05 0,5 —
1.1.13. Grade 15 — — — 0,05 0,5 —
1.1.14. Grade 16 — — 0,04-0,08 — — —
1.1.15. Grade 17 — — 0,04-0,08 — — —
1.1.16. Grade 18 3 2,5 0,04-0,08 — — —
1.1.17. Grade 19 3 8 — — — 6Cr; 4Zr; 4Мо
1.1.18. Grade 20 3 8 0,04-0,08 — — 6Cr; 4Zr; 4Мо
1.1.19. Grade 21 3 — — — — 15Мо; 3.5А1; 2,7Nb; 0,25Si
1.1.20. Grade 23 6 4 — — — ELI
1.1.21. Grade 24 6 4 0,04-0,08 — — —
1.1.22. Grade 25 6 4 0,04-0,08 — 0,3-0,8 —
1.1.23. Grade 28 3 2,5 — 0,08-0,14 — —
1.1.24. Grade 29 6 4 — 0,08-0,14 — ELI
1.1.25. Grade 30 — — 0,05 — — 0,3 Co
1.1.26. Grade 31 - — 0,05 - - 0,3 Co
Сплавы Японии в соответствии с японским индустриальным стандартом JIS
маркируют буквами С1 (класс) и порядковым номером, а по фирменным про-
спектам - цифровыми и буквенными индексами, характеризующими состав спла-
ва (табл. 1.12). Так, в частности буквы KS означают, что сплав разработан фир-
мой Kobe Steel.
1.5. Сопоставление химического и фазового
составов титановых сплавов разных стран
В общем случае титановые сплавы относятся к многокомпонентным систе-
мам. Поскольку практическое использование диаграмм состояния многокомпо-
нентных систем встречается с существенными трудностями, для описания и
43
Глава 1. Общая характеристика титановых сплавов
Таблица 1.8
Эквиваленты легирующих элементов по молибдену и алюминию
английских сплавов [33, 721
Класс сплава Марка сплава Химический состав, % мае. [Мо]эи**,% [Al],„, %
[0] [3]
Нелеги- 1MI 115 (2ТА1) 0,20 Fe; 0,10 С; 0,15 О,; 0,03 N 0,0 0,0 2
рован- IMI 125 (ТА2-5) 0,20 Fe; 0,10 С; 0,20 О2; 0,03 N 0,0 0,0 2,5
ный 1М1 130 0,20 Fe; 0,10 С; 0,25 О2; 0,03 N 0,0 0,0 3,5
титан* IM1 155 (2ТА6) 0,20 Fe; 0,10 С; 0,38 О,; 0,03 N 0,0 0,0 4
1М1 160 0,20 Fe; 0,10 С; 0,40 О2; 0,05 N 0,0 0,0 4,0
IMI 260 0,12-0,25Pd 0,5 0,5 1,0
IM1 230 Ti-2,5Cu 0 0 1,0
1MI 317 Ti-5Al-2,5Sn 0 0 6,8
IMI317EL1 Ti-5 AI-2,5Sn ELI 0 0 6,5
а- и IMI 325 ELI Ti-3 Al—2,5 V 1,8 1,7 3,8
псевдо- 1MI 367 Ti-6 AI-7Nb 2,1 1,9 7,0
а- IMI 685 Ti-6 Al-5 Zr-0,5 Mo-0,25 Si 0,5 0,5 7,8
сплавы IMI 679 Ti-11 Sn-5Zr-2,3AI-l Mo-0,2Si 1,0 1,0 7,8
IMI 6242 Ti-6Al-2Sn—4Zr-2Mo 2,0 2,0 8,3
IMI 829 Ti-5,5AI-3,5Sn—4Zr-INb-0,25Mo-0,3Si 0,6 0,5 8,3
IMI 834 Ti-5,8AI—4Sn-3,5Zr-0,7Nb-0,5Mo-0,33Si 0,7 0,7 8,7
IMI 811 Ti-8AI-lMo-l V 1,7 1,7 9,0
IMI 318 Ti-6AI—4V 2,9 2,7 7,0
(а+Р)- IMI 318 ELI Ti-6AI—4V 2,9 2,7 6,8
сплавы IMI 550 Ti^AI^lMo-2Sn-0,5Si 4,0 4,0 5,7
IMI 551 Ti—4AI—4Sn—4Mo-0,5Si-0,lC 4,0 4,0 6,3
Псев- IMI 617 (Ti-17) Ti-5AI-2Sn^Mo^lCr-2Zr 10,7 10,4 7,3
до- IMI 310 Ti-10V-2Fe-3AI 12,1 12,4 4,0
Р- IMI 533 Ti-15V-3Cr-3AI-3Sn | 15,7 14,8 5,5
сплавы
* Указано максимально допустимое содержание примесей.
** См . сноску табл. 1.6.
сопоставления таких сплавов применяют диаграммы фазового состава в коор-
динатах, которые отражают действие двух типичных групп легирующих эле-
ментов. Так, в частности, диаграммы фазового состава хромоникелевых не-
ржавеющих сталей представляют в координатах «эквивалент легирующих эле-
ментов по никелю и эквивалент по хрому». Эти диаграммы называют струк-
турными, что, по нашему мнению, некорректно, так как они отражают не струк-
туру, а фазовый состав стали. Такие диаграммы строят применительно к спла-
вам в определенном состоянии: отожженном, закаленном или нормализован-
ном.
44
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Таблица 1.9
Эквиваленты легирующих элементов по молибдену и алюминию
немецких сплавов |4|
Класс сплава Марка сплава Химический состав, % мае. [Мо]эи**, % ГАф„, %
[OJ Pl
3.7025, Ti 1 0,20 Fe; 0,08 С; 0,10 О,; 0,05 N 0,0 0,0 1,0
Нелегированный 3.7035, Ti 2 0,25 Fe; 0,08 С; 0,20 О,; 0,06 N 0,0 0,0 2,0
титан* 3.7055, Ti 3 0,30 Fe; 0,10 С; 0,25 O2; 0,06 N 0,0 0,0 2,5
3.7065, Ti 4 0,35 Fe; 0,10 C; 0,30 O2; 0,07 N 0,0 o,o 3,0
3.7225, Ti iPd Ti-0,2Pd‘” 0,4 0,4 1,0
3.7235, Ti 2Pd Ti-0,2Pd”‘ 0,4 0,4 2,0
3.7255, Ti 3Pd Ti-0,2Pd 0,4 0,4 2,5
WL 3.7124 Ti-2,5Cu 0,0 0,0 1,0
3.7115 Ti-5AI-2,5Sn 0,0 0,0 6,8
а- и псевдо- WL 3.7105 Ti-0,8Ni-0,3Mo 1,3 1,3 1,0
а-сплавы WL 3.7154 Ti-6AI-5Zr-0,5Mo-0,25Si 0,5 0,5 7,9
WL 3.7144 Ti-6AI-2Sn—4Zr-2Mo 2,0 2,0 8,4
3.7145 Ti-6AI-2Sn—4Zr-2Mo-0,1 Si 2,0 2,0 8,4
WL 3.7134 Ti-8Al-IMo—1V 1,7 1,7 9,0
3.7165 Ti-6AMV 2,9 2,7 7,0
LT 31 Ti-6A1-4V ELI 2,9 2,7 6,8
(а+Р)-сплавы 3.7185 Ti^Al^lMo-2Sn-0,5Si 4,0 4,0 5,7
3.7175 Ti-6AI-6V-2Sn 4,3 4,0 7,7
Ti-5Al-2,5Fe Ti-5Al-2,5Fe 6,25 7,1 6,0
* Максимально допу стимое содержание примесей.
** См. сноску табл. 1.6.
*** Для палладия принято С кр =5,5 %
В работах [27, с. 53; 66] была предложена диаграмма фазового состава тита-
новых сплавов в закаленном состоянии в координатах эквивалент алюминия -
эквивалент молибдена (рис. 1.12). При построении этой диаграммы, прежде все-
го, было учтено, что для большинства тройных систем Ti-Al-P-стабилизатор ли-
ния, разделяющая фазовые области с а,-фазой и без нее, почти параллельна сторо-
не Ti-P-стабилизатор концентрационного треугольника. Далее были учтены мно-
гочисленные опубликованные данные о фазовом составе закаленных из Р-области
как промышленных, так и опытных титановых сплавов (табл. 1.13). Основные
сведения по этому вопросу были взяты из трудов международных конференций
по титану [19-26]. И наконец, было учтено подавление образования co-фазы в
титановых сплавах при их легировании алюминием и нейтральными упрочните-
лями.
45
Глава 1. Общая характеристика титановых сплавов
Таблица 1.10
Эквиваленты легирующих элементов по молибдену и алюминию
китайских сплавов [17; 28, с. 59|
Класс сплава Марка сплава Химический состав, % мае. [Mo ,% ЭКВ %
10] [3]
ТАО 0 0 1,0
Нелегиро- ТА0-1 0 0 l,o
ванный ТА1 99,2 Ti 0 0 1,0
титан ТА2 99,1 Ti 0 0 2,0
ТАЗ 99,0 Ti 0 0 3,0
ТА4 Ti—3AI 0 0 4,0
ТА5 Ti—4AI-0,005B 0 0 5,0
ТА6 Ti-5AI 0 0 6,0
ТА7 Ti-5Al-2,5Sn 0 0 6,8
ТА8 Ti-5AI-2,5Sn-3Cu-l,5Zr 0 0 7,1
ТА9 Ti-0,2 Pd 0,4 0,4 0
ТАЮ Ti-0,3Mo-0,8Ni 1,3 1,3 0
ТАН Ti-8AI-lMo-l V 1,7 1,7 9,0
ТА12 Ti-5,5AI—4Sn-2Zr-l Mo-lNd-0,2Si 1,0 1,0 8,3
а- и ТА13 Ti-2,5Cu 0 0 1,0
псевдо- ТА14 Ti-2,3 A1— 11 Sn-5Zr-l Mo-0,2Si 1,0 1,0 7,8
а-сплавы ТАИ Ti-6,5Al-lMo-l V-2Zr 1,7 1,7 7,8
ТА15-1 Ti-6,5AI-lMo-lV-2Zr 1,7 1,7 7,8
ТА 15-2 Ti-6,5AI-lMo-l V-2Zr -,7 1,7 7,8
ТА16 Ti-2AI-2,5Zr C 0 3,4
ТА17 Ti-4AI-2V 1,4 1,3 5,0
ТА18 Ti—3AI—2,5V 1,8 1,7 4,0
ТАЮ Ti-6AI-2Sn—4Zr-2Mo-0,1 Si 2,0 2,0 8,3
ТА20 Ti-4AI-3V-l,5Zr 2,1 2,0 5,3
ТА21 Ti—1 AI-IMn 1,7 1,5 2,0
ТС1 Ti—2,5AI-l,5Mn* 2,5 2,3 3,5
ТС2 Ti—4AI-l,5Mn* 2,5 2,3 5,0
тез Ti-5AI—4V 2,9 2,7 6,0
ТС4 Ti-6AI—4V 2,9 2,7 7,0
ТС5 Ti-5Al-2,5Cr 4,2 4,0 6,0
ТС6 Ti-6Al-l,5Cr-2,5Mo-0,5Fe-0,3Si 6,3 6,3 7,0
ТС7 Ti-6AI-0,6Cr-0,4Fe-0,4Si-0,01В 2,0 2,1 7,0
(а+Р)- ТС8 Ti-6Al-3,5Mo-0,25Si 3,5 3,5 7,0
сплавы ТС9 Ti-6,5AI-3,5Mo-2,5Sn-0,3Si 3,5 3,5 8,3
ТС10 Ti-6Al-6V-2Sn-0,5Fe-0,5Cr 6,4 6,2 7,7
ТСН Ti-6,5AI-3,5Mo-l,5Zr-0,3Si 3,5 3,5 7,8
ТС12 Ti-5AI-4Mo-4Cr-2Zr-2Sn-lNb ** 11,0 10,3 7,0
ТС15 Ti-5AI-2,5Fe 6,3 7,1 6,0
ТС16 Ti-3AI-5Mo-4,5V 8,2 3,0 4,0
46
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Продолжение табл. 1.10
Класс । сплава Марка сплава Химический состав, % мае. [Мо] ,% экв’ [A1U %
[О] [3]
ТС17 Ti-5AI-2Sn-2Zr-4Mo-4Cr ** 10,7 10,3 7,0
ТС18 Ti—5AI—4,75Mo-4,75V-lCr-lFe *» 12,4 12,4 6,0
ТС19 Ti—6AI—2Sn—4Zr-6Mo 6,0 6,0 8,3
ТС20 Ti—6Al-7Nb 2,1 1,9 7,0
ТВ1 Ti-3Al-8Mo-l ICr 26,3 25,5 4,0
ТВ2 Ti-3AI-5Mo-5V-8Cr 21,9 21,0 4,0
ТВЗ Ti-3,5AI-10Mo-8V-lFe 18,2 18,2 4,5
ТВ4 TMAI-7Mo-10V-2Fe-lZr I9J 19,4 5,2
Псевдо- ТВ5 Ti-15V-3Cr-3Sn-3AI 15,7 14,8 5,0
Р-сплавы ТВ6 Ti-10V-2Fe-3AI 12,1 12,4 4,0
ТВ7 Ti-32Mo‘” 32,0 32,0 1,0
ТВ8 Ti-15Mo-3Al-2,7Nb 0,25Si 15,8 15,8 4,0
ТВ9 Ti-3AI-8V-6Cr—4Mo-4Zr 19,7 18,8 4,7
* Сплавы Т1-В19 Ti-B20 в других Ti-3 Al—5 Mo-5 V—4Cr-2Zr Ti-AI-Sn-Mo-V-Cr-Fe пранах мира относят к псевдо-а-сплавам. 15,2 14,6 4,3
** Сплавы следует считать псевдо- Р-сплавами или сплавами переходного фикации, принятой в России. *** Р-сплав. класса по класси-
При построении диаграммы фазового состава титановых сплавов в закален-
ном состоянии принципиально важен вопрос о влиянии алюминия и нейтраль-
ных упрочнителей на вторую критическую концентрацию. При увеличении со-
держания алюминия до 2,5 % вторая критическая концентрация в тройных спла-
вах Ti-Al-Cr и Ti-Al-V несколько возрастает, а при больших концентрациях умень-
шается [66]. Некоторое P-стабилизирующее действие алюминия в сплавах Ti-
A1-V получило подтверждение также в работе [23, с. 1451]. Так, в частности,
после закалки из P-области структура сплава Ti-10V была представлена «"-фа-
зой, a Ti-10V-6Al-a"- и P-фазами. Определенное P-стабилизирующее действие
оказывает и цирконий. Закаленный из P-области сплав Ti-12V имеет структуру
a''-мартенсита, а структура сплава Ti-12V-10Zr представлена Р-фазой [23, с. 1651].
Линия, разделяющая сплавы с а'- и «"-структурой в закаленном состоянии, есте-
ственно, имеет смысл лишь для сплавов, содержащих в своем составе изоморф-
ные Р-стабилизаторы в количестве, достаточном для фиксации «"-фазы.
В настоящее время хорошо известно, что алюминий и нейтральные упроч-
нители подавляют образование co-фазы как при закалке, так и старении. Впер-
вые этот эффект, по-видимому, был обнаружен Л.П. Лужниковым с сотруд-
никами [118, с. 41], а затем получил подтверждение во многих работах [23,
с. 1451; 69].
47
Глава I. Общая характеристика титановых сплавов
Таблица 1.11
Эквиваленты легирующих элементов по молибдену и алюминию
французских сплавов) 14)
Класс сплава Марка сплава Химический состав. % мае. [AIL %
[0] [3]
Нелеги- Ti-P.01;T-35 0,12 Fe; 0,08 С; 0,20 О,; 0,03 N 0,0 0,0 2,0
рованный Ti-P.02; Т-40 0,12 Fe; 0,08 С; 0,25 О,; 0,05 N 0,0 0,0 2,5
титан* Ti-P.03; Т-50 0,25 Fe; 0,08 С; 0,35 О,; 0,07 N 0.0 0,0 3,5
Ti-P.04; Т-60 0,30 Fe; 0,08 С; 0,40 О,; 0,08 N 0,0 0,0 4,0
Ti-Pl 1; TCJ2 Ti-2,5Cu 0,0 0,0 1,0
Ti-P.65; Т-А5Е Ti-5А1-2.5 Sn 0,0 0,0 6,9
а- и T-A3V Ti-3AI-2,5V 1,8 1,7 4,0
псевдо- Ti-P.67; T-A6Zr5D Ti-6Al-5Zr-0,5Mo-0,25Si 0,5 0,5 7,8
а-сплавы TA6Zr4DE Ti-6Al-2Sn—4Zr-2Mo 2,0 2,0 8,3
Ti-P.66;T-A8DV Ti-8AI-lMo-I V 1,7 1,7 9,0
Ti-P.63; T-A6V Ti-6AMV 2,9 2,7 7,0
(а+Р)- T-A4D3V Ti—4AI-3Mo-l V 3,7 3,7 5,0
T-A4D Ti-7AI-4Mo 4,0 4,0 8,0
сплавы Ti-P.68; T-A4DE TMAl^lMo-2Sn 4,0 4,0 5,7
Ti-P.64; T-A6V6E2 Ti-6AI-6V-2Sn 4,3 4,0 7,7
Beta-CEZ Ti-5AI-2Sn—4Zr—4Mo-2Cr-l,2Fe 10,3 10,4 7,3
Fll Ti-5Ta-5Mo-2,2Fe 11,8 12,4 1,0
Псевдо- TDllZr6E4 Ti—1 l,5Mo—6Zr—4,5Sn 11,5 11,5 3,5
Р-сплавы Ti-P.80 Ti-10V-2Fe-3AI 12,1 12,4 4,0
F9 Ti-5Ta-6,5Mo-2,7Fe 14,6 15,3 1,0
* Указа! ** См. с T-V13CA io максимально допуст носку табл. 1.6. Ti-13V-HCr-3Al имое содержание примесей. 27,6 26,1 4,0
Как следует из рис. 1.12, с увеличением [Мо]экв требуется меньшее количе-
ство эквивалентных алюминию элементов для полного подавления образования
co-фазы при закалке. При достаточно большом содержании Р-стабилизаторов
образование co-фазы подавляется и без помощи а-стабилизаторов и нейтральных
упрочнителей. Так, по данным Л.Н. Гусевой [119] в сплавах Ti-Mo, приготов-
ленных из металлов высокой чистоты, co-фаза образуется лишь до 10 % ат. Мо
(18,2 % мае).
Диаграмма фазового состава, приведенная на рис. 1.12, иллюстрирует рас-
пределение сплавов по классам при их классификации по структуре в закален-
ном состоянии. Как показано в разделе 1.3, по структуре в закаленном состоя-
нии титановые сплавы можно разделить на следующие классы: 1) сплавы мар-
тенситного класса со структурой а' или а"; 2) сплавы переходного класса со
структурой а' (а")+р; 3) Р-сплавы. Сплавы мартенситного класса в свою очередь
48
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Таблица 1.12
Эквиваленты легирующих элементов по молибдену и алюминию
японских сплавов 1141
Класс Марка Химический состав, % мае. [Mo], /*,%
сплава сплава [0] 13] %
Неле-
гиро- CI 1 0,20 Fe; 0,10 С; 0,15 О2; 0,05 N 0,0 0,0 1,5
ван- CI2 0,25 Fe; 0,10 С; 0,20 О,; 0,05 N 0,0 0,0 2,0
ный С1 3 0,30 Fe; 0,10 С; 0,30 О2; 0,07 N 0,0 0,0 3,0
ти- KS85 0,40 Fe; 0,40 О2; 0,05 N o,o 0,0 4,0
тан*
4635 type 11 0,20 Pd 0,40 0,40 1,0
4635 type 12 0,20 Pd 0,40 0,40 1,5
4635 type 13 0,20 Pd 0,40 0,40 2,0
KS40Pd A 0,15 Pd; 0,05 Fe; 0,03 N; 0,10 O2 0,30 0,30 1,0
сс-и KS5OPd A 0,15 Pd; 0,05 Fe; 0,03 N; 0,15 O2 0,30 0,30 1,5
леев- KS70Pd A 0,15 Pd; 0,05 Fe; 0,03 N; 0,3 O2 0,30 0,30 3,0
до- SAT-25 Ti-2,5Cu 0,0 0,0 1,0
а- KS120 Ti-0,6Si-0,5Fe 1,3 1,4 1,0
спла- SAT-A90 Ti-2Al-l,5Mn 2,5 2,3 3,0
вы SAT-325 Ti-3AI-2,5V 1,8 1,7 4,0
DAT52F Ti-3AI-2V-S*** 1,4 1,3 4,0
SAT-525 Ti-5AI—2,5Sn o,o 0,0 6,8
SAT-6242 Ti-6AI-2Sn-4Zr-2Mo-0,09Si 2,0 2,0 8,3
SAT-811 Ti- 8A1-1MO-1V 1,7 1,7 9,0
SAT-64 Ti-6A1-4V 2,9 2,7 7,0
(сс+ВУ SAT-64ELI Ti-6AI-4V ELI 2,9 2,7 6,8
спла- DAT 54 Ti—5,8AI—4Sn-3,5Zr—2,8Mo-0,7Nb-0,4Si-0,06C 3,0 3,0 8,7
MA-662 Ti-6AI-6V—2Sn 4,3 4,0 7,7
KSTi-9 Ti-4,5AI-2Mo-l,6V-0,5Fe-0,3Si-0,03C 4,4 4,5 5,5
KSEL-F TM,5AMCr-0,5Fe-0,2C 7,9 8,1 5,5
TNTZ Ti-29Nb-13Ta-4,6Zr 12,0 u,o 1,8
Псев- Ti-20V—4AI-ISn 14,3 13,3 5,3
до- Ti-15Mo-5Zr 15,0 15,0 1,8
Р- Ti-15Mo-5Zr-3Al 15,0 15,0 4,8
спла- DAT 51 Ti-22V—4A1 15,7 14,7 5,0
вы KSI5-3-3-5 Ti-15V-3Cr-3AI-3Sn 15,7 14,8 5,0
DAT55G Ti-15V—6Cr—4AI 20,7 19,5 5,0
* Указано максимально допустимое содержание примесей.
** См. табл. 1.6.
*** Сплав легирован серой и РЗМ для улучшения обрабатываемости резанием
49
Глава 1. Общая характеристика титановых сплавов
подразделяются на твердеющие при закалке (со структурой а'-мартенсита) и мяг-
кие после закалки (со структурой «"-мартенсита).
Рис. 1.12. Диаграмма фазового состава закаленных из P-области титановых сплавов в координатах
эквивалент легирующих элементов по алюминию - эквивалент по молибдену [27, с. 53; 66]
В работе [70] была предложена диаграмма фазового состава отожженных ти-
тановых сплавов (после простого отжига). За основу диаграммы фазового соста-
ва отожженных титановых сплавов целесообразно выбрать изотермическое сече-
ние диаграммы состояния системы Ti-Al-Mo при температуре 700 °C (рис. 1.13).
Рис. 1.13. Изотермическое сечение диаграммы состояния Ti-Al-Mo при 700 °C [9,12]
Самый простой режим отжига титановых сплавов состоит в нагреве при темпе-
ратурах 700-850 °C достаточной длительности с последующим охлаждением на
воздухе. При одноступенчатом отжиге при этих температурах с охлаждением на
50
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Таблица 1.13
Структура сплавов после закалки из p-области |28, с. 53; 66|
№ П.П Состав сплава, % мае. IM°U % №• % Структура после закалки из Р-области
1 Ti-lAI-IMn (ОТ4-0) 1,7 2 а*
2 Ti-8Al-lMo-lV (8-1-1) 1,7 9 а'
3 Ti-2A1—l,5Mn (OT4-1) 2,5 3 а'
4 Ti—4AI-l,5Mn (OT4) 2,5 5 а'
5 Ti-6AMV (BT6) 2,9 7 а'
6 Ti-6A1-1,5Sn-3Mo-0,25Si 3 7,5 а'
7 Ti-6,5Al-3Mo-l,5Zr-0,25Si (BT9) 3 7,8 а'
8 Ti-6,5AI-3,5Mo-0,3Si (BT8) 3,5 7,5 а'
9 Ti-5A1—ЗМо-1 V (BT14) 3,7 6 а'
10 Ti-6Al-6V-2Sn (6-6-2) 4,3 7,7 а’+а"
11 Ti-6,5A!-0,7Mo—4Zr-2,5Sn-lNb-0,2Si (ВТ18У) 1,0 9,0 а'
12 Ti-6AI—4V-2,5Mo 5,4 7 а"
13 Ti-6Al-2,5Mo-l,5Cr-0,5Fe-0,3Si (BT3-1) 6 7 а'
14 Ti—6AI—2Sn—4Zr—6Mo (6246) 6 8,3 а"
15 Ti-10V-3AI 7,1 4 а"
16 Ti—10V-6AI 7,1 7 а”+Р
17 Ti-lOV-lOZr 7,1 2,7 а"
18 Ti-5Al-2Mo—4,5V-0,6Fe-lCr (BT23) 8,4 6,5 а"
19 Ti-3AI—4,5V-5Mo (BT16) 8,2 4 а"
20 Ti-6Zr-12V-2Al-2Sn (Ti 134) 8,6 4,7 а"
21 Ti—HZr-12V-2AI—2Sn-0, IFe (Ti 129) 8,8 5,5 Р
21а Ti-1 IZr-11,6V-2AI—2Sn (Ti 129) 8,3 5,5 а"+Р
22 Ti-12V-10Zr 8,6 2,7 Р
23 Ti-5Mo-6V-2AI-0,05Zr 9,3 3 а"+Р
24 Ti—4Mo-8V-2AI-0,05Zr 9,7 3 а"+Р
25 Ti-10Mo-3AI 10 4 а"
26 Ti-14V—lOZr 10 2,7 Р
27 Ti-3Mo-I OV-2AI-O,05Zr 10,1 3 а"+р
28 Ti-5AMCiMMo-2Sn-2Zr (Ti-17) 10,7 7 Р
29 Ti-11 Mo-3 Al 11 4 а"
30 Ti-10V-2Fe-3AI H,1 4 Р+со
31 Ti-16V 11,4 1 Р+со
32 Ti-16V-3AI H,4 4 р
33 Ti-16V-6AI 11,4 7 р
34 Ti—16V-2Al-0,05Zr 11,4 3 р
35 Ti-8,4AI-8,5Mo-4V H,4 9,4 р
36 Ti-1 l,5Mo-6Zr—4,5Sn (BT30) H,5 3,5 Р + со
37 Ti-12Mo-3Al 12 4 а"+р
38 Ti-5Mo-10V-2AI-0,05Zr 12,1 3 Р
39 Ti-5Mo-5V-lCr-lFe-5Al 12,2 6 а"+р
51
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.13
№ п.п Состав сплава, % мае. % [aiF1” L J3kb % Структура после закалки из Р-области
40 Ti-18V-6Zr 12,9 2 Р+со
41 Ti-13Mo-3Al 13 4 Р
42 Ti-18V-10Zr 12,9 2,7 Р
43 Ti-I3,5Mo 13,5 I Р+со
44 Ti-14Mo-9Al 14 10 р
45 Ti-14Mo-3Al 14 4 р
46 Ti-20V—lOZr 14,3 2,7 Р + со
47 Ti-20V—14Zr 14,3 3,3 р
48 Ti—20V—5,5Zr 14,3 1,9 Р + со
49 Ti-20V—8Zr 14,3 2,3 р
50 Ti-15Mo-5Zr 15 1,8 Р+со
51 Ti-15Mo-5Zr-3Al 15 4,8 р
52 Ti-15V-3Al-3Cr-3Sn 15,7 5 р
53 Ti-16Mo 16 0,3 Р + со
54 Ti-lOCr 16,7 1 Р + со
55 Ti-lOCr—ISn 16,7 1,3 р
56 Ti-lOCr—2Zr 16,7 1,3 р
57 Ti-15V-3Cr-3Al-3Sn-lZr-1 Mo (BT35) 16,7 5,2 р
58 Ti-5,5Mo-3,5V-5,5Cr—3Al-lZr (BT19) 17,2 4,2 р
59 Ti-8V-8Mo-l,2Cr-l,2Fe-3Al (BT32) 18,7 4 р
60 Ti-18Mo 18 0 р
Примечание. Эквивалент по алюминию вычисляли по соотношению (1.6) при допущении, что примеси внедрения дают (А1]э1[в=1, кроме сплава Ti+18 % Мо, выплавленного на чистейших
материалах.
воздухе формируется структура, близкая к условиям равновесия при 700 °C. При-
веденное на рис. 1.13 изотермическое сечение для системы Ti-Al-Mo типично
для тройных сплавов Ti-Al-p-стабилизатор [9, 12]. Более того, если концентра-
цию Р-стабилизаторов выразить через молибденовый эквивалент, то линии раз-
дела различных фазовых областей будут весьма близки.
Диаграмма фазового состава отожженных титановых сплавов показана на
рис. 1.14. Правая линия этой диаграммы соответствует линии раздела (а+р)/р-обла-
стей изотермического сечения системы Ti-Al-Mo. Левая линия построена с уче-
том статистически обоснованного в работе [67] положения линии раздела а- и
псевдо-а-сплавов. С увеличением содержания суммы элементов, эквивалентных
алюминию, область а-растворов сначала расширяется, а затем сужается. Такой
вид линии, ограничивающей область а-растворов, обусловлен тем, что при со-
держаниях, более некоторой концентрации, алюминий оказывает небольшое
P-стабилизирующее действие [69]. Линия раздела областей с а,-фазой и без нее
52
1.5. Сопоставление .химического и фазового составов титановых сплавов разных стран
смещена к 9 % [АI] по сравнению с изотермическими сечениями систем Ti-Al-
Р-стабилизатор, так как критерий Розенберга учитывает не начало выделения
а,-фазы, а условия образования а,-фазы в количествах, достаточных для сниже-
ния термической стабильности сплавов.
[AI&
% мае.
8
ВТ18У___________
ВТ2О ’ВТ25У1 I
рг—V6T9 ' '
I ВТ6.3 ВТ8 РВТ3’11
\ , 'Чвтбс;
\ • I ВТ141
4ВТ23|ВТ221
J-----1-—
'ОТ4
г:
атз ;
' / /ВТЗ^
JOT4-1; ; / *втз°/.
/ /Переходный/
/а+R/ класс / Псевдо-р / р
7--7---/ -------'--*
*—И4
? . I / к / к ,
: ио% 120% /30% /40% /50% / 60% / 70% /во% /эо%/%p-фазы
i5%/ •• ......
/БГ161
OT4-Q
5
Псевдо-а
10
20
25 [Мой % мае.
6
4
2
а —
Рис. 1.14. Диаграмма фазового состава титановых сплавов после простого отжига по промышленным ре-
жимам в координатах эквивалент легирующих элементов по алюминию-эквивалент по молибдену [70]
На диаграмме фазового состава указаны изофазные линии, отвечающие по-
стоянному количеству Р-фазы (5, 10, 20, 30 % . . .); они были построены по
правилу рычага при допущении, что концы, отражающие составы соприкасаю-
щихся а- и P-фаз, параллельны стороне Ti-[Mo]3ra. На диаграмме фазового соста-
ва показано положение отечественных промышленных сплавов (см. табл. 1.4).
Приведенная диаграмма позволяет оценить наиболее вероятное содержание Р-фазы
в отожженных титановых сплавах после простого отжига, когда фиксируется со-
став а- и P-фаз, близкий к условиям равновесия при 700 °C.
Приведенная диаграмма позволяет дать количественное обоснование класси-
фикации титановых сплавов по структуре в отожженном состоянии:
а) а-сплавы с a-структурой; б) псевдо-а-сплавы с преобладанием в структуре
a-фазы (не более 5 % р-фазы); в) (а+р)-сплавы с содержанием от 5 до 50 % р-фазы;
г) сплавы переходного класса с содержанием 50-60 % Р-фазы и псевдо-Р-сплавы
с преобладанием в структуре Р-фазы (>65-70 %).
Принятая в настоящее время классификация титановых сплавов по фазовому
составу включает в себя а-сплавы, псевдо-а-сплавы, (а+Р)-сплавы, сплавы пе-
реходного класса, псевдо-р-сплавы и Р-сплавы. При этом первые три класса вы-
деляют по структуре в отожженном состоянии, а псевдо-р-сплавы - по структуре
в закаленном состоянии (эти сплавы приобретают однофазную P-структуру пос-
ле закалки из P-области). Поэтому есть основания ввести представления о клас-
сификационной диаграмме титановых сплавов, которая содержит элементы ди-
53
Глава 1. Общая характеристика титановых сплавов
аграмм фазового состава титановых сплавов в отожженном и закаленном состо-
яниях.
Классификационная диаграмма титановых сплавов в координатах
[AlJZ “[Мо ]экв приведена на рис. 1.15. На этом рисунке указана граница, выше
которой при температурах технологических процессов производства сплавов мо-
жет образоваться а2-фаза и оказать отрицательное влияние на их пластичность в
процессе эксплуатации, а также условные границы между псевдо-а-, (а+Р)-спла-
вами, сплавали переходного класса и псевдо-Р-сплавами. Эти границы установ-
лены на основе экспериментальных данных о фазовом составе промышленных и
экспериментальных титановых сплавов. К псевдо-а-сплавам отнесены сплавы, в
которых содержание a-фазы в соответствии с диаграммами состояния Ti-А!-
Р-стабилизатор не превышает 5 %; (а+р)-класс включает сплавы с содержанием
P-фазы более 5 %, которые после закалки из P-области приобретают структуру
а'- или а"-мартенсита. К переходному классу отнесены сплавы, фазовый состав
которых после закалки из p-области может изменяться от а' (а") до Р при колеба-
нии их химического состава в пределах технических условий. На классификаци-
онной диаграмме отмечено также подавляющее действие алюминия и нейтраль-
ных упрочнителей на образование со-фазы при закалке сплавов переходного клас-
са и псевдо-Р-сплавов.
Рис. 1.15. Классификационная диаграмма титановых сплавов в координатах эквивалент легирующих
элементов по алюминию—эквивалент по молибдену [16]
Заметим, что супержаропрочные сплавы Ti-1100, IMI 679, IMI 685, IMI 829,
IMI 834, ВТ18У в отожженном состоянии имеют практически однофазную
а-структуру [71], они отнесены к псевдо-а-сплавам в соответствии с рекоменда-
циями справочника [33].
В настоящее время к псевдо-Р-сплавам относят сплавы с эквивалентом по
молибдену более 11 % (по отечественным данным) и более 10 % (для зарубеж-
54
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
ных). Как следует из рис. 1.15, концентрация, разделяющая области (а+Р)- и
псевдо-Р-сплавов, смещается в сторону меньших значений [Мо]экв с увеличени-
ем [А1]экв. Это связано с некоторым P-стабилизирующим действием алюминия и
нейтральных упрочнителей. Так, в частности, после закалки из P-области сплав
Ti-12V-1 OZr ([А1]экв=2,7 %; [Мо]экв=8,6 %) приобретает Р-структуру [23, с. 1651],
в то время как критическая концентрация ванадия в двойных сплавах Ti-V со-
ставляет 15 %. Сплавы Transage 129, Transage 134, Trandage 175 с эквивалентами
по молибдену 8,2; 8,6 и 9,3 соответственно относят к псевдо-Р-сплавам [33].
Заметим, что по классификационной диаграмме нельзя определить количе-
ство а- и p-фаз, так как линии этой диаграммы не соответствуют условиям рав-
новесия.
В табл. 1.14 приведены составы основных титановых сплавов разных стран
мира. В ней указаны также эквиваленты легирующих элементов по алюминию
и молибдену, причем эквиваленты по молибдену были подсчитаны по уравне-
нию (1.2), а по алюминию - по уравнению (1.6), при этом содержание приме-
сей внедрения было принято эквивалентным 1 % А1. В табл. 1.14 указаны мар-
ки сплавов, присвоенные им, как правило, разработчиками. При необходимос-
ти марки аналогичных сплавов, применяемых в других странах, можно узнать
из табл. 1.4-1.12. В табл. 1.14 выделен переходный класс титановых сплавов.
Эти сплавы в соответствии с международными традициями [33] отнесены к
псевдо-Р-сплавам.
Фигуративные точки сплавов, приведенных в табл. 1.14, нанесены на квали-
фикационную диаграмму (см. рис. 1.15). Наибольшее число разработанных спла-
вов относится к числу жаропрочных с разбросом эквивалентов [А1] =6—9 %;
[Мо]экв=0-4 %. Плотность расположения фигуративных точек для (а+р)-сплавов
и псевдо-Р-сплавов примерно одинакова. Вместе с тем наблюдается тенденция к
снижению эквивалента легирующих элементов по алюминию с увеличением их
эквивалента по молибдену. Некоторые сплавы (Ti-5Al-2,5Sn; Ti-3A1-2,5V; Ti-
6A1-4V; Ti—8 Al—1 Mo-1 V; Ti-6AI-6V-2Sn; Ti-10V-2Fe-3 Al; Ti-15V-3Cr-3 Al-3Sn)
применяют во многих странах мира, что обусловлено рациональным легирова-
нием, обеспечивающим оптимальное сочетание механических и технологичес-
ких свойств.
Из рис. 1.15 следует, что введение класса сплавов, переходного от (а+Р) к
псевдо-Р, имеет смысл, так как при эквиваленте Р-стабилизаторов от 8 до 13 %
структура сплавов, закаленных из P-области, может быть представлена как а"- и
P-фазами, так и одной P-фазой. Положение линий, ограничивающих область спла-
вов переходного класса, указана на рис. 1.14 в соответствии с данными статис-
тического анализа, приведенного в работе [67].
Из сопоставления данных, приведенных в справочнике [17] и в настоящей
книге, следует, что основные усилия металловедов в обсуждаемой области были
направлены на разработку новых псевдо-Р-сплавов. Некоторые из новых псев-
до-Р-сплавов обладают уникальными механическими свойствами.
55
о!
Т аблица 1.14
Состав титановых сплавов, применяемых в разных странах
№ н.п Класс сплава Состав сплава, % мае. Марка сплава Страна* Эквивалент легирую- щего элемента, % мае.
[Mo]M
1 Ti-2,5Cu IMI 230 В, Г, К, Ф, Я 0,0 1,0
2 Ti-2,2Al-2,5Zr ПТ-7М Р, К 0,0 3,6
3 Ti-3A1 TA 4 К 0,0 4,0
4 Ti—4АЮ,005В TA 5 К 0,0 5,0
5 а-сплавы Ti^4,5Al 3M Р 0 5,5
6 Ti-5A1 BT5 К, Р 0,0 6,0
7 Ti-5Al-2,5Sn IMI 317 В, Г, К, Ф, Р, Я 0,0 6,8
8 Ti-5A1—2,5Sn-3Cu—l,5Zr TA 8 К 0,0 7,1
9 Ti-0,2Pd Grade 7 А, В, Г, К, Я 0,4 1,0
10 Ti-0,8Ni-0.3Mo WL 3.7105 А, Г 1,3 1,0
11 Ti-2,5Zr-2,5Ni 4207 Р 3,1 1,4
12 Ti-0,8Al-0,8Mn OT4-0 Р 1,3 1,8
13 Ti-l,5Al-l,0Mn OT4-1 Р,Я 1,7 2,5
14 Ti-2Al-l,5Mn TCI К, Я 2,5 з,о
15 Ti-3A1-2,5V OT4-1B А, В, Р, К, Ф, Я 1,8 4,0
16 Псевдо- Ti-3Al-0,3Si-0,7Cr-0,4Fe AT3 Р 2,2 4,0
17 а-сплавы Ti-4,0Al-l,5Mn OT4,TC2 Р,К 2,5 5,0
18 TMA1-2V ПТ-ЗВ Р,К 1,4 5,0
19 TL4A1-3 V-l,5Zr TA 20 К 2,1 5,3
20 Ti—4.5A1-2,5V OT4B р 1,8 5,5
21 Ti-5,5Al-l,5V-l,4Mo 5B р 2,4 6,5
22 Ti-5 Al-1 Sn-1 Zr-1 V-0,8Mo Ti-51111 А 1,5 6,5
23 Ti-6 A l-2Nb-1 Ta-0,8Mo Ti-621/0,8 А 1,7 7,0
24 Ti-6Al-0,6Cr-0,4Fe-0,4Si-0,01B TC7 К 2,0 7,0
Глава 1. Общая характеристика титановых сплавов
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Продолжение табл. 1.14
Эквивалент легирую- щего элемента, % мае. g < О О 00 00 00 00 О СП СП СП СП СП чо (< (< (< об об об об об об об об О'" О'" OOOrtOOvnvnoOOO 4D Г"*' оо" Г'" С'-*' Г"-"
”£1°П] СЧ - о Г- > О \Dr О Сг О О,, > СЭ сч сч" o' ~ сч" О —1 сч сч о о —' — О Os os О О СЧ СП СП ^п сч" г? (N си си СП СП СП СП
Страна* е 6 ьс о Н [_Г Ы СП СП СП CU CQ СП СП CU Ьй < СП < «£ < Ь4 < СП CU < < of Си е си [_Г у [_ СП < 0- о. Си О. Ъ4
Марка сплава С/Э СЛ СЛ г-- ип СЬ сч о — сч сч О rt . \q 00 СЧ ГД СЧ rj- rf О сП ’ Н 5 5 5 < •! 5 .1 S СЛ О Q о _ <j *> so 7 - ГГ,ЧОМЗ = ОГПООСО — □ CQf-ScQCQCQCflf-
Состав сплава, % мае. (Л £ § § I й i 1 — ~ 9 'J Т: 5 сл ._ !С‘ „ 1 й? 'Ч сл 7- сл £'?'?!< О МО о СП СЛ Z Q Х> S’ с? сл 1 N- jL 7- 7 5 Z х ± ип 2 0^00 А Й г- 7 сч 1- — 1 1 1 <2 о 0'_NNC“iocSo97 1 Л _L С’ С' S 1 S S S 7 1 й О 2 <Г ч X г-1 — CNC'IiLn^^ о" <Л ci I INdNNN7c7c — 1 0 |0°<^СЛС4Ч-Ч-Лг5ЛсЛ I П,хЙЙ77сл7сл<лсл7П572 о с ю |и.Л|лДюйо!ДйД — — Д. |1£ <<2<1J1<1<<1 < < < — 'Л < П < < < Г < “ п < Ю<оМЗ-уЮМЭ|^1^|Г^<01ГМЭ'ГЮ09 Н Н Н Н Н Н Н Н Н Н Н Н1 Н Н Н Н Ti-3A1-4V Ti-5A1^4V Ti-6A1-4V Ti-6,4Al-l,2Fe Ti—6,5 AI-jMo-1 ,5Zr-0,25Si Ti—6,2Al-2Sn-3,6Zr-0,7Mo-5W-0,15Si Ti-6,5Al-3.3Mo-0.3Si Ti-6,3 Al-1 Sn-lZr-3,3Mo-0,l 8Si Ti—6,5 A1— 1.5Zr-3,5Mo-0,3Si
Класс сплава Псевдо- а-сплавы (а+Р)-сплавы
№ П.П 1Л\0>0000^(ЧГП’^1С^О>000'0 СЧ СЧ ГЧ СЧ СЧ СП СП СП СП СП СП СП СП СП СП гг — СЧСПгГиПОГ'ООО' rtrrrtrtrrrtrj-rtrt
57
Глава I. Общая характеристика титановых сплавов
Эквивалент легирую- щего элемента, % мае. в S СП О О СП П О Ог > Ог > сП СП г* п СЭ П П QO К? ЧсГ iX tr? 4G? ЧсГ ЧеГ 00 чо Г'"" Оч' СО GC СС чо > г^- 1Г) чо
я 'о' 2 1—1 МП in Г" Г" О О О О о О СЧ СП ел s|- П СП О СЧ СП П^ 04 сч С*? Сп' си' ^4-Sf’7’7’7’7st4-St(44-'H04DOO>^QOCO^
Страна* RJ е 0 12'°' ьй и ей" « ьй bi<cueco'cQcucu<ix:<<65cucu<<ucU'bi<C5cu"cu<
Марка сплава ел Н CM U Q-, о _, — м чо с “Ju, — оо Ъг, V, _ J, еЛ СЧ О' >> сч 'Т Й „ S . 2 с*4 г+ 40 IZ4 V"! 2 2 ’Т СЧ 40 .Д IZ4 IZ4 СЧ СЧ , Q С _J \Q (-а-, оч73л^^^££>Ачрч>!-счгччочо5с2 2 О Щ СЧ 7
Состав сплава, % мае § £ ,_w - ел 9 > £ о u ел П, > „ Л । ь- .- О«э О I Q г?1- 40 00 - “ 1 7 А 1 £ и с? Л о => £ о S <-) S 2- О ° A aS ° ^По iA S" п ? ? Й1 ю a 7 i - 2 £ о i А 5ctIW елТ7'7г?’Ч-о1 . J, (Л о ел ел ем *£ел 6 ii> I л А А А А ч s ел оиь7^ 00- 00-ААи2п‘Т2о>п> 72^22ел772П.П><777елелП7>и?7Н.77 — CnCHSt’^tM''——— Sfc4^4p~— —< еч сч сч — чо -- —-— — «г < < < < < л ч < < < < и л л < < < т, < и п < л “э 'f 7 7 5 1 7 j j 7 7 7 .11 7 7 7 7 7 7 ,Ц 7 7 7 7 ppPPPPPPPPPPfihi-HhH’HhhHhHi-
Класс сплава (а+Р)-сплавы
№ п.п O^C4cnstm4Dr'00Q4O — N П 7- 40 Г4- С<0 04 о - C4CHSt Ш П Ш П МП Ш <n in in in 40 40 40 40 40 40 40 40 40 40 Г- Г"* Г* Г-
58
1.5. Сопоставление химического и фазового составов титановых сплавов разных стран
Продолжение табл. 1.14
Эквивалент легирую- щего элемента, % мае. S < МП СЧ 00 СП О О мп мп 00 О О мп O n СО ОС (П О ип мп" 4о" 40 Г* г* ~ СП -5 \о СП -Г П -r -r п МП 40 МП сч
S <•> "о1 S СЧ 40 СП Sf СП Г" 00 МП о —40^ СП сч^ ОС —Г- СО оо" GO о" Os' o' СО ~ —* сч" сч" счг сч" МП мп мп" МП мп мп мп 40 40 г-
Страна* 0© <Х о; со со < < < а. 0 <0<<оч<о.а-@к;ь4в;к;ь4<к;<<а-<
Марка сплава 04 ЛГ МП 2J □ д сп «и а> 8) М - 7 X 7 7 О 7 - £ 5 S S м и г' = no мм с с с м га — _ rtf- — мм Й Й Й h S .1 - S Z .1 Н Н » .1 .J. .1 .1 < (и .1 f— S Н Н Н ffl ffl Н Си СО Р Н 00 СО Си f—Hi—'HQCQpCOf—
Состав сплава, % мае. и N сч = N о Й 7 s 7^i- ш । m £т N m£n 2 Я N 1 < I с 1й 1 с ? 1 i Й м £ > И i И. I 7 < > S 7 = <>^ м > < Й 2 ЛД77Й7-N377 iп -17п -77^ <<<о^7Л<7!-1^>7Д nnA1_<o!n 7 ''l П 5 Ч 5 S п, о 7 £ 7 >н < 777О<72и7 > 7 7 7 п 7 S 2) 7 п 7 000777 ° 7 7 ° -< N П < < П \О О' О *4 ^ -“ С (^1 N .7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 Н h Н Н h Н Ь Н h h h h Ь h h h h h Н h h h h h И
Класс сплава Псевдо- Р-сплавы
2 d П\0>&0^0-Г'1(ПЛ-П\0>ССС'0-’(ЧПП,П\0>ССС' ^[^,(^(^r^.00 00 00 00 00 00 00 00 00 00 04 04 04 04 04 04040sa404
59
Продолжение табл. 1.14
№ п.п Класс става Состав сплава, % мае Марка сплава Страна* Эквивалент легирую- щего элемента. % мае.
[A1U
100 Ti-5,5Mo-3,5 V-5,5Cr-3 Al-1 Zr BT19 P 17,2 4,2
101 Ti-8V-5Fe-l Al Ti-8-5-1 A 18,2 2,0
102 Ti-10Mo-8V-lFe-3,5Al TB3 К 18,2 4,5
103 Ti-6,8Mo—4,5Fe-l,5Al Timet LCB A 18,1 2,5
104 Ti-8Mo-8V-2Fe-3Al Ti-8823 A 18,7 4,0
105 Псевдо- Ti-8V-8Mo-l,2Cr-l,2Fe-3Al BT32 P 18,7 4,0
106 Р-сплавы Ti-10V-7Mo-2Fe-1 ZiM Al TB4 К 19,1 5,2
107 Ti-8V—6Cr—4Mo—4Zr—3A1 Beta C A, К 19,7 4,7
108 Ti-15V-6Cr^4Al DAT55G Я 20,7 5,0
109 Ti-8Cr-5Mo-5V-3Al TB2 К 21,9 4,0
НО Ti—6V-6,2Mo-5,7Fe—3A1 Ti-125 A 24,8 4,0
111 Ti-1 lCr-7 Mo-3 Al BT15 К, P 25,3 4,0
112 Ti-13V-l 1СГ-ЗА1 Ti-13-11-3 А, Ф.Я 27,6 4,0
*Е - Великобритания; Г - Германия; К - Китай; Р - Россия; Ф - Франция; А - США.
1.6. Общая характеристика деформируемых титановых сплавов
1.6. Общая характеристика деформируемых титановых сплавов
Наиболее чистый титан получают иодидным и электролитическим способа-
ми [8,12,33]. При этом содержание примесей в нем составляет (% мае.):
С N О Fe Si Zr Cl Mn Ti
Иодидный 0,001 0,002 0,03-0,06 0,002 0,005 0,05 0,002 0,003 99,87
Электроли-
тический 0,008 0,004 <0,037 0,009 0,002 <0,001 0,073 <0,001 99,837
Титан высокой чистоты отличается высокой пластичностью и небольшими
прочностными свойствами. Титан, полученный электролитическим рафиниро-
ванием, с содержанием (% мае.): 0,021 О,; 0,004 N,; 0,015 С;
<0,005 F и <0,04 А1 имеет о = 234 МПа; о., =105 МПа; 8=55 %.
Технический титан подразделяют на 2-4 сорта в зависимости от содержания
примесей (табл. 1.4-1.12). Максимально допустимое содержание углерода, азота
и кремния во всех марках технического титана примерно одинаково, но содер-
жание железа и кислорода существенно возрастает с понижением чистоты ти-
тана. Типичное содержание примесей в титановых сплавах составляет (% мае.):
0,15 Fe; 0,02 С; 0,10 О,; 0,01 N; 0,05 Si.
Общая характеристика а- и псевдо-а-сплавов представлена в табл. 1.15 и
1.16. Сплавы a-класса легируют алюминием и нейтральными упрочнителями
(оловом и цирконием). Сплавы этого класса по сравнению с титаном отличают-
ся повышенной прочностью и жаропрочностью, высокой термической стабиль-
ностью, малой склонностью к хладноломкости, хорошей свариваемостью. Хоро-
шая свариваемость а-сплавов обусловлена их однофазной структурой даже при
значительном содержании алюминия, в связи с чем металл шва и околошовной
зоны не охрупчивается. Титановые а-сплавы термически не упрочняются; един-
ственный вид их термической обработки - отжиг полный (для достаточного сня-
тия нагартовки) или неполный (для снятия остаточных напряжений). Из а-спла-
вов наиболее широко применяют Ti-5AI-2,5Sn. Его производят практически во
всех странах мира. Этот сплав с пониженным содержанием примесей внедрения
(Ti-5Al-2,5Sn ELI) мало склонен к хладноломкости него применяют до темпера-
тур жидкого водорода.
Псевдо-а-сплавы можно разделить на две группы: а) малопрочные высоко-
технологичные; б) высокожаропрочные супер а-сплавы.
Сплавы первой группы содержат небольшие количества алюминия и малые
концентрации Р-стабилизаторов, что позволяет сохранить при обработке давле-
нием высокую технологичность, близкую к технологичности чистого титана. Эти
сплавы хорошо свариваются всеми видами сварки. Псевдо-а-сплавы термичес-
ки не упрочняются, их применяют в отожженном состоянии.
Недостатки высокотехнологичных малолегированных псевдо-а-сплавов -
сравнительно невысокая прочность и большая склонность к водородной хрупко-
сти.
61
Таблица 1.15
о
ьи
Отечественные титановые а- и псевдо-а-сплавы 116, 17, 32, 73]
Сплав Общие сведения Общая характеристика Структура. Терми- ческая обработка Полуфабрикат Технология Область применения
ВТ5 (Ti-5 Al) [2,4, 7, 13, 15, 47, с. 82] Один из первых отечественных промышленных сплавов. Разрабо- тан ВИАМом в начале 1950-х гг. Литейный вариант сплава-ВТ5 Л. Плотность 4,40 г/см2 Т =980-1030 °C лп Сплав средней прочности при невысокой техно- логической плас- тичности. Алю- миний повышает прочность и жаро- прочность, но снижает техноло- гичность Однофазный сплав с а-структурой. Термической обработкой не упрочняется Прутки, поков- ки, штамповки, фасонное литье, полые профили, сварные коль- цевые детали Невысокая тех- нологическая пластичность при обработке давле- нием. Хорошо сваривается все- ми видами свар- ки. Хорошие литейные свой- ства Детали и конст- рукции, работаю- щие длительно до 350 400 °C
ВТ5-1 (Ti-5Al-2,5Sn) [2, 7, 13, 15, 18, 38, 40, 180] Аналог зарубеж- ного сплава Ti- 5Al-2,5Sn; пред- ложен ВИАМом в 1958 г. Плотность 4,42 г/см2 Т = 950 - 990 °C ЛП Сплав средней прочности. Алю- миний и олово по- вышают прочнос- тные и жаропроч- ные свойства. Олово повышает технологичность при обработке давлением. Сплав ВТ5-1 кт с пони- женным содержа- нием примесей предназначен для Однофазный сплав с а-структурой. Термичес-кой обработкой не упрочнятся Плиты, листы, лента, поковки, штамповки При литье слитков возникают некоторые трудности при введении олова Детали и конст- рукции авиацион- ной техники, работающие до 400- 450°С. Сплав ВТ5-1 кт применяют в криогенной тех- нике (крыльчатки насосов для пода- чи жидкого водо- рода)
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.15
Сплав Общие сведения Общая характеристика Структура Терми- ческая обработка Полуфабрикат Технология Область применения
работы при крио- генных температу- рах
ПТ7М (Ti-2,2 Al— -2,5Zr) [13, 17,18] Сплав разработан ЦНИИ «Проме- тей» в 1950-х гг. Плотность 4,49 г/см’ Сплав малой плотности и высо- кой технологично- сти. Алюминий и цирконий обеспе- чивают растворное упрочнение. Обладает высокой коррозионной стойкостью в мор- ской воде Однофазный сплав с а-структурой. Термической об- работкой не уп- рочняется Листы, поковки, штамповки, тру- бы Хорошо дефор- мируется в го- рячем и холод- ном состояниях, хорошо свари- вается всеми видами сварки Трубопроводы, работающие при комнатной и по- вышенных (до 400-450 °C) температурах в агрессивных средах
ОТ4-0 (Ti—0,8А1- 0,8Mn) [3,4, 7, 15, 29, с. 567 и 944] Сплав предложен ВИАМом в 1963 г. как высо- котехнологичный при обработке давлением. Плотность 4,51 г/см’ Т =860-930 °C пп Сплав малой прочности и высо- кой технологич- ности. Марганец повышает техно- логичность при горячей обработке давлением Сплав псевдо- а-класса с неболь- шим количеством P-фазы. Термичес- ки не упрочняется Листы, лента, полосы, прутки, поковки, штам- повки Хорошо дефор- мируется в горя- чем и холодном состояниях, до- пускает штам- повку при ком- натной темпера- туре. Хорошо сваривается Детали, для из- готовления кото- рых требуется высокая техноло- гичность при холодной штам- повке
ОТ4-1 (Ti-1,5 Al— l,0Mn) Сплав предложен ВИАМом в конце 1950-х гг. Сплав системы Ti- А1-Мп обладает средней прочнос- тью и Сплав псевдо- а-класса с неболь- шим количеством P-фазы. Термичес- Листы, лента, полосы, прутки, поковки, штам- повки, плиты, Хорошо дефор- мируется в горя- чем и холодном состояниях, хо- Конструкцион ный и обшивоч- ный материал, тонкостенные
Продолжение табл. 1.15
Сплав Общие сведения Общая характеристика Структура. Терми- ческая обработка Полуфабрикат Технология Область применения
[3, 4, 7, 15,29, с. 567 и 944] Плотность 4,55 г/см3 Т =910-950 °C пп высокой техноло- гичностью ки не упрочняет- ся кольцевые де- тали, трубы, проволока рошо сваривает- ся всеми видами сварки детали сложных форм
ОТ4 (Т1-4А1- 1,5Мп) [3,4, 7, 15, 29, с. 567 и 944; 47, с. 82] Сплав разработан ВИАМом и Верх- несалдинским ме- таллургическим заводом в 1957 г. Плотность 4,55 г/см3 Т =920-960 °C ПП Сплав средней прочности. Повы- шенное содержа- ние алюминия по сравнению со сплавами ОТ4-0 и ОТ4-1 привело к увеличению проч- ности, снижению технологичности Сплав псевдо- а-класса. Терми- чески не упрочня- ется Листы, лента, полосы, прутки, поковки, штам- повки, панели, профили, полые профили, кольцевые детали Сплав хорошо деформируется в горячем состоя- нии и ограничен- но - в холодном. Штамповку де- талей сложной формы осуществ- ляют с подогре- вом. Хорошо сваривается Конструкцион- ный и обшивоч- ный материал, штамповки, де- тали самолета и ГТД, работаю- щие длительно до 350-400 °C
ОТ4-1В (Ti-3A1-2,5V) [49, с. 77] Сплав разработан ВИАМом в 1980-х гг. как замена сплава ОТ4-1. Плотность 4,55 г/см3 Малопрочный, высокотехноло- гичный сплав, аналог сплава ОТ4-1 Сплав системы Ti-Al-V обладает меньшей склонно- стью к водород- ной хрупкости по сравнению с экви- валентными спла- вами системы Ti-Al-Mn Все виды полу- фабрикатов Сплав хорошо деформируется в горячем и холод- ном состояниях. Хорошо сварива- ется Самолетные де- тали, изготовле- ние которых требует хорошей технологичнос- ти в хо-лодном состоянии ОТ4В
(Ti—5A1-2,5V) [49, с. 77] Сплав разработан ВИАМом в 1980-х гг. как за- мена сплава ОТ4 Сплав средней прочности и высо- кой технологич- ности Обладает мень- шей склонностью к водородной хрупкости по Все виды полу- фабрикатов Технологические свойства такие же, как у сплава ОТ4 Самолетные де- тали, изготовле- ние которых требует высо-
Глава I. Обитая характеристика титановых сплавов
Продолжение табл. 1.15
Сплав Общие сведения Общая характеристика Структура. Терми- ческая обработка Полуфабрикат Технология Область применения
сравнению с ОТ4 кой технологич- ности
ПТ-38 (Ti-4A1-2V) [7, 29, с. 962 и 987; 50, с. 61] Сплав разработан в ЦНИИ «Проме- тей». Плотность 4,5 г/см3 Т =960-980 °C tin Сплав средней прочности и вы- сокой технологич- ности; обладает высокой корро- зионной стойко- стью. Вариант сплава ПТ-ЗВкт предназначен для работы при крио- генных температу- рах Сплав с неболь- шим количеством P-фазы. Термиче- ски не упрочняет- ся Все виды полу- фабрикатов Высокая техно- логичность при горячей и холод- ной обработке давлением, хоро- шо сваривается Валы, лопатки паровых турбин, корпуса химичес- ких реакционных колонок, фермен- ные сварные конструкции, подводные крылья
АТЗ (Ti—ЗА1—1,5 (Сг, Fe, Si) [2, 4, 7, 68, с. 207, 214. 218. 224, 245, 254, 322, 345] Сплав разработан в ИМЕТе АН СССР в конце 1950-х гг. Плот- ность 4.50 г/см3 Т =940-1000 °C ПП Сплав средней прочности, отно- сится к системе Ti-Al-Fe-Cr-Si; обладает высо-кой коррозионной стойкостью Псевдо-а-сплав с небольшим коли- чеством Р-фазы. Сплав термичес- ки не упрочняется Листы, прутки, поковки, трубы Сплав хорошо обрабатывается давлением в го- рячем и холод- ном состояниях, хорошо сварива- ется Химическое оборудование, аппаратура гид- ролизного произ- водства, трубы глубокого и сверхглубокого бурения
АТ6 (Ti—6А1—1,5 (Сг, Fe, Si) [4, 68, с. 207, 322, 345] Сплав разработан в ИМЕТе АН СССР в конце 1950-х гг. Плот- Ввиду большого содержания А1 прочнее сплава АТЗ; обладает Псевдо-а-сплав. Термически не упрочняется Прутки, листы, поковки, штам- повки Сплав удовлетво- рительно обра- батывается дав- лением, удовлет- Коррозионно- стойкие конст- рукционные материалы
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.15
Сплав Общие сведения Общая характеристика Структура. Терми- ческая обработка Полуфабрикат Технология Область применения
ность 4,40 г/см’ Т =1030 °C пп высокой коррози- онной стойкостью ворительно сва- ривается
ВТ20 (Ti-6,5 Al- lMo-lV-2Zr) [2, 4, 6, 7. 13, 18, 28, с. 707 и 875; 29, с. 567; 47, с. 82] Сплав разработан в ВИАМе в 1965 г., обладает несколько более высокой прочнос- тью по сравнению с ВТ6. Литейный вариант сплава ВТ20Л. Плотность 4,45 г/см’ Т =980-1020 °C ПП Довольно высокое содержание алю- миния обеспечива- ет значительную прочность и жа- ропрочность сплава Сплав применяется в отожженном состоянии. Его пластичность и технологичность при обработке давлением ниже, чем у сплавов типа ОТ4 Прутки, листы, плиты, поковки, штамповки, профили, коль- цевые детали, полые профили, панели, фасон- ное литье Сплав хорошо деформируется в горячем состоянии, хорошо сварива- ется всеми видами сварки, может свари- ваться с другими титановыми сплавами Обшивка крыла, корпусные дета- ли, детали ГТД, сварные узлы, работающие до 400-450 °C
ВТ18У (Ti-6,5A1- 2,5Sn-4Zr- lNb-0,7Mo- 0,15Si) [6, 13, 18, 29, с. 567 и 583; 71] Сплав ВТ18 раз- работан в ВИАМе в 1972 г. как жа- ропрочный матери- ал для работы при температурах до 600 °C. Сплав ВТ18У - усовер- шенствованный вариант сплава ВТ18. Плотность 4,55 г/см’ Т =990-1030 °C ПП Наиболее жаро- прочный титановый сплав. Высокие характеристики жаропрочности обеспечивают большие содержа- ния алюминия, нейтральных уп- рочнителей и леги- рование кремнием Сплав термически не упрочняется. Оптимальное со- четание свойств обеспечивает двойной отжиг. Пластические свойства и техно- логичность при обработке давле- нием ниже, чем у сплавов типа ОТ4 Прутки, поков- ки, штамповки, листы Сплав удовлет- ворительно де- формируется в горячем состоя- нии Детали газотур- бинных двигате- лей (компрессоры высокого давле- ния), работающих при 550-600 °C
Глава 1. Общая характеристика титановых сплавов
Таблица 1.16
Титановые а- и псевдо-а-сплавы, применяемые за рубежом 117, 33, 72]
Сплав Общие сведения Общая характеристика Структура, терми- ческая обработка Полуфаб- рикат Технология Область применения
Ti-5Al-2,5Sn Ti-5A1-2,5Sn ELI [28, с. 1745, 3149; 31, с. 216; 33, с. 287; 74] Разработан институ- том Баттелла для фирмы Рем-Крю (позднее Crucible Steel). Промышлен- ное производство началось в 1950-х гг. Один из первых про- мышленных сплавов. Плотность 4,48 г/см3, Т =1040-1090 °C, Т„ =955-985 °C Сплав средней прочности. Алю- миний, олово и примеси внедре- ния повышают прочность и сни- жают вязкость разрушения. Сплав с понижен- ным содержани- ем примесей (ELI) может работать до -235 °C Сплав с а-структу- рой. Применяют только в отожжен- ном состоянии Прутки, плиты, лис- ты, лента, проволока, поковки, профили Отлично сваривается. Модифика- ция сплава ELI трудно поддается горячей об- работке дав- лением, осо- бенно при переходе от слитка к слябу Ti-5 Al-2,5Sn - кольца для авиацион- ных двигателей, детали планера са- молета, химическое оборудование и дру- гие детали с рабочей температурой до 480 °C. Ti-5-2,5 ELI топливные баки ракет и космических кораблей, сосуды высокого давления, детали планера са- молета и двигателей; соленоиды атомных реакторов
IMI 230 (Ti—2,5 Си) [23, с. 1181; 28, с. 3068, 3059, 3063; 33, с. 4151] Разработан в Англии. Максимальная рабочая температура 350 °C. Плотность 4,56 г/см3, Т =895±10 °C пп Содержание ме- ди примерно со- ответствует ее растворимости при эвтектоидной температуре. При понижении Применяют в отожженном и термически уп- рочненном состоя- нии. Закалка и старение примерно на 25 % повы- Сутунки, прутки, про- фили, листы, проволока Отличается высокой тех- нологичнос- тью в зака- ленном со- стоянии. Легко обра-
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.16
о\
оо
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфаб- рикат Технология Область применения
температуры растворимость меди снижается почти до нуля при 25 °C шают прочностные свойства при комнатной темпе- ратуре и почти вдвое - сопротив- ление ползучести при 200 °C батывается давлением в горячем состоянии (800- 850 °C). Хорошо сваривается
Grade 9 Ti-3A1-2,5V [23, с. 563, 1119; 28, с. 2033, 2719; 31, с. 449; 33, с. 263; 75, с. 487; 76] Разработан для замены сплава Ti-6A1—4V в приме- нениях, требующих высокой способнос- ти к холодной де- формации. Плот- ность 4,48 г/см3, Т =935+15 °C пп Сплав псевдо- а-класса. По содержанию алюминия и ванадия - поло- винный сплав Ti- 6A1-4V. Облада- ет проме- жуточной проч- ностью между сплавом Ti-6A1-4V и прочностью титана Применяют в на- гартованном со- стоянии после от- жига для снятия напряжений и в отожженном со- стоянии. Обладает высокой коррози- онной стойкостью во многих средах, включая морскую воду Фольга, лен- та, трубы, листы, пли- ты, поковки Способен к деформации при комнат- ной темпера- туре. Хо- рошо свари- вается Трубы гидравлической и топливной системы самолетов и ракет (Конкорд, Боинг 767), подводных лодок, сотовые конструкции, автомобили, спортив- ный инвентарь, клюш- ки для гольфа, теннис- ные ракетки, велоси- педные рамы, хирурги- ческие и стоматологи- ческие имплантаты
T1-3A1-2V-S [28, с. 3059, 3393] Сплав разработан компанией Daidosteel (Япония) Псевдо-а-сплав легирован серой и РЗМ для улуч- шения обработ- ки резанием Сплав применяют в отожженном со- стоянии, прочность сплава невысока То же Хорошо де- формирует- ся Те же, что и для Grade 9
Глава I Общая характеристика титановых сплавов
Продолжение табл. I.16
Сплав Общие сведения Обшая характеристика Структура, терми- ческая обработка Полуфаб- рикат Технология Область применения
Ti—621/0,8; (Ti-6Al-2Nb- 1Та-0,8Мо) [23, с. 295, 1819, 2099, 2365, 2395, 2455, 2471, 2495; 33, с. 321] Сплав разработан в 1956 г. для приме- нения в конструк- ции глубоководных подводных лодок США. Плотность 4,48 г/см3, Т =1015±15 °C лп Сплав псевдо- а-класса средней прочности. Обла- дает высокой вязкостью раз- рушения и высо- ким сопротивле- нием коррозион- ному растрески- ванию в морской соленой воде Для обеспечения оптимальной вяз- кости разрушения содержание кис- лорода должно быть меньше 0,10 %, содержа- ние других приме- сей внедрения ми- нимально. Приме- няется, в основ- ном, в состоянии поставки или отжига Прутки, плиты, лис- ты, проволо- ка, профили, сутунки Горячая де- формация в (а+Р)-об- ласти встре- чается с трудностя- ми, обуслов- ленными сравнитель- но высокой склоннос- тью к горя- чему раст- рескиванию. Хорошо сваривается Корпуса кораблей, гидросферы, сосуды глубокого погружения, подводные лодки, сосуды высокого дав- ления и другие элемен- ты конструкций, тре- бующие высокой вяз- кости
IM1 367 (Ti-6Al-7Nb) [26, с. 1742; 28, с. 1017, 3237, 3377; 31, с. 670; 33, с. 693] Сплав разработан для применения в качестве импланта- тов. Плотность 4,52 г/см3. Т =1010±10 °C ЛП Сплав высокой прочности с пре- восходной био- логической сов- местимостью Применяется пос- ле отжига Прутки Технологи- ческие свой- ства такие же, как у сплава Ti-6A1—4V Хирургические имплан- таты, эндопротезы, протезы суставов бед- ра или колена
Ti—5621S (Ti-5Al-6Sn- 2Zr-lMo-0,25Si) [33, с. 445] Полупромышлен- ный сплав, разрабо- танный в 1960-х г. RMI Tita- Сплав обладает хорошей длитель- ной прочностью при высоком Излишне большое содержание алю- миния, олова, цир- кония и примесей Поковки, прутки, пли- ты, листы (поставля- Режимы де- формации в (а+Р)-об- ласти долж- Авиационные двигатели
1.6. Общая характеристика деформируемых титановых сплавов
о
Продолжение табл. 1.16
Сплав Общие сведения Общая характеристика Структз ра. термичес- кая обработка Полуфаб- рикат Технология Область применения
nium Company для применения при тем- пературах до 540 °C. Плотность 4,55 г/см3, Т =1010±14 °C пп сопротивлении ползучести, что обеспечивается удачным содер- жанием Al, Sn, Zr, малым со- держанием Р -стабилизато-р а (Мо) и леги- рованием крем- нием внедрения снижают термическую стабильность. Наилучшее со- противление пол- зучести после Р-ковки и (а+Р)- отжига. Термичес- кой обработкой не упрочняется ются по спецзака- зу) ны строго контролиро- ваться во избежание растрескива- ния
Ti-5522-S (Ti-5Al-5Sn- 2Zr-2Mo-0,25Si) [23, с. 2305; 33, с. 747; 77] Полупромышленный сплав, разработан RMI в начале 1970-х г. для дета-лей ГТД, работающих при температурах 425- 540 °C. Плотность 4,51 г/см3, Т =980±15 °C пп Псевдо-а-сплав с небольшим содержанием Р-стабилизато- ров (Мо). Обла- дает хорошим сочетанием прочности и сопротивления ползучести в ин- тервале темпера- тур 425- 540 °C Закалкой и старени- ем не упрочняется. Применяется в отожженном состоянии. Излиш- не большое коли- чество молибдена снижает термичес- кую стабильность сплава и повышает способность к термическому упрочнению Поковки, прутки, плиты, листы Листовую штамповку можно осу- ществлять при комнат- ной темпера- туре или при нагреве до 540- 700 °C. Сплав сва- ривается Детали ГТД
Ti-6242Si (Ti-6Al-2Sn— 4Zr-2Mo-0,08Si) Сплав разработан в конце 1960-х г. как материал повы- Сплав псевдо- а-класса. Алю- миний, олово и Сплав отличается высоким сочетани- ем прочности, со- Сутунки, прутки, плиты, Некоторые операции формовки Детали компрессора газотурбинного двига- теля (диски, лопатки,
Глава 1. Обгцая характеристика титановых сплавов
Продолжение табл. 1.16
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфаб- рикат Технология Область применения
[19, с. 199; 22, с. 1197; 23, с. 2281, 2323, 2371; 24, с. 1289; 25, с. 463, 1495, 1717; 27, с. 441; 28, с. 683, 1823, 1839; 1957, 2067, 2845; 33, с. 337; 75, с. 122; 78] шенной жаропрочно- сти; один из наи- более жаропрочных сплавов. Рекоменду- ется для работы при температурах до 565 °C. Плотность 4,54 г/см3, Т =995±15 °C пп цирконий вызы- вают растворное упрочнение; молибден ста- билизирует не- большое коли- чество Р-фазы. Кремний повы- шает сопротив- ление ползучес- ти противления пол- зучести, вязкости и термической ста- бильности. Для повышения со- противления пол- зучести требуется специальная тер- мическая обработ- ка листы, лен- та, профили можно вы- полнять при комнатной температуре, теплая формовка осуществля- ется при 425-705 °C. Сплав хоро- шо сварива- ется крыльчатки), листо- вые детали конструк- ции двигателя, «го- рячие» детали плане- ра самолета, корабле- строение
Ti-11 (Ti-6Al-2Sn- l,5Zr-lMo- 0,35Bi-0,1 Si) [20, c. 2279; 21, т. 1, c. 383; 33, c. 409; 79] Разработан Т1МЕТ с целью достижения более высокой жаро- прочности по сравне- нию с серийными сплавами. Плотность 4,5 г/см3, Т =980-1050 °C пп Единственный титановый сплав, легированный висмутом Сплав обладает нестабильностью В настоящее время не производит- ся, так как дополни- тельные за- траты на производст- во превыша- ют достиг- нутые тех- нические преимуще- ства
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.16
Сплав Общие сведения Общая характеристика Структура, терми- ческая обработка Полуфаб- рикат Технология Область применения
Timetai 1100 (Ti-6Al-2,75Sn- 4Zr-0,4Mo- 0,45Si) [24, с. 825; 25, с. 15, 303, 1495; 26, с. 1187, 1280, 1638, 1654; 28, с. 1839, с. 1965; 33, с. 411; 80; 81] Разработан в 1988 г. фирмой TIMET (США) для высокотемператур- ных областей при- менения вплоть до 600 °C. Модифика- ция довольно ши- роко применяемого сплава Ti-6242Si. Плотность 4,5 г/см3 Т =1015 °C пп Сплав псевдо- а-класса высо- кой жаропрочно- сти. Содержание легирующих элементов соответствует наибольшим характеристикам жаропрочности. При большем со-держании алю-миния, олова и кремния снижается термическая стабильность. Высокое содер- жание циркония необ-ходимо для обеспечения равномерного выделения силицидов Предназначен в основном для при- менения после Р-деформации и/или отжига при температурах P-области для обеспечения наи- большего сопро- тивления ползуче- сти. Для ряда при- менений поставля- ется также в состоянии с рав- ноосной структу- рой. Отличается пониженной вяз- костью и значи- тельной скорос- тью распростране- ния усталостных трещин Сутунки, прутки, по- ковки, лис- ты, фольга, сварочная проволока Для обеспе- чения наи- большего сопротивле- ния ползуче- сти необхо- димо под- держивать очень низ- кие кон- центрации железа (<0,02 %), что требует применения очень чис- той губки; обеспечение высокого содержания кремния требует специально- го контроля режимов плавки Диски компрессора высокого давления, лопатки турбин низко- го давления, автомати- ческие клапаны, дета-ли вертолетов (выхлопные устройства)
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.16
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфаб- рикат Технология Область применения
IMI 417 (Ti-6Al-4Sn- 3,5Zr-0,7Nb- 0,5Mo-0,35Si- 0,06С) [33, с. 419] Первый из серии супержаропрочных псевдо-а-титано- вых сплавов, при- ведших к разработ- ке сплава IMI 834 Псевдо-а-сплав высокой жаро- прочности (до 600 °C). Содержа- ние алюминия, олова, циркония близко к оптималь- ным значениям, определяемым термической стабильностью Характеристики жаропрочности максимальны после обработки на твер- дый раствор при 1020-1025 °C (ох- лаждение в масле) и старения при 625-700 °C, 2 ч Деформиро- ванные полуфабри- каты Детали газотурбин- ных двигателей
IM1 679 (Ti-11 Sn-5Zr- 2,25А1-1 Mo- О.25Si) [23, с. 2047, 2323; 24, с. 365; 33, с. 421; 82] Сплав внедрен в 1961 г. как высоко- температурный ма- териал для деталей турбореактивных двигателей, но поз- днее был вытеснен другими сплавами, такими как Ti—6242S (1974 г.). Максимальная ра- бочая температура 450 °C. Плотность 4,84 г/см3, Т =950±10 °C пп Псевдо-а-сплав повышенной жа- ропрочности. Для сплава характерно малое содержание алюминия и большое содержа- ние олова и цир- кония, значительно упрочняющих сплав. Значитель- ный вклад в упрочнение при всех температурах вносит леги- рование кремнием Наилучшее соче- тание сопротивле- ния ползучести и пластичности обеспечивает об- работка на твердый раствор при 900 °C с охлаждением на воздухе + старение при 500 °C, 24 ч Прутки, поковки Обрабатыва- ется дав- лением, как сплав Ti- 8AI-IM0- 1V. Сварка сплава не рекоменду- ется Детали газотурбин- ных двигателей
1.6. Ой iif а я характеристика деформируемых титановых сплавов
Продолжение табл. 1.16
Сплав Общие сведения Общая характеристика Структура, терми- ческая обработка Полуфаб- рикат Технология Область применения
IMI 685 (Ti-6Al-5Zr- 0,5Mo-0,25Si) [21, т. 3, с. 209; 23, с. 515, 2289, 2323; 24, с. 365; 25, с. 455; 28, с. 2853; 33, с. 431] Разработан специ- ально для примене- ния в конструкциях авиационных двига- телей. Внедрен в 1969 г. Плотность 4,45 г/см3, Т =1020 °C пп Первый из серии жаропрочных комплексно-ле- гированных псевдо-а-спла- вов, для которых характерно сочетание высо- кого сопротив- ления ползучес- ти, свариваемос- ти и технологич- ности. Высо-кую жаропрочность обеспечивает легирование алюминием, цирконием и кремнием Наилучшее соче- тание механичес- ких свойств обес- печивает микро- структура корзи- ночного плетения в сочетании с мелкими первич- ными (3-зернами Прутки, по- ковки Сплав хо- рошо сва- ривается всеми вида- ми сварки, приемлемы- ми д ля ти- тана, вклю- чая ЭЛС Детали авиационных двигателей
IM1 829 (Ti-5Al-3,5Sn- 3Zr-lNb-0,3Si) [23, с. 593, 1287, 2323, 2419; 24, с. 357; 25, с. 1915; 33, с. 435; 75, с. 165] Сплав разрабатывал- ся как жаропрочный с рабочими темпера- турами до 540 °C. Плотность 4,54 г/см3, Т =1015±10 °C пп Псевдо-а-сплав средней прочно- сти и высокого сопротивления ползучести, что обеспечивается большим содер- жанием а-стаби- Наибольшее со- противление пол- зучести достигает- ся закалкой из (3-области в масле и старением при 625 °C Прутки, по- ковки, пли- ты, листы, проволока Хорошо сваривается всеми вида- ми сварки, применяе- мыми для титана. Хорошие Диски и лопатки ком- прессора авиационно- го двигателя
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.16
Сплав Обшие сведения Общая характеристика Структура, термичес- кая обработка Полуфаб- рикат Технология Область применения
лизаторов (А1), нейтральных уп- рочнителей (Sn, Zr) и кремния при малом содержа- нии Р-стабилиза- торов технологи- ческие свой- ства
IMI 834 (Ti-5,8Al-4Sn- 3,5Zr-0,7Nb- 0,5Mo-0,35Si) [23, с. 2419; 24, с. 153, 229, 253; 25, с. 15, 311; 26, с. 1058, 1179, 1395, 1638; 27, с. 441; 28 с. 1291, 1949, 2753, 2845; 33, с. 439] Разработан IMI (Англия) в 1984 г. как жаропрочный с рабочими темпера- турами до 600 °C. Плотность 4,55 г/см3, Т =1045±10 °C пп Сплав высокой прочности (-1050 МПа) с высоким сопро- тивлением ползу- чести, что обес- печивается раст- ворным упрочне- нием, легировани- ем кремнием и пластинчатой структурой. Содержание А1, Sn, Zr соответ- ствует оптималь- ному в отноше- нии термической стабильности. Характерно вы- сокое содержа- Оптимальная структура (15 % а+85 % превращенной P-фазы). Термичес- кая обработка - закалка с 1015 °C + старение при 700 °C. Эффект термического уп- рочнения и прокали- ваемость невелики. Сохраняется высокий уровень свойств в сечениях до 75 мм. При тер- мической обработ- ке кремний перево- дится в твердый раствор, так что Прутки, су- тунки, пли- ты, листы, проволока, фасонное литье Сплав хоро- шо деформи- руется, сва- ривается все- ми видами сварки, при- меняемыми для титана. Штампуется при нагреве Диски и лопатки компрессора газотур- бинного двигателя, детали вертолетов (выхлопные устрой- ства)
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.16
Сплав Общие сведения Общая характеристика Структура, терми- ческая обработка Полуфаб- рикат Технология Область применения
ние кремния. От- личается хоро- шей циклической выносливостью свободных сили- цидов в структуре сплава нет
Ti—811 (Ti-8Al-lMo-l V) [20, с. 2009, 2459; 22, с. 1224; 23, с. 2541; 28, с. 3059; 33, с. 377; 71, 83, 84] Разработан в 1954 г. для приме- нения в газотурбин- ных двигателях. При комнатной температуре его прочностные свойства такие же, как у сплава Ti-6A1-4V, но сопротивление ползучести выше, чем у обычных а- и (а+Р)-сплавов. Применяется до 455 °C. Плотность 4,37 г/см3, Т =1040 °C пп Сплав псевдо-а- класса повышен- ной прочности. Высокое со- держание алю- миния придает сплаву большие прочностные и жаропрочные свойства, а не- большие добавки молибдена и ванадия стабили- зируют неболь- шое количество P-фазы. Сплав отличается наиболее вы- соким модулем Юнга среди про- мышленных ти- тановых сплавов Хотя сплав не- сколько упрочня- ется закалкой и старением, но применяется в основном после двойного и трой- ного отжига, в результате которо- го формируется структура, обес- печивающая вы- сокое сопротивле- ние ползучести Поковки, сутунки, прутки, плиты, лис- ты, профили Формовка осуществля- ется при наг- реве, свари- вается хо- рошо, как и другие а- и псевдо- а-сплавы, но сварные соединения имеют мень- шую плас- тичность по сравнению с основным металлом Газотурбинные дви- гатели, планер само- лета. При применении следует учитывать высокую склонность сплава к водородной хрупкости, солевой коррозии и коррозион- ному растрескиванию. Кислород и азот воздуха также могут вызвать охрупчивание
Глава I. Общая характеристика титановых сплавов
1.6. Общая характеристика деформируемых титановых сплавов
Принципы легирования жаропрочных титановых псевдо-а-сплавов сводятся
к следующим положениям [16-18, 120].
1. Основой жаропрочных титановых сплавов должны быть жаропрочные мно-
гокомпонентные а-растворы, легированные а-стабилизаторами и нейтральными
упрочнителями.
2. Целесообразно стремиться к возможно большему содержанию алюминия
и нейтральных упрочнителей; вместе с тем для обеспечения достаточной тер-
мической стабильности их содержание должно соответствовать соотношению
[А1]экв<9%.
3. Жаропрочные псевдо-а-сплавы целесообразно легировать небольшими до-
бавками тугоплавких изоморфных Р-стабилизаторов, в частности молибденом, в
интервале концентраций, в котором повышаются силы связи при рабочих темпе-
ратурах, а снижение температуры полиморфного превращения невелико.
4. Целесообразно легировать псевдо-а-сплавы небольшими количествами эле-
ментов, блокирующих дислокации до достаточно высоких температур и препят-
ствующих переползанию и поперечному скольжению. К таким элементам отно-
сится кремний с большим параметром размерного несоответствия. Содержание
кремния не должно существенно превышать предел его растворимости в а-фазе,
так как силициды, заметно не повышая жаропрочность, сильно уменьшают пла-
стичность и технологичность сплавов. По крайней мере, должна сохраняться
возможность перевода кремния в твердый раствор методами термической обра-
ботки.
5. Состав жаропрочного матричного а-раствора должен быть подобран таким
образом, чтобы диффузионная подвижность атомов была по возможности мини-
мальной и растворно-осадительные механизмы, приводящие к укрупнению дис-
персных фаз, протекали с наименьшей скоростью. Это требование, хотя бы час-
тично, выполняется при соблюдении первого и третьего условий.
В соответствии с изложенными принципами основными легирующими эле-
ментами жаропрочных псевдо-а-сплавов являются алюминий, олово, цирконий,
молибден и кремний.
Сплавы (а+Р)-класса обладают широким диапазоном свойств, так как они
включают в себя материалы, содержащие в отожженном состоянии примерно от
5 до 60 % Р-фазы. Большие возможности регулирования свойств этих сплавов
определяются не только растворным упрочнением а- и P-фаз, но и их способно-
стью к термическому упрочнению путем закалки и старения.
Принципы легирования (а+Р)-сплавов сводятся к следующим положениям [ 16-
18, 120].
1. Эти сплавы непременно должны содержать переходные р-стабилизирую-
щие элементы в количестве, соответствующем эквиваленту по молибдену [Мо]экв
(коэффициент/Ср), которое может обеспечить содержание Р-фазы и способность
к растворному или термическому упрочнению, необходимые для получения за-
данных свойств.
77
Глава 1. Общая характеристика титановых сплавов
2. Сплавы (а+Р)-класса целесообразнее легировать изоморфными Р-стабили-
заторами. чем эвтектоидообразующими. Во-первых, Р-изоморфные стабилиза-
торы обеспечивают более высокую пластичность и технологичность при одина-
ковой прочности, а во-вторых, в Р-эвтектоидных системах происходит эвтекто-
идный распад Р-фазы с выделением интерметаллидов, охрупчивающих сплав,
так что эти сплавы принципиально не являются жаропрочными. Вместе с тем
следует учитывать, что эвтектоидообразующие Р-стабилизаторы обеспечивают
более сильное растворное упрочнение, чем Р-изоморфные (кроме молибдена).
Поэтому (а+Р)-титановые сплавы, легированные преимущественно эвтектоидо-
образующими стабилизаторами, обладают значительно большими прочностными
характеристиками в отожженном состоянии, чем сплавы с изоморфными Р-стаби-
лизаторами.
3. Поскольку Р-стабилизаторы мало растворимы в a-фазе и по этой причине
обусловленное ими растворное упрочнение a-фазы, даже если оно и велико, не
может быть реализовано в достаточно полной мере, (а+Р)-сплавы непременно
легируют алюминием и часто одновременно нейтральными упрочнителями, хо-
рошо растворяющимися в сс-фазе и повышающими ее прочностные характерис-
тики (значительной растворимостью в сс-фазе обладают тантал и ниобий, но они
дают очень небольшое растворное упрочнение).
4. Содержание алюминия в (а+Р)-сплавах не должно быть слишком высоко во
избежание процессов упорядочения сс-фазы с сопутствующим снижением плас-
тичности и технологичности.
5. Легирующие элементы должны быть сравнительно доступными и по воз-
можности дешевыми, а также не слишком тяжелыми.
Хотя (сс+Р)-сплавы в отожженном состоянии обладают высокой прочностью
при температурах, близких к комнатной, их временное сопротивление разрыву
с повышением температуры снижается более интенсивно, чем у псевдо-сс-спла-
вов, так что они сказываются менее жаропрочными. Высокие прочностные
свойства (сс+Р)-сплавов в термически упрочненном состоянии сохраняются до
сравнительно невысоких температур, так что дисперсионное твердение не мо-
жет быть эффективно использовано для повышения жаропрочности (сс+Р)-спла-
вов.
Общая характеристика (сс+Р)-титановых сплавов приведена в табл. 1.17 и 1.18.
Механические свойства сплавов этого класса изменяются в довольно широких
пределах. К тому же эти сплавы термически упрочняются путем закалки и старе-
ния, что позволяет получить в них высокопрочное состояние, но при понижен-
ных характеристиках пластичности.
С увеличением эквивалента по молибдену (коэффициента p-стабилизации Кр)
прочностные свойства (а+Р)-сплавов повышаются, вместе с тем возрастает их
склонность к термическому упрочнению. Наиболее высокими прочностными
свойствами как в отожженном состоянии, так и в термически упрочненном, об-
ладают сплавы с [Мо] ~11 % [120].
78
Т аблица 1.17
Общая характеристика отечественных (а+Р)-титановых сплавов [16, 17, 32, 73]
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кат Технология Область применения
ВТ6 (Ti-6A1—4V) [2—4, 7, 13-15, 28, с. 707, 2777, 2991; 47, с. 82, 197, 200] Аналог зарубежно- го сплава Ti-6A1-4V. Вы- пускается несколь- ко модификаций этого спла-ва, отличающихся содержанием Al, V и примесей (ВТ6; ВТбс; ВТбк; ВТбкт; ВТбч); литейный вариант ВТ6Л. Плотность 4,43 г/см3. Т =970-1010 °C ПП Сплав средней прочности (в отож- женном состоянии). А1 упрочняет а- и Р-фазы; V стабили- зирует P-фазу и за- трудняет образова- ние а2-сверхструкту ры в а-фазе. Об- ладает высоким комплексом прочно- стных, технологи- ческих и служебных свойств. Максималь ная рабочая темпе- ратура 350 °C. Сплав с пониженным содержанием примесей (ВТбкт) применяют при криогенных темпера турах (до 196 °C) Применяют в отожженном и термически упроч- ненном состоянии. В отожженном сплаве содержится около 10 % Р-фа- зы. Закалка и ста- рение повышают уровень прочнос- ти примерно на 15- 20 % при со- хранении достаточ- но высокой плас- тичности Листы, лен- та, фольга, плиты, по- ковки, штам- повки, про- фили, кольце- вые дета-ли, панели, проволока Обладает высо- кой технологич- ностью при об- работке давлени- ем, хорошими литейными свой- ствами, сварива- ют всеми ви- дами сварки Детали авиацион- ных двигателей (статор, ко-жух, КНД) и планера самолета, детали ракет, детали крепления, химическое машиностроение, изделия бы-товой техники, спортин- вентарь, детали и элементы конст- рукций, работаю- щих в воде; хирургические имплантаты
ВТ9 (Ti-6,5A1- 3Mo-l,5Zr- 0,25Si) [12, Разработан в ВИАМе в 1958 г.; литейный вариант- сплав В T9 Л Высокое содержа- ние алюминия и ле- гирование кремнием обеспечивают Оптимальное соче- тание механичес- ких свойств обес- печивает двойной Прутки, по- ковки, штам- повки, пли- ты, кольце- Сплав удовлет- ворительно де- формируется в горячем состоя- Детали ГТД (диски, лопатки и другие детали компрессора)
1.6. Оби)ая характеристика деформируемых титановых сплавов
Продолжение табл. 1.17
Сплав Обшие сведения Общая характеристика Структура, термичес- кая обработка Полу фабри- ка! Технология Область применения
с. 583; 17-20, 22, 28, 30, 31, 53] Плотность 4,48 г/см3, Т =980-1020 °C лп более высокие проч- ностные и жаропроч- ные свойства по сравнению с ВТ6. Предназначен для работы при темпера- турах 400-500 °C отжиг; содержание P-фазы после отжи- га равно 10%. Сплав термически упрочняется закал- кой и старением вые дета- ли нии. Техноло- гические свойства при обработке давлением хуже, чем у сплава ВТ6. Сварка не ре- комендуется
ВТ8 (Ti-6,5A1- 3,3Mo-0,3Si) [2-7, 13-15; 28, с. 875; 29, с. 583, 944] Разработан в ВИАМе в 1958 г.; позднее предложе- ны его модифика- ции: ВТ8-1, ВТ8М, ВТ8М-1. Плот- ность 4,48 г/см3, Т =980-1020 °C лп Высокое содержание алюминия и ле- гирование кремнием обеспечивают более высокие прочност- ные и жаропрочные свойства по сравне- нию со сплавом ВТ6. Максимальная рабочая температура 480 °C; сплавы ВТ8- 1 и ВТ8-1М превос- ходят сплавы BT3-I и ВТ9 по термичес- кой стабильности, пластичности, технологичности и характеристикам трещиностойкости Оптимальное со- четание свойств обеспечивает двойной и изотер- мический отжиг. Содержание Р-фа- зы в отожженном сплаве составляет 10 %. Сплавы этого типа термически упрочняются Прутки, по- ковки, штам- повки, плиты Удовлетвори- тельно дефор- мируется в горячем со- стоянии; тех- нологичность при обработке давлением хуже, чем у сплава ВТ6. Сварка не ре- комендуется Детали ГТД (ло- патки и диски компрессора низкого давления, детали креп- ления; в том чис- ле вентилятора)
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.17
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кат Технология Область применения
ВТ14 (Ti-5Al-3Mo- IV) [2, 13-15; 18, 29, с. 962; 43. с. 1901 Разработан в ВИАМе в 1960 г.; первый термически упрочняемый сплав, освоенный про- мышленностью. Литейный вариант ВТ14Л. Плотность 4,50 г/см3, Т =920-960 °C пп Существенное со- держание Р-стабили- заторов (молибдена и ванадия) обеспечи- вает получение P-фазы в количест- вах, достаточных для термического упрочнения. Реко- мендуется для работы до 400 °C Применяют в отож- женном или терми- чески упрочненном состоянии. Эффект от старения состав- ляет s=30 %. Прока- ливаемость невели- ка (в сечениях не более 40-45 мм) Листы, прутки, профили, поковки, штамповки, фасонное литье Хорошо дефор- мируется в го- рячем состоя- нии; основные операции штам- повки осуществ- ляют при нагреве. Сплав удовлетвори- тельно сварива- ется. Хорошие литейные свой- ства Штампосвар- ные конструк- ции, длительно работающие до 350—400 °C, конструкции из труб, детали крепления
ВТ25У (6,5Al-l,8Sn- 3,8Zr-4Mo- lW-0,20Si) [29, с. 583; 72, 85, с. 23; 47, с. 82] Разработан в ВИАМе в 1971 г. Плотность 4,5 г/см3. Т =900-1030 °C пп Высокое содержания алюминия и нейт- ральных упрочните- лей(циркония и олова), а также ле- гирование вольфра- мом обеспечивают повышенные харак- теристики жаропроч- ности. Максимальная рабочая температура достигает 500-550 °C Применяют в отож- женом состоянии. По прочности и жаропрочности в интервале темпера- тур 450-550 °C превосходит все другие отечествен- ные сплавы; но по трещиностойкости уступает сплаву ВТ6 Прутки, по- ковки, штамповки, кольцевые детали Удовлетвори- тельно дефор- мируется в горячем состоя- нии. Технологи- ческие свойства при обработке давлением ху- же, чем сплава ВТ6 Детали ГТД (лопатки и дис- ки компрессора высокого дав- ления)
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.17
оо
ю
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кат Технология Область применения
ВТЗ-1 (Ti-6,3A1— 2,5Мо-1,5Сг- 0,5Fe-0,3Si) [3, 4, 6, 7, 15, 18, 28, с. 875; 85, с. 23, 47, с. 82 Один из первых отечественных промышленных сплавов (предло- жен ВИАМом в 1957 г.). Долгое время был самым распространенным отечественным сплавом. Литейный вариант ВТЗ-1Л. Плотность 4,5 г/см3, Т =960-1000 °C пп Комплексное леги- рование сплава обеспечивает более высокую прочность и жаропрочность по сравнению со спла- вом ВТ6. По техно- логичности и трещи- ностойкости сплав ВТЗ-1 уступает сплаву ВТ6. Пред- назначен для работы до 400-450 °C Применяют в отож- женном и термичес- ки упрочненном состоянии. Прока- ливаемость сплава невелика (в сечении до 40-45 мм). Ко- личество P-фазы в отожженном сплаве =15-20 % Прутки, поковки, штамповки, плиты, про- фили, коль- цевые дета- ли Удовлетвори- тельно деформи- руется в горя- чем состоянии. Обладает удовлетвори- тельными литейными свой- ствами Детали компрес- сора ГТД, ра- ботающие дли- тельно до 400 °C; армату- ра, ушковые болты, детали системы управ- ления (в настоя- щее время реко- мендуется заме- нить сплав ВТЗ-1 для при- веденного при- менения на сплав ВТ6)
ВТ23 (Ti—5А1—4,5V— 2Мо-1 er- о.7Fe) [7, 13, 14, 18, 25, с. 1559; 29, с. 944; 28, с. 707, 831; 87, 58] Разработан в ВИАМе в 1969 г. Плотность 4,57 г/см3, Т =890-930 °C пп Среднелегированный (а+Р)-сплав мартен- ситного класса. В виду довольно большого содержа- ния Р-стабилизато- ров отличается высокой технологи- ческой пластичнос- тью при обработке давлением и Применяют в отож- женном и термичес- ки упрочненном со- стоянии; в отож- женном сплаве содержание Р-фазы =30 %. Эффект старения достигает =40 % Прутки, лис- ты, лента, фольга, по- ковки, штамповки, плиты, тру- бы, профили Хорошо обраба- тывается дав- лением, при из- готовлении де- талей можно применять вы- тяжку и отбор- товку. Сплав хорошо сварива- ется Силовые конст- рукции аэрокос- мической техни- ки: лонжероны, шпангоуты, об- шивка, баллоны; широко исполь- зован в конструк- ции космическо- го аппарата «Буран»
Глава 1 Общая характеристика титановых сплавов
Продолжение табл. 1.17
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кат Технология Область применения
значительным эффектом старения
ВТ16 (Ti-3A1-4,5V- 5Мо) [2-4, 7, 13, 15, 18; 25, с. 1559, с. 319; 29, с. 567; 28, с. 385, 1307; 6, 88, 89, 123] Разработан ВИАМом в 1963 г. специально для изготовления деталей креп- ления. Плотность 4,68 г/см3, Т =840-880 °C пп Отличается высоким сопротивлением срезу, малой чув- ствительностью к концентраторам напряжений, хорошо выдерживает нагруз- ку с перекосом, обладает большим эффектом закалки и старения Ввиду довольно большого содержа- ния Р-стабилизато- ров содержит довольно много Р-фазы в отожжен- ном состоянии (-35-50 %). Прочность сплава в отожженном со- стоянии невелика (-875 МПа); за- калкой и старением можно получить о >1400 МПа; сопротивление срезу после НТМО равно 750 МПа Прутки, листы, лен- та, фольга, поковки, штамповки Хорошо дефор- мируется в го- рячем и холод- ном состоянии. Возможна вы- садка головки болта при ком- натной темпера- туре при диамет- ре болта <12 мм; хорошо сваривается всеми видами сварки Крепежные и другие резьбо- вые детали диа- метром не более 40 мм, длительно работающие при температурах до 300 °C (без огра- ничения ресурса до 130 °C)
1.6. Общая характеристика деформируемых титановых сплавов
оо
Таблица 1.18
Титановые (а+Р)-сплавы, применяемые за рубежом
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кал Технология Область применения
Ti-64 (Т1- 6А1—4V) [20, с.1365; 21, т. 1,с. 351, т. 3, с. 177,187, 199, 277, 315, 333; 22, с. 1155, 1163, 1777; 23, с. 483, 523, 601, 1993, 2001, 2065, 2107, 2147; 24, с. 351,455, 477; 26, с. 775, 1609, 1895; 27, с. 428,433, 441, 458, 1073, 1163, 1171; 28, 31, с. 87, 1339, 1501, 1895; 33, с. 483; 75, с. 122, 516; 90, 91] Разработан в 1950-х гг. Самый распрост- раненный сплав; его производство составляет более 50 % всего мирового выпус- ка титана. В авиационной технике на его долю приходится более 80 % деталей и конст- рукций. Предназ- начен для дли- тельной эксплуа- тации до темпе- ратуры 400 °C. Плотность 4,43 г/см’. Гп=995±15 °C, 7'ГП=975±15 °C ПП (ELI) Сплав средней прочнос- ти и высокой техноло- гичности. Высокий ком- плекс свойств обуслов- лен удачным легировани- ем. Выпускается не- сколько вариантов спла- ва, отличающихся со- держанием примесей. С понижением содержания примесей внедрения уменьшается прочность и повышаются пластич- ность и вязкость. Сплав Ti-6A1-4V ELI с пони- женным содержанием примесей внедрения предназначен для приме- нения при криогенных температурах. Для повы- шения сопротивления коррозии и коррозион- ному растрескиванию в морской воде сплав ле- гируют палладием или рутением Применяют в ос- новном после за- водского отжига (в состоянии постав- ки), но комплекс его свойств может быть улучшен от- жигом. Отжиг в Р- области повышает вязкость разруше- ния, сопротивление ползучести и уменьшает ско- рость роста тре- щин. Рекристалли- зационный отжиг, приводящий к мел- козернистой равно- осной структуре, обеспечивает вы- сокую цикличес- кую выносливость Прутки, поковки, плиты, листы, трубы, профили, проволо- ка, фасонное литьё Хорошо об- рабатывается давлением, ку- ется различ- ными спосо- бами и прессу- ется; хорошо формуется, причем листо- вая штамповка простых форм осуществля- ется при ком- натной темпе- ратуре. Сплав хорошо свари- вается всеми видами свар- ки, включая ЭЛС и диффу- зионную свар- ку; отличается высокими ли- тейными свой- ствами Авиация (диски, кольца и лопатки компрессора; лон- жероны и другие детали планера, пилоны, ротор- ные головки вертолетов); аэрокосмическая техника (сложнопрофильные кон- струкции, топливные баки, бустеры и др. детали); су- достроение; корпуса глу- боководных аппаратов (ба- тисферы, подводные лод- ки), вооружение, лопатки паровых турбин; установ- ки и сооружения, работа- ющие в морских услови- ях, детали крепления раз- ного назначения; автомо- билестроение (шатуны, зубчатые колеса, клапаны, пружины, втулки, теплооб- менники, оси, болты); мо- тоциклы (клапаны), им- плантаты (хирургические и стомотологические), из- делия бытового назначения
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.18
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кат Технология Область применения
RMI Low cost Ti-6,4Al-l,2Fe [33, с.751] Разработан в США. Дешевый заменитель сплава Ti-6A1-4V Ванадий в сплаве Ti- 6А1—4V заменен на эквивалентное количе- ство железа По структуре и свойствам близок к сплаву Ti-6A1-4V — — В гражданских отраслях техники
Ti-431 (Ti—4А1— 3Mo-lV) [33, с.733] Листовой сплав. Разработан в 1950-х гг. Плотность 4,5 г/см3 Сплав средней прочно- сти. В отожженном состоянии и >860 МПа в Применяют в ото- жженном и терми- чески упрочненном состоянии. Эффект термического уп- рочнения значите- лен (сгв> 1275 МПа) Листы, плиты
Ti-74 (П-7А1- 4Mo) [33. c. 667; 92] Один из “старых” сплавов. В настоящее время применяют ограниченно. Плотность 4,48 г/см3, Т =1005±15 °C ПП Молибден, стабилизи- руя P-фазу, повышает способность сплава к термическому упроч- нению. В связи с боль- шим содержанием алю- миния и заменой вана- дия молибденом сплав прочнее, чем Ti- 6AL-4V Повышение содер- жания алюминия привело к увеличе- нию характеристик прочности и жаро- прочности по срав- нению с Ti-6A1—4V. Прокаливаемость такая же, как у Ti- 6AMV Пруток, поковка Сплав дефор- мируется труднее, чем Ti-6A1-4V. Сварка не рекомендует- ся Детали компрессора ГТД (диски и лопатки)
IMI 550 (Hylite 50) (Ti-4AMMo- 2Sn-0,5Si) [21,t. l,c. 351; t. 3. c. 241; Разрабатывался для применения в аэрокосмической технике. Плотность 4,60 гА:м3, Тп= 975 ±10 °C Сплав высокой прочно- сти (о® 1000 МПа) с ра- бочей температурой до 400 °C. Обладает боль- шей прочностью, повы- шенным сопротивлени- Применяют в ос- новном после за- калки и старения; прокаливается в се- чениях до 150 мм Прутки, сутунки, плиты, листы, фасонное литье Обрабатывает- ся давлением лучше других титановых сплавов. Сплав сваривается Двигатели, диски комп- рессора, детали планера летательных аппаратов (закрылки), высокоско- ростные роторы
1.6. Общая характеристика деформируемых титановых сплавов
оо
Продолжение табл. 1.18
Сплав Общие сведения Общая характеристика Ст руктура, термичес- кая обработка Полуфабри- кат Технология Область применения
22, с. 1645; 23, с. 523,2323; 24, с. 241,259; 26, с. 925; 28, с. 1477, 1807, 2975, 3059; 33, с. 695; 74, с. 663] ем ползучести, боль- шим сопротивлением коррозионному рас- трескиванию, но мень- шей вязкостью по срав- нению со сплавом Ti— 6A1—4V
IMI 551 (Ti—4А1— 4Мо—4Sn- 0,5Si) [21,т. 1, с. 351; 23, с. 1181; 28, с. 2975; 33. с. 701] Разрабатывался как сплав высо- кой прочности с достаточным сопротивлением ползучести до 400 °C. Плотность 4,62 г/см3, Т =1050±15 °C лп Из-за большого содер- жания олова прочнее сплава IMI550. Один из самых прочных про- мышленных сплавов (о «1250-1400 МПа) Применяют после закалки (охлажде- ние на воздухе) и старения. Резкое охлаждение после закалки (в масле или воде) приводит к низкой пластично- сти Поковки, фасонное литье Хорошо обрабатыва- ется давлени- ем, хотя и хуже сплава Ti-6A1-4V. Сплав не сваривается Детали ГТД (диски компрессора и другие быстро вращающиеся детали двигателя)
Ti-662 (Ti- 6Al-6V-2Sn) [21, т. 2, с. 599; т 3, с. 121,277; 23, с. 496, 2219; 31, с. 1427; 33, с. 637; 93; 94] Разработан в Нью-Йоркском университете как более прочный вариант сплава Ti-6A1-4V. Плотность 4,54 г/см3, Т =945±15 °C пп Высокопрочный сплав. Отличается высокой коррозионной стойкос- тью. Помимо основных компонентов сплав со- держит около 1% (Fe+Si) в примерно равных ко- личествах для улучше Повышенное содер- жание ванадия и вве- дение олова привело к увеличению проч- ностных свойств. В отожженном состо- янии сплав имеет ст «1050 МПа и мо- а Прутки, сутунки, поковки. Возмож- но получе- ние плит, листов, Удовлетвори- тельно обрабатыва- ется давлени- ем. Формовку осуществля- ют в нагретом состоянии Крупногабаритные элементы конструкций планера самолета; центрифуги; детали ГТД; шасси
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.18
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфаб- рикат Технология Область применения
ния эффекта термичес- кого упрочнения. Про- каливается в сечениях до 25 мм жет применяться до 450 °C. После закал- ки и старения гаран- тированное значе- ние о» 1175 МПа профилей и прово- локи Сплав плохо сваривается. Сварные соединения обладают пониженной вязкостью
KSTi-9 (ТМ.5А1- 2 Mo-1,6 V- O,5Fe-O,3Si- 0,03C) [28, c. 3097] Разработан Kobe Steel (Япония) Алюминий, молибден и ванадий обеспечивают упрочнение, кремний повышает пластич- ность, углерод — жаро- прочность По свойствам со- поставим со спла- вом Ti-6A1-4V; при повышенных температурах проч- нее его Прутки, поковки, полосы, плиты, листы Обладает отличной деформируе- мостью в горячем и холодном состояниях. Склонен к спд. Хорошо сваривается Авиационная техника, автомобили, архитекту- ра. Клюшки для гольфа
Timetai 62S (Ti-6A1- l,7Fe-0,lSi) [25, c.1347; 26, c.1688; 33, c. 679] В связи с легиро- ванием железом сплав отличается меньшей сто- имостью по сравнению с другими титано- выми сплавами. По свойствам и Содержание алюминия оптимально; при мень- ших его концентрациях не используются все возможности упрочне- ния, при больших-теря- ется пластичность. При повышенных содержа- ниях железа (2,4 %) и Микроструктура подобна микро- структуре сплава Ti-6A1-4V. Сплав применяют в отож- женном состоянии. Комплекс механи- ческих свойств мо- жет быть улучшен Прутки, сутунки, поковки, плиты, листы При содержа- нии кремния более 0,1 % возникают трудности при плавке. Обработка давлением подобна Благодаря пониженной стоимости может применяться во многих отраслях гражданской техники, в частности, в автомобилестроении
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.18
о©
о©
Сплав Общие сведения Общая характеристика С । ру Ki ура. термичес- кая обработка Полуфабри- кат Технология Область применения
обрабатываемос- ти не уступает Ti-6AMV. Плотность 4,44 г/см3. Т =1000-1025°С пп кремния (0,25 %) сни- жается термическая стабильность закалкой и старе- нием обработке давлением Ti- 6A1-4V
Ti-6-2222-S (Ti-6A1— 2Sn-2Zr- 2Mo-2Cr- 0,25Si) [25, c.15, 193, 201, 209, 1371, 1647; 26, c.1124; 27, c.1007; 28, c. 337, 1631, 1639, 1645; 2615; 30, c.349; 33, c. 713; 95] Разработан RMI Titanium Со. (США) в начале 70-х годов как более прочный и надежный материал, чем сплав Ti-6A1- 4V. Плотность 4,65 г/см3. Т =960±15 °C ПП Обладает высокой прочностью (1070 - 1140 МПа) в больших сечениях в сочета- нии с хорошей вяз- костью разрушения (К, >80 МПа -Ум ). Большое содержание Р-стабилизаторов обеспечивает высокую прокаливаемость (в се- чениях до 75-100 мм). Кремний повышает со- противление ползучес- ти Применяют после двойного и тройно- го отжига. Наи- большую вязкость разрушения обес- печивает р-дефор- мация и р-отжиг, при которых фор- мируется пластин- чатая структура. Прочностные свойства можно существенно по- высить термичес- ким упрочнением Плиты, листы, пруток, поковки Удовлетвори- тельно деформиру- ется в горя- чем состоя- нии аналогич- но сплаву Ti- 6A1-4V. Сплав можно подвергать холодной листовой штамповке. Обладает высокой способнос- тью к сверх- пластической деформации Элементы планера самолета (F 22 ATF, Х-33): лонжероны, тормоза и др.
Глава 1 Общая характеристика титановых сплавов
Продолжение табл. 1.18
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфаб- рикат Технология Область применения
Ti-6246 (Ti—6А1— 2Sn^Zr- 6Мо) [22, с. 1875; 23, с. 507, 2281; 24, с.1339; 25, с. 463; 27, с. 390, 1641; 26, с. 1083, 1203; 28, с. 1839, 1871, 1879, 1887, 2003, 2785, 2845, 2891; 33, с. 465; 96] Сплав разрабаты- вался как терми- чески упрочняе- мый с хорошим сочетанием длительной прочности при умеренной температуре (до 400 °C) и высо- кой кратковре- менной прочнос- ти при повышен- ных (до 540 °C) температурах. Плотность 4,65 г/см3, Т =935 °C ПП Высокое содержание молибдена обеспечи- вает большой эффект термического упроч- нения. Кремний повы- шает сопротивление ползучести Применяют после отжига и упрочняю- щей термической обработки. Типич- ная микрострукту- ра- а-фаза в 0-пре- вращенной матри- це. Наилучшее со- четание свойств при 10 % первич- ной a-фазы равно- осной формы Сутунки, прутки, поковки, плиты, листы При плавке встречаются трудности, связанные с ликвацией молибдена. Режимы деформации и термичес- кой обработ- ки должны обеспечивать минимум «0- пятен». Склонность к образованию «0-пятен» меньше, чем у сплава Ti-17 Детали ГТД (диски компрессора, лопатки, крыльчатки), уплотните- ли, детали планера самолета
Tikrutan LT35 (Ti-5Al-2,5Fe) [22, с. 505; 23, с.171, 1351, 1381, 1393; 26, с. 1768; 74, с.721; 33, с.737; 97] Материал с хорошей биоло- гической совме- стимостью с тканью тела человека. Плотность 4,45 г/см3, Т -950 °C пп Сплав обладает высо- кой коррозионной стой- костью, высоким отно- шением предела вы- носливости к модулю Юнга, биологической совместимостью Деформация в (а+Р)-области и от- жиг при 850 °C при- водят к формирова- нию мелкозернис- той (а+0)-структу- ры. Возможно упроч- нение сплава путем закалки и старения Лента, листы, плиты, трубы, профили, пластины, фасонное литье При комнат- ной темпера- туре форму- ется плохо, хорошая де- формируе- мость дости- гается нагре- вом до 850- Хирургические и стоматологические имплантаты (протезы, винты, пластины, эндопротезы, вживлен- ные пористые импланта- ты и т.п.)
1.6. Общая характеристика деформируемых титановых сплавов
чО
О
Продолжение табл. 1.18
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри-1 кат Технология Область применения
950 °C, а так- же до р-обла- сти. Возможна сверхпласти- ческая дефор- мация. Сплав сваривается
Corona 5 (Ti-4,5A1- 5Mo-l,5Cr) [21, т. 3, с. 323; 22, с. 1209, 1875; 23, с. 2015, 2091, 2211; 26, с. 940; 28, с. 643; 33, с. 705; 98, 99] Обладает повышенной вязкостью разрушения; отличается высоким сопротивлением коррозии и коррозионному растрескиванию. Плотность 4,54 г/см3, Т =925 °C пп Сплав средней прочнос- ти (св®935 МПа) с высо- кой вязкостью разруше- ния (К, >100 МПа-Ум). Содержание алюминия ограничено 4,5% для исключения развития коррозии под напряже- нием. Молибден и хром оказывают достаточно большое р-стабилизи- рующее действие. Со- держание хрома огра- ничено 1,5 %, чтобы исключить образование «Р-пятен» Содержание легиру- ющих элементов выбрано таким, что- бы обеспечить вы- деление около 50 % a-фазы в дисперсной пластинчатой форме, а не в виде колоний или пакетов. Заданная структура обеспечи- вается деформацией и термической обра- боткой в Р- или (а+Р)-области. Пу- тем деформации и термообработки можно получить св= 1100-1200 МПа при хорошей тре- щиностойкости Поковки, плиты, листы, прутки Хорошо де- формирует- ся при более низких тем- пературах, чем сплав Ti-6A1-4V. Сплав спосо- бен к сверх- пластической деформации Аэрокосмическая техника в применениях, требующих повышен- ной вязкости разруше- ния
Глава 1 Общая характеристика титановых сплавов
Продолжение табл. 1.18
Сплав Общие сведения Общая характеристика Структура, термичес- кая обработка Полуфабри- кат Технология Область применения
KS EL-F (Ti^,5Al- 4Cr-0,5Fe- 0,2С) [28, с. 3089] Предложен Kobe Steel (Япония) как материал с удачным сочета- нием прочности и пластичности Легирование углеро- дом повышает проч- ность сплава до 500 °C, не уменьшая способно- сти к холодной дефор- мации, и снижает напря- жения течения при го- рячей обработке давле- нием Применяют в ото- жженном состоя- нии (<тв»950 МПа). Сопротивление ус- талости такое же, как у сплава Ti- 6 А1-4 V Прутки, поковки Хорошо деформирует- ся в горячем и холодном состояниях Автомобили, спортин- вентарь
SP-700; ASM 4899 - 4964 (Ti-4,5A1— 3V-2Mo- 2Fe) [26, с. 933, 1099, 1251; 27, с. 194; 28, с. 385, 1615, 1147, 1847; 33, с. 685] Предназначен для сверхпласти- ческой деформа- ции, что отраже- но в его названии (SP). Плотность 4,54 г/см3, Т =900±5 °C пп Обладает высокими прочностью и вязкос- тью разрушения (<тв« 1400 МПа при К, = 70- 76 МПа л/м ). Доволь- но большое содержа- ние Р-стабилизаторов существенно снижает температуру Т и тем- пературу сверхпласти- ческой деформации (-700-750 °C) Сплав с большим содержанием Р-фа- зы. Легко можно получить мелко- зернистую струк- туру, необходимую для сверхпласти- ческой деформа- ции. Применяется после отжига или в термически упроч- ненном состоянии Плиты, листы, прутки, фасонное литье Возможна холодная штамповка. Хорошо обрабатыва- ется давлени- ем. Более легкая сверхпласти- ческая деформация по сравнению с деформаци- ей сплава Ti- 6A1-4V. Сплав свари- вается Авиация, ракетно- космическая техника, автомобили (детали, требующие сверхплас- тической формовки)
1.6. Общая характеристика деформируемых титановых сплавов
Глава I. Общая характеристика титановых сплавов
Механические свойства сплавов (а+Р)-класса очень чувствительны к типу и
параметрам микроструктуры [15, 17]. Для обеспечения высокого уровня плас-
тичности и сопротивления циклическим нагрузкам необходимо стремиться к рав-
ноосной мелкозернистой структуре. Высокую вязкость разрушения и большое
сопротивление развитию трещин обеспечивают, напротив, пластинчатые струк-
туры. По жаропрочным характеристикам (а+Р)-сплавы уступают супер псевдо-
а-сплавам. Оптимальным сочетанием механических свойств сплавы обладают
при бимодальной (дуплексной) структуре [51, с. 35].
Сплавы типа Ti-6A1-4V (а+Р)-класса относятся к числу наиболее распростра-
ненных за рубежом. Сплав Ti—6A1-4V используют для изготовления крупногаба-
ритных сварных и сборных конструкций летательных аппаратов, баллонов, ра-
ботающих под внутренним давлением в широком интервале температур от-196
до +450 °C, и целого ряда других конструктивных элементов авиационной, ра-
кетной и гражданской техники. По данным зарубежной печати около 50 % ис-
пользуемого в авиакосмической промышленности титана приходится на сплав
Ti-6A1-4V. Сплавы THnaTi-6Al-4V применяют в судостроении, автомобилестро-
ении, в установках и сооружениях, работающих в морских условиях. Для повы-
шения сопротивления коррозионному растрескиванию в морских условиях сплавы
типа Ti—6A1-4V дополнительно легируют палладием и рутением. Из этого же
сплава изготавливают многие предметы быта и спортивного инвентаря, в част-
ности клюшки для гольфа.
Такое широкое распространение сплава Ti-6A1-4V объясняется удачным его
легированием. Алюминий в сплавах системы Ti—Al—V повышает прочностные и
жаропрочные свойства, а ванадий относится к числу тех немногих легирующих
элементов в титане, которые повышают не только прочностные свойства, но и
пластичность. Благоприятное влияние ванадия на пластические свойства тита-
новых сплавов связано с его специфическим воздействием на параметры решет-
ки а-титана. Большинство легирующих элементов в титане увеличивают соот-
ношение осей da и приближают его к теоретическому значению 1,633, что зат-
рудняет скольжение по призматическим и пирамидальным плоскостям и снижа-
ет пластичность. Ванадий, наоборот, несколько уменьшает соотношение осей da
и тем самым повышает способность a-фазы к пластической деформации. Соот-
ношение da составляет 1,587; 1,597-1,600 и 1,5964 для титана, сплава Ti-6A1 и
Ti-6A1-4V соответственно.
Помимо этого ванадий затрудняет образование сверхструктуры а,, и поэтому
в сплавах системы Ti-Al-V можно допускать большие количества алюминия без
опасения охрупчивания материала при длительной эксплуатации, чем в двой-
ных сплавах Ti-AL
Сплавы этого типа обладают меньшей чувствительностью к водороду по срав-
нению с псевдо-а-сплавами, относительно низкой склонностью к солевой кор-
розии и хорошей технологичностью. Сплавы хорошо деформируются в горячем
состоянии. Из сплавов типа Ti-6A1-4V получают прутки, трубы, профили, по-
92
1.6. Общая характеристика деформируемых титановых сплавов
ковки, штамповки, плиты, листы, ленту и фольгу. Он сваривается всеми тради-
ционными видами сварки, в том числе и диффузионной.
Сплавы типа Ti-6A1-4V применяют в отожженном и термически упрочненном
состоянии. Заводской отжиг обычно проводят при 735 °C с последующим охлаж-
дением на воздухе. Помимо этого применяют рекристаллизационный отжиг при
925 °C, что приводит к повышению вязкости разрушения и ударной вязкости при
сохранении высоких пластических свойств из-за формирования смешанной бимо-
дальной структуры с большой долей пластинчатой составляющей. Рекомендуется
также двойной отжиг (940 °C, 10 мин, охлаждение на воздухе + 675 °C, 4 ч, воз-
дух), который позволяет улучшить вязкость разрушения и сопротивление коррози-
онному растрескиванию. Для повышения вязкости разрушения иногда применяют
[3-отжиг. Термическое упрочнение сплавов типа Ti-6A1-4V состоит из закалки с
температур ~940 °C в воде и старения при 510-540 °C в течение 4 ч, что обеспечи-
вает рост прочностных характеристик (на 20-30 %) при некотором падении плас-
тичности. Промежуточный уровень прочности при повышенной пластичности
обеспечивает перестаривание (940 °C, 10 мин, вода + 675 °C, 4 ч, воздух). Прока-
ливаемость сплавов Ti-6A1—4V невелика (~25 мм).
Сплавы Ti-6A1-4V ELI и Ti-6A1-4V ELI SP отличаются от стандартного со-
става, главным образом, меньшим содержанием примесей внедрения и предназ-
начены для применения в условиях криогенных температур, а также при необхо-
димости повышения вязкости разрушения и сопротивления солевой коррозии.
В связи с вышесказанным сплавам типа Ti-6A1-4V посвящено огромное ко-
личество публикаций. Так, например, в трудах 10-й Международной конферен-
ции по титану [28] сведения по сплаву Ti-6A1-4V приводятся в 125 статьях.
Псевдо-[3-титановые сплавы относятся к высоколегированным сплавам, в ко-
торых суммарное содержание легирующих элементов доходит до
25 % и более. Принципы легирования псевдо-[3-сплавов сводятся к следующему
[16-18,120]:
1. Суммарное содержание [3-стабилизаторов, оцененное через эквивалент по
молибдену, должно превышать вторую критическую концентрацию.
2. Суммарное содержание [3-стабилизаторов не должно быть слишком велико,
так как с увеличением [Мо]экв (АГр) сверх оптимальных значений снижается эф-
фект старения из-за уменьшения количества упрочняющей a-фазы. Для обеспе-
чения максимальной прочности сплавов в термически упрочненном состоянии
суммарное содержание [3-стабилизаторов целесообразно поддерживать в преде-
лах [Мо]экв=11-18 % (см. рис. 1.15).
3. Целесообразно легирование алюминием, оловом и цирконием, которые,
упрочняя a-фазу, увеличивают эффект старения. Эффект старения увеличивают
также небольшие добавки углерода (0,1-0,2 %) [28, с. 1067], обеспечивая более
тонкий и однородный распад [3-фазы.
4. Для обеспечения наилучшей пластичности и малой прочности сплавов в
закаленном состоянии необходимо исключить образование ю-фазы при закалке.
93
Глава /. Общая характеристика титановых сплавов
Этого можно достичь двумя путями: а) довести содержание [3-стабилизаторов до
концентраций, больших третьей критической; б) подавить образование со-фазы
при закалке легированием сплавов алюминием или (и) нейтральными упрочни-
телями (см. рис. 1.15).
5. Для преодоления металлургических трудностей, связанных с введением в
сплав тугоплавких элементов, целесообразно легирование алюминием, что со-
здает возможности использования лигатур Ме-А1 с приемлемыми плотностью и
температурой плавления.
6. Для уменьшения вредных последствий от внутрикристаллитной ликвации,
характерной для псевдо-[3-сплавов, их целесообразно одновременно легировать
[3-стабилизаторами, как повышающими, так и понижающими ликвидус и соли-
дус. В условиях неравновесной кристаллизации центр зерна обедняется элемен-
тами, понижающими линии плавкости, а границы зерен ими обогащаются. Кон-
центрация элементов, повышающих линии ликвидус и солидус, наоборот, боль-
ше в центре зерна, чем на его периферии. В итоге степень [3-стабилизации 13-
зерна становится более однородной по объему, что приводит к более равномер-
ному распаду [3-фазы при старении и уменьшает вероятность образования «13-
пятен» с нераспавшейся [3-фазой. К элементам, понижающим линии ликвидус и
солидус, относятся эвтектоидообразующие [3-стабилизаторы; противоположное
действие оказывают [3-изоморфные стабилизаторы.
7. Легирующие элементы должны быть по возможности относительно недо-
рогими и не слишком тяжелыми (по этой причине легирование ванадием пред-
почтительнее, чем молибденом).
Роль алюминия при легировании псевдо-[3-сплавов требует некоторых пояс-
нений, поскольку она сводится не только к подавлению образования co-фазы и
упрочнению a-фазы. При температурах старения алюминий сильно смещает со-
став равновесной [3-фазы, по крайней мере в системах Ti-Al-V и Ti-AI-Mo, в
сторону ее обогащения [3-стабилизаторами, не меняя в то же время значительно
вторую критическую концентрацию (рис. 1.16). В связи с этим при увеличении
Рис. 1.16. Схема к определению состава и количества фаз в титановых сплавах, представленных
легирующими элементами, эквивалентными алюминию (4) и молибдену (В)
94
1.6. Общая характеристика деформируемых титановых сплавов
содержания алюминия, скажем, от до Л, при одном и том же эквиваленте по
молибдену [Мо]экв количество упрочняющей a-фазы увеличивается от соотно-
шения с}Ь}/а}Ь} до c2bja2b3. К тому же и 0-матрииа становится прочнее из-за ее
обогащения p-стабилизаторами. Возможно, что такой эффект дает и олово. По
крайней мере, алюминий и олово являются распространенными компонентами
псевдо-Р-сплавов, что и обеспечивает высокий комплекс их механических
свойств.
Общая характеристика Р-сплавов приведена в табл. 1.19 и 1.20.
К преимуществам Р-сплавов относятся:
1. Высокая технологичность в закаленном состоянии, что позволяет осуще-
ствлять некоторые операции обработки давлением даже при комнатной темпера-
туре; высокая технологичность сплавов этого класса обусловлена объемно-цент-
рированной решеткой P-фазы, которая легче деформируется, чем a-фаза с гекса-
гональной структурой при той же степени легированное™.
2. Большой эффект термического упрочнения, что связано с высокой степе-
нью пересыщения закаленной P-фазы легирующими элементами. Распад пере-
сыщенной P-фазы при старении обеспечивает повышение прочности сплавов в
1,5-1,7 раза.
3. Большая глубина прокаливаемое™.
4. Высокая вязкость разрушения при значительных прочностных характерис-
таках.
5. Высокое сопротивление усталости.
6. Малая склонность к водородной хрупкости.
Для псевдо-Р-сплавов характерны пониженные значения модулей упругости
и явление псевдоупругости [28, т. 3]. Модули упругости Р-титановых сплавов
снижают элементы V А группы периодической системы (Nb, Та, V). К низкомо-
дульным относят сплавы Ti-10-2-3; beta С, Ti-15-3, beta 21 S, TMZF, Ti-15Mo-
5Zr-3Al;Ti-35,3Nb-5,lTa-7,lZr;Ti-29Nb-13Ta-4,6Zr;Ti-10Mo-2V-4Nb-3AI [28,
c. 1535, 1551], которые в закаленном состоянии имеют модуль Юнга, равный 55-
88 ГПа. Модуль Юнга закаленного сплава Ti-23Zr-18Nb-3V-lAl равен всего
43 ГПа [28, с. 1551].
В работах [28, с. 1519, 1527] описаны р-сплавы состава Ti-24 % ат.
(Ta+Nb+V) - (Zr, Hf) — 0, которые не только обладают низким модулем упруго-
сти, но и деформируются вхолодную до больших степеней деформации без
какого-либо деформационного упрочнения, в связи с чем их назвали «резино-
вым металлом» (gum metal). Модуль упругости этих сплавов уменьшается с уве-
личением степени холодной деформации. Сплав оптимального состава Ti-23Nb-
0,7Ta-2Zr-l,2O, (% ат.) имеет £=70 ГПа и ф~50 % в исходном состоянии и £«40
ГПа и <|/=75 % при степени холодной деформации 90 %. Степень псевдоупругой
деформации возрастает при этом от 1,2 до 2,5 %, а твердость остается неизменной.
