/



































Текст
'«rw’l
СОДЕРЖАНИЕ
и испытвяия листовых иоасийц-Н-475 ......
1?6ставку машины*,
л® монтажу и, эксплуетаций . . ........
-i.' i' ; ........•*......
' SSftTTT
Электрод®’
. Монтаж ;
Стр.-
3
8
9
10
10
10
10
18
22
23
23
25
26
тесности
- , . ’.,... у ..’. «.
^^^^^ЕШЙ^йоладкк .и способы их устранения
’/аадет^тиз.иашнвающиеея,детали . .........
^сртежп быстроизнаагийакдцнх деталей . . . . .
ПАСПОРТ [.Инвентар- ный №-
Ножницы листовые с-наклонными ножами
2. Тип с верхним при- водом 6. Дата вы- пуска 196<г. 9. Завод
3. Завод-изго- товитель Львовский ма- шинострои- тельный 7. Время пус- ка в эксплу- атацию 10. Цех
4. Модель Н-475 8. Заводской № £ •11. Место установки
5. Автор про- екта
. 12. Вес 4500 кг, .... .13, Габариты: .длила—2900, ширина 1970, высота 2175 мм
14. Общий вид ножниц с фундаментом Основные данные ножниц
Gm. рис. 1 15. Допускаемое усилие реза, Т 19
16. Число ходов ножа в минуту 40
17. Ход ножа, мм 80
J8. Расстояние между стойками в свету» мм 2250.
19. Расстояние от линии реза до ре- бер стоек (вылет), мм зро
20. Угол наклона (ствола) верхнего ножа 1’56' .
21. Наибольшая длина листа, отре- заемого с упором, мм 5'00
Наибольшие допускаемые сечения реза
Материал, марка, сл, кг/мм* Твердость Размеры длина листа, жлг - толщина
50 . 140 НВ 2000 6,3
1 См рис. 1 22. Длина шатуна, мм 290
23. Диаметр нижней опорной голов- ки шатуна, мм 45
24. Расстояние от уровня пола до верхней плоскости нижнего но- жа, мм 800
Характеристика прижимного устройства
£ Параметр Прижим
гидравли- ческий пружинный
25. Количество прижи- мов, шт — 1
4 Переключатель на одиночные и автоматические ходы 26. Расстояние между прижимами, мм *•— —
3 Ручная кнопка включения хода 27. Усилие одного при- жима, кГ — 700
2 Переносная элек- тропедаль включения 28. Общие усилия при- жимов, кГ — 700
1 Стационарная пе- даль включения 29. Ход прижима, мм — 10
№ по пор. Наименование и назначение 30. Рабочее давление, ати — —
Спецификация рукояток управления 31. Рабочая среда — —
Планировоч- ный габарит ножниц (См. рис. 12) Наибо- лее сла- бое зве- но Наименова- ние детали Ограничиваемые параметры
допускаемое усилие ре- за, кГ допускаемая работа, кГм допускаемая мощность, кет
Шестерня 19 000
Маховик 1462
Электродви- гатель -- 7,7
4
Спецификация оснойиых^злоа кинематической схемы
№ по пор.- Наименование
1 Привод
2 Промежуточный в коленчатый валы
й*. .. .. -
3 Ножевая балка
4 Муфта включения / s
5 Электромагнитное управление
6 Тормоз
Спецификация зубчатых колес
№ по схеме (см. рис. 2) 1 2 °.
Число зубьев 14 124 -
Модуль 8 8
Ширина венца 90 90
Материал Сталь 45 СЧ 18-36
Термообработка улучшенная
Твердость 230-250 НВ
Класс точности 3 3
Привод
1. Электро- двигатель- тип А52-4 2. Ремни
сечение местона- хождение материал количест- во резней
мощность, квтп 7 — — - — —
число оборотов в минуту 1440 клиновое электро- двигатель прорези* пенный 4
ТрансмиссиоНчАй'Йривод
— г 1 ' 1 3. Число оборотов в минуту привол- ьного шкива 355 Диаметр внешний, мм Диаметр внутрен- ний, мм Ширина, мм Вес, кг
650 520 260 430
4. Тип механизма включения ножной 8. Приспособление по технике без- опасности сетка прижима
5. Цикл хода одиночный и не- прерывный 9. Система смазки индивидуальная
6. Тип муфты круглые поворот- ные шпонки 10. Предохраните- ли от пере- грузки имеются
7. Тип тормоза с' фрикционный пе- риодического действия
Производительность ножниц на типовых работах
jNs по пор. Тол- щина листа, мм Дли- на ре- за, мм Ширина отрезае- мой поло- сы, мм Углы за- точки но- жей, град Угол ство- ра, град Материал Коли- чество обслу- жива- ющих рабо- чих Коли- чество резон в час
марка, предел прочнос- ти, кГ!см* твер- дость, НВ
11 12 13 14 15 16 17 18 19 20
Проверка на точность
№ по pop. - Наименование пара- метра Норма точ- ности по техническим условиям Фактическое отклонение
дата проверки
•0? Зазор между направ- ляющими ползуна м станины, мм 0,1—0,2 -
§
1. К ножницам имеются чертежи
2. Капитальные ремонты
1ние чертежа
Место хранения
Дата
Подпись
•Й'
3. Принадлежности и специальные приспособ-
лениями ножницам
№ по
пор.
Наименование
Количество
4. Изменения, внесенные в кон-
струкцию ножниц
5. Рекомендация по наиболее рациональ-
ному использованию ножниц
Наименова-
ние детали
Дата
Данные
после изме-
нении
6. Схема взаимного расположе-
ния ножниц и сопряженного
с ними оборудования с указа-
нием основных размеров !
7. Перечень приложений к паспорту.
№ по
пор.
Наименование
Дата,
подпись
Составил
Рассчитал
Проверил
Утвердил
Отдел или
сектор
V
Примечание. Перед уф^овкой клиновых ремней необходимо прове-
рить направление вращения-' электродвигателя а соответствии с указанием,
стрелки на шкиве электродвигателя.
ГОТОВНОСТИ И ИСПЫТАНИЯ ЛИСТОВЫХ НОЖНИЦ Н-475
Изготовитель — Львовский Заводской JS станка
машиностроительный зввод Дата выпуска 196д1г.
