/




















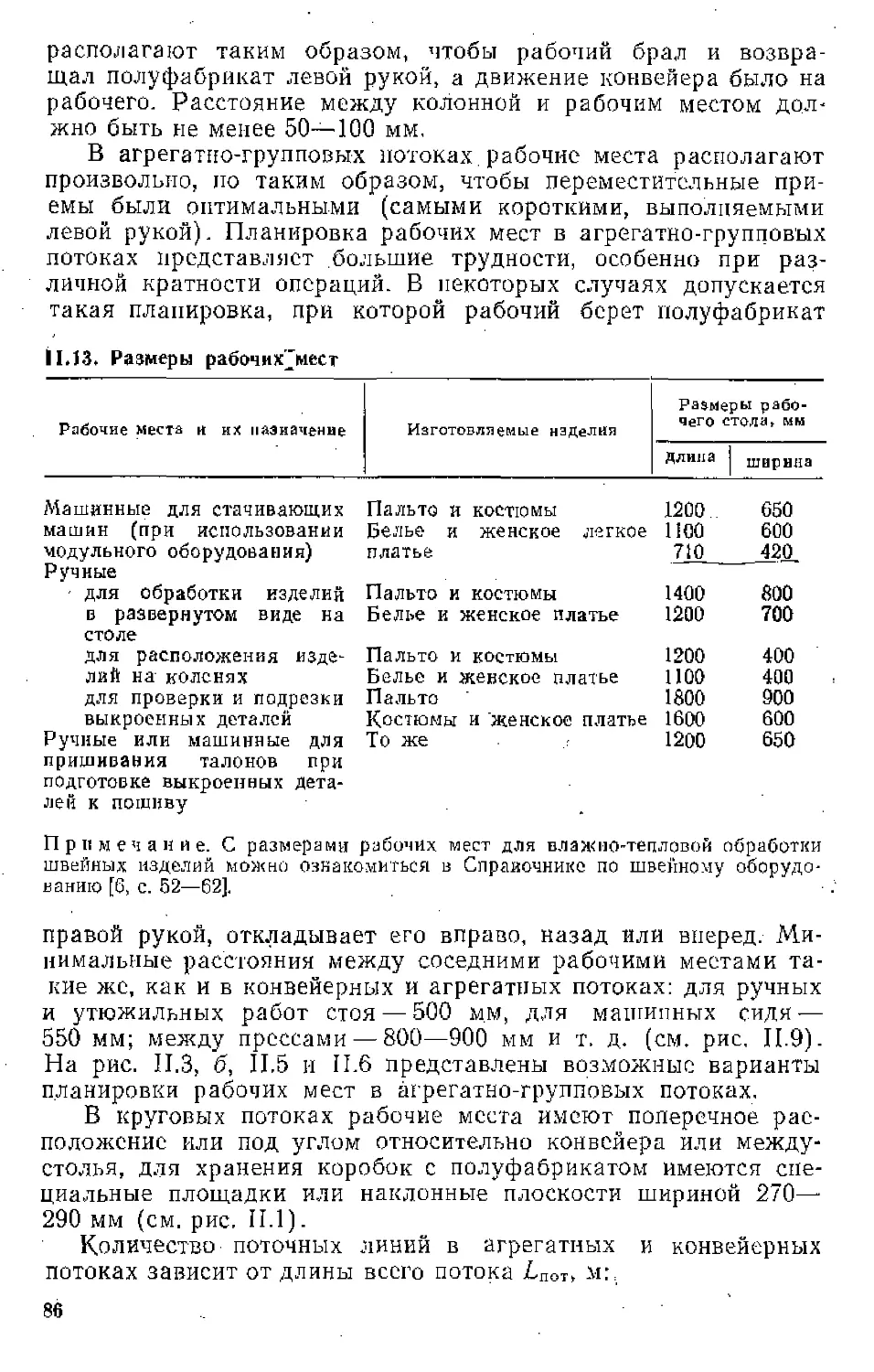




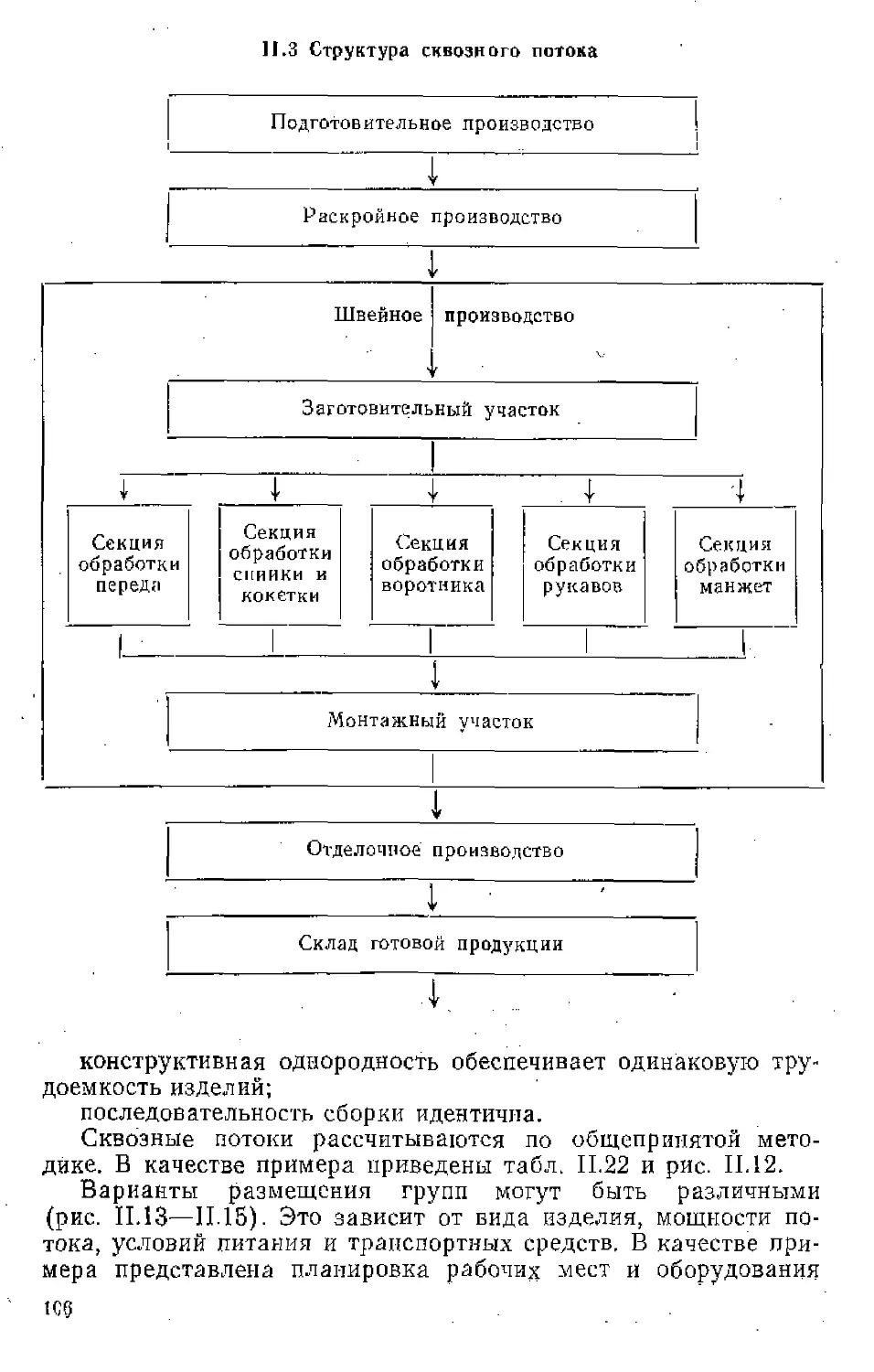











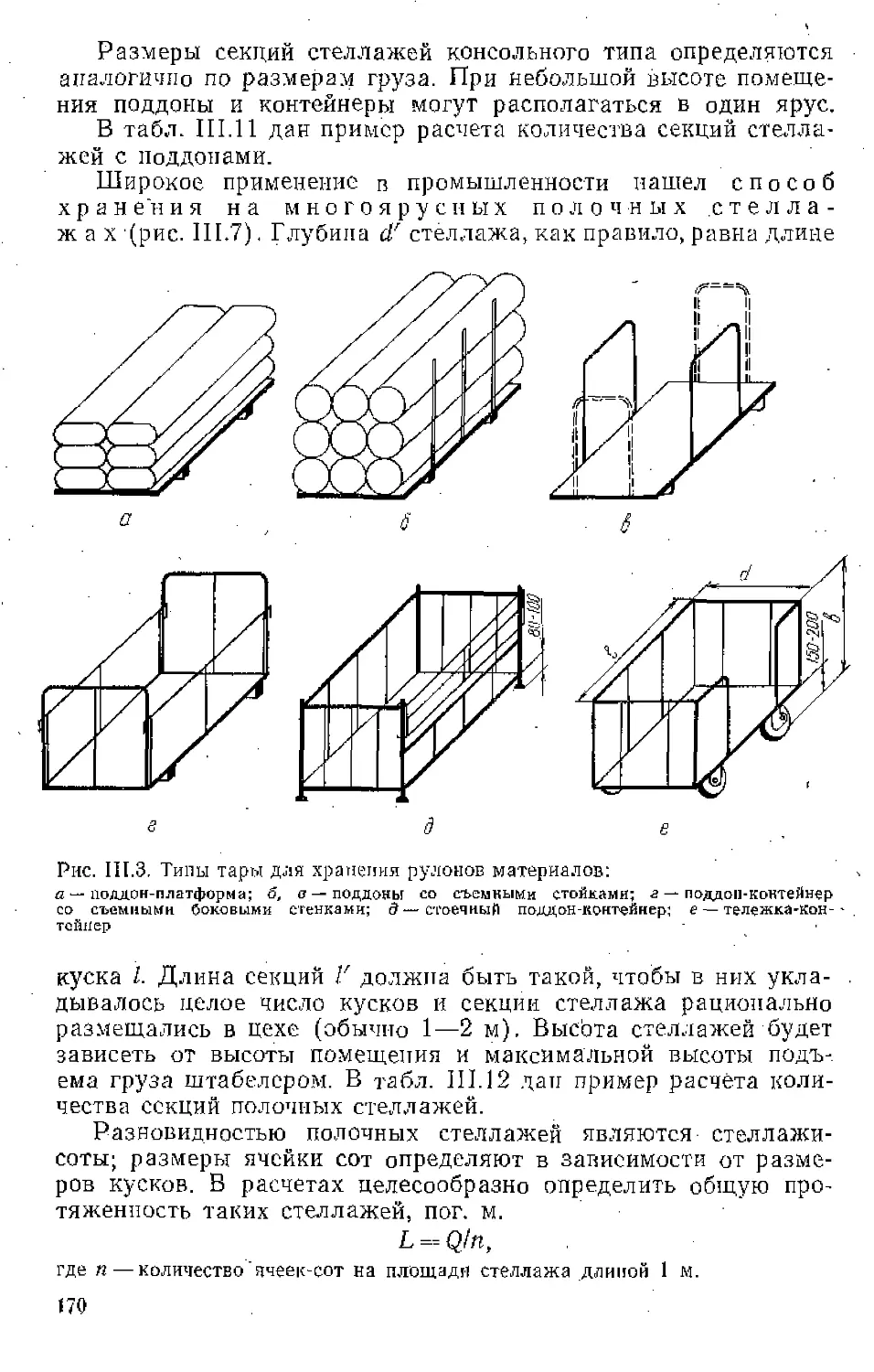

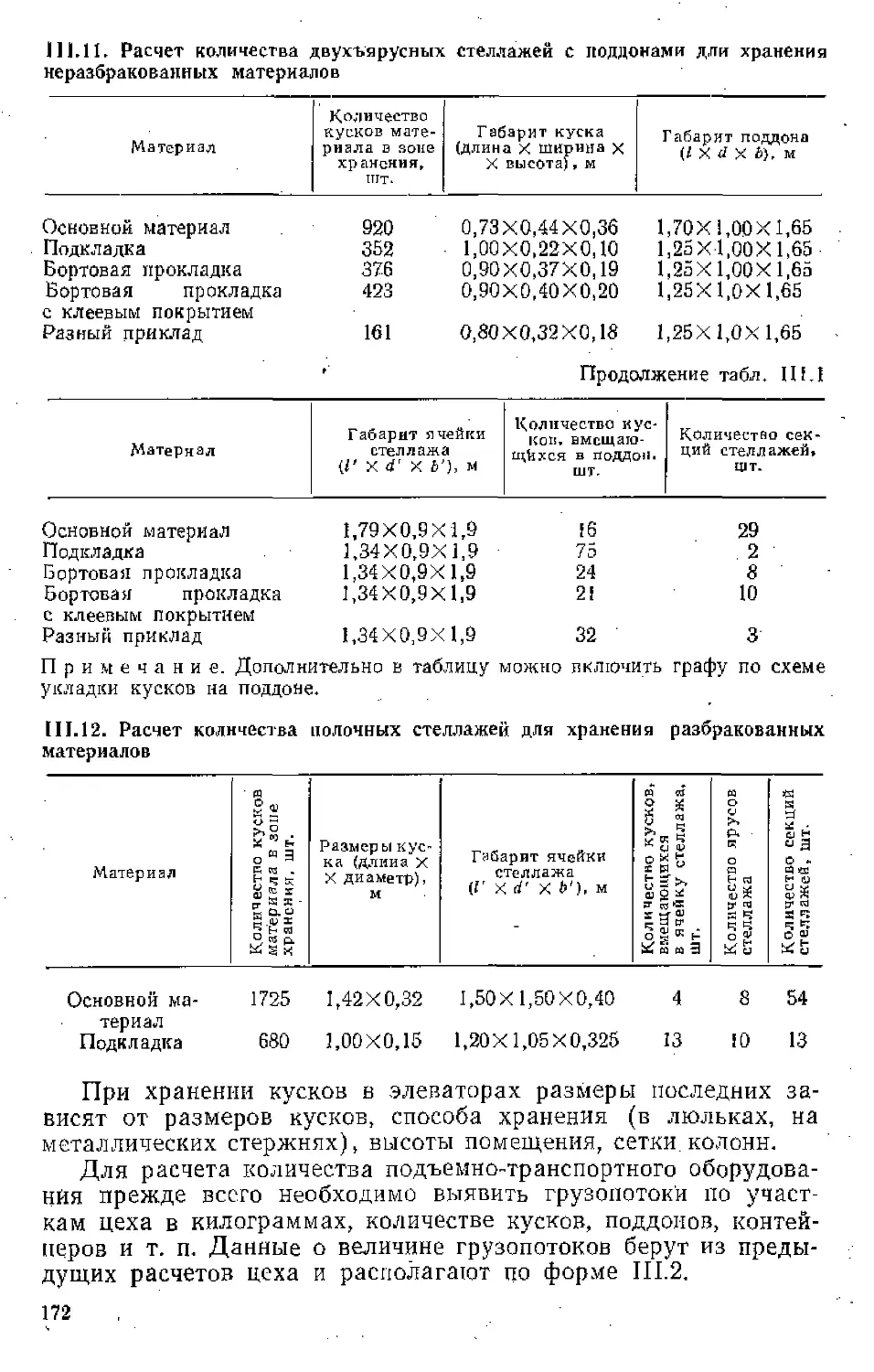
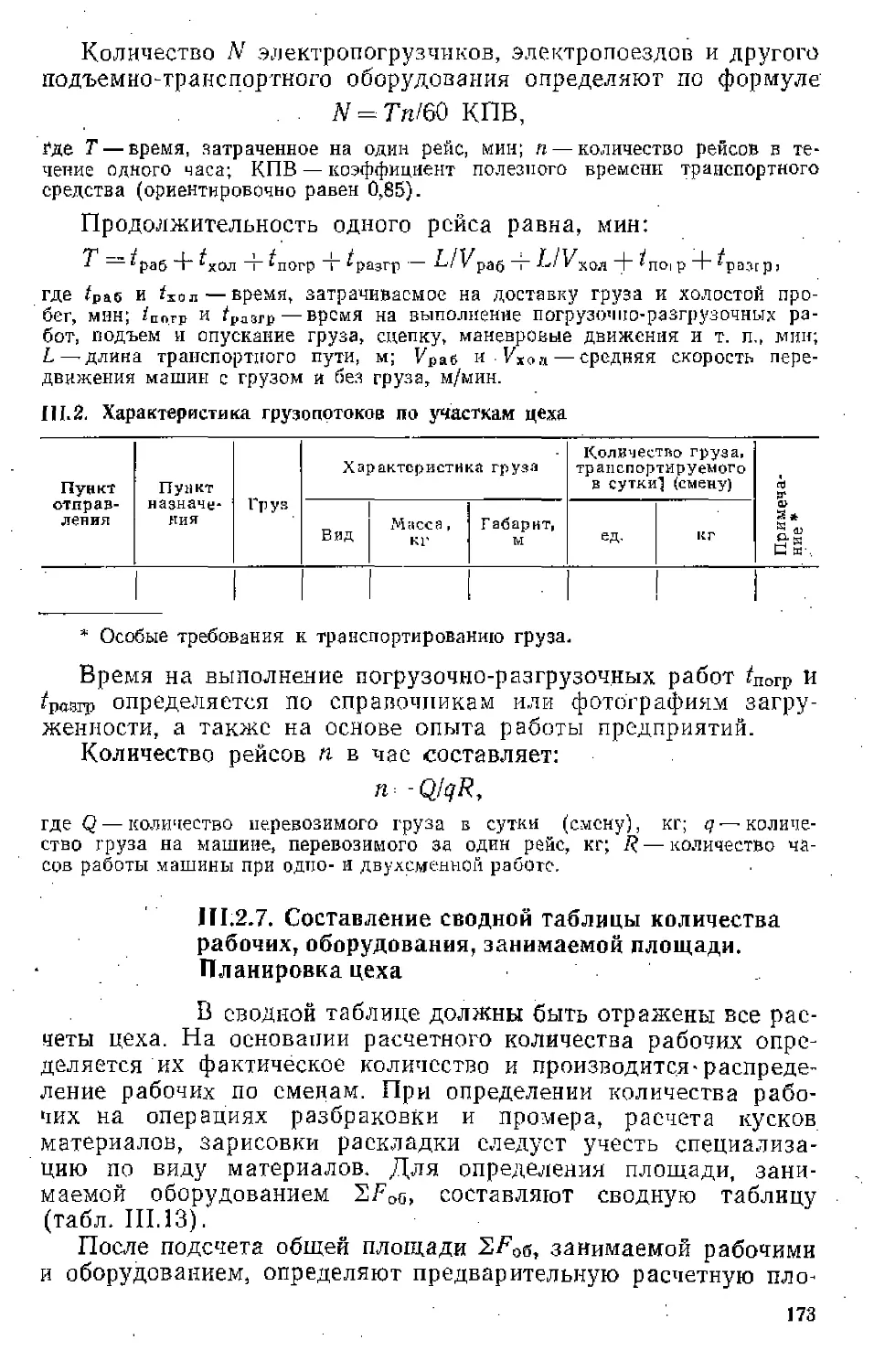
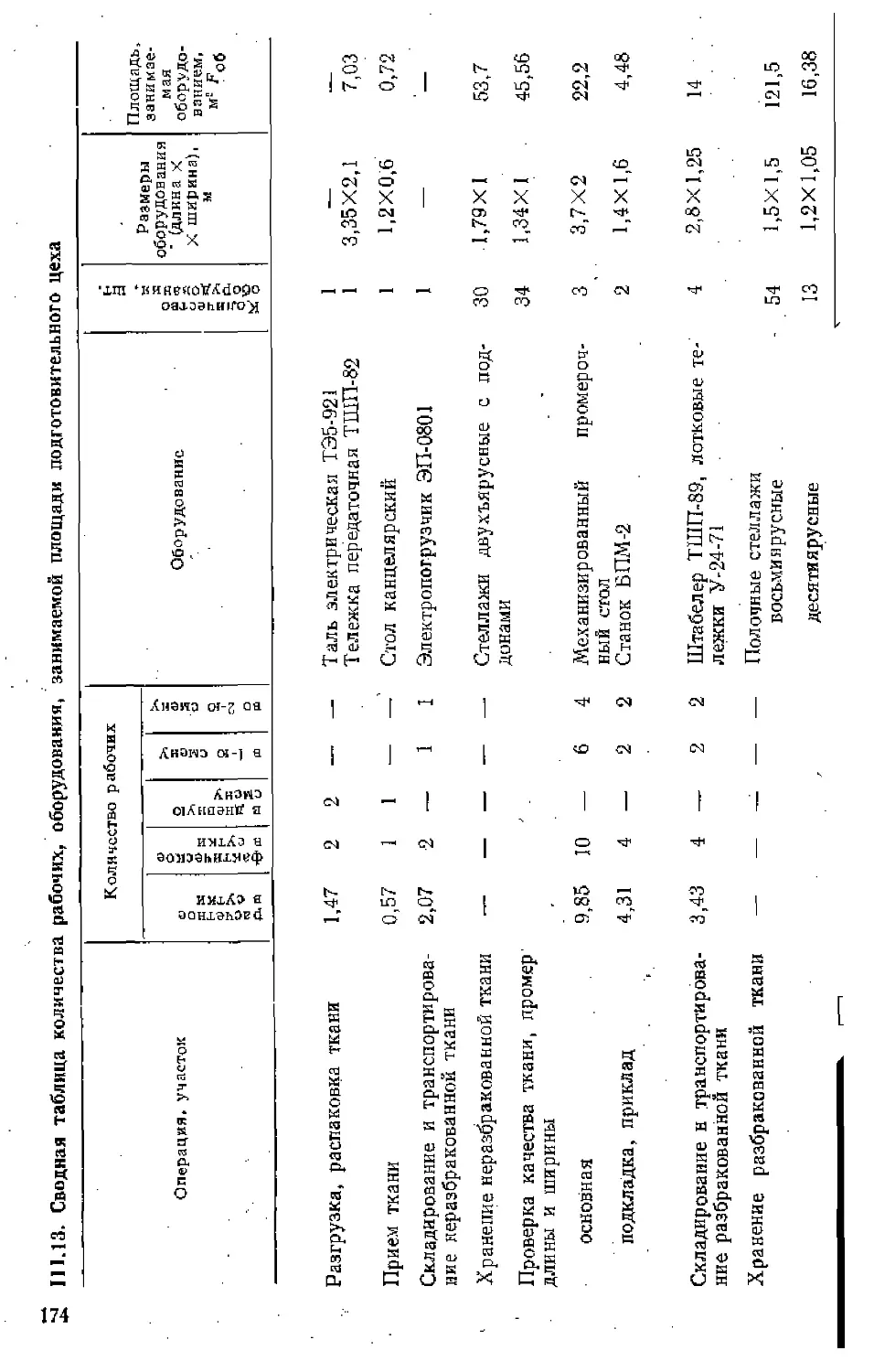

















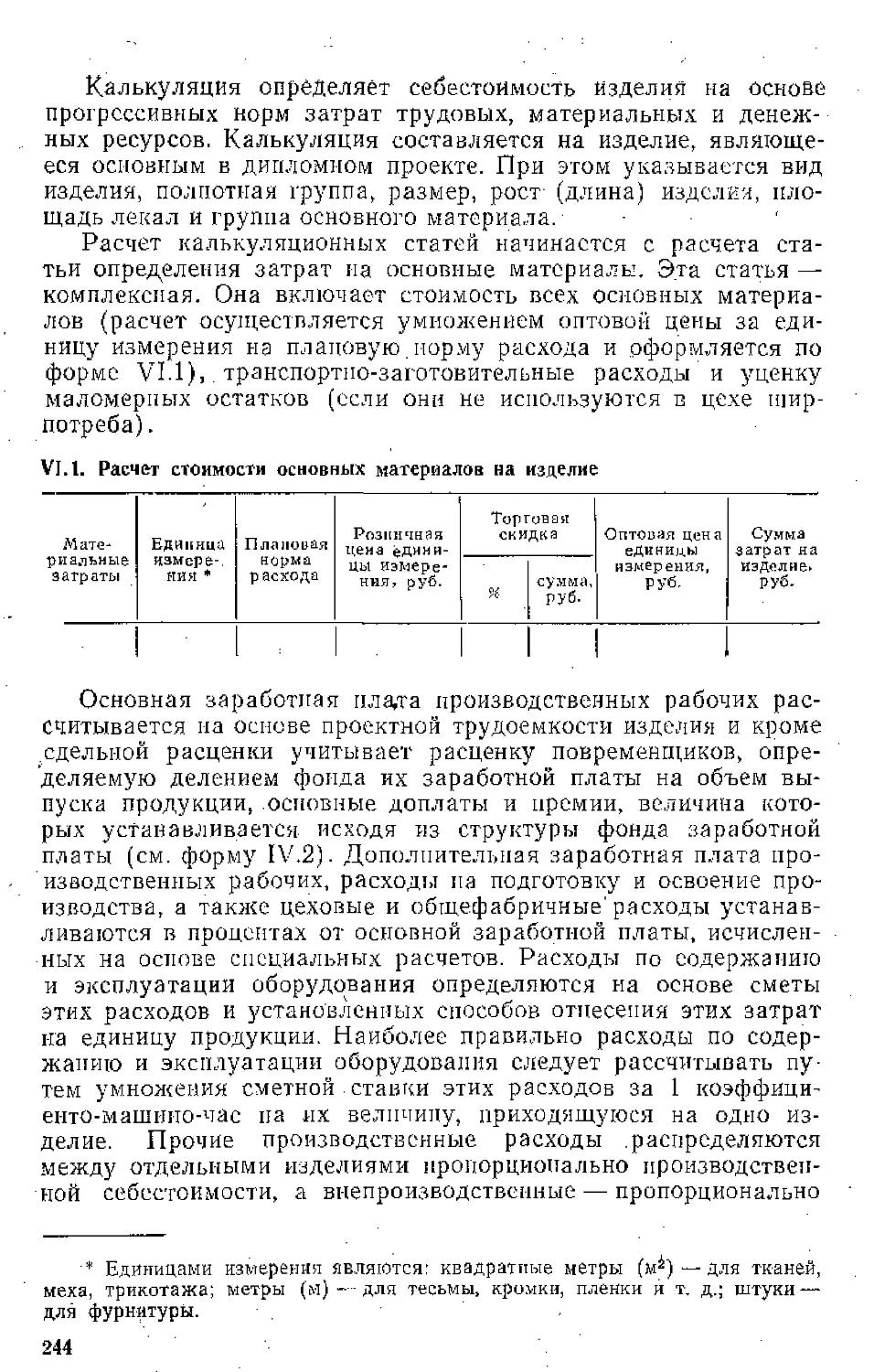
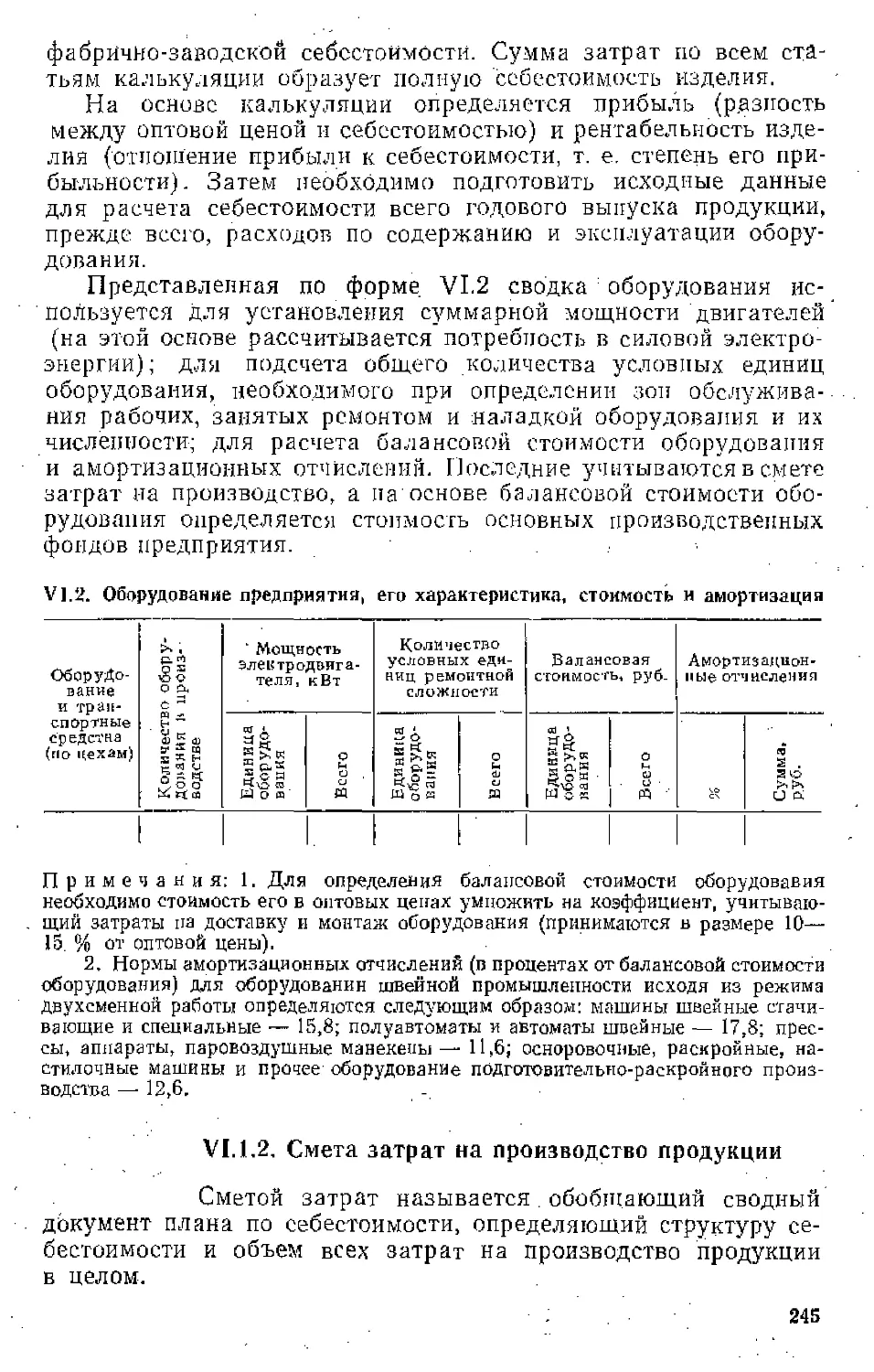
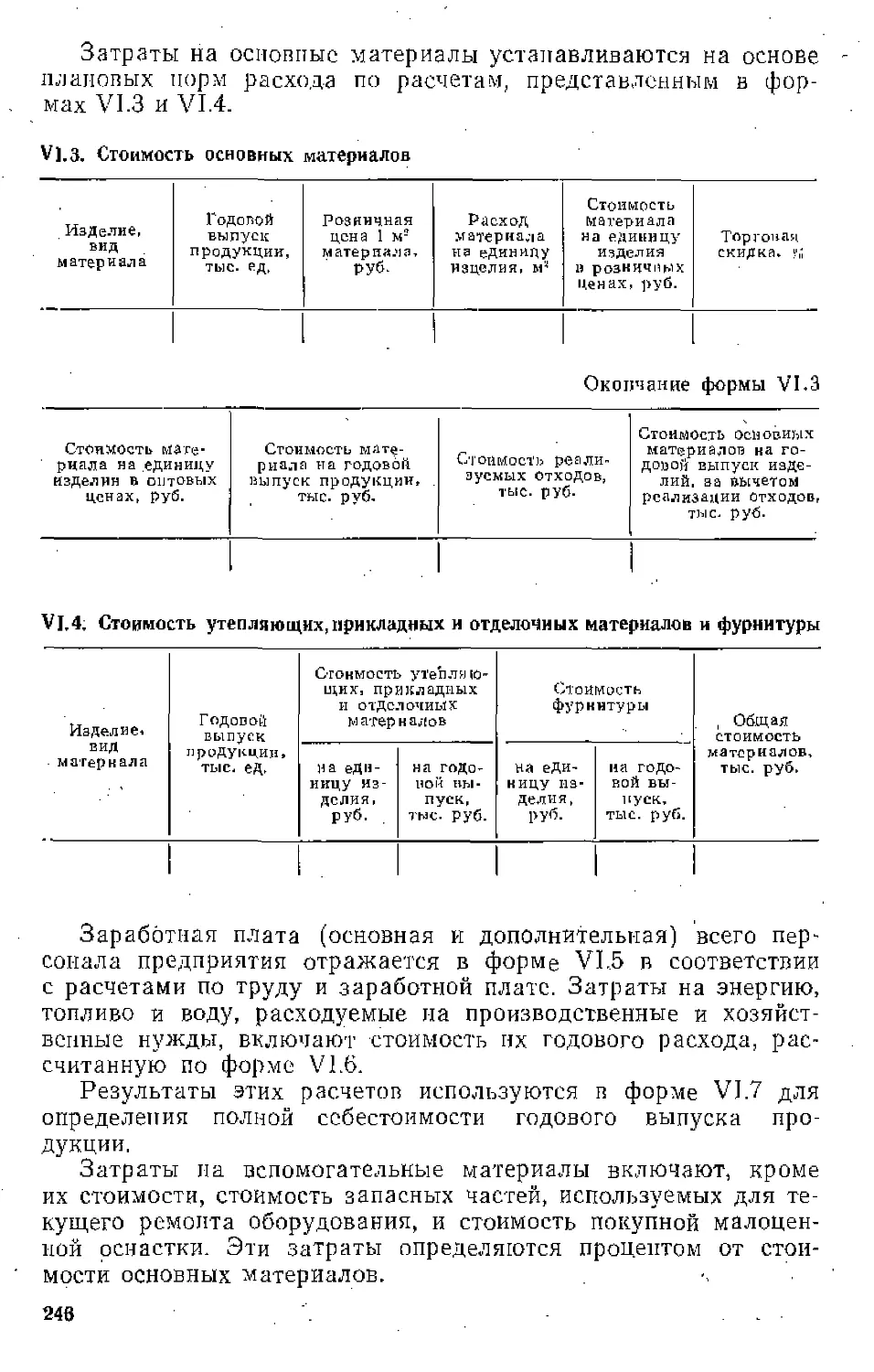