Недостатки псевдо-Р-сплавов: а) невысокая термическая стабильность,
в результате чего их нельзя применять при температурах выше 350 °C;
95
Таблица 1.19
40
оч
Общая характеристика отечественных псевдо-(3-сплавов [16, 17, 32, 73|
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
ВТЗО (Ti- 11,5Мо - 6Zr - 4,5Sn) [29, с. 567; 88] Аналог зарубеж- ного слава beta - III. Плотность 5,06 г/см3, Т =760 °C ПП Сплав переходного класса. Обладает высокой пластично- стью в закаленном состоянии (ц/>50 %) при малом уровне прочности (ов» 725 МПа). Старение вызывает сильное упрочнение (ов> 1300 МПа) Содержание Р-стабилиза- торов достаточно для по- давления мартенситного Р—>а'(а")-превращения. После закалки сплав спо- собен к холодной дефор- мации при комнатной тем- пературе со значительны- ми степенями (прокатке, штамповке, редуцирова- нию и т.д.); последующее старение позволяет полу- чить нужный уровень прочностных свойств Прутки, листы, фольга, плиты При плавке возни- кают большие труд- ности из-за ликвации легирующих элемен- тов, при горячей де- формации молибден испаряется. Сплав содержит дорогие легирующие элемен- ты Детали крепле- ния
ВТ22 (Ti- 5А1- 5Мо- 5V-lCr-lFe) [2, 13, 18,15; 25, с. 1569, 29, с. 567; с. 583; 28, с. 707, 1227, 2643; 47, с. 82; 44, 100, 101, 228] Разработан ВИАМом в 1965 г. Позднее предложены его модификации ВТ22И; ВТ22ч; ВТ22М. Плотность 4,60 г/см3, Т =850-890 °C ПП Высокопрочный, высоколегирован- ный сплав переход- ного класса. Высокое содержание р-ста- бипизаторов обес- печивает большой эффект упрочнения при старении. Сплав ВТ22М дополни- тельно легирован оловом и циркони- Сплав ВТ22 применяют в отожженном и терми- чески упрочненном со- стоянии. В отожженном сплаве содержание а- и P-фаз примерно одина- ково (« 50 %). Наиболее прочный в отожженном состоянии сплав среди серийных сплавов (ов>1300 МПа). Рабочие температуры - до 350 °C Прутки, поковки, штампов- ки, плиты, профили Удовлетворительная обрабатываемость давлением; возмож- ность получения крупногабаритных поковок и штампо- вок с довольно од- нородным распреде- лением свойств по сечению. Сплав удовлетворительно сваривается Силовые крупно- габаритные дета- ли фюзеляжа, крыла, шасси, де- тали системы уп- равления, крепеж- ные детали типа силовых болтов (Ил-76; Ил-86; Ил-96; «Руслан», «Мрия»), детали ГТД
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.19
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
ем, что привело к дополнительному упрочнению. Сплав ВТ22И содержит меньшие концентра- ции алюминия, что повышает его спо- собность к холодной деформации
BT35(Ti- 15V —ЗСг- ЗА1-3Sn- iZr- IMo) [25, с. 1559, 29, с. 567; 50, с. 17; 86, с. 25; 102] Предложен ВИАМом; аналогзару- бежного сплава Ti-15-3-3-3. Литейный ва- риант ВТ35Л Плотность 4,88 г/см3, Т =720-740 °C лп Высоколегирован- ный псевдо-Р-с плав с Р-фазой, легко со- храняющейся даже при охлаждении с печью Обладает большой про- каливаемостью. В зака- ленном состоянии высо- копластичный и спосо- бен к холодной деформа- ции. Старение приводит к существенному упрочне- нию (о >1200 МПа; 8 = 6 %) при высокой вязкости разрушения Листы, фольга, фасонное литье Удовлетворительно обрабатывается дав- лением в горячем состоянии; после за- калки способен к хо- лодной деформации Сотовые кон- струкции, ан- керные гайки, длинномерные листовые лон- жероны
ВТ19 (5,5Мо - 3,5V-5,5Cr -ЗА1 - IZr) [25, с. 1559; 29, с. 944] Разработан в ВИАМе в 1973 г. Высоколегирован- ный псевдо-Р-сплав с Р-фазой высокой устойчивости. Об- ладает лучшим ком- плексом механичес- ких и технологичес- В закаленном состоянии малопрочен и высокопла- стичен (ов«1000 МПа; 8>11 %; i|/> 50 %) Старе- ние вызывает сильное уп- рочнение (ов> 1550 МПа; 8 » 4-5 %; ч» «15-5 %) Поковки, штампов- ки, прутки, плиты, листы Обладает удовлет- ворительной плас- тичностью при горя- чей и холодной обра- ботке давлением Детали авиаци- онной техники
L6. Об щ ая характерно тика деформируемых титановых
Продолжение табл. 1.19
КО
оо
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
ких свойств по срав- нению с ВТЗО
BT32(Ti- 8V-8M0- l,2Cr-l,2Fe -ЗА1) [29, с. 567, 234] Предложен ВИАМом в 1975 г. Плотность 4,83 г/см3 Наиболее сильно ле- гированный псевдо- Р-сплав; способен к самозакалке даже при сравнительно медленном охлаж- дении (< 3 °С/мин) Старение вызывает силь- ное упрочнение. В терми- чески упрочненном состо- янии стандартные механи- ческие свойства пример- но такие же, как у сплава ВТ35 (ав>1200 МПа; 8>8%) ' Листы, фольга, трубы Удовлетворительно обрабатывается дав- лением в горячем и холодном состояни- ях Сотовые конструкции, тонкостенные холоднокатаные трубы
ВТ 15 (Ti— 7Мо-11Сг- ЗА1) [2,28, с. 707; 37, с. 141; 38, с. 164; 43, с. 197; 44, с. 135, 270, 286] Предложен ВИАМом в 1960 г.; один из первых псевдо- Р-сплавов. Плотность 4,89 г/см3, Т =750-800 °C пп Высокое содержа- ние р-стабилизато- ров обеспечивает фиксацию Р-фазы при умеренных ско- ростях охлаждения Сплав в закаленном со- стоянии обладает высо- кой пластичностью и спо- собен к холодной дефор- мации. Старение вызыва- ет сильное упрочнение Листы, фольга При литье слитков развивается сильная ликвация, что вы- зывает неоднород- ность структуры и свойств деформиро- ванных полуфабри- катов. Сплав имеет ограниченное при- менение Сотовые конструкции, мембраны
Глава I. Общая характеристика титановых сплавов
Таблица 1.20
Титановые псевдо-|3-сплавы, применяемые за рубежом
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
Transage 129 (Ti-11,5 V- 2А1—2Sn— 1 IZr) [20, c. 2025; 23, c. 1567; 33, c. 957; 103, 104] Разработан в США с целью улучшения технической эффективности химического оборудования и планера самолета. Плотность 4,88 г/см3, Т =720 °C пп Высокопрочный термически упроч- няемый сплав с вы- соким сопротивле- нием усталости. Деформированные полуфабрикаты как после обработки на раствор, так и пос- ле старения, имеют дисперсную струк- туру, разрешимую только в электрон- ном микроскопе При охлаждении в воде из P-области происходит мартенситное превраще- ние р—>а", обусловлен- ное термическими напря- жениями. При более мед- ленном охлаждении, на- пример, на воздухе, час- тично протекает Р->а'- превращение. Сопротив- ление разрыву после ста- рения >1240 МПа; А^-ЗОМПад/м Обладает большой прокаливаемос- тью Все виды деформи- рованных полуфаб- рикатов Ликвация легирую- щих элементов при кристаллизации уст- раняется отжигом деформированных полуфабрикатов при температурах выше 925 °C. Хорошо об- рабатывается давле- нием при 760-815°C. Возможна изотерми- ческая штамповка при 650 °C. Сварива- ется. Хорошо фор- муется вхолодную всеми способами Химическое оборудование, планер самолета
Transage 134 (Ti-12V— 2,5AI-2Sn— 6Zr) [23, c. 1567; 33, c. 971; 103, 105] Разработан в США; предназна- чен для примене- ний, в которых тре- буется сочетание высокой прочнос- ти и вязкости раз- рушения в боль- ших сечениях. Плотность 4.73 г/см3. Высокопрочный термически упроч- няемый сплав вы- сокой прокаливае- мости (в сечениях до 200 мм). По со- держанию Р-стаби- лизатора (ванадия) близок к критичес- кой концентрации При закалке P-фаза пере- ходит в мартенсит. Мик- роструктура сплава очень тонкая. Для типичных применений сплав можно упрочнить старением до ов>1240 МПа. При высо- ком уровне прочности имеет достаточную вяз- кость разрушения, харак- Все виды деформи- руемых полуфаб- рикатов Технологические свойства такие же, как у Transage 129. Обладает хорошими литейными свой- ствами Для примене- ний, где требу- ется сочетание высокой проч- ности и вязкос- ти
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
T =750 °C пп тернуюдля сплавов серии Transage (Klt>50 МПа\м)
Transage 175 (Ti-13V- 2,7Al-7Sn- 2Zr) [14, с. 979; 46] Высокопрочный сплав; разрабо- тан в США как развитие сплавов серии Transage Высокопрочный термически упроч- няемый сплав (оа>1240 МПа) вы- сокой прокаливае- мое™ (в сечениях до 200 мм). По со- держанию Р-стаби- лизаторов близок к критической кон- центрации Деформированные по- луфабрикаты как после обработки на твердый раствор, так и после ста- рения, имеют тонкую микроструктуру, разре- шимую только в элект- ронном микроскопе. При закалке из P-области в P-фазе образуются суб- микроскопические час- тицы мартенсита. При старении образуется тон- кая видманштеттова (а+Р)-структура. Облада- ет высокой циклической выносливостью в дефор- мированном состоянии Все виды деформи- руемых полуфаб- рикатов, фасонное литье Технологические свойства такие же, как у сплавов Transage 129 и 134 В тех же облас- тях, что и предыдущие два сплава
Beta-CEZ (Ti-5Al-2Sn- 4Zr-4Mo- 2Cr-lFe) [21, c. 811; 25, c. 77, 89, 1339, 1347; Разработан фир- мами CNECM и CEZUS (Фран- ция); сплав многофункцио- нального назначения, с Сплав с содержани- ем Р-стабилизато- ров, близким к кри- тической концентра- ции. Обладает высо- кой прочностью и хорошим сочетани- Применяется в состоянии поставки или обработки на твердый раствор. Мик- роструктура равновесная, мелкозернистая. Регули- руя режимы старения, можно получить ов от Поковки, прутки, плиты, листы Хорошо обрабаты- вается давлением, склонен к сверхпла- стической дефор- мации при 725- 775 °C Диски компрес- сора, пружины, детали крепле- ния
Глава 1. Общая характеристика титановых сплавов
11родолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
27, с. 441; 28, с. 1345, 1399, 1659; 30, с. 379; 33, с. 931] высокой проч- ностью и вязкос- тью. Плотность 4,69 г/см3, Т =890 °C пп ем прочности, плас- тичности и вязкости. Предназначен для работы до 450 °C 1200 до 1700 МПа при 8=15-20 %
Ti-555, TiST55531 (Ti-5А1- 5Мо—5V— ЗСг-lFe) [28, с. 1559, 2643, 2667] Аналог отече- ственного сплава ВТ22. Плотность 4,65 г/см3. Т =860 °C пп Сплав отличается от ВТ22 большим содержанием хро- ма (3 вместо 1 %); обладает высокой прочностью в ото- жженном состоя- нии (ов>1250 МПа), термически упроч- няется Термически упрочняется в больших сечениях. Ре- гулируя микроструктуру можно получить хоро- шее сочетание прочнос- ти, пластичности, вязкос- ти, сопротивление разру- шению Поковки, штампов- ки, плиты Удовлетвор ител ьно обрабатывается давлением Тяжело нагру- женные крупные авиационные конструкции (пилоны)
Ti-17(Ti- 5Al-2Sn— 2Zr—4Mo- 4Cr) [23, c. 2323; 24, c. 365, 1319; 25, c. 463, 2673; 27, c. 513; 28, c. 1839; Высокопрочный сплав большой прокаливаемос- ти, разработан для применения в ГТД. Плотность 4,65 г/см3. Т =890 °C пп Высокое содержа- ние молибдена и хрома обеспечива- ет большое коли- чество Р-фазы, большую прокали- ваемость и высокий уровень прочности. Обладает более вы- сокой прочностью и сопротивлением Может быть термически обработан на предел те- кучести 1030-1170 МПа, пластичнее сплава Ti- 6А1—4V-2Sn при сопос- тавимом уровне прочно- сти Сутунки, поковки При плавке встреча- ются трудности, связанные с ликва- цией легирующих элементов. При го- рячей деформации и термической обра- ботке возможно об- разование «р-пя- тен» Детали ГТД (диски, корпус и лопатки комп- рессора, венти- лятор); предус- мотрен для применения в двигателях нового поколе- ния
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
33, с. 453; 75, с. 122; 107] ползучести по срав- нению со сплавом Ti-6A1-4V
Ti-16V- 2,5А1 [33, с. 999] Разработан RMI Titanium Com- pany как листо- вой материал. Поставляется по специальному заказу. Плотность 4,65 г/см’ Содержание вана- дия близко к крити- ческой концентра- ции; 0-фаза в зака- ленном сплаве пре- терпевает мартен- ситное превраще- ние под действием деформации, что приводит к падению предела текучести Сплав подвергают закал- ке и старению. В соста- ренном состоянии струк- тура сплава представлена дисперсными частицами a-фазы в 0-матрице. Предел текучести сплава после старения от 1000 до более 1240 МПа Листы Сплав хорошо деформируется Авиационная техника
Beta-Ш (Ti- ll, 5Мо- 6Zr-4,5Sn) [20, с. 1957, 1969; 21, т. 2, с. 479; 23, с. 44; 33, с.767; 108, 109] Разработан в 1960-х гт. фир- мой Crucible Steel как замена сплава Ti-1 ЗУ- 11 Сг-ЗА1. В на- стоящее время промышленно не производится. Плотность 5,06 г/см’ Т «760 °C ПП Обладает высокой пластичностью в за- каленном состоянии (о~700МПа,у>50%) и высокой прочнос- тью в состаренном (о>1240 МПа). Мо- либден стабилизиру- ет 0-фазу. Цирконий и олово растворимы в а-, в 0-фазах и уп- рочняют их. Содер- жание молибде- Содержание 0-стабилиза- тора (молибдена) доста- точно для подавления мартенситного превраще- ния. Сплав применяют после закалки из 0- или (а+0)-области. Закалка из (а+0)-области фикси- рует большую плотность дислокаций, что обеспе- чивает выделение а-фазы в очень мелкодисперсной форме и, как следствие. Листы, прутки, проволока трубы, плиты, поковки При плавке возника- ют большие затруд- нения из-за ликва- ции легирующих элементов. В зака- ленном состоянии отличается пре- красной деформи- руемостью при ком- натной тем пературе. Сваривается Детали крепле- ния, особенно заклепки; листовые детали, для изготовления которых нужна высокая дефор- мируемость металла, пружи- ны
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
на, циркония и олова ограничено их сто- имостью и высокой плотностью лучшее сочетание проч- ности и пластичности
Ti-10-2-3 (Ti—10 V— 2Fe-3Al) [23, с. 499, 585, 641, 1261, 1307, 2479; 24, с. 181, 455, 1301; 25, с.15,1363, 1851, 2673; 26, с. 644, 948, 1147, 1272, 1371; 27, с. 487,529; 28, с. 471,603, 987, 1187, 1219, 1599, 1895, 2051, 2643, 3059; 33, с. 829; 59,75, с. 376, 107-111] Разрабатывался как высокопроч- ный технологич- ный сплав. Предназначен для работы до 315 °C. Плотность 4,65 г/см3, Т «790-805 °C пп По содержанию Р-стабилизаторов близок к критичес- кой концентрации. Высокопрочный сплав, комплекс ме- ханических свойств которого можно ва- рьировать в широ- ких пределах мето- дами термической обработки. Облада- ет высоким сопро- тивлением коррози- онному растрески- ванию в соленой воде, одинаковой вязкостью на возду- хе и в соленой воде Обладает большой про- каливаемостью (в сече- ниях до 125 мм), значи- тельным эффектом тер- мического упрочнения (ов от 1100 до более 1240 МПа). Закаливает- ся с температур ниже Т на 15—40 °C. Превосхо- дит (а+ Р)-сплавы по со- четанию прочности, вяз- кости, циклической стой- кости и технологичности при штамповке. Сплав можно обработать на о =965-1310 МПа Прутки, плиты, поковки Технологичность при горячей обра- ботке давлением лучше, чем у боль- шинства титановых сплавов. Склонность к образованию тре- щин при ковке мень- ше, чем у Ti-6A1- 4V. Легко поддается изотермической штамповке Конструкции планера самоле- та, пилоны, двери, шарниры, цапфы, детали шасси, подшип- ники сервосис- тем (Боинг); детали вертоле- тов, автомоби- лей, корабле- строение
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
TNTZ (Ti-29Nb- I3Ta—4,6Zr) [28, с. 3181, 3189, 3245] Новый псевдо- Р-сплав; разрабо- тан в Японии для биомедицинско- го применения Сплав не содержит токсичных биохи- мических легирую- щих элементов. В закаленном состоя- нии отличается ма- лой прочностью, низким модулем уп- ругости (£=65 ГПа), высокой коррози- онной стойкостью При закалке в ледяной воде структура (Р+а"). Сплав термически упроч- няется до о =1000 МПа в Прутки В закаленном состо- янии деформируется вхолодную Медицинские имплантаты
Ti-20V- 4Al-lSn [28, с. 3141] Новый псевдо- Р-с плав разра- ботан фирмой Sumitomo Metal Industries Ltd (Япония) Ванадий умеренно упрочняет Р-матри- цу сплава при сохра- нении высокой пла- стичности. Алюми- ний и олово упроч- няют дисперсную a-фазу при старе- нии. Отличается низким модулем уп- ругости В закаленном состоянии ив»700 МПа. Эффектив- но упрочняется при ста- рении (ств до 1250 МПа при 5к12 %) Прутки, листы, плиты В P-состоянии лег- ко деформируется вхолодную, как ти- тан, и лучше других псевдо-Р-сплавов. Удовлетворительно сваривается Головки клю- шек для гольфа
Ti-15-3 (Ti- 15V-3Cr- 3AI-3Sn) [23, c. 1835; 24, c. 205, Высокопрочный коррозионно- стойкий сплав. Разработан в 1970-х гг. как Ванадий и хром по- давляют мартен- ситное превраще- ние и стабилизиру- ют P-фазу. При ста- Микроструктура пред- ставлена P-матрицей и трудно различимой в све- товом микроскопе очень дисперсной а-фазой Листы, лента, плиты, фольга, трубы, Удовлетворительно обрабатывается дав- лением при ковке, менее чувствителен к образованию трещин Авиационная тех- ника (рама фюзе- ляжа, двери, шар- ниры, трубопро- воды, панели,
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
275, 455, 819; 25, с. 15, 77, 1495, 1875, 1883, 1923; 26, с. 988; 27, с. 553; 28, с. 541, 823, 1067, 1179, 1227, 1331, 1607, 2975, 3141; 33, с. 899; 59, 75, с. 56; 107, 108, 112, 113] листовой мате- риал; позднее из него стали изго- тавливать раз- личные полуфаб- рикаты. Плотность 4,76 г/см’. Т =750-770 °C ПП рении P-фаза распа- дается с расслоени- ем на обогащенную Р- и обедненную Р- фазу, переходящую затем в а. Проч- ность термически упрочненных листов не менее 1310 МПа при 8 >5 % Сплав можно подвергать старению сразу после формовки. Упрочнение сплава зависит от степе- ни нагартовки при фор- мовке. В зависимости от режимов старения мож- но получить овот 1100 до 1335 МПа поковки, фасонные отливки при горячей дефор- мации, чем Ti-6A1- 4V. Сплав хорошо формуется при ком- натной температуре. Стоимость изготов- ления конструкций из листов сплава Ti-15-3 ниже, чем из листов сплава TL-6A1-4V подвески, фит- тинги, кронштей- ны, заклепки, со- товые конструк- ции, детали дви- гателя). Исполь- зован для изго- товления 100 де- талей бомбарди- ровщика В-1В; широко применя- ется в самолетах В-777, F18EF. Изготавливают также головки клюшек для гольфа
Ti-15Mo- 5Zr [21, т. 2, с. 665; 33, с. 943] Разработан фирмой Kobe Steel Ltd. Плотность 5,06 г/см’. Т =730 °C пп Молибден стабили- зирует P-фазу и по- вышает коррозион- ную стойкость в восстановительной атмосфере. Цирко- ний повышает тер- мическую стабиль- ность, коррозион- ную стойкость После обработки на Р-фазу сплав обладает низким на- пряжением течения и спо- собностью к холодной де- формации. Применяется после закалки в воде и ста- рения. В результате старе- ния при450 °C можно полу- чить о =1500-1600 МПа при удлинении 5-8 % Сутунки, прутки, плиты, листы, проволока Деформируется аналогично сплаву Ti-15-З. Сваривает- ся Химическая про- мышленность, эрозионно-стой- кие покрытия лопаток паро- вых турбин, в которых исполь- зуется сильное упрочнение от (о-фазы
1.6. Общая характеристика деформируемых титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
Ti-15Mo- 5Zr-3Al [21, т. 2, 665; 24, с. 405; 25, с. 2689; 26, с. 1776; 33, с.949; 48] Разработан фир- мой Kobe Steel Ltd как материал высокой коррози- онной стойкос- ти. По коррози- онной стойкости пре- восходит сплав Ti-0,2Pd. Плотность 5,01 г/см3, Т =785 °C пп Молибден стабили- зирует P-фазу и по- вышает коррозион- ную стойкость в вос- становительной ат- мосфере. Цирконий увеличивает корро- зионную стойкость сплавов Ti-Mo, по- давляет образование (о-фазы и повышает термическую ста- бильность. Алюми- ний подавляет обра- зование (о-фазы при низких температурах старения и уменьша- ет окисление После обработки на [3-фа- зу сплав способен к хо- лодной деформации вви- ду низких напряжений те- чения металла и высокой пластичности. Термичес- кое упрочнение включает в себя закалку с 735 °C (а+р-область) в воде и старение при 425-500 °C (о «1475 МПа). Для обес- печения большой проч- ности (1150-1600 МПа) применяют двойное ста- рение (425+475-500 °C) Сутунки, прутки, плиты, листы, проволока Сплав подвергают горячей и холодной обработке давлени- ем Применяют как коррозионно- стойкий мате- риал в газовых установках, эро- зионно-стой- кую защиту ти- тановых лопа- ток силовых ус- тановок, биома- териалы; изго- тавливают так- же клюшки для гольфа
Ti-B19 (Ti-ЗА1- 5Mo-5V- 4Cr-2Zr) [28, с. 1575] Новый псевдо- Р-сплав, разра- ботанный в Китае в 2002 г. Плотность 4,77 г/см3, Т =790±5 °C пп Обладает высокой прочностью, вязко- стью разрушения, высоким сопротив- лением коррозии в морской воде. Лучшее сочетание свойств, чем у других псевдо-Р-сплавов Сплав термически упроч- няется до ов>1250 МПа, прокаливается в сечени- ях более 150 мм Поковки, плиты Хорошо деформи- руется в горячем состоянии Крупные конст- рукции, «морс- кое» оборудо- вание
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
Beta-21S (Ti-15Mo- 3AJ-2,7Nb- 0,25Si) [25, с. 77, 153, 2185; 26, с. 1227, 1719, 1800; 28, с. 1339, 1691, 1723, 1737, 1855, 1863, 2615, 2975; 30, с. 473; 33, с. 921; 59, 107, 114, 115] Разработан TIMET в 1988 г.; обладает высокой удельной прочно- стью, хорошей формуемостью, высоким сопро- тивлением окис- лению. Наиболее приемлем для ра- боты при темпера- туре 290—400 °C. Модификация сплава Timetai 21S RX (Ti-15Mo- 2,7Nb) не содер- жит алюминий. Плотность 4,94 г/см3, Т =793-810 °C пп Молибден стабили- зирует 0-фазу, со- здавая предпосылки холодной деформи- руемости. Молиб- ден до 15 % повы- шает сопротивление окислению. Ниобий и кремний уменьша- ют окисление спла- вов системы Ti-Mo. Сплав обладает вы- сокой прочностью, достаточным со- противлением пол- зучести и термичес- кой стабильностью. Обладает большим сопротивлением окислению по срав- нению с другими промышленными сплавами Применяется после двой- ного отжига и в термичес- ки упрочненном состоя- нии. Регулируя режимы обработки на твердый ра- створ и старения, можно изменять механические свойства в широком ин- тервале (ов от 840 до 1380 МПа) ’ Листы, лента, фольга, плиты, прутки, сутунка Обрабатывается дав- лением подобно сплаву Ti-15-3, хоро- шо деформируется в холодном состоянии Гидравлические системы само- летов, гондола двигателя, пат- рубки. Фольга для матрицы композицион- ных материалов, топливные баки, оборудование химической и нефтеперераба- тывающей про- мышленности
Beta-C, Ti- 38-6-44 (Ti-3A1-8V- 6Cr-4Mo- Разработан фирмой RMI в конце 1960-х гг. как замена Содержание Р-ста- билизаторов доста- точно для подавле- ния мартенситного Варьируя режимы за- калки и старения, мож- но менять свойства сплава в широких пре- Прутки, проволока, плиты, листы. Плавится легче, чем Ti-13V-HCr-3 Al; менее склонен к лик- вации. Хорошо обра- Авиационная техника (детали крепления, пру- жины, торс ионы,
титановых сплавов
о
QO
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
4Zr) [21, т. 3,с. 77; 23, с. 1605, 2533; 24, с. 147,443; 25, с. 15, 1469, 1495; 28, с. 385; 1017, 1179, 1567, 3035; 33, с. 797; 59,108, 116, 117] сплава Ti-13 V- 1 ICr— ЗА1. Объём производства невелик (менее 1 % объёма про- изводства титана и его сплавов). Максимальная рабочая темпера- тура 350 “С. Плотность 4,82 г/м’, Т =746-774 °C пп превращения и су- щественного замед- ления распада [3- фазы при старении. Молибден обеспе- чивает повышенную коррозионную стой- кость, в том числе в морской воде делах (овот 1240 до более 1380 МПа). Сплав мало склонен к росту Р-зерен при температурах выше Т .Сплав применяют так- же после отжига, который обеспечивает хорошее сочетание прочности и пластичности (ов«850- 900 МПа, 15-25 %, у=40-50 %) поковки, фольга батывается давлени- ем как в горячем, так и в холодном со- стоянии. Формовку можно осуществ- лять при комнатной температуре сотовые конст- рукции, сосуды), элементы буро- вого оборудова- ния, автомобили (пружины)
Ti-8823 (Ti— 8M0-8V- 2Fe-3Al) [20, с. 81, 1993; 21, с. 697; 33, с. 935] Разработан фирмой Timet как высокопрочный листовой сплав для замены Ti- 13V- ПСг-3 А1; позднее ассорти- мент полуфабри- катов был расширен.Приме- няется для работы до 315 °C. Плотность 4,85 г/см’. Для сплава характер- но хорошее сочета- ние вязкости разру- шения, предела вы- носливости при над- резе, термической стабильности (до 315 °C) и сопротив- ления коррозионно- му растрескиванию. Зафиксированная закалкой [3-фаза ме- нее стабильна, чем в сплаве Ti—13V— В закаленном и отожжен- ном состоянии сплав об- ладает небольшим пре- делом текучести («850- 900 МПа при у>5 5 %) и малым коэффициентом деформационного упроч- нения. Сплав закаливается в больших сечениях (до 100-150 мм). Старение протекает без образова- ния промежуточной фазы. Предел прочности спла- ва после старения 1200- Листы, прутки, поковки При плавке встреча- ются трудности, свя- занные с большим содержанием мо- либдена. Хорошо обрабатывается дав- лением. В отожжен- ном и закаленном состоянии сплав хо- рошо формуется вхолодную. Сплав хорошо сваривается Детали крепле- ния, пружины, конструкцион- ные детали дви- гателя и самоле- та
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1 20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
T =775 °C ПП 1 ICr-ЗА1, требует- ся менее длитель- ное старение для достижения макси- мальной прочности 1300 МПа; сопротивле- ние срезу 700 МПа
Ti-8V-5Fe- 1 Al [33, с 993] Высокопрочный Р-сплав с высо- ким сопротивле- нием срезу. Плотность 4,65 г/см3. Т =830±14 °C пп Большое содержа- ние Р-стабилизато- ров обеспечивает высокую стабиль- ность Р-фазы Упрочняется закалкой и старением. Гарантирован- ные механические свой- ства при комнатной тем- пературе: ов=1448 МПа; 6-6 %; V=12%; тсри = 793 МПа Прутки, сутунки При плавке возника- ют трудности, свя- занные с ликвацией железа. Легко де- формируется. Свар- ка не рекомендуется Детали крепле- ния
Timet LCB (Ti-6,8 Mo- 4,5Fe-l,5Al) [26, c 1288, 1680; 28, c. 357, 385, 1017, 1155, 1227, 1323, 1911, 3043, 3393; 30, c. 241] Разработан в США с целью снижения стоимости. Плотность 4,79 г/см3. Т =790 °C ПП Высокопрочный сплав. Большое со- держание железа и молибдена обеспе- чивает большую стабильность Р-фа- зы по сравнению со сплавами 21S и Beta С Упрочняется закалкой и старением (ов=1060- 1545 МПа). Обладает высоким сопротивлени- ем усталости и коррозии Прутки, проволока Легко подвергается обработке давлени- ем (ковке, прокатке) Детали автомо- билей (пружины, подвески, торсионы)
DAT55G (Ti-15 V- 6Cr—4A1) Новый псевдо- Р-сплав; разрабо- тан в Японии как Хром сильно упроч- няет сплав, ванадий обеспечивает хоро- В ИСХОДНОМ Р-СОСТОЯНИИ с =850 МПа; после закал- ки и старения ов=1000 Прутки, поковки В p-состоянии хо- рошо деформиру- ется вхолодную Головки клюшек для гольфа
1.6. Общая характеристика деформируемых титановых сплавов
о
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
[28, с. 3133] замена сплава Ti— 22V—4А1 шую пластичность. Сплав обладает бо- лее удачным сочета- нием прочности и вяз- ко сти и большей стойкостью по срав- нению со сплавами "П- 22AF-4V и TI-15-3-3-3 1400 МПа. Сочетание хо- лодной деформации и ста- рения позволяет получить ив=1400-1800 МПа при 5=10-2 %
Timetai 125 (Ti-6V- 6,2 Мо- 5,7Fe-3Al) [25, с. 2899] Разработан в США; сверх- прочный сплав. Сравнительно дешевый Сплав с высокими прочностными характеристиками на разрыв и срез. Стойкость к общей коррозии лучше, чем у сплава Ti- 6А1—4V. Свойства в терми- чески упрочнен- ном состоянии: о=1586 МПа, Ср =1520 МПа, т ’ = 860 МПа, срезу 5>7 % Применяется после за- калки (710 °C, 2 ч, охлаж- дение струей воздуха) и старения при 427 °C, 8 ч+468°С, 16 ч Прутки Детали крепле- ния в аэрокос- мических аппаратах
Т1-13-11-3 (Ti-1 ЗУ- ll Сг-ЗА!) Разработан фирмой Rem Cru (позднее Crucible Высокопрочный сплав. Большое со- держание [3-стаби- Закаливается при охлаж- дении на воздухе (с Т> Тт). Меняя режимы терми- Сутунки, поковки, плиты, При плавке возника- ют трудности, свя- занные с высоким Аэрокосмичес- кая техника и авиация. Детали
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.20
Сплав Общие сведения Общая характеристика Структура, термическая обработка Полуфаб- рикат Технология Область приме- нения
[23, с. 577; 26, с. 1294; 33. с. 867; 59, 107, 108] Steel) в середи- не 1950-х гг. Первый Р- тита- новый сплав. Предназначен для работы до 315 °C, кратковре- менно до 650 °C. В настоящее время имеет ограниченное применение. Плотность 4,82 г/см3, Т «700 °C пп лизаторов обеспечи- вает высокую ста- бильность Р-фазы и значительный эф- фект старения. В сплаве возможен эвтектоидный рас- пад Р-фазы с выде- лением a-фазы и TiCr2 ческой обработки, можно получить ов от 860 МПа до более 1400 МПа. Об- ладает высоким сопротив- лением срезу листы, проволока, ленты содержанием хрома. Склонен к ликвации. Хорошо обрабаты- вается давлением. Закаленный сплав способен к холодной деформации со зна- чительными обжати- ями без промежу- точных отжигов двигателя, пру- жины, детали крепления, са- молетные конст- рукции, корпуса ракетных двига- телей на твер- дом топливе
Глава I. Общая характеристика титановых сплавов
б) неудовлетворительная свариваемость, обусловленная сильным ростом зерна в
околошовной зоне и ликвацией легирующих элементов в сварном шве; в) боль-
шой разброс механических свойств, вызванный химической неоднородностью
сплавов из-за ликвации и большой чувствительностью процесса старения к со-
держанию примесей внедрения; г) сильно выраженное отрицательное влияние
примесей внедрения на пластичность сплавов, в связи с чем при выплавке слит-
ков необходимо применять чистые шихтовые материалы; д) сравнительно высо-
кая плотность; е) высокая стоимость.
В сплавах типа Transage (129, 134, 175) содержание Р-стабилизаторов (вана-
дия) близко ко второй критической концентрации. В этих сплавах P-фаза меха-
нически нестабильна и претерпевает мартенситное превращение под действием
внутренних термических напряжений при охлаждении и под действием внешних
напряжений. Деформированные полуфабрикаты из сплавов типа Transage как в
состоянии обработки на твердый раствор, так и после старения, имеют тонкую
микроструктуру, которую можно разрешить только в электронном микроскопе.
При закалке в воде из P-области в P-фазе образуется индуцированный напряже-
ниями орторомбический мартенсита". При охлаждении после обработки на твер-
дый раствор со скоростями, меньшими скорости охлаждения в воде, в Р-фазе
образуются микроскопические частицы мартенсита а'. Мартенситное превраще-
ние до конца не доходит, так как блокируется генерируемыми при этом дислока-
циями леса. В процессе старения при температурах 425-565 °C дислокации быс-
тро аннигилируют и в остаточной P-фазе растут частицы a-фазы мартенситного
происхождения. В итоге образуется очень тонкая видманштеттова структура,
представленная равномерно распределенными а-пластинками в Р-матрице.
Титановые Р-сплавы с термодинамически устойчивой Р-фазой можно полу-
чить лишь на основе таких систем, в которых легирующие элементы имеют объем-
но-центрированную кубическую решетку при комнатной температуре. К таким
элементам принадлежат ванадий, молибден, ниобий и тантал. Однако стабиль-
ные P-фазы в этих сплавах образуются при таких высоких концентрациях ком-
понентов, что титановые сплавы теряют основное преимущество, а именно срав-
нительно малую плотность. Поэтому титановые сплавы со стабильной Р-фазой
не получили широкого промышленного применения.
1.7. Литейные титановые сплавы
Возможность получения качественных фасонных отливок из титана была про-
демонстрирована в США уже в первые годы его промышленного освоения (в
1950 г.) [1]. Однако создание промышленной технологии производства фасонно-
го титанового литья и соответствующего технологического оборудования потре-
бовало много усилий и времени, главным образом, из-за чрезвычайно высокой
химической активности титана, особенно в жидком состоянии. К настоящему
времени эти трудности в основном преодолены [121]. Для получения качествен-
112
1.7. Литейные титановые сплавы
ного фасонного титанового литья разработано специальное литейное оборудова-
ние, позволяющее осуществлять плавку и разливку металла в вакууме или за-
щитной атмосфере, а также внедрены специальные виды обработки литого ме-
талла с целью повышения уровня механических свойств.
Титан и его сплавы обладают довольно высокими литейными свойствами из-
за малого интервала кристаллизации (не более 50-70 °C) [32, 121]. Жидкотеку-
честь титана примерно такая же, как у углеродистой стали. Тем не менее полу-
чить крупногабаритные титановые отливки значительно труднее, чем из углеро-
дистой стали, из-за сравнительно небольшого теплосодержания жидкого титана
и невысокого перегрева расплава в условиях дуговой плавки, что приводит к
очень быстрому охлаждению и затвердеванию металла. Линейная усадка титана
составляет 1,5 % при литье в керамическую форму и ~2 % - в металлическую.
Объемная усадка составляет около 3 %.
Поскольку литейные свойства всех титановых сплавов довольно близки, не
потребовалась разработка специальных таких сплавов. Для фасонного литья при-
меняют, как правило, сплавы, которые по основным легирующим элементам со-
впадают с составом деформируемых сплавов. Исключение составляет лишь сплав
ВТ21 Л. Вместе с тем в них содержание примесей может быть больше, поскольку
литейные сплавы не нужно деформировать. Заметим, что для титана ВТ1Л и
сплава ВТ5Л допускается большее содержание примесей, чем для остальных ли-
тейных сплавов.
В табл. 1.21 приведен химический состав отечественных литейных сплавов с
указанием структурных эквивалентов по алюминию и молибдену. Сплавы типа
Таблица 1.21
Средний химический состав титановых литейных сплавов 118, 32, 121, 122]
№ пп Сплав Легирующие элементы, % мае. % мае. % мае.
А1 Мо V Сг Zr Прочие
1 ВТ1Л — — — — — — 0 2
2 ВТ5Л 5 — — — — — 0 7
3 ВТ21Л 6,5 0,7 1,2 0,3 5,0 — 2,1 8,8
4 ВТ20Л 6,5 1,3 1,3 — 2,0 — 2,3 8,3
5 ВТ6Л 6,0 — 4,0 — — — 2,9 7,5
6 ВТ8Л 6,4 3,3 — — — 0,30Si 3,3 8,0
7 ВТ9Л 6,3 3,3 — — 1,5 0,30Si 3,3 8,0
8 ВТ14Л 5,3 3,3 1,4 — — — 4,3 6,8
9 ВТЗ-1Л 6,2 2,5 — 1,5 — 0,3Si; 0,5Fe 6,0 7,7
10 ВТ35Л 3 0,6 15 3 0,5 3Sn 16,3 5,6
11 тлз* 3,0-4,5 — — — — — 0 4,8
12 ТЛ5* 3,5-5,0 - 1,5-2,5 - - - 1,4 5,3
* Сплавы «морского» назначения
113
Глава 1. Общая характеристика титановых сплавов
ВТ расположены в порядке увеличения их эквивалента по молибдену. Посколь-
ку среднее содержание примесей в литейных сплавах больше, чем в деформиру-
емых, «примесный» эквивалент по алюминию был принят равным 2 для титана
ВТ1Л и сплава ВТ5Л и 1,5 для остальных сплавов, а не единица, как для дефор-
мируемых. Заметим, что литейные титановые сплавы типа ВТ были разработа-
ны в ВИАМе, а ТЛЗ и ТЛ5 - в ЦНИИ КМ «Прометей».
Общая характеристика отечественных литейных сплавов приведена в
табл. 1.22.
Материалы для фасонного титанового литья представлены а-сплавами (ВТ1Л
и ВТ5Л), псевдо-а-сплавами (ВТ21Л и ВТ20Л); (а+р)-сплавами со сравнитель-
но небольшим количеством P-фазы (ВТ6Л, ВТ8Л, ВТ9Л, ВТ14Л и ВТЗ-1 Л) и
псевдо-Р-сплавом ВТ35Л. Отливки из титана ВТ1Л и сплава ВТ5Л обычно не
подвергают какой-либо термической обработке [32]. Псевдо-а- и (а+Р)-сплавы
отжигают для стабилизации структуры и снятия остаточных напряжений. Отжиг
проводят по тем же режимам, которые рекомендованы для деформируемых тита-
новых сплавов [32]. Сплав ВТ35Л непосредственно после литья находится в за-
каленном состоянии; он имеет однофазную структуру, представленную метаста-
бильной P-фазой, и обладает низкой прочностью. Для упрочнения отливки из
сплава ВТ35Л подвергают старению.
Наиболее широко используют а-сплав ВТ5Л, что обусловлено высокими ли-
тейными свойствами, простотой технологии получения из него отливок, распро-
страненностью и не дефицитностью единственного в нем легирующего элемен-
та алюминия, удовлетворительной пластичностью и ударной вязкостью отливок,
более высокой циклической выносливостью по сравнению с титаном и литей-
ными (а+Р)-сплавами. Структура сплава ВТ5Л представлена, в основном, плас-
тинчатыми зернами a-фазы внутри исходного P-зерна. Сплав не склонен к обра-
зованию горячих трещин, хорошо сваривается; предназначен для фасонных от-
ливок, длительно работающих до 400 °C. Его применяют также для создания
сложных листосварных конструкций с повышенной надежностью в эксплуата-
ции. Отливки из а-сплава ВТ5Л иногда подвергают полному или неполному
отжигу для стабилизации структуры и снятия остаточных напряжений.
Сплав ВТ6Л отличается более высокими прочностными характеристиками
по сравнению со сплавом ВТ5Л при почти такой же пластичности. Сплав ВТ6Л
хорошо сваривается. Применение этого сплава обеспечивает создание надежных
сварных конструкций в сочетании с деформированными полуфабрикатами из
того же сплава. Для снятия остаточных напряжений отливки подвергают отжигу,
предпочтительнее вакуумному, при 750 °C в течение 1-2 ч.
Довольно часто для фасонного литья применяют также сплав ВТ20Л. Отлив-
ки из этого сплава по прочности превосходят сплав ВТ5Л. Вместе с тем он обла-
дает хорошими литейными свойствами и хорошо сваривается. Специально раз-
работанный литейный сплав ВТ21Л уступает другим сплавам по литейным свой-
ствам и применяется очень мало.
114
Таблица 1.22
Общая характеристика отечественных литейных титановых сплавов [18, 32, 121, 122]
Сплав Общие сведения Общая характеристика Технологические свойства Область применения
ВТ1Л Впервые применен для фасонного литья в ВИАМе в 1956 г. Низкие прочностные свойства; наиболее высокие показатели пластичности Хорошие литейные свойства; хорошо сваривается всеми видами сварки Коррозионно-стойкая арматура в химическом производстве
ВТ5Л (Ti-5A1) Разработан в ВИАМе в 1956 г.; наиболее распространенный литейный сплав Повышенный уровень прочностных свойств, высокие характеристики пластичности и ударной вязкости Наилучшие характеристики жидкоте- кучести, что обусловлено малым интервалом кристаллизации сплавов системы Ti-Al со стороны титана; не склонен к образованию горячих трещин, хорошо сваривается всеми видами сварки Элементы конструкции самолетов (кронштейны, фитинги, качалки и т.п.); детали газотурбинных двигателей (кронштейны, фланцы, цилиндры, детали сложной формы), ракет- но-космическая техника
ВТ21Л (Ti-6,5A1- 0,7Mo-l,2V- 0,3Cr-5Zr) Единственный специально разрабо- танный литейный сплав Высокий уровень прочно- сти, пониженные характе- ристики пластичности Из-за легирования Zr, Сг и Мо обладает значительным интервалом кристаллизации и, как следствие, пониженной жидкотекучестью и повышенной склонностью к образо- ванию пористости Детали простой конфигу- рации
ВТ20Л (Ti-6,5A1- l,3Mo-l,3V— 2Zr) Аналог псевдо- а-сплава ВТ20 Легирование Мо, V и Zr обеспечивает более высокие прочностные свойства по сравнению со сплавом ВТ5Л Обладает хорошими литейными свойствами, жидкотекучесть не- сколько выше, чем у (а+Р)-сплавов. Хорошо сваривается, в том числе с другими сплавами Элементы конструкции авиационных деталей (кольца, фланцы, обоймы, корпуса, детали сложной конфигурации); детали и узлы самолетов; ракет- но-космическая техника
1.7. Литейные титановые сплавы
Продолжение табл. 1.22
Сплав Общие сведения Общая характеристика Технологические свойства Область применения
ВТ6Л (Ti-6AL-4V) Аналог (а+Р)-сплава ВТ6 Легирование А1 и V обеспечивает повышен- ные прочностные свой- ства при приемлемой пластичности Обладает хорошими литейными свойствами, хорошо сваривается Элементы конструкции самолетов и авиационных двигателей
ВТ8Л (Ti-6,4A1— 3,3Mo-0,3Si) Аналог жаропрочно- го (а+Р)-сплава ВТ8 Легирование А1, Мо и Si обеспечивает повышен- ные характеристики жаропрочности при 500- 550 °C Обладает удовлетворительными литейными свойствами Детали, работающие при повышенных температу- рах
ВТ9Л (Ti-6,3 Al— 3,3Mo- l,5Zr- 0,3Si) Аналог жаропрочно- го (а+Р)-сплава ВТ9 Легирование Al, Мо, Zr и Si обеспечивает повы- шенные характеристики жаропрочности при 500- 550 °C; пониженная пластичность Обладает удовлетворительными литейными свойствами; жидкотеку- честь хуже, чем у сплава ВТ5Л Детали, работающие при повышенных температурах
ВТ14Л (Ti-5,3A1— 3,3Mo-l,4V) Аналог (а+Р)-сплава ВТ14 Обладает повышенными прочностными свойства- ми при удовлетворитель- ной пластичности Литейные свойства хуже, чем у сплава ВТ5Л; сплав сваривается Свариваемые детали аэрокосмической техники
ВТЗ-1Л (Ti-6,2A1- 2,5Mol ,-5Cr- 0,5Fe-0,30Si) Аналог жаропрочно- го (а+Р)-сплава ВТЗ-1 Обладает повышенными показателями прочности и жаропрочности при пониженных характерис- тиках пластичности Литейные свойства хуже, чем у сплава ВТ5Л Детали двигателей, работающие при повы- шенных температурах
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.22
Сплав Общие сведения Общая характеристика Технологические свойства Область применения
ВТ35Л (Ti—15V— ЗСг-ЗА1- 3Sn-0,6Mo- 0,5Zr) Аналог псевдо- Р-сплава ВТ35 Из-за высокого содер- жания р-стабилизаторов сплав при охлаждении после затвердевания сохраняет метастабиль- ную р-структуру, после- дующее старение обеспечивает высокую прочность при удовлет- ворительной пластично- сти (<\>1 100 МПа 5=9 %; \^=»7 %) после газостати- рования + старения Обладает удовлетворительными литейными свойствами Высокопрочные литые детали аэрокосмической техники
ТЛЗ (Ti—3,75А1) Разработан ЦНИИ КМ «Прометей» для работы в морских условиях Отличается невысокой прочностью, хорошими пластичностью, коррози- онной стойкостью в морской воде Обладает хорошими литейными свойствами; хорошо сваривается Изделия судового маши- ностроения
ТЛ5 (Ti-4,25A- 2V) Разработан ЦНИИ КМ «Прометей» для работы в морских условиях Более прочный сплав по сравнению с ТЛЗ при меньшей пластичности Обладает хорошими литейными свойствами; хорошо сваривается Тяжелонагруженные детали турбогенераторов, гребные винты, сварные конструкции
1.7. Литейные титановые сплавы
Глава I. Общая характеристика титановых сплавов
В табл. 1.23 приведены требования, которые предъявляются в соответствии
со спецификацией ASTM В 367 к химическому составу фасонного литья из тита-
на и его сплавов. Она включает в себя нелегированный титан, сплавы Ti A1-V и
Ti-AI-Sn, а также титан, легированный палладием для повышения коррозион-
ной стойкости. Фасонные отливки поставляются в литом состоянии, но сварные
соединения из них подвергают отжигу.
Таблица 1.23
Требования к химическому составу литейных титановых сплавов
в соответствии со спецификацией ASTM 367
Сплав Состав сплава, % мае. Содержание примесей* (не более), % мае.
N Fe О
Grade С-2 — 0,05 0,20 0,40
Grade С-3 — 0,05 0,25 0,40
Grade С-5 5,5-6,75А1; 3,5^l,5V 0,05 0,40 0,25
Grade С-6 4,0-6,0А1; 2,0-3,0Sn 0,05 0,50 0,20
Grade Ti-Pd 7В > 0,12Pd 0,05 0,20 0,40
Grade Ti-Pd 8А > 0,12Pd 0,05 0,25 0,40
Grade Ti-Pd 16 0,04-0,08Pd 0,03 0,30 0,18
Grade Ti-Pd 17 0.04-0,08Pd 0,03 0,20 0,25
Grade Ti-Pd 18 2,5-3,5Al; 2,0-3,0V; 0,04-0,08Pd 0,05 0,25 0,15
* Во всех сплавах допускается (% мае.): < 0,1 ОС; < 0,015Н ; менее 0,10 каждой другой примеси
(не более 0.40 % в сумме).
В табл. 1.24 приведен номинальный химический состав зарубежных титано-
вых сплавов, применяемых для фасонного литья по данным справочника [33].
Таблица 1.24
Средний химический состав (% мае.) зарубежных титановых сплавов,
применяемых для фасонного литья [33|
№ пп. Сплав Al Sn Mo V Cr Fe 0 Прочие % %
1 Grade 2. Grade 3 — — — — — 0,15 0,25 — 0 2,5
2 Ti-5-2,5 5 2,5 — — — 0,2 0,16 — 0 7,4
3 Ti-1100 6,0 2,75 0,4 — — — — 4Zr; 0,45Si 0,4 8,9
4 IMI 829 5,4 3,2 0,3 — - 0,05 0,13 3Zr; INb; 0,3Si 0,7 8,3
5 MI 834 5,8 4 0,5 — — — — 0,7Nb; 3,5Zr; 0,35Si 0,7 9,0
6 Ti-6-4 6 — — 4 — 0,13 0,18 — 2,9 7,8
7 Ti-6-4 ELI 6 — — 4 — 0,10 0,11 — 2,9 7,1
8 Ti-6242 6 2 2 — — 0.15 0.10 4Zr; 0,1 Si 2,0 8,4
9 Ti-6246 6 2 6 — — 0,15 0,10 4Zr 6,0 8,4
10 Ti-15-3 3 3 — 15 3 0,2 0,11 — 16,0 5,1
И Beta C 3,5 - 4 8 6 0,2 0,10 4Zr 19,7 5,2
118
1.7. Литейные титановые сплавы
Здесь же указаны эквиваленты сплавов по алюминию и молибдену. При опреде-
лении эквивалентов по алюминию «примесный» эквивалент по алюминию под-
считывался по среднему содержанию кислорода.
Общая характеристика зарубежных литейных сплавов приведена в табл. 1.25.
Все зарубежные сплавы, применяемые для фасонного литья, совпадают по
составу с аналогичными деформируемыми сплавами. Наибольшее распростра-
нение получил сплав Ti-6AI—4V. Он является доминирующим материалом для
производства фасонных отливок с начала 1950-х годов, поскольку обладает наи-
лучшим сочетанием прочностных, пластических и технологических свойств. По-
зднее разработанные сплавы превосходят сплав Ti-6AI—4V или по уровню проч-
ности, или по уровню пластичности, или по характеристикам жаропрочности и
вязкости разрушения, но ни один из них не имеет таких сбалансированных ха-
рактеристик, как сплав Ti-6AI—4V.
На рис. 1.17 литейные титановые сплавы сопоставлены на классификацион-
ной диаграмме. Большинство литейных сплавов содержит сравнительно мало Р-
стабилизаторов. Вместе с тем как литейные материалы представляют интерес
псевдо- Р-сплавы типа Ti-15-З и Beta С. Благодаря хорошим литейным свой-
ствам и большому эффекту термического упрочнения, их можно применять для
изготовления высокопрочных деталей. По эквивалентам алюминия и молибдена
отечественные и зарубежные литейные сплавы довольно близки.
Рис. 1.17. Сопоставление литейных сплавов на классификационной диаграмме в координатах
эквивалентов легирующих элементов по алюминию и молибдену:
• - отечественные сплавы; о - зарубежные сплавы; обозначение сплавов соответствует порядковым
номерами в табл. 1.21 и 1.24
Для титановых отливок характерны пониженные, по сравнению с деформи-
руемыми сплавами, значения прочности и характеристики пластичности; суще-
ственно более низкое сопротивление усталости, что обусловлено пластинчатой
119
Таблица 1.25
Общая характеристика зарубежных литейных титановых сплавов [331
Сплав Общая характеристика Технологические свойства Объем производства от общего выпуска литейных сплавов, % Область применения
Grade 2 (99,5 % Ti) Grade 3 (99,2 % Ti) Обладает невысокой прочностью при хорошей пластичности; отличается высокой коррозион- ной стойкостью, в том числе в морской воде Обладает хорошими литей- ными свойствами 7 Химическое, нефтехими- ческое и морское оборудо- вание (насосы, клапаны, задвижки и т.п.)
Ti-5-2,5 (Ti-5Al-2,5Sn) Один из первых промышленных сплавов; обладает более высоки- ми прочностными свойствами по сравнению с титаном; мало склонен к хладноломкости Обладает хорошими литейными свойствами, хорошо сваривается < 1 Детали с высокой вязкос- тью при криогенных температурах
Ti-1100 (6AI-2,75Sn-4Zr- 0,4Mo0,45Si) Прочность сплава эквивалентна прочности сплава Ti-6242 при 540 °C; при 595 °C - выше. Малоцикловая выносливость при 550 °C больше, чем у сплава Ti-6242 Удовлетворительные литейные свойства < 1 Детали авиационных двигателей
IMI 829 (Ti-5,4Al-3,2Sn- 3Zr-lNb-0.3Si) Обладает высокими прочностны- ми и жаропрочными свойствами; пластинчатая литая структура обеспечивает повышенную жаропрочность Хорошие литейные свой- ства, хорошо сваривается < 1 Детали авиационных двигателей (диски, лопатки и другие детали ГТД)
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.25
Сплав Общая характеристика Технологические свойства Объем производства от общего выпуска литейных сплавов, % Область применения
IMI 834 (Ti-5,8A1—4Sn- 3,5Zr-0,7Nb— 0,5Mo-0,35Si) Лучший литейный жаропрочный сплав: в литом состоянии имеет меньшую пластичность, чем деформированные полуфабрика- ты, но более высокое сопротив- ление ползучести Удовлетворительные литейные свойства < 1 Детали авиационных двигателей
Ti-6-4 (Ti-6A1—4 V) Один из первых промышленных литейных сплавов, наиболее распространенный для фасонного литья. Отличается довольно высоким уровнем прочности при хороших показателях пластичнос- ти, высоким сопротивлением ползучести, малой скоростью распространения трещин, значи- тельной вязкостью разрушения Отличается хорошими литейными свойствами, хорошо сваривается 85-88 Широкий спектр областей применения, детали слож- ной конфигурации
Ti-6-4 ELI (Ti-6A1-4V) В литом состоянии обладает большим сопротивлением ползу- чести и меньшей скоростью роста трещин по сравнению с деформи- рованными полуфабрикатами. Из- за меньшего содержания приме- сей менее склонен к хладнолом- кости, чем сплав Ti-6A1-4V; сохраняет высокую вязкость Отличается хорошими литейными свойствами, хорошо сваривается 2 Детали, работающие при криогенных температурах
1.7. Литейные титановые сплавы
Продолжение табл. 1.25
Сплав Общая характеристика Технологические свойства Объем производства от общего выпуска литейных сплавов, % Область применения
разрушения при криогенных температурах
Ti-6242 (Ti-6Al-2Sn- 4Zr-2Mo-0,lSi) Большое содержание алюминия и нейтральных упрочнителей, а также дополнительное легирова- ние кремнием обеспечивает вы- сокое сопротивление ползучести Обладает удовлетвори- тельными литейными свойствами; хорошо сваривается 1-7 Детали газотурбинных двигателей
Ti-6246 (Ti-6Al-2Sn- 4Zr-6Mo) Термически упрочняемый (а+Р)- сплав; при повышенных темпера- турах обладает более высокой прочностью, чем сплав Ti-6242, но меньшим сопротивлением ползучести Удовлетворительные литейные свойства < 1 Детали с высоким уровнем прочности при повышен- ных температурах
Ti-15-3 (Ti-15V-3Cr- 3Al-3Sn) Термически упрочняемый псевдо- Р-сплав; непосредственно после литья имеет метастабильную P-структуру; временное сопро- тивление разрыву после старения до 1170 МПа и более. Сопротивле- ние усталости выше, чем у дефор- мированного сплава Ti-6A1-4V Обладает высокими литейными свойствами < 1 Высокопрочные детали самолетных конструкций
Beta C (Ti—3,5A1-8V— 6Cr-4Zr-4Mo) Термически упрочняемый псевдо- Р-сплав; можно получить вре- менное сопротивление разрыву более 1380 МПа Обладает удовлетвори- тельными литейными свойствами < 1 Нефтяное, газовое и геотермальное оборудова- ние
Глава 1. Общая характеристика титановых сплавов
1.8. Алюминиды титана и сплавы на их основе
структурой и дефектами литья, в частности пористостью. Для улучшения комп-
лекса механических свойств титановые отливки подвергают газостатированию
при температурах 1000-1150 °C и давлениях газа до 100 МПа [121]. За рубежом
эту обработку называют HIP (ГИП) —гидростатическим изотермическим прессо-
ванием или горячим изостатическим прессованием. В действительности прессо-
вания отливок как такового не происходит. Поэтому Г.А. Бочвар [39, с. 21] пред-
ложил называть эту обработку высокотемпературной газостатической обработ-
кой (ВГО), что представляется нам более удачным. При газостатировании зале-
чиваются дефекты литья и измельчается структура, что приводит к повышению
механических свойств. Оптимальные параметры газостатирования позволяют
повысить предел выносливости при циклических нагрузках не менее чем в пол-
тора-два раза [124,125].
Вязкость разрушения фасонного литья выше, чем деформированных полу-
фабрикатов из того же сплава, что обусловлено пластинчатой структурой ли-
того металла. ВГО приводит к дополнительному увеличению вязкости разру-
шения [125].
Фасонное литье применяют не из-за какого-либо особого комплекса механи-
ческих свойств по сравнению с деформированными полуфабрикатами, а вслед-
ствие возможности существенного повышения коэффициента использования
металла. При изготовлении сложных титановых деталей из штампованных заго-
товок КИМ составляет 0,05-0,15. Применение фасонного литья для получения
таких же деталей, или близких к ним по геометрии, позволяет повысить КИМ до
0,3 и более. Заметим, что титановые сплавы трудно поддаются механической
обработке. Трудоемкость механической обработки титановых сплавов в 3-4 раза
больше, чем для углеродистых сталей и в 5-7 раз больше, чем для алюминиевых
сплавов. Фасонное литье позволяет в несколько раз уменьшить объем механи-
ческой обработки и существенно снизить трудоемкость изготовления детали. В
результате стоимость литых деталей оказывается ниже стоимости таких же дета-
лей, изготовленных из штамповок.
1.8. Алюминиды титана и сплавы на их основе
Интерметаллиды и сплавы на их основе считают перспективными высокожа-
ропрочными материалами в наиболее ответственных назначениях, в частности в
авиационной и аэрокосмической технике. Основой этой оценки служат следую-
щие особенности интерметаллидов [126-129]. Во-первых, интерметаллиды со-
храняют высокую прочность до довольно высоких температур; более того, проч-
ностные свойства некоторых интерметаллидов возрастают с повышением тем-
пературы. Во-вторых, модуль упругости интерметаллидов менее интенсивно сни-
жается с повышением температуры, чем аналогичное свойство сплавов с неупо-
рядоченной кристаллической структурой. В-третьих, коэффициент самодиффу-
123
Глава 1. Общая характеристика титановых сплавов
зии в интерметаллидах на несколько порядков меньше, чем в неупорядоченных
сплавах при сопоставимых температурах; на этом основании можно ожидать зна-
чительно меньшей скорости ползучести в сплавах с упорядоченной структурой.
И, наконец, интерметаллиды, содержащие легкие элементы (Al, Be, Si) в каче-
стве основных элементов, обладают малой плотностью, что обеспечивает высо-
кие удельные прочностные характеристики, столь важные для авиации и ракет-
ной техники.
В системе Ti—А1 со стороны титана образуются интерметаллиды Ti3 А1 (а2-фаза)
и Ti-Al (у-фаза), обладающие значительными областями гомогенности (см. рис. 1.10).
В 1961 г. С.Г. Глазунов и Ю.Ф. Алтунин [36, с. 5] обратили внимание на то, что
алюминиды титана Ti3Al и Ti-Al могут быть полезными конструкционными мате-
риалами, так как обладают малой плотностью, высокой жаропрочностью и жаро-
стойкостью, хорошими литейными свойствами. Однако реализация этой идеи за-
тянулась на несколько десятилетий из-за присущих этим интерметаллидам хрупко-
сти и невысокой технологичности. Лишь в конце XX века алюминидам титана и
сплавам на их основе стали уделять должное внимание, что нашло отражение, в
частности, в увеличении числа докладов по этой тематике на международных кон-
ференциях. Если на пятой международной конференции по титану в 1984 г. было
представлено всего два доклада по алюминидам титана, то на шестой (1988 г.) - 42,
на седьмой (1992 г.) — 48, а на восьмой (1995 г.) - 76, на девятой (1999 г.) - 19, на
десятой (2003 г.) - 52. Уменьшение числа докладов по алюминидам титана на
последних двух международных конференциях обусловлено двумя обстоятель-
ствами: а) были разработаны супержаропрочные псевдо-а-сплавы (типа ВТ18У
и 1MI 834), по жаропрочным характеристикам мало уступающие сплавам на ос-
нове а2-фазы; б) основные принципы легирования алюминидов титана были уже
сформулированы в работах конца XX столетия, так что сохранилась лишь необ-
ходимость в развитии предыдущих идей.
Область гомогенности алюминида титана Ti3 А1 при комнатной температуре про-
стирается от 22 до 35 % ат. и сохраняет упорядоченную структуру до температуры
1090 °C [33, с. 1011]. Фаза a, (Ti3А1) имеет ГПУ кристаллическую структуру типа
DO19, близкую к решетке a-фазы, но отличается от нее упорядоченным располо-
жением атомов титана и алюминия (рис. 1.18). Периоды решетки а2-фазы: =2<тц;
O-Ti
• -AI
Рис. 1.18. Кристаллическая структура алюминида Ti3А1 (а,)
124
1.8. Алюминиды титана и сплавы на их основе
са, =са ( ааг =0,577 нм; cai =0,460 нм; с/а=0,797) [9]; плотность алюминида Ti3А1
равна 4,20 г/см3.
При комнатной температуре пластичность алюминида Ti3А1 ничтожно мала
(8<1 %), что обусловлено особенностями его дислокационного строения и свой-
ствами дислокаций [18; 126-130]. При комнатной температуре пластическая
деформация алюминида Ti3Al осуществляется в основном скольжением по
плоскости призмы {1010} спаренных сверхдислокаций с вектором Бюргерса
Ь = а-\/з(\ 120^, каждая из которых расщеплена на частичные дислокации
1/6 ^1120^ с антифазной границей между ними [131-134]. Остальные дислока-
ции мало подвижны из-за их блокировки. В итоге число независимых плоско-
стей скольжения оказывается меньше пяти, что не обеспечивает сплошности
металла по критерию Мизеса [132, 133]. В процессе деформации происходит
метастабильный сдвиг в локальных объемах, что приводит к скоплению дисло-
каций и зарождению микротрещин.
Механические свойства интерметаллида Ti3Al при комнатной температуре
сильно зависят от чистоты по примесям, типа и параметров микроструктуры,
величины и формы микрозерна. Поэтому механические свойства интерметалли-
да Ti3Al меняются в широких пределах [135, 136]: св=220-600 МПа, 8=0-0,5 %.
Модули упругости в меньшей степени зависят от указанных выше факторов:
£«140 ГПа; G~52,5 ГПа. Жаростойкость интерметаллида Ti3А1 не вполне удов-
летворительна при рабочих температурах, что обусловлено образованием при
высоких температурах оксидной пленки TiO2, а не защитной пленки А1ЭО3. По-
этому цель легирования интерметаллида Ti3А1 состоит в повышении не только
характеристик жаропрочности, пластичности, технологических свойств, но и со-
противления окислению [33, с. 1011].
Механические свойства алюминида Ti3Al могут быть улучшены легированием
Hf, Мо, Nb, Та, V, W, Zr и некоторыми другими элементами [24-26, 33, 57, 134].
Наилучшие результаты дает легирование алюминида Ti3 Al ниобием, так что систе
ма Ti3Al-Nb является основополагающей при разработке сплавов на его основе.
Вертикальный разрез системы Ti3Al-Nb показан на рис. 1.19. Ниобий пони-
жает температуру перехода сплавов в P-область, причем при легировании Р-фазы
Рис. 1.19. Вертикальный разрез диаграммы
состояния Ti3Al-Nb
125
Глава 1. Общая характеристика титановых сплавов
ниобием неупорядоченный твердый раствор переходит в упорядоченное состоя-
ние с кубической решеткой В2. При температурах ниже 1000 °C образуется упо-
рядоченная орторомбическая фаза О на основе интерметаллида Ti,AlNb [137].
Фаза О наблюдается в алюминидах титана в интервале концентраций от Т1-25А1-
12,5Nb до Ti-25Al-30Nb [24, с. 985].
Изотермическое сечение диаграммы состояния Ti-Al-Nb при температуре 900 °C
приведено на рис. 1.20. Оно представлено обширными однофазными областями
а-, В2- и О-фаз, двухфазными областями а2+В2, а2+О, О+В2 и трехфазной облас-
тью а2+О+В2. Фаза О может растворять значительные количества P-стабилизато-
ров, в частности, молибдена, тантала, хрома и ванадия [33, с. 1019].
Рис. 1.20. Изотермическое сечение диаграммы состояния Ti-Al-Nb при 900 °C [33. с. 1011]
Ниобий существенно повышает пластичность интерметаллида Ti3Al. Повы-
шение пластичности Ti3 А1 при легировании ниобием объясняют некоторым умень-
шением степени упорядочения и уменьшением доли ковалентной связи [134]. В
итоге в сплавах Ti3Al с ниобием как при комнатной, так и повышенных темпе-
ратурах, действуют дополнительные системы скольжения ^1120^(0001),
(11 26){l 12l}, (1120){10Т 1}, помимо (112О){1ОТо}.
Принципы легирования сплавов на основе алюминидов Ti3А1 и Ti,AlNb сво-
дятся к следующим положениям [33, с. 1019):
1. Предпочтительное содержание алюминия составляет 23-25 % ат.; увеличе-
ние содержания алюминия свыше 25 % приводит к катастрофическому падению
вязкости.
2. Необходимо легирование ниобием, который повышает прочность, пластич-
ность, вязкость и характеристики жаропрочности.
126
1.8. Алюминиды титана и сплавы на их основе
3. Для повышения характеристик жаропрочности желательно легирование
примерно 1 % молибдена.
4. Содержание ниобия должно быть более 15 % ат. для стабилизации О-фазы,
что обеспечивает достаточную вязкость сплавов.
5. Только пластинчатые структуры обеспечивают достаточное сопротивле-
ние ползучести (при этом должны быть приняты меры для оптимизации показа-
телей прочности и пластичности).
Сплавы на основе алюминида Ti3Al содержат 24-25 % А1: 10-12,5 % Nb и
небольшие добавки Мо, V, Та, Zr (табл. 1.26). Первый промышленный сплав
этого типа -альфа-2 [33, с. 1019]. Структура сплава альфа-2 существенно зави-
сит от режимов термической обработки [139]. Отжиг при 1000 °C приводит к
формированию микроструктуры из равноосных зерен а2-фазы и пограничных
прослоек P-фазы, а после отжига при 1200 °C, соответствующей P-области, об-
разуется P-превращенная видманштеттова структура а2-фазы. Повышение ско-
рости охлаждения сплава после нагрева до P-области приводит к уменьшению
толщины а,-пластин и изменению типа структуры от колоний а2-фазы к струк-
туре корзиночного плетения. Сплав более пластичен, чем интерметаллид Ti3А1,
обладает наименьшим сопротивлением ползучести при структуре, представлен-
ной равноосной а2-фазой, и наибольшим сопротивлением - при структуре с
крупными пластинами а2-фазы [17]. Закалка в воде с температур 1040—
1080 °C, 2-4 ч, приводит к наилучшему сочетанию прочности, пластичности и
вязкости разрушения [26, с. 302, 310, 448].
Таблица 1.26
Химический состав сплавов на основе алюминидов Ti}Al
и Ti2AlNb |33, с. 1019; 57, 26, с. 70]
Марка Химический состав, % ат.
Сплавы на основе алюминида TijAl
Альфа-2 (24-11) Супер альфа-2 25-10-4 24,5-12,5-1,5 ВТИ-1 Ti-24A1-1 INb Ti-25Al-10Nb-3V-lMo Ti-25Al-10Nb-4Ta Ti-24,5Al-12,5Nb-l,5Mo Ti-25A1-1 lNb-0,75Zr-0,75Mo
Сплавы на основе алюминида Ti2AlNb
24-15 (24-14) 25-17 25-23 23-24 (22-23) 22-27 (25-25) 22-25 (Мо, Zr, Si) 24,5-17-1 23-24-1,5-0,5 Ti-24Al-15Nb (Ti-24Al-14Nb) Ti-25Al-17Nb Ti-25Al-23Nb Ti-23Al-24Nb (Ti-22AI-23Nb) Ti-22Al-27Nb (Ti-25Al-25Nb) Ti-22Al-25Nb-(l-3) (Mo, Zr, Si) Ti-24,5Al-17Nb-lMo Ti-23 Al-24Nb-l ,5Mo-0,5Si
127
Глава 1. Общая характеристика титановых сплавов
Лучшим промышленным сплавом этого типа считают супер альфа-2 следую-
щего состава, % мае.: 15А1—20Nb—3V—2Мо (24А1—10Nb—3V—1Мо, % ат.) [25,
с. 375, 1171, 1187, 1685]. Этот сплав обладает более высоким комплексом свойств
по сравнению с альфа-2 [31, с. 199]. Сплав можно подвергать закалке и старе-
нию. Повышение температуры старения от 650 до 950 °C после закалки сплава с
(а,+Р)-области (~1060 °C) приводит к снижению прочности с одновременным
повышением характеристик пластичности [140], что объясняют увеличением
количества Р-фазы. Сплав супер альфа-2 обладает наилучшими механическими
свойствами при бимодальной структуре, представленной равноосными зернами
первичной а,-фазы и зернами О-фазы [25, с. 1187, 1685]. Такую структуру полу-
чают обработкой давлением в Р-, а затем в (а,+Р)-области, закалкой и старе-
нием [141]. Выделения О-фазы оказывают благоприятное влияние на прочность
и пластичность сплава.
К сплавам на основе алюминида Ti3А1 принадлежит отечественный сплав ВТИ-1:
Ti-25Al-11 Nb-0,75Zr-0,75Mo (% ат.) или Ti— 14,5AI 22Nb— 1,5Zr l ,5Мо (% мае.) [32,
29, с. 27, 142-145]. В ВИЛСе разработана технология получения из слитка широ-
кой номенклатуры деформированных полуфабрикатов из этого сплава (поковки,
прутки, штамповки дисков и лопаток, листы) [143, с. 22] толщиной до 2 мм.
Структура сплава представлена а2- и [3-фазами [144]. В сплаве при комнатной
температуре независимо от способа обработки содержится 80-90 % а,-фазы. От
режимов термической обработки зависит количественное соотношение между
содержанием а,-частиц различной дисперсности. В структуре сплава ВТИ-1
наблюдаются частицы а2-фазы трех разновидностей: а) частицы первичной
а,-фазы обычно глобулярной формы (они самые крупные из всех а2-частиц) об-
разуются при деформации в (|3+а,)-области; б) частицы вторичной а,-фазы име-
ют пластинчатую форму и формируются на высокотемпературной стадии термо-
обработки; в) частицы третичной а,-фазы имеют форму тонких пластин и обра-
зуются на низкотемпературной стадии термообработки.
Уровень механических свойств сплава ВТИ-1 определяется размером [3-зерен
и дисперсностью частиц а,-фазы. Сплав предназначен для работы до температу-
ры 650 °C, сохраняет высокую жаростойкость при температурах 600-750 °C [ 143,
с. 12].
Общая характеристика сплавов на основе алюминида Ti3А1 приведена в
табл. 1.27.
В самостоятельную группу (см. табл. 1.26) выделяют сплавы на основе алю-
минида Ti,AlNb (фаза О). Фаза О имеет довольно большую область гомогенности
(рис. 1.19), которая при температурах ниже 1000 °C простирается от Ti-25 AI-
12,5Nb до Ti-25 Al-30Nb. Фаза О обладает упорядоченной орторомбической струк-
турой DO19, в которой некоторые узлы, занятые атомами титана в решетке алю-
минида Ti,Al, замещены атомами ниобия (рис. 1.21) [26, с. 380].
Однофазные сплавы (например, Ti-25Al-23Nb) с упорядоченной О-ромби-
ческой структурой обладают более высокими удельными характеристиками проч-
128
Таблица 1.27
Общая характеристика сплавов на основе алюминидов Ti}Al и Ti2NbAl
Сплав Общие сведения Свойства Вид полуфабриката Технологические свойства Область применения
Ti3Al [16, 33, с. 1011 и 1019; 57, 130, 131, 135, 136] Алюминид TijAl является основой легких жаропроч- ных титановых сплавов. Плотность 4,20 г/см1 При комнатной температуре пластичность невелика (5-0-0,5 %); отличается вы- сокими модулями упругос- ти (Е = 140 ГПа) — Литейные свой- ства невелики, способен к горя- чей ковке, прока- тывается вгоря- чую с трудом Основа легких жаропрочных сплавов с рабо- чей температурой до 650 °C
Альфа-2 Ti-24А1— 1 INb [16, 25, с.351, 359, 439, 595, 1251; 26, с. 302, 310, 448; 33, с. 1019; 57, 139; 43, с.12] Ниобий несколько повыша- ет пластичность интерме- таллида, но снижает харакге- ристики жаропрочности. Основная фаза а2. Плотность 4,60 г/см1, 7 =1160-1180 °C а+Р'Р При комнатной температуре наилучшие свойства при 50 % первичной а2-фазы. После закалки в воде с 1040-1080 °C хорошее сочетание прочно- сти, пластичности и вязкос- ти разрушения. Можно по- лучить 5 = 7-13% Фасонное литье, поковки, прутки, листы, плиты, фольга Литейные свой- ства сплава не- велики; дефор- мируется в горя- чем состоянии Детали авиацион- ных двигателей, работающие до 650 °C; сотовые конструкции кры- ла, элементы об- шивки
Супер альфа-2 Ti-25Al-10Nb- 3V-1MO [16, 25, с. 375, 979, 1171, 1187, 1677, 1685; 26, с.70, 332, 558; 33, с. 1019; 57, 143, с. 12] Разработан в 1983 г. Лучший промышленный сплав на ос- нове алюминида Ti3 А1. Основ- ные фазы в сплаве а2,0 и р. Плотность 4,65 г/см1, Т „ =1100-1140 °C а+р р Обладает лучшим комплек- сом свойств по сравнению со сплавом альфа-2. Свойства сплава существенно зависят от режимов термической об- работки. Наилучшие свой- ства при бимодальной струк- туре Фасонное литье, поковки, штамповки, прутки, горячеката- ные листы, плиты, фольга Деформируется в горячем со- стоянии Детали авиацион- ных двигателей, работающие до 650 °C (диски, ло- патки, кольца и т.п ); сотовые кон- струкции крыла, элементы обшив- ки
1.8. Алюминиды титана и сплавы на их основе
Продолжение табл. 1.27
Сплав Общие сведения Свойства Вид полуфабриката Технологические свойства Область применения
24-15 (Ti-24Al-5Nb) [138, 33, с. 1019] Основная фаза в сплаве О, что приводит к лучшему комплексу свойств по срав- нению с алюминидом Ti3А1 Свойства сплава существенно зависят от режимов термичес- кой обработки. Предпочти- тельная доля а2-фазы в зака- ленном сплаве «40 %. Плас- тичность сплавов возрастает с увеличением доли В2-фазы и может достигать ~20 % при 20 % В2-фазы
25-23 (Ti-25A1- 23Nb) [ 26, с. 364] Сплав с однофазной 0- структурой Обладает более высоким со- противлением ползучести по сравнению со сплавами на основе Ti3Al и О+В2-сплавом Ti-25Al-27Nb. Приемлемая вязкость разрушения
22-25-(Мо, Zr Si) Ti-22A1-25Nb- (1-3) (Mo, Zr, Si) [28,c.2138] Легирование алюминида Ti3Al ниобием в больших количествах приводит к О+В2+а2-структуре с по- вышенной пластичностью. Молибден стабилизирует P-фазу. Цирконий повышает сопротивление ползучести. Плотность сплавов доволь- но велика (5,2-5,5 г/см3) Легирование Ti3AI ниобием и молибденом приводит к по- вышению удлинения при ком- натной температуре до 5-10 %. Удельное сопротивление пол- зучести при 650 °C сопоста- вимо с этой характеристикой для сплава инконель IN 718 Диски Сплав дефор- мируется при температурах а2+В2-области Детали авиацион- ных двигателей
Глава I. Общая характеристика титановых сплавов
Продолжение табл. 1.27
Став Общие сведения Свойства Вид полуфабриката Технологические свойства Область применения
22-27 (Ti—22А1- 27Nb) [95, с. 364; 404; 28, с. 2153; 33, с. 1019] Структура сплава представ- лена фазами О и В2 Фаза О обеспечивает высо- кие жаропрочные свойства, а фаза В2 - повышенную пластичность. Удлинение при комнатной температуре 3,3- 5 %. По удельной прочнос- ти превосходит инконель IN 718 во всем интервале температур Полуфабрика- ты порошко- вой металлур- гии
ВТИ-1 (Ti-25AI- HNb-0,75Zr- 0,75Мо) [27, с. 347; 29, с.27; 32; 142-145] Разработан в ВИАМе. Структура сплава представ- лена а,- и p-фазами; содер- жание а,-фазы -80-90 %. Морфология а,-фазы зави- сит от режимов обработки давлением и термической обработки. Плотность сплава 4,78 г/см3 Относительное удлинение при комнатной температуре 3-5 %. Высокие характери- стики жаропрочности сохра- няются до 650 °C Прутки, поковки. сутунки, штамповки дисков и лопаток, листы, фасонное литье Деформируется в горячем со- стоянии с малы- ми скоростями; возможна п сверхпластичес- кая деформация Детали авиацион- ных двигателей (диски после- дних ступеней компрессора, со- пла форсажных камер)
/.6’. .1л1олп1Ш1()ы титана и ставы на их основе
Глава I. Общая характеристика титановых сплавов
ности, вязкости разрушения и окалиностойкости по сравнению со сплавами на
основе Ti3Al со структурой а2 или а2+Р [26, с. 364], особенно после термической
обработки в Р-области [33, с. 1016].
O-Ti
• -AI
®-Nb
Рис. 1.21. Одна четвертая часть элементарной ячейки алюминида Ti2NbAl [26, с. 380]
Двухфазные сплавы, например Ti-22Al-27Nb, со структурой О+Р или О+Р2
(Р2 - упорядоченная P-фаза) обладают лучшими прочностными свойствами, бо-
лее высокой пластичностью и вязкостью при комнатной температуре по сравне-
нию с (а2+Р)- и однофазными О-сплавами [33, с. 1016]. В двухфазных О+р2-спла-
вах методами термической обработки можно сформировать тонкую пластинча-
тую О+Р2-структуру, которая приводит к значительному упрочнению и повы-
шению пластичности при комнатной температуре [33, с. 1016]. Однако тонкая
О+р2-структура нестабильна при большой длительности работы [26, с. 364]. Наи-
лучшим сопротивлением ползучести сплавы с О+Р2-структурой обладают после
старения без какой-либо предшествующей термической обработки. Сопротивле-
ние ползучести однофазного сплава Ti-25Al-23Nb с О-структурой больше, чем
сплава сплава Ti-22 Al-27Nb с О+р2-структурой.
Основной фазой в сплаве Ti-24Al-15Nb является О (см. рис. 1.19). Механи-
ческие свойства этого сплава, как и сплава Ti—24А1—1 INb, существенно зависят
от режимов термической обработки [138]. С увеличением скорости охлаждения с
температур P-области прочностные свойства сплава повышаются в результате
утонения пластин О-фазы. Максимальной пластичности сплав достигает при
некоторых средних скоростях охлаждения (1-5 °С/с). Снижение пластичности
при уменьшении скорости охлаждения по сравнению с оптимальной связывают
с образованием колоний пластин О- или а2-фазы, а при увеличении скорости
охлаждения - с формированием по границам зерен грубых пластин видманштет-
товой структуры. Пластичность сплава 24-15 при всех скоростях охлаждения
из P-области выше, чем у сплава 24-11, что связано, в частности, с их разным
фазовым составом: основная фаза в первом сплаве — О, а во втором — а,. Старе-
ние закаленных из P-области сплавов понижает предел текучести, но не влияет
на пластичность. При закалке сплавов из (а2+Р)-области предел текучести мак-
132
1.8. Алюминиды титана и сплавы на их основе
симален при нагреве под закалку до температуры, при которой объемная доля
а,-фазы составляет ~0,4 [138]. Температура старения не оказывает влияния на
механические свойства сплава. После закалки из (а2+Р)-области комплекс меха-
нических свойств сплава 24—15 предпочтительнее, чем сплава 24-11.
Однофазный О-сплав Ti-25Al-23Nb отличается сочетанием высокого сопро-
тивления ползучести с достаточной вязкостью разрушения [26, с. 364].
Структура сплава Ti-22Al-27Nb представлена О-, а2- и В2-фазами или О- и
В2-фазами. Фаза О обеспечивает высокие жаропрочные свойства, а В2 - повы-
шенную пластичность, которая при комнатной температуре может достигать
10 % [26, с. 298; 28, с. 2153]. Сплав по удельной прочности превосходит никеле-
вый жаропрочный сплав инконель IN 718 во всем интервале температур [33,
с. 1019]. Для этого сплава характерно сочетание высоких значений прочности на
растяжение, сопротивления ползучести и вязкости разрушения [26, с. 404].
К относительно новым сплавам относятся сплавы типа Ti-22Al-25Nb (1-3 %)
[Мо, Zr, Si] (% ат.) с О+В2+а2- микроструктурой [28, с. 2137]. Орторомбическая
фаза О обладает недостаточной вязкостью разрушения и малой пластичностью
при комнатной температуре (~1 %). Легирование сплавов ниобием в достаточно
больших количествах и молибденом приводит к О+В2+а2- структуре, которая
обеспечивает более высокую пластичность (более 10 %), что обусловлено ролью
кубической В2-фазы. Цирконий повышает сопротивление ползучести без значи-
тельного влияния на пластичность и предел текучести. В процессе длительного
старения при температурах 550-650 °C в В2-матрице образуются тонкие плас-
тинчатые вторичные выделения О-фазы, которые повышают сопротивление пол-
зучести, напряжения течения, но значительно уменьшают пластичность при ком-
натной температуре. Оптимальное сочетание механических свойств сплавов рас-
сматриваемого типа обеспечивается рациональной многоступенчатой термичес-
кой обработкой. Удельное сопротивление ползучести сплава Ti-22—25-(1-3) при
650 °C сопоставимо с этой характеристикой для жаропрочного никелевого спла-
ва IN 718.
К недостаткам сплавов типа Ti—22Al-25Nb следует отнести их довольно вы-
сокую плотность (5,2-5,5 г/см3), значительно превышающую плотность титана.
Общая характеристика сплавов на основе алюминида Ti2NbAl представлена в
табл. 1.27.
Алюминид у (TiAl) обладает упорядоченной тетрагонально-искаженной гра-
нецентрированной структурой типа L1 , аналогичной сверхструктуре Си Ан, в
которой слои, упакованные атомами титана, чередуются со слоями, занятыми
атомами алюминия (рис. 1.22). Периоды решетки у-фазы: а=0,3984—0,3949 нм; с=
0,4065-0,4089 нм; с/а= 1,020-1,035. Периоды решетки и соотношение da возра-
стают с увеличением содержания алюминия.
В богатой титаном области происходят два перитектоидных превращения:
ж+р<->а (при 1475 °C) и ж+а<->у (при 1447 °C). При более низкой температуре
(1118 °C) наблюдается эвтектоидный распад a-фазы по схеме а<->а-Ну. Область
133
Глава 1. Общая характеристика титановых сплавов
гомогенности у-фазы довольно велика и при комнатной температуре простирается
от 50 до 66 % ат. (см. рис. 1.10). Интерметаллид титана TiAl сохраняет упорядочен-
ную структуру до температуры плавления (~ 1450 °C) [33, с. 1014]. Из-за высокого
содержания алюминия плотность алюминида TiAl невелика (3,8 г/см3).
Рис. 1.22. Кристаллическая структура алюминида TiAl
Пластичность интерметаллида TiAl при температурах ниже 700 °C ничтож-
но мала (5=0,5 %), что обусловлено особенностями его дислокационного стро-
ения [145-148]. Пластическая деформация интерметаллида TiAl может осуще-
ствляться скольжением одиночных дислокаций с вектором Бюргерса а/2 <101> и
сверхдислокаций с векторами Бюргерса а <101> и а/2 <112>. Однако при темпе-
ратурах. близких к комнатной, все эти дислокации заблокированы. Выше темпе-
ратуры 700 °C пластичность интерметаллида резко возрастает из-за снятия бло-
кировки дислокаций и вследствие увеличения их подвижности. Помимо этого
начинается интенсивное двойникование по системам {111} <112> [147, 148].
Эти эффекты можно объяснить уменьшением ковалентной составляющей связи
и усилением ее «металличности».
В зависимости от чистоты и микроструктуры механические свойства интер-
металлида TiAl колеблются в довольно широких пределах и при комнатной тем-
пературе составляют: <тв=35О-58О МПа, 5=0,5-1,5 % [29, с. 594; 33, с. 1014; 145,
150]. Модули упругости алюминида TiAl при 20 °C равны: £=175 ГПа, G=61 ГПа.
Различные технологии изготовления заготовок, режимы горячей деформации
и последующей термической обработки позволяют получить три основных типа
структур интерметаллида TiAl: ламельную (пластинчатую), рекристаллизован-
ную (глобулярную) и бимодальную (дуплексную) [29, с. 594]. Ламельная, или
пластинчатая, структура представляет собой полностью сдвойникованные плас-
тины у-фазы, по границам которых расположены тонкие прослойки а,-фазы. В
зависимости от скоростей кристаллизации и охлаждения толщина у-пластин и
«.-прослоек может колебаться от десятых долей до нескольких микрометров.
Рекристаллизованная структура представлена зернами у-фазы и выделения-
ми а,-фазы, сформированными в результате динамической или статической рек-
134
1.8. Алюминиды титана и сплавы на их основе
ристаллизации. Регулируя технологические параметры, можно менять величину
зерен у-фазы, размеры, форму и долю а,-фазы, тип границ зерен в широких
пределах. Такая структура обеспечивает более высокий комплекс механических
свойств при комнатной температуре по сравнению с ламельной структурой.
Бимодальная (дуплексная) структура состоит из областей, представленных
рекристаллизованными зернами, и областей ламельного строения. Этот тип струк-
туры можно получить в результате рекристаллизации в (а-Ьу)-области. При ком-
натной температуре интерметаллид TiА! при такой структуре обладает наилуч-
шим комплексом механических свойств. Вместе с тем следует отметить, что ха-
рактеристики жаропрочности наиболее высоки при ламельной структуре.
Определенного типа структуру можно получить у сплавов с 47^18 % ат. А1
путем регулируемого охлаждения с температур, соответствующих a-области ди-
аграммы состояния Ti-Al (рис. 1.23). При температуре г, сплавы этого состава
имеют неупорядоченную a-структуру. При охлаждении ниже ~ 1350 °C начина-
ется превращение a-фазы в у-фазу, при ~ 1118 °C происходит эвтектоидное пре-
вращение а<->а,-Ьу. Превращение а-фазы в двухфазную смесь а2-Ьу приводит к
формированию ламельной структуры, в которой чередуются пластинки а2-и у-фаз
с определенным ориентационным соотношением [28, с. 2123].
Рис. 1.23. Схема влияния легирующих элементов на границы фазовых равновесий в сплавах средней
части диаграммы состояния Ti-Al [28, с. 2123]
Мелкозернистый интерметаллид TiAl проявляет определенную склонность к
сверхпластичности: при 800 °C и скорости деформации 8,3/10 V удлинение со-
ставляет 225 % [ 151 ].
Из двойных сплавов на основе интерметаллида TiAl наилучшей пластичнос-
тью обладают сплавы, содержащие 46^48 % ат. А1, со структурой у+а, [156].
135
Глава 1. Общая характеристика титановых сплавов
Сплавы со структурой как у, так и у+а2, называют у-сплавами. Пластичность
сплавов со структурой у+а2 может быть повышена при легировании третьими
компонентами, такими как Ag, Be, Cr, W, Mn, Mo, Nb, Si, V, C, Ni [24-26; 33,
c. 1029; 29, c. 594; 153, 155, 156], в сравнительно небольших концентрациях (1-
4 % ат). Наиболее существенно повышают пластичность у-сплавов молибден,
хром, ванадий, марганец, ниобий, причем благоприятное действие последнего
сохраняется до довольно больших концентраций (~ 10 % ат). Оптимальное со-
держание хрома составляет 2 % ат, при больших его концентрациях низкотемпе-
ратурная пластичность снижается [25, с.1065; 127, с.143]. Бор, углерод и кремний
повышают характеристики пластичности, когда они в основном находятся в твер-
дом растворе, а не выделяются в виде избыточных фаз (боридов, карбидов, сили-
цидов) в значительном количестве. Вместе с тем, если бориды и карбиды сильно
измельчают зерно, это может привести к повышению пластичности. Прочность и
сопротивление окислению сплавов с (у+а2)- структурой повышают 1-3 % Nb, Та,
Мп, Zr, Hf, W[155].
Характеристики жаропрочности у-сплавов увеличивают Nb, Та, Mo, W [127,
с. 143].
Эффективность влияния легирующих элементов на механические свойства
алюминида TiAl зависит от соотношения Ti: Al, вида полуфабриката (литое или
деформированное состояние) и от сопутствующих легирующих элементов.
Сплавы на основе TiAl разделяют на две группы: однофазные у-сплавы с
содержанием алюминия 50-52 %; двухфазные (у+а2)-сплавы с содержанием 44-
49 % алюминия [25, 33, с. 1029, 152, 153]. Содержание алюминия 46^18 % отве-
чает максимальной пластичности не только двойных, но и многокомпонентных
сплавов (рис. 1.24) [156]. Наиболее распространенные легирующие элементы -
С, Cr, Mn, Nb, Si, Та, V, W. Некоторые сплавы легируют боридом титана TiB2,
который повышает характеристики жаропрочности по механизму дисперсного
упрочнения [154].
Рис. 1.24. Влияние алюминия на относительное удлинение сплавов на основе алюминида титана TiAl [156]
Однофазные у-сплавы вряд ли найдут промышленное применение, так как
обладают невысокими технологическими свойствами. Во всем интервале тем-
ператур до температуры плавления интерметаллид TiAl сохраняет упорядочен-
ие
1.8. .1иолпшиды титана и сплавы на их основе
ную структуру с ограниченными возможностями пластической деформации (см.
рис. 1.23). Двухфазные (у+а,)-сплавы, напротив, можно нагреть до температур,
при которых они обладают однофазной структурой, представленной неупорядо-
ченной a-фазой, и по этой причине легко деформируются.
На рис. 1.23 стрелками показано влияние некоторых легирующих элемен-
тов на положение фазовых границ p/а и а/а+у. Температура перехода от (а+у)-
к а-структуре имеет для сплавов на основе алюминида TiAl такое же значение,
как и температура перехода Т от (а+Р)- к P-структуре для обычных сплавов.
Температуру перехода от (а+у)- к а-структуре обозначают Г.
Ниобий смещает линию a-перехода (температуру Т ) в сторону алюминия и
уменьшает протяженность (а+у)-области. При постоянном содержании алюми-
ния это приводит к увеличению доли а (а,)-фазы в (у+а,)-сплава.х и измельче-
нию микроструктуры [28, с. 2123]. Такое же действие оказывают тантал, хром и
гафний. Цирконий смещает линии а/а+у- и а/а+Р- равновесий в разные сторо-
ны, уменьшая протяженность а-области.
Химический состав промышленных титановых сплавов приведен в табл. 1.28.
К сплавам первого поколения относят 4822,45ХД и 47ХД [27, с. 259]. Сплав 4822
обладает повышенной пластичностью при комнатной температуре (8=2,5 %)
по сравнению с алюминидом TiAl (8=0,5 %). Однако он обладает невысокими проч-
ностными характеристиками и рекомендован в тех применениях, где пластичность
и вязкость являются более важными параметрами, чем прочность [28, с. 259].
Фасонные отливки сплава Ti-48-2-2 обычно имеют дуплексную структуру [26,
с. 88]. Легирование сплавов 45XD и 47D бором приводит к повышению прочно-
сти при растяжении и сопротивления усталости.
Таблица 1.28
Химический состав промышленных сплавов на основе алюминида TiAl
|27, с. 259; 269; 28, с. 2393|
Гии сплава Марка сплава Химический состав. %ai.
Первое поколение 4822 45XD 47XD Ti—47AI-2Nb-2Cr Ti—45Al-2Nb-2Mn-0,8 % об. TiB, Ti—47Al-2Nb-2Mn-0,8 % об. TiB.
Второе поколение WMS АВВ-2 TAB Daido 1Н1 3-95 К5 Ti-47Al-2Nb-l Mn-0,5 W-0,5Mo-0,2Si Ti-47Al-2W-0,5Si Ti-47Al-l,5Nb-lMn-lCr-0,2Si-0,5B Ti—48Al-2Nb-0,7Cr-0,3Si Ti-32Al-l,9Fe-l,5V-0,7 % мае. В Ti-47Al-2Nb-2Cr-l Mo-0,2B Ti—46,2Al-3Nb-2Cr-0,2W-(0,l-0,2B)-0.2C
Третье поколение IRC TN В PM-yMET Ti-44Al-4Nb-4(Zr или Hf)-lB-0,2Si Ti—45Al-(5-10)Nb Ti—45AI-(5-10)Nb-(C, B) Ti—46,5A1—4(Cr, Nb, Ta, B)
137
Глава 1. Общая характеристика титановых сплавов
Химический состав сплавов второго поколения можно представить следую-
щей формулой (% ат.) [28, с. 2123]:
Ti-Al (45—48) - Х( 1-3) - У (2-5) - Z (<1),
где X- Сг, Мп; Y-Nb,Ta, W, Мо; Z- Si, В, С.
Ниобий увеличивает количество а,-фазы в сплавах, измельчает микрострук-
туру, повышает сопротивление окислению. Хром, марганец и ванадий уменьша-
ют энергию дефектов упаковки, что приводит к увеличению пластичности при
комнатной температуре в результате повышения склонности сплавов к двойни-
кованию. Остальные элементы повышают характеристики жаростойкости и жа-
ропрочности. Бор измельчает зерно.
Промышленные у-сплавы второго поколения содержат, по крайней мере, один
.Y-элемент и один У-элемент, которые повышают сопротивление окислению и пол-
зучести. Подобно жаропрочным никелевым суперсплавам сплавы на основе TiAl
могут содержать до восьми легирующих элементов. Эти сплавы обладают хорошей
обрабатываемостью, удовлетворительными прочностными свойствами, удлинени-
ем при растяжении 1-3 % при комнатной температуре, вязкостью разрушения от 10
до 25 МПа- Vm [28, с. 2123]. Однако по характеристикам ползучести их применение
ограничено 700 °C, особенно при длительной эксплуатации. При температурах
выше 700 °C может сказываться также недостаточное сопротивление окислению.
Сплавы третьего поколения разрабатывали с целью повышения их рабочих
температур. Работу вели в двух направлениях: а) создание сплавов с высоким
содержанием ниобия; б) разработка дисперсионно-упрочненных сплавов [28,
с. 2123]. Общая формула сплавов первого типа:
Ti-Al (42—46) - Nb (4-10) - Х(0-3) - У (0-1) - Z (0-1) - (0-0,5 РЗМ),
где X-Сг, Мп, Та; У- W, Hf, Zr; Z- С, В, Si.
Сплавы на основе TiAl с содержанием ниобия от 5 до 10 % и малыми добавками
В и С обозначают TNB [28, с. 2113 и 2899]. Эти сплавы обладают более высокой
прочностью и сопротивлением окислению по сравнению со сплавами второго поко-
ления. Так, в частности, сплавы Ti-45Al-(5-10)Nb при комнатной температуре име-
ют временное сопротивление разрыву 1100 МПа при удлинении более 2 %. Доволь-
но высокое для интерметаллидов удлинение обусловлено тем, что ниобий уменьша-
ет энергию дефектов упаковки и тем самым повышает склонность сплавов к двой-
никованию. Вместе с тем затрудняется способность дислокаций к переползанию и
поперечному скольжению, что способствует повышению характеристик жаропроч-
ности. К тому же ниобий замедляет диффузионные процессы в сплавах Ti-Al-Nb.
Дисперсионно-твердеющие сплавы основаны на легировании у-алюмини-
дов и сплавов типа TNB 0,2-0,4 % ат. С [28, с. 2123]. При нагреве под закалку
углерод растворяется в твердом растворе, а при старении выделяется в виде
дисперсных частиц карбида Ti3AlC. Старение обычно приводит к снижению
пластичности. Тем не менее для горячеэкструдированного сплава на основе
у-алюминида титана с углеродом удалось получить однородную тонкую микро-
структуру с хорошо сбалансированными механическими свойствами, с высо-
138
1.8. Алюминиды титана и сплавы на их основе
ким сопротивлением ползучести и удлинением при комнатной температуре,
составляющим 2,5 %.
Общая характеристика сплавов на основе алюминида TiAl приведена в табл. 1.29.
Заметим, что в последнем столбце этой таблицы приведены не только реализованные
области применения рассматриваемых сплавов, но и перспективные (рекомендуемые).
К настоящему времени разработаны достаточно эффективные технологии про-
изводства сплавов на основе алюминидов титана методами фасонного литья,
деформации слитков и порошковой металлургии. Общая схема производства спла-
вов на основе алюминида титана TiAl приведена на рис. 1.25 [28, с. 2123].
Рис. 1.25. Общая схема производства сплавов на основе алюминида титана TiAl [28, с. 2123]:
СПД - сверхпластическая деформация; ДС—диффузионная сварка
Получение полуфабрикатов методами обработки давлением слитков связано
с преодолением ряда трудностей, связанных с тем, что алюминид TiAl сохраняет
упорядоченную структуру до температуры плавления. Вместе с тем сплавы на
139
Таблица 1.29
Общая характеристика сплавов на основе алюминида TiAl [27, 28]
Сплав Общие сведения Свойства Вид полуфабриката Технология Область применения
TiAl [16, 33, с. 1011 и 1029; 57, 127-129, 145-148] Алюминид TiAl явля- ется основой высоко- жаропрочных титано- вых сплавов с рабочи- ми температурами до 850 °C. Плотность 3,8 г/см3 В зависимости от чистоты и типа микро- структуры колеблется от 350 до 580 МПа; при комнатной температуре пла- стичность мала ( 8=0,5-1,5 %). Отли- чается высоким модулем упругости (£=175 ГПа) Хорошие ли- тейные свой- ства; деформи- руется с трудом даже в горячем состоянии Основа легких вы- сокожаропрочных титановых сплавов для авиационных и автомобильных дви- гателей
4822 (Ti-47—48А1- 2Nb-2Cr) [25, с 399,1107; 26, с. 217; 27, с. 285; 28, с.2339,2369; 143, с. 16; 157] Сплав первого поколе- ния. Ниобий повышает сопротивление ползу- чести и окалино- стойкость. Хром по- вышает пластичность. Т = 1360°С а По сравнению с TiAl обладает лучшей пластичностью и вязкостью разруше- ния, но меньшей прочностью. Наилуч- шее сочетание прочности и пластично- сти при 20—40 % пластинчатой а2-фазы, размере а2-зерен 30-80 мкм и у-зерен 10-40 мкм Фасонное литье, прутки, поковки, листы Обладает луч- шими литейны- ми свойствами, чем TiAl. Хоро- шо деформи- руется при 1300-1400 °C Авиакосмическая техника (в областях, в которых пластич- ность и вязкость раз- рушения важнее, чем прочность)
45XD (Ti-45A1- 2Nb-2Mn- 0,8 % об. TiB2) [27, с. 259 и 820; 158, 159] Сплав первого поколе- ния. Легирование нио- бием и марганцем по- вышает пластичность. Легирование бором приводит к однород- ной микроструктуре Обладает более высокой прочностью и сопротивлением усталости по срав- нению со сплавом 4822 Фасонное литье Литейные свой- ства лучше, чем у сплавов TiAl и 4822 Авиакосмическая техника
47XD (Ti-47A1— 2Nb—2Мп— Сплав первого поколе- ния. Легирование нио- бием и марганцем по- Структура сплава представлена у- и а2- фазами. Из-за более высокого со- держания алюминия обладает большей Фасонное литье Литейные свой- ства лучше, чем у алюми- Авиакосмическая тех- ника (лопатки турби- ны низкого давления)
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.29
Сплав Общие сведения Свойства Вид полуфабриката Технология Область применения
0,8 % об. TiB2 [26, с. 256; 27, с. 259; 158, 159] вышает пластичность. Легирование бором приводит к однород- ной микроструктуре высокотемпературной прочностью, чем сплав 45XD нида TiAl и сплава 4822
WMS (Ti-47A1- 2Nb-l Mn- 0,5 W- 0,5Мо—0,2Si) [27, с. 259; 160] Сплав второго поколе- ния. Легирование вольфрамом и крем- нием приводит к повы- шению сопротивления ползучести Сплав в литом состоянии характеризу- ется крупным зерном и низкой пластич- ностью. Формирование дуплексной и почти у-структуры приводит к повыше- нию пластичности, но снижает проч- ность. Сопротивление окислению такое же, как у сплава 4822 Фасонное литье Литейные свойства удов- летворитель- ные Авиакосмическая техника
АВВ-2 (Ti—47AI- 2W- 0,5Si) [27, с. 259; 161] Сплав второго поколе- ния. Легирование воль- фрамом и кремнием приводит к повыше- нию характеристик жа- ропрочности Обладает повышенным сопротивлени- ем ползучести и окислению. Сплав об- ладает низкой пластичностью и трещи- ностойкостью из-за крупного зерна. Свойства можно улучшить, регулируя параметры почти полностью пластин- чатой структуры литого зерна Фасонное литье Литейные свойства удов- летворитель- ные Детали турбины авиационных дви- гателей
TAB (Ti-47A1- l,5Nb-]Mn- lCr-0,2Si- 0,5B) [27, c. 259; 28, c. 2899; 162] Сплав второго поколе- ния; разработан в Гер- мании (GUSS Research autre). Комплексное легирование обеспе- чивает мелкозернис- тую структуру и удач- ное сочетание свойств Обладает высокими характеристиками жаропрочности до температуры 700 °C Фасонное литье, штамповки, поковки Хорошие ли- тейные свой- ства, удовлет- ворительная обрабатывае- мость давлени- ем Литые и штампован- ные лопатки турбин авиационных дви- гателей
1.8. Алюминиды титана и сплавы на их основе
Продолжение табл. 1.29
Сплав Общие сведения Свойства Вид полуфабриката Технология Область применения
Daido (Ti-48A1— 2Nb-0,7Cr- 0,3Si) [27, с. 259;164] Сплав второго поколе- ния. Повышенное со- держание алюминия обеспечивает жаро- стойкость до 700-900 °C Сплав обладает пониженной прочнос- тью и повышенной пластичностью из- за малого содержания хрома Фасонное литье Удовлетвори- тельные литей- ные свойства Роторы двигателей спортивных автомо- билей
IHI (Ti-32A1- l,9Fe-l,5V- 0,7B (% мае.) [27, c. 269; 165] Литейный сплав вто- рого поколения. Удач- ное сочетание Fe+V обеспечивает хорошие литейные свойства Легирование железом и ванадием сни- жает сопротивление окислению Фасонное литье Хорошие ли- тейные свой- ства Литые лопатки двигателей
3-95 (Ti^47Al- 2Nb-2Cr- lMo-0,2B) [26, c. 168; 27, c. 259; 166] Возможно производст- во деформированных полуфабрикатов из слит- ка массой до 2000 кг. Ниобий увеличивает сопротивление окисле- нию, хром повышает пластичность, но сни- жает прочность при ра- бочих температурах. Молибден повышает прочность и сопротив- ление ползучести. Бор измельчает пластинча- тые колонии при термо- обработке выше Т . Т>0,9Т («1350 °С)а Микроструктура может изменяться от равноосной, представленной а2-, у- и р- фазами с размерами зерен < 5 мкм до крупных пластинчатых (а2+у)-колоний размером более 500 мкм. При комнат- ной температуре 5=0,5-2 %. Сплав от- личается высоким сопротивление пол- зучести Деформиро- ванные полу- фабрикаты Сравнительно легко дефор- мируется Авиационная техника
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.29
Сплав Общие сведения Свойства Вид полуфабриката Технология Область применения
К5 (Ti—46,2AI— 3Nb-2Cr- 0,2W-0,15B- 0,2С) [26, с. 113; 27, с. 259, 167] Первый сплав, разра- ботанный на основе фундаментальных ис- следований зависимо- стей состав — техноло- гия - микроструктура - свойства. Наилучшее сочетание пластичнос- ти, трешиностойкости и сопротивления уста- лости достигается удачным легировани- ем при определенной технологии переработ- ки слитка Микролегирование углеродом повы- шает характеристики жаропрочности. Высокое сопротивление ползучести сохраняется до 840 °C. Выбранное со- отношение Nb/W обеспечивает отлич- ное сопротивление окислению Деформиро- ванные полу- фабрикаты Удовлетвори- тельно дефор- мируется при достаточно высоких тем- пературах Авиационная техни- ка (детали турборе- активных двигате- лей)
IRC (Т4-44А1- 4Nb-(Zr или Hf)-lB-O,2Si [27,с.259; 163] Сплав с повышенным содержанием ниобия. В отличие от предыду- щих сплавов легирован цирконием или гафнием Для сплава в литом состоянии харак- терно мелкое зерно (30-50 мкм) с пла- стинчатым внутризеренным строени- ем. Для сплава характерен повышен- ный уровень прочности Авиакосмическая техника
Ti-(42- 46)А1 -(4— 10)Nb -(0-3) X - -(0-1) Y- -(0-1) Z- -(0-0,5) P3M; Сплавы третьего поко- ления. Легированы ни- обием в больших кон- центрациях Легирование сплавов ниобием приво- дит к повышению пластичности и ха- рактеристик жаропрочности. Хром, марганец и ванадий увеличивают пла- стичность при комнатной температу- ре. Вольфрам повышает окалиностой- кость и сопротивление ползучести. Фасонное ли- тье, деформи- рованные по- луфабрикаты, изделия по- рошковой ме- таллургии Технологичес- кие свойства зависят от со- става сплавов Авиационная техни- ка (лопатки комп- рессора и турбины, диски, роторы, вых- лопные сопла, эле- менты гондол, сото- вые конструкции и
1.8. Алюминиды титана и сплавы на их основе
Продолжение табл. 1.29
Сплав Общие сведения Свойства Вид полуфабриката Технология Область применения
Д'-Cr, Мп, Та; Y- W, Hf, Zr; Z-C, В, Si [28, с. 2123] Бор измельчает зерно т.п.); автомобиль- ные двигатели (ша- туны,клапаны, поршневые коль- ца, роторы турбины спортивных машин
Ti-45Al-(5- 10) Nb [28, с. 2393] Сплав третьего поколения, предло- жен фирмой Plansee. Плотность 4,0 г/см3 Обладает высокими механическими свойствами при температурах работы жаропрочных никелевых сплавов. Ме- тодами термообработки можно полу- чить большое разнообразие структур и свойств Технологичес- кие свойства удовлетвори- тельные Турбореактивные двигатели (детали направляющего ап- парата, системы выхлопа, диски тур- бины низкого давле- ния)
TNB (Ti^5Al-(5- 10)Nb-(C, B) [28, c. 2123, 2899] Сплав третьего поко- ления разработан в Германии (GKSS), ле- гирован большим ко- личеством ниобия и малыми добавками углерода и бора Обладает лучшей прочностью и более высоким сопротивлением окислению по сравнению со сплавами второго по- коления; сравнительно пластичен Деформиро- ванные полу- фабрикаты из слитка или по- рошковой за- готовки Технологичес- кие свойства удовлетвори- тельные Авиационная техни- ка (диски и лопатки КВД, турбинные диски, детали вых- лопной трубы, каме- ры сгорания и т.п.)
Ti—46,5A1— 4(Cr, Nb,Ta, B) [28, c. 2627] Сплав третьего поко- ления Удачное сочетание механических свойств Листы (0,5 и 1 мм), фольга (100- 250 мкм) Технологичес- кие свойства удовлетвори- тельные, мож- но подвергать пайке Авиационная техни- ка (сотовые конст- рукции, панели)
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.29
Сплав Общие сведения Свойства Вид полуфабриката Технология Область применения
Ti-45,2A1- 3,5(Nb, Сг, В) [28, с. 2257] Сплав типа у+а2 Для получения хорошего сочетания механических и технологических свойств содержание бора и углерода должно строго контролироваться Листы При мелкозер- нистой структу- ре сплав скло- нен к сверхпла- стической де- формации при 1000-1100 °C Авиационная техни- ка
Ti-(46- 48)А1— -(Сг, Si) [28, с. 2285] Получен в ВСМПО (Россия); обладает низкой плотностью Отличается высоким сопротивлением ползучести при 700-750 °C Крупногаба- ритные плиты (ЮООх х!200 мм, толщиной 50-150 мм) Возможно по- лучение круп- ногабаритных плит со ста- бильным уров- нем механичес- ких свойств Авиационная техни- ка
РМ-уМЕТ (Ti—46,5А1- 4(Cr,Nb,Ta, В) [27, с. 269] Сплав типа у+а2. По- лучают методом по- рошковой металлур- гии. Хром увеличива- ет пластичность, нио- бий и тантал - сопро- тивление ползучести и окислению, бор зат- рудняет рост зерна В структуре сплава помимо у- и а2-фаз может быть немного P-фазы и бори- дов. Сохраняет высокие характеристи- ки жаропрочности до 750 °C Листы, фольга Технологичес- кие свойства удовлетвори- тельные Авиационная техни- ка
TiAl(Cr, Мо, Si) (Ti—46,8А1- lCr-0,2Si); Сплавы типа у+а2; ле- гирование хромом, молибденом и крем- нием позволяет опти- Сплавы обладают хорошим сочетани- ем механических свойств. Удлинение при комнатной температуре 1,5-3,0 %. Сохраняют высокие прочностные Фасонное литье, прутки, поковки Деформируют- ся в горячем состоянии; при субмелкозер- Двигатели внутрен- него сгорания (кла- паны, шатуны, пор- шни); детали тур-
J.8. Алюминиды титана и сплавы на их основе
Глава 1. Общая характеристика титановых сплавов
Продолжение табл. 1.29
основе TiAl с малым интервалом кристаллизации
обладают хорошими литейными свойствами. Из
таких сплавов методами фасонного литья удается
получить такие сложные по форме детали, как тур-
бонагнетатели двигателей внутреннего сгорания.
Производство заготовок по форме и размерам,
близким к окончательным, можно осуществить и
методами порошковой металлургии. В ВИЛСе ме-
тодом горячего газостатического прессования гра-
нул сплава на основе TiAl были получены створки
регулируемого сопла, лопатки направляющего ап-
парата компрессора высокого давления, шарики
подшипника поворотного сопла [168].
Структура и механические свойства сплавов на
основе алюминидов титана весьма чувствительны к
параметрам технологии на всех этапах производства.
Применительно к сплавам на основе алюминида ти-
тана TiAl требования к технологическим параметрам
производства полуфабрикатов описаны в обзорной
статье Н. Clemens, F. Appel и др. [28, с. 2123].
Механические свойства, включая эксплуатаци-
онные, во многом определяются типом и парамет-
рами структуры. Крупнозернистые полностью пла-
стинчатые структуры или почти полностью плас-
тинчатые структуры обеспечивают сравнительно хо-
рошую вязкость разрушения и высокое сопротив-
ление ползучести, но малую пластичность и проч-
ность, особенно при комнатной температуре [28,
с. 2123]. Мелкозернистая равноосная почти одно-
фазная у-структура и дуплексная микроструктура с
небольшим количеством пластинчатых колоний
приводят к низкой вязкости разрушения и малому
сопротивлению ползучести, но обеспечивают удов-
летворительную пластичность и прочность на рас-
тяжение при комнатной и повышенной температу-
рах. В связи с вышесказанным особое внимание сле-
дует уделять разработке таких технологических про-
цессов производства, в процессе реализации кото-
рых сформировались бы тип и параметры структу-
ры, обеспечивающие наилучшее сочетание свойств
сплава в данном конкретном применении. Эти воп-
росы будут рассмотрены в последней главе книги.
146
Глава 2
ТЕРМИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
2.1. Деформируемые и литейные сплавы
Титановые сплавы подвергают термической обработке всех видов, применяе-
мых для сплавов на основе других металлов: отжигу разного назначения, закалке,
старению и, в меньшей степени, химико-термической обработке. Терминология,
применяемая для описания термической обработки, в отечественной и зарубеж-
ной литературе примерно одинакова, за одним исключением. В английских рабо-
тах применяют термин solid solution treatment, которому нет соответствующего
термина в русской литературе.
В зарубежных работах под solid solution treatment понимают нагрев при до-
вольно высоких температурах достаточно длительное время. В связи с этим сплав
приобретает структуру, представленную твердыми растворами, близко соответ-
ствующими по составу и количеству равновесной диаграмме состояния при тер-
мической обработке. После этого сплав может охлаждаться в воде — тогда это
будет закалка; может охлаждаться с весьма малыми скоростями — тогда это
будет отжиг; за solid solution treatment может следовать многоступенчатая обра-
ботка или охлаждение с промежуточными (между закалкой и отжигом) скорос-
тями, которое приводит к некоторому промежуточному состоянию сплава. В свя-
зи с этим в тех случаях, когда solid solution treatment с учетом последующих опе-
раций нельзя было трактовать как закалку или отжиг, мы использовали термин -
обработка на твердый раствор (ОТР).
Структура и механические свойства а-сплавов и сплавов с малым количе-
ством P-фазы практически не чувствительны к скорости охлаждения после от-
жига. Структура и механические свойства высоколегированных (а+Р)-сплавов,
сплавов переходного класса и псевдо-Р-сплавов, напротив, сильно зависят от ско-
рости и способов охлаждения после отжига. Так, например, сплав Ti-2,2A1—4,2 V-
4,5Мо (типа ВТ16) после отжига при 780 °C с охлаждением на воздухе имеет
следующие свойства: ов=928 МПа, о02=742 МПа, 8=14,0 %, vj/=67,4 %; а после
отжига по режиму: 780 °C, охлаждение с печью со скоростью 3 °С/мин до 560 °C,
далее на воздухе - о)=848 МПа, о02=679 МПа, 8=18,8 %, у=71,6 %.
Регулируя режимы охлаждения при отжиге можно изменять механические
свойства высоколегированных сплавов в довольно широких пределах. Поэтому
для этих сплавов применяют не только простой, но также изотермический и двой-
147
Глава 2. Термическая обработка титановых сплавов
ной отжиги [10, 11, 17, 32]. Изотермический отжиг состоит в нагреве при доста-
точно высокой температуре с последующей регламентируемой скоростью охлаж-
дения до определенной температуры, выдержке при этой температуре и заклю-
чительном охлаждении на воздухе. Возможен также перенос отжигаемых загото-
вок из высокотемпературной печи в печь с более низкой температурой с заклю-
чительным охлаждением на воздухе. Двойной отжиг отличается от изотерми-
ческого тем, что после высокотемпературного нагрева заготовки охлаждают на
воздухе, а затем вновь нагревают до температуры низкотемпературной ступени
и после определенной выдержки охлаждают на воздухе.
Возможность эффективного влияния режимов охлаждения при отжиге на ме-
ханические свойства титановых сплавов обусловлена тем обстоятельством, что
полиморфное превращение [3->а может происходить по двум схемам: а) путем
зарождения и роста новых дисперсных частиц a-фазы в P-матрице, что приводит
к упрочнению; б) путем роста уже существующих на первой ступени отжига ча-
стиц a-фазы; при этом укрупнение частиц a-фазы вызывает разупрочнение спла-
ва. Эти два Р~>а-превращения могут происходить одновременно или с некото-
рым смещением по времени.
С увеличением скорости охлаждения формируется все более тонкая внутри-
зеренная структура, а p-фаза становится все более метастабильной и более спо-
собной к структурному упрочнению на второй стадии отжига. В результате этих
явлений с увеличением скорости охлаждения сплав становится более прочным,
но менее пластичным. В конечном итоге двойной отжиг трансформируется в уп-
рочняющую термическую обработку, включающую закалку и старение.
По фазовому составу сплавов при температуре выдержки виды отжига мож-
но разделить на а-, (а+р)- и Р-отжиг. Температуры отжига различных видов
иллюстрирует рис. 2.1 на примере сплавов политермического разреза системы
Рис. 2.1. Схема политермического разреза системы Ti-AI-P-стабилизатор при постоянном содержании
алюминия и температурные интервалы:
Т - рекристаллизация; / - простой отжиг; 2 и 3 - верхняя и нижняя ступени изотермического и
двойного отжига; 4-отжигдля уменьшения остаточных напряжений; 5-Р-отжиг(Б.А. Колачев) [16]
148
2.1. Деформируемые и литейные сплавы
Ti-Al-P-стабилизатор. Простой отжиг а-сплавов (рекристаллизационный и до-
рекристаллизационный), а также отжиг для уменьшения напряжений выполняют
при температурах, соответствующих a-фазе. Эти же виды отжига (а+Р)- и
Р-сплавов проводят при температурах (а+Р)-области. Изотермический и ступен-
чатый отжиги (а+Р)- и Р-сплавов осуществляют при температурах, соответству-
ющих (а+Р)-области. Верхняя ступень изотермического и двойного отжигов сме-
щена к более высоким температурам по сравнению с простым отжигом и соот-
ветствует условиям, в которых развивается рекристаллизация. Низкотемпера-
турная ступень этих видов отжига примерно совпадает с температурным интер-
валом отжига для уменьшения остаточных напряжений.
Температурные интервалы всех видов отжига снижаются с увеличением со-
держания Р-стабилизаторов при неизменном содержании алюминия. При увели-
чении содержания алюминия температуру всех видов отжига приходится повы-
шать, поскольку алюминий повышает температуру начала интенсивного разви-
тия возврата и рекристаллизации.
При необходимости повышения уровня прочности (а+Р)- и псевдо-Р-спла-
вы подвергают закалке v старению. Для (а+Р)-сплавов температуру нагрева
под закалку выбирают близкой к критической, при охлаждении с которой фик-
сируется максимальное количество метастабильной Р-фазы, а мартенситное пре-
вращение подавляется (рис. 2.2). Если в сплавах образуется мягкий дисперси-
Рис. 2.2. Схема влияния температуры нагрева под закалку па количество метастабильных фаз
(Б.А. Колачев) [10, 18]
онно-упрочняемый мартенсит а", а не твердый а'-мартенсит, то сплавы зака-
ливают с температур выше критической. Сравнительно малолегированные
(а+Р)-сплавы обычно закаливают в воде, а высоколегированные - в масле и
даже на воздухе. Сплавы псевдо-Р-класса обычно закаливают с температур
p-области с охлаждением на воздухе или струей воздуха. Псевдо-Р-сплавы с дос-
149
Глава 2. Термическая обработка титановых сплавов
таточно стабильной Р-фазой сохраняют P-структуру даже при охлаждении в
вакуумной печи [32].
После закалки сплавы подвергают старению. В процессе старения метаста-
бильные фазы Рм и а" распадаются через ряд промежуточных состояний на смесь
а- и P-фаз. Количество дисперсной a-фазы, обеспечивающей дисперсионное твер-
дение, возрастает с повышением температуры нагрева под закалку (в сплавах, в
которых образуется мартенсит а") и увеличением количества Р-стабилизаторов
([Мо]экв) в сплаве. Наибольший эффект старения достигается в сплавах переход-
ного класса ([Мо]экв = 10-16 %).
В псевдо-а- и (а+Р)-сплавах с достаточным содержанием алюминия a-фаза мо-
жет быть упрочнена в результате формирования в ней когерентной Т’цА! (а,)-фазы
(нанометрических размеров) при длительном старении и не слишком высоких
температурах [27, с. 363]. Такое упрочнение обнаружено, в частности, в сплаве
Ti-6A1—4V после старения при 500 °C в течение 24 ч. Кислород стабилизирует
а,-фазу и может усиливать упрочнение, обусловленное образованием когерент-
ных а,-частиц из-за увеличения их объемного содержания.
Температуру старения устанавливают с учетом кинетики и механизма распа-
да метастабильных фаз. Если P-фаза распадается с образованием (0-фазы, резко
охрупчивающей сплав, то температуру старения выбирают равной 500-600 °C,
поскольку co-фаза образуется при температуре ниже 500 °C, а при выше 600 °C
продукты распада слишком крупны, чтобы дать значительное упрочнение. Если
co-фаза не образуется, что характерно для сплавов с достаточно высоким содер-
жанием алюминия и нейтральных упрочнителей, то старение можно проводить и
при более низких температурах (450-500 °C), достаточных, однако, для значи-
тельного упрочнения за приемлемое время.
Титановые сплавы подвергают старению по одноступенчатому и двухступенча-
тому режимам. Наиболее часто применяют одноступенчатое старение. При двух-
ступенчатом старении температуру на второй ступени выбирают более высокой,
чем на первой. Двухступенчатый режим старения обеспечивает более высокий ком-
плекс механических свойств по сравнению с одноступенчатым. Низкотемператур-
ное старение обеспечивает большее число центров зарождения новой фазы в мета-
стабильной фазе, зафиксированной закалкой, и более равномерное их распределе-
ние. На второй ступени происходит дальнейший распад метастабильной фазы, час-
тичное растворение и коагуляция мелкодисперсных частиц, выделившихся на пер-
вой ступени, но распределение частиц остается более равномерным, чем при одно-
ступенчатом режиме старения, что и является причиной улучшения комплекса свойств.
Довольно часто Р-титановые сплавы нагревают под закалку не до P-области, а
до температур несколько ниже температуры (а+Р)/р-перехода. При производстве
деформированных полуфабрикатов из псевдо-Р-сплавов заключительные опера-
ции по обработке давлением заканчивают при температурах ниже точки Г , при
которых металл хотя бы частично сохраняет нагартовку. При последующем нагреве
под закалку до температур ниже (а+Р)/р-перехода полной рекристаллизации не
150
2.1. Деформируемые и литейные сплавы
происходит, и после закалки структура сплавов представлена небольшим количе-
ством первичной a-фазы и метастабильной P-фазой с большой плотностью дисло-
каций. При старении зарождение упрочняющих фаз происходит на дислокациях,
что в конечном итоге приводит к структуре, представленной очень мелкими, рав-
номерно распределенными частицами a-фазы в P-матрице. При таком механизме
распада P-фазы по границам P-зерен не образуются оторочки a-фазы, которые ока-
зывают отрицательное влияние на механические свойства сплавов. В итоге после
закалки с температур, соответствующих (а+Р)-области, псевдо-Р-сплавы обладают
повышенными характеристиками прочности, пластичности, вязкости разрушения
и сопротивления коррозионному растрескиванию по сравнению с Р-закалкой.
Путем закалки и старения можно получить очень высокий уровень временно-
го сопротивления разрыву титановых сплавов (1600-1800 МПа). Однако при этом
почти полностью утрачиваются пластические свойства, резко падают трещинос-
тойкость, вязкость разрушения, конструкционная прочность [14]. Поэтому режи-
мы закалки и старения должны обеспечить разумное сочетание уровня прочнос-
ти, пластичности и эксплуатационных свойств. Поэтому титановые сплавы чаще
всего применяют в состоянии небольшого перестаривания.
Назначение различных режимов термической обработки можно проиллюст-
рировать на примере сплава Ti-6A1—4V [33, с. 607] (табл. 2.1). Отжиг для снятия
напряжений проводят после сварки, формовки и других операций, вызывающих
формирование остаточных напряжений. Один цикл такого отжига обычно при-
водит к частичному снятию остаточных напряжений; для полного их устранения
необходим полный отжиг. После отжига для снятия напряжений сплав Ti-6A1-4V
имеет невысокую прочность и хорошую пластичность.
Полный заводской отжиг (mill annealing) проводят при более высоких темпера-
турах по сравнению с предыдущим. Это наиболее широко применяемый вид тер-
мической обработки. Он обеспечивает удачное сочетание всех механических
свойств. Металл после такого отжига обладает невысокой прочностью и хоро-
шей пластичностью.
Промежуточный отжиг при непрерывной прокатке листов проводят при еще
более высокой температуре (870 вместо 735 °C), но короткое время (5 мин вме-
сто 1-2 ч) с последующей второй кратковременной ступенью (595 °C, 5 мин,
охлаждение на воздухе). Этот отжиг обеспечивает такую же прочность и плас-
тичность, как полный отжиг, но повышенную вязкость разрушения.
Для сплава Ti-6A1—4V ELI рекомендован также рекристаллизационный отжиг,
который выполняют по сложному режиму: 925 °C, 4 ч или более, охлаждение с
печью до 760 °C со скоростью 55 °С/ч (или медленнее) + охлаждение со скорос-
тью 370 °С/ч (или быстрее) до 480 °C, далее охлаждение на воздухе. Рекристал-
лизационный отжиг обеспечивает уровень прочности, сопоставимый со свой-
ствами отожженного обычными способами металла, и повышенные значения вяз-
кости разрушения, сопротивления коррозионному растрескиванию, а также мень-
шую скорость роста трещин.
151
Глава 2. Термическая обработка титановых сплавов
Двойной отжиг, включающий в себя первую высокотемпературную ступень
(940 °C, 10 мин, охлаждение на воздухе) и вторую, выполняемую при более низ-
кой температуре (675 °C, 4 ч), приводит к повышению вязкости разрушения и
сопротивления усталости.
Таблица 2.1
Влияние термической обработки на механические свойства сплава
T1-6A1-4V |33, с. 608|
Режимы термической обработки Qb, МПа СТ.,2’ МПа 5, % V, % к.,. МПа^м
Заводской отжиг 960 893 12,5 20 43
Закалка в воде+675-730 °C, 2—4 ч:
ELI 1000 895 12 30 60
STD 1000 938 — - 47
Рекристаллизационный отжиг:
ELI 930 860 10 25 83
STD 1000 931 — — —
Бета-отжиг:
ELI 860 795 8 20 99
STD 990 910 11 20 95
Двойной отжиг:
ELI, поковки 892 814 12 36 124
STD, плиты 931 903 16 — —
ELI, листы 945 895 15 — 176*
STD, прутки 1014 903 17 47 —
ELI, прутки 934 832 13 — 90
Бета STOA**
ELI 938 860 11 18 134
STD 972 900 9 13 99
БетаБТА***, STD 1172 1069 8 15 —
ОТР+старение 1228 1125 16 49 —
OTP 1117 951 17 60 -
* не отвечает критерию достоверности. * * Закалка с 1035 °C (Р) в воде+перестаривание (675-730 °C; 2-4 ч). * ** Закалка с 1035 °C (Р) в воде+старение (510-675 °C, 4 ч). Примечание. ELI - сплав повышенной чистоты; STD - сплав стандартной чистоты.
Бета-отжиг, состоящий для сплава Ti-6AMIV в нагреве при 1035 °C, 30 мин,
охлаждении на воздухе + 730 °C, 2 ч, охлаждении на воздухе, предназначен для
повышения характеристик вязкости разрушения и сопротивления росту трещин.
Однако при этом снижаются пластические характеристики и сопротивление ус-
талости.
Закалка (для сплава Ti-6A1—4V - охлаждение в воде после предварительного
нагрева до 940 °C) используется только как промежуточная операция для улуч-
152
2.1. Деформируемые и литейные сплавы
шения формуемости сплавов. Из-за нестабильности структуры и свойств закалка
не рекомендуется в качестве окончательной обработки; за закалкой непременно
должно следовать старение.
Упрочняющая термическая обработка, состоящая из закалки и старения, мо-
жет осуществляться с нагревом под закалку до (а+Р)- или P-области. Соответ-
ствующие режимы обработки для сплава Ti-6A1—4V включают в себя:
а) закалку с 940 °C (10 мин) в воде + нагрев при 510-540 °C, 4 ч, охлаждение
на воздухе; этот режим термической обработки обеспечивает наиболее высокую
прочность, но меньшие значения пластичности, вязкости разрушения и сопро-
тивления коррозионному растрескиванию по сравнению с отожженным материа-
лом;
б) закалку с 940 °C (10 мин) в воде и перестаривание (нагрев при 675 °C, 4 ч,
охлаждение на воздухе); этот режим обеспечивает промежуточную прочность по
сравнению со свойствами отожженного и полностью состаренного материала, но
повышенную пластичность и трещиностойкость по сравнению со свойствами
высокопрочного состояния;
в) закалку с 1035 °C (30 мин) в воде + перестаривание (нагрев при 675-730 °C,
2—4 ч); эта обработка приводит к примерно таким же свойствам, как и Р-отжиг,
но при улучшенных характеристиках сопротивления усталости.
В табл. 2.1 не учтена возможность дополнительного упрочнения сплава Ti—
6А1—4V когерентными а2-частицами в результате дополнительного длительного
старения при температурах, близких 500 °C.