Показатель Должно Сыть Фактически
Время холостого хода Время работы под нагрузкой Нагрев подшипников Число ходов верхнего ножа Равномерность хода Зацепление шестерен Вибрация Работа электрооборудования Работа муфты включения Максимальная толщина разрезаемого мате- риала Длина реза Вид реза на материале Состояние ножей после испытания Работа тормоза Нагревание ленты тормоза Результаты внешнего осмотра Внешняя отделка станка 1 час 0,5 час До 60’С 40 - Равномерный Нормальное Не допускается Нормальная Четкая 6,3 ям 2000 мм Ровный Нормальное Нормальная ’ До ЭО’С Удовлетворитель- ные Согласно ТУ № Z* ’• &0&.S- 7Э
Начальник ОТ К завода____СтЯ.____f *
Начальник Сборочного цеха,.*
КОНТРОЛЬНО-КОМПЛЕКТОВОЧНАЯ ВЕДОМОСТЬ
НА ПОСТАВКУ МАШИНЫ
Объект Наименование Количество, шт Общий вес, кг
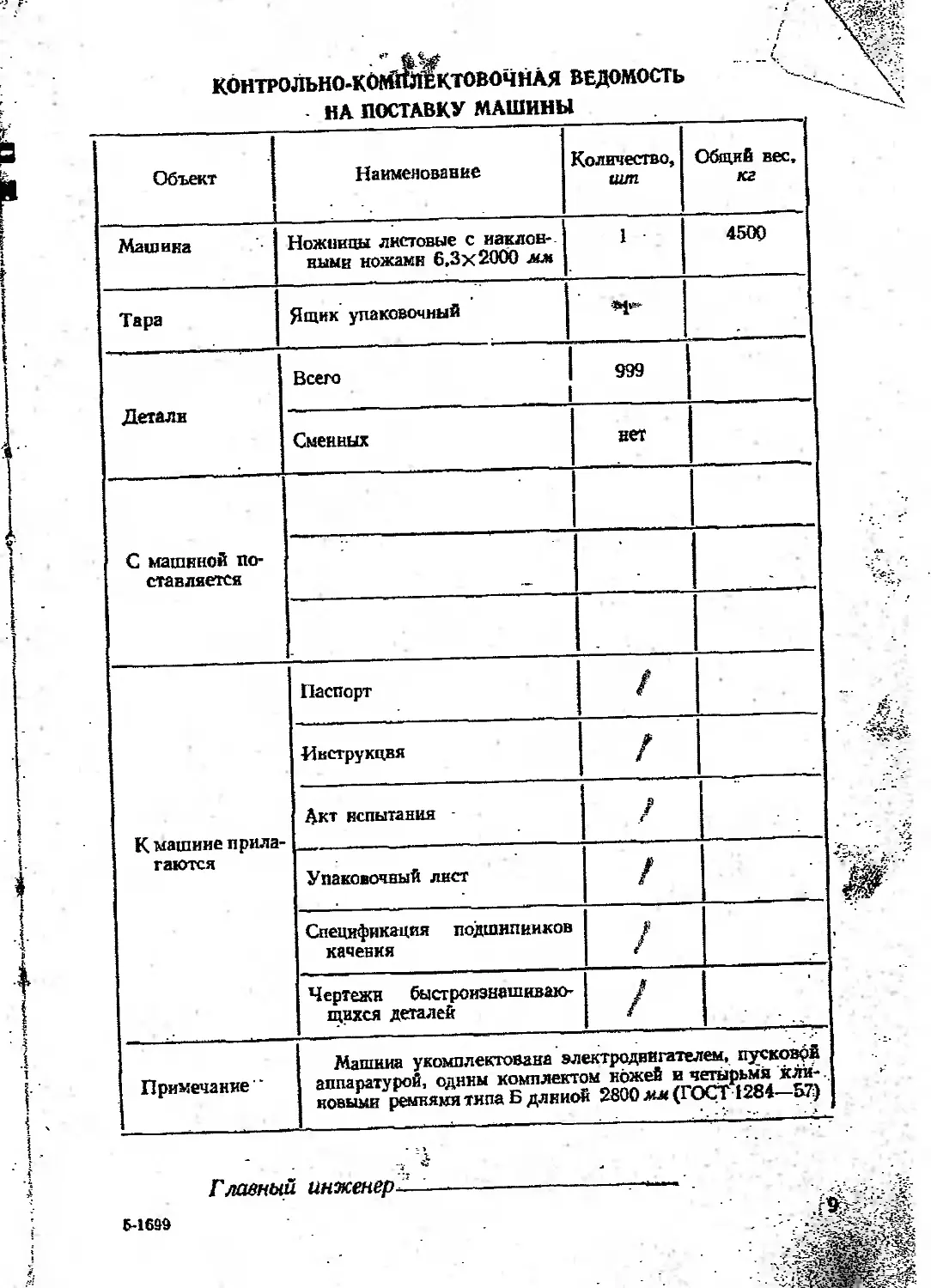
Машина Ножницы листовые с наклон- ными ножами 6,3x2000 мм 1 4500
Тара Ящик упаковочный
Детали Всего 999
Сменных нет
С машиной по- ставляется
-
К машине прила- гаются Паспорт /
Инструкция / '
Акт испытания / f
Упаковочный лист
Спецификация подшипников качения /
Чертежи бысгроизнашкваю- щихся деталей /
Примечание' ’ Машина укомплектована электродвигателем, пусковой аппаратурой, одним комплектом ножей и четырьмя хли-.. новыми ремнями типа Б длиной 2800 мм (ГОСТ 1284—57)
Главный инженер——---------—— .
5-1699
ИНСТРУКЦИЯ ПО МОНТАЖУ и ЭКСПЛУАТАЦИИ
НАЗНАЧЕНИЕ
Ножницы модели Н-475 (рис. 1) предназначены для прямой,
продольной и поперечной резки листов толщиной до 6,3 мм с пре-
делом прочности до 50кГ1мм2.
Поперечнай^езка производится за один ход ножа, а продоль-
ная при длине реза более 2000 мм рядом повторных резов с про-
движением листа вдоль стола.
Резка листа может производиться как по разметке, так и без
нее с помощью заднего упора, если ширина листа не превышает
1 м. При ширине листа более 2 м ширина отрезаемых полос мо-
жет быть ие более 300 мм (глубина вылета).
Кинематическая схема ножниц приведена на рис. 2.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА V-.
Наибольшие размеры разрезаемого материала
с пределом прочности 50 кГ/мм\ мм:
толщина ................’.............. 6,3
ширина . ............................ 2000
Число ходов верхнего ножа в минуту.......... 40
Ход верхйр-о ножа, мм ...................... 80
Угол наклона верхнего ножа (постоянный) ... 1'5'
Расстояние между стойками в свету, мм . 2250
Расстояние от кромки неподвижного ножа до
станины (вылет), мм,....................... 300
.Максимальная длина листа, отрезаемого с упо-
ром, жм. ...................................500
Рассгояиие от уровня пола до верхней кромки
неподвижного ножа, мм ................ . 800
Мощность электродвигателя, кет............... 7
Габариты вржииц в плане, мм.......... 2900X1970
Высота, мм .................. 2175
Вес, кг .................... 450Q
е устройство
Листовые поясницы состоят йз станины, привода и валов, шпо-
ночной муфты включения, тормоза, ножевой балки и прижима,
управления, заднего упора.
Станина — сварная из листовой стали. В передней ее части
укреплен болтами стол 4 (рис. 3), на котором установлены удли-
нители 3 с Т-образными пазами, служащими (в случае необхо-
димости) для удлинения стола. Угольник, 2 служит для упора'
разрезаемого листа.