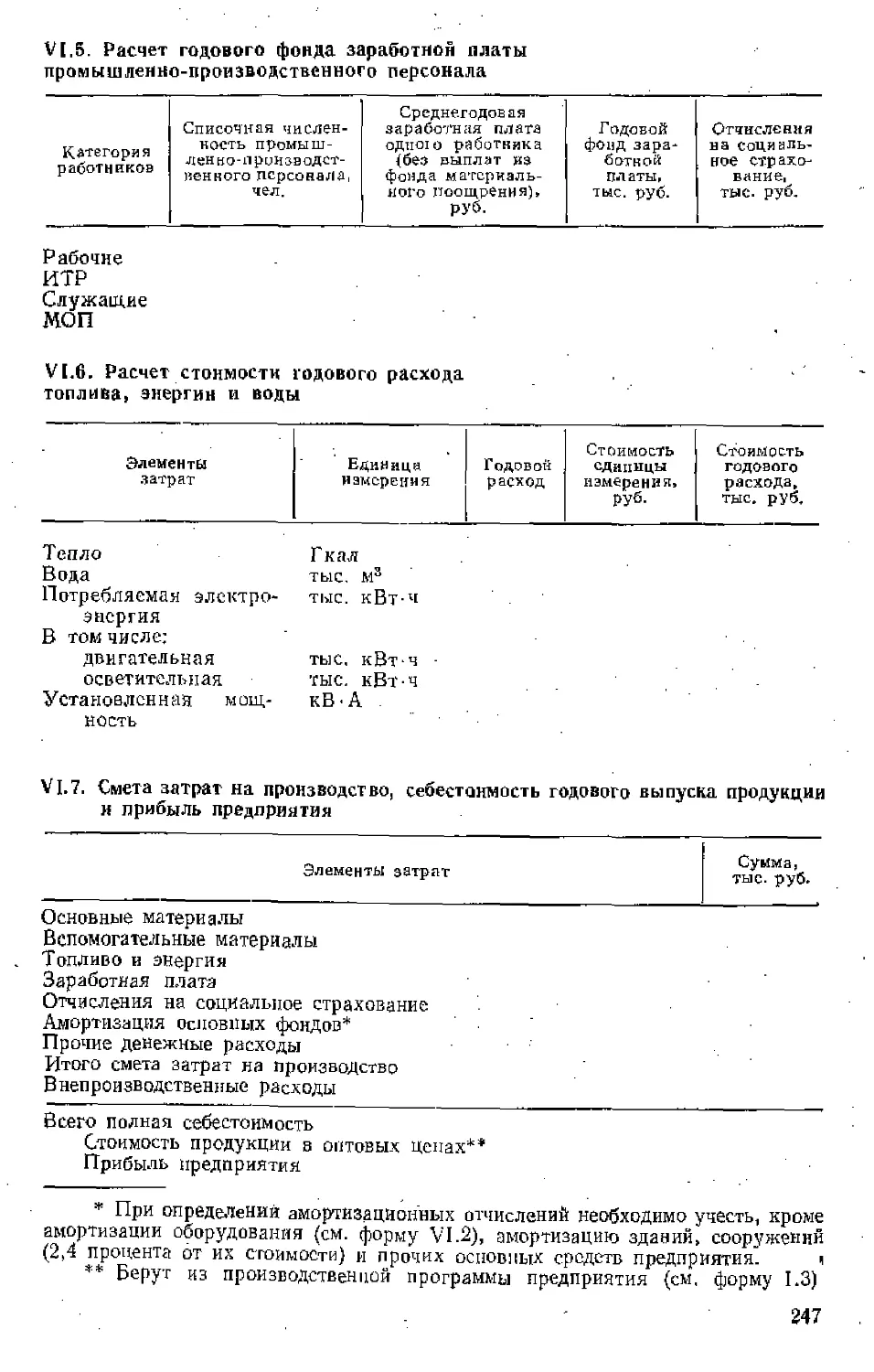





Текст
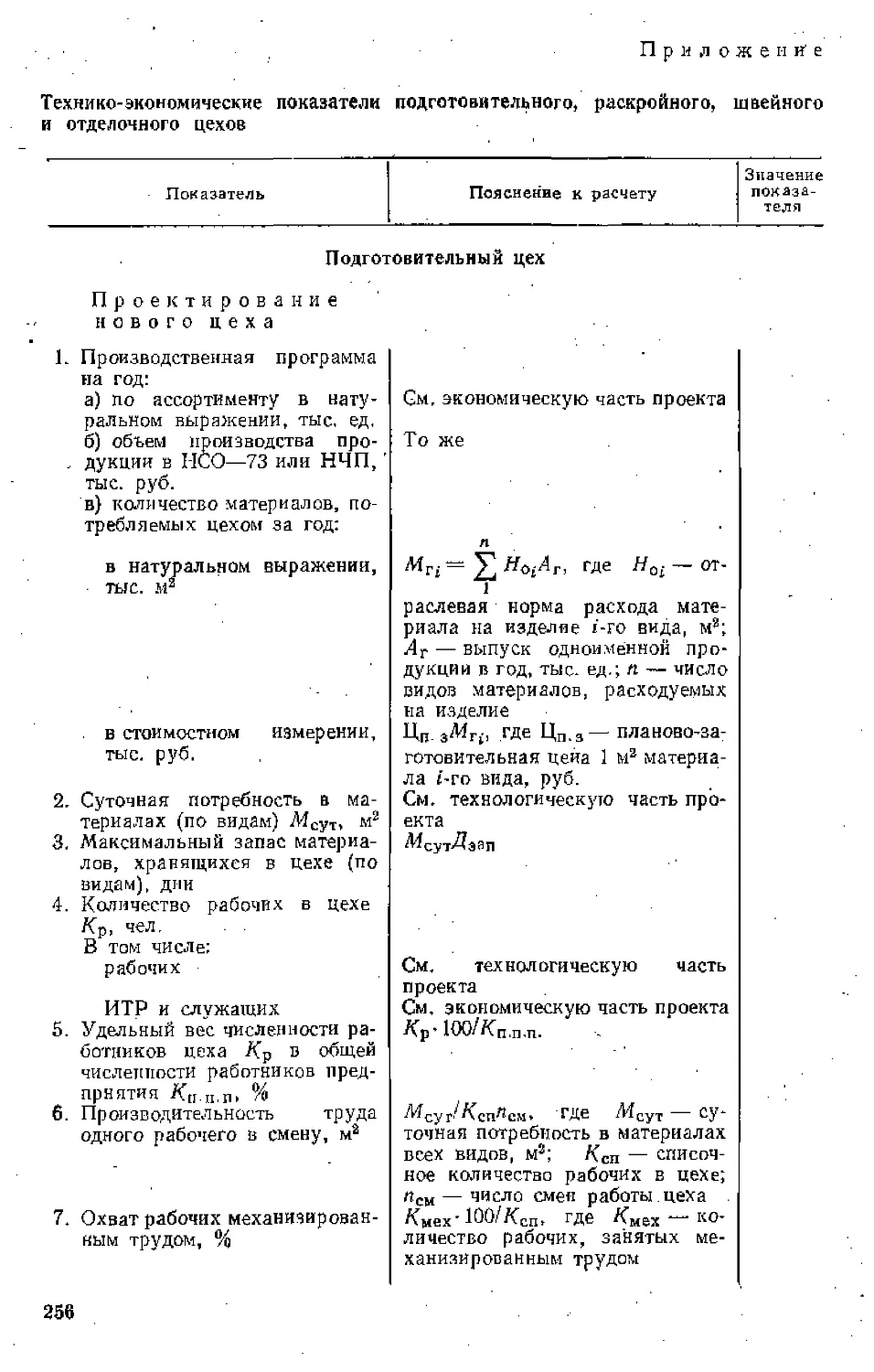
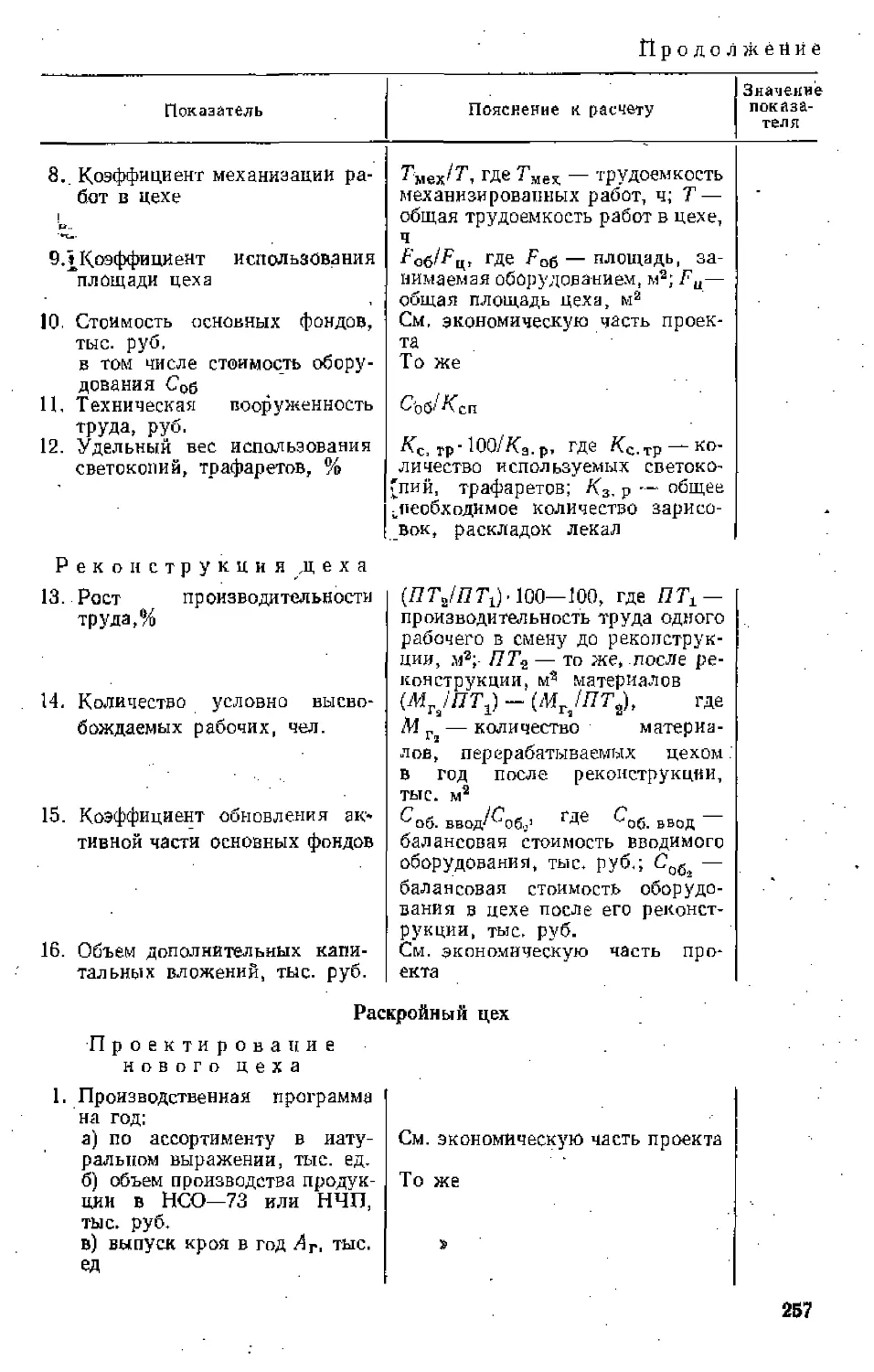
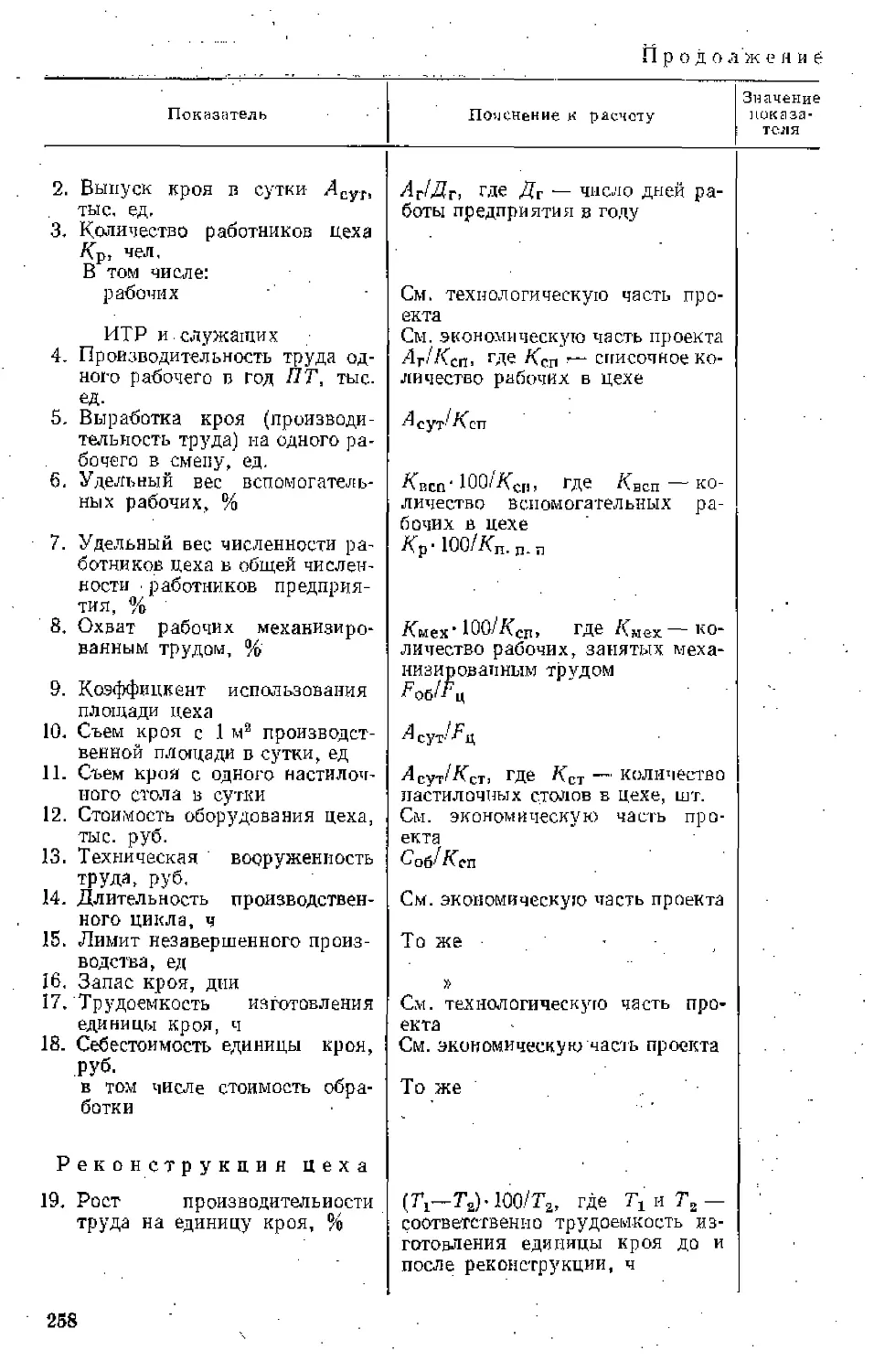
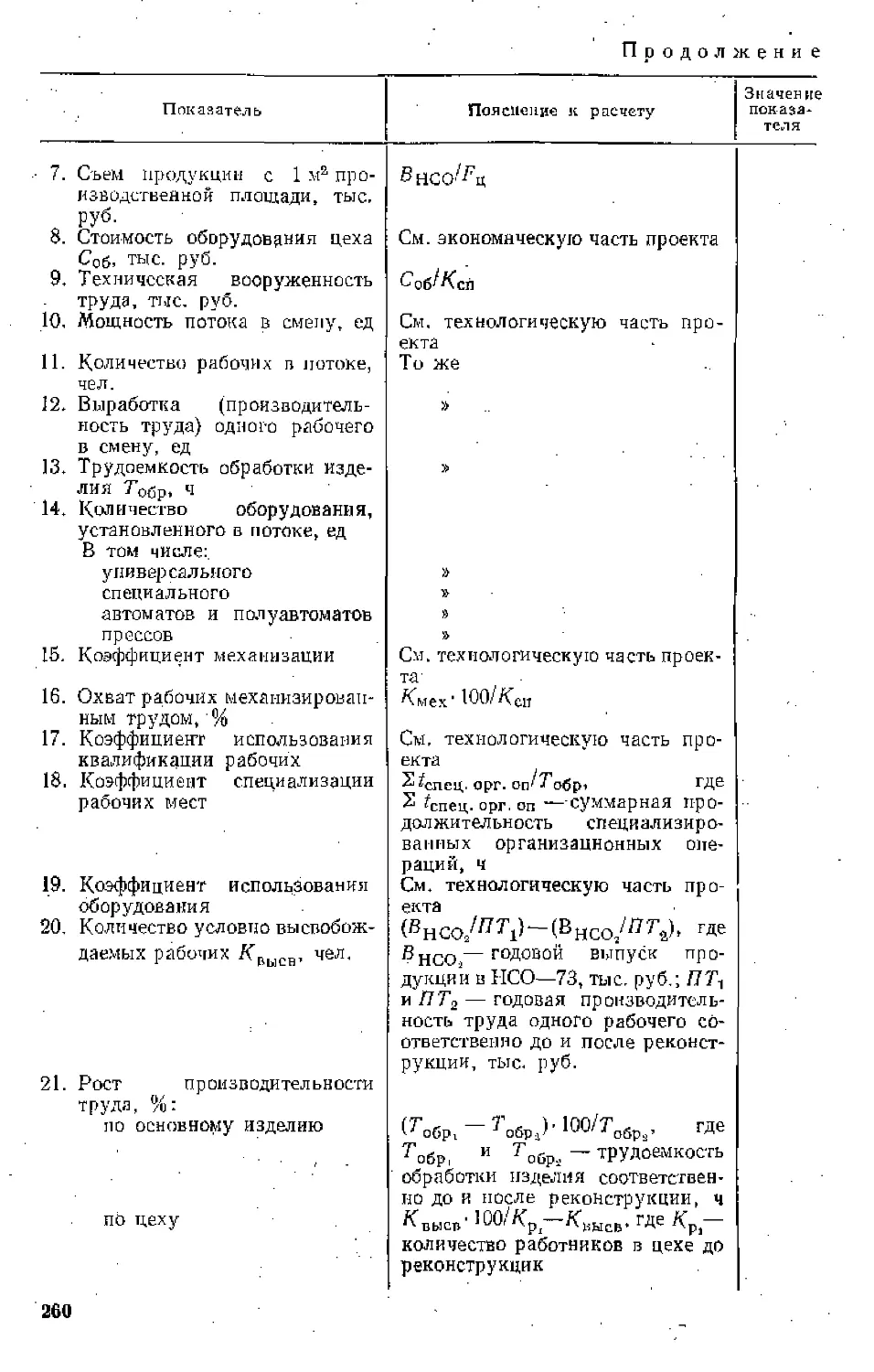
1. ИСХОДНЫЕ ДАННЫЕ И ОСНОВНЫЕ ЭТАПЫ
ПРОЕКТИРОВАНИЯ ПРЕДПРИЯТИЙ
ШВЕЙНОЙ ПРОМЫШЛЕННОСТИ
1.1. технико-экономическое обоснование
строительства нового или реконструкции
действующего предприятия
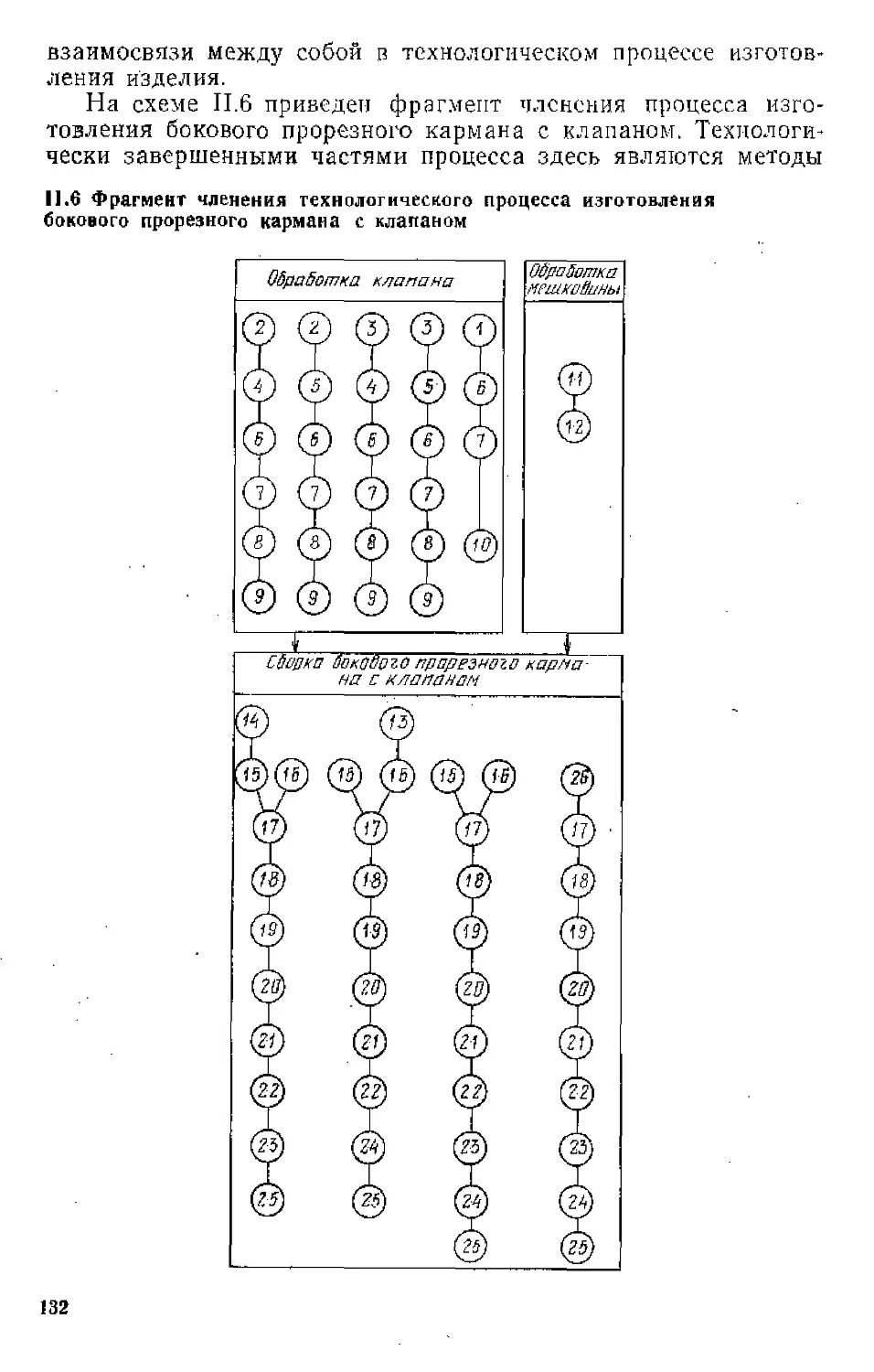
Целесообразность строительства новых или
реконструкции действующих швейных предприятий следует
обосновывать исходя из перспективных планов развития швейной
промышленности, разрабатываемых Госпланом СССР, Госпланами
союзных республик, различными организациями при Госплане
СССР, МЛП СССР, министерствами союзных республик и
подчиненными отраслевым министерствам
научно-исследовательскими институтами и другими организациями.
Следует четко различать понятия нового строительства,
расширения действующего производства, реконструкции
предприятия и технической модернизации.
Новое ст р о и т е л ь с тв о —это создание
производственных мощностей, обеспечивающих производство дополнительной,
новой продукции. Строительство новых предприятий является
важным фактором улучшения географического размещения
производительных сил, освоения новых, богатых природными
ресурсами районов страны и создания условий для более полного
использования трудовых ресурсов, особенно в малых и средних
городах. Новое строительство позволяет обеспечить высокий
организационно-технический уровень производства и
достижение за счет этого лучших технико-экономических показателей
деятельности предприятия. Однако строительство новых
предприятий требует длительных сроков его осуществления,
значительных капитальных затрат, большого притока трудовых
ресурсов.