Рис. 2.3. иллюстрирует влияние температуры отжига на механические свой-
ства титановых сплавов на примере сплава Ti-6A1-4V [30, с. 349]. Свойства со-
Рис. 2.3. Влияние температуры отжига на механические свойства сплава Ti-6AI—4V:
/ — вязкость разрушения; 2 — временное сопротивление разрыву; 3 — поперечное сужение; 4 — преде л
выносливости; 5-скорость роста усталостной трещины [30, с. 349]
поставляются с их значениями после стандартного заводского отжига (730 °C, 2 ч).
С повышением температуры отжига вязкость разрушения возрастает почти в два
раза, сопротивление циклическим нагрузкам (при R = 0,1; К = 2,53) снижается в
три раза, скорость роста усталостной трещины уменьшается примерно в 10 раз
153
Глава 2. Термическая обработка титановых сплавов
(при К = 15,5 МПа- л/м; R = 0,05), существенно снижается поперечное сужение.
В то же время временное сопротивление разрыву остается почти постоянным.
Описанная выше характеристика назначения различных видов термичес-
кой обработки справедлива не только для сплава Ti-6AI-4V, но и для других спла-
вов. Разумеется, конкретные режимы термической обработки будут различными
для разных сплавов; к тому же рекомендованные виды термической обработки для
других сплавов не столь многообразны, как для сплава Ti-6A1-4V.
Жаропрочные характеристики псевдо-а-титановых сплавов существенно зави-
сят от скорости охлаждения после обработки на твердый раствор (рис. 2.4). Наи-
Рис. 2.4. Влияние скорости охлаждения на деформацию ползучести за 100 ч при 520 °C ис=310МПа
для сплава 1MI685 [23, с. 2323]:
1 - охлаждение с печью; 2 - быстрое охлаждение с печью; 3,4 и 5 — охлаждение на воздухе, в масле
и воде соответственно
меньшая скорость ползучести наблюдается после охлаждения с некоторыми проме-
жуточными скоростями между охлаждением с печью и в воде. Поэтому термичес-
кая обработка этих сплавов часто включает нагрев в (а+Р)- или P-области с охлаж-
дением в масле + нагрев при более низких температурах. Заметим, что термичес-
кую обработку, состоящую в нагреве при высоких температурах с охлаждением на
воздухе и повторном нагреве при температурах 500-650 °C, в отечественной лите-
ратуре называют двойным отжигом, в зарубежной — ОТР + старение. Возможно,
что термин старение отражает упрочнение a-фазы в результате формирования в
ней когерентных частиц а -фазы.
Для уменьшения остаточных напряжений, образующихся в результате техно-
логических операций, в ряде случаев применяют неполный отжиг при температу-
рах ниже температуры начала рекристаллизации продолжительностью 0,5-2 ч с
последующим охлаждением на воздухе.
Температуры неполного отжига титана
и отечественных титановых сплавов, °C [ 10, 17, 18, 32]
ВТ 1-00, ВТ 1-0.............................................. 475-485
ВТ5-1 ....................................................... 500-600
ОТ4-0........................................................ 480-520
ОТ4-1, ОТ4-1 В, ОТ-3 В....................................... 520-560
ОТ4, ОТ4В.................................................... 545-585
154
2.1. Деформируемые и литейные сплавы
ПТ-7М..................... 500-540
ВТбч, ВТбс, ВТ6, ВТ20.. .................... .. 600-650
ВТ23 ..................................... 600-680
ВТЗ-1.ВТ8, ВТ8М, ВТ9........................ 530-620
ВТ14, ВТ16.................................. 550-650
ВТ22 ....................................... 600-680
ВТ32 ....................................... 550-600
Режимы термической обработки отечественных и зарубежных титановых спла-
вов приведены в табл. 2.2-2.7.
Таблица 2.2
Температура (а+Р)/р-перехода Тпп, температуры начала /п и конца
рекристаллизации и режимы простого отжига промышленных
отечественных титановых сплавов |18, 32]
Сплав Т , пл °C t, н "С t, к °C Температура отжига
листы и изде- лия из них прутки, поков- ки, штамповки
а-сплавы
ВТ 1-00 880-890 580 670 520-570 670-730
ВТ 1-0 880-900 600 700 520-570 670-730
ВТ5-1 950-990 880 950 700-750 800-850
Псевдо-а-сплавы
АТЗ 940-1000 — — 800-850 800-850
ОТ4-0 860-930 680 800 590-640 690-740
ОТ4-1, ОТ4-1В, ПТ-ЗВ 910-950 720 840 640-690 740-790
ОТ4, ОТ4-В 920-960 760 860 660-680 740-760
ПТ-7М — — — 600-650 600-650
ВТ20 980-1020 800 950 700-800 700-850
ВТ18У 990-1030 900 980 — 900-980
(а+Р)-сплавы
ВТ6, ВТбч, 970-1010 850 950 750-800 750-800
ВТбс 950-990 850 950 750-800 750-800
ВТ16 840-880 820 840 — 770-790*
ВТ14 920-960 900 930 740-760 740-760
ВТ23 890-930 850 880 740-760 740-760
Псевдо-р -сплавы
ВТ22 860-890 800 825 — 720-780**
ВТЗО 750-770 — — 705-760 730-785
ВТ35 780-810 670 700 800* 800***
ВТ32 770-800 760 770 700-780*** 700-780***
* Охлаждение в печи со скоростью 1—5 °С/мин до 560 °C, затем на воздухе.
** Охлаждение в печи до 400 °C, далее на воздухе.
*** Охлаждение в вакуумной печи.
155
Глава 2. Термическая обработка титановых сплавов
Таблица 2.3
Режимы изотермического и двойного отжигов полуфабрикатов
из промышленных титановых сплавов (прутков, поковок,
штамповок, труб, профилей) и деталей из них 118, 33]
Сплав Изотермический отжиг* Двойной отжиг*
Г,, °C т.,ч Г2,°С Т2,Ч Гр °C ТрЧ г2,°С т2,ч
ВТЗ-1 ВТ8, ВТ8М ВТ9 ВТ14 ВТ18У ВТ25У ВТ6** * /,иГ2—тел первой и второ! нием полуфабр ** Изотерми1 дение в печи до до 500 °C, дале 870-920 920-950 950-980 790-810 шература пер ступенях соо иката и обычн веский отжиге 750 °C, выдер : на воздухе [; 1-4 1-4 1-4 0,4-1 ВОЙ И ВТ гветстве о колей плавов жка 0,5 2]. Такс 600-650 570-600 530-580 640-660 орой ступени нно, время в тется в преде ВТбиВТбсо ч, охлажден и Й ОТЖИГ ВКЛ1 2 1 6 0,5 :й соот ыдерж> лах от сущест е на во очает в 870-920 920-950 950-980 900-980 950-970 ветственно; т( си на первой ст 1 до 4 ч. вляется по реж здухе + 800 °C себя элемент! 1-4 1-4 1-4 1-4 1-4 ИТ2-В упени иму: 85 0,5 ч, ,1 ДВОЙ! 550-600 570-600 530-580 600 530-570 эемя выдер? определяете! 0 °C, 0,5 ч, с охлаждение юго отжига. 2-5 1 6 6 6 кки на 5сече- хлаж- в печи
Таблица 2.4
Режимы упрочняющей термической обработки отечественных
титановых сплавов
Сплав Температура, °C Продолжитель- ность старения, ч
нагрева под закалку старения
ВТ6 900-950 450-550 2-4
ВТбс 880-930 450-500 2-4
ВТЗ-1 840-900 500-620 1-6
ВТ8, ВТ8М 920-940 500-600 1-6
ВТ9 920-940 570 1-6
ВТ 14 870-910 480-560 8-16
ВТ23 780-800 450-520 10
ВТ16 800-820 540-570 6-10
ВТ22 700-760 500-560 8-16
ВТ15 700-800 450-500 15-25
ВТ32 780* 480-520* 4-8
ВТ35 740-760** 490*-520* 8*-16
* Нагрев в вакуумной печи.
** Нагрев и охлаждение в вакуумной печи со скоростью более 6-12 °С/мин.
156
Таблица 2.5
Режимы отжига зарубежных титановых сплавов [33]
Сплав Отжиг ДЛЯ снятия напряжений Одинарный отжиг* (рекристаллизационный отжиг) Двойной отжиг
1 ступень 2 ступень
t,°C т, ч охлажде- ние** /,°С т,ч охлажде- ние** t,°C т,ч охлажде- ние** t,°C т, ч
а- и псевдо-а-сплавы
Титан 480- 595 0,25-4 Воздух, СО 650— 760 0,1-2 Воздух, СО - - - - -
Ti-5Al-2,5Sn 540- 650 0,25-1 Воздух 705- 870 0,16-4 Воздух - - — — -
Ti-3A1-2,5V 370- 650 0,5-3 Тоже 650— 760 0,5-2 Тоже — - — — -
Ti-621/0,8 595— 650 0,25-2 » 790— 900 1-4 - — — — - -
Ti-6242, листы 480- 700 0,25-4 Воздух или МО — - - 900 0,5 Воздух 785 0,25
Ti-6242, прутки и поковки 480- 700 0,25-4 Воздух илиОП — — - 900- 955 1 Воздух 595 8
Ti-811 (толстые се- чения) 600- 700 0,25-4 Воздух или МО 760 1-8 Воздух илиОП 900- 1010 — Воздух 600- 745 -
Ti-811, листы 600- 700 0,25-4 Воздух или МО 760 1-8 Воздух илиОП 760- 790 1-8 Воздух илиОП 600- 790 —
Ti-1100 (Р-деформация) — — — 595 — — — — — — -
Ti-1100 (а+Р-деформация) — — — — — — >1065 — — 595 —
IMI 230 (Ti-2,5Cu) 600 1 Воздух 675— 785 0,5-2 Воздух — — — — —
2.1. Деформируемые и литейные сплавы
Продолжение табл. 2.5
Отжиг для снятия Одинарный отжиг* Двойной отжиг
Сплав напряжении (рекристаллизационный отжиг) 1 ступень 2 ступень
t,°C т,ч охлажде- ние** t, °C Т, ч охлажде- ние** г. °C т, ч охлажде- ние** /,°С т, ч
T1-5621S Ti-5522-S IMI 367 595- 650 2 Воздух 955 (а+Р) 1015(Р) 700 1 1 1 Воздух Воздух Воздух 980 1 Воздух 590 2
(а+Р)-сплавы
Ti-6A1-4V Ti-662 Ti—7А1—4Мо 62 S SP-700 IMI 550 Corona 5*** 595 480— 650 480- 700 480- 650 650 2-4 1-4 1-8 1-4 2 Воздух Воздух или МО Воздух или МО Воздух Воздух 735±15 700- 760 700- 790 700- 790 650- 750 2 2-8 1-8 2 0,5-2 Воздух Воздух или МО Воздух Воздух ОП или на воздухе 940 (а+Р) 1035(Р) 700- 815 790 970 (Р) 750- 850 (Р) 970 (Р) 830- 860 (а+Р, Р) 1/6 0,5 0,75-4 1 1 0,5-2 0,25 4-16 Воздух То же С печью То же » С печью клина воздухе С печью до 540 675 730 595 565 700 705 540 4 2 2 4
Глава 2. Термическая обработка титановых сплавов
Продолжение табл. 2.5
Сплав Отжиг ДЛЯ снятия напряжении Одинарный отжиг* (рекристаллизационный отжиг) Двойной отжиг
1 ступень 2 ступень
t.°C т.ч охлажде- ние** /,°С т,ч охлажде- ние** г, °C т, ч охлажде- ние** /,°С т,ч
Ti-6-22-22 S — — — 730 2 Воздух — — — — —
Ti-5Al-2,5Fe — — — 850 — — — — — — —
Ti-6246 595- 0,25-4 Воздух - - — 815- - Воздух 540- —
705 или МО 925 730
Псевдо-Р-сплавы
Beta III 715- 1-2 мин Вода, 705- ~5 мин Вода, — — — —
730 воздух 760 воздух
(возврат)
Ti-10-2-3 657- 0,5-2 Воздух — — — — — — — —
700 или МО
Ti-15-3-3-3 650 12 мин Воздух — — — — — — — —
Beta 21 S — — — 815- >4 — — — — — —
870 МИН
Ti-17 480- 1-4 Воздух
650 или МО
Ti-8823 785- - Воздух, 785- Воздух, - — - — - -
800 масло 800 масло
Transage 129 - - - 760- 1/3-1 Фен, вода 760- 1/3-1 Изотерми- 425- 24
815 815 ческая об 540
работка
Transage 134 - - - 815 0,25-1 Воздух - - - - -
или масло
Transage 179 — — — 815 0,25-1 Фен — — — — —
2.1. Деформируемые и литейные сплавы
Продолжение табл. 2.5
Сплав Отжиг для снятия напряжении Одинарный отжиг* (рекристаллизационный отжиг) Двойной отжиг
1 ступень 2 ступень
Г, °C т,ч охлажде- ние** t,°C Г, ч охлажде- ние** t °C т, ч охлажде- ние** г, °C т, ч
Beta С: тонкие сечения — — — 815 — Воздух — — — — —
толстые сечения — — — 925 — Воздух — — — — —
Ti-13-И-З 700- 785 5-15 мин Воздух 775- 800 0,25-1 Воздух или вода — - — — —
Ti-8V-5Fe-lAl * (Ot+P)- И Р-ОТЖИГ * * Способы охлажде * ** Поданным работ 540- 590 зри темпе ния: МО ы [3, т. 3, 1 эатурах (с -медлен! :. 323] Воздух х+Р)- и р-обл юеохлажден 675- 730 асти соотв ие; ОП - 1-2 етственно, жлаждение Воздух Р - рекриста, с печью. 1лизационн ый отжиг
Таблица 2.6
Режим тройного отжига (тройной обработки) титановых сплавов [33]
Сплав 1 ступень 2 ступень 3 ступень
Л °C т, ч охлаждение Л °C т.ч охлаждение /,°С т,ч охлаждение
Ti-6A1-4V, рекристаллиза- ционный отжиг 925 >4 Охлаждение с печью со ско- ростью 55 °С/ч до 760 °C 760 Охлаждение с печью до 480 °C со скоростью 370 °С/ч 480 — Воздух
Ti-6242, листы 900 2,5 Воздух 785 0,25 Воздух 595 2 Тоже
Ti-6246 815-925 — Воздух 540-730* - Воздух 540-730* - »
Transage 129, листы 760 1/3 Струя воздуха 650 — - - -
Крупные полуфабрикаты 815 1 - 650 1 Воздух 425-480 24 Воздух
Transage 134 (обработка на максимальную вязкость раз- рушения и выносливость) 815 0,25-1 Вода 650-700 1 Воздух или масло 455-480 24 Тоже
Beta С, полуфабрикаты тол- стых сечений * Температура второй ступег 920 и должна эыть выш Воздух или более интен- сивно е. чем для третьей 820 Воздух или более интен- сивно 280 »
о
I'O
Таблица 2.7
Режимы закалки и старения титановых сплавов |14|
Сплав Закалка Старение
/,”С т. ч охлаждение /,°С т. ч
Псевдо-а-сплавы
Ti-3A1-2,5V 870-925 0.25-0,33 Вода 480-510 2-8
Ti-621/08 1010 1 То же 620 2
Ti-6242 955-980 10 » 540-595 8
Ti-811 980-1010 1 Вода или масло 565-595 —
IMI 230 (Ti—2,5Cu) 850 0,5 Струя воздуха 400+475 8+8
IMI 679 900 2 Воздух или масло 500 24
IMI 685 1000 0,5 на 25 мм Масло 550 24
IMI 829 1050 0,5 Тоже 625 2
IMI 834 1015 2 » 700 2
(а+Р)-сплавы
Ti-6A1-4V: (а+Р)-закалка + старение 940 1/6 Вода 510-540 4
Р-закалка + старение 1035 0,5 Тоже 510-675 2-4
(а+Р)-закалка + перестаривание 940 1/6 » 675 4
Р-закалка + перестаривание 1035 0,5 » 675-730 2-4
Ti-662: типовой режим 885+15 1 » 540-620 4-8
листы, толщина менее 3,22 мм 830-870 5-15 мин » 565-620 4
прутки, поковки, профили 845-900 1 » 510-595 4-12
Ti-7A1—4Мо 925-955 1 » 565 4-8
62 S 7^-60 1 » 540 8
SP-700 800-850 0,5-2 Вода или воздух 450-600 1-6
IMI 550 900 1 Воздух 500 24
1М1 551 900 1 на 25 мм То же 500 24
Глава 2. Термическая обработка титановых сплавов
Продолжение табл. 2.7
Сплав Закалка Старение
t. °C т, ч охлаждение Л °C т,ч
Ti-6-22-22S: листы Т -28 0,5 Воздух 540 8
плиты, поковки (V28) - 1 То же 540 8
^пп-28)
плиты, деформация в Р-области Т -28 гп 1 » 540 8
Ti-5Al-2,5Fe 800-920 — Вода 400-700 2
Ti-6246, старение 815-925 1 Вода или масло 580-605 4-8
перестаривание 815-925 1 Вода или масло > 650 -
Псевдо-Р-титановые сплавы
Beta-CEZ 750-860 1-4 Вода 525-650 0,5-8
Beta-Ill, пруток, проволока 690-730 5 мин Воздух, вода 480 8
полуфабрикаты больших сечений 815-870 > 5 мин Воздух, вода 480 8
перестаривание — — — 595 8
Ti-10-2-3, старение 730-775 I Вода 480-540 8
перестаривание 730-775 1 То же 580-620 8
Ti-15-З-З-З 790-815 5-30 мин Воздух 480-565 8-48
Beta-21 S 815-870 > 4 мин — 535-595 8
Ti-17, двойная закалка + старение (815-860)+ 2-4 Струя воздуха — -
после (а+Р)-деформации 800 4 Вода или струя воздуха 620-650 8
одинарная закалка (после Р-деформации) 800 4 Воздух 620-650 8
Ti-8823, старение 785-800 - Воздух, масло 480-510 8
перестаривание 785-800 - Воздух, масло 650 -
Ti-15Mo-5Zr 730 I Вода, воздух 450-500 2-20
Ti-15Mo-5Zr-3Al 800-850 Вода 425-500 —
735 0,5-1 Тоже 425-500 —
735 Двойное старение 425 + (475-500)
2.1. Деформируемые и литейные сплавы
Продолжение табл. 2.7
Сплав Закачка Старение
г. °C т. ч охлаждение г. °C т,ч
Transage 129, листы 760 1/3 Струя воздуха 455-565 24
полуфабрикаты больших сечений 815 1 Вода 455-565 24
Transage 134, на максимальную прочность 815 0,25-1 Воздух или масло 440-525 24-4
на максимальную вязкость разрушения 815 0,25-1 Воздух или масло 550-595+ 2
(двойное старение) Transage 179 815 0,25-1 Струя воздуха, 455-485 425-565 24 24-2
Beta С, проволока, листы 815 — вода Воздух 455-565 4-8
полуфабрикаты толстых сечений 925 — Тоже 455-565 4-8
Ti-13-П-З 775-800 0,25-1 Воздух или вода 425-510 20-100
Ti-8V-5Fe-lAl 730-790 1 Вода 480-540 2
Ti-16V-2,5Al 750-765 0,5 Воздух 525-530 4-6
2.2. Сплавы на основе алюминидов титана
Для устранения литейных дефектов и улучшения механических свойств лито-
го металла фасонные отливки подвергают высокотемпературной газостатичес-
кой обработке при температурах 950-1000 °C под давлением 75-100 МПа.
Отливки из однофазных а-сплавов не требуют термической обработки и
используются в литом состоянии. Остальные литейные сплавы псевдо-а- и
(а+Р)-классов подвергают отжигу для стабилизации структуры и механических
свойств и снятия остаточных напряжений. Отжиг литейных сплавов проводят по
тем же режимам, которые рекомендованы для деформируемых титановых спла-
вов и указаны в табл. 2.2-2.7.
Отливки из титановых (а+Р)-сплавов не подвергают упрочняющей термичес-
кой обработке, поскольку при пластинчатой структуре, характерной для литого
состояния, пластичность термически упрочненных сплавов очень низка. По этой
же причине считают, что упрочняющая термическая обработка деформируемых
(а+Р)- и Р-сплавов возможна, если исходная структура равноосная, мелкозернис-
тая, а не пластинчатая.
В отличие от (а+Р)-сплавов литейные псевдо-Р-сплавы (ВТ35Л, Ti— 15-3, Beta С)
применяют в термически упрочненном состоянии. Своеобразие этих сплавов со-
стоит в том, что непосредственно после литья их структура представлена метаста-
бильным P-твердым раствором, так что закалка не требуется; фасонные отливки
подвергают только старению. Так, в частности, для обеспечения о>1100 МПа
фасонные отливки из сплава ВТ35Л следует состарить при 500-560 °C в тече-
ние 4 ч [32].
2.2. Сплавы на основе алюминидов титана
Сплавы на основе алюминидов титана подвергают отжигу различных видов,
закалке и старению. Механические свойства сплавов этого класса особенно сильно
зависят не только от фазового состава, но и от количества, формы и размеров
структурных составляющих. Поэтому к выбору режимов термической обработки
сплавов на основе алюминидов титана надо относиться очень ответственно.
Сплавы на основе алюминидов титана термически обрабатывают при темпе-
ратурах более высоких, чем рабочие температуры. Сплав а2 (Ti—24AI—1 INb) обла-
дает наилучшим сочетанием прочности, пластичности и вязкости разрушения
после закалки с температур 1040-1080 °C (выдержка 2—4 ч) в воде [26, с. 302,
312,448]. После этой обработки структура сплава представлена в основном рав-
ноосной тонкозернистой а2-фазой. Старение при 850 °C, 24 ч, охлаждение с пе-
чью, приводит к снижению временного сопротивления разрыву, предела текучес-
ти и удлинения из-за распада нестабильной В2-фазы, присутствующей в неболь-
ших количествах в закаленном сплаве. Поэтому применение сплава а2 в закален-
ном состоянии для работы при высоких температурах исключено [26, с. 448].
Огжиг сплава супер а2(Ti-25 Al-10Nb-3 V-1 Мо) при температуре 1000 °C, охлаж-
дение с печью, обеспечивает высокие механические свойства как при комнатной,
165
Глава 2. Термическая обработка титановых сплавов
так и высоких температурах. Термическая обработка по этому режиму приводит к
формированию двухфазной (а.+Р)-структуры со стабильной Р-фазой при рабочих
температурах [26, с. 448]. Сплав супер а, обладает наилучшим комплексом меха-
нических свойств при бимодальной структуре, представленной равноосными зер-
нами первичной а2-фазы, пластинчатой а2- и О-фазами [169]. Такую структуру
получают обработкой давлением в Р-, а затем в (аэ+р)-области и термической об-
работкой по режиму: отжиг при 1060 °C, 1 ч, охлаждение на воздухе (иногда с до-
полнительным старением при 850 °C, 2 ч, охлаждение на воздухе) [26, с. 332 и 340].
В работе [26, с. 298] полученные методом порошковой металлургии заготов-
ки из сплава Ti—22AI—27Nb на основе алюминида Ti,NbAI после ВГО (1100 °C,
200 МПа, 3 ч) были обработаны по следующим режимам:
а) прокатка при 1150 °C (P-область), охлаждение на воздухе + ОТР при 1150 °C,
1 ч (P-область), охлаждение в воде + старение при 800-900 °C, охлаждение в воде;
б) прокатка при 1150 °C, охлаждение на воздухе + ОТР при 1150 °C, 1 ч,
охлаждение с печью со скоростью 0,03-1 К/с;
в) прокатка при 1000 °C (а+Р), охлаждение на воздухе + старение при 800-
900 °C, охлаждение в воде.
В результате обработки сплава по этим режимам было получено большое раз-
нообразие структур (от грубой пластинчатой до бимодальной). Структура спла-
ва становилась более тонкой с увеличением скорости охлаждения и понижением
температуры старения, но во всех случаях она была представлена пластинчатой
О-фазой, равноосной аэ-фазой и Р-матрицей.
Для порошковых заготовок из этого сплава были опробованы и другие режи-
мы термической обработки (1000 °C, 10 ч [26, с. 404]; 1020-1050 °C, 100 ч, охлаж-
дение со скоростью 0.03 К/с + 850 °C, 33 ч [28, с. 2153] ).
В работе [28, с. 2137] приведено обоснование режимов термической обработ-
ки поковок из сплавов на основе алюминида Ti2NbAI (рис. 2.5). Микроструктура
Рис. 2.5. Режимы термической обработки сплавов на основе алюминида Ti2NbAl [28, с. 2137]:
1 - обработка давлением; 2 — ОТР (обработка на твердый раствор); 3 - первое старение; 4 - второе
старение(стабилизация)
166
2.2. Сплавы на основе алюминидов титана
сплавов после термической обработки по схеме, приведенной на рис. 2.5, пред-
ставлена равноосными частицами а,-фазы размером 0,2-1 мкм и первичными
пластинами О-фазы (О,) шириной 0,1-0,6 мкм, окруженными превращенной
В2- матрицей (В2 ). Фаза В2 упрочнена очень тонкими вторичными пластинами
О- фазы (Оп), шириной 10-50 нм. Температура обработки на твердый раствор Т}
определяет количество а,-фазы; с понижением Т количество а,-фазы возраста-
ет. Скорость охлаждения от температуры Т} до Г, контролирует размер фазы О,.
При температуре первого старения Г, (800-950 °C) выделяется первичная
О-фаза (О]) в форме пластин. Скорость охлаждения с температуры Г, до темпе-
ратуры второго старения (~ 650 °C) определяет размеры пластин вторичной
О-фазы (Он). При втором старении (стабилизации) в В2-матрице выделяются
ультратонкие пластины вторичной О-фазы (Оп).
Фасонные отливки сплавов на основе алюминида TiAl подвергают высокотем-
пературной газостатической обработке (ВГО) при температурах 1150-1260 °C,
Р= 140-190 МПа в течение 3-4 ч. Подобная же обработка применяется при полу-
чении компактных заготовок методами порошковой металлургии.
Термическую обработку сплавов на основе алюминида TiAl проводят с целью
измельчения зерна, повышения однородности первичных структур деформиро-
ванного металла, контроля его текстуры, облегчения последующих технологи-
ческих процессов [26, с. 259]. Термическая обработка обычно начинается с от-
жига. Деформированные полуфабрикаты отжигают при температурах, которые
соответствуют середине двухфазной области (а±у) (1250-1300 °C) [26, с. 259].
При этом происходит рекристаллизация у-фазы и сфероидизация a-фазы (и Р-фазы,
если она есть). Сплавы с рекристаллизованной структурой сравнительно легко
поддаются дальнейшей обработке давлением.
Термическую обработку сплавов проводят также для получения заданной
структуры, которая определяет требуемый уровень механических свойств. В
сплавах на основе у-алюминида титана обычно формируются следующие типы
микроструктур: полностью пластинчатые, почти полностью пластинчатые (near
lamellar), почти у-структуры (near gamma), дуплексные (бимодальные) [28, с. 2123].
При отжиге в температурном интервале от Та (10-20 °C) до Та (30-50 °C)
формируются структуры, в которых размер зерен и объемные доли а- и у-фаз
соизмеримы [170]. При охлаждении с этих температур a-фаза испытывает
а->(а+у)-превращение, в результате которого a-зерна приобретают пластинча-
тое внутризеренное строение. В итоге формируется мелкозернистая дуплексная
структура с размером зерен 10-50 мкм. В результате отжига при температурах
Г ±(10-20 °C) образуются практически полностью пластинчатые структуры. Ко-
роткие выдержки при этих температурах приводят к мелкозернистым пластинча-
тым структурам.
Приведем несколько конкретных режимов термической обработки сплавов на
основе алюминида TiAl. В работе [26, с. 113] термическая обработка сплава К-5,
состоящая из нагрева при 1270 °C, 2 ч, охлаждение с печью до 700 °C, привела к
167
Глава 2. Термическая обработка титановых сплавов
формированию дуплексной структуры, а отжиг при 1340 °C и охлаждении с пе-
чью до 700 °C [26, с.113 и 286] обеспечил получение пластинчатой структуры.
Отжиг порошковых заготовок из сплава Ti—48AI-2Mn-2Nb (после ВГО при 1250 °C,
150 МПа, 4 ч) при температурах 1390 °C, 1 ч, 1360 °C, 2 ч и 1335 °C в течение 4 ч
привел к полностью пластинчатой, почти полностью пластинчатой и дуплекс-
ной структуре соответственно [26, с. 574].
Основное назначение отжига фасонных отливок из сплавов на основе интер-
металлида TiAl - измельчение зерна. Рис. 2.6 иллюстрирует режимы термической
обработки фасонных отливок из сплава Ti—46AI-4,5 (Cr, Mo, Si, В) [28, с. 2123].
Структура исходного литья была представлена колониями пластинчатой структу-
Рис. 2.6. Режимы термической обработки фасонных отливок из сплава Ti—46А1—4,5 (Cr, Mo, Si, В) [28,
с. 2123]:
OQ - охлаждение в масле; АС — охлаждение на воздухе
ры с размерами около 120 мкм и расстоянием между пластинами 150-250 нм.
Термическая обработка состояла из нагрева при температуре выше Та (1350 °C,
2 ч) с закалкой в масле (OQ). Структура закаленных отливок была представлена
зернами a-фазы и небольшим количеством упорядоченных а2-доменов. Последу-
ющий отжиг при температуре 900 °C [(а,+у)-область] привел к тонкозернистой
структуре, состоящей из равноосных у-зерен размером примерно 15 мкм. Однако
распределение зерен по размерам было довольно неоднородным. Заключитель-
ный отжиг при 1350 °C в течение 15 мин с охлаждением на воздухе устранил эту
неоднородность. В итоге сформировалась тонкая пластинчатая у-структура, пред-
ставленная колониями размером 30-50 мкм между пластинами около 40 нм.
В заключение заметим, что в доступных нам источниках не удалось найти
режимов термической обработки сплавов на основе алюминидов, регламентиро-
ванных техническими условиями (спецификациями).
168
Глава 3
КРАТКОВРЕМЕННЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА
КОНСТРУКЦИОННЫХ ТИТАНОВЫХ СПЛАВОВ
В данной главе приведены в основном механические свойства титановых
сплавов при испытаниях на растяжение гладких образцов. Испытание на рас-
тяжение является основным и наиболее распространенным методом исследо-
вания и контроля механических свойств металла. В отечественной практике
предел текучести при этих испытаниях определяют далеко не всегда, в то вре-
мя как в зарубежных работах эта характеристика является неотъемлемым свой-
ством материала.
Важно отметить, что прочностные свойства, по крайней мере, (а+Р)-титано-
вых сплавов при испытаниях на растяжение меньше аналогичных свойств при
сжатии (табл. 3.1).
В этом отношении свойства титановых сплавов аналогичны свойствам низ-
колегированных сталей, но существенно отличаются от свойств алюминиевых
сплавов и нержавеющих сталей, у которых предел текучести на сжатие меньше,
чем при растяжении.
Таблица 3.1
Механические свойства сплавов на разной основе [33, с. 4831
Свойства* Сплавы
алюминиевые титановые низколегиро- ванная сталь
2024-ТЗ 7075-Т6 Ti-6A1-4V 41300
ив, МПа 440,0 537,0 924,0 1380,0
о МПа 325,0 482.0 868,0 1213,0
итс, МПа 270,0 475,0 917,0 1248,0
р, г/см3 2,8 2,8 4,43 7,8
и/г, м-103 16,1 19,6 21,3 17,9
и /г, м-103 11,8 17,6 20,0 15,8
и /г, м-103 тс ’ 9,8 17,3 21,1 16,2
* о и отс — пределы текучести на растяжение и сжатие соответственно;
р - плотность материала.
169
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Для изготовления силовых конструкций предпочтительнее материалы, у ко-
торых атс>атр. Следовательно, титановые сплавы являются идеальным конструк-
ционным материалом. Для сплава Ti—6AI—4V указанное преимущество сохраня-
ется в отожженном, закаленном и состаренном состояниях. По-видимому,
указанная закономерность справедлива для всех термически упрочняемых тита-
новых сплавов, по крайней мере (а+Р)-класса.
В отечественных исследованиях большое внимание уделяется ударной вязко-
сти, и эта характеристика входит в технические условия на титановые сплавы. В
зарубежных стандартах требования по ударной вязкости не приводятся.
В приведенных в этой главе сведениях указаны гарантированные механичес-
кие свойства, типичные их значения, а также частные результаты испытаний
отдельных наиболее важных работ. Статистически обоснованных значений ме-
ханических свойств опубликовано сравнительно немного.
В американских справочных изданиях указаны три уровня статистической
значимости механических свойств - А-, В- и S-basic.
A-basic - значения, выше которых находится, по крайней мере, 99 % данных
при уровне значимости 0,95 (с доверительной вероятностью 95 %).
B-basic - значения, выше которых находится, по крайней мере, 90 % данных
(с доверительной вероятностью 95 %).
S-basic - минимальные значения свойств, приведенные в спецификациях (стан-
дартах) Military Specifications или SAE Aerospace Material Specification.
В таблицах приведены механические свойства сплавов после различной тер-
мической обработки. Рекомендованные режимы термической обработки тита-
новых сплавов приведены в главе 2. При конкретизации этих режимов были
приняты следующие обозначения (для зарубежных сплавов). В тех случаях, когда
из-за неопределенности терминологии нельзя было однозначно применять тер-
мины «закалка» или «отжиг», верхняя ступень термической обработки обозна-
чена как ОТР (обработка на твердый раствор) с указанием последующей скорос-
ти охлаждения: АС - на воздухе, FAC - форсированное воздухом, FAN - феном,
ОМ - замедленное, OQ - в масле, WQ - в воде (оценивалось как закалка), FC - с
печыо. Старение всегда завершается охлаждением на воздухе, поэтому обозна-
чение АС не указывается.
Разумеется, что в справочнике приведены не все опубликованные результаты
по механическим свойствам титановых сплавов. Предпочтение было отдано ма-
териалам, опубликованным в материалах конференций по титану [19-31] и в
уникальном по объему собранного материала справочном издании «Materials
Properties Handbook. Titanium Alloys» [33].
Для отечественных сплавов приведены данные, преимущественно опубликован-
ные в журналах «Технология легких сплавов». «Титан», материалах отечественных
конференций, а также в сборниках статей, издаваемых в ВИАМе и ВИЛСе [36-
44]. Механические свойства, гарантированные техническими условиями, приведе-
ны по рекомендациям ВИАМа, обобщенным В.Н. Моисеевым в энциклопедии [32].
170
3.1. Механические свойства деформируемых титановых сплавов
Механические свойства титановых сплавов сильно зависят от типа и пара-
метров микроструктуры, что нашло отражение в приводимых таблицах. Деталь-
ное обсуждение влияния структурных параметров на механические свойства ти-
тановых сплавов будет предложено в последней главе книги.
3.1. Механические свойства деформируемых
титановых сплавов
Механические свойства титана и деформируемых титановых сплавов при ком-
натной температуре приведены в табл. 3.2-3.11. Данные сгруппированы пре-
имущественно по видам деформированных полуфабрикатов (прутки, листы, пли-
ты и т.п.). Исключение сделано для тех случаев, когда сопоставляются свойства
различных полуфабрикатов, полученных в одной работе из одного слитка по
одинаковой методике исследования. Экспериментальные данные приводятся в
основном в хронологическом порядке опубликования источников, из которых
они заимствованы.
Таблица 3.2
Механические свойства прутков из сплавов ВТЗ-1 и ВТ8, полученных по
обычной технологии и в изотермических условиях [44, с. 222[
Сплав Полуфабрикат Термическая обработка °.’ МПа 6, % V, % KCU, Дж/см2
ВТ8 Катаный пруток, 0 25 мм Отжиг 920 °С+590 °C 1103 18 42,5 41
Изотермическое прессование, пруток 0 12мм То же 1149 16,5 53 40
ВТЗ-1 Катаный пруток, 0 35 мм Отжиг 870 °C -> 650 °C 1093 18,5 49,5 42
Изотермическое прессование, пруток 0 17мм Тоже 1147 17,0 50,0 42
Таблица 3.3
Типичные механические свойства лопаток из сплава ВТ6 [85, с. 7|
Вид деформации Ов МПа 6, % V, % KCU, Дж/см2
Обычная объемная штамповка 980 15 48 60
Изотермическая штамповка 1000 15,6 42 42
Высокоскоростная штамповка 1050 15 50 45
171
Таблица 3.4
Механические свойства титана
Марка титана Полуфабрикат Термическая обработка о. МПа В о02, МПа 8, % V, % кси, Дж/см2 Литера- тура
Титан высокой чистоты Типичные свойства - 235 140 50 - - [33, 12]
ВТ 1-00 Пруток Отжиг 295-440 — >25 >55 >120 [15]
Пруток (технологическая проба) Состояние поставки 380±16 — 35,8±4,0 73,8±2,7 175±11 [173]
Пруток, /i=10-100 мм, Д Отжиг 294-441 — >25 >55 >120 [32]
Тоже, Л=100-250 мм, П Отжиг 265-441 — >21 >36 S60 Там же
» Л=140-250 мм, Т То же 265-441 — >22 >45 >90»
Лист, /?=0,3—0,4 мм Состояние поставки 294-441 — >25 — »
Лист, /7=0,5—1,8 мм Тоже 294-441 — >30 — — »
Лист, А=2,0-6,0 мм » 294-441 — >25 — — »
Лист, /7=6,5—1,0 мм » 294-441 — >20 — — »
Плита, /1=12-60 мм Состояние поставки 294-441 — >14 >30 — »
Плита, /1=11-60 мм — 295-490 — >14 >28 — [15]
То же, /7=60—150 мм — 295-490 — >11 >25 — Там же
Поковки, штамповки, <100 мм, Д Отжиг 294-441 — >25 >55 >120 [32]
Тоже, 101-150 мм, П То же 265-441 — >21 >36 >60 Там же
» 151-251 мм, П » 265-441 — >19 >34 >60 »
Лента, й=О,ЗО-О,5О мм Состояние поставки 294-441 - >45 — — [32]
Лента, /7=0,55-1,50 мм То же 294-441 — >35 — — Там же
Полоса, /?=0,6—1,5 мм » >490 - >45 — — »
Фольга, Л=0,05-0,08 мм — >300-350 — — — - [15]
Трубы бесшовные, /=1,0-4,0 мм Отжиг 294-441 — >20,0 — [32]
Трубы сварные, /=1,5-2,0 мм Отжиг 294-441 - >20,0 - — [15, 32]
Трубы бесшовные, /=0,5-2,0 мм То же 294-441 1 >25,0 - - [32]
титановых сплавов
Продолжение табл. 3.4
Марка титана Полуфабрикат Термическая обработка а , МПа • а„2. МПа 6. % V, % кси. Дж/см2 Литера- тура
Трубы прессованные, /=5,0-20,0 мм Горячепрессованные 226-441 - >18,0 - - [32]
Проволока, 01,0-7,0 мм Отжиг <471 - >15,0 - - Там же
Проволока, е=40 % Тоже 660 610 9 — - [174]
То же, 6=60 % » 780 750 7 — - Там же
» 6=80 % » 850 830 6 — — »
Проволока, 05,5 мм Предварительная деформация 40 % 650-640 560-570 5=1,2 60—63 — [175]
ВТ 1-0 Пруток Отжиг 390-540 — >20 >50 >100 [15]
Пруток, А=10-100мм, Д То же 392-540 — >20 >50 >100 [32]
Тоже, Л=101-150 мм, П » 392-540 — 2:17 >32,5 >50 Там же
» Л=150-250 мм, П » 353-540 — >15 >30 >50 »
» Л=140-250 мм, Т » 373-540 — >17 >40 >70 »
Пруток, 0100 мм Горячекатаный 470 375 27,2 56,6 140 [176]
То же, 080 мм Тоже 450 365 28,0 56,3 200 Там же
» 0100 мм Отжиг 455 355 23,7 57,3 175 »
Пруток, 080 мм Отжиг 450 380 29,0 55,3 185 »
Пруток (технологическая проба слитка) Состояние поставки 476±36 — 26,3±3,1 62,5+3,5 156±18,8 [173]
То же То же 462±32,6 — 26,9±3,4 64,7±4,6 160±18,5 Там же
Листы, А=0,3-0,5 мм Отжиг >400 — >20-30 — — [15]
Листы, А=0,3-0,4 мм Состояние поставки 392-540 — >25 — — [32]
Тоже, А=0,5-1,8 мм То же 392-540 — >30 — — Там же
» А=2,0-6,0 мм » 392-540 — >25 — »
» Л=6,5-10,0мм » 392-540 — >20 — — »
Листы, /7=16 мм Горячая прокатка 467 - 31,2 - [40, с. 259]
То же, /?=20 мм То же 461 — 30,0 — — Там же
» /?=25 мм » 480 - 30,0 - - »
3. /. Механические свойство деформируемых титановых сплавов
Продолжение табл. 3.4
Марка титана Полуфабрикат Термическая обработка а. МПа » <т02, МПа 5, % V. % KCU, Дж/см2 Литера- тура
Приме1 Лист, h=2 мм Плиты, /?=11—60 мм Тоже, А=60-150 мм » /7=12-60 мм Лента, /г=0,30-0,50 мм То же, А=0,55-1,50 мм Полоса, Л=0,6-1,0 мм То же, /7=1,2—1,5 мм Фольга, А=0,05-0,08 мм Фольга, мелкое зерно, /т=0,08 мм Фольга, крупное зерно, й=0,08 мм Фольга, 0,025-0,03x90 мм Поковки, штамповки h< 100 мм, Д Тоже, /7=101-150 мм, П » /7=151-250 мм, П Трубы бесшовные, z=l,0-4,0 мм Трубы сварные, /=1,5-2,0 мм Трубы бесшовные, 1 = 0,5-2,0 мм Трубы прессованные, t =5,0-20,0 мм Трубы из литой заготовки Трубы из прессованной заготовки Трубы (стандартная технология) 7ание. /г - толщина, 7-толщина стенк Отжиг » » » » » » Отжиг То же Вакуумный отжиг Отжиг То же » » » » Горячепрессованные Состояние поставки То же и: направление вырезки об 338 370-570 370-570 392-540 343-490 343-490 >490 >490 >400 540-600 640-700 510 392-540 353-540 353-540 392-540 392-540 392-540 324-540 409 418 448 разцов: Д-п] 260 336 337 юдольное. 51,0 >13 >10 >13 >45 >35 >45 >40 18-26 8-10 31,2 >20 >17 >15 >15,0 >15,0 >20,0 >13,0 43,9 40,3 17,5 Л - попереч >27 >24 >27 >50 >32,5 >30 80,2 79,1 ное, Т - вы >100 >50 >50 179 140 сотное. [44. с. 324] [15] [15] [32] Там же » » » [15] [177] Там же [42, с. 321] [32] Там же » [32] Там же » » [39, с. 173] Там же »
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Таблица 3.5
Механические свойства титана и малолегированных сплавов, приравненных к титану
Марка титана Полуфабрикат* Термическая обработка а. МПа <т02, МПа 8, % V, % Литература
Титан высокой чистоты T ипичные свойства Типичные свойства 235 140 50 - [33, с. 146]
IMI по Лист Г арантированные свойства 270-350 130 30 — Там же
Grade 1, СР 4 Лист, лента, плита Basis S > 240 > 170 > 24/24 > 30 [33, с. 224]
Grade 2, СР 3 То же То же > 345 > 275 > 20/20 > 30 Там же
Grade 3, СР 2 » » >445 > 380 > 18/18 > 30 »
Grade 4, СР 1 » » > 550 > 480 > 15/15 >25 »
Grade 7 (0,2Pd) » » > 345 > 275 >20 — »
Grade 11 (0,2Pd) » » > 240 > 170 >24 — »
Grade 12 Полуфабрикаты толщиной до 76 мм — >483 > 345 > 18 >25 В 348**
Grade 13 Тоже — > 275 > 170 >24 > 30 Там же
Grade 14 » — > 410 > 275 >20 >30 »
Grade 15 » — >483 > 380 > 18 >25 »
Grade 16 » — > 345 > 275 >20 > 30 »
Grade 17 » — > 240 > 270 >24 > 30 »
Grade 30 » — > 450 > 380 > 18 >30 »
Grade 31 » — >450 > 380 > 18 >30 »
Grade 1 Прессованные прутки Basis S > 275 > 205 > 18-25 С увеличением [33, с. 224]
Grade 2 и деформированные То же > 345 > 275 > 15-20 ТОЛЩИНЫ Там же
Grade 3 заготовки » > 445 > 380 > 12-18 удлинение »
Grade 4 толщиной < 75 мм » > 550 > 480 > 10-15 снижается »
Grade 12 Все формы полуфаб- рикатов » >480 > 345 > 18 [33, с. 225]
Grade 2 - Типичные данные 460 350 - [33, с. 227]
Продолжение табл. 3.5
Марка титана Полуфабрикат* Термическая обработка а, МПа <т02. МПа 8, % V, % Литература
Grade 3 — То же 550 450 — — [33, с. 228]
Grade 4 — » 630 550 — — Там же
Ti-0,3Mo-0,8Ni — » 510 415 33 — »
Титан высокой Листы, /=0,7 мм, TL Отжиг, 700 °C, 2 ч 291 289 40 — [26, с. 1132]
ЧИСТОТЫ То же, LT То же 309 267 53 — Там же
Grade 1 Листы, <=1,1 мм, L — 319-354 189 27-46 — [27, с. 1090]
То же, Т — 315-359 251 17-35 — Там же
Grade 2 Листы, <=2 мм, L Состояние поставки 365 223 61 — [28, с. 2959]
То же, Т То же 349 288 79 — Там же
Листы, /=10 мм , L » 489 319 60 — »
То же, Т » 507 406 47 — »
Плита, /=13 мм Отжиг, 630 °C, 5 ч 500 400 30 55 [28, с. 3197]
Ti-0,2Pd Листы, f=l,5 мм Отжиг, 675 °C 525 420 24 — [27, с. 665]
То же 675 °C + 750 °C (WQ) 470 320 25 — Там же
» 675 °C + 800 °C (WQ) 480 330 26 — »
* Направления вырезки образцов: L - продольное; Т - поперечное.
** Требования спецификации ASTM В 348-97.
Таблица 3.6
Механические свойства отечественных а- и псевдо-а-сплавов
Сплав Полуфабрикат* Термическая обработка а. МПа в 8, % V, % кси, Дж/см2 Литература
ПТ-7М Лист Отжиг 500-650 >20 — — [32]
Лист, /=1,0-2,0 мм Тоже 490-640 >20 — — Там же
Пруток — 500 22 40 80 »
Трубы холоднодеформирован- ные, £/=5-273 мм, /=1-10 мм Тоже 479-680 >15 — — »
Трубы, £/=16x1,5 мм Деформированное состояние 900 15 — - [178]
То же Отжиг, 700-800 °C 500 20-25 — — Там же
Трубы холоднодеформированные Отжиг 470-675 20 - - [7]
Трубы горячекатаные То же 470-685 18 — 80 Там же
Трубы особо тонкостенные » 470-675 21 — — »
Проволока, е=40 % — 840 7 — - [173]
То же е=60 % — 900 5 — — Там же
» е=80 % — 950 4 — — »
ВТ5-1 Пруток, d= 10-60 мм, Д Отжиг 785-981 >10 >25 >40 [32]
Тоже £/=140-250 мм, П То же 745-981 >6 >16 >45 Там же
» d=140-250 мм, Т » 765-981 >8 >20 >45 »
» £/=5-100 мм, Д » 785-981 >10 >25 >40 »
» £/=101-150 мм, П » 745-981 >6 >16 >45 »
Пруток Отжиг 785-980 >10 >25 >45 [13, 15]
Пруток, 12 мм Отжиг 885+41,7 12,97+1,03 40,14+1,96 75,6+10.4 [173]
Пруток, 18 мм Отжиг, 700 °C, 1 ч 944 21 40 60 [179]
Пруток Отжиг, 800 °C, 1 ч 915 22 42 61 Там же
Пруток Отжиг, 900 °C, 1 ч 907 26 45 67 »
Пруток, 18 мм 1000+800 °C, 1ч, воздух 891 12 25 - [180]
Пруток, 18 мм 1100 °C, 1ч, вода+970 °C, 1ч с печью до 650 °C, воздух 902 12 33 - Там же
3. /. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.6
оо
Сплав Полуфабрикат* Термическая обработка а, МПа » 8. % V, % KCU, Дж/см2 Литература
Пруток, 14 х 14 мм Отжиг, 800 °C 777 13,8 41,1 — [38, с. 18]
Лист, П Теплая прокатка 1055 7,9 16,7 - [40, с. 212]
Лист, Д То же 1037 5,3 6,1 — Там же
Лист, /=0,8—1,2 мм Отжиг 735-932 > 15 — — [32]
Тоже /=1,5—1,8 мм Тоже 735-932 > 12 — — Там же
» 1=2,0-6,0 мм » 735-932 > 10 — — »
» <=6,5-10,0 мм » 735-932 > 8 — — »
Лист, 1=2 мм, Д Отжиг, 800 °C 844 16,8 — — [38, с. 18]
Лист, /=3 мм, П Отжиг, 750 °C, 20 мин 867 12,6 35 — [42, с. 205]
То же /=3 мм, Д Тоже 872 20 28 — Там же
» 1=3 мм, П Вакуумный отжиг, 750 °C, 1 ч 813 18,5 34 — »
» 1=3 мм, Д Вакуумный отжиг, 750°С, 1 ч 823 22,3 30 — »
Лист, /=0,3-10,5 мм Отжиг >735 8-15 — — [13, 15]
Лист Тоже 735-930 > 10 - — [3,7]
Плита, /=11-35 мм » 735-930 >6 > 12 — [13, 15]
Плита, /=12-20 мм Состояние поставки 735-932 >6 — — [32]
То же /=21-60 мм Тоже 735-932 >5 — — Там же
Штамповки, поковки, прутки Отжиг 785-935 10-15 25-40 40-80 [3,7]
Штамповки, поковки, < 100 мм Тоже 785-980 :> ю >25 >40 [15, 32]
Штамповки, поковки, > 100 мм » 745-980 >6 > 16 >45 Там же
Цельнокатаные кольца — 800 8 20 40 [85, с. 57]
Полусферы Отжиг 877 12,8 40,6 — [181]
ОТ4-0 Пруток, 10-60 мм, Д Отжиг 490-637 >20 >45 >70 [32]
То же 140-250 мм, П Тоже 441-637 > 17 >30 >50 Там же
» 140-250 мм, Т Отжиг 441-637 > 17 > 35 >60 »
» 65-100 мм, Д Тоже 490-637 >20 > 45 > 70 »
» 101-150 мм. П » 441-637 > 17 >30 >50 »
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а, МПа В 8, % V, % KCU, Дж/см2 Литература
Пруток 65-100 мм, Д Отжиг >441 > 15 >35 > 50 Там же
То же 101-150 мм, П То же > 441 > 10 >25 >40 »
Пруток Отжиг 490-635 >20 >40 > 70 [13, 15]
Пруток То же 570±35 22,9±2,05 56,73±2,54 130,1±22,7 [173]
Лист, 0,3-0,4 мм Состояние поставки 490-637 >25 — — [32]
Тоже 0,5-1,8 мм То же 490-637 > 30 — — Там же
» 2,0-6,0 мм » 490-637 >25 — — »
» 6,5-10,0 мм » 490-637 >20 — — »
Лист, 0,3-10,5 мм Отжиг > 470 20-30 — — [15]
Лист То же 490-635 30 — — [7]
Лист, 2 мм » 539 36 — — [44, с. 350]
То же 2 мм Отжиг, 670 °C, 20 мин 529 43 — — Там же
Плита, 11-20 мм Отжиг 490-635 > 12 > 18 — [15]
Плита, 20-60 мм Тоже 490-635 > 11 > 18 — Там же
Плита, 60-150 мм » 490-635 > 10 > 18 — »
Штамповки, поковки, < 100 мм » 490-637 >20 >45 > 70 [3, 13, 32]
Штамповки, поковки, > 100 мм » 435-635 > 17 >30 > 50 [13, 32]
Трубы горячепрессованные » 430—650 > 12 - - [13, 15, 32]
Трубы бесшовные, 1=1-4 мм » 490-637 > 15 — — [32]
Трубы сварные, f= 1,5-2 мм » 490-637 > 15 - - Там же
Трубы бесшовные, f=0,5-2,0 мм » 490-637 > 18 — - »
Цельнокатаные кольца » 500 17 35 70 [85, с. 57]
ОТ4-1, Пруток, 10-60 мм, Д Отжиг 588-735 > 15 > 35 >45 [32]
ОТ4-1В Тоже 140-150 мм, П Отжиг 539-735 > 12 >23 >40 [32]
» 151-250 мм, П Тоже 539-735 > 10 >23 >40 Там же
» 140-250 мм, Т » 559-735 > 12 >28 >45 »
» 65-100 мм, Д » 588-735 > 15 >35 >45 »
ОО
О
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а, МПа 8, % V, % кси, Литература
Пруток, 100-150 мм, П Отжиг 539-735 >12 >23 >40 [32]
Тоже 65-100 мм, Д Тоже >539 >12 >30 >45 Там же
» 101-150 мм, П » >539 >8 >17 >40 »
Листы, 0,3-0,4 мм Состояние поставки 588-735 >25 — — »
Тоже 0,5-1,8 мм То же 588-735 >30 — — »
» 2,0-6,0 мм » 588-735 >25 — — »
» 6,5-10,0 мм » 588-735 >20 — — »
Плиты, 12-20 мм » 588-735 >10 >21 — »
Тоже 21-60 мм » 588-735 >9 >21 — »
Поковки, штамповки, Отжиг 588-735 >15 >35 >45 »
до 100 мм, Д
Тоже 101-150 мм, П Тоже 539-735 >12 >23 >40 »
» 151-250 мм, П » 539-735 >10 >23 >40 »
Трубы бесшовные, /=1-4,0 мм Отжиг 588-735 >12 — — »
Трубы прессован., /=5-20 мм Горячепрессованные 520-735 >10 - »
Проволока. <7=1,0-1,4 мм Отжиг <785 >7,5 — — »
То же <7=1,5-3,0 мм Тоже <785 >9,0 — — »
» <7=3,5-7,0 мм » <785 >12,0 — — »
ОТ4-1 Пруток Отжиг 590-735 >15 >35 >40 [15]
Пруток, 10 мм Тоже 655 20 50 70 [182]
Лист, П Теплая прокатка 763 12,1 35,2 — [40, с. 212]
Лист, Д Тоже 721 14,7 26,8 — Там же
Лист, 0,3-10,5 мм Отжиг >588 13-25 — — [15]
Лист, 1-2 мм То же 590-735 18-25 — — [3]
Лист Отжиг 590-735 15-25 35-70 50-100 [7]
Лист, П Отжиг, 750 °C 630 40 — - [183]
Лист, Д То же 650 33 - - Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а, МПа > 8, % V, % А'СЦ Дж/см: Литература
Плита, 11-20 мм Отжиг 590-735 >10 >18 — [15]
Плита, 20-60 мм То же 590-735 >9,0 >18 — Там же
Плита, 60-150 мм » 590-735 >8,0 >14 — »
Штамповки, поковки » 590-735 15-25 35-70 50-120 [3]
Профили » 590-735 12 >35 — Там же
Тонкостенные профили » 700 21,5 - [184]
Профили для кольцевых деталей Отжиг, 750 °C, 1 ч 590-790 13-15 28-35 — [85, с. 47]
Трубы горячедеформированные Отжиг 530-750 >10 - - [15]
Трубы горячекатаные То же 600-750 >10 >30 — Там же
Трубы холоднодеформированные » 600-750 >12 - »
Кольцевые заготовки Отжиг, 750 °C, 1 ч 663-691 19-23 41,5-42 — [85, с. 61]
Цельнокатаные кольца Отжиг, 750 °C, 1 ч 600 10 25 — [85, с. 57]
ОТ4-1В Т ипичные свойства — 600-750 >15 >30 — [49, с. 77]
АТЗ Т ипичные свойства — 784-882 16-20 40-50 69-88 [185]
Пруток Отжиг, 880 °C, 0,5 ч 863 14,0 47,7 — [68]
Пруток, 15 мм Кованое состояние 902-931 17,6 — 57-61 [68, с. 218]
Прутки Отжиг, 800-850 °C, 0,5-1,0 ч 823 18 56 — [68, с. 224]
Прутки, 20 мм Отжиг, 850 °C 845 14,8 44,8 66,6 [186, с. 204]
Пруток, 14x14 мм Отжиг, 730 °C, 30 мин 870 13,0 50,0 — [186, с. 222]
Пруток, 14x14 мм Отжиг 883 16 46,9 63,5 [68, с. 345]
Профиль, Д Прессование, 1000 °C 800 17 45 70 [68, с. 218]
Профиль, П Тоже 780 16 39 50 Там же
Листы Отжиг 735-880 13 — — [7]
Лист, 1,5 мм Состояние поставки 872-882 16-17 37-42 — [186, с. 227]
Лист Отжиг 617-686 12,6-17,2 38-44 — [187]
Лист, 22 мм Отжиг, 550-490 °C 698 20 40 91 [188]
Штамповки, поковки Отжиг 686-880 10-20 34-55 35-100 [3]
3.1. Механические свойства деформируемых титановых сплавов
оо
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а, МПа 8, % V, % кси, Дж/см2 Литература
Поковка Отжиг, 800 °C, 1 ч 681 17,5 37 89 [68, с. 322]
Поковка, 70 мм Отжиг, 900 °C, 1 ч 784 20 43 — [186, с. 212]
птзв Полуфабрикаты толщиной до 20 мм Отжиг 630-834 >10 >20 >69 [50, с. 15]
Листы Отжиг 685-880 10-12 — 70 [7]
Лист, пруток Волокнистая структура 745 14,9 28,3 110,2 [189]
То же Бимодальная (отжиг 910 °C, 15 мин) 749 15,6 30,5 100,9 Там же
» Пластинчатая крупнозер- нистая (800+1050 °C, 30 мин) 729 16,7 27,5 95,8 »
» Глобулярная мелкозер- нистая, 890 °C, 1 ч 766 17,9 39,1 101,7 »
» Глобулярная крупнозер- нистая, 800 °C, 48 ч 761 19,3 46,1 101,6 »
Поковки Отжиг 635-850 7-11 — 60-70 [7]
Профили То же 635-830 11 — 70 Там же
Баллоны » 685 10 — 50 »
Трубы » 860 12 — 65 »
Прокат — 797 16,6 41,6 — [190]
ОТ4, Прутки, 10-60 мм. Д Отжиг 686-883 >11 >30 >40 [32]
ОТ4В Тоже 140-250 мм, П То же 637-883 >8,5 >20 >35 Там же
» 140-250 мм, Т » 657-883 >10 >25 >40 »
» 65-100 мм, Д » 686-883 >10 >30 >40 »
Прутки, 101-150 мм, П Лист, 0,5-1,0 мм Отжиг Состояние поставки 637-883 686-834 >8,5 >20 >30 >35 » »
То же 1,2-1,8 мм То же 686-883 >15 — — »
» 2,0-10,0 мм » 686-883 >12 - - »
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а. МПа в 8. % Ф, % КСИ, Дж/см2 Литература
Плиты, 12-20 мм Состояние поставки 686-883 >8 — — [32]
Тоже 21-60 мм Тоже 686-883 >7 — — Там же
ОТ4 Пруток Отжиг 685-885 >11 >30 >40 [Н, 13, 15]
Пруток, 18 мм Отжиг, 700 °C, 1 ч 835 26 41 54 [179]
Прутки калиброванные Отжиг 804 13,5 50 - [38, с.196]
Прутки 1100 °С+750 °C, 1ч, воздух 745 15 33 - [180]
Прутки 1100 °С+1020 °C, вода + +900 °C, 1ч, с печью до 650 °C 745 16 45 — Там же
Прутки Отжиг, 800 °C, 1 ч 806 30 43 57 [179]
Лист, 0,3-10,5 мм Отжиг >685 10-20 — — [15]
Лист, 1-2 мм Тоже 685-784 18-26 — — [3]
Лист » 685-885 10-20 34-55 35-100 [7]
Листы, 1 мм Отжиг, 500 °C, 30 мин 696 24 — — [44, с. 307]
То же Отжиг, 550 °C, 30 мин 706 24 — — Там же
» Отжиг, 650 °C, 30 мин 696 25 — — »
» Отжиг, 750 °C, 30 мин 661 25 — — »
Лист, 3 мм, П Отжиг, 750 °C, 20 мин 867 21,5 35 — [42, с. 205]
То же 3 мм, Д Тоже 872 20 24 — Там же
» 3 мм, П Вакуумный отжиг, 750 °C, 1 ч 813 19,9 32 - »
» 3 мм, Д То же 823 22,9 28 — »
Плиты, 11-20 мм Отжиг 685-885 >8,0 >15 — [15]
Плиты, 20-60 мм Тоже 685-885 >7,0 >13 — Там же
Плиты, 60-150 мм » 685-885 >6,0 >10 — »
Штамповки, поковки Отжиг 685-885 10-20 34-55 35-100 [3]
Штамповки Отжиг, 700 °C, 1 ч 833-862 13-16 45-50 —
Профили, <20 см2 Отжиг >700 >10 >30 >35 [15]
Профили, >20 см2 Тоже >700 >10 >25 >30 Там же
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а, МПа в 8, % ц/, % кси, Дж/см2 Литература
Профили Отжиг 735-885 >8 >30 — [3]
Профили с законцовкой - 650-700 8-10 18-25 — [49, с. 50]
Профили для кольцевых деталей — 690-880 10-12 23-33 — [85, с. 47]
Полые профили Отжиг 690 10 - - [50, с. 21]
Панели, после травления, П Вакуумный отжиг, 800 °C, 1 ч 742 7,9 — - [42, с. 221]
То же, Д Тоже 682 24,3 — — Там же
Трубы горячепрессованные » 630-850 >8 - - [15]
Трубы горячекатаные » >700 >10 >30 >35 Там же
Трубы холоднодеформированные » 700-850 >10 - - »
Цельнокатаные кольца — 680 9 25 35 [85, с. 57]
ОТ4В Типичные свойства Отжиг 700-900 >10 >30 — [14, с. 77]
АТ6 Т ипичные свойства — 980-1078 13-15 30-50 49-59 [185]
Прутки Отжиг 980-1080 >10 >25 >40 [4]
Пруток, 14x14 мм Отжиг 1100 12,8 36,5 51,5 [68, с. 345]
Пруток, 14x14 мм Ковка, охлаждение на воздухе 1058 12,1 26,5 40,4 [68, с. 207]
Поковка Отжиг, 900 °C, 1 ч 938 10,1 29,1 56,7 [68, с. 322]
Поковки, степень укова 5, Д Отжиг 934 7,3 17 56,8 [37, с. 248]
Степень укова 5, П То же 938 7,6 17,5 51,9 Там же
Степень укова 10, Д » 970 14,6 28,1 54,9 »
Степень укова 10, П » 932 10,3 11,7 48,0 »
Трубная заготовка, 50 мм Состояние поставки 933-955 18 35,0-42,8 68,6-73,5 [40, с. 123]
Трубы холоднокатаные, 0 30x1 Отжиг 960-986 17,5 — — Там же
Трубы горячедеформир., 050x6 Отжиг 1009-1024 8,7-12,0 - — »
Диск компрессора Состояние поставки 882 10,4 24,5 48,9 [38, с. 86]
ВТ20 Деформированные полуфаб- Отжиг 932-1128 >10-12 >25 >50 [4]
рикаты Прутки, 25-60 мм, Д Отжиг 932-1079 >10 >25 >40 [32]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а, МПа 8, % V- % кси, Дж/см2 Литература
Прутки, 110-250 мм, П Отжиг 883-1128 >8 >20 >30 [32]
Тоже 140-250 мм, Т То же 932-1128 >9 >25 >40 Там же
» 65-100 мм, Д » 933-1128 >10 >25 >40 »
» 101—130 мм, Д » 883-1128 >8 >20 >30 »
Пруток, 110 мм Прессованный 900 14,2 34,0 - [38, с. И]
Пруток, 50 мм То же 930 16,0 35,5 - Там же
Пруток, 25 мм » 1025 14,6 36,8 — »
Пруток, 14x14 мм Горячекованый 993 11,7 53,0 — [38, с. 18]
Пруток Отжиг, 800 °C 943 11,7 42,2 — Там же
Прутки Отжиг 885 13 40 - [7]
Прутки, 4-22 мм — 930-1130 >10 >25 >30 [86, с. 64]
Прутки Отжиг 932 11,5 — — [4]
Пруток до 50 мм То же 932-1080 10-15 25-45 50-70 [6]
Кованые прутки, 0 18мм Отжиг, 700 °C, 1 ч 1065 15 52 50 [191]
Кованые прутки Отжиг, 750 °C, 1 ч 1050 15 52 50 Там же
Кованые прутки Отжиг, 800 °C 1 ч 1020 15 53 53 »
Кованые прутки Отжиг, 850 °C, 1 ч 1000 16 55 55 »
Листы, 1,0-4,0 мм Состояние поставки 981-1180 >8 — — [32]
Листы, 4,5-10,0 мм Тоже 981-1180 >6 — — Там же
Листы, 1,0-1,8 мм Отжиг 932-1128 >12 — — »
Листы, 2,0-4,0 мм Тоже 932-1128 >10 — — »
Листы, 4,5-10,0 мм » 932-1128 >8 — — »
Лист, 2 мм, Д Отжиг, 800 °C 963 п,з — — [38, с. 18]
Лист, пакетная прокатка Состояние поставки 997 6,7-8,2 — — [42, с. 301]
Листы, П Отжиг 960 19 — — [183]
Листы, Д То же 970 21 — — Там же
Лист » >931 8-12 - - [15]
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка о . МПа в 8, % V, % KCU, Дж/см2 Литература
Лист, 1,0-5 мм Отжиг 932-1080 10-20 — — [6]
Лист, 1-5 мм То же 961 10 — — [3]
Лист, 1-2 мм » 980-1130 10-12 — — Там же
Листы » 935-1080 7-10 — — [7]
Лист, 2 мм, Д » 1080 8 29 — [192]
То же П » 1100 7 20 — Там же
Плиты, 11-60 мм » 930-1130 >6,0 >12 — [15]
Плиты, 60-100 мм » 880-1130 >5,0 >10 — Там же
Штамповки, поковки Уков 28 — 941 10 45 70 [43, с. 73]
Уков 178 — 960 11 50 71 Там же
Поковки Входной контроль, отжиг 940 14,2 35,6 54 [44, с. 170]
Поковки, образцы-свидетели Отжиг 980 14,9 40,9 65 Там же
Поковки, образцы Без т/о 1075 13,8 42,6 50 [44, с. 170]
Поковки, образцы Отжиг, 765 °C, 1,5 ч 1002 17,2 40 63 Там же
Штамповки лопаток Отжиг, 900 °C, 2 ч 1019-1058 14-15 48-51 — [193]
Штамповки лопаток То же 1023 14,7 49,3 104 [194]
Профили прессованные Исходное 900-1000 12-18 36-52 52-66 [38, с. И]
Профили Отжиг 900-1000 12-18 36-52 — [3]
Профили, < 20 см2 Тоже >950 >10 >25 >э5 [15]
Профили, > 20 см2 » >950 >10 >22 >35 Там же
Профили с законцовкой » 900-950 6-10 18-25 — [49, с. 50]
Полые профили - >930 >8 — - [50, с. 21]
Профили для кольцевых деталей Горячепрессованные 930-1170 >10 >25 — [85, с. 47]
ВТ18У Типичные свойства Отжиг 950-1150 10-16 25-45 20-40 [32]
Т ипичные свойства Отжиг 980-1170 >10 — — [29, с. 567]
Прутки То же 980-1130 10-5 25 25-40 [195]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.6
Сплав Полуфабрикат* Термическая обработка а , МПа 8, % V, % кси, Дж/см2 Литература
Прутки катаные, 010-35 мм Отжиг 980-1130 10-15 25-45 25-45 [6]
Диски Т ипичные свойства 950 7 15 22 [29, с. 583]
Диски Т ипичные свойства 910 7 15 25 [85, с. 23]
Диски и кольца Отжиг 930-1130 >6 >14 >25 [6]
Диски и кольца Тоже 930-1130 8 18 25 [196]
Диски Отжиг, 900 °C, 1 ч 941 12,5 23 36 [44, с. 198]
Диски, Р-деформация Поковки дисков, 0620 мм Двойной отжиг 964 9,2 24,5 29 Там же
Обод, поверхность, Т Отжиг, 900 °C, 1 ч, воздух 950 10 22 36 [6]
Обод, второе кольцо, Т То же 920 12 23 41 Там же
Полотно, Р » 930 И 23 37 »
Диски, Р-деформация Отжиг, 980 °C, 2 ч—>850 °C, воздух + 600 °C, 2 ч 980 15 25 49 [198]
* Для Напра Кольца цельнокатаные футков указаны их сечения, для листе вления вырезки образцов: Д~ продол в и плит-толщина. ьное. П - поперечное: Т-танген 900 циальное; Р- 6 радиальное 14 23 [85, с. 54]
оо
оо
Таблица 3.7
Механические свойства зарубежных а- и псевдо-а-сплавов
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
ав, МПа а02, МПа 8. % V, %
Ti-5Al-2,5Sn Гарантированные Заводской отжиг 828 794 10 25 [74]
(IMI 317) свойства Типичные свойства То же 863 828 18 40 Там же
То же 861 827 15 — [33, с. 297]
Пруток, поковка, — >793 >758 25 - Там же
штамповка Плита, лист, до 38 мм — >827 >779 - - »
Плита, 38-100 мм — >793 >758 — — »
Пруток, 0<75 мм Отжиг 868(B) 827(B) >10 >25 »
Лист; 0,4-2 мм (L) То же 882(B) 792(B) — [33, с. 299]
Плиты 4,7-6,4 мм (L) » 930(B) 848(B) - — Там же
Листы,плиты — 930 — 15 — [74]
Ti-5Al-2,5Sn Г арантированные Заводской отжиг 752 690 10 25 [74]
ELI свойства Т ипичные свойства 779 717 17 — [33, с. 297]
Пруток, поковка — >689 >620 >20 - Там же
штамповка
Лист, 0,6-25 мм — >689 >655 >10 — Там же
Деформированные полуфабрикаты — 772 705 14,6 27,5 [25, с. 121]
IMI 230 (Ti-2,5Cu) Лист, >0,9 мм Отжиг 540-700 >460 >18 — [33, с. 417]
Лист, >0,9 мм Закалка + старение 690-920 >550 >10 — Там же
Лист, 1,3 мм Отжиг 620(т) 480(т) 24(т) — »
То же Закалка 620(т) 530(т) 24(т) — »
» Закалка+старение 770(т) 585-650 22(т) L- »
Глава 3.Кратковременные .механические свойства конструкционных титановых сплавов
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
а. МПа а02, МПа 8, % у. %
Плита, Г=10 мм ОТР, 805 °C (WQ), Р 612 457 22,6 49 [26, с. 1019]
Тоже ОТР+400 °C, 8ч+475°С. 8 ч 761 612 19,8 45 Там же
» ОТР, 805 °C (WQ)+10 % CW+ +400 °C, 8 ч+475 °C, 8 ч 780 713 14,2 42 »
» ОТР, 805 °C (WQ)+20 % CW+ +400 °C, 8 ч+475 °C, 8 ч 791 733 12,9 46 »
» ОТР, 805 °C (WQ)+40% CW+ +400 °C, 8 ч+475 °C, 8 ч 851 760 14,1 43 »
Плита. /=10 мм, L 805 °C, 1 ч (WQ)+400 °C, 8 ч+475 °C, 8 ч 830 710 13.2 24 [26, с. 1363]
» D(at ~ 15%) То же 798 666 19,5 41 Там же
» О(а,~40%) » 781 622 17,8 41 »
— 805 °C, 1 ч (WQ)+470 °C, 8 ч+400 °C, 8 ч 701 560 18,1 — [28, с. 3059]
Ti-3A1-2,5V Пруток Отжиг, 705-760 °C, 1-3 ч >620 >515 >15 — [33, с. 270]
Grade 9 Труба Отжиг <790 515-620 15 — Там же
Труба Отжиг, 650 °C, 1 ч 703(т) 551(т) 19(т) — »
Лист Состояние поставки >620 >515 >20 — »
Лист Отжиг, 650 °C, 0,5 ч 675(т) 558(т) 18(т) — »
Пруток, 15,8 мм Закалка, 925 °С+старение, 480 °C, 6 ч 827(т) 723(т) 15(т) — »
Лист, 17 мм Закалка, 910 °С+старение, 510 °C, 1 ч 917(т) 779(т) 7(т) — »
Прессованный полуфабрикат (а+Р)-отжиг 723/655 689/544 20/21 57/47 »
Плита Состояние поставки 675/737 565/717 20/19 47/60 [23, с 1119]
Плита а-отжиг 648/723 551/710 20/20 41/58 Там же
Плита (а+Р)-отжиг 658/727 551/703 20/20 44/59 »
Плита Р-отжиг 648/593 565/5 10 11/14 35/24 »
3.1. Механические свойства деформируемых титановых сплавов
О
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
с^. МПа а0 2, МПа 5, % ц/, %
TiA13V2S(DAT52F) — Без т/о 886 840 14,6 — [28,с.3059]
Ti-621/0,8 Плита, <70 мм Отжиг >710 >655 >10 — [33, с. 324]
(Ti-6Al-2Nb-lTa- Лист, 3-13 мм Отжиг, 900 °C, 1 ч >862 >793 >10 — Там же
0,8Мо) Плита, 25 мм (L/T) Отжиг, 870 °C, 1 ч 844/815 741/684 12,5/12,5 32/28 »
Плита, 25 мм Состояние поставки 805-864 702-760 13,3 — [23, с. 2363]
Плита 1050 °C, 40 мин (АС)+950 °C, 4 ч (ОВ) 855-885 742-751 8-12,2 — Там же
Плита Закалка1050 °C, 40 мин+950 °C, 4 ч (АС) 884 784 7,5 — »
Плита, L Пластинчатая структура с 855 760 15,4 30,0 [23, с. 2099]
Плита, Т а-оторочкой Р-зерен 874 799 14,1 28,1 Там же
Плита, L Пластическая структура+мартенсиг 1012 937 12,3 31,9 »
Плита, L Равноосная а+мартенсит 1082 998 15,4 54,0 »
Плита, Т То же 1100 1014 16,0 55,5 » 1
IMI 367 Т ипичные свойства Отжиг, 700 °C, 1 ч 900-1000 800-900 10-12 25-35 [33, с. 693]
(Ti—6Al-7Nb) Листы, f=l,5 мм, Т Отжиг 996 873 14 — [26, с. 909]
Пруток — 900-1100 800-1000 10-15 25-45 [26, с. 1742]
Ti-5621S (Ti-5Al-6Sn- Поковки (а+Р)-ковка+(а+Р)-отжиг 1096 993 16 40 [33, с. 446]
2Zr— lMo-0,25Si) (типичные свойства) Р-ковка+(а+Р)-отжиг 1000 860 12 25 Там же
Ti-5522S (Ti-5Al-5Sn- Типичные свойства Отжиг 965 868 12 35 [33, с. 747]
2Zr-2Mo-0,25Si) 975 °C, 0,5 (АС)+595 °C, 2 ч 1048 965 13 — Там же
Ti-6242S (Tb6Al-2Sn- Пруток, поковка, Двойной отжиг >896 >827 >10 >25 [33, с. 349]
4Zr-2Mo-0,lSi) <75 мм То же 993(B) 903(B) — —
То же (а+Р)-ковка+двойной отжиг 994 952 16 14 [17]
Лист, пруток Отжиг >960 >862 >12 >з 5 [78]
Лист <4,75 мм Тройной отжиг >999 >930 >8 — [33, с. 351]
Лист (L/T) Типичные свойства 1020/1010 1010/990 12/13 — Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
а, МПа а(),, МПа 8, % V, %
Диски — >926 — >8 >25 [85; с. 23]
Деформированные полуфабрикаты p-ОРТ (WQ)+580 °C, 8 ч; КП 1270 1225 0,7 — [27, с. 441]
То же То же ; МП 1335 1255 3,7 — Там же
Деформация в одном направлении 1050 °C, 1 ч (WQ)+985 °C, 1 ч (АС)+590 °C, 8 ч (АС) 1110 1025 14,1 39,1 [28, с. 1823]
Прессование в трех направлениях+де- формация в одном направлении То же 1060-1 ЮС 975-1015 14,3-12,9 47,2—40 Там же
Диски ОТР, Тр-30 °С,1 ч+590 °C, 8 ч 1010 920 13 — [28,с.1839]
Поковки 900 °C, 1 ч (AQ+580 °C, 8 ч (АС) 1000 931 13 — [21, т. 3, с. 219]
(а+Р)-ковка Р-отжиг 1055 914 11,5 18 [23, с. 2323]
(а+Р)-ковка (а+Р)-отжиг 1062 952 14 27 Там же
Р-ковка (а+Р)-отжиг 1057 922 10,6 23,3 »
Р-ковка Р-отжиг 972 841 7 17 »
Штамповки, прутки, проволока Закалка+старение 1030-1176 8-10 20 [78]
Ti-11 (Ti-6Al-2Sn- l,5Zr-lMo-0,35Bi- Поковка, 25 мм, Р-ковка, Двойной отжиг, 1065 °C (АС)+ +705 °С,1 ч 937 848 16 29 [33, с. 409]
0,1 Si) (типичные свойства) 815 °C (OQ)+595 °C, 8 ч 1048 951 15 26 Там же
(а+Р)-ковка ОТР в (а+Р)-области 953 888 19,7 32,2 [21, т. 1, с. 383]
Р-ковка ОТР в (а+Р)-области 939 857 16,3 26,4 Там же
Р-ковка ОТР в Р-области 948 856 11,0 21,3 »
Поковка (Р), 25 мм 1066 °C, 15 мин (АС)+704 °C, 1ч (АС) 932 844 >16 >29 [20, с. 2279]
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
а , МПа а02, МПа 8, % ч/. %
Timetai-1100 (Ti- Поковка Р-ковка+отжиг 1000 905 И 22 [33, с. 413]
6Al-2,75Sn—4Zr- Штамповки (P) Отжиг 1000 910 8 15 [80]
0,4Mo-0,45Si) Кованый пруток 1060 °C, 0,5 ч, АС (КП) 1065 955 6,2 — [26, с. 1187]
То же 1012 °C, 0,5 ч, АС(МП) 1040 935 И,1 — Там же
» TD 1000°С, 2,5 ч, AC; D (а«20%) 1032 965 9,2 — »
» RD То же 1060 982 14,5 — »
» TD 985 °C, 2,5 ч, AC; D (а«60%) 994 953 11,4 — »
» RD То же 1010 935 13,2 — »
Лист, z=0,8 мм Состояние поставки 930 861 16 — [26, с. 1638]
Р-ковка, АС 590 °C, 8 ч 1036 943 10 18 [26, с. 1654]
То же Р-ОТР (AQ+590 °C, 8 ч 970 883 7,6 20 Там же
Р-ковка, OQ 590 °C, 8 ч 1075 968 10,0 21 »
То же Р-ОТР (OQ)+590 °C, 8 ч 1008 903 10,4 22 »
(а+Р)-ковка, АС Р-ОТР (AQ+590 °C, 8 ч 1030 932 6,8 13 »
То же Р-ОТР (OQ)+590 °C, 8 ч 1098 972 6,8 12 »
Листы 954 °C, 15 мин (АС) 1017-1038 907-921 9-11 — [71]
— Исходное состояние, Р 965 902 11,9 — Там же
— 980 °C, 20 мин (WQ), Б (о^40 %) 1070 989 9,0 — »
— 1060 °C (WQ), М 1171 1065 6,2 — »
Пруток, 206 мм Отжиг 965 902 Н,9 — [25, с. 303]
Пруток Закалка, 980 °C + 600 °C, 4 ч 1070 989 9 — Там же
Пруток Закалка, 1060 °C + 600 °C, 4 ч 1171 1065 6,2 — »
IMI 417 (Ti-5,8A1- Поковка ОТР 1020 °C (OQ)+700 °C, 2 ч (АС) 1086 957 12 22 [33, с. 419]
4Sn-3,5Zr-0,7Nb- Поковка 1020 °C (OQ) + 625 °C, 2 ч (АС) 1092 943 15 32 Там же
0,5Mo-0,35Si-0,06C) Прутки Отжиг 1156 — 12 — [8]
IMI 679 (Ti-1 lSn-5Zr- 2,25Al-lMo-0,25Si) Прутки, поковки, 50 мм 900 °C (OQ) + 500 °C, 24 ч >1110 >970 >8 >25 [33, с. 423]
Прутки, поковки, 75 мм 900 °C (АС) + 500 °C, 24 ч >1030 >880 >8 >30 Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
а . МПа а02, МПа 6, % V, %
Поковка, пруток Деформированные полуфабрикаты Закалка, 900 °С+старение, 500 °C, 24 ч ОТР (а+Р)+старение 1180 1160 1030 1120 12 15 40 [33, с. 423]
То же 900 °C (АС)+500 °C, 24 ч 1010 911 17,6 40,4 [23, с. 2047]
IMI 685 (Ti-6Al-5Zr- ТУ (стандарт) Минимальные свойства >990 >850 >6 >15 [199,с.122]
0,5Mo-0,25Si) ТУ То же >950 — >6 >15 [85, с. 23]
Пруток Типичные свойства 1020 914 11 22 [33, с. 423]
Поковка Типичные свойства 1030 900 10 20 Там же
— Закалка+550 °C, 48 ч 1030 910 11,5 19 [23, с. 515]
— Закалка+550 °C, 24 ч 1015- ЮЗО 15-16 — Там же
Деформированная заготовка 1050 °C (АС)+500 °C, 24 ч 941 829 9,5 18 [21, т. 3, с. 209]
То же 1050 °C (OQ)+500 °C, 24 ч 960 851 10 21 Там же
Плита, 34 мм 1050 СС (OQ)+550 °C, 24 ч 990 921 8 — [21,т 3,с219]
Плита 1050 °C (FC)+550 °C, 24 ч 864 804 4 — Там же
Плита 900 °C (АС)+580 °C, 8 ч 921 872 10 — »
Диск Тонкая равноосная 970 915 13,7 — [23, с. 2289]
Диск Корзиночное плетение 1035 935 9,4 — Там же
Диск Грубая пластинчатая 920 840 10,3 — »
IMI 829 (Ti-5Al- ТУ Минимальные свойства >931 — >9 >15 [85, с. 23 ]
3,5Sn-3Zr-lNb-0,3Si) Диски, 75 мм 1050 °C, 0,5 ч (OQ)+625 °C, 2 ч 950 (т) 860 (т) И (т) 19 (т) [14, с. 436]
Диски, 75 мм 1050 °C, 0,5 ч+625 °C, 2 ч >930 >820 >9 >15 Там же
Поковки 1000- 1050 °C (OQ) 993-1020 890-903 8-10 17-28 [23, с. 593]
(а+Р)- ковка Р-ОТЖИГ 1022 903 12 23 [199, с. 122]
IMI 834 (5,8Al-4Sn- 3,5Zr-0,7Nb-0,5Mo Диски (минималь- ные свойства) ОТР, 1015 °С+старение 700 °C, 2 ч >1030 >910 >6 >15 [33, с. 440]
-0,35Si) Диски ОТР +старение 1050 (т) 950 (т) 12 (т) 24 (т) [23, с. 2419]
3.1. Механические свойства деформируемых титановых сплавов
ЧО
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
а , МПа о0Г МПа 8, % V, %
Деформированный полуфабрикат Т/о на 12,5 % а 1092 943 14 32 [24, с. 253]
То же Т/о на 10 % а 1089 949 14 30 Там же
» Т/о на 7,5 % а 1092 943 15 32 »
Сутунки, 180 мм Т/о на 7,5 % а 1044 913 14 28 »
Диск, 100 мм Т/о на 7,5 % а+625 °C, 2 ч 1035 905 10,5 27 »
(а+Р)-прокатка ОТР, 1027 °C, 2 ч (АС)+700 °C, 2 ч (АС), Б (а~25 %) 1060 945 — 19 [26,с. 1179]
То же ОТР, 1080 °C (АС)+700 °C, 2 ч (АС); П 1015 925 5,2 — [26,с.1395]
» ОТР, 1027 °C, 2 ч (АС)+700 °C, 2 ч (АС), Б (а»20 %) 1100 995 12,9 — Там же
» ОТР, 1015 °C, 2,5 ч (АС)+700 °C, 2 ч (АС), Б (а«30 %) 1060 955 12,6 — »
Лист, /=0,8 мм Состояние поставки 1035 974 16 — [26,с. 1638]
Ti-8Al-lMo-l V Пруток, <64 мм Простой отжиг >896 >827 >10 — [33,с. 390]
Пруток, <63 мм Двойной отжиг >896 >827 >10 — Там же
Пруток, 13 мм 900 °C (АС)+595 °C, 8 ч 999(т) 896(т) 19(т) 48(т) [83]
Пруток, 13 мм 1065 °C (АС)+598 °C, 8 ч 1020(т) 896(т) 13(т) 19(т) Там же
Плита, 25-64 мм Простой отжиг >896 >827 >10 — [33, с. 389]
Плита, 25-50 мм Двойной отжиг >862 >793 >10 — Там же
Лист, <4,7 мм Двойной отжиг >930 >827 >10 — »
Лист, <4,7 мм Простой отжиг >990 >930 >8 - [33, с. 389]
Лист, 1,6 мм Двойной отжиг 1013 910 15 — »
Лист, 1 мм Закалка + старение 1179 1068 5 — »
Деформ ированные полуфабрикаты Отжиг 960 897 15 45 [83]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.7
Сплав Полуфабрикат Термическая обработка*, структура Механические свойства** Литература
о , МПа оП 2, МПа 6. % V, %
Листы 785 °C, 8 ч (FC)+785 °C, 1156 951 15 — [83]
Листы 15 мин (АС) 785 °C, 8 ч (FC)+1008 °C, 1033 978 13 — Там же
Листы, 3,85 мм 5 мин (АС)+745 °C, 15 мин (АС) Р-отжиг 1050 °C, 0, 5 ч 1012 881 10,0 12 [23,с.2541]
Листы Р-отжиг 1050 °C, 0, 5 ч 1063 962 14,8 21 Там же
Листы 1050 °C, 0,5 ч, закалка в воде 1216 1006 6,9 4 »
Листы 1050 °C, 0,5 ч, закалка в воде+ 1096 1000 11,5 13 »
* AC, OQ. FCnWC ** В числителе-сво - охлаждение на возд Яства образцов, выреза +815 °C, 0,5 ч, закалка ухе, в масле, с печью и в воде соответ иных в продольном направлении (L), ственно. знаменате; те - в попер ечном (Т)
О
04
Таблица 3.8
Механические свойства отечественных (ос+Р)-титановых сплавов
Сплав Полуфабрикат* Термическая обработка** а , МПа 5, % V, % кси, Дж/см2 Литература
ВТбс Пруток, 10-60 мм, Д Отжиг 834-981 >10 >30 >40 [32]
То же, Д Закалка + старение >1030 >6 >25 >30 Там же
Пруток, 140-250 мм, П Отжиг 755-981 >6 >20 >40 »
То же, Т То же 834-981 >8 >25 >40 »
Пруток, 65-100 мм, Д Отжиг 834-981 >10 >25 >40 »
То же, Д Закалка + старение >1030 >6 >20 >30 »
Пруток, 101-130 мм, П Отжиг 755-981 >6 >20 >40 »
Пруток катаный То же 835-980 >10 >30 >40 [13,15]
Листы, 2,0-4,0 мм Состояние поставки 834-980 >12 — — [32]
То же, 4,5-6,0 мм Отжиг 834-980 >12 — — Там же
» 6,5-10 мм То же 834-980 >10 — — »
» 2-10,0 мм Закалка + старение >1030 >8 — — »
Плиты, 12-60 мм Отжиг 834-980 >7 — — »
Листы Тоже 830-980 >12 — — [7]
Листы, 7 мм Закалка + старение, 450 °C, 2 ч 1150 10,5 30,0 - [42, с. 255]
Листы, 2 мм; Закалка, 920 °С+450 °C, 2 ч 1176 8,5 28 — Там же
Листы, 6 мм; Д Горячекатаная заготовка 936 10,7 15,0 - [197]
То же, П То же 940 9,7 23,3 — Там же
» 45° К НП » 885 12,8 27,2 - »
» Д Закаленная заготовка 940 15,1 35,1 — »
» П То же 979 10,0 37,2 - »
» 45° К НП » 956 12,6 37,8 — »
Поковки, штамповки, до 100 мм, Д Отжиг 834-980 >10 >30 >40 [32]
Тоже, 101-250 мм, П То же 755-980 >6 >20 >40 Там же
Поковки Отжиг 845 - - 73,5 [38, с. 70]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а . МПа в 5, % V, % KCU, Дж/см2 Литература
Трубы 800 °C, 0,5 ч->500 °C, 0,5 ч 880 11 30 67 [15]
То же 850 °C, 1 ч ->750 °C, 0,5 ч 870 14 27 68 Там же
» 750 °C, 1 ч, ОВ 870 11 33 66 »
» Горячепрессованное состояние 870 7 21 66 »
Полусфера, скоростное деформирование Отжиг, 750 °C, 1 ч 1205-1245 9-11 — — [200]
Шаробаллоны, образцы- свидетели Закалка, 890 °C + 450 °C, 2 ч 1088-1220 10,7-13,0 — 49-87,2 [42, с. 237]
ВТ6 Пруток, 10-60 мм, Д Отжиг 900-1050 >10 >30 >40 [32]
То же, Д Закалка + старение >1080 >6 >20 >25 Там же
Пруток, 140-250 мм, П Отжиг 834-1050 >6 >20 >30 »
То же, Т То же 883-1050 >7 >25 >30 »
Пруток, 65-100 мм, Д » 900-1050 >10 >30 >30 »
То же, Д Закалка + старение >1080 >6 >20 >25 »
Пруток, 101-130 мм, П Отжиг 834-1050 >6 >20 >30 »
Пруток катаный То же 905-1050 >10 >30 >30 [15]
Пруток, <25 мм » 900-1050 (600) >10 >30 >40 [182]
То же Закалка + старение >1080(730) >6 >20 >30 Там же
Пруток кованый, 14x14 мм Вакуумный отжиг, 800 °C, 4 ч 1005 14 47 69 [201]
То же Закалка, 925 °С+500 °C, 3 ч 1068 14 51 69 Там же
Пруток, 12 мм Кованое состояние 1100 14 45 — [43, с. 197]
Пруток Отжиг, 800 °C 1030 10 44 — Там же
Пруток Закалка, 800 °C + старение 1254 12 42 — »
Пруток, Р-ковка Отжиг, 800 °C, 2 ч 1058 13,2 23 36 [36, с. 170]
Пруток, Р-ковка Закалка, 825 °C, 1 ч 1117 12 14 30 Там же
Пруток Закалка, 825 °C, 1 ч+500 °C, 2 ч 1215 8,7 15,6 24 »
Пруток, (а+Р)-ковка Отжиг, 800 °C, 2 ч 1058 15,5 41,3 41 »
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка ’* о, МПа 8, % V, % кси, Дж/см2 Литература
Пруток, Р-ковка Закалка, 825 °C, 1 ч 1117 12,0 14 30 [36, с. 170]
То же Закалка, 825 °C, 1 ч + 500 °C, 2 ч 1215 8,7 15,6 24 Там же
Пруток, (а+р)-ковка Отжиг, 800 °C, 2 ч 1058 15,5 41,3 41 »
Пруток Закалка, 825 °C, 1 ч 1043 14,6 42 31 »
Пруток Закалка, 825 °C, 1 ч+500 °C, 2 ч 1245 12,7 32 30 »
Пруток Отжиг 1023±28,9 12,64±1,28 43±3,87 54,7±6,2 [173]
Кованый пруток,14x14 мм Вакуумный отжиг, 800 °C, 6 ч 1030 15 45 — [39, с. 62]
То же Закалка, 920 °C + 500 °C, 3 ч 1210 10 39 — Там же
Прессованные прутки, Отжиг 960 12 41 — [38, с. 208]
25-30 мм
Кованые прутки, К Вакуумный отжиг, 800 °C, 1 ч 980 14 42 37,2 [42, с. 155]
То же Закалка, 950 °C + 500 °C, 2 ч 1092 12 44 — Там же
Кованые прутки, ГП 1050 °C, 1 ч->800 °C, В 911 8 20 41,1 »
То же 1050 °С,1 ч->800 °C, В+500 °C, 2 ч 1030 6,4 9,5 — »
Прутки, ГП 800 °C, 1 ч, В 921 9 18 — [180]
То же 940 °C, 1 ч—>650 °C, В 883 12 32 — Там же
Лист, 2,0-10,0 мм Отжиг 883-1080 >8 — — [32]
Лист, 0,3-10,5 мм Отжиг >882 >8 — — [15]
Лист, 1,6-3,2 мм; Д — 921-960 14,1-19,6 — — [86,с.19]
Лист, 1,6-3,2 мм; П — 926-959 13,6-19,4 — — Там же
Лист, 3,2 мм; Д Базовая технология ВСМПО 960 19,6 — — [202]
То же, 2,5 мм; Д То же 944 14,4 — — Там же
» 1,6 мм; Д » 921 15,9 — — »
» 3,2 мм; П » 959 19,4 — — »
» 2,5 мм; П » 945 13,6 — — »
» 1,6 мм; П » 926 15,2 — — »
Лист Закалка + старение 1080-1176 >7 - - [13]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** о. МПа в 5, % V, % кси, Дж/см2 Литература
Плита, 11-60 мм Отжиг 880-1080 >6 >16 — [15]
Плита, 60-150 мм Отжиг 835-1030 >6 >12 — Там же
Плита, 50 мм; Д Вакуумный отжиг, 750°С 935 10,9 25,4 - [203]
То же, П То же 946 11,0 31,6 — Там же
Плита, 125 мм; Д » 856 6,7 18,9 — »
То же П » 856 9,3 25,7 — »
Плита, 200 мм; Д » 839 7,2 19,2 — »
То же, П » 837 8,9 22,1 — »
Штамповка Закалка + старение 1080-1230 >6 >20 — [3]
Поковки, штамповки, толщина <100 мм Отжиг 902-1080 >10 >30 >30 [13, 32]
Поковки, штамповки, толщина >100 мм То же 833-1050 >6 >20 >30 [13, 32]
Штамповка » 930-1080 10-13 35-60 40-45 [3]
Крупногабаритные штам- повки » 930 11 29 - [86, с. 29]
Профиль, площадь сече- ния < 20 см2 » >920 >10 >25 >30 [86, с. 19]
Профиль, площадь сече- ния >20 см2 » >920 >9 >22 >30 Там же
Профиль с законцовкой » 850-900 6-8 12-18 — [13]
Профиль для кольцевых деталей Горячепрессованный 930-1080 8-10 25-30 — [85, с. 47]
Профиль с законцовкой шириной 220 мм, Д Отжиг, 800 °C, 1 ч, профильная часть 905-930 14-15,2 33,0-36,5 55,8-59,8 [204, с. 38]
То же, Д Законцовка 870-905 15,2 29,4-31,4 49,0-63,7 Там же
» ПВ То же 870-925 10-12 23,1-29,9 58,7 »
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а , МПа 6, % V, % KCU, Дж/см2 Литература
То же, ПШ Законцовка 895-930 12-13,6 28,3-36,2 49,0-58,7 [204, с. 38]
Диски Отжиг >930 >10 >30 >39,2 [85, с. 23]
Трубы горячепрессованные То же >800 >6 >20 >40 [86, с. 19]
Цельнокатаные кольца — 900 8 22 30 [85, с. 54]
Панель с законцовкой ши- риной 420 мм; Д Отжиг, 800 °C, 1 ч, профильная часть 850-927 10,8-13,2 22,5-29,7 45-52 [204, с. 38]
То же, Д Законцовка 856-947 8,0-14,0 15,6-36,7 53-65 Там же
» ПВ То же 866-921 8,0-11.6 16,3-26,0 49-60 »
» ПШ » 871-919 8,0-12,8 14,9-25,7 53-63 »
Лопатки Объемная штамповка 980 15,0 48 60 [85, с.7]
Лопатки Изотермическая штамповка 1000 15,6 42 42 »
Лопатки Высокоскоростная штамповка 1050 15,0 50 45 »
ВТбч Типичные свойства Отжиг 900 10 25 — [13]
Прутки, <25 мм То же 900-1050 (600) >10 >30 >40 [182]
Тоже, 5-10 мм » 981 17 57 40 Там же
» 10 мм Закалка + старение 1155 15 57 32 »
» 10 мм Отжиг, 800 °C, 0,5 ч ->500 °C, 0,5 ч, воздух 946-1016 12,3-21,7 52,4-61 — »
» 10 мм Закалка, 920 °С+500 °C, 2 ч 1086-1224 12,5-17,4 53,3-61,4 — »
» 10 мм Закалка, 880 °С+550 °C, 2 ч 1050-1150 15,2-17,4 56,4-60,4 — »
» 11-25 мм Отжиг >885 >10 >25 >35 [13]
» 25-59 мм То же >865 >9 >25 >35 Там же
» 59-100 мм >835 >9 >25 >3 5 »
» 100-160 мм » >835 >8 >20 >35 »
» 11-25 мм » 930-950 12-18 22-41 - »
» 25-59 мм » 885-1025 12-16 23-45 62-107 »
» 59-100 мм » 865-940 9-14 25-43 50-100 »
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а, МПа 5. % V. % кси, Дж/см2 Литература
Прутки, 100- 160 мм Отжиг 845-940 10-17 25-44 50-100 [В]
Плиты, 50 мм Отжиг, 730 °C, 2 ч 890 13 34 70 [205]
То же Отжиг, 590 °C, 2 ч 900 13 37 92 Там же
» Р-отжиг, 1050 °C + 730 °C, 2 ч 890 12 31 55 »
» 1 Отжиг, 800 °C, 2 ч—>500 °C 870 14 36 107 »
» Рекристаллизационный отжиг, 900 °C, 10 ч, ОП 820 29 33 80 »
Поковки массой 130-3300 кг, Т Отжиг >835 >6 >18 >40 [13]
То же, Д То же >835 8 22 >40 Там же
» П » 860-945 8-14 18-44 47-97 »
Крупногабаритные прес- сованные полуфабрикаты » 833 8 18 34,3 [206]
Крупногабаритные лон- жеронные профили Отжиг, 800 °C, 1 ч 843-960 12,0-16,4 29,4-46,2 47,0-85,3 [207]
ВТбк Типичные свойства Отжиг 950 >10 >25 - [49, с. 77]
ВТбкт То же То же 850 >10 >25 — Там же
ВТ9 Прутки катаные, 10-60 мм Отжиг 1050-1250 >9 >30 >30 [32]
То же, 10-60 мм Закалка + старение >1200 >6 >20 >20 Там же
» 65-100 мм Отжиг 1050-1250 >9 >25 >30 »
» 102-130 мм То же 1050-1250 >6 >14 >30 »
» до 60 мм » 1050-1250 >11 >33 >30 »
» свыше 60 мм » 1050-1250 >11 >28 >30 »
Прутки кованые, 65-100 мм » 1050-1250 >9 >25 >30 »
То же, 101-150 мм » 1000-1250 >6 >14 >30 »
» 151-250 мм » 950-1250 >6 >14 >30 »
Прутки, <25 мм Отжиг 1030-1230 (630) >9 >30 >30 [15]
3.1. Механические свойства деформируемых титановых сплавов
202
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а , МПа • 8, % V, % кси, Дж/см2 Литература
Прутки, 14-25 мм Двойной отжиг 1030-1225 10-14 30-45 30-60 [6]
То же, 14-25 мм Двойной отжиг 1100 12 37 45 [182]
Прутки Закалка + старение 1180-1370 6-10 18-25 - [6]
То же Отжиг, 600 °C, 1 ч 1117-1274 9-14 25-45 35-50 [36, с.185]
Прутки катаные, 18 мм Отжиг, 900 °C, 1 ч 1086 16,1 50,5 — [41, с. 124]
То же, 25-80 мм Катаные 1107 16 48 — [39, с. 235]
» 30 мм Двойной отжиг (950+530 °C) 1107-1176 12-16 35-50 — [42, с. 291]
» 80 мм Мелкозернистая равноосная структура 1056 14,3 37,3 56 [208]
Прутки катаные, 80 мм Крупнозернистая структура 1030 6,0 15,4 60,8 Там же
Прутки, исходная крупно- зернистая структура 950 °C, 1ч, В +530 °C, 6 ч, В 1058 6 12 — [180]
То же 970 °C, 1ч->650 °С+530 °C, 6 ч, В 990 10 25 — [180]
Прутки прессованные Отжиг, 950 °C, 1 ч + 530 °C, 6 ч 1175-1205 12-15 31-37 — [38, с. 139]
То же Закалка, 950 °C 1098-1135 8-10 21-28 — Там же
» Закалка, 950 °C + 530 °C, 6 ч 1290-1310 5-6 10-16 — »
Профиль, <20 см2 То же >1050 >9 >23 >25 [15]
Профиль, >20 см2 » >1050 >8 >20 >25 Там же
Поковки, штамповки, <100 мм, Д Отжиг 1050-1250 >9 >25 >30 [32]
То же, 101-150 мм То же 1000-1250 >6 >14 >30 Там же
» 151—250 мм » 950-1250 >6 >14 >30 »
Штамповка Неполный отжиг 1176 8-14 — 20-50 [3]
То же Закалка + старение >1180 >6 >20 — Там же
» ВТМО 1300 8 39 31 [44, с. 229]
» Отжиг 1080-1270 8-14 — 20-50 [3,7]
Поковки, Р Отжиг по ТУ 1050 9,0 25 30 [209]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а. МПа 8, % V. % KCU, Дж/см2 Литература
Поковки, О Отжиг по ТУ 1050 9,0 25 34 [209]
То же, Т Тоже 1030 8,8 22 34 Там же
Поковки, уков 14, Р Отжиг, 1050 °C 1060 10,2 25.5 39 »
То же, О То же 1051 11,4 27,7 35 »
» Т » 1050 10,0 25,0 35 »
Шайба, 350x35 мм (а+Р)-деформация, отжиг, 950 °C, 1ч+630 °C, 6 ч 1098 14 36 29 [210]
То же (а+Р)-деформация, закалка, 950 °С+530 °C, 6 ч 1480 5 13 — Там же
» P-деформация, отжиг, 950 °C, 1 ч+530 °C, 6 ч 1050 8 14 - »
» P-деформация, отжиг, 950 °C, 1ч+560 °C, 6 ч 1056 10 17 — »
Штампованная лопатка малогабаритная Отжиг >1050 >10 >30 >30 [32]
То же ВТМО+старение >1200 >6 >20 >20 Там же
Крупногабаритная Отжиг >1050 >9 >22 >30 »
То же ВТМО+старение >1200 >6 >20 >20 »
Лопатки, перо Серийная технология 1170 16,0 43,6 - [39, с. 3]
То же, замок То же 1114 14,0 37,8 — Там же
Лопатки, контрольная зона пера Серийная технология 1022-1127 16-22 42,0-54,4 57,8-62,7 »
Лопатки, перо Мелкозернистая структура, ВТМО 1372 12,0 45,2 — [40, с. 169]
То же, замок То же 1284 10,4 46,0 — Там же
Лопатки, перо Отжиг по ТУ 1127-1176 12-18 30-50 39-44 »
То же Закалка, 920 °С+530 °C, 6 ч 1372-1400 8-9 22-30 14-18 »
» ВТМО (530 °C, 6 ч) 1372-1460 7-10 28-40 19,6-34,3 »
3.I. Механические свойства деформируемых титановых сплавов
204
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а, МПа 8, % V, % кси, Дж/см2 Литература
Лопатки, замок Отжиг по ТУ 1078-1137 10-17 30-42 44-52 [40, с. 169]
То же Закалка, 920 °C + 530 °C, 6 ч 1264-1323 4-9 8-30,0 20-22 Там же
» ВТМО (530 °C, 6 ч) 1225-1323 7-10 25-35 24-44 »
Диски, до 25 кг Отжиг >1050 >8 >22 >30 [32]
То же, 26-50 кг То же >1050 >8 >20 >30 Там же
» 51-100 кг » >1030 >8 >18 >25 »
» 101-200 кг » >1000 >6 >16 >25 »
Диски (центр) Отжиг, 950 °C, 1 ч + 530 °C, 6 ч 1170-1215 11-14 30-36 27,4-39,2 [38, с. 139]
Диски, полотно, волок- нистая структура Отжиг, 950 °C, 1 ч + 530 °C, 6 ч 1088-1137 12-14 20-25 16-20 [39, с. 118]
Диски То же 1030-1225 >8 >22 >29,4 [85, с.23]
Диски, крупнозернистая структура, обод » 1080 6-12 11-29 41-81 [6]
То же, полотно » 1080 4,5-12 11-23 32-80 Там же
Диски, 140-280 мм, X Полотно 1117-1156 11-18 20-38 37-48 [21,т.1,с211]
Диски, Р Полотно 1107-1137 П-13 24 32 [44, с. 229]
Диски (а+Р)-деформация, отжиг, 950 °C, 1 ч + 530 °C, 6 ч 1098-1137 14-16 33-35 35 Там же
То же Р-деформация, отжиг, 950 °C, 1 ч + +530 °C, 6 ч 1107-1137 7,5-14 . 19 44 »
Кольца раскатные Отжиг >1000 >8 >20 >25 [32]
Кольца, прокатка при 960 °C Мелкозернистая структура 1068 14 32 49 [208]
Тоже, при 1050 °C Крупнозернистая структура 1000 7,8 17 35 Там же
Кольца 0706 мм, шириной 125 мм, толщиной 54 мм Отжиг 1068-1098 9,4-14,5 16-29 19,6-39,2 [21, т. 1, с. 185]
Трубы, 089 мм То же >1050 >10 >18 >30 [32]
Трубы, 095 мм » >950 >9 >20 >30 Там же
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а. МПа ' 6, % % кси, Дж/см2 Литература
Трубы Отжиг, 950 °C, 1 ч + 530 °C, 6 ч 1180-1215 14-17 48-51 — [38, с. 139]
То же Закалка, 950 °C, 1 ч + 530 °C, 6 ч 1440-1450 6-8 17-26 — Там же
» ВТМО (530 °C, 5 ч) 1460-1500 7-8 30-36 — »
ВТ8 Типичные свойства Отжиг 1080 12 40 — [6]
Пруток катаный, 10-60 мм Отжиг 1000-1200 >9 >30 >30 [32]
То же, 10-60 мм Закалка + старение >1200 >6 >20 >20 Там же
» 65-100 мм Отжиг 1000-1200 >9 >25 >30 »
» 102-130 мм То же 950-1200 >7 >16 >30 »
» до 60 мм » 1050-1200 >11 >30 >30 »
Пруток кованый, 65-100 мм » 1050-1200 >9 >25 >30 »
Тоже, 101-150 мм » 950-1200 >7 >16 >30 »
» 151-250 мм » 950-1200 >6 >16 >30 »
Катаный пруток, 025-60 мм Р+(а+Р)-деформация 1108 16 48 - [39, с. 233]
То же, 250 мм Отжиг, 920 °C, 1 ч, В+590 °C, 1 ч 980-1040 6,3-11,3 14,5-36,8 41-53 [43, с. 60]
Прессованный пруток, 15 мм Закалка, 920 °С+530 °C, 5 ч 1350-1390 8-9 13-25 — [38, с. 139]
То же ВТМО (530 °C, 5 ч) 1450-1460 5-6 25-30 — Там же
Катаный пруток, 30 мм Отжиг, 920 °C, 1ч+590 °C, 1 ч 1175-1205 14-16 45-51 — »
(е = 40 %) ВТМО (950 °C, 1 ч) 1305-1330 11-12 44-47 — »
Пруток Отжиг 980-1230 >9 >30 >30 [15]
Пруток, 10-60 мм Закал ка+старение >1180 >6 >20 >30 [4, 15]
Тоже, 14x14 мм Отжиг 1099±45 13,75±1,1 41,0±4,5 58,4±8,86 [173]
То же, 14-25 мм Двойной отжиг 980-1230 10-16 30-50 30-60 [6]
То же, 14-25 мм Закалка+старение 1180-1370 6 20 20-40 Там же
Пруток кованый, 014 мм Закалка, 900 °С+550 °C, 6 ч 1250 11 33 — »
То же Закалка, 950 °С+550 °C, 6 ч 1400 9 21 — »
Пруток катаный, 25 мм Отжиг, 920 °С+590 °C 1103 18 42,5 40,7 [44, с. 222]
Прессованный в изотер- мических условиях Отжиг, 920 °С+590 °C 1150 16,5 53 39,2 Там же
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а, МПа 5. % V- % KCU, Дж/см2 Литература
Пруток, 14 мм, структура равноосная Отжиг. 880 °C + 590 °C 1125 14 49,3 42 [36, с. 176]
Мелкокорзиночное плетение То же 1126 14,2 45,5 46 Там же
В идм анштеттова » 1064 12,7 35,4 40 »
Поковки, штамповки до 100 мм Отжиг 1000-1250 >9 >25 >30 [4, 32]
Тоже, 101-150 мм То же 950-1200 >7 >16 >30 Там же
» 151-250 мм » 950-1200 >6 >16 >30 »
Штамповки » 1030-1225 10-18 32-55 30-50 [3,7]
То же Закалка + старение >1180 >6 >20 — Там же
Штамповки Штамповка в обычных условиях 1030-1225 >9 >30 >30 [40, с. 41]
То же Штамповка в изотермических условиях 1254-1274 >14 >45 >30 Там же
Штамповки (полотно), Т Обычная штамповка 1100 13,3 36,0 50 [2И]
То же Т Штамповка в изотермических условиях 1092-1171 12,9-14,4 32,9-38,7 42 Там же
Профили, <20 см2 Отжиг >1000 >9 >25 >30 [15]
То же, >20 см2 Отжиг >1000 >8 >20 >25 Там же
Профили для кольцевых деталей Горячепрессованные 1080-1230 8-9 20-25 — [85, с. 47]
Штампованные диски массой до 25 кг Отжиг >1000 >8 >22 >30 [32]
То же, 26-50 кг То же >980 >8 >20 30 Там же
» 51-100 кг » >950 >8 >18 >30 »
» 101-200 кг » >950 >6 >16 >30 »
Диски » >960 >10 >25 34,3 [85. с. 23]
Диски, обод, X Равноосная структура 1070 12 33 53 [15]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а, МПа в б, % V. % кси, Дж/см2 Литература
Полотно, X Равноосная структура 1080 15 36 47 [15]
Полотно, Р То же 1050 13 37 56 Там же
Ступица, X » 1040 12 33 57 »
Диски, обод, X Более грубая структура 1040 16 42 63 »
То же, Р (в пределах нормы) 1050 15 33 50 »
» В То же 1020 16 38 59 »
Полотно, X » 1020 19 47 59 »
Штампованные лопатки Отжиг >1000 >10 >30 >30 [32]
Тоже , малогабаритные ВТМО (старение) >1200 >6 >20 >20 Там же
Лопатки Штампованные ИЗО 12,7 43,1 40 [38, с. 202]
Лопатки, штамповка при 950°С Двойной отжиг 1080 14,5 40 — [6]
То же Закалка, 950 °С+старение 590 °C, 2 ч 1250 7,2 18 — Там же
Лопатки, штамповка при 1050°С Двойной отжиг 1040 10,5 21 — »
То же Закалка, 950 °С+старение 590 °C, 2 ч 1250 7,0 10 — »
Трубы горячедеформиро- ванные Отжиг >950 >6 >16 >30 [15]
То же Состояние поставки 1030 10,5 35 55 Там же
» 950 °C, 1 ч->570 °C, 1 ч, воздух 1100 9,5 28 58 »
» 920 °С,1 ч->600 °C, 1 ч, воздух 1030 9,7 20 62 »
» 920 °C, 1 ч->600 °C, 1 ч, воздух 1070 10,2 27 57 »
Кольца сварные, до 80 мм Отжиг 1050-1250 >9 >30 >30 [32]
То же, > 80 мм То же 1050-1250 >8 >20 >25 Гам же
Кольца цельнораскатные Отжиг >950 >8 >20 >30 »
Цельнокатаные кольца — 980 >6 >16 29 [85. с. 57]
ВТ8М Пруток, <40 мм Отжиг 980-1230 (600) >10 >30 >40 [182]
3.1. Механические свойства деформируемых титановых сплавов
ю
о
ОС
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** а, МПа 8, % V, % кси, Дж/см2 Литература
Пруток, <40 мм Изотермический отжиг 990-1020 >18 >50 >50 [182]
(600)
То же Закалка+старение >1080(760) >10 >25 >30 Там же
Пруток, 40 мм Изотермический отжиг 1010 18 50 — »
ВТ8-1 Диски Отжиг >980 >10 25 >34,3 [85, с. 23]
ВТ 14 Прутки, 10-60 мм, Д Отжиг 885-1030 >10 >j5 >50 [32]
То же, Д Закал ка+старение >1100 >6 >12 >25 Там же
» 140-150 мм, П Отжиг 865-1080 >8 >23 >45 »
» 151-251 мм, П То же 835-1080 >8 >20 >40 »
» 140-250 мм , Т » 885-1080 >8 >25 >45 »
» 65-100 мм , Д » 885-1080 >9 >30 >50 »
» 65-100 мм, Д 3акал ка+старение >1080 >4 >8 >20 »
» 101-130 мм, П Отжиг 865-1080 >8 >23 >45 »
Пруток, 12 мм Кованый 975 14 65 — [43, с. 197]
Пруток, 20 мм, Д Отжиг, 750 °C, 1 ч 921 14 55 54 [42, с. 189]
То же Закалка+старение, 500 °C, 16 ч 1009 10 40 24 Там же
Калиброванный пруток Закалка+старение 1040 14 42 - [38, с. 196]
Пруток, 12 мм Отжиг 833 15 62,5 88,2 [39, с.113]
То же Закалка, 900 °C, 30 мин 1092 14,5 64 59 Там же
Пруток Закалка+старение 1180-1370 4-6 30-50 — [4]
Пруток, 12 мм Горячекованый 1078 13 60 - [44, с.76]
Пруток Отжиг, 750 °C, 30 мин 1030 14 64 — Там же
То же Закалка, 890 °С+500 °C, 16 ч 1323 10 40 — »
Пруток, 12 мм Отжиг, 750-850 °C, 1 ч 880-931 15-18 40-45 — [36, с. 232]
Пруток Закалка, 860 °С+480 °C, 16ч 1176-1225 10-12 25-35 — Там же
То же Закалка, 800 °C 1000 15 38 50 »
» Закалка, 850 °C 1127 12 33 49 »
Листы, 0,3-10,5 мм Отжиг >882 >8 - - [15]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
209
Сплав Полуфабрикат* Термическая обработка** а. МПа 8, % V, % КСИ, Дж/см2 Литература
Листы, 1-10 мм Закалка+старение 1100-1200 >6 — — [32]
Листы Закалка+старение 1030-1370 6-10 - - [6]
То же Отжиг 910-1080 10 — — [3,7]
» Закалка+старение 1160-1230 6-8 - - Там же
Листы, 3 мм Вакуумный отжиг, 750 °C, 1 ч 974 12 — — [44, с. 307]
То же, 3 мм Отжиг, 750 °C, 1 ч 964 11 — — Там же
» 3 мм Закалка+старение 1206-1265 7,0-10,4 - - [38, с. И 6]
» 4,5 мм То же 1274-1323 6,2-7,3 — — Там же
» 7,0 мм » 1156-1234 6,6-11,7 — — »
Листы, 3 мм, П Отжиг, 750 °C, 20 мин 1078 9,4 - — [42, с. 205]
То же, Д То же 1009 16,4 29 — Там же
» П Закалка, 880 °C, 20 мин 1009 18 30 — »
» Д То же 980 19,6 26 — »
» П Закалка, 880 °С+520 °C, 16 ч 1264 9,4 19 — »
Листы, 3 мм, Д То же 1156 12 20 — »
То же, П Закалка, 880°С+480 °C, 16 ч 1313 7,2 27 — »
» д То же 1289 7,8 17 — »
Листы, 2 мм Закалка, 870 °С+500 °C, 6 ч 1176 10 32 — [42, с. 255]
Листы Состояние поставки (без т/о) 1078 11 — — [44, с. 350]
То же Закалка, 880 °С+480 °C, 16 ч 1294 10 — — Там же
» Закалка, 880 °С+510 °C, 16 ч 1098 11 — — »
Листы, 5,5-10 мм Отжиг, 720 °С-890 °C 867-887 8,7-13,5 23,5-36,5 79-118 [40, с. 366]
Плиты, 11-60 мм Отжиг 835-1030 >7,0 >20 — [15]
Плиты, 60-100 мм То же 835-1030 >6,0 >14 — Там же
Поковки, штамповки, » 900-1100 >10 >35 >50 [32]
<100 мм
Тоже, 101-150 мм » 880-1100 >7 >20 >45 Там же
3,1. Механические свойства деформируемых титановых сплавов
210
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обрабснка** а, МПа б. % V, % кси, Дж/см2 Литература
Тоже 151-250 мм Отжиг 850-1100 >7 220 >40 [32]
Поковки, <10 кг Закалка+старение >1120 >6 214 >25 Там же
Штамповки, поковки Отжиг 882 10 35 50 [7]
Штамповки То же 835 15 62,5 90 [3]
То же Закалка+старение 1100-1270 7-15 17-42 — Там же
Штамповки, поковки То же 1127 6 20 25 [7]
Штамповки (Р-деформация) Отжиг 916 12,8 45,8 — [40, с. 250]
То же Закалка+старение 1183 4,4 16,0 — Там же
Штамповки, Р+(а+РУле- формация Отжиг 980 14,0 57,2 85 »
Тоже Закалка+старение 1289 9,6 34,0 37 »
Штамповки, 12-50 мм Закалка+старение 1115-1287 4-10 7,8-51,1 20,6-43,1 [38, с. 157]
То же ВТМО 1108-1332 5,2-12,0 18-55,7 24,5-42,2 Там же
Кольцевые штамповки (полосчатая структура) Закалка+старение 1127-1189 4-6,4 6,8-18 19,6-22,5 [38, с. 202]
Кольцевые штамповки То же 1117-1156 8,8-10,2 38,9-40,6 35,2-41,1 Там же
(мелкозернистая структура) Шаробаллоны (образцы-свидетели) Закалка, 900 °С+480 °C, 12 ч 1188 7,7 - 52 [42, с. 237]
То же Закалка, 920 °С+520 °C, 12 ч 1129 6,2 — 19 Там же
Трубы горячекатаные Отжиг >850 >8 — >50 [15]
ВТ25У Пруток, 18-20 мм Отжиг 1050-1250 10-15 20-30 30-60 [32]
Прутки, глобулярная струк- Т^ - 30 °C (ОВ)+530 °C, 5 ч 1127 17 44 50 [212]
тура Пластинчатая структура То же 1078 5 16 20 Там же
Диск, обод, X — 1180 13 35 41 [15]
Диск, полотно, X - 1190 13 43 42 Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** ов, МПа 5, % V, % KCU, Дж/см2 Литература
Диски — >1100 >6 >15 >27 [29, с. 583]
То же Отжиг >1080 >6 >15 >27,4 [85, с. 23]
» — >1100 >7 >15 >28 [ 85, с. 7]
» — 1110-1210 12-17 26-39 31-52 Там же
» — >1100 >6 >14 — [213]
ВТ36 Пруток, 18-20 мм Отжиг 1050-1170 5-11 8-12 15-25 [32]
Поковки дисков Деформированные полуфабрикаты >1070 >5 >10 14 [213]
ВТЗ-1 Т ипичные свойства Изотермический отжиг 980-1175 10-18 30-50 - [6]
То же Отжиг 1030 12 35 — Там же
» Закалка, 850 °С+старение 550 °C, 5 ч 1270-1470 7-12 20-35 - »
Обобщенные данные Отжиг 1080 12 35 35 »
То же Закалка+старение 1270 8 20 25 »
Пруток, 10-60 мм Отжиг 1000-1200 >10 >30 >30 [32]
Пруток, 10-60 мм Закалка+старение >1200 >6 >20 >30 Там же
Тоже, 65-100 мм Отжиг 1000-1200 >10 >25 >30 »
» 101-130 мм То же 950-1200 >8 >20 >30 »
Прутки кованые, 101-250 мм » 950-1200 >8 >20 >30 Там же
Прутки Изотермический отжиг 1080-1130 12-15 42-50 — [6]
То же Закалка+старение 1270 8-11 28-34 — Там же
» То же 1270-1570 4-10 20-35 — [4]
Пруток, <25 мм Отжиг 980-1230 (610) >10 >30 >30 [15]
То же , 14х 14 мм То же 1090+37 15,3+1,24 45,31+2,62 55,1+7,8 [173]
Пруток Изотермический отжиг 1020-1160 14-20 43-60 30-40 [7]
Тоже, 5-10 мм То же 1050 14 40 45 [182]
» 25 мм Изотермический отжиг 1030-1176 15 40 34 [44, с. 190]
» 25 мм Закалка, 850 °С+старение 1274 10 30 20 [44, с. 190]
» 25 мм Закалка, 870 °С+старение 1323-1372 7 15-25 20-30 Там же
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** о. МПа в 5, % V, О/° кси, Дж/см2 Литература
Пруток катаный, 35 мм Отжиг, 879 °C—>650 °C 1093 18,5 49,5 42 [44, с. 222]
Прессованный в изотерми- ческих условиях 17 мм Отжиг, 870 °C—>650 °C 1152 16.8 50 42 Там же
Пруток, 50 мм Изотермический отжиг 980-1030 14-18 40-43 41-51 [214]
Пруток, 30 мм То же 1058-1176 12-15 35-40 34-44 [42, с. 229]
Пруток прессованный, 15 мм Закалка, 870 °C 1075-1125 12-13 36-39 — [38, с. 139]
То же Закалка, 870 °С+500 °C, 5 ч 1270-1282 8-11 17-24 — Там же
» ВТМО (500 °C, 5 ч) 1390-1460 6-9 27-33 — »
Пруток Мелкозернистая равноосная структура 1078 16 52 — [210]
То же Крупнозернистая пластинчатая структура 1029 12 18 — Там же
Прутки катаные Изотермический отжиг 1166 16,5 44 — [43, с. 24]
То же Двойной отжиг 1205 14,8 44 — Там же
» Закалка+старение 1352 8,0 21,7 - »
Прутки с исходной крупно- Отжиг, 870 °C, 1 ч->650 °C, 2 ч 1058 8,0 14 — [180]
зернистой пластинчатой структурой Отжиг, 950 °C, 1 ч->650 °C, 2 ч 1009 15 24 — Там же
Листы, 3 мм, П Отжиг, 800 °C, 20 мин 1117 11,8 13 — [42, с. 205]
То же, Д То же 1068 15 20 — Там же
» П Закалка, 920 °C, 20 мин 1137 16 24 — »
» Д То же 1092 13,7 18 — »
» П Закалка, 920 °С+520 °C, 10 ч 1509 3,1 4 — »
» Д То же 1441 4,4 4 — »
Поковки, штамповки, до 100 мм Отжиг 1000-1200 >10 >25 >30 [15,32]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** МПа 8, % V, % кси, Дж/см2 Литература
То же, 101-250 мм Отжиг 950-1200 >8 >20 >30 [15, 32]
Штамповки, обычные — 980-1176 >10 >30 >30 [40, с. 41]
условия
Штамповки, изотермичес- — 1215-1274 >12 >45 >30 Там же
кие условия
Штамповки 870 °C, 1 ч -> 650 °C, 2 ч, В 1030-1098 8-10 14-18 — [41, с. 153]
Тоже 950 °C, 1 ч -> 600-650 °C, В 1000-1058 12-18 22-30 — Там же
» Изотермический отжиг 1089 17 52 40 [44, с. 229]
» ВТМО (620 °C) 1254 и 43 32 Там же
» 10-15 мм Отжиг, 920 °C -> 650 °C 1068 15,5 64,0 41 [215]
» Закалка + 550 °C, 2 ч 1176 15,2 50,0 48 Там же
» Закалка + 650 °C, 2 ч 1144 11,0 50,7 31 »
Поковки, штамповки Изотермический отжиг 1020-1160 14-20 43-60 30-40 [3,7]
Штамповки Закалка + старение 1130-1180 10-12 32-48 — [3]
Штампованный диск, до 25 кг Отжиг >980 >9 >22 >30 [32]
Тоже, 26-100 кг То же >960 >9 >20 >30 Там же
» 101-200 кг » >950 >9 >20 >30 »
Диски » >960 >10 >25 >30 [85, с. 23]
Диски, крупнозернистая Изотермический отжиг 1020 10 32 73 [6]
структура
Диски, мелкозернистая То же 1000 14 38 82 Там же
структура
Диски, обод, X Более крупное зерно 1030 14 38 37 [15]
То же, В Тоже 1030 18 31 38 Там же
Диски, полотно, X » 1020 19 43 50 »
То же, Р » 1020 18 41 40 »
Диски, ступица, В » 1030 14 33 40 »
3.1. Механические свойства деформируемых титановых сплавов
U
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** о, МПа 8, % V, % кси, Дж/см2 Литература
Диски, КГШП, 920°С Отжиг, 900 °C, 1 ч->650 °C, 2 ч 1110±35 18±6,8 52,2±6,8 44±1 [216]
Диски, ИЗШ, 920°С То же 1095±21 14,7±2,5 50,4±2,8 4б±7 Там же
Штампованные лопатки малогабаритные Отжиг >1000 >10 >30 >30 [32]
Тоже ВТМО+старение >1200 >6 >20 >20 Там же
Крупногабаритные Отжиг >1000 >10 >25 >30 »
а) Лопатка, перо, Д Равноосная структура 1090 18 46 50 [15]
То же П То же 1100 15 38 40 Там же
Бандажная полка, П » 1110 14 43 53 »
То же В » 1070 13 35 48 »
б) Лопатка, перо, Д Более мелкое зерно по сравнению 1150 17 44 45 »
То же, перо, П с «а» 1150 16 47 42 »
» замок, П То же 1140 18 48 44 »
Профили для кольцевых деталей Горячепрессованное состояние 980-1170 8-10 20-25 — [85, с. 47]
Профили, < 20 см2 Отжиг >1000 >10 >25 >30 [15]
То же, >20 см2 То же >1000 >8 >25 >25 Там же
Сортовой профиль Отжиг, 870 °C, 1 ч->650 °C, 2 ч 1030-1190 - 21-45 31-65 [217]
Профиль с законцовкой — 950-980 8-10 18-25 — [49, с. 50]
Цельнокатаные кольца Отжиг >950 >8 >20 >30 [32]
Кольцо сварное с шириной полки до 80 мм Отжиг 1000-1200 >10 >25 >30 [32]
То же, с шириной полки свыше 80 мм То же 1000-1200 >8 >20 >25 Там же
Трубы горячепрессованные Отжиг >950 >8 >20 >30 [15]
То же — 1100 10,5 32 64 Там же
» 870 °C, 1 ч-»650 °C, 2 ч 1040 13,0 32 71 »
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** о . МПа ё, % V, % KCU, Дж/см2 Литература
Трубы горячепрессованные 900 °C, 1 ч->600 °C, 2 ч 1150 11,5 30 55 [15]
То же 900 °C, 1 4-4.550 °C, 2 ч 1200 9,5 27 50 Там же
» 890 °C, 2 ч, воздух 1050 14,5 37 70 »
Полусфера, скоростное деформирование Отжиг, 870 °C, 1 ч—>650 °C, 2 ч, воздух 1137 9-13 — — [200]
ВТ23 Прутки Отжиг 1080-1230 >7 - - [29, с. 567]
Прутки, <25 мм То же 1000-1150 (700) >10 >30 >35 [182]
Прутки » 1000 12 26,5 — [218]
То же Прутки, 6 мм Закалка+старение Закалка+старение 1180 1270 (860) 9,6 25,6 20 — Там же [224]
Прутки, 12 мм Отжиг, 750 °C, 1 ч 1078 20 60 — [44, с. 96]
Тоже Отжиг, 800 °C, ОП 1076 19,5 65 — Там же
» Закалка, 800 °C, 1 ч 1070 18 55 — »
» Закалка, 750 °С+450 °C, 10 ч 1440 10 20 — »
» Закалка, 800 °С+500 °C, 10 ч 1490 10 22 - »
Прутки, 025 мм 870 °C, 1 Ч-+750 °C, 2 4, В+ +500 °C, 10 4 1128 13,9 47,2 32 [219]
То же Закалка + старение 1142 14,6 48,1 51 Там же
Прутки, 040 мм 870 °C, 1 4-4750 °C, 2 4, В+ +500 °C, 10 ч 1225 12,0 41,0 40 »
То же Листы, 1,0-10,0 мм Закалка+старение Закалка+старение 1245 >1100 9,4 >7 36,1 40 » [32]
Листы, 1,5-3,5 мм Отжиг 1030-1225 >8 — — [44, с. 291]
То же, 4,0- 10 мм То же 980-1225 >8 — — Там же
» 1,5-3,5 мм Закалка+старение >1323 >4 - — »
» 4,0-10 мм То же >1274 >4 - — »
3, ]. Механические свойства Реформируемых титановых сплавов
216
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** о, МПа В 8, % V, % кси, Дж/см2 Литература
Листы, 3 мм Отжиг, 750°С, воздух 1127 12 — — [44, с. 291]
То же, 6 мм То же 1030 14 — — Там же
Листы, 10 мм Отжиг, 750 °C, воздух 1030 15 — — »
То же, 3 мм Закалка, 800 °C + 450 °C, 10 ч 1440 6,5 — — »
» 10 мм То же 1372 5 — — »
» 3 мм Закалка, 800 °C + 520 °C, 10 ч 1352 10 — — »
» 6 мм То же 1245 9 — — »
Листы Отжиг 980-1080 11-13 — — [42, с. 163]
То же Закалка+старение 1421-1568 6-9 — — Там же
Листы, 2,0-2,5 мм Отжиг, 750 °C, 20 мин, В 1020-1166 8-19,6 15-32 — [41, с. 30]
Тоже Закалка, 780 °С+450 °C, 10 ч 1372-1490 6,2-10,0 9,4-24,1 — Там же
ВТ23 (5,4 А1) Горячекатаные плиты, 100 мм Деформированные 949 18,4 59,3 127 [220]
То же То же Отжиг. 750 °C, 1 ч, В 958 18,0 60,2 118 Там же
ВТ23 (4,7 А1) » Деформированные 961 14,6 61,2 109 »
То же » Отжиг, 750 °C, 1 ч, В 928 17,0 62,0 115 »
Плиты, 100 мм 870 °C, 14-4750 °C, 2 ч, В+ +500 °C, 10 ч 1205 6,5 15,2 25 [219]
То же Закалка+старение 1206 5,9 15,9 34 Там же
Плиты, 160 мм 870 °C, 14-4750 °C, 2 ч, В+ +500 °C, 10 ч 1170 6,0 12,1 28 »
То же Закалка+старение 1181 5,7 11,8 32 »
Поковки, штамповки, <100 мм Отжиг 1080-1130 >7 >25 — [13, 18]
Тоже, >100 мм То же >1000 >7 >20 >30 Там же
Поковки, штамповки, <30 кг » 1372 6 - 19 [221]
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.8
217
Сплав Полуфабрикат* Термическая обработка** о МПа 8, % V, % кси, Дж/см2 Литература
То же, 100-400 кг Отжиг 1274 5 — 19 [221]
Поковки, штамповки, 950 кг Закалка+старение 1274 4 — 19 Там же
Полоса, 24 мм Закалка, 800 °C 1036 10 — — [44, с. 252]
Полоса, деформация, 1000 °C Старение, 500 °C, 10 ч 1308 4,5 — — Там же
Полоса, деформация, 850 °C Закалка, 800 °C 1039 16 — - [44, с. 252]
То же, 850 °C Старение, 500 °C, 10 ч 1460 4,2 — - Там же
Полоса, 24 мм ВТМО 1372 10 36 — »
Полоса, деформация, 1050 °C Закалка, 800 °C 962 12,2 — — »
Тоже, 1050 °C Закалка+480 °C, 25 ч+560 °C, 15 мин 1316 5 — — »
Деформация, 800 °C Закалка, 800 °C 989 20,3 — — »
То же Закалка+480 °C, 25 ч+560 °C, 15 мин 1318 7,7 — — »
Шаробаллоны То же 1334 6,8 - 31 [29, с. 962]
Цельнокатаные кольца — 1000-1140 >5 >19 >21 [85, с. 57]
ВТ16 Прутки Отжиг 785-980 >8 >40 >50 [15]
Прутки, 8-20 мм То же 814-932(630) >14 >60 >50 [182]
То же, 8-20 мм Закалка+старение 1030-1180 (700) >12 >50 >30 Там же
» 20-30 мм То же 1030-1180 >12 >40 >30 »
» 30-40 мм » 1030-1180 >10 >30 >30 »
Прутки, 12 мм Отжиг, 780 °C, 1-2 ч, ОП до 400 °C, воздух 764-882 15-22 55-70 69-118 [2]
Прутки, 20 мм Закалка. 810 °C+ 550 °C, 8 ч 1140 18 54 — Там же
Пруток Отжиг 885-980 12 40 — [7]
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.8
Сплав Полуфабрикат* Термическая обработка** о . МПа 8, % V, % KCU, Дж/см2 Литература
* Нап по шир ** 3nai ОП - о> Примеч Пруток Пруток, 5-10 мм То же, 10 мм » 12 мм Прутки, 40 мм Прутки То же » Прутки, 5-10 мм Тоже, 10 мм Прутки, 6 мм Прутки, 10 мм Проволока То же » давление вырезки образцов: Д- ине; О - осевое; X - хордовое; 1 < -> означает охлаждение полус лаждение с печью; ание. Для прутков, предназначен Закалка+старение Отжиг Закалка+старение То же Кованое Отжиг, 780 °C, ОП (3°С/мин) Состояние поставки Закалка+старение Отжиг Упрочнение+старение Закалка+старение Тоже Степень деформации 40 % То же, 60 % » 80 % продольное; П - поперечное; ПВ—по 3 - радиальное; В-высотное; Т-танг )абриката с печью с одной температур ных для изготовления деталей креплени 1085-1230 875 1080 1098 1117 800-920 813-931 1078 830-950 1080-1470 1050 (630) 1200 (750) 1240 1300 1350 перечное по вь енциальное; Н ы до другой, Е я. в скобках ука. 5 18 14,7 13,5 12 16-22 14 5 22 16 3 3 3 юоте; ПШ - П - направл > - охлаждет >ано сопротм 20 63 56 57 68 63-70 65 25 65 60 60 40 поперечное ение прокат тие на возду вление срезу 95 160 80 ки. хе, гт^.МПа [7] [182] Там же » [43, с. 197] [222] [12, с. 922] Там же [И, с. 319] Там же [224] Там же [174] Там же »
219
Таблица 3.9
Механические свойства зарубежных (а+Р)-сплавов
Сплав Полуфабрикат* Термическая обработка*2, структура*3 Механические свойства*4 Литература
о , МПа*5 о0Г МПа 8, % V, %
T1-6A1-4V Типичные значения Отжиг 900-993 830-924 14 - [33, с. 524]
То же Закалка+старение 1172 1103 10 - Там же
Типичные значения Отжиг 980 931 14 — [91]
То же Закалка 1040 907 12 — Там же
» Закалка+старение 1156 1058 8 - »
Прутки, <13 мм Отжиг >930 (S) >861 (S) >10 -25(A) [33, с. 518]
(>572)
То же, 13-50 мм То же >930 (S) >861 (S) >10 >25(А) Там же
» 50-100 мм » >896 (S) >827 (S) >10 >25(А) »
» 100-150 мм » >896 >827 10 20 »
» 13-25 мм » 979/993(В) 924/924(В) Ю(А) 25(A) »
» 25-50 мм » 965/986(В) 903/910(B) Ю(А) 25(A) »
» 50-75 мм » 951/979(В) 882/903(В) Ю(А) 25(A) »
» 75-100 мм » 930/972(В) 862/889(В) Ю(А) 25(A) *
» 100-125 мм » 917/896(В) 841/875(В) Ю(А) 20(A) »
» 125-150 мм » 903/951(B) 820/862(В) Ю(А) 20(A) »
» <13 мм Закалка+старение >1135 >1070 >10 >20(S) [33, с. 519]
» 13—25 мм То же >1105 >1035 >10 >20(S) Там же
» 25—40 мм » >1070 >1000 >10 >20(S) »
» 40-50 мм » >1035 >965 10 20 »
» 50-75 мм » >965 >895 10 20 »
Прутки (0,17 % О) Заводской отжиг 1011 925 15 [28, с. 3027]
То же Закалка+старение 1096 996 15 Там же
» «Прямое» старение 1051 975 11 »
Прутки, 20 мм Заводской отжиг 988 899 16 43 [28, с. 1783]
Тоже, <13 мм Закалка+старение 1068(A) (648) 951 >6 >12 [33.. с. 520]
3.1, Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка ,г, структура*3 Механические свойства*4 Литература
о , МПа*5 оС 2, МПа 8, % V, %
Прутки, 13-19 мм То же 1041(A) (634) 951 >6 >12 Там же
Прутки, 19-25 мм Закалка + старение 1013(A) (613) 917 >6 >12 [33, с. 520]
То же, 25-50 мм Тоже >965 (586) >896 >6 >12 Там же
» 50-75 мм » >896 (544) >827 >6 >12 »
Листы, <4,75 мм Отжиг 958(B) 903(B) 8(S) - [33, с.517]
Листы, <4,75 мм То же 924(A) 868(A) 8(A) — Там же
Плиты » 986 916 15 40 [23]
То же, 4,75-50 мм » 930-951(B) 862-903(В) — — [33, с.517]
» 50-100 мм » >896 >827 >10 — Там же
» 12,7 мм Отжиг, 750 °C 1088 941 12 40 [21, т.1, с.453]
» 37 мм Отжиг, 950 °C, 1 ч 954-1014 903-973 16,5 35,6-51,3 [23, с. 483]
» Закалка, 955 °C, 1,5 ч + 538 °C, 6 ч 1175-1270 1128-1181 13,1-15,6 35,4-41,5 Там же
Плиты, t =25 мм, L/T Отжиг, 760 °C, 1 ч 999/1027 923/951 13/15 — [27, с. 1163]
То же, t =38 мм, L/T Тоже 978/992 909/930 12/13 — Там же
» t =64 мм, L/T » 951/965 882/909 13/13 — »
» 6-50 мм, L Состояние поставки 952-1034 834-945 5-17 — [27, с. 1171]
» L Среднее значение 987 900 14,0 — Там же
» Т Состояние поставки 952-1076 834-993 3-18 — »
» Т Среднее значение 1020 944 14,0 — »
Полусферы Отжиг 1000 950 16 45 [24, с. 455]
То же Закалка+старение 1030-1100 960-1030 10 20 Там же
Пресс-изделия, <50 мм Отжиг 944(B) 855(B) >8/10 >15/20 [33, с. 520]
Тоже, <13 мм Закалка+старение 1124(B) 1013(B) >6(А) >12 Там же
» 13-19 мм Тоже 1082(B) 986-999(В) >6(А) >12 »
Поковки, <50 мм (а+0)-ковка+отжиг >930 >862 >10 >20/25 (S) [33, с. 521]
То же, 50-100 мм То же >896 >827 >10 >20/25 (S) Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка*2, структура*3 Механические свойства*4 Литература
о , МПа*5 с0 2, МПа 5, % V, %
Поковки, 100-150 мм (а+Р)-ковка+отжиг >896 >827 >10 >20/25 [33, с. 521]
Поковки Типичные свойства 980 900 14 — [28, с. 2713]
То же То же 970 910 13 40 [28,с.285]
» Разброс свойств 876-1103 786-1013 5-18 7-43 [28,с.2975]
Поковки Отжиг, 750 °C (АС) 1000 990 13,5 - [21,т 1,с. 333]
Тоже Тоже, 850 °C (АС) 990 931 14,0 — Там же
» » 950 °C (АС) 1000 902 13,5 — »
» » 1050 °C (АС) 1024 916 10,5 — »
» Закалка, 750 °C 1024 918 12,5 — »
» То же, 850 °C 970 951 16,5 — »
» » 950 °C 1127 814 12,0 — »
» » 1050 °C 1147 1024 П,5 — »
» » 750 °C + 550 °C, 4 ч 1010 956 12,0 — »
» » 850 °C + 550 °C, 4 ч 990 916 13,0 — »
» » 950 °C + 550 °C, 4 ч 1000 1040 12,0 — »
» » 1050 °С+550 °C, 4 ч 1117 1063 3,5 — »
» Отжиг 990 897 16 43 »
Ti-6-4 Поковки, 197 мм Равноосная структура 965 915 19 45 [27, с. 433]
Тоже Бимодальная структура 990 940 12,3 26 Там же
Поковки 700 °C, 2 ч, Р 1050 986 14 36 [27, с. 458]
То же 1100 °C, ОП, П 992 860 6 15 Там же
» 950 °C, 1ч (АС)+500 °C, 24 ч (Б) 1005 930 16 43 [28, с. 1979]
» 1050 °C, 1 ч, МО+500 °C, 24 ч (П) 865 815 11 18 Там же
Р-ковка Требования ТУ >900 >830 >5 >10 [28, с. 2697]
Поковки (Р), /=7-11 мм — 975-1061 884-992 6,7-10,6 11-23 Там же
То же Средние значения 1024 940 8,4 16,5 »
Диски (а+Р)-ковка 966 923 12,2 32 [21,т.1, с. 333]
3.1. Механические свойства деформируемых титановых сплавов
222
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка*2. структура*3 Механические свойства*4 Литература
ов, МПа*5 | о(12, МПа 8, % ц/. %
Диски Р-ковка 964 897 11,8 27 [21,т.1,сЗЗЗ]
Трубы, 09,5-32 мм, Отжиг для снятия напряжений >1034 >931 15 (Т) — [26, с.755]
t=0,5-1,65 мм
Штамповки Отжиг 946 848 15 55 [21,т.1, с.199]
0,11 % О 900 °С,1 ч (WQ)+590 °C, 2 ч 1053 1000 14,7 — [28, с.3059]
0,16 % О То же 1080 1025 12,9 — Там же
0,22 % О » 1145 1070 13,8 — »
Т1-6А1—4V — Отжиг >830(S) >760 15(S) — [33, с. 525]
(ELI) — То же 896 827 15 — »
— » 921 ±6 869+4 22+1 52+6 [27, с. 1135]
— ОТР 896 827 15 ' — [27, с. 1195]
— Закалка + старение 953 822 10 — Там же
Crade 29; T1-6A1-4V- 0,1 Ru ELI Листы Р-отжиг 924+3 821+3 12,3+21 22,8+1,3 [27, с. 1073]
Crade 23M Трубы, 186,4x17 мм Холодная прокатка + т/о 921-941 813-843 10-12,5 31-38 [27, с. 1119]
(Ti-6A1-4V) ELI-0,05Pd То же Экструзия, 900 °C, 2,5 ч+ +730 °C, 4 ч 931-950 833-872 11,5-15,5 34-52 Там же
» Экструзия, 1040 °C, 5 ч+ +730 °C, 4 ч 874-975 783-924 6,4-13,2 12,6-23,6 »
Low cost Пруток, 18 мм (а+Р)-отжиг 965 (т) 862 (т) 20 (т) 40 (т) [33, с.751]
Ti-6,4A1— l,2Fe Пруток, 18 мм Р-отжиг 965 (т) 862 (т) 10 20 Там же
Ti metal-62S Плиты, поковки, (а+Р)-деформация+отжиг, 700- >930 >895 >10 — [33, с. 681,
(Ti-6A1- <75 мм 790 °C, 2ч с. 682]
1,7Fe—0,1 Si) Прутки, 45 мм (а+Р)-деформация+отжиг, 700 °C, 2 ч 1052 991 16,5 37,3(т) Там же
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка*2, структура*3 Механические свойства*4 Литература
ст, МПа*5 ап,, МПа 5, % V, %
+ 0,250, Прутки, 12 мм Отжиг — 1100 — 26 Там же
+ 0,25О2 To же 12 мм Закалка+старе н ие - 1180 — 7 »
» 12 мм Отжиг, 700 °C, 2 ч 1059 1024 14,5 31,3 »
Плиты, г=9,5 мм, L Отжиг, 954 °C, 2 ч->760 °C (АС) 986 896 17,5 35,9 [26, с. 1688]
То же, LT То же 972 876 17,0 34,2 Там же
Ti-431 Листы Отжиг >860 >860 >10 (S) [33, с.733]
(Ti—4А1- То же Закалка — >895 >10 (S)
3Mo-lV) » . Закалка+старение >1275 >1100 >3-5 (S)
» То же 1350 1325 Частное значение
Ti-7AMMo Прутки, <50 мм Отжиг >1000 >930 >10 — [33, с. 671]
То же, <25 мм Закалка+старение >1172 >1103 >8 - Там же
Пресс-изделие, <50 мм Отжиг >1000 >930 >10 — [33, с. 670]
То же, 13-25 мм Закалка+старение >1103 >1034 >6 - Там же
» 50-100 мм Отжиг >965 >896 >10 — »
» 64-100 мм Закалка+старение >965 >896 >6 — »
Поковки, <13 мм То же >1240 >1135 >8 >20 »
Тоже, 13-25 мм » >1170 >1105 >8 >20 »
Штамповки Деформация->700 °C >1078 >980 >8 >20 [92]
IMI 550 Прутки, <25 мм Минимальные свойства >1100 >960 >9 >25 [33, с. 696]
(Ti-4Al-4Mo Прутки, <100 мм То же >1050 >920 >9 >20 Там же
2Sn-0,5Si) — — 1050-1220 920-1044 9-15 20-48 [28, с. 2975]
Пресс-изделие (типо- (а+Р)-обработка+т/о 1107/1127 957/1016 14/14,5 40/40 [33, с. 699]
вые свойства), L/T Р-обработка+т/о 1183/1236 998/1009 12/10 24,5/16 Там же
— ОТР (900 °C) 1080 930 12 40 [33, с. 700]
— ОТР+старение, 500 °C, 24 ч 1200 1070 14 42 [23]
Поковка, 50 мм 900 °C (АС)+500 °C, 24 ч 1135 1024 11 34 [23, с. 2313]
То же 950 °C (АС)+старение 1107 974 15 46 Там же
3.1. Механические свойства деформируемых титановых сплавов
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
1 Е J % ‘Л ОЛ А Т ОЛЗ 1ЦТ Г 14 [23, с. 2313] 39,5 [23, с. 523] 20 [33, с. 702] 20 Там же 30-45 [28, с.2975] 30(т) [33, с.703] 39(т) Там же 40(т) » 28(т) » 9(т) [33, с. 704] 28(т) Там же 47(т) » 7? 2 S’ <u r: <u ’T <u -hS £ К 'О К 1 „ ™ ra „ 03 mH H mH Cl сч 7, g О оо — os or чу oo ~ 12 сч ® lzs ч—z <П ОО О l>- s© О <n tn Л1 Al
* Л ш Б JS б, % 9 14,5 00 о ® °3- °®- “ s° oo 2 W О M « N 't /’t О О Л1 о ~ л; о — ~ ~ “ “ — 00
ш о о S и о S X л а02, МПа 888 982 о tn^^OOOOOO© OS 40 I О ОС ’t о -' о О P J - - с<1 П о 'ЙГ И МТ П О Г- МТ О Г- МТ О 2 < ° О'. £ О S N - О О О'. о „ S Л| ° Л| Л1
й 2 ав. МПа*5 сч о о — я— о о сч г- сч '^г*п2ооооооо ’7’7 - О'О ос ir, it, - o^,o^rJ Ш О *П сч сч сч МТ £3$ о, - О 45 СК £ g g ' ОО , QS 2 —- —- " 2 2 Л| Л| Л| Л|
Термическая обработка*2, структура*3 1010 °C (АС)+старение Закалка, 900 °С+500 °C, 24 ч Гарантированные свойства То же ОТР 900 °С+ 500 °C, 24 ч ОТР 900 °С+ 500 °C, 24 ч 900 °C, 1 ч (WQ)+500 °C, 24 ч 900 °C, 1 ч (АС)+540 °C, 24 ч 900 °C, 1ч (песок)+500 °C, 24 ч <, <; <, < < <, □ О з- з" з> у 3" < < сч -ч- ’Т сч з- у з- и u и и и и » — "о-аало'" и и и ? g ? in й S у ё -°о °±+±+ + + ГТ I S О О О ГТ's"** /'“'v Г? и< о S 7 7 g « § о ° = ’ ’ ” + Й S S Н S и и О и О и s q mSSeSoooooog ьй СП О О О О 7 7 ° ° ° ° О ОТ
Полуфабрикат* Поковка, 50 мм Поковка Прутки, <25 мм То же, 25-75 мм Сутунки, 100-125 мм Прутки, 75 мм То же, 25-50 мм » 16 мм » 16 мм Прутки, 16 мм То же, 16 мм ghb h 2 Ня О | 1 2 s 2 о 2 Г? 7 v 3 < - s - -J 3 V оо __ „ S s s я „ I °т is gig н a g , g 2 ? s НС н CH CJCmtCv
г ч J IMI 551 (Ti-4Al-4Mo- 4Sn-O,5Si) Ti - 662 (Ti-6A1-6V- 2Sn)
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка*2, структура*3 Механические свойства*4 Литература
о, МПа*5 <т02, МПа 5, % V, %
Листы, <4,7 мм, L/LT Тоже, <4,7 мм, L/LT Отжиг Закалка(\УР)+старение >1068 >1172 >999 >1103 >10/8 >8/6 [33, с. 645] Там же
Плиты, 50 мм То же, 50 мм Заводской отжиг Ступенчатый отжиг 1110 1089 1082 1034 10 13 22(т) 26(т) [33, с. 647]
KSTi-9 Листы Отжиг для снятия напряжений 1047 947 14 35 [28, с. 3097]
(Ti-4,5Al-2Mo- l,6V-0,5Fe-0,3 Si-0,03C) То же » 600 °C, 6 ч 720 °C, 0,5 ч 1053 1016 956 927 18 27 Там же
Ti-6-22-22 Листы, (а+Р)-про- 899 °C, 0,5 ч (АС)+593 °C, 8ч 1166-1242 1063-1173 9,0-12,5 — [26, с. 1124]
(Ti-6Al-2Sn- катка, L, Т То же 1152-1208 1028-1159 5,0-8,5 — Там же
2Zr-2Cr-2Mo) Листы (Р-прокатка), » 1159-1173 1035-1076 3,5-6,8 — »
(без кремния) L, Т » 1159-1187 1028-1111 4,5-7,0 — »
Ti-6-22-22S Прутки, 50 мм Тр-28 °C, 1 ч (АС) 1080 975 16 - [28, с. 1639]
(Ti-6Al-2Sn- То же Тр-28 °C, 1ч (АС)+538 °C, 8 ч 1150 1040 14 — Там же
2Zr-2Cr-2Mo- » Т₽-28 °C, 0,5 ч (AQ+538 °C, 8 ч (Б) 1240 1140 12 — »
0,15-0,2Si) » Тр+28 °C, 0,5 ч (AQ+538 °C, 8 ч (П) 1240 1075 6 — »
Плиты, 51 мм Закалка+старение 1110-1151 972-1007 10-11 — [28, с. 1631]
То же Средние значения 1143 985 10,3 — Там же
Поковки, ТУ Закалка+старение >1030 >930 >8 >15 [27, с. 1573]
Поковки, 65-140 мм 925 °C, 1 ч (FC)+540 °C, 8 ч (АС) 1050-1090 970-1005 11-15 — Там же
Листы, (а+Р)-дефор- мация Отжиг, 730 °C, 2 ч 1103 1034 10 -(т) [33, с. 715]
Плиты, (а+Р)-дефор- маиия То же 1076 1014 13 28 (т) Там же
Листы, (а+Р)-дефор- мация (а+Р)-ОТР+старение 1193 1331 7,5 -(т) »
Плиты, (а-ьр)-дефор- мация Р-ОТР+старение 1204 1131 12 35 (т) »
3.1. Механические свойства деформируемых титановых сплавов
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.9
Литература 7Г г- S и' i & & и‘ « J cn” Е— 45 1Л г1 СП СЧ. сч U—й ь“1——> fit Л Л fi А А А
Механические свойства*'1 1 41 (т) 17(т) 15(т) 15(т) 14-18 >10 >10 QO — ’Г — — -- еч ЧО ГЧ сч —
8, % | 71 b i i. - о <5 — о О О 1 А1! , п *1 кП- 5 оо ~ 5® ст 2! ° ° о СЧ кл ~
оа2,МПа I m S © ° * °° oks 2 - о £ § «AI т; О' £ 5 5 2 § о _ 1 P7S 2 £ s 2 ci ci о g;
МПа*’ о н — OV о ч—' ч—/ — С*-) 40 О QQ ГП \© I о о ГЧ СП О (Д ~ ° 40 Al AJ — — — о СЧ СГх О' ID m оо О о о о о о — гг, — еч ~ т; ~ ~ сч о ел О СЧ СП ~ о ® СЧ Os О " ~ ~ — а о сч —
Термическая обработка*2. структура*2 Р-ОТР+старение Тпп-28 °C (АС)+540 °C, 8 ч (АС) То же » Стандартная обработка Тройная обработка: [Тгп+27 °C (FAN)]+ [Т™-(27-50 °C) (АС)]+537 °C, 8 ч Тройная обработка: [Tnn + 27°C(OQ)]+ +[Тлп-(27-50 °C) (АС)]+537 °C, 8 ч Тройная (а+Р)-обработка (FAN) Тоже, P-обработка (FAN) Тройная (а+Р)-обработка (FAN) То же, P-обработка (0Q) Тройная (а+Р)-обработка (FAN) То же Тройная P-обработка (FAN)
Полуфабрикат* Сутунки, (а+Р)-де- формация Плита, 50 мм, Р-деформация Плита, 100 мм, Р-деформация Плита, 150 мм, Р-деформация Поковки, ТУ Поковки, 75 мм, (а+Р)-ковка То же Поковка, 13мм, Р-ковка » (а+Р)-ковкг Поковки, р-ковка Поковки, 38 мм, (а+Р)-ковка Поковки, 75 мм Р-ковка То же, 25 мм, Р-ковка То же, 75 мм, (а+Р)-ковка
Сплав Малое содер- жание кисло- рода (0,08 %) Стандартное содержание кислорода (0,11%)
226
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.9
Ё тЗ а. X □ [25, с. 1371] [25, с. 1647] » » г? — й t< 4) ou оо и й u Ч- -s -S Я £ — я „Я и и Я г<п f-> cn Н . I-1 у-' t-1 сн СЧ. УТ гм
ч», % 24/16 I 1 $SoC4$Sr,fNfS_M СЧ СЧ Й Т Т - оо °Л1Л|2ГГЧ''3'3''' •- — ° ™ <s Д| Л1 СЧ СЧ СЧ СЧ
ЯЗ m о >s 8, % 1 О' Г- СЧ ’Г сь U 6 — сч сч ’Г ®oooomO'S,'S'~ ” " ” Т. Ч N с~ д1 Al Al AI — —• — —• сч чп сп чп 00 00 m ~
m о о s a о и г s X л р„г МПа | 972/945 1162 1172 1078 г* оо г* о in сь У? чп У? g оо — — о — о — о чп о чо -. — С*— — ”®””ОС- 00 С~ 00 “ __ " О, Оу AI Л| Al Л1 2 о «2 g
о 2 ов, МПа*’ 1 1096/1062 1274 1242 1138 in г* г* СП О СП ’'Т СИ " С’ ГГ оосЧ’Г ’Г N О (N " Ю 40 СЧ ГЧ CN — О Л1 Л1 Л1 Л1 Й - 1 ~ ~ «Ж с— *-*
Термическая обработка*2, структура*3 Тройная P-обработка (FAN) 900 °C (АС)+480 °C, 8 ч 900 °C, 30 мин (АС)+565 °C, 8 ч 900 °C, 30 мин (AQ+675 °C, 8 ч Л ± X, X ’s' тттт§ % 7 * ’'Z 00 — ОО 7 00 ОО 00 +™ =• = о о о Q- СЧ сч д; СЧ и у и О Й и Д с :-:-ГЙё< £ °^^^aaddT'°?'Oy'o?'o??Tc4^<N1» >s ® £ 3? - j-- j-- a- j-- - ~ "o; %' SsOOoooocJ0 (J ° rj ° <J° У У У + 0^ ° )JS )S ° ° Cs|cs|inin°cnornocno CH ° ° ° 0 frj о о о o 1 1 1 ioO'oas'oO'oo\oQomU‘na' ДЬЯ^^ОООО^‘П^^5‘П^ОПСПСП\ОСП<ГП‘П ьч. Еч 00оо«——^’T^fGh + Ch + О' + 0' + О\О\О'О\ s—z Ch т
Полуфабрикат* Поковки, 25 мм, (а+Р)-ковка Листы, 1,27 мм То же » 2 2 S S § 2 о о 2 £ s 2 S 2 S О 1 1 ЧП Й ЧП О £ Гт Я -~> V ЧП Г~ V с> s 3 ь И „г 3" s и S и я и ОЙ S 2 * 2 -Й £ £ 2 * * -. Ё и 2 - - „ о о ,S Д £ Д £ Д £ СН Ь 1=х н 1=1 i- ti »-
Сплав Содержание О2~0,102 % Ti-6246 (Ti-6AI-2Sn— 4Zr-6Mo)
227
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.9
Литература [26, с. 1203] [28, с. 2875] [27, с. 390] Там же » » £ * * 2 * UJ £ Г * “ Г * * cn f- f- Н £2 сч [98] Там же » [33, с. 706, 98]
Механические свойства*4 1 ЧЛ % 1 _ ю ~ 2. °® 2 1 (X О тс с- ’ СЧ СЧ СО IZl iQ СЧ — oo чэ сч oo о <n ''l Д1"- (4 n <T 4- n if Cl 1 Й 3 "
8, % 1 Zp' О оо ” <>f m" ~ Z2 22 2 о , <П M -П in c~ ОС 1 "" (N чо* чо" vr? m CN OO Al Al — m °- сч СЧ СП 2 ~
°С.2- МПа_| TI- i. U-, in О in 3 О X “ ° ° о ю 5, о — — — о — —1 " /j/\jZ_°'5'S300°'MO' щ сч 1° ,С1 О о 2 04 ° сл 2 00
ов, МПа*5 | in IT) О о о - ir зо о —* о — — — сч СЧ *" ООМ-О100О„оОМ1Л so so — r~ — 2 s W £ 5 M ^^2222^*2^” 2 2 _ О' ” Е Е °°
Термическая обработка*2, структура*3 935 °C, 2 ч (WQ)+905 °C, I ч+ +593 °C, 8 ч (грубая а- и тон- кая а- в p-превращенной матрице) 910 °C, I ч+595 °C, 8 ч Пластинчатая структура Корзиночное плетение, Т То же Г Бимодальная структура Отжиг Отжиг Закалка, 1000 “С, 10 мин 1000 °C (WQ)+600 °C, 65 ч 1000 °C (WQ)+700 °C, 65 ч 900 °C (WQ)+700 °C, 2 ч Отжиг, 700 °C, 2 ч (АС) ОТР 900 °C, 1 ч (WQ)+700 °C (АС) ОТР 900 °C, 1 ч ( WQJ+550 °C, 2 ч Отжиг, 700 °C, 2 ч (АС) ОТР 900 °C ( WQ)+700 °C (АС) 915 °C, 30 мин (FQ+845 °C, 4 ч Состояние поставки То же Обработка на наибольшую вязкость разрушения (Кк=110 МПа-Тм )
Полуфабрикат* Диски Диски, Р-деформация Прокат То же » » S S 2 <4 00 О VI S с - S * 3 л S « со о ё ё £ * s* хчЕгоА*й**о,о е; С С Е f“ Плиты, а-, (а+Р)- процесс Плиты, Р-процесс
Сплав Tikrutan LT 35 Ti-5Al-2,5Fe Согопа-5 (Ti-4,5A1- 5Мо-1,5Сг)
228
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка*2, структура*3 Механические свойства*4 Литература
о . МПа*5 о0Г МПа 8. % ч», %
Кованые прутки 850 °C (АС)+550 °C, 6 ч (АС) 1020 912 13,5 29,7 [23, с. 2015]
То же 850 °C (АС)+595 °C, 6 ч (АС) 1000 950 17,5 57,0 Там же
» 850 °C (АС)+650 °C, 6 ч (АС) 927 860 16,0 45,0 »
» 850 °C (АС)+710 °C, 6 ч (АС) 902 848 18,0 47,0 »
» 850 °C (AQ+730 °C, 6 ч (АС) 905 845 21,5 59,0 »
» 850 °C (АС)+750 °C, 6 ч (АС) 888 827 20,0 53,0 »
Плиты, Р-деформация 850 °C (АС)+550 °C (АС)*4 1258 1163 7,5 15 [30, с. 451]
То же 750 °C (АС)+550 °C (АС)*4 1146 1085 11 23,5 Там же
Плиты, (а+РУдеформация 910 °C (АС)+850 °C (АС)+ +550 °C (АС)*4 1300 1203 5 9,5 »
То же 910 °C (АС)+850 °C (АС)+ +550 °C (АС)*4 1146 1099 9 17 »
Плиты, Р-деформация 890 °C (АС)+590 °C (АС) 1294 1225 9 19 »
То же 790 °C (АС)+590 °C (АС) 1211 1170 13 24 »
Плиты, (а+РУдеформация 950 °C (АС)+890 °C (АС)+ +590 °C (АС) 1259 1180 5 10 »
То же 950 °C (АС)+790 °C (АС)+ +590 °C (АС) 1159 1121 10 18 »
— Закалка, 913 °C + 593 °C, 6 ч 1255 1172 6 — [23, с. 2211]
Согопа-5 Поковки, —0,1 % О 830 °C, 4 ч (FC)—>540 °C (АС) 872-962 831-918 >14 37-54 [26, с. 940]
То же 950 ‘С, 15 мин (AQ+700 <С, 4 ч (АС) 969-1049 899-1011 8-12 19-48 Там же
SP-700 Прутки Отжиг (заводской) 1007 936 18,4 - [33, с. 687]
(Ti-4,5A1- То же 850 °C, 6 ч (WQ)+510 °C, 6 ч 1455 1313 8,0 23,5 [28, с. 385]
-3V-2MO- Листы Минимальные свойства 960 900 8 — [33, с. 687]
2Fe) То же, 0,8 мм Отжиг (L/T) 1073 / 1073 1023 / 1023 10,4/10 -(т) Там же
» 2 мм То же 996 / 1014 924 / 953 15 /13,2 -(т)
» 3 мм » 1042 / 1020 1009 / 910 20 / 19 -(Т) »
Продолжение табл. 3.9
Сплав Полуфабрикат* Термическая обработка*2, структура*3 Механические свойства*4 Литература
а, МПа*5 апг МПа 8, % Ч/, %
Листы, Змм Отжиг (L/T) 1025 / 1015 949 / 929 23 / 21 -(т) [33, с. 687]
Листы Отжиг (заводской) 1025 949 22,8 - Там же
Листы, 0,5-0,8 мм, L Состояние поставки 1050 990 12-16 - [26, с. 1099]
То же, 45° То же 900 840-875 12-16 — Там же
» Т » 1025 950 12-16 - »
Листы, 0,5-0,8 мм 800 °C, 10 мин (WQ)+500 °C, 2 ч 1350 1180 8 - »
То же 840 °C, 10 мин (WQ)+500 °C, 8 ч 1425 1250 5 »
» 840 °C, 10 мин (WQ)+525 °C, 8 ч 1300 1200 7 — »
Плиты Отжиг (заводской) 1028 990 16,8 — [33, с. 687]
Плиты 720 °C, 1 ч (АС) 968 946 19,4 53,5 [26, с. 933]
То же 750 °C, 1 ч (АС) 960 941 19,6 55,5 Там же
» 843 °C, 1 ч (АС) 1037 966 17,2 45,2 »
» 843 °C, 1 ч (АС)+720 °C, I ч (АС) 971 925 19,6 52,2 »
Плиты, 15 мм Отжиг, 720 °C, I ч (АС) 1023 972 19 62 [33, с. 687]
То же Рекристаллизационный отжиг, 800 °C, 1ч 966 917 21 62 Там же
» 850 °C (WQ) + 560 °C, 6 ч 1377 1240 12 28 »
ASM-4599 » 850 °C (АС)+ 510 °C, 6 ч 1213 1114 14,4 89,6 | [33, с. 687]
* Направление вырезки образцов: L - продольное, LT- продольно-поперечное; Т- поперечное.