;-йо '
008
Стол для регулировки зазора Между ножами 5 можно пере-
мещать болтами 7, предварительно отпустив болты 1 и 6, кото-
рые после регулировки требуется снова затянуть. При продоль-
ной резке направляющий угольник 2 снимается.
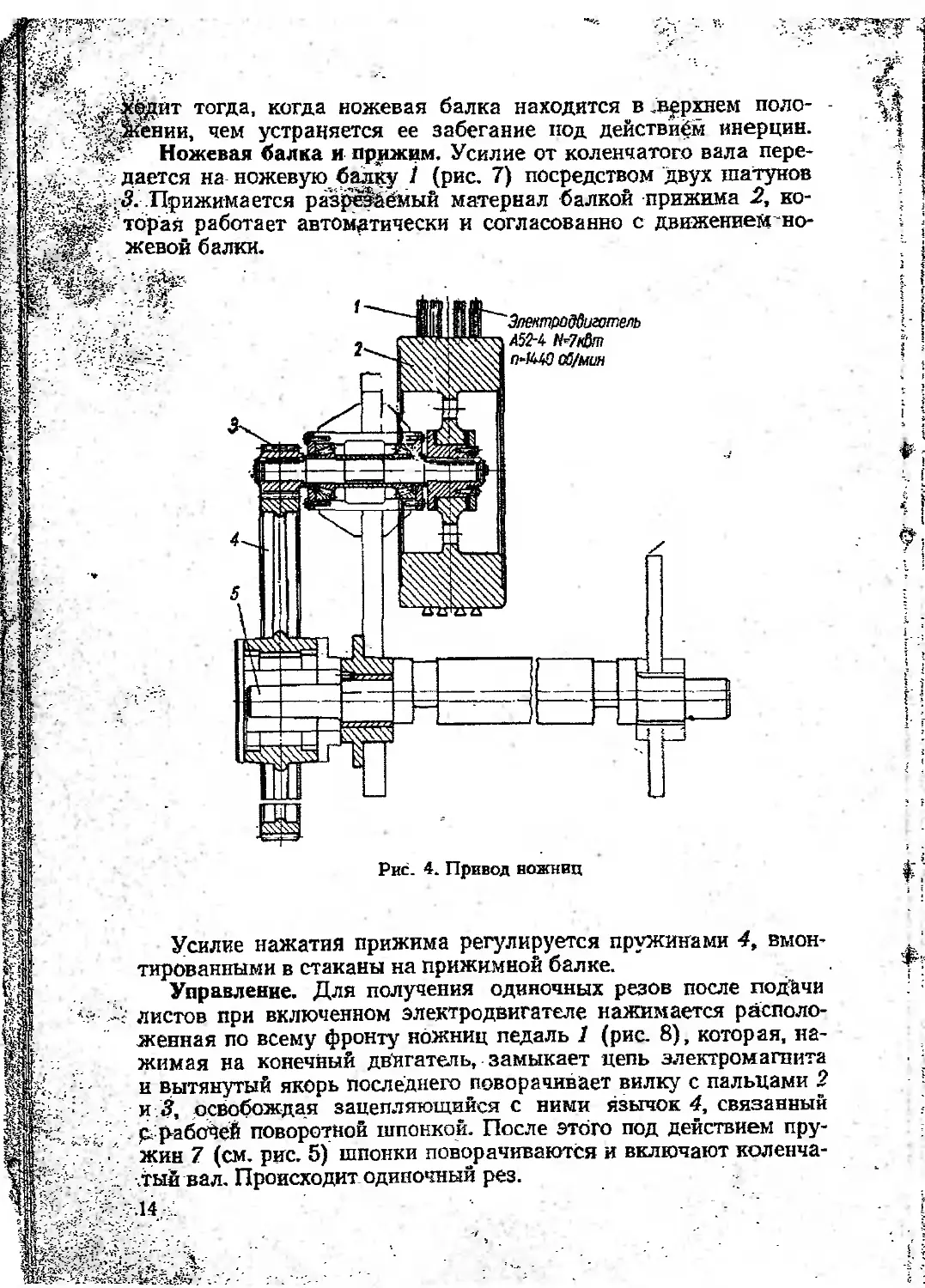
Привод и валы. Электродвигатель передает вращательное
движение через четыре клиновых ремня 1 (рис. 4) на маховик
2, через зубчатые колеса 3 и 4 на коленчатый вал 5. Промежу-
точный вал вращается в конических подшипниках. Коленчатый
вал вращается в подшипниках скольжения.
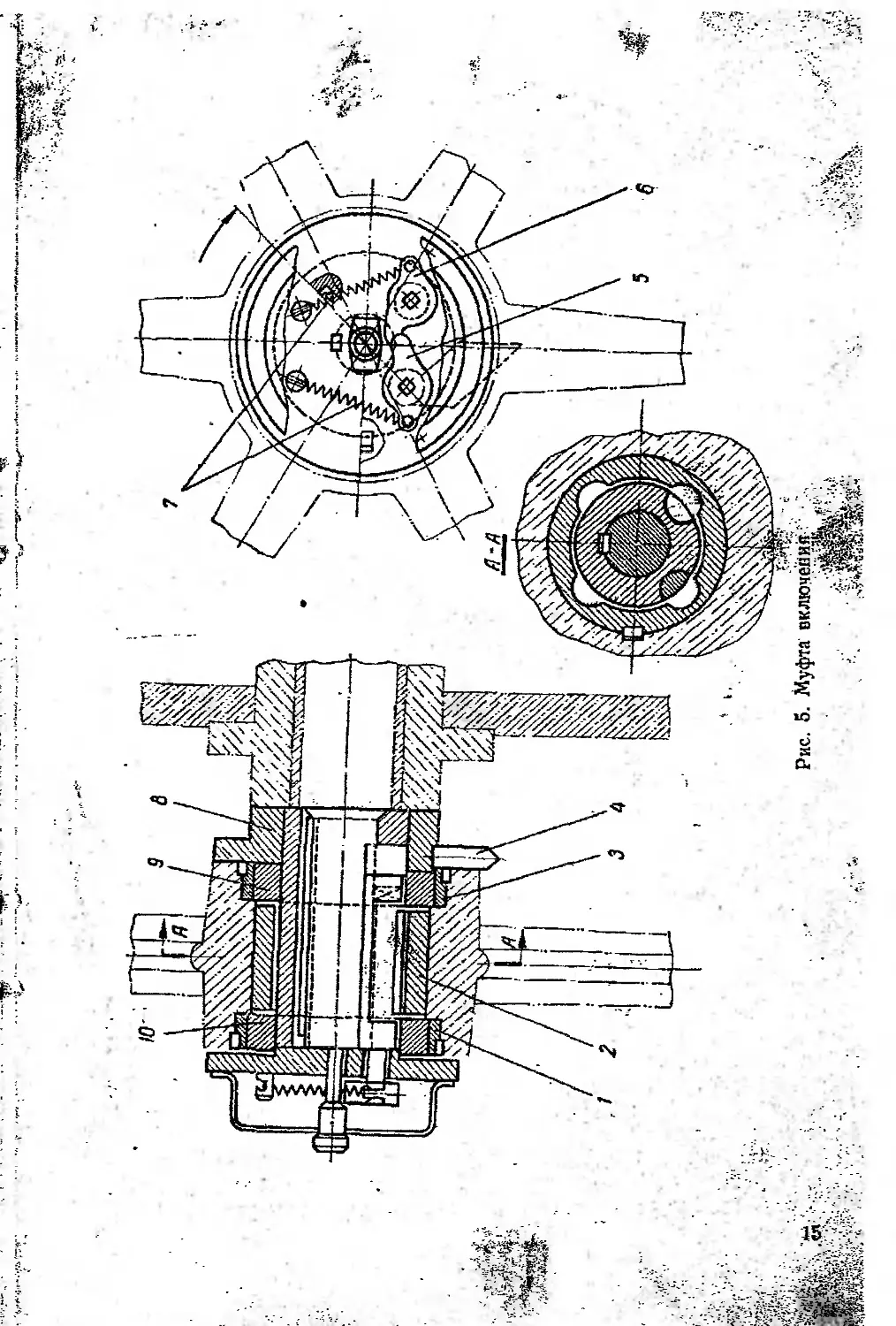
Муфта включения. На левом конце коленчатого вала в сту-
пице зубчатого колеса установлена шпоночная муфта включе-
ния. Втулки 1, 2, и 3 (рис. 5) неподвижно посажены в ступице
зубчатого колеса. Остальные детали соединены с валом. Пово-
ротные (рабочая и запорная) шпонки муфты включения вкл'ю-
.: чаются пружинами 7 и, поворачиваясь, захватываются полукруг-
лыми пазами втулки 2. Втулки 9 и 10, имеющие полукруглые па-
зы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным язы-
ком 4, который, ударяясь об одни из пальцев 2 или 3 (см. рйс. 8),
отключает шпонки, соединенные: между собой рычагами 5 и 6
(рис.. 5).
При включении и выключения шпонок угол поворота послед-
них ограничивается пазом ведущей;втулки 8.
Тормоз. На правом конце коленчатого вала насажен тормоз
периодического действия. Периодичность торможения осущест-
вляется за счет эксцентрического расположения шкива 2 (рис. 6)
, . ПО:отношению к оси коленчатого вала 1. Это торможение проис-
‘ б?.>
^Жещт тогда, когда ножевая балка находятся в верхнем поло-
жении, чем устраняется ее забегание под действием инерции.
5 - Ножевая балка и прижим. Усилие от коленчатого вала пере-
дается на ножевую балку / (рис. 7) посредством двух шатунов
3.Прижимается разрезаемый материал балкой прижима 2, ко-
торая работает автоматически и согласованно с движением но-
жевой балки.
Рис. 4. Привод ножниц
Усилие нажатия прижима регулируется пружинами 4, вмон-
тированными в стаканы на прижимной балке.
Управление. Для получения одиночных резов после подачи
< листов при включенном электродвигателе нажимается располо-
женная по всему фронту ножниц педаль 1 (рис. 8), которая, на-
жимая на конечный двигатель, замыкает цепь электромагнита
н вытянутый якорь последнего поворачивает вилку с пальцами 2
и 3, освобождая зацепляющийся с ними язычок 4, связанный
. ₽. рабочей поворотной шпонкой. После этого под действием пру-
жин 7 (см. рис. 5) шпонки поворачиваются и включают коленча-
тый вал. Происходит одиночный рез.
Для получения реза достаточно нажать педаль на одно мгно-
вение, ио и при длительной задержке педали повторного реза rie
произойдет, так как язычок 4 (рис. 8) будет задержан пальнем 2,
который при нажатии педали становится на место пальца 3.
