/




















































































































































































































Текст
6П7.54
Б 43
УДК 678.063 : 678.074(075.8)
Белозеров Н. В.
Технология резины: 3-е изд. перераб. и доп. — М.:
Химия, 1979. 472 с., ил.
В учебнике подробно рассматриваются способы получения,
химические и физические свойства каучуков, их молекулярная
структура, химические превращения, вулканизация.
Отдельная глава посвящена ингредиентам резиновых сме-
сей, их свойствам и принципам составления рецептур. Основное
внимание уделяется процессам резинового производства (изго-
товлению резиновых смесей, каландрованию, шприцеванию
и др.). Описываются способы регенерации резин и свойства ре-
генератов. Приводятся сведения об армирующих материалах
(волокнах и тканях).
В третьем издании отражены существенные изменения,
произошедшие в технологии резины со времени выхода в свет
второго издания (1967 г.); оно переработано в соответствии
с новой учебной программой.
Учебник предназначен для учащихся техникумов, специа-
лизирующихся в области технологии резины. Книга может
быть полезна инженерно-техническим работникам резиновой
промышленности.
472 с., 14 табл., 99 рис., список литературы 30 ссылок.
Рецензенты: зам. начальника ЦЗЛ МШЗ М. С. Шенде-
рович, преподаватель Ярославского химико-механического тех-
никума И. Л. Кузнецова,
I • • “
/ -
Б 59.79.2803090200,
050(01)—79
© Издательство «Химия», 1979 Г.
СОДЕРЖАНИЕ
Предисловие...........................................................12
Введение..............................................................13
РАЗДЕЛ 1
ХИМИЧЕСКИЕ И ФИЗИЧЕСКИЕ СВОЙСТВА КАУЧУКОВ
Глава 1. Общие сведения о каучуках . .................................18
1.1. Виды каучуков и исходные материалы для их производства...........18
1.2. Каучуки — особая группа высокомолекулярных соединений............21
Глава 2. Молекулярная структура каучуков..............................22
2.1. Параметры молекулярной структуры.................................27
2.2. Влияние молекулярной структуры каучуков на их свойства...........30
Глава 3. Физические свойства каучуков и резин.........................32
3.1. Три физических состояния каучуков................................32
3.2. Кристаллизация каучуков..........................................35
3.3. Физические свойства каучука......................................38
3.3.1. Оптические свойства........................................38
3.3.2. Диэлектрические свойства................................. 38
3.3.3. Теплофизические свойства каучуков и резин..................39
3.3.4. Газопроницаемость..........................................40
3.4. Механические свойства каучуков и резин........................42
3.4.1. Общие понятия..............................................42
3.4.2. Пластические и эластические свойства.......................43
3.4.3. Показатели эластических, деформационных и прочностных свойств
резины............................................................46
3,4.3.1. Механические свойства, определяемые при испытании на
разрыв.........................................................47
3.4.3.2. Условно-равновесный модуль резины.....................49
3.4.3.3. Энергия упругости. Гистерезисные потери...............52
3.4.3.4. Эластичность по отскоку...............................53
3.4.3.5. Сопротивление раздиру.................................54
3.4.4. Твердость резины...........................................54
3.4.5. Теплостойкость ............................................54
3.4.6. Износостойкость............................................55
3.4.7. Усталостная (динамическая) выносливость....................55
3.4.8. Теплообразование при многократном сжатии...................55
3.4.9. Морозостойкость резины................................... 56
3.4.10. Сопротивление старению и действию агрессивных сред .... 56
3.4.11. Релаксационный характер деформации каучука................57
3
3.4.12. Влияние температуры на деформацию............................59
3.4.13. Тепловой эффект при растяжении каучука.......................59
3.4.14. Некоторые вопросы теории эластичности .......................59
Глава 4. Химические превращения каучуков............................. 61
4.1. Общие сведения....................................................61
4.2. Действие механических напряжений и нагревания.....................62
4.3. Действие света....................................................63
4.4. Действие ионизирующих излучений..................................63
4.5. Действие галогенов..............................*.................64
4.6. Действие сериой кислоты и сульфокислот..................... ...... 65
4.7. Окисление каучуков.............................................. .66
4.8. Действие озона....................................................69
Глава 5. Вулканизация каучуков.........................................69
5.1. Общие сведения....................................................69
5.2. Вулканизация серой................................................70
5.3. Изменение свойств каучука при вулканизации........................73
5.3.1. Оптимум вулканизации........................................76
5.3.2. Плато вулканизации..........................................77
5.3.3. Температурный коэффициент скорости вулканизации.............78
5.4. Тепловой эффект вулканизации......................................79
5.5. Теория вулканизации...............................................79
5.6. Вулканизация каучуков с функциональными группами..................82
5.7. Вулканизация каучуков перекисями..................................82
РАЗДЕЛ 11
НАТУРАЛЬНЫЕ И СИНТЕТИЧЕСКИЕ КАУЧУКИ
Глава 6. Натуральный каучук и гуттаперча.............................84
6.1. Источники натурального каучука................................. 84
6.2. Натуральный латекс..............................................85
6.2.1. Получение латекса бразильской гевеи.......................85
6.2.2. Состав латекса............................................85
6.2.3. Свойства латекса.......................... • ..........87
6.2.4. Концентрирование латекса................................ 89
6.2.5. Промышленное применение латекса...........................90
6.3. Плантационные каучуки...........................................91
6.3.1. Смокед-шитс.......................................... ... 92
6.3.2. Светлый креп........................................ .... 92
6.3.3. Другие сорта плантационного каучука.......................93
6.4. Строение и свойства натурального каучука ...................... 94
6.5. Гуттаперча......................................................99
Глава 7. Синтетические каучуки .....................................100
7.1. Изопреновые каучуки............................................100
7.2. Бутадиеновые каучуки...........................................104
7.2.1. Нестереорегулярныс бутадиеновые каучуки..................100
7.2.2. Стереорегулярные бутадиеновые каучуки....................108
7.2.3. Стереорегулярные бутадиеновые каучуки растворной полимериза-
ции, наполненные техническим углеродом и маслом................111
4
7.3. Бутадиен-стирольные и бутадиен-метилстирольпые ка л .к/
7.3.1. Бутадиен-стирольные каучуки эмульсионной полимеризуй??: .
7.3.2. Бутадиен-стирольные каучуки растворной полимеризации (ДССКл 117
7.3.3. Бутадиен-стирольные термоэластопласты.....................118
7.4. Бутилкаучуки (БК)...............................................119
7.5. Этилен-пропиленовые каучуки....................................123
7.6. Бутадиен-иитрильные каучуки.....................................127
7.7. Хлоропреновые каучуки...........................................132
7.8. Хлорсульфированный полиэтилен..................................141
7.9. Фторкаучуки.....................................................143
7.10. Уретановые каучуки.............................................147
7.10.1. Вальцуемые уретановые каучуки............................148
7.10.2. Литьевые уретановые каучуки..............................151
7.10.3. Термопластичные полиуретаны..............................152
7.11. Акриловые каучуки..............................................152
7.12. Силоксановые каучуки...........................................155
7.13. Полисульфидные каучуки.........................................161
Глава 8. Синтетические латексы........................................164
8.1, Общие сведения...................................................164
8.2. Характеристика синтетических латексов............................166
8.2.1. Бутадиен-стирольные латексы................................166
8.2.2. Бутадиен-нитрильные латексы................................167
8.2.3. Хлоропреновые латексы......................................167
8.2.4. Бутадиен-метилвинилпиридиновые латексы.....................168
8.2.5. Карбоксилатные латексы................................... 168
8.2.6. Латекс бутилкаучука . . '..................................169
РАЗДЕЛ in
ИНГРЕДИЕНТЫ РЕЗИНОВЫХ СМЕСЕЙ И ВСПОМОГАТЕЛЬНЫЕ
МАТЕРИАЛЫ
Глава 9. Общая характеристика ингредиентов..................170
9.1. Классификация ингредиентов....................... . _ . 170
9.2. Дисперсность ингредиентов............................ 171
Глава 10. Вулканизующие вещества..................................172
10.1. Сера............................................................172
10.2. ’М.М'-Дитиодиморфолин (ДТДМ)....................................174
10.3. Другие вулканизующие агенты....................................175
Глава 11. Ускорители вулканизации и активаторы.................................175
11.1. Общая характеристика.....................................................175
11.2. Технологические свойства ускорителей ................................... 176
11.3. Неорганические ускорители вулканизации...................................178
11.3.1. Оксид магния ......................................................178
11.3.2. Гашеная известь....................................................179
11.3.3. Оксид свинца.......................................................179
5
11.4. Органические ускорители вулканизации...............................179
11.4.1. Дитиокарбаматы..............................................179
11.4.2. Тиурамы.....................................................180
11.4.3. Ксантогенаты................................................182
11.4.4. Тиазолы.....................................................182
11.4.5. Сульфенамиды................................................183
11.4.6. Гуанидины...................................................185
11.4.7. Двойные системы ускорителей..........................• • • • 185
11.4.8. Механизм действия ускорителей вулканизации..................186
11.5. Активаторы вулканизации............................................188
Глава 12. Наполнители резиновых смесей......................................189
12.1. Общие сведения .......................................................189
12.2. Технический углерод (сажа)............................................190
12.2.1. Физико-химические свойства технического углерода...............192
12.2.1.1. Дисперсность технического углерода.......................195
12.2.1.2. Масляное число технического углерода.....................195
12.2.1.3. pH водной суспензии технического углерода................195
12.2.1.4. Сорбционная способность технического углерода............196
12.2.2. Канальный активный технический углерод ДГ-100..................196
12.2.3. Технический углерод ДМГ (антраценовая сажа)....................197
12.2.4. Печной полуактнвный технический углерод ПГМ-33.................198
12.2.5. Активный и полуактнвный печной технический углерод из жидко-
го сырья................................................................198
12.2.6. Технический углерод ПМ-ЗОВ.....................................199
12.2.7. Технический углерод ПМ-15......................................200
12.2.8. Термический технический углерод ТГ-10..........................200
12.2.9. Ацетиленовый технический углерод...............................201
12.3. Светлые наполнители...................................................201
12.3.1. Коллоидная кремнекислота.......................................201
12.3.2. Оксид цинка....................................................203
12.3.3. Оксид магния...................................................204
12.3.4. Углекислая магнезия............................................204
12.3.5. Каолины........................................................204
12.3.6. Мел............................................................205
12.3.7. Барит..........................................................206
12.3.8. Тальк..........................................................206
12.3.9. Пемза..........................................................206
12.4. Особенности применения наполнителей.............. . .... 206
12.5. Теории усиления каучука........................................* . . 207
Глава 13. Красящие вещества..........................................211
13.1. Неорганические красящие вещества (пигменты)....................212
13.1.1. Белые пигменты .........................................212
13.1.2. Красные и оранжевые пигменты............................212
13.1.3. Желтые пигменты.........................................213
13.1.4. Зеленые пигменты........................................214
13.1.5. Синие пигменты..........................................214
13.2. Органические красящие вещества.................................214
Глава 14. Пластификаторы (мягчители)....................................215
14.1. Общая характеристика..............................................215
14.2. Мягчители — продукты переработки нефти............................217
14.3. Мягчители — продукты переработки каменного угля...................221
14.4. Мягчители растительного происхождения.................... . , . 222
6
14.5. Жирные кислоты....................................................^23
14.6. Синтетические мягчители...........................................224
14.7. Механизм действия мягчителей......................................225
Глава 15. Противостарители............................................226
15.1. Общие сведения..................................................226
15.2. Виды старения...................................................227
15.3. Выбор противостарителей.........................................232
15.4. Ароматические аминопроизводные..................................233
15.5. Алкилфенолы.....................................................235
15.6. Производные дигидрохинолина.....................................236
15.7. Воскообразные защитные вещества.................................237
15.8. Механизм действия противостарителей.............................238
15.9. Лабораторные методы испытания стойкости резин к старению .... 239
Глава 16. Ингредиенты специального назначения.....................240
16.1. Порообразующие вещества.....................................240
16.2. Вещества, предотвращающие преждевременную вулканизацию .... 242
16.3. Ускорители пластикации каучуков.............................243
16.4. Модификаторы................................................244
16.5. Антипирены..................................................245
16.6. Одоранты....................................................246
Глава 17. Составление рецептов резиновых смесей.........................247
17.1. Форма записи рецепта..............................................247
17.2. Расчет производственного рецепта................................ 248
Глава 18. Вспомогательные материалы.....................................249
РАЗДЕЛ IV
АРМИРУЮЩИЕ МАТЕРИАЛЫ
Глава 19. Волокна и пряжа ......................................253
19.1. Натуральные волокна.......................................253
19.2. Искусственные волокна.....................................254
19.2.1. Вискозные волокна.................................255/
19.2.2. Стеклянные волокна...................................255
19.3. Синтетические волокна....................................256;
19.3.1. Полиамидные волокна..................................256
19.3.2. Полиэфирные волокна .................................258
’ 19.4. Понятие о процессах хлопкопрядения .....................258
19.5. Технические показатели волокон и нитей....................259
Глава 20. Технические ткани, шнуры, нити................................260
20.1. Структура тканей..................................................260
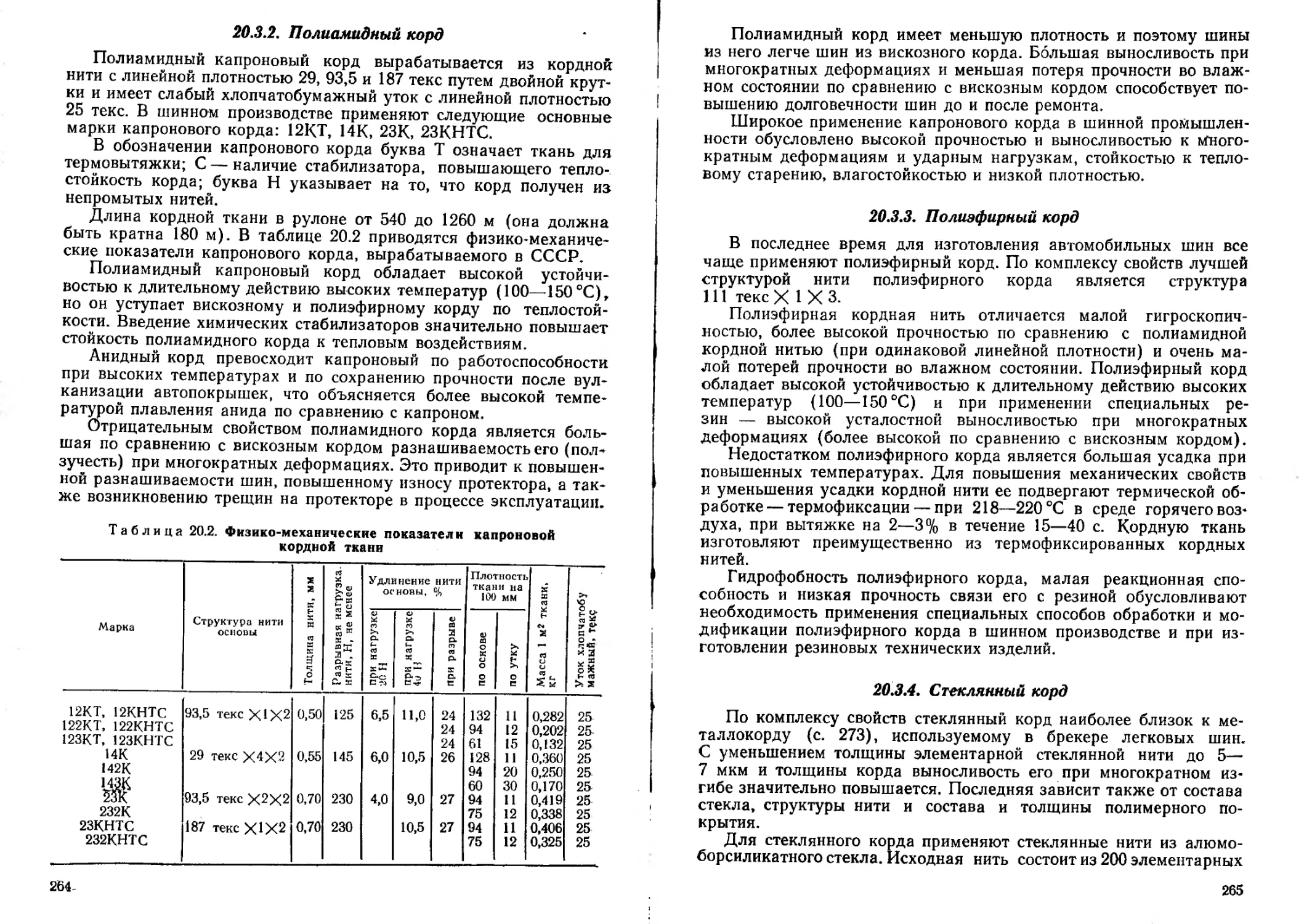
20.2. Технические показатели тканей ................................... 261
20.3. Ткани для шинного производства....................................262
7
20.3.1. Вискозный корд..........................................262
20.3.2. Полиамидный корд........................................264
20.3.3. Полиэфирный корд........................................265
20.3.4. Стеклянный корд . ......................................265
20.3.5. Другие ткани для шинного производства...................267
20.4. Ткани для транспортерных лент и клиновых ремней...............267
20.5. Ткани и нйти для производства рукавов.........................271
Глава 21. Металлические армирующие материалы .......... 272
21.1. Металлический корд............................................ 273
21.2. Другие виды металлической арматуры..............................274
РАЗДЕЛ V.
ОСНОВНЫЕ ПРОЦЕССЫ РЕЗИНОВОГО ПРОИЗВОДСТВА
Глава 22. Подготовка ингредиентов.....................................275
22.1. Сушка и измельчение.............................................276
22.2. Просев..........................................................277
22.3. Подготовка мягчителей...........................................279
Глава 23. Подготовка и пластикация каучуков...........................279
23.1. Подготовка и пластикация натурального каучука...................280
23.1.1. Распарка каучука..........................................280
23.1.2. Резка каучука.............................................280
23.1.3. Пластикация каучука ......................................282
23.1.4. Механизм пластикации каучука..............................282
23.1.5. Пластикация каучука на вальцах............................283
23.1.6. Закономерности обработки каучука и резиновых смесей на валь-
цах ............................................................ 285
23.1.7. Факторы, влияющие на пластикацию каучука на вальцах . . . 286
23.1.8. Пластикация каучука в резиносмесителях....................288
23.1.9. Факторы, влияющие на пластикацию в резиносмесигелях . . . 289
23.1.10. Пластикация в быстроходных резиносмесителях..............290
23.1.11. Пластикация каучука в червячных пластикаторах............291
23.2. Подготовка бутадиен-стирольного каучука.........................291
23.3. Подготовка бутадиен-нитрильного каучука.........................293
23.4. Подготовка хлоропренового каучука и бутилкаучука................294
Глава 24. Изготовление резиновых смесей.............................. 294
24.1. Общие сведения................................................. 294
24.2. Хранение и развеска каучуков и ингредиентов.....................296
24.3. Смешение на вальцах.............................................300
24.3.1. Факторы, влияющие на процесс смешения на вальцах..........301
24.3.2. Режим смешения на вальцах.................................305
24.4. Смешение в резиносмесителях.....................................306
24.4.1. Одностадийный процесс смешения............................307
24.4.2. Факторы, влияющие на процесс смешения в резиносмесителе . . 307
24.4.3. Режимы одностадийного смешения в резиносмесителе..........311
8
24.4.4. Двухстадийпый процесс смешения..........................313
24.5. Интенсификация процесса смешения.............................317
24.6. Производственный и лабораторный контроль процесса смешения . . . 318
Глава 25. Каландрование..............................................321
25.1. Общие сведения.................................................321
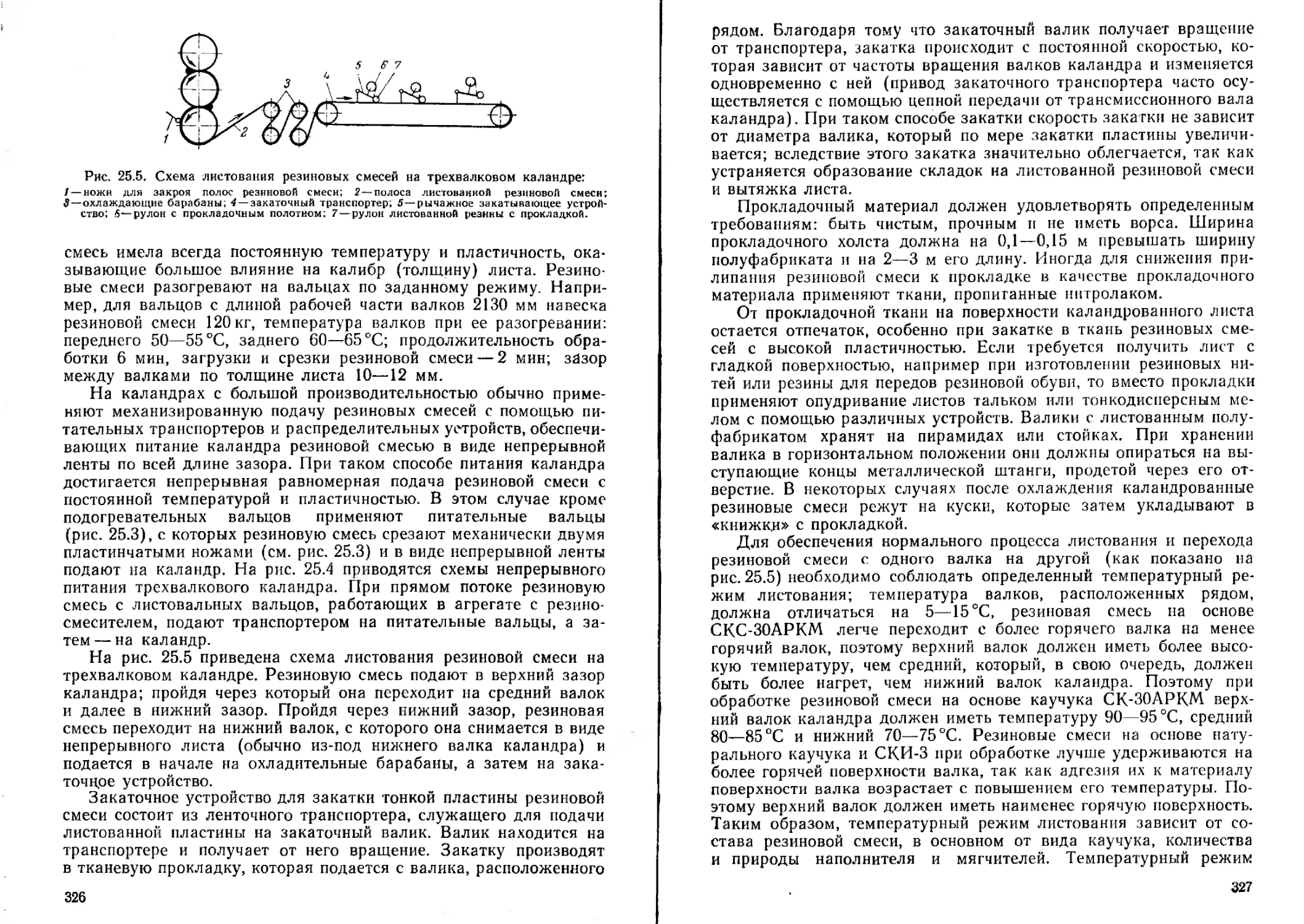
25.2. Листова ние резиновых смесей...................................324
25.2.1. Релаксация напряжения и пластическая деформация резиновой
смеси при листовании. Усадка каландрованных смесей .... 328
25.2.2. Каландровый эффект.......................................329
25.2.3. Регулирование ширины и толщины листа....................330
25.3. Профилирование резиновых смесей................................331
25.3.1. Возможные виды брака при листовании и профилировании . . . 331
25.4. Промазка тканей на каландрах...................................332
25.5. Обкладка тканей резиновой смесью...............................335
25.5.1. Изменение размеров ткани при промазке и обкладке.........337
25.5.2. Дефекты, возможные при промазке и обкладке тканей .... 338
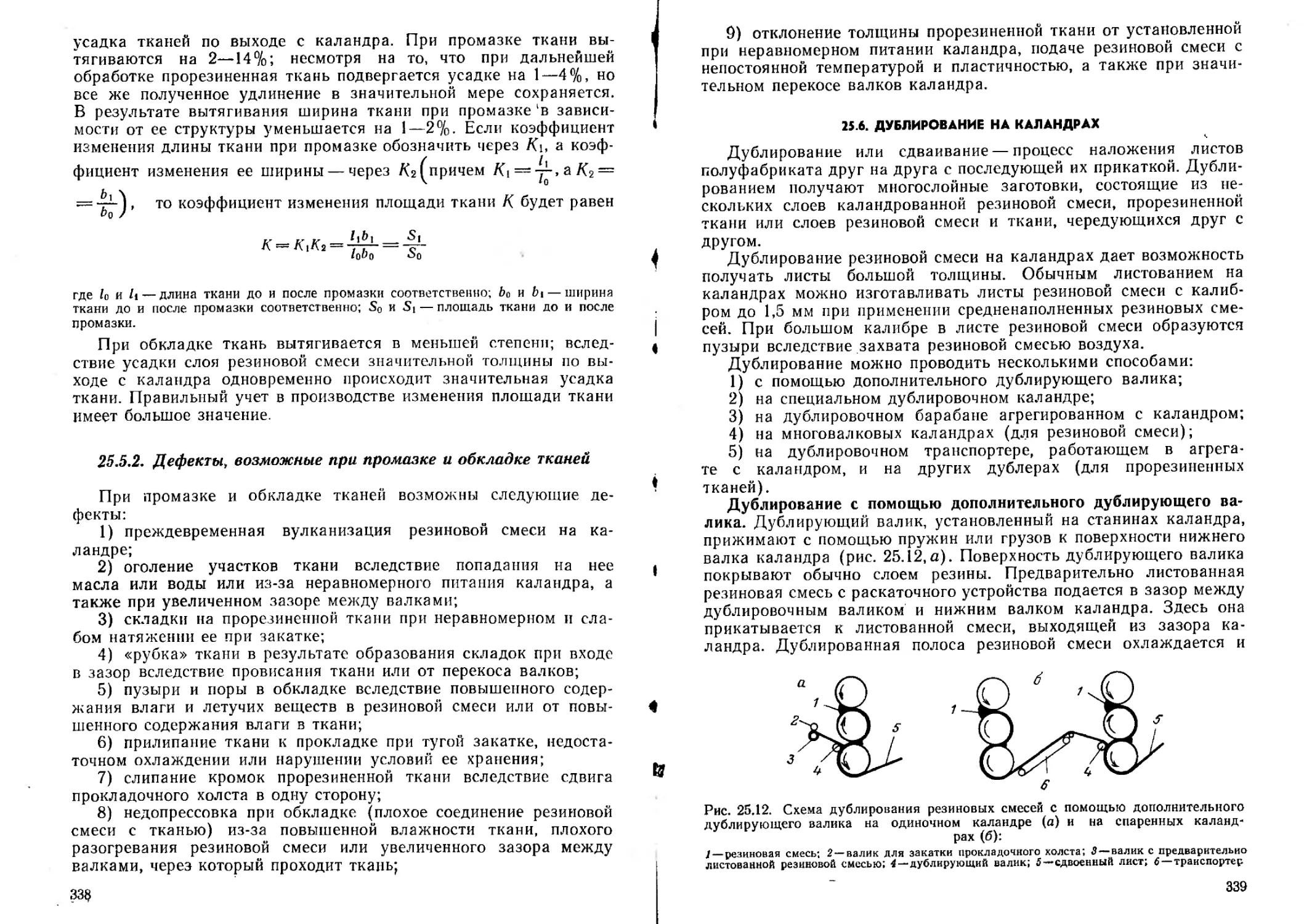
25.6. Дублирование на каландрах......................................339
25.7. Способы контроля и автоматического регулирования процесса калан-
дрования.............................................................342
25.8. Пропитка тканей из химических волокон перед обработкой на каланд-
рах ............................................................... 343
25.8.1. Приготовление пропиточных составов.......................344
25.8.2. Особенности обработки тканей из различных волокон........345
25.8.3. Пропитка тканей на пропиточных агрегатах и поточных линиях 348
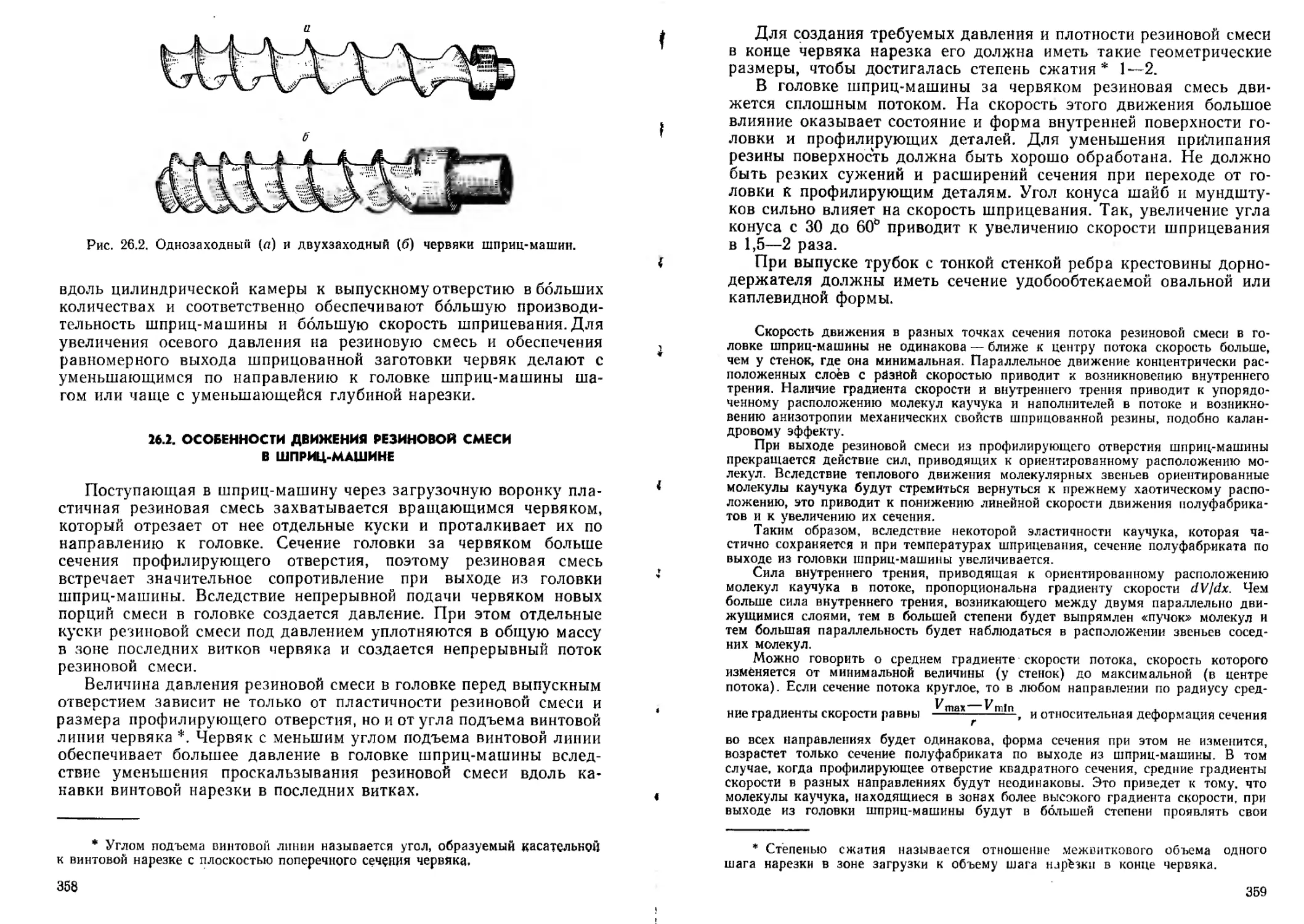
Глава 26.. Шприцевание..................................... . ... 354
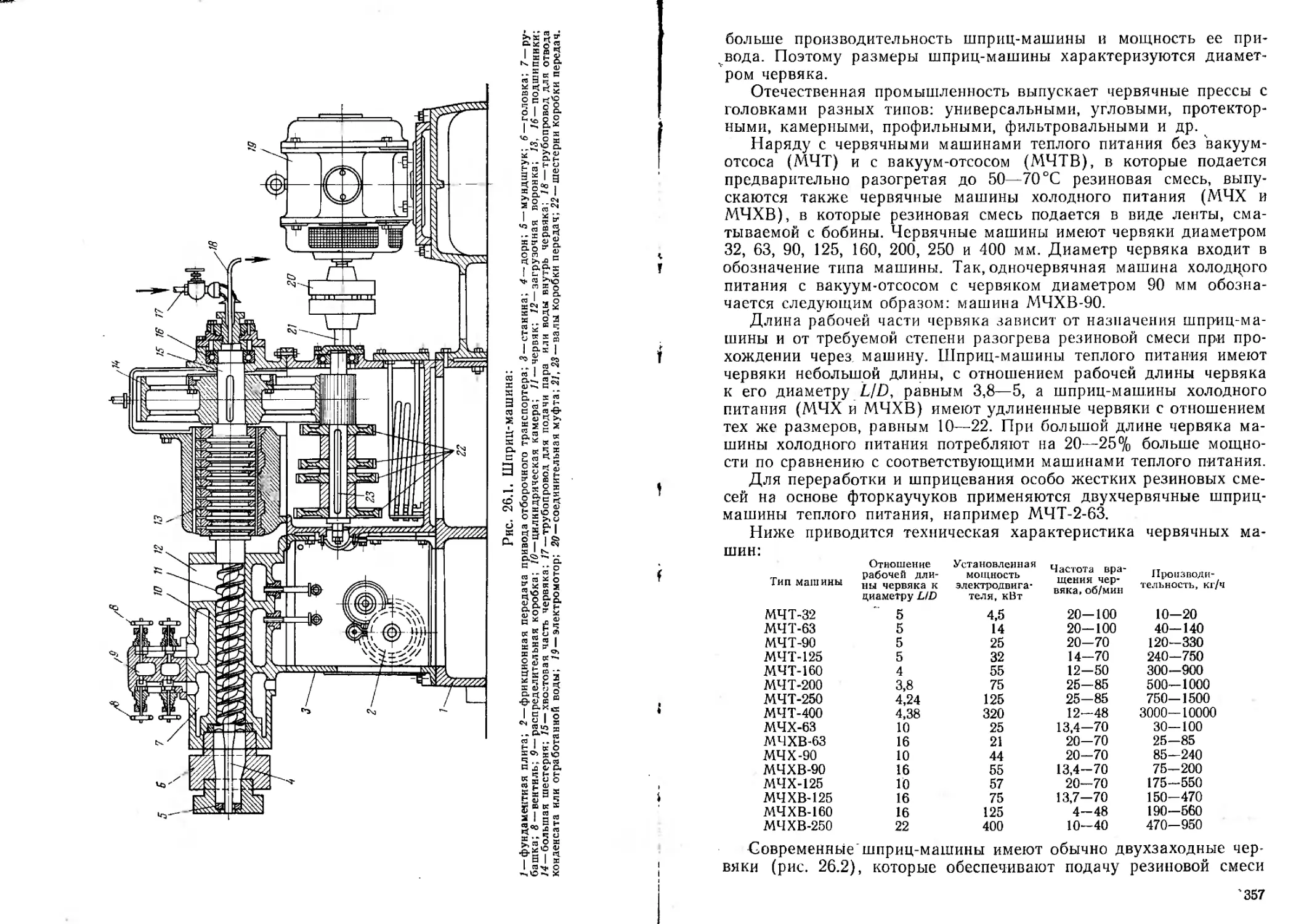
26.1. Общие сведения.................................................354
26.2. Особенности движения резиновой смеси в шприц-машине............358
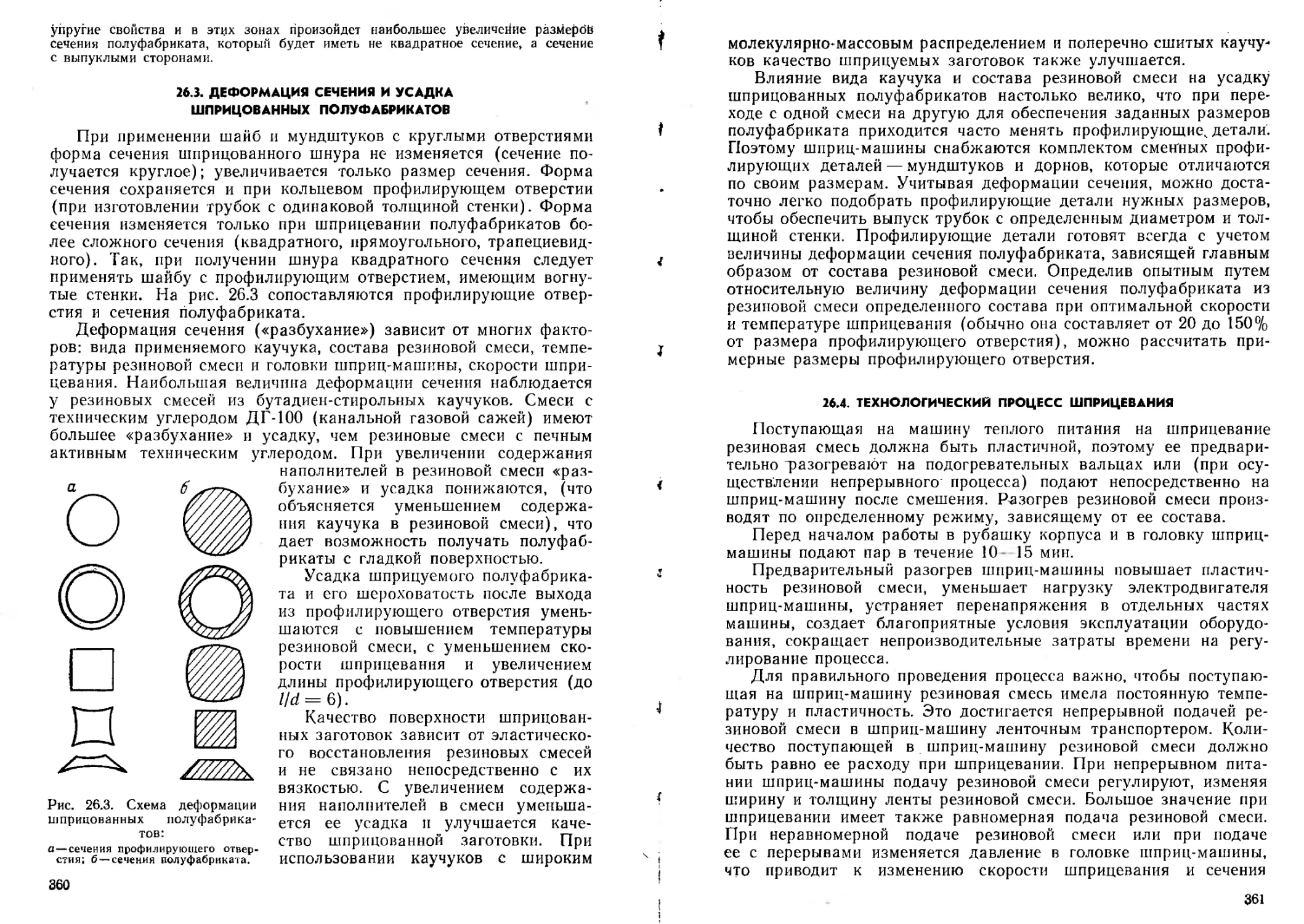
26.3. Деформация сечения и усадка шприцованных полуфабрикатов .... 360
26.4. Технологический процесс шприцевания . . .......................361
26.4.1. Шприцевание на машинах холодного питания.................363
26.4.2. Шприцевание на шприц-машинах с вакуум-отсосом............364
26.4.3. Контроль процесса шприцевания............................366
26.5. Очистка резиновых смесей на червячных фильтр-прессах...........367
Глава 27. Литье резиновых смесей под давлением.......................369
27.1. Литьевые прессы ...............................................369
27.2. Работа на литьевых прессах...................................371
27.3. Применение литьевых агрегатов.................................372
27.3.1. Свойства резиновых смесей, перерабатываемых на литьевых агре-
гатах ............................................380
Глава 28. Изготовление резинового клея...............................382
28.1. Общие сведения...................................................382
28.2. Требования, предъявляемые к растворителям каучука................384
28.3. Хранение растворителей......................................... 386
28.4. Состав и концентрация клея . . ................386
28.5. Способы изготовления резинового клея 387
JI8.6. Общие требования, предъявляемые к клеям.........................390
9
28.7. Контроль качества клея............................................391
28.8. Правила пожарной безопасности при работе с клеями и растворите-
лями ..............................................................392
Глава 29. Промазка тканей на клеепромазочных машинах ..................393
29.1. Общие сведения...................................................393
29.2. Технология процесса промазки.....................................395
Глава 30. Способы вулканизации резиновых изделий ........................396
30.1. Основные факторы процесса..........................................396
30.1.1. Температура вулканизации.....................................398
30.1.2. Продолжительность вулканизации...............................398
30.1.3. Давление на поверхность вулканизуемого изделия...............399
30.1.4. Способы нагревания при вулканизации..........................399
30.2. Вулканизация резиновых изделий в котлах............................400
30.2.1. «Открытая» вулканизация в котлах.............................402
30.2.2. Вулканизация изделий в тальке................................403
30.2.3. Вулканизация изделий под бинтом..............................403
30.2.4. Вулканизация резиновых изделий в формах......................403
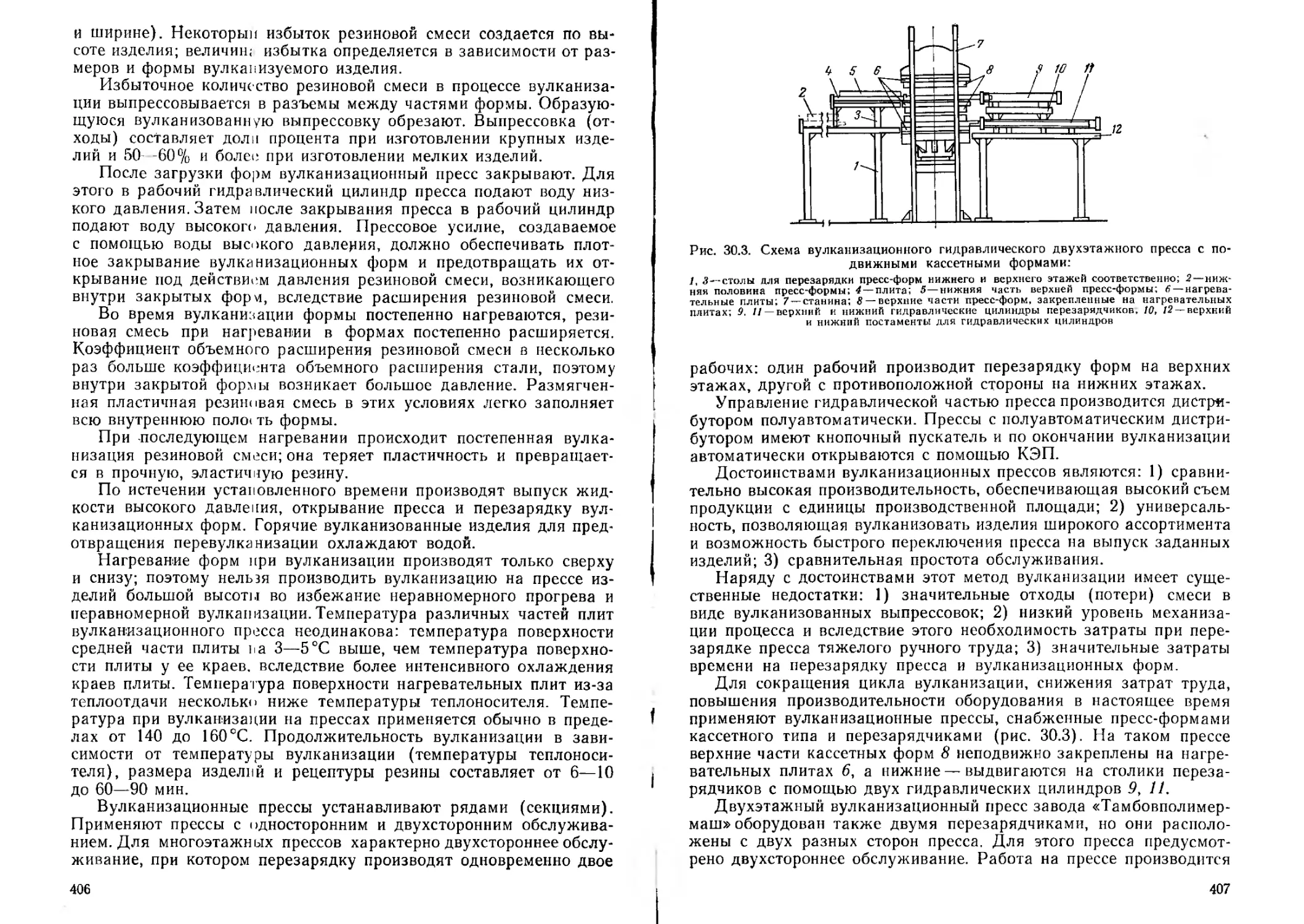
30.3. Вулканизация в вулканизационных прессах.........................404
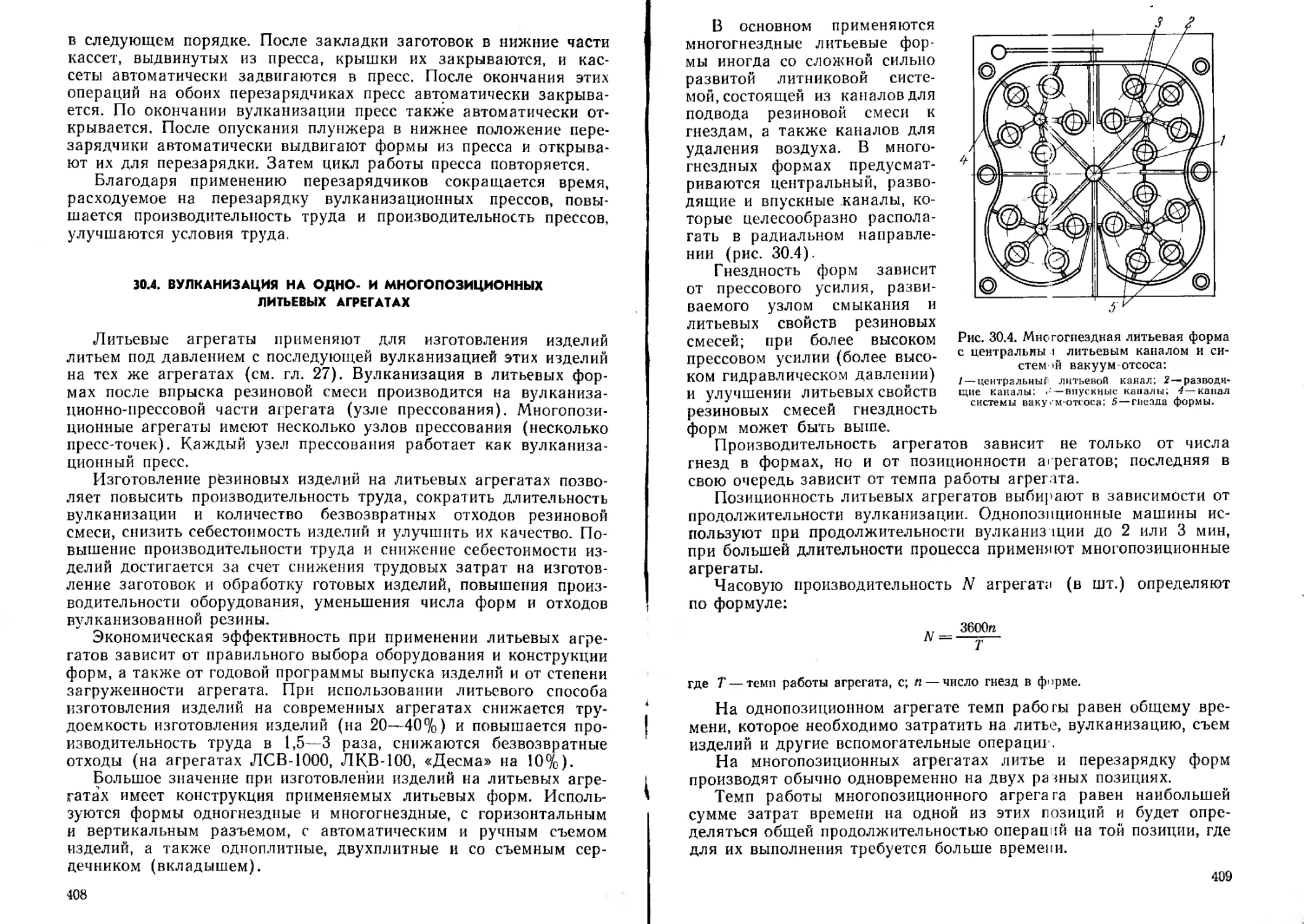
30.4. Вулканизация на одно- и многопозиционяых литьевых агрегатах . . 408
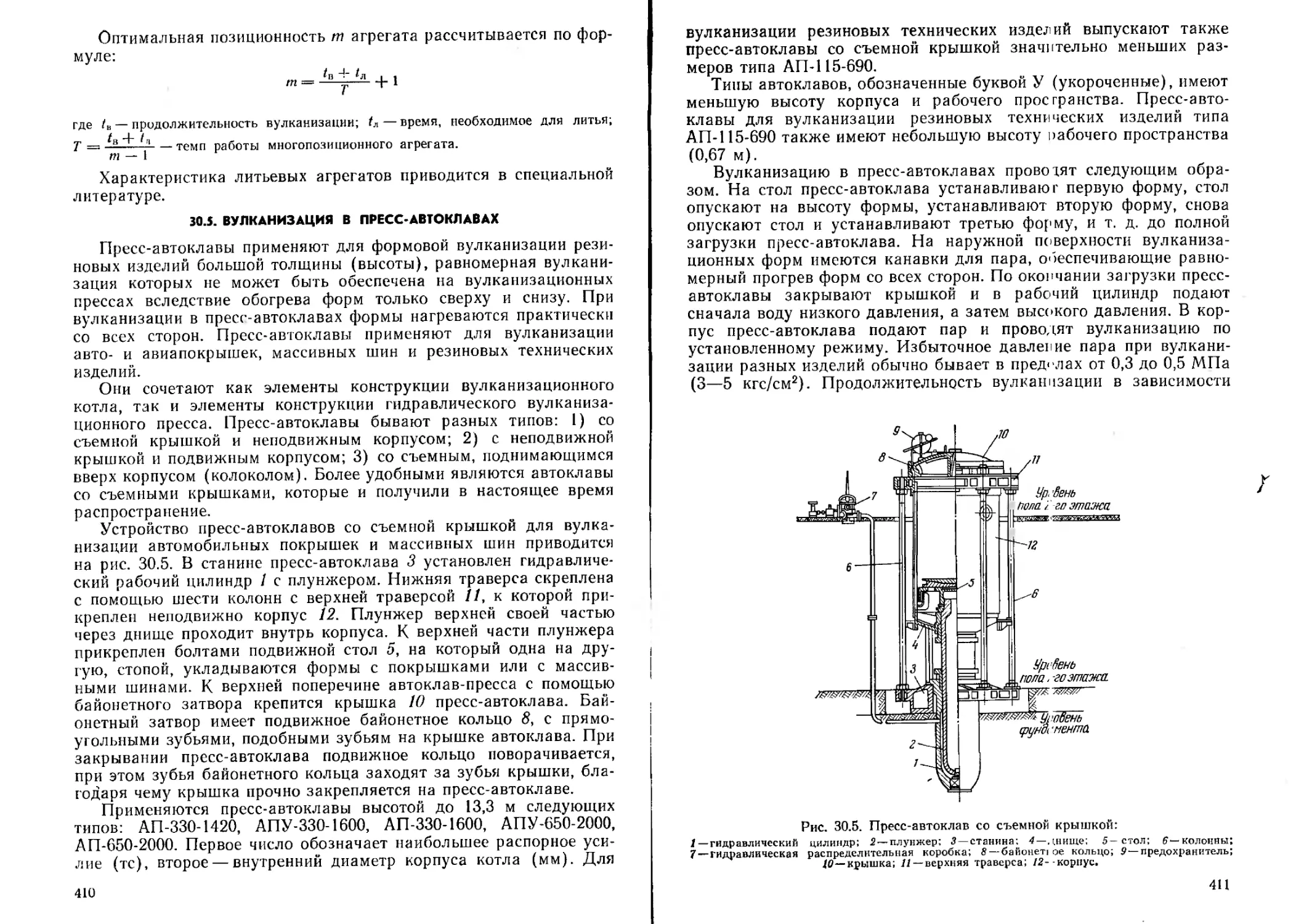
30.5. Вулканизация в пресс-автоклавах.................................410
30.6. Вулканизация В индивидуальных вулканизаторах, форматорах-вулка-
низаторах и на многопозиционных вулканизаторах.......................412
30.7. Вулканизация на машинах и в аппаратах непрерывного действия . . 413
30.7.1. Вулканизация в аппаратах тоннельного типа....................414
30.7.2. Непрерывная вулканизация на барабанных вулканизаторах с
’ прессующей лентой...............................................415
30.8. Непрерывная вулканизация без избыточного давления..................416
30.8.1. Непрерывная вулканизация в среде горячего воздуха............418
30.8.2. Непрерывная вулканизация в воздушной среде с применением то-
ков сверхвысокой частоты (СВЧ)....................................420
30.8.3. Непрерывная вулканизация в псевдоожиженном слое..............422
30.8.4. Непрерывная вулканизация в среде жидкого теплоносителя . . . 423
Глава 31. Крепление резины к металлам..................................427
31.1. Подготовка поверхности металла...................................427
31.2. Методы горячего крепления резины к металлам......................429
31.2.1. Крепление резины к металлам с помощью эбонита..............429
31.2.2. Крепление резины к металлам с помощью латуни...............430
31.2.3. Крепление резины к металлам с помощью клеев................432
31.3. Холодное крепление резины к металлам.............................435
Глава 32. Особенности технологической обработки синтетических каучуков 436
32.1. Бутилкаучуки...................................................436
32.2. Этиленпропиленовые каучуки...................................439
32.3. Хлорсульфированный полиэтилен..................................440
32.4. Фторкаучуки....................................................440
32.5. Уретановые каучуки.............................................442
32.6. Силоксановые каучуки.......................................... 444
32.7. Акриловые каучуки ........................................... 445
10
РАЗДЕЛ VI
РЕГЕНЕРАЦИЯ РЕЗИН И СВОЙСТВА РЕГЕНЕРАТОВ
Глава 33. Общие сведения о регенерации резин и регенератах.............448
33.1. Механизм процесса девулканизации.................................449
я 33.2. Основное сырье регенератного производства...............................450
33.3. Мягчители для регенерации резины..............................? . 451
Глава 34. Методы производства регенерата...............................451
34.1. Водонейтральный метод регенерации................................451
34.2. Термомеханический метод регенерации..............................459
34.3. Активация процессов регенерации..................................459
34.4. Марки шинного регенерата.........................................460
34.5. Контроль качества регенерата.....................................460
34.6. Регенерация резин из бутилкаучука и полярных каучуков............461
I Литература....................................................................463
Предметный указатель...................................................465
ПРЕДИСЛОВИЕ
Со времени выхода в свет второго издания книги прошло более
десяти лет; за это время в технологии и техническом оснащении
резиновой промышленности произошли большие изменения, расши-
рился ассортимент каучуков, и других материалов, значительно
возрос выпуск высококачественных стереорегулярных каучуков,
углубились и расширились научно-теоретические представления о
структуре каучуков и резин. Поэтому в третьем издании автор
стремился при систематическом изложении курса технологии ре-
зины внести изменения и дополнения, учитывающие современный
уровень теоретических знаний и развития производства.
В отличие от предыдущих изданий книга не включает специ-
альную технологию отдельных видов изделий, поскольку по про-
изводству шин и резиновых технических изделий уже изданы со-
ответствующие учебники.
Значительно пересмотрены первые разделы книги, посвящен-
ные получению и свойствам каучуков; это касается как методики
изложения, так и самого содержания разделов. Перед изложением
свойств отдельных каучуков рассмотрены особенности молекуляр-
ной структуры, физических и химических свойств каучуков как
особой группы высокомолекулярных соединений. Это позволило
дать более развернутое описание свойств отдельных каучуков, ос-
новываясь на современных представлениях, позволяющих обосно-
вать высокоэффективную технологию производства и перспективы
ее развития. Существенно переработаны и другие разделы книги.
Автор выражает глубокую признательность за тщательный
просмотр рукописи третьего издания, ценные замечания и предло-
жения доктору технических наук И. А. Левитину, кандидату тех-
нических наук М. С. Шендеровичу и преподавателю Ярославского
химико-механического техникума И. А. Кузнецовой.
ВВЕДЕНИЕ
Технология резинового производства включает переработку
каучука и изготовление резиновых изделий. Резина — продукт
вулканизации каучука, поэтому история развития производства
резиновых изделий начинается со времени открытия способа вул-
канизации каучука, т. е. с 1839 г.; особенно быстро оно начало раз-
виваться с конца XIX столетия одновременно с развитием маши-
ностроения и в первую очередь автомобилестроения.
Каучук стал известен человечеству значительно позднее, чем
медь, бронза, железо. Первое знакомство европейцев с каучуком
относится к концу XV столетия. Достаточно подробные сведения
о получении, свойствах и применении каучука появились только
в конце первой половины XVIII века после экспедиции француз-
ской Академии наук в Южную Америку. Участники экспедиции
установили, что каучук получается из млечного сока тропического
дерева, названного бразильской гевеей. Каучук в виде млечного
сока использовался местным населением для пропитки тканей,
изготовления водонепроницаемой обуви и сосудов для хранения
жидкостей.
Применение такого каучука в европейских странах оказалось
невозможным, так как еще не были известны методы предотвра-
щения самопроизвольного свертывания млечного сока и выделения
из него каучука.
В XVIII столетии были найдены растворители каучуков, после
чего начали применять растворы каучука для пропитки тканей и
изготовления из него других изделий.
В 1823 г. в Англии было организовано производство водонепроницаемой
ткани для плащей путем пропитки ее раствором каучука в продуктах сухой
перегонки каменного угля (в сольвент-нафте). Несколько позднее, в 1832 г., по-
добное производство было организовано в Петербурге.
В 1826 г. был открыт способ пластикации натурального каучу-
ка. В результате механической обработки на валковых машинах
каучук приобретает пластичность и способность формоваться.
Позднее стали смешивать каучук, предварительно приведенный
в пластичное состояние, с различными порошкообразными веще-
ствами для уменьшения поверхностной липкости и экономии
каучука при изготовлении из него изделий (прокладок, трубок,
водонепроницаемой обуви, плащей).
13
Изделия из каучука, которые выпускались в то время, были
мало пригодны для применения вследствие их липкости.
В 1839 г. был открыт способ вулканизации каучука путем
нагревания его смеси с серой. В результате вулканизации корен-
ным образом изменяются свойства каучука: повышается его проч-
ность и эластичность, он становится более стойким к действию
различных растворителей, повышается стойкость к нагреванию и
изменению температуры, каучук теряет липкость.
Изделия из вулканизованного каучука находили все возра-
стающий спрос. Увеличение потребления каучука в капиталистиче-
ских странах по годам иллюстрируется следующими данными
(в тыс. т.):
Голы Натуральный каучук Синтетический каучук
1839 . .... 0,388
1937 . .... юоо —
1955 . .... 1949 1103
1960 . .... 2017 1935
1965 . .... 2380 3098
1970 . .... 2950 4867
1975 . .... 3400 7500
В России крупное предприятие резиновой промышленности
было организовано в 1860 г., впоследствии названное «Треуголь-
ником» (с 1922 г. завод называется «Красный треугольник»),
В конце XIX и начале текущего столетия в России было основано
еще несколько заводов: «Каучук», «Богатырь», «Проводник» и др.
Во время гражданской войны из-за отсутствия сырья и топлива
выпуск резиновых изделий почти полностью прекратился. Но уже
в 1927—1928 гг. был достигнут довоенный уровень развития рези-
новой промышленности, произведена значительная реконструкция
старых заводов, освоены в промышленности новые материалы
(корд, ускорители вулканизации), появились на некоторых участ-
ках новые технологические процессы.
В 1932 г. вступил в строй действующих предприятий Ярославский резино-
асбестовый комбинат, в состав которого входили крупнейший в Европе шинный
завод, завод резиновых технических изделий, регенератный завод, асбестовый
завод и ряд других вспомогательных производств. Резиновая промышленность
постепенно превращалась в передовую отрасль промышленности. На заводах ре-
зиновой обуви была введена конвейерная сборка галош и механизированы раз-
личные мелкие трудоемкие операции; на шинных заводах стал применяться
полуплоский метод сборки покрышек, что привело к значительному повышению
производительности труда и улучшению условий труда сборщиков Было меха-
низировано производство приводных ремней, транспортерных лент, резиновых
рукавов и т. п.
Изменился и ассортимент выпускаемых резиновых изделий. Резиновая про-
мышленность становится составной частью тяжелой промышленности, так как
основная масса изделий из резины стала поставляться предприятиям машино-
строения для комплектования автомобилей, станков, оборудования, тогда как
раньше главную массу продукции резиновой промышленности составляла рези-
новая обувь.
14
В 1932 г. в СССР было организовано промышленное производ-
ство синтетического каучука и начался период освоения его рези-
новой промышленностью. Эта задача была успешно решена, и
натуральный каучук постепенно заменялся синтетическим натрий-
бутадиеновым.
Советский Союз является первой страной в мире, где в круп-
ном промышленном масштабе было осуществлено производство
синтетического каучука и применение его в резиновой промышлен-
ности. В США и других странах промышленное производство
синтетического каучука было организовано только спустя несколь-
ко лет.
Освоение промышленного способа производства синтетического
каучука стало возможным благодаря достижениям отечественной
науки. Большое значение в этом отношении имеют исследования
А. М. Бутлерова, И. Л. Кондакова, С. В. Лебедева, Б. В. Бызова,
И. И. Остромысленского.
А. М. Бутлеров исследовал условия полимеризации непредельных соединений
и установил возможность полимеризации бутиленов в присутствии серной кис-
лоты. В 1900 г. И. Л. Кондаков осуществил полимеризацию диизопропенила
(диметилбутадиена) и получил каучукоподобное вещество. С.В. Лебедев в 1909 г.
получил каучук путем полимеризации бутадиена. И. И. Остромысленский
в 1911—1913 гг. разработал способ получения бутадиена из- смеси спирта и ук-
сусного альдегида и из одного спирта в две стадии. В 1916 г. Б. В. Бызов
предложил получать бутадиен пирогенетическим разложением нефтепродуктов.
Разработанный в 1928 г. С. В. Лебедевым с группой сотрудни-
ков способ получения бутадиена из спирта в одну стадию был
принят при проектировании первых заводов синтетического
каучука.
Объем выработки синтетических каучуков отечественной про-
мышленностью с 1932 года непрерывно возрастал, наряду с этим
расширялся их ассортимент.
Резиновой промышленностью были освоены новые синтетиче-
ские каучуки: в 1949 г. бутадиен-стирольный, в 1955 г. — масло-
наполненный бутадиен-стирольный, что дало стране большой эко-
номический эффект вследствие снижения расхода основного сырья
(мономеров), в 1959 г. — «холодный» маслонаполненный регули-
рованный бутадиен-стирольный каучук, не требующий термопла-
стикации. В последующие годы (1965—1966 гг.) были освоены
отечественные синтетические стереорегулярные каучуки. В том
числе изопреновый каучук, приближающийся по своим свойствам
к натуральному каучуку, и стереорегулярный бутадиеновый кау-
чук, обладающий повышенной эластичностью, высокими износо-
стойкостью и морозостойкостью.
Доля синтетических каучуков в общем объеме потребления
систематически увеличивается, а натурального каучука снижается.
Так, в 1970 году на долю синтетического каучука приходилось
79%, а в 1975 году уже 86% общего потребления каучука в СССР.
15
В связи с ростом отечественного машиностроения к резиновым
изделиям предъявляются все возрастающие требования. Возникла
необходимость в организации производства синтетических каучу-
ков, обладающих морозостойкостью, масло- и теплостойкостью,
стойкостью к агрессивным средам. Эта задача была успешно
разрешена. Было организовано производство маслостойких хлоро-
пренового и бутадиен-нитрилыюго каучуков, бутилкаучука, обла-
дающего высокой газонепроницаемостью и другими ценными
качествами, теплостойкого силоксанового каучука, акриловых
каучуков, стойких к действию горячих масел, озона и солнечного
света, износостойких и прочных уретановых каучуков, хлорсульфи-
рованного полиэтилена (ХСГ1Э), обладающего повышенной стой-
костью к действию нефтепродуктов и окислению, и других кау-
чуков.
Большие успехи по совершенствованию технологии и оборудо-
вания, автоматизации и механизации производства, разработке
новых материалов были достигнуты в резиновой промышленности
в последние 30 лет. В эти годы создаются поточные технологиче-
ские линии, устанавливается более совершенное и производитель- -
ное оборудование: современные быстроходные резиносмесители и
каландры, мощные червячные машины, форматоры-вулканизаторы
для автопокрышек, вулканизаторы непрерывного действия в произ-
водстве резиновых технических изделий. Были освоены новые
виды изделий и новые технологические процессы: скоростное авто-
матизированное смешение, шины радиальной конструкции, рези-
но-тросовые конвейерные ленты, новые конструкции и способы
производства резиновых рукавов и др.
План развития народного хозяйства СССР в десятой пятилетке
предусматривает высокие темпы повышения эффективности про-
изводства, производительности труда и качества продукции.
Объем производства шин в десятой пятилетке должен возрасти
примерно в 1,4 раза. Предусмотрено значительное увеличение
объема производства резиновых технических изделий. Будут по-
строены новые, а также реконструированы действующие шинные
заводы и заводы резиновых технических изделий. Намечено осна-
щение заводов новейшей техникой, совершенствование технологи-
ческих процессов и оборудования и комплексная автоматизация
управления технологическими процессами и предприятиями с при-
менением современных вычислительных машин. В шинном произ- s
водстве возрастет потребление полиамидного корда, металлическо-
го корда, увеличится использование бутилкаучука при изготовлении
автокамер, будут осваиваться резиносмесители большой единич-
ной мощности и резиносмесители непрерывного действия.
В производстве резиновых технических изделий расширится «
применение прогрессивных технологических процессов, в том чис-
ле метода литья под давлением в производстве формовых изделий
массового ассортимента,' непрерывных способов производства не-
формовых изделий с вулканизацией в расплаве солей и в псевдо-
16
ожиженном слое, новых способов производства рукавов, отделки
формовых резиновых изделий.
В производстве резиновой обуви более широко будут использо-
ваны методы литья и жидкого формования.
Увеличение доли стереорегулярного синтетического изопрено-
вого каучука в общем потреблении каучуков, расширение ассор-
тимента каучуков специального назначения, технического углерода
(саж), ускорителей и других материалов, совершенствование тех-
нологии и конструкции изделий открывают широкие возможности
повышения ходимости шин, а также надежности и долговечности
резиновых технических изделий.
: Iкс~тсическая
« „ БИБЛИОТЕКА
РАЗДЕЛ I
ХИМИЧЕСКИЕ И ФИЗИЧЕСКИЕ СВОЙСТВА
КАУЧУКОВ
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ О КАУЧУКАХ
1.1. ВИДЫ КАУЧУКОВ И ИСХОДНЫЕ МАТЕРИАЛЫ
ДЛЯ ИХ ПРОИЗВОДСТВА
Все каучуки натуральный и синтетические представляют собой
высокомолекулярные соединения.
Натуральный каучук получается из млечного сока (латекса)
каучуконосных деревьев.
Синтетические каучуки.получают из простых органических сое-
динений (мономеров) методом полимеризации и поликонденсации.
В соответствии с методом получения они подразделяются на по-
лимеризационные и поликонденсационные.
В промышленном масштабе производятся следующие синтети-
ческие каучуки: изопреновые; бутадиеновые; бутадиен-стирольные
и бутадиен-метилстирольные; карбоксилатные; бутадиен-метил-
винилпиридиновые; бутадиен-нитрильные; хлоропреновые; бутил-
каучуки; этилен-пропиленовые; хлорсульфированный полиэтилен;
силоксановые; фторкаучуки; акриловые; полисульфидные; урета-
новые.
Реакция полимеризации является основной реакцией, исполь-
зуемой для получения синтетических каучуков.
Исходными мономерами для синтеза каучуков методом поли-
меризации служат диеновые углеводороды и производные этиле-
на. Из диеновых углеводородов наибольшее значение имеют изо-
прен и бутадиен, а также хлоропрен, пиперилен. Производные
этилена — изобутилен, нитрил акриловой кислоты, стирол, метил-
стирол.—применяются для синтеза каучука при совместной поли-
меризации с диеновыми углеводородами.
В табл. 1.1 приведены структурные формулы и некоторые фи-
зические свойства основных мономеров.
Сырьем для синтеза мономеров служат нефтяные и природные
газы, уголь, известняк, этиловый спирт и другие продукты. Схема,
приведенная на рис. 1.1., дает представление о возможных
способах получения мономеров из нефтяных и природных
газов.
18
Методом поликонденсации получаются силоксановые, уретано-
вые и некоторые другие каучуки. Для синтеза каучуков этим ме-
тодом используются кремннйорганические соединения (диоргано-
дихлорсиланы), сложные полиэфиры, диизоцианаты и др.
Все каучуки подразделяются на ненасыщенные и насыщен-
ные. Ненасыщенные каучуки получаются полимеризацией диено-
вых углеводородов или сополимеризацией последних с производ-
ными этилена.
В строении и способах вулканизации ненасыщенных каучуков
существует много общего. Насыщенные каучуки значительно от-
личаются по своему строению, свойствам и особенностям вулка-
низации как от ненасыщенных каучуков, так и друг от друга.
В табл. 1.2 приводятся структурные формулы основных ненасы-
щенных каучуков и исходных веществ для их получения.
В зависимости от свойств и областей применения различают
каучуки общего и специального назначения. К каучукам общего
назначения относятся бутадиен-стирольные, бутадиеновые и изо-
преновые. Они наиболее широко применяются в производстве
разнообразных резиновых изделий, в том числе в производстве
автомобильных шин.
Каучуки специального назначения применяются главным обра-
зом для производства изделий, обладающих какими-либо особыми
техническими свойствами (маслостойкостью, теплостойкостью
высокой газонепроницаемостью). К этой группе каучуков отно-
сятся бутадиен-нитрильные, полисульфидные, силоксановые, бу-
тадиен-метилвинилпиридиновые, фторсодержащие, хлоропреновые
Таблица 1.1. Свойства основных мономеров
Мономеры Формула мономеров Темп. кип., °C Плотность
Бутадиен-1,3 (дивинил) сн2=сн—сн=сн2 С1 —4,41 0,650
Хлоропрен сн2«=с—сн=сн2 СН3 59,4 0,958
Изопрен (2-метилбута- диен-1,3) 1 сн2=с-сн=сн2 34,07 0,680
Изобутилен (2-метил- лропен) (СН3)2С=СН2 —6,9 (при-10 °C) 0,631
Стирол (винилбензол) СН2=СН—С6Н5 СН3 145,2 0,905
а-Метилстирол СН2—С—с6н5 161,5 0,913
Нитрил акриловой кис- лоты (винилцианид) СН2=СН—CN 78,5 0,806
19
Рис. 1.1, Схема получения наиболее важных мономеров, применяемых в синтезе каучуков.
Таблица 1.2. Структурные формулы каучуков
и соответствующих мономеров
Каучуки Структурная формула
каучука мономера
Натуральный Синтетические СН2—С=СН—СН2 1 СНз —
изопреновый —сн2—с=сп—сн2 СНз сн2=с—сн=сн2 1 СНз
бутадиеновый СН2—СН=СН—СН2 СНз СН2=СН—СН=СН2
бутадиен-ме- СН2—СН=СН—СН2—С—сн2 СН2—СН— СН=СН
тилстироль- 1 СНз—С—СН2
ный С6Н5 1 с6н5
бутадиен-ни- СН2—СН^СН—СН2—СН—СН2 сн2=сн—сн=сн2
трильный CN сн=сн2 CN
хлоропреновый сн2—с=сн—сн2 сн2=с—сн=сн2
(наирит) С1 СНз C1 СНз
бутилкаучук —сн2—с=сн—сн2—с—сн2 сн3 СНз СН2=СН—СН=СН2 СНз—С=СН2 1 СНз
и бутилкаучуки. Хлоропреновые каучуки в связи с увеличением
масштаба производства и дальнейшим снижением их себестоимо-
сти все чаще применяются в качестве каучуков общего назначе-
ния, так как наряду со специальными свойствами они обладают
также высокой эластичностью.
1.2. КАУЧУКИ-ОСОБАЯ ГРУППА
ВЫСОКОМОЛЕКУЛЯРНЫХ СОЕДИНЕНИЙ
Каучуки, являясь основным материалом, используемым в про-
изводстве резиновых изделий, получили широкое применение бла-
годаря способности подвергаться значительным обратимым дефор-
мациям под действием небольших нагрузок, высокой газо- и водо-
непроницаемости и хорошим диэлектрическим свойствам. Способ-
ность к большим обратимым высокоэластическим деформациям,
которая проявляется в широком интервале температур, дала воз-
21
Можность отнести каучуки и резины на их основе к особой группе
высокомолекулярных соединений — эластомерам.
Отличительными особенностями всех каучуков независимо от
их происхождения являются; 1) большая длина молекул полимера
(макромолекул) и соответственно большая молекулярная масса
порядка 104— 10е; 2) гибкость молекулярных цепей и связанная
с ней высокоэластичность; 3) способность вулканизоваться и об-
разовывать при этом пространственную сетчатую структуру.
Вулканизация каучуков, т. е. сшивание макромолекул посред-
ством поперечных мостичных связей с образованием сетчатой
структуры приводит к повышению эластических свойств и расши-
рению температурных пределов, в которых каучуки проявляют
высокоэластичность (от —60°C до +200°C), а также к уменьше-
нию доли необратимых деформаций и повышению стабильности
свойств при высоких температурах.
Необходимо подчеркнуть, что все каучуки, обладая рядом
общих свойств, имеют также много общего при переработке и
изготовлении из них резиновых изделий.
Сначала каучуки смешиваются с различными порошкообраз-
ными наполнителями, жидкими и вязкими пластификаторами,
вулканизующими веществами и другими компонентами в резино-
смесителях и на вальцах. В результате получаются резиновые
смеси, которые формуют на валковых машинах (каландрах) или
червячных машинах (шприц-машинах). Кроме того, резиновые
смеси используют для прорезинивания тканей путем промазки и
обкладки их на каландрах. Из отдельных деталей, изготовленных
из резиновых смесей и прорезиненных тканей, производят сборку
изделий, используя при этом клейкость резиновых смесей. Завер-
шающим процессом производства резиновых изделий является
вулканизация, проводимая обычно при повышенных температурах.
Пластичные резиновые смеси при вулканизации превращаются
в продукт вулканизации — эластичную резину (вулканизат).
Таким образом, наиболее распространенными процессами тех-
нологии производства резиновых изделий при использовании раз-
нообразных каучуков с высокой молекулярной массой являются:
смешение, каландрование, шприцевание и вулканизация.
Переработка низкомолекулярных жидких каучуков связана со
специальными технологическими приемами, что обусловлено низ-
кой вязкостью этих каучуков.
ГЛАВА 2
МОЛЕКУЛЯРНАЯ СТРУКТУРА КАУЧУКОВ
Каучуки представляют собой высокомолекулярные соединения,
молекулы которых (макромолекулы) состоят из одинаковых или
разных мономерных звеньев, соединенных последовательно друг с
другом в полимерную цепь. Например, молекулы изопренового
22
каучука построены из остатков изопрена (изопреновых звеньев):
СНз сн3
СН2=С-СН=СНа —сн2—с=сн-сн2—
изопрен изопреновое звено в каучуке
Число звеньев п в молекулярной цепи каучука называется сте-
пенью полимеризации и определяется по формуле:
п = М/т3
где М — молекулярная масса каучука; т3 — молекулярная масса звена каучука.
Чем больше степень полимеризации каучука, тем больше дли-
на молекулы каучука и его молекулярная масса. Каучуки состоят
из макромолекул разной степени полимеризации — полимергомо-
логов, т. е. представляют собой полидисперсные высокомолекуляр-
ные соединения.
Свойства каучуков зависят от их молекулярной массы. Обычно
степень полимеризации каучуков высока. Однако в последнее
время находят применение и являются весьма перспективными
жидкие каучуки с более низкой степенью полимеризации (имею-
щие консистенцию высоковязких жидкостей).
Высокомолекулярные соединения могут иметь линейную, развет-
вленную и пространственную (сетчатую) структуру. Ниже схема-
тически показано строение линейных и разветвленных полимеров:
А----
---д_ А—А—А— А—А—..........—А—А—А—А—А—А—А—А----------
А
А---
линейный полимер разветвленный полимер
где А — звено полимера.
Пространственные каучуки построены из длинных цепей, соеди-
ненных друг с другом поперечными химическими связями.
Каучуки, молекулы которых построены из звеньев разных мо-
номеров, называются сополимерами, они также могут быть линей-
ными, разветвленными и пространственными. Схематически линей-
ные и разветвленные каучуки можно представить следующим об-
разом:
---А—А—Б—Б—Б—А—Б—............—А—А—Б—Б—Б—Б—А—А-------
I
А
I
А
линейный сополимер
где А и Б — разные звенья.
разветвленный сополимер
23
По строению основной цепи каучуки подразделяются на карбо-
цепные и гетероцепные. Основная цепь карбоцепного каучука со-
стоит из одних атомов углерода, а гетероцепного — из разных,
например:
---С—С—О—С—С—С------
Молекулы мономера в макромолекулах каучука могут соеди-
няться в положение «голова к голове» или «голова к хвосту». На-
пример, соединение звеньев хлоропрена в макромолекуле хлоро-
пренового каучука происходит по типу «голова к хвосту» (в поло-
жении 1,4), однако некоторое число звеньев соединяется и по ти-
пу «голова к голове» (в положении 1,1):
Cl Cl Cl CI
1 | 41| 44 |11| 4
СН2-С=СН-СН2-СН2-С=СН-СН2-СН2-СН^С-СН2-СН2-С=СН-СН2-..-
В полибутадиеновых каучуках наряду с присоединением звеньев
бутадиена в положение 1,4 имеет место присоединение их и в по-
ложение 1,2:
1 4 12
---СН2-СН=СН—Cl I2—CI12—СН---
I
СН
II
сн2
Все это приводит к нарушению регулярности строения макро-
молекул. Нерегулярность строения макромолекул каучука может
быть обусловлена также разной степенью их разветвленности, а в
сополимерах — неправильным чередованием звеньев.
В зависимости от пространственного положения заместителя по
отношению к двойным связям ненасыщенных каучуков они могут
быть стереорегулярными, когда заместители расположены в каком-
либо определенном порядке, и стереонерегулярными, когда этого
определенного порядка в их расположении не существует. Так,
бутадиеновые, изопреновые и другие звенья в каучуках могут рас-
полагаться в цис- или транс-положении, т. е. может иметь место
^пс-транс-изомерия. В том случае, когда метиленовые группы в
звеньях располагаются по одну сторону от двойной связи, звенья
молекул находятся в tfuc-положении (^ас-конфигурация звеньев).
Если же метиленовые группы располагаются по разные стороны
от двойной связи, то звенья молекул находятся в транс-положении.
//нс-транс-изомерия существенно влияет на свойства полимера.
Так, натуральный каучук и гуттаперча построены из одинаковых
звеньев, но различаются их пространственным расположением:
^ас-изомер полиизопрена представляет собой натуральный каучук,
тогда как транс-изомер соответствует гуттаперче (см. с. 96).
Полностью стереорегулярные каучуки синтезировать гораздо
труднее, чем каучуки нерегулярного строения (кроме того, они
24
яалеко не всегда обладают Ценными техническими свойствами),
поэтому в резиновой промышленности применяются каучуки с
большей или меньшей степенью стереорегулярности. Такие кау-
чуки только условно можно назвать стереорегулярными, так как
они имеют и цис-, и уранс-изомерные звенья (например, 1,4-цис-
бутадиеновый и 1,4-цис-изопреновый каучуки).
Одной из характеристик молекулярной структуры каучукой яв-
ляется содержание в них звеньев различного строения (1,4-1{«с;
4-транс; 1,2; 3,4), определяемое физико-химическим анализом.
Каучуки подразделяются на полярные и неполярные. Каучуки,
содержащие несимметрично расположенные полярные группы и
соответственно имеющие несимметричные полярные связи
С—СООН, С—CN, С—С1, называются полярными. При отсутст-
вии полярных групп или симметричном расположении полярных
связей (благодаря чему они уравновешивают друг друга) каучуки
неполярны. Полярность характеризуется величиной дипольного1
момента, который представляет собой произведение электрическо-
го заряда на расстояние между зарядами.
Молекулы некоторых каучуков построены по типу алифатиче-
ских углеводородов, т. е. симметрично; их дипольный момент ра-
вен нулю, и поэтому они неполярны. К таким каучукам относится,,
например, бутадиеновый каучук, полиизобутилен.
Особенностью каучуков является высокая гибкость молекуляр-
ных цепей при комнатной температуре, в этом отношении они
значительно превосходят гибкость полимеров, входящих в состав;
пластических масс. Поэтому гибкость молекул является основным
признаком деления высокомолекулярных соединений на каучуки
и пластические массы. При нагревании пластические массы могут
приобретать каучукоподобные свойства, в то же время каучуки
при низких температурах становятся твердыми подобно пласт-
массам.
Гибкость цепи связана с тепловым движением молекул каучу-
ка, которое представляет собой колебательные движения отдельных
атомов около положения равновесия и вращение групп атомов во-
круг ординарных связей (С—С, С—О, С—N, Si—О) с незначи-
тельным изменением валентных углов. Вращение вокруг двойных
связей в ненасыщенных каучуках невозможно, так как при таком
вращении должен был бы произойти разрыв химической связи.
Вследствие теплового движения форма молекул непрерывно изме-
няется.
Каждому положению атома или группы атомов при тепловом
движении соответствует определенное значение потенциальной
энергии молекулы. Энергия, необходимая для перехода атома или
группы атомов из положения, соответствующего минимальному зна-
чению потенциальной энергии, к положению с максимальным ее
значением, называется потенциальным барьером вращения. Ве-
личина потенциального барьера вращения составляет 4,2—
16,7 кДж/моль (1—4 ккал/моль), с понижением этого значения
25
вращение становится более свободным, и гибкость молекул возра-
стает.
Величина потенциального барьера вращения вокруг ординар-
ной связи зависит от взаимодействия атомов, примыкающих к
этой связи. Она возрастает в присутствии атомов галогенов, рас-
положенных в молекуле несимметрично, и значительно снижается,
если рядом с ординарной связью, вокруг которой происходит вра-
щение, находится двойная связь (например, у ненасыщенных кау-
чуков). Потенциальные энергии вращения вокруг связей С—О,
С—Si, С—S сравнительно небольшие.
Межмолекулярное взаимодействие приводит к снижению гибко-
сти и торможению вращения. Энергия взаимодействия между
полярными молекулами или полярными группами примерно в 5—
6 раз больше, чем между неполярными. Наибольшей полярностью
обладают группы —CN, менее полярны группы =С—С1 и —ОН.
При больших расстояниях между полярными группами, как, на-
пример, в хлоропреновом и бутадиен-нитрильном каучуках, вза-
имодействие между полярными группами мало, потенциальные
барьеры вращения невелики и каучуки имеют гибкие молекулы.
Гибкость молекулярной цепи бутадиен-нитрильных каучуков
уменьшается с увеличением содержания полярных групп —CN.
К значительному повышению молекулярного взаимодействия
приводит образование водородных связей в каучуках и других по-
лимерах, содержащих гидроксильные, карбоксильные, амидные
(—NH—СО—) и другие группы.
В гетероцепных каучуках (силоксановых, уретановых) враще-
ние происходит вокруг связей С—О, С—N, Si—О с невысоким
потенциальным барьером, поэтому цепные молекулы этих каучу-
ков обладают высокой гибкостью.
Изменение формы молекул под влиянием теплового движения
или под влиянием внешнего механического воздействия, не сопро-
вождающееся разрывом химических связей, называется конфор-
мационным превращением, а непрерывно меняющиеся, переходя-
щие друг в друга формы молекул, отличающиеся по уровню по-
тенциальной энергии, называются конформациями.
Конформационные превращения молекул каучука, происходя-
щие под действием внешних механических сил, являются причи-
ной значительных обратимых деформаций, свойственных каучуку
и резине. Скорость конформационных превращений зависит от
потенциального барьера вращения и энергии внешних воздействий
(нагревания, механического воздействия).
Гибкость цепей, которая обусловлена величиной потенциаль-
ного барьера вращения, называется кинетической гибкостью. Кро-
ме потенциального барьера вращения на гибкость молекул каучу-
ков влияют размер заместителей, частота пространственной сетки
и температура.
Большие по объему и массе заместители затрудняют вращение
звеньев и замедляют конформационные превращения. Так, у вы-
26
сокостирольных каучуков, содержащих большое количество фе-
нильных групп, гибкость молекулярных цепей значительно мень-
ше, чем у бутадиен-стирольных каучуков с меньшим содержанием
стирола.
При повышении температуры запас энергии, а также ампли-
туда крутильных колебаний звеньев возрастает и по достижении
энергии потенциального барьера звенья начинают свободно вра-
щаться вокруг ординарных связей, увеличивается скорость пово-
рота звеньев, повышается кинетическая гибкость молекул. Сле-
дует заметить, что потенциальный барьер вращения при повыше-
нии температуры изменяется очень мало. Молекулярная масса
также не влияет на его величину.
Для каучуков и резин с редкой пространственной сеткой гиб-
кость цепей такая же, как и для цепей, не соединенных в про-
странственные сетки. При увеличении густоты пространственной
сетки гибкость цепей уменьшается.
2.1. ПАРАМЕТРЫ МОЛЕКУЛЯРНОЙ СТРУКТУРЫ
Основными параметрами молекулярной структуры каучуков
являются молекулярная масса, молекулярно-массовое распределе-
ние и полидисперсность.
Молекулярная масса является важнейшей характеристикой
высокомолекулярного соединения. От длины молекул зависят ме-
ханические свойства полимера — прочность, эластичность, а так-
же растворимость и вязкость растворов. С увеличением молеку-
лярной массы повышаются прочность и эластичность каучука,
уменьшается растворимость, увеличивается вязкость растворов.
Каучуки являются полидисперсными высокомолекулярными со-
единениями, поэтому когда говорят о молекулярной массе и о сте-
пени полимеризации, то имеют в виду среднюю молекулярную
массу и среднюю степень полимеризации.
Молекулярная масса, определенная любым из известных мето-
дов, представляет собой среднюю величину. Математически она
может быть выражена как среднеарифметическое, или среднечис-
ленное, значение Мп и как среднемассовое, или средневзвешенное,
значение Mw. _
Среднечисленное значение Мп равно отношению суммы молеку-
лярных масс всех молекул У к общему числу молекул У пр
Lni
Среднечисленное значение молекулярной массы определяется
осмометрическим методом.
Среднемассовое значение молекулярной массы Mw представ-
ляет собой сумму произведений молекулярной массы Mi на
27
Рис. 2.1. Дифференциальные кривые
молекулярно-массового распределения
бутадиен-стирольного ()), бутадиено-
вого (2) и изопренового (3) каучуков.
соответствующую ей массовую
I
ЛОлЮ_—----- в общей массе всех
LniMi
молекул:
Z—< t t
Среднемассовая молекуляр-
ная масса определяется методом
седимептации._Для любых поли-
меров Mw > Мп.
Очевидно, что одной молеку-
лярной массы недостаточно для
характеристики размеров моле-
кул, так как полимеры с одина-
ковой молекулярной массой могут иметь совершенно различные
распределения по молекулярной массе.
Молекулярно-массовое распределение (ММР) характеризует
полимолекулярность, или полидисперсность каучука.
Молекулярно-массовое распределение оказывает влияние на
физико-механические свойства резин (прочность при растяжении,
удлинение при разрыве) и технологические свойства каучуков
(способность подвергаться обработке на технологическом обору-
довании). ,
Обычно молекулярно-массовое распределение характеризуется
дифференциальной кривой распределения по молекулярным мас-
сам.
Если разделить полимер на фракции и определить среднюю
молекулярную массу и массу каждой фракции, а также массовую
долю каждой фракции в общей массе каучука, то по полученным
данным можно построить дифференциальную кривую распреде-
ления. На рис. 2.1 показаны кривые распределения по молекуляр-
ным массам для различных видов каучуков.
Графически среднее значение молекулярной массы можно
представить как абсциссу центра тяжести площади, ограниченной
кривой ММР и осью абсцисс. Чем шире кривая распределения,
тем больше различаются Mw и Мп, поэтому отношение Mw/Mn
служит характеристикой молекулярно-массового распределения и
показателем полидисперсности каучука.
Величина молекулярной массы и вид ММР зависят прежде
всего от способа и условий получения каучука.
Методы определения молекулярной массы каучука
Существуют различные методы определения молекулярной мас-
сы высокомолекулярных соединений. Вследствие полидисперсно-
сти каучука при различных методах определения получаются раз-
ные значения молекулярной массы.
28
Чаще всего для определения молекулярной массы пользуются
осмометрическим и вискозиметрическим методами.
Осмометрический метод основан на определении осмотического
давления раствора путем измерения в осмометре высоты столба
раствора, уравновешивающего осмотическое давление.
Вант-Гофф показал, что законы идеальных газов можно рас-
пространить на разбавленные растворы и вычислить осмотйческое
давление из уравнения:
РУ = nRT
где Р — осмотическое давление; V— объем раствора; /г —число грамм-молекул
растворенного в этом объеме вещества; /?-— газовая постоянная; Т — абсолют-
ная температура.
n — (здесь М — молекулярная масса; а — количество растворенного веще-
ства) .
При массовой концентрации раствора с, а = сУ, тогда п =
= сУ /М. Подставив в уравнение вместо п его значение и разделив
обе части равенства на У, получим:
п
м
или
Р RT
с ~ М
Из этого уравнения при подстановке в него величины Р/с
(определяется на основании данных измерения осмотического
давления при разных концентрациях), газовой постоянной и аб-
солютной температуры можно вычислить молекулярную массу.
Осмометрический метод_ позволяет определить среднечислен-
ную молекулярную массу Мп и является одним из наиболее точ-
ных методов ее определения. Однако вследствие его трудоемкости
он не может применяться для быстрого определения молекуляр-
ной массы.
Вискозиметрический метод. Впервые эмпирическая зависимость
между молекулярной массой и удельной вязкостью раствора ли-
нейных полимеров была установлена Штаудингером:
ЧуД = КгпСМ
где Г|Уд — удельная вязкость раствора*; Кт — константа, зависящая от природы
растворителя и растворенного вещества; с — концентрация раствора в молях
мономера на 1 л раствора. Для натурального каучука такой молярный раствор
содержит 68 г каучука в 1 л.
Однако уравнение Штаудингера, как показали исследования,
не отражает реально существующую зависимость между молеку-
лярной массой и вязкостью растворов полимера. Оказалось также,
что константа К не является постоянной величиной, а зависит от
молекулярной массы каучука.
* Удельная вязкость показывает относительное увеличение вязкости рас-
твора, обусловленное растворенным веществом; Чуд = (Ч —Ло)/Ло = Цотн — 1, где
т] — абсолютная вязкость раствора; т]0 — абсолютная вязкость растворителя;
Лоти — относительная вязкость раствора.
29
Отношение удельной вязкости к концентрации раствора с на
зывается приведенной вязкостью. Опытные данные показывают,
что существует прямолинейная зависимость между приведенной
вязкостью и коцентрацией с, тогда как уравнение Штаудингера
такой зависимости не отражает. Поэтому в последнее время для
определения молекулярной массы вискозиметрическим методом
широко используется эмпирическое уравнение Марка — Хувинка:
[П] = кма
где [ч]—характеристическая вязкость раствора каучука; М — молекулярная
масса каучука*; К и а — эмпирические константы, зависящие от конформации
и конфигурации макромолекул в растворе и характера взаимодействия каучука
с растворителем.
Характеристическую вязкость определяют по относительной
вязкости разбавленных растворов каучука разной концентрации
графическим методом.
Средние молекулярные массы, определенные различными мето-
дами, отличаются между собой тем больше, чем шире ММР кау-
чука. Значения Mw, М^, Мп равны между собой только для моно-
молекулярной фракции.
Обычно Л7Т1 занимает промежуточное значение между Mw и
Мп. Mw > Мп > Мп. Вместе с тем средневязкостная молекулярная
масса близка к среднемассовой молекулярной массе Mw.
Чаще всего вискозиметрический метод используется для быст-
рого измерения молекулярных масс тех полимеров, для которых
известны эмпирические константы К и а. Широкое распростране-
ние этого метода объясняется простотой определения вязкости и
общедоступностью стеклянных вискозиметров, которые для этого
применяются.
Кроме рассмотренных выше, применяются и другие методы
определения молекулярной массы каучуков: метод диффузии, ме-
тод седиментации (ультрацентрифугирования) и др.
2.2. ВЛИЯНИЕ МОЛЕКУЛЯРНОЙ СТРУКТУРЫ
КАУЧУКОВ НА ИХ СВОЙСТВА
Свойства каучуков — их прочность, эластичность, способность
к кристаллизации и стеклованию, стойкость к окислению и дей-
ствию различных реагентов, способность к различным химическим
превращениям, легкость обработки на технологическом оборудо-
вании — зависят от их состава и молекулярной структуры.
Механическая прочность каучуков зависит от сил сцепления
и притяжения, или иначе, от сил когезии, которые обусловлены
межмолекулярными и межатомными взаимодействиями, имеющи-
ми различную природу. Сильные взаимодействия проявляются в
* Молекулярную массу каучука, определенную по этому уравнению, назы-
вают средневязкостной молекулярной массой и обозначают обычно
30
химических связях, слабые —в межмолекулярном ван-дер-вааль-
совом взаимодействии. Водородные связи занимают промежуточ-
ное положение. Например, сила взаимодействия, обусловленная
химической связью, характеризуется энергией, которая выделяется
при ее образовании. Эта энергия связи выражается в кДж/моль.
Чем выше энергия связи, тем труднее разрушить ее, так как для
разрушения необходимо затратить энергию, равную энергий, вы-
деляющейся при ее образовании.
Межатомные связи и другие взаимодействия в каучуках ха-
рактеризуются следующей энергией: химические ковалентные свя-
зи С—С, С=С, С—О, С—S —250—335 кДж/моль (60—
80 ккал/моль); С—Н; Si—0 — 420—500 кДж/моль (100—
120 ккал/моль); водородная связь—13—33 кДж/моль (3—
8 ккал/моль), ван-дер-ваальсово взаимодействие — 2—
40 кДж/моль (0,5—10 ккал/моль).
Силы когезии, а следовательно, и механическая (или когезион-
ная) прочность каучуков возрастают с ростом степени полимери-
зации и длины макромолекул каучука, так как увеличивается
число контактов между ними.
С увеличением молекулярной массы резко возрастает вязкость
концентрированных растворов линейных полимеров и расширяет-
ся интервал температур, в котором каучук сохраняет свои высокие
эластические свойства, возрастает прочность и эластичность кау-
чуков и резин. Одновременно возрастает жесткость каучуков и ре-
зиновых смесей, что затрудняет изготовление из них резиновых из-
делий. В связи с этим очень важно регулировать рост молекуляр-
ных целей каучуков в процессе их синтеза, добиваясь получения
достаточно прочных каучуков, обладающих умеренной жест-
кзстъэс
Расширение молекулярно-массового распределения (ММР)
улучшает технологические свойства каучуков и резиновых смесей
на их основе. Это объясняется тем, что низкомолекулярные фрак-
ции каучука оказывают размягчающее действие на высокомоле-
кулярные фракции подобно пластификаторам *. Однако при боль-
шом количестве низкомолекулярной фракции в каучуке снижается
прочность и эластичность его вулканизатов.
При большой длине боковых разветвлений резко ухудшаются
технологические свойства резиновых смесей, а также эластические
и прочностные свойства вулканизатов этих каучуков.
Вулканизаты каучуков с различными нарушениями регулярной
структуры, например со значительным количеством бутадиеновых
звеньев, соединенных в положении 1,2, отличаются низкой проч-
ностью.
Каучуки регулярного строения способны кристаллизоваться
при растяжении, что приводит к повышению прочности резины.
* Пластификаторы — низкомолекулярные вещества, вызывающие, как пра-
вило, набухание каучука и легко смешивающиеся с ним.
31
Химическое строение каучуков, зависящее от химического
строения мономеров и типа их присоединения друг к другу, влияет
на химические свойства каучуков и вулканизатов — стойкость к
окислению и действию различных химических реагентов и раство-
рителей, способность к вулканизации и различным химическим
превращениям.
ГЛАВА 3
ФИЗИЧЕСКИЕ СВОЙСТВА КАУЧУКОВ И РЕЗИН
3.1. ТРИ ФИЗИЧЕСКИХ состояния каучуков
Каучуки, представляющие собой аморфные полимеры, в зави-
симости от температуры могут находиться в трех физических со-
стояниях: стеклообразном, высокоэластическом и вязкотекучем.
При нагревании стеклообразный аморфный каучук последователь-
но переходит в высокоэластическое состояние, а затем в вязкоте-
кучее. Этот переход совершается постепенно, в некотором интер-
вале температур и обусловлен изменением подвижности молеку-
лярных звеньев и молекулярных цепей.
Стеклообразное состояние характеризуется наличием колеба-
тельного движения атомов около положения равновесия. Высоко-
эластическое состояние характеризуется наличием колебательного
движения отдельных молекулярных звеньев (крутильные колеба-
ния). Для вязкотекучего состояния характерна подвижность це-
пей макромолекул как единого целого. Физическое состояние кау-
чуков при комнатной температуре характеризуется высокой вяз-
костью и в то же время большой подвижностью отдельных звеньев,
составляющих полимерные цепи. Высокоэластическое состояние
является наиболее характерным для каучуков; в этом состоянии
они обладают одним из наиболее важных физических свойств —
эластичностью, т. е. способностью обратимо деформироваться в
значительных пределах под действием сравнительно небольших
усилий. Так, максимальное значение обратимой деформации рас-
тяжения каучука находится в пределах 500—1000%, в то время
как для типичных твердых тел упругое (обратимое) удлинение
редко превышает 1%.
Подвижность молекулярных звеньев в полимерах в высокоэла-
стическом состоянии обусловлена возможностью взаимного пово-
рота ординарных С—С-связей без изменения валентного угла ср и
расстояния между атомами углерода (рис. 3.1). Тепловое движе-
ние молекул, обусловленное вращением молекулярных звеньев
около ординарных С—С-связей, приводит к изгибу и свертыва-
нию молекулярных цепей каучука (рис. 3.2).
При охлаждении среднее значение энергии теплового движения и
подвижность молекулярных звеньев уменьшаются, и при переходе
32
Рис. 3.1. Схема поворота ординарной связи при сохранении валентного угла.
Рис. 3.2. Схема свернутой молекулы каучука.
з стеклообразное состояние колебательное движение молекуляр-
ных звеньев прекращается; каучук становится твердым и хрупким,
способным только к малым упругим деформациям. Средняя темпе-
ратура интервала, в котором каучук переходит из стеклообразного
состояния в высокоэластическое или, наоборот, в стеклообразное,
называется температурой стеклования Тс. С повышением темпера-
туры подвижность молекулярных звеньев увеличивается, поэтому
з области высокоэластического состояния повышение температуры
приводит к увеличению деформации при действии заданной на-
грузки. Дальнейшее повышение температуры приводит к необра-
тимым пластическим деформациям, обусловленным понижением
межмолекулярного взаимодействия и взаимным перемещением мо-
лекул в направлении действующих сил. Каучук при этом перехо-
дят в вязкотекучее состояние, а средняя температура перехода в
это состояние называется температурой текучести Тт (рис. 3.3).
Итак. стеклование связано с потерей подвижности малых эле-
ментов структуры — молекулярных звеньев, а текучесть — с по-
движностью молекулярных цепей. Стеклование не является фазо-
вым переходом, так как ниже и выше температуры стеклования
полимер остается в аморфном состоянии. Стеклованию могут под-
вергаться и частично кристаллизующиеся каучуки (натуральный
каучук, изопреновый синтетический каучук, бутадиеновый и др.),
если их быстро охлаждать до температуры, значительно более низ-
кой. чем температура кристаллизации.
Показательно уменьшение удельного объема каучука при ох-
лаждении, происходящее вследствие уменьшения амплитуды теп-
лового колебания звеньев молекулярных цепей. По изломам на
кривой, характеризующей зависимость удельного объема от тем-
пературы (рис. 3.4), можно судить о температурах кристаллизации
и стеклования (Гс). Кристаллизация сопровождается скачко-
образным уменьшением удельного объема; при стекловании излом
на кривой получается менее четко выраженный.
Для каучука характер кривой, показывающей зависимость
удельного объема от температуры, существенно зависит от того,
с каком скоростью производится охлаждение. При быстром охла-
2 Эаж.
33
Рис. 3.3. Зависимость деформации от температуры при постоянных напряжении
и продолжительности воздействия:
/—общая деформация; 2—остаточная деформация.
Рис. 3.4. Зависимость удельного объема каучука от температуры:
/ — быстрое охлаждение; 2—медленное охлаждение.
Ждении натурального каучука получается типичная кривая, харак-
терная для аморфных веществ, указывающая на отсутствие кри-
сталлизации в этих условиях. При очень медленном охлаждении
вид кривой существенно изменяется; при температуре плюс 8—
13 °C наблюдается кристаллизация каучука. Так как кристаллиза-
ция каучука происходит частично, то на кривой при медленном
охлаждении получается излом при температуре минус 70—72 °C,
свидетельствующий о стекловании оставшейся аморфной части
каучука (см. рис. 3.4). Таким образом, для кристаллизующихся
каучуков температура стеклования Тс находится ниже темпера-
туры кристаллизации Тк. Высокоэластическое и вязкотекучее со-
стояния у частично кристаллизующихся каучуков наблюдаются
при температурах выше температуры их кристаллизации.
На рис. 3.3 представлена зависимость деформации полимера от
температуры, охватывающая все три возможных состояния. Кау-
чуки отличаются от других полимеров температурой стеклования
Тс и текучести Тт. У каучуков температура стеклования Тс значи-
тельно ниже комнатной температуры; для натурального каучука
она составляет около —72 °C, в то время как температура текуче-
сти Ту натурального каучука около 180—200 °C. Таким образом*
высокоэластическими свойствами каучуки обладают в значитель-
ном интервале температур.
Пластмассы и эбонит переходят в высокоэластическое состояние при повы-
шенных температурах, когда они вообще близки к вязкотекучему состоянию.
Интервал высокоэласгичности у них узкий. Некоторые высокомолекулярные со-
единения способны переходить непосредственно из стеклообразного в вязкотеку-
чее состояние, минуя область высокоэластических деформаций.
Итак, высокоэластическое состояние есть одно из состояний
аморфных полимеров, возникающее при определенной степени по-
движности молекулярных звеньев, и зависит не только от темпе-
ратуры, но и, естественно, от структуры молекулярных звеньев и
их относительного расположения в молекулярной цепи.
34
Вулканизация каучуков, приводящая к образованию редко рас-
таможенных поперечных химических связей, мало влияет на по-
хзижность молекулярных звеньев и на температуру стеклования,
яо приводит к потере способности каучука переходить в вязкоте-
гучее состояние. Наоборот, часто расположенные разветвления и
поперечные связи, усиленное межмолекулярное взаимодействие
вследствие наличия полярных групп приводят к понижению по-
движности молекулярных звеньев и к повышению температуры
стеклования. Поэтому натуральный каучук имеет более низкую
температуру стеклования по сравнению с натрий-бутадиеновым
каучуком, характеризующимся разветвленной структурой. Бута-
диен-нитрильный каучук, содержащий относительно большое чис-
ло нитрильных групп, например СКН-40, обладает более высокой
температурой стеклования и соответственно более низкой морозо-
стойкостью по сравнению с каучуком СКН-18, имеющим меньшую
концентрацию полярных нитрильных групп.
3.2. КРИСТАЛЛИЗАЦИЯ КАУЧУКОВ
Аморфные каучуки, обладающие регулярной структурой, спо-
собны кристаллизоваться. Кристаллизация каучука (в отличие от
стеклования) представляет собой фазовый переход (от фазового
аморфного к фазовому кристаллическому состоянию), сопрово-
ждаемый выделением теплоты кристаллизации, довольно резким
изменением удельного объема (см. рис. 3.4) и физико-механиче-
ских свойств невулканизованного и вулканизованного каучука в
области температур кристаллизации.
Аморфные каучуки могут быть разделены на две группы:
I) каучуки аморфные, декристаллизующиеся в любых усло-
виях, даже в растянутом состоянии (СКС, СКН, СКВ);
2) каучуки, кристаллизующиеся при охлаждении и растяже-
нии (натуральный каучук, изопреновый, хлоропреновый, уретано-
вый каучуки и др.).
Каучуки, у которых все мономерные звенья, образующие длин-
ные молекулярные цепи, расположены правильно и имеют преиму-
щественно одну и ту же конфигурацию (например, цае-конфигура-
паю), способны кристаллизоваться.
Каучуки, имеющие преимущественно транс-конфигурацию, кри-
сталлизуются быстрее, чем каучуки с tfnc-конфигурацией, и при
более высокой температуре, к ним относится, например, хлоропре-
новый каучук. Но небольшое число звеньев транс- 1,4-конфигурации
затрудняет кристаллизацию; например, в бутадиеновом каучуке
СКД при содержании таких звеньев более 25% кристаллизация
не происходит. Для декристаллизующихся каучуков (СКВ, СКН,
скс» характерно высокое содержание звеньев в положении 1, 2.
ЗВ
Для изучения кристаллизации каучука используются методы
рентгенографии, электронографии и др. Рентгенограммы обнару-
живают резкое изменение структуры каучука при кристаллизации.
Кристаллизация каучука вследствие большой длины его молекул
представляет собой более сложное явление, чем кристаллизация
обычных низкомолекулярных веществ.
Процесс кристаллизации каучука имеет следующие особенно-
сти:
1) кристаллизация каучука происходит при охлаждении неде-
формированного невулканизованного или вулканизованного кау-
чука, а также при растяжении каучука при нормальных темпера-
турах;
2) кристаллизация каучука происходит в некотором интервале
температур;
3) процесс кристаллизации каучука при охлаждении происхо-
дит медленно, в течение нескольких часов; снижение молекулярной
массы каучука приводит к замедлению его кристаллизации;
4) при растяжении каучука кристаллизация происходит доста-
точно быстро и сопровождается ориентацией молекулярных
звеньев и элементов кристаллической структуры вдоль направле-
ния растяжения. Ускорение кристаллизации в растянутом образце
является следствием повышения температуры плавления ТПл под
действием напряжения, приложенного к образцу. После прекраще-
ния растяжения кристаллическая фаза каучука плавится, и кау-
чук снова становится аморфным;
5) в большинстве случаев происходит частичная кристаллиза-
ция каучука; доля кристаллической фазы обычно не превышает
10—60%; наряду с кристаллической фазой в кристаллизованном
каучуке существует и аморфная фаза.
В полимерах обнаружены различные кристаллические образо-
вания: монокристаллы с различной степенью дефектности, денд-
риты, сферолиты, мелкозернистые структуры. В последнее время
из разбавленных растворов некоторых полимеров при малых пе-
реохлаждениях вблизи температуры плавления получены наибо-
лее совершенные по структуре единичные монокристаллы. Обра-
зование сферолитов наблюдали при кристаллизации натурального
каучука, хлоропренового, бутадиенового каучука СКД, полиурета-
нового, полисилоксанового.
Было обнаружено, что кристаллизации полимеров предшест-
вует упорядочение аморфных полимеров, т. е. возникновение
аморфных надмолекулярных структур. Достаточно высокая в ряде
случаев скорость кристаллизации полимеров подтверждает нали-
чие предварительной упорядоченности макромолекул полимера в
аморфном состоянии. Надмолекулярная структура аморфных кау-
чуков характеризуется наличием пачек цепей, при слиянии кото-
рых образуются полосатые структуры каучуков. Кристаллизация
происходит сначала в пределах пачек, а затем следует постепен-
ное дальнейшее упорядочение кристаллизованных пачек.
36
Таблица 3.1. Параметры, характеризующие
кристаллизацию каучуков
Каучук Гг, °C г;, «с т °C 4 ПЛ’ т, , мин 72
нк —25 +5 +40 ю2—ю5
ски-з —25 +5 +40 102—1Q5
СКД -55 -20 +4 10-Ю3
Наирит -10 +ю +80 102—104
Бутилкаучук —40 -20 — 10*-ю6
сктв -80 -30 -35 0,1-10
Уретановые От —5 до +50 +70 102—-101
-10
* 7^ — верхняя граница температурного интервала, в котором происходит кристаллиза-
ция недеформированных каучуков и резин.
Основными параметрами кристаллизации являются: равновес-
ная температура плавления Гпл; температура максимальной скоро-
сти кристаллизации Тг, скорость кристаллизации, характеризуемая
временем ту2, соответствующим половинному значению изменения
удельного объема (полупериод кристаллизации). В табл. 3.1. при-
ведены параметры кристаллизации каучуков.
Вулканизация в большинстве случаев ухудшает условия кри-
сталлизации. Кристаллизация синтетических каучуков обычно
ускоряется при введении наполнителей, но для вулканизатов СКД
с различными типами технического углерода установлена доста-
точно сложная зависимость скорости кристаллизации ненапряжен-
ных образцов от содержания и типа технического углерода.
При больших степенях растяжения (200%) существенного раз-
личия во влиянии на скорость кристаллизации разных типов тех-
нического углерода и их содержания не наблюдается, так как
эффект ориентации макромолекул под действием приложенного
напряжения значительно превосходит эффект их ориентации на
поверхности частиц технического углерода.
По данным В. А. Каргина и Т. И. Соголовой, механические свой-
ства кристаллизующихся каучуков определяются в первую очередь
наличием кристаллической фазы. Высокой прочностью при растя-
жении обладают ненаполпенные вулканизаты только тех каучу-
ков, которые кристаллизуются при растяжении. Кристаллизация
сопровождается резким изменением механических свойств каучу-
ков: возрастает прочность, ухудшаются эластические свойства, по-
вышается жесткость и твердость, уменьшается растяжение при за-
данной нагрузке.
Высокая морозостойкость и эластичность некоторых синтетиче-
ских каучуков (ф/с-1,4-полибутадиена и ^цс-1,4-полиизопрена) об-
условлены не только низкими температурами их стеклования, во и
трудностью кристаллизации вследствие некоторой неоднородности
молекулярной цепи.
37'
33. ФИЗИЧЕСКИЕ СВОЙСТВА КАУЧУКА
Изменение физических свойств каучука и колебание физиче-
ских констант, характеризующих эти свойства, являются следст-
вием неоднородности каучуков по степени полимеризации, легкой
подверженности окислению и различным структурным изменениям,
а также способности некоторых каучуков кристаллизоваться. Та-
ким образом, физические свойства каучука зависят от условий его
получения и хранения, поэтому физические константы, приводимые
разными авторами, часто значительно отличаются друг от друга.
3.3.1. Оптические свойства
Показатель преломления чистого натурального каучука п —
— 1,519. Показатели преломления синтетических каучуков близки
к 1,5.
Недеформированные аморфные каучуки оптически изотропны,
что является результатом хаотического расположения макромоле-
кул и их звеньев. Под влиянием внешнего механического воздей-
ствия, например растяжения, в каучуках происходит перегруппи-
ровка элементов структуры, ориентация цепей в результате
конформационных превращений, что приводит к возникновению
оптической анизотропии и связанного с ней двойного лучепрелом-
ления. Это явление иначе называется фотоупругостью.
В аморфных каучуках двойное лучепреломление при растяже-
нии пропорционально напряжению. В сильно растянутых кристал-
лизующихся каучуках эта закономерность усложняется из-за ро-
ста кристалличности при растяжении.
Поглощение света и прозрачность натурального и синтетиче-
ских каучуков в значительной степени зависят от содержания в
них примесей, способа получения и обработки.
3.3.2. Диэлектрические свойства
Натуральный каучук и многие синтетические каучуки являются
хорошими диэлектриками.
Диэлектрические свойства характеризуются следующими пока-
зателями:
1) удельным объемным электрическим сопротивлением, значе-
ние которого колеблется в пределах 1010—1014 Ом-м (1012—
1016 Ом-см);
2) электрической прочностью (пробивной градиент), состав-
ляющей 15-Ю3—40-Ю3 кВ/м;
3) диэлектрической проницаемостью, изменяющейся в преде-
лах 2,3—16,0;
4) тангенсом угла диэлектрических потерь, который изменяет-
ся в пределах от 0,0003 до 0,01 (при 50 Гц).
Удельное объёмное электрическое сопротивление зависит от на-
личия свободных электронов -и ионов; оно снижается с повыше-
38
нием температуры вследствие увеличения подвижности свободный
зарядов. При наличии полярных низкомолекулярных примесей (на-
пример, воды) удельное объемное электрическое сопротивление
значительно снижается.
Величина, обратная электрическому сопротивлению, называет-
ся электрической проводимостью, которая измеряется в обратных
Ом-м.
Электрическая прочность — минимальная напряженность внеш-
него электрического поля, при которой происходит пробой диэлек-
трика. При этом наблюдается резкое увеличение электрической
проводимости каучука или резины под влиянием внешнего элек-
трического поля и, следовательно, потеря диэлектрических свойств.
Электрическая прочность характеризуется отношением пробивного
напряжения (В) к толщине образца (м).
Диэлектрическая проницаемость (е7) определяется как отно-
шение емкости конденсатора, между пластинами которого помещен
диэлектрик, к емкости того же конденсатора с вакуумированным
пространством между пластинами. Диэлектрическая проницае-
мость зависит от строения полимера, состава резины, темпера-
туры и частоты тока. Она связана с поляризацией, т. е. образова-
нием электрического (дипольного) момента в объеме диэлектрика
при помещении его в электрическое поле. Полярные каучуки, мо-
лекулы которых обладают постоянным дипольным моментом, об-
ладают более высокой диэлектрической проницаемостью.
Тангенс угла диэлектрических потерь характеризует часть энер-
гии электрического поля, которая рассеивается в единице объема
диэлектрика, превращаясь в тепловую энергию.
Диэлектрические свойства каучуков зависят от состава и струк-
туры Молекулярных звеньев, а также от строения молекулярных
цепей. Полярные каучуки имеют более низкое удельное объемное
сопротивление, более высокие значения диэлектрической проницае-
мости, диэлектрических потерь и пробивной прочности.
Показатели диэлектрических свойств каучуков и резин дают
возможность сделать правильный выбор материалов для произ-
водства электроизоляционных деталей и электрических кабелей.
Значения диэлектрической проницаемости и диэлектрических
потерь позволяют оценить способность каучука нагреваться в элек-
трическом поле высокой частоты.
Высокочастотный нагрев каучуков и резиновых смесей находит
все большее применение в резиновой промышленности при подго-
товке каучуков к производству и вулканизации.
3.3.3. Теплофизические свойства каучуков и резин
Каучуки Характеризуются низкой теплопроводностью-, коэффи-
циент их теплопроводности составляет 0,126—0,210 Вт/(м-К) [3—
5-КН кал/(см-с-°С)], что примерно в 300 раз меньше коэффи-
циента теплопроводности стали,
39
Теплопроводность возрастает с увеличением молекулярной мас-
сы каучука. Наполнители повышают теплопроводность резин; при
введении 10 масс. ч. (на 100 масс. ч. каучука) оксида цинка тепло-
проводность возрастает примерно на 7%, а при введении такого
же количества технического углерода (сажи) — на 17%. Техниче-
ский углерод печного типа (печные сажи) обеспечивает более вы-
сокую теплопроводность резины по сравнению с техническим угле-
родом ДГ-100 (канальной сажей). С повышением теплопровод-
ности резины теплообразование при многократных деформациях
снижается из-за повышения теплоотдачи в окружающую среду, что
учитывается при составлении рецептуры резин.
Температурный коэффициент линейного расширения каучуков
при температурах выше температуры стеклования Тс составляет
(1,72—2,45) • 10-4 К-1; он в 5—6 раз выше, чем у стали, которая
применяется для изготовления вулканизационных форм. Такое раз-
личие в коэффициентах линейного расширения каучуков и сталь-
ных вулканизационных форм используется практически для созда-
ния внутреннего давления при вулканизации изделий в закрытых
вулканизационных формах.
Удельная теплоемкость каучуков составляет 1,84—2,18 кДж/(кг-
•К) [0,44—0,52 кал/(г-°С)]. Наполнители понижают удельную теп-
лоемкость и, как правило, несколько повышают объемную тепло-
емкость, измеряемую в кДж/(м3-К), т. е. с увеличением содержа-
ния наполнителей повышаются затраты тепла на нагревание
изделия при вулканизации.
Удельная теплоемкость резиновых смесей может быть рассчи-
тана на основании правила аддитивности по теплоемкости каучука
и ингредиентов с учетом их массовой доли в резиновой смеси.
Удельная теплоемкость смеси равна:
Ср — XiCi + Х2С2 + Л3С3 +
где Xlf Х2, Х3 — массовые доли каучука и ингредиентов; Ct, С2, Сз — удельные
теплоемкости каучука и ингредиентов.
3.3.4. Газопроницаемость
Газопроницаемость каучука связана с растворением (сорбцией)
Газа в каучуке и с диффузией его через каучук. Газонепроницае-
мость резин используется в таких резиновых изделиях, как автомо-
бильные камеры, резиновые рукава и шланги, оболочки аэроста-
тов, газгольдеры (емкости для хранения газов), надувные лодки
И другие надувные изделия из резины и прорезиненных тканей.
Растворимость и диффузия газов играют важную роль при из-
готовлении и эксплуатации резиновых изделий — при вулканиза-
ции и старении резин, при химическом действии на резины газов
и паров.
Газопроницаемость каучуков характеризуется коэффициентом
газопроницаемости Р, который пропорционален коэффициенту
40
диффузии D и коэффициенту растворимости о
Коэффициент диффузии газов с молекулярной массой менее 40
(водорода, гелия, азота, кислорода) в каучуках и резинах не зави-
сит от давления газа и обусловливается природой газа, строением
и гибкостью макромолекул каучука, межмолекулярным взаимодей’
ствием и температурой.
С увеличением молекулярной массы, полярности газов и паров
коэффициент диффузии уменьшается. С увеличением полярности
и межмолекулярного взаимодействия и повышением температуры
стеклования каучуков Тс коэффициент диффузии газов и паров
понижается. Коэффициент и скорость диффузии снижаются и при
кристаллизации.
С повышением температуры возрастает подвижность макромо-
лекул каучука, поэтому коэффициент и скорость диффузии возра-
стают, одновременно увеличивается газопроницаемость каучука.
Коэффициент растворимости так же, как и коэффициент диф-
фузии, зависит от природы каучука, природы газа и температуры.
Газы и пары, имеющие полярные молекулы, лучше растворяются
в полярных каучуках.
Вулканизация приводит к уменьшению растворимости газов.
Мягчители повышают растворимость газов в резинах, такое же
влияние на растворимость газов оказывают те наполнители, кото-
рые плохо смачиваются каучуком (вследствие поглощения газа сво-
бодной поверхностью частиц). С повышением температуры раство-
римость газов и паров в каучуке увеличивается. Растворение га-
зов и паров в каучуках приводит к набуханию, т. е. к увеличению
объема каучуков.
Коэффициент газопроницаемости так же, как и коэффициент
диффузии, в основном определяется гибкостью цепей каучука,
энергией межмолекулярного взаимодействия и температу-
рой.
С увеличением энергии межмолекулярного взаимодействия ко-
эффициент газопроницаемости уменьшается. Введение полярных
заместителей —Cl, —CN, —СООН, —ОН, —NH2 и др. приводит к
снижению газопроницаемости. Каучуки с симметрично располо-
женными заместителями также обладают меньшей газопроницае-
мостью (например, бутилкаучук). Ненасыщенные каучуки благо-
даря наличию двойных связей и повышенной гибкости макромоле-
кул обладают большей газопроницаемостью по сравнению с насы-
щенными. Если коэффициент проницаемости водорода через нату-
ральный каучук принять за 100, то для бутадиен-стирольного кау-
чука он составит 73, бутадиен-нитрильных СКН-18 — 34, СКН-26 —
32. СКН-40— 14, для хлоропренового каучука — 24, для бутилкау-
чука— 14, для силоксанового каучука—ИЗО. Высокая газопро-
ницаемость последнего объясняется высоким коэффициентом диф-
фузии газов Г), что связано с большой гибкостью молекулярных
41
цепей каучука, малым межмолекулярным взаимодействием и не-
плотной упаковкой молекулярных цепей.
Коэффициент газопроницаемости уменьшается пропорциональ-
но числу поперечных связей, образующихся при вулканизации, бла-
годаря снижению гибкости молекул. С повышением температуры
газопроницаемость каучуков и резин увеличивается вследствие воз-
растания скорости диффузии и расторимости. При кристаллиза-
ции каучука происходит скачкообразное снижение газопроницае-
мости.
Газопроницаемость наполненной резины так же, как и раство-
римость в ней газов и паров, зависит от природы наполнителей и
их содержания. При содержании до 15—20% (об.) наполнителя
газопроницаемость уменьшается, что объясняется уменьшением ко-
эффициента диффузии с повышением содержания наполнителя
вследствие увеличения пути молекул газа при огибании частиц на-
полнителя в резине, а также уменьшением гибкости макромолекул
при их взаимодействии с поверхностью частиц наполнителя. При
содержании наполнителей свыше 40% (об.) газопроницаемость
возрастает. Причина этого явления не установлена.
При старении полимеров под действием различных факторов
вследствие деструктивных процессов, преобладающих на началь-
ной стадии старения, газопроницаемость сначала возрастает, за-
тем по мере окисления, образования полярных групп, структуриро-
вания и уменьшения гибкости макромолекул снижается. Образо-
вание трещин при дальнейшем старении приводит к резкому по-
вышению газопроницаемости.
3.4. МЕХАНИЧЕСКИЕ СВОЙСТВА КАУЧУКОВ
И РЕЗИН
3.4.1. Общие понятия
Механические свойства каучуков и резин могут быть охарак-
теризованы комплексом свойств.
К особенностям механических свойств каучуков и резин следует
отнести:
1) высокоэластический характер деформации каучуков;
2) зависимость деформаций от их скорости и продолжитель-
ности действия деформирующего усилия, что проявляется в релак-
сационных процессах и гистерезисных явлениях (см. с. 57);
3) зависимость механических свойств каучуков от их предвари-
тельной обработки, температуры и воздействия различных немеха-
нических факторов (света, озона, тепла и др.).
Различают деформационно-прочностные, фрикционные и друг
гие специфические свойства каучуков и резин.
К основным деформационно-прочностным свойствам относятся:
пластические и эластические свойства, прочность при растяжении,
относительное удлинение при разрыве, остаточное удлинение по-
42
еле разрыва, условные напряжения При заданном удлинении, ус-
ловно-равновесный модуль, модуль эластичности, гистерезисные
потери, сопротивление раздиру, твердость.
К фрикционным свойствам резин относится износостойкость, ха-
рактеризующая сопротивление резин разрушению при трении, а
также коэффициент трения.
К специфическим свойствам резин относятся, например, темпе-
ратура хрупкости, морозостойкость, теплостойкость, сопротивление
старению.
Очень важным свойством резин является сопротивление старе-
нию (сохранение механических свойств) после воздействия света,
озона, тепла и других факторов.
Механические свойства резин определяют в статических усло-
виях, т. е. при постоянных нагрузках и деформациях, при относи-
тельно небольших скоростях нагружения (например, при испыта-
нии на разрыв), а также в динамических условиях, например, при
многократных деформациях растяжения, сжатия, изгиба или сдви-
га. При этом особенно часто резины испытывают на усталостную
выносливость и теплообразование при сжатии.
Усталостная выносливость характеризуется числом циклов де-
формаций, которое выдерживает резина до разрушения. Для со-
кращения продолжительности определения усталостной выносли-
вости испытания проводят иногда в условиях концентрации напря-
жений, создаваемых путем дозированного прокола или примене-
ния образцов с канавкой.
Теплообразование при многократных деформациях сжатия оп-
ределяется по изменению температуры образца резины в процессе
испытания в заданном режиме (при заданном сжатии и заданной
частоте деформаций).
Более подробно методы статических и динамических испыта-
ний излагаются в специальных руководствах. В данном разделе бу-
дут рассмотрены основные механические свойства каучуков и сущ-
ность методов определения этих свойств.
3.4.2. Пластические и эластические свойства
Пластичностью называется способность материала легко де-
формироваться и сохранять форму после снятия деформирующей
нагрузки. Иными словами, пластичность — это способность мате-
риала к необратимым деформациям.
Эластичностью называется способность материала легко дефор-
мироваться и восстанавливать свою первоначальную форму и раз-
меры после снятия деформирующей нагрузки, т. е. способность к
значительным обратимым деформациям.
Эластическими деформациями, в отличие от упругих, называют-
ся такие обратимые деформации, которые характеризуются значи-
тельной величиной при относительно малых деформирующих уси-
лиях (низкое значение модуля упругости).
43
Пластические и эластические свойства каучука проявляются
одновременно; в зависимости от предшествующей обработки кау-
чука каждое из них проявляется в большей или меньшей степени.
Пластичность невулканизованного каучука постепенно снижается
при вулканизации, а эластичность возрастает. В зависимости от
степени вулканизации соотношение этих свойств каучука посте-
пенно изменяется. Для невулканизовапных каучуков более харак-
терным свойством является пластичность, а вулканизованные кау-
чуки отличаются высокой эластичностью. Но при деформациях
невулканизованного каучука наблюдается также частичное восста-
новление первоначальных размеров и формы, т. е. наблюдается не-
которая эластичность, а при деформациях резины можно наблю-
дать некоторые пеисчезающие остаточные деформации.
Согласно теории, разработанной советскими учеными
А. П. Александровым и Ю. С. Лазуркиным, общая деформация
каучука и резины е состоит из трех составляющих: 1) упругой де-
формации, подчиняющейся закону Гука, еу; 2) высокоэластической
деформации ев и 3) пластической деформации еп:
е = еу 4- ев 4- еп
Соотношение составляющих общей деформации зависит от при-
роды каучука, его структуры, степени вулканизации, состава ре-
зины, а также от скорости деформаций, значений создаваемых на-
пряжений и деформаций, длительности нагружения и от темпера-
туры.
Упругая деформация практически устанавливается мгновенно
при приложении деформирующего усилия и также мгновенно исче-
зает после снятия нагрузки; обычно она составляет доли процента
от общей деформации. Этот вид деформации обусловлен неболь-
шим смещением атомов, изменением межатомных и межмолеку-
лярных расстояний и небольшим изменением валентных углов.
Высокоэластическая деформация резин увеличивается во вре-
мени по мере действия деформирующей силы и достигает посте-
пенно некоторого предельного (условно-равновесного) значения.
Она так же, как и упругая деформация, обратима; при снятии на-
грузки высокоэластическая деформация постепенно уменьшается,
что приводит к эластическому восстановлению деформированного
образца. Высокоэластическая деформация, в отличие от упругой,
характеризуется меньшей скоростью, так как связана с конформа-
ционными изменениями макромолекул каучука под действием внеш-
ней силы. При этом происходит частичное распрямление и ориен-
тация макромолекул в направлении растяжения. Эти изменения не
сопровождаются существенными нарушениями межатомных и меж-
молекулярных расстояний и происходят легко при небольших
усилиях. После прекращения действия деформирующей силы
вследствие теплового движения происходит дезориентация молекул
и восстановление размеров образца. Специфическая особенность
44
механических свойств каучуков и резин связана с высокоэластиче-
скон деформацией.
Пластическая деформация непрерывно возрастает при нагруже-
нии и полностью сохраняется при снятии нагрузки. Она характер-
на для невулканизованного каучука и резиновых смесей и связана
с необратимым перемещением макромолекул друг относительно
друга.
Скольжение молекул у вулканизованного каучука сильно за-
труднено наличием прочных связей между молекулами, и поэтому
вулканизаты, не содержащие наполнители, почти полностью вос-
станавливаются после прекращения действия внешней силы. На-
блюдаемые при испытании наполненных резин неисчезающие де-
формации являются следствием нарушения межмолекулярных
связей, а также следствием нарушения связей между каучуком и
компонентами, введенными в него, например вследствие отрыва
частиц ингредиентов от каучука. Неисчезающие остаточные дефор-
мации часто являются кажущимися вследствие малой скорости
эластического восстановления, т. е. оказываются практически ис-
чезающими в течение некоторого достаточно продолжительного
времени.
Показатели пластоэластических свойств каучуков
и резиновых смесей
Для оценки способности каучуков и резиновых смесей к пла-
стическим деформациям необходимо знать не только пластичность,
но и сопротивление невулканизованного каучука воздействию
внешних сил, легкость его деформации под действием сжимающих
сил, способность к эластическому восстановлению. Эти свойства
каучуков и резиновых смесей, характеризующие их поведение при
технологической переработке, принято называть пластоэластиче-
скими свойствами.
Существуют различные способы определения пластоэластиче-
ских свойств каучука и резиновых смесей: по сжатию образца при
постоянной нагрузке или до заданной высоты; по сопротивлению
каучука деформации сдвига при вращении диска, помещенного
в каучук; путем выдавливания каучука (или резиновой смеси) че-
рез отверстие и др.
Определение пластичности на сжимающем пластометре ПСМ-2
«типа Вильямса) с постоянным грузом производится по ГОСТ
415—75. Сущность этого метода сводится к сжатию цилиндриче-
ского образца на пластометре с помощью груза (масса 5 кг) при
температуре 70 °C и измерению трех размеров образца: первона-
чальной высоты й0, высоты Й1 под действием груза и высоты йг
после снятия груза и некоторой выдержки при 23 ± 2 °C.
Высота образца после снятия груза и свободной выдержки уве-
личивается вследствие эластического восстановления, поэтому
45
h0 > A2 > /ii. Пластичность P рассчитывается по формуле:
Zio — Аг
ho + h\
Эластическое восстановление R' определяется в миллиметрах:
/Г = h2 - А,
Относительное эластическое восстановление R" определяется
как отношение эластического восстановления (мм) к максималь-
ному сжатию (мм) образца при испытании:
,vr Л2 — h\
К ~ h0-ht
Определение нагрузки при сжатии образца до заданной высоты
производится на дефометре. Величина нагрузки, определяемая
этим способом, называется жесткостью каучука.
Показателем жесткости является нагрузка в граммах, под дей-
ствием которой цилиндрический образец каучука высотой 10 мм
сжимается до 4 мм при 80 °C в течение 30 с.
Непосредственно после сжатия на дефометре определяется эла-
стическое восстановление образца.
Определение сопротивления каучука или резиновой смеси де-
формации сдвига при вращении дискового ротора внутри резино-
вой смеси производится на приборе Муни или на вискозиметре
ВР-2 и ВР-3 по ГОСТ 10722—76. Получаемый при этом показатель
выражается в условных единицах и называется вязкостью по
Муни.
3.4.3. Показатели эластических, деформационных
и прочностных свойств резины
Эластические свойства так же, как и пластические, обнаружи-
ваются при деформации каучука или резины. Если пластичность
характеризует в известной мере технологические особенности кау-
чука и резиновых смесей, то эластичность является основным свой-
ством вулканизатов и готовых резиновых изделий и в значитель-
ной мере определяет их эксплуатационные качества.
Определение механических свойств резин представляет значи-
тельную трудность, так как характер и величина деформации и оп-
ределяемых показателей зависят от амплитуды и частоты дефор-
мации, продолжительности действия деформирующей силы и тем-
пературы окружающей среды.
Эластичность характеризуется комплексом свойств: способ-
ностью к восстановлению размеров и формы, легкостью деформа-
ции под действием силы, максимально возможной степенью дефор-
46
ыируемости резины, скоростью эластического восстановления и
способностью к обратимому поглощению энергии.
Ниже приводятся показатели, с помощью которых оцениваются
эластические и деформационные свойства резины:
1) относительное удлинение при разрыве;
2) остаточное удлинение после разрыва;
3) модуль эластичности;
4) условное напряжение при заданном удлинении;
5) гистерезисные потери и полезная упругость;
6) эластичность по отскоку (при ударе).
Уровень высокоэластических деформаций характеризуется уд-
линением или сжатием при заданной нагрузке и удлинением при
разрыве (при обязательном учете остаточных деформаций). Лег-
кость деформаций оценивается по условному напряжению при за-
данном удлинении. Обратимость деформаций характеризуется ве-
личиной остаточного удлинения или сжатия после снятия дефор-
мирующей нагрузки. Способность к обратимому поглощению энер-
гии и скорость эластического восстановления оцениваются показа-
телем эластичности по отскоку (после удара). Этот показатель осо-
бенно часто используется для характеристики эластичности ре-
зины.
К прочностным свойствам, в частности, относятся прочность
при растяжении и сопротивление резины раздиру.
3.4.3.1. Механические свойства, определяемые
при испытании на разрыв
При испытании на разрыв кроме прочности (сопротивление раз-
рыву) можно определить показатели, характеризующие в той или
иной степени эластические и деформационные свойства вулкани-
зата. К их числу относятся: относительное удлинение при разрыве,
остаточное удлинение после разрыва, условные напряжения при
заданном удлинении.
Испытания на разрыв в заводских лабораториях производят на
разрывных машинах (динамометрах) по ГОСТ 270—75.
По замеренной разрывной нагрузке вычисляется прочность при
растяжении fp [МПа (кгс/см2)].
Прочностью при растяжении называется критическое напряже-
ние, возникающее в образце к моменту разрыва; она вычисляется
по формуле:
'р So bh
где Рр — сила, вызывающая разрыв образца; So — площадь поперечного сечения
образца до испытания; b — первоначальная ширина рабочей части образца;
h—среднее значение первоначальной толщины образца.
Прочность при растяжении резин в среднем колеблется от 5 до
30 МПа (от 50 кгс/см2 до 300 кгс/см2).
47
По абсолютному удлинению образца в момент разрыва, изме*
репному в миллиметрах, вычисляется относительное удлинение
при разрыве еР (%) по формуле:
где 1Р — длина рабочего участка образца в момент разрыва; /о — первоначальная
длина рабочего участка образца.
Разность /Р — /о представляет собой удлинение образца. Отно-
шение Zp/Zo называется кратностью растяжения X, которая соответ-
ствует моменту разрыва.
в п
Отсюда ер — (Л —- 1) 100 и А = 4- 1.
Аналогично рассчитывается кратность растяжений при любом
значении растяжения. При испытаниях на разрыв относительное
удлинение обычно определяется непосредственно по шкале удли-
нений разрывной машины, градуированной в процентах.
Для резин относительное удлинение при разрыве колеблется
в среднем от 100 до 1000%; оно характеризует предельную степень
деформации, которую может иметь резина при растяжении при
данной температуре. Однако определения относительного удлине-
ния недостаточно для характеристики эластичности резины, так
как относительное удлинение при разрыве включает и необрати-
мую часть деформации. Чем выше способность резины к обрати-
мым деформациям (и чем меньше доля необратимых деформаций),
тем выше ее эластичность. Поэтому дополнительно определяют ос-
таточное удлинение после разрыва, характеризующее величину не-
обратимых деформаций. Этот показатель определяется по длине
образца после разрыва /2 и выражается обычно в процентах от
первоначальной длины образца до испытания на разрыв.
Остаточное удлинение после разрыва 0Р вычисляют по формуле:
0р= /г ЮО
to
где h — длина рабочего участка (по двум сложенным частям) разорванного
образца, мм (через 1 мин после разрыва); 10 — первоначальная длина образца.
Остаточное удлинение после разрыва находится в пределах от
нескольких процентов до 40—50%. С увеличением относительного
удлинения при разрыве обычно увеличивается и остаточное удли-
нение после разрыва.
Для характеристики жесткости резины и степени ее вулканиза-
ции часто пользуются условными напряжениями при заданном уд-
линении /е, например при удлинениях в, равных 100, 200, 300, 400
и 500%. Соответственно условные напряжения обозначаются: /юо,
/гоо и т. д. Для расчета условных напряжений [МПа (кгс/см2)] опре-
деляются промежуточные нагрузки при растяжении образцов, со-
48
ответствующие заданным удлинениям. Например, напряжение при
удлинении 300% составит:
f Р 300
/300 — “ё—
где fsoo — напряжение при удлинении, равном 300%; Рзоо — нагрузка в Н (кгс)
при удлинении, равном 300%; So — первоначальная площадь поперечного сече-
ния образца.
Чем выше напряжение при заданном удлинении, тем больше
жесткость резины, т. е. тем больше сила, которую необходимо при-
ложить к образцу, чтобы обеспечить заданное значение удлинения.
В процессе вулканизации условные напряжения возрастают,
поэтому они часто используются для характеристики степени вул-
канизации каучука.
Чаще всего определяют условные напряжения при удлинениях,
равных 100, 300 и 500%.
Величины /Р и fe не являются истинными напряжениями, так
как они представляют отношение нагрузки к первоначальному се-
чению образца. Для определения истинных прочности и напряже-
ний необходимо учитывать уменьшение первоначального сечения
образца So при растяжении от /0 до I. Сечение в данный момент,
т. е. истинное сечение S при растяжении, вычисляют исходя из ус-
ловия, что l0S0 = IS, так как объем образца при растяжении прак-
тически не изменяется.
Из приведенного выше условия 1QSO = IS, So = S(l/lQ) (где
/ =/0 4-Д/). Тогда So — S---]7 — = S(1 4- е), так как -т^ = е
*0 <0
(где е — относительное удлинение образца).
Следовательно:
с so
Поэтому истинное напряжение при разрыве пр больше /Р в (1 -J-
4- в) раз:
Ср = fp (1 + 8)
Если относительное удлинение выражено в процентах, то
°₽~^рО~^П0(где 8р — относительное удлинение при разрыве, %).
В соответствии с этим истинное напряжение при заданном уд-
линении равно
где е — относительное удлинение, равное 100, 200, 300% и т. д.
3.4.3.2. Условно-равновесный модуль резины
Для конструкционных материалов (сталь, чугун) в пределах
деформаций, при которых они обычно применяются, наблюдается
пропорциональная зависимость между растягивающей силой и
49
Рис. 3.5. Диаграммы растяжения: резины на основе натурального каучука (с) и
стали (б);
/ — наполненная резина: 2 —ненаполненная резина.
удлинением, а также между относительным удлинением и напряже-
нием, т. е. их деформации подчиняются закону Гука, который ма-
тематически может быть выражен уравнением
а = Ее
где о — напряжение, равное P/Fo', Е — модуль упругости (постоянная величина);
е — относительное удлинение, равное Д///о; Р— растягивающая сила; Д/ — удли-
нение; /о, F{} — первоначальные длина и площадь поперечного сечения образца.
Это уравнение прямой линии; Е — угловой коэффициент, равный
тангенсу угла наклона а прямой к оси удлинений (участок Оа диа-
граммы растяжения, изображенной на рис. 3.5,6). Подобная же
прямая линия получается в координатах А/, Р, если графически
изобразить зависимость деформации А/ от величины растягиваю-
щей силы Р. При соответствующих масштабах эти линии пол-
ностью совпадают.
При деформации резин условное напряжение при заданной ве-
личине удлинения, которое рассчитывается по первоначальному
сечению образца, не пропорционально относительному удлинению
резины и зависимость между этими величинами выражается S-об-
разной кривой (рис. 3.5, й), т. е. отношение о/е не является по-
стоянной величиной и зависит от степени растяжения. Причина
этой особенности состоит в том, что при деформациях резин на-
пряжение зависит не только от величины, но и от скорости, и про-
должительности деформации.
Условные напряжения при заданной величине удлинения яв-
ляются ординатами промежуточных точек на S-образной кривой
растяжения (рис. 3.6), тогда как ер и fp представляют собой коор-
динаты конечной точки на той же кривой. Деформационная кри-
вая растяжения вычерчивается с помощью самопишущего при-
бора разрывной машины, но, определив достаточно большое коли-
чество значений условного напряжения при промежуточных значе-
ниях удлинения, можно построить кривую растяжения.
50
На кривой растяжения (см. рис. 3.5) можно выделить два
.чистка. Первый участок, до точки Б, соответствует развитию вы-
гокоэластической деформации. Второй участок связан с характер-
ной особенностью структуры каучука. На втором участке кривой,
выше точки Б, малым изменениям деформации соответствуют воз-
растающие напряжения, это связано с ориентацией и распрямле-
нием молекулярных цепей и усилением их взаимодействия, а у ре:
зин на основе НК и СКИ также и с кристаллизацией, т. е. со струк-
турными изменениями резины. В конце этого участка при некото-
ром значении напряжения (fp) образец разрывается.
На разрывных машинах определяются неравновесные значения
напряжений и относительных удлинений, поэтому большое влия-
ние на них оказывает скорость растяжения, а для остаточного уд-
линения — время с момента разрыва до момента измерения длины
разорванного образца. Установление равновесия между напряже-
нием и относительным удлинением происходит очень медленно и
требует значительного времени. Поэтому, когда необходимо харак-
теризовать равновесные свойства резин, определяют условно рав-
новесное значение напряжения и соответствующее ему относитель-
ное удлинение.
Деформация резин и истинные напряжения, измеренные после
достижения равновесия, также подчиняются закону Гука, если ве-
личина удлинения не превышает 100—200%, т. с.
о = Еусе, откуда £ус —
где £ус — условно-равновесный модуль резины, МПа (кгс/см2); о —истинное на-
пряжение, МПа (кгс/см2); е — относительное удлинение.
Условно-равновесный модуль определяют на специальных при-
борах, обычно при повышенных температурах (70 °C), так как с
повышением температуры быстрее устанавливается равновесие.
Условно-равновесный модуль харак-
теризует степень сшивания каучука
при вулканизации.
Для характеристики деформа-
ционных свойств резины иногда оп-
ределяют модуль при некоторых по-
стоянных условиях, а именно, по ве-
личине удлинения через 15 мин по-
сле начала растяжения, при напря-
жении 0,49; 0,98 или 1,96 МПа (5,
10 или 20 кгс/см2). Определенный
таким образом модуль называется
модулем эластичности (ГОСТ 210—
75). Он характеризует сопротивле-
ние резины высокоэластическим де-
формациям.
Рис. 3.6. Кривая растяжения ре-
зины:
/р—прочность при растяжении; ер—удли-
нение при разрыве; fi00 и f3oo— условные
напряжения при е=100 и 300%.