Критерием необходимости строительства новых предприятий
швейной промышленности служит степень удовлетворения
потребностей населения и промышленности в ее изделиях, о чем
можно судить по соотношению фактического потребления и
рациональных норм потребления продукции швейной
промышленности (по виду, соответствующему профилю предприятия).
Кроме того, при проектировании нового строительства, исходя
из данных о росте производительности труда и намечаемом
увеличении объема производства продукции швейной
промышленности, следует показать, что планируемые темпы роста
продукции не могут быть достигнуты только за счет лучшего исполь-
Зования мощностей действующих предприятий, а следовательно,
требуют ввода в строй новых фабрик (или филиалов
производственных объединений).
Расширение действующего производства
имеет много общего с новым строительством, так как при этом
увеличиваются производственные мощности предприятия за счет
ввода в эксплуатацию новых объектов (вторых очередей и
новых производств), создаются дополнительные рабочие места;
причем действующие цехи и участки, как правило, не
перестраиваются, т. е. увеличение мощности происходит на
существующей технической основе.
Реконструкция — это процесс технического
перевооружения предприятия на базе передовой техники и прогрессивной
технологии, направленный на повышение эффективности
производства, связанный с заменой физически и морально устаревших
активных элементов основных фондов, с проведением
строительно-монтажных работ.
Реконструкция предприятия осуществляется быстрее, чем
новое строительство; затраты на единицу вводимой мощности при
реконструкции значительно меньше, чем при строительстве
новых предприятий. Реконструкция особенно целесообразна, когда
она достигается путем замены устаревшего оборудования и
технологических процессов новыми без увеличения
производственных площадей.
Техническая модернизация предприятия как
частичное переоборудование с целью улучшения технических
характеристик активной части основных фондов при
реконструкции выступает ее составной частью.
При современной реконструкции предприятий в структуре
капитальных вложений значительно возрастает доля
оборудования (активной части основных фондов) и сокращается доля
строительно-монтажных работ. При этом коэффициент
обновления активной части фондов может доходить до единицы, а
пассивной части — быть не выше 0,4—0,5. Особенностью
современной реконструкции является то, что она все в большей мере
решает такие социальные вопросы, как повышение творческой
активности и деловой квалификации рабочих, их
общеобразовательного и жизненного уровня, вопросы защиты природы и
охраны окружающей среды.
Целью реконструкции предприятий может быть прирост
объема производства, повышение качества продукции, снижение
издержек производства, организация выпуска новых или
улучшенных видов изделий взамен старых, производимых ранее па
данном предприятии, улучшение условий труда, решение
социальных вопросов. Четкое определение дели реконструкции
необходимо для того, чтобы обосновать причину нецелесообразности
нового строительства. Базой для сравнения могут быть: новое
однотипное строительство, другие типы реконструкции (другие
варианты обновления действующих основных фондов
предприятия), варианты реконструкции других однотипных предприятий,
данное предприятие до реконструкции, передовые предприятия
данной отрасли, среднеотраслевые (фактические, плановые)
показатели и нормы, достижения предприятий, производящих
однородную продукцию.
При разработке дипломного проекта, предусматривающего
реконструкцию действующего предприятия, должна быть дана
характеристика деятельности реконструируемого предприятия
с момента ввода его в эксплуатацию до периода предполагаемой
реконструкции (объем и ассортимент выпускаемой продукции,
технический уровень производства, технико-экономические
показатели за 3—4 предшествующих реконструкции года и др.).
Основными путями увеличения выпуска продукции являются
замена устаревшего оборудования новым, более
производительным, внедрение передовой технологии и организации
производства, строительство новых и перепланировка действующих
цехов и др.
Итак, для обоснования целесообразности строительства
нового или реконструкции действующего предприятия должны
быть изложены следующие основные положения.
1. Роль швейной промышленности в решении главной задачи
одиннадцатой пятилетки и в 80-е годы.
2. Краткие итоги развития швейного производства за
последние годы с приведением динамики объема выпускаемой
продукции, уровня основных технико-экономических показателей.
3. Задачи, стоящие перед швейной промышленностью на
ближайшие 5—10 лет, предусматривающие наращивание
выпуска высококачественных товаров, пользующихся повышенным
спросом.
4. Анализ баланса производства и потребления и расчет
потребности в швейных изделиях в экономическом районе.
5. Обоснование выбора места строительства предприятия
путем сравнения возможных вариантов его размещения с учетом
транспортных связей и кооперации с существующими
предприятиями.
6. Обоснование оптимальной мощности новых и
реконструируемых объектов для увеличения объема производства и
покрытия дефицита швейных изделий в районе исходя из
необходимого выпуска продукции швейной промышленности,
специализации и кооперирования производства.
7. Определение потребности в трудовых ресурсах,
необходимого количества сырья, материалов, топлива, энергии и
источников снабжения ими.
8. Сведения о наличии строительной базы; расчеты стоимости
строительства с использованием удельных капитальных
вложений на единицу вводимой мощности; оценка экономической
эффективности строительства.
8
Приведенные материалы, иллюстрируемые конкретными
цифровыми данными, должны наглядно показать
целесообразность строительства нового предприятия или реконструкции
действующего.
1.2. ВЫБОР И ОБОСНОВАНИЕ РАЙОНА
СТРОИТЕЛЬСТВА НОВОГО ПРЕДПРИЯТИЯ
ИЛИ ОБЪЕКТА РЕКОНСТРУКЦИИ
Технико-экономическое обоснование строительства
(реконструкции) предприятий швейной промышленности должно
соответствовать перспективам развития и размещения швейной
отрасли, определяющим задачи и основные показатели развития
отрасли, обеспечивающим комплексное использование
материальных ресурсов и рациональное сочетание отраслевого и
территориального развития.
При составлении отраслевой и территориальной схем исходят
из задач дальнейшего повышения эффективности общественного
производства и благосостояния советского народа. Разработка
схемы основана на программных и директивных документах
партии и правительства по решению социально-экономических задач
на длительную перспективу, на комплексной программе научно-
технического прогресса и ориентировочных показателях
перспективного развития и размещения отрасли.
При выборе экономического района строительства
необходимо базироваться на основных принципах размещения
производительных сил в стране. Эти принципы основаны на
приближении промышленных предприятий к источникам сырья и
топливно-энергетическим ресурсам, а также к районам потребления
вырабатываемой продукции. При этом необходимо учитывать
разделение труда между отдельными экономическими районами
путем правильного сочетания специализации и комплексного
развития хозяйства в них.
Наряду с указанными положениями размещение
промышленности должно способствовать комплексному развитию экономики
союзных республик и восточных районов страны, выравниванию
уровней их экономического развития.
Общие закономерности размещения промышленного
производства неодинаково проявляются в размещении отдельных
отраслей промышленности. Детальный учет и анализ конкретных
факторов размещения швейных предприятий является
важнейшей частью экономического обоснования района строительства
нового предприятия.
К числу основных факторов размещения предприятий
швейной промышленности, учитывающих ее технико-экономические
особенности, можно отнести:
назначение готовой продукции и массовость ее потребления;
географию населения;
технический прогресс к формы общественной организации
труда;
транспортный, сырьевой н прочие факторы.
Предприятия швейной промышленности должны быть
размещены таким образом, чтобы каждый крупный экономический
район был обеспечен важнейшими видами швейных изделий
собственного производства в соответствии с местными
потребностями. Следовательно, швейные фабрики целесообразно строить
там, где отсутствует или недостаточно развито массовое
производство одежды.
География населения (изучение состава и размещения
населения по районам страны) требует уделять внимание балансу
трудовых ресурсов. Предприятия швейной промышленности
следует размещать в центрах тяжелой промышленности, что
создаст условия для комплексного развития районов (в первую
очередь восточных), для привлечения женщин в сферу
производства.
Технический прогресс оказывает существенное влияние на
достижение равномерного и более рационального размещения
швейных предприятий. Создание новых материалов,
автоматизация, комплексная механизация и химизация производства,
развитие науки и техники обусловливают целесообразность
строительства новых предприятий там, где их можно быстрее пустить
в эксплуатацию.
Ускорить темпы производства продукции швейной
промышленности позволяют реконструкция и техническое
перевооружение действующих предприятий. Хотя география размещения
производства при этом остается неизменной, серьезные изменения
претерпевают формы общественной организации труда —
концентрация, специализация, кооперирование и комбинирование.
Образование производственных объединений, установление
длительных производственных связей с поставщиками и
потребителями оказывают большое влияние на выбор сырьевой базы и
пунктов потребления готовой продукции.
Транспортный фактор определяется суммарным объемом и
себестоимостью транспортных работ по всем видам транспорта:
по перевозке сырья, материалов, топлива к пункту строительства
и вывозу готовой продукции к местам потребления. Для его
оценки в условиях швейных предприятий могут быть
использованы два показателя: уровень использования
грузоподъемности транспортных средств и степень изменения свойств
продукции {ее качества) при транспортировке (транспортабельность
продукции).
Продукция швейной промышленности менее
транспортабельна, чем сырье и полуфабрикаты, ею потребляемые. Так,
затраты на транспортировку тканей в 1,5 раза меньше, чем на
перевозку одежды, а грузоподъемность вагонов при
транспортировке швейных изделий используется лишь на 2Q—25%,
10
Следует отметить, что транспортный фактор не имеет
решающего значения для размещения предприятий швейной
промышленности, поскольку материалы и готовая продукция не
являются массовыми грузами и относительные затраты на их
транспортировку незначительны. К эперго- и теплопотреблению и
водоснабжению швейное производство не предъявляет больших
требований.
Учет перечисленных факторов должен способствовать
уменьшению неравномерности размещения предприятий швейной
промышленности, более полному удовлетворению потребностей
населения в одежде с учетом местных условий, достижению
наибольшего соответствия между производством и потреблением
швейных изделий в каждом экономическом районе.
При обосновании района строительства необходимо
проанализировать существующее размещение швейных предприятий по
экономическим районам, выявить степень обеспечения населения
отдельных районов одеждой, производимой внутри данного
экономического района, сопоставить средние данные производства
продукции швейной промышленности на душу населения в
среднем по Советскому Союзу и по отдельным экономическим
районам, где предполагается строительство нового предприятия. При
этом нужно учитывать возможность покрытия недостатка в
производстве одежды в данном районе за счет завоза ее из
ближайших районов.
Принцип выравнивания уровней экономического развития
различных районов предполагает, что производство швейных
изделий в районе достигнет такой степени, при которой объем
продукции на душу населения здесь будет не ниже, чем в
среднем по стране. Уровень экономического развития района
определяется степенью развития производительных сил и мерой
удовлетворения материальных и культурных потребностей населения
района.
Различие уровней экономического развития отдельных
районов страны обусловлено действием ряда факторов, главными
из которых являются исторически сложившиеся условия
развития районов, разная степень их индустриализации, разный
уровень производительности общественного труда.
Чтобы установить, насколько нуждается выбранный район
в проектируемом предприятии, необходимо выявить наличие
спроса на продукцию швейной промышленности, который
определяется путем сопоставления удельного веса-данного района
в населении страны и в производстве швейной 'продукции того
вида, который будет выпускать предприятие.
Строительство швейных предприятий в Сибири, на Дальнем
Востоке, в Средней Азии и Казахстане позволит сократить
разрыв в производстве продукции на душу населения между
районами европейской части страны и данными
экономическими районами.
п
Чтобы установить возможность реализации продукции внутри
выбранного района строительства швейного предприятия,
необходимо учесть число жителей района, пользующихся продукцией
определенного вида, и потребление продукции этого вида на
душу населения в год. Число жителей экономического района
берется по данным последней переписи населения, а
потребление продукции швейной промышленности на душу населения —
в соответствии с установленными нормами. Данные о
потреблении одежды должны быть сопоставлены с объемом
производства на действующих предприятиях выбранного района и
данными о завозе швейных изделий в район проектирования
швейного предприятия.
