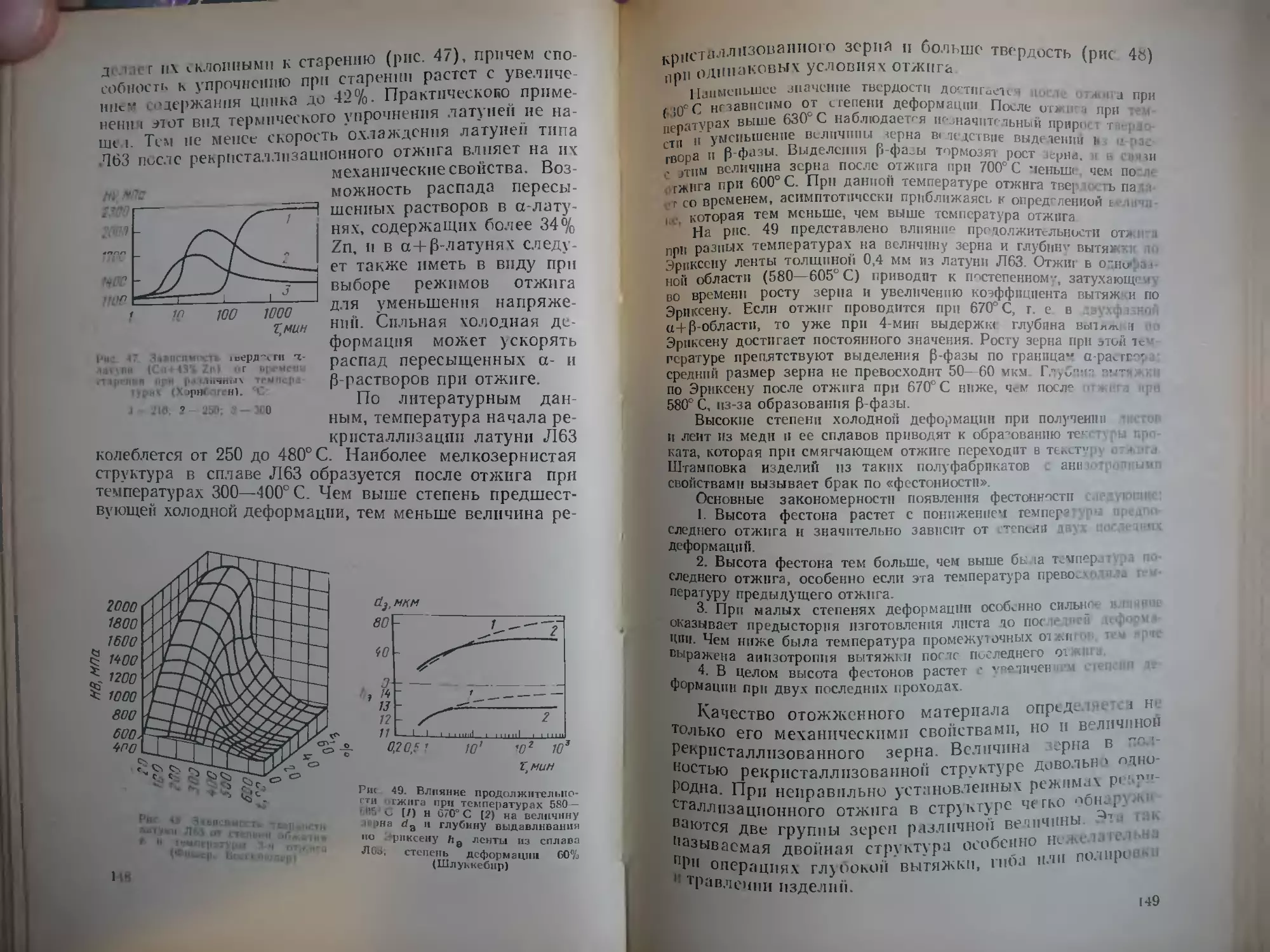
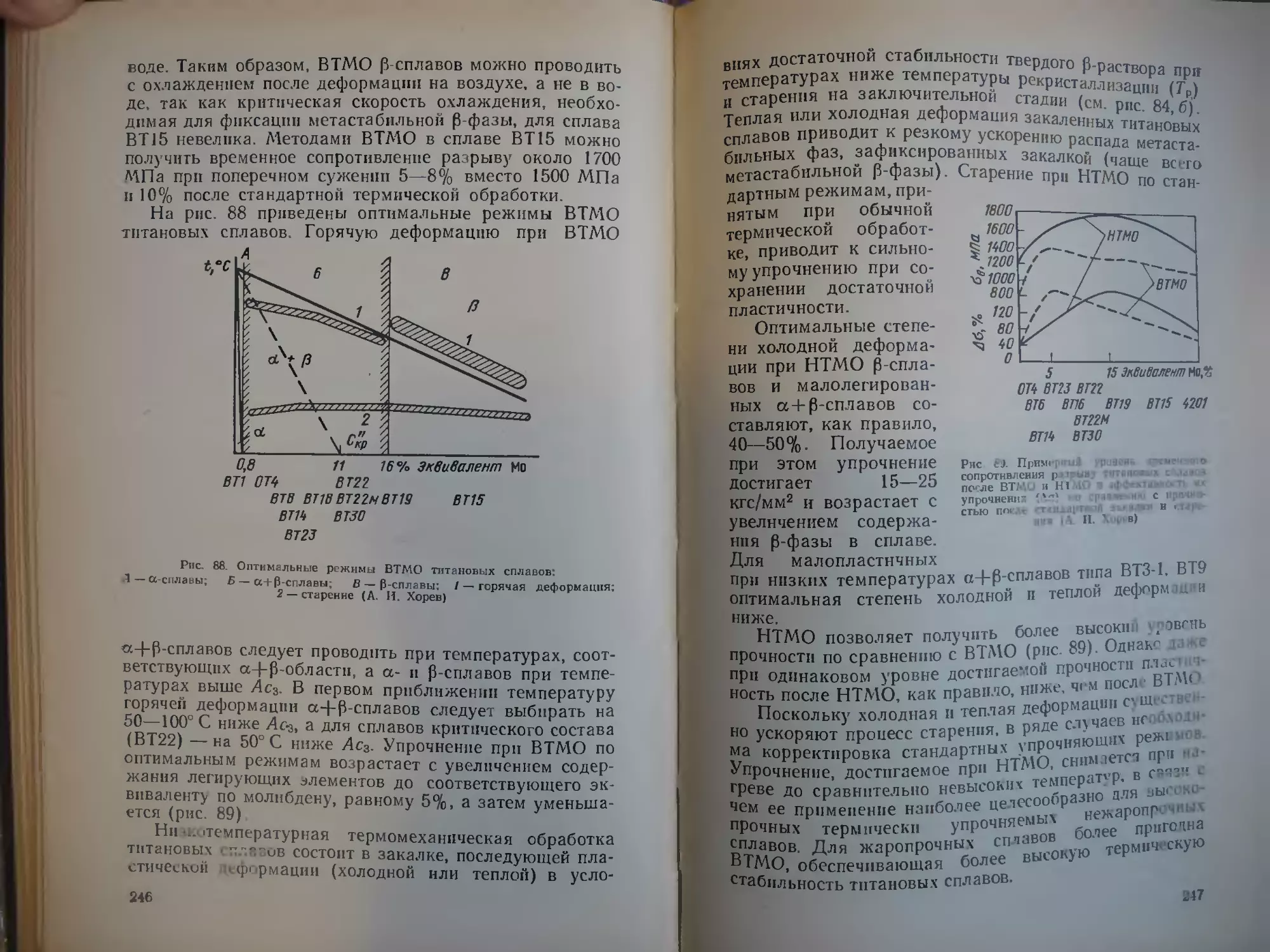
/







































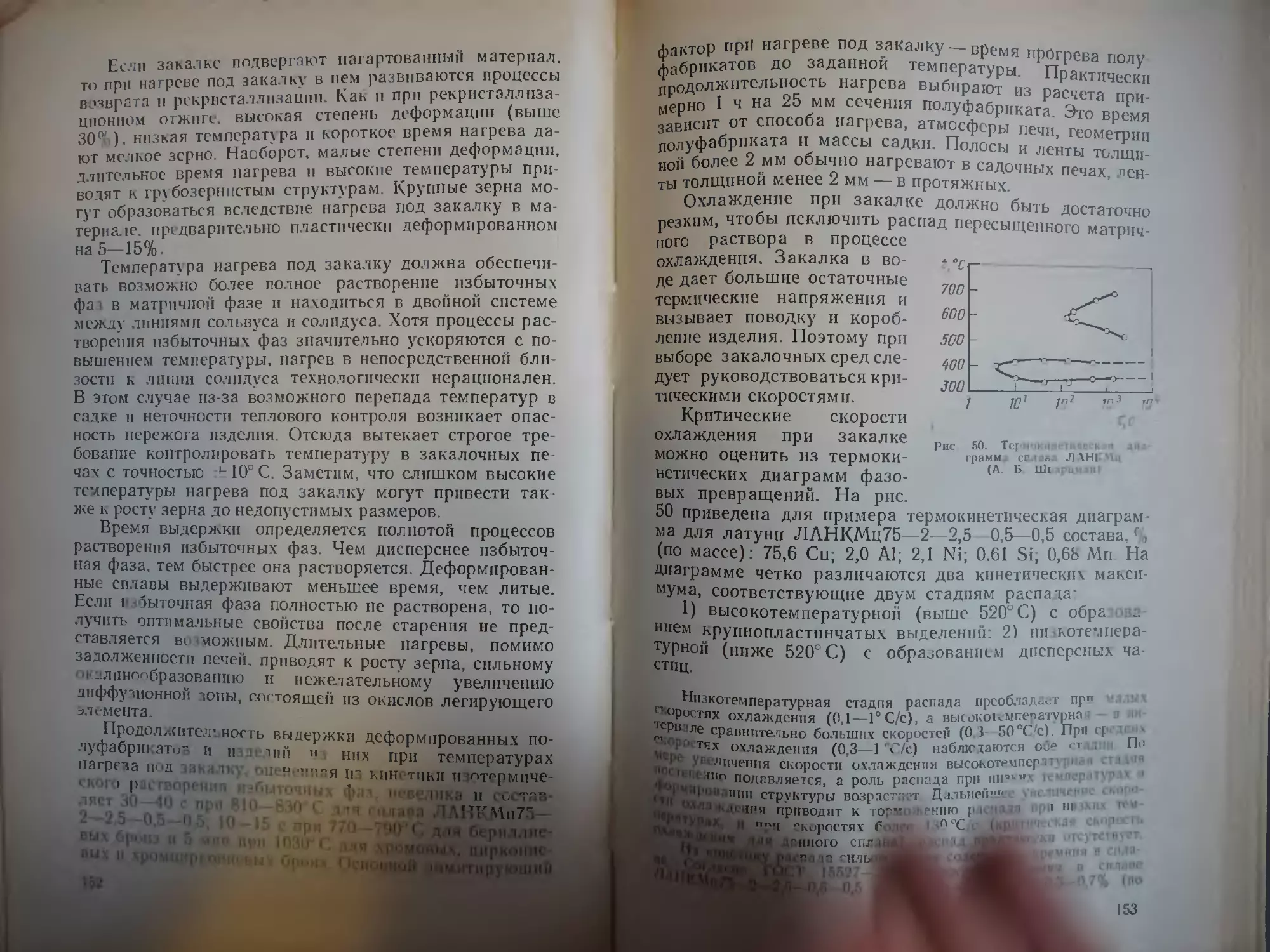

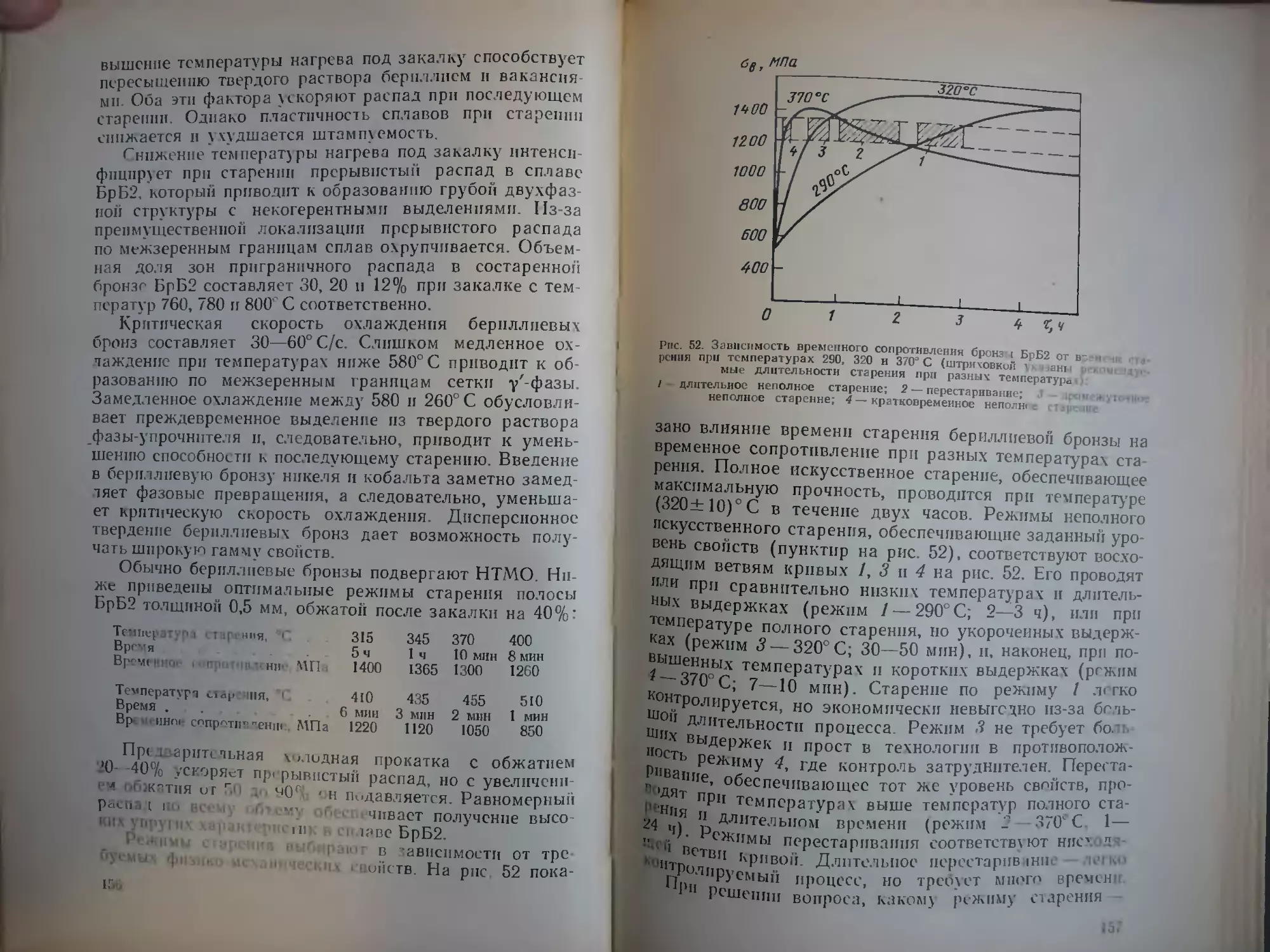
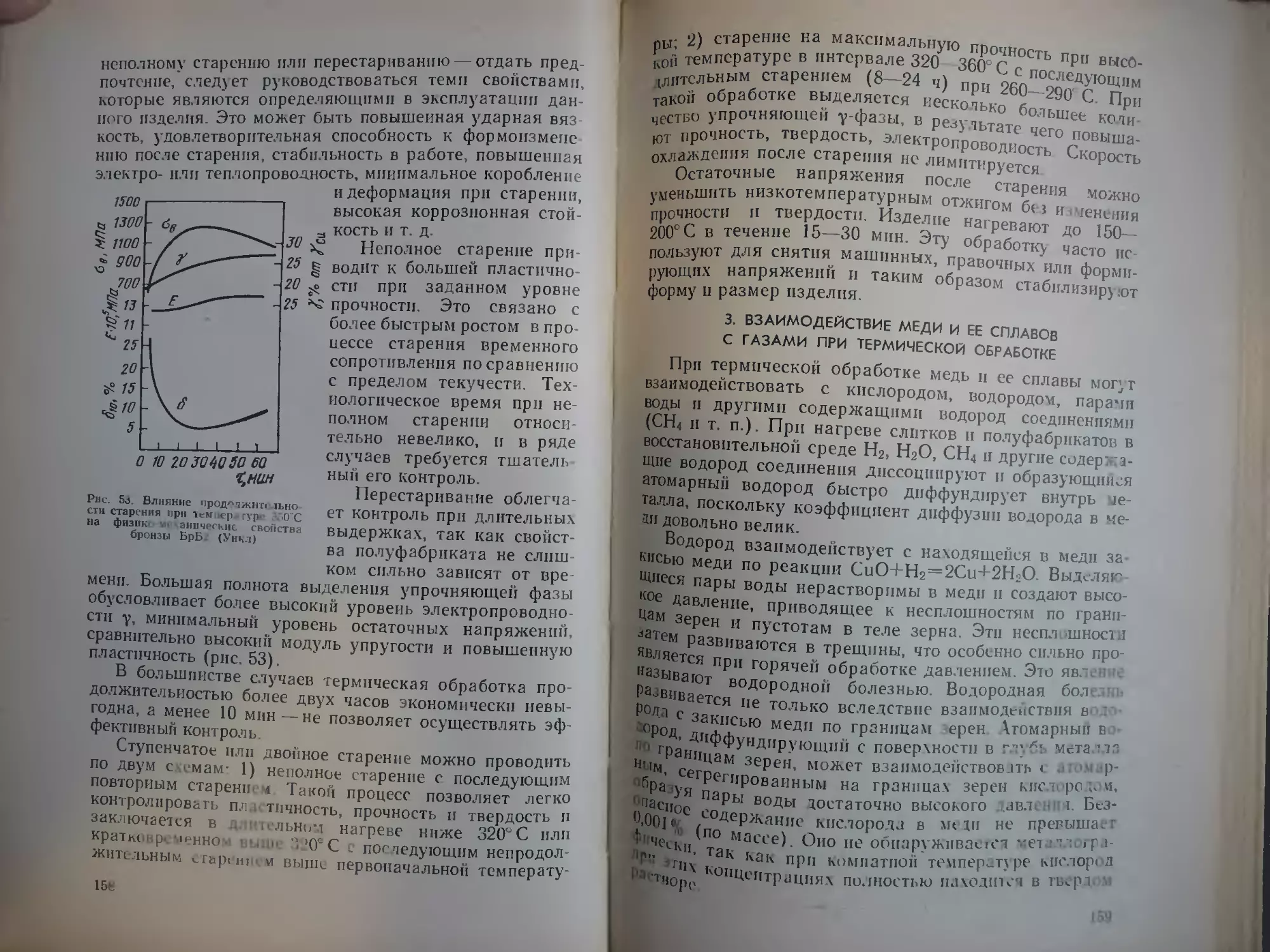
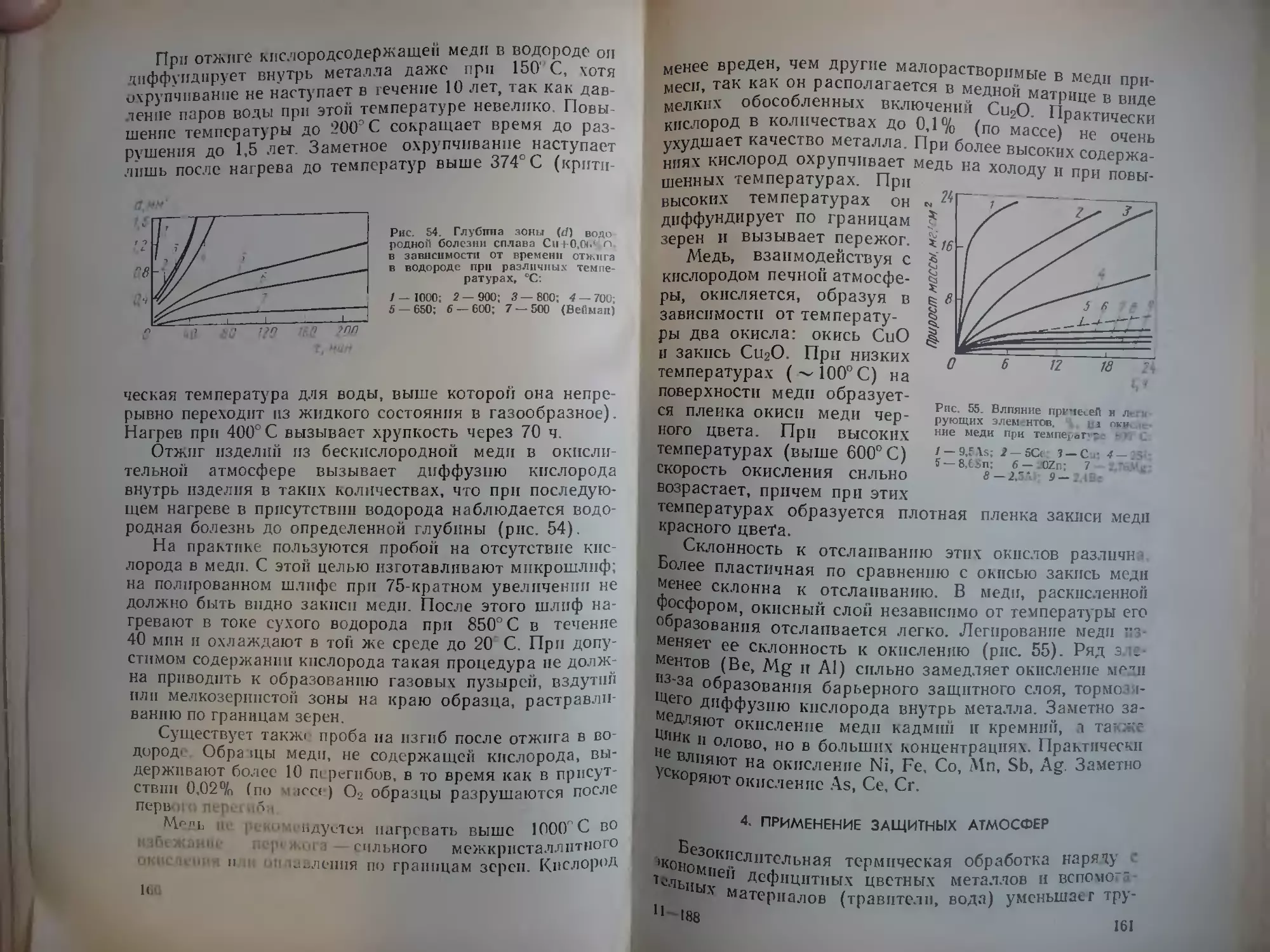





























Текст
Б.А.Колачев, Р.АШбидупин
Ю.В.Пигуэое
Технология
термической
обработки
цветных
металлов
и сплавов
Б. А. Колачев, Р. М. Габидуллин, Ю. В. Пигузов
Технология термической
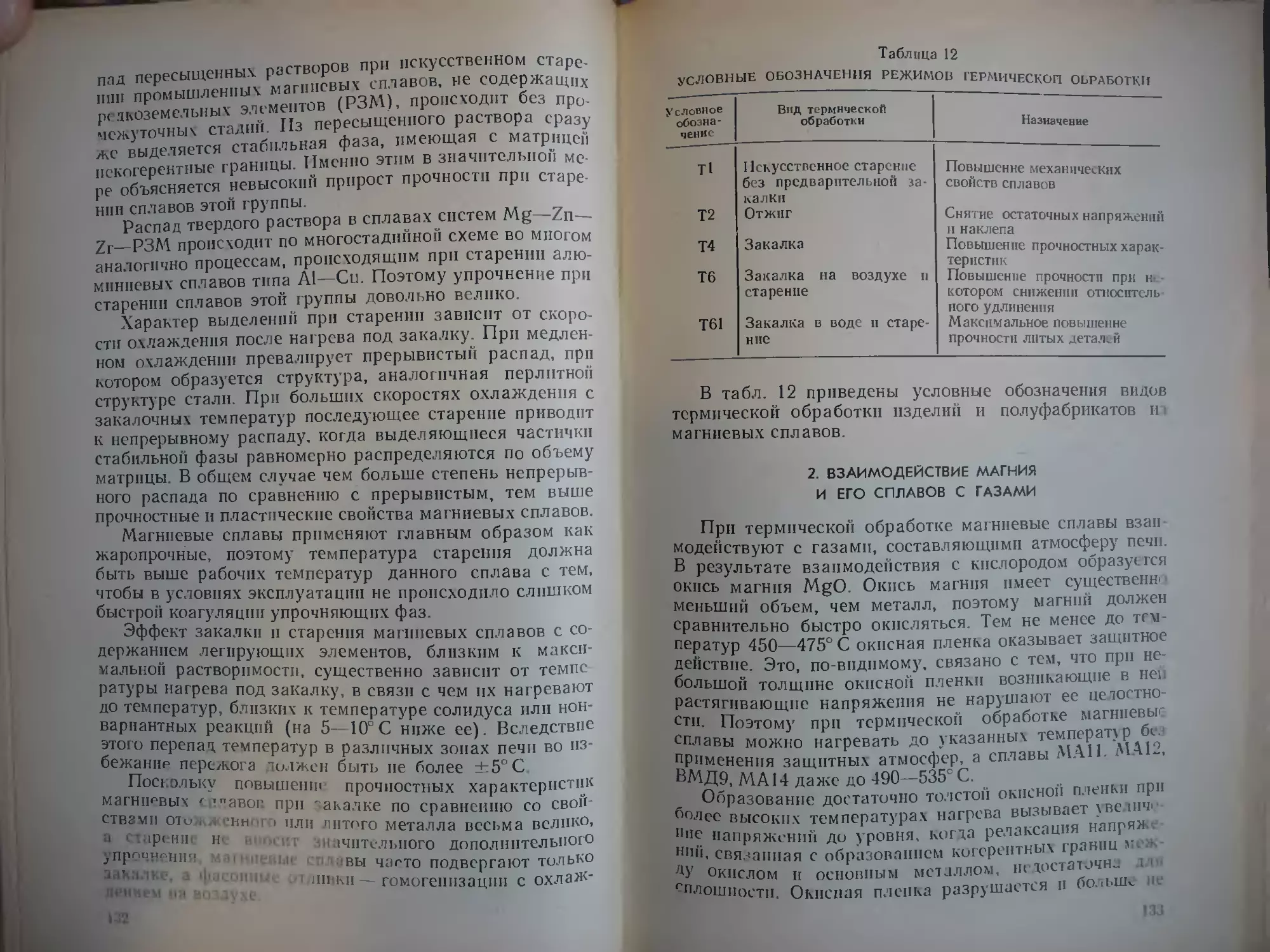
обработки
цветных металлов
и сплавов
Допущено Министерством высшею u cpt тнег . i 1 г
образования СССР в качестве учебною п. joi т . • >
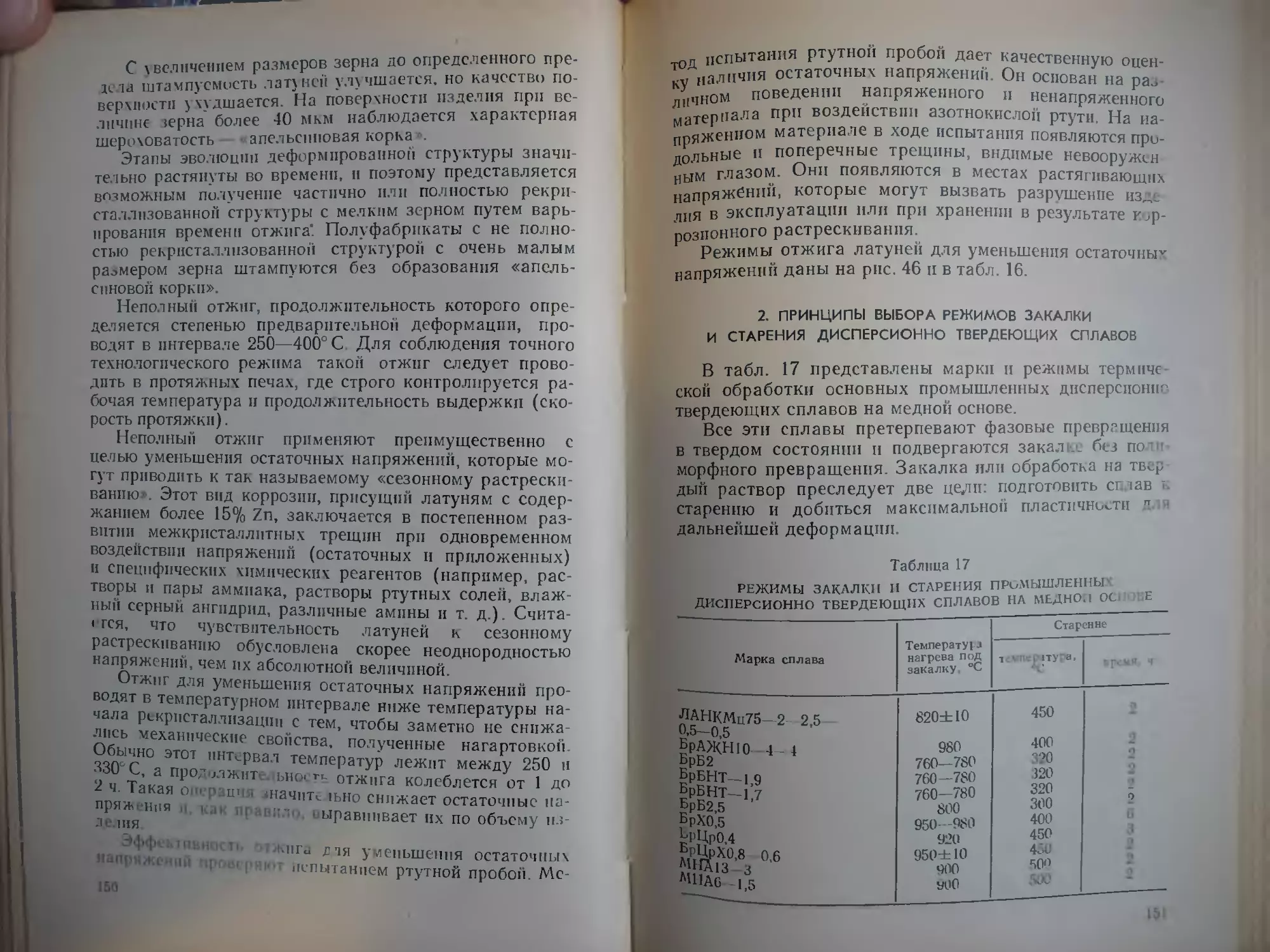
вузов, обучающихся по специально тп Мет , i• •. i:
оборудование и технология термический обработ- тзлюя»
Москва
Металлургия»
1980
ПРЕДИСЛОВИЕ
УДК 669.2 621.78 04
D „РП енты кафедра металловедения цветных, редких п ра-
Рецеи енты. металлов Московского института ст -
ЛП и сплавов, докт. техн, наук, проф. Н. Ф Анош-
кин, канд. техн, наук В I Давыдов
У ДК 669.2 :621.78.04
Технология термической обработки цветных металлов и сплавов.
Колачев Б. А. Г а б и д у л л н н Р. М- Пнгузов Ю В- Учеб'
ное пособие для вузов. М., «Металлургия», 1980. 280 с.
Рассмотрены принципы выбора режимов термическои обработки
цветных металлов и сплавов нагревающие и охлаждающие среды,
контролируемые атмосферы. Описаны термические напряжения п вы-
зываемые ими дефекты. Приведены диаграммы изотермических пре-
вращений и оценена прокалпваемость сплавов цветных металлов.
Особое внимание обращено на новые технологические схемы
термической обработки цветных металлов и сплавов. Описаны осо-
бенности технологии термической обработки сплавов на основе алю-
миния, магния, меди, титана и тугоплавких металлов. Рассмотрены
режимы термической обработки различных видов полуфабрикатов и
готовых изделий (листы, профили, прутки, трубы, поковки, штам-
повки, фасонное литье и др.).
Книга является учебным пособием для студентов обучающих-
ся по специальности «Металловедение, оборудование п технология
термической обработки металлов», и может быть полезна студентам
других металлургических специальностей, а также металлургам, тех-
ьи.тогам и инженерам, имеющим дело с применением и обработкой
цветных металлов и сплавов. Ил. 103 Табл. 33. Бпблпогр. список:
38 назв.
3100 —050
(140(01)—S0
80—80
2603000000
ё' I !зд.| гслкстпо «Мсталлур, пя», 1986
Книга написана в соответствии с программой кур а
«Металловедение, оборудование и технология термит
ской обработки» применительно к цветным металлам и
сплавам на их основе. Она является естественным про-
должением уже изданных пособий «Теория термине >й
обработки металлов» И. И. Новикова и «Металлов
пне и термическая обработка цветных металлов и спла-
вов» Б. А. Колачева, В. А. Ливанова и В. И. Елагина
Поэтому при работе надданным учебным пособием авто
ры исходили из того, что читатель уже знаком с оснивнь.
мп положениями металловедения и термической обраб~ 1
ки цветных металлов, с общей теорией термический о '.|.
боткц. В соответствии с этим в пособии основно шшм
ние обращено не на теорию и механизмы фазовых ирг
вращений, а на выбор оптимальных режимов гер тче -
коп обработки и способы их практической реализации
Авторы столкнулись с существенными затр^дн' г •
мп при оценке оптимальных параметров термине,
обработки цветных металлов и сплавов в связи ве
малой информацией, опубликованной по этому в<
а также противоречивыми рекомендациями по р, -.щ
риваемым параметрам в разных литературных н< г
ках. Поэтому авторы описывают главным обр и
щие принципы выбора режимов термичеек п обраг !• i
иллюстрируя их некоторыми конкретными при- । и
для установившихся в производственнии практике про-
цессов. Технология термической обработки цветных с
Таллов, особенно титана, тугоплавких металлов и
вов на их основе, непрерывно улучшается, и п
жно в ближайшее время ожидать ра работки (юле.
совершенных технологических процессов п
с существующими.
Конкретные технологические схемы термин
работки металлов непосредственно с «эаиы
ющпм оборудованием. Поэтому практпче ...............
реализации выбранных режимов термической
должны уточняться применительно к
данном предприятии оборудованию.
По сложившейся традиции описание
приспособлений для термической обработки, э i 'КЖ'
механизация и автоматизация технологических пр
сов излагаются студентам в отдельном курсе. 1\
1* 3
го этим вопросам есть довольно много учебников и учеб-
ных пособий. Поэтому в данном учебном пособии эти во
„росы не рассматриваются; уделено внимание лишь соб-
ственно технологии термической обработки цветных ме
таллов и сплавов на их основе.
Термическая обработка может быть заключительной
или промежуточной стадией производства деталей и из-
делий. Во втором случае важно знать место промежу
точной термической обработки в общем технологическом
цикле производства с тем, чтобы оценить, какие механн
ческие и технологические свойства металла или сплава
должна обеспечить промежуточная обработка. Поэтому
в учебном пособии приведен ряд типичных технологпче
ских схем производства полуфабрикатов.
Первая глава книги написана совместно Б. А. Кола
чевым и Р. М. Габидуллнным, вторая и третья — Р. М. Га
бпдуллиным, четвертая — Ю. В. Пнгузовым, остальные
главы Б. А. Колачевым.
Авторы признательны коллективу кафедры металле
ведения цветных, редких и радиоактивных металлов
МПСнС, в особенности докт. техн, наук, проф. И. И. Но
викову, а также рецензентам докт. техн, наук, проф
Н. Ф. Аношкину и канд. техн, наук В. Г. Давыдову за
подробное и критическое рецензирование рукописи. Авто-
ры выражают глубокую благодарность докт. техн, наук,
проф. В А. Ливанову, кандидатам техн, наук А. М. За-
харову, В. В. Шевченко, А. В. Малькову за отдельные
критические замечания, которые позволили улучшить
содержание рукописи.
Данная книга является первым учебным пособием по
технологии термической обработки цветных металлов
вторы оудуТ благодарны за критические замечания,
направленные на улучшение содержания книги.
Г лава I
ОСНОВЫ ТЕХНОЛОГИИ
термической обработки цветных металлов
1. ОБЩИЕ ПОЛОЖЕНИЯ
Термическая обработка включает нагрев металла
или сплава до выбранной температуры, выдержку при
этой температуре в течение заданного времени и охлах
дение по определенному режиму. Несмотря на внешнюю
простоту и сравнительно небольшое количество пар.
метров, число возможных вариантов термической эбр
боткн достаточно велико. Кроме того, термическая обра-
ботка может включать несколько циклов: нагрев— вы-
держка— охлаждение (например, закалка-(-старс;;ае,
двойной или тройной отжиг и т.д. ). В связи с этим вг:
бор оптимального варианта термической обработки,
обеспечивающего наилучшее сочетание механичес -. и
служебных свойств металла пли сплава, в данном кон-
кретном применении становится довольно сложной за-
дачей.
Важное значение имеет обоснование не только тем-
пературно-временных параметров термической ( браГот-
кн, но и выбор способа нагрева, атмосферы печи, охл'ч.-
дающей среды. Нагрев можно осуществлять
излучением, электроконтактным н пн и
дами, в расплавленных солях. Выбор способа нагрева
зависит от многих факторов (природы сплавз, фор- ы
полуфабриката, вида термической обработки и т п),
которые будут рассмотрены ниже.
Выбор атмосферы печи определяется прежде вс
интенсивностью взаимодействия металлов и спл,- н
газами. Если алюминий, медь, магний и спл >ы i . 1
основе, как правило, можно нагревать при термиты i
обработке на воздухе, то термическую обраготщ титл
новых сплавов в ряде случаев необходимо про". :
вакууме. Термическую обработку тугоплавких
п сплавов па их основе осуществляют г < pc ic .ir. < их
газов пли в вакууме, нагрев тих .т ри. i г .
мическую обработк) па г.сздххе, к праве
тим из-за интенсивно! шхь п
п парами воды. Другой ено.-. , ,. цшы «к миныч мт г.»л»
лов от птанм<-1С1Н ГВПЯ га амн р
щнтиые обмазки н покрытия.
Самостоятельную задачу представляет выбор атмо-
сферы для химико-термической обработки цветных
металлов, в частности титановых сплавов. Среды, при-
меняемые для химико-термической обработки стали,
здесь непригодны, так как в них входят содержащие
водород газы, активно насыщающие титан и его сплавы
водородом, что вызывает их водородную хрупкость.
Выбор охлаждающей среды определяется прежде
всего видом термической обработки. При закалке спла
вов скорость охлаждения должна быть достаточно вели
ка, чтобы зафиксировать в них метастабильные фазы,
способные дать значительное упрочнение при последую
щем старении. В некоторых случаях закалка может быть
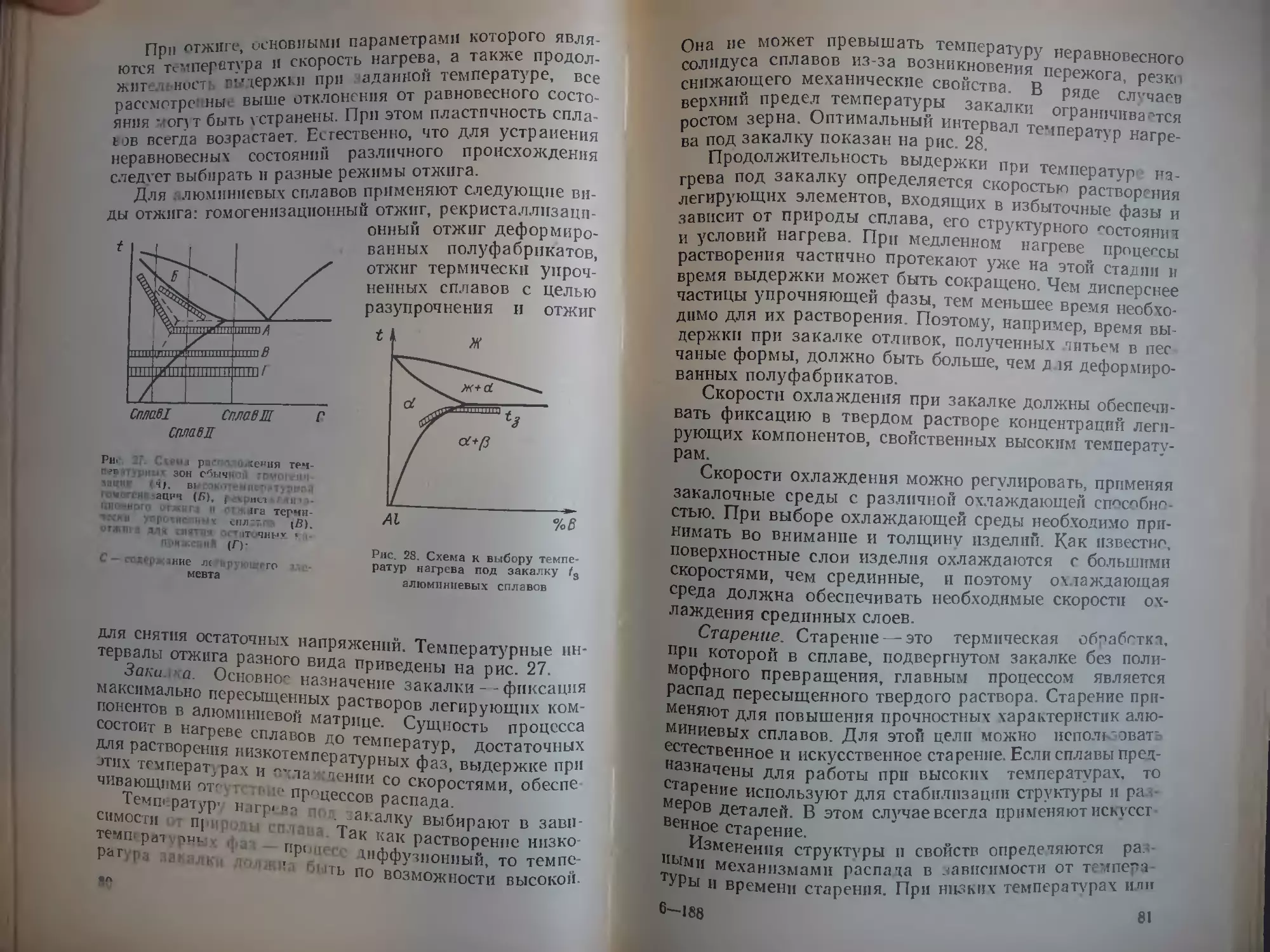
и окончательной технологической операцией. При отжи-
ге второго рода режим охлаждения подбирают таким,
чтобы состав фаз по возможности был близок к равно-
весному, форма зерен глобулярной, а размеры избыточ-
ных фаз достаточно крупными Прн некоторых видах
термической обработки цветных металлов скорость охла-
ждения не играет существенной роли, например при
дорекристаллпзационном и рекристаллизационном от
жиге чистых металлов.
В ряде случаев выбор допустимой скорости нагрева
и охлаждения определяется геометрией и размерами
полуфабриката или изделия. Так, в частности, излишне
большие скорости нагрева и охлаждения могут привести
к короблению полуфабрикатов и изделий, особенно если
они состоят из элементов разной толщины. При закалке
излишне большие скорости охлаждения могут к тому же
вызывать образование трещин.
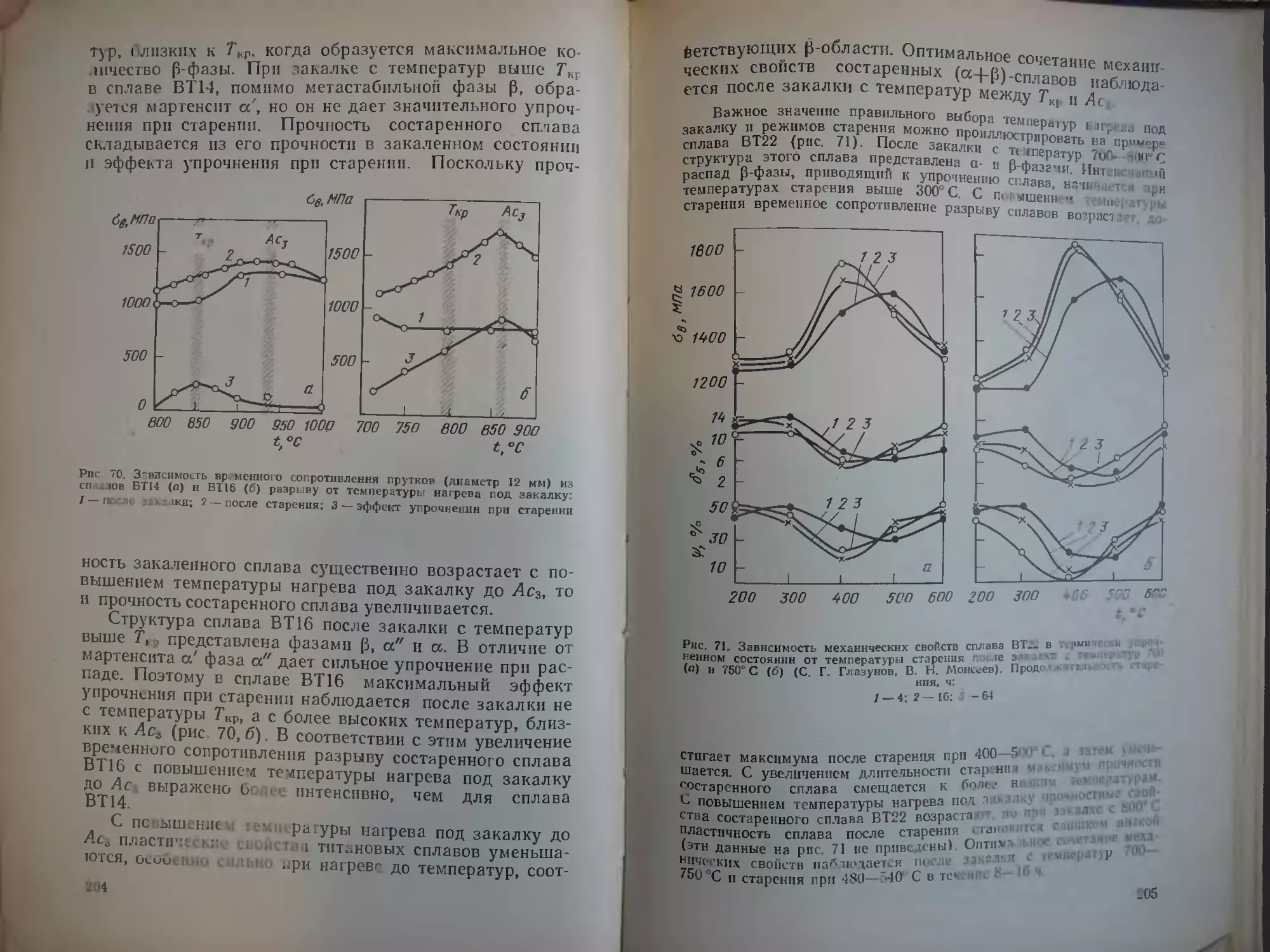
При выборе режимов упрочняющей термической
обработки следует также учитывать прокаливаемость
сплавов. Долгое время для алюминиевых сплавов этот
фактор не принимали во внимание в связи с высокой
теплопроводностью этих материалов и небольшим сече-
нием термически упрочняемых полуфабрикатов и дета-
лей. Однако в последнее время прокалпваемостп алю-
миниевых сплавов удаляется значительное внимание
из-за возросших габаритов изделий. С проблемой про
калив и мости в титановых сплавах встретились уже на
первьг <"па и шн прения. Однако эта проблема не
11 ' "гы, поскольку упрочняющую терми-
че' "и ..вы сплавов применяли в очень
ip iini'i in ы. штаба В настоящее время повышение
прокалпваемостп титановых сплавов стало одним из
актуальных направлений совершенствования их
качества.
При выборе режимов термической обработки терми-
чески упрочняемых сплавов важное значение имеют диа-
граммы изотермических превращений. Они позво 1яют
дать научно обоснованный выбор режимов закалки,
старения, отжига. В связи с этим в последнее время
были построены диаграммы изотермических превраще-
ний для многих алюминиевых и титановых сплавов.
Теперь задача состоит в том, чтобы извлечь из них наи-
большую пользу для построения оптимального техно-
логического цикла термической обработки.
Большую роль играет также правильный выбор мес-
та той или иной операции термической обработки в об-
щем цикле производства полуфабрикатов и изделий.
Если, например, промежуточный рекристаллизационный
отжиг при деформации металлов применять слишком
часто, то это приведет к неоправданным потерям време-
ни, энергии, труда и другим непроизводительным затра-
там. Если же проводить его слишком редко, то появится
брак из-за частичного или полного разрушения нагарто-
ванного металла при деформации.
Титановые сплавы, обладающие высокой склонностью
к водородной хрупкости, подвергают вакуумному отжи-
гу для снижения содержания водорода до безопасного
уровня. Вакуумный отжиг можно ввести на заключитель-
ных этапах обработки давлением или на последней
стадии получения готового изделия. Решение этой за-
дачи зависит от типа сплава и технологии производства
изделий. Если, например, изделие изготавливают и
листа без применения наводорожпвающн.х технологичес-
ких операций (травления, сварки, химического фре е
вания и т.п.), то вакуумный отжиг можно ввести на а-
воде — поставщике листовой продукции в конце т
логического цикла производства листов. Если
листовых полуфабрикатов изготавливают кон тр’
с применением иаводороживающнх технологических про-
цессов, то в конце технологии пронзв. детва r.ieiyei
предусмотреть вакуумный отжиг готовой конструкщш
или ее элементов.
Эти примеры, а их число можно умножит п . бы-
вают, что металловед технолог должен нс только хорошо
знать металловедение, оборудование, теорию и техноло-
7
гию термической обработки металлов, но и достаточно
полно представлять весь технологический цикл произ-
водства полуфабрикатов, деталей и изделии, с терми-
ческой обработкой которых он имеет дело.
Все изложенные выше вопросы и составляют пред-
мет технологии термической обработки металлов. Таким
образом, технология термической обработки металлов
включает выбор режимов термической обработки метал-
лов и способы практического их осуществления с целью
обеспечения в термически обработанных полуфабрика-
тах и изделиях заданных механических и служебных
свойств.
2. СПОСОБЫ НАГРЕВА
Нагрев цветных металлов и сплавов при термической
обработке может осуществляться в печах электро-
сопротивления, пламенных печах, в жидких средах пе-
чах-ваннах, в кипящем слое, электроконтактным и индук-
ционным методами.
Наиболее широко применяют печи электросопротив-
ления и пламенного нагрева, в которых тепло нагревае-
мому телу передается конвекцией и излучением. Основ-
ные требования, предъявляемые к печам этого типа:
1. Обеспечение высокой производительности при ми-
нимальном удельном расходе топлива.
2. Возможность легкого и надежного регулирования
температуры печи в необходимых пределах.
3. Высокая стойкость кладки, каркаса и остальных
частей печи н отсутствие взаимодействия любой из ее
частей с металлом, подвергаемым термической обра-
П 'чи' В°3“ть С03Дания необходимой атмосферы в
5. Автоматизация управления тепловыми режимами
работы печи. 1 2
При индукционном нагреве нагреваемое тело по-
Щ?ЮТ В пеРеменпое магнитное поле, которое возбуж-
? телс J ‘eK'IP”4f'CKIni ток вследствие электромаг-
и инл'хпнц jtot то и нагревает тело. Основные
ннд\ । циоцного способа нагрева следую-
НПТИОЙ ИНД' хции
преимуш?< гва
ЩИе
1) ВЫС ИЙ ] п. я. (дГ1 70%);
2) выс кая . корость нагрева;
8
3) компактность и простота установки;
4) высокая пронзводнтельносп. труда,
5) отсутствие особых требований к качеству поверх-
ности заготовки;
6) улучшение санитарно-гигиенических условии
труда
Применение индукционного способа нагрева наиболее
целесообразно при термической обработке деталей и г
готовок сравнительно простой формы при крупносерин
ном производстве, когда время нагрева заготовки яв 1я
ется определяющим фактором Этот метод наиболее
эффективен при нагреве заготовок и полуфабрикатов и
изделий постоянного сечения. При нагреве Тел перемен-
ного сечения конструкция индуктора существенно ус । •
пяется Следует иметь в виду значительную неравно-
мерность нагрева заготовки из-за выделения основного
количества энергии в объеме, близком к поверхности.
Эта особенность индукционного нагрева может быть как
его недостатком, так и достоинством. В частности, ин-
дукционный нагрев целесообразно применять, когда не-
обходимо обеспечить разные свойства поверхностных
слоев и сердцевины детали, в частности при нагреве под
поверхностную закалку.
При контактном нагреве заготовка нагревается про
ходящим через нее током большой силы. Основные пре
имущества этого способа:
1) высокий к. п. д. (до 93%);
2) быстрый и равномерный нагрев;
3) высокая производительность труда;
4) сокращение расхода электроэнергии в 1,5—2 р
по сравнению с нагревом в печах электросопротивления;
5) улучшение санитарно-гигиенических ' лови!
труда.
Недостатки метода, ограничивающие возмезк гости
его применения следующие:
1) сечение нагреваемой аготовкн должно быт-. по
стояниым;
2) при увеличении диаметра заготовки ретко возрас-
тает время нагрева при постоянной мощности устан >вкп.
так что необходимо использогат! установки ".ресерио
большой мощности при нагреве • аготгшм.. ш
диаметра;
3) отношение длины к диаметр) толя i: не
менее 30:1;
и
4) невысокая стойкость контактов, подводящих элек-
троэнергию к нагреваемому изделию.
Быстрый и равномерный нагрев заготовок, исключаю-
щий сильное окисление и значительный рост зерна, де-
лает этот способ наиболее высокопроизводительным и
рациональным при нагреве длинномерных изделии типа
прутков н профилей.
В табл. 1 рассматривается рациональность примене-
ния и некоторые характеристик перечисленных способов
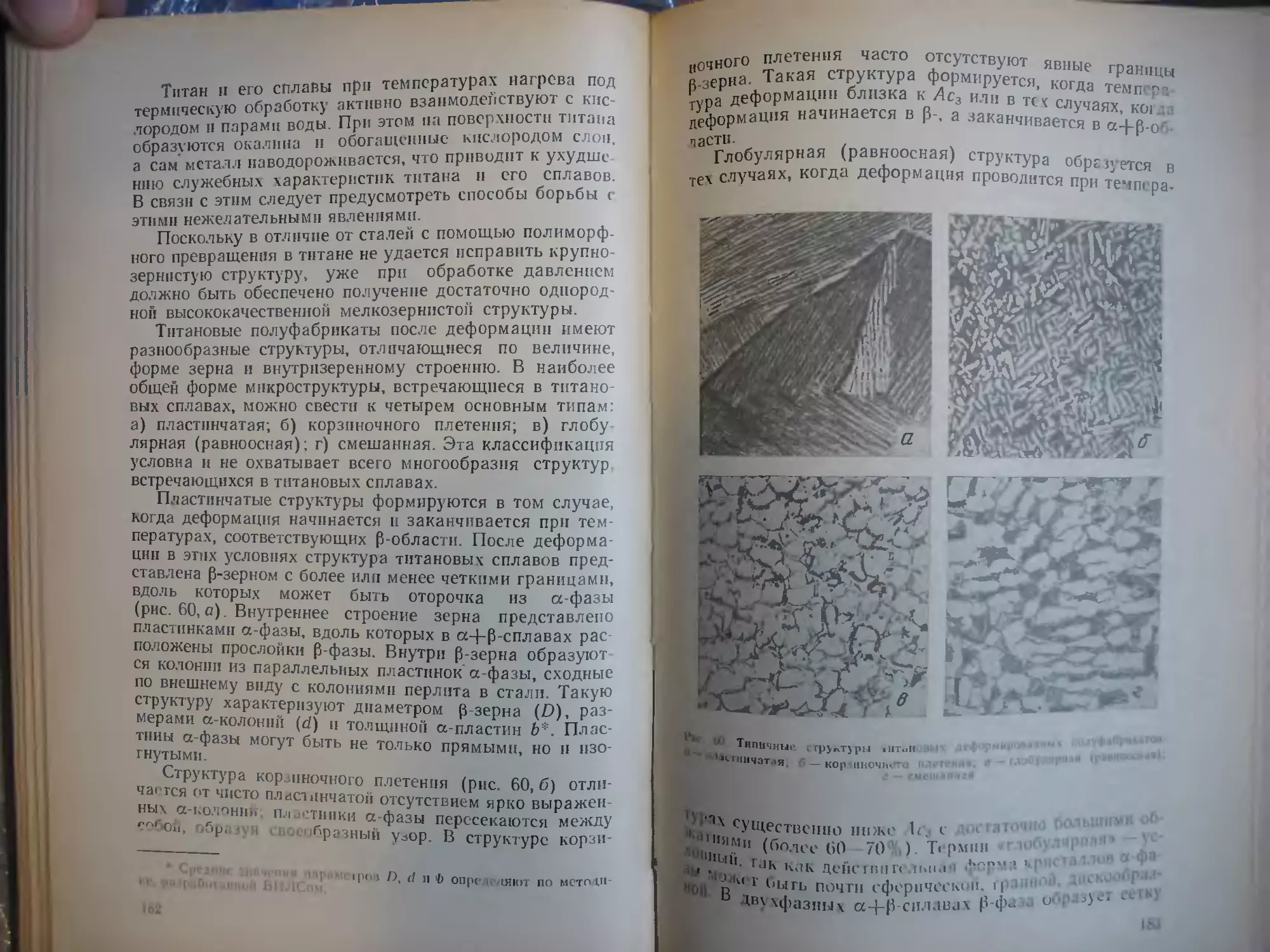
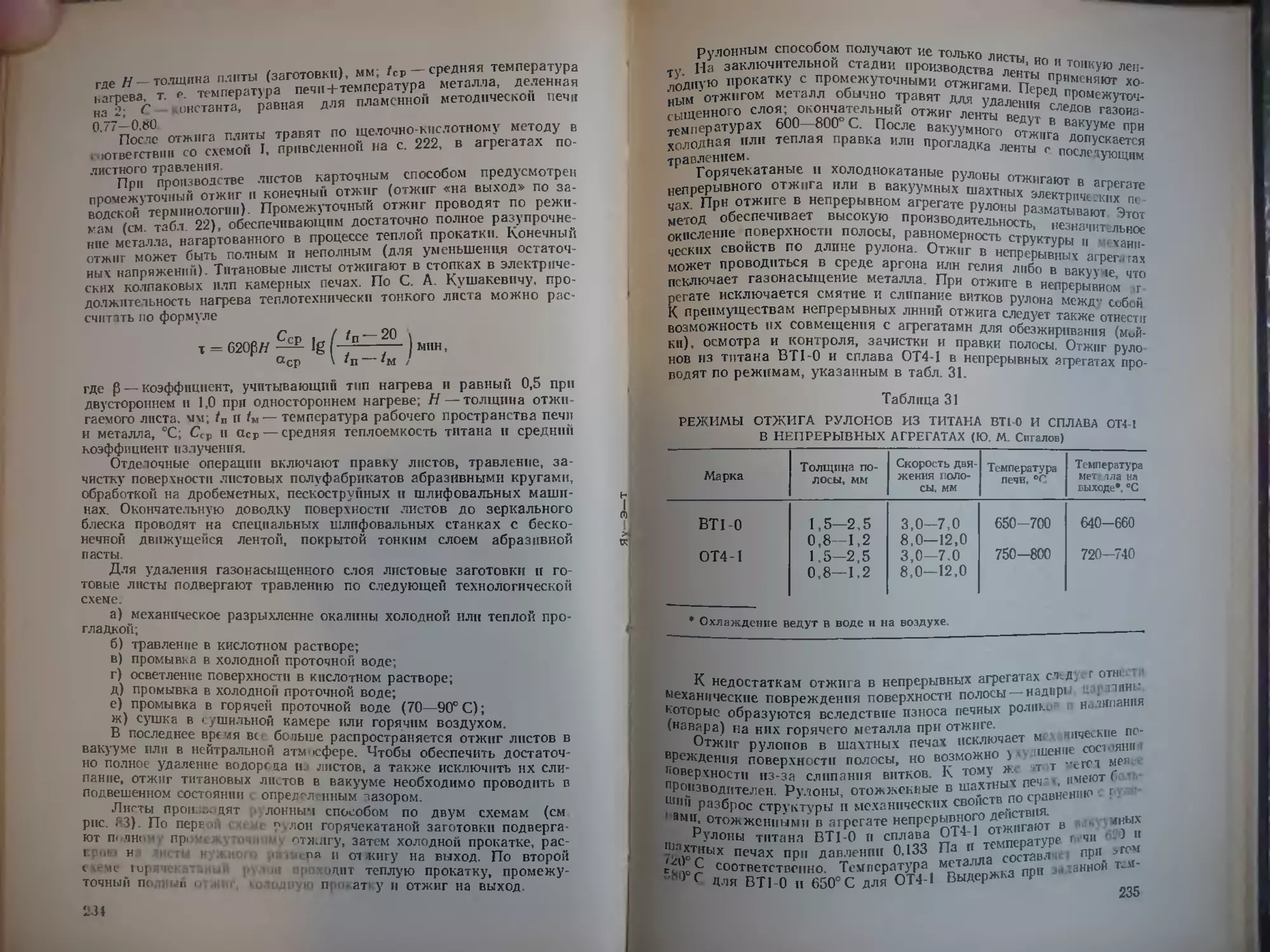
нагрева на примере титановых полуфабрикатов.
Таблица 1
СОПОСТАВЛЕНИЕ ПОКАЗАТЕЛЕЙ НАГРЕВА ЗАГОТОВОК
И ПОЛУФАБРИКАТОВ ТИТАНОВЫХ СПЛАВОВ РАЗЛИЧНЫМИ
СПОСОБАМИ (И. С. Полькин. С А. Кушакевнч)
Способ нагрева Форма заготовки К. п. д„ % Время за- пуска Время нагре- ва равноцен- ных загото- вок, ч
Э пектроконтакт- Длинномерные из- 75—90 С До!*
нын Индукционный делпя Заготовки просто- 50—70 МИН 2*
Печи сопротивле- го сечения Заготовки любой 80—90 ч До 10
НИЯ Пламенные печи формы и размеров То же 20—50 » 10
• Минимальное время нагрева — минуты.
'Т"0".СР2ДЬ1 В ННХ пспользуют расплавы солей, щело-
, з также масла. Теплообмен между из-
кидкими средами осуществляется только
111 как капельные жидкости непроз-
1 I энергии. Поэтому интенсивность
• 1авиым образом от физических
и условий перемешивания жпд-
Из приведенных данных следует, что при выборе того
пли иного способа нагрева полуфабрикатов следует учи-
тывать вид полуфабриката (форма, сечение) и технико-
экономические показатели выбранного способа.
При термической обработке цветных металлов широ-
кое применение нашли печи-ванны. В качестве нагрева-
уОПКППи ЛПСГТ.» <4 ..._ . *
чей, металлов, а
делпямн и
путем копы
рачиы для
теплооб> .1, и । и цр
карактернстш р । ил л
кой панны
Коэффициент теплоотдачи а для жидких сред в 4—
7 раз больше, чем для газовой атмосферы в топливных
и электрических печах Поэтому длительность нагрева
металла до заданной температуры в печах-ваннах зна-
чительно меньше, чем в указанных выше печах. Пре
имуществом печей-ванн наряду с высокими скоростями
нагрева является отсутствие окисления нагреваемого
металла при правильном выборе состава ванн и выпол-
нении условий их эксплуатации.
Выбор состава нагревательных жидких сред опреде-
ляется режимом термической обработки и в перв}Ю
очередь температурой нагрева. Составы наиболее шире
ко распространенных ванн приведены в табл. 2.
Таблица 2
СОСТАВЫ РАСПРОСТРАНЕННЫХ НАГРЕВАТЕЛЬНЫХ СРЕД
Состав ванны, % (по массе) Температура применения. Состав ванны, % (по массе) Темпе?"туэа прг меяеяия.
Щелочные ванны 23LiNO3+ 150—500 Соляные ванны 33,3В аС12+ 650—900
+60KNO3+ + 17NaNO3 53KNO3+ 170—500 +33,ЗСаС12+ +33,3NaCI 28NaCI + 72CaCI2 540-.'
+ /NabJu3+ +40 NaNO2 45NaNO2+ 170—500 77,5BaCI2+22 ">NaCi 66.4B aCI2+33,6KC1 700—'.О’ 700—950
+ 55KNO3 4bNaNO3 + 230—550 50KCI+50N1C1 I00KCI 7С<1—900 800— IDiTfl
-pboKw O3 45NaNO2+ 230—550 lOONaCI 950—1100
+ 55 NaNO3 lOONaNOj 300—550 lOOBaCI, 93BaCI2+7X । B4O 11 ПГ>—1350 lOOTi—1350
lOONaNO, 325—600 Сильвинит 7 - 1—^. ।
I00KNO3 350—600
В процессе эксплуатации ванны загрязняют • — j > ''
инородных частиц п взаимодействия расплаии е
вайнах вредными примесями являются хлориды. • 1 1 1 ‘
ныс окнелы, попадающие в виде примесей иехг.диых «>>.ии К вербу-
ющиеся в процессе ра лиженпя селитры при вьк. i. ix > i । р 1 . -
Поэтому необходим периодический )хсд ла ваннами . ........
линия свойств нагревающих сред периодически cu"n'.-iti' 1 1
жают состав и вводят специальны? добап"", ' । ......
мсскпс свойства расплава.
Псгмпгрч па высокие теплотехнические пл ' П’
влип. применение их ограничено и з.1 в • р .. :пicm»».1 п Пиному
11
гпп работе с ними следует строго соблюдать правила техники бет
опасности При проектировании новых цехов избегают применять сг
литровые едины,
Время нагрева изделий в печах для термической
обработки определяется значением коэффициента т п-
тоотдачи который для наиболее распространенных ра-
бочих температур (до 1000° С) при нагреве излучением
составляет 100—200 Вт/(м2К), а при конвективном
теплообмене значительно меньше. Значения коэффици-
ентов теплоотдачи можно увеличить, повышая темпера-
туру рабочей среды, но при этом возникает неоднород-
ность распределения температур по сечению изделии,
которая в ряде случаев не приемлема при термообра
ботке.
Повышение коэффициентов теплоотдачи при нагреве
достигается применением печей кипящего слоя. Суть
этого метода нагрева сводится к тому, что в рабочем
пространстве печи создается взвешенный в потоке воз-
духа пли другого газа слон, состоящий из мелких твер-
дых частиц, который и является теплоносителем. В ка-
честве частиц для создания кипящего слоя могут быть
использованы песок, карборунд, графит и т. п. Естест-
венно, что рабочая среда должна подогреваться.
Изделия, помещенные в такой кипящий слой, нагре-
ваются с большой скоростью, так как величины коэф-
фициентов теплоотдачи в этом случае составляют
400—500 Вт/(м2-К)- Это объясняется тем, что тепло
от теплоносителя передается изделию в условиях интен-
сивной сменяемости остывших частиц горячими, а за-
зоры между поверхностью изделия и частицами малы.
Теплопередача в рассматриваемом случае осуществля-
ется в основном конвекцией, и степень черноты поверх
иости нагреваемого изделия практически не влияет па
шачения величин коэффициентов теплоотдачи.
Рассматриваемый метод нагрева обеспечивает высо-
кую равномерность распределения температур в объеме
изделия и применяется при термообработке тонких (в
термическом смысле) теп, для которых время нагрева
висит только .ч г. личины коэффициентов теплоот
чачи.
3. ОХЛАЖДАЮЩИЕ СРЕДЫ
° 1 ооиоегь сред в большой мере
иП1 " л пя! гея или ие изменяется их ai
пропсу охлаждения изделий.
1
В зависимости от температуры кипения охлаждаю-
щие среды разделяют на две группы. Первая гр^ ппа —
это среды, агрегатное состояние которых изменяется в
период охлаждения К ней относится вода, водные рас
творы солей, щелочи, жидкий азот, а также маета, вод-
ные растворы эмульсин и т. п , температура кипения
которых ниже температуры охлаждаемого изделия. Ко
второй группе относятся среды, агрегатное состояние
которых не изменяется в процессе охлаждения изделий.
Их температура кипения превышает температуру с
лаждающихся изделий. Это расплавленные металлы,
соли, щелочи и их смеси. К этой же группе следует от-
нести воздух и гелий, также не меняющие своего агре-
гатного состояния.
В зависимости от охлаждающей способности сред их
делят на три группы
1. Сильнодействующие охладители: растворы в воде
5% NaOH, 2% K4Fe(CN)6-3H2O, 10—15% NaOH и во-
да при 15 -30е С, в особенности при интенсивном дви-
жении, жидкий азот, гелий.
2. Среднедейств) ющие охладители: расплавленные
соли, щелочи и металлы, растительные и минеральные
масла, мазут, водные растворы силикатов натрия, горя-
чие водные растворы солей и т.п.
3. Слабо действующие охладители: струп сухого во.,
духа и паровоздушных смесей, вода при 80—90° С,
мыльная вода и др
Охлаждающая способность охладителя зависит от
его скрытой теп поты испарения, теплоемкости, тепло-
проводности и вязкости. На скорость охлаждения в
рассматриваемом охладителе влияют количество г'хла-
дителя и гидродинамический режим его движения.
При погружении изделия с высокой температ^ рои
в охлаждающую сред} с низкой температ> рои кипения
наблюдаются следующие процессы. В первоначальный
момент из-за повышенного парообразования все и? дс-
лис покрывается паровой пленкой, которая устойчив
держится на поверхности металла. Она плохой пр.
водник тепла, и поэтому охлаждение на этой стадии,
называемой стадией пленочного кипения, ы ыенно
По мере понижения температуры изделия кыичест
во выделяющегося тепла становится недостаточным д.".г.
поддержания на поверхности сплошной паро ой плеши
Разрешение паровой пленки приводит к ю*.п что по
1
верхность изделия начинает соприкасаться с охлажда-
ющей жидкостью. При этом интенсивно образуются
пузырьки пара, а интенсивность охлаждения резко воз-
растает так как на образование пузырьков пара, быст-
ро отрывающихся от поверхности, расходуется большое
количество тепла, и температура металла 6bicipo сни-
жается до температуры кипения охлаждающей среды.
Соответствующий период охлаждения носит название
пузырькового кипения
При последующем охлаждении парообразование
практически ие наблюдается, и тепло передается кон-
векцией от поверхности изделия к охлаждающей среде.
Интенсивность теплообмена в третьем периоде невели-
ка, и соответственно малы скорости охлаждения.
Требования к идеальной охлаждающей среде при
>акалке состоят в том, что она должна обеспечивать
охлаждение со скоростями выше критических в некото-
рой области температур. При более низких температу-
рах скорость охлаждения не должна быть высокой, так
как это приводит к возникновению больших остаточных
напряжений и короблению изделий. Так, например, при
закалке алюминиевых сплавов необходимы высокие
скорости охлаждения при температурах 500—300° С
для фиксации пересыщенного твердого раствора. Ох
лаждение же в интервале температур 200—20° С жела-
тельно проводить со значительно меньшей интенсив-
ностью для уменьшения остаточных напряжений.
Охлаждение в воде Для оценки охлаждающей спо-
собности сред по экспериментальным данным строят
зависимости коэффициентов теплоотдачи а от темпера-
туры поверхности изделия tn. Как уже отмечалось ра-
нее, охлаждающая способность зависит и от условий
движения жидкости относительно поверхности из-
Дс тия.
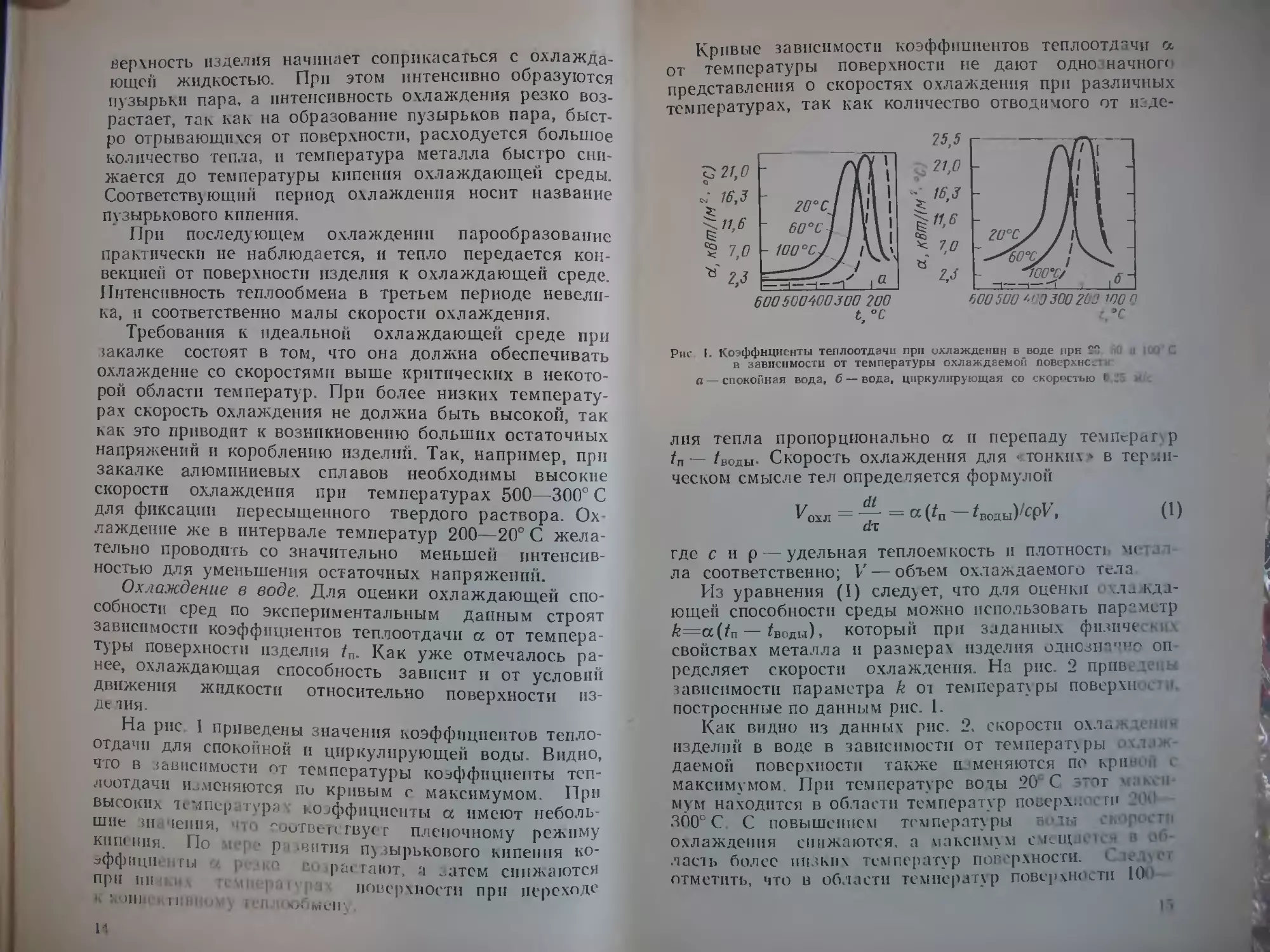
На рис 1 приведены значения коэффициентов тепло-
отдачи для спокойной и циркулирующей воды. Видно,
чго в зависимости температуры коэффициенты теп-
лоотдачи изменяются пи кривым с максимумом. При
высоких температурах коэффициенты а имеют неболь
шие ш тения, что соотвектвуег пленочному режиму
1 ' ' Р 11В|1тия пускового кипения ко-
эффицп нгы । ' I’. ipacTatoT, а затем снижаются
1,11 поверхности при переходе
' 1,11 "И -Л iviClT
Н
Кривые зависимости коэффициентов теплоотдачи а
от температуры поверхности не дают одно начноп
представления о скоростях охлаждения при различных
температурах, так как количество отводимого от и.'де-
Рис I. Коэффициенты теплоотдачи при охлаждении в воде прн SG г. О ц но
в зависимости от температуры охлаждаемой поверхнести-
а — спокойная вода, б — вода, циркулирующая со скоростью ty.L’5 и .
лия тепла пропорционально а п перепаду темпера пр
tn — /воды- Скорость охлаждения для тонких' в терми-
ческом смысле тел определяется формулой
КОхл = V- = « (4 — /водыУфК (1)
л
где сир удельная теплоемкость и плотносп м<
ла соответственно; V—объем охлаждаемого тела
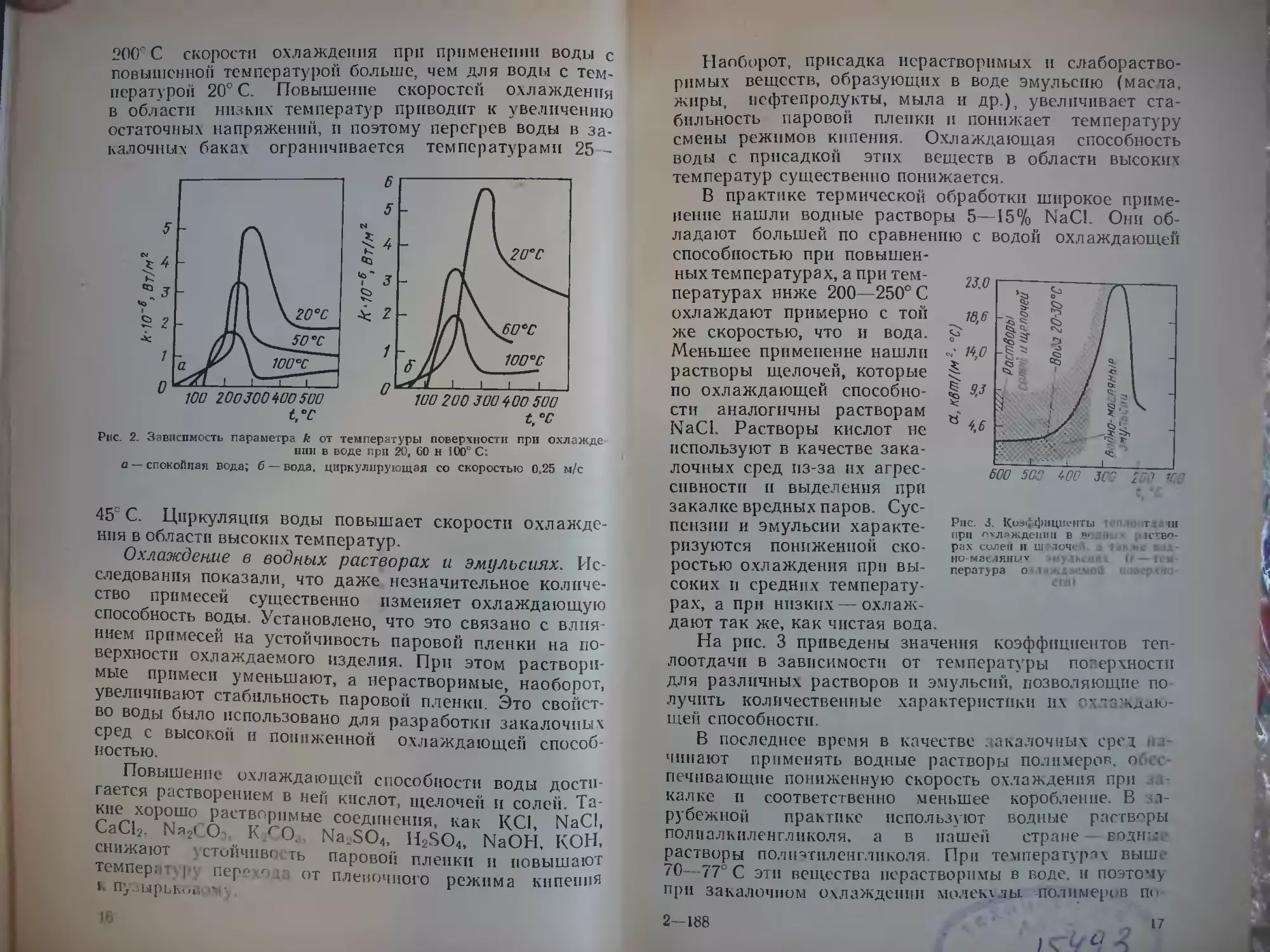
Из уравнения (1) следует, что для оценки охлажда-
ющей способности среды можно использовать параметр
k=a(tn — /воды), который при заданных физических
свойствах металла и размерах изделия однозначно оп
редсляет скорости охлаждения. На рис. 2 прив..
зависимости параметра k от температуры поверхн ч и.
построенные по данным рис. 1.
Как видно из данных рис. 2. скорости ох.та.к i
изделий в воде в зависимости от температуры ж и
даемой поверхности также изменяются по кривой (
максимумом. При температуре воды 20 С этот макси
мум находится в области температур поверх., сгп (
3G0' С С повышением температуры П'Ты скоростн
охлаждения снижаются а максимум смяциеп 1
.часть более низких температур поверхности. 1
отмстить, что в области температур поверхности 10
о(10' С скорости охлаждения при применении воды с
повышенной температурой больше, чем для воды с тем-
пературой 20° С. Повышение скоростей охлаждения
в области низких температур приводит к увеличению
остаточных напряжений, и поэтому перегрев воды в за-
калочных баках ограничивается температурами 25 -
Рис. 2. Зависимость параметра k от температуры поверхности при охлажде
ним в воде при 20, 60 н 100° С:
а —спокойная вода; б —вода, циркулирующая со скоростью 0,25 м/с
t, °с
45" С. Циркуляция воды повышает скорости охлажде-
ния в области высоких температур.
Охлаждение в водных растворах и эмульсиях. Ис-
следования показали, что даже незначительное количе-
ство примесей существенно изменяет охлаждающую
способность воды. Установлено, что это связано с влия-
нием примесей на устойчивость паровой пленки на по-
верхности охлаждаемого изделия. При этом раствори
мые примеси уменьшают, а нерастворимые, наоборот,
увеличивают стабильность паровой пленки. Это свойст-
во воды было использовано для разработки закалочных
сред с высокой и пониженной охлаждающей способ-
ностью.
Повышение охлаждающей способности воды дости-
гается растворением в ней кислот, щелочей и солей. Та
кие хорошо растворимые соединения, как КО, NaCl,
СаС12. Na2( О- К f О, Na2SO4, H2SO4, NaOH, КОН.
снижают устойчиво гь паровой пленки и повышают
темпер: । пере>о.к от пленочного режима кипения
1. пу.;ырьь,1
16
Наоборот присадка нерастворимых и слабораство-
римых веществ, образующих в воде эмульсию (маета,
жиры, нефтепродукты, мыла и др.), увеличивает ста-
бильность паровой пленки и понижает температуру
смены режимов кипения. Охлаждающая способность
воды с присадкой этих веществ в области высоких
температур существенно понижается.
В практике термической обработки широкое приме-
нение нашли водные растворы 5—15% NaCl. Они об-
ладают большей по сравнению с водой охлаждающей
способностью при повышен-
ных температурах, а при тем-
пературах ниже 200—250° С
охлаждают примерно с тон
же скоростью, что и вода.
Меньшее применение нашли
растворы щелочей, которые
по охлаждающей способно-
сти аналогичны растворам
NaCl. Растворы кислот не
используют в качестве зака-
лочных сред из-за их агрес-
сивности и выделения при
закалке вредных паров. Сус-
пензии и эмульсин характе-
ризуются пониженной ско-
ростью охлаждения при вы-
соких и средних температу-
Рис. 3. Коэффициенты ТОПЛЮ т : 1И
при охлаждении В «• .. • ;НСТВО-
рах солей и ш лоч< I .. i ь.ме влл-
но-масляных. । , •
пература о поверя но-
рах, а при низких — охлаж-
дают так же, как чистая вода.