51
3.4.3.3. Энергия упругости. Гистерезисные потери
Энергия упругости численно равна работе, затраченной на де-
формацию образца, и выражается произведением деформирующей
силы на величину деформации. При растяжении обе эти величины
возрастают.
Поэтому работа деформации А (энергия упругости) может
быть вычислена суммированием элементарных работ, которые за-
трачиваются при деформациях, равных c/AZ:
д/=д/1пах
А = К $ Рхс!Ы
д/=о
где К — коэффициент пропорциональности, зависящий от масштаба, в котором
откладываются величины Р и Д/; Рх — переменное значение нагрузки; Рх = f(A/).
Таким образом, исходя из геометрического смысла определен-
ного интеграла, энергия упругости (рис. 3.7) пропорциональна пло-
щади 5, ограниченной кривой Р = f (AZ) или кривой о = f(e) (ко-
торая будет отличаться от первой кривой только масштабом), а
также осью удлинений и ординатой крайней точки кривой растяже-
ния, т. е. энергия упругости А = KS.
Практически величина энергии упругости определяется измере-
нием площади S с помощью планиметра. Так как величины Р и А/
и соответственно величина энергии упругости зависят от размеров
образца, то удобнее пользоваться удельной величиной энергии уп-
ругости, отнесенной к единице объема образца и равной A/V (где
V — объем образца в см3).
При деформации резины имеет место также и необратимое по-
глощение механической энергии, затраченной на деформацию; т. е.
работа, затраченная на растяжение, оказывается больше работы,
возвращенной при сокращении растянутого образца. Часть затра-
ченной механической работы превращается в тепло, что при много-
кратных деформациях обусловливает значительное нагревание
резины. Указанное явление объясняется наличием гистерезисных
потерь при деформации резины, пластических деформаций и вну-
треннего трения.
Для определения величины гистерезисных потерь, кроме кривой
растяжения, необходима кривая сокращения. Кривая сокращения
располагается под кривой растяжения и пересекается с осью уд-
линений в некоторой точке, расстояние которой от начала коорди-
нат характеризует остаточное удлинение, возникающее при дан-
ных условиях испытания; образуется гистерезисная петля (линия
ОМа на рис. 3.8). Площадь Si, ограниченная кривой растяжения и
осью удлинений, пропорциональна работе Ai, затраченной на рас-
тяжение, тогда как площадь S2, ограниченная кривой сокращения
и осью удлинений, пропорциональна работе А2, возвращенной при
сокращении разгружаемого образца.
52
Рис. 3.7. Энергия упругости растянутой резины (работа растяжения).
Рис. 3.8. Петля гистерезиса резины:
Z—кривая растяжения; 2—кривая сокращения.
Несовпадение кривых растяжения и восстановления объясняет-
ся необратимыми потерями механической энергии, затраченной на
преодоление внутреннего трения и пластические деформации, а
также отставанием во времени изменения деформации от нагрузки
вследствие недостаточности времени для установления равновесия
между ними.
Площадь петли ОМа пропорциональна величине гистерезисных
потерь Ai—А2. Отношение (А — Л2М1)-100, рассчитанное по ре-
зультатам пятого цикла «растяжение — сокращение», называется
относительным гистерезисом. Практически этот показатель опреде-
ляется как отношение соответствующих площадей диаграммы пя-
того цикла.
Эластичность (упругость) резины обычно принято характеризо-
д
вать по ГОСТ 252—75 отношением "П =-^-100, выраженным в про-
центах, которое называется коэффициентом полезной упругости,
али просто полезной упругостью. Отношение100 = 100.
Коэффициент полезной упругости резин колеблется в значи-
тельных пределах в зависимости от степени вулканизации и от со-
става резины. При повторных циклах деформации величина гисте-
резисных потерь уменьшается; таким образом, эластические свой-
ства резины изменяются в процессе многократных деформаций, но
основные изменения происходят при первых циклах растяжение —
сокращение.
3.4.3.4. Эластичность по отскоку
Для характеристики эластических свойств резины при быстрых
однократных деформациях ее часто подвергают испытанию на
удар. Показателем эластичности при ударе является отношение
работы, возвращаемой деформированным при ударе образцом, к
работе, затраченной на эту деформацию при ударе, что численно
53
равно отношению высоты отскока свободно падающего на резино-
вый образец маятника к высоте его падения. Иногда этот показа-
тель) называют полезной упругостью при ударной нагрузке.
На показатель эластичности по отскоку влияет ряд факторов;
с увеличением толщины образца и с повышением температуры по-
казатель эластичности увеличивается, с повышением содержания
наполнителей в резине показатель эластичности по отскоку пони-
жается.
3.4.3.5. Сопротивление раздиру
Этот показатель представляет собой сопротивление разруше-
нию при растяжении на разрывной машине серповидных образцов
резины с одним надрезом, т. е. в условиях концентрации напряже-
ний. Показателем сопротивления раздиру о2 по ГОСТ 262—73 слу-
жит отношение нагрузки Рк в Н(кгс), при которой происходит раз-
дирание образца по надрезу, к первоначальной толщине образца
h0 [м (см)]:
Р
<Уг — кН/м (кгс/см)
/г о
3.4.4. Твердость резины
Твердость резины характеризуется сопротивлением вдавлива-
нию в резину металлической иглы или шарика (индентора) под
действием усилия сжатой пружины или под действием груза.
Для определения твердости резины применяются различные
твердомеры. Часто для определения твердости резины использует-
ся твердомер ТМ-2 (типа Шора), который имеет притупленную
иглу, связанную с пружиной, находящейся внутри прибора. Твер-
дость определяется глубиной вдавливания иглы в образец под дей-
ствием сжатой пружины при соприкосновении плоскости основа-
ния прибора с поверхностью образца (ГОСТ 263—75). Вдавлива-
ние иглы вызывает пропорциональное перемещение стрелки по
шкале прибора. Максимальная твердость, соответствующая твер-
дости стекла или металла, равна 100 условным единицам. Резина
в зависимости от состава и степени вулканизации имеет твердость
в пределах от 40 до 90 условных единиц. С увеличением содержа-
ния наполнителей и увеличением продолжительности вулканиза-
ции твердость повышается; мягчители (масла) снижают твердость
резины.
3.4.5. Теплостойкость
О стабильности механических свойств резины при повышенных
температурах судят по показателю ее теплостойкости. Испытания
на теплостойкость производят при повышенной температуре (70 °C
и выше) после прогрева образцов при температуре испытания в те-
чение не более 15 мин (во избежание необратимых изменений)
54
с последующим сопоставлением полученных результатов с резуль-
татами испытаний при нормальных условиях (23 ±2 °C).
Количественной характеристикой теплостойкости эластомеров
служит коэффициент теплостойкости, равный отношению значений
прочности при растяжении, относительного удлинения при разрыве
и других показателей, определенных при повышенной температуре,
к соответствующим показателям, определенным при нормальных
условиях. Чем ниже показатели при повышенной температуре по
сравнению с показателями при нормальных условиях, тем ниже
коэффициент теплостойкости.
Полярные каучуки обладают пониженной теплостойкостью. На-
полнители значительно повышают теплостойкость резин,
3.4.6. Износостойкость
Основным показателем износостойкости является истираемость
и сопротивление истиранию, которые определяются в условиях ка-
чения с проскальзыванием (ГОСТ 12251—77) или в условиях
скольжения по истирающей поверхности, обычно, как и в преды-
дущем случае, по шлифовальной шкурке (ГОСТ 426—77).
Истираемость а определяется как отношение уменьшения объ-
ема образца при истирании к работе, затраченной на истирание, и
выражается в м3/МДж [см3/(кВт-ч)]. Сопротивление истиранию р
определяется как отношение затраченной работы на истирание к
уменьшению объема образца при истирании и выражается в
МДж/м3 [см3/(кВт-ч)].
Истирание кольцевых образцов при качении с проскальзыва-
нием более соответствует условиям износа протекторов шин при
эксплуатации и поэтому применяется при испытаниях на износо-
стойкость протекторных резин.
3.4.7. Усталостная (динамическая) выносливость
Показателем усталостной выносливости служит число циклов
многократно повторяющихся деформаций, которые может выдер-
жать образец резины до разрушения. Чаще всего испытания про-
водят при многократном растяжении с частотой 250 или 500 цик-
лов в минуту (ГОСТ 261—74).
3.4.8. Теплообразование при многократном
сжатии
Теплообразование резины при многократном сжатии цилиндри-
ческих образцов характеризуется температурой, развивающейся в
образце вследствие внутреннего трения (или повышением темпе-
ратуры при испытании).
56
3.4.9. Морозостойкость резины
Морозостойкость — способность резины сохранять высокоэла-
стические свойства при пониженных температурах. Свойства резин
при пониженных температурах характеризуются коэффициентом
морозостойкости при растяжении, температурой хрупкости и тем-
пературой механического стеклования.
Коэффициент морозостойкости при растяжении (ГОСТ 408—66)
представляет собой отношение удлинения образца при пониженной
температуре к удлинению его (равному 100%) при температуре
23 ± 2 °C под действием той же нагрузки. Резина считается моро-
зостойкой при данной температуре, если коэффициент морозостой-
кости выше 0,1.
Температура хрупкости Тхр — максимальная минусовая темпе-
ратура, при которой консольно закрепленный образец резины раз-
рушается или дает трещину при изгибе под действием удара
(ГОСТ 7912—74). Температура хрупкости резин зависит от поляр-
ности и гибкости макромолекул, с повышением гибкости молеку-
лярных цепей она понижается.
Температурой механического стеклования называется темпера-
тура, при которой каучук или резина теряют способность к высоко-
эластическим деформациям. По ГОСТ 12254—66 этот показатель
определяется на образцах, замороженных при температуре ниже
температуры стеклования. Образец резины цилиндрической фор-
мы нагружают (после предварительного замораживания) и затем
медленно размораживают со скоростью 1 °C в минуту и находят
температуру, при которой деформация образца начинает резко
возрастать.
3.4.10. Сопротивление старению и действию
агрессивных сред
Старением называется необратимое изменение свойств каучука
или резины под действием тепла, света, кислорода, воздуха, озона
или агрессивных сред, т. е. преимущественно немеханических фак-
торов. Старение активируется, если резина одновременно подвер-
гается воздействию механических нагрузок.
Испытания на старение производят, выдерживая резину в раз-
личных условиях (на открытом воздухе, в кислороде или воздухе
при повышенной температуре; в среде озона или при воздействии
света и озона).
При атмосферном старении на открытом воздухе или термиче-
ском старении в среде горячего воздуха (ГОСТ 9.024—74) резуль-
тат испытания оценивают коэффициентом старения, который пред-
ставляет отношение изменения показателей каких-либо свойств,
чаще всего предела прочности и относительного удлинения при раз-
рыве к соответствующим показателям до старения. Чем меньше
56
изменения свойств при старении и коэффициент старения, тем вы-
ше сопротивление резины старению *.
Сопротивление действию различных сред (масел, щелочей, кис-
лот и др.) оценивается по изменению свойств — предела прочно-
сти при растяжении и относительного удлинения при разрыве в
этих средах. Оно характеризуется коэффициентом, представляю-
щим отношение показателя после воздействия агрессивной среды
к соответствующему показателю до ее воздействия.
3.4.11. Релаксационный характер
деформации каучука
Деформации каучука и резины имеют особенность, заключаю-
щуюся в том, что величина напряжения и деформации зависит от
скорости деформации и продолжительности действия деформирую-
щей силы вследствие медленного установления равновесия между
деформацией и деформирующей силой. Процессы, в которых рав-
новесие устанавливается во времени, называются релаксацион-
ными.
Релаксационный характер деформации каучука проявляется в
релаксации напряжения **, ползучести (крип.).
Ползучесть, или крип, состоит в постепенном увеличении дефор-
мации резины под действием постоянной нагрузки (Р = const,
о = const). Если образец, имеющий первоначальную длину /0, рас-
тягивается под действием силы Ро, то его длина, равная в началь-
ный момент растяжения /ь через промежуток времени, равный п
(мин), увеличивается до /я, причем сначала наблюдается наиболь-
шее приращение длины образца, а затем в последующие моменты
приращение образца происходит значительно медленнее. Наконец,
через некоторое время при данной температуре наступает равно-
весное состояние, при котором длина образца не изменяется или
изменяется очень медленно. На графиках рис. 3.9 показана зави-
симость длины образца I и относительного удлинения е от продол-
жительности т деформации. Естественно, что в обоих случаях по-
лучаются аналогичные кривые, так как А/ пропорциональна е.
Если деформацию резины производить при условии А/ = const
и е = const, то со временем наблюдается постепенное понижение
нагрузки и напряжения, необходимых для поддержания постоян-
ной деформации. Это явление носит название релаксации напря-
жения. Таким образом, релаксация напряжения состоит в пони-
жении с течением времени напряжения, нужного для обеспечения
* Допускается также коэффициент старения оценивать как отношение ка-
кого-либо показателя после старения к соответствующему показателю до ста-
рения.
** Релаксация — ослабление напряжения в деформированном геле во вре-
мени.
57
6
Рис. 3.10. Кривая релаксации на-
пряжения ст для резин при e=const
и температуре 70 °C.
Рис. 3.9. Зависимость длины об-
разца I и относительного удли-
нения е от продолжительности т
деформации при Р = const.
определенной деформации. Кривая изменения напряжения при
е = const, называемая кривой релаксации напряжения, дана на
рис. 3.10. На кривой можно выделить начальный криволинейный
участок АБ и прямолинейный участок БВ.
Момент, соответствующий окончанию начального участка кри-
вой АБ, определяет достижение условно-равновесного состояния.
Время, которое необходимо для достижения равновесного напря-
жения, называется временем релаксации. Время релаксации на-
пряжения наполненных резин больше, чем ненаполненных.
При нагревании подвижность молекулярных цепей возрастает
И релаксация напряжения значительно ускоряется (время релак-
сации сокращается). Релаксация напряжения наблюдается при
практическом использовании различных уплотнительных прокла-
док, работающих при определенной величине деформации сжатия.
С течением времени понижение напряжения приводит к нарушен
нию плотности соединения деталей с помощью резиновых прокла-
док. Ползучесть проявляется в том, что детали из резины, нахо-
дящиеся под действием постоянной нагрузки, изменяют свои раз-
меры (разнашиваются). Естественно, что релаксация напряжения
и ползучесть наблюдаются не только в условиях статических ис-
пытаний, при однократном растяжении, но и при динамическом
режиме работы в условиях многократных деформаций. Остаточ-
ная деформация резины также зависит от продолжительности
ее деформации. С увеличением продолжительности деформации
увеличивается и остаточная деформация, иногда в десятки
раз.
Релаксационный характер высокоэластических деформаций
каучука и резины проявляется только при достаточно медленно
проходящих деформациях, так как для развития релаксационных
процессов необходимо продолжительное время. Поэтому деформа-
ции, происходящие с большой скоростью, а также многократные
58
деформации, происходящие с большой частотой и небольшой ам-
плитудой, имеют в основном характер упругих деформаций, мгно-
венно достигающих равновесия и также мгновенно исчезающих по-
сле снятия нагрузки. Все релаксационные процессы ускоряются с
повышением температуры и, наоборот, сильно замедляются с ее
понижением.
Зависимость деформации, напряжения и остаточного удлинения
или сжатия от скорости и продолжительности деформации должна
всегда учитываться при определении физико-механических пока-
зателей вулканизатов.
3.4.12. Влияние температуры на деформацию
Изменение температуры оказывает сильное влияние на релак-
сационные процессы и на физико-механические свойства вулкани-
затов. Для вулканизатов всех каучуков наблюдается понижение
прочности при растяжении с повышением температуры и зависит
оно от типа каучука.
Относительное удлинение при разрыве при температурах выше
комнатной, как правило, быстро понижается. Исключение состав-
ляют вулканизаты натурального каучука, относительное удлинение
которых с повышением температуры может повышаться.
3.4.13. Тепловой эффект при растяжении каучука
При значительном растяжении натурального каучука (более
15—20%) в адиабатических условиях наблюдается выделение теп-
ла, пропорциональное растяжению. При сокращении растянутого
образца, наоборот, наблюдается поглощение тепла. Тепловой эф-
фект не эквивалентен работе, затраченной на растяжение. Он зна-
чительно превосходит работу растяжения, выраженную в тепловых
единицах. Тепловой эффект при растяжении обусловлен кристал-
лизацией каучука. По мере растяжения увеличивается степень кри-
сталлизации, возрастает и тепловой эффект растяжения. Поэтому
тепловой эффект наблюдается только при растяжении кристалли-
зующихся каучуков — натурального, хлоропренового и некоторых
других.
3.4.14. Некоторые вопросы теории эластичности
В основе современной теории эластичности каучука лежат пред-
ставления о его молекулярно-кинетическом строении. Теория эла-
стичности раскрывает механизм эластических деформаций и уста-
навливает причины их релаксационного характера. Сущность со-
временных представлений о молекулярно-кинетическом строении
каучука заключается в том, что молекула каучука состоит из мо-
лекулярных звеньев, обладающих способностью изменять свое
59
tyMC-структуры в т/шнс-структуру и наоборот, перемещение двой-
ных связей по цепи. Изменение молекулярной структуры и молеку-
лярной массы неизбежно приводит к изменению физических и тех-
нологических свойств каучуков.
При химических превращениях каучука (например, в реакциях
Присоединения) не все двойные связи одновременно вступают в
реакцию и принимают в ней одинаково активное участие. Кроме
того, двойные связи в боковых цепях макромолекулы отличаются
по своей активности от двойных связей в основной цепи. Течение
реакций бывает затруднено тем, что в них участвуют твердый кау-
чук и жидкие или газообразные часто не растворимые в нем реа-
генты. Такие реакции называются гетерогенными. Значительно
легче реакции протекают в растворах каучуков, особенно в раз-
бавленных, в которых каучук находится в виде молекул, их ассо-
циатов * и коллоидных частиц.
Продукты химического превращения каучука часто получаются
более неоднородными, чем исходный каучук; в продуктах реакции
находятся молекулы разного состава, в том числе и молекулы ис-
ходного каучука.
4.2. ДЕЙСТВИЕ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ И НАГРЕВАНИЯ
Механические напряжения, ослабляя химические связи в макро-
молекулах, активируют химические реакции и структурные пре-
вращения. Разрыв макромолекул под действием напряжений, а
также нагревание приводят к образованию свободных радикалов,
которые реагируют друг с другом и с макромолекулами с образо-
ванием разветвленных структур.
При нагревании натурального каучука в присутствии кисло-
рода происходит сильное размягчение и окисление каучука; при
температуре выше 150 °C он превращается в смолоподобную жид-
кость, при охлаждении которой получить исходный каучук невоз-
можно вследствие необратимого превращения, происходящего в
результате окисления, деструкции каучука и образования продук-
тов термического распада. Однако если нагревание натурального
каучука производить в среде инертного газа, то разложение его на-
чинается при более высокой температуре (около 200°C); его нена-
сыщенность при этом уменьшается в несколько раз, а вязкость рас-
творов становится ниже вязкости растворов исходного каучука.
При нагревании синтетических каучуков в инертной среде так-
же происходит термический распад макромолекул. Начальная тем-
пература распада хлоропренового каучука составляет 227 °C, еще
выше она у бутилкаучука и бутадиен-стирольного каучука — 248
и 254 °C соответственно, а для силоксанового каучука эта темпе-
ратура равна 360 °C. В продуктах распада каучуков всегда содер-
* Временно образующиеся и непрерывно разрушающиеся благодаря тепло-
вому движению молекул образования.
62
жится значительное количество мономеров, что свидетельствует о
разрыве связей между мономерными звеньями. Термический рас-
пад каучуков, в молекулах которых содержатся заместители, со-
провождается реакциями превращения этих заместителей. Так, при
пиролизе фторкаучуков наблюдается отщепление галогеноводоро-
да, а при нагревании хлорсульфированного полиэтилена (ХС1ДЭ)
выделяются двуокись серы и хлористый водород.
4.3. ДЕЙСТВИЕ СВЕТА
Натуральный каучук на воздухе под действием прямого солнеч-
ного света быстро окисляется, размягчается и делается липким.
В среде инертного газа эти превращения происходят медленнее.
Под действием света в вакууме при комнатной температуре наблю-
дается выделение водорода, а при 150 °C — выделение изопрена.
Наличие подвижного атома водорода в а-метиленовых группах
каучука повышает его склонность к химическим превращениям под
действием света.
Вследствие одновременного протекания процессов деструкции
и структурирования при действии света изменяется молекулярная
масса каучука и расширяется молекулярно-массовое распределе-
ние. Фотохимические реакции имеют большое значение при старе-
нии и утомлении резин; они активируют взаимодействие каучуков
с кислородом и другими веществами.
4.4. ДЕЙСТВИЕ ИОНИЗИРУЮЩИХ ИЗЛУЧЕНИЙ
Различные виды излучений высокой энергии способны вызы-
вать химические превращения каучуков. К таким видам излуче-
ний относятся рентгеновские лучи, у-лучи, cz-частицы, быстрые
электроны, протоны и др. Под действием излучений происходит
переход молекул каучука в возбужденное состояние и распад на
радикалы.
В большинстве каучуков под действием этих излучений обра-
зуются химические связи между молекулами В результате присо-
единения радикалов друг к Другу (рекомбинация радикалов) или
к макромолекулам исходного каучука. Однако наличие тетраза-
мещеннЫх атомов углерода в бутилкаучуке и полиизобутилене
приводит к ослаблению связи между атомами углерода в основной
цепи, образующиеся При этом радикалы теряют свою активность
(например, благодаря присоединению низкомолекулярных ве-
ществ), что приводит при облучении к деструкции этих каучуков.
Этилен-пропиленовый каучук также деструктируется под дей-
ствием излучений высокой энергии тем легче, чем больше в нем со-
держится пропиленовых групп.
Наряду с процессами деструкции и структурирования происхо-
дит изменение положения двойных связей, а также выделение ле-
тучих соединений, преимущественно водорода. Все эти реакции
63
приводят к изменению структуры, а также физических и химиче-
ских свойств каучуков. Радиационное структурирование приводит
к образованию нерастворимых эластичных продуктов, т. е. к ра-
диационной вулканизации.
4.5. ДЕЙСТВИЕ ГАЛОГЕНОВ
При взаимодействии натурального каучука с галогенами на-
ряду с реакцией присоединения галогена по месту двойной связи
происходит и замещение водорода с образованием хлористого во-
дорода.
Хлорирование натурального каучука производится пропуска-
нием хлора через раствор каучука в четыреххлористом углероде
или при взаимодействии каучука с хлором под давлением. Хлори-
рование происходит с образованием ряда промежуточных продук-
тов. Конечный продукт хлорирования в четыреххлористом углероде
представляет собой высокомолекулярное соединение циклической
структуры состава (С1оНцС17)п, называемое хлоркаучуком. Этот
насыщенный продукт образуется в результате присоединения хло-
ра, замещения хлором водорода и циклизации.
Хлоркаучук растворим во всех растворителях натурального
каучука, за исключением бензина. Растворы его имеют почти та-
кую же вязкость, как и растворы исходного каучука, следователь-
но, хлорирование не приводит к заметному разрыву макромолекул
и снижению молекулярной массы. Хлоркаучук может быть полу-
чен в виде белого порошка или в виде прозрачных пленок. При
температуре около 70 °C он размягчается и становится мяг-
ким и эластичным, при 180—200 °C разлагается с выделением
хлора.
Хлоркаучук вследствие своей насыщенности обладает относи-
тельно высокой химической стойкостью: он стоек к действию кис-
лот, солей и щелочей. Он применяется для изготовления красок,
антикоррозионных и огнеупорных покрытий, а также специального
клея для крепления резины к металлу.
Хлорирование синтетических бутадиенового и бутадиен-сти-
рольного каучуков в растворе четыреххлористого углерода проте-
кает в основном по двойным связям и сопровождается сшиванием
макромолекул; циклизации при этом почти не наблюдается. Про-
дукты частичного хлорирования этих каучуков, содержащие до
35% хлора, способны вулканизоваться серой и оксидами металлов
с образованием ненаполненных вулканизатов с прочностью при
растяжении до 13 МПа (130 кгс/см2). Предельное содержание хло-
ра в продуктах хлорирования бутадиен-стирольного каучука со-
ставляет 53%, а в продуктах хлорирования бутадиенового каучука
65—-.71%. Эти продукты отличаются высокой химической стой-
костью.
Хлорированием наирита в дихлорэтане или хлороформе, полу-
чают хлорнаирит с содержанием 68% хлора, что соответствует фор-
64
муле (С4Н5С13)„. Хлорнаирит применяется для изготовления клеев,
используемых для крепления резины к металлам в процессе вулка-
низации резино-металлических изделий.
При взаимодействии натурального каучука с бромом на холоду
происходит присоединение брома по месту двойной связи с обра-
зованием дибромида каучука — высокомолекулярного соединения
состава (С5Н8Вг2)/г. Эта реакция на практике применяется для ко-
личественного определения каучука в смесях с другими вещест-
вами. Дибромид сравнительно неустойчив, при температуре выше
60 °C наступает его разложение.
При взаимодействии натурального каучука с иодом и фтором
происходит одновременно окисление каучука. Только в особых ус-
ловиях удается получить высокомолекулярные продукты взаимо-
действия с иодом и фтором, аналогичные дибромиду.
4.6. ДЕЙСТВИЕ СЕРНОЙ КИСЛОТЫ И СУЛЬФОКИСЛОТ
При действии на натуральный каучук серной кислоты и суль-
фокислот образуются так называемые термопрены. В зависимости
от условий получения, от количества взятой кислоты могут полу-
чаться термопрены разной твердости. Все термопрены термопла-
стичны, т. е. способны размягчаться при нагревании. Некоторые
термопрены в виде клея применяют для крепления резины к по-
верхности металла и дерева, при обкладке поверхности металли-
ческой аппаратуры (гуммировании).
Для получения термопрена удобнее пользоваться сульфокисло-
тами, так как они нелетучи и более равномерно распределяются
в каучуке. п-Толуолсульфокислоту в количестве 6—7% смешивают
с натуральным каучуком на вальцах, затем полученную смесь при
температуре около 140 °C нагревают в течение 3—5 ч. После тер-
мической обработки смесь промывают на вальцах для удаления
кислот и сушат.
При образовании термопренов происходит циклизация каучука
в результате взаимодействия соседних двойных связей. Состав тер-
мопрена приближается к формуле (CsH8),b что указывает на то,
что кислота нс присоединяется к каучуку, а вызывает лишь изме-
нение его молекулярной структуры, при этом количество двойных
связей в молекулах уменьшается почти в 2—2,5 раза.
Термопрены растворимы в тех же растворителях, что и каучук.
Вязкость растворов термопрена значительно ниже вязкости рас-
творов исходного каучука, что указывает на снижение молекуляр-
ной массы под действием сульфокислот. Термопрены способны вул-
канизоваться серой, как и исходный каучук, присоединяют гало-
гены и галогеноводороды.
Синтетический ^мс-1,4-полинзопрен взаимодействует с сульфо-
кислотами, при этом присходит циклизация с образованием про-
дуктов, которые имеют строение, аналогичное строению продуктов
взаимодействия натурального каучука с сульфокислотами.
3 Зак. 1316
65
4.7. ОКИСЛЕНИЕ КАУЧУКОВ
Окисление — основная причина старения каучуков и резины, в
результате которого ухудшаются их физико-механические и техно-
логические свойства. Взаимодействие каучука с кислородом имеет
весьма существенное значение при проведении ряда технологиче-
ских процессов, таких как пластикация, вулканизация и регенера-
ция, приводящих к изменению свойств каучука.
Среди продуктов окисления каучуков обнаружены как летучие,
так и нелетучие вещества. В числе летучих продуктов окисления
натурального каучука найдены: двуокись углерода, вода, перекись
водорода, формальдегид, водород. В летучих продуктах окисле-
ния— бутадиенового каучука — вода, формальдегид, муравьиная
кислота.
В нелетучих продуктах окисления натурального каучука кисло-
род содержится в следующих функциональных группах:
гидроксильной —ОН, карбонильной /С=О, эфирной
—С—О—С-—, перекисной —С—О—О—С—, гидроперекисной
—С—О—ОН, эпоксидной —С----------С—.
О
При окислении каучуки могут поглощать значительное количе-
ство .кислорода. Так, натуральный каучук при окислении способен
поглотить около 30% кислорода.
Технический натуральный каучук при комнатной температуре
подвергается относительно медленному окислению благодаря 'на-
личию в его составе естественных противостарителей. При экстра-
гировании каучука ацетоном из него удаляются смолы, в том чис-
ле и естественные противостарители; поэтому экстрагированный
каучук, а также чистый каучук, лишенный примесей белков и смол,
окисляются довольно легко. В начальной стадии окисления нату-
ральный каучук становится липким, после присоединения 0,5—
1,0% кислорода весь каучук размягчается. При дальнейшем окис-
лении, когда каучук поглотит 12—25% кислорода, он становится
твердым и хрупким и на его поверхности образуются трещины.
Характерно, что поглощение небольших количеств кислорода вы-
зывает резкие изменения свойств каучука: понижается прочность
при растяжении, средняя молекулярная масса, вязкость его рас-
творов, повышаются пластичность и растворимость. При присоеди-
нении 0,5% кислорода прочность при растяжении пленки каучука,
приготовленной из латекса, понижается на 50%.
Изменение свойств натрийбутадиенового каучука при окисле-
нии имеет другой характер: повышаются прочность при растяже-
нии и жесткость, понижается растворимость.
60
Вследствие способности легко окисляться каучуки могут при-
меняться только после стабилизации их добавками противостари-
телей.
Способность каучуков к окислению различна и зависит от их
молекулярной массы и структуры: разветвленности молекул, чис-
ла двойных связей в основной цепи, наличия полярных замести- .
телей, их положения и природы. Так, от хлоропренового каучука,
содержащего хлор в качестве полярного заместителя, под дей-
ствием кислорода отщепляется хлористый водород. Наличие
метильных групп, находящихся в a-положении к двойной связи,
способствует окислению в большей степени, чем наличие таких
заместителей, как фенильная или нитрильная группы, хлор.
На окисление каучуков оказывает значительное влияние раз-
ветвленность макромолекул. Чем больше разветвленность, тем
легче развиваются окислительные процессы, вероятно, вследствие
большей реакционной способности третичных атомов углерода.
Окисление всех каучуков ускоряется при нагревании, под дей-
ствием света, статических и динамических нагрузок, при воздей-
ствии солей металлов переменной валентности (Си, Fe, Мп, Со).
Значительное влияние на окисление оказывают различные химиче-
ские реагенты и примеси, которые либо тормозят (ингибируют),
либо ускоряют (инициируют) процесс окисления. В реальных усло-
виях происходит одновременное воздействие нескольких из пере-
численных факторов, ускоряющих окислительные процессы. Од-
нако действие этих факторов, как правило, не аддитивно.
Механизм окисления каучуков. В соответствии с перекисной
теорией окисления, предложенной академиком А. Н. Бахом, моле-
кула кислорода присоединяется к окисляемому веществу, не раз-
рываясь на отдельные атомы; в результате в качестве первичных
продуктов окисления органического вещества образуются перекиси
и гидроперекиси, которые легко распадаются.
Установлено, что кислород присоединяется в основном к мети-
леновым группам, находящимся в a-положении по отношению к
двойным связям, с образованием гидроперекисей. Схематически
образование и распад гидроперекисей при окислении натурального
каучука можно изобразить следующим образом.
Образование гидроперекиси:
СНз СНз »
I , I
R—СН2—С=СН—СН2—R'+ О2 —> R—СН—С=СН—CH—R'
ООН
Распад гидроперекиси:
СНз СНз
I I
R—СН2—С=СН—CH—R' —> R—CHg—С=СН—СНО-р НО—R'
ООН
З1
67
Радикалы R и R' представляют собой, как правило, углеводо-
родные цепи, состоящие из большого числа изопреновых групп; по-
этому длина образующихся при распаде новых молекул достаточно
велика. Распад молекул каучука с образованием высокомоле-
кулярных продуктов называется окислительной деструкцией. Окис-
лительной деструкцией, происходящей на первоначальной стадии
окисления натурального каучука, объясняется понижение молеку-
лярной массы, прочности и эластичности, а также повышение пла-
стичности, растворимости и снижение вязкости растворов этого
каучука.
Интенсивность деструкции каучука в результате его окисления
зависит от температуры. Так, при 100 °C на 5—10 атомов про-
реагировавшего кислорода приходится один разрыв молекуляр-
ной цепи.
Чем глубже идет процесс окисления, тем значительнее деструк-
ция молекул каучука. При глубоком окислении в результате при-
соединения больших количеств кислорода образуются низкомоле-
кулярные продукты деструкции, содержащие карбонильные и кар-
боксильные группы, например левулиновый альдегид.
Установлено, что при окислении каучуков одновременно с де-
струкцией происходит и структурирование. Соотношение скоростей
деструкции и структурирования зависит от структуры каучука и
условий процесса окисления. Уменьшение концентрации кислорода
ведет к уменьшению скорости деструкции натурального каучука и
к повышению скорости его структурирования. При нагревании в
вакууме натуральный каучук, весьма склонный к деструкции, под-
вергается структурированию. При окислении бутадиенового кау-
чука, наоборот, с уменьшением концентрации кислорода скорость
структурирования понижается.
Методы исследования, применяемые в настоящее время, дают
возможность определить только, какой процесс преобладает, а так-
же оценить суммарный эффект изменения структуры каучука под
влиянием одновременно протекающих процессов.
Натрийбутадиеновый каучук, содержащий бутадиеновые звенья
в положении 1,2, по скорости структурирования значительно пре-
восходит натуральный каучук. Это, в частности, объясняется тем,
что при нагревании его развивается процесс термического структу-
рирования, который особенно интенсивно протекает при наличии
значительного числа боковых винильных групп. Наблюдаемое при
окислении натрийбутадиенового каучука повышение жесткости и
прочности, рост условных напряжений при заданном удлинении,
понижение относительного удлинения (см. рис. 5.3) и растворимо-
сти свидетельствуют о преобладании при окислении этого каучука
процесса структурирования, являющегося результатом соединения
цепных молекул в пространственную сетку силами химических свя-
зей, и за счет усиления межмолекулярного взаимодействия, вы-
званного появлением новых полярных групп (карбонильных, кар-
боксильных).
68
1,4- Бута диеновый каучук, содержащий всего 2—5% звеньев
в положении 1,2, обладает значительно более высокой стойкостью
к окислению по сравнению с натрийбутадиеновым каучуком.
По стойкости к окислению ненасыщенные каучуки располагают-
ся в ряд: бутилкаучук > бутадиен-нитрильный > хлоропреновый
(наирит) > бутадиен-стирольный > бутадиеновый > изопрено-
вый.
Соединения металлов переменной валентности (Fe, Со, Мп, Си)
каталитически ускоряют процесс окисления каучуков. Особенно
активны соли жирных и смоляных кислот, растворимые в каучу-
ках. Так, их каталитическое действие на окисление натурального
каучука проявляется при содержании 0,1—0,01%.
Некоторые химические реагенты являются ингибиторами окис-
ления. Они тормозят процесс окисления, уменьшая скорость окис-
ления каучука в десятки и сотни тысяч раз по сравнению со ско-
ростью автокаталитического окисления. Вещества, специально при-
меняемые для торможения окисления и старения каучука, носят
название противостарителей. Ингибирующее действие оказывают
и некоторые другие компоненты резиновых смесей.
4.8. ДЕЙСТВИЕ ОЗОНА
При действии озона на каучуки образуются озониды; при этом
увеличивается масса каучуков и на их поверхности (за исключе-
нием натурального и бутилкаучука) образуется хрупкая пленка.
Особенно эффективно действие озона на каучук, находящийся под
действием растягивающей нагрузки. В этих условиях наступает
так называемое озонное растрескивание, поверхность деформиро-
ванного образца покрывается трещинами. С увеличением нагрузки
озонное растрескивание увеличивается. Окисление кислородом спо-
собствует озонному растрескиванию.
Стойкость каучуков к действию озона не одинакова: особенно
сильно озон действует на натуральный, бутадиеновый и бутадиен-
стирольный каучуки. Хлоропреновый и бутилкаучук отличаются
повышенной стойкостью к действию озона; резины из других кау-
чуков требуют специальных мер защиты. Повышенная стойкость
бутилкаучука к озону объясняется малой ненасыщенностью, а по-
вышенная стойкость хлоропренового каучука — наличием в его мо-
лекулах хлора.
ГЛАВА 5
ВУЛКАНИЗАЦИЯ КАУЧУКОВ
5.1. ОБЩИЕ СВЕДЕНИЯ
Вулканизацией называется процесс превращения каучука в
мжтичную резину. Вулканизация каучука с помощью серы была
•чк^ыта в 1839 г., с тех пор технология этого процесса значительно
ин 1ась. Если раньше для получения мягкой резины смесь кау-
69
чука с серой нагревали 2—3 ч, то теперь благодаря введению в
смесь ускорителей вулканизации и активаторов вулканизацию
можно осуществить в течение нескольких минут. Вводя в смесь
другие компоненты (наполнители, мягчители), получают вулкани-
заты с требуемыми свойствами.
Чаще всего вулканизацию проводят с помощью серы. Такая
вулканизация, осуществляемая нагреванием смеси каучука с серой
обычно при температуре 130—160 °C называется горячей вулкани-
зацией. Вулканизация с помощью хлористой серы S2CI2, происхо-
дящая при комнатной или несколько повышенной температуре, на-
зывается холодной вулканизацией. Наиболее широко применяется
горячая вулканизация, обеспечивающая получение изделий с цен-
ными свойствами.
Некоторые каучуки, такие как натрийбутадиеновый, бутадиеи-
нитрильный и наирит, могут вулканизоваться при высокой темпе-
ратуре (100—200 °C) без применения вулканизующего агента (се-
ры). Для вулканизации отдельных каучуков специального назначе-
ния в качестве вулканизующих агентов используются оксиды
металлов, перекиси, полисульфиды, галогенпроизводные, изоциа-
наты, диамины и др. Вулканизация может осуществляться также
под действием излучений высокой энергии.
5.2. ВУЛКАНИЗАЦИЯ СЕРОЙ
В процессе серной вулканизации происходит присоединение
серы к каучуку. Наличие химического взаимодействия каучука с
серой подтверждается следующими экспериментальными данными:
1) химически связанную серу не удается извлечь из каучука даже
путем продолжительного экстрагирования горячим ацетоном;
2) при вулканизации наблюдается тепловой эффект, пропорцио-
нальный количеству присоединенной серы; 3) температурный ко-
эффициент скорости вулканизации близок к температурным коэф-
фициентам скорости химических реакций; при повышении темпера-
туры на 10 °C скорость вулканизации увеличивается примерно в
два раза.
Еще в начале века Вебер установил, что при вулканизации не
вся сера химически присоединяется к каучуку, небольшое количе-
ство ее всегда остается в свободном состоянии и может быть извле-
чено из вулканизата экстракцией ацетоном. В соответствии с этим
серу, содержащуюся в вулканизате, подразделяют на связанную
(Бсвяз) и свободную (Scboo) • Сумма свободной и связанной серы
называется общей серой. Общую серу в резине определяют количе-
ственным химическим анализом, свободную серу определяют пу-
тем экстрагирования ацетоном с последующим окислением ее до
S6+, химически связанная сера может быть определена по разности
SoC Зсвоб *-=
70
Современные мягкие эластичные сорта резины содержат около
1,5—3% от массы каучука связанной серы. Но натуральный и не-
которые синтетические каучуки (например, СКИ, СКС, СКВ,
СКН) могут присоединять значительно большее количество серы.
Путем присоединения к каучуку 40—60% серы получают твердый
вулканизат, называемый эбонитом. Этот материал обладает высо-
кой твердостью, прочностью и химической стойкостью; он может
подвергаться обработке на станках — расточке, сверловке, шли-
фовке.
В 1903 г. Вебер высказал предположение, что предельное количество серы,
которое может присоединяться к каучуку (натуральному), составляет 32% от
общей массы каучука и серы (или около 47% от массы каучука). Это дало
основание предполагать, что в результате насыщения серой всех двойных связей
в каучуке образуется моносульфид состава (CsHgSJn- Но исследования
А. С. Кузьминского и Л. В. Борковой опровергли это утверждение о насыщен-
ности эбонита и показали, что к моменту полного связывания серы в эбоните
содержится значительное число двойных связей, достигающее иногда 50% от
числа связей в исходном каучуке. Ранее Б. В. Бызов и М. К. Попова в своих
исследованиях установили, что натуральный каучук при определенных условиях
может присоединить значительно больше 32% серы. Так, при погружении поло-
сок натурального каучука в расплавленную серу при 140 °C он связывает около
296% серы.
Кинетика присоединения серы
Исследования Спенса и Юнга (1912 г.) показали, что при зна-
чительном количестве серы (более 5%) присоединение ее к кау-
чуку происходит с постоянной скоростью, зависящей от темпера-
туры и от содержания общей серы в смеси. С повышением
температуры и содержания общей серы скорость присоединения
возрастает.
На рис. 5.1 представлены кинетические кривые связывания се-
ры каучуком при разных температурах.
Для получения мягкой эластичной резины в настоящее время
применяют активаторы и ускорители вулканизации, а также не-
большое количество серы, около 2—3%. Ускорители оказывают
очень сильное влияние на кинетику присоединения серы, резко по-
вышая скорость вулканизации.
В присутствии ускорителя вулканизации, очевидно, прежде все-
го протекает реакция между серой и ускорителем с образованием
промежуточного соединения, взаимодействующего с каучуком, и
реакция каучука с серой.
В настоящее время установлено, что при нагревании резиновых
смесей происходят и другие реакции. При вулканизации наблю-
дается взаимодействие ускорителя с каучуком, ускорителя с акти-
ватором и с сажей, противостарителя с каучуком и кислорода с кау-
чуком, а также образование сероводорода и двуокиси серы. Все этс
оказывает значительное влияние на изменение свойств каучука при
вулканизации. Общая картина происходящих химических процес-
сов усложняется структурированием и деструкцией каучука под
Продолжительность вулканизации, ч
Рис. 5.1. Кинетические кривые свя-
зывания серы в смеси каучук — сера
при различных температурах вулка-
низации:
2-135 °C; 2-145вС; 3 — 155 °C.
ции, который представляет с
влиянием различных факторов.
Однако в процессе вулканизации
основное значение имеет реакция
присоединения серы к каучуку.
Это подтверждается тем, что к
моменту окончания присоедине-
ния серы наблюдается наиболь-
шее изменение свойств каучука
по сравнению с исходными физи-
ко-механическими свойствами (до
вулканизации).
Поэтому еще Вебер предло-
жил пользоваться для характери-
стики степени вулканизации кау-
чука коэффициентом вулканиза-
том массу связанной серы, содер-
жащейся в резине, выраженную в процентах от массы кау-
чука:
Кв==
*^СВЯЗ * 160
А
где Кв — коэффициент вулканизации; 5СВЯЗ — содержание связанной серы в ре-
зине; А — содержание каучука в резине.
В зависимости от продолжительности вулканизации увеличи-
вается количество связанной серы, в соответствии с этим возра-
стает и коэффициент вулканизации. У мягких резин коэффициент
вулканизации Л'в равен 1,5—3%, у эбонитов коэффициент вулка-
низации значительно выше. Минимальное количество серы, при
связывании которой значительно повышаются прочность при рас-
тяжении, эластичность и условные напряжения при заданном уд-
линении, составляет 0,10—0,15%.
Зная коэффициент вулканизации, можно судить в известной
мере о степени вулканизации резины. Для резин одного типа ко-
эффициент вулканизации является достаточно удовлетворительным
показателем степени вулканизации, но им нельзя пользоваться
для сопоставления резин разного типа. Вулканизат, полученный с
ускорителем при Кв = 2,0—3,0 имеет, как правило, удовлетвори-
тельные прочность при растяжении и эластичность, тогда как
вулканизат, полученный без ускорителя и имеющий тот же
коэффициент вулканизации, обладает низкой прочностью при
растяжении и малой эластичностью и является недовулканизо-
ванным.
Поэтому для оценки степени вулканизации обычно пользуются
методом определения физико-механических свойств вулканизата —
прочности при растяжении, относительного и остаточного удлине-
ний, условных напряжений при заданном удлинении набухания
и др.
72
5.3. ИЗМЕНЕНИЕ СВОЙСТВ КАУЧУКА
ПРИ ВУЛКАНИЗАЦИИ
При вулканизации серой наблюдается постепенное изменение
свойств каучука, причем, в начале вулканизации свойства изме-
няются быстро, а затем медленно. Наиболее характерными яв-
ляются следующие изменения свойств.
I. Резко повышаются прочность при растяжении и эластич-"
ность каучука, пластичность его при этом почти полностью исче-
зает. Повышение прочности при растяжении каучука после вулка-
низации иллюстрируется следующими данными: натуральный
каучук после обработки на вальцах имеет предел прочности при
растяжении 1 —1,5 МПа (10—15 кгс/см2), после вулканизации его
предел прочности при растяжении повышается до 35 МПа
(350 кгс/см2). Бутадиеновый каучук (СКД) до вулканизации имеет
предел прочности при растяжении 0,2—0,5 МПа (2—5 кгс/см2), по-
сле вулканизации предел прочности при растяжении его равен 1—
5 МПа (10—50 кгс/см2), а при вулканизации смеси СКД с каналь-
ной сажей предел прочности при растяжении увеличивается до
16—24 МПа (160—240 кгс/см2).
Вулканизованный каучук легко восстанавливает свою форму
после прекращения действия внешних сил; он обладает эластич-
ностью. Эластичность является наиболее ценным свойством ре-
зины, тогда как для невулканизованного каучука ценным свой-
ством является пластичность, благодаря которой его можно
обрабатывать и формовать. Явление текучести перед разрывом у
вулканизованного каучука отсутствует.
Весьма характерно изменение условно-равновесного модуля
(см. стр. 51) вулканизуемой смеси: он возрастает с увеличением
степени вулканизации. Эти изменения непосредственно связаны со
структурированием каучука в процессе вулканизации и образова-
нием между молекулами каучука химических связей.
2. Повышаются теплостойкость и стойкость каучука к старе-
нию *. Вулканизованный каучук в значительно меньшей степени
по сравнению с невулканизованным изменяет свои физико-механи-
ческие свойства при изменении температуры. Он обладает повы-
шенной теплостойкостью, а также значительно лучше сохраняет
свои свойства после продолжительного нагревания, т. е. обладает
повышенным сопротивлением старению. Например, невулканизо-
эанный натуральный каучук сильно размягчается при температуре
90 °C, а при температуре около 0 °C затвердевает. При продолжи-
тельном нагревании на воздухе невулканизованный каучук подвер-
гается необратимым структурным изменениям, в связи с этим
* Под стойкостью каучука и резин к тепловому старению следует понимать
:.х стойкость к продолжительному действию окружающей среды (кислорода,
-оздуха и др.) при повышенной температуре, вызывающему необратимые изме-
нения свойств вулканизата. Теплостойкость характеризует способность каучуков
а резин сохранять физико-механические свойства при высоких температурах.
73
Продолжительность бул ио-
низации
Рис. 5.2. Изменение физико-меха-
нических свойств натурального
каучука при вулканизации при
135 °C:
/ — прочность при растяжении: 2—от»
росительнос удлинение; 3—набухание;
4 — эластичность; 5 — твердость.
механические свойства его после на-
гревания необратимо изменяются.
Вулканизованный натуральный кау-
чук легко выдерживает продолжи-
тельное нагревание при температу-
рах выше 100 °C и не становится
жестким при температуре около
0 °C. Вулканизованные синтетиче-
ские каучуки также значительно ме-
нее чувствительны к изменениям
температуры и к продолжительному
нагреванию в воздушной среде по
сравнению с невулканизованными
каучуками.
3. Каучук теряет способность
растворяться: он только ограничен-
но набухает в растворителях. Сте-
пень набухания зависит от степени
вулканизации, от природы каучука
и других ингредиентов резины.
С увеличением степени вулканиза-
ции равновесная степень набухания каучука в одном и том же рас-
творителе уменьшается.
4. Повышается химическая стойкость вулканизатов. В процессе
вулканизации уменьшается относительное удлинение в момент раз-
рыва, а также остаточное удлинение (см. с. 48) и гистерезисные
потери (см. с 52).
Изменение всех свойств каучука при вулканизации происходит
постепенно по мере нагревания. Для характеристики изменений
свойств каучука в процессе вулканизации пользуются кинетиче-
скими кривыми вулканизации, которые показывают, как изменяют-
ся основные физико-механические показатели в зависимости от
продолжительности вулканизации. Характер и скорость изменения
различных свойств каучуков при вулканизации бывают разными
и зависят, прежде всего, от природы каучука.
На рис. 5.2 и 5.3 представлено изменение различных физико-ме-
ханических свойств натурального каучука, СКС-30АРК и СКБ при
вулканизации. Из рисунков видно, что в процессе вулканизации
натурального каучука наблюдаются обратимые изменения основ-
ных физико-механических свойств вулканизата (реверсия): сначала
свойства постепенно улучшаются, но после достижения опреде-
ленного предела начинают ухудшаться. На кривых имеются макси-
мумы и минимумы. При вулканизации каучуков СКБ и СКС боль-
шая часть свойств изменяется монотонно и на кривых отсутствуют
минимумы и максимумы.
На процесс вулканизации каучука большое влияние оказывает
взаимодействие каучука с кислородом. Наличие максимумов и ми-
нимумов на кривых объясняется тем, что при вулканизации нату-
U
рального каучука протекают одновременно два процесса: процесс
структурирования под действием серы и процесс деструкции под
влиянием кислорода и нагревания. Сначала при вулканизации ско-
рость структурирования значительно превосходит скорость де-
струкции, затем, когда большая часть серы оказывается связанной,
преобладающим процессом становится деструкция, приводящая к
понижению прочности и условных напряжений при растяжении
вулканизата натурального каучука. При изготовлении и вулкани-
зации резиновых смесей на основе натурального каучука в отсут-
ствие кислорода (в бескислородной среде) максимумов и миниму-
мов на кинетических кривых вулканизации не наблюдается, кине-
тические кривые имеют монотонный характер.
При вулканизации натрий-бутадиенового каучука СКБ также
происходят одновременно два процесса, противоположных по сво-
ему влиянию на молекулярную структуру, но деструктирующее
влияние кислорода оказывается незначительным. Вследствие осо-
бенности молекулярного строения натрий-бутадиенового каучука
кислород при вулканизации, так же как и сера, играет главным об-
разом роль структурирующего агента. По данным Б. А. Догадкина
и его сотр. основная роль в повышении прочности СКБ (кроме
присоединения серы) принадлежит межмолекулярному взаимодей-
ствию.
При вулканизации других синтетических каучуков свойства их
изменяются аналогично изменению свойств натурального или бу-
тадиенового каучуков. Ингредиенты резиновых смесей также ока-
зывают значительное влияние на кинетику изменения физико-меха-
нических свойств резин при вулканизации.
Максимумы па кривых изменения прочности при растяжении
наблюдаются и при вулканизации некоторых синтетических каучу-
Рис. 5.3. Изменение физико-механических свойств каучуков СКС-ЗОАРК (а) и
СКБ (6) при вулканизации:
1 — прочность при растяжении; 2 —модуль эластичности; 3~относительное удлинение; 4—оста-
точное удлинение.
Проволжительность вулканизации.
75
ков, стойких к деструктивным процессам. Это связано с достиже-
нием оптимального значения равновесного модуля и оптимальной
концентрации поперечных межмолекулярных связей, при которой
наблюдается наибольший эффект ориентации молекулярных цепей
(см. с. 51) и связанное с ним наибольшее упрочнение структуры.
При дальнейшей вулканизации возрастание равновесного модуля
и жесткости вулканизата является препятствием для ориентации
молекулярной структуры, и прочность при растяжении снижается.
Анализ кинетических кривых вулканизации дает возможность
установить две весьма характерные особенности изменения
свойств, имеющие большое практическое значение, которые полу-
чили название оптимум и плато вулканизации.
5.3.1. Оптимум вулканизации
По мере вулканизации натурального каучука физико-механиче-
ские свойства его, как указывалось выше, улучшаются только до
некоторого предела, который характеризуется максимальным или
минимальным значением показателей. Наилучшие показатели раз-
личных физико-механических свойств вулканизата достигаются
через близкие по величине промежутки времени от начала вулкани-
зации. Наименьшая продолжительность вулканизации, обеспечи-
вающая при прочих одинаковых условиях (температура, состав ре-
зиновой смеси) наилучшие физико-механические и технические
свойства вулканизата, называется оптимумом вулканизации.
Определение продолжительности вулканизации, при которой
достигаются наилучшие свойства резиновых изделий, имеет важ-
ное практическое значение в технологии производства, поскольку
это дает возможность установить практическую продолжитель-
ность вулканизации резиновых изделий.
Оптимум вулканизации определяют часто по изменению проч-
ности при растяжении вулканизата. С этой целью образцы резино-
вой смеси вулканизуют в течение разных промежутков времени
при прочих одинаковых условиях, а затем определяют прочность
при растяжении. Минимальное время вулканизации обеспечиваю-
щее наилучшую прочность при растяжении, является оптимумом
вулканизации. При дальнейшей вулканизации после достижения
оптимума физико-механические свойства начинают ухудшаться;
это явление называется перевулканизацией.
Оптимум вулканизации натурального каучука может быть так-
же определен по сопротивлению раздиру, которое при достижении
оптимума достигает наибольшего значения. Кроме того, он может
определяться по количеству хлороформного экстракта и набуха-
нию, которые имеют минимальные значения при достижении опти-
мума.
Определение оптимума вулканизации резиновых смесей на ос-
нове некоторых синтетических каучуков и особенно на основе на-
трий-бутадиспового и бутадиен-стирольного значительно сложнее
76
Рк. 5.4. Зависимость прочности каучуков при растяжении от продолжительности
вулканизации:
/--натуральный каучук; 2— натрий-бутадиеновый каучук.
Рис. 5.5. Плато вулканизации натурального каучука:
т2——широкое плато; т3—ti—узкое плато.
так как изменение прочности при растяжении в процессе вулкани-
зации бутадиен-стирольного каучука имеет монотонный характер.
Оптимум вулканизации в этом случае соответствует времени, при
котором заканчивается быстрое нарастание прочности при растя-
жении, а дальнейшее его изменение происходит сравнительно мед-
ленно (рис. 5.4).
При определении оптимума вулканизации синтетических каучу-
ков обращают также внимание на характер изменений других фи-
зико-механических показателей вулканизата: условного напряже-
ния при заданном удлинении, относительного и остаточного удли-
нений.
Оптимум вулканизации синтетических каучуков можно также
определить по изменению модуля при сжатии. Кривая изменения
модуля имеет резкий перегиб в точке оптимума, после достижения
которго модуль изменяется медленно.
5.3.2. Плато вулканизации
Достигнув оптимального значения, физико-механические свой-
ства вулканизата в процессе дальнейшей вулканизации ухудшают-
ся не сразу. Продолжительность периода вулканизации в течение
которого сохраняются высокие физико-механические показатели,
достигнутые при оптимуме вулканизации, называется плато вулка-
низации. С практической точки зрения весьма важно, чтобы опти-
мальные свойства оставались на одном уровне в течение некото-
рого времени, так как в этом случае уменьшается опасность пере-
вулканизации резины. При вулканизации может наблюдаться как
широкое, так и узкое плато вулканизации (рис. 5.5). Плато вулка-
77
низании, так же как и оптимум вулканизации, зависит от темпе-
ратуры вулканизации, природы каучука, от свойств ускорителей
вулканизации и других ингредиентов резиновой смеси.
При вулканизации толстых массивных изделий всегда имеет
место неравномерное нагревание. Ввиду низкой теплопроводности
резины внутренние части изделия всегда прогреваются и вулкани-
зуются значительно медленнее, чем наружные. В этих условиях
возникает опасность перевулканизации наружных частей или не-
довулканизации внутренних частей изделия. При наличии широ-
кого плато вулканизации высокие физико-механические показа-
тели, достигнутые в наружных частях изделия, сохраняются неко-
торое время, которого оказывается достаточно для вулканизации
внутренних частей. Синтетические каучуки, как правило, имеют до-
статочно широкое плато вулканизации.
5.3.3. Температурный коэффициент скорости вулканизации
Температура вулканизации оказывает очень сильное влияние на
скорость присоединения серы к каучуку и скорость изменения фи-
зико-механических свойств каучука. При повышении температуры
на 10 °C скорость присоединения серы в тонком слое каучука воз-
растает примерно в два раза. Этот коэффициент, характеризующий
изменение скорости процесса при изменении температуры на 10 °C,
называется температурным коэффициентом скорости вулканиза-
ции. В зависимости от типа каучука и ускорителей он изменяется
от 1,8 до 2,8.
В табл. 5.1 приведены значения температурного коэффициента
скорости вулканизации натурального каучука, определенные по
скорости связывания серы. Температурный коэффициент скорости
вулканизации может быть вычислен также по кинетическим кри-
вым изменения физико-механических свойств каучука при вулка-
низации при разных температурах, например по условному напря-
жению при заданном удлинении. Значения коэффициентов, вычис-
ленных этим способом, также приведены в таблице.
Таблица 5.1. Температурный коэффициент скорости вулканизации
натурального каучука
Ускоритель Температурный коэффициент скорости вулканизации
вычисленный по усло- вному напряжению вычисленный по свя- занной сере
Без ускорителя 2,65
Меркаптобензотиазол 1,91 2,30
Тетра метилтиурамдисульфид 1,92 2,20
Диметилдитиокарбамат цинка 1,98 2,06
78
5.4. ТЕПЛОВОЙ ЭФФЕКТ ВУЛКАНИЗАЦИИ
При вулканизации каучука наблюдается значительный положи-
тельный тепловой эффект, величина которого возрастает по мере
арясоединения серы. Правда, при вулканизации мягкой эластич-
ам резины тепловой эффект вулканизации мал и практически
влияния на условия вулканизации не оказывает. При вулканиза-
ция эбонита, когда коэффициент вулканизации Кв достигает зна-
чительной величины, происходит сильное тепловыделение (тепловой
эффект составляет 1850 Дж/г или 442 кал/г каучука) и прихо-
дятся соблюдать особые меры предосторожности, чтобы предотвра-
тить перегрев и «горение» эбонита. «Горение» эбонита состоит в
-урном газовыделении и образовании губчатой массы.
5.5. ТЕОРИЯ ВУЛКАНИЗАЦИИ
Современная теория вулканизации, получившая всеобщее при-
знание, объясняет происходящее при вулканизации изменение
свойств каучука образованием сложной пространственной сетчатой
структуры вулканизата. Под влиянием нагревания, а также воз-
действия серы, кислорода или других структурирующих веществ
происходит усложнение молекулярной структуры каучука, т. е.
структурирование его в результате образования между молеку-
лами поперечных химических связей. Это могут быть химические
связи посредством атомов серы, кислорода или валентные хими-
ческие связи атомов углерода отдельных цепей (углерод-углерод-
ные связи). Кроме того, в результате вулканизации увеличивается
межмолекулярное взаимодействие.
По мере вулканизации все большая часть молекулярных цепей
участвует в образовании пространственной структуры вулкани-
зата. Возникновение пространственной структуры приводит к по-
тере растворимости. Вследствие образования поперечных химиче-
ских связей между макромолекулами и увеличения межмолекуляр-
ного взаимодействия затрудняются пластические деформации, об-
условленные взаимным скольжением молекул; вулканизат стано-
вится эластичным.
Согласно взглядам, которые развиваются Б. А. Догадкиным и
его сотр., вулканизованный каучук обладает пространственной мо-
лекулярной сеткой, состоящей из сложно переплетающихся моле-
кул каучука, в которой между макромолекулами существуют меж-
молекулярное взаимодействие и химические связи. Концентрация,
природа, распределение связей в пространственной сетке вулкани-
зата, а также энергия связей оказывают значительное влияние
на важнейшие физико-механические свойства вулкани-
зата.
Установлено, что в серных вулканизатах существуют следую-
щие виды химических связей между молекулярными цепями про-
79
странственной сетки:
моносульфидные —С—S—С—
дисульфидные —С—S—S—С—-
I I
полисульфидные —С—Sn—С—
I 1
углерод-углеродные связи —С—С—
возникающие, например, при вулканизации в присутствии тиурама.
Межмолекулярные связи под действием нагрузки при темпера-
турах до 70 °C разрываются. При температурах выше 70 °C проис-
ходит распад химических связей между цепями; он происходит с
тем большей скоростью, чем меньше прочность этих связей, т. е.
чем меньше энергия активации процесса их распада. Наиболее
прочной является связь —С—С-, наименьшей прочностью обла-
дают полисульфидныс связи —С—S«—С—. Поэтому термическая
устойчивость вулканизата зависит от того, каково соотношение и
концентрация этих связей в пространственной сетке.
Большое влияние на тип химических связей в вулканизате ока-
лывают применяемые при вулканизации ускорители. Например, в
присутствии тиурама образуются преимущественно моносульфид-
пые связи и связи —С—С—, которые обладают наибольшей терми-
ческой устойчивостью. Серные вулканизаты, полученные без уско-
рителя, содержат главным образом полисульфидные связи.
Мягкие вулканизаты имеют рыхлую пространственную сетку,
так как в них поперечные связи расположены относительно редко.
С увеличением частоты пространственной сетки (при глубокой вул-
канизации) гибкость цепей уменьшается, что приводит к возраста-
нию жесткости полимера и к повышению температуры стеклова-
ния Тс. Например, в эбонитах образование плотной пространствен-
ной сетки, а также внутримолекулярное присоединение серы
приводит к уменьшению гибкости цепей и к резкому возрастанию
межмолекулярного взаимодействия. Внешне это проявляется почти
в полной потере эластических свойств. Резкое падение прочности
эбонита при нагревании прежде всего объясняется уменьшением
межмолекулярного взаимодействия.
Механизм образования поперечных связей при серной вулкани-
зации очень сложен. Молекулы ромбической серы, растворяющейся
в каучуке, имеют циклическое строение (см. с. 173) и состоят из
восьми атомов. При температуре вулканизации, особенно в при-
сутствии свободных радикалов, образующихся из каучука или ус-
корителей вулканизации, восьмичленные циклы распадаются с об-
80
Гразованием бирадикалов: S8->S8 (бирадикал). Восьмичленные би-
радикалы распадаются затем на более короткие: S8 -* Sx + S8_x.
Серные бирадикалы взаимодействуют с молекулами каучука
г по двойным связям или по а-метиленовым группам.
; Образование поперечных химических связей между молекуляр-
ными цепями при вулканизации каучука серой можно, например,
представить следующим образом:
1) присоединение серы по двойной связи
---СН2—СН=СН—СН2---F 2s\
—СН2—СН—СН—СН2----
I I
Sjc Sx
—сн2—сн—сн—сн2----
I
' 2) присоединение серы к атому углерода сс-метиленовой груп-
1 пы с выделением сероводорода
----СН2—СН—СН—СН2----+ SX —> —СН2—СН=СН—СН----------+ H2s
I
Sjc —1
I
— —CH2—СН=СН—СН-------
3) присоединение серы с образованием промежуточной пер-
сульфгидрильной группы (—SAH)
---СН2—СН=СН—СН2---|-SX —>----СИ2—СН=СН—СН----
I
SXH
---СН2—СН=СН—СН----1- —сн2—сн=сн— сн2---—>
I
SXH
—> —СН2—СН=СН—СИ------
Sx
---СН2—СН2—СН—СН2--
Как правило, с повышением температуры и увеличением про-
должительности вулканизации уменьшается число атомов серы в
поперечных связях. Скорость присоединения серы снижается с
уменьшением содержания двойных связей в каучуке, поэтому бу-
тадиеновые и изопреновые каучуки вулканизуются быстрее, чем
сополимерные каучуки, например бутадиен-стирольные. Более ак-
тивно сера присоединяется по двойным связям в бутадиеновых
группах, находящихся в положении 1,4, чем по двойным связям
в боковых группах в положении 1,2.
81
5.6. ВУЛКАНИЗАЦИЯ КАУЧУКОВ
С ФУНКЦИОНАЛЬНЫМИ
| ГРУППАМИ
Каучуки с функциональными группами — карбоксилатный, бу-
тадиен-метилвинилпиридиновый, полиуретановый, акриловый и
др. — вулканизуют различными ди- и полифункциональными ве-
ществами. К таким веществам относятся диамины и полиамины,
гликоли и многоатомные спирты, диизоцианаты, эпоксидные, ал-
килфенолоформальдегидные и другие смолы.
Образование пространственной сетки вулканизата происходит
в этих случаях в результате взаимодействия функциональных
групп вулканизующего вещества с функциональными группами
каучука. Процесс вулканизации карбоксилсодержащих каучуков
может быть осуществлен с помощью оксидов двухвалентных ме-
таллов за счет солеобразования.
5.7. ВУЛКАНИЗАЦИЯ КАУЧУКОВ ПЕРЕКИСЯМИ
Каучуки могут вулканизоваться в присутствии органических пе-
рекисей и гидроперекисей по свободнорадикальному механизму с
образованием прочных химических связей между молекулами кау-
чука.
При нагревании органические перекиси разлагаются с образо-
ванием свободных радикалов. Например, перекись бензоила рас-
падается по схеме:
С6Н5—С—О—О—С—С6Н5
о о
2С6Н5—С—О.
При взаимодействии перекисных радикалов с макромолекулами
образуются макрорадикалы. Это может происходить двумя пу-
тями:
1) путем присоединения перекисного радикала к двойной связи
полимерной цепи
---СН2—СН--СН— сна— • • • + с6н5—с—о. —► СН2
А ।
о .сн
нс—о—с—свн5
I II
сн2 о
82
2) отщеплением атома водорода от а-метиленовой группы по-
тимерной цепи:
сн2 1 • сн 1
1 сн сн
II + с6н5— с—о. - II + С6Н5—с—он
сн II сн II
1 О 1 О
сн2 сн2
Возникающие полимерные радикалы взаимодействуют между
собой или с двойными связями других молекул каучука, образуя
поперечные связи —С—С—, которые обусловливают более высо-
кую стойкость вулканизатов к тепловому старению:
i i i i
• CH • CH CH—CH
II II
CH CH CH CH
II + II —> II I!
CH CH CH CH
CH2 CH2 CH2 CH2
I I II
Оказалось, что с помощью органических перекисей можно про-
водить вулканизацию силоксановых каучуков, фторкаучуков и
других полимеров, не содержащих двойных связей. Сшивание це-
пей и в этом случае происходит при взаимодействии, возникающих
в присутствии перекиси, полимерных радикалов с образованием
связей —С—С—.
Важным фактором при перекисной вулканизации является ско-
рость термического распада перекисей, которая характеризуется
периодом полураспада. Скорость их распада зависит от присутст-
вующих в резиновой смеси компонентов. Неозон Д, ускорители вул-
канизации, вещества кислотного характера ускоряют распад пере-
кисей и поэтому могут понижать эффективность их действия.
Перекиси берутся в количестве от 0,5 до 3% от массы каучука.
Наилучшие физико-механические свойства вулканизатов дости-
гаются при некоторых оптимальных дозировках, которые зависят
от вида каучука и других компонентов.
РАЗДЕЛ П
НАТУРАЛЬНЫЕ И СИНТЕТИЧЕСКИЕ КАУЧУКИ
Г .Л А В А 6
НАТУРАЛЬНЫЙ КАУЧУК И ГУТТАПЕРЧА
6.1. ИСТОЧНИКИ НАТУРАЛЬНОГО КАУЧУКА
Источником натурального каучука являются каучуконосные ра-
стения. Существует большое число разнообразных растений, содер-
жащих каучук. Они встречаются как в странах тропической зоны,
так и в странах с умеренным климатом в виде деревьев, кустарни-
ков и многолетних трав.
Промышленная ценность каучуконосов зависит от характера
локализации каучука в растении, продуктивности каучуконоса, тех-
нических свойств получаемого каучука и условий его культивиро-
вания, устойчивости растений к инфекции и поражению его вреди-
телями. Наибольшую промышленную ценность имеет бразильская
гевея. Дерево бразильской гевеи дает в среднем 2—3 кг каучука
в год.
Каучук, получаемый из млечного сока бразильской гевеи, имеет
высокие технические свойства; получение латекса и извлечение
каучука из него не представляет затруднений. Все это обусловило
значительное увеличение плантаций бразильской гевеи в странах
с тропическим влажным климатом. Из млечного сока бразильской
гевеи в настоящее время получают почти весь натуральный кау-
чук, поступающий на мировой рынок.
Родиной бразильской гевеи является бассейн реки Амазонки в Южной Аме-
рике (Бразалия, Боливия, Перу, Эквадор, Колумбия и Венесуэла). Климат здесь
тропический со средним количеством осадков около 3000 мм — примерно в 6 раз
больше, чем в средней полосе Советского Союза. Деревья бразильской гевеи
достигают 30 м в высоту и более 1 м в диаметре. Млечный сок заполняет млеч-
ные сосуды, расположенные в коре дерева под некоторым углом к вертикали.
Пробная посадка молодых деревьев бразильской гевеи в 90-х годах преды-
дущего столетия в различных местах Юго-Восточной Азии (в Индии, Индонезии,
на полуострове Малакка, о. Цейлон) показала, что климатические’ условия се-
верной части бассейна Индийского океана являются весьма благоприятными
для произрастания бразильской гевеи. Сильно возросший в конце предыдущего
столетия спрос на каучук вызвал создание плантаций бразильской гевеи в этой
части земного шара, в бывших английских и голландских колониях. Если до
начала нашего столетия единственным источником каучука являлись дикорасту-
щие каучуконосные деревья бассейна реки Амазонки и частично Западней Аф-
84
реки, то в начало нашего столетня появился плантационный каучук, производ-
ство которого в 1915 г. составляло уже 67% от общего количества производи-
мого каучука, а в 1931 г. — около 98%.
6.2. НАТУРАЛЬНЫЙ ЛАТЕКС
6.2.1. Получение латекса бразильской гевеи
Млечный сок каучуконосных деревьев называется латексом.
Его получают путем систематической подсочки деревьев. При пол-
уочке на коре дерева под углом 30° делаются надрезы, при этом
разрезаются млечные сосуды. Латекс, находящийся в млечных со-
судах под давлением в несколько атмосфер, при вскрытии млечных
сосудов вытекает и собирается в фарфоровые, стеклянные или алю-
миниевые чашечки, которые закрепляют на стволе дерева. При
подсочке специальным ножом срезается тонкий слой коры (1—
2 мм) почти во всю ее толщину.
Истечение латекса после надреза через -несколько часов са-
мопроизвольно прекращается, разрезанные млечные сосуды за-
купориваются каучуком, образующимся из латекса. Собранный в
чашечки латекс сливают в более емкую тару и отправляют на
переработку. Перед надрезкой коры снимают сгустки и пленки
каучука, образующиеся по месту надреза коры и на чашечке; эти
собранные сгустки используют для получения низкосортных кау-
чуков.
Количество латекса и каучука в (латексе), собираемых в день
с одного дерева, колеблется в значительных пределах, что зависит
от ряда причин: возраста дерева, системы подсочки, времени
года, ухода за деревом. В среднем суточный сбор каучука с
10-летнего дерева составляет 7—10 г.
хJ 6.2.2. Состав латекса
Натуральный латекс состоит из воды, каучука, смол, белков,
сахаристых и минеральных веществ. Состав его зависит от воз-
раста дерева, климатических и почвенных условий, времени года,
способа подсочки. Содержание каучука в латексе колеблется от
2 до 45%. Характерным
са (в %):
является следующий состав латек-
Вода...........60,0 Смолы....................1,7
Каучук............34,0 Сахаристые вещества.........1,6
Белки........... 2,0 Минеральные вещества.........0,7
Каучук в латексе находится в коллоидно-дисперсном состоянии
а виде частиц, взвешенных в водной среде, из которых наиболее
крупные можно наблюдать под микроскопом (рис. 6.1). Другими
словами, латекс представляет собой водную дисперсию каучука.
Частицы каучука (глобулы), видимые под микроскопом,
жмеют в большинстве случаев шарообразную форму, но встре-
чаются также частицы грушевидной формы. Размеры глобул
85
Рис. 6.1. Микрофотография латекса бразильской гевеи.
Рис. 6.2. Строение частицы натурального каучука в латексе:
1 — внутренний вязкий каучуковый слой; 2—слой эластического каучука; 3 — внешний адсорб*
ционный слой.
колеблются в широких пределах: наиболее крупные достигают
6 мкм, наряду с этим имеется большое число частиц ультрамикро-
скопических размеров, которые можно видеть только с помощью
ультра- и электронного микроскопов.
Каучуковая частица состоит из трех слоев: наружного защит-
ного адсорбционного слоя (оболочки), слоя эластичного каучука
и внутреннего слоя вязкотекучего каучука (рис. 6.2). Наружный
слой состоит из белков, жирных кислот и других поверхностно-
активных веществ, содержащихся в латексе, адсорбированных на
поверхности каучуковых частиц.
Сам каучук является гидрофобным * и не может образовывать
достаточно устойчивой водной дисперсии. Защитная оболочка, со-
стоящая из жирных кислот и белков, сообщает гидрофильность **
каучуковым частицам, благодаря этому увеличиваются силы
взаимодействия между каучуком и водой, увеличивается устойчи-
вость системы и предотвращается ее самопроизвольное разру-
шение.
Два других слоя состоят из каучука, отличающегося степенью
полимеризации. Эластичный каучук обладает более высокой сте-
пенью полимеризации по сравнению с вязкотекучим каучуком,
образующим третий (внутренний) слой глобулы. При проколе
двух первых слоев наблюдается медленное вытекание каучука из
внутреннего слоя под давлением эластичного слоя. Резкой границы
между эластичным и вязкотекучим слоем каучука нет. Остальные
* Гидрофобными называются тела, поверхность которых не смачивается
водой.
** Гидрофильными называются тела, поверхность которых смачивается
водой.
86
составные части латекса находятся как в истинно растворенном
состоянии (минеральные соли, сахаристые вещества), так и в кол-
лоидном состоянии (белки, соли жирных кислот и др.).
Белки латекса состоят из глутелинов, глобулинов и альбуми-
нов, а также продуктов их распада. Они оказывают большое
влияние на коллоидно-химические свойства латекса и на техниче-
ские свойства каучука. Белки наряду с другими веществами, ад-
сорбированными на поверхности глобул, сообщают им гидрофиль-
ность. Вследствие этого вокруг глобул образуются жидкостные
сольватные оболочки, которые придают латексу устойчивость.
Продукты распада белков, содержащие аминогруппу являются
естественными ускорителями вулканизации каучука.
Смолами называются вещества, содержащиеся в техническом
каучуке и в латексе, растворимые в ацетоне. В состав смол вхо-
дят жирные кислоты, стеариновая, лицитин (жироподобное веще-
ство, содержащее фосфор) и некоторые другие вещества. Жирные
кислоты и лицитин, адсорбируясь на поверхности глобул, сооб-
щают им гидрофильность, и, так же как и белки, увеличивают
устойчивость латекса.
Смолы, являясь естественными мягчителями каучука, облег-
чают смешение каучука с порошкообразными веществами, а не-
которые составные части смол предохраняют каучук от окисления
н старения.
6.2.3. Свойства латекса
Латекс представляет собой молочно-белую жидкость, иногда со
слабым желтоватым или сероватым оттенком. Плотность латекса
зависит от его состава и прежде всего от содержания каучука
Плотность водной части латекса (серума) равна 1020 кг/м3
(1,020 г/см3), а плотность каучука в латексе равна 914 кг/м3
(0,914 г/см3), поэтому плотность латекса, содержащего 35%
каучука, равна 980 кг/м3 (0,980 г/см3). Вполне очевидно, что с
увеличением содержания каучука в латексе плотность его сни-
жается.
Вязкость является одним из характерных свойств латекса.
Она зависит от содержания каучука и повышается с увеличением
содержания последнего в латексе. Особенно резкое повышение
вязкости происходит при концентрациях каучука в латексе более
50%. При концентрации каучука 65—75% латекс представляет
собой пасту. Аммиак, добавляемый к латексу для стабилизации,
сильно понижает его вязкость. Понижение вязкости при добавке
аммиака связано с влиянием щелочности на сольватацию и рас-
творимость защитных веществ (белков и др.), образующих адсорО-
ционную оболочку глобул.
Поверхностное натяжение латекса ниже, чем у воды, благодоря
наличию в латексе поверхностно-активных веществ — жирных кис-
лот, белков и др. Это благоприятно влияет на смачивающую и
пропитывающую способность латекса при пропитке тканей.
87
Заряд частиц каучука в латексе всегда одноименный — отри- (
нательный, поэтому частицы не могут сталкиваться и слипаться.
Наличие зарядов на поверхности частиц является основным фак-
тором устойчивости латекса как дисперсной системы. Величина
заряда зависит от реакции среды. Свежий латекс имеет pH (по-
казатель концентрации водородных ионов) 7,2. При добавлении .
щелочи pH повышается, одновременно увеличивается величина
зарядов глобул.
Электрокинетический потенциал глобул равен 0,079 В. Изо-
электрическая точка (отсутствие заряда глобул) соответствует
pH, примерно равному 4,5; дальнейшее понижение pH может при-
вести к перезарядке глобул, к получению латекса с положительно
заряженными глобулами.
Коагуляция латекса. Латекс представляет собой устойчивую
дисперсную систему. Относительно высокая устойчивость латекса
как дисперсной системы, сохраняющейся без изменений в течение
нескольких часов, объясняется следующими факторами:
1) малым размером частиц каучука;
2) наличием защитной адсорбционной оболочки у глобул; ,
3) наличием одноименного отрицательного заряда у частиц 1
каучука в латексе.
В условиях тропиков через несколько часов pH латекса пони-
жается до 6,6—6,9, происходит постепенное слипание глобул, т. е.
коагуляция латекса, которая заканчивается всплыванием каучука
и образованием плотной массы каучука на поверхности серума.
Предполагается, что при самопроизвольной коагуляции боль- j
шая роль принадлежит окислительным ферментам, которые обра- Г
зуются в результате жизнедеятельности микроорганизмов. Под-
тверждением правильности такого предположения является то,
что стерилизованный (лишенный микробов) латекс сохраняется
значительно дольше.
Самопроизвольная коагуляция латекса недопустима в произ-
водстве сортного каучука, а также при хранении, концентрирова-
нии и перевозке его. Для предотвращения самопроизвольной коа- „
гуляции к латексу прибавляют 0,5%-ный раствор аммиака, при
этом pH латекса увеличивается до 13—14; в этих условиях латекс |
остается стабильным продолжительное время.
Консервирующее (стабилизирующее) действие аммиака объяс- j
няется увеличением заряда частиц каучука благодаря адсорбции *
ОН-ионов и образованием среды, в которой невозможна жизне- f
деятельность бактерий. Консервирующими свойствами обладают |
также формальдегид, едкий натр, бура, но эти вещества не при- i
меняются, так как они ухудшают качество каучука. |
При получении товарных сортов каучука из латекса последний ’
подвергают коагуляции путем добавки к нему электролитов
(растворов кислот или щелочей). Для этой цели применяют ща-
велевую, муравьиную и уксусную кислоты. Для коагуляции ла-
текса (имеющего отрицательно заряженные глобулы) имеют
значение подвижность и валентность попов, несущих положитель-
ный заряд.
Количество электролита, необходимое для коагуляции, зависит
от концентрации каучука в латексе. Поэтому для получения кау-
чука с постоянными свойствами необходим латекс определенной
концентрации, обычно равный 15—20%
6.2.4. Концентрирование латекса
Непосредственное применение латекса для производства раз-
личных резиновых изделий вызвало необходимость концентриро-
вания латекса. Концентрированный латекс сохраняет все основные
свойства дисперсной системы и его можно разбавлять водой до
нужной концентрации.
Концентрирование латекса производится: выпариванием, отстаи-
ванием (сливкообразованием) и центрифугированием.
Способ выпаривания получил широкое применение.
Этим способом получают латекс, содержащий 65—70% каучука
(73—75% в пересчете на сухой остаток) и обладающий большой
устойчивостью. Для стабилизации латекса до концентрирования
к нему прибавляют защитные щелочные коллоиды и нелетучую
щелочь.
Процесс концентрирования осуществляется периодически с
остановкой для загрузки и разгрузки аппарата. При вращении на
внутренней стенке аппарата образуется тонкий слой латекса, из
которого в токе воздуха, пропускаемого через аппарат, при тем-
пературе около 70°C легко испаряется вода. На рис. 6.3 изобра-
жена принципиальная схема аппарата для получения концентри-
рованного латекса способом выпаривания.
Латекс, полученный способом выпаривания, носит название
ревертекс стандартный. Он отличается исключительной стабиль-
ностью, хорошо смешивается с ингредиентами, выдерживает
охлаждение до —-45 °C. Ревертекс содержит некоторое количество
защитных веществ и поэтому является наиболее устойчивым из
всех концентрирова'нных латексов. Однако благодаря содержанию
значительного количества защитных веществ пленки из ревертек-
са отличаются повышенной гигроскопичностью и сильно прили-
пают к поверхности металла, стекла и других материалов, что
затрудняет получение из него изделий.
Способ отстаивания основан на разности плотностей
каучука и серума. При продолжительном хранении латекса под
действием силы тяжести происходит его медленное отстаивание,
латекс разделяется на два слоя; содержание каучука в верхнем
слое латекса несколько увеличивается, а в нижнем уменьшается.
Отстаивание ускоряется при прибавлении к латексу агентов слив-
кообразования (альгината натрия или аммония, поливинилового
спирта) в количестве 0,3% от массы волной фазы латекса. Этот
метод называют также методом сливкообразования. Сливкообра-
89
3
Рис. 6.3. Аппарат для получения ревертекса:
/—вентилятор; 2— калорифер; 3— вращающийся барабан с двойными стенками; 4— внутрен-
ний перемешивающий барабан; 5—латекс; 6—механизм привода.
зованием с отстаиванием и сепарацией сливок получают концент-
рированный латекс MAP-DMA135Х.
Способ центрифугирования. В отличие от простого
отстаивания при центрифугировании действуют центробежные
силы, значительно ускоряющие отстаивание. При применении
центрифуг с большой частотой вращения (не менее 8000 об/мин)
латекс может быть разделен на две части: концентрированную,
содержащую около 60% каучука, и часть, обедненную каучуком,
содержащую около 10% каучука (снятый латекс).
Для концентрирования латекса применяются также центробеж-
ные сепараторы непрерывного действия. С их помощью получают
концентрат латекса, содержащий около 60% сухого вещества и
носящий название джатекс или квалитекс. Концентрат
обеднен растворимыми в воде некаучуковыми составными частя-
ми, которые остаются в снятом латексе. По этой причине такой
латекс менее устойчив при хранении по сравнению с ревертсксом.
После охлаждения в течение 12 ч до —20°C наступает необрати-
мая коагуляция концентрата. По той же причине изделия из джа-
текса менее гигроскопичны, так как причиной гигроскопичности
изделий является наличие в каучуке веществ, растворимых в
воде. Из оставшейся обедненной части латекса каучук извлекают
обычной коагуляцией.
6.2.5. Промышленное применение латекса
С 20-х годов нашего столетия началась разработка приемов н
способов непосредственного использования латекса.
Латекс применяется в настоящее время вместо резинового
клея при изготовлении тонких резиновых изделий методом мака-
ния (погружением формы в латекс с последующей просушкой с
образованием тонкого слоя каучука). Применение латексов вместо
растворов каучука весьма целесообразно, так как при этом умень-
У0
шается пожароопасность, улучшаются условия труда, отпадает
надобность в дорогих и дефицитных растворителях и в отдельных
случаях повышается качество резиновых изделий. Латекс нашел
применение также в производстве микропористого эбонита для
фильтров и аккумуляторов, пористой и ячеистой резины, различ-
ного рода прокладок, амортизаторов, сидений для автомобилей,
тепло- и звукоизоляционных материалов. В качестве связующего
латекс применяют в производстве искусственной кожи, асбесто-
вого картона и асбестовой бумаги. Использование латексов в про-
изводстве асбестовых изделий позволяет значительно упростить
производственный процесс, применяя для формования листа высо-
копроизводительные папмашины. Из латексов готовятся шары-
пилоты для метеорологических исследований, резиновые перчатки
различного назначения, резиновые нити, игрушки и различные тех-
нические изделия.
Следует отметить, что производство некоторых изделий осно-
вывается на применении вулканизованного латекса, носящего на-
звание ревультекс. Вулканизация латекса в состоянии водной
дисперсии производится путем нагревания его с серой, ускорите-
лями и активатором в автоклаве при температуре 70—80°C в
присутствии веществ, защищающих латекс от коагуляции. Эла-
стичная прочная пленка, полученная из такого латекса (путем
испарения воды), инертна к растворителям, не чувствительна к
температурным изменениям, т. е. обладает всеми свойствами вул-
канизованного каучука. Распыленный и высушенный вулканизо-
ванный латекс пластичен и может применяться для изготовления
изделий путем прессования.
6.3. ПЛАНТАЦИОННЫЕ КАУЧУКИ
В соответствии с международной классификацией натуральный
каучук подразделяется на 8 типов и 35 сортов. Типы каучука
отличаются по способу производства и применяемому сырью, а
сорта различаются качеством каучука, которое оценивается на
основании внешнего осмотра и сопоставления с международными
эталонами или их копиями.
Важнейшими из всех типов натурального каучука (НК) яв-
ляются рифленый смокед-шитс (Ribbed Smoked Sheets), белый и
светлый крепы (White and Pale Crepes) и плантационный корич-
невый креп (Estate Brown Crepes). К каучукам более низкого
качества относятся остальные пять типов: компо-креп, тонкий
коричневый креп (перевальцованный), толстый бланкет-креп
(янтарный), флет-барк креп и чистый копченый бланкет-
креп.
Рифленый смокед-шитс и светлый креп получают из фильтро-
ванного латекса. При изготовлении других типов каучука ис-
пользуют различные отходы производства натурального кау-
чука.
91
6.3.1. Смокед-шитс
Собранный на плантации латекс фильтруют через сетку для
удаления механических примесей (остатков коры, листьев и
сгустков каучука от самопроизвольной коагуляции) и сливают в
сборные сосуды. К латексу добавляют аммиак или другие консер-
вирующие вещества, затем латекс разбавляют до 15—17%-ного
содержания сухого остатка для обеспечения стандартных свойств
каучука. Для коагуляции к латексу прибавляют раствор уксусной
кислоты из расчета 1,25—1,75 г чистой уксусной кислоты на I л
латекса, при этом pH латекса понижается до 4,4—4,8, и происходит
полная коагуляция. Через полчаса после прибавления кислоты
на поверхность латекса всплывает рыхлый сгусток каучука, кото-
рый постепенно уплотняется. Через несколько часов коагуляция
латекса заканчивается. Оставшийся серум практически не содер-
жит каучука.
После коагуляции каучук подвергают отжиму на вальцах от
серума. Для дополнительного выделения из каучука серума (ис-
пользуя явление синерезиса) полученные при отжиме листы вы-
мачивают в воде в течение нескольких часов. Затем каучук про-
пускают через зазор между вращающимися валками, на которые
сверху подается вода, вымывающая оставшийся в каучуке серум
(увлеченный каучуком при коагуляции), и обрабатывают на
вальцах, валки которых имеют гравировку в виде пересекающихся
канавок. Листы каучука при этом получаются с характерным для
смокед-шитса рельефным («вафельным») рисунком. Такой рису-
нок увеличивает поверхность листа, ускоряет последующую сушку
и предотвращает слипание листов каучука. После обработки на
вальцах листы каучука сушат и коптят при температуре 40—45 °C
дымом, получаемым от сжигания сырой древесины. Крезолы, вы-
деляющиеся при сгорании древесины, поглощаются каучуком и
защищают его от гниения и окисления при перевозке и хранении.
После сушки и копчения листы каучука протирают от копоти,
упаковывают в кипы, подпрессовывают и оклеивают листами
каучука. Масса кипы каучука смокед-шитса составляет 101,5—
113 кг.
Листы каучука смокед-шитс толщиной 2,5—3,0 мм с рельефным
(«вафельным») рисунком, полупрозрачные при просматривании
на свет, имеют янтарную окраску и характерный запах копчено-
стей. Первосортный смокед-шитс не должен иметь плесени на
поверхности кип и на внутренних листах, посторонних включений,
неравномерно прокопченных участков, ржавчины (коричневый на-
лет), пузырей.
6.3.2. Светлый креп
Производство светлого крепа отличается от производства смо-
кед-шитса следующими особенностями. Перед коагуляцией к
латексу прибавляют 0,1% бисульфита натрия NaHSOg в качестве
92
отбеливающего средства и антисептика, предохраняющего каучук
от гниения. При коагуляции латекса под действием кислоты би-
сульфит натрия разлагается с выделением SO2, обладающей от-
беливающими свойствами. Каучук, получаемый в виде рыхлой
массы, тщательно промывают на специальных вальцах для уда-
ления серума и следов коагулирующего агента и затем снимают
с вальцев в виде тонких листов с шероховатой поверхно£тью.
Листы каучука сушат на открытом воздухе под навесом или в
специальных хорошо вентилируемых сушилках. Получаемые после
сушки непрозрачные листы упаковывают в кипы и подпрессовы-
вают. Кипы оклеивают листами каучука и стягивают железными
обручами (лентами). Масса кипы светлого крепа составляет
72,5—101,5 кг.
Листы светлого крепа не должны иметь пятен и фиолетового
налета (следов окисления), белых полос из-за неравномерного рас-
пределения бисульфита натрия, серой окраски, появляющейся в
результате продолжительного вымачивания каучука в воде, цвет-
ных пятен, вызываемых действием микроорганизмов.
Для всех типов натурального каучука не допускаются масля-
ные пятна, посторонние включения (кроме включения коры), на-
личие признаков окисления или действия тепла (липкие темные
участки).
Ниже приводится состав смокед-шитса и светлого крепа (в %):
Углеводород каучука.............
Ацетоновый экстракт (смолы).....
Азотсодержащие вещества (белки) . .
Зола ..... .....................
В тага..........................
Смокед-шитс
93-94
1,50—3,50
2,20—3,50
0,15-0,85
0,20-0,85
Светлый креп
93-94
2,20—3,50
2,30-3,70
0,16-0,85
0,20—0,90
6.3.3. Другие сорта плантационного каучука
Отходы производства смокед-шитса и светлого крепа в виде
листов каучука, обрезков, скоагулировавшегося каучука, собран-
ного с коры деревьев или е чашечек, очищают от посторонних вклю-
чений, промывают на вальцах, листуют и сушат. Полученный та-
ким образом каучук в зависимости от внешнего вида и исходного
сырья относится к какому-либо из типов каучука пониженного
качества (коричневый креп, компо-крсп, толстый бланкет-креп,
копченый бланкет-креп и др.).
Коагуляцией смеси предварительно вулканизованного серой и
невулканизованного латексов получаются каучуки SP с улучшен-
ными технологическими свойствами: смокед-шитс SPy креп SP
коричневый креп SP и др. По внешнему виду они похожи на кау-
чуки— смокед-шитс, светлый креп и др.
Из каучуков SP получаются резиновые смеси, которые лучше
шприцуются и каландруются и характеризуются меньшей усад-
кой, чем смеси из обычного натурального каучука. Каучуки SP
сообщают резиновым смесям каркасность и, таким образом,
93
способствуют сохранению формы получаемых заготовок резиновых
изделий. Причиной улучшения технологических свойств этих кау-
чуков является наличие в их составе сшитого каучука, который
влияет на свойства резиновых смесей аналогично наполнителям.
В последнее время получили распространение новые методы
изготовления малайзийских плантационных каучуков SMR (Stan-
dard Malaysian Rubber — стандартный малайзийский каучук) с
применением грануляции коагулированного каучука перед про-
мывкой и сушкой. Производство этого каучука в 1975 г. достигло
приблизительно одного миллиона тонн, что составляет примерно
’/з производства всего натурального каучука.
Особенности получения каучука SMR состоят в следующем.
Каучуки SMR 5, 5L, 5CV, 5LV и 5EQ получают только из латекса.
После коагуляции латекса муравьиной кислотой каучук подвер-
гают механической грануляции на грануляторах, молотковых
мельницах или другом оборудовании, сушат и прессуют гранулы
в брикеты (блоки). Брикеты массой около 33 кг упаковывают в
полиэтиленовую пленку с цветной маркировкой, указывающей на
тип каучука. Упаковка в брикеты облегчает транспортирование,
хранение; при достаточно высокой температуре смешения (выше
температуры плавления полиэтилена, равной 109°C) брикеты
можно загружать в рсзиносмеситель вместе с полиэтиленовой
пленкой.
При изготовлении каучуков SMR 20 и SMR 50 используют
скоагулированный каучук (скреп), собранный с чашечек, коры
деревьев и пр.
Кроме рассмотренных каучуков производятся маслонаполнен-
ные натуральные каучуки и каучуки специального назначения.
Для получения маслонаполненных натуральных каучуков SMR
при их изготвлении вводят 25, 30 или 40 масс. ч. ароматического
или нафтенового масла. Маслонаполненные каучуки не требуют
предварительной пластикации, лучше обрабатываются на техноло-
гическом оборудовании, легче смешиваются с ингредиентами, хо-
рошо смешиваются с бутадиен-стирольным, бутадиеновым и изо-
преновым каучуками.
К каучукам специального назначения относятся некристалли-
зующийся и порошкообразный каучуки. Некристаллизующийся
натуральный каучук получают путем химической модификации.
Порошкообразные натуральные каучуки имеют гранулы диаметром
0,8 мм, которые могут быть и подвулканизованы. Эти каучуки
содержат значительное количество опудривающего порошка, ко-
торый предотвращает слипание и агломерацию крошки.
6.4. СТРОЕНИЕ И СВОЙСТВА НАТУРАЛЬНОГО КАУЧУКА
Натуральный каучук около 100 лет был единственным каучу-
ком, применяемым в промышленности. Он является в известной
мере эталоном, которым удобно пользоваться при изучении
94
свойств синтетических каучуков; поэтому необходимо прежде всего
рассмотреть строение и свойства натурального каучука.
Натуральный каучук, освобожденный от примесей, представ-
ляет собой углеводород, в котором на каждые 5 атомов углерода
приходится 8 атомов водорода. Этот состав натурального каучука,
впервые определенный Фарадеем в 1825 г., впоследствии был под-
твержден более точными методами анализа.
При термическом распаде каучука во всех случаях получается
изопрен, имеющий структурную формулу
СНз
I
сн2=с—сн=сн2
и диметр изопрена — дипентен СюНш, который легко образуется
при нагревании изопрена по схеме:
СН3
I
С
нс/ чги
у Спа
Н2С ^сн2
сн
с
Н3с/ ^СН2
СНз
С
НО/ \СН2
1 I
Н2Сх /СН2
СН
I
с
Н3с/ ^сн2
изопрен
ишентен
Изопрен, полученный из каучука, может снова при длительном
хранении образовывать каучукоподобное вещество. В частности,
такое превращение происходит под действием концентрированной
соляной кислоты. Было установлено сходство образующегося при
этом продукта с натуральным каучуком.
Превращение изопрена в каучук не сопровождается ни погло-
щением, ни выделением каких-либо других веществ и является ти-
пичным процессом полимеризации, при котором из многих от-
дельных молекул образуется одна большая молекула полимера
того же элементарного состава.
Оба факта — распад каучука с образованием изопрена и об-
ратное превращение изопрена в каучук того же состава свидетель-
ствуют о том, что натуральный каучук представляет собой поли-
мер изопрена состава (CsHeJn.
Молекула натурального каучука построена из большого числа
изопентеновых групп
СНз
—СН2—С=СН—СН2—
присоединенных последовательно друг к другу в положении 1,4
(около 2% изопентеновых групп находятся в натуральном каучуке
в положении 3,4).
95
Таким образом, молекула натурального каучука имеет линей-
ную структуру и представляет собой длинную зигзагообразную
углеводородную цепь. В углах зигзага расположены атомы угле-
рода. Угол зигзага составляет 109° 28'. Благодаря вращению от-
дельных звеньев вокруг одинарных связей конформации молекул
непрерывно изменяются.
Наличие двойных связей в молекулах каучука приводит к воз-
никновению пространственной изомерии, обусловленной различ-
ным расположением метиленовых групп относительно двойных
связей.
Возможные конфигурации углеводородной цепи натурального
каучука различаются по периоду идентичности *. На основании
рентгеновского анализа установлено, что период идентичности для
растянутого натурального каучука составляет 8,16 А. В боль-
шей степени, как показывают расчеты, этому периоду идентично-
сти удовлетворяет ^ас-конфигурация:
СН3 СН3
'с=сн СН2 СН2 ЧС=СН
—СН2 \н2 SC=CH ^СНг ^СНз
Ч снз i
Ч-------------— 8,1 6 Л---------------->
Таким образом, каучук является цпс-полимером изопрена. Про-
странственный изомер (стереоизомер) каучука — гуттаперча. Пе-
риод идентичности гуттаперчи составляет 4,8 А. Это соответствует
транс-изомерной конфигурации молекулярной цепи. Следователь-
но, гуттаперча представляет собой транс-полимер изопрена, имею-
щий следующую структуру молекулы:
СН3 СН3 СН3
I I I
С сн2 с сн2 с сн2------------
----СН2 СН СН2 СН СН2 СН
к—4,8А—>•<—4.8А—
Макромолекула натурального каучука содержит 98—99%
звеньев изопрена, находящихся в 1,4-цнс-положении, остальные
звенья присоединены в положении 3,4. Молекулы натурального
каучука содержат небольшое число кислородсодержащих функ-
циональных групп (гидроксильных, карбоксильных и карбониль-
ных), образующихся вследствие окисления каучука кислородом.
Благодаря наличию этих функциональных групп усиливается меж-
молекулярное взаимодействие и образуются поперечные и водород-
* Расстояние между повторяющимися участками одинаковой пространствен-
ной структуры.
ные связи. Благодаря этому происходит структурирование и за-
твердевание натурального каучука и увеличение вязкости по Муни.
Этот процесс в значительной мере зависит от условий получения
и хранения каучука.
Среднечисленная молекулярная масса каучука Мп, определен-
ная осмотическим методом, составляет I05—10в; среднемассовая
молекулярная масса Mw, определенная методом светорассеяния,
составляет 1,85-106. После механической обработки на вальцах
молекулярная масса каучука снижается в несколько раз.
При температуре выше 10°С натуральный каучук аморфен,
а при продолжительном хранении при температуре ниже 10°C он
постепенно кристаллизуется. Наибольшая скорость его кристалли-
зации наблюдается при —25°C. При комнатной температуре кри-
сталлизация натурального каучука происходит при растяжении
более чем на 70%, а кристаллизация вулканизатов — при растя-
жении более чем на 200%.
Плотность натурального каучука 913 кг/м3 (0,913 г/см3). Тем-
пература стеклования находится в пределах от —60 до —74°C.
Удельное объемное электрическое сопротивление ненаполнен-
ного вулканизата каучука равно 2,2-1012 Ом-м; диэлектрическая
проницаемость каучука (при частоте 1000 Гц) составляет 2,37—
2,45, а тангенс угла диэлектрических потерь —0,001—0,003.
Натуральный каучук хорошо растворяется в ароматических
углеводородах, четыреххлористом углероде, хлороформе, сероуг-
лероде, циклогексане. Не растворяется в спиртах, ацетоне, феноле.
Стоек к действию воды (при 20 °C в течение 20 ч поглощает
1% воды).
Натуральный каучук вступает в реакции с кислородом, гало-
генами, водородом, хлористым водородом. Под действием тиокис-
лот, сернистого ангидрида и ультрафиолетовых лучей происходит
цис-транс- изомеризация натурального каучука, содержание транс-
звеньев при этом увеличивается и в результате нарушения регу-
лярности структуры каучука снижается скорость его кристалли-
зации.
Под действием сульфокислот, например н-толуолсульфокисло-
ты, натуральный каучук подвергается циклизации; этот процесс
лежит в основе получения из каучука термопрена, из которого
готовят клеи для крепления резины к металлу и дереву (см. гла-
ву 4, с. 65).
Гидрирование каучука в присутствии катализаторов (Ni, Pb,
платиновая чернь) при достаточно низких температурах приводит
к образованию твердого гидрокаучука.
Под действием излучений высокой энергии происходит струк-
турирование натурального каучука. Действие кислорода на нату-
ральный каучук приводит к его деструкции. Натуральные каучуки
разных сортов могут сильно отличаться по пластоэластическим
свойствам, что связано с протеканием при их получении и после-
дующем хранении процессов деструкции и структурирования.
4 Зак. 1316
97
Натуральный каучук имеет недостаточную пластичность, по-
?7.-vy перед смешением с ингредиентами его подвергают декри-
сталлизации путем нагревания в воздушной среде при 60—70°C,
а затем нластицируют путем механической обработки на вальцах,
з резиносмесителях или в червячных пластикаторах. Первосортные
каучуки с меньшей склонностью к окислению и деструкции и
меньшим содержанием загрязнений пластицируются при высоких
температурах медленнее и требуют более продолжительной плас-
тикации, чем низкосортные каучуки.
Резиновые смеси из НК обладают высокими когезионной проч-
ностью и клейкостью, что облегчает хранение резиновых смесей и
невулканизованных заготовок, а также облегчает сборку сложных
по конструкции изделий из отдельных деталей. Резиновые смеси
из натурального каучука, содержащие наполнители, хорошо
шприцуются и каландруются (см. гл. 25) и имеют небольшую
усадку.
Способность натурального каучука к вулканизации зависит
в значительной степени от содержания примесей и качества исход-
ного сырья. Большей скоростью вулканизации и склонностью к
подвулканизации характеризуются низкосортные каучуки, имею-
щие большое содержание некаучуковых примесей.
Непаполненные вулканизаты натурального каучука, вследствие
способности его кристаллизоваться при растяжении обладают вы-
сокой прочностью при растяжении, превышающей 30 МПа
(300 кгс/см2). При введении активных наполнителей прочность
резин при растяжении изменяется мало, но существенно повы-
шаются условные напряжения при заданном удлинении и сопро-
тивление раздиру. Высокая прочность при растяжении позволяет
изготовлять из натурального каучука высокопрочные, низкомо-
дульные, легко деформируемые резины с минимальным содержа-
нием наполнителей.
Резины из натурального каучука отличаются высокой эластич-
ностью, малыми гистерезисными потерями, сравнительно неболь-
шим теплообразованием и высокой выносливостью, при много-
кратных деформациях.
Резины из натурального каучука имеют высокие сопротивление
истиранию, газо- и водонепроницаемость и хорошие диэлектриче-
ские свойства. Они отличаются высокой морозостойкостью: темпе-
ратура хрупкости вулканизатов (при испытании на изгиб под дей-
ствием ударной нагрузки) находится в пределах от —60 до —63 °C
и при температуре —45 °C они на 95% сохраняют способность к
растяжению.
Недостатком резин из натурального каучука является низкая
стойкость к действию растворителей, масел, жиров, простых эфи-
ров, органических и минеральных кислот.
Натуральный каучук может применяться в производстве раз-
нообразных резиновых изделий, так как он обладает комплексом
ценных технических свойств. Он является каучуком общего на-
98
значения и применяется в производстве шин, транспортерных лент,
рукавов и различных других резиновых технических изделий, из-
делий медицинского назначения и товаров широкого потребления.
6.5. ГУТТАПЕРЧА
Гуттаперча имеет тот же состав, что и натуральный каучук, но
отличается от него строением макромолекулы и физическими свой-
ствами. Она, как уже было сказано выше, представляет собой
транс-1,4-полиизопрен.
Гуттаперча отличается высокой химической стойкостью, клей-
костью при повышенной температуре, легко формуется при на-
гревании, негигроскопична и имеет высокие диэлектрические пока-
затели.
Мировое потребление гуттаперчи составляет несколько тысяч
тонн в год. Раньше гуттаперчу получали исключительно из тропи-
ческих гуттаперченосных деревьев, растущих в районах юго-вос-
точной Азии — на Малаккском полуострове и на Филиппинских
островах.
Лучшие сорта тропической гуттаперчи получают коагуляцией
млечного сока растений вида Palaquium gutta и Рауепа. Pala-
quium gutta представляет собой дерево высотой до 15 м и до 2 м
в диаметре ствола. Млечные сосуды находятся в коре дерева. Ла-
текс добывают подрезанием коры, при этом иногда дерево сру-
бают и на коре делают кольцевые надрезы. Собранный латекс
разбавляют водой и кипятят до коагуляции. Гуттаперчу расплю-
щивают в тонкие листы, которые сушат и спрессовывают в
плитки.
В настоящее время советскими учеными разработан и внедрен
в промышленность метод получения синтетической гуттаперчи.
Производство синтетической гуттаперчи имеется также в Канаде,
Англии и Японии. Метод заключается в полимеризации изопрена
в углеводородных растворителях в присутствии комплексного ка-
тализатора Циглера-Натта, в состав которого входит треххлори-
стый ванадий VC13 и триэтилалюминий (С2Н5)зА1, при температу-
рах 20—70 °C.
Получающийся продукт характеризуется большими жесткостью
и вязкостью по Муни, чем натуральная гуттаперча, благодаря вы-
сокой молекулярной массе, которая в случае необходимости может
быть снижена обработкой на вальцах при 130—140 °C.
Синтетический транс- 1,4-полиизоирен имеет температуру раз-
мягчения 40—60°C и температуру плавления 53—69°C. Степень
его кристалличности составляет 29% (ниже, чем у натуральной
гуттаперчи).
транс- 1,4-Полиизопрен растворяется в большинстве аромати-
ческих и хлорированных углеводородов, сероуглероде, бензине и
не растворяется в этиловом спирте, сложных эфирах и ацетоне.
Он обладает высокой стойкостью к действию концентрированных
4* < 99
соляной и фтористоводородной кислот. Отличается высокой водо-
стойкостью и низкой влагоемкостью.
Вулканизация серой при температуре выше температуры плав-
ления сопровождается переходом транс-1,4-полиизопрена в аморф-
ное состояние и приводит к получению мягких вулканизатов. Бес-
серная вулканизация при температуре ниже температуры плавле-
ния приводит к образованию жестких вулканизатов, характерных
для кристаллического полимера.
В Советском Союзе транс- 1,4-полиизопрен применяется в каче-
стве сырья для термопластичных материалов медицинского назна-
чения и в обувной промышленности. Он может также применяться
в качестве электроизолирующего материала для подводных кабе-
лей и для обкладки химической аппаратуры.
ГЛАВА 7
СИНТЕТИЧЕСКИЕ КАУЧУКИ
7.1. ИЗОПРЕНОВЫЕ КАУЧУКИ
Аналогами натурального каучука являются синтетические изо-
преновые каучуки. В промышленности выпускаются различные
типы этих каучуков, несколько отличающиеся по свойствам и по
виду применяемых катализаторов (комплексные, литиевые и др.).
Одним из наиболее многотоннажных каучуков является каучук
СКИ-3.
Получение. Изопреновый синтетический стереорегулярный кау-
чук СКИ-3 получается полимеризацией изопрена в среде инертного
растворителя в присутствии комплексного катализатора (типа три-
алкилалюминий %- четыреххлористый титан).
Растворная полимеризация изопрена производится непрерыв-
ным способом в батарее из 4—6 полимеризаторов, охлаждаемых
рассолом. Концентрация мономера в шихте 12—15%, степень пре-
вращения изопрена 90—95%, продолжительность полимеризации
при температурах от 0 до 10 °C составляет 2—3 ч. Для получе-
ния высокомолекулярного полимера необходима высокая степень
чистоты применяемых реагентов.
Стабилизация полимера с целью предохранения от окисления
производится смесью неозона Д и н-фенилендиамина, которые
вводят в продукт полимеризации (полимеризат) в виде раствора
или водной суспензии. Для выделения каучука из полимеризата
в виде крошки полимеризат смешивают с водой и паром, вводят
вещества, предотвращающие агломерирование крошки (образова-
ние крупных агломератов, комков), и отгоняют растворитель.
Отделение крошки от воды и сушка каучука после дегазации
производятся в ленточных сушилках и червячных машинах. После
100
сушки производится брикетирование каучука на прессах и авто-
матических установках.
Каучук марки СКИ-3 выпускают в виде брикетов массой 30 кг,
упакованных в полиэтиленовую пленку, а затем в четырехслойные
бумажные мешки. Упаковочная пленка может перерабатываться
вместе с каучуком, так как при температуре смешения полиэтилен
размягчается и хорошо смешивается с каучуком в резиносме-
сителе.
В настоящее время каучук СКИ-3 (ГОСТ 14925—73) выпус-
кают двух групп: СКИ-3 I-й группы —с пластичностью 0,30—0,40,
СКИ-3 11-й группы — с более высокой пластичностью 0,41—0,48.
Структура. qwc-Изопреновый каучук СКИ-3 очень близок по
строению к натуральному каучуку (НК).
Молекулярная цепь этого каучука содержит до 94—97°/о
звеньев изопрена, соединенных в цис- 1,4-положении; остальные
изопреновые звенья присоединены в троне-!,4-положении (2—4%)
и в положении 1,2 и 3,4 (1-2%).
Структурная формула СКИ в общем виде представлена ниже:
/ СНз \
• • СН2—С=СН—СНа—Д. •.
Степень стереорегулярности микроструктуры зависит от типа ката-
лизатора и условий полимеризации.
Микроструктура полиизопрена оказывает значительное влияние
на основные физико-механические свойства резин. С увеличением
содержания транс-1,4, 1,2 и 3,4-звеньев в полимере снижаются
прочность при растяжении, эластичность по отскоку и, как пра-
вило, относительное удлинение при разрыве, повышается темпе-
ратура стеклования и ухудшается морозостойкость.
Кроме микроструктуры важнейшими молекулярными парамет-
рами каучука СКИ-3 является средняя молекулярная масса, мо-
лекулярно-массовое распределение, разветвленность золь-фракции
(растворимая часть), содержание и строение гель-фракции (не-
растворимая часть).
Свойства- Технологические и пласто-эластические свойства
изопренового каучука зависят от содержания и строения золь- и
гель-фракций.
Средневязкостная молекулярная масса золь-фракции каучука
СКИ-3 составляет (0,55—1,0)-10е, показатель полидисперсно-
сти — 3.
С понижением молекулярной массы золь-фракции ухудшаются
физико-механические свойства резин, а с ее увеличением умень-
шается пластичность каучука (ниже 0,35), что вызывает затруд-
нения при изготовлении резиновых смесей на шинных заводах.
Считается, что СКИ-3 для шин должен содержать 80—85%
101
золь-фракции и 15—20% геля с плотностью (индексом набуха-
ния *) более 25.
При увеличении содержания геля и его плотности понижается
пластичность и повышается вязкость каучука по Муни, ухудшают-
ся технологические свойства. Присутствие сильнонабухающего
(рыхлого) геля приводит к возрастанию скорости пластикации
каучука и улучшению физико-механических свойств резины, но
при значительном его содержании (25—30%) увеличивается
жесткость каучука и снижается его пластичность (до 0,35), что за-
трудняет использование каучука в шинном производстве.
В промышленности для оценки свойств каучука используют такие показа-
тели, как жесткость по Дефо, пластичность, вязкость по Муни. Однако эти по-
казатели характеризуют стандартность каучука и недостаточно характеризуют
особенности молекулярной структуры и технологические свойства, так как оди-
наковые по пластичности и вязкости (по Муни) каучуки могут значительно
различаться по содержанию и плотности геля, характеристической вязкости, со-
держанию золь-фракции, а также по восстанавливаемости. Это объясняется
сложностью и неоднозначностью влияния параметров молекулярной структуры
на пласто-эластические свойства каучука.
Наличие структур 1,2 и 3,4 в СКИ-3 затрудняет кристаллиза-
цию. СКИ-3 кристаллизуется при растяжении или при понижении
температуры, но в 3—4 раза медленнее кристаллизации натураль-
ного каучука и имеет несколько меньшую степень кристаллич-
ности. Это связывают с большей регулярностью микроструктуры
натурального каучука и ориентирующим влиянием содержащихся
в нем примесей и полярных групп, являющихся зародышами кри-
сталлизации. Установлено, что при удалении примесей из нату-
рального каучука путем экстрагирования ацетоном скорость его
кристаллизации уменьшается и становится близкой к скорости
кристаллизации СКИ-3. Эти особенности кристаллизации СКИ-3
по сравнению с кристаллизацией НК заметно не влияют на проч-
ность при растяжении резин при 20 и 100 °C.
Плотность каучука СКИ-3 равна 910—920 кг/м3 (0,91 —
0,92 г/см3), температура стеклования минус 70°C. Изопреновые
каучуки растворимы в ароматических и хлорсодержащих углево-
дородах, бензине и не растворимы в спиртах и кетонах. Изопре-
новые каучуки и резины на их основе характеризуются высокой
газонепроницаемостью. По диэлектрическим свойствам резины на
основе СКИ-3 равноценны резинам на основе НК. Удельное объем-
ное сопротивление составляет 3,4-1012 Ом-м, диэлектрическая
проницаемость 3,8, тангенс угла диэлектрических потерь 9,011,
электрическая прочность 36 МВ/м (36 кВ/мм).
Резины на основе СКИ-3 стойки к действию воды, ацетона,
этилового спирта и не стойки к действию бензина, минеральных,
растительных и животных масел, ароматических и хлорсодержа-
* Плотностью геля или индексом набухания называется отношение разности
масс набухшего (d) и сухого геля (С) к массе сухого геля (С).
102
Щих углеводородов, щелочей, аммиака и некоторых кислот (азот-
ной, соляной, олеиновой, муравьиной и др.).
Ч^с-Изопреновый каучук претерпевает иод действием различ-
ных факторов превращения, аналогичные превращениям натураль-
ного каучука.
В отличие от натурального каучука СКИ-3 не нуждается в
предварительной пластикации, так как он выпускается с достаточ-
но высокой пластичностью. Он легко смешивается с ингредиен-
тами и другими каучуками. Смеси, изготовленные на его основе,
легко каландруются и шприцуются, имеют гладкую глянцевую
поверхность и обладают высокой клейкостью, меньшей, однако,
чем смеси на основе натурального каучука. СКИ-3 более, чем НК,
склонен к механической и термоокислительной деструкции, по-
этому изготовление смесей рекомендуется производить при тем-
пературах 70—115 °C в возможно более короткие сроки.
При обработке на вальцах и другом технологическом оборудо-
вании деструкции подвергаются прежде всего высокомолекуляр-
ные фракции СКИ-3, происходит разрушение геля, уменьшаются
среднемассовая молекулярная масса Mw и индекс полидисперс-
ности каучука, сужается ММР, увеличивается растворимость по-
лимера.
Существенным недостатком СКИ-3 по сравнению с НК являет-
ся низкая прочность резиновых смесей на его основе (низкая ко-
гезионная прочность), затрудняющая их переработку и хранение.
Этот недостаток объясняют отсутствием функциональных групп в
молекулах СКИ-3; он может быть устранен модификацией моле-
кулярной структуры СКИ-3 путем введения в молекулы каучука
карбоксильных, сложноэфирных, гидроксильных, уретановых групп
или атомов галогенов. Повышению когезионной прочности способ-
ствует также частичное структурирование каучука нитрозо- и ди-
нитрозосоединениями (нитрозаном К и нитролом) в процессе вы-
сокотемпературной обработки его с активными сажами при 120—
160 °C на первой стадии смешения. Применение этих структури-
рующих добавок приводит к значительному повышению условных
напряжений, эластичности, усталостной выносливости и к пони-
жению теплообразования при многократном сжатии резин.
Способность СКИ-3 кристаллизоваться при растяжении и гиб-
кость его молекулярных цепей обусловливают высокие эластич-
ность и прочность ненаполненных и наполненных резин на его ос-
нове, сохраняющиеся при температурах от 20 до 100 °C, а также
хорошие динамические свойства. Однако температурный коэффи-
циент падения прочности резин на основе СКИ-3 несколько выше,
чем у резин на основе НК-
Ненаполненные вулканизаты СКИ-3, как и вулканизаты дру-
гих кристаллизующихся каучуков, обладают высокой прочностью
при растяжении. Наполненные техническим углеродом (сажена-
полненные) резины на основе СКИ-3 имеют большее теплообра-
зование при многократном растяжении и более низкие условные
103
напряжения по сравнению с резинами на основе НК. Износостой-
кость резин на основе СКИ-3 вследствие его меньшей устойчивости
к термоокислительному воздействию несколько ниже, чем у резин
из НК.
Применение. Каучук СКИ-3 может применяться при изгото-
влении резиновых изделий в сочетании с натуральным и другими
синтетическими каучуками.
При добавлении СКД к СКИ-3 повышается морозостойкость и
износостойкость резин по сравнению с резинами на основе одного
каучука СКИ-3.
Бутадиен-метилстирольные каучуки при добавлении к СКИ-3
понижают липкость резиновых смесей и повышают усталостную
выносливость при многократных деформациях. Наирит повышает
озоностойкость и сопротивление резин из СКИ-3 тепловому ста-
рению.
В соответствии с комплексом технических свойств СКИ-3 нахо-
дит широкое применение в производстве шин, транспортерных
лент, напорных и всасывающих рукавов, формовых и неформовых
резиновых изделий, для обкладки валов бумажных машин, в про-
изводстве резиновой обуви, эбонита, кабельных, губчатых, меди-
цинских и других изделий.
7.2. БУТАДИЕНОВЫЕ КАУЧУКИ
Бутадиеновые каучуки получают полимеризацией бутадиена в
присутствии различных катализаторов. В зависимости от типа
применяемых катализаторов и способа полимеризации получаются
каучуки с разной микроструктурой и техническими свойствами.
Все бутадиеновые каучуки подразделяются на стереорегуляр-
ные и нестереорегулярные. К стереорегулярным относятся каучуки,
в молекулах которых не менее 85% мономерных групп соединены
в положении 1,4. К ним относятся бутадиеновые каучуки, получае-
мые с помощью комплексных катализаторов Циглера-Натта ко-
бальтового, никелевого и титанового типов, а также каучук, полу-
чаемый с помощью литий-органического катализатора.
К бутадиеновым каучукам нестереорегулярного строения отно-
сятся каучуки, получаемые в присутствии щелочных металлов и
эмульсионные каучуки.
7.2.1. Нестереорегулярные бутадиеновые каучуки
Нестереорегулярный натрий-бутадиеновый каучук (СКБ), по-
лучаемый по способу С. В. Лебедева, является первым синтетиче-
ским каучуком, производство которого было организовано в круп-
ных масштабах в нашей стране. Долгое время он был основным
каучуком общего назначения и вместе с натуральным применялся
при изготовлении разнообразных резиновых изделий.
104
СКБ получают полимеризацией бутадиена в массе в присутст-
вии металлического натрия. Полимеризация длится несколько де-
сятков часов при 50—60 °C и максимальном давлении в полимери-
заторе 0,9 МПа (9 кгс/см2).
Цвет СКБ — желтый с зеленоватым или коричневатым оттен-
ком; по степени полимеризации и пластичности каучук неодноро-
ден, легко окисляется, содержит примеси летучих веществ, а также
металлического натрия и его соединений.
Для улучшения технических свойств каучука его обрабатывают
в вакуум-смесителе с целью удаления летучих веществ. Затем к
нему добавляют противостаритель и стеариновую кислоту. Далее
каучук обрабатывают на рафинировочных вальцах для очистки
от жестких включений и придания ему большей однород-
ности.
На рафинировочных вальцах каучук обрабатывается в зазоре
между вращающимися валками и выходит из зазора в виде тон-
кого листа.
Для удаления из общей массы каучука мелких жестких частиц
каучука с высокой степенью полимеризации, называемых хрящами,
валки рафинировочных вальцов имеют слегка бочкообразную фор-
му, т. е. имеют бомбировку. При обработке каучука жесткие вклю-
чения оттесняются к краю валков, отделяются от основной массы
каучуков и в виде кромки снимаются с краев валка с помощью
специальных кромочных ножей. Так получается рафинированный
каучук. При обработке каучука на рафинировочных вальцах с за-
зором между валками больше 0,1 мм получают бронированный
каучук, а при еще большем зазоре — вальцованный каучук.
СКБ упаковывают в мешки, пропитанные нитролаком, или в
прорезиненные мешки по 30 кг.
В зависимости от способа полимеризации выпускают СКБ двух
типов: стержневой и бесстержневой, пластичность получаемых кау-
чуков находится в пределах от 0,10 до 0,66.
Марки каучука обозначают числом, сответствующим пластич-
ности. Например, пластичность каучука марки 40 составляет
0,36—0,40 *.
Для обозначения способа полимеризации, метода обработки,
содержания мягчителей и назначения каучука к числовому обо-
значению марки каучука прибавляются буквы.
Буквы, стоящие за числовым обозначением марки каучука, оз-
начают: с — стержневой полимеризации; б — бесстержневой поли-
меризации; р — рафинированный; к — бронированный; в — валь-
цованный; д — предназначенный для резин с повышенными ди-
электрическими свойствами; э — предназначенный для эбонитовых
и баллонных изделий; щ — для резиновых изделий, соприкасаю-
щихся с пищевыми продуктами.
* Определение пластичности см. гл. «Физические свойства каучуков и резин».
105
Каталитической полимеризацией бутадиена в присутствии ка-
лия получают каучук СКВ, отличающийся повышенной морозо-
стойкостью.
Полимеризацией бутадиена бесстержневым способом в присут-
ствии лития в качестве катализатора получают каучук СКБМ. Этот
каучук обладает еще более высокой морозостойкостью, чем СКВ
[19, 20].
Строение. Методом озонирования было установлено молекуляр-
ное строение СКВ. После разложения озонида натрий-бутадиено-
вого каучука были получены янтарный альдегид и янтарная кис-
лота, муравьиный альдегид и муравьиная кислота, высокомолеку-
лярные продукты, содержащие карбонильные и карбоксильные
группы. Образование этих продуктов объясняется тем, что при по-
лимеризации молекулы мономера соединяются как в положении
1,4, так и в положении 1,2. Поэтому структурная формула натрий-
бутадиенового каучука имеет следующий вид:
---(—СН2—СН=СН—СН2—)—/—СН2—СН—
I СН
сн2
Соотношение между молекулами, присоединенными в положе-
нии 1,2 и 1,4, зависит от условий полимеризации и прежде всего
от природы применяемого в качестве катализатора щелочного ме-
талла (Na, К, Li). Содержание молекул бутадиена, присоединен-
ных в положении 1,2, изменяется в пределах от 40 до 66%.
Метиленовые группы в звеньях 1,4 могут быть в цис- и транс-
положениях. Натрий-бутадиеновый каучук представляет собой по-
лимер с нерегулярным, беспорядочным чередованием звеньев 1,2 и
звеньев 1,4 в цис- и траке-форме:
I,4-транс-форма
1,4-цас-форма
1,2
Исследования показали, что фактическая непредельность на-
трий-бутадиенового каучука ниже теоретической. Отсюда можно
предположить, что часть двойных связей используется при поли-
меризации на образование разветвлений и поперечных связей ме-
жду отдельными молекулами, т. е. на образование трехмерной
(пространственной) структуры. Трехмерные сетчатые полимеры
бутадиена отличаются большой жесткостью и нерастворимостью.
Среднечисленная молекулярная масса (М„) СКБ колеблется
в пределах от 85 000 до 200 000. В СКБ содержится относительно
106
большое количество низкомолекулярных фракций, поэтому молеку-
лярно-массовое распределение (ММР) у него более широкое, чем
у стереорегулярного каучука СКД.
Нерегулярная молекулярная структура и наличие разветвле-
ний является причиной того, что каучуки СКБ, СКВ и СКБМ не
кристаллизуются.
Нестереорегулярные бутадиеновые каучуки стойки к действию
кислот и щелочей. Они хорошо растворяются в бензине, бензоле,
хлороформе, сероуглероде и других обычных для неполярных кау-
чуков растворителях.
Под действием кислорода, света и ионизирующих излучений
эти каучуки структурируются. При поглощении кислорода каучуки
становятся жесткими и твердыми, при содержании 1—3% кисло-
рода СКБ не набухает в бензоле.
Натрий-бутадиеновый каучук СКБ не требует пластикации, так
как он выпускается с необходимой пластичностью в пределах от 0,1
до 0,66. Он хорошо смешивается с ингредиентами; резиновые смеси
на его основе хорошо обрабатываются на технологическом обору-
довании в процессе каландрования и шприцевания с образованием
гладкой поверхности.
Резиновые смеси вулканизуют с помощью серы и обычных ус-
корителей (каптакса, альтакса, ДФГ, тиурама и др.).
При применении в качестве активного наполнителя техниче-
ского углерода ДГ-100 (газовой канальной сажи) прочность при
растяжении повышается до 16 МПа (160 кгс/см2) при относитель-
ном удлинении 450—600%. Прочность при растяжении вулканиза-
тов в значительной степени зависит от пластичности каучука и тем
выше, чем меньше его пластичность.
Резины на основе СКБ обладают высокой стойкостью к тепло-
вому старению. Эластичность по отскоку у вулканизатов СКБ в
1,5—2 раза ниже, чем у резины из натурального каучука. Вупкани-
заты, наполненные техническим углеродом, имеют низкое сопротив-
ление истиранию и разрушению при многократном растяжении, об-
ладают повышенным теплообразованием при многократных дефор-
мациях по сравнению с вулканизатами из натурального каучука.
Морозостойкость СКБ невысока; температура хрупкости его вул-
канизатов, определенная при ударной нагрузке, лежит в пределах
от —40 до —45 °C. По газо- и водонепроницаемости бутадиеновые
каучуки не уступают натуральному каучуку.
Применение. В связи с производством стереорегулярных бута-
диеновых каучуков СКБ потерял свое техническое значение, при-
менение его значительно сократилось по сравнению с другими кау-
чуками. Причина этого состоит в том, что стереорегулярные бута-
диеновые каучуки имеют более ценные технические свойства, они
в большей степени отвечают современным требованиям резинового
производства, получаются по непрерывной схеме при меньших за-
тратах ручного труда.
107
В настоящее время СКВ, СКВ, СКБМ применяются как кау-
чуки специального назначения и используются при изготовлении
некоторых пищевых, морозостойких, кислото-щелочестойких ре-
зин, а также эбонитовых и асбестовых изделий. В дальнейшем
предполагается заменить их в производстве этих изделий на 1,2-бу-
тадиеновые каучуки типа СКБС (линейной структуры) и СКБСР
(разветвленной структуры), содержащие 70—85% 1,2-звеньев, ко-
торые получаются более совершенной растворной полимеризацией.
Их вулканизаты отличаются высокой стойкостью к термоокисли-
тельной деструкции и к тепловому старению и по комплексу фи-
зико-механических свойств близки к резинам из СКБ.
7.2.2. Стереорегулярные бутадиеновые каучуки
Стереорегулярные бутадиеновые каучуки получают полимери-
зацией бутадиена в растворителях в присутствии комплексного ка-
тализатора.
Непрерывная полимеризация производится в батарее полимери-
заторов при температурах 25—30 °C и давлении до 1,0 МПа
(10 кгс/см2) в течение 4—8 ч. После удаления основной массы не-
прореагировавшего мономера и части растворителя в вакуум-ис-
паритсле к полимеризату добавляется антиоксидант (противоста-
ритель неозон Д), затем полимеризат подвергают водной дегаза-
ции. Обработкой паром отделяют растворитель от каучука, при
этом удаляется большая часть оставшихся продуктов распада ка-
тализатора, растворившихся в воде.
Стереорегулярные бутадиеновые каучуки выпускают в виде
брикетов массой около 30 кг, завернутых в полиэтиленовую пленку
и упакованных в четырехслойные бумажные мешки. Каучук может
поставляться потребителям также в контейнерах без бумажных
мешков.
В СССР выпускают цис- 1,4-бутадиеновый стереорегулярпый
каучук СКД по ГОСТу 14924—75 двух марок (I и II).
Структура. Бутадиеновый каучук, полученный полимеризацией
в растворе в присутствии комплексного титанового катализатора,
содержит от 88 до 93% звеньев цис- 1,4-структуры, 3—7% транс-
1,4-звсньев и 2—5% 1,2-звеньев. Структурная формула СКД мо-
жет быть представлена в следующем виде:
1,4-цис
1.4-транс
1.2
Среднемассовая молекулярная масса Mw каучука колеблется
в пределах от 450 000 до 800 000. Каучук СКД характеризуется
10Ь
сравнительно узким молекулярно-массовым распределением. По-
казатель полидисперсности Mw/Mn СКД равен 1,3—2,5. Непре-
дельность каучука составляет 95—98% от расчетной, что указы-
вает на малую разветвленность полимера.
Свойства. Относительно высокая гибкость макромолекул и под-
вижность молекулярных цепей СКД являются причиной более низ-
кой температуры стеклования по сравнению с температурой .стек-
лования натурального каучука. Температура стеклования промыш-
ленного СКД находится в пределах от —105 до —ПО °C, с повы-
шением содержания 1,4-звеньев она понижается.
Бутадиеновые каучуки при содержании более 80% tfwc-звеньев
способны кристаллизоваться при охлаждении. Максимальная ско-
рость кристаллизации СКД наблюдается при температурах от —55
до —60 °C. При уменьшении содержания цис- 1,4-звеньев, молеку-
лярной массы каучука и в результате вулканизации скорость и сте-
пень кристаллизации каучука понижаются.
Каучуки СКД разных марок отличаются вязкостью по Муни,
вальцуемостью и физико-механическими свойствами вулканизатов
(наполненных техническим углеродом):
Показатели скд-1 скд-п
Вязкость по Муни Вальцуемость в мм критического зазора валь- 30—45 40-50
цев * 0,51 0,51
Условное напряжение при 300% удлинения, и более и менее
МПа (кгс/см2) 6,09 (60) 6,87 (70)
Прочность при растяжении, МПа (кгс/см2) . . 15,7 (160) 19,1 (195)
Относительное удлинение, % 470 480
Эластичность по отскоку, %, не менее . . . 45 51
* Зазор, при котором обрабатываемая определенным образом при 8Э±5 °C
резиновая смесь стандартного состава самопроизвольно сходит с вальцев.
Резины на основе СКД обладают рядом ценных свойств: высо-
кой эластичностью, повышенной износостойкостью и исключитель-
но высокой морозостойкостью. Недостатком СКД является его
малая когезионная прочность (прочность в иевулканизованном со-
стоянии) и хладотекучесть, т. е. повышенная текучесть при нор-
мальной температуре и сравнительно малых нагрузках, что за-
трудняет получение и хранение каучука и резиновых смесей на его
основе. Кроме того, резиновые смеси на основе СКД обладают пло-
хими технологическими свойствами из-за узкого ММР, низкой ад-
гезии к металлу и высокой эластической восстанавливаемости, осо-
бенно при повышенных температурах.
На свойства СКД, как и свойства других каучуков, большое
влияние оказывают параметры молекулярной структуры: молеку-
лярная масса, ММР, разветвленность и полидисперспость.
С увеличением молекулярной массы каучука жесткость по Дефо
и вязкость по Муни повышаются, а пластичность и вальцуемость
109
ухудшаются. Одновременно повышаются условное напряжение
резин (при удлинении 300%), прочность при растяжении, эла-
стичность по отскоку и снижаются относительное и остаточное уд-
линения, истираемость, теплообразование и сопротивление разра-
станию пореза.
Молекулярная масса, структура и разветвленность полимерных
цепей промышленного СКД колеблются в узких пределах, в то же
время ММР в зависимости от степени регулирования может ме-
няться весьма существенно. С увеличением полидисперсности кау-
чука заметно снижаются напряжение при 300%-ном удлинении,
прочность при растяжении, твердость и эластичность по отскоку
наполненных резин, что объясняется уменьшением густоты вулка-
низационной сетки, а относительное удлинение, теплообразование
при многократном сжатии и истираемость возрастают.
В то же время с увеличением полидисперспости каучука улуч-
шаются технологические свойства саженаполненных смесей, умень-
шается продолжительность их изготовления, температура смеше-
ния и вязкость резиновых смесей по Муни. Когезионная прочность
каучука мало зависит от ММР и в основном определяется молеку-
лярной массой.
Содержание геля в СКД не превышает 1 % и поэтому не ока-
зывает существенного влияния на его свойства. Плотность СКД
900—920 кг/м3 (0,90—0,92 г/см3).
Бутадиеновые каучуки хорошо растворяются в ароматических и
хлорсодержащих углеводородах, бензине и циклогексане, хуже
растворяются в ароматических углеводородах. Резины на их ос-
нове имеют низкую стойкость к действию масел, растворителей и
топлив.
Эти каучуки и резины на их основе благодаря подвижности
звеньев обладают несколько большей газопроницаемостью по
сравнению с натуральным и бутадиен-стирольными каучуками.
Удельное объемное электрическое сопротивление СКД равно
1013 Ом-м (1015 Ом-см), диэлектрическая проницаемость 2,4—2,6,
тангенс угла диэлектрических потерь 0,0007.
По стойкости к тепловому старению резины на основе СКД
уступают резинам па основе бутадиен-стирольного каучука, но
превосходят резины на основе натурального каучука, они отли-
чаются также хорошей эластичностью, усталостной выносливостью
и малым теплообразованием при многократных деформациях. По
износостойкости резины на основе СКД превосходят резины на
основе других каучуков общего назначения благодаря большему
взаимодействию каучука с активными наполнителями и понижен-
ному коэффициенту трения.
СКД практически не пластицируется. Эффективность пластика-
ции при обработке на промышленном оборудовании при темпера-
туре 130—140 °C незначительна. При более высоких температурах
эффект пластикации значительно возрастает, одновременно наблю-
дается структурирование каучука.
но
Применение. СКД обычно применяют в сочетании с другими
каучуками — изопреновым синтетическим каучуком, натуральным,
а также бутадиен-стирольными каучуками, которые улучшают тех-
нологические свойства разиновых смесей, предназначенных для из-
готовления шин, транспортерных лент, изоляции электрических ка-
белей, морозостойких изделий, изделий с высокой динамической
выносливостью и изностойкостью и др.
Бутадиеновый каучук марки СКД-ЛР получают полимериза-
цией в растворе в присутствии литиевого катализатора, в него вво-
дят нетемнеющий противостаритель. Он обладает хорошей морозо-
стойкостью, нетоксичен, не имеет неприятного запаха и поэтому ис-
пользуется для изделий, применяемых в пищевой промышленности,
медицине, санитарии.
7.2.5. Стереорегулярные бутадиеновые каучуки
растворной полимеризации, наполненные
техническим углеродом и маслом
Бутадиеновые каучуки, наполненные техническим углеродом или техническим
углеродом и маслом, очень перспективны, особенно в шинном производстве.
Введение технического углерода в раствор каучука, получаемый при полимери-
зации, позволяет добиться лучшего диспергирования, распределения его более
удобным и дешевым путем по сравнению с введением в твердый каучук на
резиносмесительиом оборудовании. При использовании наполненных каучуков
значительно сокращается продолжительность изготовления резиновых смесей,
повышается производительность смесительного оборудования, сокращается рас-
ход электроэнергии на 50—60%, снижается температура смешения и умень-
шается опасность преждевременной вулканизации резиновых смесей. Вместе с
тем улучшается шприцуемость и уменьшается усадка резиновых смесей, улуч-
шаются свойства резин.
Эти каучуки могут выпускаться в виде крошки, что значительно облегчает
автоматическое дозирование и подачу их на смешение, особенно при применении
непрерывно-действующих червячных резиносмесителей.
В Советском Союзе наполненные бутадиеновые стереорегулярные каучуки
обозначаются аналогично стереорегулярному каучуку СКД с добавлением бук-
венного и цифрового обозначения величины наполнения, например, СКДС-65
(при содержании 65 масс. ч. технического углерода на 100 масс. ч. каучука)
или СКДМ-15С-65 (при содержании, кроме того, 15 масс. ч. масла).
Эти виды СКД независимо от способа их получения превосходят СКД, на-
полненный техническим углеродом и маслом на смесительном оборудовании, по
технологическим свойствам получаемых резиновых смесей и техническим свой-
ствам резин.
Каучуки СКД, наполненные техническим углеродом и маслом, рекомендуется
применять в комбинации с бутадиен-стирольным каучуком для повышения изно-
состойкости протекторов шин и улучшения технологических свойств смесей.
7.3. БУТАДИЕН-СТИРОЛЬНЫЕ
И БУТАДИЕН-МЕТИЛСТИРОЛЬНЫЕ КАУЧУКИ
Среди каучуков общего назначения одно из первых мест по объ-
ему производства занимают бутадиен-стирольные и бутадиен-ме-
тилстирольные каучуки. Это объясняется относительной доступ-
ностью исходного сырья, сравнительно простой технологией
Ш
производства и высокими качественными показателями. Бутадиен-
стирольные каучуки выпускаются в широком объеме и ассортименте
в СССР и за рубежом. В нашей стране и в некоторых странах
СЭВ выпускаются бутадиен-метилстирольные каучуки, которые по
технологии изготовления и свойствам существенно не отличаются
от бутадиен-стирольных.
В качестве исходных материалов при производстве каучуков
применяются бутадиен-1,3 и стирол или а-метилстирол. Каучуки
получают методом эмульсионной и растворной сополимеризации.
В первом случае исходные мономеры берутся в виде водной эмуль-
сии, во втором — в виде растворов в углеводородных растворите-
лях.
Наряду с ненаполненными каучуками в промышленном мас-
штабе производятся каучуки, наполненные маслом, техническим
углеродом и смолами (масло-, саже-, сажемасло- и смолопапол-
ненные).
В дальнейшем в пашей стране намечается снижение удельного
веса бутадиен-стирольных и бутадиен-метилстирольных каучуков в
общем объеме производства синтетических каучуков.
7.3.1. Бутадиен-стирольные каучуки
эмульсионной полимеризации
Получение. Эти каучуки получают совместной полимеризацией
бутадиена и стирола (или сс-метилстирола) в эмульсии. Бутадиен-
стирольный каучук, выпускаемый в нашей стране, сокращенно обо-
значается СКС, а бутадиен-метилстирольный — СКМС.
В настоящее время отечественная промышленность производит
эмульсионные СКС в широком ассортименте. Выпускаются кау-
чуки:
11 не содержащие масла («безмасляные») —СКС-ЗОАРК,
СКС-ЗОАРКП (I и II групп);
2) со средним содержанием высокоароматического масла
(«масляные») —СКС-ЗОАРКМ-15 (I и II групп);
3) с высоким содержанием масла — СКС-ЗОАРКМ-27 (I и
II групп) и СКС-ЗОАНМ-27 (с парафинонафтеновым маслом и не-
окрашивающим противостарителем);
4) с высокими диэлектрическими свойствами — СКС-ЗОАРПД.
Первые цифры в обозначении марок каучуков показывают со-
держание стирола в процентах от общего содержания мономеров
в исходной шихте, используемой при полимеризации. Буква А ука-
зывает на низкотемпературную полимеризацию (около -ф5 °C); бук-
ва М обозначает, что данный каучук является маслонаполненным;
содержание масла (в % от массы каучука) указывается цифрой,
стоящей после буквы М; буква Р показывает, что полимеризация
велась в присутствии регулятора; буква К означает, что каучук по-
лучен в присутствии канифольного эмульгатора (на основе мыла
112
диспропорционироваиной канифоли); буквой П обозначают каучук,
полученный в присутствии солей синтетических жирных кислот, яв-
ляющихся продуктами окисления парафинов.
Аналогичные по свойствам каучуки получаются при использо-
вании а-метилстирола вместо стирола. К ним относятся каучуки:
СКМС-ЗОАРК (I и II групп); СКМС-ЗОАРКМ (I и II групп);
СКМС-ЗОАРКМ-27 (I и II групп); СКМС-ЗОРП— каучук, получен-
ный горячей полимеризацией при 40—50 °C и не требующий пла-
стикации, морозостойкий каучук СКМС-10 и каучук с высоким со-
держанием а-метилстирола СКМС-50П.
Для изготовления подошвенных резин в промышленности вы-
пускают смолонаполненные бутадиен-стирольные каучуки БС-
45АК и БС-45АКН (с нетемнеющим противостарителем), наполнен-
ные бутадиен-стирольной смолой СКС-85. Резины на их основе
имеют кожеподобные свойства и высокое сопротивление истира-
нию.
Процесс эмульсионной полимеризации осуществляют на непре-
рывно-действующей полимеризационной установке, состоящей из
8—12 полимеризаторов большой емкости, соединенных переточны-
ми трубами. Продолжительность полимеризации до 10—15 ч. По-
лимеризацию проводят либо при 50°C (высокотемпературная),
либо при 5°C (низкотемпературная).
Из последнего по ходу процесса полимеризатора выходит ла-
текс, содержащий до 30—35% полимера. В латекс вводят прерыва-
тель, обычно неозон Д, который одновременно является противо-
старителем ( антиоксидантом), и подают на установку для дегаза-
ции, где на отгонных колоннах из него удаляют под вакуумом мо-
номеры, не вступившие в реакцию.
Каучук из латекса выделяют коагуляцией электролитами, со-
держащими серную кислоту. Так как в качестве эмульгаторов ча-
ще всего применяют канифолевое мыло и мыло на основе синтети-
ческих жирных кислот, то одновременно с коакуляцией происходит
образование свободных канифолевых и жирных кислот, которые
остаются в каучуке и благоприятно влияют на его технологи-
ческие свойства. Для коагуляции в латекс сначала вводят раствор
поваренной соли, а затем раствор серной кислоты. Последняя пре-
вращает мыла на поверхности каучуковых частиц в свободные
органические кислоты и завершает коагуляцию латекса. Час-
тицы каучука отделяют от серума, промывают и отжимают на
барабанных фильтр-прессах, затем отжатый каучук дробят на
молотковой дробилке, сушат полученную крошку на ленточных
сушилках при 90—ПО °C, прессуют в брикеты массой 30 кг и
упаковывают на машинах в полиэтиленовую пленку, а затем в
четырехслойные бумажные мешки или загружают в специальные
контейнеры.
Структура. СКС и СКМС, как было установлено методом озо-
нирования, имеют нерегулярную структуру: мономерные звенья в
молекулярной цепи каучука расположены беспорядочно. Структур-
НЗ
ные формулы таких сополимеров в общем виде приведены ниже:
(—СН2—СН=С1 1—CH2—)k—
—СН2—СН—
I
СН
сн2
—сн—сн2—
I
сен5
скс
(СПз
I
—с—сн2-
с6н5
V || )
СН2 т
скмс
Около 80% звеньев бутадиена в каучуке связаны между собой
в положении 1,4 и имеют преимущественно транс-конфигурацию и
около 20% звеньев — в положении 1,2. С понижением темпера-
туры полимеризации увеличивается число звеньев в положении
1,4-транс, и уменьшается разветвленность молекул, что приводит к
повышению прочности и относительного удлинения каучуков низ-
котемпературной («холодной») полимеризации.
Средневязкостная молекулярная масса бутадиен-стирольного
каучука, определенная вискозиметрически, находится в пределах
150 000—400 000. Молекулярно-массовое распределение (ММР)
каучука характеризуется максимумом в области 200 000.
При выпуске маслонаполненных каучуков применяются поли-
меры с более высокой молекулярной массой, чем при выпуске без-
масляных каучуков. Это дает возможность в значительной степени
компенсировать неблагоприятное влияние масла на прочность ре-
зины при растяжении и сохранить хорошие технологические свой-
ства каучука.