Таким образом, выбор района строительства (реконструкции)
предприятия осуществляется исходя из общегосударственных
интересов в соответствии с общими принципами размещения
социалистической промышленности и конкретными
технико-экономическими особенностями швейной промышленности.
Для обоснования выбора района строительства необходимо:
произвести технике-экономическое сравнение возможных
вариантов размещения проектируемого предприятия, рассчитать
оптимальный вариант развития и размещения производства
одежды, используя экономико-математические методы и
электронно-вычислительную технику;
дать краткую экономико-географическую характеристику
района размещения (географическое положение, численность
населения, состояние экономики района и перспективы ее
развития в ближайшие годы), проанализировать показатели
производства и потребления основных видов продукции, выявить
диспропорции и недостатки в развитии швейной
промышленности экономического района, имеющиеся резервы и возможности
для дальнейшего роста объема производства;
определить потребность в трудовых ресурсах и основных
материалах, выявить источники покрытия этой потребности,
сформулировать требования к развитию смежных отраслей;
выбрать населенный пункт строительства (реконструкции)
швейного предприятия и дать характеристику его
промышленной, энергетической и строительной базы,
1.3. ВЫБОР ПУНКТА СТРОИТЕЛЬСТВА
ПРЕДПРИЯТИЯ
Пункт строительства предприятия выбирают,
основываясь па принципах рационального размещения швейной
промышленности. При выборе пункта строительства следует дать
его краткую экономическую характеристику, осветив все
вопросы, влияющие на сроки и стоимость строительства и
определяющие эффективность работы будущего предприятия. Кроме
того, следует учесть перечень городов, в которых запрещено
строительство новых и расширение действующих предприятий.
12
Учитывая то обстоятельство, что на швейных предприятиях
в основном используется женский труд, необходимо отдавать
предпочтение тем районам, где уже наиболее полно
использован мужской труд и имеются не занятые в народном хозяйстве
женщины, где есть необходимость трудоустройства местного
населения и экономического развития района, но вместе с тем
нет соответствующих условий для размещения других отраслей
промышленности.
Размещение швейных предприятий в небольших и средних
городах с недостаточно развитой промышленностью должно
способствовать большей равномерности размещения
промышленности и населения, сокращению сроков строительства,
ускорению выпуска продукции, повышению эффективности
капиталовложений, улучшению специализации и росту общей
эффективности производства.
Для рационального выбора пункта строительства фабрики
необходимо учесть ряд факторов, оказывающих влияние на
сроки и стоимость строительства. Этими факторами являются:
трудовые ресурсы (показать источники комплектования,
методы и формы подготовки квалифицированных кадров);
топливные и энергетические ресурсы (необходимо иметь
данные о мощности районных или местных электростанций и
теплоэлектроцентралей и возможности подключения к ним
проектируемого предприятия);
транспорт (пункт строительства должен находиться вблизи
железнодорожных линий, судоходных рек или иметь
автомобильные дороги. Обеспеченность пункта строительства
транспортными связями позволяет использовать их в период
строительства для доставки строительных материалов, а в период
эксплуатации — для снабжения материалами и вывоза готовой
продукции);
водоснабжение и канализация (анализируются возможности
присоединения предприятия к городской водопроводной и
канализационной сети или кооперирования с находящимися
поблизости действующими предприятиями в отношении строительства
водопроводных и канализационных сооружений);
строительные материалы (целесообразно применять местные
строительные материалы или материалы, доставляемые из
ближайших районов);
топография промышленной площадки (площадка должна
быть ровной, не затапливаемой весенними водами, желателен
прочный грунт с большим допускаемым сопротивлением
напряжению сжатия и не размываемый грунтовыми водами).
Пункт строительства характеризуют также с точки зрения
источников удовлетворения потребностей в основных и
вспомогательных материалах и возможностей производственного
кооперирования с другими предприятиями внутри выбранного пункта
или района. Мощность проектируемого предприятия (см. п. 1.5)
13
должна быть такой, чтобы при вводе в действие оно не
испытывало недостатка в рабочей силе.
Оптимальному варианту размещения швейных предприятий
способствует высокий уровень технико-экономического
обоснования пункта строительства, которое должно производиться
путем сопоставления различных вариантов строительства и
расчетов его эффективности с помощью новейшей вычислительной
техники.
Основным критерием рационального размещения нового
швейного предприятия служит минимум приведенных затрат па
изготовление единицы продукции. Размер этих затрат
определяется себестоимостью продукции с учетом фактора времени —
длительности сроков строительства и освоения мощности.
1.4. ПРОИЗВОДСТВЕННАЯ ПРОГРАММА СТРОЯЩЕГОСЯ
(РЕКОНСТРУИРУЕМОГО)ПРЕДПРИЯТИЯ
Для характеристики мощности предприятия
используются два понятия «объем производства» и «выпуск
продукции». В швейной промышленности эти понятия совпадают, так
как длительность производственного цикла на швейных
предприятиях небольшая (в пределах четырех—пяти дней) и в силу
этого объем производства не учитывает изменения остатков
незавершенного производства, а следовательно, равен выпуску
продукции.
Выпуск продукции планируется предприятияем в
натуральном выражении, в условных единицах (с учетом трудоемкости
изделий) и в ценностном выражении. Измерение выпуска
продукции в условных единицах (в нормо-часах, трудо-часах)
используется на действующих предприятиях и основано на учете
полной трудоемкости изделий, т. е. фактических затрат труда
всех работников предприятия.
В швейной промышленности выпуск продукции в
натуральном выражении проектируется по видовому, групповому и
родовому ассортименту.
Видовым ассортиментом называют количественное
соотношение разновидностей продукции, имеющей одинаковое
назначение, но отличающейся по виду, конструкции или
сезонности потребления (пальто зимнее, платье, плащ и т. д.).
Групповым ассортиментом называется
количественное соотношение разновидностей продукции (в пределах
каждого вида), отличающихся составом исходных материалов
или методами изготовления (одежда из шерстяных, шелковых,
льняных тканей и т. д.).
Родовой ассортимент — это количественное
соотношение продукции (в пределах каждого вида), предназначенной для
потребления определенными половозрастными группами
населения (одежда мужская, школьная для девочек и т. д.).
Следует отметить, что планирование выпуска продукции на
14
действующих швейных предприятиях дополняется установлением
ростовочного, полнотного и размерного ассортимента.
Для построения производственной программы швейного
предприятия необходимо произвести агрегатный расчет
(форма 1.1), сущность которого состоит в следующем.
1.1. Агрегатный расчет выпуска продукции по предприятию на год
Номер цела,
потока.
наименование
изделий
Численность
рабочих
в потоке,
чел.
Проектная
трудоемкость
изделия,
ч
Мощность потока,
ед.
в смену
• \
в день
Число
рабочих
дней
в году
Выпуск
изделий
Г! ГОД,
тыс. ед.
Для каждого потока, специализированного по выпуску
определенного вида продукции, на основе проектной (нормативной)
трудоемкости изделий Гобр, числа рабочих ыа потоке в смену /Ср
и продолжительности смены Гсм устанавливают проектный
выпуск продукции в смену Мсм:
Мш = Т'смКр/Т'обр.
При этом важно руководствоваться оптимальной мощностью
швейных потоков, отражающей наилучшее использование
оборудования, создающей наилучшие условия для разделения
труда, обеспечивающей достижение высоких
технико-экономических показателей.
Умножением сменного выпуска продукции Мсм на число
смен работы потока (режим работы предприятия) пс и на число
рабочих дней в планируемом периоде Др получают проектный
выпуск продукции в планируемом периоде Аар (в качестве
последнего целесообразно принимать один год работы
предприятия).
Если полученный годовой выпуск определенного вида
продукции, рассчитанный по оптимальной мощности потока
(агрегата), отличается от необходимого количества продукции,
соответствующего мощности предприятия, необходимо определить
число дней в году Д,-, в течение которых поток должен
выпускать этот вид продукции:
где Лм. ,- —необходимый выпуск продукции данного видя в год,
соответствующий рассчитанной мощности предприятия (см. и. 1.5);
ABp.i—проектный выпуск продукции данного вида из агрегатного расчета.
Загрузку каждого потока во времени в течение года
определяют по формуле
г
*£Ai = Av; i= I, 2, 3, . . . , г,
где г — число разных видов продукции, ^ыр1батываемой на одном потоке.
Производственная программа — основной раздел плана
производства предприятия, определяющий выпуск продукции в
заданном ассортименте и в ценностном выражении на
планируемый период.
Одним из основных требований, предъявляемых к разработке
производственной программы, является соответствие объема и
ассортимента выпускаемой продукции задачам развития
народного хозяйства и потребностям населения данного
экономического района.
Б соответствии с постановлением ЦК, КПСС и Совета
Министров СССР № 695 от 12 июля 1979 г. «Об улучшении
планирования и усилении воздействия хозяйственного механизма на
повышение эффективности производства и качества работы»
выпуск изделий для предприятий определяется государственными
заданиями по росту нормативной чистой продукции и основной
номенклатуре, В соответствии с экономическим содержанием
показателя НЧП он используется для определения динамики
(темпов роста) физического объема производства и
производительности труда, для планирования фонда заработной платы и
контроля за его использованием, для расчетов фондов
экономического стимулирования и подведения итогов
социалистического сорешюпания.
Объем реализованной продукции утверждается
предприятиям, применяющим показатель НЧП, в годовых планах для
оценки выполнения обязательств по поставкам продукции
производственно-технического назначения и товаров народного
потребления по номенклатуре (в ассортименте) в соответствии
с заключенными договорами и заказ-нарядами на
изготовление продукции для экспорта.
Исходным пунктом для расчета объема реализованной
продукции является показатель объема выпуска продукции в
оптовых ценах, определяемых путем вычитания торговых скидок из
розничных цен. Измерение объема производства в оптовых це-
лах необходимо также для расчета прибыли от реализации
продукции и уровня рентабельности производства. Розничные цены
позволяют определить объем рыночной продукции,
характеризующей расходы населения на покупку одежды' (для
статистической отчетности).