На рис. 3 приведены значения коэффициентов теп-
лоотдачп в зависимости от температуры поверхности
для различных растворов и эмульсин, позволяющие по
лучить количественные характеристики их охлаждаю-
щей способности
В последнее время в качестве закалочных сред i
чниают применять водные растворы полимеров, о, г,
печпвающне пониженную скорость охлаждения при
Калке и соответственно меньшее
рубежной практике используют
полпалкиленглнколя. а в пашей
растворы полнэтиленглнколя. При температурах вынь.
70- 77° С эти вещества нерастворимы в воде н поэтому
при закалочном охлаждении молекелы полимер! в по
коробленне В т-
водные растворы
стране — еэдн:.
2 188
17
крывают поверхность изделия топкой пленкой, которая
замедляет охлаждение. При достаточно низких темпе-
panpax полимерная пленка переходит в водный рас-
твои и затормаживающее действие пленки устраняется
Поэтому при закалке в водных растворах полимеров
пет того колоссального различия в скоростях охлажде-
ния в интервале высоких, средних и низких температур,
которое свойственно воде.
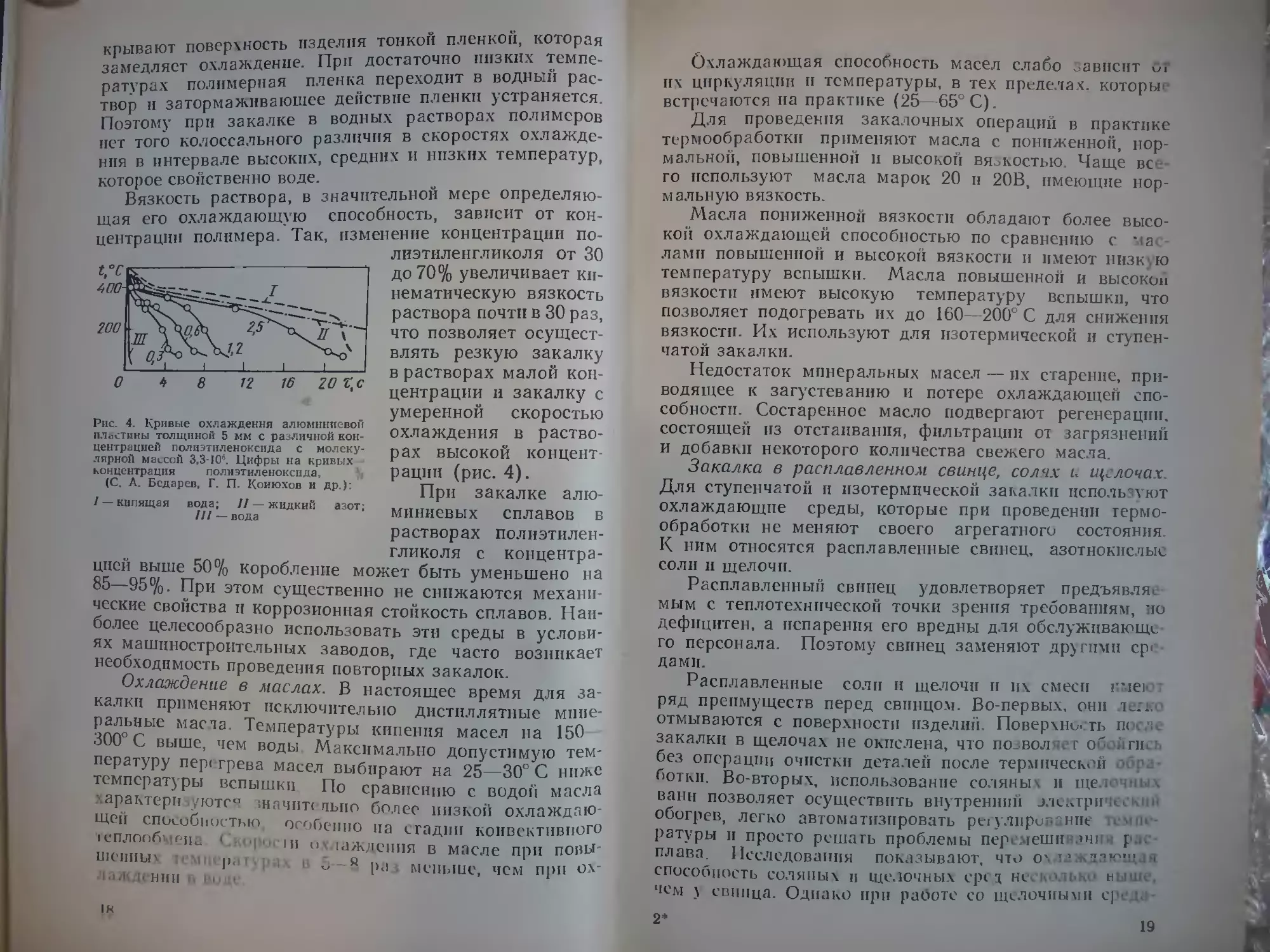
Вязкость раствора, в значительном мере определяю-
щая его охлаждающую способность, зависит от кон-
центрации полимера Так, изменение концентрации по-
лиэтиленгликоля от 30
О 4 8 12 16 20 Т,с
Рис. 4. Кривые охлаждения алюминиевой
пластины толщиной 5 мм с различной кон-
центрацией полиэтиленоксида с молеку-
лярной массой 3,3-10б. Цифры на кривых
ко н центра ция поли этиленокспда,
(С. А. Бсдарев, Г. П. Конюхов и др.):
/ — кипящая вода; II — жидкий азот;
III — вода
до 70% увеличивает ки-
нематическую вязкость
раствора почти в 30 раз,
что позволяет осущест-
влять резкую закалку
в растворах малой кон-
центрации и закалку с
умеренной скоростью
охлаждения в раство-
рах высокой концент-
рации (рис. 4).
При закалке алю-
миниевых сплавов в
растворах полиэтилеп-
гликоля с концентра-
цией выше 50% коробление может быть уменьшено на
85—95%. При этом существенно не снижаются механи-
ческие свойства и коррозионная стойкость сплавов. Наи-
более целесообразно использовать эти среды в услови-
ях машиностроительных заводов, где часто возникает
необходимость проведения повторных закалок.
Охлаждение в маслах. В настоящее время для за-
калки применяют исключительно дистиллятные мипе-
члп°ЬгЬ1е масла Температуры кипения масел на 150
С выше, чем воды Максимально допустимую тем-
пературу пер< грева масел выбирают на 25—30° С ниже
температуры вспышки По сравнению с водой масла
•арактерп юте" шачит< пьио более низкой охлаждаю
шеи спотлнитью особенно на стадии конвективного
1сплоо >.|f-Hu ( । in охлаждения в масле при попы
1’ г о —§ p.i меньше, чем при ох-
11.1 II НИИ . , 1
|К
Охлаждающая способность масел слабо зависит
их циркуляции и температуры, в тех пределах, которы
встречаются на практике (25—65° С).
Для проведения закалочных операций в практике
термообработки применяют масла с пониженной, нор-
мальной, повышенной и высокой вязкостью Чаще вс
го используют масла марок 20 и 20В, имеющие нор-
мальную вязкость.
Масла пониженной вязкости обладают более высо-
кой охлаждающей способностью по сравнению с • а
ламп повышенной и высокой вязкости и имеют нпзк ю
температуру вспышки. Масла повышенной и высокой
вязкости имеют высокую температуру вспышки, что
позволяет подогревать их до 160—200° С для снижения
вязкости. Их используют для изотермической и ступен-
чатой закалки.
Недостаток минеральных масел — их старение, при-
водящее к загустеванию и потере охлаждающей спо-
собности. Состаренное масло подвергают регенерации,
состоящей из отстаивания, фильтрации от загрязнений
и добавки некоторого количества свежего масла.
Закалка в расплавленном свинце, солчх и щелочах.
Для ступенчатой и изотермической закалки исполь уют
охлаждающие среды, которые при проведении термо-
обработки не меняют своего агрегатного состояния
К ним относятся расплавленные свинец, азотнокислые
соли и щелочи
Расплавленный свинец удовлетворяет предъявля
мым с теплотехнической точки зрения требованиям, ио
дефицитен, а испарения его вредны для обслужпвающе
го персонала Поэтому свинец заменяют другими ср
дамп
Расплавленные соли и щелочи и их смеси i"iei
ряд преимуществ перед свинцом. Во-первых, они легко
отмываются с поверхности изделий Поверхно. ть п<
закалки в щелочах не окислена, что позволяет об гп
без операции очистки деталей после термической :
ботки. Во-вторых, использование соляных и ще.н ч \
вани позволяет осуществить внутренний электрическим
обогрев, легко автоматизировать регулприт. нпе
ратуры и просто решать проблемы перечеши зчп р
плава. Исследования показывают, что О', ла • .
способность соляных и щелочных cpi 1 нс н
чем у свинца. Однако при работе со щелочными ср
2*
19
мп следует принимать меры предосторожности против
ожогов от брызг.
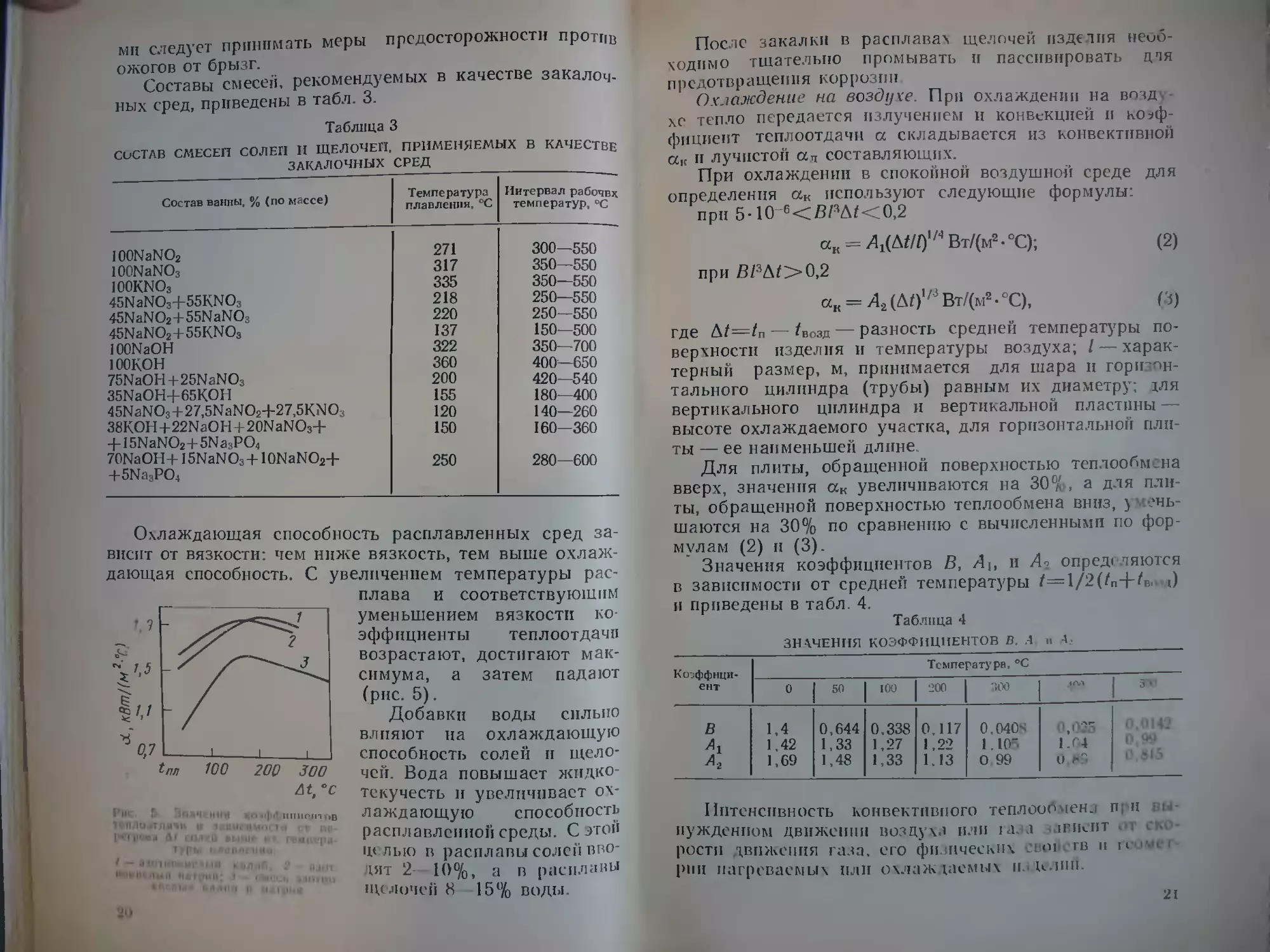
Составы смесей, рекомендуемых в качестве закалоч-
ных сред, приведены в табл. 3.
Таблица 3
СОСТАВ СМЕСЕЙ СОЛЕП II ЩЕЛОЧЕЙ, ПРИМЕНЯЕМЫХ В КАЧЕСТВЕ
ЗАКАЛОЧНЫХ СРЕД ______________________________
Состав ванны, % (по массе) Температура плавления, °C Интервал рабочих температур, °C
100NaNO2 271 300—550
100NaNO3 317 350—550
IOOKNO3 335 350—550
45NaNO3+55I\NO3 218 250—550
45NaNO2+55NaNO3 220 250—550
45NaNO2+55KNO3 137 150—500
iOONaOH 322 350—700
IOOKOH 360 400—650
75NaOH+25NaNO3 200 420—540
35NaOH+65KOH 155 180—400
45NaNO3+27,5NaNO2+27,5KNO3 120 140—260
38KOH+22NaOH+20NaNO3+ -|-15NaNO2+5Na3PO4 150 160—360
70NaOH+15NaNO3 + 10NaNO2+ -ЬбМэзРО.} 250 280—600
Охлаждающая способность расплавленных сред за-
висит от вязкости: чем ниже вязкость, тем выше охлаж-
дающая способность. С увеличением температуры рас-
ти
плава и соответствующим
уменьшением вязкости ко-
эффициенты теплоотдачи
возрастают, достигают мак-
симума, а затем падают
(рис. 5).
Добавки воды сильно
влияют иа охлаждающую
способность солей и щело-
чей. Вода повышает жидко-
текучесть п увеличивает ох-
лаждающую способность
расплавленной среды. С этой
це лью в расплавы солей вво-
дят 2 10%, а в расплавы
Щелочей 8 15% воды.
После закалки в расплавах щелочей изделия необ-
ходимо тшателыю промывать и пассивировать цтя
предотвращения коррозии
Охлаждение на воздухе. При охлаждении на влзд.
хе тепло передается излучением и конвекцией и коэф
фициент теплоотдачи а складывается из конвективной
ак и лучистой ач составляющих.
При охлаждении в спокойной воздушной среде для
определения ак используют следующие формулы:
при 5-Ю 6<В/’Д«0,2
ак = Л1(Д(/()1/'' Вт/(м2 • °C); (2)
при В/3Д/>0,2
ак = Д2 (Д 0'/3 Вт/(м2 - °C), (3)
где Д/=/п — ^возд — разность средней температуры по-
верхности изделия и температуры воздуха; I — харак-
терный размер, м, принимается для шара и горизон-
тального цилиндра (трубы) равным их диаметру; тля
вертикального цилиндра и вертикальной пластины
высоте охлаждаемого участка, для горизонтальной пли
ты — ее наименьшей длине.
Для плиты, обращенной поверхностью тептообм на
вверх, значения ак увеличиваются на 30°/ , а для пли
ты, обращенной поверхностью теплообмена вниз, умень-
шаются на 30% по сравнению с вычисленными по фор
мулам (2) и (3).
Значения коэффициентов В, Л|, и /Ь опред< ляются
в зависимости от средней температуры /=1/2(/п-Нв. О
и приведены в табл. 4,
Таблица 4
ЗНАЧЕНИЯ КОЭФФИЦИЕНТОВ В 1 и А,-
Коэффици- ент Температура, °C
0 50 100 •200 200 1 3-
в 1,4 0,644 0,338 0,117 0,0404 0,035 0.0142
л 1,42 1,33 1,27 1.22 1.105 1.04 1
1,69 1,48 1,33 1,13 О 99 1 -1 i
Интенсивность конвективного теплообмен.] при вы-
нужденном движении воздуха или газа щвисит
рости движения газа, его физических евщ гв пн
рии нагреваемых или охлаждаемых и le.nnf
21
20
Лпя вынужденного движения воздуха вдоль плоской
поверхности а„ определяется по формулам Юргеса.
при скорости движения воздуха ш0^4,65 м/с;
для полированной поверхности
ак - 5,58 + 4,25к'о Вт/(м=-сС);
при прокатанной поверхности
ак = 5,81 + 4,25ю0 Вт/(м2 • °C);
для шероховатой поверхности
а„ = 6,16 + 4,49i0o Вт/(м2-°С);
при скорости движения газов w0>4,65
полированной поверхности
ак 7,51и';7,<!Вт/(м2-°С);
прокатанной поверхности
«к=7,53<78Вт/(м2-°С);
шероховатой поверхности
ак = 7,94а$78 Вт/(м2-°С).
(4)
(5)
(6)
м/с:
б) 1
для
(7)
для
(8)
для
(9)
Здесь 10Q- приведенная (0° С; 0,1 мПа) скорость
движения воздуха. Если известна скорость движения w
при температуре t, то
и'о = 273ау/(273 + О- (1°)
При проведении термической обработки часто требуется охлаж-
дение с регламентированной скоростью. Поэтому возникает необхо-
димость расчета процессов охлаждения, которое может проводиться
любой из описанных выше сред.
Расче! процессов охлаждения в различных условиях в принципе
ничем н< отличается от расчета процессов нагрева. Просто в фор-
мулах, приведенных в литературе по теплопередаче, вместо темпера-
туры печи <i необходимо подставить значение температуры охлаж-
дающей сред Для расчета охлаждения массивных тел, например,
можно испо I овать графики Д, В. Будрина н т. п.
С, жность расчета процессов охлаждения связана с тем, что
эффпциенты т< тчоотдачн охлаждающих сред очень существенно
зависят от т мп i Полому к выбору значений коэффициентов
°' С ' Г ПОД >. ДИН. < большой осторожностью.
и в с в. а а„+а„. Коэффициент ал, характери-
зующим пл , попу ..анпем, и .меняется пропорцпопа чь||П
КХ iv ,<e,iip.ii. ., , . к,му Чень р< жо меняется в интервале Г|
СР°ПР I |ффпциг||т конвективной теплоотдачи iJ
''' 1 11' .п ратуры. Поэтому' расчет прош
1441 1...... Hojraiiiio. разбивая весь темпер-1
111 1 । петри которых изменяющиеся мчфф"
З'редпягь бс.1 внесения сущсствепШ'1'
погрешностей. Выбор таких температурных интервалов бу лет i.np<
делиться физическими свойствами охлаждающих сред и гпдрсд"
мпкой их потоков.
4. ТЕРМИЧЕСКИЕ НАПРЯЖЕНИЯ
Нагрев и охлаждение металла при термической об-
работке, как правило, вызывает появление внутренних
напряжений в изделии. В соответствии с первоначаль-
ной причиной их возникновения они получили название
термических напряжений. Величина и характер распре-
деления этих напряжений изменяются в течение про-
цесса нагрева или охлаждения. Поэтому напряжения
в изделии, соответствующие определенном) моменту
времени нагрева или охлаждения, называют временны-
ми. Как правило, после полного выравнивания темпера-
тур при охлаждении или нагреве в объеме сохраняются
внутренние напряжения. В этом случае их называют
остаточными
Основная причина возникновения термических на-
пряжений — неодинаковые скорости нагрева или ох-
лаждения различных объемов изделия.
Если при термообработке сплава протекают фазо-
вые превращения, связанные с объемными изменения-
ми из-за разного удельного объема фаз, то это такж
приводит к возникновению напряжений в том епча
когда превращения протекают неодновременно по вес
му объему изделий. Такие напряжения называют струк-
турными или фазовыми. Временные и остаточные
структурные термические напряжения в ряде с.: чаев
ведут к образованию дефектов в подвергающихся тер-
мообработке изделиях.
Рассмотрим сначала случай симметричного натрсва
тела простой конфигурации, например длинной пласти
ны, при условии, что величина возникающих в зпря щ
ний пи в одном сечении не превышает предела п[ пор-
цпональности материала при температуре 'щлр..
Будем считать, что перед нагревом в объеме г’с, теши
вали внутренние напряжения и при нагреве не прей
ходит полиморфных превращений
Скорость нагрева vH=<3t/Ov г» начальный пери»
времени в поверхностных < ючх выше, чем “ 1 П ' 1
пых На конечных стадиях скорость нагрева централь
ных слоев превышает скорость нагреет периферийных
(см кривые 1 и 2 па рис. 6, J).
112
Если бы тело представляло собой набор тонких
пластиночек, не соединенных между собой (рис. 7, а),
то н! начальной стадии нагрева длина каждои_из них
возросла бы на величину, равную /оеД/, где е коэф.
фТциент линейного расширения, а остальные обозначе-
?ия видны на рис. 7. Так как величина А/ для каждой
п3 НИХ
рения
(рис. ___________
формируется как .
одинако] Чц aHf
величины । r>nn4<
ШР Г11 1НЧ1Ш1
иKHCI>'..Ч
L _^acTIIH) Разл11чиа, то после свободного расшп-
7 М°Г<п сосТавного тела оно станет ступенчатым
действительности же реальное тело де-
пно целое и разные слои получают
ДДииснпе /ср. Величина /с|1 меньше
липения поверхностных и боль-
iiinin удлинения центральных слоев.
.<1пьк спои в этот период времени
будут сжаты, а центральные растянуты. Соответствую-
щая эпюра напряжений показана на рис. 7, в. Величина
напряжений будет возрастать до момента, когда скоро-
сти нагрева поверхностных и центральных слоев станут
равными.
На второй стадии скорости нагрева периферийных
слоев становятся меньше скорости нагрева централь-
ных, термические напряжения постепенно уменьшаются
и после выравнивания температур нагретого тела пол-
ностью исчезают. Таким образом, максимальная вели-
чина временных напряжений соответствует моменту
времени, когда скорости нагрева периферийных и цент-
ральных слоев выравниваются. Этому моменту времени
соответствует и максимальный перепад температур
периферии и центра.
При охлаждении временные напряжения формиру-
ются аналогичным образом, но знак их изменяется по
сравнению со случаем нагрева. На первых стадиях
периферийные слои охлаждаются быстрее центральных
(см. рис. 6,в). Центральные слои, охлаждаясь с мень-
шей скоростью, препятствуют свободному укорочению
поверхностных слоев и сжимаются ими. Поверхностные
же слои растягиваются. Величина напряжений возрас-
тает с увеличением разности температур между слоя-
ми. Затем по мере снижения разности температур на-
пряжения уменьшаются и после полного охлаждения
полностью исчезают.
Рассмотрим теперь возникновение напряжений при
нагреве и охлаждении тел сложной конфигурации в уп-
ругой области. На рис. 8 показано разното.тщинное п~
делие и температурные кривые нагрева тонкого / и
массивного // частей сечения.
Тонкая часть сечения при всестороннем нагреве
нагревается быстрее, и массивная часть сопротивляется
ее свободному расширению. Поэтом}’ в тонкой части
возникают напряжения сжатия, а в массивной — р\
тяжения. Как и ранее, максимальная величина времен-
ных напряжений соответствует наибольшей величине
температурного перепада. Из >а несимметричности тем-
пературного поля по объему изделия в рассматривав
мом случае наряду с возникновением напряжений по-
является и временное коробление Изделие изгибается
в сторону объемов, нагревающихся с меньшими скоро-
стями. Впоследствии по мере выравнивания температу
24
2в
пы по объему уменьшается и величина напряжении, п
коробление, приближаясь к нулевым значениям после
окончательного нагрева
При охлаждении температура в тонкой части сече-
ния снижается быстрее и взаимодействие с массивной
частью приводит к возникновению в первой напряже-
ний растяжения. Коробление в этом случае происходит
в обратном направлении. После окончательного охлаж-
дения форма изделия вое-
Рис. 8. Схема нагрева разпотолщинно-
го тела
станавливается, а времен*
ные напряжения исчезают.
Протекание в рассмат-
риваемом температурном
интервале процессов, при-
водящих к объемным из-
менениям, например по-
лиморфного превращения,
приводит к появлению до-
полнительных структур-
ных временных напряже-
ний, которые алгебраиче-
ски суммируются с вре-
менными температурными
напряжениями. Полиморфное превращение при нагреве
происходит сначала в поверхностных слоях и затем рас-
пространяется в глубь сечения. Если оно происходит с
увеличением объема, то это приводит к увеличению вре-
менных напряжений сжатия в поверхностных слоях и со-
ответственно напряжений растяжения в центральных.
Если при полиморфном превращении, протекающем при
нагреве, объем уменьшается, то это способствует умень-
шению временных напряжении При полиморфном пре-
вращении с увеличением объема временные температур-
ные напряжения в условиях охлаждения снижаются и,
ао орот, возрастают, если оно происходит с уменьше-
нием объема. J
з пропиленного анализа следует, что термические
" рпые напРяженпя, величина которых ие пре-
xanai грпПРС о J пР0поРц1,о11аль,юсти, носят врсмспныи
максима > шит"1-.' i!, "PCCTJI01 До момента установления
ишжяют^я п" МПератУРы ь объеме изделия и затем
11 виравипван11я. Величина врс-
Т|. ‘"Р 11 ' больше, чем больше перепал
1 ”«> п нлия Температурный пере-
пад возрастает с увеличением скорости нагрева изд-
лий, и поэтому она оказывает решающее влияни на
уровень напряжений Чем выше скорость нагрева, те
больше величина временных термических напряжений.
При нагреве и охлаждении с высокими скорости ш
сумма временных термических и структурных напря
женпй часто превышает предел тек'чести материала.
При этом в малопластпчных сплава- могут возникать
трещины. Особенно часто они возникают при закадм
и называются закалочными трещинами. Поэтом р„
смотрим более детально случай охлаждения нагрегиг"
тела с интенсивным отводом тепла с поверхности тела
При высоких температурах прочностные характера
стики сплавов обычно невысоки и материал обт тдасг
высокой пластичностью. По мере снижения тс иперал
ры увеличивается прочность и снижается пластично ь
Условно можно считать, что при температурах выше
некоторого критического значения /ьт величине вр
менных напряжений можно пренебречь, так как от—
быстро релаксируют вследствие пластической деформ
цин, происходящей при очень низких напряжениях те
ченпя В слое, который охлаждается до темпера р
ниже ZKP, внутренними напряжениями уже прене " гат
нельзя.
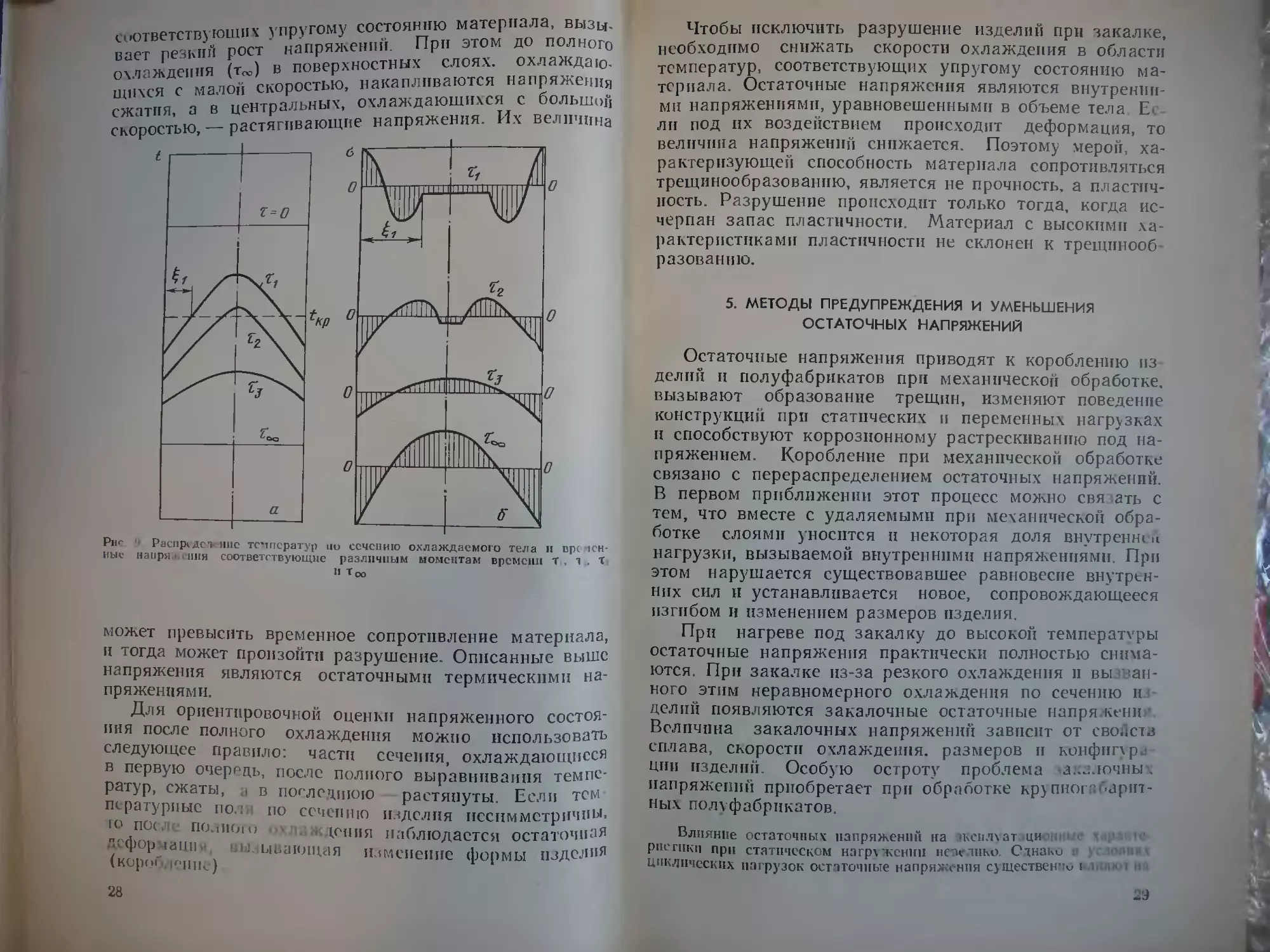
Схема распределения температур по сечению ла
различные моменты времени показана на рис с»
В момент времени ti поверхностные слои ox ждаю
с большими скоростями, чем внутренние, и в с.п-е 3.
возникают временные напряжения. При этом поверх
постные слои растянуты, а внутренние сжаты (рис. 9-0
В центральных слоях тела формируются напряжен
сжатия, соответствующие предел , текучести при т, ш
ратурах выше tKp. В промежутке времени \т=л -
скорость охлаждения внутренних с.нч-в щ -лит.. >
больше, чем периферийных, и поэтому в пов тноч
слое растягивающие напряжения посыпенио ci iu ноге
и, наконец, сменяются сжимающими. Во В" -тп..
слоях в это же время возникают напря пня
пня, кроме самых центральных слоев, : i 1 \i
ются напряжения сжатия. Дальнейшее ci
ператур в объеме тела приводит увсличе! ю о и '
зоны g. в которой накаплпваютс тпрмне : лпр Кен, <
пока она ие распространится на "
Последующее охлаждение . . кк;н
Pit1' PacnptAci. line температур no сечению охлаждаемого тела и вр< ген-
ные напря.гения соответствующие различным моментам времени т 1 Т
п Too
может превысить временное сопротивление материала,
и тогда может произойти разрушение. Описанные выше
напряжения являются остаточными термическими на-
пряжениями.
Дня ориентировочной оценки напряженного состоя-
ния после полного охлаждения можно использовать
следующее правило: части сечения, охлаждающиеся
в первую очередь, после полного выравнивания темпе-
ратур, сжаты, а в последнюю растянуты Если тем
пературныс по.; по сечению изделия несимметричны,
no.iiioiu ..гения наблюдается остаточная
чеформаци . ьшаклцая изменение формы изделия
(кори, imine)
Чтобы исключить разрушение изделий при закалке,
необходимо снижать скорости охлаждения в области
температур, соответствующих упругому состоянию ма-
териала. Остаточные напряжения являются внутренни-
ми напряжениями, уравновешенными в объеме тела Е<
ли под их воздействием происходит деформация, то
величина напряжений снижается. Поэтому мерой, ха-
рактеризующей способность материала сопротивляться
трещинообразованпю, является не прочность, а пластич-
ность. Разрушение происходит только тогда, когда ис-
черпан запас пластичности. Материал с высокими ха-
рактеристиками пластичности не склонен к трещпнооб
разеванию.
5. МЕТОДЫ ПРЕДУПРЕЖДЕНИЯ И УМЕНЬШЕНИЯ
ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Остаточные напряжения приводят к короблению из
делпй и полуфабрикатов при механической обработке,
вызывают образование трещин, изменяют поведение
конструкций при статических и переменных нагрузках
и способствуют коррозионному растрескиванию под на-
пряжением. Коробление при механической обработке
связано с перераспределением остаточных напряжений.
В первом приближении этот процесс можно свя ать с
тем, что вместе с удаляемыми при механической обра-
ботке слоями уносится и некоторая доля внутренш ц
нагрузки, вызываемой внутренними напряжениями. При
этом нарушается существовавшее равновесие внутрен-
них сил и устанавливается новое, сопровождающееся
изгибом и изменением размеров изделия.
При нагреве под закалку до высокой температуры
остаточные напряжения практически полностью снима-
ются. При закалке из-за резкого охлаждения и вы эн-
ного этим неравномерного охлаждения по сечению и
делий появляются закалочные остаточные напря кенн
Величина закалочных напряжении зависит от свойств
сплава, скорости охлаждения, размеров и конфигура
ции изделий. Особую остроту проблема а..заочны,
напряжений приобретает при обработке крупного арит-
ных полуфабрикатов.
Влияние остаточных напряжений на женлхат ци
рнегнкп при статическом нагружении нсзе.тпко. Стнаки
циклических нагрузок остаточные напряжения существенти ..
28
29
предел выносливости и коррозионную стойкость под напряжении,.
Осттточнь е напряжения сжатия на поверхности вызывают благопр,,.
ятиог во действие, увеличивая предел выносливости и повышая кор.
подюнную стойкость под напряжением. Наличие на поверхности На.
пряжений растяжения ускоряет разрушение.
Для уменьшения остаточных напряжении применя-
ют термические и механические методы.
Основным термическим методом уменьшения оста-
точных напряжении является регулирование скоростей
закалки. На практике этот метод чаще всего пспользу.
ют при термообработке штамповок, поковок и отливок
Так как эти полуфабрикаты имеют сложную форму „
переменное по размерам сечение, для них практически
неприменимы механические методы снижения величи-
ны остаточных напряжений.
Наибольший уровень напряжений вызывает закалка
в холодной воде. В случае закалки в подогретой и ки-
пящей воде, масле, расплаве солей и т. п. уровень оста-
точных напряжений резко снижается. Так, например,
закалка алюминиевых сплавов в кипящей воде практи-
чески не вызывает образования напряжений. Естествен-
но, что уменьшение резкости закалки вызывает изме-
нение механических свойств сплавов после закалки и
старения. Поэтому выбор «мягких» режимов закалки
должен основываться на исследовании структуры и
свойств полуфабрикатов, полученных по различным ре-
жимам термообработки
Уровень остаточных напряжений при прочих равных
условиях возрастает с увеличением размеров полуфаб-
рикатов из-за большей жесткости сечения. Поэтому в
ряде случаев для снижения остаточных напряжений
целесообразно проводить закалку после предваритель-
ной механической обработки полуфабрикатов.
С целью уменьшения термических напряжении мож
но применять также изотермическую закалку, при кото-
рой мягкая закалка совмещена со старением или от'
пуском. Сущность изотермической закалки заключается
в нагреве д? закалочных температур и охлаждении в
закалочной среде с температурой, равной температур0
старения или отпуска
Для ум ньшеппя ш шчипы остаточных напряжепч11
широко пспе.",; ни отжиг, режимы которого для ьоН'
? гни г,пп< аиы ниже. Основным механизм0’
' ' 1 инн н иии в том случае явпяется созД8
ние в материале пластического течения, в результате
которого уменьшается первоначальная неоднородность
упругих деформаций, вызывающая появление остаточ-
ных напряжений. Пластическое состояние может быть
вызвано нагревом до достаточно высоких температур,
при которых значительно снижаются пределы текучести
и ползучести материала и становится возможным пла
стическое течение под действием остаточных напря-
жений.
Выбирая режимы отжига, следует учитывать, что
при высокой температуре снятие напряжений обуслов-
лено сдвиговой деформацией, протекающей с высокий
скоростью, и поэтому выдержки при температуре отжи-
га могут быть небольшими. При низких температурах
релаксация напряжений связана с дислокационной пол-
зучестью и поэтому время выдержки составляет десятки
часов.
Изменяя скорость охлаждения после отжига, можно
получить различный уровень остаточных напряжений
Отжиг для снятия напряжений приводит к разупрочне-
нию материала и поэтому применим в тех случаях, ког-
да приемлема относительно низкая прочность сплавов
Величину напряжений можно уменьшить обработ-
кой холодом. Этот вид термообработки разработан при-
менительно к сложным штамповкам из алюминиевых
сплавов. Сущность метода заключается в том, что вво-
дят температурный градиент, противоположный гради-
енту, возникающему при закалке. При этом создается
поле напряжений, обратное по знаку напряжениям,
возникшим при закалке, и они взаимно гасятся.
Обработка холодом заключается в охлаждении cut
жезакаленного изделия в жидком азоте или углекисло-
те при температурах —196 °C и —70 °C соответственно
и в последующем быстром нагреве всей поверхности в
высокоскоростной струе пара, кипящей воде, в • '
пли селитре. Чем ниже температуры охлаждения, ic-м
эффективнее снижаются напряжения и повышается
бпльность размеров изделии. Механические св ь . и
материала после такой обработки практически не .
жаются.
Во многих случаях термические методы 1 мепьшения
остаточных напряжений неприменимы и сипж ч
прочности, а иногда и коррозионной стойкости материа-
ла изделий. В этом случае пользуются механическими
'1
,М,М,1ШРНИЯ остаточных напряжений. Ощ,
ппостранёно растяжение при комнатной температуре,
пространен^ 1 ,як„ючается в том, что при неболь-
Схщность метода заклю1ае1чи ocvniecTHno
шоп пластической деформации (0,о -/о), осуществля-
ем, на растяжной машине, величина напряжении по все-
мх сечению выравнивается. При последующей разгруз-
ке снимается упругая деформация и полуфабрикат
почти полностью освобождается от остаточных напря-
Для уменьшения величины остаточных напряжения
широко применяют и холодное обжатие. Этот метод за-
ключается в обжатии полуфабриката при комнатной
температуре для достижения остаточной деформации
сжатия заданной величины. Оптимальные результаты
могут быть получены при строгом контролировании
процесса. Проще всего это достигается при работе гид-
равлических прессов, хотя может быть использовано
любое прессовое и молотовое оборудование. Как и в
случае растяжения, после разгрузки остаточные напря-
жения снимаются.
Для плоских и катаных полуфабрикатов применяют
роликовую правку, основанную на принципе повторных
перегибов. Правильные ролики правильной машины
расположены таким образом, что полуфабрикат, про-
ходя через машины, перегибается последовательно. При
этом также снижается уровень остаточных напряжений,
но способ менее эффективен, чем растяжение, и его
труднее контролировать.
Существуют механические методы для регулирования уровня в
типа (р: .тяженпе н.чн сжатие) остаточных напряжений в изделиях.
Наиболее распространен поверхностный наклеп, применяемый с
ц—.ью создания еялтого слоя на поверхности готовых изделий. Эту
операцию прог 1ят с целью повышения усталостной прочности Д
ньшеиня ч)1 твительности к коррозионному растрескиванию пол
оиряжеш''
Наибе, с распространены обдувка дробью и обкатка роликами
местную пластическую деформацию поверхно тиЫХ
оса металла Нс деформированные внутренние слон препятствуют
Пошрхигстних гнев в первоначальное состояние, и по-
му » поверхно'и .. -,|?>. появляются напряжения сжатия.
L. ВЗАИМОДЕЙСТВИЕ МЕТАЛЛОВ С ГАЗАМИ
Jh'" '' логических параметров термичсс-
1 " встпых металлов и сплавов слеДУеТ
31
учитывать их возможное взаимодействие с газами при
нагреве, выдержке и охлаждении. Состав газовой сре-
ды, окружаюш, 1 металл, определяется прежде всего
способами нагрева и применяемым для нагрева обору-
дованием: электрические печи, печи с газопламенным
нагревом, мазутные, индукционные печи и т.п. Состав
газовой среды печей, в которых нагрев осуществляется
нагревателями различного типа, а нс пламенем, опреде-
ляется составом окружающей нас атмосферы. В состав
воздуха входит, % (по массе): 75,60 азота; 23,10 кис-
лорода 1,286 аргона; 0 030 углекислого газа, 0,002 ге-
лия, неона, криптона, ксенона, радона и водорода, 0 2—
4 водяного пара. В средних широтах содержание водя-
ного пара колеблется в пределах 0,2—2,5% (по массе),
а у морского побережья в жаркую погоду достигает
4%. В воздухе индустриальных районов и крупных го-
родов, кроме того, содержатся значительные количества
SO2, SO3, НС1, NH3, NO2 и др.
Состав атмосферы пламенных печей определяется
прежде всего равновесием реакций водяного пара
СО2 + Н2 «* СО + Н2О. (11)
Постоянная равновесия этой реакции
~ Рсо Рн.о^Рсо, Рц. (12)
зависит от температуры в соответствии с выражением
1g Яр = — 1690/7+ 1,546. (13)
Из константы реакции водяного пара следует, что с
повышением температуры в составе атмосферы печи
уменьшается содержание углекислого газа и возрастает
содержание паров воды
Из приведенных выше данных следует, что при тер-
мической обработке цветных металлов можно ожидать
их взаимодействия с кислородом, азотом, парами во-
ды, двуокисью и окисью углерода. В общем случае
взаимодействие металлов с газами включает физичес-
кую адсорбцию, активированную пли химическую ад-
сорбцию, диффузию, растворение и химическое взаимо-
действие металла с газом с образованием химических
соединений.
Адсорбционные процессы не приводят к какому пню
заметному газоиасыщепцю конструкционных mi гал-
лов, и эти процессы обычно нс рассматривают при оцен-
3-188 33
ке возможного газонасыщенпя. Молекулы газа не могуч
диффундировать в твердых телах. Лишь после диссо-
циации молекулы на атомы на поверхности твердого
тела атомы, составляющие молекулу, проникают в ме-
талл В связи с этим состояние поверхности существен-
но влияет на скорость диффузии. При наличии окисных
и иного рода пленок процесс диффузии сильно замед-
ляется, причем в этих условиях скорость диффузии час-
27, см2/с
Ю~5
10
1O'1S
1(Г2°
h
кТ
Миллисекунда -
200 100 25 О
t,°C
1500 600
-Милли-
секунда
-Секунда
-Минута
Микросекунда — __
- Сутки
-Год
Секунда-
Минута-
Час-
Сутки-'
SO год-
-Минута
' - Vac
-Сутки
-Год
-Столетие
-Столетие.
-Миллион
лет
- Возраст
вселенной
иг25
О 1 2 3 4 5 6
I/т-10 2
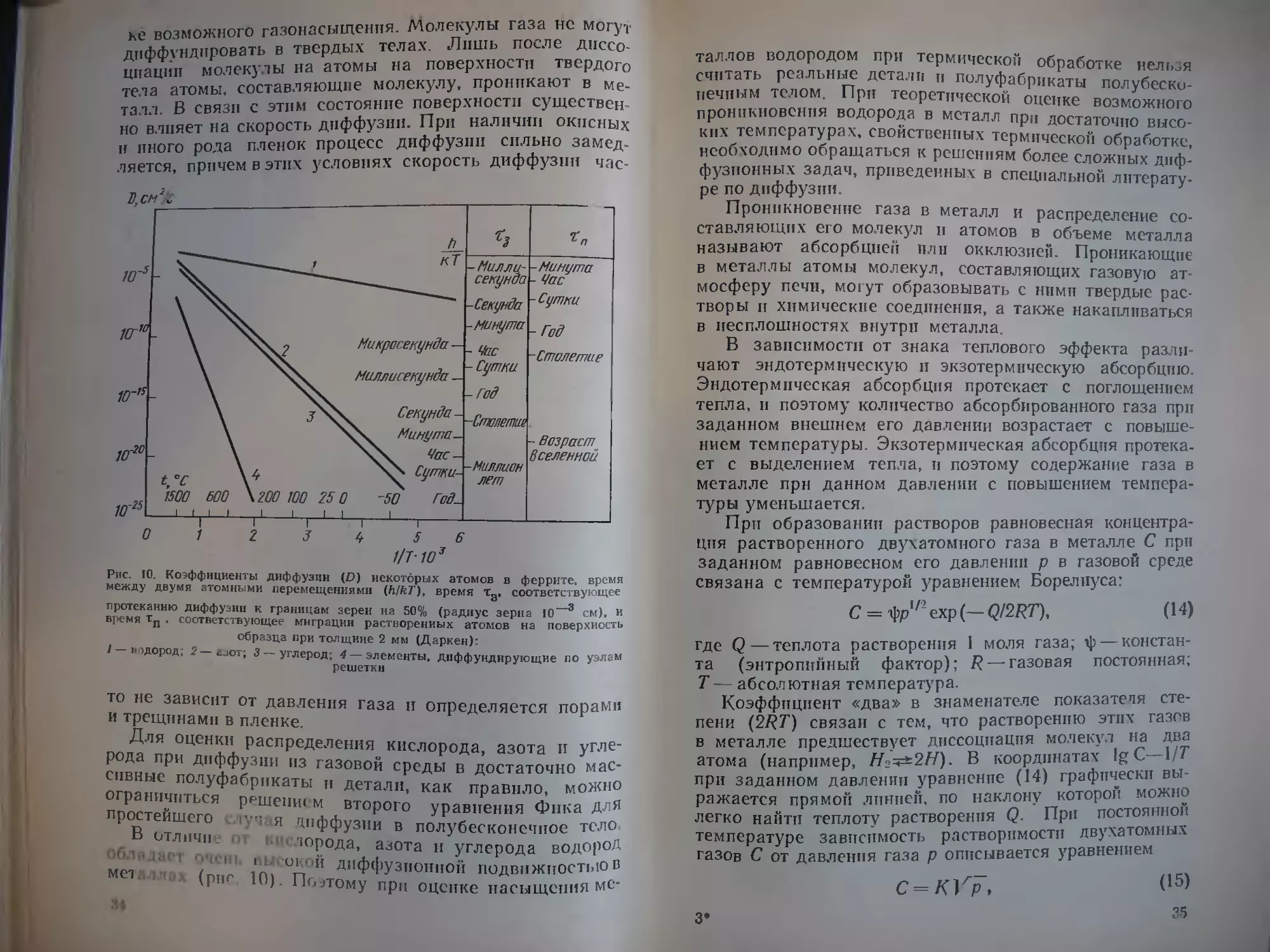
Рис. 10. Коэффициенты диффузии (D) некоторых атомов в феррите, время
между двумя атомными перемещениями (h/kT), время т8» соответствующее
протеканию диффузии к границам зерен иа 50% (радиус зерна 10 3 см), и
время Тп . соответствующее миграции растворенных атомов иа поверхность
образца прн толщине 2 мм (Даркеи):
1 — водород; 2 — азот; 3 — углерод; 4 — элементы, диффундирующие по узлам
решетки
то не зависит от давления газа и определяется порами
п трещинами в пленке.
Для оценки распределения кислорода, азота и угле-
рода при диффузии из газовой среды в достаточно мас-
сивные полуфабрикаты и детали, как правило, можно
ограничиться pi шршкм второго уравнения Фика для
про тенше ,".у. "иффузпн в полубесконсчное тело.
В отличи! । । ни порода, азота и углерода водород
об 1.1 I . I ОЧСП1 ВГ IJ. ий диффузионной ПОДВИЖНОСТЬЮ в
Mi га । , (рис 10). По тому при оценке насыщения мс-
таллов водородом при термической обработке нельзя
считать реальные детали и полуфабрикаты полубеско-
печиым телом. При теоретической оценке возможною
проникновения водорода в металл при достаточно высо
ких температурах, свойственных термической обработке
необходимо обращаться к решениям более сложных диф-
фузионных задач, приведенных в специальной литерату-
ре по диффузии.
Проникновение газа в металл и распределение со-
ставляющих его молекул и атомов в объеме металла
называют абсорбцией или окклюзией. Проникающие
в металлы атомы молекул, составляющих газовую ат-
мосферу печи, могут образовывать с ними твердые рас-
творы и химические соединения, а также накапливаться
в несплошностях внутри металла.
В зависимости от знака теплового эффекта разли-
чают эндотермическую и экзотермическую абсорбцию.
Эндотермическая абсорбция протекает с поглощением
тепла, и поэтому количество абсорбированного газа при
заданном внешнем его давлении возрастает с повыше-
нием температуры. Экзотермическая абсорбция протека-
ет с выделением тепла, и поэтому содержание газа в
металле при данном давлении с повышением темпера-
туры уменьшается.
При образовании растворов равновесная концентра-
ция растворенного двухатомного газа в металле. С при
заданном равновесном его давлении р в газовой среде
связана с температурой уравнением Борелиуса:
С = фр'/2ехр(- QI2RT), (Н)
где Q — теплота растворения 1 моля газа; ф констан-
та (энтропийный фактор); R — газовая постоянная,
Т - абсолютная температура.
Коэффициент «два» в знаменателе показателя сте-
пени (2RT) связан с тем. что растворению этих газов
в металле предшествует диссоциация молекул на два
атома (например, Иz+±2H). В координатах 1g
при заданном давлении уравнение (14) графически в
ражается прямой линией, по наклону которой '
легко найти теплоту растворения Q. При пост
температуре зависимость растворимости дв}\ат
газов С от давления газа р описывается уравнени
с = кГр. <15)
35
з*
гце д — константа дчя данной температуры. Этот закон,
получивший название закона Сивертса, является след,
ствием диссоциации молекул газа на атомы при рас-
творении.
При переходе металлов из твердого состояния в жид-
кое резко изменяется растворимость газа. Аналогичное,
но меньшее по величине скачкообразное изменение рас-
творимости наблюдается также при аллотропических
превращениях.
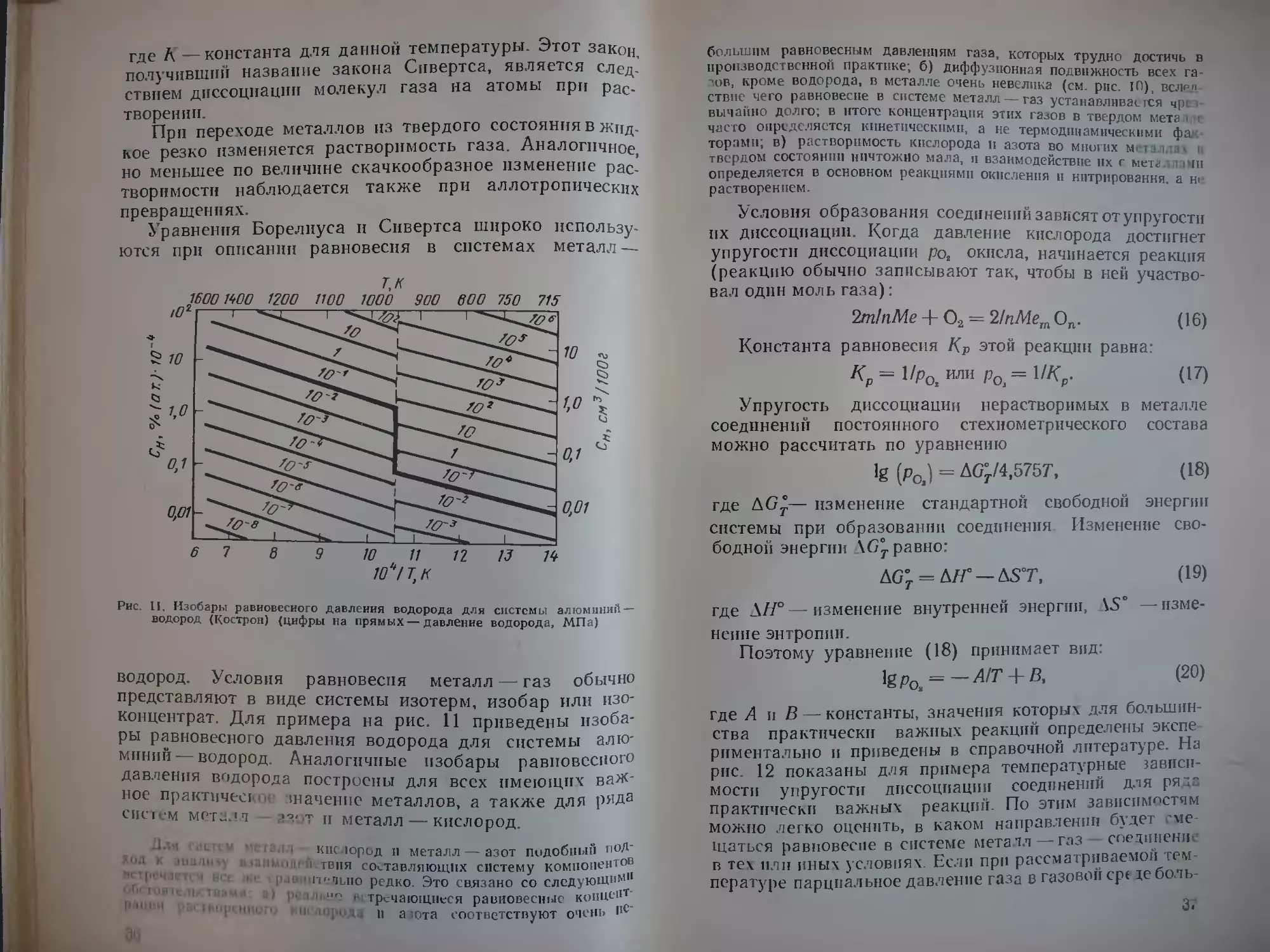
Уравнения Борелиуса и Сивертса широко использу-
ются при описании равновесия в системах металл —
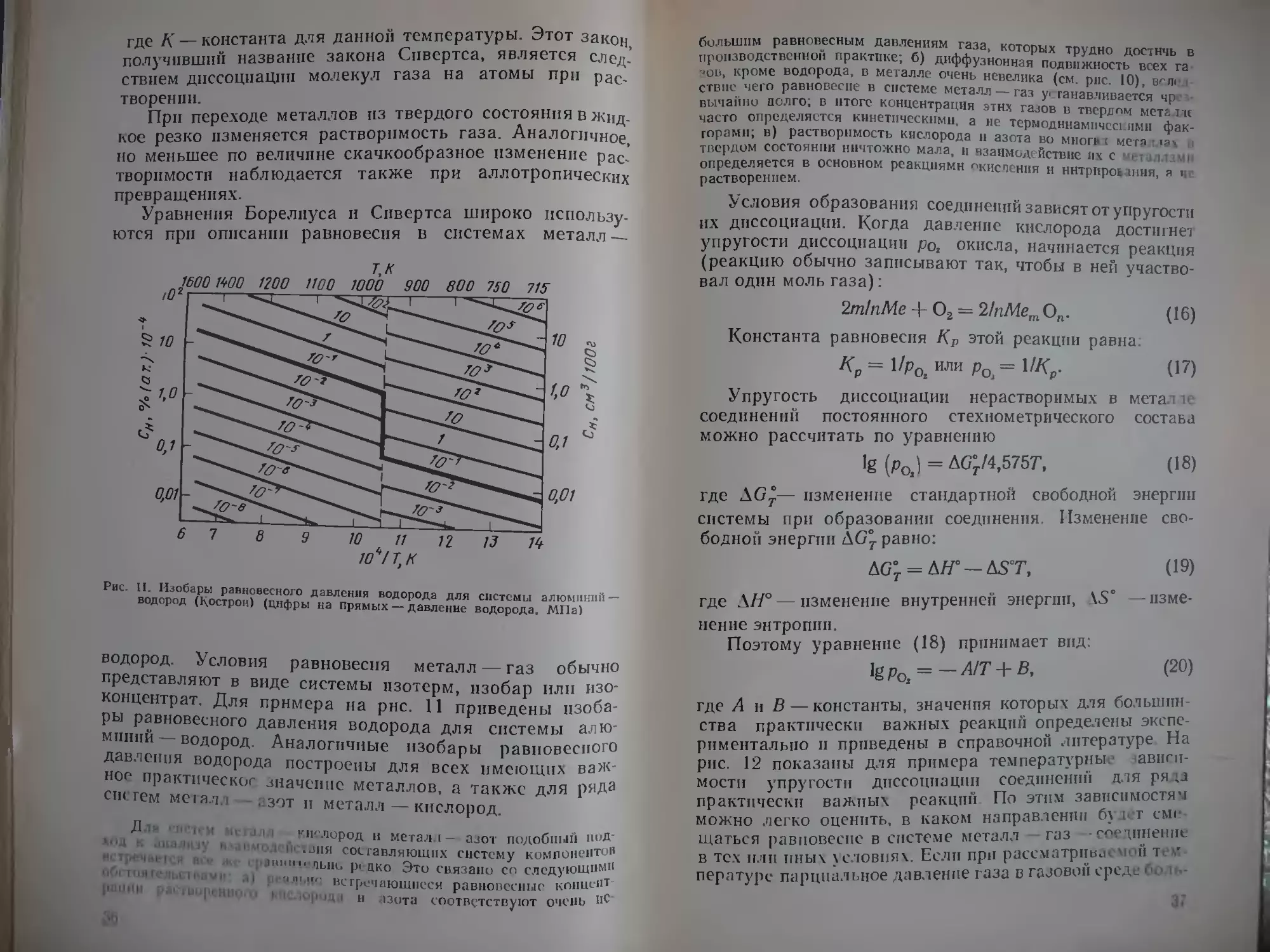
Рис. II. Изобары равновесного давления водорода для
водород (Костров) (цифры на прямых —давление
системы алюминий —
водорода, МПа)
водород. Условия равновесия металл — газ обычно
представляют в виде системы изотерм, изобар или изо-
концентрат. Для примера на рис. И приведены изоба-
ры равновесного давления водорода для системы алю-
миний водород. Аналогичные изобары равновесного
давления водорода построены для всех имеющих важ-
ное практически* (качение металлов, а также для ряда
сип ем метал л т и металл — кислород.
'.......... 11 , кис юрод п металл — азот подобный
1 ' ......1 твпя составляющих систему компонент он
' 1 ! • । • чП'-чыю редко. Это связано со следующим11
' I" । тречагощпеся равновесные коиЦе11Т'
п а .ота соответствуют очень I#
большим равновесным давлениям газа которых трудно достичь в
производственной практике б) диффузионная подвижность всех га
-ов, кроме водорода, в металле очень невелика (см рис 1(1) вслед
ствне чего равновесие в системе металл — газ устанавливается чт
вычайно долго; в итоге концентрация этих газов в твердом мета .
часто определяется кинетическими, а не термодинамическими фа.,
торами; в) растворимость кислорода и азота во многих м< m
твердом состоянии ничтожно мала, и взаимодействие их г метг i ,чп
определяется в основном реакциями окисления и нитрирования а но
растворением.
Условия образования соединений зависят от упругости
их диссоциации Когда давление кислорода достигнет
упругости диссоциации рОг окисла, начинается реакция
(реакцию обычно записывают так, чтобы в ней участво-
вал один моль газа)
2mlпМе + О2 = 2/пМет Оп. (16)
Константа равновесия Кр этой реакции равна:
!<Р = J/Po, или Ро, = (17)
Упругость диссоциации нерастворимых в металле
соединений постоянного стехиометрического состава
можно рассчитать по уравнению
lg (poJ = AGy/4,5757’, (18)
где AG’— изменение стандартной свободной энергии
системы при образовании соединения Изменение сво-
бодной энергии \G°T равно:
АО; = А//° —AST, (19)
где А/7°—изменение внутренней энергии, \S° —изме-
нение энтропии.
Поэтому уравнение (18) принимает вид:
lgPos = -^ + B- (20)
где А и В — константы, значения которых для большин-
ства практически важных реакции определены экспе
рнментально и приведены в справочной литературе. На
рис. 12 показаны для примера температурные зависи-
мости упругости диссоциации соединений для ря.,..
практически важных реакций. По этим зависимостям
можно легко оценить, в каком направлении будет > ме-
таться равновесие в системе металл газ соедпнени'.
в тех или иных условиях Если при рассма(риваемои тем-
пературе парциальное давление газа в газовой сре теооль-
3.
ке возможного газонасышенпя. Молекулы газа нс могут
диффундировать в твердых телах. Лишь после дпссо-
цпашш молекулы на атомы на поверхности твердого
тела атомы составляющие молекулу, проникают в ме-
талл В связи с этим состояние поверхности существен-
но влияет на скорость диффузии. При наличии окисных
и иного рода пленок процесс диффузии сильно замед-
ляется причем в этих условиях скорость диффузии час-
0,см2с
10"
1СГК
10-'s
10~20
10~25
П
кТ
1500 600
200 100 25 О
-Милли-
секунда
-Секунда
-Минута
Г3
-Минута
- Сае
- Сутки
Микросекунда— _
миллисекунда _
-Год
Секунда-
Минута-
Час-
Сутки-
-50 Год-
- Год
-Столетие
-Стонете
-Миллион
лет
- Возраст
Вселенной
О 1 z 3 ч 5 6
1/Т 103
Рис. 10. Коэффициенты диффузии (£)) некоторых атомов в феррите, время
между двумя атомными перемещениями (h/kT), время Тд, соответствующее
протеканию диффузии к границам зерен на 50% (радиус зерна Ю“8 см), и
время тП . соответствующее миграции растворенных атомов на поверхность
образца при толщине 2 мм (Даркен):
i водород, 2 азот; 3~ углерод; 4— элементы, диффундирующие по узлам
решетки
то не зависит от давления газа и определяется порами
и трещинами в пленке.
Для оценки распределения кислорода, азота и угле-
рода при диффузии из газовой среды в достаточно мас-
полуфабрикаты и детали, как правило, можно
пплгтрЩ1ГГЬСЯ РРше11и< м второго уравнения Фика для
Pr СГ° Я а"ФФУзни в полубесконсчпое тело
обли ТЛ|,ЧП 1 юрода, азота и углерода водород
ме1 , 1 Диффузионной подвижностью в
1рпг 11)). Поэтому при оценке насыщения мс-
таллов водородом при термической обработке нельзя
считать реальные детали и полуфабрикаты полубески-
иечпым телом. При теоретической оценке возможного
проникновения водорода в металл при достаточно высо-
ких температурах, свойственных термической обработке
необходимо обращаться к решениям более сложных диф-
фузионных задач, приведенных в специальной литерату-
ре по диффузии. г ’
Проникновение газа в металл и распределение со-
ставляющих его молекул и атомов в объеме металла
называют абсорбцией пли окклюзией- Проникающие
в металлы атомы молекул, составляющих газовую ат-
мосферу печи, могут образовывать с ними твердые рас-
творы и химические соединения, а также накапливаться
в несплошностях внутри металла.
В зависимости от знака теплового эффекта разли-
чают эндотермическую и экзотермическую абсорбцию.
Эндотермическая абсорбция протекает с поглощением
тепла, и поэтому количество абсорбированного газа при
заданном внешнем его давлении возрастает с повыше-
нием температуры. Экзотермическая абсорбция протека-
ет с выделением тепла, и поэтому содержание газа в
металле прн данном давлении с повышением темпера-
туры уменьшается.
При образовании растворов равновесная концентра-
ция растворенного двухатомного газа в металле С при
заданном равновесном его давлении р в газовой среде
связана с температурой уравнением Борелпуса;
С = фр,/2ехр(-(?/2КП О4)
где Q — теплота растворения 1 моля газа; ф — констан-
та (энтропийный фактор); R — газовая постоянная,
Т — абсолютная температура.
Коэффициент «два» в знаменателе показателя сте-
пени (2RT) связан с тем, что растворению этих газов
в металле предшествует диссоциация молекул на два
атома (например, Н+±2Н). В координатах lg С
при заданном давлении уравнение (14) графически вы-
ражается прямой линией, по наклону которой можно
легко найти теплоту растворения Q. При постоянной
температуре зависимость растворимости дв>\ато. ihx
газов С от давления газа р описывается уравнением
c = (15)
?,5
3’
где д'— константа для данной температуры. Этот закон,
получивший название закона Спвертса. является след,
ствием диссоциации молекул газа на атомы при рас-
творении.
При переходе металлов из твердого состояния в жид-
кое резко изменяется растворимость газа. Аналогичное,
но меньшее по величине скачкообразное изменение рас-
творимости наблюдается также при аллотропических
превращениях.
Уравнения Борелиуса и Спвертса широко использу-
ются при описании равновесия в системах металл —
Рис. П Изобары равновесного давления водорода для системы алюминий-
водород (Кострой) (цифры на прямых — давление водорода, МПа)
водород. Условия равновесия металл — газ обычно
представляют в виде системы изотерм, изобар или изо-
концентрат. Для примера на рнс. 11 приведены изоба-
ры равновесного давления водорода для системы алю-
миний-водород. Аналогичные изобары равновесного
давления водорода построены для всех имеющих важ-
ное практическое значение металлов, а также для ряда
систем металл азот и металл — кислород.
fllt 1 ..... кислород н металл- азот подобный шД
" г ' ' । -ли) составляющих систему компонент в
1 ; пык, pi дКо эТо связано со следующим11
, । '1П1.11Г' встречающиеся равновесные конщ-нт
** р u uupeHHinn Mic. )о|1чц | н азота соответствуют очень UC
большим равновесным давлениям газа, которых трудно достичь в
производственном практике; б) диффузионная подвижность всех га
•ов, кроме водорода, в металле очень невелика (см рис 10) to
ствпс чего равновесие в системе металл-газ у. ганавливается чр
вычапно полго; в итоге концентрация этих газов в твердом мет£1е
часто определяется кинетическими, а не термодннамичсс! ими фак-
торами; в) растворимость кислорода и азота во миогн с метя
твердом состоянии ничтожно мала, и взаимод истине их с . ,, ,
определяется в основном реакциями окисления н ннтрпроывия а .
растворением. г ’
Условия образования соединений зависят от упругости
их диссоциации. Когда давление кислорода достигнет
упругости диссоциации ро, окисла, начинается реакция
(реакцию обычно записывают так, чтобы в ней участво-
вал один моль газа):
2т/пМе + О2 = 21пМет О„. (16)
Константа равновесия КР этой реакции равна.
= 1ZPOl или Ро, = (17)
Упругость диссоциации нерастворимых в метал ie
соединений постоянного стехиометрического состава
можно рассчитать по уравнению
lg (PoJ = AG;/4,5757, (18)
где AG' - изменение стандартной свободной энергии
системы при образовании соединения Изменение сво-
бодной энергии AG^. равно:
AG°r = А//° —AST, (19)
где А//° — изменение внутренней энергии, AS - изме-
нение энтропии.
Поэтому уравнение (18) принимает вид:
lgpOi = -//T+B, (20)
где А и В — константы значения которых для большин-
ства практически важных реакций определены экспе
рпменталыю п приведены в справочной литературе
рис. 12 показаны для примера температурим «висн-
мости упругости диссоциации соединении для ря и
практически важных реакции По этим зависимостям
можно легко оценить, в каком направлении б\ т с mi
щаться равновесие в системе металл газ сое пнеппе
в тс.х пли иных условиях. Если при рассматривж ион т
пературс парциальное давление газа в газовой среде (
37
ше упругости диссоциации данного соединения, то бу.
дет проходить реакция его образования; в противном
случае соединение диссонирует.
Характер взаимодействия металла с газом, как и ме-
таллические системы, описывают с помощью диаграмм
состояния, которые, однако, имеют ряд специфических
особенностей. Эти особенности обусловлены нсобходц-
мостью учета давления газа в системе металл газ, в
то время как для большинства металлических систем
Рис. 12. Зависимость упругости диссо-
циации окнелов металлов (МПа) от
обратной температуры (построено по
данным И. С. Куликова):
i -4Cu+O2=2Cu2O; 2— ^Мо+О2=
=2/зМо03: 3 — Sn+O2-SnO ; 4 — 2/3W+
4-O2=S/3WO3; 5 - V5V + O2=7sV2Os; 6 —
2Znw+°2±=2Zn°: 7-V3Cr+02- /зСг2О3;
8 —2Nb+O2=2NbO; 9 — Ti+O2=TiO2-
10 - V3AI+O2=2/3AI2O3; 11 - 2Mg+0»=-
=2MgO, /2—2Be+O2=2BeO
Me С С, С"
Содержание водорода
Рис. 13. Схематическая диа-
грамма состояния системы по-
лиморфный металл — водород
для случая, когда водород ста-
билизирует высокотемператур-
ную фазу и образует гндрнды:
Pi > р2 > Рз > pt > ps> рв
давлением паров можно пренебречь. В соответствии с
этим правило фаз для систем металл — газ следует при-
менять в виде: c=k—ф + 2,
где с -число степеней свободы системы; k — чпе ю
компонентов системы; ф — число находящихся в равно-
весии фаз. 1
о„,^а РИС 13 пР11всдена схематичная диаграмма состо-
чопопС1гтГ< МЫ мсгалл водород для случая, когда во-
иию ‘ н шзир^ет высокотемпературную модпфика-
ВПЛО| Р который экзотермически абсорбирует
нане',„, «им гидриды (у). На дпаРграмму
и ры Для металлов, экзотерм пчес-
вэдород, с увеличением его содер-
Жаппя понижается температура, при которой устанав-
ливается заданное равновесное давление р. При доста-
точной концентрации водорода однофазная область
сменяется двухфазной. С дальнейшим введением водо-
рода количество второй фазы постепенно растет, но рав-
новесное давление газа остается постоянным. Наконец,
двухфазная область сменяется однофазной; в этой об-
ласти концентраций температура, соответствующая за-
данному равновесному давлению водорода, понижается
с увеличением его содержания в металле.
Из приведенной схемы очевидно, что линии диаграм-
мы не являются изобарами системы: они представляют
геометрическое место точек изломов на изобарах сис-
темы. Так, в частности, линия аа0 не является линией
изобарической растворимости водорода в a-фазе; это
линия растворимости в а фазе гидридов. Растворимость
гидридов в a-фазе увеличивается с повышением темпе-
ратуры, в то время как изобарическая растворимость
уменьшается.
Рассмотрим, каким образом по диаграмме состояния металл —
водород можно оценить равновесные условия системы. Допустим,
металл с концентрацией водорода Ci нагрет до температуры Л.
При этой температуре сплав состава С\ будет иметь равновесную
структуру а+у лишь при вполне определенном равновесном внеш-
нем давлении водорода рй. Если в системе поддерживается меньшее
давление водорода ре, то он будет удаляться из металла до тех пор,
пока его концентрация не понизится до значения С В итоге спл„в
приобретает однофазную структуру, представленную фазой а. Если
в системе поддерживается давление больше равновесного, напри-
мер р4, то металл будет насыщаткя водородом до тех пор, пока
концентрация водорода в нем не достигнет значения С , когда ме-
талл приобретает однофазную структуру, представленную фазой
Таким образом, определить фазовый состав металла, насыщен-
ного водородом, по диаграмме состояния металл — водород и-.эчи-
тельно сложнее, чем в металлических системах. Следует, одна , от-
метить, что для металлов, экзотермически абсорбирующих воде,р. л
подобных титану и цирконию, при температурах, близких к комн
ной и ниже нее, равновесное давление водорода ничтожно маг
а диффузия водорода протекает медленно. Поэтому можно пр. ic-
бречь изменением концентрации водорода в таких металлах вр.
менем н пользоваться диаграммой состояния мета лл - водород с i <
определения фазового состава сплавов при низких температурах так-
же, как для металлических систем.
Равновесие в системах металл — окисел описывают
фазовыми диаграммами в координатах температура
Т (или 1/Г) — окислительный потенциал (1g pOi или
1g Ро). На рис. 14 приведены для примера подобные диа-
граммы для окислов титана и ниобия. Для сравнения
39
приведены условия равновесия реакции FcO^Fe | '/2О2.
Эти диаграммы позволяют оценить, при каких темпера-
турах и парциальных давлениях кислорода могут ста-
бпльно существовать те пли иные окислы данного ме-
талла.
Кислород отличается большой активностью по от-
ношению ко многим металлам. Некоторые металлы, в
том числе медь, титан, цирконий, ванадий, ниобий, тан-
тал и ряд других, растворяют свои окислы. Другие, та-
Рвс. 14. Фазовые диаграммы окислов титана (а) и инобия (б) (И. С. Куликов)
кие как магний, молибден, вольфрам, дают окислы,
практически нерастворимые в металле. По возрастанию
термодинамической устойчивости, т. е. по уменьшению
упругости диссоциации, окислы при температурах, близ-
ких к комнатной, располагаются в ряд (см. рис 12):
Си2О, МоО3, FeO, WO3, SnO2, ZnO, Cr2O3, MnO, SiO2,
Ta2O6, Nb2O6, TiO2, ZrO2, A12O3, MgO, CaO, BeO. При
всех температурах наименее устойчивы окислы меди,
никеля, молибдена; наиболее устойчивы окислы алюми-
ния, магния, кальция, бериллия.
Все практически важные металлы взаимодействуют
с азотом менее активно, чем с кислородом. Небольшой
термодинамической устойчивостью обладают нитриды
же с а, молибдена, марганца, а наиболее устойчивы
нитриды циркония и титана Такие металлы, как жепс-
, молибден, хром, цирконий, титан, растворяют свои
шприцы, алюминии и магний пет.
СС М' *Л .? 11ЛП 1,11011 < гепсип пзапмодейсгву-
' 1ЛГ’Р° " A ic. ijiM, абсорбирующие водород по
•ПД1КРМП-. м.н р ЩЦ1Ш (Al, Mg, Си, Fe и др ), по об
ра .мот < водород,,, гидридов при непосредственном
40
взаимодействии металла с водородом, хотя искусствен-
но, косвенным путем, гидриды могут быть получены.
Металлы абсорбирующие водород по экзотермиче! вй
реакции (Ti, Zr, V, Nb, Та н др.), образуют с водородом
гидриды при сравнительно небольшом внешнем дав”'
нии водорода, которое значительно меньше атмосфер-
ного.
Хотя растворимость водорода в металле не является
константой для данной температуры, в литературе час-
то условно сопоставляют металлы по способности аб-
сорбировать водород на основе оценки содержания
водорода в металле при давлении водорода, равк м
0,1 МПа (при заданной температуре). Эту раствори-
мость мы будем в дальнейшем называть нормальной
Содержание водорода в эндотермических окклюдерах
обычно оценивают в кубических сантиметрах водорода
при нормальных условиях (температура 20“ С, давление
0,10 МПа), приходящихся на 100 г металла. Так, в
частности, нормальная растворимость в твердом . стоя-
нии вблизи точки плавления металла составляет см1/
/100 г: для алюминия 0,044; магния 31; меди 2,0, желе-
за 14,3.
Общее содержание водорода в этих металлах ih
превышает растворимость, так как он может нах лить-
ся в растворе в пересыщенном состоянии даполич?! иес-
плошности разного вида, сегрегировать на р.......'
включениях, в частности на поверхности окис. "
Наибольшее количество водор да (в расчете ч
атом металла) поглощают переходные мета III ’
группы, которые образуют гидриды г став i Ale Н П~
увеличении номера группы общее • чс-с’1 т • ; ю
поглощаемого металлами, уменьшает. । мет ПА
группы дают гидриды типа AleН?. а металлы VA груп-
пы Л1еН. Молибден, вольфрам, хр и < и \
группе, поглощают уже так мало водорода, что 1
вптся возможным применять вод оро I п .. I' . I !'
пой атмосферы. Металлы VIIA грхппы г । ач,
в таметпоп степени поглощать ш . 'р и 11,11
чество водорода, абсорбированного мета >ои в .з
пых условиях, возраст л по м '
пня номера группы, к которой iin . • ", '
мета 1 1 Вместе е тем меняется и общий
модепствпя металлов с вод ро. м 1 । •,
расположенные левее VIA грхппы в .....не I >1
41
чепеева поглощают водород по экзотермической, а пра-
вее VIA группы (кроме палладия) — по эндотермпчсс-
к°СРпарамп воды металлы взаимодействуют по реакции
пМе + Н2О Г тМеп/т OI/m + Н,. (21)
При этой реакции на поверхности металла образу-
ются окислы, которые могут частично растворяться в
металле, и водород, который распределяется между га-
зовой фазой и раствором в металле в соответствии с зако-
ном Спвертса. Таким образом, в результате взаимодей
ствпя металлов с парами воды металлы наводорожива-
ются, и этот эффект —наиболее неприятное последствие
рассматриваемой реакции.
В атмосфере содержится всего 0,01 % (объемн.) Н2.
Содержание молекулярного водорода в окружающей
металл газовой среде при термической обработке также
столь невелико, что наводороживания не происходит
(если атмосфера печи не является водородной). Основ-
ным источником наводороживания является влага — ат-
мосферная и образующаяся в результате сгорания топ-
лива при нагреве металла открытым пламенем. Содер-
жание паров воды в атмосфере печи на много порядков
больше, чем водорода, и может колебаться в довольно
широких пределах. Парциальное давление паров воды
при плавке в электрической лабораторной печи состав-
ляет 1700—2000 Па, а в газовой печи 8000—16000 Па.
Концентрация растворенного водорода, образующегося
при взаимодействии металла с парами воды, прямо про-
порциональна концентрации атомарного водорода в га-
зовой фазе, точнее, в газовом слое вблизи поверхности
металла и связана с парциальным давлением паров воды
в атмосфере рно зависимостью типа уравнения Сивсртса:
C=KVpHio- (22)
где А - - константа, отличная от аналогичного парамет-
ра дня систем металл—водород.
сиег^П^° терМ0Д|,нам,1ческим расчетам большинства
ответствхтот'Л гпг ППРЫ Р0ДЬ1 следам паров воды со-
меиенис вог-/. Р.’™Ы° пяшк’шя водорода, так как пз-
вргччя ни ргип системы при реакции (21)
по зп Пг " 1 'лютиой величине и отрицательно
1 почти вс, । водород, образующийся
42
ПО этой реакции, должен поступать в металл. Лишь, об-
разующаяся на поверхности металла при этом окисная
пленка препятствует насыщению металла водородом до
чрезвычайно больших концентраций
При термической обработке металл может также
взаимодействовать с двуокисью н окисью углерода по
реакциям.
пМе^СОХтМеп1тОЧт СО; (23)
тМеп1тО}1т гС. (24)
Направление этих реакций зависит от соотношения
упругости диссоциации окнелов металла, с одной сторо-
ны, и окнелов углерода, с другой стороны. Реакция будет
идти в направлении образования окнелов металла лишь
в том случае, если их упругость диссоциации меньше
упругости диссоциации окислов углерода. В каждом
конкретном случае для оценки направления течения ре-
акций (23) и (24) необходимо проводить термодинами-
ческий анализ.
При определенном, зависящем от температуры со-
отношении парциальных давлений газов в правой и
вой части уравнений (23) и (24) устанавливается равно
весне этих реакций. Для этих реакций константы равг
весия выражаются следующими соотношениями:
а) реакция (23) Kfi = Рсо^со,! (25)
б) реакция (24) Крг = 1/рсо. (26)
В общем виде температурную зависимость константы
равновесия этих реакции можно описать уравнением
lg Кр -А/Т+В, (27)
где А и В — коэффициенты, зависящие от типа реакции
и металла, вступающего в реакцию с окисью пли дву-
окисью углерода. Значения этих коэффициентов тя
реакций (23) и (24) приведены в справочной литературе
7. ВЛИЯНИЕ ГАЗОВ НА МЕХАНИЧЕСКИЕ
СВОЙСТВА МЕТАЛЛОВ.
ВОДОРОДНАЯ ХРУПКОСТЬ
Образующиеся в ре ельтате реакции метал тов с i
ми продукты взаимодействия оказывают разиообра ;н« е
влияние па их механические свойства. Кислород н 1?о,
4о
концентрируются в поверхностном слое изделия, обра-
зуя нитриды и окпслы, а в некоторых случаях и переход-
ную обогащенную газовой примесью зону, представляю-
щую твердый раствор внедрения О толщине переходного
слоя обычно судят по результатам измерения микро
твердости; за глубину проникновения переходного слоя
принимают толщину, при которой повышение микротвер-
достп из-за растворения примесей внедрения достигает
ошибки измерения (рис. 15). Слой, образованный окис-
Рнс. 15. Изменение микротвердости
поверхностного слоя, обогащенного
примесями внедрения, от расстоя-
ния I до поверхности:
h—толщина слоя, соответствующе-
го химическому соединению; /2 —
толщина переходного слоя; /а —
толщина газонасыщенного слоя
ламп и (или) нитридами, а
также переходный обогащен
ный кислородом п (пли) азо
том, называют газонасыщен-
ным слоем. Газонасыщен
ные слон обычно невелики
по толщине, и при необхо-
димости их можно удалить
с поверхности травлением,
зачисткой, механической об-
работкой. Этот способ борь-
бы с газонасыщеннымп слоя-
ми неприменим для продук-
ции тонкого сечения (напри-
мер, тонких листов из актив-
ных металлов, таких как ти-
тан и цирконий), В этом
случае газонасыщенные слои могут привести к неиспра-
вимому браку.
Газонасыщенные слон способствуют возникновению
поверхностных микро- и макротрещин при деформации
(штамповке, вытяжке, гибке п других операциях), свар-
ке изделий, вызывают в ряде случаев снижение коррози-
онной стойкости и даже приводят иногда к возгоранию
изделий в среде активных реагентов (жидком кислоро-
де, фторе, парах щелочных металлов). Окисные, нитрид-
ные и переходные слон обычно резко снижают пластич-
ность полуфабрикатов и изделий тонкого сечения; резко
уменьшаются удлинение, угол загиба. Нитридные, окис-
ные и пер< ходпыс слои могут служить инициаторами
усталостного .оррозпонного п замедленного разруше
ния. Вместе с тем в некоторых случаях окисные, питрпД'
пы< и п>р< 1диьп слои могут и положительно влиять па
е.т " । ,с гиа к галла, в частности они могут су
uii.'i 1 спи' повышать антифрикционные свойства. 11зве-
44
стно, что именно с этой целью проводят химико-термиче
скую обработку металла, основанную на диффузионном
насыщении поверхностных слоев элементами внедрения
Заметим, что в большинстве случаев тончайшие плот-
ные окисные слон, как правило, бывают полезными
именно они обеспечивают высокую коррозионную стой-
кость при температурах, близких к комнатной, таких ак-
тивных металлов, как алюминий, титан, цирконий и ряд
других.
В отличие от азота и кислорода водород практически
всегда отрицательно влияет на служебные свойства ме-
таллов и сплавов, хотя иногда и наблюдается водород-
ное пластифицирование. Водород, обладая большой
диффузионной подвижностью, проникает в металлы на
большие толщины и распределяется в макромасштабе
почти равномерно по всему объему металла, так чтг*
вредное влияние водорода распространяется на вегь
объем металла, хотя, разумеется, разрушение начинает-
ся от наиболее опасных в конструкционном отношении
мест (концентраторов напряжений, наиболее натру..ен-
ных частей изделия и т. п.).
Водород приводит ко многим нежелательным изме-
нениям механических свойств металлов. Все эти неже-
лательные явления условно называют водородной хруп-
костью металлов, хотя в большинстве случаев чисто
хрупкое разрушение не развивается. Согласно современ-
ным представлениям следует различать два рода водо
родной хрупкости, возникающей в металле с повышен-
ным содержанием водорода:
а) хрупкость I рода, обусловленную источит ами,
которые имеются в исходном металле до какого-.тш
приложения напряжений;
б) хру'пкость II рода, обусловленную источниками,
которые развиваются в металле под действием прпл
женных или внутренних напряжений.
Хрупкость 1 рода усиливается с увеличением скор'''
ти деформации; она может быть обусловлена.