В процессе производства каучуков применяются эмульгаторы,
активаторы, регуляторы, противостаритель и другие вещества,
часть из которых переходит в каучук, поэтому последний всегда
содержит некоторое количество примесей. Так, каучук СКМС-
ЗОАРК содержит (%):
Свободные жирные и смоляные кислоты................ 5,0—6,5
Связанные органические кислоты.......................... 0,2
Противостаритель (неозон Д)........................ 1,0—1,4
Зола............................................... 0,6—0,8
Углеводород каучука.................................. 90,5—92,5
Свойства. Свойства бутадиен-стирольных и бутадиен-метилсти-
рольных каучуков СК(М)С* в значительной мере зависят от со-
держания в них стирола (или сс-метил стирол а). С уменьшением со-
держания последнего понижается плотность, температура стекло-
вания, улучшается морозостойкость и эластические свойства кау-
СК(М)С — общее обозначение этих каучуков.
114
чука, вместе с тем ухудшаются технологические свойства: шпри-
цуемость и каландруемость резиновых смесей, увеличивается их
усадка.
Некоторые физические свойства СКС приведены ниже:
Показатели скс-ю СКС-30 С КС-50
Плотность, кг/м3 (г/см3) . Температура стеклова- 904 (0,904) 929 (0,929) 984 (0,984)
ния, °C Диэлектрическая прони- —72 -52 -14
цаемость Тангенс угла диэлектри- 3,0 2,9 2,76
ческих потерь .... Удельное объемное элек- трическое сопротивле- 0,009
ние, Ом м (Ом • см) . . 6 -1012 (6-1014) 7- 1012 (7 • 1014) 9- 1012 (9- 1014)
СК(М)С растворяются в ароматических, алифатических и га-
логенсодержащих углеводородах, в бензине. Они не стойки к дей-
ствию смазочных материалов и различных нефтепродуктов, но до-
статочно стойки к действию разбавленных и концентрированных
кислот, кетонов, спиртов, имеют высокую газо-и и водонепроницае-
мость.
Под действием нагревания, кислорода, озона и света в каучу-
ках происходят глубокие структурные изменения, в результате ко-
торых ухудшаются физико-механические свойства резин. Термо-
окисление при температурах 125—130 °C сначала приводит к де-
струкции и понижению жесткости, при дальнейшем окислении пре-
обладает структурирование каучука, что приводит к повышению
жесткости. Каучуки обладают низкой озоностойкостью.
Благодаря наличию боковых фенильных групп эти каучуки ха-
рактеризуются повышенной стойкостью к действию радиационного
облучения по сравнению с другими каучуками.
При обработке растворов каучуков в течение нескольких часов концентри-
рованной серной кислотой при 180 °C происходит циклизация каучуков. Продук-
ты циклизации находят применение в лакокрасочном производстве. Продукты
хлорирования каучуков применяются для клеев, используемых для крепления
резины к металлам. Под давлением при температуре около 100 °C каучуки могут
подвергаться гидрохлорированию при взаимодействии с хлористым водородом.
Резиновые смеси на основе бутадиен-стирольных каучуков об-
ладают невысокой клейкостью и повышенной усадкой при шприце-
вании и каландровании, что затрудняет проведение этих технологи-
ческих процессов и сборку (клейку) заготовок изделий.
Низкотемпературные СК(М)С каучуки обладают улучшенными
технологическими свойствами по сравнению с каучуками высоко-
температурной полимеризации («горячими» каучуками).
Мягкие регулированные бутадиен-стирольные каучуки низко-
температурной полимеризации не пластицируют, так как они об-
ладают достаточно высокой пластичностью, низкой вязкостью по
Муни (от 40 до 60) и жесткостью по Дефо (5—8 Н или 500—
800 гс). В зависимости от вязкости по Муни каучуки низкотемпе-
115
ратурной полимеризации в пределах каждого типа подразделяют-
ся на две группы. Каучуки второй группы имеют вязкость по Муни
примерно на 10 единиц выше по сравнению с каучуками первой
группы.
Жесткие каучуки, слабо регулированные, типа СКС-30, СКС-
ЗОЛ, СКС-10, СКМС-10, выпускаемые в небольших количествах, с
жесткостью по Дефо 20—40 Н (2000—4000 гс) подвергают термо-
окислительной пластикации в котлах в воздушной среде при 130—
140 °C и давлении воздуха 0,3 МПа (3 кгс/см2) в присутствии хи-
мических веществ, активирующих процесс деструкции.
Ненаполненные вулканизаты СК(Л4)С имеют невысокую проч-
ность при растяжении —2—3,5 МПа (20—35 кгс/см2). Наполненные
техническим углеродом (саженаполненные) вулканизаты каучука
низкотемпературной полимеризации, не содержащего масел, типа
СКС-ЗОАРК обладают высокой прочностью — до 32 МПа
(320 кгс/см2) при относительном удлинении 600%. С уменьшением
содержания связанного стирола в каучуке прочность при растяже-
нии, сопротивление раздиру и истиранию снижаются, возрастают
эластичность по отскоку и морозостойкость.
Наполненные техническим углеродом (саженаполненные) вул-
канизаты бутадиен-стирольных (а-метилстирольных) каучуков
превосходят по стойкости к тепловому и естественному старению
и по износостойкости вулканизаты натурального каучука, но усту-
пают им по эластичности, теплообразованию при многократных де-
формациях, теплостойкости.
Вулканизаты достаточно стойки к действию разбавленных и
концентрированных кислот и щелочей, спиртов, кетонов, эфиров.
Они набухают в растворителях каучука, минеральных маслах, ра-
стительных и животных жирах.
По газопроницаемости и диэлектрическим свойствам вулкани-
заты этих каучуков практически равноценны вулканизатам НК.
Применение. Каучуки СК(М)С применяются в шинном произ-
водстве, в производстве различных формовых и неформовых изде-
лий: рукавов, транспортерных лент, резиновой обуви и др. Вслед-
ствие радиационной стойкости эти каучуки применяются в произ-
водстве резин, стойких к у-излучениям.
В производстве изделий с повышенной морозостойкостью при-
меняются СК(М)С с низким содержанием стирола (метилсти-
рола): СКС-10, СКМС-10.
Бутадиен-стирольные каучуки,
наполненные техническим углеродом и маслом
(саже- и сажемаслонаполненные
бутадиен-стирольные каучуки)
Мировой промышленностью выпускается большое число марок этих бута-
диен-стирольных каучуков, различающихся типом и содержанием технического
углерода разной структуры (от 40 до 100 масс. ч. на 100 масс. ч. каучука),
а также типом и содержанием масел (от 5 до 30 масс. ч. на 100 масс. ч. кау-
чука). Применяются ароматические, высокоароматические и нафтеновые масла.
116
Получение. Промышленное производство наполненных бутадиен-стирольных
каучуков включает следующие стадии: 1) изготовление водной дисперсии техни-
ческого углерода и водной эмульсии масла; 2) смешение дисперсий технического
углерода и масла с латексом; 3) коагуляция латексной смеси; 4) промывка,
сушка и упаковка каучука.
Изготовление водной дисперсии технического углерода производится пере-
гретым паром в струйных мельницах или в специальных диспергирующих ма-
шинах при больших скоростях и ударных нагрузках. При применении поверх-
ностно-активных веществ (ПАВ), в качестве которых могут быть использованы
мыла канифольных кислот, получаются устойчивые к седиментации дисперсии,
содержащие 10—15% технического углерода в виде агломератов размером
180—200 нм. Эти размеры близки к размерам частиц каучука в бутадиен-сти-
рольном латексе. Следующей стадией является смешение водной дисперсии тех-
нического углерода с латексом в смесителях при большой скорости перемеши-
вания. В полученную смесь вводится эмульсия масла в воде, после этого смесь
подвергается коагуляции. Совместную коагуляцию латекса и дисперсии техни-
ческого углерода производят раствором хлорида натрия и серной кислоты или
только серной кислотой. При коагуляции выделяется зернистая однородная
крошка, которая промывается водой и сушится в токе горячего воздуха при
температуре 80—120 °C.
Применение каучуков, наполненных техническим углеродом, а также техни-
ческим углеродом и маслом, имеет ряд преимуществ по сравнению с примене-
нием ненаполненных каучуков:
1) сокращается продолжительность изготовления резиновых смесей на сме-
сительном оборудовании резиновых заводов, повышается производительность
оборудования, снижается расход электроэнергии;
2) вследствие лучшего распределения технического углерода и меньшего
разрушения молекулярной структуры каучука (меньшей деструкции) повы-
шаются прочностные показатели, износостойкость, стойкость к старению резины
и сопротивление ее разрушающему действию многократных деформаций;
3) повышается однородность пласто-эластических свойств резиновых смесей
и, в соответствии с этим облегчается их технологическая обработка (шприцева-
ние и каландрование).
Перспективы расширения производства и потребления бутадиен-стирольных
каучуков, наполненных техническим углеродом, а также техническим углеродом
и маслом (саже- и сажемаслонаполненных каучуков), будут еше более возра-
стать в связи с развитием непрерывных процессов смешения каучука с ингреди-
ентами. Применение этих каучуков в виде крошки значительно облегчает подачу
и загрузку их при непрерывном смешении.
Саже- и сажемаслонаполненные каучуки применяются в шинном производ-
стве, главным образом, для изготовления протекторов, транспортерных лент и
других высококачественных резиновых технических изделий.
7.3.2. Бутадиен-стирольные каучуки
растворной полимеризации (ДССК) *
Отечественная промышленность выпускает бутадиен-стирольные
каучуки растворной полимеризации с различным содержанием сти-
рола: ДССК-10, -18, -25, -50, ДССК-25Д (с повышенными диэлек-
трическими свойствами); каучук, содержащий микроблоки стирола
и предназначенный для переработки литьем — ДССК-25ЛН; мас-
лонаполненные каучуки растворной полимеризации, содержащие
15 и 27% масла — ДССК-25М-15 и ДССК-25М-27.
* Сокращенное название бутадиен-стирольных каучуков растворной поли-
меризации (дивинил-стирольный синтетический каучук).
117
Растьорная полимеризация в присутствии литийорганических
катализаторов позволяет регулировать основные параметры моле-
кулярной структуры: молекулярную массу, молекулярно-массовое
распределение, разветвленность цепей и макроструктуру.
Отличительными особенностями этих каучуков является высокое
содержание полимера (97—98%) и низкое содержание примесей,
более высокое содержание звеньев бутадиена в положении 1,4-цис
и меньшее в положении 1,2, узкое молекулярпо-массовое распреде-
ление, более линейное строение молекулярных цепей по сравнению
с эмульсионными бутадиен-стирольными каучуками.
ДССК превосходят эмульсионные каучуки по эластичности, мо-
розостойкости, износостойкости, динамической выносливости и со-
противлению разрастания трещин. Они имеют значительно мень-
шую усадку, большую вязкость по Муни вследствие более линей-
ной структуры макромолекул и могут наполняться значительно
большими количествами технического углерода (сажи) и масла
без заметного ухудшения физико-механических свойств вулканиза-
тов. Имеется также ряд технологических преимуществ при изготов-
лении растворных каучуков по сравнению с эмульсионными, но вме-
сте с тем повышаются требования к чистоте исходных мономеров.
Применяются каучуки растворной полимеризации в шинной про-
мышленности, для изготовления транспортерных лент, подошв обу-
ви, рукавов и других резиновых технических изделий.
7.3.3. Бутадиен-стирольные термоэластопласты
Некоторые из блок-сополимеров, получаемые сополимериза-
цией бутадиена со стиролом в растворе в присутствии литиевых
катализаторов, обладают свойствами термоэластопластов (ТЭП).
Термоэластопласты обладают свойствами резин, но перерабаты-
ваются по технологии, близкой к принятой для переработки термо-
пластов: они размягчаются при нагревании и могут подвергаться
шприцеванию и литью под давлением, не требуют вулканизации,
пригодны для изготовления изделий высокоскоростными автомати-
зированными методами, при этом отходы производства можно ис-
пользовать повторно. При нормальных температурах они обладают
резиноподобными свойствами: высокими прочностью при растяже-
нии, относительным удлинением и эластичностью. Однако по срав-
нению с вулканизатами обычных каучуков они обладают низкой
бензостойкостью, плохой восстанавливаемостью, значительным из-
менением прочностных и эластических свойств при повышении тем-
пературы до 60 °C, благодаря чему ограничиваются возможности
их применения.
В настоящее время ТЭП применяются главным образом для мо-
дификации различных полимерных материалов, а также клеев,
клейкой ленты, пленочных материалов и материалов для упаковки
пищевых продуктов, трубопроводов, игрушек, обуви, спорттоваров
118
и др. В Советском Союзе выпускаются в основном изопрен-сти-
рольные и бутадиен-стирольные (дивинил-стирольные — ДСТ) тер-
моэластопласты с разным содержанием стирола.
7.4. БУТИЛКАУЧУКИ (БК)
Получение. Бутилкаучук (БК) получают совместной полимери-
зацией изобутилена с небольшим количеством изопрена (от 1,5 до
4,5 масс.%) в среде растворителя хлористого метила при темпера-
туре около —95 °C в присутствии хлорида алюминия в качестве
катализатора.
Выпускают бутилкаучук в виде брикетов массой 30 кг, упако-
ванных в полиэтиленовую пленку. В Советском Союзе в зависимо-
сти от непредельности, вязкости по Муни при 100 °C производят
БК различных марок:
Непредель- Вязкость
ность, % (мол.) по Муни
БК-0845 ................ 0,8i0,2 45±4
БК-1675 ................ 1,6±0,2 75±5
БК-2045 ................ 2,0±0,2 45±4
БК-2545 ................ 2,8±0,2 45. Г 4
Каучуки выпускаются с окрашивающим (темнеющим — Т) и
неокрашивающим (Н) противостарителем (например, БК-2045Т
и БК-2045Н).
Цвет каучука в зависимости от противостарителя может быть
от светло-желтого до темно-коричневого.
Структура. Непредельность БК, которая определяется со-
держанием в структуре изопреновых звеньев, составляет 0,6—
3,0% (мол.).
Структурная формула каучука:
Молекулярная масса бутилкаучуков бывает от 300 000 до
700 000. Бутилкаучук имеет строго линейную структуру с гибкими
цепями с нерегулярным чередованием изопреновых групп. Почти
все изопреновые группы присоединены в положении 1,4. В широ-
ком температурном интервале он аморфен, при растяжении свыше
500% обнаруживается кристаллизация каучука. Температура стек-
лования около минус 69 °C.
Свойства. По морозостойкости БК уступает лишь НК, СКД и
морозостойкому каучуку СКС-10. Плотность БК 920 кг/м3
(0,92 г/см3), показатель преломления около 1,51. По диэлектриче-
ским свойствам БК превосходит все другие каучуки. Удельное объ-
емное сопротивление электроизоляционной резины из бутилкау-
чука 2-Ю13— 1-1014 Ом-м, диэлектрическая проницаемость каучука
2,3—2,35 и тангенс угла диэлектрических потерь 0,0003—0,0009.
119
По газонепроницаемости БК превосходит другие промышлен-
ные каучуки кроме тиоколов, по водонепроницаемости прибли-
жается к СКЭП. При 25 °C он в 20 раз менее проницаем по отно-
шению к воздуху, чем натуральный каучук. Это его особенность
связана с линейным строением; небольшим размером боковых ме-
тильных групп и плотной молекулярной упаковкой, что препятст-
вует диффузии газов.
Бутилкаучук легче растворяется в алифатических углеводоро-
дах, чем в ароматических, и нерастворим в спиртах, кетонах, про-
стых и сложных эфирах, а также азотсодержащих растворителях.
Благодаря низкой иепредельности БК обладает высокой стой-
костью к действию кислорода, озона, атмосферных условий, рас-
творов кислот, солей и щелочей, а также к действию молочных
продуктов и пищевых жиров. Он стоек к тепловому и атмосфер-
ному старению.
С увеличением содержания изопреновых звеньев и повышением
связанной с этим иепредельности химическая стойкость резин на
основе БК снижается, но повышается скорость вулканизации. Этот
каучук мало чувствителен к действию солей меди, марганца, же-
леза и кобальта в отличие от натурального, бутадиен-стирольного
и некоторых других видов синтетического каучука, но обладает
очень низкой стойкостью к действию излучений высокой энергии,
что объясняется наличием в изобутиленовых звеньях атомов чет-
вертичного углерода. Каучук легко реагирует с галогенами на све-
ту, что сопровождается быстрым понижением его молекулярной
массы.
При длительном хранении БК деструктируется и становится
липким. Противостарители (неозон Д, продукт 2246 — бисалко-
фен БП) повышают стабильность каучука при хранении.
Поскольку бутилкаучук является кристаллизующимся каучу-
ком, то его вулканизаты достаточно прочны и без применения на-
полнителей. При небольшой иепредельности бутилкаучука до 1,5%
(мол.) наполнители не повышают прочность резин, но улучшают
технологические свойства смесей, снижая их усадку, повышают
теплостойкость и стойкость вулканизатов к старению. При непре-
дельности выше 2% (мол.) наполнители действуют более эффек-
тивно: повышают прочность при растяжении, условные напряже-
ния при заданном удлинении, сопротивление раздиру и износостой-
кость резин.
Технический углерод, светлые оксиды металлов и оксиды же-
леза защищают резины на основе БК от деструкции в условиях
атмосферного старения (под влиянием светологоды), что объяс-
няется их способностью поглощать и отражать ультрафиолетовые
лучи.
Вследствие малой иепредельности БК (около 3% от пепредель-
ности натурального каучука) вулканизация смесей серой протекает
медленно и характеризуется широким плато. Для вулканизации
применяют активные ускорители и температуры около 160—170 °C.
120
Наибольшей активностью в смесях с бутилкаучуком отличается
ускоритель тиурам и комбинации тиурама с каптаксом или аль-
таксом, причем тиурама вводят 1 —1,5%, а каптакса 0,65—1,0% от
массы каучука (при содержании серы 1—2%).
БК можно также вулканизовать с помощью фенолоформальде-
гидных смол резольного типа, например с помощью 6—12% п-трет-
бутилфенолоформальдегидной смолы (фенофор Б, смола 101В —
продукт конденсации п-грет-бутилфенола с формальдегидом) или
п-трет-октилфенолоформальдегидной смолы (фенофор О, амберол
Т-137), в присутствии галогенсодержащих соединений. По тепло-
стойкости, стойкости к старению и выносливости при многократных
деформациях такие вулканизаты значительно превосходят обыч-
ные серные вулканизаты бутилкаучука.
Непредельные соединения (каучуки и ингредиенты) замедляют,
а иногда и препятствуют вулканизации бутилкаучука, вследствие
его малой ненасыщенности, поэтому они не должны вводиться в
резиновые смеси на основе бутилкаучука.
Вулканизация серой применяется при изготовлении изделий, ко-
торые эксплуатируются при температурах не выше 135 °C.
Обычно БК не подвергают предварительной пластикации, так
как он выпускается достаточно пластичным. Пластикация путем
механической обработки неэффективна, вследствие высокой стой-
кости молекулярных цепей каучука к термомеханическим воздей-
ствиям. Специальные химические пластификаторы (ренацит-5)
способствуют пластикации каучука при 140 °C.
Изготовление и переработку резиновых смесей на основе бутил-
каучука производят на типовом оборудовании резиновых заводов.
Смешение происходит легко с затратой меньшего количества энер-
гии по сравнению с изготовлением резиновых смесей из натураль-
ного каучука. Оборудование должно быть предварительно тща-
тельно очищено от остатков смесей на основе непредельных кау-
чуков, или содержащих непредельные ингредиенты.
С уменьшением иепредельности каучука снижается скорость
вулканизации и повышается озоностойкость резин и стойкость их
к агрессивным средам. По теплостойкости наполненные резины ус-
тупают резинам из бутадиен-стирольного каучука, а по износостой-
кости приближаются к ним. Прочность резин при растяжении до-
стигает 20—30 МПа (200—300 кгс/см2). Вместе с тем резины
имеют большую остаточную деформацию сжатия при 130°C (24 ч),
достигающую 90—95% и значительное теплообразование при мно-
гократном сжатии.
Эластичность резин на основе БК низкая при комнатной тем-
пературе (около 10%), значительно возрастает с повышением тем-
пературы и достигает уровня эластичности резин на основе бута-
диен-стирольного каучука.
Резины на основе БК обладают высокой стойкостью к тепло-
вому старению, атмосферным воздействиям, озону, кислороду,
растворам солей, кислот и щелочей, кетонам, спиртам, эфирам,
121
к некоторым растительным и животным маслам и молочным про-
дуктам. Наряду с этим резины характеризуются высокой газо- и
водонепроницаемостью, высокими диэлектрическими свойствами.
Бутилкаучук технологически не совмещается с ненасыщенны-
ми каучуками общего назначения вследствие невозможности сов-
местной серной вулканизации, но он хорошо совмещается с 15—
20 масс. ч. хлоропренового каучука и хлорсульфированным поли-
этиленом. Эти полимеры ускоряют смоляную вулканизацию, а при
содержании 2—5 масс. ч. хлоропренового каучука улучшается
стойкость резин к старению при повышенных температурах и стой-
кость их к действию водяного пара. Комбинации БК с непредель-
ными каучуками, задерживающими его вулканизацию, не приме-
няются.
Галогенированные хлорбутилкаучук и бромбутилкаучук, со-
держащие несколько процентов галогена, в отличие от БК совме-
щаются с непредельными каучуками общего назначения и вулка-
низуются в смесях с ними благодаря высокой активности галогена
присоединенного в a-положении к двойной связи изопреновых
групп. Наличие брома повышает вулканизационную активность
бромбутилкаучука, хотя бром присоединяется не только в а-поло-
жении, но и по двойным связям изопреновых групп и снижает не-
предельность. Эти каучуки сохраняют около 75% непредельности
исходного БК и вулканизуются теми же вулканизующими систе-
мами, что и БК. Можно их вулканизовать также оксидом цинка.
Вулканизация их происходит значительно быстрее, вулканизаты
хлорбутилкаучука отличаются более высокой стойкостью к тепло-
вому старению, чем вулканизаты БК.
Применение. Бутилкаучук находит широкое применение в шин-
ной промышленности для изготовления ездовых камер вследствие
высокой воздухонепроницаемости и хорошей стойкости к старению,
а также для изготовления варочных камер и диафрагм для фор-
маторов-вулканизаторов благодаря высокой стойкости резин, вул-
канизованных смолами, к старению при повышенных температурах
и к дейстию водяного пара. Бутилкаучук используется в производ-
стве паропроводных рукавов, транспортерных лент и других изде-
лий, эксплуатирующихся при 100—150 °C, а также при изготовле-
нии кислотостойких перчаток и изделий, стойких к действию хими-
ческих веществ. Стойкость к действию молока и пищевых жиров
позволяет применять бутилкаучук марки БК-2045Н с нетоксичны-
ми ингредиентами для изготовления резиновых деталей доильных
аппаратов и других резиновых изделий, соприкасающихся с пище-
выми продуктами. Благодаря сочетанию таких свойств, как вы-
сокие диэлектрические свойства, озоностойкость и стойкость к дей-
ствию воды БК применяется для изоляции электрических кабелей
(БК-0845ТД, БК-2045ТД, БК-2055ТД).
Галогенированные каучуки применяют для теплостойких изде-
лий, в клеях для крепления резины к металлам и в качестве про-
межуточных прослоек при креплении резин на основе каучуков
122
общего назначения к резинам на основе БК, для изготовления гер*
метизирующего слоя бескамерных шин, автокамер, тяжелых гру-
зовых шин.
Галогенирование бутилкаучука может производится в мягких
условиях, в растворах (например, в четыреххлористом углероде)
пропусканием через них газообразного хлора или смешением с
раствором брома при 20—50 °C.
7.5. ЭТИЛЕН-ПРОПИЛЕНОВЫЕ КАУЧУКИ
Получение. Этилен-пропиленовый каучук (СКЭП) представляет
собой продукт совместной полимеризации этилена и пропилена в
присутствии комплексного катализатора типа катализатора Циг-
лера. Это высокоэластичный каучук. В промышленности полиме-
ризацию проводят в растворе (w-гептан, циклогексан, изопентан,
бензин и др.) или в среде жидкого пропилена.
Этилен-пропиленовый каучук относится к насыщенным полиме-
рам. Отсутствие двойных связей придает этому каучуку ряд поло-
жительных свойств, но не позволяет вулканизовать его с помощью
серы.
Для введения в макромолекулы каучука двойных связей и при-
дания ему способности к серной вулканизации при полимеризации
используется третий сомономер — диен с несопряженными двой-
ными связями. В качестве такого сомономера применяют дицикло-
пентадиен (ДЦП), этилиденнорборнен (ЭНБ), гексадиен-1,4,
имеющие соответственно следующие формулы:
СН
НСГ |ХСН—сн
П сн2| ||
HC^J QH /СН
сн сн2
сн сн-сн3
II сн2|
HC^J^CH2
сн
СН2=СН—СН2—СН=СН—сн3
Двойные связи, находящиеся в циклах (в ДЦП и ЭНБ), рас-
ходуются при полимеризации с этиленом и пропиленом, остальные
же сохраняются частично в боковых цепях получаемых сополиме-
ров. Так при полимеризации в этом случае получается тройной
сополимер СКЭПТ (терполимер), обладающий непредельностыо.
Тройные сополимеры, полученные на основе этилена, пропилена и
дициклопентадиена недостаточно активны при вулканизации (при
150—160 °C) и наименее стойки к окислению. Два других диена
обеспечивают достаточно быструю вулканизацию, но они являют-
ся значительно более дорогостоящими продуктами. Наилучшпм
комплексом свойств обладают тройные сополимеры с ЭНБ.
Некоторые этилен-пропиленовые каучуки содержат от 25 до 50% масла (до
100 масс. ч. на 100 масс. ч. каучука), которое вводят в процессе их получения.
Полимер при этом должен обладать повышенной молекулярной массой и вяз-
123
костью по Муни около 200. Рекомендуется применять нафтеновые масла, содер-
жащие в основном углеводороды парафинового ряда с очень малой ненасыщен-
ностью.
В Советском Союзе выпускаются этилен-пропиленовые каучуки
(как сополимеры, так и терполимеры), содержащие 33—38% про-
пилена, с вязкостью по Муни от 30 до 60 следующих марок:
СКЭП-30, -40, -50, -60, СКЭПТ-30, -40, -50, -60 с циклопентадиеном
и СКЭПТ-Э-50, СКЭПТ-Э-40 с этилиденнорборненом (ЭНБ).
Цифра в обозначении марки каучука указывает на его вязкость
по Муни (30 ± 5; 40 ± 5 и т. д.).
Строение. Этилен-пропиленовые каучуки не являются стереоре-
гулярными; предполагается, что они представляют собой стеро-
блочные полимеры, у которых молекулярные цепи состоят из
чередующихся коротких отрезков (блоков), содержащих по 8 12
мономерных звеньев этилена и пропилена. В соответствии с этим
этилен-пропиленовый каучук имеет следующую структурную фор-
мулу:
---(—СНг—СН2Н/г~/—СИ—СН2— \-------
\ СНз )т
где п и т tv 8—12.
Свойства каучуков. Наибольшее влияние на технологические
свойства каучука и физико-механические свойства резин на его
основе оказывает состав сополимера, распределение звеньев эти-
лена и пропилена, молекулярная масса и молекулярно-массовое
распределение.
Средневязкостная молекулярная масса СКЭП составляет
80 000—250 000. С повышением молекулярной массы улучшаются
эластические свойства каучука. Ненасыщенные каучуки характери-
зуются некоторой разветвленностью и содержат гель-фракцию.
Резиновые смеси, полученные из каучуков с более широким ММР,
легче обрабатываются.
Соотношение этилена и пропилена — наиболее важная харак-
теристика этих каучуков. С увеличением содержания этилена в
каучуке увеличивается напряжение при заданном удлинении,
прочность при растяжении и уменьшается относительное и оста-
точное удлинение.
Природа диенового углеводорода (третьего мономера) оказы-
вает значительное влияние на скорость вулканизации терполимера.
Вулканизаты сополимерных каучуков благодаря их насыщенности
значительно более стойки к старению по сравнению с вулканиза-
торами терполимеров; тип диена при этом не оказывает сущест-
венного влияния.
Температура стеклования этилен-пропиленовых каучуков на-
ходится в пределах от —58 до —65°C. Температура хрупкости на-
полненных техническим углеродом (сажей) вулканизатов — ниже
—75 С.
124
Этилен-пропиленовые каучуки характеризуются высокими ди-
электрическими показателями, которые незначительно изменяются
в очень влажной среде вследствие малого поглощения воды. Удель-
ное объемное электрическое сопротивление составляет 5-1013 Ом-м
(5-Ю15 Ом-см), диэлектрическая проницаемость 2,1—2,2, тангенс
угла диэлектрических потерь 0,001—0,002.
Отличительной особенностью этилен-пропиленовых каучуков яв-
ляется низкая плотность, которая составляет 850—870 кг/м3
(0,85—0,87 г/см3).
Этилен-пропиленовые каучуки растворяются в бензине, арома-
тических и хлоропроизводных углеводородах и не растворяются в
спиртах, эфирах, кетонах. Они обладают высокой стойкостью к
действию озона, кислорода, кислот и щелочей.
Этилен-пропиленовые каучуки не пластицируются даже при
длительном вальцевании, необходимые пластичность и вязкость
обеспечиваются в процессе полимеризации.
Вулканизация и свойства вулканизатов. Вулканизация насы-
щенного каучука СКЭП производится органическими перекисями.
Для вулканизации применяется перекись дикумила, пероксимон
F-40 с небольшими добавками серы. Сера повышает прочность при
растяжении, напряжение при заданном удлинении и не влияет на
скорость вулканизации. Пероксимон обеспечивает получение резин
без запаха (в отличие от перекиси дикумила).
При перекисной вулканизации радикалы, возникающие при
распаде перекиси, отщепляют подвижный третичный атом водо-
рода пропиленовой группы каучука с образованием полимерного
радикала. Рекомбинация (соединение) полимерных радикалов
приводит к образованию поперечных связей:
СН2
1
СНз—С*
I
сн2
I
СНз—СН
I
сн2
I
+ *с-сн3
сн2
I
СН—СНз
I I
Н2С сн2
СНз—С—С—СНз
I I
Н2С СН2
НзС—НС СН—СНз
Для вулканизации СКЭП могут применятся также хиноны в
комбинации с серой и перекисями и хлорпроизводные органиче-
ских соединений (гексахлорэтан и др.).
Терполимер СКЭПТ вулканизуется обычным методом серной
вулканизации. Его можно вулканизовать также с помощью орга-
нических перекисей, фенолоформальдегидных смол и хиноидных
соединений.
Вулканизаты этилен-пропиленовых каучуков сохраняют удов-
летворительные механические и эластические свойства при высо-
кой степени наполнения техническим углеродом (сажей) и маслом.
125
Наполненные техническим углеродом (саженаполненные) вул-
канизаты этилен-пропиленовых каучуков по прочности, эластично-
сти по отскоку, сопротивлению раздиру, температуре хрупкости
близки к вулканизатам на основе СКД, но значительно уступают
им по морозостойкости при —45 °C и сопротивлению истиранию.
По сопротивлению истиранию они равноценны резинам на основе
бутадиен-стирольных каучуков.
Отличительной особенностью вулканизатов этилен-пропилено-
вых каучуков является высокая стойкость к перегретой воде, в
которой при 180 °C вулканизаты набухают незначительно.
По газонепроницаемости резины из этилен-пропиленового кау-
чука не отличаются от каучуков общего назначения (НК, СКИ-3,
СКС).
Резины на снове СКЭП и СКЭПТ отличаются высокой стой-
костью к тепловому старению и по этому показателю превосходят
резины на снове каучуков общего назначения, причем резины на
основе СКЭП более стойки к старению, чем резины на основе
СКЭПТ, поскольку повышенное содержание серы в резинах на
основе терполимера СКЭПТ ускоряет их старение. Вулканизаты
этилен-пропиленовых каучуков могут длительно эксплуатировать-
ся при 120—150 °C.
Резины на основе СКЭП стойки к действию кислот, щелочей,
спиртов, кетонов, водяного пара и растительных масел. Химиче-
ская стойкость резин на основе СКЭПТ несколько меньше, и те, и
другие резины не стойки к действию ароматических соединений,
топлив и минеральных масел.
Характерной особенностью резин на основе этилен-пропилено-
вых каучуков СКЭП и СКЭПТ является высокая озоностойкость,
превосходящая озоностойкость резин из каучуков общего назначе-
ния, а также на основе хлоропренового каучука и бутилкаучука.
Ненасыщенность терполимера практически не снижает его озоно-
стойкости.
Резины на основе терполимера, содержащие тиурам, обладают
грибостойкостью (устойчивость к воздействию плесневых грибков).
Насыщенный сополимер СКЭП совмещается * с различными
типами каучуков, вулканизующихся серой (СКС, СКН, СКД, НК,
СКИ-3). С небольшим количеством каучука СКМС-10 (10—
15 масс, ч.) его совмещают для повышения морозостойкости и
прочности крепления резин к металлам. Для повышения клей-
кости СКЭП совмещают с СКИ-3.
Ненасыщенный терполимер СКЭПТ не совулканизуется с дие-
новыми каучуками СКС, СКН, СКД, НК, СКИ-3, и даже неболь-
шие количества этих каучуков (5—7 масс, ч.) значительно сни-
жают прочность резин. Терполимер частично совмещается с хлор-
и бромбутнлкаучуком, наирнтом, хлорсульфированным полиэтиле-
* Имеется в виду технологическое совмещение каучуков, т. е. хорошее сме-
шение (взаимное распределение) каучуков и примерно равная скорость их вул-
канизации при нагревании смеси.
126
ном (ХСПЭ). Терполимеры, содержащие этилиденнорборнен,
вследствие повышенной скорости вулканизации по сравнению с
другими терполимерами лучше совмещаются с диеновыми каучу-
ками.
Свойства вулканизатов существенно улучшаются при введе-
нии 10—20 масс. ч. СКЭПТ в резиновые смеси на основе бутил-
каучука; при этом повышаются прочность при растяжении, напря-
жение при заданном удлинении, морозо- и теплостойкость, стой-
кость к старению при практически неизменной газопроницаемости.
Возможность совмещения СКЭПТ с бутилкаучуком обусловлена
тем, что эти каучуки близки по иепредельности и, таким образом,
обеспечивается синхронность вулканизации.
Применение. Резины на основе СКЭП и СКЭПТ применяют при
изготовлении изделий, стойких к действию химических реагентов,
например уплотнителей, работающих в контакте с химическими
веществами; резиновых деталей, работающих при высоких темпе-
ратурах (110—120 °C) и в контакте с горячей водой; в производ-
стве резиновых рукавов для подачи пара, воды и различных хими-
ческих продуктов.
Резины на основе этих каучуков применяются для изготовле-
ния резиновых технических изделий, обладающих хорошей свето-,
озоно- и погодостойкостью, а именно: прорезиненных тканей, иду-
щих на изготовление спортивных лодок, резервуаров, защитных
фартуков; губчатых уплотнителей; изделий для автотранспорта;
деталей стиральных машин; химическистойкой одежды и обуви;
гидроизоляционного и герметизирующего материала, применяе-
мого в строительстве.
7.6. БУТАДИЕН-НИТРИЛЬНЫЕ КАУЧУКИ
Бутадиеп-нитрильные каучуки получают совместной эмульси-
онной полимеризацией бутадиена с нитрилом акриловой кислоты.
Процесс полимеризации, выделения и сушки бутадиен-нитриль-
ного каучука аналогичен процессу получения бутадиен-стироль-
ного каучука. В настоящее время бутадиен-нитрильные каучуки
высокотемпературной полимеризации (30 °C) выпускаются следую-
щих марок: СКН-18, СКН-18М, СКН-26, СКН-26М, СКН-40,
СКН-40М, СКН-50М. Они различаются содержанием нитрила
акриловой кислоты и жесткостью. Числа в обозначении марок
указывают на содержание нитрила акриловой кислоты в исходной
смеси мономеров. Буква М обозначает мягкий каучук с понижен-
ной жесткостью, не требующий пластикации.
Отечественная промышленность выпускает также бутадиен-
нитрильные каучуки, при получении которых в качестве эмульга-
торов используют разлагающиеся поверхностно-активные вещества
вместо некаля, который не подвергается биологическому разложе-
нию и загрязняет сточные воды. Такими эмульгаторами служат
алкилсульфопаты типа RSO3Na или соли смоляных и жирных
127
кислот. В первом случае в марке каучука добавляется буква С,
а во втором — буквы П и К.
К бутадиен-нитрильным каучукам, при изготовлении которых
в качестве эмульгатора применяются алкилсульфонаты, относятся
следующие каучуки высокотемпературной вулканизации (+30°C):
СКН-26С, СКН-26СМ (мягкий), СКН-26 СРВДМ, СКН-40С,
СК.Н-40СМ (мягкий), СКН-40СТ, СКН-50СМ (мягкий). Все эти
каучуки, за исключением каучуков СМ, имеют повышенную жест-
кость и нуждаются в предварительной пластикации на холодных
вальцах. Упаковывают их в рулоны массой 40 кг или брикеты
массой 30 ± 1 кг, за исключением каучука СКН-26 СРВДМ, кото-
рый упаковывают только в виде ленты, смотанной в рулон и сво-
бодно разматываемой.
К бутадиен-нитрильным каучукам низкотемпературной полиме-
ризации (5°C), при получении которых в качестве эмульгатора
применяют алкилсульфонаты, относятся: СКН-26АС, СКН-26АСМ,
СКН-26АКС, СКН-40АС, СКН-40АСМ, СКН-40АКС. Эти каучуки
имеют улучшенные технологические свойства, хорошо обрабаты-
ваются и шприцуются с меньшей усадкой по сравнению с каучу-
ками высокотемпературной полимеризации. Упаковывают каучуки
в брикеты массой 30 ± 1 кг.
Каучуки СКН-26/ПВХ-30 и СКН-40/ПВХ-30 содержат 30%
(масс.) поливинилхлорида. Их получают путем совместной коагу-
ляции латексов СКН-26АКС или СКН-40АКС и поливинилхлорида
и выпускают в виде небрикетированной крошки.
Резины на основе бутадиен-нитрильных каучуков, содержащих
поливинилхлорид, по сравнению с каучуками СКН-АКС отличают-
ся повышенными озоностойкостью, стойкостью к старению при
100°C, огнестойкостью и высоким сопротивлением раздиру. Рези-
новые смеси на основе этих каучуков хорошо шприцуются и ка-
ландруются и могут применяться для изготовления изделий мето-
дом литья под давлением.
Среди продуктов распада озонида бутадиен-нитрильного кау-
чука обнаружены янтарная, бутантрикарбоновая и более сложные
кислоты (карбоксильные группы образуются при распаде озонида
и при омылении образующихся нитрилов). На основании этого
можно считать, что молекула каучука состоит из звеньев бута-
диена, соединенных преимущественно в положении 1,4 и чередую-
щихся с одним или несколькими звеньями нитрила акриловой
кислоты. В положении 1,4 соединены около 90% звеньев бутадие-
на (в каучуке типа СКН-26), остальные соединены в положении
1,2. Структурная формула каучука может быть изображена сле-
дующим образом:
----(— сн2— СН—СН— СН2—)ft— / — СН2— СН—X — / — СН2-СН— х-
СН I \ CN А
к 11 /
4 СН2 ' т
где п = 1, 2.
128
Звенья бутадиена расположены главным образом в транс-1,4-по-
ложении (примерно 77% от общего числа бутадиеновых
звеньев 1,4).
Средняя’ молекулярная масса бутадиен-нитрильного каучука
составляет 200000—300 000. Молекулярно-массовое распределение
(ММР) зависит от способа полимеризации. При одинаковой жест-
кости каучуки, получаемые периодическим способом, характери-
зуются несколько большим содержанием низкомолекулярных фрак-
ций по сравнению с бутадиен-нитрильными каучуками, получен-
ными по непрерывной схеме. Поэтому они характеризуются более
низкой вязкостью по Муни, а резиновые смеси на их основе лучше
каландруются. Наиболее высокомолекулярные фракции каучука
содержат разветвленные цепи; с увеличением содержания нитрила
акриловой кислоты степень разветвленности увеличивается, а с
понижением температуры полимеризации—уменьшается.
Свойства каучуков и вулканизатов. Бутадиен-нитрильные ка-
учуки (СКН) хорошо растворяются в кетонах (ацетоне, метил-
этилкетоне), ароматических углеводородах, хлорированных угле-
водородах (хлороформ), сложных эфирах (этилацетат). Чем бли-
же параметры растворимости каучука и растворителя, тем выше
способность каучука растворяться или набухать в данном раство-
рителе. В алифатических углеводородах каучуки СКН растворяют-
ся очень плохо.
. Бутадиен-нитрильные каучуки СКН окисляются кислородом
воздуха значительно медленнее, чем СКС-30; с увеличением со-
держания нитрила акриловой кислоты скорость окисления значи-
тельно снижается. Окисление СКН сопровождается структуриро-
ванием, особенно при окислении СКН-26 и СКН-40. Под действием
у-лучей СКН сшивается труднее, чем СКС.
С увеличением содержания в СКН звеньев нитрила акриловой
кислоты плотность каучука и температура стеклования повы-
шаются:
СКН-18 СКН-26 СКН-40
Плотность, кг/м3 (г/см3) Температура стеклова- 943 (0,943) 962 (0,962) 986 (0,986)
ния, °C Коэффициент преломле- -55-ь-60 —414—45 -224—25
ния 1,519 —
По морозостойкости резины на основе СКН значительно усту-
пают резинам из натурального и бутадиен-(метил)стирольного
каучуков.
Мягкие бутадиен-нитрильные каучуки с жесткостью по Дефо
7,5—11,5 Н (750—1150 гс) характеризуются значительно лучшими
по сравнению с жесткими каучуками технологическими свойства-
ми; благодаря этому облегчается изготовление из них резиновых
смесей и дальнейшая их обработка. Жесткие каучуки с жесткостью
по Дефо 17,5—21,5 Н (1750—2150 гс) требуют предварительной
пластикации, которая производится на холодных вальцах.
5 Зак. 1316
129
При изготовлений резиновых смесей применяются обычные
ингредиенты: сера, органические ускорители, наполнители, пласти-
фикаторы и другие, которые используются для изготовления рези-
новых смесей на основе каучуков общего назначения.
Сопротивление резин на основе СКН раздиру, так же как и их
прочность, повышается с увеличением содержания нитрила акри-
ловой кислоты. Однако по этим показателям они уступают нату-
ральному каучуку.
Резины на основе СКН обладают пониженной эластичностью,
более высоким теплообразованием при многократных деформациях
по сравнению с резинами на основе натурального каучука. Это
объясняется пониженной гибкостью молекулярных цепей вслед-
ствие высокого межмолекулярного взаимодействия, возрастающего
с увеличением содержания нитрильных групп CN. Морозостой-
кость и эластичность резин могут быть повышены с помощью
пластификаторов.
Резины на основе СКН отличаются от резин из натурального
каучука, СКИ-3 и СКС более высокой стойкостью к тепловому
старению, что, как предполагают, связано с образованием проме-
жуточных продуктов окисления, которые, являясь ингибиторами
окисления, замедляют старение резин. С увеличением содержания
нитрила акриловой кислоты стойкость резин к старению возра-
стает. Однако применять эти резины при температурах выше
120—135 °C в динамических условиях не рекомендуется.
Очень ценным свойством резин на основе СКН является их
масло- и бензостойкость, а также стойкость к жидким топливам.
В этом отношении они превосходят резины из хлоропренового
каучука. С увеличением содержания нитрильных групп в каучуке
масло- и бензостойкость возрастает.
Резины из СКН всех марок стойки к действию спиртов, форм-
альдегида, холодной и горячей воды, но не стойки к действию
ароматических растворителей, кетонов, этилацетата, фенола и
анилина. Стойкость резин из СКН в различных средах повышает-
ся с увеличением содержания наполнителей и с увеличением сте-
пени вулканизации.
Низкая атмосфере- и озоностойкость резин на основе СКН яв-
ляется их недостатком, который может быть в значительной мере
уменьшен введением в резину противостарителей (антиозонантов).
Резины из СКН превосходят по газонепроницаемости резины
из НК, СКИ-3 и СКС, но уступают резинам из бутилкаучука и
тиокола. С увеличением содержания нитрила акриловой кислоты
газонепроницаемость увеличивается.
Благодаря наличию полярных групп CN в составе каучука,
резины на его основе обладают пониженными электроизоляцион-
ными показателями. Поэтому СКН-40, например, используют для
изготовления электропроводящих резин в кабельной промышлен-
ности (для эластичных экранов), а также для антистатических
покрытий, уменьшающих накопление статических зарядез.
130
Резины из каучука СКН-50М по сравнению с резинами из дру-
гих каучуков СКН обладают значительно большей масло- и бен-
зостойкостью, повышенной тепло- и радиационной стойкостью.
Наполненные техническим углеродом вулканизаты этого каучука
отличаются повышенным сопротивлением раздиру и более высокой
жесткостью, но имеют пониженные прочность при растяжении, от-
носительное удлинение, эластичность по отскоку и обладают очень
низкой морозостойкостью. Температура хрупкости резин из
СКН-50М составляет от —8 до —13 °C. Сшитые каучуки СКН-26,
СШ и СКН-40СШ получаются в результате частичного структу-
рирования с помощью специальных сшивающих агентов в процессе
эмульсионной полимеризации СКН на стадии латекса. Эти кау-
чуки применяются в качестве добавки к обычным бутадиен-ни-
трильным каучукам для улучшения каландруемости и шприцуе-
мости резиновых смесей для снижения усадки резиновых смесей *
_ при проведении этих технологических процессов.
При добавлении до 30 масс. ч. сшитых каучуков прочность и
сопротивление раздиру резин практически не изменяются, а такие
свойства резин, как эластичность, износостойкость, стойкость к
старению, тепло- и морозостойкость, не изменяются даже при со-
держании сшитых каучуков до 50 масс. ч.
Бутадиен-нитрильные каучуки могут применяться совместно с
другими каучуками в различных соотношениях при соответствую-
щем подборе вулканизующих систем (вулканизующих веществ,
ускорителей и активаторов), обеспечивающих одновременную вул-
канизацию каучуков. При применении СКН в сочетании с хлоро-
преновым каучуком значительно повышаются озоно- и погодостой-
кость, стойкость к старению, эластичность резин из СКН, но сни-
жается масло- и беизостойкость. Полярные бутадиен-нитрильные
каучуки легко смешиваются с полярными хлоропреновыми каучу-
ками.
Для повышения клейкости резиновых смесей и улучшения их
технологических свойств к СКН-18 и СКН-26 могут добавляться
СКИ-3 и НК в количестве 5—15% от массы каучука.
Бутадиен-стирольные каучуки, не содержащие масел, при до-
бавлении к СКН снижают вязкость смесей по Муни, улучшают
шприцуемость, повышают морозостойкость резин, но увеличивают
набухание резин в различных растворителях, снижают масло- и
бензостойкость.
Маслонаполненные СКС технологически плохо совмещаются с
СКН и поэтому не применяются в смеси с ними.
Введение СКД в количестве до 20% от массы СКН приводит
к значительному повышению морозостойкости, а при содержании
40%СКД повышаются выносливость при многократных деформа-
* Усадка — уменьшение длины и увеличение толщины и ширины шприцо-
ванных и каландрованных заготовок из резиновых смесей, происходящие в те-
чение некоторого времени после их изготовления,
131
5*
циях и сопротивление резин истиранию. Однако уже при введении
свыше 10% СКД снижается прочность резин. Такие свойства, как
эластичность, твердость, стойкость резин к старению, практически
не изменяются при применении до 50% СКД; не изменяется также
и теплостойкость резин.
При введении в СКН до 30% тиоколов значительно улучшают-
ся технологические свойства, повышаются масло-, бензо- и озоно-
стойкость.
Бутадиен- нитрильные каучуки могут применяться также в ком-
бинации с поливинилхлоридом (ПВХ), который способствует повы-
шению погодо- и озоностойкости, износостойкости, стойкости к дей-
ствию растворителей, твердости, прочности при растяжении и со-
противления раздиру. Однако ПВХ снижает эластичность и мо-
розостойкость резин.
СКН может также применяться в смеси с фенолоформальдегидны-
ми и эпоксидными смолами, полиамидами и полиэфиракрилатами.
7.7. ХЛОРОПРЕНОВЫЕ КАУЧУКИ
Получение. Хлоропреновые каучуки * представляют собой про-
дукты эмульсионной полимеризации хлоропрена или сополимери-
зации хлоропрена с другими мономерами.
По себестоимости хлоропреновые каучуки — самые дешевые из
всех синтетических каучуков. Это объясняется применением дешё-
вого сырья, сравнительной простотой технологического оформле-
ния процесса и низким расходом сырья и материалов.
Эмульсионную полимеризацию хлоропрена производят периоди-
ческим или непрерывным способом при температуре, которая
может быть в пределах от 10 до 40°C. В качестве регулятора мо-
лекулярной массы применяют серу совместно с тиурамом Е (тет-
раэтилтиурамдисульфидом) и меркаптаны. Ингибитором полимери-
зации, который обрывает растущую цепь полимера и прекращает
полимеризацию, служит неозон Д, он же является стабили-
затором. Кроме того, он предотвращает переход мягкого пластич-
ного растворимого сс-полимера в сшитый резиноподобный эластич-
ный ц-полнмер. В сочетании с тиурамом Е неозон Д повышает
стойкость каучука к тепловому старению.
Стабилизованный латекс направляют на дегазацию, которая
производится отгонкой мономера под вакуумом при температуре
50°C или продувкой инертного газа (азота).
При последующем созревании латекса, регулированного серой
(и тиурамом), которое длится от 8 до 24 ч при температуре
28—30°C, происходит взаимодействие тиурама Е с полисульфид-
ными группами полимера, приводящее к разрыву молекул поли-
мера, снижению молекулярной массы каучука и повышению его
пластичности.
* В СССР хлоропреновые каучуки называются наиритами, в США — неопре-
нами.
182
Выделение каучука производится путем коагуляции латекса
электролитами или вымораживанием.
В зависимости от условий полимеризации и прежде всего от
температуры полимеризации, природы регуляторов и второго мо-
номера получают хлоропреновые каучуки, различающиеся регу-
лярностью строения, пластичностью (и вязкостью), склонностью
к кристаллизации, стабильностью при нагревании. Путем сополи-
меризации со стиролом, нитрилом акриловой кислоты, дихлорбу-
тадиеном, изопреном, бутадиеном и другими мономерами придают
каучукам специфические свойства — повышают морозо- и масло-
стойкость, уменьшают склонность к кристаллизации и т. д.
Ассортимент хлоропреновых каучуков, выпускаемых в настоя-
щее время промышленностью, включает большое число марок,
различающихся по способу регулирования молекулярной массы
при полимеризации (серное, меркаптановое и комбинированное
регулирование), вязкости, склонности к кристаллизации и по виду
противостарителя.
К хлоропреновым каучукам общего назначения, рассчитанным
на широкое применение в производстве различных изделий, отно-
сятся наирит СР, КР, П, С, Н, СТС, МС (СССР), неопрены GN,
GNA, W, WB, WHV (США) и различные хлоропреновые каучуки,
выпускаемые в других странах. К каучукам специального назна-
чения относятся каучуки низкотемпературной полимеризации НТ
и НП (СССР), неопрены АС, АД, S и др. (США).
Наирит СР представляет собой каучук, получаемый эмульсион-
ной полимеризацией хлоропрена при 38—40 °C с использованием
в качестве регулятора серы. Выпускается в рулонах и вальцован-
ный. В зависимости от пластичности подразделяется на марки:
А — с пластичностью 0,65—0,72 и Б — с пластичностью 0,58—0,64.
Наирит КР также получается полимеризацией хлоропрена в
водной эмульсии при температуре 38—40 °C. Регулирование моле-
кулярной массы при полимеризации производится с помощью комби-
нированного регулятора. Этот каучук имеет более однородные мо-
лекулярную структуру и пластичность по сравнению с каучуком СР.
Наирит С — сополимер хлоропрена со стиролом (7—10%), мо-
лекулярная масса которого регулируется серой. Отличается от
наирита СР меньшей склонностью к кристаллизации из-за наруше-
ния регулярности строения полихлоропреновой цепи. Благодаря это-
му лучше сохраняется клейкость резиновых смесей. Остальные свой-
ства наирита С существенно не отличаются от свойств каучука СР.
Наирит Н представляет собой сополимер хлоропрена с нитри-
лом акриловой кислоты, повышающим масло- и бензостойкость
каучука. Выпускаются две марки этого каучука, различающиеся
содержанием нитрила акриловой кислоты: наирит Н-3 и наирит
Н-6 с более высоким содержанием нитрила. По масло- и бензо-
стойкости наир'ит Н аналогичен каучуку СКН-18, но уступает ему
по морозостойкости. Применяется наирит Н в производстве изде-
лий с повышенной масло- и бензостойкостью.
133
Наириты СТС и МС получаются полимеризацией при 30—35°C.
Они характеризуются повышенной стойкостью к тепловому старе-
нию и меньшей склонностью к подвулканизации по сравнению с
наиритом СР. Молекулярная масса наирита СТС регулируется се-
рой, а наирита МС — комбинированным регулятором. Выпускают-
ся эти каучуки двух марок — А и Б. Предназначены для примене-
ния в тех же областях, что и каучук СР.
Наирит П получается эмульсионной полимеризацией хлоро-
прена при 30—35 °C с использованием в качестве регулятора мер-
каптана, характеризуется повышенной стабильностью при хра-
нении.
Наирит ПНК представляет собой сополимер хлоропрена с 10%
2,3-дихлорбутадиена, получаемый эмульсионной полимеризацией
при 30—35 °C с применением для регулирования меркаптанов.
Обладает пониженной склонностью к кристаллизации, улучшен-
ными технологическими свойствами и повышенной стабильностью
при храпении. Наирит ПНК лучше совмещается с каучуками
общего назначения и рекомендуется для изготовления протектор-
ных резин для шин сельскохозяйственных машин. Добавление
этого каучука в количестве 10—15 масс. ч. повышает атмосферо-
стойкость резин.
Наириты НТ и НП — каучуки низкотемпературной полимериза-
ции специального назначения. Наирит НТ получают эмульсионной
полимеризацией хлоропрена при температурах -{-5----НО °C с при-
менением серы в качестве регулятора. Каучук содержит более
95% 1,4-транс-звеньев хлоропрена, что приближает его по молеку-
лярному строению к гуттаперче. Этот каучук содержит меньшее
число звеньев в положении 1,2 и поэтому характеризуется мень-
шей скоростью вулканизации по сравнению с наиритом СР, поли-
меризация которого проводится при более высокой температуре.
Наирит НТ отличается большими скоростью кристаллизации и
степенью кристалличности по сравнению с наиритом СР, он мед-
леннее размягчается при нагревании, а его вулканизаты имеют
более высокую прочность (30—40 МПа). Клеи на основе наирита
НТ благодаря большой скорости кристаллизации каучука при-
меняются в качестве клеев холодного отверждения для склеива-
ния резины, кожи, текстильных материалов.
Наирит НТ перед смешением с ингредиентами необходимо под-
вергнуть декристаллизации нагреванием (распарке).
Наирит НП получают низкотемпературной (8—12 °C) эмуль-
сионной полимеризацией хлоропрена с применением меркаптана
в качестве регулятора. Выпускается в рулонах (Р) и вальцован-
ный (В). Обладает повышенной склонностью к кристаллизации
вследствие высокой регулярности строения. Применяется для из-
готовления клеев холодного крепления, например клея 88-НП,
используемого для крепления резин к металлам. Перед примене-
нием наирит НП подвергают декристаллизации (распарке). Перед
134
смешением в резнносмесителях необходима предварительная пла-
стикация на вальцах.
Строение. В продуктах разложения озонидов хлоропренового
каучука обнаружена главным образом янтарная кислота с выхо-
дом до 85% от теоретического. Это указывает на то, что хлоро-
преновые звенья в молекуле каучука присоединены в положении
1,4. Таким образом, молекулу хлоропренового каучука можно
представить следующим образом:
1 4 1 4
---сн2—с—СН—СН2—СН2—С=СН—сн2-------
I I
С1 С1
Возможно, что часть звеньев присоединена в положении 4,1,
и некоторые участки молекулярной цепи имеют строение
1 4 4 I
---сн2—с=сн—сн2—сн2—сн=с—сн2-------
I I
С1 С1
На основании рентгенографического анализа установлено, что
молекула хлоропренового каучука имеет период идентичности в
направлении растяжения 4,86 А, что соответствует транс-конфигу-
рации молекулярной цепи по расположению метиленовых групп
относительно двойных связей (подобно транс-конфигурации гут-
таперчи). Поэтому для хлоропренового каучука принимается сле-
дующая структура молекулярной цепи:
С1 С1
|ч— 4,8бА —>|
С сн2 С сн2
сн2 сн сн2 сн
Более детальное исследование показало, что хлоропреновый
каучук, полученный эмульсионной полимеризацией при 40 °C, со-
держит 86,5% звеньев 1,4-транс, около 10% 1,4-цас и около 2,6%
звеньев в положении 1,2 и 3,4. Поскольку сера, применяемая в ка-
честве регулятора молекулярной массы, непосредственно участвует
в полимеризации, образующийся каучук содержит значительное
количество связанной серы в виде полисульфидных групп разной
степени сульфидности. В соответствии с этим каучук, регулиро-
ванный серой, имеет следующую формулу:
-----------(СН2—СС1=СН— СНа)„—(СН2— СС1=СН—СН2)т-----
где х —2—6; п и т = 80—100.
Полисульфидные группы являются наименее прочными участ-
ками молекулярной цепи, и именно по этим группам происходит
деструкция молекул каучука под действием тиурама Е.
Кроме серы широко распространенными регуляторами моле-
кулярной массы хлоропрена являются меркаптаны [например,
135
Третичный додецилмеркаптан СН3(СН2) 10CH2SH]. Применяют так-
же комбинированные регуляторы, содержащие серу, тиурам Е и
меркаптан одновременно. Каучук при этом получается с более ста-
бильными свойствами, чем при регулировании серой и тиурамом
Е. При применении в качестве регулятора одного меркаптана кау-
чуки и резины на их основе обладают еще более высокой стабиль-
ностью при хранении и стойкостью к тепловому старению, что
объясняется исключением из их состава серы и тиурама Е, кото-
рые являются веществами, принимающими активное участие в
структурировании и вулканизации каучука. Хлоропреновые кау-
чуки, полученные с использованием меркаптана, не содержат в
своем составе полисульфидных групп.
С понижением температуры полимеризации повышается моле-
кулярная масса каучука, уменьшается содержание 1,2-звеньев,
увеличивается содержание троне-1,4-звеньев, уменьшается образо-
вание разветвленных структур и поперечных связей в каучуке и
повышается способность каучука к кристаллизации.
Звенья 1,2 в хлоропреновом каучуке могут подвергаться изоме-
ризации с образованием аллильного хлора:
С1
I
—сн2—с-------—> —сн2—с----------
I II
сн сн
II I
СН2 СН2С1
который отличается повышенной реакционной способностью и по-
этому снижает устойчивость каучука при нагревании, вместе с тем
он обусловливает способность каучука к термовулканизации, а
также к вулканизации с помощью оксидов металлов.
Средняя молекулярная масса хлоропреновых каучуков равна
1 • 10s—2-Ю5. Кривые молекулярно-массового распределения имеют
один или два максимума — в низкомолекулярной и высокомолеку-
лярной областях. Коэффициент полидисперсности (полимолекуляр-
ности) Mw/Mn находится в пределах от 1 до 2.
Регулярность структуры хлоропренового каучука (85—93%
транс-\,4-звеньев) обусловливает его способность кристаллизовать-
ся при хранении и растяжении и высокую прочность нснаполнен-
ных резин на его основе. Однако высокая кристаллизуемость кау-
чука затрудняет его переработку и эксплуатацию изделий из него.
Вследствие кристаллизации каучука резиновые смеси теряют клей-
кость, становятся жесткими, а изделия могут терять эластичность
н гибкость.
Хлоропреновые каучуки, при получении которых в качестве
регуляторов использованы меркаптаны, имеют более регулярную
структуру и большую склонность к кристаллизации, чем каучуки,
молекулярная масса которых регулируется серой. Они легко рас-
творяются в ароматических и хлорированных углеводородах.
136
В случае регулирования серой каучуки содержат значительное
количество гель-фракции; содержание гель-фракции снижается и
растворимость повышается после пластикации на вальцах.
Свойства. Хлоропреновые каучуки способны вступать в различ-
ные реакции присоединения и замещения, свойственные непре-
дельным каучукам. Хлоропреновые каучуки легко хлорируются в
растворах газообразным хлором с образованием хлорированных
каучуков (хлорнаиритов), содержащих до 68% связанного хлора
и имеющих линейную структуру.
Наличие хлора в молекуле каучука оказывает значительное
влияние на его свойства, а именно: 1) при хранении под действием
света и нагревании происходит выделение из каучука хлористого
водорода; 2) каучук обладает ограниченной горючестью; в отли-
чие от других каучуков он горит только при непосредственном
воздействии огня, при удалении огня горение каучука прекращает-
ся; 3) обладает стойкостью к действию кислорода и озона вслед-
ствие экранирующего действия хлора на двойные связи; 4) хлор
сообщает полярность молекулам каучука, поэтому каучук плохо
растворяется в неполярных растворителях — алифатических угле-
водородах, бензине, минеральных маслах; 5) полярность молекул
каучука является причиной низкой морозостойкости каучука, так
как межмолекулярное взаимодействие при наличии полярных
групп усиливается, и потеря эластических свойств наступает при
более высоких температурах; 6) полярность молекул вызывает
понижение интенсивности теплового движения молекулярных
звеньев, вследствие чего уменьшается диффузия газов в каучук
и, следовательно, повышается газонепроницаемость.
По газонепроницаемости хлоропреновые каучуки уступают
только бутилкаучукам и превосходят другие каучуки общего на-
значения — изопреновые, бутадиеновые и бутадиен-стирольные.
Вследствие наличия полярных групп в молекулах, хлоропрено-
вые каучуки отличаются высокой диэлектрической проницае-
мостью— около 6,5 и пониженным удельным объемным электри-
ческим сопротивлением, составляющим 4,4-108 Ом-м (4,4-
• I010 Ом-см). Тангенс угла диэлектрических потерь каучука равен
0,2, что значительно выше, чем у неполярных каучуков.
По теплостойкости вулканизаты хлоропренового каучука
уступают вулканизатам из натурального каучука.
По морозостойкости наирит уступает многим синтетическим
каучукам. Вулканизаты хлоропренового каучука, наполненные тех-
ническим углеродом, имеют температуру хрупкости от —35 до
—40 °C, но при применении антифризов, одним из которых являет-
ся дибутилфталат, температура хрупкости значительно понижается
(до—54 °C).
Хлоропреновые каучуки и их вулканизаты отличаются очень
хорошей стойкостью к тепловому старению, к действию света, кис-
лорода, озона, кислот и щелочей. По масло- и бензостойкости они
лишь немного уступают бутадиен-нитрильным каучукам.
137
Все хлоропреновые каучуки частично растворимы в сложных
эфирах и кетонах и нерастворимы в воде и спиртах. Их вулкани-
заты, в отличие от вулканизатов бутадиен-нитрильных каучуков,
более устойчивы к спиртам, кетонам, нитросоединениям, аминам
ароматического ряда.
Ненаполненные вулканизаты кристаллизующихся хлоропрено-
вых каучуков общего назначения имеют прочность при растяже-
нии до 30 МПа (300 кгс/см2), лишь немного уступая ненаполнен-
ным вулканизатам натурального каучука, и превосходят по этому
показателю ненаполненные вулканизаты бутадиеновых, бутадиен-
стирольных и бутадиен-нитрильных каучуков. Однако ненаполнен-
ные резины на основе хлоропреновых каучуков имеют низкие
условные напряжения при заданных удлинениях. Вследствие кри-
сталлизации ненаполненные вулканизаты хлоропренового каучука
обладают малой теплостойкостью и низкой прочностью при тем-
пературах 60—100 °C.
Наполнители, как правило, снижают прочность вулканизатов.
Исключением в этом отношении является активный технический
углерод ДГ-100 (активная сажа). Вместе с тем наполнители
улучшают технологические свойства резиновых смесей, увеличи-
вают условные напряжения, твердость, сопротивление раздиру,
повышают теплостойкость и маслостойкость, снижают относитель-
ное удлинение вулканизатов при разрыве.
По сопротивлению истиранию и эластичности вулканизаты хло-
ропреновых каучуков уступают вулканизатам натурального кау-
чука, по выносливости при многократных деформациях пре-
восходят вулканизаты из бутадиен-стирольного каучука СКС-
ЗОАРКМ-15.
Хлоропреновые каучуки отличаются от других каучуков отно-
сительно высокой плотностью, равной 1250 кг/м3 (1,25 г/см3), что
приводит к увеличению расхода каучука на производство изделий.
Каучуки, полученные с использованием в качестве регулятора
серы (регулированные серой), способны пластицироваться на
холодных вальцах; пластикация их ускоряется в присутствии хи-
мических пластификаторов: гуанидинов (дифенилгуанпдина, три-
фенилгуанидина, ди-о-толилгуанидина), дитиокарбаматов, арома-
тических меркаптанов (каптакса и альтакса). Для серийных ре-
зиновых смесей рекомендуется применять дифенилгуанидин
(0,15 масс, ч.) с каптаксом (0,25 масс. ч.). Но дифенилгуанидин
может вызвать повышенную адгезию резиновых смесей к металли-
ческим поверхностям, особенно при повышенных температурах.
Повышение пластичности и снижение молекулярной массы при
механической обработке объясняется разрывом серных (полисуль-
фидных) связей. Хлоропреновые каучуки, полученные с использо-
ванием меркаптанов, не содержащие полисульфидных групп, пла-
стикации не подвергаются.
При температурах около 100°C и выше наирит подвергается
термовулканизации. Каптакс и альтакс сильно замедляют термо-
138
вулканизацию и склонность резиновых смесей к подвулканизации.
Так как хлоропреновые каучуки весьма чувствительны к повышен-
ным температурам, то изготовление смесей не рекомендуется про-
изводить при температурах выше ПО—120°C. Для понижения
адгезии к металлическим поверхностям в резиновые смеси на
основе хлоропреновых каучуков вводят парафин, воск, а .также
понижают температуру поверхности валков вальцов и каландров.
Свежеприготовленные резиновые смеси имеют удовлетворительную
клейкость.
Вулканизация. Вулканизация хлоропреновых каучуков обычно
производится оксидами металлов — смесью 5 масс. ч. оксида цинка
с 4—7 масс. ч. оксида магния, которая обеспечивает достаточно
высокую скорость вулканизации каучуков, регулированных серой.
Введение оксида магния дополнительно к оксиду цинка при-
водит к снижению скорости и степени вулканизации хлоропрено-
вого каучука и обеспечивает получение резин с лучшим комплек-
сом свойств. Кроме того, оксид магния уменьшает опасность преж-
девременной вулканизации смесей и поглощает хлористый водо-
род, выделяющийся при хранении и обработке хлоропренового
каучука и смесей на его основе.
Каучуки меркаптанового регулирования вулканизуются также
оксидами металлов, но для обеспечения достаточной скорости вул-
канизация производится в присутствии ускорителей, например
СН2---Nx
0,5 масс. ч. этилентиомочевины | XC~SH (2-меркап-
ch2-nh/
тоимидазолипа). В качестве ускорителей могут применяться также
тетрамстилтиураммоносульфид с дифенилгуанидином. Этнлентио-
мочевина является наиболее эффективным ускорителем, обеспечи-
вающим хорошие фнзико;механнческие свойства вулканизатов и
не вызывающим подвулканизации.
В вулканизации хлоропреновых каучуков участвует подвижный
аллильный хлор мономерных звеньев 1,2, который при взаимодей-
ствии с оксидом цинка образует хлористый цинк, что сопровож-
дается возникновением поперечных эфирных связей С—О—С
----С—СН2---- ---С—СН2----
II II
сн сн
СН2С1 + С1—СН2 + ZnO —> СН2—О—СН2 + ZnCl2
I I
СН сн
---С—СН2----- с— СН2--
Эфирные поперечные связи обусловливают повышенную гиб-
кость и хорошие динамические свойства (хорошую выносливость
при многократных деформациях) вулканизатов хлоропренового
каучука.
139
Вулканизация хлоропренового каучука оксидами металлов со-
провождается термовулканизацией, которая обусловлена также
наличием аллильного хлора. При взаимодействии аллильного
хлора одной молекулы и подвижного водорода другой происходит
реакция дегидрохлорирования, при этом выделяется хлористый
водород и образуются поперечные связи С—С, приводящие к вул-
канизации каучука. Схематически эта реакция может быть пред-
ставлена следующим образом:
СН
I
CI СН2С1
II
сн
I
Cl СН2 + НС1
2НС1 4- ZnO (или MgO) —> ZnCl2 (или MgCl2) 4~ Н2О
При вулканизации хлоропренового каучука, регулированного
серой, происходит также образование серных поперечных связей за
счет свободной серы, переходящей в каучук из латекса, а также
образующейся при расщеплении полисульфидных групп, содержа-
щихся в молекулярных цепях каучука.
При применении этилентиомочевины образуются моно- и ди-
сульфидные связи. Вулканизация при участии подвижного атома
хлора может производиться также бифункциональными аминами
(например, пиперазином) и многоатомными фенолами (например,
пирокатехином).
Применение. Хлоропреновые каучуки применяются в производ-
стве масло-, свето- и износостойких резиновых изделий разнообраз-
ного назначения. Они используются для изготовления резиновых
рукавов и шлангов, стойких к нефтепродуктам, к действию раз-
личных химикатов и атмосферных факторов, для изготовления
огнестойких транспортерных лент, маслостойких клиновых ремней,
профильных уплотнительных прокладок, для изготовления специ-
альной обуви, перчаток и передников для работников химической
промышленности.
Благодаря свето-, озоно-, масло- и огнестойкости, высокой стой-
кости к старению хлоропреновые каучуки широко применяются для
изготовления различных деталей в автомобилестроении и защит-
ных оболочек силовых электрических кабелей.
Изделия из хлоропреновых каучуков пригодны для эксплуата-
ции в тропических условиях.
Резина на основе хлоропренового каучука применяется для
обкладки химической аппаратуры, а также для защиты строитель-
ных конструкций.
Жидкий низкомолекулярный наирит используется для защит-
ных покрытий химической аппаратуры способом окраски,
140
7.8. ХЛОРСУЛЬФИРОВАННЫЙ ПОЛИЭТИЛЕН
Хлорсульфированный полиэтилен получается химической обра-
боткой растворенного в четыреххлористом углероде полиэтилена
низкого давления с молекулярной массой около 20000 смесью
хлора с двуокисью серы в присутствии катализатора. Каучук вы-
пускается в виде белой крошки или белых гранул под торговой
маркой ХСПЭ.
Структурная формула каучука может быть представлена сле-
дующим образом:
[—(СНг— СН2— СН2—СН— СН2— СН2—)12—СН—СН2— 1
। 1
Cl SO2CI Jrt
На 6—7 атомов углерода в среднем приходится один атом
хлора и на 85—90 атомов углерода — одна хлорсульфоновая
группа SO2CI.
Атомы хлора нарушают регулярность строения макромолекулы
каучука и затрудняют кристаллизацию.
Хлор в виде хлористого водорода и хлорсульфоновые группы
относительно легко отщепляются, особенно интенсивно при тем-
пературах выше 100 °C. При этом хлорсульфоновые группы разла-
гаются с выделением SO2 и НС1. В присутствии влаги хлорсуль-
фоновые группы гидролизуются с образованием сульфокислотной
группы. Кислород активирует процесс дегидрохлорирования.
Плотность ХСПЭ находится в пределах от 1120 до 1280 кг/м3
(1,12—1 ,28 г/см3). Растворимость его в четыреххлористом угле-
роде не менее 95—98%. ХСПЭ легко растворяется в хлорирован-
ных и ароматических углеводородах, хуже—в спиртах, гликолях,
кетонах, кислотах и алифатических углеводородах. Резины на его
основе не стойки к действию бензина, ароматических и хлорпро-
изводных углеводородов.
Вследствие насыщенности ХСПЭ относится к числу относитель-
но стойких каучуков к действию различных агрессивных сред.
ХСПЭ так же, как бутилкаучук и фторкаучук, стоек к действию
30% ной азотной и 20 %-ной уксусной кислот, но значительно на-
бухает и размягчается в 100%-ной уксусной кислоте. Как и фтор-
каучук, ХСПЭ стоек к действию 35%-ной соляной кислоты (при
65°C) и 93%-ной серной кислоты (при 20°C), а также к жидкому
безводному аммиаку, щелочам, перекиси водорода (50%-ной)
По озоностойкости ХСПЭ превосходит бутилкаучук и близок
к наиболее озоностойким каучукам — акриловому, фторкаучукам
и силоксановым каучукам, но разрушается под действием ультра-
фиолетового света. Присутствие в каучуке 26—29% хлора обус-
ловливает его огнестойкость.
Наличие в каучуке реакционноспособных групп SO2C1 и С1 по-
зволяет проводить его вулканизацию с помощью различных вул-
канизующих веществ. В качестве вулканизующих веществ
рекомендуются, в частности, оксиды металлов, а также соли этих
141
металлов и слабых кислот. Оксиды металлов являются одновре-
менно акцепторами образующихся газообразных продуктов (хло-
ристого водорода и сернистого ангидрида). Наилучшим вулкани-
зующим действием обладают оксиды магния и свинца и свинцовые
соли органических кислот. Важным компонентом вулканизующей
группы являются органические кислоты, например канифоль.
В состав вулканизующей группы обычно входят также некоторые
ускорители вулканизации.
Наиболее широкое применение получила вулканизующая
группа, состоящая из окиси магния, каптакса и дифенилгуанидина
в комбинации с органическими кислотами (канифоль и стеарино-
вая кислота).
Хлорсульфоновые группы, как предполагается, играют основ-
ную роль при вулканизации. В результате их гидролиза в при-
сутствии следов влаги образуются сульфокислоты, взаимодейст-
вующие с оксидами металлов, что приводит к образованию попе-
речных связей между молекулами каучука. Возможно также, что
хлорсульфоновые группы реагируют с солями органических кислот
с образованием полярных группировок, которые, взаимодействуя
с поверхностью частичек оксидов, образуют вулканизационные
структуры, подобные структурам, возникающим при структуриро-
вании карбоксилатного каучука оксидами металлов.
Предполагается, что образование поперечных связей при вул-
канизации ХСПЭ может быть связано и с рекомбинацией полимер-
ных радикалов, образовавшихся при отрыве атомов хлора и водо-
рода от разных молекул полимера.
Гуанидины активируют гидролиз хлорсульфоновых групп и при
взаимодействии с возникающими сульфокислотами образуют по-
перечные связи.
Наличием солевых и других связей разного типа объясняют
высокую прочность при растяжении ненаполненных вулканизатов
каучука, достигающую 18 МПа (180 кгс/см2). Таким образом, вул-
канизаты с хорошими физико-механическими показателями из
этого каучука могут быть получены и без применения активных на-
полнителей. Активный технический углерод и коллоидная кремне-
кислота повышают прочность вулканизатов.
ХСПЭ не требует предварительной пластикации, его вязкость
сильно понижается при нагревании и в процессе механической об-
работки на вальцах или в резиносмесителе.
Резины из хлорсульфированного полиэтилена характеризуются
высокими прочностью при растяжении, износостойкостью, стой-
костью к старению. Как и сам каучук, они стойки к действию раз-
личных химических реагентов.
Резины, не содержащие технический углерод (бессажевые ре-
зины), имеют высокие электроизоляционные показатели: удельное
объемное сопротивление равно 1012 Ом-м, диэлектрическая прони-
цаемость 5—7, электрическая прочность (пробивное напряже-
142
р ние)— 1,6-103 — 24-10й кВ/м, тангенс угла диэлектрических по-
терь — 0,025.
Применение. Наибольшее применение резины из ХСПЭ находят
при изготовлении уплотнителей и прокладок в автомобильной про-
мышленности и для обкладки кабелей и электрических проводов
благодаря хорошему сопротивлению старению, маслостойкости и
хорошим электроизоляционным свойствам.
Резины из ХСПЭ применяются также для изготовления различ-
ных топливных емкостей, для антикоррозионного покрытия валов
бумагоделательных машин и химической аппаратуры, при изготов-
лении кислотоупорных шлангов и рукавов для химической про-
мышленности, ХСПЭ может совмещаться с наиритом и другими
каучуками.
' 7.9. ФТОРКАУЧУКИ
Фторкаучуки СКФ получают сополимеризацией трифторхлор-
этилена CF2 = CFC1 с винилиденфторидом CH2=CF2 и гексафтор-
пропилена CF2 = CF—CF3 с винилиденфторидом. Каучуки эмуль-
• сионной полимеризации выпускаются промышленностью в виде бе-
лой крошки под марками соответственно СКФ-32 и СКФ-26.
Строение. Макромолекулы фторкаучуков имеют линейную
! структуру.
Структурная формула каучука СКФ-32:
---(-CF2-CFCI—СНг—CF2-)m----------
f где ti: tn = 3 : 7 или 1:1.
Структурная формула каучука СКФ-26:
---/— CF2—CF—\— (— СН2—CF2—)у---
t \ CF3 Д
где х : у = 3 : 7.
Каучуки содержат небольшое количество концевых двойных
связей и карбоксильных групп.
Молекулярная масса каучука СКФ-32 превышает 1 000 000,
а каучука СКФ-26 колеблется от 100 000 до 250 000.
Свойства. Молекулярные цепи фторкаучуков состоят из фтор-
г углеродных звеньев, чередующихся с метиленовыми группами, на-
рушающими упорядоченность структуры и вследствие этого умень-
шающими кристаллизацию полимеров. Электронографическое ис-
следование структуры фторкаучуков показало отсутствие у них
кристаллической фазы вплоть до температуры —40 °C.
, Фторкаучуки имеют наиболее высокую по сравнению с другими
каучуками плотность: СКФ-26— 1850 кг/м3 (1,85 г/см3) и
2 СКФ-32 — 1820 кг/м3 (1,82 г/см3).
Температура стеклования каучуков находится в пределах от
-18 до —20 °C.
143
Удельное объемное электрическое сопротивление каучуков
1,4-1010— 2,5-1010 Ом-м. Тангенс угла диэлектрических потерь —
0,02.
Каучуки обладают низкой газо- и влагопроницаемостью.
Высокая прочность связи С—F (энергия связи равна
518 кДж/моль, или 124 ккал/моль) придает каучукам высокую тер-
мостабильность. Термическое разложение каучука СКФ-32 с за-
метным выделением газообразных продуктов (преимущественно
НС1 и HF) наступает при 310—320 °C, каучук СКФ-26, содержащий
большое количество фтора (до 64—65%), характеризуется еще
большей термостабильностью.
Высокая полярность каучуков и большая величина межмолеку-
лярного взаимодействия обеспечивают хорошую масло- и бензо-
стойкость каучуков, а также стойкость к топливам, алифатическим
растворителям.
Фторкаучуки растворимы в кетонах (ацетоне, метилэтилкетоне
и др.) и сложных эфирах.
Высокое содержание фтора и насыщенность придают каучукам
химическую инертность, высокую стойкость к действию кислот, от-
личную стойкость к окислению, хорошую озоно- и погодостойкость,
а также негорючесть (горят каучуки только при наличии другого
источника горения, при удалении пламени происходит самозатуха-
ние). Каучуки стабильны при хранении и стойки к действию мик-
роорганизмов.
Вулканизация. Фторкаучуки—насыщенные соединения, поэтому
их нельзя вулканизовать обычными для ненасыщенных каучуков
способами. Вулканизацию фторкаучуков проводят различными
вулканизующими агентами: перекисью бензоила, производными ди-
аминов, основаниями Шиффа.
Фторкаучуки могут подвергаться радиационной вулканизации.
Перекисные вулканизаты превосходят вулканизаты с другими•
вулканизующими агентами по стойкости к действию сильных окис-
лителей, например азотной кислоты.
В основном вулканизация фторкаучука СКФ-26 осуществляется
производными диаминов (5 масс. ч.). Чистые диамины обладают
очень высокой активностью, поэтому для вулканизации используют
их производные, например гексаметилендиаминкарбамат; при тем-
пературе вулканизации он распадается на гексаметилендиамин
H2N(CH2)6NH2 и двуокись углерода. Из производных диаминов
применяются также основания Шиффа, которые представляют со-
бой продукты взаимодействия карбонильных соединений (арома-
тических альдегидов) с первичными аминами (с ароматическими
диаминами). К ним относится, например, бис-фурилиденгексаме-
тилендиимин (бифургин)
При вулканизации фторкаучуков при воздействии на них вы-
соких температур и излучений высокой энергии (ионизирующее из-
лучение), а также при старении происходит отщепление галоген-
водорода. Это приводит к замедлению вулканизации, сильной кор-
144
• розии вулканизационного оборудования, а также соприкасающихся
с резиной металлов и стекла (под действием HF). Добавление
в резиновые смеси оксидов металлов (оксиды магния, кальция,
цинка, свинца) в качестве акцепторов галогенводородов устраняет
коррозию и способствует ускорению вулканизации.
£ Вулканизация с помощью производных диаминов протекает
в несколько стадий. При нагревании производные диаминов рас-
падаются с образованием свободных диаминов, которые взаймо-
действуют с каучуком с отщеплением фтористого водорода и об-
разованием двойных связей:
----СН2— CF2--+ NH2(CH2)6NH2 —>----CH=CF------|-H2N(CH2)eNH2-HF
Затем диамины присоединяются по месту разрыва двойных свя-
л зей в макромолекулах каучука с образованием поперечных связей
иминного типа:
----CF=CH----- CF—NH(CH2)eNH—CF H2N(CH2)eNH2
+ NH2(CH2)eNH2 —> | I ------------->
। ----CF=CH----- CH2 CH2
I I
—> C=N(CH2)eN=C + H2N(CH2)eNH2 2HF
CH2 CH2
Оксид магния и другие оксиды металлов связывают фтористый
водород (в их присутствии не образуется фтористоводородная соль
гексаметилендиамина) и вследствие этого эффективность вулкани-
зующего вещества и вулканизации возрастает.
В присутствии оснований Шиффа также протекают реакции
| дегидрофторирования с образованием двойных связей в макромо-
лекулах каучука, по которым происходит присоединение основания
Шиффа и образование вулканизационной сетки.
Свойства резин. Ненаполненные вулканизаты имеют прочность
3—7 МПа (30—70 кгс/см2). Для повышения прочности при растя-
жении и сопротивления резин раздиру, увеличения стойкости к ста-
рению и накоплению остаточных деформаций при высоких темпе-
ратурах, а также для улучшения обрабатываемости резиновых сме-
сей на основе фторкаучуков применяются наполнители.
Резины из фторкаучуков обладают достаточно высокими проч-
ностью при растяжении, стойкостью к абразивному истиранию,
тепловому старению, к действию концентрированных кислот (азот-
ной, серной), соляной (до 37%), фосфорной (до 60%), фтористово-
/ дородной (до 75%), перекиси водорода, озона, высокой стойкостью
к атмосферным воздействиям и удовлетворительными диэлектри-
ческими свойствами. Резины из фторкаучуков невоспламеняемы,
имеют высокие масло- и бензостойкость, они стойки к действию
топлив и различных растворителей, неполярных и малополярных
145
ароматических и алифатических углеводородов, их галогенпроиз-
водных, спиртов, анилина, нитробензола.
Большой стойкостью к органическим жидкостям обладают ре-
зины из каучука СКФ-26, они могут использоваться в контакте
с ними при температурах до 250 °C. Вместе с тем, резины из фтор-
каучуков не стойки к действию сложных эфиров (этилацетат, амил-
ацетат, трибутилфталат и др.), кетонов (ацетон, метилэтилкетон
и др.), фреонов.
Наполненные резины из фторкаучуков наряду с достаточно вы-
сокой прочностью при растяжении 10—30 МПа (100—300 кгс/см2)
имеют повышенную твердость, невысокое относительное удлине-
ние (100—450%) и низкую эластичность по отскоку (5—10%).
Недостатком резин из фторкаучуков являются низкие показа-
тели морозостойкости и теплостойкости. При температурах ниже
минус 15—минус 20 °C резины из фторкаучука теряют свою эла-
стичность. Но температура хрупкости резин в зависимости от ре-
цептуры изменяется в пределах от —35 до —55 °C. В присутствии
пластификаторов типа сложных эфиров (10 масс, ч.) морозостой-
кость повышается, но при этом значительно снижаются прочность
при растяжении, стойкость к старению при высоких температурах
и химическая стойкость.
Причиной низкой теплостойкости резин на основе фторкаучуков
является резкое снижение высокого межмолекулярного взаимодей-
ствия, свойственного фторкаучукам, при нагревании. Наибольшее
снижение прочности наблюдается при температурах до 150 °C. Уве-
личение содержания наполнителей приводит к повышению тепло-
стойкости резин.
По стойкости к старению резины из фторкаучуков превосходят
резины из других каучуков и приближаются к резинам из силокса-
новых каучуков. Наиболее стойкими к тепловому старению .яв-
ляются резины, полученные при вулканизации перекисями и при
радиационной вулканизации. Наполнители и акцепторы галоген-
водородов мало влияют на стойкость резины к старению.
Резины из СКФ-32 длительно сохраняют эластические свойства
и работоспособность при температурах до 200 °C и кратковременно
при 250 °C (100 ч), а резины из СКФ-26 работоспособны при
250 °C (более 2000 ч), а при 300 °C они выдерживают нагревание
до 100—-200 ч. Резины из фторкаучуков имеют малую стойкость
к действию излучений высокой энергии.
Резины из каучука СКФ-26 более стойки к действию перегре-
той воды, чем резины из каучука типа СКФ-32. По отношению
к действию горячей воды при 100 °C резины из фторкаучуков менее
стойки, чем резины из силоксанового, хлоропренового и бутадиен-
нитрильного каучуков.
Газопроницаемость резин из фторкаучука меньше, чем газо-
проницаемость резин из других каучуков, и приближается к рези-
нам из бутилкаучука. Эти резины огнестойки, они не горят и не
поддерживают горения.
146
Резины из фторкаучуков применяются для изготовления уплот-
нительных деталей в двигателях, для сальников, трубопроводов
и других деталей для авиационной и автомобильной промышлен-
ности, для изготовления уплотнительных деталей, применяемых
в химической аппаратуре.
Резины из фторкаучука применяются также при изготовлении
рукавов, шлангов, трубок и других изделий, работающих в кон-
такте с различными маслами, смазками, топливами, с концентри-
рованными кислотами и другими реагентами при повышенных тем-
пературах.
7.10. УРЕТАНОВЫЕ КАУЧУКИ
В отличие от многих других каучуков уретановые каучуки яв-
ляются гетероцепными сополимерами.
Уретановые каучуки содержат в основной цепи уретановую
группу
—О—С—NH—
Они получаются взаимодействием простых или сложных поли-
эфиров, содержащих концевые гидроксильные группы, с диизоциа-
натами
nO=C=N— R—N=C=O + «НО—R'—ОН
полиэфир
—> O=C=N—R—NH—С— Г—О—R'—О—С—NH—R—NH— С—Т —О—R'—ОН
Химический состав и свойства уретановых каучуков зависят от
природы исходных полиэфиров и изоцианатов. В качестве исход-
ных соединений для получения сложных полиэфиров применяют
гликоли (этиленгликоль, диэтиленгликоль и др.) и дикарбоновые
кислоты, главным образом адипиновую кислоту. Из диизоцианатов
чаще всего применяют 2,4-толуилендиизоцианат, реже 4,4'-дифе-
нилметандиизоцианат и 1,5-нафтилендиизоцианат общей формулы
O = C = N—R—N=C=O.
Для получения каучука с высокой молекулярной массой в про-
цессе синтеза применяют низкомолекулярные диолы и их йена-'
сыщенные производные (удлинители).
Наличие сильнополярных уретановых групп в цепи обусловли-
вает сильное межмолекулярное взаимодействие и высокую проч-
ность уретановых каучуков, а относительная легкость вращения
главных цепей вокруг связей С—О—С обусловливает высокую гиб-
кость цепи каучука и высокую его эластичность.
В зависимости от способов переработки в изделия различают
три типа уретановых каучуков: вальцуемые, литьевые и термопла-
стичные (уретановые термоэластопласты).
147
7.ЮЛ. Вальцуемые уретановые каучуки
Получение. Вальцуемые уретановые каучуки — это каучуки ли-
нейного строения, способные перерабатываться на обычном обо-
рудовании резиновых заводов. К вальцуемым каучукам, произво-
димым в СССР, относятся: 1) предельные каучуки СКУ-8 и
СКУ-8ПГ на основе сложных полиэфиров и 2,4-толуилендиизоциа-
ната (первый из них кристаллизуется при хранении) и непредель-
ный каучук СКУ-50, содержащий двойные связи; 2) непредельный
каучук СКУ-ПФ на основе простых полиэфиров и 2,4-толуиленди-
изоцианата.
Свойства каучуков. Вальцуемые каучуки имеют молекулярную
массу около 20 000. Для дальнейшего увеличения длины молеку-
лярных цепей и молекулярной массы и для осуществления попе-
речного сшивания в процессе вулканизации в каучук вводят струк-
турирующие агенты при изготовлении резиновых смесей.
При пониженных температурах и при растяжении линейные
полиуретаны способны кристаллизоваться. Каучук СКУ-8 кристал-
лизуется при хранении. Но при уменьшении регулярности строения
полиуретана путем введения в молекулярную цепь звеньев другого
диола склонность к кристаллизации уменьшается и температура
хрупкости снижается. Температура стеклования вальцуемых поли-
уретановых каучуков около —35 °C.
Уретановые каучуки имеют повышенную плотность, равную
1210—1250 кг/м3 (1,21—1,25 г/см3).
Удельное объемное электрическое сопротивление каучука со-
ставляет 4-1011 Ом-см, т. е. оно ниже, чем у каучуков общего на-
значения. Вследствие гидрофильности уретановых каучуков в про-
цессе эксплуатации удельное электрическое сопротивление их
снижается, поэтому уретановые каучуки не нашли широкого приме-,
нения как электроизоляционные материалы. В зависимости от
строения диэлектрическая проницаемость уретановых каучуков из-
меняется в пределах от 5 до 12, а тангенс угла диэлектрических по-
терь от 0,05 до 0,11.
Уретановые каучуки обладают высокой газонепроницаемостью,
близкой к газонепроницаемости бутилкаучука.
Неструктурированные уретановые каучуки растворимы в аце-
тоне, метилэтилкетоне, этилацетате, диоксане, тетрагидрофуране
(тетраметилоксиде), диметилформамиде.
Пластичность вальцуемых уретановых каучуков зависит от со-
става и условий их синтеза, при механической обработке они пла-
стицируются. Резиновые смеси на их основе могут изготавливаться
на вальцах и в резиносмесителях.
Вулканизация и свойства вулканизатов. Вулканизацию уретано-
вых каучуков проводят с помощью различных вулканизующих
агентов, выбор которых зависит от химического строения каучуков
и требуемых свойств резин. Для вулканизации могут применяться
диизоцианаты, органические перекиси или фенолоформальдегид-
148
ные смолы, для ненасыщенных каучуков может применяться
сера.
При вулканизации диизоцианатами гидроксильные концевые
группы каучука взаимодействуют с изоцианатными, что приводит
к росту молекулярных цепей каучука. За счет диизоцианата, при-
меняемого при вулканизации, происходит одновременно сшивание
молекул каучука в результате взаимодействия изоцианатных и
уретановых групп.
Для вулканизации обычно применяется димер 2,4-толуиленди-
изоцианата (димер 2,4-ТДИ)*, который эффективно реагирует
лишь при температурах вулканизации. Димер 2,4-ТДИ приме-
няется в количестве 8—12 масс. ч. на 100 масс. ч. каучука.
Концевые изоцианатные группы полимерных цепей могут также
реагировать с влагой, содержащейся в каучуке, с образованием
карбамидных групп по схеме:
О
н2о ||
2(—N==C=O) -----> — NH—С—NH— + СО2
карбамидная группа
Последние реагируют с концевыми изоцианатными группами кау-
чука или с диизоцианатом с образованием поперечных связей. Вы-
сокая полярность сложноэфирных групп и поперечных связей, со-
единяющих молекулярные цепи, обусловливает высокие условные
напряжения при растяжении и прочность вулканизатов.
При вулканизации органическими перекисями получаются вул-
канизаты, отличающиеся по своим свойствам от вулканизатов,
полученных с помощью диизоцианатов, что объясняется особен-
ностью строения поперечных связей. В результате перекисной вул-
канизации образуются короткие и прочные углерод-углеродные
связи, которые уменьшают скольжение молекулярных цепей друг
относительно друга, приводя к снижению остаточных деформаций.
Вследствие более низкого межмолекулярного взаимодействия кау-
чуки, вулканизованные органическими перекисями, имеют более
низкие твердость и условные напряжения при растяжении.
Для вулканизации применяется перекись дикумила (содержа-
щая 40% активного вещества и 60% мела в качестве наполнителя)
и пероксимон (а.а'-ди-трет-бутилперокси-1,4-диизопропилбензол)
в количестве 2—4% от массы каучука. Применение перекисей по-
зволяет получать изделия из вальцуемых уретановых каучуков
* Димер типа
149
литьем под давлением на полуавтоматах для литья и вулканиза- 1
ции.
Могут применяться комбинированные вулканизующие системы,
содержащие органические перекиси и димер 2,4-ТДИ, который при-
водит к увеличению твердости вулканизатов, а также их стойко-
сти к действию масел и к гидролизу. <
В ненасыщенных уретановых каучуках двойные связи нахо-
дятся обычно в боковых ответвлениях, что не препятствует прове-
дению серной вулканизации. Кроме серы для вулканизации нена-
сыщенных каучуков могут применяться органические перекиси и
изоцианаты. Серная вулканизация этих каучуков проводится в при-
сутствии ускорителей и активаторов. Применение смешанных пере-
кисно-диизоцианатных и серно-диизоцианатных вулканизующих
систем позволяет в широких пределах изменять свойства вулкани- 1
затов: условные напряжения при растяжении, прочность при рас-
тяжении, твердость, сопротивление истиранию, а также повышать
стойкость к действию растворителей и горячих масел.
Вулканизация уретановых каучуков может производиться фс-
нолоформальдегидными смолами в присутствии хлорсульфирован- 1
ного полиэтилена.
Лучшей смолой, применяемой для этой цели, считается смола
фенофор Б, или иначе смола 101 В (лг-трет-бутилфенолоформальде- '
гидная смола). Смоляные вулканизаты имеют более высокую теп- 1
лостойкость, чем перекисные и диизоцианатные вулканизаты. Они
превосходят серные вулканизаты по сопротивлению утомлению при
знакопеременном изгибе и по твердости. (
В условиях хранения при повышенной влажности содержание
влаги в уретановых каучуках может достигать 2%. Избыточная
влага реагирует с диизоцианатом, вследствие чего снижается его
активность в реакциях структурирования и ухудшаются свойства
резин. Поэтому уретановые каучуки следует хранить в закрытых f
контейнерах в сухом прохладном помещении. При избытке влаги
каучуки следует сушить при 30—40 °C в камерах в течение 12 ч до
влагосодержания 0,3—0,7%. Если применяются наполнители (тех-
нический уч лерод, диоксид кремния), то их также следует пред-
охранять от увлажнения.
Резины на основе уретановых каучуков характеризуются до-
вольно высоким сопротивлением абразивному истиранию, кроме
того, они обладают высокими прочностью, эластичностью, стойко- 1
стыо к действию минеральных масел, жидких топлив и алифатиче-
ских растворителей, озоно- и светостойкостью, стойкостью к теп-
ловому старению при 100 °C.
Недостатками уретановых резин являются: относительно невы-
сокая теплостойкость (верхний температурный предел эксплуата- ।
ции изделий составляет 80—90 °C); невысокая морозостойкость |
резин на основе каучука СКУ-8 (температура хрупкости равна
—35 °C); пониженная гидролитическая стабильность сложноэфир-
ных уретановых каучуков при воздействии воды, кислот и щелочей,
150
особенно при повышенных температурах; значительное теплооб-
разование при многократных деформациях при высоких на-
грузках.
Из-за сравнительно легкого окисления уретановые каучуки на
основе простых полиэфиров менее стойки к высокотемпературным
воздействиям, чем сложноэфирные каучуки. Вместе с тем, каучук
СКУ-ПФ, полученный на основе простых полиэфиров, по водостой-
кости в 10 раз превосходит сложноэфирные каучуки С КУ-8 и
СКУ-50.
Комбинированные серно-перекисная и серно-диизоцианатная
системы вулканизации улучшают стойкость резин из сложноэфир-
ных уретановых каучуков к воде.
Резины из полиуретановых каучуков обладают высокой стой-
костью к действию алифатических растворителей, масел, жидкого
топлива, но в спиртах, кетонах, сложных эфирах, ароматических и
хлорированных углеводородах происходит их значительное набу-
хание и деструкция, особенно при повышенных температурах.
Уретановые каучуки имеют высокую стойкость к действию
ионизирующих излучений. Наибольшей стойкостью обладают ди-
изоцианатные вулканизаты вследствие наличия ароматических ко-
лец и серные вулканизаты с цинк-хлор-хинолиновым комплексом.
Вальцуемые уретановые каучуки применяются в производстве
резиновых технических изделий, в том числе втулок и прокладок
для автомашин, деталей для машин текстильной промышленности,
для уплотнительных прокладок пневматических и гидравлических
устройств, тонкостенных мембран.
7.10,2 . Литьевые уретановые каучуки
К литьевым уретановым каучукам относятся каучуки СКУ-6, СКУ-7, СКУ-В.
Они синтезируются на основе сложных полиэфиров, 2,4-толуилендиизоцианата,
в присутствии различных сшивающих агентов. Полимер СКУ-7 может перераба-
тываться в изделия как методом литья (СКУ-7Л), так и комбинированными
методами литья и прессования (СКУ-7П). Отличительной особенностью этих
каучуков является практически одновременное протекание их синтеза и образо-
вания поперечных связей, вследствие чего не требуется проведения специального
процесса вулканизации. К литьевым полиуретановым полимерам относится так-
же каучук СКУ-ПФЛ на основе простых полиэфиров, который может храниться
в течение длительного времени в виде промежуточного продукта (преполимера)
без изменения вязкости, что позволяет транспортировать его непосредственно
к месту переработки в изделия.
Литьевые полиуретаны главным образом применяются для изделий, изго-
товление которых производится непосредственно на месте их потребления мето-
дом свободного вакуумного или центробежного литья в специальные формы.
Литьевые уретановые каучуки перерабатываются в изделия обычно через
стадию образования линейного низкомолекулярного жидкого преполимера. Литье-
вые уретановые каучуки применяются для изготовления крупногабаритных изде-
лий сложного профиля, массивных шин для внутризаводского транспорта, ва-
ликов, плоскозубчатых ремней, шестерен, вкладышей и других деталей. Изделия
из литьевых уретановых каучуков находят применение в машиностроении, поли-
графической и угледобывающей промышленности, в различных отраслях легкой
промышленности, в том числе в производстве обуви.
1S1
7.10.3 . Термопластичные полиуретаны
Термопластичные полиуретаны представляют собой блоксополимеры, проч-
ность которых определяется в основном взаимодействием сильно полярных групп
и регулярностью строения цепей. Гибкие полиэфирные звенья соединены «жест-
кими» блоками, образованными из низкомолекулярных диолов и диизоцианата.
Эти блоки в известной мере выполняют роль поперечных связей и по своим
свойствам аналогичны частицам наполнителя. Возможно также возникновение
некоторого количества химических поперечных связей вследствие избытка ди-
изоцианата. Предполагается, что эти связи обладают термической лабильностью,
разрушаются при повышенных температурах и вновь восстанавливаются при
охлаждении.
Термопластичные полиуретаны (уретановые термоэластопласты) обладают
прочностью и эластичностью вулканизованных резин, обрабатываются так же,
как и пластмассы, и не требуют проведения специального процесса вулканизации.
При нагревании они переходят в вязкотекучее состояние, сохраняя при охлажде-
нии первоначальные свойства. Это дает возможность использовать их для по-
вторной переработки. Пятикратная переработка полимера лишь незначительно
изменяет его физико-механические свойства.
Для переработки термопластичных полиуретанов в изделия может быть ис-
пользовано типовое оборудование промышленности пластмасс для литья под
давлением. Как и другие уретановые каучуки, термопластичный полимер имеет
высокую стойкость к истиранию, к действию озона, минерального масла и али-
фатических растворителей, а также высокую прочность при растяжении
40—50 МПа (400—500 кгс/см2) и сравнительно большое относительное удлине-
ние (400—650%).
Термопластичный полимер сложноэфирного типа УК-1 применяется в на-
стоящее время в отечественной обувной промышленности.
Предполагается, что термопластичные уретаны найдут широкое применение
при изготовлении деталей и изделий малых размеров, где их применение наибо-
лее целесообразно по сравнению с другими уретановыми каучуками.
7.11. АКРИЛОВЫЕ КАУЧУКИ
Получение и строение. Акриловые каучуки получаются путем
эмульсионной сополимеризации эфиров акриловой кислоты с раз-
личными ненасыщенными винильными мономерами. Чаще всего
в качестве основного мономера применяются бутилакрилат и этил-
акрилат, а в качестве другого мономера — нитрил акриловой кис-
лоты или 2-хлорэтилвиниловый эфир. Соответственно каучуки
имеют следующие структурные формулы:
—СН2—СН----F-CHs—СН—I
С=О L CN L
I
OR _п
—СН2—СН-----сн2—сн—
I I
с=о о
I
OR
СНа—СН2С1
m
Акриловые каучуки являются каучуками специального назна
чения. За рубежом они выпускаются под названиями: хайкар, ак-
152
рилон, триакрил и другие; в Советском Союзе — под торговыми
марками БАК, БАКХ и ЭАКХ.
Выпускается несколько типов акриловых каучуков: БАК-12 —
ополимер бутилакрилата с 12 масс. ч. нитрила акриловой кислоты.
SAKX-7 — тройной сополимер бутилакрилата с нитрилом акрило-
юй кислоты и с 5—7 масс. ч. 0-хлорэтилметакрилата; ЭАКХ-7—
ройной сополимер этилакрилата с нитрилом акриловой кисдоты и
5—7 масс. ч. р-хлорэтилметакрилата.
Бутил акрилатный каучук БАК-12 выпускается в виде эластич-
ной ленты или крошки от светло-коричневого до кремового цвета;
вследствие высокой стабильности в него не добавляют противо-
старитель.
Все акриловые каучуки являются полностью насыщенными со-
единениями, что обусловливает их повышенную тепло-, кислороде-,
озоно- и погодостойкость.
Молекулярная масса акриловых каучуков составляет 780 000—
1 760 000.
Свойства. Акриловые каучуки, являясь сополимерами нерегу-
лярной структуры, аморфны и не способны кристаллизоваться при
растяжении или при охлаждении. Они имеют довольно высокую
температуру стеклования от —31 до —35 °C.
Плотность наиболее распространенных акриловых каучуков ко-
леблется от 1020 до 1100 кг/м3 (от 1,02 до 1,10 г/см3).
Акриловые каучуки легко смешиваются с ингредиентами на
вальцах и в резиносмесителях и не требуют предварительной пла-
стикации. Для предотвращения прилипания резиновой смеси к вал-
кам вальцев в них нужно вводить стеариновую кислоту. Они легко
каландруются и шприцуются.
Для вулканизации акриловых каучуков применяются различ-
ные вулканизационные системы:
1) соли этилендиамина или других алкилендиаминов и карбо-
новых кислот (5—10 масс, ч.) в сочетании с оксидами металлов
(5 масс, ч.) и серой (0,5—1,0 масс, ч.);
2) соли жирных кислот (мыла)—для тройных сополимеров
с p-хлорэтилметакрилатом типа БАКХ-7 и ЭАКХ-7;
3) органические перекиси (перекись дикумила) как одни, так
и в сочетании с сшивающими агентами (этилендиметакрилат или
дивинилбензол);
4) гидроксиды кальция и бария в присутствии алкилфеноло-
формальдегидной смолы 101В (фенофор Б)—для сополимера с ни-
трилом акриловой кислоты.
Часто вулканизацию проводят в две стадии с последующим тер-
* мостатированием при 150—175 °C, что повышает прочность резин
и уменьшает накопление остаточных деформаций сжатия.
Практическую ценность представляют только наполненные вул-
канизаты акриловых каучуков.
Наполненные вулканизаты акриловых каучуков имеют более
низкую прочность по сравнению с другими каучуками, их проч-
.153
ность не превышает 10—12 МПа (100—120 кгс/см2) при относи-
тельном удлинении 200—600%. При 100°C показатели прочности и
относительного удлинения снижаются почти вдвое.
Резины из акриловых каучуков обладают повышенной кисло-
родо-, свето- и озоностойкостью по сравнению с резинами из нена-
сыщенных каучуков, высокой стойкостью к горячим маслам и вы-
сокой газонепроницаемостью.
По стойкости к тепловому старению при высоких температурах
(до 180—200 °C) резины из акриловых каучуков превосходят ре-
зины на основе других каучуков за исключением резин на основе
силоксановых каучуков и фторкаучуков. Это объясняется отсут-
ствием в цепи каучуков двойных связей и метильных групп, спо-
собствующих деструкции полимера, а также наличием сложно-
эфириых групп, повышающих стойкость к старению. Стойкость
к тепловому старению зависит от типа акрилового каучука и со-
става резин.
Прочность при растяжении резин из акриловых каучуков после
экспозиции на воздухе при 150 °C в течение 3 сут почти не умень-
шается, а при выдержке в среде масла при той же температуре
снижается на 20%. Относительное удлинение при старении на воз-
духе в этих условиях снижается примерно в 2 раза, тогда как ре-
зины на основе ненасыщенных каучуков становятся хрупкими.
Полярный характер акриловых каучуков обусловливает стой-
кость их вулканизатов к некоторым растворителям, особенно к али-
фатическим углеводородам. Набухание резин в смеси бензина
с бензолом (3:1) составляет от 30 до 80%. Удовлетворительную
стойкость имеют резины к действию спиртов. Они довольно сильно
набухают в ароматических углеводородах (бензоле, толуоле, кси-
лоле), а также в анилине, этилбензоле, ацетоне и хлорпроизвод-
ных.
Вулканизаты акриловых каучуков имеют хорошую маслостой-
кость, особенно при повышенных температурах, в этом отношении
они превосходят вулканизаты из бутадиен-нитрильных каучуков,
физико-механические свойства которых после старения в масле при
150—175 °C значительно ухудшаются.
Водостойкость резин зависит от типа акриловых каучуков и
состава резин. Вулканизаты акриловых каучуков на основе бутил-
акрилата более водостойки по сравнению с вулканизатами каучу-
ков на основе этилакрилата, так как последний гидролизуется зна-
чительно легче, чем бутилакрилат. Наиболее водостойки вулкани-
заты каучуков на основе бутилакрилата с нитрилом акриловой
кислоты.
Недостатками резин из акриловых каучуков являются низкая
эластичность по отскоку (5—7%), высокая температура хрупко-
сти— минус 20 — минус 25 °C (выше чем у каучука СКН-40 и
хлоропреновых каучуков).
Применение. Высокая озоно-, маслостойкость и хорошая стой-
кость резин из акриловых каучуков к старению позволяет приме-
154
нять их в производстве маслостойких уплотнителей, прокладок и
других деталей для автомобильной промышленности, которые вы-
держивают длительное воздействие масел при температурах выше
130 °C (детали из бутадиен-нитрильного каучука пригодны только
при эксплуатации до 125—130 °C).
Резины из акриловых каучуков могут применяться в производ-
стве конвейерных лент для транспортирования кокса и других ..ма-
териалов с температурой 150—175 °C, а также для маслостойких
рукавов, работающих при повышенной температуре, для обкладки
резервуаров.
Высокие диэлектрические показатели резин из акриловых кау-
чуков позволяют применять их в кабельной промышленности.
7.12. СИЛОКСАНОВЫЕ КАУЧУКИ
Строение и получение. Главная молекулярная цепь силоксано-
вого каучука построена из чередующихся атомов кремния и кисло-
рода; различные группы, составляющие органическую часть моле-
кулы, расположены в боковых ответвлениях, связанных с атомами
кремния.
Структурная формула силоксановых каучуков:
Г R п
—Si— О—
I,
L R J«
где R и R' — алкил, арил или винил.
Исходными продуктами для получения силоксановых каучуков
являются диорганодихлорсиланы, получаемые при взаимодействии
органохлоридов при повышенных температурах с металлическим
кремнием в присутствии меди в качестве катализатора:
Си Н3Су /С1
СНзС1 + Si —> ^sr
ILCZ Vi
хлористый диметилдихлорсилан
метил
Диалкилдихлорсиланы должны иметь высокую степень чистоты,
которая достигается ректификацией на многоколонной ректифика-
ционной установке.
В СССР выпускаются различные типы силоксанового каучука:
СКТ, СКТВ, СКТВ-1, СКТЭ, СКТФВ-803, СКТФТ-100 и др.
Каучук СКТ представляет собой диметил силоксановый поли-
мер, макромолекула которого состоит из повторяющихся диметил-
силоксановых звеньев:
г СН3 п
—Si—О—
где «=-- 5000- 10 000.
СН3
165
Каучук СКТВ, кроме того, содержит около 0,1 мол. % метилви-
нилсилоксановых звеньев
СНз
~ СНз
—Si—О----Si—О—
СНЭ
НС=СН2 _т
которые облегчают его вулканизацию органическими перекисями
и повышают стойкость к тепловому старению.
Каучук СКТВ-1, в который входит 0,5 мол. % метилвинилсилок-
сановых звеньев, характеризуется малым накоплением остаточных
деформаций сжатия в закрытых системах без воздуха.
Путем частичной замены метильных групп фенильными и этиль-
ными улучшается морозостойкость силоксановых каучуков вслед-
ствие нарушения регулярности строения молекулярных цепей и за-
труднения кристаллизации.
Наиболее морозостойкими являются метилвинилфенилсилокса-
новый каучук СКТФВ-803, содержащий 8 мол.% метилфенилсил-
оксановых звеньев и 0,3% мол. метилвинилсилоксановых звеньев
I
СНз
•Si—О-
I
СНз
- сн=сн2 ~
I
—Si—О—
_ СНз
и каучук СКТЭ с 8 мол. % диэтил силоксановых звеньев
Диэтилсилоксановые звенья обусловливают повышенную моро-
зостойкость и возможность вулканизации при уменьшенном содер-
жании органических перекисей.
Введение в качестве заместителей у атомов кремния радикалов,
содержащих фтор и нитрильные группы, придает молекулам кау-
чука повышенную полярность. В результате образуются каучуки,
которые наряду с термо- и морозостойкостью обладают и масло-
бензостойкостью. В СССР освоен выпуск фторсилоксанового мас-
лобензостойкого каучука СКТФТ.
Свойства. Для силоксановых каучуков характерно широкое
молекулярно-массовое распределение. Показатель полидисперсно-
сти MwlMn равен обычно 3—4. Молекулярная масса высокомолеку-
лярных силоксановых каучуков равна 350 000—800 000. Повышение
молекулярной массы приводит к ухудшению обрабатываемости
каучука, а снижение — к ухудшению физико-механических свойств
резины.
156
Связи Si—О имеют высокую прочность; энергия связи равна
435—495 кДж/моль (104—118 ккал/моль). Слабые гидролизующие
реагенты — органические кислоты и их ангидриды, вода и другие —
расщепляют эти связи только при очень высоких температурах или
в присутствии катализаторов. Но сильные реагенты — галогенводо-
роды, серная, азотная и пирофосфорная кислоты и гидроксиды
металлов — сравнительно легко расщепляют силоксановые связи.
Связь Si—С имеет меньшую энергию и менее полярна, чем
связь Si—О, при высоких температурах она распадается тем легче,
чем больше длина радикала R, присоединенного к атому кремния.
Легкость вращения вокруг связей Si—С, Si—О и деформации
ZSi
валентных углов у атомов кислорода О\ обусловливают очень
Si
высокую гибкость молекулярных цепей силоксановых каучуков.
Силоксановые каучуки обладают слабым межмолекулярным
взаимодействием, что проявляется в очень низкой прочности нена-
полненных резин. При одинаковых молекулярных массах силокса-
новые каучуки по сравнению с другими имеют более низкую вяз-
кость, а их молекулярные цепи большую гибкость. При повы-
шении температуры прочность силоксановых резин уменьшается
гораздо меньше, чем у других резин, что связано с особенно-
стями структуры каучука и слабым межмолекулярным взаимо-
действием.
Силоксановые каучуки СКТ и СКТВ кристаллизуются при бо-
лее низких температурах по сравнению с углеводородными каучу-
ками; температура кристаллизации этих каучуков равна соответ-
ственно —60 и —100 °C. При этом скорость и глубина кристалли-
зации у них больше вследствие более высокой подвижности силок-
сановых цепей. Степень кристалличности каучука СКТ — 56%,
а каучука СКТВ — 76%, тогда как у натурального каучука она
составляет около 30%. Максимальная скорость кристаллизации
силоксанового каучука наблюдается при —80 °C.
Из-за большой гибкости молекулярных цепей и слабого меж-
молекулярного взаимодействия температура стеклования каучука
СКТ очень низка и составляет минус 123 — минус 125 °C. Низкие
температуры стеклования и кристаллизации силоксановых каучу-
ков обусловливают высокую морозостойкость резин на их основе.
При введении в процессе синтеза в макромолекулы каучука вме-
сто метильных других групп нарушается регулярность строения
макромолекул, замедляется кристаллизация и повышается морозо-
стойкость (каучуки СКТФВ, СКТЭ).
Плотность силоксановых каучуков 960—980 кг/м3 (0,96—
0,98 г/см3).
Силоксановые каучуки обладают хорошими электроизоляцион-
ными свойствами. Удельное объемное сопротивление каучука СКТ
составляет 1011—1013 Ом-м, тангенс угла диэлектрических потерь
меньше 0,003, диэлектрическая проницаемость равна 2,7.
157
С повышением температуры и в присутствии влаги электроизо-
ляционные свойства силоксановых каучуков изменяются незначи-
тельно. Силоксановые резины при 100%-ной относительной влаж-
ности воздуха вследствие гидрофобности каучука имеют удельное
поверхностное сопротивление 1013 Ом, тогда как у углеводородных
каучуков в тех же условиях оно составляет 2-109 Ом.
Отличительной особенностью силоксановых каучуков является
повышенная газопроницаемость, в 10—30 раз большая, чем у угле-
водородных каучуков, что связано с высокой гибкостью макромо-
лекул и пониженным межмолекулярным взаимодействием. Прони-
цаемость газов зависит от размеров и природы их молекул. Водя-
ной пар проникает через слой каучука в 60 раз быстрее кислорода,
а последний в 2—2,5 раза быстрее азота.
Наибольшей радиационной стойкостью обладает силоксановый
каучук, содержащий фенильные радикалы.
Отличительными особенностями силоксановых каучуков яв-
ляются высокая стойкость к тепловому старению при температу-
рах до 250—300 °C и более высокая, чем у обычных каучуков,
теплостойкость. Кроме того, каучуки обладают высокой стой-
костью к действию кислорода, УФ-лучей, атмосфере- и озоностой-
костью.
Силоксановые каучуки СКТ и СКТВ растворяются в углеводо-
родах, сложных и простых эфирах и не растворяются в спиртах и
кетонах. Каучук СКТФТ не растворяется в углеводородах, но рас-
творяется в сложных эфирах.
Они стойки к действию высоких температур как в инертной
среде и вакууме, так и на воздухе. Малая скорость термических и
термоокислительных превращений при нагревании силоксановых
каучуков позволяет назвать эти каучуки термостойкими (в назва-
нии марок они обозначаются буквой Т). При нагревании в инерт-
ной среде в несколько раз повышается молекулярная масса, изме-
няется ММР и возрастает показатель полидисперсности
При 200—220 °C вследствие деструкции и образования циклосил-
оксанов происходит потеря массы, достигающая при 300 °C 10—
12%.
В отличие от других каучуков силоксановые каучуки почти не
окисляются кислородом при температуре ниже 150 °C. Термоокис-
ленис, происходящее на воздухе при 200—230 °C, сопровождается
отщеплением боковых групп, что приводит к процессам деструкции
и структурирования. При окислении образуются формальдегид,
окись и двуокись углерода, вода, метан и водород, а также цикло-
силоксаны. Одновременно образуются продукты внутримолекуляр-
ной и межмолскулярной конденсации. После 3—4 ч нагревания
на воздухе при 250—300 °C каучуки теряют способность оаство-
ряться.
Ненаполиенные резины на основе силоксановых каучуков
имеют невысокую прочность — 0,2—0,5 МПа (2—5 кгс/см2). На-
полнители повышают прочность резин в 30—40 раз. Хорошими уси-
158
лйваюЩими наполнителями являются наполнители на основе крем-
невой кислоты (аэросил, белая сажа БС-150, БС-280, У-333 и др.).
Используются также диоксид титана, гидроксид алюминия, као-
лин, осажденный мел, оксид цинка, диатомиты. Для получения
электропроводных резин иногда применяют технический углерод
(углеродные сажи).
Силоксановые каучуки вулканизуются органическими переки-
сями, обычно в две стадии, сначала в форме, затем путем термо-
статирования в среде горячего воздуха.
Резиновые изделия из силоксановых каучуков могут также под-
вергаться радиационной вулканизации с применением излучений
высокой энергии. Полученные таким образом резины имеют высо-
кую термостойкость и стойкость к гидролизу, что объясняется об-
разованием более стабильных связей и отсутствием продуктов раз-
ложения вулканизующих веществ, которые каталитически дей-
ствуют на процесс гидролиза.
Прочность наполненных вулканизатов силоксановых каучуков
обычно не превышает 10—12 МПа (100—120 кгс/см2) при относи-
тельном удлинении до 800%. Недостатком резин является низкое
сопротивление раздиру 7—25 кН/м (7—25 кгс/см).
Для резин из силоксанового каучука так же, как и для самого
каучука, характерна высокая стойкость к старению. После вы-
держки при 300 °C в течение 72 ч вулканизаты СКТВ теряют всего
30—40% прочности и снижают относительное удлинение на 25—
40% по сравнению с первоначальными показателями. Резиновые
изделия из каучука СКТ могут работать на воздухе при темпера-
турах от —50 до 200 °C, а кратковременно — до 250 °C. Недостат-
ком резин на основе этого каучука являются большие остаточные
деформации при длительном сжатии и значительная деструкция
при работе в условиях ограниченного доступа воздуха при одно-
временном воздействии высоких температур.
Резины на основе каучуков СКТВ и СКТВ-1 могут применяться
в интервале температур от -55 до 300°C и кратковременно до
330 °C. Они характеризуются малым накоплением остаточных де-
формаций при сжатии и хорошим сопротивлением деструкции при
ограниченном доступе воздуха.
Резина из силоксановых каучуков характеризуется значительно
более высокой теплостойкостью по сравнению с резинами на основе
других каучуков. Так, прочность резин при 200 °C снижается
в 2,5 раза, а относительное удлинение — в 2—4 раза. При 120 °C
прочность силоксановых резин выше, чем резин на основе хлоро-
пренового или бутадиен-нитрильного каучуков. Наряду с этим ре-
зины отличаются высокой морозостойкостью, особенно на основе
морозостойких силоксановых каучуков СКТЭ и СКТФВ. Резины
на основе каучука СКТФВ-803 сохраняют свою эластичность до
— 114 °C.
Силоксановые резины обладают примерно в 2 раза большей
теплопроводностью, чем резины из органических каучуков. Это
159
очень важно при использований резин в качестве электроизоля-
ционного материала для проводов, применяемых для обмотки элек-
тромашин, так как они снижают электронагрев.
Резины на основе силоксановых каучуков отличаются гидро-
фобностью, высокой атмосферо- и погодостойкостью, стойкостью
к действию УФ-лучей, кислорода и озона. Продолжительность ки-
пячения в воде не влияет на свойства резин. Под действием озона
резина не изменяет своих свойств в течение 4 сут, тогда как в
тех же условиях при концентрации озона 0,0001% происходит
заметное растрескивание резины из бутадиен-стирольного кау-
чука.
Резины на основе фтор- и нитрилсодержащих силоксановых
каучуков обладают стойкостью к углеводородам и топливам как
при комнатной, так и повышенных температурах.
Резины на основе СКТ и СКТВ не стойки к действию неполяр-
ных растворителей (бензин, ароматические растворители), но об-
ладают высокой стойкостью к действию разбавленных кислот, ще-
лочей и растворов солей.
Силоксановые резины химически инертны, нетоксичны, не
имеют неприятного запаха и вкуса, не вызывают коррозии
металлов, обладают хорошей грибостойкостью (не способствуют
росту микроорганизмов), стойки к действию бактерий и плесени
в тропических условиях. Они обладают хорошей огнестойкостью,
самозатухают. Силоксановая резина может в течение нескольких
минут выдержать нагревание до 5000 °C.
Применение. Резины на основе силоксановых каучуков приме-
няются в тех случаях, когда можно эффективно использовать их
свойства. Поэтому наиболее целесообразно применять их в элек-
тротехнической, радиоэлектронной и кабельной промышленно-
сти.
Электропроводящие силоксановые резины используются в про-
изводстве электронагревательных элементов.
Вследствие физиологической инертности, нетоксичности, отсут-
ствия запаха и вкуса, гидрофобности, антиадгезионных свойств,
высокой стойкости к старению силоксановые резины применяются
в различных областях медицины, фармацевтической и пищевой
промышленности.
Широкий температурный интервал работоспособности, хорошая
стойкость к старению, к действию резких перепадов температур и
погодных условий, а также другие ценные качества обусловили
широкое применение силоксановых резин в самолетостроении,
в создании космических кораблей, в автомобильной промышлен-
ности и машиностроении.
Уплотнители, прокладки, втулки, патрубки и гибкие шланги из
этих резин пригодны для эксплуатации в более жестких условиях,
срок их службы в 2—3 раза больше, чем тех же изделий из орга-
нических каучуков.
160
Жидкие силоксановые каучуки
Кроме высокомолекулярных силоксановых каучуков горячего отверждения,
промышленность выпускает жидкие каучуки холодного отверждения, которые
представля/бт собой низкомолекулярные, линейные, прозрачные кремнийоргани-
ческие полимеры а,ю-диоксиполидиорганосилоксзны с молекулярной массой
20 000—65 000.
Макромолекулы жидких каучуков имеют следующее строение:
НП “ R cs О. и
llv
_ R' п
где R, R' — алкил,- хлор- бром- фторалкилы, арил или алкенил.
В процессе холодной вулканизации они превращаются в резиноподобные
эластичные материалы.
В СССР низкомолекулярные диметилсилоксановые жидкие каучуки выпу-
скаются под общим названием СКТН. Они различаются по молекулярной массе
и по вязкости. Производятся также жидкие силоксановые каучуки, в которых
метильные группы частично замещены на винильные, этильные, фенильные, три-
фторфепильные.
Каучуки СКТН получают полимеризацией циклосилоксанов в присутствии
воды и щелочного катализатора (например, КОН).
Выпускаются жидкие силоксановые каучуки следующих марок: СКТН,
СКТНВ, СКТНФ, СКТНЭ, СКТНФТ-50 и др.
Жидкие каучуки имеют нейтральную реакцию, полностью растворяются в
бензоле, содержат не более 2,5% свободных циклосилоксанов. Плотность этих
каучуков в зависимости от состава составляет 920—1230 кг/м3 (0,92—1,23 г/см3).
Ненаполненные вулканизаты жидких каучуков имеют низкую прочность при рас-
тяжении— 0,2 МПа (2 кгс/см2). Для повышения прочности в них вводят различ-
ные усиливающие наполнители.
В промышленности применяют смеси низкомолекулярных силоксановых кау-
чуков с различными добавками (наполнителями, отвердителями и др.). Такие
композиции получили название компаундов. В зависимости от назначения и
условий применения их приготавливают различной консистенции. Для смешения
используются смесители, коллоидные и бисерные мельницы.
Для холодного отверждения жидких каучуков с гидроксильными концевыми
группами применяются каталитические системы.
Физико-механические показатели холодных вулканизатов значительно ниже,
чем резин на основе высокомолекулярных силоксановых каучуков, однако они
имеют довольно высокую термостабильность и хорошие диэлектрические свой-
ства. Поэтому жидкие силоксановые каучуки в виде компаундов находят широ-
кое применение в электротехнической и радиотехнической промышленности. Они
используются для получения покрытий, пропитки, изготовления форм, для уплот-
нения и герметизации швов блочных конструкций зданий и в кораблестроении.
7.13. ПОЛИСУЛЬФИДНЫЕ КАУЧУКИ
Получение и строение. Полисульфидные каучуки (тиоколы)
получаются при взаимодействии симметричных дигалогенпроизвод-
ных углеводородов с ди- или полисульфидом натрия.
В качестве галогенпроизводных применяются 1,2-дихлорэтан
(О—СН2—СН2—С1), дихлордиэтиловый эфир (хлорекс) (С1СН2—
—СН2—О—СН2—СН2С1), ди-(Р-хлорэтил)формаль (С1СН2—СН2—
—О—СН2—О—СН2—СН2С1), а также некоторые другие дигало-
генпроизводные.
6 Зак. 1316
161
Для получения полимера разветвленного строения добавляют
небольшое количество 1,2,3-трихлорпропана, от 0,1 до 4% (мол.).
Особенно часто применяют ди (р-хлорэтил)формаль, который
получают из безводных этиленхлоргидрина и формальдегида:
2СН2С1—снаон+сн2о
С1СН2—СН2—О—СН2—О— СН2—СН2С1+Н2О
или при непосредственном взаимодействии этилена, хлористого во-
дорода и формальдегида.
В зависимости от содержания серы в составе звена различают
дисульфидные (два атома серы) и тетрасульфидные (четыре атома
серы) каучуки.
Полисульфидные каучуки получают поликонденсацией избытка
тетрасульфида натрия (водного раствора) с дигалогенпроизвод-
ным соединением:
пС1СН2— СН2—О—СН2—О—СН2—СН2С1 + nNa2S4 - - >
—> [—СН2—СН2—О—СН2—О—СН2—СН2—S—S—S—Sl„ 4- 2nNaCl
Реакция поликонденсации протекает при 80—100 °C в течение
2—6 ч при энергичном перемешивании. Скорость ее регулируется
количеством добавляемого дигалогенпроизводного.
Для получения дисульфидного полимера отмытую дисперсию
тетрасульфидного тиокола подвергают десульфированию путем об-
работки концентрированным раствором едкого натра при нагрева-
нии или используют для этого сульфид или сульфит натрия.
Для выделения каучука дисперсию коагулируют минеральной
кислотой. После отмывки каучука от кислоты его сушат в вакуум-
сушилках.
Свойства. Молекулярная масса такого каучука составляет
200 000—500 000. На основе дихлорэтилового эфира выпускается
твердый тиокол ДА, содержащий два атома серы в звене 47°/о
(масс.), с плотностью 1370 кг/м3 (1,37 г/см3) и температурой стек-
лования —43 °C.
Полисульфидные каучуки отличаются высокой масло- и бензо-
стойкостью, стойкостью к действию различных растворителей, вы-
сокой газонепроницаемостью. Насыщенность и наличие большого
количества серы в основной цепи (от 20 до 85%) придает резинам
из тиоколов стойкость к действию кислорода, озона, различных
агрессивных жидкостей, света, излучений высокой энергии, а также
высокую газонепроницаемость. Тиоколы легко смешиваются с са-
.жами и различными минеральными наполнителями, вулканизуются
оксидом цинка и некоторыми другими оксидами металлов. Вулка-
низация оксидом цинка сопровождается удлинением молекулярных
цепей с образованием дисульфидных связей.
Резины на основе тиокола, не содержащие наполнителей, имеют
незначительную прочность при растяжении; резины, наполненные
техническим углеродом, также имеют невысокую прочность при
растяжении 4,0—8,0 МПа (40—80 кгс/см2) и относительное удли-
162
пение 250—400% при довольно низкой эластичности по отскоку
(20%). Резины на основе тиокола значительно уступают резинам
на основе натурального и синтетических каучуков по сопротивле-
нию раздиру и стойкости к истиранию.
Они имеют большое остаточное сжатие при 70 °C, достигающее
у резин на основе тиокола ДА 100% (полное отсутствие способ-
. ности к восстановлению).
Важным техническим свойством резин из тиокола является
очень высокое сопротивление к действию различных органических
растворителей, в этом отношении они превосходят резины из бу-
тадиен-нитрильного каучука.
Резины из тиокола стойки к действию разбавленных кислот
(концентрированные кислоты и щелочи действуют разрушающе),
кислорода, озона и солнечного света.
По диэлектрическим свойствам тиоколы несколько уступают
натуральному каучуку, по газонепроницаемости — значительно пре-
восходят резины из натурального и некоторых синтетических кау-
чуков.
Тиоколы применяют прежде всего для изготовления масло- и
бензостойких резин, уплотнительных прокладок, резиновых рука-
вов и шлангов, электроизоляции, от которой требуется высокая
стойкость к маслам, резиновых изделий, подвергаемых действию
кислорода, озона и солнечных лучей. Тиоколы применяют также
в качестве добавок в смесях из бутадиен-нитрильного каучука.
Жидкие полисульфидные каучуки
Полисульфидные каучуки выпускаются также в виде водных дисперсий и
жидких каучуков.
Водные дисперсии полисульфидных каучуков наносятся на поверхность ме-
таллов, железобетона, строительных конструкций в качестве антикоррозийного
или изоляционного покрытия. После высыхания нанесенных дисперсий образуется
тонкий защитный слой, обладающий высокой водо- и газонепроницаемостью,
масло- и бензостойкостью.
Особенно большое распространение получили жидкие тиоколы, прежде всего
потому, что они способны вулканизоваться при комнатной температуре без
усадки. Исходными продуктами для получения жидких тиоколов являются ди(р-
хлорэтил)формаль, трихлорпропан и полисульфид натрия.
Для получения жидкого каучука дисперсию дисульфидного тиокола обраба-
тывают гидросульфидом натрия NaSH в присутствии сульфита натрия Na2SO3
для разрыва макромолекулы по дисульфидным связям:
[—CH2CH2OCH2OCH2CHSS—]я + NaSH + Na2SO3 —>
—>------СН2СН2ОСН2ОСН2СН2—SH + NaSCH2CH2OCH2OCH2CH2— + Na2S2O3
Затем дисперсии жидкого тиокола коагулируют минеральной кислотой, при этом
на концах молекул образуются меркаптаиовые группы —SH. После отмывки
от кислот жидкий тиокол сушат. Жидкие тиоколы представляют собой олиго-
меры с молекулярной массой 1500—4000. По внешнему виду это подвижные вяз-
кие жидкости с плотностью 1270 1300 кг/м3 (1,27—1,30 г/см3) от светлого до
темно-коричневого цвета со слабым специфическим запахом.
Отечественная промышленность выпускает жидкие тиоколы различных ма-
рок: I, II, НВБ-2, ТС-05, ТСД-05 с молекулярной массой от 1500 до 4000,
6*
163
вязкостью при 25 °C от 7,5 до 30 Па-с (от 50 до 500 П) и содержанием меркап-
тановых групп —SH от 1,6 до 4,3% (масс.).
Вулканизация жидких тиоколов, содержащих меркаптановые концевые груп-
пы, осуществляется окислением этих групп с образованием дисульфидных свя-
зей —S—S—. В качестве неорганических окислителей, способных реагировать с
подвижным водородом группы —SH, чаще всего применяются диоксид марган-
ца МпО2. диоксид свинца РЬО2 и бихромат натрия Na2Cr2O7. Из органических
окислителей применяю^ гидроперекись изопропилбензола в п-хинондиоксим.
При вулканизации происходит удлинение линейной цепи олигомера и ча-
стичное сшивание по основным и боковым меркаптановым группам, в результате
чего образуется эластичный продукт. Вулканизация протекает при комнатной и
более низких температурах, продолжительность вулканизации составляет не-
сколько суток. Щелочная среда, повышенная влажность и нагревание до 50—
80 СС ускоряют вулканизацию.
Вулканизаты жидких тиоколов отличаются высокой стойкостью к действию
различных растворителей, к окислению, действию озона и кислорода. Прочность
при растяжении вулканизатов жидких тиоколов 3—4 МПа (30—40 кгс/см2), от-
носительное удлинение 200—350%, остаточное удлинение меньше 10%. Темпера-
тура хрупкости вулканизатов —44—45 °C.
Жидкие тиоколы применяются для изготовления герметизирующих материа-
лов (герметиков), которые применяются для герметизации различных приборов
и конструкций в машиностроении, авиации, судостроении, для герметизации и
гидроизоляции швов в строительной технике. Они используются также для изго-
товления клеев, для пропитки кожи и древесины.
Низкомолекулярные жидкие тиоколы являются хорошими пластификаторами
для высокомолекулярных, трудно обрабатываемых тиоколов.
ГЛАВА 8
СИНТЕТИЧЕСКИЕ ЛАТЕКСЫ
8.1. ОБЩИЕ СВЕДЕНИЯ
Синтетические латексы представляют собой водные дисперсии
соответствующих синтетических каучуков и по основным коллоид-
но-химическим свойствам аналогичны натуральному латексу. Ча-
стицы каучука в синтетических латексах имеют отрицательный
заряд; под действием электролитов происходит коагуляция синте-
тических латексов. Вязкость латексов зависит от их концентрации
и размера частиц. При достижении концентрации выше определен-
ной, характерной для данного латекса, вязкость его резко повы-
шается.
Синтетические латексы в настоящее время широко применяются
наряду с натуральным латексом для непосредственного изготовле-
ния резиновых изделий. Вместе с тем синтетические латексы зна-
чительно отличаются от натурального. Частицы синтетических ла-
тексов в среднем меньше и более однородны по размерам, чем
частицы натурального латекса. Малый размер частиц каучука
в синтетических латексах обусловил их более высокую механиче-
скую устойчивость, вследствие чего они менее подвержены рас-
слаиванию, чем натуральный латекс. Малый размер частиц кау-»
164
чука в синтетических латексах облегчает проникновение каучука
в ткань при пропитке.
Свойства пленок, образованных из синтетических латексов,
в основном соответствуют свойствам полимеров.
Кроме каучука и воды, в состав синтетических латексов входят
эмульгаторы, противостарители, инициаторы полимеризации, регу-
ляторы и другие компоненты. Регуляторы молекулярной массы
применяются очень редко, так как образование разветвленных по-
лимеров не препятствует переработке латекса.
Большинство латексов получают эмульсионной полимеризацией
х мономеров. Некоторые синтетические латексы, например изопре-
новые и бутилкаучука, получают диспергированием в воде со-
ответствующих полимеров. Такие латексы называются искусствен-
ными.
Обычно при получении синтетических латексов применяют вод-
ные дисперсии с высоким содержанием мономеров, что обеспечи-
вает более высокое содержание каучука в латексах и позволяет
исключить их концентрирование.
В случае необходимости концентрирование латексов производят
сливкоотделением, упариванием или центрифугированием.
Для увеличения текучести латексов при высокой их концентра-
ции производится агломерация частиц (укрупнение в результате
их слияния) в латексе за счет частичной астабилизации латекса,
не приводящей к коагуляции.
Агломерация осуществляется различными способами.
Технология изготовления резиновых изделий из латекса имеет
ряд преимуществ.
К ним относятся: 1) относительная простота технологии пере-
работки латексов, широкая возможность механизации и автомати-
зации технологических процессов; 2) возможность изготовления
изделий сложной формы без применения энергоемкого и металло-
емкого, дорогостоящего оборудования; 3) отсутствие механиче-
ской обработки каучука при применении латекса, постоянство
в связи с этим его молекулярной массы, что повышает прочность
и улучшает качество изделий; 4) возможность применения латек-
сов вместо клеев в производстве ряда тонкостенных изделий, что
улучшает условия труда и снижает пожароопасность производ-
ства.
Синтетические латексы представляют собой стабильные дис-
персные системы, которые продолжительное время сохраняют свои
коллоидно-химические свойства и не расслаиваются необратимо.
Их стабильность обусловлена малым размером глобул, наличием
заряда, а также гидратацией оболочек глобул, состоящих из эмуль-
гатора. Латексы стабильны при pH больше 7, так как только в ще-
лочной среде эмульгаторы проявляют свое активное стабилизи-
рующее действие.
Введение активных противостарителей и уменьшение концен-
трации латекса способствуют повышению его стабильности.
165
Латексы, как правило, недостаточно морозостойки, поэтому они
должны храниться при температуре выше 0сС. Морозостойкость
латекса зависит от природы полимера и ухудшается с уменьше-
нием pH и понижением температуры замерзания.
8.2. ХАРАКТЕРИСТИКА СИНТЕТИЧЕСКИХ
ЛАТЕКСОВ
В настоящее время наибольшее распространение получили
следующие латексы: бутадиен-стирольные, бутадиен-нитрильные,
хлоропреновые, бутадиеи-метилвинилпиридиновые, карбоксилат-
ные. Из искусственных латексов — изопреновый и латекс бутил-
каучука.
Ниже рассматриваются главным образом те латексы, которые
применяются в резиновой промышленности.
8.2.1. Бутадиен-стирольные латексы
Наиболее многотоннажными латексами являются бутадиен-сти-
рольные латексы, ассортимент которых исключительно широк.
Латексы отдельных марок отличаются друг от друга содержа-
нием мономеров в исходной шихте, содержанием сухого вещества,
противостарителей, а также эмульгаторами, вязкостью.
Отечественная промышленность выпускает бутадиен-стироль-
ные латексы следующих марок: СКС-С, СКС-30, СКС-50, СКС-65,
С КС-85 и др.
При увеличении относительного содержания звеньев стирола
в каучуке повышается прочность при растяжении получаемых из
латекса невулканизованных пленок и ненаполненных вулканиза-
тов, условные напряжения при заданном удлинении, твердость и
понижаются относительное удлинение, эластичность и морозостой-
кость вулканизатов. Одновременно при этом в связи со снижением
непредельности каучука в латексе повышается стойкость к старе-
нию и понижается способность к вулканизации.
Концентрация бутадиен-стирольных латексов колеблется от 24
до 63%. Для пропитки корда и тканей не требуется концентриро-
ванных латексов, поэтому обычно применяются латексы с концен-
трацией 24—30%. Для изготовления губчатой резины (пеноре-
зины), промазки тканей, клейки требуются латексы с более высо-
кой концентрацией — до 60—65%. Агломерированные латексы при
концентрации 60-62% сохраняют свою текучесть, но латексы
с крупными глобулами менее устойчивы к механическим воздей-
ствиям и менее пригодны для пропитки тканей.
Латекс СКС-С применяется для изготовления пенорезины. Он
представляет продукт совместной агломерации латекса СКС-25-ОХ
холодной полимеризации (до 93 масс, ч.) и высокостирольного ла-
текса горячей полимеризации СКС-85 (7—10 масс, ч.), который
добавляется для повышения жесткости, прочности и грузонесущей
166
способности пенорезины. При агломерации размер глобул увели-
чивается до 1800—2000 А. Путем концентрирования содержание
сухого остатка повышается до 60—63%.
Латекс СКС-ЗО-ШХП («холодный, парафинатный») применяется
для пропитки шинного корда и тканей. Получается путем полиме-
ризации при низкой температуре (—20 °C) с применением в каче-
стве эмульгатора парафината калия (калиевой соли СЖК)'. Со-
держание сухого вещества в латексе составляет 26—30%, размер
частиц каучука в латексе около 600 А.
Латекс СКС-ЗОП применяется для изготовления прокладок
в консервной промышленности. Это — концентрированный латекс,
получаемый путем упаривания. При концентрации сухого вещества
44—50% он имеет пастообразную консистенцию. Предназначается
для изготовления резино-волосяных изделий, искусственной кожи
и клеев.
Высокостирольный латекс СКС-50ПГ («парафинатный, горя-
чий») получается полимеризацией смеси полимеров, содержащей
50% стирола, при температуре 50—60 °C. Концентрирование ла-
текса до 54—56%-ного содержания сухого остатка производится
упариванием. Этот латекс используется в производстве губчатых
сидений для легковых автомобилей.
Латекс СКС-50И выпускается для кабельной промышленности,
где применяется для изоляции проводов. Он содержит более 45—
50% сухого вещества.
8.2.2. Бутадиен-нитрильные латексы
Бутадиен-нитрильный латекс применяется в производстве пено-
резины и формовых изделий (перчаток). Пленки из этого латекса
отличаются высокой бензо- и маслостойкостыо. Прочность геля и
пленок из этого латекса значительно выше, чем пленок и геля
бутадиен-стирольных латексов, но вместе с тем вулканизованные
пленки из бутадиен-нитрильного латекса имеют пониженные ди-
электрические показатели и повышенную степень набухания в воде.
Бутадиен-нитрильные латексы менее стойки, чем бутадиен-стироль-
ные, к изменению температуры и к замораживанию.
Латекс СКН-40К с содержанием сухого вещества около 25%
может применяться для изготовления масло- бензостойких тонко-
стенных изделий методом ионного отложения. Латекс СКН-40П
с концентрацией 54—58% применяется при изготовлении масло-
стойких губчатых изделий методом желатинирования.
8.2.3. Хлоропреновые латексы
Хлоропреновые латексы обладают хорошей клеящей способ-
ностью, образуют при коагуляции прочный сырой гель, что очень
важно при изготовлении из них изделий. Особенностью пленок из
хлоропреновых латексов является способность их вулканизо-
ваться при нагревании без введения специальных вулканизующих
167
агентов за счет наличия в макромолекулах каучука боковых ви-
нильных групп, которые содержат атомы хлора, обладающие повы-
шенной активностью. Вулканизованные пленки из этих латексов
имеют высокую прочность при растяжении, они маслостойки, теп-
лостойки, озоностойки, огнестойки, имеют высокую газонепроницае-
мость и химическую стойкость. Недостатками пленок являются не-
высокая морозостойкость и пониженные электроизоляционные по-
казатели, а также способность выделять хлористый водород при
хранении.
Для предотвращения затвердевания пленок на холоду к латек-
сам добавляют минеральные масла и сложные эфиры — дибутил-
фталат или дибутилсебацинат.
Из хлоропреновых латексов изготовляют тонкостенные изделия
(технические перчатки, стойкие к маслам, кислотам, шары-пи-
лоты) , губчатую резину, клеи, резиновые нити и другие изделия.
Отечественная промышленность выпускает хлоропреновые ла-
тексы наирит Л-4, Л-7, ЛП, ЛНТ-1, ЛГ.
Латексы наирит Л-4 и Л-7 применяют для изготовления рези-
новых изделий методом макания, ионного отложения и желатини-
рования, в производстве искусственной кожи, для приготовления
клеев. Концентрация полимера в латексах около 40—45%.
Латекс наирит ЛП применяется для изготовления морозостой-
ких изделий, радиозондных оболочек.
Латекс наирит ЛНТ-1, получаемый низкотемпературной поли-
меризацией хлоропрена при 10—14 °C, содержит 48% сухого остат-
ка, имеет повышенную вязкость и применяется в обувной промыш-
ленности в качестве универсального клеящего вещества. Высокое
содержание транс-звеньев, которое достигается при низкотемпера-
турной полимеризации, обеспечивает быструю кристаллизацию по-
лимера.
Латекс наирит ЛГ с концентрацией 54% получается полимери-
зацией при 40 °C. Концентрация его производится методом сливко-
отделения при помощи альгината аммония. Применяется этот ла-
текс в производстве негорючей пенорезины.