Для получения повторного реза вначале нужно отпустить
педаль и нажать ее снова. Для получения непрерывных резов
Рис. 6. Тормоз
пальцы необходимо вывести из зацепления с язычком 4, укоро-
тив тягу 6 с помощью легко перестанавливающегося винта 7,
и переключатель управлении 5 установить против таблички «Не-
прерывные резы». В таком положении ножницы остаются до тех
пор, пока не потребуется осуществить одиночные резы.
Задний упор. Задний упор состоит из двух цилиндрических
реек / (рис. 9), на которых вращением маховика 2 передвига-
ются кронштейны 3. \
Передвигая кроннтдаивы по конусу 4, устанавливают упор-
ную динню 5 на необходимое расстояние от кромки ножа, чем
достигается мерная резй<ЛИСТ9 С помощью заднего упора.
.15
B69I-S 5
1
Рис. 8. Схема управления ножницами
ЭЛЕКТРООБОРУДОВАНИЕ
Ножницы имеют электрическое управление. Для подачи на-
пряжения служит вводный пакетный выключатель В В (рис. 10).
Использовать выключатель ВВ для прямого включения и выклю-
чения электродвигателя запрещается.
Запуск электродвигателя возможен только при установке пе-
реключателя управления ПУ в положение «Одиночные ходы»
(контакт 3—4). После этого нажатием на кнопку «Пуою.З/О'
включается электродвигатель с помощью магнитного пускателя
/К. Блок-контакт (3—5) магнитного пускателя 1К обеспечивает
дальнейшую работу электродвигателя при возврате кнопки
«Пуск» 2КУ в исходное положение, а также при перемене поло-
жения переключателя управления ПУ «Непрерывные ходы»
(контакт 15—13),
Включение ножниц на одиночные ходы можно производить
лишь после набора маховиком нужного числа оборотов нажа-
18
тием кнопки «Пуск» ЗКУ, расположенной на панели ниже пере-
ключателя управления, ножной педалью при помощи конечного
выключателя ВК, расположенного на боковой стойке ножниц,
или специальной переносной педалью, включаемой в штепсель-
ную розетку РШ.
Для работы ножниц на непрерывных ходах надо установить
при работающем электродвигателе переключатель ПУ в поло-
жение «Непрерывные ходы» и включить ходы нажатием на кноп-
ку «Пуск» ЗК.У или педали. Для выключения непрерывных ходов
достаточно установить переключатель управления в положение
«Одиночные ходы».
Остановка электродвигателя и аварийная остановка осущест-
вляются нажатием кнопки «Общий стоп» 2КУ.
Нагревательный элемент теплового реле РТ, служащего для
защиты электродвигателя от перегрузки, включен в силовую цепь
последовательно; нормально закрытый, контакт этого реле вклю-
чен в цепь катушки магнитного пускателя 1К. При перегрузке
тепловые элементы нагреваются и размыкают нормально закры-
тый контакт, отключая электродвигатель от сети. Повторный за-
пуск электродвигателя возможен только после остывания биме-
таллических пластин реле. Для повторного пуска необходимо
нажать кнопку «Возврат» теплового реле.