*2 Скорости охлаждения: АС - охлаждение на воздухе, FAN - охлаждение феном, OQ - охлаждение в масле; WQ - охлаждение в воде.
*3 Структура: Р - равноосная. П - пластинчатая, Б - бимодальная, Т - тонкая, Г - грубая.
*4 В числителе - свойства в продольном направлении, в знаменателе - в поперечном; т - типичные значения.
*5 В скобках- сопротивление срезу tcj , МПа.
Таблица 3.10
Механические свойства отечественных сплавов переходного класса и псевдо-Р-сплавов
Сплав Полуфабрикат* Термическая обработка** <т, МПа*** 8, % ч/, % KCU, Дж/см2 Литература
ВТЗО Прутки Закалка 635-735 35-40 60-72 120-140 [3]
Прутки Закалка+старение 1370-1560 7-11 — - Там же
Прутки, 12 мм Закалка, 730 °C 720 34 74 — [182]
То же Закалка, 730 °С+старение, 590 °C, 8 ч 920 18 61 — Там же
» Закалка, 730 °С+старение, 510 °C, 8 ч 1170 13 49 - »
» Закалка, 730 °С+старение, 500 °C, 5 ч 1350 9 22 — »
Листы, 1,5 мм Отжиг 685-735 >30 — — [29, с. 567]
То же Закалка+старение 1170-1310 >8 - — Там же
Листы Закалка, 750 °C + 530 °C, 4 ч 1220-1300 6-9 — — »
ВТ22 Минимальная прочность То же >960 — — — [29, с. 567]
Типичные свойства Отжиг, 700-800 °C, ОП 1080-1180 10-15 35-50 24-34 [100, с. 102]
То же Закалка, 700-750 °С+500-550 °C, 5-10 ч 1280-1370 7-10 20-30 — Там же
Типичные свойства в Отжиг 1080-1230 >7 — >25 [29, с. 567]
сечениях до 200 мм
Прутки, 25-60 мм, Д То же 1070-1226 >10 >35 >30 [32]
Тоже, 140-150 мм, П » 1100-1300 >6 >14 >30 Там же
» 140-250 мм, Т » 1100-1300 >8 >20 >30 »
» 65-100 мм, Д » 1100-1300 >8 >20 >30 »
» 101-130 мм, П » 1100-1300 >8 >20 >30 »
Прутки, <100 мм Отжиг, 750 DC->300 °C 1080-1225 8-16 25-50 30-60 [100, с. 63]
То же, <20 мм Закалка, 750 °С+500 °C, 16 ч 1375-1520 7-10 25-50 30-40 Там же
» 050 мм Отжиг 1140 16 50 39 [100, с. ПО]
Прутки То же 1080-1230 >10 >30 >30 [15]
То же » 1130-1340 10-17 20-65 — [3]
» » 1085-1225 8 — — [7]
» >40 мм Закалка+старение 1200-1300 >6 >25 - [182]
3.1. Механические свойства деформируемых титановых сплавов
ю
ю
Продолжение табл. 3.10
Сплав Полуфабрикат* Термическая обработка** МПа*** 8, % у/, % кси, Дж/см2 Литература
Прутки Закалка+старение 1370-1520 5 - - [7]
То же Закалка, 800 °C 1058-1100 10-13 38-59 — [43, с. 190]
» Закалка,700-750 °С+старение, 450-500 °C >1300 >8 - Там же
Прутки Изотермический отжиг 1250 13 40 - [ 182]
Тоже, 14 мм Закалка, 780 °С+400 °C, 16 ч 1860 3,5 8 — [29, с. 567]
» 14 мм Закалка+старение 1680 10 25 - Там же
» 14 мм Закалка, 750 °С+старение, 500 °C, 10 ч 1323-1421 7-11 25-42 — [43, с. 190]
» 14 мм Закалка, 700-750 °С+старение, 450-500 °C >1274-1470 >8—10 — — [225]
Кованые прутки, 14х14 мм Отжиг, 780 °C, 1 ч->400 °C, В 1127 16,7 57,2 — [39, с. 87]
Прутки Закалка, 750 °C+480 °C, 16 ч 1490 11,0 34,0 17,4 [41, с. 64]
Пруток, 030 мм Отжиг, 750 °C, 1 ч ->350 °C, В 1073-1092 18-20 60-64 37-44 [42, с. 166]
Пруток, 020 мм Отжиг, 750 °C, 0,5 ч ->350 °C, В 1147 16 50 34 [42, с. 177]
Прутки, изотермическое Отжиг 1156-1225 12-15 35-45 39-44 [41, с. 215]
прессование
То же Закалка, 750 °С+540 °C, 8 ч 1254-1303 10-13 25-35 29-34 Там же
Прутки, 60-100 мм 840 °C, 1 ч->750 °C, 3 ч, В+620 °C, 4 ч, В 1108-1133 12,4-16 20,6-25,7 28-42 [226]
Балки, 270x170 мм Отжиг, 730 °C, 0,5ч -> 350°С, В 1078 11 17 43 [42, с. 177]
Тоже, 100x150 мм Отжиг, 750 °C, 1ч -> 350 °C, В 990-1049 17-21 50-65 49-137 [42, с. 166]
Поковки, штамповки, Отжиг >1100 >8 >20 >30 [32]
массой до 10 кг
То же, массой свыше 10 кг То же >1100 >6 >18 >30 Там же
» сечением до 100 мм » 1100-1300 >7-8 >16 >25 »
» 101-150 мм » 1050-1300 >6-7 215-16 >25 »
» свыше 150 мм » 1050-1300 >5 >14 >25 »
Штамповки дисков — >1150 >7 >18 >25 [86, с. 44]
Конструкционные штам- — >1200 >7 218 >25 Там же
повки
Прокат, 170x270 мм » 1080 10 25 39 [224, с. ПО]
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.10
Сплав Полуфабрикат* Термическая обработка** п. МПа*** 8, % ч/, % KCU, Дж/см2 Литература
Поковки массивные Отжиг 1120 13 45 59 [224, с. ПО]
Штамповки до 10 кг » ИЗО 14 35 29 Там же
Штамповки крупные » 1080 10 30 39 »
Поковки, 35 мм Входной контроль 1116 14,8 32,5 12 [44, с. 170]
То же Образцы свидетели 1160 14,9 38,6 27 Там же
Стандартные образцы Без термообработки 868-1528 6,5-8 15,3-35,5 14 »
То же Одинарный отжиг 1152 11 32,6 46 »
» Двукратный отжиг 1136 17 51 27 »
» Трехкратный отжиг 1053 14 41 46 »
Штамповки, 20x20 мм 830 °C, 1 ч ->750 °C, 2 ч, ОВ+600 °C, 4 ч, В 1105 13,6 29,6 43,3 [204, с. 48]
То же 830 °C, 1 ч ->750 °C, 2 ч, В 1112 13,5 34,5 51 Там же
» 600 °C, 4 ч, ОВ 1158 13,1 35,1 46,7 »
Штамповки 750 °C, 1 ч ->350 °C, В 1070-1176 11,2-16,8 26-42,6 42-77 [100, с. 84]
То же Выравнивающий отжиг 1158 13,1 35,1 46,7 Там же
Штамповки односторонне- Отжиг 1098-1200 11-15 39-46 38-54 [21, т. 1,
оребренных деталей Закалка+старение 1284-1313 7-10 23-29 — с. 211]
Профили, <20 см2 Отжиг >1100 >8 >25 >25 [15]
То же, >20 см2 То же >1100 >8 >20 >22 Там же
Тонкостенные профили Вакуум, отжиг 800-850 °C ->450 °C >1100 >8 — - [227]
Прессованные профили 750 °C, I ч -> 350 °C, В 1147-1156 12-15 30-40 29-35 [42, с. 166]
То же Тонкостенные профили Отжиг ИЗО 14 40 24 [100, с. 110]
Обычное прессование Отжиг 1127 з,з — — [41, с. 215]
Изотерм, прессование Профиль с законцовкой, стандартная схема ковки То же 1129 6,2 — — Там же
заготовок, Д » 1095 15 45,0 45 [15]
То же, П » 1090 8,5 12,0 14 Там же
3.1. Механические свойства деформируемых титановых сплавов
to
-U
Продолжение табл. 3.10
Сплав Полуфабрикат* Термическая обработка** о . МПа*** 8, % ц,, % кси, Дж/см2 Литература
То же, В Комбинированная схема То же 1165 9,0 10,0 13 [151
ковки заготовок, Д » 1115 18,0 47,5 38 Там же
То же, П » 1160 17,5 45,5 38 »
» В » 1155 17,0 42,0 38 »
Поковки, штамповки дисков, до 100 мм » 1180-1330 >6 >16 >22 »
То же, свыше 100 мм » 1180-1330 >7 >18 >22 »
Штамповки лопаток, до 150 мм » 1180-1330 >7 >18 >25 »
Диски - 1150-1300 >8 >20 >25 [85, с. 7]
То же — 1170-1270 8-12 12-44 25-39 Там же
Диски, лопатки Крупногабаритные лопат- ки, ковка в Р-области+ прессование в (а+р)+ рекристалл. отжиг+ (а+Р)-штамповка изо 8 20 21,5 [86, с. 31]
Замок, П 825 °C, 1 ч ->790 °C, 3 ч+580 °C, 4 ч 1235 13,2 32,0 45,0 [228]
Перо, Д То же 1236 15,4 59,0 41,0 Там же
То же, П » 1206 14,2 42,2 41,5 »
ВТ22М Минимальная прочность — 1080 — — - [29, с. 567]
Типичные свойства — >180-1220 >6 >16 >25 Там же
Поковки, / =860 °C деф То же, t . =960 °C » =1100 °C 750 °C, 2 ч -> 400 °C, В 1210 14 29 25 [229]
То же 1240 11 17 18 Там же
» 1240 10 16 16 »
ВТ22ч Поковки, штамповки, <200 мм — 1030-1180 >8 >20 >30 [29, с. 567]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.10
Сплав Полуфабрикат* Термическая обработка** о. МПа*** 8, % у/, % кси, Дж/см2 Литература
ВТ22И Минимальная прочность — >1080 — — — [29, с. 567]
Прутки, 100 мм Горячекатаные 1080-1230 >8 >18 >30 [32]
То же, 140-240 мм То же 1080-1230 >8 >18 >30 Там же
Прутки Закалка, 775 °C, 1 ч, вода 755 22 47 36 [230]
То же 775 °C, I ч, В+525 °C, 4 ч 1225 12 45 35 Там же
» 775 °C, 1 ч, В+475 °C, 4 ч 1372 6,5 23 29 »
» 725-775 °C, I ч, ОП 902 21 70 88 »
Прутки с мелким зерном 975 °C, 1 ч, В+525 °C, 4 ч 1370 8 26 - [231]
То же, с крупным зерном То же 1070 2 6 — Там же
ВТ35 Прутки, 14 мм Закалка, 800 °C, 1 ч, вода 815 24,8 55,0 — [232]
То же Закалка+450 °C, 16 ч 1335 6,8 26,0 — Там же
» То же +300 °C, 8 ч 825 20,2 55,0 — »
» » +300 °C, 8 ч+450 °C, 16 ч 1500 7,3 15,5 — »
Прутки Закалка 800 16 60 - [213]
То же Закалка+старение 1300 8 20 - Там же
Прутки, 16 мм Закалка+старение 1400 (930) - 18 [224]
Листы, 0.8-1,5 мм Состояние поставки 740-880 >12 — [32]
Листы, 2,0-3,0 мм Отжиг 840-880 >12 — — Там же
То же Закалка+старение 1130-1275 >6 - — »
Листы, 1,5 мм Закалка+475 °C, 25 ч 1300 8 - — [86, с. 25]
То же НТМО, е=20 %+старение 500 °C, 30 ч 1400 7-8 - - Там же
Лист, 1,2 мм Закалка+старение 1180-1320 >6 - >32 [29, с. 567]
Лист, 1,5 мм Отжиг 785-880 >15 — — Там же
Лист Закалка+старение 1180-1320 >8 - - »
Лист Изотермический отжиг 750-850 >15 - >50 [182]
Лист 800 °C, охлаждение, 8 °С/мин 760 16 — — [29, с. 944]
То же Закалка, 850 °C 850 13,6 — — [50, с. 41]
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.10
Сплав Полуфабрикат* Термическая обработка** о, МПа*** 5, % V, % кси, Дж/см2 Литература
ВТ19 Прутки Отжиг, 750 °C, В 980-1029 11-14 55 54 [44, с. 286]
То же Прутки, 016 мм, Закалка, 730 °C (вода)+450 °C, 5 ч Закал ка+старение 1519-1568 1050 (770) 4-5 15-25 54 24 Там же [224]
Лист Отжиг, 750 °C, В 1005 9,5 — — [44, с. 286]
То же Закалка, 730 °С+450 °C, 5 ч 1544 4,5 — — Там же
» НТМО (30 %+450 °C, 5 ч) 1617-1715 3-3,5 — — »
Листы Закалка+старение, 450-500 °C, 5 ч 1460-1475 4-5,2 - - [233]
То же НТМО (20-40 %+старение) 450-475 °C, 5 ч 1666-1767 1,2-3,6 — — Там же
» Закалка, 730°С 985 12,4 — — »
Поковка, 70 мм 750 °C, 1,5 ч, вакуум, ОП+450 °C, 10 ч 1110 — 28 - [229]
То же Закалка, 850 °C, 1 ч (вода) 900 11 66 — Там же
ВТ32 Листы, 1-10 мм Закал ка+старение >1200 >6 — - [32]
Листы, 1,5 мм 780 °C, 2 ч (вакуум)->500 °C, 4 ч, ОП 1176-1274 8,5-10,5 — — [234]
То же Отжиг, 780 °C, 15 мин, В 946 9,3 — — Там же
» » Отжиг, 780 °C, 15 мин, ОП (вакуум) 780 °C, 2 ч (вакуум)->599 °C, 4 ч, ОП 902 1264 13,5 10,5 - - » »
ВТ15 Прутки, 12 мм Кованое состояние 1078 12 63 — [43, с. 197]
Прутки, 12 мм Отжиг, 800 °C, 1 ч, В 960 16,5 48 — [43, с. 106]
То же Закалка, 800 °C, вода+550 °C, 15 ч 1245 7,0 11 — Там же
» Закалка,800 42+480 <€, 10 ч+560 Т, 15 мин 1264 7,3 22 — »
» Закалка,800 °С+480 °C, 25ч+560 °C, 15 мин 1352 6,9 18,0 — »
Прутки, 170 мм, е = 45%, Д Закалка, 800 °C, 0,5 ч+480 °C, 10 ч+560 °C, 15 мин 1454 3,1 12,0 - [38, с. 164]
Прутки, 170 мм. е = 75%, Д То же 1401 6,8 26,0 — Там же
Прутки, 040 мм ВТМО, закалка,950 °С+480 °C, 10 ч+ 560 °C, 15 мин 1411 6,0 23,0 — »
Прутки Закалка, 800 °С+480 °C, 25 ч+560 °C, 15 мин 1509 4,3 17,6 — [41, с. 64]
Листы, 8 мм Закалка, 800 °C 884 11,7 20,3 - [37, с. 141]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.10
Сплав Полуфабрикат* Термическая обработка** о, МПа*** в’ 5, % V, % кси, Дж/см2 Литература
Листы, 8 мм Закалка, 800 Т+480 °C, 16 ч+560 °C, 15 мин 1506 1,3 — — [37, с. 141]
То же Закалка, 820 °C 877 14,0 33,3 — Там же
» Закалка, 820 °С+480 °C, 16 ч+560°С, 15 мин 1437 2,2 — — »
Листы, 1,7 мм Без т/о 1014 11 — — [44, с. 135]
То же Закалка, 800 °C, 15 мин 960 14 — — Там же
» Закалка, 800 °C + 480 °C, 20 ч 1416 1,5 — - »
» Закалка, 800 °С+480 °C, 20 ч+560 Т, 15 мин 1269 з,о — - »
Листы Закалка, 750-800 °C (вода)+450-500 °C, 1274-1470 3-6 - - [44, с. 286]
25-50 ч
Листы НТМО, закалка с 670 °С+ деформация 1490 3,5 - - [44, с. 270]
на 20 %+500 °C, 25 ч
То же НТМО, закалка с 820 °С+деформация 1392 4,0 - - Там же
40 %+500 °C, 25 ч
Штамповки Закалка+480 °C, 10 ч+560 °C, 15 мин 1470 4,8 20 24,5 [38, с. 164]
Штамповки стаканов Горячепрессованные 917 12,6 37,0 15,5 [38, с. 164]
То же Закалка, 800 °C, 1 ч 891 15,3 36,0 22,1 Там же
» Закалка+480 °C, 25 ч+560 °C, 15 мин 1378 4,0 7,0 13,1 »
Горячекатаные трубы:
0219x15 мм Деформированные 872-926 8-14 34-37 14-29 [41, с. 260]
033x7 мм То же 911 20 55 69-95 Там же
0219x15 мм Закалка с 850 °C 916 14,5-16 55,5-64 51-67 »
* Направление вырезки образцов: Д-продольное, П - поперечное, В-высотное, Т - тангенциальное.
** Способы охлаждения: ОП - охлаждение с печью: В - на воздухе; —► охлаждение с печью с одной температуры до другой.
*** Для прутков, предназначенных для изготовления деталей крепления, в скобках указано сопротивление срезу тср, МПа
3.1. Механические свойства Реформируемых титановых сплавов
Таблица 3.11
ю
bJ
со
Механические свойства зарубежных псевдо-Р-сплавов
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
с. МПа*4 о0,, МПа 5, % V, %
Transage 129 (Ti-11,5 V-2A1- 2Sn-llZr) Прутки, 16 мм Листы, 1,5 мм То же » » Плиты, 25 мм То же » Пресс-изделие, 3-13 мм Поковки 815 °C, 30 мин (АС)+510 °C, 24 ч+ +565 °C, 24 ч (АС) 760 °C, 20 мин (FAQ+650 °C, 1 ч (AQ+425 °C, 24 ч 760 °C, 20 мин (FAQ+650 °C, 1 ч (AQ+480 °C, 24 ч Закалка (FAC), 725-800 °C 725-800 °C (ЕАС)+480 °C, 1 ч (АС) 815 °C, 0,5 ч (WQ) 815 °C, 0,5 ч (WQ) + 600 °C, 1 ч 815 °C, 0,5 ч (WQ) + 500 °C, 1 ч 815 °C+ 510 °C, 24 ч (АС) 790 °C, 24 ч (АС)+675 °C, 1 ч+ +455 °C, 24 ч 1274 1390 1310 900 1380/1480 (т) 871 1134 1297 1350 1344 1196 1280 1200 350 1260/1330 (т) 197 1082 1067 1240 1293 5 6 8 20 4/4 29 9,2 4,4 8 2 17 20 2,5 [33, с. 960] Там же » » » [23, с. 1567] Там же » [33, с. 959] Там же
Transage 134 (Ti-12V-2,5Al- 2Sn-6Zr) Прутки, 127 мм Листы, 1,4 мм Плиты, 25 мм То же, 13 мм Поковки, 19 мм То же, 51 мм Плиты, 25 мм То же 815 °C, 1 ч (АС)+705 °C, 1 ч+ +480 °C, 4 ч 760 °C, 0,5 ч (FAC)+440 °C, 24 ч 815 °C, 1 ч (АС)+595 °C, 1 ч+ +480 °C, 4 ч 815 °C, 1 ч (АС)+595 °C, 1 ч (WQ)+ +480 °C, 4 ч 815 °C, 1 ч (FAQ+595 °C (FAC)+ +480 °C, 4 ч 815 °C, 1 ч (FAC)+524 °C, 4 ч 815 °C, 0,5 ч (WQ) 815 °C, 0,5 ч (WQ)+600 °C, 1/3 ч 1289 (т) 1593 (т) 1138 (т) 1193 (т) 1205 (т) 1197 (т) 886 1150 1172 1551 1060 1135 1135 1142 446 1100 4 1,3 14 8,5 10 5 25,5 2,0 6,5 45 25 29 9 [33, с. 974] Там же » » » » [23, с. 1567] Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
о., МПа*4 о„,, МПа 8, % V, %
Плиты, 25 мм 815 °C, 0,5 ч (WQ)+600 °C, 2 ч 1092 1000 8,3 - [23, с. 1567]
To же 815 °C, 0,5 ч (WQ)+20 % дефор- 1385 1370 4,5 — Там же
мации+450 °C, 24 ч
Transage 175 Прессованные 815 °C (AQ+480 °C, 24 ч 1304 (т) 1248 10 39 [33, с. 980]
(Til3V—2,7А1— прутки, 13 мм
7Sn-2Zr) То же, 12 мм 815 °С+510 °C, 24 ч 1254 (т) 1185 15 44 Там же
Листы 760 °C, 1/2 ч (FAC)+480 °C, 48 ч 1475/1393 (т) 1344/1310 6/5 - »
Поковки, 356 мм 815 °С+510 °C, 2 ч+524 °C, 22 ч 1341 (т) 1270 5 — »
То же, 229 мм 815 °С+510 °C, 24 ч 1338 (т) 1284 6 16 ))
» 368 мм 815 °C + 510 °C, 24 ч 1418+34 1364±3ч 5,6± 1 ч П,5±2,6 »
(41 образец)
Beta-CEZ Прутки, 12,7 мм 830 °C, 1 ч (WQ)+550 °C, 8 ч 1506 (т) 1460 13 - [33, с. 932]
(Ti-5AI-2Sn- То же 830 °C, 1 ч (WQ)+600 °C, 8 ч 1373 (т) 1349 15 — Там же
4Zr-4Mo-2Cr- » 860 °C, 1 ч (WQ)+550 °C, 8 ч 1723 (т) 1683 7 — »
IFe) » 860 °C, 1 ч (WQ)+600 °C, 8 ч 1540 (т) 1485 9 - »
Плиты, 25 мм 830 °C, 1 ч (WQ)+600 °C, 8 ч 1334/1351 (т) 1287/1300 13/12 — »
То же 860 °C, 1 ч (WQ)+600 °C, 8 ч 1405/1418 (т) 1338/1340 10/6 — »
» 150 мм 830 °C, 1 ч (WQ)+550 °C, 8 ч 1601 (т) 1518 2 — »
» 830 °C, 1 ч (WQ)+600 °C, 8 ч 1283 (т) 1208 11 — »
» 860 °C, (WQ)+550 °C, 8 ч 1557 (т) 1478 2 — »
» 860 °C, 1 ч (WQ)+600 °C, 8 ч 1370 (т) 1304 5 — »
Прутки, 150 мм 830 °C, 2 ч (WQ) 951 842 16 — [25, с. 105]
(а+Р)-ковка
То же 830 °C, 2 ч (WQ)+550 °C, 8 ч (АС) 1601 1518 2 — Там же
» 830 °C, 2 ч (WQ)+600 °C, 8 ч (АС) 1282 1211 7 - »
» 830 °C, 2 ч (WQ)+650 °C, 8 ч (АС) 1112 1070 13 — »
» 860 °C, 2 ч (WQ) 969 755 19 — »
» 860 °C, 2 ч (WQ)+550 °C, 8 ч (АС) 1557 1478 2 - »
3.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
о , МПа*4 о(1Г МПа 5. % V, %
To же 860 °C, 2 ч (WQ)+600 °C, 8 ч (АС) 1370 1304 4 — [25, с. 105]
» 910 °C, 2 ч (WQ) 927 723 10 — Там же
» 910 °C, 2 ч (WQ)+650 °C, 8 ч (АС) 1159 1036 3 - »
Поковки, 300 мм, Р-деформация 830 °C (WQ)+600 °C, 8 ч 1326 (т) 1188 6 — [33, с. 932]
То же, 300 мм, Р+ +(а+Р)-деформация 830 °C (WQ)+600 °C, 8 ч 1263 (т) 1170 11 — Там же
(а+Р)-деформация 785 °C, 2 ч (WQ)+585 °C, 8 ч, ТП 1224 1198 8,7 - [27, с. 1155]
Р-деформация То же, ГП 1181 1113 7,7 - Там же
Прокат ОТР*, 580 °C, 8 ч, Б 1390 1330 11 25 [26, с. 1403]
То же То же, П 1370 1345 1 1 Там же
» » К 1395 1315 10 18 »
— 820 °C, 1ч (АС)+580 °C, 8 ч, ТЗ 1350 1275 7,9 - [27, с. 441]
— То же, ГЗ 1335 1275 1,2 — Там же
Ti-16V-2,5Al Листы, 0,5мм(Г/Т) 750-765 °C, 30 мин (АС)+ +525-530 °C, 4-6 ч 1172/1158(B) 1089/1082 3,7/3,8 — [33, с. 1001]
Листы, 1,6 мм (L/T) То же 1110/1131(B) 1000/1034 6,25/5,4 - Там же
Листы, 3,2 мм (1/Г) » 1158/1158 (В) 1076/1076 6,9/6,3 — »
Листы, прутки Отжиг 725 314 16 - [8]
То же Закал ка+старе н ие 1235 1140 6 - Там же
Ti-17 Типичные свойства — 1105-1240 1035-1075 8-15 20-45 [33, с. 455]
(Ti-5Al-2Sn- 2Zr-4Mo-4Cr) Поковки 845 °C, 4 ч (АС)+800 °C, 4 ч (FAC)+ +620 °C, 8 ч (АС) 1160 1110 10 32 Там же
Поковки(диски) (а+Р) 855 °C (АС)+800 °C (WQ), 8 ч+620 °C, 8 ч 1220 1150 — — [33, с. 457]
То же (а+Р) 855 °C (АС)+840 °C (WQ). 8 ч+620 °C, 8 ч 1300 1220 — — Там же
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
о,, МПа*4 а02, МПа 5, % ц/, %
Поковки, <=100 мм 800 °C, 4 ч+620 °C, 8 ч 1150-1200 1050-1100 5-10 15-28 [27, с. 513]
To же, <=46 мм Тоже 1125-1175 1060-1100 10-12 18-28 Там же
» <=80 мм 800 °C, 4 ч+615 °C, 8 ч 1120-1170 1000-1060 10-15 22-40 »
TNTZ Листы, 2,5 мм 790 °C 630 600 24 — [28, с. 3181]
(Ti-29Nb- То же 790 °С+300 °C, 72 ч 900 830 18 — Там же
13Та—4,6Zr) » 790 °С+325 °C, 72 ч 1080 1050 5 — »
» 790 °С+400 °C 1000 900 15 — »
Прутки, 20 мм 850 °C, 0,5 ч (WQ) 602 380 30 - [28, с. 3245]
То же 850 °C, 0,5 ч (WQ)+500 ^С, 24 ч (WQ) 715 590 15 — Там же
» 850 °C, 0,5 ч (WQ)+500 °C, 24 ч (АС) 916 871 7 — »
Beta 111 — Отжиг >690 >620 — — [33, с. 775]
(Ti-ll,5Mo- Прутки, <41 мм Закалка >760 >620 >15 >50 Там же
6Zr—4,5Sn) То же, <41 мм 705-785 °C (WQ)+485-505 °C, 8 ч >1240 >1205 >8 >22 »
Проволока для Закалка 993 (т) 792 24 65 »
заклепок
То же 730-790 °C (WQ)+480 °C, 8 ч 1365 (т) 1269 15 — »
» 2,3 мм х/д 67 %+455 °C, 4 ч 1745 1640 10 57 [33, с. 778]
» 1,5 мм х/д 68 %+455 °C, 4 ч 1750 1645 7,5 6,2 Там же
» 0,76 мм х/д 83 %+ 455 °C, 4 ч 1985 — 7,5 54 »
Прутки, 13,6 мм Закалка, 730-790 °C (WQ) 855 752 21 72 [33, с 776]
То же То же +480 °C, 8 ч 1386 1317 И 33 Там же
» » +540 °C, 8 ч 1165 1096 17 63 »
» » +590 °C, 8 ч 1041 1007 17 67 »
Прутки Закалка 990 (625) 790 24 65 [33, с. 779]
То же То же +480 °C, 8 ч 1365 (790) 1270 15 36 Там же
» » +510 °C, 8 ч 1300 (780) 1215 18 38 )>
Плиты, 13-25 мм » 730-790 °C (WQ) 896 (т) 827 22 62 [33, с. 776]
То же » +480 °C, 8 ч 1351 1262 3 6,4 Там же
3.1. Механические свойства деформируемых титановых сплавов
242
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
а . МПа*4 с(12. МПа 5, % V, %
Плиты, 13-25 мм Тоже +510 °C, 8ч 1289 1200 5 11 [33, с. 776]
» » +540 °C, 8 ч 1255 1179 5 12,3 Там же
» » +590 °C, 8 ч 1041 979 11 24 »
Листы, 1,6 мм в 720 °C (WQ) 841 (т) 738 20 52 »
Тоже Отжиг, 720 °C (АС) 972 (т) 882 17 45 »
» Закалка +480 °C, 8 ч 1413 1317 7 29 »
» То же +540 °C, 8 ч 1158 1089 8 45 »
» 770 °C (WQ) 827 745 21 48 »
» 770 °C (WQ)+480 °C, 8 ч 1310 1234 6 35 »
» 770 °C (WQ)+540 °C, 8 ч 1138 1062 8 42 »
Ti-10-2-3 Поковки, типичные 760 °C, 1ч (WQ)+495 °C, 8 ч 1242-1380 1159-1270 4-12 10-30 [58]
(Ti-10V-2Fe- свойства
ЗА1) То же 732 °C, 1ч (АС)+590 °C, 8 ч (АС) 966-1035 897-966 20 45 Там же
» 816 °C, 1ч (АС)+621 °C, 8 ч 1000 931 17 45 »
Изотермическая Состояние высокой прочности 1300-1380 1200-1255 3-6 5-13 [23, с. 1307]
ковка
Обычная ковка 1230-1350 1145-1280 4-10 5-28 Там же
Экструзия Типичные 1240 1170 4 — »
Кованые шайбы свойства 1275-1310 1150-1160 5-8 — »
Изотермическая 1060-1100 985-1060 8-12 23-32 »
ковка
Кованые шайбы Состояние пониженной прочности 965 930 16 50 »
Сутунки 750 °C, I ч (АС)+500 °C, 8 ч (АС) 1204+29 1127+25 9,9+2,4 42,1+12 [28, с. 471]
Поковки 760 °C, 2 ч (WQ)+550 °C, 8 ч (АС) 1166 1110 13,0 — [28, с. 3059]
Экструзия Типичные свойства 1110-1170 1000-1105 6-7 10-18 [23, с. 1307]
Литье — 1105-1130 1010-1030 6-10 6-15 Там же
Поковки, 15 мм 760 °C, 1 ч (WQ)+520 °C, 8 ч 1275/1260 1200/1200 11/9 25/20 [33, с. 837]
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
аж. МПа*4 оп2, МПа 5, % ц/, %
Поковки, 15 мм 760 °C, 1 ч (АС)+580 °C, 8 ч 980/950 940/895 22/21 56/56 [33, с. 837]
То же, 56 мм 760 °C, 1 ч (WQ)+520 °C, 8 ч 1275 1200 7-8 21-23 Там же
» » 730 °C, 1 ч (АС)+580 °C, 8 ч 960 900 20 56 »
10% а,+ дисперс- ная а 780 °C, 3 ч (WQ)+500 °C, 1 ч 1544 1445 2,4 — [33, с. 839]
30% дисперс- ная а 725 °C, 100 мин (WQ)+370 °C, 103 мин 1419 1246 7,6 — Там же
Поковки, <75 мм То же, 75-100 мм Закалка+старение >1103 >1000 >6 >10 [33, с. 834]
(ручная ковка) То же >1103 >1000 >6 >10 Там же
Поковки, <25 мм » >1240 >1103 >4 — »
Кованый пруток 250 мм 775 °C, 2 ч (WQ)+460 °C, 1 ч 1465 1322 2,2 4,5 [24, с. 181]
То же 775 °C, 2 ч (WQ)+500 °C, 1 ч 1286 1180 9,04 12,0 Там же
» 775°С, 2 ч (WQ)+550°C, 1 ч 1144 1075 13,1 21 »
Поковки Типичные свойства 1275 1200 9 21 [26, с. 1836]
Изотерм ическая ковка, T/ST 780 °C, 2 ч (WQ)+520°C, 8 ч 1209/1182 1129/1096 10,7/13,8 - [26, с. 948]
То же, T/ST 780 °C, 2 ч, (WQ)+535 °C, 8 ч 1195/1187 1120/1098 10/12 — Там же
» ST 780 °C, 2 ч (WQ)+510 °C, 8 ч 1256 1161 И — »
Поковки Закалка+старение 1127 (т) 1054 (т) 13,3 63 [26, с. 1609]
То же 760 °C, 1 ч (WQ)+520 °C, 8 ч 1095 1060 И,5 24,5 [26, с. 1147]
)> То же +495 °C, 8 ч 1245 1170 6,1 12,2 Там же
» » +520 °C, 8 ч 1057 970 12,2 37,5 »
Традиционная ковка ОТР+500 °C, 8 ч (а=10 %) 1237 1163 6,1 19,4 [26, с. 1371]
Нетрадиционная ковка ОТР+500 °C, 8 ч(а«10 %) (мелкое зерно) 1223 1162 Ю,1 41 [26, с. 1371]
3.1. Механические свойства деформируемых титановых сплавов
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Литература [27, с. 487] Там же [27, с. 529] Там же » » [33, с. 944] Там же » » » S " 4О1 S’ ЧТ iz-> <и т <О £~ О <0 £2 О' SS о £ ь тг £ — Ч i Ч i Ч i * й Ч гг гг г о f- г- ГТ ГТ CM CM СМ Ь_1 1——1 1—1 [28, c. 1575]
Механические свойства*3 | V, % | -+ о ЧТ чэ о Т) м 00 СП О м- — СЧ ЧТ О 1 1 ' ON Z1 гг СО Tf С О , -Н Z1 1Г| 40 40 ПТ ’З* ’оо I
6, % | СО 7 00 чт Г" 7 сч м о - ч-> ч> (Ч О' 41 сч — — — сч co it, гг О -И СЧ >6
л С а еч с 0 04 40 оо сч о 40 _ 00 S 00 сч — 40 00 £2 § 1 1 ' 8 сч g см с*г 41 1 1 1 I ГГ g ОС ГГ о со 00 ° 00 00 ° ГТ 00 >1150
а,, МПа*4 | О О м ч-> _ — «N М 6о 2 . О О О чо - Г] О Z1 СП ГГ N ГГ м' ^Ч-'ИТ^'Ог'тГ’СЧ Д чт 2ооо2о40'£2чп — — — — go >1250
Термическая обработка*2 760 °C (WQ)+500 °C, 8 ч То же 820 °C (р), 8 ч (WQ) То же +500 °C, 8 ч 750 °C (а+Р), 8 ч (WQ) То же +500 °C, 8 ч ОТР 730 °C (WQ)+500 °C, 20 мин 730 °C (WQ)+500 °C, 100 мин 730 °C (WQ)+500 °C, 10’ мин 735 °C (WQ)+500 °C, 10’ мин 735 °C (WQ)+425 °C, 100 мин+ +475 °C, 1000 мин 735 °C (WQ) 825 °C (WQ) 785 °C, 30 мин (WQ) 735 °C, 15 мин (WQ) 785 °C, 15 мин (WQ) 835 °C, 15 мин (WQ) После волочения ОТР 900 °C, 0,5 ч (AC)+500-530 °C, 24 ч
Полуфабрикат* Р (860 °C) + +(а+Р)-ковка Р (820 °C) + +(а+Р)-ковка Прутки, 014 мм То же » » Прутки Прутки, 9,5 мм То же » Диски 2 2 2 s чт — - оС н ’ О g S 5 й is Q OU s, * ё * _ § So «« cx-O^^s c b- S Поковки
Сплав Ti-15Mo-5Zr Ti-15Mo-5Zr- ЗА! Ti-B19(Ti- 3A1-5MO-5V- 4Cr-2Zr)
244
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
о,, МПа*4 о02, МПа 8, % V, %
Ti-15-3(Ti-15V- Типичные значения Отжиг 787+23 773+25 21,5+2,7 — [33, с. 906]
3Cr-3Al-3Sn) Листы, <3,2 мм Закалка, 790-815 °C (АС) >675/703* >662/689* >12* — [33, с. 904]
То же, <3,2 мм Закал ка+540 °C, 8-24 ч >972/990* >937/965* >7* — Там же
» 0,9-1,78 мм Закалка+510 °C, 14 ч 1313/1335 1222/1245 7,8 — [33, с. 906]
Средние Закалка+525 °C, 14 ч 1205/1225 1105/1126 10,2 — Там же
значения Закалка+540 °C, 14 ч 1096/1114 987/1009 12,6 — »
Листы Закалка+495 °C, 8 ч 1250/1245 1127/1146 8,5 — »
Лента Отжиг, 788 °C, 4-30 мин (АС) 787 773 21 — [58]
То же Отжиг+510 °C, 14 ч 1311 1208 7 — Там же
» Отжиг+538 °C, 14 ч 1104 1000 12 — »
Листы, 2 мм ОТР, 800 °C 800 800 29 — [23, с. 1835]
То же ОТР, 800 °С+500 °C, 10 ч 1300 1200 8 — Там же
» ОТР, 800 °С+500 °C, 20 ч 1400 1350 8 — »
» 1,9 мм Закалка+старение 1151-1389 1020-1189 4,8-10,8 — [26, с. 612]
» 2,5 мм 800 °C, 20 мин (АС) 800 792 27 — [27, с. 553]
» 800 °C, 20 мин (AQ+550 °C, 8 ч 1091 1033 23 — Там же
» 800 °C, 20 мин (АС)+500 °C, 8 ч 1213 1140 14 — »
Прутки, 12 мм 788 °C (WQ) 719 719 24,5 67,3 [28, с. 1607]
То же 788 °C (WQ)+450 °C, 24 ч 1393 1316 5,9 19 Там же
» То же +500 °C, 24 ч 1261 1190 11,9 37,9 »
» » +550 °C, 8 ч 1042 969 19,6 64,0 »
Плиты 538 °C, 48 ч 1128 1043 9,9 — [26, с. 988]
То же 816 °C, 0,5 ч+566 °C, 24 ч 1082 999 7,3 — Там же
» 816 °C, 0,5 ч+316 °C, 24 ч+566 °C, 24 ч 1167 1103 4,2 — »
» 371 °C, 24 ч+538 °C, 6 ч 1324 1296 2,2 — »
» 538 °C, 24 ч+427 °C, 24 ч 1218 1120 7,0 — »
Плиты 800 °C, 30 мин (АС) 826 — 16 50 [27, с. 553]
То же 800 °C, 30 мин (АС)+500 °C, 8 ч 1357 1281 9,5 21 Там же
3.1. Механические свойства деформируемых титановых сплавов
246
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
а, МПа*4 Cpj, МПа 6. % V, %
Плиты 800 °C, 30 мин (AQ+550 °C, 8 ч 1140 1075 11 42 [27,с.553]
То же 800 °C, 30 мин (АС)+600 °C, 8 ч 1014 941 16 52 Там же
Поковки Закалка, 785 °С+510 °C, 8 ч 1275 1192 9 22 [33, с. 915]
То же Закалка, 785 °С+535 °C, 8 ч 1151 1055 11 30 Там же
» Закалка+старение 1151-1275 1055-1192 9-12 57-67 [28, с. 2975]
Полусферы Тоже 1300 1210 9 22 [24, с. 455]
Timetai 21S Типичные свойства Р-отжиг+старение, 540 °C 1377/1430 1307/1362 8/7 — [33, с. 925]
(Ti-15Mo-3Al- Двойной отжиг 690 °C, 8 ч+650 °C, 8 ч (АС) 917 (т) 848 19 — Там же
2,7Nb-0,25Si) Прутки Отжиг, 845°С, 14 ч (АС) 874 844 23 62 [25, с. 153]
То же 845 °C, 10 мин (АС)+540 °C, 8 ч 1326 1254 8,3 24,4 Там же
Прутки, 016-20 мм 800 °C, 10 мин (AQ+560 °C, 8 ч 1385 1360 13 51,0 [28, с. 1863]
То же 830 °C, 10 мин (АС)+56О °C, 8 ч 1310 1260 14,5 42,0 Там же
» 800 °C, 30 мин (АС)+560 °C, 8 ч 1380 1355 13,5 51,5 »
» 800 °C, 10 мин (АС)+500 °C, 8 ч 1585 1540 10 35 »
» 800 °C, 10 мин (АС)+600 °C, 8 ч 1270 1245 15 52,5 »
» Деформация +560 °C, 6 ч 1490 1455 11 49 »
Прутки Холодная деформация + 482 °C, 20 ч 1558 1441 6-6,5 — [114]
Листы Отжиг, 815 °C, 5 мин (АС) 881 861 12 — [33, с. 924]
То же Старение, 480 °C, 8 ч 1257 1146 4 — [25, с. 153]
» Старение, 540 °C, 8 ч 1269 1185 5 — Там же
Полосы Отжиг, 845 °C (АС), 10 мин 874 847 17,3 — »
То же 845 °C, 10 мин (АС) + 540 °C, 8 ч 1317 1238 5,8 — »
Листы Р-отжиг+600 °C, 8 ч (АС) 1196 1158 10,8 21,6 [28, с. 1855]
То же Заводской отжиг 875 861 20 — [26, с. 1227]
» ОТР, 845 °C, 0,5 ч (АС) 913/902 910/897 10/14,7 — [30, с. 259]
» 845 °C, 0,5 ч (АС) + 540, 4 ч 1362/1295 1289/1219 3,2/3,9 8,4/9,7 Там же
Поковки Закалка+старение 1365 1268 8,6 — [28, с. 2975]
Трубы Старение после деформации 1100 1040 8 - [26, с. 1719]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
а,, МПа*4 а02, МПа 8, % V. %
Timetai 21S Rx Прутки, 12 мм ОТР, 875 °C, 20 мин (АС) 1020 1020 15 63 [26, с. 1800]
(Ti-15Mo- To же То же, +427 °C, 2 ч+566 °C, 8 ч 1030 980 15 45 Там же
2,7Nb-0,2Si) » 20 мм 843 °C, 1 ч (ОТР)+540 °C, 8 ч 1200 1060 10 40 »
Полосы, 2 мм ОТР, 840 °C 1060 1050 15 — »
Ti-555 (Ti-5A1- Прутки, 16 мм Закалка с Р-области+старение 1300 1200 10 - [28, с. 2643]
5Mo-5V- То же, 70 мм Закалка+старение 1211 1117 9,9 19,7 Там же
ЗСг-lFe) Поковки То же 1365 1289 7 12 »
Tk8V-5Fe-lAl Г арантированные свойства Закалка+старение >1448 >1380 >6 >12 [33, с. 994]
Прутки, 4,75 мм 760 °C, 1 ч (WQ)+510 °C, 2 ч 1502 (790) 1443 12 40 Там же
То же, 6,37 мм 760 °C, 1 ч (WQ)+510 °C, 2 ч 1469 (830) 1418 12 36 »
» 9,5 мм Заводской отжиг 1209 1167 13 38 »
» 13 мм То же 1212 (т) 1164 (т) 14 (т) 49 (т) »
» 19 мм » 1161 (т) 1120 (т) 18 (т) 37 (т) »
» 27 мм » 1228 1145 17 43 »
» 6,4 мм 720 °C, 0,5 ч (АС) 1210 1170 16 48 »
» 14 мм 775 °C, 1/2 ч (WQ)+500 °C, 2 ч 1650 1600 6 10 [33, с. 998]
» » 775 °C, 1/2 ч (WQ)+525 °C, 2 ч 1520 1460 10 28 Там же
Timetai LCB Прутки, 12,7 мм ОТР 1061 1034 16 43 [59]
(Ti-6,8Mo- То же ОТР+старение, 510 °C 1545 1503 5 14 Там же
4,5Fe-l,5Al- » ОТР+старение, 538 °C 1400 1365 8 25 »
0,15O2) » » ОТР+старение, 593 °C ОТР+старение, 649 °C 1172 1076 1145 1048 15 17 44 37 » »
Прутки, 10 мм 677 °C, 1ч (WQ)+760 °C (WQ)+ +482 °C, 4 ч 1706 (896) 1620 6,0 10,0 [28, с. 385]
То же, » Состояние поставки (ОТР) 1068 1053 — — Там же
Прутки, 10 мм Состояние поставки (ОТР)+460 °C, 4 ч 1606 1512 — - »
5.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.11
оо
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*2 Литература
а , МПа*4 аог МПа 5, %
Прутки, 10 мм Состояние поставки (ОТР)+500 °C, 4 ч 1520 1464 — — [28, с 385]
То же То же +520 °C, 4 ч 1445 1398 — — Там же
Требования к ма- Закалка+старение 1415 1345 10 35 [26, с. 1836]
териалу для пру-
жин
Прутки 760 °С+500 °C 1436 (890) 1308 13,5 36,6 [26, с. 1680]
То же 760 °С+600 °C 1154 (655) 1102 24,5 57,6 Там же
Прутки, 15 и 22 мм Рекристаллизационный отжиг 1050 1050 16 49 [26, с. 1288]
То же, » То же +520 °C, 4 ч 1552 1535 0,4 2 Там же
» » +540 °C, 4 ч 1270 1270 3 5 »
» 50 % х/д +520 °C, 4 ч 1530 1430 7 14 »
Плиты Отжиг 1112 1061 п,з 36 [27, с. 505]
То же 760 °C, 2 ч (АС)+538 °C, 8 ч 1300 1240 6,2 20 Там же
» 760 °C, 2 ч (WQ)+538 °C, 8 ч 1333 1303 7,2 14 »
» 930 °C (АС)+600 °C, 8 ч 1250 1200 11,9 30 »
» 930 °C (АС)+58О °C, 8 ч 1340 1323 6,6 20 »
» 930 °C (WQ)+600 °C, 8 ч 1220 1210 12,7 22 »
» 930 °C (WQ)+580 °C, 8 ч 1260 1250 5,6 13 »
Ti-8823 Прутки (для дета- 785 °C, 15 мин (АС)+650 °C, 8 ч 1027 (703) 960 22 — [33, с. 937]
(Ti-8Mo-3Al— лей крепления)
8V—2Fe) То же 775 °C, 20 мин (АС)+650 °C, 8 ч 930 (662) 875 24 — Там же
» 7,9 мм 775 °C, 20 мин (АС) 889 (655) 862 29 58 [33, с. 938]
» 7,9 мм 775 °C, 20 мин (АС)+495 °C, 8 ч 1344 (834) 1267 8 21 Там же
Прутки, 25 мм Закалка+старение 1255 1151 8 14 »
То же, 50 мм Закалка+старение 1238 1200 7 16 »
Прутки 802 °C, 1,5 ч (WQ)+538 °C, 2 ч 1124/1155 1028/1065 7,5/4,2 9/4,8 [21, т. 2,
с. 697]
Листы, 3 мм Перестаривание 980 - 15 - [20, с. 81]
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
ов, МПа*4 а02, МПа 5, % V. %
Фольга Поковки, квадрат Закалка+старение 800 °C, 1 ч (WQ)+540 °C, 8 ч (АС) 1519 - 4 - [21, т.2, с. 697]
То же, 100 мм То же 1196 1148 9 18,4 [20, с. 1993]
» 150 мм » 1204 1144 7 13,6 Там же
» 200 мм » 1207 1135 5 7,4 »
Трубы 802 °C, 1,5 ч (WQ)+538 °C, 2 ч 1240/1236 1239/1218 1,4/1,9 3,3/2,8 [21, т. 2, с. 697]
Beta С (Ti-8V- Общее назначение Закалка+старение 1526-1546 1431-1456 >7 >13 [26, с. 1625]
6Сг-4Мо- Прутки, 127 мм ОТР, 815 °C, 1 ч (АС) 881 852 18 58 [26, с. 1728]
4Zr-3Al) То же, 76 мм То же 863 834 16 44 Там же
Прутки, 18 мм 780 °C, 1 ч (АС) 925 897 18 47 [23, с. 2533]
То же 780 °C, 1 ч (AQ+482 °C, 8 ч 1490 1415 10 21 Там же
Прутки, 12,4-16 мм Закалка, 760 °C 896 882 24 61 [28, с. 3035]
То же Тоже +510 °C,9ч 1151 1069 20 46 Там же
» » +510 °C, 17 ч 1268 1172 18 43 »
» » +510 °C, 25 ч 1282 1200 14 35 »
Прутки, 10 мм Холодная деформация+510 °C, 6 ч 1527 (1017) 1410 8 15 [28, с. 385]
Прутки, проволока Закалка+старение >1240 >1170 >8 >20 [33, с. 806; 116]
Прутки, 8 мм После волочения 1166 1076 8 34 [23, с. 2533]
То же Волочение +454 °C, 2 ч 1711 1622 7 16 Там же
Плиты, 15,9 мм 927 °C, 0,5 ч (АС) +500 °C, 8 ч 1399 1302 8,2 7 [117]
Пружинная про- волока Холодная прокатка+старение 1469(т) — 12 28 [26, с. 1625]
Прутки для дета- Отжиг 876 (т) 862 27/18 50/44 [33, с. 810]
лей крепления Закалка+старение 1117 (т) 1048 — — Там же
Прутки, 13 мм 815 °C, 15 мин (АС) 878 (652) 860 15,5 41 »
То же 815 °C, 15 мин (АС) +510 °C, 6 ч 1350 (767) 1225 9 20 »
5.1. Механические свойства деформируемых титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
а, МПа*4 aG2, МПа 5. % Ф, %
Прутки, 13 мм 815 °C, 15 мин (АС)+565 °C, 6 ч 1205 (770) 1103 13,5 35 [33, с. 810]
То же, 4,7 мм 815 °C (WQ) 876 (645) 864 27 51,5 Там же
» То же +565°С 1115 (744) 1044 17 43 »
Детали крепления Закалка+старение >1520 (860) >1420 >7 >13 [26, с. 1625]
То же То же 1526-1546 (860) 1431-1456 7 13 Там же
Листы, <4,7 мм Отжиг, 815 °C, 15-30 мин (АС) >860 >825 >8 — [33, с. 806]
То же 815-925 °+455-540 °C, 24 ч >1240 >1170 >6 — Там же
» 1,2 мм Отжиг 896/931 (т) 883/917 10/6 — »
» 1,2 мм Закалка+старение 1372/1441 (т) 1276/1344 8/5 — »
Лента, 0,5 мм Отжиг 986 (т) 855 16 — »
То же, 0,5 мм Закалка+старение 1338 (т) 1241 7 - »
Прутки, поковки 13-18 мм То же >860 >825 >10 >30 »
То же >38-75 мм » >825 >790 >10 >25 »
» >75-228 мм » >860 >825 >10 >25 »
Плиты, <50 мм Отжиг, 815 °C, 15-30 мин (АС) >860 >825 >10 — »
То же, <50-100 мм То же >825 >790 >8 — »
Плиты, <50 мм 815-925 °С+455-540 °C, 24 ч >1240 >1170 >8 — »
Прутки, поковки, 13-38 мм Тоже >1310 >1240 >8 >15 »
То же, >38-75 мм » >1240 >1170 >8 >15 »
» >75-150 мм » 1170 1105 6 5 »
» >75-228 мм Отжиг 1240 1170 10 20 »
Поковки, 150 мм Закалка + старение 1205 (т) 1151 9 11 рз, с. 2533]
Плиты, 12 мм Отжиг 924/924 (т) 896/910 14/6 37/21 [33, с. 806]
Плиты, 12 мм Закалка+старение 1276/1296 (т) 1179/1207 11/9 13/16 [33, с. 806]
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.11
Сплав Полуфабрикат* Термическая обработка*2 Механические свойства*3 Литература
с,. МПа*4 а02, МПа S, % V, %
Трубы, 76 мм 870 °C, 1 ч (АС) 849 800 19 48 [23, с. 2533]
То же 780 °C, 1 ч (АС)+482 °C, 8 ч 1408 1297 8 11 Там же
» 780 °C, 1 ч (АС)+593 °C, 8 ч 1056 952 14 25 »
Ti-13-П-З Листы, 0,3-1,24 мм Отжиг >910 >870 8 — [33, с. 875]
(Ti-1 ЗУ- ll Сг-ЗА1) Листы, плиты, 1,25-100 мм То же >862 (634) >827 >10 — Там же
Тоже, <100 мм Закалка+старение >1172 >1103 >3-4 — »
Прутки, <175 мм Отжиг >862 >827 >10 >25 »
Тоже, <100 мм Закалка+старение >1172 >1103 >2-6 >5-10 »
» 14 мм Отжиг 993 (т) 986 22,5 — »
» 14 мм ОТР+480 °C, 48 ч 1365 (т) 1206 8,0 — »
» 14 мм ОТР+480 °C, 72 ч 1461 (т) 1296 6,0 — »
» 6,5 мм Отжиг 1034 (т) 993 23,3 — »
» 6,5 мм Отжиг+480 °C, 48 ч 1420 (т) 1289 10,0 — »
» 6,5 мм Отжиг+480 °C, 72 ч 1475 (т) 1344 6,7 — »
» 150 мм Старение, 480 °C, 48 ч 1264/1297 1153/1169 8/8 13,7/8,5 »
» 100 мм То же 1474/1396 1388/1307 4/4 11,6/12,4 »
» 75 мм » 1478/1462 1369/1364 6/3 9/6 »
» 75 мм Старение, 480 °C, 30 ч 1438/1407 1341/1288 6,5/12 8,5/12 »
» 50 мм То же 1368/1340 1241/1232 7/5 10/12 »
» 30 мм Старение, 480 °C, 20 ч 1424 1290 10 16 »
* Числитель-свойства образцов, вырезанных в продольном направлении (L), знаменатель—в поперечном (Т); LT - продольно-поперечное; S — высотное направление. * 2 AC, WQ, FAC - охлаждение соответственно на воздухе, в воде, струей воздуха. * ’ т-типичные значения. * 4 В скобках указано сопротивление срезу т.р, МПа.
3.1. Механические свойства деформируемых титановых сплавов
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Деформированные полуфабрикаты обладают более или менее ярко выра-
женной анизотропией свойств. В таблицах приведены в основном свойства
образцов, вырезанных в продольном направлении. Если анизотропия свойств
велика, то свойства указаны в виде дроби, числитель которой отражает свой-
ства образцов, вырезанных в продольном направлении, а знаменатель - в по-
перечном.
Механические свойства титановых сплавов существенно зависят от типа и
параметров макро- и микроструктуры. При этом наблюдаются следующие зако-
номерности [15]:
- временное сопротивление разрыву после P-деформации и Р-термообра-
ботки, как правило, несколько меньше, чем после деформации и обработки в
(а+Р)-области;
- удлинение (особенно поперечное сужение) после деформации и термообра-
ботки в P-области меньше, чем после проведения этих операций в (а+Р)-облас-
ти. При этом снижение пластичности псевдо-а- и (а+Р)-сплавов тем больше,
чем выше в сплаве содержание Р-стабилизаторов. Так, например, наименьшее
снижение пластичности - у сплава ВТ5-1, несколько большее-у псевдо-а-спла-
ва ОТ4, наибольшее - у (а+Р)-сплавов ВТ9 и ВТЗ-1 [17].
Большая часть данных приведена для полуфабрикатов, полученных на стан-
дартном оборудовании по промышленной технологии. Тем не менее, приведено
несколько примеров механических свойств титановых полуфабрикатов, дефор-
мированных в изотермических условиях, а также на высокоскоростном оборудо-
вании.
Деформация в изотермических условиях обеспечивает высокую равномер-
ность течения металла, существенное снижение усилий деформации, повыше-
ние коэффициента использования металла, уменьшение объема механической
обработки [44, с. 222; 85, с. 69; 223, с. 50]. Вместе с тем формируется более
однородная качественная структура, что сопровождается улучшением комплекса
механических свойств (см. табл. 3.2). Сопротивление усталости повышается на
10-20 % [40, с. 41; 85, с. 69].
Изотермическое деформирование наиболее перспективно для производства
сложных по геометрии деталей, которые имеют широкие полотна и тонкие реб-
ра. К таким деталям относятся лопатки, наиболее массовые ответственные эле-
менты современных авиационных двигателей [85, с. 69].
При скоростной штамповке наблюдается существенное повышение пластич-
ности деформируемого металла, что обусловлено протеканием пластической де-
формации при более высоких температурах из-за сокращения тепловых потерь и
большего теплового эффекта деформации. К тому же понижается контактное
трение и усиливается действие инерционных сил [15]. При этом уровень проч-
ностных свойств повышается (см. табл. 3.3).
Уровень механических свойств (характеристики прочности и пластичности)
несколько снижается с увеличением габаритов деформированных полуфабрика-
252
3.2. Механические свойства деформируемых титановых сплавов при криогенных температурах
тов, что нашло отражение в технических условиях. Рис. 3.1 иллюстрирует влия-
ние толщины поковок на механические свойства поковок из сплава Ti-6-2222S
после термической обработки по режиму: 925 °C, 1 ч, охлаждение с печью + 540 °C,
8 ч, охлаждение на воздухе. Заметное ухудшение механических свойств наблю-
дается при толщине поковок более 100 мм. Аналогичное уменьшение свойств,
особенно пластических, происходит и у других сплавов, причем начиная с мень-
ших толщин.
Рис. 3.1. Влияние толщины поковок на механические свойства сплава Ti-6-2222S после обработки на
твердый раствор при 925 °C, I ч и старения при 540 °C, 8 ч [27, с. 1573]:
1 — поверхностный слой; 2 - центр
Описанный эффект связан с тем, что с увеличением габаритов полуфабрика-
тов ухудшается степень их проработки пластической деформацией.
3.2. Механические свойства деформируемых титановых
сплавов при криогенных температурах
Титановые сплавы применяют не только при нормальной и повышенных, но
и пониженных, включая криогенные, температурах. Как и для других металли-
ческих материалов, с понижением температуры прочностные свойства титано-
вых сплавов увеличиваются, а пластические — снижаются [3, 235]. Этот эффект
в наибольшей степени проявляется для псевдо-Р-сплавов, в меньшей степени
для (а+Р)-сплавов и слабее всего для а-сплавов. Температура перехода в хруп-
кое состояние составляет 200 К для псевдо-Р-сплавов, ~77 К для (а+Р)-сплавов
(например, для ВТ23 сов = 992-1082 МПа) [14]. Нелегированный титан и
253
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
а-сплав Ti-5Al-3Sn сохраняют достаточную пластичность даже при температуре
жидкого водорода (20 К). Пластичность сплавов при криогенных температурах
возрастает с повышением их чистоты по примесям внедрения. Эта закономер-
ность привела к разработке сплавов Ti-6AI—4V и Ti-5Al-2,5Sn с пониженным
содержанием примесей (Ti-6A1—4V ELI и Ti-5Al-2,5Sn ELI).
Втабл. 3.12-3.14 приведены механические свойства титана и отечественных
сплавов типа ВТ5-1 и ВТ6 при криогенных температурах. Как и для зарубежных
сплавов этого типа, повышение чистоты по примесям внедрения приводит к
повышению пластичности при криогенных температурах.
В табл. 3.15 приведены механические свойства титана и сплава Ti-5Al-2,5Sn
разной чистоты при криогенных температурах в сопоставлении со свойствами спла-
ва Ti-бА 1^4V ELI. В соответствии с этими данными сплав Ti—5 Al-2,5Sn ELI приме-
няют вплоть до температуры жидкого водорода (20 К), а сплав Ti-6A1—4V ELI -
вплоть до температуры жидкого азота (77 К).
Таблица 3.12
Механические свойства иодидного титана и титана технической
чистоты при низких температурах [235]
Материал Состояние т, К О , МПа °.. 2’ МПа 6, %
Иодидный Вакуумный отжиг, 700 °C, 1 ч 293 255 140 71
титан 77 690 240 73
20 950 265 67
4,2 860 280 49
Титан Вакуумный отжиг, 700 °C, 1 ч 293 460 390 23
технической 77 920 670 35
ЧИСТОТЫ 20 1260 840 37
4,2 1150 830 30
ВТ1, Вакуумный отжиг, 680 °C, 15 мин 293 560 440 20
прутки 77 960 680 30
20 1180 740 18
4,2 1210 810 19
ВТ1, Состояние поставки 293 460 380 30
листы, 1 мм 77 870 690 50
20 1200 820 43
ВТ1-1*, Отжиг, 600 °C, 30 мин 293 530 — 24
прутки. 77 970 — 40
14x14 мм 20 1260 - 29
* Для сплава ВТ 1 -1 получено:
Т, К 293 77 20
а^,МН/м!... 900 1530 1590
</пв 1,7 1,57 1,22
254
3.2. Механические свойства деформируемых титановых сплавов при криогенных температурах
Таблица 3.13
Механические свойства сплавов ВТ5, ВТ5-1 и ВТ5-1кт
при низких температурах [235|
Материал Состояние Т,К а,, МПа а02, МПа 6, % Од, МПа
ВТ5 Состояние 293 960 820 11 - —
поставки 77 1440 1250 17 — —
20 1630 1320 8,5 — —
4,2 1600 1330 11 — —
Вакуумный 293 990 810 7,5 - -
отжиг, 77 1360 1260 4 — —
850 °C, 40 мин 20 1480 1300 2,5 — —
4,2 1510 1350 3 — —
ВТ5-1 Отжиг на 293 940 770 13 — —
Листовой воздухе, 77 1440 1220 27 - -
прокат 650 °C 20 1780 1550 8 — —
4,2 1630 1590 2,5 — —
Прутки, Отжиг, 800 °C, 293 800 756 14,3 1390 1,72
14x14 мм 30 мин 77 1320 1248 14,7 1900 1.45
20 1510 1438 10,4 1920 1,27
ВТ5-1кт Отжиг, 750 °C, 293 870 820 16 1390 1,6
Листы, 1 ч; 77 1360 1270 14 2050 1,51
8 мм охлаждение 20 1640 1470 10,5 2100 1,28
на воздухе 4,2 1530 1490 7 2130 1,39
Листы, Отжиг, 720- 293 780 720 15,5 1030 1,32
2 мм, 750 °C, 77 1260 1200 16 1570 1,25
продольные 30 мин 20 1570 1450 8,7 1750 1,И
образцы 4,2 1380 1370 2 1600 1,16
Листы, 2 мм, То же 293 790 760 8,5 1000 1,26
поперечные 77 1220 1190 8,3 1550 1,27
образцы 20 1530 1420 10 1610 1,05
4,2 1400 1380 1 1660 1,19
ВТ5-1кт* Отжиг, 950 °C, 1 ч
Диски Балл зерна 1-2 20 1411-1546 1284-1441 11-26 21-33** —
То же, 2-3 20 1401-1500 1235-1313 11-24 20-30** —
» 3—4 20 1382-1460 1225-1274 11-22 17-30** —
» 4-5 20 1352-1450 1176-1245 8-21 15-30** —
» 5-6 20 1323-1431 1117-1215 3-16 6-26** —
» 6-7 20 1313-1382 1049-1196 1-9 4-17** —
» 8-10 20 1235-1247 980-1176 0,8-4 3,5-17** —
* По данным работы [236]. * * Поперечное сужение.
255
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Заметим, что с переходом от зернистой структуры к пластинчатой и с увели-
чением параметров пластинчатой структуры прочностные и пластические свой-
ства сплавов, по крайней мере ВТ5-1кт, ухудшаются [236].
Таблица 3.14
Механические свойства сплавов типа ВТ6 при низких
температурах (13, 49, с. 77; 235]
Сплав, полуфабрикат т,к <\, МПа <т1)2, МПа Т, % 8. %
ВТбкт 293 850 760 >25 >15
Типичные значения 77 1350 1300 >35 >10
То же 20 — 1650 30 7
ВТбч* 293 826/813 717/804 — 13,7/13,4
Листы, 2 мм 196 989/979 913/913 — 12,9/13,1
77 1330/1270 1267/1247 — 13,2/12,6
20 1780/1670 1712/1600 — 3,5/7,7
ВТбч* 293 940/860 850/820 40/42 18,5/20
Плиты, 18 мм 196 1015/1032 1015/1032 23/32 7/7
77 1497/1458 1436/1397 24/20 7/5
20 1726/1764 1693/1634 25/17 5/3
4 1790/1537 1640/1487 29/16 5/3
ВТ6** 293 1080 1060 — 15,5
203 1240 1220 — 12,5
77 1640 1570 — 17,8
20 1820 1700 — 3,5
ВТбс** 293 930 920 — 18,5
203 1110 1110 — 13,7
77 1500 1490 — 24,0
20 1740 1730 — з,з
* После вакуумного отжига при 750 °C, 2 ч.
** После отжига при 750 °C, 1 ч.
Примечание. В числителе приведены свойства в продольном направлении, в знаменателе - в
поперечном.
3.3. Сопоставление деформируемых титановых сплавов по
механическим свойствам
Сопоставление титановых сплавов по механическим свойствам представляет
довольно сложную задачу. Свойства титановых сплавов существенно зависят от
технологии обработки давлением, режимов термической обработки, от колеба-
ния содержания легирующих элементов и примесей в пределах технических ус-
ловий, типа и параметров микроструктуры и других трудно учитываемых факто-
ров, таких как применяемое для обработки давлением оборудование.
256
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
Таблица 3.15
Механические свойства титана и зарубежных сплавов
при низких температурах (33, с. 301 (
Сплав, полуфабрикат, направление вырезки образцов Т, К Гладкие образцы Надрезан- ные образцы Е. ГПа
МПа Ст’ МПа о", МПа. К,=6,3
Grade 2, ** 297 500 400 30/55 — —
плиты, 13 мм, 77 900 750 55/80 — -
отжиг, 630 °C, 5 ч 20 1200 800 40/35 — —
4 1190 810 40/50 — —
Grade 3, Ti-75A, 297 580 465 25 785 -
отожженные листы, 195 750 615 25 - -
продольное 77 1050 940 18 1100 -
20 1280 1190 8 875 —
Grade 3, Ti-75A, 297 585 475 25 800 —
отожженные листы, 195 760 645 20 905
поперечное 77 1060 965 14 1120 -
20 1340 1260 7 880 -
Ti-5Al-2,5Sn, 297 850 795 16 ИЗО 105
отожженные листы, 195 1080 1020 13 1310 115
продольное 77 1370 1300 14 1630 120
20 1700 1590 7 1430 130
Ti-5Al-2,5Sn, 297 895 860 14 1170 —
отожженные листы, 195 1050 1020 12 1250 —
поперечное 77 1430 1370 12 1630 -
20 1670 1610 6 1290 —
4,2 1590 — 1,5 — —
Ti-5Al-2,5Sn ELI, 297 800 740 16 1060 115
отожженные листы, 195 960 880 14 1190 125
продольное 77 1300 1210 16 1560 130
20 1570 1450 10 1670 130
Ti-5Al-2,5Sn ELI, 297 805 760 14 1100 110
отожженные листы, 195 950 895 12 1260 125
поперечное 77 1300 1230 14 1570 130
20 1570 1480 8 1530 140
Ti 5Al-2,5Sn ELI, 297 765 705 33/43 — —
отожженные плиты, 20 1430 1390 17/32 - -
продольное
Ti-5Al-2,5Sn ELI, 297 835 760 15/36 - -
отожженные поковки, 195 980 905 12/31 - -
тангенциальное 77 1260 1100 15/30 - -
20 1420 1260 13/22 - -
257
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.15
Сплав, полуфабрикат, направление вырезки образцов Т, К Гладкие образцы Надрезан- ные образцы £, ГПа
О. МПа МПа 8, %/Т', %* о", МПа, /<=6,3
Ti-5AI-2,5Sn ELI,*** 297 846 779 14,6/42,5 — 120
отожженные прутки 20 1447 1353 17,0/23 — 124,5
4,2 1456 1339 19,0 — 146
Ti-5AI-2,5Zr ELI,*** 297 822 777 17/40 — 118
отожженные прутки 20 1431 1336 17/24 — 127
4,2 1473 1360 18 — 137
Ti-6A1-4V ELI, 297 960 890 12 1120 110
отожженные листы, 195 1160 1100 9 1220 115
продольное 77 1500 1420 10 1460 120
20 1770 1700 4 1500 130
Ti 6А1 4V ELI, ** 297 950 800 15/25 — —
плиты, 15 мм; 77 1410 1300 10/13 — —
р-отжиг, 1030 °C (АС) 20 1600 1450 12,5/12,5 — —
+720 °C, 2 ч, охлажде- ние на воздухе 4 1600 1500 10/13 — —
* В числителе—относительное удлинение, в знаменателе ** По данным работы [28, с. 3197]. ***По данным работы [27, с. 747]. - поперечное сужение.
Рис. 3.2-3.6 иллюстрируют разброс механических свойств некоторых отече-
ственных титановых сплавов в координатах «характеристики пластичности -
временное сопротивление разрыву». При построении этих графиков для спла-
вов ВТ6, ВТ14, ВТ23 были использованы не только опубликованные данные,
приведенные в табл. 3.8, но и результаты механических испытаний, полученные
авторами монографии [14]. При построении аналогичных графиков для сплавов
ВТЗ-1 и ВТ22 были учтены только данные, приведенные в табл. 3.8 и 3.10 соот-
ветственно. Если в таблицах указан разброс свойств, то при построении графи-
ков использованы средние их значения.
Из приведенных графиков видно, что при одном и том же временном сопро-
тивлении разрыву характеристики пластичности сплавов могут меняться в до-
вольно широких пределах. Вместе с тем для сплавов ВТ 14, ВТЗ-1, ВТ23 и ВТ22
наблюдается тенденция к снижению относительного удлинения, поперечного су-
жения и ударной вязкости с повышением прочности сплава, что вполне есте-
ственно.
Для сплава ВТ6 не обнаружено явной единой функциональной прочностной
зависимости относительного удлинения и поперечного сужения. Заметим, что
258
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
при построении указанных зависимостей для сплава ВТ6 не учитывалось, каким
способом достигался тот или иной уровень прочности: разной степенью прора-
ботки металла при пластической деформации, различными режимами отжига
или упрочняющей термической обработки. Сильно снижает пластические свой-
ства сплавов типа ВТ6, как и других сплавов, формирование грубой пластинча-
той микроструктуры, особенно в сочетании с упрочняющей термической обработ-
кой. Прослеживается также снижение максимально достижимых характеристик
пластичности с повышением уровня прочности (штриховая линия на рис. 3.2).
Рис. 3.2. Зависимость относительного удлинения 8 и поперечного сужения ц/ от временного
сопротивления разрыву о сплавов ВТбс (/, 2), ВТбч (3, 4) и ВТ6 (5, 6) с зернистой (/, 3, 5) и
пластинчатой структурой (2, 4,6) [18]
Создается впечатление, что если режимы обработки давлением и термичес-
кой обработки сплавов типа ВТ6 подобраны таким образом, что не формируется
грубая пластинчатая структура, то возможные в производственной практике от-
клонения от технологических режимов не приводят к снижению, по крайней
мере, кратковременных механических свойств на растяжение до недопустимого
уровня. Поэтому не удивительно, что на полуфабрикаты из сплавов типа Ti-
6AI—4V в зарубежных странах приходится более 50 % всего объема выпуска тита-
на [33].
259
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
В соответствии с вышеизложенным сопоставлять разные титановые сплавы
по уровню механических свойств следует по результатам испытаний одних и тех
же полуфабрикатов, по возможности полученных в близких технологических
условиях. Наиболее подходящим объектом сравнения являются прутки диамет-
ром 8-12 мм в отожженном состоянии. Такие данные есть для большинства де-
Рис. 3.3. Зависимость относительного удлинения 8 и поперечного сужения ц/ от временного
сопротивления разрыву <тв сплава ВТ14 после закалки (?) и старения при температурах: 600 (2);
480 °C (3); двойного старения 480+550 °C (4); 480+560 °C (5); 6 - обобщенная выборка [ 14,18]
формируемых титановых сплавов, кроме некоторых псевдо-Р-сплавов, из кото-
рых получают преимущественно листы. Отжиг также должен относиться к одно-
му типу: нельзя сопоставлять свойства одного сплава после одинарного (просто-
го) отжига со свойствами другого сплава после двойного отжига.
В табл. 3.16 приведены типичные механические свойства титановых спла-
вов разных стран. Типичные свойства вовсе не являются средним значением
опубликованных экспериментальных данных, а отражают рекомендации доста-
точно авторитетных источников. В той же таблице указаны механические свой-
ства сплавов после закалки и старения по рекомендованным техническими ус-
ловиями режимам. Даже при колебании режимов упрочняющей термической
260
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
обработки в пределах ТУ механические свойства титановых сплавов изменя-
ются в довольно широких пределах. Так, например, после упрочняющей тер-
мической обработки временное сопротивление разрыву сплава ВТ 14 может
изменяться от 1000 до 1400 МПа, а относительное удлинение от 14 до 4 %
(см. рис. 3.3). В табл. 3.16 указаны свойства после закалки и старения по
режимам, которые обеспечивают сохранение пластичности в разумных пре-
делах (8 > 6 %).
6, %
20
15
10
5
1000 1100 1200 1300 1400 Ов, МПа
60
50
40
30
20
1000 1100 1200 1300 1400 ав, МПа
%
Рис. 3.4. Зависимость относительного удлинения 8 и поперечного сужения ц/ сплава ВТЗ-1 от
временного сопротивления разрыву ст, после отжига и закалки+старения
Наиболее приемлемо сопоставлять титановые сплавы по временному со-
противлению разрыву. Сведения о пределах текучести для отечественных спла-
вов ограничены, так как эта характеристика не входит в стандарты. Сопостав-
ление характеристик пластичности (8, у) затруднено большим их разбросом,
что связано с большим влиянием типа и параметров микроструктуры на плас-
тическое течение.
261
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Ожидаемый уровень прочности отожженного сплава можно оценить по урав-
нению аддитивности[15-17]:
о=Ло +КС+КС+...+КС , (3.1)
где Kv К2 ... К. — коэффициенты упрочнения от введения 1 % мае. легирующих
элементов; Ct,Cz... С,-содержание легирующих элементов в сплаве; — проч-
ность основы; ко - коэффициент упрочнения основы сплава. Под прочностью
основы понимают прочность титановой губки (иг) и упрочнение, обусловленное
отходами, вводимыми в шихту (оотх):
о =о+о =0,33 НВ+Я" С , (3.2)
ОСН Г ОТХ ’ Г ОТХ ОТХ 7 X /
Рис. 3.5. Зависимость относительного удлинения 8 и поперечного сужения у, ударной вязкости
KCU сплава ВТ23 от временного сопротивления разрыву <тв после различной термической
обработки [14, 18]
262
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
где НВг—твердость используемой титановой губки; К — коэффициент упрочне-
ния от введения отходов; — доля отходов, вводимых в шихту.
Коэффициент упрочнения Кт составляет для стружки 220 МПа, для куско-
вых отходов 60 МПа, для обрези 40 МПа [4].
Коэффициент упрочнения основы сплава Ко учитывает эффект комплексного
легирования [16], обусловленный взаимодействием легирующих элементов меж-
ду собой, и возрастает по мере увеличения числа компонентов в сплаве от 1,18
для титана до 1,32 для сложнолегированных сплавов:
К = 1,23 для ОТ4-0, ВТ5, ВТ5-1, ВТ6; К =1,27 для ВТЗ-1; К=1,32 для ВТ8.
В табл. 3.17 приведены коэффициенты упрочнения промышленных ти-
тановых сплавов К легирующими элементами по данным разных авторов.
й,
%
15
Ю
5
1050 1100 1150 1200 1250 1300 1350 1400 1450 Ов, МПа
Ч7,
60
50
40
30
20
1050 1100 1150 1200 1250 1300 1350 1400 1450 Ов, МПа
%
Рис. 3.6. Зависимость относительного удлинения 5 и поперечного сужения ц/ сплава ВТ22 от
временного сопрел ивлепия разрыву о_ после различной термической обработки:
• - отжиг; о - закалка+старение
263
ю
Ch
-u
Таблица 3.16
Сопоставление механических свойств титановых сплавов, применяемых в разных странах (8, 17, 18, 32, 33|
№ пп. Класс сплава Марка сплава Состав сплава. % мае. Вид полуфабриката Термическая обработка ст, МПа 8. %
1. ВТ 1-00 Ti 99,6 Прутки Отжиг 370 36
2. ВТ 1-0 Ti 99,5 To же То же 465 27
3. а-сплавы IMI 230 Ti-2,5Cu Листы » 620 24
То же Закалка+старение 775 22
4. ПТ-7М Ti-2,2Al-2,5Zr Трубы Отжиг 575 20
5. ТА4 Ti-3A1 Прутки То же 650 20
6. ТА5 Ti—4Al-0,005B То же » 720 18
7. ВТ5 Ti-5A1 » » 830 14
8. ВТ5-1 Ti-5Al-2,5Sn » » 880 15
Ti-5-2,5 To же » » 860 18
9. WL 3.7105 Ti-0,8Ni-0,3Mo Прутки Отжиг 510 33
10. Псевдо-а- 4207 Ti-2,5Zr-2,5bJi То же То же 470 19
И. сплавы ОТ4-0 Ti-lAl-IMn » » 560 23
12. ОТ4-1 Ti—2Al-l,5Mn » » 660 20
13. ОТ4-1В Ti-3AI-2,5V » » 675 20
14. ТС2 Ti—4Al-l,5Mn » » 700
15. АТЗ Ti-3Al-0,3Si-0,6Cr-0,4Fe » » 800 16
16. ПТ-3 В Ti—4A1-2V » » 760 18
17. ОТ4 Ti-4Al-l,5Mn Прутки » 785 15
18. ОТ4В-ЗВ Ti-5A1-2,5V То же » 800 >10
19. Ti-5-ПП Ti-5Al-lSn-lZr-l V-0,8Mo » » 850 15
20. 5В Ti-5,5Al-l,4Mo-l V — — 2:930 >10
21. 1М1 367 Ti-6Al-7Nb » Отжиг 950 11
22. Ti-621/08 Ti—6Al-2Nb-l Ta-0,8Mo Плиты То же 870 14
То же Закалка 880 12,5
» Закалка+старение 905 10,5
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
3.3. Сопоставлен и е деформируемых титановых сплавов по механическим свойствам
Продолжение табл. 3.16
8. % чг сч сч m — о — cn — гч m 40 чо 1 <—1 “*' 2^2200
о, МПа — ООООООШ — ООО о о оо S«000(4W'0»|-N0.n Ш 1П £ z Z 2 2 2 2 2 2 £ 2 2 2 2 = m о о-, о о m >n Ю 2 <=2^22^ 04 Z 0 — —
Термическая обработка Q Q О U s s s s = x z x x x о o> <u О Cl Cu Cl g § § ra S g “ * * 1 1 tr> tD ID CC CO Отжиг To же Отжиг Закалка+старение Отжиг Закалка+старение Отжиг Закалка+старение
Вид полуфабриката So so53s55j - s a s Прутки То же » » » » » »
Состав сплава. % мае. Ti-6Al-0,3Si-0,6Cr-0,4Fe Ti-llSn-5Zr-2,3Al-lMoO,2Si Ti-6,5 Al-1 Mo-1 V-2Zr-0,15 S i Ti-6Al-5Zr-0,5Mo-0,25Si Ti-6Al-2Sn-4Zr-2Mo-0,l Si Ti-5Al-6Sn-2Zr-lMo-0,25Si Ti-5,5 Al-3,5Sn-3Zr-0,25Mo- lNb-0,3Si Ti-6Al-2Sn-4Zr-2Mo Ti-6Al-2,75Sn—4Zr-0,4Mo- 0,45Si Ti-5,8Al-4Sn-3,5Zr-0,7Nb- 0,5Mo-0,35Si Ti-6,5 Al-2,5 Sn-4Zr-lNb- 0,7Mo-0,15Si Ti-8A1-1 Mo-1 V 1 сл —• ш А 2 s 2 7 N N ‘л- U X п ". Я S 7 7 > > 7 < < 1 I < Ч п, сл < < ч 40 Мр <3 Н Н сГ Н Н Н
Марка сплава СЛ СЛ ri 04 UH ГЧ — О4' О K. r* CO Tt СЧ ГЧ (No — 40 О 40 ГЧ 40 00 40 —« 00 OO 40 ГЧ — 40 Un — ~ r— 00 fes pps gp s й p RMl Low cost ВТ25 ВТбс Ti-64 ВТ9
Класс сплава Псевдо-а- сплавы (а+р)-сплавы
£ Ё m rt in чо r~ oo » о — сч m m- ONON CNtN ON ON ON СП m OH CH OH ЦП 40 Г"" 00 о> mm m m m
265
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.16
% ‘3 о cz~, о — Т, 00 * 1 " Л1 — — ГЛ 40 2 oC - Al 'J^cciui оо О гг> -а оо 2 00 ° 00 40 - Al 2 _
[ § ь“ ООО О 2 О оо оо — со _ г~ СО'- о „ — - Л1 - - л - = О о 2 2* ° ° ° - ac 22 _^oo°^tg«->o°o 2 О ° о С-1 О N 2 гг, С „ с U с о2- £ Al “ Л1 ' Al ” ~~ Л1 ~
й £ 5 § Q. О □ я; "3 J Т S 1 Отжиг Тоже Отжиг Тоже Закалка+старение Отжиг р-отжиг Закалка+старение Отжиг Закалка+старение CJ rtj Q (D Q (D 3 3 s S S 5 3 3 3X3 X QJ QJ QJ QJ О 1) о. СХ СХ СХ СХ г Ом s"s"s^Sl-;S^S Sl-S У £ + £ + Ч * £ ч ч 1 □ SoSoSoSoSo о So н 5 5 5 § 5 Й W « w » « * л л л л л л m m m on m cn
Вид 1 полуфабриката Прутки Тоже Прутки То же » » » » Листы Тоже ? 8 . .h , . . . ? * . s i Hf2 [&f2 ® f2 s. н
С с соиав сплава, /о мае. сл , •- 00 1 СЛ 1 — о м О I - - £ £ 5 г-Г О ° СЛ СЛ О $ сл 2 । 5 J, u-iu-i 1 । 7. ГТ «5 о" о" сл > Л о го N сл г. 2 || сч со 1^0 — гг, СО о" —" 1 N <? о с еп > > " S ° ° сл сл „ 7 i сЯ £ 7 Й i i О 1 о s S и 7 °0-. £ 7^7 й 7 7^ S S S сЯ S 7 7 7 > 77 J 1 J ш - —- — m гг> чг чг г+ — — 2 со — сл сч < 2 < — <2 _L 2 -1 Д — < < о Д <c4_L 7 гн *4 о" < 7 < < < < < < “Т 7 .1 < 7 о < СО СО С© 1 с© СО СО тГ СП 7 7 7 7 7 СЛ СО СО 1 7 ,1Т.1£,1 .1.1 .1 .1 .1 .1 .1 .1 .17.1 .1^.1 (- Р (- m f- Н f- f- f- Е- f— f- Ь- f—of— f f—
Марка сплава —, СЛ 1 <o СЧ 00 OO ГЛ <© C7 f- f- f- .2. U m ш m t- t- 1С11 Ti-431 1 . 5 in in — • (N »>» S — ^-^-Г^Оо”40ГЧ C — *5 .JL f—1 С/) ,Д H XJS^HCQ^E-CQH
Класс сплава (a+P)-c плавы
£ ПП. 40. 41. 42. 43. 44. 43. 46. DO 04 О — ^^^-mirjinununun
266
3,3. Сопоставление деформируемых титановых сплавов по механическим свойствам
Продолжение табл. 3.16
% ‘3 1/-' — - L ГЛ СЧ — о оо 'Т' О оо СЧ 40 — д — О1Л—.ОСЭСЛС<Л\0у3Г'Ог.О СЧ 40 — — 40 — СЧ СЛ
а. МПа ОООчлООО.-ООООоО _ О О L.O — 00 О От- сч - м с-l J - Ч1 О о - с=ооилооо1п«лооило ?иоО42С-;т£~-£ S£JSJ7::22!2c'7o'“-5
Термическая обработка CJ QJ 1) О О о S S S S S S XXX ххх QJ QJ QJ QJ О QJ О. О. О. я , о. о. о. S S S 2 S Й “ S 5 S S o£o2o£|of-g5so2 5 § 5 5 5 5 И И И « и X (Я 03 03 Л KJ J5 СП СП СП СП СП СЛ Закалка Закалка+старение Закалка+старение То же Отжиг Закалка+старение То же Отжиг Закалка+старение Отжиг Закалка Закалка+старение Закалка
Вид полуфабриката X —< 5 Q Q $ Q л •> <d N ” * N к s s s c H H c K c X &*£,*§*£*£,&**£ н о. Е- о f- [Н- Е- £ е; Н с
Состав сплава. % мае. (D O- t i s U ui Q 7 । 1 <u о о О и u. 2 2 1 и 7 7 СЧ 40 U »п О О О - 2 S 2 N N । । сч сч ил сч о О 1 1 1 1 1 S 2 > > > СЛ СЛ И 7 “Г 7 “I СЧ СЧ СЧ — -+ -i 7 i2 1 < ' < — < СЛ < < - “Т < Л. < 42 IC, Л 40 СЛ -+ ИЛ -+ СЛ । сч 2 2 с*л 2 2 2 2 Ё— о Е— Е— о Е“ Ё—1 Ё~ Н Ti-1 l,5V-2Al-2Sn-l IZr Ti-12V-2,5Al-2Sn-6Zr Ti-13V-2,7Al-7Sn-2Zr Ti-5Al-2Sn-2Zr-4Mo-4Cr Ti-4Mo-2Cr-l ,2Fe-5Al-2Sn-4Zr Ti-16V-2,5Al Ti-ll,5Mo-6Zr-4,5Sn Ti-29Nb-13Ta-4,6Zr
Марка сплава СЛ СЧ ил сч 40 о сч ’Т — с о сч сч । § <-с о чо 40 гл С сч 1 г ,Д ,Д f" О Е“ 0- н Е- Е- И U И сл О 04 <7 IT, СЧ ГЛ r- a 7 7 N on on on Щ ГЧ KJ 03 03 U 1 "7 <1 (Л (/) (Z 40 — [SJ X C X л ~ Л H 2 EG-— cj .J- о z E- H f- H CQ E- CQ H
Класс сплава (а+Р)-сплавы Псевдо-Р- сплавы
Ё 40 ОО 04 О СЧ Щ »П »П U7 40 40 40 CH TJUH4© ОО о" О 40 40 40 4© 404© 4© С*
267
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.16
8. % ° О = £ 2 3 2 7 2 ® 7 “ 2 2
а. МПа В ^°777gg OOgO jrjo о оооо jng^ “ 22 Z 2 Z £2 5о^°^22о'-?:^2200-22222оо222!2
Термическая обработка S S S S X S SSSSSs х X X 2 XX ЯХХХХх rtjGJQJ (D QJ CJ QDDQQJq So So Sob ^|^^|^|о^|о2о||о|о| | | 1 S SS 1 i i i i i £££ £ £ £ m £ m $
Вид I полуфабриката | S X — s — __ ss s 2 И Q S <D * Q 5 <D £ 2 й 2 й Sy & § £ &£ s £ &£ =£ a£ &£ о E- £ E- о E- r; t- с н c H c H L— >—
Состав сплава, % мае. — О “ 1 C/5 — <U Q <U Д <U J _L Ь b u. 2- £ tij < 111 * 2 " ill ООО £ g <4 и £ у „ 7 1 1 <2 7. ° 7 7 £ Io7o-1 N N 1 <7. 17^ £ S > S и. < 77^ 77SU7 С< и-1 1Л 1Л N Т О О О 1 о О IZ~, СО О 1 a a a 7 > ss s > s s — s о <£ <£ с о —< un cn in с/) СЧ *7 Т Т" Т Т *7 ~7 । । .1 .1 .1 .2. .— .2. .2. X .2. .Л .X .Л Р Р Р Р - Р Р Р Р н н НН н
Марка сплава СП •? 7 7 7 сл 7 sST 77 7 м ой О СЧ счеч О KIWI „ — 1Л 1Л О' — счсчсчсч— — — — £сч 1Л м - Д Е— НЕ— .Д ,Д .Д ,Д .Д <и .Д .ДЕ— Е— Е-cacacaE-E-E-E-E- СО Е- н со со
1 о а а 3 Псевдо-Р- сплавы
3 1пп1 •—• ГЧ СП Tf ш <о Г* СО QS О — ГЧ СП 'd’ Г* Г- Г- Г- г- г- г- г- оо оо оооо со
268
Продолжение табл. 3.16
№ пп, Класс сплава Марка сплава Состав сплава, % мае Вид полуфабриката Термическая обработка а, МПа в3 8, %
85. Псевдо-Р- Ti-851 Ti-8V-5Fe-l Al Прутки Отжиг 1200 16
сплавы To же Закалка+старение 1500 12
86. Timet LCB Ti-6,8Mo-4,5Fe-l,5Al » Закалка 1060 16
» Закалка+старение 1470 5-8
87. Ti-8823 Ti-8Mo-8V-2Fe-3Al Листы Закалка (отжиг) 889 29
То же Закалка+старение 1250 7-8
88. BT32 Ti-8V-8Mo-l,5Cr-l,5Fe-3Al Листы Отжиг 920 11
Закалка+старение 1250 >8
89. Beta C Ti-8V-6Cr-4Mo-4Zr-3Al То же Отжиг 880 15
» Закалка+старение 1300 14
90. DAT 55G Ti-15V-6Cr-4Al Прутки Закалка+старение 1400 10
91. Ti-125 Ti-6V-6,2Mo-5,7Fe-3 Al То же То же 1585 >7
» » 1250 >8
92. BT15 Ti—11 Cr-7Mo-3Al Прутки Отжиг 960 17
То же Закалка+старение 1245 7
93. Ti-13-11-3 Ti—13 V—1 lCr-ЗА! » Отжиг 990 14
» Закалка+старение 1400 6-8
Глава 3.Кратковременные механические свойства конструкционных титановых-сплавов
Эти коэффициенты оценены как увеличение временного сопротивления разры-
в ав в расчете на 1 % мае. легирующего элемента при их введении в пределах
содержания в промышленных сплавах. Несмотря на противоречивые данные в
различных источниках, существует общая тенденция к увеличению эффектив-
ности упрочнения а-титана с удалением легирующих переходных элементов от
титана в периодической системе Д.И. Менделеева, хотя и наблюдаются некото-
рые исключения. Для промышленных сплавов удовлетворительное согласие рас-
чета с действительной прочностью дают коэффициенты упрочнения, рекомен-
дованные в последней колонке табл. 3.17.
Таблица 3.17
Упрочнение промышленных а-, псевдо-а- и (а+Р)-тнтановых сплавов
при введении 1 % мае. легирующих элементов
Легирующий элемент Повышение временного сопротивления разрыву, МПа/%, по данным разных авторов
[19, с. 851] И Р] [16] [12] Рекомендованное значение
А1 — 60 50 60 60 60
Sn — 20 25 30 30 30
Zr — 15 20 20 — 20
О — — 1200 1250 — 1250
N — — 2500 2000 — 2000
С — — 700 700 — 700
Si — 300 120 200 200 200
V 19 35 35 20 35 30
Nb 14 17 15 15 15 15
Cr 21 100 65 65 65 65
Мо 27 60 50 55 50 50
W — 25 — — 200 50
Мп 35 80 75 100 75 50
Fe 46 70 75 100 75 75
Со 49 — — — 200 125
Ni 35 — — — — —
Си 14 - - 20 - -
Для сплавов с относительно небольшим различием в эквивалентах легирую-
щих элементов по алюминию можно построить зависимость уровня прочности
от эквивалента легирующих элементов по молибдену [17, 27, с. 53]. На рис. 3.7
приведена зависимость временного сопротивления разрыву титановых сплавов
от молибденового эквивалента при [А1]^ =4—7 %. Прочностные свойства отож-
женных титановых сплавов возрастают с увеличением молибденового эквива-
лента до 10-12 %, когда их структура представлена примерно равными количе-
ствами а- и p-фаз, а затем уменьшаются. Эта количественная зависимость соот-
ветствует закономерностям, установленным В.Н. Моисеевым [2].
270
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
Максимальный уровень прочности у отожженных сплавов с эквивалентом по
молибдену, равным 10-12 %, обусловлен двумя обстоятельствами. Во-первых,
эти сплавы обладают наиболее мелкозернистой гетерогенной (а+Р)-структурой.
Величина зерна а- и псевдо-Р-сплавов существенно больше, чем у (а+Р)-спла-
вов с примерно равным количеством а- и P-фаз. Наблюдаемое структурное уп-
рочнение удовлетворительно описывается эффектом Петча — Холла — Стро [12]
в соответствии с уравнением:
а = oo+XJl/2, (3.3)
в котором ао — напряжение, не зависящее от размера зерна, К — константа, свя-
занная с трудностью перехода скольжения от зерна к зерну, d — величина зерна.
Во-вторых, для (а+р)-сплавов характерно большее содержание алюминия, чем
для псевдо-Р-сплавов. Для выбранного интервала [AlJ^(4-7 %) для (а+р)-спла-
вов алюминиевый эквивалент близок к 7 %, а для псевдо-р-сплавов равен при-
мерно 4 % (см. табл. 1.12).