8,2,4. Бутадиен-метилвинилпиридиновые латексы
Эти латексы получают эмульсионной полимеризацией бута-
диена с 2-метил-5-винилпиридином при 5 °C (ДМВП-10Х) или по-
лимеризацией бутадиена, стирола и 2-винилпиридина при 50 °C
(латекс ДСВП-15/15), взятых в соотношении 70 : 15 : 15. Их при-
меняют для пропитки шинного корда с целью повышения прочно-
сти связи его с резиной.
8.2.5. Карбоксилатные латексы
Карбоксилатные латексы получают эмульсионной полимериза-
цией в кислой среде различных мономеров с небольшим количе-
ством карбоновых кислот, содержащих винильную группу (акри-
168
.повой, метакриловой и др.). Если в качестве основного мономера
берется бутадиен, то получается латекс, известный в отечествен-
ной промышленности под маркой СКД-1; он содержит 20—22%
сухого вещества. Если основными мономерами являются бутадиен
и стирол, то получается латекс СКС-30-1, его концентрация равна
45—50%. Латекс СКН-40-1 получается из бутадиена и нитрила
акриловой кислоты, используемых в качестве основных мономеров.
Карбоксилатный латекс СКД-1 имеет хорошие адгезионные
свойства. В сочетании с резорциноформальдегидной смолой его
применяют для пропитки корда при изготовлении шин на основе
изопреновых, маслонаполненных бутадиен-стирольных и других
каучуков.
Пленки из карбоксилатных латексов обладают высокими фи-
зико-механическими показателями без наполнителей.
Эпоксидивинилкарбоксилатный латекс ЭДК-1С получается
эпоксидированием бутадиенового латекса надуксусной кислотой
с последующим совмещением с бутадиен-карбоксилатным латек-
сом СКД-1. Благодаря наличию в нем полимеров с различными
функциональными группами этот латекс имеет повышенные по
сравнению с СКД-1 адгезионные свойства, что обеспечивает при
его применении для пропитки технических тканей из химических
волокон хорошую прочность крепления к ним резин из полярных
и неполярных каучуков.
8.2.6. Латекс бутилкаучука
Латекс бутилкаучука представляет собой водную дисперсию
бутилкаучука БК-2045Т, стабилизированную олеатом калия. Полу-
чается он путем растворения полимера в органическом раствори-
теле, эмульгирования раствора в воде, содержащей эмульгатор, и
последующей отгонки растворителя.
Латекс бутилкаучука имеет показатель pH, равный 10,5—12,0,
и содержит 40% сухого вещества. Применяется для получения из-
делий методом ионного отложения и для пропитки тканей. Изде-
лия из него характеризуются хорошей прочностью, озоно-, морозо-
и атмосферостойкостью, низкой газопроницаемостью и стойкостью
к химическим реагентам.
РАЗДЕЛ HI
ИНГРЕДИЕНТЫ РЕЗИНОВЫХ СМЕСЕЙ
И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
ГЛАВА 9
ОБЩАЯ ХАРАКТЕРИСТИКА ИНГРЕДИЕНТОВ
Резиновая смесь — многокомпонентная система, в состав кото-
рой, кроме каучука, входят различные жидкие и порошкообразные
составные части — ингредиенты. Каждый ингредиент придает
смеси определенные свойства и вводится в определенном количе-
стве.
Для придания каучуку способности вулканизоваться к нему
необходимо прибавить серу, а также ускорители и активаторы,
чтобы можно было проводить вулканизацию каучука достаточно
быстро. Вулканизаты должны обладать высоким сопротивлением
старению, это достигается введением в резиновую смесь различных
противостарителей. Во многих случаях резиновые изделия должны
обладать высокой прочностью при растяжении и высоким сопро-
тивлением раздиру и истиранию, что обеспечивается применением
активных наполнителей. Чтобы облегчить процесс смешения рези-
новой смеси, сообщить ей способность хорошо каландроваться и
шприцеваться, применяют различные мягчители и наполнители.
Для придания резине определенного цвета в ее состав вводят кра-
сящие вещества. Кроме того, многие резиновые изделия должны
обладать достаточной морозостойкостью, иногда должны быть по-
ристыми, потому в резиновые смеси вводят специальные добавки.
9.1. КЛАССИФИКАЦИЯ ИНГРЕДИЕНТОВ
В технологии резинового производства применяются разнооб-
разные ингредиенты, ассортимент которых увеличивается с каж-
дым годом. В зависимости от специфики действия ингредиентов и
влияния их на свойства резиновых смесей и вулканизатов ингре-
диенты подразделяют на следующие основные группы:
1) вулканизующие вещества, или вулканизующие агенты;
2) ускорители вулканизации;
3) активаторы;
4) противостарители;
5) активные наполнители или усилители;
170
6) неактивные наполнител
i 7) красящие вещества;
8) пластификаторы (мягчители);
9) ингредиенты специального назначения.
Некоторые ингредиенты могут выполнять в резиновых смесях
разные функции в зависимости от того, в каких количествах они
I берутся в данной резиновой смеси, а также с какими каучуками
и другими ингредиентами они применяются. Примером может слу-
жить оксид магния (жженая магнезия) и оксид цинка (цинковые
белила), которые применяются как ускорители вулканизации или
активаторы, а также как наполнители. Кроме того, цинковые бе-
лила могут применяться и в качестве красящего вещества.
К ингредиентам предъявляются следующие основные требова-
ния: 1) высокая степень дисперсности (малый размер частиц);
< 2) минимальное содержание влаги и летучих веществ; 3) отсут-
ствие посторонних механических примесей и включений; 4) отсут-
ствие свободных минеральных кислот и растворимых в воде мине-
ральных солей; 5) однородность по дисперсности и составу; 6) ста-
бильность в условиях хранения; 7) нетоксичность.
; Твердые порошкообразные ингредиенты должны обладать вы-
сокой степенью дисперсности, обеспечивающей получение однород-
ной резиновой смеси с равномерным распределением ингредиентов,
а также достаточно большую площадь контакта порошкообразного
ингредиента с каучуком, что необходимо для достижения высоких
физико-механических показателей вулканизата резиновой смеси.
Значительное содержание влаги и летучих веществ в ингре-
диентах приводит к образованию пор и пузырей в резиновой смеси
при ее обработке и в процессе вулканизации вследствие выделения
паров воды и летучих веществ под действием повышенных тем-
ператур. Свободные минеральные кислоты и растворимые в воде
минеральные соли неблагоприятно влияют на сопротивление ре-
зины старению и снижают активность органических ускорителей.
9.2. ДИСПЕРСНОСТЬ ИНГРЕДИЕНТОВ
Дисперсность ингредиентов влияет не только на равномерность
их распределения в каучуке, но и на активность. Поэтому кон-
тролю дисперсности ингредиентов уделяется значительное внима-
ние. Частицы порошкообразных ингредиентов практически всегда
. неоднородны по размерам (по степени дисперсности). Важно,
чтобы эта неоднородность не была очень большой, так как нали-
чие в ингредиентах грубодисперсных частиц ухудшает физико-ме-
ханические свойства резин.
Дисперсность наполнителей характеризуется размерами частиц
, и удельной поверхностью. Удельной поверхностью наполнителя на-
зывается суммарная поверхность всех частиц в 1 г наполнителя.
По мере уменьшения размера частиц удельная поверхность напол-
нителя увеличивается.
171
Качественный контроль степени измельчения ингредиентов
производится путем ситового анализа: навески ингредиента
просеиваются через сита определенных номеров. Каждое из сит
имеет определенное число отверстий на 1 см2 поверхности. Обычно
применяется набор из нескольких сит, различающихся своей плот-
ностью (числом отверстий на 1 см2). Просев производится через
все сита, начиная с наиболее крупного. Остаток ингредиента, по-
лученного на каждом сите, выраженный в процентах к первона-
чальной навеске, является показателем однородности ингредиента
по измельчению. Ситовой анализ не дает представления о разме-
рах частиц ингредиентов и о степени их дисперсности.
Для определения размеров частиц минеральных ингредиентов
и относительного содержания частиц разных размеров применяют
методы, основанные на измерении скорости оседания частиц в воде,
т. е. методы седиментационного анализа.
Для определения размеров частиц технического углерода (саж)
применяют электронно-микроскопический метод. Для этого исполь-
зуют электронные микроскопы, предназначенные для исследова-
ния объектов в проходящих электронных лучах.
ГЛАВА 10
ВУЛКАНИЗУЮЩИЕ ВЕЩЕСТВА
Вулканизующие вещества (вулканизующие агенты) представ-
ляют собой химически активные соединения, принимающие участие
в образовании пространственной структуры вулканизата. Одним
из важнейших ингредиентов является сера. Сера применяется для
вулканизации натурального каучука и многих синтетических кау-
чуков и является основным вулканизующим веществом.
10.1. СЕРА
В свободном состоянии сера может находиться в различных ал-
лотропных формах. Наиболее устойчивой является ct-форма или
робмическая сера (Sra), имеющая желтые кристаллы ромбической
системы. Температура плавления ромбической серы 112,8 °C, плот-
ность 2070 кг/м3 (2,07 г/см3), ромбическая сера растворяется в кау-
чуке. При охлаждении расплавленной серы происходит образова-
ние р-формы — моноклинной серы (Sp), кристаллы которой имеют
форму длинных игл темно-желтого цвета. Температура плавления
этой модификации серы 119,3 °C и плотность 1960 кг/м3 (1,96 г/см3),
растворимость ее в каучуке значительно хуже ромбической серы.
Моноклинная сера при температуре ниже 96 °C постепенно пере-
ходит в ромбическую.
При быстром охлаждении перегретой расплавленной серы об-
разуется аморфная, или пластическая, нерастворимая сера. Эта
форма при хранении частично превращается в ромбическую серу.
172
В расплавленном состоянии сера также находится в различных
аллотропных формах.
Молекула серы (Se) состоит из восьми атомов, соединенных
между собой в восьмичленный цикл. При переходе серы в твердом
состоянии из одной модификации в другую число атомов в моле-
куле, как правило, не изменяется. При температуре выше 155 °C
вследствие того, что восьмичленные циклы начинают разрываться,
образуя линейные цепи, вязкость расплавленной серы значительно
повышается и достигает наибольшего значения при 187 °C, а затем
снова начинает понижаться в результате распада молекулярных
цепей на более короткие фрагменты.
Изменение свойств серы при переходе из одной модификации
в другую оказывает влияние на поведение серы в процессе смеше-
ния и вулканизации.
Сера добывается из самородных руд или ее получают окислением сероводо-
рода промышленных газов (газов нефтепереработки, попутных нефтяных газов)
и Природного газа или восстановлением сернистого ангидрида SO2, получаемого
при переработке сульфидных руд, например железного колчедана FeS2, до серы.
Вырабатывают несколько сортов серы: молотую серу, серный цвет и оса-
жденную серу. Первые два сорта серы получают из комовой серы.
В резиновой промышленности применяют молотую серу, которую получают
из лучших светлых сортов комовой серы путем ее дробления и последующего
отвеивания. Молотая сера представляет собой ромбическую модификацию.
Серый цвет получают путем перегонки комовой серы в ретортах с конденса-
цией паров в камерах. При этом образуются мелкие желтые кристаллы с темпе-
ратурой плавления НО—113 °C. Недостатками серного цвета являются: повышен-
ная кислотность вследствие образования сернистой кислоты при окислении па-
ров серы и значительная склонность к комкованию (агломерации) при изготов-
лении смесей под действием прессующего усилия. Поэтому серный цвет в на-
стоящее время применяется весьма редко.
Осажденную серу получают при взаимодействии водных растворов много-
ссрнистых металлов, например многосернистого натрия Na2Srt, с разбавленными
кислотами. Таким образом получается наиболее тонкодисперсная сера с темпе-
ратурой плавления 119 °C. Вследствие повышенной стоимости она применяется
только в производстве некоторых специальных резиновых изделий — хирургиче-
ских перчаток и прорезиненных тканей.
С повышением температуры и степени вулканизации раствори-
мость серы в каучуке значительно повышается. В натуральном
каучуке в процессе смешения при 55—65 °C растворимость ее до-
стигает 3—4% от массы каучука. При изготовлении мягкой ре-
зины, в которой содержание серы обычно не превышает 3%, в про-
цессе смешения резиновой смеси вся сера может раствориться
в каучуке. При температуре вулканизации растворимость серы до-
стигает 10%. При охлаждении резиновой смеси могут образоваться
пересыщенные растворы, из которых вследствие диффузии избы-
ток серы частично выкристаллизовывается на поверхность резино-
вой смеси. Такую кристаллизацию серы на поверхности резиновой
смеси или вулканизата называют «выцветанием» серы. Кристалли-
зация серы на поверхности резиновых невулканизовэнных деталей
снижает их клейкость, что вызывает затруднения при сборке
резиновых изделий. Уменьшения выцветания можно добиться:
173
1) введением в резиновую смесь некоторых мягчителей (стеарино-
вой кислоты и сосновой смолы), очевидно, потому, что эти мягчи-
тели являются диспергаторами серы, способствующими более рав-
номерному распределению ее в резиновой смеси; 2) введением в ре-
зиновую смесь регенерата и газовой сажи, что объясняется высокой
растворимостью серы в регенерате и адсорбцией серы газовой са-
жей; 3) проведением процесса смешения при возможно более низ-
ких температурах, при которых часть серы остается в нерастворен-
ном состоянии; 4) применением малых количеств серы при вулка-
низации; 5) применением смесей серы с селеном. Выцветание серы
в резинах является одним из признаков недовулканизации резины,
а также следствием избыточного содержания в резине свободной
серы.
Дозировка серы в резиновых смесях зависит от типа каучука
и от количества ускорителей вулканизации. В смеси на основе
синтетических каучуков вводят до 2% серы, на основе натураль-
ного каучука — до 3%. Количество серы следует несколько повы-
сить, если в составе резиновой смеси имеются вещества, адсорби-
рующие серу (активный технический углерод), или химически
с ней взаимодействующие ингредиенты (битумы).
С уменьшением содержания серы в резиновой смеси возрастает
теплостойкость вулканизатов и сопротивление их старению.
В твердых вулканизатах (эбонитах) серы содержится до 25—
50% от массы каучука, в полуэбонитах — значительно меньше —
10—20%.
10.2. N, N'-ДИТИОДИМОРФОЛИН (ДТДМ)
ZCH2—СН2у ,СН2—CFK
(/ XN—S— S—г/ \)
\сн2—сн/ \СН2—сн/
представляет собой порошкообразное вещество серого или корич-
невого цвета с температурой плавления 124—126 °C и плотностью
1360 кг/м3 (1,36 г/см3). При температуре вулканизации ДТДМ
распадается по связи S—N с выделением активной серы, которая,
взаимодействуя с каучуком, образует поперечные связи между его
молекулами. Может применяться самостоятельно или вместе с се-
рой. Совместное введение серы и 2% ДТДМ от массы каучука
позволяет уменьшить содержание серы в резиновой смеси до 0,25—•
0,50% от массы каучука. Полученные при этом резины характери-
зуются более высоким сопротивлением старению и меньшей склон-
ностью к преждевременной вулканизации. ДТДМ не изменяет
цвета резины и не выцветает, что особенно важно для резиновых
смесей на основе бутилкаучука, так как сера плохо растворяется
в бутилкаучуке, сильно выцветает, ухудшая качество изделий.
ДТДМ применяется также в смесях на основе бутадиенового
(СКД), изопренового (СКИ-3), натурального каучука и бутадиен-
нитрильного каучука (СКН).
174
10.3 ДРУГИЕ ВУЛКАНИЗУЮЩИЕ АГЕНТЫ
В качестве вулканизующих агентов используются также оксиды
металлов (ZnO, MgO, РЬО, СаО), органические перекиси (пере-
кись бензоила, перекись кумила, перекись трет-бутила и Др.), ор-
ганические ди- и полисульфиды (тиурам, N,N'-дитиодиморфолин
и др.), фенолоформальдегидные смолы, диамины, диизоцианаты.
Оксиды магния и цинка применяются при вулканизации хлоро-
преновых и карбоксилатных каучуков. Органические перекиси ис-
пользуются при вулканизации силоксановых, этилен-пропиленовых,
некоторых уретановых и фторсодержащих каучуков. Тиурам, как
и дитиодиморфолин, часто вводится в резиновую смесь вместе
с небольшим количеством серы, образуя вулканизаты с большей
стойкостью к тепловому старению. Диамины используются при
вулканизации фторкаучуков. Диизоцианаты — при вулканизации
уретановых каучуков. Фенолоформальдегидные смолы — при вул-
канизации бутилкаучука.
Способностью вулканизовать каучуки обладают и другие со-
единения: ди- и тринитробензол, диазосоединения, хиноны и их
производные и др.
ГЛАВА И
УСКОРИТЕЛИ ВУЛКАНИЗАЦИИ И АКТИВАТОРЫ
11.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Ускорители вулканизации — это вещества, которые вводятся
в резиновую смесь для ускорения процесса вулканизации. Вулка-
низация натурального каучука с помощью серы без ускорителей
при 140 °C протекает в течение 3—4 ч, а в присутствии ускорите-
лей— за несколько минут. Ускорители вулканизации начали при-
менять уже давно. Вскоре после открытия вулканизации было
установлено ускоряющее действие на вулканизацию каучука сле-
дующих соединений: глета, оксида магния, оксида кальция и дру-
гих неорганических и органических веществ.
Применение ускорителей позволяет уменьшить количество серы,
необходимое для вулканизации, и тем самым устранить ее выцве-
тание на поверхности резиновых изделий, уменьшить возможность
перевулканизации, повысить сопротивление старению, а также
улучшить физико-механические свойства резин.
Ускорители вулканизации отличаются по своему влиянию на
физико-механические и другие технические свойства вулканизатов
и на ход процесса вулканизации. Выбором различных ускорителей
можно влиять на скорость, оптимум, плато и температуру вулка-
низации, а также на сопротивление старению, теплостойкость и на
физико-механические показатели вулканизатов. В настоящее время
применяются неорганические и особенно органические ускорители
вулканизации.
175
11.2. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА УСКОРИТЕЛЕЙ
К технологическим свойствам ускорителей относятся: 1) актив-
ность, т. е. способность сокращать продолжительность вулканиза-
ции, необходимую для достижения наилучших физико-механиче-
ских и технических свойств вулканизата; 2) критическая темпера-
тура действия ускорителя и влияние на устойчивость резиновых
смесей к преждевременной вулканизации; 3) способность влиять
на плато вулканизации, физико-механические показатели вулкани-
затов и на сопротивление их старению.
Удобно характеризовать относительную активность ускорителей
по их влиянию на время вулканизации смесей на основе натураль-
ного каучука. По активности в смесях с натуральным каучуком
ускорители подразделяются на ультраускорители и ускорители вы-
сокой, средней и низкой активности.
В присутствии ультраускорителей оптимум вулканизации нату-
рального каучука при 140—150 °C достигается в течение 5—10 мин.
В присутствии ускорителей высокой активности оптимум вулкани-
зации достигается при 150 °C в течение 10—30 мин, ускорителей
средней активности — в течение 30—60 мин, ускорителей малой
активности при той же температуре — в течение 60—120 мин. Из
органических ускорителей вулканизации в качестве ультраускори-
телей чаще всего применяются тиурамы, дитиокарбаматы, ускори-
телей высокой активности — тиазолы, ускорителей средней актив-
ности — гуанидины.
Дозировка ускорителей в резиновых смесях зависит от вида
ускорителя и типа каучука, а также от природы и количества в ре-
зиновой смеси активных наполнителей, адсорбирующих ускори-
тель. Как правило, в смесях с бутадиен-стирольными каучуками
ускорители применяются в больших количествах, чем в смесях
с натуральным каучуком. Ультраускорители применяют в количе-
стве 0,3—0,4% от массы каучука, остальные ускорители — от 0,6—
0,7 до 2,5%.
Критической температурой действия ускорителя называется
температура, при которой он начинает проявлять свое активное
действие. Критическая температура действия не является постоян-
ной величиной, она зависит от продолжительности нагревания и
концентрации ускорителя в резиновой смеси, от типа каучука, на-
личия активаторов и некоторых других ингредиентов резиновой
смеси. Из применяемых ускорителей наиболее низкую критическую
температуру действия имеет тиурам (105—125 °C), а наиболее
высокую — альтакс (126°C). С критической температурой дей-
ствия ускорителя связана устойчивость резиновых смесей к прежде-
временной вулканизации. Наиболее склонны к преждевремен-
ной вулканизации во время обработки резиновые смеси с тиу-
рамом.
Некоторые ультраускорители (например, дитиокарбаматы)
имеют критическую температуру действия около 20 °C. Такие уско-
176
рители нельзя вводить в резиновые смеси, применяя обычные спо-
собы их обработки. Так как температура резиновой смеси на валь-
цах, каландрах и шприц-машинах находится в пределах от 40 до
110 °C, следует применять такие ускорители вулканизации, крити-
ческая температура действия которых лежит значительно выше
температуры, развивающейся в резиновой смеси при ее обработке,
чтобы не произошло преждевременной вулканизации. Явление
преждевременной вулканизации часто называют «подгоранием»
или скорчингом. Преждевременная вулканизация может наблю-
даться и при хранении недостаточно охлажденных резиновых сме-
сей. В этом случае вследствие медленного охлаждения и продол-
жительного воздействия повышенной температуры около 40—60 °C
ускорители начинают проявлять свое активное действие, начи-
нается процесс вулканизации. Неравномерное распределение серы
и ускорителей в резиновой смеси благоприятствует преждевремен-
ной вулканизации.
Признаком преждевременной вулканизации резиновой смеси
является понижение пластичности и повышение эластического вос-
становления, которые могут быть обнаружены в начальной стадии
только с помощью прибора (пластометра). Преждевременная вул-
канизация сопровождается также повышением жесткости резино-
вой смеси, появлением шероховатости, бугристой поверхности ли-
ста, ломкости резиновой смеси и отставанием ее от поверхности
валка.
Существует несколько методов предупреждения преждевремен-
ной вулканизации: 1) применение ускорителей с более высокой
критической температурой действия или с замедленным начальным
периодом вулканизации (широким начальным индукционным пе-
риодом); 2) применение возможно более низких температур при
обработке резиновых смесей; 3) хорошее охлаждение резиновых
смесей и полуфабрикатов перед их укладкой или закаткой в ру-
лоны; 4) применение ингредиентов, понижающих активность уско-
рителей вулканизации при обычных температурах обработки ре-
зиновых смесей (к таким ингредиентам относятся органические
кислоты и ангидриды — бензойная и фталевая кислоты и особенно
фталевый ангидрид).
Влияние ускорителей на плато вулканизации резиновых смесей
зависит от типа каучука. Смеси на основе бутадиен-стирольного
и бутадиен-нитрильного каучуков в присутствии почти всех ускори-
телей имеют достаточно широкое плато вулканизации. Смеси на
основе натурального каучука в присутствии ультраускорителей
имеют узкое плато вулканизации, а в присутствии каптакса — ши-
рокое плато. Размер плато вулканизации зависит также от содер-
жания в резиновой смеси серы и ускорителя, от природы и коли-
чества противостарителя и технического углерода. О практическом
значении широкого плато при вулканизации массивных изделий
указывалось ранее.
177
Влияние ускорителей на сопротивление резины старению. Тиу-
рам и каптакс обеспечивают хорошее сопротивление старению
резины на основе натурального каучука, изопренового и бутадиен-
стирольных каучуков. Это объясняется тем, что каптакс и про-
дукты превращения тиурама обладают свойствами противостари-
телей. Особенно стойкими к тепловому старению оказываются ре-
зины, изготовленные с 3% тиурама и 0,5% серы от массы каучука
или с 5—8% тиурама (без серы).
Влияние ускорителей на физико-механические показатели ре-
зин (прочность при растяжении, условные напряжения при задан-
ных удлинениях, модуль эластичности, относительное удлинение,
твердость, сопротивление раздиру, истиранию и многократным де-
формациям) связано, очевидно, со способностью ускорителей вы-
зывать образование при вулканизации различных поперечных свя-
зей между молекулами каучука. Например, тиурам способствует
образованию в сетчатой структуре вулканизата наиболее прочных
моносульфидных и углерод-углеродных связей, однако эти же
связи не могут обеспечить высокой статической и динамической
прочности вулканизатов.
11.3. НЕОРГАНИЧЕСКИЕ УСКОРИТЕЛИ ВУЛКАНИЗАЦИИ
К неорганическим ускорителям вулканизации относятся такие
вещества, как оксиды магния, цинка, свинца, гидроксид кальция»
карбонаты калия и натрия, многосернистые соединения. Наиболь-
шее практическое применение имеют оксиды магния, цинка, свин-
ца, гидроксид кальция. Неорганические ускорители не раство-
ряются в каучуке и плохо распределяются в нем. Для улучшения
их распределения в резиновых смесях применяют жирные кислоты
и канифоль, которые активируют неорганические ускорители вул-
канизации.
11.3.L Оксид магния
Оксид магния (жженая магнезия, или магнезия уста) полу-
чается путем прокаливания при температуре светлого каления ос-
новного углекислого магния. Процесс идет по уравнению:
MgCO3 • Mg(OH)2 —> 2MgO + НгО + СО2
Оксид магния представляет собой белый рыхлый аморфный по-
рошок с плотностью 3200—3700 кг/м3 (3,2—3,7 г/см3). При хране-
нии на воздухе оксид магния поглощает значительное количество
влаги, взаимодействует с двуокисью углерода с образованием кар-
боната магния, который является инертным наполнителем. Оксид
магния применяется в качестве ускорителя в эбонитовых смесях,
а также в качестве вулканизующего вещества в смесях на основб
хлоропренового каучука и в качестве активатора ускорителей —•
дифенилгуанидина и других гуанидинов.
178
11.3.2, Гашеная известь
Гашеная известь («пушонка») получается путем гашения окси-
да кальция водой. Представляет собой белый рыхлый порошок.
Применяется в количестве 2—5% от массы каучука, придает рези-
нам жесткость. В эбонитовых смесях она благоприятно влияет на
> прочность связи эбонита с металлом, связывая все образующиеся
при вулканизации сернистые газы, вследствие чего вулканизаты
! получаются с повышенной плотностью. В эбонитовых смесях из-
I весть выполняет также роль наполнителя и применяется в этом
I случае в количестве 10—15% от массы каучука.
1 11.3.3. Оксид свинца
' Оксид свинца РЬО, или глет, получается путем окисления свин-
ца в специальных печах; представляет собой порошок от светло-
желтого до темно-коричневого цвета с плотностью 7500 кг/м3
(7,5 г/см3). Оксид свинца является единственным неорганическим
ускорителем вулканизации, обладающим активностью при вулка-
' низации на воздухе (в этом случае он применяется в количестве
I 10—50%). Оксид свинца при вулканизации взаимодействует с се-
рой с образованием сернистого свинца черного цвета, поэтому ре-
зины в его присутствии имеют черный цвет. Оксид свинца в настоя-
щее время в качестве ускорителя вулканизации почти не приме-
няется вследствие ядовитости и высокой плотности.
1 11.4. ОРГАНИЧЕСКИЕ УСКОРИТЕЛИ ВУЛКАНИЗАЦИИ
Органические ускорители вулканизации стали применяться зна-
чительно позднее неорганических ускорителей. Однако вследствие
высокой активности и весьма благоприятного влияния на физико-
! механические свойства вулканизатов органические ускорители
в настоящее время почти полностью вытеснили неорганические.
В качестве органических ускорителей могут применяться самые
различные классы соединений; в настоящее время известно не-
сколько сот органических веществ, способных ускорять вулканиза-
цию, но на практике преимущественно применяют только некото-
рые из них: тиурам, каптакс, альтакс, сульфенамиды, дифенилгуа-
нидин.
1 По химическому признаку органические ускорители принято
подразделять на следующие группы: 1) дитиокарбаматы, 2) тиу-
рамы, 3) ксантогенаты, 4) тиазолы, 5) сульфенамиды, 6) гуани-
дины.
11.4.1. Дитиокарбаматы
Ускорители этой группы относятся к ультраускорителям и про-
I являют свое действие при температуре ниже 100 °C. Дитиокарб-
аматы являются производными дитиокарбаминовой кислоты
179
s
H2N—C—SH, представляющей собой амид дитиоугольной кислоты
НО—С—SH. Получаются взаимодействием вторичных аминов с се-
II
. S
роуглеродом:
Rx Rx >R
2 XNH + CS2 —> 41—C—SH • NH^
RZ RZ | \R
о
К этой группе ускорителей относится диметилдитиокарбамат ди-
метиламина (ускоритель К-45):
СНз. ,СНз
/N—С—SH-NH^
CH3Z | ^СНз
Он растворим в воде и используется для вулканизации тонкостен-
ных изделий путем кипячения в водном растворе.
К этой же группе относится ускоритель диметилдитиокарбамат
цинка (цимат):
СН3х ,СН3
С—S —Zn— S —С—
CH3Z J | ХСН3
О о
Он относительно устойчив при хранении. Не выцветает и не
окрашивает резин, поэтому применяется при изготовлении белых
и цветных резиновых изделий. Используется в качестве ультра-
ускорителя в самовулканизующихся клеях.
В смесях из натурального и бутадиен-нитрилыюго каучука, со-
держащих технический углерод, применяется ускоритель вулкацит
Р экстра N, представляющий собой этилфенилдитиокарбамат цин-
ка. Это серый порошок с температурой плавления 203—204 °C и
плотностью 1430—1440 кг/м3 (1,43—1,44 г/см3). Добавка 0,1 %
этого ускорителя к обычным ускорителям в сажевых смесях сокра-
щает продолжительность вулканизации при 150 °C в 2,5 раза.
Дибутилдитиокарбамат никеля придает вулканизатам из бута-
диен-стирольного .каучука хорошую стойкость к световому ста-
рению.
При длительном хранении дитиокарбаматы окисляются с обра-
зованием тиурамов.
11.4.2. Тиурамы
Тиурамы получаются окислением дитиокарбаматов окислами
азота, хлором, бромом или йодом. В промышленности наиболее
распространенным ускорителем этой группы является тетраметил-
180
тиурамдисульфид, который называют тиурамом Д (или просто тиу-
рамом) :
Н3СХ ZCH3
V-С—S—S—с—г/
НзС/ II II Vh3
S S
Тиурам Д представляет собой светло-желтый порошок с плот-
ностью 1400 кг/м3 (1,4 г/см3) и температурой плавления 140—
142 °C. Тиурам является ультраускорителем, его критическая тем-
пература действия около 105—125 °C; поэтому резиновые смеси
с тиурамом обладают склонностью к подвулканизации. Тиурам
применяют в количестве от 0,1 до 0,75% от массы каучука, а при
вулканизации в горячем воздухе — 0,3—0,7%. Активируется окси-
дом цинка. Технический углерод, каолин и регенерат понижают
активность тиурама. Вулканизаты отличаются хорошим сопротивле-
нием старению. В дозировке 3—5% тиурам применяют в производ-
стве теплостойких резин; особой теплостойкостью отличаются ре-
зины, получаемые с тиурамом, без серы. Вулканизация при этом
происходит за счет серы, отщепляемой тиурамом.
Тетраэтилтиурамдисульфид (тиурам Е) аналогичен по своим
технологическим свойствам тетраметилтиурамдисульфиду, но при-
дает смесям большее сопротивление подвулканизации.
Тетраметилтиураммоносульфид (ТМТМ)
Н3СХ /СН3
^N—C—S— С—iZ
н3су х:Нз
представляет собой белый порошок с плотностью 1400 кг/м3
(1,4 г/см3) и температурой плавления около 104—108 °C. Он плохо
растворим в воде, растворим в каучуке (0,25%), нетоксичен.
Применяется с каучуками общего назначения в дозировке
0,15—3,0% от массы каучука. Сообщает резинам хорошее сопро-
тивление старению. Может применяться в белых и цветных резинах
и резинах, соприкасающихся с пищевыми продуктами.
Он менее активен, чем тиурам Д и не обладает самостоятель-
ным вулканизующим действием, уменьшает склонность резиновых
смесей к подвулканизации. В комбинации с другими ускорителями
(альтаксом, сульфенамидом) улучшает свойства резин из нату-
рального и изопренового каучуков, вулканизуемых при повышен-
ных температурах (до 170°C).
Полисульфидные соединения общей формулы
R\ /R
с—sn— c—n;
r/ В I \r
также относятся к этой группе ускорителей. Они могут вулканизо-
вать каучуки без добавления серы и применяются в производстве
цветных резин.
181 t
11.4.3. Ксантогенаты
Ксантогенаты представляют собой соли ксантогеновой кислоты.
Ксантогеновыми кислотами называются кислые эфиры дитиоуголь-
ной кислоты общей формулы RO—CS—SH
/SH /SMe
C=S C==S
\dR
ксантогеновзя ксантогенат
кислота
где R — углеводородный радикал; Me — металл.
Ксантогенаты являются весьма активными ускорителями низ-
котемпературной вулканизации клеев. При хранении ксантогенаты
постепенно разлагаются. Наибольшее применение из этой группы
получил ускоритель бутилксантогенат цинка
С4НЙО—С—S—Zn—S—С—ОС4НВ
S S
который применяется при изготовлении самовулканизующегося
клея.
11.4.4. Тиазолы
Тиазолы — гетероциклические соединения — характеризуются
наличием пятичленного цикла, в состав которого входит сера
НС----N
/СН
S
Присоединением тиазолового кольца к бензольному получают
бензотиазол:
СН
Важнейший ускоритель этой группы—меркаптобензотиазол, на-
зываемый каптаксом, является одним из наиболее распространен-
ных в промышленности ускорителей:
---N
4 SH
\ /С—-о Л
S
182
Получают его при взаимодействии эквимольных количеств ани-
лина, сероуглерода и серы:
nh2
1------------------N
-f- CS2 s
II + H2S
Ч /С—sh
Технический меркаптобензотиазол представляет собой мелкокри-
сталлический порошок желтого цвета с температурой плавления
170—172 °C, горький на вкус. Содержание чистого меркаптобензо-
тиазола в каптаксе составляет 93—95%.
Каптакс применяется в дозировке 0,6—1,8% от массы каучука.
Он придает резинам хорошее сопротивление старению. Резиновые-
смеси с каптаксом имеют широкое плато вулканизации. При обра-
ботке резиновых смесей, содержащих печной технический углерод,,
каптакс может вызывать подвулканизацию при температурах около
100 °C. Каптакс применяется для получения резин с низким моду-
лем, поэтому он особенно рекомендуется для смесей с техническим
углеродом. Наиболее пригоден каптакс для использования в рези-
новых смесях, вулканизующихся в паровой среде; в сочетании
с тиурамом может применяться для вулканизации в среде горячего
воздуха.
Другим ускорителем этой группы является дибензотиазолил-
дисульфид — альтакс' /
получаемый окислением каптакса. Альтакс — порошок желтого5
цвета с высокой критической температурой действия (126°C), со-
общающий резиновым смесям высокую стойкость к преждевремен-
ной вулканизации. В промышленности альтакс выпускается также
и. в виде гранул. Применяется в дозировке 0,8—1,5% от массы кау-
чука. При высокой температуре вулканизации разлагается с обра-
зованием каптакса.
Диметиламиновая соль каптакса (ДМАСК) применяется в ка-
честве растворимого в воде ускорителя.
11.4.5. Сульфенамиды
Сульфенамиды получили широкое распространение при вулка-
низации натурального, бутадиен-стирольных, бутадиен-нитрильных
и других синтетических каучуков. Сульфенамид БТ — бензотиазо-
лилсульфендиэтиламид
183,
получается совместным окислением меркаптобензотиазола и соот-
ветствующего амина.
Сульфенамид БТ — жидкость красно-бурого цвета с неприят-
ным запахом, плотность его 1140 кг/м3 (1,14 г/см3), не стоек при
хранении. Применяется в дозировке 0,7—1,7%.
Широко применяются ускорители сульфенамид Ц и сульфен-
амид М.
Сульфенамид Ц (сантокюр)—1Ч-циклогексил-2-бензотиазолил-
сульфенамид
---N Н2С-СН2
/С—S—N—НС^ /СН2
S н н/с—сн2
представляет собой твердое кристаллическое вещество с темпера-
турой плавления 103°C и плотностью 1280 кг/м3 (1,28 г/см3).
Сульфенамид М (сантокюр-мор)—М-оксидиэтилен-2-бензоти-
азолилсульфенамид
С.-----N Н2С-СН2
L /С—S—
s Н2С—СН,
является кристаллическим веществом светло-желтого цвета с тем-
пературой плавления 87 °C и плотностью 1370 кг/м3 (1,37 г/см3).
Резиновые смеси с сульфенамидами, особенно с сульфенами-
дом М, имеют замедленный начальный период вулканизации (ши-
рокий индукционный период) и поэтому обладают повышенной
устойчивостью к преждевременной вулканизации. В процессе вул-
канизации они длительное время находятся в вязкотекучем состоя-
нии и хорошо формуются.
Резиновые смеси с сульфенамидами обладают повышенной
устойчивостью к преждевременной вулканизации по сравнению
с резиновыми смесями, содержащими некоторые другие ускорители
(например, каптакс); вследствие этого резиновые смеси могут дли-
тельное время находиться в вязкотекучем состоянии и поэтому
хорошо формуются при вулканизации. По этой же причине эти
ускорители обеспечивают повышенную прочность многослойных
изделий. Сульфенамиды придают смесям на основе бутадиен-сти-
рольного каучука, содержащим технический углерод, широкое пла-
то вулканизации.
Сульфенамиды значительно повышают модуль и прочность при
растяжении вулканизатов из натурального и синтетических каучу-
ков. Сообщают резинам повышенное сопротивление истиранию,
раздиру и действию многократных деформаций.
Сулфенамид Ц и сульфенамид М более стабильны, чем суль-
фенамид БТ; кроме того, они являются кристаллическими веще-
ствами, что облегчает их хранение и применение.
184
11.4.6, Гуанидины
Гуанидин NH2—С—NH2 обладает способностью ускорять вул-
NH \
канизацию, но вследствие своей нестойкости не может применяться
в резиновых смесях. В качестве ускорителей применяют производ-
ные гуанидина — дифенилгуанидин, трифенилгуанидин и ди-о-то-
лилгуанидин. Из них наибольшее распространение получил дифе-
нилгуанидин (ДФГ):
C6H6NH—С—NHC6H6
NH
ДФГ — порошок белого или светло-серого цвета с плотностью
ИЗО—1190 кг/м3 (1,13—1,19 г/см3) и температурой плавления
147—148 °C. Применяется в резиновых смесях, вулканизующихся
в прессе, а также в котле в паровой и воздушной среде, в дози-
ровках 0,7—2,5% от массы каучука. В смесях из натурального
каучука ДФГ является ускорителем средней активности. Приме-
няется при изготовлении резин, окрашенных в темный цвет. Это
единственный ускоритель, используемый с трех- и пятисернистой
сурьмой: ДФГ часто применяется вместе с каптаксом или альтак-
сом, сильно активируя их действие. Рекомендуется для изготовле-
ния жестких резин с высоким модулем, работающих в условиях
многократного сжатия, изгиба или ударных нагрузок.
Ди-о-толилгуанидин более активен, чем ДФГ. Трифенилгуани-
дин является ускорителем низкой активности.
11.4.7. Двойные системы ускорителей
Довольно часто в составе резиновых смесей применяют не-
сколько ускорителей в различных комбинациях. Особенно распро-
странены двойные системы ускорителей, из которых наиболее
эффективны следующие: с взаимной активацией ускорителей; с
активацией одного из них.
При применении второй системы ускорителей общая активность
не превышает активности наиболее сильного ускорителя при ин-
дивидуальном его использовании в эквимольном количестве.
К первой системе относятся сочетания дисульфидов или мер-
каптанов с органическими основаниями (например, с ДФГ), а
также сочетания дисульфидов с сульфенамидами. Ко второй си-
стеме относятся сочетания сульфенамидов с органическими осно-
ваниями. Обе эти системы имеют (при определенных дозировках)
начальный период замедленной вулканизации, причем скорость
вулканизации в этот период оказывается меньше скорости суммар-
ного действия ускорителей. Это объясняется образованием в на-
чальный период вулканизации, при нагревании смеси ускорителей,
менее активного комплекса, который при дальнейшем нагревании
185
распадается с образованием более активных ускорителей или сво-
бодных радикалов, активирующих серу и инициирующих вулкани-
зацию каучука по свободнорадикальному механизму (см. с. 82).
В отдельных случаях при применении двойных систем ускорителей
могут образовываться эвтектические смеси с более низкой темпе-
ратурой плавления или солеобразные соединения с лучшей раство-
римостью в каучуке и вследствие этого с большей химической
активностью.
Соотношение ускорителей в двойных системах колеблется от
.1:1 до 1:6 (за единицу принимается обычно количество более
..активного ускорителя).
11.4,8. Механизм действия ускорителей вулканизации
Сущность современных теорий механизма действия ускорителей
можно свести к следующим основным утверждениям:
1) при нагревании ускорители взаимодействуют с серой, пере-
водя ее в более активную форму или образуя легко распадающиеся
промежуточные полисульфидные соединения и комплексы;
2) ускорители, взаимодействуя с каучуком, повышают его ак-
тивность, образуя полимерные радикалы.
Таким образом, ускорители, взаимодействуя с компонентами
смеси и с каучуком, оказывают существенное влияние на струк-
туру вулканизованного каучука, повышая его прочность и другие
физико-механические показатели.
При вулканизации с применением одной серы без ускорителей
между молекулами каучука преимущественно образуются поли-
сульфидные связи, при применении ускорителей образуются более
прочные ди- и моносульфидные, а также С—С-связи.
Ряд ускорителей вулканизации — альтакс, сульфенамид БТ и
другие сульфенамидные производные каптакса оказывают само-
стоятельное структурирующее действие на каучук. Структурирова-
ние сопровождается присоединением к каучуку серы и азота
(элементов, входящих в состав ускорителя) и образованием кап-
такса и диэтиламина (в случае применения сульфенамида БТ)«
.Между количеством присоединенного к каучуку ускорителя и ко-
, личеством поперечных связей, возникающих в вулканизате, суще-
ствует линейная зависимость. Образующийся каптакс взаимодей-
ствует с компонентами смеси и к концу реакции почти полностью
расходуется. .
Таким образом, механизм действия ускорителей (на примере
.альтакса) сводится к следующему. При нагревании происходит
термический распад ускорителя на радикалы:
186
Образующиеся бензотиазилсульфидные радикалы (сокращенно
RS«) взаимодействуют с двойными связями каучука или с водо-
родом а-метиленовых групп каучука. В обоих случаях происходит
образование полимерного радикала:
RS
I
1) — сн2—сн=сн—сн2—+ RS. —> —СН2—СН—СН—СН2—
2) — СН2—СН=СН—СН2— + RS• —> —СН2—СН=СН—СН—+RSH
каптакс
Полимерные радикалы взаимодействуют с другими молекулами
каучука по месту двойной связи или между собой с образованием
прочных поперечных связей —С—С—, чем и объясняется более
высокая теплостойкость и сопротивление вулканизатов старению,.,
полученных вулканизацией без серы.
Вулканизация серой в присутствии этих ускорителей, кроме
того, сопровождается разрывом восьмичленного цикла серы под
действием радикалов ускорителей и каучука, а также под дей-
ствием недиссоциированных молекул ускорителя:
S8 у~~>: —S—S—S—S—S—S—S—S— или S8
Бирадикалы серы S8 присоединяются к молекулам и радикалам
ускорителя, а также к полимерным радикалам с образованием
полисульфидных комплексов, распадающихся с выделением бира-
дикалов с переменным количеством атомов серы S8_x:
RS • -f- S8 —RS—Sg —> RS—Sx -|- Sg—X
Бирадикалы S8_x сшивают молекулы в процессе вулканизации с
образованием сульфидных связей.
Такой механизм действия ускорителей подтверждается химиче-
ским анализом продуктов вулканизации, термомеханическими ме-
тодами исследования вулканизационных структур, а также осу-
ществлением реакций изотопного обмена как между ускорителями
вулканизации и серой S35, так и между вулканизатами каучука и
соответствующими им ускорителями, содержащими S35 в дисуль-
фидной группе.
При вулканизации серой в присутствии каптакса, тиурама и
ДФГ также происходит разрыв восьмичленного цикла серы, обра-
зование промежуточного полисульфидного комплекса и распад его
с выделением бирадикалов серы. При применении каптакса про-
текают, по-видимому, реакции
RSH4-Se RS—S8H RS«-|-HSe RS—SXH + Se-X
18Г
Кроме того, обнаружено химическое взаимодействие каптакса
и тиурама с каучуком.
При применении тиурама без серы он распадается на моно-
сульфидиые и дисульфидные радикалы, что приводит к образова-
нию, наряду с сульфидными связями, более прочных углерод-угле-
родных связей. Ряд исследователей считает, что в отдельных слу-
чаях при добавлении ускорителей могут протекать реакции как
радикального, так и ионного (полярного) типа, т. е. без образо-
вания свободных радикалов.
11.5. АКТИВАТОРЫ ВУЛКАНИЗАЦИИ
Ускорители вулканизации проявляют наибольшую активность
в присутствии оксидов некоторых металлов: свинца, магния, каль-
ция, цинка и кадмия. Эти вещества получили название активаторов
вулканизации. Активаторы повышают прочность при растяжении
и сопротивление раздиру, так как они способствуют образованию
поперечных связей в структуре вулканизата. Чаще всего в каче-
стве активатора применяется оксид цинка (в количестве до 5%
от массы каучука).
Наиболее эффективно оксиды металлов взаимодействуют в при-
сутствии жирных кислот — стеариновой, олеиновой, пальмитиновой
и др., которые получили название вторичных активаторов. При
применении щелочных ускорителей, например ДФГ, достаточно
1—2% жирных кислот, а при применении кислых ускорителей
(каптакс) и нейтральных (тиурам) —2—4% жирных кислот. Дей-
ствие жирных кислот основано на том, что при температуре вулка-
низации они реагируют с оксидами металлов с образованием соле-
образных продуктов, растворимых в каучуке. Этим обеспечивается
более равномерное распределение активаторов в резиновой смеси
и более легкое взаимодействие с ускорителями, с каучуком и с
другими компонентами резиновой смеси.
Способностью активировать действие органических ускорителей
вулканизации каучука обладают не только оксиды металлов, но
и некоторые органические основания, в том числе триэтаноламин
и его соли, уротропин и ДФГ. Установлено, что вода оказывает
значительное активирующее действие на вулканизацию бутадиен-
стирольного каучука, но не влияет на вулканизацию натрийбута-
диенового и натурального каучуков.
Механизм действия активаторов
В присутствии активаторов уменьшается степень сульфидности
связей в вулканизатах в результате взаимодействия полисульфид-
ных соединений каучука с активатором, например с оксидом цинка
(с образованием ZnS), и частично за счет превращения полисуль-
фидных связей в дисульфидные и моносульфидные связи. Послед-
нее сопровождается обычно увеличением числа поперечных суль-
фидных связей в структуре вулканизата.
188
Оксид цинка может принимать участие в формировании дисуль-
фидных связей. Оксид цинка окисляет образующиеся в начальный
период вулканизации высокомолекулярные меркаптаны (гидро-
сульфиды каучука), превращая их в меркаптиды, которые легко
окисляются серой с образованием поперечных дисульфидных
связей:
pH + S —> RSH
2RSH + ZnO —> RS—Zn—SR + H2O
RS—Zn—SR + S —> RS—SR + ZnS
Экспериментально подтверждено образование ZnS, количество ко-
торого оказалось эквивалентным числу возникающих дисульфид-
ных связей типа R—S—S—R.
Возможно также образование при участии оксида цинка бира-
дикалов серы, которые сшивают молекулы каучука.
Все это приводит к увеличению количества поперечных связей
в присутствии оксида цинка.
Характер действия активаторов существенно зависит не только
от их природы, но и от типа ускорителей и наполнителей, входя-
щих в резиновую смесь, а иногда и от типа применяемого каучука.
ГЛАВА 12
НАПОЛНИТЕЛИ РЕЗИНОВЫХ СМЕСЕЙ
12.1. ОБЩИЕ СВЕДЕНИЯ
Наполнители в соответствии со своими индивидуальными осо-
бенностями выполняют важные функции:
облегчают обработку резиновых смесей;
изменяют в широких пределах механические свойства резин;
придают резине специфические свойства, повышают электриче-
скую проводимость (технический углерод), химическую стойкость
(барит), теплостойкость.
Наполнители применяются для увеличения объема резиновой
смеси (наполнение), что приводит к сокращению расхода каучука
и снижению стоимости изделий, так как они значительно дешевле
каучука.
Эффект применения наполнителей наблюдается только при зна-
чительном количестве их в резиновой смеси, поэтому они исполь-
зуются в больших дозировках — от 15—20 до 1GO%, а иногда и
более 100% от массы каучука.
Наполнители подразделяют на неактивные и активные, часто
называемые усилителями. Усилители увеличивают прочность при
растяжении резины, сопротивление истиранию и раздиру. Неак-
тивные, или инертные, наполнители не улучшают эти физико-меха^
189
нические свойства резины. Такое подразделение на активные и не*
активные наполнители достаточно строго только при применении
их с натуральным каучуком. Таким образом, действие наполните-
лей в значительной степени зависит от природы каучука. Их актив-
ность при применении с некристаллизующимися каучуками (бу-
тадиен-стирольным, бутадиен-нитрильным) значительно выше, чем
при применении с кристаллизующимися каучуками (натуральным,
бутилкаучуком, хлоропреновым). Если прочность при растяжении
вулканизатов натурального каучука при применении наиболее ак-
тивных наполнителей возрастает на 20—30%, то прочность при
растяжении вулканизатов бутадиен-стирольного возрастает в 10—
12 раз. Наполнители неактивные в смесях с натуральным каучу-
ком оказываются активными в смесях с синтетическими каучу-
ками, но неактивные наполнители, как правило, не повышают
сопротивление вулканизатов этих смесей истиранию.
Усиливающее действие наполнителей наблюдается только в эла-
стичных резинах, в твердых вулканизатах — эбонитах — все актив-
ные наполнители оказываются инертными. Действие наполнителей
в эбонитах проявляется в увеличении твердости и хрупкости эбо-
нита, а также в повышении температуры размягчения.
Все наполнители в той или иной степени влияют на технологи-
ческие свойства резиновых смесей, т. е. на способность их шприце-
ваться, каландроваться, на усадку, на их жесткость; они повы-
шают твердость, условные напряжения при заданных удлинениях
и понижают эластичность резины.
Следует отметить, что повышение прочности при растяжении
под действием активных наполнителей очень заметно и в невулка-
низованных резиновых смесях.
Неактивные наполнители улучшают технологические свойства
резиновых смесей, уменьшают их усадку и повышают стойкость
резин к действию агрессивных сред.
К активным наполнителям относятся технический углерод, ок-
сид цинка, оксид магния, коллоидная кремнекислота, углекислая
магнезия, каолин; к неактивным наполнителям — мел, тальк,
барит.
В последнее время начали применять органические наполни-
тели: лигнин, фенолоформальдегидные смолы, резорциноформалъ-
дегидные и аминоформальдегидные смолы, полистирол, а также
новые минеральные наполнители — силикаты магния, кальция и др,
12.2. ТЕХНИЧЕСКИЙ УГЛЕРОД (САЖА)
Наиболее распространенным активным наполнителем является
технический углерод (или сажа), который играет особо важную
роль в резиновых смесях на основе синтетических некристаллизую-
щихся каучуков. Так, резины на основе бутадиен-стирольного и
бутадиен-нитрильного каучуков приобрели практическую ценность
только благодаря наполнению техническим углеродом; вулкани-
190
заты ненаполненных смесей этих каучуков имеют низкую прочность
при растяжении 1,5—3,0 МПа (15—30 кгс/см2).
В качестве усилителя сажа начала применяться с 1910 г. в резине для про-
текторов. Со времени первой мировой войны она стала широко использоваться
в рецептуре резиновых смесей. По потреблению в резиновом производстве техни-
ческий углерод стоит на втором месте после каучука. Особенно возросло потреб-
ление технического углерода с применением синтетических каучуков.
Производство новых видов синтетического каучука, потребность в резинах
с различными физико-механическими показателями привело к появлению раз-
личных сортов технического углерода. В настоящее время отечественная про-
мышленность выпускает около 20 различных типов технического углерода.
Основным сырьем для получения технического углерода служат
жидкие углеводородные масла нефтяного и каменноугольного про-
исхождения и газообразные углеводороды. В некоторых случаях
к газообразным углеводородам примешивается коксовый газ или
другие газы, содержащие большое количество водорода.
Технический углерод получается путем сжигания сырья при
недостатке воздуха в специальных горелках (диффузионный тех-
нический углерод марки Д) или в печах (печной технический угле-
род марки П) или путем термического разложения природного
газа (термический технический углерод марки Т).
В обозначении марок технического углерода первая буква ука-
зывает на способ производства технического углерода: Д — диф-
фузионный технический углерод, П — печной, Т — термический.
Следующие буквы указывают па вид применяемого сырья: Г — газ,
М — масло, МГ — смесь масла с газом. Число, стоящее после букв,
соответствует значению удельной геометрической поверхности
технического углерода (в м2/с). Последняя буква указывает на
структурность технического углерода: В — высокая, Н — низкая.
По способу производства технический углерод подразделяется
на канальный, печной и термический. Канальный (диффузионный)
технический углерод получается путем сжигания при недостаточ-
ном доступе воздуха, газа или его смеси с антраценовым маслом
в специальных щелевых горелках. К канальному диффузионному
техническому углероду относятся: канальный технический угле-
род ДГ-100 из природного газа и канальный технический угле-
род из смешанного сырья ДМГ-80 и ДМГ-105А (антраценовые
сажи).
Печной технический углерод получают путем сжигания масла,
природного газа или их смеси в специальных печах при недоста-
точном доступе воздуха. Из жидкого сырья (масла) получают
печной технический углерод ПМ-100, ПМ-75, ПМ-50, ПМ-30,
ПМ-15 и из смешанного сырья — ПГМ-33.
Термический технический углерод Т-10 получают термическим
разложением природного газа или ацетилена без доступа воздуха.
Производство технического углерода включает четыре основные
стадии: подготовку сырья, получение технического углерода, вы-
деление из газов и обработку.
191
Свойства технического углерода зависят не только от качества
сырья, но и от соотношения сырья и воздуха, поступающего в печь,
и от направления потока воздуха, подаваемого в печь.
Технический углерод выпускается в основном в гранулирован-
ном виде. В таком виде технический углерод меньше пылит, имеет
более высокую насыпную плотность, хорошую текучесть; все это
облегчает транспортирование его шнеками; ленточными транспор-
терами и дозирование автоматическими весами.
Технический углерод упаковывают в четырехслойные бумажные
мешки, битумированные или покрытые полиэтиленом. Масса одного
мешка технического углерода 20 кг. Технический углерод, упако-
ванный в мешки, может перевозиться в крытых железнодорожных
вагонах, контейнерах и автомашинах. Гранулированный техниче-
ский углерод можно перевозить без тары в специальных вагонах и
автоцистернах.
12.2.1. Физико-химические свойства технического углерода
Кристаллическая структура технического углерода напоминает
структуру графита. Частицы технического углерода (размером от
9 до 600 нм) имеют сферическую, эллипсообразную или вытянутую
(волокнообразную) форму. Они состоят из большого числа беспо-
рядочно, но компактно расположенных кристаллитов. Кристаллит
состоит из трех-семи параллельно расположенных плоских угле-
родных решеток (рис. 12.1). Каждая решетка состоит из атомов
углерода, которые расположены в вершинах правильных шести-
угольников, подобно ядрам в полициклических углеводородах.
Энергия связи между атомами углерода параллельных решеток
меньше, чем между атомами, образующими саму решетку. Пло-
ские решетки имеют ограниченные размеры и смещены одна отно-
сительно другой, это и отличает строение кристаллита технического
углерода от строения графита. Размеры кристаллитов различных
видов технического углерода примерно одинаковы (около 2 нм).
Крайние атомы углерода в каждой решетке кристаллита вслед-
ствие неполной насыщенности могут присоединять кислород, водо-
род и другие элементы, а также участвовать в образовании агрега-
тов более сложной структуры.
Уже в процессе образования технического углерода частицы
могут соединяться в цепочки разной длины и разветвленности.
В техническом углероде различаются первичные и вторичные
агрегаты. Первичные агрегаты (или первичная структура), обра-
зующиеся при получении технического углерода, состоят из частиц,
связанных химическими валентными связями, и отличаются по-
этому высокой прочностью. Размеры и форма первичных агрегатов
у разных видов технического углерода различны.
Технический углерод с высокоразвитой первичной структурой
имеет в цепочках по 200—600 и более частиц, тогда как техниче-
ский углерод с низкоразвитой первичной структурой имеет от
2—3 до 15—20 частиц.
192
Агрегаты первичной структуры
ввиду высокой прочности почти не
разрушаются при смешении, поэто-
му первичная структура оказывает
влияние на свойства резиновых сме-
сей и вулканизатов. При наличии
развитой первичной структуры тех-
нический углерод сообщает резино-
вым смесям хорошие технологиче-
ские свойства — гладкую поверх-
ность, небольшую усадку, хорошую
шприцуемость и каландруемость, а
вулканизатам — повышенные жест-
кость, твердость и износостойкость.
Усиливающее действие техническо-
го углерода обусловлено (частично)
его первичной структурой.
Технический углерод с высоко-
развитой первичной структурой в
Рис. 12.1. Структура частиц тех-
нического углерода:
а—плоская углеродная решетка кри-
сталлита; б — расположение углеродных
решеток в кристаллите; в-—первичная
частица технического углерода; г — пёр-
негранулированном виде имеет ма- вичная цепочечная структура техниче-
, ского углерода.
лую объемную массу (малую на-
сыпную плотность) и обладает значительной способностью к ад-
сорбции масла.
Первичные агрегаты могут образовывать вторичные более круп-
ные агрегаты или вторичную структуру технического углерода,
причем связь между первичными агрегатами обеспечивается си-
лами физического взаимодействия; прочность этой связи может
быть различной. Так, чем меньше размер частиц и первичных агре-
гатов, тем прочнее связи, образующие вторичную структуру техни-
ческого углерода. Вторичные структуры могут возникать и в ре-
зиновых смесях, и в вулканизатах.
Считают, что на прочность и развитие вторичной структуры
оказывают значительное влияние функциональные группы, обра-
зующиеся на поверхности частиц, содержащих водород и кислород.
Взаимодействие функциональных групп может приводить к обра-
зованию водородных связей между частицами, более прочных, чем
силы взаимодействия Ван-дер-Ваальса. В настоящее время уста-
новлено, что эти функциональные группы играют важную роль при
взаимодействии технического углерода с каучуком. Вторичная
структура технического углерода сильно разрушается при смеше-
нии, но в отличие от первичной структуры она может восстанавли-
ваться при смешении и вулканизации, а также при «отдыхе»
резиновых смесей и вулканизатов.
Электропроводность резин с техническим углеродом обуслов-
лена как наличием первичной, так и вторичной структур. На вто-
ричную структуру большое влияние оказывают деформации и тем-
пература, поэтому эти же факторы сильно сказываются на электро-
проводности резин. Технический углерод содержит от 0,1 до 4,5%
7 Зак. 1316
193
кислорода и 0,2—1 > 1 %" водорода, 0,1—0,9% серы, незначительное
количество минеральных примесей, 0,5—2,5% влаги и газы, адсор-
бированные поверхностью его частиц. При прокаливании техниче-
ского углерода при 750—800 °C из пего выделяются летучие веще-
ства и одновременно повышается pH водной суспензии техниче-
ского углерода.
Основными свойствами технического углерода, спрглеляющими
его поведение в резиновых смесях и влияющими на физике-механи-
ческие свойства вулканизатов, являются дисперсность, его струк-
турность и природа поверхности частиц.
Дисперсность технического углерода непосредственно связана
с его усиливающим действием; чем она больше, тем больше уси-
ливающее действие. Структурность технического углерода в значи-
тельной степени определяет его технологические свойства и оказы-
вает существенное влияние на свойства рзиновых смесей и вулка-
низатов. Природа поверхности частиц определяет смачиваемость
частиц технического углерода каучуком и поверхность их сопри-
косновения; последнее влияет на усиливающее действие наполни-
телей. От природы и свойств поверхности частиц технического
углерода зависят скорость вулканизации и свойства вулканизатов.
Для характеристики каждого из этих свойств технического
углерода применяется целый ряд показателей. Дисперсность техни-
ческого углерода оценивается размерами частиц и удельной по-
верхностью. Структурность технического углерода характеризуется
величиной адсорбции масла. Природа поверхности частиц опре-
деляется pH водной суспензии технического углерода, его элемент-
ным составом, а также сорбционной способностью.
В табл. 12.1 приведены физико-химические характеристики оте-
чественного технического углерода различных марок.
Таблица 12.1 Физико-химические характеристики технического
углерода различных марок
Марка Размер частиц, нм Геометри- ческая удельная поверх- ность, 10“3 м2/кг (м*/'г) Масляное число, 105 мЗ/кг (мл/100 г) Плотность, 10—3 кг/м3 (г/см3) Насыпная плотност ь гранули- рованного техниче- ского угле- рода, кг/м3 (г/л) pH вод- ной сус- пензии Содер- жание летучих при 175 °C, % Со- дер- жа- ние зо- лы, %
ДГ-100 30—33 90—100 80-90 1,8 320 3,7—4,5 6-8 0,05
ДМГ-80 35-39 80—88 85—95 1,76 310 3-4 6—7 0,1
ДМГ-105А 30 95-105 78-85 1,76 330 3-4 6-7 0,1
ПМ-100 29-32 95-105 97-105 1,86 330 7-9 — 0,3
ПМ-75 38-42 75-82 95-105 1,86 360 7—9 — 0,3
.ПМ-50 50-65 49-57 96—110 1,87 300 7-9 — 0,3
ПГМ-33 85-100 32—38 60—80 1,88 450 7-9 1-2 0,5
пм-зов 88-110 20-26 100-120 1,82 300 8-9 1-2 0,2
Г1М-15 155—210 12-18 85-105 18? 300 8-9 1-2 0,2
ТГ-10 250—300 12-16 25—35 1,90 — 7-8 Менее 1 0,2
194
12.2.1.1. Дисперсность технического углерода
Чем выше дисперсность технического углерода, т. е. меньше
размеры его частиц, тем больше удельная поверхность и поверх-
ность соприкосновения .технического углерода с каучуком в резино-
вой смеси и в вулканизате и тем выше активность технического
углерода, так как при усилении каучука наполнителями большая
роль принадлежит силам адсорбции, возникающим на поверхности
соприкосновения каучука с наполнителем.
12.2.1.2. Масляное число технического углерода
Адсорбция техническим углеродом масла или дибутилфталата
возрастает с развитием первичной структуры. Технический углерод
с более развитой первичной структурой отличается более высокой
адсорбцией масла.
Для определения масляного числа к навеске технического
углерода по каплям прибавляют дибутилфталат и непрерывно
растирают специальной стеклянной лопаточкой. Окончание адсорб-
ции наступает тогда, когда весь технический углерод после прибав-
ления очередной капли дибутилфталата удается собрать на лопа-
точку. Масляное число выражается числом миллилитров адсорби-
рованного дибутилфталата, приходящимся на 1 г технического
углерода. Это наиболее распространенный метод определения-
структурности технического углерода, который одновременно ха-
рактеризует первичную и вторичную структуру. Первичную струк-
туру этим методом можно определить только после разрушения
вторичной структуры технического углерода, например путем сжа-
тия под давлением 170 МПа (1700 кгс/см2).
12.2.1.3. pH водной суспензии технического углерода
Показатель концентрации водородных ионов суспензии техни-
ческого углерода колеблется в очень широких пределах. Водная
суспензия канального и антраценового технического углерода
имеет кислотные свойства (pH 3,5—5), что обусловлено образова-
нием различных, в том числе карбоксилсодержащих функциональ-
ных групп.
Поверхность частиц печного и термического технического угле-
рода имеет щелочные свойства, что объясняется адсорбцией золы
на поверхности частиц.
Технический углерод, у которого pH суспензии меньше 7, отли-
чается более высокими гигроскопичностью, содержанием летучих
веществ и адсорбцией ускорителей. При применении технического
углерода с pH суспензии меньше 4 понижается скорость вулкани-
зации; его не рекомендуется применять с ускорителями, имеющими
характер органических оснований.
При pH суспензии больше 8 технический углерод способен уско-
рять вулканизацию.
7*
195
12.2.1.4. Сорбционная способность
технического углерода
Сорбционная способность технического углерода определяется
по адсорбции низкомолекулярных веществ, например бутена-1.
Мерой удельной адсорбционной активности технического углерода
служит теплота адсорбции. Как правило, удельная сорбционная
активность технического углерода возрастает с повышением его
дисперсности. На сорбционную способность технического углерода
влияет не только pH, но и его смолистость (маслянистость).
12.2.2. Канальный активный технический
углерод ДГ-100
В произгодстве технического углерода ДГ-100 в качестве сырья
применяется природный газ. Сжигание газа проводится в горелоч-
ных камерах при недостаточном доступе воздуха с помощью щеле-
вых горелок.
Технический углерод осаждается на поверхности охлаждаемых
водой швеллерных балок, которые совершают возвратно-поступа-
тельное перемещение вдоль камер с помощью специального при-
вода. С поверхности балок углерод счищается неподвижно уста-
новленными скребками. Горелочная камера имеет более 2000 ще-
левых горелок. Технический углерод подвергается уплотнению и
грануляции.
Выход технического углерода .-"оставляет всего 2,5% от израсхо-
дованного сырья. Такой низкий выход объясняется не только сго-
ранием большей части сырья, но и большим уносом его с газами
(свыше 20%)•
Канальный технический углерод (канальная газовая сажа) яв-
ляется одним из наиболее активных наполнителей. Плотность его
1800 кг/м3 (1,8 г/см3), насыпная плотность 320 кг/м3 (0,32 г/см3),
размер частиц 25—35 нм, цвет — черный.
Основными недостатками производства канального техниче-
ского углерода являются низкий выход, трудность управления тех-
нологическим процессом производства, неудовлетворительные са-
нитарно-гигиенические условия труда на заводах технического
углерода и сильное загрязнение прилегающих к ним территорий.
Кроме того, сам канальный технический углерод оказывает небла-
гоприятное влияние на технологические свойства резиновых сме-
сей, повышая их жесткость, усадку и ухудшая каландруемость и
шприцуемость. Вулканизаты с техническим углеродом ДГ-100
имеют пониженную эластичность и повышенное теплообразование
йри динамических нагрузках.
Влияние разных типов технического углерода на физико-меха-
нические свойства резин на основе бутадиенстирольных каучуков
иллюстрируется данными табл. 12.2.
196-
Таблица 12.2 Физико-механические характеристики резин
на основе бутадиенстирольного каучука,
наполненных техническим углеродом различных марок
Марка Прочность при растя- жении, МПа (кгс/см2) Относи- тельное удлине- ние, % Сопроти- вление раздиру, кН/м (кгс/см) Истирание, мЗ/мДж 10в (см3/кВт-ч) Эластич- ность по отско- ку, % Твердо- сть по Шору Т еплооб- разов^ние,
ДГ-100 28(280) 650 85 78(280) 35 65 120
ДМГ-80 23(230) 600 80 70(250) 38
ПМ-75 21(210) 480 .— 50(180) — -— —
пгм-зз 16(160) 615 62 100(360) 45 60 по
пм-зов 15(150) 560 63 83(300) 45 —
ТГ-10 14(140) 890 35 211(760) 50 55 85
ПМ-15 10(100) 640 50 118(425) 47 ’—’ —
12.2.3. Технический углерод ДМГ
(антраценовая сажа)
Технический углерод ДМГ выпускается двух марок: ДМГ-80 и
ДМГ-105А.
Активный технический углерод ДМГ-80 получают сжиганием
паров антраценового масла с коксовым газом в щелевых горелках
в диффузионном пламени при недостаточном доступе воздуха. Вме-
сто антраценового масла можно использовать зеленое масло и
другие жидкие и твердые вещества, содержащие в значительном
количестве конденсированные ароматические углеводороды; кок-
совый газ можно заменить другими газами, богатыми водородом.
Углерод, образующийся в плоском пламени, осаждается на
охлаждаемой вращающейся поверхности барабана сажекоптиль-
ного аппарата и быстро удаляется из пламени, благодаря чему
обеспечивается его высокая дисперсность.
Выход технического углерода ДМГ-80 составляет около 35%.
По усиливающему действию технический углерод ДМГ-80 немного
уступает техническому углероду ДГ-100 (газовой канальной саже),
но сообщает смесям повышенную скорость вулканизации и обеспе-
чивает более высокое условное напряжение при заданных удлине-
ниях. Технический углерод ДМГ-80 имеет низкий показатель
структурности (как и ДГ-100). Размер частиц технического угле-
рода ДМГ-80 колеблется от 34 до 40 нм, плотность 1760 кг/м3
(1,76 г/см3), насыпная плотность 280 кг/м3 (0,280 кг/л), цвет —
черный. Технический углерод ДМГ-80 вводится в натуральный
каучук в количестве до 40%, а в синтетические каучуки — до 60%
от массы каучука.
Технический углерод ДМГ-105А вырабатывается на том же
оборудовании, что и ДМГ-80, при несколько измененных составе
сырья и конструкции горелок. Он имеет меньший размер частиц
по сравнению с ДМГ-80 и более развитую удельную поверхность.
197
12.2.4. Печной полуактивный технический углерод ПГМ-33
Печной полуактивный технический углерод ПГМ-33 получается
путем сжигания природного газа в специальных печах при недо-
статочном доступе воздуха.
Выход технического углерода ПГМ-33 составляет 12—15%. Для
повышения выхода и улучшения свойств печного технического
углерода при его получении применяют смеси природного газа с
углеводородными маслами — жидкими продуктами переработки
нефти и каменноугольной смолы.
Размер частиц 85—100 нм, плотность 1880 кг/м3 (1,88 г/см3),
насыпная плотность 210 кг/м3 (0,210 кг/л), цвет — черный с серо-
ватым оттенком.
По активности технический углерод ПГМ-33 значительно усту-
пает газовому канальному техническому углероду ДГ-100, но луч-
ше смешивается с бутадиен-стирольным и бутадиен-нитрильным
каучуками и резиновые смеси с ним легче обрабатываются.
12.2.5. Активный и полуактивный печной технический углерод
из жидкого сырья
Рассмотренный ранее газовый канальный технический углерод
(ДГ-100, ДМГ-80, ДМГ-105А), обеспечивающий высокую проч-
ность при растяжении и высокое сопротивление истиранию в ре-
зинах из натурального каучука, оказался малопригодным в смесях
с бутадиен-стирольными каучуками, отличающимися значительным
эластическим восстановлением. Смеси получаются с грубой шеро-
ховатой поверхностью, большой усадкой, трудно шприцуются и
каландруются.
Значительно лучшими технологическими свойствами обладает
высокодисперсный технический углерод, получаемый из жидкого
сырья (нефтяного или каменноугольного масла). Обычно для его
получения используют антраценовое масло или газойль каталити-
ческого крекинга с добавкой антраценового масла. Применение
такого сырья для производства активного печного технического
углерода экономически более целесообразно, чем применение при-
родного или коксового газа. Выход печного технического углерода
в значительной мере зависит от содержания в сырье ароматических
соединений с конденсированными кольцами, т. е. от содержания
антрацена, фенантрена и других ароматических соединений.
В среднем выход составляет около 25%. При повышении темпе-
ратуры процесса выход снижается, но дисперсность технического
углерода увеличивается. Изменяя относительное распределение
воздуха в топочном пространстве печи и температуру процесса,
получают технический углерод различных марок: ПМ-50, ПМ-75,
ПМ-100 (печной технический углерод из масел с «геометрической»
удельной поверхностью не менее 50, 75, 100 м2/г).
Активный печной технический углерод ПМ-75 (типа HAF) ха-
рактеризуется развитой первичной структурой (имеет средний
198
показатель структурности), поэтому он придает резиновым смесям
хорошие технологические свойства: гладкую поверхность и неболь-
шую усадку. Вулканизаты, содержащие технический углерод
ПМ-75, отличаются высокими условными напряжениями при за-
данных удлинениях, высокой износостойкостью и пониженным от-
носительным удлинением по сравнению с вулканизатами, содержа-
щими канальный технический углерод.
Активный технический углерод ПМ-100 (типа ISAF) имеет
еще большую удельную поверхность, средний показатель струк-
турности и сообщает резинам при растяжении еще более высокие
условные напряжения, прочность при растяжении и износо-
стойкость.
Технический углерод ПМ-50 (типа FEF) является менее дис-
персным по сравнению с техническим углеродом ПМ-75 и ПМ-100.
Он придает резиновым смесям хорошую шприцуемость. Вулкани-
заты, содержащие этот технический углерод, имеют меньшую изно-
состойкость и более низкую прочность при растяжении, чем ре-
зины с ПМ-75.
Печной активный технический углерод из жидкого сырья ПМ-75
и, особенно ПМ-100, близок к ДГ-100 по размеру частиц и удель-
ной поверхности и в резинах на основе бутадиен-стирольных каучу-
ков— по износостойкости. Однако по целому ряду свойств техни-
ческий углерод этих марок существенно отличается от техниче-
ского углерода ДГ-100: имеет более высокий pH водной суспензии,
что ускоряет вулканизацию, повышает склонность резиновых сме-
сей с печным теническим углеродом к подвулканизации. Кроме
того, печной технический углерод сообщает вулканизатам более
высокие условные напряжения при заданных удлинениях, твер-
дость, более низкие показатели эластичности и стойкости к обра-
зованию трещин. Резины, наполненные техническим углеродом
ПМ-75 и ПМ-100, обладают более высоким теплообразованием при
многократных деформациях.
В последнее время появились новые типы печного технического
углерода из жидкого сырья, которые полностью заменяют в рези-
новых смесях технический углерод ДГ-100 и даже превосходят его
по ряду технических свойств; кроме того, они имеют более низкую
стоимость. К их числу относятся различные типы окисленного
низкоструктурного печного технического углерода, свойства кото-
рого модифицируются при окислении кислородом, воздухом, озо-
ном, азотной кислотой, перекисью водорода при температурах от
100 до 1200 °C.
12.2.6. Технический углерод ПМ-ЗОВ
Технический углерод ПМ-ЗОВ (форсуночная сажа) получается
путем сжигания жидких углеводородных масел при недоста-
точном доступе воздуха в специальных печах при помощи фор-
сунок.
199
В качестве сырья применяется зеленое масло или коксовый
отгон. Зеленое масло является фракцией, кипящей при темпера-
туре 175—360 °C, получаемой при пиролизе керосиновой, газойле-
вой и соляровой фракций нефти. Зеленое масло — жидкость зеле-
новато-бурого цвета, содержащая значительное количество арома-
тических углеводородов. Коксовый отгон — продукт переработки
тяжелого нефтяного сырья (гудронов, крекинг-остатков). Это также
жидкость зеленовато-бурого цвета. К коксовому отгону предъяв-
ляются примерно те же требования, что и к зеленому маслу. Выход
технического углерода ПМ-ЗОВ составляет 50—54%• Размер частиц
100—120 нм, плотность 1820 кг/м3 (1,82 г/см3), насыпная плотность
около 100 кг/м3 (0,1 кг/л), цвет — черный с сероватым оттенком.
По активности технический углерод ПМ-ЗОВ (форсуночная сажа)
уступает техническому углероду ПГМ-33. Имеет высокий показа-
тель структурности. Резиновые смеси с ПМ-ЗОВ имеют гладкую
поверхность, легко обрабатываются на каландрах. Вулканизаты
отличаются меньшим теплообразованием по сравнению с вулкани-
затами, содержащими ДГ-100. Применяется технический углерод
ПМ-ЗОВ в дозировке до 100% от массы каучука.
12.2.7. Технический углерод ПМ-15
Технический углерод П1Ч-15 (ламповая сажа) получался рань-
ше сжиганием жидких углеводородов в печах в специальных ча-
шах; в настоящее время — сжиганием в форсунках. За границей
сохранился еще старый способ сжигания сырья (масел) в лампах
с фитилями.
Технический углерод ПМ-15 получается сжиганием зеленого
масла. Расход воздуха при получении его меньше, и температура
в топке примерно на 50 °C ниже, чем при получении технического
углерода ПМ-ЗОВ (форсуночной сажи), поэтому он оказывается
менее дисперсным.
Выход технического углерода ПМ-15 достигает 60%.
Плотность 1820 кг/м3 (1,82 г/см3), насыпная плотность 160кг/м3
(0,160 кг/л), размер частиц 160—200 нм, цвет — черный с серова-
тым оттенком. По активности технический углерод ПМ-15 уступает
ПМ-ЗОВ. Применяется технический углерод ПМ-15 в дозировке до
100% от массы каучука.
12.2.8. Термический технический углерод ТГ-10
Он получается термическим разложением природного газа без
доступа воздуха. При соприкосновении с сильно нагретой поверх-
ностью насадки печи (при температуре выше 1100°C) происходит
разложение природного газа на углерод и водород.
Технический углерод ТГ-10 (термическая сажа) имеет темно-
серый цвет. Плотность 1900 кг/м3 (1,9 г/см3), размер частиц 250—
300 нм. Это малоактивный технический углерод, при использова-
200
нии которого получаются мягкие легко обрабатываемые резиновые
смеси и мягкие вулканизаты. Может применяться с синтетическими
каучуками в дозировке свыше 100% от массы каучука.
12.2.9. Ацетиленовый технический углерод
Существует несколько способов получения ацетиленовой" сажи.
По одному из них ацетиленовая сажа получается термическим раз-
ложением ацетилена при атмосферном давлении. Разложение
происходит со значительным выделением тепла
С2Н2 —* 2С + Н2 + 227 Дж/моль (54,2 кал/моль)
благодаря этому исходный ацетилен нагревается до 2400—2500 °C,
и процесс в печах — реакторах идет непрерывно.
По активности технический углерод П-1250 (ацетиленовая са-
жа) приближается к техническому углероду ПГМ-33.
12.3. СВЕТЛЫЕ НАПОЛНИТЕЛИ
12.3.1. Коллоидная кремнекислого
Наиболее активными неорганическими наполнителями явля-
ются высокодиспсрсные кремнекислоты.
Кремнекислота состава SiO2-nH2O — белый порошок с разме-
ром частиц, близким к размерам частиц технического углерода
(3—50 нм) и плотностью 1950—2420 кг/м3 (1,95—2,42 г/см3).
Существует несколько способов получения коллоидной кремнекислоты. По
жидкофазному способу кремнекислоту получают взаимодействием водного рас-
твора силиката натрия (жидкого стекла) с минеральными кислотами или дву-
окисью углерода. Сначала образуется коллоидный раствор кремнекислоты (золь),
затем его подвергают коагуляции, при этом образуется гель, который отмывают
от солей, обезвоживают, сушат, измельчают и просеивают.
По газофазному способу кремнекислоту (типа аэросил) получают взаимодей-
ствием паров четыреххлористого кремния со смесью кислорода и водорода при
1000—1100 °C по схеме:
SiCl4 + 2Н2 + О2 —> SiO2 + 4HCl
Дисперсность и активность кремнекислоты зависят от условий процесса ее
получения.
Для придания поверхности частиц хорошей смачиваемости каучуками кис-
лоту иногда обрабатывают поверхностно-активными веществами: спиртами (бу-
танолом), диэтиленгликолем, аминами, кремнийорганическими соединениями, ко-
торые взаимодействуют с гидроксильными группами на поверхности частиц
кремнекислоты.
Коллоидная кремнекислота выпускается различных марок:
У-333, жидкофазная «белая сажа» — БС-50, БС-150, БС-280; газо-
фазная— аэросил — А-175, А-300, А-380. Свойства некоторых ма-
рок приводятся в табл. 12.3.
Кремнекислоты при смешении склонны образовывать агломе-
раты (вторичные структуры), что приводит к понижению их
201
Таблица 12.3. Свойства кремнекислот, выпускаемых
отечественной промышленностью
Марка Содержа- ние дву- окиси кремния, % Потери при нагревании при 105 °C, % pH 10%- ной вод- ной сус- пензии Удельная поверхность по БЭТ *, 10“ «М2/КГ (м2/г) Средний диаметр частиц, нм Плотность» 10“3 кг/м3 (г/см3)
БС-50 89—90 6,5 10-12 40-50 50 2,15
БС-150 85—86 6,5 7-7,5 150 21 2,04
БС-280 87 6,15 5,8—6 280 20 2,04
Аэросил-175 > 99,8 < з 3,6-4,23 175+25 10-40 —
Аэросил-300 > 99,8 < 3 3,6-4,22 300+30 5-20 2,4
Аэросил-380 > 99,8 < 3 3,6-4.2 380+40 3-15 2,42
* Измерение общей удельной поверхности методом БЭТ основано на адсорбции инерт-
ных газов при температурах их конденсации.
усиливающих свойств. Хорошее диспергирование кремнекислот до-
стигается гораздо труднее, чем углеродных саж.
Для разрушения агломератов необходимо поддерживать при
смешении максимально возможные сдвиговые напряжения, не при-
менять сильно пластицированный каучук, а мягчители вводить
после кремнекислоты. Повторная механическая обработка смесей
на вальцах после промежуточного отдыха улучшает диспергирова-
ние кремнекислот. Смеси с кремнекислотами отличаются повы-
шенной жесткостью, поэтому при обработке на технологическом
оборудовании они склонны сильно разогреваться.
Значительная удельная поверхность кремнекислот и поляр-
ность обусловливают высокую адсорбционную способность кремне-
кислот по отношению к компонентам вулканизующей группы, по-
этому кремнекислоты замедляют вулканизацию. По этой причине
дозировку серы и ускорителей следует повышать в резиновых сме-
сях с кремнекислотами на 10—15%, а иногда и больше.
Если кремнекислоты не подвергнуты предварительной обработке, то в каче-
стве дополнительных компонентов смесей используются спирты и амины в до-
зировке 2—5% от массы каучука, которые облегчают обработку смесей, содер-
жащих высокоусиливающую кремнекислоту, и дают возможность уменьшить
дозировку ускорителей вулканизации в смеси. В смесях из натурального каучука
с этой целью применяют амины — диэтаноламин, триэтаноламин, гексаметилен-
тетрамин и др. В смесях на основе бутадиен-(метил) стирольных каучуков при-
меняют спирты — этиленгликоль, диэтиленгликоль, глицерин и др.
Кремнекислоты могут химически взаимодействовать с оксидом
цинка, особенно в присутствии жирных кислот, что снижает актив-
ность кремнекислот. Поэтому рекомендуется вместо оксида цинка
применять другие оксиды металлов (например, оксид ’магния) и
вводить в смесь возможно меньшее количество жирных кислот.
При введении в резиновые смеси до 30—60% кремнекислоты
(от массы каучука) можно получать высокопрочные белые и цвет-
ные резины из синтетических ^каучуков с удовлетворительным со-
противлением истиранию. При дозировке кремнекислот свыше
202
т40—50% наблюдается резкое повышение теплообразования и оста-
точных деформаций при испытании на многократное сжатие.
По усиливающим свойствам в резинах на основе хлоропреново-
го, нитрильного и фторкаучука высокоактивные кремнекислоты
приближаются к техническому углероду. Частицы кремнекислоты
образуют цепочечные агрегаты; чем больше выражена цепочечная
структура кремнекислоты, тем выше прочность при растяжении и
сопротивление раздиру содержащих ее вулканизатов. Кремнекис-
лоты являются наиболее активными наполнителями в смесях с си-
локсановым каучуком СКТ (в присутствии углеродных саж смеси
из СКТ не вулканизуются). Кремнекислоты типа аэросил мало ак-
тивны в смесях на основе бутадиенового каучука.
Вулканизаты с активными кремнекислотами превосходят по
сопротивлению старению вулканизаты, содержащие технический
углерод. Резина с белой сажей обладает высокими электроизоля-
ционными показателями.
Кремнекислоты значительно улучшают каландруемость и шпри-
цу емость резиновых смесей, понижают их усадку и уменьшают
прилипание к валкам технологического оборудования.
Белая сажа применяется часто в резинах, в количестве до 5%
от массы каучука, для повышения прочности связи резины с
тканями.
Совместное применение белой сажи и технического углерода
в протекторных резинах повышает их сопротивление раздиру, по-
резам и выкрашиванию рисунка протектора.
Силикаты алюминия, кальция и магния (соли кремнекислоты)
также обладают свойствами наполнителей.
12.3.2. Оксид цинка
Оксид цинка, или цинковые белила, представляет собой поро-
шок белого цвета с плотностью 5470 кг/м3 (5,47 г/см3). Средний
размер частиц 0,8—2,0 мкм.
Он получается путем окисления цинка по реакции:
2Zn Ог —► 2ZnO
В качестве исходного сырья используется металлический цинк или цинковая
руда. Лучшие сорта цинковых белил получают из металлического цинка. Метал-
лический цинк, полученный восстановлением руды, переводят в парообразное
состояние, а затем окисляют горячим воздухом, и полученный оксид цинка
быстро охлаждают.
Свойствами активного наполнителя оксид цинка обладает
только с натуральным каучуком и применяется в дозировках 12—
55% от массы каучука. Иногда оксид цинка применяют в качестве
наполнителя, повышающего теплопроводность резины. Кроме того,
оксид цинка применяют в качестве активатора в дозировке от 1
до 5%, в качестве вулканизующего агента для хлоропренового
каучука в дозировке 5—10% и в качестве белого пигмента в
203
производстве белой и цветной резины в количестве 10—25% от
массы каучука. 1
Цинковые белила имеют склонность к агломерации.
12.3.3. Оксид магния '
О применении оксида магния в качестве ускорителя вулканиза- '
ции было сказано выше. В качестве активного наполнителя оксид
магния применяется в светлых резинах на основе каучука СКВ,
СКС. Он плохо смачивается каучуком, поэтому трудно с ним сме-
шивается. Для облегчения смешения с синтетическими каучуками
необходимо вводить в смеси канифоль, жирные кислоты или высо-
комолекулярные спирты. Для получения белых резин оксид магния
применяют в дозировках до 70% от массы каучука. Вулканизаты
СКБ с оксидом магния имеют в этом случае прочность при растя-
жении около 6 МПа (60 кгс/см2).
12.3.4. Углекислая магнезия
i
Представляет собой основную соль Mg2(OH)2CO3. Это легкий
белый порошок плотностью 2230 кг/м3 (2,23 г/см3). В технологии
резины известна также под названием белая магнезия, или магне-
зия альба.
Углекислая магнезия является слабым усилителем для смесей
из натурального и синтетических каучуков. Резины с углекислой
магнезией имеют низкое сопротивление раздиру из-за кристалли-
ческого строения и вытянутой формы кристаллов. Она повышает j
теплостойкость резин и дает возможность получать прозрачные
резины, так как коэффициент преломления углекислой магнезии
близок к коэффициенту преломления каучука.
Для улучшения смачивания частиц наполнителя каучуком и
облегчения смешения углекислой магнезии с каучуком в резиновые ч
смеси необходимо вводить жирные кислоты или канифоль. При-
меняется углекислая магнезия в дозировках до 40—50% от массы
каучука.
12.3.5. Каолины
Некоторые виды каолинов (белых фарфоровых глин) являются
усилителями каучука. Природный каолин содержит значительное
количество примесей: шпата, кварца, слюды. Для удаления при-
месей каолины подвергают обогащению методом отмучивания
(мокрый метод) или методом отвеивания.
Каолин представляет собой белый порошок плотностью 2600—
2670 кг/м3 (2,60—2,67 г/см3). Частицы каолина имеют вытянутую
форму, размер частиц от 0,5 до 10 мкм. Основной составной ча- j
стью каолина является минерал состава Al2O3-SiO2-2H2O.
Каолин применяют в резиновых смесях на основе натурального
и синтетических каучуков. Наибольшее усиливающее действие
1
204
каолин оказывает в резиновых смесях на основе синтетических
каучуков при содержании его в количестве 75—85% от массы
каучука. Каолин повышает маслостойкость резины. Вулканизаты,
содержащие каолин, имеют плохое сопротивление раздиру. Каолин
обладает повышенной адсорбцией по отношению к ускорителям и
противостарителям, что необходимо учитывать при составлении
резиновых смесей с каолином.
Каолин в количестве 3—5% от массы каучука облегчает дис-
пергирование технического углерода в каучуке, уменьшая агломе-
рацию его частиц.
Разработан способ активирования каолина, основанный на сов-
местном осаждении каолиновой суспензии и раствора силиката
натрия (жидкого стекла) хлористым кальцием. Такой активиро-
ванный каолин содержит 23% силиката (главным образом, сили-
ката кальция), адсорбированного мельчайшими частицами као-
лина. По своей усиливающей активности он превосходит обычный
каолин и уступает белой саже.
12.3.6. Мел
Природный мел содержит 97—99% карбоната кальция. Он со-
держит в качестве примесей Fe2O3, А12О3, SiO2- Плотность мела
2900 кг/м3 (2,9 г/см3). Размеры частиц мела во всех трех измере-
ниях примерно одинаковы. Существует несколько сортов мела,
различающихся по способу получения и степени дисперсности: мо-
лотый, отмученный, дезинтегрированный, отвеянный (сепарирован-
ный), осажденный и активированный.
Молотый мел получают размолом природного мела, это наиболее грубо-
дисперсный мел с частицами размером 5—20 мкм. Дезинтегрированный мел
получают при размоле мела на дезинтеграторах. Средний размер частиц этого
мела 5—8 мкм. Путем дробления природного мела, последующей его сушки,
размола и отвеивания в воздушных сепараторах получают сепарированный, или
отвеянный, мел. При взмучивании с водой с последующим отстаиванием полу-
чают отмученный мел с частицами размером 2—о мкм. Путем отмучивания
удаляется большая часть примесей песка.
Осажденный мел получают химическим взаимодействием гашеной извести
с двуокисью углерода. Средний размер частиц этого мела 0,4 мкм. При осажде-
нии мела в присутствии небольшого количества многоатомных спиртов и защит-
ных коллоидов (казеин, синтетические смолы) получают активированный оса-
жденный мел, содержащий 99,9% карбоната кальция.
В резиновой промышленности в настоящее время применяют
главным образом сепарированный мел в дозировках до 60—70%
от массы каучука. Резиновые смеси, наполненные мелом, хорошо
шприцуются и каландруются и легко заполняют формы при вулка-
низации.
Активированный мел является усилителем для бутадиен-сти-
рольных и бутадиеновых каучуков. Он повышает прочность
при растяжении вулканизатов, сопротивление раздиру и исти-
ранию.
205
12.3.7. Барит
Природный молотый барит содержит в основном BaSO4; при-
месями барита являются оксид железа, окись кремния, соединения
свинца. Барит представляет собой тяжелый белый порошок плот-
ностью 3950—4500 кг/м3 (3,95—4,5 г/см3), применяется в произ-
водстве кислото- и щелочестойких резин. Размер частиц 5—6 мкм.
Из природного барита получают химически осажденный барит
путем восстановления природного барита до BaS и последующей
обработки H2SO4. Осажденный барит при введении в синтетические
каучуки придает им большее сопротивление раздиру по сравнению
с природным баритом. Применяется в дозировках до 100% от
массы каучука.
12.3.8. Тальк
Представляет собой минерал состава 3MgO-4SiO2-H2O. Это
порошок серебристо-белого или серебристо-серого цвета с плот-
ностью 2690 кг/м3 (2,69 г/см3). Выпускается тальк трех марок:
А. Б и В. В резиновой промышленности используют тальк марки
Б специальных сортов. Первый сорт применяют в качестве напол-
нителя эбонитовых резин для придания им теплостойкости и элек-
троизоляционных свойств. Второй сорт используют для опудрива-
ния сырых полуфабрикатов с целью предотвращения их слипания.
12.3.9. Пемза
Является продуктом вулканического происхождения с пори-
стой волокнистой структурой. В ее состав входят кремнезем и
щелочные металлы. Это светло-серый порошок с плотностью
2400 кг/м3 (2,4 г/см3). Применяется в качестве наполнителя обла-
дающего высокими электроизоляционными показателями, в эбони-
товых и резиновых смесях, а также в качестве абразивного мате-
риала в стиральных резинах.
12.4. ОСОБЕННОСТИ ПРИМЕНЕНИЯ НАПОЛНИТЕЛЕЙ
В резиновых смесях часто применяют не один, а одновременно
несколько наполнителей, например несколько видов технического
углерода. Такое комбинированное применение нескольких наполни-
телей обеспечивает необходимые свойства вулканизатов, хорошие
технологические свойства сырых резиновых смесей, а также сни-
жает себестоимость при производстве резиновых изделий. Ком-
бинируя различные виды технического углерода в резиновой
смеси, можно добиться получения не только прочных, но и эла-
стичных вулканизатов при хороших технологических свойствах
резиновой смеси. Так, например, хотя технический углерод ДГ-100
(газовая канальная сажа ДГ-100) и обеспечивает высокую проч-
ность при растяжении, хорошие сопротивление истиранию и раз-
206
диру, вулканизаты при этом име-
ют пониженную эластичность и
повышенное теплообразование
при многократных деформациях.
Замена части технического угле-
рода ДГ-100 (газовой канальной
сажи) техническим углеродом
ПМ-ЗОВ или ПМ-15 приводит к
понижению прочности при растя-
жении и сопротивления истира-
нию, но улучшает каландруе-
мость и шприцуемость резиновых
смесей и повышает эластичность
вулканизатов.
Эффект действия наполните-
лей зависит как от природы и
Рис. 12.2. Кривые изменения проч-
ности при растяжении резин на основе
натурального каучука в зависимости
от содержания наполнителей:
1—технический углерод ДГ-100: 2 —оксид
цинка; 3 — каолин; 4— барит.
свойств наполнителя и каучука,
так и от условий их применения. С увеличением содержания
активного наполнителя в резиновой смеси постепенно увеличи-
вается прочность при растяжении, сопротивление истиранию и
раздиру, повышаются условные напряжения при заданных удлине-
ниях и твердость вулканизатов. Однако после достижения некото-
рого предела наполнения наблюдается понижение первых трех по-
казателей. Количество наполнителя в резиновой смеси, при котором
наблюдается наибольший эффект усиления каучука, называется
оптимальной дозировкой наполнителя.
Оптимальные дозировки, установленные по прочности при ра-
стяжении, отличаются от оптимальных дозировок наполнителя,
необходимых для достижения наилучшего сопротивления истира-
нию и раздиру. У различных наполнителей оптимальные дозировки
разные. Если количество наполнителя в резиновой смеси превы-
шает оптимальную дозировку, то может оказаться, что свойства
резин, например прочность при растяжении, окажется ниже проч-
ности при растяжении ненаполненной резины. На рис. 12.2 пока-
зано изменение прочности при растяжении резин с увеличением
содержания наполнителей в резиновой смеси из натурального кау-
чука.
12.5. ТЕОРИИ УСИЛЕНИЯ КАУЧУКА
На усиление каучука влияют следующие свойства наполнителя:
степень дисперсности, форма его частиц и природа частиц. На при-
мере технического углерода было показано, что с повышением
дисперсности в значительной степени увеличивается активность
наполнителя. Чем больше удельная поверхность наполнителя, тем
больше и поверхность соприкосновения его с каучуком. При
смешении на вальцах или в резиносмесителе создается необходи-
мый контакт между каучуком и наполнителем, приводящий к их
207
взаимодействию, повышению упорядоченности и ориентации моле-
кул каучука вблизи поверхности контакта.
Резиновая смесь, полученная смешением каучука с наполните-
лем, представляет собой твердую дисперсную систему с сильно
развитой поверхностью соприкосновения каучука с наполнителем.
Если допустить возможность идеального распределения техниче-
ского углерода в каучуке и полного смачивания технического угле-
рода каучуком, то при смешении с каучуком 1 г технического
углерода образующаяся поверхность раздела фаз дисперсной си-
стемы достигает 100 м2. Это указывает на большую поверхностную
энергию такой системы и на большое влияние поверхностного на-
тяжения, смачивания и адсорбции, связанных с сильно развитой
внутренней поверхностью, на прочность дисперсной системы.
Прочность связи наполнителя с каучуком. Прочность связи на-
полнителя с каучуком зависит от смачивания наполнителя каучу-
ком, который можно рассматривать как высоковязкую жидкую
фазу. Смачивание зависит от поверхностного натяжения на грани-
цах раздела фаз. Прочность связи наполнителя с каучуком тем
больше, чем меньше поверхностное натяжение (поверхностная
энергия) на границе раздела фаз и чем легче он смачивается
каучуком. Отсюда следует, что 1) всякая обработка поверхности
частиц веществом, делающим эту поверхность более каучукофиль-
ной (например, введение стеариновой кислоты), повышает актив-
ность наполнителя, т. е. увеличивает прочность связи каучука с
наполнителем; 2) наибольшее усиление достигается при смачива-
нии каучуком всех частиц наполнителя (при отсутствии агломера-
ции его частиц); в этом случае удельная поверхность наполнителя
в каучуке будет достигать своего наибольшего значения.
Обработка наполнителя жирными кислотами и другими веще-
ствами, придающими поверхности частиц наполнителя лиофиль-
ность, называется активацией наполнителя. Активация наполни-
теля улучшает распределение наполнителя в резиновой смеси и
повышает физико-механические показатели вулканизата. Адсорб-
ция поверхностью частиц наполнителя жирных кислот приводит к
изменению полярности наполнителя. Жирные кислоты ориенти-
руются на поверхности частиц определенным образом, адсорби-
руясь своими полярными группами на поверхности гидрофильных
частиц наполнителя.
До сих пор рассматривался вопрос о прочности связи наполни-
теля с каучуком, но прочность вулканизата зависит также и от
прочности самого каучука, так как разрыв может происходить не
только по поверхности соприкосновения наполнителя с каучуком,
но и по каучуку, если его прочность ниже прочности связи каучука
с наполнителем. Поскольку прочность ненаполненных вулканиза-
тов большинства синтетических каучуков невелика, то можно пред-
положить, что при усилении каучука наполнителями происходит
изменение структуры самого каучука, приводящее к повышению
его прочности.
208
Сорбционная способность наполнителя. Согласно взглядам ака-
демика П. А. Ребиндера активность наполнителя определяется
сорбционной способностью и природой наполнителя. При наличии
у наполнителя сорбционной способности молекулы каучука опреде-
ленным образом ориентируются относительно поверхности частиц
наполнителя, образуя сольватные пленки. Пленки каучука, связан-
ные адсорбционными силами с частицами наполнителя, обладают
более высокой прочностью, чем остальной, так называемый объем-
ный каучук. Рентгенографические исследования вулканизата, на-
полненного техническим углеродом ДГ-100 (газовой канальной
сажей), при растяжении подтверждают наличие вблизи поверх-
ности частиц наполнителя каучука, находящегося в особом ориен-
тированном состоянии.
А. А. Трапезников показал, что прочность пленок каучука тол-
щиной до 200 А примерно в 10 раз превышает прочность толстых
пленок. Поэтому, чем больше каучука переходит в сольватные кау-
чуковые пленки вокруг частиц наполнителя, тем больше механиче-
ская прочность смеси и вулканизата. Чем активнее наполнитель,
чем больше его дисперсность и удельная поверхность и чем больше
наполнителя в смеси, тем больше каучука переходит в сольватные
пленки. При оптимуме наполнения слои каучука, разделяющие час-
тицы, очевидно, достигают размера сольватных пленок, весь кау-
чук оказывается переведенным в ориентированное состояние, и по-
этому дальнейшее увеличение наполнителя не вызывает повышения
прочности вулканизата. Если наполнителя слишком много, то кау-
чука будет недостаточно для образования сольватных пленок вок-
руг всех частиц наполнителя; в этих условиях будет происходить
агломерация частиц наполнителя и уменьшение поверхности сопри-
косновения каучука с наполнителем.
Активность наполнителя проявляется не только в вулканизатах,
но и в сырых резиновых смесях, что выражается в повышении их
прочности, жесткости и понижении пластичности смеси после вве-
дения наполнителя. При этом достигается небольшая степень уси-
ления вследствие низкой прочности невулканизованного объемного
каучука и возможности взаимного скольжения макромолекул.
Существует связь между активностью технического, углерода и
пластичностью резиновой смеси. Чем больше активность техниче-
ского углерода и его усиливающее действие, тем меньше пластич-
ность соответствующей резиновой смеси. Это, очевидно, связано с
тем, что более активный технический углерод вызывает образова-
ние более ориентированной сорбционной пленки каучука.
Сорбированный пленочный каучук обладает значительно мень-
шей растворимостью по сравнению с объемным каучуком. Напол-
ненные резиновые смеси самопроизвольно растворяются значитель-
но медленнее контрольного образца каучука, обработанного на
вальцах в течение того же времени. Понижение растворимости ока-
зывается тем больше, чем больше активность наполнителя. Мел
меньше других наполнителей влияет на растворимость каучука.
209
Понижение растворимости каучука при наполнении его объяс-
няется значительными адсорбционными силами, возникающими ме-
жду каучуком и наполнителем. В соответствии с этим важной ха-
рактеристикой активности наполнителя является относительное
количество связанного им каучука (каучуко-сажевого геля), не
подвергающегося самопроизвольному растворению, так как оно
характеризует количество каучука, перешедшее в адсорбированное
состояние. Адсорбционные связи, возникающие между каучуком и
наполнителем и приводящие к своеобразному «сшиванию» моле-
кул каучука посредством частиц наполнителя, уменьшают подвиж-
ность молекул каучука и понижают его пластичность.
При растяжении кристаллизующихся каучуков наблюдается ча-
стичная кристаллизация и связанное с ней повышение прочности.
Аморфная фаза каучука при этом оказывается тесно связанной с
кристаллической фазой посредством отдельных макромолекул кау-
чука. Пространственная сетка каучука становится более плотной,
так как она дополняется новыми узлами, возникающими при кри-
сталлизации. Таким образом происходит «самоусилепие» каучука.
Согласно представлениям А. Н. Александрова и Ю. С. Лазур-
кина, повышение прочности каучука при применении наполнителей
объясняется выравниванием напряжения в пространственной сетке
вулканизата в результате десорбции молекул, образующих прост-
ранственную сетку. Авторы исходят из того, что пространственная
сетка в эластичном полимере построена нерегулярно, вследствие
чего при растяжении в ней в одних частях возникают перенапря-
жения, приводящие к разрыву молекул, в то время как в других
частях сетки напряжение остается очень слабым. При наличии
адсорбционных связей частиц наполнителя с молекулами каучука,
соединенными в пространственную сетку, когда перенапряжение
достигает значения сил адсорбции, происходит десорбция молекул
каучука, приводящая к понижению напряжения в данном участке
сетки. Слабонапряженные участки сетки адсорбируются при этом
частицами наполнителя, напряжение выравнивается и равномер-
нее распределяется между частями пространственной сетки, что
приводит к повышению прочности.
В смесях каучука с активным наполнителем (техническим угле-
родом, коллоидной кремнекислотой) образуется непрерывная це-
почечно-сетчатая структура наполнителя в результате соединения
частиц наполнителя в сетку, пронизывающую каучуковую фазу.
Подтверждением наличия такой непрерывной сетчатой структуры
технического углерода является значительное повышение электро-
проводности при определенной степени наполнения, достаточной
для образования такой структуры. Возможность полного выщела-
чивания коллоидной кремнекислоты водным раствором едкого нат-
ра является также подтверждением образования цепочечной струк-
туры коллоидной кремнекислоты в резиновой смеси; цепочки,
по-видимому, обеспечивают распространение раствора щелочи по
210
всему объему смеси и помогают сравнительно легко выщелачивать
из вулканизата активную кремнекислоту.
При увеличении степени наполнения сверх оптимальной дози-
ровки увеличивается количество отдельных частиц и агломератов,
не принимающих участия в образовании цепочечно-сетчатой струк-
туры наполнителя, что приводит к снижению прочности вулкани-
зата.
Таким образом, сущность физических теорий усиления каучука
сводится к тому, что основными факторами, увеличивающими проч-
ность, являются: 1) силы связи (силы адсорбции и адгезии), воз-
никающие между каучуком и наполнителем; 2) упорядоченное
(ориентированное) состояние и фиксация молекул каучука на по-
верхности частиц активного наполнителя, приводящая к понижению
подвижности молекул; 3) непрерывная цепочечно-сетчатая струк-
тура наполнителя в резине.
Считается также возможным и химическое взаимодействие кау-
чука с наполнителем, например с техническим углеродом (сажей),
так как на его поверхности имеются различные функциональные
группы и двойные связи. Химическое взаимодействие каучука с на-
полнителем значительно возрастает при последующей вулканиза-
ции.
Эффективное усиление проявляется при совместном действии
всех физических и химических факторов. Эффект усиления особен-
но четко проявляется после вулканизации.
ГЛАВА 13
КРАСЯЩИЕ ВЕЩЕСТВА
Красящие вещества применяются для окраски резины. Цветные
и белые резины применяются при изготовлении разнообразных из-
делий широкого потребления, при изготовлении прорезиненных тка-
ней, игрушек, подошвенных изделий, предметов санитарии и гигие-
ны, грелок, противогазных масок и прочих изделий. Красящие ве-
щества белого, желтого и зеленого цветов способны поглощать
коротковолновую часть солнечного спектра и повышать стойкость
резиновых изделий к старению под действием света. Белые пигмен-
ты обладают наибольшей способностью защищать резину от старе-
ния, так как они отражают большую часть лучей солнечного
спектра.
Для более яркой окраски резин обязательно применение белых
пигментов, которые подавляют коричневый цвет вулканизата кау-
чука и способствуют более полному внутреннему отражению па-
дающего на резину света.
К красящим веществам предъявляются следующие требования:
1) светостойкость, т. е. стойкость окраски при действии солнеч-
ных лучей;
211
• 2) стойкость в условиях вулканизации, под действием повышен-
ной температуры, в присутствии серы;
3. ) отсутствие примесей свинца, висмута, вызывающих потемне-
ние цветных резин вследствие образования с серой сульфидов тем-
ного цвета;
4) высокая дисперсность;
5) нерастворимость в воде и отсутствие способности выкристал-
лизовываться на поверхности резины во избежание загрязнения
соприкасающихся предметов.
С повышением дисперсности красящая способность этих веществ
значительно возрастает.
Все красящие вещества подразделяются на органические и не-
органические.
13.1. НЕОРГАНИЧЕСКИЕ КРАСЯЩИЕ ВЕЩЕСТВА (ПИГМЕНТЫ)
13.1.1. Белые пигменты
Для придания резинам белой окраски применяются титановые
белила, литопон, сульфид цинка, цинковые белила.
Титановые белила — эквимолекулярная смесь двуокиси титана
TiOo (26,5%) и сульфата бария BaSO4 (73,5%). Порошок белого
цвета с плотностью 3900—4300 кг/м3 (3,9—4,3 г/см3). По красящей
способности титановые белила не уступают чистой двуокиси титана.
Титановые белила придают резинам стойкую к действию света чи-
стую белую окраску.
Литопон — порошок белого цвета с плотностью 3800 —
4200 кг/м3 (3,8-—4,2 г/см3). Получается совместным осаждением
сульфида цинка и сульфата бария. Литопон характеризуется высо-
кой кроющей и красящей способностью, но не светостоек (желтеет
на свету). Он трудно смешивается с каучуком и склонен к агломе-
рации (комкованию). Литопон активирует большинство органиче-
ских ускорителей вулканизации.
Цинковые белила (оксид цинка)—порошок белого цвета с
плотностью 5400 кг/м3 (5,4 г/см3), полностью поглощает ультрафио-
летовые лучи.
13.1.2. Красные и оранжевые пигменты
Из красных пигментов наибольшее распространение имеют зо-
лотистая сурьма, сурьмяная киноварь, красная окись железа, ртут-
ная киноварь.
Золотистая сурьма (пятисернистая сурьма) —пигмент перемен-
ного состава и соответственно разного цвета, от светло-оранжевого
до темно-пунцового. Содержит в своем составе пятисернистую сурь-
му Sb2S5, трехсернисгую сурьму Sb2S3 и свободную серу (6—9%)*
Золотистая сурьма характеризуется высокой дисперсностью, час-
тицы ее по размерам приближаются к размерам частиц некоторых
212
сортов технического углерода. Плотность ее 2900—3300 кг/м5
(2,9—3,3 г/см3). Вводится в состав резиновой смеси в количестве
до 15—20% от массы каучука. Пятисернистая сурьма увеличива-
ет сопротивление резин на основе натурального каучука ста-
рению.
При вулканизации резиновых смесей пятисернистая сурьма пе-
реходит в трехсернистую с выделением свободной серы, которая,
присос,''.шлется к каучуку. Ускоряющее влияние пигмента на вул-
канизацию следует учитывать при составлении рецептов резиновых ,
смесей. В смесях, содержащих пятисернистую сурьму, не рекомен-
дуется применять ингредиенты, в том числе и ускорители с кислой
реакцией, так как они вызывают потемнение резины.
Сурьмяная киноварь (трехсернистая сурьма)—пигмент ярко-
оранжевого цвета с различными оттенками в зависимости от усло-
вий получения. Обычно применяется совместно с пятисернистой,
сурьмой.
Применение пятисернистой и трехсернистой сурьмы возможно
только в присутствии таких органических ускорителей вулканиза-
ции, как дифенилгуанидин и ди-о-толилгуанидин; все другие уско-
рители вызывают изменение окраски.
Сернистые и окисные соединения сурьмы придают резинам по-
вышенную плотность, в резинах не наблюдается пористости. При-
чина такого действия не установлена.
Красная окись железа. К красной окиси железа относятся же-
лезный сурик, мумия, редоксайд. Цвет их бывает от желтого (для
некоторых сортов мумии) до темно-красного (для редоксайда)..
Плотность красной окиси железа5150—5200 кг/м3 (5,15—5,2 г/см3).
Наиболее ценным пигментом является мумия, получаемая обжигом
железного купороса. Цвет мумии при низкой температуре обжига,
бывает почти желтый, при высокой температуре — пунцовый.
Наиболее яркую окраску красная окись железа дает с литопо-
ном, менее яркую с мелом. Красная окись железа применяется
иногда в эбонитовых смесях для увеличения прочности крепления
эбонита к металлу. В резиновых смесях красная окись железа при-
меняется в количестве до 30—35% от массы каучука.
Ртутная киноварь (почти чистый сульфид ртути) — порошок
ярко-красного цвета с плотностью 8200 кг/м3 (8,2 г/см3). Окраска,
сообщаемая сульфидом ртути, устойчива при вулканизации даже в
присутствии большого количества серы, поэтому сульфид ртути
иногда применяется в цветных эбонитах. Высокая стоимость огра-
ничивает ее применение.
13.1.3. Желтые пигменты
К желтым пигментам относятся: сульфид кадмия, кадмиевый:
литопон, охра.
Сульфид кадмия — пигмент желтого цвета, придает резине яр-
кую, устойчивую при высокой температуре окраску, сохраняющуюся
213:.
иод действием солнечных лучей. Плотность сульфида кадмия
4500—4600 кг/м3 (4,5—4,6 г/см3). Высокая стоимость ограничивает
его применение.
Кадмиевый литопон — сульфид кадмия (около ЗО°/о), осажден-
ный на поверхности сульфата бария (65—70%). Плотность 4250—
4450 кг/м3 (4,25—4,45 г/см3). Цвет кадмиевого литопона от лимон-
ного до золотисто-желтого. Применяется для окраски прорезинен-
ных тканей и некоторых хирургических изделий.
13.1.4. Зеленые пигменты
Представителем этой группы минеральных пигментов, приме-
няемых в резиновом производстве, является зеленая окись хрома,
содержащая 98—99,5% Сг2О3. Плотность ее 4950 кг/м3 (4,95 г/см3).
Окись хрома обладает высокой химической стойкостью; применяет-
ся при окраске светостойких прорезиненных тканей. Часто для ок-
раски резины в зеленый цвет применяют желтые и синие пигменты.
13.1.5. Синие пигменты
Для окраски резины в синий цвет применяется ультрамарин —
пигмент со сложным химическим строением. Примерный состав
ультрамарина темного цвета — Na6A14Si6S402o. Плотность 2350 кг/м3
(2,35 г/см3). Получается прокаливанием серы, соды, каолина и
древесного угля или смеси серы, каолина, сульфата натрия и угля.
В зависимости от соотношения составных частей и температуры
прокаливания может быть получен ультрамарин разных оттенков.
Ультрамарин устойчив к атмосферным воздействиям и к действию
кислот. Добавляется к белым пигментам для устранения желтого
оттенка.
13.2. ОРГАНИЧЕСКИЕ КРАСЯЩИЕ ВЕЩЕСТВА
Органические красящие вещества для резины подразделяются
на две группы: 1) органические пигменты и 2) осажденные краси-
тели или лаки. Органические пигменты — нерастворимые в каучуке
органические красители. Осажденные красители — нерастворимые
в каучуке кальциевые или бариевые соли органических красителей,
или растворимые органические красители, переведенные в нерас-
творимое состояние адсорбционным осаждением красителя на ка-
кой-либо порошкообразной основе (барит, каолин, мел и т. д.).
Существует большое число органических веществ, принадлежа-
щих к различным классам органических соединений, способных ок-
рашивать каучук, но не все они достаточно стойки в условиях вул-
канизации. Органические красящие вещества отличаются значи-
тельно более высокой красящей способностью, чем неорганические,
и создают более яркую окраску.
Они могут оказывать влияние иД скорость вулканизации рези-
новых смесей и сопротивление резин старению. Наиболее часто
214
применяются: лак оранжевый, пигмент оранжевый Ж и 2Ж, пиг-
мент красный 2Ж и 4С, пигмент желтый прочный, пигмент зеле-
ный, пигмент синий антрахиноновый и др.
ГЛАВА 14
ПЛАСТИФИКАТОРЫ (МЯГЧИТЕЛИ)
14.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Пластификаторы — вещества, облегчающие изготовление и об-
работку резиновых смесей, снижающие температуру текучести и
повышающие их пластичность. Они в большинстве своем представ-
ляют смеси различных органических веществ и только некоторые
являются индивидуальными веществами. Применяются жидкие,,
твердые и полутвердые пластификаторы.
Мягчители способствуют более равномерному распределению
ингредиентов в резиновой смеси, уменьшают разогревание при сме-
щении и тем предотвращают в известной мере преждевременную
вулканизацию, снижают расход электрической энергии на изготов-
ление и последующую обработку резиновых смесей, уменьшают
усадку, улучшают формование при каландровании и шприцевании,
а также при вулканизации в формах, снижают температуру раз-
мягчения резиновой смеси в начале вулканизации. В результате
химического взаимодействия с компонентами резиновых смесей
мягчители оказывают влияние на вулканизацию, физико-механиче-
ские свойства и старение вулканизатов. Применение мягчителей
является одним из наиболее доступных средств изменения свойств
резиновых смесей и резин.
Мягчители снижают гистерезисные потери и теплообразование
при многократных деформациях резин вследствие повышения моле-
кулярной подвижности, понижения жесткости каучука и повыше-
ния скорости релаксации. При правильном выборе типа пластифи-
катора и содержания в резиновой смеси наблюдается повышение
эластичности и усталостной выносливости вулканизатов при мно-
гократных деформациях. Мягчители снижают условные напряже-
ния при заданном удлинении и твердость, а также увеличивают от-
носительное удлинение при разрыве, благодаря чему становится
возможным введение большего количества наполнителей в резино-
вые смеси. Одновременно мягчители снижают прочность при рас-
тяжении вулканизатов, особенно при большом содержании.
Многие пластификаторы оказывают специфическое действие, на-
пример, жирные кислоты повышают активность ускорителей вулка-
низации, облегчают диспергирование наполнителей; воск, парафин,
церезин, петролятум повышают сопротивление старению; рубракс,
парафин уменьшают набухание резины в воде; канифоль, сосновая
смола повышают клейкость резиновых смесей на основе синтетиче-
215>'
ских каучуков; вазелиновое и трансформаторное масла и сложные
эфиры понижают температуру хрупкости резины, т. е. повышают ее
морозостойкость; фактисы и полимеризованные непредельные мас-
ла понижают усадку эбонита при вулканизации.
Применение в резиновых смесях одновременно нескольких мяг-
чителей объясняется специфическим действием каждого из них.
Общее содержание мягчителей в резиновых смесях зависит не
только от ингредиентов, но и от вида каучука. Натуральный кау-
чук содержит естественные мягчители; он легко смешивается с ин-
гредиентами и хорошо обрабатывается, поэтому при изготовлении
резиновых смесей на основе натурального каучука обычно ограни-
чиваются введением 5—8% пластификаторов (от массы каучука).
Синтетические каучуки, особенно бутадиен-стирольные и бута-
.дисн-нитрильные трудно смешиваются с ингредиентами, поэтому
в резиновые смеси на основе синтетического каучука вводят до
30% пластификаторов. При определенном содержании мягчителей
'2—5% (от массы каучука), а в некоторых случаях 10—15% и
больше существенного ухудшения физико-механических свойств
вулканизата не наблюдается. В последнем случае мягчители вы-
полняют одновременно роль наполнителей. К ним относятся руб-
ракс и кумароновые смолы. Эти вещества содержат различные
непредельные соединения, которые химически взаимодействуют с
серой во время вулканизации, образуя продукты, обладающие
некоторой прочностью; этим объясняется возможность их приме-
нения в резиновых смесях в больших количествах.
К мягчителям предъявляются следующие требования:
1) совместимость с каучуком, т. е. способность смешиваться
«с ним и прочно удерживаться в резиновой смеси и вулканизате в
значительном интервале температур;
2) химическая и термическая стойкость во время вулканизации;
3) малое давление насыщенных паров и небольшая летучесть
при температурах обработки и вулканизации смесей;
4) возможно более высокая температура вспышки;
5) отсутствие токсичного действия на организм человека и рез-
кого неприятного запаха;
6) доступность и относительно невысокая стоимость.
Не все мягчители достаточно хорошо совмещаются с каучуком.
При плохом совмещении каучука с мягчителем наблюдается вы-
потевание (миграция) мягчителя на поверхность при вулканиза-
ции или хранении вулканизатов. Совместимость мягчителя с кау-
чуком определяется по набуханию каучука в мягчителе; чем боль-
ше набухание, тем выше совместимость мягчителя с каучуком.
К мягчителям, обладающим ограниченной совместимостью с
каучуком, относятся жирные кислоты, парафин, вазелин, вазелино-
вое масло и др. При их применении уменьшается прилипание
’смесей к рабочей поверхности оборудования, облегчается калан-
.дрование и шприцевание, поверхность каландрованных и шприцо-
ванных полуфабрикатов становится более гладкой.
:216
При выборе мягчителей следует учитывать, что при наличии
них двойных связей совместимость с большинством каучуков уве-
личивается; исключение из этого правила представляет бутил-
каучук, с которым такие мягчители неприменимы. Известно, что
масла, содержащие значительное количество ароматических угле-
водородов, более совместимы с каучуками СК(М)С и СКД, чем
масла, содержащие большое количество парафиновых углеводо-
родов.
Большая часть обычно применяемых мягчителей несовместима
с полисульфидными каучуками.
В качестве мягчителей применяют органические вещества раз-
личного происхождения. Их можно подразделить на следующие
группы: 1) вещества, получаемые из нефти; 2) продукты перера-
ботки каменного угля; 3) вещества растительного происхождения;.
4) жирные кислоты; 5) синтетические мягчители.
14.2. МЯГЧИТЕЛИ — ПРОДУКТЫ ПЕРЕРАБОТКИ НЕФТИ
Эти вещества, получаемые при переработке нефти, составляют
наиболее многочисленную группу мягчителей, используемых в про-
изводстве шин и резиновых технических изделий. К ним относятся:
мазут, гудрон, рубракс, масла, вазелин, парафин и другие.
Мазут — остаток, который получается при перегонке нефти. Ii
качестве мягчителя применяется обычно мазут — остаточный про-
дукт прямой перегонки парафиновых нефтей с температурой
вспышки не ниже 150 °C и условной вязкостью 4—6 градусов Эн-
глера. Мазут — вязкая жидкость почти черного цвета. В резиновые?
смеси вводят до 5—7% (от массы каучука) мазута.
Гудрон масляный — остаток перегонки масел и мазута. Густая
маслянистая жидкость черного цвета. Так же как мазут, исполь-
зуется преимущественно с синтетическими каучуками (5—7% от
массы каучука).
Рубракс — специальный сорт твердого битума, получаемый окис-
лением остатков от перегонки нефти (гудронов) путем продувки
воздуха в присутствии щелочи, при нагревании до 250 °C. Рубракс
выпускают двух марок: А и Б, которые различаются температурой
размягчения. В резиновой промышленности применяется рубракс
марки А с температурой размягчения 125—135 °C. Рубракс способ-
ствует диспергированию сажи в резиновой смеси, повышает влаго-
стойкость вулканизатов, а также их твердость и модули. Рубракс
в значительно меньшей степени повышает пластичность резиновой
смеси по сравнению с жидкими мягчителями. Он задерживает’
вулканизацию, взаимодействуя с серой. В резиновые смеси вводят
5—10% (от массы каучука), а иногда и больше рубракса, при.
этом у вулканизатов не наблюдается заметного понижения проч-
ности при растяжении.
Рубракс не пригоден для автоматической транспортировки и
развески, так как куски рубракса при хранении и транспортировке
21Т
слипаются. В этом случае используется битум специальный марки
Г (ГОСТ 21822—76), который выпускается в виде хрупкой крошки
и отличается от рубракса более высокой твердостью.
Отечественной промышленностью выпускается асфальто-смоля-
ной гранулированный мягчитель АСМГ (типа рубракса), являю-
щийся продуктом переработки гудрона. Он выпускается в виде
гранул размером до 2 мм, опудренных техническим углеродом
ПГМ-33 (6—8%). При использовании этого мягчителя вместо ку-
скового рубракса можно автоматизировать транспортировку и раз-
веску, исключить потери при подготовке мягчителя и улучшить
культуру производства.
Мягчитель АСМГ характеризуется более высокой температурой
размягчения (130—140 °C) по сравнению с рубраксом и поэтому
плохо распределяется в смесях с пластичностью 0,50—0,60, кото-
рые перерабатываются на вальцах при 20—40°C.
Парафин — смесь твердых углеводородов жирного ряда крис-
таллического строения. Получается из парафинистых дистиллятов
нефти при их охлаждении. Парафин выпускается разных марок в
зависимости от степени очистки. Технически очищенные парафины
марок Г и Д имеют температуру плавления не ниже 50 °C. Пара-
фин легко выпотевает на поверхность резиновой смеси и вулкани-
зата, понижая клейкость резиновой смеси, но увеличивает сопро-
тивление резины старению. Парафин вводят в количестве до 2%
от массы каучука.
Хлорированные парафиновые углеводороды — огнестойкие мяг-
чители; применяются двух видов: твердый парафин ХП-1100, со-
держащий 70% С1, и жидкий парафин ХП-333, содержащий 24%
€1. Хлорпарафин ХП-1100 (C25H30CI22) придает резинам способ-
ность самозатухания (используется, например, в резиновых смесях
на основе наирита для получения негорючих конвейерных лент).
Жидкий хлорпарафин ХП-333 применяется в качестве дешевого
пластификатора для морозостойких резин на основе наирита и для
частичной замены дибутилфталата в резинах на основе бутадиен-
нитрильпых каучуков. Выпускаются и другие марки.
Церезин — смесь твердых углеводородов с более высоким моле-
кулярным весом по сравнению с парафином. Выпускается не-
скольких марок в зависимости от температуры плавления, которая
находится в пределах 60—80 °C.
Вазелин технический — смесь жидких и твердых углеводоро-
дов; получается сплавлением парафина и церезина с минеральными
маслами; однородная желтая или коричневая мазь с запахом
минеральных масел и температурой плавления 40—50°C. Вазелин
технический вводят в резиновую смесь в количестве до 2—3% от
массы каучука.
Петролятум — смесь парафина, церезина и небольшого количе-
ства минеральных масел; температура каплепадения петролятума
около 55СС. Получается при депарафинизации масел. Вводится в
резиновую смесь в количестве до 3% от массы каучука.
218
Нефтеполимерная смола (пиропласт-2)—продукт полимериза-
ции стирола, индена, кумарона и их гомологов, получаемых при
переработке фракций, отбираемых при пиролизе бензина, керосина
и другого нефтяного сырья.
Выпускается в виде чешуек. По действию аналогична кумарон-
инденовой смоле (см. с. 221).
Минеральные масла—продукты, получаемые при вакуум-пере-
гонке мазута с последующей очисткой серной кислотой, щелочью»,
фильтрованием через слой адсорбента или другими способами.
В резиновой промышленности чаще всего применяют масло ПН-6»,
вазелиновое масло, масло «мягчитель», масло МВП, велосит, со-
ляровое, масло АК-15 (автол-18) и др. В состав минеральных
масел входят парафиновые, нафтеновые, ароматические углеводо-
роды. Групповой состав масел зависит от исходного нефтяного
сырья и способа очистки и в свою очередь влияет на пластифици-
рующее действие и свойства резин. Например, масла, содержащие
парафино-нафтеновые углеводороды, сказывают большее пласти-
фицирующее действие на каучуки, чем масла с преимущественным
содержанием ароматических углеводородов. Парафино-нафтеновые-
пластификаторы улучшают эластические свойства и морозостой-
кость резин и снижают теплообразование при многократных де-
формациях. Пластификаторы с преимущественным содержанием'
ароматических углеводородов снижают прочность при растяжении:
вулканизатов в меньшей степени, чем парафино-нафтеновые.
Большое влияние на свойства резиновых смесей и вулканизатов
оказывает вязкость мягчителей. При низкой вязкости пластифика-
тор придает вулканизатам более низкую твердость, большую эла-
стичность, повышенную морозостойкость, но такое масло обладает
большей летучестью при обработке и вулканизации резиновых
смесей, а также при старении резин. С повышением вязкости
пластификатора возрастает прочность при растяжении вулканиза-
тов, их относительное удлинение и теплообразование при много-
кратных деформациях.
Выбор пластификатора с определенным групповым составом и
вязкостью зависит от назначения изделия и тех требований, кото-
рые к нему предъявляются.
К минеральным маслам с преимущественным содержанием иа-
рафино-нафтеновых углеводородов относятся: вазелиновое масло»
велосит, соляровое масло, масло МВП, масло «мягчитель». По-
следние два масла отличаются пониженной температурой застыва-
ния (около —60 °C). Все перечисленные масла отличаются низкой
вязкостью, низкой температурой вспышки в закрытом тигле
(112—125 °C) и значительной летучестью при повышенных темпе-
ратурах.
Более высокие молекулярную массу, вязкость, температуру
вспышки, значительно меньшую летучесть и более низкую стои-
мость по сравнению с вазелиновым маслом и маслом «мягчитель»
имеют парафино-нафтеновые масла: стабилойл 18 и стабилпласт
219
'€2. Эги масла отличаются друг от друга по групповому составу и
до влиянию на свойства вулканизатов; стабилпласт 62 характери-
зуемся более высоким содержанием парафино-нафтеновых угле-
водородов.
Стабилойл 18 и стабилпласт 62 придают резиновым смесям на
основе неполярных каучуков — НК, СКИ-3, СК(М)С-30, СКД,
бутилкаучука, этилен-пропиленовых каучуков, такие же свойства,
как и вазелиновое масло и масло «мягчитель». При этом, обладая
по сравнению с последними значительно меньшей летучестью, они
могут применяться в условиях высокой температуры обработки
(например, при обработке бутилкаучука), а также при высоких
температурах вулканизации и существенно снижают выделение
летучих компонентов в производственные помещения и улучшают
условия труда. Но эти масла из-за плохой совместимости с поляр-
ными каучуками выпотевают из резиновых смесей и резин на их
основе. ;
Для белых и цветных резин на основе полярных и неполярных
каучуков рекомендуется применять парафино-нафтеновое масло
МР-5 с низкой летучестью, высокой температурой вспышки и низ-
кой температурой застывания (—35°C).
К маслам с повышенным содержанием ароматических углево-
дородов (59%) относится масло АК-15 (автол 18). Еще больше
ароматических углеводородов содержится в экстрактах селектив-
ной очистки минеральных масел твердыми адсорбентами и раство-
рителями с избирательной растворяющей способностью. К ним
•относятся экстракты III и IV нефтяных фракций, отбираемых при
температуре 350—500 °C, а также масло ПН-6 — экстракт феноль- ,
ной очистки остаточных масел. Эти пластификаторы содержат
преимущественно ароматические углеводороды (87- 96%), пред-
ставляют собой вязкие, темно-коричневые жидкости с высокой
'температурой застывания и вспышки; используются в темноокра-
шенных резиновых смесях. Масло ПН-бк с несколько меныпей ,
вязкостью и плотностью применяется в качестве наполнителя в
маслонаполненных каучуках, а масло ПН-бш — в качестве пла-
стификатора в резиновых смесях шинного производства; оно явля-
ется лучшим пластификатором для СКД- Масло ПН-6 не реко-
мендуется для бутадиен-нитрильных каучуков из-за плохой сов-
местимости и выпотевания на поверхность. Ароматические ма-
сла лучше, чем парафино-нафтеновые, совмещаются с наиритом,
но они увеличивают прилипание резиновых смесей к оборудо- *
ванию.
К высокоароматизированным маслам относится масло МР-6,
содержащее 94—96% ароматических углеводородов. Оно рекомен-
дуется для резиновых смесей на основе неполярных и полярных <
каучуков. В резиновые смеси с наиритом рекомендуется вводить 1
до 16 масс. ч. масла МР-6 на 100 масс. ч. каучука.
Благодаря высокому содержанию ароматических углеводородов
все эти нефтяные масла могут применяться с неполярными каучу-
220
ками в больших дозировках; при содержании до 20—30 масс. ч. на
100 масс. ч. каучука сохраняются высокие физико-механические
показатели вулканизатов, повышается выносливость при много-
кратных деформациях, а также клейкость резиновых смесей.
143. МЯГЧИТЕЛИ — ПРОДУКТЫ ПЕРЕРАБОТКИ
КАМЕННОГО УГЛЯ
К этой группе мягчителей относятся каменноугольная смола,
кумароно-инденовые смолы.
Каменноугольная смола — продукт коксования каменного угля.
Это вязкая жидкость черного цвета с характерным запахом крезо-
лов. В состав каменноугольной смолы входят ароматические угле-
водороды, азотсодержащие соединения и крезолы; может приме-
няться в количестве до 3% от массы каучука. Благодаря
содержанию крезолов каменноугольная смола повышает сопротив-
ление резины старению. В качестве мягчителя каменноугольная
смола используется сравнительно редко.
Кумароно-инденовые смолы — продукты полимеризации непре-
дельных углеводородов, содержащихся в ксилольной фракции, ки-
пящей при температуре 160—185 °C, которая образуется при пере-
работке каменноугольной смолы. Кумароно-инденовые смолы по-
лучаются при обработке ксилольной фракции серной кислотой.
В состав непредельных углеводородов, подвергающихся полимери-
зации, входят кумарон, инден, стирол и их гомологи.
Кумароно-инденовые смолы хорошо растворяются в аромати-
ческих и хлорированных углеводородах, эфирах, растительных и
животных жирах, обладают хорошей термостойкостью и высокими
диэлектрическими свойствами. В резиновых смесях используют
темные кумароно-инденовые смолы с температурой размягчения
80—90 °C‘(марки Г/Ш и Д/Ш).
Кумароно-инденовые смолы улучшают обрабатываемость рези-
новых смесей на производственном оборудовании, повышают клей-
кость и адгезию к тканям и металлам, повышают сопротивление
раздиру и разрастанию трещин вулканизатов; они замедляют про-
цесс вулканизации; поэтому при использовании этих смол тре-
буется увеличение дозировки серы.
Аналогично кумароно-инденовой смоле действует жидкая сти-
рольно-инденовая смола и нефтеполимерная смола. Стирольно-ин-
деновая смола получается при переработке кубовых остатков
сырого бензола; плотность ее составляет 1040—1070 кг/м3 (1,04—
1,07 г/см3), содержание летучих при 150°С — 5,0—6,5%. Смола
совмещается с полярными и неполярными каучуками, придает ре-
зиновым смесям более высокую клейкость и меньшую вязкость по
сравнению с кумароно-инденовой смолой. Вулканизаты с этой смо-
лой имеют несколько меньшие твердость и сопротивление раздиру
и более высокую эластичность по сравнению с вулканизатами, со-
держащими кумарбно-инденовую смолу.
221
14.4. МЯГЧИТЕЛИ РАСТИТЕЛЬНОГО ПРОИСХОЖДЕНИЯ
К этой группе мягчителей относятся растительные масла, со-
сновая смола, канифоль, фактисы.
Растительные масла в настоящее время в качестве мягчителей
почти не применяются, за исключением окисленного льняного
масла; последнее используется иногда для снижения усадки эбо-
нита во время вулканизации.
Канифоль — твердая хрупкая смола — остаток после отгонки
скипидара и воды из живицы хвойных деревьев. Канифоль имеет
температуру размягчения 65—69°C, цвет ее зависит от способа
производства и степени очистки и изменяется от янтарно-желтого
до янтарно-коричневого. Канифоль полупрозрачна, имеет стекло-
видный излом, обладает характерным смолистым запахом. По хи-
мическому составу она представляет собой смесь смоляных кислот:
абиетиновой С20Н30О2 и пимаровой С19Н32О2.
Непредельная абиетиновая кислота может легко окисляться
кислородом воздуха и тем самым ускорять окисление каучука.
В качестве мягчителя канифоль применяется в резиновых смесях
с натуральным и бутадиен-стирольными каучуками в количестве
до 2—3% (от массы каучука); она повышает клейкость резиновых
смесей, но замедляет процесс вулканизации. В смеси с хлоропре-
новыми каучуками вводят до 5% (от массы каучука) канифоли,
используя ее в качестве активатора вулканизации.
Кроме живичной канифоли в промышленности применяется
модифицированная канифоль марки ЭМ-3, получаемая путем обра-
ботки экстракционной канифоли формальдегидом и фумаровой
кислотой.
Сосновая смола — вязкая жидкость темно-коричневого цвета с
характерным запахом дегтя. Получается сухой перегонкой сосно-
вой древесины, главным образом сосновых пней. Применяется в
резиновых смесях с натуральным каучуком, СКВ, СКС, хлоропре-
новым каучуком. Вводится в количестве до 3% (от массы каучу-
ка); она повышает клейкость резиновых смесей.
Сосновая смола содержит различные органические соединения;
канифоль (15—25%), скипидар, некоторые продукты разложения
канифоли и древесины, в том числе органические водорастворимые
кислоты — уксусную кислоту и др. Так как сосновая смола содер-
жит значительное количество летучих веществ и влаги, она под-
вергается продолжительному нагреванию при температуре 150°C
для удаления этих веществ. Этот процесс называется увариванием
сосновой смолы, а полученный продукт — галипотом смольным; это
густая маслянистая жидкость темно-коричневого или темно-бурого
цвета. Содержание влаги в галипоте не превышает 0,5%.
Сосновая смола применяется и в регенератном производстве.
Фактисы — продукты взаимодействия растительных масел и жи-
вотных жиров с серой. Различают два вида фактисов: темные и
светлые. Темные фактисы получают путем варки в котлах. В на-
222
гретое льняное или другое масло загружают серу [ ~20% (масс.)];
после того как вся сера растворится, температуру повышают до
157°C и нагревают смесь до загустевания. Затем температуру по-
нижают до 125—145 °C и осуществляют варку при этой темпера-
туре в течение 12 ч, затем фактис охлаждают и выгружают. В ре-
зиновые смеси вводят до 30% (от массы каучука) темного фак-
тиса, он способствует сохранению формы невулканизованных
изделий, облегчает шприцевание и каландрование смесей; снижает
эластичность вулканизатов, прочность при растяжении и относи-
тельное удлинение и повышает условные напряжения при задан-
ных удлинениях.
Светлый фактис раньше получали взаимодействием раститель-
ных масел с однохлористой серой S2CI2; процесс протекает без
нагревания с бурным выделением тепла и летучих веществ, от
которых вся масса вспучивается и после застывания становится
губчатой.
В настоящее время светлый фактис получают из ненасыщенных
полимерных продуктов, являющихся побочными продуктами про-
изводства синтетического каучука. Смесь полимера (47%) с серой
(6,5%), стеаратом цинка (1%), каолином (4%), вазелиновым мас-
лом (41 %), в присутствии тиурама (0,5%) нагревают при темпе-
ратуре 125—135°C. Светлый фактис применяется при изготовле-
нии некоторых резиновых изделий способом макания.
14.5. ЖИРНЫЕ КИСЛОТЫ
Жирные кислоты — продукты расщепления гидрированных и
негидрированных растительных масел и животных жиров, которые
являются триглицеридами жирных кислот — стеариновой, пальми-
тиновой, олеиновой и др.
Жирные кислоты — поверхностно-активные вещества, которые,
адсорбируясь на поверхности частиц наполнителей, образуют моно-
молекулярный слой. Адсорбционные оболочки, образовавшиеся из
молекул жирных кислот, препятствуют агломерации наполнителей
и способствуют диспергированию их в резиновой смеси. Поэтому
жирные кислоты называют диспергаторами. Они выполняют также
роль активаторов ускорителей.
Жирные кислоты вводят в резиновые смеси в количестве до
3% (от массы каучука). Они обладают способностью выпотевать
на поверхность, вследствие чего снижается клейкость резиновых
смесей и прилипание синтетических каучуков к валкам.
Стеариновая кислота — предельная жирная кислота состава
С17Нз5 СООН. Техническая стеариновая кислота (технический сте-
арин, ГОСТ 6484 — 64) содержит всегда примесь других жирных
кислот — олеиновой и пальмитиновой. В резиновой промышлен-
ности применяют дистиллированный стеарин первого или второго
сорта, который выпускается в виде плиток, кусков или чешуек.
Температура застывания стеарина 49—56°C; цвет его белый или с
223
легким желтоватым оттенком. В стеарине не должно быть ней-
трального жира, свободных минеральных кислот и механических
примесей. Стеариновую кислоту применяют обычно в резиновых
смесях с натуральным каучуком.
Олеиновая кислота—непредельная кислота состава С17Н3зСООН.
Техническая олеиновая кислота (технический олеин, ГОСТ
7580—55) представляет собой смесь жидких жирных кислот, полу-
чаемых при расщеплении жиров и масел.
Технический олеин получают кристаллизацией смеси жирных
кислот с последующим отделением из этой смеси (прессованием)
или расщеплением растительных масел. В образующейся смеси
жирных кислот основную часть составляет олеиновая кислота..
Технический олеин вырабатывается трех марок: А, Б, В, различа-
ющихся по содержанию жирных кислот, температуре застывания
и некоторым другим показателям.
В производстве резиновых изделий неответственного назначе-
ния используют промышленные синтетические жирные кислоты
(СЖК) фракции Ci?—C2i. В отличие от технического стеарина они
снижают выносливость вулканизатов при многократных деформа-
циях и увеличивают адгезию смесей к металлу оборудования, что
связано с присутствием в них окси-кислот, изо- и дикарбоновых
кислот, низкомолекулярных фракций и других примесей. СКЖ
фракции С]7—C2j, очищенные путем дробной кристаллизации или
ректификации, могут заменять технический стеарин во многих ре-
зиновых изделиях.
14.6. СИНТЕТИЧЕСКИЕ МЯГЧИТЕЛИ
К синтетическим мягчителям относятся сложные эфиры, поли-
диены, полибутадиеновый жидкий каучук НМПБ, жидкий дивини-
ловый каучук СКД-0, алкилфеноло-альдегидные смолы.
Сложные эфиры — продукты, получаемые при взаимодействии
различных спиртов с кислотами; обладают хорошими пластифи-
цирующими свойствами и способностью повышать морозостойкость
вулканизатов. Они хорошо совмещаются с полярными каучуками,
при этом вследствие взаимодействия эфирных и полярных групп
полимера устраняется выпотевание сложных эфиров на поверх-
ность. Особенно широкое распространение получили в качестве
пластификаторов дибутилфталат и дибутилсебацинат.
Дибутилфталат — сложный эфир, образованный н-бутиловым
спиртом С4Н9ОН и о-фталевой кислотой СвН4(СООН)2, его фор-
мула С6Н4(СООС4Н9)2. Это прозрачная маслянистая бесцветная
или желтоватая жидкость с плотностью 1040 кг/м3 (1,04 г/см3) и
температурой кипения 336—342 °C.
Дибутилсебацинат — сложный эфир бутилового спирта и себа-
цнновой кислоты НООС—(СН2)в—СООН. Его формула
С4Н9ОСО(СН2)8СООС4Н9. Это прозрачная маслянистая жидкость
с плотностью не ниже 930 кг/м3 (0,930 г/см3).
224
Дибутилфталат и дибутилсебацинат повышают эластичность и
морозостойкость, понижают твердость вулканизатов бутадиен-нит-
рйльных каучуков; они также повышают морозостойкость хлоро-
преновых каучуков. Обычно в состав резиновых смесей вводят до
10% (от массы каучука) дибутилфталата и дибутилсебацината.
Эфир ЛЗ-7 — продукт конденсации диэтиленгликоля с СЖК
фракции С5—С9; он отличается от дибутилфталата и дибутилсеба-
цината меньшей летучестью, а стоимость его ниже стоимости этих
эфиров. По влиянию на повышение эластичности и морозостойко-
сти резин на основе бутадиен-нитрильных каучуков и наирита он
превосходит дибутилфталат и приближается к дибутилсебацинату.
В последнее время разработаны новые сложноэфирные пласти-
фикаторы, имеющие промышленное значение: эмульфин К, пласти-
фикатор ЦДЭА-4 и др.
Эмульфин К (аналог полипластола IV — сложного эфира стеариновой кисло-
ты)— эфир, получаемый на основе жирных кислот и полиэтиленгликоля.
Применяется в производстве формовых изделий, получаемых способом литья,
в резиновых смесях на основе полярных и неполярных каучуков. При добавле-
нии в резиновую смесь 3—10 масс. ч. эмульфина К улучшается текучесть и
литьевые свойства смеси для формовых изделий, получаемых методом литья, и
облегчается выемка изделий из литьевых форм (см. с. 381).
Пластификатор ПДЭА-4 — сложный полиэфир, получаемый на основе ди-
этиленгликоля и адипиновой кислоты; характеризуется малой летучестью при
высокотемпературной обработке резиновых смесей и малой растворимостью в
маслах. Применяется для резин на основе хлорсодержащих каучуков, работаю-
щих в различных средах.
14.7. МЕХАНИЗМ ДЕЙСТВИЯ МЯГЧИТЕЛЕЙ
Механизм действия мягчителей на свойства резиновых смесей
и вулканизатов, по-видимому, заключается в следующем:
1) мягчители, вызывая набухание каучука, раздвигают его мо-
лекулы и уменьшают межмолекулярное взаимодействие, вследствие
чего облегчается взаимное скольжение элементов структуры не-
вулканизованного каучука, повышается его пластичность и одно-
временно понижается прочность резины при растяжении, условные
напряжения при заданных удлинениях, твердость и увеличивается
относительное удлинение; некоторые мягчители, обладая низкой
вязкостью и низкой температурой застывания и хорошо совмещаясь
с каучуком, повышают эластичность и морозостойкость резин;
2) мягчители, содержащие поверхностно-активные вещества,
образуют на поверхности частиц наполнителя мономолекулярные
адсорбционные слои поверхностно-активного вещества, связанно-
го полярными группами с поверхностью частиц наполнителя. Бла-
годаря этому мягчители способствуют диспергированию и равно-
мерному распределению наполнителей в смеси, и образованию
прочной связи наполнителя с каучуком, т. е. активированию напол-
нителя и повышению физико-механических показателей резины.