а) газообразными продуктами, образующими.. ут-
ри металла при реакции диффундирующего водя ..I <.
примесями или легирующими элементами (первый
хрупкости);
б) молекулярным водородом в несплошностях (вт<
рой вид);
в) выделениями гидридов (третий вид),
45
г) растворенным водородом (четвертый вид).
Водородная хрупкость II рода развивается в опреде-
ленном интервале малых скоростей деформации; она
может быть обусловлена:
а) продуктами распада нестаопльных относительно
водорода растворов под воздействием напряжении (пя-
тый вид);
б) взаимодействием атомов водорода с подвижными
дислокациями (шестой вид);
в) направленной диффузией атомов водорода в неод-
нородных упругих, тепловых и электрических полях
(седьмой вид);
г) водородом, образующимся при реакциях в процессе
коррозионного растрескивания металлов (восьмой вид).
Водородная хрупкость может быть обратимой и не-
обратимой. Водородную хрупкость называют обратимой,
если после снятия предварительно приложенных напря-
жений почти полностью восстанавливается пластичность
наводороженного металла. В этом случае после снятия
предварительных напряжений источники водородной
хрупкости со временем устраняются и охрупчивающее
действие их прекращается. Водородную хрупкость назы-
вают необратимой в том случае, когда снятие напряже-
ний после длительного их действия не
становлению пластичности сплавов
К водородной хрупкости первого
такие явления, как водородная болезнь металлов и водо-
родная коррозия стали. Для развития водородной болез-
ни необходимы, по крайней мере, два условия: а) метал-
лы должны образовывать с кислородом нерастворимые
окислы пли твердые растворы внедрения; б) водород
способен восстанавливать эти окислы или растворы кис-
лорода в металле с образованием паров воды высокого
давления. Подобные условия создаются в никеле, меди,
серебре, загрязненных кислородом
При в запмодеиствип этих металлов с водородом
окислы, находящиеся внутри металла в виде включений,
п'пппли^10Т q В0Д0Р0Д0М' образуя пары воды высокого
ТЭ Р*-акцпя происходит, если температура
во нчк-1-КОТОрО11 пр ’" льной- В результате в металлах
о никa.Tiunpai л. ииып поток водорода от источника
Ог>г>Т Л IIJ n"l‘|JP' !'OL'rii в глубь металла к окпелам
р ...оцисхя и но . р ппгтп раздела металл — окисел
,1,|Ди . ......".гоприятиые условия для образо
приводит к вос-
в и д а относятся
вания субмикроскопичсских и микроскопических не-
сплошностей, т е приводят к необратимым изменениям
структуры п свойств металлов. Процесс будет продол-
житься, пока в системе не установится динамическое
равновесие, когда количество водорода, диффундирую-
щего с поверхности, станет равным количеству водорота,
диффундирующему из несплошностей к поверхности’
Кислород в указанных выше металлах сосредоточен по
границам зерен, и поэтому именно здесь скапливаются
образующиеся при реакции водорода с кислородом пары
воды, приводя к межкристаллитным трещинам и хруп-
кому разрушению. Аналогичные последствия вызывает
реакция водорода с растворенным кислородом, сегреги-
рующим на границах зерен.
Рис. 16 иллюстрирует со-
отношение между температу-
рой и концентрацией водоро-
да в атмосфере печи при от-
жиге медной проволоки, в ре-
зультате которого она охруп-
чивается па 5, 10, 20, 40 и
60%. Продолжительность от-
жига составляла 1 ч Хрупкость
меди оценивали по результа-
там испытания проволоки на
многократный изгиб Степень
охрупчивания вычисляли по со-
отношению (л,—п2)/Л| = 100%
где п2 и п, — число перегибов
до разрушения после отжига в
водородной атмосфере и азо-
те. Заметное охрупчивание ме-
ди наблюдается при темпера-
турах выше 500 °C и содер-
жаниях водорода в атмосфере
более 0,5%. Эти результаты
следует иметь в виду при вы-
боре контролируемых атмосфер
для светлого Отжига меди и лат)
Рис. 16. Соотношение между темпера-
турой и концентрацией В' j-фч в -
мосфере при отжиге • е
щем ее охрупчивание i: j 5 (/). И'
20 (3). 40 (4) и 6С ‘ (5/ при )
нин на многократно j изгиб (С. Хлэ-
пер н др ’i
Хрупкость второго вида обусловлена молекуляр-
ным водородом Она чаще всего развивается в металла
эндотермически поглощающих водород (желе о. а.
нип, магний и т. д.). Одно из вредных проявлении вод
рода в этих металлах связано с возникновением порист,,
стп. Газовые пузыри возникают в них из-за уменьшения
растворимости с понижением температуры и меньшей
растворимости водорода в твердой фазе, чем в жп ik
В этих металлах различают первичную и вгоричп ь>
пористость. Первичная пористость зарождается в
ком металле или при кристаллизации металла из-за
лменьшенпя растворимости водорода при понижении
температуры и переходе металла из жидкого состояния
в твердое Она получает дальнейшее развитие в процес-
се охлаждения после кристаллизации и при последующей
термической обработке. В эндотермических окклюдерах,
в частности в алюминии, растворимость водорода с по-
нижением температуры уменьшается, и он стремится вы-
делиться из твердого раствора с образованием газовой
фазы.
Водород, выделяющийся из твердого раствора, при
изотермической выдержке и понижающейся температу-
ре, во-первых, поступает в готовые несплошности, повы-
шая в них давление, а во-вторых, образует новые мел-
кие поры диаметром около 1—2 мкм. Эту пористость
назвали вторичной в отличие от грубой междендритной
п газовой пористости, возникающей при кристаллизации.
При образовании пористости механические свойства
металлов снижаются по двум причинам: а) уменьшается
живое сечение образца; б) высокое давление водорода в
порах облегчает развитие трещин, ведущих к разруше-
нию. При низких температурах в металлах, эндотерми-
чески поглощающих водород, давление водорода в по-
рах и пустотах может быть весьма значительным, соиз-
меримым с пределом прочности металла.
Гидрндная хрупкость (хрупкость третьего вида)
характерна для металлов, которые абсорбируют водо-
род по экзотермической реакции. Эта хрупкость в наи-
большей степени развивается в том случае, когда гид-
риды или образуют непрерывную сетку по границам
зерен, или пронизывают зерна от одной их границы до
другои. Гидридные пластинки сильно снижают истинные
разрушающие напряжения металлов и особенно удар-
ную вязкость металлов. Они облегчают зарождение
И их до гРчФФ«тсовых размеров, поскольку
эФФект,,вными концентраторами напряжении
мяп^°ПЬШ11Х СКОР°СТЯХ Деформации и характеризуются
ofim 1 С|£еш1ен1,ем 1 металлом. Кроме того, гидриды,
лают пп большнм УДельным объемом, чем металл, соз-
пластнн С™ив,аюш'"- напряжения у концов гидрпдных
пластпжж и облегчают зарождение трещин.
На TnipP"41 '' И 1>11( показано влияние водорода
В .пт-ш гп„'“V ’1И“’ПЯ 11 «еплавов ВТ5 и ВТ5-1-
дрп 1Ы обра уются при содержаниях водоро
да, превышающих 0,005%, а в сплавах ВТ5 и ВТ5-1_
превышающих 0,030 /о, что и вызывает падение ударной
вязкости.
Хрупкость четвертого вида развивается в ме-
тиллях и сплавах, в которых водород растворяется в
больших количествах без образования гидридов Так
в частности, ударная вязкость р-сплава ВТ 15 при ком-
натной температуре начинает снижаться при концентра-
циях водорода более 0,15% (рис. 18), а первые выделе-
ния гидридов обнаруживаются при 0,35% Н Водородная
хрупкость этого вида аналогична хладноломкости, обус-
Рпс. 17. Влияние водорода на удар-
ную вязкость титана (/) н титано-
вых а-сплавов BT5 (2) и ВТ5-1 (?)
(Б. А. Колачев, В И. Седов)
Рис. 18. Влияние вояор'х?
иа ударную вязко ть р-с л -
ва BTI5 при 1.
испытания, С.
1 —20; 2 — 1'. > - минус .
4 — минус 7’ (Б. А. Ко 1№.
Н. Я- Гу -ДЬник но
ловленной такими типичными примесями внедрения, как
углерод, азот, кислород: понижение температуры спо-
собствует ее развитию. При хладноломкости, обуслов-
ленной водородом, разрушение бывает преимуществен-
но внутрикристаллитным. Это означает, что водородная
хрупкость рассматриваемого вида обусловлена не состо-
янием границ зерен, а иными причинами. Основная при-
чина водородной хрупкости четвертого вида — блокиро-
вание растворенными атомами водорода источников дис-
локаций во вторичных плоскостях скольжения и
увеличение инертности подвижных дислокаций
Водородная хрупкость пятого вида наблюдаегся
в том случае, когда в образцах фиксируется Пересы
щенный относительно во юро щ твердый раствор. Она
развивается при содержаниях во юро ia больше той кон-
центрации, начиная с которой проявляется водородная
4—188 49
хру„„тперво^
твердые растворы повЫшастся
давление в «сплошностях, или с образованием пластин-
чатых выделений гидридов. Водородная хрупкость рас-
сматриваемого вида необратима, поскольку после сня-
тая напряжений источники хрупкости не устраняются и
пластичность сплавов не восстанавливается. В развитии
водородной хрупкости пятого вида существенную роль
--------------------старение.
-- * ' Рис. 19 иллюстрирует
может играть деформационное
Рис. 19. Влияние водорода на поперечное
о 0,01 о,к о,оз от
Нг,°4,
влияние водорода на меха-
нические свойства а-сплава
ВТ5-1 после отжига и за-
калки. Структура отожжен-
ного сплава ВТ5-1 пред-
ставлена а-раствором при
концентрациях водорода до
0,030% и а фазой и гидри-
дом при больших его кон-
центрациях. В этом случае
водородная хрупкость про-
является при испытаниях
на растяжение с большой
сужение н относительное удлинение спла-
ва ВТ5-[ в отожженном (о) н закаленном
(6) состоянии при проведении испытаний
со скоростями деформации 4-10“2 с
н 2,7-10 с 1 (2) (Б. А. Колачев,
Н. Я. Гусельников)
скоростью деформации, а не
малой (рис. 19, а). После
закалки структура сплава
ВТ5-1 представлена а-твер-
дым раствором, причем при
содержаниях более 0,030%
водород находится в пере-
сыщенном твердом раство-
ре. В закаленном сплаве
щепных лти’пгит/' е‘ В условиях’ когда происходит распад пересы-
гидридов ЛЬ11° В0д0Р0да твердых растворов с выделением
братимая водородная хрупкость шестого вида
nnucu',™ К нанб°лее сложным явлениям, связанным с
гт_ ?,и М водоРода на механические и служебные свой-
оактепнмЛЛа ^ЛЯ водородной хрупкости этого вида ха-
рактерны следующие шкономерности:
1) снижение г"-----
ном иитрппапп ™ .....4,111 в опреде
2) пнов ПН :ИПеРаТУР 11 СК°Р°СТС" деформации,
) Пр )ВоЛЫ СТЦЧПОСТП П.-.СО-
кпм пмпер?: . i
3) ро,
’’ рвач пр
4) водорои,,.
W
. — ни'кен,п п астичности проявляется в определен'
стпчпостп смещаются к более высо-
’'зеличеннем скорости деформации,
। аппя по юрода температурный КП'
гнчпоцтп расширяется;
I iii.oi гь ни '’того вида развивается
npii концентрациях водорода меньше тех, при которых
наблюдается хрупкость первого рода.
Водородная хрупкость шестого вида развивается при
температурах ниже некоторой критической Тк, когда во-
дород может образовывать на дислокациях атмосферы
Коттрелла.
Если скорость деформации мала, а температура та-
кова, что подвижность атомов водорода сравнима со
скоростью движения дислокаций, атмосферы Коттрс
ла будут сопровождать дислокации, отставая от них на
некоторое расстояние. Переме-
щающиеся под влиянием при-
ложенных напряжений дисло-
кации вместе с водородными
атмосферами достигают грани-
цы зерна или какого-либо дру-
гого препятствия и образуют
скопление. Учитывая, что по
одной действующей плоскости
скольжения может перемещать-
ся большое число дислокаций,
следует ожидать значительной
сегрегации водорода у препят-
ствия скольжению. Если дей-
ствующие напряжения доста-
точно велики, то в вершине
скопления зарождается трещи-
на, причем водород облегчает не
Рис. 20. Схема влиявпи темпе-
ратуры ис1 1 iraiiF । 1. л
ность металлов пт и j
ростах деформации ..
развития водорчд tiort хруп^огтч
и сотого Bi'-.i (Б Л К с i j'tcni
только зарождение тре-
щины, но и дальнейшее ее распространение.
Обратимый характер этой хрупкости можно ооъяс
нить тем, что если нагрузку снять до момента появления
трещин, то термическая диффузия постепенно выр внп
концентрацию водорода по объему металла и устранит
по крайней мере частично, сегрегацию водорода у грани
цы зерна.
Характер взаимодействия атомов водорода с движу
щнмнея дислокациями существенно зависит иг темпер
туры деформации (рис. 20). Если температура елпшк.
низка (ниже Г"), то подвижность атомов водород i и?
столько мала, что даже при относительно небольшой
скорости деформации ₽i дислокации не у влекут а coo i
водородных атмосфер, а вырвутся из них и свободно пе-
реместятся в металле. В этом случае пластичность оста
4»
51
" „ пппчинам- а) движение дислокаций
Об«а«а»»; в! «
доставляютк границам зерна атомы водорода.
Д С повышением температуры подвижность атомов во.
дорода возрастает и при некоторой температуре Тн ста-
новится сравнимой со скоростью движения дислокаций
при той же скорости деформации е,. Начиная с этой тем-
пературы дислокации частично увлекают за собой водо-
родные атмосферы, что приводит к снижению пластично-
сти. Выше некоторой температуры Тп водородные атмо-
сферы полностью увлекаются дислокациями, и водород-
ная хрупкость развивается в полной мере. .Наконец,
температура становится настолько высокой (То), что ат-
мосферы Коттрелла начинают размываться, тепловым
движением. В итоге, начиная с температуры T’Q, пластич-
ность резко возрастает, а когда атмосферы Коттрелла
разрушаются полностью, водородная хрупкость исчезает.
Если скорость деформации больше, чем ej, скажем
Е2, то снижение пластичности начнется с более высокой
температуры 7'н, поскольку при большой скорости дви-
жения дислокаций подвижность атомов водорода долж-
на быть больше, чтобы онн могли взаимодействовать с
движущейся дислокацией и сопровождать ее. При до-
статочно больших скоростях деформации, порядка 64,
дислокации вырываются из окружающих их водородных
атмосфер во всем температурном интервале их сущест-
вования и водородная хрупкость не развивается.
Действующий механизм водородной хрупкости ше-
стого вида несколько сложнее. Одновременно с сегрега-
цией водорода в голове скопления дислокаций действует
изотермическая диффузия, стремящаяся выравнять кон-
центрацию водорода по объему металла. Чем меньше
паг^°СТЬ ДеФ°Рмаци,1> тем дольше действует тепловое
И П0Эт0мУ полнее устраняются источники
Т" сегпсгппа3^УШеН1П ^ак’ например, при температуре
0 Р 11111 оДоРода в голове скопления дислокаций
очти полностью рассасываются при скорости деформа-
ции ti и в значительной мере сохраняются при скорости
ется кМбоп₽р п, Т°Му м,,н,,мУм пластичности смета
р-тп деф^Х™ РЭМ С увеличением ско-
<2 Природа влияния водорода па механизм зарождения
и распространения трещин различна для разных метал-
лов. Водород, транспортируемый дислокациями к пре-
пятствиям, может облегчать раскрытие трещин по сле-
дующим причинам: а) водород искажает решетку ме-
талла п тем самым препятствует рассеянию энергии
скопления дислокаций из-за пластической деформации;
б) локальная концентрация водорода в области скопле-
ния дислокации становится достаточной для образова-
ния субмикроскопических выделений гидридов; в) в ре
зультате адсорбции водорода на поверхности трещин
снижается поверхностная энергия; г) давление молеку-
лярного водорода в несплошностях становится достаточ-
ным для преодоления сил сцепления в металле (разуме-
ется, с учетом концентрации напряжений); д) водород
снижает когезивную прочность металла.
Обратимая водородная хрупкость седьмого виза
обусловлена направленной диффузией водорода в поле
напряжений. Водород имеет тенденцию перемещаться в
области трехосного объемного растяжения в результате
восходящей диффузии. В результате этого эффекта в
областях трехосного растяжения концентрация водород.!
постепенно возрастает и становится достаточной для ус-
корения зарождения трещин в этих объемах. После за
рождения трещин продолжается восходящая диффузия
к вершине трещин, что стимулирует их дальнейшее ра.<
внтие, слияние в магистральную трещину и окончатель-
ное разрушение. В ряде случаев трудно отличить эффек-
ты, связанные с транспортировкой водорода подвижны-
ми дислокациями, от эффектов, обусловленных восходя-
щей диффузией водорода к голове трещины.
Целесообразно выделить в восьмой вид хруп-
кость, обусловленную водородом, образующимся при
реакциях в процессе коррозионного растрескивания. Во
многих коррозионных реакциях выделяется атомарный
водород Если коррозионные испытания проводят при
одновременном действии напряжении на образцах >
предварительно нанесенным надрезом или усталостной
трещиной, то атомарный водород, адсорбируясь на по-
верхности трещины плп растворяясь в металле, облег1
ет ее развитие. Коррозионное растрескивание вряд ли
сводится полностью к водородной хрупкости, но в Tip
деленных условиях водородное охрупчивание onpeiL.i'U
и механизм, и кинетику разрушения металлов при ста
тпческом нагружении в агрессивных средах.
53
Пия оценки склонности металлов и сплавов к вод0-
подпои хрупкости наиболее широко применяют испыта.
нпя"ш ударную вязкость и замедленное разрушение, а
также на вязкость разрушения. При испытаниях на удар,
шю вязкость и вязкость разрушения вскрывается склон-
ность металлов к водородной хрупкости первого рода, а
испытания на замедленное разрушение позволяют дать
оценку склонности металлов к хрупкости второго рода.
Замедленное разрушение, обусловленное водородом,
включает зарождение трещины и медленный ее рост.
Для зарождения трещины необходимо, чтобы концентра-
ция водорода в зоне максимальной интенсивности напря-
жении достигла критического значения. Если внешние
напряжения меньше кратковременных разрушающих на-
пряжений, трещина не способна распространяться при
средней концентрации водорода в металле. Постепенно
под действием градиента напряжений водород диффун-
дирует к голове трещины, и, когда концентрация водо-
рода здесь достигает критического значения, происхо-
дит скачкообразное продвижение трещины на расстоя-
ние, равное размеру обогащенной водородом области.
Затем процессы повторяются. Живое сечение образца
постепенно уменьшается, и, когда размеры трещины пре-
высят критические, происходит катастрофическое ее раз-
витие и разрушение образца. Водород поступает в зоны
трехосного растяжения при небольших напряжениях пу-
тем восходящей диффузии, а при больших •— также тран-
спортировкоп атомов водорода дислокациями, переме-
щающимися в поле напряжений.
Испытания на замедленное разрушение проводят на
о разцах с надрезом или предварительно нанесенной ус-
талостной трещиной под действием постоянной нагрузки,
ь этих испытаниях фиксируют время до разрушения при
аданнои нагрузке. Результаты испытаний на замедлен-
wi.tr> Ра1РУШеНПе пРедставляют в координатах приложен-
R =т Ря>кення логарифм времени до разрушения,
в этих координатах кривая замедленного разрушения
не енчмг пРедставлена начальным участком, на котором
ется IT10™ РазРУшающие напряжения пли наблюда-
пого уяп^г'"06 И“ падеиие, средним участком, для кок>-
жений с\н и?™ Р€ снижение разрушающих иапря-
им уч ет1 ' '11 H,,f Л "11тельпостп их действия, и трегь-
nno.in” 1 ,и10Рс'4 падение напряжения с ростом
z с - hi пагр” ; гния постепенно уменьшается
ы
и разрушающие напряжения стремятся к некоторому
предельному нижнему значению о„. С увеличением со-
держания водорода в сплавах сокращается время до на-
чала резкого снижения разрушающих напряжений и
уменьшаются нижние пороговые напряжения, ниже ко-
торых не развивается замедленное разрушение.
Приведенные на рис. 21 данные целесообразно пред-
ставить в координатах пороговые разрушающие напря-
жения при заданной продолжительности испытаний —
Рис. 21. Типичные кривые за-
медленного разрушения метал-
ла или сплава при разных со-
держаниях водорода (С3>С2>
>С.)
Рис. 22. Схем влияния
дорода на порогов! ie р'ир
шлющие напрягся 1яя мрт -
лов при замедленном разру
шеннн:
°п и °п — в Р' ни е и hi кнке
пороговые напряжения со
ответствен ни
содержание водорода, как это сделано на рис. 22. Поро-
говые разрушающие напряжения начинают резки сни-
жаться при содержаниях водорода больше критической
концентрации Скр.
Во избежание водородной хрупкости в технических
условиях на сплавы оговаривают максимально допусти-
мые содержания водорода в изделиях и конструкция-.
Максимально допустимые концентрации Са во орода г
конструкциях целесообразно определять по соотношени е
Сд=Скр/п, где Скр — критическая концентрация водоро-
да, выше которой развивается водородная хрупкость, а
п—коэффициент запаса, величина которого зависит от
степени ответственности конструкции, технологии ее
изготовления п условий эксплуатации. Критическую кон-
центрацию следует оценивать по результатам испытанна
на ударную вязкость, если изделие подвергается ушшь
ударным нагрузкам, и по результатам испытании на
55
„ «ачпу-шенпе если конструкция длительно
замедленное Ра^^ напряжений.
Р ИзТакопченных к настоящему времени эксперимеп-
11 “ „тли спелует что во избежание хрупкости,
обусаовле^шой^напрТвленной диффузией, необходимо,
чтобы максимально допустимое содержание водорода в
предъявляемых к эксплуатации деталях и конструкциях
было примерно в полтора-три раза меньше того средне-
го значения, при котором начинается резкое снижение
разрушающих напряжений в процессе испытании на за-
медленное разрушение.
8. КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ
Характер и интенсивность взаимодействия атмосферы
печи с данным металлом существенно зависят от ее хи-
мического состава Поддерживая определенное соотно
шенне газов в печном пространстве, т е. контролируя
атмосферу, можно существенно уменьшить газонасыще-
нпе металла или, наоборот, насытить его поверхностные
слои тем пли иным специальным элементом (на этом ос
нована химико-термическая обработка металлов).
Применительно к цветным металлам и сплавам конт
радируемые атмосферы можно разбить на две группы
а) защитные, применяемые для уменьшения газонасы-
щения металла; б) специальные, предназначенные для
осуществления процессов химико-термической обработ-
ки Химико-термическую обработку цветных металлов
и сплавов на их основе используют сравнительно редко,
причем ее технология весьма специфична для каждой
группы сплавов. Конкретные примеры этого процесса
бу ,ут описаны ниже при рассмотрении отдельных ме-
таллов и сплавов. Однако выбор защитных атмосфер
для разных цветных металлов имеет некоторые общие
аспекты, которые и будут здесь рассмотрены.
ри оценке характера взаимодействия атмосфер с
металламн прежде всего рассматривают воз
пом HqCTb окпслеи,1я металла непосредственно кислоро
нпи'в^мРпаК-ЦИЯ УЖе Упом,,налась выше при обсужде
L ппТСТВ"Я «еталлоп с газами. Окисляемость
рго комппир ЦеЛИ< Т ’ СР,,ПСТВПЧ к кислороду ОСНОВНЫХ
г° компонентов и с. ь ржанием их в сплаве
нмосфепа^^Г ' КЯ г‘7аллов в контролируемых
1 прав.1 сти к повышению себестопмо
SG
сти изделий, в связи с чем необходимость применения
защитных атмосфер должна быть достаточно строго обо-
снована. Некоторые металлы взаимодействуют с кисло-
родом довольно энергично, но на их поверхности образу-
ется тонкая плотная защитная пленка. В соответствии
с правилом Пиллинга Бедварса плотные окисные плен-
ки на поверхности металла образуются в том случае, ес-
ли отношение $=Умет оп 1тУме больше единицы. Здесь
Умет о„ объем моля окисла, Уме — объем грамм-ато-
ма металла. Согласно современным представлениям рост
окисной пленки происходит в результате встречного пе-
ремещения ионов металла и кислорода. Если окисел об-
ладает большим электросопротивлением, то это означает,
что направленное перемещение ионов в нем затруднено.
Поэтому по величине сопротивления можно приближен-
но судить о способности окисной пленки к росту или
окислении при условии ее сплошности: чем больше
электросопротивление, тем меньше должна быть ско-
рость диффузионного роста окисной пленки при прочих
равных условиях. 1
На поверхности таких металлов, как алюминий, хром,*
бериллий, имеющих большое сродство к кислороду, об-
разуются плотные, медленно растущие окисные пленки,
отвечающие соотношению Пиллинга—Бедварса и обла-
дающие высоким электросопротивлением. Эта окисная
пленка надежно защищает металл от проникновения
кислорода в глубь изделия или полуфабриката. Посколь-
ку толщина окисной пленки на поверхности этих метал-
лов невелика, обычно не возникает необходимости ни ее
удаления, ни защиты металла от окисления.
Для магния соотношение Пиллинга—Бедварса мен:
ше единицы, в связи с чем окисная пленка на магнии
рыхлая. Следовательно, для магния и большинства его
сплавов целесообразно принимать меры защиты от зкис
леипя. Хотя для меди параметр р больше единицы, н ’
электросопротивление закиси меди сравнительно невети-
ко и поэтому окисная пленка на поверхности меди, со-
стоящая из Сп2О, растет довольно быстро Иногда вс
никает необходимость термической обработки меди и ее
сплавов в защитной атмосфере
Довольно плотная окисная пленка, образующаяся на
титане и цирконии растет сравнительно быстро. К тому
же окпслы титана и циркония растворяются в металле,
образуя довольно протяженный газоиасыщенпый слой.
57
фабрикатов предпо наконец, все тугоплавкие ме-
мосфере пли в вакууме. ”/^^неустойчивые окислы
таллы, кроме *Р°-/’Л*ХтСя что их термическая об-
работка без специальных мер зашиты от окисления ста-
™рп оценке теобходимостп применения защитных ат-
мосфер и выборе их состава следует также учитывать
реакции окисления и восстановления окнелов (21)
(24). Поскольку реакции (21) —(24) обратимы, то в оп-
ределенных условиях будет идти не окисление металлов,
а восстановление окнелов. Термодинамическая возмож-
ность восстановления окнелов уменьшается с увеличени-
ем константы равновесия этих реакций. На основе тер-
модинамического анализа реакций (21) и (23)
А. А. Шмыков разбил все элементы на три группы: пер-
вая группа — Fe, W, Mo, Со, Ni, Си — характеризуется
тем, что равновесие реакций (21) и (23) в производст-
венных условиях достигается сравнительно легко. Вто-
рая группа металлов — Сг, Мп, Si и V — отличается от
первой тем, что их равновесие в реальных условиях до-
стигается только по реакции (21), но не (23). Третья
группа металлов — Ti, Al, Be, Zr — включает те элемен
ты, с которыми не устанавливается равновесие ни по ре-
акции (21), ни по реакции (23) при тех минимальных
содержаниях паров воды и двуокиси углерода, которые
достижимы в производственных условиях. Достижение
равновесия в этих системах и восстановление окнелов
этих элементов могут происходить лишь в среде воцоро
бопыиАй°каВЛеНИеМ- геттеР°в- элементов, обладающих
лейХ^? °И равновеспя по сравнению со взапмо
действующим металлом.
скойТо0ббпябпМЛНЬШ"ТЬ Ок,1сление металлов при термиче-
снизптьРс^)пм?ж П° РеЭКЦ,,ЯМ " (23), необходимо
окиси угчерои АпеВпГМ°Сфере ПеЧ” Паров В0ДЬ1 11 дву
можиаЯТпХвГдРсТнн^пОЧИСТКа’ техн“ческ« в03'
Держани.0 паров воды О.ООогб^Г^точ^а0^^'^”)00!!
SS ЭЙ '“„Ге™ ь,1„"
, и /,Я паров ВОды и двуокиси угле-
и, ключить окисление металлов
Со, Ni, Си) по реакциям (21)
т окисления металлов второй
РОД 1 Досгпточн
первой группы
группы (Сг, Мп, Si и V) по реакции (21), но не (23) п
совершенно недостаточны, чтобы исключить pi акции
окисления металлов третьей группы (Ti, Zr, Al Be)
Как уже отмечалось, на алюминии и бериллии обр
зуются достаточно плотные пленки, защищающие ме
талл от дальнейшего окисления, так что особых проб л
с зашитой этих металлов от окисления при термической
обработке не возникает. Что же касается титана, цир-
кония н сплавов на их основе, то следует учитывать во ,
можность их загрязнения примесями внедрения по
реакциям (21) и (23) до опасного уровня. Допустимое
содержание паров воды и двуокиси углерода для этих
металлов следует оценивать не на основе термодинами-
ческих расчетов, а по кинетическим факторам (по скоро-
сти окисления).
По характеру взаимодействия с цветными металлами
и сплавами на их основе газы, составляющие атмосферу
печи, молено разделить на следующие группы:
1) окисляющие: кислород, пары воды, двуокись уг-
лерода;
2) восстанавливающие: водород, окись углерода,пре
дельные и непредельные углеводороды;
3) науглероживающие: окись углерода, углеводо-
роды;
4) насыщающие металл азотом: аммиак, азот;
5) нейтральные: аргон, гелий.
Эта общая классификация весьма условна и требует
уточнения применительно к конкретной группе сплавов.
Так, в частности, азот является нейтральной средой по
отношению к алюминию, меди, магнию и сплавам на пх
основе.
Направление реакций металлов с газами, составляю
ШПми атмосферу печи, можно оценить по константам
Равновеспя или по известным графическим зависимп
стям, иллюстрирующим равновесие соответствующих
реакций (см., например, рис. 12). На основе mix расче-
тов и известных экспериментальных зависим' степ м
обоснованно выбрать состав атмосферы, отвечающей а
Данным требованиям. Основные требования к ащптнчм
атмосферам следующие:
а) надежная защита метал ia от в им депст .. i с
газами;
б) возможность контроля состава атмосферы,
в) взрывобсзопаепость газовой смеси,
59
Г) °тс>'тстВуе^ атмосферы
По состав) газ пяч„еляют на четыре группы;
"р,'Г)ен“^ ’> 3) СО со,
<г„';£м п“уча
=.,= = й° т-
(такую атмосферу называют ДА). 2NH3 3H2+N2,
1 б частичным сжиганием продуктов диссоциации
аммиака с коэффициентом избытка воздуха а 0,7 . 0,9
(такую атмосфер)' называют ПСА-08)
Атмосфера ДА, содержащая до 75% Н2, взрыво-
опасна. Перед применением ее сушат алюмогелем пли
силикагелем, в результате чего содержание паров воды
в ней снижается до значений, соответствующих точке
росы минус 404- минус 60° С. Атмосфера ПСА-08 содер-
жит 1—15% Н2, остальное азот; ее также сушат алюмо-
гелем или силикагелем до точки росы минус 20ч- минус
40°С. Из-за водорода атмосфера ПСА-08 тоже взрыво-
опасна.
Атмосферы второй группы (СО—СО2—N2) полу-
чают генераторным способом при высоких температу-
рах процесса Атмосферу, состоящую из генераторного
газа, обозначают ГГ-ВО; после дополнительной очистки
от двуокиси кислорода и влаги ей присваивают обозна-
чение ГГ-О.
Атмосферы третьей группы (СО—СО2 —Н2 —
Н2О —N2) получают частичным сжиганием природного,
светильного, коксовального и других газов с коэффици-
ентом избытка воздуха а=0,6ч-1,0 с последующей очи-
сткой от СО2 и сушкой. Эта атмосфера безвредна и
взрывобезопасна. Атмосферы четвертой группы (СО —
водородов —N?) получают крекированием угле
Mocrhln^^n1 ЛЛЯ пРНГ0ТОвленпя контролируемых ат-
тер^ическпр6 рЯЮТ НЭ ДВа ТППа экзотеРмическпе и эндо-
в них назын L00raeTCTBeH1I° п атмосферы, получаемые
горении газп-птп? ° " эндогал- Экзогаз получают при
количества тё-" ДУШН0И смесп с выделением большою
б< > внешнею иVa^MoX™^"’'" Разв,,ваеТСЯ
сятся ПС* пя ПОПО ПСАГ этого твиаотпо
п" 'п-т при „ ’ °6' ПСС06 11 ДР- Эпдогаз
Р с । сжигании углеводородных га
зов с небольшим коэффициентом избытка воздуха
(а==0,254-0,28). В этом случае тепла реакций недоста-
точно для поддержания необходимой температуры гор-
нпя газов и развития реакций, причем некоторые реакции
могут иметь эндотермический характер, и для их поддел
жанпя необходим наружный обогрев
Описанные выше защитные атмосферы испольнют
при термической обработке сталей, а некоторые из них
приемлемы и для цветных металлов, в частности дчя
меди и сплавов на ее основе. Однако они непригодны в
качестве защитных сред для таких активных металлов
как титан, цирконий, ниобии, тантал и ряд других. Для
этих металлов наиболее подходящей защитной средой яв-
ляются нейтральные газы, например аргон и гелий, кото-
рые не обладают ни окислительными, ни восстановитель-
ными свойствами и не взаимодействуют с металлами.
В США в качестве защитной среды достаточно ши-
роко используют гелий, поскольку там имеется несколь-
ко месторождений природного газа с большим содер-
жанием (до 7—8%) гелия. Он значительно легче
воздуха (в 7,3 раза), хороший проводник тепла, его теп-
лопроводность в 6,22 раза больше, чем у воздуха.
В СССР наиболее широко применяют аргон — бт.ю
дешевый и менее дефицитный газ, чем гелий, Аргон в
1,38 раза тяжелее воздуха, он обладает низкой тепло-
проводностью. В промышленных масштабах аргон пол}
чают сжиганием воздуха с последующим сжижение и про-
дуктов сгорания, отделением и ректификацией аргона
При использовании технического аргона для защиты
активных металлов при нагреве до температур выше
500° С на поверхности полуфабрикатов и изделий появ-
ляется окисная пленка. Поэтому технический аргон не-
обходимо очищать от имеющихся в нем примесей (кис-
лорода, паров воды, двуокиси углерода). Аргон очища
Ют. пропуская его через нагретую до 950°С титановую
или цпронпевую стружку (пли губку), а затем допол-
нительно сушат силикагелем и алюмогелем.
Для вольфрама и молибдена и сплавов на их осн'у-
Достаточно широко распространены защитные атмосцх
Ры на основе водорода. Для создания этой атмосферы
можно использовать технический водород в б; юна..
также водород, полеченный электролизом воды и
мп^Оциай1,еп аммиака.' Основной недостаток этой
сферы ее взрывоопасность.
61
оо.ш.тной Средой может служить
Для ряда сплавов качсстве защитной атмосферы
гот Для .пР"""”е очпщают от кислорода и пар()В
технический азот такт ют смешанную азотио
ВОДЫ, в ряде СЛ>ХУ (75% Нг + 25% N2), менее без-
водородную атм°с(р 1 у ' ЧПСТО водородной атмосферой
опасную по cPa^L в защитных атмосферах в каж
Технологию о га ст корректировать для кон-
дом отдельном случае следу в соответств„и со
спРеец™фпческпми особенностями используемого печного
^^производственных условиях, помимо уменьшения
безвозвратных потерь, в результате применения защит-
ных атмосфер при термической обработке обеспечива
ется получение светлой неокисленной поверхности, что
позволяет ликвидировать трудоемкую операцию трав-
ления, способствует получению проката, равномерного
по толщине, полос и лент с более однородными меха-
ническими свойствами. Это увеличивает выход годного,
улучшает качество продукции и повышает культуру
производства.
9. ЗАЩИТНЫЕ ПОКРЫТИЯ
Для защиты активных по отношению к атмосфер-
ным газам металлов от газонасыщения применяют за-
щитные покрытия. Их наносят на металлы для уменьше-
ния газонасыщения при нагреве под обработку давле-
нием, в процессе обработки давлением и охлаждения
после нее, при термической обработке. Часто защитные
покрытия служат одновременно смазкой, облегчающей
формообразование при обработке давлением. Использо-
аание защитных покрытии позволяет резко уменьшить
У !РпЛ!™Ла ПрН нагРевс- сократить отходы, связанные
венные ortn rail0HaCbIuieHHb,x слоев, сохранить свойст-
нические еплТ°МУ металлУ физико-химические и меха-
тельность труда " И’ Существенно повысить пропзводи-
HarpeBeaoHo°na^nn3RBbl6l,paiOT таким образом, чтобы при
верхности °гР . 7Л°СЬ "л" Размягчалось и на по-
при выГранны Г. ‘Разовывалась сплошная, стойкая
и ыпррошая Сработки пленка, надежно
’: г‘г 1 апмодействия с газами, сос-
" г^ру печи.
Защитное покрытие должно удовлетворять следую-
щим требованиям:
1) исключать илп значительно уменьшать проникно-
вение газообразных элементов в металл при рабочих
температурах;
2) обладать достаточно плотным сцеплением с ме-
таллом;
3) составляющие покрытия не должны диффундиро-
вать в металл;
4) обладать пластичностью и умеренной вязкостью
в интервале температур термической обработки или го-
рячей обработки давлением;
5) легко удаляться с готового полуфабриката или
заготовки;
6) обладать устойчивостью к воздействию всех газов,
составляющих атмосферу печи;
7) не иметь в составе токсичных компонентов (оки-
сей свинца, тория, бериллия и др.).
Необходимые свойства защитных покрытий для то-
го илп иного сплава в данном конкретном технологи-
ческом процессе обеспечиваются правильным выбором
их состава. Для приготовления покрытий применяют ос-
новные и вспомогательные материалы. Основные мате
риалы условно разделяют на следующие группы: стекло-
образные и стеклокристаллические материалы; керами-
ческие материалы; металлические материалы и интерме-
таллиды.
Вспомогательные материалы — это глина, связую-
щие и поверхностно активные вещества, суспендирую-
щие жидкости.
Стеклообразные и стекло криста itпче-
ские материалы включают эмалевые фритты, силикат-
ные стекла и епталлы. Составы этих материалов специ-
ально подбирают таким образом, чтобы придать покры-
тиям заданные свойства.
Эмалевые фритты и стекла представляют собой спла,
смеси окпелов металлов, в которой основными сте . ю-
образующими компонентами является окись кремни
пли борный ангидрид В2Оз либо тот и другои ком-
поненты вместе Помимо этих основных веществ, в со-
став стекол могут входить А120з, NajO. КгО, СаО. ВаО.
'v'gO, TiO2 и ряд других компонентов. Эмалевые фрпт.-ы
отличаются от стекла тем, что в них имеются перзспл"
впвшпеся в стекломассе частички песка, пузыри и другие
63
г ..vnbi фритт менее однородны по составу
включения. Грану- “ФР стеклами, но эта неоднорОд.
ПО сравнению С эмалям ся п₽и последующем п0.
ность существенно ум отовлению покрытия,
моле, предшествующе Р пзацпей стекол опреде-
Снталлы "олуха'от ;'Р''"аетаются ценные СВ0ЙСТва:
ленного состаяа:“ тепмостойкость, механическая
высокая жаросто ' стойкость. Введение спталлов в
прочность, х"м"чес^ая„ "Хостопкость и химическую
покрытия повышает их жаростопк ую
пнептность по отношению к металлу.
Керамические материалы разделяют на три
группы окисные, силикатные п бескислородные. Наи-
более широко применяют окисные керамические мате-
риалы: А12О3; ZrO2; MgO. Керамические материалы
повышают жаростойкость покрытии и уменьшаютчех хи-
мическую и коррозионную активность. ZrO2 и MgO спо-
собствуют самоосыпанию покрытий из-за резко отлич-
ных пх коэффициентов линейного расширения по срав-
нению с металлом.
Металлические материалы и и нт е р ме-
таллилы вводят в покрытия для усиления прочности
сцепления покрытия с металлом; могут быть п чисто ме-
таллические покрытия. Для приготовления металличес-
ких покрытий используют тонкие порошки металлов, в
частности алюминия, титана, железа, ферроалюминия.
К вспомогательным материалам относят
глину, которую вводят для обеспечения прежде всего
достаточно высоких технологических свойств шликера
(суспензии). В качестве суспендирующей жидкости
обычно используют воду. Для улучшения технологичес-
ких свойств шликера (кроющей способности, высокой
смачиваемости и т. п.) в него вводят поверхностно ак-
тивные вещества (растворы буры, поваренной соли, со-
дыидр.). Электролиты (поташ, сода, бура и др.) умень-
шают заряд частиц шликера и тем самым снижают их
ппоХ?Ь К коагУля«ии- Д-^я повышения механической
ЩиевещестТаКРЫТ,'Я ” С°СТав шликеРа ВВ°ДЯТ связую-
ку^мТп₽й)ГиЯЖпР11Г0Т0ВЛеН11Я П0КРытий включает плав-
Фритт, приготовление шликера нанесение
" Об""‘ эХ.,”фр.П7»
матери. „ ' ... ,Ш11ХТЫ’ составленной из исходны*
. и п , г :жных пропорциях. Псреплав.пеппу10
' П.„ рга ,т грануляции в воде или сухим спосо-
м
бом, а затем помолу до получения порошка с размером
частик 0,05-0,1 мм.
Шликер (суспензию) получают совместным пом
л0м порошков твердых материалов (стеклообразных
керамических, интерметаллидных и вспомогательных)
в нужной пропорции.
Перед нанесением шликера поверхности детали очи-
щают от консервационных материалов, жиров, мас. л и
других загрязнений, для чего обезжиривают поверх-
ность бензином, керосином, изопропиловым спирто’
четыреххлористым углеродом. Кроме того, проводят
обезжиривание в щелочных растворах, после которого
детали и полуфабрикаты промывают водой и сушат. Ес-
ли на поверхности металла находятся газонасыщенны
слои, их удаляют травлением в растворе кислот или
щелочей, механическими способами * (зачисткой, меха-
нической обработкой, пескоструйной, дробеструйной пли
гидроструйной обработкой). Оптимальные способы уда-
ления газонасыщенных слоев выбирают с учетом осо-
бенностей конкретного металла и сплавов на его основ?
Покрытия на заготовку наносят: окунанием, клетью
пульверизатором, краскораспылителем, в зт?::троет"."’
ческом поле, в кипящем слое. Расход стеилоз .зли На
1м2 площади изделия или заготовки обычно не превы-
шает 0,2 — 0,5 кг. После нанесения покрытия заготовк
сушат в помещении в течение 1—1,5 ч. Качество не-
сения покрытия контролируют визуально пли по • тщп
не слоя, которая должна составлять 0,1—0,3 мм. Обна-
руженные в покрытии дефекты устраняют, допо алтельно
нанося шликер. Если шликер нанесен неудовлетвори-
тельно, покрытие смывают водой, и операцию повторяю:
В большинстве случаев покрытия формируют: i s
процессе нагрева деталей, заготовь и. и п< уф’ьрпка
тов под термическую обработку В не • Г
случаях для этой цели применяют об: .иг,
tout в сравнительно кратковременном нагрею i j >..
заготовок или полуфабрикатов с t тушенн
Шликера. При нагреве под термическую обр i ил
обжиге шликер расплавляется и обр лне:
плотный слои покрытия, прочно сцепленный ч.” i
После термической обработки по ,рып ~ у у
поверхности металла дробеструйной, пю е-1'
ной обработкой, оидувкой гектрокорундом !'я кале-
ния оставшегося на изделиях стек ла используют промыв-
6—188 65
и кислотах. Некоторые стек.
к> в ^точных^^о осыпаться после
лоэмалп могут операций при охлаждении
проведения те^°“Д^рь1 100—200° С из-за на
полуфабриката ДО емп^р >Рзличным„ коэффпциента-
пряжении, об)С покрытия и металла, а также
под де»мРтерм.шескпх напряжений, возникающих,
НаХфпзик^хпмичёскпь! свойствам и составу покрытия
на металлических материалах разделяют на следующие
Г₽стекловидные (эмалевые), стеклокерамнческпе, стек-
лометаллпческпе, металлические; органосилнкатные за-
щптные смеси п обмазки комбинированные (типа зли-
тирование + эмаль).
Рассмотрим наиболее широко применяемые стекло-
видные (эмалевые) покрытия: их называют стеклоэма-
лямп.
Стекловидные (эмалевые) покрытия разделяют на
два класса: силикатные и боратные в зависимости от
того, какой окисел является основным стеклообразую-
щим материалом — SiOo пли B2O3. Если содержание
других стеклообразователей, кроме основного, превыша-
ет 3%, то к словам «силикатное», «боратное» добавля-
ют слова «алюмо-», «боро-», «фосфоре-», «титано-» и т. д.
в соответствии с природой введенного окисла: например,
алюмосиликатное покрытие, боросиликатное покрытие
и т. д. Если возникает необходимость учесть в названии
покрытия несколько дополнительных окпелов, то добав-
ляемые слова располагают в порядке возрастания со-
держания окпелов. Так, например, алюмоборосиликат-
ное покрытие содержит меньше А12О3, чем В2О3, a SiO2
составляет основную массу покрытия.
Наиболее широко применяют силикатные, боросплп-
катные, бороалюмосиликатные,
и алюмосиликатные покрытия.'
В силикатных покрытиях
ониЩв”нгбКппМ210НеНТ~ДВу0КИСЬ кремния. Кроме того,
щелочных r«^AK°nI^TBaX МОГУТ содержать окислы
ных элемент - (м Na2°* К2О), щелочноземель-
ТО.’кю в„о 'X Са0- Ва°)« а ™*е А120з, ZnO2l
нои т "i 11 ,ов crei по не имеет опредслен-
। ш.'п.,ч с повышением температуры не
алюмоборосиликатиые
основной стеклообра-
плавится, а постепенно размягчается в результате
уменьшения вязкости. Температура начала размягчения
стеклоэмалей должна быть ниже температуры выдерж
кп при термической обработке или обработке давчени
ем. Двуокись кремния S1O2 в стеклообразной форме
(кварцевое стекло) приобретает заметную текучесть вы
ше 1250° С. Такие высокие температуры работы покры-
тия встречаются лишь при термической обработке туго-
плавких металлов и сплавов на их основе. Для
остальных металлов и сплавов температура нача га
размягчения покрытий должна
быть значительно ниже.
Щелочные окислы и борный
ангидрид сильно уменьшают вяз-
кость силикатного расплава
(рис. 23), интенсивно снижают
температуру размягчения, улуч-
шают смачивающие свойства
стеклоэмалей на основе SiO2, в
связи с чем окислы Na2O, К2О,
В2О3 являются непременными
компонентами покрытий на осно-
ве стеклоэмалей. Стекла, содер-
жащие окиси натрия, лития и ка-
лия, имеют широкий диапазон
размягчения и плавно повыша-
ют вязкость при понижении тем-
пературы заготовок. Тугоплавкие
окислы (А12О3, SiO2, MgO. ZrCX
Сг2О3 и др.) повышают темпера-
туру размягчения и вязкость
стекол.
Окись лития Li2O снижает коэффициент линейного
расширения, а окись натрия Na>0 заметно его повы-
шает, в связи с чем Na2O вводят в состав самоуд". ’>»“
Шихся (осыпающихся) покрытий. Такое же iei ств.че
оказывает и окись калия К2О. Высокие свойства сп1
обеспечиваются совместным введением в стек
окисей калия и натрия в соотношении 1:2, что екз.’ыв?.
т более сильное влияние на свойства стеклоэмэ.т и. чеч
ведение равного количества очного из этих о 1.....
то явление называют эффектом чвхх ще
ш увеличением содержания щелочных окпелов во
<-|’ает коррозионная активность покрытия по отноше
Рис 23 Зависимость вг-
сти эмалей на основе St'
«т содержания окп'л в i
температур n 7r0 (а)
,л С (*) (С С С
А Т. Tjnwon
особенно при больших выдержках.
Н1,ю К металлу. ° е щелочных окислов в покры-
В связи с этим содер ___„
тип обычно не пРев““ ность покрытий можно снизить,
К0РР03"0пПХанпе вS• окислов щелочных метал-
уменьшая содер епжанпе тугоплавких компонентов.
S’XZJS возрастают жаростойкость и
^^СкГач^в^емость^защ^пцаемых1 Металлов расплавами
стекол существенно повышают щелочные окислы, бор-
ный ангидрид. NiO, ВаО, РЬО, МпО, СГ2О3, РоО5 и не-
большие добавки поверхностно активных окислов, на-
пример МоОз и V2O3.
Боросиликатные покрытия, помимо основных
окислов, двуокиси кремния и борного ангидрида (В2О3),
содержат небольшие добавки СаО, ВаО, MgO, А12О3,
ZrO2. Вследствие малого содержания окислов щелочных
металлов эти покрытия характеризуются меньшей кор-
розионной активностью, по отношению к металлу по
сравнению с силикатными покрытиями. Боросиликатные
покрытия имеют большой температурный интервал раз-
мягчения; они долго не затвердевают при понижении
температуры металла. По сравнению с силикатными
покрытиями покрытия этой группы отличаются большей
стабильностью свойств.
Устойчивую и прочную защитную пленку образуют
алюмоборосилнкатные и бороалюмосили-
НЫ созданные на основе окислов SiO2
2 з п AI2O3. Для улучшения технологических свойств
РИп'г0^’Ы1,,Я ВВ0ДЯТ Ва0- Са0’ м£°. Zr°2. TiOo, NiO,
, Ьороачюмосцлпкатные и алюмоборосилпкат-
смачиванХ? " цают высокой жаростойкостью, хорошим
смачиванием, химически инертны.
окислов 510°1>Д|1лКаТНЬ1 е ПОКРЫТ,,Я. кроме основных
соХ™ «•лТ""Са0-Mg0, Ба°. в’°>-не-
ность расплат - ЧтГ. ’1J4IUat0T смачивающую способ-
’'аРак,ернзуются вы«.«л
металлу. Веле”— пнеРт,1ь> по отношению к
ента лпнейног /раеШИпНг’^'Т ДЬП0 ме1|ьшего коэффшШ-
Э1И покрытия Р ”Я По сравнению с металлами
обр я металла после термической
10. ТЕРМИЧЕСКАЯ ОБРАБОТКА В ВАКУУМЕ
В последнее время все более широко применяют тер-
мическую обработку в вакуумных печах и установка-
Наиболее распространен вакуумный отжиг, но * же с
даны вакуумные установки для закалки и старения ста-
вов. Вакуум в термических печах и установках создастся
главным образом в двух целях: а) для уменьшения со-
держания водорода в металле до безопасного уровня
гарантирующего отсутствие водородной хрупкости в про-
цессе изготовления и эксплуатации конструкции иш де-
тали; в этом случае глубина вакуума является активны i
фактором, определяющим эффективность термическом
обработки; б) для предотвращения взаимодействия ме-
таллов с газами, составляющими атмосферу обычной
печи; в этом случае вакуум служит защитной средой.
Принципы выбора режимов термической обработки, в
частности глубины вакуума, в этих двух случаях сущест-
венно различны.
Уменьшение содержания водорода в металле при ва-
куумном отжиге основано на обратимости взаимодейст-
вия металлов и сплавов с водородом. Над ме^з.тлсч
устанавливается вполне определенное равновесное дав-
ление водорода, которое зависит от температуры и кон-
центрации водорода в металле. Изменение температуры
или давления в системе приводит к изменению kohl т-
рации водорода в металле до значений, соответствующих
новым условиям равновесия. Как уже отмечалось выше,
равновесное давление водорода в газовой среде и кон
Центрацня С водорода в металле связаны уравнеюту
Борелнуса (14). Эту взаимосвязь представляют в виде
изотерм, изобар или пзоконцентрат.
Рассмотрим в качестве примера систему титан во-
Дород. Допустим, что титан, содержащий 1 (ат)
~0,02 % (по массе) Н:, нагрет до 700° С. Кт слет. >г
из системы изоконцентрат, приведенной на рис. ’I, *
новесное давление водорода над титаном < 1 ( г-'
Нг при этой температуре составляет 13 3 Пл. L ш в
системе поддерживается давление водорода, р ibi
0,133 Па, то водород будет удаляться и тигана
П0Р, пока в металле не установится концентр ан1’'’ с
®^тствУ1°1цая этому давлению т. е 0,1 (а
и.002 % (по массе). Таким образом, водород Д 1
Металла при вакуумном отжиге в том (.туч, |JI
n n ятмос(Ьепс печи меньше
цпальное давление вод р тветствующего содержа-
его равновесного да а такому же выводу можно
Диаграмм coUhhh водорода с
экзотермически поглощающими его металлами (см.
РПСДегазация металлов при вакуумном отжиге вклю-
чает следующие стадии:
1) диффузию водорода внутри металла под действием
градиентов концентрации водорода, легирующих компо-
нентов, напряжений и температуры;
2) диффузию водорода че-
рез окисную пленку поверхно-
сти металла;
3) поверхностные процес
сы, связанные с выходом во-
дорода из металла: переход
водорода из абсорбированного
состояния в адсорбированное;
рекомбинация адсорбирован-
ных атомов водорода в моле-
кулы Н2, десорбция образо-
вавшихся молекул водорода с
поверхности металла;
4) перенос водорода в га-
зовом пространстве печи под
действием градиентов давле-
1000
0,9 1,0 1,1 1,2 1,5 Т,к
800 700 600 500 900
t,‘C
Ри' .1 Изоконцентраты рав-
1,01.. го Давления водорода о
для системы титан — водород-
Цифры на i оивыт — содержание
1 ; Ив- же. < (ат)
vA Д. '.лкквиалэн)
обезво дорожив алия
ния, создаваемых вакуумными
насосами.
При различных сочетаниях
параметров (толщины отжига-
емой детали, температуры ва-
куумного отжига, мощности
откачных систем) скорость
цессамп.’В пеяпс.и11-,К0НТр0Лпруется Различными про-
ного отжпгаР однородногоОВмятр осущес™ления вакуум-
высоких температурах материала (при достаточно
сокпх скоростях откачки и малы^Т"™ Нагрева’ вы'
учитывать лишь диф*у im натеканиях) можно
к его пов< рхно< ги Р?--,т,„.В0ДОрода 113 объема металла
|.ит< пьшцль 1 ьак'-чпото пррдельном случае продол-
'кан,1я о, la VM , пЧНо°ос"Гла ДЛЯ сн,,}Кения содер-
родннс н ,и„„(1я оценить ппРЖа""Я Со до С« п се'
,0 оценить по уравнениям:
а) для шара
t — -L__]п Ij-Cp .
n2D (28а)
б) для цилиндра
I —__г* ]п Со — Ср
5,780 1П 7^; ’ (286)
в) для плит и листов
/ _ in Со — Ср
* ~ n2D П ^7—’ (28в)
где г—радиус шара или цилиндра; Л —толщина плиты
(листа); D — коэффициент диффузии водорода в метал-
ле; Ср — равновесная концентрация водорода в соответ-
ствии с уравнением Борелиуса.
Для расчета режимов вакуумного отжига детали
сложной формы необходимо найти ее наиболее толстый
участок и время обезводороживания принять таким же,
как для плиты, толщина которой равна толщине наибо-
лее толстого участка. Если форма этого участка значп
тельно отличается от плоской (крайний случай шар), то
расчетная продолжительность отжига получается не-
сколько завышенной, так как плита обезводорожпв"! тся
медленнее всех остальных форм. Время обезводорожи-
вания деталей с внутренними полостями можно, в пер-
вом приближении, рассчитывать как для плиты, толщина
которой равна удвоенной толщине в наиболее толстом
сплошном сечении детали с внутренней полостью.
Для расчета параметров вакуумного отжига по при-
веденным выше уравнениям необходимо прежде все о
оценить максимально допустимую концентрацию водо-
рода Сд в конструкции, при которой будет исключила
опасность развития водородной хрупкости во все время
эксплуатации детали. Для этого необходимо знать кол i-
чественную взаимосвязь между содержанием водород
в сплаве и его служебными характеристиками, под' ную
приведенной на рис. 22.
Далее следует оценить равновесную концентрацию
водорода Сг, достижимую при бесконечно большой пр*1
олжптельностп вакуумного отжига Из уравнений (28)
ледует, что равновесной концентрации водорода можно
стигнуть лишь через бесконечно большое время, так
iivur ПР" С* *^9 Поэтому при вакуумном отжиги
У но стремиться не к минимально возможному равно-
71
Рис. 25. Взаимосвязь между
продолжительностью ваку-
умного отжига листа из
сплава ОТ4 толщиной 3 мм
прн разных температурах н
заданной конечной концент-
рации водорода (С0=8Ск)
Температура. °C:
1 — 550: 2—600; 3 — 650;
4 — 700; 5 — 750 (Б. А. Ко-
лачев, Ю. Н. Арцыбасов)
=^е;у
jравнению Воре.ш у Р заданному значению, ко-
тотТдоТтщается за приемлемое время. На рис. 25 при-
торое до сплава ОТ4 взаимосвязь между длн
тепьностыо ваку5?много отжига при разных температурах
н заданной конечной концентрацией водорода при допу-
пении что Со=8Ск. Параметры коэффициента диффу-
зии в металле Ро=2,7-1О 2 см2/с, Q 57800 Дж/моль.
Из этих данных следует, что равновесную концентрацию
Ср целесообразно задавать в 2—
3 раза меньше конечной концен-
трации.
После оценки Ср следует оп-
ределить возможную температу-
ру вакуумного отжига. Давление
в пространстве печи прн вакуум-
ном отжиге создается в основном
водородом. Так, в частности, при
вакуумном отжиге титана и его
сплавов 94—96% общего давле-
ния в печи приходится на пар-
циальное давление молекулярно-
го водорода; остальная часть
давления складывается из пар-
циальных давлений кислорода,
азота, паров воды и вакуумного
масла. Таким образом, разреже-
ние, обеспечиваемое вакуумной
системой печи, можно принять
за равновесное давление водоро-
да в уравнении Борелиуса (14).
Константы ф и Q, входящие в это
уравнение, должны быть известны заранее из экспери-
ментальных данных. Такие данные имеются в специаль-
Л1,теРатуре; некоторые из них будут приведены ни-
т, ППРН обсУжденин вакуумного отжига конкретных ме-
таллов и сплавов на их основе.
павприиоВо2^1Ь1М зна™м -ф, Q и заданным значениям
концентоапии°пОма Р’ еГ° Равновесн°й ср и конечной С«
а ««галле температуру вакуумного отжи-
то сплава F ИСЛИТ1 из УРавнения Борелиуса для данпо-
концентпяты изотермы, изобары или изо-
Р ’ Д данной системы металл (сплав)—в°"
72
пород, то температуру вакуумного отжига можно оценить
Графически. Так, в частности, из рис. 24 иллюстрирую-
щего изоконцентраты равновесного давления водорода
для титана, следует, что при давлении в вакуумной печи
0 013 Па для обеспечения содержания в металле мен -
0>1 % (по массе) или ~ 0,05% (ат.) Н2 необходимо
выбрать температуру вакуумного отжига выше 620° С
Удаление водорода из металла — процесс диффузи-
онный, в связи с чем нижний интервал температур ваку-
умного отжига может лимитироваться продолжитель-
ностью процесса дегазации, так как с понижением тем-
пературы коэффициент диффузии водорода в металла.
и сплавах резко уменьшается по экспоненте.
Прн выборе оптимальной температуры дегазирующего
вакуумного отжига следует иметь в виду, что во время
этой технологической операции, помимо удаления водо-
рода из металла, могут проходить побочные процессы.
Так, в частности, если вакуумному отжигу подвергают
предварительно нагартованный металл, то в металле мо-
гут развиваться процессы возврата, полигонизации и
рекристаллизации. Если необходимо сохранить, хотя бы
частично, наклеп, созданный предварительной обработ-
кой давлением, то температура вакуумного отжига долж-
на быть ниже температур эффективного разупрочнения
металла в результате возврата, полигонизации пли рек-
ристаллизации. Однако не всегда такой выбор режимов
отжига возможен. В некоторых случаях разупрочнение,
развивающееся в процессе вакуумного отжига, жела-
тельно, и тогда температуру вакуумного отжига необхо-
димо выбирать выше температур начала возврата, поли-
гонизации или рекристаллизации.
При вакуумном отжиге могут сниматься нежелатель-
ные внутренние напряжения, а также поверхностные
сжимающие полезные остаточные напряжения. В ряде
случаев снятие при вакуумном отжиге поверхностных
сжимающих напряжений приводит к снижению цпклпчг
кеч прочности и повторно-статических характеристик
Ри вакуумном отжиге термически упрочняемых । пла-
ов могут развиваться процессы распада пересыщенных
Растворов, коагуляции упрочняющих фаз, п\ растгэренпе.
фи выборе оптимальных режимов отжига необходим!
итывать все побочные процессы, которые могут прок.
тш?Ь ПРН вакуумном отжиге. Следует иметь в вид}, что
Р 1 оценке температуры отжига по уравнению Борел!
73
Pl
P*J При p
(CK = 5Cp;Co =
-5С^. ш,фги v «рилиж—ъла
п,.". «м IB А Км,
Р- I» ApUbifiilCOM I
|ЮТ во,ложную нижнюю температуру для эк-
vea получают волоя - я эндотермических окклю-
ерор1 '“V есть довольно широкие возможности
‘ ГА S<ры вакуумного
-г.нм выч“ чяРют коэффициент диффузии водорода в
,--чгм сплаве при выбранной температуре. Для этого
ар" X должна быть известна температурная завися
мость коэффициента диффузии водорода в данном мс-
т „ли сплаве D=Doexp(- -Q/RT). Далее по уравне
ння.м (23) находят продолжительность вакуумного от
жига f.
На продолжительность вакуумного отжига сущест-
венно влияет толщина /1 отжигаемых детален п изделий,
причем ввиду параболического
характера зависимости (28)
продолжительность отжига
возрастает пропорционально
квадрату толщины. Для вы-
бранных выше параметров Do,
Q, характерных для титановых
сплавов, при толщине листа
10 мм продолжительность ва-
куумного отжига при темпера-
туре 700° С должна составлять
примерно 170 мин, чтобы сни-
зить содержание водорода в
8 раз, в то время как при тол-
щине 3 мм достаточно было
15 мин отжига (рис. 26). Про-
должительность вакуумного
отжига можно уменьшить, по-
вышая его температуру в ра
зумных пределах. Для метал-
лов, экзотермически абсорби-
nVIATHHV JiwuivpmilHCliUl dULUp^11
"величению* nan*’ повышен,1е температуры приводит к
таллом ппп ^япя2ВеС“Н0Г° даБлення водорода над ме-
р «аннон концентрации (см. рис. 24) так
тольк°В облегчать 'ЛПературы вакуумного отжига будет
тачла вия удаления водорода из ме-
Т,
! 4Н то отжига должна быть дос-
В шления водорода из металла.
1Жна быть слишком высокой,
поскольку При некоторых температурах начинается ин-
тенсивное испарение легирующих элементов из поверх-
ностного слоя металла, вакуумное растравливание
поверхности, происходят необратимые и недопустимые из-
менения свойств. Нижняя предельная температура ваку-
умного отжига может быть ограничена не только
диффузионной подвижностью водорода, по и затормажи-
вающим действием естественной окисной пленки
Некоторые цветные металлы--титан, цирконий, нио-
бий, тантал и ряд других —являются эффективными
геттерами. В этих случаях следует предусмотреть напуск
воздуха на стадии охлаждения при температурах, кото-
рые обеспечивают создание надежной защитной пленки,
но уже не приводят к недопустимому газонасыщению
поверхностных слоев металла.
На основе описанных выше данных можно сформу ти-
ровать общие принципы выбора режимов вакуумного от-
жига металлов и сплавов: а) оценка максимально до-
пустимой концентрации Сд водорода в данном конкрет
ном применении; конечную концентрацию водорода Ск
выбирают равной Сд; б) определение необходимой для
расчетов равновесной концентрации водорода Ср, теорг
тпчески достижимой при бесконечно большой продолжи-
тельности вакуумного отжига; она должна быть в
2—3 раза меньше Ск; в) расчет по формулам (14) тем-
пературы вакуумного отжига, которая обеспечивает рав-
новесную концентрацию водорода Ср при достигаемом
давлении в вакуумной печи; г) уточнение оптимальной
температуры вакуумного отжига с учетом условий дега-
зации и влияния режимов вакуумного отжига на механи-
ческие и служебные свойства металлов и сплавов;
Д) вычисление продолжительности вакуумного отжига по
формуле (28); при этом по известным литературным
Данным определяют коэффициент диффузии водорода в
отжигаемом сплаве при выбранной температуре, а также
Учитывают заданные значения Ск и СР и исходное содер-
жание водорода Со. Если продолжительность вакуумного
отжига при выбранной температуре оказывается слиш-
ком большой, то температуру вакуумного отжига мож-
но повысить в разумных пределах; е) оценка необ-
ходимости напуска воздуха в процессе охлаждения
Отожженной конструкции с целью создания защитной
окисной пленки на заключительной стадии вакуумного
отжига.
75
,,, п вакууме отжигают не полуфаб-
в “SиздсХ конструкции или элементы
рнкаты, a r0T°BLie , А чяетСЯ еше одно условие: ско-
конструкции, го да быть выбрана с таким расчетом,
чр“бь1 нГпронсходило коробления конструкций; скорость
охлаждения лимитируется конструкций! печи.
Е™i вакуум служит способом защиты металла от
в апмодействия стазами, составляющими атмосферу, то
режимы термической обработки определяются в основ-
ном природой металла (сплава) и назначением применя-
емого вида термической обработки. В отличие от терми-
ческой обработки в естественной среде выбор режимов
термической обработки в вакууме характеризуется сле-
дующими особенностями:
а) теплопередача в вакууме осуществляется в основ-
ном излучением, в связи с чем продолжительность на
грева и охлаждения при обработке в вакууме больше,
чем в естественной среде (скорость охлаждения после
термической обработки можно искусственно ускорить,
например, вводя в печь холодный гелий);
б) при термической обработке в вакууме, помимо ос-
новных процессов, могут проходить побочные (дегазация
металла, вакуумное растравливание поверхности; испа-
рение летучих компонентов из поверхностного слоя
и т. п.).
Основная задача, которая возникает при термичес-
кой обработке в вакууме состоит в оценке необходимой
глубины вакуума и допустимого натекания. При выборе
глубины вакуума оценивают возможное взаимодействие
^итп°,Г° сплаВа с упслородом, поскольку металлы более
Кпомр°т взапыодеиствуют с кислородом, чем с азотом.
возникзют°ппКИСЛЬ1 u ра„СТВ0Ры кислорода в металле
ным кит п РИ взаиг':одевств11и не только с молекуляр-
ным кислородом, но и с парами воды.
ле в заметны43^ К°ГДа КислоР°Д растворяется
альное давченпееАвПпяГ"МЬ1Х количествах> его
быть меньше равновесного5" ла^ пространстве
ющего уравнению Борелиуса (Т4) КИСЛорода’
ьорише И,СЛ°Р°" °6pa3yLr С металлом окислы,
ное ХеН ! п;:оКОлЛИ:еСТВах в M<™e, то парцналь-
жн , Pnnvrn вакУУмном пространстве дол-
тенпераи,! , , М||, , Pyf' ™ Диссоциации окислов при
1 111 кои обработки
76
в метал-
парци-
должно
отвеча-
нераст-
Натекание газа в вакуумное пространство следует
сводить к минимуму, особенно при термической обработ-
кС таких активных металлов, как титан, цирконий, нио-
бий, тантал. Эти металлы обладают высокими п.гтсрны-
мп свойствами и столь интенсивно поглощают га^ы, что
даже при сильном натекании в сист< ме будет достаточ-
но высокий вакуум. Поэтому высокий закууч в системе
при термической обработке этих металлов н всегда сви-
детельствует о надежной их защит, от га^онасыщеш я.
При выборе режимов вакуумного от иига ак. ак-
тивных металлов, как титан, ниобий, молибден др
нельзя полностью исключить окисление гал из, так
как для этого необходим чрезвычайно высокий заг,у>
Так, например, чтобы исключить образована окь.
ниобия прн температуре 1200°С, парциальное павл.
кислорода должно быть ниже 10~21МПа, а при 160и
ниже Ю~15 МПа (см. рис. 14,6). Достаточную глубин-,
вакуума следует оценивать по эксперимента тьп м- оп-
ределению кинетики роста газонасыщенною слоя при
различном остаточном давлении в вакуумной п 1
Чистота вакуумного пространства имю; большое зна-
чение для химически активных металлов. В промышлен-
ных вакуумных печах вакуум создается пароструйными
масляными насосами. Пары масла диффундируют в от-
качиваемый объем, при высоких температурах разлага-
ются, и продукты их крекинга (СО, Нз, СН4 и др.) взаи-
модействуют с активными металлами, насыщая их угле-
родом. В результате взаимодействия металла с пр т
тами крекинга образуется тонкий хрупкий поверхност-
ный газонасыщенный слой. Водорот, обра ующпш я при
крекинге, металлы не поглощают, так как р ..
концентрации водорода в металле больше разновесной,
соответствующей уравнению Сивертса при тех давлени
ях водорода, которые характерны для вакуумных п
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Вишняков Д Я., Ростовцев 1. Н., Н. тр- -
механизация и автоматизация в термичесы,» цехах ’ - '•'
пургня», 1964. 468 с. с пл. ,-пл .
Производство полуфабрикатов из алюминпевы*
вочное руководство. М., «Металлургия». 1 .1 19.
Петрам Л. В. Закалочные среуы. М. Л-, «Маыш-
г ил.
Колачев Б А Водородная хрупкость цветных м- 4 ' ''
таллургияб, 1966. 256 с. с ил.
77
Ампеге М, «Машгнз», 1961
Шмыков А. А. Справочник термисте.
; >2 с епт „ я л т Защитные покрытия металлов при
С ч С. С., ' ]д76 2-10 с. с пл.
нагреве. М., .Машиностроение .19
Глава II
АЛЮМИНИЙ И ЕГО СПЛАВЫ
1. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ
Алюминий и его сплавы подвергают различным ви-
дам термической обработки в зависимости от состава
сплавов, вида полуфабрикатов, деталей и заготовок, а
также их назначения. В алюминии нет полиморфного и
мартенситного превращении. Поэтому для алюминиевых
сплавов виды термической обработки, связанные с эти
ми превращениями, исключены.
Отличительная особенность алюминия заключается в
ею высокой теплопроводности, в связи с чем проблема
прокаливаемости не имеет особой остроты. Склонность
алюминия и его сплавов к взаимодействию с газами, сос-
тавляющими атмосферу печи, невелика. Поэтому до по-
следнего времени не возникало особой необходимости в
применении защитных атмосфер при термической обра-
ботке алюминиевых сплавов.
После деформации в алюминиевых полуфабрикатах
возникают разнообразные структуры, отличающиеся по
величине зерна, однородности его по объему и внутри
зеренному строению. Тип структуры определяется хими
ческим составом сплава, температурой, степенью и ско
деФ°Рмаи'Ип> а также схемой напряженного сое
d>onMimnn'm3UeCCe 113готовления полуфабрикатов. Де-
влияние ня еЭп ,структуРа оказывает наследственное
ческой n6naf^?yKTyriHOe С0СТ0ЯН11е металла после терми-
тХискоЙпабпП0ЭТОМУ НеЛЬЗЯ ВЫб“Рать P™1LJ
характев пт пп?- т ТКП’ принимая во внимание вид и
характер предшествующей деформации полуфабрика
Ba^X^vrhaGnii1* ^ребованвй. предъявляемых к свойст-
редсля' i \ьП пп И3 алюм,1Н”евых сплавов, предоп
Р •• ъ рмической обработки. В одних
_пучаях требуются высокие прочностные характеристики
пн достаточно высоком уровне пластичности; в др гих
необходима максимальная пластичность для обеспечения
возможности холодной деформации при изготовлении
деталей и узлов, в ряде случаев важны ресурсные харак-
терпстикн и т. Д Правильный выбор видов и режимов
термической обработки позволяет получать полуфабри-
каты, свойства которых удовлетворяют предъявляемым
требованиям. Наибольшее распространение для алюми-
ниевых сплавов получили три вида термической обработ-
ки: отжиг, закалка и старение.
Отжиг. Отжиг алюминиевых сплавов применяют в
том случае, когда необходимо ликвидировать нежела-
тельные последствия, связанные с неравновесностыо
структуры. Наиболее часто при неравновесной структу-
ре наблюдается пониженная пластичность, низкая кор-
розионная стойкость и недостаточная деформационная
способность. Неравновесность структуры обычно связа-
на с технологией изготовления полуфабрикатов. Приме
нительно к алюминиевым сплавам наиболее распрос:
ранены следующие разновидности:
1. Неравновесное состояние, свойственное литым спла-
вам. При получении слитков и отливок скорости кристал-
лизации достаточно высоки, и поэтому сама кристалли-
зация протекает в неравновесных условиях, что приводит
к явлениям дендритной ликвации компонентов спла-
ва. При этом легирующие компоненты и примеси распр>
Деляются неравномерно по объему литых- ~ерен, а на
границах появляются неравновесные интернеталличес
кие фазы. Такой характер структуры обусловливает низ-
кую технологическую пластичность сплавов п малую
коррозионную стойкость.
2. Неравновесное состояние, вызванное пластпч ci и
Деформацией Это состояние вызывается тем, что при
формации происходят существенные структурные
нения, часть энергии деформации поглощается, и
ная энергия системы повышается.
3. Неравновесное состояние, являющееся резчль а м
предыдущей термической обработки Основн я бс
ность такого состояния - - присутствие в сплав. .
или менее пересыщенного легирующими компон, нтами
твердого раствора на основе алюминия.
4. Неравновесное состояние, вызвлнно. остаточными
напряжениями в объеме металла.
гг„ .„новнымп параметрами которого явля-
ПрЛХ”Тура и скорость нагрева, а также продол-
ются тг ’переПРа 1 ‘ „ ,аданцой температуре, все
жителыпкть . 1 Р откРоНсния от равновесного состо-
расемотредные вь^ше^тклон^ это/пласт11чность cnj];(
Г"вЯвсе°гдаТ возрастает. Естественно, что для устранения
неравновесных состояний различного происхождения
стедгет выбирать и разные режимы отжига.
Дня люминиевых сплавов применяют следующие ви-
ды отжига: гомоген из ационный отжиг, рекристаллизапи
онный отжиг деформиро-
ванных полуфабрикатов,
отжиг термически
ненных сплавов с
разупрочнения и
Сплава
PH' I* рас сеиня геч-
перодрних зон обычной ГМГСНТЯН
зпцмг (*0. в>
। м. -. и. ацич (Б), f ...; „о н
Mi. •-нс.: । t .. . и : . ira терчи-
' HNY СЛЛ.нП* (в).
ОТЖП1 в Mft СНЯТ I ‘.I ’ |Т<лЧНН* *
Прижег,Ий (Г)-
С — содержание лс гируюи/гго т. -
мента
упроч-
целью
отжиг
Рис, 28, Схема к выбору темпе-
ратур нагрева под закалку f3
алюминиевых сплавов
трппппЯ1"Я остаточнЬ1Х напряжений. Температурные пн-
рвалы отжига разного вида приведены на рис. 27.
максима пкик ®сновно" назначение закалки--фиксация
понентов в пересыщенных растворов легирующих ком-
состо ™ в нагпевёНеТ0Й Матр,,це- Сущность процесса
ДЛЯ растворения Я0 темпеРатУР. достаточных
этих температур низкотемпературных фаз,’выдержке при
чивающпми отт т< юю пп^гг"” С° скоРостями- обеспе
Темп, ратур. „ 1Гп. / Г цессов Распада.
енмостм щ акалку выбирают в завп
темп, раз ?нЪ 1ак как растворение низко
Par ! P‘>uecc Диффузионный, то темпе
алии должка быть по возможности высокой-
Она не может превышать температуру неравновесного
солидуса сплавов из-за возникновения пережога пезко
снижающего механические свойства. В ряде случаен
верхний предел температуры закалки ограничивается
ростом зерна. Оптимальный интервал температур нагпе
ва под закалку показан на рис. 28. ’ г
Продолжительность выдержки при температур на-
грева под закалку определяется скоростью растворения
легирующих элементов, входящих в избыточные фазы и
зависит от природы сплава, его структурного 'Юстоянит
и условий нагрева. При медленном нагреве процессы
растворения частично протекают уже на этой стадии и
время выдержки может быть сокращено. Чем дисперснее
частицы упрочняющей фазы, тем меньшее время необхо-
димо для их растворения. Поэтому, например, время вы-
держки при закалке отливок, полученных литьем в пес
чаные формы, должно быть больше, чем л 1я деформиро-
ванных полуфабрикатов.
Скорости охлаждения при закалке должны обеспечи-
вать фиксацию в твердом растворе концентраций леги-
рующих компонентов, свойственных высоким температу-
рам.
Скорости охлаждения можно регулировать, применяя
закалочные среды с различной охлаждающей способно-
стью. При выборе охлаждающей среды необходимо при-
нимать во внимание и толщину изделий. Как известно
поверхностные слои изделия охлаждаются с большими
скоростями, чем срединные, и поэтому охлаждающая
среда должна обеспечивать необходимые скорости ох-
лаждения срединных слоев
Старение. Старение--это термическая обработка,
при которой в сплаве, подвергнутом закалке без поли-
морфного превращения, главным процессом является
Распад пересыщенного твердого раствора. Старение при-
меняют для повышения прочностных характеристик алю-
миниевых сплавов. Для этой цели можно нсполь эват
естественное и искусственное старение. Если сплавы пред-
назначены для работы при высоких температурах, то
старение используют для стабилизации структуры и ра
маров деталей. В этом случае всегда применяют иск усст
венное старение.
Изменения структуры и свойств определяются ра.
ними механизмами распята в зависимости от темпе,.а-
тУРы и времени старения. При низких температурах или
6-188 81
коротких временах выдержки упрочнение связано с об-
разованием зон Гинье — Престона (ГП) (рис. 29). Этот
вид старения, являющийся основным для сплавов типа
дуралюмина, ’называют зонным старением. С увеличени-
ем температуры старения-или времени выдержки может
проявиться другой механизм упрочнения, когда оно до-
стигается вследствие выделения из твердого раствора
метастабильных фаз, которые имеют с матрицей коге-
рентные или полукогерентные границы. Такое старение,
протекающее обычно при повышенных температурах, на-
Рис. 30. Схема изменения механиче-
ских свойств алюминиевых сплавов в
зависимости от продолжительности
старения при разных температурах
I — зонное; 2 — фазовое; 3 — Koai уля-
ционное
Рнс. 29. Схема температурно-вре-
менных областей перехода от зон-
ного к фазовому старению и коа-
гуляции (И. Н. Фридляндер):
1 — образование зон; 2 — появление
частиц метастабильной фазы; 3~
полное исчезновение зон; 4 — появ-
ление частиц стабильной фазы; 5—
полное исчезновение частиц мета-
стабильной фазы
зывают фазовым старением. Дальнейшее увеличение вре-
мени старения приводит к тому, что образуются выделе-
ния стабильных фаз, имеющие с матрицей некогерент-
ные границы. Коагуляция этих фаз приводит к
разупрочнению сплавов, и соответствующий вид старе-
ния называют коагуляционным старением.
Переход от зонной стадии старения к фазовой может
осуществляться изотермически при увеличении времени
выдержки либо при повышении температуры. Для каж-
Д о сплава могут быть установлены температурно-
временные области онного, смешанного, фазового и коа-
гуляционного старения.
„По мнен"ю И- Н. Фридляндера, в принципе для каж
о ciapi ющс-о ей iaaa целесообразно иметь три режи-
м . старения, с пощпх опному, фазовому и коагуля-
Ч
ционному старению. При зонном старении наблюдается
максимальная пластичность при достаточной прочности
И средних значениях предела текучести (рис 30) но с
высокой чувствительностью к структурным изменениям
при возможных последующих нагревах. Фазовое старе-
ние обеспечивает максимальную прочность и предел те-
кучести, но значения относительного удлинения при этом
понижены и возникает опасность коррозионного растрес-
кивания. Сплав обладает высокой чувствительностью к
концентраторам напряжений. Коагуляционное старение
обеспечивает высокую коррозионную стойкость, высокий
предел текучести, слабую чувствительность к измене-
нию свойств при дополнительных нагревах (эксплуата-
ционных п технологических), повышенную технологичес-
кую пластичность. В то же время относительное удлине
ние продолжает оставаться низким, а чувствительность к
концентраторам напряжений — высокой.
Для выбора режимов старения удобно использовать
два вида экспериментальных кривых, характеризующих
зависимость какого-либо измеряемого свойства от режи-
мов старения. Одни из них характеризуют зависимость
измеряемого свойства от продолжительности старения
при постоянных значениях температур (изотермические
кривые старения). На других приведена зависимость из-
меряемого свойства от температуры старения при посто-
янных временах выдержки (изохроны старения)
Возврат при старении. Этот вид термической обра-
ботки применяют к закаленным и естественно состарен-
ным алюминиевым сплавам. Сущность этого вида термо-
обработки сводится к следующему. Если естественно со-
старенный сплав алюминия нагреть на очень короткий
промежуток времени до температур, превышающих ли-
нию сольвуса для зон Гпнье — Престона, то зоны раст-
воряются, а процессы фазового старения еще не успева-
ют протекать. При последующем быстром охла:кденпн
структура и свойства сплава соответствуют свежезака
ленному состоянию. Обработку на возврат можг и<
пользовать для повышения технологической пластично!
ти, когда закаленный и естественно состаренныи матери-
ал необходимо деформировать в холодном состоянии при
изготовлении деталей. После правильно проведенной ов
работки на возврат сплав подвергают старению так
как и после закалки.
6*
2 ТЕХНОЛОГИЯ ГОМОГЕНИЗАЦИОННОГО ОТЖИГА
И ОТЖИГА СЛИТКОВ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ
Отжиг слитков проводят для устранения или умень-
шения дендритной ликвации компонентов, снятия оста-
точных- напряжении, возникающих в процессе литья и
формирования структуры, обеспечивающей наилучшне
технологические свойства. В соответствии с этим разли-
чают следующие виды отжига слитков: а) гомогенизаци-
онный; б) для уменьшения остаточных напряжений;
в) гетерогенизирующий. Эта классификация условна, так
как при отжиге может происходить несколько процессов.
Так, например, при гомогенизащюнном отжиге не толь-
ко устраняются последствия дендритной ликвации, но и
уменьшаются остаточные напряжения.
При гомогенизащюнном отжиге никогда не удается
устранить зональную ликвацию, как это иногда ошибоч-
но полагают. Дело в том, что химический состав при го-
могенизационном отжиге выравнивается диффузионным
путем. За время т атомы успевают продиффундировать
на расстояние 6, сопоставимое с определенным по фор-
муле
2Dt,
где D — коэффициент диффузии компонента в алюмини-
евой матрице.
Из этой формулы следует, что время, необходимое
для диффузионного выравнивания концентрации, про-
порционально квадрату расстояния, на котором выравни-
вается концентрация компонентов:
т = 6a/2D.
асчеты показывают, что время, необходимое для
устранения Дендритной неоднородности (б равно разме-
ппЛ?ееК ’ составляет при температурах гомогенизации
- i ниевых сплавов несколько часов. Для устранения
пам^пп^пог-11 ликвации (б равно нескольким сантимет-
Tvoav Гем пУЮТ^тГ0ДЫ вь1деРЖк11 при тех же темпера-
ловиях nnni«1C‘ ° ’ ЧТ0> конечн° же, неприемлемо в ус-
ловиях производства.
жигяС™то«л паРаметРы режима гомогенизаццониого от-
гпевя пм-iJ еРс11уР 11 вРсмя выдержки Скорости па-
ти с ' щ '"' 111101 иачение. Влияние скорос-
ниж<- иачителыю и будет рассмотрено
84
скорость гомогенпзацноииого процесса определяется
коэффициентами диффузии легирующих компонентов
возрастающих с повышением температуры. Ориентире
вочно можно принять, что с увеличением температуры на
40--50° С коэффициенты диффузии возрастают на поря-
док. Температуру гомогенизационного отжига выбирают
разной в зависимости от состава сплава, но близкой к
температуре равновесного или неравновесного солидуса.