Данные, приведенные на рис. 3.7, относятся к материалу с глобулярной струк-
турой в хорошо отожженном состоянии. Следует иметь ввиду, что свойства сплавов
с„МПа
600
1400
1200
1000
800
60 о 67 Ъ ° 72 76< 85 о
49 о 96 47 до 48 о с 61 64 „ с ° О 65 63 66 с °71 82 89 “Ь . ° 79 87.86
30 о 48 37 о 51 । • 74 Г 61 3.52 60 • • *72 66 73 • • 71 85 84 •
21.23.38*47 22 ®46 ,В ,22 37 .19 718.!5 55 .59 62 • 78 88 80 ,87 • • 83 89 •
•**•17 16 >6 13 • *5 79
0 5 10 15 [Мо£’
Рис. 3.7. Влияние эквивалента легирующих элементов по молибдену [Moj^ на временное
сопротивление разрыву титановых сплавов при [а1 JT₽ =4—7 %.Обозначения сплавов соответствуют
табл. 3.16:
• - после отжига; о - после закалки и старения
271
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
с большим количеством p-фазы, например ВТ23, ВТ22 и др., сильно зависят от
скорости охлаждения после отжига. К тому же на механические свойства тита-
новых сплавов сильное влияние оказывают параметры микроструктуры (вели-
чина и форма макрозерна и его внутреннее строение) [12, 15]. Поэтому данные,
приведенные на рис. 3.6, следует рассматривать как ориентировочные.
Временное сопротивление разрыву состаренных титановых сплавов возрас-
тает с увеличением эквивалента по молибдену до 12-14 %, а затем уменьшает-
ся. Такая закономерность обусловлена тем, что с увеличением [Мо]эм до кри-
тической концентрации возрастает количество метастабильной 0-фазы, обра-
зующейся при закалке.
В соответствии с закономерностями дисперсионного твердения [9, 10-12] мак-
симальный эффект термического упрочнения должен наблюдаться в сплавах с
[Мо]^ ~П%. Большой эффект термического упрочнения в сплавах с [Мо^-12-
14 %, по-видимому, связан с тем, что псевдо-р-сплавы часто закаливают с темпе-
ратур не р-, а (а+р)- области [33] в условиях, когда сохраняется высокая плот-
ность дислокаций, что обеспечивает дополнительное упрочнение. При этом со-
став 0-фазы смещается к концентрациям, большим 11 % [Мо]^ -
Свойства состаренных сплавов на рис. 3.7 приведены для прутков после са-
мой простой схемы термического упрочнения, состоящей из закалки и старения.
Комплекс механических свойств состаренных титановых сплавов можно суще-
ственно улучшить, применяя двойную закалку, двойное старение, термомехани-
ческую обработку. Так, в частности, сочетая холодную деформацию и двойное
старение для сплава Ti-15V-3Cr-3Sn-3Al (15-3-3-3), можно получить временное
сопротивление разрыву, равное 1930 МПа при поперечном сужении 15 % [33].
Тем не менее закономерности, отраженные на рис. 3.7, полезны для оценки воз-
можности упрочнения сплавов методами термической обработки.
В работах [17, 27, с. 53; 236] введено понятие о прочностных эквивалентах а-
стабилизаторов и нейтральных упрочнителей по алюминию и прочностных экви-
валентах p-стабилизаторов по молибдену. Разделение эффектов упрочнения тита-
новых сплавов от легирования а-стабилизаторами и нейтральными упрочнителя-
ми и от введения p-стабилизаторов оправдано следующими соображениями. Эле-
менты, эквивалентные алюминию, упрочняют титановые сплавы в основном в
результате растворного упрочнения, а p-стабилизаторы - в основном, как след-
ствие увеличения количества более прочной 0-фазы. Это положение иллюстриру-
ет рис. 1.16 на примере сплавов типичной тройной системы Ti - а-стабилиза-
тор (Л) - p-стабилизатор (В), для которой характерна почти параллельность конод
двухфазного (а+р)-равновесия концентрационной стороне Ti-B в треугольнике Ti-
А-В. При таком положении конод увеличение содержания алюминия в сплаве М
от At до А , приводит к росту содержания алюминия в а- и 0-фазах от at до а, йот
до />, соответственно. Вместе с тем растворное упрочнение p-фазы усиливается
из-за увеличения содержания в ней p-стабилизаторов от Ь1 до Ьг Однако при этом
в соответствии с правилом рычага количество p-фазы уменьшается. Увеличение
272
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
содержания p-стабилизаторов в сплавах титана, например от В{ до В,, вызывает
лишь увеличение количества р-фазы (от a^CJa^b до а}С la^) без существенного
изменения состава а- и P-фаз (см. рис. 1.16).
За основу оценки прочностного эквивалента по алюминию была взята эф-
фективность растворного упрочнения от введения 1 % мае. а-стабилизаторов и
нейтральных упрочнителей. Повышение временного сопротивления титановых
сплавов при введении 1 % мае. легирующего элемента в промышленные сплавы
было принято равным: А1 - 60; Sn - 30; Zr - 20; Si - 200; О - 1250; N - 2000; С -
700 МПа/% (см. табл. 3.17). Титановые сплавы довольно часто легируют неболь-
шими добавками кремния. Его содержание также можно учесть через эквива-
лент алюминия, поскольку он мало влияет на количество р-фазы в промышлен-
ных сплавах, но довольно сильно упрочняет их. Тогда прочностной эквивалент
сплавов по алюминию можно представить в виде соотношения:
[Al]"PB=%Al+%Sn/2+%Zr/3+20[%O]+33[%N]+12[%C]+3,3[%Si]. (3.4)
Содержание примесей во всех титановых сплавах примерно одинаково и со-
ответствует эквиваленту по алюминию, равному примерно 3,8 %. Поэтому соот-
ношение (3.4) принимает вид:
[Al]- =%AI+%Sn/2+%Zr/3+3,3[%Si]+3.8. (3.5)
Кремний сохранен в соотношении (3.5), так как он довольно часто является
легирующим элементом.
Для оценки прочностных эквивалентов p-стабилизаторов по молибдену в на-
стоящей работе приняты коэффициенты упрочнения, приведенные в крайней
правой колонке табл. 3.17. Введение 1 % Мо оказывает такое же упрочняющее
действие, как 1,7 % V, 1% Мп, 1% W, 0,8 % Сг; 0,7 % Fe, 3,3 % Nb. Заметим, что
эквивалентные по упрочнению концентрации легирующих элементов по молиб-
дену близки к их содержанию по структурному критерию.
При допущении аддитивности упрочнения от введения каждого элемента вы-
ражение для определения прочностного эквивалента по молибдену принимает вид:
[Мо£ =%Mo+%V/l ,7+%Mn+%W+%Cr/0,8+%Fe/0,7+%Nb/3,3. (3.6)
Втабл.3.18 приведены прочностные эквиваленты основных титановых сплавов
по молибдену и алюминию и типичные свойства отожженных титановых сплавов
в основном для пруткового материала, оцененные по данным трудов международ-
ных конференций [19-31], монографий [1-18] и справочников [32, 33]. На рис. 3.8
дано сопоставление сплавов на диаграмме в координатах [Мо]"^- [а1]Х Эту
диаграмму можно назвать прочностной.
Временное сопротивление разрыву чистого титана можно принять равным
235 МПа [8,12]; упрочнение от введения а-стабилизаторов и нейтральных уп-
рочнителей, эквивалентных 1% А1, составляет 60 МПа/% мае.; упрочнение от
молибдена в данной работе принято 50 МПа/% мае. Тогда при допущении адди-
273
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Таблица 3.18
Состав, прочностные эквиваленты, расчетная п реальная прочности
титановых сплавов
№ спла- ва Сплав Химический состав [Moir [aiI: Прочность, МПа
расчет- ная реаль- ная
1. ВТ 1-00 Ti 99,6 0,0 2,3 373 370
2. ВТ 1-0 Ti 99,5 0,0 3,8 463 465
3. ПТ-7М Ti-2,2Al-2,5Zr 0,0 6,8 643 575
4. ТА4 Ti-3A1 0,0 6,8 643 650
5. ТА5 Ti-4Al-0,005B 0,0 7,8 703 720
6. IM1 317 Ti-5Al-2,5Sn 0,0 10,1 838 860
7. WL 3.7105 Ti-0,8Ni-0,3Mo 0,5 3,8 490 510
8. ОТ4-0 Ti-0,8Al-0,8Mn 0,8 4,6 551 560
9. ОТ4-1 Ti-2Al-l,5Mn 1,5 5,8 658 660
10. ОТ4-1В Ti-3A1-2,5V 1,5 6,8 717 675
11. ПТ-3 В Ti—4A1-2V 1,2 7,8 762 760
12. АТЗ Ti-3Al-0,3Si-0,6Cr-0,4Fe 1,3 7,8 768 800
13. ОТ4 Ti-4AI-l,5Mn 1,5 7,8 778 785
14. ОТ4В (ЗВ) Ti-5A1-2,5V 1,5 8,8 837 800
15. Ti-621/0.8 Ti-6AI-2Nb-lTa-0,8Mo 1,4 9,8 893 870
16. Ti-523 Ti-5Al-2Mo-3Zr 2,0 9,8 923 900
17. IMI 367 Ti-6Al-7Nb 2,1 9,8 929 950
18. RMI Low cos Ti-6,4Al-l,2Fe 1,7 1,7 10,2 933 965
19. AT6 Ti-6Al-0,3Si-0,6Cr-0,4Fe 1,3 10,8 948 960
20. BT20 Ti-6,5Al-2Zr-l V-lMo-0,15Si 1.6 H,5 1002 1000
21. Ti-8-1-1 Ti-8Al-lV-lMo 1,6 11,8 1022 1010
22. Ti-6-2-4-2 Ti-6Al-2Sn—4Zr-2Mo 2,0 12,1 1063 990
23. IMI 685 Ti-6Al-5Zr-0,5Mo-0,25Si 0,5 12,3 998 1020
24. IMI 6242S Ti-6 Al-2Sn-4Zr-2Mo-0,1 Si 2,0 12,5 1083 1000
25. IMI 829 Ti-5,5Al-3,5Sn-3Zr-0,3Mo-lNb-0,3Si 0,3 13,0 1033 1020
26. ВТ18У Ti-6,5Al-2,5Sn—4Zr-0,7Mo-lNb-0,2Si 1,0 13,5 1098 1075
27. IMI 834 Ti-5,8Al-4Sn-3,5Zr-0,7Nb-0,5Mo-0,35Si 0,7 13,9 1106 1050
28. IMI 679 Ti-2,3A1-1 lSn-5Zr-lMo-0,2Si 1,0 13,9 1121 1160
29. Ti-1100 Ti-6AI-2,8Sn-4Zr-0,4Mo-0,5Si 0,4 14,2 1106 1050
30. BT6c Ti-5A1-4V 2,4 8,8 880 905
31. Ti-64 Ti-6A1-4V 2,4 9,8 941 970
32. BT25 Ti—6,5A1—1,5Sn—4Zr—2Mo-l W-0,15 Si 3,0 12,9 1160 ИЗО
33. BT9 Ti-6,5A1-1,5Zr-3Mo-0,3Si 3,0 11,8 1092 1125
34. BT8-1 Ti-6,3-Al-lSn-lZr-3,3Mo-0,18Si 3,3 11,5 1092 1010
35. TCI1 Ti-6A1-1,5Zr-3,5Mo-0,3Si 3,5 11,3 1087 1090
36. BT8 Ti-6,5Al-3,3Mo-0,3Si 3,5 11,3 1087 1080
37. TC9 Ti-6,5Al-2,5Sn-3,5Mo-0,3Si 3,5 12,5 1162 1170
38. Ti-431 Ti—4А1-ЗМо-1 V 3,6 7,8 882 930
39. BT14 Ti-5Al-3Mo-l,4V 3,8 8,8 952 950
274
3.3. Сопоставление деформируемых титановых сплавов по механическим свойствам
Продолжение табл. 3.18
№ спла- ва Сплав Химический состав [Mot [Alt Прочность. МПа
расчет- ная реаль- ная
40. ВТ8М Ti-5,5Al-4Mo-0,2Si 4,0 10,0 1033 1010
41. Timetai 62 S Ti-6A I-1,7Fe-0,l 80-0,1 Si 2,4 1,7 1060 1060
42. 1М1 550 Ti-4AI-2Sn-4Mo-0,5Si 4,0 10,5 1062 1080
43. Ti-74 Ti-7Al-4Mo 4,0 10,8 1083 1065
44. ВТ25У Ti-6,5A1-1,8Sn-3,8Zr-4Mo-l W-0,2Si 5,0 12,5 1235 1150
45. Ti-6-6-2 Ti-6Al-6V-2Sn 3,5 10,8 1059 1040
46. Ti-6-6-2-6 Ti-6Al-6Zr-2Sn-6V 3,5 12,8 1179 1120
47. Ti-6-2-2-2-2 Ti-6Al-2Sn-2Zr-2Mo-2Cr-0,3Si 4,5 12,5 1207 1090
48. ВТЗ-1 Ti-6,3Al-2,5Mo-l,5Cr-0,5Fe-0,3Si 5,1 10,8 1137 1105
49. Ti-6-2-4-6 Ti-6AI-2Sn-4Zr-6Mo 6,0 12,1 1263 1160
50. SP-700 TM,5Al-3V-2Mo-2Fe 6,6 8,3 1064 1010
51. Corona-5 Ti-4,5AI-5Mo-l,5Cr 6,9 8,3 1077 940
52. BT23 Ti-5,5AI-4,5V-2Mo-lCr-0,6Fe 6,8 8,8 1100 1100
53. BT16 Ti-3 Al—4,5 V-5Mo 7,6 6,8 1023 930
Рис. 3.8. Сопоставление титановых сплавов на прочностной диаграмме в координатах прочностной
эквивалент по молибдену—прочностной эквивалент по алюминию; обозначения соответствуют номерам
сплавов в табл. 3.18 [17]
275
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
тивности разных упрочняющих факторов для временного сопротивления слож-
нолегированного сплава получим:
оГч =235+60 [А1]Х +50 [Мо]^,. (3.7)
Следует отметить, что это выражение справедливо при определенных допу-
щениях, отмеченных выше. Его нельзя применять для Р-сплавов, в которых ме-
ханизм упрочнения P-твердого раствора почти исчерпан, и тем более для спла-
вов в состаренном состоянии.
Если выражение (3.7) действительно, то диаграмма в координатах “расчетная
прочность—реальная прочность” должна представлять прямую с углом наклона 45°.
На основе табл. 3.17 построен рис. 3.9, из которого видно, что большинство
сплавов действительно располагаются близко к прямой с углом наклона 45°. Следу-
ет отметить, что из выпадающего из этой области сплава ВТ16 изготавливают прут-
ки по специальной технологии из титановой губки высокой чистоты, чтобы обеспе-
чить высокую деформируемость при холодной высадке болтов. К тому же и содер-
жание алюминия поддерживается меньше среднего значения по техническим усло-
виям. Поэтому его реальная прочность значительно меньше расчетной. Действи-
тельная прочность сплава Согопа-5 также значительно меньше теоретического зна-
чения. Это связано, по-видимому, с тем, что в стремлении получить повышенную
вязкость разрушения этот сплав выплавляют на губке повышенного качества.
На диаграмме прочностных эквивалентов по алюминию и молибдену (см.
рис. 3.8) указаны полосы, соответствующие определенному интервалу значений
временного сопротивления разрыву. Эти полосы прочности были оценены по
уравнению (3.7). Естественно, что с увеличением прочностного эквивалента спла-
Рис. 3.9. Сопоставление расчетного и реального сопротивления разрыву прутков из а-, псевдо-а- и
(а+Р)-сплавов в отожженном состоянии; обозначения сплавов соответствуют табл. 3.18 [ 17]
276
3.4. Механические свойства литейных сплавов
вов по молибдену требуется меньшее количество эквивалентных алюминию эле-
ментов для получения заданной прочности. Разумеется, оценки ожидаемого вре-
менного сопротивления по приведенным соотношениям носят весьма прибли-
женный характер, так как уровень прочности сплавов зависит не только от их
химического состава, но и характера и параметров микроструктуры. Тем не ме-
нее, они полезны для ориентирования в том большом разбросе эксперименталь-
ных данных, которое характерно для опубликованных материалов.
3.4. Механические свойства литейных сплавов
Фасонные отливки в литом состоянии обладают пластинчатой структурой, что
предопределяет их пониженные пластические и прочностные характеристики. Ме-
ханические свойства литейных титановых сплавов существенно зависят от способа
литья: в уплотняемые формы, оболочковые формы, литье в кокиль, по выплавляе-
мым моделям и т.д. [ 121 ]. При любом способе литья свойства отливок зависят от их
сечения, так как этот фактор определяет размеры структурных составляющих.
Эффективным способом улучшения комплекса механических свойств фасонного
литья является высокотемпературная газостатическая обработка (ВГО) [121,124]. ВГО
устраняет дефекты литого металла, прежде всего уменьшает пористость, что приво-
дит к повышению прочностных, пластических и эксплуатационных свойств, а
также к сокращению их разброса [238,239]. Вместе с тем ВГО повышает КИМ.
Эффективность ВГО зависит от степени легированности сплава, определяю-
щей температурный интервал его кристаллизации и, как следствие, склонность
к образованию междендритной пористости. С увеличением интервала кристал-
лизации возрастает дефектность литого металла, и эффект повышения качества
фасонных отливок с применением метода ВГО становится больше. Поэтому ме-
тод обработки фасонных отливок целесообразно применять для высоколегиро-
ванных сплавов с большим интервалом кристаллизации.
Преобразование пластинчатых структур литого металла в глобулярные мето-
дами термической обработки не особенно эффективно по двум причинам: а) не-
большой объемный эффект полиморфного превращения, поэтому не возникает
внутрифазного наклепа, достаточного для рекристаллизации; б) быстрый рост
зерна в Р-области [10].
Эффективным способом преобразования пластинчатых структур в глобулярные
является термоводородная обработка, которая состоит в наводороживании металла,
проведении термических операций, направленных на измельчение зерна, и заклю-
чительном вакуумном отжиге для снижения содержания водорода до безопасных кон-
центраций, при которых развитие водородной хрупкости исключено [69, 121,240].
Механические свойства литейных сплавов приведены в табл. 3.19-3.21. Ав-
торы сочли целесообразным привести не только литературные данные, но и тре-
бования ASTM В367, поскольку они используются при производстве фасонных
отливок не только в США, но и других странах мира.
277
Таблица 3.19
Механические свойства отечественных литейных сплавов
Сплав Состояние* <т. МПа <т|)2, МПа 8, % V- % кси, Дж/см2 Литература
ВТ1Л — >343 297** >10 >20 >39 [121]
Литое >400 >350 >12 >25 >50 [85, с. 48]
Тоже 340 - 21,5 50 — [36, с. 254]
Литье в кокиль >343 — >10 >20 >39 [44, с. 129]
ВТ5Л — >686 618** 6 14 29,4 [121]
Литое >700 630 >6 >14 >29,4 [32]
Литье в кокиль >686 618** >6 >14 >29,4 [44, с. 129]
Литое 900 - 13 33 32 [36, с. 254]
Центробежное литье 820 - 12,5 - 35-70 [21, т. 2, с. 129]
Литое >720 >650 >6 >14 >31 [25, с. 48]
Тоже 784-882 - 4,5-9 9-21 54 [49, с. 21]
После В ГО 882 — 12 22 59 Там же
Литое 800 760 6 14 — [125]
После ВГО 880 825 12 26 — Там же
Литое 834 - 19,0 27,7 59 [121]
После ВГО 851 — 17,4 34,6 71 Там же
Плотное литье без дефектов 748-808 - 12,4-17,5 24,6-29,7 61-76 [121]
То же+ВГО 766-788 - 13,8-16,6 26,4-29,2 69-80 Там же
Литое состояние 800 760 5,9 - — [238]
После ВГО 840 790 10,7 — - Там же
0,1 % О2; литое 836 - 12 - 63 [51, с. 59]
0,2 % О,; то же 852 - 11 — 56 Там же
0,3 % О2; » 940 — 8 — 30 »
0,1 % О2; отжиг 600 °C, 1 ч (В) 854 - 11 — 62 »
0,2 % О2; то же 862 - 11 - 59 »
Глава 3. Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.19
279
Сплав Состояние* о, МПа <т02, МПа 8, % ч>, % кси, Дж/см2 Литература
0,3 % О2; то же 956 — 9 — 32 [51, с. 59]
0,1 % О,; отжиг 800 °C, 1 ч (В) 846 — 13 — 77 »
0,2 % О2; » 855 — 12 — 65 »
0,3 % О,; » 950 - 9 - 34 »
таз Литая лопатка, t =60 мм 568 490 15,9 31,1 85,5 [27, с. 1652]
Тоже, г = 100мм 555 478 15,4 32,0 90,0 Там же
» t=80 мм 560 474 14,2 28,5 91,0 »
» t=240 мм 585 508 14,0 29,5 85,2 »
Литые образцы 642 608 14,0 29,5 100,0 »
Требования ТУ >490 >440 >10 >20 >58,8 [27, с. 1114]
ТЛ5 Требования ТУ >637 >588 >8 >15 >49 Там же
ВТ21Л — >981 843** >4 >8 >19,6 [121]
Литье в кокиль >981 843 >4 >8 >19,6 [44, с. 129]
Литое >1000 >860 >4 >8 >19,6 [32]
То же >1000 >910 >4 >8 >19,6 [85, с. 48]
ВТ20Л — >932 834** >8 >20 24,5 [121]
Литое >900 — >5 >12 30 [32]
То же >920 >810 >5 >12 >28 [85, с. 48]
» 1020-1040 - 3,6-7,6 7,8-15,0 — [49, с. 21]
После ВГО 1035-1050 — 8,4-10,4 22,5-28,3 — Там же
Отжиг 932 834 8-10 20-25 30-40 [4]
Литое 1000 870 8,0 — - [238]
После ВГО 1020 890 11,5 — — Там же
Литое (0,05 % О2) 868 - 7,3 17,7 64 [51, с. 59]
Тоже (0,10 % О2) 886 — 7,7 18,3 59 Там же
» (0,15 % О2) 922 — 6,7 16,5 52 »
» (0,17 % О2) 936 - 6,3 15,4 0,50 »
3.4. Механические свойства литейных сплавов
280
Продолжение табл. 3.19
Сплав Состояние* о. МПа а(|„ МПа 6, % V, % кси, Дж/см2 Литерал ура
ВТ6Л — >834 736** >5 >10 >24,5 [121]
Литое >850 >750 >5 >10 >25 [32]
Литье в кокиль >834 >736 >5 >10 >24,5 [44, с. 129]
Литье >900 >810 >6 >12 >25 [85, с. 48]
То же 932 814 8 15 44 [4]
Литье 845 770 15 18 — [277]
Литье + ВГО 840 770 18 25 — Там же
ВТ8Л Отжиг 932 — 4 12 25 [4]
Литое 1000 — — — — [36, с. 254]
ВТ9Л >932 814** 4 8 19,6 [121]
Литое >950 >830 4 8 20 [32]
То же >950 >860 >4 >9 >20 [85, с. 48]
» 1060 - 7,5 17 — [36, с. 254]
Отжиг, 950 °C, 1 ч (В) 1032 — 7,7 17,6 — [44, с. 118]
То же, (ОП) 956 — 7,3 16,3 — Там же
Отжиг, 950 °C, 5 ч (В) 1021 — 7,7 18 — »
То же, (ОП) 967 — И,5 18,4 — »
Отжиг, 870 °C, 1 ч (В) 1015 — 9,6 21 — »
То же, (ОП) 1006 — 7,5 14 — »
Отжиг, 870 °C, 5 ч (В) 1004 — 7,4 14,2 — »
То же, (ОП) 1000 — 8,6 19,4 - »
Закалка, 800 °C 1019 — 6 13 — »
Закалка, 800 °С+600 °C, 2 ч 1127 — 5 11 — »
0,1 % О2; литое 1032 — 8 - 50 [51, с. 59]
0,15 % О,; то же 1051 — 6 — 33 Там же
0,2 % О,; » 1084 — 8 — 30 »
0,3 % О2; » 1113 - 10 - 21 »
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.19
Сплав Состояние* а, МПа авг МПа 8, % V, % кси, Дж/см2 Литература
0,1 % О2; отжиг 600 °C, 1 ч (В) 1031 — 8 — 46 [51, с. 59]
0,15 % О,; то же 1081 — 7 — 26 Там же
0,2 % О2; » 1102 — 9 — 27 »
0,3 % О2; » 1134 — 7 — 18 »
0,1 % О2; отжиг 800 °C, 1 ч (В) 1003 — 7 — 21 »
0,15 %О2; тоже 1057 — 6 — 18 »
0,2 % О2; » 1074 — 6 — 11 »
0,3 % О2; » 1132 — 6 — 10 »
0,1 % О2; отжиг 930 °C, 1 ч (В) 1025 — 6 — 53 »
0,15 %О2; тоже 1034 — 6 — 41 »
0,2 % О,; » 1073 — 8 — 32 »
0,3 % О2; » 1134 — 9 — 28 »
Литое 955 — 8,3 17,4 31 [121]
То же + ВГО 986 — 10,4 20,3 39 Там же
Плотное литье, без дефектов 883-940 — 6,8-10,0 22,6-25,2 57-66 »
То же + ВГО 905-920 — 9,2-9,8 24,6-26,6 63-65 »
ВТ14Л — >883 785** >5 >12 >24,5 [121]
Отжиг >900 >800 >5 >12 >20 [32]
Литье в кокиль >883 >785 >5 >12 >25 [44. с. 129]
Отжиг 932 834 7 15 33 [4]
ВТЗ-1 Л — >932 814** >4 >8 >24,5 [121]
Литое >950 >830 >4 >8 >25 [32]
То же 1025 — 8 18 - [36, с. 254]
Литье в кокиль >932 >814 >4 >8 >24,5 [44, с. 129]
Отжиг >981 >814 >5 >10 >24,5 [4]
ВТ35Л Литое >795 720** >13,2 15,9 35,3 [121]
Литое + ВГО + старение >1136 982** >8.8 >17,5 31,4 Там же
3.4. Механические свойства литейных сплавов
Продолжение табл. 3.19
К)
GO
К)
Сплав Состояние* а, Ml la * а02, МПа 8, % V. % дсс/, Дж/см2 Литература
* Слое ** Для г Литое+ВГО Закалка Закалка+старение ВГО, 850-900 °C, 150 МПа+старение. 500-550 °C, 8 ч ВГО+старение, 510 °C, 8 ч Литье+старение Литье, закалка Литье, закалка+старение Литье, ВГО+старение об охлаждения: В — на воздухе; ОП - с печы федела текучести указаны типичные свойства 1080-1230 760 1180 1100 ИЗО >1100 890 1150 1220 о. >1000 820 6 16 5,0 10 9,4 >5 14 5 7 16 40 28,1 >11 45 14 11 30 32,3 >25 [29, с. 944] [49, с. 77] Там же » [29, с. 27] [85, с. 48] [239] Там же »
3.5. Механические свойства алюминидов титана при комнатной температуре
Таблица 3.20
Требования спецификации ASTM В367 к механическим
свойствам титановых литейных сплавов
Сплав п,, МПа о„2, МПа 8, % НВ, не более
С2 345 275 15 210
СЗ 450 380 12 235
С5 895 825 6 365
С6 795 725 8 335
Ti-Pd 7В 345 275 15 210
Ti-Pd 8А 450 380 12 235
Ti-Pd 16 345 275 15 210
Ti-Pd 17 240 170 20 235
Ti-Pd 18 620 483 15 365
3.5. Механические свойства алюминидов титана и сплавов
на их основе при комнатной температуре
Как уже отмечалось в первой главе (1.8), сплавы на основе алюминидов ти-
тана являются перспективными материалами для замены тяжелых жаропрочных
сплавов на основе никеля и железа, в частности, в деталях горячего тракта дви-
гателей в авиа- и автостроении. Однако алюминидам титана свойственна низкая
пластичность и технологичность, что затрудняет получение из них нужных по-
луфабрикатов и реализацию уникальных их свойств в эксплуатации. К настоя-
щему времени достигнуты определенные успехи в разработке сплавов на основе
алюминидов титана с приемлемой низкотемпературной пластичностью и доста-
точной технологичностью в производстве.
В табл. 3.22 приведено сопоставление свойств сплавов на основе алюмини-
дов титана, титановых и никелевых жаропрочных сплавов по данным работ [ 16,
32, 33,275]; удельные характеристики рассчитаны нами. По прочностным свой-
ствам при комнатной температуре как по абсолютным значениям, так по удель-
ным характеристикам сплавы на основе алюминидов не превосходят ни класси-
ческие титановые, ни жаропрочные никелевые сплавы, а по пластическим свой-
ствам существенно уступают последним. В то же время интерметаллид TiAl и
сплавы на его основе превосходят существующие жаропрочные сплавы на осно-
ве титана, железа и никеля по удельным значениям модуля упругости и показате-
лям жаропрочности в широком интервале температур, вплоть до 750-800 °C.
Вопросы жаропрочности титановых сплавов, в том числе и на основе алюмини-
дов титана, будут рассмотрены в главе 6.
Механические свойства алюминидов титана и конкретных сплавов на их ос-
нове при комнатной температуре приведены в табл. 3.23 и 3.24. В последней
указаны способы получения полуфабрикатов (слитковая или порошковая техно-
логия), вид полуфабрикатов, термическая обработка, а также тип и параметры
структуры, если они указаны в оригинальных литературных источниках. Анализ
связи кратковременных механических свойств с типом и параметрами структу-
ры будет дан в последней главе.
283
284
Таблица 3.21
Механические свойства зарубежных литейных сплавов при комнатной температуре
Сплав Состояние* <т. МПа МПа 8, % V, % KCU, Дж/см2 Литература
Grade 2 Литье 552 (т) 448 (т) 18 (т) 32 (т) [33, 1079]
Ti-5Al-2,5Sn Литье >793 >724 — — — [33, с. 297]
То же 785 (т) 686 (т) 7(т) — — [26, с. 724]
Ti-1100 ОТР в Р-области+старение 938 (т) 848 (т) 11 (т) 20 (т) [33, с. 1079]
IMI834 Литье+ОТР в Р-области+старение 1069 (т) 952 (т) 5(т) 8(т) Там же
Лигье+(а+Р)-ВГО+1070 °C (AQ+700 °C, 2 ч 1072 955 5 8 — [33, с. 443]
Литье +Р-ВГО+700°С, 2 ч Прецизионное литье+ВГО, 954 °С/105 МПа, 2 ч+охлаждение с v=5-10 °С/мин+т/о: 1033 900 5 9,5 — Там же
1070°С (Р), 1ч; v=5-10 °С/мин+700 °C, 2 ч 929 853 2,7 7 — [26, с. 709]
То же, v=60-80 °С/мин+700 °C, 2 ч 964 880 3,5 8,5 — Там же
» v=200-300 °С/мин+700 °C, 2 ч 1039 928 4,6 8,5 — »
965 °C (а+Р), 1ч; v =5-10 °С/мин+700 °C, 2 ч 955 860 7,8 13,5 — »
То же, v=60-80 °С/мин+700 °C, 2 ч 944 857 6,2 10 — »
» v=200-300 °С/мин+700 °C, 2 ч 964 876 5,1 8 — »
Прецизионное литье+ВГО, 965 °С/100 МПа, 2 ч Литье, ВГО, 965 °C/100 МПа, 2 ч + т/о: 1015 920 Н,4 - - [26, с. 895]
965 °C, 1 ч (АС)+700 °C, 2 ч 1015 925 11,4 — — Там же
1000 DC, 1 ч (АС)+700 °C, 2 ч 1030 940 9,2 — — »
1030 °C, I ч (АС)+700 °C, 2 ч 1040 950 8,2 — - »
Ti-6A1-4V Литье, отжиг 930 (т) 855 (т) 12 (т) 20 (т) - [33, с. 1079]
Литье 835 (т) 765 (т) 5(т) 10 (т) 29,5 [26, с. 724]
Тоже 1000 895 8 16 — [33, с. 633]
Литье+отжиг Отжиг, 730 °C или 845 °C 930 895-930 825 825-855 12 6-10 22 10-15 — Там же »
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.21
Сплав Состояние* с , МПа • <т02, МПа 8, % V, % кси, Дж/см2 Литература
955 °C (а+Р), 1 ч+620 °C, 2 ч 935-970 855-900 5-8 6-14 — [33, с. 633]
1025 °C (Р), 1 ч+620 °C, 2 ч 965-1025 860-925 5-8 10-14 — »
Литье+ВГО Литой пруток, графитовая уплотненная форма 1000 870 8 16 — »
0,18 %О2 1010 874 11 17 — [20, с. 119]
0,11 %о2 1008 893 9 16 — Там же
0,09 % О2 Литье по выплавляемым моделям 940 818 11 22 — »
Литой пруток, 0,15 % О2 917 834 7 12 — »
Фасонное литье, 0,17 % О2 968 840 9 16 — »
Литой образец; ВГО+отжиг 907 821 10,6 20,8 — [33, с. 633]
Литье+ВГО+отжиг 886 810 10,1 22,2 — Там же
ВГО+отжиг; образец из отливки 851 780 8,6 15,6 — »
Литой образец (312 испытаний) 829 740 — — — »
Образцы из отливки (229 испытаний) 792 724 — — — »
ВГО+Ю40 °C (Р); 0,5 ч+845 °C, 24 ч 1041 938 8 12 — »
ВГО+Ю50 °C (Р); 0,5 ч+705 °C, 2 ч 1027 938 8 11 — »
ВГО+Ю40 °C (Р); 0,5 ч (Фен)+540 °C, 8 ч 1055 931 9 15 — »
ВГО+955 °C (а+Р); 1 ч (Фен)+540 °C, 8 ч 1020 931 8 12 — »
Литье+ВГО Средние значения для 500 плавок с содержа- нием кислорода от 0,16 до 0,20 %; 960 870 10 18 — »
ВГО+отжиг 925 832 20 12 — »
ВГО+750 °C, 2 ч, П 928 835 8,9 — — [28, с. 3213]
ВГО+960 °C, 2 ч +750 °C, 2 ч+500 °C, 24 ч, Б 968 923 7,6 — — Там же
ВГО+Ю50 °C, 0,5 ч (WQ)+500 °C, 24 ч, М 1175 1098 2,1 - - »
3.5. Механические свойства алюминидов титана при комнатной температуре
Продолжение табл. 3.21
к>
оо
о
Сплав Состояние* о, МПа В 0^2, МПа 6, % V, % кси, Дж/см2 Литература
Центробежное литье, литое состояние Прецизионное литье, ВГО, 910 °C/100 МПа, 2 ч+отжиг для снятия напряжений (700- 1077 946 7 17 - [26, с. 702]
800 °С)+старение, 500 °C, 24 ч То же+дополнительный отжиг перед старе- 920 875 7,0 — — [26, с. 895]
нием, 500 °C, 24 ч 880 °C, 1 ч (АС) 1030 990 з,о — Там же
960 °C,1 ч (АС) 1040 970 3,5 — — »
Ti-6A1-4VEL1 Литье 827 (т) 788 (т) 13 (т) 22 (т) [33, с. 1079]
Ti-6242 Образцы из отливок, отжиг 1006 (т) 910 (т) Ю (т) 21 (т) - [33, с. 352]
Литье в керамические формы+595 °C, 8 ч (АС) 958 867 9,8 20 — Там же
То же, +955 °C, 1 ч (AQ+595 °C, 8 ч (АС) 996 888 5,7 П,1 — »
» +1035 °C, 1 ч (WQ)+595 °C, 8 ч (АС) 1268 1233 1,0 3,6 - »
» +1035 °C, 1 ч (Не CJ+595 °C, 4 ч (Не С) » +1035 °C, 1 ч (Не С)+595 °C, 4 ч (Не С): 973 878 7,8 19,3 — »
разброс 9 значений для 3 отливок 957-990 862-899 5-12 11-24,6 - »
Литье+ВГО 960 880 и,з — — [27, с. 630]
Точное литье, ВГО, 920 °С/100 МПа, 2 ч+ +старение 590 °C, 2 ч 960 880 11,4 — — [26, с. 895]
То же+отжиг перед старением при 590 С, 2 ч 880 °C, 1 ч (АС)+590 °C, 2 ч 975 880 12,2 — — Там же
910 °C, 1 ч (АС)+590 °C, 2 ч 995 895 9,3 - — »
950 °C, 1 ч (AQ+590 °C, 2 ч 1010 905 8,9 — — »
970 °C, 1 ч (AQ+590 °C, 2 ч 1005 900 8,9 — — »
Литье+ВГО 960 880 н,з — — [27, с. 630]
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.21
287
Сплав Состояние* о. МПа а02, МПа 5, % V, % кси, Литература
Ti-6246 Образцы из отливок, р-обработка+ старение (Beta-STA) 1240 (т) 1170 (т) 1 (т) 1 (Т) - [33, с. 1079]
Ti-15-3-3-3 Образцы из отливок, р-обработка+старение (Beta-STA) 1275 (т) 1200 (т) 6 (т) 12 (т) — [33, с. 1079]
Гарантированные свойства >1170 - >6 - - [33, с. 907]
Разброс свойств отливок Литье+ВГО, 955 °С/105 МПа, 4 ч (Фен)+ ОТР 955 °C, 1ч (Фен)+525 °C, 12 ч 1180-1300 у 3-10 — — Там же
VAR - плавка 1165 1080 5,2 — — [26, с. 717]
Гарнисажная плавка 1200 1103 4,9 - -
ГИП 740 — 21 54 — [ИЗ]
ГИП+480 °C, 8 ч 1330 1250 4 — — Там же
ГИП+510 °C, 12 ч 1200 1100 8 — — »
ГИП+540 °C, 12 ч 1100 1100 11 — — »
Beta С Образцы из отливок, Р-обработка+старение (Beta-STA) 1330 (т) 1241 (т) 7(т) 12 (т) — [33, с. 1079]
ГИП+524 °C, 24 ч 1314 1245 4 8 — [24, с. 147]
ГИП+954 °C, 30 мин+524 °C, 20 ч 1290 1207 7 15 — Там же
ГИП+1027°С, 5 мин+524°С, 20 ч 1277 1202 5 9 — »
ГИП +343°С, 4 ч+538°С, 12 ч 1167 1093 10 19 — »
ГИП+788 °C, 30 мин+343°С, 4 ч+538 °C, 12 ч 1179 1109 8 13 »
* Способы охлаждения: АС - на воздухе, WQ - в воде, Не С - в гелии, Фен - феном;
структура: П - пластинчатая, Б - бимодальная, М - мартенситная.
3.5. Механические свойства алюминидов титана при комнатной температуре
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Таблица 3.22
Свойства сплавов на основе алюминидов титана, титановых
н никелевых жаропрочных сплавов 116, 32, 33, 275]
Показатель Титановые сплавы Сплавы на основе Ti3Al Сплавы на основе TiAl Жаропрочные никелевые сплавы
р, г/см3 4,5 4,1-4,7 3,7-3,9 7,9-8,5
Е, ГПа 95-115 110-145 160-180 206
ств, МПа 480-1200 800-1140 440-700 1000-1300
ст02, МПа 380-1150 700-990 350-600 700-1100
Е/р, м-106 2,1-2,56 2,5-3,3 4,2-4,7 2,5
ств/р, м-103 10,7-26,7 18,2-25,6 11,5-18,4 12,2-15,7
ст02/р, м-103 8,4-25,6 15,9-22,5 9,2-15,8 8,4-13,3
Предельная рабочая темпера- тура, °C, по
критерию ползучести 600 650-700 750*-950** 1090
сопротивлению окислению 600 650 800-950*** 1090
5, %
при комнатной температуре 10-25 2-10 1-4 3-25
при высокой температуре Высокая 10-20 10-60 10-20
* Бимодальная структура.
** Полностью пластинчатая структура. *** С защитным покрытием.
Таблица 3.23
Механические свойства сплавов на основе алюминидов ТцА1 и Ti2NbAl при комнатной температуре
Сплав Способ получения Полуфабрикат Термическая обработка, структура а , МПа а02, МПа 8, % ц/, % Литература
Ti3Al Литье, К Слиток, К 900 °C, 10 ч, вакуум 321 — 0 0 [36, с. 5]
ПМ Экструзия, 1200 °C — - - о,з 0,1 [131]
— — Типичные свойства 538 538 0,3 — [153]
— — Отжиг 220-600 — 0 — [57]
Альфа-2 — Т ипичные свойства П 824 787 0,7 — [131]
(24-11) — — ТП 967 761 4,8 - [33, с. 1019]
— Равноосная (а2+Р) 693 649 2,1 — Там же
- — Грубая, КПл 689 462 3,8 - »
— — Тонкая, КПл 843 688 3,1 — )>
— Плиты, ГК 1200 °C, 2 ч (FC) 450 400 2,5 3 [26, с. 302]
— То же 1200 °C, 2 ч (АС) 950 750 2,5 7,5 Там же
— » 1200 °C, 2 ч (WQ) 750 — 1 2 »
— » 1040 °C, 2 ч (АС) 650 650 1 3 )>
— » 1040 °C, 2 ч (WQ) 800 650 2,5 9 »
Литье, экстру- зия, ковка Прутки 1200 °C, 1 ч (АС)+старение 560 — 1,0 3,5 [26, с. 310]
То же То же 1120 °C, 4 ч (WQ) 1162 1142 1,4 2,9 Там же
» » 1080 °C, 4 ч (WQ) 1085 865 10,5 13,5 »
» » 800 °C, 2 ч (АС) 888 622 4,7 9 ))
Литье Пруток, 13,5 мм 1040 °C, 4 ч (WQ) 828 633 4,5 13,0 [26, с. 448]
То же То же 1060 °C, 4 ч (WQ) 933 723 6,8 17,0 Там же
» » 1080 °C, 4 ч (WQ) 1085 865 10,5 13,5 »
» )> 1100 °C, 4 ч (WQ) 1158 1058 7,0 20,0 »
» » 1120 °C, 4 ч (WQ) 1163 1143 1,4 13,0 »
» » 800 °C, 2 ч (АС) 880 623 4.8 6,8 ))
3.5. Механические свойства алюминидов титана при комнатной температуре
290
Продолжение табл. 3.23
Сплав Способ получения Полуфабрикат Термическая обработка, структура о. МПа о()2, МПа 8, % i|/, % Литература
Литье Пруток, 13,5 мм 1080 °C, 4 ч (WQ)+850 °C, 24 ч (FC) 738 523 5,8 4,5 [26, с. 448]
— — 1200 °С+760 °C, 8 ч 665 — 2,1 — [57]
— Фольга, 0,08 мм 446 — 5 — [171]
Супер а2 — Т ипичные свойства п 1042 825 2,2 — [153]
(25-10-3-1) — — тп 950 823 0,8 — [33, с. 1019]
— — Б (а21 + К) 907 745 1,1 — Там же
— — Б (а,, + К) 963 759 2,6 — »
— — Б(ТП + а2(1) 1097 942 2,7 — )>
Литье Прутки 1150 °С,1 ч (АС)+старение 1332 1317 1,5 4,4 [26, с. 310]
То же То же 1000 °C, 6 ч (WQ)+cTape- ние (1) 1077 933 2,8 5,5 Там же
» » 1000 °C, 6 ч (WQ)+CTape- ние (2) 1100 928 3,8 8,6 »
» 1000 °C, 6 ч (FC) 970 960 4,0 2,0 »
— Поковка, /=50 мм 1020 °C, 2 ч, v=100 °С/мин+ 1100 925 7 7 [26, с. 332]
ST +830 °C, 2 ч (АС) Б
То же, L То же 1080 835 8 8 Там же
Литье Плиты 1060 °C, 1ч (АС)+850 °C, 2 ч (АС) Б 934 760 4 - [26. с. 340]
То же Прутки, /=13,5 мм 1000 °C, 6 ч (FC) 1003 773 6,3 8,4 [26, с. 448]
» То же 1000 °C, 6 ч (WQ)+850 °C, 24 ч (FC), Б 1078 933 2,8 5,5 Там же
» Поковки 1050 °C (АС)+800 °C, 1 ч (АС) тонкая первичная а2+Р 1112 — 0,74 — [26. с. 558]
» То же 1150 °C (АС)+800 °C, 1 ч (АС) тонкая Р-превращенная 1123 — 1.8 — Там же
» » 1050 °C (FQ+800 °C, 4 ч. (АС) грубая а2 первичная + Р 788 — 0,56 —
Глава 3.Кратковременные .механические свойства конструкционных титановых сплавов
Продолжение табл. 3.23
Сплав Способ получения Полуфабрикат Термическая обработка, структура G, МПа °ог МПа о. % ip. % Литература
Литье Поковки 1050 °C (FC)+1100 °C (FC)+ +800 °C, 4 ч (АС), грубая Р-преврашенная 684 — 0,61 — [26, с. 558]
— — 1060 °C (WQ)+650 °C, 2 ч 1400 — 0,1 — [57]
— — 1060 °C (WQ)+850 °C, 2 ч 1050 — 1,5 — Там же
— Фольга, 0,08 мм — 906 — 3 — [171]
24,5-12,5Nb- — — — 656-996 556-809 0,3-7,0 1,1-10,7 [33, с. 1019]
1,5Мо — Средние значения 844 674 3,5 7,1 Там же
ВТИ-1 — — — >950 — 6-8 — [29, с. 27]
— Прутки, сутунки Т/о 930-1000 750-850 3,1-4,1 3,5-5,5 [172]
— — 900-1050 — 1,5-4,0 1,5-5,5 [145]
Литье Плиты Катаные, М3 900-950 — 0,9-1,5 — [27, с. 347]
То же То же 1020 °C, v=5 °С/с, Б 1100 1000 1,0 — Там же
» » 1050 °C, v=5 °С/с, Б 1180 1080 1,7 — »
)> » 1080 °C, v=5 °С/с, Б 1240 1150 1,5 — »
» » 1095 °C, v=5 °С/с, Б 1290 1200 1,0 — »
» Сутунки Горячая экструзия, ТБ 900-1000 - 1,5-3,0 - »
» То же 1000 °С+850 °C, Б 1000 — 1,5 — »
» » 1000 °С+950 °C, Б ИЗО — 1,2 — »
» » 1030 °С+850 °C, Б 960 — з,з — »
» » 1030 °C+950 °C, Б 1100 - 2,0 - »
)> » 1060 °С+850 °C, Б 910 - 3,7 — »
» » 1060 °С+950 °C, Б 1040 — 2,0 — )>
» )> 1120 °С+850 °C, Б 830 — 2,0 — ))
» » 1120 °С+950 °C, Б 950 — 1,2 — »
)> Деформированный — 950 860 1-3 — [32]
24A1-14N6 - - Типичные свойства 977 831 2,1 — [33, с. 1019,153]
3.5. Мехамические свойства алюминидов титана при комнатной температуре
Продолжение табл. 3.23
Сплав Способ получения Полуфабрикат Термическая обработка, структура о . МПа В о02, МПа 8, % V, % Литература
25Al-17Nb — — Пластинчатая структура 1010 932 5,8 — [33, с. 1019;153]
— — П+а2(1) 940 705 10,0 - »
25Al-21Nb — — 1050 °С+815 °C 881 847 0,4 — [33, с. 1019]
(О+а2) — — 1175 °С+760 °C 944 — 0,1 - Там же
22Al-25Nb — — 1000 °С+815 °C 1415 1245 4,6 — »
(О+Ро) — — 1125 °С+815 °C 1175 1134 0,9 — »
22Al-27Nb — — 815 °C 1415 1294 3,5 — »
(О+Ро) — — 1000 °С+760 °C, 50 ч 1118 1042 2,8 - »
— — То же+540 °C, 100 ч 1163 1086 3,0 — »
— — То же+650 °C, 100 ч 1145 1083 2,6 — )>
— — То же+760 °C, 100 ч 1080 977 5,1 — »
пм+вго Прутки, 12 мм 1150 °C (WQ)+800 °C, 10 ч 810 - 6 - [27, с. 298]
То же То же 1150 °C (WQ)+900 °C, 10 ч 950 800 0 — Там же
» » 1150 °C, v=0,03 К/с 900 700 5 — »
» )) 1150°С, v=0,5 К/с 1190 1010 3 — »
» » Прокатка + 800 °C, 10 ч 1200 1160 1 — »
» » Прокатка + 900 °C, 10 ч 1175 1090 5 — »
пм+вго Прутки, 12 мм 1020-1050 °C, 100 ч, МО+
+850 °C, 33 ч (АС)
Величина зерна 164 мкм 850 - 6 — [28, с. 2153]
То же 49 мкм 880 — 10 — Там же
» 16 мкм 1000 - 12 - »
Примечание. К - литье в кокиль, ПМ - порошковая металлургия, ВГО - высокотемпературная газостатическая обработка (HIP), ГК - горячека-
таный полуфабрикат; ориентация образцов: ST - поперечное, L - продольное; тип структуры; П - пластинчатая, ТП - тонкая пластинчатая.
М3 - мелкозернистая. Б - бимодальная (дуплексная), КПл - корзиночного плетения, способы охлаждения: WQ - охлаждение в воде, АС - охлаж-
дение на воздухе, FC - охлаждение с печью.
Глава 3.Кратковременные механические свойства конструкционных титановых сплавов
Таблица 3.24
Механические свойства сплавов на основе алюминида TiAl
Сплав Способ получения Полуфабрикат Термическая обработка, структура о, МПа <т02. МПа 6. % V, % Литература
TiAl — — — 425 425 0 — [146]
Слиток Деформация 1000-1025 °C — 500 500 1,7 — [150]
То же То же+повторная деформация при 1000°С — 510 510 2,5 — Там же
» То же+дополни- тельная деформа- ция при 1100 °C — 485 485 2,5 — »
» То же+повторная деформация при 1000 °C Отжиг, 1050 °C, 2 ч 350 350 2,5 — »
Слиток Литой П 350-400 — 0,5 — [29, с. 594]
То же Деформация 1000°С Рекристаллизованная 580 — 0,8 — Там же
)> Прессование Б 550 — 1,5 - )>
4822 — - Б - 480 3,1 - [33,с. 1029]
(Ti-48A1- — — П — 455 0,4 - Там же
2Cr-2Nb) Фасонное литье Отливки Б — 290-370 2-3 - [26,с.88]
Слиток ВГО 1010 °C, 50 ч 465 331 2,35 — [26,с.192]
Слиток Литой металл ВГО, 1260 °С+1300 °C, 20 ч 360 — 1,9 — Там же
Тоже То же ВГО, 1200 °С+1010 °C, 50 ч 325 — 2,4 — )>
ПМ Брикеты, ВГО 1000°С 517 (т) 482 (т) 2,0 (т) — [26,с.217]
3.5. Механические свойства алюминидов титана при комнатной температуре
294
Продолжение табл. 3.24
Сплав Способ получения Полуфабрикат Термическая обработка, структура о, МПа о02, МПа 8, % V, % Литература
пм Брикеты, ВГО 1300 °C - 482 (т) 379 (т) 2,8 (т) - [26, с. 217]
пм Листы Отжиг, 1345 °C, 1 ч, Б 462 398 1,3 — Там же
Слиток+ ВГО Прессованные прутки Деформированная 475-502 — 0,5 — 27, с. 285]
То же То же 1250 °C, 2 ч (АС), Р 398-418 — 0,5-1,0 — Там же
» » 1320 °C, 1 ч (АС), Б 470-475 — 1,0 — »
» » 1350 °C, 1 ч (АС), Б 525-553 — 1,0-1,8 — »
Слиток Поковка 1380 °C, 1 ч (FC) 347 312 0,5 — [28, с. 2369]
То же То же 1380 °C, 1 ч (OQ)+1320 °C, 2 ч (АС) 622 425 1,3 — Там же
Т1-48А1- 2Mn-2Nb Слиток, ВГО Прессованные прутки — 479 403 1 — [26, с. 201]
То же То же 900 °C, 2 ч 455 310 1 — Там же
» » 1340 °C, 2 ч 409 352 1,3 — »
» » 1340 °C, 2 ч+900 °C, 2 ч 448 329 2,0 — »
пм,вго (1100 °C) После ВГО near у 490 490 0,2 - [26,с.542]
пм,вго (1250 °C) » near у 490 490 0,2 — »
пм,вго (1350 °C) » near у 410 380 1,0 — »
ПМ, ВГО (1250 °C) После ВГО у+аг, Р 426 423 0,5 — [26,с.574]
Тоже — 1390 °C, I ч, П 366 360 <0,5 — Там же
» — 1360 °C, 2 ч, ПП 381 370 <0,5 — »
» — 1335 °C, 4 ч, Б 395 359 1 - ))
Глава 3 Кратковременные механические свойства конструкционных титановых сплавов
Продолжение табл. 3.24
Сплав Способ получения Полуфабрикат Термическая обработка, структура а . МПа я с02, МПа 8. % V, % Литература
45ХД Литье+ вго - т/о,ТМТ 670-720 550-590 1,5 - [275]
47ХД Слиток Литой металл+ ВГО 1010 °C, 50 ч 481 402 1,2 - [26, с. 192]
Точное литье Отливки, ВГО 1010 °C, 50 ч (у+а2), П 476 316 1,4 — [26, с. 256]
WMS Слиток Литой металл+ ВГО 10Ю°С, 50 ч 497 413 1,2 — [26, с. 192]
АВВ Литье — т/о, Б 520 425 1,0 — [275]
IHI Литье - — 520 - 0,6 - Там же
3-95 (без бора) Слиток, Г, ВГО Поковки, г =12 мм 1000 °C, 2 4+950 °C, 8 ч, Р 618 541 1,7 — [26, с. 168]
То же То же 1300 °C, 2 ч+950 °C, 8 ч, Б 573 472 1,6 — Там же
)> » 1320 °C, 1 ч+1375 °C, 5 мин. П 482 400 0,4 — )>
Слиток (VAR) » 900 °C, 8 ч, Р 663 638 1,2 — »
То же » 1300 °C, 2 ч, Б 591 480 1,8 - »
)> )) 1320 °C, 1ч +1375°С, 5 мин, П 443 300 0,4 — »
3-95 (с бором) Слиток, Г, ВГО » 1300 °C, 1 ч, Б 590 497 >1,5 — »
То же » 1300 °C, 2 ч+950 °C, 8 ч, Б 528 439 1,6 - »
» » 1350 °C, 1 ч, П 597 469 >1,3 — »
)> » 1370 °C, 1 ч+950 °C. 8 ч, П 569 474 1.3 — »
К5 — Поковки 1270 °C, 2 ч (FC) -> 700 °C, Б 579 462 1,7 - [26.С.113]
— — 1340 °C, 2 ч (FC) -» 700 °C. П 460 375 0,9 - Там же
3.5. Механические свойства алюминидов титана при каинатной температуре
Продолжение табл. 3.24
to
чО
Os
Сплав Способ получения Полуфабрикат Термическая обработка, структура о, МПа о(12, МПа 8, % ц/, % Литература
Ti-46,8A1- Слиток Экструзия near у, П 900 800 3 — [27, с. 320]
lMo-0,2Si То же То же near у 805 710 3 — Там же
Ti-46,8A1- Слиток » near у, П 680 520 3 — »
lCr-0,2Si То же » near у 690 550 1,5 — »
)) Литой Р,П 520 340 3 - »
Примечание. ПМ - порошковая металлургия; Г - гарнисажная плавка; способы охлаждения: АС - на воздухе, OQ структура: Р - равноосная, П - пластинчатая, Б - бимодальная (дуплексная), ПП - почти пластинчатая - в масле, FC - с печью;
Глава 4
СОПРОТИВЛЕНИЕ УСТАЛОСТНОМУ РАЗРУШЕНИЮ
ТИТАНА И ЕГО СПЛАВОВ
4.1. Общие сведения
Усталостью называют процесс постепенного накопления повреждений мате-
риала под действием повторных или повторно переменных напряжений, приво-
дящий к зарождению и распространению трещин и в конечном итоге к разруше-
нию. Усталостное разрушение может происходить при напряжениях меньших
пределов прочности и текучести и потому особенно опасно.
Сопротивление усталости—это способность материала противостоять усталос-
ти. Для оценки сопротивления усталости проводят усталостные испытания, при
которых на образец действуют циклические напряжения, непрерывно изменяю-
щиеся по величине и часто по знаку. Каждый цикл нагружения характеризуется
(рис. 4.1): максимальным напряжением о , минимальным напряжением о ,
средним (медианным) напряжением цикла O(=(cJmax+cJmin)/2; амплитудой на-
пряжений цикла о = (о - о )/2; коэффициентом асимметрии R=c /с
г a v max nwiz * * r I Im,n niax
Если /? = -l(o =-g ), то цикл называют симметричным, если о / о -асим-
v max mur r max min
метричным, а если R=0 — отнулевым.
Рис. 4.1. Разновидность циклов напряжений при усталостных испытаниях
297
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Результаты испытаний представляют в координатах максимальное напряже-
ние цикла отах - число циклов до разрушения N (рис. 4.2). При уменьшении
максимального напряжения цикла число циклов до разрушения возрастает. Если
это напряжение при увеличении числа циклов стремится к некоторому постоян-
ному значению о/(, то его называют физическим пределом выносливости. Если
максимальное напряжение цикла непрерывно уменьшается с увеличением числа
циклов, то говорят об ограниченной выносливости, указывая при этом число
циклов, при котором этот параметр сопротивления усталости справедлив (обыч-
но для N ~10G107 циклов) [7, 241]. При практическом использовании ограни-
ченного предела выносливости учитывают реальное число циклов, встречающе-
еся в эксплуатации.
Рис. 4.2. Типичные диаграммы выносливости титана ВТ1-0 и его сплавов ПТЗВ, ОТ4 и ВТ 6с (гладкие
образцы, Л=-1) [18]
На кривой усталости выделяют два основных участка [241]: область ма-
лоцикловой усталости, для которой характерно квазистатическое разруше-
ние, и область чистой или многоцикловой усталости. Область малоцикловой
усталости простирается до -5-104 циклов. Этой долговечности соответствует
интервал напряжений от предела упругости до временного сопротивления
разрыву ов.
Обычно полагают, что числа циклов до разрушения, равного 107-2-107, доста-
точно для выявления физического предела выносливости [241], и снижения раз-
рушающих напряжений при числе циклов более 107 не происходит. Однако в
работах [26, с. 1203; 28, с. 1775 и 1788] было обнаружено существенное сниже-
ние максимальных напряжений при числе циклов более 107 для сплавов Ti 4246
и Ti 64.
На рис. 4.3 приведена кривая усталости для отожженного сплава Ti-6Al-4V
при /?=0,1 (испытания на воздухе, частота нагружения 120 Гц, образцы гладкие
шлифованные, ов=988 МПа, <э0,=899 МПа). Кривая усталости состоит из трех
участков: слабо наклонного участка при 7V=104-107 циклов, сильно наклонного
участка при 7V=107-108 циклов и горизонтального участка при увеличении числа
циклов от 108 до 109. Светлыми кружками отмечены образцы, в которых трещи-
298
4.1. Общие сведения
ны усталости зарождались с поверхности, темные кружки соответствуют образ-
цам, в которых трещины зарождались внутри образцов, а треугольниками обо-
значены неразрушившиеся образцы.
Рис. 4.3. Кривые выносливости отожженного сплава Ti-6A1—4V при Л=0,1 и частоте нагруже-
ния 120 Гц [28. с. 1775]: трещина зарождается на поверхности (о) и внутри образцов (•),
Д - неразрушившиеся образцы
В работе [26, с. 1203] обнаружено существенное снижение максимальных
напряжений в интервале ЛМ О7-109 циклов для термически упрочненного сплава
Ti 4246 при R= -1; образцы гладкие полированные. Предел ограниченной вы-
носливости этого сплава с о =1043 МПа и о. = 924 МПа составлял 380, 340 и
325 МПа при числе циклов 107, 108 и Ю9 соответственно.
Следует заметить, что еще в 1987 г. Б.Б. Чечулин и Ю.Д. Хесин [241] отмеча-
ли различие в зарождении трещин при числе циклов менее и более 107. При
числе нагружений до I О7 трещины зарождаются в самом поверхностном слое, а
при более 108 циклов - в подповерхностном (подкорковом) слое.
К настоящему времени неясно, развивается ли «гигацикловая» усталость во
всех титановых сплавах или это частное явление, проявляющееся лишь в неко-
торых условиях. В настоящем справочнике рассматриваются лишь малоцикло-
вая и многоцикловая усталости.
Испытания на усталость проводят по разным схемам нагружения: чистого
изгиба при вращении, путем изгиба образцов в одной плоскости, по схеме изги-
ба с вращением, кручения, растяжения - сжатия. При этом образцы могут быть
плоскими и круглыми, а также гладкими или содержать различного рода концен-
траторы напряжений. Все это затрудняет сопоставление титановых сплавов по
уровню сопротивления усталостному разрушению.
Характеристики сопротивления усталости зависят от многих факторов, кото-
рые подразделяют на внешние и внутренние (металлургические) [7, 241]. К вне-
шним факторам, определяющим сопротивление усталости титановых сплавов,
следует отнести асимметрию цикла, схему нагружения, частоту нагружения, кон-
центраторы напряжений, масштабный фактор, состав внешней среды. К внут-
ренним факторам можно отнести состав сплава, тип и параметры микрострукту-
299
Гласа 4 Сопротивление усталостному разрушению титана и его сплавов
ры, состав и морфологию структурных составляющих, создаваемых термичес-
ким воздействием, текстуру деформации, состояние поверхности и строения по-
верхностных слоев.
Сопротивление усталости титановых сплавов определяется, прежде всего,
коэффициентом асимметрии цикла (^=0^/0^), который отражает степень
асимметрии нагружения. При возрастании статической составляющей напря-
жений циклические напряжения, приводящие к усталостному разрушению,
снижаются, что находит свое отражение на полных диаграммах усталости
(рис. 4.4). При отсутствии статических напряжений предел выносливости
соответствует о . С увеличением статических напряжений амплитуда цик-
лических напряжений са уменьшается и при достижении предела текучести от
обращается в ноль. Если сопротивление усталости выражено через максималь-
ное напряжение цикла, то предел выносливости возрастает с увеличением R.
Так, например, предел выносливости закаленного и состаренного сплава Ti -
6Л1- 4V при базе 107 циклов (полированные гладкие образцы) составляет 440,
600, 700 и 830 МПа при R, равном -1, -0,3; 0; 0,1 и 0,3 соответственно [33,
с. 554].
Рис. 4.4. Полная диаграмма усталости сплава ВТ6 при комнатной температуре:
от - предел текучести; оа - амплитуда напряжений
Изменение предела выносливости титановых сплавов при изгибе с нало-
жением осевого растяжения показано на рис. 4.5 в сопоставлении с анало-
гичными данными для стали. Статические растягивающие напряжения силь-
нее влияют на снижение предела выносливости титановых сплавов, чем для
сталей.
Полагают, что пределы выносливости должны уменьшаться при переходе от
испытаний по схеме изгиба с вращением к испытаниям по схеме растяжение —
сжатие и кручения [241]. Для титановых сплавов эта закономерность не соблю-
300
4.1. Общие сведения
дается (табл. 4.1). Пределы выносливости титановых сплавов ВТ5 и ВТ5-1 при
испытании по схеме растяжение-сжатие оказываются большими, чем при изги-
бе с вращением.
Рис. 4.5. Зависимость отношения предела выносливости при изгибе с осевым растяжением оас к
пределу выносливости при симметричном изгибе о , от уровня статического растяжения [7,241]:
1 - сталь 20Х 13:2- сплав ПТ-ЗВ; 3 - сплав ВТЗ-1
Таблица 4.1
Сопоставление пределов выносливости (база 10’ циклов) гладких образцов из
титановых сплавов при изгибе с вращением сф'|, растяжении — сжатии
и кручении с/р |241]
Сплав МПа МПа °-7с- МПа МПа <<, ’% Q I Q 1 =м ч© О'
ВТ1-1 495 310 268 — 86,4 —
ВТ 1-2 578 301 280 — 93,2 —
ВТ5 765 392 415 — 106 —
ВТ5-1 790 358 382 — 107 —
ВТ9 1090 510 420 356 82,5 70,0
Повышение частоты циклического нагружения в интервале 10-100 Гц прак-
тически не оказывает влияния на предел выносливости [6, 7, 241]. Дальнейшее
увеличение частоты нагружения, как правило, приводит к заметному повыше-
нию сопротивления усталости. Этот эффект наблюдается в определенном ин-
тервале частот и связан с разогревом образцов в процессе циклического нагру-
жения.
Концентраторы напряжений снижают циклическую выносливость (рис.4.6).
При этом вводятся понятия теоретического и эффективного коэффициента кон-
центрации напряжений. Теоретический коэффициент концентрации напряже-
ний ат вычисляют из теории упругости. Он характеризует поведение предельно
хрупких материалов. Эффективный коэффициент концентрации напряжений К,
представляет собой отношение номинальной прочности гладких образцов к но-
301
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
минальной прочности образцов с концентратором напряжений. Чем менее чув-
ствителен материал к концентрации напряжений, тем меньше Кг Эффектив-
ный коэффициент концентрации напряжений меньше теоретического, при этом
чем ближе Kt к ат, тем более чувствителен материал к концентраторам напря-
жений. Однако увеличение теоретического коэффициента концентрации на-
пряжений не приводит к беспредельному снижению усталостной прочности.
При а более 4,5-5 значения предела выносливости стабилизируются на уров-
не ~50 МПа [241].
Рис. 4.6. Влияние надреза на циклическою выносливость сплаваTi-6A1—4V [14. с. 559]:
I - деформированные полуфабрикаты, гладкие образцы, R=0,06-0,1; 2 - порошковые полуфабрикаты,
прессование и ковка, гладкие образцы, 7?=0,1; 3 —деформированные полуфабрикаты, К=3, /?=0,06-0,1;
4 - фасонное литье, К=3, /?=0,06; 5 - порошковые полуфабрикаты, прессование и ковка, гладкие об-
разцы, К=4, /?=0.1
Сопротивление усталости существенно зависит от внешней среды. При ис-
пытании в вакууме титановые сплавы обладают более высоким сопротивлением
выносливости, чем в воздушной среде. Так, в частности, мелкозернистый сплав
Ti—6A1-4V с величиной зерна 2 мкм при испытании по схеме растяжение — сжа-
тие с R = -1 имеет предел выносливости на базе 107 циклов 780 МПа при
испытании в вакууме и 630 МПа при испытании на воздухе [22, с. 1777]. Напро-
тив, коррозионные среды вызывают коррозионную усталость [241]. Титан и его
сплавы обладают более высокой коррозионно-усталостной прочностью по срав-
нению с другими металлами и сплавами. Тем не менее, при острых надрезах и
усталостной трещине титановые сплавы проявляют чувствительность к корро-
зионному растрескиванию [241, 242],
Масштабный фактор проявляется в зависимости циклической выносливости
от размеров образцов [7, 241]. Рис. 4.7 иллюстрирует эту закономерность для
сплава ПТ-ЗВ с временным сопротивлением разрыву 720-790 МПа. С увеличе-
нием диаметра образца от 12 до ~150 мм предел выносливости этого сплава
302
4.1. Общие сведения
снижается примерно на 40 %, причем наиболее сильное снижение ст_, наблюда-
ется в интервале малых диаметров (12-40 мм).
Рис. 4.7. Зависимость предела выносливости <7 , образцов сплава 11 Г-3 В от их размера d (2411
Циклическая выносливость полуфабрикатов одного и того же типа обычно
уменьшается с увеличением их габаритов. Так, например, предел выносливости
(/? = -!) плит из сплава ВТ6 на базе Ю” циклов составляет 519 МПа при их
толщине 50 мм и 482 МПа при толщине 125 мм [18]. Предел выносливости на
базе 107 циклов (/? = -!) поковок из сплава ВТ6 толщиной 500, 395, 325, 265 мм
составляет соответственно 285, 290, 300 и 340 МПа. Однако эти изменения цик-
лической выносливости обусловлены уже не масштабным фактором, а разной
проработкой материала при обработке давлением и его различным структурным
состоянием.
Циклическая выносливость деталей, как правило, меньше, чем образцов. Так,
например, по данным А.Н. Пастухова [85. с. 18], предел выносливости сплава
ВТ 18, обработанного в (а+Р)-области, составил для лопаток и,=330-340 МПа, а
для образцов и = 490 МПа; предел выносливости того же сплава после обработки
в P-области составил для лопаток ст=310-320 МПа. а для образцов и,=360 МПа.
Состав сплавов является основным внутренним фактором, определяющим
сопротивление усталости. Именно состав сплава определяет всю совокупность
физических процессов, вызывающих накопление повреждений, зарождение и
распространение усталостных трещин. В то же время теория легирования спла-
вов с обеспечением заданного уровня сопротивления усталости относится к наи-
менее разработанным вопросам металловедения.
В первом приближении об уровне сопротивления усталости сплавов можно
судить по временному сопротивлению разрыву. Для сталей предел выносливости
о , гладких образцов при симметричном нагружении составляет (0.45-0,55) о
а для титановых сплавов (0,4-0,6) Ов [7, 17, 241].
303
Гласа 4. Сопротивление усталостному разрушению титана и его сплавов
Предел выносливости титана зависит от содержания примесей внедрения, но
отношение предела выносливости к пределу текучести остается постоянным и
равным ~0,65 [3]. Величина этого соотношения мало зависит от величины
зерна, по крайней мере в пределах от 2 до 300 мкм, и практически не меняется
с температурой. При комнатной температуре предел выносливости ич титана
марок Grade 3 и Grade 4 (отожженные прутки) составляет 290 и 470 МПа при
базе 106 и 282 и 427 МПа при базе 107 циклов соответственно при проведении
испытаний на гладких образцах [33].
Повышение содержания кислорода (в пределах 0,02-0,3 %) приводит к повы-
шению сопротивления усталости титановых сплавов [7, 241]. Для сплавов с ма-
лым содержанием примесей внедрения иногда не наблюдается физический пре-
дел выносливости. Подобная зависимость характерна для сплава Ti—6AI—4V с
содержанием 0.08 % О и тонкой пластинчатой микроструктурой при R ~ -1 [33].
При тех же параметрах структуры и напряжений сплав с 0,19% О обладает явно
выраженным физическим пределом выносливости, что объясняют вызванным
кислородом растворным упрочнением и повышением сопротивления движению
дислокаций. Таким образом, легирование титановых сплавов кислородом в ра-
зумных пределах оказывается полезным.
Водород в малых концентрациях (до 0,015-0,03 % для сплава ВТ6) также вызыва-
ет повышение сопротивления усталости [27, с. 493; 249]. Водород в малых концент-
рациях находится в пересыщенном твердом растворе. Под действием циклических
напряжений из пересыщенного водородом растворов выделяются когерентные по
отношению к матрице дисперсные гидриды, которые и оказывают благоприятное
влияние на сопротивление усталости. Первичные гидриды и вторичные некогерен-
тные гидриды снижают сопротивление усталости. В отличие от кислорода водород
даже в малых концентрациях нельзя рассматривать как полезную добавку, так как он
вызывает замедленное разрушение при весьма малых концентрациях [3, 13].
Рациональное легирование создает возможности эффективного управления
сопротивлением усталости методами термической обработки. Термической об-
работкой можно обеспечить заданный уровень характеристик прочности (<5в и
и0,), что приводит к соответствующему сопротивлению усталости. На рис. 4.8
приведены данные по временному сопротивлению разрыву и пределу выносли-
вости 6,35-мм катаных прутков из сплава Ti—6A1-4V после обработки на твер-
дый раствор с температур 732—1065 °C и охлажденных вместе с печью, на возду-
хе и в воде [33, с. 538]. Испытания на усталость были проведены по схеме изгиба
с вращением с частотой 8000 об/мин. Предел выносливости на базе 107 циклов
определяли методом ступенчатого изменения амплитудного напряжения, как мак-
симальное напряжение, при котором выдерживали 107 циклов без разрушения
не менее трех образцов. Для гладких образцов предел выносливости составляет
0,42-0.62 временного сопротивления разрыву. Полагают [33, с. 538], что соотно-
шение 0,40-0,45 характерно для металла с грубозернистой пластинчатой струк-
турой, в частности для толстых плит, а 0,55-0,62 - для металла с мелкозернистой
304
4.1. Общие сведения
(а+Р)- и тонкопластинчатой структурой, в частности, полученной закалкой или
закалкой со старением. Для надрезанных образцов (Х(=3,5) отношение предела
выносливости к временному сопротивлению разрыву составляет 0,17—0,3, при-
чем однозначной его зависимости от типа структуры не наблюдается.
Рис. 4.8. Зависимость между пределом выносливости и временным сопротивлением разрыву 6,35-мм
прутков из сплава T1-6A1—4V после обработки на твердый раствор при 732-1065 °C с охлаждением с
печью, на воздухе и в воде [33. с. 538]:
1 - гладкие образцы; 2 — образцы с надрезом
Тип и параметры микроструктуры, определяемые режимами обработки дав-
лением и термического воздействия, относятся к наиболее важным внутренним
факторам, определяющим циклическую выносливость титановых сплавов [7,17,
18, 56, 241]. Уже в первых работах по этому вопросу исследователи пришли к
убеждению, что пластинчатые структуры приводят к меньшему сопротивлению
усталости, чем мелкозернистые глобулярные.
При проведении испытаний на надрезанных образцах преимущества мелко-
зернистой глобулярной структуры перед пластинчатой не столь явны. Иногда
наблюдается более высокий предел выносливости у образцов с пластинчатой
структурой, чем с глобулярной. Эта неоднозначность влияния типа структуры на
характеристики усталости обусловлена следующими обстоятельствами [56]. Ус-
талостное разрушение складывается из двух составляющих: зарождения трещи-
ны и ее распространения. Усталостная трещина легче зарождается на поверхнос-
ти образца с пластинчатой структурой, чем с зернистой, но скорость распростра-
нения трещины в пластинчатой структуре в несколько раз меньше, чем в мелко-
зернистой. В сплавах типа ВТ6 трещина в пластинчатой структуре распростра-
няется примерно в 10 раз медленнее, чем в глобулярной структуре. При остром
надрезе трещина зарождается примерно одинаково легко в обеих структурах, так
что долговечность образцов определяет стадия распространения трещин.
Есть основания полагать, что довольно высокого уровня циклической вынос-
ливости можно достигнуть, создавая в металле бимодальную структуру. Прин-
ципы создания бимодальной структуры описаны в работе Н.Ф. Аношкина,
305
Гiciea 4 Сопротивление усталостному разрушению титана и его сплавов
М.Я. Бруна и ГВ. Шахановой [47]. Детально влияние типа и параметров струк-
туры на сопротивление усталости будет рассмотрено в последней главе.
При ярко выраженной текстуре деформации наблюдается анизотропия пре-
делов выносливости [56, 21, т. 3, с. 87]. В работе [21, т. 3, с. 87] приводятся
данные о сопротивлении усталости образцов разной ориентации, вырезанных
из плиты сплава Ti-6A1-4V с текстурой, представленной плоскостью базиса,
перпендикулярной плоскости прокатки. В плоскости прокатки циклическая
долговечность продольных (НП) образцов выше, чем образцов, вырезанных
поперек прокагки (ПП). При этом наблюдается общая закономерность: образ-
цы, вырезанные из текстурованного материала в направлении большей крат-
ковременной прочности обладают и более высоким сопротивлением усталос-
ти [56].
Огромное влияние на циклическую выносливость титановых сплавов ока-
зывает состояние поверхности. Этот фактор также можно считать внутренним,
а не внешним, по крайней мере, условно, так как поверхностные слои принад-
лежат самому материалу, а не определяются влиянием внешних условий. Важ-
ность влияния качества и состояния поверхности на усталость металла обус-
ловлена тем обстоятельством, что усталостное разрушение при числе циклов
менее 107 начинается с формирования микродефектов именно в поверхност-
ных слоях. Под качеством поверхности обычно понимают ее шероховатость,
т.е. макро- и микрогеометрическую неровность поверхности, а под состоянием
поверхности - структуру и физико-механические свойства поверхностных сло-
ев [241].
С увеличением шероховатости поверхности предел выносливости уменьша-
ется (рис. 4.9). Этот эффект уменьшается со снижением прочности; натехничес-
Рис. 4.9. Снижение предела выносливости Лст , при увеличении шероховатости поверхности Л.сплавов:
Д-ВТ9, t =20°С:А-ВТ9д =500 °C; х- ВТЗ-1, t =20 °C [7. 241]
lien ’ »КП ’ НСП 1 1
306
4.1. Общие сведения
ком титане и малопрочных сплавах он выражен менее сильно, чем на высоко-
прочных сплавах ВТ9, ВТЗ-1 [241].
Состояние поверхности титановых сплавов во многом определяется видом и
режимами механической обработки. Наименьшее влияние на предел выносливо-
сти оказывает осторожная конечная механическая обработка со снятием тонкой
стружки (толщиной до 0,1 мм) при небольших подачах и скоростях резания с
последующей ручной полировкой мелкой шкуркой до примерно 8-9 класса ше-
роховатости [241]. Наиболее низкое сопротивление усталости наблюдается пос-
ле абразивной шлифовки на форсированных режимах.
Низкое сопротивление усталости после абразивной шлифовки объясняют, по
крайней мере, двумя причинами: а) формированием высоких растягивающих на-
пряжений; б) возникновением дефектов в поверхностном слое, в том числе и
трещин [241]. Абразивная шлифовка приводит к уменьшению предела выносли-
вости в 2—3 раза.
Рис. 4.10 иллюстрирует влияние остаточных напряжений на предел вынос-
ливости сплава ВТ9. Остаточные сжимающие напряжения несколько повыша-
ют предел выносливости, но их влияние невелико. Остаточные растягиваю-
щие напряжения, напротив, могут в несколько раз снизить предел выносливо-
сти. При растягивающих напряжениях, равных пределу текучести, предел вы-
носливости может составлять лишь одну десятую исходного значения о ( [85,
с.18].
Рис. 4.10. Зависимость относительного предела выносливости от знака и величины остаточных
напряжений сплава ВТ9:
• -1 =20°С;х-/ =400°C; о-/ =450°C [85. с. 18]
Рис. 4.11 иллюстрирует влияние состояния поверхности на циклическую вы-
носливость сплава ВТ9 [243]. Шлифованные образцы обладают значительно мень-
шей циклической выносливостью по сравнению с точеными образцами. Отжиг
приводит к снятию остаточных напряжений как растягивающих, так и сжимаю-
307
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
щих. Поэтому циклическая выносливость точеных образцов после отжига сни-
жается, а шлифованных — повышается.
Рис. 4.11. Кривые усталости гладких образцов
из сплава ВТ9, обработанных различными
способами [243]:
I - точеные; 2 - шлифованные; /*. 2* - ото-
жженные после соответствующей обработки;
3 - полированные поперек оси образца; 4 - по-
лированные вдоль оси образца; 5 - точеные с
альфированным слоем; 6 - полированные с аль-
фированным слоем
Вместе с тем А.Н. Петухов [85, с. 18] отмечает, что при соблюдении опти-
мальных режимов обработки на всех операциях технологического процесса шли-
фованные образцы обладают более высокой циклической выносливостью, чем
точеные (табл. 4.2). При этом недостатки, допущенные на предварительных
Таблица 4.2
Влияние вида механической обработки на циклическую выносливость
и коэффициент влияния поверхностной обработки р для сплава ВТЗ-1
№п/п Вид механической обработки и параметры шероховатости о ,, МПа Р„
1. Точение, R =5-2,5 мкм 310 0,886
2. Точение, шлифование, R = 1,25 мкм 360 1,0
3. То же, что п.2+шпифование, /?а=0,63 мкм 460 1,25
4. То же, что п.З, /?а=0,32 мкм 480 1,33
5. То же, что п.З, /?а=0 16 мкм 480 1,33
6. То же, что п. 5, однако режимы соблюдались лишь при шлифовании 330 1,91
308
4.1. Общие сведения
операциях, нельзя компенсировать путем тщательного выполнения отделочных
или упрочняющих видов обработки.
Степень влияния шлифовки на сопротивление титановых сплавов усталости
зависит от материала и зернистости абразива, режимов и шлифовального обору-
дования [241]. Наименьшее снижение предела выносливости при сохранении
высокой производительности обработки обеспечивают круги из зеленого карби-
да кремния, борсиликарбида и карбида бора. Наихудшими являются круги из
хромистого электрокорунда и монокорунда. К повышению сопротивления уста-
лости приводят: применение при шлифовании охлаждающих жидкостей, в част-
ности 10 %-ного раствора нитрата натрия и 0,5 %-ного бутилнафталинсульфона-
та, уменьшение подачи, снижение скорости круга [241].
Циклическую выносливость титановых сплавов значительно снижают при-
жоги, образующиеся при механической обработке из-за локального сильного по-
вышения температуры [6, 85, с. 18]. Это заключение можно проиллюстрировать
следующими данными для сплава ВТЗ-1 [43, с. 38]:
Без термической.......Без прижогов......ст ,=412 МПа
обработки С прижогами......ст =304 МПа
Отжиг 530 °C, 2 ч,....Без прижогов......ст ,=470 МПа
охлаждение на воздухе С прижогами.....ст ,=353 МПа
Отжиг после механической обработки повышает циклическую выносливость,
но она для образцов с прижогами остается более низкой по сравнению с матери-
алом без прижогов.
Технология точения также влияет на сопротивление титановых сплавов уста-
лости. К понижению циклической выносливости приводят: высокие скорости
резания и большие подачи, применение охлаждающих жидкостей при высоких
скоростях точения.
Скорость резания при ее изменении в разумных пределах, по-видимому, не
оказывает особо сильного влияния на сопротивление усталости, по крайней мере,
термически упрочненных псевдо-Р-сплавов. В работе [28, с. 823] было обнару-
жено, что увеличение скорости резания от 10 до 400 м/мин не влияет на предел
выносливости термически упрочненного сплава Ti-15-3-3-3 и она составляет око-
ло 990 МПа при базе 105-107 циклов. При скорости резания 4000 м/мин она
снижается при этой базе до 280 МПа. Предел выносливости закаленного сплава
Ti-15-3-3-3 при базе 107 циклов составляет 600, 520 и 170 МПа при скоростях
резания 10, 400 и 4000 м/мин соответственно. Заметим, что обычные скорости
резания составляют около 10 м/мин.
В работе [241] отмечается, что при взаимодействии охлаждающих жидкостей
с металлом в зоне резания происходит наводороживание поверхностных слоев и
даже образуются гидриды. В наших работах [ 14] не было обнаружено наводоро-
живания титановых сплавов при резании. Более того, было установлено, что
наводороживание титановых сплавов перед механической обработкой приводит
к облегчению резания и повышению стойкости инструмента при одновремен-
309
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
ном росте предела выносливости. Эти эффекты являются основой механоводо-
родной обработки [29, с. 873; 240]. Поэтому снижение циклической выносливо-
сти титановых сплавов при применении охлаждающих жидкостей должно иметь
иную природу, отличную от наводороживания.
Не исключено, что можно подобрать такую геометрию инструмента и такие
режимы резания, которые создадут в поверхностном слое сжимающие напряже-
ния и наклеп, повышающие предел выносливости.
При технологических операциях, в частности при термической обработке де-
талей, титан и его сплавы могут окисляться, в результате чего на поверхности
образуется оксидированный слой. Если температура нагрева довольно высока,
то образующийся при этом оксидированный слой вызывает снижение сопротив-
ления усталости (рис. 4.12). При эксплуатации самолета Ан-124 после 74 поле-
тов в одном случае и 523 полетов в другом произошли усталостные разрушения
деталей шасси [59, с. 16]. Эти разрушения были вызваны наличием на поверхно-
сти деталей хрупкого газонасыщенного слоя, который и послужил источником
зарождения усталостных трещин. Хрупкий газонасыщенный слой может на по-
рядок снизить долговечность.
Рис. 4.12. Влияние нагрева на воздухе при 800 Свтечение 1 ч на кривые усталости сплава Ti-6A1-4V[18]:
• - после нагрева; о - исходное состояние
Для снятия оксидированного слоя недопустимой толщины обычно применя-
ют травление в кислотных растворах. Травление может привести к снижению
циклической выносливости сплавов по сравнению со свойствами неоксидиро-
ванного металла [241]. Однако частичное снятие травлением газонасыщенного
слоя с поверхности листов после отжига на воздухе при температурах до 800-
850 °C приводит к существенному повышению сопротивления малоцикловой
усталости [245]. Этот эффект был обнаружен на листах из титана ВТ 1-0 и спла-
ва ОТ4 толщиной 0,8-1,2 мм после стравливания поверхностного слоя на 50-65 %
его толщины при испытаниях на повторно-статическое растяжение с 7? = 0,1.
При травлении удаляется хрупкий поверхностный дефектный слой и сохраняет-
ся упрочненный кислородом переходный слой.
310
4.1. Общие сведения
Эффективным способом повышения сопротивления усталости титановых спла-
вов служит дробеструйная обработка, что получило подтверждение во многих
работах [6, 7,204, с. 52; 241]. Этот эффект обусловлен формированием сжимаю-
щих напряжений в поверхностном слое.
Фасонные отливки обладают существенно более низким сопротивлением ус-
талости по сравнению с деформированными полуфабрикатами из того же спла-
ва (рис. 4.13), что обусловлено двумя причинами: а) грубой пластинчатой струк-
турой; б) дефектами литья, в частности пористостью. Надрез снижает сопротив-
ление усталости, но литой металл менее чувствителен к надрезу.
Рис. 4.13. Сопротивление усталости сплава Ti-6A1-4V при испытаниях на осевое растяжение (Л=0,1;
гладкие образцы):
I - деформированные отожженные полуфабрикаты; 2 -фасонные отливки; 3 -литье+ВГО [33. с. 553]
Эффективным способом повышения сопротивления усталости фасонных отли-
вок служит высокотемпературная газостатическая обработка (ВГО) [49, с. 21; 124,
125]. ВГО приводит к повышению предела выносливости отливок в 1,5-2 раза
(см. рис. 4.13). Улучшение комплекса свойств фасонного литья в результате ВГО
обусловлено двумя причинами: а) устранением усадочных несплошностей (рако-
вин и пор); б) благоприятными структурными изменениями [49, с. 21, 124]. Ме-
ханизм залечивания дефектов включает в себя: а) вызванный деформацией по-
ток металла в дефекты и б) смятие дефектов с последующей диффузионной свар-
кой внутренних поверхностей раздела.
В процессе ВГО при температурах [3-состояния структурные изменения в зоне
усадочных несплошностей аналогичны процессам, происходящим при обычной
[3-деформации и при степенях деформации и температурах, достаточных для раз-
вития рекристаллизации, происходит измельчение зерна в зоне исходной несплош-
ности [49, с. 21]. При ВГО в двухфазном (а+[3)-состоянии структурные измене-
ния в зоне исходной несплошности подчиняются закономерностям, характерным
для обычной (а+р)-деформации.
Эффективность ВГО возрастает с повышением степени легирования спла-
вов, сопровождающейся увеличением интервала кристаллизации [49, с. 21].
Прирост предела выносливости оd составляет примерно 40, 60 и 75 % для спла-
311
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
bob ВТ5, ВТ6 и ВТ22 с интервалом кристаллизации 60, 75 и 100 °C соответ-
ственно.
Сопротивление усталости фасонных отливок может быть существенно по-
вышено термоводородной обработкой [240]. В табл. 4.3 приведены механичес-
кие свойства отливок сплава ВТ20Л после обработки по различным режимам.
Таблица 4.3
Механические свойства и плотность отливок сплава ВТ20Л
после различной обработки |240|
Режим обработки (ТЖ, МПа а0.Г МПа 8, % V- % кси, Дж/см2 о ,, на базе 10’циклов, МПа Порис- тость, %
Литое состояние (Л) 860 820 8,0 20,0 60 290 2,8
Л+гомогенизирующий отжиг (ГО) 890 850 9,0 22,0 70 — 2,8
Л+ГО+ВГО (950°С) 990 930 7,5 14,5 61 320 1,7
Л+ГО+ВГО (950°С) + ТВО (0,8 % Н) 1080 990 8,9 18,0 50 520 1,0
Гомогенизационный отжиг состоял из нагрева при 1 000 °C в течение 1 ч в
вакууме. Он привел к небольшому повышению кратковременной прочности и
пластичности. ВГО осуществляли под давлением аргона в 155 МПа в течение 2 ч.
Эта обработка привела к снижению пористости без преобразования структуры
по всему объему отливок, что вызвало повышение временного сопротивления
разрыву, предела текучести, предела выносливости и некоторое снижение харак-
теристик пластичности. Термоводородная обработка (ТВО) состояла в наводо-
роживании отливок до концентрации 0,8 % Н при постепенном понижении тем-
пературы от 850 до 730 °C и вакуумном отжиге при постепенном повышении
температуры от 750 до 800 °C. Обработка по последней схеме привела к очень
тонкой дисперсной структуре, что вызвало повышение всех механических свойств
сплава. Предел выносливости о ! на базе 107 циклов увеличился при этом с 290
до 520 МПа.
Сведений о сопротивлении усталости алюминидов титана и сплавов на их
основе опубликовано слишком мало, чтобы можно было сделать какие-либо обоб-
щения.
4.2. Многоцикловая усталость титановых сплавов
разных классов
Многоцикловая усталость титановых сплавов разных классов приведена в
табл. 4.4-4.9. В них условные обозначения режимов термической обработки приняты
теми же, что и при описании кратковременных механических свойств (см. главу 3).
312
Таблица 4.4
Сопротивление усталости отечественных а- и псевдо-а-тита новых сплавов
Сплав Полуфабрикат Термическая обработка Схема нагружения к о R Предел выносливости на базе циклов, МПа Литература
106 10’
ВТ 1-00 Листы, 1,5 мм Отжиг — 1 -1 — >157 [2, 7, 32]
ВТ 1-0 Листы, 1 мм Отжиг — 1 -1 — >225 Там же
ПТ-7М Трубы, 013 мм Состояние поставки — 1 -1 — 168(108) [246]
t =1,5 мм То же — н -1 — 66(108) Там же
— Отжиг СП 1 -1 — 250 [32]
ВТ5 Прутки, 20 мм Отжиг — 1 -1 — >392 Р]
Прутки, 20 мм То же сн 1 -1 — 400-450 [241]
То же » сн н -1 — 240-310 Там же
ВТ5-1 Прутки, <100 мм Отжиг сн 1 -1 — 490 [6]
Листы, <3 мм То же сн 1 -1 — 392 Там же
Листы, 1,8 мм » сн 1 -1 — >392 [27, 32]
ОТ4-0 Листы, 1 мм » сн 1 -1 — >294 Там же
ОТ4-1 Листы, 1 мм Отжиг сн 1 -1 — >353 »
Листы Состояние поставки сн 1 -1 — 342±12,8 [241]
То же Отжиг, 650 °C, 2 ч сн 1 -1 — 325±21,6 Там же
» То же , 700 °C, 1 ч сн 1 -1 — 330±28,2 »
» » 650 °C, 1,5 ч сн 1 -1 — 330±24,5 »
» » 650 °C, 5 ч сн 1 -1 — 305±23 »
» » 700 °C, 1,5 ч сн 1 -1 — 335±25,7 »
» Вакуумный отжиг, 650 °C, 5 ч сн 1 -1 — 330±21,6 »
ОТ4-1В Листы Отжиг сн 1 -1 — >352 [32]
ПТ-ЗВ Прутки Отжиг сн 1 -1 - >392 [7]
То же То же сн н -1 — >245 Там же
Образцы, 012 мм ИВ 1 -1 — 216 »
4.2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.4
Сплав Полуфабрикат Термическая обработка Схема нагружения к о R Предел выносливости на базе циклов. МПа Литература
106 10’
Образцы, 020 мм ив 1 -1 — 196 [7]
То же, 040 мм ив 1 -1 — 157 Там же
» 0180 мм ив 1 -1 — 143 »
Прутки, 18 мм Отжиг, 890 °C, 1 ч ив 1 -1 410 410 »
То же То же ив н -1 240 240 »
Прутки — СН 1 -1 - 400 [241]
То же — СН н -1 — 190 Там же
ОТ4 Листы, 1-2 мм Отжиг СН 1 -1 — >412 [2, 32]
Прутки Глобулярная структура СН 1 -1 450 450 [247]
То же То же СН 1,89 -1 380 350 Там же
» Пластинчатая структура СН 1,89 -1 280 260 »
АТЗ Прутки, 20 мм То же СН 1 -1 — >392 [2,7]
ВТ20 Листы, 1-5 мм » СН 1 -1 — >412 [2,6]
Прутки, <50 мм » СН 1 -1 - 520 [6]
Листы, 2 мм » СН 1 -1 — >412 П
— Отжиг, 950 °C, 1 ч СН 1 -1 — 412 [271]
ВТ18У Прутки, 14-35 мм Отжиг, К СН 1 -1 — 480-520(2-107) [32]
То же То же СН Н (0,75 мм) -1 — 360-380 Там же
Примечание. Схема нагружения: СН - симметричное; ИВ - изгиб с вращением.
Таблица 4.5
Сопротивление усталости зарубежных а- и псевдо-а-титановых сплавов
Сплав Полуфабрикат, характеристика образцов Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Вид Я 10’ 106 10’
Ti; Grade 2 Плиты Отжиг, 730 °C, 0,5 ч (АС) — 1 0,1 — 350 310 [33, с. 236]
Листы Состояние поставки — 1 0 — — 180-200 [28, с. 2959]
Ti; Grade 3 Прутки Отжиг РИ 1 -1 - 289 282 [33, с. 237]
То же То же РИ 2,7 -1 — — 241 Там же
Ti; Grade 4 Прутки Отжиг ив 1 -1 517 469 427 [33, с. 236]
То же То же ив 2,7 -1 289 262 248 Там же
Прутки » ив 1 (п) -1 400 370 350 »
Листы » О 1 0,6 — — 538 »
Ti-2,5Cu - Закалка+двойное старение о 1 (э) -1 - — 400 [28, с. 1017]
— То же о 1 (д) -1 — — 550 Там же
Ti-5Al-2,5Sn - - ив 1 (Р) -1 600 — 530 [33, с. 307]
— ив 1 (д) -1 — 600 530 Там же
— — ив 1 (ш) -1 550 — 400 »
— Отжиг ив 2,4 -1 400 300 280 »
Отжиг ив 3,2 -1 250 200 180 »
Листы Отжиг ив 1 -1 531 441 427 »
То же То же ив 2,4 -1 386 310 296 »
» » ив 3,2 -1 275 209 186 »
Ti-5Al-2,5Sn Плиты кованые, 28 мм Отжиг, 800 °C, 2 ч 293* 1 0,01 310 270 — [28, с. 1745]
ELI То же То же 77* 1 0,01 380 300 — Там же
» » 4* 1 0,01 460 400 — »
Плиты катаные, 28 мм » 293* 1 0,01 300 270 — »
То же » 77* 1 0,01 420 400 — »
» » 4* 1 0,01 500 420 - »
4.2. Многоцикловая усталость титановых сплавов разных классов
о
Продолжение табл. 4.5
Сплав Полуфабрикат, характеристика образцов Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Вид К. R 105 106 10’
Ti-3A1-2,5V Трубы Отжиг, 800 °C, 2 ч И 1 -1 320 300 [33, с. 278]
То же Отжиг для снятия напряжений И 1 -1 — — 155 [26, с. 755]
Листы, 1мм Отжиг и 1 -1 350 240 210 Там же
То же То же и 1,8 -1 275 160 140 »
» » и 1 -1 350 240 210 »
» » и 1,8 -1 275 160 140 »
IMI 367 Прутки - ив 1 (п) -1 — — 620 [26, с. 1742]
То же — ив 1 (д) -1 — — 580 Там же
» ив 1 (к) -1 — — 500 »
Ti-6211 Плиты, 63,5 мм Катаное состояние ив 1 -1 400 350 300 [33, с. 330]
То же То же ив 3 -1 230 200 150 Там же
Ti-6242 — Закалка, мелкое зерно ив 1 (э) -1 590 — 550 [27.С.441]
— То же, грубое зерно Отжиг, мелкое зерно То же, грубое зерно ив ив ив 1 (э) 1 (э) 1 (э) 1 ! , 590 720 680 - 550 700 675 Там же » »
Ti-6242S Листы 900 °C, 30 мин (АС)+785 °C, 15 мин (АС) о О 1 3,0 0,02 0,02 300 700 600 275 [33, с. 361] Там же
Ti-5621S Поковки, 38 мм Р-ковка (а+Р)-отжиг+старение То же 1 3,0 0,1 0,1 786 372 - 590 262 [33, с. 447] Там же
IMI 679 Прутки ОТР, 900 °C (АС)+500 °C, 24 ч О 1 0,2 870 750 650 [33, с. 427]
То же То же О 1 -1 550 470 400 Там же
» » О 3,0 0,2 300 290 250 »
» » О 3,0 -1 200 180 170 »
Поковки » ив 3,0 -1 260 250 225 »
IMI 685 — — — 1 -1 600 500 430 [33, с. 433]
— — - 1 0 650 630 630 Там же
- - - 3,5 0 300 250 220 »
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.5
Сплав Полуфабрикат, характеристика образцов Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Вид к R 10s 106 107
IMI 829 Поковки, 75 мм (диск) Отжиг 1 0 780 — — [33, с. 437]
IMI 834 Прутки, 50 мм Отжиг — 1 0 - 685 500 [33, с. 442]
То же То же О 2 0 — — 340 Там же
Прутки, 50 мм Отжиг О 2 0 — — 340 »
Диски 1080 °C, 1 ч (АС), П — 1 (э) -1 530 500 490 [26, с. 1395]
То же 1027 °C, 2 ч (АС), Б (20 % а) — 1 (э) -1 500 480 475 Там же
» 1010 °C, 2 ч (АС), Б (40 % а) — 1 (э) -1 475 450 425 »
Ti-1100 Р - ковка Отжиг 1 0,1 — — 655 [33, с. 413]
То же То же 3,0 0,1 — — 250 Там же
Прутки 1060 °C, 0,5 ч (АС), ГП ив I (э) -1 530 500 500 [26, с. 1187]
То же 1015 °C, 2,5 ч (АС), ТП ив 1 (э) -1 555 540 530 Там же
» тд 1000 °C; Б (20 % а) ив 1 (э) -1 550 515 500 »
» RD 1000 °C; Б (20 % а) ив 1 (э) -1 550 510 500 »
» тд 985 °C, Б (60 % а) ив 1 (э) -1 530 500 500 »
» RD 985 °C, Б (60 % а) ив 1 (э) -1 570 530 530 »
Ti-8Al-lMo- Листы, ] ,3 мм Двойной отжиг 1 0,1 910 750 630 [33, с. 395]
IV То же То же 1 -0,5 650 550 500 Там же
» » 2,6 0,1 380 300 220 »
» » 2,6 -0,5 280 200 160 »
* Температура испытаний.
Примечание. Направления вырезки образцов: Т- поперечное; Д-долевое; R - радиальное. АС - охлаждение на воздухе.Структура: ГП - грубая
пластинчатая, ГП - тонкая пластинчатая; Б - бимодальная. Вид нагрузки: РИ - реверсивный изгиб; О - осевое нагружение; ИВ - изгиб с
вращением. Состояние поверхности: э - электрополировка, п - полировка; ш - шлифовка; р - ручная подготовка; д-дробеструйная обработка;
к - обработка корундом.
4.2. Многоцикловая усталость титановых сплавов разных классов
Таблица 4.6
Сопротивление усталости отечественных (а+Р)-сплавов
Сплав Полуфабрикат Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема к R 105 106 107
ВТ6 Прутки, 25 мм Отжиг СН 1 -1 — — >514 [2,7]
То же Закалка+старение сн 1 -1 - - >539 Там же
Прутки, 20 мм — СН 1 -1 — - 520-560 [241]
То же — сн н -1 — — 220-360 Там же
Прутки ВО, 800 °C, 1 ч, КПл сн 1 -1 480 430 400 [42, с. 155]
То же 1050 °C, 1 ч—>800 °C, ГП сн 1 -1 420 330 300 Там же
Листы, 2-3 мм — сн 1 -1 — — 420 [32]
Плиты, 50 мм, д ВО, 750 °C, 2 ч ! СН 1 -1 — 519 — [203]
Плиты, 125 мм, д То же сн 1 -1 — 482 — Там же
Плиты, 200 мм, д » сн 1 -1 — 491 — »
Слитки, 650 мм — сн 1 -1 — — 200 [241]
Поковки, 500 мм Уков ~2 сн 1 -1 — — 285 Там же
Поковки, 395 мм Уков ~3 сн 1 -1 — — 290 »
Поковки, 325 мм Уков ~4 сн 1 -1 — — 300 »
Поковки, 265 мм Уков ~6 сн 1 -1 — — 340 »
ВТбс Прутки, 25 мм — ив 1 -1 550 530 520 [2]
То же — ив н -1 470 441 436 Там же
Листы, 3 мм — — 1 -1 — — 400 [32]
ВТбч Прутки, 10 мм Закалка+старение ив 1 -1 — - 530 [88]
ВТ9 Типичные Отжиг сн 1 -1 — — 530(2-107) [6]
значения То же сн Н (0,75 мм) -1 — — 431(2-107) Там же
То же Закалка+старение сн 1 -1 - — 508(2-107) »
» То же сн Н -1 — — 294 »
Прутки Двойной отжиг сн 1 -1 637 578 549 »
Прутки Двойной отжиг сн Н -1 500 480 470 [6]
Глава 4 Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.6
Сплав Полуфабрикат Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов. МПа Литература
Схема к R 105 106 10’
Прутки Отжиг — 1 -1 — — 420-450 [32]
То же То же — н -1 — — 250-300 Там же
» (а+Р)-деформация ив 1 -1 - - 570 [250]
» То же ив H (0,5 мм) -1 — — 410 Там же
» Р-деформация ив 1 -1 — — 480 »
» То же ив Н (0,5 мм) -1 — — 400 »
» Отжиг, Дэ=5 мкм ив 1 -1 — — 660 (2 107) [251]
» Отжиг, Др=100мкм ив 1 -1 — — 520 (2 1 07) Там же
» То же, Др=1 ООО мкм ив 1 -1 — — 440 (2 1 07) »
Диски Мелкое зерно СН 1 -1 490-598 470-588 465-580 »
То же Крупное зерно СН 1 -1 441-518 441-510 441-500 »
Детали малога- баритные Отжиг ив 1 -1 — — 570-600 (W=2107) [44. с. 229]
Образцы То же ив 1 -1 — — 590 Там же
То же » ив Н (0,75 мм) -1 — — 410 »
Прутки, 20 мм Двойной отжиг СН 1 -1 — — 529 »
То же ВТМО+старение СН 1 -1 - — 578-715 »
» Двойной отжиг СН Н (0,75 мм) -1 — — 382-392 »
» ВТМО+старение СН Н (0,75 мм) -1 — — 402 »
ВТ8 Типичные значения Двойной отжиг СН 1 -1 530 — 520 [6]
То же Закалка+старение СН 1 -1 - - 610 Там же
» Двойной отжиг СН г=0,75 мм -1 — — 441 »
» Двойной отжиг, М3 То же, М3 СН СН 1 1,98 -1 -1 — — 559-588 274-294 » »
Типичные Двойной отжиг, КЗ СН 1 1 — - 490-510 [6]
значения То же, КЗ СН 2,2 -1 - - 216-235 Там же
о
Продолжение табл. 4.6
Сплав Полуфабрикат Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема к, R 10' 106 ю7
Прутки - ИВ 1 -1 - — 490 (2 1 07) [44, с. 367]
Прутки, 40 мм Двойной отжиг ИВ 1 -1 — — 470 (2 1 07) [43, с. 49]
Прутки, 120 мм То же ив 1 -1 - — 421 (2-107) Там же
Лопатки 1-й » ив 1 -1 - - 461 (2-107) »
ступени
Лопатки 2-й » ив 1 -1 — — 441 (2-107) »
ступени
Прутки Обычная штамповка сн 1 -1 — — 350 (108) [40, с. 41]
То же Изотермическая сн 1 -1 - - 410 (108) Там же
штамповка
ВТ14 Прутки, 20 мм Закалка. 870 °С+470 °C, 12 ч сн 1 -1 588 550 529 [252]
То же сн н -1 400 390 363 Там же
То же Закалка, 950 °С+550 °C, 12 ч сн 1 -1 519 470 470 »
То же сн н -1 451 431 431 »
Листы, 3 мм Вакуумный отжиг, 750 °C, 1 ч ки 1 -1 — — 3 72 (2-107) [44, с. 307]
То же Отжиг образцов, 650 °C, 1 ч ки 1 -1 — — 372 (2-107) Там же
» Отжиг образцов, 750 °C, 1 ч ки 1 -1 — — 314 (2107) »
Листы, 2 мм Отжиг сн 1 -1 — — >392 [2,7]
То же Закалка+старение сн 1 -1 - — >412 [2, 7, 32]
Листы, 2 мм — сн 1 -1 — — 390-400 [241]
Листы, 2 мм 3 акалка+старение сн 1 -1 — 451 441 [2]
(0^=125 МПа)
То же — сн н -1 — — 230 [241]
ВТ25У Диски:
полотно (ш) — сн 1 -1 — — 480 [49, с. 47]
То же — сн а =3,35 -1 — — 130 Там же
полотно (р) - сн 1 -1 - - 500 »
Глава 4 Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.6
Сплав Полуфабрикат Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема к R 105 106 10’
полотно (р) — СН ао=3,35 -1 — — 230 [49, с. 47]
обод (ш) — СН 1 -1 — — 500 »
То же — сн ап=3,35 -1 — — 140 »
обод (р) — сн 1 -1 — — 530 »
То же — сн аа=3,35 -1 — — 240 »
ВТЗ-1 Типичныезна- Отжиг 870 °C, 1 ч->650 °C, сн 1 -1 540 535 530 [6]
чения 2 ч
То же Закалка, 880 °С+550 °C, 5 ч сн 1 -1 620 610 600 Там же
» Отжиг 870 °C; 1 4-4-650 °C, 2 ч сн Н -1 430 420 410 »
» Закалка 880 °С+550 °C, 8 ч сн Н -1 460 440 425 »
Прутки Отжиг сн 1 -1 — - 500-530(2-107) [32]
То же сн Н -1 — — 390—480(2-107) Там же
То же Закалка+старение сн 1 -1 — — 620 (2-107) »
» (а+Р )-деформация сн 1 -1 — — 490 [250]
» То же сн 0,5 мм -1 — — 360 Там же
» Р-деформация сн 1 -1 - - 430 »
» То же сн 0,5 мм -1 — — 370 »
Прутки, 14 35 мм Изотермический отжиг, Р сн 1 -1 - — 520 [6]
То же сн Н -1 — — 440 Там же
Закалка+старение сн 1 -1 — — 620 »
То же сн н -1 — — 470 »
Прутки, 14—35 мм Изотермический отжиг. ГП сн 1 -1 - - 440 »
сн н -1 — — 315 »
Прутки. 14—35 мм Закалка+старение, ГП сн 1 -1 - — 520 [6]
То же, ГП сн н -1 — — 390 Там же
Прутки Отжиг сн 1 -1 — 480 [6,44, с. 357]
То же То же сн 1,7 -1 - 280 Там же
4.2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.6
Сплав Полуфабрикат Термическая обработка, структура Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема к, R 105 106 ю7
Прутки Отжиг СН 1,96 -1 — — 235 [6,44, с. 357]
То же То же СН 2,72 -1 — — 176 »
Прутки Отжиг СН 1 -1 — — 514 (2107) [44, с. 209]
То же Закалка+старение СН 1 -1 — - 608 (2-107) Там же
Прутки — СН 1 -1 - - 520-580 [241]
То же — СН Н -1 — — 240 Там же
Прутки Отжиг, Р СН 1 -1 - - 530 [42, с. 38]
То же То же, ГП СН 1 -1 — — 500 Там же
» » П СН 1 -1 — — 450 »
» » КПл СН 1 -1 — — 500 »
» » Р СН Н -1 — — 450 »
» » ГП СН Н -1 — — 360 »
» » п СН н -1 — — 320 »
» » КПл СН н -1 — — 360 »
» Закалка+старение, КПл СН 1 -1 — — 590 »
» То же, КПл СН н -1 — — 430 »
Лопатки » КПл СН Детали -1 — — 380 »
Лопатки » КПл СН Детали -1 — — 300 »
- Глобулярная структура СН 1 -1 560 530 530 [247]
— То же СН 1.89 -1 390 360 360 Там же
- Пластинчатая структура СН 1 -1 530 520 520 »
— Пластинчатая структура СН 1,89 -1 360 325 320 [247]
Лопатки Изотермический отжиг - 1 -1 - 470 [6]
То же — Н -1 — — 330 Там же
Лопатки 1-й Отжиг, М3 СН 1 -1 - - 480 [43, с. 49]
ступени
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.6
Сплав Полуфабрикат Термическая обработка, структура Характеристики нагружения 11редел выносливости на базе циклов, МПа Литература
Схема К, R 10' 106 10’
Лопатки 2-й ступени Отжиг, ГЗ СН 1 -1 - - 450 [43, с. 49]
Обычная штамповка — СН 1 -1 — — 380-400 (2-Ю7) [40, с. 41]
Изотермическая штамповка — сн 1 -1 - — 460-480(2-107) Там же
ВТ23 Прутки, 110 мм Закалка+старение 0,46 кГц 1 -1 — — 570 (2-107) [218]
То же То же 3 кГц 1 -1 — — 590 (2 1 07) Там же
» » 10 кГц 1 -1 — — 630 (5 108) »
Лист Закалка+старение СН 1 -1 — — 420 [32]
Плиты, 100 мм Отжиг СН 1 -1 — — 380 (2 107) [218]
То же То же СН 1,65 -1 — — 230 (2 107) Там же
Плиты, 100 мм Закалка + старение СН 1 -1 — — 440 (2 107) »
Трубы Отжиг СН 1 -1 — — 390 (2-107) »
То же То же СН 1,57 -1 — — 250 (2-107) »
ВТ16 Прутки, 25 мм То же Закалка+старение СН СН 1 Н -1 -1 >529 >372 [7] Там же
Прутки, 20 мм Отжиг сн 1 -1 — — >431 [2]
То же Закалка, 810 °С+560 °C, 8 ч сн 1 -1 — — >314 Там же
Прутки, 25 мм Закалка, 810 °С+500 °C, 12 ч ки 1 -1 539 535 535 »
То же То же ки Н -1 375 370 370 »
Пруток, 6-20 мм Закалка+старение ив 1 -1 — — 500 [32]
Пруток, 5-10 мм Отжиг ив 1 -1 — — 440 [88]
То же, 10 мм Закалка+старение ив 1 -1 - - 540 Там же
Примечание, д - долевое направление; ш-объемная штамповка, р- изотермическая раскатка.Структура; Р- равноосная; КПл - корзиноч-
ное плетение; П - пластинчатая; ГП — грубая пластинчатая; М3 - мелкое зерно; КЗ - крупное зерно. Схема нагружения; СН - симметричное
нагружение; ИВ - изгиб с вращением; КИ - консольный изгиб в одной плоское ги; О - осевое нагружение; Н - образцы с надрезом.
Таблица 4.7
Сопротивление усталости зарубежных (а+Р)-титановых сплавов
Вид полуфабриката Характеристики Предел выносливости на базе
Сплав Термическая обработка нагружения числа циклов, МПа Литература
Схема к. R 105 106 ю7
Ti-64 Деформирован- ные полуфабри- Отжиг 0 1 0,1 - 400-730 400-700* [33, с. 553]
каты
Закалка+старение О 1 -1 600 410 380 [33, с. 555]
Листы, (с =1055-1150 МПа) 0 1 0,05 800 580 500 Там же
1,6-3,2 мм То же О 1 0,54 1080 800 600 »
РИ 1 0,5 900 780 — [33, с. 556]
Заводской отжиг РИ 1 0 675 600 — Там же
Листы РИ 1 -1 410 400 380 »
Двойной отжиг, 910 °C, РИ 1 0,5 940 900 820 [33, с. 556]
(АС)+730°С, 4 ч (АС) РИ 1 0,05 770 680 — Там же
РИ 1 -1 540 450 400 »
Закалка+старение О 1 -1 630 490 400 [33, с. 554]
(с = 1000-1025 МПа) О 1 -о,3 800 630 — Там же
Плиты, 25 мм О 1 0 930 800 — »
О I 0,1 970 770 630 »
О 1 0?3 — 840 — »
Поковки — СН 1 -1 — — 193-414 [28, с. 2975]
Поковки Глобулярная структура - 1 -1 — - 375 [27, с. 433]
То же То же — 1 0,1 — — 500 Там же
» » — 1 0,5 - — 650 »
» Бимодальная структура - 1 -1 - - 450 »
» То же — 1 0,1 — — 500 »
» » — 1 0,5 - — 550 »
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.7
Сплав Вид полуфабриката Термическая обработка Характеристики нагружения Предел выносливости на базе числа циклов, МПа Литература
Схема Kt R 105 106 107
Прокатка 1=2,4 мкм; св=1150МПа ИВ 1 -1 — - 565 (2107) [26, с. 1411]
То же 1=3,0 мкм; ов=1068 МПа ИВ 1 -1 — — 580 (2107) Там же
» 1=5,5 мкм; ов=1056 МПа ИВ 1 -1 - — 570 (2-107) »
» 1=1,6 мкм; св=1038 МПа ИВ 1 -1 - — 560 (2-107) »
Поковки Р-ковка, св=1024 МПа — 1 0,1 — - 650 [28, с. 2697]
Плита, 250 мм Бимодальная структура, L — 1 0,05 - - 500 [28, с. 1759]
То же То же, Т — 1 0,05 — — 600 Там же
— Бимодальная структура СН 1 -1 575 475 450 [27, с. 433]
— Пластинчатая СН 1 -1 575 500 475 Там же
Ti-64 — Электрополировка СН 1 -1 630 600 580 »
— Дробеструйная обработка СН 1 -1 730 690 680 »
1000 °C (АС), 20 мин+730 °C, — 2,53 0,5 670 560 — [33, с. 561]
Плиты 2 ч (АС) — 2,53 0,05 400 300 — Там же
(0-отжиг) — 2,53 -1 230 200 — »
Закалка + старение о 3,0 0,3 480 340 — [33, с. 562]
Плиты, 20-25 мм (о =1000 МПа) о з,о 0 320 250 — Там же
о з,о -1 250 140 — »
О 1 0,1 800 630 490 [33, с. 563]
Пресс-из делия Отжиг (ов=985 МПа) О 2,8 0,43 550 420 350 Там же
о 2,8 0,01 400 280 250 »
О 2,8 -1 250 200 175 »
Ti-64 ELI — Отжиг — 1 0,1 — — 730 [27, с. 1135]
Плиты 950 °C, 1 ч (AQ+540 °C, 4 ч; Р — 1 0,1 - - 800 [27, с. 473]
То же 1047 °C, 1 ч (АС)+540 °C, 4 ч; П - 1 0,1 — - 600 Там же
Ti-431 Листы Закалка+старение О 1 0,4 1000 900 900 [33, с. 734]
(от=1117-1170 МПа) О 3,5 0,4 700 630 630 Там же
4,2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.7
OS
Сплав Вид полуфабриката Термическая обработка Характеристики нагружения Предел выносливости на базе числа циклов, МПа Литература
Схема к, R 10' 106 107
Отжиг О 1 0 980 900 820 [33, с. 698]
ГМГ 550 Прутки То же О 3 0 380 350 320 Там же
» ИВ 1 -1 — — 600 (108) »
» ив 2,4 -1 — — 380 (108) »
Поковки роторов — — - -1 — — 380 [28, с. 2975]
Прутки, 25 мм — ив 1 -1 880 800 770 [33, с. 704]
То же Поковки, 75 мм: — ив 3,2 -1 490 450 420 Там же
IM1 551 продольное - ив 1 -1 650 580 560 »
сечение
поперечное - ив 1 -1 580 530 530 »
сечение
Поковки, 75 мм — ив 3,2 -1 400 370 360 »
Ti-74 Прутки, 13-19 мм Отжиг РИ 1 -1 — 668 [33, с. 675]
То же То же РИ 3,9 -1 — — 200 Там же
» 785 °C, 1 ч (FC)->565 °C + РИ 1 -1 — 617 »
» +550 °C, 2 ч ив 1 -1 — — 310 »
Ti-662 Вакуумный отжиг, О 3,4 -1 186 145 138 [33, с. 653]
Прутки, 25 мм 700 °C, 2 ч О 5,7 -1 131 82 76 Там же
(от=1055 МПа) О 10,0 -1 138 69 — »
Поковки, 870 °C, 1 ч (WQ)+595 °C, 4 ч О 1 0,1 896 744 — [33, с. 654]
125-150 мм (0,16 % О,) (STA) О 3,9 0,1 289 207 172 Там же
Плиты, 25 мм Отжиг, 730 °C, 8 ч (АС) О 1 0,1 — 793 620 [33, с. 654]
(0,11 % О,) То же о 3,5 0,1 275 310 207 Там же
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.7
Сплав Вид полуфабриката Термическая обработка Характеристики нагружения Предел выносливости на базе числа циклов, МПа Литература
Схема к, R 105 I06 ю7
Плиты,25 мм 845 °C, 1 ч (WQ)+650 °C, 4 ч 0 1 0,1 - — 793 [33, с. 654]
(0,11 % О2) (STA) О 3,5 0,1 344 296 275 Там же
Листы, 2,5 мм Отжиг (от=1070 МПа) То же О О 1 4,2 0,1 0,1 862 207 758 193 703 193 [33, с. 655] Там же
Ti-62222S Плиты, 38 мм 950 °C, 2 ч (АС)+540 °C, 8 ч О 1 0,1 930 700 517 [33, с. 720]
То же То же о 3 0,1 413 330 286 Там же
Поковки Двойной отжиг О 1 0,1 910 630 560 »
То же То же О 3 0,1 360 280 280 »
Р-ковка - — 1 0,1 900 700 630 [33, с. 722]
Поковки Р'ОТЖИГ — 1 0,1 900 700 630 Там же
Р-ковка — — 3,0 0,1 350 300 280 »
Поковки Р'ОТЖИГ — 3,0 0,1 350 300 280 »
Corona 5 — — О 1 0,05 800 730 700 [33, с. 70
— — О 2 0,05 500 400 370 Там же
Ti-6246 Поковки, 25 мм 870 °C, 1 ч (АС)+595 °C, 8 ч О 1 — — — 793 [33, с. 476]
То же 910 °C, 1 ч (АС)+595 °C, 8 ч о 1 — — — 825 Там же
» 870 °C, 1 ч (AQ+595 °C, 8 ч О 3,8 - — — 380 »
» 910 °C, 1 ч (АС)+595 °C, 8 ч о 3,8 - — — 345 »
Прутки 935 °C, 2 ч (WQ)+905 °C, 1 ч (AQ+593 °C, 8 ч сн Ц -1 440 (107) 420 (10s) 400 (109) [26, с. 1203]
То же 935 °C, 2 ч—>25 °С+593 °C, 8 ч (АС) сн Ц -1 380 (107) 340 (108) 325 (109) Там же
» 935°С, 2ч (WQ)+905 °C, 1 ч (АС)+593 °C, 8 ч (АС) сн Ц -1 540 (107) 520 (108) 510 (109) »
Прокат Корзиночное плетение РВ 1 -1 - - 600 [27, с. 390]
| То же Бимодальная структура РВ 1 -1 - - 575 Там же
4.2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.7
ил
ю
oo
Сплав Вид полуфабриката Термическая обработка Характеристики нагружения Предел выносливости на базе числа циклов. МПа Литература
Схема К, R 105 106 107
Прокат Пластинчатая структура РВ 1 -1 — — 525 [27, с. 390]
TikrutanLT Прутки Отжиг (ств=985 МПа) О 1 0,1 770 740 725 [23, с. 1381]
То же То же О 3,6 0,1 390 325 310 Там же
» 900 °C, 1 ч (WQ)+700 °C, 2 ч о 3,6 0,1 - - 300 »
» 900 °C, 1 ч (WQ)+cTapeHHe ив 1 -1 500-600 400-550 400-550 [26, с. 1768]
KSEL-F Прутки, 32 мм Отжиг, 700 °C, 2 ч (АС) — 1 0,1 — — 800 [28, с. 3089]
SP-700 Прутки, 20 мм Заводской отжиг — 1 0 940 920 920 [33, с. 688]
То же Закалка+старение - 1 0 1010 1000 1000 Там же
» Заводской отжиг — 1 -1 630 580 575 »
» Закалка+старение - 1 -1 775 725 700 »
— — — 1 -1 550 525 500 [26, с. 588]
Прутки, 10 мм 718 °C, 1 ч (АС)+850 °C, 1 4(WQ)+510°C, 6 ч (АС) (св=1455 МПа) о 1 0,1 — — 1160 [28, с. 385]
Листы Отжиг — 1 0,05 — — 780 [28, с. 1847]
Закалка+старение (о =1320 МПа) Шероховатость, Я=1,5 мкм * 1 0,05 740 Там же
То же, R=4,4 мкм — 1 0,05 — — 680 »
» R=9,4 мкм — 1 0,05 — — 600 »
Ti-17 — — — 1 0,025 — — «700 [33, с. 459]
Диски 860 °C, 4 ч (АС)+800 °C, 4 ч (FAC)+620 °C, 8 ч (АС) О 1 0 952 — — Там же
* Обобщенные данные.
Примечание. О - осевое нагружение: РИ - реверсивный изгиб; ИВ - изгиб с вращением; AC. WQ, FC, FAC - охлаждение на воздухе, в воде.
с печью, форсированное воздухом соответственно: STA - у прочняюшая термическа обработка; ц - образцы цилиндрического профиля.
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Таблица 4.8
Циклическая выносливость отечественных псевдо-Р-сплавов
Сплав Полуфабрикат Термическая обработка Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема К. R 105 106 ю7
ВТ22 Прутки, 25 мм Отжиг СН I -I — — >519 [2, 7]
То же То же СН н -1 — — >323 [7]
» Закалка+старение СН 1 -1 - — >568 Там же
» » СН н -1 — — >372 »
Прутки катаные Отжиг СН I -I — - 539 [100, с. ПО]
030 мм » СН н* -1 — — 343 Там же
Прутки, 20 мм » КИ I -I 613 580 580 [21, т. 3, с. 285]
Прутки, 100 мм » КИ 1 -1 568 505 505 Там же
Пруток, 25 мм » СН I -1 539 524 515 [2]
То же » СН н -1 392 343 323 Там же
» Закалка +старение СН 1 -1 632 588 568 »
» Тоже сн н -I 460 402 372 »
Прокат, » сн 1 -I — — 490 [100, с. ПО]
170x270 мм н* -1 — — 294 Там же
Поковки, 138х510х » сн 1 -1 — — 490 »
х4500 мм н* -1 — — 343 »
Штамповки (до 10 кг) » сн I -1 — — 441 »
н* -1 — — 265 »
Штамповки крупные » сн 1 -1 - - 461 »
н* -1 — 294 »
Профили прессован- » сн н* -1 - - 274 »
ные
Поковки Отжиг сн I -1 — — 530 (2 107) [26, с. 770]
Тоже сн 2,33 -1 — — 320 (2 1 07) Там же
4.2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.8
Сплав Полуфабрикат Термическая обработка Характеристики нагружения Предел выносливости на базе циклов. МПа Литература
Схема К, я 10‘ ю6 10’
Изотермическая штамповка 750 °C, 1ч (3)+520 °C, 8 ч СН сн 1 а„=2,33 -1 -1 - 617 314 [248] Там же
ВТ22И Листы, 1,5-3 мм Закалка+старение сн 1 -1 — — 430 [32]
ВТ22М Поковки Тоже 820 °C, 1-2 ч->750 °C, 2 ч, В+560 °C, 4 ч То же — 1 1,22 0,1 0,1 — — 600 380 [26, с. 1387] Там же
ВТ35 Листы, 1-2 мм » сн 1 -1 — — 370 [32]
ВТ32 Листы, 1-2 мм » сн 1 -1 — — 400 Там же
ВТ15 * Надр Приме Листы, 2 мм ез г = 0.75 мм. чание СН - симметрично » » » е нагружение; КИ - консольны сн сн сн й изгиб 1 1 а =2,33 а В ОДНОЙ ПЛ С -1 -1 -1 скости; н - образ цы с налре 300 600 300 зом; 3 - закат » [41, с. 64] Там же ка.
Таблица 4.9
Циклическая долговечность зарубежных псевдо-Р-сплавов
Сплав Полуфабрикат Термическая обработка Характеристики нагружения Предел выносливости на базе циклов. МПа Литература
Схема к, R 105 106 107
Transage 129 Листы, I—1,5 мм 760 °C, 20 мин (FAC)+650 °C, 1 ч (АС)+425 °C, 24 ч О 2,7 0,1 - - 400 [33, с. 962]
Листы, 1,5-2 мм 760 °C, 20 мин (FAC)+480 °C, 1 ч О 2,7 0,1 — — 345 Там же
Плиты, 3-25 мм — ИВ I -1 — — 600 »
Transage 134 Плиты, 25 мм 815 °C, 1 ч (АС)+595 °C, 1 ч (АС)+480 °C, 4 ч о 1 0 980 - — [33, с. 975]
Поковки, 51 мм 815 °C, 1 ч (FAQ+524 °C, 4 ч — 3,5 -1 — 300 230 Там же
Transage Поковки, 2-230 мм 720 °C, 2 ч (АС)+480 °C, 24 ч о 1 0.01 910 910 — [33, с. 983]
175 Поковки, 3-230 мм 815 °C, 1ч (АС)+510 °C, 24 ч о 1 0,01 840 840 — Там же
Поковки, 230 мм (а+Р) 720 °C, 2 ч (АС)+480 °C, 24 ч о 1 0,01 — 900 — »
Поковки, 230 мм (Р) 815°С, 1 ч (АС)+510 °C, 24 ч о 1 0,01 — 830 — »
Beta-CEZ — 820 °C, 1 ч (АС)+580 °C, 8 ч (АС), ТЗ То же, КЗ ив ив 1 (э) 1 (э) -1 -1 725 650 — 700 650 [27, с. 441] Там же
Ti-16V- Листы, 1,6 мм Закалка+старение — I 0 - 600 600 [33, с. 1004]
2,5AI То же То же — 2,82 0 — 230 200 Там же
Ti-10-2-3 Прутки, 75 мм 760 °C, 1ч (FQ+565 °C, 8 ч о 1 0,1 900 830 830 [33, с. 845]
Плиты Закалка+старение С(Т) э 0,1 - - 790-900 [28, с. 1895]
Поковки Р-ковка+старение на о =1100 МПа о 1 0,1 1080 1030 — [33, с. 846]
(Р-ковка) Р-ковка+закалка+старение на ов=1100 МПа о 1 0,1 920 900 — Там же
Поковки (Р-ковка) Закалка+старение на о =965 МПа в — 1 3 0,1 0,1 900 550 900 500 830 430 [33, с. 848] Там же
4.2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.9
Сплав Полуфабрикат Термическая обработка Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема К, R Ю5 106 ю7
Поковки Р-ковка+(а+Р)-ковка+775 °C, — 1 0,05 1000 1000 — [33, с. 848]
Фитинги для 2 ч (АС) + 770 °C, 2 ч (WQ)+ — 2,4 0,05 - 415 415 Там же
Боинга 747 +510 °C, 8 ч — 3,3 0,05 240 240 240 »
Поковки, 75 мм 760 °C, 1 ч (FC)+565 °C, 8 ч (АС) - 1 0,1 - 900 900 »
3,0 0,1 — 150 130 »
р-ш Плиты, 13 мм 730 °C, 1 ч (WQ)+510 °C, 8 ч (ов=1300 МПа) о 1 0,1 1020 1000 1000 [33, с. 784]
То же 730 °C, 1 ч (WQ)+540 °C, 8 ч (о =1210 МПа) о 1 0,1 — 900 880 Там же
Листы, 1,7 мм Закал ка+старе н ие 0 1 0,1 — 750 750 »
То же То же 0 0,1 6,1 190 150 150 »
Прутки, 13 мм 770 °C, 1 ч (WQ)+480 °C, 8 ч (о =1380 МПа) о 1 1 — 1000 1000 »
То же ив 1 -1 — 600 500 »
Ti-15Мо - Плиты, 6,5 мм 730 °C, 1ч (WQ)+475 °C, 100 мин РК 1 -1 390 380 380 [33, с. 947]
5Zr Плиты, 15 мм (с =1337 МПа) (а‘=1377 МПа) ив 1 -I 560 560 560 Там же
Ti-15Mo- Плиты, 6,5 мм 735 °C, 1 ч (WQ)+500 °C, 100 мин РК 1 -1 560 540 540 [33, с. 953]
5Zr-3Al Плиты,15 мм (о=1420 МПа) (</=1455 МПа) ив 1 -1 690 690 690 Там же
— ОТР — 1 0,1 — — 420 [27, с. 1135]
Ti—15—3—3—3 Типичные значения — 1 0,1 — — 655-758 [33, с. 910]
— То же — 3 0,1 - — 207-241 Там же
— ОТР (790 °C, 15 мин, АС) ти 10 м/мин* 0,2 600 — 600 [28, с. 823]
— То же ТИ 400 м/мин* 0,2 560 — 520 Там же
- » ти 4000 м/мин* 0,2 300 - 170 »
Глава 4 Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4 9
Сплав Полуфабрикат Термическая обработка Характеристики нагружения Предел выносливости на базе циклов, МПа Литература
Схема К' R 105 КУ’ 10’
- ОТР+480 °C, 16 ч (АС) ТИ 10 м/мин* 0,2 990 — 990 [28, с. 823]
— То же та 400 м/мин* 0,2 990 — 990 Там же
— » та 4000 м/мин* 0,2 420 280 »
Beta 21S Листы Р-отжиг+600 °C, 8 ч (АС) о I 0,1 — — 500 [28, с. 1855]
Тоже Р-отжиг+600 °C, 8 ч (AQ+725 °C, 24 ч (АС) о 1 0,1 - - 450 Там же
» Р-отжиг+500 °C, 8 ч (AQ+725 °C, 24 ч (АС) о I 0,1 — - 375 »
Прутки 800 °C, 30 мин (АС)+ 560 °C, 8 ч о 1 0,5 — — 860 [28, с. 1863]
То же То же о 1 0,1 — — 750 Там же
» » о 1 -I — — 400 »
» » о 3 0,5 — — 380 »
» » о 3 0,1 — — 300 »
» » о 3 -1 — — 200 »
Ti-8V- 5Fe-3Al Болты Закалка+старение (о=1517 МПа) о Резьба 0,1 650 550 420 [33, с. 996]
Ti-8-8-2-3 Прокат 785 °C, 10 мин (АС)+480 °C, 8 ч — 3,5 0,25 240 230 210 [33, с 940]
Beta C Поковки 150 мм 815 °C, 10 мин (AQ+565 °C, 12 ч о 1 0,1 900 750 650 [33, с. 819]
Тоже То же О з,о 0,1 300 275 275 Там же
Прутки, 10 мм х/д+510 °C, 6 ч (АС) о 1 0,1 — — 760 [28, с. 385]
— ОТР ив 1 (э) -1 400 400 400 [28, с. 1017]
— То же ив 1 (д) -1 520 330 320 Там же
TNTZ Прутки, 12-20 мм ОТР (790 °C, 1 ч)+300 °C, 72 ч — 1 (э) 0,1 — 720 700 [28, с. 3181]
То же То же +325 °C, 72 ч — 1 (э) 0,1 — 625 600 Там же
Ti-13V- IICr-3Al Прутки, 17,5 мм Закалка+старение ив ив 1 3,9 -1 -1 500 300 450 230 200 [33, с. 885] Там же
4.2. Многоцикловая усталость титановых сплавов разных классов
Продолжение табл. 4.9
Сплав Полуфабрикат Термическая обработка Характеристи ки нагружения Предел выносливости на базе циклов. МПа Литература
Схема к, R 105 10fl 107
* Скорост Примечаг Схема нагр> Подготовка Проволока Листы, 1,1 мм То же » » ь резания при изготовле еие. Способы охлажд жения: О - осевое; ИВ образцов: э-электроп Холоднокатаная (о =1620 МПа) Отжиг (ств=955 МПа) То же » » нии образцов. ения: АС - на воздухе; WQ - в воде; - изгиб с вращением; РК - реверсивное олировка; д-дробеструйная обработка. О О О О О FC - с кручение I 1 1 3,о 3,0 печью; FAC :; ТИ - трехто1 0,95 -I 0 1 0 - форе еечный 550 300 600 170 240 :ирова изгиб; 450 280 500 130 190 зное о С(Т)- 210 400 100 150 хлаждени - компакта [33, с. 885] Там же » » » е воздухом, ые образцы.