8 Зак. 1316
225
Преобладание того или иного механизма действия мягчителя
зависит от его состава. Мягчители, содержащие поверхностно-ак-
тивные вещества, называют активными, к ним относятся асфальто-
битумные мягчители — мазут, гудрон, рубракс, а также каменно-
угольная смола, сосновая смола, жирные кислоты. Микроскопиче-
скими исследованиями установлено, что без активных мягчителей
наблюдается плохое распределение технического углерода в рези-
новой смеси. Вазелиновое масло и сложные эфиры, являющиеся
неактивными мягчителями, при любом их содержании не обеспе-
чивают необходимого диспергирования технического углерода в
резиновой смеси.
Кроме того, мягчители асфальто-битумного типа, по-видимому,
способны окисляться, конденсироваться и взаимодействовать с се-
рой в процессе вулканизации, что приводит к увеличению их мо-
лекулярной массы и к получению вулканизатов с более высокой
твердостью и с более высоким условным напряжением при задан-
ном удлинении, но с меньшей эластичностью, чем при применении
сосновой смолы, вазелинового масла и других мягчителей.
Некоторые мягчители не содержат компонентов, обладающих
свойствами поверхностно-активных веществ, и способны вызы-
вать ограниченное набухание каучука, т. е. обладают ограниченной
совместимостью с ним. К таким мягчителям относятся, например,
парафин, церезин, воск, вазелин и сложные эфиры.
Они выпотевают на поверхность резиновой смеси; благодаря
этому уменьшается прилипание резиновых смесей к валкам и об-
легчается каландрование и шприцевание. Такие мягчители нельзя
вводить в резиновые смеси в больших количествах.
ГЛАВА 15
ПРОТИВОСТАРИТЕЛИ
15.1. ОБЩИЕ СВЕДЕНИЙ
При хранении каучуков, а также при хранении и эксплуатации
резиновых изделий происходит неизбежный процесс старения, при-
водящий к ухудшению их свойств. В результате старения сни-
жаются прочность при растяжении, эластичность и относительное
удлинение, повышаются гистерезисные потери и твердость, воз-
растают газопроницаемость и электропроводность, уменьшается
сопротивление истиранию, изменяются пластичность, вязкость и
растворимость невулканизованного каучука. Кроме того, в резуль-
тате старения значительно уменьшается продолжительность экс-
плуатации резиновых изделий. Поэтому повышение стойкости ре-
зины к старению имеет большое значение для увеличения надеж*
ности и работоспособности резиновых изделий.
226
Старение — результат воздействия на каучук кислорода, нагре*
вания, света и особенно озона.
Кроме того, старение каучуков и резин ускоряется в присутст-
вии соединений поливалентных металлов и при многократных де-
формациях.
Стойкость вулканизатов к старению зависит от ряда факто-
ров, важнейшими из которых являются:
природа каучука;
свойства содержащихся в резине противостарителей, наполни-
телей и пластификаторов (масел);
природа вулканизующих веществ и ускорителей вулканизации
(от них зависит структура и устойчивость сульфидных связей, воз-
никающих при вулканизации);
степень вулканизации;
растворимость и скорость диффузии кислорода в каучуке;
соотношение между объемом и поверхностью резинового изде-
лия (с увеличением поверхности увеличивается количество кисло-
рода, проникающего в резину).
Наибольшей стойкостью к старению и окислению характеризу-
ются полярные каучуки — бутадиен-нитрильные, хлоропреновые
и др. Неполярные каучуки менее стойки к старению. Их сопротив-
ление старению определяется главным образом особенностями
молекулярной структуры, положением двойных связей и их коли-
чеством в основной цепи. Для повышения стойкости каучуков и
резин к старению в них вводят противостарители, которые замед-
ляют окисление и старение. Часто такие соединения называют
также ингибиторами окисления.
15.2. ВИДЫ СТАРЕНИЯ
В зависимости от того, под действием каких факторов проис-
ходит старение, различают тепловое, световое, озонное, радиаци-
онное старение и комбинированное старение: светоозонное и ат-
мосферное. Старению подвержены резины, находящиеся как в
ненапряженном, так и в напряженном состоянии под действием
статических или динамических нагрузок при многократных дефор-
мациях.
Тепловое старение— результат одновременного воздействия
тепла и кислорода. Окислительные процессы являются главной
причиной теплового старения в воздушной среде.
Большинство ингредиентов в той или иной степени влияет на
эти процессы. Технический углерод и другие наполнители адсор-
бируют противостарители на своей поверхности, уменьшают их
концентрацию в каучуке и, следовательно, ускоряют старение.
Сильно окисленные сажи (канальные) могут быть катализаторами
окисления резин. Малоокисленные (печные и термические) сажи,
как правило, замедляют окисление каучуков. Изменение механиче-
ских свойств резин при старении зависит от соотношения процессов
8* 227
структурирования и деструкции. При тепловом старении большин-
ства резин на основе синтетических каучуков преимущественно
происходит структурирование, что сопровождается снижением
эластичности и повышением жесткости. При тепловом старении
резин из натурального и синтетического изопренового каучуков и
бутилкаучука в большей мере развиваются деструктивные процес-
сы, приводящие к уменьшению условных напряжений при задан-
ных удлинениях и повышению остаточных деформаций.
Соотношение между процессами деструкции и структурирова-
ния при тепловом старении зависит от температуры старения и
особенно сильно изменяется при переходе к температурам выше
100 °C. Так, если при комнатной температуре свободная сера и
связанная полисульфидная сера ингибируют окисление, то при
температуре выше 70 °C свободная сера снижает стойкость резин
к тепловому старению. Полисульфидные поперечные связи яв-
ляются менее прочными, чем основная молекулярная цепь каучука,
поэтому они снижают термостабильность резин и их стойкость
к старению.
Для защиты резин от теплового старения применяются проти-
востарители, повышающие стойкость резин и каучуков к действию
кислорода, т. е. вещества, обладающие свойствами антиоксидан-
тов— прежде всего вторичные ароматические амины, фенолы, бис-
фенолы, производные дигидрохинолина и др. Эти антиоксиданты
имеют в молекуле подвижный атом водорода в аминной или фе-
нольной группах.
Антиоксиданты применяются также в производстве синтетиче-
ских каучуков в качестве стабилизаторов для защиты от старения
в процессе технологической обработки и при хранении.
Некоторые ускорители вулканизации, например тетраметил-
тиурамдисульфид (тиурам), повышают стойкость резин к теплово-
му старению. При вулканизации в присутствии этого ускорителя
образуются более прочные моносульфидные и углород-углеродные
связи, а также продукты распада тиурама, которые оказывают
сильное ингибирующее действие на процесс окисления. Свойст-
вами противостарителей обладают также меркаптаны и дитио-
карбаматы.
Тепловое старение резин, находящихся под действием растяги-
вающих или сжимающих нагрузок, при температурах выше 100 °C
приводит к химической релаксации напряжения в резине и накоп-
лению необратимых остаточных деформаций в результате разры-
ва химических связей в деформированном вулканизате. Увеличе-
ние густоты пространственной сетки вулканизата снижает оста-
точные деформации при тепловом старении резин в напряженном
состоянии.
При наличии прочных химических связей, возникших в резуль-
тате перекисной или радиационной вулканизации, стойкость к теп-
ловому старению в напряженном состоянии зависит от стойкости
каучуков к окислению. При наличии же термически нестойких
228
серных поперечных связей стойкость к тепловому старению и химич
ческой релаксации зависит от стойкости этих связей. *
При многократных деформациях происходит так называемо^
утомление резины. Время/ необходимое для разрушения резины
при многократных деформациях, т. е. динамическая долговечность,
меньше статической долговечности резин. Причинами этого явля-
ются механическое активирование химических реакций, ускоряю-
щих старение, а также разогревание резин при многократных де-
формациях вследствие внутреннего трения.
Сопротивление резин действию многократных деформаций по-
вышается введением в них противостарителей, которые получили
название противоуто жите лей. Они замедляют окислительные про-
цессы. развивающиеся при утомлении. Большинство противоуто-
мнтелей являются хорошими противоокислитслями (антиоксидан-
тами) .
К эффективным противоутомителям относятся Ь1,М'-замещен-
ные м-фенилендиамина и производные дигидрохинолина, например
М,Н'-изопропилфенил-/г-фенилегтдиамин (диафеп ФП, сантофлекс
IP или продукт 4010NA) и хинол ЭД (сантофлекс AW), которые
«одновременно являются и антиозонантами.
Световое старение. Резины и каучуки способны поглащать лучи
ультрафиолетовой и видимой частей спектра. Под влиянием по-
глощенной световой энергии в резинах усиливаются окислитель-
ные и другие нежелательные процессы. Так, под действием сол-
нечных лучей в летнее время резины, особенно черные, сильно ра-
зогреваются, и температура их поверхности даже в условиях
Москвы может достигать 50 °C. Поэтому старение под действием
солнечных лучей практически часто сопровождается тепловым
старением.
Стойкость к действию света у резин обычно выше, чем у соот-
ветствующих каучуков. Интенсивно происходит световое старение
резин, не содержащих технический углерод, т. е. светлых и цвет-
ных резин. Противостарители в зависимости от состава и струк-
туры, как и другие ингредиенты, могут ингибировать окислитель-
ные процессы, выполнять роль светофильтров, а иногда могут ак-
тивировать действие света.
Специальных противостарителей, защищающих от действия
света, нет. При выборе противостарители необходимо помнить, что
некоторые из них оказывают отрицательное действие на стойкость
к световому старению. Например, известно, что неозон Д способен
активировать процесс окисления резин из каучуков общего наз-
начения при 40 °C при одновременном воздействии света.
Стойкость к световому старению зависит от молекулярной
структуры каучука. Так, бутилкаучук, обладающий повышенной
стойкостью к окислению благодаря небольшому содержанию двой-
ных связей, характеризуется большей стойкостью и к световому
старению.
229
Озонное старение. Озон оказывает сильное влияние на старе*
ние резин даже в незначительной концентрации. Это обнаружива-
ется иногда уже в процессе хранения и перевозки резиновых из-
делий. Если при этом резина находится в растянутом состоянии, то-
на поверхности ее возникают трещины, разрастание которых мо-
жет привести к разрыву материала.
Озон по-видимому присоединяется к каучуку по двойным свя-
зям с образованием озонидов, распад которых приводит к разрыву
макромолекул и сопровождается образованием трещин на поверх-
ности растянутых резин. Кроме того, при озонировании одновре-
менно развиваются окислительные процессы, способствующие раз-
растанию трещин. Скорость озонного старения возрастает при уве-
личении концентрации озона, величины деформации, повышении
температуры и при воздействии света.
Наиболее стойкими к озону являются фторкаучуки, этилен-про-
пиленовые каучуки СКЭП, хлорсульфополиэтилен ХСПЭ. Не-
сколько уступают им по озоностойкости бутилкаучук и наирит.
К антиозонантам химического действия относятся N-замещен-
ные ароматические амины (производные п-фенилендиамина) и
производные дигидрохинолина. Антиозонанты реагируют на по-
верхности резины с озоном с большой скоростью, значительно пре-
восходящей скорость взаимодействия озона с каучуком. В резуль-
тате этого процесс озонного старения замедляется. На место из-
расходованного антиозонанта из резины диффундируют новые его
порции.
Наиболее эффективно при защите от озонного старения сов-
местное применение антиозонантов и воскообразных веществ (па-
рафин, петролятум, церезин, озокерит-60, АФ-1, ЗВ-1, ЗВ-2, ОМ-7,,
антилюкс), являющихся так называемыми физическими противо-
старителями (физическими антиоксидантами).
Воскообразные вещества вследствие малой растворимости в
каучуках мигрируют на поверхность резины, образуя на ней инерт-
ную к действию озона защитную пленку, создающую преграду
между озоном и резиной. Растворяя антиозонанты, воскообразные
вещества облегчают их миграцию на поверхность резин и повыша-
ют их реакционную способность. Наибольшее распространение для
защиты от озонного старения получила смесь М,Г4'-изопропил-
фенил-п-фенилендиамина (диафен ФП, сантофлекс IP или про-
дукт 4010NA), сантофлекса AW с воском.
Мелкокристаллический воск (антилюкс) мигрирует на поверх-
ность резины медленнее, чем крупнокристаллический воск (пара-
фин), но образует более плотный и прочно связанный с резиной
слой. Защитные свойства воска, размеры кристаллов, толщина и
плотность возникающего на поверхности резины защитного слоя
зависят в значительной степени от природы наполнителя. С повы-
шением активности наполнителя возрастает роль частиц наполни-
теля как зародышей кристаллизации. Наиболее эффективную за-
щиту от озона обеспечивает плотная пленка мелкокристалличе-
230
ской структуры, образующаяся на поверхности частиц канальной
сажи. На поверхности резиновых смесей, содержащих мел, обра-
зуется рыхлая пленка с низкой адгезией к поверхности мела, чем
и объясняется малая эффективность воска при использовании его
в резинах, содержащих мел в качестве наполнителя.
Радиационное старение. Повышенной стойкостью к действию
ионизирующих излучений обладают каучуки, содержащие4 бен-
зольные и пиридиновые кольца, например бутадиенметилстироль-
ные каучуки. Стойкость резин к радиационному старению увели-
чивается также при введении в них противостарителей, являю-
щихся производными фенилендиамина. Наиболее эффективен в
этом отношении диоктил-п-фенилендиамин. С увеличением содер-
жания ароматических соединений, например алкилфенолоформаль-
дегидных смол, а также серы и при введении в резины наполни-
телей их радиационная стойкость повышается.
Атмосферное старение является наиболее опасным и распрост-
раненным видом старения, при котором резины подвергаются сов-
местному действию озона, кислорода, света и тепла, а часто и воз-
действию механических напряжений. Для замедления старения
в этих условиях необходимо совместное применение нескольких
противостарителей и воска, обеспечивающих защиту резин как от
теплового, так и светоозонного старения. Одновременное примене-
ние антиозонантов и антиоксидантов приводит к значительному
повышению работоспособности резин при многократных деформа-
циях в атмосферных условиях. Хорошие результаты дает сочета-
ние М,№-изопропилфенил-п-фенилендиамина (диафен ФП) с 2,2,4-
триметил-1, 2-дигидрохинолином (ацетонанил) и п-оксифенил-
нафтиламином (параоксинеозон).
Влияние солей металлов переменной валентности на старение
каучуков и резин. Окисление каучуков и резин значительно уско-
ряется в присутствии солей Си, Со, Ti, Fe, Мп и др. Органические
перекиси и гидроперекиси, образующиеся при окислении каучука,
с восстановителями, роль которых могут играть каптакс, ДФГ и
некоторые другие ингредиенты, образуют в каучуках и резинах
окислительно-восстановительные системы. Последние в сочетании
с солями металлов переменной валентности являются источника-
ми свободных радикалов, которые в отсутствие кислорода приво-
дят к сшиванию макромолекул, а при наличии кислорода — к де-
струкции.
Источниками солей поливалентных металлов являются катали-
заторы, применяемые при синтезе каучуков, некоторые ингредиен-
ты и материалы, из которых изготовлена аппаратура. Особенно
нежелательны соли поливалентных металлов в каучуках. При на-
личии солей металлов противостарители, используемые в резинах,
могут оказаться неэффективными.
Антиоксиданты и ускорители вулканизации способны связы-
вать поливалентные металлы в каталитически неактивные комп-
лексы, поэтому в отличие от каучуков во многих резинах и рези-
231
новых смесях соли поливалентных металлов не проявляют актив-
ности. К числу противостарителей, защищающих резину от дейст-
вия солей поливалентных металлов, относятся \,Ы'-ди- 0, 0'-наф-
тил-м-фенилендиамин (диафен НН) и продукт 2246.
15.3. ВЫБОР ПРОТИВОСТАРИТЕЛЕЙ
При выборе противостарителя необходимо учитывать: его эф-
фективность в данных условиях старения; температуру плавления»
кипения и разложения; летучесть при повышенных температурах»
растворимость в каучуке, растворителях и других средах в усло-
виях эксплуатации; склонность к выцветанию на поверхности ре-
зины; стабильность при хранении; токсичность; влияние на вулка-
низацию и физико-механические свойства резин, а также на окра-
ску резины.
От температуры плавления и растворимости противостарителя
в каучуке зивисит равномерность распределения противостарителя
в резиновой смеси и вулканизате, способность к миграции на по-
верхность резины и его активность. Температуры кипения и раз-
ложения оказывают влияние на летучесть и стабильность веще-
ства в процессе переработки каучука и резиновых смесей и экс-
плуатации резиновых изделий.
Растворимость противостарителей в значительной мере зави-
сит от их состава, структуры, а также от природы каучука и на-
полнителей. Под растворимостью противостарителя в данном слу-
чае понимается некоторая величина, обусловленная как истинной
растворимостью, так и обратимой адсорбцией противостарителя
на поверхности наполнителя и химическим связыванием его с на-
полнителем и каучуком. Поэтому растворимость противостарите-
лей в резинах увеличивается при наполнении их техническим уг-
леродом и зависит от его типа и удельной поверхности.
При переработке каучуков и резиновых смесей противостари-
тели полностью в них растворяются. При охлаждении вследствие
образования пересыщенных растворов их в каучуке происходит
миграция избыточного количества противостарителя на поверх-
ность резины, так как малая подвижность молекул каучуков пре-
пятствует образованию зародышей кристаллизации в объеме кау-
чука. Самопроизвольная кристаллизация противостарителя на по-
верхности каучуков и резин нежелательна, так как приводит к
резкому снижению его концентрации в объеме резины или каучука
(что,в свою очередь,приводит к ускорению процессов окисления),
ухудшению внешнего вида изделий, переходу окрашенных проти-
востарителей на соприкасающиеся с резиной материалы.
Повышенная летучесть некоторых противостарителей приводит
к быстрому обеднению резины противостарителем и снижению его
защитного действия, а также к загрязнению окружающей среды.
Так, большой летучестью обладает алкофен БП (ионол П-21),
меньшей — параоксинеозон и малой летучестью обладает дина-
232
фтилфенилендиамин. Представляют интерес полимерные нелету-
чие противостарители, однако они неспособны мигрировать на по-
верхность и создавать защитный барьер для озона и кислорода
на поверхности изделия.
Большое значение имеет влияние противостарителей на окра-
ску резин. Большинство противостарителей имеет темную окраску
или темнеет под влиянием солнечного света, поэтому их можно ис-
пользовать только в темных резинах. В светлых и цветных рези-
нах могут использоваться противостарители, имеющие светлую
окраску и незначительно темнеющие при действии солнечного све-
та. К неокрашивающим резину антиоксидантам относятся соеди-
нения типа алкилфенолов, фенолсульфидов и др.
Универсальных противостарителей, защищающих каучук и ре-
зину от всех видов старения, не существует, поэтому в зависимо-
сти от условий эксплуатации изделий и факторов, влияющих на
старение, применяют комбинации различных противостарителей.
Обычно противостарители применяют в количестве до 1—2%
от массы каучука. В смесях, работающих при высоких температу-
рах, содержание некоторых противостарителей повышают до 3—-
5%. Пористые резины, особенно имеющие открытые поры вслед-
ствие развитой внутренней поверхности, легко подвержены старе-
нию и поэтому должны содержать в 2—3 раза больше противо-
старителя, чем обычные резины.
Существует очень много различных химических противостари-
телей. Они относятся в основном к ароматическим аминопроизвод-
ным, алкилфенолам и производным дигидрохинолина. Все они
содержат замещенные аминные и гидроксильные группы с под-
вижным атомом водорода. Ниже приводятся характеристики неко-
торых противостарителей.
15.4. АРОМАТИЧЕСКИЕ АМИНОПРОИЗВОДНЫЕ
К этой группе принадлежат наиболее распространенные проти-
востарители, относящиеся к вторичным ароматическим аминам и
диаминам. Они обладают значительной эффективностью, особен-
но при тепловом старении, но не пригодны для светлоокрашенных
резин, так как на свету вызывают их потемнение.
Фенил- fj-нафтиламин (неозон Д)
представляет собой порошок серого цвета с температурой плавле-
ния около 105 °C. Он применяется в темных резинах в количестве
0,5—2% от массы каучука. Эффективно защищает каучуки и ре-
зины от теплового старения, повышает стойкость резин при много-
кратных деформациях. Неозон Д сильно окрашивает резины, по-
этому не может применяться при изготовлении изделий светлой
233
окраски. Он не пригоден также для изготовления медицинских из-
делий и изделий, соприкасающихся с пищевыми продуктами.
n-Оксифенил- р-нафтиламин (параоксинеозон)
представляет собой кристаллический порошок серого цвета с тем-
пературой плавления 128 °C. Выпускается также в виде чешуек.
Он менее токсичен, чем неозон Д. При содержании до 1 % от мас-
сы каучука хорошо защищает каучуки общего назначения [СКИ-3,.
СКД, СК(М)С, наирит, НК, СКИ-3] и резины на их основе от
теплового, озонного старения и атмосферного старения (в ненапря-
женном состоянии). Для защиты резин от атмосферного старения
параоксинеозон рекомендуется применять в сочетании с другими
антиоксидантами, например с диафеном ФП (сантофлексом 1Р„
продуктом 4010М4) и защитным воском.
М,№-Дифенил-п-фенилендиамин (диафен ФФ)
представляет собой темно-серый порошок с температурой плавле-
ния 138—153 °C. Это эффективный антиоксидант, повышающий
сопротивление резин на основе СК(М)С, СКД, СКИ-3 и натураль-
ного каучука действию многократных деформаций. Он применяет-
ся в количестве 0,2—0,7% от массы каучука. Диафен ФФ окраши-
вает резины.
Ь1-Фенил-Ь1'-изопропил-п-фенилендиамин (диафен ФП, 4010NA,
сантофлекс IP) имеет следующую структурную формулу;
Этот противостаритель представляет собой порошок коричнево-
серого цвета с температурой плавления не ниже 70 °C. Выпуска-
ется также в виде чешуек и гранул. Он является эффективным
антиоксидантом, антиозонантом и противоутомителем, значительно
повышающим выносливость резин в условиях многократных дефор-
маций, хорошо защищает резину от теплового, свето-озонного и
атмосферного старения. Окрашивает резины, применяется в темных
резинах на основе НК и различных видов синтетического каучука.
Увеличивает склонность к подвулканизации резиновых смесей из
НК, СКИ-3 и наирита. Применяется в количестве 0,5—2,5% от
массы каучука. Особенно эффективен этот противостаритель в со-
четании с защитными восками и другими противостарителями —
хинолом ЭД (сантофлекс AW), параоксинеозоном и неозоном Д.
234
Альдоль-а-нафтиламин (альдоль) — продукт конденсации а-
нафтиламина с альдолем:
fA—№СН—СН2—СН(ОН)—СНз
Это твердое хрупкое вещество от желтого до темно-коричневого
цвета с температурой размягчения 60—70°C. Эффективно защи-
щает резины из различных каучуков от теплового старения. Уме-
ренно окрашивает резины на свету. Применяется в количестве до
1% от массы каучука.
М,М'-Ди-0, р'-нафтил-п-фенилендиамин (диафен НН)
представляет собой серый порошок с температурой плавления
228—234 °C. Мало растворяется в каучуке, но не выцветает (не
мигрирует на поверхность). Это эффективный противостаритель,
защищающий от действия кислорода и теплового старения, а так-
же от каталитического действия солей меди и марганца. Умерен-
но окрашивает резину на свету. Применяется в количестве до 1%
от массы каучука в резинах из НК, СК(М)С, СКН, бутилкаучука.
Используется в цветных и различных технических резинах, а так-
же для изделий, находящихся в контакте с пищевыми продуктами,
резиновой обуви, латексных изделий и в клеях.
15.5. АЛКИЛФЕНОЛЫ
Эти противостарители слабо окрашивают резины и поэтому
применяются при изготовлении светлоокрашенных и цветных ре-
зиновых изделий, не вызывая их потемнения. Однако по защитно-
му действию они значительно уступают аминам. Алкилфенолы
оказывают защитное действие при световом старении, особенно
если группа ОН находится в /шра-положении.
4-Метил-2, б-ди-трет-бутилфенол (алкофен БП, ионол, П-21)
представляет собой порошок светло-желтого цвета с температурой
плавления около 70 °C. Защищает светлые резины от светового и
235
теплового старения. На свету слабо окрашивает резины. Исполь-
зуется в количестве 0,5—2%. от массы каучука в производстве
светлых и цветных резин, изделий, находящихся в контакте с пи-
щевыми продуктами, и изделий медицинского назначения.
2,2'-Метилеп-бис (4-метил-б-тущт-бутилфенол)
выпускается под маркой 2246. Это белый порошок со слабым за-
пахом с температурой плавления 124 °C. При хранении приобре-
тает коричневый оттенок. Хорошо защищает резины от действия
кислорода и тепла, а также от действия солей поливалентных ме-
таллов и умеренно защищает при многократных деформациях. Не
выцветает при содержании до 1,5% от массы каучука, не влияет
на вкус и запах продуктов, соприкасающихся с резиной. Приме-
няется в белых и цветных резинах на основе НК, СК(М)С, накри-
та, а также для изготовления изделий для пищевой и фармацев-
тической промышленности, латексных изделий, обуви и прорези-
ненных тканей.
15.6. ПРОИЗВОДНЫЕ ДИГИДРОХИНОЛИНА
Эти противостарители обладают свойствами антиозонантов
(противоозоностарителей), хорошо защищают резину от свето-
озонного и атмосферного старения. Очень хорошие результаты
озонозащиты достигаются при введении в резиновые смеси произ-
водных дигидрохинолина вместе с другими противостарителями —
диафеном ФП или параоксинеозоном, относящимися к ароматиче-
ским аминопроизводным, и мелкокристаллическим воском.
2,2,4-Триметил-6-этокси-1, 2-дигидрохинолин (хинол ЭД, сан-
тофлекс AW)
СН3
представляет собой вязкую темную жидкость с плотностью 1030—*
1040 кг/м3 (1,03—1,04 г/см3). Эффективно защищает резины от
действия озона в условиях многократных деформаций. Хорошо
распределяется в каучуке. Применяется в количестве до 2—3°/о*
Окрашивает резины в коричневый цвет.
236
Поли-2,2,4-Триметил-1, 2-дигидрохинолин (ацетонанил)
СНз
где п = 2—4.
Противостаритель универсального действия выпускается в ви-
де твердых смолообразных гранул (чешуек) темно-янтарного цве-
та с температурой плавления 70—85 °C. Ацетонанил эффективно
защищает резины на основе каучуков общего назначения, находя-
щиеся в напряженном состоянии (под нагрузкой) при тепловом,
свето-озонном и атмосферном старении, особенно в сочетании с ди-
афеном ФП (4010 NA). По защитному действию он превосходит
неозон Д и параоксинеозон. Применяется в количестве 1—2% от
массы каучука.
Ацетонанил хорошо растворяется и распределяется в резино-
вых смесях. Резины он окрашивает меньше, чем неозон Д, пара-
оксинеозон и диафен ФП. Придает более высокую стойкость рези-
новым смесям к подвулканизации по сравнению с неозоном Д и
диафеном ФП. Широко применяется в производстве резиновых
технических изделий и шин. Он может заменять хинол ЭД (санто-
флекс AUZ), который неудобен для дозирования и развески.
15.7. ВОСКООБРАЗНЫЕ ЗАЩИТНЫЕ ВЕЩЕСТВА
К противостарителя^ физического действия относятся воскооб-
разные вещества: парафин, церезин, петролатум, озокерит-60,
АФ-1, ЗВ-1, ЗВ-2, ОМ-7, антилюкс. Эти вещества, которые одно-
времено являются мягчителями, вводятся в резиновые смеси в ко-
личестве 1—3%. Они защищают резины от свето-озонного и ат-
мосферного старения и растрескивания под действием озона и
солнечного света. Особенно эффективны они при совместном при-
менении с антиозонантами. Например, эффективность производ-
ных n-фенилендиамина увеличивается в несколько десятков раз
при введении в резиновую смесь микрокристаллических восков,
например антилюкса, в количестве 1—2% от массы каучука.
Наиболее эффективны микрокристаллические воскообразные
вещества ЗВ-2, ЗВ-1 (в меньшей мере), озокерит-60, АФ-1, ОМ-7,
церезин, антилюкс. Все они представляют собой смесь углеводо-
родов парафинового ряда (смесь церезина и парафина) с повы-
шенной по сравнению с парафином температурой плавления
(55—63°C). Антилюкс содержит, кроме того, светозащитные до-
бавки.
237
15.8. МЕХАНИЗМ ДЕЙСТВИЯ ПРОТИВОСТАРИТЕЛЕЙ
Процесс окисления каучука является сложным цепным про-
цессом, при котором образуются свободные перекисные ROO* и
углеводородные R* радикалы. Они значительно легче реагируют
•с молекулой ингибитора АН (противостарителя),чем с молекулой
исходного каучука RH, благодаря -тому, что водород в соединении
АН менее прочно связан, чем в соединении RH. Образующийся
малоактивный радикал А» не в состоянии реагировать с каучуко-
вым углеводородом RH, благодаря чему цепной процесс окисления
обрывается. Кроме того, многие ингибиторы легко реагируют с
гидроперекисями и предотвращают их распад с образованием сво-
бодных радикалов. Поэтому окисление каучука в присутствии
противостарителей происходит медленно. При окислении каучука
противостаритель расходуется и содержание его в резине посте-
пенно уменьшается.
Ингибирующая способность противостарителей зависит от их
структуры. В противостарителях, являющихся вторичными арома-
тическими аминами, ингибирующая способность возрастает с уве-
личением подвижности водорода аминной группы, последняя в свою
очередь возрастает при увеличении массы ароматических радика-
лов, замещающих атом водорода. Заместители ОСН3, ОН и С1 в
пара-положении в фенольном кольце значительно увеличивают ин-
гибирующую способность вторичных аминов.
Механизм защитного действия антиозонантов окончательно не
установлен. По-видимому, озон присоединяется по двойным свя-
зям каучука с образованием озонидов, которые изомеризуются в
более стойкие соединения. При наличии антиозонанта озон снача-
ла взаимодействует с ним и только после израсходования анти-
озонанта происходит образование озонидов, причем прежде всего
на поверхности резины. Слой озонидов и продуктов их превраще-
ния служит некоторым барьером на пути дальнейшего проникно-
вения озона в толщу резины. Это относится к ненапряженным
резинам. Если же резина находится в напряженном состоянии,
хрупкий поверхностный слой легко разрушается и образуются тре-
щины, по которым озон проникает в глубь резины, что приводит к
ускорению роста трещин и ее разрушению.
Защита от светового старения главным образом основана на
светофильтрующем действии противостарителя и на ингибирую-
щем действии его на окислительные процессы.
Защитное действие противостарителей в отношении каталити-
ческого действия солей поливалентных металлов основано на свя-
зывании последних в неактивные комплексы.
Противостарители влияют на кинетику вулканизации и густоту
пространственной сетки. Образующиеся малоактивные радикалы
могут взаимодействовать с макрорадикалами и с серными ради-
калами, участвующими в образовании вулканизационной сетки, и
238
уменьшать концентрацию поперечных связей. Поэтому в присутст-
вии противостарителей образуются вулканизационные структуры
с несколько меньшей частотой поперечных связей.
15.9. ЛАБОРАТОРНЫЕ МЕТОДЫ ИСПЫТАНИЯ
СТОЙКОСТИ РЕЗИН К СТАРЕНИЮ
Для изучения действия различных противостарителей в рези-
нах и определения стойкости резин к старению в различных усло-
виях существуют разнообразные методы лабораторных испытаний,
при которых обычно создаются более жесткие условия по сравне-
нию с эксплуатационными (по температуре, величине деформа-
ции, нагрузкам, концентрации агрессивных веществ) благодаря
чему старение значительно ускоряется (ускоренное старение). По-
скольку при этом условия эксплуатации резиновых изделий не
воспроизводятся, ’го результаты лабораторных испытаний дают
лишь качественную характеристику стойкости резин к старению.
Ниже приводятся часто применяемые методы лабораторных
испытаний стойкости резин к старению.
Метод термического старения резин в воздушном термостате
при температурах 70—350°C (в зависимости от тйпа каучука) в
течение 24, 72, 168, 240 и более часов или в кислородной бомбе
при температуре 70 °C и продолжительности 16—96 ч.
Метод атмосферного старения в открытом помещении в услови-
ях, исключающих действие прямых солнечных лучей и атмосфер-
ных осадков, или на открытых площадках, на рамках, установлен-
ных с уклоном в южную сторону.
Сущность различных методов определения стойкости резин за-
ключается в сопоставлении изменений физико-механических пока-
зателей вулканизата при старении с физико-механическими показа-
телями того же вулканизата до старения. Для характеристики,
стойкости к старению производят расчет коэффициентов старения
К' или К" по следующим формулам
где Ло — среднее значение показателя прочности, относительного удлинения
и т. д.) до старения; Ас — среднее значение соответствующего показателя после
старения.
Кроме рассмотренных методов применяются методы ускорен-
ного старения при повышенных температурах резин, подвергнутых
действию растягивающей нагрузки (определение сопротивления
старению по ползучести), или резин, находящихся в сжатом со-
стоянии. Применяются также методы ускоренного озонного и све-
то-озонного старения.
Г Л А В A 16
ИНГРЕДИЕНТЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
К ингредиентам специального назначения относятся ингре-
диенты, не входящие ни в одну из рассмотренных групп и обла-
дающие каким-нибудь специфическим действием, а именно: (
порообразующие вещества — парообразователи (порофоры);
вещества, снижающие активность ускорителей и предотвращаю-
щие преждевременную вулканизацию при обработке резиновых
смесей;
ускорители пластикации каучуков;
модификаторы;
антипирены — вещества, повышающие огнестойкость резин;
одоранты — вещества, улучшающие запах резин. «
16.1. ПОРООБРАЗУЮЩИЕ ВЕЩЕСТВА
Эти ингредиенты применяются для образования пор при изго-
товлении пористой резины. При нагревании порообразователи раз-
лагаются или взаимодействуют друг с другом с образованием
газообразных веществ или испаряются, что и приводит к образо-
ванию пор в резине.
Порообразующие вещества применяются также для создания
внутреннего давления, необходимого для формования изделий с
внутренней полостью в процессе вулканизации. В этом случае
порообразователь, взятый в определенном количестве, заклады-
вается внутрь заготовки изделия, и образующиеся газообразные 4
продукты прижимают стенки изделия к внутренней поверхности
формы во время вулканизации; создаваемое внутри заготовки дав-
ление достигает иногда 0,6—0,8 МПа (6—8 кгс/см2).
Порообразующие вещества подразделяются на несколько групп.
1. Вещества, разлагающиеся с выделением газов, — бикар- с
бонат натрия NaHCO3, карбонат аммония (NEUhCOa, диазо-
аминобензол СбН5—N —N—NH—СбНб, бензсульфонилгидразид
C6HsSO2—NH—NH2 (порофор ЧХЗ-9).
2. Вещества, взаимодействующие друг с другом с образова-
нием газов. К ним относится смесь мела с органической кислотой
(олеиновой, стеариновой, фталевой или с канифолью), смесь тон-
кодисперсного металлического цинка с олеиновой кислотой, смесь
хлорида аммония NH4C1 с нитритом натрия NaNO2. *
3. Вещества, способные испаряться при повышенной темпера-
туре: вода, спирт, бензол, толуол, ксилол, бензин, четыреххлори-
стый углерод.
4. Газы, растворимые в резине под высоким давлением: азот,
двуокись углерода.
Довольно часто в качестве порообразователи применяют би-
карбонат натрия NaHCOs в количестве 10—15% от массы каучука.
Для улучшения порообразования в смесь дополнительно вводят
240
стеариновую кислоту (5—10%). Разложение бикарбоната натрия
начинается при температуре 80 °C:
2NaHCO3 —> Na2CO3 + Н2О + СО2
Особенно быстро разложение происходит при 120—140 °C.
> Карбонат аммония в качестве порообразователи применяют в
количестве 10—15% от массы каучука. Он всегда содержит при-
месь бикарбоната аммония. При нагревании карбонат аммоний
разлагается следующим образом:
(NH4)2CO3+=> 2NH3 +СО2 + Н2О
Разложение начинается уже при 30—40 °C и приводит к обра-
зованию крупных пор. Карбонат аммония мало пригоден для вул-
й канизации в паровой среде, так как при наличии в окружающей
среде водяных паров равновесие реакции будет смещаться влево,
в сторону образования карбоната аммония.
Как бикарбонат натрия, так и карбонат аммония плохо распре-
деляются в резиновых смесях, поэтому иногда их вводят в смесь
< в виде пасты, приготовленной на вазелиновом масле.
Эквимолекулярная смесь хлорида аммония и нитрита натрия
при нагревании взаимодействует с образованием азота и паров
воды:
NH4CI + NaNO2 —> NH4NO2 + NaCI
NH4NO2 —> N2 + 2H2O
В присутствии воды реакция ускоряется. Образующийся хлорид
О натрия вызывает потемнение резин. Недостатком этого порообра-
зователя является также низкая стойкость нитрита натрия к дей-
ствию влаги.
Широкое применение также нашли органические порообразую-
щие вещества. Они лучше диспергируются в резиновой смеси, дают
большое количество газообразных продуктов разложения и обес-
печивают более равномерную пористость.
g Установлено, что наилучшими порообразователями являются
вещества, выделяющие в процессе вулканизации азот, который
образует в резине равномерно распределенные мелкие поры, что
обеспечивает получение вулканизата с малой кажущейся плот-
ностью. Из таких веществ следует назвать диазоаминобензол, а
также порофоры ЧХЗ-5, 6, 9, 18, 21, 57, ДФ-9 и др. Некоторые
* порофоры взрывоопасны, например диазоаминобензол и ЧХЗ-57;
продукты их разложения обладают токсичностью.
Диазоаминобензол СбНэ—N = N—NH—C6Hs представляет со-
бой кристаллическое вещество коричнево-желтого цвета с темпера-
I турой плавления 96—98°C. Он хорошо растворяется в натуральном
и хлоропреновом каучуках. В резиновые смеси его вводят в коли-
честве 1—4% от массы каучука. В присутствии воды диазоамино-
бензол энергично разлагается уже при температуре 93 °C:
С6н6—N=N—NH—С6Н5 —> С6Н5-С6Н4—NH2 + N2
241
Получаемые микропористые резины отличаются очень равно-
мерной мелкоячеистой структурой, что объясняется хорошей рас-
творимостью диазоаминобензола в каучуке. Недостатком диазо-
аминобензола является способность выкристаллизовываться на по-
верхности изделия, что ведет к загрязнению соприкасающихся
предметов.
16.2. ВЕЩЕСТВА, ПРЕДОТВРАЩАЮЩИЕ ПРЕЖДЕВРЕМЕННУЮ
ВУЛКАНИЗАЦИЮ
Поскольку изготовление резиновых смесей и их технологиче-
скую обработку производят при высоких температурах, то возни-
кает опасность преждевременной вулканизации и потери пласти-
ческих свойств резиновых смесей. Печные сажи, широко применяе-
мые в настоящее время, повышают опасность преждевременной
вулканизации. Вещества, предотвращающие преждевременную
вулканизацию, или замедлители подвулканизации, позволяют уве-
личить продолжительность пребывания смесей в вязко-текучем
состоянии при их технологической обработке. Такие вещества осо-
бенно необходимы при применении высоко активных вулканизую-
щих групп. Замедлители подвулканизации, или, как их иногда
называют, антискорчинги, не должны замедлять процесс вулка-
низации.
Способностью понижать активность ускорителей вулканизации
обладают органические кислоты и их ангидриды. Органические
кислоты содержатся в некоторых мягчителях. К веществам, спе-
циально применяемым для снижения активности ускорителей вул-
канизации и для предотвращения преждевременной вулканизации,
относятся: бензойная кислота CeHsCOOH, о-фталевая кислота
С6Н4(СООН)2, фталевый ангидрид СбН^СОЬО. Они легче других
кислот распределяются в каучуке. Особенно часто применяют фта-
левый ангидрид и N-нитрозодифениламин (СбН5)2 N—NO.
Фталевый ангидрид — кристаллическое вещество с кристаллами
в виде блестящих игл или призм с температурой плавления 131 °C.
Применяют фталевый ангидрид в количестве нескольких десятых
долей процента от массы каучука.
N-нитрозодифениламин выпускается в виде коричневого по-
рошка или чешуек, он имеет более низкую температуру плавления
(около 64°C), чем фталевый ангидрид. Он хорошо распределяется
в каучуке. Применяется в резиновых смесях на основе натураль-
ного и синтетических каучуков в количестве 0,25—1% от массы -
каучука; вызывает окрашивание светлых резиновых смесей.
В последнее время все большее применение получает новый
эффективный замедлитель подвулканизации сантогард PVI
(N-циклогексилтиофталимид). Он не выцветает и не окрашивает
резиновые смеси и значительно эффективнее N-нитрозодифенил-
амина. Применяется в количестве 0,15—-0,40% от массы каучука.
Сантогард PVI улучшает литьевые свойства смесей (см. с. 382),
242
I
4
16.3. УСКОРИТЕЛИ ПЛАСТИКАЦИИ КАУЧУКОВ
Каучуки, имеющие низкую пластичность, перед смешением с
ингредиентами подвергают механической и термической обработке
в воздушной среде для придания им необходимой пластичности
л для того, чтобы облегчить изготовление резиновых смесей.
! Для ускорения пластикации каучуков, снижения затрат энер-
гии на проведение этого процесса и повышения производительности
оборудования применяются ускорители пластикации каучуков —
меркаптаны и их цинковые соли, дисульфиды, а также амины,
главным образом ароматические. Некоторые из этих веществ при-
меняются также и для ускорения регенерации резин.
Ускорители пластикации каучуков не должны влиять на ско-
С рость вулканизации, механические свойства и стойкость резин к
старению.
Действие этих веществ связано с их способностью облегчать
присоединение кислорода к каучуку и последующую деструкцию,
а также со способностью взаимодействовать с макрорадикалами,
1 образующимися при механическом разрыве макромолекул каучука
при низкотемпературной механической обработке. Благодаря этому
они препятствуют структурированию и образованию разветвленной
структуры каучука.
Наибольшее практическое применение получили тиохлорфен Ц
(ренацит IV) и амифенс Б (пептон 22). Первый может применяться
как для ускорения пластикации натурального и синтетических
каучуков, так и для ускорения регенерации резин, второй — только
! для ускорения пластикации каучука.
Цинковая соль пентахлортиофенола CsCU—S—Zn—S—CeCU
(тиохлорфен Ц, ренацит IV) представляет собой светло-серый по-
рошок без запаха; плотность 1860—2030 кг/м3 (1,86—2,03 г/см3).
Плавится с разложением при 340 °C, нерастворим в органических
- растворителях. Выпускается промышленностью в виде цилиндри-
ческих гранул серого цвета. Негорюч, но смеси с воздухом взры-
воопасны. Устойчив при хранении, менее токсичен по сравнению
с другими ускорителями пластикации. Тиохлорфен Ц является
слабым ускорителем вулканизации, но не влияет на стойкость
резиновых смесей к подвулканизации. Каптакс и технический угле-
род ДГ-100 (газовая канальная сажа) снижают эффективность
действия этого ингредиента.
° Применяется для ускорения пластикации в количестве 0,1—
0,4%, а для ускорения регенерации резин — в количестве до 2%
от массы каучука.
Бис(о-бензамидофенил)дисульфид (амифенс Б, пептон 22)
’ ЛА ЛА
243
представляет собой кристаллический порошок светло-желтого-
цвета с температурой плавления не ниже 138°C и плотностью
1350 кг/м3 (1,35 г/см3), без запаха. Он мало токсичен, но при
попадании на кожу вызывает дерматит. Стабилен при хранении,
не влияет на цвет резин, скорость вулканизации, стойкость их к
старению и физико-механические свойства вулканизатов. Ускоряет
пластикацию натурального каучука, СКН при температурах 120—-
175 °C. Применяется в количестве 0,2—1,5 масс. ч.
16.4. МОДИФИКАТОРЫ
Для придания резинам требуемых свойств иногда используют
химическую модификацию каучуков. Наибольший интерес для тех-
нолога представляет модификация, осуществляемая при изготовле*
нии резиновых смесей и при вулканизации.
С целью повышения прочности невулканизованных резиновых
смесей на основе СКИ-3 применяются модификаторы, являющиеся
нитрозопроизводными анилина. К ним относятся эластопар или
нитрозан К (Ы-нитрозо-Ь1-метил-/г-нитрозоанилин) и нитрол
[N- (2-метил-2-нитропропил) -и-нитрозоанилин]. Структурные фор-
мулы этих соединений приводятся на с. 438. Эти структурирующие
добавки в количестве 0,75—1,00% от массы каучука вводят в рези-
новые смеси на основе СКИ-3 и на основе СКИ-3 в сочетании
с СКД и СКС. В процессе смешения в резиносмесителе при 120—
160 °C они вызывают частичное структурирование каучука, благо-
даря чему повышается когезионная прочность резиновой смеси.
Наиболее эффективно модифицирующее действие нитрозопроиз-
водных анилина в смесях, содержащих активный технический угле-
род ДГ-100, ПМ-100, ПМ-75. В случае применения малоактивного
технического углерода, например ПМ-15, они малоэффективны и
неэффективны в смесях, содержащих минеральные наполни-
тели.
Нитрозопроизводные анилина влияют на ряд других свойств.
Они повышают условные напряжения при заданном удлинении,
эластичность и выносливость при многократном растяжении резин
на основе СКИ-3, наполненных активным техническим углеродом
(активными сажами); повышают клейкость резиновых смесей и не
влияют на склонность смесей к подвулканизации.
Нитрозан К имеет температуру плавления 101 °C, выпускается
в виде порошка в смеси с каолином (1:2) коричнево-зеленого
цвета. Нитрол менее токсичен, чем нитрозан К, и поэтому получает
все большее распространение.
Нитрозан К и нитрол используются при обработке смесей на
основе бутилкаучука для улучшения их технологических свойств,
взаимодействия каучука с сажей и повышения физико-механиче-
ских показателей резин на их основе. В этом случае их называют
промоторами усиления (вещества, активирующие взаимодействие
наполнителя с каучуком).
244
К числу наиболее распространенных модификаторов, проявляю-
щих свое действие при вулканизации, относится резотропин, кото-
рый представляет собой комплекс, получаемый взаимодействием
НОх
резорцина /^\ и гексаметилентетрамина (уротропина)
он
N2(CH2)eN2. При обработке смеси каучука с резотропиноМ при
температурах выше 120 °C происходит распад комплекса с выделе-
нием резорциноаминоформальдегидной смолы и одновременным
структурированием каучука.
Особенно эффективен резотропин в смесях на основе изопрено-
вых каучуков (НК, СКИ) и на основе комбинации их с другими
каучуками.
Комплексное соединение резорцина с уротропином, полученное
в присутствии борной кислоты, выпускается под маркой РУ-1.
Борная кислота активирует термический распад резотропина. Мо-
дификатор РУ-1 представляет собой светлый порошок или гранулы
розоватого или сероватого цвета с плотностью 1280—1310 кг/м3'
(1,28—1,31 г/см3), растворимые в этиловом спирте и бензине. При
хранении устойчив, с воздухом образует взрывоопасные смеси;
обладает токсичностью. Применяется в резиновых смесях в коли-
честве до 3% от массы каучука.
Резотропин и модификатор РУ-1 вследствие образования ам-
миака при их распаде ускоряют вулканизацию каучуков и влияют
на структуру серных связей, а также повышают условные напря-
жения при заданном удлинении, озоностойкость и стойкость к тер-
моокислительным и термомеханическим воздействиям.
Резотропин и модификатор РУ-1, вводимые в состав резиновой
смеси, повышают прочность связи с пропитанными и непропитан-
ными латексом тканями. Образующаяся из этих модификаторов
при повышенной температуре смола химически взаимодействует с
каучуком и с тканью, обеспечивая повышение прочности их связи
в изделиях. При дополнительном введении в резиновую смесь бе-
лой сажи (активной кремнекислоты) до 5 масс. ч. эффективность
действия резотропина па прочность связи резины с тканью возра-
стает.
Резиновые смеси, содержащие резотропин и белую сажу, ши-
роко применяются в производстве шин, транспортерных лент и
других резиновых технических изделий.
16.5. АНТИПИРЕНЫ
Антипиренами называются вещества, вводимые в резиновые
смеси для повышения огнестойкости резины. Огнестойкость резин
чаще всего определяют по продолжительности самостоятельного'
горения образца (в с) и потере его массы.
245,
К числу антипиренов, применяемых в производстве резиновых
изделий, относятся трехокись сурьмы БЬгОз и хлорпарафины. При
термическом разложении при температуре выше 170 °C хлорпара-
фины выделяют газообразный хлористый водород, который сни-
жает концентрацию воспламеняющихся летучих веществ и кисло-
рода в зоне горения резины, благодаря чему повышается ее огне-
стойкость.
В отечественной промышленности применяются жидкие хлор-
парафины ХП-600А, ХП-600Б, ХП-470 (42—45% связанного
хлора), ХП-333 (24% связанного хлора) и твердый хлорпарафин
ХП-1000, содержащий 70% хлора. С повышением содержания
хлора огнезащитные свойства хлорпарафина возрастают.
Жидкие хлорпарафины применяются в резинах из наирита. Для
повышения огнестойкости резин на основе СКМС-ЗОАРКМ-15,
СКИ-3 и СКД применяют твердый хлорпарафин ХП-1100 в коли-
честве 10—20 масс. ч.
Однако применение одного хлорпарафина оказывается недоста-
точно эффективным. Применение хлорпарафина в сочетании с
трехокисью сурьмы значительно более эффективно повышает огне-
стойкость резин, что объясняется образованием газов, обладающих
высокой плотностью, оксихлорированной сурьмы SbOCl, которые
препятствуют горению и распространению пламени. В смесях из
хлоропренового каучука применяют 5 масс. ч. хлорпарафина и 3—
5 масс. ч. трехокиси сурьмы.
Обычно применяются хлорпарафины, стабилизованные специ-
альными добавками; благодаря этому температура термического
распада хлорпарафинов достигает 170 °C и значительно усили-
вается их огнезащитное действие.
16.6. ОДОРАНТЫ
Некоторые резины на основе натурального и синтетических кау-
чуков имеют неприятный запах. Для устранения его и придания
резине приятного запаха применяются душистые вещества — одо-
ранты. Они маскируют или улучшают запах резины. Как правило,
это синтетические душистые вещества. К ним относятся:
душистые вещества из алкил- и терпенфенолов (санталидол,
мустерон, кедрол, вератон и др.);
душистые вещества на основе скипидара (верникол, мирценаль
и др.);
вещества на основе изопрена (ирон, гераниол и др.);
вещества на основе тетрахлоралканов (тибетолид).
Все они применяются в небольших количествах, обычно не бо-
лее 0,25% от массы каучука. Эти вещества не должны влиять на
технологические свойства резиновых смесей и на вулканизацию, а
также на механические показатели резин, не должны изменять цвет
резин и выцветать на поверхности изделия.
ГЛАВА 17
СОСТАВЛЕНИЕ РЕЦЕПТОВ РЕЗИНОВЫХ СМЕСЕЙ
Технические свойства резин зависят, как указывалось ранее, от
применяемых каучуков и ингредиентов, т. е. от состава резиновых
смесей. Изготовление резиновых смесей производится по рецептам,
представляющим собой перечень ингредиентов с указанием их ко-
личеств. При разработке рецептов для новых резиновых смесей
кроме влияния, отдельных составных частей на свойства резиновых
смесей и вулканизатов учитывают количества, в которых обычно
применяют ингредиенты, и экономическую целесообразность при-
менения тех или иных ингредиентов. Резина должна соответство-
вать техническим условиям на резиновое изделие и должна быть
возможно более дешевой.
Разработка рецептов резиновых смесей слагается из следую-
щих этапов: 1) опробование резиновых смесей в лабораторных
условиях с проведением физико-механических испытаний резин и
последующее внесение в рецепт поправок; 2) опробование резино-
вой смеси в производственных условиях на всех основных стадиях
производства и последующее внесение в рецепт дополнительных по-
правок; 3) проверка качества резины (в случае необходимости) при
эксплуатации пробной партии изделий.
После всестороннего опробования резиновой смеси рецепт мо-
жет быть принят для выпуска массовой и серийной продукции.
Разработкой рецептуры резиновых смесей занимаются как завод-
ские лаборатории, так и научно-исследовательские институты.
В зависимости от состава и количества входящих в резиновую
смесь компонентов различаются ненаполненные и наполненные сме-
си. Ненаполненная смесь отличается высоким содержанием кау-
чука (90—92%), в ее состав, кроме каучука и серы, входят уско-
рители, активаторы и противостарители. Наполненные резиновые
смеси содержат еще и наполнители. Содержание каучука в этих
смесях составляет 30—90%.
Ненаполненные резиновые смеси из синтетических каучуков
обычно не применяют для изготовления изделий, так как они труд-
нее поддаются обработке и не могут обеспечить нужные физико-
механические свойства вулканизатов.
17.1. ФОРМА ЗАПИСИ РЕЦЕПТА
Компоненты в рецепте резиновой смеси рекомендуется перечис-
лять в определенной последовательности. После содержания кау-
чука должно указываться содержание серы, затем ускорителей, ак-
тиваторов, противостарителей, наполнителей и мягчителей.
Существует несколько форм записи рецептов, в которых количе-
ства компонентов могут быть выражены различным образом:
1) в масс. ч. на 100 масс. ч. каучука, или, иначе, в процентах от
массы каучука; 2) в процентах от массы всей резиновой сме-
си; 3) в объемных процентах от объема всей резиновой смеси;
247
4) в объемных процентах от объема каучука, принятого за 100%;
5) в килограммах на одну заправку.
Последняя форма рецепта называется производственным или
рабочим рецептом. Чаще применяют 1, 2 и 5 формы записи рецеп-
та, причем первая форма рецепта — в масс. ч. на 100 масс. ч. кау-
чука — является основной.
17.2. РАСЧЕТ ПРОИЗВОДСТВЕННОГО РЕЦЕПТА
Для того чтобы определить навески ингредиентов на одну за-
правку, необходимо знать общую массу заправки G (кг). Масса
заправки зависит от емкости загрузки оборудования .V ^л) и
плотности резиновой смеси р (г/см3) и вычисляется по следующей
формуле: G = Vp. Емкость загрузки выбирают, исходя из прак-
тических данных. Плотность резиновой смеси рассчитывают по
плотностям компонентов резиновой смеси; для этого суммарную
массу всех ингредиентов, входящих в резиновую смесь, делят на
их суммарный объем.
Навески ингредиентов (р) на одну заправку вычисляют из сле-
дующей пропорции:
Я~>Р qG
£ч+о р~ Хч
где q— количество масс. ч. ингредиента на 100 масс. ч. каучука; — сумма
масс. ч. всех ингредиентов в рецепте; G — масса заправки, кг.
Расчет навесок ингредиентов р на одну заправку
Наименование каучуков и ингре- диентов Количество (масс. ч. на 100 масс. ч. каучука) Содер- жание, % Плотность ингреди- ентов, 10“ 3 кг/мз (г/см3) Объем ингреди- ентов *, см3 % (об.) Расчетная на- веска ингре- диентов на одну заправ- ку **, кг
1 2 3 4 5 6 7
СКС-ЗОАРК 100,00 53,90 0,96 104,17 65,78 88,31
Регенерат РШ 10,00 5,39 1,20 8,33 5,25 8,83’
Сера 2,50 1,35 2,05 1,22 0,77 2,21
Альтакс 1,50 0,81 1,47 1,02 0,64 1,32
Оксид цинка 5,00 2,69 5,42 0,92 0,58 4,41
Неозон Д 1,00 0,54 1,19 0,84 0,53 0,88
Стеариновая ки- слота 1,50 0,81 0,96 1,56 0,97 1,32
Технический угле- род ДГ-100 35,00 18,87 1,80 19,45 12,25 30,91
Технический угле- род ПМ-ЗОВ 20,00 10,79 1,82 11,00 6,93 17,66
Парафин 3,00 1,62 0,9 3,34 2,10 2,65
Л1азут 6,00 3,23 0,9 6,67 4,20 5,30
Итого 185,50 100,00 — 158,52 100,00 163,80
* Объем ингредиентов (см. графу 5) соответствует их количеству (см, графу 2) при условии,
что 1 масс. ч. равна 1 г.
** Емкость загрузки оборудования принята равной 140 л.
.248
Расчеты рекомендуется производить, записывая исходные дан-
ные и результаты в виде таблицы.
По объему ингредиентов рассчитываются объемные проценты.
Рецепт резиновой смеси в объемных процентах дает представление
об объемном содержании отдельных компонентов. При замене од-
ного наполнителя другим, помимо специфического влияния напол-
нителей, следует учитывать их объемное содержание в резиновой
смеси, так как их действие в резиновой смеси зависит не от массо-
вого, а от объемного содержания.
Расчет производственного рецепта значительно усложняется,
если некоторые ингредиенты вводят в резиновую смесь в виде паст
и маточных смесей. В этом случае вместе с пастами и маточными
смесями, кроме основного ингредиента, в резиновую смесь вводят
также часть других ингредиентов, обычно предусмотренных рецеп-
том, поэтому фактические навески этих ингредиентов должны быть
уменьшены на величину, соответствующую их содержанию в па-
стах и маточных смесях.
При составлении рецептов регенератных резиновых смесей сера,
ускорители и активаторы должны быть взяты в количестве, доста-
точном для вулканизации всего каучука, в том числе каучука, со-
держащегося в регенерате. При замене части каучука в резиновой
смеси на регенерат принято учитывать также количество наполни-
телей и мягчителей, содержащихся в регенерате *.
ГЛАВА 18
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
К вспомогательным материалам, применяемым в резиновой про-
мышленности, относятся опудривающие и смазочные материалы,
растворители, реагенты для травления, латунирования, фосфатиро-
вания металлической арматуры, вещества для пропитки тканей,
вулканизации в солевых ваннах, краски для штампов, которые ста-
вят на изделии при обозначении завода-изготовителя и других све-
дений в соответствии с техническими условиями, бумага, картон,
целлофан и другие прокладочные оберточные и упаковочные ма-
териалы.
В данной главе рассматриваются наиболее важные материалы,
которые применяют при проведении основных технологических про-
цессов.
* При подобной замене следует иметь в виду, что регенерат заметно пони-
жает сопротивление вулканизатов действию многократных деформаций, сопро-
тивление раздиру и сопротивление истиранию, особенно если он применяется в
количестве более 10—20% от массы каучука.
249
Опудривающие средства применяются для предохранения от
склеивания и слипания полуфабрикатов — листов резиновых сме-
сей, каландрованных листов, шприцованных заготовок при
хранении, транспортировании и-вулканизации. Эти вещества на-
зываются антиадгезивами.
Опудривающее вещество, прилипая к поверхности заготовки
из резиновой смеси, создает на ней слой, который затрудняет
контакт между соприкасающимися поверхностями резиновой
смеси.
Антиадгезивы должны прочно закрепляться на поверхности ре-
зиновой смеси, удовлетворять санитарно-гигиеническим требова-
ниям и не влиять на свойства резины. Широко применяются инерт-
ные антиадгезивы, к которым относятся: тальк, мел, каолин, крах-
мал, углекислая магнезия, стеарат цинка, резиновая мука (тонко-
измельченная резина).
Перед склеиванием многослойных изделий антиадгезивы долж-
ны удаляться с поверхности путем протирки поверхности заготовок
тампоном, смоченным бензином и отжатым от его избытка. Из пе-
речисленных порошкообразных веществ легче удаляется с поверх-
ности заготовок мел, так как он менее глубоко проникает в резино-
вую смесь.
Стеарат цинка при применении в качестве опудривающего веще-
ства плавится в условиях вулканизации, хорошо растворяясь в ре-
зине и, таким образом, теряет свои антиадгезионные свойства. Это
является весьма существенным преимуществом его перед другими
порошкообразными антиадгезивами, так как делает излишним его
удаление с поверхности перед сборкой многослойных изделий.
В производстве формовых изделий для опудривания и предот-
вращения слипания заготовок, если это необходимо, используют
тальк, каолин, мел, стеарат цинка и др.
Применение сухих опудривающих материалов обусловливает
значительную запыленность производственного помещения, что
приводит к запылению прорезиненных тканей и других полуфабри-
катов и снижению их клейкости. Повышенная запыленность таль-
ковой пылью, кроме того, способствует развитию у рабочих хрони-
ческого бронхита. Применение жидких смазок, суспензий и эмуль-
сий, которые можно наносить на поверхность полуфабрикатов
путем пульверизации, промазки или другим способом, приводит к
значительному улучшению санитарно-гигиенических условий
труда.
К жидким антиадгезионным средствам относятся поверхностно-
активные вещества (ПАВ), в том числе 0,1 — 1,5%-ный раствор
мыла, растворы ОП-7, ОП-Ю, моющих средств «Прогресс» и «Но-
вость» и других ПАВ, которые применяют для облегчения резки и
предохранения каландрованной резины от слипания. ПАВ адсорби-
руются на поверхности резиновых смесей, ухудшая условия поверх-
ностного взаимодействия на границе соприкосновения полуфабри-
катов.
250
Следует отметить, что ОП-7 и ОП-Ю не оказывают вредного
воздействия на организм человека, тогда как другие ПАВ, как
правило, действуют раздражающе на кожу.
Водные суспензии высокодисперсных порошкообразных анти-
адгезивов готовят с применением ПАВ в качестве стабилизато-
ров.
Существуют различные рецепты антиадгезионных водных сус-
пензий. В качестве порошкообразных антиадгезивов в их состав
могут входить каолин, тальк, плавленый мел, графит, оксид алю-
миния, стеарат цинка. Ниже приводятся составы некоторых анти-
адгезионных суспензий и их назначение:
Состав Содержание компонентов, % Назначение
№ 1 . . Каолин — 6; некаль — 0,01; ски- пидар — 0,14; диспергатор НФ 30%-ный — 0,09; вода — 93,76 Для охлаждения и пре- дохранения от слипа- ния листов резиновой смеси
№ 2 . . Вода — 62,5; тальк — 37,5 Для предохранения от слипания каландровых листов
№ 3 . . Вода — 83,5; мыло хозяйствен- ное— 0,1; мел плавленый — 16,4 То же
№ 4 . . Каолин — 19,9; диспергатор — НФ 30%-ный — 0,3; вода — 77,8; масло вазелиновое — 2,0 Для охлаждения гранул резиновой смеси
№ 5 . . Вода — 66,33; тальк — 33,17; масло вазелиновое — 0,5 То же
№6, . Вода — 94,07; тальк — 2,82; мел плавленый — 0,29; техниче- ский углерод — ПМ-ЗОВ — 2,82 Вода — 90,58; стеарат цинка — 9,06; эмульгатор — 0,36 Для промазки наружной обкладки рукавов пе- ред вулканизацией
№ 7 . . Для промазки наружной поверхности клиновых ремней перед вулкани- зацией
Суспензии обычно готовят в две стадии: сначала получают кон-
центрат в шаровой мельнице, затем разбавляют его до нужной кон-
центрации в емкости с мешалкой.
Водные эмульсии, представляют собой дисперсные системы, со-
держащие, например, нерастворимую или мало растворимую в во-
де полиметилсилоксановую жидкость в виде капелек размером 1—
50 мкм. В качестве стабилизаторов (диспергаторов) в составе
эмульсий содержатся мыла, соли высших сульфокислот (дисперга-
тор НФ, некаль) и др.
Смазочные материалы (смазки) применяются для облегчения
выемки вулканизованных изделий из форм и для предупреждения
их «приваривания» к формам и к вулканизационным резиновым
камерам и диафрагмам. Для вулканизационных форм в качестве
смазки применяют раствор мыла, 4%-ный раствор гипосульфита
натрия Na2S2O3’5H2O, силиконовые смазки в виде водных эмуль-
сий.
251
Для приготовления силиконовых смазок используют полиметил-
силоксановые жидкости: ПМС-200, ПМС-400, ПМС-200А, силико-
новую жидкость № 5Л, кремнийорганическую жидкость № 5
(ПЭС-5), а также 70%-ную эмульсию ПМС-400 в воде.
Силиконовые смазки не вызывают набухания резины и не на-
горают на формах. Такие смазки образуют на поверхности формы
тонкую пленку, устойчивую при температурах вулканизации.
Для смазки фарфоровых форм в производстве тонкостенных из-
делий применяется глицерин. Для предотвращения слипания рези-
новых заготовок и с целью защиты варочных камер от миграции
серы в состав водных и бензиновых смазок вводят слюду. В состав
смазок, используемых в шинном производстве, вводят также тальк
и графит.
Основные растворители, применяемые в производстве резино-
вых клеев, рассматриваются в гл. 28.
РАЗДЕЛ IV
АРМИРУЮЩИЕ МАТЕРИАЛЫ ,
Для придания шинам, транспортерным лентам, приводным рем-
ням, амортизаторам и другим резиновым изделиям прочности,
жесткости, каркасности, малой деформируемости в конструкции
резиновых изделий применяются различные армирующие материа-
лы, обладающие необходимыми механическими свойствами. К чис-
лу армирующих материалов относятся текстильные материалы
(ткани, нити, кордные шнуры), а также металлоарматура (сталь-
ная проволока, металлические тросы, проволочные спирали, сетки
из проволоки, стальные диски, кольца, пластины, втулки, обоймы
« пр.).
ГЛАВА 19
ВОЛОКНА И ПРЯЖА
В производстве резиновых изделий применяются разнообраз-
ные текстильные материалы, которые получают путем переработ-
ки различных видов текстильных волокон: натуральных и химиче-
ских (искусственных и синтетических).
Все текстильные волокна состоят из макромолекул с молекуляр-
ной массой не менее 15000—20 000. Расположение, гибкость и фор-
ма макромолекул и надмолекулярных структурных образований
определяют основные физико-механические свойства волокон.
19.1. НАТУРАЛЬНЫЕ ВОЛОКНА
К натуральным волокнам относятся волокна растительного про-
исхождения (хлопок, лен, рами) и животного происхождения
(шерсть, натуральный шелк). К особой группе натуральных воло-
кон относится минеральное волокно — асбест.
253
В состав растительных волокон входит целлюлоза и некоторые
примеси, характер которых зависит от вида волокна. Целлюлоза,
являясь полисахаридом, содержит в макромолекуле элементарное
звено — (СбНюОз)—.
Хлопковое волокно, несмотря на ряд недостатков (подвержен-
ность гниению, недостаточно высокая прочность), довольно широ-
ко применяется в производстве технических тканей. Оно имеет
длину до 45 мм при средней толщине 20—25 мкм. Благодаря
гигроскопичности способно поглощать из воздуха 7—9% влаги
(при 20 °C и относительной влажности воздуха 65%)- Прочность
хлопкового волокна при этих условиях составляет 250—400 МПа.
С повышением влажности хлопка наблюдается повышение проч-
ности.
Плотность волокна хлопка 1520 кг/м3 (1,52 г/см3), температура
разложения хлопкового волокна находится в пределах 150—160 °C.
Лен обладает более высокой гигроскопичностью (12%), длина
волокна льна составляет 400—1250 мм при толщине 40—85 мкм,
прочность волокна 500—600 МПа.
Волокна животного происхождения (шерсть, шелк) состоят из
белковых веществ. Они имеют ряд преимуществ перед раститель-
ными: малую теплопроводность, большую эластичность, несмачи-
ваемость.
Асбест — минерал, способный расщепляться на тонкие и гибкие
волокна; представляет собой водный силикат магния. Является
основным сырьем в производстве различных асбестовых техниче-
ских изделий, используемых в машиностроении и других отраслях
народного хозяйства.
Наиболее распространен хризолитовый асбест. Его плотность
составляет 2400—2600 кг/м3 (2,4—2,6 г/см3), температура плавле-
ний 1500 °C. Это огнестойкий, нетеплопроводящий, щелочестой-
кий материал, обладающий хорошими диэлектрическими свойст-
вами.
Асбест состоит из волокон разной длины (от 0,9 до 18 мм) и их
агрегатов. В зависимости от длины волокна и содержания приме-
сей хризолитовый асбест подразделяется на восемь сортов, а в за-
висимости от степени сохранности агрегатов волокон — на четыре
группы.
Асбестовое волокно длиной 9—18 мм, перерабатывается в пря-
жу с 12—15% хлопкового волокна. Асбестовое волокно длиной
0,9—5 мм используется в качестве наполнителя в эбонитовых изде-
лиях. Асбестовая пряжа и ткани применяются в производстве теп-
лостойких резиновых технических изделий: рукавов, транспортер-
ных лент.
19.2. ИСКУССТВЕННЫЕ ВОЛОКНА
Искусственные волокна получаются из органических высокомо-
лекулярных соединений естественного происхождения, например
из целлюлозы.
254
К ним относятся: вискозное, медноаммиачное и ацетатное во-
локна. По химической структуре вискозное и медноаммиачное во-
локна существенно не отличаются от целлюлозы. В резиновой про-
мышленности из перечисленных выше искусственных волокон при-
меняется только вискозное волокно.
К искусственным волокнам относятся также силикатное и стек-
лянное волокна, которые являются продуктами переработки мине-
рального сырья.
19.2.1. Вискозные волокна
При изготовлении вискозных волокон целлюлозу путем спе-
циальной обработки переводят в растворимое состояние. Сначала
получают ксантогенат целлюлозы — сыпучее вещество оранжевого
цвета. Для этого целлюлозу обрабатывают 18%-ным раствором
едкого натра; после отжима к полученной щелочной целлюлозе
добавляют 33—38% сероуглерода и перемешивают. Образуется
ксантогенат целлюлозы. При обработке ксантогената целлюлозы
6—7%-ным раствором едкого натра получается вязкая жидкость —
вискоза (прядильный раствор).
Вискозу подают на прядильные машины, на которых произво-
дится формование волокна. На прядильных машинах вискозу про-
давливают через мелкие отверстия фильеры в осадительную ван-
ну, содержащую серную кислоту, сульфат натрия и сульфат цин-
ка. Ксантогенат целлюлозы при этом разлагается и каждая выте-
кающая струйка вискозы превращается в элементарное волокно
(регенерация целлюлозы).
Из большого числа элементарных волокон образуется нить. Чис-
ло отверстий в фильере и, следовательно, число элементарных во-
локон, образующих нить, изменяются в широких пределах в зави-
симости от вида вырабатываемого волокна. Так, при получении
текстильной нити число отверстий в фильере составляет 24—120,
при изготовлении кордной нити 800—1000.
Вискозную нить отмывают от кислот и солей; она подвергается
отделке, а затем кручению.
Вискозные волокна поглощают до 11 % влаги. Во влажном со-
стоянии они теряют от 20 до 50% прочности и приобретают при
этом способность вытягиваться под нагрузкой. Вследствие гигро-
скопичности вискозные волокна подвержены гниению, характери-
зуются неудовлетворительной химической стойкостью и невысокой
выносливостью в динамических условиях, но повышенным началь-
ным модулем и более высокой теплостойкостью, чем хлопковые во-
локна, поэтому они применяются для получения корда и нитей.
19.2.2. Стеклянные волокна
Тонкие стеклянные волокна, получаемые из расплава, обладают
гибкостью. Применяется обычно фильерный способ получения не-
прерывного стеклянного волокна. Расплавленная стеклянная масса
255
вытекает из фильер стеклоплавильного устройства в виде элемен-
тарных волокон, которые вытягиваются со скоростью 3000 м/с и
выше при помощи наматывающего устройства. Толщина стеклянно-
го волокна 3—12 мкм, прочность — 2000—3000 МПа.
Стеклянные волокна покрывают замасливателями па основе па-
рафина для связывания элементарных волокон в нить, предохране-
ния от истирания при технологической переработке и для защиты
от влаги. Стеклянные волокна из алюмоборосиликатного стекла
применяются для изготовления стеклянных тканей; они характери-
зуются высокими механическими свойствами, теплостойкостью и
химической стойкостью; эти показатели значительно превосходят
соответствующие показатели для волокон других видов. Стеклян-
ные волокна стойки к действию воды, менее стойки к действию ще-
лочей и недостаточно стойки к действию кислот. Волокна из алю-
моборосиликатного стекла в увлажненной среде теряют до 50—
60% прочности, но после сушки прочность их полностью восстанав-
ливается. На физико-механические свойства стеклянных волокон
влияет не только влага окружающей среды, но и полярность среды.
Стеклянные волокна негигроскопичны, влажность их обычно
не превышает 0,2%. Водяной насыщенный пар при температуре
около 150 °C и непосредственном контакте снижает прочность
ткани из стеклянных волокон на 15—40%.
Ткани из стеклянных нитей применяются для изготовления теп-
лостойких рукавов на основе силоксанового каучука. Недостатками
этих тканей являются низкая износостойкость, недостаточная вы-
носливость при многократном изгибе. В последнее время стеклян-
ные волокна используются для изготовления корда, применяемого
в брекере автопокрышек в качестве высокомодульного малорастя-
жимого материала.
19.3. СИНТЕТИЧЕСКИЕ ВОЛОКНА
Синтетические волокна получают из углеводородов нефти, из
газов крекинга, из природных газов и продуктов переработки ка-
менного угля. Широкая и доступная сырьевая база дала возмож-
ность изготовлять синтетические волокна с заранее заданными
свойствами, которыми не обладают натуральные и искусственные
волокна. С каждым годом расширяется ассортимент синтетических
волокон. Их применяют для изготовления разнообразных техниче-
ских тканей.
19.3.1. Полиамидные волокна
К полиамидным волокнам относятся капрон (найлон 6), анид
(найлон 6,6); они получили применение благодаря ценным свой-
ствам и широкой сырьевой базе.
Поликапроамид (капрон)—продукт полимеризации капролак-
тама. Технологический процесс производства полиамидных воло-
кон состоит из трех основных стадий: 1) синтез полимера; 2) фор-?
256
мование элементарных волокон и получение нитей; 3) вытягивание,
кручение и последующая обработка нитей.
Капролактам может быть получен различными способами из
бензола, фенола и циклогексана.
Полимеризация капролактама происходит по следующей
схеме:
О
Н2С—СНа—(i полимеризация Г 9 1
в присутствии ВОДЫ I II
----- -> L-C-(CH2)6-NH-.
2эи—-ZOU G
Н
In
И
Н2С—CHjr-
(капролактам) поликапроамид
(капрон)
Молекулярная масса поликапроамида 16 000 — 22 000. Темпера-
тура плавления 212—216 °C.
Анид получается методом поликонденсации при взаимодейст-
вии адипиновой кислоты НООС—(СН2)4—СООН с гексаметилен-
диамином H2N—(CH2)fi—NH2.
В результате поликонденсации образуется полиамид следую-
щего строения: [—NH—(СН2)6—NH—СО—(СН2)4—СО—]«. Тем-
пература плавления полимера 252—256 °C.
Полиамидные волокна формуются из расплава. Расплавленная
масса продавливается через фильеру. Выходящие из фильеры
струйки расплавленной массы поступают в шахту прядильной ма-
шины, где охлаждаются током воздуха и застывают. Диаметр от-
верстий фильеры 0,2—0,3 мм; скорость формования полиамидной
нити 500—1200 м/мин.
Сформованные нити подвергаются последующей обработке, ко-
торая состоит в вытягивании, кручении, промывке, фиксации, суш-
ке, перемотке.
Полиамидные волокна отличаются высокой эластичностью, ста-
тической и динамической прочностью, износоустойчивостью, а так-
же малой плотностью 1,14 г/см3 (плотность хлопковых и вискозных
волокон 1,51 г/см3), но при высоких температурах прочность их
снижается значительно больше, чем вискозных и хлопчатобумаж-
ных волокон.
При 150 °C прочность волокон из капрона и анида уменьшается
соответственно на 50 и 40%- Полиамидные волокна сильно усажи-
ваются при нагревании и удлиняются под нагрузкой, что услож-
няет подготовку текстильных материалов из полиамидных волокон
в резиновом производстве и вызывает необходимость проведения
предварительной вытяжки и нормализации. Полиамидные волокна
недостаточно стойки к действию микроорганизмов.
Полиамидные волокна используются для изготовления прочных
технических тканей, применяемых в шинном производстве (корд),
в производстве приводных ремней и лент и других резиновых из-
делий.
9 Зак, 1316
257
19.3.2. Полиэфирные волокна
Полиэфирные волокна типа лавсан (терилен), как и полиамид-
ные волокна, относятся к гетероцепным волокнам. Высокоплавким
полиэфиром, пригодным для получения прочных нитей, является
полиэтилентерефталат, который представляет собой продукт кон-
денсации терефталевой кислоты НООСС6Н4СООН с этиленглико-
лем НОСН2СН2ОН, содержащий в макромолекуле звенья следую-
щей структуры:
—СН2—сн2—О—с——с—О—
о о
Формование волокна из полиэфира аналогично формованию по-
лиамидного волокна. Полиэтилентерефталат, применяемый для
формования волокна, имеет молекулярную массу 15000—20 000 и
температуру плавления 250—265 °C.
По прочности волокно лавсан не уступает полиамидному во-
локну, отличается высокой эластичностью (при вытягивании на 5—
6% удлинение волокна полностью обратимо), благодаря этому из-
делия из него не сминаются. При увлажнении полиэфирного во-
локна прочность его не изменяется. Нить лавсана имеет высокий
начальный модуль (в 3—5 раз выше начального модуля полиамид-
ных волокон), что является важным преимуществом перед полиа-
мидным волокном, особенно для использования в производстве
корда.
Полиэфирное волокно отличается наиболее высокой по срав-
нению с другими волокнами теплостойкостью. При повышенных
температурах прочность его значительно понижается, но и при
180°C полиэфирное волокно сохраняет 30—40% своей первона-
чальной прочности.
По сопротивлению истиранию эти волокна значительно усту-
пают полиамидным волокнам; по усталостной выносливости превос-
ходят вискозные волокна, но уступают полиамидным. Полиэфир-
ные волокна обладают высокой светостойкостью (по этому показа-
телю они превосходят большинство других волокон), высокой
стойкостью к действию кислот и окислителей на холоду; характе-
ризуются негорючестью, очень низкой гигроскопичностью; равно-
весное влагосодержание их не превышает 0,2—0,4%, поэтому по-
лиэфирные волокна более стойки к действию микроорганизмов по
сравнению с полиамидными волокнами.
Перечисленные выше свойства полиэфирных волокон опреде-
ляют целесообразность изготовления из них корда и других тех-
нических тканей для производства транспортерных лент.
19.4. ПОНЯТИЕ О ПРОЦЕССАХ ХЛОПКОПРЯДЕНИЯ
Различные хлопчатобумажные технические текстильные мате-
риалы готовятся из простой или крученой пряжи. Переработка
хлопкового волокна в пряжу производится на прядильных фабри-
258
ках. Процесс хлопчатобумажного прядения состоит из следующих
операций: смеска; разрыхление; трепание; чесание; вытягивание;
предпрядение; прядение.
19.S. ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ ВОЛОКОН И НИТЕЙ
Ниже рассматриваются наиболее часто используемые технические показатели
волокон и нитей.
Непосредственное измерение толщины нити затруднительно (хотя оно и про-
изводится) ввиду легкого ее деформирования, поэтому пользуются косвенной
характеристикой толщины нити или волокна — линейной плотностью, измеряемой
в текс; иногда пользуются метрическим номером.
Единица линейной плотности — текс, характеризующий толщину нити, пред-
ставляет собой массу нити длиной I километр, выраженную в граммах (или
массу нити длиной 1 метр, выраженную в миллиграммах). За рубежом распро-
странена другая единица линейной плотности — денье и тогда линейная плот-
ность называется титром. Денье — масса 9000 м волокна или нити, выраженная
в г. Таким образом, текс равен 1/9 части денье, или соответственно Т = 1/9 Ti
(где Т — линейная плотность в текс; Ti— титр в денье).
Метрический номер N представляет собой длину нити массой 1 г, выражен-
ную в метрах (или длину нити массой 1 кг, выраженную в км) и определяется
по формуле: /V=— (где I — длина нити, м; g— масса нити, г). Соотношение
между тексом и метрическим номером выражается формулой
В соответствии с определением денье
9000
Круткой нити называется число витков, приходящихся на 1 метр, нити.
Крутка должна создавать минимальное напряжение, т. е. нить должна быть
уравновешенной и в свободном состоянии в виде петли должна образовывать
в результате перекручивания минимальное число витков. Крутка определяется
на специальном приборе — круткомере раскручиванием нити до параллельного
расположения первичных нитей.
Разрывная нагрузка — наибольшее усилие, выдерживаемое образцом до раз-
рыва; выражается в Н (кгс). Этот показатель определяется на разрывных ма-
шинах, снабженных специальными зажимами. Одновременно с разрывной на-
грузкой определяют относительное удлинение при разрыве и выражают его в
процентах от первоначальной длины образца.
Другим показателем прочности является относительная прочность Со-
относительную прочность вычисляют по формуле:
рР
Ро = Н/текс (гс/текс)
где Ср — разрывная нагрузка, Н(гс); Т — линейная плотность нити, текс.
При обозначении структуры нити указывается толщина нити и число сло-
жений при последовательных процессах скручивания. Например, обозначение
структуры 83,4 текс X *(12/5)* указывает на то, что крученая нить состоит из
пяти первичных нитей, толщиной 83,4 текс. В соответствии с этим структура нити
* Цифра 12 — метрический номер; 5 — число нитей.
9*
259
двойной крутки обозначается тремя цифрами, например, 93,5 текс X 2 X 2. Такое
обозначение структуры указывает на то, что при первой крутке была взята нить
толщиной 93,5 текс в два сложенная, полученная при этом прядь имеет струк-
туру 93,5 текс X 2. При второй крутке производится скручивание двух пряден
указанной структуры.
ГЛАВА 20
ТЕХНИЧЕСКИЕ ТКАНИ, ШНУРЫ, НИТИ
20.1. СТРУКТУРА ТКАНЕЙ
Любая ткань получается в результате взаимного переплетения
двух систем нитей, расположенных относительно друг друга в двух
взаимно перпендикулярных направлениях. Нити, расположенные
вдоль ткани, называются основными нитями, а нити, расположен-
ные поперек, — уточными нитями. Взаимное переплетение нитей ос-
новы с нитями утка обеспечивает необходимую прочность ткани.
Каждый вид ткани имеет определенное строение, которое характеризуется
видом взаимного переплетения нитей основы с нитями утка. Нити основы опре-
деленным образом переплетаются с нитями утка, проходя то сверху, то снизу
нитей утка. Место, где нить основы проходит сверху уточной нити, называется
основным перекрытием, а место, где уточная нить проходит сверху основной,
называется уточным перекрытием. Перекрытия могут чередоваться различным
образом друг с другом, образуя соответствующий вид переплетения. При изго-
товлении технических тканей применяются наиболее простые виды переплете-
ния: полотняное и саржевое.
При полотняном переплетении все нити основы делятся на две равные части
(четные и нечетные). Все четные нити перекрывают очередную уточную нить
сверху, проходят под следующую уточную нить и снова перекрывают третью
уточную нить сверху. Все нечетные нити основы проходят под первой уточной
нитью, перекрывают вторую и проходят под третью уточную нить. Таким обра-
зом, вдоль каждой нити утка имеет место чередование основного и уточного
перекрытий (рис. 20.1). Полотняное переплетение обеспечивает наибольшую проч-
ность связи между нитями основы и утка. Поэтому большая часть технических
тканей имеет полотняное переплетение.
Рис. 20... Схема полотняного переплетения в ткани (а) и разрез ее по основе (б)
и утку (в):
1—основа; 2—уток.
Рис. 20.2. Схема саржевого переплетения в ткани (а) и разрез ее по основе (б)
и утку (в):
1—основа; 2—уток.
260
При саржевом переплетении (рис. 20.2) вдоль первой
уточной нити имеется одно основное и затем три уточ-
ных перекрытия. На второй уточной нити остается
тот же порядок перекрытий, только со сдвигом на одну
основную нить вправо. На первой (слева) основной
нити после одного основного перекрытия следуют три
уточных, на второй основной нити перекрытия чере-
дуются в том же порядке, но со сдвигом на одну нить
утка кверху. При саржевом переплетении может быть
также чередование одного основного перекрытия с дву- Рис 203 Переплете-
мя уточными. Благодаря саржевому переплетению на ние' ните^ в вязаных
поверхности ткани образуются полосы (диагонали) изделвях (тривотаж).
которые располагаются под углом, близким к 45 , к г
краям ткани. На лицевой стороне саржевой ткани диа-
гонали идут снизу вверх направо. Если на лицевой стороне ткани преобладают
уточные перекрытия, то саржа называется уточной, если преобладают основные
перекрытия, то саржа называется основной.
Кроме тканей, в резиновой промышленности применяются
кордные шнуры, нити и трикотажные материалы. Последние со-
стоят из петлеобразно расположенных нитей, петли которых пере-
плетаются между собой. Петли одного ряда образуются путем по-
следовательного изгибания одной и той же нити. Такой трикотаж
называется поперечно-вязанным трикотажем. Лицевой стороной
трикотажа считается та сторона, на которую выдергиваются пет-
ли, боковые части которых образуют продольные рубчики
(рис. 20.3).
20.2. ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ ТКАНЕЙ
Для характеристики тканей используют следующие показатели:
1) длину ткани в куске; 2) ширину ткани; 3) массу одного квад-
ратного метра ткани; 4) плотность ткани по основе и по утку;
5) разрывную нагрузку полоски ткани; 6) удлинение ткани при
разрыве; 7) удлинение ткани при стандартной нагрузке, меньше
разрывной; 8) толщину ткани.
Плотность нитей основы или утка определяется числом нитей,
соответственно, основы или утка на отрезке ткани длиной (или
шириной) 100 мм.
Разрывная нагрузка или прочность ткани при растяжении ха-
рактеризуется нагрузкой, вызывающей разрыв образца в виде
полоски шириной 50 м и длиной рабочего участка 200 или
400 мм.
Удлинение ткани при разрыве определяется одновременно с
-определением разрывной нагрузки. Испытания на разрыв произво-
дятся на разрывных машинах со специальными зажимами. Удлине-
ние полоски ткани выражается в процентах по отношению к пер-
воначальной длине образца.
Некоторые ткани подвергаются дополнительным испыта-
ниям с определением показателей, не входящих в указанный пе-
речень.
261
20.3. ТКАНИ ДЛЯ ШИННОГО ПРОИЗВОДСТВА
При изготовлении автомобильных, авиационных, мотоциклет-
ных и других шин применяют технические ткани из природного, ис-
кусственного и синтетического волокон. Ткани сообщают покрышке
прочность при сравнительно малой вытяжке под действием внут-
реннего давления воздуха в шине. В автомобильной покрышке мас-
са ткани составляет 30—35% массы покрышки, а стоимость тка-
ни— 25—30% стоимости всех материалов.
К тканям шинного производства относятся: корд, чефер, техни-
ческая бязь, велотред, доместик.
Корд является основным армирующим материалом для шин.
Текстильный корд вырабатывается из вискозного, полиамидного,
полиэфирного или стеклянного волокон. Металлический корд — из
стальной проволоки.
Текстильный корд представляет собой ткань полотняного пе-
реплетения, которая состоит из прочных нитей основы и малопроч-
ного тонкого утка. Нити основы сообщают высокую прочность кор-
ду в продольном направлении, а слабые нити хлопчатобумажного-
утка обычно толщиной 25 текс имеют вспомогательное техноло-
гическое назначение и служат для связи нитей основы и сохране-
ния правильности их расположения, что облегчает заправку корда
'В каландр.
Корд выпускается с разной плотностью нитей, разных марок,
например 17В, 172В, 23К и др. Первые две цифры обозначают
нагрузку (в кге) одной нити основы, близкую к разрывной. Бук-
ва, стоящая в конце, соответствует типу волокна, из которого изго-
товлен корд: В — вискозный, К — капроновый, Л — лавсановый,.
С — стеклянный. Корд с пониженной плотностью нитей основы
обозначается цифрой 2, стоящей перед буквой (например 172В);
при обозначении корда брекера перед буквой ставится цифра 3
(например, 173В).
В обозначении структуры нитей вискозного корда, например
183,5 текс X 1 X 2, выражение 183,5 текс обозначает толщину ни-
ти, цифра 1 указывает на то, что при первом кручении берется
одна комплексная нить, состоящая из большого числа элементар-
ных нитей (для вискозной кордной нити число элементарных нитей
составляет 800—1000, для полиамидной— 140—150, для полиэфир-
ной— 190—200), цифра 2 — число сложений при втором кручении.
20.3.1. Вискозный корд
До 1948 г. в шинном производстве почти исключительно при-
менялся хлопчатобумажный корд, а с 1948 г. был начат серийный
выпуск покрышек с вискозным кордом. Процесс производства вис-
козного корда состоит из следующих основных стадий: а) получе-
ние прядильного раствора; б) формование и отделка кордной ни-
ти; в) текстильная переработка (кручение и ткачество).
262
Формование и отделка кордной нити производится на машинах
непрерывного действия. Общая продолжительность процесса на
этих машинах составляет 5—10 мин. Непрерывный метод фор-
мования и отделки кордной нити имеет большие преимуще-
ства.
Свойства вискозного корда во многом обусловлены свойствами
волокна, которое отличается повышенной плотностью 1500—
1520 кг/м3 (1,50—1,52 г/см3) и значительной гигроскопичностью,
вследствие чего при увлажнении наблюдается резкое понижение
(на 35—40%) прочности вискозного корда.
По сравнению с хлопчатобумажным кордом вискозный корд
отличается более высокой прочностью и теплостойкостью. От поли-
амидного и полиэфирного он отличается более высоким модулем,
меньшей усадкой при повышенных температурах и меньшей раз-
нашиваемостью в шине в процессе эксплуатации, в то же время он
уступает полиамидному корду по динамической выносливости.
В производстве шин для каркаса покрышек применяется корд
двух типов: высокопрочный (марки 15В) из нитей с пределом проч-
ности при растяжении 32—38 гс/текс и сверхвысокопрочный (мар-
ки 17В и 22В) из нитей с пределом прочности при растяжении
45—60 гс/текс.
В таблице 20.1 приведены физико-механические показатели ви-
скозного корда различных марок.
Высокомодульный вискозный корд широко применяется в бре-
кере покрышек легковых шин радиальной конструкции.
Вискозный корд, в отличие от полиамидного, при подготовке
его для применения в производстве резиновых изделий не требует
вытяжки и нормализации при высоких температурах.
Таблица 20.1. Физико-механические показатели вискозной
кордной ткани
Марка Структура нити основы Тол- щина нити, мм Разры- вная нагруз- ка нити, не ме- нее, Н Удлинение нити основы, % Плотность ткани на 100 мм Масса 1 м2 ткани, кг Уток хлопча- тобумаж- ный, текс
при нагруз- ке 45 H при разры- ве по ос- нове по утку
:15В 183,5 текс Х1Х2 0,67 150 3,5 13,5 94 10 0,395 25
(5,45/1/2)
152В 75 12 0,315 25
153В 47 15 0,199 25
17В 183,5 текс Х1Х2 0,67 170 3,5 13,5 94 10 0,395 25
(5,45/1/2)
172В 75 12 0,315 25
173В 47 15 0,199 25
•22В 244 текс Х1Х2 0,8 220 3,2 14 89 10 0,504 25
(4,1/1/2)
222В 72 12 0,408 25
263
20.3.2. Полиамидный корд
Полиамидный капроновый корд вырабатывается из кордной
нити с линейной плотностью 29, 93,5 и 187 текс путем двойной крут-
ки и имеет слабый хлопчатобумажный уток с линейной плотностью
25 текс. В шинном производстве применяют следующие основные
марки капронового корда: 12КТ, 14К, 23К, 23КНТС.
В обозначении капронового корда буква Т означает ткань для
термовытяжки; С — наличие стабилизатора, повышающего тепло-
стойкость корда; буква Н указывает на то, что корд получен из
непромытых нитей.
Длина кордной ткани в рулоне от 540 до 1260 м (она должна
быть кратна 180 м). В таблице 20.2 приводятся физико-механиче-
ские показатели капронового корда, вырабатываемого в СССР.
Полиамидный капроновый корд обладает высокой устойчи-
востью к длительному действию высоких температур (100—150°C),
но он уступает вискозному и полиэфирному корду по теплостой-
кости. Введение химических стабилизаторов значительно повышает
стойкость полиамидного корда к тепловым воздействиям.
Анидный корд превосходит капроновый по работоспособности
при высоких температурах и по сохранению прочности после вул-
канизации автопокрышек, что объясняется более высокой темпе-
ратурой плавления анида по сравнению с капроном.
Отрицательным свойством полиамидного корда является боль-
шая по сравнению с вискозным кордом разнашиваемостьего (пол-
зучесть) при многократных деформациях. Это приводит к повышен-
ной разнашиваемости шин, повышенному износу протектора, а так-
же возникновению трещин на протекторе в процессе эксплуатации.
Таблица 20.2. Физико-механические показатели капроновой
кордной ткани
Марка Структура нити основы Толщина нити, мм Разрывная нагрузка, нити, Н, не менее Удлинение нити основы. % Плотность ткани на 100 мм Масса 1 м2 ткани, кг Уток хлопчатобу мажный, тек?
ф X Г) CU Л JE £*о С при нагрузке Н при разрыве по основе по утку
12КТ, 12КНТС 93,5 текс Х1Х2 0,50 125 6,5 11,0 24 132 и 0,282 25
122КТ, 122КНТС 24 94 12 0,202 25.
123КТ, 123КНТС 24 61 15 0,132 25
14К 29 текс Х4Х2 0,55 145 6,0 10,5 26 128 И 0,360 25
142К 94 20 0,250 25
60 30 0,170 25
93,5 текс Х^Х2 0,70 230 4,0 9,0 27 94 11 0,419 25
232К 75 12 0,338 25
23КНТС 187 текс Х1Х2 0,70 230 10,5 27 94 11 0,406 25
232КНТС 75 12 0,325 25
264-
Полиамидный корд имеет меньшую плотность и поэтому шины
из него легче шин из вискозного корда. Большая выносливость при
многократных деформациях и меньшая потеря прочности во влаж-
ном состоянии по сравнению с вискозным кордом способствует по-
вышению долговечности шин до и после ремонта.
Широкое применение капронового корда в шинной промышлен-
ности обусловлено высокой прочностью и выносливостью к Много-
кратным деформациям и ударным нагрузкам, стойкостью к тепло-
вому старению, влагостойкостью и низкой плотностью.
20.3.3. Полиэфирный корд
В последнее время для изготовления автомобильных шин все
чаще применяют полиэфирный корд. По комплексу свойств лучшей
структурой нити полиэфирного корда является структура
111 текс X 1 X 3.
Полиэфирная кордная нить отличается малой гигроскопич-
ностью, более высокой прочностью по сравнению с полиамидной
кордной нитью (при одинаковой линейной плотности) и очень ма-
лой потерей прочности во влажном состоянии. Полиэфирный корд
обладает высокой устойчивостью к длительному действию высоких
температур (100—150 °C) и при применении специальных ре-
зин — высокой усталостной выносливостью при многократных
деформациях (более высокой по сравнению с вискозным кордом).
Недостатком полиэфирного корда является большая усадка при
повышенных температурах. Для повышения механических свойств
и уменьшения усадки кордной нити ее подвергают термической об-
работке— термофиксации — при 218—220 °C в среде горячего воз*
духа, при вытяжке на 2—3% в течение 15—40 с. Кордную ткань
изготовляют преимущественно из термофиксированных кордных
нитей.
Гидрофобность полиэфирного корда, малая реакционная спо-
собность и низкая прочность связи его с резиной обусловливают
необходимость применения специальных способов обработки и мо-
дификации полиэфирного корда в шинном производстве и при из-
готовлении резиновых технических изделий.
20.3.4. Стеклянный корд
По комплексу свойств стеклянный корд наиболее близок к ме-
таллокорду (с. 273), используемому в брекере легковых шин.
С уменьшением толщины элементарной стеклянной нити до 5—
7 мкм и толщины корда выносливость его при многократном из-
гибе значительно повышается. Последняя зависит также от состава
стекла, структуры нити и состава и толщины полимерного по-
крытия.
Для стеклянного корда применяют стеклянные нити из алюмо-
борсиликатного стекла. Исходная нить состоит из 200 элементарных
265
Таблица 20.3. Физико-механические показатели тканей, используемых
в шинном производстве
волокон. Нити подвергаются специальной химической обра*
ботке замасливателями. Замасливатель наносится при изготовле-
нии стеклянного волокна на его поверхность для улучшения техно-
логических, прочностных и адгезионных свойств. Такая обработка
обеспечивает изоляцию элементарных нитей друг от друга и пре-
дохраняет их от взаимного перетирания.
Защитные полимерные покрытия нитей из стеклянного водокна
обеспечивают хорошую изгибоустойчивость и прочность связи сте-
клянного корда с резиной.
Стендовые испытания опытных автопокрышек показали, что
•стеклянный корд марки 20С с полимерным покрытием [28% (от
массы корда)! наиболее пригоден для применения в брекере ра-
диальных шин. Этот корд имеет структуру нитей 13,3 текс X 20;
при толщине 0,5 мм разрывная нагрузка стеклянного корда со-
ставляет 180 Н (18 кгс) и удлинение при разрыве — 4%.
Для стеклянного корда характерны малая растяжимость, вла-
гостойкость и отсутствие усадки при нагревании. По сравнению с
металлическим кордом он обладает большей стойкостью к корро-
зии, меньшей плотностью и более высокой выносливостью при мно-
гократных деформациях изгиба.
Максимальная выносливость при многократном изгибе стеклян-
ного корда и хорошие адгезионные свойства его к резине дости-
гаются при использовании 0,5—1% (масс.) замасливателя,
•содержащего аминосилан АГМ-9 и активирующие добавки (со-
держащие эпоксигруппы), с последующим применением полимер-
ного защитного покрытия, которое создается пропиткой бутадиен-
винилпиридиновым латексом ДМВП-10Х в сочетании с резорцино-
формальдегидной смолой ФР-12, с последующей сушкой и
термообработкой при 160 °C.
20.3.5. Другие ткани для шинного производства
Чефер применяют для изготовления деталей бортовой части
автопокрышек и в качестве прокладочного холста.
Доместик используют иногда для изготовления деталей борто-
вой части покрышек вместо бязи, а также в качестве прокладоч-
ного холста и упаковочного материала.
Велотред предназначен для изготовления каркаса вело- и мото-
покрышек; по конструкции он напоминает корд, так как имеет до-
статочно прочные нити основы и слабый редкий уток.
В таблице 20.3 приведены физико-механические показатели
-тканей, применяемых в шинном производстве.
20.4. ТКАНИ ДЛЯ ТРАНСПОРТЕРНЫХ ЛЕНТ И КЛИНОВЫХ РЕМНЕЙ
Ткани каркаса (сердечника) транспортерных лент должны об-
ладать высокой прочностью при растяжении, малой растяжимостью
при рабочих нагрузках (10% от разрывной нагрузки), каркас-
ностью, прочностью и жесткостью в поперечном направлении,
267
выносливостью при многократном изгибе и высокой прочностью'
связи с резиной. К этой группе тканей относится хлопчатобумаж-
ный бельтинг Б-820 и ткани из полиамидных и полиэфирных нитей.
Хлопчатобумажный бельтинг Б-820 выпускается разной шири-
ны от 0,7 до 1,45 м; длина куска 100 м; он представляет собой
ткань полотняного переплетения толщиной 1,9 мм; прочность этого
материала по основе — 3050 Н (305 кгс) и по утку— 1340 Н
(134 кгс).
Для снижения удлинения хлопчатобумажного бельтинга он под-
вергается на текстильных фабриках вытяжке на 2—4%. В резино-
вом производстве его вытягивают на 6—14%, благодаря этому уд-
линение бельтинга при рабочей нагрузке, составляющей 10% от
разрывной, не превышает 4—4,5%.
В последнее время в производстве транспортерных лент для
легких конвейеров средних и малых длин получили распростране-
ние бельтинги из комбинированных нитей БКНЛ-65, БКНЛ-100^
БКНЛ-150*.
Благодаря применению комбинированных нитей, содержащих
хлопковое волокно, эти ткани, несмотря на содержание полиэфир-
ного волокна, не требуют специальной пропитки и термообработки.
Хлопок обеспечивает достаточную прочность крепления таких тка-
ней к резине. Такое же назначение имеет комбинированная ткань-
ЛХ-120 (основа — лавсан, уток — хлопок). Физико-механические
свойства этих тканей приводятся в таблице 20.4.
Кроме перечисленных тканей для транспортерных лент при-
меняются ткани из полиамидного волокна: TA-100, TA-150, ТА-300;
ТК-300, TA-400, ТК-400, а также ткани из полиэфирного волокна
лавсан: ТЛ-150, ТЛ-200 и комбинированные ткани ТЛК-150, ТЛК-
200 (основа — лавсановая нить, уток — капроновая). Для сниже-
ния удлинения эти ткани изготовляют из нитей с низкой круткой.
Ткани из лавсана имеют меньшее удлинение при рабочих на-
грузках, чем ткани из полиамидного волокна. Лавсан, кроме того,
повышает огнестойкость конвейерных лент.
Из комбинированных тканей ТЛК-150, ТЛК-200 с утком из
капроновых нитей получают ленты с большей способностью к лот-
кообразованию (что обеспечивает повышение производительности
конвейеров) и более высокую ударопрочность по сравнению с тка-
нями с утком из лавсановых нитей.
Для лент магистральных конвейеров большой производитель-
ности и длины применяются основная и уточная капроновая или
анидная ткани (табл. 20.5). Основная капроновая или анидная
ткани представляют собой прочные нити основы малой крутки,
структуры 93,5 текс X 2 X 3 (10,7/2/3), переплетенные слабым ут-
ком, имеющим технологическое назначение. В уточных тканях, на-
оборот, нити утка по прочности такие же, как нити основы в
* Цифры в обозначении технических тканей соответствуют прочности ткани
в прокладке (в кгс на см ширины одной прокладки в готовой ленте).
268
* Полоска 50 X 400 мм
основных тканях, а нити основы слабые и также имеют технологи-
ческое назначение. Малая крутка нитей основы позволяет полу-
чать конвейерные ленты с небольшим удлинением.
Ткани из химических волокон требуют специальной пропитки
составами, обеспечивающими повышение прочности связи с рези-
ной и (или) применения в составе резин специальных веществ, по-
вышающих адгезию резины к тканям.
Для тягового слоя клиновых ремней кордотканевой конструкции
применяют вискозные кордные ткани марок 15В и 17В и основную
капроновую ткань марки К-10-2-3. Для тягового слоя клиновых
ремней кордшнуровой конструкции небольшой длины применяют
кордшнуры из вискозного, полиамидного и полиэфирного волокна.
Кордшнуры так же, как и ткани для клиновых ремней, должны
обладать высокими прочностью и модулем, малым растяжением
при рабочих нагрузках, изгибоустойчивостью и теплостойкостью.
Вырабатываются кордшнуры разной толщины и прочности в за-
висимости от профиля ремней, для которых они предназначаются.
Чем больше передаваемая ремнем мощность, тем больше должен
быть профиль (сечение) клинового ремня, а также прочность и
толщина кордшнура. Кордшнуры выпускают толщиной от 1,1 до
3,03 мм с разрывной нагрузкой от 340 до 1650 Н; число исходных
нитей в них от 6 до 36.
Кордшнуры пропитывают специальными составами для повы-
шения прочности связи с резиной, а затем сушат. Кордшнуры из
полиамидного волокна подвергаются термообработке под натяже-
нием при температуре 180—240 °C для уменьшения вытягивания
при эксплуатации и усадки в процессе вулканизации. Термообра-
ботка кордшнура из полиэфирного волокна производится при не-
больших натяжениях и нагрузках, предотвращающих его усадку.
В клиновых ремнях для слоя растяжения применяют хлопчато-
бумажную ткань полотняного переплетения марки ДСР; для слоя
сжатия — хлопчатобумажную брекерную ткань КР с небольшой
плотностью нитей. Для обертки сердечников используют более
плотную и прочную хлопчатобумажную ткань полотняного пере-
плетения марки ОТ-40 (см. табл. 20.5).
20.5. ТКАНИ И НИТИ ДЛЯ ПРОИЗВОДСТВА РУКАВОВ
Для рукавов прокладочной, оплеточной и навивочной конструк-
ций применяются в качестве армирующего материала различные
ткани и нити. Основные требования, предъявляемые к материалам,
предназначенным для получения гибких тонких и прочных рука-
вов, следующие: высокая прочность, небольшое удлинение под дей-
ствием рабочих напряжений и возможно меньшая толщина. В зави-
симости от назначения рукавов и условий их эксплуатации к
материалам могут предъявляться и дополнительные требования,
например, в отношении стойкости к действию повышенных темпера-
тур и различных агрессивных сред. Для рукавов с повышенной
271
теплостойкостью используют ткани и нити из синтетических воло-
кон, а также стальную проволоку.
Для рукавов оплеточной и навивочной конструкций применяют-
ся хлопчатобумажные нити, а также вискозные, капроновые и
полиэфирные нити толщиной от 0,5 до 1,1 м с разрывной нагруз-
кой от 30 до 560 Н (от 3 до 56 кгс) на нить.
Для рукавов прокладочной конструкции применяются хлопчато-
бумажные рукавные ткани Р-1, Р-2-20, Р-2-40, Р-3, Р-4, а также ав-
топнев и др. Техническая характеристика этих тканей приведена в
табл. 20.5.
К рукавным тканям предъявляется требование одинаковой
прочности и удлинения по основе и утку (после промазки на ка-
ландре). Это связано с тем, что ткань в производстве раскраивает-
ся под углом 45°. Если прочность или удлинение ткани в направ-
лении основы и в направлении утка окажутся разными, то рукав
при эксплуатации будет закручиваться вследствие неравномерного
распределения усилий в одном и другом направлении.
Для обеспечения равной прочности по основе и утку первона-
чальная прочность по основе у этих тканей должна быть меньше,
чем по утку. Благодаря вытяжке тканей при прорезинивании на
каландрах и повышению плотности по основе вследствие уменьше-
ния ширины ткани, прочность ее по основе несколько увеличивает-
ся, а по утку уменьшается, таким образом, происходит выравнива-
ние прочности по основе и утку. Одновременно вследствие продоль-
ной вытяжки происходит выравнивание и удлинения, так как вели-
чина его по основе уменьшается.
ГЛАВА 21
МЕТАЛЛИЧЕСКИЕ АРМИРУЮЩИЕ МАТЕРИАЛЫ
В производстве шин и резиновых технических изделий исполь-
зуются металлические армирующие материалы и детали. Так,
стальная проволока применяется для бортовых колец в шинном
производстве (придает жесткость и нерастяжимость бортовой час-
ти покрышек), а также при изготовлении рукавов высокого давле-
ния для обеспечения высокой прочности этих изделий. Металличе-
ский корд используется в брекере легковых и грузовых шин, ме-
таллический трос — для изготовления рукавов и транспортерных
лент, предназначенных для конвейеров, эксплуатируемых в особо
тяжелых условиях. В производстве резино-металлических изделий
(амортизаторы, сальники и др.) применяется металлическая (обыч-
но стальная) арматура в виде колец разного профиля, пластин,
дисков.
Металлические армирующие материалы придают изделиям
большую прочность, жесткость, нерастяжимость, в отдельных слу-
272
чаях гибкость и другие необходимые свойства, которые не могут
быть обеспечены применением текстильных армирующих материа-
лов.
21.1. МЕТАЛЛИЧЕСКИЙ КОРД
Латунированный металлический корд из стальной проволоки
диаметром 0,13—0,31 мм применяется в производстве легковых и
грузовых шин. Он отличается высокой прочностью при растяжении
и высоким модулем, превосходящими в несколько раз соответст-
вующие показатели текстильного корда, а также малой растяжи-
мостью, что обеспечивает высокую жесткость брекера и связанную
с ней хорошую износостойкость протектора. При повышении сте-
пени чистоты металла выносливость, прочность и однородность ис-
ходной проволоки для металлического корда возрастает.
По своим свойствам он является лучшим типом корда для бре-
кера радиальных шин и обеспечивает наиболее высокую ходи-
мость их.
Недостатком металлического корда является низкая выносли-
вость при многократных деформациях изгиба, склонность к ржав-
лению и повышенная плотность материала.
Нить металлического кордй получают путем навива из отдель-
ных проволок одного диаметра. Металлокорд структуры (9X3) +
+ (3 + 9) + 1 означает, что кордная нить состоит из трех проволок
центральной пряди первого повива, на которую навивается 9 оди-
наковых проволок, в результате получается прядь второго повива,
состоящая из 12 проволок (3 + 9) или стренга. Прядь второго по-
вива повивается девятью прядями, каждая из которых состоит из
трех проволок. Полученная кордная нить повивается одной прово-
локой (рис. 21.1).
Такой корд имеет обозначение 40Л15, где первая цифра со-
ответствует общему количеству одиночных проволок, из которых
состоит кордная нить; Л — латуниро-
ванный корд; последняя цифра услов-
но обозначает диаметр одиночной про-
волоки, равный 0,15 мм.
Часто применяется корд без пови-
вочной проволоки, со структурой нити
(9X3)+ (3 + 9). Применяется также
металлокорд 21Л15 более простой
структуры 7X3, нить такого корда со-
стоит из трех проволок центральной
пряди первого повива, которая пови-
вается шестью прядями, каждая из ко-
торых также состоит из трех проволок.
Металлокорд вырабатывается в виде
отдельных нитей.
Латунирование нити корда произ-
водится для повышения прочности
Рис. 21.1. Металлокорд струк-
туры (9X3) + (3 4-9)+ 1:
/ — центральная прядь первого по-
вина; 2—девять одиночных проволок;
3 —повивочная проволока; 4—девять
трехпроволочных прядей.
273
Рис. 21.2. Плетенка АПЛ. S — шаг плетения.
связи с резиной. Упаковка должна предохранять металлокорд от
механических повреждений, влаги и должна обеспечивать сохра-
нение высокой адгезии к резине.
21.2. ДРУГИЕ ВИДЫ МЕТАЛЛИЧЕСКОЙ АРМАТУРЫ
Бортовые кольца покрышек шин изготовляют из плетенки
(рис. 21.2) или из одиночной стальной проволоки; последняя при-
меняется чаще, так как обеспечивает более равномерное распре-
деление напряжений в бортовой части покрышек. Латунированная
проволока используется в бортовых кольцах радиальных шин, где
требуется особенно высокая прочность связи проволоки с резиной:
для бортовых колец диагональных шин применяется омедненная
проволока, которая заменяется в настоящее время на латунирован-
ную. Диаметр проволоки для бортовых колец составляет 1 и 1,3 мм.
Для напорных рукавов с металлической оплеткой используется
латунированная стальная проволока диаметром 0,3 и 0,6 мм, а
для спиралей напорно-всасывающих рукавов — стальная проволо-
ка диаметром от 0,6 до 3 мм. Применение проволочных спиралей
дает возможность изготовлять рукава, которые могут работать под
вакуумом.
Для буровых рукавов, работающих при внутреннем давлении
10—25 МПа (100—250 кгс/см2) применяется латунированный трос
структуры 1 X 19 диаметром 4 мм и плетенка АПЛ-17 из проволо-
ки 0,8 мм, шириной 10,5 мм.
Стальной латунированный трос с разрывной нагрузкой 12700 Н
и структурой 7Х(7ХЗ), диаметром 4,2 мм из одинаковой прово-
локи диаметром 0,28 мм применяется при изготовлении резиновых
тросовых транспортерных лент.
РАЗДЕЛ V
ОСНОВНЫЕ ПРОЦЕССЫ РЕЗИНОВОГО
ПРОИЗВОДСТВА
К основным процессам резинового производства относятся:
1) подготовка ингредиентов и каучуков; 2) изготовление резиновых
смесей; 3) каландрование; 4) шприцевание; 5) литье под давле-
нием; 6) изготовление клеев; 7) промазка тканей на клеепромазоч-
ной машине; 8) сборка резиновых изделий; 9) вулканизация.
ГЛАВА 22
ПОДГОТОВКА ИНГРЕДИЕНТОВ
Все поступающие на завод ингредиенты должны соответство-
вать ГОСТам или техническим условиям (ТУ). Поступающие на
завод ингредиенты контролируют согласно ГОСТам или ТУ.
При несоответствии нормам материалы не допускаются в произ-
водство.
Некоторые из выпускаемых ингредиентов не всегда соответст-
вуют требованиям резиновой промышленности по степени дис-
персности, наличию посторонних включений и содержанию влаги.
Возможно также увлажнение и загрязнение ингредиентов при
хранении их на открытом воздухе; при перевозке и хранении
ингредиентов в деревянной таре в них может попасть щепа. По-
этому перед пуском в производство ингредиенты иногда подвер-
гают предварительной подготовке: сушке, просеву, дроблению,
фильтрованию.
Объем операций подготовки ингредиентов на отечественных
заводах из года в год сокращается вследствие повышения техни-
ческого уровня производства ингредиентов, улучшения их качества,
а также в результате повышения качества упаковки и улучшения
условий транспортирования и хранения ингредиентов.
275
22.1. СУШКА И ИЗМЕЛЬЧЕНИЕ
Сушка. В производство допускаются ингредиенты с влажностью-
0,2— 2,5% в зависимости от гигроскопичности материала. В этом
случае влажность практически не является причиной получения
смесей низкого качества.
При повышенной влажности во время смешения с каучуком
ингредиенты легко спрессовываются с образованием агломератов,
которые трудно затем распределяются в каучуке, а также снижает-
ся адгезия резиновых смесей к тканям, что является причиной об-
разования пор в вулканизатах.
Сушку ингредиентов на заводах производят лишь в тех случаях,
когда материал увлажняется при неблагоприятных условиях транс-
портирования и хранения. Для сушки ингредиентов в небольших
количествах применяют камерные сушилки и вакуум-сушилки пе-
риодического действия. Для сушки больших количеств ингредиен-
тов используют барабанные, шнековые или ленточные сушилки.
Температура сушки обычно не превышает 105 °C. Органические ин-
гредиенты (ускорители, противостарители) и серу, имеющие отно-
сительно низкую температуру плавления, необходимо сушить при
более низкой температуре во избежание их спекания: серу при
35—45 °C, ускорители и противостарители при 60—70 °C. Для суш-
ки в камерных сушилках используют горячий воздух, нагреваемый
в паровых калориферах. Циркуляция воздуха обеспечивается цент-
робежным вентилятором.
Камерные сушилки состоят из нескольких камер, в которые
попеременно закатывают тележки с полками. Материал засыпают
нетолстым слоем на противни, устанавливаемые на полки тележек.
Для ускорения сушки ингредиенты периодически перемешивают
вручную. На рис. 22.1 приведена схема трехкамерной сушилки пе-
риодического действия.
В вакуум-сушилках, в которых ингредиенты сушат под ва-
куумом, обеспечивается при относительно низкой температуре до-
статочно высокая скорость сушки, что особенно важно для органи-
ческих ингредиентов. Часто применяют вакуум-сушильные шкафы
(рис. 22.2). Внутри сушильного шкафа имеются полки, обогрева-
емые паром. На полки устанавливают противни с ингредиентами.
После загрузки шкаф плотно закрывают крышкой. С помощью
вакуум-насоса внутри шкафа создается разрежение 0,07—0,08 МПа
(500—600 мм рт. ст.). Испаряющаяся влага отсасывается вместе с
воздухом и отделяется от него в конденсаторе, установленном на
линии всасывания перед вакуум-насосом.
Некоторые ингредиенты (оксид магния, гашеная известь) при
хранении поглощают влагу из воздуха и взаимодействуют с дву-
окисью углерода с образованием углекислых и двууглекислых со-
лей, вследствие чего они комкуются и в значительной степени ут-
рачивают свои первоначальные свойства, поэтому хранить эти ма-
276
Рис. 22.1. Трехкамерная сушилка периодического действия:
1—калорифер; 2—вентилятор; 3—рукоятки заслонок; 4— заслонка; 5—противни; 6 — тележка-;
с подъемной платформой; 7 — рельсы; 8 — циркуляционный канал для воздуха; 9 — прибор для
намерения влажности воздуха.
териалы рекомендуется в плотно закрытой таре и непродолжитель-
ное время.
Измельчение. Измельчение ингредиентов проводится на заводах
резиновой промышленности в небольшом объеме. Мел и каолин
после сушки измельчают на дисковых мельницах. Некоторые твер-
дые ингредиенты измельчают в шаровых мельницах.
22.2. ПРОСЕВ
Некоторые порошкообразные ингредиенты, в том числе ингре-
диенты, к которым предъявляются высокие требования, просеивают
для удаления из них посторонних включений. Для изготовления
авто-, мото- и велокамер в настоящее время просеивают все ин-
гредиенты, кроме технического углерода.
Для просеивания ингредиентов применяют главным образом
вибрационные и цилиндрические сита с латунными, медными сет-
ками или сетками из нержавеющей стали. Длй просева особо тон-
кодисперсных материалов иногда используют шелковые сетки.
В зависимости от природы и необходимой дисперсности ингреди-
ентов применяют сетки с отверстиями, разной величины, чаще все-
го — сетки * № 015 и 018. Размер стороны отверстия сетки в свету
всегда в десятки и даже в сотни раз больше среднего размера
* По ГОСТ 3584—53, сетки различают по номерам, при этом номер сетки
соответствует размеру стороны отверстия в свету, например сетка № 015 имеет
размер стороны отверстий в свету, равный 0,15 мм или 150 мкм.
277
Рис. 22.2. Вакуум-су шильный шкаф;
1 — корпус; 2—штуцер для удаления испаряемой влаги; 3—крышка; 4—полые нагревательные
плиты; 5—паровой коллектор.
частиц ингредиента. Но просеивание при этом оказывается доста-
точно эффективным, так как размер отверстия сетки значительно
уменьшается вследствие прилипания к ней ингредиентов.
При работе прямоугольный корпус (камера) вибрационного
сита (рис. 22.3) непрерывно колеблется в плоскости корпуса с
помощью эксцентрикового механизма и ползунов. Для облегчения
ссыпания просеянного материала и отсевов плоскость корпуса
сита устанавливают под углом 5° к горизонту. Для усиления виб-
раций и для предотвращения залипания сетки под ней находятся
резиновые шары, которые, ударяясь о сетку, облегчают просеива-
ние материала.
Применяют вибрационные сита № 3 и № 7 с рабочей поверх-
ностью сетки соответственно около 0,7 и 2,0 м2. Производитель-
Рис. 22.3. Вибрационное сито:
/—станина; 2—днище; 3, 4—люки для выгрузки
материала и отсева; 5—подпятник; 6 — ползун;
7 —смотровой люк; 8— камера; 9—сито; 10— за-
грузочная воронка;//—резиновые шары; 12—свин-
цовый груз; 13, 14—конические диск и шкив;
15—приводной шкив.
278
ность сит с одинаковым номером сетки находится примерно в та-
ком же соотношении. Производительность сита зависит от номера
сетки, толщины слоя, а также от влажности и природы ингредиен-
та (формы частиц, сил сцепления между частицами материала
и сеткой). Производительность сита № 7 с сеткой № 015 и 018 для
различных материалов составляет 20—200 кг/ч.
22.3. ПОДГОТОВКА МЯГЧИТЕЛЕЙ
Мягчители можно подразделить на жидкие, легкоплавкие и
тугоплавкие. Жидкие мягчители имеют температуру плавления зна-
чительно ниже нуля; легкоплавкие — от 0 до -|-70оС; тугоплав-
кие— выше +70 °C.
Тугоплавкие мягчители дробят, а жидкие и легкоплавкие фильт-
руют через металлическую сетку для предотвращения попадания
в резиновую смесь посторонних включений. Поверхность кусков
рубракса перед измельчением очищают от загрязнений. Для из-
мельчения канифоли применяют молотковые мельницы; рубраке
дробят с помощью механических ножей гильотинного типа. Жела-
тельно, чтобы после дробления куски канифоли были не больше
2—3, а рубракса — 20—25 мм в поперечнике. Для измельчения па-
рафина и стеарина в стружку применяют специальные ножевые
механические устройства. Так как все эти мягчители легко слежи-
ваются, особенно в летнее время, то не рекомендуется хранить их в
измельченном виде в больших количествах и продолжительное
время.
ГЛАВА 23
ПОДГОТОВКА И ПЛАСТИКАЦИЯ КАУЧУКОВ
Все поступающие на заводы каучуки подвергают лабораторно-
му контролю для установления соответствия их качества техниче-
ским условиям. Отпуск каучуков цехам разрешается только после
испытания их заводской лабораторией. Для этого от каждой пар-
тии каучука отбирают среднюю пробу для физико-механических ис-
пытаний и химического анализа.
Каучуки храпят в специально оборудованных складах, имею-
щих отопление, затемненные окна, естественную вентиляцию и рас-
полагаемых в неогнеопасном здании. Калориферы отопительной
системы должны быть снабжены экранами и удалены от штабелей
каучука на расстояние не менее 1 м. Температуру на складе под-
держивают в пределах 5—15 °C (для некоторых синтетических
каучуков допускается температура до 25°C). Относительная влаж-
ность воздуха на складе не выше 70%.
Склад обеспечивается средствами пожаротушения: ручными
огнетушителями, песком, лопатами и асбестовыми одеялами.
279
23.1. ПОДГОТОВКА И ПЛАСТИКАЦИИ
НАТУРАЛЬНОГО КАУЧУКА
Натуральный каучук ввиду значительной жесткости, затруд-
няющей его смешение с ингредиентами, перед смешением подвер-
гают предварительной подготовке: распарке, резке и пластикации.
23.1.1. Распарка каучука
Натуральный каучук, поступающий на заводы, обладает боль-
шой твердостью и жесткостью вследствие его кристаллизации при
продолжительном хранении. Поэтому его перед смешением подвер-
гают распарке (декристаллизации), которую проводят в распа-
рочных камерах периодического или непрерывного действия путем
нагревания каучука при 60—100 °C в среде горячего воздуха.
В некоторых случаях необходимо распаривать и каучук СКИ-3
после его длительного хранения или транспортирования при низ-
ких температурах.
Распарочные камеры периодического действия размером
5X6X5 м с кирпичными стенками и железобетонным перекры-
тием снабжены плотно закрывающимися дверями. Воздух в каме-
ре нагревают с помощью паровых труб или калориферов, располо-
женных внутри камеры вдоль стен и под стеллажами. Кипы каучу-
ка укладывают на некотором расстоянии друг от друга для
обеспечения циркуляции воздуха; высота укладки составляет 1,5—
2,0 м. Температуру воздуха в камере поддерживают в пределах
60—65 °C. Продолжительность распарки в зависимости от времени
года и размеров кусков каучука летом составляет 12—18 ч, зимой
24—36 ч. В камеру загружают 12—15 т каучука. Продолжитель-
ность распарки кусков наирита при тех же условиях примерно
в три раза меньше, чем продолжительность распарки НК.
Распарочные камеры непрерывного действия отличаются вы-
сокой производительностью (до 4 т/ч). Они позволяют в значи-
тельной степени механизировать процесс, облегчить условия труда
на участке. Распарочные камеры непрерывного действия имеют
различную конструкцию.
На некоторых резиновых заводах применяют также электро-
нагревательные камеры для распарки каучука с помощью токов
высокой частоты (ТВЧ). Камеры могут работать непрерывно. На-
гревание каучука под действием токов высокой частоты происходит
во всей массе кипы; поэтому для распарки достаточно 30—40 мин.
При применении электронагревательных камер в десятки раз уско-
ряется процесс, снижаются энергозатраты и сокращается производ-
ственная площадь.
23.1.2. Резка каучука
Для резки натурального каучука применяют вертикальные или
горизонтальные ножи с гидравлическим приводом, иногда ножи с
механическим приводом.
280
Рис. 23.2. Горизонтальный нож для резки НК:
/—траверса; 2—головка с десятью ножами; 3—напра-
вляющие; 4—резервуар для масла; 5—трубопровод для
подачи масла; 6—толкатель.
Рис. 23.1. Вертикальный нож с гидравлическим
приводом:
/—верхняя неподвижная поперечина (траверса); 2—-ножи-
лезвия; 3—колонны; 4—гидравлический цилиндр;
5—плунжер; 6—станина; 7—стол; в —прорези на по-
верхности стола для входа ножей-лезвий.
На рис. 23.1 показан вертикальный нож с гидравлическим при-
водом. Кипу каучука укладывают на стол пресса 7, который укреп-
лен на плунжере 5 вертикального гидравлического цилиндра. При
подаче гидравлики в цилиндр 4 плунжер со столом начинает пере-
мещаться вверх, при этом кипа каучука постепенно надвигается
на неподвижные ножи — лезвия 2, укрепленные на неподвижной
поперечине 1.
Обычно используют вертикальные ножи с гидравлическим при-
водом, имеющие одно лезвие. Производительность такого ножа
зависит от числа ножей — лезвий, скорости подъема и опускания
плунжера и размера кусков каучука, которые необходимо полу-
чить. Производительность вертикальных гидравлических ножей
около 25 кип/ч.
Горизонтальные ножи (рис. 23.2) предназначены для резки кип
каучука на десять частей. Нож имеет десять звездообразно распо-
ложенных лезвий. Кипа каучука при резке подается к неподвижно
закрепленным лезвиям с помощью толкателя. Производительность
ножа 45 кип/ч.
281
23.1.3. Пластикация каучука
Для придания каучуку необходимой пластичности, с целью об-
легчения его дальнейшей обработки при смешении каучук после
распарки пластицируют.
Пластикация каучука может производиться различными спосо-
бами. Наиболее распространенными из них являются: 1) механиче-
ская пластикация и 2) термоокислительная пластикация.
Жесткий бутадиен-нитрильный каучук подвергают механиче-
ской пластикации на вальцах, а бутадиен-стирольный с небольшим
содержанием стирола СКМС-10 — термоокислительной.
Пластикацию натурального каучука можно производить любым
из этих способов, но в производственной практике применяют спо-
соб механической пластикации каучука обработкой на вальцах,
в резиносмесителях, или на червячных пластикаторах. При этом
он подвергается многократно повторяющимся деформациям сжа-
тия, растяжения, сдвига, кручения. В результате трения каучук
нагревается, а затрачиваемая при обработке каучука механиче-
ская энергия переходит в тепло. Для предотвращения осмоления
каучука под действием высокой температуры приходится проводить
интенсивное охлаждение оборудования водой.
23.1.4. Механизм пластикации каучука
При пластикации каучука одновременно с повышением пластич-
ности происходит изменение и других его свойств: понижаются мо-
лекулярная масса и вязкость растворов каучука, прочность при
растяжении и увеличивается растворимость каучука.
При проведении экспериментальных работ по механической пла-
стикации натурального каучука в различных средах установлено,
что пластикация идет достаточно эффективно только в среде кис-
лорода и воздуха; в среде азота, углекислого газа и водяного пара
пластичность повышается незначительно. При пластикации нату-
рального каучука в среде воздуха и кислорода его масса увеличи-
вается на несколько десятых долей процента, что объсянется окис-
лительными процессами, приводящими к окислительной деструкции
каучука, являющейся основной причиной повышения его пластич-
ности.
При механическом воздействии на каучук наблюдается разру-
шение его глобулярной структуры и разрыв цепей полимера, т. е.
механическая деструкция, что подтверждается повышением пла-
стичности при механической обработке на холодных вальцах таких
Эластичных полимеров, как полиизобутилены, которые вследствие
i Отсутствия у них двойных связей не подвержены окислительной
деструкции.
При механической обработке в результате трения каучук нагре-
вается, на его поверхности возникают заряды статического электри-
чества, достигающие значительной величины. При вращении вал-
282
ков создаются условия, при которых происхо-
дят разряды статического электричества, при-
водящие к увеличению содержания озона в
воздухе вблизи поверхности каучука и к хими-
ческому активированию кислорода. Кроме
того, при пластикации вследствие'деформации
растяжения повышается химическая актив-
ность каучука. При перемешивании пластици-
руемого каучука облегчается доступ к нему
кислорода, а следовательно, и окисление. Таким
образом в результате механической обработки
в значительной степени активируется химиче-
ское взаимодействие каучука с кислородом.
Нагревание повышает пластичность каучу-
ка и резиновых смесей, и этим пользуются при
осуществлении технологических процессов, но
повышение температуры оказывает не всегда
благоприятное влияние на пластикацию на-
турального каучука. При нагревании каучука
повышается подвижность молекулярных звень-
ев, уменьшаются силы межмолекулярного
взаимодействия, каучук становится менее вяз-
ким и более пластичным. При охлаждении
каучук снова теряет свою пластичность, но
при условии отсутствия сопутствующих нагреванию окислительных
процессов, приводящих к необратимой деструкции. С понижением
вязкости и повышением пластичности каучука при нагревании
уменьшается вероятность механического разрыва молекул, так
как при растяжении молекулы каучука достаточно легко могут
скользить относительно друг друга. По этой причине эффективность
процесса пластикации НК на вальцах при повышении темпера-
туры (до 120 °C) снижается. При пластикации при температурах
свыше 120 °C наблюдается ускорение окислительной деструкции
каучука и эффективность процесса пластикации значительно воз-
растает; подобные температурные условия создаются при пласти-
кации каучука в быстроходных резипосмесителях, в которых тем-
пература достигает 140—160 °C. Влияние температуры и различ-
ных сред на процесс пластикации натурального каучука показано
на рис. 23.3 (испытания образцов проводились на сжимающем
пластометре).
IQ Q _______1____|___L----L
71 93 115 137 160
Температура о
пластикаи,аи., С
Рис. 23.3. Влияние тем4
пературы на пласти-
кацию натурального
каучука в течение
50 мин в различных
средах:
1 — азот; 2—воздух;
3 —кислород; 4— озонлро-
ванный кислород.
23.1.5. Пластикация каучука на вальцах
Вальцы (рис. 23.4) применяют для пластикации каучука, сме-
шения, разогревания резиновых смесей, обработки регенерата, из-
мельчения отходов прорезиненного текстиля. Рабочей частью валь-
цов являются два горизонтальных валка //, 14, вращающихся в
противоположных направлениях с различной частотой. Загружен-
283
J4
Рие. 23.4. Вальцы:
1~трансмиссионный вал; 2, б—подшипники; 3, 7—станины; 4—фундаментная плита;
5—стяжные болты; 8 — регулирующие винты; 9—делительные диски; 10, 16—поперечины;
11 — передний валок; /2—болыпая приводная шестерня; 13—правая ограничительная стрела;
14—тяга аварийного выключателя; 15—масленки; 17—передаточные шестерни
ный сверху на вращающиеся валки каучук захватывается ими и
протягивается через зазор. Пластикация натурального каучука на
вальцах применяется в тех случаях, когда завод потребляет отно-
сительно небольшое его количество.
Пластикацию на вальцах проводят при определенных условиях
с соблюдением установленного технологического режима. Вальцы
пускают в ход и между валками вальцов устанавливают малый
зазор (2—3 мм). Определенное количество предварительно распа-
ренного каучука загружают кусками на валки вальцов. Каучук по-
степенно размягчается и, когда он покрывает поверхность перед-
него валка сплошным слоем, его срезают, после чего увеличивают
зазор до 6—7 мм и продолжают пластикацию. Иногда каучук пла-
стицируют при постоянном зазоре 4—6 мм.
Условия пластикации по длине валка неодинаковы, наиболее
сильной обработке подвергается каучук, находящийся на середине
валка; по краям валка каучук значительно менее энергично обра-
батывается, так как здесь он может достаточно свободно переме-
щаться вдоль зазора по направлению к краям валка. Для получе-
ния пластиката с одинаковой пластичностью перемешивание
каучука на вальцах производят путем его срезки. Срезка части
каучука с одного края вызывает перемещение оставшегося каучука
вдоль зазора по направлению к свободной поверхности валка. Сре-
занная часть снова загружается на вальцы. Для перемешивания
каучука или резиновой смеси вальцы иногда снабжают автомати-
чески действующим механическим ножом.
Во время пластикации необходимо поддерживать постоянными
запас каучука в зазоре и температуру валков. По истечении уста-
284
новленного времени пластикацию каучука заканчивают, при этом
пластикат срезают с поверхности вращающегося переднего валка
в виде листов толщиной 10—12 мм, вытянутой формы, площадью
около 1 м2 или в виде рулонов. Полученный пластикат охлажда-
ют, что способствует получению пластиката с более высокой пла-
стичностью, а также приводит к понижению его клейкости, благо-
даря чему облегчается его хранение. ?
Срезанные листы или рулоны выдерживают на стеллажах или
вешалах (воздушное охлаждение) или охлаждают водой в охла-
дительных устройствах (в ваннах, в камерах и т. п.). Для предо-
хранения листов пластиката от слипания их пропудривают таль-
ком или каолином или укладывают на платформы с тканевой про-
кладкой. Часто для охлаждения применяют каолиновую суспензию
или дисперсии других антиадгезивов. Тонкий слой каолина, остаю-
щийся на листах, предотвращает их слипание, при этом исключает-
ся необходимость пропудривапия листов сухими пылящими мате-
риалами. Каолиновую суспензию после охлаждения можно исполь-
зовать повторно.
23.1.6. Закономерности обработки каучука
и резиновых смесей на вальцах
Запас и угол захвата. Для обеспечения нормальных условий об-
работки на вальцах необходимо, чтобы каучук покрывал поверх-
ность переднего валка ровным слоем, а перед зазором между вал-
ками находился некоторый избыток каучука (запас). Каучук, на-
ходящийся в запасе, непрерывно вращается. Часть каучука из этого
запаса втягивается в зазор и восполняется за счет каучука, пода-
ваемого вращающимся валком. При слишком большом избытке
каучука, когда его запас в зазоре велик, каучук не будет вращать-
ся и втягиваться в зазор. Нормальный запас каучука определяют
по двум точкам А и Ai на валках (рис. 23.5). Высота расположе-
ния этих точек зависит от центрального угла а, в пределах кото-
рого давление каучука на валки
вращающихся валков будут до-
статочными для затягивания кау-
чука в зазор. Этот угол называет-
ся углом захвата каучука. Он
принимается равным 32—45°.
Фрикция. В зазоре каучук
подвергается деформации сдвига
вследствие разных окружных ско-
ростей вращения валков. Ско-
рость движения отдельных слоев
Рис. 23.5. Схема определения угла
захвата а валков:
1, 3—передний и задний валки; 2— слой
материала на переднем валке; 4— запас
материала.
каучука в зазоре неодинакова,что
вызывает «перетирание» каучука,
проходящего через зазор. Чем
больше разность окружных ско-
285
ростей вращения валков, тем интенсивнее происходит обработка
каучука.
Отношение окружной скорости движения переднего валка к ок-
ружной скорости вращения заднего валка называется фрикцией.
С увеличением фрикции интенсивность обработки каучука сильно
возрастает и скорость пластикации каучука увеличивается. Обыч-
но при пластикации и смешении применяют вальцы с фрикцией от
1 : 1,08 до 1 : 1,17; при большей фрикции происходит сильное разо-
гревание каучука. При этом с повышением температуры снижает-
ся скорость пластикации каучука на вальцах.
Величина зазора и толщина слоя каучука. Отношение толщи-
ны слоя каучука, покрывающего поверхность переднего валка валь-
цов, к зазору называется опережением; оно больше единицы, т.е.
толщина слоя каучука при пластикации больше зазора. Это уве-
личение толщины слоя каучука по сравнению с зазором объяс-
няется не только эластичностью каучука и наличием фрикции, ио
и возникающим перед зазором давлением, способствующим про-
давливанию каучука через зазор, благодаря чему скорость движе-
ния каучука в зазоре оказывается больше средней скорости вра-
щения валков. Аналогичные закономерности имеют место и при
обработке резиновых смесей на каландрах.
23.1.7. Факторы, влияющие на пластикацию каучука
на вальцах
Факторами, влияющими на пластикацию, являются: навеска
каучука, температура пластикации, продолжительность обработки
каучука, подрезание и перемешивание каучука, величина зазора,
фрикция и диаметр валков. Изменяя эти факторы (за исключением
последних двух) можно изменять пластичность каучука (пласти-
ката). Первые пять факторов определяют режим пластикации,
которые выбирают в зависимости от требуемой пластичности кау-
чука.
Навеска каучука. Масса каучука, загружаемого на вальцы при
пластикации, должна соответствовать оптимальной емкости загруз-
ки вальцов; она зависит от размера вальцов.
Под емкостью загрузки вальцов понимают объем каучука, по-
крывающего передний валок и находящегося в зазоре в виде за-
паса. Емкость загрузки является до некоторой степени условной
величиной, так как толщина слоя каучука изменяется в зависи-
мости от зазора. Поэтому говорят о некоторой оптимальной ем-
кости загрузки вальцов, при которой обеспечивается получение
пластиката высокого качества, не наблюдается перегрузок мотора
и, кроме того, достигается наибольшая производительность. Так,
емкость загрузки вальцов с рабочей длиной валка 1530 мм и диа-
метром переднего валка 560 мм при пластикации составляет 0,050—•
0,055 м3 (50—55 л), а вальцов с рабочей длиной валка 2130 мм и
диаметром переднего валка 660 мм — 0,095—0,105 м3 (95—105 л).
286
При уменьшении емкости загрузки вальцов интенсивность пласти-
кации возрастает и пластичность пластиката повышается.
Температура пластикации. Температура пластикации характе-
ризуется обычно температурой поверхности валков. На вальцах
трудно достичь температуры 150°C и выше, при которой пла-
стикация происходит более эффективно. Поэтому применяют так
называемую «холодную» пластикацию при температуре валков
50—55 °C. Такая температура поддерживается при интенсивном ох-
лаждении валков водой. Температура переднего валка должна
быть на 5—10 °C выше температуры заднего валка, что способст-
вует обработке каучука на переднем валке, так как адгезия (сила
прилипания) НК к валку увеличивается с повышением темпера-
туры.
Температура пластиката на вальцах значительно больше тем-
пературы валков и неодинакова в разных его частях. Наиболее вы-
сокая температура пластиката достигается в зазоре, по мере
удаления от зазора она постепенно понижается до 75—80 °C вслед-
ствие отдачи тепла в окружающую среду и охлаждения валков
водой.
Продолжительность пластикации. Пластичность каучука повы-
шается особенно интенсивно в первые 10—15 мин пластикации. Это
объясняется тем, что механическая обработка особенно энергично
происходит в первые минуты, когда каучук имеет наибольшую
жесткость (когда наблюдается наибольший расход энергии). Ме-
ханическая энергия затрачивается на преодоление сил трения, на
деформацию каучука и его механическую деструкцию. В процессе
пластикации нагревание каучука приводит к понижению его вяз-
кости, коэффициента трения каучука о поверхность валков, посте-
пенному уменьшению потребляемой энергии и снижению эффектив-
ности пластикации. Практически пластикацию каучука на вальцах
нецелесообразно проводить более 30 мин, поэтому для получения
высокой пластичности производят пластикацию в несколько прие-
мов с промежуточным «отдыхом» и охлаждением пластиката.
Величина зазора. С уменьшением зазора между валками интен-
сивность обработки каучука увеличивается, так как каучук в этом
случае подвергается более значительным деформациям сдвига. Од-
нако при уменьшении зазора возникают трудности в обеспечении
нормального вращающегося запаса каучука. Поэтому для получе-
ния пластиката необходимой пластичности зазор должен быть оп-
ределенной величины. Зазор обычно характеризуется толщиной
срезаемого листа.
Подрезание и перемешивание каучука. При систематическом
подрезании каучука с правой и левой стороны валка обеспечивает-
ся получение однородного пластиката. В случде применения авто-
матически действующих механических ножей для подрезания
пластиката не только облегчается труд и уменьшается опасность
работы на вальцах, но и обеспечивается более однородное переме-
шивание.
287
Рис- 23.6. Резиносмеситель 259-40:
а — поперечный разрез через рабочую ка
меру; б—внешний вид резиносмесители
с электродвигателем и редуктором;
1—воздушный цилиндр; 2—верхний затвор;
3—загрузочная воронка; 4—рабочая ка-
мера; 5—роторы; 6—откидная дверца;
(нижний затвор); 7—горизонтальный воз-
душный цилиндр разгрузочного устройства;
8— фундаментная плита; Р— электродвига-
тель; 10—упругая муфта; 11—блок-редуктор:
12 — шарнирные муфты.
Диаметр валков. От диаметра валков главным образом зависят
условия охлаждения пластиката. Чем больше диаметр валка, тем
больше поверхность соприкосновения пластиката с валком и окру-
жающим воздухом, тем лучше условия охлаждения пластиката на
вальцах. Проводить пластикацию на вальцах различных размеров
при одном и том же режиме невозможно. В этом случае следует
полностью пересмотреть режим пластикации.
23.1.8. Пластикация каучука в резиносмесителях
Закрытые резиносмесители часто используют на заводах и для
механической пластикации натурального каучука. Наибольшее рас-
пространение получили смесители с роторами овальной формы.
Резиносмеситель (рис. 23.6) имеет рабочую камеру 4 с двумя
расположенными внутри горизонтальными роторами 5, вращающи-
мися в противоположных направлениях. Материал загружают че-
рез воронку 3 с откидной дверцей 6. Смесительная камера имеет
верхний затвор 2, перемещаемый в вертикальном направлении с
288
помощью пневматического цилиндра 1 с поршнем и нижний затвор
7 в виде горизонтального полого цилиндра с трапециевидным вы-
ступом вверху, который перемещается в горизонтальном направле-
нии также с помощью сжатого воздуха.
Во время работы стенки корпуса рабочей камеры, нижний за-
твор и роторы охлаждаются водой для отвода тепла, выделяюще-
гося при механической обработке; несмотря на охлаждение/тем-
пература пластиката в резиносмесителе РС-250-20 может повы-
шаться до 115—120°С.
Пластикацию каучука в резиносмесителе проводят в следую-
щем порядке. При закрытом нижнем затворе через воронку в рези-
носмеситель загружают предварительно распаренный каучук.В ра-
бочей камере каучук захватывается вращающимися роторами и
проталкивается вниз через зазор между ними. По выходе из зазора
масса каучука разбивается треугольным выступом нижнего затвора
на два потока, которые затем соединяются над роторами и снова
проходят через зазор. Винтообразно расположенные гребни рото-
ров перемещают каучук вдоль камеры параллельно роторам, бла-
годаря этому обеспечивается дополнительное перемешивание. По
истечении установленного времени пластикацию прекращают, при
этом открывают нижний затвор и пластикат в виде бесформенных
кусов выгружают на вальцы. На вальцах проводят дополнительную
обработку пластиката, по окончании которой пластикат срезают
в виде листов вручную или с помощью механических ножей. После
охлаждения пластикат укладывают на этажерки или платформы.
23.1.9. Факторы, влияющие на пластикацию
в резиносмесителях
На пластикацию в резиносмесителе большое влияние оказывают
следующие факторы: навеска каучука; температура и продолжи-
тельность пластикации; давление верхнего пресса (затвора).
Навеска каучука. Масса каучука, загружаемого в резиносмеси-
тель, должна соответствовать емкости загрузки резиносмесителя.