Для сплавов 1 и 3 на рис. 27 указаны температурные
области гомогенизации ниже температур неравновесно-
го солидуса, и такую гомогенизацию называют обыч-
ной. Для сплава 2 возможна обычная гомогенизация, а
также гомогенизация при температуре выше неравновес-
ного солидуса. В последнем случае при нагреве рас-
плавляются неравновесные фазы, но при последующей
выдержке они рассасываются, и сплав вновь затверде-
вает. Такой вид гомогеннзационного отжига называют
высокотемпературной гомогенизацией.
Выдержка при температуре гомогенизации приводит
к растворению избыточных фаз, а также и выравнива-
нию химического состава по объему ячеек. Скорость
гомогенизации существенно зависит от дисперсности не-
равновесных фаз. Чем мельче дендритные ячейки и тонь-
ше частички неравновесных фаз, тем с большей ско-
ростью и полнотой протекают процессы растворения.
Увеличение скорости охлаждения при кристаллизации
приводит к более тонкому мнкростроению слитка. Поэ-
тому, по В. С. Золотаревскому, продолжительность раст-
ворения тр неравновесных эвтектик и фаз прн гомогени-
зации можно оценить по соотношению
тр = /<-В1£Цмл, (29)
гДе К, и В—константы для данного сплава; г'рхл ско-
рость охлаждения при кристаллизации.
Непосредственно после растворения неравнозесных
эвтектик и фаз концентрация легирующих элементов ос-
стается еще неоднородной по объем} ячеек. Для дест.
точно полного выравнивания химического состава по
объему ячеек требуется гомогенизация продолжи! ел i
костью тв:
тв = 5,8/б/л2£>, (3°)
где 10 —линейные размеры ячеек; D — коэффициент диф-
фузии легирующих элементов. После отжига продолж
85
тетьностыо тв различие в содержании легирующих эле-
ментов по объему ячейки не превышает ошибки химичес-
кого анализа.
В слитках многокомпонентных алюминиевых сплавов,
кроме неравновесных эвтектик и интерметаллических со-
единений, образовавшихся вследствие дендритной лик-
вации, содержатся и избыточные фазы или сложные рав-
новесные эвтектики, которые не растворяются при гомо-
генизационном отжиге. Ннтерметаллидные фазы часто
имеют скелетообразное разветвленное строение, и для
перевода пх в компактную форму необходимы высокие
температуры отжига. Так, для того чтобы в сплаве
АМгб достичь заметной коагуляции разветвленных вклю-
чений силицида магния, приходится использовать высо-
котемпературную гомогенизацию сплава при 480—
500° С (температура неравновесного солидуса в этом
сплаве равна 451, а равновесного 540° С).
После гомогенизации слитки обычно охлаждают на
воздухе При медленном охлаждении успевают проте-
кать процессы выделения из твердого раствора соедине-
ний алюминия с компонентами, имеющими высокие ско-
рости диффузии,— медью, магнием, цинком и кремнием.
Сплавы разупрочняются и могут быть продеформирова-
ны при меньших величинах удельных давлений, чем ли-
той материал. Однако строчечное расположение выделе-
ний, возникающее в процессе деформации, может привес-
ти к существенному снижению механических свойств в
определенных направлениях.
В результате гомогенизации существенно изменяются
механические свойства слитка. Изменения структуры,
вызываемые растворением неравновесных и коагуляцией
избыточных фаз, обусловливают значительное повышение
пластических характеристик при комнатной температуре
и технологической пластичности при деформации. При
быстром охлаждении после гомогенизации несколько воз-
растает и прочность сплава. Гомогенизированные слит-
ки, как правило, требуют меньших удельных давлений U
Допускают большие скорости деформации, чем негомоге-
ннзированные.
Изменение структуры слитка после гомогенизации
оказываем на< _ ц гвенное влияние на свойства деформи
ро энных полуфабрикатов. Пластичность, ударная вяз-
nn-Iu гь гвенно повышаются. Уровень
р < тиы _ ,„рак.^р1н । нк зависит от степени распада
86
твердого раствора с выделением соединений алюминия
с марганцем, хромом, цирконием и с другими тугоплав
кимн элементами с малой растворимостью Если степень
распада достаточно велика, то прочностные характерис-
тики полуфабрикатов, полученных с использованием вы
соких степеней деформации, несколько снижаются На
уровень прочностных характеристик массивных прессо-
ванных полуфабрикатов гомогенизация влияет меньше
Гомогенизацию используют не только для повышения
свойств сплавов алюминия, упрочняемых термической
обработкой, но и в производстве полуфабрикатов из тер
мически неупрочняемых алюминиевых сплавов, таких
как технический алюминий, АМц и др.
Гомогенизация слитков технического алюминия поз-
воляет резко снизить анизотропию свойств холодноката-
ных листов и уменьшить фестонистость при изготовлении
из этих листов изделий методом глубокой штамповки.
Полагают, что этот эффект связан с выделением при го-
могенизации из твердого раствора соединений, содержа-
щих железо
Применение гомогенизации слитков сплава АМц поз-
воляет устранить склонность полуфабрикатов к образо-
ванию грубозернистой структуры, что связано с вырав-
ниванием концентрации марганца в твердом растворе
Режимы гомогенизации слитков предназначенные
для прессования, определяются габаритами и назначе-
нием полуфабрикатов. В. А. Ливанов и Е. Д. Захаров
предложили следующую классификацию прессованных
полуфабрикатов в зависимости от назначения:
а) полуфабрикаты ответственного назначения (лон-
жеронные профили, панели, законцовочные профили);
б) массивные прессованные полуфабрикаты с контро-
лем механических свойств по всем направлениям;
в) мелкие серийные профили для ответственных кон-
струкций;
г) мелкие профили для продукции широкого потреб-
ления.
Для полуфабрикатов группы а • важны свойств при
статических п динамических нагрузках. Требования к
свойствам этих полуфабрикатов могут быть удовлетво-
рены при длительной обычной гомогенизации. При про
изводстве полуфабрикатов группы «б" требуемый уро-
вень свойств может быть обеспечен применением не толь-
ко обычной, по и высокотемпературной гомогенизации
87
В этом случае целесообразен ступенчатый режим: „а
первой ступени проводят нагрев и выдержку при темпе-
ратуре ниже равновесного солидуса, достаточной Лля
растворения неравновесных фаз; на второй ступени при-
меняют выдержку при температуре выше неравновесно-
го, но ниже равновесного солидуса.
Для сплавов группы «в» при низких температурах
прессования высокотемпературная гомогенизация не ре-
комендуется из-за снижения прочностных характеристик
сплавов, но ее можно использовать при температурах
прессования выше 400° С. Режимы гомогенизации спла-
вов группы «г» должны обеспечивать высокие скорост
прессования.
Режимы гомогенизации плоских слитков должны
обеспечивать достаточную технологическую пластичность
при прокатке н необходимый уровень свойств. Рекомен-
дуемые режимы гомогенизации слитков основных алю-
миниевых сплавов приведены в табл. 5.
Таблица 5
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ГОМОГЕНИЗАЦИИ СЛИТКОВ
Сплавы Температурный интервал гомо- генизации, °C Продолжи- тельность вы- держки, ч
Д1, Д16, Д19, Д17, АК6, АК8, АК4. АК4-1, АМгб, АМг5 480—500 6—36
АДЗЗ, АМг, АМгЗ 510—530 8—24
АВ, АД31 540—550 8—12
АМц, АД . . 610—630 6—10
Слнтки режут обычно после гомогенизации, при ко-
торой высокие термические напряжения, свойственные
литому слитку, снимаются. В ряде случаев гомогениза-
цию не проводят, а напряжения перед резкой необходимо
снять. Тогда применяют отжиг слитков при температу-
рах 275 350 С в течение 1—3 ч. Такая обработка до-
статочна для устранения остаточных напряжений, и
опасность растрескивания слитков при резке снимается,
тот температурный интервал для большинства алюми-
нсвых сплавов соответствует минимальной устойчивое
н твердого раствора Поэтому при отжиге происходит
распад пересышспны" растворов в слитке, и сплавы Ра
упрочняются
3. ОБЩАЯ СХЕМА ПРОИЗВОДСТВА ПЛИТ И ЛИСТОВ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Производство листовых полуфабрикатов начинается с горячей
прокатки. На станах горячей прокатки изготавливают плиты та"
щиной 5—80 мм, но основную часть продукции горячей прокатки си
ставляют рулоны, поступающие далее на холодную прокатку Толщи-
на горячекатаной листовой заготовки составляет 2,5—10 мм.
Режим горячен прокатки должен обеспечивать достаточную сте-
пень полноты рекристаллизационных процессов. Иногда не уда, гол
закончить горячую прокатку при температурах, необходимых для
протекания процессов рекристаллизации, и материал после горячей
прокатки в той или иной степей нагартован. Поэтому для ряда спла
вов после горячей прокатки перед холодной деформацией осуществ-
ляют отжиг рулонов, являющийся промежуточной термической обра-
боткой.
Если же горячекатаный материал является окончательным про-
дуктом для поставки на машиностроительные заводы, то его терми .<_
скую обработку проводят в соответствии с требованиями технических
условий на механические свойства н состояние материала.
Необходимые свойства полуфабрикатов из термически упрочня-
емых алюминиевых сплавов получают закалкой и старением, а нз
термически не упрочняемых — отжигом дли нагартовкой прн холод-
ной прокатке. Это обусловливает существование двух технологиче-
ских потоков:
1) линии отделки листов из термически неупрочняемых сплавов
в отожженном состоянии нли при различных степенях нагартовки,
2) линии отделки листов из термически упрочняемых сплавов
в закаленном состоянии.
Для сплавов, не упрочняемых термической обработкой, на от-
делочных линиях листы подвергают правке, контролю п.аншетности,
маркировке, консервации п упаковке. Для термически упрочняемых
алюминиевых сплавов на этих линиях осуществляются операции за-
калки, правки, контроля выкатки и качества поверхности листов,
маркировки, консервации и упаковки.
Состояние полуфабрикатов из алюминиевых деформнпу . лых
сплавов обозначают цпфренно-буквениой маркировкой: М — мяг
отожженный; Т —закаленный н естественно состар нный: Т1—зада
ленный и искусственно состаренный; Н — нагартоваин 1й; J/4rl —
иагартованный на четверть; П (или !/аП) —полунагарт анныи (в от-
личие от этого обозначения буква П, входящая в iлрь • сг .ле. .
означает, что сплав проволочный); Н1 — yen.; > j
(нагартовка листов примерно 20%); TH — закаленный. < . -чп^
состаренный и нагартованиый; TIH — закаленный, наги л 1ыи
11 искусственно состаренный; Т1Н1 —.закаленным, i лгдрь <
15—20% и искусственно состаренный.
4. ТЕХНОЛОГИЯ ОТЖИГА ЛИСТОВ ТЕРМИЧЕСКИ
НЕ УПРОЧНЯЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Единственный вид термической обработки алюмини-
евых сплавов, не упрочняемых термической оора > т
кой,—. отжиг, а способ упрочнения — нагартовка при хо
89
Лодной деформации. Листовые полуфабрикаты из всех
сплавов рассматриваемой группы поставляются про-
мышленности в горячекатаном без термической обработ-
ки, отожженном, нагартованном и полунагартованном со-
стояниях после горячей или холодной прокатки.
Применительно к рассматриваемой группе сплавов
используют высокий и низкий отжиги.
Высокий отжиг. Высокий отжиг проводят при
повышенных температурах и времени выдержки, доста-
точном для полного разупрочнения сплавов, вызываемо-
го рекристаллизацией Эту операцию применяют либо
как промежуточную термообработку для снятия нагар-
товки после холодной или горячей прокатки, либо как
окончательную термообработку для получения полуфаб-
рикатов с высоким уровнем пластических свойств. При
назначении режимов высокого отжига необходимо счи-
таться с возможностью роста зерен (собирательная ре-
кристаллизация), неблагоприятно влияющего на механи-
ческие свойства сплавов.
Во избежание роста зерна при высоком отжиге вы-
держка должна соответствовать минимально необходи-
мой. Росту крупного зерна способствуют неоднородное
распределение легирующих компонентов в твердом раст-
воре (дендритная ликвация) и неравномерность деформа-
ции по объему полуфабрикатов. Склонность к образова-
нию крупных зерен особенно сильно проявляется при
медленном нагреве, когда из появившихся в небольшом
количестве при низких температурах центров рекрис-
таллизации успевают вырасти зерна больших размеров.
Поэтому нагрев при высоком отжиге следует вести с мак-
симально возможными скоростями.
Режимы отжига при промежуточной и окончатель-
ной термической обработке могут различаться. Это свя-
зано с назначением рассматриваемого отжига. В случае
промежуточного отжига основным является получение
максимальных характеристик пластичности, а нежела-
тельные структурные изменения могут быть устранены
последующей холодной прокаткой и окончательной теР"
мообработкой. При окончательной термической обработ-
ке выбор режима определяется только требованиями к
механическим и физике химическим свойствам полуфаб-
рикатов в гост )янии поставки.
Н и з к и й ит иг При низком отжиге, который про-
водится при сравнительно низких температурах, в метал-
'*0
ле происходит полигонизация а рекристаллизация не
успевает пройти полностью. Как известно, процесс оекпи
сталлизации протекает во времени, и поэтому пси за
данной температуре отжига, варьируя время выдержки
можно регулировать степень снятия нагартовки от пп
дыдущеи деформации. При низком отжиге наблюдается
частичное разупрочнение н некоторое повышение плас
точности. Его применяют только как окончательную
термообработку для обеспечения требований потпебнте
ля по механическим и физико-химическим свойствам по
луфабрпкатов. Режимы высокого и низкого отжига для
сплавов, не упрочняемых термической обработкой пои
ведены в табл. 6. ’ F
Таблица 6
РЕЖИМЫ высокого И НИЗКОГО ОТЖИГА ЛИСТОН
113 НЕУПРОЧНЯЕМЫХ ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ СГ -' .т
АЛЮМИНИЯ
Марка сплава Темпера- тура на- чала ре- крнстал- лпзации, °C Ожиг Темпера- тура'от- жнга, °C Время выдержун мин, прн ТОЛЩЯНР. мм
менее Я более ь
АД00, АДО, АД1, АД 150-200 Высокий Низкий 300 -500 150-300 2—10 60—180 10—30 60—1Г.
АМц -300 Высокий Низкий 300—500 200—300 2—10 60—180 10—30 60—ISO
АМг1, АМг2 АМгЗ < 1 ЬО 05 О о Высокий Низкий Высокий Низкий 350—420 150—180 350—420 250—300 2—10 60—180 2—10 60—180 10—30 60—1 — 10—™ 6П—18°
АМг4 ~250 Высокий 300—350 30—120 30—180
АМгб, АМгб, АМг61 270- 300 310—335 30-120 30—180
Рассмотрим некоторые факторы, спреи '1ЯЮ“ .
б°р режимов термической обработки сплавов а
не упрочняемых термической обработкой.
Технический алюминий. Технологические хр '
Т|<К11 алюминиевых листов улучшаются с > ‘
Размера рекристаллизованных юрен Поя1'
гчя производства полуфабрикатов должна о “
получение мелкого зерна. На величину зерна лип. «юг.
91
, ппияют состав и технологические факторы
алюминия влияют соша „Лпядотке
"Р'нТоторые’даме"™'измельчают ‘зерно алюмин,1Я
1 1;Г„п,.ЧЯттин другие —при рекристаллизации.
Так например,' небольшие присадки титана резко из-
мучают литое зерно, но не влияют на размер рекри-
стал манных зерен. Размер рекристаллизованных зе-
рен в алюминии при присадке титана уменьшается толь-
ко при высоком содержании железа.
Уменьшению величины зерна рекристаллизованного
алюминия способствуют отжиг слитков, повышение тем-
пературы горячей прокат-
Рис 31 Виянир чаггртовки . и ,
НИЧ₽оЧнс x-Bv.ivib Т, I I С1 г и
Кчшия (11 н
мгипва)
Рис. 32. Влияние температуры от
жига на механические свойства по-
луиагартованиого алюминия прн
степенях деформации 77% (/) 11
50% (2, (О. А Романов )
гартованном состояниях. Полунагартованное состояние
достигается либо нагартовкой отожженных листов до
неооходимого уровня прочностных свойств (рис. 31), ли-
™зкнм отжнгом нагартованного металла. В полуна-
нпй0™ТМ С1'Стоянии регламентируется не только ниж-
„ ’ . 1 г ’ прочностных СВОЙСТВ, что и
РНя‘ - -I нн кою отжига.
11 "н ’""Мниий пр,, отжиге ра ,упрочняет
ш 1,1 от „сходной суммарной сте
“Р" '•плодной прикатке. Чем выше
‘Л
исходная степень деформации, тем более интенсивно про-
текает разупрочнение. На рис. 32 показано влияние тем-
пературы отжига и степени холодной деформации на
разупрочнение технического алюминия При степени де
формации 77% (кривая /) интервал температур отжига
обеспечивающий получение необходимого уровня свойств
(заштрихованная полоса, на рис. 32), находится в
пределах 230—250 С, т. е. составляет 20° С. Такой интер-
вал температур отжига трудно выдержать в промышлен-
ных садочных печах, но он легко выдерживается в агре-
гатах непрерывной термической обработки. Прн степени
холодной деформации 50% (кривая 2 на рис. 32) этот
интервал составляет уже 70° С. Оптимальный технологи-
ческий режим Для получения полунагартованного мате-
риала включает нагартовку со степенями 40—50% и от-
жиг при температурах 200—250°С.
Сплав АМц. Листы из сплава АМц поставляют в отожженной,
нагартованном и полунагартованном состояниях.
Особенности технологии получения листов в отожженном состоя
нпн связаны с необходимостью создания мелкозернистой структуj ы
Слиткам сплава АМц, отлитым непрерывным методом в .орот ий
кристаллизатор, свойственно неравномерное распределение марганца
по объему твердого раствора, что наряду с неоднородностью дефор-
мации при холодной прокатке приводит к получению крупноз.^ни-
стой структуры после высокого отжига
Для устранения этого явления используют два пути том огени-
зацпонный отжиг слитка и регулирование химического состава спла-
ва. Гомогенизация прн высоких температурах приводит к частично
распаду твердого раствора марганца в алюминии п угтра*н
внутрпдендритной ликвации Изменения структуры, вы ванные i
генизацпен слитка, способствуют выравннезиш 1-яператур кдч_тл
рекристаллизации по объему холоднокатаных листов По тому при
нагреве во всем объеме полуфабрикатов одновр ’ г п т.я
большое количество центров рекристаллизации, п и i вы-
сокого отжига получается мелким.
Если в сплаве содержатся повышенные к »личе гп м
леза 11 присадки титана, то мелкое . гр ио пос _•
Жет быть получено и без предварительной гом< 1,1
чину зерна влияет п скорость нагрева: Че бп
мельче ?ерно.
Нагартовка позволяет в 2 3 ра ловил ь i .
а Лнстов при резком снижении j длинения 11 ‘
пплЭННОе как и для тсхннч . koi н, .т .
xoj/4eHo л,,б° нагартовкой с небольшими сгс* •••» 11
ол°днои прокатке, либо низким отжигом н и
Вт ИРП получении полунагартованных .-.л» ь
6uX°MV СПОс°бу необходимо, чтобы требу
п< । 1 п’1ПУчсн при отжиге в достаточно i ir
*-*J ал ' Т,ССЛАДОванпя В А. Ливанова :i '
и. что величина >гого интервала
.рмднмн прн
п> мегз.тлп
ал АМц
ГВОЙГТЯ мог
гем-
В М.
ССПСНЯО и ОТ И1МЛ-
„ гппявя Скорость разупрочнения при отжиге после
честого состава сплаi . ... Рается с уменьшением содержания же-
холодной прокатки р ' _жаН11ЯХ ЭТпХ компонентов не более 0 2%
леза и кремння И прп содержаш.я^^^ обеспеч„ваюш,„-,
получение
З^'уро н Свойств вполне приемлем практического нс'
пользования В этой связи на некоторых металлургических заводах
дТпопученпя листов из сплава АМц приняты два различных хими-
ческих состава сплава. Один пз них с повышенным содержанием
марганца и железа применяют для получения мягких листов; другой,
с ограниченным содержанием железа и кремния —для получения
полунагартованных листов.
Сплавы AI—Mg- Сплавы системы А1—Mg не упрочняются тер-
мической обработкой. Повышение прочностных свойств достигается
нагартовкой на 20—40%; при этом листы из сплавов АМг5 н АМгб
после некоторых видов термической обработки приобретают чувстви-
тельность к межкристаллитному коррозионному растрескиванию
Листы из сплавов AI—Mg обычно отжигают в рулонах. Горя-
чекатаные рулоны сплавов АМг2, AM 3, АМг4 перед холодной про-
каткой. как правило, не отжигают В том же случае, если темпера-
туры конца горячей прокатки низки рулоны необходимо отжигать
во избежание резкой развертки и сдвига витков перед холодной про-
каткой Сплавы АМг5 и АМгб сильно иагартовываются, и перед хо-
лодной прокаткой их отжигают по режимам высокого отжига
Сплавы АМгб и АМгб относятся к труднодеформируемым, и
холодную прокатку листов ведут в несколько подкатов с промежу-
точными отжигами. Температура промежуточных н окончательных
отжигов находится в пределах 310—335°С. Для обеспечения хоро-
ших коррозионных свойств желателен медленный нагрев и последу-
ющее медленное охлаждение после отжига. Такая термическая обра-
ботка обеспечивает равномерный распад твердого раствора с выде-
лением мелкодисперсной p-фазы A13Mg2.
Повышение температуры высокого отжига до 350° С приводит к
переходу магния в твердый раствор. Если при последующей эксплуа-
Толрг- изделп® пз сплавов АМг5 и АМгб они нагреваются до 70—
120 С, то по границам зерен выделяется Рфаза II материал стано-
вится склонным к межкристаллитной коррозии.
Полунагартованные листы пз сплавов системы А1—Mg получают
низким отжигом холоднокатаного материала Нагартовапные листы
лосГ пВа Л™6 получают холодной деформацией со степенями 20—
/о. Однако это состояние материала не стабильно По имеющимся
данным, через шесть месяцев хранения листов из сплава АМгб с
и ко мттГ 40™'нои нагартовкой предел прочности снижается на 25
и™ гг.г.,-.г со°гветственно. После 10—20-летнего хранения прочност-
ные свойства близки к свойствам отожженного материала
упппрЛ ^^!УЧеНПЯ лнстов 1,3 сплава АМгб, сочетающих высокий
ШУЮ техи^пЧКпСТНЫХ 11 коРР°31’оннь,х свойств, рекомендуют следую-
щую техиологичесгую схему
а) горячая деформация;
200° С- предва₽ит' лъная нагартовка не менее чем па 20% при 150
в) гетсрог 1 i 'нипй отжиг при 200—270° С
тпеГГги°м2И,ЧаТ" " 1 1Га>ГО81'*- величина которой определяется
трег.усмым । энпч свойств
щей ст 1дни производства лнстов применяют
” ...... при 100-120° С в течение 2—4 ч.
94
s
с
При прокатке и термиче-
ской обработке неупрочняе-
мых термической обработ-
кой сплавов алюминия труд-
но сохранить хорошее каче-
ство поверхности листов, так
как при рулонной прокатке
и последующем отжиге из-
за силового взаимодействия
между поверхностью листов
и элементов транспортирую-
щих устройств возникают де-
фекты, для устранения кото-
рых на линиях отделки ли-
стов необходимо вводить до-
полнительные операции. По-
этому в последние годы на-
чинают распространять ус-
тановки, в которых термооб-
работка и отделочные опе-
рации совмещены в едином
технологическом процессе.
Схема одной из таких линий,
используемой для отжига,
резки, маркировки и упаков-
ки листов показана на рис
33. Эта линия может быть
также использована для по-
лучения листов с различной
степенью нагартовки. Линия
состоит из трех участков:
Входной участок
предназначен для подготов-
ки к непрерывному процес-
су обработки. Здесь осуще-
ствляются операции подачи
Размотки рулонов, обрез-
и Центрирование ленты пе-
РЗД печью.
Рабочий участок
Редназначен для выполне-
скп Основных техиологпче-
х операций. Отжиг про-
г 1‘v'1 пм рулиНиВ, UUpCo" ы
и кромки, аккумулирование - Я
95
вопят в печах струйного нагрева, что обеспечивает высо-
кие скорости нагрева, способствующие получению мел-
кого зерна. Лента транспортируется на воздушной по-
лушке при непрерывной правке растяжением с точным
контролем удлинения. Скорость движения ленты на ра-
бочем участке устанавливается в зависимости от режи-
мов термической обработки и определяет производитель-
ность линии.
На выходном участке наносят бумагу для
консервации, вырезают сварные швы, сматывают в
рулон пли режут на мерные длины и укладывают в
стопы.
5. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ
ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
В зависимости от требований заказчика листы из
термически упрочняемых алюминиевых сплавов могут
быть поставлены в отожженном или закаленном и сос-
таренном состоянии. Некоторые сплавы поставляют
также в нагартованном состоянии.
Листы из термически упрочняемых алюминиевых
сплавов подвергают полному или сокращенному отжигу.
Сплавы марок Д1, Д16, Д19, ВАД1 можно также нагре-
вать для снятия технологического наклепа.
Полным отжигом называется отжиг, при котором
обеспечивается достаточно полное протекание процес-
сов распада твердого раствора и коагуляции выделяю-
щихся фаз; в нагартованном металле при этом проте-
кает также рекристаллизация. Обычно его проводят при
температурах 350—430° С. При полном отжиге мате-
риал независимо от исходного состояния полностью
разупрочняется, поскольку температура отжига выше
температуры начала рекристаллизации. Отожженный
материал способен выдержать холодную обработку
давлением с высокими степенями деформации. Полный
отжиг может быть использован и как промежуточный,
и как окончательный вид термической обработки.
При от/кщ, плакированных полуфабрикатов проте
кает дифф\ ,ия чегиряющих элементов, чаще всего это
медь и в плакирующий слой. При этом корр°'
,нг>1 1 Шетов значительно понижается, осо-
ое" е 11 " продиффундцрует на всю глубину
плакируют юс я. Поэтому время выдержки при пол-
ад
ном отжиге плакированных листов должно быть мини-
мально возможным
Рис. 34 иллюстрирует кинетику диффузии легирую-
щих элементов в плакировку на примере сплава Д1
Хотя приведенные данные получены при нагреве листов
под закалку, они могут быть использованы и для оцен-
ки максимально допустимой продолжите тьное’ти отжига
поскольку в процессе ох-
лаждения после отжига
глубина проникновения
легирующих элементов из
сердцевины листа в пла-
кировку изменяется мало
Некоторые сплавы
(Д1, Д16, Д19, ВАД1,
М40, В95 и др.) могут по-
ставляться упрочненными
нагартовкой после закал-
ки пли закалки и старе-
ния со степенями дефор-
мации 7—15%. В этом
случае применять полный
отжиг не рекомендуется,
О I J j из
Рис 34 И
/ легирующи \ I- н . п
листов из спл ва Д1 п> -м i , ।
плакировку при нагрев I.
так как указанные степени деформации могут соответ-
ствовать критическим, и отжиг будет вызывать резкий
рост зерна.
При охлаждении с температуры полното отжига
воздухе или в воде происходит подкалка материала
Поэтому скорости охлаждения после полнот пт»
регламентируют — сначала проводят медленно о?
Денпе вместе с печью (со скоростью не бг с,- 30
До достаточно низких температур (150—260’С в
симости от сплава), а затем уже охлаждение на в
Сокращенный отжиг осуществляется ирит
пература.х, обеспечивающих необходимую скорост
протекания диффузионных и коагу 1яцпонпых пр-щ<
с'ов при распаде твердого раствора, но в то ке ярем
не приводящих к подкалке и последующему старенш
пРи охлаждении па воздухе. Эти температуры состз
ляют 290- 320° С для сплава В92ц и <50 70 С
остальных сплавов. Этот тип отжига применяют
Повышения пластичности полуфабрикате1, ’ пр >чн- -
^палкой и последующим старением, а такж ' ‘ч ' "
я остаточных напряжений. Сокраш<тп
7 -188 97
олпгпют полуфабрикаты н детали, закалка
обычно подборТс ?^есТвЛЯЮтся на машииостр<>„
" CTa₽CH'J™ Отжиг проводят после предварите^
Те’-ЬНмЬёханической обработки полуфабрикатов с целью
"мёньшёнпя поводок и кораблеиия после окопчатель
отжиге
тяет 2—4 ч для всех полуфабрикатов, кроме плакиро-
ванных Оно значительно выше, чем при полном отжиге.
Тем не менее из-за высоких скоростей охлаждения общее
время цикла сокращенного отжига значительно меньше,
чем полного. При отжиге плакированных листов вы
держка не должна превышать 20 мни из-за опасности
снижения коррозионной стойкости.
В целях снятия технологического наклепа для сила
вов Д1, Д16. Д19, ВАД1, АК4-1 рекомендуется нагрев
при температурах 250—280° С в течение 1—4 ч с пос-
ледующим охлаждением на воздухе или в
точность после такого нагрева несколько
воде. Плас-
ниже, чем
после сокращенного отжига.
Для снятия технологического наклепа в полуфаб-
рикатах из сплавов Д1, Д16, Д19, ВАД1 можно при
менять также кратковременный нагрев (1—2 мин) в
селитровой ванне с температурой 350—380° С с после-
дующим охлаждением в воде. Этот вид термической
обработки также позволяет получить достаточную плас
точность, обеспечивающую возможность продолжения
холодной деформации.
Листы из термически упрочняемых сплавов подвер
гают также закалке и старению. При закалке неотож-
женных листов, а также в деталях, изготовленных из
них с применением пластической деформации, при на
греве наряду с процессами растворения протекают так
же процессы рекристаллизации. Величина рекристалли-
зованного зерна очень сильно зависит от степени плас
таческои деформации и скорости нагрева под закалку
Для получения мелкого зерна необходимо вести нагрей
с максимально возможной скоростью и избегать кр11'
загщщ'й Степсне" ДеФ0Рмацпц при обработке перед
n°‘ n6Qr. В1 ланш обращается на выбор времени вЫ
"лакированных листов и детален
1|1 в плакирующий слой возмож1"’
-'В , ,ррои|,.нпой стойкости и ухудшение вне'11'
„его вида листов (см. рис. 34). Поэтому время выдсрж
плакированных изделий при температуре акалки
должно быть минимальным.
Листы алюминиевых сплавов под закалку нагревают
обычно либо в воздушных печах с цирку тяцией возду-
ха, либо в селитровых ваннах. Из та опасности пере
жога температуру воздуха в воздушных печах и селит-
ры в селитровых ваннах поддерживают равной темпе-
ратуре нагрева под закалку. Из-за этого возникает
неопределенность в выборе момента начала отск га
времени выдержки, так как нагрев изделий в области
температур, близких к закалочным, происходит очень
медленно. Температуру начала отсчета времени bi
держкп выбирают несколько ниже закалочной
При загрузке изделий в печь следят за тем. чтобы
они могли свободно со всех сторон обтекаться потоками
Таблица 7
РЕЖИМЫ ЗАКАЛКИ II СТАРЕНИЯ АЛЮМИНИЕВЫХ СП 1 ...
Температура начала от- Допустимый
Марка сплава счета про- интервал Темпера туг Прлдзп.кч
дол жите ль- температуры старения. °C П .!• 1JGLTL
пости вы- иагр< на под
держки. °C закалку, °C
АД31, АДЗЗ 510 515-530 20 24П—Я60
АД35, АВ* 510 515-530 160—170 10—12
АК6*. АК6-1 510 515-525 150—165 6-12
АК8* 490 495-505 150—16... 4—12
АК4, АК4-1 520 525—535 190—2Q0 7 24
Д1 490 495—510 20 9R
Д16 480 485 -503 20 >96
Л16’ (листы) 490 495-505 185-195 7—13
Л19* 490 495—505 155—19.. 1_—14
Л19 (листы) 495 500—508 185—195 12—14
ВД17 490 495—505 20 чГ»
ВАД1 500 503—508 20 > 96
М40 504 504—510 20
Д20 525 530-540 200—210 б—12
Д21 515 520—530 180—190 15—17
ВАД23 510 515—520 195-206 7 -1ft
В92ц 445 450—470 20
в95, В963, 445 460 450—465 465—475 135—145 15-17
В9бц
Реншо'1 *аВ1’1 ш г t - IU ИСК) II). и «w —
q
горячего воздуха или селитры. Плотная укладка не дп.
пускается. Температуру садки контролируют со сто-
роны входящего и выходящего воздуха. Кроме того,
следят за температурой воздуха. Время выдержки ф11к’
спруют по показаниям термопар со стороны выхода
воздушного потока из рабочего пространства печи, т. е.
по минимальной температуре садки. Температуру ЛНс
тов и детален, нагреваемых в селитровых ваннах, при-
нпмают равной температуре селитры. Так как алюми-
Таблпца 8
ПРОДОЛЖИТЕЛЬНОСТЬ ВЫДЕРЖКИ ПРИ НАГРЕВЕ ПОД ЗАКАЛКУ
АЛЮМИНИЕВЫХ СПЛАВОВ
Вид полуфабриката Толщина, мм Продолжительность вы- держки, мин
в воздушных печах в селитровых ваииах
Листы плакированные До 1,4 1,5—1,9 2,0—4,0 4,1—6,0 6,1—10 10—15 15—20 20—25 30—35 35-40 5 7 10 15 20
Листы неплакированные, трубы холоднодсформиро- ваиные, плиты горячеката- ные, профили, прутки, поло- сы и втулки горячспрессо- ванные До 1,2 1,3—3,0 3,1—5,0 5,1—10 11—20 21—30 31—50 51—75 76—100 101—150 151—200 10-20 15—30 20—45 30-60 35—75 45—90 60—120 100—150 120—180 150—210 180—240 5 10 15 20 25 30 40 50 70 80 90
ШтаМПиВКП и п< ковки До 2,5 2,6—5,0 5,1 — 15 16—30 31—50 51,-75 76 100 101—150 151—200 15-30 20—45 30—50 40—60 60—150 150—210 180—240 210—360 240 440 10 15 25 40 50 60 90—1»° 120-24° 180—300
пневые сплавы прн температуре около 500° С обладают
невысокой прочностью и легко деформируются, при
комплектовании садки следует принимать меры для
предотвращения ее деформации под действием собст
венного веса
Температура нагрева под закалку полуфабрикатов
из алюминиевых сплавов приведена в табл. 7 а про
должптельность выдержки - в табл.8
В табл. 8 продолжительность выдержки при темпе-
ратуре нагрева под закалку в воздушных печа ’ ::т
в некотором диапазоне значений. Если изделия в < । .
хорошо обдуваются воздухом со всех сторон, то г ои-
рают значения, соответствующие нижнему уровню.
После выдержки при температуре нагрева пол захз п _
переносят в закалочную среду. Время переноса листов i печи в
палочную среду существенно влияет на механические и ос що .
розпониые свойства листов после старения. По данным И. Н. Ф
ляндера с сотрудниками, временное сопротивление листов гз сплава
В95 после закалки и искусственного старения составит
404 МПа при времени переноса 3; 30 и 60 с соответств.
Такое поведение сплава связано с тем, что при перс
остывает, что вызывает частичный распад твердого рас. 1 В i
зультате этого после закалки п соответствующего crapi-i i ,
алюминах и сплавах системы А1—Zn—Мр—Си фо, мпг
тура, благоприятствующая протеканию корро_понных пр
При переносе листов и плит в закалочный ба., пр
подстуживание. Тонкие листы подстужнваются в бс ixil. j '
толстые плиты, у которых запас аккумулировании! э те
Поэтому время переноса для листов п плит толщи гой „
ничивается 15 с, а при больших толщинах 30 । Для Jn . i"
сплавов В95, В96 и В96ц, особенно склонных i. кэррс
трескпванию время переноса не должно превышать 15 с в
от толщины.
В связи с ограничением времени переноса пол; Т
рикатов при закалке в термос даточных отде пил1
хов металлургических заводов широко применяют
кадочные агрегаты, в которых закалочный оак ”
ложен непосредственно под печью. В таких агр п
после нагрева и выдержки длинномерные и " лич 1 ию
ты, трубы, профили) сразу погружаются в алк точный
бак с определенной скоростью. Таким обра ? р-ь
сматрпваемом случае происходит последов - н я .-
калка, когда различные части и.де.тпя л лдаю я в
разные моменты времени
Естественно, что между частью изделия, находя!
СЯ в печи и нагретой до се температуры, п его
По|'ружецной в закалочный б ж и имеются ни
101
rvmecTBveT переходная зона. В этой зоне
протекаютпроцессы распада твердого раствора, кото-
п .р тХе могут вызвать нежелательные изменения
Гр Этот дефект практически устраняется уве
,„че нем скорости погружения. Поэтому при закалке
пнетов в условиях металлургических заводов скорость
погружения должна быть не меньше определенного
предела; обычно она составляет 0.3—U 4 м/с
Скорость охлаждения при закалке обеспечивает
фиксацию пересыщенного твердого раствора но она не
должна быть очень веника во избежание сильного ко-
робления и высокого уровня остаточных термических
напряжений.
Как уже отмечалось ранее, минимальная скорость
охлаждения, при которой еще не распадается пересы-
щенный твердый раствор, называется критической ско
ростью охлаждения при закалке. В первом прпблнже
нип критические скорости охлаждения могут быть оп
ределены из С-образных диаграмм.
В отличие от сталей диаграммы изотермического
распада раствора в алюминиевых сплавах оценивают по
изменению механических, а не физических свойств С
этой целью после выдержки при температуре, рекомен-
дованной для нагрева под закалку, образцы быстро
охлаждают до заданной температуры изотермической
обработки, выдерживают разное время и охлаждают в
воде. После этого образцы подвергают старению по ре-
жиму, приводящему к наибольшему упрочнению. Если
при изотермической выдержке прошел распад твердого
раствора, то эффект старения будет меньше, чем после
полной закалки. По результатам эксперимента строят
кривые, которые отражают снижение прочностных
свойств после старения на заданный уровень Для при
мера на рис. 35 приведены кривые снижения временного
C()IJP( явления разрыву на 2% листов пз сплавов ДК>
и 1. Чем правее расположена линия начала распада
раствора, тем меньше критическая скорость охлаждения,
ак, в частности л 1я тпетов, данные для которых при
В( 1ены на рис критическая скорость охлаждения
составлю- • •- — - -
на 1915)
В злив
охлаждения
1ы г I , три , р чпЬ|-
1'Й
ак, в частности, л тя чпетов, данные для которых при
_±____ ________1
(из сил i , ДЮ) и 6е С/с (из спла
И1ЧИНЫ критической скорости
" вшивые сплавы можно разделит
1) с малыми критическими скоростями охлажд
Н11Я — самозакаливающиеся сплавы, охлаждаемы) при
закалке на воздухе; к ним относятся сплавы систем
Al — Zn — Mg, Al Mg Si, Al -Mg--Li;
2) с большими критическими скоростями охлажде-
ния; это сплавы систем А1 -Си—Mg, Al—Mg___Si__Си
Al —Zn—Mg —Си;
3) малочувствительные к изменению скоростей <
лаждеппя; это теплопрочиые сплавы системы А1—Си —
Мп с добавлением и без добав-
ления титана и сплава А1\4-1
системы А1—Си —Mg—Fe—Ni.
В качестве среды при за-
калке листов алюминиевых
сплавов обычно используют
проточную воду. Для достаточ-
но резкого охлаждения листов
ее температуру поддерживают
в пределах 10—40° С. Количе-
ство воды выбирают из такого
расчета, чтобы после погруже-
ния садкн и ее охлаждения
температура воды не превыша-
ла 50° С.
При нагреве садки листов
в селитровой ванне ее выдер-
живают 2—3 с над ванной для
стока селитры, а затем быстро
переносят в закалочный бак.
После полного охлаждения в закалочном баке лист пр.'
мывают в промывочном баке с проточной пр
температуре 40 -60° С для полного удаления селитры
поверхности. Время пребывания в промывочном
садкп листов естественно стареющих сплавов н<
но превышать 1 —2 мин с тем, чтобы пре Автврат,
падение пластичности, связанное со етаренн при
температурах.
После закалки алюминиевые сплавы. с-причня. и
термической обработкой, подвергают старению п.
цессс старения изменяются размеры полуфабрикат.'В и
изделий из-за объемных изменений при ни
Упрочняющих фаз. Поэтому необходимо п?.
возможность свободного перемещения и
м''ханпческ\ю обработке Прово (пть поел*. ...ipenu
ри. 35. Линии
0041WI* <MC1
(В г
Режимы старения деталей и полуфабрикатов пз алго
мпнневых сплавов указаны в табл. 7. Приведенные дан-
ные не охватывают всего многообразия применяемых
режимов старения, так как они могут различаться для
мзны полуфабрикатов одного н того же сплава. Для
жаропрочных сплавов температура старения должна
быть выше температуры эксплуатации. Поэтому темпе
ратура старения этих сплавов определяется условиями
работы изделия. Так. в частности, для сплава ВАД23
установлено три режима старения. 1) 1b Л-lb О С, 1U
16 ч- 2) 195—205‘ С, 7—10 ч; 3) 140—150 С, 18—24 ч.
Для’сплавов В92ц, В93 применяют ступенчатое старение.
В последние годы резко возросли требования к ха-
рактеристикам конструктивной прочности материалов
вязкости разрушения и скорости распространения тре-
щины. При искусственном старении на максимальную
прочность высокопрочные сплавы, особенно системы
алюминий — цинк — магнии — медь, имеют пониженные
значения пластичности, вязкости разрушения и стойко-
сти к коррозии под напряжением. Перестаривание, назы-
ваемое «смягчающим» старением, приводит к изменени-
ям структуры, когда когерентность матрицы н метаста-
бильных интерметаллических фаз частично или
полностью устраняется. Это сопровождается некоторым
снижением прочности и повышением вязкости разруше-
ния и коррозионной стойкости. Поэтому для ряда спла-
вов введены режимы смягчающего старения.
В производственных условиях иногда возникает не-
обходимость прервать режим старения. Тогда после во-
зобновления старения сумма времен выдержек должна
соответствовать приведенной в таблице.
По техническим причинам между закалкой и искусст-
венным старением обычно проходит какой-то промежу-
ток времени. Таким образом, искусственному старению
предшествует естественное. Этот перерыв между закал-
кой и искусственным старением приводит для ряда алю-
миниевых сплавов к снижению временного сопротивле-
ния разрыву полуфабрикатов в искусственно состарен-
ном состоянии на 15 20 МПа, а для некоторых сплавов
таблюдается еще большее снижение. Поэтому величина
такого перерыт л регламентирована.
Пп,
злкой п искусственным стар1
JL11' ’ 1 ' • •>_-..шпческих свойств, ра
1 hi ис ограничен для сплавов АК8, AM.
104
ПСр(
П16. Д19. ВАД23 " В92ц Для сплавов же АД31, АДЗЗ. АДЗ" и АВ
Перерыв не должен превышать 1 ч. Для сплавов АКб, AK4-I П1 ,ю
пустпмый перерыв составляет 6—24 ч. ’ м
’ Двойственное влияние времени вылеживания перед иен . мп-
ным старением хорошо видно на примере сплавов В95 п В9 д i
которых допустимый перерыв между закалкой и старением ограни-
чен с двух сторон. В том < чучае, если он составляет мене- 4 ч то в
соответствии с изложенным выше высокие свойства поел стар •шч
обусловлены гомогенным зарождением частичек метастабилцщвй ф
за. Прн больших выдержках (более 48 ч) наблюдается г . ,
плотность зон ГП, и гетерогенное зарождение также позве гает полу,
чпть дисперсные по объему сплава выделения большой пчо но< гн
Прн промежуточных временах вылеживания после 3ai ।
старением свойства искусственно сост тренного материя
ся из-за низкой плотности выделений.
Эти же идеи использованы при назначении р жимов ст
того старения сплава В93. В этом сплаве на инздотемп," г'?'.’.'
пени при 115—125° С образуются зоны ГП, которые - .
плотность выделений q'-фазы на второй ступени старени
200° С в течение 4—1 ч.
Сплавы алюминия в свежезакаленном состоянии обладают вы-
сокой пластичностью, сопоставимой с нх пластичностью в сто-,
пом состоянии. Поэтому возможно проведение ра„личных те
чсскпх операций, связанных с пластической деформации у
Период времени после закалки, в котором спл„в covn " :
иость, зависит от природы сплава. При большом вр.
пластичность из-за старения ухудшается
Для сплавов АД31, АДЗЗ, АД35, АВ, Д2П и ВАД23 плаетп
после закалки практически не зависит от времени выле тдп i
ле закалки. Большинство других сплавов быстро упречняе!
леживании при комнатных температурах, их можно > f
только в течение ограниченного промежутка времени, п г
ющего 6 ч для сплавов АК6, АК8, Д1, Д16 Д1ч 1.
и 15—24 ч для сплавов АК4, АК4 1 и В92ц.
Скорость естественного старения сильно з-висит от
лаже в интервале от —10 до +25 С Снп-..е"ч₽ п^
5°С уменьшает скорость старения примерно П,
сохранения высокой пластичности це.тесообр?-i о
формацией сохранять при температурах ннж.
в холодильниках.
Обработку и а возврат, повышают п
гествепно состаренного матерпа та п ,
можно применять для плакированных лисп
-о мм в тех случаях, когда nep> закачка м
1 поВпдК11 Поскольку после обработки н_
гойкостч снижается, то се можно провоз ть
ювпя эксплуатации деталей по
крытия или окружающая epea.i и
сивной.
Сплавы, обработанные на возврат ..три
тому их целесообразно испои т.н:- и
Формируемых <а один проход
*ак как время препывапия Прх повыше
' 1рр' и вытспеиия метастаОильных фл м'сг
-ирги I>|ц .тон. вида термической об, а&лкл ос.
ьвать
ДО6
По,
ncpej
^ПНгЙ.
»ЩИЬ‘»Й
Дмш1П*
пении Я
L1M М
не ио
;?.К?ТСС, II
nuiutrilpn
„ „йпаботки на возврат рекомендуются ван
В < литровых ваннах. Для Обраб KNO3-+ 50% NaNO или 50»,
ны , пющсго ™ста®‘':П(,рат. „ой плавления 135 140" С; б) 50
NaNO >50% bN0- с TeMneraTiP KNo3+25% NaNOt+25% NaNO
с температурой плавления около
175° С. „
Режимы термической обра-
Табчица 9
РЕ НИМ ОБРАБОТКИ
НТ ВОЗВРАТ
Мар- ка t лла - ва Темпера- тура на- грева. °C Продолжи- тельное ть выдержки, с
Д1 240- 250 20—45
Д16 2G5—275 15—30
Д19 270—280 10—15
ботки на возврат приведены в
табл. 9.
Сплавы, обработанные па воз
врат, после некоторого инкубаци-
онного периода начинают стареть
при комнатной температуре По-
этому деформирование обработан-
ного на возврат материала следу
ет проводить не позже чем через
2. 3 и 6 ч для сплавов Д1, Д16,
Д19 соответственно.
6. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ПРЕССОВАНИЕ ИЗДЕЛИЙ
Прессованные изделия (прутки, профили, панели)
производят из различных сортов технического алюминия
и сплавов, упрочняемых и не упрочняемых термической
обработкой. При маркировке прессованных изделий
проставляют состояние металла после наименования
марки сплава Так, маркировка па профиле «Д16Т1»
означает, что профиль изготовлен из сплава Д16, под-
вергнут закалке и искусственному старению; маркиров-
ка «Д16» означает, что профиль после прессования тер-
мообработке не подвергался
Профили во всех состояниях правят растяжением на 1 -3% на
правильных растяжных машинах. При этой операции наряду с при-
данием прямолинейности снимаются остаточные напряжения. Про-
фили из сплавов, упрочняемых термической обработкой, правят пос
ле заьпкп. Прутки, как правило, правят не растяжением, а в ролп-
ковьы машинах ( гкие) или гибом (более крупные).
елчимы 1ермнч( oil обработки во многом определяются струк-
турным состояни - полуфабрикатов. В настоящее время большую
'™№анНЫ п“Уфэбрпкатов получают методом прямого прес-
ьпг.'.\ 7 • СМа эт,,!£ Уровнях наблюдается неоднородность
П° ' ‘,СН|,|° Иэ а трения на поверхности раздела меж
ные И прицеп при течении металла поверхиост-
чт< приводит к возникновению остаточ-
Прн этпм поп'рхио гиые слои полуфабриката рас’
ром npi'.'г ।', ...........11 поверхностью слитка и коитейне
1 грецнеп части слитка отпоенгг ь
В Шнпо , и'.',., ''...........ДВг г объемов теформ.'ни1"
,,и" <И’*1‘"р'<.|цик иеущеетвляегея и условиях вег то
106
ройного неравномерного сжатия и зерна вытягивают я б' пази ,
пня границ. В поверхностных слоях деформация щ 1
физическая степень очень велнка.
При прессовании в сплава с протекают врой оаспазз
торые возрастают с увеличением физический п ш I ,' ,-п-п
В ряде случаев это приводит к тому, что сра ,у пс , пр' , „
средние слон рскристаллп оваиы, .. периферию,, пр г, а,юг
лишь полигонизацию из-за тормозящего влияния ча гнц дисперсных
фаз на рекристаллизацию. Последующий нагргз под г Поиво
дпт к рекристаллизации периферийных слоев, в коз >г , ,
го числа центров образуется крупнокрпсталличи- ий сб, . . , ,,
женнымп механическими свойствами.
В зависимости от температур но скоростных р< кииоа преесоиз-
впя в горячепрессованных полуфабрикатах посте
можно получить самые разнообразные структуры (от нс
зованной до полностью рекристаллизованной).
Наибольшие прочностные свойства имеют полуфаб
рекристаллизованной структурой. Это явление повыш.,
ских свойств, впервые обнаруженное именно на прсг. дна п” • ,
фабрикатах, называют прессэффектом. Для ряда сп гаги,
эффект наблюдается при горячен прокатке и ковке, хо,я и Г
степени. В. 11. Добаткнн для обозначения оппсыщ. •
предложил термин (структурное хпрочнениеь.
Перекристаллизованная структура сохраняется при
вишенной температуры рекристаллизации Повышению зе\,
рекристаллизации способствует введение в сплавы алгол, ...
тов антпрекристаллизаторов (например, марганца, хром
г, правильный выбор режимов прессования и термин,
слитков и полуфабрикатов.
Прессование при высоких температурах с ни мши
приводит к образованию полигонизованной структуры
высокой термической стабильностью при термообраСоТп J <
рованне при низких температурах пли с высокими с»г, >
собствует получению полуфабрикатов с рекрш гв.лли
смешанной структурой после термической обрабогк;;
Прутки ц профили из сплавов алюминия, Нс упри
няемых термической обработкой, поставляют в горяч
прессованном или отожженном состоянии. Отжиг прим
няют в том случае, если пластичн сть горячепрг
пых полуфабрикатов не удовлетворяет трео'^и.ш
заказчика, и проводят по тем же режимам, киторг
описаны выше для листов.
Заготовками для прессования могут с.з) жить niMoieHii
11 чегомогенизприванные слитки. Заготовки тслнпчлс, 1
не гомогенизируют. Заготовки сплавов системы М
визируют ддя устранения дендритной игкьацпи мар'. ..шз 1
"О|и < нею роста зерна в прессованных полуф..Срп..зтах н
'ацпя заготовок из сплавов системы алюминий к inii
технологическую пластичность 11 корро лонную топ
учигсм. Гомогенизация литых ,аготовок ihibhiiij ,е\ 1
"п:|чич1,ост1, и скорость прптоиаипя Р> 1 чмы ,. м.>
11,1 в табл 5 Литые заготовки сля прсгсоваии» 11 1 1 '' 1
107
’ ..........
''““в’^соваЕныхТяелияк иногда набчю.ае.ея строчечио. р„
п аожеХ" растворимых фа, которые пр» растворе...... образуют
пьпопустоты Пр. такой структуре разрушение в поперечном шло
происходит по ступенчатой площадке, соответствующе., ослаб
.'иным ме там в поверхностях, параллельных осп прессования. Такт
структуры излома похожи па изломы шифера и поэтому получили
..„звание «шиферного излома. Гомогенизация уменьшает ил» совсем
. траняет шпферность. Грубая шпфериость в структуре излома пру;
। IB не является признаком брака, но понижает пластичность и вяз
гость в поперечном направлении.
Прессованные полуфабрикаты из сплавов, упрочня-
емых термической обработкой, поставляют после закал-
ки п естественного илп искусственного старения, режи-
мы которых указаны в табл. 7 и 8. Между операциями
закалки и старения обычно проводят правку с остаточ-
ной деформацией 1—4%.
Выбирая величину остаточной деформации при правке, необхо
цпмо избегать критических степеней деформации. Так, например, кри-
тическая деформация для сплава АК4-1 составляет 3—6%. Поэтому
правку растяжением его необходимо проводить с остаточной дсфор
нацией 1.5—2,5%, чтобы избежать роста зерна. Деформация поел
жалки обычно интенсифицирует процесс искусственного старения.
При термической обработке следует обращать внимание на вре
мя перерыва между; закалкой и искусственным старением. Как уже
г.ечал.сь ранее, несоблюдение рекомендаций по временам псре-
| >ыва для некоторых сплавов может приводить к существенному
' .чеиению механических свойств.
Выбор температуры и продолжительности выдержки
при нагреве под закалку внутри диапазона значении
приведенных в табл. 7, зависит от требуемого типа
структуры. Для получения рекристаллизованной струк-
nLfin темпеРатУРУ 11 время нагрева под закалку нужно
qnnaJLrJ? П° веРхнемУ> а Для получения нерекристаллп-
значений СТ|3УктуРы по нижнему уровню приводимых
с; юво^Д^Т д“бХпо™чш,аФи11ДЛЯНДСра " Б Д' Гала«'<0'° Для
про Ц.лжнтельность выпек™1 а Ф°РмУла- связывающая оптимальную
>'< £ i "чи”
5.10—f
•> -2 10 104 /Q1X
(31)
ГДе — ,. ,1', Дщц,.;,, ..... 1
....‘ .ффициент формы, раппоп от
“ nLP1,M'Tpy круглого прутка такой же
Графики этоп зависимости представлены па рис 36
На механические свойства и коррозионную стойкость
большое влияние оказывает время переноса прессован-
ных полуфабрикатов пз печи в закалочный бак Увели
чение этого времени приводит к усилению межкрпстал-
Рис. 36. Зависимость време-
ни выдержки при нагреве
перед закалкой прессован-
ных прутков из сплавов Д1
и Д16 от коэффициента вы-
тяжки н температуры (циф-
ры на кривых) иагрева пе-
ред закалкой (И н. Фрид-
ляндер и Б. Д. Галацкш!)
литной коррозии, особую чувствительность к кот эрой
проявляют сплавы Д1, Д16, АК4-1, АВ и др. Межкрис-
таллитная коррозия зависит от выделения продуктов
распада твердого раствора по границам зерен, что вы-
зывает резкое снижение механических свойств. Разви-
тию межкристаллитной коррозии способствует замедле-
ние охлаждения при закалке из-за плотного расположе-
ния изделий в садке, из-за медленного переноса пли •
держки при переносе садки из печи в закалочнып 6ai
высокой температуры охлаждающей воды.
Для подавления склонности к межкристаллитной корро'
обходимо обеспечить свободное омывание каждого изделия
при погружении в закалочный бак. Время переноса не должно
вышать 25—30 с, а для некоторых сплавов 15 с. Темперит р .
в баке следует поддерживать ниже 30° С
Рассмотренные условия закалки лучше всего обеспечив -т г 1
тикальиые закалочные агрегаты, в которых закалочный б
жен непосредственно под нагревательной печью. Дчя
номерные прессованные изделия последовательно п< rpj
со скоростями 0,3—1 м/с в зависимости от г п Р
сечения и уровня возникающих закалочных остаточных I апря
Для повышения коррозионной стойкости полуфабрикатов в во i
одчляют 0,02—0,04,3 Оихромата пли хромата катвя п"ч натр"»
7 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ
Трубы изготовляют из алюминиевых сплавов, упроч-
няемых и не упрочняемых термообработкой. Сортамент
труб выпускаемых промышленностью, насчитывает бо-
лее 1200 видов. Из-за разнообразия сортамента для по-
тучения тр>б используют различные техноло! пческие
схемы: горячее и холодное прессование, прокатку и про-
тяжку труб.
При изготовлении прессованных труб из термически
упрочняемых алюминиевых сплавов параметры техно-
логического процесса выбирают таким образом, чтобы
сохранить в полуфабрикатах перекристаллизованную
структуру и получить соответственно более высокий уро-
вень механических свойств. С этой целью прессование
ведут при повышенных температурах слитка и контей-
нера.
Термическая стабильность перекристаллизованной
структуры зависит от режимов гомогенизации. Способ-
ность прессованных полуфабрикатов к рекристаллиза-
ции возрастает с увеличением температуры и времени
гомогенизации. Гомогенизированные слитки обеспечива-
ют термическую стабильность прессованной структуры
только при прессовании с коэффициентами вытяжки не
более 25—30.
При прессовании труб с толщиной стенки менее 6 мм
(коэффициенты вытяжки 40—50) чаще всего рекристал-
лизация происходит при нагреве под закалку даже при
использовании негомогенизпрованной заготовки. В этом
случае для предотвращения рекристаллизации целесо-
'Д)Раз11с повышать температуру прессования до 420
С, а содержание марганца в сплавах Д1, Д16 под-
держивать на верхнем уровне по техническим условиям.
Рп производстве горячепрессованных тонкостенных
чппгт'13 с,п/1ава АВ предотвратить рекристаллизацию не
wm С г Я получения мелкого рекристаллизованного
S «еооходимо приводить гомогенизацию слитков с
... пбп-ЩПМ ме/ленным охлаждением и соответствую-
р Разом выбирать режимы прессования.
боткн'труб а1ЦИ1’ витков и термической обра-
полуфабриьатов* • н .я листов и прессованных
• И1ТОН можно получать трубы из
но
пз литой заготовки, до термообработки имеют час гпчно
рекристаллизованную, а пз прессованной саготовкн
рекристаллизованную структуру с текстурой.
Трубы правят на роликоправильноп машине или
растяжением со степенями остаточной деформации 1 —
1,5%.
Трубы пз термически иеупрочняемых сплавов п<>< гав-
ляют в отожженном илп нагартованном состоянии, тру
бы из термически упрочняемых сплавов —в закалённом
пли закаленном и искусственно состаренном состоянии
После термообработки в обоих случаях получ-ют
мелкозернистую рекристаллизованную i груктуру.
Трубы производят по следующей технологической
схеме: литье полой пли сплошной заготовки, гомогенп <
цпя (если это необходимо), прессование трубной ато-
товкп, холодная деформация, термообработка, от . i
По традиционной схеме процесса получения труб Х' л
ная деформация включает операции холодной при' аткн
и волочения. Между ними при необходимости приветят
промежуточные отжиги.
Подавляющее большинство труб пзготавлип гг т<
алюминия (сплав АД1) и поставляют в от
(АД1М). При малых степенях холодной дефо[ аци
(менее 20%) получается крупнокрпст тллпче стр
зерно может быть получено при использовании т i
готовки, гомогенизированной при 570—600°С в т - м 12 s
ннтельно необходимо снизить температуру н.тр., "
прессованием до 280—300° С п повысить степень холод. й ; •
ЦИИ перед окончательным отжигом хотя бы до 30 Прозе .
отжигов для повышения пластичности не требуется. Оконч п •
отжиг труб проводят при 380 420“ С с временем вкзержки 10
В трубах пз сплава АМц, полученных п негомогенпзирое
слитков, при отжиге вырастает крупно зерно, что начете ibr
лает пластичность. Температура отжига существенно щ в.ти»
размер зерна. Мелкозернистая структура труб сплава АМц i!'11' '
ся и условиях быстрого нагрева при отжиге которы,, по гг"
тельно проводить в селитровых ваннах или применять
тактную установку с быстрым нагревом.
Эффективное измельчение зерна труб достигается при
ованпи для прессования гомогенизированных при Ь_ 1 1
товок. Гомогенизация устраняет внутрикрпсталлптнх i л ••
основную причину чрезмерного роста зерна. В этом
труб МОЖНО Проводить В воздушных KOHBVhTHBHl.14 ic
Электроконтактиый нагрев то оптимальных '•41111
4оО°С происходит в течение 25 Ю с. п до» иночн i в.-.!€•«>
ченпе 1- 1,5 млн. Отжиг п конвективных ас- ч '
температурах 350 -420° С с выдержкой н «ечешк 10 мп -
Сплав АЛ1ц не упрочняется при термообработке, и пг^ы.
МрХаиических свойств достигается naiартовкой (Амцп,.
Ill
При производстве труб из сплавов системы Al Mr (АМг2,
АМгЗ АМг5, АМгб) гомогенизация слитков, перед прессованием
хтгчшает их технологическую пластичность Благоприятное влияние
гомогенизации тем больше, чем выше содержание магния в сплаве.
Прессованную трубную заготовку отжигают при 370 400 С, затем
подвергают прокатке или волочению.
Сплавы АМг2 и АМгЗ высокотехнологичны и допускают суммар
п\ю степень холодной деформации (прн прокатке и волочении) до
09.5 о. Сплавы АМг5 и АМгб относятся к труднодеформпруемым и
суммарная холодная деформация их не должна превышать 50—60%.
Поэтому при деформации используют промежуточные разупрочня-
ющпе отжиги при 390- 420е С в течение 3 ч.
При производстве труб из термически упрочняемых сплавов АВ
и АД31 на структуру и свойства в закаленном н отожженном со-
стоянии сильно влияет гомогенизация слитков. Применение гомоге
визированных при температурах выше 520° С заготовок обеспечив
ет получение мелкозернистой рекристаллизованной структуры.
Для предотвращения роста зерна при термической обработг
степень холодной деформации при волочении труб после последнего
промежуточного отжига должна быть не менее 15—20%.
Отжиг сплавов АД31 и АВ проводят при температуре 420
450° С с выдержкой в течение 1 ч. Температура закалки равна
(520±5)°С, а время выдержки составляет в зависимости от толщи
ны стенки трубы: до 2,0 мм 30 мин; 2,1—5 мм 40 мин; 5,1 —10 мм
60 мин Искусственное старение сплава АВ проводят при (157±3)°С
с выдержкой в течение 12 ч. Режим старения труб сплава АД31 -
(160+5)' С в течение 10 ч.
При производстве труб из сплавов Д1 Д16 и 1915 применяют
гомогенизированную заготовку для прессования.
Высокотемпературная (510—520“' С) гомогенизация слитков
сплава Д16 позволяет повысить производительность при прессовании,
прокатке и волочении труб. Прессованную заготовку отжигают при
420 -450° С в течение 2 ч (Д1, Д16) пли при 350-390° С в течение
15ч (1915).
Удовлетворительный запас пластичности отожженной после прес
овация заготовки позволяет осуществлять холодную деформацию
с суммарными степенями деформации при прокатке и последующем
беюправочном волочении до 93—94% для сплавов 1915 и Д1 п 90
2 ы для сплава Д16. Если возникает необходимость в больших
степенях деформации, то применяют промежуточные отжиги.
Сплав Д16 особенно склонен к межкристаллитной коррозии По-
этому при закалке необходимо быстро переносить трубы из нагрева
тельной печи в -акалочный бак ц обеспечить резкую закалку. Тем-
пература воды в закалочном баке не должна превышать 30° С. Сад
ку Тру для обеспечения хорошего омывания поверхности водой
рассредоточивают. Наиболее эффективно все необходимые требова
ния удовлетворяются прн нагреве труб в вертикальной закалочной
печи с опхеканнем ir-. лип в ..папочный бак, расположен...й не
посредственно под нею
Трубы ответственное i......пи- акаливают только в верти-
„,.чьны почт.. , гью погружения в воду не
11 1 ’ г шлруження приводят к повы-
шению ...чн . . ... I 'Й Корро 1111
Р ' _п" <, нм-ют большую склонность к
МГ-.1Ч1 , , „ гатаныт Это объясняется влпяпн
112
ем смазки, применяемой при волочении Для повышения коррозион-
ной стойкости труб в щкалочиую поду добавляют 0,02 04'
\рОМПНКЗ-
Сплавы Д1, Д16, 1915 закаливают с температуоы (50Ч-ьг»\°с
(500±5)°С, (450±10) С соответственно. Время^Хржки SbLS
от толщины стенки трубы и составляет для труб с толщине. г„„ „
до 1 мм 20 мин. в интервале I 2 мм 30 мин. 2 1-5 , W чин
5,1—10 мы 75 мин соответственно. Трубы из сплав 1915 п. ,т
ступенчатому старению по двум режимам- а) Ю(7Г. 10 ч
4 ч или б) 100 С. 24 ч+1о0 С, 10 ч.
8. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ПОКОВОК И ШТАМПОВОК
Для изготовления поковок и штамповок применяют
сплавы, не упрочняемые и упрочняемые термичесю >й
обработкой. Чаше всего заготовками для ковки и штам-
повки служат слитки круглого сечения либо приме ку
точные прессованные заготовки. При производстве ме i-
кпх штамповок используют также катаную таготов-.у
Термическая обработка — последняя операция, вли-
яющая на формирование структуры поковок и штзмпо-
вок. Режимы термической обработки приведены та 7
и 8.
Сложность закалки поковок и особенно штамповок
связана с большими габаритами и непростой форме
полуфабрикатов. Сочетание в одном полуфабрикате
ких и массивных сечений приводит к сложному акону
распределения напряжений при закалке и вызыв г-
этой причиной короблению. Для снижения поводок и
коробления уменьшают интенсивность охлажй' шя прн
закалке, подогревая воду в закалочном баке.
Тонкостенные детали охлаждают прн 'аь в '
Дующих средах:
1) штамповки из сплава АК4-1 с толщиной стенки
8 мм — в кипящей воде или в водных раствор.: г -
Ров;
2) штамповки из сплава АК6 с толщиной стенки
50 мм в воде при температуре 90' С;
3) штамповки из сплава В93 и детали из них в в
де
при температуре 75—85°С;
4) штамповки из сплава А1\8 толщиной
мм в воте при температуре 80' С ТРПт
Подогрев воды снижает интенсивность тв ia
в области высоких температур, и полому уровень
30
8—188
II
мическпх напряжении и соответствующее ему коробле-
нпе уменьшаются.
Повышение температуры охлаждающе., воды при водит [
1Тв>м^™ХХныГкан"Хн,.юВс"орост11 охлаждения, повышение
в”=-
„ , В воде при температуре 7585“С Закалка штамповок сплава
АК6 В воде при 90“ С приводит к снижению временного сопротивле-
ния на 30—50 МПа после искусственного старения по сравнению со
штамповками, закаленными в воде прп 20 С.
J меньшенне поводок и коробления прп закалке в нагрето., воде
пшзотяст проводить эту операцию термообработки после оконча-
т< ,ьной механической обработки, за исключением особо точных мест.
г io оставляют припуск 2 -3 мм.
Чтобы об.спечпть равномерное охлаждение деталей, особенно
v .ссивных, необходимо энергично перемешивать воду, для чего про
ду,ыют сжатый воздух, перекачивают воду или перемешают детали
: панне. Прп размещении изделий в садке между ними должны быт.
Г. .при. достаточные для свободного прохождения воды. Детали
укладывают в несколько слоев в шахматном порядке
Механические свойства поковок и штамповок в зна-
чительной мере зависят от структуры полуфабрикатов
В большинстве случаев желательно получение мелкозер-
нистой однородной структуры по всему сечению полу-
фабриката. Эта структура в зависимости от требовании,
предъявляемых к полуфабрикатам, может быть полнго-
низованной или рекристаллизованной. На практике же
структура поковок и штамповок часто получается неод-
нородной, что вызывает снижение механических свойств.
Получение регламентированной структуры (полпго-
низованной пли рекристаллизованной) по всему объему
полуфабрикатов —задача сложная. Она может быть
решена, если для выбора режимов деформации и терми-
ческой обработки использовать диаграммы структурных
состоянии для сплавов, предложенные Ю. М. Вайнбла-
том. Рассмотрим последовательность выбора режимов с
целью получения регламентированной структуры на
примере штамповок из сплава АМгб. Целью является
получение полигон» ованноп структуры штамповок, по-
ставляемых потребителю после отжига при 310—330' С.
При достаточно больших степенях деформации, соот-
ветствующих , .чиня ,| получения штамповок, структура
! фор..'П['ъ. "'фабриката определяется только
гемпер.иур. и ,• и тью деформации е и пе зависит
1111 1111111 1 Рассмотренные закономерное
и 'рлчей деформации. Диаграмма
III
структурных состоянии сплава АМгб после деформации
(рис. 3/) состоит из двух областей. Область IV праве-
линии СС на рис 37 соответствуй г режимам деформации
Пр„ которых протекает метадпнампческая рекристалли-
зация. При всех других режимах деформации, фигур .
тивиые точки которых не попадают в область II стр’ к
тура не рекристаллизована.
Так, например, если деформацию проводить со скоро-
стью е0 (рис. 37), соответствующей скорости •форм.цпп
на прессе, то прп темпера-
турах деформации ниже по-
ложения точки 2 и выше по-
ложения точки 3 рекристал-
лизация протекать не будет.
В температурной области
между точками 2 и 3 непо-
средственно после деформа-
ции без дополнительных на-
гревов протекает метадина-
мпческая рекристаллизация.
При нагреве деформиро-
ванного материала до 320° С
(температура отжига для
сплава АМгб) в течение дли-
тельного времени на дпа-
P1I 1
И'СГПЯШ! I »
.тенью
[Ю
грамме структурных состоя-
ний появляются дополни-
тельные области с разными структурами Область II
расположенная ниже линии В—В, соответствует рю-:
мам деформации, при которых после отжига протекает
полная статическая рекристаллизация. Она соот с
ет низким температурам и высоким скоростям деф р i
Ции, когда накапливается большая упругая энергия в
металле, являющаяся движущей силой процес. с згн
ческой рекристаллизации.
Если деформация проходит по режимам, фигуратив-
ные точки которых располагаются выше линии 1 - 1
статическая рекристаллизация при температуре -
не происходит из-за недостаточного запас, у пр
энергии в металле. Запас внутренней энергии достал и
лишь для протекания процессов полигонизации, и «.грек
тУра металла в этой области будет полигоны ihh
Положение линии Д 1 соответствует \ елмзпю РЛ1 •‘tlt
температур нагрева (/=320 С) и начал.! pc pncrai
^изацнп / р ; аналогично па линии В В i - Л-
Между линиями А -А и В-В расположена область
режимов деформации III, соответствующая получению
после отжига при температуре 320 С смешанных струк-
тур из-за частичного прохождения рекристаллизацией
ных процессов.
При нагреве металла до температуры 440 С из-за
большей по сравнению с 320° С подвижности атомов ре-
кристаллизация протекает в материале, имеющем мень-
ший запас упругой энергии. Поэтому линии А —А и В
В смещаются соответственно в положения А' — А' и
В'-В'.
Если вернуться к выбранной скорости деформации е0,
то в зависимости от температуры деформации /д и режи-
ма последующего нагрева будут наблюдаться следую-
щие структуры. При деформации в области температур
ниже точки 1 после отжига при 320°С структура полно-
стью рекристаллизована. При /д выше точки 4 структура
полпгонпзована, за исключением интервала значении
между точками 2 и 3, где структура рекристаллизова-
на после деформации. При значениях /д на отрезке 1 -4
структура частично рекристаллизована.
После нагрева при температуре 440° С соответствую
щие структурные области ограничены такими же точка-
ми, но со штрихами.
Выше был рассмотрен пример выбора режимов де
формации для получения регламентированной структу-
ры после отжига сплава, не упрочняемого термической
обработкой. Аналогичным образом могут быть выбраны
н режимы деформации и отжига для получения мелко-
зернистой структуры после закалки сплавов, упрочняе-
мых термообработкой.
Горячепрессованные заготовки под ковку и штам-
повку из многих алюминиевых сплавов имеют структур-
ное упрочнение (пресс-эффект). При последующей горя-
чей деформации (прокаткой, ковкой, штамповкой) ста-
бильность структуры, как правило, снижается. Тем не
менее часто при штамповке стабильность структуры ока-
зывается достаточной для предотвращения рекристал-
пп.^ЦИП ПРИ закалке- Структура таких изделий, как и
р сованных, полигонп ювана, а структурное упрочне-
ние сохраняется. J 1
Структ) риое
штамповках п
нии подверг пог
in
упрочнение может быть получено в
дим пун-м: аготовкн после прессова
шоп деформации и рекрпсталлпза-
циоипому отжигу для получения мелкозернистой ctovk
туРы. Полученная при этом структура имеет высокую
термическую стаопльность Затем из рекрпстал ппзован
иы.х «готовок изготовляют штамповки по режимам Г
формации, позволяющим получить полигонизованную
структуру.
9. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
АЛЮМИНИЕВЫХ СПЛАВОВ
Термомеханпческая обработка (ТМО) — это вид тер-
мической обработки, включающий пластическую дефор-
мацию, которая из-за повышения плотности дефектов
влияет на формирование структуры прн фаговых превра-
щениях, происходящих во время термического виздеист-
вия. Методы ТМО классифицируют по способам комби
пирования горячей или холодной пластической деформа-
ции с термообработкой. Различают высокотемператур-
ную (ВТМО), низкотемпературную (НТМО) и предвг.
рптельную термомеханическую обработку (ПТМО).
ВТМО совмещает высокотемпературную деформа-
цию с последующей закалкой. При НТМО комбинпру
ются старение и холодная деформация. При этом старе-
ние осуществляется не после закалки непосредственно,
а после закалки и холодной деформации. ПТМО пред-
ставляет собой комбинирование термической обработки
(закалка и старение) с пластической деформацией, вы-
полненной перед нагревом под закалку.
Возможны также схемы, когда одновременно не
пользуют два или несколько методов ТМО. Например,
ВНТМО — высоко-низкотемпературная обработка, при
которой высокотемпературная деформация совмещается
с закалкой, а старение осуществляют после \ н днип
пластической деформации.
Все виды ВТМО характеризуются совмещением
калки с горячен деформацией, выполняемых с одног
нагрева. ВТМО эффективна лишь тогда, когда в процее
С1- деформации получается высокая плотность дефекте
егруктуры. Это возможно лишь в том случае, если при
Деформации рекристаллизация полностью не проис ш
Дит, а структура полпгонпзована либо частично р< кри-
сталлизована.
Если в результате деформации при высоких 1емпера-
тУРах получают рекристаллизованную структуру, < i
117
тел, осуществляют закалку, то это не ВТМО, а обычная
термообработка, при которой закалка проводится с тем-
пературы деформации
Чтобы подавить первичную рекристаллизацию при
меняют низкие степени деформации, при которых темпе-
ратура рекристаллизации достаточна высока При этом
целесообразен выбор режимов в соответствии с дпаграм-
мамп структурных состояний. Например, при ВТМО
сплавов AI\6, В93. АМц, В95 применительно к штампов-
кам средняя степень деформации не должна превышать
Р> < 35 Ь лассификация
и. а ?™° алюм“киевык сплавов в звпепмо
мятииГ I м"!\-3авалКН н высокотсмпсРатурпой деф^р
мации (М. X Рабинович):
, ".'’",”ип“,“Ру7„ "O£J““Ky: 2 - ?бРаботка давлением; 3 - подст и
' мекнып нтгрсв п^; а""ка\кг охлажлсн',с: s~ ।
ьл. ,1 к- 7 — т< м’попт.-г.Л,3 алк>’ ° — тсмпсратурный интервал п
р у рнын интервал технологической пластлчн'Х.ги
пр110’степеня\У'1Шгь1е механпческ11е свойства достигаются
при степенях деформации 10—15%.
вов, прпве^е™(наПрРпсМ38еМве ЛЛЯ алюмпн11евых спла
ния ВТМО ni-imv ,Р1С °' Во всех вариантах проведе-
ствующпх темпматуОееНнНаГРеВ Л° темпеРатУР. соответ
грев ucvinecTnnf . iPe нагРева П°Д закалку. Этот па
обычно предш<' тв ,Ь"выХ'Л',11М11 "сточнпкам|1 тсп1'
По люч нпе температурной деформацию
на рис. л1’’ соответствующий с\с
дет. я '° температур закалки вс
‘ Деформации Отличия одного вид-1
ВТМО от другого связаны с условиями проведения ,
формации.
Для различных алюминиевых сплавов взаимно, рас
положение областей оптимальной технологической пч~
тпчностп и оптимальных температур акалки таки, ра (-
ное Они могут взаимно перекрываться (рис 38, а, б)
или находиться в разных температурных интервала
(рис. 38, в - е). При перекрытии областей оптимальной
пластичности возможно применение простои ВТМО
(рис. 38, а), когда деформация осуществляется при те'
пературах нагрева под закалку. Ее используют ття спла-
вов АВ, АК6, АД31
Наибольшее применение нашла простая ВТМО для npt
профилей сплава АД31. отличающегося небольшими критик
скоростями охлаждения при закалке. Для попуч, нця >акач
стояния профили с небольшой толщиной полки можно о
воздухе. Рекомендуются следующие режимы ВТМО
АД31: температура нагрева заготовок под прессование '
температура контейнера пресса 450—470° С; скорость ист, .. ,
терпала не меньше 15 м/мин. Профили из н голИ'Г'нпзпро1 Ш1>< .
готовок охлаждают струями воздуха, из гомогенюированн! \
товок - на воздухе; искусственное старение проводят при Ti ,
рах 160—170° С в течение 8 ч. Обычно ’тот процесс
калкой на прессе».
Для сплавов с перекрытием областей оптимально..
пластичности и гомогенности применима ус; нн я
схема ВТМО (рис. 38, б), когда после нагрева io опти-
мальных температур закалки изделия подстужпвают
температуры максимальной технологиче, коп п.истичн • >-
сти и деформируют. Так как после подстужпванпя мате-
риал продолжает оставаться в области оптп.ма 1ьных те
ператур закалки, то скорость подстуживанпя
быть произвольной.
Если области оптимальных температур акалки и
тимальной технологической пластичности расг ы
в различных температурных интервалах то так.»е 1
можно применение усложненной схемы ВТМО (рис. ^3
е), но подстужпвание необходимо вести ' . ольшп и
скоростями для предотвращения распада твердого ра<
твора.
Простая и усложненная с гчы ВТМО
при получении штамповок пз алюмппш ?ЧУ 11
Рабиновича, при штамповке cnaai АКв « В J
° по:|нплЯСТ па рп. 115 >' повысить \ . о...
синю со стандартной тсрм‘“’бра . О
ч широкого распросгранения ..... inoi'X iiw-
актов п сложности регхлир' нация скоростей ох.
Сущность предварительной термической обработки
алюминиевых сплавов (ПТМО) заключается в том, что
прочностные свойства в закаленном и состаренном сос-
тоянии повышают предварительной пластической дефор-
мацией. Ее режимы в любом случае нужно выбирать
таким образом, чтобы прп нагреве под закалку не прохо-
дили рекристаллизационные процессы п в состаренном
состоянии наблюдалось дополнительно упрочнение, свя-
занное с повышенной плотностью дефектов структуры
после деформации.
Для алюминиевых сплавов этот вид термической об-
работки начали применять, по существу, до возникнове-
ния этого термина. В самом деле, рассмотренное ранее
явление прессэффекта при прессовании полуфабрикатов
представляет ПТМО. В штамповках, поковках и плитах
также возможно дополнительное структурное упрочне-
ние при соответствующем выборе режимов деформации.
Прп низкотемпературной термомеханпческой обра-
ботке (НТМО) холодная (теплая) деформация после
закалки сочетается с искусственным пли естественным
старением. Наиболее распространены такие виды НТМО.
1) закалка — холодная (теплая) деформация — ис-
кусственное старение:
2) закалка — естественное старение — холодная де-
формация — искусственное старение;
3) закалка — искусственное старение—холодная де-
формация — искусственное старение.
Некоторые виды НТМО давно используют при произ-
водстве полуфабрикатов. Как неоднократно отмечалось
ранее, полуфабрикаты из упрочняемых термообработкой
сплавов правят с небольшими степенями деформации.
В этом случае искусственное старение проводят после
холодной пластической деформации и оно, по существу,
относится к НТМО.
Постановка заклепок и сплавов Д1П, Д16П в све-
жезакалепном состоянии это тоже НТМО так как сс
тестненное старение происходит после расклепывания
аклепок.
НТМО по оптимальным режимам позволяет полу-
чать сочетание высокой прочности и пластичности, а
также* повысит г иы.пгорых случаях коррозионную
стойкость Режимы НТМО -о । о разнообразны, и в на-
стоящее вр« " тр шшельн I дать сводку оптималь-
ны Прпги । п лишь некоторые примеры.
120
НТМО листов сплава Д16 по режиму „м.алка _ ауТ.-ная
формация — старение прп 13I С в.течение 10-20 ч по i Лила “
высить сь на 60, а а012 на 100 МПа по сравнению со , , ,, ртн,
термообработкой прп достаточном уровне пластичности
НТМО листов сплава Д1 по режим скалка пр. , „пн
150е С с деформацией 30% - старение 10ITC в теченп 3 ч у пчп-
вает временное сопротивление на 50, а предел текучести н । 130 МПа
при снижении относительного удлинения в 2 раза по сражению со
старением материала по тем же режимам непосредственно п
закалки.
Сплавы системы Al—Zn—Mg после НТМО по схем»
кратковременное искусственное старение холодная деформ
повторное старение при той же температуре обладают большой ст. л
костью против коррозии под напряжением при незначительном
женин прочности.
10. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Наиболее распространенные виды термический ибра
боткн литейных алюминиевых сплавов — отжиг, закалка
п старение. Кроме того, отливки из ряда алюминпевы
сплавов подвергают старению в литом состоянии (б. ,
закалки). Возможность этого вида термической обработ
ки обусловлена тем, что при литье фасонных отливок с
высокими скоростями охлаждения (например, лить, в
кокиль) из-за неравновесных условий кристаллизации
некоторые компоненты остаются в пересыщением твер-
дом растворе. Последующее старение литого материала
при повышенных температурах вызывает некоторое
увеличение прочности п снижение относительного удли-
нения.
Для обозначения разных видов термической обработ-
ки приняты следующие обозначения: искусственное era
Ренне без предварительной закалки Т1, отжиг Т2, закалка
И, закалка и кратковременное (неполное) иск] ,
венное старение Т5, закалка и полное искусственное . 1-
Рение Тб, закалка и стабилизирующее старени. Т7. <а-
калка и стабилизирующий отжиг Т8.
Ожиг по режиму Т2 используют для уменьшения
аточных напряжений п неоднородностей в струк р
тливок, вызванных неравновесными условиями крпстал
^I,JaU4n. Чем более дисперсна структура и меньше р
Ч'1^ Дендритных ячеек, тем с большей скорость, и п
Топ протекают процессы отжига. Отжиг как самосюя
0‘ПЬ1|ыц влд термической обработки приме ляют ре ik.
ычпо его совмещают с нагревом п.ц «акалкч.
121
Температуру нагрева под закалку выбирают на ос-
новании диаграмм состояния и данных термического
анализа. Естественным верхним пределом для темпера-
тур нагрева под закалку является температура равно-
весного солидуса сплава. Выбор температуры закалки
зависит также и от характеристик оборудования, при-
меняемого для нагрева Чем в более узких пределах
обеспечивается точность регулирования температур, тем
выше может быть выбрана температура нагрева под за-
качку. На скорость растворения фаз существенно влия-
ет дисперсность избыточных фаз в структуре сплава, воз
растающая с увеличением скоростей кристаллизации от-
ливок. Так, прн получении отливок в песчаной форме их
структура более грубая, чем при литье в металлическую
форму Поэтому во втором случае время выдержки мо-
жет быть сокращено на 20—25%.