4.3. Сопоставление титановых сплавов по сопротивлению многоцикчовой усталости
В ряде источников указывается, что циклические испытания приведены при сим-
метричном нагружении без уточнения схемы нагружения (изгиб, изгиб с враще-
нием и т.д.); в этих случаях схема нагружения обозначена как СН (симметричное
нагружение).
Буква Н обозначает образцы с надрезом в тех случаях, когда в литературных
источниках не приводятся количественные характеристики концентратора на-
пряжений. Учитывая большое влияние состояния поверхностного слоя на со-
противление усталости, указана также обработка поверхности образцов, если
такие данные содержатся в цитируемых работах.
Многие числовые данные в табл. 4.4—4.12 были оценены по графикам небольшо-
го размера, так что точность приведенных данных находится в пределах ± 10 МПа.
Таблица 4.10
Предел выносливости отечественных литейных сплавов в сопоставлении
с аналогичными свойствами деформированных полуфабрикатов |241|
Литейный сплав о ,, МПа Сплав, вид полуфабриката МПа
гладкие образцы надрезанные образцы гладкие образцы надрезанные образцы
ВТ5Л 260-270 — ВТ5, пруток, «7=20 мм 400-450 240-310
ВТ6Л 200 — ВТ6, пруток, с/=20 мм 520-560 220-360
ВТ14Л 270 230 ВТ 14, лист, 2 мм 390-400 —
ВТЗ-1Л 220 — ВТЗ-1, пруток 520-580 240
ВТ9Л 180 180 ВТ9, пруток 520 —
ПТ-3 ВЛ 280 150 ПТ-3 В, пруток 400 190
4.3. Сопоставление титановых сплавов по сопротивлению
многоцикловой усталости
Сопоставление титановых сплавов по сопротивлению многоцикловой усталости
представляет довольно сложную задачу из-за влияния многочисленных внешних и
внутренних факторов на результаты испытаний. Тем не менее такое сопоставле-
ние возможно, если из табл. 4.4-4.12 отобрать данные, полученные для одних и
тех же полуфабрикатов после сопоставимой термической обработки, с одним и
тем же типом микроструктуры при одинаковых внешних параметрах нагружения.
В табл. 4.13 приведено сопоставление сопротивления усталости отечествен-
ных и зарубежных сплавов для отожженных прутков преимущественно диаметром
10-15 мм с мелкозернистой глобулярной структурой при проведении испытаний
гладких образцов по схеме симметричного нагружения (/? =—1), на изгиб с враще-
нием, база 107 циклов [17]. В той же табл. 4.13 указаны прочностные свойства (св
и о09) преимущественно для металла, испытываемого на усталость. Поэтому они.
как правило, не совпадают с типичными значениями кратковременных механичес-
ких свойств, отмеченных в главе 3. В тех случаях, когда в использованных литера-
турных источниках по усталости не указаны прочностные характеристики, приве-
дены их типичные значения в соответствии с таблицами главы 3.
335
Таблица 4.11
cs
Сопротивление усталости зарубежных литейных сплавов
Сплав Состояние сплава Термическая обработка, структура Характеристики ншружения Предел выносливости на базе циклов. МПа Литература
Схема к, R 105 10'- 10’
1MI 834 Литье, (а+Р), ВГО 1070 °C, 0,5 ч (OQ)+700 °C, 2 ч - 1 0 700 — — [33, с. 441]
То же 1070 °C, 0,5 ч (АС)+700 °C, 2 ч — 1 0 — — 500 Там же
» То же — 3 0 — — 250 »
Литье, Р-ВГО 700 °C, 2 ч — 1 0 500 — 400 »
Пруток, — — I 0 800 - 500 »
деформирован- ный, 50 мм — — 2 0 — — 340 »
Ti-6242 Литье + ВГО — — 1 -1 — — 420 [27, с. 630]
Ti-6-4 Литье — — 1 0,1 250-550 200-400 200-400 [33, с. 565]
Деформированные полуфабрикаты Отжиг — 1 0,1 600-900 460-700 450-680 Там же
Литье — о 1 0,1 220-530 200-375 200-350 [33, с. 553]
Литье + ВГО — о 1 0,1 210-750 200-550 200-520 Там же
Литье + ВГО 750 °C, 2 ч, П сн 1 -I — — 420 [28, с. 3213]
То же 960 °С+750 °C, 2 ч+500 °C, 24 ч, Б сн 1 -1 — — 550 Там же
» 1050 °C, 0,5 ч (WQ)+500 °C 24 ч, М сн 1 -1 — — 680 »
» Отжиг, 700-800 °С+500 °C, 24 ч сн 1 -1 480 450 425 [26, с. 895]
» 700-800 °С+880 °C, 1 ч (АС)+500 °C, 24 ч сн 1 -1 - 550 475 Там же
» 700-800 °С+960 °C, 1 ч (АС)+500 °C, 24 ч сн 1 -1 510 475 450 »
Примечание. WQ, OQ и AC - охлаждение в воде, масле и на воздухе соответственно. Структура: П М - мартенситная. Схема нагружения: О - осевое СН - симметричное нагружение. - пластинчатая: Б - бимодальная;
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Таблица 4.12
Сопротивление усталости сплавов иа основе алюминидов титана
Вид полуфабриката Термическая обработка, структура Характеристики оЛ на базе
Сплав нагружения 107 ЦИКЛОВ. Литература
К, R МПа
Ti-22AI-27Nb ПМ, ВГО — 1 0,1 500 [26, с. 404]
ПМ + ВГО 900°С, 10 ч 1 0,1 570 Там же
Ti-48Al-2Cr- — Бимодальная 1 -1 276* [33, с. 1030]
2Nb — Пластинчатая 1 -1 276* Там же
— Бимодальная 1 -I 172** »
— Пластинчатая I -1 207** »
К5 (Ti-46,5A1- Поковки 1270 °C, 2 ч (FC)->700 °C, I 0,1 450 [26, с. 113]
2Cr-3Nb- бимодальная
0,2W То же 1340 °C, 2 ч (FC)-»700 °C, 1 0,1 350
пластинчатая
TiAl Слиток — 1 -1 >300 [27, с. 320]
(Cr, Mo, Si) Пруток (прессованный) — 1 -1 >600 Там же
* Температура испытания 650 °C. * * Температура испытания 760 °C. Примечание. ПМ- порошковая металлургия; FC - охлаждение с печью
Таблица 4.13
OQ
Сопоставление сопротивления усталости отожженных титановых сплавов разных стран
(R = -1; гладкие образцы; база 107 циклов)
Номер Сплав Состав сплава G0.2 °.i Литература
rVn МПа
1 Grade 1 99,6 Ti 240 170 120 0,50 0,71 [23, c. 1181]
2 Grade 2 99,5 Ti 345 275 172 0,50 0,63 Там же
3 Grade 3 99,2 Ti 550 450 282 0,51 0,63 [33]
4 Grade 4 99,0 Ti 630 550 350 0,56 0,64 [23, с. 1181]
5 WL 3.7105 Ti-0,8Ni-0,3Mo 483 345 266 0,55 0,77 Там же
6 IMI 230 Ti-2,5Cu 540 400 338 0,63 0,85 »
7 Grade 9 Ti-3A1-2,5V 586 483 337 0,58 0,70 »
8 OT4-0 (листы) Ti-lAl-IMn 570 470 >294 >0,52 0,63 [2,7]
9 OT4-I (листы) Ti-2AI-l,5Mn 660 610 330 0,50 0,54 [24]
10 АТЗ Ti-3Al-0,3Si-0,6Cr-0,4Fe 825 800 >392 >0,48 0,49 [2,7]
11 ПТ-3 В Ti-4A1-2V 745 645 410 0,55 0,64 [189]
12 ОТ4 (листы) Ti-4Al-l,5Mn 790 670 >412 >0,52 0,61 [2]
13 ВТ5 Ti-5AI 790 668 425 0,54 0,64 [241]
14 ВТ16 Ti-3Al-4,5V-5Mo 875 809 440 0,50 0,54 [88]
15 Ti-621/0,8 (плиты) Ti-6 AI-2Nb-1 Ta-0,8Mo 885 752 300 0,34 0,40 [33, с. 330]
16 ВТ5-1 Ti-5Al-2,5Sn 825 735 490 0,59 0,67 [6]
17 ВТбс Ti-5A1-4V 910 856 520 0,57 0,61 [2]
18 ВТ6 Ti-6A1-4V 960 856 540 0,56 0,63 [241]
19 ВТ14 Ti-5Al-3Mo-lV 980 856 >392 >0,4 >0,46 [2,7]
20 ВТ20 Ti-6,5 Al-1 Mo-1 V-2Zr-0,15Si 1000 907 520 0,52 0,57 [6]
21 Ti-6242S Ti-6Al-2Sn-4Zr-2Mo-0,25Si 1006 958 505 0,50 0,53 [33, с. 362]
22 SP-700 Ti-4,5Al-3V-2Mo-2Fe 1023 972 575 0,56 0,59 [33, с. 688]
23 IMI 550 Ti-4Al-4Mo-2Sn-0,5Si 1050 920 580 0,55 0,63 [23, с. 1181]
24 Ti-74 Ti-7Al-4Mo 1070 1000 668 0,62 0,67 [33, с .675]
25 ВТ23 (плиты) Ti-5Al-4,5V-2Mo-lCr-0,6Fe 1070 1000 380 0,36 0,38 [218]
Глава 4 Сопротивление усталостному разрушению титана и его сплавов
4.3. Сопоставление титановых сплавов по сопротивлению многоцикловой усталости
Продолжение табл. 4.13
Как следует из табл. 4.13, сопротивление титано-
вых сплавов усталости тем выше, чем больше времен-
ное сопротивление разрыву и выше предел текучес-
ти. Эта закономерность согласуется с опубликован-
ными данными. Так, в частности, в монографии [241]
отмечается, что для отечественных и зарубежных ти-
тановых сплавов соотношение с }/gb находится в пре-
делах 0,4-0,6 с вероятностью более 90 %.
Для отожженных титановых сплавов, приведенных
в табл. 4.13, соотношение о ,/ов находится в пределах
от 0,47 до 0,62. Исключение составляют сплавы ВТ23
и Ti-621/0,8. Однако для них удалось найти наиболее
подходящие по условиям нагружения пределы вынос-
ливости лишь для плит. Поскольку плиты, как прави-
ло, имеют более грубую структуру, чем прутки неболь-
шого сечения, то их сопротивление усталостному раз-
рушению существенно меньше.
Зависимость предела выносливости о от времен-
ного сопротивления разрыву отожженных титановых
сплавов достаточно строго описывается прямой ли-
нией (рис. 4.14) в соответствии с соотношением
с /с =0,51 с коэффициентом корреляции 0,92. При
корреляционном анализе данные для сплавов ВТ23 и
Ti-621/0,8 не учитывали по указанной выше причине.
Рис. 4.14. Соотношение между временным сопротивлением разрыву
о_ и пределом выносливости с, отожженных титановых сплавов:
I - а ,=0,4 ав; II - результаты корреляционного анализа; III -а ,=0,6 ав.
Обозначения сплавов соответствуют табл. 4.13 [17]
В табл. 4.14 приведены аналогичные данные для тер-
мически упрочненных сплавов, а на рис. 4.15 - графи-
ческая связь между пределом выносливости на базе
339
о
Таблица 4.14
Сопоставление сопротивления усталости термически упрочненных титановых сплавов разных стран
(Я = -1; гладкие образцы; база 107 циклов)
Номер Сплав Состав сплава О в O0.2 CT-i/o. Литература
п/п МПа
1 ВТ6 T1-6A1-4V 1155 — 530 0,46 — [15]
2 Ti-64 Ti-6A1-4V 1025 1000 450 0,44 0,45 [33, c. 554]
3 Ti-64 Ti-6A1-4V 1150 1080 650 0,57 0,60 [33, c. 538]
4 ВТ9 Ti-6,5Al-3Mo-l,5Zr-0,25Si 1274 1176 568 0,45 0,48 [6]
5 ВТ8 Ti-6,5Al-3,3Mo-0,3Si 1274 1127 610 0,48 0,54 Там же
6 ВТ14 Ti-5Al-3Mo-l V 1176 980 529 0,45 0,54 [252]
7 ВТ14 Ti-5Al-3Mo-lV 1160 990 470 0,41 0,47 Там же
8 ВТЗ-1 Ti-6Al-2,5Mo-l,5Cr-0,5Fe-0,3Si 1274 1127 608 0,48 0,54 [6]
9 ВТ23 Ti-5Al-4,5V-2Mo-lCr-0,6Fe 1180 1100 570 0,48 0,52 [218]
10 ВТ16 Ti-3Al-4,5V-5Mo 1080 880 540 0,50 0,61 [88]
11 1MI 551 Ti-4Al-4Sn-4Mo-0,5Si-0,lC 1205 1065 542 0,45 0,51 [23, с.1181]
12 Ti-74 Ti-7Al-4Mo 1172 1103 617 0,53 0,56 [33, с. 675]
13 ВТ22 Ti-5Al-5Mo-5V-lCr-lFe 1400 1320 568 0,41 0,43 [2]
14 Transage 129 Ti-1 l,5V-2Al-2Sn-l IZr 1390 1250 600 0,43 0,48 [33, с. 962]
15 Transage 134 Ti-12V-2,5Al-2Sn-6Zr 1200 — 600 0,50 — [33, с. 963]
16 Beta III Ti-l l,5Mo-5Zr-4,5Sn 1379 — 525 0,38 — [33, с. 785]
17 Ti-15-5 Ti-15Mo-5Zr 1377 — 560 0,41 — [33, с. 947]
18 Ti-15-5-3 Ti-15Mo-5Zr-3Al 1455 - 685 0,47 - Там же
4.3. Сопоставление титановых сплавов по сопротивлению многоцикловой усталости
107 циклов и временным сопротивлением разрыву для этого состояния. Здесь
о/о, колеблется от 0,43 до 0,57. Линейная зависимость о/о, не проходит через
ноль. Это говорит о том, что линейная зависимость справедлива не для всего интер-
вала возможных значений уровня прочности термически упрочненных сплавов.
Для термически упрочненных титановых сплавов соотношение о/о меньше, чем
для отожженных образцов. Отсюда можно сделать вывод, что целесообразно по-
лучать заданный уровень прочности не путем закалки и старения, а рациональ-
ными режимами получения полуфабрикатов, которые заканчиваются отжигом.
Рис. 4.15. Соотношение между временным сопротивлением разрыву и пределом выносливости с ,
термически у прочненных титановых сплавов:
прямая линия -результаты корреляционного анализа. Обозначения сплавов соответствуют табл. 4.14 [ 17]
Отношение предела выносливости оd к пределу текучести от (о_,/а ) колеб-
лется в больших пределах, чем о./о, для отожженных и термически упрочнен-
ных сплавов. Это обусловлено, по-видимому, тем, что предел текучести опреде-
ляется экспериментально менее точно, чем временное сопротивление.
В работе [253] была установлена зависимость предела выносливости титано-
вых сплавов от временного сопротивления и поперечного сужения. Эта зависи-
мость была получена на основе статистической обработки экспериментальных
данных, приведенных в табл. 4.15 и имеет вид:
о_, =^-(1+2,16 у). (4.1)
В уравнении (4.1) \|/ выражено в относительных числах. В предпоследней
колонке табл. 4.15 даны значения (о ч)в, вычисленные по уравнению (4.1), а в
последней колонке - разность действительных и вычисленных значений предела
выносливости для сплавов, указанных в первой колонке. Среднее квадратичное
отклонение найденных по формуле (4.1) значений предела выносливости оказа-
лось равным 30 МПа.
341
Гласа 4. Сопротивление усталостному разрушению титана и его сплавов
Таблица 4.15
Зависимость предела выносливости от временного сопротивления
и относительного сужения титановых сплавов
Сплав а , МПа Т,% а р МПа °-/а. (0.3,, МПа Ав,, МПа
Первая часть (до 1 985 г.)
ВТ1 564 49,9 289 0,513 293 -4
ОТ4 746 34,9 368 0,493 328 40
ВТ9 1145 48,4 588 0,514 585 3
1091 42,5 510 0,467 523 -13
1084 52,1 520 0,480 576 -56
ВТЗ-1 1140 49,1 510 0,447 587 -77
1085 16,8 363 0,335 370 -7
1113 37,9 500 0,449 506 -6
ВТ8 1122 37,9 510 0,455 510 0
1081 13,0 373 0,345 346 27
ВТ5 730 44,0 343 0,470 356 -13
ВТ5-1 870 37,8 382 0,440 395 -13
864 25,4 324 0,375 334 -10
Вторая часть (1985 1986 гг)
1036 46,9 549 0,530 521 28
1015 38,4 505 0,498 464 41
992 40,9 451 0,455 468 -17
ВТЗ-1 951 53,7 515 0,541 514 1
997 41,5 495 0,497 473 22
1021 46,9 544 0,533 514 30
988 41,9 515 0,521 471 44
873 54,0 446 0,511 473 -27
908 59,9 477 0,525 521 -44
ВТ6 925 49,7 471 0,509 480 -9
867 51,2 471 0,543 456 15
869 50,1 481 0,553 452 29
ВТ9 1065 29,0 392 0,368 433 -41
ВТ18 1007 30,3 451 0,448 417 34
986 44,6 461 0,468 483 -22
ВТ18У 974 29,8 402 0,413 400 2
971 31,5 402 0,414 408 -6
ВТ20 960 33,3 373 0,388 413 -40
342
4.4. Малоцикловая усталость титана и его сплавов
4.4. Малоцикловая усталость титана и его сплавов
Малоцикловая усталость отражает прочность материалов и элементов конструк-
ции при малом числе циклов нагружения в условиях, когда одновременно накапли-
ваются макропластические деформации и усталостные повреждения [3, 241, 256].
Деформирование и разрушение металлов при малом (102—10'1 циклов) и большом
числе циклов (107—109) циклического нагружения имеет ряд отличий. При много-
цикловой усталости разрушение происходит по типичному усталостному механиз-
му, а в области малоцикловой усталости разрушение носит квазистатический харак-
тер. Малоцикловая усталость развивается при сравнительно больших напряжениях
в условиях, при которых накопление и рост повреждений определяются макроплас-
тическими деформациями во всем объеме металла и прежде всего в его поверхност-
ных слоях. В результате накопления повреждений достигается критическая суммар-
ная пластическая деформация, свыше которой возникают и развиваются трещины.
Испытания на малоцикловую усталость проводят при довольно высоких на-
пряжениях с малой частотой циклов, обычно не более 3-5 Гц. Границей между
малоцикловой и многоцикловой усталостью является переход от упругопласти-
ческого к упругому деформированию в условиях циклического нагружения. Эта
условная граница принимается равной примерно 104 циклов [241].
При циклических испытаниях вид нагрузки может быть жестким и мягким. Жест-
ким называют такое нагружение, при котором в процессе испытаний амплитуда пол-
ной деформации сохраняется постоянной, ауровень напряжений - величина перемен-
ная. Под мягким нагружением понимают такой вид испытаний, при которых по-
стоянной сохраняется амплитуда напряжений, а амплитуда деформаций изменяется.
При жестком нагружении разрушение начинается с образования поверхност-
ных трещин, которые затем постепенно подрастают до критической длины [241].
При мягком нагружении с высоким уровнем приложенных напряжений возника-
ет квазистатическое разрушение, близкое по характеру к статическому. В реаль-
ных условиях работы деталей и конструкций накопление деформаций и измене-
ние напряжений могут занимать промежуточное положение между мягким и же-
стким видами нагружения.
Разрушение деталей и конструкций при малом числе циклов нагружения обус-
ловлено, как правило, повторными пластическими деформациями в зонах кон-
центрации напряжений. Поэтому для оценки сопротивления металлов малоцик-
ловой усталости испытания обычно проводят на образцах с надрезом при коэф-
фициенте асимметрии цикла R=0 по схеме растяжение - сжатие. Такие испыта-
ния называют повторно-статическими, пульсирующими или отнулевыми. Пред-
почтительно испытания проводят на образцах с прямоугольным сечением, в час-
тности в форме пластин толщиной Л=3-6 мм, шириной 5=30-40 мм, длиной
L>AB с отверстием диаметром d(B/d=6) [80].
Наиболее простой оценкой сопротивления малоцикловой усталости является
число циклов до разрушения при повторно-статических нагрузках заданной ве-
343
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
личины. При этих испытаниях число циклов до разрушения обычно уменьшает-
ся с повышением уровня прочности сплавов.
Более строгий подход к определению циклической долговечности при мало-
цикловой усталости основан на амплитуде циклической ползучести. При сим-
метричном циклическом нагружении сплавов до напряжений выше их предела
упругости могут накапливаться односторонние пластические деформации [241 ],
приводящие в конечном итоге к разрушению, близкому по внешним признакам
к статическому. Направленное пластическое деформирование под действием по-
вторно-переменных нагрузок и называют циклической ползучестью, а соответ-
ствующее разрушение — квазистатическим.
На рис. 4.16 приведены типичные кривые малоцикловой усталости сплава
ОТ4 при мягком пульсирующем растяжении [241]. На участке I образцы не раз-
рушаются. На участке II разрушение происходит из-за исчерпания пластичности
в результате циклической ползучести. Для участка III характерно усталостное
разрушение. Напряжение оп и долговечность Nn, при которых происходит пере-
ход от квазистатического к усталостному разрушению, считаются характеристи-
ками материала, определяющими его способность и склонность к хрупким раз-
рушениям в условиях циклического нагружения.
Рис. 4.16. Кривая малоцикловой усталости
сплава ОТ4 при мягком пульсирующем
растяжении (/=2 цикла/мин; Я=0) (В.А. Стри-
жало, по [241])
В табл. 4.16 приведены значения о и 2V для некоторых титановых сплавов [241].
Таблица 4.16
Зависимость предела выносливости от временного сопротивления
и относительного сужения титановых сплавов
Сплав а, МПа о„2. МПа а, МПа Л .¥ число циклов
ВТ1-0 397 280 304 20000
ВТ5-1 765 706 652 9000
ПТ-ЗВ 831 739 700 4000
ОТ4 736 672 667 1800
ВТбс 971 907 893 3500
ВТЗ-1 1231 1162 1138 3500
ВТ14 996 932 922 6000
344
4.5. Скорость роста усталостных трещин
И наконец, малоцикловую выносливость характеризуют максимальными на-
пряжениями цикла, соответствующими разрушению при заданном числе цик-
лов. Данные по этому вопросу для отечественных и зарубежных сплавов приве-
дены в табл. 4.17-4.19.
Сопротивление титановых сплавов малоцикловой усталости зависит от тех
же факторов, что и многоцикловая усталость. Влияние некоторых этих факторов
нашло отражение в нижеприводимых таблицах.
4.5. Скорость роста усталостных трещин
Скорость роста усталостных трещин (СРТУ) обычно определяют на образцах
прямоугольного сечения с надрезом, заканчивающимся предварительной уста-
лостной трещиной, выращенной до начала испытаний [255] Испытания на цик-
лическую трещиностойкость состоят в последовательном измерении длины раз-
вивающейся трещины I по мере увеличения числа циклов N нагружения. Нагру-
жение образцов ведут в условиях непрерывно возрастающих значений макси-
мального коэффициента интенсивности напряжений Х’ или его размаха \К.
АК — Ктяк-Ктт, где К и Ктп - максимальные и минимальные значения К цикла
нагружения. Наиболее часто испытания проводят при коэффициенте асиммет-
рии 7?=О,О5-0,1, частоте нагружения 15-20 Гц и синусоидальной форме цикла.
По результатам испытаний строят графики 1-N, сглаживают и усредняют их, за-
тем по ним вычисляют скорость роста трещины dl/dN-kK и строят диаграмму
циклической трещиностойкости в координатах dl/dN-kK [229].
Диаграмма циклической трещиностойкости состоит из трех участков (рис. 4.17).
Первый 1 соответствует малым СРТУ и характеризуется затуханием интенсивности
Рис. 4.17. Схема зависимости СРТУ от коэффициента интенсивности напряжений К или его размаха АЛ:
К" - значение К в момент разрушения образца; Kih - пороговое значение К
345
Таблица 4.17
Сопротивление малоцикловой выносливости отечественных титановых сплавов
(повторно-статистическое нагружение)
Сплав Полуфабрикат Термическая обработка ст, МПа К. Предел выносливости на базе циклов, МПа Литература
106 ю7
ВТ6 Плиты,50 мм Вакуумный отжиг 931 3 — 450(2-104) [203]
Плиты,125 мм 750 °C, 2 ч 858 3 — 470(2-104) Там же
Плиты,200 мм То же 838 3 — 480(2-104) )>
ВТ9 Прутки, диски Отжиг 1107 1 — 823-931 [6]
То же То же 1107 г=0,1 мм — 353-372 Там же
» » 1107 г=0,75 мм — 666 »
Диски Мелкое зерно 1560 Н 931 — »
То же Крупное зерно 1370 н 931 — »
ВТ8 Диски Отжиг 981 1 1 941 715 [6]
То же То же 981 >•=0,1 мм 706 363 Там же
Лопатки ВТМО 1225 1 — 1100 )>
То же То же 1225 г=0,1 мм 931 441 ))
Прутки, диски Отжиг 981-1078 1 — 725-872 »
То же То же 981-1078 г=0,1 мм 343-421 )>
» Обычная технология 1617 Н 784 — )>
» ВТМО 1430 Н 784 — ))
ВТ25У Диски ОТР+530 °C, 1 ч 1160 1 — 1080 [26, с. 1050]
ВТЗ-1 — Отжиг 1078 1 — 981 [6]
— То же 1078 г=0,1 мм — 343 Там же
— » 1078 г=0,75 мм — 647 »
Прутки, 50 мм Отжиг 1029 I 981 — )>
То же То же 1372 Н 784 — )>
Прутки, 120 мм » 1078 1 981 — ))
То же » 1372 Н 981 — »
ВТ 22 Поковки, штам- Отжиг >1130 3 — >470 [29, с. 567]
повки
Глава 4 Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.17
Сплав Полуфабрикат Термическая обработка ст, МПа А, Предел выносливости на базе циклов. МПа Литература
106 ю7
Поковки, 820 °C, 1 ч—>750 °C, 2-3 ч (В)+ 1210 2,2 — 580 [26, с. 1387]
150-200 мм +570 °C, 8 ч
Поковки, 820 °C, 1 ч—>750 °C, 2-3 ч (В)+ 1210 3 — 480 [26, с. 1387]
150-200 мм +570 °C, 8 ч
Типичные свойства Отжиг 1200 2,6 — 470 [254, с. 89]
ВТ22ч То же То же >1030 2,6 — >637 [29, с. 567]
ВТ22М Поковки )) >1176 3,0 — >490 Там же
Поковки, 150-200 мм 820 °C, 1-2 ч—>750 °C, 2 ч (В)+560 %:, 1 ч 1300 2,2 — 600 [26, с. 1387]
То же То же 1300 3 — 500 Там же
ВТ35 Листы, 1,2 мм Закалка+старение >1176 2,6 — >490 [29, с. 567]
— То же 1200 г=0,25 мм — 470(5-103) [27, с. 521]
» 1300 То же — 450(5-Ю3) Там же
» 1500 » — 430(5-103) »
ВТ35Л Фасонное литье Литье, ГИП+старение, 510 °C, 8 ч ИЗО 2,6 - >490 [29, с. 567]
ВТ32 Листы, 1,2 мм Закалка+старение >1176 2,6 - - Там же
Таблица 4.18
bJ
4^
oo
Долговечность титановых сплавов при испытаниях на малоцикловую усталость
(повторно-статическое нагружение; с = 0,7св; Kt = 2,6)
Сплав Полуфабрикат Термическая обработка а, МПа К 1 ¥10’ Литература
ВТ 1-00 Листы, 1 мм Отжиг 370 2,6 22,8 [2, 32]
ВТ 1-0 То же То же 465 2,6 16,0 Там же
ПТ-7М » » 630 2,6 16,0 )>
ОТ4-0 » » 560 2,6 9,6 »
ОТ4-1 » )> 660 2,6 9,5 »
ОТ4-1В » » 675 2,6 9,5 »
ОТ4 Листы 1-2 мм » 785 2,6 6,5 »
ОТ4В Листы, 1-2 мм » 800 2,6 6,5 »
ВТ23 Прутки Закалка+старение 1270 2,6 18-33 [224]
ВТ16 То же То же 1050 2,6 18-66 Там же
ВТ22 Прутки, 80 мм Отжиг 1200 2,6 8 [32]
ВТ22 » Мелкозернистая 1225 - 11 [254, с. 81]
ВТ22 » Полигонизованная 1225 — 9,5 Там же
ВТ22И Листы, 1,5-3 мм Отжиг 1180 2,6 7 [32]
ВТ35 Листы, 1-2 мм — — 2,6 5,27 Там же
ВТ35 Прутки* Закалка+старение 1400 1 16-17 [224]
ВТ19 То же То же 1270 2,6 12-15 Там же
* Для прутков из сплава ВТ35 МЦУ определено на гладких корсетных образцах ПРИ СТт.,=0-75 ° в
Таблица 4.19
Малоцикловая усталость зарубежных титановых сплавов
Сплав Полуфабрикат Термическая обработка С0 2’ МПа Характеристики нагружения Предел выносливости, МПа Литература
Схема к 1 R 103 ю4
Ti-3A1-2,5V Плиты Отжиг — Ж 1 — 950 600 [33, с. 277]
To же Р-отжиг — Ж 1 — 700 420 Там же
Ti-6211 Плиты, 63,5 мм — — ИВ 1 -1 800 600 [33, с. 330]
То же — — ИВ 3 -1 700 400 Там же
Ti-5621S Поковки, 38 мм (а+Р)-отжиг+старение - - 1 0,1 1035 - [33, с. 447]
То же То же — - 3 0,1 760 — Там же
Ti-6242 Диски ОТР+590 °C, 8 ч 940 - 1 (э) 0,1 - 975 [26, с. 1050]
T1-6242S Диски Р-ковка 850 - 1 0 — 700 [26, с. 1599]
IMI 834 Прутки Термообработаны — о I 0 — 900 [33, с. 441]
Ti-811 Листы, 1,3 мм Двойной отжиг 935 - 1 -0,5 - 900 [33, с. 395]
То же То же 935 - 2,6 -0,5 - 400 [33, с. 397]
» » 935 — 2,6 0,10 — 530 Там же
Ti-1100 Прутки 1060 °C, 0,5 ч (АС), ГП 940 - 1 (э) 0,1 - 950 [26, с, 1280]
То же 1015 °C, 2,5 ч (АС), ТП 982 — 1 (э) 0,1 - 1020 Там же
» 1000 °C, 2,5 ч, Б 950 — 1 (э) 0,1 — 1000 »
Диски 590 °C, 8 ч, П 943 - 1 (п) 0 - 900 [26, с. 1654]
То же Р-ОТР (АС) +590 °C, 8 ч 883 - 1 (п) 0 - 850 Там же
» Р-деформация (OQ)+590 °C, 8 ч 968 - 1 (п) 0 - 950 »
» Р-ОТР (OQ)+590 °C, 8 ч 903 - 1 (п) 0 - 925 »
» (а+Р)-деформация (АС)+Р-ОТР (АС)+590 °C, 8 ч 932 — 1 (п) 0 — 800 »
» (а+Р)-деформация (АС)+Р-ОТР, (OQ)+ 590 °C, 8 ч 972 — 1 (и) 0 900 »
4.5. Скорость роста усталостных трещин
Продолжение 1абл. 4.19
Сплав 11олуфабрикат Термическая обработка °..2- МПа Характеристики нагружения Предел выносливости, МПа Литература
Схема к R 10’ ю4
T1-6A1-4V Прутки, 25 мм 900 °C, 1 ч (WQ)+500 °C, 8 ч 1007 М 1 0 1070 1000 [33, с. 535]
To же 960 °C, 1 ч (WQ)+700 °C, 2 ч 973 М 1 0 1010 975 Там же
» Отжиг, 700°С 973 М 1 0 995 945 »
IM1 550 Прутки Термически обработаны — О 1 0 — 1000 [33, с. 698]
Ti-6-22-22 Плиты, 38 мм 950 °C, 1 ч (АС)+540 °C, 8 ч — О 1 0,1 1158 — [33, с. 720]
То же То же — О 3 0,1 868 — Там же
Поковки — - О 1 0,1 — 1050 »
То же — - О 3 0,1 — 600 »
Ti-6246 — 870 °C, 1 ч (WQ)+595 °C, 8 ч — — 1 0,1 1390 1290 [33, с. 476]
— 870 °C, 15 мин (АС)+540 °C, 8 ч (АС) — — 1 0,1 1190 1120 Там же
Corona-5 — — — — 1 0,05 — 950 [33, с. 708]
— — — — 2 0,05 — 750 Там же
Beta-CEZ Прутки, 150 мм ОТР, 830 °С+600 °C — — 1 — — 880 [33, с. 933]
То же ОТР, 860 °С+600 °C — — 1 — — 900 Там же
Прутки, 80 мм 830 °С+560 °C, КПл — — 1 — - 940 »
Поковки, 200 мм 830 °С+600 °C, П — — 1 — — 775 »
Поковки 785 °C, 2 ч (WQ)+585 °C, 8 ч, ТП 1198 — 1 (п) -1 - 800 [26, с. 1155]
То же То же, ГП 1113 — 1 (п) -1 — 700 Там же
Ti-17 Поковки 860 °C, 4 ч (АС)+800 °C, 4 ч (FAN)+620 °C, 8 ч (АС) - О 1 0 - 970 [33, с. 459]
Ti-10-2-3 Поковки (Р) Тпп - 30 °C (WQ)+cTapeHHe на о" =1190 МПа — — 1 0,1 — 940 [33, с. 846]
То же Прямое старение на 0=1190 МПа — — 1 0,1 — 1250 Там же
» Тпп - 30 °C (WQ)+CTapeHHe на о =1100 МПа в — — 1 0,1 — 950 »
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Продолжение табл. 4.19
Сплав Полуфабрикат Термическая обработка °., 2- МПа Характеристики ншружения Предел выносливости, МПа Литература
Схема R 103 104
Поковки (Р) Прямое старение на ов=1100 МПа - 1 0,1 - 1100 [33, с. 846]
То же Тлп - 30 °C (WQ)+CTapeHHe на св=965 МПа - - 1 0,1 — 970 Там же
» Прямое старение на св=965 МПа — — 1 0,1 — 1025 »
Поковки Закалка+старение 1103 м 1 -1 820 700 [23, с. 1261]
Ti-851 Болты Закалка+старение 1438 о Резьба 0,1 — 810 [33, с. 996]
К5 (на ос- Поковки 1270 °C, 2 ч (FC)->700 °C, Б 462 — 1 (э) 0,1 490 470 [26, с. 113]
нове TiAl) То же 1340 °C, 2 ч (FQ-+700 °C, П 375 — 1 (э) 0,1 390 370 Там же
Примечание. Способы охлаждения: АС - па воздухе; WQ-вводе; FAN- - феном. Структура: КПл - корзиночное плетение; П пластинчатая:
ГП - грубая пластинчатая; ТП - тонкая пластинчатая; Б - бимодальная. Схема на1ружения: Ж - жесткое; М - мягкое, О - осевое; ИВ - изгиб с вращением. Образцы: п - механически полированные; э- электрополированные.
Глава 4 Сопротивление устаюстному разрушению титана и его сплавов
увеличения dl/dN с ростом К или ДАТ. Линейный участок 2 диаграммы цикли-
ческой трещиностойкости описывается уравнениями Пэриса:
DlldN=C (ЛК)'" или dHdN=C’(KmJ,
где: С, С, т, п — константы; для разных материалов „т=2-10; л=2—6. На участке 3
скорость роста трещины возрастает с нарастающей интенсивностью и при кри-
тическом коэффициенте интенсивности напряжений или К[с наступает раз-
рушение. Параметры АГСЦ или называют циклической вязкостью разруше-
ния [255]. Величины ЛК/А (Ктах//1) соответствуют пороговым значениям, ниже
которых роста трещины не происходит.
Рис. 4.18 и 4.19 иллюстрируют зависимость скорости роста трещины от ЛК
для титановых сплавов ВТЗ-1 [256] и ВТ22 [257].
Рис. 4.18. Зависимость скорости ростатрешины
в сплаве ВТЗ-1 от ДК. Зона между штриховыми
линиями соответствует 95 % вероятности
разр> шения (/?=0,05) [256]
Для сплава ВТ22 скорость роста усталостной трещины определяли после
двух режимов термической обработки: 1 - нагрев до 850 °C, 1 ч, охлаждение с
печью до 750 °C, 2—3 ч, охлаждение на воздухе, нагрев до 630 °C, 4 ч, охлажде-
ние на воздухе, что обеспечило ов= 1050-1150 МПа; 2 -то же, что и режим /, за
тем исключением, что нагрев на последней ступени проводили при температу-
ре 600 °C; после обработки по этому режиму ов=1150-1250 °C. Как видно из
рис. 4.19, скорость роста трещины для сплава ВТ22 после двух указанных ре-
жимов термической обработки примерно одинакова и описывается уравнением
Пэриса с параметрами С-5,17-10'8, /„=2,65. В то же время циклическая вяз-
кость разрушения К“ для более высокопрочного состояния сплава ВТ22 за-
метно выше, чем для менее прочного, и составляет: режим / - 81,5 МПа Vm и
режим 2 - 65,5 МПа >[м .
352
4.5. Скорость роста усталостных трещин
СРТУ зависит от многих факторов [23, с. 2227; 229, 241]: асимметрии цикла,
напряжений цикла, выдержки при максимальной нагрузке цикла, толщины об-
Рис. 4.19. Зависимость скорости роста усталостной трещины от ЛК для сплава ВТ22 после
термической обработки по режимам 1 и 2 (R=0.1) [257]
разцов, частоты нагружения, среды, структуры, текстуры и фазового состава
сплавов. Многообразие факторов, влияющих на СРТУ, затрудняет сопоставле-
ние результатов, полученных не только для разных сплавов, но и для одного и
того же сплава по данным разных авторов. К тому же данные по скорости роста
трещин усталости менее удобны для представления в виде таблиц по сравнению
с другими характеристиками механических свойств. Справочные данные по это-
му вопросу в виде графиков приведены в работах [33, 229, 241].
С увеличением коэффициента асимметрии R цикла СРТУ возрастает и в тем
большей степени, чем меньше АЛ" [229]. Наиболее сильное влияние коэффици-
ента R на СРТУ наблюдается при значениях АЛ", близких к пороговому значе-
нию &Klh- Этот эффект экспериментально был обнаружен, по крайней мере, для
сплава Ti-6A1-4V. В то же время в монографии [255] отмечается, что при поло-
жительных значениях коэффициента асимметрии скорость роста усталостной тре-
щины уменьшается с увеличением R от 0 до 1, а при отрицательных значениях R
кинетика развития трещины от него не зависит.
Влияние частоты нагружения на скорость роста усталостной трещины зави-
сит от той области ДЦТ, в которой проводятся испытания [229]. Средняя часть
353
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
ДЦТ, описываемая уравнением Пэриса, мало зависит от частоты нагружения.
При больших значениях Д/ССРТУ при малой частоте нагружения выше, чем при
большой частоте, и по мере увеличения ДА" это различие возрастает. Пороговое
значение ЛК наоборот, для большой частоты меньше, чем при малых частотах.
Согласно данным, приведенным в монографии [241], скорость роста трещины
уменьшается с увеличением частоты нагружения /пропорционально /" (и>0).
Толщина образца мало влияет на кинетику разрушения (скорость роста уста-
лостной трещины) [229, 255].
Выдержка образцов при максимальном напряжении цикла приводит к уско-
рению разрушения [229, 244]. Этот эффект связывают с ползучестью металла в
сочетании с водородной хрупкостью, развивающейся в результате направленной
диффузии водорода к вершине трещины под действием напряжений [244].
СРТУ существенно зависит от типа и параметров микроструктуры [33,205,241].
При пластинчатой структуре скорость роста трещин существенно меньше, чем при
глобулярной (рис. 4.20). Эта закономерность связана с тем, что при пластинчатой
структуре трещина сильно ветвится, в то время как при глобулярной распространя-
ется вдоль сравнительно ровной поверхности. В итоге развитие трещины в плас-
тинчатых структурах оказывается более энергоемким процессом, чем в глобулярных.
Рис. 4.20. Влияние типа микрострукту ры на СРТУ в сплаве Ti-6A1-4V [23, с. 2077] (/?=0,1).
/ - тонкая равноосная (4=2 мкм); 2 - грубая равноосная (4=12 мкм); 3 - бимодальная; 4 - тонкая
пластинчатая; 5 - грубая пластинчатая
Для сплава ВТЗ-1 на линейном участке ДЦТ СРТУ при пластинчатой струк-
туре примерно в 2,5 раза меньше, чем при глобулярной, но пороговое значение
ЛК/Ь для пластинчатой структуры выше, чем для глобулярной [258].
На рис. 4.21 приведена скорость роста трещины в плитах из сплава ВТ6 раз-
ной толщины [203]. СРТУ в 50-мм плите была значительно больше, чем в пли-
тах толщиной 125 и 200 мм. Эта закономерность обусловлена двумя причинами:
во-первых, в более тонкой плите пластинчатая структура была менее выражен-
354
4.5. Скорость роста усталостных трещин
ной, во-вторых, в 50-мм плите сформировалась довольно четкая текстура дефор-
мации, в то время как в более толстых плитах ее не было. Образцы для определе-
ния СРТУ вырезали таким образом, что в 50-мм плите трещина распространя-
лась вдоль малоэнергоемкого направления.
Рис. 4.21. Зависимость скорости роста усталостной трещины от ДК в плитах из сплава ВТ6 толщиной
50 (А), 125 (Б) и 200 (В) мм [203]
СРТУ в сплавах с пластинчатой структурой существенно меньше, чем при
бимодальной структуре (рис. 4.22). Сопротивление сплава Ti—6AI-4V (ВТ6) рос-
ту трещин при смешанной (бимодальной) структуре возрастает с увеличением
доли пластинчатой составляющей в микроструктуре [33]. Наименьшая скорость
роста усталостной трещины свойственна деформированным полуфабрикатам.
g 10
Ti-6242
10
В 1(Г г
10‘9 г
Ю’10
4 6 810 20 40 60 80
дК, МПаУм
Рис. 4.22. СРТУ в сплавах Ti-6A1-4V и Ti-6242 с пластинчатой (Д) и бимодальной (о) структурами
(Л=0,1;30Гц)[28, с. 1957]
355
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
полученным деформацией в P-области, а также после Р-отжига или закалки из
P-области. Деформация или термическая обработка в (а+Р)-области приводит к
формированию равноосной микроструктуры, для которой характерно меньшее
сопротивление росту трещин по сравнению с Р-превращенной структурой. Со-
противление росту трещин можно повысить рекристаллизационным отжигом,
который проводят при более высоких температурах по сравнению с полным [33,
244] (рис. 4.23). Рекристаллизационный отжиг уменьшает прочность а-фазы,
что увеличивает работу пластической деформации в вершине трещины. Кроме
этого, рекристаллизационный отжиг приводит к укрупнению зерен а-фазы.
Рис. 4.23. Скорость роста усталостной трещины в
прутках из сплава Ti-6A1-4V после различных
режимов термической обработки (сухой воздух;
Я=0,1);
1—рекристаллизационный отжиг; 2-Р-отжиг: 3-за-
калка из Р-области; 4 - закалка+старение [33. с. 572]
Наибольшая чувствительность к параметрам и типу структуры наблюдается у
(а+Р)-сплавов и наименьшая у псевдо-Р-сплавов. Псевдо-р-сплав Ti-15-З-З-З в
закаленном состоянии обладает наименьшей скоростью роста трещин и наиболь-
шим пороговым значением Kih (рис. 4.24).
Рис. 4.24. СРТУ для сплаваТк 15-3-3-3 после
закалки с 800 °C на воздухе (1) и старения при
500 °C, 8 ч (2)
356
4.5. Скорость роста усталостных трещин
Рис. 4.25 иллюстрирует зависимость СРТУ от tsK для титановых сплавов с различ-
ным фазовым составом [259]. С максимальной скоростью трещина распространяется в
сплавах с мартенситной структурой а" и с минимальной - при (а+Р)-структуре. Спла-
вы, закаленные на однофазную p-структуру, занимают промежуточное положение.
Ю~5! I I I____I I
10 13 17 19 22 25 28
\К. МПаЛ/м
Рис. 4.25. Зависимость скорости распространения трещины от
интервала интенсивности напряжения для титановых сплавов
с различным фазовым составом [259]
На рис. 4.26 приведена зависимость скорости роста усталостной трещины от
коэффициента интенсивности напряжений цикла для листов из отечествен-
Рис. 4.26. Зависимость скорости роста усталостной трещины
от коэффициента интенсивности напряжений цикла К в
листах из титановых сплавов [229]:
1 - ОТ4-1, а =650 МПа; 2,3 - ВТ 14, а =880 и 1370 МПа соот-
ветственно; 4 - ВТ20, ав=1080 М Па; 5 - ВТ22, о = 1100 МПа;
6,1- ВТЗО, ав= 1180 и 1280 МПа соответственно; 8,9- ВТ23,
а =1260 и 1320 МПа соответственно
357
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
ных титановых сплавов [229]. При малых значениях Ктт. различие между тита-
новыми сплавами по скорости роста трещины наименьшее. С увеличением
кривые dlldN-K в логарифмических координатах расходятся. Пониженной
способностью к торможению разрушения обладают сплавы ВТЗО, ВТ23 и ВТ 14
(с о >1180 МПа). Наилучшим сочетанием сопротивления пластической дефор-
мации и способности тормозить разрушение при однократном и циклическом
нагружении обладают листы сплавов с временным сопротивлением разрыву 900-
1100 МПа [229].
На рис. 4.27 приведены зависимости СРТУ от LK в логарифмических коор-
динатах для массивных полуфабрикатов из титановых сплавов [229]. СРТУ раз-
личных (а+Р)-титановых сплавов близки между собой, за исключением сплава
Рис. 4.27. Зависимость СРТУ от ЛК в логарифмических координатах для массивных полуфабрикатов
из (а+Р)-сплавов титана [229]:
точка. 1 2 3 4 5
сплав . . . ВТбч ВТбч ВТ8 ВТ8 ВТ22
ав, МПа.... . ... 920 1080 1040 1000 1170
точка. . . ... 6 7 8 9
сплав . . ВТ23 ВТ23 ВТ22М ВТ22М
а , МПа .... .... 1150 1220 1100 1240
358
4.5. Скорость роста усталостных трещин
ВТ22М, который обладает существенно меньшим сопротивлением развитию ус-
талостных трещин.
СРТУ возрастает с увеличением уровня прочности сплавов. Эту закономер-
ность иллюстрирует рис. 4.28, на котором приведены значения скорости роста
трещин для сплавов ВТбч, ВТ16, ВТ23 и ВТ22. а также указан требуемый уро-
вень СРТУ. СРТУ не превышает допустимые значения, если временное сопро-
тивление разрыву сплавов отвечает следующим ограничениям: ВТ6-<тв<1000 МПа;
ВТ16 и ВТ23-ов<1150; ВТ22-ов<1250 МПа. Из высокопрочных сплавов ВТ22
обладает наиболее высокой трещиностойкостью.
Рис. 4.28. Зависимость скорости роста усталостной трещины от уровня прочности титановых сп лавов
ВТбч; ВТ23; ВТ22 (ДА'=28.8 МПах/м ) и ВТ16 (ДА=12.8 МПаТм )[204.с. 13]
В зарубежных работах скорость роста трещины усталости в титановых спла-
вах часто сопоставляется с аналогичной характеристикой для сплава Ti—6А1—4V
как наиболее изученного и наиболее применяемого. Заметим, что для сплава Ti-
6AI-4V характерна меньшая скорость роста усталостных трещин по сравнению с
алюминиевыми сплавами и большая - по сравнению со сталями [33]. Характер-
ные скорости роста усталостных трещин при A/f = 22 МПа-Ум и R = 0,3 состав-
ляют (мкм/цикл):
Сплав Ti-6A1-4V, заводской отжиг...... 0,5
Сплав Ti-6A1-4V, р-отжиг...... 0,2
Алюминиевый сплав 7075-Т7351...... ..2,5
Сталь НР-9-4-30 (с = 1515-1655 МПа)... 0,1
Сталь 300М (ов =1515-1655 МПа)........0,13
359
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
На рис. 4.29—4.31 приведены зависимости скорости роста усталостных тре-
щин для зарубежных титановых сплавов в сопоставлении с данными для сплава
Ti-6A1-4V [33]. Следует отметить меньшую скорость роста усталостных трещин
для сплавов IMI 829 и Ti-1100 по сравнению со сплавом Ti-6A1-4V.
ЛК, МПа1/м
Рис. 4.29. Скорость роста усталостной трешины в зарубежных псевдо-а-сплавах в сопоставлении со
сплавом Ti-6AI-4V [33]:
1 -IMI 834, термически обработанный пруток, продольная трещина, /?=0,2-Ti-6AI-4V, /?=0 (типичные
данные); 3-IMI829, поковки дисков 75 мм, термически обработаны, /?=0,1; 4 -Ti-1100, поковка, отжиг, /?=0,1
Рис. 4.30. Скорость роста усталостной трещины в
зарубежных(а+Р)-титановых сплавах [33]:
1 — Ti-6AI-4V. плита 25 мм, заводской отжиг, /?-0,1;
2 — Ti-6-22-22S, закалка+старение, Л=0.01, 3 - Со-
гопа 5, 7?=0,10; 4 - SP-700, плита 15 мм, заводской
отжиг, /?=0,05; 5-Timelal 62S, Р-деформация+ог-
жиг;К=0,1
360
4.:>. Скорость роста усталостных трещин
Рис. 4.31. Скорость роста усталостной трещины в псецдо-Р-сплавах в сопоставлении со сплавом Ti—
6AMV [33]:
/-Ti-6A1-4V, плита 25 мм. заводской отжиг, /?=0,l;2-Ti-10V-2Fe-3AI, поковки, закалка с 750 °C, 2 ч
в воде+старение 550 °C, 8 ч, <тв=1009МПа, Я=0.1; 3-Ti-10V-2Fe-3AL поковки, зака 1кас 750 °C. 2 ч
в воде+старение 495 °C, 8 ч, ов=1288МПа, Я=0,1;-/-Ti-15-3-3-3, лист 1,25-1,75 мм, старение 540 °C,
8 ч. /?=0,1; 5-Ti-l 5-3, Ti—15—5—3, листы 1 мм. закалка+старение./?=0.1; 6-Timetal 2 IS. листы 1.4мм.
Р-отжиг. Л=0,1
Полагают, что в литом металле скорость роста трещин должна быть меньше,
чем в деформированных полуфабрикатах из того же сплава. Однако обобщенные
данные, приведенные в справочнике [33] не дают однозначного ответа на этот
вопрос (рис. 4.32). По-видимому, скорость роста трещины усталости зависит не
только от типа структуры, но и ее параметров. Этот вопрос подробнее будет
рассмотрен в последней главе.
Рис. 4.32. Скорость роста усталостной трещины
в сплаве Ti-6A1—4V:
1 -фасонное литье; 2-отожженныедеформи-
рованные полуфабрикаты [33, с. 573]
361
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
Скорость роста усталостных трещин в сплавах Ti-48Al-2Cr-2Nb и К5 на ос-
нове алюминида титана TiAl несколько больше, чем в сплаве Ti-6A1—4V (рис.
4.33). При этом, как и в традиционных сплавах, СРТУ в сплавах с бимодальной
структурой больше, чем в сплавах с пластинчатой структурой.
Рис. 4.33. Скорость роста усталостной трещины в сплавах на основе алюминида титана ПА1 (/-3) в
сопоставлении с данными для сплава T1-6AI-4V (4):
1 - Ti-48Al-2Cr-2Nb. литье+ВГО. сдвойникованная у-фаза [26, с. 278]; 2 - сплав К5. 1270 °C, 2 ч.
охлаждение с печыо до 700 °C, далее на воздухе, бимодальная структура [26, с. 113]; 3 - сплав К5,
1340 °C, 2 ч. охлаждение с печью до 700 °C, далее на возлу хе. пластинчатая струкзура [26, с. 113]; 4
- Ti-6AI-^4V. обобщенные данные [33]
Помимо рассмотренных выше усталостных трещин, которые называют
длинными, в ряде работ описана кинетика роста коротких трещин [272, 273,
28, с. 1911]. Под короткими понимают трещины, размеры которых сопостави-
мы с параметрами структуры (размерами зерен, колоний а-пластин). Наи-
большую информацию о росте таких трещин дает наблюдение за их распрос-
транением в сканирующем электронном микроскопе на образцах с надрезом,
нагружаемых циклическими нагрузками непосредственно в колонне микро-
скопа.
Короткие трещины могут зарождаться, расти или останавливаться при значе-
ниях КИН ниже КЛ для длинных трещин; они могут расти с большими скоростя-
362
4.5. Скорость роста усталостных трещин
ми dl/dN, чем длинные трещины при том же самом ДА (рис; 4.34). Малая трещи-
на может расти с относительно постоянной скоростью до своего превращения в
длинную. Ее рост может происходить вначале с замедлением, а затем с ускорени-
ем. Если трещина выходит на участок структуры, обладающей большей трещи-
ностойкостью, она останавливается. Когда трещина все же преодолевает этот
участок, то она растет от концентратора с быстро уменьшающимся по мере уда-
ления от него напряжением, что вызывает снижение скорости роста. Рост КИН
по мере увеличения длины трещины приводит к возрастанию скорости [272].
Естественно, что кинетика роста коротких трещин существенно зависит от типа
и параметров микроструктуры, разориентировки соседних зерен, эффектов коа-
лесценции и закрытия несплошностей [28, с. 1911].
1g КИН
Рис. 4.34. Скорость роста длинных и коротких
усталостных трещин
В работах Лютеринга и др. [23, с. 2065; 27, с. 363, 441, 545] кинетика и меха-
низм роста трещин при циклических нагрузках описаны в терминах макро- и
микротрещин. Под микротрещинами они понимают малые поверхностные тре-
щины, сопоставимые по размерам с параметрами структурных составляющих.
Скорость распространения микротрещин изучали на основе измерений длины
трещин на боковой поверхности образцов в световом микроскопе с прерывани-
ем циклического нагружения. Скорость роста макротрещин изучали при нагру-
жении образцов по схеме трехточечного изгиба.
Зародившиеся на поверхности микротрещины распространяются вдоль полос
скольжения в нескольких первых зернах или колониях, приводя к очень плоской
поверхности разрушения. При увеличении длины трещины фронт трещины на-
чинает взаимодействовать с элементами структуры, такими как границы зерен
или a-колоний. В итоге формируется неровная поверхность разрушения - это
уже макротрещина. Из-за взаимодействия с элементами микроструктуры ско-
рость роста макротрещин меньше скорости распространения микротрещин.
363
Глава 4. Сопротивление усталостному разрушению титана и его сплавов
На рис. 4.35 приведено сопоставление скорости роста микро- и макротрещин
в сплаве Ti-6AI—4V с бимодальной (~60 % а,) и полностью пластинчатой струк-
турой. Скорость распространения макротрещин в пластинчатой структуре спла-
ва Ti-6A1^IV меньше скорости ее роста в бимодальной структуре. Для микротре-
щин это заключение справедливо лишь для больших значений ЛК.
Рис. 4.35. Скорость роста микро- (/) и макротре
щин (2) в сплаве Ti-6AI-4V с пластинчатой
(сплошные линии) и бимодальной (штриховые
линии) структурой [27, с. 363]
Рис. 4.36 иллюстрирует влияние величины зерна в сплаве Ti-8,6 % Al, соста-
ренном при 500 °C в течение 10 ч, на скорость роста коротких (микро-) и длин-
ных (макро-) трещин [23, с. 2065]; скорость роста длинных трещин была измере-
Рис. 4.36. Влияние величины зерна на скорость
роста коротких (I) и длинных (II) трещин в сплаве
Ti—8,6 % Al после старения при 500 °C, 10 ч
(испытания в вакууме, Л=0,1)
364
4.5. Скорость роста усталостных трещин
на на компактных образцах по стандартной методике. На этом рисунке область
скоростей роста микротрещин заштрихована. В этом сплаве микротрещины рас-
тут при значительно больших скоростях по сравнению с макротрещинами; они
во много раз больше значений, следующих из dl/dN-AK-криъых для макротре-
щин. Вместе с тем микротрещины растут при значениях Д.К, значительно мень-
ших пороговых AKih. В крупнозернистом материале микротрещины растут с боль-
шей скоростью, чем в мелкозернистом. Для макротрещин характерна обратная
закономерность: чем крупнее зерно, тем меньше скорость их роста. По мнению
авторов [23, с. 2065], наблюдаемое влияние величины зерна на скорость роста
микротрещин можно связать с длиной линий скольжения и пластичностью. На-
блюдаемый минимум скоростей распространения микротрещин не коррелирует
с величиной зерна. Этот минимум наблюдается при одной и той же длине тре-
щины (~ 150 мкм) для крупного и мелкого зерна.
Глава 5
ВЯЗКОСТЬ РАЗРУШЕНИЯ ТИТАНОВЫХ СПЛАВОВ
5.1. Общие сведения
Реальные конструкции всегда содержат различного рода дефекты, в том чис-
ле и трещины той или иной длины. Наличие трещин вовсе не означает, что
конструкция не может работать в данных конкретных условиях. Если металл
вязкий, то даже трещины большой длины не вызывают разрушения конструк-
ции. И наоборот, в хрупких металлах ничтожные трещины могут привести к
разрушению даже при напряжениях, значительно меньших предела текучести.
Служебные свойства материала определяются его способностью затормаживать
развитие возникших в нем по тем или иным причинам трещин. Эта способность
зависит не только от свойств материала, но и от габаритов изделий. С увеличе-
нием сечения изделий возможность релаксации напряжений у вершины трещи-
ны уменьшается из-за геометрического ограничения пластического течения. При
достаточно больших поперечных размерах детали трещина в ней развивается
неконтролируемо, практически мгновенно, без какой-либо пластической дефор-
мации в ее вершине, если напряжения превышают некоторое критическое значе-
ние. Это предельное состояние материала и характеризуется вязкостью разруше-
ния G [3, 229, 241,255].
Вязкость разрушения — это работа, которую надо затратить на образование
новой поверхности трещины единичной площади или продвинуть фронт трещи-
ны единичной длины на единичное расстояние. Вязкость разрушения связана
простым соотношением с коэффициентом интенсивности напряжений К:
а) для плоского напряженного состояния G=fC~/E-, (5.1)
б) для условий плоской деформации №=£G (1 -v2), (5.2)
где Е — модуль нормальной упругости, a v — коэффициент Пуассона.
Экспериментально определяют коэффициент интенсивности напряжений,
причем часто именно его и называют вязкостью разрушения. В линейной теории
упругости коэффициент интесивности напряжений описывается соотношением:
K=u(niyr-Y, (5.3)
где ст — среднее приложенное напряжение, / — половина длины трещины, а У—без-
размерный функционал, зависящий от размера образца, длины и формы исход-
ной трещины, ее расположения в образце, пластически деформированного объе-
ма в вершине трещины, схемы нагружения при испытаниях [255]. При увеличе-
366
5.1. Общие сведения
нии длины трещины или напряжений К и G растут и при переходе стабильного
развития трещины в нестабильное принимают критические значения
К=с(п1крУ'-У и G, =К;. /Е • (5.4)
Очевидно, что чем больше / при данном напряжении ст, тем лучше матери-
ал.
С увеличением толщины образца параметр Е сначала растет, проходит через
максимум, а затем уменьшается, стремясь к некоторому постоянному значению -
критическому коэффициенту интенсивности напряжений Ки [260]. Последняя
характеристика (К ) является константой материала, она может быть расчетным
параметром, который следует учитывать при конструировании.
Параметр К характеризует сопротивление материала распространению тре-
щин при хрупком разрушении путем отрыва. Заметим, что приведенные выше
уравнения линейной механики разрушения выводятся при допущении, что вне-
шние напряжения ориентированы перпендикулярно поверхности трещины. Од-
нако при испытании образцов недостаточной толщины разрушение вязких мате-
риалов происходит не по поверхности, перпендикулярной действующей нагруз-
ке, а хотя бы частично под углом к ней; получается не прямой, а косой или
смешанный излом (рис. 5.1). При таком характере разрушения испытания позво-
ляют найти величину К , но не К} .
Рис. 5.1. Схемы прямого (а), косого (б) и смешанного (в) изломов
Смешанный излом, который состоит частично из участков среза под углом
45° к боковой поверхности, а частично из участков, перпендикулярных направ-
лениям главных напряжений, характерен для разрушения листового материала в
условиях плоского напряженного состояния. Поэтому параметры G и называ-
ют критической вязкостью разрушения и критическим коэффициентом интен-
сивности напряжений соответственно при плоском напряженном состоянии.
Чтобы найти Кк нужно производить испытания образцов больше некоторой
предельной толщины. К сожалению, эта предельная толщина заранее неизвест-
на, но ее можно оценить по определенным критериям. На рис. 5.2 показаны
типичные диаграммы «нагрузка-раскрытие трещины» при испытании на вяз-
кость разрушения различных материалов. При нагружении образцов, которые
дают диаграмму типа А, нестабильное разрушение начинается при максималь-
367
Глава 5. Вязкость разрушения титановых сплавов
ной нагрузке и приводит к полной поломке образца. Это характерный пример
разрушения в условиях плоской деформации, соответствующих КХс. Диаграмма
типа В соответствует условиям, когда на определенной стадии нагружения (при
нагрузке Рх) размеры трещины скачком увеличиваются от 1Х до /2; дальнейший
рост трещины требует увеличения нагрузки. По известной нагрузке и исходной
длине трещины можно рассчитать значения КХс.
Рис. 5.2. Типичные диаграммы «нагрузка-раскрытие трещины» при испытаниях образцов на вязкость
разрз шения
Довольно часто при испытании образцов наблюдается диаграмма «нагрузка-
раскрытие трещины» типа С, когда нет явно видимого нестабильного распрост-
ранения трещины. Для таких случаев предусмотрен следующий способ опреде-
ления [3, 255] (см. рис. 5.2). Нагрузку Р() находят при пересечении диаграм-
мы с секущей, тангенс угла наклона которой на 5 % меньше тангенса угла накло-
на прямолинейного участка диаграммы; при этом подразумевается, что при на-
грузке Р() длина трещины увеличилась на 2 %. Рассчитанное значение К() будет
истинным, если максимальная нагрузка Р ^ не превышает нагрузку Р более
чем на 10 %, а толщина В>2,5 (KJ<50^, где о0, - предел текучести материала.
При увеличении толщины образца диаграмма «нагрузка-раскрытие трещины»
типа С, может перейти в диаграмму типа В и даже типа А.
Правомерность анализа, используемого для определения К1с, зависит от тол-
щины образца, которая должна обеспечивать разрушение в условиях плоской
деформации. Для титановых сплавов принимается, что для обеспечения досто-
верных значений Ки толщина образца должна быть больше 2,5 (А?к/о0,)2. Вне-
шним признаком разрушения образца в условиях плоской деформации при опре-
делении вязкости разрушения является отсутствие деформации по толщине, те.
отсутствие «губ среза» или «утяжки кромок».
Образцы для определения вязкости разрушения, значения функционала Y, ме-
тодики проведения испытаний и оценки достоверности значений К1с детально
368
5.1. Общие сведения
описаны в монографии [255]. Наиболее достоверные значения вязкости разруше-
ния дают образцы для испытаний на внецентренное растяжение (ВР) (рис. 5.3).
В зарубежной литературе эти образцы обозначают как С (Г) - compact tension.
Рис. 5.3. Схема компактного образца для испытаний на вязкость разрушения
Вязкость разрушения зависит от направления вырезки образцов и ориента-
ции трещины. Анизотропия вязкости рарушения особенно сильно выражена
при хорошо развитой текстуре деформации. На рис. 5.4, а показана принятая в
нашей стране схема обозначения образцов, вырезанных из плит и листов по
различным направлениям с разной ориентацией трещины. Здесь приняты сле-
дующие обозначения направлений: Д- продольное (долевое); П - поперечное
Рис. 5.4. Схема вырезки образцов при исследовании анизотропии вязкости разрушения плит:
а - отечественные; б - зарубежные обозначения
369
Глава 5. Вязкость разрушения титановых сплавов
(по ширине); В - по высоте (толщине). Соответствующие обозначения в зару-
бежной литературе - L, Т, S (рис. 5.4, б). Образцы принято обозначать двумя
буквами. Первая буква указывает направление вырезки образцов; это направ-
ление перпендикулярно плоскости трещины, а вторая - направление распрост-
ранения трещины.
Направления вырезки образцов из дисков, поковок, пресс-изделий обознача-
ют буквами: R - радиальное, Т— поперечное, LR и CR - вдоль и поперек направ-
ления прокатки или прессования.
Целесообразность применения вязкости разрушения для оценки надежнос-
ти конструкций в эксплуатации определяется соотношением при этом
допустимая длина трещины принимается пропорциональной (К /а [255].
Сплавы, для которых значения KtJcs0^ меньше 0,08-Ум , относятся к материа-
лам с низким сопротивлением разрушению. В этих сплавах зародышевые трещи-
ны и относительно низкие напряжения в упругой области достаточны для нача-
ла разрушения в условиях плоской деформации. Оценку надежности этих спла-
вов при эксплуатации нужно проводить с позиций механики разрушения, так
как критические размеры трещины, свыше которых начинается их лавинообраз-
ное развитие, могут быть меньше чувствительности методов неразрушающего
контроля. При изготовлении изделий из таких сплавов необходимо принять все
меры по предотвращению появления трещин и уменьшению концентрации на-
пряжений.
В сплавах со значениями К1с/а0^ в пределах от 0,08 до 0,24 Vim критический
размер трещин колеблется от мм до см, а напряжение разрушения — от упругих
до напряжений выше предела текучести. Для таких материалов необходима оценка
служебных свойств с позиций механики разрушения и тщательный контроль
качества полуфабрикатов, деталей и изделий.
Сплавы со значениями более 0,24Vm представляют собой малопроч-
ные, высоковязкие материалы, достаточно пластичные, чтобы поддержать тре-
щину в течение ее медленного роста перед разрушением.
Вязкость разрушения титановых сплавов определяется их химическим соста-
вом, пределом текучести, типом и параметрами структуры.
Вязкость разрушения существенно зависит от режимов термической обра-
ботки (табл. 5.1). С повышением температуры отжига (обработки на твердый
раствор с охлаждением на воздухе) вязкость разрушения повышается. Этот эф-
фект усиливается, если после охлаждения на воздухе проводится старение. После
закалки в воде, а также после закалки и старения вязкость разрушения сплава
Ti—6А1—4V наибольшая при температуре обработки на твердый раствор, рав-
ной 850 °C. Эти же закономерности справедливы для сплавов IMI 550 и IM1
551 [21, т. 1, с. 351]. Отличие состоит только в том, что максимум вязкости
разрушения после закалки, а также после закалки и старения соответствует
другим температурам обработки на твердый раствор. В табл. 5.2 приведена
вязкость разрушения сплава ВТ6 после различной термической обработки [56].
370
5.1. Общие сведения
Таблица 5.1
Влияние режимов термической обработки иа вязкость разрушения сплава
Ti—6А1—4V (21, т. 1, с. 3511
Термическая обработка Температура, °C МПат/м Механические свойства на растяжение
а , МПа а()2, МПа 6, %
750 67,5 1020 950 13,5
850 69,0 1010 920 14.0
Отжиг, охлаждение на воздухе 950 73,0 1020 935 13,5
1050 78,0 1050 940 10,5
750 58,5 1030 985 13,0
850 55,5 1030 960 13,0
Отжиг, охлаждение на воздухе + 950 85,0 1030 965 13,5
старение 1050 105,0 1030 945 2,5
750 49,0 1050 970 12,5
850 69,5 990 830 16,5
Закалка 950 59,0 1150 1050 12,0
1050 59,0 1170 1070 Н.5
750 69,0 1030 975 12,0
850 78,0 1010 935 13,0
Закалка+старение 950 59,5 1125 1060 12,0
1050 68,0 1140 1085 3,5
Таблица 5.2
Вязкость разрушения и механические свойства плиты толщиной 40 мм
из сплава ВТ6 (трещина ориентирована вдоль прокатки) ]56|
Состояние МПа -/м а()2, МПа у. % 5, % KCU, Дж/см2
Полный отжиг, 730 °C, 2 ч (ОВ) 79 826 34 12,8 70
Неполный отжиг, 590 °C, 3 ч (ОВ) 84,7 854 37 13,3 92
Закалка, 940 °C, вода+540 °C, 4 ч 84,1 963 38 13,2 72
Закалка, 940 °C, вода+670 °C, 4 ч (ОВ) 85,0 890 39 14,3 77
Изотермический отжиг, 800 °C, 2 ч—>(ОП), 500 °C; 0,5 ч (ОВ) 89,1 866 36 13,6 106
Мягкая закалка, 940 °C, 10 ч (ОП) 90,1 826 35 14,0 79
Р-отжиг, 1050 °C; 0,5 ч (ОВ)+730 °C, 2 ч (ОВ) 95,1 895 3 1 12,0 55,1
Р-отжиг, 900 °C, 1 ч + 1025 °C, 1 ч (ОП) 101,1 820 24 12,5 69
Отжиг в (а+р)-области, 900 °C, 10 ч (ОП) 109,7 798 33 19,0 80
Примечание. ОВ - охлаждение на воздухе; ОП - охлаждение с печью.
371
Глава 5. Вязкость разрушения титановых сплавов
После отжига по оптимальным режимам вязкость разрушения этого сплава мож-
но повысить в 1,25-1,40 раза.
Вязкость разрушения существенно зависит от типа и параметров микрострук-
туры [18; 21, т. 351; 25, с. 1653; 33,229,255]. Сплавы с пластинчатой структурой
обладают большей вязкостью по сравнению со свойствами материала с равноос-
ной глобулярной структурой. Поэтому полуфабрикаты, полученные деформаци-
ей в P-области, имеют большую вязкость разрушения, чем после («-^-деформа-
ции (табл. 5.3, 5.4). Наибольшая вязкость разрушения характерна для литого
металла с ярко выраженной пластинчатой структурой.
Таблица 5.3
Вязкость разрушения титановых сплавов после (а+Р)- и Р-деформации [17, 56|
Сплав Область обработки давлением а , МПа МПа Vm
Ti-6A1-4V а+Р Р 1050 1020 50,0 66,4
Ti-6A1—2Sn—4Zr—2Мо а+Р ₽ 1120 1020 35,4 57,5
Ti-8Al-lMo-l V а+Р Р 1000 880 37,3 63,2
Ti-6Al-6V-2Sn а+Р Р , 1250 1190 36,3 42,0
BT5-1 а+Р ₽ 855 846 99,9 117,6
BT9 а+р ₽ 1137 1068 63,8 84,8
BT6 а+Р Р 946 825 80,9 102,4
ВТЗ-1 . а+Р ₽ 1080 1015 74,4 107,8
IMI 679 а+р Р 1049 960 27,6 33,4
Отмечается также [255], что термическая обработка в P-области приводит к
более значительному повышению вязкости разрушения по сравнению с р-де-
формацией. Эту закономерность авторы [255] связывают с тем, что микро-
структура после термической обработки в p-области характеризуется боль-
шим размером p-зерен и большей текстурованностью внутризеренных плас-
тин а-фазы.
Отмеченная выше закономерность обусловлена тем, что трещина в пластин-
чатой структуре проходит более извилистый путь и даже ветвится, в то время
372
5.1. Общие сведения
как в глобулярной структуре она распространяется почти без ветвления [21, т. 1,
с. 405]. Однако к пластинчатым структурам, которые формируются при р-дефор-
мации или Р-отжиге, следует относиться осторожно, поскольку они приводят,
Таблица 5.4
Типичная вязкость разрушения полуфабрикатов из сплава Ti—6AI—22-22S [33|
Полуфабрикат Условия деформации Режим т/о а , МПа в’ а1)2, МПа 8, % у, % МПа >/м
Плита, 38 мм — STA 1160 — 18,0 — 96 (£-7)
Плита, 50 мм р STA 1138 1020 10 17 85
Плита, 100 мм р STA 1103 972 10 15 89
Плита, 150 мм р STA 1076 958 10 15 98
Плита, 50 мм а+р STA 1207 1131 12 35 67
Плита, 150 мм а+р STA 1200 1089 15 41 65
Поковки а+р/р STA 1100 993 11 21 90,4
Поковки а+р/а+р ТНТ 1096 972 10 17 85
Поковки р/а+р STA 1117 1027 12 25 58,4
Примечал и е. STA - обработка на твердый раствор 950 °C, 1 ч (ОВ) + старение. 540 °C, 8 ч;
ТИТ - тройная обработка Т+28 °C; 0,5 540 °C, 8 ч (ОВ); (ОП)+7 -50 п °C (ОВ) +
ОВ - охлаждение на воздухе; ОП - охлаждение с печью.
как правило, к пониженной пластичности и низкой циклической выносливости.
Лишь при некоторых параметрах пластинчатой структуры, получение которых
трудно гарантировать, циклическая выносливость близка к сопротивлению ус-
талости металла с глобулярной структурой.
Наилучшим комплексом свойств обладают сплавы с бимодальной (сме-
шанной) структурой [56]. При такой структуре сплавы имеют высокую вяз-
кость разрушения, циклическую выносливость, пластичность. Для сплава
ВТ6 бимодальную структуру обеспечивает отжиг при 900 °C, 10 ч, охлажде-
ние с печью (см. табл. 5.2). Тонкая бимодальная структура не обеспечивает
более высокой вязкости разрушения по сравнению с пластинчатой структу-
рой. Так, в частности, вязкость разрушения сплава IMI 834 с пластинчатой
структурой составляет 50 МПа л/м , а с тонкой бимодальной - 35 МПа л/м [25,
с. 1635].
Пластинчатые структуры обеспечивают большую вязкость разрушения, по-
видимому, лишь в условиях плоской деформации, когда толщина образцов дос-
таточна для достижения К1с. Тонкие образцы, по крайней мере, сплава IMI 834
обладают примерно одинаковой вязкостью разрушения при грубой пластинча-
той и тонкой бимодальной структурах (~20 МПа л/м ) [25, с. 1635].
373
Гпава 5. Вязкость разрушения титановых сплавов
Вязкость разрушения повышается с уменьшением содержания кислорода. Эту
закономерность иллюстрирует табл. 5.5 на примере сплавов Ti-5AI-2,5Sn и Ti-
5Al-2,5Sn ELI. Заметим, что преимущество сплава Ti—5Al-2,5Sn ELI по сравне-
нию с Ti-5 AI-2,5Sn сохраняется при криогенных температурах вплоть до темпе-
ратуры жидкого водорода.
Таблица 5.5
Вязкость разрушения сплава Ti-5Al-2,5Sn при криогенных температурах |17|
Сплав, толщина плиты Ориентация образца Предел текучести (МПа) при температурах. °C Вязкость разрушения (мПа -Л?) при темпе- рат> рах, °C
-195 -252 -195 -252
LS 1400 1606 28,9 27
TS 1406 1634 57,3 44,3
Ti-5AI-2,5Sn; 13 мм LD 1400 1606 38,5 43,8
TD 1406 1634 27.5 24,3
LS 1172 1344 68,3 59,3
TS 1200 1248 60,2 51,4
Ti-5Al-2,5Sn ELI; 6,4 мм LS 1172 — 70,8 —
TS 1200 — 68,5 —
LS 1206 1413 72 60.4
Ti-5Al-2,5Sn ELI; 13 мм TS 1200 1441 55,2 57,3
LD 1206 1413 61,2 56,9
TD 1200 1441 61,4 66,3
LS 1213 1400 56,9 60,6
Ti-5Al-2,5Sn ELI; 25 мм TS 1213 1400 53,1 57,6
LD 1213 1400 63,6 55,8
TD 1213 1400 72,9 73,8
5.2. Вязкость разрушения титановых сплавов разных классов
Вязкость разрушения титановых сплавов разных классов приведена в табл.
5.6—5.11. Обозначения режимов термической обработки соответствуют приня-
тым при описании кратковременных механических свойств. Обозначение ВР (СТ)
соответствует испытанию компактных образцов на внецентренное растяжение;
ТРВ - трехточечному изгибу; FPL - испытаниям по схеме четырехточечного
нагружения; TPL - трехточечному нагружению образцов Шарли; ИУТ - изгибу
образца с усталостной трещиной; ПОЦТ - испытанию плоского образца с цент-
ральной трещиной; ЦО - испытанию цилиндрического образца с кольцевой тре-
щиной.
Направления вырезки компактных образцов на внецентренное растяжение и
ориентации в них трещины при испытании листов и плит соответствуют рис. 5.4.
Указанные в таблицах значения К(1и К (в скобках) не отвечают критериям
достоверности определения истинной вязкости разрушения.
374
Таблица 5 6
Вязкость разрушения отечественных а- и псевдо-а-сплавов
Сплав Полуфабрикат Термическая обработка Тип образца Тол- щина об- разца, мм ав. МПа Вязкость разру- шения, МПа х/м Литература
<*)
ВТ5 Пруток Плита Отжиг Тоже ЦОУТ ВР 20 50 — 82,3 69,8 [21, т. 1, с. 443] [244]
ВТ5-1 Шайба (а+Р)-деформация Р-деформация Пруток Отжиг 825 °C, 1 ч, ОВ Отжиг 970 °C, 1 ч, ОП Отжиг ВР ВР ЦОУТ 25 25 20 838 829 76,0 100 115 [2Ю] Там же [21, т. 1,с.443]
ОТ4 Шайба (а+Р)-деформация Р-деформация Пруток Плита Отжиг 750 °C, 1 ч, ОВ Отжиг 900 °C, 1 ч, ОП Отжиг То же ВР ВР ЦОУТ ВР 25 25 20 50 831 818 76,0 106 95,5 70 [2Ю] Там же [21, т. 1,с. 443] [244]
ПТЗВ - » - - <852 - >150 [26, с. 1703]
ПТ 5В — )> — - <931 — >120 То же
АТЗ Плита Отжиг ВР 50 70 [244]
ВТ20 Деформируемый полуфабрикат То же Пруток Лопатки Мелкозернистая структура Пластинчатая структура Отжиг 900 °C, 1 ч. воздух ВР ВР ЦОУТ 20 1023 72,8 108-113 61-90 124-135 [261] Там же [21, т. 1,с. 443] [194]
5.2. Вязкость разрушения титановых сплавов разные классов
Таблица 5.7
Вязкость разрушения зарубежных а- и псевдо-а-сплавов
Сплав Полуфаб- рикат Термическая обработка Ориентация и тип образца Толщи- на об- разца, мм С, МПа Вязкость разрушения. Литература
МПа у[м
(К ) к..
Ti, Grade 2 — а-отжиг (АС) — 19 — 66 — [33, с. 237]
Ti, Grade 3 — а-отжиг (АС) — 19 — 79 — Там же
Ti, Grade 4 — а-отжиг (АС) — 13 572 135 — )>
Ti, Grade 4 - Р-закалка (WQ) - 13 524 115 - »
— Отжиг (АС) LT-CT — 876 - 71,4 [33, с. 311]
Ti—5Al-2Sn - Отжиг (FC) LT-CT - 822 - 65,9 Там же
Плита Отжиг LT-CT — 876 — 71,8 [33, с. 312]
Пруток Отжиг TS-CT — 871 - 77,2 Там же
— Отжиг (АС) LT-CT — 703 — 118,7 [33, с. 311]
— Отжиг (FC) LT-CT — 682 — 115,4 [33, с. 312]
Ti-5Al-2,5Sn Прутки, 16 мм Отжиг, 800 °C, 1 ч (АС) ТРВ 15 760 137 — [27, с. 743]
ELI То же То же ТРВ 15 793 — 119 Там же
» » ТРВ 15 783 127 — »
Ti-6242 Плита Состояние поставки LT-TPB 25-50 855 - 70 [33, с. 364]
(Ti-6A1- 2Sn—4Zr- То же Двойная обработка, 955 °C, 30 мин (WQ)+455 °C, 17 ч (АС) LT-TPB 25-50 1041 — 44 Там же
2Mo-0,lSi) Поковка (а+Р) ОТР (Р)+старение — — 903 - 81 »
Поковка (Р) ОТР (а+Р)+старение - - 896 - 84 »
Штанга сечени- ем 504x114 мм 900 °C, 1 ч (АС)+595 °C, 8 ч LT-TPB 12,80 855 69 - [33, с. 365]
То же То же TL-TPB 12,80 848 64 — Там же
» » TS-TPB 12,73 848 61 — »
» 975 °C, 1 ч (AQ+595 °C, 8 ч LT-TPB 12,80 820 79 - »
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.7
377
Сплав Полуфаб- рикат Термическая обработка Ориентация и тип образца Толщи- на об- разца, мм О.- МПа Вязкость разрушения, МПа Vm Литература
ке
» » Диски Тоже » » 7р - 30 °C, 1 ч + 590 °C, 8 ч То же TL-TPB TS-TPB TR-CT TR-CT 12,85 12,75 848 848 920 920 77 69 51-70 57,5 » » [28, с. 1839] Там же
Ti-1100 Диски, плас тинчатая структура То же » » » » Р-деформация (АС)+590 °C, 8 ч То же+р ОТР (АС)+590 °C, 8 ч » (OQ)+590 °C, 8 ч Р ОТР (OQ)+590 °C, 8 ч ' (а+Р)-деформация (АС)+Р ОТР (АС) +590 °C, 8 ч (а+Р)-деформация (АС)+Р ОТР (OQ) +590 °C, 8 ч СТ СТ СТ СТ СТ СТ - 943 883 968 903 932 972 - 73,2 77,8 71,6 71,9 81,9 97,1 [26, с. 1654] Там же » » » »
T1-5621S (5Al-6Sn- 2Zr-lMo- 0,25Si) Поковка Отжиг, 1015 °C, 1 ч (AQ+590 °C, 2 ч Отжиг, 1015 °C, 1 ч (AQ+590 °C, 2 ч+480 °C, 1000 ч FPL FPL — 900 900 (106,7) (Ю0,1) — [33, с. 448] Там же
IMI 829 Типичные свойства - - - - - 75 [33, с. 436]
IMI 834 Диски Т ермообработанны е - Типич- ные свой- ства - - 45 [33, с. 440]
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.7
оо
Сплав Полуфаб- рикат Термическая обработка Ориен- тация и тип образца Толщина об- разца, мм а. МПа Вязкость разруше- ния, МПа 4м Литература
к,'
Ti-811 (8 Al- lMo-IV) П р и м е ч образцов 1 ТРВ - испыт Типичные свойства Р-ковка То же » » » » » а н и е. AC. W /Г. TS, TL. зния по схеме Заводской отжиг Двойной отжиг Заводской отжиг Двойной отжиг Заводской отжиг+закалка (WQ) Р ОТР, закалка (WQ) 1095 °C (FAQ+595 °C, 8 ч 1095 °C (OQ)+595 °C, 8 ч 1150 °C (FAQ+705 °C, 8 ч 1095 °C (FAC)+995 °C, 1 ч+595 °C, 8 ч 1095 °C (FAC)+1095 °C, 0,5 ч+595 °C, 8 ч 995 °C (FAC)+995 °C, 1 ч+595 °C, 8 ч 995 °C (FAQ+1095 °C, 0,5 ч+595 °C, 8 ч Q. FC, OQ. FAC - охлаждение на воздухе, в воде ST см. рис. 5.4. СТ — компактные грехточечного изгиба; FPL — четырехточечное н< , с печью, образцы ггружение 1,3 1,3 13 13 13 13 в масле. < , испьп 999 930 999 930 842 868 юрсирс ания (82) (176) >110 >110 ванное соо на внеце 52 ПО 62,9 63,7 53,5 64,1 71,0 39,4 75,9 тветсгвен нтренное [33, с. 401] Там же » » » » [22] Там же » » » » » но. Ориентацию растяжение;
Глава 5. Вязкость разрушения титановых сплавов
Таблица 5.8
Вязкость разрушения отечественных (а+Р)-титановых сплавов
Сплав Полуфабрикат, температура дефор- мации Термическая обработка Ориентация и тип образца* Толщина образца, мм ав' МПа Вязкость разруше- ния, МПа Vm Литера- тура
KQ(K)
Плиты — ВР 25 — - 105,4 [261]
То же — ВР 35 - — 108,5 Там же
» — ВР 50 — — 108,5 »
» — ВР 70 — - 108,5 »
Плиты, 50 мм Вакуумный отжиг, 750 °C, 2 ч ДП, ВР 50 934 - 81,2 [203]
То же То же ПД, ВР 50 946 — 76,3 Там же
Плиты, 125 мм » ДП, ВР 50 856 134,5 — »
То же » ПД, ВР 50 856 130,2 — »
Плиты, 200 мм » ДП, вр 50 839 130,0 — »
То же » ПД, ВР 50 836 127,1 — »
Плиты, 50 мм Вакуумный отжиг, 750 °C, 2 ч ДП 50 945 — 82,9 [264]
То же То же ПД 50 965 — 77,8 Там же
ВТ6 » Вакуумный отжиг, 850 °C, 2 ч п 50 — - 85,4 »
» Вакуумный отжиг 900 °C, 2 ч ДП 50 - - 132,2 »
» То же ПД 50 — — 131,9 »
» Вакуумный отжиг, 940 °C, 2 ч ДП 50 - - 125,9 »
» То же ПД 50 — — 123,3 »
Плиты, 125 мм Вакуумный отжиг, 750 °C, 2 ч ДП 50 875 — 135,5 »
То же То же ПД 50 875 — 137,3 »
» Вакуумный отжиг, 850 °C, 2 ч ДП 50 - - 136,6 »
» Вакуумный отжиг, 900 °C, 2 ч ДП 50 — — 146,1 »
» То же ПД 50 — 155,0 »
» Вакуумный отжиг, 940 °C, 2 ч ДП 50 - - 137,9 »
» То же ПД 50 - 141,7 »
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.8
QO
О
Сплав Полуфабрикат, темпе- ратура деформации Термическая обработка Ориентация и тип образца* Толщина образца, мм МПа Вязкость разруше- ния, МПа л/м Литера- тура
(К) К»
Плиты,200 мм Вакуумный отжиг, 750 °C, 2 ч ДП 50 856 — 132,5 »
То же То же пд 50 854 — 131,9 »
» Вакуумный отжиг, 850 °C, 2 ч ПД 50 — - 131,6 »
» Вакуумный отжиг, 900 °C, 2 ч ДП 50 — — 156,2 »
» То же ПД 50 — — 142,3 »
ВТ6 » Вакуумный отжиг, 940 °C, 2 ч ДП 50 — — 139,8 »
» То же ПД 50 — — 137,3 »
Плиты, 60 мм 800 °C, 1 ч (ОВ) пд 50 825 — 104,1 [229]
То же 1050 °C, 1 ч (ОВ) пд 50 885 — 105,4 Там же
» 1050 °С«-»750 °C, 10 циклов пд 50 850 — 107,3 »
Прутки, 70 мм 870 °C, 1,5 ч (3)+510 °C, 16 ч пд 25 1110 - 58,5 »
Объемные штамповки 910 °C, 1 ч (М)+600 °C, 4 ч (ОВ) пд 15 1180 - 54,4 »
Плиты, 30 мм** (0,09 % О2) Отжиг, 800 °C, 1 ч ДВР 25 836 - 93,4 [21, т. 3, с. 309]
То же (0,15 % О2) То же Д ВР 25 928 — 94,9 Там же
ВТбс То же (0,15 % О,) » П, ВР 25 921 — 88,2 »
То же (0,24 % О,) » Д ВР 25 988 — 43,4 »
То же (0,19 % Si) » Д ВР 25 914 — 98,1 »
», (0,13 % С) » Д ВР 25 915 — 98,1 »
Плиты, 125-160 мм Смешанная структура - - — — 84-133 [262]
То же 80-115 мм То же — — — — 84-118 Там же
ВТбч То же 60-115 мм Глобулярная структура - - — — 62-81 »
Плиты Базисная текстура в ПН 55 % — — — — 85,3 [262]
То же То же, 47 % — - — - 93 Там же
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.8
Сплав Полуфабрикат, температура деформации Термическая обработка Ориента- ция и тип образца* Толщина образца, мм МПа Вязкость разруше- ния, МПа у[м Литера- тура
(К) «и
ВТбч » » » 40 % » 35 % - — — — 115 130 » »
Шайбы (а+Р)- деформация 950 °C, 1 ч (ОВ)+630 °C, 6 ч ВР 25 1098 - 70,7 [2Ю]
Шайбы, Р-деформация 950 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1050 - 70,6 Там же
950 °C, 1 ч (ОВ)+560 °C, 6 ч ВР 25 1078 - 75,5 »
950 °C, 1 ч->550 °С+530 °C, 6 ч ВР 25 1009 - 76,3 »
Диски (а+Р)- деформация 950 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1098 - 69,1 »
950 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1137 — 63,7 »
ВТ9 1100 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1068 - 89,9 »
Диски, Р-де- формация 950 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1107 - 85,3 »
Тоже 950 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1127 - 65,7 »
» 990 °C, 1 ч->700 °С+530 °C, 6 ч ВР 25 1009 — 90,8 »
» 1100 °C, 1 ч+950 °C, 1 ч (ОВ)+630 °C, 6 ч ВР 25 1054 - 92,1 »
» 1100 °C, 1 ч+950 °C, 1 ч (ОВ)+530 °C, 6 ч ВР 25 1083 - 114,7 »
(а+Р)-дефор- мация Отжиг - - 1005 - 66,4 [250]
Р-деформация То же - - 1005 - 82,2 Там же
Диск(обод) 950 °C, 1 ч (ОВ)+530 °C, 6 ч ТР,ВР 20 1175 - 79,1 [229]
Диск То же ТР,И 10 1085 — 60,8 Там же
Диск (обод) 950 °C, масло ТР,ВР 20 1250 - 57,9 »
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.8
ОС
to
Полуфабрикат, Ориентация Толщина Вязкость разруше- Литера-
Сплав температура Термическая обработка И гип образца, МПа ния, МПа Vm
деформации образца* ММ тура
L
Поковки, 980 °C 930 °C, 1 ч (ОВ)+590 °C, 6 ч ВР 35 1030 — 80,1 [229]
То же, 1040 °C 930 °C, 1 ч (ОВ)+590 °C, 6 ч ВР 35 990 — 96,2 Там же
ВТ8 » 980 °C 900 °C, 1 ч (3)+570 °C, 5 ч ВР 25 1210 — 42,7 »
» 1040 °C 900 °C, 1 ч (3)+570 °C, 5 ч ВР 25 1150 — 71,5 »
» 1040 °C ВТМО, 8 ч (ВД)+570 °C, 5 ч ВР 25 1210 - 58,9 »
ВТ14 Прокат Закалка+старение поцт 4 — - 52,1±8 [130]
Прутки, 70 мм 870 °C, 1,5 ч (3)+480 °C, 16 ч ПД, ВР 25 1150 53,2 [229]
Прутки 920 °C, 1 Ч-+650 °C, 2 ч, П, Др=250 мм БНИ 10 1147 — 52,7 [267]
Тоже 960 °C, 1 Ч-+650 °C, 2 ч, П, Др=250 мм БНИ 10 1068 — 68,2 Там же
» 920 °C, 1 Ч-+650 °C, 2 ч, П, Др=600 мм БНИ 10 1068 — 68,2 »
» 960 °C, 1 Ч-+650 °C, 2 ч, П, Др=600 мм БНИ 10 1050 — 77,5 »
Плиты — ВР 25 1029 — 93 [2Ю]
То же — ВР 25 1078 — 77,5 Там же
» — ВР 25 1176 — 62 »
ВТЗ-1 » - ВР 25 1245 - 52,7 »
Деформ ированные полуфабрикаты Мелкозернистая структура ВР — — — 61-90 [261]
Пластинчатая структура с а-оторочкой ВР - - 124-135 Там же
Плита, 30 мм Закалка+старение - 1050 - 86,8 »
Прокат, 18 мм:
е=60 %; 820 °C Охлаждение на воздухе ИУТ 10 1176 56.9 — Там же
е=60 %; 950 °C Охлаждение на воздухе ИУТ 10 1127 79,0 - »
е=60 %; 1050 °C Охлаждение на воздухе ИУТ 10 1137 63,2 — »
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.8
Полуфабрикат, температура Вязкость разруше-
Сплав Термическая обработка Ориента- ция и тип Толщина образца. МПа ния, МПа д/м Литера- тура
деформации образца* ММ (К)
Прокат:
глобулярная структура Отжиг, 900 °C, 3 ч->550 °C, 2 ч ИУТ 10 1050 (88) — Там же
смешанная структура Отжиг, 900 °C, 3 ч—>550 °C, 2 ч ИУТ 10 1050 (Ю0) — »
пластинчатая структура Отжиг, 900 °C, 3 ч->550 °C, 2 ч ИУТ 10 1020 (94) — »
(а+Р)-деформация Отжиг - — 946 - 72,7 [250]
Р-деформация То же — — 946 - 88,5 Там же
Шайбы, 980 °C 900 °C, 1 ч->630 °C, 2 ч (ОВ) ВР 35 1100 - 97,5 [229]
Шайбы, 1030 °C 900 °C, 1 ч—>630 °C, 2 ч (ОВ) ВР 35 1080 — 80,7 Там же
Шайбы, 980 °C 900 °C, 1 ч (ОВ)—>550 °C, 5 ч ВР 35 1140 80,7 »
Шайбы, 1030 °C То же ВР 35 1190 — 73,1 »
Шайбы, 980 °C 850 °C, 1 ч (3)+550 °C, 5 ч ВР 25 1310 — 56,0 »
Шайбы, 1030 °C Тоже ВР 25 1250 — 63,8 »
Шайбы, 1030 °C 870 °C, 1 ч—>650 °C, П, Др=500 мкм БНИ 10 1020 85.6 [267]
ВТЗ-1 ед=50 % 950 °C, 1 ч->650 °C, П; 550 мкм БНИ 10 980 — 95,8 Там же
Шайбы, 1030 °C 870 °C, 1 ч->650 °C, П, Др=400 мкм БНИ 10 1068 — 83,4 »
£ =80 % 950 °C, 1 ч—>650 °C, П, Др=450 мкм БНИ 10 1029 — 96,4 »
Шайбы, 950 °C 870 °C, 1 ч—>650 °C, П, 700 мкм БНИ 10 1029 — 92,1 »
ед=50 %+отжиг при 1030 °C 950 °C, 1 ч->650 °C, П, Др=750 мкм БНИ 10 990 98,9 »
Штамповки (молот) 900 °C, 1 ч->650 °C, 2 ч (ОВ) д — 990 - 81,6 [229]
Тоже п — 1040 — 74,7 Там же
Штамповки (пресс) » д — 1050 68,5 »
То же » п — 1050 78,7 »
Поковки 900 °C, 1 ч (ОВ)->630 °C, 2 ч (ОВ) пд 25 1070 79,1 »
То же дп 25 1070 69,6 »
» ПД 25 1060 75,9 »
» дп 25 1010 - 88,6 »
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.8
оо
-u
Сплав Полуфабрикат, температура деформации Термическая обработка Ориентация и тип образца* Толщина образца, мм СТв, МПа Зязкость разрушения. Литера- тура
МПа VM
(К)
Объемные штамповки 850 °C, 1 ч (3)+580 °C, 5 ч ПД 10 1250 — 59,2 »
Плиты 30 мм 870 °C, 1 ч (3) — — 1049 — 88,6 [255]
ВТЗ-1 То же 870 °C, 1 ч (3)+550 °C, 6 ч - — 1176 — 68,0 Там же
» 950 °C, 1 ч (3) — — 1107 — 36,4 »
» 950 °C, 1 ч (3)+550 °C, 6 ч — - 1254 - 58,5 »
Плиты Горячекатаные (г/к) ПД ВР 35 949 139 — [220]
ВТ23 То же Г/к+старение, 450 °C, 10 ч ПД, ВР 35 1081 — 106,8 Там же
(5,4 % А1) » Отжиг, 750 °C, 1 ч ПД, ВР 35 958 162 — »
» 850 °C, 1 ч (ОВ)+500 °C, 10 ч ПД, ВР 35 1197 - 72,4 »
Плиты Горячекатаные (г/к) ПД, ВР 35 961 155,3 — »
Тоже Г/к+старение, 450 °C, 10 ч ПД, ВР 35 1042 — 131 »
ВТ23 (4,7 % А1) » Отжиг, 750 °C, 1 ч ПД, ВР 35 954 191,8 - »
» 850 °C, 1 ч (ОВ)+500 °C, 10 ч ПД, ВР 35 1158 - 92 »
» 770 °C, 1 ч (вода)+450 °C, 10 ч ПД, ВР 35 1293 — 49,9 »
Плиты,960 °C 880 °C, 1 ч (вода)+520 °C, 10 ч ПД, ВР - 1270 - 51,6 [229]
Плиты, 880 °C Тоже ПД, ВР - 1300 - 51,9 »
ВТ16 * Обоз ** Норк Плита качения см. в тексте, альное содержание примес Отжиг :ей: 0,03 Si; 0.02 С и 0,09 О2. ВР 50 — — 82,3 [244]
Таблица 5.9
Вязкость разрушения зарубежных (а+Р)-титановых сплавов
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм °т’ МПа Вязкость разруше- ния. МПа -Ум Литература
(\)
Разброс данных Отжиг — — 850-1020 - 110-33 [33, с. 582]
Типичные данные Отжиг — — — — 65 Там же
Т ипичные данные Р-отжиг — — — — 90 »
Поковки Заводской отжиг — — — — 64,9±9,9 »
Поковки Рекристаллизационный отжиг - — — - 74,7+9,7 »
Поковки (а+Р) Заводской отжиг TL 57 — — 38,9±2,9 »
Поковки Отжиг LT 75 — — 92,7±1,9 »
То же То же TL . 75 - - 91,6+10,9 »
Пресс-изделия » TL 100 — — 102,5±2,5 »
Сутунки » LT 100 - - 87,4±10,5 »
Сутунки Отжиг, 540 °C, 2 ч LT 58 — — 55,9±0 62 »
Плиты Заводской отжиг LT 25-38 — — 61,1±1,4 »
T1-6A1-4V То же Рекристаллизационный отжиг LT 25-63 - 90,9±8,5 »
» То же TL 25-63 - - 88,8±11,8 »
Плиты Закалка+старение, 955 °C, 2 ч (WQ)+540 °C, 2 ч+705 °C, 2 ч (АС) LT 15 - - 45,5±2,5 »
То же Отжиг, 750 °C (АС) - 950 - 67,5 [21, т. 1,с. 351]
» То же, 850 °C (АС) — - 920 - 59,0 Там же
» » 950 °C (АС) — — 1020 - 73,0 »
» » 1050 °C (АС) — — 1050 — 78,0 »
» 750 °C (АС)+старение - 985 - 58,5 »
» 850 °C (АС)+старение - - 960 - 55,5 »
» 950 °C (АС)+старение — - 965 - 85,0 »
» 1050 °C (АС)+старение - 945 105,0 »
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.9
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм от? МПа Вязкость разруше- ния, МПа л/м Литература
«и
» 750 °C (WQ)+cTapeHHe — — 975 — 69,0 »
» 850 °C (WQ)+cTapeHHe — - 935 - 78,0 »
» 950 °C (WQ)+crapeHHe - - 1060 - 59,5 »
» 1050 °C (WQ)+cTapeHHe - - 1085 - 68,0 »
Плиты, 64 мм Отжиг, 760 °C, 1 ч TL-CT — 951 — 71 [26, с. 1163]
То же То же LT-CT — 965 — 69 Там же
» » ST-CT — 965 — 89 »
T1-6A1-4V Плиты, 10 мм Отжиг, 700 °C, 2 ч, Б СТ - 865 - 81 [28, с. 1957]
Тоже То же, П Ст — 851 — 94 Там же
Поковки Отжиг - — 786-1013 — 55-61 [28, с. 2975]
Поковки (Р) Отжиг LT-CT — >830 — 80-90 [28, с. 2697]
То же - TL-CT — >830 — 80-90 Там же
Поковки ротора (а+Р)-ковка, отжиг - - 818 — 62 [26, с. 1609]
» р-ковка, закалка+старение — — 961 — 81 Там же
» (а+Р)-ковка, закалка+старение — — 917 — 75 »
Ti-6A1-4V Детали планера «Локхид F-22» Отжиг, 746 °C, 6 ч — — 763-812 — 123 [26, с. 636]
ELI Прутки, 12,7 мм Отжиг, 760 °C, 2 ч - - - 101 - [26, с. 1726]
Ti-6A1-4V- Поковки Пластинчатая структура L-CT 30,5 800 115 — [28, с. 2951]
Ru То же То же CL-CT 30,5 793 116 - Там же
Поковки Обычная ковка — — 1018 — 73,1 [28, с. 1623]
ТС-11 То же near р-ковка — — 1049 — 88,6 Там же
» Р-ковка — — 990 — 91,9 »
— Отжиг, 975 °C, 1 ч (АС) ТРВ 10 1107 80,9 — [23, с. 2048]
TC9 — То же » 8 1107 74,3 — Там же
- » » 6 1107 1 72,8 - »
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.9
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм о, МПа Вязкость разрушения, МПа Литература
(\)
Типичные свойства » - - - - 60,0 [33, с. 696]
Пресс-изделия, (а+Р)-деформация Термически обработаны TL - 957 - 53,6 Там же
Тоже Тоже LT — 1016 — 46,3 »
IMI 550 Р-деформация » TL - 998 - 62,9 »
То же » LT — 1009 — 64,7 »
» » - — — - 55-70 [26, с. 925]
Прутки, 50 мм 900 °C, 2 ч (АС)+500 °C, 2 ч — - 1100 - 70 Там же
Роторы - - - 920-1044 — 57-70 [28, с. 2975]
Timetai 62 S Поковки (а+Р) Рекристаллизационный отжиг — — 960 — 45 [33, с. 683]
То же, (Р) То же — — 950 — 59 Там же
» Заводской отжиг - - 950 - 55 »
Плиты, 9,6 мм 925 °C, 1 ч (WQ)+760 °C, 1 ч (АС) LT — - — 47,1±1,3 [33, с. 661]
То же То же TL — — — 50,6±3,4 Там же
Плиты, 13 мм Заводской отжиг TL - - - 38,4±5,2 »
Ti—6AI- То же Р-отжиг, 985 °C, 1 ч (охлаж- дение аргон) TL - — - 59,6±2,2 »
6V-2Sn » Двойной отжиг TL - - - 71,5+2.2 »
Плиты, 15,7 мм Р-отжиг+980 °C, 30 мин (АС)+ +855 °C, 30 мин (WQ)+565 °C, 8 ч LT - - - 55,0+1,9 »
Плиты, 32 мм 915 °C, 15 мин (WQ)+595 °C, 4 ч (STA) TL — — — 37,4±4,1 »
Поковки, 96,5 мм 870 °C, 30 мин (WQ)+540 °C, 6 ч (STA) LT — — — 33,8+0,7 »
5.2 Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.9
оо
оо
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разна, мм С, МПа Вязкость разруше- ния, МПа Литература
Поковки, 55,8 мм Заводской отжиг, 540 °C LT - — — 62,7+2,4 [33, с. 661]
Ti-6Al-6V-2Sn - Мягкая закалка, 860 °C—>150 °С/ч до 700 °C (АС) - — 1056 - 44,2 [21, т. 2, с. 599]
— То же + 450 °C, 6 ч — — 1186 — 37 Там же
- » + 450 °C, 20 ч - - 1196 - 38,2 Там же
Ti-7Al-4Mo Типичные значения Заводской отжиг — — 933 — 80 [33, с. 674]
То же Закалка+старение - - 1151 - 39 Там же
Плита, 38 мм Закалка+старение LT - 1160 - 96 »
То же, 38 мм Закалка+старение TL — 1163 — 102 »
» 50 мм P-процесс (STA) - - 1020 — 85 »
Ti—6-22—22S » 50 мм (а+Р)-процесс (STA) - - 1131 — 67 »
» 100 мм p-процесс (STA) — — 979 — 89 »
» 150 мм P-процесс (STA) — — 958 — 98 »
» 150 мм Поковки, (а+Р)-процесс (STA) — — 1089 — 65 »
0,08 % О, Р-ковка Тройная термообработка (FAC) TL 13 1007 - 81 [25, с. 1371]
Поковки (а+Р) P-тройная термообработка (FAC) TL 13 972 - 86 Там же
0,11 %о2 Поковки (Р) (а+Р)-тройная термообработка (FAC) TL 38 951 - 87 »
То же Поковки (а+Р) Тройная Р-термообработка (OQ) TL 38 1062 - 63 »
» Поковки (Р) Тройная (а+Р)-термообработка (FAC) TL 75 1006 - 71 »
» Поковки (а+Р) Тройная Р-термообработка SL 75 972 - 74 »
» Поковки (а+р) Т +27 °C (FAC)+T + +(27-50 °С)+537 °C, 8 ч — 75 >931 — >77 »
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.9
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм CF. МПа Вязкость разруше- ния. МПа 4м Литература
ке (*) «и
» Поковки (а+Р) Т +27 °C (ОО)+Т + пп v пп +(27-50 °С)+537 °C, 8 ч - 75 >1000 — >66 »
Детали планера «Локхид F-22» Типичные значения - - 940-994 — 92,4 [26, с. 636]
Поковки, 200 мм 925 °C, 1 ч (FC)+540 °C, 8 ч, Б — - - - 81,8 [27, с. 1573]
То же 925 °C, 1 ч (OQ)+540 °C, 8 ч, Б - - - - 78,5 Там же
» 985 °C, 1 ч (OQ)+925 °C, 1 ч (FC)+ +540 °C, 8 ч, П - — - 104,5 - »
» 985 °C, 1 ч (OQ)+925 °C, 1 ч (OQ)+ +540 °C, 8 ч, П - - - 98,4 — »
Ti-6-22-22S Прутки, 125 мм 940 °C, 0,5 ч (АС)+540 °C, 8 ч - - 1100 - 71,5 [28, с. 337]
0,15 % Si Плиты, 51 мм Закалка+старение - - 972-1007 79-87 [28, с. 1631]
То же То же То же — — 985 - 87,6 Там же
0,2 % Si Прутки, 125 мм 932 °C, 1 ч (АС)+538 °C, 8 ч, М - - 930 — 90 [28, с. 1645]
То же То же 932 °C, 0,5 ч (AQ+538 °C, 8 ч - - 1060 - 92 Там же
» » 932 °C, 1 ч (АС)+538 °C, 8 ч - - 1030 - 88 »
Поковки (а+р) 885 °C, 1 ч (AQ+595 °C (10 % первичной а-фазы) - 75 1116 - 34 [33, с. 477]
Ti-6246 То же » 885 °C, 1 ч (АС)+595 °C (50 % первичной а-фазы) Отжиг, 705 °C, 1 ч (АС) (50 % первичной а-фазы) — 75 75 1150 1061 - 26 26 Там же »
» 885 °C, 1 ч (АС)+595 °C - 75 1047 - 57 »
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.9
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм От, МПа Вязкость разруше- ния, МПа \/м Литература
(К)
Диски (Р-ковка) 930 °C, 8 ч (WQ)+900 °C, 1 ч (АС)+595 °C, 8 ч СТ 25 - - 70 [26, с. 917]
То же То же СТ 25 — — 80 Там же
» 930 °C, 2 ч (AQ+595 °C, 8 ч ст 25 — 120 — »
Прокат Пластинчатая структура FPL 8 995 58 - [27, с. 390]
То же То же FPL 8 995 60 — Там же
Прокат, 28 мм Корзиночное плетение, Т FPL 8 1085 59 — »
То же То же, Г FPL 8 1100 62 — »
Ti-6246 Прокат, 37 мм Бимодальная структура FPL 8 1105 43 - »
Диски Г -30 °C, 1,5 ч+595 °C, 8 ч TR-CT — — — 85,4-96,7 [28, с. 1839]
То же То же TR-CT - - - 90,4 Там же
Диски(Р) 910 °C, 1 ч (40 °С/мин)+ +595 °C, 8 ч, П L-CT - 1060 83 - [28, с. 1871]
То же То же 45°-CT — 1010 67 — Там же
» » ST-CT — 1025 50 — »
Диски 915 °C (OQ или FAC) CR-CT 25 - - 72,8 [28, с. 2891]
Ti-5Al-2,5Fe - Отжиг, 850 °C - - - - 38 [23, с.1381]
— 900 °C, 1 ч (WQ)+700 °C, 8 ч — — — — 56 Там же
Разброс значе- ний - - 800-1450 (°.) - 150-25 [99]
Corona 5 — — — — 850 (о) — 125 Там же
- — — — 900 (с) — 100 »
- — - — Ю00 (О>) — 70 »
- - - - 1100 (с) 60 »
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.9
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм МПа Зязкость разруше- ния, МПа з/м Литература
(К)
— — — — 1200 (о) — 50 »
— — — — 1300 (ов) — 40 »
Плиты Р-отжиг — — 775 — 129 »
— То же — — 860 - 156 »
Плиты Р-деформация - - 920 - 130 »
То же То же — — 760 — 145 »
» » — 890 — 160 »
Плиты (а+Р)-деформация - - 905 - 111 »
Corona 5 Прутки 845 °C, 4 ч (АС)+550 °C, 6 ч — 15 912 — 91,6 [23, с. 2015]
То же 845 °C, 4 ч (АС)+595 °C, 6 ч — » 958 — 93 Там же
» 845 °C, 4 ч (AQ+650 °C, 6 ч - » 860 — 131,0 »
» 845 °C, 4 ч (АС)+710 °C, 6 ч — » 848 — 139,0 »
» 845 °C, 4 ч (АС)+730 °C, 6 ч — » 845 — 129,5 »
» 845 °C, 4 ч (AQ+750 °C, 6 ч - » 827 - 127,0 »
Поковки 830 °C, 4 ч—>540 °C CR-CT 12 730-840 140 — [26, с. 940]
То же 950 °C, 15 мин (АС)+700 °C, 4 ч (АС) CR-CT 12 840-970 104 - Там же
Плиты, 15 мм Заводской отжиг СТ 12,5 972 80 — [33, с. 689]
То же Рекристаллизационный отжиг СТ 12,5 917 78 — Там же
» Заводской отжиг СТ 12,5 1040 92 — »
» Р-отжиг СТ 12,5 1040 91 — »
SP700 Плиты Отжиг, 720 °C, 1 ч (АС) LT-CT 25,4 946 — 63,6 [26, с. 933]
То же То же, 750 °C, 1 ч (АС) LT-CT 25,4 941 — 65,8 Там же
» » 788 °C, 1 ч (АС) LT-CT 25,4 927 — 70,3 »
» » 843 °C, 1 ч (АС) LT-CT 25,4 966 — 59,9 »
» » 899 °C, 1 ч (АС) LT-CT 25,4 925 95,8 - »
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.9
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца* Толщи- на об- разца, мм О, МПа Вязкость разруше- ния, МПа 7м Литература
(\) К
SP700 * Обозн Прим масле, в е Б - бимод » » » ачения см. рис. 5.^ мание, риа+| оде соответствен альная. 843 °C, 1 ч (АС)+720 °C, 1 ч (АС) 858 °C, 1 ч (АС)+720 °C, 1 ч (АС) 871 °C, 1 ч (AQ+720 °C, 1 ч (АС) 5 - температурные области деформации. Способ но: STA-OTP - обработка на твердый раство LT-CT LT-CT LT-CT я охлажд з. С - ст 25,4 25,4 25,4 гния: АС, руктура: 925 935 917 FAC, OQ. VI - мелка A'Q - на е я; Г - гр 84,2 84,2 91,4 оздухе, ф убая; П » » » орсированное, в - пластинчатая;
Таблица 5.10
Вязкость разрушения отечественных псевдо-Р-сплавов
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца Толщи- на об- разца, мм о, МПа Вязкость разру- шения. МПа -Jm Литература
(К) «и
Шайбы:
t =850 °C; е=40 % Закалка, 750 °C, старение, 550 °C, 8 ч Т,ВР 20 1235 — 39,4 [268]
Гдеф=950 °C; е=0 % Тоже Т,ВР 20 1269 — 54,9 Там же
t 7=950 °C; е=20 % t =950 °C; е=40 % деф /деф=950 °С> Е=60 % » Т,ВР 20 1274 — 52,7 »
» Т,ВР 20 1282 — 54,6 »
» Т,ВР 20 1279 — 56,4 »
t ^=1050 °C; е=40 % деф Плиты: » Т,ВР 20 1282 — 51,5 »
t =850 °C; е=40 % деф ’ Гдеф=950 °C; е=0 % — ВР 25 940 — 51,2 [210]
— ВР 25 1019 — 55,8 Там же
/=950 °C; е=20 % — ВР 25 1137 — 68,2 »
,деф=950 °C; е=40 % — ВР 25 1196 — 65,1 »
ВТ22 t =950 °C; е=60 % — ВР 25 1254 — 62,0 »
t =1050 °C; е=40 % деф - ВР 25 1343 - 55,8 »
Плиты: Закалка+старение — 30 1137 — 68,2 [269]
15 % Р-деформапии+ +85 % (а+Р) — — — 1200 — 77-87 [53]
70 % Р+30 % (а+р)-де- формации 20 % Р+80 % (а+Р)-де- формации 1200 1200 53-62 62-71 » Там же
Прутки 850 °C, 1 ч-»750 °C, 2-3 ч (ОВ)+ +630 °C, 4 ч (ОВ) ВР 10 1050-1150 — 81,5 [270]
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.10
\D
-U
Сплав Полуфабрикат Термическая обработка Ориен- тация и тип об- разца Толщи- на об- разца, мм МПа Вязкость разру- шения, МПа з/м Литера- тура
(К) к
Прутки 850 °C, 1 ч-+750 °C, 2-3 ч (ОВ)+ +600 °C, 4 ч (ОВ) ВР 10 1150-1250 — 65,5 Там же
Гдеф=850 °C 750 °C, 1 ч, вода+575 °C, 8 ч ВР 20 1260 — 40,2 [229]
/дсф=950 °C 750 °C, 1 ч, вода+575 °C, 8 ч ВР 20 1310 - 55,7 Там же
t =1050 °C Деф Поковки: 750 °C, 1 ч, вода+575 °C, 8 ч ВР 20 1310 — 52,5 »
Гдеф=860 °C 825 °C, 2 ч->400 °C (ОВ) ВР 50 1000 145,6 — »
гдеф=96° °C 825 °C, 2 ч->400 °C (ОВ) ВР 50 990 142,4 — »
г =1100 °C деф гдеф=860 °C 825 °C, 2 ч->400 °C (ОВ) ВР 50 965 140,8 — »
825 °C, 2 ч—>750 °C (ОВ)+580 °C, 4 ч ВР 35 1170 — 88,6 »
<деф=96° °C 825 °C, 2 ч->750 °C (ОВ)+580 °C, 4 ч ВР 35 1210 - 85,4 »
С=11°о °с 825 °C, 2 ч->750 °C (ОВ)+580 °C, 4 ч ВР 35 1180 — 94,9 »
Штамповки, 50 мм 770 °C, 1 ч->350 °C (ОВ) ДП, ВР 28 ИЗО — 74,7 »
ВТ22 Штамповки, 50 мм 850 °C, 1 ч->750 °C, 2 ч (ОВ) Дп, вр 35 1135 - 76 »
Прутки, 160 мм 825 °C, 2 ч->750 °C, 2 ч дп, вр 35 1170 - 88,6 »
Прутки, 160 мм 580 °C, 4 ч (ОВ) ДП, ВР 35 1180 — 90,2 »
Плиты, 40 мм 825 °C, 1 Ч-+750 °C, 1 ч->450 °C Дп, вр 35 1140 — 87 »
Плиты, 40 мм 550 °C (ОП) дп, ВР 35 1115 — 80,7 »
Прутки, 80 мм 830 °C, 1 ч->750 °C, 2 ч (ОВ); 600 °C дп, ВР 30 1200 — 72,2 »
Прутки, 100 мм 750 °C, 1 ч—>450 °C (ОВ) ДП, ВР 28 1200 — 87 »
Прутки, 100 мм 750 °C, 1 ч (ОВ)+550 °C, 2 ч (ОВ) ДП, ВР 28 1270 - 80,4 »
Тоже 750 °C, 1 ч (3)+550 °C, 2 ч (ОВ) ДП, ВР 28 1280 — 65,8 »
Плиты 800 °C, 1 ч (ОВ) ВР - 941 — 54,0 [255]
Тоже 780 °C, 1 ч (ОП) ВР — 1196 — 66,8 Там же
» 750 °C, 1 ч (ОВ)+600 °C, 2 ч ВР — 1137 — 69,9 »
» 750 °C, 1 ч (3)+600 °C, 2 ч ВР - 1254 - 63,3 »
Продолжение табл. 5.10
Ориен- Толщи- Вязкость разру-
тация и на об- а. МПа д/м Литера-
Сплав Полуфабрикат Термическая обработка тип об- разца. мм МПа шения, тура
разца (К) К
» 750 °C, 1 ч (3)+500 °C, 2 ч ВР — 1343 — 57,0 »
» 780 °C, 1 ч (ОП)+750 °C, 1 ч (ОВ)+600 °C, 2 ч (ОВ) ВР - 1014 - 58,2 »
dIZZ Плиты, 125 мм Глобулярная структура ВР - 1250 - 50 [101]
То же Пластинчатая структура ВР - 1250 - 60 Там же
ВТ22И Прутки 775 °C, 1 ч (ОВ)+525 °C, 4 ч (ОВ) ВР — 1225 — 68-77,5 [230]
Тоже 750 °C, 1 ч (ОВ)+525 °C, 4 ч (ОВ) ВР - 1078 - 62-93 Там же
Поковки:
/^=860 °C 750 °C, 2 ч—>400 °C (ОВ) ВР 35 1210 — 39,9 [229]
ВТ22М /^=960 °C 750 °C, 2 ч—>400 °C (ОВ) ВР 35 1240 — 30,7 Там же
t =1100 °C деф 750 °C, 2 ч—>400 °C (ОВ) ВР 35 1240 - 31,3 »
ВТЗО Плиты, 30 мм 730 °C, 1 ч+510 °C, 8 ч ДП, ВР 25 1300 - 76 »
ВТ19 - Закалка+старение - - 1300 - 60,8 [55, с. 286]
— То же - — 1372 — 52,8 Там же
Плиты Закал ка+старение ВР 25 980 — 74,3 [2Ю]
ВТ15 То же То же ВР 25 1080 62,0 Там же
» » ВР 25 1205 - 48,1 »
Примечание. 3- закалка: ОВ и ОП - охлаждение на воздухе и с печью: ВР. ДП - см. рис. 5.4. Т - тангенциальные образцы.
5.2. Вязкость разрушения титановых сплавов разных классов
Таблица 5 11
\D
O\
Вязкость разрушения зарубежных псевдо-Р-сплавов
Марка сплава Вид полуфабриката Термическая обработка Ориента- ция и тип образца Qr' МПа Вязкость разруше- ния, МПа у[м Литера- тура
К<1 к
Плиты, 25 мм, ковка, 1040 °C, прокатка, 870 °C 815 °C, 1 ч, (АС)+540 °C, 4 ч — 1155 — 48,7 [120, с. 2025]
Transage 129 Плиты, 25 мм, ковка, 1040 °C, прокатка, 870 °C 815 °C, 1 ч (АС)—>455 °C, 24 ч f 1109 — 75,4 Там же
Плиты,25 мм ковка, 955 °C прокатка, 955 °C 815 °C, 1 ч (АС)->455 °C, 24 ч — 1002 — 49,5 »
Плиты, 25 мм 815 °C, 1 ч (АС)->455 °C, 16 ч - 1235 - 59,5 »
Плиты, 13 мм 815 °C, 1 ч (AQ+593 °C, 2 ч (WQ)+ +454 °C, 1 ч - 1082 - 66,9 [33, с. 976]
Transage 134 То же 815 °C, 1 ч (АС)+690 °C, 1 ч (WQ)+ +454 °C, 1 ч — 1200 — 31,2 Там же
» 815 °C, 1 ч (AQ+690 °C, 12 ч (АС)+ +454 °C, 1 ч — 1186 — 36,4 »
Поковки, 19 мм 815 °C, 1 ч (OQ)+595 °C, 1 ч (OQ)+ +480 °C, 4 ч (АС) LT 1155 — 59 »
Поковки (а+Р) 720 °C, 2 ч (AQ+480 °C, 24 ч RT 1258 — 23,1 [33, с. 988]
720 °C, 2 ч (АС)+480 °C, 24 ч TR 1258 - 23,5 Там же
Поковки (Р) 815 °C, 1 ч(АС)+510°С, 24 ч 815 °C, 1 ч(АС)+510°С, 24 ч RT TR 1299 1299 — 31,4 30,9 » ))
Beta CEZ Типичные свойства Равноосная структура - - - 45-55 [33, с. 933]
Глава 5 Вязкость разрушения титановых сплавов
5.2. Вязкость разрушения титановых сплавов разных классов
Продолжение табл. 5.11
Литера- тура г—, <7? U О U ° u S й s - S - * - * 1 о i Н Е- чо Н оо Н 2L сч сч [33, с 460] Там же » » »
Вязкость разруше- ния, МПа Vm О wn ОО — | с W in оо (N ГГ 'Г О о <3 CN ГТ СГ 1 \о \о О О СП Ш СП 'О
О* 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 р 1111
а, МПа СЧ~О,-МЧ,а\С1'0ОО|ЛО1Л1ЛОО . , тг — Г'л2с'0осчсса404оогстг — г~ <-с 1 1 ООСЧО^’ТСС — С^О — — — ГСГСГСГСО 1170 1103 1040 1170 1103
Ориента- ция и тип образца L-LT-TPB LT-L-TPB ST-L-TPB 1 1 1 1 1
Термическая обработка sr оо sr з- з- з- =-r5r5r5tfl-:5“Jo:r Q.S ОО 000000 “ g 12 § £ £ ir- S S Е 2 и оо ООО ОхХХ . .со + ^“ daoUOoocSU^o^uih hE>O° >inovn>^]SS2OO0 OOO^ So о о ££? О S | issS8£**s£.2gs^g8^ В g0Ooi500ooo oooor)US>^-'_° Ч О О О ООО OOOOq — o— О C ГС ° Ю Ю Ю — сч СЧ СЧ S 2 _ - о “ 00 о OO OO OO OlMOOWgSgU,-.- S2 “ ° § сч О' 1 1 1 1 1
Вид полуфабриката S 2 о 5 V3 — -“о — u и s ? ЙЙЙЙЙЙ**ЙН*ЙЙЙ Яг° S ,о 1 S'- он о. i о о а С Зе2 ЕС (а+Р)-процесс Р-процесс
Марка сплава Beta CEZ Ti-17
397
\О
оо
Продолжение табл. 5.11
Марка сплава Вид полуфабриката Термическая обработка Ориента- ция и тип образца И, МПа Вязкость разру- шения. МПа д/м Литера- тура
^0 «и
Разброс значений Закалка+старение - 1034 930-1220 - 88 90-98 » »
Диски (а+Р) 800 °C, 4 ч+615 °C, 8 ч TR-CT — — 60,5-64,4 [28, с. 1839]
Ti-17 То же То же TR-CT — — 62,5 Там же
Поковки, 80 мм 800 °C, 4 ч+бОО °C, 8 ч СТ 1040 — 58,5 [27, с. 513]
» 800 °C 4 ч+615 °C, 8 ч СТ 1030 — 63,0 Там же
» 800 °C, 4 ч+бЗО °C, 8 ч СТ 1030 - 68,0 »
Плиты,13 мм Закалка — 760 — 163 [33, с. 786]
То же Закалка+480 °C, 8 ч — 1380 — 57 Там же
» Закалка+510 °C, 8 ч — 1335 — 66 »
» Закалка+595 °C, 8 ч — 1145 — 95 »
Пресс-изделия (ох- 760 °C, 0,5 ч (WQ)+480 °C, 8 ч TPL 1160 - 58 »
лаждение на воздухе) То же, охлаждение в 760 °C, 0,5 ч (WQ)+480 °C, 8 ч TPL ИЗО — 55 »
Beta-Ill воде Поковки, 100 мм 720 °C, 1 ч (WQ)+510 °C, 8 ч — 1258 — 67 »
Плиты, 50 мм 740 °C (WQ)+480 °C, 8 ч - 1399 54 - »
То же 740 °C (WQ)+540 °C, 8 ч - 1158 71 - »
» 740 °C (WQ)+595 °C, 8 ч - 1089 77 — »
Плиты,16 мм 870 °C (АС)+480 °C, 2 ч - 910 — 72 »
То же 870 °C (AQ+480 °C, 8 ч — 1151 — 55 »
» 870 °C (AQ+620 °C, 1 ч - 862 - 99 »
Плиты, 13 мм Закалка, 720-790 °C (WQ) — 765 162 - »
То же Закалка+480 °C, 8 ч — 1386 — 58 »
» Закалка+510 °C, 8 ч - 1337 - 66 »
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.11
Марка сплава Вид полуфабриката Термическая обработка Ориента- ция и тип образца ат' МПа Вязкость разру- шения, МПа т/м Литера- тура
Ко «и
Beta-Ill » Закалка+595 °C, 8 ч — 1117 — 95 »
Изотермическая Высокопрочное состояние - 1200-1255 - 29 [23, с. 1307]
ковка
Обычная ковка Тоже — 1145-1280 — 44-60 Там же
Изотермическая Состояние пониженной прочности - 985-1060 - 70 »
ковка
Обычная ковка То же — 930 — 100 »
Пресс-изделия (экструзия) Согласно стандарту; » — 1000-1105 45-48 »
AMS 4984 — — 1100 — 44 [33, с. 854]
AMS 4986 — — 1000 — 60 Там же
AMS 4987 — — 895 — 88 »
Ti-10-2-3 Поковки — — 1000 — 100 [199, с. 401]
То же — — 1100 — 80 Там же
» — — 1200 — 60 »
» — — 1300 — 40 »
Поковки (а+₽) сечение 75 мм Тройной отжиг — 1256-1311 — 39-43 [33, с. 854]
» 50 мм Тоже — 1173-1325 — 35 Там же
» 25 мм » — 1214-1256 — 30-31 »
Поковки ротора Изотермическая ков- 780 °C, 2 ч (WQ)+520 °C, 8 ч т-ст 1129 — 64,4 [26, с. 948]
ка при 700 °C То же, 700 °C 780 °C, 2 ч (WQ)+520 °C, 8 ч ST-CT 1096 - 45,1 Там же
5.2. Вязкость разрушения титановых сплавов разных классов
400
Продолжение табл. 5.11
Марка сплава Вид полуфабриката Термическая обработка Ориента- ция и тип образца Gt- МПа Вязкость разру- шения, МПа 4м Литера- тура
Ке к...