Емкость загрузки резиносмесителя должна быть оптимальной для
обеспечения хорошей механической обработки каучука и высокой
производительности резиносмесителя. Объем единовременной за-
грузки должен составлять только часть свободного объема смеси-
тельной камеры; для резиносмесителя типа РС-250 он составляет
140 л или около 55% ее свободного объема. При увеличении объ-
ема единовременной загрузки затрудняется загрузка каучука в ре-
зиносмеситель, а в рабочей камере вследствие высокой эластично-
сти и жесткости каучука создается высокое давление, под дей-
ствием которого верхний затвор может приподниматься. В этом
случае часть каучука будет находиться в горловине загрузочной
воронки и, таким образом, выйдет из зоны интенсивной обработки.
При недостаточном заполнении резиносмесителя каучук будет сво-
бодно перемещаться роторами внутри рабочей камеры. При рас-
10 Зак. 1316 289
i
чете единовременной загрузки необходимо также учитывать сте-
пень износа резиносмесителя. В результате износа зазор между
роторами и стенками камеры увеличивается от 5 до 12—18 мм
(18 мм — предельно допустимый зазор). Увеличение зазора тре-
бует увеличения объема навески каучука для обеспечения хорошего
перемешивания и хорошей механической обработки. Для резино-
смесителя РС-250 навеска каучука составляет до 130—135 кг.
Температура пластикации. Температура пластикации в конце
процесса повышается до 115—120 °C, а иногда и до 130 °C. Она
характеризуется температурой внутренней поверхности камеры
резиносмесителя.
Продолжительность пластикации. На отечественных заводах
пластикацию в резиносмесителях РС-250 в зависимости от требуе-
мой пластичности пластиката проводят в течение 8—23 мин.
Ниже показана зависимость пластичности каучука от продол-
жительности обработки:
Продолжитель-
Пластикат ность обработки, Пластичность
МИН
П-1 10 0,25-0,35
П-2 13 0,36—0,44
П-3 17 0,45—0,50
П-4 23 0,51—0,55
На продолжительность пластикации большое влияние оказы-
вают некоторые органические вещества, способные ускорять окис-
лительную деструкцию каучука.
К ним относятся тиохлорфен Ц (рснацит IV) и амифенс Б (пеп-
тон 22); они менее токсичны по сравнению с другими. При введе-
нии небольших количеств этих веществ в каучук эффективность его
пластикации на вальцах или в резиносмесителях значительно по-
вышается при одновременном снижении расхода энергии. Такие
ускорители пластикации практически не влияют на свойства сырых
смесей, скорость их вулканизации, а также на физико-механиче-
ские свойства вулканизатов и сопротивление их старению. Пептон
более активен при низких температурах пластикации, а ренацит IV
проявляет большую активность при высоких температурах. На не-
которых заводах в качестве ускорителя пластикации нашел приме-
нение меркаптобензотиазол (каптакс). В каучук вводят в количе-
стве 0,2% от массы каучука. Пептон и каптакс ускоряют пластика-
цию натурального каучука примерно в 1,5—2 раза.
23.1.10. Пластикация в быстроходных резиносмесителях
Кроме рассмотренных ранее резиносмесителей, в резиновой про-
мышленности применяют быстроходные резиносмесители с часто-
той вращения роторов 30 и 40 об/мин и рабочей камерой емкостью
250 л, с мотором мощностью 600—700 кВт. С повышением мощно-
сти привода и частоты вращения роторов увеличивается давление
каучука в рабочей камере,, в результате, чего возникает необходй-
290
мость повышения давления верхнего затвора на каучук. Оказалось,
что применение резиносмесителей с частотой вращения роторов
около 40 об/мин является весьма эффективным. Температура пла-
стикации в них в зависимости от продолжительности пластикации
повышается до 140—160 °C. В результате интенсивной механиче-
ской обработки и под влиянием высокой температуры деструкция
натурального каучука происходит значительно быстрее, продолжи-
тельность пластикации сокращается почти в три раза. Кроме того,
при увеличении давления верхнего затвора навеску каучука можно
увеличить до 135—150 кг.
Таким образом, при использовании для пластикации быстроход-
ных резиносмесителей резко повышается производительность обо-
рудования, снижается удельный расход электроэнергии, процесс
становится экономически более выгодным.
При применении быстроходных (скоростных) резиносмесителей
необходимо обеспечить быструю автоматическую загрузку и вы-
грузку пластиката и быструю последующую окончательную его об-
работку, для которой целесообразно вместо вальцов применять вы-
сокопроизводительную червячную машину больших размеров с диа-
метром червяка 380—450 мм с листующей головкой для выпуска
пластин или червячную машину с гранулирующей головкой, так на-
зываемый гранулятор (пелетайзер) для получения каучука в виде
гранул. В результате использования таких машин устраняется тя-
желый труд вальцовщика при обработке на вальцах пластиката с
высокой температурой. Пластины и гранулы пластиката охлаж-
дают каолиновой суспензией и сушат. Гранулы транспортируют
пневмотранспортерами; хранят гранулированные пластикаты в спе-
циальных бункерах.
23.1.11. Пластикация каучука в червячных пластикаторах
Червячный пластикатор является машиной непрерывного дей-
ствия. Современные червячные пластикаторы имеют высокую про-
изводительность, около 4000 кг/ч, их применяют на заводах, пере-
рабатывающих значительное количество натурального каучука.
Червячный пластикатор представляет разновидность червячных
прессов, весьма распространенных в резиновой промышленности.
Пластикаторы выпускают разной конструкции: одностадийные с
одним червяком и двухстадийные с двумя червяками, расположен-
ными один над другим или друг за другом.
23.2. ПОДГОТОВКА БУТАДИЕН-СТИРОЛЬНОГО КАУЧУКА
Некоторые бутадиен-стирольные каучуки, например СКС-10, об-
ладающие низкой пластичностью, подвергают специальной термо-
окислительной пластикации перед смешением с ингредиентами.
При термоокислительной пластикации измельченный каучук на-
гревают в среде горячего воздуха в котлах-термопластикаторах под
избыточным давлением 0,25—0,35 МПа (2,5—3,5 кгс/см2) при
130—140 °C в течение 20—40 мин.
10*
291
Рис. 23.7. Котел для термопластикации бутадиен-стирольного каучука:
1— корпус; 2—уровень пола; 3—затвор крышки; 4—воздушный кран; 5 —крышка; 6 — мано-
метр; /--термометр; 8—вентиль для регулирования подачи сжатого воздуха; 9—предохрани-
тельный клапан; 10—вентилятор; 11 — паровой вентиль; 12 — электрообогреватель; 13—труба
для отвода конденсатора; 14 — труба для подачи пара; 15— ребристые трубы, обогреваемые
паром; 16—спускной штуцер; 17—вагонетка; 18 — программный регулятор работы котла. •
Внутри котла (рис. 23.7) для термопластикации каучука вдоль
стенок расположены ребристые трубы 15 паровых калориферов.
Циркуляция воздуха, необходимая для более быстрого и равномер-
ного нагревания каучука, поддерживается вентилятором 10, рас-
положенным внутри котла. Единовременная загрузка наиболее
крупного котла составляет 550—600 кг каучука. Котлы снабжают
приборами автоматического контроля и регулирования. Процесс
термопластикации по времени регулируют командным аппаратом,
температуру—терморегулятором, а давление воздуха в котле —
регулятором давления.
Перед загрузкой каучук режут на ленты, условно называемые
«лапшой» на специальной резательной машине, имеющей рабочий
барабан со сменными ножами. При вращении ножи, закрепленные
на барабане, проходят мимо неподвижно закрепленного ножа. В за-
зор между ножами, вращающимися с барабаном, и неподвижным
ножом подают одновременно до четырех лент каучука с четырех
рулонов, (производительность резательной машины 1200 кг/ч).
Нарезанный каучук слоем 4—5 см укладывают на противни,
устанавливаемые на вагонетки, которые затем закатывают в котел.
Котел закрывают, включают вентилятор и приступают к подаче
пара в калориферы и воздуха в котел. Давление и температура
воздуха в котле постепенно повышаются автоматически до задан-
ных параметров. По окончании процесса с помощью автоматиче-
ских регуляторов производят спуск сжатого воздуха из котла (дав-
ление снижается до нуля), котел открывают и производят его пе-
резарядку, после чего цикл термопластикации повторяется. Для
улучшения качества термопластиката необходима гомогенизация
(усреднение) его на вальцах или в резиносмесителях. Обработку
термопластиката в резиносмесителе производят в течение 3—4 мин,
после чего его обрабатывают на вальцах, срезают с вальцов руло-
292
нами и укладывают на этажерки с
гнездами. Охлаждение пластиката
водой не производится.
На процесс термоокислительной
пластикации влияют различные фак-
торы: температура и давление воз-
духа в котле; продолжительность об-
работки каучука; толщина слоя кау-
чука на противне; скорость цирку-
ляции воздуха; наличие в каучуке
примесей.
При термоокислительной пласти-
кации бутадиен-стирольного каучу-
ка протекают два противоположных
по своему характеру процесса, свя-
занных с изменением структуры кау-
чука: окислительная деструкция и
структурирование. Окислительная
деструкция вызывает повышение
пластичности каучука, а структури-
рование приводит к ее понижению.
При создании оптимальных условий
преобладают процессы окислитель-
ной деструкции, и поэтому наблю-
дается повышение пластичности.
При термоокислительной пластикации пластичность каучука по-
степенно повышается (жесткость по Дефо — понижается) до неко-
торого максимального значения, а затем понижается вследствие
структурирования каучука (рис. 23.8). При температуре выше
135 °C скорость структурирования возрастает (восходящая ветвь
кривой становится более крутой). При длительном проведении
процесса структурирование может привести к затвердеванию кау-
чука, понижению его растворимости и резкому ухудшению физико-
механических свойств вулканизатов.
Продолжительность
пластикации, мак
Рис. 23.8. Влияние продолжитель-
ности термоокислительной пласти-
кации на жесткость по Дефо кау-
чука СКС-30 при различных тем-
пературах:
1—115 °C; 2— 125 °C; 3-135 °C: 4-И5°С.
23.3. ПОДГОТОВКА БУТАДИЕН-НИТРИЛЬНОГО КАУЧУКА
Бутадиен-нитрильные каучуки СКН-18, СКН-26, СКН-40 имеют
низкую пластичность [твердость по Дефо находится в пределах
17,5 — 21,5 Н(1750 — 2150 гс), поэтому их подвергают механиче-
ской пластикации. Обработка бутадиен-нитрильного каучука,взятого
в небольшом количестве, на холодных вальцах (40—50 °C) в течение
20—30 мин при небольшой фрикции и малом зазоре между вал-
ками приводит к постепенному повышению пластичности каучука.
Масса каучука, взятого для обработки, должна составлять 25—•
30% от массы натурального каучука при его пластикации на тех
же вальцах. Пластикацию рекомендуется проводить несколько раз
с перерывами (10—15 мин) для охлаждения каучука.
293
Для снижения жесткости по Дефо каучука СКН-26 до 10 Н
(1000 гс) требуется около 90 мин; этот процесс сопровождается
большим расходом электроэнергии. Так, на пластикацию 1 кг бута-
диен-нитрильного каучука расходуется 1,75 кВт-ч электроэнергии,
тогда как на 1 кг натурального каучука — 0,85 кВт-ч, т. е. вдвое
меньше. Поэтому часто ограничиваются непродолжительной меха-
нической пластикацией каучука, а затем перед введением порош-
кообразных ингредиентов в процессе смешения добавляют мягчи-
тели (5—-20%), например дибутилфталат или другие сложные
эфиры. Эти мягчители способствуют размягчению каучука, но од-
новременно в значительной степени изменяют и физико-механиче-
ские свойства вулканизатов: повышают эластичность, снижают их
твердость.
Механическую пластикацию можно ускорить с помощью уско-
рителей пластикации.
Мягкие, регулированные бутадиен-нитрильные каучуки с жест-
костью по Дефо 7—12 Н (700—1200 гс), не требуют пластикации.
23.4. ПОДГОТОВКА ХЛОРОПРЕНОВОГО КАУЧУКА И БУТИЛКАУЧУКА
Хлоропреновый каучук, например наирит СР, КР, не подвер-
гают предварительной пластикации, так как при смешении в ре-
зультате нагревания повышается мягкость и пластичность каучу-
ка. Эти изменения свойств каучука имеют обратимый характер; при
охлаждении пластичность и мягкость каучука уменьшаются. Хлор-
опреновые каучуки подвергают распарке (декристаллизации).
Бутилкаучук освобождают от тары и режут на дисковых ножах
на куски, удобные для взвешивания и загрузки в смесительное обо-
рудование. Механическая пластикация на холоду для этого кау-
чука неэффективна, что объясняется высокой степенью его насы-
щенности, ограничивающей возможность развития окислительной
деструкции. Даже при длительной обработке каучука на холодных
вальцах в течение 60 мин пластичность его заметно не повышается.
При нагревании за счет тепла, выделяющегося в процессе механи-
ческой обработки каучука на смесительном оборудовании (валь-
цах, резиносмесителях), повышается пластичность, понижается
эластическое восстановление каучука (эти изменения, так же как
и для хлоропренового каучука, обратимы), в связи с чем облег-
чается смешение и другие технологические процессы. Поэтому об-
работку бутилкаучука и резиновых смесей на его основе проводят
при более высоких температурах.
ГЛАВА 24
ИЗГОТОВЛЕНИЕ РЕЗИНОВЫХ СМЕСЕЙ
24.1. ОБЩИЕ СВЕДЕНИЯ
Процесс изготовления резиновых смесей называется смешением.
Смешивая каучуки с ингредиентами в определенных соотношениях,
можно получить резиновые смеси, легко подвергаемые технологи-
294
ческой обработке, и вулканизаты с самыми разнообразными тех-
ническими свойствами. После смешения к полученной резиновой
смеси предъявляются следующие требования:
1) равномерное распределение всех компонентов, входящих в ее
состав;
2) хорошие технологические свойства (каландруемость,. шпри-
цуемость и малая усадка);
3) обеспечение после вулканизации заданных физико-механиче-
ских свойств вулканизата.
Резиновые смеси изготовляют на вальцах или в резиносмесите-
лях. Непрерывно действующие смесители червячного типа позво-
ляют значительно автоматизировать и механизировать процесс сме-
шения.
При смешении каучука с ингредиентами происходит образова-
ние поверхности контакта или поверхности раздела фаз, постепен-
ное выравнивание концентрации ингредиентов в объеме резиновой
смеси и, одновременно, диспергирование некоторых ингредиентов
(технического углерода, твердых мягчителей и др.). При дисперги-
ровании уменьшаются размеры частиц этих ингредиентов, увели-
чивается суммарная их поверхность, а также поверхность контакта
с каучуком, повышается однородность смеси.
Однородность распределения ингредиентов в каучуке при сме-
шении достигается в результате сложных деформаций (сдвига, рас-
тяжения, кручения), которым подвергается каучук и резиновая
смесь и благодаря образованию новых поверхностей контакта сме-
шиваемых материалов. Вдавливание и втирание ингредиентов в
каучук вращающимися валками и роторами смесительного обору-
дования способствует равномерному распределению ингредиентов
в массе каучука. По современным представлениям деформации и
напряжение сдвига имеют наибольшее значение при перемешива-
нии и диспергировании ингредиентов в массе высоковязких мате-
риалов, какими являются каучуки. От общей суммы деформаций
сдвига, которым подвергается резиновая смесь при ее изготовлении,
зависит равномерность распределения в ней ингредиентов, площадь
контакта ингредиентов с каучуком и поверхность раздела фаз.
Резиновая смесь представляет собой дисперсную систему, в ко-
торой каучук и растворенные в нем низкомолекулярные соедине-
ния (пластификаторы, или их компоненты, противостарители и др.)
составляют непрерывную дисперсионную среду, а наполнители и
другие нерастворимые в каучуке ингредиенты — дисперсную фазу.
В промышленности широко используют резиновые смеси, содер-
жащие одновременно несколько каучуков с ограниченной взаимной
растворимостью. В эт'ом случае рассмотренная выше дисперсная
система усложняется, так как входящие в ее состав каучуки отно-
сятся к разным фазам. Благодаря взаимному проникновению мо-
лекул одного полимера в другой, образуется межфазный полимер-
ный промежуточный слой, состав и природа которого существенно
влияют на свойства резиновых смесей. Резины на основе смеси
295
нескольких каучуков обладают комплексом свойств, который не
может быть обеспечен каждым каучуком в отдельности. Так, при
использовании смеси каучуков значительно увеличивается сопро-
тивление резин разрастанию трещин при многократном изгибе и
динамическая выносливость при растяжении, что имеет большое
значение для повышения качества резиновых изделий.
Вследствие трения резиновая смесь при изготовлении разогре-
вается, несмотря на интенсивное охлаждение смесительного обору-
дования. В результате термо-механических воздействий при смеше-
нии происходят молекулярно-структурные изменения в каучуках и
резиновых смесях: деструкция, приводящая к уменьшению средней
молекулярной массы каучука и снижению вязкости его растворов
(натуральный каучук, СКИ-3), ^uc-грпнс-изомеризация (бутадие-
новые и бутадиен-стирольные каучуки); образование лабильных
сажекаучуковых структур типа каучук — технический углерод —
каучук (саже-каучуковый гель — СКГ); взаимодействие каучука
с кислородом воздуха, приводящее к деструкции или структури-
рованию; механическая активация каучука без разрыва молеку-
лярных цепей и механический разрыв молекулярных цепей кау-
чука. Механически активированные молекулы, так же как и
макрорадикалы, в зависимости от условий способствуют деструк-
ции или структурированию каучуков; кроме того, активированные
молекулы каучука взаимодействуют с частицами активных на-
полнителей.
Степень структурных изменений при смешении зависит от хими-
ческой природы каучука, температуры процесса, продолжительно-
сти обработки. Например, от этих условий зависит состав и содер-
жание в резиновой смеси сажекаучукового геля.
При повышении температуры смеси физико-химическое взаимо-
действие между каучуком и наполнителем уменьшается, и вязкость
смеси значительно снижается; при последующем «отдыхе» смеси
благодаря диффузии и увеличению межмолекулярного взаимодей-
ствия разрушенные структуры восстанавливаются.
При смешении происходит взаимодействие каучука не только
с наполнителями, но и с некоторыми другими ингредиентами (уско-
рителями, противостарителями). Таким образом, смешение являет-
ся очень сложным термомеханическим и одновременно химическим
процессом, существенно влияющим на свойства резин, поэтому
очень важно строго соблюдать установленный режим смешения, а
также условия хранения, технологической «вылежки» и последую-
щей переработки резиновых смесей в производстве, предусмотрен-
ные в регламенте.
24.2. ХРАНЕНИЕ И РАЗВЕСКА КАУЧУКОВ И ИНГРЕДИЕНТОВ
Порошкообразные ингредиенты хранят в бункерах, ларях и
таре, в которой они поступают на завод.
Бункер для хранения ингредиентов представляет собой метал-
лический резервуар обычно прямоугольного сечения с покатым
296
днищем, обеспечивающим легкое ссыпание порошкообразных ин-
гредиентов к разгрузочному отверстию.
Загрузку бункеров производят сверху транспортерами или вруч-
ную, разгрузку — с помощью шнека. Емкость и размеры бункеров
зависят от количества и объема ингредиентов, подлежащих хра-
нению.
Жидкие мягчители (вазелиновое масло, велосит, дибутилфта-
лат) хранят в баках, эти мягчители можно легко транспортировать
по трубопроводам и дозировать с помощью мерных бачков и авто-
матических весов.
Легкоплавкие мягчители при нагревании также могут быть пе-
реведены в жидкое состояние и храниться в обогреваемых баках,
снабженных теплоизоляцией. Для их транспортирования нужны
обогреваемые трубопроводы, а для дозирования автоматические
весы или мерные бачки с рубашками для обогрева. Для предотвра-
щения коксования мазута и гудрона для нагрева емкостей и трубо-
проводов не следует применять пар давлением выше 0,2—0,3 МПа
(2—3 кгс/см3), а трубопроводы следует устанавливать в виде коль-
цевой замкнутой системы с принудительной циркуляцией в них
мягчителя с помощью насоса. Циркуляция, ввиду хорошего тепло-
обмена, предотвращает забивание трубопроводов застывшим мяг-
чителем.
В настоящее время применяется ручная и автоматическая раз-
веска каучуков и ингредиентов. Ручную развеску применяют на
старых заводах, а также на заводах, выпускающих большой ассор-
тимент резиновых смесей в небольшом количестве.
Ручная развеска бывает централизованная и децентрализован-
ная. Централизованную развеску производят на специальном уча-
стке развески, оборудованном ленточными и подвесными конвей-
ерами для подачи ингредиентов к резиносмесителям. Развеску
производят на циферблатных и чашечных весах. Вдоль линии бун-
керов устанавливают ленточный транспортер или подвесной кон-
вейер. Комплекты навесок с паспортом подают подвесным кон-
вейером или другим видом транспорта на участок смешения. Тех-
нический углерод развешивают отдельно от светлых ингредиентов.
При децентрализованной развеске ингредиенты развешивают
около загрузочной воронки резиносмесителя. Жидкие мягчители
обычно дозируют по объему и подают из обогреваемых баков по
трубопроводам. После развески ингредиенты подают непосред-
ственно в загрузочную воронку резиносмесителя или на питатель-
ный ленточный транспортер.
Более производительной является автоматическая развеска,
позволяющая механизировать процесс смешения, а также в значи-
тельной мере уменьшить запыленность помещения цеха, уменьшить
потери ингредиентов и сократить число рабочих, занятых на этой
операции. При автоматической децентрализованной развеске бун-
кера с ингредиентами располагаются над резиносмесителями; при
этом подача ингредиентов в резиносмеситель может производиться
297
по трубам и рукавам самотеком, а в промежуточные и расход-
ные бункера — шнеками, ленточными и скребковыми транспорте-
рами. Из расходных бункеров и емкостей ингредиенты поступают
на автоматические весы, а затем по трубопроводам или с помощью
ленточного транспортера подаются в резиносмеситель. Для авто-
матической развески порошкообразных ингредиентов, а также жид-
ких и расплавленных мягчителей применяют автоматические весы.
Автоматическая развеска таких материалов, как каучук, маточ-
ные смеси, может быть затруднена ввиду возможного слипания их
при хранении в измельченном (гранулированном) виде. Для гра-
нуляции каучуков [НК, СК(М)С] и маточных смесей необходимы
мощные червячные прессы с размельчительной головкой (грануля-
торы) .
Бункера для хранения подобных гранулированных материалов
имеют специальное устройство. На рис. 24.1 показан многосекцион-
ный бункер с видвижными днищами для хранения гранулирован-
ных каучуков и резиновых маточных смесей. После заполнения
верхней секции бункера днище этой секции автоматически откры-
вается и гранулы пересыпаются в секцию, расположенную ниже.
Благодаря непрерывному пересыпанию гранул из одной секции
в другую они не слипаются. Общую емкость бункера определяют
суммарной емкостью отдельных секций, расположенных друг над
другом.
Транспортирование гранулированных материалов производят с
помощью пневмотранспортеров, работающих под вакуумом или
давлением. Пневмотранспортер, эксплуатирующийся под вакуумом,
более гигиеничен, так как не вызывает пыления материалов и,
кроме того, он надежнее в работе. Некоторые каучуки, рубракс и
другие подобные материалы, слипающиеся при гранулировании,
хранении и транспортировании, развешивают на полуавтоматиче-
ских весах с ленточным транспортером или вручную. Ингредиенты,
расходуемые в небольших количествах, целесообразно развешивать
на упаковочных автоматах типа АУ-3, обеспечивающих развеску в
полиэтиленовые пакеты по 0,2—5 кг.
Для развески применяют автоматические весы разной кон-
струкции.
Установка весов на отвешивание определенной навески произ-
водится с помощью передвижных разновесов. Некоторые автомати-
ческие весы имеют автоматический регулятор числа отвесов (от 1
до 3). Продолжительность одного взвешивания составляет для
разных материалов от 25 до 70 с, а продолжительность подачи от-
вешенного материала к резиносмесиТелю — 30—35 с. Поэтому для
бесперебойной работы резиносмесителя компоненты резиновой сме-
си должны отвешиваться заранее с некоторым опережением, регу-
лируемым автоматически. Для обеспечения полной разгрузки
бункера и бункерные весы для технического углерода и других
ингредиентов снабжают электрическими вибраторами. На рис. 24.2
показано устройство порционных автоматических весов.
298
I
Рис. 24.1. Многосекционный бункер для хранения гранул каучуков и резиновых
маточных смесей:
J —секция; 2 —выдвижное дио секции; 3 —вибрационный питатель: 4—течка или весовой ковш;
5—приемник гранул.
Рис. 24.2. Устройство порционных автоматических весов:
J, 4—питающий и весовой бункер с транспортерами; 2 — станина; 3— система весовых рычагов;
5—приемный бункер.
Для дозирования жидких мягчителей применяют также авто-
матические весы. Все автоматические весы управляются со специ-
ального пульта. Существует полуавтоматическое и автоматическое
управление процессом развески. При полуавтоматическом управле-
нии рабочий, нажимая кнопки в определенной последовательности,
приводит в действие автоматические весы, транспортеры, произво-
дит открывание и закрывание затворов резиносмесителя. Выполне-
ние операции контролируется по зажиганию лампочек на пульте
управления.
При автоматическом управлении все перечисленные операции
последовательно совершаются с помощью системы автоматической
развески и командного прибора. При этом рабочий должен только
нажать на кнопку при пуске системы, все дальнейшие операции
производятся автоматически. Невыполнение одной какой-нибудь
операции из-за неисправности останавливает весь цикл развески.
Сложность автоматизации развески в резиновой промышлен-
ности состоит в многообразии применяемых материалов, в частом
изменении навесок в связи с переходом от изготовления смесей од-
ного рецепта к изготовлению смесей другого рецепта. Поэтому в
последнее время практикуется дистанционная настройка весов и
автоматическое программирование процесса взвешивания при по-
мощи перфорированных карт. Для каждого рецепта смеси изготов-
ляется своя перфокарта. Перфорированная карта представляет со-
бой картонный бланк стандартного размера с отпечатанными на
нем рядами цифр от 0 до 9. В определенном порядке в соответ-
ствующих рядах цифр на бланке пробивают отверстия для про-
граммирования процесса взвешивания для всей группы весов,
299
обслуживающих резиносмеситель. Полученную перфокарту поме-
щают в кассету считывающего устройства (дешифратор), в кото-
ром через пробитые отверстия производится замыкание элементов
электрической схемы управления процессом развески. При пере-
ходе на изготовление новой смеси в кассету дешифратора поме-
щают соответствующую этой смеси перфокарту. Системы взвеши-
вания и автоматического управления процессом смешения сблоки-
рованы между собой, благодаря этому достигается синхронизация
процессов развески и смешения.
Автоматическая развеска может быть надежной только в случае
применения сухих и высокодисперсных материалов в гранулирован-
ном виде.
24.3. СМЕШЕНИЕ НА ВАЛЬЦАХ
Смесительные вальцы, несмотря на их недостатки (относитель-
ную опасность работы, небольшую производительность и тяжелые
условия труда) применяют для изготовления некоторых резиновых
смесей, особенно на заводах, потребляющих резиновые смеси в
сравнительно небольших количествах, но в большом ассортименте.
Вальцы целесообразно использовать при изготовлении резиновых
смесей на основе жестких бутадиен-нитрильных каучуков, которые
требуют при обработке значительной затраты энергии и сильно ра-
зогреваются. Целесообразно изготовление на вальцах маточных и
клеевых резиновых смесей. Маточные смеси ускорителей, которые
расходуются в небольшом количестве, также удобнее изготавли-
вать на вальцах. Скомплектованные навески каучука и ингредиен-
тов подают к вальцам с помощью подвесных конвейеров или на те-
лежках.
Процесс смешения на вальцах можно подразделить условно на
три стадии: 1) подготовка каучука для смешения («роспуск» кау-
чука); 2) введение ингредиентов; 3) перемешивание резиновой сме-
си и срезка ее.
После пуска вальцов между валками устанавливают необходи-
мый зазор, затем на вальцы загружают каучук и проводят его ме-
ханическую обработку. Натуральный, хлоропреновый и бутилкау-
чук при этом заметно размягчаются и становятся более пластич-
ными, что облегчает их равномерное распределение на поверхности
переднего рабочего валка и последующее смешение. Натрий-бута-
диеновые и бутадиен-стирольные каучуки размягчаются в меньшей
степени, однако и они постепенно распределяются равномерным
слоем на поверхности рабочего валка. Если резиновая смесь содер-
жит два разных каучука или каучук, и регенерат, то сначала про-
изводят их смешение. Продолжительность такой предварительной
обработки каучука зависит от вида каучука и его количества и
составляет, например, для «роспуска» натрий-бутадиенового кау-
чука 1—3 мин, натурального — 3—4 мин, бутадиен-нитрильного—
6—8 мин.
300
Когда каучук равномерно распределится на поверхности валка,
приступают к загрузке ингредиентов. Вводят их в определенной за-
данной последовательности, при этом некоторые из них могут за-
гружаться одновременно. На первой стадии и в процессе введения
ингредиентов, перед загрузкой очередного ингредиента, резиновую
смесь перемешивают путем частичной срезки ее с валков. Ингре-
диенты загружают на передний валок ближе к зазору, равномерно
распределяя их по длине валка. Ингредиенты, проваливающиеся
на противень, собирают в совок и снова загружают в зазор.
По мере загрузки ингредиентов зазор постепенно увеличивают
для поддержания нормального запаса, так как объем резиновой
смеси на вальцах увеличивается по мере введения ингредиентов.
Особенно тщательное перемешивание резиновой смеси произво-
дят на последней третьей стадии, перед ее срезкой с валков валь-
цов. Резиновую смесь срезают с переднего вращающегося валка
вальцов вручную в виде отдельных листов размером 0,8—1,0 м2,
толщиной 8—12 мм или механически с помощью двух ножей, ка-
сающихся поверхности переднего валка, в виде ленты шириной
0,6—0,7 м. Листы маркируют, при этом специальным карандашом
указывают смену, номер вальцов, очередной номер заправки и
шифр смеси.
Полученные листы в зависимости от состава и назначения ре-
зиновой смеси охлаждают на стеллажах и вешалках или водой,
содержащей антиадгезионные добавки. В последнем случае для ох-
лаждения также используют различные устройства: цепные подвес-
ные конвейеры с крюками для листов резиновой смеси, охладитель-
ные камеры с вешалками на поворачивающемся вертикальном валу
или охладительные ванны с транспортером для охлаждения ленты
резиновой смеси, непрерывно срезаемой с валка вальцов. При ох-
лаждении в ваннах и камерах применяют каолиновую суспензию
или другой состав, содержащий силиконовое масло и другие компо-
ненты, что позволяет отказаться от использования прокладочной
ткани при укладке листов резиновой смеси. Резиновые смеси в
виде листов после охлаждения хранят на платформах или стелла-
жах.
24.3.1. Факторы, влияющие на процесс смешения на врльцах
На процесс смешения на вальцах влияют различные технологи-
ческие факторы: общая навеска резиновой смеси, обрабатываемой
на вальцах, порядок загрузки ингредиентов, продолжительность
смешения, температура смешения, зазор между валками, интенсив-
ность перемешивания, а также факторы, зависящие от конструкции
вальцов, в том числе фрикция, частота вращения валков и их диа-
метр.
Величина навески резиновой смеси. Объем резиновой смеси дол-
жен соответствовать оптимальной емкости загрузки оборудования,
как и при пластикации натурального каучука.
301
При использовании жестких, трудно обрабатываемых каучуков
для устранения перегрузки мотора и обеспечения возможно более
низкой температуры емкость загрузки вальцов должна быть мень-
ше, чем при обработке смесей на основе СКБ, СКС, СКИ и нату-
рального каучука. Так, при изготовлении смесей на основе СКН
емкость загрузки составляет 40—50%, а на основе наирита — 60—
70% от емкости загрузки вальцов при изготовлении смесей на ос-
нове СКИ и натурального каучука.
Порядок загрузки ингредиентов. На однородность резиновой
смеси и на продолжительность смешения влияет порядок введения
ингредиентов, который, в свою очередь, зависит от состава резино-
вой смеси, типа каучука, числа ингредиентов, входящих в состав
смеси, и их свойств.
Существуют следующие правила введения ингредиентов:
1) Серу и ускорители вводят в резиновую смесь раздельно, при-
чем ускоритель вводят, как правило, в начале процесса, а серу —
в конце. Такой порядок значительно уменьшает возможность преж-
девременной вулканизации резиновой смеси.
При изготовлении эбонитовых смесей серу вводят в начале про-
цесса, так как из-за большого ее количества требуется значитель-
ное время для введения в смесь. Ускорители в эбонитовые смеси
вводят в конце процесса. Опасность преждевременной вулканиза-
ции эбонитовых смесей меньше, чем резиновых, ввиду применения
главным образом ускорителей вулканизации невысокой активности.
2) Ускорители вулканизации, противостарители, активаторы и
диспергаторы вводят в резиновую смесь в начале процесса смеше-
ния для более равномерного их распределения в резиновой смеси;
эти ингредиенты применяют в небольших количествах и они оказы-
вают очень сильное влияние на свойства вулканизатов. Дисперга-
торы (жирные кислоты) способствуют равномерному распределе-
нию в резиновой смеси технического углерода, активаторов и уско-
рителей.
3) При необходимости введения нескольких типов технического
углерода вначале вводят мягкие сорта технического углерода
(ПМ-15, Т-10), а затем жесткие (ДГ-100, ДМГ-80); при такой
последовательности уменьшается комкование жестких сортов тех-
нического углерода и обеспечивается лучшее их распределение
(диспергирование) в резиновой смеси.
4) Жидкие мягчители при изготовлении резиновых смесей на
основе маслонаполненных бутадиен-метилстирольных и других мяг-
ких каучуков (СКИ-3, пластикат натурального каучука и др.) вво-
дят в резиновую смесь после загрузки технического углерода, так
как это способствует повышению напряжения сдвига при введении
технического углерода и лучшему его распределению. Жидкие мяг-
чители добавляют в резиновую смесь постепенно, в несколько
приемов.
5) Наполнители при большом их количестве вводят в несколько
приемов
302
Равномерное распределение ингредиентов в резиновой смеси в
ряде случаев затрудняется вследствие образования агломератов
некоторых ингредиентов, что приводит к резкому снижению одно-
родности резиновой смеси. В результате агломерации или комко-
вания ингредиентов уменьшается поверхность их контакта с каучу-
ком, что обычно ухудшает физико-механические свойства вулкани-
затов.
Легко комкуется технический углерод ДГ-100, ДМГ-80 (каналь-
ная, антраценовая сажи) и оксид цинка; они значительно лучше
распределяются в жесткой резиновой смеси с низкой пластич-
ностью. Поэтому их следует вводить (если они предусмотрены ре-
цептурой) после введения мягких сортов технического углерода,
которые не комкуются, но заметно повышают жесткость смеси. По
той же причине не следует вводить в резиновую смесь перед тех-
ническим углеродом большое количество мягчителей, значительно
повышающих пластичность резиновой смеси. При наличии в смеси
большого количества жидких мягчителей вводить их следует осто-
рожно, загружая постепенно небольшими порциями. В противном
случае при большом количестве мягчителей загрязняются вальцы
(стрелы, противень), увеличиваются потери мягчителя, резиновая
смесь может отставать от валка в виде отдельных несвязанных
кусков. Все это значительно затрудняет процесс смешения и при-
водит к увеличению его продолжительности.
Для облегчения процесса смешения и лучшего распределения
ингредиентов некоторые мягчители, ускорители, а иногда и серу
вводят в виде маточных смесей и паст. Маточные смеси представ-
ляют собой смеси, содержащие каучук и повышенное количество
какого-либо ингредиента; чаще всего применяют ускорительные ма-
точные смеси, которые готовят на вальцах.
Пасты готовят в пастомешалках (типа клеемешалок); они со-
держат кроме основного ингредиента какой-либо другой ингре-
диент, служащий в пасте в качестве связующего материала или
наполнителя, если основной ингредиент является связующей со-
ставной частью. Применяются ускорительные пасты, например,
каптаксная паста на основе жирных кислот с цинковыми белилами,
сульфенамидная паста с каолином, паста ДФГ с парафином, а
также паста жидких жирных кислот с цинковыми белилами; ис-
пользуют также ускорители в виде пасты на основе мазута. При
применении паст и маточных смесей не только облегчается процесс
смешения, но снижаются потери ингредиентов.
Продолжительность смешения. Эта величина зависит от типа
каучука, количества и природы ингредиентов. Чем больше напол-
нителей и других ингредиентов содержится в резиновой смеси, тем
больше времени требуется для ее изготовления. Продолжитель-
ность смешения подбирают опытным путем; правильность подбора
проверяют по однородности резиновой смеси, определяемой лабо-
раторными методами. Продолжительность смешения изменяется в
интервале 20—40 мин. Увеличение ее не всегда способствует улуч-
зоз
шению качества резиновой смеси. Так, резиновые смеси на основе
натурального каучука при продолжительном смешении могут быть
перевальцованы, при этом они становятся очень пластичными и
липкими, а физико-механические свойства их вулканизатов ухуд-
шаются. Резиновые смеси на основе наирита от продолжительного
смешения перегреваются и прилипают к валкам, при этом на-
рушаются нормальные условия обработки резиновой смеси. Пе-
регрев резиновой смеси вследствие продолжительного смешения
может вызвать преждевременную вулканизацию, особенно при на-
личии ускорителей с низкой критической температурой дей-
ствия.
Температура смешения. Температура смешения на вальцах
обычно характеризуется температурой поверхности валков и в
большинстве случаев не превышает 60—65°C. В конце процесса
смешения температура резиновой смеси бывает выше температуры
поверхности валков. При изготовлении резиновых смесей на ос-
нове наирита температура поверхности валков должна быть зна-
чительно ниже, в противном случае резиновая смесь сильно при-
липает к поверхности валков, так что срезать ее становится до-
вольно трудно, а иногда и невозможно. Сильно прилипают к го-
рячим валкам также и пластичные смеси на основе натурального
каучука. Резиновые смеси на основе бутилкаучука с высокой вяз-
костью целесообразно изготовлять при повышенной температуре
порядка 60—85 °C, так как при этом эластичность каучука умень-
шается, пластичность увеличивается и обработка его облегчается.
Такая температура смешения не опасна с точки зрения прежде-
временной вулканизации, к которой бутилкаучук не склонен
вследствие низкой непредельности. При обработке жестких, труд-
нообрабатываемых каучуков для понижения температуры смеше-
ния приходится уменьшать навеску смеси; при этом уменьшается
расход электроэнергии, уменьшается толщина резинового слоя,
покрывающего валок, и тем самым улучшаются условия охлаж-
дения валков и резиновой смеси.
Процесс смешения происходит более эффективно, когда резино-
вая смесь находится на переднем рабочем валке, так как при этом
значительно усиливается интенсивность механической обработки
резиновой смеси, находящейся в запасе и проходящей через зазор.
Для того чтобы резиновая смесь не переходила на задний валок
вальцов, необходимо поддерживать определенную температуру пе-
реднего и заднего валков вальцов. При обработке резиновых сме-
сей на основе натурального каучука температура поверхности пе-
реднего валка (55—60 °C) должна быть выше температуры заднего
валка (50—55°C), так как адгезия натурального каучука выше к
более нагретой поверхности.
Резиновые смеси на основе СКВ, СК(М)С, как правило, легче
удерживаются на менее нагретой поверхности; поэтому поверхность
переднего валка при обработке этих смесей должна иметь темпе-
ратуру 50—55 °C, а поверхность заднего валка 60—65 °C. Темпера-
304
тура смешения при изготовлении резиновых смесей на основе син-
тетических каучуков зависит от типа и пластичности каучука, при-
роды и содержания наполнителей и мягчителей и от ряда других
причин; поэтому температурный режим изготовления резиновых
смесей должен устанавливаться опытным путем.
Зазор между валками. Величина зазора зависит от навески ре-
зиновой смеси. Чем меньше навеска резиновой смеси, тем меньше
может быть зазор и меньше продолжительность смешения. В за-
зоре должен быть всегда определенный, находящийся в постоян-
ном движении запас (нормальный запас) резиновой смеси; по ме-
ре введения ингредиентов объем резиновой смеси, находящейся на
вальцах, увеличивается, поэтому зазор между валками приходит-
ся также увеличивать, сохраняя при этом примерно постоянную
величину запаса.
Изменяющийся в процессе смешения зазор характеризуют мак-
симальной величиной, которая устанавливается в конце процесса
при срезании листа. Ввиду того, что непосредственное измерение
зазора весьма затруднительно, обычно его характеризуют толщи-
ной листа срезаемой смеси.
Интенсивность перемешивания резиновой смеси. В процессе
смешения на вальцах весьма важным фактором является интен-
сивность перемешивания резиновой смеси. Чем чаще подрезают ре-
зиновую смесь и перемешивают ее, тем быстрее достигается равно-
мерное распределение в ней ингредиентов. Для лучшего переме-
шивания резиновой смеси иногда пользуются специальными прие-
мами: сворачивают срезанную часть резиновой смеси в рулон или
треугольник на поверхности вращающегося переднего валка, а за-
тем пропускают торцом через зазор; иногда пропускают резиновую
смесь «на тонкую» при поджатых валках вальцов. Обычно пере-
мешивание достигается частичной подрезкой резиновой смеси на
переднем валке вальцов вручную или механическим ножом, пере-
мещаемым вдоль валка. Срезанный край резиновой смеси свали-
вается на противень, а затем снова затягивается в зазор оставшей-
ся на валке смесью.
24.3.2. Режим смешения на вальцах
В зависимости от состава резиновой смеси и применяемого
оборудования устанавливают наиболее благоприятный режим сме-
шения, т. е. наиболее благоприятные условия процесса, обеспечи-
вающие хорошее качество резиновой смеси и достаточно высокую
производительность оборудования в соответствии с технологиче-
ской картой. При точном соблюдении режима смешения достига-
ется высокое качество, однородность и постоянство технологических
свойств резиновой смеси и физико-механических показателей ее
вулканизатов.
Ниже приводится пример записи режима смешения в техноло-
гической карте.
305
Время начала
Продолжи- операции с
Операция тельность момента за-
операции, мин грузки каучу-
ка, мин
«Роспуск» каучука . 2 0
Введение ингредиентов стеариновой кислоты и пара- фина 3 2
неозона Д, ускорителя и актива- тора 3 5
технического углерода ПМ-ЗОВ (форсуночной сажи) 5 8
технического углерода ДГ-100 (га- зовой сажи) 6 13
мазута 3 19
серы 2 22
Перемешивание 3 24
Общая продолжительность смешения 27 Температура валков: переднего 50—55 е мин. С, заднего 60-65 °C.
Толщина листа при срезании 8—10 мм.
В технологической карте указывается порядок введения ингре-
диентов, продолжительность отдельных операций, время начала
загрузки отдельных ингредиентов (мин), считая с момента за-
грузки каучука, общая продолжительность смешения, температура
валков и величина зазора по толщине листа (мм).
Для смешения в заводской практике применяются вальцы с
фрикцией 1 : 1,08 и 1:1,17. При таком соотношении окружных ско-
ростей вращения валков обеспечивается хорошее втирание ингре-
диентов в резиновую смесь. Более высокая фрикция вызывает
повышенное теплообразование при обработке резиновой смеси и
значительное просыпание ингредиентов через зазор на противень
вальцов, что затрудняет работу.
Фрикция, частота вращения и размеры валков влияют на усло-
вия охлаждения резиновой смеси и интенсивность ее обработки,
поэтому нельзя механически переносить режим смешения, уста-
новленный для вальцов определенного размера, на вальцы другого
размера и с другой характеристикой. Особенно велико различие
в условиях обработки резиновой смеси на лабораторных и произ-
водственных вальцах.
24.4. СМЕШЕНИЕ В РЕЗИНОСМЕСИТЕЛЯХ
В основном резиновые смеси на современных заводах готовят
в резиносмесителях. Резиносмесители имеют преимущества перед
вальцами и характеризуются 1) более высокой производительно-
стью; 2) лучшими условиями труда и безопасностью работы;
3) большими возможностями автоматизации процесса смешения;
4) меньшим расходом электроэнергии (примерно на 15—20%).
Процесс обработки смеси в резиносмесителе можно проводить
в одну или две стадии.
306
24.4.1. Одностадийный процесс смешения
Резиновую смесь выгружают из резиносмесителей в виде бес-
форменных больших кусков. Для листования резиновой смеси, т. е.
для придания ей формы листа, благодаря чему облегчаются охлаж-
дение и укладка резиновых смесей, служат вальцы. Поэтому рези-
носмесители всегда работают в одном агрегате с вальцами.
Порядок смешения в резиносмесителях типа РС-250-20 следую-
щий. Сначала при закрытом нижнем затворе в него загружают
каучуки, регенерат, маточные смеси, твердые мягчители, затем
через определенный промежуток времени в 2—4 приема загружают
порошкообразные ингредиенты и остальные мягчители. После
очередной загрузки верхний затвор каждый раз закрывают. По
истечении установленного времени открывают нижний затвор и
резиновую смесь выгружают на вальцы с помощью ленточного
транспортера или по наклонному желобу.
Вальцы, работающие в агрегате с резиносмесителем, устанав-
ливают рядом с ним или под ним. В последнем случае резиносме-
сители монтируют на специальной площадке.
На вальцах резиновая смесь охлаждается, поэтому серу и не-
которые ускорители обычно вводят в резиновую смесь на вальцах.
При этом возможность преждевременной вулканизации резиновой
смеси значительно уменьшается. Кроме того, дополнительная
обработка резиновой смеси на вальцах повышает ее однород-
ность.
В агрегате с резиносмесителем РС-250-20 завода «Большевик»
устанавливают обычно вальцы размером 2130 X 660 X 660 мм
<84").
В связи с тем, что емкость загрузки резиносмесителя значи-
тельно больше оптимальной емкости загрузки вальцов, при введе-
нии серы в резиновую смесь создаются определенные трудности.
На практике выработан следующий способ введения серы. После
приемки резиновой смеси на вальцы около 2/3 ее срезают на про-
тивень, а в оставшуюся часть смеси вводят серу. Затем ранее сре-
занную часть смеси загружают на вальцы и всю смесь тща-
тельно перемешивают. Введение серы при этом происходит зна-
чительно быстрее и она равномернее распределяется в резиновой
смеси.
По окончании процесса смешения резиновую смесь срезают с
вальцов в виде листов толщиной 8—10 мм и охлаждают. Такой
процесс смешения называют одностадийным.
24.4.2. Факторы, влияющие на процесс смешения
в резиносмесителе
На процесс смешения в резиносмесителях оказывают влияние
следующие факторы: навеска резиновой смеси; порядок загрузки ин-
гредиентов; продолжительность смешения; температура смешения;
307
давление верхнего затвора; частота вращения валков (рото-
ров) резиносмесителя.
Величина навески резиновой смеси. Объем навески (заправки)
резиновой смеси, получаемой за один цикл смешения, должен быть
равен емкости загрузки смесительной камеры; последняя прежде
всего зависит от свободного объема смесительной камеры. Кроме
того, емкость загрузки смесительной камеры резиносмесителя, а,
следовательно, и объем смеси, получаемой за один цикл смешения,
зависит от состава резиновой смеси и типа каучука. Более высокая
емкость загрузки допускается для более мягких и пластичных ре-
зиновых смесей.
Объем обрабатываемой резиновой смеси по мере загрузки ин-
гредиентов увеличивается в течение цикла смешения и в каждый
данный момент зависит от порядка загрузки ингредиентов. Макси-
мальный объем резиновой смеси при смешении в резиносмесителе
РС-250 составляет 140—165 л.
Напряжение сдвига и потребляемая энергия при смешении
зависят не только от вязкости каучука и резиновой смеси, но
также и от объема смеси, перемещаемой гребнями (лопастями)
ротора, поэтому увеличение объема обрабатываемой резино-
вой смеси (емкости загрузки оборудования) до определенного
предела приводит к повышению качества и интенсивности сме-
шения.
Порядок загрузки ингредиентов. При изготовлении резиновых
смесей в одну стадию на основе каучуков, имеющих повышенную
жесткость, возникает опасность значительного разогревания рези-
новой смеси и et подвулканизации, поэтому ингредиенты загру-
жают постепенно в 4—5 приемов: сначала — каучуки с ингре-
диентами, применяемыми в небольших количествах (противоста-
рители, активаторы, жирные кислоты), затем — технический угле-
род (сажу) и другие наполнители и последними мягчители. Иногда
применяется попеременная или одновременная загрузка наполни-
телей и мягчителей. Однако при одновременной загрузке в смеси-
тельную камеру мягчителей и комкующегося технического угле-
рода (комкующихся саж) ухудшается распределение последних в
резиновой смеси и снижаются физико-механические показатели
резин.
Наполнители и другие порошкообразные ингредиенты, особенно
технический углерод, оксиды цинка и магния, лучше распреде-
ляются в вязкой среде в условиях повышенных напряжений сдвига,
которые пропорциональны потребляемой при смешении энергии в
единицу времени (мощности). Вязкость каучуков и резиновых сме-
сей резко снижается с повышением температуры (степень пониже-
ния вязкости зависит от типа каучука), поэтому для повышения
напряжения сдвига при смешении наполнители и, особенно, техни-
ческий углерод вводят в начале цикла смешения, когда каучук еще
не успел разогреться и сохраняет повышенную вязкость. По этой
же причине мягчители вводят после диспергирования технического
308
углерода. Это особенно важно при изготовлении смесей на основе-
мягких каучуков (маслонаполненного бутадиен-стирольного и бу-
тадиен- метилстирольного, СКИ-3, пластиката натурального каучу-
ка и их комбинаций) с жесткостью по Дефо не выше 11,0—12,ОН
(1100—1200 г).
При введении мягчителей после распределения технического
углерода в резиновой смеси уменьшается степень его агломерации
(комкование), а также улучшаются физико-механические показа-
тели резин. Последние зависят от соотношения длительности сме-
шения технического углерода с каучуком и длительности смешения
мягчителей с каучуком и техническим углеродом. Наилучшие ре-
зультаты получаются при определенном соотношении, которое за-
висит от рецептуры и, прежде всего, от типа каучука и вида
наполнителя.
Еще большее повышение напряжения сдвига при изготовлении
смесей на основе маслонаполненных бутадиен-стирольных и бута-
диен-метилстирольных каучуков и других мягких каучуков дости-
гается при загрузке всех материалов в смесительную камеру, за
исключением серы, в начале цикла и при увеличении объема обра-
батываемой смеси, т. е. при увеличении емкости загрузки оборудо-
вания, о чем уже упоминалось ранее (см. с. 308).
Продолжительность смешения. В резиносмесителях продолжи-
тельность смешения значительно меньше, чем на вальцах, так как.
процесс смешения происходит практически во всем объеме рези-
новой смеси (не только в зазоре между вращающимися валками,
но и между роторами и стенками смесительной камеры). Продол-
жительность цикла смешения зависит от состава резиновой смеси,
вида каучука, объема вводимых ингредиентов, порядка их за-
грузки и, следовательно, интенсивности смешения. С увеличением
содержания технического углерода в резиновой смеси продолжи-
тельность смешения возрастает. При применении резиносмесите-
лей РС-250-20 и РС-250-30 продолжительность смешения состав-
ляет 7—12 и 4—7 мин соответственно.
Наиболее интенсивное перемешивание в резиносмесителе про-
исходит при закрытом верхнем затворе. Поэтому необходимо
стремиться к тому, чтобы продолжительность отдельных операций,
связанных с загрузкой ингредиентов, была минимальной. Практи-
чески при применении передовых методов работы продолжитель-
ность работы смесителя с закрытым верхним затвором составляет
около 70% общей продолжительности смешения.
Увеличение продолжительности смешения способствует улучше-
нию равномерности распределения ингредиентов только до неко-
торого предела, ограниченного уровнем пластичности и темпера-
турой резиновой смеси. Перепластикация натурального каучука
приводит к значительному ухудшению физико-механических,
свойств вулканизатов. Высокая температура при продолжитель-
ном смешении может оказывать неблагоприятное влияние на кау-
чук, вызывая изменение его структуры.
309'
Температура смешения- Температура в резиносмесителе типа
РС-250 выше 135—140 °C оказывает неблагоприятное влияние на
смеси на основе СК(М)С, СКН, вызывая процесс структурирова-
ния каучука и ухудшение технологических свойств резиновой
смеси. Температура смесей, содержащих каптакс или альтакс,
должна быть не выше ПО—125°C, а при наличии тиурама в рези- j
новой смеси температура ее не должна превышать 100—105 °C.
Температура в смесительной камере в процессе смешения не
остается постоянной; при очередном цикле смешения после за-
грузки каучука, имеющего температуру окружающего воздуха, она
понижается до 50—60 °C, а по мере загрузки ингредиентов и
последующей обработки — повышается и к концу процесса обычно
достигает 95—115 °C.
Для обеспечения заданного температурного режима смешения 1
производится интенсивное охлаждение резиносмесителя. Для по-
нижения температуры охлаждающей воды, особенно в южных
климатических зонах с повышенной летней температурой, целе-
сообразно использовать холодильные установки.
Изменение температуры в смесительной камере может быть
записано с помощью самопишущего электронного потенциометра
в виде непрерывной температурной кривой, на которой каждая опе-
рация при очередном цикле смешения находит свое отражение.
При точном соблюдении установленного режима смешения каждая
смесь при изготовлении в резиносмесителе имеет определенную
температурную кривую, по которой можно осуществлять объ-
ективный контроль за правильностью проведения процесса сме- ,
шения.
Установлено, что каждой смеси соответствует определенная
температура, при достижении которой заканчивается процесс сме-
шения. Поэтому иногда окончание процесса смешения определяют
не по истечении определенного времени, а по температуре в смеси-
тельной камере.
Давление верхнего затвора. При достаточном заполнении сме-
сительной камеры большое влияние на процесс смешения оказы-
вает давление верхнего затвора, которое удерживает резиновую
смесь в зоне работы роторов резиносмесителя. Верхний затвор
после закрытия может создавать давление на резиновую смесь
собственным весом, т. е. находиться в «плавающем положении»,
или оказывать усиленное давление за счет давления сжатого воз-
духа в воздушном цилиндре затвора; величина этого давления в
резиносмесителе РС-250-20 может достигать 0,6—0,7 МПа
(6—7 кгс/см2) в пересчете на единицу поверхности затвора, сопри-
касающейся с резиновой смесью. При повышении давления в про-
цессе обработки жестких каучуков до некоторого предела (0,3— *
Ю,4 МПа) улучшается качество смесей и производительность обо-
рудования, одновременно значительно увеличивается трение, что
вызывает заметное повышение температуры смешения и потребляв- 1
310
мой мощности. Дальнейшее повы-
шение давления верхнего затвора
не оказывает влияния на про-
цесс смешения, так как усилие
верхнего затвора, который при
этом доходит до упора, не пе-
редается на смесь, а восприни-
мается конструкцией резиносме-
сителя.
Частота вращения валков (ро-
торов) резиносмесителя. При по-
вышении частоты вращения ро-
торов усиливается перемешива-
ние резиновой смеси и повыша-
ется интенсивность процесса, по-
этому в последнее время для сме-
шения стали применять скорост-
ные резиносмесители.
Увеличение частоты вращения j
жительность цикла смешения (на
Рис. 24.3. Схема обработки смеси*
в камере резиносмесителя:
1 — роторы; 2—стенка смесительной камеры;
3 —верхний затвор; 4~ нижний затвор;
5 —зона эффективной обработки смес»
(серповидное пространство).
оторов вдвое сокращает продол-
30—50%). С возрастанием ско-
рости пропорционально увеличивается мощность привода резино-
смесителя.
Следует также отметить влияние на эффективность смешения
зазора между роторами и стенкой смесительной камеры, который
вследствие износа постепенно увеличивается в процессе эксплуата-
ции. Особенность изготовления смесей в резиносмесителях состоит
в том, что наибольшим деформациям и напряжениям сдвига под-
вергается смесь, находящаяся в серповидном пространстве между
движущимися гребнями роторов и неподвижной стенкой камеры
резиносмесителя (рис. 24.3). Объем этой смеси, перемещающейся
перед гребнями роторов, зависит, в известной мере от величины
зазора между гребнями роторов и стенкой смесительной камеры;
чем больше этот зазор, тем быстрее убывает объем резиновой
смеси перед ротором. Оптимальным является зазор, равный
4,5 мм.
24.4.3. Режимы одностадийного смешения
в резиносмесителе
В соответствии с перечисленными факторами, влияющими на
процесс смешения в резиносмесителе, ниже приводится примерный
режим одностадийного изготовления резиновой смеси для обклад-
ки транспортерных лент на основе маслонаполненного бутадиен-
стирольного и бутадиен-метилстирольного каучуков и изопрено-
вого каучука (СКИ-3) в резиносмесителе РС-250-20, а также ре-
жим последующей обработки на вальцах с размерами валков
2130X660X660 мм.
зи
Операция
Время от
начала ци-
кла сме-
шения, мин
Смешение в резиносмесителе РС-250-20
Загрузка
каучков, мелких навесок ингредиентов, технического
углерода ........................................... О
жидких мягчителей................................... 5
ускорителей вулканизации...................... , 7
Выгрузка................................................ 9
Общая продолжительность цикла смешения 10 мин
Последующая обработка на вальцах 2130X660X660
Подача резиновой смеси на вальцы и четырех-пятикрат-
ный пропуск ее через зазор (для охлаждения) .... 0
Срезание 2/3 смеси до образования малого запаса смеси
на вальцах и введение серы в оставшуюся 1/3 смеси . 2
Загрузка срезанной части резиновой смеси и тщатель-
ное перемешивание.................................... 3
Срезание резиновой смеси ............................. 7
Общая продолжительность обработки на вальцах 9 мин.
Примечание. Емкость загрузки резиносмесителя 155 л. Температура
резиновой смеси при выгрузке из резиносмесителя —не выше 115 °C. Темпера-
тура переднего валка вальцов 60-65 °C, заднего —50-55 °C. Толщина листов при
срезании резины с вальцов —8—10 мм.
Примерный режим изготовления смеси того же типа в резино-
смесителе РС-250-30 с введением серы на агрегате из трех
вальцов размером 2130 X 660 X 660 мм приводится ниже:
Время, с
Операция от начала до конца
операции операции
Смешение в резиносмесителе РС-250-30
Загрузка каучуков, малых навесок ингре-
диентов и закрывание откидной крышки . . 0 25
Загрузка технического углерода................ 15 30
Спускание верхнего затвора.................... 30 36
Подъем верхнего затвора, загрузка ускори-
телей и мягчителей.......................... 100 116
Опускание верхнего затвора................... 116 122
Открывание нижнего затвора и начало вы-
грузки резиновой смеси....................... 210 216
Выгрузка..................................... 216 246
Воздушное охлаждение смесительной ка-
меры ........................................ 246 340
Закрывание нижнего затвора, подъем верх-
него затвора и открывание откидной крыш-
ки .......................................... 340 360
Общая продолжительность цикла смешения 6 мин.
.312
Время от
начала
операции,
мин
Последующая обработка на агрегате из трех вальнов
размером 2130X660X660
Подача смеси на первые вальцы, трехкратный пропуск
через зазор (для охлаждения) и передача 1/3 смеси
на вторые вальцы..................................... 0
Загрузка серы на вторые вальцы, передача оставшейся
смеси с первых вальцов на вторые. Тщательное пере-
мешивание и взятие пробы на анализ..................... 4
Передача смеси на третьи вальцы (после получения
положительных результатов анализа). При непрерыв-
ном перемешивании подача смеси на каландр .... 10
Общая продолжительность обработки смеси на вальцах
15 мин
Примечание. Емкость загрузки резиносмесителя 155 л. Температура
резиновой смеси при выгрузке из резиносмесителя—не выше 115—120 °C. Тем-
пература переднего валка вальцов 60 — 65 °C, заднего 50 —55 °C.
24.4.4. Двухстадийный процесс смешения
Изготовление резиновых смесей, содержащих активный техни-
ческий углерод (активные сажи), на быстроходных резиносмеси-
телях сопровождается сильным разогреванием, что приводит к
снижению вязкости смеси и интенсивности смешения, может при-
вести к нежелательным структурным изменениям каучука и делает
невозможным введение серы в резиновую смесь.
Поэтому был предложен двухстадийный метод смешения с про-
межуточной выдержкой и охлаждением резиновой смеси. Прове-
дение дополнительной второй стадии смешения при достаточно-
низкой температуре способствует лучшему распределению ингре-
диентов в жесткой среде.
На первой стадии смешения в каучук вводят все ингредиенты^
кроме ускорителей и серы. На второй стадии в полученную маточ-
ную смесь вводят серу и ускорители. При двухстадийном смешении
обеспечиваются более равномерное распределение технического
углерода и более высокие показатели износостойкости резин, а так-
же меньший разброс показателей прочности при растяжении.
Весьма эффективно применение на первой стадии смешении
скоростных резиносмесителей с частотой вращения роторов 40 или
даже 50—60 об/мин.
При большой частоте вращения роторов и повышенном давле-
нии на смесь происходит значительное повышение температуры ре-
зиновой смеси (в конце процесса до 140—170°C). Но это не опасно,
так как резиновая смесь не содержит в своем составе серы и уско-
рителя. Кроме того, действие высокой температуры кратковре-
менно (10—15 с) и поэтому не отражается на структуре каучука.
Продолжительность фактической обработки резиновой смеси на
первой стадии смешения составляет 1,5—2,5 мин; на этой стадии
большое значение имеет сокращение времени на загрузку мате-
зп
Зриалов, что достигается механизацией и автоматизацией процесса
и сокращением числа приемов загрузки. При скоростном смешении
на РС-250-40 загрузку материалов в смесительную камеру целе-
сообразно производить в определенной последовательности в один
или два приема с загрузкой жидких мягчителей в середине цикла
смешения.
Высокая температура резиновой смеси и малая продолжитель-
ность цикла смешения в скоростном резиносмесителе на первой
стадии затрудняют последующую обработку резиновой смеси на
вальцах после ее выгрузки из резиносмесителя, поэтому вместо
вальцов применяют мощные шприц-машины с гранулирующей го-
ловкой и диаметром червяка 380/450 мм (грануляторы; с. 368).
Гранулятор имеет большую загрузочную воронку, рассчитан-
ную на прием одной заправки из резиносмесителя. При использо-
вании грануляторов облегчается механизация последующего ох-
лаждения, транспортирования и автоматизация развески маточной
резиновой смеси, полученной на первой стадии смешения, перед
вторым циклом смешения. Гранулированную резиновую смесь ох-
лаждают каолиновой суспензией или другим антиадгезионным со-
ставом на шнековых охладительных устройствах, а затем она под-
вергается сушке и охлаждению в камере или вращающейся бара-
банной сушилке, после чего пневматическим транспортером по-
дается в бункеры для хранения.
Вторая стадия смешения производится в резиносмесителях с
частотой вращения роторов 20 или 30 об/мин, так как при введе-
нии в резиновую смесь серы и ускорителя температура резиновой
смеси не должна подниматься выше 100—110°С. В маточную смесь
на второй стадии вводят небольшое количество ингредиентов; по-
этому фактическая продолжительность смешения, составляющая
2—2,5 мин, достаточна для равномерного распределения в смеси
-серы и ускорителей.
Из резиносмесителя второй стадии смесь подается для оконча-
тгельной обработки на агрегат из трех листовальных вальцов с
размером валков 2130 X 660 X 660 мм или червячную машину с
листующей головкой (рис. 24.4).
С вальцов или из шприп-машины смесь в виде непрерывной
.ленты подают в охладительную ванну. Наиболее эффективна
•охлаждающая установка фестонного типа. Охлажденная лента
автоматически разрезается на отдельные листы и механически
укладывается на платформы. При прямом потоке резиновую смесь,
ite охлаждая, подают для последующей ее обработки на каландр
или в шприц-машину.
Число листовальных вальцов зависит от общей продолжитель-
ности обработки смеси после резиносмесителя.
При прямом потоке на первых вальцах производится дополни-
тельное перемешивание и охлаждение резиновой смеси в течение
2—3 мин, а также отбор пробы для экспресс-анализа. При положи-
тельных результатах экспресс-анализа в смесь на вторых вальцах
314
J — смеситель; 2— листовальные вальцы или шприц-машина с листующей головкой; 3—ваннг
с мыльным раствором; 4—обрызгиватели; 5—охлаждающий транспортер; 6- укладчик;:
7—нож; 8 —поддоны с резиновой смесью.
могут добавляться возвратные отходы резиновой смеси и произво-
диться дополнительное перемешивание в течение 2—5 мин.
С третьих вальцов резиновая смесь в виде непрерывной ленты по-
дается на машину (каландр или червячный пресс). Таким обра-
зом, третьи вальцы при прямом потоке, как правило, выполняют
роль питательных вальцов.
Если продолжительность обработки смеси на каждых вальцах
превышает продолжительность ее обработки в резиносмесителе
(на второй стадии), то применяют два агрегата из трех листо-
вальных вальцов, на которые смесь попеременно подается из ре-
зиносмесителя.
На рис. 24.5 приведена принципиальная технологическая схема
изготовления резиновой смеси в две стадии.
Применение двухстадийного процесса смешения целесообразно
при изготовлении смесей, расходуемых в большом количестве,—
протекторной, брекерной, каркасной смесей шинного производства^
обкладочной смеси для наружной обкладки конвейерных лент,—
так как в этом случае обеспечивается высокая производительность
оборудования вследствие отсутствия непроизводительных потерь
времени, связанных со сменой рецептов и необходимой при этом
чисткой оборудования.
Двухстадийное смешение целесообразно также для изготовле-
ния смесей на основе жестких (например, бутадиен-нитрильных)
каучуков, которые сильно разогреваются при смешении с техни-
ческим углеродом, и смесей с высокоактивными вулканизующими
группами.
Контроль за окончанием процесса смешения в скоростных ре-
зиносмесителях можно производить как по времени, так и по сум-
марной затрате энергии или по температуре смеси. Установлено,
315
что для достижения хорошего качества смешения необходимо за-
тратить для изготовления каждой навески резиновой смеси опре-
деленное количество энергии, которое почти не зависит от условий
смешения. Пропорционально затраченной при смешении энергии
возрастает температура резиновой смеси, поэтому окончание про-
цесса смешения можно контролировать по количеству израсходо-
ванной энергии или по температуре.
24.5. ИНТЕНСИФИКАЦИЯ ПРОЦЕССА СМЕШЕНИЯ
Существуют следующие пути интенсификации процесса смеше-
ния в резиносмесителях: 1) увеличение частоты вращения роторов;
2) применение резиносмесителей с четырехлопастными роторами и
откидным нижним затвором; 3) применение более мощных рези-
носмесителей периодического действия и высокопроизводительных
червячных резиносмесителей непрерывного действия; 4) использо-
вание порошкообразных каучуков.
Первый путь реализован на скоростных резиносмесителях
РС-250-30 и РС-250-40; частота вращения заднего ротора этих
смесителей равна 30 и 40 об/мин соответственно (свободный объем
смесительной камеры 250 л). При дальнейшем увеличении частоты
вращения роторов можно дополнительно сократить цикл смешения,
но для этого потребуется создание быстродействующих систем
развески и загрузки ингредиентов в камеру резиносмесителя.
Четырехлопастные роторы позволяют сократить продолжитель-
ность смешения по сравнению с двухлопастными и увеличить про-
изводительность резиносмесителя на 25—30%, а также уменьшить
удельный расход электроэнергии и затраты на изготовление рези-
новых смесей. Увеличение производительности достигается также
за счет сокращения времени на выгрузку резиновой смеси до
20—25 с (и связанного с этим увеличения продолжительности
эффективной обработки смеси под давлением) путем замены
скользящего нижнего затвора быстродействующим откидным за-
твором.
Применение высокомощных резиносмесителей периодического
действия (объем рабочей камеры около 600 л) на первой стадии
смешения в агрегате с одночервячным резиносмесителем непрерыв-
ного действия типа «Трансфермикс» для переработки смесей после
первой (или второй) стадии смешения может дать существенный
экономический эффект в многотоннажном шинном производстве.
Одностадийный непрерывный процесс смешения на червячном
резиносмесителе непрерывного действия также является экономи-
чески весьма эффективным в условиях шинного производства. Не-
прерывное смешение требует высокой точности и стабильности ра-
боты дозирующих и питающих устройств, обеспечивающих подачу
в смеситель каучука и ингредиентов, а также полной синхрониза-
ции работы смесительных и потребляющих смесь агрегатов.
317
При использовании порошкообразных каучуков появляется воз-
можность значительно уменьшить продолжительность смешения и
энергозатраты, а также улучшить физико-механические свойства,
резин.
24.6. ПРОИЗВОДСТВЕННЫЙ И ЛАБОРАТОРНЫЙ КОНТРОЛЬ
ПРОЦЕССА СМЕШЕНИЯ
Производственный контроль процесса смешения осуществляют
с помощью контрольно-измерительных приборов. При этом контро-
лируют: 1} температуру в смесительной камере резиносмесителя,
температуру поверхности валков вальцов и резиновой смеси на
вальцах; 2) распорное усилие, действующее на валки вальцов и
передаваемое на подшипники переднего валка; 3) время загрузки
ингредиентов и общую продолжительность изготовления резиновой
смеси.
В процессе работы оборудования контролируют давление воз-
духа и охлаждающей воды.
Для контроля температуры в смесительной камере и продолжи-
тельности процесса применяют хромель-копелевую термопару
(ХК) и электронный самопишущий потенциометр ЭПД, предназна-
ченный для непрерывного измерения температуры. Потенциометры
могут быть установлены в отдельном помещении, что исключает
их загрязнение, повышает надежность работы, создает удобство
обслуживания приборов и контроля процесса смешения. Наблю-
дение за работой приборов и контроль за соблюдением про-
цесса смешения производит оператор. Между оператором и
резиносмесильщиком устанавливается двухсторонняя телефонная
связь.
Для каждой резиновой смеси при соблюдении определенного
режима смешения характерна определенная температурная кри-
вая. По температурным кривым осуществляется контроль за соблю-
дением режима смешения. Для этого полученные температурные
кривые сравнивают с эталонными (контрольными) кривыми, за-
фиксированными при строгом соблюдении режима смешения. По
диаграмме может быть установлена продолжительность простоя
оборудования, число циклов смешения по шифрам смесей. Вслед-
ствие недостаточно хорошего омывания конца термопары резино-
вой смесью и большой массы металла металлического кожуха
термопары истинная температура резиновой смеси оказывается на
8—12 °C выше показаний потенциометра.
Температура поверхности валков вальцов периодически контро-
лируется лучковой термопарой с милливольтметром, градуирован-
ным в градусах температуры. Периодический контроль темпера-
туры резиновой смеси может производиться игольчатой термопарой
(рис. 24.6) с милливольтметром.
Распорное усилие, действующее на валки вальцов, контроли-
руется динамометрами (месдозами), которые устанавливают
318
между регулировочными винтами и
подшипниками переднего валка валь-
цов.
Время загрузки ингредиентов и
продолжительность процесса смеше-
ния при ручной загрузке ингредиентов
на вальцы или в резиносмеситель
контролирует рабочий по режимным
часам или с помощью командного
электропневматического прибора
КЭП-12у со световым табло. Эти при-
г ’
Рис. 24.6. Игольчатая термо-
пара:
1 — полая игла; 2 — усиливающая
стальная трубка; 3 — ручка; 4~ком-
пенсационный провод к милливольт-
метру.
боры подают световые сигналы, указывающие на необходимость
очередной загрузки ингредиентов или прекращения процесса сме-
шения.
С помощью КЭП-12у производится автоматическое откры-
вание нижнего затвора резиносмесителя и выгрузка резиновой
смеси.
Электронный потенциометр ЭПД-12 также может быть исполь-
зован для автоматического открывания нижнего затвора при до-
стижении в смесительной камере определенной, заранее установ-
ленной температуры.
Лабораторный контроль процесса смешения имеет большое зна-
чение, так как при этом устраняется попадание в производство
резиновых смесей низкого качества и брак вулканизованных изде-
лий. Нарушение режима смешения, ошибки при взвешивании ин-
гредиентов, ошибочная замена одних ингредиентов или каучуков
другими приводят к различным видам брака резиновых смесей и
вулканизованных резиновых изделий. Наиболее характерными ви-
дами брака резиновых смесей являются следующие: 1) посторон-
ние включения вследствие загрязнения каучуков, ингредиентов или
готовой резиновой смеси из-за небрежного обращения с ними;
2) преждевременная вулканизация резиновой смеси («подгора-
ние») при несоблюдении температурного режима; 3) неоднород-
ность резиновой смеси при недостаточном перемешивании или
нарушении установленного режима смешения; 4) несоответствие
резиновой смеси установленным техническим требованиям (по от-
дельным показателям). Своевременно обнаруженные дефекты ре-
зиновых смесей в некоторых случаях можно исправить дополни-
тельной обработкой.
Для контроля качества смесей проводят такие анализы, которые
не требуют большой затраты времени. Контроль смесей в этом
случае называется ускоренным контролем или экспресс-контрб-
лем. Обычно при лабораторном экспресс-контроле смесей опре-
деляют пластичность резиновой смеси, кольцевой модуль, плот-
ность вулканизатов и для некоторых резиновых смеси — твер-
дость.
Пластичность определяют на сжимающем пластометре ПСМ-2
типа Вильямса. • ‘
319
Твердость контролируют твердомером ТМ-2, а кольцевой мо-
дуль* определяют с помощью специального прибора.
Плотность определяют путем последовательного погружения
образцов резины в растворы хлорида цинка с заранее известными
плотностями, которые отличаются друг от друга на 20 кг/м3
(0,02 г/см3). Для контроля качества от каждой навески резиновой
смеси отбирают пробу (0,3—0,4 кг) из разных листов. Для опре-
деления кольцевого модуля, твердости и плотности готовят об-
разцы в виде колец путем вулканизации в форме на прессе по
предварительно установленному режиму. Вулканизованные об-
разцы испытывают после охлаждения проточной водой.
Для каждой производственной резиновой смеси, изготовленной
при строгом соблюдении режима, заранее устанавливают показа-
тели пластичности, а для ее вулканизатов — показатели кольцевого
модуля, твердости, плотности и допустимые отклонения этих по-
казателей.
При текущем контроле качества резиновых смесей полученные
при испытании показатели сравнивают с контрольными. В произ-
водство допускаются только те смеси, которые имеют показатели,
не выходяхцие за пределы установленных норм. По отклонениям
показателей от заданных при испытании отдельных образцов судят
о равномерности распределения серы, ускорителей и других ингре-
диентов в резиновой смеси.
Несоответствие плотности резиновой смеси установленным нор-
мам указывает на ошибку при взвешивании материалов или на
отсутствие в резиновой смеси некоторых ингредиентов. Значитель-
ные колебания плотности резиновой смеси свидетельствуют о не-
однородности ее, т. е. неравномерности распределения ингре-
диентов.
Пониженный показатель пластичности при контроле качества
резиновой смеси может служить признаком ее подвулканизации
или избытка наполнителей или недостатка мягчителей.
По кольцевому модулю судят о правильности дозировки уско-
рителей, серы и других ингредиентов. Повышенный показатель
кольцевого модуля и пониженная твердость при нормальной плот-
ности указывают на недостаточное содержание ускорителя или
серы или отсутствие активатора в резиновой смеси. Пониженная
против нормы плотность и повышенные пластичность резиновой
смеси и кольцевой модуль являются признаком недостаточного
содержания в ней наполнителей.
В отдельных случаях для контроля качества резиновых смесей,
кроме перечисленных выше показателей, проверяют также неко-
торые показатели вулканизатов резиновых смесей каждой заправки
(смеси, полученной за один цикл смешения): прочность при растя-
* Кольцевой модуль — условный показатель, характеризующий удлинение
вулканизованного резинового кольца, выраженное в условных единицах шкалы
прибора.
320
Жений, условное Напряжение при заданном удлинении, относи-
тельное и остаточное удлинения и др. Продолжительное время,
требуемое для определения этих показателей, приводит к вынуж-
денным перерывам при проведении производственного цикла и
создает необходимость длительного, в течение нескольких десятков
часов, хранения резиновых смесей на промежуточных складах.
При организации прямых потоков в подготовительных цехах и
непосредственной подаче резиновых смесей на шприцевание или
каландрование без промежуточного охлаждения и хранения их,
необходимы ускоренные методы контроля, позволяющие получать
результаты через 2—3 мин. В этих случаях обычно ограничиваются
определением кольцевого модуля и плотности. Вулканизацию об-
разцов при прямом потоке проводят при температуре 190 °C в те-
чение 1—1,5 мин в малогабаритном настольном вулканизационном
прессе. После вулканизации образцы охлаждают в течение 1 мин
в воде.
Вулканизаты резиновых смесей подвергают периодическому
контролю. При этом определяют разрывные характеристики и дру-
гие показатели, наиболее характерные для конкретных условий
применения резиновых изделий, для которых эти резиновые смеси
предназначаются (сопротивление истиранию и старению, масло-
стойкость и др.). Периодичность этих испытаний может быть раз-
личной, например, 1—2 раза в течение смены или суток. Получен-
ные при этом данные позволяют судить о постоянстве в течение
длительного периода свойств резиновых смесей, используемых в
производстве, и соответствии их установленным нормам и до-
пускам.
ГЛАВА 25
КАЛАНДРОВАНИЕ
25.1. ОБЩИЕ СВЕДЕНИЯ
Процесс обработки резиновых смесей и тканей на каландрах
называется каландрованием.
На каландрах производят листование и профилирование рези-
новых смесей для получения листов с гладкой поверхностью илп
с рисунком и профилированных листов с фигурным сечением. На
каландрах также обрабатывают ткани путем их промазки или
обкладки резиновой смесью и сдваивают (дублируют) листы ре-
зиновой смеси и прорезиненной ткани. В соответствии с осущест-
вляемыми на каландрах процессами они получили следующие
названия: 1) листование, 2) профилирование, 3) промазка тканей,
4) обкладка тканей и 5) сдваивание (дублирование).
В зависимости от назначения каландры подразделяют на листо-
вальные, профильные, промазочные (фрикционные), обкладочные
1 1 Зак. 1316
321
и дублировочные. Существуют также универсальные каландры,
на которых можно производить листование, промазку и обкладку
тканей резиновой смесью.
По конструкции каландры принципиально не отличаются друг
от друга. На рис. 25.1 показан универсальный трехвалковый ка-
ландр. Он имеет чугунные валки с зеркально гладкой поверхностью,
которые располагаются один над другим в вертикальной плоскости.
Подшипники среднего валка закреплены в станинах неподвижно,
а подшипники верхнего и нижнего валков могут перемещаться
вверх или вниз с помощью механизма регулировки зазора между
валками. При подаче во внутреннюю полость валков через спе-
циальное уплотняющее устройство пара или охлаждающей воды
они могут нагреваться или охлаждаться.
Соседние валки каландра всегда вращаются в противополож-
ных направлениях (один по часовой стрелке, другой против часо-
вой стрелки). При прохождении резиновой смеси между валками
каландра последние слегка прогибаются, поэтому лист резиновой
смеси, выходящий с каландра, в середине оказывается несколько
толще, чем по краям. Для получения листа одинаковой толщины
валки каландра при изготовлении шлифуют так, чтобы диаметр
средней части валка был на несколько десятых миллиметра боль-
ше диаметра валка по краям его рабочей части. Эта операция
называется бомбировкой валков. Верхний и нижний валки трех-
валковых каландров, выпускаемых заводом «Большевик», имеют
слегка выпуклую бочкообразную поверхность, а средний — цилинд-
рическую. При этом прогиб верхнего валка, воспринимающего
максимальное распорное усилие, в значительной мере компенси-
руется. Компенсация прогиба валков возможна также при смеще-
нии осей цилиндрических валков, в результате чего зазор у краев
рабочей части валков оказывается несколько больше зазора в
средней его части. Такой способ компенсации прогиба применяется
на каландрах с приводом через блок-редуктор.
Валки каландра имеют ограничительные (направляющие)
стрелы, благодаря которым резиновая смесь, подаваемая на ка-
ландр, распределяется не по всей поверхности валка, а только в
средней ее части и не попадает в подшипники.
В последнее время появились трехвалковые каландры с тре-
угольным (угловым) расположением валков, что облегчает питание
каландра резиновой смесью и сокращает его высоту.
Скорость каландрования можно изменять в широких пределах.
При обкладке тканей резиновой смесью скорость прохождения
ткани через зазор в момент заправки составляет 3—5 м/мин; после
заправки каландр переводят на рабочую скорость, достигающую
на обкладочных каландрах 80—90 м/мин. Современные каландры
выпускают с кнопочным управлением.
Каландры оборудуют различными вспомогательными устрой-
ствами, к числу которых относятся: раскаточно-закаточные устрой-
ства, охладительные барабаны для охлаждения каландрованных
11*
323
полуфабрикатов, ширители для расправления и ширения тканей,
кромочные ножи для обрезки краев листа, питательные транспор-
теры и устройства, обеспечивающие равномерную подачу резино-
вой смеси.
Отечественная промышленность выпускает трехвалковые, четы-
рехвалковые, пятивалковые каландры с правым и левым приводом
(ГОСТ 11993—71) следующих размеров* (мм): 3—310—500,
3—500—1250, 3—710—1800. 4—500—1250. 4—710—1800. 4—950—
2800, 5—200—600, 5—250—630.
25.2. ЛИСТОВАНИЕ РЕЗИНОВЫХ СМЕСЕЙ
На каландрах изготавливают листы резиновой смеси различ-
ной длины с заданными толщиной (калибром) и шириной. Листо-
вание резиновых смесей производится путем их термической и
механической обработки на валках каландра, приводящей к ее
пластической деформации. Основная обработка резиновой смеси
на каландре происходит при прохождении ее через зазоры между
валками каландра.
Листование является одним из способов формования резиновой
смеси, который усложняется тем, что резиновая смесь даже в
разогретом пластичном состоянии всегда сохраняет некоторую
эластичность, проявляющуюся в эластическом восстановлении и
усадке после прекращения или при уменьшении действия деформи-
рующих сил. Это затрудняет получение листа установленных раз-
меров, так как величина эластического восстановления каждой
смеси зависит от температуры и пластичности резиновой смеси,
температуры поверхности валков вальцов, скорости каландрования
состава резиновой смеси и условий последующего хранения полу-
фабриката.
Листование резиновых смесей производят на каландрах с тремя,
четырьмя и пятью валками. Обычно валки каландров, образующие
зазор, через который проходит резиновая смесь, имеют одинаковую
частоту вращения. На четырех- и пятивалковых каландрах некото-
рые валки вращаются с фрикцией 1 : 1,1, что позволяет усилить
механическую обработку резиновой смеси в зазоре между валками
и благодаря этому повысить однородность ее по пластичности и
температуре.
На рис. 25.2 показаны схемы движения резиновой смеси при
листовании на каландрах с различным расположением валков.
Перед подачей на каландр резиновую смесь для повышения
пластичности разогревают на подогревательных вальцах. При
прямом потоке ее подают на каландр непосредственно после сме-
шения. Разогрев резиновой смеси необходимо проводить по уста-
новленному режиму так, чтобы поступающая на каландр резиновая
* В обозначении размеров первая цифра указывает на число валков, после-
дующие цифры — диаметр и длину рабочей поверхности соответственно.
324
/I ИГ IV У
Рис. 25.2. Листование резиновых смесей на различных каландрах;
7 —трехвалковом; 11 — четырехвалковом; III, /V —четырехвалковом с выносным валком
К—четырехвалковом с Z-образным расположением валков
Рис. 25.3. Схема непрерывной подачи резино-
вой смеси с питательных вальцов:
I — правая станина вальцов; 2—пластинчатые ножи;
3 —лента резиновой смеси; 4— передний валок;
5—кронштейн.
Рис. 25.4. Схемы непрерывного питания трехвалкового каландра с распределе-
нием резиновой смеси по поверхности валка каландра с помощью качающегося
транспортера (а) или распределительных роликов и дополнительного ленточного
транспортера (б):
/ — питательные вальцы; 2—лента резиновой смеси; 3, 7 —захватывающий и питательный:
ленточные транспортеры; 4 — качающийся загрузочный транспортер; 5—валки каландра;
$—привод качающегося загрузочного транспортера; 8 — распределительные ролики; 9 — за-
грузочный ленточный транспортер; 10—загрузочное приспособление.
Рис. 25.5. Схема листования резиновых смесей на трехвалковом каландре:
/ — ножи для закроя полос резиновой смеси; 2—полоса листованной резиновой смеси;
5 —охлаждающие барабаны; 4 — закаточный транспортер; 5 —рычажное закатывающее устрой-
ство; 6—рулон с прокладочным полотном; 7 —рулон листованной резины с прокладкой.
смесь имела всегда постоянную температуру и пластичность, ока-
зывающие большое влияние на калибр (толщину) листа. Резино-
вые смеси разогревают на вальцах по заданному режиму. Напри-
мер, для вальцов с длиной рабочей части валков 2130 мм навеска
резиновой смеси 120 кг, температура валков при ее разогревании:
переднего 50—55 °C, заднего 60—65 °C; продолжительность обра-
ботки 6 мин, загрузки и срезки резиновой смеси — 2 мин; зазор
между валками по толщине листа 10—12 мм.
На каландрах с большой производительностью обычно приме-
няют механизированную подачу резиновых смесей с помощью пи-
тательных транспортеров и распределительных устройств, обеспечи-
вающих питание каландра резиновой смесью в виде непрерывной
ленты по всей длине зазора. При таком способе питания каландра
достигается непрерывная равномерная подача резиновой смеси с
постоянной температурой и пластичностью. В этом случае кроме
подогревательных вальцов применяют питательные вальцы
(рис. 25.3), с которых резиновую смесь срезают механически двумя
пластинчатыми ножами (см. рис. 25.3) и в виде непрерывной ленты
подают на каландр. На рис. 25.4 приводятся схемы непрерывного
питания трехвалкового каландра. При прямом потоке резиновую
смесь с листовальных вальцов, работающих в агрегате с резино-
смесителем, подают транспортером на питательные вальцы, а за-
тем— на каландр.
На рис. 25.5 приведена схема листования резиновой смеси на
трехвалковом каландре. Резиновую смесь подают в верхний зазор
каландра; пройдя через который она переходит на средний валок
и далее в нижний зазор. Пройдя через нижний зазор, резиновая
смесь переходит на нижний валок, с которого она снимается в виде
непрерывного листа (обычно из-под нижнего валка каландра) и
подается в начале на охладительные барабаны, а затем на зака-
точцое устройство.
Закаточное устройство для закатки тонкой пластины резиновой
смеси состоит из ленточного транспортера, служащего для подачи
листованной пластины на закаточный валик. Валик находится на
транспортере и получает от него вращение. Закатку производят
в тканевую прокладку, которая подается с валика, расположенного
326
рядом. Благодаря тому что закаточный валик получает вращение
от транспортера, закатка происходит с постоянной скоростью, ко-
торая зависит от частоты вращения валков каландра и изменяется
одновременно с ней (привод закаточного транспортера часто осу-
ществляется с помощью цепной передачи от трансмиссионного вала
каландра). При таком способе закатки скорость закатки не зависит
от диаметра валика, который по мере закатки пластины увеличи-
вается; вследствие этого закатка значительно облегчается, так как
устраняется образование складок на листованной резиновой смеси
и вытяжка листа.
Прокладочный материал должен удовлетворять определенным
требованиям: быть чистым, прочным и не иметь ворса. Ширина
прокладочного холста должна на 0,1—0,15 м превышать ширину
полуфабриката и на 2—3 м его длину. Иногда для снижения при-
липания резиновой смеси к прокладке в качестве прокладочного
материала применяют ткани, пропитанные нитролаком.
От прокладочной ткани на поверхности каландрованного листа
остается отпечаток, особенно при закатке в ткань резиновых сме-
сей с высокой пластичностью. Если требуется получить лист с
гладкой поверхностью, например при изготовлении резиновых ни-
тей или резины для передов резиновой обуви, то вместо прокладки
применяют опудривание листов тальком или тонкодисперсным ме-
лом с помощью различных устройств. Валики с листованным полу-
фабрикатом хранят на пирамидах или стойках. При хранении
валика в горизонтальном положении они должны опираться на вы-
ступающие концы металлической штанги, продетой через его от-
верстие. В некоторых случаях после охлаждения каландрованные
резиновые смеси режут на куски, которые затем укладывают в
«книжки» с прокладкой.
Для обеспечения нормального процесса листования и перехода
резиновой смеси с одного валка на другой (как показано на
рис. 25.5) необходимо соблюдать определенный температурный ре-
жим листования; температура валков, расположенных рядом,
должна отличаться на 5—15 °C, резиновая смесь на основе
СКС-ЗОАРКМ легче переходит с более горячего валка на менее
горячий валок, поэтому верхний валок должен иметь более высо-
кую температуру, чем средний, который, в свою очередь, должен
быть более нагрет, чем нижний валок каландра. Поэтому при
обработке резиновой смеси на основе каучука СК-30АРКМ верх-
ний валок каландра должен иметь температуру 90—95 °C, средний
80—85 °C и нижний 70—75 °C. Резиновые смеси на основе нату-
рального каучука и СКИ-3 при обработке лучше удерживаются на
более горячей поверхности валка, так как адгезия их к материалу
поверхности валка возрастает с повышением его температуры. По-
этому верхний валок должен иметь наименее горячую поверхность.
Таким образом, температурный режим листования зависит от со-
става резиновой смеси, в основном от вида каучука, количества
и природы наполнителя и мягчителей. Температурный режим
327
листования, как и других процессов обработки резиновой смеси на
каландрах, устанавливают опытным путем, так как влияние ре-
цептурных факторов на процесс каландрования далеко не всегда
удается предусмотреть.
Для охлаждения листованной резиновой смеси по выходе с
каландра служат охладительные барабаны, охлаждаемые водой.
Тонкий лист резиновой смеси охлаждается, соприкасаясь с по-
верхностью барабанов. При большой толщине лист резиновой
смеси охлаждается в охладительных ваннах с транспортером; про-
ходя через ванну, резиновая смесь погружается в воду или обрыз-
гивается водой из труб с отверстиями.
Охлаждение листованной резиновой смеси необходимо для:
понижения клейкости (повышенная клейкость вызывает при-
липание резиновой смеси к прокладочной ткани);
повышения жесткости и прочности резиновой смеси, что умень-
шает возможность вытяжки и деформации листованной пластины;
предотвращения подвулканизации листованной резиновой смеси
при хранении.
25.2.1. Релаксация напряжения и пластическая деформация
резиновой смеси при листовании.
Усадка каландрованных смесей
Способность резиновых смесей к листованию зависит от их
пластичности и способности к быстрой релаксации напряжения.
Эти свойства зависят от температуры и состава резиновой смеси,
от’вида и содержания в ней каучука, мягчителей и наполнителей.
Чем быстрее происходит релаксация напряжения в сырой рези-
новой смеси, тем меньше величина эластического восстановления.
При этом резиновая смесь, проходящая через зазор, будет
испытывать в основном пластические деформации, и листование
будет происходить достаточно легко. Релаксация напряжения в
резиновой смеси протекает с некоторой скоростью, поэтому для
того чтобы деформация резиновой смеси при листовании превра-
тилась в пластическую деформацию, необходимо определенное
время. При большой величине эластического восстановления рези-
новой смеси и при малой скорости релаксации напряжения время
пребывания резиновой смеси на валках каландра должно быть
большим и соответственно скорость каландрования — малой. При
каландровании резиновых смесей с большим содержанием каучука
для увеличения времени релаксации приходится применять малые
скорости каландрования или каландры с большим числом валков
(четырех- или пятивалковые).
Если продолжительность нахождения резиновой смеси на
каландре при листовании будет мала и релаксация напряжения не
произойдет в достаточной мере, то после выхода с каландра проис-
ходит значительное эластическое восстановление резиновой смеси,
приводящее к увеличению толщины, уменьшению ширины и осо-
328
бенно к уменьшению длины каландрованного листа. Это изменение
размеров каландрованного листа по выходе с каландра, называе-
мое усадкой, затрудняет каландрование.
Усадка происходит без изменения объема резиновой смеси. Так
как усадка происходит постепенно, то для полной усадки иногда
требуется несколько часов или суток; наибольшая усадка проис-
ходит в первый момент по выходе листа с каландра и в основном
заканчивается, когда^температура резиновой смеси достигает тем-
пературы окружающего воздуха. Такую усадку нельзя смешивать
с термической усадкой, связанной с изменением объема и происхо-
дящей при понижении температуры резиновой смеси. Величина
термической усадки резиновой смеси по объему составляет всего
около 3% при охлаждении ее от 70 до 20 °C.
При прохождении резиновой смеси через зазор между вал-
ками молекулы каучука под действием внешних сил распрям-
ляются и располагаются вдоль направления выхода листа с ка-
ландра, вследствие этого молекулярная структура каучука при-
обретает упорядоченный характер. После прекращения действия
внешних сил в результате хаотического движения молекулярных
звеньев происходит разрушение упорядоченной молекулярной
структуры, молекулярные звенья снова располагаются хаотично,
а молекулы каучука принимают свою обычную свернутую форму.
Этим и обусловлена усадка.
Усадка зависит от следующих факторов: 1) состава резиновой
смеси (количества и свойств каучука, наполнителей и мягчителей);
2) температуры резиновой смеси и температуры валков каландра;
3) от скорости каландрования.
Чем больше каучука содержится в резиновой смеси, тем больше
ее усадка; с повышением содержания наполнителей усадка рези-
новой смеси уменьшается. Наименьшей усадкой обладают резино-
вые смеси с высокой пластичностью (0,50—0,60), а также смеси
с большим содержанием наполнителей. Большая усадка (до 80%)
характерна для малонаполненных смесей на основе хлоропрено-
вого каучука (наирита). Смеси с техническим углеродом ПМ-15
(ламповой сажей) обладают меньшей усадкой по сравнению со
смесями, содержащими технический углерод ДГ-100 (газовую
канальную сажу). С повышением температуры резиновой смеси
процесс релаксации напряжений ускоряется, эластическое восста-
новление и усадка резиновой смеси по выходе с каландра умень-
шаются, благодаря чему процесс каландрования облегчается.
25.2.2. Каландровый эффект
При каландрования, особенно при листовании, наблюдается так
называемый каландровый эффект- анизотропия свойств (неодно-
родность) резиновой смеси.
Под влиянием внешних сил ориентированное положение в про-
цессе листования принимают не только молекулы, но и отдельные
329
частицы ингредиентов, имеющие вытянутую или пластинчатую
форму. Вследствие этого резиновая смесь становится анизотроп-
ной, ее механические свойства в значительной степени зависят от
направления приложения внешних сил. Неоднородность механиче-
ских свойств каландрованного листа выражается в том, что
прочность вулканизата в продольном направлении оказывается
больше, а относительное удлинение меньше, чем в-направлении, пер-
пендикулярном к каландрованию. Раздир в продольном направле-
нии происходит легче, чем в перпендикулярном направлении. Неод-
нородность механических свойств приводит к неравномерной
вытяжке и ускоренному износу резиновых изделий.
Каландровый эффект полностью нельзя устранить, но можно
значительно уменьшить, если исключить применение анизотропных
наполнителей, т. е. наполнителей с пластинчатой или вытянутой
(игольчатой) формой частиц (оксид магния, каолин, оксид цинка,
волокнистые наполнители). Кроме того, каландровый эффект зна-
чительно понижается при выполнении следующих технологических
приемов:
1) применении возможно более высоких температур каландро-
вания;
2) выдержке каландрованных полуфабрикатов в свободном
состоянии в течение нескольких часов при температуре 50—60 °C;
3) закатке полуфабрикатов без натяжения.
При продолжительном воздействии повышенных температур
вследствие более интенсивного теплового движения дезориентация
молекулярных звеньев происходит полнее и каландровый эффект
уменьшается.
25.2.3. Регулирование ширины и толщины листа
Для регулирования ширины выпускаемых при листовании по-
луфабрикатов устанавливают кромочные ножи на определенном
расстоянии друг от друга. Пластинчатые и дисковые ножи из
мягкого металла устанавливают с помощью штанги и прижимают
к поверхности нижнего валка каландра грузами или пружиной.
Число кромочных ножей зависит от числа одновременно выпускае-
мых с каландра лент полуфабриката.
Толщину (калибр) листованных полуфабрикатов регулируют
изменением величины зазора между валками. Вследствие усадки
и особенностей обработки смеси в зазоре толщина листа бывает
больше зазора. При регулировании толщины листа одновременно
с изменением величины последнего зазора, считая по ходу резино-
вой смеси, приходится соответственно изменять и величину других
зазоров так, чтобы через все зазоры в единицу времени (1 мин)
проходило одинаковое количество резиновой смеси. В противном
случае в зазорах не будет поддерживаться постоянный «запас»
резиновой смеси,- что необходимо для получения листа заданной
толщины с гладкой ровной поверхностью. «Запас» в нижнем за-
339
зоре трехвалкового каландра будет постепенно увеличиваться или
уменьшаться, пока совсем не исчезнет. При накоплении резиновой
смеси в «запасе» избыток ее не будет захватываться валками и
будет охлаждаться; при исчезновении «запаса» поверхность листа
будет недостаточно гладкой.
25.3. ПРОФИЛИРОВАНИЕ РЕЗИНОВЫХ СМЕСЕЙ
Полуфабрикаты, имеющие форму листа с фигурным сечением
или с рельефным рисунком на поверхности выпускают путем про-
филирования. Профилирование производят на специальных про-
фильных каландрах, снабженных профильным валком с соответ-
ствующей фигурной поверхностью. Таким же способом выпускают
подошвенную пластину (подошвенный ремень )с рельефным рисун-
ком на поверхности, с разной толщиной в различных ее частях.
Принципиально процесс профилирования не отличается от листо-
вания. На рис. 25.6 приведена схема движения резиновой смеси
при профилировании подошвенного ремня в производстве резино-
вой обуви.
25.3,1. Возможные виды брака при листовании
и профилировании
при слишком высокой
При листовании и профилировании возможны следующие виды
брака:
1) преждевременная вулканизация резиновой смеси вследствие
перегрева на вальцах или каландре;
2) пористость и пузыри в результате повышенной влажности
резиновой смеси или отдельных ингредиентов, а также вследствие
захвата резиновой смесью воздуха при слишком большом калибре
листа или при высокой пластичности;
3) образование характерного рельефного узорчатого рисунка —
«елка», при недостаточном разогреве резиновой смеси или при не-
достаточной температуре валков вальцов;
4) сдирание (сдиры) поверхностного слоя резиновой смеси в
результате прилипания ее к валку каландра
температуре валков или большом содержа-
нии мягчителей и наполнителей;
5) неравномерный калибр листа, вслед-
ствие неравномерного разогрева резиновой
смеси и неравномерного питания каландра;
6) несоответствие калибра или ширины
листа заданным размерам из-за недосмот-
ра при обслуживании каландра;
7) складки в результате закатки листа в
мятую прокладочную ткань или без натяже-
ния, а также вследствие прилипания резино-
вой смеси к последнему валку каландра;
Рис. 25.6. Схема листо-
вания (профилирования)
подошвенного ремня:
/ — резиновая смесь; 2—про-
фильный валок.
331
8) наличие различных включений при небрежном хранении ре-
зиновой смеси и загрязненности рабочего места;
9) прилипание листа к прокладочной ткани вследствие тугой
закатки, при повышенной клейкости резиновой смеси, при загряз-
нении прокладки или при нарушении правил хранения и транспор-
тирования валиков (рулонов) с листованной резиновой смесью.
25.4- ПРОМАЗКА ТКАНЕЙ НА КАЛАНДРАХ
Ткани в производстве резиновых изделий применяют для при-
дания им прочности, жесткости, а также с целью утепления. Для
обеспечения прочной связи ткани с резиной ткань предварительно
промазывают резиновой смесью. При этом резиновая смесь запол-
няет все промежутки между нитями и частично проникает между
волокнами, расположенными на-поверхности нити.
Для промазки тканей применяют трехвалковые промазочные
(фрикционные) каландры или универсальные каландры. Трехвал-
ковые промазочные каландры бывают с угловым расположением
валков или с валками, расположенными (один над другим) в вер-
тикальной плоскости. Средний валок каландра вращается с не-
сколько большей скоростью, чем два других (фрикция около
1,0: 1,5).
При прохождении ткани через зазор между валками каландра
происходит втирание в нее пластичной резиновой смеси с помощью
среднего быстро вращающегося валка каландра, покрытого резино-
вой смесью. Во время промазки ткани необходимо, чтобы окруж-
ная скорость среднего валка каландра, несущего резиновую смесь,
превышала скорость движения ткани через каландр.
На рис. 25.7 показаны две принципиальные схемы односторон-
ней промазки ткани (являющиеся элементами схемы двухсторон-
ней промазки). Ткань на каландр подают с раскаточного устройства
в зазор между средним и нижним валками, где она промазы-
вается резиновой смесью. Раскатка ткани обеспечивается натяже-
нием, создаваемым при вращении валков каландра. Валки, вра-
щаясь в направлении, указанном стрелками, стягивают ткань с
Рис. 25.7. Схемы промазки ткани с
правой (а) и левой (б) сторон:
I- 3-ролики для ткани; 4 —направляю
щнй ролик; 5 —валик с прокладочным хол-
стом.
валика раскаточного устройства.
Далее промазанная ткань по-
ступает на закаточное устрой-
ство.
Закаточный валик приводится
во вращение с помощью цепной
передачи от трансмиссионного ва-
ла каландра. Для регулирования
частоты вращения закаточного ва-
лика и создания натяжения тка-
ни при закатке закаточное устрой-
ство снабжено фрикционной пе-
332
Рис. 25.8. Схемы сушки ткани
з вертикальных (а) и горизон-
тальных (б) барабанных су-
шилках:
/ — барабаны; 2—ткань; 3— напра
вляющие ролики
редачей. Диаметр рулона с промазанной тканью при закатке посте-
пенно увеличивается, поэтому угловую скорость вращения зака-
точного валика приходится уменьшать, чтобы предотвратить чрез-
мерное натяжение ткани. Такую регулировку скорости производят
с помощью фрикционной передачи закаточного устройства. При
небольшой плотности ткани резиновая смесь проходит через нее и
выступает на обратной стороне. В этом случае при закатке при-
ходится применять прокладочный холст.
Ткани, имеющие большую толщину, перед промазкой предва-
рительно сушат в барабанных сушилках или на сушильных ка-
ландрах; при этом влажность ткани понижается с 7 до 2—2,5%.
В процессе сушки ткань нагревается и в таком состоянии подается
на каландр. Нагретая ткань всегда промазывается легче, так как
при этом резиновая смесь лучше сохраняет свою пластичность.
Температура поверхности барабанов при сушке не должна превы-
шать 120—130 °C. Температура ткани, подаваемой на каландр после
сушки составляет 50—60°C. Сушилки устанавливают в непосред-
ственной близости к каландру. В связи с тем, что запас просушен-
ной ткани, как правило, не создается, предотвращается подача на
каландр недостаточно просушенной и холодной ткани. На рис. 25.8
показаны схемы движения ткани в барабанной сушилке. Скорость
движения ткани при сушке составляет 25—30 м/мин.
Расход резиновой смеси при промазке зависит от плотности и
толщины ткани и составляет 0,1 —1,0 кг/м2 ткани. Для промазки
тканей применяют резиновые смеси с повышенной пластичностью,
которые легче втираются в ткань.
Скорость прохождения ткани через зазор должна быть меньше
окружной скорости вращения среднего валка каландра. Для этого
необходимо, чтобы угол обхвата тканью нижнего валка был до-
статочно большой. При этом между тканью и валком возни-
кает трение и ткань движется со скоростью нижнего валка ка-
ландра.
333
Рис. 25.9. Линия двухсторонней промазки тканей с использованием двух трех-
валковых каландров:
/—раскаточная стойка; 2, 11, 15—компенсаторы; 3 — сушильные барабаны; 4 — центрирующее
приспособление; 5 — ширительный валик; 6, /2—трехвалковые каландры; 7. 14 — охлаждающие
барабаны; 8—транспортер; 9—рулон прокладочного полотна; 10—рулон ткани, прорезинен-
ной с одной стороны; 13 -калибромер; 16— подвижные каретки для закатки ткани; 17— раска-
точная стойка (применяется при автономной работе каландров)
Температурный режим при промазке тканей устанавливают
опытным путем в зависимости от состава резиновой смеси, вида
ткани и величины фрикции. Температура нижнего валка должна
быть небольшой, но достаточной, чтобы предотвратить охлаждение
ткани и прилипание резиновой смеси при промазке второй стороны
ткани. Причем она должна быть более высокой при промазке
толстых тканей, чем тонких.
Ниже приведен температурный режим при промазке тканей
резиновой смесью на основе каучука СКИ-3:
Валок
верхний . ................ 70—80
средний.................... 80—90
нижний .................. 60—65
В производстве значительно чаще возникает необходимость про-
водить двухстороннюю промазку ткани. Ее осуществляют путем
двухкратного пропускания ткани через каландр. После промазки
правой стороны ткань с закаточного устройства подают снова в
зазор каландра, и промазывают с левой стороны (рис. 25.7). Про-
мазанная с двух сторон ткань закатывается в рулон с прокладоч-
ным холстом на дополнительном закаточном устройстве.
При большом объеме промазанной ткани двухстороннюю про-
мазку иногда выполняют на агрегате, состоящем из двух прома-
зочных каландров, установленных один за другим (рис. 25.9). Про-
334
цесс промазки в этом случае при склейке концов ткани можно
производить непрерывно.
Такой агрегат более производителен, чем два отдельно рабо-
тающих каландра, так как сокращаются непроизводительные за-
траты времени на перезарядку рулонов и заправку тканей.
25.5. ОБКЛАДКА ТКАНЕЙ РЕЗИНОВОЙ СМЕСЬЮ
Сущность процесса обкладки тканей на каландрах состоит в
наложении слоя резиновой смеси на ткань с некоторым давлением
(прессовкой) при прохождении ее через зазор между валками ка-
ландра, вращающимися с одинаковой скоростью. Применяют как
одностороннюю, так и двухстороннюю обкладку тканей. Односто-
роннюю обкладку производят на трехвалковом каландре за один
пропуск. Двухстороннюю обкладку можно проводить на трехвал-
ковом каландре путем последовательного двухкратного пропуска
ткани через зазор между валками или путем однократного про-
пуска ее на четырехвалковом каландре.
Плотные ткани перед обкладкой предварительно промазывают
резиновой смесью на каландре или клеем на клеепромазочной
машине с целью заполнения резиновой смесью промежутков между
нитями ткани и повышения прочности связи резины с тканью. При
промазке резиновая смесь более глубоко проникает в ткань, чем
при обкладке; благодаря этому прочность связи резины с тканью
повышается.
Непрерывную двухстороннюю обкладку можно производить на
агрегате, состоящем из двух последовательно установленных ка-
ландров, или на четырехвалковом каландре. Двухстороннюю об-
кладку ткани на четырехвалковом каландре (рис. 25.10) осу-
ществляют следующим образом. С раскаточного устройства ткань
подается в компенсатор, затем она проходит через барабанную
сушилку, направляющие ролики, ширители и поступает на каландр.
Резиновую смесь подают непрерывно и одновременно в два зазора
(верхний и нижний), поэтому ткань, проходящая через зазор
между верхним и средним валком, одновременно обкладывается
резиновой смесью как сверху, так и снизу. По выходе с каландра
Рис. 25.10. Схема двухсторонней обкладки тканей:
/ — сушильные барабаны: 2— четырехвалковый каландр; <3 - охлаждающие барабаны; 4— зака-
точное устройство; 5 —прокладка.
335
018S ”' 1
16
ткань охлаждается на охладительных барабанах и через компен-
сатор (на схеме не показан) подается на валик закаточного устрой-
ства, где она закатывается вместе с прокладочным холстом.
Сшивание концов ткани на специальной швейной машине или
соединение их путем склейки с вулканизацией места соединения,
а также наличия компенсаторов перед барабанной сушилкой и
перед закаточным устройством обеспечивают непрерывность ра-
боты такого агрегата. Если резиновую смесь подавать только в
верхний зазор четырехвалкового каландра (см. рис. 25.10), то
будет происходить односторонняя обкладка ткани. Но для одно-
сторонней обкладки чаще применяют трехвалковые каландры.
В этом случае ткань, как правило, также как и при промазке, про-
пускают через нижний зазор, а резиновую смесь подают в верхний
зазор, но в отличие от промазки все валки трехвалкового каландра
при обкладке ткани резиновой смесью вращаются с одинаковой
скоростью.
Величину зазоров между валками каландра устанавливают в
зависимости от толщины обрезиненной ткани и толщины обкладки.
Ткани из искусственных и синтетических волокон для повыше-
ния прочности их связи с резиной перед обкладкой обычно пропи-
тывают составами на основе латексов и синтетических смол, что
особенно важно при изготовлении многослойных резинотканевых
изделий; пропитанные ткани просушивают.
Обкладку ткани производят со скоростью 40—60 м/мин (иногда
80—90 м/мин). Температурный режим обкладки ткани на каландре
примерно такой же, как и при листовании, и зависит от состава
резиновой смеси.
Для двухсторонней обкладки тканей наряду с четырехвалко-
выми каландрами с Г-образным расположением валков применяют
более совершенные и быстроходные каландры с S-образным рас-
положением валков (рис. 25.11). Для получения равномерного
калибра ткани с резиновой смесью по всей длине валка эти ка-
ландры имеют приспособление, с помощью которого производится
соответствующий перекос валков. Калибр выдерживается с точ-
ностью ±0,0025 мм. Шестерни таких каландров заключены в от-
дельный блок-редуктор. Передача вращения от блок-редуктора
каждому валку осуществляется универсальными шарнирами. Фик-
сированное положение осей шестерен в блок-редукторе, независя-
щее от зазора между валками и от их перекоса, создает нормаль-
ные условия зацепления шестерен.
25,5.1. Изменение размеров ткани при промазке и обкладке
В процессе обкладки ткани на каландре происходит измене-
ние ее длины, ширины, толщины, а также поверхности, так как
ткань подвергается значительной вытяжке, а при промазке—некото-
рому сжатию валками каландра. Помимо механического воздей-
ствия, большое влияние на изменение размеров ткани оказывает
33?
усадка тканей по выходе с каландра. При промазке ткани вы-
тягиваются на 2—14%; несмотря на то, что при дальнейшей
обработке прорезиненная ткань подвергается усадке на 1—4%, но
все же полученное удлинение в значительной мере сохраняется.
В результате вытягивания ширина ткани при промазке1в зависи-
мости от ее структуры уменьшается на 1—2%. Если коэффициент
изменения длины ткани при промазке обозначить через К\, а коэф-
фициент изменения ее ширины — через /<2 (причем а К2 =
— , то коэффициент изменения площади ткани К будет равен
vI' ______1\Ь\ _ Sj
Л — Л 1Л 2 — -7-т—-
10^0 *->0
где 1о и /1 — длина ткани до и после промазки соответственно; Ьо и bi — ширина
ткани до и после промазки соответственно; So и Si — площадь ткани до и после
промазки.
При обкладке ткань вытягивается в меньшей степени; вслед-
ствие усадки слоя резиновой смеси значительной толщины по вы-
ходе с каландра одновременно происходит значительная усадка
ткани. Правильный учет в производстве изменения плошади ткани
имеет большое значение.
25.5.2. Дефекты, возможные при промазке и обкладке тканей
При промазке и обкладке тканей возможны следующие де-
фекты:
1) преждевременная вулканизация резиновой смеси на ка-
ландре;
2) оголение участков ткани вследствие попадания на нее
масла или воды или из-за неравномерного питания каландра, а
также при увеличенном зазоре между валками;
3) складки на прорезиненной ткани при неравномерном и сла-
бом натяжении ее при закатке;
4) «рубка» ткани в результате образования складок при входе
в зазор вследствие провисания ткани или от перекоса валков;
5) пузыри и поры в обкладке вследствие повышенного содер-
жания влаги и летучих веществ в резиновой смеси или от повы-
шенного содержания влаги в ткани;
6) прилипание ткани к прокладке при тугой закатке, недоста-
точном охлаждении или нарушении условий ее хранения;
7) слипание кромок прорезиненной ткани вследствие сдвига
прокладочного холста в одну сторону;
8) недопрессовка при обкладке (плохое соединение резиновой
смеси с тканью) из-за повышенной влажности ткани, плохого
разогревания резиновой смеси или увеличенного зазора между
валками, через который проходит ткань;
33$
9) отклонение толщины прорезиненной ткани от установленной
при неравномерном питании каландра, подаче резиновой смеси с
непостоянной температурой и пластичностью, а также при значи-
тельном перекосе валков каландра.
25.6. ДУБЛИРОВАНИЕ НА КАЛАНДРАХ
Дублирование или сдваивание — процесс наложения листов
полуфабриката друг на друга с последующей их прикаткой. Дубли-
рованием получают многослойные заготовки, состоящие из не-
скольких слоев каландрованной резиновой смеси, прорезиненной
ткани или слоев резиновой смеси и ткани, чередующихся друг с
другом.
Дублирование резиновой смеси на каландрах дает возможность
получать листы большой толщины. Обычным листованием на
каландрах можно изготавливать листы резиновой смеси с калиб-
ром до 1,5 мм при применении средненаполненных резиновых сме-
сей. При большом калибре в листе резиновой смеси образуются
пузыри вследствие захвата резиновой смесью воздуха.
Дублирование можно проводить несколькими способами:
1) с помощью дополнительного дублирующего валика;
2) на специальном дублировочном каландре;
3) на дублировочном барабане агрегированном с каландром;
4) на многовалковых каландрах (для резиновой смеси);
5) на дублировочном транспортере, работающем в агрега-
те с каландром, и на других дублерах (для прорезиненных
тканей).
Дублирование с помощью дополнительного дублирующего ва-
лика. Дублирующий валик, установленный на станинах каландра,
прижимают с помощью пружин или грузов к поверхности нижнего
валка каландра (рис. 25.12,а). Поверхность дублирующего валика
покрывают обычно слоем резины. Предварительно листованная
резиновая смесь с раскаточного устройства подается в зазор между
дублировочным валиком и нижним валком каландра. Здесь она
прикатывается к листованной смеси, выходящей из зазора ка-
ландра. Дублированная полоса резиновой смеси охлаждается и
Рис. 25.12. Схема дублирования резиновых смесей с помощью дополнительного
дублирующего валика на одиночном каландре (а) и на спаренных каланд-
рах (б):
/—резиновая смесь; 2—валик для закатки прокладочного холста; 3—валик с предварительно
листованной резиновой смесью; 4—дублирующий валик; 5—сдвоенный лист; 6—транспортер
339
Рис. 25.13. Схема дублирования резиновых сме-
сей на трехвалковом каландре с помощью дубли-
ровочного барабана:
I — резиновая смесь; 2—прижимной ролик; 3— дублиро-
вочный барабан; 4—место среза сдвоенного листа.
закатывается в прокладочный холст. При дублировании по этой
схеме каландр необходимо периодически останавливать при смене
рулонов с листованной резиновой смесью. Этим же способом
можно дублировать прорезиненную ткань, подаваемую с раска-
точного устройства, с листованной резиновой смесью.
Непрерывное дублирование можно производить на агрегате из
двух листовальных каландров. Такой агрегат обладает значительно
более высокой производительностью. Листованная резиновая смесь
с первого каландра без охлаждения промежуточным транспорте-
ром подается на второй каландр с дублирующим валиком, где она
соединяется с листом резиновой смеси, выходящим из второго
каландра.
Дублирование с применением дублировочного барабана. Дуб-
лировочный полый барабан (рис. 25.13) с диаметром около 1 м
устанавливают непосредственно за каландром. Он обогревается
обычно паром до 40—60 °C. Качество дублирования на поверхности
нагретого барабана значительно лучше, чем на поверхности холод-
ного барабана. После образования на поверхности барабана слоя
резиновой смеси достаточной толщины, его срезают (вдоль по-
верхности барабана) и снимают с барабана. Таким способом
получают многослойные заготовки толщиной до 20—40 мм.
Дублирование резиновой смеси на многовалковых каландрах.
Сдваивание можно производить на четырех- и пятивалковых ка-
ландрах без применения дублирующего валика (рис. 25.14) путем
листования и дублирования полученных листов в одном из зазоров
Рис. 25.14. Схемы дублирования каландрованных листов на многовалковых
каландрах — на четырехвалковых (а, 6) и пятивалковом (в) каландрах:
/ — резиновая смесь, 2—сдвоенный лист.
340
Рис. 25.15 Схема дублирова-
ния прорезиненных тканей на
дублировочном транспортере:
/ — трехвалковый каландр: 2—при
каточные (дублирующие) валики;
3— ленточные транспортеры;
4—многослойная пластина; 5—про
межуточный транспортер.
каландра. Резиновую смесь подают одновременно в два зазора
каландра — верхний и нижний. Сдваивание листов происходит в
зазоре между верхним и средним или между средними валками
каландра.
Дублирование прорезиненных тканей на дублировочном тран-
спортере и других дублерах. Дублирование прорезиненных тканей
на дублировочных транспортерах применяют в производстве транс-
.портерных лент и приводных ремней, состоящих из нескольких
параллельно расположенных слоев ткани. Дублировочный транс-
портер (дублер), установленный за каландром (рис. 25.15), состоит
из нескольких ленточных транспортеров, расположенных один над
другим и служащих для подачи прорезиненной ткани. Выходящая
с каландра промазанная с двух сторон ткань подается на верхний
ленточный транспортер, с которого она поступает на другой транс-
портер, расположенный ниже и движущийся в обратном направ-
лении. Конец ткани протягивается до дублирующих валиков и
вместе с прорезиненной тканью, выходящей с каландра, пропу-
скается через дублер. Таким образом, получают многослойную
заготовку с необходимым числом тканевых прокладок.
Прорезиненные ткани дублируют также на двухвалковых дубли-
ровочных каландрах, в зазор которых одновременно подают слои
прорезиненной ткани с нескольких раскаточных устройств
(рис. 25.16).
Аналогично можно дублировать ткани с листованными резино-
выми смесями.
Рис. 25.16. Схема одновременного дублирования до пяти слоев прорезиненной
ткани, подаваемой с нескольких раскаточных устройств:
1 — устройства для раскатки рулонов ткани с одновременной закаткой прокладочных холстов.
2—приспособление для выравнивания кромок; 3— поддерживающий ролик; 4—дублировочный
каландр; 5 —опудривающее устройство; 6— устройство для закатки заготовки в рулон
341
25.7. СПОСОБЫ КОНТРОЛЯ И АВТОМАТИЧЕСКОГО
РЕГУЛИРОВАНИЯ ПРОЦЕССА КАЛАНДРОВАНИЯ
При каландровании контролируют:
1) температуру поверхности валков; 2) толщину (калибр),
выпускаемых полуфабрикатов; 3) массу единицы длины полу-
фабриката; 4) длину (метраж) выпускаемых полуфабрикатов;
5) частоту вращения валков каландра.
Для более точного контроля температуры валков каландры
оборудуют различными автоматическими устройствами для замера
температуры поверхности валков: контактными термопарами с
потенциометрами или бесконтактными датчиками температуры.
Контроль температуры поверхности валков каландра можно также
производить переносной лучковой термопарой.
Путем соединения прибора для автоматического контроля тем-
пературы с устройством, обеспечивающим автоматическое регули-
рование подачи охлаждающей воды, можно проводить автоматиче-
ское регулирование температуры валков каландра. Автоматическое
регулирование температуры изменением количества подаваемой
в валки охлаждающей воды можно производить потенциометрами
типа ЭПД-32. Для уменьшения тепловой инерции и для облегче-
ния автоматического регулирования температуры валки современ-
ных каландров имеют каналы для охлаждения, расположенные
вдоль поверхности по периферии валка.
Толщину (калибр) каландрованных полуфабрикатов измеряют
периодически часто вручную, с помощью микрометров (толщино-
меров). При определении толщины листа или полотна в средней
части из полуфабриката приходится вырезать образец, что приво-
дит к порче заготовок. Такой способ периодического контроля не
соответствует современным требованиям оценки качества про-
дукции.
Применяются различные конструкции электрических автомати-
ческих калибромеров непрерывного действия; наиболее удачным из
них является автоматический контактный калибромер, основной
частью которого служит трансформаторный индуктивный датчик,
тележка которого катится по поверхности каландрованного листа
с незначительным давлением на него. Используют также 0-луче-
вые калибромеры.
Одним из методов контроля толщины является измерение от-
клонений от установленной массы единицы длины полуфабриката
с помощью автоматических весов. Автоматические весы связаны
со звуковой или световой сигнализацией. Сигнал возникает в том
случае, если отклонение массы превышает допустимую величину.
Длину выпускаемых полуфабрикатов определяют с помощью
счетчика метража, а контроль скорости вращения валков ка-
ландра производят указывающим или регистрирующим тахо-
метром.
342
25.8. ПРОПИТКА ТКАНЕЙ ИЗ ХИМИЧЕСКИХ ВОЛОКОН
ПЕРЕД ОБРАБОТКОЙ НА КАЛАНДРАХ
Высокая прочность связи резины с тканью после вулканизации
многослойных резинотканевых изделий обеспечивается только при
использовании хлопчатобумажных тканей. Химические волокна об-
ладают недостаточной адгезией к резинам, что проявляется в ма-
лой прочности связи нитей и тканей с резиной и приводит к рас-
слоению изделий, армированных текстильными материалами из
этих волокон. Для повышения прочности связи с резиной ткани
и другие текстильные материалы из химических волокон пропиты-
вают специальными составами для создания на поверхности воло-
кон и нитей пленки адгезива.
Для увеличения прочности связи резины с нитями или тканями
на основе вискозных и полиамидных волокон последние предвари-
тельно пропитывают латексными дисперсиями. Пропиточный состав
проникает достаточно глубоко в нити между волокнами, при этом
на их поверхности после сушки образуется тонкий слой пропиточ-
ного состава. В результате пропитки соединение резины с нитями
происходит через промежуточный слой. Например, при пропитке
корда образуется система корд — пропиточный состав (адгезив) —
резина (рис. 25.17). Прочность этой системы зависит от прочности
отдельных ее элементов — корда, пропиточного состава и резины, и
прочности связи между ними.
Для приготовления пропиточных составов в промышленности
применяют различные латексы: СКС-ЗОШХП, ДМВП-10Х, СКД-1,
СКС-30-1, латекс наирит Л-7. Натуральные и неполярные синтети-
ческие латексы при нанесении на ткань не повышают прочность
ее связи с резиной. Однако при введении в них полярных добавок
(например, смол) прочность связи ткани с резиной повышается.
Карбоксилсодержащие латексы СКД-1, СКС-30-1 и бутадиен-ме-
тилвинилпиридиновый латекс Д МВП-10Х ввиду наличия в них по-
лярных функциональных групп, в отличие от неполярных латексов
повышают прочность связи резины с тканью. Весьма эффективным
для пропитки тканей является применение латексов в сочетании
с резорцинформальдегидной смолой.
При введении в резиновые смеси резотропина (модификатора
РУ-1)* в количестве 2—3 масс, ч и активной кремнекислоты — бе-
лой сажи (5 масс, ч.) значительно увеличивается прочность связи
ткани с резиной при повышенных температурах.
Эти же вещества были предложены для повышения прочности
связи резины с текстильными материалами из вискозных волокон
с целью исключения процесса пропитки, как дорогого и трудоем-
кого процесса. Для тканей из полиамидных волокон беспропиточ-
ный способ обработки оказался мало эффективным в связи с по-
вышенным дефектообразованием в волокне из-за отсутствия пленки
* Продукт взаимодействия резорцина с гексаметилентетрамином.
343
Рис. 25.17. Продольный
разрез обрезиненной нити
корда, пропитанной спе-
циальным составом:
/ — нить корда; 2—обкладоч-
ная резина: <3 —адгезив.
адгезива. Это приводит к снижению работо-
способности резино-кордных материалов с
непропитанным полиамидным кордом по
сравнению с работоспособностью материа-
лов с пропитанным кордом. Для повыше-
ния прочности связи резины с тканями и
нитями из полиэфирных волокон (лавсан) в
резиновые смеси не рекомендуется вводить
резотропин и активную кремнекислоту. Же-
лательно ограничить также применение
аминных ускорителей вулканизации (суль-
фенамидов) и противостарителей аминного
и фенольного типов, приводящих к амино-
лизу полиэфирного волокна, а следователь-
но, к значительному ухудшению физико-ме-
ханических свойств полиэфирных ткани и волокна. Разрушающее
действие на полиэфирное волокно оказывает и кремнекислота (бе-
лая сажа).
Повышение прочности пленки адгезива достигается введением в
пропиточный состав дисперсий активных наполнителей, например,
технического углерода ДГ-100 (газовой канальной сажи).
Ниже приводятся примерные рецепты сажевых пропиточных со-
ставов для пропитки вискозного и капронового кордов (масс, ч.):
Вискозный Капроно-
корд вый корд
Латекс СКС-ЗОШХП 100,0 100,0
Резорцинформальдегидная смола 9,5 19,0
Технический углерод ДГ-100 30,0 40,0
При введении ускорителей в латексно-резорцинформальдегид-
ные пропиточные составы не происходит повышения прочности
связи резины с кордом. Нецелесообразно добавлять в пропиточные
составы серу, так как возможна миграция ее в пленку адгезива из
обкладочной резины.
Прочность связи резины с кордом значительно повышается с
увеличением дисперсности агломератов технического углерода в
пропиточном составе. При хранении происходит постепенное укруп-
нение агломератов технического углерода, в связи с этим умень-
шается прочность связи резины с кордом. Через 10 суток хранения
прочность связи понижается почти в 2 раза.
25.8.1. Приготовление пропиточных составов
Латекс для пропиточного состава выбирают в зависимости от
типа каучука, из которого готовится резиновая смесь, применяемая
для промазки или обкладки ткани на каландре. Например, для
повышения прочности крепления резины из наирита или бутадиен-
нитрильного каучука к нитям и тканя.м из вискозных или поли-
амидных волокон применяется латексно-резорцинформальдсгпдный
состав на основе латекса наирит Л-7; для повышения прочности
344
крепления к тем же материалам резин на основе СКМС, СКИ-3,
НК применяют латексы: СКД-1, ДМВП-10Х, ДСВП-15/5, СКС-
ЗОШХП.
Наиболее эффективными при пропитке вискозных и полиамид-
ных кордных тканей являются составы на основе метилвинилпири-
динового латекса ДМВП-10Х или на основе этого латекса в соче-
тании с карбоксилатным латексом СКД-1.
При использовании пропиточных составов с метилвинилпириди-
новым латексом ДСВП-15/15 в эти составы не требуется добавлять
дисперсии технического углерода.
Экспериментально установлено, что наиболее эффективными
являются пропиточные составы с концентрациями 10—20%; при их
применении на ткани отлагается 4—8% пропиточного вещества.
Основным требованием к смолам, вводимым в пропиточный со-
став, является их растворимость в воде (смолы должны находиться
в начальной стадии конденсации и содержать активные метилоль-
ные группы).
Латексно-резорцинформальдегидные пропиточные составы с тех-
ническим углеродом, на основе бутадиен-стирольного латекса гото-
вят смешением резорциноформальдегидного раствора и дисперсии
технического углерода с латексом. Для приготовления резорцино-
формальдегидного раствора берут технический резорцин и частич-
но конденсированную смолу ФР-12 или ФР-50у.
Для приготовления резорцинформальдегидного раствора в вер-
тикальный реактор емкостью 1 м3 с мешалкой и рубашкой для ре-
гулирования температуры загружают умягченную воду (или кон-
денсат), 30%-ный раствор смолы ФР-12, формальдегид и 10%-ный
раствор гидроокиси натрия. После загрузки и перемешивания в те-
чение 10—15 мин реакционную массу выдерживают (без переме-
шивания) при 20—35 °C в течение 5—24 ч для созревания. Кон-
центрация полученного раствора конденсированной смолы должна
составлять 5% (по сухому остатку).
Дисперсию технического углерода готовят следующим образом.
В шаровой мельнице в течение 40 мин перемешивают технический
углерод ДГ-100 и диспергатор НФА с водой. Полученную диспер-
сию перекачивают насосом в мешалку, затем три раза пропускают
через коллоидную мельницу для разрушения агломератов. Готовую
дисперсию с концентрацией 22—25% подают в сборник.
В мешалку загружают латекс, резорциноформальдегидный рас-
твор, дисперсию технического углерода, раствор аммиака, воду и
перемешивают в течение 10—15 мин. Готовый пропиточный состав
подают в ванну пропиточного агрегата для пропитки ткани.
25.8.2. Особенности обработки тканей
из различных волокон
Обработка вискозных тканей. Вискозные волокна отличаются
повышенной гидрофильностью и хорошо смачиваются водными про-
питочными составами. Вискозные ткани пропитывают 11—15%-ным
345
латексно-резорцинформальдегидным пропиточным составом, со-
держащим 12—18% (от массы латексного каучука) смолы ФР-12.
Для сохранения первоначальной длины и исходных физико-меха-
нических свойств вискозные ткани пропитывают и сушат под не-
большим натяжением. Нагрузка при этом на всю ширину вискоз-
ного корда составляет 1,5—10 кН (150—1000 кгс).
Обработка тканей и других материалов из полиамидных воло-
кон. Резиновые смеси обладают плохой адгезией к полиамидным
волокнам вследствие малой полярности и большой гидрофобности
последних. Поэтому для пропитки таких тканей применяют латекс-
ные пропиточные составы с большим содержанием функциональных
групп, за счет большего содержания резорцинформальдегидной
смолы ФР-12 (20—25%) в пропиточном составе.
Для повышения модуля полиамидного корда и тканей и устра-
нения разнашиваемости изделий из них после пропитки произво-
дится вытяжка тканей в условиях высоких температур и нагрузок.
Полиамидный корд в отличие от вискозного подвергается дополни-
тельной вытяжке в двух высокотемпературных зонах. В первой зоне
проводят вытяжку при 190—210 °C и нагрузке на ткань 60—80 кН
(6000—8000 кгс), что составляет примерно 25% от разрывной на-
грузки; во второй зоне — зоне нормализации или стабилизации —
при той же температуре и меньшей нагрузке—16—20 кН (1600—
2000 кгс). В этих условиях в зоне нормализации уменьшается
внутреннее напряжение в кордных нитях.
Суммарная вытяжка при обработке полиамидного корда со-
ставляет около 8%. При этом увеличивается на 6—8% относи-
тельная разрывная нагрузка, уменьшается разнашиваемость поли-
амидного корда в готовых изделиях (автопокрышках), увеличи-
вается ходимость (долговечность) шин на 5—10%.
Аналогично обрабатываются полиамидные ткани для резино-
вых технических изделий (например, ткани для транспортерных
лент), с учетом в каждом конкретном случае особенностей струк-
туры тканей и нитей.
Обработка полиэфирных тканей и нитей. Латексно-резорцин-
формальдегидные пропиточные составы, обеспечивающие высокую
прочность крепления резины к тканям из вискозного и полиамид-
ного волокна, непригодны для обработки тканей из полиэфирного
волокна вследствие их химической инертности и низкой адгезии
к резине.
Высокая прочность связи резины с полиэфирным волок-
ном достигается при использовании ароматических полиизоциа-
натов.
Прочность крепления резин к тканям и текстильным материа-
лам из полиэфирных волокон повышается наиболее эффективно
при введении в водные пропиточные составы блокированных диизо-
цианатов.
Блокированные полиизоцианаты (аддукты) получают при взаи-
модействии полиизоцианатов с фенолами или другими соедине-
346
ниями, содержащими активный водород:
R(—4- С6НБОН —> R/—-NH—С=О \
\ о-с6н5Л
блокированный изоцианат
(аддукт)
В изоцианате /? представляет собой алифатический, ароматиче-
ский или замещенный ароматический радикал.
Могут применяться 4,4',4" — триизоцианаттрифенилметан
CH — [(C6H4)—N = С = О]3 или другие изоцианаты. В качестве
блокирующего агента, кроме фенола, можно использовать гекса-
метиленимин. Блокированный изоцианат теряет характерные для
изоцианатов свойства, химическую активность, нестабильность в
результате присоединения к углероду изоцианатной группы
—N = С = О радикала блокирующего агента, а к азоту —во-
дорода.
В процессе термической обработки при 200 °C происходит от-
щепление блокирующего радикала и изоцианат выделяется в пер-
воначальной активной форме.
Полиэфирные нити и ткани пропитывают в две стадии:
сначала водной суспензией блокированного изоцианата с последую-
щей сушкой и термообработкой, необходимой для выделения сво-
бодного изоцианата, а затем латексно-резорцинформальдегидным
составом с последующей сушкой.
Изоцианаты, являясь весьма реакционноспособными веще-
ствами, могут взаимодействовать как с полиэфирным волокном,
так и с полярным каучуком, благодаря чему обеспечивается проч-
ное сцепление волокна с пленкой латексно-резорцинформальде-
гидного состава, последняя, в свою очередь, обеспечивает хорошую
связь с резиной.
Вместо блокированных изоцианатов могут применяться диспер-
сии димеров и тримеров изоцианатов, которые при термической об-
работке также способны распадаться с образованием активных
изоцианатов. Димеры
например,
и тримеры изоциа-
натов представляют собой соединения циклического строения.
Эти вещества могут вводиться в латексно-резорцинформаль-
дегидные составы, применяемые для одностадийной пропитки по-
лиэфирных материалов с последующей их сушкой при 107°C и тер-
мообработкой при 250 °C.
Известен метод поверхностной обработки нитей лавсана блоки-
рованными изоцианатами в процессе формования при изготов-
лении. Последующая одностадийная пропитка латексно-резорцин-
форм альдегидным составом обеспечивает удовлетворительную проч-
ность связи резины с тканью.
347
25.8,3. Пропитка тканей на пропиточных агрегатах
и поточных линиях
Для пропитки тканей применяют различные пропиточные агре-
гаты, отличающиеся друг от друга по назначению и производитель-
ности. В зависимости от конструкции используемых в них сушилок
различают агрегаты с сушилками роликового типа, барабанного и
комбинированного типов. В роликовых сушилках перемещение
ткани в определенном направлении обеспечивается ребристыми ро-
ликами, а в барабанных сушилках — ребристыми барабанами.
Схема агрегата ИРУ-18 с пятибарабанной сушильной камерой
приведена на рис. 25.18. С раскаточной стойки ткань через ком-
пенсатор 2 с помощью ширительного валика 3 подается в пропи-
точную ванну 4, огибает валик 5, находящийся в ванне, и проходит
через ванну с пропиточным составом. По выходе из ванны ткань
проходит между отжимными валками 6, при этом из ткани уда-
ляется избыток пропиточного состава, который снова стекает в про-
питочную ванну. Отжатая ткань через шелевидное отверстие в
стенке поступает в сушильную камеру 7.
Ванна для пропитки имеет корытообразную форму. Внутри ван-
ны находится один или несколько направляющих валиков, под ко-
торые пропускается ткань. С помощью специального механизма ва-
лики могут подниматься выше уровня латекса в ванне, что бывает
необходимо при заправке ткани после перерыва.
Для заправки ткани в агрегат применяют заправочный холст
из чефера, который подшивают к концу ткани.
Диаметр отжимных валиков 300—350 мм. Для лучшего отжима
избытка состава из ткани отжимной верхний валик покрыт слоем
мягкой резины (твердость по Шору 45—60 единиц). Для отжима
пропиточного состава необходимо определенное давление, величина
которого зависит от вида ткани и ее плотности. Давление отжим-
ных валиков на ткань регулируется с помощью штурвала и конт-
ролируется месдозами с манометрами. Месдозы устанавливаются
в подшипниках верхнего отжимного валка. Для качественной про-
питки ткань в ванне должна находиться около 3—5 с до поступле-
ния на отжимку. Влажность ткани после отжимки снижается до
50—70%.
Для предотвращения усадки ткань при пропитке находится под
нагрузкой, которая создается пропусканием ткани через систему
затормаживающих валиков или при помощи подвижных валиков,
нагруженных съемными грузами.
Барабанная сушилка представляет собой большую камеру, ме-
жду двойными стенками которой находится теплоизоляционный
слой. Внутри камеры в шахматном порядке расположены ребри-
стые барабаны диаметром 1,9 м. Внутри барабанов установлены
лопастные вентиляторы, вращающиеся в направлении, противопо-
ложном вращению самих барабанов; благодаря этому ткань, оги-
бая поверхность барабанов, интенсивно обдувается горячим
348
t
воздухом (нагретым в калориферах), который подается в камеру
и распределяется в ней с помощью распределительных воздухопро-
водов.
Ниже приводится оптимальная температура сушки ткани, про-
питанной различными латексами:
Латекс................
Температура сушки, °C
Бутадиен-
стирольный
125-135
Карбоксил- Винилпири-
содержащий диновый
СКД-1 или ДМВП-10Х
СКС-30-1 илиДСВП-15
135-160 110-125
Во время сушки часть отработанного воздуха непрерывно уда-
ляется из сушилки. Продолжительность сушки ткани (время дви-
жения через сушилку) составляет 2,5—5 мин. Скорость ее прохож-
дения через сушилку составляет 7—14 м/мин. Длина ткани, нахо-
дящейся в камере сушилки, равна 30 м. Просушенная ткань с
влажностью 2% выходит из сушилки и поступает на закатку.
Качество пропитки оценивают по влажности ткани, ее массе, а
также по прочности связи ее с резиной. Прочность связи резины
с тканью определяют при разработке рецептов пропиточных соста-
вов и при периодическом контроле производственного процесса.
Агрегат ИРУ-18 и другие подобные агрегаты не отвечают совре-
менным требованиям по производительности и качеству пропитки
корда и других тканей. В настоящее время пропиточные агрегаты
заменяют различными поточными линиями, позволяющими прово-
дить все стадии обработки тканей: пропитку, сушку, термическую
вытяжку, нормализацию и обрезинивание в соответствии с задан-
ными параметрами по натяжению и температуре, как в едином по-
токе, так и отдельно, в зависимости от типа корда или ткани. К ним
относятся поточные линии обработки корда: КЛК-1-1700, КЛК-2-
1700, ЛПК-80-1800 и другие.
На рис. 25.19 показана поточная линия ЛПК-80-1800, состоящая
из агрегата двухстадийной пропитки и сушки корда АПК-80-1800,
агрегата для термообработки корда АТК-80-1800 и агрегата для
обрезинивания корда АОК-2-80-1800. Эти агрегаты могут работать
как в потоке, так и самостоятельно; для этого каждый из них снаб-
жен раскаточным и закаточным устройствами. На агрегате для
пропитки и сушки корда АПК-80-1800 проводится стыковка кон-
цов корда, его предварительная и основная пропитка и сушка.
Концы корда соединяют внахлестку с наложением ленточек из ре-
зиновой смеси и последующей вулканизацией.
Агрегат для термообработки АТК-80-1800 предназначен для тер-
мической вытяжки и нормализации полиамидного корда.
Агрегат для обрезинивания АОК-2-80-1800 снабжен двумя трех-
валковыми каландрами для последовательной обработки сначала
одной, а затем другой стороны корда. На нем проводится предва-
рительная подсушка корда и нагревание его перед подачей на ка-
ландр, а также обкладка корда резиновой смесью, охлаждение и
закатка его.
350
Агрегаты снабжены натяжными и тормозными устройствами,
представляющими собой систему валиков. Валики служат для под-
держания (за счет разности их скоростей) регулируемого натяже-
ния корда. На агрегатах АПК и АОК оно не превышает 20—25 кН
(2000—2500 кгс). Максимальное натяжение создается на агрегате
термовытяжки и нормализации — АТК, где для обеспечения необ-
ходимой вытяжки натяжение на этом агрегате может достигать
180 кН (18000 кгс) в расчете на всю ширину кордной ткани.
Каждый агрегат снабжен компенсаторами, служащими для на-
копления корда и синхронизации работы оборудования поточной
линии.
Для обеспечения непрерывной подачи корда на поточную ли-
нию (или на агрегат для пропитки и сушки) соединение концов
непропитанного корда проводится вулканизацией стыка с наложен-
ными на него ленточками резиновой смеси на гидравлическом
прессе в течение 50—90 с при 175—185°C и давлении на поверх-
ность стыка, равном 7 МПа.
Очистка корда от пыли перед пропиткой улучшает смачивание
корда пропиточным составом и качество его пропитки. С целью
более глубокой пропитки и для улучшения свойств пропитанного
корда производят обычно двухкратную пропитку. При пред-
варительной пропитке применяются разбавленные латексно-ре-
зорцинформальдегидные пропиточные составы с концентрацией
около 3%.
Агрегаты непрерывной поточной линии оборудуют сушилками
барабанного типа для сушки пропитанного корда (см. рис. 25.18).
Достаточно высокая скорость движения корда в сушилке при со-
хранении установленной влажности просушенного корда может
быть обеспечена при увеличении числа барабанов. В этом случае
становится возможной синхронная работа их с каландром.
При сушке пропитанного корда кроме удаления влаги происхо-
дит дальнейшая поликонденсация резорцинформальдегидной смо-
лы в пленке пропиточного состава. Температура сушки пропитан-
ного корда должна соответствовать типу химического волокна.
Сушка при повышенных температурах может привести к снижению
физико-механических свойств пропитанного корда и к увеличению
жесткости пленки пропиточного состава.
На агрегате термической обработки проводится термическая вы-
тяжка полиамидного корда под большой нагрузкой и затем норма-
лизация его при уменьшенной нагрузке.
Для полиэфирного корда достаточно термической обработки
при обычной нагрузке (без вытяжки) для разложения блокирован-
ных изоцианатов, либо ди- или тримеров изоцианатов, а также для
уменьшения усадки корда при вулканизации. Вискозный корд
также не требует термовытяжки.
На агрегате обрезинивания корда проводится подсушка корда
и его нагревание перед подачей на каландр. Подсушка особенно
необходима, если корд хранился некоторое время после пропитки
352
б
Рис. 25.20. Ширительные устройства в виде дуг (а) или валиков (б):
/ —ширительная дуга; 2—резиновый шланг, надетый на шнрительную дугу; 3—стальны
ширительные валики с нарезкой.
и сушки до обрезинивания (за это время влажность его могла
возрасти до уровня равновесной влажности).
При использовании уточного корда во время прохождения его
через агрегат ширина полотна значительно уменьшается. Поэтому
перед подачей корда на каландр проводится операция «ширения»
корда, позволяющая повысить коэффициент использования пло-
щади корда и сохранить необходимую плотность нитей основы.
Для этого на агрегатах применяются ширительные устройства
различной конструкции (рис. 25.20), представляющие собой дуги
или валики с винтовой нарезкой. Такой валик с одной стороны
имеет правую, а с другой — левую резьбу.
Лучшими являются ширительные устройства с регулируемым
радиусом кривизны. Они обеспечивают равномерную плотность
нитей прорезиненного корда по всей ширине.
Для обрезинивания корда в поточной линии имеются два трех-
валковых каландра (при использовании агрегата АОК-2-80-1800)
или один четырехвалковый каландр (при использовании агрегата
АОК-1-80-1800).
В производстве резиновых технических изделий ввиду большого
ассортимента применяемых тканей из различных химических воло-
кон для обработки их применяют специальные пропиточные агре-
гаты универсального типа, пригодные для различных тканей.
В производстве транспортерных лент для пропитки тканей из
полиамидных и вискозных волокон применяют агрегаты АЛТ-220,
рассчитанные на обработку тканей шириной до 2200 мм; макси-
мальная скорость пропитки на таком агрегате составляет 40 м/мин;
натяжение ткани достигает 45 кН (4500 кгс). На агрегате последо-
вательно выполняют следующие операции: раскатка ткани с ру-
лона, стыковка на стыковочном вулканизационном прессе, вакуум-
ная очистка, предварительная пропитка, насыщение ткани пропи-
точным составом, окончательная пропитка, сушка, закатка ткани
в рулоны (габаритные размеры агрегата: 52805X 14000X 6714 мм).