Так как реле помещено внутри запирающегося шкафа, пуск
электродвигателя после перегрузки возможен только электро
монтером, обслуживающим ножницы. Перед пуском необходимо
выяснить и устранить причины перегрузки.
Защита от внутренних повреждений электродвигателя осуще-
ствляется плавкими предохранителями Пр, защита от падения
напряжения — магнитным пускателем /Л.
На ножницах предусмотрено местное освещение напряжением
36 в. Включение и выключение освещения осуществляется вы-
ключателем ВО.
Цепи управления рассчитаны согласно требованиям техники
безопасности на напряжение 127 и 36 в. Для этой цели применя-
ется понижающий трансформатор Тр, имеющий две вторичных
обмотки 36 и 127 в.
Муфта включения ножниц работает лишь при вращении элек-
тродвигателя и привода в одну сторону (по стрелке, установлен-
ной на ограждении). При обратном вращении возможна поломка
муфты включения.
Для контроля направления вращения и скорости-вращения
на электродвигатель установлено реле контроля скорости РКС^
блокирующее схему управления ножниц.
На ножницах в экспортном тропическом исполнении
контроля скорости РКС не устанавливается. -
2* ’ ®
iUsaia.
Рис. 10. Принципиальная электрическая схема иожнвд:
1РТ. SPT—элемент к тепловому реле без кожуха (КРТ-1); РТ—тепловое - реле без ко-
жухд (PT-I); РКС.— реле— регулятор скорости (РКС):2Ку — квопотааяФтендия «Пуск»,
«Стоп» (КС-2-12); РШ — розетка штепсельная (Р1В-28-23); 270'—. лампа дсрийеввя (25 Мп,
36 а); . ВО-—выключатель освещения (ПВ1-16); П—педаль влеггричесКаЯ, (ПЭ-1);-1ВК—
конечный выключатель (ВК-411); SKV ~~ кнопка управления (КУ-1): Гр. — трансформатор
понижающий 380/127/36 в (ТБС-2-0.16);Э— алектромагнит однофазный усилием 16 к/'-яд
380 в (ЙИС-8100); РЭ — реле промежуточное.трехцепное (ЭП41/БЗб,катушка. 36»:-Л —
пускатель магнитный (ПМЕ-2П. катушка 127.а);. 2Пр — предохранителя ^Плавкие ца'15 а.
вставка -ва 6 a (ПР-1М); 1Пр — предохранители плавкие ва-вСгЛ.?встаВка',- ЗВ Л {ПР>-2),;
ЛУ — переключатель управлеаия (ПУ-031); ВВ -- выключатёЛь вводИой' (ПВЗ-25)
П р в меч а в к е. При напряжении сети 220 в следующая аппаратура/йзайняет фор-
му заказа: плавкие вставки на 60 а к предохранителю Пр-2; катушкв- алектромагвитз
220 а; первичное напряжение трансформатора ТБ-0.4 — 220 я. ;
МОНТАЖ
А.'
т----
260
2160
2900
. Ножницы поставляются в собранном виде и дополнительной
сборки не требуют. Прежде чем установить ножницы на фунда-
мент, необходимо удалить с обработанных поверхностей анти-
коррозионное покрытие, промыв их чистым керосином. Во избе-
жание повреждения окраски необходимо соблюдать меры пре-
досторожности и не допускать попадания керосина на окрашен-
ные части машины. При промывке нужно тщательно очистить все
Рис. II. Установочный чертеж
уступы, резьбы и малодоступные места. При этом нельзя поль-
зоваться металлическими предметами и наждачной бумагой.
После удаления антикоррозионного покрытия нужно прочис-
тить все смазочные отверстия, промытые части протереть кон-
цами?
' Перед окончательной «заливкой фундамента при затянутых
до .отказа болтах проверить положение ножниц по уровню, уста-
новленному на столе.
Допускается отклонение уровня в продольном и поперечном
направлениях не более 0,2 мм на 500 мм длины.
При установке ножницы должны быть надежно заземлены
(подключены к общей системе заземления).
Перед включением электродвигателя проверить, все ли дви-
жущиеся части перемещаются свободно. Для этого маховик иуж-
22
5
'I
по поворачивать от руки в направлении, указанном стрелкой, до
тех пор, пока коленчатый вал повернется на 360°.
При первом выключении электродвигателя проверить направ-
ление вращения зубчатого колеса (указано красной стрелкой на
его кожухе).
Гщрину затмения фундамента Нде/ктьЬзо&исимости от грунта, но не менее 800мм
Рис. 12. Фундамент
Установочный чертеж и чертеж фундамента ножниц приве-
дены на рис. 11 и 12.
** СМАЗКА . .
Основные трущиеся поверхности смазываются от ручной на- ;&
сосной станции через питатели (см. руководство по монтажу и
эксплуатации насоса). Через все установленные на ножницах .;
индивидуальные масленки смазка производится солидолом .рри ^
помощи ручных шприцев (рис. 13).
;< 23 Ж
Рис. 13. Карта смазки ножниц
Шестерни привода и подшипники смазываются путем закла-
дывания солидола соответственно в стаканы подшипников и на
зубья шестерен. Новые ножницы рекомендуется обильно сма-
зывать в течение первых 15 дней работы.
В процессе работы ножницы нужно смазывать так. чтобы
смазка выступала с боков мест расположения подшипников. Вы-
ступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверять состояние масленок и
маслопроводящих отверстий в деталях и обязательно их (прочи-
щать. Не реже одного раза в три месяца смазочные отверстия
промывать чистым керосином, -
Карта смазки яожяйц
Обозначение на рисунке Смазочный материал и режим смазки Смазываемые точке
с Солцдол марки сЛ> или «М> ГОСТ 1033—51, два — три раза в смену Опоры шеек коленчатого вала, оси шатунов, муфта-включе- ния, оси рычага, тормоза, кронштейн, оси пальцев
сг Солидол марки «Л» или <М> Зубчатая передача
ГОСТ 1033—51 с графитом, один—два раза в смену
м Машинное масло марки «С» Педаль
- ГОСТ 1707—51, один — два
\ раза в смену
НАЛАДКА РЕГУЛИРОВКА
В процессе эксплуатации ножниц регулировке и наладке мо-
гут подвергаться тормоз, муфта включения, ножевая балка,
прижим и зазор между ножами. Работу тормоза необходимо
периодически контролировать, регулируя натяжение пружины,
и не допускать загрязнения шкива тормоза. Периодически сле-
дует также проверять состояние поворотной шпонки муфты.
включения.
Зазоры в направляющих ножевой балки и прижима необхо-
димо регулярно проверять в соответствии с нормами точности
(см. раздел «Нормы точности»). Регулировка прижима сводится
к тому, чтобы путем поджатия пружин разрезаемый лист во вре-
мя реза был достаточно прижат к столу.
УСТАНОВКА НОЖЕЯ
Каждый верхний и нижний ножи состоят из четырех взаимо-
заменяемых частей. НоЖн Крепятся к ножевой балке и к столу
при помощи винтов.