При выборе температуры и времени выдержки под за-
калку необходимо учитывать также и неравновесность
структуры отливок. При затвердевании сложполегпро-
ванны.х алюминиевых сплавов в неравновесных услови-
ях в ряде случаев образуются неравновесные легкоплав-
кие эвтектики, сосредоточивающиеся в объемах отливок,
кристаллизирующихся в последнюю очередь. В этих слу-
чаях целесообразно применять ступенчатые режимы на-
грева под закалку. Первую ступень выбирают при тем-
пературе на 3—16° С ниже температуры неравновесного
солидуса. После выдержки при этой температуре в тече
ние времени достаточного для перевода составляющих
легкоплавкой эвтектики в твердый раствор, температуру
поднимают на следующую, более высокую ступень для
обеспечения максимальной насыщенности твердого раст-
вора легирующими компонентами.
На скорость растворения легирующих элементов су-
щественно влияют предшествующие, термообработки, ус-
коряющие переход легирующих компонентов в твердый
раствор. Поэтому при возможных в процессе изготовле-
ния деталей перезакалках время выдержки может быть
существенно сокращено
На механические и коррозионные свойства отливок
влияет вр< мя Перенос?. отливок из печи в закалочный
бак. Е' ли они .то велико, го прн охлаждении от
111 кп ” - . . .лот начальные стадии распада
п<‘р< ышщпюгн .. । । п последующая закалка фпксп-
1 р. сыщ, ниып раствор. Это может
183
приводить к значительном) снижению механических
свойств, а в случае неблагоприятного распред111 нпя вы
делившихся при распаде фаз в виде сетки так» и
уменьшению коррозионной стойкости акаленных и со-
старенных отливок.
При увеличении времени переноса до 1 мин и с. вр. |||10„
сопротивление закаленных п состаренных сплавов АЛ19 . ' | г..
и,нм Т5) уменьшается примерно на 9 (50 МПа) и 5,5 (I ' МП )
соответственно, а величина относительного удлпн нпя ... , н,
40%. Увеличение времени переноса садки образцов
точный бак до 3 мин приводит к снижению впем нн
кия на 16 (90 МПа) н 8,5% (40 МПа), а относите н
на 70 и 40% соответственно. Поэтом) время переноса п i .
точный бак ограничивают; оно не должно превышап 10 с
Скорость охлаждения после выдержки при темпера-
туре нагрева под закалку должна обеспечивать фикса
цпю максимально пересыщенного твердого раствора при
комнатной температуре.
В зависимости от назначения деталей и требовании,
предъявляемых к уровню механических свойств, приме-
няют закалку с охлаждением в воде, органических
костях, расплавленных солях или на воздухе. Кроме т
го, детали охлаждают в горячих средах (кипящая ы
подогретое масло) для обеспечения низкого уровня i
таточных напряжений после закалки
Литейные алюминиевые сплавы в свеже шкаленно
состоянии имеют сравнительно низкую прочность н по-
вышенную пластичность. Тем не менее прочностныь свой-
ства сплавов в закаленном состоянии выше, чем в ш-
том. Повышение прочностных свойств после пк
объясняется увеличением легированности алюмпнпшют .
твердого раствора, а рост пластичности связан в •: ’
ном с изменением характера структуры При Harpi п
последующей выдержке сплавов перед закалкой ра. г
Ряются хрупкие интерметаллические составляющие,
разующпе в литых сплавах сетку обрамляющую рна
твердого раствора. Это и вызывает повышении пластич-
ности. Для некоторых сплавов, характеризующихся
Равновесном состоянии большим количеств я илбыточ
ны.х хрупких фаз (например, силумины), увеличение п
тпчности связано с коагуляцией и сфероидн ..тцпеп
пыточных фаз
„ -•зрение осуществляют с целыо повышения пр
г "Ых свойств или для стабилизации р мерот. отлив
1ависпмостц от выбора режимов старения, основными
характеристиками которых являются температура п вре-
мя старения, можно получать не только различное уп-
рочнение, но п повышенную пластичность прп понижен-
ной прочности (из-за коагуляции продуктов распада).
Соответствующий режим старения называют смягчаю-
щим отжигом, стабилизирующим отжигом пли просто
стабилизацией. Этот режим термпческоп обработки при-
меняют обычно для уменьшения уровня остаточных на-
пряжений п стабилизации геометрических размеров фа-
сонных отливок при механической обработке, сборке, эк-
сплуатации.
В табл. 10 указаны наиболее часто используемые ре-
жимы термической обработки сплавов АЛ19 и АЛ9. Для
сплава АЛ19 применяют две ступени нагрева под закал-
ку (в таблице отмечены римскими цифрами).
Таблица 10
РЕЖИМЫ ТЕРМПЧЕСКОП ОБРАБОТКИ ЛНТЕППЫХ АЛЮМИНИЕВЫХ
СПЛАВОВ АЛО н АЛ 19
Термичес- кая обра- ботка Закачка в воде Старение
температура нагрева, °C время выдерж- ки, ч температура воды, °C температура нагрева, °C время вы- держки, ч
Сп we АЛ9
Т2 — 300 2—4
Т4 535 2-6 20—100
Т5 535 2-6 20—100 150 1 3
Тб 535 2-6 20—100 200 2-5
Т7 535 2-6 80—100 225 3 5
Т8 535 2-6 80—100 250 3 -
Сплав АЛ 19
Т4 Т5 545 । 530(1) 545(11) 545 о СИ СИ о 1111 SJ'°'os; 100 20—100 20—100 175 3-6
530(1) 5-9
545(11) 5-9 20—100 175 3-6
Т7 545 10—13 80—100 259 3—Ю
530(1) 5—9
— 545(11) 5-9 80—100 250 3-10_
ратуриой ступени растворяются
11 Ра1 п и тс шература солидуса ионы-
ш о . .. }уЮт 1ЛЯ получения
14 1’ "’1 ' Р 1ЛЫ1он концентрацией. Как
И1
видно ИЗ данных табл. 10, для одного и того же сплана
в зависимости от назначения деталей могут быть выбпз
пы различные режимы окончательной термической обпа
боткп. Кроме того, применяют также и промежу очные
термические обработки для стабилизации размеров де-
талей.
Рассмотрим выбор режимов термической обработки на ирг--. Пг
отлниок из сплава AJI9. В зависимости от н? чач ния тали из i
ва АЛ9 подвергают упрочняющей или стабилизируют i рми'и , ,
обработке. Упрочняющая термическая обрабоп а мои уыть пг
ведена по режиму Т4 [закалка с темпсрату[ (535 + 5) Се™ •=' .
деипсм в воде и последующее естественное старение] В
стоянии сплав АЛ9 имеет высокую пластичность (6 4— при
временном сопротивлении 180—200 МПа. Последующ..- ст .
температуре (150±5)°С в течение 1—3 ч (р< жим Т5) лбесги
значительное увеличение временного сопротивления (ав
+260 МПа), предела текучести, твердости и привод : . ;ч
относительного удлинения до 2—3%. При старении i
при температуре 200° С в течение 5 ч (режим Тб) i , ..т г
стичность (6 — 4+5%) при сохранении высокого уровня при
В литом или закаленном сплаве АЛ9 возникают'
величине остаточные напряжения, и поэтому при выбо,
термической обработки необходимо наряду с об< 'печ ин
скнх свойств учитывать требования, предъявляемые таг.
размеров детали. С этой целью применяют стабнлнзир;.
мпческую обработку.
В тех случаях, когда не требуется повышенна прочие
стабилизации достаточно применять высоч чтемпер ч
при 300° С в течение 2—4 ч с последующим о . чажд нн
пли вместе с печью (режим Т2). При необходимо :ти
достаточно высоких механических свойств и стабплы и
ческпх размеров применяют старение закаленного в пяш
сплава при температурах 225 (режим Т7) и 250° С (р и То)
режимы старения соответствуют стадии перестариванья сплава.
Да происходит коагуляция стабильных и метастабил ньи ф
Сплав АЛ9 широко используют при изготовлении высо-ото
Деталей длительно работающих приборов, коггл к их деталям пр
являют требования сохранения в эксплуатации постоянства ро
Для обеспечения необходимой стабильности размеров и п
чиповые схемы изготовления деталей, включающие -ткалк;
иическую обработку с оставлением припуска, стабилнзирующг
Рейне, окончательную механическую и термоцнкличсскую ог,,| + ,<
Термоциклпческая обработка заключается в чередовании '
Дения до температур минус 40- минус 190° С с пос., туч ил
вом. Обработка обязательно заканчивается нагревом тег >В1
ней температуры цикла.
И ЗАЩИТНЫЕ АТМОСФЕРЫ ПРИ ТЕРМИЧЕСКОЙ
ОБРАБОТКЕ АЛЮМИНИЕВЫХ СПЛАВОВ
Плотная окисная пленка па поверхности а.чюмпнп и
г° сплавов препятствует взаимодействию металла св...
125
духом п другими газами прн низких температурах. Од-
,ико при повышенных температурах влага п соединения
аммиака и серы разрушают защитную окисную пленку,
вступая в реакцию с металлом.
При взаимодействии влаги с алюминием образуется
атомарный водород, который легко диффундирует внутрь
металла и выделяется в нем в молекулярном форме. Это
может вызвать образование пузырей на поверхности по-
луфабрикатов, высокотемпературное окисление, порис-
тость п потемнение поверхности.
Нагрев сплава типа Д16 в атмосферах гелия, водоро-
ia, природного газа, сухих кислорода, азота и воздуха,
влажных азота и углекислого газа, а также в смесях
влажного воздуха с 26% СОг, влажного воздуха с фто-
ром и воздуха с 50% продуктов сгорания природного га
за не приводит к падению механических свойств. Нагрев
в атмосферах, содержащих пары воды, окислы серы и
аммиак, приводит к резкому снижению механических
свойств этого сплава (табл. 11).
Таблица 11
ВЛИЯНИЕ атмосферы заь алочноп печи на механические
СВОЙСТВА ЛИСТОВ ТОЛЩИНОЙ 1,6 мм ИЗ СПЛАВА ТИПА Д16
(ПОСЛЕ НАГРЕВА ПРИ 493—W С В ТЕЧЕНИЕ 20 ч (Строуп)
Атмосфера
С;, и воздух . 0,0062’о двуокиси серы
! продуктов сгорания природного
в\ чпХ С °.00*2‘ ' трехокпеп серы (нагрев
в течение 30 мпн) ' J
Вону» с 0,8% паров воды (точка росы 4,4° С)
„ 1 BOWyx С 0,007% двуокиси серы
Дв 1 ись сены
Bt'JhV ; ’ П" П,";ь1 (точка р°сы 27° С)
олажныи лнелоро i '
Аммоний
Пары Вуд- ГНг -1 . ,H|It)
Уменьшение, %
°в 6
3 27
5 75
7 35
8 40
15 68
20 64
25 77
29 82
29 82
60 95
Т ’ПМИ ll6<J' Р сп.р' "TPai нная атмосфера печей при
„,. ""i?, " люмннпсвы.х сплавов — сухой
•Мясляет ш v j При ВЫСОК,|Х температурах
Образуя нагар в ш ПовсР'-ности металла смазку,
Для предотвращения этих явлении применяют свет
лып» отжиг в защитной атмосфере Чаще всего испои а
гот бедный экзотермический газ, получаемый при ежи
гании жидкого или газообразного топлива в специа чьных
газогенераторах. Для уменьшения влажности экзогаза
его охлаждают в холодильно-компрессорных агрегат а
Таким образом получают газ с точкой росы 5__8е С Бо-
лее полного осушения газа достигают, пропуская его ч<
рез адсорбер — силикогель пли цеолит. Пропущенный
через адсорбер газ имеет точку росы минус 40 miihvc
60° С.
Так как взаимодействие атмосферы с поверхностью
полуфабрикатов зависит от температуры п времени, т
состав и способы регулирования атмосферы устанавли-
вают опытным путем в каждом конкретном случае.
Вредное действие влаги и соединений серы можно
устранить при введении в рабочее пространство печи
ко разлагающихся фтористых соединений. Чаще вс<_го
используют фторборат аммония, натрия, калия и тре
фтористый бор. Соли загружают в печь в открытых ме-
таллических емкостях, откуда они быстро испаряются
Газообразный трехфторпстый бор вводят через труб у
Необходимое количество солей и газа определяют опыт-
ным путем. Излишек фтористых соединений м .кет вы
звать потемнение поверхности.
Влага в атмосфере печи приводит к i азонасыщению
алюминиевых сплавов при высоких температурах Пр
внльное регулирование атмосферы печи спосибетву'
уменьшению газонасыщенпя. Нагрев в сухой атм< сфере
приводит к уменьшению газонасЫщенностп.
12. БРАК ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
И МЕТОДЫ КОНТРОЛЯ
Контроль изделий, прошедших термпче.кх. > о<;
кУ. проводят в соответствии с требованиями гехнпч!
условий. Основные методы контроля.
а) визуальный осмотр поверхности деталей,
6) рентгепопросвечпвание и у льтразнуковгм мм
тР<>ль;
в) проверка геометрических размеров
г) определение механических свопст
й) металлографический анализ
с) метод вихревых токов.
Чапц всего дсфекТы при термической .брэоогке воз
12Т
нпкают на закалочных операциях. Для проверю, пра-
” ьностп выбора и выполнения режимов термообработ-
ки проводят контроль механических свойств в объеме,
предусматриваемом техническими условиями. Для этого
вместе с садкой закладывают образцы-свидетели, кото-
рые привязывают к деталям, находящимся в централь-
ной части садки.
Образцами свидетелями могут быть стандартные об-
разцы на растяжение, изготовленные пз листов той же
партии, которую термообрабатывают. При обработке
массивных поковок и штамповок образцами-свидетелями
обычно являются специальные припуски, оставляемые на
деталях. Образцы-свидетели испытывают в состаренном
состоянии.
При несоответствии механических свойств требовани-
ям технических условии детали подвергают повторной
закалке и контролю. Общее количество термообработок
не должно превышать трех.
Наиболее типичными дефектами, возникающими при
термической обработке, являются пережог, неполная и
неравномерная закалка, коробление, образование тре-
щин при закалке.
Пережог п высокотемпературное окисление являют-
ся следствием превышения заданной температуры закал-
ки и нарушения состава печной атмосферы. Для устра-
нения пережога необходимо проверять температуру в
разных зонах печи, снижать скорости нагрева деталей,
а также использовать режимы ступенчатого нагрева под
закалку. Эти дефекты, лучше всего выявляющиеся при
исследовании микроструктуры, возникают вместе или
раздельно и характеризуются различными микрострук-
турными признаками.
Неполная и неравномерная закалка, вызываемая не
равномерным нагревом, недостаточным временем вы-
держки „ли понижением температуры нагрева, выявля-
ется при испытании механических свойств и может быть
устранена повторной термообработкой.
Коробление появляется вследствие неравномерного и
>ыстрого нагрева, н< удов, .етворптельной укладки Дста'
ПеЧ1'’ 1 ваточных напряжении. Для устра-
.,и Ч11 прим, „7,Ю| специальные приспособления,
т 'ОТ')РЬ1 11 и п.аливают детали; эффективно
у' "|'г.'.,>й среды и правка изделп11
пи, ают чаще всего из-за вы
1
соких скоростей нагрева п охлаждения. Устранить тре-
шппообразованпе можно снижением скоростей нагрева
пли охлаждения, если это по воляет запас механических
свойств. Наиболее радикальный способ изменение кон-
струкции деталей с целью перераспределения возникаю-
щих напряжений (увеличение радиусов закруглений, ис-
пользование ребер жесткости пт д.).
Другие виды контроля связаны < требованиями,
предъявляемыми к качеству поверхности и размерам по
луфабрикатов и изделии Часто важна однородность цве-
та поверхности полуфабрикатов. Во избежание обр ова
нпя пятен от масла и технологических смазок (етали
перед термообработкой очищают. Для этих ж ш ien
тщательно контролируют состав атмосферы печен.
Для обеспечения стабильности размеров, особенно
при высоких температурах, проводят испытание в усло-
виях, близких к эксплуатационным. При высоком уровне
остаточных напряжений после закалки проводят спецп
альную обработку.
БИБЛИО ГРАФИЧЕСКИ! 1 СПИСОК
Новиков И. II Теория термической обрабоп m i
Металлургия», 1978. 392 с с пл.
Калачев Б. А., Ливанов В. А., Елагин В. II. Мета тли
термическая обработка цветных металлов и сплавов. М.,
лургия», 1972. 480 с. с пл.
«Алюминиевые сплавы . Справочное руководство в G т 'I
-Металлургия». 1970 1974.
Колобнев II. Ф. Термическая обработка а.тюмппп
М., «Металлургия», 1966. 414 с с пл.
Аристова И. А., Колобнев II. Ф. Термическа-. обработка
ных алюминиевых сплавов. Л!., Метал чургпя», 1977 144 < 1
Рабинович М. -Y. Термомеханическая обработка ?
сплавов. М., «Машиностроение», 1972. 160 с с пл.
Диаграммы изотермического распада раствора в
сплавах. М., .Металлургия», 1973 152 с с in Авт В Г .
В. В. Захаров. Е. Д. Захаров, И. И. Новиков
Глава 111
МАГНИЙ И ЕГО СПЛАВЫ
1. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ
Термическая обработка магниевых и зюмпнп .ых
сплавов имеет много общего, что объяснят < и отсутггви
см полиморфных превращений в этих метал дх i 11
9-188 12у
остью температур плавления алюминия и магния В то
же время на режимы термической обработки магниевых
ептавов существенно влияют пониженные коэффициенты
тиЛФгзпи большинства компонентов в твердых раств
пах магния. Низкие скорости диффузионных процессов
в твердом магнии приводят в условиях неравновесной
кристаллизации к сильному развитию дендритной лик-
вации (даже при малых скоростях охлаждения при за-
твердевании), облегчают фиксацию пересыщенных твер-
дых растворов при закал-
Риг Диаграмма рекристаллизации
.-истые магниезоги с>лав. МА 15
(Ф. М. E’jkhh)
ке, затрудняют распад пе-
ресыщенных растворов
прп старении.
Дендритная ликвация
вызывает снижение меха-
нических свойств и тех
нологическоп пластично-
сти слитков. Поэтому пе-
ред деформацией пх под-
вергают гомогенпзацион-
ному отжигу.
Магниевые сплавы
подвергают также и ре-
кристаллизационному от-
жигу, при выборе режи-
мов которого необходимо
учитывать склонность к
росту зерна при повы
шейных температурах
(рис. 39). Рекристаллиза-
ционный отжиг снижает
прочность, но повышает пластичность магниевых спла-
вов^ и в значительной мере устраняет анизотропию
свойств полуфабрикатов в продольном и поперечном на-
правлениях. Полуфабрикаты, подвергнутые рекристал-
лизационном) отжигу, в маркировке после обозначения
марки сплава содержат букву «М» (например, МА8М)
Деформированные полуфабрикаты из магниевых
сплавов отжигают также тля снятия остаточных напря-
жении. т)ту ,ii.- проводят при температурах, бо
•I < ни ,ки ч , ... юмьн для рекристаллпзацпопно
"...... 1 • технологической обработки,
111 " ........... । апряжсиия.
Магниевые сплавы подвергают также закалке и ста
рению Для повышения прочностных свойств КрптпчГ
сине скорости охлаждения невысоки, п фиксация прп
кадке гомогенного состояния, соответствующего темп,
ратуре нагрева под закалку, происходит уже прп осаж-
дении на воздухе. Лишь для некоторых сплавов необ о-
дпмо охлаждение струями воздуха пли подогретой то
80—95° С водой.
Закалка приводит к существенному повышению проч
ностных, а иногда и пластических свойств сплавов: <
Рис. 40. Влияние темпсрату
ры нагрева под закалку на
механические свойства зака
ленного сплава МЛ 5; про
Должптельность нагрева под
закалку 16 ч (И. Ф. Колоб
нев и др.)
Рис 41. Влпяянс
носги старение i
на я-
вс МЛЮ после
BblUt'l ’ ч>
З-Г, JU,. обД13Ь
(Н м. Ti
бенно это относится к литейным сплавам (рис 40) При
нагреве литейных сплавов под закалку прп 1< статочнс
высоких температурах сетка выделений по границам
рен рассасывается и происходит хотя бы частлчп i гомо-
генизация, вследствие чего возрастает пластпчноет!
Естественного старения большинства "агнпевы'
сплавов после закалки нс происходит, и выдер кк. пи-
ленных полуфабрикатов прп комнатной температуре в
течение длительного времени не измен: ег структуры и
свойств. Продолжительность искусственного сирунп.ч
магниевых сплавов значительно больше, чем алюминид
вых. Искусственное старение магниевых сплавов п<
ш,а,'г прочностные свойства закаленною материала,
эФфекг упрочнения сравнительно невелик (рис. 41).
I
пзд пересыщенных растворов при искусственном старе-
промышленных магниевых ставов, не содержащих
Поземельных элементов (РЗМ), происходит без про-
межуточных стадий. Пз пересыщенного раствора сразу
же выдетяется стабильная фаза, имеющая с матрицей
пекогерентиые границы. Именно этим в значительной ме-
ре объясняется невысокий прирост прочности при старе-
нии сплавов этой группы.
Распад твердого раствора в сплавах систем Mg—Zn—
2Г—рзм происходит по многостадийной схеме во многом
аналогично процессам, происходящим при старении алю-
миниевых сплавов типа А1—Си. Поэтому упрочнение при
старении сплавов этой группы довольно велико.
Характер выделений при старении зависит от скоро-
сти охлаждения после нагрева под закалку. При медлен-
ном охлаждении превалирует прерывистый распад, при
котором образуется структура, аналогичная перлитной
структуре стали. При больших скоростях охлаждения с
закалочных температур последующее старение приводит
к непрерывному распаду, когда выделяющиеся частички
стабильной фазы равномерно распределяются по объему
матрицы. В общем случае чем больше степень непрерыв-
ного распада по сравнению с прерывистым, тем выше
прочностные и пластические свойства магниевых сплавов.
Магниевые сплавы применяют главным образом как
жаропрочные, поэтому температура старения должна
быть выше рабочих температур данного сплава с тем,
чтобы в условиях эксплуатации не происходило слишком
быстрой коагуляции упрочняющих фаз.
Эффект закалки и старения магниевых сплавов с со-
держанием легирующих элементов, близким к макси-
мальной растворимости, существенно зависит от темпе
ратуры нагрева под закалку, в связи с чем их нагревают
до температур, близких к температуре солидуса пли нон-
вариантных реакций (на 5- 10°С ниже ее). Вследствие
этого перепад температур в различных зонах печи во пз-
жанир пережога должен быть не более ±5°С
Поскольку повышение прочностных характеристик
стпрм.^т' ' 1< Г ПР" ’акалке по сравнению со свой
. u " '1|н‘ ' или литого металла весьма велико,
прочени-. И |Ч11телыюго дополнительного
J , вы часто подвергают только
ли ки гомогенизации с охлаж'-
Таблица 12
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ РЕЖИМОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Условное обозна- чение Вид термической обработки Назначение
Т1 Искусственное старение без предварительной за- калки Повышение механических свойств сплавов
Т2 Отжиг Снятие остаточных напряжений п наклепа
Т4 Закалка Повышение прочностных харак- теристик
Тб Закалка на воздухе п старение Повышение прочности при н< котором снижении отноептель ного удлинения
Т61 Закалка в воде и старе- ние Максимальное повышение прочности литых деталей
В табл. 12 приведены условные обозначения видов
термической обработки изделий и полуфабрикатов и
магниевых сплавов.
2. ВЗАИМОДЕЙСТВИЕ МАГНИЯ
И ЕГО СПЛАВОВ С ГАЗАМИ
При термической обработке магниевые сплавы взап
модействуют с газами, составляющими атмосферу печи.
В результате взаимодействия с кислородом образуется
окись магния MgO Окись магния имеет существенна
меньший объем, чем металл, поэтом}' магний должен
сравнительно быстро окисляться. Тем не менее до тем-
ператур 450—475° С окисная пленка оказывает защитное
действие. Это, по видимому, связано с тем, что при не-
большой толщине окисной пленки возникающие в неп
растягивающие напряжения не нарушают ее целостно-
сти. Поэтому при термической обработке магнпевьк
сплавы можно нагревать до указанных температур бе.1
применения защитных атмосфер, а сплавы МАИ- МА1-,
ВМД9, МА 14 даже до 490—535е С.
Образование достаточно толстой окисной пленки при
более высоких температурах нагрева вызывает уве щ
пче напряжений до уровня, когда релаксация напрял.,
иий, связанная с образованием когерентных гравии J
ДУ окпелом п основным металлом, ш достаточна , ।
оплошности. Окисная пленка разрушается и больше ш
ii медь.
ют скорость
степени, чем два первых
мртяпч от окисления. Кислород атмо
Хь. печи имеет свободный доступ к поверхности метал-
и окис темпе металла интенсифицируется.
НаХее сильно ускоряют окисление магния никель
Н Гаптий цинк,' олово и алюминии также повыша
'• окисления магния (рис. 42), но в меньшей
элемента. В настоящее время
установлен лишь один эле-
мент, уменьшающий ско-
рость окисления магния. Это
бериллий. Он является по
отношению к магнию по-
верхностно активным эле-
ментом п поэтому концен-
трируется в поверхностных
слоях окисной пленки. Окись
бериллия образуется с уве-
личением объема в отличие
от окиси магния н поэтому
Рис. 42. Влияние алюминия на ско
рость v окисления сплавов Mg—Al
при температуре, °C:
1 S.’S; 2 — 500 ; 3 — 475; 4—450;
5 425; 6 — 400 (Вагнер)
способствует увеличению за-
щитных свойств пленки.
Интенсивность взаимо-
действия магниевых сплавов
с кислородом прн повыше-
нии влажности воздуха су-
щественно уменьшается. В широком температурном ин-
тервале скорость окисления магния во влажном воздухе
примерно в два раза меньше, чем в сухом воздухе. Это
связано с тем, что во влажном воздухе вместо пленки
окиси магния растет пленка гидроокиси Mg (ОН) 2, обра-
зующаяся с увеличением объема.
При температурах термической обработки магниевые
сплавы стабо реагируют с азотом. Значительные загряз-
нения азотом, приводящие к ухудшению механических
свойств, возможны лишь при взаимодействии металла с
азотом при температурах, близких к температуре плав-
ления. J
3. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИТЕЙНЫХ СПЛАВОВ
Литейные
.И огр :
умсньшенн ।
iii'niBbK- сплавы подвергают термиче-
|О1 «ышенпя механических свойств и
напряжений. Упрочняющая тер
мпчсская обработка состоит из закалки и последующего
искусственного старения. Для уменьшения остаточных
напряжений используют отжиг (режим Т2).
Так как магниевые сплавы при повышенных темпе
ратурах могут вступать в реакцию с составляющими
атмосферы печи, при нагреве используют только элек-
трические печи. Для предотвращения перегревов и воз-
горания нагревательные элементы должны быть тща-
тельно экранированы. Экраны и внутренний кожух печи
изготавливают из нержавеющей стали. Нагрев полуфаб-
рикатов из магниевых сплавов в жидких селитровых
ваннах запрещен во избежание взрыва и пожаров
Отливки загружают в печь в специальных ящиках
или на этажерках. Отливки сложной конфигурации сле-
дует загружать иа специальных приспособлениях, пред-
отвращающих коробление. Перед загрузкой в печь от-
ливки очищают от магниевой пыли, стружки и тщатель-
но просушивают во избежание загорания.
Для уменьшения окисления нагрев рекомендуют про-
водить в нейтральной атмосфере углекислого газа, ар-
гона и т. п. пли в воздушной атмосфере с добавкой
0,5—1% SO2. Сернистый газ, создающий в рассматри-
ваемом случае защитную атмосферу, вводят в печь по
трубе; иногда его получают в самой печи разложением
серного колчедана, загружаемого в печь в специальных
ящиках. Количество серного колчедана берут из расче-
та 0,5—1 кг на 1 м3 рабочего пространства печи. Детали
до сравнительно невысоких температур можно нагревать
и без применения специальных атмосфер.
В структуре отливок из магниевых сплавов всегда
имеются неравновесные фазы. Это затрудняет выбор эф-
фективных температур закалки из-за возможности рас-
плавления этих фаз при нагреве. Для предотвращения
этого явления для ряда сплавов разработаны ступенча-
тые режимы нагрева под закалку.
На первой низкотемпературной ступени растворяют-
ся неравновесные фазы в матрице твердого раствор . и
температура неравновесного солидуса сплава повыш..
ется. Это позволяет поднять температур} на второй ст\
пени и получить твердый раствор с необходимой кон
йентраццей легирующих элементов.
Время выдержки при температхрс нагрева под
палку для магниевых сплавов колеблется в широки'
пределах и зависит от состава сплава и стрхктхры от ш
135
• НЛП — группы литья.
вок. Величина зерна в отливках из магниевых сплавов
в значительной мере определяется толщиной стенки се-
чения п применяемым способом литья. Чем массивнее
отливка и меньше скорость охлаждения при затверде-
вании, тем грубее зерно. Поэтому время выдержки при
нагреве под закалку в зависимости от этих факторов мо-
жет изменяться в широких пределах (табл. 13).
Так, например, отливки из сплавов МЛ5, МЛБп.ч. и МЛбо.н в
зависимости от способа литья, габаритов и толщины подра целяют
на три группы. Группу I составляют отливки с толщиной стенок д
20 мм, имеющие массивные части толщиной или диаметром до 40 км,
захоложенные путем установки на них холодильников ( -ели ыа, ’s-
ные части не захоложены, то отливки следует отнести ко II групп
К группе II относят отливки с толщиной стенок более 20 мм пл
имеющие массивные части толщиной более 40 мм. В группу III в: i-
дят все отливки, отлитые в кокиль.
Как видно из данных табл. 13, толстостенные отливки с грубым
зерном требуют большего времени нагрева под закалку по сравн<
пню с тонкостенными и отлитыми в кокиль. В двух последних ст
чаях из-за достаточно больших скоростей охлаждения при затвер-
девании зерно и выделения упрочняющих фаз мельче и однороднее
по размерам.
Закалка магниевых сплавов приводит к существен-
ному повышению механических свойств, особенно в спла-
вах системы Mg—Al—Zn. Поэтому ее часто используют
без последующего старения (режим Т4). Критическая
скорость охлаждения прп закалке магниевых сплавов
невелика, и поэтому охлаждение после нагрева под за-
калку проводят в спокойном воздухе. Для интенсифика-
ции охлаждения при закалке некоторых сплавов приме-
няют также обдувку струями воздуха пли охлаждение
в подогретой до 80—95° С воде.
Искусственное старение магниевых сплавов проводят
в печах с воздушной атмосферой, а охлаждение после
старения — в спокойном воздухе. Процессы распада прп
старении сопровождаются объемными эффектами, вы-
зывающими изменение размеров отливок.
4. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ
С целью повышения технологической пластичности
при обработке давлением слитки магниевых сплавов
подвергают гомогеппзацнонному отжигу Рассмотрим
"г’следоватсЛ|,|ЮСТЬ выбора режима гомогенизации на
Примере слитков из сплава МА2-1, относящеюся к «и
стеме магний —алюминий —цинк —марганец В двой-
н™- сплавах системы алюминии - магнии образуется
двойная эвтектика с температурой плавления 436 С.
В присутствии цинка при неравновесно» кристаллизации
может образоваться тропная эвтектика с более низкой
температурой плавления. Поэтому режим гомогенизации
выбирают ступенчатый. Первая ступень гомогенизации
при температуре 390 С предназначена для растворения
тегкоплавкой тройной эвтектики. Вторая ступень при
температуре 425° С обеспечивает более полное прохож-
дение дифф} знойных процессов
Аналогичным образом выбирают режимы гомогспи-
зацин и других сплавов. Рекомендуемые режимы гомо-
генизации для некоторых промышленных сплавов при-
ведены в табл 14.
Таблица 14
РЕЖИМЫ ГОМОГЕНИЗАЦИИ МАГНИЕВЫХ СПЛАВОВ
I ступень нагрева II ступень нагрева
Марка сплава темпера тУ- время температу- время
ра. °C выдержки, ч ра. °C выдержки, ч
МА1 490 12
МА2 400 18
МА2-1 МАЗ МА8 МАИ 390 340 490 490 10 4 12 24 420 400 8 12
МА12 530 24 — —
1 ' Я г'ниевь^'гплапоо™41100™ прн н,,зких температурах дефор-
>aii К xnmn Г°-В ПРОВОДЯТ’ как правило, при повышенных
истов v в nKnn„v ®еФ°РмаЧ1,ч можно отнести только правку
'М пре, ванш ’ pm.f. ,< ,,Рп^'>Л№ЫХ маШ11нах- правку растяжени-
истов. ‘ 1 пРокаткУ тонких (толщиной менее 3,0 мм)
'Ют II тлк назывг J" г <пл ую"п^В М магниевь,х сплавов приме-
нц. пг ,' пРокаткУ, при которой температура
, п „пр. ' оставляет ПО—250»С. Структура таких
....... . ,тот В,,Д прокатки также можно от-
Г............., п;,м‘п
1 сплавов проводят при темпера-
“““ '1МП Р:|туру начала рекристаллпза-
'' i полуфабрикатов частично пли пол-
, Г0Рячей прокатке листов деформа-
т.е, как п при холодной прокатке
Гр , Л
рг
не
Особенностью структуры горячекатаных листов н полос является
оазнозерипстость, которая возникает в основном пз от геч иной
выше неоднородности деформации. Так как деформация ni зли.
вана в полосах, то 1р в зонах полос ниже, чем в объемах меж- ни-
ми Поэтому при рекристаллизации в полосах пол ча
„истая структура, а размер ерен в объемах межд- псы ,
интельно больше. В листах толщиной 3 -С мм р, крист
вообще протекает только в полосах, а объемы межд, п< ... 1Мц г.
рекристаллизованы.
Прессованные полуфабрикаты из сплавов, не сядержащи цпр
копия, имеют рекристаллизованную структуру. В сплавах с цирк зия-
ем полностью рекристаллизованная структура наблюдается т в
полуфабрикатах, полученных с высокими степенями д фор щи
При горячей ковке, штамповке и осадке, как и при про ап
деформация локализуется в полосах и соответствующая таком' р .
пределеипю деформаций неоднородность структуры особенно спльн
проявляется при использовании для деформации литой заготовки
Гомогенизация слитков повышает технологическую пластичность ли-
тых заготовок п способствует уменьшению структурной пеоднорол
ностп
В магниевых сплавах после деформации наблюдается яр-о г.
раженная текстура деформации, которая обусловливает сильную
анизотропию механических свойств. Различие свойств полуфабрика-
тов в разных направлениях может достигать 30—35%.
Режимы горячей деформации существенно влияют на темпе ,а-
турнын интервал рекристаллизации магниевых сплавов. Можно от
метить следующие общие закономерности влияния различных фткто
ров на температуру начала рекристаллизации /®:
1) степень деформации влияет на /р только в об тает и
деформаций (10—15%)—чем выше степень деформации, ни-
же f";
2) температура деформации начинает заметно повыш. /р
температуры 200—250° С;
3) с ростом скорости деформации снижается темпер
ла рекристаллизации.
Интервал температур рекристаллизации магнп-вых
увеличением степени деформации резко возрастает, что
значительным повышением температуры конца рекристапл!Ь .
то связано, ло-впдпмому, тем, что /р определяется начале
кРчсталлизацпи в полосах, а /р - рекристаллн.'щией в
'ДУ полосами, где деформация минимальна.
Деформация при температурах ниже lp п< шоляет пол'Чать пот-
11 . ,,Ь1° иеРекР,1Сталлизованную структуру, которая при ю " т
ч пп.°™,,ге нплпгонпзуется Однако эта стру тура мал- 1 2 3
Г1 Длительных выдержках при температуре отжига
' Металлизация в полое ,х
tbn Температуры начала и конца рекрпсталлн ыцип
Рмирусмых магниевых сплавов составляют сомтвенг
1,110 150 300 н 200 100’С в зависимости от сектав.т
Примечание Л—листы: Пр - прессованные полуфабрикаты; П - поковки; Ш - штамповки; Т - трубы.
Таблица 15
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛА1.-..1
,, чистоты сплавов и условий деформации. Величина ре-
кристаллизованного зерна существенно возрастает с по-
вышением температуры отжига, особенно при малых
степенях деформации (см. рис. 49). Поэтому температу-
ра рекристаллизационного отжига не должна быть чрез-
мерно высокой.
Поскольку эффект упрочнения магниевых сплавов
при старении невелик, то наиболее распространенными
видами термической обработки деформированных полу-
фабрикатов из магниевых сплавов являются высокитем-
псратурнып (рекристаллизационный) и низкотечп ра-
турный (для снятия напряжении) отжиги, а также заказ
ка. Полуфабрикаты из сплавов МА5 и МА14 исполь
ют в состоянии Т1 (старение без предварительной за-
калки), а полуфабрикаты из сплавов МА5, МА11 и
МА12 проходят полный цикл термической обработки,
включающий закалку и последующее старение, причем
сплавы МАП и МА12 закаливают в воде. Режимы тер-
мической обработки для деформируемых магнисвы-
сплавов приведены в табл. 15.
Температуру и время выдержки прн нагреве по i
закалку устанавливают в зависимости от сечения пс
фабрикатов. Для уменьшения коррозионного воздейст-
вия закалочной среды время пребывания полуфабрика-
тов в воде ограничивают (не более 5 мин). После закал-
ки изделия необходимо просушить в вертикальном по-
ложении в течение 15—20 мин.
Полуфабрикаты для термической обработки нагрева
ют в электропечах с принудительной циркуляцией вс
духа. Требования к оборудованию и условиям в этом
случае такие же, как и прн термической обработк г-
пивок.
5. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Наиболее распространенные дефекты, во никаюгш
при термической обработке магниевых сплавов,
полная закалка, рост зерна, окисление поверхности,
Режог и коробление изделий. Чаще всего уг нн
фекты появляются в результате нарушения ре-.-Н'1
калки.
Неполная закалка вызывается либо пони
сРатурой нагрева под шкалку, либо не i 'тат nD
1СРжкой ирц этой температуре. Неполна, 1'
141
является в снижении прочностных свойств и может быть
обнаружена прп контроле микроструктуры по недоста-
точному растворению упрочняющих фаз.
Рост зерна выявляется при микроструктурном ана-
тазе но на некоторых магниевых сплавах может быть
обнаружен в виде светлых пятен на поверхности меха
нически обработанных оксидированных и неоксидпрован
ных детален.
Рост зерна прп нагреве под закалку часто связан с
неоднородностью струк урного состояния полуфабрика-
тов после литья пли деформации. Чтобы предотвратить
возникновение роста зерна и вызываемого им снижения
механических свойств, можно использовать отжиг для
снятия напряжений перед закалкой либо ступенчатый
нагрев под закалку.
Окисление поверхности прп нагреве под закалку вы-
зывается несоответствием защитных атмосфер требуе
мым условиям. Это может быть связано с недостаточной
подачей сернистого газа, подсосом воздуха, содержащим
водяные пары, и т п
Пережог возникает в результате превышения допу-
стимых значений температуры нагрева под закалку или
слишком высоких скоростей нагрева. Прп пережоге
оплавляются легкоплавкие неравновесные или избыточ-
ные равновесные фазы что также может привести к рез-
кому снижению механических свойств.
Пережог обнаруживают прп визуальном осмотре по
верхности изделии по выделениям мелких корольков и
при анализе микроструктуры.
Коробление полуфабрикатов и деталей из магниевых
сплавов при термической обработке определяется мно
’,1“п <*’акт0Рамн' особенно неравномерным распределе-
и температур по сечению изделия в процессах нагре
хопцмп3ппКаЛКУ’ Д1Я предотвращения коробления необ-
ленпя пп<?'1М ИЯТЬ СП| Ц11а,,ьнь,е поддоны или приспособ-
• ения для изделии сложной конфигурации.
библиографический список
Колочен ь ] (| '' :чи,п;- Т. 1, 2. М., Металлургия», 1978
• .1 • j ,л, , слогнн В. //. Металловедение н
|"м. |ч- |Ч • тял mu п сплавов М, Мсталлур
к обработки металлов. М., Мс
142
Портной К II. Лебедев А. А Магниевые и . м
1ургиздат, 1952. 736 с. с пл. <1, «е-гил-
Рейнер Г. В. Металловедение магния и ei > спл bob М
лургпя». 1964. 486 с. с ил.
Глава IV
МЕДЬ И ЕЕ СПЛАВЫ
1. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ОТЖИГА МЕДИ
И ЕЕ СПЛАВОВ
При разработке технологии термической обработки
меди и ее сплавов приходится учитывать две и яв-
ности: высокую теплопроводность и активное взаимо-
действие с газами при нагреве. Прп нагреве тонки., из-
делий и полуфабрикатов теплопроводность имеет втор-
степенное значение. При нагреве массивны и ш
высокая теплопроводность меди является причин
лее быстрого и равномерного их прогрева по вес
ченню по сравнению, например, с титановыми сплавами
В связи с высокой теплопроводностью прп т пр линяю-
щей термической обработке медных сплавов не в
кает проблемы прокаливаемое™. При пспольз" мы\
практике габаритах полуфабрикатов п изделии они щ
каливаются насквозь.
Медь и сплавы на ее основе активно взапмодеп.т
ют с кислородом п парами воды при повышенных темп ,
ратурах, по крайней мере, более интенспвн чек ।
миний и его сплавы. В связи с этой особенностью прп
термической обработке полуфабрикатов и дздел
меди и ее сплавов часто применяют "ащитные атм сф
ры, в то время как в технологии термичесы и
алюминия защитные атмосферы встречаются pci
Отжиг меди и ее сплавов проводят с цг.тэю
ння тех отклонений от равновесной структуры,
возникли в процессе затвердевания нэп в резузьт.1
панического воздействия либо предшествующей
ческой обработки.
Гомогеиизациопный отжиг заключается в нагр< в
1 читков до максимально во 1МОЖП0Й г мпературы bi
бывающей оплавления структурных ,щ|1'
”ив- Ликвацпониые явления в мсти и тат? v Р3
'"тся незначительно, и нагрев слитков по i гор inyio
i «потку давлением достаточен 1 |Я их гимоюнпзац ' .
143
Основными сплавами меди, нуждающимися в гомогщщ.
ацпонпом отжиге, являются оловянные бронзы, так как
останы жидкой п твердой фаз в системе Си Sn сил но
отличаются, в связи с чем развивается интенсивная ден-
дритная ликвация.
В результате гомогенпзациониого отжига повышает-
ся однородность структуры и химического состава с шт
ков Гомогепцзациоппын отжиг — одно из условий по у.
чения качественного конечного продукта.
(Бс.-.к,
Так, например, после де-
формации с предварительным
гомогенизациониым отжигом
относительное удлинение прут
ков диаметром 18 мм из брон-
зы БрОФ7—0,2 увеличивает я
в 3—3,5 раза при некотором
снижении прочности п твердо-
сти (рис. 43) по сравнению со
свойствами прутков, получен-
ных без гомогенизации.
Температура гомогениза-
циоиного отжига должна быть
достаточной для устранения
последствий ликвации, но ие
слишком высокой. Так, напри-
мер. гомогенизацию бронзы
БрОФ7—0,2 рекомендуется
проводить при 750° С с выдерж-
кой 2 ч. Гомогенизация при
более высоких температур х,
.хотя и позволяет сократить
время отжига, но приводит к
нежелательному росту зерна в
отливках и к опасности оплав-
ления полуфабриката (при тем-
пературах выше 800°С).
О.и яниыс бронзы г юг, визируют при 625—750° С в течение
1—6 ч, 1. .г ..допы — при 750—g00° С в течение 0,5—1 ч, бериллиевые
броты — при 720—Я00" С в течение 1—3 ч
Рекристаллизационный отжиг — одна из распростра
ненных т хне логических стадий производства полуфаб
рикатов меди и сплавив на ее основе.
Температуру начала рекристаллизации меди ннтен
сивно повышают 7г, Гф Sn, Sb, Сг, в то время как Ni,
Zn. Fe, Си oi ',е влияние. Повышение, тем
пературы наш. i рп, 1лп ацпи при одновременном
иль«ш элементов неаддитнвно, но ис-
н! । ей наиболее эффективно
Ь опр (епеипых случаях, напри
при урстпин
значительно превышя
действующее
мер, при введении в медь свинца „ серы, суммарный эф-
фект выше, чем отдельных эффектов. Раскисленная фос-
фором медь в отличие от кислородсодержащей меди
склонна при отжиге к сильному росту зерна Порог по
кристаллизации в присутствии фосфора сдвигается в
область более высоких температур.
Критическая степень деформации для бескислород-
ной меди с велич11нон зерна порядка 2-10~2 см после от-
t,°c
1100
юоо
900
800
жига при 800° С в течение 6 ч
составляет примерно 1%. Приме-
си, например железо, увеличива-
ют критическую степень дефор
мацнп, которая для латуней
ставляет 5—12% (рис. 44).
w-
• W0-
*зоо-
£200
100-
800
, 0.350МЧ
JI кн”,' j i,
CO-
0 10 ZO 30405060 708090100
Ph
ro p,
Рис. 44. Диаграмма рекристаллизации
латуни JI70 (А. П. Смиряпш и др )
ЦИН
На температуру рекристаллизации латуней такке
влияет предшествующая обработка, в пер в; ю очер ”
степень холодной деформации и величина зерна сформи-
ровавшегося при этой обработке Так, например. томя
10 начала рекристаллизации татунп Л95 при т, inr,
туре 440° С составляет 30 мин прн степени \ило
Формации 30% и 1 мин при степени деформ. ,
Величина исходного зерна действует пл процесс
фнеталлнзацип противопо.южне' ППВЫШ1 ни» СТси
(еформац1]п Напрцмср, в сплав. Л 95 с исходны
ом 30 ц 15 мкм ОТЖ||Г после 50% деформации при ’ I-
1 wdr' Pe 440° С приводит к рекристаллизации ч< ,
, ,П'1Н СиС)тветствепио В то же время в. дичина ис щн
। м *а Ile ВЛ1|ЯСТ 1,3 скорость рекрпсталлн лцпп ei
нература отжига превышает 140° С
|п—138 145
На рис. 45 приведены данные по влиянию состава
я-татгиеп на температуру отжига (степень деформации
45%. время отжига 30 мин), которая обеспечивает полу
ченпе заданной величины зерна. При одинаковых усло-
виях деформации и отжига с увеличением содержания
цинка величина зерна уменьшается, достигает миниму-
ма. а затем растет. Так, например, после отжига при
500 С в течение 30 мин величина зерна составляет: в ме-
ли 0,025 мм; в латуни с 15% Zn 0,015 мм, а в латуни
35',о Zn 0,035 мм. На рис 45 также видно, что в а-лату
нях зерно начинает расти при относительно низких тем-
пературах и растет вплоть до температур солидуса.
В двухфазных (а + Р)- п специальных латунях рост зер
на, как правило, происходитлншь при температурах, при
которых остается одна рфаза. Например, для латуни
Л59 значительное увели
Риг 4G. Диаграмма состояния < дстемы
Си—Zn и температурные интервалы:
J — ньгргь* ,.ид обработку давлением,
u iHHoi.» етжнгь;
, , ,, .ча 'гмеНЫПсНИЯ 0(1 .......
имя luiipNXC'iiiii
ченпе зерна начинается
при отжиге выше темпе
ратуры 750° С.
Температуру отжига
латуней выбирают при
мерно на 250—350°С вы
ше температуры начала
рекристаллизации (табл
16).
При отжиге сплавов
меди с содержанием 32-
39% Zn при температу-
рах выше а=г±а+р-пере
хода выделяется рфаза
что вызывает неравномер
нын рост зерна. Отжиг та-
ких сплавов желательно
рах, не превышающих линию
проводить при температу-
а^а+Р равиовесия спсте
атуни, лежащие по составу
мы Си -Zn. В связи <: этим Ла.ут., лежащие по составу
вблизи точки максимальной растворимости цинка в ме
ди. следует отжигать в печах с высокой точностью регу
кровки темп' ратуры и большой однородностью распре
1СНИЯ < . г .
16 ! .цы оитпма шине режимы отжига
л " / о штатам обобщения технологи
' । .чип накопленных в отечественной н
к Оби., .уживается тенденция к новы
На pi
ну । I. .
•It
М lipQQuii
Таблица 16
РЕЖИМЫ ОТЖИГА МЕДИ II СПЛАВОВ Н'
(по А. П. Смирягкну и ар) '
- Температура, °C ’
Марка силана начала рекристал- лизации г-0 лп СТО отжига *ИГД ДЛЯ } теныиенм? ОСТ - Гр 4НЫХ напрлл.гннй
Медь (Ml, М2, М3, М06) Л96 Л90, Л85, Л70 Л68, ЛМш68—0,05 Л63 (кроме тонких лент) Л59 ПА77—2, ЛАМц77- -2 0 05 ЛАН59—3-2, ЛН65—5 ЛЖМц59—1—1, ЛМц58—2, ЛМКА58—2 -1—1, ЛМцАЖН59 -3,5 -2,5 0,5-0,4, ЛМцСКА58—2 2-1-1 ЛО90-1 ЛО70-1, ЛОМш70 1 -0,05 ЛО62—1, ЛО60— 1 ЛС74—3 ЛС60—1 ЛС64 -2, ЛС63 -3 ЛС59-1 БрО6,5 -0,4, БрО4 0.25 БрОЦ4—3, БрОЦ-4- 2,5 БрА5 БрА7, БрАМцЭ—2 БрАЖ9—4, БрАЖНЮ 4—4 БрМцО7-3 БрМц5 БрБ2 БрБНТ—1,7 БрКМцЗ—1 МНЖМцЗО 1 1 МН 19 мнщй го МН95 "|, МНЖ5 1 180—230 300 335—370 300— 370 350—370 350—370 400 360 350—360 400 350 450 420 350 500—700 450—600 650—720 520—650 600—700 600-670 600—650 600—650 600—650 650-720 560—580 550—650 600—650 620 -670 600-1.50 600—Г 50 6C0 600 7СЭ 650—750 700—750 550 оОО "S' 810 600—780 7(41-750 650 186—230 300 2о0 260—27(1 ЗиО 300 350 400— 51' 4(И1— 286 2S0—260 «1 Л ТЕ 2 • ЭМ 25П JIXJ
ш пню температуры полного отжига латуни уг
чпем содержания в них цинка.
пРч выборе режимов рекристаллнзацш нн
yyiicit следует учитывать, что сплавы. .<
1 фазовой границы a/u + р (рис 46), и ' п' . ,
творимостн щита в меди могу 1 тсгмичсх'.'
т-х.я. Закалка латуней, содержащих ооы.
117
бч
10'
д, , „ Г пх склонными к старению (рис. 4/), причем спо
собхкть к упрочнению при старении растет с увелпче
и,к'Л -держания цинка до 42%. Практической приме
пени < лот вид термического упрочнения латуней не па
ше г Тем не менее скорость охлаждения латуней типа
П63 после рекристаллизационного отжига влияет на их
механические свойства. Воз
можность распада Пересы
/4
рис 47 ЭмпстгасТ» шерд^гн ч-
tCa+49% ZM or оргмени
п «рм рлхиганмх теа1Пе.|)Д*
Чрнч (\jp>M иен). Ч‘
J .'10. 2-250. - -О
шениых растворов в а-лату
нях, содержащих более 34%
Zn, и в а+(3-латунях следу
ет также иметь в виду при
выборе режимов отжига
для уменьшения напряже
нпн. Сильная холодная де-
формация может ускорять
распад пересыщенных а- и
Р растворов при отжиге.
По литературным дан
ным, температура начала ре
кристаллизации латуни Л63
колеблется от 250 до 480° С. Наиболее мелкозернистая
структура в сплаве Л63 образуется после отжига при
температурах 300—400° С. Чем выше степень предшест-
вующен холодной деформации, тем меньше величина ре
2000
1800
1000
§ 1400
J W
1000
800
ООО.
400
Ри< 49. Влияние продолжительно-
"riV"ra "Р” температурах SSO
" Н ^'0° С 12) на величину
лорна и глубину выдавливания
'О Эриксену 1,а ленты на сплава
ЛОЯ; степень деформации 60%
(Шлуькебир)
кШ1стлллизовапиого зерна п больше твердость (рис 48)
при одинаковых условиях отжига
' Наименьшее значение твердости достигаете . , , и П0И
, 10«с независимо от степени деформации После отт , , при ,
nenaTVpax выше 630 С наблюдается ш- начитг-льный npupi т
' и уменьшение величины терна в, -щетине выделении I.
гвора и [3-фазы. Выделения р-фазы тормозят рост ерна. .. , цП
- этим величина зерна после отжига при 700° С ченыш чем по
гжига при 600° С. При данной температуре отжига тверюегь падд.
г со временем, асимптотически приближаясь к определенной т
которая тем меньше, чем выше температура отжига
На рис. 49 представлено влияние протолжитсльноети от» i
при разных температурах на величину зерна и глубине вытях--.: i
Эриксену ленты толщиной 0,4 мм из латуни Л63. Отжш в олни- . .
ной области (580—605° С) приводит к постепенном--, затухающ: -
во времени росту зерна и увеличению коэффициента вытяж и по
Эриксену. Если отжиг проводится прп 670° С, г. е в
а+р-областп, то уже при 4-мин выдержи) глубина воцпл1 и
Эриксену достигает постоянного значения. Росту зерна при этой тс
гературе препятствуют выделения p-фазы по граница" а-раетг";
средний размер зерна не превосходит 50- 60 мкм
по Эриксену после отжига при 670° С ниже, чсм посл“
580° С, пз-за образования (5 фазы.
Высокие степени холодной деформации при получении
и лент из меди п ее сплавов приводят к образованию те1
ката, которая при смягчающем отжиге переходит в те-ст- - j
Штамповка изделий из таких полуфабрикатов анп
свойствами вызывает брак по «фестониости».
Основные закономерности появления фестонностп
1. Высота фестона растет с понижением темпер-1
следнего отжига и значительно зависит от тспеяи
деформаций.
2. Высота фестона тем больше, чем выше бы ia темпер
следнего отжига, особенно если эта температура прево^
пературу предыдущего отжига.
3. При малых степенях деформации особенно сильш • н ।
оказывает предыстория изготовления листа то по<
min. Чем ниже была температура промежуточных от i
выражена анизотропия вытяжки ногте последнего от Ml
4. В целом высота фестонов растет - '.“е.тпчев
формации при двух последних проходах.
Качество отожженного материала опреДс i и
только его механическими свойствами, но и в лпч 1 ’
Рекристаллизованного зерна. Величина гРна в
костью рекристаллизованной структуре доволь
Р°дна. Прп неправильно установленных режимах
сталлпзацпонного отжига в структуре четко
каются две группы зерен различной величины
Называемая двойная структура особенно нс
пРн операциях глубокой вытяжки, гиба или п • 1
11 тРавлеццц изделий.
149
С хвепнченпем размеров зерна до определенного пре-
ки штампусмость латуней улучшается, но качество по-
верхности ухудшается. На поверхности изделия при ве-
тчине зерна более 40 мкм наблюдается характерная
шероховатость апельсиновая корка
Этапы эволюции деформированной структуры значп
тельно растянуты во времени, и поэтому представляется
возможным получение частично или полностью рекри-
сталлизованной структуры с мелким зерном путем варь-
ирования времени отжига. Полуфабрикаты с не полно-
стью рекристаллизованной структурой с очень малым
размером зерна штампуются без образования «апель-
синовой корки».
Неполный отжиг, продолжительность которого опре-
деляется степенью предварительной деформации, про-
водят в интервале 250—400° С Для соблюдения точного
технологического режима такой отжиг следует прово-
дить в протяжных печах, где строго контролируется ра-
бочая температура и продолжительность выдержки (ско-
рость протяжки).
Неполный отжиг применяют преимущественно с
целью уменьшения остаточных напряжений, которые мо-
гут приводить к так называемому «сезонному растрески-
ванию . Этот вид коррозии, присущий латуням с содер-
жанием более 15% Zn, заключается в постепенном раз-
витии межкристаллитных трещин при одновременном
воздействии напряжений (остаточных и приложенных)
и специфических химических реагентов (например, рас-
творы и пары аммиака, растворы ртутных солей, влаж-
нып серный ангидрид, различные амины и т. д.). Счита-
1 гея, что чувствительность латуней к сезонному
растрескиванию обусловлена скорее неоднородностью
напряжений, чем их абсолютной величиной.
иопот ' Г ДЛЯ Умепьшен11я остаточных напряжений про-
чяля П ™мпеРатУРном интервале ниже температуры на-
с vpyoL талл11заШ1п с тем, чтобы заметно не снижа-
Обычнп чтлтЧеСК1,е сво,'ства- полученные нагартовкой
330° С я ZnI-"HTvPBa''' темпеРатУР лежит между 250 и
2 ч Такая J-i>RI,T ьно‘ ть отжига колеблется от 1 до
пряж hi я , Ц' 1Н.ач"Тс ,ьно СН1'жает остаточные на-
j 1ня ыравпивает их по объему пз-
Эфф«
мапркже
150
киго ля уменьшения остаточных
' I 1‘п испытанием ртутной пробой. Мс-
тОп испытания ртутной пробои дает качественную оцен-
ку наличия остаточных напряжении Он основан на раз-
личном поведении напряженного п ненапряженного
материала при воздействии азотнокислой ртути На иа
пряженном материале в ходе испытания появляются про-
дольные н поперечные трещины, видимые невооружен
ным глазом. Они появляются в местах растягивающих
напряжений, которые могут вызвать разрушение изд
нпя в эксплуатации или при хранении в результате кор-
розионного растрескивания.
Режимы отжига латуней для уменьшения остаточны'-
напряжений даны на рис. 46 и в табл. 16.
2. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ЗАКАЛКИ
и СТАРЕНИЯ ДИСПЕРСИОННО ТВЕРДЕЮЩИХ СПЛАВОВ
В табл. 17 представлены марки и режимы термине
ской обработки основных промышленных дисперсионно
твердеющих сплавов на медной основе.
Все эти сплавы претерпевают фазовые превращения
в твердом состоянии и подвергаются закалке без поли-
морфного превращения. Закалка или обработка на твер
дый раствор преследует две цеди: подготовить спав <
старению и добиться максимальной пластичности п
дальнейшей деформации.
Таблица 17
РЕЖИМЫ ЗАКАЛКИ II СТАРЕНИЯ ПРОМЫШЛЕННЫХ
ДИСПЕРСИОННО ТВЕРДЕЮЩИХ СПЛАВОВ НА МЕДИ О О<_____
—— Старение
Марка сплава Температура нагрева под закалку. °C темпер 1тура, время, я
ЛАНКМц75- 2 2 5 0.5—0,5 ЬрАЖНЮ 4 4 ЬрБ2 БрБНТ—| 9 БрБНТ-1,7 БрБ2,5 БрХ0,5 БрЦрО.4 M11AG -1 5 820±Ю 980 760—780 760 -780 760—780 800 950- 980 920 950± 10 900 У00 450 400 320 320 320 300 400 450 450 50° 500 а 2 2 2 ч 2 6 з
Если закалке подвергают нагартованный материал,
то при нагреве под закалку в нем развиваются процессы
возврата и рекристаллизации. Как и при рекристаллиза-
ционном отжиге, высокая степень деформации (выше
30%) низкая температура и короткое время нагрева да-
ют мелкое зерно. Наоборот, малые степени деформации,
длительное время нагрева п высокие температуры при-
водят к грубозернистым структурам. Крупные зерна мо-
гут образоваться вследствие нагрева под закалку в ма-
териале. предварительно пластически деформированном
на 5—15%.
Температура нагрева под закалку должна обеспечи-
вать возможно более полное растворение избыточных
фа > в матричной фазе и находиться в двойной системе
между линиями сольвуса и солидуса. Хотя процессы рас-
творения избыточных фаз значительно ускоряются с по-
вышением температуры, нагрев в непосредственной бли-
зости к линии солидуса технологически нерационален.
В этом случае из-за возможного перепада температур в
садке п неточности теплового контроля возникает опас-
ность пережога изделия. Отсюда вытекает строгое тре-
бование контролировать температуру в закалочных пе-
чах с точностью ± 10° С. Заметим, что слишком высокие
температуры нагрева под закалку могут привести так-
же к росту зерна до недопустимых размеров.
Время выдержки определяется полнотой процессов
растворения избыточных фаз. Чем дисперснее избыточ-
ная фаза, тем быстрее она растворяется. Деформирован-
ные сплавы выдерживают меньшее время, чем литые.
Если и убыточная фаза полностью не растворена, то по-
лучить оптимальные свойства после старения не пред-
ставляется г» сложным. Длительные нагревы, помимо
задолженности печей, приводят к росту зерна, сильному
'“•,Р1НГ'г'^РазРваН1|ю н нежелательному увеличению
диффузионной зоны, состоящей из окислов легирующего
элемента.
зу-ж1лпп0ЛЖ11ТеЛ'“Н0ГТЬ 1ЫлеРЖК11 Деформированных по-
иа?пДРя '/"й " них при температурах
, ,, , р '' ,, ° '""я П" кинетики идотермиче-
при
вы
BU
II хромцир! ПИЩ Е
158
1 ' ' . I.M’KМп75-
1 ' 91)'< для бериллие-
Р' Мятых. цкрконнс
' K’HQjiHU® 1>1МИТИруЮШ1Ф
фактор при нагреве под закалку — время прогрева nonv
фабрикатов до заданной температуры. Практически
продолжительность нагрева выбирают из расчета пои
мерно 1 ч на 25 мм сечения полуфабриката. Это время
зависит от способа нагрева, атмосферы печи, геометрии
полуфабриката и массы садки Полосы и ленты точш
пой более 2 мм обычно нагревают в садочных печах‘ лен-
ты толщиной менее 2 мм — в протяжных.
Охлаждение при закалке должно быть достаточно
резким, чтобы исключить распад пересыщенного матрич
кого раствора в процессе
охлаждения. Закалка в во-
де дает большие остаточные
термические напряжения и
вызывает поводку и короб-
ление изделия. Поэтому при
выборе закалочных сред сле-
дует руководствоваться кри-
тическими скоростями.
Критические скорости
охлаждения при закалке „ „ т
г Рис 50. Tef-H'iKiHerhnciK и ли-
МОЖНО оценить ИЗ термокн- грамм сг о Л\Н1
нетических диаграмм фазе- (Л Б ш‘
вых превращений. На рис.
50 приведена для примера термокинетическая диаграм-
ма для латуни ЛАНКМц75—2—2,5 0,5—0,5 состава. с,
(по массе): 75,6 Си; 2,0 Л1; 2,1 Ni; 0.61 Si, 0,68 Мп На
Диаграмме четко различаются два кинетических макси-
мума, соответствующие двум стадиям распата-
1) высокотемпературной (выше 520°С) с обра _
пнем крупнопластпнчатых выделений: 2) ни котемпера-
тУрнон (ниже 520°С) с образованием дисперсных ча-
стиц.
Низкотемпературная стадия распада преобладает пр"
°ростях охлаждения (0,1—1°С/с), а высококмпературна
^рвзле сравнительно больших скоростей (0 ? 50°С-с). При ср
т«х охлаждения (0,3—1 "С/с) наблюдаются о> 1
— Увеличения скорости охлаждения высокотемпер
:,1СЯНп подавляется, а роль распада прн ни'3к”' i
"I v «11’1111,-,п1ш структуры возрастет Дальней”’'
U01I *'А?П ,И'4 приводит К тору.1 Ь?Н1!Ю pi I 1 HI
n/'/j ' ""Л 11 Прп "КирОСТЯХ 6-.I • I .р
‘iMllifM PIP цпИ1|ого cnj’ih»»! "’J
Л» 1’ M,,U р t. ГЩЗ -H'lb.
153
e) Eeju удержание кремния ответствует нижиемх пределу,
то екоРсСть'низкотемпературного распада по сравнению со сплавом,
е тержашпм кремнии на верхнем пределе, уменьшается почти в де
. ять ра
Сплавы на основе меди отличаются высокой прока
лпваемостью из-за высокой теплопроводности. Напри-
мер изделия из бериллиевой бронзы, обладающей наи-
меньшей теплопроводностью, закаливаются в сечении
200 мм.
Если полуфабрикат подлежит старению, закалка мо-
жет быть не очень резкой, так как температура макси-
мального упрочнения при старении находится внутри
температурного интервала стадии низкотемпературного
распада, протекающего при непрерывном охлаждении.
Поэтому важно не допустить высокотемпературного рас
пада, при котором выделяется стабильная фаза крупных
размеров, в связи с чем уменьшается вклад низкотемпе-
ратурного распада в общее упрочнение. Полуфабрика-
ты, подвергаемые в дальнейшем пластической деформа
цип, необходимо закаливать со скоростями не меньше
критической скорости охлаждения.
Если промежуток времени между извлечением пз пе-
чи и переносом в закалочную ванну относительно боль-
шой, то это может вызвать значительные изменения
свойств и в пределах одного изделия, и по всей садке. Ес-
ли конфигурация одиночного изделия проста, а масса
большая, то колебания свойств невелики пз за не очень
быстрой потери температуры. Разброс свойств по садке
может достигать значительных величин, так как после
извлечения садки из печи изделия, лежащие сверху, осты-
вают быстрее и эффект их закалки будет меньше по
сравнению с изделиями, лежащими под ними. Поэтому
конструкция закалочных агрегатов должна обеспечивать
епосредственное погружение изделия из печи в охлаж
дающую ванну.
тятчпгп'-^В° 5акале™ого металла контролируют ме-
проводностп.еСКП Л1'б° П° Бел11ч,1не Удельной электро
чяют 11 продолжительность старения опреде-
учеточ тпег еНТ ЛЬН° В КаЖдом отДельном случае с
inn I п, ни n Ь1' vb""CTB 1 онкретного полуфабриката
мененп.. и . i от режима, структурных из-
г,а ,n£. г , 1 плплекса своиств старение под-
’ IJ " 11" "oi’UiHu, и стабилизирующее.
51. Влияние температуры старения на твердость ,
' сплава Си—0,8Сг. Время старения, ч: 1 'Л"’' '
1— 1: 2 — 4; 3-24 (Нильш)
Латунь ЛАНКМц75 2 2,5 0,5—0,5 подвергают старению при
450°С в течение 2 ч (табл. 17). Кроме того, ее можно упрочнить -к
тодом НТМО, что достигается старением при 330° С в таченпе
толоднодеформированных после закалки полуфабрикатов. Берне. ,..
вне бронзы обычно подвергают старению при 300—320° С а к ь
при 500° С (табл. 17).
Старение сплавов Си—Сг, Си—Zr, Си—Cr—Zr проводят при
температурах 450—500° С. Температуры и продолжительн.сти crape
ния, приводящие к максимальным значениям электропроводности
твердости, не совпадают (рис. 51). Для получения мак.лм
электропроводности прибегают к перестариванию, при этой не ,иь-
ко снижается твердость.
Дополнительное повышение прочности медных спла
вов и твердости можно получить холодной деформацией
независимо от того, когда ее вести — между закалкой и
старением или после них. В обоих случаях при одинако-
вой степени деформации достигаются одинаковые твер-
дость и прочность. Деформация после старения не пред-
ставляет затруднений, так как материал достаточно пла-
стичен. При необходимости получения наибольшей
электропроводности деформация между закалкой и ста-
рением более выгодна.
Рассмотрим более детально принципы выбора упроч-
няющей термической обработки бериллиевых брон.
астворимость бериллия в меди при 870 С составляет
нриблизительно 2,3% (по массе) и падает то 0.1 при
ьпмнатной температуре. При закалке с высоких Т*-^1Г11-
Ратур в бериллиевых бронзах фиксируется пересыш
11 твердый раствор и они приобретают спос ^ост > '
ЬпКч'с"0 11з-за опасности роста зерна сплавы Р_ -
790° с’5 нагРсвают под закалку до температу) / По-
и с> а сплавы БНТ1.9 и БНТ1.7 — до /Ь0- .80 с но
вышсние температуры нагрева под закалку способствует
пересыщению твердого раствора бериллием и вакансия
мп. Оба эти фактора хскоряют распад прп последующем
старении. Однако пластичность сплавов при старении
снижается и ухудшается штампуемость.
Гннженне температуры нагрева под закалку ннтенсп
фицпрует прп старении прерывистый распад в сплаве
БрБ2, который приводит к образованию грубой двухфаз
пой структуры с некогерентными выделениями. Из-за
преимущественной локализации прерывистого распада
по межзеренным границам сплав охрупчивается. Объем
ная доля зон приграничного распада в состаренной
бронзе БрБ2 составляет 30, 20 и 12% при закалке с тем
ператур 760, 780 и 800е С соответственно
Критическая скорость охлаждения бериллиевых
бронз составляет 30—60° С/с. Слишком медленное ох
таждение при температурах ниже 580° С приводит к об
разованию по межзеренным границам сетки у' фазы
Замедленное охлаждение между 580 и 260° С обусловли-
вает преждевременное выделение из твердого раствора
.фазы-j прочнителя и, следовательно, приводит к умень-
шению способности к последующему старению. Введение
в бериллиевую бронзу никеля и кобальта заметно замед-
ляет фазовые превращения, а следовательно, уменьша-
ет критическую скорость охлаждения Дисперсионное
твердение бериллиевых бронз дает возможность полу
чать широкую гамму свойств.
Обычно бериллиевые бронзы подвергают НТМО. Ни
же приведены оптимальные режимы старения полосы
БрБ2 толщиной 0,5 мм, обжатой после закалки на 40%’
Течкер-.г.-п, 315 345 370 400
5 ч 1ч ю мин 8 мин
1 НИ МП 1400 1365 1300 1260
ВремяРЭТ'Га CrdP Ч *"Я’ 410 435 455 510
Вр. еинп.. сопротпвденш МПа 61220 3Ц20 21050 * 850
Ч) ПР'-^Р11Тсльная плодная прокатка с обжатием
л Пр' РЛ1ВИСТЫЙ Распад, но с увеличсни-
раепат *по с ''.2 ' Н ш,давляется- Равномерный
юнптг,,',, 'J " ' ’ чпвает получение высо-
'и кшеБрБ2.
, , , в зависимости от тре
'свойств. На рис 52 пока-
lijfj
6g t мп а
Рис. 52. Зависимость временного сопротивления бронз i БрБ2 от в-
рсния при температурах 290, 320 и 370’С (штриховки Л ' bhi
мне длительности старения при разных температура
1 длительное неполное старение; 2 — перестаривание; .......... . . .....
неполное старение; 4 — кратковременное неполн» ' (
зано влияние времени старения бериллиевой бронзы на
временное сопротивление при разных температурах ста
рения. Полное искусственное старение, обеспечивающее
максимальную прочность, проводится при температуре
(320±10)°С в течение двух часов. Режимы неполного
искусственного старения, обеспечивающие заданный уро-
вень свойств (пунктир на рис. 52), соответствуют восхо-
дящим ветвям кривых 1, 3 и 4 на рис. 52. Его проводят
или прп сравнительно низких температурах и длитель-
ных выдержках (режим 1 — 290° С; 2—3 ч), или при
температуре полного старения, но укороченных выдерж-
ках (режим 3 — 320° С; 30—50 мин), и, наконец, прп по-
вышенных температурах и коротких выдержках (режим
* — 370°С; 7—10 мин). Старение по режиму / легко
контролируется, но экономически невыгодно из-за бсль-
длительности процесса Режим 3 не требует бо.
Ш1,.х выдержек и прост в технологии в противополож-
ность режиму 4, где контроль затруднителен. Переста-
ривание, обеспечивающее тот же уровень свойств, про-
"ЩЯт при температурах выше температур полного ста-
' Н11я и длительном времени (режим - ->70 С
,, • Режимы перестаривания соответствуют нис'
?''' петви кривой. Длительное перестарив шп
"’’^прусмый процесс, но требует много времен.
Р11 решении вопроса, какому режиму старения
£
%нин
Рис. 53. Влияние прод^чжнт! -льно
сти старения при гем пер» гур ".(ГС
на физик -I анические свойства
бронзы БрБ. (Уикл)
неполному старению или перестариванию — отдать пред
почтение, следует руководствоваться темп своиствами,
которые являются определяющими в эксплуатации дан
кого изделия. Это может быть повышенная ударная вяз
кость удовлетворительная способность к формоизмепс
нию после старения, стабильность в работе, повышенная
этектро- пли теплопроводность, минимальное коробление
' и деформация прп старении,
высокая коррозионная стоп
кость и т. д.
Неполное старение при
водит к большей пластично
сти при заданном уровне
прочности. Это связано с
более быстрым ростом в про
цессе старения временного
сопротивления по сравнению
с пределом текучести. Тех
иологпческое время прп не
полном старении относи
тельно невелико, и в ряде
случаев требуется тшатель
ный его контроль.
Перестаривание облегча-
ет контроль прп длительных
выдержках, так как свойст
ва полуфабриката не слиш
ком сильно зависят от вре
меня. Большая полнота выделения упрочняющей фазы
обусловливает более высокий уровень электропроводпо
сти у, минимальный уровень остаточных напряжений,
сравнительно высокий модуль упругости и повышенную
пластичность (рис. 53).
В большинстве случаев термическая обработка про
должительиостью более двух часов экономически иевы
годна, а менее 10 мин—не позволяет осуществлять эф
фективныи контроль
Ступенчатое или двойное старение можно проводить
по двум с мам- 1) неполное старение с последующим
повторным старени т Такой процесс позволяет легко
контролировать пл. тпчность, прочность и твердость и
заключается в д н-льном нагреве ниже 320' С или
кратм । 'нно ii'i.h. 320°С , последующим непродол
жительным vrap.nn. м выше первоначальной температу-
ре
ры; 2) старение на максимальную прочное™ „„
;01", температуре в интервале 320 360 С е ри ВЫс0'
длительным старением (8—24 ч) при 260ПО^Т^,м
такой обработке выделяется несколько бозТ/ С При
чество упрочняющей у-фазы, в результате ° л КОЛИ'
ют прочность, твердость, электропроводное™ Г°ВЬ1Ша'
охлаждения после старения не лимитируется Скорость
Остаточные напряжения после стап₽нн
уменьшить низкотемпературным отжигом „ МОЖно
ФЯЯОСТ» I. тоердаег,, Излет,е ад”,." ,в!3“
А-С л течение 15-30 м„„. Эту „6 S
пользуют для снятия машинных, правочных ип» ж
рующпх напряжении п таким образом стабичиЙ?
форму п размер изделия. стаоилизируют
3. ВЗАИМОДЕЙСТВИЕ МЕДИ И ЕЕ СПЛАВОВ
С ГАЗАМИ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
При термической обработке медь и ее сплавы могут
взаимодействовать с кислородом, водородом, парами
воды и другими содержащими водород соединениями
(СН4 и т. п.). При нагреве слитков и полуфабрикатов в
восстановительной среде Н2, HjO, СН4 и другие содержа-
щие водород соединения диссоциируют и образующийся
атомарный водород быстро диффундирует внутрь ме-
талла, поскольку коэффициент диффузии водорода в ме-
ти довольно велик.
Водород взаимодействует с находящейся в меди за-
кисью меди по реакции СиО+Н2=2Си+2Н;О. Выделяг
Щиеся пары воды нерастворимы в меди и создают высо-
кое давление, приводящее к несплошностям по i ранп-
Цам зерен и пустотам в теле зерна Эти неспл шност.1
затем развиваются в трещины, что особенно сильно про
является прп горячей обработке давлением. Это яв. -
называют водородной болезнью Водородная о i
Развивается не только вследствие взаимодействия в
Ролл с закисью меди по границам ерен Атомарный в
-Ород, Диффундирующий С ПОВерХНОСТП В Г-Д’. Mv
1 границам зерен, может взаимодействовать < ' ' '
г'м, сегрегированным на границах зерен кис р ж -
( Разуя пары воды достаточно высокого dBJ „ .
0 0ni"<?C с°ДеРЖаиие кислорода в м< ди не пр - > <-
i' (по массе) Ойо не обпарх живаси i 11 '
так как при комнатной температуре к» °Р'
РасТЧд'х нопцеитрациях полностью паходиж 1 в
При отжиге кислородсодержащей меди в водороде он
диффундирует внутрь металла даже при 150 С, хотя
охрупчиван ie не наступает в течение 10 лет, так как дав
ченпе паров воды при этой температуре невелико Повы
шенпе температуры до 200° С сокращает время до раз-
рушения до 1,5 лет. Заметное охрупчивание наступает
чишь после нагрева до температур выше 374 С (крити
Рис. 54. Глубина зоны (d) Водо
родной болезни сплава Cu+O.OM п
в зависимости от времени отжига
в водороде при различных темпе-
ратурах, °C:
1 — 1000; 2 — 900; 3 — 800; 4 — 700;
5 — 650; 6 — 600; 7 — 500 (ВеЙмап)
ческая температура для воды, выше которой она непре-
рывно переходит из жидкого состояния в газообразное)
Нагрев прн 400° С вызывает хрупкость через 70 ч.
Отжиг издепип из бескислородной меди в окисли
тельной атмосфере вызывает диффузию кислорода
внутрь изделия в таких количествах, что при последую-
щем нагреве в присутствии водорода наблюдается водо-
родная болезнь до определенной глубины (рис. 54).
На практике пользуются пробой на отсутствие кис-
лорода в меди. С этой целью изготавливают мпкрошлпф'
на полированном шлифе при 75-кратном увеличении не
должно быть видно закиси меди. После этого шлиф на
гревают в токе сухого водорода при 850° С в течение
40 мин и охлаждают в той же среде до 20 С. При допу
стимом содержании кислорода такая процедура не долж
на приводить к образованию газовых пузырей, вздутии
пли мелкозернистой зоны на краю образца, растравли
ванию по границам зерен.
Существует такж< проба иа изгиб после отжига в во
дородс- Обра щы меди, не содержащей кислорода, вы-
держивают более 10 перегибов, в то время как в прпсут
ствпи 0,02% (по । icc< ) О2 образцы разрушаются после
МрпЬ I, , ндуется нагревать выше 1000 С во
11 ... " I" ; | | сильного межкристаллитного
.... " " .... по границам зерен. Кислород
1<й
менее вреден, чем другие малорастворимые в меди ппи-
меси, так как он располагается в медной матрице в виде
мелких обособленных включений Си2О Практически
кислород в количествах до 0,1% (по массе) не очень
ухудшает качество металла. При более высоких содержа
ниях кислород охрупчивает медь на холоду и при повы
шенных температурах. При
Рис. 55. Влияние пргмесеП и легм
рующих элементов. цл оки.
ние меди при температуре * ». с
1 — 9,f 1s; 2 — 5С< 3 — Си* 4 — 5
5 —8,€Sn; 6— _OZn; 7 XTnMg
8— 2,j* 0—2.4Bc
высоких температурах он
диффундирует по границам
зерен и вызывает пережог
Медь, взаимодействуя с
кислородом печной атмосфе-
ры, окисляется, образуя в
зависимости от температу-
ры два окисла окись СиО
и закись Си2О. При низких
температурах ( ~ 100° С) на
поверхности меди образует-
ся пленка окиси меди чер-
ного цвета. При высоких
температурах (выше 600° С)
скорость окисления сильно
возрастает, причем при этих
температурах образуется плотная пленка закиси меди
красного цвета.
Склонность к отслаиванию этих окпелов различи
Более пластичная по сравнению с окисью закись меди
менее склонна к отслаиванию. В меди, раскисленной
фосфором, окисный слой независимо от температуры его
образования отслаивается легко. Легирование меди из-
меняет ее склонность к окислению (рис. 55). Ряд э .
ментов (Be, Mg и Al) сильно замедляет окисление меди
пз'3а образования барьерного защитного слоя, тормот.|-
Щего диффузию кислорода внутрь металла. Заметно за-
медляют окисление меди кадмии и кремний, а также
*1Нк н олово, но в больших концентрациях. Практически
ВЛ!|яют на окисление Ni, Fe, Со, Мп, Sb, Ag Заметно
к°ряют окисление As, Се, Сг.
4. ПРИМЕНЕНИЕ ЗАЩИТНЫХ АТМОСФЕР
Без°кпслительная термическая обработка наряду
1<ль°М11е*1 ДеФ1ЩЧтиы.х цветных металлов и вспомо.
ых материалов (травители, вода) уменьшает тру
11 •'188 161
доемкость производства, исключает операцию травле-
ния, снижает загрязнение окружающей среды из-за
меньшего объема сбрасываемых кислых промышленных
стоков, сокращает затраты на строительство очистных
сооружений.
При использовании защитных атмосфер безвозврат-
ные потери металла практически отсутствуют. Медные
сплавы в соответствии с требованиями к составу защит
ных атмосфер можно разбить на следующие группы:
1. Медь, бронзы оловянные, оловянноцинковые, оло
вяннофосфористые, латуни Л96—Л90, медноникелевые
сплавы типа мельхиора.
2. Бронзы, легированные бериллием, хромом, цирко-
нием, марганцем, кремнием, алюминием и титаном.
3. Сплавы меди, содержащие более 20% Zn (латуни,
нейзильберы).
Для любого сплава данной группы оптимальной бу-
дет одна и та же защитная атмосфера (табл. 18).
Для первой группы — это атмосфера экзотермическо
го газа или инертного газа, содержащего 2—3% восста-
новителей. Для второй и третьей групп, исключая лату-
Таблпца 18
СВОДНАЯ ТАБЛИЦА СОСТАВОВ ЗАЩИТНЫХ АТМОСФЕР
Атмосфера Состав* защитных газов. % Температура точки росы, °C Рекомендуе- мые обраба- тываемые сплавы
СО2 со н2
Сырой экзогаз 3-10 0,5- 1,0 0,5- 1.5 +25 Медь, брон- зы, мель- хиор
Осушенный экзо- газ 3—10 0,5- 1,0 0,5— 1,5 (-18) : (—60) То же
Экзомоногаз 0—1 0,5- 2,0 0,5— 25 (-18) : (-60) Латуни и прочие сплавы
Моногаз (яз азота или диссоцииро- ванного аммиака; — 4,0— 25 (-50) : (-70) Нейзильбер, латуни
Диссоциирован- ный аммиак — — 75 -40 Никель, нейзильбер
мо.|.ет также содержаться до 1% СП*:.
162
„„ - нейтральные атмосферы высокой степени очистки
11Л„ смеси их с водородом, вакуум с остаточным давле-
нием 1,33—0,133 Па. В указанных атмосферах поверх-
ность металла сохраняется неокнсленной при длитель-
ных отжигах в печах садочного типа. При этом отноше-
ние отражательной способности поверхности* до и пос-
ле отжига близко к единице.
На поверхности меди, оловяннофосфористой, оловян-
нопинковой бронз, латуней Л96—Л90, относящихся к
первой группе, при отжиге на воздухе при темпе-
ратурах 600° С и выше образуется отслаивающаяся ока-
лина черного цвета. При отжиге на воздухе уменьшается
отражательная способность меди и бронз в 4—-6 раз по
сравнению с неотожженными полуфабрикатами. Прак-
тически поверхность изделия считается чистой, блестя-
щей, если отражательная способность составляет 80—
65%. Такая поверхность получается на меди и фосфори-
стой бронзе при отжиге в вакууме, эндотермическом race,
аргоне, углекислом газе, водороде и очищенном азоте.
Оловянноцинковые бронзы, отожженные в парах воды
или двуокиси углерода, имеют более низкую отража
тельную способность, чем медь, из-за осаждения на их
поверхности окиси цинка.
Светлый отжиг меди и бронз при температурах 500—
600° С можно вести даже в атмосферах, содержащз . i
быточное количество СО2 и Н2О. Поэтом}' в защнтн’”
средах типа эндо- и экзотермического газов можно п<
лучить светлую неокпсленную поверхность.
При отжиге технической меди марок Ml—М3 в ш; :
ператур 400—500°С в защитных атмосферах, содержащих осте"
восстановительных газов (Н2+СО), резко снижается относит- т
удлинение на лентах толщиной от 1,5 мм и мене. При " т <
лнчением содержания водорода в газовых см тх иача-э сния и >
пластичности смещается в область более низких т< мперат. > от
(До 400° С) Указанное явление связано с водорс-.но
стью меди.