Для термообработки тканей из полиамидных волокон агрегат
снабжается двумя башнями для термовытяжки и нормализации,
в которых поддерживается температура до 250 °C.
Для пропитки тканей из полиэфирных волокон водными пропи-
точными составами применяют специальные агрегаты, на которых
12 Зак. 1316
353
после пропитки ткани суспензией блокированного изоцианата, суш-
ки и термообработки проводится пропитка ткани латексно-резорци-
ноформальдегидным составом с последующей сушкой (см. с. 347).
Для пропитки кордшнуров и нитей, используемых в производ-
стве рукавов и клиновых ремней применяют агрегаты АКШ-4 с
максимальной температурой сушки 130°C, рассчитанные на обра-
ботку 1- -8 шнуров.
Более совершенными являются агрегаты АК-1 и АК-30, предна-
значенные для обработки одного и тридцати полиамидных шнуров
соответственно. Агрегат АК-30 (рис. 24.22) имеет несколько зон
для обработки полиамидных шнуров: зону сушки, термовытяжки
п нормализации. Максимальная температура в камере термовы-
тяжки и нормализации — 250 °C, натяжение до 600 Н на нить со-
здается с помощью натяжных устройств (станции). Скорость пе-
ремещения нитей можно изменять от 3 до 15 м/мин.
При пропитке возможны следующие дефекты:
1. Недостаточная прочность связи резины с тканью в результате
нарушения установленной скорости пропитки и температуры сушки.
2. Отклонение привеса ткани от заданного при несоблюдении
установленной скорости пропитки и продолжительности контакта
ткани с пропиточным составом.
3. Повышение влажности ткани в результате увеличения скоро-
сти пропитки и сушки.
4. Складки на ткани вследствие перекоса валков и плохой рас-
правки ткани.,
5. Налипание сгустков пропиточного состава и засорение ткани
при загрязнении сушильной камеры, а также поверхности роликов
и барабанов. (В этом случае необходима очистка ткани специаль-
ными щетками).
6. Масляные пятна из-за неисправности устройства для смазки.
При наличии крошки (сгустков), масляных пятен, повышенной
влажности снижается качество обрезиненной ткани и, кроме того,
возможно расслоение изделий при вулканизации или эксплуатации.
ГЛАВА 26
ШПРИЦЕВАНИЕ
26.1. ОБЩИЕ СВЕДЕНИЯ
Шприцеванием (экструзией) называется процесс формования
Заготовок заданного профиля (например, шнура или трубки) пу-
тем продавливания пластичной, предварительно разогретой рези-
новой смеси через профилирующее отверстие соответствующей фор-
мы и размеров под большим давлением.
354
Шприцевание проводят на шприц-машинах (червячных прессах,
червячных машинах) непрерывного действия, отличающихся высо-
кой производительностью и простотой обслуживания.
В шинном производстве шприцевание применяют при изготовле-
нии камер пневматических шин, протекторов и ободных лент; в
производстве резиновых технических изделий — для получения раз-
личных заготовок: резиновых камер для рукавов, трубок, -.жгутов,
профильных уплотнителей. Шприцевание применяют также для
выпуска заготовок резиновой обуви при изготовлении ее методом
формования.
Шприц-машина (рис. 26.1) имеет горизонтальную цилиндриче-
скую камеру 10, внутри которой находится вращающийся чер-
вяк 11, который обеспечивает непрерывную подачу резиновой сме-
си вдоль цилиндрической камеры шприц-машины к выпускному
отверстию; при этом создается достаточно большое давление, необ-
ходимое для продавливания резиновой смеси через профилирую-
щее отверстие.
В передней части шприц-машины к торцу цилиндрической ка-
меры крепится головка 6, в которой закрепляются профилирующие
(формующие) детали 4 и 5. В зависимости от 'изготовляемых
полуфабрикатов шприц-машины снабжаются головками разной
конструкции и с различными профилирующими деталями: шайбой,
мундштуком, дорном, профилирующей матрицей (профильной
планкой).
Шайбы, имеющие в центральной части выпускное профилирую-
щее отверстие, применяют при изготовлении полуфабрикатов
сплошного сечения. Для увеличения производительности шприц-
машины иногда используют шайбы с несколькими выпускными от-
верстиями. При изготовлении трубок в качестве профилирующих
деталей применяют мундштук 5 и дорн 4. Мундштук — массивная
деталь, имеющая осевое отверстие или внутреннюю полость, в ко-
торой располагается конусообразный дорн. Между мундштуком и
дорном, закрепленными в головке шприц-машины, образуется коль-
цевой зазор, через который резиновая смесь выдавливается в виде
трубки, при этом мундштук формует наружную, а дорн — внут-
реннюю поверхность трубки.
Профилирующую матрицу применяют при изготовлении лент
сложного профиля, например протекторов в шинном производстве.
Матрица представляет собой металлическую профильную планку,
в нижней части которой имеется выточка, соответствующая по фор-
ме профилю выпускаемой заготовки.
Диаметр червяка выбирается в зависимости от вида выпускае-
мых изделий. Так, для выпуска шнуров и трубок в производстве
резиновых технических изделий применяют шприц-машины с диа-
метром червяка от 32 до 115 мм, для выпуска заготовок велоси-
педных и автомобильных камер — шприц-машины с диаметром чер-
вяка от 32 до 400 мм и для выпуска заготовок протекторов — с
диаметром от 150 до 400 мм. Чем больше диаметр червяка, тем
12*
355
Ц 91 91
больше производительность шприц-машины и мощность ее при-
вода. Поэтому размеры шприц-машины характеризуются диамет-
ром червяка.
Отечественная промышленность выпускает червячные прессы с
головками разных типов: универсальными, угловыми, протектор-
ными, камерными, профильными, фильтровальными и др.
Наряду с червячными машинами теплого питания без вакуум-
отсоса (МЧТ) и с вакуум-отсосом (МЧТВ), в которые подается
предварительно разогретая до 50—70°C резиновая смесь, выпу-
скаются также червячные машины холодного питания (МЧХ и
МЧХВ), в которые резиновая смесь подается в виде ленты, сма-
тываемой с бобины. Червячные машины имеют червяки диаметром
32, 63, 90, 125, 160, 200, 250 и 400 мм. Диаметр червяка входит в
обозначение типа машины. Так, одночервячная машина холодного
питания с вакуум-отсосом с червяком диаметром 90 мм обозна-
чается следующим образом: машина МЧХВ-90.
Длина рабочей части червяка зависит от назначения шприц-ма-
шины и от требуемой степени разогрева резиновой смеси при про-
хождении через, машину. Шприц-машины теплого питания имеют
червяки небольшой длины, с отношением рабочей длины червяка
к его диаметру L/D, равным 3,8—5, а шприц-машины холодного
питания (МЧХ и МЧХВ) имеют удлиненные червяки с отношением
тех же размеров, равным 10—22. При большой длине червяка ма-
шины холодного питания потребляют на 20—25% больше мощно-
сти по сравнению с соответствующими машинами теплого питания.
Для переработки и шприцевания особо жестких резиновых сме-
сей на основе фторкаучуков применяются двухчервячные шприц-
машины теплого питания, например МЧТ-2-63.
Ниже приводится техническая характеристика червячных ма-
шин:
Тип машины Отношение рабочей дли- ны червяка к циаметру LID Установленная мощность электродвига- теля, кВт Частота вра- щения чер- вяка, об/мин Производи- тельность, кг/ч
МЧТ-32 5 4,5 20-100 10-20
МЧТ-63 5 14 20-100 40-140
МЧТ-90 5 25 20-70 120-330
МЧТ-125 5 32 14-70 240-750
МЧТ-160 4 55 12-50 300-900
МЧТ-200 3,8 75 25-85 500—1000
МЧТ-250 4,24 125 25-85 750-1500
МЧТ-400 4,38 320 12-48 3000-10000
МЧХ-63 10 25 13,4-70 30-100
МЧХВ-63 16 21 20-70 25-85
МЧХ-90 10 44 20-70 85-240
МЧХВ-90 16 55 13,4-70 75-200
МЧХ-125 ГО 57 20—70 175—550
МЧХВ-125 16 75 13,7—70 150-470
МЧХВ-160 16 125 4-48 190-560
МЧХВ-250 22 400 10-40 470-950
Современные шприц-машины имеют обычно двухзаходные чер-
вяки (рис. 26.2), которые обеспечивают подачу резиновой смеси
357
б
Рис. 26.2. Однозаходный (а) и двухзаходный (б) червяки шприц-машин.
вдоль цилиндрической камеры к выпускному отверстию в больших
количествах и соответственно обеспечивают большую производи-
тельность шприц-машины и большую скорость шприцевания. Для
увеличения осевого давления на резиновую смесь и обеспечения
равномерного выхода шприцованной заготовки червяк делают с
уменьшающимся по направлению к головке шприц-машины ша-
гом или чаще с уменьшающейся глубиной нарезки.
26.2. ОСОБЕННОСТИ ДВИЖЕНИЯ РЕЗИНОВОЙ СМЕСИ
В ШПРИЦ-МАШИНЕ
Поступающая в шприц-машину через загрузочную воронку пла-
стичная резиновая смесь захватывается вращающимся червяком,
который отрезает от нее отдельные куски и проталкивает их по
направлению к головке. Сечение головки за червяком больше
сечения профилирующего отверстия, поэтому резиновая смесь
встречает значительное сопротивление при выходе из головки
шприц-машины. Вследствие непрерывной подачи червяком новых
порций смеси в головке создается давление. При этом отдельные
куски резиновой смеси под давлением уплотняются в общую массу
в зоне последних витков червяка и создается непрерывный поток
резиновой смеси.
Величина давления резиновой смеси в головке перед выпускным
отверстием зависит не только от пластичности резиновой смеси и
размера профилирующего отверстия, но и от угла подъема винтовой
линии червяка*. Червяк с меньшим углом подъема винтовой линии
обеспечивает большее давление в головке шприц-машины вслед-
ствие уменьшения проскальзывания резиновой смеси вдоль ка-
навки винтовой нарезки в последних витках.
* Углом подъема винтовой линии называется угол, образуемый касательной
к винтовой нарезке с плоскостью поперечного сечения червяка,
358
Для создания требуемых давления и плотности резиновой смеси
в конце червяка нарезка его должна иметь такие геометрические
размеры, чтобы достигалась степень сжатия* 1—2.
В головке шприц-машины за червяком резиновая смесь дви-
жется сплошным потоком. На скорость этого движения большое
влияние оказывает состояние и форма внутренней поверхности го-
ловки и профилирующих деталей. Для уменьшения прилипания
резины поверхность должна быть хорошо обработана. Не должно
быть резких сужений и расширений сечения при переходе от го-
ловки R профилирующим деталям. Угол конуса шайб и мундшту-
ков сильно влияет на скорость шприцевания. Так, увеличение угла
конуса с 30 до 60ь приводит к увеличению скорости шприцевания
в 1,5—2 раза.
При выпуске трубок с тонкой стенкой ребра крестовины дорно-
держателя должны иметь сечение удобообтекаемой овальной или
каплевидной формы.
Скорость движения в разных точках сечения потока резиновой смеси в го-
ловке шприц-машины не одинакова — ближе к центру потока скорость больше,
чем у стенок, где она минимальная. Параллельное движение концентрически рас-
положенных слоёв с разной скоростью приводит к возникновению внутреннего
трения. Наличие градиента скорости и внутреннего трения приводит к упорядо-
ченному расположению молекул каучука и наполнителей в потоке и возникно-
вению анизотропии механических свойств шприцованной резины, подобно калан-
дровому эффекту.
При выходе резиновой смеси из профилирующего отверстия шприц-машины
прекращается действие сил, приводящих к ориентированному расположению мо-
лекул. Вследствие теплового движения молекулярных звеньев ориентированные
молекулы каучука будут стремиться вернуться к прежнему хаотическому распо-
ложению, это приводит к понижению линейной скорости движения полуфабрика-
тов и к увеличению их сечения.
Таким образом, вследствие некоторой эластичности каучука, которая ча-
стично сохраняется и при температурах шприцевания, сечение полуфабриката по
выходе из головки шприц-машины увеличивается.
Сила внутреннего трения, приводящая к ориентированному расположению
молекул каучука в потоке, пропорциональна градиенту скорости dV/dx. Чем
больше сила внутреннего трения, возникающего между двумя параллельно дви-
жущимися слоями, тем в большей степени будет выпрямлен «пучок» молекул и
тем большая параллельность будет наблюдаться в расположении звеньев сосед-
них молекул.
Можно говорить о среднем градиенте скорости потока, скорость которого
изменяется от минимальной величины (у стенок) до максимальной (в центре
потока). Если сечение потока круглое, то в любом направлении по радиусу сред-
ние градиенты скорости равны тах—, и относительная деформация сечения
во всех направлениях будет одинакова, форма сечения при этом не изменится,
возрастет только сечение полуфабриката по выходе из шприц-машины. В том
случае, когда профилирующее отверстие квадратного сечения, средние градиенты
скорости в разных направлениях будут неодинаковы. Это приведет к тому, что
молекулы каучука, находящиеся в зонах более высокого градиента скорости, при
выходе из головки шприц-машины будут в большей степени проявлять свои
* Степенью сжатия называется отношение межвиткового объема одного
шага нарезки в зоне загрузки к объему шага нарёзкн в конце червяка.
359
упругие свойства и в этих зонах произойдет наибольшее увеличение размеряй
сечения полуфабриката, который будет иметь не квадратное сечение, а сечение
с выпуклыми сторонами.
26.3. ДЕФОРМАЦИЯ СЕЧЕНИЯ И УСАДКА
ШПРИЦОВАННЫХ ПОЛУФАБРИКАТОВ
При применении шайб и мундштуков с круглыми отверстиями
форма сечения шприцованного шнура не изменяется (сечение по-
лучается круглое); увеличивается только размер сечения. Форма
сечения сохраняется и при кольцевом профилирующем отверстии
(при изготовлении трубок с одинаковой толщиной стенки). Форма
сечения изменяется только при шприцевании полуфабрикатов бо-
лее сложного сечения (квадратного, прямоугольного, трапециевид-
ного). Так, при получении шнура квадратного сечения следует
применять шайбу с профилирующим отверстием, имеющим вогну-
тые стенки. На рис. 26.3 сопоставляются профилирующие отвер-
стия и сечения полуфабриката.
Деформация сечения («разбухание») зависит от многих факто-
ров: вида применяемого каучука, состава резиновой смеси, темпе-
ратуры резиновой смеси и головки шприц-машины, скорости шпри-
цевания. Наибольшая величина деформации сечения наблюдается
у резиновых смесей из бутадиен-стирольных каучуков. Смеси с
техническим углеродом ДГ-100 (канальной газовой сажей) имеют
большее «разбухание» и усадку, чем резиновые смеси с печным
активным техническим углеродом. При увеличении содержания
наполнителей в резиновой смеси «раз-
бухание» и усадка понижаются, (что
объясняется уменьшением содержа-
ния каучука в резиновой смеси), что
дает возможность получать полуфаб-
рикаты с гладкой поверхностью.
Усадка шприцуемого полуфабрика-
та и его шероховатость после выхода
из профилирующего отверстия умень-
шаются с повышением температуры
резиновой смеси, с уменьшением ско-
рости шприцевания и увеличением
длины профилирующего отверстия (до
Ud = 6).
Качество поверхности шприцован-
ных заготовок зависит от эластическо-
го восстановления резиновых смесей
и не связано непосредственно с их
вязкостью. С увеличением содержа-
ния наполнителей в смеси уменьша-
ется ее усадка и улучшается каче-
ство шприцованной заготовки. При
использовании каучуков с широким
Рис. 26.3. Схема деформации
шприцованных полуфабрика-
тов:
а—сечения профилирующего отвер-
стия; б —сечения полуфабриката.
860
молекулярно-массовым распределением и поперечно сшитых каучу-
ков качество шприцуемых заготовок также улучшается.
Влияние вида каучука и состава резиновой смеси на усадку
шприцованных полуфабрикатов настолько велико, что при пере-
ходе с одной смеси на другую для обеспечения заданных размеров
полуфабриката приходится часто менять профилирующие, детали.
Поэтому шприц-машины снабжаются комплектом сменных профи-
лирующих деталей — мундштуков и дорнов, которые отличаются
по своим размерам. Учитывая деформации сечения, можно доста-
точно легко подобрать профилирующие детали нужных размеров,
чтобы обеспечить выпуск трубок с определенным диаметром и тол-
щиной стенки. Профилирующие детали готовят всегда с учетом
величины деформации сечения полуфабриката, зависящей главным
образом от состава резиновой смеси. Определив опытным путем
относительную величину деформации сечения полуфабриката из
резиновой смеси определенного состава при оптимальной скорости
и температуре шприцевания (обычно она составляет от 20 до 150%
от размера профилирующего отверстия), можно рассчитать при-
мерные размеры профилирующего отверстия.
26.4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШПРИЦЕВАНИЯ
Поступающая на машину теплого питания на шприцевание
резиновая смесь должна быть пластичной, поэтому ее предвари-
тельно разогревают на подогревательных вальцах или (при осу-
ществлении непрерывного процесса) подают непосредственно на
шприц-машину после смешения. Разогрев резиновой смеси произ-
водят по определенному режиму, зависящему от ее состава.
Перед началом работы в рубашку корпуса и в головку шприц-
машины подают пар в течение 10 15 мин.
Предварительный разогрев шприц-машины повышает пластич-
ность резиновой смеси, уменьшает нагрузку электродвигателя
шприц-машины, устраняет перенапряжения в отдельных частях
машины, создает благоприятные условия эксплуатации оборудо-
вания, сокращает непроизводительные затраты времени на регу-
лирование процесса.
Для правильного проведения процесса важно, чтобы поступаю-
щая на шприц-машину резиновая смесь имела постоянную темпе-
ратуру и пластичность. Это достигается непрерывной подачей ре-
зиновой смеси в шприц-машину ленточным транспортером. Коли-
чество поступающей в шприц-машину резиновой смеси должно
быть равно ее расходу при шприцевании. При непрерывном пита-
нии шприц-машины подачу резиновой смеси регулируют, изменяя
ширину и толщину ленты резиновой смеси. Большое значение при
шприцевании имеет также равномерная подача резиновой смеси.
При неравномерной подаче резиновой смеси или при подаче
ее с перерывами изменяется давление в головке шприц-машины,
что приводит к изменению скорости шприцевания и сечения
361
полуфабриката. Резиновую смесь в загрузочную воронку следует
подавать так, чтобы часть червяка была видна через воронку; при
увеличении подачи смеси сверх нормы смесь перестает захваты-
ваться червяком.
При установившемся режиме работы шприц-машину прихо-
дится охлаждать, так как вследствие трения резиновой смеси
о части шприц-машины последняя сильно разогревается. Темпе-
ратура резиновой смеси, поступающей в шприц-машину, должна
быть 50—70 °C и температура головки шприц-машины 70—80°C.
При движении резиновой смеси вдоль червяка можно условно
выделить три рабочие зоны шприц-машины: зону питания, зону
уплотнения и зону выдавливания (или формования), которые от-
личаются по температуре, давлению и особенностям обработки
резиновой смеси. При шприцевании внутренняя поверхность тру-
бок опудривается тальком; который подается в трубку сжатым
воздухом по каналу, проходящему через ребро крестовины, а затем
через держатель и дорн.
По выходе из шприц-машины полуфабрикаты небольших раз-
меров пропудриваются снаружи и укладываются на стеллажи или
на противни, на которых производится их вулканизация. Полу-
фабрикаты большого сечения по выходе из шприц-машины посту-
пают на приемочный транспортер, затем охлаждаются водой для
повышения жесткости резины, предотвращения возможной под-
вулканизации при хранении. Длина транспортеров в охладитель-
ных ваннах достигает иногда 40—50 м; это позволяет обеспечить
лучшее сохранение размеров заготовок при их последующей об-
работке и хранении после раскроя. При охлаждении резиновая
смесь становится более жесткой, что также способствует сохра-
нению формы шприцованных полуфабрикатов.
Производительность шприц-машины определяется рядом фак-
торов: 1) составом резиновой смеси, ее температурой и пластич-
ностью и способом питания шприп-машины; 2) конфигурацией
поперечного сечения выпускаемых полуфабрикатов; 3) диаметром
и частотой вращения червяка; 4) типом нарезки и длиной червяка,
конструкцией мундштука и дорна.
Скорость шприцевания, характеризуемая линейной скоростью
движения полуфабриката в месте съема его с агрегата, зависит от
тех же факторов и колеблется в широких пределах —от 0,5—2,0
до 45 м/мин. Так, протекторы для пневматических шин шпри-
цуются со скоростью до 5—12, заготовки для автокамер — до
12—18, а резиновые трубки — до 45 м/мин.
При нарушении установленного температурного режима шпри-
цевания или при невыполнении других условий процесса выпускае-
мые полуфабрикаты могут иметь различные дефекты: 1) подвул-
канизацию резиновой смеси от перегрева; 2) шероховатую поверх-
ность от недостаточного разогрева резиновой смеси; 3) несоответ-
ствие шприцованных полуфабрикатов заданным размерам из-за
подачи плохо разогретой и с недостаточной пластичностью рези-
362
новой смеси или вследствие недостаточного разогрева шприц-ма-
шины, от повышенной скорости приемочного транспортера, произ-
водящего вытяжку шприцованного полуфабриката; 4) пузыри от
захвата воздуха резиновой смесью, особенно при повышенной ее
пластичности; 5) пористость полуфабриката ввиду повышенной
влажности ингредиентов; 6) продольная полосатость при нали-
чии «забоин» на профилирующих деталях; 7) посторонние вклю-
чения из-за небрежного хранения резиновой смеси или ингреди-
ентов.
26.4.1. Шприцевание на машинах холодного питания
Поддержание стабильных условий шприцевания на шприц-ма-
шинах теплого питания по температуре, пластичности, равномер-
ности подачи резиновой смеси и размерам шприцованных загото-
вок составляет значительную трудность, что объясняется отсут-
ствием в большинстве случаев автоматического регулирования тем-
пературы и непрерывной подачи резиновой смеси с постоянной на-
чальной температурой и пластичностью.
Эти недостатки в значительной мере устраняются при приме-
нении шприц-машин, питание которых проводится холодными ре-
зиновыми смесями, имеющими практически постоянную начальную
температуру, равную температуре окружающего воздуха. Равно-
мерность питания достигается при применении резиновой смеси
в виде ленты определенной толщины и ширины, закатанной на
бобины, которые подаются к шприц-машинам с участка смешения.
На машинах холодного питания предусмотрено автоматическое ре-
гулирование температуры по
зонам, что позволяет под-
держивать постоянный тем-
пературный режим при
шприцевании.
Подача ленты резиновой
смеси с бобин проводится
с помощью питателей раз-
личной конструкции. На
рис. 26.4 приведена схема
питателя с бобиной в виде
барабана. Диаметр бараба-
на с закатанной лентой —
750 мм, длина барабана —
750 мм.
Для облегчения захвата
ленты вращающимся червя-
ком иногда шприц-машины
имеют загрузочные воронки,
снабженные питательными
вращающимися валиками.
Рис. 26.4. Питатель завода «Ярполимермаш»
с бобиной в виде барабана:
1—электродвигатель; 2—вариатор скорости;
3 — микровыключатель; 4—противовес; 5—рычаг;
«—ограждение; 7, S — направляющнй и поддержи-
вающий валики; 9—приводной ремень; 10, 11 и
14—прижимной, подающий и направляющий
ролики; 12— шкив; 13 — резиновая лента; 15—ба-
рабан с резиновой лентой.
363
Вращающийся валик, расположенный параллельно червяку, спо-
собствует затягиванию ленты резиновой смеси в межвитко-
вое пространство червяка, что обеспечивает равномерное питание
машины.
Все это способствует стабилизации размеров шприцуемых за-
готовок и скорости шприцевания. Постоянная скорость шприце-
вания имеет большое значение при создании поточных линий из-
готовления неформовых изделий, когда после шприцевания рези-
новые изделия поступают непосредственно на вулканизацию на
непрерывно действующие вулканизационные установки, работаю-
щие при атмосферном давлении.
26.4.2. Шприцевание на шприц-машинах
с вакуум-отсосом
Для удаления из резиновых смесей влаги, воздуха и летучих
веществ, которые приводят к образованию пор при вулканизации
без применения повышенного давления, необходимо вакуумирова-
ние резиновых смесей. Поэтому для шприцевания заготовок изде-
лий, вулканизуемых при атмосферном давлении, получили распро-
странение червячные прессы холодного питания с удлиненным
червяком и вакуум-отсосом. Длина рабочей части червяка у этих
машин равна 15—16 диаметрам червяка.
В таких шприц-машинах за зонами загрузки, разогревания
и уплотнения располагается зона вакуумирования, после которой
следует зона уплотнения, переходящая в зону выдавливания
(рис. 26.5).
В зоне вакуумирования нарезку червяка делают более глубо-
кой либо при неизменной глубине увеличивают шаг нарезки,
иногда увеличивают также и диаметр червяка, при таком измене-
нии конструктивных особенностей червяка заполнение зоны вакуу-
мирования резиновой смесью составляет не более 50%.
Между зоной разогревания и уплотнения и зоной вакуумиро-
вания располагается разделительное кольцо или стрейнирующая
решетка с отверстиями, которые ограничивают движение резино-
вой смеси; это способствует повышению давления перед зоной ва-
куумирования, уплотнению смеси и созданию вакуума. Резиновая
смесь, проходящая через разделительное кольцо .или стрейнирую-
щую решетку, попадает в зону вакуумирования в виде тонкой
пленки или пучка тонких жгутов, что облегчает удаление влаги
и летучих веществ из резиновой смеси. Во время прохожде-
ния через зону вакуумирования из резиновой смеси практи-
чески полностью удаляются влага, воздух и летучие вещества,
что предотвращает образование пор в изделиях при вулкани-
зации.
Эффективная глубина вакуума составляет 400—2000 Па
(3—15 мм рт. ст.). Эффективность вакуумирования возрастает
с увеличением вакуума, температуры резиновой смеси, с пониже-
364
। нием вязкости резиновой смеси в зоне вакуумирования, а также
в присутствии в резиновой смеси веществ, поглощающих влагу.
Максимально допустимая температура вакуумирования зави-
сит от состава резиновой смеси и склонности ее к подвулканиза-
ции. Для монолитных изделий она составляет 100—150 °C и для
# пористых (губчатых) изделий — 65—105°C. Для поддержания со-
ответствующей температуры зоны цилиндрической камеры, 'червяк
и головка машины снабжаются автономными нагревателями.
В качестве поглотителя влаги применяется калоксол (8—
10 масс. ч. на 100 масс. ч. каучука), представляющий собой дис-
персию 3 масс. ч. свежепрокаленного оксида магния в 1 масс. ч.
минерального масла. Однако применение поглотителей без вакуу-
мирования недостаточно эффективно.
.• Из-за большой длины и особенностей нарезки червяков произ-
водительность машин холодного питания на 25—30, а при наличии
вакуум-отсоса — на 35—40% ниже производительности машин теп-
лого питания.
На машинах с вакуум-отсосом типа МЧХВ (как и на червячных
j машинах холодного питания МЧХ) резиновые смеси подвергаются
• более интенсивным механическим и тепловым воздействиям, чем
на машинах теплого питания типа МЧТ, вследствии большей длины
червяка и более высокой температуры шприцевания. В этих усло-
виях (так же, как при смешении и обработке резиновых смесей)
проявляются в той или иной степени (в зависимости от химиче-
ской природы каучука и состава смеси) процессы деструкции
и структурирования.
Взаимодействие НК, СКИ и СКН с кислородом воздуха при
температурах до 120—140°C способствует развитию деструктив-
ных процессов и повышению пластичности этих каучуков, и, соот-
ветственно— резиновых смесей на их основе. В каучуках СКС,
СКД и СКБ развиваются преимущественно процессы структури-
рования.
Термомеханическое воздействие на каучуки при шприцевании
на таких машинах способствует протеканию механо-химических
процессов — образованию макрорадикалов и активированию мо-
лекул, что облегчает взаимодействие их с сажами, образование
каучуко-сажевых структур и другие структурные превращения.
Создание вакуума, вследствие недостатка кислорода, способствует
протеканию процессов структурирования в результате взаимодей-
ствия между самими молекулами каучука, а также с участием
ингредиентов.
Благодаря структурированию и понижению пористости наблю-
дается повышение предела прочности вулканизатов вакуумирован-
ных резиновых смесей. Особенно сильно проявляется влияние ва-
куумирования на предел прочности вулканизатов смесей на осно-
ве высокостирольного каучука БС-45 К, несколько меньший эф-
фект наблюдается при использовании смесей на основе СКС и на
основе СКС с наиритом.
Термомеханическое воздействие при шприцевании на машинах
с удлиненным червяком типа МЧХ и МЧХВ следует учитывать
при выборе режимов обработки резиновых смесей на этих маши-
нах.
26.4.3. Контроль процесса шприцевания
Контроль процесса шприцевания осуществляют с помощью
контрольно-измерительных приборов и путем внешнего осмотра
шприцованных полуфабрикатов.
Температуру различных частей шприц-машины контролируют
следующими приборами: манометрическими термометрами, тер-
мометрами сопротивления с лагометрами; термопарами с потен-
циометрами.
Контроль процесса шприцевания может быть осуществлен по-
средством измерения осевого давления, действующего на упорный
подшипник червяка, и величины мощности расходуемого тока.
Осевое давление измеряют с помощью измерителя давления (мес-
дозы) с регистрирующим прибором; мощность тока — регистриру-
ющим киловаттметром. При изменении температуры и режима
питания шприц-машины изменяется мощность потребляемого то-
ка и осевое давление. Такой способ контроля удобен при непре-
рывной работе шприц-машины, выпускающей ограниченное число
типоразмеров полуфабриката. Контроль массы единицы длины
непрерывно движущихся шприцованных полуфабрикатов в мас-
совом производстве осуществляют с помощью автоматических
366
весов с транспортером. Они регистрируют отклонение от заданной
массы, и если отклонение массы превысит установленную норму,
подают звуковой или световой сигнал.
В настоящее время разработаны автоматические системы для
контроля массы, ширины, толщины и скорости шприцевания про-
текторных и автокамерных заготовок в шинном производстве.
26.5. ОЧИСТКА РЕЗИНОВЫХ СМЕСЕЙ
НА ЧЕРВЯЧНЫХ ФИЛЬТР ПРЕССАХ
В производстве тонких резиновых изделий повышенной газо-
непроницаемости (автокамеры, велокамеры) недопустимо присут-
ствие в резиновой смеси посторонних включений, так как послед-
ние могут при деформациях выпадать из тонкого слоя; вследствие
этого могут образоваться сквозные отверстия или может произой-
ти ослабление стенки изделия.
Резиновые смеси очищают от посторонних включений на чер-
вячных фильтр-прессах (стрейнерах). По устройству червячные
фильтр-прессы от шприц-машин отличаются только головкой. В го-
ловке червячного фильтр-пресса устанавливают сетки № 09 и 2;
закладывают их между двумя перфорированными дисками, кото-
рые располагаются так, что отверстия в них совпадают. Приме-
няют фильтр-прессы с червяком диаметром 150, 250, 380/450 мм.
При работе сетки загрязняются; для ускорения замены сеток
в головке машины имеется штыковой (байонетный) затвор. Сме-
ну сеток производят (в зависимости от количества включений в
резиновой смеси) через 30—90 мин.
Очистка смеси проводится следующим образом. Резиновую
смесь разогревают на вальцах и подают в виде ленты на червяч-
ный фильтр-пресс. При организации работы по прямому потоку
подачу резиновой смеси производят непосредственно после смеше-
ния, с вальцов транспортером в виде непрерывной ленты. Под на-
пором она продавливается через дырчатые диски с сетками и вы-
ходит из головки машины в виде жгутов диаметрм 6—7 мм. На
сетке остаются посторонние включения — песок, мелкие кусочки
металла, крупные частицы ингредиентов, хрящевидные образова-
ния каучука.
При обработке на червячном фильтр-прессе резиновая смесь
сильно разогревается (до 100—120°C), поэтому она не должна со-
держать в своем составе серу и ускорители во избежание прежде-
временной вулканизации. Эти составные части вводят в резиновую
смесь после фильтрации, на вальцах.
Производительность червячного фильтр-пресса с диаметром
червяка 250 мм составляет примерно 900—1200 кг/ч; она зависит
от состава, пластичности и температуры резиновой смеси, а также
от номера сетки и количества посторонних включений.
Для фильтрования резиновых смесей, не содержащих серу, по-
сле первой стадии их изготовления на скоростном резиносмесителе
367
применяются червячные машины 380/450-4 с фильтровально-гра-
нулирующей или фильтровально-листующей головкой. Такая ма-
шина является модификацией гранулятора. Загрузка резиновой
смеси в нее производится через загрузочную воронку, снабженную
толкателем, который приводится в действие сжатым воздухом, по-
средством специального автоматического устройства. Размеры за-
грузочной воронки машины рассчитаны на прием одной полной
заправки смеси с резиносмесителя PC 250-40, которая перераба-
тывается на червячной машине (рис. 26.6) в течение 2—3 мин.
ГЛАВА 27
ЛИТЬЕ РЕЗИНОВЫХ СМЕСЕЙ ПОД ДАВЛЕНИЕМ
27.1. ЛИТЬЕВЫЕ ПРЕССЫ
Сущность этого процесса состоит в заполнении формы предва-
рительно разогретой пластичной резиновой смесью при высоком
давлении — 30—150 МПа (300—1500 кгс/см2). Заполнение формы
производят через литьевой канал (литник) диаметром 10—12 мм.
При большом давлении пластичная
предварительно разогретая резиновая
смесь обладает значительной текуче-
стью и легко заполняет внутреннюю
полость формы. Необходимое давле-
ние создается при помощи плунжера
или вращающегося червяка.
На рис. 27.1 показан плунжерный
литьевой пресс. Под действием гид-
равлического давления плунжер 2
главного цилиндра 1 со столом 5 и фор-
мой 13 поднимается вверх; при этом
форма упирается в напорную литье-
вую камеру 12, укрепленную в подвиж-
ной траверсе 7, вследствие чего тра-
верса 7 также начинает двигаться
вверх по направляющим 8. Неподвиж-
но укрепленный на верхней траверсе 10
плунжер И входит в напорную литье-
вую камеру и давит на резиновую
смесь. Форма при этом оказывается
зажатой между столом и литьевой ка-
мерой. Под давлением плунжера рези-
новая смесь поступает через литьевой
канал в форму. Для поддержания
литьевой камеры в промежуточном
Рис. 27.1. Схема плунжерного
литьевого пресса:
/—главный цилиндр; 2— плунжер
главного цилиндра; 3 — подпорный
цилиндр подвижной траверсы;
4—плунжер подпорного цилиндра;
5 — стол; 6 — плунжер ретурного ци-
линдра; 7—подвижная траверса:
8 —направляющая; 9 — рстурный
цилиндр; 10 — верхняя траверса;
// — плунжер литьевой камеры;
12 — литьевая камера; 13— форма.
369
Рис. 27.2. Литьевой пресс рамный (рабочее усилие 100 тс):
1—главный цилиндр; 2—рама; 3—стол; 4—ограничительная тяга; 5—верхняя траверса;
6—плунжер; 7—подвижная траверса; 8 — литьевая камера; 3 —литниковое устройство;
10—направляющая колонка; 11— подпорный цилиндр; 12—ретурный цилиндр; 13—коллектор
подвода пара и воды.
положении служат вспомогательные подпорные гидравлические
цилиндры 3. Ретурные цилиндры 9 служат для опускания стола и
одновременно для стягивания литьевой камеры с плунжера 11.
370
На плунжерных литьевых прессах могут заполняться как одно-
гнездные, так и многогнездные формы, однако суммарная пло-
щадь проекций изделий на плоскость, перпендикулярную усилию
прессования, не должна превышать площадь сечения литьевой
(напорной) камеры более, чем на 15—20%- В противном случае
формы должны быть снабжены замками, предупреждающими от-
крывание форм под действием давления резиновой смеси.
В отечественной промышленности применяют плунжерные лить-
евые прессы с рабочим прессовым усилием 1; 3; 6,3 и 12 МН
(100, 300, 630 и 1200 тс). На рис. 27.2 показано устройство пресс-
са с рабочим прессовым усилием 1 МН {100 тс) для литья рези-
новой смеси под давлением (ПЛ-100). Этот пресс имеет следую-
щую техническую характеристику:
Максимальное гидравлическое давление в главном ци-
линдре, МПа (кгс/см2).............................. 12 (120)
Диаметр главного плунжера, мм....................... 340
Давление на резиновую смесь в напорной камере, МПа
(кгс/см2).......................................... 80 (800)
Внутренний диаметр напорной камеры, мм ............. 130
Глубина напорной камеры, мм ........................ 335
Практическая емкость напорной камеры, л............. 4,2
Максимальная величина рабочего просвета (расстояние
между столом пресса и нижней плоскостью напорной
камеры), мм........................................ 260 или
500
Средняя скорость литья резиновой смеси, л/с......... 0,1
Средняя продолжительность заполнения формы (вклю-
чая вспомогательные операции), с................• . 25—30
27.2. РАБОТА НА ЛИТЬЕВЫХ ПРЕССАХ
Перед началом работы литьевую (напорную) камеру нагрева-
ют до 70—80°C. Подвижную траверсу с литьевой камерой опуска-
ют в нижнее положение на стол литьевого пресса. В напорную ка-
меру загружают предварительно разогретую до 60—70 °C резино-
вую смесь в виде плотного рулона определенной длины и диамет-
ра в соответствии с внутренними размерами напорной камеры. Для
литьевых прессов с рабочим усилием 1 МН (100 тс) диаметр ру-
лонов равен 125 мм, а длина 320—350 мм. Перед загрузкой в на-
порную камеру рулоны (3—5 шт.) могут храниться в небольшом
количестве в термостате около литьевого пресса.
После загрузки резиновой смеси подвижную траверсу с напор-
ной камерой поднимают вверх до упоров. На стол пресса устанав-
ливают форму, центрируя ее положение. После такой подготовки
стол литьевого пресса с формой поднимают вверх путем подачи
жидкости низкого давления в главный цилиндр пресса. При этом
плунжер, укрепленный на неподвижной траверсе, входит в напор-
ную камеру и уплотняет резиновую смесь. Давление в главном
цилиндре достигает 1,8—2,0 МПа (18—20 кгс/см2), после чего в
371
него подают жидкость высокого давления. Об окончании заполне-
ния формы судят по появлению резиновой смеси из контрольных
отверстий в форме или по достижению максимального давления
жидкости в главном цилиндре (по манометру).
По окончании процесса литья из главного цилиндра спускают
жидкость высокого давления; вследствие этого ретурные цилинд-
ры, также находящиеся под давлением, опускают стол пресса в
нижнее положение. Форму снимают с пресса, вместо нее под на-
порную камеру ставят новую, и цикл литья повторяют до полного
израсходования резиновой смеси в напорной камере. После этого
напорную камеру снова наполняют резиновой смесью.
Производительность плунжерного литьевого пресса зависит от
давления, температуры и пластичности резиновой смеси. Произво-
дительность плунжерного литьевого пресса с рабочим усилием
1 МН (100 тс) составляет 20—40 кг/ч при средней массе изделия
0.2—0,3 кг.
После заполнения на литьевых прессах формы поступают на
вулканизацию, которая производится на гидравлических вулкани-
зационных прессах, в пресс-автоклавах, в котлах или аппаратах
непрерывной вулканизации. После вулканизации формы транспор-
тируют пластинчатым транспортером на участок разборки форм;
здесь извлекают вулканизованные изделия, а формы смазывают,
собирают и направляют к литьевым прессам. Вулканизованные
изделия транспортируют на отделочные операции; остающийся
после вулканизации литник срезают, а поверхность изделия в этом
месте подвергают шероховке.
27.3. ПРИМЕНЕНИЕ ЛИТЬЕВЫХ АГРЕГАТОВ
На современных литьевых агрегатах осуществляются два про-
цесса: литье и вулканизация. Наиболее совершенными агрегатами,
применяемыми для изготовления формовых изделий (резиновых
изделий, вулканизуемых в формах), являются одно- и многопози-
пионные автоматы и полуавтоматы для литья и вулканизации из-
делий. Использование литьевых агрегатов позволяет получить зна-
чительный экономический эффект за счет сокращения производ-
ственного цикла, повышения производительности труда, снижения
потерь резиновой смеси.
Эти агрегаты имеют две основные части (два основных узла):
инжекционную часть (литьевое устройство, литьевой узел) и вул-
канизационно-прессовую часть (узел смыкания). Инжекционная
часть предназначена для прогрева резиновой смеси и подачи ее
в полость литьевой формы. Прессовая часть агрегата служит для
удержания формы в плотно закрытом состоянии в процессе литья
и вулканизации изделия.
В зависимости от расположения инжекционной и вулканизаци-
онно-прессовой частей литьевые агрегаты подразделяются на вер-
тикальные, горизонтальные и угловые. В вертикальных литьевых
372
агрегатах эти части расположены вер-
тикально друг над другом; к ним от-
носятся агрегаты ЛСВ-1000, Л СВ-2000
(ЧССР), агрегаты итальянской фир-
мы «Пирелли». Эти агрегаты имеют
большую высоту и устанавливаются в
первых этажах заводских корпусов
(рис. 27.3).
В горизонтальных агрегатах основ-
ные части расположены горизонталь-
но друг за другом; к ним относятся
литьевые агрегаты ЦСИ-250 (ЧССР)
(рис. 27.4). Для их установки требу-
ются значительные производственные
площади, и они не пригодны для изго-
товления изделий, имеющих металли-
ческую арматуру.
В угловых агрегатах прессовая
часть расположена вертикально, а ин-
жекционная часть — горизонтально
(рис. 27.5). Такие агрегаты удобны в
обслуживании, дают возможность осу-
ществлять литье через каналы, иду-
щие по разъему частей формы, что
облегчает удаление выпрессовок (об-
лоя). Угловые и вертикальные агре-
гаты могут применяться для изготов-
ления армированных изделий, так как
литьевые формы у них располагаются
горизонтально, что облегчает заклады-
вание в них арматуры.
Так как процесс литья протекает
быстро (10—30 с), а вулканизация —
сравнительно медленно, то для повы-
шения эффективности использования
литьевого узла он обслуживает не-
сколько узлов прессования и вулкани-
зации, как это предусмотрено на мно-
гопозиционных агрегатах для литья и
вулканизации.
Позиционность агрегата (число уз-
лов прессования) зависит от соотно-
шения продолжительности литья вме-
Рис. 27.3. Вертикальный литье-
вой агрегат с плунжерным
литьевым устройством:
1 -основание пресса; 2—гидро-
цилиндр литьевого устройства;
3—тяги; 4— шток; 5—нижняя тра-
верса; 6—литьевая камера; 7—не-
подвижный стол; 8—колонна;
9— верхний стол; 10— верхняя про-
кладка; 11 — каретка; 12— плунжер
главного цилиндра узла прессова-
ния; 13 — верхняя траверса; И—ре-
зервуар для масла; 15— ретурный
гидроцилиндр; 16—тяга; /7 —огра-
ничители.
сте со вспомогательными операциями
и продолжительности вулканизации. Чем больше продолжитель-
ность вулканизации, тем больше узлов прессования может иметь
агрегат, на котором производится изготовление формовых из-
делий.
373
Рис. 27.4. Горизонтальный литьевой агрегат ЦСИ-250:
п7т1™Пр^ОД; 2ТЦИЛННДР быстрого перемещения траверсы; 5-цилиндр смыкания формы; 4-обогреваемая
литьевая Форма, 5 узел смыкания формы; 6 — цилиндр литьевого устройства; 7 —инжекционный цилиндр;
8 литьевое устройство; 9—цилиндр перемещения литьевого устройства; 10 — привод. Р
Рис. 27.5. Угловой литьевой агрегат:
/ — узел прессования и вулканизации; 2 — литьевое устройство.
Рис. 27.6. Схемы расположения
узлов прессования и вулканизации
в миогопозиционных агрегатах:
а —на поворотном столе; б— по дуге
окружности; в — в линию;
/ — узел прессования и вулканизации;
2 —литьевое устройство; 3 — поворотный
стол (планшайба); 4— направляющие
перемещения литьевого устройства.
приспособления для выемки
работающие автоматически.
Применяются различные спосо-
бы расположения узлов прессова-
ния и вулканизации на многопози-
ционных агрегатах. Они могут рас-
полагаться вертикально на поворот-
ном столе (рис. 27.6, а) или на ро-
торе и при повороте последних пода-
ваться последовательно к неподвиж-
ному литьевому устройству. На не-
которых агрегатах литьевая часть
устанавливается на горизонтальной
поворотной площадке (планшайбе),
а узлы прессования — неподвижно,
по дуге окружности (рис. 27.6,6).
Третий способ расположения узлов
прессования — неподвижно, в ли-
нию, вдоль которой по направляю-
щим перемещается литьевая часть
(рис. 27.6, в). Такая компоновка
принята в агрегатах фирмы «Эн-
гел» (Австрия). Эти агрегаты реко-
мендуется применять для изготовле-
ния массивных изделий.
Узлы прессования на некоторых
многопозиционных агрегатах имеют
вулканизованных изделий из форм,
Литьевые (инжекционные) устройства агрегатов для литья и
вулканизации могут быть плунжерного и червячно-плунжерного
типов.
Плунжерные литьевые устройства позволяют осуществлять
литье при высоком давлении. Плунжерное литье на вертикальных
агрегатах для литья и вулканизации осуществляется следующим
образом. Резиновую смесь, предварительно разогретую на червяч-
ной машине с дозирующим устройством до 60—80 °C, в требуемом
количестве загружают в литьевую камеру, которая может быть
нагрета до 100 °C. Давление литья создается инжекционным
плунжером, перемещающимся в литьевой камере. Последующее
нагревание смеси происходит в каналах литьевой формы за
счет перехода при трении механической энергии в тепловую
энергию.
Плунжерное литьевое устройство имеет следующие недо-
статки:
1) трудоемкость подготовки и загрузки резиновой смеси в литье-
вое устройство:
2) ограниченное количество подаваемой смеси;
3) недостаточно равномерный разогрев резиновой смеси перед
заполнением литьевой формы.
376
На рис. 27.7 приведена схема работы плунжерного литьевого
устройства пресса вертикального типа с ручной загрузкой смеси в
литьевой цилиндр. Пресс аналогичной конструкции изображен на
рис. 27.3.
На некоторых литьевых агрегатах (например, ЛКВ-600,
ЛСВ-1000) плунжерные литьевые устройства снабжены шнеком
для предварительного разогрева резиновой смеси и заполнения
литьевого цилиндра.
В червячно-плунжерных литьевых устройствах червяк, вра-
щаясь, разогревает и подает резиновую смесь в переднюю часть ли-
тьевого цилиндра. Затем вследствие поступательного движения
червяка вдоль цилиндра создается необходимое давление впрыска
резиновой смеси в форму. Питание литьевого устройства червячно-
плунжерного типа производится лентой резиновой смеси, намотан-
ной на бобину, или гранулированной резиновой смесью через за-
грузочную воронку, которая в случае применения гранул снабжа-
ется загрузочным бункером. Закатка подаваемой с вальцов ленты
резиновой смеси на бобины производится на специальном зака-
точном устройстве. Часто для этой цели применяются охладитель-
ные камеры с закаточным устройством. В необходимых случаях
при повышенной клейкости резиновой смеси применяется опудри-
вание поверхности ленты и гранул сухими антиадгезивными сред-
ствами или смачивание их водными эмульсиями или суспензиями
антиадгезивов (суспензии каолина, талька, мела, стеарата цинка,
эмульсия полисилоксановой жидкости ПМС-200 и др.).
Для предотвращения при впрыске перетекания пластичной ре-
зиновой смеси по виткам червяка в обратном направлении на кон-
це червяка устанавливается обратный клапан в виде запорного
кольца (рис. 27.8). При вращении червяка подаваемая резиновая
смесь свободно проходит через кольцо,а при поступательном дви-
а
б в
Рис. 27.7. Схема работы плунжерного литьевого устройства вертикального
агрегата:
с —резиновая смесь в литьевой камере перед впрыском; б —начало впрыска резиновой смеси
в форму; в— конец впрыска и начало вулканизации;
/—форма; 2—резиновая смесь; 3 — концевой выключатель; 4—система управления сбросом
давления; 5—гидроцилиндр литьевого устройства; 6—плунжер.
377
Рис. 27.8. Запорное кольцо
червячно-плунжерного
устройства:
/ — наконечник; 2—обратный
клапан (кольцо); S —червяк.
часть камепы чепвяку с
жении червяка по направлению к соплу
кольцо плотно прижимается под давле-
нием резиновой смеси к концу червяка и
запирает его витки.
Червячно-плунжерные литьевые уст-
ройства получили в настоящее время
широкое распространение на одно- и
многопозиционных агрегатах.
Литьевые агрегаты с червячно-плун-
жерным устройством применяются при
объеме отливки до 2000 см3.
Порядок отдельных операций литья и
вулканизации на этих агрегатах показан
на рис. 27.9. Поступающая в загрузочную
воронку резиновая смесь равномерно об-
рабатывается, разогревается и переме-
щается вдоль цилиндрической камеры.
После подачи вращающимся червяком
достаточного объема смеси в переднюю
помощью гидравлического цилиндра со-
общается поступательное движение по направлению к соплу, бла-
годаря чему создается давление до 100—150 МПа (1000—
1500 кгс/см2), под действием которого происходит впрыск резино-
вой смеси в литьевую форму (см. рис. 27.9,а). Во время впрыска
при прохождении через сопло диаметром 4—6 мм резиновая смесь
нагревается до температуры вулканизации. После заполнения
формы литьевое устройство в течение нескольких секунд прижи-
мается к ней для предотвращения вытекания резиновой смеси
(см. рис. 27.9, б).
Выдержка в течение этих секунд необходима для обеспечения
подвулканизации резиновой смеси в литьевом канале формы и
образования таким образом пробки, препятствующей вытеканию
резиновой смеси.
Давление червяка по окончании заполнения формы автомати-
чески снимается.
После заполнения формы происходит вулканизация, по оконча-
нии которой форма автоматически открывается и вулканизованные
изделия механически выталкиваются из формы или извлекаются
вручную.
Вращающийся червяк набирает новую порцию резиновой
смеси.
Под действием давления резиновой смеси, непрерывно подавае-
мой в переднюю часть цилиндра червячно-плунжерного устрой-
ства червяк возвращается в исходное положение для следующего
впрыска (см. рис. 27.9, в). Такой процесс называется инжекцион-
ным литьем.
Положительной особенностью агрегатов с червячно-плунжер-
ным литьевым устройством типа ЦСИ-250, ЦСИ-371/160, ЦСИ-500,
Д78
Рис. 27.9. Схема работы литьевого устройства червячно-плунжерного типа:
в—впрыск резиновой смеси в форму (червяк движется справа налево); б —вулканизация
изделия и накопление резиновой смеси в литьевом цилиндре (червяк вращается); в—извлече-
ние изделия из формы, накопление смеси закончено;
1 — форма; 2—литьевое устройство; 3—червяк; 4 — загрузочная воронка; 5—резиновая смесь;
6 — вулканизованное изделие.
J
ЦСИ-1000 (ЧССР), «Штюбе» (ФРГ) является предварительный
разогрев резиновой смеси на агрегате и связанное с ним сокраще-
ние продолжительности вулканизации, а также возможность ра-
боты в автоматическом режиме (при условии автоматического из-
влечения вулканизованных изделий из формы). Эти литьевые
агрегаты имеют механизм перемещения форм (узлов прессова-
ния); процесс литья на них не отличается от литья на однопози-
ционных агрегатах.
В настоящее время в отечественной резиновой промышленно-
сти применяются различные многопозиционные литьевые агре-
гаты;
1) автомат Л КВ-100 (ЧССР) с плунжерным литьевым устрой-
ством для изготовления мелких формовых изделий объемом до
100 см3;
2) автомат ЛК.В-600 (ЧССР) с плунжерным литьевым устрой-
ством, имеющим шнек для разогрева и подачи резиновой смеси
в литьевой цилиндр, для изделий объемом до 600 см3;
3) агрегаты фирмы «Десма» и «Штюбе» (ФРГ) с червячно-
плунжерным литьевым устройством для отливок с максимальным
объемом от 110 до 2100 см3,
379
Для получения массивных изделий значительной массы и размеров на чер-
вячно-плунжерных литьевых машинах со сравнительно небольшим объемом
впрыска в последнее время стали применять метод интрузионного литья. При
интрузионном литье вращающийся червяк литьевого устройства нагнетает рези-
новую смесь непосредственно в полость формы, при этом удерживается в перед-
нем положении за счет противодавления рабочей жидкости в гидроцилиндре.
По мере заполнения формы давление резиновой смеси перед червяком увеличи-
вается, и при некотором значении давления червяк начинает отходить назад с
одновременным набором резиновой смеси в передней части цилиндра для после-
дующего впрыска недостающей дозы резиновой смеси под высоким давлением.
Объем впрыска должен быть равен объему пустот, незаполненных в течение
первого периода литья, иначе изделие не будет полностью отформовано.
Объем резинового изделия при интрузионном литье может превышать
20 объемов впрыска литьевой машины.
При интрузионном литье так же, как и при инжекционном, значительно со-
кращается продолжительность вулканизации благодаря равномерному разогре-
ванию смеси до 130—140 °C вращающимся червяком и при продавливании смеси
через сопло литьевого устройства. В этих условиях обеспечивается высокое каче-
ство получаемых изделий благодаря хорошим условиям заполнения формы ре-
зиновой смесью и устранению неоднородности вулканизации вследствие значи-
тельного и равномерного разогрева резиновой смеси.
Время заполнения формы резиновой смесью не должно превышать времени,
по истечении которого наступает подвулканизация смеси и связанная с ней по-
теря текучести.
27.3.1. Свойства резиновых смесей,
перерабатываемых на литьевых агрегатах
При переработке резиновых смесей методом литья под давле-
нием первостепенное значение имеют вязкость смесей и стойкость
их к подвулканизации. Эти свойства резиновых смесей зависят от
их состава и природы каучука.
Большая часть резиновых смесей, которые используются при
изготовлении формовых изделий обычным компрессионным мето-
дом (путем формования и вулканизации в формах на вулканиза-
ционных прессах), не пригодна для литья, так как имеет высокую
вязкость и характеризуется малым временем подвулканизации.
В процессе литья резиновых смесей используется способность
каучуков переходить в вязкотекучее состояние. С повышением ско-
рости литья снижается вязкость резиновой смеси. Вязкость рези-
новых смесей снижается также с повышением температуры. Для
повышения текучести и уменьшения высокоэластических деформа-
ций при литье, как и при всех видах формования резиновых
смесей, стремятся применять максимально высокие температуры, ко-
торые однако должны быть ниже температуры текучести и близ-
кой к ней температуры термического разрушения каучуков, а так-
же ниже температуры вулканизации. В этих условиях резиновые
смеси проявляют минимальную способность к высокоэластическим
деформациям, затрудняющим их технологическую обработку на
всех стадиях производства.
380
При течении резиновой смеси через сопло (мундштук) и литье-
вые каналы наблюдается значительное тепловыделение, приводя-
щее к повышению температуры смеси. На величину тепловыделе-
ния большое влияние оказывает природа каучука. Имеются дан-
ные о том, что при продавливании через сопло литьевой машины
резиновой смеси с вязкостью 30—90 ед. по Муни среднее повыше-
ние температуры составляет: для смесей на основе изопренбвого
синтетического каучука—10 °C, силоксанового каучука—18, хло-
ропренового каучука — 23, бутилкаучука — 26, НК — 35, СКС —
38, СКН — 60 °C.
Повышение температуры при прохождении через сопло и лит-
никовые каналы позволяет нагреть смесь до температуры вулка-
низации и значительно сократить продолжительность последней.
Для того чтобы при этом не произошло подвулканизации резино-
вой смеси, она должна обладать высокой стойкостью к подвулка-
низации, а продолжительность впрыска должна составлять не-
большую долю от общего цикла литья и последующей вулканиза-
ции.
Наполнители увеличивают вязкость резиновой смеси. При ак-
тивных наполнителях наблюдается более резкое возрастание вяз-
кости вследствие образования,связей каучук — технический угле-
род— каучук, а также адсорбции молекул каучука на поверхности
наполнителей и снижения вследствие этого гибкости макромоле-
кул.
Пластификаторы снижают вязкость смесей и повышают ее те-
кучесть в разной степени, в зависимости от их молекулярной мас-
сы и химической природы. В результате снижается нагрев смеси
при движении ее через сопло и литьевые каналы. Вместе с тем
при пониженной вязкости резиновых смесей (30—35 ед. по Муни)
увеличивается брак резиновых изделий (поры и пузыри) вследст-
вие захвата воздуха смесями в каналах червяка.
В качестве пластификаторов для смесей на основе СКИ-3 -|-
-j- СКД и на основе наирита КР-50 рекомендуется полиэтиленгли-
коль и низкомолекулярный полиэтилен, а также эмульфин К, пред-
ставляющий собой смесь моностеаратов глицерина и полиэтилен-
гликоля (40%), парафина (32%) и каолина (28%) в дозировке
3—5 масс. ч. на 100 масс. ч. каучука. Эмульфин облегчает съем
изделий с форм, снижает брак по недопрессовке и по расслоению.
От состава вулканизующей группы зависит индукционный пе-
риод, т. е. время до начала вулканизации. От индукционного пе-
риода зависит продолжительность впрыска и последующей вы-
держки под давлением в процессе литья. Чем больше индукцион-
ный период, тем выше может быть температура в процессе литья,
больше скорость литья и скорость вулканизации. Поэтому в сме-
сях, предназначенных для литья, получили распространение суль-
фенамиды; применяются также сульфенамиды в сочетании с тиу-
рамом и сульфазаном (Г^,М'-дитиодиморфолин), применяемыми
в качестве вулканизующего агента вместо серы. Резиновые смеси
381
с сульфазаном менее склонны к подвулканизации, а резины, по-
лученные из этих смесей, имеют повышенную стойкость к тепло-
вому старению. Рекомендуется также применение М,ЬГ-тетратио-
диморфолина с сульфепамидом и тиурамом.
В качестве антискорчинга для смесей на натуральном каучуке,
СКИ-3 и СКН рекомендуется саптогард PVI (N-циклогексилтио-
фталамид).
В технологической практике способность резиновых смесей к
литью обычно характеризуют временем заполнения стандартной
формы при определенном давлении литья или длиной затекания
резиновой смеси в канал бесконечной длины в форме спирали.
При экспресс-контроле литьевых свойств резиновых смесей
применяется модернизированный дефометр, обеспечивающий на-
гревание до 180 °C, при помощи которого определяют жесткость
и эластическое восстановление резиновой смеси.
Для характеристики вулканизационной способности резиновой
смеси, от которой также зависят ее литьевые свойства, определя-
ется время подвулканизации при температуре максимально воз-
можной в процессе литья.
На вязкость и литьевую способность резиновых смесей, таким
образом, влияет состав резиновой смеси и прежде всего вид кау-
чука, количество и свойства наполнителей и пластификаторов и
состав вулканизующей группы. Вязкость каучука зависит от строе-
ния макромолекул, гибкости основной цепи, межмолекулярного
взаимодействия, строения и длины боковых цепей, надмолекуляр-
ной структуры и степени кристалличности. По уменьшению теку-
чести каучуки можно расположить в ряд: СКИ-3 > СКТ > СКС >
> СКН > СКФ- Натуральный каучук обладает высокой текуче-
стью только при малых скоростях деформации. Во всех случаях
желательно применение каучуков с одинаковыми (у отдельных
партий) и стабильными пласто-эластическими свойствами.
ГЛАВА 28
ИЗГОТОВЛЕНИЕ РЕЗИНОВОГО КЛЕЯ
2В.1. ОБЩИЕ СВЕДЕНИЯ
Резиновый клей получают растворением каучука или резиновой
смеси в соответствующем растворителе. Каучуки, как и все другие
высокомолекулярные соединения, растворяются после предвари-
тельного набухания в растворителе, которое сопровождается увели-
чением объема каучука. В первый момент действия растворителя
набухание происходит с наибольшей скоростью, затем скорость
набухания постепенно уменьшается. При набухании растворитель
проникает в пространство между молекулами каучука, поэтому
силы межмолекулярного взаимодействия в каучуке по мере набу-
382
хания ослабевают и каучук пере-
ходит в раствор.
Различают два вида набуха-
ния: неограниченное и ограничен-
ное. В тех случаях, когда после
набухания каучук полностью пе-
реходит в раствор, набухание на-
зывается неограниченным, когда
Я<е каучук не растворяется и оста-
ется в набухшем состоянии, набу-
хание называется ограниченным.
Иногда ограниченное набухание
сопровождается частичным рас-
творением.
Максимум набухания харак-
теризуется предельным значением
объема вещества в набухшем со-
стоянии, после достижения кото-
Рис. 28.1. Кинетические кривые на-
бухания каучука:
1 — невальцованный смокед-шитс; 2— мягкий
вулканизат; 3—вальцованный каучук
рого объем практически пере-
стает изменяться. На рис. 28.1 показаны кривые кинетики ограни-
ченного и неограниченного набухания. Уменьшение объема об-
разца в конце неограниченного набухания объясняется наступаю-
, шим растворением.
Величина максимума набухания зависит от природы каучука,
его предшествующей обработки и природы растворителя. Неполяр-
ные каучуки (натуральный каучук, СКИ-3, СКС, бутилкаучук)
набухают и хорошо растворяются в неполярных растворителях,
полярные каучуки (хлоропреновыйТСКН) — в полярных рдстпори-'
телях. Предварительная механическая обработка (пластикация)
каучука обусловливает повышение растворимости каучука. Осо-
бенно сильно механическая пластикация влияет на характер набу-
хания и на скорость растворения натурального каучука. Вулканиза-
ция всех каучуков приводит к практической потере растворимости
и к значительному понижению степени набухания. Степень набу-
хания вулканизатов в растворителях является показателем их
стойкости к действию растворителей и степени вулканизации.
Растворы каучука отличаются высокой вязкостью и другими
характерными свойствами коллоидных растворов полимеров. Кол-
лоидные свойства растворов каучука объясняются значительными
размерами молекул и мицелл каучука, находящихся в растворе.
Вязкость растворов каучука заметно возрастает с повышением их
концентрации и с понижением температуры. Деструкция же кау-
чука приводит к понижению вязкости клеев.
Резиновые клеи имеют разнообразное назначение. В производ-
стве резиновых изделий их применяют в следующих случаях: при
сборке резиновых изделий из отдельных деталей для придания их
поверхности достаточной клейкости; для промазки тканей при
их прорезинивании; при изготовлении тонкостенных резиновых
383
изделий методом макания; для ремонта вулканизованных резино-
вых изделий.
Кроме резиновых клеев, для крепления резины к поверхности
металлов получили широкое применение специальные клеи: из
хлорированных каучуков, из термопрена и изоцианатные клеи.
Для изготовления резиновых клеев кроме натурального каучука
используются каучуки СКН, СКС, СКИ-3 и хлоропреновые каучуки.
28.2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К РАСТВОРИТЕЛЯМ КАУЧУКА
К растворителям каучука в производстве резиновых изделий
предъявляют следующие требования: 1) хорошая растворяющая
способность; 2) стабильность, химическая инертность по отноше-
нию к каучуку и отсутствие отрицательного влияния на качество
клея; 3) достаточная скорость испарения растворителя; 4) мини-
мальная пожаро- и взрывоопасность; 5) минимальное токсическое
действие; 6) доступность и невысокая стоимость; 7) отсутствие не-
приятного запаха.
Растворителями неполярных каучуков являются алифатические
углеводороды, ароматические углеводороды, хлорированные угле-
водороды и сероуглерод. К алифатическим углеводородам отно-
сятся легкие фракции нефти — бензину. Ароматические углеводо-
роды обладают лучшей растворяющей способностью по сравнению
с бензином, но они отличаются повышенной токсичностью и по-
этому в отечественной промышленности применяются редко.
Хлорированные углеводороды (дихлорэтан и четыреххлористый
углерод) менее горючи, но являются токсичными веществами. Они
не обладают достаточной стойкостью, на свету и при нагревании
разлагаются с выделением хлористого водорода, который, взаимо-
действуя с каучуком, вызывает изменение его свойств и понижает
вязкость клея.
Сероуглерод обладает высокой токсичностью и пожароопасно-
стью, поэтому применяется редко.
Путем многочисленных исследований токсичности растворите-
лей было установлено, что самым приемлемым растворителем
неполярных каучуков является бензин БР-1 («Галоша»). Предель-
но допустимое содержание бензина в воздухе составляет
0,3-10~3 кг/м3 (0,3 мг/л); длительное пребывание в атмосфере, в
которой содержание бензина составляет (1-—2) • 10~3 кг/м3 (1—
2 мг/л), вызывает хроническое заболевание нервной системы.
Пожаро- и взрывоопасность растворителей характеризуется
температурой вспышки, пределами взрываемости смеси паров
растворителей с воздухом и температурой самовоспламенения. Тем-
пературой вспышки называется температура, при которой концен-
трация паров в воздухе над жидкостью такова, что пары воспла-
меняются от открытого пламени. Чем выше температура кипения
углеводорода, тем выше температуры его вспышки. Существуют
384
определенные пределы концентрации паров растворителей в воз-
духе (нижний и верхний предел), при которых может произойти
взрыв паровоздушной смеси. Чем ниже концентрация паров, при
которой может произойти взрыв, и чем шире пределы взрывоопас-
ных концентраций, тем выше взрывоопасность данного раствори-
теля. Значительной пожаро- и взрывоопасностью отличаются
растворители: бензин, ароматические углеводороды и особенно
сероуглерод.
Применение клеев всегда связано с испарением растворителя.
Скорость испарения растворителя характеризуется давлением на-
сыщенных паров растворителя при комнатной температуре; чем
выше давление паров, тем выше скорость испарения.
Как указывалось выше, наибольшее применение при изготовле-
нии клеев нашел бензин БР-1. К нему предъявляются следующие
требования: плотность—не более 730 кг/м3 (0,730 г/см3); темпера-
тура начала перегонки — не ниже 80 °C (до температуры 120°C
должно перегоняться не менее 98%); содержание ароматических
углеводородов в бензине должно быть не более 3%.
Бензин должен выдерживать испытание на образование мас-
ляного пятна (остаток после фракционной перегонки бензина, на-
несенный на фильтровальную бумагу, не должен давать масляного
пятна), не должен содержать механических примесей и воды.
Бензин БР-1 представляет собой низкокипящую фракцию, по-
лучаемую при прямой перегонке парафиновой нефти. От бензинов
других марок бензин БР-1 отличается более узким температурным
интервалом кипения, минимальным содержанием ароматических
углеводородов и менее резким запахом.
В табл. 28.1 приводятся свойства некоторых растворителей.
Бензин применяется в качестве растворителя натурального кау-
чука, а также каучуков СКИ-3 и СКС. Для получения клеев из
бутадиен-нитрильного каучука и для растворения хлоропренового
каучука применяются сложные эфиры, чаще всего этилацетат и
бутил ацетат.
Таблица 28.1. Свойства растворителей
Растворители Температура. °C Пределы взрываемо- сти, % (об.) Предельно допу- стимая концентра- ция в воздухе, 10“3 кг/мз
кипения самовоспла- менения, нижний верхний
Бензин 80-120 350 1,40 5,4 0’30
Бензол 80 540 1.41 7,1 0.02
Толуол 110-112 536 1,27 6,7 0>05
Ксилол 138-144 590 0,93 4,5 0,05
Сероуглерод 46 124 1,06 50,0 0,01
Этнлацетат 77 400 3,50 16,8 0,20
Бутила цетат 122-128 450 2,20 15,0 0,20
13 Зак. 1316
385
26.3. ХРАНЕНИЕ РАСТВОРИТЕЛЕЙ
Бензин, как и другие легковоспламеняющиеся жидкости, хранят
на заводах в специально оборудованных складах. Эти склады
должны быть расположены на безопасном расстоянии от произ-
водственных и подсобных зданий, а также от складов готовой про-
дукции и сырья. К складу должен быть свободный доступ со всех
сторон на случай пожара. Хранение растворителей производится
в цистернах, находящихся, как правило, ниже уровня земли. Хра-
нение бензина и других легковоспламеняющихся жидкостей в под-
земных резервуарах допускается в количествах не более 2500 м3.
Подачу бензина в цехи-потребители производят в количествах,
не превышающих двухсменной потребности. Подача производится
по трубопроводам под давлением инертного газа; допускается так-
же применение центробежных, шестеренчатых и ротационных на-
сосов.
В цехах легковоспламеняющиеся жидкости можно хранить
лишь в стационарных расходных баках или в металлической таре,
которые должны находиться в огнестойких помещениях, имеющих
самостоятельный выход. Непосредственно на рабочих местах рас-
творители должны храниться в бачках с крышками.
28.4. СОСТАВ И КОНЦЕНТРАЦИЯ КЛЕЯ
Клеи готовят различными способами в зависимости от назна-
чения и применения. Иногда клей готовят из одного каучука без
добавления других ингредиентов, например торговый клей широ-
кого применения. Такой клей является невулканнзующимся (он не
содержит в своем составе серу и ускорители).
В большинстве случаев клеи содержат в своем составе различ-
ные ингредиенты: серу, ускорители вулканизации, активатор, жир-
ные кислоты и другие мягчители, наполнители и красители. В за-
висимости от содержания серы и ускорителей клеи подразделяются
на невулканизующиеся, вулканизующиеся и самовулканизующиеся.
Иногда вулканизующиеся клеи не содержат в своем составе
серу, это облегчает их хранение, так как сера при хранении клея
способна выкристаллизовываться, что резко понижает качество
резинового клея. Такие клеи применяют при сборке резиновых
изделий. Вулканизация тонкой клеевой пленки, образующейся
после испарения растворителя, в этом случае происходит за счет
миграции серы из склеиваемых невулканизованных деталей или
слоев изделия.
Самовулканизующиеся клеи содержат в своем составе ультра-
ускоритель типа дитиокарбаматов, например дибутилдитиокарба-
мат цинка. Вулканизация этих клеев происходит при комнатной
или слегка повышенной температуре. Самовулканизующийся клей
готовят из двух дополняющих друг друга частей: из клея, содер-
жащего серу и активатор, и из клея, содержащего ускоритель вул-
386
канизации. Их смешивают непосредственно перед применением во
избежание вулканизации, которая может привести к желатиниза-
ции клея. Для повышения клейкости в состав клея из СКС вводят
канифоль, а для повышения прочности клеевой пленки — значи-
тельное количество сажи.
Концентрация клея зависит от его назначения. Для изготовле-
ния ненаполненных клеев требуется повышенный расход раствори-
теля, так как вязкость их растворов выше вязкости растворов на-
полненного клея при одной и той же концентрации. Клеи из раз-
личных каучуков при одинаковой концентрации имеют различную
вязкость, так как на вязкость большое влияние оказывают средняя
молекулярная масса и структура каучука. Предварительная пласти-
кация натурального каучука приводит к значительному понижению
вязкости раствора (клея) и, следовательно, к уменьшению расхода
растворителя для получения клея определенной вязкости. Одно-
временно с этим пластикация приводит к значительному пониже-
нию прочности клеевой пленки и прочности склеивания.
Концентрация клеев выражается двояко: процентным содер-
жанием резиновой смеси (или каучука) в составе клея и соотно-
шением резиновой смеси и растворителя, показывающим, какое
количество растворителя приходится на 1 кг клеевой смеси (или
каучука).
В зависимости от концентрации клеи подразделяются на густые,
жидкие и клеи средней концентрации. Густыми клеями называют
клеи с концентрацией от 1 : 1 до 1 :5, жидкими — клеи с концентра-
цией 1:10- 1:20. Густые клеи или мази применяют в производ-
стве резиновой обуви для намазки подкладки и некоторых других
деталей, а также при промазке тканей на клеепромазочных маши-
нах. Жидкие клеи, применяют для промазки деталей в процессе
сборки резиновых изделий. Относительно низкая вязкость жидкого
клея дает возможность наносить его тонким слоем, из которого
быстро испаряется растворитель, что является важным условием
при склеивании деталей.
При применении густого клея требуется значительное время
для сушки, что увеличивает продолжительность производственного
процесса.
28.5. СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗИНОВОГО КЛЕЯ
Существует несколько способов изготовления резинового клея:
1) изготовление резинового клея путем растворения предварительно
изготовленной клеевой смеси, содержащей все или почти все со-
ставные части клея, кроме растворителя; 2) изготовление резино-
вого клея путем растворения каучука в клеемешалке с последую-
щей загрузкой всех некаучуковых составных частей в клеемешалку.
Первый способ имеет преимущество, так как при его применении
обеспечивается более равномерное распределение ингредиентов,
более высокая однородность резиновых клеев, ускорение процесса
13*
387
изготовления клея и лучшие санитарно-гигиенические условия
труда. При этом способе клеевую смесь готовят на вальцах. Пред-
варительное распределение ингредиентов в клеевой смеси при ее
изготовлении облегчает последующее распределение ингредиентов
в массе клея.
Изготовление резинового клея производят в клеемешалках
различных типов. Наиболее часто для изготовления густых клеев
применяют клеемешалку (смеситель СМ) с горизонтальными Z-об-
разными лопастями (рис. 28.2). Такие клеемешалки имеют корыто-
образный опрокидывающийся' корпус, внутри которого располо-
жены две Z-образные вращающиеся лопасти. Частота вращения
передней лопасти — от 24 до 64, задней лопасти — от 14 до
38 об/мин. Корпус клеемешалки снабжен рубашкой для охлажде-
ния водой и плотно закрывающейся откидной крышкой. Привод
клеемешалки осуществляют от индивидуального взрывобезопас-
ного электромотора через редуктор. Опрокидывание корпуса во
время разгрузки клеемешалки производят с помощью специаль-
ного механизма. При опрокидывании корпус клеемешалки посте-
пенно наклоняется вперед, поворачиваясь вокруг оси вала передней
лопасти на 110°, что значительно облегчает и ускоряет выгрузку
клея. Рабочая емкость клеемешалки СМ составляет 10, 25, 50, 100,
200, 400 и 800 л.
Клеи изготавливают по определенному режиму. Сначала произ-
водят обработку клеевой смеси на вальцах, для разогревания ее
до 40—50 °C и предварительного размягчения. С вальцов резино-
вую смесь срезают в виде тонких листов толщиной 4—6 мм. Пред-
варительная обработка клеевой смеси облегчает последующее ее
набухание и растворение. Для загрузки отвешивают определенное
количество смеси в соответствии с рецептом клея.
В клеемешалку загружают У4—’/в часть всего растворителя,
после этого клеемешалку пускают в ход, производят загрузку
отвешенного количества клеевой смеси, а затем клеемешалку
плотно закрывают. В течение 60—90 мин клеевая смесь интен-
сивно перемешивается лопастями и постепенно набухает, впиты-
вая растворитель. По истечении установленного времени произво-
дят загрузку остальной части растворителя в три — семь приемов
через определенный промежуток времени. Постепенная заливка
растворителя способствует увеличению интенсивности перемеши-
вания, так как оно происходит в небольшом объеме растворителя;
в результате процесс изготовления клея ускоряется. Слегка повы-
шенная температура, интенсивное перемешивание, загрузка смеси
в виде относительно тонких листов ускоряют процесс, обеспечи-
вают однородность клея и исключают образование комков нераз-
мешанной смеси.
Температура в процессе смешения не должна превышать 40—
55°C во избежание потери растворителя. Продолжительность
цикла смешения составляет 3 5 ч и зависит от вида каучука, со-
става смеси и количества растворителя,
888
Рис. 28.2. Горизонтальная клеемешалка с Z-образными лопастями:
•винтовой опрокидывающий механизм; 2—крышка; 3 — Z-образные лопасти: 4—корыто; 5 —рубашка; Ч—редуктор; 7—электродвигатель;
По окончании установленного времени резиновый клей выгру-
жают после предварительного лабораторного его контроля по вяз-
кости и концентрации. При повышенной концентрации (или недо-
статочной однородности) добавляют необходимое количество рас-
творителя и производят дополнительное перемешивание клея в
течение 30 мин. Клей выгружают в бачки, установленные на те-
лежки, взвешивают и переливают в другую тару, например в
бачки из белой жести с плотными крышками.
К рабочим местам густые клеи транспортируют в ящиках с
крышками, а жидкие клеи — в'бидонах. В последнее время клей
в цехи подают при помощи насосов или под давлением инертного
газа по трубопроводам, которые держат заполненными клеем,
чтобы на стенках трубопроводов не происходило образование
пленки.
Клеи, предназначенные для изготовления резиновых изделий
способом макания, до подачи в дальнейшее производство подвер-
гаются отстаиванию для удаления пузырьков воздуха, которые
являются причиной возникновения дефектов маканых изделий —
утоненных мест и отверстий в стенке изделий.
Если клеевая смесь склонна к преждевременной вулканиза-
ции, то ускорители вулканизации вводят в клеемешалку после
предварительного равномерного набухания клеевой смеси, т. е.
за 30—40 мин до конца перемешивания. При этом для равномер-
ного распределения ускоритель нужно вводить в виде дисперсии
или раствора в растворителе, который применяется для изготов-
ления клея.
Для ускорения процесса растворения иногда клеевую смесь под-
вергают предварительному набуханию без перемешивания в клее-
мешалке или в бачке. При этом сокращается продолжительность
операции, и снижается расход электроэнергии.
_ Жидкие клеи с концентрацией 5—6% получают разбавлением
густых клеев в вертикальных клеемешалках с винтообразными ло-
пастями или готовят в специальных клеемешалках со стационар-
ным (не опрокидывающимся) корпусом и двумя горизонталь-
ными лопастями роторного типа. Такие клеемешалки имеют допол-
нительную верхнюю лопасть для усиления циркуляции раствори-
теля.
28.6. ОБЩИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КЛЕЯМ
К резиновым клеям предъявляют следующие требования:
1) однородность и отсутствие кусков нерастворившейся рези-
новой смеси;
2) определенные физико-химические и технические показатели
в соответствии с назначением резинового клея;
3) устойчивость при хранении, неизменяемость физико-химиче-
ских и технологических свойств (клеящей способности, вязкости,
концентрации) в течение продолжительного времени, достаточного
для. использования клея;
390
4) отсутствие признаков кристаллизации серы.
При охлаждении и хранении клея после его приготовления иног-
да наблюдается выкристаллизовывание серы в виде кристалликов,
размер которых может достигать 1 мм. Образование кристаллов
серы приводит к неравномерному распределению вулканизующего
вещества в массе клея, что приводит к возникновению брака рези-
новых изделий, понижению прочности клеевой пленки, повышению
газо- и водопроницаемости изделий. Кристаллизацию серы в клеях
объясняют понижением растворимости серы в каучуке и в бензине
при охлаждении клея до температуры окружающего воздуха. Рас-
творимость молотой серы в каучуке при 20 °C составляет около 1 %,
растворимость серы в бензине — около 0,6%; с повышением темпе-
ратуры растворимость серы повышается и при 45°C составляет в
бензине около 1,5%. Таким образом, при изготовлении резиновой
смеси, а затем клея вся сера (около 3% от содержания каучука)
переходит в растворенное состояние. При охлаждении клея после
изготовления растворимость серы понижается, что приводит к ее
выкристаллизовыванию. Введение в клей поверхностно-активных
веществ в виде жирных кислот замедляет кристаллизацию серы.
При замене 20% каучука полиизобутиленом кристаллизация серы
полностью устраняется. Для предупреждения выпадения ингре-
диентов из наполненных клеев в состав клея рекомендуется вво-
дить триэтаноламин.
При несоблюдении в процессе изготовления резинового клея
установленного режима возможно возникновение различных дефек-
тов клея: желатинизация вследствие образования (в результате под-
вулканизации) поперечных связей между молекулами каучука; раз-
деление фаз; сильное загрязнение смазочными маслами, снижаю-
щими клеящую способность; наличие неразвальцованных комков
смеси, неразработанных частиц и посторонних включений; завы-
шенная или заниженная концентрация. Последний дефект можно
исправить путем разбавления растворителей до нужной концентра-
ции. При заниженной концентрации клей используют смешивая
его с клеем, имеющим завышенную концентрацию. При наличии
посторонних включений отстаивание резинового клея без переме-
шивания может привести к устранению этого дефекта. Остальные
дефекты являются практически неисправимыми. Основными при-
чинами дефектов клея являются нарушение установленной техно-
логии производства клея и недостаточная культура производства.
28.7. КОНТРОЛЬ КАЧЕСТВА КЛЕЯ
Качество клея проверяют, контролируя концентрацию, вязкость
и клеящую способность.
Концентрацию клея определяют высушиванием навески
клея (около 1 г) при 60—70°C до постоянной массы. Концентрация
клея .вычисляется как отношение (в %) массы сухого остатка к
взятой навеске.
391
Рис. 28.3. Виско-
зиметр Светлова;
/ — алюминиевый ста-
кан для взятия пробы;
2- втулка с калибро-
ванным отверстием.
Для определения вязкости клея применя-
ют один из трех методов; определение вязкости
по времени истечения определенного количества
клея, метод падения шарика и метод вращения
цилиндра, погруженного в клей.
В условиях цехового контроля для опреде-
ления вязкости по времени истечения целесооб-
разно использовать вискозиметр Светлова
(рис. 28.3). Этот вискозиметр имеет алюминие-
вый стакан емкостью 250 мл, в дно которого
ввинчивают сменную втулку с отверстием опре-
деленного диаметра. Для измерения вязкости гу-
стых клеев применяют втулки с большим диа-
метром отверстия (16 мм), для измерения вяз-
кости жидких клеев — втулки диаметром 4 и
6 мм. Вискозиметр снабжен длинной ручкой для
перемешивания клея в сосуде перед определе-
нием его вязкости. Показателем вязкости яв-
ляется продолжительность истечения жидкости
из вискозиметра (с).
Для определения вязкости по времени истечения клея приме-
няют также воронку емкостью 400 см3 с калиброванным отвер-
стием диаметром 7,5 мм. За показатель вязкости принимается про-
должительность истечения 1 мл клея. Экспериментально вязкость
определяют по времени истечения 200 мл клея.
Иногда вязкость определяют по продолжительности (с) падения
шарика через слой клея. Прибор для определения вязкости таким
способом называется шариковым вискозиметром.
Клеящую способность определяют путем испытания на
расслаивание двух склеенных полосок ткани на разрывной машине.
При этом должны строго контролироваться определенные раз-
меры образцов, количество наносимого на ткань клея и условия
сушки.
При определении качества клеев кроме перечисленных показа-
телей (концентрации, вязкости и клеящей способности) проверяют
также цвет и отсутствие посторонних включений визуально — путем
просмотра стеклянной пластинки, промазанной клеем.
28.8. ПРАВИЛА ПОЖАРНОЙ БЕЗОПАСНОСТИ
ПРИ РАБОТЕ С КЛЕЯМИ И РАСТВОРИТЕЛЯМИ
Растворители каучука представляют собой, как правило, легко
испаряющиеся и воспламеняющиеся жидкости; поэтому в помеще-
нии клеевой необходимо соблюдать определенные правила пожар-
ной безопасности.
1. В случаях разлива растворителя или клея на пролитую жид-
кость нужно насыпать песок и сгрести ее с песком деревянной
или медной лопатой, а пол тщательно протереть.
392
2. Категорически запрещается сливание растворителей в кана-
лизацию.
3. Строго запрещается применение открытого огня.
4. Ремонтируемые путем сварки и пайки клеемешалки, емкости
и другие вспомогательные устройства должны быть тщательно очи-
щены от следов растворителя промывкой, пропаркой, продувкой
или другим способом в соответствии с инструкцией по ремонту.
Сварочные и паяльные работы вблизи легковоспламеняющихся ве-
ществ воспрещаются. Вс время сварочных работ в цехе должны
быть прекращены работы с огнеопасными веществами.
5. Запрещается транспортирование растворителей и клея в от-
крытой таре.,
6. Для обслуживания установок и машин следует применять
специальный омедненный инструмент, не дающий искры при уда-
рах.
7. Все моторы, пусковые устройства и другое электрооборудо-
вание должны иметь герметичные кожухи. Для освещения должны
применяться особые взрывобезопасные светильники или «косо-
светы», установленные вне помещения.
8. Для борьбы со статическим электричеством проводится за-
земление аппаратов, трубопроводов и тары, а также поддержание
повышенной влажности в помещениях. Не допускаются большие
скорости подачи растворителей по трубам (не более 4 м/с).
9. Кожухи и роторы вентиляторов должны быть изготовлены
из цветных металлов или покрыты цветными металлами. На кон-
цах вентиляционных воздуховодов устанавливаются металлические
сетки с отверстиями не более 4 см2.
Строгое соблюдение правил пожарной безопасности, инструк-
таж рабочих и обучение правильным приемам работы являются
основными мерами по предупреждению пожаров и взрывов при
работе с легкоиспаряющимися горючими растворителями.
ГЛАВА 29
ПРОМАЗКА ТКАНЕЙ НА КЛЕЕПРОМАЗОЧНЫХ
МАШИНАХ
29.1. ОБЩИЕ СВЕДЕНИЯ
Промазка тканей клеями на клеепромазочных машинах являет-
ся одним из способов прорезинивания тканей. Сущность этого
способа состоит в нанесении на поверхность ткани тонких слоев
резинового клея. При испарении растворителя на поверхности
ткани остается плотно прилегающая пленка резиновой смеси Каж-
дый последовательный слой клея, наносимый на поверхность ткани,
называется штрихом.
393
Рис. 29.1. Схема горизонтальной клеепромазочной машины:
1 — раскаточное устройство; 2—ширительный ролик; Л —нож; 4 — рабочий вал; 5 —резиновый
клей: 5 — обогреваемая плита; 7— натяжной барабан; 8 — ролики; 9 — закаточное устройство.
Промазку тканей па клеепромазочных машинах применяют при
прорезинивании легких тканей, а также при необходимости нанесе-
ния тонкого слоя резиновой смеси толщиной менее 0,1 мм при
строго определенном расходе резиновой смеси. При промазке тка-
ней резиновым клеем им придается более гладкая поверхность, бо-
лее высокая газо- и водонепроницаемость и обеспечивается боль-
шая прочность связи резины с тканью по сравнению с обработкой
на каландрах. Кроме того, обработка тонких тканей на каланд-
рах приводит иногда к разрыву ткани вследствие большого на-
тяжения.
Путем промазки на клеепромазочных машинах изготовляют про-
резиненные ткани широкого потребления и технического назначе-
ния: одежные, для спецодежды, для резиновой обуви, а также для
резинотканевых заменителей кожи.
Наиболее часто для промазки тканей применяют горизонталь-
ную клеепромазочную машину, схема которой приведена па
рис. 29.1. В передней части машины установлен горизонтальный
рабочий вал 4, поверхность которого покрыта слоем резины или
полуэбонита. Вал для предотвращения прилипания клея покры-
вают шеллаком. Длина рабочего вала 1,25- -2,5 м, диаметр — 250—
350 мм. Над рабочим валом, вдоль него, укреплен промазочный
нож 3, который может опускаться и подниматься, что дает возмож-
ность регулировать величину зазора между кромкой ножа и по-
верхностью рабочего вала в зависимости от толщины ткани и тол-
щины слоя клея, который должен накладываться на поверхность
ткани. От рабочего вала вращение передается на натяжной бара-
бан 7, установленный в конце машины. Поверхность натяжного
барабана бывает обычно оклеена несколькими слоями ткани для
предотвращения скольжения прорезиненной ткани, огибающей вал.
Скорость вращения натяжного барабана несколько больше скоро-
сти рабочего вала. Между рабочим валом и натяжным барабаном
расположена плита 6, обогреваемая паром давлением 0,15 МПа
(1,5 кгс/см2). Длина плиты 4,5—6 м.
Перед рабочим валом машины расположен валик раскаточного
устройства / и валик закаточного приспособления 9 для закатки
394
промазанной ткани и прокладочного холста. Для предотвращения
растекания клея за пределы кромок ткани и попадания его на не-
рабочую часть вала установлены ограничительные щитки, которые
находятся друг от друга на расстоянии, соответствующем ширине
обрабатываемой ткани. Над плитой и под плитой расположены
поддерживающие ролики 8, предохраняющие ткань от свободного
провисания при движении от рабочего вала до приемного валика.
Над нагревательной плитой и рабочим валом устанавливают зонт,
через который пары растворителя удаляются в рекуперационную
установку для улавливания растворителя.
29.2. ТЕХНОЛОГИЯ ПРОЦЕССА ПРОМАЗКИ
Процесс промазки начинают с подготовки ткани, при этом куски
ткани сшивают или склеивают и закатывают в рулоны по 100—
600 м в зависимости от массы ткани. К концам ткани прикрепляют
(приклеивают) так называемые заправочные концы вспомогатель-
ной ткани длиной 10—12 м, благодаря чему при заправке устра-
няется порча концов ткани и она промазывается по всей длине. Ко-
нец заправочной ткани протягивают вручную через всю машину до
валика закаточного приспособления. Устанавливают нужный зазор
между рабочим валом и кромкой промазочного ножа. Нагрева-
тельная плита предварительно прогревается паром, и температура
ее поверхности поддерживается при проведении промазки около
100°C (ткань при этом нагревается до 70 90°C). На ткань перед
ножом накладывают деревянной лопаткой клей и запускают ма-
шину.
При работе ткань протягивают через зазор между рабочим
валом и ножом, она проходит по роликам над нагревательной пли-
той и, обогнув натяжной барабан, поступает на валик закаточного
приспособления. Клей увлекается движущейся тканью, избыток
его снимается ножом, в результате ткань покрывается тонким
слоем клея. Во время движения над нагревательной плитой раство-
ритель из клея испаряется и на поверхности ткани образуется
тонкая пленка резиновой смеси (толщиной около 0,05 мм).
После нанесения первого штриха проводят нанесение последую-
щих штрихов на ту же сторону ткани путем повторных пропусков.
В зависимости от назначения ткани на нее наносят от одного до
20 штрихов. Для первого штриха обычно применяют жидкий клей,
который лучше впитывается в ткань и обеспечивает прочное креп-
ление резины к поверхности ткани. После наложения на одну сто-
рону ткани нужного числа штрихов приступают к промазке другой
стороны (если предусмотрена двухсторонняя промазка). Закатка
ткани, промазанной с двух сторон, проводится в прокладочный
холст уже после нанесения первого штриха на другую сторону
ткани. Для этого прокладочный холст с раскаточного валика (на
схеме не показан) пропускают ниже рабочего вала на поддержи-
вающие ролики под прорезиненную ткань и вместе с ней подается
395
на натяжной барабан и далее —на приемочный валик закаточного
приспособления.
При односторонней промазке тонких тканей (перкаль, миткаль,
шелк) очень важно, чтобы резиновый клей не проник на обратную
сторону. Для предотвращения этого при нанесении жидкого клея
применяют деревянный нож вместо металлического.
Для каждой ткани устанавливается определенная норма рас-
хода резинового клея на 1 м2 ткани. Иногда требуется, чтобы не
только была выдержана норма расхода клея, но и наложено опре-
деленное число штрихов на каждую сторону ткани. Для контроля
расхода клея производят взвешивание ткани после нанесения на
нее нескольких штрихов.
Промазку ткани производят со скоростью 10—20 м/мин при
длине нагревательной плиты 5 м и температуре поверхности плиты
около 100 °C. Скорость должна быть такой, чтобы за время про-
хождения ткани над плитой происходило полное испарение раство-
рителя, в противном случае во время вулканизации в резиновой
смеси образуются поры и резко понижается ее водо- и газонепро-
ницаемость.
После промазки на клеепромазочной машине ткани вулканизуют
или подвергают дополнительной обработке на каландре (иногда
дублируют), а затем вулканизуют.
ГЛАВА 30
СПОСОБЫ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ
Большинство резиновых изделий вулканизуют различными спо-
собами «горячей» вулканизации при температуре 130—220 °C в ка-
кой-либо вулканизационной среде или между горячими металли-
ческими поверхностями, например в металлических формах.
30.1. ОСНОВНЫЕ ФАКТОРЫ ПРОЦЕССА
Основными техническими факторами, влияющими на процесс
вулканизации и качество вулканизованных изделий, являются;
1) природа вулканизационной среды; 2) температура вулкани-
зации; 3) продолжительность вулканизации; 4) давление на по-
верхность вулканизуемого изделия; 5) условия нагревания.
Вулканизационной средой называют среду, с которой непосред-
ственно в той или иной степени соприкасаются сырые резиновые
заготовки в процессе вулканизации. В качестве вулканизационной
среды применяют насыщенный водяной пар, перегретый пар, горя-
чие воздух, инертные газы, воду, растворы хлорида кальция, гли-
церин, растворы ускорителей вулканизации.
396
Чаще всего в качестве вулканизационной среды используют
насыщенный водяной пар под избыточным давлением от 0,2 до
0,5 МПа (от 2 до 5 кгс/см2), так как он имеет ряд преимуществ по
сравнению с другими средами: а) обеспечивает высокий коэффи-
циент теплопередачи и быстрое нагревание изделия; б) не оказы-
вает вредного влияния на каучук; в) позволяет легко регулировать
температуру путем изменения его давления. Значительно реже в
качестве вулканизационной среды применяют перегретый * водяной
пар. Его используют в тех случаях, когда требуется обеспечить воз-
можно меньшее образование конденсата, это иногда необходимо
для устранения вредного влияния конденсата на качество вулка-
низуемых изделий, например при вулканизации резиновой лакиро-
ванной обуви.
Горячий воздух в качестве вулканизационной среды применяют
относительно редко, так как он оказывает неблагоприятное влия-
ние на каучук, вызывая его окисление и связанные с этим нежела-
тельные изменения его структуры. Кроме того, горячий воздух обу-
словливает низкий коэффициент теплопередачи, так как является
плохим проводником тепла. При вулканизации в среде горячего
воздуха трудно обеспечить равномерное и быстрое нагревание из-
делия. Горячий воздух можно применять и при атмосферном дав-
лении, например при вулканизации в вулканизационных камерах.
При вулканизации в котлах в качестве вулканизационной среды
используют горячий воздух с избыточным давлением 0,2—0,5 МПа
(2—5 кгс/см2). Горячие инертные газы в качестве вулканизацион-
ной среды применяют довольно редко.
Горячую воду с температурой 120—140°С при избыточном дав-
лении 0,1—0,3 МПа (1—3 кгс/см2) применяют для вулканиза-
ции массивных эбонитовых изделий, так как она обеспечивает
медленное равномерное нагревание заготовок во всем объеме, что
особенно важно при изготовлении массивных эбонитовых изделий.
Резиновые и эбонитовые обкладки металлических валов также
можно вулканизовать в горячей воде, но при более высоком избы-
точном давлении порядка 1,0—1,5 МПа (10—15 кгс/см2).
Вулканизацию резиновой и эбонитовой обкладок громоздких ап-
паратов, например травильных ванн, производят путем заполнения
этих аппаратов водным раствором хлорида кальция. В этом случае
изделия можно вулканизовать при атмосферном давлении при
100—106 °C. Раствор нагревают с помощью паровых змеевиков, ус-
танавливаемых внутри аппарата. Если нужно обеспечить более вы-
сокую температуру вулканизации при .атмосферном давлении, то
применяют водный раствор глицерина. Горячий глицерин и горячий
раствор хлорида кальция не оказывают вредного влияния на по-
верхность резиновых изделий.
* Перегретым паром называется пар, имеющий более высокую температуру,
чем насыщенный пар, находящийся под тем же давлением.
397
Горячие растворы ультраускорителей применяют иногда при
вулканизации тонких резиновых изделий. При этом ультраускори-
тель диффундирует из раствора в тонкий слой резины, обеспечивая
вулканизацию изделия.
30.1.1. Температура вулканизации
Обычно при «горячей» вулканизации применяют температуру
130—220 °C.
Не рекомендуют применять высокие температуры: 1) при вулка-
низации многих резиновых изделий на основе натурального каучу-
ка, так как он легко подвергается окислительной деструкции при
повышенных температурах и весьма чувствителен к перевулкани-
заций; 2) при вулканизации резиновых изделий больших размеров,
так как при применении высоких температур (170—220°C) очень
трудно обеспечить их равномерное нагревание и вулканизацию;
3) при продолжительной вулканизации резиновых технических из-
делий с деталями из хлопчатобумажной ткани, так как при высо-
ких температурах ткань подвергается усиленному окислению и
прочность ее значительно понижается.
Резиновые изделия небольших размеров на основе каучука СК.С,
СКД и некоторых других синтетических каучуков можно вулкани-
зовать при температуре около 200°C, при этом значительно уско-
ряется процесс вулканизации и сокращается расход ускорителей
и серы. Для обеспечения высокой температуры вулканизации ис-
пользуют электрический обогрев.
30.1.2. Продолжительность вулканизации
Процесс вулканизации обычно продолжается от нескольких
минут до нескольких часов. На продолжительность вулканизации
влияют состав резиновой смеси, температура вулканизации, раз-
меры резинового изделия, а также способ нагревания и природа
вулканизационной среды.
Зависимость продолжительности вулканизации от температуры
для тонких резиновых изделий (толщиной до 1—2 мм), прогрев
которых практически происходит мгновенно, выражается следую-
щим уравнением:
где К — температурный коэффициент скорости вулканизации, равный приблизи*
тельно 2; rt — продолжительность вулканизации при температуре G; т2 — про-
должительность вулканизации при температуре t2.
При К = 2, как видно из уравнения, с повышением температуры
на 10 °C продолжительность вулканизации резиновых изделий тол-
щиной 1—2 мм сокращается в 2 раза.
398
При вулканизации массивных изделий общую продолжитель-
ность вулканизации i можно условно представить как сумму двух
слагаемых, первое из которых представляет продолжительность
нагревания изделия до температуры вулканизации тнагр, а второе —
продолжительность самой вулканизации тВулк
T = Тнагр + тнулк
Продолжительность нагревания может быть большой; она воз-
растает с увеличением толщины изделия. Продолжительность вул-
канизации не зависит от размеров изделия, но в сильной степени
зависит от температуры вулканизации. При повышении темпера-
туры вулканизации массивного изделия на 10°C общая продолжи-
тельность процесса сокращается меньше, чем в два раза, в отли-
чие от продолжительности процесса при вулканизации тонких ре-
зиновых изделий. Чем больше толщина изделия, тем больше при
заданной температуре продолжительность вулканизации т, так как
при этом увеличивается тнагр.
Чем толще изделия, тем более низкую температуру приходится
применять для обеспечения равномерной вулканизации и тем про-
должительнее должна быть вулканизация.
30.1.3 Давление на поверхность вулканизуемого изделия
Обычно применяемое давление, действующее на изделие при
вулканизации, не оказывает заметного влияния на ее скорость. Од-
нако при давлениях выше 100 МПа (1000 кгс/см2) и особенно при
давлениях 300—1000 МПа (3 000—10 000 кгс/см2) и выше скорость
вулканизации изделий на основе таких каучуков, как СКВ и СКС,
значительно возрастает.
Внешнее давление, действующее на изделие, даже если оно не-
большое (порядка нескольких атмосфер), оказывает значительное
влияние на качество вулканизуемых изделий, повышая монолит-
ность резины. С повышением давления значительно понижается
пористость резины. Кроме того, давление на поверхность вулкани-
зуемого изделия увеличивает прочность связи резины с тканью,
так как резина глубже проникает в ткань не только между отдель-
ными нитями, но и между отдельными волокнами.
Недостаточное давление при вулканизации в формах приводит
к недопрессовке изделий, а также к получению изделий, несколько
большей высоты по сравнению с заданной.
30.1.4. Способы нагревания при вулканизации
Нагревание в процессе вулканизации производится различными
способами. Оно может происходить путем передачи тепла от вул-
канизационной среды, в которой находится изделие, а также путем
теплоотдачи от горячих металлических поверхностей, между кото-
рыми находится вулканизуемое изделие, или с помощью теплового
399
излучения лампами инфракрасного света, или с помощью токов
высокой и ультравысокой частоты.
В качестве источников тепла цри нагревании в процессе вулка-
низации применяют электрический ток и различные теплоносители;
насыщенный и перегретый водяной пар, горячую воду. Наиболее
удобным теплоносителем является насыщенный водяной пар, обес-
печивающий наибольший коэффициент теплоотдачи.
При электрическом обогреве тепловая энергия образуется в
нагревательных элементах электрического сопротивления, вмонти-
рованных в вулканизационное оборудование, в нагревательных эле-
ментах индукционного типа или с помощью нагревателей высокой
частоты или ламп инфракрасного света.
При применении токов высокой и ультравысокой частоты соз-
дается поле высокой частоты, в зоне действия которого помещает-
ся вулканизуемое изделие. Принцип нагрева каучука в этом слу-
чае состоит в следующем. Под действием электрического поля
происходит поляризация молекул каучука, как и всякого другого ди-
электрика. При этом элементы структуры молекулы каучука ориен-
тируются в направлении электрического поля. Ориентация элемен-
тов структуры молекул каучука меняется с такой же частотой, с
какой меняется направление электрического поля.
Быстрый поворот элементов структуры молекул сопровождается
внутренним трением, на преодоление которого расходуется часть
энергии электрического поля, при этом часть электрической энергии
превращается в тепло. С возрастанием частоты колебаний электри-
ческого поля выделение тепла увеличивается.
В этих условиях обеспечивается одновременное быстрое нагре-
вание всех частей изделия, так как тепло, необходимое для на-
гревания, выделяется в самой массе каучука под действием знако-
переменного электрического поля высокой частоты.
Исследования показывают, что равномерность нагревания с по-
мощью нагревателей' высокой частоты зависит от геометрической
формы изделия. Более равномерно нагреваются изделия в виде
пластин одинаковой толщины.
В промышленности применяют различное вулканизационное
оборудование и в соответствии с этим различные способы горячей
вулканизации резиновых изделий: 1) в котлах (горизонтальных и
вертикальных); 2) в вулканизационных прессах; 3) в пресс-авто-
клавах; 4) в индивидуальных вулканизаторах; 5) на машинах и
вулканизационных аппаратах непрерывного действия.
30.2. ВУЛКАНИЗАЦИЯ РЕЗИНОВЫХ ИЗДЕЛИИ В КОТЛАХ
Вулканизацию резиновых изделий в котлах проводят при дав-
лении выше атмосферного в среде насыщенного водяного пара, пе-
регретого пара, горячего воздуха или горячей воды. Обычно при-
меняют горизонтальные котлы (рис. 30.1) с внутренним диаметром
от 0,8 м до 3,6 м и длиной от 0,9 м до 40 м.
400
Рис. ЗОЛ. Горизонтальный вулканизационный котел:
/ — корпус; 2— рельсы; 3— опоры; 4—обойма; 5—крышка; 6—труба для подачи пара в котел;
7—днище; 8—подвеска; 9—ось; 10— зубчатое колесо для поворота крышки;// — зубчатая
рейка; 12— зубцы; /3 —кронштейн.
При вулканизации в среде горячего воздуха последний нагре-
вают обычно в самом котле с помощью паровых змеевиков или
калориферов, расположенных вдоль боковых стенок котла, или с
помощью паровой рубашки.
В нижней части горизонтального вулканизационного котла уста-
новлены рельсы для тележек с изделиями. Перемещение вулкани-
зационных тележек (вагонов) внутри цеха также производится по
рельсовым путям.
Для автоматического отвода конденсата, образующегося в кот-
ле или в змеевике, применяют конденсационные горшки или другие
конденсатоотводчики.
Котлы устанавливают обычно рядами фронтально. Вдоль ряда
котлов по широкой колее перемещается траверсная тележка, с по-
мощью которой тележки с изделиями могут перемещаться вдоль
фронта котлов для загрузки.
Существуют разные способы вулканизации в котлах: а) способ
открытой вулканизации изделий; б) вулканизация под бинтом;
в) вулканизация в тальке; г) вулканизация в формах.
Изделия, подлежащие вулканизации, помешают на вагонетки,
которые закатывают в котел. После загрузки котел закрывается
крышкой с байонетным затвором. Крышки котлов старой конструк-
ции крепятся к корпусу котла с помощью болтов.
Перед вулканизацией из котла удаляют воздух. Для этого од-
новременно с подачей пара производят продувку. Удаление воздуха
из котла необходимо, так как при наличии воздуха температура
в котле не будет соответствовать давлению пара в нем, а теплопро-
водность вулканизационной среды будет пониженной (в котле воз-
можно образование воздушных «мешков»), что может привести к
недовулканизации резиновых изделий, особенно в нижней части
котла. Продувку заканчивают через несколько минут после начала
подачи пара, после того как через контрольный кран будет
40J
заметен его выход. При окончании продувки вентиль на линии по-
дачи пара оставляют открытым, а вентиль на линии выпуска пара
закрывают. После этого давление пара в котле повышают и под-
держивают в соответствии с заданным режимом вулканизации. Ес-
ли не требуется постепенного повышения температуры, то давление
пара в котле увеличивают до заданного предела и поддерживают
постоянным до конца вулканизации. По окончании вулканизации
закрывают вентиль на линии подачи пара и производят выпуск его
из котла в течение нескольких минут. После понижения давления
в котле до нуля (по манометру) котел открывают и перезаряжают.
Тележки с изделиями выкатывают из котла и по рельсовым путям
подают на участок перезарядки. Для ускорения оборачиваемости
вулканизационные котлы снабжают дополнительными комплек-
тами тележек, которые заранее загружают заготовками изделий
и сразу закатывают в котел после его разгрузки.
Таким образом, цикл вулканизации в котле независимо от спо-
соба вулканизации включает следующие операции: а) закатывание
тележек и закрывание котла; б) подачу пара с продувкой; в) вул-
канизация при заданной температуре; г) выпуск пара из котла;
д) открывание котла и выкатывание тележек.
Если изделия вулканизуют в среде горячего воздуха, то после
закрывания котла пар подают в змеевики и сжатый воздух в котел.
В процессе вулканизации в этом случае регулируется не только
давление воздуха в котле, но и его температура.
Современные вулканизационные котлы снабжены приборами ав-
томатического контроля и регулирования. Подачу и выпуск пара,
а также сжатого воздуха производят с помощью командного элект-
ропневматического прибора (КЭП-12у), температуру пара и воз-
духа регулируют регуляторами температуры, а давление сжатого
воздуха — регулятором давления.
30.2.1. «Открытая» вулканизация в котлах
Вулканизацию называют открытой потому, что изделия при
этом способе вулканизации не защищены от непосредственного
воздействия вулканизационной среды. Этим способом можно вул-
канизовать эбонитовые баки (на шаблонах), резиновую обувь (на
колодках), эбонитовые пластины (в баках с водой).
Вулканизацию изделий открытым способом применяют в тех
случаях, когда не опасаются непосредственного воздействия на них
вулканизационной среды. Так водный конденсат, образующийся
при вулканизации в среде насыщенного водяного пара, попадая на
поверхность вулканизуемых изделий, может вызывать образова-
ние пятен на их поверхности; поэтому необходимо предпринимать
меры, предупреждающие продолжительное воздействие конденсата
на поверхность изделия и образование пятен.
402
30.2.2. Вулканизация изделий в тальке
Этим способом вулканизуют резиновые трубки,прокладки,про-
фильные уплотнители и другие так называемые неформовые изде-
лия. Особенность вулканизации таким способом заключается в том,
что изделия укладывают на противень с тальком и засыпают их
сверху тальком. Противень закрывают (неплотно) крышкой для за-
щиты изделий от попадания на них конденсата. Тальк предохра-
няет изделия от непосредственного воздействия вулканизационной
среды, а также предотвращает деформацию заготовок под дей-
ствием собственной тяжести, что особенно важно в начальный пе-
риод вулканизации, когда происходит размягчение резиновой сме-
си. Если изделие хорошо сохраняет свою форму, засыпка его таль-
ком не требуется.
30.2.3. Вулканизация изделий под бинтом
При этом способе резиновые изделия перед вулканизацией об-
матывают (забинтовывают) влажным бинтом из прочной ткани, оп-
ределенной ширины в зависимости от размера изделия. Под бин-
том вулканизуют резиновые рукава, резиновую и эбонитовую об-
кладку валов, иногда также техническую пластину, эбонитовые
стержни. Резиновые рукава вулканизуют под бинтом на жестких
металлических дорнах. Влажный бинт, покрывающий изделие, при
нагревании в процессе вулканизации усаживается, при этом натя-
жение бинта усиливается, создается значительное давление на стен-
ку резинового рукава, что обеспечивает ее прессование.
Бинт в известной мере заменяет форму и защищает изделие от
действия вулканизационной среды.
30.2.4. Вулканизация резиновых изделий в формах
Заготовки резиновых изделий помещают для вулканизации в
металлическую вулканизационную форму, состоящую из двух или
большего числа разборных частей. Внутри формы имеется полость,
размеры которой должны соответствовать размерам готовых вул-
канизованных изделий с учетом их усадки на 1,5—3% после вулка-
низации. Форма снабжается замковыми устройствами, удерживаю-
щими ее в закрытом состоянии во время вулканизации.
После укладки заготовок формы плотно закрывают; для этого
их подпрессовывают на гидравлических, пневматических или меха-
нических прессах. Отдельные части формы скрепляют специаль-
ными замками или болтами, а затем укладывают на тележки и за-
катывают в котел. Котел закрывают крышкой, после чего в него
подают пар.
По окончании вулканизации производят выпуск пара; котел от-
крывают и перезаряжают. При вулканизации таким способом при-
ходится применять специальные формы, для перезарядки которых
требуется значительное время. При продолжительной перезарядке
403
формы сильно остывают, что приводит к повышенному расходу
пара.
Операции, связанные с перезарядкой котлов и форм, трудно
механизировать, поэтому способ вулканизации резиновых изделий
в формах в горизонтальных вулканизационных котлах применяется
только для изделий больших размеров, которые нельзя вулканизо-
вать в гидравлических вулканизационных прессах или в пресс-ав-
токлавах, а также для изделий средних размеров, выпускаемых в
небольших количества к.
ЗО.З. ВУЛКАНИЗАЦИЯ В ВУЛКАНИЗАЦИОННЫХ ПРЕССАХ
Существуют вулканизационные прессы различной конструкции:
с гидравлическим, с рычажно-механическим и с рычажно-пневма-
тическим приводами.
Прессы с гидравлическим приводом универсальны; их можно ис-
пользовать для вулканизации разнообразных изделий высотой до
0,12—0,14 м. Гидравлический вулканизационный пресс с нижним
расположением гидравлического цилиндра состоит из следующих
основных частей: двух вертикальных рам (или двух, четырех вер-
тикальных колонн), рабочего цилиндра, плунжера, подвижной по-
перечины (стола), верхней неподвижной поперечины (головки), па-
ровых плит, парораспределительных труб и труб для отвода кон-
денсата.
Применяют колонные и рамные вулканизационные гидравличе-
ские прессы. На рис. 30.2 показан четырехэтажный рамный вулка-
низационный пресс с плитами размером 0,6X 0,6 м; прессовое уси-
лие, создаваемое прессом, составляет 1 МН (100 тс). В зависи-
мости от числа просветов между плитами вулканизационные прессы
подразделяют на одноэтажные и многоэтажные (двух-, трех-, че-
тырехэтажные). В вулканизационных прессах используют плиты
следующих размеров' (м): 0,25 X 0,25. 0,4 X 0,4, 0,6 X 0,6, 0,6 X
X 1,2, 1,25X 1,25, 1,3X1,8, 1,8 X 2,0.
Резиновые изделия небольших размеров вулканизуют в метал-
лических формах; иногда формы закрепляют на прессе или делают
выдвигающимися с помощью механизма перезарядчика.
Изделия большой длины—транспортерные ленты, приводные
ремни — вулканизуют непосредственно между плитами на много-
плунжерных прессах с длиной плит от 1,2 до 10,0 м.
Плиты гидравлического вулканизационного пресса обычно обо-
греваются паром, иногда горячей водой или с помощью электриче-
ского тока.
Постоянная температура вулканизации при электрическом на-
греве поддерживается с помощью автоматического электронного
регулятора типа ЭПД или электронной машины Марс-200.
В качестве рабочей жидкости используют для гидравлического
привода вулканизационного пресса и для создания необходимого
давления при вулканизации воду (или масло) низкого и высокого
404
Рис. 30.2. Рамный четырехэтажный вулканизационный пресс:
1—гидравлический цилиндр; 2— плунжер; 3—коллектор для отвода конденсата; 4—проме-
жуточные нагревательные плиты; 5 верхняя траверса; 6—рама; 7—верхняя нагревательная
плита; 8— нижняя нагревательная плита; 9— стол; 10 — болты; 11 — паровой коллектор;
12— фланец для подвода гидравлической жидкости; /3-?-стяжные болты; 14—телескопические
трубки; 15— верхняя неподвижная поперечина; 16 —манжета.
давления. Воду давлением 2—5 МПа (20—50 кгс/см2) применяют
для поднятия плунжера и плит пресса, воду давлением 10—30 МПа
(100—300 кгс/см2) — для создания и поддержания необходимого
прессового усилия во время вулканизации.
Заготовки изделий закладывают в горячие формы, поэтому пе-
резарядку форм и пресса следует производить достаточно быстро,
чтобы не произошло подвулканизации резиновой смеси в горячих
формах (без давления). Формы устанавливают на плиты пресса.
На каждую плиту пресса (на каждом этаже) может быть установ-
лено несколько форм одинаковой высоты.
Заготовки изделий должны быть несколько больше готового из-
делия по массе и объему, чтобы всегда обеспечивалось полное фор-
мование всей поверхности изделий. Для облегчения закладывания
заготовок резинового изделия в вулканизационную форму заго-
товку делают несколько меньше размеров гнезд формы (по длине
405
и ширине). Некоторым избыток резиновой смеси создается по вы-
соте изделия; величин; избытка определяется в зависимости от раз-
меров и формы вулканизуемого изделия.
Избыточное количество резиновой смеси в процессе вулканиза-
ции выпрессовывается в разъемы между частями формы. Образую-
щуюся вулканизованную выпрессовку обрезают. Выпрессовка (от-
ходы) составляет доли процента при изготовлении крупных изде-
лий и 50 -60% и более при изготовлении мелких изделий.
После загрузки форм вулканизационный пресс закрывают. Для
этого в рабочий гидравлический цилиндр пресса подают воду низ-
кого давления. Затем после закрывания пресса в рабочий цилиндр
подают воду высокой- давления. Прессовое усилие, создаваемое
с помощью воды высокого давления, должно обеспечивать плот-
ное закрывание вулканизационных форм и предотвращать их от-
крывание под действием давления резиновой смеси, возникающего
внутри закрытых форм, вследствие расширения резиновой смеси.
Во время вулканизации формы постепенно нагреваются, рези-
новая смесь при нагревании в формах постепенно расширяется.
Коэффициент объемного расширения резиновой смеси в несколько
раз больше коэффициента объемного расширения стали, поэтому
внутри закрытой формы возникает большое давление. Размягчен-
ная пластичная резиновая смесь в этих условиях легко заполняет
всю внутреннюю поло< ть формы.
При -последующем нагревании происходит постепенная вулка-
низация резиновой смеси; она теряет пластичность и превращает-
ся в прочную, эластичную резину.
По истечении установленного времени производят выпуск жид-
кости высокого давления, открывание пресса и перезарядку вул-
канизационных форм. Горячие вулканизованные изделия для пред-
отвращения перевулканизации охлаждают водой.
Нагревание форм при вулканизации производят только сверху
и снизу; поэтому нельзя производить вулканизацию на прессе из-
делий большой высоты во избежание неравномерного прогрева и
неравномерной вулканизации.Температура различных частей плит
вулканизационного пресса неодинакова: температура поверхности
средней части плиты па 3—5°C выше, чем температура поверхно-
сти плиты у ее краев, вследствие более интенсивного охлаждения
краев плиты. Температура поверхности нагревательных плит из-за
теплоотдачи несколько ниже температуры теплоносителя. Темпе-
ратура при вулканизации на прессах применяется обычно в преде-
лах от 140 до 160 °C. Продолжительность вулканизации в зави-
симости от температуры вулканизации (температуры теплоноси-
теля), размера изделий и рецептуры резины составляет от 6—10
до 60—90 мин.
Вулканизационные прессы устанавливают рядами (секциями).
Применяют прессы с односторонним и двухсторонним обслужива-
нием. Для многоэтажных прессов характерно двухстороннее обслу-
живание, при котором перезарядку производят одновременно двое
406
Рис. 30.3. Схема вулканизационного гидравлического двухэтажного пресса с по-
движными кассетными формами:
1, 3—столы для перезарядки пресс-форм нижнего и верхнего этажей соответственно; 2 — ниж-
няя половина пресс-формы; 4— плита; 5—нижняя часть верхней пресс-формы; 6 — нагрева-
тельные плиты; 7—станина; 8 — верхние части пресс-форм, закрепленные на нагревательных
плитах; 9. // — верхний и нижний гидравлические цилиндры перезарядчиков, 10, /2 —верхний
и нижний постаменты для гидравлических цилиндров
рабочих: один рабочий производит перезарядку форм на верхних
этажах, другой с противоположной стороны на нижних этажах.
Управление гидравлической частью пресса производится дистри-
бутором полуавтоматически. Прессы с полуавтоматическим дистри-
бутором имеют кнопочный пускатель и по окончании вулканизации
автоматически открываются с помощью КЭП.
Достоинствами вулканизационных прессов являются: 1) сравни-
тельно высокая производительность, обеспечивающая высокий съем
продукции с единицы производственной площади; 2) универсаль-
ность, позволяющая вулканизовать изделия широкого ассортимента
и возможность быстрого переключения пресса на выпуск заданных
изделий; 3) сравнительная простота обслуживания.
Наряду с достоинствами этот метод вулканизации имеет суще-
ственные недостатки: 1) значительные отходы (потери) смеси в
виде вулканизованных выпрессовок; 2) низкий уровень механиза-
ции процесса и вследствие этого необходимость затраты при пере-
зарядке пресса тяжелого ручного труда; 3) значительные затраты
времени на перезарядку пресса и вулканизационных форм.
Для сокращения цикла вулканизации, снижения затрат труда,
повышения производительности оборудования в настоящее время
применяют вулканизационные прессы, снабженные пресс-формами
кассетного типа и перезарядчиками (рис. 30.3). На таком прессе
верхние части кассетных форм 8 неподвижно закреплены на нагре-
вательных плитах 6, а нижние — выдвигаются на столики переза-
рядчиков с помощью двух гидравлических цилиндров 9У И.
Двухэтажный вулканизационный пресс завода «Тамбовполимер-
маш» оборудован также двумя перезарядчиками, но они располо-
жены с двух разных сторон пресса. Для этого пресса предусмот-
рено двухстороннее обслуживание. Работа на прессе производится
407
в следующем порядке. После закладки заготовок в нижние части
кассет, выдвинутых из пресса, крышки их закрываются, и кас-
сеты автоматически задвигаются в пресс. После окончания этих
операций на обоих перезарядчиках пресс автоматически закрыва-
ется. По окончании вулканизации пресс также автоматически от-
крывается. После опускания плунжера в нижнее положение пере-
зарядчики автоматически выдвигают формы из пресса и открыва-
ют их для перезарядки. Затем цикл работы пресса повторяется.
Благодаря применению перезарядчиков сокращается время,
расходуемое на перезарядку вулканизационных прессов, повы-
шается производительность труда и производительность прессов,
улучшаются условия труда.
30.4. ВУЛКАНИЗАЦИЯ НА ОДНО- И МНОГОПОЗИЦИОННЫХ
ЛИТЬЕВЫХ АГРЕГАТАХ
Литьевые агрегаты применяют для изготовления изделий
литьем под давлением с последующей вулканизацией этих изделий
на тех же агрегатах (см. гл. 27). Вулканизация в литьевых фор-
мах после впрыска резиновой смеси производится на вулканиза-
ционно-прессовой части агрегата (узле прессования). Многопози-
ционные агрегаты имеют несколько узлов прессования (несколько
пресс-точек). Каждый узел прессования работает как вулканиза-
ционный пресс.
Изготовление рёзиновых изделий на литьевых агрегатах позво-
ляет повысить производительность труда, сократить длительность
вулканизации и количество безвозвратных отходов резиновой
смеси, снизить себестоимость изделий и улучшить их качество. По-
вышение производительности труда и снижение себестоимости из-
делий достигается за счет снижения трудовых затрат на изготов-
ление заготовок и обработку готовых изделий, повышения произ-
водительности оборудования, уменьшения числа форм и отходов
вулканизованной резины.
Экономическая эффективность при применении литьевых агре-
гатов зависит от правильного выбора оборудования и конструкции
форм, а также от годовой программы выпуска изделий и от степени
загруженности агрегата. При использовании литьевого способа
изготовления изделий на современных агрегатах снижается тру-
доемкость изготовления изделий (на 20—40%) и повышается про-
изводительность труда в 1,5—3 раза, снижаются безвозвратные
отходы (на агрегатах ЛСВ-1000, ЛКВ-100, «Десма» на 10%).
Большое значение при изготовлении изделий на литьевых агре-
гатах имеет конструкция применяемых литьевых форм. Исполь-
зуются формы одногнездные и многогнездные, с горизонтальным
и вертикальным разъемом, с автоматическим и ручным съемом
изделий, а также одноилитные, двухплитные и со съемным сер-
дечником (вкладышем).
408
©
Рис. 30.4. Мнсгогнездная литьевая форма
с центральны i литьевым каналом и си-
стемой вакуум-отсоса:
/ — центральный литьевой канал; 2—разводя-
щие каналы; .*— впускные каналы; 4—канал
системы вакусм-отсоса; 5 —гнезда формы.
В основном применяются
многогнездные литьевые фор-
мы иногда со сложной сильно
развитой литниковой систе-
мой, состоящей из каналов для
подвода резиновой смеси к
гнездам, а также каналов для
удаления воздуха. В много-
гнездных формах предусмат-
риваются центральный, разво-
дящие и впускные .каналы, ко-
торые целесообразно распола-
гать в радиальном направле-
нии (рис. 30.4).
Гнездность форм зависит
от прессового усилия, разви-
ваемого узлом смыкания и
литьевых свойств резиновых
смесей; при более высоком
прессовом усилии (более высо-
ком гидравлическом давлении)
и улучшении литьевых свойств
резиновых смесей гнездность
форм может быть выше.
Производительность агрегатов зависит не только от числа
гнезд в формах, но и от позиционности агрегатов; последняя в
свою очередь зависит от темпа работы агрегата.
Позиционность литьевых агрегатов выбирают в зависимости от
продолжительности вулканизации. Однопозлционные машины ис-
пользуют при продолжительности вулканизации до 2 или 3 мин,
при большей длительности процесса применяют многопозиционные
агрегаты.
Часовую производительность N агрегата (в шт.) определяют
по формуле:
3600га
л=-7-
где Т — темп работы агрегата, с; « — число гнезд в ф' >рме.
На однопозиционном агрегате темп работы равен общему вре-
мени, которое необходимо затратить на литье, вулканизацию, съем
изделий и другие вспомогательные операции.
На многопозиционных агрегатах литье и перезарядку форм
производят обычно одновременно на двух разных позициях.
Темп работы многопозиционного агрегата равен наибольшей
сумме затрат времени на одной из этих позиций и будет опре-
деляться общей продолжительностью операций на той позиции, где
для их выполнения требуется больше времени.
409
Оптимальная позиционность tn агрегата рассчитывается по фор-
муле:
где /в — продолжительность вулканизации; G — время, необходимое для литья;
Г = ---темп работы многопозиционного агрегата.
Характеристика литьевых агрегатов приводится в специальной
литературе.
30.5. ВУЛКАНИЗАЦИЯ В ПРЕСС-АВТОКЛАВАХ
Пресс-автоклавы применяют для формовой вулканизации рези-
новых изделий большой толщины (высоты), равномерная вулкани-
зация которых не может быть обеспечена на вулканизационных
прессах вследствие обогрева форм только сверху и снизу. При
вулканизации в пресс-автоклавах формы нагреваются практически
со всех сторон. Пресс-автоклавы применяют для вулканизации
авто- и авиапокрышек, массивных шин и резиновых технических
изделий.
Они сочетают как элементы конструкции вулканизационного
котла, так и элементы конструкции гидравлического вулканиза-
ционного пресса. Пресс-автоклавы бывают разных типов: 1) со
съемной крышкой и неподвижным корпусом; 2) с неподвижной
крышкой и подвижным корпусом; 3) со съемным, поднимающимся
вверх корпусом (колоколом). Более удобными являются автоклавы
со съемными крышками, которые и получили в настоящее время
распространение.
Устройство пресс-автоклавов со съемной крышкой для вулка-
низации автомобильных покрышек и массивных шин приводится
на рис. 30.5. В станине пресс-автоклава 3 установлен гидравличе-
ский рабочий цилиндр / с плунжером. Нижняя траверса скреплена
с помощью шести колонн с верхней траверсой 11, к которой при-
креплен неподвижно корпус 12. Плунжер верхней своей частью
через днище проходит внутрь корпуса. К верхней части плунжера
прикреплен болтами подвижной стол 5, на который одна на дру-
гую, стопой, укладываются формы с покрышками или с массив-
ными шинами. К верхней поперечине автоклав-пресса с помощью
байонетного затвора крепится крышка 10 пресс-автоклава. Бай-
онетный затвор имеет подвижное байонетное кольцо 8, с прямо-
угольными зубьями, подобными зубьям на крышке автоклава. При
закрывании пресс-автоклава подвижное кольцо поворачивается,
при этом зубья байонетного кольца заходят за зубья крышки, бла-
годаря чему крышка прочно закрепляется на пресс-автоклаве.
Применяются пресс-автоклавы высотой до 13,3 м следующих
типов: АП-330-1420, АПУ-330-1600, АП-330-1600, АПУ-650-2000,
АП-650-2000. Первое число обозначает наибольшее распорное уси-
лие (тс), второе — внутренний диаметр корпуса котла (мм). Для
410
вулканизации резиновых технических изделий выпускают также
пресс-автоклавы со съемной крышкой значительно меньших раз-
меров типа АП-115-690.
Тины автоклавов, обозначенные буквой У (укороченные), имеют
меньшую высоту корпуса и рабочего пространства. Пресс-авто-
клавы для вулканизации резиновых технических изделий типа
АП-115-690 также имеют небольшую высоту иабочего пространства
(0,67 м).
Вулканизацию в пресс-автоклавах провохят следующим обра-
зом. На стол пресс-автоклава устанавливают первую форму, стол
опускают на высоту формы, устанавливают вторую форму, снова
опускают стол и устанавливают третью форму, и т. д. до полной
загрузки пресс-автоклава. На наружной поверхности вулканиза-
ционных форм имеются канавки для пара, обеспечивающие равно-
мерный прогрев форм со всех сторон. По окончании загрузки пресс-
автоклавы закрывают крышкой и в рабочий цилиндр подают
сначала воду низкого давления, а затем высокого давления. В кор-
пус пресс-автоклава подают пар и проводят вулканизацию по
установленному режиму. Избыточное давление пара при вулкани-
зации разных изделий обычно бывает в пределах от 0,3 до 0,5 МПа
(3—5 кгс/см2). Продолжительность вулканизации в зависимости
Рис. 30.5. Пресс-автоклав со съемной крышкой:
1—гидравлический цилиндр: 2— плунжер: 3 — станина; 4—днище; 5-стол; 6 — колонны:
7—гидравлическая распределительная коробка; 8 — байонет] ое кольцо; 9 —предохранитель;
10—крышка; // — верхняя траверса: 12--корпус.
411
от размера изделий и рецептуры резиновой смеси составляет в
среднем 30—120 мин.
По окончании вулканизации сначала выпускают пар из авто-
клава, а затем воду из гидравлического рабочего цилиндра. После
этого открывают крышку автоклава и перезаряжают автоклав и
формы.
Пресс-автоклавы располагают в ряд, для транспортирования
форм вдоль фронта автоклавов устанавливают пластинчатые или
роликовые транспортеры, около которых имеются площадки для
разборки форм. Управление гидравлической системой при переза-
рядке осуществляют вручную при помощи обычного дистрибутора
или трехклапанного дистрибутора с пневматическим управлением.
Современные автоклавы снабжены приборами автоматического
контроля и регулирования процесса, обеспечивающими автомати-
зацию операций процесса вулканизации и автоматическое регули-
рование температуры вулканизации. При этом после загрузки
автоклава и закрывания его крышкой с помощью переключателя
переходят с ручного управления гидравлической системой на авто-
матическое и включают командный электропневматический прибор
КЭП-12у.
30.6. ВУЛКАНИЗАЦИЯ В ИНДИВИДУАЛЬНЫХ ВУЛКАНИЗАТОРАХ,
ФОРМАТОРАХ-ВУЛКАНИЗАТОРАХ И
НА МНОГОПОЗИЦИОННЫХ ВУЛКАНИЗАТОРАХ
Вулканизация в индивидуальных вулканизаторах. Идивидуаль-
ные вулканизаторы получили широкое распространение в шинной
промышленности для вулканизации покрышек, камер и ободных
лент, т. е. изделий сравнительно больших размеров. Каждый из
индивидуальных вулканизаторов рассчитан на вулканизацию опре-
деленного типа изделий.
На рис. 30.6 показано устройство двухформового вулканиза-
тора покрышек.
Отличительной особенностью вулканизации в индивидуальных
вулканизаторах, применяемых в шинной промышленности, яв-
ляется: 1) возможность быстрой его перезарядки в отличие от
пресс-автоклавов; 2) более однородная степень вулканизации ре-
зиновых изделий при быстрой перезарядке и более равномерном
прогреве; 3) высокий уровень автоматизации; 4) более легкая
перезарядка благодаря применению закрепленных форм.
Вулканизация в форматорах-вулканизаторах. Дальнейшим раз-
витием индивидуального способа вулканизации автопокрышек яв-
ляется применение одно- и двухформовых форматоров-вулканиза-
торов и многопозиционных вулканизаторов, в которых совмещают-
ся три последовательные операции: 1) закладывание диафрагмы
(вместо варочной камеры) и формование покрышки; 2) вулкани-
зация покрышки; 3) выемка диафрагмы. В результате совмещения
этих операций упрощается технологический процесс, отпадает не-
412
Рис. 30.6. Двухформовой вулканизатор с механичеа им приводом для изгото-
вления покрышек:
I—основание пресса; 2- форма; 3—механизм для поджима фо >мы; 4— траверсы; 5—рычаг(
для закрывания пресса; 6—мотор с редуктором; 7 —штанга д.т выемки покрышки из нижней
половины формы (штанга служит также аварийны выключателем).
обходимость в целом ряде машин, механизмов, исключается про-
межуточное транспортирование изделий, значительно повышается
производительность труда и создается возможность полной авто-
матизации процессов в вулканизационных цехах.
Многопозиционный вулканизатор ВПМ для автопокрышек (по-
точно-автоматическая линия ВПМ) имеет авт шатичсски действую-
щий передвижной перезарядчик, с помощью юторого производится
загрузка и формование покрышек, открывани и закрывание пресс-
форм и выгрузка вулканизованных покрыше Так как продолжи-
тельность всех операций, связанных с перезарядкой, мала, то за
один цикл вулканизации перезарядчик может обслужить 16—34
пресс-формы.
При использовании многопозиционных вулканизаторов для
автопокрышек создается возможность повысить производитель-
ность труда в 1,5 раза, сократить произво/ственные площади в
1,5—2 раза, уменьшить металлоемкость оборудования в 2—2,5 раза,
а также снизить расход пара на вулканизацшо.
30.7. ВУЛКАНИЗАЦИЯ НА МАШИНАХ И В АППАРАТАХ
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Рассмотренные ранее технические способы вулканизации осу-
ществляются в аппаратах периодического дх йствия, которые оста-
навливают по окончании очередного цикла iулканизации для пе-
резарядки.
При циклической работе неизбежно снии ается производитель-
ность оборудования. Кроме того, после останова оборудования
снижается температура в аппарате, что приводит к необходимости
последующего нагревания аппарата и форм, увеличению расхода
413
пара и электроэнергии и затрат труда. Поэтому применение не-
прерывно действующих машин и аппаратов для вулканизации, не
требующих останова для перезарядки, имеет ряд существенных
преимуществ: 1) повышается степень механизации и автоматиза-
ции и производительность труда; 2) снижается расход различных
видов энергии; 3) обеспечивается стабильность температурного
режима; 4) облегчается организация поточных линий в производ-
стве различных изделий; 5) повышается качество резиновых из-
делий; 6) часто сокр ццаются производственные площади, необхо-
димые для осуществления выпуска продукции в заданном объеме.
Вулканизацию в i епрерывно действующих аппаратах проводят
как при избыточном (повышенном) давлении, так и при атмосфер-
ном (нормальном) давлении.
Вулканизация при избыточном давлении производится с ис-
пользованием вулканизационных форм, непрерывно движущихся
с помощью транспортера через вулканизационную камеру, как
например, в тоннельных вулканизаторах. Периодически формы
выводятся транспортером из вулканизатора для их перезарядки.
Другим способом юздания избыточного давления является при-
менение прессующих лент на барабанных вулканизаторах непре-
рывного действия, и -пользуемых при непрерывной вулканизации
прорезиненных ткане й и технической пластины. Прессующее уси-
лие на барабане соз, ается бесконечной лентой с помощью натяж-
ного ролика и гидра! лического цилиндра. Вулканизация при атмо-
сферном давлении тканей и неформовых длинномерных изделий
производится в нещ ерывно действующих вулканизационных ка-
мерах и аппаратах.
30.7.1. Вулканизация в аппаратах тоннельного типа
Для вулканизаци i изделий с внутренней полостью применяют
непрерывнодействующие вулканизационные аппараты тоннельного
типа. Аппарат имеет два одинаковых трубчатых тоннеля, располо-
женных один над 1 ругим. Внутри тоннелей по направляющим
проходит цепной транспортер с закрепленными на нем формами.
С помощью приводи» й станции, расположенной вне тоннелей, бес-
конечный цепной т ^экспортер движется с заданной скоростью
(0,45—1,75 м/мин), проходя сначала через верхний, а затем через
нижний тоннель. Нагревание воздуха производят с помощью кало-
риферов с паровым или электрическим обогревом. Последний
применяется, если в 'лканизацию необходимо проводить горячим
воздухом при температуре 180—220°C. Температура горячего воз-
духа поддерживаете} постоянной с помощью регулятора темпера-
туры и мембранного исполнительного механизма (МИМ).
Для вулканизаци i применяют формы, снабженные замковыми
устройствами, предотвращающими их открывание. Формы с заго-
товками устанавлив; ют в держатели тяговой цепи аппарата. По
окончании вулканизации формы по мере выхода из аппарата сни-
414
мают с тяговой цепи транспортера и перезаряжают, после чего их
снова устанавливают на тяговую цепь. Применяют также аппа-
раты с закрепленными формами. Таким способом проводят вулка-
низацию мячей, полых резиновых игрушек и других изделий, имею-
щих внутреннюю полость. Формование этих изделий происходит за
счет внутреннего давления газов, образующихся при разложении
таблетки газообразователя (вздувателя), помещенной внутрь за-
готовки.
30.7.2. Непрерывная вулканизация на барабанных
вулканизаторах с прессующей лентой
Барабанные вулканизаторы, применяемые для вулканизации
технической пластины, ковриков и других изделий в виде пластин
неограниченной длины, имеют горизонтальный барабан диаметром
от 0,7 до 2 м и длиной от 1,25 до 2,0 м, обогреваемый паром
давлением 0,5—0,6 МПа (5—6 кгс/см2) или с помощью электриче-
ского тока. К поверхности барабана плотно прижимается беско-
нечная стальная лента, охватывающая приблизительно 3/4 его
окружности. Бесконечная стальная лента охватывает также по-
верхность верхнего и нижнего прижимных валов и натяжного
барабана (рис. 30.7).
Техническая пластина с раскаточного устройства подается
между поверхностью вулканизационного барабана и лентой и
прессуется под действием давления, создаваемого лентой. Давле-
ние ленты (0,45—0,70 МПа) создается с помощью натяжного ба-
рабана, подшипники которого связаны со штоком гидравлического
цилиндра и могут перемещаться в горизонтальном направлении.
Огибая горячую поверхность барабана, пластина плотно прижи-
мается к его поверхности лентой, нагревается и вулканизуется.
Давление ленты обеспечивает прессование изделия и предотвра-
щает образование пор.
Рис. 30.7. Схема барабанного вулканизатора:
1— закаточный валик с вулканизованным материалом; 2—стальная прессующая лента;
3— подшипник натяжного барабана; 4— гидравлический цилиндр для перемещения подшип-
ника натяжного барабана: 5 —барабан с паровым обогревом; б —хлопчатобумажная прорези-
ненная лента; 7 — натяжной барабан; 8 — закаточный валик с прокладочным полотном;
9—дублировочные валики; 10—рулоны с невулкаиизованными материалами; 11 — раскаточный
валик с прокладочным полотном; /2—прижимные валы.
415
При выпуске издетий, имеющих на поверхности рисунок, по-
верхность барабана гравируют.
Наиболее простой рисунок получается при нарезке канавок,
расположенных вдоль окружности барабана. Скорость вулканиза-
ции зависит от температуры вулканизации и толщины изделия.
В соответствии с этим скорость перемещения материала изменяется
в пределах от 0,1 до 2,5 м/мин. Максимальная толщина вулкани-
зуемого материала 5 лм. Температура поверхности барабанов мо-
жет изменяться от biO до 180—200 °C. Скорость вращения бара-
бана, а следовательно и продолжительность вулканизации изделия
регулируют с помощью вариатора скорости или электродвигателем
с регулируемой часто ой вращения.
30.8. НЕПРЕРЫВНАЯ ВУЛКАНИЗАЦИЯ
БЕЗ ИЗБЫТОЧНОГО ДАВЛЕНИЯ
Вулканизация резиновых изделий без избыточного давления
(при атмосферном или близком к нему давлении) сопряжена со
значительными трудностями. Ввиду содержания в резиновых сме-
сях небольших количе '.тв влаги, воздуха и летучих при температуре
вулканизации вещесп, а также образования газообразных продук-
тов, в процессе вулка! изации без избыточного давления в изделиях
возникают поры. Для того чтобы предотвратить их образование,
резиновую смесь под шргагот предварительному вакуумированию
при повышенных температурах, например на специальных червяч-
ных прессах (см. с. 36и). Для поглощения влаги в резиновую смесь
вводят водопоглощающие вещества, например свежепрокаленный
оксид кальция в виде дисперсии в минеральном масле, известный
под названием колок юл. Кроме того, при составлении рецептов
резиновых смесей, ву тканизуемых этим способом, необходимо по
возможности исключа гь применение гигроскопичных веществ и ве-
ществ, содержащих летучие компоненты или способных выделять
летучие компоненты при взаимодействии с другими ингредиентами
(например, оксиды металлов с органическими кислотами). Содер-
жание регенерата в змесях не должно превышать 5 масс. ч. на
100 масс. ч. каучука, так как он способствует образованию в из-
делиях пор.
Открытая вулкани ;ация без избыточного давления применяется
при изготовлении длинномерных неформовых изделий, например
профильных уплотнит ;лей в аппаратах непрерывной вулканизации,
входящих в состав поточных линий.
Вулканизация в т; ких аппаратах, входящих в состав поточных
линий, проводится hi посредственно после шприцевания, поэтому
скорость шприцевании должна соответствовать скорости вулкани-
зации (скорости протяжки шприцованной заготовки через вулка-
низационный аппарат!. Последняя зависит от продолжительности
вулканизации резиновой смеси, необходимой для достижения опти-
416
мальных свойств резины. Эта зависимость может быть выражена
следующим уравнением
где тв — продолжительность вулканизации резинового изделия в данном вулка-
низационном аппарате, зависящая от конструкции аппарата, способа нагревания,
температуры, размеров сечения изделия и рецептуры смеси; L — путь, который
проходит заготовка при движении через аппарат; и —скорость протяжки заго-
товки через аппарат.
Для обеспечения непрерывной вулканизации и синхронной ра-
боты отдельных агрегатов поточной линии к процессу шприцева-
ния предъявляются следующие требования: 1) возможность регу-
лирования скорости шприцевания в соответствии со скоростью
вулканизации резиновой смеси; 2) стабильность установленной
скорости и температуры шприцевания для обеспечения постоянной
степени вулканизации.
При вулканизации резиновых изделий без избыточного давле-
ния на непрерывнодействующих поточных линиях применяются
короткие режимы и высокие температуры вулканизации, что
способствует образованию пор, деформации профиля шприцо-
ванных изделий (оплывание профиля) и протеканию термоокисли-
тельных процессов. Поэтому резиновые смеси должны быть: 1) хи-
мически инертными по отношению к вулканизационной среде;
2) быстровулканизирующимися и, одновременно, стойкими к под-
вулканизации при обработке на червячных прессах с удлиненным
червяком, при температурах 100—150 °C; 3) каркасными в усло-
виях вулканизации при 180—220 °C, т. е. должны достаточно хо-
рошо сохранять свою форму после шприцевания.
Для изготовления изделий, вулканизуемых на поточных линиях,
могут применяться различные каучуки, но предпочтение отдается
тем из них, которые в меньшей степени подвергаются деструкции
и меньше изменяют пласто-эластические свойства при высоких
температурах. К таким каучукам относятся силоксановые, этилен-
пропиленовые, фторкаучуки и поперечно-сшитые бутадиен-нитриль-
ные и хлоропреновые каучуки.
Таким образом, для изготовления изделий на поточных линиях
непрерывной вулканизации без избыточного давления необходимо
специально разрабатывать рецептуры резиновых смесей. Смеси,
применяемые для изделий, вулканизуемых в котлах, оказываются
либо непригодными для изготовления изделий, вулканизуемых на
поточных линиях, либо они требуют значительной корректи-
ровки.
Непрерывная вулканизация изделий без избыточного давления
может производиться: 1) в среде горячего воздуха; 2) в жидком
теплоносителе (в горячей нейтральной жидкости или в расплаве
солей); 3) в псевдоожиженном слое.
7г 14 Зак, 1316
417
30.8.1 Непрерывная вулканизация
а среде горячего воздуха
Вулканизация в q еде горячего воздуха имеет ряд недостатков,
связанных с окислением каучука, плохой теплопроводностью воз-
духа. Кроме того, npi вулканизации в этой среде требуются повы-
шенные дозировки ускорителей.
Непрерывнодейств лощие камеры и аппараты для вулканизации
при атмосферном даьлении в среде горячего воздуха применяют
для изготовления тонких прорезиненных тканей, хирургических
перчаток. Как прави то. во всех этих аппаратах вулканизуемые
изделия проходят через зону вулканизации, в которой поддержи-
вается необходимая температура горячего воздуха. Чем больше
длина пути при перемещении изделия через камеру, и чем меньше
скорость его движение, тем больше продолжительность вулканиза-
ции. Практически регулирование продолжительности вулканизации
изделий достигается изменением скорости движения изделия
внутри камеры или аппарата.
По конструкции эти аппараты напоминают сушилки. Нагрева-
ние воздуха в них пр шсходит с помощью паровых или электриче-
ских калориферов. Циркуляция воздуха внутри аппарата обеспе-
чивает равномерное i более быстрое нагревание воздуха, что поз-
воляет поддерживать более равномерную температуру.