При установке ножей необходимо между лезвиями выдержи- .
вать следующие зазоры:
Толщина разрезаемого листа, мм'. ....... 1,5—3 3—6,3
Зааор’между ножами при*резке стали с^пределом
прочности 50 кГ!мм\ мм ..................... 0.15 0,35
. 2$
. i
Регулировка зазора между ножами производится передви-
жением стола, , для чего необходимо отпустить-болты 1 и- 6 {см.
рис. 3), затем, вращая болт 7, постепенно передвигать стол. Пбс-
ле того как установлен необходимый зазор, болты 1 и 6 необхо-
димо затянуть.
ПУСК и остановка
Пуск ножниц осуществляется включением электродвигателя
пусковой кнопкой «Пуск.-». После того как маховнк «разовьет пол-
ную скорость, необходимо включить муфту, нажимая на педаль.
Останавливать электродвигатель при отладке ножниц на «Не-
прерывные резы» ие разрешается.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Так как движущиеся части ножниц представляют опасность
для лиц; работающих на них, на ножницах установлены ограж-
дения шестерен, тормоза, привода й ножей, без которых рабо-
тать не разрешается.
На ножницах имеется местное освещение.
При работе на ножницах нужно соблюдать следующие пра-
вила техники безопасности:
iU. При наладке и смене инструмента обязательно выключить
^'ОЙкетный выключатель на шкафу;
Чистка и обтирка ножниц на ходу не допускается.
ПРЕДОХРАНИТЕЛИ
Для предотвращения поломки ножниц при случайных пере-
грузках ступица маховика зажата между двумя фрикционными
кольцами, дающими возможность провернуться маховику.
ежедневный уход
Приступая к работе на ножницах, необходимо:
’ 1. Осмотреть ножницы, убрать посторонние предметы со сто-
ла ножниц, обтереть их от пыли и грязи.
2. Проверить надежность крепления ножей, а также соответ-
ствие величины зазора между ножами толщине разрезаемого ма-
териала.
3. Проверить поступление ’Смазки на все трущиеся части и
поверхности.
4. Запрещается работать с затупившимися и сильно выкро-
шенными ножами.
5. Запрещается регулировать расстояние между ножами при
включенном электродвигателе.
6. По окончании работы следует выключить электродвига-
тель, обтереть ножницы и смазать маслом все неокрашенные
Места.
26
НОРМЫ точности
Проверяется Метод проверки Допуск, мм
Зазор между поверхностями скольжения ножей балки и направляющими стой- ками Проверяется щупом не менее чем в трех местах по длине направляющей с каждой стороны 0,1—05