» 750 °C 780 °C, 2 ч (WQ)+535 °C, 8 ч т-ст 1120 — 72,3 »
» 750 °C 780 °C, 2 ч (WQ)+535 °C, 8 ч ST-CT 1098 — 54,3 »
» 770 °C 780 °C, 2 ч (WQ)+535 °C, 8 ч т-ст 1152 — 76,0 Там же
» 770 °C 780 °C, 2 ч (WQ)+535 °C, 8 ч ST-CT 1122 — 48,4 »
Ti-10-2-3 » 700 °C Поковки для ротора вертолета Традиционная ковка То же Ковка с измельчени- ем зерна Традиционная ковка, большая степень де- формации малая степень дефор- мации Ковка с измельчени- ем зерна, большая степень де- формации малая степень де- формации Поковки деталей ро- тора вертолета Прутки, 70 мм Поковки 780 °C, 2 ч (WQ)+510 °C, 8 Закалка+старение То же » » » » » ч ST-CT TL-CT LT-CT ст ст ст ст ст ст ст ст 1161 1163 1152 1162 1188 1158 1163 1163 1054 ИЗО 1150 - 40,6 54 53 43 52 56 43 42 54 76,9 40-80 » [26, с. 1378] Там же » » » » » [26, с. 1609] [28, с. 2643] [28, с. 2713]
Глава 5. Вязкость разрушения титановых сплавов
Продолжение табл. 5.11
Марка сплава Вид полуфабриката Термическая обработка Ориента- ция и тип образца °т' МПа Вязкость разру- шения, МПа Vm Литера- тура
Т1-В19 Поковки 900 °C, 0,5 ч (AQ+500-530 °C, 24 ч ст >1150 - >70 [88, с. 1575]
Плиты 800 °C, 20 мин (АС)+480 °C, 14 ч (АС) LT 1253 — 44,3 [33, с. 911]
То же То же TL 1304 — 46,8 Там же
)> 800 °C, 20 мин (АС)+510 °C, 14 ч и 1213 — 42,1 »
» То же TL 1263 — 43,4 »
Плиты, 38 мм Старение, 482 °C, 24 ч 25,4 1273 — 47,5 [26, с. 988]
» То же, 538 °C, 48 ч 25,4 1043 — 48,9 Там же
Ti—15—3-3-3 » » 566 °C, 24 ч 25,4 966 — 61,2 »
» 427 °C, 24 ч+566 °C, 6 ч 25,4 1193 — 61,1 »
» 427 °C, 24 ч+593 °C, 4 ч 25,4 1076 — 69,9 »
» 538 °C, 24 ч+427 °C, 24 ч 25,4 1120 — 65,05 »
» 427 °C, 6 ч+579°С, 8 ч+607 °C, 18ч 25,4 1055 — 76,7 »
Роторы - - 1055-1192 - 57-67 [28, с. 2975]
Прутки, 70 мм — — 1117 — 61,0 [28, с. 2643]
Ti-555 Поковки — — 1293 — 43,4 Там же
То же - - 1283 - 39,6 »
Timetai LCB Прутки тмо ЦОУТ 1430 - 18 [26, с. 1288]
Трубы, s=30 % Закалка+старение CR 1241 — 60 [21, т. 2, с. 697]
То же, е=84 % Деформация+старение LR 1261 - 49,4 Там же
» е=84 % Закалка+старение CR 1180 43,4 - »
Ti-8823 Прутки Деформация+старение LR 1148 44.9 - »
t =900 °C пресс Закалка+старение CR 1087 — 40 »
Прутки Двойной отжиг CR — — 53,8 »
t =1010 °C пресс Закалка+старение CR - - 45,6 »
5 2. Вязкость разрушения титановых сплавов разных классов
402
Продолжение табл. 5.11
Марка сплава Вид полуфабриката Термическая обработка Ориента- ция и тип образца СУт, МПа Вязкость разру- шения, МПа з/м Литера- тура
Ке
Beta С П р и м е ч а Прутки, 75 мм То же » » Поковки, 150 мм То же » » Плиты, 32 мм То же Плиты, 19 мм н и е. WQ, AC, OQ - TPL-трехточс ЦОУТ - испыт; см. в 785 °C, 1 ч (AQ+550 °C, 24 ч То же 840 °C, 1 ч (AQ+480 °C, 24 ч То же 815 °C, 15 мин (AQ+565 °C, 12 ч То же 815 °C, 15 мин (WQ)+565 °C, 12 ч То же 925 °C (АС)+565 °C, 8 ч 925 °C (АС)+675 °C, 8 ч (АС) 815 °C, 1 ч (АС)+525 °C, 4 ч охлаждение в воде, на воздухе и в масле со( чное нагружение образцов; FPL - испытани шия цилиндрических образцов с усталостной тексте (раздел 5.1). CR RL CR RL L Т L Т тгветственно; я по схеме че' трещиной: о 1151 1186 1124 1144 1137 862 1206 гырехточе 5озиачеиия 53 56 4 кого наг ориентаи 54,7 55,0 62,2 56.4 90 64 97 61 90 сужения; ии образце [33, с. 821] Там же » » » » » » » » » )В
5.3. Сопоставление титановых сплавов по вязкости разрушения
5.3. Сопоставление титановых сплавов по вязкости разрушения
Сопоставление титановых сплавов по вязкости разрушения встречается с теми
же трудностями, которые были ранее отмечены при сопоставлении сплавов по
механическим свойствам на растяжение и сопротивлению усталости, а именно с
большим разбросом результатов испытаний.
Вязкость разрушения каждого конкретного сплава определяется, прежде все-
го, уровнем его прочностных характеристик и типом структуры. Предел текуче-
сти а- и псевдо-а-сплавов, за исключением жаропрочных, обычно не превышает
850 МПа; сопротивление этих сплавов разрушению достаточно высокое и разруше-
ния при плоской деформации не наблюдается. Прочность и вязкость (а+Р)-спла-
вов колеблется в весьма широких пределах. Необходим тщательный контроль за
содержанием кислорода и точное соблюдение технологии производства и режи-
мов термообработки для достижения KJa02 более 0,16 -у/м и обеспечения доста-
точного сопротивления разрушению.
На рис. 5.5-5.9 приведена взаимосвязь вязкости разрушения с временным
сопротивлением разрыву отечественных (а+Р)-сплавов ВТ6, ВТ9, ВТЗ-1, ВТ23
и сплава переходного класса ВТ22, для которых опубликовано достаточно для
такого обобщения данных (см. табл. 5.8 и 5.10). Большинство результатов было
получено на образцах типа ВР. По оси абсцисс отложено временное сопротивле-
ние разрыву, а не предел текучести. Последняя характеристика не входит в оте-
чественные стандарты, в связи с чем сведения о ней ограничены. Вязкость раз-
рушения титановых сплавов снижается с увеличением уровня их прочности. Раз-
брос значений вязкости разрушения довольно значителен из-за влияния техноло-
гических факторов (колебание химического состава и содержания примесей, ре-
жимы обработки давлением, термическая обработка).
Рис. 5.5. Взаимосвязь вязкости разрушения сплава ВТ6 и временного сопротивления разрыву.
Построено по данным табл. 5.8 и [ 18]
403
Глава 5. Вязкость разрушения титановых сплавов
Рис. 5.6. Взаимосвязь вязкости разрушения сплава ВТ9 и временного сопротивления разрыву
Построено по данным табл. 5.8 и [ 18]
Рис. 5.7. Взаимосвязь вязкости разрушения сплава ВТЗ-1 и временного сопротивления разрыву.
Построено по данным табл. 5.8 и [ 18]
Рис. 5.8. Зависимость вязкости разрушения плит из сплава ВТ23 от временного сопротивления
разрыву [220]
404
5.3. Сопоставление титановых сплавов по вязкости разрушения
Рис. 5.9. Взаимосвязь вязкости разрушения сплава ВТ22 и временного сопротивления разрыву.
Построено по данным табл. 5.10
Согласно данным, приведенным в работе [274], вязкость разрушения титановых
сплавов с примерно одинаковым уровнем прочности возрастает с увели-
чением коэффициента [3-стабилизации сплава ([Мо]экв). Действительно, из
рис. 5.5, 5.7 и 5.9 следует, что для сплавов ВТ6 (АГр~0,25), ВТЗ-1 (/^-0,6) и ВТ22
(Хр=1,2) вязкость разрушения при временном сопротивлении разрыву ~1200 МПа
составляет45-55,50-70 и 50-88 МПа л/м соответственно. Вязкость разрушения псев-
до- Р-сплава ВТЗ 0 при ов= 1300 МПа равна 76 МПа л/м . Из данных справочника [ 17]
также следует, что псевдо-Р-сплавы обладают более высокой вязкостью разрушения
по сравнению с (а+Р)-сплавами при примерно тех же значениях предела текучести.
Вязкость разрушения отечественных сплавов сопоставлена на диаграмме, при-
веденной на рис. 5.10 [229]. Вязкость разрушения отечественных сплавов сни-
Рис. 5.10. Взаимосвязь вязкости разрушения с пределом текучести отечественных сплавов [23]:
/-б-соответственно ВТ22, ВТ8, ВТЗ-1, ВТ9, ВТ23, ВТ6, деформация в (а+Р)-области; 7-/2 - то
же, деформация или термообработка в P-области; пунктирные линии - данные по вязкости разруше-
ния титановых сплавов, применяемых в США после обработки в Р-области [229]
405
Глава 5. Вязкость разрушения титановых сплавов
жается с увеличением предела текучести, при этом для материала, деформирован-
ного в P-области или термически обработанного с нагревом до нее, значения Кк
больше, чем после деформации и термической обработки в (а+Р)-состоянии.
С повышением предела текучести вязкость разрушения снижается, причем наибо-
лее заметное снижение Ки наблюдается при его увеличении от 950 до 1250 МПа.
Отечественные сплавы не уступают зарубежным по вязкости разрушения. Сплав
ВТ22 обладает наилучшими потенциальными возможностями по применению с
уровнем прочности более 1200 МПа при высокой вязкости разрушения по срав-
нению с другими высокопрочными сплавами (рис. 5.11). Зарубежные исследова-
тели оценили преимущества сплава ВТ22 перед другими материалами и предло-
жили его аналог - сплав Ti—555 [28, с. 1559, 2643, 2667].
Рис. 5.11. Влияние временного сопротивления разрыву на вязкость разрушения титановых сплавов
ВТбч, ВТ 16, ВТ23 и ВТ22 [204, с. 13]
В зарубежных работах вязкость разрушения титановых сплавов обычно сопо-
ставляется с вязкостью разрушения сплава Ti-6A1-4V. В зависимости от предела
текучести, содержания примесей и типа структуры вязкость разрушения сплавов
типа Ti-6A1—4V изменяется от 33 до значений более 110 МПа ум (рис. 5.12).
Рис. 5.12. Колебания возможных значений вязкости
разрушения и предела текучести для сплавов Ti-6AI-
4V (/) и TL-6A1-4V ELI (2) [33, с. 581]
406
5.3. Сопоставление титановых сплавов по вязкости разрушения
Сплав Ti-6A1-^4V обладает более высокой вязкостью разрушения, чем алюми-
ниевые сплавы, но более низкой по сравнению со сталями [33, с. 58]. Типичные
значения критического коэффициента интенсивности напряжений Ки составля-
ют (в МПал/м ): для (а+Р)-отожженного сплава Ti-6A1—4V-65; Р-отожженного
сплава Ti-6A1-^4V — 90; алюминиевого сплава 7075 — 35; сталей 4140 и 4340 с
прочностью 1240-1380 МПа- 115. В общем случае вязкость разрушения сплава
Ti-6A1-4V возрастает с увеличением количества превращения P-фазы (пластин-
чатой составляющей). Исключение составляет рекристаллизованная отожжен-
ная структура, которая не содержит превращенной Р-фазы (925 °C, охлаждение с
печью до 760 °C в течение 4 ч, воздух), но обеспечивает такую же высокую
вязкость разрушения, как и Р-отжиг. Грубые структуры обычно обеспечивают
более высокую вязкость разрушения, чем мелкозернистые.
Сплав Ti-6A1—4V с пониженным содержанием примесей обладает повышен-
ной вязкостью разрушения (см. рис. 5.12) и рекомендуется для применения, где
этот параметр механических свойств является решающим. Сплав Ti-6A1-^4V ELI
сохраняет преимущество по вязкости разрушения перед сплавом Ti-6AI-^4V при
криогенных температурах.
На рис. 5.13 приведено сопоставление некоторых зарубежных титановых спла-
вов со сплавом Ti-6AL^4V. Многие сплавы обладают большей вязкостью разру-
шения по сравнению со сплавом Ti-6A1—4V при одинаковом уровне предела те-
кучести. К материалам с большей вязкостью разрушения, чем сплав Ti-6A1—4V,
относятся сплав Согопа-5 и псевдо-Р-сплавы.
Сплав Согопа-5 разрабатывался как материал с большой вязкостью раз-
рушения [99]. При его разработке исходили из следующих требований:
Рис. 5.13. Взаимосвязь вязкости разрушения с пределом текучести сплавов [14. с. 582]
I -TL-6A1-4V (отожженное и термоупрочненное состояние), типичная кривая; 2-Ti-5Al-6Sn-2Zr-
lMo-0.2Si; 3-Ti-5A12,5Sn ELI (отжиг); 4—Ti—8А1—1 Mo-4V (отжиг) высокая чистота. 5-Согопа-5:
6 - Ti-6Al-2Sn-4Zr-6Mo (ОТР+старение); 7 - Ti-6Al-6V-2Sr> (ОТР+старение); 8 - Ti 11,5Мо-
6Zr-4,5Sn (ОТР+старение); 9 — Ti-8Mo-8V-2Fe-3Al (ОТР+старение)
407
Глава 5. Вязкость разрушения титановых сплавов
/^ >110 МПа л/м ; ов>935 МПа [99]. Нужное сочетание свойств было получено в
результате дисперсионного упрочнения [3-фазы в результате выделения частиц
а-фазы и растворного упрочнения [3-фазы [3-стабилизаторами. Рис. 5.14 иллюст-
рирует достигнутые уровни вязкости разрушения сплава Согопа-5 при глобуляр-
ной и пластинчатой структурах.
Рис. 5.14. Зависимость вязкости разрушения сплава Согопа-5 от временного сопротивления разрыву
при преимущественно глобулярной (7) и преимущественно пластинчатой (2) структурах [33. с. 711]
Для сплавов типа Transage характерно сочетание высокой прочности со зна-
чительной вязкостью разрушения. Сплав Transage 134 при пределе текучести
1150 МПа имеет ^|(~55 МПа-Ум\ При таком же уровне предела текучести
сплавы Ti-6A1—4V и Ti-6Al-2Sn-4Zr-6Mo обладают вязкостью разрушения 20-
26 МПа 4м [33]. Для обеспечения в сплавах серии Transage максимальной вяз-
кости разрушения и циклической выносливости при уровне временного сопро-
тивления разрыву более 1240 МПа необходимо исключить выделение непрерыв-
ной оторочки а-фазы по границам исходных [3-зерен. Такая оторочка не образу-
ется, если после закалки в воде с [3-области (-815 °C) следует (а+[3)-отжиг (при
650-700 °C) с охлаждением на воздухе или в масле, а затем старение при 455-
480 °C в течение 24 ч [33].
Из вышесказанного следует, что для обеспечения достаточно высокой вязкос-
ти разрушения следует рационально выбирать состав сплавов, ограничивать уро-
вень их прочности, стремиться к наименьшему содержанию примесей, особенно
кислорода, создавать методами обработки давлением и термического воздействия
оптимальные структуры.
Литейные титановые сплавы должны обладать большей вязкостью разруше-
ния, чем деформированные полуфабрикаты с мелкозернистой глобулярной
408
5.3. Сопоставление титановых сплавов по вязкости разрушения
структурой. Так, в частности, литейный сплав ВТ9Л после отжига по режиму:
950 °C, 1 ч, охлаждение на воздухе + 530 °C, 6 ч, имеет вязкость разрушения
около 80 МПа л/м при о =1100 МПа, а полуфабрикаты, полученные деформа-
цией в (а+Р)-области, после отжига потому же режиму обладаютМПа л/м
при том же уровне прочности [220, 229]. В то же время фасонные отливки спла-
ва ВТ9Л, естественно, обладающие пластинчатой структурой, имеют вязкость
разрушения, близкую к характерным ее значениям для деформированных полу-
фабрикатов с пластинчатой структурой (7^^70-90 МПа л/м ).
Вязкость разрушения сплавов на основе алюминидов титана существенно ниже
этой характеристики для традиционных сплавов при сопоставимом уровне проч-
ности (табл. 5.12). В сплавах на основе алюминида Ti.AI вязкость разрушения
колеблется от 12,5 до 30 МПа л/м и выше в зависимости от типа структуры.
Наблюдается тенденция к росту вязкости разрушения с увеличением содержания
В2-фазы в структуре сплавов (рис. 5.15).
Рис. 5.15. Влияние количества В2-фазы на вязкость разрушения сплавов системы Ti-Al-Nb-Me [33
с. 1026]
Вязкость разрушения деформированных полуфабрикатов из сплавов на осно-
ве алюминида титана TiAl колеблется от 10-16 МПал/iw при бимодальной
структуре до 20-35 МПа л/кГ при полностью пластинчатой структуре [275]. Ли-
тые сплавы обнаруживают такую же вязкость разрушения, как и деформирован-
ные полуфабрикаты с пластинчатой структурой. Однако из-за дефектов фасон-
ного литья и неоднородной структуры они могут обладать пониженной вязкос-
тью разрушения (ЛГ1с=12—20 МПа л/м ) [275].
409
Таблица 5.12
410
Вязкость разрушения сплавов на основе алюминидов титана при комнатной температуре
Сплав, % ат. Технология Микроструктура опг МПа му. МПа у[м Литература
Ti-24A1-1 INb — Равноосная 648,8 20,4 [33, с. 1021]
— Грубая 461,9 22,5 Там же
— Тонкая 688,4 15,0 »
Ti-25Al-10Nb-3V-lMo — Пластинчатая 825 13,5 »
Тот же — Бимодальная (25 % cQ 760 (18) [26, с. 340]
Ti-24,5Al-17Nb — Пластинчатая 925 28,3 [33, с. 1021]
Ti-25Al-17Nb-lMo — Тонкая пластинчатая 989 20,9 Там же
Ti-48Al-2Cr-2Nb Литье+ВГО+ТО Бимодальная 331 (20-30) [275]
Тот же То же То же 331 20,4 [26, с. 192]
Ti-48Al-2Mn-2Nb ПМ+ВГО а,+равноосная у 423 5,1 [26, с. 574]
ПМ+ВГО+1390 °C, 1 ч Пластинчатая FL 360 13,3 Там же
ПМ+ВГО+1360 °C, 2 ч Почти пластинчатаяNL 370 7,5 »
ПМ+ВГО+1335 °C, 4 ч Бимодальная 359 5,5 »
45XD (Ti-45Al-2Mn-2Nb-0.8TiB,) Тоже a-колонии, а-оторочка 550-590 (15-19) [275]
47XD (Ti-47Al-2Mn-2Nb-0,8TiB2) Литье+ВГО+ТО NL+TiB2 402 15-16 [275]
Тот же То же — 402 15,4 [26, с. 192]
ABB (Ti-47Al-2W-0,5Si) Литье+термообработка Бимодальная 425 22 [275]
K.5 (Ti-46,5Al-2Cr-3Nb-0,2W) Ковка+термообработка Бимодальная 462 11 [275]
Тоже REL 473 20-22 Там же
Тот же Ковка+1270 °C, Бимодальная 462 11 [26, с. 113]
» 2 ч (FC)->700 °C Ковка+1340 °C, Пластинчатая 375 (16,5) Там же
Ti-47Al-2Nb-lMn-W Mo Si 2 ч (FC)->700 °C Литье+ВГО+ТО - 413 (19,0) [26, с. 192]
* В скобках Ку. Примечание. Тип структуры: FL - полностью пластинчатая; NL - почти полностью пластинчатая; REL - мелкозернистая пластинчатая
Глава 5. Вязкость разрушения титановых сплавов
Глава 6
ЖАРОПРОЧНОСТЬ ТИТАНОВЫХ СПЛАВОВ
6.1. Общие сведения
Под жаропрочностью понимают способность материалов работать под напря-
жением в условиях повышенных температур без заметной остаточной деформа-
ции и разрушения. О возможности работы титановых сплавов при повышенных
температурах можно судить, прежде всего, по зависимости кратковременных проч-
ностных свойств от температуры. Однако кратковременная прочность не может
быть количественной характеристикой жаропрочности, так как механические свой-
ства металлов и сплавов при повышенных температурах сильно зависят от ско-
рости деформации и времени действия нагрузки. Основными характеристиками
жаропрочности являются длительная прочность и предел текучести.
Длительная прочность - это наибольшее напряжение, под действием которого
материал при данной температуре разрушается через заданный промежуток време-
ни. Предел длительной прочности обозначают буквой о и двумя индексами: ввер-
ху записывают температуру испытания в °C, внизу заданную долговечность в ча-
сах. Предел ползучести характеризует наибольшее напряжение, под действием ко-
торого материал при данной температуре деформируется на заданную величину
через определенный промежуток времени. Предел ползучести обозначают буквой
о и тремя индексами: один верхний соответствует температуре испытаний; два
нижних - деформации и времени, при котором эта деформация достигается.
Длительную прочность оценивают по результатам испытаний, при которых об-
разцы подвергаются действию постоянных напряжений различного уровня до раз-
рушения при разных температурах. На рис. 6.1 приведены для примера кривые
Рис. 6.1. Кривые длительной
прочности сплава ВТ9 при разных
температурах (а) и зависимость
предела длительной прочности от
температуры при базе испытаний
100,500, 1 000 и 2000 ч (6) [6]
411
Глава 6. Жаропрочность титановых сплавов
длительной прочности для сплава ВТ9 [6]. По результатам этих испытаний опреде-
ляют предел длительной прочности за 100 ч (о'|00); за 500 ч (о'500); за 1 000 ч (о' );
за 2000 ч (о\000). Естественно, что чем выше температура и больше длительность
действия напряжений, тем меньше предел длительной прочности.
Аналогично определяют и предел ползучести, но теперь измеряемой величи-
ной является не разрушающие напряжения, а деформации. Обычно за предел
ползучести принимают то напряжение, при котором деформация достигает 0.2 %
за заданное время: 100 ч (о'02/100); 500 ч (о'02/500); 1000 ч (о'02/|000). Для примера на
Рис. 6.2. Кривые ползучести отожженного сплава Ti-6A1-4V при температурах 400 (а) и 445 °C (б) [33.
с. 530]
Характеристики жаропрочности зависят от типа структуры и ее параметров [15].
При температурах выше 450-500 °C сопротивление ползучести и длительная проч-
ность возрастают при укрупнении всех параметров глобулярной структуры, уве-
личении объемной доли толстых пластин вторичной a-фазы или уменьшении
объемной доли тонких. При пластинчатой структуре характеристики жаропроч-
ности повышаются с увеличением размеров a-колоний, толщины пластин пер-
вичной a-фазы и росте 0-зерен.
6.2. Деформируемые титановые сплавы
Влияние температуры на временное сопротивление разрыву отечественных
отожженных сплавов при кратковременных испытаниях иллюстрирует рис. 6.3.
Приведенные кривые построены поданным монографий [2, 3] для всех сплавов,
кроме ВТ18У. Данные для сплава ВТ18У взяты из работы [49, с. 77]. Техничес-
кий титан и малолегированные а- и псевдо-а-титановые сплавы теряют прочно-
стные свойства при сравнительно невысоких температурах. Высоколегирован-
412
6.2 Деформируемые титановые сплавы
ные псевдо а-сплавы и некоторые (а+0)-сплавы с большим содержанием алюми-
ния обладают значительной прочностью при довольно высоких температурах.
Типичные (а+Р)-сплавы занимают промежуточное положение. Высокая проч-
ность термически упрочненных псевдо-Р-сплавов не сохраняется при температу-
рах выше 300-350 °C.
Рис. 6.3. Влияние температуры на
временное сопротивление разрыву
титановых сплавов в отожженном
состоянии:
1 - ВТ 1 -00; 2 - ВТ 1 -0; 3 - ОТ4-0; 4 - ОТ4-1;
5 - ОТ4; 6 - ВТ5-1: 7 - ВТ6, ВТ 14; 8 - ВТ20;
9 - ВТЗ-1; 10 - ВТ 18У; 11 - ВТ8; 12 - ВТ22;
13 - ВТ9 [18]
Рис. 6.4 показана кратковременная прочность зарубежных жаропрочных спла-
вов, применяемых для изготовления деталей газотурбинных двигателей. Наибо-
Рис. 6.4. Влияние температуры на временное
сопротивление разрыву зарубежных
жаропрочных титановых сплавов [33]:
1 - Ti-6AI—4V. заводской отжиг; 2 - Ti—811, от-
жиг 900 °C. 1 ч+595 °C, 8 ч; 3—1MI829, поков-
ки дисков, отжиг; 4 - 1М1685, прутки, Р-отжиг;
5 - IMI 550, прутки, термически обработаны;
6—Ti-1100, Р-ковка+отжиг; 7 —1М1 834. диски,
отжиг; 8 -Ti-6242, листы, двойной отжиг: 900°C,
30 мин (АС)+785 °C, 15 мин, охлаждение на
воздухе; 9 - Ti-6246, листы, двойной отжиг:
870 °C, 15 мин (АС)+700 °C, 15 мин. охлажде-
ние на воздухе
413
Глава 6. Жаропрочность титановых сплавов
лее высокой кратковременной прочностью обладает сплав Ti-6246, но получение
из него качественных полуфабрикатов связано с существенными трудностями
из-за высокой склонности молибдена к ликвации и образования 0-пятен в дефор-
мированном металле. Наиболее удачной композицией считают сплав IMI 834,
который обладает наиболее высокими характеристиками жаропрочности при тем-
пературах до 650 °C.
В табл. 6.1-6.6 приведена длительная прочность отечественных и зарубеж-
ных сплавов. Данные, представленные В.Н. Моисеевым в фундаментальном
справочнике [32], следует считать типичными. В обзорной статье Р.Е. Шали-
на и В.М. Ильенко [85, с. 23] приведены гарантированные значения свойств
из нормативно-технической документации (отраслевых стандартов, техничес-
ких условий и т. п.) для материала дисков компрессоров ГТД после соответ-
ствующей для каждого сплава стандартной термической обработки, а также
минимальные нерегламентированные характеристики из паспортов и серти-
фикатов на соответствующие материалы. В этой же статье [85, с. 23] пред-
ставлены основные механические свойства зарубежных титановых сплавов
поданным зарубежных стандартов и проспектов фирм-производителей полу-
фабрикатов.
Сопротивление ползучести титановых сплавов приведено в табл. 6.7-6.12.
За характеристику сопротивления ползучести приняты пределы ползучести -
напряжения, при которых деформация ползучести достигает 0,2 % за заданное
время при заданной температуре. Для отечественных сплавов данные по ползу-
чести, приведенные в энциклопедии [32], можно считать типичными. В обзор-
ной работе [85, с. 23] указаны гарантированные значения пределов ползучести
по технической нормативной документации и минимальные их значения из
паспортов и сертификатов на соответствующие сплавы. Для зарубежных спла-
вов типичными следует считать сведения, приведенные в справочнике [33].
Характеристики ползучести для зарубежных сплавов указаны также в работе
[85, с. 23] по данным, приведенным в зарубежных стандартах и проспектах
фирм-производителей. К сожалению, авторы не указали, являются ли эти зна-
чения свойств типичными или гарантированными.
Заметим, что предел ползучести зарубежных титановых сплавов по данным
работы [23] значительно выше значений, приведенных в других работах. Причи-
ны этих различий неясны, но мы привели также данные работы [23] с тем, чтобы
показать какие неожиданные результаты можно получить при исследовании ме-
ханических свойств титановых сплавов.
414
6.2 Деформируемые титановые сплавы
Таблица 6.1
Длительная прочность отечественных а- и псевдо-а-сплавов
в отожженном состоянии
Сплав Полуфабрикат z, °C Длительная прочность, МПа Литература
& 1ОО ^нюо 5000
ВТ 1-00 Листы, 1,0 мм 200 220 — — [32]
То же 300 190 — — Там же
ВТ 1-0 Листы, 1 мм 200 240 - — [32]
То же 300 160 — — Там же
ПТ-7М Листы, 1 мм 250 314 - — [32]
То же 350 284 — — Там же
» 400 226 — — »
ВТ5-1 Листы, 1,8 мм 250 — 590 — [32]
То же 300 — 560 — Там же
» 350 — 540 - »
» 400 — 390 — »
» 500 — 170 — »
Листы, 1,5 мм 350 441-510 — - [36, с. 160]
То же 500 245-294 — — Там же
» 550 127-245 - — »
» 700 49 - — »
Листы, 3 мм 250 — 578 — [6]
То же 300 — 550 — Там же
» 350 — 530 — »
» 400 — 382 — ))
» 450 — 255 — »
» 500 — 167 — »
Прутки, <100 мм 250 588 - - »
То же 300 560 — — »
» 350 539 — — »
» 400 461 363 (2000) — »
» 450 323 274 (2000) — »
» 500 245 147 (2000) — »
ОТ4-0 Листы, 1 мм 250 350 (500 ч) - — [32]
То же 350 320 (500 ч) — — Там же
» 400 280 (500 ч) - — »
ОТ4-1 Листы, 1 мм 300 440 — — [32]
ОТ4-1В — 400 290 — — Там же
ОТ4 Листы, 1-2 мм 250 540 510 510 [2, 32]
ОТ4В То же 300 500 470 470 Там же
» 350 490 451 — »
» 400 470 421 — »
Листы 200 520-550 — 520-550 [6]
То же 400 363-461 - 314-412 Там же
415
Глава 6. Жаропрочность титановых сплавов
Продолжение табл. 6.1
Сплав Полуфабрикат г, °C Длительная прочность, МПа Литература
° 100 1 000 ^5 (МН)
Прутки 300 550 — — [6]
То же 550 98 — — »
АТЗ Листы, 1,5 мм 300 392 — — [2]
То же 400 343 — — Там же
» 450 245 — — »
ВТ20 Листы, прутки, 200 784 - - [6]
<50 мм 350 666-696 666-696 666-696 Там же
То же 450 588-617 451-490 420-490 »
» 500 441-470 265-294 196 »
» 550 294 — — »
Листы, 2 мм 350 750 — — [32]
То же 500 490 — — Там же
» 550 200 — — »
Листы 500 460 — - [71]
ВТ18У Прутки, диски 500 588-616 — - [195]
Кольца 600 294 - Там же
Диски 450 >656 - [85, с. 23]
То же 500 >509 — — Там же
» 550 >509 — — »
» 600 >372 — — »
» 650 >274 — — »
Диски (отжиг) 600 280-300 - - [196]
Диски 500 647 — — [276, с. 72]
То же 550 460 — — Там же
» 600 314 - — »
Листы 500 650 - [71]
Пруток, 14-35 мм 500 650-700 - - [32]
Отжиг, КПл 550 500 — — Там же
То же 600 300-330 - — »
» 650 190 — — »
Пруток, 14—35 мм 550 430-450 - - »
Отжиг, Р 600 280-300 - - »
Примечание. КПл - структура корзиночного плетения; Р - равноосная структура.
6.2. Деформируемые титановые сплавы
Таблица 6.2
Длительная прочность зарубежных а- и псевдо-а-сплавов
Сплав Полуфаб- рикат Термическая обработка г, °C Длительная прочность, МПа Литература
° IOO ° 11МЮ
Grade 1 — — 250 — 103 [33, с. 234]
Grade 2 — — 250 — 117 Там же
Grade 3 — — 250 — 138 »
Ti 5Al-2,5Sn — Отжиг 150 — 550* [33, с. 307]
— То же 300 — 450* Там же
— » 450 — 380* »
Листы Отжиг 93 — 649 [74]
To же То же 204 — 524 Там же
» » 315 — 449 »
» » 427 — 400 »
» » 538 — 138 »
» » 649 - 34,5 »
Ti-3A1-2,5V — — 250 — 421 [33, с. 234]
T1-5621S — — 315 745 738 [33, с. 446]
— — 425 631 627 Там же
— — 510 593 545 »
Ti-6242 Диски — 560 343 — [85, с. 23]
(50ч)
Пруток — 425 715 - [33, с. 983]
IMI 829 Диски — 500 490 — [85, с. 23]
То же — 550 372 — Там же
Ti-1100 Диски — 550 431 - »
То же — 600 295 — »
IMI 834 » — 500 559 — »
» — 550 392 — »
» — 600 255 — »
Пруток Термически обработан 550 - 500 [33, с. 441]
То же Тоже 575 550 350 Там же
» » 600 400 — »
Ti-8-1-1 Поковки, Отжиг, 900 °С+595 °C, 8 ч 540 345 — [33, с. 395]
38 мм
То же Отжиг, 1010 °C+595 °C, 8 ч 540 415 — Там же
» Отжиг, 1065 °С+595 °C, 8 ч 540 440 — »
— — 500 480 — [85, с. 23]
* Creep - rupture strength.
417
-u
oo
Длительная прочность отечественных (а+Р)-титановых сплавов
Таблица 6.3
Сплав Полуфабрикат Термическая обработка t, °C Длительная прочность, МПа Литература
°1»<| ° 1000 °5000
ВТ6 Прутки, 25 мм Отжиг 350 >608 — — [2]
То же Тоже 400 >588 — — Там же
» » 450 >412 — — »
» Закалка+старение 350 >813 — - »
» Тоже 400 >735 — — »
» » 450 >539 — — »
Диски Отжиг 300 >695 — — [85, с. 23]
То же То же 350 >646 — — Там же
» » 400 >617 — — »
Листы, 2-3 мм - 350 630 — — [32]
То же — 400 600 — — Там же
» — 450 520 — — »
ВТбс Листы, 3 мм — 200 580 — — [32]
То же — 350 500 — — Там же
ВТ9 Деформированные полуфабрикаты - 500 >588 - [6]
Прутки Двойной отжиг 450 725-784 676-725 656-706 Там же
То же То же 500 588-666 451-539 419-490 »
Прутки 14-22 мм Отжиг 450 784 — — [195]
То же То же 500 637 — — Там же
» » 550 392 — — »
Диски » 450 >784 - — [85, с. 23]
То же » 500 £588 — — Там же
» » 550 >392 — — »
Прутки ТУ 500 >600 - - [40, с. 164]
Продолжение табл. 6.3
Сплав Полуфабрикат Термическая обработка z, °C Длительная прочность, МПа Литература
° 100 ° .000 ^5000
Прутки Корзиночное плетение 500 617 - — [40, с. 164]
То же Мелкозернистое строение 500 560-588 — — »
Прутки кованые Отжиг 350 790-820 790-820 790-820 [32]
То же То же 400 780-800 — — Там же
» » 450 740-800 670-720 630-680 »
» » 500 600-680 420-500 340-400 »
Прутки катаные, 60 мм » 500 570 — — »
Штамповки ВТМО 450 900 720 — »
— (а+Р)-деформация 500 590 — - [250]
— Р-деформация 500 627 — — Там же
ВТ8 — Отжиг 450 686-735 617-686 — [6]
— Тоже 500 490-534 392-441 — Там же
— » 550 372 — — »
— Закалка+старение 500 568 470 - »
Прутки кованые, Отжиг 450 700-750 — — [32]
до 60 мм Тоже 500 500-550 — — Там же
То же Закалка+старение 500 580 - - »
» То же 550 380 — — »
Прутки, 14-22 мм Отжиг 450 686 — - [195]
То же То же 500 568 — — Там же
» » 550 372 — — »
Диски » 450 >568 — — [85, с. 23]
То же » 500 >441 — — Там же
ВТ8-1 Диски » 300 >803 — - [85, с. 23]
То же » 450 >666 - — Там же
» » 500 >480 — — »
» » 550 >245 - - »
6.2. Деформируемые титановые сплавы
Продолжение табл. 6.3
Сплав Полуфабрикат Термическая обработка г, °C Длительная прочность, МПа Литература
° 100 ° 1000 ^500(1
ВТ36 Штамповки Отжиг 500 680 — — 132]
То же Тоже 550 500-540 — — Там же
» » 600 320-350 — — »
» » 650 260-230 — — »
Диски — 300 804 — — [85, с. 23]
То же — 400 755 — — Там же
» — 500 666 — — »
» — 550 490-529 — — »
» — 600 314-343 — — »
» — 650 196-225 — — »
ВТ14 Лист, 2 мм Отжиг 350 630 — — [2]
То же То же 400 600 — — Там же
» Закалка+старение 400 680 — — [32]
» То же 450 540 — — Там же
ВТ25 Диски 450 >833 — — [85, с. 23]
То же — 500 >627 — — Там же
» — 550 >431 — — »
» - 600 >215 — — »
ВТ25У Диски — 300 >911 - — [85, с. 23]
То же — 350 >911 — — Там же
» 400 >862 — — »
» - 450 >784 — — »
» — 500 >686 — — »
» — 550 >450 — »
Прутки, 14 22 мм Отжиг 450 850 — — [32]
То же Тоже 500 700-750 — — Там же
» » 550 440 - - »
~лава 6 Жаропрочность титановых сплавов
Продолжение табл. 6.3
Сплав Полуфабрикат Термическая обработка t, °C Длительная прочность, МПа Литература
aioo ° 1 000 50(10
Прутки, 14-22 мм Диски: Отжиг 600 240 - - [32]
ступица, Ш - 550 460-504 - - [49, с. 47]
То же, Р — 550 450-600 — - Там же
полотно, Ш — 550 450 — — »
То же, Р — 550 460 — - »
обод, Ш — 550 460-504 — — »
То же, Р — 550 460 — - »
ВТЗ-1 Прутки, до 60 мм Изотермический отжиг 300 820 810 810 [6, 32]
То же Тоже 400 780 760 740 Там же
» » 450 610 590 520 »
» » 500 400 — — »
» Закалка, 850 °C, 1 ч+550 °C, 5 ч 300 1040 1030 1020 »
» Тоже 400 950 900 860 »
» » 450 670 600 500 »
Диски Отжиг 350 >784 — — [85, с 23]
То же То же 450 >666 — — Там же
» » 500 >540 — — »
— (а+Р)-деформация 450 540 - - [250]
— Р-деформация 450 590 — — Там же
ВТ23 — Отжиг 300 706-745 — — [87]
— — 400 686 — - Там же
— Закалка+старение 300 1078-1127 - - »
— Тоже 400 686 — — »
Листы, 2 мм Закалка+старение 350 800 - [32]
То же Тоже 400 690 — — Там же
» » 450 550 - - »
6.2. Деформируемые титановые сплавы
Продолжение табл. 6.3
Сплав Полуфабрикат Термическая обработка t.°C Длительная прочность, МПа Литература
° 100 & 1 ооо ^5000
ВТ16 Лист Закалка, 800 °С+500 °C, 12 ч 300 700 — — [2]
То же То же 350 600 — — Там же
» » 400 470 — — »
Прутки, 6-20 мм Закалка+старение 300 900 — - [32]
То же Тоже 350 800 — — Там же
» » 400 670 - - »
Примечание. III - объемная штамповка; Р - изотермическая раскатка; испытание в тангенциальном направлении.
6.2. Деформируемые титановые сплавы
Таблица 6.4
Длительная прочность зарубежных (<х+Р)-титановых сплавов
Сплав Полуфаб- рикат Термическая обработка /, °C Длительная прочность, МПа Литература
°И)|| ° 1 пои
Ti-6A1—4V Диски — 310 — 676 [85, с. 23]
— Отжиг 400 660* 610* [33, с. 531]
— То же 455 400* 365* Там же
— Закалка+старение 400 670* 621* [33, с. 533]
— То же 455 500* — Там же
ТС11 Поковки Обычная ковка 500 598 — [28, с. 1623]
Тоже Почти Р-ковка 500 706 — Там же
» Р-ковка 500 706 — »
» Почти р-ковка 520 607 — »
» Р-ковка 520 608 — »
Ti-7AI-Mo Прутки Закалка, 870 °C, 24 ч (WQ)+ 550 320 - [33, с. 674]
Тоже +550 °C, 48 ч+650 °C, 48 ч 650 145 — Там же
» Закалка, 900 °C, 48 ч (WQ)+ 550 480 — »
» +550 °C, 48 ч 650 180 — »
IMI 550 —1 — 400 930* 900 [33, с. 698]
i- — 450 830* 650 Там же
— — 500 510* 210 »
Диски — 400 695 — [85, с. 23]
Ti-6-22 22S Сутунки То же » Закалка+старение То же » 205 315 425 979 910 841 - [33, с. 719]
Ti-6246 * Испытани Диски я на ползуче сть. 510 514 [85, с. 23]
Глава 6. Жаропрочность титановых сплавов
Таблица 6.5
Длительная прочность отечественных псевдо-Р-сплавов
Сплав Полуфабрикат Термическая обработка г, °C Длительная прочность а1№ МПа Литература
ВТ22 Типичные свойст- 820 °C, 1-2 ч—>750 °C, 2-3 ч 300 960-1020 [26, с. 1387]
ва (В)+570 °C, 8 ч
Прутки, 25 мм Отжиг 300 880 [2]
То же Тоже 350 800 Там же
» » 400 650 »
Прутки, 80 мм Закалка + старение 250 980 [32]
То же Тоже 300 950 »
» » 350 850 »
Диски — 300 1029 [85, с. 23]
ВТ22М Типичные свойст- 820 °C, 1-2 ч—>750 °C, 2-3 ч 300 1080-1120 [26, с. 1387]
ва (В)+560 °C, 4 ч
То же То же 350 1020-1060 Там же
Диски и лопатки — 400 960 [276, с. 89]
ВТ22И Листы, 1,5-3 мм Закалка+старение 200 960 [32]
То же Тоже 300 930 Там же
» » 350 830 »
ВТ35 Листы, 1-2 мм Закалка+старение 350 1000 »
То же То же 400 800 »
— » 350 1050 [48]
ВТ32 Листы, 1-2 мм » 350 960 [32]
То же » 400 700 Там же
— » 350 960 [48]
ВТ15 Листы. 2 мм » 350 950 [32]
То же » 400 740 Там же
» » 500 350 »
Примечание -> перенос из печи в печь; В - охлаждение на воздухе.
6.2. Деформируемые титановые сплавы
Таблица 6.6
Длительная прочность зарубежных псевдо-Р-сплавов
Сплав Полуфабрикат Термическая обработка t, °C Длительная прочность, МПа Литература
° 10(1 ° 1000
Transage 129 Прутки, 16 мм — 480 325 — [33, с. 962]
Transage 175 Прутки, 13 мм 815 °C, 15 мин (АС)+ +480 °C, 24 ч 425 810* 720* [33, с. 982]
Ti-16V-2,5Al Листы, 16 мм Закал ка+старение 315 920* - [33, с. 1002]
Тоже То же 370 760* — Там же
» » 425 430* — [33, с. 1003]
Ti-17 — Закалка+старение 205 - >945 [33, с. 458]
— То же 315 — >896 Там же
— » 425 >690 — »
Ti-10-2-3 Прутки 760 °C, 1 ч+565 °C, 8 ч (АС) 370 621* — [33, с. 843]
То же Тоже 480 200* — Там же
Beta-Ill Листы Закалка+старение 370 180 155 [33, с. 782]
Beta C Сутунки 850 °C, 15 мин (АС)+ +565 °C, 12 ч 370 1400 — [33, с. 817]
* Разрушен Примечани То же ие при испыташ е. АС — охлажде То же !ях на ползучесть, ние на воздухе. 480 400 Там же
Глава 6. Жаропрочность титановых сплавов
Таблица 6.7
Сопротивление ползучести отечественных а- и псевдо-а-сплавов
Сплав Полуфабрикат Л °C Предел ползучести, МПа Литература
^0,2/100 ®С.2/2<МЮ
ВТ 1-00 Лист, 1 мм 200 140 — — [2, 32]
ВТ 1-0 Лист, 1 мм 200 170 — — [32]
То же 300 120 — — Там же
ПТ-7М » 250 275 — — »
» 350 235 — — »
» 400 177 — — »
ВТ5-1 Лист, 1,8 мм 250 — 500 — »
То же 300 — 450 — »
» 350 — 380 — »
» 500 — 50 — »
ОТ4-0 Лист, I мм 250 300 — — »
То же 300 260 — — »
» 400 150 — — »
ОТ4-1 Лист, 1 мм 300 290 — >245 [2, 32]
ОТ4-1В — 350 260 — >216 Там же
— 400 190 — >157 »
ОТ4 Лист, 1-2 мм 250 470 — [32]
То же 300 450 — — Там же
» 350 330 — — »
АТЗ Лист, 1,5 мм 400 >294 — — И
То же 450 >196 — — Там же
» 500 >49 — — »
ВТ20 Листы, пруток 350 539-588 514-559 470-490 [6]
0 < 50 мм 450 284-323 255-294 186-206 Там же
— 500 147-167 88-98 — »
» 550 88 — — »
Лист, 2 мм 350 550 — — [32]
То же 500 170 — — Там же
Листы 500 160 — — [71]
ВТ18У Прутки, диски, кольца 500 600 362-382 98 — — [195] Там же
Диски 500 >352 - — [85, с. 23]
То же 550 >215 — — Там же
» 600 >117 — — »
Прутки, 14-35 мм 500 370 - — [32]
Структура 550 110-130 - - Там же
корзиночного типа 600 100-120 — — »
То же 650 70 — — »
Равноосная структура 550 600 170-190 80-90 - — » 1 »
426
6.2. Деформируемые титановые сплавы
Продолжение табл. 6.7
Сплав Полуфабрикат t, °C Предел ползучести, МПа Литература
^0,2/100 ^0,2/11юо СТС,2/2ШМ)
ВТ18У Диски 500 647 — — 276, с. 72]
То же 550 460 — — Там же
» 600 314 — — »
Листы 500 360 — — [71]
То же 600 120 — — Там же
Диски 500 352 - — »
То же 550 215 — — »
» 600 117 - - »
Глава 6. Жаропрочность титановых сплавов
Таблица 6.8
Сопротивление ползучести зарубежных а- и псевдо-а-сплавов
Сплав Полуфабрикат Термическая обработка t, °C Предел ползучести, МПа Литература
® 0,2/НЮ ®О.2/!«КК
Grade 3 - Заводской отжиг (от=380 МПа) 425 32 - [33, с. 235]
— То же 540 17 — Там же
Grade 4 — Заводской отжиг (а =480 МПа) 370 142 — »
— То же 425 50 — [33, с. 236]
Ti-5AI-2,5Sn Типичные » 315 190 — [33, с. 306]
значения » 370 175 — Там же
To же » 425 100 — »
» » 540 5 — »
IMI 679 Прутки, 900 °C, 2 ч (АС)+590 °C, 425 575 — [33, с. 425]
13x28,5 мм 24 ч (АС) 480 540 450 170 — Там же »
Ti-6242 Диски — 480 — 343 [85, с. 23]
Поковки — 425 550 — [33, с. 982]
Листы — 425 400 — Там же
— — 300 800 — [23, с. 39]
— — 400 750 — Там же
— — 500 700 — »
— — 550 670 — »
IMI 685 Диски — 540 279 — [85, с. 23]
— — 200 830 — [23, с. 39]
— — 300 800 — Там же
Обычная (а+Р)-ковка Т -15 °C (OQ) ПП z 525 219 — [23, с. 515]
Изотерми- ческая (а+Р)-ковка То же 525 315 — Там же
Обычная (а+Р)-ковка Т +20 °C (OQ) пп 4 525 375 — » 1
Изотерми- ческая (а+Р)-ковка То же 525 390 — »
Обычная Р-ковка » 525 405 — »
Изотерми- ческая Р-ковка » 525 385 — »
Обычная Р-ковка Т -15°C(OQ) пп v 525 370 — »
428
6.2. Деформируемые титановые сплавы
Продолжение табл. 6.8
Предел
Сплав Полуфабрикат Термическая обработка t, °C ползучести. МПа Литерат ура
^0,2/inn ^и,2У|1МН
Изотерм и- Т -15 °C (OQ) 525 360 - [23, с. 515]
ческая
IM1 829 Диски — 540 340 — [85, с. 23]
— — 300 800 - [23, с. 39]
400 750 — Там же
500 700 — »
550 670 — »
Диски — 500 490 - [276, с. 72]
То же — 550 372 — Там же
IM1 834 Диски — 500 559 — »
— — 550 392 — »
— — 600 255 — »
Диски — 600 196 - [85, с. 23]
— Пластинчатая 600 210 - [25, с. 1635]
структура
— Бимодальная структура 600 >210 — Там же
— — 600 196 - [48]
Ti-1100 Диски — 550 431 — [276, с. 72]
То же — 600 295 — Там же
Ti-8-l-I Листы, 1,3 мм Заводской отжиг, 790 °C, 8 ч 315 690 620 [33, с. 394]
То же То же 480 135 — Там же
» Двойной отжиг, 1010 °C, 10 мин+745 °C, 15 мин (АС) 480 200 140 »
Примечание. АС и OQ - охлаждение па воздухе и в масле соответственно.
Таблица 6.9
Сопротивление ползучести отечественных (а+Р)-сплавов
Сплав Полуфабрикат Термическая обработка t, °C Предел ползучести, МПа Литература
^«.2/100 ^0,2/1000 °0 2/2000
ВТ 6 Прутки, 25 мм Отжиг 350 >529 — — [2]
То же То же 400 >353 — — Там же
» » 450 >137 — — »
» Закалка+старение 350 >617
» Закалка+старение 400 >353
Диски Отжиг 300 >588 >470 — [85, с. 23]
То же То же 350 >509 >470 — Там же
» » 400 >333 — — »
Лист, 2-3 мм — 350 520 — — [32]
То же — 400 350 — — Там же
ВТбс Листы, 3 мм — 350 >320 — — [32]
ВТ9 Прутки Отжиг 450 490 441 372 [6]
То же То же 500 343 274 147 Там же
» » 550 137 — — »
Прутки Двойной отжиг 450 490 451-470 392-412 »
То же То же 500 343-392 274-294 216 »
Диски Мелкое зерно 500 294-353 — — »
То же Крупное зерно 500 343-392 — — »
Прутки, 14-22 мм Отжиг 450 519 — — [138]
То же То же 500 392 — — Там же
» » 550 137 — — »
Диски » 450 >520 — — [85, с. 23]
То же » 500 >343 — — Там же
» » 550 >157 — — »
» (а+Р)-деформация 500 370 — — [250]
» Р-деформация 500 420 — — Там же
ВТ8 Прутки Отжиг 450 470 372 294 [6]
То же То же 500 216 167 98 Там же
Глава 6. Жаропрочность титановых сплавов
Продолжение табл. 6.9
Сплав Полуфабрикат Термическая обработка /,°С Предел ползучести. МПа Литература
& 0,2/100 ^0.2/100(1 СТО.2/2(ММ»
Прутки Отжиг 550 79-98 — — [6]
— То же 450 343 — — Там же
Прутки » 500 216 — »
— — 550 98 — — »
Прутки Отжиг 450 519 — — [54, с. 33]
Диски То же 400 >510 — — [85, с. 23]
То же » 450 >451 — — Там же
» » 500 >235 — — »
» » 550 >98 — — »
Прутки, 60 мм Отжиг 450 480 380 (500 ч) 300 [32]
То же То же 500 250 200 (500 ч) 100 Там же
» » 550 80-100 — — »
ВТ8- 1 Диски — 450 • >470 >392 — [85, с. 23]
То же — 500 >294 — — Там же
ВТ14 Листы, 2 мм Отжиг 350 >470 - — [2]
То же То же 400 >304 — — Там же
» Закалка + старение 350 530 - — [32]
» То же 400 350 — — Там же
ВТ36 Штамповки Отжиг 500 440 300 (500 ч) — [32; 85, с. 23]
То же То же 550 260 100 (500 ч) Там же
» — 600 150 60 (500 ч) — »
» — 650 70 — — »
ВТ25 Диски — 500 >353 — — [85, с. 23]
То же — 550 >167 — — Там же
» — 600 >69 — — » 1
ВТ25У Диски — 450 >520 — — [85, с. 23]
То же — 500 >343 — — Там же
» — 550 >157 — — »
Диски: полотно (Ш) - 550 170 - [49, с. 47]
6.2. Деформируемые титановые сплавы
Продолжение табл. 6.9
Сплав Полуфабрикат Термическая обработка /, °C Предел ползучести, МПа Литература
^0.2/100 ^0.2/1000 °0,2/2(100
полотно (Р) — 550 200 — — [49, с. 47]
обод (Ш) — 550 170 — — Там же
обод (Р) — 550 190 — — »
Прутки, 14-22 мм Отжиг 450 560 — — [32]
То же То же 500 360 — — Там же
» » 550 170 — — »
» » 600 70 — — »
ВТЗ- 1 Прутки Изотермический отжиг 300 650 620 600 [6, 32]
То же То же 400 500 450 (500 ч) 370 Там же
» » 450 280 230 (500 ч) 200 »
» » 500 80 — — »
» Закалка, 850 °С+55О °C, 5 ч 200 784 764 735 [6]
» То же 300 588 510 431 Там же
» » 400 245 196 147 »
Прутки, 60 мм Закалка + старение 300 800 780 (500 ч) 750 [32]
То же То же 400 600 520 (500 ч) 440 Там же
» » 450 — 250 (500 ч) 200 »
Диски Отжиг 300 >608 — — [85, с. 23]
То же То же 400 >470 — — Там же
» » 450 >253 — — »
» (а+Р)-деформация 450 260 - — [250]
» Р-деформация 450 340 — — Там же
ВТ23 — Отжиг 300 588-608 — — [87]
— Закалка+старение 300 764-784 — — Там же
Листы, 2 мм То же 350 540 — — [32]
То же » 400 380 — — Там же
ВТ16 Прутки, 6-20 мм » 300 700 - — »
То же » 350 600 — — »
Приме 1 » чание Ш - объемная шта » мповка, Р — раскатка: испытания в 400 ганге нциа; 270 1ьном направлен ИИ — »
Глава б. Жаропрочность титановых сплавов
6.2. Деформируемые титановые сплавы
Таблица 6.10
Сопротивление ползучести зарубежных (а+Р)-титановых сплавов
Сплав Полуфабрикат Термическая обработка /, °C Предел ползучести. МПа Литература
°0.2/!1К» °0.2/1 (1Ш
Ti-б А 1^1 V — — 385 400 — [33, с. 530]
— Отжиг 400 325 — Там же
— То же 455 170 — »
— Закалка+старение 400 400 300 »
— То же 455 150 — »
— — 300 750 - [23, с. 39]
— — 400 680 — Там же
— — 500 540 — »
— — 550 400 — »
IMI 550 Пруток Термически обработан 300 710 700 [33, с. 697]
— — 400 575 475 Там же
— — 450 310 190 »
Диски — 400 509 — [85, с. 23]
IM1 551 Пруток, 25 мм - 400 - 600 [33, с. 703]
— — 300 880 — [23, с. 39]
— — 400 800 — Там же
— — 500 700 — »
— - 550 600 - »
Ti-662 Пруток 885 °C, I ч (WQ)+ +605 °C, 4 ч (АС) 315 700 600 [33, с. 652]
То же То же 370 300 140 Там же
» » 425 120 50 »
Ti-6-22 22S Сутунка Закал ка+старе н ие 205 841 - [33, с. 719]
То же То же 315 827 — Там же
» » 425 572 — »
Плита, 38 мм 950 °C, 1 ч (АС)+ +540 °C, 8 ч (АС) 205 860 860 »
То же То же 315 860 850 »
» » 425 550 415 »
Ti-6246 Примечание Диски WQ и АС - ох лаждение в воде и на возд 360 ухе cool 583 (50 ч) ветственно. [85, с. 23]
4^
Таблица 6 11
Сопротивление ползучести отечественных псевдо-Р-титановых сплавов
Сплав Полуфабрикат Термическая обработка t, °C Предел ползучести. МПа Литература
^0,2/1 (И)
ВТ22 Типичные свойства 820 °C, 1-2 ч —>750 °C, 2-3 ч+570 °C, 8 ч 300 780-820 [26, с. 1387]
Прутки, 25 мм Отжиг 300 764 Р]
То же То же 350 402 Там же
Прутки, 80 мм Закалка+старение 250 890 [32]
То же То же 300 880 Там же
Диски - 300 >833 [85, с. 23]
ВТ22М Типичные свойства 820 °C, 1-2 ч ->750 °C, 2-3 ч+560 °C, 4 ч 300 850-900 [26, с. 1387]
350 650-680 Там же
ВТ22И Листы, 1,5-3 мм Закалка+старение 200 860 [32]
То же То же 300 810 Там же
» » 350 580 »
ВТ35 Листы, 1-2 мм » 350 800 »
То же » 400 340 »
— » 350 800 [48]
ВТ32 Листы, 1-2 мм » 350 720 [32]
То же » 400 350 Там же
» » 350 720 [48]
ВТ15 Листы, 2 мм » 350 530 [32]
Глава 6. Жаропрочность титановых сплавов
Т абл ина 6.12
Сопротивление ползучести зарубежных псевдо-[3-титановых сплавов
Сплав Полуфабрикат Термическая обработка t,°C Предел ползучести, МПа Литература
1(1(1 ^0,2/10(Ю
Beta-CEZ — Закал ка+старение 400 600 - [48]
— То же 450 250 — Там же
Ti-16V-2,5Al Листы, 1,6 мм Закалка+старение 315 480 — [33, с. 1002]
To же То же 370 130 — Там же
» » 425 76 — [33, с. 1003]
Ti-17 - Закалка+старе ние 315 - 690 [33, с. 458]
— То же 425 >241 — Там же
Диски » 360 — 583 [85, с. 23]
Ti-10-2-3 Прутки То же 760 °C, 1 ч (FQ+560 °C, 8 ч 370 480 250 20 - [33, с. 843] Там же
Beta-Ill Листы, 1,6 мм ОТР+5Ю °C, 8 ч 370 155 — [33, с. 782]
Ti-15-3-3-3 — — 425 138 — [33, с. 909]
Beta C Сутунки То же 815 °C, 15 мин (AQ+565 °C, 12 ч 370 480 500 50 [33, с. 817] Там же
Ti-13V-l 1СГ-ЗА1 Примечание. AC » » и FC - охлаждение н Закалка+старение а воздухе и с печью соответственно 315 370 1030 700 960 [33, с. 884] Там же
6.2. Деформируемые титановые сплавы
Глава 6. Жаропрочность титановых сплавов
6.3. Сопоставление деформируемых титановых сплавов
по характеристикам жаропрочности
Отечественные жаропрочные титановые сплавы сопоставляют по длитель-
ной прочности, в то время как за рубежом принято сопоставлять по сопротивле-
нию ползучести [40, с. 23]. На рис. 6.5 и 6.6 приведены температурные зависи-
°2000.
Рис. 6.5. Влияние температуры на
гарантированную 100-часовую длительную
прочность отожженных титановых сплавов:
сплавы ВТ1-0, ОТ4-0, ОТ4-1, ОТ4. ВТ14,
ВТ 16 - листы; остальные сплавы - прутки [18]
Рис. 6.6. Влияние температуры на гарантированную
2000-часовую длительную прочность отожженных
титановых сплавов (прутки) [ 18]
436
6.3. Сопоставление деформируемых титановых сплавов по характеристикам жаропрочности
мости гарантированных значений 100- и 2000-часовой длительной прочности ти-
тановых сплавов для пруткового и листового материала. По повышению жаро-
прочности в интервале температур 350-400 °C титановые сплавы располагаются в
ряд: ВТ 1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5-1, ВТ 16, ВТ6, ВТ 14, ВТ20, ВТ23, ВТ22,
ВТЗ-1, ВТ8, ВТ9. При 300 °C 100-часовая длительная прочность у сплава ВТ22
выше, чем у сплава ВТЗ-1, а у сплава ВТ20 выше, чем у сплава ВТ23, но при более
высоких температурах наблюдается обратное соотношение. При 2000-часовых ис-
пытаниях длительная прочность такая же, как и при 100-часовых, если температу-
ра не превышает 300 °C, и существенно ниже при более высоких температурах.
На рис. 6.7 и 6.8 приведено влияние температуры на 100-часовую длительную
прочность и предел ползучести отечественных титановых сплавов в соответствии
с гарантированными значениями этих характеристик, принятыми в настоящее
время [85, с. 23]. По повышению характеристик жаропрочности титановые сплавы
Рис. 6.7. Влияние температуры на гарантированную 100-часовую длительную прочность жаропрочных
титановых сплавов [85, с. 23]
Рис. 6.8. Влияние температуры на предел ползучести с „ жаропрочных титановых сплавов [85, с. 23]
437
Глава 6. Жаропрочность титановых сплавов
располагаются в порядке: ВТ6-»ВТЗ-1-»ВТ8—>ВТ8-1->ВТ9—>ВТ22->ВТ25У->
ВТ18У->ВТ36 (опытный сплав). Из серийных сплавов наиболее высокую рабо-
чую температуру (до 600 °C) обеспечивает сплав ВТ 18У
Различные титановые сплавы обладают заметными преимуществами перед дру-
гими сплавами в определенном интервале температур [85, с. 23]. Так, в частности,
сплав ВТ25У при 450-550 °C имеет лучший комплекс свойств по сравнению с
другими сплавами [26, с. 1050]. Это обстоятельство учитывают при выборе спла-
вов для изготовления деталей с учетом конкретных рабочих температур (табл. 6.13).
Таблица 6.13
Титановые сплавы, рекомендуемые для применения
в новых отечественных авиадвигателях [29, с. 583; 85, с. 23|
Детали авиадвигателя Рекомендуемый температурный интервал применения сплавов, °C
50-350 300-500 450-550 550-600
Вентилятор, КНД КНД КВД КВД
Диски компрессора Лопатки ротора компрессора Детали статора, кожух Примечание. КНД- компресс ВТ6, ВТ8-1.ВТ22 ВТ6, ВТ8М-1,ВТ22 ВТ6 ор низкого давления; КВД- ВТ8-1 ВТ8М-1 ВТ20 компрессор ВТ25У ВТ25У 1ысокого дав ВТ18У пения.
Для дисков вентилятора и компрессора низкого давления рекомендуются сплавы
ВТ6, ВТ8-1, ВТ22. В ряду ВТ6->ВТ8-1->ВТ22 возрастают прочностные свой-
ства, но снижается трещиностойкость. Поэтому для двигателей гражданской авиа-
ции целесообразнее применять наиболее надежный сплав — ВТ6, а также ВТ8-1
[85, с. 23]. Для двигателей военной авиации наиболее подходит сплав ВТ22, от-
личающийся высокой прочностью, но пониженной трещиностойкостью.
Для дисков и лопаток компрессора ГТД, работающих в интервале температур
350—450 °C, рекомендованы сплавы ВТ8-1 и ВТ8М-1 соответственно [29, с. 583;
85, с. 23]. Для дисков и лопаток, работающих при температурах 450-550 °C, реко-
мендован сплав ВТ25У, а в интервале температур 550-600 °C—сплав ВТ18У. Рис. 6.9
иллюстрирует хронологию разработки жаропрочных отечественных сплавов.
600
500
400
300
200
ВТ18У
ВТ25У
ВТ9, BT8 вт°5 ° ВТ8-1
° ВТ8М °
ВТЗ-1 ВТ8М-1
° ВТ6О
ВТ22°
1950 1960 1970 1980 1990 2000
Годы
Рис. 6.9. Максимальная рабочая тем-
пература отечественных титановых
сплавов; по оси абсцисс - год начала
применения сплава в авиадвигателях [29,
с. 583]
438
6.3. Сопоставление деформируемых титановых сплавов по характеристикам жаропрочности
Зарубежные сплавы сопоставляют на диаграмме Ларсена-Миллера в координа-
тах «напряжение -Р», где Р= Т(20+lgt) 103 - параметр Ларсена - Миллера, Т- абсо-
лютная температура, т - время. Рис. 6.10 иллюстрирует расположение сплавов на
Рис. 6.10. Сопоставление сопротивления ползучести зарубежных титановых сплавов в координатах
напряжение а - параметр Ларсена - Миллера Р; по оси абсцисс указаны температуры, при которых
достигается ползучесть 0,2 % за 100 ч [23, с. 2323]
диаграмме Ларсена-Миллера применительно к пределу ползучести о02/100. Наибо-
лее жаропрочным сплавом является псевдо-а-сплав IMI 834 с эквивалентом по
алюминию 8,7 %. На рис. 6.11 приведена хронология разработки жаропрочных
1. °С|-------------------------------------------------------
600’ IMI834
. IMI 829
IMI 685
500 ’ Ti-6-2-4-2 TI-6-2-4-2S
IMI 679
,Ti -8-1-1
400 ’ IMI 550 .Ti-6'2-4’6
Ti-6-4 Ti-17
3001_______1____________1___________I_____________I__________
1950 1960 1970 1980 1990
Годы
Рис. 6.11. Максимальные рабочие температуры t зарубежных титановых сплавов [23, с. 2323]; по
оси абсцисс - годы внедрения сплавов
439
Глава 6. Жаропрочность титановых сплавов
титановых сплавов за рубежом с указанием года внедрения сплавов и типичных
рабочих температур [23, с. 2323]. Рациональное легирование и оптимизация режи-
мов термической обработки позволили существенно повысить рабочие температуры.
Для повышения характеристик жаропрочности многие псевдо-а-сплавы за-
каливают с температур, близких к Г , а затем подвергают высокому отпуску
(см. табл. 2.7). Было обнаружено, что наибольшее сопротивление ползучести на-
блюдается при закалке с некоторыми промежуточными скоростями [25, с. 1635].
Поэтому закалку производят охлаждением в масле или на воздухе, а не в воде.
В табл. 6.14 приведены титановые сплавы, применяемые в двигателях зару-
бежных фирм.
Сопоставление отечественных жаропрочных титановых сплавов с зарубежны-
ми затруднено по ряду причин [35, с. 23]. Различаются скорости испытаний на
растяжение, не одинаковы диаметр и расчетная длина образцов. В отечественных
стандартах отсутствуют требования по пределу текучести. В то же время при
сдаточных испытаниях в нашей стране обязательно определяют удельную работу
разрушения KCU и КСТ.
6.4. Литейные титановые сплавы
Сведений о механических свойствах литейных титановых сплавов при по-
вышенных температурах опубликовано очень мало. Это, по-видимому, связано
с тем, что применение титановых литейных сплавов как жаропрочных материа-
лов ограничено. Тем не менее, сплав ВТ20Л нашел применение для изготовле-
ния деталей сложной конфигурации в двигателе АЛ-31Ф (ММПП «Салют»);
сплав ВТ5Л - в двигателе ПС-90А (АО «Авиадеталь»); сплавы ВТ5Л и ВТ20Л
в двигателе Д18Т (ЗМКБ «Прогресс») [18]. Для двигателя Д-30Ф6 разработки
АО «Авиадеталь» было освоено 165 наименований литых деталей, в том числе
сложных тонкостенных отливок с толщиной стенок 2,5-4 мм [18, 85, с. 9]. Ис-
пользование фасонных отливок вместо деформированных полуфабрикатов по-
зволило повысить КИМ и снизить трудоемкость изготовления двигателей.
Первая довольно полная работа по фасонному литыо титановых сплавов была
опубликована Е.И. Морозовым, С.Г. Глазуновым и Хромовым в 1961 г. [36, с. 254]. В
ней приведено влияние температуры испытаний на механические свойства фасон-
ных отливок из сплавов Ti, ВТ9, ВТЗ, ВТЗ-1, ВТ5, ВТ5-1, ВТ7, ВТ8 и ВТ10. Образцы
для испытаний вырезали изтрефовидных отливок, полученных в стальных кокилях,
а также из литых деталей. В работе было установлено, что наиболее высокими прочно-
стными свойствами в интервале температур 20-500 °C обладают сплавы ВТЗ-1 и ВТ9.
В табл. 6.15 приведены кратковременные механические свойства литейных
титановых сплавов при различных температурах поданным В.Н. Моисеева [32].
Эти данные можно считать типичными для отливок, получаемых в настоящее
время. В табл. 6.16 показаны аналогичные данные для некоторых зарубежных
литейных сплавов.
440
Таблица 6.14
Титановые сплавы, применяемые в двигателях зарубежных фирм [85, с. 23]
Детали авиадвигателей Pratt Whithey Engines (США) General Electric Engines (США) Rolls-Royce Engines (Великобритания)
Вентилятор, КНД КВД Вентилятор. КНД КВД Вентилятор КНД КВД
Диски компрессора Ti-64; Ti6242S T16242S Ti-64; Ti6242S Ti-17 Ti6242S IMI 318 IMI 318 IMI 550 IMI 685 IMI 829 IMI 834
Диски ротора Ti-64; Ti6242S Ti-6242; Ti8U Ti6242S Ti-64; Ti6242S Ti6242S IMI 318 IMI 685 IMI 685 IMI 689
Детали статора, кожух Ti-64 — Ti-64; Ti6242S — IMI 318 — —
Примечание КНД - компрессор низкого давления; КВД - компрессор высокого давления.
Таблица 6.15
KJ
Механические свойства отливок из титановых сплавов прн различных температурах [32]
Температура СТ в СТ ИЦ 6 4*
испытаний, °C МПа %
ВТ5Л Без термообработки -70 850 — 790 6 12
20 780 550 680 6 14
300 400 250 320 8 25
400 350 200 250 10 30
500 300 — — 13 —
ВТ21Л То же 20 1050 650 880 6 12
300 700 — — 10 19
400 670 400 560 И 20
500 630 330 510 12 22
ВТ20Л » -196 1500 — — 5 6
-70 1100 — — 5 13
20 950 650 850 8 20
200 770 — — — —
300 670 — — — —
350 630 320 490 10 34
400 610 — — 10 35
450 590 — — 13 35
500 560 290 440 12 35
ВТ6Л » 20 950 650 830 8 15
200 600 500 550 8 15
300 550 400 500 10 16
400 500 300 450 10 16
ВТ9Л » 20 1000 690 850 8 22
150 820 360 630 10 32
300 710 360 550 9 31
Глава 6. Жаропрочность титановых сплавов
Продолжение табл. 6.15
Сплав Состояние Температура СТ ст пи °0.2 6 У
испытаний. °C МПа %
400 660 340 500 7 29
450 650 310 500 6 25
500 640 310 490 8 34
550 600 280 460 6 27
600 570 260 450 10 40
700 460 — — 14 29
800 250 — — 5 8
900 160 — — 6 12
ВТ14Л Отожженное 20 950 650 850 7 15
300 630 390 520 8 25
400 550 330 460 8 20
ВТЗ-1 Л Без термообработки 20 1000 630 830 5 10
400 730 — 580 9 18
450 680 350 520 10 20
500 630 300 500 10 20
444
Таблица 6.16
Механические свойства зарубежных литейных сплавов при повышенных температурах
Сплав Состояние Темпера- тура. °C МПа МПа 8, % % % Литература
Ti-5-2,5 Литье в графитовую форму, отжиг 620 °C, 1 ч 24 — — 16 — [33, с. 304]
200 — — 18 — Там же
400 — — 20 — »
450 — — 20 — »
540 — — 20 — »
IMI 834 Литье+(а+Р) ВГО +1070 °C (AQ+700 °C, 2 ч 24 1072 955 5 8 [33, с. 443]
600 666 521 8 22,5 Там же
Литье+Р ВГО+700 °C, 2 ч 24 1033 900 5 10 »
600 570 470 7 16 »
Деформированные полуфабрикаты (50 мм) 24 1070 950 13 23 »
(15 % ex,); OQ+700 °C, 2 ч 600 682 518 23 52 »
Ti-6242S Литье в керамические формы+1035 °C, 1 ч+ 24 970 900 - - [33, с. 354]
+595 °C, 4 ч 100 900 780 — — Там же
200 775 630 — — »
300 705 530 — ~~ »
425 680 510 - - »
Глава 6. Жаропрочность титановых сплавов
6.4. Литейные титановые сплавы
Во всем исследованном интервале температур прочностные характеристики и
пластические свойства деформированных полуфабрикатов выше этих же свойств
аналогичных литейных сплавов. Эту закономерность иллюстрируют данные для
сплава 1М1 834 в табл. 6.16, а также рис. 6.12 и 6.13 для отечественных сплавов
Рис. 6.12. Влияние темпера-
туры на механические свой-
ства сплавов ВТ9 и ВТ9Л
Рис. 6.13. Влияние темпера-
туры на механические свой-
ства сплавов ВТ20 и ВТ20Л
445
Глава 6. Жаропрочность титановых сплавов
ВТ9 и ВТ9Л; ВТ20 и ВТ20Л, построенные на основе типичных свойств сплавов,
приведенных В.Н. Моисеевым в энциклопедическом справочнике [32].
Сведений о пределах длительной прочности и пределах ползучести литейных
сплавов нам не удалось найти в имеющейся в нашем распоряжении литературе.
Учитывая пластинчатую структуру фасонного литья, можно ожидать, что по ука-
занным показателям жаропрочности литейные сплавы если и будут уступать де-
формированным аналогичным сплавам с глобулярной равноосной структурой, то
не сильно.
6.5. Алюминиды титана и сплавы на их основе
Влияние температуры на механические свойства алюминида Ti,Al представ-
лено на рис. 6.14 поданным разных авторов [16,57]. При повышении температу-
ры временное сопротивление разрыву хрупкого жаропрочного интерметаллида
Ti3Al повышается примерно до 700 °C, а затем снижается. Временное сопротив-
ление разрыву достаточно чистого алюминида не испытывает аномальной темпе-
ратурной зависимости. До температуры 600 °C разрушение носит хрупкий харак-
тер, так что разрушение происходит до достижения предела текучести. Повыше-
ние пластичности, особенно сильно выраженное выше 600 °C, обусловлено рос-
том подвижности дислокаций, заблокированных при более низких температурах.
Рис. 6.14. Влияние температуры на временное сопротивление разрыву ( /, /'. /"), предел текучести (2,
2', 2") и удлинение (3,3', 3") алюминида Ti3Al поданным работ [130] (/, 2,3); [131] (/', 2', 3') и [136]
Истинное сопротивление разрушению алюминида TiAl с повышением темпе-
ратуры от комнатной до примерно 600 °C снижается, затем повышается и после
максимума при ~750 °C вновь уменьшается (рис. 6.15). Предел текучести моно-
кристаллов TiAl всех ориентировок обнаруживает аналогичную аномальную за-
446
6.5. Алюминиды титана и сплавы на их основе
висимость [133], что связано с особенностями изменения блокировки дислока-
ций с повышением температуры [16,57]. Пластичность интерметаллида TiAl при
температурах ниже 600 °C ничтожно мала, но заметно увеличивается выше 700 °C.
Рис. 6.15. Влияние температуры на механические свойства алюминида TiAl поданным работ [ 146] (—)
и[150](—)
Температурные зависимости механических свойств алюминида титана TiAl
зависят от способов получения компактного материала (рис. 6.16). Для литого
Рис. 6.16. Влияние температуры на механические
свойства у-сплавов в различных структурных
состояниях:
а - слиток; б - слиток, после деформации при тем-
пературе 1000 °C; в - ко тактированный материал
после экструзии при температуре 1350 °C [25, с. 383]
447
Глава 6. Жаропрочность титановых сплавов
металла (Ti - 48 % ат. А1) и прессованных заготовок порошковой металлургии
(Ti-50 % ат. А!) временное сопротивление разрыву увеличивается с ростом тем-
пературы, а затем снижается. Временное сопротивление полуфабрикатов, полу-
ченных горячей деформацией слитка при 1000 °C, непрерывно снижается с по-
вышением температуры. Указанное различие в температурных прочностных за-
висимостях обусловлено различной структурой исследованных материалов [25,
с. 383]. Литой металл имел пластинчатую структуру, деформированный порош-
ковый компакт - смешанную, а деформированные полуфабрикаты, полученные
из слитка, однородную рекристаллизованную мелкозернистую структуру с зер-
ном от 2 до 3 мкм.
В табл. 6.17 приведено влияние температуры испытаний на свойства некото-
рых сплавов на основе алюминидов Ti3А1 и Ti,NbAl, а в табл. 6.18 даны аналогич-
ные сведения о сплавах на основе TiAl.
Сплавы на основе алюминидов титана имеют меньшую плотность по сравне-
нию с жаропрочными никелевыми сплавами. Это обстоятельство необходимо
учесть при сопоставлении механических свойств этих материалов. Рис. 6.17 ил-
люстрирует влияние температуры на удельный предел текучести (от/р) сплавов
на основе Ti,Al и Ti,NbAl и инконеля 718 [33, с. 1023]. Сплавы с 10-11 % Nb на
основе Ti3А1 со структурой а, уступают инконелю 718 по удельному пределу те-
кучести. С увеличением содержания ниобия предел текучести сплавов возраста-
ет и при 17-27 % Nb они превосходят сплав IN 718. Из приведенных на рис. 6.17
сплавов наиболее высоким удельным пределом текучести обладает сплав Ti-
22Al-27Nb со структурой О+Р0. К тому же он имеет приличное удлинение при
комнатной температуре (3,3 %). После прямого старения его структура представ-
лена зернами О-фазы и тонкой пластинчатой (О+Р0)-смесью между ними.
Рис. 6.17. Влияние температуры на удельный предел текучести ат/р сплавов на основе алюминидов
Ti3Al и Ti2Nb Al и жаропрочного никелевого сплава 1N 718 [33. с. 1023]:
/ - Ti-22Al-27Nb (О+Р„); 2 - Ti-24,6Al-23,4Nb (О+Р„); 3 - Ti-24 Al— 17Nb-l Мо (а2); 4 - Ti-25А1-
10Nb-3V-l Мо (а2); 5 - Ti-24A1-1 INb (а2); б - IN 718
448
Таблица 6.17
Механические свойства сплавов на основе алюминидов Ti3AI и Ti2AlNb при повышенных температурах
Технология Термическая обработка, структура Темпе- ратура, °C £, ГПа СТ*. МПа G«r МПа Ст , МПа 6, % ‘Р, % Литература
Порошковая металлургия Слиток, пруток Плиты Отжиг То же Равноосная (а2+0) То же Грубая корзиночная То же Тонкая корзиночная То же 1080 °C, 4 ч (WQ) То же 800 °C. 2 ч (АС) То же 1080 °C, 4 ч (WQ)+850 °C, 24 ч, FC Сг 1060 °C, 1 ч (АС)+ 850 °C, 2 ч (АС), Б 25 400 600 700 800 900 20 650 Сп 25 600 25 600 25 600 25 700 25 700 25 700 1лав супе 20 АЛЮМ! 147,2 133,1 111,7 95 73,1 лав а2 С 193,8 53 90 60 77 76 P а2 (Ti шид Ti3 А1 476-598 393-520 320,6 220-600 430-600 ri-24Al-ll 693 636,5 689 682 843 768 1085 503 880 503 738 500 -25A1-10TS 934 564-570 312-524 248-411 271,3 Nb) 649 379 462 345 688 442 865 298 623 330 523 264 b-3V-lMc 760 337-680 591-655 514-586 534-692 506 ) 0-0,5 0-0,1 0,3 0,9-3,9 1,7-8,3 9,0 0 2-3 2,1 38,8 3,8 20,0 3,1 24,4 10,5 27,2 4,8 25,0 5,8 29,2 4 0-0,4 0-0,4 0,5-0,8 2,1-4,8 2,0-10,3 13,6 13,5 30,5 6,8 37,3 4,5 32,9 [33, с. 1013; 131] Там же » » » » [57] Там же [33, с. 1021] Там же » » » » [26, с. 448] Там же » » » » [26, с. 340]
6.5. Алюминиды титана и сплавы на их основе
СЛ1
о
Продолжение табл. 6.17
Технология Термическая обработка, структура Темпе- ратура, °C £, ГПа ст, МПа °.г МПа О , МПа 8, % ч7, % Литература
То же 400 — 925 624 — 10 — [26, с. 340]
» 700 — 690 455 — 14 — Там же
Поковки 1050 °C (AQ+800 °C, 1 ч (АС); ТБ 25 — 1112 — — 0,74 — [26, с. 558]
То же 700 — 611 — — 7,4 — Там же
1150 °C (АС)+800 °C, 1 ч (АС); ТП 25 — 1123 — — 1,8 — »
То же 700 — 813 — — 3,2 — »
1050 °C (FC)+800 °C, 4 ч (АС); ГБ 25 — 788 — — 0,56 — »
То же 700 — 577 — — 6,4 — »
1050 °C (FC)+1150 °C, 1 ч+ +800 °C, 4 ч (АС); ГП 25 - 684 — — 0,61 - »
То же 700 — 611 — — 2,5 — »
Прокат 1020 °C, 1 ч—>1 °С/мин; Р 650 — 610 515 710 14,5 27 [26, с. 332]
1020 °С,1 ч—>1 °С/мин +650 °C, 4 ч; Р 650 — 590 480 710 10,6 26 Там же
1060 °C, 1 ч-+25 °С/мин; Б 650 — 745 550 860 7,5 18 »
1135 °C, 1 ч—>1 °С/мин; П 650 — 465 325 535 8,2 15 »
Слиток, 800 °C, 2 ч (АС) 700 — 943 748 — 4 9 [26, с. 448]
пруток 1000 °C, 6 ч (FC) 25 — 1003 773 — 6,3 8,1 Там же
То же 700 — 705 543 — 8,3 17,7 »
1000 °C, 6 ч (WQ)+850 °C, 24 ч (FC) 25 — 1078 933 — 2,8 5,5 »
То же Спла 700 в ВТИ-1 (Ti-25> 710 M-llNb-0 533 75Zr-0,75I Ио) 8,2 21,0 »
Деформ иро- — 20 128 950 860 - 3-5 — [32]
ванные полу- фабрикаты — 650 2плав Ti 650 -22A1-27N Ь — — Там же
Порошковая ВГО, 930 °C, 200 МПа 25 — 1125 1090 — 0 — [26, с. 404]
металлургия То же 350 - 1000 890 - 2 - Там же
Глава 6. Жаропрочность титановых сплавов
Продолжение табл. 6.17
Технология Термическая обработка, структура Темпе- ратура, °C Е, ГПа МПа °02- МПа о, МПа 8, % У, % Литература
ВГО, 930 °C, 200 МПа 500 — 1010 800 — 5 — [26, с. 404]
То же 650 — 825 725 - 0 - Там же
» 800 — 500 475 - 0 - »
ВГО+900 °C, 10 ч 25 — 1050 1000 - 0 - »
То же 200 — 1000 930 — 1 — »
» 350 — 1000 850 — 6 - »
» 500 — 950 700 — 15 - »
» 650 — 720 700 — 0 - »
» 800 — 525 500 — 0 — »
1000 °C, Аг+760 °C, 50 ч 22 — 1118 1042 — 2,8 — [33, с. 1021]
То же +540 °C, 100 ч 22 — 1163 1087 — 3,1 — Там же
» +650 °C, 100 ч 22 — 1145 1083 — 3,1 - »
» +760 °C, 100 ч 22 — 1080 977 — 5,1 — »
» 540 — 1028 853 14,3 — »
» +540 °C, 100 ч 540 — 1060 883 — 17 - »
» 650 — 942 800 — 13,9 - »
» +650 °C, 100 ч 650 — 944 800 — 10,7 - »
» 760 — 777 576 — 12,5 — »
» +760 °C, 100 ч 760 — 690 507 — 18,8 — »
Порошковая 1150 °C, 1 ч (WQ)+900 °C, 10 ч 25 - 950 800 — 8 - [27, с. 298]
металлургия, То же 350 — 890 700 - 10 - Там же
ВГО, 1100 °C, » 500 — 850 680 — 10 — »
пруток » 650 — 600 600 — 0 - »
» 800 — 250 — — 0 — »
1150 °C, 1 ч (WQH800 °C, 10 ч 25 — 840 - — 0 - Там же
То же 350 — 1000 1000 - 0 — »
6.5. Алюминиды титана исплавы на их основе
Продолжение табл. 6.17
Технология Термическая обработка, структура Темпе- ратура, °C £, ГПа МПа °0Г МПа О т МПа S, % Ч7, % Литература
Примечание структура: Б - Р - равноосная 1150 °C, 1 ч (WQy+800 °C, 10 ч То же 1150 °C, 1 ч—>0,03 °С/с То же » » » 1150 °C, 1 ч->0,05 °С/с То же » » » «Прямое» старение, 900 °C, 10 ч То же » » » «Прямое» старение, 800 °C, 10 ч То же » » » . Способы охлаждения: AC. WQ, FC бимодальная; ТБ - тонкая бимод< 500 650 800 25 350 500 650 800 25 350 500 650 800 25 350 500 650 800 25 350 500 650 800 - на воз; зльная; Г lyxe. в во, Б - груба 950 550 160 900 875 840 680 490 1180 ИЗО 1100 920 610 1150 1125 1080 850 480 1200 1180 1100 850 400 те. с указанг я бимодаль 850 550 700 600 580 580 410 1020 900 830 800 500 1080 900 890 800 400 1160 1030 960 800 300 ой скорость пая; ТП - тс ю с печью )нкая плас 1 0 0 6 18 18 2 1 4 12 20 2 2 5 20 20 4 22 1 15 12 1 46 соответст! гинчатая ; зенно; Аг- ГП - груб [27, с. 298] Там же » » » » » » » » » » » » » » » » » » » » » нагрев в аргоне: ая пластинчатая.
Таблица 6.18
Механические свойства сплавов на основе алюминида TiAl при повышенных температурах
Технология Термическая обработка, структура Темпе- ратура. °C МПа МПа 8, % Литература
Сплав Ti-48Al-2Nb-2Cr
Литье, ВГО 1350 °C, 0,5 4+1300 °C, 20 ч (Fan), Б 25 413 331 2,3 [275, 278]
То же 760 430 310 — Там же
Экструзия Т/о, Б 20 — 480 3,1 [275]
То же 760 — 403 40 Там же
» 870 — 330 53 »
Т/о, П 20 — 454 0,5 »
То же 760 — 405 3 »
» 870 — 350 19 »
ПМ, экструзия Т/о; почти пластинчатая 25 597 510 2,9 »
То же 700 581 421 5,2 »
ПМ, листы Отжиг, 1000 °C, 7 ч (ОР) 20 493 457 1,0 [26, с. 217]
То же 700 547 364 53 Там же
» 800 372 296 64 »
» 900 172 158 91 »
Отжиг, 1345 °C, 1 ч; Б 20 462 398 1,3 »
То же 700 493 338 64,8 »
» 800 316 260 67,1 »
Слиток, прессо- Без т/о 20 475-502 - 0,5 [27, с. 285]
ванные прутки То же 700 518 - 5,1 Там же
1250 °C, 1 ч (АС) 20 398-418 — 0,5-1,0 »
То же 700 375 — 1,2 »
1320 °C, 1 ч (АС) 20 470-475 — 1,0 »
То же 700 500 — 2,9 »
1350 °C, 1 ч (АС) 20 525-553 — 1,0-1,8 »
То же 700 610 - 16 »
6.5. Алюминиды титана и сплавы у? их основе
^2
Продолжение табл. 6.18
Технология Термическая обработка, структура Темпе- ратура, °C °.’ МПа О0.2> МПа 8, % Литература
Сплав Ti-48Al-2Mn-2Nb
Слиток, прессо- Прессованное состояние 20 479 403 1 [26, с. 201]
ванный пруток То же 850 452 264 20 Там же
900 °C, 2 ч 20 455 370 1 »
То же 850 419 235 40 »
1340 °C, 2 ч 20 409 352 1,3 »
То же 850 283 249 10,3 »
1340 °C, 2 ч+900 °C, 2 ч 20 448 329 2,0 »
То же 850 396 221 43 »
Сплав 45ХД (Ti^l5Al-2Nb-2Mn-0,8 % об. TiB2)
Литье, ВМ+ВГО 1010 °C, 50 ч, ТП+у 25 670-720 550-590 1,5 [275, 278]
То же 600 650 440 — Там же
» 760 510 415 19 »
Сплав 47ХД (Ti-47Al-2Nb-2Mn-0,8 % об. TiB2)
Литье, ВМ, ВГО 1010 °C, 50 ч, ТП+Т1В2 25 482 402 1,5 [275, 278]
То же 760 458 344 — Там же
Литье, ВМ, ВГО 1010 °C, 50 ч, у+а2, П 21 476 396 1,4 [26, с. 256]
То же 750 477 344 17 Там же
Сплав АВ В (Ti-47Al-2W-0,5Si)
Литье Т/о, Б 25 520 425 1,0 [275]
То же 760 460 350 2,5 Там же
Сплав IHI (Ti-47,3Al-0,7V-l,5Fe -0,7 % мае. В)
Литье — 25 520 - 0,6 [275]
— 800 424 — 40 Там же
Глава 6. Жаропрочность титановых сплавов
Продолжение табл. 6.18
Технология Термическая обработка, структура Темпе- ратура, °C СГр МПа ао.г МПа 8, % Литература
Сплав К5 (Ti-46.5А1-3Nb-2Cr-0,2W)
Поковки Т/о, Б 25 579 462 2,8 [275]
То же 800 468 345 40 Там же
Т/о, ТП 25 557 473 1,2 »
То же 800 502 375 3,2 »
» 870 485 362 12,0 »
Сплавы типа TiAl (Cr, Mo, Si)
Литье Литое 20 520-770 340-690 1-3 [27, с. 320]
To же 800 >520 >340 >30 Там же
Экструзия Деформ ированное 20 650-910 510-810 1,5-3 »
(горячая) То же 800 400-640 300-540 50-100 »
Примечание. ПМ - порошковая металлургия; ВМ - точное литье по выплавляемым моделям; Т/о - термически обработана; ОР - отжиг с
растяжением; AC, Fan-охлаждение на воздухе, феном соответственно; структура: П-пластинчатая; ТП-тонкая пластинчатая; Б-бимодаль-
иая.
Глава 6. Жаропрочность титановых сплавов
Сплав Ti-24,6Al-23,4Nb также имеет двухфазную (О+ро)-структуру, но коли-
чество ро-фазы существенно меньше соответственно и предел текучести ниже.
На рис. 6.18 напряжения ползучести для деформации в 0,2 % сплавов на
основе алюминидов Ti3 А1 и Ti2NbAl сопоставлены на диаграмме Ларсена - Мил-
лера в координатах <з-Т (К) [12,5+log т (ч )]/1000 [33, с. 1023] со свойствами
инконеля 718 с поправкой на плотность (о — напряжение, Т — температура, т —
время). Линии на диаграмме соответствуют деформации ползучести 0,2 % при
заданных значениях Гит. По сопротивлению ползучести сплавы на основе
алюминидов титана Ti3 А1 и Ti,NbAl существенно уступают жаропрочным нике-
левым сплавам.
Рис. 6.18. Сопоставление сплавов на основе алюминидов Ti3AI, Ti2Nb Al и инконеля 718 на диаграмме
Ларсена-Миллера для деформации ползучести, равной 0,2 %:
1 - Ti—24 Al— 17Nb~0,5Mo; 2 - Ti—24 Al-17Nb-l Mo; 3 - Ti-25Al-8Nb-2Ta-2Mo; 4 - Ti-22Al-27Nb; 5 -
Ti-22Al-27Nb (после старения при 760 °C); 6 - Ti—25Al— 10Nb-3 V-l Mo (партия 1); 7 - Ti-25A1-1 ONb-
3V-IMo (партия 2); 8 - Ti-24,6Al-23,4Nb; 9 - инконель 718, скорректированные данные с учетом
плотности
Сплавы на основе алюминидов титана, как и большинство традиционных спла-
вов, обнаруживают склонность к значительной деформации при первичной пол-
зучести, часто превышающей 0,2 % [33, с. 1023]. В итоге, хотя скорость устано-
вившейся ползучести может быть небольшой, ресурс, определяемый ползучес-
тью, может быть выбран на стадии первичной ползучести.
Длительная прочность алюминида TiAl существенно зависит от типа структу-
ры. При температуре 700 °C 100-часовая длительная прочность алюминида TiAl
наибольшая при пластинчатой, средняя при бимодальной и наименьшая при рав-
ноосной рекристаллизованной структуре.
Сопротивление ползучести алюминида TiAl больше, чем Ti3Al, и превосхо-
дит эту характеристику жаропрочности для традиционных титановых сплавов
(рис. 6.19).
456
6.3. Алюминиды титана и сплавы на их основе
р=(Т+460)(20+1одтг) «10'3
Рис. 6.19. Сопоставление алюминидов Ti3Al и TiAl с традиционными титановыми сплавами на
диаграмме Ларсена - Миллера [33. с. 1011]
В табл. 3.22 было дано сопоставление свойств сплавов на основе алюмини-
дов титана, традиционных титановых и жаропрочных никелевых сплавов. В об-
зорной работе [275] Ю. Ким для сплавов на основе алюминида Ti.Al указывает
максимальные рабочие температуры до 750 °C без каких-либо оговорок. Из ана-
лиза опубликованных данных [26-28, 32] следует, что для сплавов этого типа
максимальные рабочие температуры не должны превышать 650 °C при работе
без защитных покрытий, 700 °C - с защитой от окисления.
Сплавы на основе алюминидов Ti3А1 и Ti,NbAl не обладают особенно значи-
мыми преимуществами по сопротивлению ползучести по сравнению с новыми
высокожаропрочными титановыми сплавами типа ВТ18У и IM1 834. В то же
время традиционные сплавы отличаются от сплавов на основе алюминидов зна-
чительно большими технологическими возможностями.
Сплавы на основе алюминида TiAl (у), напротив, вызывают значительный ин-
терес как у ученых, так и у практиков [26-28]. В интервале температур от 600
до 800 °C у-сплавы превосходят титановые сплавы по удельной прочности [23,
с. 2123]. В то же время они сопоставимы с жаропрочными никелевыми сплава-
ми типа инконель 718 или даже лучше их [28, с. 2123; 127, с. 143]. По мнению
Ю. Кима [275], сплавы на основе алюминида TiAl по сопротивлению ползучес-
ти можно применять до температуры 750 °C при бимодальной структуре и до
950 °C при пластинчатой (см. табл. 3.22). Гамма-сплавы мало склонны к возго-
ранию [127, с. 143].
Глава 7
СВЯЗЬ МЕХАНИЧЕСКИХ СВОЙСТВ ТИТАНОВЫХ
СПЛАВОВ С ТИПОМ И ПАРАМЕТРАМИ СТРУКТУРЫ
Как следует из приведенных в главах 3-6 данных, механические свойства
титановых сплавов колеблются в весьма широких пределах. Значительный раз-
брос механических свойств порождает неуверенность в обеспечении надежной
работы деталей и конструкций и вынуждает конструкторов назначать большие
коэффициенты запаса в конструкторских расчетах, что ведет к уменьшению мас-
совой эффективности использования титановых сплавов.
Основная причина неоднородности свойств титановых сплавов заключается
в различиях типа и параметров структуры, обусловленных технологическими
процессами получения полуфабрикатов и различиями в протекании термомеха-
нических процессов в разных объемах заготовки. Вместе с тем высокая чувстви-
тельность титановых сплавов к типу и параметрам структуры позволяет на од-
ном сплаве получать различное сочетание прочностных, пластических и служеб-
ных свойств. Поставка титановых сплавов со строго регламентированной струк-
турой, обеспечивающей повышенный уровень того свойства, которое является
определяющим в данном конкретном применении, может быть весьма полезна.
Поэтому установление связей конкретных механических свойств (кратковремен-
ные свойства, сопротивление усталости и ползучести, характеристики жаропроч-
ности и т.п.) с типом и параметрами структуры является актуальным и практи-
чески важным.
Здесь уместно отметить, что первые систематические исследования по влия-
нию структурного фактора на механические свойства титановых сплавов были
проведены в 70-х годах в ВИЛСе М.Я. Бруном с сотрудниками; эти данные и более
позднее их развитие нашли отражение в монографии [15]. Позднее А.А. Ильин
показал, что эффективным способом управления типом и параметрами структуры
служит термоводородная обработка титановых сплавов, состоящая в обратимом
легировании их водородом с последующим термическим воздействием [69, 240].
Хотя в формировании структуры и свойств титановых сплавов разных клас-
сов есть много общего, авторы сочли целесообразным отдельно рассмотреть де-
формируемые традиционные сплавы, литейные сплавы и сплавы на основе алю-
минидов титана.
458
7.1. Деформируемые титановые сплавы
7.1. Деформируемые титановые сплавы
В полуфабрикатах и деталях из титановых сплавов различают следующие типы
микроструктуры (рис. 7.1): а-глобулярная, б-пластинчатая, в-коррозионного
плетения, г - бимодальная [15]. Глобулярную структуру характеризуют разме-
ром и объемной долей (уп) частиц первичной a-фазы; размером исходных
р-зерен (£)) и толщиной пластин вторичной а-фазы (£,). Структуру пластинча-
того типа описывают следующими параметрами: размером исходных p-зерен (D);
размером a-колоний (J); толщиной пластин первичной и вторичной a-фаз (bj и
/у соответственно), объемной долей первичной a-фазы (уа). Структура корзи-
ночного плетения отличается от пластинчатой отсутствием внутризеренной вза-
имной ориентации а-пластин; они не образуют a-колоний. Параметрами бимо-
дальной структуры являются: размер и объемная доля глобулярных частиц пер-
вичной a-фазы (fep у(), размер исходных p-зерен (£>р) и толщина пластин вторич-
ной a-фазы (ft,). Еще одним элементом структуры при всех ее типах может быть
а-оторочка по границам бывших р-зерен.
Рис. 7.1. Типичные микроструктуры титановых сплавов:
а - глобулярная; б - пластинчатая; в - корзиночного плетения; г — бимодальная
Наиболее легко можно получить пластинчатую структуру. Такую структуру
имеют фасонные отливки, полуфабрикаты, деформированные при температурах
p-области, отожженные в р-области [15]. С увеличением скорости охлаждения с
температур p-области а-оторочки (если они есть) становятся тоньше, а все эле-
менты пластинчатой структуры измельчаются. В зависимости от скорости ох-
лаждения толщина а-пластин может изменяться от 5-10 мкм до долей микромет-
ра, а размеры a-колоний от нескольких сотен микрометров до 3-5 мкм. При
резком охлаждении с p-области в а-, псевдо-а- и (а+р)-сплавах формируется
459
Iлава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
мартенсит (а', а" или го) тонкопластинчатого строения, а в псевдо-0-сплавах
фиксируется 0-структура, иногда с го-состоянием внутри нее.
Рекристаллизация и рост зерен в p-области в титановых сплавах происходит
очень быстро, так что обычно формируется крупнозернистая структура с плас-
тинчатым внутризеренным строением (в а.-, псевдо-а- и (а+0)-еплавах). Поэто-
му получить структуру, представленную мелкими бывшими P-зернами с плас-
тинчатым внутризеренным строением довольно трудно. Исключение составляет
сплав Ti-1100, в котором температура при полном растворении силицидов (Ts) в
P-фазе выше температуры (а+0)/0-перехода (Гп): TSi= 1040°С; Гп= 1010 °C [26,
с. 1042]. В интервале температур Tnn - TSi рост P-зерна сдерживается мелкими
частицами силицидов. В сплаве IMI 834 температура Гпп (1045 °C), напротив,
выше Г (990 °C), поэтому при переходе в P-область быстро растет P-зерно. Та-
кое соотношение температур Г и Т характерно для большинства титановых
сплавов.
Глобулярная структура формируется при деформации в а- (а-сплавы) или
(а+Р)-области (псевдо-а- и (а+Р)-сплавы) с последующей динамической или ста-
тической рекристаллизацией [15]. Если исходная структура была пластинчатой,
то при (а+Р)-деформации при достаточно высокой температуре происходит сфе-
роидизация пластин а-фазы в результате образования перемычек в двухфазных
поверхностях, разделяющих а- и 0-фазы, и последующего их развития. Полное
преобразование пластинчатой структуры в глобулярную в (а+0)-титановых спла-
вах, деформированных со скоростями более 10‘3 с’1, возможно только в процессе
отжига после деформации [15] по разумно выбранным режимам [15].
Принципы формирования регламентированной бимодальной структуры (ее
называют также дуплексной) описаны в работах Н.Ф. Аношкина, М.Я. Бруна и
Г.В. Шахановой [51, с. 35] и G. Liitjiering с авт. [23, с. 1031; 27, с. 363]. При темпе-
ратурах (а+0)-области (в результате рекристаллизации, если металл нагартован)
формируется смесь равноосных зерен а- и 0-фаз; при охлаждении с этой темпера-
туры a-зерна сохраняются неизменными, а 0-зерна, испытывая полиморфное пре-
вращение а->0, создают пластинчатую (а+0)-структуру. Количество первичной
а-фазы определяется температурой нагрева, чем ближе эта температура к точке
(а+0)/0-перехода (Г ), тем меньше а. Так, в частности, в исследованной плавке
сплава 1MI 834 [26, с. 1395] содержание первичной а-фазы составляло 40,30,20 и
10 % после термической обработки при температурах 1010 (4 ч); 1017 (2,5 ч);
1027 (2 ч)и 1038 °C (1 ч). Оптимальным количеством а-фазы (у,) считают от 7,5 до
30 % [51, с. 35]. Строением пластинчатой составляющей бимодальной структуры
можно управлять, регулируя скорость охлаждения с температур (а+0)-области и
накладывая дополнительное термическое воздействие.
К сожалению, получение бимодальной структуры со строго регламентиро-
ванными параметрами представляет довольно сложную задачу, так как в верхней
части (а+0)-области количество первичной а-фазы сильно изменяется с измене-
нием температуры (примерно на 10-20 % на каждые 10 °C). Поэтому требуется
460
7.1. Деформируемые титановые сплавы
очень точное соблюдение температурных режимов обработки относительно тем-
пературы Тт. Положение осложняется тем, что температура (а+Р)/р-перехода(Гп)
для каждого конкретного сплава зависит от колебаний содержания легирующих
элементов и примесей в пределах технических нормативов.
Реально встречающиеся микроструктуры выходят за пределы идеализирован-
ных схем, приведенных на рис. 7.1. В глобулярных структурах зерна могут быть
не равноосными, а несколько вытянутыми и даже искривленными. В бимодаль-
ной структуре первичные а-зерна также могу г иметь не полиэдрическую форму,
а протяженную в направлении деформации. В пластинчатой структуре а-коло-
нии могут быть нечетко сформированы.
В табл. 7.1 показаны общая характеристика механических и эксплуатацион-
ных свойств титановых сплавов с различным типом микроструктуры и влияние
ее параметров на свойства в результате обобщения данных, приведенных в рабо-
тах [15, 27, с. 363; 56, 229, 241, 255].
При глобулярной структуре сопротивление деформации и характеристики
прочности возрастают с уменьшением размера зерна. Предел текучести титана
(ат) достаточно строго описывается уравнением Петча - Холла [3]:
o=o/Ol/2, (7.1)
в котором ао — напряжение течения основы, зависящее от чистоты металла, а
средний размер субзерен при сильной фрагментации структуры или средний
диаметр зерен при отсутствии субструктуры; /^.-константа, зависящая от усло-
вий эстафетной передачи скольжения от зерна к зерну.
Для технического титана К = 13 Н/мм3/2 [3]; тогда уменьшение размеров зер-
на с 0,15-0,20 мм (Д,) до 0,004 мм (г/,) должно приводить к повышению предела
текучести А от = K_t (d '^-d^1'2), равному примерно 175-180 МПа. Если принять
ао = 100 МПа, то предел текучести мелкозернистого титана должен быть равен
280 МПа, что согласуется с известными данными [3, 12, 33]. Уменьшение диа-
метра a-зерна с 0,16 мм до нанометрических размеров (100 нм) должно привести
к пределу текучести титана, равному примерно 1000 МПа.
Сильное повышение прочностных характеристик с измельчением зерна до
субмикроскопических и нанометрических размеров получило эксперименталь-
ное подтверждение во многих работах последних лет. Субмикроскопическую и
нанометрическую структуру получают методом Equal Channel Angular Pressing
(ECAP) [28, c. 1445] (рис. 7.2), сильной пластической деформацией (SPD) при
невысоких температурах, интенсивной пластической деформацией кручением
при высоком давлении (SPTS) [28, с. 1437].
В работе [27, с. 466] прутки из титана с ультрамелким зерном были получены
методом теплой ЕСАР с последующей термомеханической обработкой. Структу-
ра прутков типа 1 была равноосной с величиной зерна 0,25 мкм; плотность дис-
локаций составляла 1012—1013 см-2. Структура прутков типа 2 была волокнистой с
размером зерна в поперечном направлении 0,15 мкм. Структура прутков типа 3
была фрагментированной и содержала высокоугловые и малоугловые границы;
461
-U
Оч
Ю
Таблица 7.1
Общая характеристика механических свойств (а+Р)-титановых сплавов с различной микроструктурой
Тип микроструктуры Повышение свойств Понижение свойств Влияние параметров микроструктуры
Глобулярная (равноосная) Прочность, пластичность, сопро- тивление зарождению усталост- ной трещины, предел выносливо- сти, сопротивление малоцикло- вой усталости Вязкость разрушения, сопротивление росту усталостных трещин, ударная вязкость С увеличением размеров зерна возрастают 8, KCU. КСТ, Kh, о02/100, о,“'; снижаются ct, о С увеличе- нием объемной доли у, тонких пластин вторичной а-фазы (/>,<1 мкм) возрастают ов, а ,, снижа- ются 8, у, KCU, КСТ, К1с, 80 ,/|О0; при толстых пластинах вторичной а-фазы (82>1 мкм) зависимости обратны
Пластинчатая Вязкость разрушения, сопротив- ление росту усталостной трещи- ны, ударная вязкость, сопротив- ление ползучести, длительная прочность Пластичность, проч- ность, сопротивление зарождению усталос- тной трещины, сопро- тивление усталости С увеличением размеров р-зерна (£)) возрастают о1С0, о. КСТ, К, ; снижаются о , 8, w, KCU, о С уве- 0,2/100 1с’ в’ ’ т » ’ -| J л имением размеров a-колоний до определенных пре- делов (d=:25-40 мкм) возрастают 8, \у, КСТ, Ки,. KCU-, снижаются ов, о |5 о02/|С0, о100. С увеличением толщины а-пластин Ь,) до определенного значе- ния (6=2,5-3,5 мкм) возрастают 8, vp, KCU, КСТ, К . °о2/юо’ снижаются о,, о о С увеличением объем- ной доли вторичной а-фазы (у2) возрастают ов, а , °100; уменьшаются 8, у, KCU, КСТ. KIl, а021т)
Корзиночного плетения Длительная прочность, предел ползучести, прочность Предел выносливос- ти, пластичность Влияние параметров структуры корзиночного плете- ния на механические свойства сплавов практически не изучено
Бимодальная Регулируя параметры бимодаль- ной структуры, в частности долю первичной a-фазы в Р-превра- щенной пластинчатой матрице, можно получить широкий комп- - Оптимальное сочетание различных механических свойств достигается при определенных параметрах пластинчатой структуры
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
7. /. Деформируемые титановые сплавы
Продолжение табл. 7.1
средний размер зерна 0,15 мкм; плотность дислокаций
составляла 10В * * * * i3-10i4cm’2. Механические свойства прут-
ков титана с ультрамелким зерном приведены в табл.
7.2. По-видимому, высокий уровень предела текучести
и временного сопротивления титана, полученный в
работе [27, с. 466], обусловлен не только ультрамелким
зерном, но и очень высокой плотностью дислокаций.
Заметим, что характеристики пластичности титана с
ультрамелким зерном несколько меньше, чем для ис-
ходного титана.
Рис. 7.2. Схема прессования методом Equal Channel Angular
Pressing (ECAP) [28, с. 1445]
В работе [28, с. 349] приведены механические свой-
ства титана с крупным (30 мкм), мелким (2 мкм) и
субмикроскопическим (0,1 мкм) зерном. Образцы ти-
тана с крупным и мелким зерном были получены от-
жигом металла с ультрамелким зерном. Временное со-
противление разрыву и предел текучести исследован-
ного материала существенно возрастают с измельчени-
ем зерна. В табл. 7.2 приведены механические свойства
сплава Ti-6Al^4V с ультрамелким и нанокристаллическим
зерном. Образцы были закалены с 900 °C, а затем подверг-
нуты интенсивной пластической деформации кручением
под давлением 5-6 МПа при комнатной температуре. Сплав
Ti-6A1-4V с зерном 80 нм обладает почти вдвое более
высокими характеристиками прочности при весьма ма-
лой пластичности. Заметим, что отжиг сплава Ti—6Al—
4V с ультрамелким зерном при 700-800 °C снимает
упрочнение и возвращает свойства к обычным их зна-
чениям [28, с. 596].
463
Таблица 7.2
Механические свойства титана и сплава T1-6AI-4V с ультрамелким и нанометрическим зерном
Полуфабри- кат Технология X арактер истика стру кту р ы Величи- на зерна, мкм О,, МПа от, МПа 8. % % стр МПа; база fy'=107 циклов Литература
Технический титан
Прутки Горячая Состояние поставки 15 460 380 26 60 238±10 [27, с. 466]
деформация
ЕСАР Тип 1, равноосная, L 0,26 710 625 14 60 403±8 Там же
То же Тип 2, волокнистая. L 0,15 960 725 10 45 434±5 »
» Тип 3, фрагментированная 0,15 1100 915 9 40 482±8 »
Листы SPD Крупное зерно 50 420/720* 275/570 29/13 73/60 — [28, с. 349]
Лента То же Мелкое зерно 2 450/788* 360/667 -/14 -/61 — Там же
» Ультрамелкое зерно 0,1 730/872* 685/714 18/18 63/63 — »
Фольга — Ультрамелкое зерно, L УМЗ 1061 820 13,0 - »
— То же, 45° к НП УМЗ 940 773 11,8 — — »
— » Т УМЗ 865 718 9,1 - - »
Сплав T1-6A1-4V
Прутки — Состояние поставки 15 1000 800 32 — — [27, с. 466]
— Закалка с 900 °C 15 1180 1060 13 Там же
SPTS Нанометрическая структура 80 нм 1750 1750 1 - - »
Заготовка SPD Ультрамелкое зерно. R 0,1-1 1360 1350 7 62 — [28, с. 596]
То же То же, Т 0,1-1 1355 1335 7 61 — Там же
* В числителе - свойства исходного металла: в знаменателе - после прокатки.
Примечание. Направление вырезки образцов: L - продольное. Т - поперечное. R - радиальное.
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
7.1. Деформируемые титановые сплавы
Рис. 7.3 иллюстрирует влияние величины зерна на механические свойства
сплава ВТ22И после упрочняющей термической обработки (775 °C, 1 ч, охлаж-
дение на воздухе+старение при 525 °C, 4 ч) [231]. Высокий уровень прочности
сохраняется, если величина зерна не превышает 65 мкм, а пластические свой-
ства непрерывно уменьшаются с увеличением диаметра зерна от 15 до 500 мкм.
Рис. 7.3. Влияние величины зерна на механические
свойства сплава ВТ22И после закалки с 775 °C, 1 ч,
охлаждение на воздухе+старение 525 °C, 4 ч [231J
На рис. 7.4 показана предложенная В.Н. Моисеевым [276, с. 77] связь между
поперечным сужением и временным сопротивлением разрыву для сплава ВТ22 с
Рис. 7.4. Связь между поперечным сужением и
временным сопротивлением разрыву для сплава
ВТ22 с разной величиной зерна [276, с. 77J
465
Гласа 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
разной величиной зерна. При крупном зерне механические свойства сплава ВТ22
вполне могут выйти за пределы технических условий.
Механические свойства сплавов с глобулярной структурой зависят не только
от величины зерен, но и объемной доли у, тонких пластин вторичной а-фазы и
их толщины Ьэ (см. табл. 7.1). Оптимальное сочетание различных механических
свойств (а+Р)-титановых сплавов наблюдается при следующих параметрах гло-
булярной структуры: 30—40 <D< 50—200 мкм; = 5—6 мкм; b2= 1,0—1,2 мкм; у2 =
=10-30% [15].
В титановых сплавах с достаточным легированием алюминием при длитель-
ном низкотемпературном старении в a-фазе могут сформироваться очень тон-
кие (нанометрических размеров) когерентные частицы а„-фазы (Ti. Al), что при-
ведет к дополнительному упрочнению. Упрочнение а-фазы частицами а,-фазы
наблюдалось, в частности, в сплаве Ti—6AI—4V после старения в течение 24 ч
при 500 °C [27, с. 363].
Закономерности связей механических свойств титановых сплавов с пара-
метрами пластинчатой структуры были установлены в ВИЛСе М.Я. Бруном,
ГВ. Шахановой и Н.З. Перцовским еще в 70-х годах прошлого века. Наиболее
полное обобщение этих закономерностей нашло отражение в первом и втором
изданиях монографии «Полуфабрикаты из титановых сплавов» [15]. В данном
справочном издании нет возможности описать эти закономерности так подроб-
но, как это сделано в монографии [15]. Мы опишем лишь наиболее важные зако-
номерности. Заметим, что после работ М.Я. Бруна с соавторами принципиально
новых закономерностей установлено не было. Вместе с тем было опубликовано
довольно много материалов, подтверждающих ранее установленные закономер-
ности.
Уже в первых работах по оценке механических свойств титановых сплавов
было определено, что грубые пластинчатые структуры приводят к более низким
прочностным и пластическим характеристикам. Это заключение подтверждают
данные в табл. 7.3. и 7.4.
В табл. 7.3 сопоставлены механические свойства отожженных титановых спла-
вов после (а+Р)- и p-деформации. Эта таблица составлена на основе выборки
данных, приведенных в таблицах главы 3. Здесь представлены полуфабрикаты,
которые были получены в одной и той же работе по технологиям, отличающимся
лишь условиями деформации. В табл. 7.4 данные подобраны для полуфабрикатов,
условия изготовления которых отличались лишь температурными областями от-
жига (а+р или Р). Отжиг сплавов ВТ5-1, ПТЗВ, ОТ4, ВТ6, ВТ9 и зарубежных
псевдо-а-сплавов проводился с охлаждением на воздухе, а остальных, более леги-
рованных сплавов - с охлаждением с печью. При охлаждении на воздухе с темпе-
ратур P-области прочностные свойства последних сплавов оказываются более вы-
сокими, чем после (а+р)-отжига, из-за формирования метастабильных состояний.
От типа структуры наиболее сильно зависят показатели пластичности [15].
Снижение поперечного сужения при пластинчатой структуре по сравнению с
466
7. /. Деформируемые титановые сплавы
Т а б л и ца 7.3
Сопоставление механических свойств отожженных титановых
сплавов после (а+Р)- и Р деформацнп
Сплав Полуфабрикат Вид дефор- мации ав. МПа 8, % Т, % кси, Дж/см2 Литература
ВТЗ-1 Штамповки (ИЗШ) а+Р 1075 14,7 50,4 47 [216]
To же Р 1041 11,8 30,4 52 Там же
Штамповки а+р 1063 14 33 42 [279]
То же Р 1038 15 28 54 Там же
» а+Р 946 8,5 21 30 [250, с. 7]
» Р 946 7,5 18 30 Там же
ВТ9 » а+р 1005 7 19 30 »
» Р 1005 7 15 30 »
ВТ 14 Штамповки а+Р 980 14 57,2 85 [40, с. 250]
То же Р 916 12,8 45,8 — Там же
TL5621S Поковки а+р 1096 16 40 — [33, с. 446]
То же Р 1000 12 25 — Там же
Ti-6242S » а+р 1062 14 27 — [23]
» Р 972 7 17 — Там же
Ti-11 » а+р 953 19,7 32,2 — [21, т. 1, с. 383]
» Р 948 И 21,3 — Там же
Ti-6AI—4 V Диски а+Р 966 12.2 32 — [21. т. 1, с. 333]
То же Р 964 11,8 27 — Там же
Low-cost Пруток а+р 965 20 40 [33, с. 751]
TL6,4ALlTFe То же Р 965 10 20 Там же
IMI 550 Пресс-изделия а+Р 1107 14 40 — [33, с. 699]
То же Р 1183 12 24,5 - Там же
глобулярной может достигать 70-80 % отн., а относительное удлинение может
уменьшаться на 40-50 %.
Действительные закономерности зависимости механических свойств от пара-
метров структуры сложнее (рис. 7.5). Для некоторых сплавов характеристики
Рис. 7.5. Схема зависимости поперечного сужения титановых сплавов с пластинчатой структурой от
величины исходных Р-зсрен D, размеров а-колоний d и толщины а-пластин b [ 15]
467
Глава 7. Связь механических свойств титановых сплавов с /пипом и параметрами структуры
Табл и ца7.4
Сопоставление механических свойств титановых сплавов
после (а+Р)- и р-отжига
Сплав Полуфабрикат Тип отжига МПа 5, % % % кси, Дж/см2 Литература
ВТ5-1 Пруток а+Р 915 22 42 61 [179]
То же Р 891 12 25 — [180]
ПТЗВ » а+р 766 17,9 39,1 101,7 [189]
» Р 729 16,7 27,5 95.8 Там же
014 » а+р 806 30 43 57 [179]
» Р+(а+р) 745 15 33 - [180]
ВТ6 » а+р 1000 14 43 — [9]
» Р 970 11 24 — Там же
Плиты а+р 926 12,8 34 70 [18]
То же Р 900 12,0 31 55 Там же
Прутки а+р 1050 12 45 - [2]
То же Р 1050 10 25 - Там же
ВТ9 Шайбы а+р .1098 14 36 29 [210]
То же Р 1050 8 14 — Там же
ВТ14 Прутки а+р 1000 15 50 - »
То же Р 850 15 35 — »
ВТЗ-1 » а+р 1050 18 45 — »
» Р 1000 5 12 — »
ВТ16 » а+Р 850 18 65 — [46]
» Р 800 15 60 - Там же
Ti-ЗА 1-2,5 V » а+Р 658 20 44 — [23, с. 1119]
» Р 648 11 35 — Там же
Ti-6AI—4V Поковки а+р 1050 14 36 — [27, с. 458]
То же Р 992 6 15 — Там же
Ti-6242S Прутки а+р 1057 11 23 — [23, с. 2323]
То же Р 972 7 17 — Там же
Ti-11 Поковки а+р 939 16,3 26,4 — [21, т. 1. с. 383]
То же Р 948 11,0 21,3 - Там же
пластичности возрастают с увеличением размера a-колоний и толщины а-плас-
тин в интервале малых их значений и снижаются, если их размеры превышают
некоторые критические параметры. В итоге при оптимальных сочетаниях пара-
метров пластинчатой структуры пластичность сплавов может быть не хуже, чем
при глобулярной структуре. Оптимальное сочетание различных механических
свойств в исследованных (а+Р)-титановых сплавах достигается при следую-
щих параметрах пластинчатой структуры [15]: D= 50-200 мкм; d= 25-40 мкм,
b = 2,5—3,5 мкм; b = 1,0—1,2 мкм, у > 60 %.
При проведении испытаний на растяжение образцов с надрезом не обнару-
живается какой-либо определенной связи между типом структуры и прочност-
468
7. /. Деформируемые титановые сплавы
ними и пластическими свойствами [15]. При нанесении надреза кратковремен-
ная прочность возрастает, а пластичность уменьшается. При глобулярной струк-
туре пластические свойства снижаются сильнее, чем при пластинчатой, так что
при очень остром надрезе характеристики пластичности образцов с разной струк-
турой сближаются.
Титановые сплавы с глобулярной структурой обладают высоким сопротивле-
нием усталости (табл. 7.5), при этом с измельчением зерна предел выносливости
возрастает. Так, например, с уменьшением размера зерна технического титана с
110 до 6 мкм предел выносливости о на базе 107 циклов увеличивается от 180
до 240 МПа [28, с. 2975].
Как уже отмечалось в главе 4, формирование пластинчатой структуры может
привести к существенному снижению предела многоцикловой выносливости.
Как при глобулярной, так и пластинчатой структуре с ростом зерна уменьшается
сопротивление усталости (рис. 7.6).
О3, мкм
Рис. 7.6. Зависимость предела выносливости о , набазеЛ'=2 107 циклов сплавов ВТ9 (х) и ВТ18(*|
от величины зерна [251 ]
Зависимость предела выносливости от параметров структуры, по крайней
мере, для сплава ВТЗ-1 можно описать уравнением, аналогичным соотношению
Петча — Холла — Стро:
а_=с+КГ''2, (7.2)
в котором I — размер a-зерна в равноосной структуре и размер a-колоний для
пластинчатой структуры (данные Н.А. Воробьева и А.Т. Пронина [56]).
Следует отметить, что глобулярные структуры формируются при температу-
рах ниже cc+p/p-перехода, а пластинчатые структуры - при нагреве до темпера-
тур выше точки Ас:, (Т ). Поэтому размеры бывшего P-зерна при пластинчатой
структуре могут достигать значительно больших размеров, чем при глобулярной
структуре. В итоге сопротивление усталости образцов с пластинчатой структу-
рой с ростом зерна может уменьшиться до таких низких значений, какие не на-
блюдаются у образцов с глобулярной структурой. И наоборот, предел выносли-
вости образцов с малым размером бывшего P-зерна и тонким внутризеренным
469
Таблица 7.5
о
Влияние типа микроструктуры на предел выносливости титановых сплавов (R —— 1; база 107 циклов)
Сплав Полуфабрикат Термическая обработка Гип структу- ры* к 1 МПа Литература
«-.(г)
ПТ-3 В Лист, 16 мм Отжиг, 910 °C, 15 ч г 1 320 — [7]
То же Отжиг, 1050 °С->800 °C п 1 300 0,94 Там же
» Отжиг, 910 °C, 15 ч Г н 180 — »
» Отжиг, 1050 °С-> 800 °C П н 150 0,83 »
ВТ9 Прутки, 25—40 мм Двойной отжиг Г 1 539 - [6, 251]
То же То же К 1 470 0,87 Там же
» » П 1 421 0,78 »
» » Г н 392 — »
» » К н 353 0,90 »
» » п н 294 0,75 »
ВТ8 Прутки, 14x14 мм Двойной отжиг г 1 529 - »
То же То же к 1 519 0,98 »
» » п 1 470 0,83 »
» » г н 460 — »
» » к н 421 0,92 »
» » П н 372 0,81 »
ВТЗ-1 Пруток, 14-35 мм Изотермический отжиг г 1 520 - [6]
То же То же п 1 440 0,85 Там же
» » г н 440 - »
» » п н 315 0,72 »
» Закалка + старение г 1 620 - »
» То же п 1 520 0,84 »
» » г н 470 — »
» » п н 390 0,83 »
Глава 7. Связь механических свойств титановых сплавов с типам и параметрами структуры
7.1. Деформируемые титановые сплавы
Продолжение табл. 7.5
пластинчатым строением может быть боль-
ше предела выносливости образцов с гру-
бой глобулярной структурой.
В табл. 7.6 приведено влияние парамет-
ров микроструктуры на механические свой-
ства крупногабаритных поковок из сплава
ВТЗ-1. Здесь приняты следующие обозна-
чения типов микроструктур: I - мелкозер-
нистая равноосная; II - мелкозернистая
структура с вытянутыми зернами а-фазы:
III — пластинчатая структура без видимых гра-
ниц исходной Р-фазы; D - величина
P-зерна; d — размер a-колоний; b — толщина
а-пластин. Увеличение размеров зерна а-фа-
зы при равноосной структуре от 3 до 25 мкм.
размеров вытянутых зерен, параметров пла-
стинчатой структуры привело к снижению
предела выносливости. Сопротивление ус-
талости образцов с тонкой пластинчатой
структурой (Ь = 2 мкм, d = 15-20 мкм) не
хуже, чем у образцов с равноосной мелко-
зернистой структурой с размером а-фазы 3-
5 мкм и заметно выше предела выносливос-
ти образцов с крупным равноосным а-зер-
ном.
На рис. 7.7 приведены кривые усталости
сплава Ti-6A1-4V с различными микрострук-
турами [23, с. 2068]. Сплав был закален в воде
и подвергнут старению при 500 °C в течение
24 ч. Размеры исходного P-зерна, которые ог-
раничивали длину индивидуальных пластин,
составляли 6-10 мкм в бимодальной структу-
ре и 300-600 мкм в пластинчатой. Предел
выносливости образцов с тонкой пластин-
чатой структурой почти такой же, как при
тонкой равноосной, а грубая пластинчатая
структура, как и грубая равноосная, приво-
дит к наиболее низкому сопротивлению ус-
талости.
Увеличение толщины а-пластины в пла-
стинчатой структуре, по-видимому, вызыва-
ет меньшее снижение предела выносливос-
471
Глава 7 Связь механических свойств титановых сплавов с типом и параметрами структуры
Табл и ца7.6
Влияние параметров микроструктуры на механические свойства
крупногабаритных поковок из сплава ВТЗ-1 |56|
Тип структу- ры Параметры микроструктуры, мкм °.’ МПа у, % а ,, МПа; база 107 циклов К-’г~ МПа -7 м
D d b
I 3 — — 1025 34,5 522 80,0
10-15 — — 997 35,5 490 96,3
25 — — 985 32,8 488 120
II 15x3 — — 1011 35,0 508 85,9
50x10 — — 980 33,4 500 106,8
1П - 15-20 2 996 31,9 509 120,3
- 40-50 3 986 31,2 491 —
- 40-50 5-8 982 28,7 460 -
Рис. 7.7. Влияние микроструктуры на кривые усталости сплава Ti-6A1-4V после закалки с 800 °C и
старения при 500 °C. 24 ч (гладкие образцы, R~ 1):
структура сплава: А - бимодальная, размер первичного а-зерна 6 мкм; В - тонкая равноосная, размер
первичных а-зерен 2 мкм; С —тонкая пластинчатая; D - грубая равноосная, размер а-зерен 12 мкм;
Е- грубая пластинчатая [23, с. 2068]
ти, чем укрупнение исходного P-зерна и a-колоний. По крайней мере, для спла-
вов Ti-6AI—4V и Ti-6AI-2Cr увеличение толщины а-пластин от 1,7 до 7,6 мкм
вызывает изменение о j всего лишь в пределах 3,5—6 % (табл. 7.7), в то время как
при увеличении размеров a-колоний от 30 до 130 мкм снижение о , составляет
около 10 %. Для сплавов Ti-6AI-4V и Ti-6Al-2Mo-2Cr с полностью пластинча-
той структурой сопротивление усталости максимально при следующих пара-
метрах структуры: а) сплав Ti-6A1—4V - b = 3 мкм; d- 30 мкм; б) Ti-6Al-2Mo-
2Cr- b = 2 мкм; d= 20 мкм [26, с. 1411].
Влияние размеров P-зерна при полностью пластинчатой структуре на со-
противление усталости титановых сплавов было предметом специальных ис-
472
7.1. Деформируемые титановые сплавы
следований Лютеринга и Ивасишина [27, с. 441]. Из сплавов IMI 834, Ti6242,
ВТ18У, Ti-6AI-4V, ВТ6, 0-CEZ и ВТ22 были получены образцы с крупным
(500-800 мкм) и сравнительно мелким (50-100 мкм) исходным P-зерном. Для
получения крупнозернистой структуры сплавы нагревали до температур р-обла-
сти в печи; мелкозернистая структура формировалась при скоростном нагреве.
Образцы затем охлаждали в воде или на воздухе и подвергали старению. Таким
образом, были получены два состояния каждого сплава: высокопрочное и срав-
нительно мягкое. Усталостные испытания проводили по схеме изгиба с враще-
нием наэлектрополированных образцах.
В высокопрочном состоянии все сплавы обладают более высоким сопротив-
лением усталости при мелкозернистой структуре [27, с. 441]. Так, в частности,
сплав Ti-6A1-4V после закалки в воде с 800 °C и старения при 500 °C, 24 ч имеет
о , =760 МПа (7V=107 циклов) и о02=1105 МПа при полностью пластинчатой мел-
козернистой структуре и ст =700 МПа и о0,=1080 МПа при пластинчатой круп-
нозернистой. После охлаждения на воздухе и старения предел выносливости на
базе 107 циклов для образцов с разным размером P-зерна для сплава Ti-6A1-4V
был одинаков и равен 600 МПа.