В процессе вулканизации в воздухе накапливаются газообраз-
ные и летучие продукты вулканизации; для уменьшения их рас-
пространения в окруи ающую среду часть воздуха непрерывно уда-
ляют из камеры и заменяют свежим.
Вулканизация при атмосферном давлении может привести к
образованию пор в резине. Однако при вулканизации прорезинен-
ных тканей с тонким слоем резины, образующиеся при испарении
влаги пары и другие газообразные вещества достаточно легко
диффундируют через тонкую пленку резины и не вызывают обра-
зования в ней пор.
При изготовлении тонких хирургически^ перчаток из латекса
методом ионного отложения перед вулканизацией перчатки сушат;
обе эти операции последовательно производят в аппаратах для
непрерывной сушки и вулканизации. И в этом случае образование
пузырей предотвращается подбором соответствующих температур
и скорости сушки и вулканизации, а также благодаря наличию
тонкого слоя.
На рис. 30.8 показано устройство роликовой камеры для непре-
рывной вулканизации прорезиненной ткани. Камера подразде-
ляется на три зоны. Первая зона камеры служит для нагревания
ткани до температур j вулканизации, вторая — для вулканизации,
а третья — для охлаждения вулканизованной ткани обдувкой ее
холодным воздухом. Охлаждение ткани предупреждает перевул-
канизацию резинового слоя после закатки изделия в рулон. Ско-
418
Рис. 30.8. Роликовая камера для непрерывной вулканизации:
1—3—отсеки; 4—вентилятор
рость движения ткани в камерах непрерывного действия 6—
12 м/мин. Продолжительность вулканизации зависит от условий,
в которых проводится процесс, рецептуры смеси и составляет от
15 до 30 мин. Общая продолжительность пребывания ткани во
всех зонах камеры 30—60 мин.
Вулканизацию прорезиненных тканей при высокой температуре
можно проводить на агрегатах, на которых ткани нагревают ин-
фракрасными лучами.
Благодаря значительной проникающей способности инфракрас-
ных лучей создаются условия для равномерного прогрева ткани
по всей толщине. В результате примерно вдвое сокращается
продолжительность вулканизации и улучшается качество про-
дукции.
Оптимальные свойства прорезиненные ткани приобретают в за-
висимости от конструкции и общей толщины ткани за 10—40 с,
при скорости прохождения ткани 7,5—30 м/мин и температуре
вулканизации 180—200 °C. При продолжительности вулканизации
20 с производительность такого агрегата составляет 27 000 м ткани
в сутки.
Для вулканизации тканей без избыточного давления с высокой
скоростью применяют двухбарабанный вулканизатор с индукцион-
ным нагревом одного из барабанов до 220—240 °C. Такой вулка-
низатор обеспечивает возможность вулканизации ткани при уста-
новке его в поточной линии с каландром.
'Л И*
419
30.8.2. Непрерывная вулканизация
в воздушной среде
с применением токов сверхвысокой частоты
(СВЧ)
Вулканизацию длинномерных заготовок (типа профильных
уплотнителей) на поточной линии можно проводить, применяя
предварительный подогрев шприцованной заготовки токами сверх-
высокой частоты.
Нагревание резиновых заготовок, помещенных в электрическое
поле сверхвысокой частоты (СВЧ), обеспечивает ряд преимуществ
перед обычным медленным нагревом заготовок горячим воздухом:
1) регулируемый нагрев заготовок; 2) быстрый нагрев, позволяю-
щий сократить продолжительность пребывания смеси в вязкотеку-
чем состоянии, что способствует сохранению формы сложных про-
филей.
Интенсивность нагрева резиновых смесей различного состава
неодинакова. Достаточно быстро нагреваются смеси на основе по-
лярных каучуков, которые за 30—40 с могут нагреться до 200 °C,
в то время как смеси га основе неполярных каучуков нагреваются
за 3,5 мин только до 50—70 °C. Для увеличения интенсивности
нагревания неполярны i каучуки используют в резиновых смесях в
сочетании с полярными.
На скорость нагревания влияет также тип технического угле-
рода (сажи); при применении печных саж ПМ-50, ПМ-75, ПМ-100
нагревание происходит более интенсивно.
Интенсивность наг >евания токами СВЧ практически регули-
руется изменением частоты электрического поля.
Токи СВЧ техниче<ки более удобно применять для предвари-
тельного нагревания заготовок, окончательная вулканизация кото-
рых производится в вулканизаторах туннельного типа в среде горя-
чего воздуха. Поточна$ линия в этом случае состоит из вакуумного
червячного пресса, отборочного транспортера, микроволнового на-
гревателя токами СВ11), туннельного вулканизационного аппарата,
охладительной ванны, отборочного устройства и станка для резки
изделий (рис. 30.9).
Нагреватель состоит из двух последовательно расположенных
трубчатых волноводов мощностью 2,5 кВт (частота тока 3000 МГц,
напряжение не выше 8000 В). Заготовка перемещается внутри
волноводов с помощью транспортерной ленты из стеклянного во-
локна. Газы и пары из волноводов удаляются с помощью вентиля-
ции. Установка снабжена экраном для защиты обслуживающего
персонала и фильтрами, гасящими радиопомехи.
Производительност! поточных линий, выпускаемых фирмой
«Берсторф» (ФРГ), со(тавляет 140 кг/ч и 260 кг/ч. Скорость дви-
жения заготовки внутри вулканизационного аппарата достигает
30 м/мин.
420
|4 Зак. 13^
30.8.3. Непрерывная вулканизация
в псевдоожиженном слое
Псевдоожиженным называется «кипящий» взвешенный слой
частиц твердого материала, образующийся при продувании через
него воздуха или газа при определенной скорости. Этот слой
обеспечивает более высокий коэффициент теплопередачи к резине,
чем воздух.
Так как эффективная плотность взвешенного слоя составляет
менее 1500 кг/м3 (1,5 г/см3), то при вулканизации создаются усло-
вия, способствующие сохранению формы изделия, приобретенной
при шприцевании.
Поточная линия вулканизации в псевдоожиженном слое состоит
из червячного пресса с вакуумированием, установки для антиад-
гезионной обработки поверхности заготовки тальковой эмульсией,
вулканизационной камеры, устройств для охлаждения и очистки
поверхности изделия от теплоносителя и приемника готовых изде-
лий (рис. 30.10).
Закрытая вулканизационная камера прямоугольного сечения
(длина 10 м и ширина 0,15 м) снабжена электрокалориферами,
системой рециркуляции газообразных продуктов и кожухом, по-
крытым теплоизоляционным материалом. В нижней части камера
имеет горизонтальную пористую решетку, на которую засыпается
твердый материал — кварцевый песок или стеклянные шарики раз-
мером 0,15—0,30 мм. Под решетку подается подогретый воздух,
который проходя через слой песка, нагревает его до 170—250 °C
и переводит во взвешенное состояние. Для дополнительного нагре-
вания слоя внутри его установлены дополнительные нагреватели.
Подача воздуха может регулироваться по длине ванны для под-
держания слоя во взвешенном состоянии в соответствии с задан-
ным режимом. В вулканизационной камере поддерживается не-
большое разрежение, предотвращающее выброс воздуха с газооб-
разными продуктами вулканизации из установки в цех.
Сначала шприцованная заготовка поступает на установку для
нанесения на ее поверхность подогретой до 50—60 °C тальковой
суспензии, после чего заготовка обдувается горячим воздухом для
просушки. Тонкий ело! талька предохраняет поверхность заго-
товки от налипания на нее твердой фазы (песка). Проходя через
вулканизационную камеру, заготовка удерживается во взвешенном
слое, нагревается и вулканизуется. Непрерывно выходящий из
вулканизационной камеры профильный уплотнитель поступает на
установку, на которой он очищается вращающимися щетками от
твердых частиц теплоносителя и обдувается холодным воздухом.
На резательном устройстве (машине) профиль разрезается на
отрезки определенной длины, которые затем подают в приемник
готовой продукции.
На поточных линиях отечественного производства можно этим
способом вулканизовать монолитные и губчатые профили простых
42?
и сложных сечений размером от 3,5 до 80 мм. Одновременно вул-
канизуются от 1 до 3 профилей. Скорость шприцевания и вулкани-
зации составляет 0,5—5 м/мин. Соответственно продолжительность
вулканизации при длине камеры 10 м составляет 2—10 мин. Тем-
пература вулканизации 170—250 °C. Производительность поточной
линии при выпуске монолитных изделий составляет 150—170 кг/ч,
при выпуске губчатых профилей- 45—50 кг/ч. Габаритные раз-
меры поточной линии — 17,8 X 2,0 X 2,75 м.
30,8.4. Непрерывная вулканизация
в среде жидкого теплоносителя
Этот способ вулканизации длинномерных изделий получил ши-
рокое распространение при изготовлении профильных уплотни-
телей.
В связи с тем, что жидкий теплоноситель одновременно яв-
ляется вулканизационной средой, к нему предъявляются следую-
щие требования: стойкость к температурам вулканизации, низкое
давление паров (для уменьшения потерь теплоносителя и создания
благоприятных санитарно-гигиенических условий труда), мини-
мальная токсичность, малое воздействие на оборудование и от-
сутствие вредного влияния на резиновые смеси, минимальная по-
жароопасность, низкая стоимость и недефицитность. Кроме того, он
должен обладать хорошей растворимостью в воде (для обеспече-
ния легкой и эффективной отмывки после вулканизации), невы-
сокой плотностью (для облегчения погружения в него вулканизуе-
мых изделий) и низкой температурой застывания (для уменьшения
уноса из аппарата с изделиями и связанных с этим потерь тепло-
носителя).
Наиболее часто в качестве жидкого теплоносителя применяют
глицерин, ксилитан и расплавы солей. К недостаткам глицерина
относится: гигроскопичность, окисляемость и способность выделять
при высоких температурах акролеин, действующий на слизистую
оболочку глаз. Глицерин можно применять при температурах вул-
канизации до 140 °C.
Ксилитан (моноангидрид пятиатомного спирта — ксилита)
представляет собой более вязкую чем глицерин жидкость, он также
более стоек и может применяться при температурах вулканизации
до 150—155 °C. Глицерин и ксилитан применяют в качестве вулка-
низационной среды при вулканизации трубок, профильных и губча-
тых уплотнителей.
Расплавы солей являются мало токсичными веществами и мо-
гут применяться в открытых вулканизационных аппаратах. Часто
для вулканизации в расплаве солей используют эвтектическую
смесь нитрат-нитритных солей с температурой плавления около
141 °C следующего состава: KNO3 —53%, NaNO3-—7%, NaNCb —
40%. Плотность расплава равна 2000 кг/м3 (2 г/см3).
U*
423
Рис. 30.10. Схема поточной линии для непрерывного изготовления профильных резиновых изпрлий с вулканизацией в псевдо-
ожиженном слое:
1—'червячный пресс; 2—установка для антиадгезионной обработки заготовки; 3 — вулканизатор с псевдоожиженным слоем; 4 — установка для
Охлаждения и очистки готовых изделий; 5—резательная машина; 5 —приемник для готовых изделий; 7—вентилятор; 8 —газодувка; 9 — регистр;
10— механизм первоначальной заправки заготовки; 11 -взвешенный слой; /2—пористая решетка; 13 — перфорированные коллекторы; 14 — распреде-
лительный трубопровод; 15 — батарея электроколориферов; 16 — трубопровод горячего воздуха; 17 — заготовка.
6
Рис. 30.11. Схема вулканизационной ванны с жидким теплоносителем:
/ — ванна; 2— нагреватели; 3 -ограждение; / — теплоноситель; 5 —изделие; 6 — погружной
транспортер.
Поточные линии для вулканизации монолитных длинномерных
изделий в жидком теплоносителе независимо от особенностей кон-
струкции и применяемого теплоносителя включают: червячный
пресс с системой вакуумирования, вулканизационный аппарат
(в виде ванны), устройства для отмывки, охлаждения, протягива-
ния и отбора готовых изделий.
Принципиальная схема вулканизационной ванны с жидким
теплоносителем показана на рис. 30.11. Общая схема поточной ли-
нии непрерывного изготовления уплотнительных профилей с вул-
канизацией в расплаве солей представлена на рис. 30.12.
В верхней части ванны (см. рис. 30.12) расположены последо-
вательно два транспортера с самостоятельными приводами для
погружения и перемещения профиля в теплоносителе на глубине
60—100 мм. Два транспортера необходимы для регулирования ско-
рости протяжки изделий, устранения петлеобразования и пробук-
совки профиля, которое возможно ввиду изменения длины профиля
в процессе вулканизации. Для удаления расплава с поверхности
Рис 3112. Поточная линия непрерывного изготовления профильных изделий
с вулканизацией в расплаве солей:
/ — вакуумный червячный пресс. 2— шприцованная заготовка; 3—вулканизатор (солевая ванна);
4 - отмывочно охлаждающее устройство; 5—протягивающее устройство; 6—отборочный транс-
портер.
426
профиля йо выходе из ванны устанавливаются специальные обо*
гревающие устройства (скребки) или профиль обдувают горячим
воздухом. Отмывку профиля производят сначала теплой, а затем
холодной водой. Для протягивания профиля от ванны до отбороч-
ного устройства служит устройство с приводным и прижимным
роликами.
В расплаве солей можно также вулканизовать полые изделия,
поддутые воздухом или азотом. Однако этот способ не пригоден
для вулканизации тонкостенных мягких изделий, вследствие их
деформации и смятия.
Средняя скорость выхода готового изделия при вулканизации
в расплаве солей составляет 10—12 м/мин, максимальная —
30 м/мин.
Отечественной промышленностью выпускаются поточные линии
ЛНВС-90 и ЛНВС-125 (цифры обозначают диаметр червяка чер-
вячного пресса) производительностью соответственно 80—350 и
150—600 кг/ч. Максимальная температура теплоносителя — 250°С.
Габаритные размеры линии ЛНВС-90 22,1 X 3,2 X 3,0 м; ЛНВС-125
26,9X3,5X3,0 м.
ГЛАВА 31
КРЕПЛЕНИЕ РЕЗИНЫ К МЕТАЛЛАМ
Резину и эбонит широко применяют для защиты металла от
действия агрессивных сред при изготовлении химической аппара-
турьь а также для покрытия (гуммирования) валов типографских,
ситцепечатных и бумажных машин. Широкое распространение по-
лучили также резино-металлические детали машин: различные ре-
зиновые амортизаторы, резиновые подшипники и др. Во всех этих
случаях требуется прочное крепление резины к металлам.
Применяют методы горячего крепления с использованием вул-
канизации и методы холодного крепления резины к металлам. При
холодном креплении используют вулканизованную резину, которую
крепят к поверхности металла с помощью клея. Горячее крепление
резины к металлу с помощью вулканизации производится через
промежуточный слой из эбонита, латуни или резиновых клеев. Не-
зависимо от способа крепления поверхность металла должна быть
предварительно очищена от слоя окислов и следов жира и масел.
31.1. ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА
Подготовка поверхности металлов для крепления резины яв-
ляется важной операцией, от качества проведения которой в зна-
чительной степени зависит прочность крепления резины к металлу.
Поэтому поверхность металлов подвергают предварительной обра-
ботке, т. е. очищают ее от смазки и жиров, нанесенных на
427
Поверхность для защиты ее от коррозии, прочно приставшей грязи
и удаляют оксидную 1ленку (окалину, ржавчину).
Удаление смазки i жиров (обезжиривание) может проводиться
разными способами: 1) обработкой арматуры органическими рас-
творителями (бензином, ацетоном, дихлорэтаном и др.) в ванне
или обработкой парами растворителя в специальном аппарате;
2) обработкой армат} ры или различных металлических деталей в
котле острым паром, при этом масла размягчаются и смываются
горячим конденсатом с поверхности металла. Так можно обраба-
тывать металлические валы, поверхность химической аппаратуры,
бандажи для массивных шин с целью удаления следов смазки.
Для очистки повер хности металла от ржавчины, окалины и за-
грязнений применяют: 1) механическую обработку на токарных
станках при обрезинивании валов (гуммировании валов); 2) очист-
ку поверхности с помощью песка, стальной или чугунной дроби
(пескоструйная или дробеструйная обработка поверхности метал-
ла); 3) очистку поверхности механическим инструментом, приво-
димым в действие о- электропривода через гибкий шланг, или
вручную с помощью щеток.
При обработке на токарных станках на поверхности валов на-
резаются неглубокие канавки, с целью увеличения поверхности
Контакта при креплении резины к металлу. Пескоструйная и дробе-
струйная обработка дает возможность получить широко развитую
шероховатую поверхность, что повышает прочность крепления ре-
зины к металлу с поиошью клеевого промежуточного слоя. При
этих способах очистки применяют кварцевый песок и стальную или
чугунную дробь с зерном 0,5—2,0 мм, которые подают вместе со
струей воздуха под давлением 0,25—0,50 МПа на очищаемую по-
верхность. Стальную 1робь используют только при очистке сталь-
ной арматуры.
Обработка сухим песком допускается только в закрытых аппа-
ратах при хорошей местной и общей вентиляции. В некоторых слу-
чаях сухой песок может быть заменен мокрым песком, но после
Такой обработки пове >хность необходимо промыть водой и слабым
горячим раствором соды.
При креплении ре: ины к металлу способом латунирования по-
верхность мелкой арматуры очищают от окалины растворами
минеральных кислот. После химической обработки арматуру про-
мывают и сушат,а затем на нее наносят слой защитного клея,пре-
дохраняющего поверх юсть арматуры от ржавчины (коррозия ме-
талла приводит к chi жению прочности крепления).
Для защиты поверхности стальной арматуры от коррозии в не-
которых случаях ее фосфатируют. При этом на поверхности обра-
зуется неметаллический слой фосфатов, не проводящий электриче-
ского тока, в котором не образуются электрические пепи, способ-
ствующие коррозии. Фосфатирование повышает прочность клеевого
крепления резины к металлу.
428
В некоторых случаях фосфатирование проводят после химиче-
ского Обезжиривания стальной арматуры в щелочном растворе
и тщательной промывки. Для фосфатирования используют рас-
твор монофосфата цинка Zn(H2PO4)2 и нитрата натрия. Темпера-
тура раствора в рабочей ванне 60—70 °C, продолжительность вы-
держки деталей — 5—7 мин. После промывки в холодной, а затем
в горячей проточной воде арматуру сушат горячим воздухом при
90—100 °C. Затем на фосфатированные детали наносят клей
ФЭН-1 (см. е. 434) или другой клей и подвергают сушке при
85—НО °C. Химическое обезжиривание и фосфатирование поверх-
ности металла по сравнению с обезжириванием поверхности орга-
ническими растворителями дает возможность повысить прочность
крепления резины, например на основе бутадиен-нитрильного кау-
чука, в 1,5—2,0 раза.
31.2. МЕТОДЫ ГОРЯЧЕГО КРЕПЛЕНИЯ РЕЗИНЫ
К МЕТАЛЛАМ
31.2.1. Крепление резины к металлам
с помощью эбонита
Технологический процесс крепления резины к металлу этим
способом включает следующие операции: подготовку поверхности
металла, нанесение клея, наложение на поверхность металла слоя
эбонитовой смеси, наложение на эбонитовую смесь слоя резино-
вой смеси и вулканизацию. Этот способ крепления применяют при
обкладке резиной поверхности валов и химической аппаратуры.
Промежуточный эбонитовый слой обеспечивает наибольшую
прочность крепления резины к металлу (4—6 МПа). Однако та-
кой способ крепления обладает существенными недостатками:
1) значительная продолжительность вулканизации; 2) хрупкость
промежуточного эбонитового слоя и вследствие этого повышенная
чувствительность к ударам и вибрациям; 3) низкая теплостой-
кость эбонита.
При нагревании до 70 °C прочность крепления снижается; при
резких изменениях температуры происходит отслоение эбонита от
металла вследствие значительной разности коэффициентов линей-
ного расширения эбонита и металла.
Прочность крепления резины к металлу посредством эбонита
можно повысить: 1) применением свежеприготовленных эбонито-
вых или резиновых смесей; 2) освежением поверхности каландро-
ванных пластин растворителем для удаления с их поверхности
пыли и талька; 3) подогревом каландрованных пластин на столах
при 40—50°C; 4) введением в эбонитовые смеси красной окиси
железа (5—7 масс. ч. на 100 масс. ч. каучука).
Необходимо учитывать, что при хранении листованных смесей
постепенно снижается их пластичность и возрастает жесткость,
возможно также выцветание серы; все это приводит к снижению
429
адгезии резины к металлу. Пыль и тальк также значительно ухуд-
шают адгезию, препятствуя хорошему контакту резиновой или
эбонитовой смеси с металлом при обкладке.
По современным представлениям прочное крепление эбонита
к металлам объясняется возникновением межмолекулярных сил
взаимодействия межху молекулами эбонита и металла при сбли-
жении их под влиянием давления и в результате понижения вяз-
кости вследствие нагревания. Пленка эбонитового клея, наноси-
мого предварительно на поверхность металла, способствует обра-
зованию необходимой площади контакта полимера с поверхностью
металла. Возникновение межмолекулярных сил взаимодействия
подтверждается экспериментально. Так, было установлено, что вы-
сокая прочность крепления мягких резин на основе натурального
каучука или наирита может быть обеспечена затвердеванием их
при низких температурах (без применения специальных способов
крепления) вследствие повышения межмолекулярных поверхно-
стных сил взаимодействия.
31.2.2. Крепление резины к металлам
с помощью латуни
Этот метод креп тения основан на том, что резина, находя-
щаяся во время вулканизации в контакте со свежей поверхностью
электроосажденной па металле латуни, прочно к ней привулкани-
зовывается. Слой латуни, покрывающей поверхность металла,
должен содержать около 70% меди и около 30% цинка.
Процесс крепленья резины к металлу этим способом состоит
из следующих операций: заготовка резиновой смеси, латунирова-
ние металлической арматуры и вулканизация.
Резиновая смесь должна быть свежекаландрованной или све-
жешприцованной. Заполнение форм с латунированными деталями
резиновой смесью часто производится литьем под давлением.
Крепление резины с помощью латуни является наиболее рас-
пространенным мето юм при изготовлении резинометаллических
деталей небольшого размера. Он обеспечивает высокую прочность
крепления, наибольшую теплостойкость крепления резины к ме-
таллу, хорошее сопротивление его ударам и вибрациям.
Однако этот метод крепления имеет и ряд существенных недо-
статков: 1) он может быть использован главным образом для
крепления резины к стальным деталям; 2) может применяться
для крепления резины к поверхности деталей сравнительно не-
больших размеров; 3| требуется специальная установка для лату-
нирования.
На качество крепления резины к металлу оказывает большое
влияние процесс латунирования.
Латунирование арматуры. Процесс латунирования включает
следующие операции обезжиривание, травление в кислоте и про-
430
мывку, механическую обработку, декапирование и электролитиче-
ское осаждение латуни.
При химическом обезжиривании арматуру сначала обрабатывают раствори-
телем для удаления большего количества смазки, а затем раствором щелочи,
которая переводит омыляемые жиры в растворимые мыла.
При электрохимическом обезжиривании арматуру подвешивают на электрод
и через раствор щелочи, находящейся в ванне, пропускают постоянный ток; при
этом пузырьки газа (водорода или кислорода), образующиеся на поверхности
деталей, способствуют механическому отрыву частиц жира. После обезжирива-
ния арматуру промывают горячей водой.
Для удаления окислов железа проводят химическое или электрохимическое
травление арматуры в кислоте. Для электрохимического травления применяют
15%-ный раствор серной или 5—10%-ный раствор соляной кислот. Стальную
арматуру обычно подвешивают к аноду, т. е. подвергают анодному травлению.
После травления арматуру промывают в холодной проточной воде.
Для удаления остатков окалины и «травильного шлама» детали подвергают
механической обработке, крацеванию во вращающихся барабанах с мокрым пе-
ском (абразивный материал) или стальными щетками. Затем детали промывают
водой и декапируют, т. е. химически обрабатывают для удаления тонких оксид-
ных пленок, образующихся при контакте с воздухом. Для декапирования при-
меняют содоциановые или другие растворы в зависимости от электролита, ис-
пользуемого при электролитическом осаждении латуни.
Отложение латуни на поверхности металла рвляется наиболее ответственной
операцией. Для получения однородного по состазу и структуре слоя латуни
раствор электролита должен иметь постоянную концентрацию. Латунь электро-
химически осаждают из раствора комплексных солей меди и цинка, получаемых
взаимодействием солей меди и цинка с пирофосфорнокислым натрием.
Раньше для латунирования применяли цианистые комплексные соединения
меди и цинка. В настоящее время разработан способ бесцианистого латуниро-
вания.
В качестве анодов при электролитическом нанесении латуни рекомендуется
использовать латунные пластины, содержащие 60—70% меди и 30—40% цинка.
Толщина получаемого слоя латуни 0,0002—0,01 мм. Продолжительность процесса
латунирования в цианистом электролите 15—20 мин, в бесцианистом электролите
5 мин. Большое значение для качества кре?тления имеет физическая структура
слоя латуни и хорошее сцепление ее с металлом. Показателем хорошей струк-
туры слоя является тусклая бархатистая поверхность слоя латуни.
После латунирования арматуру промывают сначала холодной водой в тече-
ние 1—2 мин, затем горячей водой (80—90°C). После промывки латунированные
детали необходимо сушить на полках, покрытых асбестом или другим неметал-
лическим листовым материалом.
Помимо качества латунирования большое влияние на прочность
крепления оказывает рецептура резиновых смесей, тип каучука и
применяемых пластификаторов. Сера является важнейшей состав-
ной частью резиновой смеси. Сера химически взаимодействует с
латунью, поэтому при этом способе крепления должны быть сба-
лансированы скорость вулканизации и скорость взаимодействия
серы с латунью.
С помощью слоя латуни хорошо крепятся к металлу резины из
натурального каучука, СКИ, наирита, а также СКН при отсутст-
вии в резиновой смеси на основе СКН повышенного содержания
стеариновой кислоты и дибутилфталата. С увеличением содержа-
ния нитрильных групп в бутадиен-нитрильном каучуке прочность
крепления резины к металлу увеличивается. Хуже чем натуральный
431
каучук крепятся к металлам этим способом буТаДиен-сТирольныё
каучуки; ненаполненные маслом каучуки крепятся лучше масло-
наполненных.
Мягчители кислого характера (канифоль, сосновая смола) по-
вышают прочность крепления резин к металлу, применение выцве-
тающих мягчителей, например парафина, нежелательно.
Крепление может быть улучшено введением в резиновые смеси
больших количеств технического углерода и оксида цинка. Проч-
ность крепления возрастает с повышением твердости резины. Осо-
бенно хорошо крепятся к металлу резины, имеющие твердость по
Шору от 60 до 70 единиц.
С повышением температуры прочность крепления резины с по-
мощью латунировании снижается вследствие уменьшения твердо-
сти резины и сил мех молекулярного взаимодействия резины с ме-
таллом.
Высокая прочность крепления резин с помощью латуни объяс-
няется химическим взаимодействием сульфидов меди CuS и C112S,
образующихся на поверхности латуни, с каучуком или с атомами
серы, которые уже связаны с каучуком; взаимодействие с участи-
ем Cu2S считается бо тее вероятным и Подтверждается новейшими
Исследованиями.
31.2.3. Крепление резины к Металлам
с помощью клеев
Горячий метод крепления резины к металлу с помощью клеев
Является наиболее простым и дешевым, обеспечивающим доста-
точную теплостойкость и стойкость к динамическим нагрузкам.
Получили распространение клеи на основе хлорированного и
гидрохлорированного каучука, а также на основе синтетических
Смол и изоцианатов.
Для приготовления клеев используют хлорированные каучуки,
Содержащие около 60% хлора. В состав таких клеев вводится не-
большое количество сксида магния или оксида цинка для погло-
щения хлористого водорода, выделяющегося при нагревании кле-
евой пленки в процессе вулканизации. Клеи на основе хлори-
рованного наирита —.V® 201 и 615 могут применяться для крепле-
ния резины из хлоропренового каучука и СКН к стали, чугу-
ну, алюминию и его сплавам, цинку, магнию и другим метал-
лам.
Клей № 201 представляет собой раствор резиновой смеси на
основе хлорированного наирита в ксилоле; в клее № 615 ксилол
заменен менее токсичным комбинированным растворителем —
смесью этилацетата с бензином.
Клеи на основе х юрированных каучуков обеспечивают стой-
кость крепления к Действию кислот, щелочей, морской воды, а
также удовлетворительную теплостойкость, более высокую, чем
при применении промежуточного эбонитового слоя, но менее вы-
432
сокую, чем при креплении с помощью латуни и изоцианатного
клея.
Прочное крепление резины к металлу с помощью клея на ос-
нове хлорированных каучуков можно объяснить наличием в клее
полярных групп, обусловливающих повышенное межмолекулярное
взаимодействие клея с металлом. Большое значение имеет также
диффузия полимера на границе клей — резина.
Широкое распространение получило крепление резины к ме-
таллам с помощью клеев на основе изоцианатов, например на ос-
нове п,п',п"-триизоцианаттрифенилметана под названием лейко-
нат (20%-ный раствор в дихлорэтане). Это маловязкая жидкость
красновато-коричневого цвета. Лейконат следует хранить в стек-
лянной или фарфоровой плотно закрытой посуде. Недопустимо
соприкосновение клея с соединениями, содержащими группы NH2
и ОН, с водой и водяным паром, спиртами и щелочами; срок хра-
нения клея 1,5 года. Способ крепления с помощью лейконата очень
чувствителен к условиям, при которых он применяется вследствие
легкой подверженности изоцианата структурированию, полимери-
зации и другим химическим превращениям.
При подготовке поверхности для крепления резины к металлу
с помощью клея, так же как и при других способах, ее тщательно
очищают, промазывают клеем и просушивают, после этого на нее
накладывают резину и вулканизуют в формах на прессах. При ра-
боте следует учитывать, что изоцианаты и их растворители ядо-
виты.
Адгезионные свойства пленки клея под действием кислорода,
влаги, света резко ухудшаются. Поэтому хранение арматуры, по-
крытой клеем лейконат, не должно превышать 6—8 ч в случае
крепления резины на основе натурального или бутадиен-стироль-
ного и бутадиен-метилстирольного каучуков и 1—2 сут при креп-
лении резины на основе бутадиен-нитрильного каучука.
Горячая форма с вулканизуемыми деталями не должна нахо-
диться более 0,5—1,0 мин без давления во избежание преждевре-
менной' полимеризации клея. Значительное перемещение резино-
вой смеси в форме при вулканизации допустимо только в началь-
ный период размягчения клеевой пленки, так как при нагревании
уже в течение нескольких минут происходит структурирование
пленки и понижение адгезионных свойств клея. Хороший контакт
резины с клеевой пленкой достигается при достаточном давлении
прессования, а также при внутреннем давлении, создаваемом при
плотно закрытой вулканизационной форме. Заполнение форм лить-
ем резиновой смеси и быстрая последующая вулканизация обес-
печивают хорошее качество крепления. Продолжительность хра-
нения деталей с момента нанесения клея до вулканизации должна
быть максимально сокращена.
Лейконат обеспечивает высокую прочность крепления, высо-
кую стойкость клеевого соединения к действию масел, растворите-
лей, жидкого топлива, горячей воды, кислот и щелочей (кроме
433
аммиака). По теплостойкости крепление резины к металлу с по-
мощью изоцианатного клея уступает лишь креплению с помощью
латуни.
Изоцианатными клеями хорошо крепятся резины из натураль-
ного каучука, СКИ-3, СКД, СК(М)С, СКН, наирита к различным
металлам (стали, чугуну, алюминию, латуни, бронзе); слабее кре-
пятся эти резины к магнию, его сплавам и меди.
Резины на основе бутилкаучука плохо крепятся к металлам с
помощью лейконата н других изоцианатных клеев.
На прочность крепления резины к металлу с помощью изоциа-
натных клеев влияет состав резины. Не рекомендуется применять
ускорители и протиьостарители основного характера, например,
дифенилгуанидин и 1льдоль-а-нафтиламин, а также мягчители
кислотного характера — канифоль и сосновую смолу. С увеличе-
нием содержания серы в резиновой смеси прочность крепления
резины повышается. Прочность крепления наполненных техниче-
ским углеродом резин выше по сравнению с прочностью крепле-
ния ненаполненных резин или резин, содержащих неактивные на-
полнители.
Высокая прочност:, крепления резин к металлам с помощью
изоцианатных клеев объясняется возникновением сил межмолеку-
лярного взаимодействия и образованием химических связей между
изоцианатом и резиной, а также между изоцианатом и поверх-
ностью металла. На границе раздела резиновая смесь — клей изо-
цианат связывается с резиной в результате диффузии клея в кау-
чук и дальнейшей полимеризации изоцианата в процессе вулкани-
зации, а также в результате химического взаимодействия изоциа-
ната с каучуком и наполнителями (техническим углеродом). На
границе раздела клен — металл изоцианатные группы клея всту-
пают в химическое взаимодействие с пленками окислов и гидро-
окислов металла. Считается, что наибольшая прочность крепле-
ния изоцианатными клеями достигается в том случае, когда ин-
тенсивность взаимодействия клеевой пленки с контактирующими
поверхностями на границах раздела резина — клей и клей — ме-
талл примерно равны друг другу.
Прочное крепление резины к металлам обеспечивается при
использовании клеев на основе карбоксилатных каучуков — сопо-
лимеров бутадиена и метакриловой кислоты. Оптимальное содер-
жание метакриловой кислоты в сополимере составляет 20—25%.
Наличие в сополимере большого количества полярных карбо-
ксильных групп обусловливает хорошую адгезию клеевой пленки
к стали.
Для крепления резины на основе бутадиен-нитрильных каучу-
ков к металлу горячим способом часто применяют клей ФЭН-1.
Он представляет собой раствор пластиката СКН-40 и фенолофор-
мальдегидной смолы ь малотоксичном растворителе (формальгли-
коле). При работе с клеем и растворителем необходимо исклю-
чить их попадание на кожу.
434
Крепление резины к металлу с помощью клея ФЭН-1 характе-
ризуется высокой масло- и бензостойкостью, теплостойкостью при
температурах от —50 до +170 °C, влагостойкостью и стойкостью
к тепловому старению. Клей ФЭН-1 может применяться также для
крепления вулканизованных резин на основе бутадиен-нитрильных
каучуков и фторкаучуков к поверхности металла, но с обязатель-
ной обработкой соединения в термостате при 100 °C в течение
60 мин под местным давлением.
31.3. ХОЛОДНОЕ КРЕПЛЕНИЕ РЕЗИНЫ К МЕТАЛЛАМ
Методы холодного крепления резины к металлу (без вулкани-
зации) основаны на использовании клеев, отверждающихся при
температуре (18—23 °C) в присутствии катализаторов или без
них. Эти методы применяются в тех случаях, когда не требуется
особенно высокая прочность крепления, когда размеры аппарата
не позволяют производить крепление- резины другими методами,
например, при обкладке резиной (гуммировании) больших емко-
стей, при приклейке резиновых ковриков и др.
Холодное крепление резины к металлу обеспечивает стойкость
клеевого соединения к действию пресной и морской воды, хоро-
шее сопротивление старению, но не обеспечивает высокую проч-
ность, теплостойкость и маслостойкость клеевого соединения.
Для холодного крепления резины к металлу применяются, на-
пример, карбинольные клеи, клей № 61, 88, 88Н, 88НП и др.
Карбинольный клей представляет собой винилэтинилкарбинол
с добавкой 20% хлорированного каучука и органической перекиси
в качестве катализатора полимеризации.
Резиновый клей № 88 представляет собой раствор резиновой
смеси и бутилфенолоформальдегидной смолы в смеси этилацетата
с бензином.
Клей 88Н представляет собой раствор резиновой смеси на ос-
нове наирита и третично-бутилфенолоформальдегидной смолы
101К в смеси этилацетата и бензина (2:1). Концентрация клея
28—32%, срок хранения 3 месяца. Клей предназначен для креп-
ления вулканизованных резин, содержащих не более 15% пласти-
фикаторов, к металлам, стеклу и другим материалам. Он содер-
жит небольшое количество оксидов магния и цинка, что предот-
вращает коррозию стали. Склеиваемые материалы должны после
соединения выдерживаться под грузом не менее 24 ч. Прочность
крепления составляет 1,1 —1,3МПа (11—13кгс/см2). Клеевое сое-
динение обладает стойкостью к тепловому старению, теплостой-
костью при температурах от —40 до +50 °C. Оно стойко к дейст-
вию пресной и морской воды и ограниченно стойко к действию
растворителей.
Клей 88НП содержит кристаллизующийся при нормальной тем-
пературе наирит НП, поэтому применяется при температуре не
ниже +18 °C.
435
Недостатками клеев на основе наирита являются относительно
высокая их плотность и невысокая морозостойкость (от —40 до
4-45 °C).
ГЛАВА 32
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ
СИНТЕТИЧЕСКИХ КАУЧУКОВ
32.1. БУТИЛКАУЧУКИ
Бутилкаучук легко ра (мягчается. При механической обработке на смеситель^
ном оборудовании вследст зие разогревания пластичность его повышается.
В смесях с бутилкаучуками могут применяться только насыщенные пласти-
фикаторы (5—10 масс, ч.) При введении вазелинового масла, вазелина или па-
рафина технологические < войства резиновых смесей улучшаются: уменьшается
прилипание к поверхности оборудования, облегчается каландрование и шприце-
вание, более гладкой становится поверхность заготовок. Парафиновые, нефтяные
масла, парафин и сложные эфиры (диоктилсебацинат и др.) повышают морозо-
стойкость резин.
Противостарители вви гу высокой стойкости каучука к окислению в резины
обычно не вводят.
Оптимальные дозиров ;и технического углерода лежат в пределах 30—
60 масс. ч. Наибольшей активностью обладают высокоокисленные низкоструктур-
ные виды технического углерода.
В качестве минеральных наполнителей применяются: мел, тальк, титановые
белила, оксид цинка, л итог он, каолин, белая сажа, аэросил. Активными являются
только белая сажа и аэрт сил. Дозировка минеральных наполнителей, обеспечи-
вающая удовлетворительн >ie технологические свойства смесей, не превышает
20—30 масс. ч.
Вулканизацию бутилкаучука можно проводить с помощью серы в сочетании
с органическими ускорите, ями, органическими полисульфидами (дитиодиморфо-
лин), я-хинондиоксимом * г его бензопроизводными, а также фенолоформальде-
гидными смолами в присут -твии галогенсодержащих соединений.
Растворимость серы в бутилкаучуках значительно ниже, чем в других кау-
чуках, поэтому происходит ее выцветание. При замене серы органическими поли-
сульфидами (например, дттиодиморфолином), выделяющими при нагревании
серу, выцветания серы не [аблюдается. При этом повышается стойкость резины
к старению и уменьшается накопление в них остаточных деформаций при повы-
шенных температурах. Образующиеся резины имеют более прочные моносуль-
фидные связи, обладают у; учшенными динамическими свойствами и высокой из-
носостойкостью.
При вулканизации n-хн нондисксимом получаются резины, имеющие большую
стойкость к тепловому старению при повышенных температурах вследствие обра-
зования прочных поперечных связей С—N. Они обладают также более высокой
износостойкостью, лучшими химическими и диэлектрическими свойствами и ма-
лой адсорбцией влаги, по-тому такие резины нашли применение в кабельном
производстве.
n-Хинондиоксим, как таковой, не обладает вулканизационной активностью.
Практически он применяет .я в сочетании с окислителями — диоксидом свинца
РЬС>2. свинцовым суриком РЬ3О4 (5—10 масс, ч.) или альтаксом (4 масс. ч.).
Под действием этих вещест » n-хинондиоксим или его производные превращаются
• HON=(
)=NOH.
436
в условиях вулканизации в л-динитрозобензол *, который и вулканизует бутил-
каучук. Непосредственно ц-динитрозобензол при изготовлении резиновых изделий
может иметь лишь ограниченное применение, так как он вызывает вулканизацию
уже при комнатной температуре.
При вулканизации применяется также смешанная вулканизующая система,
состоящая из п-хинондиоксима (2 масс, ч.), серы (4 масс, ч.) и альтакса
(4 масс, ч.), которая обеспечивает более высокую степень вулканизации каучука
и улучшает физико-механические свойства резин.
Фенолоформальдегидные смолы могут применяться для вулканизации бу-
тилкаучуков, ненасыщенность которых не ниже 1,8%. Вулканизация протекает
значительно медленнее по сравнению с серной вулканизацией, поэтому ее прово-
дят при температурах не ниже 170 °C в присутствии галогенсодержащих соеди-
нений, которые ускоряют «смоляную» вулканизацию. В качестве таких соедине-
ний применяют галогениды металлов: олова, цинка, железа, свинца, а также хлор-
содержащие органические соединения (5—10 масс, ч.): хлоропреновый каучук,
хлорсульфированный полиэтилен, хлор- или бромбутилкаучук, хлорпарафины в
присутствии оксида цинка или стеарата цинка.
В Советском Союзе применяют смолы на основе п-трет-бутилфенола (фено-
фор Б или смола 101В), а также бромсодержащие смолы (фенофор ББ) обычно
в дозировке 8—12 масс, ч.
Бромсодержащая смола обладает более высокой активностью и поэтому ее
применяют в меньших (из указанных) дозировках. В ее присутствии эффектив-
ная вулканизация бутилкаучука протекает без применения активаторов и при
более низких температурах.
Сера, ускорители серной вулканизации и противостарители, содержащие
аминогруппы, приводят к замедлению, а при большой дозировке — к прекраще-
нию смоляной вулканизации.
При смоляной вулканизации образуются термостойкие поперечные связи
С—С и С—О—С, поэтому резины на основе бутилкаучука со смолами обладают
повышенной стойкостью к старению и могут применяться при температурах до
180 °C. Для увеличения стойкости к старению при повышенных температурах
в резиновые смеси добавляют большее количество оксида цинка.
На вальцах смешение начинают на плотно поджатых валках, при смешении
вводя сначала небольшими порциями наполнители для образования сплошной
шкурки. Температура валков для обработки каучуков с невысокой вязкостью
должна поддерживаться в пределах 30—45 °C, для обработки каучуков с высо-
кой вязкостью — 60—70 °C. Передний валок должен быть более холодным; тем-
пературу заднего валка поддерживают на 10—15 °C выше температуры переднего.
Продолжительность смешения на производственных вальцах —от 40 до 60 мин.
При изготовлении смесей в резиносмесителях применяют как одностадийное,
так и двухстадийное смешение. Особенно эффективно смешение на быстроход-
ных резиносмесителях. Для ускорения смешения и улучшения диспергирования
ингредиентов объем загрузки рекомендуется увеличивать на 10—15%. Изготовле-
ние смесей из бутилкаучука с одновременной (или последующей) высокотемпе-
ратурной обработкой в быстроходных резиносмесителях при 160—250 °C позво-
ляет существенно улучшить их технологические свойства и получить резины с
более высокими физико-механическими показателями. Вулканизующие агенты
вводят на второй стадии смешения после охлаждения смеси.
В процессе термообработки улучшается распределение технического угле-
рода (сажи), образуются более прочные связи бутилкаучука с наполнителем,
повышается пластичность смесей, снижается их усадка и хладотекучесть, облег-
чается обрабатываемость смесей. В результате термообработки улучшаются свой-
ства резин: прочность, эластичность, износостойкость, повышается электрическое
сопротивление, снижаются остаточные деформации, гистерезисные потери и улуч-
шаются динамические показатели.
437
Свойства смесей и в лканизатов зависят от продолжительности термообра-
ботки и в еще большей мере от температуры обработки. Термообработка смесей
с минеральными наполни гелями эффективна лишь с добавлением специальных
промоторов, способствую! (их взаимодействию каучука с наполнителями. Эффек-
тивны в этом отношении и-хинондиоксим, поли-п-нитрозобензол (полиак) и их
производные. Наиболее - ффективным промотором является эластопар (нитро-
зан К) — N-нитрозо-М-ме ил-л-нитрозоанилин:
В последнее время
розоанилип
он з; меняется нитролом — N- (2-метил-2-нитропропил) -л-нит-
Применение n-хинондиокс има может привести к преждевременной вулканизации
смеси и поэтому менее ж< лательно.
Использование промс горов дает возможность понизить температуру термо-
обработки и уменьшить ie продолжительность. Так, если в отсутствие промото-
ров температура термооб работки составляет 200—230 °C и время - 20—30 мин,
то при использовании 0,5—1,5 масс. ч. нитрола температура и время снижаются
соответственно до 120—If 0°С и 2—5 мин.
Промоторы вводятся с первыми порциями наполнителя для лучшего их рас-
пределения в смеси. В 1 роцессе термообработки они расходуются, и к концу
смешения в смеси не должно оставаться свободного промотора, так как он мо-
жет вызвать преждевременную вулканизацию серой или подавить вулканизацию
смолами.
В отечественной проь ышленности процесс термообработки при изготовлении
резиновых смесей на ос юве бутилкаучука в производстве шин и резиновых
технических изделий совмещается с процессом смешения в быстроходных резино-
смесителях.
Вулканизующие агенты вводятся на второй стадии при температуре до
ПО—120 °C.
После первой стадии смешения смесь может подвергаться стрейнированию.
Назначение этой операции заключается в удалении посторонних включений и
жестких образований по. имера, а также в гомогенизации смесей и улучшении
их технологических свойств.
Резиновые смеси из ( утилкаучука обладают удовлетворительной клейкостью,
но уступают по этому показателю резиновым смесям из натурального каучука.
Шприцевание смесей проводится при повышенной температуре: температура
в головке 115 °C, в мунцптуке 125 °C. Оптимальная пластичность смесей при
шприцевании 0,3—0,5. Сс еси имеют повышенную усадку Высокие температуры
и применение пластифика горов дают возможность уменьшить усадку и улучшить
качество поверхности полуфабрикатов.
Процессы каландров.>ния также осуществляются при повышенных темпера-
турах. Так, на трехвалковом каландре температура верхнего валка поддержи-
вается в пределах 90— 20 °C; температура среднего и нижнего валков —не-
сколько ниже (в соответствии с особенностями адгезии смесей к валкам). Для
облегчения каландровани i в смеси вводят стеарин и валки каландра опудривают
тальком или стеаратом ц (нка.
✓’Вулканизацию издел> й из бутилкаучука проводят на типовом оборудовании,
но при более высоких теь пературах 160—170 °C.
Бромбутилкаучук и :лорбутилкаучук совмещаются с другими каучуками, а
также с различными м> гчителями и смолами. Смеси с бромбутилкаучуком и
438
хлорбутилкаучуком обладают способностью крепиться к металлу в процессе
вулканизации, они характеризуются повышенной скоростью вулканизации по
сравнению со смесями на основе бутилкаучука. Вулканизаты бромбутилкаучука
имеют меньшую прочность и более высокий модуль по сравнению с вулкани-
затами из бутилкаучука. Для предотвращения подвулканизации в смеси из бром-
бутилкаучука вводят, например, оксид магния или ацетат натрия.
32.2. ЭТИЛЕНПРОПИЛЕНОВЫЕ КАУЧУКИ
Этиленпропиленовый каучук является термопластичным материалом. Он хо-
рошо размягчается и обрабатывается на технологическом оборудовании резино-
вых заводов вследствие разогревания. Механическая обработка на вальцах и
резиносмесителях практически не увеличивает пластичности этиленпропиленового
каучука, определяемой на пластометрах.
Уменьшение объема загрузки вальцов и зазора между валками способствует
тщательному диспергированию ингредиентов. В резиносмесителе, наоборот, более
эффективное смешение происходит при увеличении загрузки на 10—15% по срав-
нению с загрузкой других каучуков (СКС, НК).
Ненасыщенные каучуки обладают лучшими технологическими свойствами по
сравнению с насыщенными, что объясняется их разветвленностью и наличием
геля.
Смеси из ненасыщенного этиленпропиленового каучука удовлетворительно
шприцуются только при вязкости по Муни ниже 30, при большом количестве
наполнителя (более 100 масс, ч.) и мягчителя (более 20 масс. ч.). При вязкости
каучука более 40 смеси шприцуются только на двухчервячных шприц-машинах.
Температура головки и шайбы при шприцевании смесей из этиленпропиленовых
каучуков должна поддерживаться в пределах 80—120 °C. т. е. несколько выше,
чем для смесей из НК.
Смеси с техническим углеродом шприцуются лучше, чем с минеральными
наполнителями. Смеси умеренно- и высоконаполненные техническим углеродом
и маслом каландруются удовлетворительно при температурах около 100 °C. Тем-
пература поверхности отдельных валков примерно такая же, как и при калан-
дровании смесей на основе бутадиен-стирольных каучуков. Маслонаполненные
этиленпропиленовые каучуки обладают улучшенной шприцуемостью и каландруе-
мостью,
Смеси на основе этиленпропиленового каучука обладают низкой конфекцион-
ной клейкостью. Мягчители, придавая текучесть смеси, способствуют некоторому
повышению клейкости. Из-за низкой клейкости этиленпропиленовые каучуки
не применяются для изготовления резиновых смесей для промазки тканей на
каландрах. Для повышения клейкости резиновых смесей и клеев применяют
комбинации этиленпропиленового каучука с бутилкаучуком.
Резиновые смеси на основе этиленпропиленовых каучуков вследствие их
высокой стойкости к подвулканизации хорошо обрабатываются методом литья
под давлением.
Наполнители улучшают технологические свойства резиновых смесей, повы-
шают прочность, напряжение при заданном удлинении, стойкость к истиранию,
сопротивление раздиру, улучшают теплостойкость вулканизатов.
Некоторые мягчители отрицательно влияют на вулканизацию этиленпропиле-
новых каучуков, поэтому выбор их ограничен. В основном применяются нафте-
новые и парафиновые мягчители. В отечественной промышленности применяются
вазелиновое масло и масло-мягчитель. Для терполимера (СКЭПТ) могут при-
меняться все мягчители нефтяного происхождения (вазелиновое масло, транс-
форматорное масло, масло-мягчитель, рубракс и др.).
При перекисной вулканизации этиленпропиленовых каучуков СКЭП (с 2,5—
4 масс. ч. чистой перекиси) не рекомендуется применять ингредиенты с повы-
шенной кислотностью — технический углерод ДГ-100 (канальную сажу), аэро-
сил— так как они замедляют вулканизацию и уменьшают степень сшивания.
Кислотность среды можно понизить введением оксида магния. Вулканизация
439
перекисями достаточно э(} фективно протекает как в формах, так и в паровой
среде. Воздушная среда непригодна для вулканизации перекисями.
Резиновые смеси с органическими перекисями не склонны к подвулканиза-
ции. При 150—160 °C вул1 анизация перекисями протекает довольно длительное
время, поэтому целесообр; зно проводить вулканизацию при более высоких тем-
пературах.
Терполимер СКЭПТ i улканизуется с помощью серы. Наиболее активными
ускорителями являются тгурамы и дитиокарбаматы. Тиазолы и сульфенамиды
применяются в качестве вторичных ускорителей. Наиболее распространенная
вулканизационная система состоит из 1—2 масс. ч. тетраметилтиурамдисульфида,
0,5—1,0 масс. ч. каптакса и 1,5—2 масс. ч. серы; применяются также и другие
вулканизационные системы. Вулканизацию СКЭПТ можно осуществлять также
перекисями, фенолоформальдегидными смолами и хиноидными соединениями.
Вулканизацию СКЭПТ проводят главным образом в прессах при 145—175 °C.
32.3. ХЛОРСУЛЬФИРОВАННЫЙ ПОЛИЭТИЛЕН
Хлорсульфированный i олиэтилен (ХСПЭ) перерабатывается на обычном при-
меняемом в резиновой про шшленности оборудовании.
В качестве наполните; ей применяют осажденный мел и каолин, технический
углерод, барит, белую сажу и др. При применении технического углерода сопро-
тивление резины истиранию существенно не увеличивается по сравнению с при-
менением минеральных наг олнителей. Наполнители и особенно белая сажа повы-
шают теплостойкость вулканизатов- Кроме того, они уменьшают усадку смесей
и облегчают получение гл адкой поверхности листа. С увеличением содержания
наполнителей существенно повышается температура хрупкости резин на основе
ХСПЭ, в присутствии 20— 40 (об. °/о) наполнителя она составляет около минус
40 °C. Для повышения мс розостойкости применяются специальные пластифика-
торы— диоктилсебацинат i бутилолеат.
В качестве пластифик аторов применяются также вазелиновое масло, хлор-
парафины (30 масс. ч. и (олее), кумаронинденовые смолы, рубракс, фактис (до
10—15 масс, ч.) и натурал .ный каучук (5—10 масс. ч.).
ХСПЭ не требует прехварительной пластикации, его вязкость сильно пони-
жается вследствие разогр шания, которое происходит в процессе механической
обработки на технологиче жом оборудовании. Продолжительность смешения на
вальцах — 20—30 мин, теь пература — 40—50 °C. Из-за высокой термопластично-
сти каучука необходимо хэрошо охлаждать оборудование, тем более, что смеси
в большинстве случаев с тонны к подвулканизации. При смешении рекомен-
дуется сначала вводить ка шфоль, оксиды металлов, затем наполнители и пласти-
фикаторы. Ускорители вводят в конце процесса смешения.
Смешение можно npoi одить также на обычных и быстроходных резиносме-
сителях при максимальное охлаждении смесителей, при коротком цикле смеше-
ния. Оксид магния долже! вводиться в резиновую смесь в начале цикла, а орга-
нические ускорители — вс lmom конце.
Каландрование прово; ят при температуре валков каландра 55—65 °C. Вул-
канизация осуществляете* различными способами. Вулканизация на прессах
проводится обычно при 15”—160 °C в течение 20—40 мин.
32.4. ФТОРКАУЧУКИ
В отличие от резиновых смесей на основе ненасыщенных диеновых каучуков,
смеси на основе фторкауч/ков обычно содержат только три основных типа ин-
гредиентов — вулканизуюш ие агенты, акцепторы (поглотители) галогенводорода
(HF, НС1) и наполнители.
Резиновые смеси с перекисью бензоила склонны к преждевременной вулкани-
зации уже при 80—90 °C, поэтому они плохо формуются, не способны шприце-
ваться. В присутствии технического углерода (саж) активность перекиси бен-
зоила резко снижается, поэтому при вулканизации перекисью применяют
минеральные наполнители При вулканизации производными диаминов приме-
440
няются печной и термический технический углерод и минеральные наполни-
тели — белая сажа, осажденный мел, барит, силикат кальция, каолин, фториды
металлов. Выбор наполнителей зависит от того, как они влияют на технологи-
ческие свойства смесей: их шприцуемость и каландруемость. Дозировка напол-
нителей обычно составляет 15—35 масс, ч.; при увеличении содержания напол-
нителей жесткость резиновых смесей сильно повышается. Наполнители влияют
и на скорость вулканизации.
Фториды металлов (особенно фторид бария) эффективно повышают стой-
кость резин к старению. В присутствии барита (сернокислого бария) накопление
в резинах остаточных деформаций сжатия при 120 °C уменьшается.
Для улучшения технологических свойств смесей из фторкаучуксв иногда
применяют пластификаторы — эфиры фосфорной кислоты, например триоктил-
фосфат, а также диоктилсебацинат (в количестве 5 масс. ч. на 100 масс. ч. кау-
чука). Пластификаторы типа сложных эфиров могут применяться только при
вулканизации фторкаучуков полиаминами; перекисные соединения в их присут-
ствии теряют свою эффективность, как вулканизующие агенты.
Значительное межмолекулярное взаимодействие обусловливает повышенную
жесткость каучуков и резиновых смесей на их основе по сравнению с жест-
костью других каучуков. Это приводит к значительному разогреванию смесей
при их изготовлении и обработке. Фторкаучуки не пластицируются при механи-
ческой обработке на «холодных» вальцах, так как одновременно с деструкцией
протекают процессы структурирования.
При изготовлении резиновых смесей, а также при их последующей перера-
ботке целесообразно применять более мощное оборудование с эффективным
охлаждением. Вальцы рекомендуется применять с размером валков 560 X 800 мм
с повышенным максимальным распорным усилием и увеличенной мощностью
двигателя. Смешение па вальцах производят при загрузке, которая в 2—3 раза
меньше, чем загрузка смесей на основе каучуков общего назначения. Темпера-
тура смешения на вальцах 30—70 °C в зависимости от типа вулканизующего
агента. При более высоких температурах резиновые смеси сильно размягчаются
и прилипают к валкам, создавая опасность подвулканизации. Некоторые рези-
новые смеси могут изготавливаться в закрытых резиносмесителях, в этом случае
вулканизующий агент вводят на вальцах при температурах не выше 60 °C, учи-
тывая стойкость резиновой смеси к подвулканизации.
Жесткие смеси шприцуют на двухчервячных шприц-машинах, мягкие смеси
с пластификаторами — на одночервячных. Температура головки шприц-машины
60—90 °C, цилиндрической камеры и червяка 30—40 °C. Каландрование прово-
дится при обычных температурах, верхний валок каландра должен быть наибо-
лее нагретым; его температура равна 80—90 °C.
Для получения высококачественных резин из фторкаучуков вулканизацию
осуществляют в две стадии. Сначала в прессе изделиям придается необходимая
форма, не изменяющаяся при последующем нагревании, затем проводится до-
полнительная открытая вулканизация (термостатирование). Вулканизацию в
прессе смесей с перекисью начинают при 60 °C, затем температуру постепенно
повышают до 120—150 °C. После вулканизации в течение 30—40 мин при этой
температуре пресс охлаждают до комнатной температуры в закрытом состоянии
под давлением во избежание образования пор, затем пресс открывают и формы
перезаряжают. Общая продолжительность вулканизации в прессе — 80 мин.
Так как при вулканизации фторкаучуков при помощи оснований Шиффа и
некоторых производных диаминов порообразование не происходит, то вулкани-
зацию проводят при постоянной температуре, обычно при 150 °C, в течение 40—
60 мин без охлаждения пресса под давлением.
Вулканизацию рекомендуется проводить в хромированных коррозионностой-
ких формах с применением смазки на основе силиконовых эмульсий. Вулканиза-
ция неформовых изделий в котлах осуществляется в течение 30—60 мин, в паро-
вой или воздушной среде при температурах 143—151 °C и давлении 0,3—0,4 МПа.
Термостатирование изделий после первой стадии вулканизации производят
в среде горячего воздуха при атмосферном давлении при 150—200 °C в течение
2—48 ч в зависимости от рецептуры и толщины изделия. В отсутствие воздуха
довулканизанни не происходит.
15 Зак. 1316
441
Вторая стадия вулкг шзацин — термостатировзние в среде горячего воздуха
необходима для повыше! ия степени вулканизации и улучшения физико-механи-
ческих свойств вулкаппз; тов. Эта стадия особенно важна для снижения накоп-
ления остаточных дефор нации при повышенных температурах, которые могут
возникать при эксплуата! пи изделий.
с 2.5. УРЕТАНОВЫЕ КАУЧУКИ
Серная п псрекиспа вулканизация непаполненных уретановых каучуков
приводит к получению м гких резин с недостаточно высокими физико-механиче-
скими показа i ел ям и. Вулканизаты уретановых каучуков на основе простых эфи-
ров при -лом имеют низ сую прочность в отличие от прочности пепаполпепиых
вулканизатов каучуков в i основе сложных эфиров. В качестве активных напол-
нителей, улучшающих ф! зико-механические свойства уретановых каучуков, при-
меняется печной техниче( кий углерод (печные сажи) из жидкого сырья ПМ-75,
ПМ-100, а также белая с тжа/При использовании диоксида титана и мела полу-
чаются низкомодульные ] езииы с высокой стойкостью к действию ультрафиоле-
товых лучей. Наполните^ 1 повышают теплостойкость резин. Оптимальная дози-
ровка наполнителей 20— 0 масс. ч„ при более высокой дозировке уменьшается
сопротивление истиранию
В качестве пластифи <аторов для улучшения технологических свойств рези-
новых смесей применяют! я сложные эфиры (дибутилфталат, дибутилсебацинат),
а также кумаронипденов .ie смолы. Дибутилсебацинат позволяет получать рези-
ны, которые сохраняют । аботоспоссбность до —50 °C. Максимальная дозировка
пластификатора 20 масс. ч. Парафин, церезин, вазелин не совмещаются с уре-
тановыми каучуками и n.i jxo распределяются в них.
Пластичность уретан-«вых каучуков зависит от состава и условий их син-
теза; при механической о фаботке они пластицируются
Резиновые смеси па ( спове вальцуемого уретанового каучука типа СКУ-8ПГ
с органическими перекисями можно изготавливать на вальцах или в резиносме-
сителях. Для предотврати* нпя сильного разогревания загрузка уретановых каучу-
ков для обработки на вальцах должна быть вдвое меньше по сравнению с за-
грузкой смесей па основе наиболее распространенных синтетических каучуков.
При продолжительно i хранении (до 7 суток) резиновых смесей с органиче-
скими перекисями и сере i в сухом прохладном помещении их технологические
п физико-механические св шетва практически не изменяются.
В то же время смеа на основе ненасыщенных каучуков с диизоцианатамн
вследствие их высокой pt акционной способности могут храниться без изменения
свойств не более 2 сут, а на основе насыщенных уретановых каучуков при
18 - 20 °C не более 3—5 су г.
Шприцевание и кала щровапие наполненных техническим углеродом смесей
па основе уретановых ка чуков проводится при температуре не выше 60—80 °C.
Эти смеси имеют хорошу о ширицуемость и каландруемость при малой усадке.
В процессе изготовления и обработки при перегреве резиновые смеси размяг-
чаются и прилипают к металлической поверхности рабочих частей оборудования.
Вулканизацию издел! п из вальцуемых уретановых каучуков проводят на
прессах, а иногда на ба] абанных вулканизаторах непрерывного действия При
изоцианатной вулканизат и на прессах при 130—140 °C (30—40 мин) получаются
резины с высокими физикэ-механическпми показателями, но для окончательного
завершения вулкаиизацш и достижения оптимальных физико-механических
свойств, вулканизаты па основе каучука СКУ-8 дополнительно выдерживают в
течение 1 сут при 120 °C в термостате или 14 сут при комнатной температуре.
При изоцианатной вулка!пзации при более высоких температурах скорость де-
струкции может превыше гь скорость структурирования, что проявляется в ре-
версии свойств вулканиза а *.
Серную вулканизации ненасыщенных уретановых каучуков проводят в при-
сутствии ускорителей — а штакса (3—4 масс, ч.) и каптакса (1- 2 масс, ч.) и
' Ухудшение свинств вулканизата по сравнению с оптимальными.
442
активаторов, например молекулярного комплекса ZnCl2 с хинолином или стеара-
та кадмия (0,35—1,0 масс. ч. на 100 масс. ч. каучука). Серу применяют в коли-
честве 0,75—1,5 масс. ч. Продолжительность вулканизации при этом составляет
60 мин при 143 °C.
Для серной вулканизации ненасыщенных Каучуков на основе простых эфи-
ров типа СКУ-ПФ применяют комбинацию каптакса с тиурамом в соотношении
от 1 : 2 до 2:1 в присутствии оксида цинка. Продолжительность вулканизации
при этом сокращается в 2 раза по сравнению с комбинацией альтакса, каптакса
п хинолинового комплекса.
Вулканизацию органическими перекисями проводят при температурах от 140
до 200 °C; при этом свойства вулканизатов не зависят от температуры вулкани-
зации. В зависимости от температуры вулканизация продолжается от нескольких
минут до 40—50 мин. Свойства резин зависят от дозировки органической пере-
киси. Дозировку органической перекиси можно понизить путем введения би-
функционального триаллилниапурата, в присутствии которого значительно повы-
шается степень сшивания.
Резиновые смеси, содержащие органические перекиси и серу, могут перера-
батываться в изделия на полуавтоматах для литья и вулканизации. Температура
вулканизации иа полуавтоматах смесей из насыщенного каучука типа СКУ-8ПГ
на основе сложных полиэфиров составляет 180—190 °C, а смесей из ненасы-
щенного каучука типа СКУ-ПФ на основе простых полиэфиров — до 150 °C, так
как при более высокой температуре происходит значительная деструкция этого
каучука.
Особенности переработки литьевых уретановых каучуков
Литьевые уретановые каучуки могут перерабатываться двумя методами-
1) методом литья и 2) методом литья и прессования.
Первый метод состоит в заливке синтезированного жидкого уретанового
каучука (преполимера) в формы и его отверждении. По второму методу кроме
литья с предварительным отверждением в формах производится дополнительное
прессование и отверждение заготовок на прессах при 100—150 °C.
Синтез преполимера из полиэфира и диизоцианата осуществляется в реак-
торе под вакуумом при 70—80 °C в течение 60—80 мин. После заливкп в формы
полиуретан отверждают в две стадии: 1) в форме при 120 °C в течение 2—10 ч
и 2) в термостате при 120 °C в течение 20—24 ч.
Формы заполняются путем свободной заливки или методами вакуумного
и центробежного литья.
При вакуумном литье после предварительной тщательной дегазации препо-
лимера получаются изделия высокого качества. Более простым является метод
центробежного литья, при котором не требуется высокой степени герметизации.
Потери материала при центробежном литье сведены к минимуму. Этот метол
используется, например, в производстве плоско-зубчатых ремней. Благодаря вы-
сокой стойкости к истиранию и знакопеременному изгибу такие ремни обладают
хорошими эксплуатационными свойствами, их ходимость более чем в 10 раз
выше, чем ходимость ремней на основе бутадиен-нитрильного каучука.
По одному из вариантов изготовление изделий из каучука СКУ-7П прово-
дится также в несколько стадий. Преполимер заливают в формы методом сво-
бодного литья, его предварительно отверждают в формах в течение 20 ч при
комнатной температуре и разрезают отвержденный полиуретан на заготовки,
которые затем подвергают прессованию и вулканизации в прессе с элёктрбооо-
гревом и охлаждением. Прессование и вулканизацию проводят пр следующему
режиму: 1) нагрев до 150 °C в течение 15 мин; 2) выдержка при 150 °C — 2омин;
3) охлаждение от 150 до 90 °C — 40 мин. После выемки из форм для улучшения
физико-механических свойств изделия выдерживаются еще 14 сут.
* Изделия из литьевых полиуретанов обладают эластичностью, хорошими
стойкостью к удару, истиранию и набуханию в растворителях, а также к дей-
ствию кислорода и озона.
15*
32.6. ( ИЛОКСАНОВЫЕ КАУЧУКИ
Силоксановые каучуки нс требуют предварительной пластикации, довольно
легко смешиваются с разл пгнымп ингредиентами, но не совмещаются со мно-
гими каучуками, так как и ; вулканизуются с помощью серы. Да.же в присутст-
вии следов серы, ускорител -и и противостарителей вулканизация полностью пре-
кращается.
Наиболее активным на голнителем для силоксановых каучуков является ак-
тивная кремневая кислота аэросил, белая сажа). Используются также диоксид
титана, гидроксид алюмин; я, каолин, осажденный мел, оксид цинка, литопон,
диатомиты и другие минер льные наполнители. Смеси, содержащие технический
углерод, не вулканизуются так как он препятствует действию применяемых
вулканизующих агентов.
Для приготовления рез шовых смесей на основе силоксановых каучуков ис-
пользуется обычное обору, ованпе: вальцы и резиносмесители. Продолжитель-
ность смешения па вальцах 25 40 мин, в резиносмесителях — 6—16 мин. Смеше-
ние рекомендуется проводи ь при интенсивном охлаждении, при возможно более
низкой температуре валко», чтобы температура смеси не превышала 40°C.
Смесь обычно переходит i а задний валок вальцев, вращающийся с большей
частотой. Оборудование п зедварнтелыю должно быть очищено от остатков
обычных резиновых смесей, так как компоненты, входящие в их состав, могут
взаимодействовать с органическими перекисями, содержащимися в резиновых
смесях на основе силоксано 1ых каучуков.
Кроме наполнителей и зулканизующих агентов в состав смесей входят ста-
билизаторы резиновых смесш (антиструктурирующие добавки), вещества, повы-
шающие теплостойкость р< зин и пластификаторы. Все ингредиенты должны
быть нейтральными и ш должны выделять в процессе изготовления и
эксплуатации резин продуктов с кислотной или щелочной реакцией вследствие
нестойкости полисилоксаш в при повышенных температурах к этим ре-
агентам.
В качестве вулканизуй дих агентов применяются органические перекиси в
количестве 0,3—3 масс, ч., в том числе перекись бензоила, перекись дпкумила,
перекись 2,4-дихлорбензоилг, перекись ди-трет-бутила.
В процессе хранения р шиповые смеси, содержащие кремнекислоту, затвер-
девают в результате вза1 модействия между наполнителем и силоксановым
каучуком; при этом образ ются прочные связи, которые не разрушаются при
набухании в растворителях и резиновые смеси теряют пластичность. Для пред-
отвращения этого применяют модифицированную кремнекислоту или вводят в
резиновую смесь антиструк урирующие добавки для связывания гидроксильных
групп на поверхности наполнителя. Для этой цели, а также для модификации
свойств наполнителя могут лрименяться двухатомные спирты, хлорсиланы и дру-
гие соединения.
В качестве антиструкту шрующей добавки широко применяется смесь низко-
молекулярных жидких сила гдиолов НД-8, содержащая около 8% гидроксильных
групп (а, со-дигидроксипол щиметилсилоксаны) в количестве 5—15 масс. ч. на
100 масс. ч. каучука и мел илфенилдиметоксисилан в количестве 7—10 масс. ч.
В присутствии антистр} ктурпрующих добавок резиновые смеси должны со-
хранять свою пластичность не менее 6 мес. Антнструктурирующие добавки по-
вышают смачивание наполн ттеля каучуком, а также прочность при растяжении
и сопротивление резин разд) ру.
Для повышения теплое ойкости резин в смеси рекомендуется вводить крас-
ную окись железа (редокелйд), диоксид титана ТЮ2, ацетаг железа, печной
технический углерод (печную сажу) ПМ-75 и др.
Для повышения пласти1 ности и получения высоконаполненных резин в смеси
вводят в качестве пластиф) каторов низкомолекулярные силоксановые каучуки и
диоктплсебаципат.
Смеси па основе силок» аповых каучуков легко шприцуются и калапдруются.
Шприцевание проводится п] и усиленном охлаждении оборудования.
Смеси имеют плохую ; тдечню к латуни, алюминию, ио хорошо крепятся к
поверхности стали п особен ю к стеклу,
444
Резиновые смеси на основе силоксановых каучуков вулканизуют в две ста’
дин. После вулканизации в прессе или в котле проводится вторая стадия вулка-
низации — термостатирование в воздушных термостатах при 200—250 °C с цир-
куляцией воздуха (120—125 л на I кг резиновой смеси в минуту).
Вулканизацию в формах осуществляют при 120—170 °C в течение 5—30 мин,
в котлах вулканизацию проводят при давлении насыщенного пара 0,2—0,7 МПа
(2—7 кгс/см2) в течение 10—30 мин. Продолжительность первой стадии вулка-
низации зависит от типа перекиси, толщины изделия и от температуры.
Термостагироваине производится для удаления продуктов распада органиче-
ских перекисей и других летучих веществ и для стабилизации физико-механиче-
ских показателей силоксановых резин, снижения образования дополнительных
связен и уменьшения остаточного сжатия при эксплуатации резиновых изделий.
Продолжительность термостатированпя зависит от толщины изделий и колеблет-
ся от 6 до 24 ч.
При использовании в качестве вулканизующего вещества перекиси бензоила
предусматривается медленное постепенное повышение температуры при вулкани-
зации и охлаждение изделия под давлением после вулканизации до 30—40 °C
для устранения образования пор в изделиях.
В присутствии перекиси 2,4-дихлорбензоила вулканизацию можно проводить
непрерывным способом в среде горячего воздуха при атмосферном давлении.
Предполагают, что пространственная структура может возникать за счет «сши-
вания» молекул каучука метиленовыми мостиками —СН2—СН2— или кислород-
ными мостиками.
32.7. АКРИЛОВЫЕ КАУЧУКИ
Переработка акриловых каучуков не требует предварительной пластикации,
они легко обрабатываются даже на холодных вальцах и легко смешиваются
с ингредиентами. Каучуки обладают термопластичностью и при разогревании на
вальцах размягчаются. Резиновые смеси склонны сильно прилипать к валкам,
поэтому в них вводят ингредиенты, понижающие адгезию смеси к металлической
поверхности вальцев, например стеариновую кислоту. Стеариновую кислоту вво-
дят сразу в начале смешения.
Смешение на вальцах проводится при температуре поверхности валков около
70 °C, смешение в резиносмесителе — при 85—100 °C, вулканизующие агенты
вводят на вальцах.
Акриловые каучуки легко каландруются и шприцуются, оптимальная темпе-
ратура головки шприц-машины 90—95 °C, оптимальная температура валков ка-
ландра 40—70 °C с понижением от валка к валку по ходу резиновой смеси.
Для вулканизации акриловых каучуков применяют различные вулканизую-
щие системы. Амины обеспечивают быструю вулканизацию акриловых каучуков,
но получаемые вулканизаты характеризуются пониженной стойкостью к тепло-
вому старению. Вулканизаты с высокими прочностью и стойкостью к старению
получаются при сочетании, например, 0,75—1,0 масс. ч. триэтилентетрамина с
0,5 масс. ч. серы или серосодержащими соединениями (тиомочевиной).
Механизм реакций, приводящих к сшиванию молекул каучука, окончательно
не установлен. Предполагается, что в этой реакции участвуют сложноэфирная
группа и водород при третичном углеродном атоме, а также амин. В присут-
ствии серы полиамины взаимодействуют с серой с образованием радикалов
—СН2—N—СН2— и HS. Азотсодержащие радикалы легко отрываю г атомы во-
дорода, находящиеся у третичного углеродного атома, в «-положении к нитриль-
ной или эфирной группам, а HS-радпкалы легко присоединяются к активным
участкам цепи с образованием сульфидных или полпсульфидных связей. Сера
является ингибитором окислительных процессов, увеличивающим стойкость вул-
канизатов к старению. Полнампны также присоединяются к нитрильным группам
каучука, образуя поперечные связи.
Вулканизация аминами имеет ряд недостатков: нестабильность п токсич-
ность полнаминов, что затрудняет храпение смесей, прилипание смесей и вулка-
низатов к металлическим поверхностям рабочих частей машин и к вулканиза-
ционным формам, резкий запах, низкая водостойкоегь и значительная коррозия
445
металлов, соприкасающихс; с ними. Применение вместо полиаминов их произ-
водных —- солей этилендиак ина или гексаметилендиамина с карбоновыми кисло-
тами дает возможность частично устранить эти недостатки. Соли алкилендиа-
минов (5—10 масс, ч.) зна’ительно менее токсичны и меиее летучи, что увеличи-
вает срок хранения резиновых смесей.
Соли алкилендиаминов особенно эффективны при применении 5 масс. ч. ок-
сидов магния или цинка, I оторые ускоряют вулканизацию, повышают условное
напряжение при заданном удлинении и прочность, одновременно снижая отно-
сительнее удлинение вулк: низатов; при этом стойкость резин к старению не-
сколько уменьшается вслед :твие структурирования каучука. При применении со-
лей диаминов смеси не nj илипают к валкам, не подвулканизовываются при
120 °C и при хранении в течение четырех недель физико-механические свойства
вулканизатов практически i е изменяются.
При введении 0,5—1,0 масс. ч. серы в смеси, содержащие соли диаминов,
повышается скорость вулканизации и улучшаются физико-механические свойства
вулканизатов в обычных словиях, после теплового старения на воздухе и в
контакте с маслами (в том числе серосодержащими). Применение вместо окси-
дов металлов (1 масс. ч. юры) способствует лучшему сохранению свойств ре-
зины при старении, поскол жу она действует как стабилизатор, снижающий теп-
ловое старение.
Такая вулканизационн ih система может использоваться для вулканизации
акриловых каучуков разны : типов как на прессах, так и в котле в среде воздуха
или пара. Продолжительно ть вулканизации при 150 °C составляет около 30 мин.
Сополимер бутнлакрил iTa с нитрилом акриловой кислоты, например БАК-12,
вулканизуется гидратами жислов кальция и бария; особенно активен гидрат
окиси бария Ва(ОН)2-8Н2( (20 масс, ч.) в присутствии фенолоформальдегидной
смолы 101В (5 масс. ч.).
Вулканизаты с переки ями отличаются более высокой стойкостью к старе-
нию при высоких температ 'рах, чем вулканизаты с аминами. Вулканизация про-
исходит аналогично перекисной вулканизации этиленпропиленового каучука при
участии радикалов, образующихся в результате отрыва водорода у третичного
атома углерода полимерии ; молекул. Рекомбинация полимерных радикалов при-
водит к сшиванию молеку i каучука с образованием углерод-углеродной связи.
Обычно применяется перекись дикумила. При сочетании перекисей с вспомога-
тельными сшивающими мо гомерами (этилендиметакрилат или дивинилбензол)* *
эффективность вулканизат и увеличивается. Перекиси в отличие от полиаминов
уменьшают адсорбцию вла и и повышают влагостойкость вулканизатов каучука.
Вулканизация может i роводиться солями жирных кислот, в том числе про-
мышленными сортами мыла, но только таких акриловых сополимеров, в составе
которых содержатся высоюактивные функциональные группы, например, гало-
гены. находящиеся вблизи карбонильной группы. Наиболее активен стеарат ка-
лия. Этот способ вулкапи шции не имеет недостатков, свойственных аминной
вулканизации. Он обеспечивает быструю вулканизацию, а полученные вулкани-
заты легко снимаются с ву. канизационных форм
Механизм вулканизации стеаратами щелочных металлов обьясняют щелоч-
ным гидролизом и последу ощей реакцией конденсации. Строение образующихся
при этом поперечных связе пока еще не выяснено. Сера (0,25 масс, ч.) является
эффективным ускорителем ipn вулканизации этих каучуков мылами.
Практическую иеппост> представляют только наполненные вулканизаты
акриловых каучуков. Наил’ чшим наполнителем для акриловых каучуков являет-
О О
* Этилендиметакрилат: СН2==С—С—-О—СН2—СН2—О—С—С==СН3,
I I
СН3 СН3
дивинилбензол: СН2= СН——СНг=СНг.
446
ся печной технический углерод (печные углеродные сажи). Он создает щелочную
среду, необходимую для вулканизующих веществ, большинство которых яв-
ляется соединениями щелочного типа. Кислый технический углерод ДГ-100 {ка-
нальная сажа) резко снижает скорость вулканизации.
В зависимости от вязкости каучука применяют от 50 до 100 масс. ч. печного
технического углерода (печной сажи) на 100 масс. ч. каучука. Кроме техниче-
ского углерода могут применяться силикат кальция и диоксид кремния (белая
сажа). Белая сажа замедляет вулканизацию. Тальк и каолин являются инерт-
ными наполнителями.
Так как большинство изделий из акриловых каучуков эксплуатируются при
высоких температурах, то следует применять только малолетучне пластифика-
торы с высокой молекулярной массой.
Сополимеры с акрилонитрилом или хлорэтилвпниловым эфиром, вулканизо-
ванные аминной системой, обладают хорошей стойкостью к старению на воздухе
и в маслах и применяются без противостарнтелей. Резины па основе акриловых
каучуков, содержащих высокоактивные функциональные группы и вулканизуе-
мые системой мыло + сера, должны обязательно применяться со специальными
противостарителями, например с аминоксом (продукт взаимодействия дифенил-
амина и ацетона) или др.
Стеариновая кислота (до 2 масс, ч.) увеличивает скорость шприцевания и
повышает сопротивление подвулканизации. При больших дозировках стеарино-
вой кислоты скорость вулканизации значительно снижается. Парафин (до
5 масс, ч.) также увеличивает скорость шприцевания и уменьшает усадку; он
не снижает скорости вулканизации, но несколько уменьшает твердость и услов-
ное напряжение вулканизатов при заданном удлинении.
Вулканизацию смесей из акриловых каучуков проводят при температуре
150—160 °C в течение 30—45 мин. Для сокращения продолжительности вулкани-
зации температуру можно повысить до 180 °C. При увеличении продолжитель-
ности вулканизации повышается прочность вулканизатов до и после старения,
условные напряжения, твердость, снижаются относительное удлинение и степень
набухания в растворителях. Увеличение продолжительности вулканизации до 4 ч
не ухудшает свойств вулканизатов, что объясняется насыщенностью каучука.
Для получения резин с оптимальными свойствами и уменьшения остаточных
деформаций сжатия рекомендуется проводить после вулканизации термостатиро-
вание в течение 3—6 ч при 175 °C или 24 ч при 150 °C. Вулканизация может
проводиться под давлением в формах, а также в котлах в среде насыщенного
пара пли горячего воздуха с применением различных вулканизационных систем.
При вулканизации может происходить прилипание резин из гжриловых кау-
чуков к поверхности формы; обычные смазки, применяемые для облегчения
выемки изделий из форм, в этом случае неэффективны. Относительно удовле-
творительной является смазка, содержащая 5 масс. ч. воска и 5 масс. ч. три-
этнлентетрамииа в 90 масс. ч. дистиллированной воды. Триэтилентетрамин уско-
ряет вулканизацию поверхностного слоя смеси, соприкасающейся с формой, что
препятствует прилипанию и существенно не влияет на свойства вулканизатов.
РАЗДЕЛ VI
РЕГЕНЕРАЦИЯ РЕЗИН И СВОЙСТВА
РЕГЕНЕРАТОВ
ГЛАВА 33
ОБЩИЕ СВЕДЕНИЯ О РЕГЕНЕРАЦИИ РЕЗИН
И РЕГЕНЕРАТАХ
Регенерат предста 1ляет собой продукт переработки старых ре-
зиновых изделий и в глканизованных отходов производства. Реге-
нерат является одним из компонентов резиновых смесей. Это пла-
стичный материал, ксторый легко смешивается с каучуком и раз-
личными ингредиентами и может вулканизоваться в обычных
условиях при применении серы, активаторов и ускорителей. Поэто-
му регенерат применяют в качестве заменителя каучука (частич-
но или полностью) в производстве некоторых резиновых изделий.
Такие изделия, как р азиновые коврики, полутвердая трубка, мож-
но получать из регенерата без добавки каучука.
Производство регенерата имеет большое экономическое значе-
ние, так как дает возможность использовать каучук, который оста-
ется в старых резинозых изделиях, сократить расход свежего кау-
чука и значительно --низить затраты на производство резиновых
изделий. Например, ai томобильные покрышки в процессе эксплуа-
тации теряют в резул >тате износа всего около 15—20% своей пер-
воначальной массы. г'аким образом, в старых автопокрышках ос-
тается около 75% израсходованного на их производство каучука
и других ценных инг юдиентов, повторное использование которых
весьма выгодно для i ародного хозяйства.
Применение высо1 окачественного регенерата облегчает изго-
товление резиновых i месей, способствует более равномерному рас-
пределению ингредиентов в резиновых смесях, снижает темпера-
туру в процессе смешения.
Регенерат улучшает некоторые свойства вулканизатов: стой-
кость к старению, теплостойкость и стойкость к действию горячей
воды и пара, кислот i щелочей. Но в производстве резиновых из-
делий ответственного назначения регенерат применяют в ограни-
ченном количестве, т.к как он ухудшает физико-механические по-
казатели резин, снижает прочность при растяжении и выносли-
вость при многократных деформациях. В СССР в производстве
418
шин потребление регенерата составляет8—10% от общего потреб-
ления каучука. Содержание регенерата в различных резиновых
смесях колеблется от 10 до 560% от массы каучука.
Весьма успешно регенерат используется в производстве акку-
муляторных эбонитовых баков, в рецептуре смесей которых при-
меняется 400% регенерата от массы каучука. В резиновых смесях
для автомобильных ковриков расходуется до 500% регенерата.
33.1. МЕХАНИЗМ ПРОЦЕССА ДЕВУЛКАНИЗАЦИИ
Основной процесс производства регенерата — процесс девулка-
низации— обычно осуществляется путем нагревания измельчен-
ной резины с мягчителями в течение нескольких часов при темпе-
ратуре 160—-190 °C. В процессе девулкаиизации вулканизованный
каучук деструктируется, вследствие чего пространственная струк-
тура вулканизата «разрыхляется», т. е. уменьшается густота про-
странственной сетки за счет разрушения части поперечных серных
связей и некоторой части основных молекулярных цепей, что при-
водит к образованию растворимой фракции со средней молеку-
лярной массой 6000—12 000.
Таким образом, каучуковое вещество в регенерате находится в
виде массы «разрыхленного» и набухшего в мягчителе геля (не-
растворимая часть) и распределенных в ней частиц золя (раство-
римая часть). Процесс разрушения пространственной сетки об-
легчается набуханием резины в мягчителях. В результате некото-
рого разрушения сетчатой структуры вулканизата образующийся
девулканизат приобретает пластичность, способность к частично-
му растворению, прочность его при растяжении становится значи-
тельно ниже прочности при растяжении исходной резины.
В продукте девулканизации, так же как и в мягком вулкани-
зате, большая часть двойных связей остается ненасыщенной, чем
и объясняется способность регенерата вулканизоваться. Девулка-
низацию резин из натурального каучука и резин из синтетическо-
го каучука СКВ или СК.С-30 проводят в разных условиях. Резина
из натурального каучука, содержащая небольшое количество се-
ры, может быть девулканизована путем нагревания без добавки
мягчителя. При регенерации резин из натрий-бутадиеновых каучу-
ков, склонных к структурированию и имеющих пониженное содер-
жание двойных связей в главных цепях по сравнению с натураль-
ным каучуком, необходимо применять значительное количество
мягчителей.
Для успешного проведения девулканизации резин из синтети-
ческих каучуков требуется более тонкое измельчение резин для
увеличения поверхности и облегчения взаимодействия с мягчите-
лями. Благоприятное влияние оказывает также на девулканизацию
этих каучуков снижение температуры и уменьшение продолжи-
тельности нагревания при девулкаиизации. что приводит к замед-
лению структурирования каучука. Длительное нагревание может
449
оказать вредное влиян ге на пластичность регенерата из синтети-
ческого каучука СКБ и чи СКС.
Роль мягчителей пр i девулканизации сводится к тому, что мо-
лекулы мягчителей, выбывая набухание каучука, внедряются меж-
ду молекулами каучук i, увеличивают межмолекулярные расстоя-
ния и уменьшают меж молекулярное взаимодействие в каучуке и
тем самым уменьшают вероятность процессов структурирования;
подвижность отдельные элементов структуры при этом увеличи-
вается.
Мягчители не только участвуют в процессе регенерации, но и
входят в состав регенер 1та, повышая его пластичность. Кроме того,
непредельные соединения, содержащиеся в мягчителях, могут взаи-
модействовать как со (вободной серой, содержащейся в вулкани-
зате, так и с серой, выделяющейся при тепловой обработке при
распаде полпсульфидных связей; благодаря этому также умень-
шается возможность структурирования каучука. В присутствии
мягчителей, имеющих > своем составе непредельные соединения,
склонные к окислению или образованию перекисей, происходит
сопряженное окисление мягчителя и вулканизата. Такие мягчители
В условиях регенерации образуют нестойкие перекисные соедине-
ния, распадающиеся н i радикалы, которые инициируют окисли-
тельную деструкцию вулканизованного каучука.
33.2. ОСНОВНОЕ СЫРЬЕ РЕГЕНЕРАТНОГО ПРОИЗВОДСТВА
Основным сырьем, пэименяемым в производстве регенерата, яв-
ляются старые резиновые изделия: автомобильные и авиационные
покрышки, камеры, старые противогазные маски, изделия санита-
рии и гигиены, резинов 1я обувь, резиновые технические изделия и
т. п. Наиболее распространенным сырьем являются старые автомо-
бильные покрышки.
Старые резиновые и щелия, которые подверглись сильному ста-
рению, особенно под действием солнечных лучей и атмосферных
условий (затвердевшие хрупкие или осмелившиеся), непригодны
для изготовления реген :рата. Нерационально подвергать регенера-
ции резиновые изделия содержащие большое количество текстиля
и небольшое количестве резины.
Из резины, которая непригодна для регенерации, путем терми-
ческого разложения бе i доступа воздуха при 400—450 °C можно
получить резиновое масло, пригодное в качестве мягчителя для
регенерации резины и резиновых смесей. Разработаны способы
производства из такс й резины рулонных и других мате-
риалов.
Перед переработкой старые резиновые изделия рассортировы-
вают. Покрышки сортируют на несколько групп в зависимости от
их размера и содержанья каучука. Основная цель рассортировки —
подбор для переработк! сырья, достаточно однородного по составу,
степени вулканизации i физико-механическим свойствам. Из неод-
450
нородной резины получается неоднородный по пластичности реге-
нерат. Старая резина, идущая на переработку, не должна иметь
загрязнений.
33.3. МЯГЧИТЕЛИ ДЛЯ РЕГЕНЕРАЦИИ РЕЗИНЫ
Выбор мягчителей для регенерации резин имеет очень большое
значение. Мягчители, применяемые в регенератном производстве,
должны обладать следующими свойствами: 1) вызывать набухание
резины и способствовать развитию процесса ее деструкции; 2) иметь
высокую температуру кипения; 3) не содержать веществ, ускоряю-
щих старение регенерата; 4) способствовать образованию прочного
и гладкого полотна при обработке на вальцах.
Установлено, что из резины на основе СК(М)С регенерат с вы-
сокими показателями пластичности, прочности его вулканизатов
при растяжении и относительного удлинения можно получить
только при применении непредельного мягчителя, содержащего
циклические группировки и достаточное количество полярных
групп.
Непредельность и наличие циклических группировок в мягчи-
теле способствуют термоокислительной деструкции каучука и при-
водят к получению пластичного регенерата. Циклические и поляр-
ные группы, кроме того, усиливают связь между частицами регенера-
та; благодаря этому облегчается обработка регенерата (получение
гладкой поверхности листа) и повышается его прочность при
растяжении. Каучук в резине не является чистым углеводородом;
он содержит полярные группы. Поэтому полярные группы, содер-
жащиеся в мягчителе, способствуют более равномерному набуха-
нию вулканизованного каучука и более равномерной регенерации.
Чаще всего в производстве регенерата в качестве мягчителей
применяют сосновую и газогенераторную смолы, которые являются
наиболее эффективными мягчителями для регенерации резин.
Обычно их применяют в сочетании с мазутом или сланцевым мас-
лом, которые самостоятельно в качестве мягчителей не исполь-
зуются.
ГЛАВА 34
МЕТОДЫ ПРОИЗВОДСТВА РЕГЕНЕРАТА
В зависимости от способа обестканивания и девулканизации ре-
зины существует два метода производства регенерата — водонейт-
ральный и термомеханический.
34.1. ВОДОНЕЙТРАЛЬНЫИ МЕТОД РЕГЕНЕРАЦИИ
Девулканизацию дробленой обестканенной резины при водо-
нейтральном методе производят в вертикальных девулканизацион-
ных котлах при перемешивании, в среде водной эмульсии
451
мягчителей при избытечном давлении греющего пара в рубашке
котла около 1,2 МПа <191 °C). При перемешивании измельченной
резины в среде водной эмульсии мягчителя улучшаются условия
ее набухания в мягчит- лях и теплопередача от стенок автоклава,
получается более равномерная девулканизация и улучшается ка-
чество регенерата.
Водонейтральный м ;тод является распространенным в настоя-
щее время метолом производства шинного регенерата из старых
автопокрышек.
Производство регенерата по этому методу включает следующие
основные производстве! ные операции: 1) подготовку резины, вклю-
чающую операции дргбдения и механического тканеотделения;
2) подготовку мягчителэй; 3) девулканизацию; 4) влагоотделепие
и сушку; 5) механичсск/ю обработку. На рис. 34.1 приводится схе-
ма получения регенерата водонейтральным методом.
Подготовка резины. Подготовка резины включает сортировку
покрышек в соответств ш с их размерами, типом и содержанием
каучука. В зависимости от типа и количества каучука в шинной ре-
зине выбирается рецеп 'ура (количество и соотношение мягчите-
лей) и режим девулкаиизации. Например, при регенерации резин
из натурального каучук i не требуется большого количества мягчи-
телей, и процесс девульанизации можно вести при более высокой
температуре.
После сортировки и промывки производят обрезку бортов по-
крышек на борторезательных станках. Борта покрышки содержат
одно или несколько пре водочных колец, прорезиненную ткань и
полуэбонитовую резину, которая не поддается девулкаиизации, по-
этому борта покрышки отрезают на борторезке дисковым ножом.
Затем покрышки руСят механическими ножницами на 2—3 ча-
сти в радиальном направлении. С механических ножниц части по-
крышек передают на шпнорез для рубки их на полукольца шири-
ной 15—25 мм. Измель 1енную на шииорезе резину подвергают
дальнейшему дроблению и механическому обестканиванию. Обе
эти операции произвол! т па дробильных и размольных вальцах,
которые работают в однэм агрегате с вибрационными ситами. Мо-
гут применяться различ 1ые агрегаты из нескольких таких машин
(для периодической и i епрерывной работы). Дробление и отсеи-
вание корда можно про 1зводить с использованием одних или не-
скольких последователю о расположенных вальцов.
На рис. 34.2 приведена схема работы одних дробильных валь-
цов в агрегате с вибрацт онным ситом. Вибрационное сито устанав-
ливают на специальной монтажной площадке над вальцами или
на втором этаже. Загружу дробильных вальцов резиной произво-
дит сверху по направляющему желобу. Прошедшая через дробиль-
ные зальцы резина лен’ очным отборочным транспортером и эле-
ватором подается па bi брациониое сито, в котором установлена
рабочая сетка с отверстиями 3—4 мм, обеспечивающая отбор из-
мельченной резины необходимой степени измельчения. На сите
452
453
Рис. 34.2. Схема работ I дробильных
вальцов:
1 — дробильные вальцы; 2— шнточный отбо-
рочный транспортер; 3— эле ;атор; 4— вибра-
ционное сито; 5—отборочн; й шнек готовой
резиновой крошки; 6—от юрочный шнек
для отходов
Рис. 34.3. Устройство ;ертикального
девулканизационно о котла:
/ — корпус автоклава; 2- з; грузочный люк;
3—желоб для загрузки др< бленой резины;
4—трубопроводы для загру ши мягчителей;
5—предохранительный кл; пан; 6—трубо-
провод для подачи воды; 7 -аварийная ли-
ния спуска давления из {абочего объема
котла; 8— манометр; 9 — шния выпуска
пара из обогревающей i убашки котла;
10 — трубопровод для под; чи пара в ру-
башку котла; //—опорка; лапа; 12—ме-
шалка; 13— задвижка; / — разгрузочный
штуцер; 15—кондеисацис шый горшок;
16—электромотор; 17--редуктор.
мелкие кусочки резины отделяются от основной ее массы, при этом
они проходят через сетку и поступают в отборочный шнек.
Резина, не проходящая через сетку, снова возвращается на
вальцы для повторно! э (до нескольких десятков раз) дробления и
просеивания. Измельч шную резину шнеком подают в специальный
бункер для дробленой резины. Текстиль, остающийся на сетке виб-
рационного сита, по о] ончании дробления резины сбрасывают в от-
борочный шнек и выв >дят из цикла обработки. После этого произ-
водят обработку след/ющей порции резины (300—350 кг).
Основным недостатком механического обестканивания шинной
резины является несовершенство процесса разделения резины и
кордного волокна. Ре: ина оказывается засоренной остатками корд-
ного волокна, а отсеязное кордное волокно бывает загрязнено ре-
зиной, что затрудняет его дальнейшее использование. Примесь во-
локна в дробленой рез ше при водонейтральном методе не должна
быть больше 10—12%
Подготовка мягчителей. Количество мягчителей, необходимое
для составления шихт я, зависит как от вида резины, так и от ка-
454
чества мягчителей. Оно определяется экспериментально с помощью
технологических проб в лабораториях и в полупроизнодствепных
условиях. Сосновая смола и мазут берутся в соотношении 4:1;
3: 1; 2 : 1; 1:1; газогенераторная смола и мазут —2: 1 и 1:1. При
наличии воды в мягчителях в эти соотношения вносят поправку.
Мягчителей берут 20—45 масс. ч. на 100 масс. ч. дробленой обес-
тканенной резины.
Дозирование и шихтование мягчителей осуществляется с по-
мощью обогреваемых мерников.
Девулканизация. Девулканизацию шинной резины при водо-
нейтральном методе регенерации производят в водной эмульсии
мягчителей в вертикальных девулканизационных котлах. Остав-
шийся в резине текстиль частично разрушается при нагревании
под действием органических водорастворимых кислот, содержа-
щихся в сосновой смоле, применяемой в качестве мягчителя. Дс-
вулканизации в этих условиях может подвергаться не только обес-
тканенная шинная резина, но и другие резины, не содержащие
ткани, в том числе варочные камеры, применяемые в шинном про-
изводстве, старые ездовые камеры, противогазные маски.
Девулканизационные котлы (рис. 34.3) снабжены паровой ру-
башкой и механической мешалкой. Рабочая емкость котлов около
8 м3. В крышке котла есть загрузочный люк с крышкой, через кото-
рый загружают дробленую резину и мягчители. В днище котла
имеется разгрузочный штуцер с задвижкой. Вертикальную лопаст-
ную мешалку приводят в действие с помощью электромотора мощ-
ностью 18 кВт. Частота вращения мешалки 24 об/мин.
Загрузку котла проводят в следующем порядке. После пуска
мешалки в котел загружают половину всего количества воды
(2,5 м3), затем — из дозировочного бункера около 2000 кг дробле-
ной резины и мягчители, после чего добавляют остальное количе-
ство воды. На 2000 кг измельченной резины в котел загружается
5,6—6,0 м3 воды, 400—900 кг мягчителей (20—45 масс. ч. на
100 масс. ч. резины).
По окончании загрузки тщательно закрывают крышку загру-
зочного люка и впускают пар в рубашку. Иногда обогрев мате-
риалов в котле производят острым паром с помощью барботера,
уложенного на дне котла, при этом сокращается время, необходи-
мое на предварительное нагревание содержимого котла до задан-
ной температуры.
Избыточное давление пара в котле поднимают до 1,2 МПа и
температуру повышают до 185—190°C. Продолжительность про-
цесса девулканизации составляет 6—8 ч. По окончании процесса
девулканизации выпускают пар из рубашки котла и медленно вы-
пускают пар из рабочего пространства котла с понижением избы-
точного давления в последнем до 0,05—0,2 МПа. Медленный спуск
пара предотвращает выброс девулканизата из котла.
Выпуск пара из рабочего пространства осуществляют через выдувной сбор-
ник, частично наполненный водой. После снижения избыточного давления в ког-
455
ле до 0,05—0,2 МПа произ> одят разгрузку котла. Для этого медленно откры-
вают задвижку в днище ко 'ла, и содержимое его передавливают в промывной
сборник под действием остаточного давления в котле. Из горизонтального про-
мывного сборника девулкап зат подается вместе с водой на промывку.
Сушка девулканизата. Девулканизат перед сушкой обезвожи-
вают на вращающихся конических сетчатых барабанах или на на-
клонных сетках, на ко- орые девулканизат подают из промывного
сборника с помощью д< зирующего шнека.
Сушку девулканиза а проводят в ленточных сушилках непре-
рывного действия при емпературах 80—105°С или механическим
способом путем отжим; в пресс-шнеках. Паровые калориферы су-
шилки в процессе работы сильно запыляются волокном, содержа-
щимся в девулкан!изат з, что вызывает необходимость частой ее
остановки для чистки. Вследствие возможности возгорания пыли
процесс сушки являете} пожароопасным.
Значительно удобпе * для обезвоживания девулканизата приме-
нять пресс-шнеки. Отжимка воды из девулканизата на пресс-шнеке
производится с помощ! ю шнекового винта. Пресс-шнек представ-
ляет собой разновидно< ть червячного пресса. Вращающийся шнек
проталкивает девулкан гзат к рабочей головке и продавливает его
через кольцевую щель между неподвижным мундштуком и кониче-
ским дорном. Шнек во время работы охлаждается водой, подавае-
мой внутрь полости шш ка. Производительность пресс-шнека дости-
гает 400 кг шинного де *улканизата в час при конечной влажности
отжатого девулканизат;i 15—18%.
Обезвоженный девулканизат с помощью тележек или шнеком и
элеватором транспортируется в рыхлитель и пневмотранспортером
подается на промежуто шый склад.
При девулкаиизаци! возможны следующие виды брака девулка-
низата: слишком высокая жесткость; слишком высокая мягкость;
агломерация; повышенная влажность; повышенное содержание
текстиля.
Жестким или слишк )м мягким девулканизат получается при не-
правильной дозировке мягчителей. Агломерация девулканизата в
котле может происход! гь в процессе загрузки котла при останов-
ленной мешалке или в >езультате подачи слишком большого коли-
чества дробленой резины и недостаточного количества жидкости,
а также из-за дл-ительн ш остановки мешалки. Агломерация приво-
дит к получению нсод юродного девулканизата, затрудняет раз-
грузку котла и може вызвать вынужденное прекращение про-
цесса девулканизации.
Повышенное содержание текстиля в девулканизате может быть
или при увеличенном ел содержании в исходной дробленой рези-
не (превышающем установленную норму), или при недостаточном
количестве (меньше 2°/ ) водорастворимых органических кислот в
смоле.
Повышенное содержание влаги в девулканизате является ре-
зультатом нссоблюдеш я установленных режимов сушки или от-
456
жимки. Повышенная влажность девулканизата влечет за собой сни-
жение производительности вальцов при механической обработке.
При производстве регенерата водонейтральным методом контро-
лируется:
1) качество поступающих мягчителей;
2) соответствие дозировок мягчителя заданной рецептуре (про-
веряется выборочно по усмотрению контролера ОТК);
3) соблюдение установленного режима девулканизации (про-
веряется выборочно);
4) влажность девулканизата после сушки или отжима на пресс-
шнеках (проверяется в каждой загрузке);
5) содержание текстиля (определяется в каждой партии реге-
нерата) ;
6) соответствие качества готового регенерата техническим тре-
бованиям (проверяется для каждой партии регенерата).
Механическая обработка девулканизата. Полученный девулка-
низат подвергают механической обработке на вальцах для допол-
нительной пластикации, гомогенизации и очистки от посторонних
включений (песка, непластичных частиц резины и др.). Путем ме-
ханической обработки на выпускных рафинировочных вальцах мас-
се девулканизата придают товарный вид.
Иногда перед механической обработкой дсвулканизат подвер-
гается вызреванию, т. е. вылеживается в течение нескольких десят-
ков часов в виде слоя толщиной 0,4—0,5 м при комнатной темпера-
туре. Вызревание девулканизата приводит к повышению произво-
дительности оборудования при очистке (рафинировании).
Механическую обработку производят сначала па регенератно-
смесительных, а затем на рафинировочных вальцах. На регенератно-
смесительных вальцах девулканизат перемешивается, пластициру-
ется и подсушивается. Регенератно-смесительные вальцы снабже-
ны фартуком, обеспечивающим непрерывную подачу девулканизата
в зазор вальцов. В отечественной промышленности применяются
регенератно-смесительные вальцы с валками, имеющими размер
560 X 510 X 1530 мм с фрикцией 1 : 1,39. Средняя производитель-
ность вальцов при обработке девулканизата из шинной резины со-
ставляет около 250 кг/ч. Одновременная загрузка девулканизата на
вальцы составляет 50—60 кг. Продолжительность обработки
10 мин. Зазор между валками устанавливается около 4 мм. Тем-
пература переднего валка должна быть не выше 70 °C, температура
заднего валка — не выше 80 °C. При значительной липкости девул-
канизата температура поверхности валков должна быть ниже.
Влажный регенерат, содержащий 16—18% влаги, плохо свальцо-
вывается в шкурку (в лист), что понижает производительность
труда.
Обработку девулканизата на рафинировочных вальцах произ-
водят для придания большей однородности и для очистки регене-
рата от крупинок недостаточно девулканизованной резины и
других включений. Рафинировочные вальцы (рнс. 34.4) имеют
457
Рис. 34.4. Схема устройства рафинировочных вальцов для окончательной обра-
ботки материала:
1—станина; 2~регулировочный винт; 3 —задний валок; 4— маховичок; 5—винты скребкового
ножа; 6 — приемный валик; 7 —к] онштейн; 8 — лист регенерата, снимаемый скребковым ножом,
9 — скребковый н< ж; 10— кронштейн для крепления гаек винта.
большую фрикцию, разную 1 :2,54. В отличие от других типов
вальцов рафинировочные вальцы имеют нож, расположенный
вдоль поверхности валка, служащий для срезания с валка тонкого
листа регенерата. Поверхность валков гладкая. Разница в диамет-
рах валков в середине и по краям составляет 0,08—0,15 мм. Бла-
годаря бочкообразной (Норме валков эластичные частицы недоста-
точно девулканизованной резины оттесняются к краям валков и
отделяются от общей массы девулканизата (в отходы рафиниро-
вания).
Процесс рафинирования состоит из двух стадий. Первая ста-
дия включает однократную или двукратную обработку девулкани-
зата на подготовительных рафинировочных вальцах (брекер-валь-
цах). С них снимают (га противень) полотно регенерата толщиной
0,30—0,40 мм.
Вторую стадию обработки проводят на выпускных рафинировоч-
ных вальцах (рифайнер-вальцах), с которых снимают полотно ре-
генерата толщиной 0,15—0,20 мм, закатывая его на приемный ва-
лик. Как правило, на выпускных рафинировочных вальцах реге-
нерат обрабатывают о^ин раз. Только при низком качестве реге-
нерата число пропуске-в увеличивается. Температура переднего
458
валка рафинировочных вальцов должна быть не выше 12° С. зад-
него — не выше 95 °C.
Производительность рафинировочных вальцов размерим
480 X 610 X 800 мм при однократной обработке около 65 кг ч.
С приемного валка регенерат срезают в виде пластины массой
около 20 кг и охлаждают на стеллажах. После охлаждения в те-
чение 5—10 мин пластину пропудривают тальком или каолином
и складывают в рулон; на рулонах несмываемой краской простав-
ляют марку, сорт регенерата и номер партии.
34.2. ТЕРМОМЕХАНИЧЕСКИЙ МЕТОД РЕГЕНЕРАЦИИ
Термомехаиический метод непрерывной регенерации позволяет
значительно ускорить производство регенерата и обеспечить
существенное повышение производительности труда и снижение
себестоимости регенерата. Измельченную резину, смешанную с
мягчителями, пропускают через червячный пресс (червячный девул-
канизатор) с удлиненным корпусом при температуре 150—210 °C
в течение 4—12 мин. Температура внутри девулканизатора изме-
няется постепенно вдоль червяка по зонам, сначала повышаясь до
190—210 °C, затем понижаясь до 100—120 °C. Производительность
червячного девулканизатора с червяком диаметром 320 мм и дли-
ной 2940 мм достигает 500 кг/ч.
Резину необходимо измельчать до частиц размером 1—2 мм.
Мягчители — сосновую или газогенераторную смолу в виде шихты
с мазутом берут в количестве 15—25% от массы резины; кроме то-
го, добавляют активатор в количестве 0,5—2,0% в зависимости от
состава резины.
Смешение дробленой резины с мягчителями и активаторами де-
вулканизации проводят предварительно. После обработки на чер-
вячном девулканизаторе достаточно однократной обработки девул-
канизата на рифайнер-вальцах.
34.3. АКТИВАЦИЯ ПРОЦЕССОВ РЕГЕНЕРАЦИИ
Одним из путей интенсификации процессов регенерации явля-
ется применение активаторов девулканизации. Все основные акти-
ваторы процессов окислительной деструкции являются активато-
рами девулканизации.
Активаторы процесса девулканизации при водонейтралыюм ме
тоде регенерации можно применять в количестве 2—3% от массы
резины из СКС и в количестве 0,5—1,0% при содержании в шин-
ной резине натурального каучука.
Могут применяться следующие активаторы девулканизации: ди-
сульфид пентахлортиофенола, цинковая соль трихлортиофенола,
цинковая соль пентахлортиофенола (ренацит IV) и дисульфид
трихлортиофенола. Целесообразно использовать активаторы с наи-
более высокой температурой плавления.
459
Применение активаторов дает возможность сократить продол-
жительность девулканыации на 40—50% и снизить температуру
этого процесса.
34.4. МЛ ’КИ ШИННОГО РЕГЕНЕРАТА
Основным видом ре1енерата является шинный регенерат, полу-
чаемый из отработанш х покрышек и камер. Регенерат, изготов-
ленный водонейтральным методом, выпускается следующих марок:
РШ —регенерат Ш1 нный, полученный из целых покрышек;
РК —регенерат каркасный, полученный из каркасов покры-
шек;
РКЕ — регенерат каперный, полученный из ездовых и авиаци-
онных камер;
РКВ — регенерат каперный из варочных камер, применяемых
в производст $е покрышек и их ремонте.
Регенерат каждой у арки в зависимости от мягкости делится
на две группы; более мягкий регенерат обозначается буквой М.
Регенерат, получаемый термомеханическим методом из карка-
сов изношенных покрып ек, имеет условное обозначение РКТ (реге-
нерат каркасный термонеханический).
34.5. КОНТРОЛЬ КАЧЕСТВА РЕГЕНЕРАТА
Качество регенерата должно удовлетворять определенным тре-
бованиям. Хороший регенерат должен легко обрабатываться на
вальцах и образовывать гладкую шкурку, при этом он не должен
прилипать к валкам. Регенерат должен хорошо смешиваться с ин-
гредиентами и каучуками, быть однородным по внешнему виду и
по свойствам. Он не должен иметь посторонних включений в виде
песка, частичек металла, дерева и т. п.
Регенерат подвергается приемке контролерами ОТК и лабора-
торным испытаниям для установления его соответствия требова-
ниям ГОСТ. Основные требования, предъявляемые к шинному ре-
генерату марок РК и РШ в соответствии с ГОСТ, приведены ниже:
РК
1>4
0,75
10
0,5
33±6
2,25—2,65
2,66-3,30
1,05±0,55
17—57
6,5
425
РШ
Содержание летучих п >и 160°C, %, не
более .............................
в том числе влаги %, не более . .
Зольность, %, не боле( ........
Содержание, %
текстиля, не боле<.................
мягчителей ....................
Мягкость (по группа’ ), мм ... .
Эластическое восстанс зление, мм, на
более .............................
Вязкость по Муни, у< л. ед.........
Прочность при растя; ении, МПа, не
менее .............................
Относительное удлинег ие при разрыве,
%, не менее..........................
0,5
34±6
2,00-2,60
2,61-3,30
1,20±0,55
17-57
6,1
450
460
Для определения прочности и относительного удлинения при
разрыве на лабораторных вальцах готовят стандартную смесь сле-
дующего состава (в масс, ч.): регенерат— 100, альтакс — 0,9, цин-
ковые белила — 2,5, сера-—1,5. Вулканизацию смеси в виде пла-
стин толщиной 2 мм проводят при 143 °C в течение 15 мин.
Содержание мягчителей определяют путем экстрагирования
навески регенерата смесью ацетона с хлороформом в соотношении
7 : 3. При экстрагировании переходят в раствор не только мягчи-
тели, содержащиеся в регенерате, но и продукты деструкции ре-
зины.
34.6. РЕГЕНЕРАЦИЯ РЕЗИН ИЗ БУТИЛКАУЧУКА
И ПОЛЯРНЫХ КАУЧУКОВ
Основным сырьем в производстве регенерата являются старые автопокрыш-
ки, для изготовления которых используются каучуки общего назначения:
СК(М)С, СКД, СКИ-3, натуральный каучук. Вместе с тем имеется большое коли-
чество отходов вулканизованной резины из хлоропренового, бутадиеп-нитриль-
ного и бутилкаучука в виде выпрсссовок, образующихся при изготовлении ре-
зиновых изделий путем вулканизации в формах. Введение регенератов из этих
резин в резиновые смеси из соответствующих каучуков улучшает технологиче-
ские свойства резиновых смесей, каландруемость п шприцуемость. А использо-
вание таких регенератов в резинах на основе каучуков общего назначения при-
дает им некоторые свойства, характерные для резин на основе хлоропреновых,
бутадиен-нитрильных и бутилкаучуков.
Производство регенерата из резин на основе этих каучуков может осу-
ществляться способами, применяемыми в производстве регенерата из шинных
резин, т. е. водонейтральным и термомеханическим. Регенерат из бутилкаучука,
кроме того, может изготовляться радиационным методом путем деструкции вул-
канизата под действием излучений высокой энергии.
Особенности структуры каучуков и их вулканизатов требуют применения
специальной рецептуры и режимов девулканизацни.
Мягчители, применяемые при регенерации вулканизатов бутилкаучука, долж-
ны иметь низкую степень ненасыщенности, так как наличие в них двойных свя-
зей замедляет вулканизацию бутилкаучука и регенерата из резин на его основе.
Сырьем для получения регенерата бутилкаучука является резина, вулкани-
зованная серой (ездовые камеры), и резина на основе бутилкаучука, вулканизо-
ванного смолами (диафрагмы, варочные камеры).
Регенерат из серных вулканизатов бутилкаучука может быть получен водо-
нейтральным методом с применением небольших количеств мягчителя (до 5%
от массы резины) при !80—185 °C и продолжительности девулканизацни 5 ч.
Регенерат из ездовых камер па основе бутилкаучука может быть получен также
и термомеханическим способом при 180—185 °C с применением 5% сланцевого
мягчителя или вазелинового масла. В качестве активаторов регенерации приме-
няют алкиларилдисульфиды и алифатические меркаптаны.
Регенерат из смоляных вулканизатов получать труднее, чем из серных. Из-
мельчение варочных камер на дробильных вальцах осложняется вследствие
склонности смоляных вулканизатов бутилкаучука к пластикации в процессе дро-
бления. Получение регенерата из смоляных вулканизатов бутилкаучука прово-
дят при более высоких температурах н повышенных дозировках мягчителей и
активаторов регенерации. Так, при получении регенерата из диафрагм и вароч-
ных камер водонейтральным методом рекомендуется применять 15—20% (от мас-
сы резины) сланцевого мягчителя при температуре девулканизацни 180—185 °C
и продолжительности процесса 5 ч, а размер крошки должен быть менее 8 мм.
Получение регенерата из этих резин термомеханнческим методом рекомен-
дуется проводить при 200—210 °C с использованием вазелинового масла и
461
ренацита IV (1,5% от мае :ы резины) или перекиси дикумила (0,5—1%) в каче-
стве активатора. Примене! ие последней связано со способностью перекисей вы-
зывать деструкцию бути, каучука. Девулканизаты, полученные из смоляных
вулканизатов, подвергают трехкратному рафинированию на рафинировочных
вальцах.
Регенерат из бутилкаучука является единственным типом регенерата, ко-
торый может применяться с бутилкаучуком. Он характеризуется низкой газо-
проницаемостью, высокой :тойкостью к старению и действию озона, легко сме-
шивается с наполнителями, увеличивает прочность стыка резиновых смесей, что
важно при стыковании koj цов трубчатых автокамерных заготовок. Смеси с ре-
генератом при каландрова ши и шприцевании дают более гладкую поверхность
и обладают меныпей усадк >й.
При регенерации резш из бутадиен-нитрильного и хлоропренового каучуков
необходимы более высоки • концентрации активаторов и полярных мягчителей
(сланцевый мягчитель, со» новая смола и др.), чем при регенерации резин из
каучуков общего назначен ш. Резины из бутадиен-нитрильного каучука подвер-
гаются девулканизации тег, легче, чем меньше нитрильных групп содержит кау-
чук. Вследствие склонност ( этих каучуков к термоструктурированию девулкани-
зацию резин на их основе рекомендуется проводить при более низких темпера-
турах.
При введении регенер; тов из полярных каучуков в резиновые смеси на ос-
нове соответствующих кау |уков в количестве 10—20% от массы каучука суще-
ственного ухудшения физико-механических свойств резин не наблюдается.
ЛИТЕРАТУРА
Бекин И. Г., Шанин И. П. Оборудование заводов резиновой промышленности.
Л., Химия, 1978.
Бергштейн Л. Л., Лабораторный практикум по технологии резины. Л., Химик,
1978.
Блох Г. А. Органические ускорители и вулканизационные системы для эласто-
меров. Л-, Химия, 1978.
Бухана М. Ф. Кристаллизация каучуков и резин. М., Химия, 1973.
Догадкин Б. А. Химия эластомеров. М., Химия, 1972.
Жеребков С. К. Крепление резины к металлам. М., Химия. 1966.
Иванова В. И., Алешунина Л. А. Технология резиновых технических изделий. Л.,
Химия, 1975.
Карлин А. В. и др. Химия и технология кремнеорганических эластомеров/Под
ред. проф. В. О. Рейхсфельда. Л., Химия, 1973.
Кошелев Ф. Ф., Корнев А. Е-, Буканов Д. М. Общая технология резины. М., Хи-
мия, 1978.
Кузьминский Д. С., Кавун С. М., Кирпичев В. П. Физико-химические основы по-
лучения, переработки и применения эластомеров. М., Химия, 1976.
Лабораторный практикум по технологии резины. Основные свойства резин и ме-
тоды их определения/ Захаров Н. Д., Белозеров Н. В., Черных 3. В., Овчин-
никова В. Н., Поляк М. А. М., Химия, 1976.
Лепетов В. А. Резиновые технические изделия. Л., Химия, 1976.
Лосев И. П., Трост янская Е. Б. Химия синтетических полимеров. Изд. 3-е. М.,
Химия, 1971.
Машины и аппараты резинового производства/Под ред. Барскова Д. М. М., Хи-
мия. 1975.
Пакшвер А. Б. Физико-химические основы технологии химических волокон. М.,
Химия, 1972.
Регенерация и другие методы переработки старой резины/Под ред. Гуля В. Е.,
Орловского П. Н., Шохина И. А. М., Химия. 1966.
Резниконский М. М., Лукомская А. И. Механические испытания каучука и ре-
зины. Изд. 2-е. М., Химия, 1968.
Роговин 3. А. Основы химии и технологии производства химических волокон.
Изд. 3:е, перераб. и доп. М. — Л., Химия, 1974.
Синтетический каучук/Под ред. И. В. Гармонова. Л., Химия, 1976.
Соболев В. М., Бородина И. В. Промышленные синтетические каучуки. М., Хи-
мия, 1977.
Соколовская Ф. М., Тамулевич Г. Д. Клиновые ремни. М„ Химия, 1973.
Справочник резинщика. Материалы резинового производства/Под ред. П. И. За-
харченко и др. М., Химия, 1971.
463
Стрепихеев А. А., Дерсвицкая В. А. Основы химии высокомолекулярных соеди-
нений. Изд. 3-е, перераб. и доп. М„ Химия, 1976.
Тагер А А Физикохимия полимеров Изд. 3-е, перераб. М., Химия, 1978.
Тематические обзоры. Серии «Производство резинотехнических и асботехниче-
ских изделий» и «Производство шин». М., ЦНИИТЭнефтехим, 1972—1979.
Технология обработки корда из химических волокон в резиновой промышленно-
сти/Под ред. Р. В. Узиной. М.. Химия, 1973.
Усиление эластомеров. Пер. с англ./Под ред. Печковской К. А. М„ Химия. 1968.
Энциклопедия полимеров. М., Советская энциклопедия. Т. 1, 1972; т. 2, 1974;
т. 3, 1977.
Физические свойства эластомеров/Под ред. докт. техн, наук А. И. Марея. Л.,
Химия, 1975.
Шварц А. И., Кангаров Г. С. Литьевое формование резиновых технических из-
делий. М., Химия, 1975.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматические весы 298, 299, 342
Автоматические калибромеры
Автоматы одно- и многопозпциоиные для
литья под давлением 372
Aiрегат (ы)
из двух листовальных каландров 399
для обработки полиамидных шнуров
— обрезинивания корда 350
— пропитки кордшнуров и нитей для
рукавов и клиновых ремней
354
— — тканей из полиэфирных волокон
353, 354
— термообработки полиамидного корла
350
----тканей из полиамидных волокон
353
универсальные 353
Акриловые каучуки 18, 445, 446
Активаторы 175
вулканизации 188
механизм действия 188, 189
Алкилфенолы 235
Алкофен БП 232, 235
Альдоль 235
Альтакс 176, 179
Амифенс Б 22
Анид 257
Антиадгезивы 249—251
Антилюкс 230, 237
Антиозонанты 230
Антиоксиданты 228, 231
Антипирены 245
Антискорчннги 242
Арматура, защита от коррозии 428, 429
Армирующие материалы
латунирование 430
металлические 272, 273
применение 253
текстильные 253
фосфатирование 428, 429
Асбест 254
Ацетонаннл 231, 237
Барабаны охладительные 328
Барит 190, 206
Белая сажа 203, 201, 245
Бензин БР-1 385
Блокированные динзоцианаты 346, 347
Бомбировка валков 105, 323
Брекер-вальцы 458
Бункера 297, 298
Бута диен-метил винил пиридиновые каучуки
18, 19
Бутадиен-метилстнрольный каучук 18, Ill,
112
Бутадисн-нитрильные каучуки 18 19, 177
жесткие 300
пластикация 282, 293. 294
Бутадиеновые каучуки 18, 104—108
Бутадиен- тирольные каучуки 18, 111, 177
дестру щи я 293
пласте сацкя 282
пилучс ше 112, 113
свойст а 114. 115
структ/ра 113, 114
структурирование 293
Бутилкау1 ук 18, 19, 436
Бутилкса! гогепат цинка 182
Вазелин 1эхнический 218
Вакуум-ст пилки 276
Вальцы 2’1 4, 285-287, 301, 302, 305
смеси! 'льные 300
рафии щовочные 457. 458
Велотред 262, 267
Водопоглс щающие вещества 416
Волокна
вискоз <ые 255, 345
искусе венные 254
натур: льные 253
полна! идные 256, 257
полиэ: 'Ирные 258. 259
синтет (ческие 256
стеклт :ные 255, 256
Воскообр: зные вещества 230, 237
Время ре- аксацин 58
Вспомога- ельные материалы 249—251
Вулканиз торы
бараб иные 415, 416
индив дуальные 412
много озиционные 413
Вулканиз.ты 70
влияние наполнителя 209—211
мягки 80, 100
пенал: лненные 98, 103, 116, 126, 138, 145
свойст за 73—77, 208
серпы 79—80
степени вулканизации 277
— наб/хания 74
стойке ль к старению 137, 146, 176,
227-229, 231
тер ми еская стойкость 80
хнмич ская стойкость 74, 120, 122, 126,
146
частот 1 пространственной сетки 80
Вулканиз ционные прессы 372, 404. 405
Вулканиз дня 22, 69, 211, 275, 396, 399, 400
в алп; ратах тоннельного типа 414
под б: нтом 403
влнян е температуры 78, 79
в воз/ ушной среде 420, 421
— нул занизационных прессах 404
горячая 70
в ип; нвидуальных вулканизаторах 412
индук (ионный период 177
каучу ов 35, 82, 125-127, 139, 144,
148-151
в кот. ах 397, 400—402
но ли ьеных arperaiax 408
масси пых изделий 78, 397, 399
465
Вулканизация
на машинах и аппаратах непрерывного
действия 413
непрерывным способом 416—427
перекисями 83, 228
преждевременная 177, 242
в пресс-автоклавах 410
продолжительность 398, 399
прорезиненных тканей 418, 419
в псевдоожиженном слое 422, 423
— среде жидкого теплоносителя 426
радиационная 63, 64, 228, 229
серой 71, 80, 81, 187
в тальке 402
тепловой эффект 79
транспортерных лент и приводных
ремней 404
в форматорах-вулканизаторах 412, 413
холодная 70
Вулканизующие вещества 170—175
Выносливость 43, 45
Высокоэластическая деформация 44, 58
Высокоэластическое состояние каучука 32,
34
Вязкотекучее состояние каучука 34
Газопроницаемость 40—42
Гашеная известь 179
Гидрирование каучука 97
Гистерезисные потери 50, 52, 58
Глет 175
Гранулирование
каучуков 298
Маточных смесей 298
пластиката 291
Гуанидины 176, 179, 185
Гудрон масляный 217
Гуммирование 427
Густые клеи 388, 390
Гуттаперча 99
Дж а текс 90
Диазоаминобензол 241
Диамины 175
Диафен НН 232, 235
— ФП 229
— ФФ 234
Дибензотиазолилдисульфид 183
Дибромид каучука 65
Дибутилдитиокарбамат никеля 180
Дибутилсебацинат 224
Дибутил фтал ат 224
Диизоцианаты 175
Диметилдитиокарбамат диметиламнна 180
Динафтилфенилендиамин 233
Диоктил-п-фенилендиамин 231
Дисперсность
ингредиентов 171
наполнителей 171
технического углерода 194, 195
N, N'-Дитиодиморфолин (ДТДМ) 174, 175
Дитиокарбаматы 176, 179
Дифенилгуанидин 179
Диэлектрическая проницаемость 39
Доместик 262, 267
Дорн 355, 361
Дублирование 321
на каландрах 339—341
с помощью дополнительного дублирую-
щего валика 339
— применением дублировочного бара-
бана 310
Прорезиненных тканей 341
Жесткость
каучука 46, 80
резины 48, 49
Жидкие каучуки 22, 23
Закаточное устройство 326
Замедлители подвулканизации 242
Изопрен 19, 95
Изопреновый каучук 18, 101—104
Ингибиторы 69, 227, 238
Ингредиенты резиновых смесей
дисперсность 171, 194, 195
измельчение 171, 276, 277
классификация 170, 180
порошкообразные 171, 296—299
развеска 297—299
седиментационный анализ 172
специального назначения 171, 240 246
хранение 296—299
Ионол 232, 235
Кадмиевый литопон 214
Каландрование 22, 275, 321, 324—326, 332, 337,
339, 342
Каландровый эффект 329, 330
Каландры
с вертикальным расположением валков
332
дублировочные 323
конструкция 323
листовальные 321
обкладочные 321
с S-образным расположением валков
337
питание 326
промазочные 321
профильные 321, 331
с угловым расположением валков 332
универсальные 323
фрикционные 321
Каменноугольная смола 221
Камера роликовая 418
Канифоль 222
Каолин 190, 204, 205, 250
Капрон 256
Каптакс 179, 182, 231
Карбоксилатные каучуки 18
Каучук (и) 13, 30—32, 63, 69, 207
аморфные 35
классификация 18—20
вулканизация 14, 22, 35, 82, 125, 139 148
170, 436—437
вязкость растворов 383
газопроницаемость 40—42
гетероцепные 24, 26
гибкость цепи 25, 26
гидрирование 97
гидрофильность и гидрофобность 86
гранулирование 298
Декристаллизация 98, 280
деструкция 63, 67, 68, 75, 282
деформационно-прочностные свойства
42—45
диэлектрические свойства 38
кристаллизация 31, 33, 35—37, 59
линейного строения 23
межмолекулярное взаимодействие 79
механические свойства 30, 42
модификация 224
молекулярная масса 27
наполненные 207
набухание 383
насыщенные и ненасыщенные 19, 61
натуральный 13, 18, 61
общего назначения 19
окисление 238
оптические свойства 38
пластические свойства 44
пластоэпастические свойства 45
полярные и неполярные 25, 59, 227
развеска 296—299
разветвленные 23
466
Каучук(и)
синтетические 15, 18, 61, 100—163
специального назначения 19
стеклование 33
стереорегулярные 24
старение 228—231
структурирование 63, 79, 97, 98, 210
теплофизические свойства 39, 40
физические свойства 32, 38
характеристическая вязкость 30
химические свойства 61, 63, 69
хранение 279
эластические свойства 41
Квалитекс 90
Киноварь
ртутная 2И
сурьмяная 212
Клеемешалки 388
Клеепромазочные машины 394
Клеи
виды 388, 390
вязкость 392
изготовление 275
карбинольные 435
клеящая способность 392
концентрация 391
невулканизующиеся 385
на основе изоцианатов 433
----карбоксилатных каучуков 434
----хлорированных каучуков 432
Клей
ФЭН-1 434, 435
№ 201 432
Коллоидная кремнекислота 190, 201—203
Кол оксол 416
Компенсаторы 352
Компо-креп 91
Корд 257, 274
вискозный 262, 263
металлический 273, 274
полиамидный 264, 346
полиэфирный 265
стеклянный 265—267
Коричневый креп 91
Котлы
вулканизационные 397
девулканизационные 400, 445
Котлы-термопластикаторы 291, 292
Коэффициент
вулканизации каучуков серой 72
газопроницаемости 40—42
диффузии 41
морозостойкости резин при растяжении
56
полезной упругости резины 53
растворимости 41
старения 56, 57, 239
теплостойкости эластомеров 55
трения каучука о поверхность валков
287
Красящие вещества 170, 211, 212, 214, 433
Крепление резины к металлам 427, 431
горячее 429
с помощью клеев 432
----латуни 430
холодное 435
----эбонита 429
Крепление ткани к резине 343
Ксантогенаты 179, 182
Ксилитан 423
Кумароно-инденовые смолы 216, 221
Лавсан 258
Латекс(ы) 87, 164, 165
вязкость 87
бутадиен-метилвинилпиридиновые 168
бутадиен-нитрильные 167
бутадиен-стирольные 166, 167
Латекс(ы)
бутилка^ чука 169
карбокси татный 168, 169
коагуляптя 88, 92, 113
концентрирование 89
натуральный 85, 343
промыт, енное применение 90, 91
свойства 87, 88
синтетич 1ские 164—169, 343
хлоропр< новые 167, 168
Лейконат 43
Лигнин 190
Листование резиновых смесей 231, 324—328
Литопон 212
Литье под давлением 275, 381
давлени! литья 382
прессово 1 усилие 371
продолж ательность 373
Литьевая камера 369
Литьевые ai регаты
виды 372 373
позицио! ность 373
применение 372
произвол ительность 409
располо; сение узлов прессования 376
Литьевые щ есс-формы
гнездное гь 371, 409
констру] ция 408, 409
Литьевые прессы 369, 372
Литьевые у< тройства 372, 374, 376
Магнезия
альба 2(1
углекис.1 ая 190, 204, 250
Мазут 217
Масла раст! тельные 222
Маслонапол ленные каучуки
натуральный 94
бутадиеновые 111
бутадиен-стирольные 116—117
Масляное число 195
Маточные с леей 249, 303
Мел 190, 201, 250
Мер каптан е 243
Меркаптобе 1зотиазол 182
Месдозы 31>
2,2'-Метилег -бис(4-метил-6-т,рет-бутилфе-
нол) 236
Минеральнь е масла 219
Млечный сок 85
Модификатор РУ-1 244, 245
Модуль эла этичности 51
МолекулярЕ'ая масса, методы определения
13, 29
Молекулярьо-массовое распределение 28
Морозостой юсть
синтети еских каучуков 37
резины >6
Мумия 213
Мундштуки 355, 360
Мягчители 119, 221
активно .ть 226
жидкие 279, 297, 299
механизм действия 225, 226
растите, ьного происхождения 222
синтетипеские 224, 225
хранение 279
Наполните, и резиновых смесей 170, 189, 207,
208
активные и неактивные 170, 189
активаЕШя 208
дисперс юсть 171
дозиров <а 207
примет ние 189, 206, 297
светлые 201—206
сорбционная способность 209
удельн< я поверхность 171
усиливающее действие 190, 206
467
Натуральный каучук 13, 18, 38, 61. 97
вулканизация 175, 177
изомерия 96, 97
окисление 66, 97
получение 18, 84
свойства 94, 97, 98
строение 94
хлорирование 64
циклизация 97
Неозон Д 229, 233, 234
Нити 259, 260
Нитрозан К 244
N-Нитрозодифенил а мин 242
Нитрол 244
Ножи для резки каучука
с гидравлическим приводом 280, 281
дисковые 330, 331
с механическим приводом 280
пластинчатые 330
Обкладка тканей 321, 335
Обработка
нитей 345—347
резиновых смесей 285, 306
тканей 345—347
Одоранты 246
Озокерит 60
Оптимум вулканизации 76, 175
Опудривающие материалы 249—251
Параоксинеозон 231, 232, 234
Парафин 218, 237
Пасты 303
Пемза 206
Пептон 243
Перекиси 175
Переплетение
полотняное 260
саржевое 261
трикотажное 261
Петролятум 218, 237
Пигменты 211—214
Плантационные каучуки 91—94
Пластикат 285, 288
Пластика торы 291
Пластикация 1279, 282, 283, 284, 286
в червячных пластикаторах 291
механизм 282
натурального каучука 98, 280
продолжительность 287
в резиносмесителях 288, 289, 290, 291
термоокислительная 282, 291
холодная 287
Пластификаторы 170, 215—219, 225
выпотевание 220
поведение в резиновых смесях 215
совместимость с каучуком 216, 220
Пластическая деформация 44, 45
Пластичность 43, 209
Пластометр сжимающий типа Вильямса 319
Плато вулканизации 76, 77, 78, 175, 177
Плетенка 274
Пневмотранспортеры 298
Поверхностно-активные вещества 223
Подготовка
ингредиентов 275
металлов 427, 428
мягчителей 279, 454
натурального каучука 280
резин для регенерации 452
синтетических каучуков 275, 279, 291,
293, 294
Поликапроамид 256
Полисульфиды 175
Полуавтоматы для литья под давлением
372
Порообразующие вещества 240—242
Порофоры 241
Пресс-автоклавы 372, 410, 411
Пресс-шнеки для обезвоживания регене-
рата 456
Промазка тканей
дефекты 338
на каландрах 321, 332
— клеепромазочных машинах 275
односторонняя 396
резиновым клеем 393
Промоторы 244
Пропитка
вискозных и полиамидных волокон 343
кордшнуров 351
тканей из различных волокон 345—347
— из химических волокон 343
— составами на основе латексов 337
Противостарители 69, 170, 226, 233
выбор 232
ингибирующая способность 238
кристаллизация 232
механизм действия 238
химические 233
Противоутомители 229
Профилирование 321, 331, 332, 355
Пряжа 253
Распарка каучука 280
Расларочные камеры 280
Растворимость
каучука 209, 210
противостарителей 232
Растворители каучуков 284, 386
Ревертекс стандартный (латекс) 89
Ревультекс 91
Регенерат 300, 448
девулканизация 449
контроль качества 460
получение 451, 452
шинный 460
Регенерация
активация процесса 459
бутилкаучука 451, 461
водонейтральный метод 451
полярных каучуков 451, 461
резины 243
сырье 450
термомеханический метод 459
Резина(ы) 13, 32, 178, 213, 343, 427
газопроницаемость 42
деформационные свойства 46
долговечность 229
износостойкость 55
механические свойства 42, 47
модуль эластичности 51
морозостойкость 56
огнестойкость 245, 246
на основе натурального каучука 98
остаточная деформация 58, 59
ползучесть 57, 58
пористые 233
протекторные 55
прочность 46 сл.
регенерация 448
стойкость к старению 231, 239
теплофизические свойства 39
твердость 54
утомление 229
фрикционные свойства 43
цветные 211
эластические свойства 46
электропроводность 193
Резиновые клеи 88, 382, 386, 390—391, 435
вязкость 387
изготовление 382, 383, 387, 388
классификация 385—386
контроль качества 391, 392
концентрация 386
применение 383
состав 386
468
Резиновые смеси 22, 169, 199. 203 215 216,
247, 295, 305, 346
анизотропия свойств 329
вулканизационная способность 382
выпрессовка 406
дублирование на каландрах 339
изготовление 294—321
листование 231, 324—328, 330—331
наполненные и йенаполненные 247
литье под давлением 369, 382
из натурального каучука 98
ненасыщенные 247
охлаждение 301, 314
очистка 367
переработка на литьевых агрегатах 380
преждевременная вулканизация 176,
177, 319
разработка рецептов 247, 248
фильтрование 367
хранение 301
Резнносмесители 288, 310, 311
быстроходные 290, 291, 313, 317
с двумя червяками 291
загрузка 289, 309
типа «Трансфермикс» 317
Резка каучука 280, 281, 292
Резотропин 245, 343
Релаксация напряжения 57, 58, 328
Ренацит IV 243, 459
Рубракс 216—218
Сантогард PVI 242
Сантокюр 184
Сантокюр-мор 184
Сантофлекс 229, 234, 236
Сборка резиновых изделий 275
Светлый креп 92, 93
Сера
аллотропные формы и модификации
172, 173
выцветание 173, 174
растворимость в каучуке 173
свободная 70
связанная 70
содержание в резиновых смесях 174
способы получения 173
Синтетические каучуки 15, 61, 141, 143, 147,
156, 163
температура 62
морозостойкость 37
окисление 66, 67
получение 18, 100, 112, 117, 119, 123, 132,
148, 152, 155, 161
применение 104, 107, 116, 122, 127. 140,
143, 154, 160
хлорирование 64
Сита
вибрационные 274, 452—454
цилиндрические 277
Скорость
вулканизации 175, 214
диффузии газов в каучуке 41
испарения растворителей 385
каландрования 323, 328
литья под давлением 381
релаксации 60
шприцевания 358, 362
Скорчинг 177, 242
Смазки 249, 251, 252
Смешение 22, 294
на вальцах 300, 301—305
----запись режима в технологической
карте 305
*----продолжительность 303, 309
двухстадийнос 313—317
одностадийное 307—312
порядок загрузки ингредиентов 301—303,
Смешение
прэизво ственный контроль 318, 319
в резин ‘смесителях 306, 307—313, 317
Смокед-шит : 92
Сорбция га ов в каучуке 40
Составы п{ опиточные сажевые 344
Старение 56 211—228, 239
атмосфе зное 231
каучуке 1 и резин 66
озонное 230
радиащ энное 231
светово» 229
теплово 227, 228
Стабилойл 19
Стабилплас г 219, 220
Стеарат ци ка 250
Стеаринова ( кислота 223
Стеклообра ное состояние каучука 32
Степень ву. канизации »
каучука серой 72
резины 18, 49, 72
Стереорегу; ярные бутадиеновые каучуки
109- 111
Строение
натурал зного каучука 95
синтети еских каучуков 101, 106, 108,
14, 119, 123, 128, 135, 139, 143,
52, 155, 156, 161
частицы натурального каучука в лате-
се 85, 86
Структура
нитей 2 9
тканей ’60
Сульфенам еды 179, 183, 184
Сульфид к; дмия 213, 214
Сушилки
бараба! ные 348
камерн! е 276
ленточн ле 456
Тальк 190, 206, 250
Тангенс yi па диэлектрических потерь 39
Тахометры 342
Твердомерf 54, 320
Твердость -езины 54
Температур а
валков 184, 287
вулкан^ зации 78, 175, 380, 398
кристалтизации 33
механи1 еского стеклования 56
плавления противостарителей 232
пластитага в резиносмесителе 289, 290
пластиз ации 286, 287
смешен г я на вальцах 304
— в ре иносмесителях 310
стеклов 1ния 33, 80
текучее и 33, 380
хрупкое ги 56
шприце зания 361
Температу! ный коэффициент
линейн< го расширения 40
скорост I вулканизации 78
Температу! ный режим
листования 327
обклада и тканей 337
промаз и тканей 334
Теплоносит зли жидкие 423
Теплообра:звание в резине 43, 55
Теплостойк зсть резины 54
Терилен 25
Термопары 318—342
Термопрен! ( 65, 97
Тетраметш гиураммоносульфид (ТМТМ)
181
Тетраэтилт [урамдисупьфид (Тиурам Е) 181
Технически i углерод 190, 191, 196, 199, 200
201
активны 1 198
469
Технический углерод
pH водной суспензии 196
дисперсность 194, 195
классификация 191, 192
кристаллическая структура 192
маркировка 191
поведение в резиновых сг есях 194
пол у активный 198
получение 191, 192
размеры кристаллитов 192
смачиваемость 194
сорбционная способность К-5
структурность 194, 195
сырье для получения 191
теплота адсорбции 196
усиливающее действие 193
физико-химические свойств 192
Тиазолы 176, 179, 182
Тиохлорфен Ц см. Ренацит IV
Титановые белила 212
Тиурам 175, 176, 179, 180, 181 228
Ткани 260, 261, 267—271
вытяжка 337, 246
обкладка 321, 335
из полиамидных волокон 3 3
— полиэфирных волокон 34 1
для транспортерных лент и клиновых
ремней 267
усадка 338, 348
для шинного производства 262
Транспортер дублировочный 3' 1
Угол подъема винтовой линит 358
Узел смыкания 372
Ультрамарин 214
Ультра ускорители 176, 177, 398
Упругая деформация 44
Уравнение
Марка — Хувинка 30
Штаудингера 29
Уретановые каучуки 18, 19, 4 2, 443
Уротропин 188, 245
Усадка
каландрованных смесей 32 >, 329
ткани 348
шприцованных полуфабрщ атов 360, 361
Усилители 170, 189, 190
Ускорители
активность 176
вулканизации 170, 175, 186 231
двойные системы 185, 186
концентрация в резиновы . смесях 176
критическая температура действия 176
неорганические 178
пластикации каучуков 243
разложение 186, 187
Условно-равновесное напряже) ие 5!
Утомление резин 229
Фактисы 222, 223
Фенолоформальдегидные смол я 175
Флек-барк креп 91
Фотоупругость 38
Фрикция вальцов 285, 306
Фталевый ангидрид 242
Фторкаучуки 18, 19. 440, 441
Хинол 229, 236
Хлопкопрядение 258
Хлоркаучук 64
Хлорнаирит 64, 65
Хлоропреновые каучуки 18, 21
Хлорпарафины 246
Хлорсульфированный полиэтилен 18, 440
Церезин 218, 237
Цимат 180
Цинковые белила 171, 203, 212
Червяк 355, 358, 359, 361
Червячные машины 291. 355
теплового питания 357
с фильтровально-гранулирующен голов-
кой 369
холодного питания 357
Червячные пластикаторы 291
типы 291
Червячные прессы с удлиненным червяком
364
Червячные фильтр-прессы 367
Чефер 262, 267
Шприц-машины 355, 357
с вакуум-отсосом 364
производительность 362
рабочие зоны 362
теплового питания 357
холодного питания 358, 363
Шприцевание 22, 275, 354, 358, 361, 366
автоматическое регулирование темпе-
ратуры 363
контроль процесса 366
факторы, влияющие на деформацию
сечения полуфабрикатов 360
Шприцованные полуфабрикаты
деформация сечения 350
дефекты 362, 363
Эктектические смеси 186
Экструзия см. Шприцевание
Эластичность
резины 43, 53
синтетических каучуков 37
Эластопар 244
Электрическая проводимость 39
Электрическое сопротивление 38
Эмульфин К 381
Эпоксибутадиенкарбоксилатный латекс 169
Этилен-пропиленовые каучуки 18, 439
Николай Вячеславович Белозеров
ТЕХНОЛОГИЯ
РЕЗИНЫ
Редактор
Н. С. Молитвина
Художник
Н. В. Носов
Художественный редактор
Н. В. Носов
Технические редакторы
Р. М. Вознесенская, В. В. Лебедева
Корректор
Л. В. Лазуткина
ИБ № 277
Сдано в наб. 09.10.78. Подп. в печ. 24.05.79. Т-10114. Формат бумаги 60X90Vie
Бумага тип № 2. Гарн. литературная. Печать высокая. Уел. печ. л. 29,5-
Уч.-изд. л. 32,59. Тираж 12 600 экз. Заказ № 1316. Цена 1 р. 30 к.
Изд. № 1203
Ордена «Знак Почета» издательство «Химия». 107076, Москва,
Стромынка, 13.
Ордена Трудового Красного Знамени Ленинградская типогра-
фия Хе 2 имени Евгении Соколовой «Союзполиграфпрома» при Госу-
дарственном комитете СССР по делам издательств, поли гра-
фин и книжной торговли. 198052, Ленинград, Л-52, Измайловский
проспект, 29.