На более толстых полуфабрикатах механические свой
снижаются, но на поверхности иногда образуются пузыри, i
вскрываются дальнейшей прокаткой и способствуют возник
Дефектов (брак по пленкам) Оптимальной считается <
новотельная атмосфера с 1- 2% Н. обеспечивающая I
°веРхность и требуемые механические свойства
Мельхиор окисляется на воздухе несколько мен. 1
-------
1 Отражательная способность определяется к к .тн '
соб°и\"х свойств металла в данном состоянии к отра
ности полированной поверхности.
11»
163
upm мель До 500еС на поверхности образуются окисные пленки раз
111ЧНЫХ оттенков -от желтовато-зеленого до темно-серого. С даль-
н"йш™ повышением температурь, до 800е С скорость окислепия во
растает в 3—4 раза Введение водорода в защитную атмосферу
уменьшает степень окисления, при содержании более 6% Нс поверх
ность светлая, неокис.тенная. Аналогично влияют добавки СО к СО
В водороде, вакууме при рМт=1,33 Пая эндотермических газах
поверхность сохраняется чистой, блестящей при всех температурах
Пои длительных выдержках в экзогазе (выше 600 С), парах воды
п СО, поверхность становится матовой и покрывается тонкой серой
пленкой (0,5—1 мкм). Подобные окисные пленки легко растворяют
ся при травлении без механической чистки. Окисные пленки легко
восстанавливаются чистыми Н, и СО, а также их смесями с Н,0 и
СО, при температурах выше 400° С. Микроструктура и механические
свойства мельхиора, отожженного в различных газовых средах, оди-
наковы.
Бериллиевая и кремнемарганцевая бронзы, относя
щиеся ко второй группе сплавов, окисляются на
воздухе значительно менее интенсивно, чем медь. При
800° С масса возрастает на 0,08 и 0,20 мг/(см2-ч) соот-
ветственно. Образующиеся окисные пленки плотно при
летают к металлу и имеют небольшую толщину
(~10 мкм); отражательная способность поверхности
20—30%. Уменьшение скорости окисления объясняется
образованием защитных окисных пленок, состоящих пре
имущественно из окислов легирующих элементов, обла
дающих значительно большим сродством к кислороду,
чем медь. В то же время из-за повышенного сродства
указанных элементов к кислороду сплавы окисляются да
же при ничтожно малом содержании окисляющих ре
агентов в газовых смесях. Поэтому при температурах
700—800° С в смесях Н2+Н2О и СО-ЬСО2 происходит
такое же окисление, как и в чистых Н2О и СО2. Анало
гпчно влияют на окисление сплавов атмосферы эндо- и
экзотермических газов, хотя скорость окисления умень-
шается по сравнению с воздухом вдвое.
Чистая неокисленная поверхность на этих сплавах со
храияется при нагреве в вакууме (pOvT=l,33-10 2 Па),
аргоне и очищенном азоте при скорости потока менее
0,01 м/мнн. Отражательная способность поверхности
близка к исходной. Состав газовой среды не влияет на
механические свойства отожженных сплавов.
При н.,гр. . , nvoBbi- бронз в Н,О, СО, и смесях Н=+Н2О и
СО+С при 9QQ С происходит внутреннее окисление при от-
сутствии видимог'г по1, грхноотниго окисления. Металлографическими
псследовс«"»ми 1'11. « едой, по структуре отличный от основ
ного спл. _ (рис г.(>). 'Гвердссть его также выше, чем сплава-основы.
164
V. Зана внутреннего кн< гения в н-чк,,
тгмаепатура 900" С. время выдержки 3 я
ТсМ" Р (И В .Наумкин
Для безокиелптельного нагрева специальных бронз,
относящихся ко второй группе сплавов, предпочтите
нее использовать нейтральные атмосферы buci кои с
пени очистки от газов-окислителей или вакуум с ос-
точным давлением 1,33-10_ Па. Требования к . таг
защитной атмосферы определяются природой тегирую
щих элементов.
Наибольшие трудности возникают при безокис.тите
ном нагреве сплавов третьей группы. К ним от
носятся латуни, содержащие более 20% Zn, п неГю
беры.
Трудности получения неокисленной поверхнеи ш и.
этих сплавах заключаются в низкой упругости пиеее
щш окиси цинка и сравнительно большой упруги,
ров цинка при повышенных температурах.
Цинк обладает большим сродством к кислиро
водяным паром по реакции Zn+H2Os=bH2+ZnO. Вс» риг
способность защитного газа характеризуется игнош. Н
Чем больше это отношение, тем сильнее г . гл о. ” . <
н'хгь данного газа. Кислород, угле истый
реагируя с водородом, снижают восстав >вит,
вследствие образования водяного пара.
О2-' 2Н2 2Н,О;
СО3 + Н2^Н2О + СО
2СО,-±С| СО.
п Выделяющийся в последнем с.н’ч:. < " 1
нов <0СТ11 отж,,гаемого полуфабрпь и
рл?Т11Т ес В парах воды п эк псряпчсс
гея окись цинка.
Латуни при повышенных температур
‘ к"< пяются с поверхности, по и образуют
и'.'? °К11С-,|с>1ия из-за диффузии кистор> ы Bh.u;
• Реагируя со свободным и связанным кию*'
1Ь5
(пары воды, углекислый газ), пары цинка превращают
ся в распыленный окисел, который осаждается на холод
пых поверхностях в виде дисперсного порошка белого
цвета.
Чем больше цинка содержится в сплаве, тем выше
требования к составу газовой среды и режим) светлого
отжига. При взаимодействии с воздухом па латуни уже
при 300° С образуется окисная пленка лимонно-желтого
цвета, которая с повышением температуры переходит в
белесовато-серу ю, характерную для окиси цинка, состоя
щую из кристаллов вытянутой игольчатой формы.
С увеличением температуры и продолжительности на-
грева возгонка цинка в средах восстановительного ден
ствия резко возрастает.
уменьшение в массе до
стигаст иногда 30% от
первоначального. В двух-
фазных латунях поверх-
ностный слои значитель-
но обедняется цинком
вплоть до исчезновения
Р фазы, иногда на глуби
ну до 1мм (рис. 57). На
пример, при отжиге в ат-
мосфере 96% N2 и 4% Н2
латуни после трехчасовой
выдержки приобретают
блестящую поверхность
розоватого цвета меди
Рис. 57. Зона обесцинкования в латуни
ЛбЗ после нагрева в атмосфере эхюга-
)• при 'U с, 4 ч >00 (И. в. Наум-
кина;
вследствие возгонки цин-
ка Это явление весьма
нежелательно, так как
приводит прн дальнейшей
прокатке к образованию
трещин п рябизне поверхности (красные пятна). Поэто-
му для светлого отжига латуней в садочных печах даже
с .'абовосстановительиые атмосферы применяться не мо
Наиболее при, зя атмосфера — азот, но прпсут
не в нпя 0,01% О2 уже достаточно для
окпелеш..
О' " .ать, уменьшая скорость га то
8010 i злом При температуре 550" С
' ’ьшается с изменением скорости
потока азота от 0,50 до 0,03 м/мин. Ниже приведено и
мепеппе массы на единицу поверхности:
v м/мпн
Др/S, мг/(см -ч) .
0,05 0,33 0,18 0,10 0 05 0 (
0.04 0,04 0,04 0,01 0,’щ g.’oi
При указанных скоростях потока поверхНисгь обг .пцпв во ... .
, лучаях сохраняет блеск и имеет розовато-коричн выи тть
--ОВИТЫМ налетом. На электронограммах отчетлив .'
нпи, принадлежащие окиси цинка. Отражакльнаи
сравнению с исходным материалом (77%) падает л . 6". -
Дальнейшее уменьшение скорости газового пито ан,
с 0,03 до 0,01—0,007 м/мин (практически неподвижный i
улучшает состояние поверхности: при выдержках ,.т 5 ; i би
верхность металла сохраняет блеск и первоначальную . q
ражательная способность остается на уровне исходной *77
выдержках до 30 мин и снижается до 71 прн часовой г.-.
Отсутствие окисной пленки облегчает во-гонки цин-
ка, поэтому наблюдается некоторая потеря массы ста-
ла (0,03 мг/(см2-ч). Незначительную возгонк, цпн а
прн 550° С можно подавить, увеличивая избыточное дав-
ление газовой среды над металлом. При давлении
та выше 1000 Па (при свободном истечении иза д
иие составляет 10—20 Па) достигается блеет
неокисленная поверхность, не отличающаяся по отрад,
тельной способности от исходного состояния, и цинк н
возгоняется (Др/5=0).
Таким образом, для светлого отжига мед"оцнп
сплавов следует использовать в качестве защитно
ды газы с большой плотностью — типа азота, содер да
Щего менее 0,001% Ог, с точкой росы оксло мину, и <
в рабочем пространстве давление газа должно
лее 1000 Па.
Сводные данные по потерям металла при ж.грев, в
различных газовых средах приведены в тг'.л. 19.
5. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ
НА ЭФФЕКТИВНОСТЬ ЗАЩИТНЫХ СРЕД
Эффективность защитных сред, применяемых npi
термообработке, зависит от большого числа факторов,
°торые влияют на взаимодействие металлов с i мп.
“производственных условиях одной из основных харэ
еристпк, определяющих качество поверхности, яг.л,гг-
по./,асход заЩптиой атмосферы; обычно при от к г
сичых рулонов он составляет 3 м'/ч на печь (ь
1о7
Таблица 19
ПОТЕРИ МЕТАЛЛА ПРП НАГРЕВЕ В РАЗЛИЧНЫХ
Металл или сплав Темпе pan Ра обработки, °C Потери, г/(м2-ч).
воздух вакуум, Па ВОДЯНОЙ пар
13,3 1..ЧЗ-1О 2
Медь 600-800 40-160 0 0 4-8
H1U-ль 800-1000 15-30 0 0 10
Бронза <ловян- юииньовая 600-800 20-80 5 15 4-8
Бронза хромо- вая ... 900-950 250 20 3 5
Мельхиор 700 800 30-90 1-5 0 5 10
Бронза берил- лиевая . . 800 5 3 0 3
Бронза кремне- марганцовп- стая . . 700 10 5 — 5
• I i Н I СО Но N,
•• СО. 40 . Н-. осе — .4,-
бодный объем муфеля 1,5 м3). Приток свежей
атмосферы необходим потому, что состав газа в муфеле
печи существенно отличается от исходного и непрерыв-
но изменяется вследствие совместного протекания реак
цпй водяного газа (СОг+Нгч^СО-фНгО) и генераторно
го процесса (2СО^СО2Ц-С), которые преимуществен
но развиваются в неподвижной атмосфере Освежение
атмосферы печи особенно важно соблюдать при отжи-
ге медноникелевых сплавов, которые стимулируют раз-
витие реакции генераторного процесса
Отклонения от установленных газовых параметров
влияют на качество поверхности металла после отжига,
но это не единственная причина. Другой причиной по-
тускнения поверхности при длительных отжигах в садоч-
ных печах с применением защитных атмосфер является
образование продуктов неполного сгорания смазки,
остающейся на поверхности после прокатки Особенно
сильно ,11 пр 1Я-ТСЯ при отжиге топкой ленты в ру-
ленах г п 1( । намоткой, когда суммарная поверх
н'-'т галла велика и, следовательно
-1 ач о и0 смазки, а условия ее удаления
1,3 ';[.• • । итр;. щены. Рекомендуется использо-
168
ГАЗОВЫХ средах
в среде
азот тех-
ниче-
ский
азот
очи-
щен-
ный
экзо-
газ*
0-5
о
0
0
10
8
5
О
10
5
0-5
50
5—Ю
0
3
о
3
о
7
10
вать смазки такого состава, ко-
торые имеют небольшое коксо-
вое число.
------ Совмещение вакуумиропа-
эндо--нпя °®ъема печи с введением
газ** защитной атмосферы способ-
ствует получению более чистой
—— поверхности. Откачка объема
О печи до разрежения около
О 10 МПа уже обеспечивает
значительное улучшение чис-
тоты поверхности. Подобные
— меры безусловно необходимы,
0 если отжиг является конечной
операцией.
Прп непрерывных скорост-
ных процессах, когда матери-
0 ал находится в зоне высоких
температур не более 2 чип.
требования к составу защит-
ных атмосфер могут быть мс
нее жесткими. В частности,
при отжиге латунной ленты в
протяжных печах можно использовать пар,
К тому же в ряде случаев практические требования
чистоте поверхности не столь категоричны, и если ""
ство поверхности не оговаривается ТУ пли ГОСТе I, т
на полуфабрикатах допускаются потускненш и цвет
побежалости В этих случаях рационально вести пр.
сы скоростного светлого отжига лент из латуней, ш поль-
зуя дешевые защитные экзотермические атм сферы с
следующим травлением поверхности. При этим в । ' <
мости от требуемой микроструктуры и к>
физико-механических свойств задают определенный
пературный режим, который отрабатывают при"
110 к каждому тепловому агрегату
Состояние поверхности после отжига в проз тжне„ п
411 с защитной атмосйтсрой не зависит от > пр
чяемых смазок, если количество пх на поверхн > ' 11
превышает обычно принятого (1 ’ч ' Ih '
-привания не требуется.
Легкое окисление поверхности (матовость или п ‘
сивпая желтизна), характерное лая лат' ни при '
1 нсосушепиом экзотермическом газе, у стран е
169
прохождении тенты через жидкостный затвор печи. В ка
честве жидкости рекоменду ют воду, подкисленную до
рН=1; концентрация серной кислоты ~0,15 0,25%,
НЛП 1,5—2.5 г/л. Последующая струйная промывка и
быстрая сушка обеспечивают получение лепт со светлой
неокисленной однородной поверхностью. В случае на-
грева без защитной атмосферы травление нужно осуще
ствлять в растворах обычно принятой концентрации.
При использовании в процессе прокатки эмульсии не
допускается длительный интервал времени (больше од-
ной смены) между' прокаткой и отжигом, так как это при
водит к коррозии поверхности полуфабриката (точки,
тусклые пятна), последствия которой не удаляются трав
ленпем.
Циркуляция защитной атмосферы значительно умень
шает неравномерность нагрева и способствует получе
нню более однородных механических свойств, а также
является эффективным средством повышения пропзво
дптельиостп печей. Коэффициент полезного теплопсполь
зования печей, работающих с применением экзогаза, со-
ставляет 0,60, в то время как для однотипных печей бе
циркуляции он равен лишь 0,24.
6. ТРАВЛЕНИЕ ПОЛУФАБРИКАТОВ ИЗ МЕДИ
И ЕЕ СПЛАВОВ ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
На поверхности отожженных в окислительной атмо-
сфере полуфабрикатов имеется окисный слой — окалина.
На практике окалиной называют только плотный, хоро-
шо различимый слой, поэтому лучше пользоваться тер-
мином < слой окпелов-?
На меди спои окпелов состоит из закиси меди (внут-
ренний) н окиси меди (наружный). Богатые цинком ла
тунп (выше 20% Zn) окисляются, образуя на поверх
ноет п только окисел цинка ZnO. На поверхности свин-
цовых латуней имеются окислы меди, цинка и свинца,
а в иеднонпкеш вых сплавах — окислы меди и никеля,
о щина слоя окт нов определяется температурой
ременеч окисления, также количеств.,... _____________....
(в случае не чшщино. г. ащитиого газа)
О>’ЫЧ.: .1 О'
СП таьщ I pa-
rt мг,ср , •
лени,, и,
I7U
и
также количеством окислителя
ленные
в расы
полуфабрикаты in меди и с-
I серной кислоты. Чем выше
1 быстрее идет процесс трав
1 ' ' ' °1 шгея коррозия травильных
вапи. в заводской практике травление обычно проводят
прп температурах раствора 50 60° С. Интенсификации
травления можно достичь, повышая температуре ’ 70
80 С. Однако в этом случае необходимо об спе шть Ш
статочную стойкость травильном ванны.
При химическом (в отличие от элекгрохиг ичес .го)
травлении окислы металлов растворяются в серной ,ис-
поте по реакции
Me О + H2SO4 = Me SO, + Н2О,
где Me—ион двухвалентного металла, напри1 р
или цинка.
Окисленные после отжига ленты из меди, пр- , т и
свинцовых латуней (ЛС59—1) травят в 15сл:-ноГ|
ной кислоте прн 70—80° С в течение 0,5—2 с в заа: .
сти от состава сплава и условий отжига Л68 0 5 .
1 с, медь 1,5 с.
В травильных растворах в процессе трав ты п т.
пенно накапливаются ионы металлов, в первую оче
меди и цинка. При малых концентрация' эти н
мешают травлению, при больших — травление
няется. Если концентрация ионов меди прт-ыш —
40 г/л, а концентрация ионов цинка 100 г i. тр.
раствор направляют на регенерацию.
Большинство специальных латуней, про.” и
никелевые сплавы содержат в соста"" ок,
ния, плохо растворимые в кислотах, н_1рп р
свинца, окиси алюминия или никеля. Так как
лина плохо растворима в кислоте, эти с
труднотравимым. На практике растворяют
окалиной слой основного металла (пргце in
ванпя); при этом окалина падает на дно эанк
следствии частично растворяется. При
и простых латуней теряется только окп
а при подтравливании — окисе i и мега.-", сеч
потери основного металла возрастают
Груднорастворимые медные сплавы абнчн
химически в растворе серной кислоты or
окислительными добавками: азотне.. к"< . ;1
,;1М» калия (К2Сг3О7) или натрия (N. J
‘"'ГНДрпдои (СгО.<). Бихроматы втеки. 1
ике называют хромпиком, соотвстстю -ч.
"’трисвым. В смесях растворов серной > > '
I'Io'ioiiiip в Оолыипиегве случаев проходит ь
171
по и процесс травления труДнокоитролпруем во време
НН. Соединения шестивалентного хрома обеспечивают
более стабильный процесс.
Ниже приведены примерные реакции растворения ме
талла в серной кислоте с добавками окислителен. В ка
честве металла рассмотрена медь как основной компо-
нент сплава. Другие металлы, входящие в состав мед-
ных сплавов, растворяются аналогично:
1) Си 4- 2HNO3 + H,SO4 - CuSO4 + 2NO, f + 2H.,O;
2) ЗСи + 2СгО3 I- 61LSO3 = 3CuSO4 + Cr2 (SO4)3 + 6H2O;
3) 3Cu + Na.Cr.O, + 7H.SO4 = 3CuSO4 +
+ Cr, (SO.,)3 + Na ДО, + 7H2O.
Из приведенных уравнений видно, что при травлении
в смеси серной и азотной кислот выделяются токсичные
окпелы азота. В случае хромовых соединений в стоках
появляются ноны шести- и трехвалентного хрома, кото-
рые также токсичны. Поэтому требуются дополнптель
ные меры по обеспечению хорошей вытяжки илп очист
ки стоков.
Окружающая среда загрязняется меньше при элек-
трохимическом травлении, которое целесообразно нс
пользовать для труднотравнмых медных сплавов. Анод
ное травление ведут в растворе серной кислоты. Анодом
служит травящееся изделие. Катоды — обычно свинцо
вые, так как свинец нерастворим в серной кислоте.
Этот метод сводится к анодному окислению, т. е. к
потере электронов и растворению основного металла
под слоем окалины. Для меди анодный процесс выража-
ется как Си- 2е = Си2+ На катоде в результате восста
новленпя (присоединение электронов) выделяется газо
образный водород и осаждается металлическая медь:
2Н+ 2е = Н, ‘ и Си2+ + 2е = Си.
Для х деления водорода, взрывоопасного в смеси с
воздухом, необходима вытяжка. Вообще электротермп
ческос травление бело ложно и дорого, чем химическое,
ПОЭТОМ', ДЛЯ ;.!,-ЛИ и простых латуней, для которых быст
Р°.......... нно( травление достигается простым по
ГР "'т серной кислоты, оно не рскомеп
д ..ipai.iiMbi' медных сплавов примени
"т о травления может обеспечить
' " 11 । 1 । пня при меньшей концентрации
паствора. Обычная анодная плотность тока 0 01
52 А/м2 в зависимости от состава сплава, толщииы’ока-
ч’пны и концентрации травильного раствора.
В ряде случаев окалина содержит пригоревшие остат-
ки смазки. Особенно часто это наблюдается на проволо-
ке. отожженной в бухтах. Пригоревшая окалина затруд-
няет травление; его приходится вести в растворе серной
кислоты с добавкой окислителей.
Лучшие результаты дает травление в протяжных
установках с перемоткой, худшие — травление погруже-
нием в раствор распушенных рулонов или бухт. Основ-
ную массу лент травят на протяжных лентотравильных
машинах. Трубы и прутки обычно погружают в пучках
(садочное травление), что затрудняет травление, так как
часть поверхности металла экранируется. Проволоку
травят погружением распушенных бухт или на протяж-
ных многониточных травильных установках. Электрохи-
мический способ травления применим только при про-
тяжном травлении.
После травления полуфабрикаты промывают в ван
нах с водой, количество которой (Q, л) определяют по
уравнению
Q = NFg | б?Тр/СдСП,
где N—число промывных ванн последовательной про-
мывки (не менее двух); F— поверхность промываемо,
металла, м2; g — унос кислоты металлом, л/м2 (в зави-
симости от скорости движения ленты и качества отжим-
ных роликов он составляет 0,02—0,05 л/м’); п число
ванн любой промывки; СТр — концентрация кис юты в
травильной ванне, г/л; Сдоп — допустимая концентрация
кислот в последней промывочной ванне, г/л (для тэту
ней Сдоп=о,024-0,03 г/л).
После промывки полуфабрикаты сушат горяч 1 в.
Духом в течение 3—5 с.
7. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ПЛОСКОГО ПРОКАТА
И|Г. ^°" ’Водство плоского проката вьлЮ'- т Ря;*
I-Которые начинаются с нлгр титров •
, , Жа,,|1е плцородиой болезни» слитки а меди
h,,.,bUn' содержащих мк 'юрод, пагр Ю1 в » _ ,
KoniiT?' \ДИТкц из бескислородной еди натр.
льноп атмосфере, что уменьшает '
1‘ВЬ'Х
173
Для получения тонких Лент с равномерными физико-механиче-
скими свойствами требуется прежде всего изготовление полосового
проката. Лента требуемого качества может быть получена по двум
принципиально различным технологическим схемам, а именно: по схе-
ме последней операцией которой является отжиг ленты конечного
размера, и по схеме, когда завершающей операцией является холод-
ная деформация отожженной ленты со степенями обжатия, обеспе-
чивающими заданные механические свойства. Б табл. 20 приведены
технологические схемы (I—VIII), применяемые при производстве ра-
диаторных лент из латуней Л90, Л68 и Л63
Таблица 20
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА РАДИАТОРНЫХ ЛЕНТ
Операция Л90 Л73, Л68
I II III IV V VI VII VIII
Нагрев слитков
Горячая прокатка
Травление
Фрезерование
1 холодная прокатка
Отжиг
Травление
II холодная прокатка
Отжиг
Травление
III холодная прокатка
Отжиг
Травление
IV холодная прокатка
Резка на готовый размер
Упаковка, сдача на склад
Примечание. + — операции
схему.
+ + + + + + +
+ + + + + + +
+ + +
+ + + +
4- + + + + + +
+ + + + + + +
+ + + + + +
+ + t + +
+ + - - 4-
+ + — +
+ + + +
+ + + +
4- + + +
+ +
+ + + + + + +
+ + + + + + +
входящие в данную техно логиче СКуЮ
_ обРаботкУ ведут в садочных и протяжных печах
гтпгяктгпо а™°сФеРами. Быстрота и равномерность нагрева до-
т - сТемои принудительной циркуляции защитного газа.
достигаете,^™ уРовеиь твердости полуфабрикатов каждой толщины
но попбИпЯО°П,РадеЛе"ИЫМИ Ре1К|,мами прокатки и отжига конкрет-
в котопой а™" ДЛЯ ка.ждого слУчая. Получение ленты по схеме,
бпться₽ ,vuni₽ ЮЧНТеЛЬКОИ опеРацией является отжиг, позволяет до-
приве ныс’•‘етания пластичности и прочности. На рис. 58
Л70 .ны мехаиич' »ие свойства ленты толщиной 0,64 мм из латуни
чстанш НН 'В П° с> ,ам Нижние кривые— требуемое со
Прол подученное прои аткой, верхние кривые — отжигом-
24 г) ' ।в соляной ванне изменялась от 5 с до
атакой и отожженной лагунной ленты
...... ш табп. 21.
Вид отжига — садочный или протяжной— метно нр вп„
свойства. В результате того н другого отжига достигается бо" е вы
с’°‘ пластичность, чем у катаной дейты ппи г
прочности. Однако предел текучести катаной ленЛ, бо”^'
отожженнои (табл. 21). • ЧсИ
300 400 500 000 700
бв, нпа
Ряс. 58. Механические свойства латуни Л70, обработанной но -«ыы ,
жнмам прн температуре, °C:
а —300; 6 — 400; в — 500. Конечная обработка: / —Л) .. . ,
(Фарж. Вильямс)
Переход от садочного отжига в рулонах к нспреры о. в
протяжных печах сопровождается сокращен!!! и пред" .„пс
нагрева, выдержки и охлаждения. Скорость нагрева в ь
Таблица 21
МЕХАНИЧЕСКИЕ СВОЙСТВА ЛЕНТЫ ИЗ J \ТУ1 '
ПОЛУЧЕННОЙ по двум с .
Последняя операция Состояние материала <ув, МПа ^,2. МПа в. % HRB
Прокатка Четвертьтвердый 387 291 39 57 69
Полутвердый 436 6'90 61
Твердый 534 509
Отжиг Четвертьтвердый 387 164 46 35 54
— Полутвердый Твердый 436 534 450 24
гы 11.5
0| |Еным нагревом составляет 60— 300’С С1 '
к'гщТа - ^Р" нагреве проходящим ктр<
ц'Тиые аппараты) скорость и irp i i 11 i'
|if> ВЬ1|||С скорость нагрева, тем 14111
ПВ£.”ал-",ваи,,я. ПР" 5ОО’С Iiprio^*" "‘ХАп ~1 прн
^Цип (включая нагрев) составляет “ля •• }
175
o000cCzc приблизительно 1,1 с, а при 300 С/с около 1,8 с Собн
петельная рекристаллизация в каждом случае начинается спустя
пппбчпзительно 2 с. Чем выше степень деформации при прокатке
тем мелкозернистое структура после первичной рекристаллизации
Обжатия от ВО до 70% и скорость охлаждения с температуры
отжига (воздух, вода) мало влияют на структуру
Преимущества быстрого нагрева с последующем кратковремен-
ной выдержкой при максимально допустимой температуре заключа
ются в следующем:
а) благодаря быстрому нагреву возникает мелкозернистая
структура;
б) изменяя время нагрева, выдержку и температуру отжига,
можно легко получить необходимые конечные физике механические
свойства полуфабриката;
в) влияние величины обжатия в пределах 50 -70% на величину
зерна незначительно.
8. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ
Исходным материалом для производства труб служат прессо-
ванные или продольно-сварные заготовки.
При производстве труб из прессованной заготовки используются
две технологические схемы. Первая схема включает следующие one
раштн; а) прессование болтов на горизонтальном прессе; б) резку
болтов па части; в) обточку наружной поверхности и сверловку от
верстня; г) прессование трубной заготовки на вертикальном прессе;
д) травление п промывку; е) волочение на цепных станах млн про
катку на станах ХПТ; ж) правку, резку; з) термообработку. Вторая
схема предусматривает: а) прессование трубных заготовок на гори
эонтальном прессе, б) травление и промывку; в) волочение на цеп
ных станах, или прокатку на станах ХПТ, или сочетание процессов
прокатки п волочения (с последующим промежуточным отжигом),
г) правку; д) термообработку.
Производство труб из продольно-сварной заготовки предусмат
рпвает следующие операции: а) сварку ленточной заготовки; б) от-
жиг сварной заготовки; в) травление; г) волочение; д) правку, е) от-
жиг. При тщательном контроле за режимом и качеством сварки эта
технология позволяет получить трубы, равноценные по структуре и
свойствам цельнотянутым, и вместе с тем значительно улучшить ка
д0С™4<м1аР^ЖН0^ 11 внУтРенней поверхности, снизить разностенность
При исполь овании бухтового волочения труб технология отдел
кв, термообработки и транспортировки труб большой длины может
оыть значительно упрошс на.
- 5РН нзг®У0ВГ‘?нии ТР)Г) применяют следующие виды термической
ораоотки 1) нагрев слитком и прессованных заготовок; 2) отжиг
рекристаллизационный, про точный и окончательный; 3) отжиг
нцзкотевч .• р рным для уменьшения остаточных напряжений; 4) за-
17
Промежуточную термическую обработку при во зчеши, и , по,.
,тке применяют для восстановления пластических слой тв ,,.„б'.
Ь .мых при последующей обработке давлением в холодном , ’
т'пмообработкой готовых труб металлу придают н аннч-
1 vrue свойства, обусловленные требованиями ГОСТов и ТУ
АР> Трубы из меди п медных сплавов, как правило от -... ют И
ключенпе составляют трубы из бериллиевых бронз Ре , .,л про,сю
««точного и окончательного рекристаллизационного и • , ,
„„ются химическим составом сплава и диаграммой ре <рпста .
С увеличением времени отжига сильно деформировании ,
температура начала рекристаллизации снижается, доспи тя п
ной величины через 1—2 ч отжига. Температуры рекриста- ........
1Юго отжига меди и ее сплавов приведены в табл. It и пр ч тш •
составляют: /от=0,6+0,7/пл. Время нагрева определяется
„ней используемого нагревательного оборудования и сметавшее
। Мцн (электроконтактные аппараты) до 3,5 ч (садочиьи ,л- тры
чи). Скорость охлаждения с температуры рекрпсталлизаш инн
жига меди и ее однофазных сплавов не сказывается на их свей, ;
Конденсаторные трубы из сплавов Л68, ЛО70 -1,Л0Мш7г
0,05, ЛМш68—0,05, ЛА77—2, ЛАМш77 2 0,05 должны иметь
неродную, полностью рекристаллизованную структуру с Ьс.шч Л
зерна в пределах 0,01—0,05 мм. После холодной деформации па с
70% необходимо проводить промежуточный отжиг с по летующим
травлением. Операция травления после окончательного OTmiira >
жет быть заменена струйной обработкой меткими фракциями
рунда (А12Оз).
Отжиг в проходных печах предпочтительнее ч'М от»
дочных. Например, отжиг в садочной печи труб из сплава Л <
жиму 600° С, 2 ч дает разброс по вс шчине зерна в пре1", , • н* 1
садки ±25 мкм, в то время как в прол дней п-чп этот
жается до ±5 мкм.
Низкотемпературный отжиг используют, >ак пр— пр1’ ""
пзводстве готовых труб из латуней, содержание более
для уменьшения остаточных напряжений после хтодногп "I
ровання Это предохраняет латунные трубы от ;орре <че_1. i 11
трескпвания. Для сплавов Л63, ЛО62 1 ЛС >9- . • Щ
при некоторой степени деформации, устанавлпв еме 1 пт тш-
при правке готовых изделий низкотемпературный
Упразднен. Температуры отжига для уменьшения
женин ниже температуры рекристаллизации с
На практике идеальный цикл отжш . ля
ження с сохранением механических св; гв <>
процесса при возможно бо.чсе высоких гсмие;
’’Ратком времени или наоборот (нн т, ип
время).
^РУб'Ы из бериллиевых бронз и сп. i ЛАНЬ V.
„ '0.5 подвергают закалке д 1я повыше ея i
'Мои при последующей холодной обраГ । „„„меняют '
. Для термической обработки труб широк" р
-лстрпческне печи и аппараты эл ктроконтАПЮГО
'* С"0С0(5е производства тр\б иное 1
I , ₽ОКо||такти1,|е установки. Наибе '„i х ci
’и» обеспечивается и нысокопрои .ик.
с Ролыанговын подом.
177
в пос . гипс годы началось развитие термообработки труб пз
латуней в кипящем слое, дающей большие технологические и энер
гетичо кие выгоды. В этом случае можно добиться резкого увеличу-
ш " скорости нагрева п охлаждения полуфабрикатов при высоком
•’^ачес^Т^ж.ша^тр^'из сплавов Л68, ЛО70-1 мельхиора и
веже меди проверяют испытанием на сплющивание. На расстоянии
25 мм от конца трубы делают глубокий поперечный надрез. В месте
нзлпеза трубу сплющивают на эксцентриковом прессе до (ю /0 пер-
воначального диаметра. На перегибе трубы после сплющивания не
должно быть трещин, надрывов и других пороков.
9. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ПРОВОЛОКИ
Проволоку отжигают по режимам, приведенным в табл. 16. Про-
межуточный II окончательный отжиги можно проводить в бунтах или
катушках проволоки в колпаковых печах с защитной атмосферой или
в вакууме. При садочном отжиге иногда витки слипаются Основные
причины слипания: 1) плотная намотка проволоки на катушку или
сжатие нижних витков в бунтах под действием вышележащих; 2) об-
разование окислов между витками.
В результате слипания при разматывании возникает сильное на
тяжение, что может привести к разрыву полуфабриката.
Избежать слипания витков можно двумя путями:
1. Проведением садочного отжига при возможно более низких
температурах с соответственно большей затратой времени (около
10ч на садку).
2. Использованием непрерывного отжига в протяжных печах или
на электроконтактных аппаратах непрерывного действия.
В последнем случае сразу после волочильного стана через про-
волоку с помощью металлических контактных роликов пропускают
постоянный или переменный ток большой силы. При скорости воло-
чения до 40 м/с и плотности тока более 1000 А/мм2 разогрев и р
кристаллизация проходят за время порядка 50 мкс. Температура
проволоки достигает 600°С (в инертном газе), охлаждение ведут в
водяной ванне.
Качество меди определяется ее способностью к холодной дефор-
мации рекристаллизации. Желательно, чтобы суммарная степень
холодной реформации при волочении проволоки достигала 99% и
выше, а температура рекристаллизации была как можно ниже Тем
пература рекристаллизации с ростом степени холодной деформации
понижается. Для электролитной меди с 0,02% О2 температура нача-
ла рекристаллизации достигает минимума при степени деформации
приблизительно 80е , после чего резко возрастает температура нача
ia рекристаллизация (рис 59) и хи
Повышение ч лпер^гуры начала рекристаллизации связано с
то! 1,111 " ,ен,,сл т кстуры. Рекристаллизованная прово
'* 11 полученная при средних степенях Де
1 г ц"" туру [112], а при очень больших
I ,(1р|' двойную волокнистую текстуру
•, 1 ’ ........ приводящая к волокнистой тексту
' inn nuiBHO, чем процессы, приводящие к
[100] + [1ц], причем волокнистая текстура
па
fill] создается труднее, чем [100]. ТемператУ1
* ОГХЧПЯГТЯРТ R ППС.ПРПППЯТОП! Г1 .X/
лпзацпп возрастает в
се, -»си рои]. 1емпература начала ры;рИс(аЛ-
> последовательности [112], [100] и [111] Об
..— • теьстуры рекристаллизации звисит от о. ' hi" । т
разоваН! 1ац)11) Тскстура деформации ориентации [I 0| и [НО]
"плоскости прокатки затрудняет рантти» р при »пи> -
Рис. 59. Зависимость температуры
начала рекристаллизации медной
проволоки от степени деформации
(Вильбаум)
стурои [112] и облегчает формирование рссристаллпзова
туры с текстурой [100] +[111], что и является причиной •
температуры начала рекристаллизации меди с " i •
холодной деформации.
10. ВИДЫ БРАКА ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
МЕДИ И ЕЕ СПЛАВОВ
При термической обработке меди и си
нове встречаются следующие виды браке
Н е д о г р е в — наблюдается обычно при са„ ш
отжиге. Трубы, находящиеся в середине садки, ik
вают принять требуемую температуру Брак спр
повторной операцией отжига.
Неравномерный отжиг по длине
лУфабрпката—возникает из-за больших т-
турных градиентов по длине печи и можс г or ь>1
лен повторным отжигом. ,
Перегрев обусловлен завышением I
нагрева. Он приводит к снижению отнпс"тпепь1'°бР
нения п временного сопротивления *
сильно окислены. Незначительный пер' грев
ся последующей деформационной “Р^авыш-чпп
Пережог возникает при сильном „
"Шатуры. Относительное удлинение и в] •
>влепце значительно занижены. При I-• - и
Раьоткс наблюдается разрушение по граш ш -• ( .
°°ерхпость изделия сильно окислена Ьр
12
1П
Не потна я закалка обусловлена недогревом,
.амедленным охлаждением после нагрева прп переносе
в закалочную ванну, использованием подогретой воды
Прочностные свойства занижены. Этот вид брака нспра
впм повторной закачкой.
Поводка и искривление длинномерных
изделий при закал ке —результат неравномерного
погружения в закалочную ванну.
На трубах из мельхиоров встречаются цвета по
бежал ост п В результате небольшого окисления на
поверхности изделия образуется тонкий слой окислив го-
лубого или синего цвета. Этот слой окнелов устраняют
травлением в 5—10%-ном водном растворе с добавкой
.хромпика.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Новиков II II. Теория термической обработки металлов. М
Металлургия», 1978. 382 с. с пл.
Сяирягин .4 П Смирягина Н. А., Белова А В Промышленные
цветные металлы и сплавы. М , «Металлургия», 1974 488 с. с пл.
Рахштадт А Г Пружинные стали п сплавы. М., «Металлургия
1971 496 с. с пл.
Ко ючее Б .4 Ливанов В. А., Елагин В. И Металловедение
п термическая обработка цветных металлов н сплавов М «Ме
таллургпя 19/2. 480 с. с пл.
С 11 Медноберпллпевые сплавы. М., «Металлургия»,
1968. 343 с. с пл.
Горелик С. С. Рекристаллизация металлов п сплавов М.. «Ме-
таллургия- 1978. 565 с с пл.
Глава V
ТИТАН И ЕГО СПЛАВЫ
Пр I разработке технологии термической обработки
титана и его епчавов следует учитывать следующие при
сущие и особенности а) полиморфное превращение;
r? 0пРовоДность; в) высокую химическую
ак1ивность; г) юнность к наводороживанию.
и-. Наг' 'итана и - го сплавов до температур вы
гт 1 11 а+кструктура сменяется p-структурой.
, „лп а' соответствующих P-области, интен
рн I. При последующем охлаждении в
Н и псрвдо-р-сплавах происходит поли-
, • . "'riiiie [1—ггц по оно развивается внутри
•*>0
исходных p-зерен, так что границы исходных крупных
ререи сохраняются а внутри них формируется ™
тппчатая структура. Размеры этих ,ерен обычно , X
велики, что они видны даже невооруженным ,
Исправить крупнозернистую макроструктуру тптановыя
сплавов методами только одно,, термической обработки
не удается из-за малого объемного эффекта а^В-пре
вращения, который составляет всего 0,17% по сравнению
с 2—3% при «^-превращении в сталях. В связи с эт, м
в тех случаях, когда крупнозернистая пластинчатая стр к-
тура нежелательна, необходимо выбирать такие режимы
термической обработки, чтобы ни на одной стадии нагрр-
ва температура не превышала точку Ас3.
Теплопроводность титана и сплавов на его основе
примерно в 15 раз ниже теплопроводности алюминия
его сплавов и приблизительно в пять раз меньше тепло
проводностп сталей. Наиболее важная характеристика
определяющая процессы теплообмена, — темпсэат'.т
проводность — также примерно в 15 раз меньше, че
алюминиевых сплавов, и в 3,5 раза ниже, чем у
Пониженные значения теплопроводности и тс-мперат;
проводности приводят к значительным градиентам
пературы по сечению полуфабрикатов и пзде пп при
термической обработке при нагреве и при охлаждении.
В связи с этим при термической обработке крупных из-
делий и полуфабрикатов целесообразно pei чамеьгнпл-
вать допустимые скорости нагрева и ох ,а лд. ни чг i
исключить слишком большие остаточные напряж,
которые вызывают коробление изделий и
причиной возникновения термических трещин.
При охлаждении низкая тепло- и т.мпер ,тхр
кость титановых сплавов приводит к тому "
Ченчя полуфабриката и изделия охлаждаю, ........1
Т| льио большей скоростью по сравнению ,
'астями. Это, во-первых, приводит, к
Р" лпчию структурного состояния в ТОНКИ'
рСГя.\, а во-вторых, может быть причин, ..
. ста.х перехода от топких сечений к ю - ‘
Brhll,0CTb т,,тановы\ сплавов пак ,а ,ыг
, у1,111че,111я па конфигурацию по.:уфл' Г
,, . ' которые можно подвер! лть 1 прочь <
, сработке Низкая теплопр'итол
м.„ н с "• кит также причиной их
I II WJAC-
гермиче-
1ТЗН0вЬ1Х
РОКРЛНПЙС"
1
Титан п его сплавы при температурах нагрева под
термическую обработку активно взаимодействуют с кис
поводом и парами воды. При этом па поверхности титана
образуются окалина и обогащенные кислородом слон,
а сам металл паводорожпвается, что приводит к ухудше-
нию служебных характеристик титана и его сплавов.
В связи с этим следует предусмотреть способы борьбы <
этими нежелательными явлениями.
Поскольку в отличие от сталей с помощью полиморф-
ного превращения в титане не удается исправить крупно-
зернистую структуру, уже при обработке давлением
должно быть обеспечено получение достаточно однород-
ной высококачественной мелкозернистой структуры.
Титановые полуфабрикаты после деформации имеют
разнообразные структуры, отличающиеся по величине,
форме зерна и внутризеренному строению. В наиболее
общей форме микроструктуры, встречающиеся в титано-
вых сплавах, можно свести к четырем основным типам:
а) пластинчатая; б) корзиночного плетения; в) глобу
лярная (равноосная); г) смешанная. Эта классификация
условна и не охватывает всего многообразия структур
встречающихся в титановых сплавах.
Пластинчатые структуры формируются в том случае,
когда деформация начинается и заканчивается при тем-
пературах, соответствующих p-области. После деформа-
ции в этих условиях структура титановых сплавов пред-
ставлена p-зерном с более илп менее четкими границами,
вдоль которых может быть оторочка из а-фазы
(рис. 60, с). Внутреннее строение зерна представлено
пластинками a-фазы, вдоль которых в а4-р-сплавах рас-
положены прослойки p-фазы. Внутри p-зерна образуют
я котонин из параллельных пластинок a-фазы, сходные
° “МУ В"Ду с КОЛОННЯМ|1 перлита в стали. Такую
t РУ уру бактеризуют диаметром p-зерна (D) раз-
тииРы аХТ0КШ' «-пластан 6*. Плас-
гнутымцф М0ГУТ бЫТЬ Не только прямыми, но и пзо-
Структура корзиночного плетения (рис 60 6} отли-
-ерсв^'яркХ’рзж»
спбой бп ' ''Т’КИ а'фазы пересекаются между
р‘ ..............^разный узор. В структуре корзи
• Р<п /), d п i[) опре 1як>т по метл ш
„очного плетения часто отсутствуют
«.зерна. Такая структура формируется Ые гРан"иы
тура деформации близка к Ас3 или в *’ К0ГДа темп, р л
деформация начинается в а заканчивает?4^’ К0'
части. я в а+₽-об-
Глобулярная (равноосная) структупя пЛ,
тех случаях, когда деформация проводится при тем? В
,П| ра-
Оси ь ш им н об-
''•rax существенно шоке 1
*’а1"ями (более 60 70 ) \
•'оииый. гак как дейспнШ и-иа 1
г ныть почти сферической ||
11 В две хфазных а-ТР силанах Г Ч
,ц,ы зерен a-фазы или представлена -золнро
по границам -.open t
ванными зернами (Р"’возникают в том случае, когда
Смешанные cJ*OP одятСЯ при температурах
пластическая деформац пр^ случае структура
несколько ниже точк • ктпнымп зернами первнч
представлена сравн ! . ющей матрицу сплава,
ной a-фазы п ₽-фазоп сое охлажденпя после дефор.
ПР,1 иТЕ распадается что приводит к формирова-
нию "таепшчатой внутрпзеренной структуры, а первич-
ная а фаза сохраняется. В итоге образуется смешанная
структура, представленная участками глобулярного и
пластинчатого строения (рис. 60, с).
1. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ОТЖИГА
Наиболее распространенный вид термической обра
боткн титановых сплавов — отжиг всех разновидностей.
Закалка и старение применяются в меньшей степени;
термомеханнческая обработка находится в стадии про-
мышленного внедрения, к химико-термической обработке
прибегают в редких случаях.
Отжиг первого рода, включающий рекристаллизаци-
онный, дорекрпсталлпзационный отжиг и отжиг для
уменьшения остаточных напряжений, в чистом виде при
менпм лишь для a-сплавов и р-сплавов с термодинами-
чески устойчивой р-фазоп. В псевдо-a-, типичных «+р-
и Р-сплавах с термодинамически неустойчивой р-фазой
на рекристаллизационные процессы могут накладывать-
ся фазовые превращения. Вклад фазовых превращений
в формирование структуры и свойств сплавов нанболь
шин при рекристаллизационном и дорекрпсталлизацион
ном отжиге и наименьший при отжиге с целью снятия
остаточных напряжении. Если температура отжига для
уменьшения остаточных напряжений достаточно низка,
то (разовые превращения могут не развиваться и нс вли-
ять на структуру и свойства псевдо-a-, а4-В- и 6-сплавов
•я1п,АРиМ°?'“НаМ11ЧесК11 неУст°|'|чивой P-фазой). Гомогепп-
,’, "Ьп 0ТЖиг. (?'1Я Т11тановых сплавов не применяют
" а его . । и эффективности.
' Ф.
'' ГС11 прн распаде Рфазы в процессе
(ня цлц изотермической выдержке при сравпи-
" | . называют вторичной
Дорекристаллпзационпыи отжиг основан на явлениях
возврата I рода (отдыха) и II рода (полигонизации)
Его проводят с целью если не для полного, то хогя бы
частичного снятия нагартовки, внесенной в метал i пред-
шествующей пластической деформацией. В титане и ма-
.полегировапных сплавах на его основе при дорекрпста ь
лпзационном отжиге нагартованный металл существенно
пазупрочняется, что связано с довольно большой в нт
энергией дефектов упаковки. Вследствие этого . егко ра
вивается полигонизация, в ходе которой существенно
снижается средняя плотность дне юкаций.
В термически упрочняемых сплавах, в частности в
р-сплавах, полигонизация развивается при тег ж тем-
пературах, при которых распадается метастабильная
p-фаза. В тех случаях, когда температура деформации и
скорости охлаждения после деформации были достатки
но высокими, в деформированных полуфабр
фиксируется термодинамически нестабильная Р фаэ2
При нагреве деформированных полуфабрикатов -.о 590—
700° С в них происходят не только процессы вс-врата и
полигонизации, но и распад метастабпльной р-фазы.
Свойства отожженных титановых сплавов ._,щесп
зависят от того, что произойдет раньше — полпгоыг
или распад р-фазы.
В неполигонпзованных титановых р-ставах
P-фазы при старении обычно протекает очень - г
родно по объему зерна, что приводит г низким г
ческим характеристикам. После полигонизации
бильная Р фаза распадается равномерно, что
вает повышенный комплекс механич-
сплава и большую их однородность
При рекристаллизационном отжше от
Шественные структурные изменения, связанны ;
Дением и ростом новых недеформпрованны
пература начала рекристаллизации сильно Д-,
ванного подпдцого титана составляет ок
температуру можно принять за порог РекР’
фч уменьшении степени деформации ъ а ;
чала рекристаллизации иодпдного титана п<'в‘*
Чкп°авляет около 500е С при 50 j-нг-и "лФ ’Р
“0°С при 30%-иой деформации.
РПс 61 приведена диаграмма рекр
' Х|‘пческого титана (99,5%). При рс'Ч
Эпического титана в интервале темиерат
11!
ГО I ,
тем, что изменения структуры,
пластической
«-титана,
О 20 к3 f
Рис, bl. Диаграмма рекристаллизации
подидного титана (Е. М. Савицкий,
М. А. Тыл кип >
обуслов-
полпморфным
ияпих a-фазе образуется полиэдрическая структура, ха-
юшпх а фазе, и и > с 0 „ охлаждения после
пактеп которой не зависит от скорее, и
отжига При малых степенях деформации е (2,5 5 /0)
п™е отжига в области существования « фазы иаблю
дается максимум величины зерна d3. Отжиг при темпе
ратурах соответствующих p-области. не дает ярко вы-
валенного максимума величины зерна соответствующе-
критической степени деформации. Это объясняется
г ------связанные с небольшими
степенями
деформации
подавляются объемными
изменениями,
ленными
превращением а+^р.
В процессе рекристал-
лизации при температу-
рах выше Ас3 образуется
крупное зерно (3-титана.
При последующем охлаж-
дении происходит поли-
морфное превращение
Р~>а. Зерно (3-титана при
этом разбивается на ко-
лонии вытянутых зерен
увеличивается с повышением
a-фазы, число которых
скорости охлаждения.
Легирующие и примесные элементы, как правило,
повышают температуру рекристаллизации подидного ти-
тана. Их можно разбить на три группы: а) сильно повы-
r31^"! темпеРатУРУ рекристаллизации (N, С, О, А1,
е, Re, В), б) значительно повышающие температуру ре-
кристаллизации лишь при введении их в количестве более
... '° (Сг, V, Fe, Мп, Sn); в) маловлпяющие на тем-
пературу рекристаллизации (Nb, Со).
Все промышленные титановые сплавы имеют более
высокую температуру рекристаллизации по сравнению
с титаном (табл. 22). и
Наиболее высокая температура рекристаллизации у
псевдо а- и а-(-(3 сплавов с высоким содержанием алю
минпя. Критическая степень деформации для титановых
плавов со< гаедяет2 —10%. Если рекристаллизационный
нпп'П,Г^,; пр" те'1ГК ратурах а + р-области, то
1 '11111 степенях деформации рекристаллизо-
186
Таблица 22
1 ТЕМПЕРАТУРЫ НАЧАЛА И Ь.иШ V PEI РИГТ
Т-ЧКЛ И РЕЖИМЫ ПРОСТОГО 0ГГИ1А ТИТМР ’ '
II ЕГО СПЛ "ВОВ
Марка Температура Ас,, “С Температура рекристаллиза- ции, °C 1 гмпер; гура олл.ига. °Г
начало КОНиД листы в ли- стовые г.илу- фаб. имиты пг'.'-гош, no- tt Bubnn
а.-Сплаеы
ВТ1-00 885—890 580 670 520—540 670-690
ВТ1 0 885—900 600 700 520—540 671 -6 •
ВТ5 930—980 750 850 — '00-850
ВТ5-1 950—990 880 950 7С0-7&0 800-850
Псевдоа-сплаь О1
ОТ4-0 860—930 680 800 591—61^ 690 -710
ОТ4-1 910—950 720 810 GUI—FI50 740— 760
ОТ4 920—960 760 863 660 —680 740—760
ВТ20 990—1040 800 150 700—800 71)0-800
АТ2 870—910 .— —- 600- 650 650-7ГЛ
АТЗ 940—1000 — — SOO-855 500-aw
ВТ18 990—1030 900 980 — 91-Ю-М60
ВТ18У 990—1030 900 91» —— 9iv_
ТС5 970—1020 — — 760—7S0 760-780
a+₽-C7i гвы
ВТ6 980—1010 850 950 750—800 750-800
ВТЗ-1 960—1000 850 960 — 8'. 11—850
ВТ 14 920—960 900 930 740— (till
ВТ16 840—880 820 840 730-770 770—#9*^
ВТ8 ВТ9 ВТ23 ВТ22 980—1020 900 980 —
980—1020 880- 930 840—880 900 800 980 825 7-1 J-760 740—780 740-760 ftSO-Ml
BTI5 ТС6 750 800 770 810 500 770 790-810 7- 8 Ю 7УО-Л10
.3.
*1ЛМ
UH
NIX
rd I
•J
41 "id н out<ut HMiLn 4 иi HwHuiraj
' **J 11 ••ou>iuviiwedtt ноифЛсяю hUu |ч||«к||>и
М|)Я<п»^» » IHMhi^iu tt t« 'lee* I I О Я lb 4.»7»г.> IM«
I HOI >LJ •MOIIMVJMI и > » |фф| (Щ» <>«w||;q (lltUVI
1 indojdaa ||ЛЧ>>|*Ф 0ilu Ht'lPI Ollit»» оно •MroRlK
"* ) J* f| liHiiiiiiao.fiн ullHidoo *H*>*
it <фф« !<'<£ ИЯ OIUMMCIUUHVB 1РНПИ''«-»« 1
m| (ptoi«ft >rx>u j HXMimoijatilu udu №ьи*ч
ЛИ>*фМ|1х<ПО > ItRMIIVt It) Hrtlliilll .10
• NuujvmHtt
dou •
Ф d
.-Hid
(Utojoil ««Jn 4«14| lu».ltll
1(1 Nllll.H 4Jlld UttHI Hli
i.i' t*Jii • .>лтм(ош4п
i । । । 11 riuiiifvij । Winn
in Ii.iiflivdiun •l*A H.»l-lt»l JFldtlo I*
uxbiHi 4-h-mhi.hi «ил п»»ф« nJiiHorvig»
। ч o’C*uHd<iU * • irwucimiiihi 'tiwwi» WAl
llll’l) I >'ф 1>4V1’<»> ’НИН МЛ111»»»» AWMOHli
XWOiUIImUI м||ф»1 |1йЯ1П1Г|0> 3 »II'U>>«J HVO
(J/* «mulled! (/|1П>»ф*'Н1 ilVIMV'IHV *
IM.'lM XWUIIU’I 1>|*И|»И.Ы11«« •
• (I я
i.H tniy outfit* »J» Л' M»i'»d«« »•• »»»•<••
шенствуя режимы горячей обработки давлением. Свой-
ства а-сплавов после дорекристаллнзационного и рекри-
сталлизационного отжига не зависят от скорости охлаж-
Отжиг а+р-сплавов сочетает элементы отжига пер
вого рода, основанного на рекристаллизационных про-
цессах, и отжига второго рода, основанного на фазовой
перекристаллизации. Температура отжига титановых
а.-|-р-сплавов, во-первых, должна быть настолько высо
кой, чтобы снять нагартовку, а во-вторых, она должна
быть достаточно низкой, чтобы обеспечить такое содер-
жание легирующих элементов в p-фазе, которое способ
но не только предотвратить ее распад в процессе охлаж-
дения. но и обеспечить необходимую термическую ста
бнльность сплава при эксплуатации готового изделия
Чем ниже температура отжига в «+р-области, тем боль-
ше концентрация p-стабилизаторов в p-фазе и тем выше
ее термическая стабильность. Однако количество р-фазы
при этом уменьшается.
Разделение видов отжига на рекристаллизационный,
дорекристаллпзационнып. отжиг для уменьшения оста
точных напряжений, отжиг, включающий фазовую пере-
кристаллизацию, — это классификация видов отжига по
процессам, протекающим в металле при нагреве. Отжиг
а+р-сплавов чаще классифицируют по технологии,
а именно различают простой, изотермический и двойной
отжиг.
Эта классификация предпочтительнее предыдущей,
потому что заранее неизвестно состояние горячедефор
мированного металла. Как было показано выше, в за
висимости от температурно-скоростных условий дефор
мации деформированные полуфабрикаты могут иметь
перекристаллизованную, частично или полностью рекрис-
таллизованную структуру. По степени разупрочнения
нагартованного металла отжиг делят на полный и
неполный
Самый простои режим отжига a-f-p-сплавов заклю
1ается в их нагреве при наинизших температурах, доста-
точных для довольно полного разупрочнения, с после-
дующим охлаждением на воздухе пли по заданному ре-
жиму. Температура простого отжига листов и изделий
13 них ниже температуры отжига штамповок, поковок,
связано е‘3т1°л1и СП,'Я' г (СМ' ТЭбЛ- 22Ь Это Разл|1ч1,с
енязано с тем, .............. штамповки, прутки обычно
1ОЛ
обрабатывают резанием, при котором снимает™ „ „
ностный альфированный слой, а листы и 113лс ерх'
этой обработке не подвергают „ дЛя удаления "ш"х\Т
фированного слоя приходится проводить допо'нитет”
ные и довольно трудоемкие операции. При отжиге лис”
ТОВЫХ полуфабрикатов и изделии из них в печах Ля
щитиой атмосферой или в вакууме температуру можно
повысить до значении, рекомендованных для массивных
полуфабрикатов, что обеспечит *
более полное разупрочнение
сплавов и повышение их пла-
стичности. Простой отжиг а-ф
-|-р сплавов, как правило, яв-
ляется дорекристаллнзацион-
ным, так как проводится при
температурах ниже начала ре-
кристаллизации (табл. 22)
Охлаждение на воздухе по-
сле простого отжига приемле-
мо не для всех сплавов. Меха-
нические свойства титановых
аф-р-сплавов с большим со-
держанием р-стабилизаторов
и р-сплавов существенно зави-
сят от скорости охл а ждения по-
сле отжига. Па рис. 64 пока-
зано изменение механических
Рис ’4. IbtteuewM иелмшо*»?-
скид соойсп» гллзы «арки НТ1о
(прузак дклм^ом 12 ы«1 »
дгНЯе ид
Л'
свойств прутка сплава ВТ 16 в
зависимости от температуры
отжига при трех скоростях ох-
лаждения. Наиболее полное
разупрочнение сплава ВТ16 достигается после от кш
пРн температурах 750—800° С с охлаждением с пич .к
Высокое сочетание прочностных и пластических свинств
характерно также для сплава ВТ16 в закаленном состоя
ичи. Однако в закаленном сплаве ВТ16 метзстабп 1ЬВ
Фазы механически нестабильны и распадаются под
СТв»ем напряжений при комнатной температуре.
р-Р связи с высокой чувствительностью св< иств
16 к скорости охлаждения полуфабрикаты ~
’> этого сплава после отжига охлаждают с л 1
Ростью 2—4° С/мин до температуры 500 С> а ja гл
; ’Духе. Аналогично сплав ВТ22 после ПР.Ж° „\атеМ
°«аждают со скоростью 2-4° С/мин до >0
в°зду.хе. |91
Дчя а+Р-сплавов, помимо простого, применяют изо-
термический отжиг (табл. 23).
Этот отжиг состоит пз нагрева сплава при сравни
тельно высоких температурах, достаточных для полиго-
низации или рекристаллизации, охлаждения до темпера-
Таблица 23
РЕЖИМЫ ИЗОТЕРМИЧЕСКОГО И ДВОЙНОГО ОТЖИГА
ПРОМЫШЛЕННЫХ ТИТАНОВЫХ СПЛАВОВ
(прутки, поковки, штамповки, трубы, профили и детали нз них)
Сплав Изотермический отжиг Двойной отжиг
темпера- тура пер- вой сту- пени, °C темпера- тура вто- рой сту- пени, °C время выдержки, второй ступени, ч темпера- тура пер- вой сту- пени, °C темпера- тура вто- рой сту- пени, °C время выдержки, второй ступени, ч
ВТЗ-1 870-920 600-650 2 870—920 550—600 2-5
ВТ8 920-950 570 600 1 920—950 570—600 1
ВТ9 950 -980 530-580 2—12 950—980 530—580 2—12
ВТ 14 790—810 640-660 0,5 — — -—
ВТ18 — — — 900-980 550—650 2—8
тур, обеспечивающих высокую стабильность 0-фазы
(эти температуры обычно ниже температуры рекристал-
лизации), п выдержки при этой температуре с последую-
щим охлаждением на воздухе. Для перехода от первой
ступени ко второй полуфабрикаты и изделия или охлаж-
дают с печью до температуры второй ступени, или пере-
носят в другую печь. Изотермический отжиг обеспечи-
вает более высокую пластичность, термическую ста
бильность и длительную прочность, чем простой отжиг.
Поэтому изотермический отжиг широко применяют для
жаропрочных сплавов, таких как ВТЗ-1, ВТ8, ВТ9.
Двойной ступенчатый отжиг отличается от изотерми-
ческого тем, что после отжига на первой ступени сплав
охлаждают до комнатной температуры на воздухе, а за
тем снова нагревают до температуры второй ступени
она ниже, чем на первой ступени (табл. 23).
При двойном отжиге в деформированных сплавах
при тсмперат’.ре первой ступени происходят те же про-
цессы, что н на "рвой ступени изотермического отжига,
т. е. полигон” г.щщ и рекристаллизация. В результате
рекриста.1лп ,,, процессов снимается нагартовка
„ повышается однородность структуры и свойств сплава
Ппи охлаждении на воздухе частично протекает
S нве но ₽ Фаза не приобретает рав ^Х^
става и при последующем нагреве при температуре ото
рой ступени в P-фазе происходят процессы раРСПада'
В „тоге в отличие от простого и изотермического отжига
приводящих к разупрочнению сплавов, двойной отжиг'
наоборот, вызывает повышение прочностных характеои ’
тик при некотором снижении пластичности.
В связи со сказанным термин «двойной отжиг неулячм, п
существу, эта термическая обработка включает элг енты Хвястял
лнзацнонного (дорекристаллизационного) отжига, частичной Шяг
кой) закалки и старения. Поэтому ее правильнее называть -ппочня
ющпй двойной отжиг» или «мягкая упрочняющая термин и; обра-
ботка».
Для сплава ВТ22 разработан сложный режим терми-
ческой обработки, позволяющий обрабатывать все виды
полуфабрикатов независимо от их сечения и технологии
производства. Эта обработка включает нагрев при 830—
850° С в течение 1—3 ч, охлаждение с печью до 750°С,
1—2-ч выдержку при этой температуре, охлаждение на
воздухе (в воде), затем нагрев при 480—630° С в течение
2—4 ч, охлаждение на воздухе. Первую ступень терми-
ческой обработки проводят при температурах несколько
ниже точки Ас3 с целью устранения нагартовки. При
медленном охлаждении до 750° С с последующей вы-
держкой при этой температуре p-фаза обогащается
р-стабилпзаторами в такой степени, что при охлаждении
на воздухе она не испытывает превращений. Затем сле-
дует высокотемпературное старение (перестаривание)
при 480—630° С. Температуру последней ступени выби-
рают в зависимости от уровня прочности, содержащего
в требованиях к данному полуфабрикату. Таким обр-'
з°м, указанная обработка включает элементы изотер
ческого отжига, закалку и старение.
Продолжительность простого отжига и первой < п
Ии изотермического и двойного отжига определясь я
синем детали пли полуфабриката и равна.
Вг-мяМаЛЬИое сечеН|1е- мм 1,5 1,6-2,0 2'1„Л° 6’'бО
м выдержки, мнн 15 20
D При сечениях более 50 мм рекомендуют узеличпва
'Держку до 2 ч
13^i88 193
Д,Я уменьшения остаточных напряжении, образую
шихся В результате механической ооработки детален,
наряде случаев применяют неполный отжиг прп темпе-
ратурах ниже температуры начала рекристаллизации
продолжительностью 0,5-2 ч с последующим охлажде
нием на воздухе. Для снятия напряжении, возникших
при сварке, продолжительность неполного отжига долж-
на составлять 2—12 ч.
Ниже приведены температуры неполного отжига ти-
тана п его сплавов, °C:
ВТ1-00, ВТ1-0
ВТ5, втк-1
ОТ4-0 . .
ОТ4-1, АТ2
ОТ4, АТЗ........................
ВТ4, ОТ4-2, ВТ6-С, ВТ6, ВТ20, АТ4, ТС'
ВТ14, ВТ23
ВТЗ-1 . . . . .
ВТ16.............
ВТ22, ВТ15, ТС6
.445—485
.550—600
.480—520
.520—560
.545—585
.600—650
.550—650
.530—620
.520—550
.550—650
Крупнозернистую структуру титана и его сплавов в
принципе можно исправить термообработкой, подобной
той, какую применяют для стали, а именно двойной фа-
зовой перекристаллизацией. Зерно при такой термообра-
ботке измельчается вследствие внутрифазного наклепа
при фазовых превращениях и последующей рекристал-
лизации при повторном нагреве. К сожалению, при
практическом внедрении фазовой перекристаллизации
для измельчения зерна титана и его сплавов встреча-
ются трудности, обусловленные в основном двумя при-
чинами:
а) при нагреве до (3-области (что необходимо для
полной фазовой перекристаллизации) настолько укруп
няется исходное зерно, что последующая термообработ
ка часто не может уменьшить его даже до исходных раз-
меров;
б) объемный эффект при а^р-превращеппп неве
кчепа170 Не Д'367 Д°с1атОчно сильного внутрифазного на
По фазовс \ составу сплавов при температуре вы
держгп отжиг -.я .. ио рз и пить иа а-, аф-р- и (3-отжиг
а рис. ' onpiii < I, политермпческого разреза
стемы и । । и , — р-с габилизатор. Простой
194
£
отжиг а-сплавов, а также отжиг для уменьшения оста
точных напряжения проводят при температурах соот
ветствуюших « фазе; это а отжиг. Эти же виды отжига
«+₽- и р-сплавов соответствуют «+Р-отжигу Р^отёр
мнческии и двойной упрочняющий отжиг а+В-сппптп
проводят прп температурах, соответствующий а+В ofi
ласти. Верхняя ступень изотермического ~
упрочняющего отжига смещена
пературам по сравнению с про-
стым отжигом и соответствует
условиям, в которых развива-
ется рекристаллизация Низко-
температурная ступень этих
видов отжига примерно совпа-
дает с температурным интер-
валом отжига для уменьшения
остаточных напряжений.
Температурные интервалы
всех видов отжига снижаются
с увеличением содержания р-
стабилизаторов при неизмен-
ном содержании алюминия.
Следует, однако, иметь в ви-
ду, что на температуры отжи-
га влияет содержание не толь-
ко p-стабилпзаторов, но и алю-
миния. При увеличении содер-
жания алюминия температуры
всех видов отжига приходится
повышать, поскольку алюми-
ний повышает температуры на-
чала интенсивного развития возврата и начала pei рис-
таллизацпи. Так, в частности, прутки псевдоа-сплава
ОТ4, содержащего 1,5% Мп и 3,5% А1. отжигают пр1
740- 760° С. а сплава ОТ4-2, содержащего 1,5е’ Мп и
67о Al — при 840—860° С.
До последнего времени отжиг прп темпер ну р х
ответствуюших Р-областн, считался пеиел^сообра нь
Однако сравнительно недавно было обнару
Р отжиг, приводит к существенному повыш
гти Разрушения. В табл. 24 приведена —~ I i 1
"Ия сплава TiGA14V итожженного при темпер—
Ше точки Яс ПО сравнению аналогичными инч
"олученнымп для тех же плавок пое н а г р-отл-и,.
13» 1«5
I
Es
ч двойного
к более высоким т, м-
Ti+Al % р- стабилизатора
Рис. ю. С*е<1Л на.1жтеГ1Ч<чсо1о*
го разреза глгтци ( Ti— 41—р-
СТаби и. затор г - ч пт
содержании ат те
рат ра регглгтплз --hL|[r н
темпер ат1 г .нп-рули теп-
мической обработки <Б Л. ’ г>
1 — простого лтжйга: 7 ц
вер хИ ня И Н1МНЯН L-Tyrtflb им
термического и двоЙ irn угтр >=
й ) О и: I,- 4— Т
уменьшение ост .точи»-’* и дог >.•
Таблица 24
„КОСТЬ РАЗР ШЕНИЯ СПЛАВА Ti6A14\
ВППЧМПЕ ₽.ОТЖИГАНАВ_13КОСТЬ — KIf. МН/м'А Авторы
Режим от • ига* О 0,2’ МПа
970 СОВ4-700°СОВ 1025 ’ ОП+970 °C ОВ-р '-700°СОВ 842 873 70,8 81,5 Роджерс
8-50 °G 6 ч,0 В 1050 °C, 1ч, ОВ 800 1080 46,1 68,9 Холл и Хамменд
750°QOB эосс-р 1050 °с, оп 827 798 79,0 101 Б. А. Колачев, А. В. Мальков
♦ ОБ — охлаждение на во яДуье: ОП — о дснве с печью.
Применение р-отжнга вместо a-f-p позволяет на 15
20% повысить вязкость разрушения титановых сплавов
при одновременном существенном повышении предела
текучести (после отжига по режимам, указанным в
табл. 24).
Благоприятное действие р-отжига на вязкость разрушения тита
новых сплавов связано с изменением микромеханизма распростране-
ния трещины. При зернистой структуре, получаемой после а+Р-от-
жига, трещина распространяется почти без ветвления. При пластин
чатой CTpjiTvpe, формирующейся в результате Р-отжнга, происходит
сильное ветвление трещины, порое приводит к притуплению ма
гистральиой трещины и релаксации напряжений в ее вершине. В ре-
зультате этого процесса энергия, необходимая для начального скач
ка трещины и ее распространения, возрастает.
Вместе с тем следует иметь в виду, что отжиг при
температурах, соответствующих p-области, существенно
снижает поперечное сужение и удлинение (см. рис. 64).
Степень снижения поперечного сужения и удлинения
при Р-отжиге для разных сплавов различна. У некото-
рых сплавов (ВТЗ-1, ВТ8) эти характеристики при р-от-
жиге уменьшаются до столь низких значений, что этот
вид термической обработки для них вряд ли можно ре-
комендовать. Сплавы типа ВТ5-1 и ВТ6 менее чувстви
тельны к перегреву и поспе р-отжига имеют вполне при
емлемьк ; щеяня поп речного сужения и отиоситель
™го ' 'ущественные возражения
••г0'1 я Р '.i.nra для ответственных конст-
1'У'1 । ,nnncv, ящпм в результате этого вп
1Г«
да термической обработки снижением циклической пооч
пости, а также усилением склонности к водородной хруп
кости
в связи с обсуждаемой проблемой особый интерес
представляют работы М. Я. Бруна, Н. 3. Перцовского и
Г. В. Шахановой, в которых показано, что вредное впия
нпе р-отжига на характеристики пластичности можно
ослабить, регулируя с помощью термической обработки
параметры микроструктуры титановых сплавов (раз-л р
р-зерна, a-колоний, толщину а-пластин). При оптималь
ных размерах а-колоний (25—30 мкм) и толщинах
а пластин (2,5—3,5 мкм) поперечное сужение ставов
ВТЗ-1 п ВТ9 приближается к ____________
уровню пластичности этих спла-
вов лри мелкозернистой рав-
ноосной структуре и составля-
ет 30—40%. К сожалению, в
настоящее время неясно соот-
ветствуют ли размеры а-коло-
ний и а-пластин, обеспечиваю-
щие наибольшее поперечное
сужение и удлинение,оптималь-
ным их размерам в отношении
вязкости разрушения.
Вязкость разрушения суще-
ственно возрастает и с ростом
температуры отжига в а+р-
области (рис. 66) при сохране-
нии высоких значений цикли-
Рис. • Е.”«янне
01 На е
сплвп 1 Т14Д’С *
ческой прочности, относитель-
ного удлинения и поперечного
сужения. С повышением температуры отжига в^’^эста-
ет количество превращенной р фазы пластпнч гтс
ения и вместе с тем увеличивается вязкость разрушения.
Многие исследователи полагают, что пля об( т"чени
оптимального комплекса механически' и
свойств следует применять отжиг при темп< рз
20 -30° С ниже температуры а+Р/Р-перех 1
такого отжига формируется структура, npi зст“~
”~Ю% глобулярной а-фалЫ в пластинчат i пр
п°й матрице. Такая структура обеспечив, г
Достаточно высокой вязкости разрушенп п|
Циклическую прочность и высокие «начет
мнения и относительного удлинения
ВЫ с икой структурой отличаются наиболее высоким со-
ппотт'в 16ЯНСи солевой коррозии
Р Отжиг при температурах несколько ниже перехода
«+В/В назвали рекристаллизационным. Это название
представляется неудачным, поскольку температуру от
ига повышали с целью получить почти полностью
пластинчатую структуру при сохранении мелкого зерна,
, не добиться рекристаллизации. Указанный отжиг це
,, сообразно называть высокотемпературным кф-р-от-
Отлпвкн из литейных сплавов ВТ1Л и ВТ5Л обычно
термической обработке не подвергают. При литье в этих
однофа ных а-сплавах не возникает высоких остаточ
ных напряжений, так что отжиг не требуется. Отливки
и штейных а+р-сплавов отжигают для уменьшения ос
таточных напряжений и стабилизации структуры. Отжиг
литейных сплавов проводят по тем же режимам, кото-
рые рекомендованы для деформируемых титановых
сплавов.
2. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ЗАКАЛКИ
И СТАРЕНИЯ
В последние годы для титановых аф-р- и р-сплавов
все больше применяют упрочняющую термическую об-
работку включающую акалку и старение. Эффекты
термического упрочнения существенно зависят от темпе-
ратуры нагрева под закалку, которая определяет фазе
> цы! /Зб. п
вый состав закаленных титано-
вых сплавов, а также способ
ность их к последующему
упрочнению при старении.
Фазовый состав титановых
сплавов после закалки с раз-
ных температур представляют
в виде метастабильных диа-
грамм в координатах темпера
тура нагрева под закалку —
ниц, нтраппя легирующего
ле .'.снт' Рассмотрим в ка
ч< ' нч примера диаграмму
'" гояния титана с изо
|ирфны м р-стабплизатором,
' линую на рис. 67
После закалки из р-области < груктура сплавов ппеастав
лена. пр„ концентрациях до Скра'(а") фа..ой, в₽
вале концентрации от С д0 Скр а" Рр(ш)-фазамп в ин-
тервале концентрации от скр до с;р- и to^d3aMIi;a
больших концентрациях фиксируется p-фаза без ы
При нагреве сплавов до двухфазной а+В-области
a-фаза при закалке не претерпевает изменений а в В-Ля
зе происходят те же превращения, какие протекают в
сплаве того же состава, что и p-фаза, при его закалке
из p-области. Так, например, при температуре V струк-
тура сплавов представлена ю-фазой состава щ и р фа-
зой состава Ьх. Сплав состава, соответствующего точке
bt, при закалке пз p-области приобретает однофазную
р структуру. Поэтому структура всех сплавов от а{ до Ьх
после закалки с Т' представлена а- и р-фазами.
В двухфазной области аф-р при температурах от Т\
до Т2 концентрация p-стабилизатора в p-фазе больше
второй критической, и при закалке она не испытывает
мартенситного превращения, но в ней образуется ш-фаза
Поэтому структура сплавов после закалки с этих темпе
ратур представлена а-, р- и со-фазами.
Выше температуры Т2 концентрация р-стабилизатора
в Рфазе в двухфазной аф-р-областп меньше второй
критической, и поэтому при закалке p-фаза переходит в
фазу мартенситного типа. Поскольку мартенситное пре-
вращение в Р фазе с концентрацией p-стабилизатора от
Свд до С"р не доходит до конца, то конечная структура
сплавов после закалки с температур от Т2 до Т3 пред-
ставлена а-, а"- и р (го) фазами. При нагреве под зака i-
КУ До двухфазной области аф-р выше температуры Тз
концентрация p-стабплпзатора в р фазе меньше Схр,
и поэтому мартенситное превращение доходит до конца,
в результате чего конечная структура представлена фа-
зами аф-а" выше Т3 и аф-а' выше Т4.
Метастабильная диаграмма фазового состава по -
ляет оценить не только фазовый состав, но и колпчашьи
метастабпльных фаз, фиксируемых в титановых сила
при закалке с разных температур. Количество р-ф •
ИННВН * .___ хгпдегтяTVpbl, COU -
с пемо-
!, а пунк-
при на-
V после
199
-авах при нагреве под закалку ди
ветствующей аф-р области, можно определить
ЩЬ1° правила рычага. Для примера на рис. Ос
Т1,Р°м показано изменение количества р фазы
гРеве под закалку для сплавов / I В ставе
ое.кого охлаждения с любой температуры фиксируется
нгя |3-фа а, которая была в структуре прп нагреве под
закалку. В сплавах /-/V ₽-фаза полностью фиксирует
ся прп закалке, не испытывая мартенситного превраще
ния, лишь при нагреве под закалку до температур ниже
Т- До этой температуры количество p-фазы в закален-
ных сплавах совпадает с ее количеством прп температу-
ре нагрева под закалку (пунктирная и сплошная линии
на рис. 68, а сливаются).
При закалке сплавов I—IV с температур выше Тг
часть p-фазы переходит в мартенситную фазу. Колпче-
Рис. 8. Схемы к определению количества фаз в титановых сплавах после
эякалки с разных температур (Б. А. Колачев)
ство p-фазы, сохраняющейся в сплавах /—IV при за-
калке с температур выше Т2, можно определить по из-
вестной зависимости количества остаточной P-фазы от
содержания p-стабилизатора при закалке из р-области
(рис. 68,6). Количество остаточной p-фазы, например
в сплаве IV после закалки с температуры Т", можно оп
роде нить следующим образом. При температуре Т"
структура сплава IV представлена (100—х) % а-фазы
состава а2 и х% p-фазы состава Ь2. Как видно на
рис. 68, б, в сплаве состава Ь2 при закалке из р-области
образуется (/% мартенситной фазы а.", а оставшиеся
(100 у) /0 p-фазы сохраняются (внутри p-фазы при
этом может сформироваться co-фаза). Следовательно,
количество остаточной р-фа 1Ы (вместе с ы-фазой внутри
нее) в сплаве IV f равн0 х(юо—i/)/100, а количест-
во а-фазы
% = ху_%
ЮО 100
2П0
подобным же образом можно определить количес
фаз в сплаве IV при закалке с разных темпеочт™ о»
зультаты вычислений показывают, что с nS Р
температуры нагрева под закалку количество ’й фжы
увеличивается лишь до температуры Ткр, а затем у"
шается (рис. 68 в). Вместе с тем после закалки с тем
ператур выше 72 появляется мартенситная Лаш Hi
приведенных графиках количество p-фазы указано вмес-
те с «(-фазой, которая когерентна по отношению к В Ла
Кроме того, <о-фаза участвует в упрочнении состаренной
p-фазы, если температура старения не слишком высока
пли же сменяется упрочняющей дисперсной а-фазой’
обеспечивающей упрочнение при старении.
На рис. 68, а сплошные линии иллюстрируют колич.
ство остаточной P-фазы в сплавах разного состава. Эти
данные показывают, что во всех сплавах с содержанием
Р-стабилизаторов меньше второй критической концен-
трации наибольшее количество p-фазы фиксируется при
закалке с одной и той же температуры, при которой ( у-
став p-фазы отвечает второй критической концентрации
Эту температуру в дальнейшем будем называть критиче-
ской и обозначать Тк₽.
В табл. 25 указаны критические температуры для раз-
личных титановых сплавов и количество p-фазы. фикси-
руемой в них при закалке с этой температуры.
Временное сопротивление разрыву закаленных тита-
новых а-ф-р-сплавов с небольшим содержанием р-стабп-
лизаторов (ВТ6, ВТЗ-1, ВТ8, ВТ9, ВТ14) сравнительно
Таблица 25
режимы упрочняющей термической обр
ТИТАНОВЫХ СПЛАВОВ_______________________
Марка сплава Vе % ₽-фазы Температура, °C Провал- ит Н( старей |Я. ч
нагрева иод закалку старения
ВТ6 с ВТ6 ВТ14 ВТЗ-1 BTI6 ВТ23 ВТ22 ВТ15 850 850 860 825—850 800 775—800 840—880 20—30 20—30 35—40 30—40 55—70 90—100 880—980 900—950 870—910 860—900 810—830 800—820 690—750 780—900 450—500 450—550 480-560 500—620 560—55*’ 430—5а' 480—540 480—500 г 550—570 2—4 2-4 8—16 1-6 8—in 8-12 й—16 15- 25 0 25 "01
мачо зависит от температуры нагрева под закалку до
850- 900 °C, а при дальнейшем повышении температуры
существенно возрастает (рис. 69, с). Временное сопро-
тивление разрыву закаленных a-J-P-сплавов с достаточ
но большим содержанием p-стабплизаторов (ВТ 16,
ВТ22) с повышением температуры нагрева под закалку
непрерывно уменьшается (рис. 69,6). Это различие в
характере зависимости прочности от температуры нагре
ва под закалку обусловлено тем, что в сплавах первой
группы после закалки с достаточно высоких температур
образуется упрочняющий мартенсит a , а в ставах вто
рои группы - - мягкий мартенсит а". Для временного
сопротивления разрыву закаленных Р-сплавов характе
рен небольшой минимум прочности после закалки с тем-
ператур, близких к Дс3.
Tvn^f;TIITaH0Db'X-ra'^^ сплавах после закалки с темпера
)Р, лпзких к / КР1 наблюдается провал предела текуче
^^"ЯЗаНН^’ С Pacnaa°,Jl метастабпльной p-фазы и
мартенситэ а по; д йствием напряжений. Этот эффект
В Я С ‘ "личеннем количества метастабпльной
й “ т lapTLHrilTa в структуре закаленных спла
Ч(., ' °-. ' rC'HH0 тент от степени механи-
о, ' !1 Провал пластичности в
/. нв сплавах ВТ14, ВТ16
। стабильными фазами в
и гея в сплаве ВТ 15,
в котором p-фаза фиксируемая .акалкои, механически
стабильна (рис. 69, в). В ряде случаев после закалки с
температур, близких к Ткр, наблюдается не только поо
вал предела текучести, но и предела прочности Р
Поперечное сужение и удлинение обычно'несколько
увеличиваются с повышением температуры нагрева под
закалку, а затем уменьшаются, особенно в тех сплава
в которых при закалке фиксируется не а" а и'-Фаза
Наиболее сильное уменьшение характеристик пластично-
сти наблюдается после закалки с температур выше 4с
После закалки сплавы подвергают старению Упроч
ненпе при старении обусловлено процессами распада fi-
ll ю"-фаз; повышение прочностных характеристик >IQ-
распада оФ-фазы невелико.
В соответствии с терминологией комиссии по ставдарпизики
СЭВ термин «отпуск» применяют к термической обработке сг . 1:
закаленных иа мартенсит, а термин «старение» — к сплавам, н „
пытывающим мартенситного превращения при закалке. При -•
титановых сплавов по промышленным режимам, помимо а-ф—,
чаще всего фиксируется или p-фаза и мартенсит а" или рф.?-ч,
что рекомендации СЭВ по терминологии к титановым сплавгч <
всей строгостью неприменимы. По-вндимому, целесообразно ли > тн
тановых сплавов условно применять термин старение, г как при
старении при промышленных режимах упрочняющей
обработки основной вклад в упрочнение вносит ра_па р-фа.
К тому же мартенсит а" дает при распаде почти ст. ль си c-wc.l
упрочнение, как и «стареющая» фаза р.
Упрочнение, обусловленное ы-фазой, в настоящее вре-
мя практически не используют из-за хрупкости сплавов
при этом способе упрочнения. Чтобы избежать хруп-
кости, связанной с w-фазой, титановые епчавы под перга
ют старению по режимам, не прнводяще" к ее ??
ванцю, чаще всего при 500—600е С. При этих те
турах упрочнение обеспечивается дисперсной а ф-
Если p-фаза распадается без образования со-фазт
объем ее невелик, то сплавы можно подвертит
нию и при более низких температурах При ни л-,-к
Ратурном старении выделения a-фазы более шеи
11 поэтому обеспечивают большее упрочнение
Эффект упрочнения титановых сплавав ПРП
после закалки с температур выше ТЬР сущест ”
сит от того, какие метастабильные фа-Ы <’°Р
акалке. Рис. 70, а иллюстрирует влияние ‘ п-ри
угрева под закалку на эффект упрочнен! т- ' „ т„_
Рп старении. Эффект упрочнения при 1 ; ' с, .
максимального значения после • лк-
.03
пр, близких к 7\р. когда образуется максимальное ко
шчество (5-фазы. При закалке с температур выше Т\у
в сплаве ВТ14, помимо метастабпльноп фазы р, обра
уечея мартенсит а', но он не дает значительного упроч
неиня при старении. Прочность состаренного сплава
складывается пз его прочности в закаленном состоянии
и эффекта упрочнения при старении. Поскольку проч-
Рис 70. Зависимость вр.менного сопротивления прутков (диаметр 12 мм) из
сп ^зов BTI4 (п) н ВТ16 (б) разрыву от температуры нагрева под закалку:
/ — пс. лс : пси; 2—после старения: 3 — эффект упрочнении при старении
ность закаленного сплава существенно возрастает с по-
вышением температуры нагрева под закалку до Ас3, то
и прочность состаренного сплава увеличивается.