Биение маховика в ради- альном и осевом направ- лениях при его вращении Определяется индикатором величина биения маховика В радиальном на- правлении 0,1, в осевом—ОД
Зазор между поверхностями скольжения при^кима и направляющими Проверяется щупом по дли- не направляющих с каж- дой стороны о,1—о,з
Зазор между верхними и нижними ножами Провернется щупом по дли- не ножниц через каждые 200 мм 0,08-0,35
ВОЗМОЖНЫЕ НЕПОЛАДКИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Неполадки Причина Способ устранения
Затягивание листа меж- ду ножами Материал не прижимает- ся или прижимается с одного конца Тормоз не останавлива- ет коленчатый вал в верхнем положении Греются подшипники коренных шеек ко- ленчатого вала У выступившей смазки по бокам вкладышей шатунов заметны час- тицы бронзы Тугой ход вожевой илк прижимной балки Зазор между ножами не соответствует толщине разрезаемого листа Поломана или слабо на- тянута пружина Из.юшена лента ферро до или ослабла пру- жина Плохо пришабрены втул- ки, задиры на валу или втулках. Не по- ступает смазка Отсутствует смазка Направляющие слишком затянуты. Отсутствует смазка. Задиры Уменьшить зазор путем перемещения стола; отрегулировать зазор в СООТВЩСТВКИ с ин- . струкциё^З Сменить или подтянуть пружину Сменить ленту ферродо, подтянуть или сменить пружину Прошлифовать иди1 за- .• чистить шейки йод.ен-1 чатого вала и йрЙ*' шабрить втулки. Про- верить поступление смазки Проверить поступление смазки Отпустить направляю- щие. Проверить по- ступление смазки. Ра- зобрать и пришабрить ножевую балку и на- правляющие
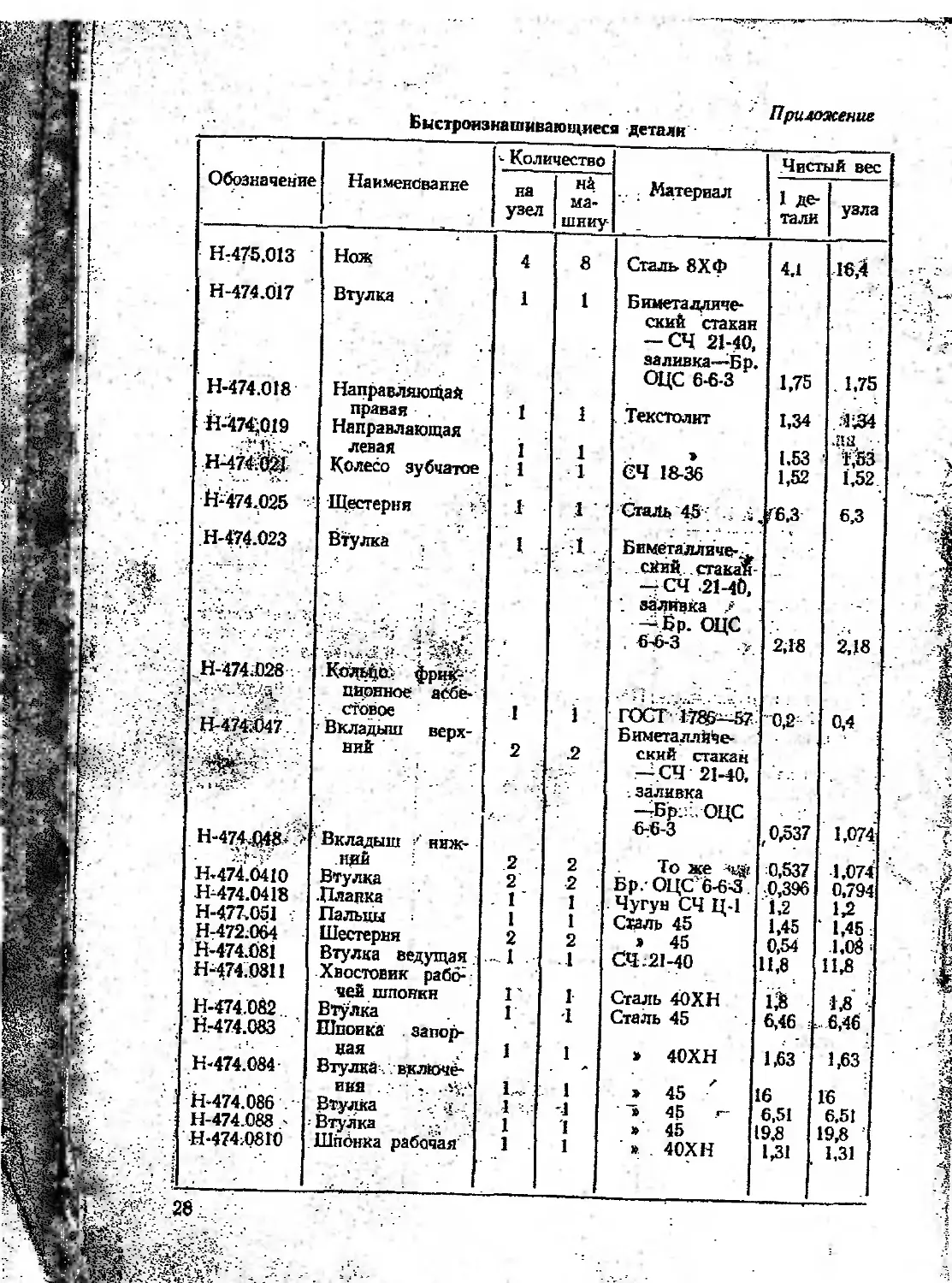
JH- ,;r KgBw ' Приложение шЯВМ Быстроизнашивающиеся детали
ВйЬЯ t 1 «ДЛЫ W-f |j№a яМИ "- £• ’/ИГ;j •' ‘1< ‘ ЙХ-W -: -^W- fe.f ' " . 4 .: * - .< 130' ' ; 4-ЙT?,:: ' " - :’ ' '• K^Br v ife .-. Iplglpb' В^яКсС Й^ЯЬЭ-'- №<<: " Обозначение Наименование - Количество . Материал Чистый вес ’ Л *4, 1 я р. V •Л« г.:^- •-И . 1 w I л
на узел нА ма- шину- 1 де- тали узла