Выносливость титановых сплавов при многоцикловой усталости определяется
стадией зарождения трещин. В исследованных [27, с. 441 ] псевдо-а- и (а+Р)-спла-
вах усталостные трещины зарождались вдоль пластин мартенситного происхожде-
ния и чем больше была их длина, тем легче это происходило. В псевдо-Р-сплавах
трещины зарождались по границам р-зерен.
Из положений, которые развивал МЛ. Брун с сотрудниками [15], следует,
что при проведении усталостных испытаний на надрезанных образцах разница в
сопротивлении усталости образцов с глобулярной и пластинчатой структурой дол-
жна уменьшаться и в тем большей степени, чем острее надрез, так как при остром
надрезе трещина зарождается почти одинаково легко при той и другой струк-
Табл и ца7.7
Влияние толщины а-пластин на предел выносливости сплавов
Ti—6A1-4V п Ti-6A1—2Мо—2Сг [26, с. 14111
Сплав Толщина а-пластин, мкм МПа °0.2' МПа а ,, МПа; база 2107 циклов
Ti6A14V 2,4 1115 969,6 565
3,0 1068 927,6 580
5,5 1055,5 915,5 570
7,6 1038 908,0 560
Ti-6Al-2Mo—2Cr 1,7 1136,5 980 550
2,0 1108 944 575
3,6 1055 924,5 562
6,2 1023,5 924 540
473
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
туре, а распространяется труднее в пластинчатой из-за ветвления. Более того,
при достаточно остром надрезе предел выносливости образцов с пластинчатой
структурой может быть больше, чем для образцов с глобулярной структурой.
Эти заключения не согласуются с данными, приведенными в табл. 7.5. В мо-
нографии [15] М.Я. Брун с соавторами также отмечает, что в ряде работ приво-
дятся данные о превосходстве глобулярной структуры перед пластинчатой по
сопротивлению усталости при тех условиях испытаний, при которых следует
ожидать преимущества пластинчатых структур. Это несоответствие ожидаемых
эффектов с экспериментальными результатами, несомненно, связано с тем, что
сопротивление усталости титановых сплавов сильно зависит от многих внешних
и внутренних факторов, рассмотренных в главе 4. Выделить действие какого-
либо одного фактора при постоянстве всех остальных довольно сложная задача.
Степень влияния типа микроструктуры на сопротивление титановых сплавов
усталости зависит также от коэффициента асимметрии цикла R. Так, например,
превосходство глобулярной структуры над пластинчатой составляет для сплава
ВТ9 120 МПа (N = 107 циклов) при проведении испытаний на изгиб вращением
(Я=-1) и всего 40 МПа при пульсирующем растяжении (7?=0) [15]. При асиммет-
ричном цикле нагружения (2?>0) образцы сплава ВТ9 имели более высокий пре-
дел выносливости на базе 107 циклов при пластинчатой структуре (580 МПа), а
не при глобулярной (510 МПа).
Малоцикловая выносливость образцов с пластинчатой структурой меньше,
чем с глобулярной (рис. 7.8). При увеличении числа циклов сопротивление уста-
лости образцов с различными типами структур сближается и при N=sl0’ циклов
сопоставление свойств этих образцов становится неоднозначным. Вместе с тем
в монографии [15] отмечается, что данные о влиянии типа структуры на сопро-
тивление малоцикловой усталости титановых сплавов в разных работах также
Рис. 7.8. Влияние числа циклов па сопротивление малоцикловой усталости а„ сплава ВТ9 при
глобулярной (У) и пластинчатой (2) структуре (ап=2,48) [15]
474
7.1. Деформируемые титановые сплавы
не согласуются. Эти несоответствия могут быть связаны с различиями в методи-
ке экспериментов и параметров структуры.
Влияние параметров структуры на сопротивление малоцикловой усталости
(МЦУ) наиболее детально было изучено для сплава ВТ22 [283]. Исследования
были проведены на штамповках, изготовленных в промышленных условиях. Тех-
нология изготовления штамповок включала окончательную деформацию в (а+Р)-
области с последующей закалкой и старением. Испытания на МЦУ были прове-
дены при о=500 МПа.
Структура сплава была представлена первичной a-фазой, сформировавшей-
ся в результате высокотемпературного отжига и охлаждения до температур за-
калки, и превращенной a-фазой, упрочненной дисперсными частицами вторич-
ной а-фазы. Прочность сплава падала с увеличением количества первичной а-
фазы и уменьшением количества вторичной а-фазы. Сопротивление МЦУ мак-
симально при 30-33 % первичной а-фазы и 42-48 % вторичной фазы, выделяю-
щейся при старении (рис. 7.9). Оптимальный размер высокотемпературной пер-
Рис. 7.9. Влияние количества первичной высокотемпературной а-фазы (а) и вторичной а-фазы (б),
выделяющейся при старении, на сопротивление МЦУ сплава ВТ22 [283]
вичной а-фазы равен 1,6-2,2 мкм (рис. 7.10). Толщина пластин вторичной а-
фазы составляла 0,3-0,5 мкм после всех режимов старения. Сопротивление МЦУ
увеличивается с уменьшением расстояния между частицами первичной а-фазы
и сокращением свободной площади между ними.
При переходе от уровня прочности 1300-1350 МПа к прочности 1400-1450 МПа
сопротивление МЦУ уменьшалось, что связано с увеличением свободной пло-
31—1 ,——.—.—,—.—ь-
0,8 1,2 1,0 1,4 1,6 1,8 2,0 2,2 2,4 2,6
Средний размер частиц а-фазы. мкм
Рис. 7.10. Зависимость сопротивления МЦУ от толщины частиц первичной а-фазы в состаренном
сплаве ВТ22 [283]
475
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
щади между первичными а-частицами и расстояния между ними. Уменьшение
сопрогивления МЦУ происходит, когда создаются условия, облегчающие рост
трещин. Трещины легко распространяются в хрупкой «превращенной» р-фазе,
не встречая препятствий в виде а-пластин, тормозящих рост трещин, т.е. когда
доля «превращенной» Р-фазы велика (~ 80 %), частицы первичной а-фазы при-
обретают округлую форму, а расстояния между ними достигают 4-5 мкм при
размере частиц а >2,0 мкм.
Сплавы с пластинчатой структурой отличаются меньшей скоростью роста ус-
талостных трещин по сравнению с теми же сплавами, но с другими типами струк-
тур [56]. В сплавах с глобулярной структурой трещины распространяются вдоль
сравнительно гладкой поверхности. В пластинчатой структуре усталостная ма-
гистральная трещина многократно изменяет направление своего движения и вет-
вится, что тормозит ее развитие. Увеличение размеров a-колоний и толщины а-
пластин приводит к более частым и резким изменениям направления движения
магистральной трещины, что снижает скорость ее распространения [56].
Вязкость разрушения сплавов с глобулярной структурой возрастает с укруп-
нением a-зерна и увеличением размеров вытянутых a-зерен (см. табл. 7.6) [56].
Сплавы с пластинчатой структурой обладают существенно большей вязкостью
разрушения, чем с равноосной [56]. Эта закономерность иллюстрируется много-
численными данными, приведенными в главе 5. В сплавах с пластинчатой струк-
турой магистральная трещина распространяется с сильным ветвлением, в то время
как при глобулярной структуре поверхности трещины сравнительно ровные. В
итоге распространение трещины в пластинчатых структурах является более энер-
гоемким процессом, чем в глобулярных. Вязкость разрушения титановых спла-
вов с пластинчатой структурой возрастает с увеличением диаметра первичных
P-зерен D, размеров a-колоний d и толщины а-пластин [56].
Термическая обработка при температурах P-области сильнее повышает вяз-
кость разрушения по сравнению с Р-деформацией [56]. Эта закономерность свя-
зана с тем, что микроструктура после термической обработки при температурах
P-области характеризуется крупным размером P-зерен и большей текстурован-
ностью внутризеренных пластин а-фазы.
Согласно представлениям М.Я. Бруна с соавторами [15], повышение сопро-
тивления ползучести и длительной прочности (при />450-500 °C) в глобулярной
структуре можно достигнуть за счет укрупнения всех ее элементов, уменьшения
доли тонких или увеличения доли более толстых пластин вторичной а-фазы. В
сплавах с пластинчатой структурой сопротивление ползучести возрастает с уве-
личением диаметра P-зерна D, а длительная прочность максимальна при некото-
ром определенном размере зерна; как увеличение, так и уменьшение размеров
зерна по сравнению с оптимальным диаметром приводит к снижению этой ха-
рактеристики жаропрочности.
При температурах выше 300—400 °C длительная прочность и сопротивление
ползучести титановых сплавов с пластинчатой структурой выше, чем с глобу-
476
7.1. Деформируемые титановые сплавы
лярной [15]. При более низких температурах глобулярная структура обеспечива-
ет либо практически такие же характеристики жаропрочности, как и пластинча-
тая, или даже более высокие (табл. 7.8).
Таблица 7.8
Длительная прочность и сопротивление ползучести катаных прутков
из сплава ВТ9 с глобулярной п пластинчатой структурой |15|
Структура 1, °C ст, В- с"’ стню’ ст" , 100 ам , кюо ^0.2/100’
МПа
Глобулярная 300 950 1260 890 1310 880 1300 670
500 820 1140 610 950 540 700 280
550 — — — — — — 150
Пластинчатая 300 900 1240 890 1160 880 1150 660
500 840 1160 630 970 590 750 400
550 - - - - - - 250
Примечание. Индекс «н» относится к свойствам образцов с надрезом (г = 0.15 мм).
Преимущество пластинчатой структуры перед глобулярной по уровню дли-
тельной прочности при температурах 450-550°С у сплавов ВТЗ-1, ВТ9, ВТ25У
составляет 2-10 % (10-50 МПа), а по сопротивлению ползучести - 20-40 %
(100-120 МПа). В образцахс надрезом отношение пределов кратковременной и
длительной прочности сплава ВТ9 превышает единицу, что означает их нечув-
ствительность к надрезу при испытаниях на жаропрочность.
М.Я. Бруном с сотрудниками [15] были проведены обширные систематичес-
кие исследования по установлению не только качественных, но и количествен-
ных связей механических свойств титановых сплавов с параметрами структуры.
Для сплавов ВТЗ-1, ВТ9 и ВТ25У специально подобранными режимами терми-
ческой обработки был получен набор состояний с различными значениями каж-
дого из параметров глобулярной и пластинчатой структуры при постоянных зна-
чениях всех остальных параметров.
На основе полученных результатов в книге [15] приведены схемы влияния
параметров пластинчатой и глобулярной структуры на следующие механические
свойства: о₽, у, 8, KCU, КСТ, К1с, о , о /|00, о г Эти закономерности нашли
отражение в табл. 7.1. В книге [15] приведены также данные, позволяющие ко-
личественно оценить изменение перечисленных выше механических свойств
сплава ВТЗ-1 при изменении параметров глобулярной и пластинчатой структу-
ры. В ней указаны также значения параметров глобулярной и пластинчатой струк-
туры, обеспечивающие требуемый уровень механических свойств сплава ВТЗ-1:
о , 8, v, KCU, КСТ. Ku,v™, |00 , о.,.
Хотя меняя параметры глобулярной и пластинчатой структуры, можно изме-
нять механические свойства титановых сплавов в довольно широких пределах,
добиваясь вполне удовлетворительного их сочетания. Общая характеристика этих
477
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
предельных структурных состояний остается неизменной [15, 17, 26, с. 1163].
Для глобулярных структур характерны относительно высокие кратковременные
прочностные свойства, максимальная пластичность и высокое сопротивление
усталости при пониженной вязкости разрушения, характеристик жаропрочности
и повышенной скорости роста трещин. Пластинчатые структуры обеспечивают
высокие вязкость разрушения, характеристики жаропрочности и сопротивления
развитию трещин при пониженных значениях сопротивления усталости, проч-
ности и особенно пластичности.
Полагают [15, 51, с. 35], что оптимального сочетания различных механических
свойств можно достигнуть при бимодальной структуре, состоящей из 7,5—30 %
первичной равноосной а-фазы и P-превращенной пластинчатой матрицы.
По мнению Н.Ф. Аношкина с соавторами [51, с. 35], механические свойства
сплавов с бимодальной структурой определяются не только количеством пер-
вичной а-фазы, но и параметрами мелкозернистой пластинчатой структуры, со-
ставляющей основу сплава. В бимодальной структуре размеры P-зерна D мень-
ше, чем в полностью пластинчатой структуре, из-за препятствий, которые ока-
зывают зерна первичной а-фазы росту P-зерна при рекристаллизации. Эффект
бимодальной структуры в достижении оптимального комплекса различных меха-
нических свойств титановых сплавов заключается в проявлении эффекта рекри-
сталлизованной мелкозернистой структуры с регламентированным внутризерен-
ным строением. К тому же при формировании первичных зерен а-фазы они обо-
гащаются алюминием и кислородом, так что образовавшаяся из P-фазы пластин-
чатая составляющая в бимодальной структуре оказывается «мягче», чем в пол-
ностью пластинчатой [27, с. 363].
Механические свойства титановых сплавов с бимодальной структурой при-
ведены в табл. 7.9.
При увеличении объемной доли а-фазы пластические свойства титановых
сплавов повышаются и при у^Ю % становятся сопоставимыми с пластичнос-
тью металла с глобулярной структурой, по крайней мере, для сплава Ti-10-2-3
(рис. 7.11). Характеристики кратковременной прочности сплавов с бимодальной
структурой, как правило, выше, чем при пластинчатой.
Рис. 7.11. Взаимосвязь поперечного сужения
с пределом текучести сплава Ti-10V-2Fe-
ЗА1 при бимодальной структуре с 3 (Л) и
13 %( ) первичной а-фазы [26, с. 1371]
478
Таблица 7.9
479
Влияние параметров бимодальной структуры на механические свойства титановых сплавов
Сплав Термическая обработка Микро- структура (Ув, МПа МПа 5, % У, % а г МПа; Лг=10’ Литература
IMI 834 Отжиг, 1080 °C, 1 ч (АС) п 1015 925 5,2 — 490 [26, с. 1395]
(диски) Тоже, 1027°С, 2 ч (АС) Б, 20 % а 1100 995 12,9 — 475 Там же
» 1010 °C, 2 ч (АС) Б, 30 % а 1060 955 12,6 — 425 »
Ti-1100 Отжиг, 1060 °C, 0,5 ч (АС) ГП 1065 955 6,2 - 500 [26, с. 1187]
(прутки) Тоже, 1012 °C, 2,5 ч (АС) ТП 1040 935 П,1 - 530 Там же
» 1000 °C, 2,5 ч (AC), TD Б, 20 % а 1032 965 9,2 — 500 »
» 1000 °C, 2,5 ч (AC), RD Б, 20 % а 1060 982 14,5 — 500 »
» 985 °C, 2,5 ч (AC), TD Б, 60 % а 994 953 И,4 — 500 »
Ti-6A1-4V 800 °C, 1 ч (WQ) + 500 °C, 24 ч ТГ, 2 мкм — - — — 630 [33, с. 537]
То же ТП — — — - 625 Там же
» КГ, 12 мкм — — — — 500 »
» КП — — — — 490 »
T1-6AMV » Б, а, 6 мкм — - — — 680 »
(плиты) » Г 965 915 19 45 375 [27. с. 433]
» Б 990 940 12,3 26 450 Там же
1050 °C, 1 ч (FC )+ 500 °C, 24 ч П 865 815 11 18 — [28, с. 1979]
ТЦО+950 °C, 1 ч (AQ+540 °C, 24 ч Б, 25 % а 1005 930 16 45 Там же
Ti-62222 (Тп1+28 °С)+(Т п-50 °С)+538 °C, 8 ч П 1240 1075 6 — — [28, с. 1639]
(прутки) (Тп -28 °C), 0,5 ч (АС)+ 538 °C, 8 ч Б 1240 1140 12 — — Там же
Ti-6246 — П 1115 995 3,7 5,6 525 [27, с. 390]
(прокат) — К 1155 1085 и,о 20,1 600 Там же
- Б 1200 1105 13,8 37,8 575 »
Примечание. Типы структур: Г - глобулярная. ТГ тонкая глобулярная: КГ - крупная глобулярная, П - пластинчатая. ГП - тонкая
пластинчатая КП — крупная пластинчатая, Б — бимодальная.
7.1. Деформируемые титановые сплавы
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
Данные о влиянии бимодальной структуры на сопротивление усталости ти-
тановых сплавов противоречивы. В работе [23, с. 2068] было обнаружено, что
сплав Ti—6AI-4V с бимодальной структурой обладает более высоким пределом
выносливости по сравнению со свойствами сплава с другими типами структур
(см. рис. 7.7 и табл. 7.9). Сопротивление усталости сплава IM1 834 при бимо-
дальной структуре, напротив, оказалось ниже, чем при пластинчатой. Предел
выносливости сплава Ti-1100 практически одинаков при всех типах структур.
В табл. 7.10 приведены данные, обобщенные J.C. Willians и Е.А. Starke [33, с.
538], по влиянию типа структуры и режимов термической обработки на сопро-
тивление усталости сплава Ti-6AI—4V. Из этих данных какого-либо четкого пре-
имущества бимодальных структур не просматривается. Авторы [33, с. 538] отме-
чают, что не наблюдается и корреляции предела выносливости с пределами те-
кучести и временным сопротивлением разрыву. Более определенного заключе-
ния из данных табл. 7.10 трудно ожидать в виду значительных различий в техно-
логии получения полуфабрикатов и их термической обработки и немногочис-
ленности экспериментальных данных.
В работе [27, с. 363] приведены кривые усталости сплава Ti-6AI-4V с плас-
тинчатой и бимодальной структурой. Для исследованного сплава предел текуче-
сти со, был больше (950 МПа) при бимодальной структуре, чем при пластинча-
той (880 МПа). Поэтому можно было ожидать более высокого сопротивления
многоцикловой усталости для образцов с бимодальной структурой. В действи-
тельности при числе циклов более 105 разрушающие напряжения для образцов с
пластинчатой структурой больше, чем для образцов с бимодальной структурой.
Таблица?. 10
Предел выносливости сплава TM>A14V с разной микроструктурой
(база 10’ циклов) [33, с. 538]
М икростру ктура, термическая обработка* МПа МПа 8, % т, % р МПа
гладкие образцы образцы с надрезом
10 % а+отжиг (а) 1068 971 14 35 537 214
40 % а+отжиг 1013 930 15 41 579 255
10%a+STOA (b) 1061 978 15 41 489 220
10 % а+отжиг (с) 1040 958 14 37 606 262
50 % а (с7)+отжиг (с) 1020 923 13 32 620 227
Р-ковка+отжиг 992 882 11 20 565 220
Р-ковка (\У(Д+отжиг 1054 951 10 21 606 186
Р-ковка+STOA 1075 978 10 20 586 220
10 % a+отжиг (е) 985 882 13 33 620 214
* а - отжиг при 705 °C, 2 ч. охлаждение на воздухе: Ь - STOA-955 °C, 1 ч, вода+705 °C, 2 ч.
охлаждение на воздухе; с — охлаждение в воде после ковки; d - вытянутая а-фаза; е - малое
содержание кислорода
480
7. /. Деформируемые титановые сплавы
Такое соотношение сопротивления многоцикловой усталости сплава Ti—6AI—4V
с разной структурой авторы [27, с. 363] объясняют тем, что в бимодальной
структуре пластинчатая составляющая «мягче» полностью пластинчатой струк-
туры из-за обеднения [3-фазы алюминием и кислородом, переходящих в первич-
ную a-фазу при формировании бимодальной структуры.
Неудачи, в некоторых случаях, в достижении оптимального комплекса меха-
нических свойств путем формирования бимодальных структур связаны с тем,
что авторы не учитывают необходимости обеспечения не только определенного
соотношения объемной доли первичной a-фазы и пластинчатой составляющей,
но и определенных параметров a-фазы и пластинчатой составляющей. Как уже
отмечалось выше, к параметрам, требующим регламентации, относятся также
размер исходных P-зерен £)р; величина глобулярных первичных частиц a-фазы bt
и толщина пластин вторичной a-фазы Ь2 [51, с. 35].
Систематические исследования [51, с. 35] позволили установить, что опти-
мальное сочетание механических свойств сплавов ВТЗ-1, ВТ8, ВТ9 и ВТ25У
достигаются при следующих параметрах бимодальной структуры: 7,=10-30 %;
Ь} = 5-8 мкм; 30-40 < Z)p< 50-200 мкм; Ь2 = 1-1,2 мкм. Если эти требования не
выполняются, то: а) можно не достичь повышения вязкости разрушения и сопро-
тивления ползучести (при />2<1 мкм и Z>p <30-40 мкм); б) могут значительно сни-
зиться прочностные свойства и предел выносливости (при />,>1,2 мкм); в) воз-
можна потеря пластичности и предела выносливости (при Z>p>50-200 мкм) [15,
51, с. 35].
Определенный вклад в свойства сплавов с бимодальной структурой вносит
также изменение максимального угла разориентации между пластинами в раз-
ных а-колониях [ 15]. Этот фактор наиболее сильно проявляется при формирова-
нии слабо глобуляризированной волокнистой структуры.
Общие принципы управления параметрами бимодальной структуры изложе-
ны в обзорной статье Н.Ф. Аношкина, М.Я. Бруна и Г.В. Шахановой [51, с. 35].
Эти принципы включают в себя управление размером [3-зерен на стадии дефор-
мации и рекристаллизации при температурах (а+[3)-области; управление разме-
рами и объемной долей первичной и вторичной a-фаз, что достигается рацио-
нальным выбором режимов нагрева и охлаждения. Авторы [51, с. 35] отмечают,
что размеры [3-зерен и другие параметры бимодальной структуры зависят не только
от режимов (а+|3)-деформации и термической обработки в (а+[3)-области, но
также и от параметров и внутризеренной структуры, сформировавшейся в ре-
зультате предшествующей [3-деформации.
При соблюдении оптимальных параметров сплавы с бимодальной структурой
обладают явно лучшим сочетанием различных механических свойств.
В работе [22, с. 1777] было сопоставлено сопротивление усталости образцов
сплава Ti-6AI-4V с мелкозернистой, крупнозернистой и бимодальной структу-
рой. Мелкозернистая структура была получена отжигом при температуре 800 °C
в течение 1 ч деформированных при 800 °C пластин, крупнозернистая - отжи-
481
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
гом при 800 °C в течение 96 ч, а бимодальная - нагревом при температуре 955 °C
в течение 1 ч с охлаждением в воде и последующим отжигом при 800 °C в тече-
ние 1 ч. Размер зерен мелкозернистой и крупнозернистой равноосной структуры
составлял 2 и 12 мкм соответственно, размер первичной а-фазы в бимодальной
структуре - 6 мкм. Затем все образцы закаливали в воде с 800 °C и подвергали
старению при 500 °C в течение 24 ч.
Циклические испытания проводили по схеме растяжение -сжатие (R=-1) на
круглых гладких образцах с электролитически полированной поверхностью. Пре-
дел выносливости на базе 107 циклов составил для образцов с мелкозернистой
структурой 630 МПа, с крупнозернистой - 510 МПа, с бимодальной - 680 МПа
Чтобы обеспечить оптимальные значения циклической выносливости для каж-
дого вида полуфабриката должна быть разработана своя технология. В обзорной
статье [25, с. 1635] приведена следующая схема оптимизации бимодальной струк-
туры крупных дисков из сплава Ti—6А1—4V с целью повышения циклической вы-
носливости. Сначала методами термомеханической обработки создается структу-
ра. содержащая 25 % первичной а-фазы. Затем первичные зерна а измельчаются
до возможно меньших размеров, при этом уменьшаются и размеры P-зерна. Одна-
ко уменьшение размеров первичной а-фазы до диаметров менее 15-20 мкм не
приводит к существенному повышению сопротивления усталости. Дальнейшее
увеличение циклической выносливости может быть достигнуто оптимизацией
параметров пластинчатой составляющей структуры, что может быть получено
увеличением скорости охлаждения сплава с температуры рекристаллизационно-
го отжига.
С ростом среднего напряжения (с увеличением R) бимодальные структуры
теряют свое преимущество перед пластинчатыми и глобулярными, особенно при
большом числе циклов нагружения [284]. При увеличении R от -1 до 0.2 сплав
Ti-6A1-4V с бимодальной структурой всех типов проявляет резкое снижение цик-
лической прочности с повышением числа циклов, и на базе 2-107 циклов плас-
тинчатая структура становится предпочтительней. Для исследованных в рабо-
те [27, с. 433] партий сплава Ti-6A1—4V предел выносливости составлял 450 и
375 МПа при R = -1; 500 и 550 МПа при R = 0,1 и 550 и 650 МПа при R = 0,5 для
бимодальной и глобулярной структуры соответственно.
Вязкость разрушения титановых сплавов с бимодальной структурой умень-
шается с ростом объемной доли первичной а-фазы и, следовательно, снижением
доли P-превращенной составляющей. Так. в частности, соотношение /С|(/о07 для
сплава Ti— 10-2-3 составляет 0,057; 0,050 и 0.044 Vm при объемной доле первич-
ной а-фазы 3, 9 и 13 % соответственно [26, с. 1371]. Вязкость разрушения К1с
сплава Ti-6246 составляла 59; 59-62 и 43 МПазАи при пластинчатой структуре,
структуре корзиночного плетения и бимодальной структуре [27, с. 390], а сплава
Beta-CEZ- 34; 34 и 28 МПа-Ум [26, с. 1403] соответственно. Следует, однако,
отметить, что сведений о вязкости разрушения титановых сплавов с бимодаль-
ной структурой опубликовано сравнительно мало.
482
7.1. Деформируемые титановые сплавы
Для сплава IMI 834 наилучшее сочетание сопротивления ползучести и уста-
лости достигается при бимодальной структуре, представленной 15 % первичной
равноосной а-фазы и 85 % превращенной 0-фазы [23, с. 2419]. В работе [26, с.
1171] такая структура была получена из кованых заготовок с равноосной а-струк-
турой по следующим технологиям. Заготовки были откованы при температуре
(а+Р)-области (1010 °C) с последующим охлаждением на воздухе. Ковку осуще-
ствляли по двум вариантам: однопереходная деформация со степенью до 30 % и
трехпереходная деформация (ЗхЮ %) с промежуточным отжигом при 1010 °C,
0,5 ч после первых двух ступеней. Структура деформированных заготовок была
неоднородной. После деформации заготовки подвергали термической обработке
по режиму: нагрев в (а+0)-области (1030 °C), 2 ч с охлаждением в масле со
скоростью 300 °С/мин+старение при 700 и 850 °C (2-6 ч) с последующим охлаж-
дением на воздухе.
Структура образцов после термической обработки стала однородной. Пара-
метры структуры полученных образцов составляли: а) одноступенчатая ковка:
количество а - 12 %; величина а- и Р-зерен - 24 и 58 мкм, толщина а-пластин -
0,58 мкм; б) трехпереходная ковка: количество а - 12,5 %; величина а- и Р- зерен -
28 и 69 мкм, толщина а-пластин - 0,55 мкм. Старение привело также к выделе-
нию силицидов (Ti, Zr)6Si3 на границах Р-пластин и формированию частиц Ti,А1
в первичной a-фазе и в пластинах P-фазы. Наилучшее сочетание сопротивления
ползучести при 600 °C и усталости при 500 °C наблюдается после ОТР и старе-
ния при 700 °C, 2 ч.
Сплав Ti-6A1—4V с P-превращенной структурой корзиночного плетения обла-
дает высоким комплексом механических свойств [22, с. 1163]. Структура корзи-
ночного плетения с Р-зерном 250 мкм обеспечивает такой же предел выносливо-
сти на базе 107 циклов, как и равноосная структура с Р-зерном 16 мкм. При
упрочняющей термической обработке предел выносливости снижается с умень-
шением скорости охлаждения после нагрева до высокотемпературной ступени,
по крайней мере, для сплава TJ-6A1-4V [24, с. 1501 ].
Вязкость разрушения титановых сплавов, по крайней мере Ti-6246 и Beta-
CEZ [27, с. 390 и 26, с. 1403], со структурой корзиночного плетения такая же,
как и при пластинчатой структуре. Эту же закономерность можно ожидать и для
других титановых сплавов.
Структура корзиночного плетения обеспечивает более высокие характерис-
тики жаропрочности. Так, например, сточасовая длительная прочность прутков
из сплава ВТ18У со структурой корзиночного плетения и глобулярной структу-
рой составляет 500 и 430-450 МПа при температуре 550 °C соответственно [32].
Длительная сточасовая прочность прутков из сплава ВТ9 при температуре
500 °C составляет 560-588 МПа при равноосной мелкозернистой структуре и
617 МПа при структуре корзиночного плетения [40, с. 164].
Сопротивление ползучести сплава Beta-CEZ со структурой корзиночного пле-
тения наибольшее при некотором оптимальном размере 0-зерна. Заметим, что
483
Глава 7 Связь механических свойств титановых сплавов с типом и параметрами структуры
такая же закономерность характерна и для жаропрочных никелевых сплавов. Как
слишком мелкое, так и слишком крупное зерно не обеспечивают оптимальных
характеристик жаропрочности [16].
Рис. 7.12 иллюстрирует те структурные состояния, которые могут быть полу-
чены для сплава ВТ22 в результате различных условий деформирования и тер-
мической обработки [204, с. 13; 282]. После деформации в [3-области (7, А) и
закалки старение может быть проведено при сравнительно низких (5) или про-
межуточных (4) температурах. После низкотемпературного старения (5) сплав
обладает высокой прочностью, пониженной вязкостью разрушения и большой
скоростью распространения трещин. Старение при промежуточных температу-
рах приводит к более низкому, но достаточному уровню прочности, повышен-
ной вязкости разрушения и меньшей скорости распространения трещин. При
деформации в (а+Р)-области (7?) формируется двухфазная структура, представ-
ленная вытянутыми а- и [3-зернами и а-оторочкой по границам [3-зерен (2). Изо-
термическая выдержка в (а+[3)-области вблизи температуры Т (3), осуществля-
емая после деформации, приводит к измельчению [3-фазы и глобуляризации
a-фазы в результате рекристаллизации. Последующее старение может быть од-
ноступенчатым, выполняемым при промежуточных (4) или низких (5) темпера-
турах, или двухступенчатым, состоящим из выдержки при низких температурах (5)
и повторной выдержки при более высокой температуре (4). При двухступенча-
том старении на первой ступени выделяются очень тонкие равномерно распре-
деленные частицы a-фазы, которые на второй ступени преобразуются в равно-
мерную дисперсионно-упрочненную структуру с размерами а-частиц, обеспе-
чивающими более удачное сочетание прочности, пластичности и вязкости.
Рис. 7.12. Схемы структур, формирующихся при основных видах термообработки в сплаве ВТ22 [ 17
204. с. 13; 282]
484
7.2. Литейные титановые сплавы
На рис. 7.13 показаны схемы деформации, при которых реализуются наибо-
лее типичные для сплава ВТ22 структуры [204, с. 13; 282]. При деформации в
P-области с основным ее объемом вблизи Г (см. рис. 7.13, а) формируется зе-
ренная нерекристаллизованная структура, для которой характерны высокие вяз-
кость разрушения и сопротивление росту усталостной трещины (СРТУ). При
деформации в P-области с постепенным понижением температуры и окончани-
ем обработки давлением в (а+Р)-области (см рис. 7.13, б) формируется бимо-
дальная структура. Сплавы с такой структурой имеют достаточно высокий уро-
вень прочностных и пластических свойств, но несколько меньшую вязкость раз-
рушения и большое СРТУ. Если после предварительной деформации в р-облас-
ти основную обработку осуществляют в (а+Р)-области (см. рис. 7 13, в), то
получается глобулярная или близкая к ней структура. Такая структура для высо-
копрочного состояния сплава ВТ22 обеспечивает благоприятное сочетание пла-
стичности, сопротивления усталости и характеристик разрушения (K|t, СРТУ).
Рис. 7.13. Схемы деформации, применяемые при изготовлении полуфабрикатов из сплава ВТ22 с
различными типами структур и уровнем механических свойств [ 17,204, с. 13; 282J
Приведенный пример показывает, в каких широких пределах можно менять
структуру и механические свойства титановых сплавов методами деформации и
термической обработки.
7.2. Литейные титановые сплавы
Литейные титановые сплавы имеют пластинчатую структуру. В соответствии
с такой структурой фасонные отливки характеризуются пониженными характе-
ристиками прочности и пластичности, низким сопротивлением усталости, вы-
485
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
сокой вязкостью разрушения и должны обладать сравнительно небольшой ско-
ростью роста усталостных трещин. Параметры пластинчатой структуры фасон-
ных отливок определяются условиями литья и изменяются в весьма небольших
пределах.
В работе [27, с. 545] на примере сплава Ti-6A1-4V показана возможность
улучшения комплекса механических свойств фасонных отливок путем формиро-
вания методами термической обработки бипластинчатой структуры. Такая струк-
тура представлена сравнительно широкими а-пластинами и прослойками пре-
вращенной P-фазы (рис. 7.14). Термическая обработка, обеспечивающая полу-
чение бипластинчатой структуры, включает в себя отжиг при температурах
(а+Р)-области, при котором увеличивается ширина P-прослойки, и последую-
щее охлаждение, сопровождающееся выделением в P-фазе тонких а-пластин раз-
личных ориентаций, что эффективно тормозит передачу скольжения через плас-
тинчатую структуру.
В работе [27, с. 545] исследования были выполнены на пластинах 70x70x80 мм,
полученных методом точного литья с последующей газостатической обработ-
б
д
Рис. 7.14. Пластинчатая (а) и бипластинчатая (б-d) структура точного литья из сплава Ti-6A1-4V;
скорости охлаждения с температуры 880 °C:
б - 15; с - 70; г - 600; 0 - 8000 °С/мин [27, с. 545]
486
7.2 Литейные титановые сплавы
кой. Пластины нагревали при 1050 °C (P-область) и охлаждали со скоростью
1°С/мин; структура пластин была пластинчатой (см. рис. 7.14, а). Для формиро-
вания бипластинчатой структуры пластины нагревали при 880 °C и охлаждали
со скоростями от 15 до 8000 °С/мин. С увеличением скорости охлаждения тол-
щина превращенной p-прослойки возрастала. На заключительной стадии все об-
разцы подвергали старению при 500 °C в течение 24 ч с целью образования
тонких частиц сц-фазы.
С увеличением скорости охлаждения предел текучести сплава Ti-6A1—4V воз-
растает, а удлинение снижается (рис. 7.15). Во всех случаях разрушение было
вязким и носило транскристаллитный характер за исключением образцов, ох-
лажденных со скоростью 8000 °С/мин; в этих образцах наблюдали и интеркрис-
таллитное разрушение.
Рис. 7.15. Влияние скорости охлаждения с температуры 800 °C на предел текучести (/) и удлинение (2)
сплава T1-6AI-4V [27, с. 545)
С увеличением скорости охлаждения повышалось также сопротивление мало-
и многоцикловой усталости. Испытания на усталость были проведены на элект-
рополированных гладких образцах при R=-1. Скорость роста микротрещин была
наибольшей в образцах с пластинчатой структурой; при бипластинчатой струк-
туре она была меньше и почти не зависела от скорости охлаждения. Меньшая
скорость роста микротрещин при бипластинчатой структуре обусловлена боль-
шой плотностью препятствий.
Вязкость разрушения сплава T1-6A1-4V с бипластинчатой структурой при
скорости охлаждения 70 °С/мин несколько выше (128 МПа Vm ), а при скоростях
охлаждения 600 и 8000 °С/мин несколько ниже (105 и 100 МПа Vm ) значений Ки
для образцов с пластинчатой структурой (115 МПа Vim ). Приведенные значения
вязкости разрушения для сплава Ti-6A1-4V с бипластинчатой структурой боль-
ше значений, характерных для деформированных полуфабрикатов этого сплава
с глобулярной структурой, и соответствуют наибольшим ее значениям при плас-
тинчатой структуре (см. табл. 5.2).
487
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
Деформация первичной ползучести сплава Ti-6A1-4V с бипластинчатой струк-
турой при 400 °C, напряжении 400 МПа и времени нагружения 100 ч минималь-
на при скорости охлаждения 200 °С/мин. Аналогичная закономерность наблюда-
ется и при ползучести при температуре 350 °C и напряжении 330 МПа. Вместе с
тем скорость установившейся ползучести при температурах 400 и 350 °C не за-
висела от типа структуры.
В итоге авторы работы [27, с. 545] приходят к заключению, что формирова-
ние бипластинчатой структуры может быть эффективным способом улучшения
комплекса механических свойств фасонных отливок из титановых сплавов.
Эффективным способом модифицирования структуры фасонного литья из ти-
тановых сплавов и улучшения комплекса механических свойств является вре-
менное легирование водородом. Концепция возможности измельчения микро-
структуры пластинчатого строения путем временного легирования их водородом
была впервые сформулирована Керром с сотрудниками [22, с. 2477]. Обработка,
включающая наводороживание металла и последующий вакуумный отжиг, полу-
чила название hydrovac.
В 1985-1991 гг. в работах, выполненных в MATH им. К.Э. Циолковского,
были сформулированы основные положения термоводородной обработки тита-
новых сплавов [29, с. 500; 26, с. 2462; 69]. Это более общий вид обработки, чем
hydrovac, так как предусматривает не только модифицирование пластинчатой
структуры, но и управление структурообразованием титановых сплавов в самом
общем понимании.
Термоводородная обработка (ТВО) включает в себя три основных операции:
а) наводороживание металла до заданной концентрации; б) термическое воздей-
ствие на металл, легированный водородом; в) вакуумный отжиг до безопасных
концентраций водорода, при которых развитие водородной хрупкости всех ви-
дов в процессе эксплуатации конструкций исключено.
Термоводородная обработка основана на возможности управления механиз-
мом фазовых превращений и структурообразования в титановых сплавах в ре-
зультате следующих эффектов [69, 240]: а) водород, являясь довольно сильным
Р-стабилизатором, существенно понижает температуру (а+Р)—>Р-перехода (точ-
ку Ас-), что приводит к увеличению количества P-фазы в отожженных и зака-
ленных сплавах; б) водород повышает стабильность P-фазы, снижает температу-
ру мартенситных превращений и уменьшает критические скорости охлаждения,
что увеличивает прокаливаемость сплавов и позволяет получить при более «мяг-
ких» температурно-скоростных условиях охлаждения большее количество ста-
билизированных водородом метастабильных фаз; в) водород неравномерно рас-
пределяется между а- и P-фазами и вызывает перераспределение легирующих
элементов между ними, при этом P-фаза обедняется Р-стабилизаторами; г) водо-
род по-разному влияет на удельные объемы а- и P-фаз, что вызывает изменение
объемных эффектов и открывает новые возможности управления морфологией
и размером частиц а-фазы; д) при достаточно больших содержаниях водорода
488
1.2. Литейные титановые сплавы
образуются гидриды титана, обладающие значительно большим удельным объе-
мом по сравнению с металлом.
Научные основы ТВО и технологические схемы ее реализации изложены в
монографии [240]. Здесь же мы приведем лишь некоторые примеры эффектив-
ного применения ТВО для модифицирования структуры фасонного титанового
литья и улучшения его механических свойств.
Фасонные отливки из сплава ВТ5Л имеют грубую пластинчатую структуру,
что обусловливает его сравнительно невысокие механические свойства (табл. 7.11).
Литые образцы сплава ВТ5Л насыщали водородом до концентрации 0.8 %. На-
водороживание начинали при температуре 850 °C, а затем ее постепенно снижа-
ли до 780 °C. Легирование титановых сплавов водородом приводит к снижению
точки Ас, (Т ), так что температуру наводороживания необходимо снижать, чтобы
сплав не перешел в р-состояниес неизбежным ростом P-зерна. При 780 °C дава-
ли изотермическую выдержку в течение 1 ч. после которой следовало охлажде-
ние с печью со скоростью 0,03 °С/с. Последующий вакуумный отжиг проводили в
три ступени: нагрев до 500 °C, выдержка 1 ч + повышение температуры до 650 °C,
выдержка 1 ч + окончательная дегазация при 750 °C в течение 4 ч. Температура
вакуумного отжига 750 °C является оптимальной, так как при этом сохраняется
достаточно дисперсная внутризеренная структура и удаляется водород до безо-
пасного уровня за приемлемое время. После вакуумного отжига по описанному
режиму содержание водорода в фасонных отливках из сплава ВТ5Л с толщиной
стенки 3-20 мм составляло 0,006-0,007 %.
После ТВО структура отливок сплава ВТ5Л представлена мелкозернистой
a-фазой, а исходные 0-зерна ограничены а-оторочкой. ТВО привела к более
высокому уровню прочности по сравнению со свойствами литого металла (см.
табл. 7.11) при существенно более высоких пластических свойствах по сравне-
нию с литым состоянием. Вместе с тем после ТВО долговечность при испытани-
ях на малоцикловую усталость возросла по сравнению с литым состоянием.
Технология ТВО оказалась также эффективной для модифицирования струк-
туры и улучшения механических свойств фасонных отливок из сплава ВТ6Л [69,
240], причем положительные результаты были получены при введении как 0,9,
так и 0,6 % Н. Исходная структура сплава ВТ6Л была представлена крупными 0-
зернами с тонкой оторочкой из а-фазы и пластинчатым внутризеренным строе-
нием. Температуру наводороживания отливок сплава ВТ6Л понижали с 800 до
750 °C, затем следовала часовая выдержка при 750 °C и охлаждение с печью до
комнатной температуры. Последующий вакуумный отжиг был двухступенчатым:
550 °C, 1 ч + полная вакуумная дегазация при 750 °C, 4 ч. ТВО по описанному
режиму не привела к уменьшению размеров 0-зерна, по вызвала существенное
измельчение внутризеренного строения. В итоге прочностные свойства отливок
сплава ВТ6Л повысились на 150-200 МПа при сохранении характеристик плас-
тичности на уровне свойств литого металла (см. табл. 7.11). При этом долговеч-
ность возросла в два раза.
489
Таблица 7.11
Механические свойства литых образцов из сплавов ВТ5Л и ВТ6Л в литом состоянии и после ТВО |240|
Сплав Состояние Кратковременные механические свойства Число циклов до разрушения* А=107
МПа О<.2- МПа 6, % Ч7, % кси, Дж/см! о =500 МПа: о = 550 МПа;
ВТ5Л Литое 796 735 6,2 15,5 55 5,7 —
ТВО 910 863 13,5 32,3 60 12 —
ВТ6Л Литое 940 870 8,8 18 46 — 4,9
ТВО; 0,9 % Н ИЗО 1080 6,0 16 42 — 9,8
ТВО; 0,6 % Н 1090 1030 12,8 25 55 - 9,7
* Испытания на усталость были проведены на гладких цилиндрических образцах по схеме изгиба с вращением (/?=-!)
7.3. Сплавы на основе алюминидов титана Ti3Al и TiJibAl
ТВО была также с успехом применена для модифицирования структуры и
улучшения механических свойств отливок сплавов ВТ20, ВТ23, Ti-6242, спла-
вов на основе Ti3Al [240].
7.3. Сплавы на основе алюминидов титана
Ti3Al и Ti2NbAl
В зависимости от технологии получения полуфабрикатов и режимов терми-
ческой обработки в сплавах на основе алюминидов титана Ti3Al и Ti2NbAl на-
блюдаются следующие типы микроструктур: пластинчатые, глобулярные, бимо-
дальные. Пластинчатые структуры формируются при фасонном литье, обработ-
ке давлением и термической обработке в P-области. Глобулярные структуры об-
разуются в тех случаях, когда обеспечены условия достаточно полной рекристал-
лизации и сфероидизации ранее возникших пластин. В качестве основной опе-
рации для получения бимодальных структур служит нагрев при температурах
(а,+Р)-области или а,+О+Р, в условиях которых обеспечивается заданное соот-
ношение первичных глобулярных фаз и фазы, приобретающей пластинчатое стро-
ение при дальнейшей обработке.
Так, в частности, сплав супер а„ для которого температура (а2+Р)/р-перехода
составляла 1100 °C, имел равноосную глобулярную структуру после прокатки при
1020 °C, отжига при 1020 °C (а,+Р), 1 ч и охлаждения со скоростью 1 °С/мин;
бимодальную после отжига при 1060 °C (оц+Р), 1 ч и охлаждения со скоростью
25 °С/мин и пластинчатую после отжига при 1135 °C и медленного охлаждения
(1 °С/мин) [26, с. 332].
Закономерности формирования структуры сплавов на основе алюминида Ti3Al
при горячей деформации и термообработке наиболее детально были изучены в
работе [281 ] на примере сплава ВТИ-1. Температура (а2+Р)/р-перехода для спла-
ва исследованной плавки составляла 1175 °C.
Исходная структура слитка - пластинчатая крупнозернистая ~ 3000 мкм. В
результате деформации и последующего нагрева в сплаве происходит рекристал-
лизация [З-фазы, развитие которой представлено на рис. 7.16 в виде диаграммы
15 25 35 45
Степень деформации, %
б
Степень деформации. %
з
Рис. 7.16. Диаграмма статической
рекристаллизации литого сплава
ВТИ-1 [281]:
а - температура отжига 1150 °C
[(а2+(3)-область]; б - температура
отжига 1200 °C (P-область); охлаж-
дение на воздухе
491
Глава 7 Связь механических свойств титановых сплавов с типом и параметрами структуры
статической рекристаллизации. Диаграмму строят в координатах: температура
деформации Гд — степень деформации Ео. Они отражают структуру сплава после
отжига деформированного металла при определенной температуре в течение за-
данного времени, а именно степень рекристаллизации X и величину зерна D.
Линии равной степени рекристаллизации Л =50 % и Л=100 % делят поле диаг-
раммы на три области: область А ниже линии Х=100 % — это область полной
рекристаллизации: область В между линиями Х=50 % и А. = 100 % - это область
частичной сильно развитой рекристаллизации; область С выше линии Х=50 % —
область слабо развитой частичной рекристаллиации. На этой диаграмме штри-
ховой линией указан размер зерна D.
При охлаждении после деформации в P-фазе выделяются приграничные и внут-
ризеренные пластины а,-фазы. Такая структура была использована в качестве исход-
ной для изучения закономерностей формирования структуры при последующей
обработке сплава ВТИ-1 в (а,+Р)-области [281]. Структура исходного сплава
была представлена рекристаллизованным P-зерном диаметром 500-1000 мкм
со сравнительно мелким внутризеренным пластинчатым строением. В результа-
те деформации и последующего нагрева в (а2+Р)-области в исходном Р-зерне
происходит рекристаллизация, развитие которой отражено в виде диаграммы в
координатах температура деформация Гд - температура отжига Г на рис. 7.17.
Температура отжига, °C
Рис. 7.17. Диаграмма рекристаллизации деформированного сплава ВТИ-1 [281]
В процессе заключительной термической обработки в (а,+Р)-области продол-
жается формирование структуры сплава, причем изменения происходят преиму-
щественно со структурой а,-фазы. Количество а2-фазы при комнатной температу-
ре составляет 80-90 %. В структуре сплава наблюдаются три разновидности час-
тиц оц-фазы [281]: а) первичная а2-фаза в форме частиц обычно глобулярной фор-
мы, она выделяется при нагреве под (а,+Р)-деформацию; б) вторичная а,-фаза
492
7.3 Сплавы па основе алюминидов титана П3А1 и Ti,NbAl
пластинчатой формы, она образуется на высокотемпературной стадии термичес-
кой обработки: в) третичная а,-фаза в форме тонких пластин, она выделяется на
низкотемпературной стадии термической обработки.
В сплаве ВТИ-1 с температурой (а,+р)/р-перехода, равной 1150 °C, бимо-
дальная структура была получена отжигом деформированных полуфабрикатов
при температурах 1020-1100 °C с охлаждением со скоростью 0,05 и 5 °С/с [27,
с. 347]. Количество первичной а-фазы уменьшалось с повышением температу-
ры отжига и при скорости охлаждения 5 °С/с составляло 25 % после отжига при
1020 °C и 8 % после отжига при 1100 °C. Размеры первичных зерен а,-фазы
были равны 4-8 мкм. С увеличением скорости охлаждения пластинчатое строе-
ние (а,+Р)-матрицы становилось тоньше.
В зависимости от режимов термомеханического воздействия структура спла-
вов на основе алюминида Ti,NbAl может изменяться в широких пределах: от
грубой пластинчатой до тонкой бимодальной. Во всех случаях структура спла-
вов представлена О-, а,- и В2 (р)-фазами, но морфология и количество фаз опре-
деляется режимами термомеханической обработки. На рис. 2.5 была приведена
схема термомеханической обработки сплавов на основе алюминида Ti,NbAl [28,
с. 2137]. Исходная P-структура формируется в процессе пластической деформа-
ции в (а,+В2)-области. Температура обработки на твердый раствор определяет
количество первичной а2-фазы; скорость охлаждения от температуры до Г,
регулирует толщину пластин первичной О(-фазы, а скорость охлаждения от
температуры Г, до 650 °C - толщину вторичной О(1-фазы; на последней стадии
в В2-матрице выделяются ультратонкие нанометрической толщины пластины
Оп-фазы. В итоге конечная структура сплавов состоит из первичных равноосных
частиц а2-фазы размером от 0,2 до 1,0 мкм, первичных пластин О-фазы (О))
толщиной 0,1-0,6 мкм и превращенной В2-матрицей (B2J. Такую структуру мож-
но рассматривать как бимодальную (рис. 7.18).
Рис. 7.18. Типичная многофазная а,+О+В2- микроструктура сплавов на основе алюминида Ti.NbAl
после обработки по режимам, указанным на рис. 2.5 [28, с. 2137]:
о, о-светлопольное и темпопольное изображения соответственно
493
Глава 7 Связь механических свойств титановых сплавов с типом и параметрами структуры
Механические свойства сплавов на основе алюминида Ti3А1 зависят, прежде
всего, от типа структуры (см. табл. 3.23; 5.12; 6.17; 6.18). При комнатной темпе-
ратуре сплавы с грубой пластинчатой структурой обладают наименьшей плас-
тичностью часто при меньших характеристиках прочности. Тем не менее, одно-
образия в сопоставлении механических свойств титановых сплавов с разными
типами структур нет (см. табл. 3.23). Это связано, по-видимому, с тем, что свой-
ства сплавов зависят не только от типа структуры, но и ее параметров. Действи-
тельно, сплавы с тонкой пластинчатой структурой иногда имеют более высокую
пластичность, чем те же сплавы с равноосной структурой.
Свойства сплавов с бимодальной структурой колеблются в широких пре-
делах: удлинение изменяется от 1 до 8 % (см. табл. 3.23). Это связано с тем,
что свойства сплавов с такой структурой сильно зависят от всех ее парамет-
ров. По данным работ [27, с. 347; 281] сплав ВТИ-1 обладает наилучшим
сочетанием механических свойств при рекристаллизованной бимодальной
структуре со следующими параметрами: размер зерен <250 мкм; количество
первичной а2-фазы 10-20 %; размер частиц глобулярной а,-фазы 4-6 мкм,
толщина вторичных пластин а,-фазы 1—2 мкм; объемная доля вторичных а,
пластин 40-50 %. Сплав ВТИ-1 с такой структурой обеспечивает высокий
комплекс свойств как при комнатной температуре (8>2 %; ов > 850 МПа), так
при повышенных (о,50 >800 МПа; о,™>400 МПа: о™>700МПа; о’™ >250 МПа;
о™>600МПа; и”°>220МПа).
Уменьшение размеров [3-зерна сплава Ti-22Al-27Nb приводит к повыше-
нию прочностных характеристик и удлинения при температурах от 20 до
520 °C [28, с. 2153]. Ниже даны механические свойства катаных прутков из
сплава Ti-22A1—27Nb, полученных порошковой металлургией в сочетании с
ВГО после отжига при 1020-1050 °C, 100 ч и старения при 850 °C, 33 ч, охлаж-
дение на воздухе:
Комнатная температура Температура 520 °C
Величина p-зерна, мкм . . . 200 50 18 164 49 16
ст , МПа... 850 875 1000 780 820 860
5, % 6 10 12 25 27 30
При температурах испытания 650 и 800 °C временное сопротивление разрыву
и удлинение сплава с разной величиной P-зерна практически равны.
Рис. 7.19 иллюстрирует влияние параметров бимодальной структуры на меха-
нические свойства сплавов типа Ti-(20-24,5) Al — (20-25)Nb-(1-1,5) Мо - (Zr, Si)
co структурой, представленной на рис. 7.18. Увеличение объемной доли а,-фазы
мало влияет на предел текучести сплава при комнатной температуре, приводит к
снижению удлинения и уменьшению сопротивления установившейся ползучес-
ти. Увеличение объемной доли первичной О-фазы вызывает снижение предела
текучести и рост удлинения. Увеличение толщины первичных пластин О фазы
приводит к уменьшению предела текучести, небольшому росту удлинения и зна-
чительному повышению сопротивления установившейся ползучести. Увеличе-
494
7.3. Сплавы на основе алюминидов титана Ti3Al и TCNbAl
ние толщины вторичных пластин О-фазы вызывает снижение предела текучести
и повышение удлинения.
12
10
8
6
4
2
О
Рис. 7.19. Влияние параметров бимодальной структуры на кратковременные механические свойства
сплавов типа Ti-(20-24,5) Al - (20-25) Nb - (1-1.5) Мо - (Zr, Si) при комнатной температуре и
сопротивление установившейся ползучести:
а,б~ 650 °C, 300 МПа; в - 550 °C, 500 МПа; г — 650 °C, 400 МПа; Ё~‘ — скорость установившейся
ползучести [28, с. 2137]
0 2 4 6 8 101214 16 18 20
Ширина пластины Орфазы, мкм
В работе [26, с. 388] приведена необычная структура сплавов типа Ti2Al X
(X-Nb, Мо, Та и т.д.), названная структурой Ван-Гога (рис. 7.20), так как она
Рис. 7.20. Структура Ван-Гога в продольном сечении
экструдированных прутков из сплавов типа Ti,Al X
(X - Nb, Мо. Та и т.д.) [26, с. 388]
495
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
напоминает картины этого известного художника. Исходным материалом послу-
жил слиток, полученный методом дуговой плавки в холодном кристаллизаторе.
Из слитка был отпрессован пруток 08,5 мм со степенью деформации 16:1. Струк-
тура Ван-Гога образовалась в результате нестабильного пластического течения
металла в процессе экструзии из-за сильно развитой внутридендритной ликва-
ции, которая привела к формированию области с низкой и высокой твердостью
и разной дефор мированностью.
Сплавы типа Ti,Al X (X-Nb, Мо, Та ...) со структурой Ван-Гога обладают
высокой пластичностью (5 до 44 %). Сплав Ti—22А1—27Nb после экструзии при
1100 °C и старения при 870 °C имеет 8^9 %. Гомогенизация размывает структу-
ру Ван-Гога и снижает удлинение.
7.4. Сплавы на основе алюминида титана TiAl
Наибольшая часть исследований по влиянию типа и параметров структуры
на механические свойства рассматриваемых сплавов была выполнена примени-
тельно к сплавам на основе алюминида TiAl. Как уже отмечалось выше, интерес
к сплавам на основе алюминидов титана Ti3А1 и Ti,NbAl в последнее время упал,
так как новые высоколегированные деформируемые псевдо-а-сплавы немного
им уступают по жаропрочности и в то же время обладают лучшей пластичнос-
тью и технологичностью. Вместе с тем стало очевидным, что проблему повыше-
ния низкотемпературной пластичности у-сплавов до приемлемого уровня невоз-
можно решить без установления фундаментальных связей свойств этих сплавов
с типом и параметрами структуры.
Для структуры литых сплавов на основе алюминида TiAl характерна дендрит-
ная ликвация [ 170]. В соответствии с диаграммой состояния Ti—А1 (см. рис. 1.9 и
1.22) алюминий обогащает междендритные пространства: в этих объемах содер-
жание алюминия может быть на 3-6 % ат. больше, чем в зоне осей дендрита.
Ликвация приводит к неоднородности структуры литого металла. Структура мик-
рообъемов с повышенным содержанием алюминия представлена у-фазой, а мик-
рообъемы с пониженным содержанием алюминия имеют двухфазное строение,
состоящее из у- и а2-фаз. Объемная доля а,-фазы составляет 10-20 % и увеличи-
вается с уменьшением содержания алюминия в данном микрообъеме.
Структура литого металла зависит от скорости охлаждения при литье [170].
В условиях сравнительно медленного охлаждения (~ 0,05—1 °С/с) формируется
пластинчатая структура, представленная однонаправленными в пределах од-
ного зерна чередующимися пластинами а,- и у-фаз. При ускоренном охлажде-
нии (v -0,5-2 °С/с в зависимости от состава сплава) образуются перообразные,
видманштеттовы структуры пластинчатого типа. Расстояние между пластинами
уменьшается с увеличением скорости охлаждения. При очень резком охлажде-
нии (-10 °С/с) наблюдается только массивная у-фаза [170].
В зависимости от условий литья величина исходных a-зерен может изме-
няться от 1000-3000 мкм (в крупных слитках) до 50-100 мкм (в мелких отлив-
496
7.4. Сплавы на основе алюминидов титана TiAl
ках); при этом толщина а,-пластин уменьшается от 2-3 мкм до долей микро*
метра. С уменьшением содержания алюминия в сплаве увеличивается объем-
ная доля а,-фазы.
Структурой фасонного литья и деформированных полуфабрикатов из у-спла-
вов можно управлять режимами термической обработки в соответствии с диаг-
раммой Ti-AL Формирующиеся при этом микроструктуры разделяют на следую-
щие типы: полностью пластинчатая FL (fully lamellar), почти пластинчатая NL (nearly
lamellar); бимодальная Б (дуплексная D), почти у-структура NG (near gamma) [28,
с. 2123].
Полностью пластинчатая структура (рис. 7.21, а) формируется в том случае,
когда сплав нагревается выше линии Та (см. рис. 1.22), а затем охлаждается с
такой скоростью, что у-фаза из а-фазы не выделяется (по крайней мере, полнос-
тью) и вся переохлажденная a-фаза испытывает эвтектоидное превращение
а—>а9+у при температуре 7.
a
б
в
Рис. 7.21. Типичные микроструктуры, формирующиеся в сплавах на основе алюминида TiAl (у) при
термической обработке:
а - полностью пластинчатая; б - почти пластинчатая; в - бимодальная (дуплексная); г - почти
у-структура [28, с. 2133]
497
Глава 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
Почти пластинчатая структура (рис. 7.21, б) образуется, если сплав нагрева-
ется до температур чуть ниже Т , так что из а-фазы выделяется некоторое коли-
чество у-фазы, а затем сплав охлаждается в условиях, при которых оставшаяся а-
фаза испытывает эвтектоидное превращение.
Бимодальная структура (рис. 7.21, в) формируется при нагреве до (а+у)-обла-
сти. При этой температуре структура сплава представлена а- и у-фазами, при-
чем количество а-фазы уменьшается с понижением температуры. При последу-
ющем охлаждении с этой температуры с достаточной скоростью a-фаза испыты-
вает эвтектоидное превращение, и образуется структура, представленная пер-
вичными зернами у-фазы и пластинчатой матрицей.
Почти у-структура (рис. 7.21, г) образуется при нагреве до температур чуть
выше 7. При этой температуре из а-фазы выделяется максимально возможное
количество у-фазы. При дальнейшем охлаждении оставшаяся a-фаза испытыва-
ет эвтектоидное превращение.
Исходная структура слитков, предназначенных для обработки давлением, пред-
ставлена мелкозернистой у-фазой и пластинчатыми (а +у)-областями, ее обозна-
чают NFL (near full lamellas) [170]. Такая структура формируется при ВГО или
термообработке слитков при температурах (а+у)-области.
Обработку давлением у-сплавов чаще всего проводят при температурах 900-
1250°С, соответствующих (а+у)- или (а,-Ьу)-областям равновесной диаграммы
состояния. В процессе пластической деформации происходят определенные
структурные изменения в результате динамической рекристаллизации и сфе-
роидизации пластин [170]. Формирование структуры деформированных полу-
фабрикатов завершается в процессе отжига. При низкотемпературном отжиге
(ниже 1300 °C) достаточной длительности в конечном итоге формируется пол-
ностью зернистая структура, ее обозначают G (grained). При этом могут быть
получены промежуточные структуры NG (near grained), содержащие не более 30 %
исходной пластинчатой а2-фазы. Последовательность изменения типа структу-
ры в результате деформации и отжига в низкотемпературной области можно опи-
сать схемой NFL—>NG->G.
При нагреве деформированного металла в высокотемпературном интервале
от Та - (10-20 °C) до Та - (30-50 °C) формируются структуры, в которых размер
зерен и объемные доли а- и у-фаз соизмеримы. При охлаждении a-фаза испыты-
вает эвтектоидное превращение и приобретает пластинчатое строение, а- зерна
у-фазы сохраняются, так что образуется дуплексная D (duplex) или бимодальная
структура.
В результате отжига при температурах Т ±( 10-20 °C) в деформированном ме-
талле формируется практически полностью пластинчатая структура FL. Прита-
ком отжиге a-зерна быстро растут, так как нет сдерживающего влияния у-фазы.
При малых выдержках образуется мелкозернистая пластинчатая структура RFL
(refined full lamella). Основная трудность получения RFL-структур - кратковре-
менные выдержки вблизи температуры Т. Формированию таких структур спо-
498
7.4. Сплавы на основе алюминидов титана TiAl
собствует легирование сплавов бором в небольших количествах [26, с. 168]. Дис-
персные бориды тормозят рост сс-зерен в а-области.
Другой способ получения RFL-структур —термическая обработка сплавов не
в а-, а в (а+Р)-области [280, с. 637]. Для реализации этого способа необходимо
снижать температуру Т, сужать a-область и обеспечивать оптимальное количе-
ство P-фазы при отжиге. Эти условия обеспечиваются рациональным легирова-
нием. Примером служит сплав К5, для которого Та = 1320 °C; Та/а+р—1335 °C;
Т+р/р= 1400 °C [280, с. 637]. Таким образом, изменение типа структуры при по-
вышении температуры термической обработки после деформации в а(а,)+у-об-
ласти можно описать схемой G-D(B)-RFL-FL-(RFL)a+p [ 170].
При всех типах структур наиболее сильное влияние на механические свой-
ства у-сплавов оказывает величина зерна. По данным работ [275; 280, с. 709]
зависимость временного сопротивления разрыву у-сплавов от величины зерна
подчиняется соотношению Петча — Холла (7.1) со значением К~5 МПа-У|й для
полностью пластинчатых структур и Я~1 МПа-У|й для зернистых и бимодаль-
ных.
На рис. 7.22 приведено влияние величины зерна на механические свойства у-
сплавов [275]. В соответствии с соотношениями Петча - Холла временное со-
противление разрыву и предел текучести у-сплавов наиболее сильно уменьша-
ются с увеличением размеров зерна в интервале малых их значений (< 300 мкм).
В этом интервале размеров зерна временное сопротивление разрыву у-сплавов с
разным типом микроструктуры примерно одинаково, а предел текучести суще-
Рис. 7.22. Влияние величины зерна на временное сопротивление разрыву и относительное удлинение
у-сплавов с разным типом микроструктуры:
/ - полностью пластинчатая; 2 - бимодальная; 3 - почти пластинчатая [275]
499
Гласа 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
ственно выше при пластинчатой структуре [170]. Предел текучести сплавов с
бимодальной структурой возрастает с увеличением доли пластинчатой состав-
ляющей. С увеличением размера зерна удлинение падает от ~ 4 % до значений
менее 1 %, причем оно не зависит от типа структуры при одинаковой величине
зерна.
Тем не менее, у-сплавы с пластинчатой структурой обладают меньшей проч-
ностью и пластичностью по сравнению со свойствами сплавов с другими типа-
ми структур (см. табл. 3.24). Это обусловлено, однако, не пластинчатой структу-
рой, а значительно более крупным Р-зерном [152], которое вырастает до боль-
ших размеров при нагреве до однофазной P-области. Сплавы с бимодальной струк-
турой отличаются большей пластичностью, что связано с меньшим размером
зерна по сравнению со сплавами с пластинчатой структурой. Напомним, что, по
мнению Н.Ф. Аношкина, М.Я. Бруна и Г.В. Шахановой [51, с. 35], действен-
ность бимодальной структуры в достижении лучшего комплекса механических
свойств (а+Р)-деформируемых титановых сплавов проявляется в эффекте рек-
ристаллизованной мелкозернистой структуры с регламентированным внутризе-
ренным строением.
В связи с вышеприведенными данными понятен тот интерес, который прояв-
ляется к разработке технологии получения у-сплавов с мелкозернистой пластин-
чатой структурой (RFL) [280].
Уменьшение толщины а2- и у-пластин приводит к заметному повышению ха-
рактеристик прочности. Утонение пластин достигается повышением скорости ох-
лаждения в сочетании с термомеханической обработкой при температурах > Т .
Так, например, резкое охлаждение у-сплава после экструзии при температуре
~Та вызвало повышение временного сопротивления до 970-1010 МПа при 5~1,4 %
в условиях комнатной температуры и 560-620 МПа при 5-7 % при 1000 °C [280.
с. 737]. Увеличение скорости охлаждения влияет на удлинение в меньшей степе-
ни, чем на характеристики прочности.
Температура хрупковязкого перехода повышается с увеличением размера зер-
на и доли пластинчатой составляющей [152, 280, с. 637]. Температура хрупко-
вязкого перехода составляет -600 °C для сплавов с зернистой структурой, 600-
650 °C для сплавов с бимодальной структурой и 700-750 °C при пластинчатой
структуре.
На рис. 7.23 приведен обусловленный разной микроструктурой разброс меха-
нических сплавов у-сплавов при различных температурах [152]. При комнатной
температуре относительное удлинение колеблется в интервале значений от 0,2
до 4 %, сопротивление разрыву - от 420 до 690 МПа, а предел текучести - от 380
до 650 МПа. До температуры хрупковязкого перехода Г удлинение слабо увели-
чивается с повышением температуры, а выше нее - весьма сильно. Наименьшая
пластичность характерна для грубых зернистых и пластинчатых структур. Пре-
дел текучести слабо снижается с повышением температуры до Т, а затем до-
вольно сильно. Временное сопротивление разрыву остается почти неизменным
500
1.4. Сплавы на основе алюминидов титана Ti.41
до ~750 °C. Разброс прочностных характеристик при заданной температуре дос-
тигает -250 МПа
t, °C
Рис. 7 23. Зависимость разброса механических свойств от температуры для у-сплавов при различных
режимах технологии их получения:
1 - грубая зернистая структура; 2 - грубая пластинчатая; 3 - тонкая бимодальная; 4 - мелкозерни-
стая; 5 - бимодальная; 6 — структура, полученная термомеханической обработкой [ 152]; штриховая
линия -температура хрупковязкого перехода
При комнатной температуре сопротивление усталости сплава К5 при бимо-
дальной структуре существенно больше, чем при пластинчатой (см. табл. 4.12 и
4.19) [26, с. 113]. До температуры 600 °C сплавы с мелкозернистой пластинчатой
(RFL) и бимодальной структурой обладают примерно одинаковым сопротивле-
нием усталости [170]. При температуре 800 °C и выше сопротивление усталости
с RFL-структурой значительно больше, чем для сплавов с бимодальной структу-
рой.
Скорость распространения усталостных трещин в сплавах с пластинчатой и
мелкозернистой пластинчатой (RFL) структурой значительно меньше, чем при
бимодальной структуре как при комнатной, так и повышенных температурах
[26, с. 113.286; 167, 170].
Сплавы на основе алюминида TiAl (у) обладают наибольшей вязкостью разру-
шения при полностью пластинчатой структуре (FL), меньшей - при бимодальной
структуре (D) и наименьшей - при почти зернистой (NG) [282, с. 709] (см. табл. 5 12).
С увеличением размеров зерна вязкость разрушения возрастает (рис. 7.24). Сплавы
501
Гласа 7. Связь механических свойств титановых сплавов с типом и параметрами структуры
с пластинчатой структурой имеют большую вязкость разрушения прежде всего
потому, что размер зерна в них существенно больше, чем при бимодальной и
зернистой структуре. Однако и при одинаковой величине зерна вязкость разру-
шения у-сплавов с пластинчатой структурой больше, чем при других типах струк-
туры [282, с. 709]. Это свидетельствует о том, что не только величина зерна
определяет вязкость разрушения, но и внутризеренное строение. В бимодальных
структурах величина зерна примерно одинакова, но вязкость разрушения растет
с увеличением доли пластинчатой структуры.
Рис. 7.24. Влияние величины зерна на вязкость разрушения у-сплавов:
1 - бимодальные и почти пластинчатые структуры; 2 - пластинчатые структуры [ 167]
Сплавы с пластинчатой структурой обладают повышенным сопротивлением
распространению трещин из-за высокого барьерного (для устья трещины) эффек-
та плоских межфазных границ [170, 282]. В бимодальных структурах связность
пластинчатых участков нарушена, поэтому она ведет себя по отношению к трещи-
не как зернистая структура с меньшим сопротивлением распространению трещины.
Вязкость разрушения у-сплавов с пластинчатой структурой возрастает с умень-
шением расстояния А между пластинами (рис. 7.25), причем зависимость К от А
удовлетворяет соотношению типа Петча - Холла:
Х=ХА-'/2, (7.3)
где Ко и - константы.
Зависимость (7.3) имеет разный характер для зерен D с размерами меньше и
больше 400 мкм. При D < 400 мкм величина зерна меньше размера зоны пласти-
ческой деформации перед вершиной трещины и вязкость разрушения слабо за-
висит от А. При D>400 мкм, когда величина зерна больше зоны пластической
деформации, напротив, вязкость разрушения сильно зависит от А.
502
7 4 Сплавы на основе алюминидов титана TiAl
Расстояние X
Рис. 7.25. Влияние расстояния между пластинами Z. на вязкость разрушения у-сплавов при величинах
зерна более 400 (а) и менее 400 мкм (б) [167]
Длительная прочность алюминида TiAl при пластинчатой структуре суще-
ственно больше, чем при зернистой и бимодальной (табл. 7.12). Длительная проч-
ность сплава Ti—48AI-2Nb-2Cr с пластинчатой структурой больше, чем при би-
модальной лишь при температурах выше 600 °C [33, с. 1031] (рис. 7.26).
Таблица 7.12
Влияние структуры интерметаллида TiAl на его механические
свойства [29, с. 594]
Структура Свойства на растяжение при 20 °C Длительная прочность при 700 °C
о, МПа 8, % о™, МПа ЦК)
Пластинчатая 350-400 0,5 480
Рекристаллизованная 580 0,8 310
Бимодальная 550 1,5 380
Рис. 7.26. Сточасовая длительная прочность сплава
Ti-48Al-2Nb-2Cr при бимодальной (/) и
пластинчатой (2) структуре [33. с. 1031]
503
Глава 7. Связь механических свойств титановых сплавов с типам и параметрами структуры
Сплавы с пластинчатой структурой обладают значительно большим сопро-
тивлением ползучести по сравнению со сплавами с бимодальной структурой
[152, 167, 275] Так, в частности, для сплава К5 на стадии установившейся
ползучести при 760 °C и напряжении 105 МПа скорость ползучести равна
3,310 э ч"1 для бимодальной структуры и 4-10 7 ч 1 для крупнозернистой пол-
ностью пластинчатой [152]. На рис. 7.27 приведена диаграмма Ларсена-Милле-
ра для времени достижения степени деформации ползучести 0,5 % для спла-
ва К5 с бимодальной структурой и зерном 12 мкм, а также с пластинчатой
RFL-структурой с зерном 300 мкм. Здесь же для сравнения приведены аналогич-
ные данные для литого сплава Ti-48AI-2Mn-2Nb с бимодальной структурой и
сплава 45ХД. Сопротивление ползучести сплава К5 с пластинчатой RFL-струк-
турой значительно больше, чем для этого же сплава и сплава Ti-48Al-2Mn-2Nb с
бимодальной структурой (для сплава 45ХД тип структуры не указан). Заметим,
что с повышением температуры преимущества сплава К5 с пластинчатой струк-
турой по жаропрочности в сравнении со сплавами с бимодальной структурой
возрастают.
Рис. 7.27. Диаграмма Ларсена-Миллера для времени достижения деформации ползучести 0,5 % для
сплава К5 с бимодальной (величина зерна 12 мкм) и пластинчатой RFL-структурой (величина зерна
300 мкм). Для сравнения приведены данные для литого сплава Ti—48AI-2Mn-2Nb с бимодальной
структурой и для сплава 45ХД (Г в °C, т в ч) [167]
Более высокое сопротивление ползучести у-сплавов с пластинчатой структу-
рой объясняют зубчатыми границами между зернами, меньшими межпластинча-
тыми расстояниями и свойствами внутризеренного пластинчатого строения, по-
добными свойствам композиционных материалов; при этом пластины а,-фазы
рассматриваются как армирующая составляющая (упрочнитель) [275]. Вместе
504
7.4. Сплавы на основе алюминидов титана TiAl
с тем Ким и Димидук [167] отмечают, что природа высокой жаропрочности
•у-сплавов с пластинчатой структурой требует дальнейшего изучения.
В табл. 7.13 сопоставлены свойства у-сплавов с пластинчатой и бимодальной
структурой по данным работы [170] с некоторыми уточнениями в соответствии
со сведениями, приведенными в настоящей книге.
Таблица 7.13
Механические свойства двухфазных сплавов на основе
алюминида TiAl (у) |170|
Параметр Темпера- тура, °C Бимода1ьная структура Пластинчатая структура
Модуль упругости — 155 180
Временное сопротивление, МПа 20 410-600 450-850
700 400-620 400-900
Предел текучести, МПа 20 330-520 400-800
700 400-550 420-850
Удлинение, % 20 1-4 0,5-1,8
700 40-80 3-10
Вязкость разрушения, МПа -Ум 20 10-16 20-35
Предельные рабочие температуры, °C: 700 15-20 30-75
по критерию ползучести — 700 950
по критерию окисления — 700 950 (с покрытием)
Сплавы с мелкозернистой и бимодальной структурами имеют преимущества
по уровню пластичности и сопротивлению усталости. Сплавы с пластинчатой
структурой отличаются более высокими значениями характеристик жаропроч-
ности, вязкости разрушения, сопротивления распространению усталостных тре-
щин. Наилучшей считается мелкозернистая пластинчатая (RFL) структура, кото-
рая обеспечивает наиболее высокий комплекс механических свойств [280, с. 637].
Эта структура должна иметь размер зерна 50^400 мкм, границы зерен зубчато-
го строения, оптимальную толщину пластин, соотношение толщин а,- и у-плас-
тин 1:4.
Целенаправленное управление структурой у-сплавов — одно из основных ус-
ловий получения в них заданного комплекса свойств.
Литература
1. Макквшлэн Л.Д., Макквиллэн М.К Титан. - М.: Металлургнздат, 1958. - 458 с.
2. Глазунове.Г, Моисеев В. Н. Конструкционные титановые сплавы.-М.: Металлургия,
1974.-368 с.
3. Коптев Б. А., Ливанов В.А., Буханова А.А. Механические свойства титана и его спла-
вов. - М.; Металлургия, 1974. — 544 с.
4. Применение титана в народном хозяйстве/Глазунов С.Г., Важенин С.Ф., Зюков-Баты-
рев Г.Д. и др. - Киев: Техника, 1975. - 200 с.
5. Корнилов И.И. Титан. - М.: Наука, 1975. — 310 с.
6. Солонина О.П., Глазунов С.Г Жаропрочные титановые сплавы. - М.: Металлургия,
1976. - 448 с.
7. Титановые сплавы в машиностроении/Чечулин Б.Б., Ушков С.С., Разуваева И.Н., Голь-
дфайн В.Н. — Ленинград: Машиностроение, 1977. - 248 с.
8. Цвиккер У. Титан и его сплавы. - М.: Металлургия, 1979. - 512 с.
9. Металлография титановых сплавов/Борисова Е.А., Бочвар Г.А., Брун М.Я. и др./Под
ред. Глазунова С.Г. и Колачева Б.А. - М.: Металлургия, 1980. —464 с.
10. Колачев Б.А., Габидуллин Р.М., Пигузов Ю.В. Технология термической обработки
цветных металлов и сплавов. - 2-е изд. - М.: Металлургия, 1992. - 272 с.
11. Полькин И.С. Упрочняющая термическая обработка титановых сплавов. - М.: Ме-
таллургия, 1984. - 96 с.
12. Металловедение титана и его сплавов/Белов С.П., Брун М.Я., Глазунов С.Г и др. Под
ред. Глазунова С.Г. и Колачева Б.А. - М.: Металлургия, 1992. - 352 с.
13. Технология производства титановых самолетных конструкций/Братухин А.Г., Колаче-
ва Б.А., Садков В.В. и др. - М.: Машиностроение, 1995. —448 с.
14. Колачев Б.А., Бецофен С.Я., Бунин Л.А., Володин В.А. Физико-механические свойства
легких конструкционных сплавов. — М.: Металлургия, 1995. - 288 с.
15. Полуфабрикаты из титановых сплавов/Александров В.К., Аношкин Н.Ф., Белозеров
А.П. и др. Под ред. Аношкина Н.Ф. и Ерманка М.З.-М.: Металлургия, 1979.-512 с.;
2-е изд. - М.: ВИЛС, 1996. - 581 с.
16. Колачев Б.А., Елагин В.И., Ливанов В.А. Металловедение и термическая обработка
цветных металлов и сплавов. -3-е изд. - М.: МИСиС, 1999. -416 с.; 4-е изд. 2005. -
432 с.
17. Колачев Б. А., Полькин И. С., Талалаев В.Д. Титановые сплавы разных стран. - М.: ВИЛС
2000. - 316 с.
18. Титановые сплавы в конструкциях и производстве авиадвигателей и авиационно-кос-
мической технике/Колачев Б.А., Елисеев Ю.С., Братухин А.Г., Талалаев В.Д. Под ред.
Братухина А.Г. — М.: Изд-во МАИ, 2001. -416 с.
19. The Science, Technology and Application of Titanium/Ed. R.I. Jaffee, N.F. Promisel. -
Pergamon Press, Oxford e.a. 1970. - 1201 p.
20. Titanium: Science and Technology/Ed. R.I. Jaffee and H.M. Burke: Proc. 2 nd. Conf., —
New York, 1972.
21. Титан. Металловедение и технология: Тр. 3-й Международной конференции по титану.
-М.: ВИЛС, 1977-1978. Т. 1 -485 с.; Т. 2 - 738 с.;Т. 3 -591 с.
22. Titanium 80: Science and Technology: Proc. 4 Int. Conf. - Kyoto, Japan, May, 1980. V. 1-
4.-3143 p.
506
Литература
23. Titanium: Science and Technology: Proc. 5th Int. Conf, on Titanium, Munich, 1984.
V. 1-4. Oberursel. 1984-1985. - 2695 p.
24. Titanium'88: Proc. 6th World Conf, on Titanium, Cannes, France, 1989.
25. Titanium'92: Science and Technology: Proc. 8th World Conf, on Titanium, San Diego,
California, USA, 1992. V. 1-3. - 3000 p.
26. Titanium'95: Science and Technology: Proc. 8th World Conf, on Titanium, Birmingham,
UK, London, 1996. - 3012 p.
27. Titanium'99: Science and Technology: Proc. 9th World Conf, on Titanium, Saint-
Petersburg, Russia, 7-11 July 1999 - Prometey, 1999. V. 1-3. - 1930 p.
28. Titanium' 2003: Science and Technology: Proc. 10th World Conf, on Titanium, 13-
18 July 2003, Hamburg, Germany. V. 1-5. - 3425 p.
29. Наука, производство и применение титана в условиях конверсии: 1 Международ-
ная конференция по титану стран СНГ. - М.: ВИЛС, 1994. Т. 1,2.- 1062 с.
30. Advances in the Science and Technology of Titanium Alloy Processing, Anaheim,
California; TMS, 1996. — 660 p.
31. Titanium 1990. Products and Application.: Proc.: Tech. Program. Int. Conf. Titanium
Development Assoc., Dayton, Chio, USA, 1990. V. 1. -448 p.
32. Машиностроение. Энциклопедия. T. 2-3. Цветные металлы и сплавы./Под ред.
Фридляндера И.Н. — Раздел 2. Титан и титановые сплавы/Моисеев В.Н. - М.:
Машиностроение, 2001. С. 272-353.
33. Materials Properties Handbook. Titanium Alloys/Ed. by R. Boyer, G. Welsch,
E.W. Collings. - ASM International. The Material Information Society, 1994. -
1176 р.
34. Titanium 1997. Products and Applications: Proc: Tech. Program Int. Titanium
Association, 1998. — 378 p.
35. Колачев Б.А. Физическое металловедение титана. - М.: Металлургия, 1976. -
184 с.
36. Титан в промышленности/Под ред. Глазунова С.Г. — М.: Оборонгиз, 1961. — 328 с.
37. Производство титановых сплавов. - М.: ВИЛС, 1966. Вып. 3. — 278 с.
38. Производство титановых сплавов. - М.: ВИЛС, 1967. Вып. 4. - 264 с.
39. Производство титановых сплавов. - М.: ВИЛС, 1969. Вып. 5. - 300 с.
40. Производство титановых сплавов. - М.: ВИЛС, 1971. Вып. 6. — 447 с.
41. Производство титановых сплавов. - М.: ВИЛС, 1975. Вып. 7. - 367 с.
42. Применение титановых сплавов. - М.: ВИАМ, 1970. — 328 с.
43. Титановые сплавы. - М.: ВИАМ, 1972. - 256 с.
44. Титановые сплавы. Легирование и термическая обработка титановых сплавов. -
М.: ВИАМ, 1977. - 400 с.
45. Квасов Ф.И., Каганович И.Н., Кожевникова Л.В. Титан. Производство, примене-
ние, люди. - М.: ВИЛС, 1992. - 357 с.
46. Володин В.А. Состав, структура и свойства титановых сплавов. - Нижний Новго-
род, 1999. - 144 с.
47. 40 лет Всероссийскому институту легких сплавов//Технология легких сплавов.
2001. № 5-6.
48. Фундаментальные проблемы российской металлургии на пороге XXI века. - Т. 2.
Металлургия цветных металлов и сплавов/Аношкин Н.Ф., Бондарев Б.И., Быбоч-
кин А.М. и др. - М.: РАЕН, 1998. -486 с.
507
Литература
49. Титан. 1993. № I.
50. Титан. 1993. №4.
51. Титан. 1998. № 1 (10).
52. Аношкин Н.Ф. X Всемирная конференция по титану//Технология легких сплавов.
2004. № 1. С. 70-77.
53. Полькин И.С. Основные направления развития титановых сплавов//Обработка лег-
ких и специальных сплавов. - М.: ВИЛС, 1996. С. 27-42.
54. Родионов В.Л., Игиунькина ТВ., Моисеев В.Н. Исследование экономнолегирован-
ных титановых сплавов//Технология легких сплавов. 1997. № 1. С. 59-62.
55. Володин В.А., Колачев Б.А., Моисеев В.Н., Рынденков Д.В. О возможности замены
ванадия и молибдена железом в сплаве ВТ16//МиТОМ. 2001. № 7. С. 13-15.
56. Колачев Б.А., Мальков А.В. Физические основы разрушения титана. - М.: Метал-
лургия. 1983. — 160 с.
57. Полькин И.С., Кочачев Б.А., Ичьин А.А. Алюминиды титана и сплавы на их основе
//Технология легких сплавов. 1997. № 3. С. 32-39.
58. Froes F.H., Bamberger И.В. The Beta Titanium Alloys//.!. Metals. 1985. July.
P. 28-32.
59. Bania P.J. The Beta Titanium Alloys and Their Role in Titanium lndustry//JOM. 1994.
July. P. 16-19.
60. Молчанова E.K. Атлас диаграмм состояния титановых сплавов. — М.: Машино-
строение, 1964. — 392 с.
61. Горынин И.В., Ушков С.С., Хесин Ю.Д. Научные основы создания свариваемых
титановых сплавов морского назначения//Вопросы материаловедения. 1999. № 3
(20). С. 115-125.
62. Носова Г. И. Фазовые превращения в сплавах титана. - М.: Металлургия, 1968. -
181 с.
63. Еременко В.И., Третьяченко Л.А. Тройные системы титана с переходными метал-
лами 1V-VI групп. — Киев: Наукова думка, 1987. — 230 с.
64. Коллингз Е.В. Физическое материаловедение титановых сплавов. - М.: Металлур-
гия, 1988. - 224 с.
65. Хэмонд К., Наттинг Дж. Металловедение жаропрочных и титановых сплавов//
Деформация и свойства материалов для авиационной и космической техники. - М.:
Металлургия, 1982. С. 73-111.
66. Колачев Б.А., Ичьин А.А., Володин В.А., Рынденков Д.В. Структурная диаграмма
титановых сплавов в координатах эквивалент молибдена - эквивалент алюминия
//Металлы. 1997. № 1. С. 136-145.
67. Воздвиженский В.М., Колачев Б.А., Воздвиженская М.В., Рынденков Д.В. О форме
границ фазовых областей и положении границ на классификационной диаграмме//
Металлы. 2002. № 3. С. 29-34.
68. Титан и его сплавы. Исследование титановых сплавов. — М.: АН СССР, 1963.
Вып. X. - 367 с.
69. Ильин А.А. Механизм и кинетика фазовых и структурных превращений в титано-
вых сплавах. - М.: Наука, 1994. - 304 с.
70. Колачев Б.А., Ильин А.А., Рынденков Д.В. Система Ti—Al-Мо как основа диаграм-
мы фазового состава отожженных титановых сплавов//Известия вузов. Цветная ме-
таллургия. 2005. № 6. С. 56-61.
508
Литература
71. Аношкин Н.Ф., Сигалов Ю.М. Титановые сплавы с повышенной жаропрочностью
//Технология легких сплавов. 2002. № 1. С. 38 50.
72. Международный транслятор современных сталей и сплавов/Под ред. Вс. Кершенба-
ума. - М.: Международная инженерная академия. 1993. Т. 3. ИНТАК. — 635 с.
73. Глазунов С.Г, Ясинский К. К. Титановые сплавы для авиационной техники и дру-
гих отраслей промышленности//Технология легких сплавов. 1993. № 7-8. С. 47-
54.
74. UNS N R54521 (High-Strength Titanium А11оу)//А11оу Dig. 1988. May. Р. 1-2. Febr.
Р. 5-6.
75. Titanium 1986. Products and Application. Proc.: Tech. Program. 7 Conf. Dayton,
1986, Titanium. Dev. Assoc., 1987. XIV. - 1183 p.
76. Ti-3A1-2.5V (Alpha-Beta Titanium Alloy)//Alloy Dig. 1990. Apr. P. 1-2.
77. RMI 5A1 5Sn-2Zr-2Mo-Si (Alpha Titanium Alloy for High Temperature)//Alloy Dig.
1980. July.
78. UNS N 54620 (High-Temperature Alloys)//Alloy Dig. 1987. July.
79. Ti-11 (High-Temperature Titanium Alloys)//Alloy Dig. 1973. Oct.
80. Ti-1100 Timetai 1100 (Ti-1100, a High Strength High Temperature Alloy)//Alloy Dig.
1993. Febr. P. 5-6.
81. Bania P.J. Ti-1100. A new elevated temperature titanium alloy//2nd Int. SAMPE Metals
and Metals Process. Conf. Dayton, 1988. V. 2 - Covina (Calif.) - 1988. P. 286-297.
82. Ti-679 (High-Temperature Alloy)//Alloy Dig. 1966. Nov. P. 1-2.
83. RMI 8AI-IM0-IV (High-Temperature Alloy)//Alloy Dig. 1962. Jan.; 1982. Ferb.
84. ALL VAC 8AI-IM0—IV (Titanium Alloy)//Alloy Dig. 1991. March. P. 7-8.
85. Титан. 1995. № 1-2 (5-6).
86. Титан. 1996. № 1 (9).
87. Хорев А.И. Термически упрочняемый свариваемый титановый сплав ВТ23//Тех-
нология легких сплавов. 1976. № 10. С. 30-33.
88. Володин В.А., Воробьев И.А., Колачев Б.А. и др. Технология изготовления титано-
вых деталей крепления. — М.: Металлургия, 1996. - 144 с.
89. Моисеев В.Н. Высокопрочный сплав ВТ16//Авиационная промышленность. 1965.
№ 9. С. 63—64.
90. Crucible C-120AV (Age Hardenable Titanium Base Alloy)//Alloy Dig. 1980. June.
91. Ti-6A1-4V (Age Hardenable Titanium Base Alloy)//Alloy Dig. 1992. Sept. P. 11-12.
92. Mann Karl-Ernst, Markworth Manfred. Festigkeitsseigenschaften eins and dem beta-
gebiet isotherm umgewandelten gesenkre p teils dei Titanlegierung Ti-7A1- 4Mo.
93. RMI 6Al-6V-2Sn (High-Strength Corrosion-Resistant Alloy)//Alloy Dig. 1980. Sept.
94. ALL VAC 6A1 6V—2Sn (Alpha-Beta Two Phase Titanium Alloy)//Alloy Dig. 1991.
Aug. P. 1-2.
95. Timetai 622 (Ti-6A1 —2Sn-2Zr—2Mo-2Cr 0.25Si)//Alloy Dig. 1993 Jan. P. 7.
96. Ti-6Al-2Sn-4Zr-6Mo High-Temperature Alloy/ZAlloy Dig. 1972. Apr.
97. Цвиккер У. Высокопрочный сплав Ti—5Al—2,5Fe и его применение в качестве имп-
лантируемого материала//Цветные металлы. 1986. № 3. С. 69-74.
98. Corona 5 Alloy//Alloy Dig. 1978. Мау.
99. Froes F.H., Highberger W.T. Synthesis of Corona 5 (5.5Al-5Mo-L5Cr)//JOM. 1980.
May. P. 57—64.
100. Технология легких сплавов. 1972. № 2. С. 63-114.
509
Литература
101 .Полькин И.С., Родионов В.Л., Ишунькина ТВ. и др. Структура и свойства полуфаб-
рикатов из высокопрочного сплава ВТ22//Технология легких сплавов. 1992. № 10.
С. 15-18.
1Q2. Антипов А.И., Моисеев В.Н. Упрочнение сплава ВТ35 при старении//МиТОМ.
1996. № 12. С. 22-25.
103. Crossley F.A. The Martensitic Transage Titanium Alloys for Improved Structural
Efficiency and Reduced Cost//28th Nat. SAMPE Symp. and Exhib. Anaheiw. Calif.
1993. V. 28. Azusa. Calif. 1993. P. 1352-1367.
104. Crossley F.A. A New Weight and Cost Saving Titanium AIIoy//Met. Prog. 1978.
V. 114. № 3. P. 60-64.
105. Crossley F.A. Effects of Process and Heat Treatment Variables on the Mechanical
Properties of Transage 134 Alloys (Ti-2.5Al-12V-2Sn—6Zr)//17th Nat. SAMPE Techn.
Conf. 1985. V. 17. Covina Calif. 1985. P. 190-199.
106. Crossley F.A. Elevated Temperature Mechanical Properties of Transage 175 Alloys
(Ti-2 3Al-13V-7Sn-2Zr)//SAMPE Quart. V. 17. № 3. Apr. P. 5-12.
107. Boyer R.R. Aerospace Application of Beta Titanium Alloys//JOM: J. Miner., Metal
and Mater. Soc. 1994. V. 46. № 7. P. 14-15.
108. Frees F.H., Bomberger H.B. The Beta Titanium AIloys//J. Metals. 1985. July. P. 28-
37.
109. Eylon D., Vassel I., Combres Y. et.al. Issues in the Development of Beta Titanium
AIloys//JOM: J. Miner., Metal and Mater. Soc. 1994. V. 46. № 7. P. 14-15.
110. T1METAL 10-2-3 (High Toughness Titanium Alloy)//Alloy Dig. 1992. Oct. P. 8-9.
11 I.Boyer R.R., Kuhlman G ИС Processing Properties Relationships of Ti—10V—2Fe-3AI//
Met. Trans. A. 1987. V. 18. № 7-12. P. 2095-2103.
112. T1METAL 15-3 (Ti-15V-3Cr-3Sn-3AI) High-Strength, Cold Formable Strip Alloys
//Alloy Dig. 1992. Nov. P. 5-6.
113. Cast Beta-Titanium Alloy Ready for Flight//Adv. Mater, and Process. 1989. № 1.
P. 45-46.
1I4. T1METAL 21S (High-Strength, Oxidation Resistant Strip Alloy)//Alloy Dig. 1993.
March. P. 1-2.
115. New Versalite, High-Strength Corrosion Resistant Titanium AlIoy/ZMetallurgia. 1990.
V. 57. № 11. P. 504.
116. Ti-3Al-8V-6Cr-4Mo—4Zr Beta Alloy. Heat-Treatable Beta Titanium Alloy//Alloy
Dig. 1990. Jan. P. 1-2.
117 .Rack H.J., Headley T.J. Stability of Aged Ti-3AI-8V-6Cr-4Mo AIloy//Scr. Met. 1980.
V. 14. № 11. P. 1211-1216.
118. Новый конструкционный материал — титан. - М.: Наука, 1972. — 220 с.
119. Гусева Л.Н., Долинская Л.К Природа упрочнения p-твердых растворов титана//
Химия металлических сплавов. — М.: Наука, 1973. С. 181-184.
120. Колачев Б.А. Основные принципы легирования титановых сплавов//Известия ву-
зов. Цветная металлургия. 1996. № 4. С. 34-41.
121 .Производство фасонных отливок из титановых сплавов/А.Г. Братухин, Е.Л. Би-
биков, С.Г. Глазунов и др. - 2-е издание. - М.: ВИЛС, 1998. - 292 с.
122. Ушков С.С., Филин Ю.А., Баранцев А.С. и др. Производство и применение литых
изделий из сплавов на основе титана//Вопросы материаловедения. 1999. № 3 (20).
С. 126-137.
510
Литература
123. Володин В.А. Водородная технология производства титановых деталей крепления.
Применение НТМО для изготовления высокопрочных изделий. - Нижний Новгород:
Волго-Вятское изд-во, 1997. — 154 с.
124. Фомичева Т.И., Клочкова Н.П., Ходоровский Г.Л.ИЛтейых производство. 1993.
№4. С. 17-18.
125. Кузьмичева Л.Г. Введенская Е.К., Шаханова Г.В., Яновская Н.В. Развитие и про-
мышленное применение высокотемпературной газостатической обработки тита-
новых и жаропрочных никелевых сплавов//Технология легких сплавов. 1998.
№ 2. С. 20-24.
126. Ordered Intermetallics — Physical Metallurgy and Mechanical Behaviors/Eds.
C.T. Liu et.al. — Kluwer Academic Publishers, 1992. - 701 p.
127. Structural lntermetallics/Ed. R. Darolia, J.J. Lewandowski, C.T. Liu et.al. - TMS,
Warrendale, PA, USA, 1993.
128. Gamma Titanium Aluminides/Eds.: K.W. Kim, H. Clemens et.al. - TMS. Warrendale,
PA, USA, 2003.
129. Titanium and Titanium Alloys/Eds.: M. Peters, C. Leyens. - Wiley - VCH, Weinkeim,
Germany, 2003.
130. Корнилов И.И., Нартова Т.Т., Андреев О.И. Структура и свойства алюминида
Ti3Al и некоторых сплавов на его основе//Строение, свойства и применение метал-
лилов. — М.: Наука, 1974. С. 194-197.
13 l.Lipsitt Н.А., Schechtman D., Schafrik RE. The Deformation and Fracture of Ti^AI at
Elevated Temperature//Met. Trans. 1980. V. 11. P. 1369-1375.
132. Thomas M., Vassel A., Veyssiere P. Dissociation of Super-Dislocations in the
Intermetallic Compound Ti3AI//Scr. Metall. 1987. V. 21. P. 501—506.
133. Banejee D., Sundarajan G. Intermetallic Compounds. Ductility and Strength//!ndian J.
Technology. 1990. V. 28. P. 259-280.
134. Court S.A., Ldfvander I.P.A., Loretto M.H. et.al. The Influence of Temperature and
Alloying Additions on the Mechanisms of Plastic Deformation of Ti3Al//PhiIos.
Magazine. A. 1990. V. 61. № 1. P. 109-139.
135. Колачев Б.А., Ильин A.A., Дроздов П.Д. О влиянии границ зерен на пластичность
интерметаллидов//Металлы. 2001. № 3. С. 41-48.
136. Имаев Р.М., Габидуллин Н.Г., Салтцев ГА. Влияние температуры деформации на
механические свойства интерметаллида TijAIZ/Металлы. 1992. № 6. С. 73-79.
137. Banerjee D. A New Ordered Orthorhombic Phase in Ti3AI-Nb Alloy/ZActa metall.
1989. V. 36. P. 871-872.
138. Gogia A.K., Nandy T.K., Muraleedharan et.al. The Effect of Heat Treatment and
Niobium Content on the Room Temperature Tensile Properties and Microstructure of
Ti3AI-Nb Alloys//Mater. Sci. and Eng. A. 1992. V. 159. № 1. P. 73—86.
139. Knorr D.B., Stoloff N.S. Effects of Heat Treatment on Microstructure and Texture in
Ti-24 at. % Al—11 at. % Nb//Mater. Sci. and Eng. A. 1990. V. 123. № 1. P. 81-87.
140. Chen Z., Simea F., Cope M.T. Microstructure and Tensile Properties of Aged Superalpha
2 Intermetallic Compound/ZMater. Sci. and Technol. 1992. V. 8, № 8. P. 729-738.
141. Jia Tiancong Wang Bio, Zou Dunxu et.al. Microstructure and Tensile Properties of
TijAl-Nb^Mo-V Alloy/ZMater. Sci. and Eng. 1992. V. 152. № 1-2. P. 317-321.
142. Михайлов СИ., Глазунов С.Г., Павлов ГА. и др. Пластическая и сверхпластическая
деформация сплава на основе ТцА1//Авиационная промышленность. 1991.
511
Литература
№ 4. С. 37-39.
143. Полуфабрикаты из сплавов на основе интерметаллидов/УТехнология легких сплавов.
1996. № 3. С. 5-23.
144. Шаханова Г.В.. Быкова Л.А., Лех Г.И. и др. Закономерности формирования струк-
туры сплава ВТИ-1 при горячен деформации и термообработке//Технология лег-
ких сплавов. 1997. № 1. С. 63-65.
145. Бочвар Г.А. Исследования ОАО ВИЛС в области высокопрочных сплавов на ос-
нове титана и интерметаллидов системы Т1'-А1УУТехнология легких сплавов. 1998.
№ 5 6. С. 51-53.
146. Lipsitt Н.А., Shechtman D., Schafrik R.E. The plastic deformation of TiAlZZMet. Trans.
A. 1975. V. 6A. P. 1991-1998.
147. Greenberg B.A., Anisimov V.I., Gornostiev Y. N. et.al. Possible Factors Affecting
Brittleness of the Intermetallic Compound TiAIZZScripta Met. 1988. V. 22. № 6. P. 859-
864.
}4&. Гринберг Б.А., Антонова О.В., Инденбаум В.Н. и др. Аномалии деформационных
характеристик интерметаллида TiAIZ/ФММ. 1992. № 4. С. 24-32.
149. Гринберг Б.А., Иванов М.А. Доминирующие дислокационные превращения и тем-
пературная зависимость деформирующего напряжения в интepмeтaллидaxZZФMM.
1994 Т. 78. № 3. С. 3-32.
150. //woee Р.М., Кайбытев О.А., Салищев Г.Ю. Механические свойства мелкозернис-
того интерметаллида TiAl. П. Хрупковязкий переходУУФММ. 1991. № 3. С. 179—
187.
151. Имаев Р.М., Имаев В.М. Механическое поведение субмикрокристаллического
интерметаллида TiAl при повышенных температурахУУФММ. 1992. № 2. С. 125-
129.
\52. Kim Y.-W., Dimiduk D.M. Progress in the Understanding of Gamma Titanium
AIuminidesZZJOM. 1991. August. P. 40^47.
153. Froes F.H., Suryanarayana C. Eliezer. Production, Characteristics and
Commercialization of Titanium AlluminidesZZISIJ International. 1991. V. 31. № 10.
P. 1235-1248.
} 54. Larsen D.E., Christodoulou L., Kampe S.L. et.al. Investment - Cast Processing of Near
y-Titanium AluminideZZMater. Sci. and Eng. A. 1991. V. 144. № 1-2. P. 45-49.
155. Банных О.А., Поварова Г.Б., Браславская Г.С. и др. Механические свойства ли-
тых сплавов y-TiAlZZMuTOM. 1996. № 4. С. 1 1-14.
156. Поварова К.Б.. Банных О.А. Принципы создания новых материалов для работы
при высоких TeMnepaTypaxZZO6pa6oTKa легких и специальных сплавов. - М.:
ВИЛС, 1996. С. 56-70.
157. Austin С.М., Kelly T.J. Development and Implementation Status of Cast Gamma
Titanium AluminideZZStructural Intermetallics, TMS, Warrendale, PA, USA, 1993.
P. 143-150.
15%. London B., Larsen D.K., Wheeler D.A. et.al. Investment Cast Gamma Titanium
Aluminide Alloys. Processing, Properties and PromiseZZStructural Intermetallics, TMS,
Warrendale, PA, USA, 1993. P. 151-157.
\ 59. Mcquay P.A., Larsen D. Manufacturing-Performance-Cost Relationships in Gamma
TiAl CastingsZZStructural Intermetallics. TMS, Warrendale, PA, USA, 1997. P. 523-
529.
512
Литература
160 Seo D. Y. An S. U, Bieler T.R. et.al. Effect of Tungsten, Mo and Si Additions on the Creep
Resistance of a Gamma Titanium Aluminide AIIoyZZGamma Titanium Aluminides. TMS,
Warrendale, PA, USA, 1995. P. 754-762.
\6\. Lupine V., Marchionni M., Nasmy M. et.al. High Temperature Mechanical Properties
Evaluation of a у-TiAl Base Industrially Developed Intermetallic Alloy//Structural
Intermetallic AlloyZZStructural Intermetallics. TMS, Warrendale. PA, USA. 1997.
P. 515-522.
\62. Wagner R., Appel F., Dogan B., e.a. Investment Casting of у-TiAl Based Alloys:
Microstructure and Data Base for Gas Turbine Applications//Gamma Titanium
Aluminides. TMS, Warrendale, PA, USA, 1995, p. 387—404.
163. Cheng T.T., Wills M.R., Jones IP. Effect of Major Alloying Additions on the
Microstructure and Mechanical Properties of y-TiAI//IntermetaIlics. 1999. 7. P. 89
99.
164. Noda T. Application of Cast Gamma TiAl for AutomobilesZZlntermetallics. 1998. 6.
P. 709-713.
165. Nakagawa Y.G. Analysis of Cast TiAl Properties for Engine MaterialsZZGamma
Titanium Aluminides. TMS, Warrendale, PA, USA, 1995. P. 415 424.
\ 66. Martin P.L., Hardwick D.A., Clemens D R. et. al. Scale-up of Ingot Metallurgy Wrought
y-TiAIZZStructural Intermetallics. TMS, Warrendale, PA, USA, 1997. P. 387-394.
\61. Kim Y.-W., Dimiduk D.M. Designing Gamma TiAl Alloys: Fundamentals, Strategy
and ProductionZZStructural Intermetallics. TMS, Warrendale, PA, USA, 1997. P. 531—
543.
\6&. Молотков А.В. Разработка технологии изготовления и оценка возможности приме-
нения в ГТД деталей из сплавов на основе интерметаллида Т1АМТехнология легких
сплавов. 1991. № 11. С. 45-48.
169. Wang Bin, Jia Tiancong, Zon Dunxu et.al. A Study on Long-Term Stability of Ti^Al -
Nb-V-Mo AIIoyZZMater. Sci. and Eng. A. 1992. V. 153. № 1-2. P. 422 426.
170. Шаханова Г.В., Смирнова TP. Взаимосвязь структуры и свойств — металловед-
ческая основа технологии у-алюминидов титaнa/ZTexнoлoгия легких сплавов. 1998.
№ 3. С. 58-69.
171. Hunt М. The Promise of IntermetallicsZZMater. Eng. 1990. V. 107. № 3. P. 35-39.
\72. Лех ГН. Полуфабрикаты из сплавов на основе интерметаллида Ti3Al, исследова-
ние их структуры и механических cвoйcтвZZTexнoлoгия легких сплавов. 1996. № 3.
С. 12-16.
173. Чучурюкин А.Д., Колачева Г.В., Лукьянова Н.В. и др. Оценка взаимосвязи хими-
ческого состава и механических свойств слитков титановых cплaвoвZZTexнoлoгия
легких сплавов. 1978. № 3. С. 48-50.
174. Никифоров Б.А., Егоров И.В., Харитонов В.А. и др. Исследование возможности
изготовления проволоки из алюминиевых и титановых сплавов прокаткой в четы-
рехвалковых кaлибpaxZZTexнoлoгия легких сплавов. 1986. № 6. С. 23-27.
175. Никифоров Б.А.. Харитонов В.А., Селиванов В.В. и др. Исследование темпера-
турных условий прокатки в четырехвалковых калибрах проволоки из сплавов
ВТ 1-00 и 2BZZTexHonorHH легких сплавов. 1988. № 7. С. 61-65.
176. Шапиро В.Я., Цирульников Е.В. Качество прутков из титана ВТ 1-0, полученных
методом поперечно-винтовой пpoкaткиZZTexнoлoгия легких сплавов. 1988. № 12.
С. 5-8.
513
Литература
ill.Юшков В.И., Адамеску Р.А., Потапенко Ю.И. и др. Взаимосвязь кристаллографи-
ческой текстуры, структуры и механических свойств фольги из сплава ВТ 1-0//Техно-
логия легких сплавов. 1989. № 5. С. 50-53.
178.Вильямс ОС, Прудкова Р.А. Исследование влияния прокатки на четырехвалко-
вом стане на структуру и свойства труб из сплава ПТ7М//Технология легких спла-
вов. 1988. № 1. С. 53-56.
179. Колачев Б.А., Милютин В.И.. Пешков В.Б. и др. Влияние отжига на механические
свойства, микроструктуру и строение изломов сплавов ВТ5-1 и ОТ4//Известия
вузов. Цветная металлургия. 1987. № 6. С. 85-90.
180. Брун М.Я., Перцовский Н.З., Шаханова ГВ. и др. Повышение пластичности по-
луфабрикатов из титановых сплавов с крупнозернистой пластинчатой структурой
путем термической обработки//Технология легких сплавов. 1978. № 12. С. 28-33.
1 8} .Гришин Л.С., Яновский В.А., Тулянкин Ф.В. и др. Исследование процессов штам-
повки на высокотемпературном молоте/ЛГехнология легких сплавов. 1971. № 5.
С. 64-68.
1 82.Володин В.А., Воробьев И.А., Колачев Б.А. и др. Технология производства титано-
вых деталей крепления/Под ред. Колачева Б.А. - М.: Металлургия, 1996. - 144 с.
\ 8Т Катая В.К, Потапенко Ю.И., Козлова Ф.И. и др. Улучшение показателей сверх-
пластичности листов из двухфазных титановых сплавов/УТехнология легких спла-
вов. 1988. № 7. С. 15-21.
\ 84. Гельман А.А., Голубева Г.В., Миронов ОС. и др. Структура и свойства тонкостен-
ных профилей из сплавов ОТ4-1 и ВТ5//Технология легких сплавов. 1971. № 1.
С. 78-82.
185 . Корнилов И.И.. Виноградов Ю.М. Титан и его сплавы для большой химии//Новые
исследования титановых сплавов. — М.: Наука, 1965. С. 102-109.
186 . Металловедение титана. - М/. Наука, 1964. — 317 с.
187 . Данилов М.В., Кутепов С.М., Притыкина Л.С. Исследование прочностных свойств
титанового сплава АТЗ//Хим. и неф. машиностр. 1975, № 1 1. С. 23-24.
188 . Блащук В.Е., Оноприенко Л.И., Червоный М.В. Коррозионная стойкость титанового
сплава АТЗ в разбавленных растворах серной кислоты//ФХММ. 1985. № 6.
С. 83-84.
189 .Калахан ОС, Карпин О.С., Преварская НА. и др. Влияние структуры на выносли-
вость и механические свойства титанового сплава ПТ-ЗВ//ФХММ. 1986. № 6.
С. 80-84.
190 .Калахан О.С., Яремченко Н.М., Преварская Н.А. Выносливость титанового спла-
ва ПТ-ЗВ при повышенных температурах//ФХММ. 1985. № 5. С. 9-11.
191 .Илларионов Э.И. Исследование влияния температуры отжига на структуру и ме-
ханические свойства титанового сплава ВТ20//Технология легких сплавов. 2002.
№ 5-6. С. 61-62.
\92 .Ярема С.Я., Гречко В.В., Осташ О.П. Циклическая трещиностойкость листов ти-
танового сплава ВТ20 и ее анизотропия//ФХММ. 1980. № 2. С. 37-52.
\ 93. Катая В.К., Годин Н.Л., Потапенко Ю.И. и др. Структура и механические свой-
ства лопаток из сплава ВТ20, изготовленных с применением штамповки и правки
в изотермических условиях//Технология легких сплавов. 1981. № 10. С. 40—43.
194 .Овчинников А.В., Носов В.К, Елагина Л.А. и др. Водородное пластифицирование
при горячей деформации титанового сплава ВТ20//Технология легких сплавов. 1990.
514
Литература
№ 6. С. 42-48.
195 ./Бураева В.П., Солонина U.IL, Тхоровская Ж.Д. Влияние легирования на жаропроч-
ность и термическую стабильность титановых сплавов//Технология легких сплавов.
1973. № 5. С. 52-55.
196 .Аз.’раев« В.П.. Солонина О.П., Сазонова Т.Н. и др. Новые жаропрочные титано-
вые сплавы и их применение/ХТехнология легких сплавов. 1976. № 5. С. 55-59.
197 .Адамеску Р.А., Алсагаров А.А., Ермакова Л. Ф. и др. Влияние структуры заготовок
на текстуру и механические свойства листов из сплава ВТ6с//Технология легких
сплавов. 1981. № 4. С. 57-59.
198 . Каганович И.Н., Зверева З.Ф., Потапенко Ю.И. и др. Выбор и обоснование опти-
мального режима термической обработки штамповок дисков из сплава ВТ18У,
деформированного в р-области//Технология легких сплавов. 1986. № 6. С. 34-38.
199 . Titanium 1986. Products and Application: Proc. Tech. Program 7 Conf., Dayton, 1986,
Titanium. Assoc. 1987, XIV. 1183 p.
200 .6дун М.Я., Родионов В.Л., Согргаиин Ю.П. и др. Изучение структуры и механичес-
ких свойств штамповок из (а+Р)-титановых сплавов, изготовленных на высокоско-
ростном молотеХХТехнология легких сплавов. 1975. № 3. С. 44—47.
201 . Колачев Б.А., Вигдорчик С.А., Журавлев Л. Н. и др Влияние водорода на структу-
ру и механические свойства сплава ВТ6//Технология легких сплавов. 1978. № 10.
С. 25-28.
202 .Зайцев А.В. Разработка и исследование технологии производства титановых лис-
тов для СПД//Технология легких сплавов. 2001. № 1. С. 55-59.
203 .Колачев Б.А., Гринберг В.А. Исследование характеристик работоспособности плит
из сплава ВТ6//Технология легких сплавов. 1984. № 3. С. 37-42.
204 .Титан. 1993. № 2.
205 . Колачев Б.А., Мальков А.В. Физические основы разрушения титана. — М.: Метал-
лургия, 1983. - 160 с.
206 .Белозеров А.П., Голубев С.М., Богданов Ю.И. Освоение технологии производства
крупногабаритных профилей и панелей из титановых сплавовХХТехнология легких
сплавов. 1983. № 7. С. 54-61.
207 . Белозеров А.П., Голубев С.М., Ерманок М.З. Разработка технологии производ-
ства крупногабаритных лонжеронных профилей из сплава ВТбчХХТехнология лег-
ких сплавов. 1985. № 6. С. 60-65.
208 .Иванкина Л.Н., Воробьев И.А., Пронин А.Т. и др. Влияние условий прокатки на
механические свойства крупногабаритных прутков и колец из сплава ВТ9ХХТех-
нология легких сплавов. 1974. № 7. С. 29-32.
209 . Машеков С.А., Воронцов В. К., Стафаев Н И. Исследование влияния укова при
протяжке в р-области и последующего отжига на структуру титановых сплавовХХ
Технология легких сплавов. 1991. № 4. С. 9—13.
210 . Кудряшов В.Г., Брун М.Я., Родионов В.Л. и др. Влияние легирования, условий
деформации и режимов термической обработки на вязкость разрушения титано-
вых сплавовХХТехнология легких сплавов. 1977. № 10. С. 40—45.
21 {.Катая В.К., Годин Н.Л., Потапенко ЮИ. и др. Механические свойства и струк-
тура тонкостенных штамповок из сплава ВТ8, изготовленных с применением изо-
термического деформирования на УИДМН-500АХХТехнология легких сплавов. 1982.
№ 6. С. 52-57.
515
Литература
212. Брун М.Я., Солдатенко И. В., Быкова Л. А. Структура и механические свойства ново-
го жаропрочного сплава ВТ25У//Металловедение и термическая обработка метал-
лов. 1992. № 1. С. 29-31.
2\З.Бочвар Г.А. Исследования ОАО ВИЛС в области высокопрочных и жаропрочных
сплавов на основе титана и интерметаллидов системы Ti А1//Технология легких
сплавов. 1998. № 5-6. С. 51—53.
214 .Катая ГК, Катая В.К, Мещанинова Л.С. и др. Исследование влияния термоме-
ханических параметров и условий деформирования на структуру и механические
свойства штамповок из сплава ВТЗ-1//Технология легких сплавов. 1980. № 8.
С. 50-53.
21S . Солонина О.П., Соколова А.Ю., Жебынева Н.Ф. Структура и механические свой-
ства штамповок из сплава ВТЗ-1//Технология легких сплавов. 1982. № 3. С. 44—
48.
216 .Бойцов В.В., Масленникова В.И.. Новиков И.И. и др. Влияние изотермического
деформирования на структуру и свойства сплава ВТЗ-1//Технология легких спла-
вов. 1987. № 12. С. 49-54.
217 .Солдатенко И.В., Шаханова Г.В., Брусова Н.С. Регламентация структуры горя-
чекатаных полуфабрикатов из сплава ВТЗ-1//Технология легких сплавов. 1990.
№ 5. С. 9-12.
2\%. Матохнюк Л.Е., Войначович А.В., Хпяпов А.А. и др. Сопротивление усталости
титанового сплава ВТ23 при испытаниях с высокой частотой нагружения//Метал-
ловедение и термическая обработка металлов. 1988. № 10. С. 46^48.
2\9 .Каганович И.Н., Ефимова М.В., Мартынова М.М. и др. Особенности термообра-
ботки полуфабрикатов из сплава ВТ23//Технология легких сплавов. 1983. № 2.
С. 22-27.
220. Махмутова Е.А., Волкова Н.И. Влияние содержания алюминия и режимов терми-
ческой обработки на конструкционные свойства сплава ВТ23//Технология лег-
ких сплавов. 1981. № 10. С. 43-46.
22\.Хорев А.И. Термически упрочняемый свариваемый титановый сплав ВТ23//Тех-
нология легких сплавов. 1976. № 10. С. 30-33.
222.Володин В.А. Состав, структура и свойства титановых сплавов. - Нижний Новго-
род: 1999. - 143 с.
223.Титан. 1993. № 3.
22А.Почькин И.С., Воробьев И.А., Шеенков В.А., Долгов В.К. Высокопрочные (а+Р)- и
Р-титановые сплавы для крепежа и технология их производства/ЛГехнология лег-
ких сплавов. 1992. № 10. С. 26-30.
225. Каспарова О.В.. Полькин И.С., Коробов О.С. Влияние химического состава спла-
ва ВТ22 на его механические свойства в термически упрочненном состоянии//Тех-
нология легких сплавов. 1969. № 5. С. 57-62.
226. Цирульников Е.В., Шапиро В.Я., Ильин О.Ю. Исследование поперечно-винтовой про-
катки прутков из сплава ВТ22//Технология легких сплавов. 1992. № 8. С. 51-54.
227. Гельман А.А., Голубева ГВ. Влияние режимов вакуумного отжига на структуру и свой-
ства профилей из сплава ВТ22//Технология легких сплавов. 1976. № 7. С. 40^13.
228. Орлова Л.А., Аржаков В.М., Кривенко М.П. и др. Влияние технологических факто-
ров на структуру и механические свойства крупногабаритных лопаток из сплава ВТ22
//Технология легких сплавов. 1993. № 9. С. 67-74.
516
Литература
229. Дроздовский Б.А., Проходцева Л.В., Новосильцева НИ. Трещиностойкость титано-
вых сплавов. - М.: Металлургия, 1983. - 192 с.
23$. Елагина Л.А., Андреева Л.В., Коробов ОС. Исследование влияния режимов терми-
ческой обработки на структуру и механические свойства титановых сплавов по-
вышенной технологичности//Технология легких сплавов. 1986. № 4. С. 29 37.
23 1. Гордиенко А.И, Ивашко В.В., Журин В.В. Влияние термической обработки с уско-
ренным нагревом на структуру и механические свойства сплава ВТ22И//Техноло-
гия легких сплавов. 1988. № 2. С. 56—58.
232. Антипов А.И., Моисеев В.Н., Модер Н.И. Упрочнение титанового сплава ВТ35
при старении/УМеталловедение и термическая обработка металлов. 1996. № 12.
С. 22-25.
233. Хорев А.И., Бабарэко А.А., Красножон А.И. и др. Механические свойства, суб-
структура и текстура малолегированных метастабильных р-сплавов/УТехнология
легких сплавов. 1976. № 12. С. 49-57.
234. Моисеев В.Н., Шохолова Л.В., Терентьева Л.Н. Самозакаливающийся титано-
вый сплав//Технология легких сплавов. 1976. № 4. С. 46-51.
235. Старцев В.И., Ильичев В.Я., Пустовалов В.В Пластичность и прочность метал-
лов при низких температурах. — М.: Металлургия, 1975. — 328 с.
236. Володин В.А., Колачев Б.А.. Рынденков Д.В. О целесообразности введения понятия
прочностных эквивалентов в титановых сплавах по алюминию и молибденз Из-
вестия вузов. Цветная металлургия. 2000. № 1. С. 33-38.
237. Колачев Б.А., Моисеев В.Н., Рынденков Д.В. и др. Изучение структуры и механи-
ческих свойств сплавов Ti-2,2AI-2,2V-2,2Mo-2,5Fe и Ti—2,2Al-5Fe, эквивален-
тных сплаву ВТ16//Металловедение и термическая обработка металлов. 2006.
№ 6. С. 10-14.
238. Копелиович Б.А. ВГО — новая технология комплексного повышения качества и
свойств деталейУУТехнология легких сплавов. 1990. № 2. С. 5-9.
239. Бочвар Г.А., Яновская И.В. Высокотемпературная газостатическая обработка от-
ливок из высокопрочного титанового сплаваУУТехнология легких сплавов. 1996.
№ 3. С. 24-25.
240. Ичьин А.А., Колачев Б.А., Носов В.К., Мамонов А.М. Водородная технология ти-
тановых сплавов. — М.: МИСиС, 2002. —392 с.
241. Чечулин Б.Б.. Лесин Ю.Д. Циклическая и коррозионная прочность титановых спла-
вов. — М.: Металлургия, 1987. — 208 с
242. Романив О Н. Никифорчин ГН. Механика коррозионного разрушения конструк-
ционных сплавов. - М.: Металлургия, 1986. - 294 с.
243. Дерягин ГА., Штовба Ю.К., Петинати А.К. Влияние качества поверхностного
слоя после различной поверхностной обработки на усталостные свойства титано-
вого сплава ВТ9//Технология легких сплавов. 1975. № 2. С. 39 44.
244. Вакуумный отжиг титановых конструкций/Б.А. Колачев. В.В. Садков. В.Д Тала-
лаев, А.В. Фишгойт. — М.: Металлургия, 1991. — 224 с.
245. Коломенский А.Б., Колачев Б.А.. Рощупкин А.Н. и др. Повторно-статическая вы-
носливость листового сплава ОТ4 с неполностью удаленным газонасыщенным сло-
емУУФХММ 1989. № 5. С. 112-114.
246. Бондаренко Ю.Д., Резниченко А.А.. Усачев 4 4 Сопротивление многоцикловой уста-
лости труб из титанового сплава ПТ-”М МиТОМ. 1993. V ’0. С. 32-33.
Литература
IM. Махмутова Е.А., Воробьева С.И. Чувствительность титановых сплавов к надрезу//
Технология легких сплавов. 1984. № 7. С. 27-30.
248. Моисеев В.Н., Знаменская Е.В., Поваров И.А. и др. Формирование структуры и
свойств конструкционных титановых сплавов при изотермической штамповке//
Технология легких сплавов. 1975. № 6. С. 61-66.
249. Колачев Б.А.. Ильин А.А., Былов Б.Б. О механизмах влияния водорода на сопро-
тивление усталости титановых сплавов//Известия вузов. Цветная металлургия.
2003. № 2. С. 57-63.
250. Технология легких сплавов. 1976. № 12. С. 7.
25\. Елагина Л.А., Гордиенко А.И., Ивашко В.В. и др. Влияние структуры на механи-
ческие свойства сплавов ВТ9 и ВТ18//Технология легких сплавов. 1978. № 12.
С. 33-38.
252 .Моисеев В.Н., Знаменская Е.В. Влияние тонкой структуры на механические свой-
ства высокопрочного титанового сплава ВТ14//Технология легких сплавов. 1971.
№ 2. С. 58-62.
253 .Лазарев В.Г., Махмутова Е.А., Гулина Н.И. Зависимость предела выносливости
от временного сопротивления и поперечного сужения титановых сплавов//Техно-
логия легких сплавов. 1988. № 2. С. 50-52.
254 . Технология легких сплавов. 2002. № 4.
255 .Микляев П.Г., Неитор Г.С., Кудряшов В Г. Кинетика разрушения. - М.: Метал-
лургия, 1979. - 267 с.
256 . Ботвина Л.Р., Ярема С.Я., Гречко В.В. и др. Кинетика усталостного разрушения
титанового сплава ВТЗ-1//ФХММ. 1981. № 6. С. 39-45.
257 .Бойцов Б.В., Гусенков А.А., Пономарев А.С. и др. Циклическая трещиностойкость
титанового сплава ВТ22//Проблемы прочности. 1985. № 7. С. 20-23.
258 .Вассерман Н.Н., Катков А.Ф., Томсинский В.С. и др. Влияние структуры сплава
ВТЗ-1 на циклическую трещиностойкость//ФХММ. 1982. № 4. С. 92-94.
259. Полькин И.С. Особенности разрушения высокопрочных титановых сплавов//Про-
цессы обработки легких и жаропрочных сплавов. — М.: Наука, 1980. С. 253-257.
260. Иешпор ГС. Вязкость разрушения при плоском напряженном состоянии алюмини-
евых и титановых сплавов//Технология легких сплавов. 1981. № 4. С. 79-94.
261. Махмутова Е.А., Лысов В.И. Вязкость разрушения при плоской деформации тита-
новых сплавов//Технология легких сплавов. 1978. № 8. С. 73-75.
262. Каганович И.Н., Потапенко Ю.И., Водолазский В.Ф. и др. Зависимость вязкости
разрушения плит из сплава ВТбч от режимов их изготовления/ЛГехнология легких
сплавов. 1986. Вып. 2. С. 35-38.
263. Водолазский В.Ф., Потапенко Ю.И., Сороколетова М.Е. и др. Влияние текстуры и
структуры на вязкость разрушения плит из сплава ВТ6ч//Технология легких спла-
вов. 1989. № 5. С. 46—49.
264. Колачев Б.А., Гринберг В.А., Фишгойт А.В. и др. Влияние режимов вакуумного от-
жига и водорода на вязкость разрушения и усталость плит из сплава ВТ6//Известия
вузов. Цветная металлургия. 1982. № 6. С. 76-81.
265. Иванов А.С., Томсинский В.С., Шишкина М.И. Влияние режимов прокатки на вяз-
кость разрушения сплава ВТЗ-1//МиТОМ. 1980. № 1. С. 53.
266. Томсинский В.С., Шишкина М.И., Безрукова А.К. и др. Влияние структуры на трещи-
ностойкость сплава ВТЗ-1//МиТОМ. 1981. № 12. С. 33-34.
518
Литература
267. Брун М.Я., Родионов В.Л., Кудряшов В.Г. и др. Влияние термической обработки на
характеристики работоспособности полуфабрикатов из (а+р)-сплавов с пластинча-
той структурой//Технология легких сплавов. 1979. № 6. С. 51-54.
268. Проходцева Л.В., Моисеев В.Н., Дроздовский Б.А. и др. Влияние режимов горячей
деформации на структуру и характеристики разрушения сплава ВТ22 с пределом проч-
ности >120 кгс/мм2//Технология легких сплавов. 1980. № 8. С. 57-60.
269. Полькин И.С., Кудряшов В.Г, Фаткулчина Л.П. и др. Исследование конструктив-
ных свойств сплавов ВТ22, ВТЗ-1 и ВТ15 в термически упрочненном состоянии
при уровнях предела прочности 110, 120-130 и 140-150 кг/мм2//Технология лег-
ких сплавов. 1975. № 12. С. 78.
270. Бойцов Б.В., Гусенков А.А., Пономарев А.С. и др. Циклическая трещиностойкость
титанового сплава ВТ22//Проблемы прочности. 1985. № 7. С. 20-23.
271 .Голубева О.Л. Оценка циклической трещиностойкости гладких образцов титано-
вого сплава ВТ20УУМеталлы. 1995. № 2. С. 139-144.
272. Фишгойт А.В., Розанов М.Я., Демидов А.Г. и др. Механизмы роста коротких и
длинных трешин//Материаловедение. 2001. № 1 (25). С. 63-76.
273. Фишгойт А.В. Механизмы и кинетика роста усталостных трещинУУИзвестия РАН.
Сер. физическая. 2003. Т. 67. № 6. С. 881-886.
274. Полькин И.С., Родионов В.Л., Ишунькина ТВ. и др. Структура и свойства полуфаб-
рикатов из высокопрочного сплава ВТ22//Технология легких сплавов. 1992. № 10.
С. 15-18.
275. Kim Y.W. Ordered Intermetallic Alloys. - Part III: Gamma AIuminides//JOM. 1994.
July. P. 30-39.
276. Технология легких сплавов. 2002. № 4. С. 72-80.
277. Гарибов ГС, Кузьмичева Л.Г. ВГО - прогрессивный путь улучшения качества
конструкционных материалов//Технология легких сплавов. 2001. № 8. С. 36-38.
27%. Солонина О.П., Кураева А.П., Жебынева Н Ф. и др. Жаропрочные титановые спла-
вы/УТехнология легких сплавов. 1980. № 2. С. 53-56.
279. Полькин И.С. Технология будущего — полный мониторинг процессаУУТехнология
легких сплавов. 2001. № 5-6. С. 75-80.
280. Titanium AIuminidesyEd. by Y.W. Kim, R. Wagner, M. Yamaguchi. - TMS, Las Vegas,
Nevada, 1995. Febr.
281 .Шаханова Г.В., Быкова Л.А., Лех Г.И. и др. Закономерности формирования струк-
туры сплава ВТИ-1 при горячей деформации и термообработкеУУТехнология лег-
ких сплавов. 1997. № 1. С. 63-65.
282. Полькин И.С. Основные направления развития титановых сплавовУУОбработка
легких и специальных сплавов. - М.: ВИЛС, 1996. С. 27-43.
283 Ишунькина ТВ., Полькин И.С., Коробов О.С. и др. Зависимость сопротивления
МЦУ сплава ВТ22 от параметров структуры/ Технология легких сплавов. 199"Т
№ 1 С. 61-63.
2%4.AdachiS., WagnerL., LuetjieringG. Influence of Mean Stress on Fatigue Crack Nucleation
in (a+p) Titanium Alloys/Int. Conf. Fatigue Eng. Mater, and Structure. Sheffield. i?86
V. 1. London. 1986. P. 67—74.
519
Справочное издание
Академик РАН Александр Анатольевич Ильин
Докт. техн, наук, профессор Борис Александрович Колачёв
Докт. техн, наук, профессор Игорь Степанович Полькин
Титановые сплавы. Состав, структура, свойства
Авторы выражают благодарность Корпорации «ВСМПО-АВИСМА»
и Фонду развития материаловедения и технологии обработки
материалов за финансовую поддержку
Редактор Т.М. Швецова
Набор: ТБ. Никитина
Компьютерная верстка, оригинал-макет: Г.В. Гончалов
Подписано в печать 23.12.2008 г. Формат 70x100/16. Бумага офсетная.
Печать офсетная. Гарнитура Times New Roman Суг. Уел. печ. л. 41,9.
Тираж 1000 экз. Зак. № 2280
Отпечатано с готовых диапозитивов в ППП «Типография «Наука»
121099, Москва, Шубинский пер., 6