Структура сплава ВТ 16 после закалки с температур
выше Т,, представлена фазами (3, а" и а. В отличие от
мартенсита а' фаза а" дает сильное упрочнение при рас-
паде. Поэтому в сплаве ВТ16 максимальный эффект
упрочнения при старении наблюдается после закалки не
с температуры 711Р, а с более высоких температур, близ-
ких к Дс5 (рис 70, б). В соответствии с этим увеличение
тсг1'сеННиГ0 сопРотивлен|1я разрыву состаренного сплава
ВТ16 с повышением температуры иагрева под закалку
с‘ ВЬ1Ражено Оо । • интенсивно, чем для сплава
В Г14
С повышение . рагуры нагрева под закалку до
пласти" , .... р, 1 титановых сплавов уменьша-
ются, оеии при нагреве до температур, соот-
204
бетствующпх р-области. Оптимальное сочетай^
ческих свопств состаренных (а+Р)-спчавоп меха,,ц-
ется после закалки с температур между’тк| н /^a6jll0«a-
Важное значение правильного выбора темпепл,
закалку и режимов старения можно проичпюстп,,п^2=Р Jrp'“u под
сплава ВТ22 (рис. 71). После закалки c^ Evn 5^Пр“^рР
структура этого сплава представлена а- и Вфазг шЛЛ''
распад p-фазы, приводящий к упрочнению сплава н-
температурах старения выше 300° С С по яшениЛ' ' фИ
старения временное сопротивление разрыву сплавов во-рад '
МПа
Рис. 71. Зависимость механических свойств сплава
ненном состоянии от температуры старения <е
(я) и 750° С (б) (С. Г. Глазунов. В. Н. Моисеев).
нпя, ч:
/ — 4; 2 — 16; -64
ВТ— В «ми
злжалки С т*илер«гур ’w
Продал жжтыь»ост> гторе-
стпгает максимума после старения при 400 5'1 ' ’ ' ' ( '
шается. С увеличением длительности стар ни .
состаренного сплава смещается к « •
повышением температуры нагрева пот '
ства состаренного сплава ВТ22 возраста
пластичность сплава после старения > i ан v ,
(этн данные на рис. 71 не приведены). Оптимт о. .
нпчсч’ких свопств наблюдается ш.и.к
750°C п старения при 480—.40 С в теч. hi l
105
Старение в а+Р-сплавах протекает во времени тем
более интенсивно, чем меньше в них р стабилизаторов.
В таких сплавах, как ВТЗ-1, ВТ6, ВТ14, уже после ста-
рения в течение 1—2 ч прп 400—600’ С достигается мак-
симальная прочность (рис. 72), а затем следует раз-
упрочнение. В а-|-Р-сплавах ВТ16, ВТ22 максимальный
Рис 72, Зависимость механич . -,чч свойств
сплавов BTI4 (/) и BTI5 (2) от д~ к -,ь-
пости старения т при 400° С (/) и ) (
Температура нагрева под закалку ВТ1и—
870 С, BTI5 800° С (С, Г, Глазунов.
В. Н, Моисеев)
противление разрыву титановых
сплавов после старения
(И. С, Полькин):
/— BTI5; 2 — ВТ22; 3 — ВТЗ-1;
4 —ВТ14; 5 —ВТ6; 6— BTI6 (в
воде 80 °С/с, в масле 40 °С(с; на
воздухе 3°С/с)
эффект упрочнения прп старении достигается через 2-
5 ч и последующее разупрочнение выражено не столь
сильно, как у первых двух сплавов. Еще менее интенсив
но развивается старение в титановых р-сплавах Эта за
кономерность обусловлена тем, что с увеличением содер-
жания Р-стабилпзаторов повышается устойчивость за-
фиксированной закалкой p-фазы, а именно она
обусловливает эффект старения при используемых в про
мышленности режимах термического упрочнения.
Продолжите тьноеть старения обычно выбирают боль-
шей, чем вре«я, необходимое для достижения макси-
мальной прочности. Jto, обусловлено тем, что при мак-
симальны; прочхост| тишком низки пластические свой-
ства, nit бы 4п надежную, безаварийную
20ь
эксплуатацию изделий и конструкций. Таким образом
титановые сплавы применяют, по существу, в состоя™,’
небольшого перестаривания. J ^шояннп
Рис 73 иллюстрирует склонность к упрочнению при
старении ряда титановых сплавов, охлажденных с оТ
ными скоростями с температур, соответствующих а+В
области. Высоколегированные сплавы, такие как ВТ22
ВТ15, закаливаются уже при охлаждении на воздухе но
крайней мере, в сечениях до 100 мм, что обеспечивает
почти такой же эффект упрочнения при старении, как и
после охлаждения в воде. Для обеспечения достаточного
эффекта упрочнения прп старении остальные сплавы
(ВТ6, ВТЗ-1, ВТ14, ВТ16) необходимо закаливать в во-
де или в масле.
Принятые в настоящее время температуры нагрева
под закалку и режимы старения титановых сплавов при-
ведены в табл. 25. Продолжительность нагрева под за-
калку выбирают такой же, как при простом отжиге.
Обычно титановые сплавы закаливают в воде с темпе-
ратурой окружающей среды, так как в интервале тем-
ператур от 0 до 30 °C температура воды заметно не
влияет на свойства титановых сплавов в термически
упрочненном состоянии. Некоторые полуфабрикаты тон
кого сечения при закалке охлаждают на воздухе или
холодным инертным газом (аргоном, гелием) Время пе-
реноса деталей после нагрева под закалку в закалочный
бак должно быть минимальным Это требование меиее
жестко для сплавов ВТ22, ВТ15 и ВТЗО. Перерыв межд
закалкой и старением для всех сплавов не регламенти-
рован.
Чтобы избежать коробления при ’акалке, иногда
охлаждение в воде заменяют охлаждением на B03^_l
или применяют «мягкую закалку*. Так, в части
для сплава Ti6A16V2Sn2Zr был рекомендован слит
Щип режим термического упрочнения, нагрев пр,
в течение 1 ч, охлаждение со скоростью Ю / эт0
700° С с последующим охлаждением на - ~ т.,_
мягкая закалка; далее следует старение пр дн0ШКПН с
чение 8 ч. Для уменьшения коробления И ‘ вт9
соавторами рекомендует проводить зака‘ -тения (до
н ВТЗ-1 с умеренными скоростями
20° С/с), что позволяет вместе с тем 10 с„
с,,ть Их кратковременную и тлптел прОЧНость п"
противление ползучести, циклически 1
J 207
сравнению со свойствами сплавов в отожженном состо-
янии.
Полуфабрикаты из высокопрокалпваемых сплавов
типа ВТ15. ВТ22. ВТ23 иногда не закаливают, а прово-
дят только старение деформированного материала. При
этом достигается некоторое повышение прочности по
сравнению с металлом в отожженном состоянии при со-
хранении достаточно высоких пластических характери-
стик.
Титановые сплавы подвергают старению по одно- и
двухступенчатому режимам. Наиболее часто применяют
одноступенчатое старение. При двухступенчатом старе-
нии температуру старения на второй ступени выбирают
более высокой, чем на первой. Двухступенчатый режим
старения обеспечивает более высокий комплекс механи-
ческих свойств по сравнению с одноступенчатым старе-
нием. Низкотемпературное старение обеспечивает боль-
шее число центров зарождения новой фазы в метаста-
бильной фазе, зафиксированной закалкой, и более
равномерное их распределение. На второй ступени про-
исходит дальнейший распад метастабильной фазы, час-
тичное растворение и коагуляция мелкодисперсных час-
тиц, выделившихся на первой ступени, но распределе-
ние частиц остается более равномерным, чем при одно-
ступенчатом режиме старения, что и служит причиной
лучшего сочетания свойств.
Отливки пз титановых tx-f-f-сплавов ие подвергают
упрочняющей термической обработке, поскольку при
пластинчатом структуре, характерной для литого состоя-
ния, пластичность термически упрочненных сплавов
очень низка. По этой же причине считают, что деформи-
руемые а+Р- и р-сплавы можно подвергать упрочняю-
щей термической обработке, если исходная структура
равноосная, мелкозернистая, а не пластинчатая.
3. ПРОКАЛИВАЕМОСТЬ
В применении к титановым сплавам под прокаливае-
мостью понимают i г.бину проникновения зоны, в кото-
р°н с,ко11о< ’ 1 1РЧИЯ при "акалке была достаточной
у я фи. шин бильны фаз, дающих при после-
. ‘ > 'ый эффект упрочнения. Коли-
_ "1 1ливаемссти титановых сплавов
чите-ьно сложнее, чем сталей. При закалке титано-
I,мн
p„c 74. Зависимость твердости от расстояния ( д0 з каливаеиого
рэзцов сплава ВТЗ-1. подвергнутых торцовой закалке </| с т. .
(п). 900 (б) и 850 С (в) и последующему старению (2) при -ад
I ч (Б. А. Колачев, Т. В. Фролова. В. С. Лясоцкая и
1Л-
Р’Пр 1С1В<
в точрнаг
вых сплавов могут образоваться не только упрочняю-
щие фазы опа, но и мягкие метастабильные фазы а"
и рмет, так что закаленный сплав может стать менее
прочным, чем отожженный. По мере удаления от поверх,
ности в закаленных титановых полуфабрикатах и изде-
лиях нет такого резкого изменения твердости, какое
рактерно для сталей. Поэтому о прокаливаемости тпта-
новых сплавов судят по свойствам после старения.
Только в том случае, когда структура сплава после зл-
калкп из p-области представлена мартенситом а' п при
уменьшении скорости охлаждения не образуется в за-
метных количествах других метастабильных фаз, кривые
прокаливаемости титановых сплавов при предваритель-
ном нагреве до температур выше Дс3 или несколько ни-
же ее сходны с кривыми прокаливаемости для сталей.
На рис. 74 приведено для примера изменение твердо-
сти (кривая 1) по длине образцов сплава ВТЗ-1, подверг-
нутых торцовой закалке с разных температур. После на-
грева до 1000° С сплав имел высокую твердость на
закаливаемом торце, обусловленную мартенситной струк-
турой а'. При удалении от закаливаемого торца снижа-
лась скорость охлаждения. Это приводило к тому, что
при охлаждении с 1000° С в р фазе происходило диффу-
зионное перераспределение легирующих элементов и в
обедненных участках выделялась вторичная a-фаза, а
обогащенных образовывалась рфаза илп мартенсита.
Это вызывало снижение твердости сплава nopPJ®
с твердостью закаливаемого торца. На расе ' .
лее 40 мм твердость фактически оставалась п •
так как фазовый состав и дисперсность фаз пр.
Не менялись по длине. „ „п 9ПЯ „.
После торцовой закалки с 900 С твеРДL .
акаливаемом торце была несколько нпж - _ ‘та
Калки с 1000° С, так как па торце вместо мар
Н-1М 209
фиксировались более мягкие фазы а, а' и р. По мере
удаления от закаливаемого торца а+сс"+Р структура
сменялась а+Р-структурой и твердость образца несколь-
ко понижалась.
После закалки с 850° С на закаливаемом торце фикси-
ровалась структура <х+р. Сплав с такой структурой
имел низкую твердость, которая сохранялась примерно
до 25 мм от торца, затем наблюдались максимумы твер
дости на расстоянии 30 и 48 мм, которые были вызваны
распадом рфазы вследствие более медленного охлаж-
дения с образованием соответственно со- и ос-фаз. При
еще большем удалении от торца p-фаза настолько обо
гашалась p-стабплизаторами, что не испытывала пре-
вращений при охлаждении.
На рис. 74 изображено изменение твердости по дли-
не образцов, подвергнутых после торцовой закалки ста
рению при 500° С в течение 1 ч (кривые 2). Малый эф
фект упрочнения прн старении образца после торцовой
закалки с 1000° С обусловлен тем, что в структуре этого
образца было много мартенсита а! и мало мартенсита
а" и p-фазы. Большой эффект старения после закалки
с 900° С почти по всей длине образца связан с распадом
фаз а" и р. количество которых довольно велико после
закалки по этому режиму. Понижение температуры на-
грева под закалку до 850° С увеличивало количество пер-
вичной a-фазы, не участвовавшей в старении, и умень-
шало количество фаз а." и р, дающих упрочнение при
старении.
О прокалнваемостн титановых сплавов также судят,
сопоставляя распределение свойств в сечении закален-
ных и состаренных цилиндров разного диаметра. В том
случае, когда диаметр достаточно велик, цилиндр не
прокаливается насквозь и прочностные характеристики
снижаются от поверхности к центру. Прн уменьшении
диаметра размер непрокаленной зоны уменьшается и при
определенном диаметре свойства по всему сечению ци-
линдра будут практически постоянными. Таким образом
удается оценить критическое сечение изделия — наиболь-
шим диаметр, при котором цилиндр прокаливается
насквозь
В ряд- । , || о прокалнваемостн судят по расстоя-
га™ 0Т ПОР ' П'П '5^’,асти- Б которой происходит
б0 -> н . ld упрочнения в результате за-
1 1 |К1' 11 । (i । равнению со свойствами в отож-
?10
жениом состоянии). В таком случае критический ли ,
метр соответствует размерам цилиндра, п к™мДча
*ект упрочнения от закалки и старения ПР М Ф
шкпиндра составляет 50% от упрочнения на поверх'
Н° Сплавы ВТ6, ВТ8, ВТ9, прокаливаются наскят,. п
критическом диаметре 25 -30 мм, ВТЗ 1 ВТ14 пп”
«-45 мм, ВТ15-ПР, 60„„. ВТ22-'„'р"йо~
ВТ15 — при сечении более 100 мм. По
ним, сплавы Ti6A14V, Ti6A16V2Sn, Ti6A16VzSn6Zr про
наливаются в сечениях до 25, 50 и 60 мм. Таким образом
прокаливаемое™ возрастает с увеличением содержания
р-стабилизаторов и усложнением состава сплава. Важ-
ное значение при этом имеет и природа легирующих
элементов. В общем случае, чем сильнее (5-стабилизирую-
щее действие элемента, тем в большей степени он повы-
шает прокалнваемостн. Кроме того, прокаливаемость
титановых сплавов возрастает с понижением температу
ры нагрева под закалку (см. рис. 74).
Еще один способ повышения прокалнваемостн — при-
менение мягкой закалки. Так, например, прокаливав
мость сплава Ti6A16V2Sn2Zr после мягкий закалки с.
иавляет 150 мм, в то время как после закалки в воде
80 мм, а после охлаждения на воздухе 120 мм. Прокали
ваемость титановых сплавов можно также у тучшить.
применяя при закалке регламентировании с., .ги
охлаждения.
Методы торцовой закалки и закалки ци. пндров ра
ных диаметров позаимствованы из практики терчичссьон
обработки стали. В применении к титаноиг ы
были разработаны и оригинальные методы с. Щ
калнваемости. И. С. Полькин пред пт оцен
каливаемость титановых сплавов по пнтенсшш
шенпя прочностных характеристик <
новых сплавов с увеличением расстояния 1 i п
При этом временное сопротивление разрыву
сплавов снижается (рис. 75), но темп с е ci и •
личен для разных сплавов. Количественна -
можно оценить тангенсом угла н 1 г
На рис. 75 прямых к оси абсцисс, т. с. ссоп.^
называющим, на каком расстоянии п< <,
Дел прочности данного сплава снижен
НУ'° величину Анализ опуб.иткти ны
симости прочности и твердости титаном
14*
211
расстояния до поверхности показал, что тангенс угла
наклона прямых свойство — расстояние от поверхности
величина примерно постоянная для данного сплава и
мало зависит от режима термической обработки, вида
деформации, степени изменения структуры при дефор-
мации. Последние факторы влияют только на общин
уровень прочности (твердости), но не тангенс угла на-
клона прямых свойство- расстояние, который зависит
главным образом от химического состава сплава. Эту за-
кономерность иллюстрирует рпс 76 на примере сплава
Рис. 75. Изменение временного со-
протнвчения р зрыву состаренных
титановых сплавов в зависимости
от расстояния до поверхности
(И. С. Полькин):
/ —BTI5, 2 — ВТ22; 3 — ВТЗ-1;
4 — В Тб
Рис. 76. «Полоса прокаливаемо
сти» кованых (/—5) и прессо-
ванного (4) прутков сплава ВТ6
после различных видов терми-
ческой обработки (II. С. Поль-
кин)!
/ — 930 °C, I ч в воде+540 °C,
4 ч; 2— 930 °C, I ч в воде+
4 550 °C, 4 ч; 3 — 1060 сС, I ч в
воде+450 °C, 4 ч; 4 — 930 °C,
I ч+550сС
ВТ6. Возможные колебания твердости на разных рас-
стояниях от поверхности при различных режимах дефор-
мации и термической обработки образуют «полосу про-
каливаемостн». Титановые сплавы по уменьшению угла
наклона прямых свойство — состав, т. е. по увеличению
прокаливаемое™, располагаются в следующем порядке:
ВТ6, ВТЗ-1, ВТ22, ВТ15.
4. ВЗАИМОДЕЙСТВИЕ ТИТАНА И ЕГО СПЛАВОВ
С ГАЗАМИ
В связи с вью >й химической активностью титан и
его сплавы в той и. иной мере взаимодействуют с газа-
ми, входящими в со т та атмосферы, а также с продукта-
212
мп сгорания топлива. Взаимодействие титана и
вов с азотом начинается при довольно высоких т°
турах. При нагреве до 825 850 С на повеихЛ Мпера'
Не обнаруживается даже следов нитридной'п ‘ Г"Тп,а
ще 850° С поверхность титана тускнеетТто Т"™’ Вьь
образованием на поверхности топкой ннтридЙТТ0
С кислородом титан и его сплавы S
более интенсивно, чем с азотом Пр„ низких темпХу
рах окисление протекает очень медленно, но с повьпие
„нем температуры скорость окисления ре.ко возрастает
Особенно интенсивно технический титан взанмодайству
ет с кислородом при температурах выше 700° С В про
цессе окисления на поверхности металла образуется
окисная пленка, состоящая, по существу, нз рутила а
под ней —раствор кислорода в титане, ’концентрация
кислорода в котором уменьшается по мере удаления от
поверхности в глубь металла.
В воздухе всегда содержатся пары воды, с которыми
титан взаимодействует по реакции Ti-pHzO—*TiO2+H2+
+ [Н]ть где [HJti —водород, абсорбированный тита-
ном. Таким образом, при этом взаимодействии на по-
верхности металла образуются окалина и водород, кото-
рый частично молезуется и уходит в атмосферу, а осталь-
ная его часть переходит в титан. Образовавшаяся по этой
реакции на поверхности титана окалина постепенно ра-
створяется в нем, образуя газонасыщенный слой. Взаимо-
действие титана с водяным паром начинается при срав-
нительно низких температурах, но получает интенсивное
развитие лишь при температурах выше 800 850е С
причем содержание водорода в металле существенно
возрастает и может превысить допустимые пределы.
Окисление титана в парах воды происходит болс<. интен-
сивно, чем в чистом кислороде в связи с т ?м, что при в.
имодействпп титана с кислородом образуется илсш,
окисная пленка, а при взаимодействии с водяны i п«
ром — несплошная пленка. Нарушение сп юшнс ти
ной пленки обусловлено одновременной с окисл<.
сорбцией водорода. VP пни
При нагреве титана и его сплавов на в а30Т
взаимодействуют с кислородом и парами ’ вза11.
Не Реагирует с металлом из-за меньших ' ВОверхн1 сти
содействия. Полагают, что ПР11МЬ1К'|1ОЩ‘’ не на воздух--
птана слой, который образуется при па р еству( из
1JK же как и при окислении, состоит, п У
г 213
700 SOO S00 1000
t,°c
Рис 77. Зависимость глубины
га Ю1) кыщенного слоя I от тем-
пературы нагрева титана в
«лектрнческой печи в течение
0.2$ (/), 1 (2) и 4 (3) ч
(В. Н Моисеева и Л. П. Луз
ников)
рутила Под слоем рутила лежит слои титана, обогащен-
ный кислородом. В газонасыщепном слое выделяют аль
фпрованный п переходный слон. Альфнрованнын слой
отличается по структуре от основного металла повышен-
ным содержанием a-фазы, что легко выявить металло-
графическим анализом. Переходный слон по микрострук
туре заметно не отличается от основного металла, о его
присутствии и глубине проникновения можно судить по
более высокой микротвердости
по сравнению с основным ме-
таллом.
С повышением температу-
ры п увеличением продолжи-
тельности выдержки толщина
газонасыщенного слоя титана
возрастает (рис. 77), особенно
интенсивно выше 800е С. Тита-
новые сплавы окисляются при
нагреве на воздухе в меньшей
степени, чем титан. Интенсив-
ность окисления промышлен
ных титановых' а+р-сплавов
возрастает с увеличением со-
держания в них р-стабплиза-
торов.
О толщине окисной пленки
на поверхности титана и его
сплавов можно приближенно
садить по ее цвету. В табл. 26 приведены цвета «побе
жалости» титана после окисления на воздухе в течение
1 ч при разных температурах и приближенная толщина
окисной пленки, соответствующая тому или иному цвету.
При нагреве титана и его сплавов на воздухе проис-
ходит наводорожпвание, которое начинается при темпе-
ратурах 500—600е С и интенсивно развивается выше
800—900° С. Интенсивность наводорожпванпя возраста-
ет с увеличением влажности воздуха (рис. 78).
При нагреве титановых сплавов до температур ниже
Ас скорость окисления сравнитечьно мало зависит от
сс -тава печной атмосферы. При температурах от 800° С
до Асз толщина а ьфироьанного слоя при нагреве в
элегтриче< кой и га овои печах незначительно из-
меняется с уьелпченг i выд ржки и составляет 0,05—
0,2 мм.
214
Таблица 26
ОКРАСКА ОБРАЗЦОВ ТИТАНА. ОКИСЛЕННОГО по,. . ТЕМПЕРАТУРАХ В ТЕЧЕНИЕ 1 И ТОЛЩИНА ОКИС Л ’НЫХ <А- С- Бал. Д. И ЛаЛнер „ ”,)°К,1СН°И ПЛЕЧЕ’’
Температура- °C Цвет Толщина, нм
350 Светло-же лтый
400 Желто-коричневый 34,4 43 4
450 Коричнево-фиолетовый 4б’6
500 Фиолетово-синий R1 п
550 Г олубой 53 6
600 Желто-красный 84^2
650 Г рязно-фполетовый 204,0
700 Серый блестящий
750 Серый матовый
800 Светло-серый
850 Беловатый —
Рнс. 78. Изменение содержания
водорода в титане (пунктир) и
сплаве BTI5 (сплошные линии)
после нагрева в печной атмо-
сфере различной влажности в
течение 1 ч:
* — просушенный воздух; 2 —
воздух обычной влажности: 3 —
водяной пар (П. Н. Каганович
Т. В. Шнхалеева)
Рис
вые
атмосфере
^оШН-.Ь’ линии)
дхктов горятя ги
ГО Т 'ПЛЛВ > (я»"»
срн*
1Т1-П
Пр» температурах выше Ас'3 пнтенспвп оп ,1ам -
Щенпя титана и его сплавов при нагрев ; к^.р11ч£, ..а х
ных печах значительно больше. ЧР'’ nDn xinepa-
(р»с 79) При нагреве титановых сп , 0 в
Wax 1000 -1100°С в газовой печи. <и
тельной атмосфере, толщина альфированного слоя может
достигать нескольких миллиметров, в то время как при
нагреве в электрических она обычно не превышает одного
миллиметра. Интенсивность окисления титановых спла
вов можно несколько уменьшить, используя восстанови
тельную атмосферу. Однако и в этом случае толщина
альфпрованных слоев больше, чем при нагреве в элект-
рических печах; к тому же в восстановительной атмосфе-
ре происходит интенсивное наводороживанне (табл. 27)
Таблица 27
НАВОДОРОЖИВАННЕ ТИТАНА И СПЛАВА ВТ14 ПРИ НАГРЕВЕ
В ПЕЧАХ РАЗНОГО ТИПА
Режим нагрева Содержание водорода, %
ВТ1-0 ВТ14
Исходное состояние 0,004 0,003
Электрическая печь, 1000° С, 4 ч Газовая печь, окислительная атмо- 0,005 0,006
сфера, 1000° С, 4 ч Газовая печь, восстановительная ат- 0,030 0,055
мосфера, 1000° С, 4ч. 0,045 0,060
Иногда полагают, что для уменьшения наводорожп
вания титана и его сплавов нужно нагревать их не в вое
становительной, а в окислительной атмосфере. В дейст-
вительности это не так; в окислительной атмосфере
содержатся пары воды, а с ними титан и его сплавы взаи-
модействуют весьма интенсивно, что приводит к сущест-
венному наводороживанию, хотя и несколько меньшему,
чем в восстановительной атмосфере (табл. 27). В элект-
рических печах содержание паров воды значительно
меньше по сравнению с газовыми и мазутными, в связи
с чем интенсивного наводороживания не происходит.
1 оэтому титановые полуфабрикаты и заготовки из спла-
вов, сильно склонных к водородной хрупкости, рекомен-
дуют нагревать при термической обработке в электриче-
ских печах. г
Водород по объему полуфабрикатов и заготовок рас
пределяется дово ьно равномерно; лишь при очень боль-
ших сечениях содержанп водорода в центре металла
может быть меньш че в поверхностном слое. Если во-
дород проши - тп or-о можно удалить из металла
< динстгсиным по. миым отжигом Кпсло-
3lfi
род проникает в титан на иеоольшую глуби™ »
Р чем окалину и альфнрованный слой moS СВЯЗИ
разными способами. °И можи° удалить
5. СПОСОБЫ УДАЛЕНИЯ ГАЗОНАСЫЩЕННЫХ СЛОЕВ
Удаление окалины и газонасыщенного слоя-запачя
довольно сложная, так как окалина прочно сцепляется
с основным металлом и устойчива во многих химически
активных средах. Двуокись титана тугоплавка, нераство-
рима в воде, в разбавленных растворах кислот и щело-
чей. Она реагирует лишь с плавиковой кислотой и мед-
ленно растворяется в концентрированной серной Двуо-
кись титана можно перевести в растворимое состояние
сплавлением со щелочами.
Для очистки поверхности титановых полуфабрика-
тов от окпелов и газонасыщенного слоя применяют ме-
ханические, химические и электрохимические методы.
Основные цели очистки поверхности следующие:
1. Устранение повреждений и разрушений в поверх-
ностном слое заготовок перед последующей обработкой
давлением.
2. Удаление дефектов, препятствующих нанесению
защитных покрытий.
3. Снятие перед термической обработкой с поверхно-
сти титановых заготовок пли полуфабрикатов техноло-
гической смазки, взаимодействующей с металлом при по-
вышенных температурах.
4. Удаление с поверхности газонасыщенного слоя
окалины и дефектов, препятствующих применению полу-
фабрикатов и деталей по назначению.
Метод удаления нежелательного поверх ОСТ1’°Г°
фектного слоя зависит от вида полуфабриката. ,
пример, штамповки и поковки непременно поцв р
механической обработке для получения г010В° она
п вместе с тем в процессе обработм с нм: р1ЫТЬ
сыщенный слой. Травление в этом случа ' о)Q иЧ0Я
применено лишь для разрыхления поверх» .
(если он достаточно «мощный») и об
Наиболее широко используют тп ти-
чпеткп. Различают два способа очисть очно.кцслот-
аиовых полуфабрикатов: кислотный “ п сОСтоит
Ны»- При кислотном методе очистки первый
в дроблении окалины механическим путем, например
.холодной прогладкон с суммарным обжатием 2—4% пли
теплой прогладкон с обжатием 3—6%; второй этап за-
ключается в стравливании газонасыщенных слоев в смеси
кислот.
При щелочно-кислотном методе первый этап включа-
ет разрыхление и удаление окалины в щелочном раство-
ре при температурах 250—450° С. При этих температурах
двуокись титана сплавляется со щелочью с образованием
титанатов. При последующем кислотном травлении ти-
танаты растворяются, а затем стравливается газонасы-
щенный слой. Очистка поверхности происходит в две ста-
дии, поэтому такой метод очистки называют двустадий-
ным щелочно-кислотным.
Щелочные расплавы для удаления окалин могут быть
восстановительного и окислительного типа. Восстано-
вительные расплавы состоят из щелочи и гидрида щелоч-
ного металла. В настоящее время их почти не применяют,
так как это приводило к сильному наводороживанпю.
Расплавы окислительного типа делят на высокотемпера-
турные (430—460°С), среднетемпературные (360—400° С)
и низкотемпературные (150—250°С).
Высокотемпературные окислительные расплавы со-
стоят из едкого натра, нитрата и нитрита натрия. Окис-
лительные соли вводят в расплав для уменьшения наво-
дорожпвания металла, однако вместе с этим снижается
и скорость травления. Иногда в расплав вводят хлори-
стый натрий для уменьшения вязкости. Однако введе-
ние хлористого натрия вряд ли целесообразно из-за воз-
можности развития питтинговой и солевой коррозии.
Промышленная ванна для травления титановых спла-
вов состоит из 80—85% NaOH и 20—15%NaNO3. Рабо-
чая температура 430—450° С. Продолжительность трав-
ления 15—135 мин. После травления в щелочной ванне
на поверхности полуфабрикатов остаются титанаты ще-
лочных металлов. Они частично удаляются при после-
дующей промывке в воде. Полностью снять титанаты
щелочных металлов можно травлением в 15—30%-нон
серной кислоте при температурах 60—80° С в течение
10- -15 мин. Титан и его сплавы в указанных травителях
при оппм тьны pt . цм_ , травления наводороживаются
слаоо, д держание водорода после травления титана и
сплавов типа ОТ4 со. тавляет 0,004—0,006%. Недостат-
ки высокот. in. j атурных щелочных ванн:
218
а) изменение свонств термически Vnn
новых сплавов из за процессов распапя Няемых ™та
процессе травления- да> протекающих в
б) воспламенение титана и его сплавов
Яз-за повышения температуры в результя" Травлен1П|
тепла на границе раздела металл — расппГ вь'делен»я
НИЯ пирофорных продуктов реакции, напшшЛ °бразова-
Среднетемпературные щелочные ванны соРпрпжР0Да
кое кали и нитрат калия. Нитрат калин т 'д
окислителем, вводят в расплав ДЛя снижеюше^1'"0’1
наводорожнванпя металла. Однако он умение™
рость травления и увеличивает продолжительность
травления. Соединения КОН и KNO3 дают диаграмму
состояния эвтектического типа с эвтектической точкой
соответствующей 47,6% KNO3, при 223 К. Поскольк
температура плавления КОН составляет 404°С то ме
няя соотношение КОН и KNO3, можно изменять рабочую
температуру ванн в довольно широких пределах (от 240
до 450° С). В системе NaOH—NaNO3 изменение темп,
ратуры ликвидуса существенно меньше (246—32ГС)
чем в системе КОН—KNO3. Поскольку температура
плавления ванн системы КОН—KNO3 может быть по-
добрана довольно низкой, то в них можно травить не
только термически не упрочняемые, но и термически уп-
рочняемые сплавы.
После травления на поверхности полуфабрикатов и
заготовок остается белый налет из титанатов калия, ко-
торый удаляют последующим травлением в горячем ра-
створе серной кислоты (25—30% H2SO4) при течперату-
ре 70—80° С в течение 10—15 мин. Наводорожпванп при
травлении в среднетемпературны.х ваннах сравнительно
невелико; содержание водорода в металле после трав и
ния возрастает на 0,0012—0,002%.
Низкотемпературные расплавы состоят пз '
Калп, нитрита калия и воды. В качестве пример '
привести ванну состава: 70%КОН+20%КШ+Ю
Рабочие температуры 230—250° С. Обра1°т 1Ь1
ио-водны.х расплавах разрыхляет окалину ок
Удаление осуществляют в кислотном ра~ ны\
Н'Дноп добавкой. Преимущества "1пко>емп i _
ин следующие: а) незначительные ш
1 малая интенсивность наводорожпванп. ,
спламененпя титановых сплавов при ° Р 1
МадпоеТ1. травления термически упрочняемы
Низкотемпературную окалину, цвета побежалости,
газонасыщенные слои можно удалить травлением в ки-
сетных растворах. Основным травящим компонентом в
этих растворах является плавиковая кислота. Титан ра-
створяется в любой кислоте, но одновременно на его по
верхностп образуется пленка, которая растворяется
только в НЕ Поэтому процесс растворения титана в
двойных смесях представляется как растворение фтори
стоводородноп кислотой пленки с последующим раство
рением обеими кислотами металла с мест, свободных от
пленки. Этот процесс можно описать двумя параллель-
ными, независимыми одна от другой реакциями:
Ti + 3HF -> TiF3 + 4 Н2;
Ti + ЗН R -> Ti R3 + 4 Н2.
Эта гипотеза формально объясняет нерастворимость
титана в любых, за исключением HF, кислотах и пх
смесях.
Образующийся прп этих реакциях водород частично
удаляется в атмосферу, а частично растворяется в тита-
не. Для уменьшения наводороживания титана и его
сплавов прп травлении в состав травителей вводят окис-
лители, чаще всего азотную кислоту. Вместо плавиковой
кислоты можно вводить в травители фтористый аммоний.
Помимо этих компонентов, в растворы вводят соляную и
серную кислоты Известны следующие композиции кис-
лотных растворов для травления: HF+HNO3; HF+
+H2SO4; HF-l-HCl; HCI+NH4F; H2SO4+NH4F; НС1+
+ H5SO4-I-NH4F.
Азотная кислота снижает скорость травления. Макси-
мальная активность растворов соответствует некоторому
оптимальному соотношению входящих в них кислот
С повышением температуры скорость травления возра-
стает, но вместе с этим увеличивается и скорость наводо-
рожнвания. Поэтому оптимальной температурой трав-
ления считают 40—50° С.
Наводороживанпе при травлении существенно зави-
сит от фазового состава сплава, а также от величины и
формы зерен. Чем больше fj-фазы в а + Р-сплавах, тем
интенсивно Bai пдоро.хпванне прп травлении. Титан и
цтТ‘пт?о??ННЫГ г"мвы на ’го основе (ОТ4-1, ОТ4.
ни, 014-2) .........|, 1МЬ1У в настоящее время тра
Ш,Т1 11 1 ......... «вдеппя сравнительно слабо погло
иоют в< лоро р , , 1ВЫ ву141 BTIG интенсивно
наводорожпваются, прячем интенсивность п
сямальна после термической обработки роцп'са мак-
Аикспруется максимальное количество в л"РИ котоРой
ВТ15 в наименьшей степени наводоп0ЖпЛ’ФаЗЬЕ Сплав
калки, когда фиксируется однородная В™ Пс ,е за’
рение приводит к распаду р.фазь1 с БЬ1Р"Р^УРа-Ста-
и происходящая гетерогенизапия струк™ “ СС'фа ы-
усилению наводороживания. Склонность к пр|,1!0ДПт к
ванию сплавов при травлении увеличпваетг«а^0'П;’РОЖИ’
НИем температуры горячей деформации и" мпеоаХ
нагрева под термическую обработку Если ‘
ботку давлением титановых сплавов при оптималшй
температуре, то можно значительно уменьшить их наво
дороживание при последующем травлении '
Критические температуры нагрева при термообработ-
ке, приводящие к интенсивному наводорожпванию в про-
цессе травления, составляют, °C: 850 —для ставов
ОТ4 и ОТ4-1; 800-для ВТ20 и ТС5; 750-для ВТ8 и
ВТ6; 700—для ВТ14; 600 —для ВТЗ-1; 450 —дтя ВТ6-
400 —для ВТ22; 300 — для ВТ15.
Наводороженный слой, который образуется на метаI-
ле после травления для снятия окалины или размерного
травления, можно удалить в растворе плавиког"н п агат
ной кислот. Такое травление называют об iarop„ < шлю-
щим травлением пли осветлением, так как по"?? травле-
ния в растворах HF+HNO3 поверхность гитана его
сплавов становится светлой.
Составы растворов на основе азотной и п’чви пй I - пт г 1
бирают различными в зависимости от на’нач!
сплава, его структурного состояния, фазогогп
предъявляемых к полуфабрикатам. Дл*т тит
большее применение находят стабоконцечтпиро13
пример 2% HF+10% HNO3, оста-вне- вг-э Tii^
е склонные к значительному поглощению в" ’
спРо£.В0Рах азотной и плавиковой кп тот с
‘’ciF+20% HNO3), отвечающих нанС.
_ _! юная. Если двухфазные о + р-сп-а"”
*™ию при травлении, то пспс хют р
1Ы ,.я,отн°й кислоты с тем. чтобы пс.З’.
Ды и уменьшить навс [ор пванж
ЙМбл *“’СКОЛЬКУ тптаиовы, р- пл
Ров.1 1 П₽п тРавлепи11. то их о< р от
•1НН"Х р „творлх HF и HNO
,,Ч[ Поболее эффемивиый и пр1
Щг?1,1'11 п°вср\ности щелочи?
,,с высокое качество Не ч'Х'
г»», assniS:
""'1“™”,» пртл.арптелького дроСлеап» окадт.и
Ниже приведены технологические схемы травления полу-
фабрикатов по щелочно-кислотному методу.
Схе-яа I
Обрпбогка в высоко-
среднетемпературном
расплаве
Травление в растворе
HSO.
Т| -_’НЧ в раствор»
H SOa inn HCl+HF
4
Осветление поверхности
в растворе HF—HNOg
Схема II
Обработка в нпз-
котем пературном
расплаве
Травление в рас-
творе H2SO4
Травление п освет-
ление в растворе
HF—HNO3
Схема III
Обработка в высо
котемпературном
расплаве
4
Травление в рас-
творе H2SO4
Для титановых а-сплавов и сплавов с небольшим
количеством [5-фазы, малосклонных к наводорожпванию
и термическому упрочнению в процессе травления, наи-
более целесообразно травление по схеме I. Полуфабри-
каты высоколегированных титановых а + [5-сплавов, тер-
мически нестабильных и склонных к интенсивному погло-
щению водорода при травлении, обрабатывают по
схеме II. Поскольку эффективность низкотемпературных
расплавов невелика, допускается повторение циклов
травления. Для очистки поверхности полуфабрикатов от
окалины и смазочных покрытий используют также трав-
ление по схеме III. По ней же обрабатывают полуфабри-
каты, подлежащие в дальнейшем механической обра-
ботке.
Обеспечить нужное качество поверхностных слоев
полуфабрикатов можно не только травлением, но и меха-
ническими способами очистки и обработки. Механиче-
ские способы очистки изделий и полуфабрикатов из ти-
тана и его сплавов от поверхностных дефектов можно
подразд» лить на три группы: а) с отделением стружки;
б) с отдел нп< м пЫ”и; в) с дроблением хрупкого поверх-
ностного с юя ' , пенпя частиц от обрабатываемого
металла
ui кногтп методами резания: то
’•ГП методы для титана и его спла
. .....г» глюмпниепымн сплавами и ста
11 !• |Г.: > ।.дет я резанном.
Процессы механической очистки повепх.,
„ре пылевидных частиц включают: а) 1И с °ТД- пи, ,
гамп, лентой, порошками); б) иглофрезероми^"‘,е аб₽ази' р
„„ проволочными щетками); в) обработку"? -1и«-ар< Д'
частицами, обладающими, большой книетХсК0ЙрХМ1Т11 тверд чи
струйная, гпдропескоструиная, дробеструйная('
г Абразивные круги применяют главным лк дро6см'тиая).
местных дефектов: плен, забоин, царапин ы, ,,разом Мя УДал,, .
щин и инородных включений на поверхности ГЬ П0ВГ-’ л«ых тр.
титановых полуфабрикатов и изделий от повел",СШ1ОШИ '‘гтк„
применяют полировку войлочными кругами т? а™" л , -тов
абразивной лентой. Образующаяся при полинован °Вку‘"" “Ровку
вов пыль иногда самовоспламеняется со взоьтпм пТ"Танов|'х 01-а-
для полирования должны быть оборудованы хпп . с’б машины
обеспечивающей удаление титановой пыли АиР°шеи вентиляцией,
Пескоструйную обработку используют в огпЯи„„0
бах для обработки небольших партий заготовок ыасшта-
вов с небольшой поверхностью. Пескоструйная обпабпт7ТВЬ“ Спла'
ла широкого применения из-за большого количества в № ПМу,И1
пыли, образующейся в этом процессе. Дробеметна» M“aOh
обработки успешно служат для очистки поверхности фасоиХТ
ливок из титана, поверхности проката, в особенной и по «Тлк
тов. Часто после обработки листы подвергают кр ?,ешому
травлению в смеси кислот в течение 20-30 с для у {аг. м “ал У
ческой пыли. Дробеструйную и дробеметную обрабоп ппщеняют
также для подготовки поверхности листов к нанесению шпнмх
покрытии, к окраске и для поверхностного наклепа.
6. СПОСОБЫ ЗАЩИТЫ ТИТАНА И ЕГО СПЛАВОВ
ОТ ГАЗОНАСЫЩЕНИЯ
Для защиты титана и его сплавов от газонасыщения
при нагреве под обработку давлением и термпч ск)
обработку были разработаны различные защитные по
крытпя. Разрабатываемые в основном для прсдотвращ!
ния окисления, эти покрытия, как правило, „ащпщают
титан и от наводороживания, поскольку исключают взаи-
модействие металла с парами воды — основным источ-
ником наводороживания при нагреве. Защита титана и
его сплавов от газонасыщения является общен п
ЧОЙ при термической обработке и при горячей обр.
Давлением. Защита титановых полуфабрикатов и г
11111 Ог газонасыщения при нагрев' позволяет J-тр-
удоемкую операцию механической очистки тс-
В® процесс их химического травления, прш иш
водорожпванию металла. ппв
еомЛЯ заЩ"ты титановых сплавы от cjj:c-‘ ?
•ДпйЧп?11 обработке наиболее ш шоко .м
"и ЭВТ-8, ЭВТ-8А и ЭВТ-28. Эм- . г>В1 А
из
зуют на машиностроительных заводах при отжиге листов,
сварных панелей из сплавов ОТ4, ВТ6С, ВТ14. ФцЗИче.
скпе константы эмалей типа ЭВ 1 приведены в табл 28
пз которой следует, что эти эмали имеют достаточно низ-
кую температуру начала размягчения, допускающую их
применение для защиты титановых сплавов от окисления
при термической обработке.
Таблица 28
ФИЗИЧЕСКИЕ КОНСТАНТЫ эмалей типа эвт
Марка Плотность, г/м* Коэффициент термического расширения, ®С>1(Г“е Температура на- чала н конца размягчения, °C Краевой угол смачивания при 950® С
ЭВТ-8 2,68 14,6 600—900 22
ЭВТ-21 2,98 8,3 880—1080 75
ЭВТ-23 2,45 8,1 750—1050 65
Сравнительно низкие температуры размягчения этих
эмалей обусловлены довольно высоким содержанием в
них щелочных окислов, составляющих 20—30%.
Qcno?.l,c'иллюстрпрует эффективность защиты от окисления при
УоО С образцов сплава ВТ8 различными покрытиями Нанесение
правильно выбранного покрытия
снижает интенсивность окисления
в несколько десятков раз.
Эмаль ЭВТ-8А обеспечивает
надежную защиту от окисления
при температурах до 650—750° С.
Так, в частности, применение ее
для сплавов ОТ4 и ВТ6С позво-
ляет уменьшить глубину газона-
сыщеииого слоя при 750° С в 6
и 8 раз соответственно.
Эмаль ЭВТ-23 обеспечивает
надежную защиту титановых спла-
вов до более высоких температур
нагрева (750—830° С) по сравне-
нию с эмалью ЭВТ-8А, что свя-
iaiio с меньшим содержанием ще-
лочных окислов в эмали ВТ-Зз.
На сплаве ВТ22 эмаль ЭВ 1-2
оказывает более эффективное за-
щитное действие, чем эма
ЭВТ-8А.
После нагрева
титановых
224
сплавов с эмалевыми покрытиями ЭВТ-8А и ЭВТ
.онаеышенные слои не обнаруживаются даже вей™ Д° 650 С га
анализом. При нагреве до 750° С уже образуется зям^Тру1'' ри1,1м
слой, причем он возникает во время формнроваиНЯ М”‘1Ь1И "
„з исходного покрытия, а затем с увеличением Щ,ТН0Го 1 10я
„„ческой обработке не растет. Так, напримеп Э”КК" пр" те₽’
шейного слоя на сплаве ВТ6С с покрытиемп3РэмЯ „Уб1?птГазонасЬ|-
„агрева при 750° С составляет 0,01 мм при выдержке !nVA П°^е
Это газонасыщенпе связывают с диффузией кисХмя° "н н 2ч-
„ „есплошности, которые наблюдаются в указанных покХытТ
время выдержки при нагреве поры и несплошности залечив °
и окисление прекращается. и залечивают! я
При нагреве титановых сплавов, покрытых эмалями Чото
ЭВТ-23, выше 830-850° С начинается „х г^Васы=“х« "
чптельно менее интенсивное, чем при нагреве на воздухе
Стеклоэмаль ЭВТ-8А самопроизвольно отслаивается и осыпает
ся после проведения технологических операций при охлаждеиии по-
луфабриката до температур 100-200° С. В противном случае остав-
шееся на изделиях стекло удаляется в щелочном расплаве, содержа-
щем 80% едкого натра, 20% азотнокислого натрия, при температуре
450—4608 С или пескоструйной (дробеструйной) обработкой.
Устойчивую и прочную защитную пленку образуют боросиликат-
ные и алюмоборосиликатные стекла, разработанные в ВИЛСе Эти
стекла, как правило, содержат SiO2, А12ОЭ, В2О3, NajO, а в некоторые
из них добавлены также CaO, MgO. ВаО, ТЮ2, К2О. В зависимости
от состава покрытия резко меняется температура его размягчения,
вязкость и тем самым может быть задан температурный интервал
нх применения.
С целью защиты поверхности титановых сплавов от
окисления при нагреве используют также металлические
покрытия, которые в твердом виде могут быть нанесены
на защищаемую поверхность окраской (смесь пудры и
лака), напылением, осаждением твердого покрытия пз га-
зовой фазы.
Эффективный способ защиты титановых сплавов от
окисления — термическая обработка их в среде инерт-
ных газов, например в аргоне пли в гелии. Для термооо
работки в среде инертных газов часто служит то же о
РУДование, что и для вакуумной термической оораооп
Однако инертные газы должны быть чистыми по кт
Р°ду и парам воды. В противном случае окпспенп
новых сплавов будет довольно интенсивным, \от
Шим, чем в воздушной среде.
7. ВАКУУМНЫЙ ОТЖИГ ТИТАНА И ЕГО СПЛАВОВ
ил В настоящее время металлургическая прг
.‘с?ть поставляет полуфабрикаты тпта” пШ1 которых
^вольно малыми содержаниями водород .8 пока еше
Развивается водородная хрупкость.
15-188
ие разработана технология получения готовых изделий
из титана и его сплавов, которая обеспечивала бы сохра-
нение в них такого же низкого содержания водорода, как
в исходном металле. Единственным рациональным в на-
стоящее время способом борьбы с наводорожпванпем
металла при технологических операциях является уда-
ление водорода из готовых деталей и элементов конст-
рукций их вакуумным отжигом.
Технология вакуумного отжига должна обеспечивать
2)
Рве. 81. Зависимость равновесного давле-
ния водорода над сплавом ОТ4 (сплошные
линии) и ВТ20 (пунктир) от обратной тем-
пературы при разном содержании водоро-
да в сплаве (цифры у прямых — % (по
(массе)]:
1 — минимальное давление, обеспечиваемое
существующим вакуумным оборудоваин-
температура начала растворения
окисной пленки (Б. А. Колачев,
Ю. Н. Арцыбасов)
решение следующих задач.
1) снижение содержания водорода до безопасного
уровня и, как следствие, устранение склонности металла
к водородной хрупкости всех видов;
снятие нежелательных остаточных напряжений;
3) максимально воз-
можное сохранение
циклической прочности;
4) нанесение защит-
ных пленок, предотвра-
щающих наводорожи-
вание в эксплуатации
Как уже отмечалось
(см. гл. I), водород
удаляется из металла
при вакуумном отжиге
лишь в том случае, ес-
ли парциальное давле-
ние водорода в атмо-
сфере печи меньше рав-
новесного его давления,
соответствующего со-
держанию водорода в
металле.
В табл. 29 приведе-
ны для ряда промыш-
ленных титановых спла-
вов приближенные зна-
чения входящих в урав-
нение Борелиуса (14)
,-- можно рассчитать рав
новесные давления водорода при разных температурах
авновесные давления водорода над титановыми спла-
вами возрастают с повышением температуры, что иллю-
стрируется на рис. 81 на примере сплавов ОТ4 и ВТ20.
параметров Q и ф, по которым
226
Чем выше температура вакуумного отжигя
предельные (равновесные) концентрации’ Т6М меньше
металле, которых можно достичь прп ваХ водорода в
Однако предельно достижимые концентпяпи 0ТЖпге
ограничены возможностями существующихВолорола
ных вакуумных систем. У Щ1Х пР°мышлен-
Таблнца 29
ПАРАМЕТРЫ ДИФФУЗИИ II РАВНОВЕСНОГО ДАВЛЕНИЯ пп, В СПЛАВАХ ТИТАНА В ИНТЕРВАЛЕ ТЕМПЕР^Тур ’₽°M (Ю. н. Арцыбасов, О, п Назимов л н. Журавлев, А. в
Марка Dn, см2/с Q, Дж/моль Ф, Па/% (ат)» Н, Дж/моль
ВТ 1-0 3,3-10-2 57 800 5,85-10» 0? 000
ОТ4 2,7 IO-2 57 800 4.48-10° 7--I igo
ОТ4 1 2,4-10-2 43 160
ВТ5 3,8-10-2 62000 2,66-10® 87 150
ВТЗ 1 4,8-10-3 41 360
ВТ8 6,4 IO-3 33 940
ВТ20 5,5-Ю-з 44 000’ 2,40-10® 87 570
ВТ6 5,5- IO-3 42 950 3,95-10» 89250
BTI4 7,4 IO-3 30 170 —
BTI6 6,910-з 29 250 7,94-10е 90 920
ВТ22 5-Ю-3 37 540 3,75 106 91 340
ВТЗО 2,1-Ю-з 26610 3,09-10» 105 170
ВТ15 1,5-Ю-з 22 540 2,06-10’ 105 590
Давление в вакуумной печи порядка 1.33-10~2 Па,
обеспечиваемое существующими промышленными диф-
фузионными насосами при использовании пх без охлаж-
даемых жидким азотом ловушек, теоретически достаточ-
но для снижения водорода в титановых сплавах до 0,001
0,003%, Предел по содержанию водорода, теоретически
ограниченный возможностями современных вакуумных
систем, также указан на рис. 81.
Температура вакуумного отжига титановых с а
не должна быть слишком высокой, поскольку нач',ддл
некоторых температур происходит интенсивное псп Р
летучих легирующих элементов из поверхносг
металла, вакуумное растравливание поверх ,
Ратимые и недопустимые изменения свойств ов
показано изменение содержания легирую после отжига
в поверхностном слое образцов сплава । 33. 1 2
в лабораторной вакуумной печи прн дав
15» 227
Ib R течение 1 ч Пунктирными линиями показано содер-
жание элементов в сплавах по техническим условиям,
верхняя сплошная линия указывает на содержание леги-
рующих элементов до вакуумного отжига, а нижняя —
после него. В процессе отжига при температурах, превы-
шающих некоторую критическую, начинается интенсив-
ное испарение легирующих элементов из поверхностного
слоя титановых полуфабрикатов.
t,°c
Рнс. 82. Изменение содержании легирующих элементов в поверхностном слое
сплава ВТ6 после вакуумного отжига прн давлении 1,33-10—2 Па в течение 1 ч
(Б. А. Колачев. Ю. Н. Арцыбасов)
Для исследованных плавок содержание легирующих
элементов в поверхностном слое становится ниже нормы
после отжига при температурах выше 850° С для сплавов
ВТ6, ВТ5, ВТ15, ВТЗ-1, ВТ8 и выше 750° С —для сплавов
ВТ22 и ОТ4.
Вакуумное растравливание поверхности металла на-
чинается при температурах выше 700—800° С, но возни-
кающие на вакуумированной поверхности титановых
сплавов из-за вакуумного растравливания микронеров-
ности достигают опасных размеров лишь после отжига
выше температуры ct+p/p-перехода (выше точки Лс-з).
Нижняя предельная температура вакуумного отжига
определяется прежде всего затормаживающим действи-
ем естественной окисной пленки. Окисная пленка на по-
верхности титановых сплавов при нагреве в достаточно
высоком вакууме начинает растворяться при температу-
рах выше 550° С. Поэтому нижний предел интервала тем-
ператур вакуумного отжига с этих позиций должен пре-
вышать 550° С (см. рис 81).
Вакуумный отжиг приводит также к снятию нежела-
тельных остаточных напряжений. В процессе вакуумного
228
отжига сварных соединений пз сплавов типя пт
пературе 550° С снимается около 85% остато21тПР“ ТеМ‘
женин, а при 660° С они снимаются по™ пош"аПрЯ'
Для достаточно полного снятия нежелатет" V bl0’
ных напряжений нижний температурнХ^“Х °СТат04’
вакуумного отжига должен составлять 550^660°с'ТВ
крайней мере, для сплавов типа ОТ4) К гожа пей,(П°
вакуумном отжиге снимаются не только нежелательны"
остаточные напряжения, но и полезные сжимающие на
пряжения в поверхностном слое, созданные предшеству
ющпми технологическими операциями. J
Чтобы исключить развитие в титане и его сплавах
водородной хрупкости всех видов, необходимо в рс иь
тате вакуумного отжига снизить среднее содержание’во-
дорода в металле до максимально допустимых значений
концентраций Сд (табл. 30).
Значения Са принимают в 2—3 раза меньше тех кон
центраций, выше которых резко снижаются разрушаю-
щие напряжения при испытаниях на замедленное раз-
Таблица 30
МАКСИМАЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ ВОДОРОДА
[% (ПО МАССЕ)] В КОНСТРУКЦИЯХ ИЗ ОТОЖЖЕНН ’ Т 1TAIU
ПОЛУФАБРИКАТОВ (Б. А. Колачев. С. А. Внгдорчик)
Сплав Изделия и конструк- ции. выполненные без сварки Сварные изделия и конструкции
без отжига после сваркн
ПОч. .. . М ркя
ВТ5Л 0,011 0,007 0,01
ВТ5 ВТ5-1 0,01! 0,011 0,007 0,007 0,01 0,01
ВТ2О 0,016 0,01 0,013
ОТ4-1 0,004 0,003’ 0,004
ОТ4 0,008 0,005* 0,007 0,0"7 0,006 0,017 0,020
ОТ4-1У 0,008 0,005*
ОТ4У 0,006 0,004*
ВТ6 0,020 0 015
BTI4 0,030 0,015
ВТ16 0,030 —
ВТ22 0.035 —
ВТ15 0,065
втзо 0,065 ОТ4-1У рекомен
• пт.! т ОТ4 ОТ4У Н Сварные конструкции из сплавов ин дуется применять после вакуумного отжига.
15а—188 220
пушение Из этих соображений и следует выбирать зна-
чение конечной концентрации водорода Ск для расчета
пежпмов вакуумного отжига.
Р Уменьшение содержания водорода приводит также к
снижению склонности титановых сплавов к коррозией
ному растрескиванию и повышению вязкости разруше-
ния Вместе с тем в результате вакуумного отжига не-
сколько снижаются характеристики циклической прочно-
сти Так например, предел выносливости а-i на базе 10'
циклов для сплава ОТ4 после вакуумного отжига при
давлении 1,33- 1(Н Па и температуре 660°С в течение
2 ч составляет 390 Л1Па, а для этого же материала, про-
шедшего механическую обработку (точение) после ваку-
умного отжига, он составляет для той же базы испыта-
ний 460 /МПа, т. е. предел выносливости снизился после
вакуумного отжига на 15%. Снижение характеристик
выносливости связано с тем, что при вакуумном отжиге
развивается релаксация полезных сжимающих поверх-
ностных напряжений, имеющихся в исходном полуфабри-
кате или изделии.
Таким образом, вопрос о целесообразности вакуум-
ного отжига для каждого сплава сводится к оценке, что
же опаснее для него в данном конкретном применении —
ухудшение циклической прочности или замедленное раз-
рушение. Хотя выносливость титановых сплавов после
вакуумного отжига хуже, чем в состоянии с упрочненной
поверхностью, но катастрофического ее снижения не про-
исходит, а в области высоких уровней циклических на-
пряжений (0,7—0,8 ов) выносливость практически оди-
накова. Уменьшение величины действующей циклической
нагрузки всего па 10—15% достаточно для восстановле
ння предела выносливости на той же базе испытаний.
Можно не только полностью устранить вредное влияние
вакуумного отжига на выносливость, но и существенно
повысить ее, применяя после отжига упрочняющую об
работку поверхности.
Разрушающие напряжения при замедленном разру-
шении в случае содержания водорода больше критиче-
ских концентраций могут быть в несколько раз меньше
разрушающих напряжений в вакуумированной детали,
-ели реальньк содержания водорода в детали достигают
критически '.онцентраций или даже превышают пх, то
целесообразность вакуумного отжига не вызывает сом-
нении Б эти v у ливнях вредные последствия от развития
замедленного разрушения значительно опэгирр ир
рОГо снижения выносливости в результате '
отжига Результате вакуумного
На основе описанных выше данных можно выбипат,.
вакуумного отжига титановых сплавов. В заклшХ,,/ рсл,,чы
каким образом общие принципы (см. гл |) были ™ Рассматр,|ч,
выборе режимов вакуумного отжига коиструкипй Р^”зсвань| ПРИ
листов сплава ОТ4 толщиной 1—3 мм выполненных из
Максимально допустимая концентрации водорода в с аВн,
етрукциях из сплава ОТ4 составляет 0,005 „ (см^бл 30, I •'
примем Сн 0,005 /о. Как указывалось выше, равновеыая о
цця водорода Ср должна быть в 2-3 раза меньше С„ при ,еи С
= 0,002%. Тогда из рис. 81 следует, что температура ваюЧмн п
жпга прп давлении 1,33-10~г должна быть не ниже 500°С п“-?
точно полное растворение окисной пленки и снятие неж-пателыи»
остаточных напряжении в листах сплава ОТ4 происходит лишь при
температурах выше о50—650 С, так что температуру отжига надо
повысить до 650 С. Локальная концентрация водорода в , „» гр/,.-
циях из титанового сплава ОТ4 может достигать 0 025 что
Со можно принять равным 0,025%. По данным, приве-.еии, и в
табл. 29, вычисляем коэффициент диффузии водорода D в к
ОТ4 прп температуре 650° С; он равен 1,5-Ю-5 см7с Тогда р счет
продолжительности дегазации титановых деталей толщиной .
по формуле (28в) дает t—30 мин.
Учитывая приближенность формул (14) и (28) необходгм некото-
рый «запас» достоверности расчетов. Таким образом, мы пришли
к выводу, что вакуумный отжиг конструкций и? сплава ОТ4 л р i
проводиться в вакууме глубиной не хуже 6,65-10~3 Па при т
ратуре 660° С, с выдержкой при этой температуре 2 ч. Нат: - ।
рабочее пространство печи следует ограничивать до ияи, >
значений для уменьшения альфировання.
Скорости нагрева и охлаждения необходимо в,
недопустимости коробления конструкции. Те , гпче пе
накопленный опыт вакуумного отжпга показывают, что, m р j г-
толщинность достигает 50 мм, допустимой является с-.оро ть 4
прп разнотолщинностп 5 мм и менее скорость г 'вг. и о»лая .
может быть увеличена до 80° С/ч. Для ащпты поверхность
металла от взаимодействия с парами воды прп эксплуатации
напускают воздух в конце вакуумного отжига на режиме о
нпя при температуре 250° С. Аналогичным образом режиме,
кого отжига можно оценить и для другпх сплавов прп ин
нпях полуфабрикатов и конструкций.
Процесс дегазации отжигаемых по.туфа .уикдто
контролируют термопарами. Одну термопару крепят
спвному сечению, расположенному в затененному ,
нагревательных элементов; другую термопару
сечению, расположенному вблизи иагревате.ъ,. •
ном другими элементами конструкции. TeM" Lrarr hi.
Должен быть таким, чтобы разность пока.ан,
мопар не превышала 25° С. попето печ"
Если во время нагрева давление в Ра ' ]е||1Р г „ ьвобхо
повышается, например, из-за интенсивного вг. - еИ|1Я рабочего
Днмо задержать подъем температуры До 7.мцоЛ гпгжн- при
вакуума. Несмотря на соблюдение всех норм в. -ю
15а*
нпя
те"
. „ пяк-vvmhomv отжигу, в начальный период от-
ПГ7ГПТппоис«>дТ||т ^дополнительная очистка поверхности, при которой
жига происходит Допач i органичеСкнх загрязнении и де-
Г пб.тетёя влага На практике приходится прекращать нагрев при
температуре 80° С на 15 мин для десорбции газов п при ^«"ературе
250° С для удаления следов органических веществ. При 250 С на
еще имеется защитная окисная пленка и металл с органиче-
скими веществами еще не взаимодействует. Выше 550 С при нате-
? шх не превышающих норму, водород интенсивно выделяется пз
металла, так как растворяется окисная пленка и ее задерживающее
действие устраняется.
8. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИСТОВЫХ ПОЛУФАБРИКАТОВ
Общая технологическая схема производства листовых полуфаб-
рикатов из титановых сплавов приведена на рис. 83. Непосредствен-
но пз очитков прокаткой, ковкой или прессованием получают лишь
небольшую долю деформированных полуфабрикатов (крупные прут-
ки и плиты, массивные профили, тяжелые поковки). Для производ-
ства основной массы полуфабрикатов (листов, труб, штамповок,
проволоки и т. д.) слиток сначала перерабатывают на промежуточ-
ные заготовки (слябы, блюмы, прутки), из которых затем получают
необходимые полуфабрикаты.
Какой-либо специальной термической обработке слябы в настоя-
щее время ие подвергают, но при нагреве слябов под дальнейшую
обработку давлением в металле происходят процессы, в определен-
ной степени приводящие структуру к более однородному состоянию.
Затем слябы подвергают горячей прокатке с целью получения
плнт, листов, полос п рулонов для последующего производства тон-
ких листов. Горячую прокатку обычно начинают при температурах,
соответствующих р-областн, а заканчивают при температурах ниже
точки Лс3 Для получения достаточно мелкозернистой и однородной
структуры необходимо, чтобы 30—40% деформации проводилось при
температурах а+Р-областн.
Последующую прокатку листов до толщины 2—10 мм проводят
при температурах 500—840° С в зависимости от марки сплава. Пре-
имущество подобной теплой прокатки заключается в том, что тита-
новые сплавы при деформации в этих условиях существенно не на-
жигахЫВа1°ТСЯ’ И ПОЭТОМУ нет необходимости в промежуточных от-
xono^bInnJeHTb' толщииой менее 1.8—2,0 ММ получают методом
холодной прокатки, при этом достигается хорошее качество повевх-
ностн и достаточно однородные свойства. качество поверх
При производстве плит предусмотрен отжиг после всех пвоцес-
COB, включающих обработку давлением. Отжиг провода“по пежи-
мам, указанным в табл. 22; время нагрева при темпера^ре выдиж-
ZZSZ"’” И3 ₽асчета * мин «а ?мм толщины Р
титановых сплавов пгё*’иагГ,™а т крупногабаритных заготовок из
ПО форВм;ле?предложен3н^™°ЕИ ШеХТ’ раСС™ТаНа
„ 282 000//1*16
Т (0,24H + 0,1325)Zop МН“’
232
Сдача_______I Резка на ’'ото во
^Твас тонсТант^ равная для пламенной методической печи
^Пос'е отжига плиты травят по ~0^Л°вТИ°^г:те™ДУп0В
...отвегствин со схемой I. приведенной на с. 222, в агрегатах по-
ЛИСТП^™ Производстве листов карточным способом предусмотрен
ипомей точный отжиг и конечный отжиг (отжиг «на выход» по за-
водской терм ино тоги и). Промежуточный отжиг проводят по режи-
мам (см табт 22), обеспечивающим достаточно полное раз)прочие
вне метана наторгованного в процессе теплой прокатки. Конечный
отжиг может быть полным и неполным (для уменьшения остаточ-
ных напряжений). Титановые листы отжигают в стопках в электриче-
ских колпаковых или камерных печах. По С. А. Кушакевнчу. про-
должительность нагрева теплотехнически тонкого листа можно рас-
считать по формуле
Ссп 1 / *п~20 у
г = 620р// 1g —----------— мин,
аср ' ‘п *м /
где 0 — коэффициент, учитывающий тип нагрева и равный 0,5 при
двустороннем и 1,0 при одностороннем нагреве; Н — толщина отжи-
гаемого листа, мм; /п и fM — температура рабочего пространства печи
и металла, °C; Сср и Сер — средняя теплоемкость титана н средний
коэффициент излучения.
Отделочные операции включают правку листов, травление, за-
чистку поверхности листовых полуфабрикатов абразивными кругами,
обработкой на дробеметных, пескоструйных и шлифовальных маши-
нах. Окончательную доводку поверхности листов до зеркального
блеска проводят на специальных шлифовальных станках с беско-
нечной движущейся лентой, покрытой тонким слоем абразивной
пасты.
Для удаления газонасыщенного слоя листовые заготовки и го-
товые листы подвергают травлению по следующей технологической
схеме.
а) механическое разрыхление окалины холодной или теплой про-
гладкой;
б) травление в кислотном растворе;
в) промывка в холодной проточной воде;
г) осветление поверхности в кислотном растворе;
д) промывка в холодной проточной воде;
е) промывка в горячен проточной воде (70—90° С);
ж) сушка в < /шильной камере или горячим воздухом.
В последнее врс*ля вс. больше распространяется отжиг листов в
вакууме или в нейтральной атмосфере. Чтобы обеспечить достаточ-
но полное удаление водоргца n.i листов, а также исключить нх сли-
пание, отжиг титановых листов в вакууме необходимо проводить в
подвешенном состоянии •, опред тленным зазором.
Ли^ты прон^ь. W лонным способом по двум схемам (см
рис. < 3). По перг । и .дон горячекатаной заготовки подверга-
ют п< лнс. пр< • отжигу, затем холодной прокатке, рас-
1 ''' н 1 • тн. л..•• • • . спя и отжигу на выход. По второй
с v к ivj । jhht теплую прокатку, промежу-
точный по и П[.иг,ат1у и отжиг на выход.
234
рулонным способом получают ие только дигтк,
На заключительной стадии производства И° " то,,к>'ю лен-
лодпую прокатку с промежуточными отжигами п“ пРнме"яют хо-
НЫМ ОТЖИГОМ металл обычно травят для упя„„* „₽ед пРонсжуточ-
сыщенного слоя; окончательный отжиг ленты ведёт »7°В газоиа-
температурах 600 800 С. После вакуумного отжиг6 акууме при
колодная пли теплая правка или прогладка nr.-.* 3 яог,ускает(я
травлением. ленты г последующим
Горячекатаные и холоднокатаные рулоны от»
непрерывного отжига или в вакуумных шахтны» а!’^°Т В агРегате
чах. При отжиге в непрерывном агрегате рулоны
метод обеспечивает высокую производительное^» Т Этот
окисление поверхности полосы, равномерность ctdvkt^S,”3'""^1”106
чсскпх свойств по длине рулона. Отжиг в непрёрьяных Vn‘'<аи'1’
может проводиться в среде аргона или гелия либо вёвакчёТ'
исключает газонасыщение металла. При отжиге в иепрерывиД, Т
регате исключается смятие и слипание витков рулона межл- Л а
К преимуществам непрерывных линий отжига следует также сХти
возможность их совмещения с агрегатами для обезжиривания (м„й
кп), осмотра и контроля, зачистки и правки полосы. Отжиг пуло
нов из титана ВТЬО и сплава ОТ4 1 в непрерывных агрргатах₽ппо
водят по режимам, указанным в табл. 31.
Таблица 31
РЕЖИМЫ ОТЖИГА РУЛОНОВ ИЗ ТИТАНА ВТ1-0 И СПЛАВА ОТ4 1
В НЕПРЕРЫВНЫХ АГРЕГАТАХ (Ю. М. Сигалов)
Марка Толщина по- лосы, мм Скорость дви- жения поло- сы, мм Температура печи, °C Температура Металла на выходе*, СС
ВТ1-0 ОТ4-1 1,5—2,5 0,8—1,2 1.5-2,5 0,8—1,2 3,0—7,0 8,0—12,0 3,0-7.0 8,0—12,0 650-700 750-800 640-660 720-740
• Охлаждение ведут в воде и на воздухе.
К недостаткам отжига в непрерывных агрегатах стд; >
механические повреждения поверхности полосы надирг
которые образуются вследствие износа печных ролики на;
(навара) на них горячего металла при отжиге.
Отжиг рулонов в шахтных печах исключает ' )ЯНц
нреждения поверхности полосы, но возможно ) __ мея
Поверхности из-за слипания витков К тому »-> я ’меют Г
Роизводнтелен. Рулоны, отожженные в шахтных п t
'mi разброс структуры и механических свойств по 1
' ’МЩ отожженными в агрегате непрерывного Д™™ ; в .. ’.иных
Рулоны титана ВТ1-0 и сплава ОТ4-1 от г,,чн j) и
7^РгЫХ Печах ‘при давлении 0.133 Па « ™' ’том
соответственно. Температура металл энной тем-
“hl> Р Для ВТ1-0 и 650° С для ОТ4-1 Выдержка при
235
п-раптс отжига составляет 1 ч, после чего металл охлаждают на
пп 7\\( Обшая продолжительность отжига / оч.
Вакуум при отжиге рулонов большого размера служит лишь
.ством защиты металла от окисления. Из-за недостаточно эффек
ГПВ1ЫХ условий обезводороживанпя водород удаляется лишь из
гтешних витков рулона, а в центре рулона содержание водорода
остается на исходном уровне. Чтобы облегчить удаление водорода из
мета т та рекомендуют отжигать в вакууме неплотно смотанные pj.
аны Однако наиболее полное удаление водорода из металла за до
вольно короткое время может быть осуществлено лишь в агрегатах
^прерывного действия, в которых обе поверхности размотанного
P;, она отжигаются в вакууме. К тому же отжиг в агрегатах непре-
рывного действия можно совместить с правкой.
Горячекатаную заготовку п холоднокатаную отожженную рулон-
ною ленту из титана п малолегпрованных титановых сплавов ВТ1-0,
ОТ-1, ОТ4-1 травят щелочно-кислотным методом в агрегате непре-
рывного травления.
В щелочном расплаве удаляется окалина, в кислотном растворе
снимается переходный, обогащенный кислородный слой, а осветление
в кислотном растворе придает поверхности товарный вид и снижает
содержание водорода в поверхностном слое металла.
В агрегате непрерывного травления процесс механизирован и ав-
томатизирован. Продолжительность t (мин) нахождения металла в
ваннах травления определяют по формуле
t = nslv,
-де п — число ванн; s — длина ванн, м; V— скорость движения по-
лосы; обычно она составляет 2—20 м/мин
Из титана и высокопластнчных сплавов на его основе в СССР
выпускают фольгу толщиной 0,05—0,08 мм. Титановую фольгу по-
лучают пз ленточной заготовки толщиной 0,5—0,8 мм методом хо-
лодной прокатки за 7—8 переходов. После деформации на 20—50%
ленту обезжиривают, а затем отжигают в вакууме. Температура про-
межуточного отжига ленты при производстве фольги 600—75(1 С
выдержка 2—5 ч в зависимости от типа сплава. Фольгу поставляют
после вакуумного отжига при 600° С в течение 5 ч.
Закалка листов пз титановых сплавов представляет собой слож-
ную технологическую задачу: необходимо обеспечить безокислптель-
иыи нагрев листов, высокую скорость охлаждения, минимальное ко-
робление листов при ускоренном охлаждении.
Нагрев под закалку можно проводить в печах с инертном атмос-
ферои, но во избежание газонасыщенпя следует применять инертные
азы высокой чистоты п поддерживать эту чистоту в течение всего
процесса что связано с дополнительными затруднениями.
гчптяют пеРспективным способом нагрева под закалку листов
В В™е с последук>ЩИМ охлаждением аргоном или
ппостой На"УСКаЮТ В ГОРЯЧУЮ камеру. Возможен также
„ Р С аДКН из г.°Рячей камеРы в холодную. Скорость ох-
лаждения листов толщиной 1—3 мм составляет при этом, °С/с:
Перенос в холодную вакуумную камеру й__19
Охлаждение аргово-.i . об_95
О'ла»день 'длнем gg_^д
Эти спорости охлаж"енпя достаточны для фиксации в листах
тастабнльных фаз, обеспечивающих упрочнение прн старении.
36
9. ТЕХНОЛОГИЯ ТЕРМИЧЕСкпс лг
поковок и Х°ХА6ОТКИ
Для поковок и штамповок нельзя предложит, ай
ческую схему производства, подобнуюГ той бщ£ю тех" °™-
для листовой продукции. Для каждого вида ”рая бьиа ^писана
разрабатывают свою технологию в зависимости птТ* Н штаы"0Кйк
меров, сплава, технологических и эксплуатационный'"тр,|и- раз’
Для кузнечного, трубного, профильного и состав BaHI,it
нзводств получают квадратную или круглую зато™™ а™°™ ар°‘
сортовой прокаткой слитков. Катаные заготовки fin Z йи ,'ли
тельны по сравнению с коваными, так как из них 4111
лее мелкой и равномерной структуры можно щш^ХдуюцЛ б°'
формации получить полуфабрикаты с лучшей структуройиТ™ „1,
сокпмп механическими свойствами. 17 ? и оолее вы
В периферийной зоне катаных прутков наблюдаюгся отличаю-
щиеся по контрасту от общего фона зерна, вытинутые в виде "X
вдоль направления прокатки. Это деформированные зерна спив»
щенной Р-структурои. В процессе деформации температура поверх-
ностных слоев металла снижается ниже точки Дс3, происходит В->п-
превращение в поверхностных слоях и деформация продоли, т л в
неоднородном по структуре металле: центральные его слон пред-
ставлены 0-фазой, а периферийные — превращенной а+р-структурой
Указанную структурную неоднородность можно устранить
следующим отжигом плн деформацией при температурах и; 30 -
50° С выше точки Ас3. После такого отжига или деформации стр ।
тура катаных заготовок становится более равномерной, поэт • т
кой отжиг называют выравнивающим. Ои мало влияет на уровень
механических свойств катаных прутков, но детает их более оди''"''л
ными по объему.
После полного отжига из кованых и катаных ,. итовоь пол.ча
ют штамповки н поковки нужных размеров и i : Пр >
производстве штамповок п поковок специальны ш
жиг обычно не предусмотрен. Однако в ряд . _ шт
поковки получают за два-три подогрева, п хотя i : ни
жнгом, в это время нагартованный металл ( > упрочь -в
зультате процессов рекристаллизации i hi пс лиг л т эации. _
Готовые штамповки и поковки подвергают, пра >
му отжигу, который проводят в обычных садочных печ
выдвижным подом, а также в полуметс диче х печ "’Р
И карусельного типа. Поскольку эти полуфабрппты ii «
следующую механическую обработку, их обычно не по .
ленню для удаления газонасыщенного < юя, .
Поскольку поковки и штамповки могут • ”т' _ "
ной конфигурации и размеров, то дл 10™ п .и
Ринатов следует специально подбирать оптпн . • Р
та и упрочняющей термической обработ-ль » > ,
23 режимы близки к оптимальным для боль В11 овок
сейчас штамповок и поковок, но при освоен,|( ру и-нт-г'"4
и штамповок эти рекомендации должш ' то это -
Для поиска наиболее целесообразного ре ' руг**?
*?Гся сложнолегированных сплавов, в части <- П(. ,30п прч ъ
Скорости нагрева и охлаждения штамп 11Х Еороыением
веской обработке лимитируются прежде
/о/
г nru,. копобтения в значительной мере зависит от конфигурации
с ,«повки Наиболее эффективные меры борьбы с короблением при
пт^п.е мечтюшие- правильное расположение штамповок на поде
°™соДОНнеравномерного охлаждения садки; применение разлнч-
но?о рода зажимов н фиксирующих приспособлении для заневолпва-
имя штамповок при отжиге и охлаждении.
Закалка и старение поковок и штамповок связаны с меньшими
технологическими трудностями, чем аналогичная термическая обра-
ботка листовых полуфабрикатов. Поскольку полуфабрикаты этого
типа после закалки пли старения подвергают механической обработ-
ке для чего оставляют достаточные технологические припуски, то
нагрев под закалку и старение можно проводить на воздухе без ка-
ких-либо защитных средств и без травления термически упрочнен
ных полуфабрикатов.
Однако в ряде случаев возникает необходимость проведения тер-
мически упрочняющей обработки в вакууме. Такие детали, как бол-
ты, точные штамповки и некоторые другие, изготавливают без тех-
нологических припусков, которые удаляются при дальнейшей меха-
нпческой обработке, и в этом случае применение вакуумных печей
необходимо. В некоторых печах этого типа закалку осуществляют в
инертном газе (например, гелии), который, попадая через специаль-
ные шлюзы на изделие, охлаждает его. Гелий для охлаждения при-
меняют потому, что он обладает наиболее высокой теплопроводно-
стью среди газов. К сожалению, он дефицитен и довольно дорог.
10. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ПРОФИЛЕЙ, ТРУБ, ПРУТКОВ, ПРОВОЛОКИ
Исходным материалом для производства профилей, труб, прут-
ков служат горячекатаные пли горячекованые заготовки. Катаные
пли кованые полуфабрикаты, предназначенные для дальнейшей пе-
реработки, подвергают механическом обработке или травлению для
удаления окалины по щелочно-кислотному методу.
Прутки различных диаметров получают ковкой, прокаткой, прес-
сованием. Наиболее стабильная структура и свойства характерны
для катаных и прессованных прутков. Как уже отмечалось, некаче-
ственную структуру деформированных титановых полуфабрикатов
не i хается исправить методами термической обработки. Оптималь-
ных структуры и свойств прутков можно достичь правильно вы-
бранными термомеханическими параметрами деформации.
Прутки и профили отжигают в садочных электрических печах,
снабженных специальными приспособлениями типа стеллажей для
размещения полуфабрикатов в пространстве печи. Основную труд-
ность лрп проведении термической обработки длинномерных изде-
лии представляет создание равномерного температурного поля во
в« зонах печи, что особенно важно, когда отжиг является окон-
чаг. зьнои операцией В гвязн с этим окончательный отжиг целе-
Savr'sn0 пр£Е0Л,,ть с контрольными термопарами в нескольких мс-
Д * ад " Печн ; ,я 1 Г)’|,га профилей имеют регулируемые зоны
кроме того’ в нн пред:-смотрены приспособления для соз-
дания репаментиро >нног охлаждения с температуры отжига
-ЖН, пр. филей II прутков проводят в ретортных пе-
обычно n’o”™ 'ГЫ, предназначенные для отжига,
Обычно ПО" .,.....> 'сцч.яльных контейнерах.
238
Весьма важной операцией является правка ™ л
В холодном состоянии правят лишь полуфабрикаР?Ф"тей " "РУтков.
RT1-00 п некоторых мягких титановых сплавов п ТИТана ВТ| q-
mix сплавов правят только в горячем состоянии Р',тки бол^е проч-
' На заключительной стадии производства nn„*
удаления газонасыщенного слоя н технологической для
„не полуфабрикатов из термоупрочняемых титанах А Тряс”'''
простого отжига пли горячей деформации с достало'’? Пс
охлаждением может приводить к старению, сопроГожяаю“"РЬ'М
повышением прочности и снижением пластичное™ Во „Sa
этого явления целесообразно перед травлением приводить эти А™'
вы в стабильное состояние, применяя стабилцзир ющий 1L- -'
или изотермических) отжиг. Если необходимо мл„™ не So
окалину и смазку, но и газонасыщенный переходный слой т.> А
ключптельнои стадии травления профили осветляют в’пасгеопах
азотной и плавиковой кислот. н-сширах
В настоящее время внедряется упрочняющая термичес ая обра-
ботка профилей из а+{5-сплавов, в частности ВТЗ-1 и ВТ22. БИЛС
рекомендует две схемы упрочняющей термической обработки Первая
схема включает нагрев под закалку, выдержку, охлаждение с за-
данной скоростью, правку, старение и травление. По второй схеме
предусмотрены ускоренный нагрев под закалку и охлаждение с за-
данной скоростью, совмещенные с правкой растяжением, старение н
травление. Вторую схему рекомендуют для тонкостенных профппей.
При термообработке по первой схеме в процессе переноса тонких
профилей из печи нагрева под закалку в охлаждающее _ гтройство
температура металла снижается существенно и не юнтролир1,счо.
что приводит к разбросу механических свойств профили Тс > Г-
работку по второй схеме проводят на специальней ' и Г
перерыва между окончанием нагрева и началом с
При термической обработке по первой с профш i нагу юг
под закалку в вертикальных элехтрич. не гпвл н а;
допустимый перепад температур ±10° С. Темпер i ,г~ -т гол
акалку назначают в соответствии с табл 25. Профи и "игр - 1
I1 свободно подвешенном состоянии в холодную петь шли выпечь на-
гретую до температуры нагрева под з ка. Время г "тки up
изданной температуре должно соответ тв. гь pi -
веденным на с. 193. При термической о> раГэтк?
профили нагревают под закалку со скоростью 1 ’ - Ч <.»-
онтактным пли индукционным спс.пбом „
го нагрева должны быть оснащены устройств д
вить и растягивать профиль в пр иесс
“.ення ,
После нагрева под закалкх' профи 1 ют
точной водой пли маслом либо в cm шь
Ю1ЦПХ охлаждать профили в разиь: * пр ,
в баках приемлема при упрочняю!! 1 оБР(„ ._ ,
Причем конструкция баков до-1 ча с
положение профиля.
Оптимальное сочетание ме\ шическпт
Упрочняющей термической обработки на'л-
^лаждепип с определенными скоростям!
1лава ВТЗ-1 рекомендм • ' с- роеть
" 'с При слишком б- иьшпх скоро, т
'ивы ВТЗ-1 It ВТ22 сильно у прочий
про-
ппсфил«* ИЦС.*
пр., икни*®»
0хта«л«т 10*
i.MWW
при «•и»*** |'л“'
239
„„„ пл игля В случае слишком малых
** хар-а^1РаНХш1яРэффект термического упрочнения незначителен
'сГ£сге''Тео Лазашмм скорость охлаждения профилен после на-
В связи со ска за1различной в соответствии с толщиной
грева п°«3рЕазн0УСтсннь1Х профилей охлаждающую среду выбирают
"1К"• ^^РГсимачьны“ размеров сечения. Так в частности, про-
1 4 nmou RT3-1 с топщиной полки до 6 мм рекомендуют
^Л'1л3Ять на возд^е а прн больших сечениях - в масле пли воде
Протии ИЗ Сплава ВТ22 можно закаливать на воздухе при толщине
П°Л Вреия^педеноса профилей из печи нагрева под закалку в зака-
.очный бак пли спреперное устройство не должно превышать 10-
20 с для сплава ВТЗ-1 и 20-30 с для сплава ВТ22. Чем тоньше се-
чение профиля, тем меньше должно быть время переноса. Если ре-
комендованное время переноса не выдерживается, то механические
свойства профилей отклоняются от оптимального уровня.
Прн термической обработке по первой схеме в процессе нагрева
и охлаждения происходит коробление профилен. Для его устране-
ния профили правят растяжением со степенями деформации до 2%
на установках с электроконтактным нагревом Температура правки
не должна быть чрезмерно высокой.
Старение профилей проводят по режимам, указанным в табл. 25.