Н-475.013 Н-474.017 Н-474.018 Н-474,019 Н-474$Ц Й-474.025 -- Н-474.023 "j*5 ::; ’•• 'i „Н-474.028 Н-474;4)47 . Н-474,.Д48л > №474.0410 №474.0418 №477.051 ; №472.064 №474.081 Н-474.081! Н-474.082 №474.083 №474.084 Н-474.086 . Н-474.088 ' Н-474.0810 Нож Втулка Направляющая правая . Направляющая левая Колесо зубчатое Шестерня . *Л Втулка , Кольцо:. фри^ '- цирнное асбе- стовое • Вкладыш верх- ний Вкладыш г’' НИЖ- НИЙ Втулка .Планка Пальцы Шестерня Втулка ведущая Хвостовик рабо- чей шпонки Втулка Шпонка . запор- ная Втулка включе- ния • . ^;л Втулка .‘<>£т • Втулка -Л- Шпонка рабочая' 4 1 1 I 1 1 1 - 1 2 2 . 2 1 1 2 ...Л . Г 1 1 U 1 1 1 8 1 1 . 1 1 1 1 .2 2 . 2 I 1 2 1 1 •1 1 1 1 1 1 Сталь 8ХФ Биметалличе- ский стакан — СЧ 21-40, заливка—Бр. ОЦС 6-6-3 . Текстолит ЁЧ 18-36 СтаЛь 45 - '-i .i, Бимёталличе№ . сИий стакан- -? СЧ 21-40, ' заливка / — Бр. ОЦС . 646-3 у ГССТ'Ш^-®' Биметалличе- ский стакан — СЧ 21-40, . заливка —Бр;. ОЦС 6:6-3 То же -«bgi Бр/ ОЦС 6-6-3. . Чугун СЧ Ц-1 Сталь 45 » 45 СЧ;21-40 Сталь 40ХН Сталь 45 » 40ХН » 45 45 » 45 ’ » . 40ХН 4.1 1,75 1,34 1.53 1,52 Г6.3 2,18 0,2 ' ,0^37 0,537 0,396 1,2 1,45 0,54 11,8 1$ 6,46 163 16 6,51 19,8 1,31 16,4 . 1.75 Яда .па »Эз 1,52 6,3 2Л8 0,4 1,074 1,074 0,794 15 ‘ 1,45 1.08 11,8 f 1,8 •• .6,46 1,63 16 6.51 19,8 1,31
? ’*- ’• г ' 28 • . "'
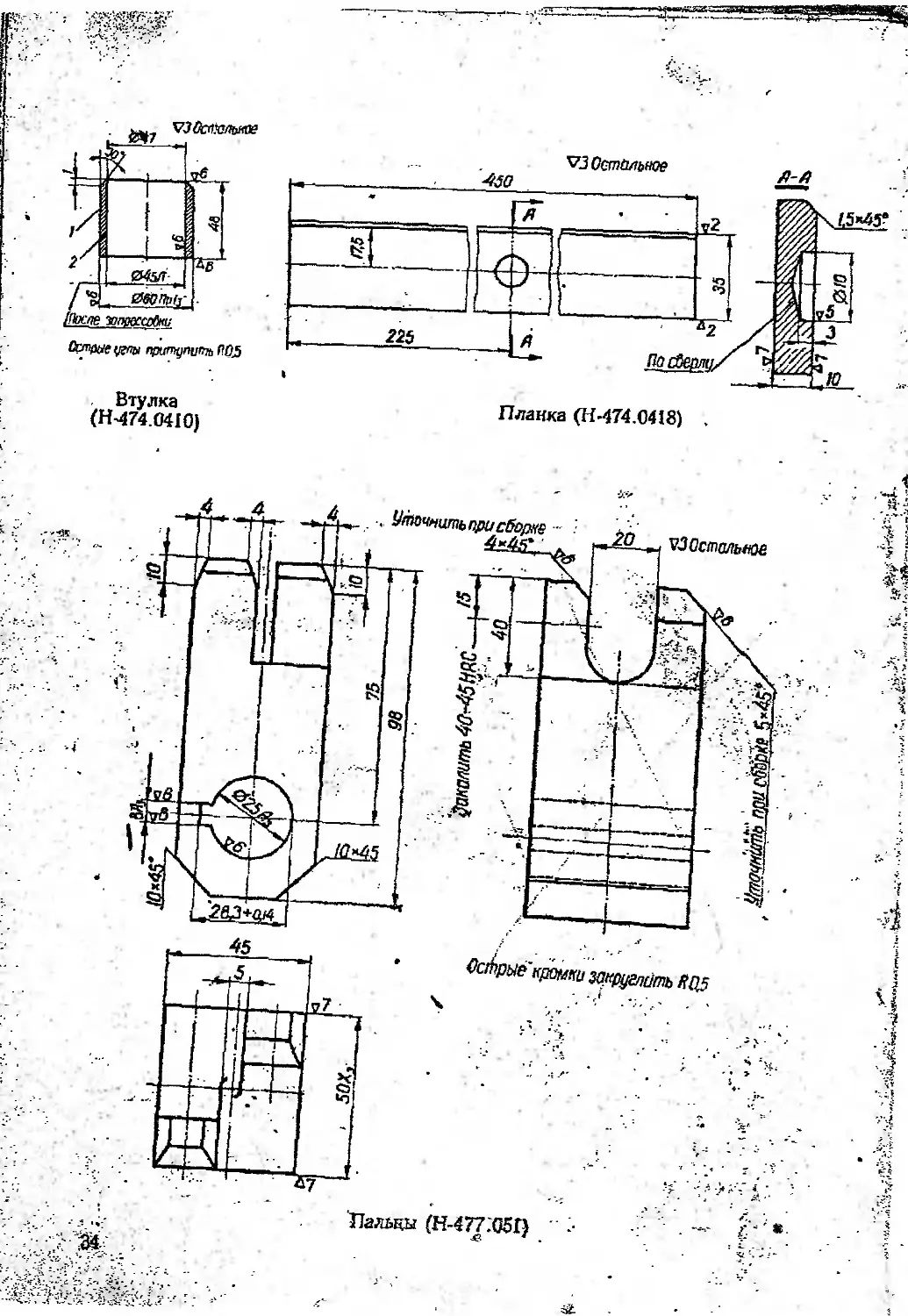
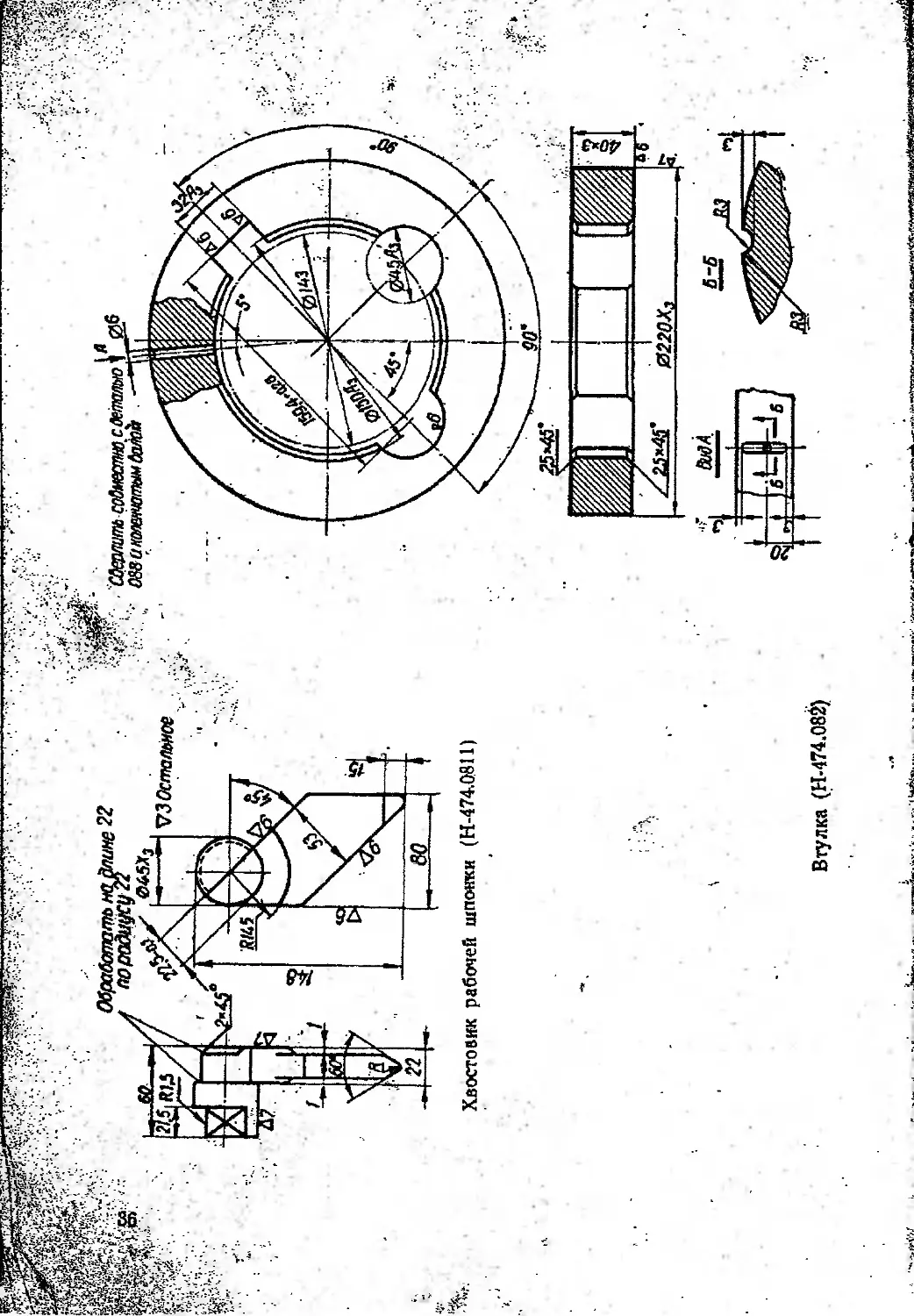
ЧЕРТЕЖИ БЫСТРОЙЗНАШИЬАЮЩИХСЯ ДЕТАЛЕЙ
::;л' 60Ct
V3 остальное
35- '
VJ остальное
Пришабрит) ори сборке
Направляющая правая
(Н-474.018)
Направляющая левая
(Н-474.019)
я? .
^отверстия Мб глубиной /5
сверлить и нарезать пои
сворнее деталью 085
SO
<*• Остальное
Я~Д
/оо
Б-Б
sz.
Число дубье»
2
Модуль • .
т
Угол зацепления
f
Коэффициент высоты зуба .
Длина общей нормали ,
Z
Класе точности . .
Зацепляется с деталью . . 025
. Колесо зубчатое (Н-474.021) ,,
' J,B.k
180-ОЛ
;Ж..
ivpfer
Xарахтеристика зубчатого колеса
‘«JC
«__^М
20»
332'49_otj]
III
Характеристике зубчатого колеса
Число зубьев X и™
Модуль < J т й"’"""
Угол зацепления ,...........: а Hr ;
Коэффициент смещения исходного хоятура ♦ , « 0,1876
Длина общей нормали ....... L 47.9J_0)I1 '
Класс точности 1 ~ 1 ." -ПТ'" ’
Зацепляется с деталью o?r
Шестерня (Н-474.(Й6)
Втулка (Н-474.023)
• . ...USi
Шестерня (Н-472.0^4)
Втулка ведущая (Н-474.081)
3*
-‘*L
Хвостовик рабочей шпонки (Н-474-.0811)
Втулка (Н-474.08Й)
Улучшить 220*250
. Втулка включения (Н-474.084)
Внешторгиздат, 1640У.
Харьковская тнпоофсетпая фабрика; Ззл&з №