Для устранения коробления профилей в процессе старения нх на-
грев, выдержку и охлаждение ведут в специальных термофикенру-
кщпх устройствах
Хотя оптимальные режимы упрочняющей термической обра
боткп для профилей из сплавов ВТЗ-1 п ВТ22 укладываются в интер
валы, указанные в табл. 25, нанлучшее сочетание их прочностных и
пластических свойств наблюдается при более строгом соблюдешш
температурных режимов. Профили пз сплава ВТЗ-1 рекомендуют на-
гревать под закалку до 880—900° С, а старение проводить при 580
600° С; профили пз сплава ВТ22 следует закаливать с 730—750° С,
а старить при 520—540°С. В том случае, когда профили из сплава
ВТЗ 1 закаливают на воздухе, температура нагрева под закалку
Должна составлять 930—950° С. Для удаления газонасыщенного слоя
рофпли после старения травят по той же схеме, которая принята
ля отожженных профилей
Для производства труб используют полые заготовки, получен-
ные механической обработкой или прошивкой. Общая технологиче
ская схема производства горячепрессованных пли горячекатаных
„кпЛЮ.Чает пРессова,П1е пли прокатку, отделочные операции, прав
„ ре31£У концов. Удаление дефектов, сдачу на склад готовой про
многом ооп^пУУра гоРячепРессованиых и горячекатаных труб во
НП01ПВОЛ, товД^ЛЯгТСЯ структурой исходной заготовки, так что и при
Ты исходного Халлеа°бХ0ДНМ0 обеспеч,,ть высокое качество структу
течьным^Ь!ооПиДВерГа,ОТ П0ЛН0МУ отжигу, который является окончи-
ня вы on Л горячепрессованные или горячекатаные трубы ПДУТ
гтльпей,.,,' хеедХоп7редел1еСЛ" Э™ ТРУ<ЗЫ пРедназначенЫ ДЛ”
i нсивность упрочнения титановых сплавов в про-
льной ш.тог пшеской деформации сопровождается значп
можно- тичностн, что в некоторых случаях исключает
' ".вленпя труб без нагрева заготовки перед про
240
Пля обеспечения необходимых механических „ •
вида трубы, полученные холодным переделом 11 товар,, Ги
“ргают различным отделочным операциям: np™C "Древом. под.
^е длины, термическом обработке, промежуток РЛРТе ' iep-
фовке II расточке, травлению в расплаве щелоч™°Ив°бРабвтк' ш™-
ф Трубы отжигают на электроконтактной устанпЛ слота,[-
яой печи. Электроконтактным способом отжигают tovS'," ” Вак' У
мые нз титана и пластичных сплавов. Отжиг на ’ 11;"|>ТОШ|>
установке может быть совмещен с правкой растяжеи,,™ Т?™™"1’1
у ига на электроконтактных установках_спл,Х»а даста™'
Груб пр» зажиме их в контакты и образование оката™ пГ
ном отжиге давление в печи при рабочей тгмПе“''" ’Мм-
ниже 0,7 Па. Вакуумный отжиг при всех его пХХльны
вах малопроизводителен по сравнению с э сктроконтактнып
Перерыв между окончанием холодной прокатки н отжиг
некоторых сплавов должен быть минимальным н не превышать 24 ц
В противном случае холоднокатаные трубы растрескиваются из
остаточных напряжении.
В последнее время показана возможность нагрева пол закш
прутков и труб в вакууме или инертной атмосфере Для ускорен® -о
охлаждения с вакуумированной камеры, в которой находится сад
ка, сдвигают нагреватель и надвигают холодильник. Ра.рабь. и I
также печи, в которых садка, расположенная на транспортере п₽ ,
двигается из горячей камеры в холодную. Прутки и тр г мг ,
также закаливать, охлаждая садку аргоном или тс ш •
Трубы травят кислотным и ще очно-i дел тным . Щ
лочно-кпелотное травление применяют для рния
окалины после отжига, а также графитовой сма н вш -ни»
поверхности труб, идущих на «выход Тра нне вн тр< ; ей i ’₽~
ности труб малого диаметра проводят стр^ “ I. пр~
вая через трубу травильный раствор или в( i
Проволоку из титана волочат прн комн гне й т зтуре < п
межуточными отжигами, нз труднодейюрмнру гых сп-аг з —п]
повышенных температурах (550—720“ С в шпепмости < г мар
ки сплава). Волочение проволоки осуще твляют при довольно 6»ль-
ших напряжениях, так как предел текуче ги тит ногых спл«вов блп
зок к их пределу прочности. Из-за интенсивного наыепа т тш ?
его сплавов волочение проволоки в дут с мятыми частными Д--г'
мациями с частыми промежуточными отжшзми. При ве точен».
Волоки из сплавов OT4-I, ВТбсв, ВТ1 рекриста.-тагзационны. •
проводят через каждые 30—40% деформация, а из спл.
ВТ8, ВТ22 —через каждые 15—20%. нплогиче Г< • «
Для очистки калиброванной проволоки от тех влеш, . в ван
кч, окалины и газонасыщенного слоя примени ДР „Очно-кислот-
иах- Поверхность проволочной заготовки очищ
ным методом с исключением операции осветление пр ажжуп
При производстве проволоки пз тнтановы._ач „ число '
иые отжиги проводят при более высоких т. ,.д| щггог' ’
ольше, чем при производстве проволоки из тнтановых
'на. Это приводит к образованию на ПОВВР' • t алины, _
особенно на сплаве ВТ20, весьма пр в ще"'"' '
1ляют циклическим травлением, напрпм р> авЛ-нне ст в
. ' ' » 15 мин в серной кислоте. Цш ’1ЯЧ^аХпЮ с ' -™ыи
-'учшую очистку поверхности сплавов п f в i • 107
an icHiicM в расплаве без промежугочн i
К сварочной проволоке из титановых сплавов предъявляются
высокие требования по газонасыщенностп: в ней должно быть не бо-
лее 0.003% Н и не более 0.12% О.
В процессе нагрева и деформирования, а также прп травлении
одержание водорода в проволоке увеличивается и на конечной ста
дни значительно превосходит допустимые нормы. Поэтому всю го-
товую проволоку подвергают вакуумному отжигу для снижения со-
держания водорода до заданного уровня. Газонасыщенный кислоро-
~.ом слой снимается при травлении, и обычно содержание кислорода
не превышает допустимых норм.
11. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
ТИТАНОВЫХ СПЛАВОВ
В последние годы в практику внедряется термомеха-
ническая обработка титановых сплавов, поскольку опа в
ряде случаев обеспечивает более высокий комплекс меха
нических свойств по сравнению с собственно термической
обработкой. На рис. 84 приведены основные схемы ТМО
титановых сплавов.
Высокотемпературная термомеханическая обработка
титановых сплавов заключается в горячей деформации
< С.емы осиовнь-. видов ™₽“°“ехаш1ческо11 обработки титановых
1 гмл . . vilJIdbOB.
' ез — НТМ.О" в ПТ MCI
нагрев под закалку и д, фоомапн/ко"бнннРованная (BTMO + НТМО).
«формация; ) ’ , 4“я- 2~ охлаждение в воде; 3-старение;
Р р кристаллизации; Лез — температура
сс+р/р-перехода
зультатс “ак^лкп °блаСТ11, закалке н старении. В ре-
ния горяч,-и пргКгД. существляем01* сразу после оконча
сталлизацщлшыеР ’роц'1; В металле подавляются рекрп
процессы и сохраняются, хотя бы
242
часТ11ЧНО, особенности структуры и тонкого стою,,.
цедеф°РмиРова21ного металла- Старение ст—
структурой обеспечивает повышенные ' ,
свойства по сравнению с упрочнЯГОщей т, ? "
работкой, включающей стандартную закалю,
НИС-
Эффективность использования ВТМО ,я л
комплекса свойств титановых сплавов связ.г*?
собностью не только к деформационном п
и к термическому упрочнению, обусловлен : , ,
дом метастабильных фаз, фиксируемы’
охлаждением после завершения горячей
Поэтому существенный эффект ВТМО /
только у титановых сплавов с достаточны’, коли"
нестабильной 0-фазы. По этой же причине ВТМО >
ет проводить при температурах, близких к Г, - г
калки с которых фиксируется максичал- -т j
0-фазы. Для сплавов, в которых при за! > ф„
ся мартенсит а", оптимальная темперзг
при ВТМО может быть выше Trf.
Термомеханическая обработка с ф—
температурах 700—800° С не дает существе.;;;
ществ в свойствах по сравнению сэ ст—’ ~т
ческим упрочнением, так как после этик
f'OTKii не образуется достаточно боттш"?
метастабильноп 0-фазы. К тому же с пс
ратуры обработки увеличивается к
аторов в 0-фазе, в связи с чем повыШис.
чость и снижается способность к ~р~
рении.
Деформация а-]-0-сплавов ВТЗ-1. ВТ, . ВТ14
пературах, соответствующих 0-оёласти
немедленной закалкой в воде и стар
'Диль же существенному повышению и
Рактерпстик (с 1100—1130 до 1400—14' МП
ВТМО в а-|-0-областп. Однако при 1
' кся пластические характеристик! ,
io ~5%, поперечное су жснпс ”.о -
Эффект ВТМО с ростом ctci in <
повышается в свя ш с увеличением
'’’‘сталличеекого егроспня р-фаэы г 1
при старении, достигает максиму
'1,г Риале степеней деформации, .! ' „
Г"' •ьт.те развития в процесс кфо
^ава с -а,-ий
аиаческие
1РСКПЙ ofi.
и старе-
'•ЧШРнНЛ
с иным
при с
г
сдгющсй
Ж Л ”
кнелыс
шнх ее степенях динамической рекристаллизации
(рис. 85).
Оптимальным режимом ВТМО титановых a-j-p-спла-
вов является деформация на 40—70% в верхнем интер-
вале температур а+р-области (850—920° С) с последую-
щей закалкой с деформационного нагрева и старением
Оптимальные режимы старения при ВТМО для сплавов
ВТ8 и ВТ14 близки к режимам, рекомендуемым для
стандартных режимов термического упрочнения.
------7А
------ /
------2
Рис. 85. Влияние степени деформа-
ции е в верхнем интервале темпе-
ратур а+р-областн (850° С) на ме-
ханические свойства сплава ВТЗ-1
(Л. А. Елагина и др.):
1 — охлаждение в воде; 2 — то же+
+старенне; 3— охлаждение на вс-<-
духе; 4 — стандартная упрочняющая
обработка
Рис. 86. Влияние времени перерыва
между деформацией тп при темпе-
ратуре 850° С (a+P-область) и за-
калкой на свойства сплава ВТЗ-1
(Л. А. Елагина и др.):
1 — без старения; 2 — старение
Лучшие свойства сплаву ВТЗ-1, подвергнутому ВТМО
с оптимальными степенями деформации (50—70%) при
850 п 780° С, придает старение не при 550° С (в соответ-
ствии с режимами обычной термической обработки),
а старение при 500° С.
Эффект ВТМО не является простой суммой деформа-
ционного п термического упрочнения, так как дефекты,
созданные при деформации, благоприятно влияют на
морфологию, размеры и однородность распределения
частиц упрочняющей фазы в объеме стареющей фазы.
В '-вязи с згпч при ВТМО возрастают (по сравнению со
nt
стандартной обработкой) не только прочностные но и
пластические свойства а+0-сплавов, вязкост" “ ’vm.
НИЯ, сопротивление усталости „ длительная прочность
при повышенных температурах. прочность
Для обеспечения значительного эффекта ВТМО нео(
ходимо, чтобы перерыв между окончанием деформации
и закалкой не превышал некоторых критических Т
нин. После деформации в a+fl-областн
деформацией и закалкой
до 10 с не вызывает су-
щественных изменений в
свойствах после старения,
по крайней мере, для спла-
вов ВТЗ-1 и ВТ8 (рис. 86).
После деформации в (5-
области допустим пере-
рыв до 30 с. При ВТМО
сплава ВТ 14 с деформа-
цией в а+р-областп не-
обходима закалка сразу
же после деформации, так
как даже перерыв в не-
сколько секунд заметно
снижает эффект упрочне-
ния.
ВТМО существенно
влияет на механические
свойства титановых р-
сгГлавов. Рис. 87 иллюст-
рирует влияние степени
осадки на молоте при
850" С на механические
свойства сплава ВТ15.
После охлаждения с тем-
пературы деформации на
перерыв между
воздухе и в воде свойства
--- , става ВТ15 близки и М2-Ю
“модуле п в воде своншва сплава ...
зависят от степени деформации. Старс < |(
Щественному повышению прочностны •4'*,L
снижению пластичности. Наибо е выс • ~ л . 1(
характеристики наблюдаются после деч IР f ВЫш.'
на Ю-40%. При увеличении степени дефор^^ рекрн.
40% эффект ВТМО снижается из-зар 10L40^
вталлизацпи, Эффект ВТМО с дефР- В1,-»у»е, и в
практически одинаков при охлажден
245
воде. Таким образом, ВТМО 0 сплавов можно проводить
с охлаждением после деформации на воздухе, а не в во-
де. так как критическая скорость охлаждения, необхо-
димая для фиксации метастабпльной 0-фазы, для сплава
ВТ15 невелика. Методами ВТМО в сплаве ВТ15 можно
получить временное сопротивление разрыву около 1700
МПа при поперечном сужении 5—8% вместо 1500 МПа
и 10% после стандартной термической обработки.
На рис. 88 приведены оптимальные режимы ВТМО
титановых сплавов. Горячую деформацию при ВТМО
0,8 11 1В% Эквивалент Но
ВИ 0Т4 В122
ВТВ ВТ1В ВТ22Н ВТ19 ВТ15
в~т втзо
BT23
Рис. 88. Оптимальные режимы ВТМО титановых сплавов*.
’ сс-сплавы; Б — сс+Р-сплавы; В — Р-сплавы; / — горячая деформация;
2 — старение (А. И. Хорев)
о-~Г0-сплавов следует проводить при температурах, соот-
ветствующих а-|-0-области, а а- и 0-сплавов при темпе-
ратурах выше Дс3. В первом приближении температуру
горячей деформации а+0-сплавов следует выбирать на
50—100° С ниже Доз, а для сплавов критического состава
(ВТ22) —на 50° С ниже Ас3. Упрочнение при ВТМО по
оптимальным режимам возрастает с увеличением содер-
жания легирующих элементов до соответствующего эк-
виваленту по молибдену, равному 5%, а затем уменьша-
ется (рис. 89)
Ни 'температурная термомеханпческая обработка
титановых • :пов состоит в закалке, последующей пла-
стической «.формации (холодной или теплой) в усло-
246
виях достаточной стабильности твердого й.раствопя ™
температурах ниже температуры рекристаллитДгтР?
и старения на заключительной стадии (см ш,г
Теплая пли холодная деформация закаленных титановых
сплавов приводит к резкому ускорению распада метас“
бпльных фаз, зафиксированных закалкой (чашеt
метастабпльной Р фазы). Старение при НТМО по стя1°
дартным режимам, при-
нятым при обычной
термической обработ-
ке, приводит к сильно-
му упрочнению при со-
хранении достаточной
пластичности.
Оптимальные степе-
ни холодной деформа-
ции при НТМО р-спла-
вов и малолегиропан-
ВТб ВП6 В719 В715 ПО1
втм
ВТН втзо
ных а + р-сплавов со-
ставляют, как правило,
40—50%. Получаемое
при этом упрочнение
достигает 15—25
кге/мм2 и возрастает с
увеличением содержа-
Рис Примерный р
сопротивления р •
после ВТМи и Hl i • «4 -*'
упрочнение -г»’**
СТЬЮ П<М . • т Д г'
HUB I IL . В)
нпя p-фазы в сплаве.
Для малопластнчных т0
при низких температурах а-ЬР-сплавов типа
оптимальная степень холодной и теплой деформ ц и
ниже.
НТМО позволяет получить более высоки! у
прочности по сравнению с ВТМО (рис 89). дна
при одинаковом уровне достигаемо» прочности Ду (
ность после НТМО, как правило, ниже, чем посд
Поскольку холодная и теплая деФ°Рм^"‘‘ Hf
но ускоряют процесс старения, в ряде сд-
ма корректировка стандартны^ тпроч . ^^пр„ ,
Упрочнение, достигаемое при нши, с-"лн L
греве до сравнительно невысоких темп р* •
чем ее применение наиболее целесооор опр
прочных термически упрочняемы ер пр11готна
сплавов. Для жаропрочных епчаво термическую
ВТМО, обеспечивающая более высокую Р
стабильность титановых сплавов.
347
Положительные результаты были получены при пред-
варительной термомеханнческой (ПТМО) и комбиниро-
ванной обработке. Последовательность операций прп
ПТМО — горячая деформация, охлаждение со скоро-
стью, обеспечивающей сохранение перекристаллизован-
ной структуры, закалка с температур по режимам, кото-
рые позволяют сохранить перекристаллизованную струк-
туру, старение (см. рис. 84, в). ПТМО отличается от
ВТЛЮ тем, что операции горячей деформации и нагрева
под закалку разделены. Комбинированная обработка со-
четает элементы ВТМО и НТМО (см. рис. 84, г).
В производстве полуфабрикатов пз титановых спла-
вов наибольшее применение найдет, по-видимому, ВТМО,
которая была успешно использована при прессовании
прутков и труб, сортовой прокатке прутков и штамповке.
12. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
ТИТАНОВЫХ СПЛАВОВ
Титан и его сплавы обладают низкой износостойко-
стью, высокой склонностью к налипанию, большим ко-
эффициентом трения в паре практически со всеми мате-
риалами Эти недостатки титановых сплавов ограничи-
вают пх применение для изготовления деталей,
работающих на тренне. Так, например, если болт и гай-
ку сделать пз какого-либо титанового сплава, то болто-
вое соединение оказывается неразъемным. При попытке
снять гайку с болта происходит их разрушение по резь-
бовому соединению. Поэтому в настоящее время болт
делают титановым, а гайку изготавливают из нержавею-
щей стали
Легированием и термической обработкой не удается
существенно повысить антифрикционные свойства тита-
новых сплавов. Были предприняты попытки устранить
этот недостаток титановых сплавов химико-термической
обработкой. Наибольшие успехи были достигнуты при
азотировании и оксидировании, и эти процессы, хотя и
ограниченно, но применяются в промышленном масшта-
ба Есть надежда, что будут найдены практически при-
чпрмые способы науглероживания и борирования.
' "термической обработки титана п его
сплавов н>ппи> 1л₽мы те среды, которые обычно псполь-
। юг при и) боп.с сталей, особенно водородсодержа-
шп га ы и и ' меси, из-за значительного наводорожива-
нпя металла до уровня., достаточного для развития водп
роднои хрупкости. Так, в частности, азотирование
проводят не в аммиаке, а в чистом азоте, тщательно очи
щенном от кислорода и влаги
В соответствии с диаграммой состояния Ti- '
(рис. 90) в процессе азотирования титана при темпер,
турах ниже 882 С на поверхности образуется тонкий
слои нитрида титана, а ниже его обогащенный
(рис. 92) a-твердого раствора. Нитридный стон --.гг
N, % lam.)
5 10 15 20 25 30 35 50 55 50
0 2 5 6 8 10 12 15 10 18 20 22 25
TL % (по массе) N
Рис 00. Диаграмма состояния системы TI—N
стого цвета; его толщина составляет 4—20 мкм, а • а
твердость равна (12- 16) • 10 МПа Обогащении.,
том слой - белого цвета; его микротве) ~
уменьшается по мере удаления от поверхности
металла, пока не достигается микротверд сть. ipaiirq
пая для основного металла (рис 91). За глх бин : л 1
вания принимают толщину с.,оя с повышенно;; ’’
твердостью. В ряде случаев между нитридным . ....
металлом наблюдается темная полоса стр\..тх
представлена фазами арене ‘ Эта прослойка v ,
ется при охлаждении гитана посте тиро/лнпя ; а
распада а- и 6-растворов предельны • < н
ствующпх температуре азотирования
При азотировании а-рр-сплавов под цитр им
ем находится альфированнын слои, который ли ;етсч
। груктуроп, представленной а- и рф -'ii (рш. 92). По
16—188
si'»
мере удаления от а тьфированного слоя количество а фа-
>ы уменьшается от 100% до значений, типичных для дан-
ного сплава. Эти структурные изменения обусловлены
а-стабилпзнрутощим действием азота.
Если азотирование титана проводят при температу-
рах выше 882° С, то образуются три характерных слоя
(см. рис 90): а) нитридный; б) слой, соответствующий
a-фазе при температуре азотирования; концентрация
азота резко уменьшается по
мере удаления от поверхно-
сти металла; при охлажде-
нии после азотирования этот
слой ие испытывает поли-
морфного превращения;
в) слой, соответствующий
Р фазе при температуре азо-
I. мм
Рнс. 91 II мененне микротвердосш
азотированного ( н>я л. глуГнин* i
•. « аготнреегния титана в среде
П| < - ’ Г Ю ч (/) н при
*Я’(Г С 48 ч ( (Л Н. Мннк' вич)
Рш 92. Микроструктура по-
вер хиа^гного сл^я титана, азо-
тированного при 850° С в тече-
ние --1 ч. У300 (А Н. Мппкевич)
тпрования; концентрация азота невелика и медленно сни-
жается по мере удаления от поверхности; при охлажде-
нии пос а итирования этот слой, как и сердцевина
образца, испытывав т р—^-превращение.
Толщин- а итпроваииого стоя /1 возрастаете увелпче-
HI пр сит< ьноети процесса т и повышением тем-
" , .; \рь’ •' । г, (рнс 93). Азотирование титана при
' и, , . I ОЧ1 нь медленно, так что за 24 ч
. .1 1ИПЦ11И1ОЙ в несколько сотых мпллпмет-
П 1050' С и выше за то же время
1 превышает 0,1 мм. Однако при
йбо
слишком высоких температурах азотирования выр >
ет очень крупное зерно 0-фазы, и в процесс, ох щи д< пн i
после азотирования и титане и ею става- фор шр-.
грубая крупнопластпнчатая < груктур . Как ’ же т
лось выше, титан п его сплавы с такой структурой имеют
низкие пластические характеристики п пониженное
противление циклическим нагрузкам В связи эти»; не
рекомендуют проводить азотирование при темпеоат’т-
выше 930 950 С. 1
Образование тонкий нитридной пленки на поверхнп
стн титана и его сплавов при азотировании не/ -тт(
но, по крайней мере, по двум при-
чинам. Во-первых, нитридная
пленка замедляет диффузию азо-
та в титан, так как коэффициент
диффузии азота в нитриде тита-
на во много раз меньше, чем в
а- и (3-фазах. Во-вторых, нитрид-
ный слой обладает высокой хруп-
костью. Кроме того, сам слой и
примыкающая к ней тонкая она
альфпрованного слоя имеют не
достаточно плотное строение, ь
связи с чем при доводке поверх-
ности азотированных деталей не
удается получить чистоту пора- 1 ,
боткн высокого класс?
Толщину нитридного слоя
можно уменьшить азотирование’.! тигана и его ^п
в азоте при пониженном давлении н ш i v
roiioM. Еще один способ устранения хрупкою hi.гридне
слоя — вакуумный отжиг после •> ютпрования "л i ’•
в аргоне.
Пз промышленных сплавов лучше всею -
епииаальио разри-
Б1 I ,2.5-ЛИ' А.
IldlwO режим ээо-
25- 30 ч Глубина
□стн (5—6 I Пл)
ся ВТЗ-1, ВТ14 и ВТ22, особенна пр;
мпния на нижнем преде ie " тгжже
ботапиып азотируемый ст
8 10% 7г и 1,8 2.5% V). Опп ч
тировапия сплава В124’
3 uiTHpOl! ЛП1КИ и < !"'• ВЫСОКОЙ
V этого сплава достигает
твердое
0,с0 мм,
Y 3 1U1V АА --
слоя повышенной твср'ьтгн ия . ,
Лзотпрпвщин. в ГССЯГКП рзз попы ь
кисть II zK.ipUCTOUKOCib TUl-lHOUl I
2Я
1G
с\ щественно, б несколько раз, снижаются такие харак-
теристики пластичности, как относительное удлинение
н особенно поперечное сужение; предел выносливости
на базе I07 циклов уменьшается на 10-25%. К тому
же азотированный слон тонок, и поэтому доводка азо-
тированных деталей до нужных размеров встречает
существенные затруднения. В связи с этим азотирова-
ние титана и его сплавов хотя и является наиболее
распространенным видом химико термической обработ-
ки, применяется в ограниченных масштабах.
Поверхностного упрочнения титана и его сплавов
достигают также оксидированием Природа газонасы
щенных слоев, образующихся на поверхности полуфаб-
рикатов и изделий из титана и его сплавов при нагреве
в кислороде и на воздухе, была рассмотрена выше (см.
п. 4 данной главы). Как уже отмечалось, окисные слон
большой толщины, образующиеся в результате окисле-
ния при температурах выше 850- 900СС, отрицательно
влияют на механические и служебные свойства титана
и его сплавов. Однако при небольшой толщине оксиди-
рованного слоя, образовавшегося при не слишком высо-
кой температуре окисления удается повысить изпосо
стойкость деталей пз титановых сплавов без суще
ственного снижения механических и служебных свойств
титана и его сплавов.
В настоящее время в промышленности применяют
три технологические схемы оксидирования:
а) на воздухе при 700—800 СС с последующим мед-
ленным охлаждением с печью;
б) на воздухе при 850°С с последующим охлаждени-
ем в воде для удаления слоя окалины;
в) в засыпке графитом илп песком при 700—850 ’С
последующим охлаждением вместе с засыпкой на
воздухе
При выборе режимов оксидирования для того или
иного конкретного применения учитывают, что с пони-
жением температуры уменьшается вредное влияние
диффу тонною слоя на циклическую прочность сплава,
ио вне' снимается толщина оксидированного
С 1ОЯ.
Пеп. i.ini прмической обработкой детали тща-
•льно ini ii i ют и обезжиривают, для чего применяют
?г । i । jpim тн. пмическую п элсктрохпми-
Поск льку толщина газопасыщепиых
354
слоев невелика и их твердость ре >ко снижается по мере
удаления от поверхности, доводочные операции на
оксидированных деталях путем механической обрабс.
кн резанием или шлифованием не допускаются во
можно лишь полирование пастами со съемач слоя тс
шиной не более 5 мкм.
13 ДЕФЕКТЫ ТЕРМИЧЕСКИ ОБРАБОТАННЫХ
ИЗДЕЛИИ И ПОЛУФАБРИКАТОВ
К типичным дефектам чисто термического пр<
денпя относятся: а) неже штельная кр пне рнист. ть.
возникшая из-за перегрева металла выни ли
вследствие слишком больших выдерж при течперат
рах, соответствующих верхней части " (-р-эбластп;
б) отклонения механических и служебных с- .
заданных техническими условиями из-за наруше.шм
технологических параметров термически
в) недопустимо сильное газонасыщснпе -нг
термической обработкой
содержанием
г) испарение
слоя или по
отжига при слишком высоких температура.
ленпе изделий пли полуфабрикатов и за не эп
больших скоростей нагрева и охлаждения при
ческой обработке; е) трещины, обусловленные
ческимп и фазовыми напряжениями
Причины первых пяти типов дефектов пыл глп
выше; основные способы борьбы с ними
блюденпе режимов термической обудоотки
ты могут наблюдаться в той или пнп мер ,< 1....
от класса и уровня прочности сплава,
дефектов характерен для сплавов с hi о
пасом пластичности Трещины вс шикаю
приятных схемах укладки изделии в пе .
в дисках пз сплавов ВТЗ-1 и ВТ9 При ста ши
каленных заготовках m высокопрочных
и Ti6A13Mo2FeO.5CrO.5Mii (опытным с
тонкие трещины, направленные от повс, <н> •
заготовок (рис. 94). причем ли Г'лр; шение п)
без приложения внешних luupy 1 111 tPu
менные хсловпя начала самоцреизволь11ого
вания описываются С-образпы.чи кривыми ш
253
"Лрабс ”
в атмосфере с повышенным
титан’
активных по отношению
легирующих элементов Из пов^ чостн,
границам зерен в процессе ;••••
зависимо
Пост
Дйточиым тз-
прп н iaro
в части
Е 13-
ВТ_.
ХОДИТ
Наиболее интенсивное растрескивание наблюдается при
температуре старения 400 СС. При температурах старе
нпя выше 500 и ниже 200СС трещины в закаленных
сплавах прп старении не образуются.
Самопроизвольное растрескивание развивается под
совместным воздействием термических (закалочных) и
фазовых напряжений в условиях, когда затруднена р<
Рис. 94. Трещины, образо-
вавшиеся в высокопрочном
титановом сплаве при ст •• _
нии *А. М. Паршин, С. С
Ушков, И. II. Ярмолович)
0,25 ’ г J 10 25 100 500 2500
Г Ч
Рис J6. Температурно-временные усилит»
образования трещин в штамповках
опытного высокопрочного титанового сп..
ва при старении после закалки с темпер
тур с 870 (/) и 950 (2) (А. М. Паршин,
С С Ушков, II. И. Ярмоловпч).
таксация напряжений. Эффективные способы борьбы
с растрескиванием: а) снижение температуры нагрева
под закалку; б) повышение температуры старения до
500—550 °C, причем скорость нагрева до этих темпера-
тур должна быть достаточно велика, чтобы не произо-
шло растрескивания в процессе нагрева; в) применение
изотермической закалки; г) введение предварительного
высокотемпературного старения (выше 500 °C) переп
окончательным низкотемпературным.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Ктачез A A., Ливанов В. А, Елагин В. И. Металловедение и
। рмпчес обр " 7‘ цветные теттлов и ставов М, чМеталлур-
1 , 1972 4SI) - е и ।
" 1 11 умшн- .эй обработки металлов. М,
Мет., , ч; . , ил.
' 1 ' ' и» обработка титановых сплавов М., <Ме
Гтллнтп,- . 17Г. < « ня.
Н Н Конструкционные титановые спл
II- ....... 1|р
1 тропрочные титановые сила
!•-. M •5V. - I . 1 , Ch’li i-tZ < I пл.
2Б4
Титановые сплавы в машиностроении п
йТЛДйТ* * •• е-садте
Полуфабрикаты из титановых сплавов. М„ тМ»талл’ ?1!1. , П7у
Глава VI
ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
НА ИХ ОСНОВЕ
Прп разработке технологии термичссю . . .г,।j:
тугоплавких металлов и сплавов на ir , ... , -
учитывать следующие прпсущш им осг ещ.^ ,
высокие температуры плавления, б) активно?
действие с газами, составляющими атмо bi вы
кую склонность к хладноломкости.
Вследствие высокой температуры i
плавкие металлы и сплавы на и\ ..еи> н
грсвать при термической обработке
ких температур. В связи с эти. : в< и . joi г. щ.кти
с разработкой, конструирована и i
оборудования для термпческоп и
металлов и пх сплавов. Поскольку пт : 1
лы активно взаимодействуют - - - . >•. :ч. 1
атмосферу печи, то приходится та i \ л ,
пли в инертных газах достаточно •
Склонность тугоплавких ме
основе к хладноломкости сущ.сг ' ПГ”
загрязнении пх примесями вю арс
нологня производства, гк.тюч .
полуфабрикатов и и .делип и • т
и лжпа быть построена таким о в ,
кость загрязнения их примет и i
на к минимуму. Необыч..
тугоплавких металл! как хром, о
к хладноломкости приводит к т<
цпопиый отжиг по пфабрн <ато
становится пспрпсм '
рекристаллизации накопление npi
границах зерен вы ьи - ’
последнее время на осио <
сплавы, которые m охрупч.тп.""гс>1 и !
сгаллп К1Ц1ЮИН0Г' ' от жига.
Ошако в
тррботаны
.-штате рекри-
1. ВЗАИМОДЕЙСТВИЕ ТУГОПЛАВКИХ МЕТАЛЛОВ
С ГАЗАМИ
Из тугоплавких металлов лишь хром обладает высо-
ким сопротивлением окислению. Это обусловлено обра-
зованием на поверхности хрома плотной тугоплавкой
пленки пз окисла Сг2О3, которая защищает металл от
проникновения в него кислорода. Взаимодействие хро-
ма с кислородом начинается лишь при температурах вы-
ше 900 °C. Все остальные тугоплавкие металлы интен-
сивно окисляются при температурах выше 300—500 С.
Ванадий окисляется 5же при 400°C с образованием
на поверхности металла плотной окисной пленки V2OS.
При неслишком высоких температурах окисная пленка
прочно связана с металлом и защищает его от проник-
новения кислорода. При температуре 675 °C окисел
V:O5 плавится и ванадий утрачивает самозащиту от
окисления.
Ниобий и тантал начинают окисляться при темпера-
турах выше 200 и 300 С соответственно. При темпера-
турах 300—700° С кислород растворяется в металле,
затем образуются субокспды, которые при достаточно
высоких температурах и выдержках сменяются окисла-
мп: интенсивное окисление происходит выше 500° С для
ниобия и выше 700° С для тантала. Окислы ниобия и
тантала имеют сравнительно высокие температуры
плавления (Nb2O6 плавится при 1460° С), но их удель-
ные объемы значительно превышают удельный объем
основного металла По этой причине окисные пленки
растрескиваются и отслаиваются от металла, открывая
доступ кислороду к его поверхности.
При температурах ниже 300° С молибден довольно
устойчив в кислороде. Выше этой температуры молиб
ден окисляется с образованием на поверхности голубо-
ватон окисной пленки. Окисные слои па молибдене не
обеспечивают достаточной защиты при температурах
выше 500е С, при этом происходит испарение трехокиси
молибдена, быстро х’счоряющееся с повышением темпе-
ратуры. Выше /00 .юлибдеп окисляется на воздухе
с образован!............окне ia МоОа в виде белого
ДЬ1Ма '.> . . 1л буквально < гает па гла-
зах».
Вольф • кщ пяться при температурах
выше 400— ... 1 При т> шературах ниже 000° С окис
256
леипс происходит путем диффузии кислорода в мета пл
При более высоких температурах на поверхности
галла образуется слои трсхокисп вольфрама WO3, кото
рын отделен от металла тонким с юсм двуокиси \\'О^
При достижении определенной толщины окисная плен-
ка растрескивается так как ее удельный объеч на пи
тельно больше, чем у металла. Посте ра< грескиьзния
пленки скорость окисления резко возрастает. При т
пературах выше 95СГ С окисление вольфра- i об ten
ется также из-за летучести трехокпеп WCK
С азотом тугоплавкие металлы взаимс тействуют в
значительно меньшей степени, чем с кислородом В а
те они устойчивы до следующих температур, °C.-, вана
дни 800. ниобии 350, тантал 450, хром 650, ти>.-. г
1500. Вольфрам практически не реагирует с а от ;
Поскольку скорость взаимодействия тугоплавки,
металлов с кислородом значительно больше. Ч‘ ч а.."-
том, то при нагреве на bi в хе иольшинг
только окисляется, причем температуры н,"
нпя па воздухе примерно такие ЖС, ’ 1 "Г
. кислороде
При взаимодействии тугоплавких
нов с газами, помимо помет .'т.г
ри того) слоя на поверхности оор ' • пги .ч
ный поверхностный слой, в котором ।‘
сей плавно уменьшается от паве
и
(ГО, III1T-
и
257
металла, в связи с чем соответственно изменяется мик-
ротвердость (рис 96). Этот слой образуется в резуль-
тате диффузии газов в металл и представляет собой
твердый раствор внедрения кислорода и азота в метал-
ле. Глхбина газонасыщенного слоя возрастает с увели-
чением продолжительности и температуры нагрева ме-
таллов, если не образуются легколетучпе окпслы. Газо-
насыщенный (диффузионный) слой обладает высокой
хрупкостью и существенно уменьшает служебные свойст-
ва металлов, особенно в тех случаях, когда диффузия
газовых примесей в металл носит не фронтальный, а
избирательный характер и протекает по границам
зерен.
В связи с высокой химической активностью туго-
плавких металлов и их сплавов по отношению к газам
при термической обработке принимают специальные
меры предосторожности, исключающие насыщение ме-
таллов примесями, входящими в состав окружающей
среды.
2. СПОСОБЫ ЗАЩИТЫ ТУГОПЛАВКИХ МЕТАЛЛОВ
И СПЛАВОВ НА ИХ ОСНОВЕ ОТ ВЗАИМОДЕЙСТВИЯ
С АКТИВНЫМИ ГАЗАМИ
Наиболее распространенным способом защиты туго-
плавких металлов и сплавов на их основе от взаимо-
действия с газами, входящими в состав воздуха, явля-
ется нагрев в нейтральных газах и в вакууме. В каче-
стве защитной среды наиболее широко применяют аргон,
поскольку он дешевле и менее дефицитен, чем гелий.
При использовании технического аргона для ащнты та-
ких активных тугоплавких металлов, как ниобий, тан-
тал и их сплавы, его необходимо очищать от имеющих-
ся в нем примесей (кислорода, паров воды, двуокиси
углерода). Содержание примесных га^ов в аргоне дол-
жно составлять- ^0,002% кислорода, г40,001 % паров
воды [точка росы (—55)4-(—60°C)] при промежуточ-
ной термической обрабо! и нагреве под горячую об-
рлбот1' дг.-..ienHi и • 0,005% кислорода и менее
0,01 , иарг пощ (г ы 40"С) при окопчатель
11011 нлпческоп |'.,ц. При нагреве тугоплавких
..к гал I о и । к I, -, . в аргоне такой чисто-
5 x'f’P3 "о» । II кпсцьк пленки, что они не
11 1 1 '--1 жебиые и технологические
Свенстпа
Вольфрам, молибден и сплавы па их основе мвжш,
нагревать ис только в аргоне, ни и в водороде Bo^ono i
растворяется в молибден, II В вольфраме В НИЧТО A HI
количествах мене, 0,0001% массе» щ , 1П ,
турах пшрева под обработк- дашюнпем п т , ,пч ,/ ,
обработку Технический поаород, как и о ничем пн
inpiOii, следует очищать от пновых прим < и По
нын электролизом тсднпчиикпп водород м бал она\
содержит до 0,2 -0,3% кислорода и пары воды с i ч
росы u 34г С. Для применения водорода в капели
щптноп среды необходимо снизить содержание
рода (до концентраций <0,002 0) и паров ы i
точки росы —50° С).
Водород значительно дешевле и менее 1ефиг”.<т> н
чем аргон, но он взрывоопасен. Поэтом, раб, т_ : до-
родом требует особых предосторожностей. Н.
пып опыт эксплуатации печей с вог.орохной атл1о< играй
показывает, что при соблюдении необходима. р
предосторожности эти печи безопасны в экегт'щт.ль и.
При термообработке и нагреве вольфрама М".гТ-
дена защитной средой может служить также ше i'o.u
дешевая и менее взрывоопасная, че т водород, - , , си -
ра, состоящая из 75% Н и 25% N с содержание
0,004% О и менее 0,001% паров воды (тс-;:ы росы
-60 °C).
Термическая обработка тугоплавких металлов н
кууме в еще большей степени, чем o6pau-:ij
ной атмосфере, обеспечивает высокую чистоту
сти. Содержание кислорода в аргоне пос ......ши .
осушки составляет 0,001—0,002% (по массе
уме при остаточном давлении 6-10 Па рас.'" ? 10
(по массе).
Термическая обработка тугоплавких, меь.ллое ” па
кууме предохраняет их от окисления J
да пз металла является при этом „сопу гств, .' пр<
цессом. Первый вопрос, который пр:” щпая ,
при выборе режима вакуумной гермичс.'.
тугоплавких металлов, состоит г OU
глубины вакуума На рис 97 при
спмостп изменения массы збра т-о? НП1
на от остаточного давления в
Из этих тайных еле .' чь в и
обработку молибдена м мЮ прев- Щ. п
давлении 0.8 Па и ниже, в то время к I
25»
требуется более глубокий вакуум (остаточное давление
не более G -10 ’ Па).
Натекание газа в вакуумную систему должно быть
гнетено к минимуму, особенно при термической обра
Сотке таких активных металлов, как ниобий п тантал
Проведенные исследования и накопленный опыт рабо
ты показывают, что при вакуумной термической обра-
ботке тугоплавких металлов натекание в системе не
должно превышать 3—5 мкл/с.
Для повышения чистоты вакуумного пространства
в вакуумные системы вводят различного рода ловушки
Ви ' ши jisiocti. прирос!„ массы ибазцов ниобия и молибдена no< ie от
'мгя I С в веченпс 2 ч г остаточного давления р в вакуумной печи
<М В Мальцев А.И.Балков, В. Я Соловьев)
Отжиг тугоплавких металлов и пх сплавов в условиях
чистого вакуума позволяет существенно повысить
пластичность тонких полуфабрикатов (тонких листов,
жести, фольги, проволоки, тонкостенных трубок).
При выбор» температуры и продолжительности ва-
куумной термической обработки исходят не из условий
снижения содержания водорода в металле до заданного
уровня, а из их влияния на механические и служебные
свойства тугоплавких металлов п сплавов в результате
происходящих прп термической обработке фазовых и
структурны’ превращений.
Технологический проЦ' вакуумной термической
ибр; отии , . , ющпе подготовительные опе-
Рац*111 1,0,11 ' .ногти от I а.юнасыщениого слоя,
'р‘ предшествующих тсхнологпчес
приваиис поверхности; в) под-
готовк л . > . , . 1кой обработке.
260
Газонасыщснныи слой следует удалять пил р
куумиой термпческоп обработкой в связи , тем что га-
зы, составляющие этот слой, при высоких темщратуо
диффундируют в металл, ухудшая его механич--кие и
технологические свойства. Наил- чший способ да юаня
газонасыщенных слоев — травление Обезжиривание
необходимо для удаления с повер\но< ги полуфабрик,
тов жирных смазок, масла и други жиров. Ее in п.х н-
удалить, то прп нагреве происходит крекищ ибра
нпем углеводородов, загрязняющих и вакуу , и мета гл
Обезжиривание проводят в горячем растворе- 10 z -го
двухромовокислого калия с последующей промывкой в
горячей воде и сушкой в потоке теплого воздуха Дру-
гой способ обезжиривания — протирка поверхности
спиртом или бензином.
До последнего времени для термической обработки
тугоплавких металлов применяли саточные вач;умные
печи периодического действия. Основной их недоста
ток — большая продолжительность термическою ши».
Так, например, по данным М. В. Мальцева, при отжиге
тонкостенных трубок и фольги пз ниобия в лаборатор-
ной печи затраты времени составляют:
а) вакуумирование печи до давления 2-10-- Па
1 ч 40 мин;
б) нагрев печи до 1000—1100° С 1 ч 40 мин;
в) выдержка при заданной температ\рс 10 мин,
г) охлаждение печи до 100—150° С 2. ч.
Таким образом, на собственно отжиг (10 мин) рас-
ходуется 3,3% всей продолжительности тер шчесКиГ
цикла (5 ч). Еще более длителен термический циь. i при
термической обработке в крупных промышленных"
умных печах — он может достигать б сут В пн -- 1H
время начинают все более широк,- примчан
ные печи с несколькими камерами, в i
рованпе, нагрев и охлаждение са гкп - I
камерах, связанных между собой.
При выборе способа защиты металле- от в
действия с газами учитывают их пни i 1Я
беиностп. Тонкие (листовые) ‘ почт в щ и,
и тантала, а также сплавов па их с
нее отжигать в глубоком вакууме при
шем натекании, так как эти ‘ |Ц
-егтернымп своиствамп и актива nnnI1IIJlbHou < ч-
чью газы, даже при их весьма малом парцчи-т.
kiio мень-
D[.li 1 • 1' 11
ichhii. Остальные тугоплавкие металлы п сплавы на
их основе можно нагревать и в вакууме, п в среде нейт-
рального 1 а за.
Для <ащиты слитков и заготовок пз тугоплавких
металлов от взаимодействия с га замп при нагреве под
горячую обработку используют защитные обмазки
Принципы выбора состава этих обмазок были рассмот-
рены в гл I при описании защиты металлов от взапмо-
и йствпя с газами
Для защиты тугоплавких металлов от окисления в
США разработана обмазка, состоящая пз SiO2 (до
60%), ТЮ2 (до 40%) и небольших добавок (десятые
доли процента) Na2NO2, К2СО3 и В2О3. При нагреве
ниобия, тантала и их сплавов до 1200- 1300 °C рекомен-
довано применять обмазку, приготовленную па 10 %-ном
жидком стекле, следующего состава, % (по массе).
40А12О3; 15СаО; 25 (Na2O+K2O); 5 В2О3; 10РЬО и
5MgO. Эти обмазкп при рабочих температурах смачи-
вают металл и образуют на их поверхности плотные
вязкие пленки, предохраняющие металл от взаимодей-
ствия с газами, составляющими атмосферу. Указанные
обмазкп наносят на металл перед горячей обработкой
давлением. Их состав подобран таким образом, чтобы
они не только защищали металл от окисления, но и об-
легчали условия деформации. Эти же обмазкп пригодны
для защиты тугоплавких металлов от взаимодействия
газами при термической обработке.
В нашей стране для защиты ниобия от окисления
используют покрытия ЭВТ-37 и ЭВТ-51. Отработавшее
покрытие удаляют травлением в щелочном расплаве
при повышенных тс чпературах. После травления полу-
чают металл практически без обогащенного кислородом
поверхностного слоя.
3. ПРИНЦИПЫ ВЫБОРА РЕЖИМОВ ОТЖИГА
ТУГОПЛАВКИХ металлов И ИХ СПЛАВОВ
Наиболее распространенный вид термической обра-
' °ТК11 ''i. [ЛОВ и их сплавов отжиг раз-
личною нащаяеииг
Г,,1Я ’ !“• гвпп внутрпкристаллитиой
ышепия технологичности при
11 литки подвергают гомогеннзаци
Ни ст п асгнчносгь слитков связана
главным образом с неблагоприятным распределенном
примесей внедрения по объему .ерсн. В с шткг,'
род, всегда содержащийся кап примесь в тугопл
металлах технической чистоты располагается
имущественно по границам ерен и в приграничных * б.
.пастях зерен в виде карбидов или сегрегационных скоп-
лений. 1ак, в частности, слип молибденов ।
сплавов, даже малоуглеродистых, нт транш . । н
практически всегда встречается гарбп МоаС.
При гомогенизации выравнивается химический —
став твердого раствора и изменяются морфология и
количество выделений избыточных фаз Пластинчатые
п иглообразные выделения карбидных и других изб >
точных фаз при гомогенизации хотя бы частпчщ yaci-
воряются, стремясь принять глобулярную форму. В
те с тем при гомогенизации могут расти б . - руины
частицы в результате растворения метких частиц и об-
ратного осаждения второй фазы на крупных тгегич. .
При охлаждении после гомогенизации и _ ыш
нпя растворимости вторые фазы час гично внде шются
опять-таки в глобулярной форме.
Гомогенизацию тугоплавких сп проь ят к
правило, в достаточно глубоком вяк яс, I " чт
этом пз металлов удаляются и г„зы е.чно ' п
Таким образом, при гомогени ащю-ти отжи д
плавких сплавов выравнивж гея 1 ,
твора, происходят раствор' ние ' "ЧЩ'Я п л.1
дпзацпя избыточных фаз, дегазация i
процессы повышают деформпру Г-.'ч -гь с.щкои • IJ
плавких металлов и сплавов
Температура и продолжительное'
иого отжига должны быть д ' чн
ванпя химического состава по
гуляцпи и |быточны\ фаз. Одна <> I
температуры и продолжительность
ег ограничивать определенными пр'
высокие температуры и длительны
жиге приводят к охрупчпв
ерна п более иптепспвн г г
лажденпя па мсжлеренных гравии 1
мари а я протяженность границ ,
СЛИТКИ ИПООИЯ И С СП.1.11''
.... 1 ч10' 11 । ni 11
кууме при давлении мече-. J о
Ра.х 1400 1800°С При |:1 1 1 '
интенсивно растет зерно. Продолжительность гомогени-
зации зависит от диаметра слитка и содержания приме-
сей внедрения. Для получаемых в настоящее время
слитков время отжига составляет 5—10 ч.
Гомогенизацию молибденовых сплавов типа TZM
рекомендуют проводить при температурах 2065 2200°C
в течение 2-3 ч, а сплавов типа ВЛИ— при 1600° С в
течение 5 ч. Гомогенпзацпонный отжиг сплавов систе-
мы Мо — Zr — Ni— Со (ТСМ-3, ТСМ-4, ТСМ-5) реко-
мендуют проводить .при 1600—1800 °C в течение 15—
20 ч.'
Гомогенпзацпонный отжиг молибденовых сплавов
системы Mo Zr— Ni — С позволяет не только повы-
сить технологическую пластичность слитков при обра-
ботке давденпем, но и получить более высокий комп-
лекс механических свойств в деформированных полу-
фабрикатах. В табл. 32 приведены свойства прутков
диаметром 9 мм сплава ТСМ-4, отпрессованных из го-
могенизированного и негомогенпзированного слитков.
Прутки, полученные пз гомогенизированного слитка,
оказались значительно пластичнее.
Аналогичные результаты были получены на прессо-
ванных полуфабрикатах, листах, проволоке. К тому же
гомогенизация слитков привела к уменьшению анизо-
тропии механических свойств в прессованных заго-
товках.
Таблица 32
МЕХЛНИЧЕ КИЕ СВОЙСТВА ПРУТКОВ СПЛАВА ТСМ-4.
иТПРГ ВСОВАННЫХ ПЗ ГОМОГЕНИЗИРОВАННОГО
И НЕГО'.ОГЕНПЗПРОВАННОГО СЛИТКОВ (В Г Паршиков.
М. С. Лейтман и др )
Cihjflcfhu ДефорМИ- [«шинный пруток После рекри- стал лизацион- ного отжига (1 . с С. I ч) Свойство Деформи- рованный пруток После рекри- сталлизацион- ного отжига (1700 °C, I ч)
ив> МПа о0,,5 МПа «50 9UO 630 630 420 410 б, % 4’- % 8_ 22 10 70 15 28 16 34
' омогспизацпопный лт-
2М
Деформированные полуфабрикаты тугоплавких м₽ таллов п их сплавов подвергают дорекристаГлпнзаци“н' ному илп рекристаллизационному отжигу Т< мпеоатХ рекристаллизации тугоплавких м галлов сущесЗо зависят не только от режимов деформации, продол"™ тельностп отжига, но и от содержания пртаесей внед- рения. Металлы высокой чистоты рекристатли ются при значительно более низких температурах по снавне нпю с металлами технической чистоты В табч 3 при
Таблица 33
ТЕМПЕРАТУРЫ РЕКРИСТАЛЛИЗАЦИИ И РЕЖИ М , , , „ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛ'.’ч (М. в. Мальцев, Н. Н. Моргунова, И. Ь. Копецкин и д, )
Температура, с(
Материал начала рекри- сталлн щин доргкрвстал л Hsau энного । отжига р_ .11. > . 1 и тли- снига
Н п о б и й
С ~0,15% примесей внед- рения Мал ©легированные сплавы Среднелегнрованные сплавы 1000—1100 1100—1200 1000 10^0-1100 1100—1200 12v0—1300 1200—1300 13 0-1400
X р о ч
С ~0,1% примесей внед- рения . . Малолегированные сплавы 900-1000 — 12(vi
Л1 о л и б д е н
С ~ 0,02% примесей внед рения Малолегироваин ые с плавы Среднелегнрованные сплавы 950—1000 1000—1400 1400—1600 — 1 13Й —150 16 0—2.
ведены температуры начала рекристаллизации
плавких металлов и сплавов после пр.'.
холодной деформации со степени и л' ” ,[|
нее 50%. Темпсратхро рекрпстоллп шп
шастся с увеличением степени пх гпр. »и«
Некоторое разу прочиени. на. | '
ниобия, тантала и сплавов на их °*
до начала рекристаллизации. ‘ " аш| п
В связи <• отсутствием расщепления m с-
17 IBS
высокой энергии дефектов упаковки в переходных
о. ц. к. металлах легко развивается полигонизация, что
и служит причиной существенного их разупрочнения па
стадии возврата. Наиболее полное разупрочнение отме-
чено в результате первичной рекристаллизации, причем
оно происходит в сравнительно узком интервале темпе-
ратур При слишком высоких температурах рекристал-
лизационного отжига бурно растет зерно в результате
собирательной рекристаллизации, что вызывает сниже-
ние пластичности рекристаллизованного металла, а в
ряде случаев и прочности.
Сильный рост зерна, обусловленный собирательной
рекристаллизацией, начинается при температурах выше
1200°С—для ванадия, 1300°С— для ниобия и
1600°С для тантала. В результате роста зерна сум-
марная площадь межзеренных границ в единице объема
металла уменьшается, а удельная концентрация приме-
сей на границах зерен увеличивается, что и является
причиной резкого падения ударной вязкости. Попереч-
ное сужение и относительное удлинение снижаются в
меньшей степени, чем ударная вязкость, поскольку
склонность металла к хладноломкости падает с умень-
шением скорости деформации.
Рассмотрим более детально принципы выбора режи-
мов отжига нагартованных металлов V А подгруппы и
сплавов на пх основе на примере ниобия технической
чистоты вакуумно-дуговой плавки (0,02% О; 0,03% С).
Отжиг при температуре 1000 °C приводит к некоторому
снижению прочностных характеристик и существенному
повышению пластичности (рис. 98), так что отжиг по
режиму 1000 СС, выдержка 10—60 мин обеспечивает
сочетание достаточно высокой прочности с приемлемой
пластичностью Термическая обработка по этому режп-
м моя т быть рекомендована в качестве дорекрпстал-
лизационного отжига.
Прп температурах 1200 °C и выше холоднодеформи-
рованный ниобий полностью разупрочняется вследствие
первичном рекрпсгал лпзации. Холодно деформирован-
ный ниобий прп температурах отжига 1100—1400°С
сильно разупрочнж теп г, первые 10 мин (рис. 98).
Да.тьн< пш । • е при inn выдержки прп этих темпера-
’ г 1 чало влияет на механические
пийи.’тьа II । . “Пия 'рна наиболее сильно сии
жасчс» 1 и а ........... Так в частности, ударная
I
вязкость деформированного ниобия
1200 °C превышает 3 7 МДж/м*, Е
1350°С —она равна всего 0,15 МДж/м*
___ Г.ГТТГ1М.') ПкИМН ПР'ЛГТ.Тя.' -- '
га ’холоднодеформпрованного ниобия'
1900
S 1700 -
I
^'1500
7JZ7Z7_
es0£
550
950
600
500
** kOO
о
300
35
25
после отжига при
л ®“етотж,,га п₽"
Ж оптимальный режим рекрнста^ли адюннгГ °бра’
х.лпппипПРгЬопмиппляппг,,. __________ ^ЦИОННСД и ОТЖГ
1200 -1300°<
1350
°C
<3
§
V 15
5
20 950 1050
Рис из. Влияние температуры от: 'it
формированного нпоОня (степень
/ — 10 мин; 2 — 30 мин; 3 1 -пн
выдержка от 10 мин до 1 ч в nicir
полуфабриката.
При отжиге холоднодеформпри
Дена, вольфрама п сплавов на "
Е металлах VA no.vpjnnbi (V, М'
Щсствепное разупрочнение па 1 1 1111 г.
примера на рис 99 приведено г..1нчнне
'НиГ;| 11;1 мсхаН11чсскцС к вот I
ЦМ?Д. Исходное состояние ч “ '
с суммарной степенью обжатия около 85%. Разупроч-
нение металла начинается после отжига при темпера-
турах выше 1000° С иа стадии возврата и наиболее ин
тёнсивно развивается в результате отжига при темпе-
ратурах 1200—1300 С на стадии рекристаллизации.
По комплексу свойств после рекристаллизационного
отжига хром, молибден и вольфрам и сплавы на их ос-
нове можно разбить на две группы. Первую группу
составляют металлы VI А под-
группы технической чистоты и
многие сплавы на их основе, за
исключением сплавов, легирован-
ных рением и никелем. В отличие
800
§ 600
-100-
200?.
О 500 1000 1500
6
<200-
6т
Т—I---1--1--1
20 000 1200
80
60 g
40"?'
20
О
1600 t,°c
Рис. 99. Влияние температуры отжига на
механические свойства прессованно-
го молибденового сплава ЦМ2А
Рис. 100. Зависимость темпера-
туры перехода в хрупкое состо-
яние спеченного молибдена (/)
и молибдена электроинолучс
вон плавки (2) от температуры
отжига в водороде в течение
1 ч. Исходное состояние: холод-
нокатаный лист (Рпнгпфейль и
Крумфолд)
от металлов V А подгруппы рекристаллизационной от-
жиг этих материалов приводит к снижению н прочност-
ных, и пластических характеристик при комнатной тем-
пературе (см., например, рис. 100).
Сильный рост зерна в металлах VIА подгруппы на
стадии собирательной рекристаллизации способствует
переводу этих металлов в полностью хрупкое состояние
при комнатной температуре. Интенсивное укрупнение
зерен начинается при температурах выше 1500°С для
хрома, 1400°С для молибдена, 1650—2100°С для воль-
фрама. Температуры рекристаллизации и начала интен-
сивного роста зерна всех тугоплавких металлов, а так-
же сплавов на их основе смещаются к более низким
значениям при уменьшении содержания в них примесей
внедрения.
Высокая < кл тост . металлов VIА подгруппы
к хладноломкое ги i ни < ничтожно малой раствори-
мостью । hip npnii внедрения. В металлах промыш-
ленной чистоты н । < рекристаллизационными про-
21
цеесами происходит дпффу июнное певег>аспп₽по
примесей внедрения, в результате которого нГгпани"
цах зерен образуются сегрегации атомов внедрХ „
выделения карбидов, оксидов, оксикарбидов и до г.
хрупких соединении. Эти сегрегации и выделен я об
ч;1ЮТ зарождение .1 развитие хрупких трещ11н °- ы
характеристик, особенно
хрупкости спо-. ибствует
т'-.те ерна растворт н-
вает снижение пластических
ударной вязкости. Развитию
также блокировка дислокаций в" теле
нымп атомами.
С повышением температуры эксплуатации испыта-
ний пли деформации вредное влияние сегрегаций и вы
делений по границам зерен уменьшается и при тоста
точно высоких температурах (выше температуры пер,
хода металла из хрупкого состояния в’ вя кос}
пластические свойства рекристаллизованного металла
становятся выше, чем деформированного.
Температура хладноломкости наиболее низка у ю-
нокрпсталлов и деформированных полуфабрикатов г
ле холодной п теплой деформации, ситттющей ячипст,
или полигонпзованную структуру. При повышении те
пературы отжига температура хладноле.чк стн енача а
возрастает слабо, а затем выше некоторой тсчпер т
ры охрупчивания» весьма интенсивно (рис. 100). П, . i
отжига при температурах выше температуры охрупчи-
вания» начинает снижаться и прочность, и пластичность
деформированного металла.
Снижение пластических характеристик и ппвыш< Шс
температуры хладноломкости молпстсна. вольфрам: и
сплавов на их основе начинается попе тжигз да i
ператур начала рекристаллизации Так, напрпче? п.ы
стпчность сплава ЦМ2А начинает енпж я после >
жига при 900° С (см. рис. 99), темпеРад
рекристаллизации этого сплав гл i । • «ei с*
1250°С. Поэтому для молибдена, в. льфра ш и - иьшин-
ства сплавов на их основе температура дорекрпсГо^
>ациониого отжига должна быть значительно ни . >
пературы начала рекристаллизации
Вторую группу составляют епл ‘ -
W - Re, Mo Re, Mo- W Re 11 Мо-Zr „ Bl.
пластичные после рскристаллплацпонио!
сокая пластичность сплавов первых тре • . с
кристаллнзовашюм состоянии свч. пш
постным рениевым аффектом Высок
269
сплавов системы Mo Zr — Ni— С в pi кристаллизо-
ванном состоянии обусловлена никелем, который в
сплава» рассматриваемой системы концеитрпру! тся
преимущественно в приграничных слоях и прспятствхет
образованию пограничных сегрегаций элементов внед-
репия (см. табл 32).
Pi пневый эффект и благоприятное влияние никеля
на пластичность молибденовых сплавов сохраняются
лишь после первичной рекристаллизации. Собиратель-
ная рекристаллизация, сопровождающаяся резким ук-
рупнением зерна, переводит эти сплавы в хрупкое со-
стояние при комнатной температуре. Так, в частности,
пластичность сплавов системы Mo - Zr Ni С со-
храняется лишь в том случае, если температура отжига
не превышает 1800 °C.
Формирование полигонизованноп структуры являет-
ся эффективным способом обеспечения оптимального
комплекса свойств тугоплавких металлов и сплавов на
пх основе. Полпгонизацпоннып отжиг приводит к повы-
шению прочностных, жаропрочных пластических ха-
рактеристик тугоплавких металлов; температура хлад-
ноломкости полпгонизованного металла значительно ни-
же, чем рекристаллизованного. Наиболее сильно в
ре ультате полпгонизацпонного отжига повышается
предел упругости металлов.
Благоприятное влияние полпгонизацпонного отжига
на свопства тугоплавких мета 1лов тем больше, чем со-
вершеннее и тоньше полигонизацпонная структура.
Как уже отмечалось, растворимость примесей внед-
рения в хроме, молибдене и вольфраме незначительна
[Ю-4 КК6 % (по массе) при Ю00°С], в связи с чем
уже при ничтожно малых концентрациях этих примесей
на границах зерен образуются сегрегации атомов внед-
рения и выделения хрупких фаз. Образование тонкой
полпгонпзованной субструктуры с большой протяжен-
ностью границ и субграниц приводит к уменьшению
концентрации при’ . ей в сегрегациях и удельного ко
лпчества выделений на границах и субгранпцах. В свя-
1,1 ,тп 1 io .....галлы < очень мелким
С врио ( сохраняют и [астпчность. Вместе
тем пр ! акаций примесями внедрения
'1г । ' 'Ния пределов \пругостп и
текучест
<и Пи.шгонизованиой суб-
27(1
структуры необходимо обеспечить достаточно ™
разупрочнение металла. Это д01 „птХ пХ ‘
„ым отжигом перед последней операцией г / Т°Ч
цавлсппем. Затем после небольшого нак п ибработки
ними деформации 10-20% о,ущсетвляют nX.Z"'
ццоннып отжиг нагартованнию м. гал ,а "
Тугоплавкие металлы нс пспыты-.пют полиморфно,
превращения. Поэтому отжиг второго рода сплио н
основе тугоплавких металлов может быть основан лишь
на переменной растворимости упрочняюще ф.-.- в ча
стностп карбидов. Отжпг второго рог., а„ ।. „ С1а
ренпе тугоплавких металлов не нашли шпрокиго про-
мышленного применения, и поэтом” технологию
видов термической обработки мы не [ чатриваеч
4. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ
Слитки тугоплавких металлов подвер. ают гемо,
формированные полуфабрикаты — дорекрпстгдль iau
кристаллизационному отжигу
Температуру дорекристаллизациониого о . ,.
50—200° С ниже температуры начала ре..ри.т,- , г i .........
] 'Кристаллизационного отжига выбирают таким с :
пастью завершилась первичная рекристалли.,. -. !
рна из-за собирательной или вторичны! рекрпс.а. vi . . . .
пошло. Температура рекристаллизационного 91
100—300° С выше температуры нач’ча рек.
Сплавы на основе ванадия, по-ьидь.чом,
промышленного применения, так их р- • 1*р®*
рываются температурным иитервапп" в
образно применять стали и нш .левые •
В отличие от ванадия ниобий
тпвных промышленных сплавов. Слн t
•Тучевого переплава) с малым сгчер
" куются без подогрева и без промс».- i 1 •1 ”’ . ‘ ,
нпчсского ниобия и его сплавов по"1 . н
11 т м не менее возникает нсобх
Методом ковки получают
пения, а также готовые п<
шповп» В зависимости 1
.тип ..апый > lT2,,
''• ю |астпчпо 1 । । ' ।1 1
Прут п, профили и по 1 ИП. с । 1 I
"'Г.ЗНЫЧ II III пре. 'И1Н1ЫХ i
.жнг,ю1 . у..,пения I
'1ИЮЧ11О I, I.. си .1 .11 а, ,,.11
ЙЙЧН и растворения нем. • • *личеслях
rt
юв и других фаз). Так, например, прессованные и кованые заго-
товки ниобия и сплава ВН2А отжигают при 1350—1450° С в тече-
ние 4—0 ч в вакууме при остаточном давлении 1,33-10 ° Па При
ьтп\ температурах заметно растворяются карбидные частицы но
1ерно еще не растет
Этот отжиг иногда называют «гомогенизирующим*. Однако это
определение не согласуется с терминологией, принятой для видов
термической обработки сплавов на основе других металлов. При
описанном виде термической обработки сочетаются элементы отжига
первого рода, основанного на явлениях возврата, полигонизации или
рекристаллизации, и элементы отжига второго рода, основанные на
частичном растворении и коагуляции вторых фаз.
При производстве труб предварительно прессованную из слит-
ка полую заготовку подвергают вакуумному отжигу при темпера-
туре 1300- 1350° С. Тр)бы из прессованной заготовки прессуют при
1200 130о°С. Трубы, полученные при больших степенях деформа-
ции, имеют волокнистую структуру, которую устраняют рекристалли-
зацпонным отжигом пры 1200—1350° С в течение 1—2 ч (в :авпсп-
мости от сплава) Трубы из ниобия и его сплавов получают также
прокаткой прессованной заготовки.
Листы и полосы чистого ниобия (электроннолучевой плавки) по-
лучают холодной прокаткой отожженной кованой плоской заготовки
без промежуточных отжигов. Листы из технически чистого ниобия и
его сплавов катают из прессованной и кованой заготовок. Исходную
заготовку механически обрабатывают или травят, после чего под-
вергают вакуумному отжигу при 1350 1450° С в течение 3- 4 ч. За-
тем ее подвергают горячей прокатке при 1200—1300° С. Поскольку
прокатка заканчивается при температурах ниже температуры ре-
кристаллизации, то металл нагартовывается, хотя бы частично.
В связи с этим горячекатаные полосы перед холодной прокаткой
подвергают рекристаллизационному отжигу при 1200 1300° С в те-
чение 1—2 ч. Холоднокатаные листы из ниобия и его сплавов постав-
ляют в нагартованном пли отожженном состояниях.
Проволоку из ниобия и его сплавов получают из кованой пли
прессованной заготовки. Из ниобия высокой чистоты можно получить
холодным волочением проволоку диаметром до 0,20 мм. Однако ре-
комендуют проводить промежуточные отжиги при диаметрах прово-
локи 1,2—1,5 и 0,5—0,6 мм.
В тантале напряжения снимаются при необычно низких темпе
ратурах (600—800°С), значительно ниже температуры рекрнсталли-
•ацин (1100—1200°С). Оптимальная температура рекристаллизаци-
онного отжига тантала существенно зависит от его чистоты: для
металла »лектроннп.пучевой плавки она составляет 1100—1200°С.
для металла э хтрс хуговой плавки 1200 1400° С5, а для металла,
полученного методом порошковой металлургии, 1400 -1500° С.
В связи опт яннымп выше особенностями влияния рскрпстал
ньации иа i лоннецтк ммадюв VIA подгруппы к хладноломкости
выбор режимов их >1.1 цц тв'.нпо ia висит от его назначения.
Допустим, из. II г । ••>>.. промежуточного отжиг ' г>
Ррчг’* гем пип иным причинам еохрл
нилср, * ........ 11 . , |, Пр, шк-сгвующей ^формации.
1 г подвергав горячен обработ
Г p‘2,Api!''3 „1ЛГ, 1Ц11ОИИЫ]! чТЖПГ. Ec.HI 11 ре
формация то исходный наклепанный
M,‘,J-1'1 111 1ня напряжений. В случае теплой
272
1еформаци» выбор режима предше-твующс,о птж,,.
Температурой деформации. Если эта т , , _,ат ™,,г .... 1 ^еЯ
высока, так что может сказаться пиВыи аная Л Г' ’’ 1 ......
пва< чых металлов к х тадиоломко ти т : - 1 и
-пятия напряжений; в противно” <
v теи рекристаллизационный от» > - п
' Выбор типа окончательно
боты изделия. Если рабочая т. ..
рекристаллизации, то о .ончате „н„„ О1л 1 (> Л"
чпзационным. Если изд. ню работает при ;
рых рекристаллизация не ра„вив„ гея, то пр ч
тпя напряжений, полигонизационны,. отжиг и i.
ют к какой-либо термической обработке
Рассмотрим особенности технологии тс;
луфабрикатов из тугоплавких металлов п<
молибдена. Рекристаллизационные отжгг
используют как промежуточную оп рацию i
равномерной структуры, повышения н стабпл
мированных полуфабрикатов. Прутки трубы
плавив
дена и его сплавов чаще всего получают , hj-t'i
горячим прессованием слитка.
В зависимости от режимов пре
может иметь перекристаллизованную иl ин r_^j ре-
кристаллизованную структур). В . .f- ЦМ2\ ।
начинает развиваться в процессе ” " пр'
1600° С, если степень деформации пр< Г-.ж...ре-
кристаллизация в процессе Д'фор'1 i 1 ’-м •’.л-
вае1, и даже при степени °1
кристаллизована. Рекрнста"
по сечению металла; наибе .•
ные объемы прессованною ip\Th । 1111 -л 1 ’ 1 1,1
сохраняют высокую темп । I
«емпературах ниже 1301
пруток имеет волокии тую трд
Характер изменения стр\
Ijdb при прессовании на прим
Здесь выделены три харзкт.
•••••ответствует интенсивном
Напряжений, область пра
ИИорых частично ра вн я
и bb' находится пром* '
виям прессования, котт.
•лмп упрочнения и рлзунр» in •
гРУкгуриого состояния ЦМ-Х ь •
по троена по точкам г» |•*. •-* г। * '• 1 iva ’\ з
грп| у ющнми давне
формации црн р
В it npnc'conaiu зя : 1 1 11 । • t । । j . ।
• 1 1 ичпо Р крист । I I
1 1 h’ltj inneii ’ ф| ' । п
Ullli И ,, |...к
UTI р(
Ч I I ( > I J, I к , И
11 .ПО I
'-"’о 1000 I I с 1U .............
и дня проходит при температурах выше температуры прессования,
то специальную предварительную термическую обработку не прове-
сят; она совмещается с нагревом металла под деформацию.
Структура и свойства молибденовых сплавов после рекрпсталлп
jamioiiHoro отжига существенно зависят от режимов прессования и
ci ьига. С , сличением вытяжки размеры рекристаллизованного зер-
на не...,<>лььн уменьшаются; температура прессования оказывает пе-
HRC
10 75 80 85 90 95
°/ч
Рщ 101. Зависимость тверх- стн
irpccocin иных прутков силана ЦМ *Д
‘"'т степени в температуры дефор-
мации, ГС (Н. Н. Морги г.; й и др 1
Рнс 102. Схема интенсивно-
сти наклепа сплава ЦМ2А
при прессовании (Н. Н. Мор-
гунова и др.):
1 — область интенсивного
наклепа; II— область уста-
новившегося наклепа; III -
область разупрочнения из-за
частичной рекристаллизации
л1ьшос- влияние на размер зерна. Повышение температуры отжи-
га с 1400 дп 1700° С приводит к увеличению линейных размеров р<
крист„ллпзомнно! о зерна в сплаве ЦМ2А в 1,5—2 раза. В связи с
этим для пр< сованных прутков из сплава ЦМ2А оптимальным счита-
ют рекрпсгаллизащшнный отжш при 1400° С в течение 1 ч.
При понижении температуры предварительного прессования пла-
тность pt^pii сталлиjo и иного металла возрастает. Так, например,
пг и прессования при 145и Сир рпсталлмзацпонного отжига удли-
-3 1ПЯ пппВГ1ЙягА Пр" 1?'Ю С " гавляет 14,7%, а после преесо-
1 юп С , / " Р5кРигтал 111 рационного отжига удлинение прн
“ Ото ’ _> • г, что прессованную заготовку
' л 1 п0’ можно более низких температурах
Н „I..... “ ‘ " 1 :"'1‘ ' ргкрис: ..ллизационному отжигу.
................. ЧУб . прутки п штамповки, по-
,н подвергают никакой допол
uuи |ьно -I puiHb. ..
, ' пол,чают 11 кованой сутунки
, ,, 1Ю1Ы1 ' I > . ' ' '* ’ ' "Рогаткой сугуикп и заготоп
. отжигу, который совмещают
И |>ки П] звонят в печи с водородной
274
атмосферой при 1500” С в течение 1 ч. Посте прокати
Ю- 12 мм листы травят, осматрш,. от и с ,ялиЛ *
, ,стп. Да ,ьнсйшую прокатку 10 ь 4,infl т. пщвд *'
ьпмп подогревами в га »во„ ' ««• i •
1000- 1200 С. Готовые п„. гы ОТЖ1И « 1 «'»" .. . , „
МОСТИ от ro-таиа силап ) дЛ снят„ ’ <
Чего подвергают трл, юн и го для j , „1Я г„ ", "р " ‘
’Поверхностного с -ОЯ 1
Поскольку готовые листы н- отжшают
сгва определяются режимами прокатки
ниже температуры рекристалли пцип
формируется ячеистая структура, при
чем рашперы ячеек впзр. гают с повы-
ше дней температуры прокатки. Яче;>ц
вытянуты вдоль направления проьатьч,
в связи с чем структуру называют по-
лосчатой ячеистой. Посл< прокатки при
гемпеоатурах несколыс • выше шера-
туры рекристаллизации в лп.тях наблю-
дается неоднородная ячеисия t rpyKij
ра с ячейками, размеры которых колеб-
лются в широких пределах. После про-
катки прн достаточно высоких темпера-
турах структура листов полсча< г пг
ностью рекрпсталлп анно-.
С повышение л температуры прокат-
ки прочность листов снижается, и вме-
сте с тем уменьшается анизотропия
свойств, особенно пластических Поел-
прокатки при температурах, г i шх
температуре рекристаллизации,
ва продольных и попере ihei . о ,
близки. Прокатка при елпни
ких температурах, при которь
полностью рекристаллизуется
к падению прочностных но*..........
натной температуре -'тот „Ьфе - ; ч i
пературы прокатки ъллиьас* п •
кристаллизованного вдет, ил •/" 1,! 1 ’• 'T.nrjj
стн сплавов молибдена поле рс.-.р 1 1 ' *' 4
комнатной и не завнеиi
ЧИСТЫ IM МОЛП6ДСИОВЫХ СППаСйГ ’ ill
свойств после прокатки при i.-опер i; р
гУры рекриста.» игацнн С г
жпгом тли без нет
Перспективным nanpat
•I.TI'TII'IIU гн япля Т<’_Я Пп ! г. 11 > и ।
•I MUlIO pili f 1ЛП Mi • 1
Of ’ .| 1,1 \ [ \ , .[ p\
""'H, I .|, Hinn -Uh, ,|I|
МРМпи мГн ipiui .и
<|>’1р'’,.ц,,(| || (,| j, |;| II,, Hi I IU1 l .llljv ' I "
Прн про
-Vjw. °Г
50 г
4Ск
30
го
10
О
-10
-20
-30,
J ---1--1--L I I I
110012001300НСЦЩцбм
Input* 0
npi«
еЧ. что повышение
тем:>ети-
я Ш1<готсм|геглп'риой
ЛЯ1ПШ, .теитч. фолы1!
iriticTti»e<’SI»e c»»#CTW
V7 njiCtypiA При
БИБЛИОГРАФИЧЕСКИ» СПИСОК
Ниванэв И. И. Теория термическом обработки металлов. М„
1СЛгю-и™{£:'1™ Ливанов В. А, Елагин В И. Металловедение
н термическая обработка цветных металлов и сплавов. М„ «Метал-
7vpn • •, 1972. 480 с. с ил.
Uu/bqef. AL в Термическая обработка тугоплавких, редких ме
1ПТОВ п их сплавов. М., «Металлургия», 1974. 344 с. с пл.
Трефи юв В И Ми. 1ь«ан Ю. Р Фирстов С. А. Физические осно-
вы прочности тугоплавких металлов. Киев, «Наукова думка 1975.
314 с. с пл
Коп цний Ч. В. Структура п свойства тугоплавких металлов. М„
Металлургия 1974. 208 с. с пл.
Сплавы молпбдена. М., "Металлургия», 1975. 392 с. с пл. Авт.:
Н В Моргунова, БАК шпин, В. А Бояршинов п др.
Савицкий Е. М., Бурханов Г. С Металловедение тугоплавких
металлов и сплавов М, «Наук. 1967. 324 с. с пл.
ПРЕДМЕТНЫЙ
УКАЗАТЕЛЬ
\(м'(фбЦИЯ.
* ,изотермическая За
эндотермическая S3
Адсорбция:
физическая J3
химическая 33
атмосфера:
’ восстанавливающая 59
для химике-термический об]
Лотки 6
защитная 50
контролируемая Его
нейтральная 59
окиспительная 59
В НТМО 117
Возврат после старения Ьо
ВТМО 117
Гомогенизация:
высокотемпературная 85
обычная 85
ступенчатая 88
Граница:
когерентная 82
некогерентная 82
Дегазация 70
Деформация остаточная 28
Диаграмма:
изотермического превращения 7
рекристаллизации 130
структурных состояний I!4
Закалка;
без полиморфного превращения
15!
изотермическая 30
неполная 128
Зона Гннье — Престона
Коагуляция выделений 82
Коэффициент теплоотдачи 11
Ликвация:
дендритная 84
зональная 84
Нагартовка 89
Нагрев:
в жидких средах Н
— кипящем слое *•
индукционный 8
электроконтактный 8
Напряжения:
временные 23
закалочные 29
остаточные 2л
пороговые разрушающие
структурные 23
термические 23
Фазовые 23
ПТМО 117
Обмазка защитная 5
Обработка термическая в в куу.ме
Отжиг:
вакуумный .
высокий 90
гстерогепизпрующий 80
ri MorenH3.,nMOHHbiii KI
w...........................
ibifKnft 9C
ПСМЯ1ЫЛ Ifi
•pTiHe-H/Tittijtjn 7
• жМЧКейМ
Перг pea ivy
П«о< л'.г УЧ
Полрып^ । щ| тцое , -п
П |нгенг,.зция IU
Порист Н7ъ
нгирпчйв* I?
nepauwiufl 47
Гц
Прп*. ,| diueunt-i, ti,
m MQ П7
Pa .]•• -i> in.
Рас»эд:
Heiipepi/вцыЛ 132
и I 1
F~k. ii I । u |дция:
метлица wHqi Kicaq ||1
стат"“^ск >я 1
i' • т <• h, 90
<' и а -|им»а 103
i *прость:
чагпрча 11, Z1
язгреа»тглы»«в *11
ОХ.-.иХД^нРДЯЖ fi
Стдреиие
беэ Mwrpraj im< i&KCin • ->
eciecriu-iiBoe 81
цскуестйе№101- Pi
• 82
стл6а.1»«пгундаил aI.
гтэлем*нии 10^
фи oca p Я2
Струтллфд:
ГДМЛ7«РН>» »а- л lft0
М1*р$«Ж»Ч₽ОГв
иллстничэтач IS2
рвгл*н*’>ти|*Я1^8Ф< *w
Ti-wncwrypa*
ктчЦп пг; *.тля
Твпл<х«бмсн
ьйняестмэиый IP
тм(
у
<1
ХР
- 'д
тддвиля** .
т-ес.с 1иЛ****140
ulpariiMav
ОГЛАВЛЕНИЕ
Стр.
Предисловие
Глава I Основы технологии термической обработки цвет
ных металлов
I Общие положения
Св собы нагрева
। Ох гаядаюише среды
4 Т мнчес кие напряжения .
" Методы предупреждения и уменьшения остаточных на-
пряжений ... - -
Взаимодействие металлов с 1 азами
• Влияние газов на механические свойства металлов. Водо-
родная хрупкость
8 Контролируемые атмосферы
9 Защитные покрытия . -
10 Термическая обработка в вакууме
Библиографический список
3
5
5
8
12
23
29
32
43
56
62
69
77
Глава II Алюминий и его сплавы
1. Принципы выбора режимов термической обработки алю
мпнпсвых сплавов ........................ . .
— Технология гомогенпзацпонного отжига и отжига слитков
для снятия напряжений ....
3 Общая схема производства плит и листов из алюминие-
вых сплавов..............................
4. Теснотогпя отжига листов термически не упрочняемых
алюминиевых сплавов....................................
5. Технология термической обработки листов термически уп-
рочнж*М(. v алюминиевых сплавов
и- Те - । । д ня герыпчес .оп обработки прессованных изделий
7 Тесно.тогпя 1. 1мической обработки труб
Технолог, ч теимпче он обработки поковок и штамповок
in <*" '*,е"анпчег’Эя обработка алюминиевых сплавов
схнологня термической обработки литейных алюминиевых
сплавов
11 шнвыхЫплаавТовОСфеРЫ П₽" теРмичесК0Й обработке алюм,ь
Ы-б^ВД^^ - — ы контроля
Глава 111. Магний и его сплавы
*' ЕР?»НЦпПт» ВЫбира режггиов термической обработки магии
*' 11.1 - и . "
78
84
89
89
96
106
НО
ИЗ
117
121
125
127
129
129
2 Г nt ,,, ,
л т "
4 Те > , 1 11 ,
вых сшмиа
5 -
t.iC. рафпчесгнй список
" ею сплавов с газами
обработ и литейных сплавов
"бра.к/тки деформируемых магнпс-
обработкп
129
133
134
141
142
27
Cip
Глава IV. Медь и ее сплавы ^3
1. Принципы выбора режимов отжига меди и tr . ц.пиов 143
2 Принципы выбора режимов закалки и старения ди nei ।
онио твердеющих сплавов . Г 151
3. В. лимо teiiCTBiie меди в е сплавов с Гсззчи при тсрмичс
ской об работы. Г •
4. Применение защитных атмосфер ц;
5. Влияние различных факторов па эффе> гпвность »зшпг-
ных сред .... 167
6. Травление полуфабрикатов пз меди и । сплавив по< •
термической обработки . . 170
7. Технология термической обработки плог- го пре. . 17"
8. Технология термической обработки труб . 176
9. Технология термической обработки провопсн । 17-
10. Виды брака при термической обработка ме гл и । 179
Библиографический список 1
Глава V. Титан и его сплавы -О
1. Принципы выбора режимов отжига 184
2. Принципы выбора режимов закалки и । । ния
3. Прокалпваемость
4. Взаимодействие титана и его сплавов с га ,..мп
5. Способы удаления газонасыщенных с ин и
6. Способы защиты титана и его сплавов от щисыпин» 22*
7. Вакуумный отжиг титана и его сплав .п 22"
8. Технология термической обработки дпетп п ‘ .
катов . .
9. Технология термической обработки поковок и штгхг. i
10. Технология термической обработки профилей грхб
ков, проволоки
11. Термомеханическая обработка тптанос,ых ш ин и
12. Химико-термическая обработка титановых спл ин» 248
13. Дефекты термически обработанных и пн ц пилуф.|[<р..
катов .
Библиографический список
Глава VI. Тугоплавкие металлы и сплавы на их основе
1. Взаимодействие тугоплавких м< >.
2. Способы защиты тугоплавки' галле
нове от взаимодействия с актигг-пг.'п сз . ’’г
3. Принципы выбора режимов отжи □ }.т " 1 xj-.t.i •
и их сплавов
4. Технология термической ебрабогкк дсформироп •• •« . г
фабрикатов
Библиографический список Е£2
Предметный указатель
И Б № 1544
Борис Александрович Колачев
Рустам Мухамедович Габидуллин
Юрий Васильевич Пигузов
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Редактор издательства М. С. Архангельская
Художественный редактор В. В. Баталова
Технический редактор Н. В. Сидорова
Корректоры Ф. Б. Цалкина, Г. Т. Петрова
Переплет художника К. И. Милеева
Сдано в набор 11.09.79 Подписано в печать 07.02.80 Т-02227
Формат бумаги 84'х108’/з2 Бумага типографская № 2
Гарнитура литературная Печать высокая
Тг.« печ. л. 14,70 Уч.-изд. л. 16,82 Тираж 12600 экз.
Запаэ № 188 Цена 85 к. Изд. № 0036
Иэда'а-»- вэ ••Чвгвплургия», 119034, Москва, Г-34, 2-й Обыденский пер д 14
Владимирская типография «Союзполиграфпроман
при Государственном комитете СССР
Д’* »* и «дательств, полиграфии и книжной торговли
61'j.' ' г. Владимир, Октябрьский проспект, Д- 7