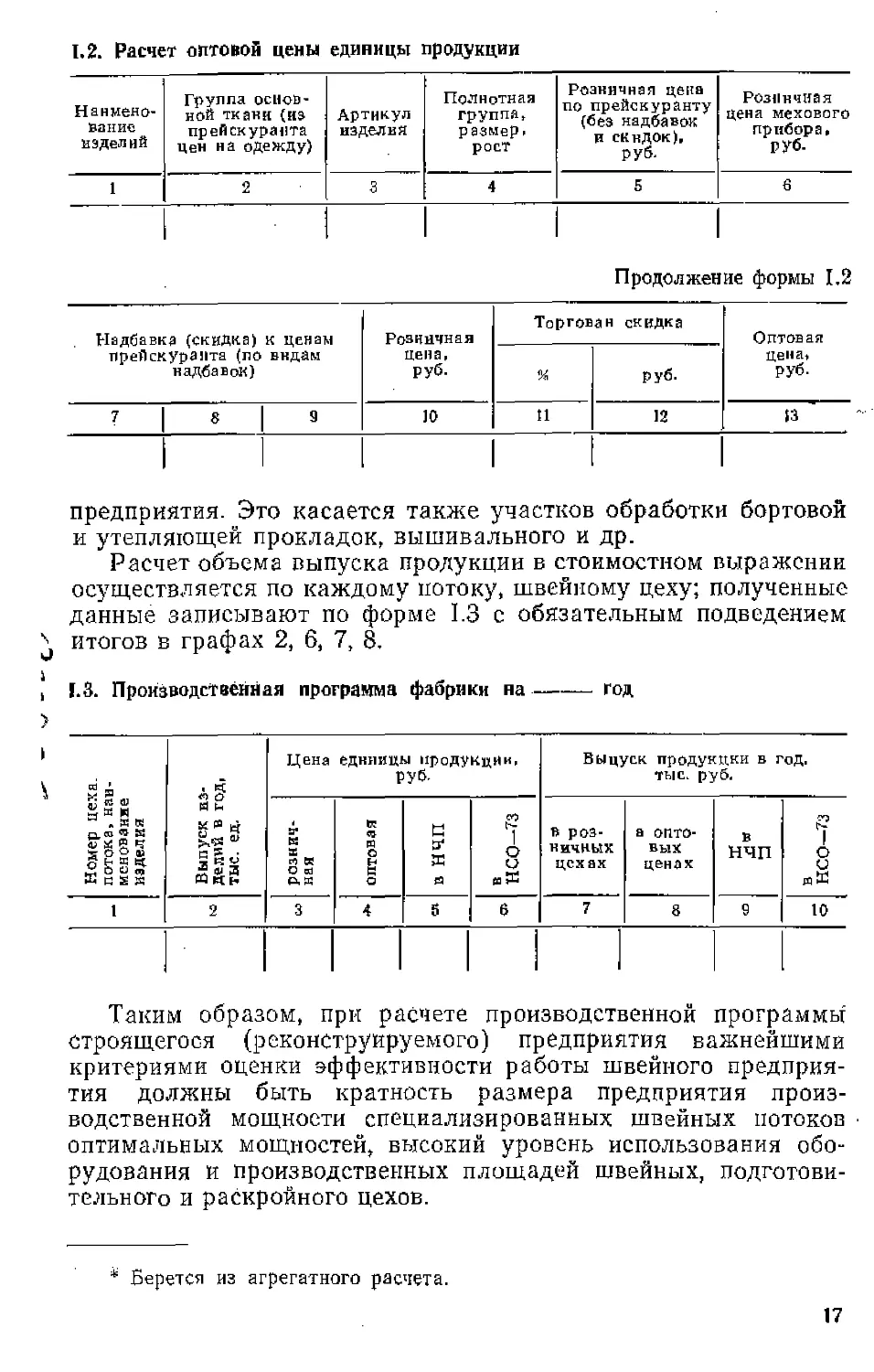
Для определения оптовых цен нужно воспользоваться
формой 1.2 и произвести расчет цен на все виды (разновидности)
изделий по потокам, указывая в графе 2 группу ткани,
имеющей среднюю цепу из предлагаемых для изготовления изделий
данного вида (разновидности). Весь расчет ведется по
прейскурантам розничных цен на одежду.
На швейных предприятиях планирование производственной
программы в натуральном выражении начинают с пошивочных
цехов. При этом соблюдается принцип соответствия заданий
отделочного и раскройного цехов производственной программе
16
1.2. Расчет оптовой цены единицы продукции
Наименование
изделий
1
Группа
основной ткани (из
прейскуранта
цен на одежду)
2
Артикул
изделия
3
1
Полнотная
группа,
размер,
рост
4
Розничная цена
по прейскуранту
(без надбавок
и скидок),
РУб.
Е
Розничная
цена мехового
прибора,
руб.
6
1
Продолжение формы 1.2
Надбавка (скидка) к ценам
прейскуранта (по видам
надбавок)
7
8
9
Розничная
цепа,
руб.
10
Торговая скидка
%
11
руб.
12
Оптовая
цена,
руб.
13
1
предприятия. Это касается также участков обработки бортовой
и утепляющей прокладок, вышивального и др.
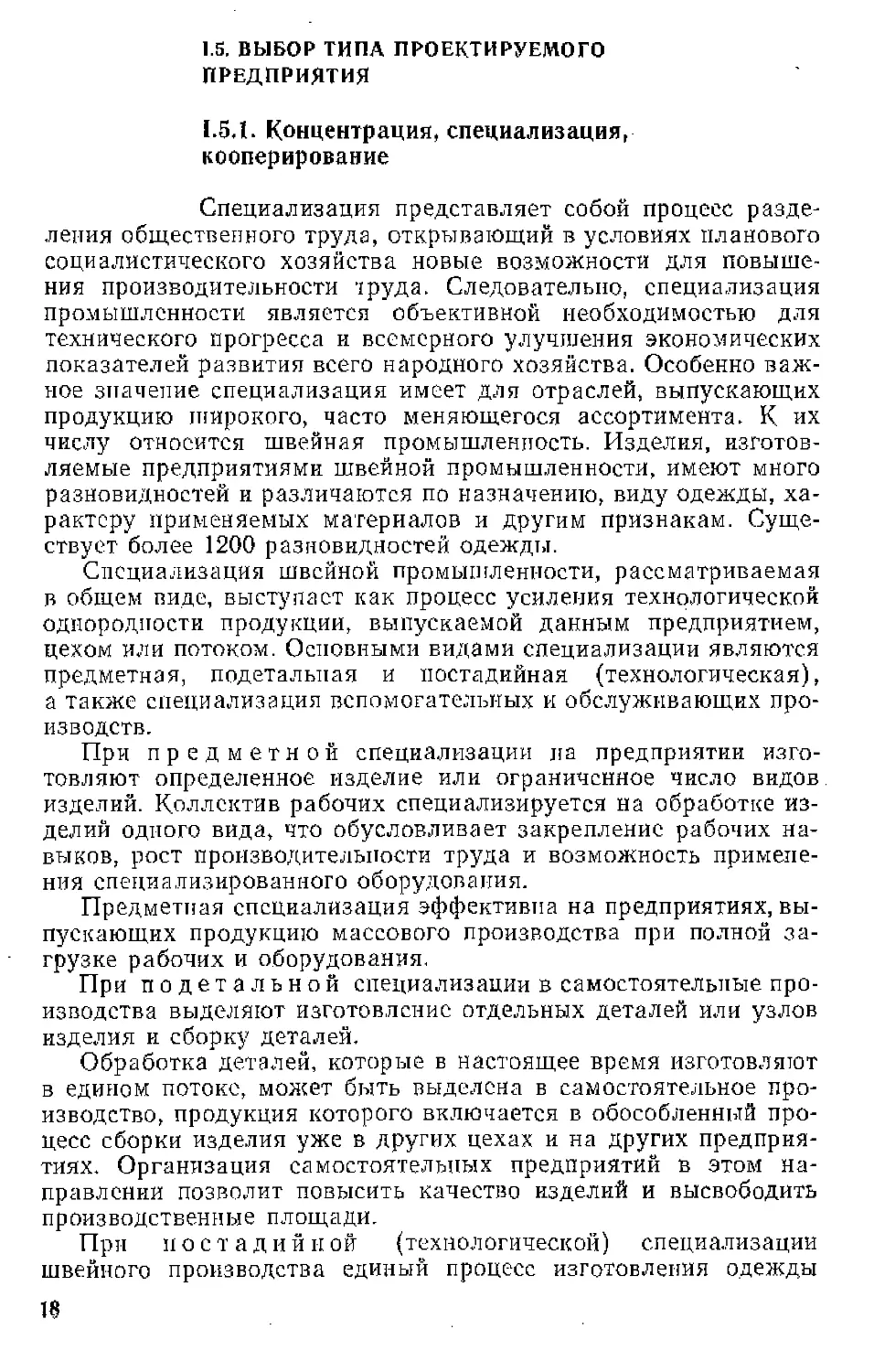
Расчет объема выпуска продукции в стоимостном выражении
осуществляется по каждому потоку, швейному цеху; полученные
данные записывают по форме 1.3 с обязательным подведением
итогов в графах 2, 6, 7, 8.
[.3. Производственная программа фабрики на
год
1
5 к в
Е с S к
1
из-
год,
к » ы
sis
«ИИ
2
Цена
14-
b К
3
единицы продукции,
I
к
о
4
Н
а"
X
а
S
-73
8
6
Выцуск продукции в год.
в
розничных
цехах
7
тыс. руб.
В
ОПТОВЫХ
ценах
8
в
НЧП
9
8
10
Таким образом, при расчете производственной программы
строящегося (реконструируемого) предприятия важнейшими
критериями оценки эффективности работы швейного
предприятия должны быть кратность размера предприятия
производственной мощности специализированных швейных потоков
оптимальных мощностей, высокий уровень использования
оборудования и производственных площадей швейных,
подготовительного и раскройного цехов.
Берется из агрегатного расчета.
17
1.5. ВЫБОР ТИПА ПРОЕКТИРУЕМОГО
ПРЕДПРИЯТИЯ
1.5.1. Концентрация, специализация,
кооперирование
Специализация представляет собой процесс
разделения общественного труда, открывающий в условиях планового
социалистического хозяйства новые возможности для
повышения производительности труда. Следовательно, специализация
промышленности является объективной необходимостью для
технического прогресса и всемерного улучшения экономических
показателей развития всего народного хозяйства. Особенно
важное значение специализация имеет для отраслей, выпускающих
продукцию широкого, часто меняющегося ассортимента. К их
числу относится швейная промышленность. Изделия,
изготовляемые предприятиями швейной промышленности, имеют много
разновидностей и различаются по назначению, виду одежды,
характеру применяемых материалов и другим признакам.
Существует более 1200 разновидностей одежды.
Специализация швейной промышленности, рассматриваемая
в общем виде, выступает как процесс усиления технологической
однородности продукции, выпускаемой данным предприятием,
цехом или потоком. Основными видами специализации являются
предметная, подетальная и постадийная (технологическая),
а также специализация вспомогательных и обслуживающих
производств.
При предметной специализации па предприятии
изготовляют определенное изделие или ограниченное число видов
изделий. Коллектив рабочих специализируется на обработке
изделий одного вида, что обусловливает закрепление рабочих
навыков, рост производительности труда и возможность
применения специализированного оборудования.
Предметная специализация эффективна на предприятиях,
выпускающих продукцию массового производства при полной
загрузке рабочих и оборудования.
При подетальной специализации в самостоятельные
производства выделяют изготовление отдельных деталей или узлов
изделия и сборку деталей.
Обработка деталей, которые в настоящее время изготовляют
в едином потоке, может быть выделена в самостоятельное
производство, продукция которого включается в обособленный
процесс сборки изделия уже в других цехах и на других
предприятиях. Организация самостоятельных предприятий в этом
направлении позволит повысить качество изделий и высвободить
производственные площади.
При и о с т а д и й п ой (технологической) специализации
швейного производства единый процесс изготовления одежды
расчленяют на ряд процессов с присущими каждому из них
технологическими и организационными особенностями.
Постадийпая специализация предполагает проведение на
крупных объединениях бли б районах со значительной
концентрацией швейных предприятий централизацию работ по
моделированию и конструированию одежды, подготовке и раскрою
ткани, влажно-тепловой обработке и окончательной отделке
изделий, хранению и сбыту готовых изделий, изготовлению
приспособлений и средств малой механизации, ремонту
оборудования. Уже сейчас полностью выделились в самостоятельное
производство процессы моделирования и конструирования одежды,
являющиеся начальной стадией подготовки швейного
производства. Кроме того, в настоящее время в отрасли уже
подготовлены условия для выделения в самостоятельное производство
процесса раскроя.
В перспективе намечено создание централизованного
специализированного производства комплектующих средств для
изготовления одежды. В настоящее время некоторые из этих средств
концентрируются в раскройных и отделочных цехах
предприятий и объединений.
Различия постадийной и подетальной специализации
заключаются в том, что при подетальной специализации из единого
процесса выделяются в самостоятельные производства
некоторые элементы из одного или нескольких участков, причем общая
схема процесса не меняется. При постадийной специализации от
единого процесса отделяется больший или меньший целый
участок из последовательно выполняемых операций,
заканчивающихся четко выраженным результатом работы.
В швейной промышленности используются все три вида
специализации. Задача заключается в том, чтобы на основе общих
закономерностей разработать конкретные положения по
специализации, определяемые спецификой массового швейного
производства, а также условиями потребления одежды.
Основными условиями специализации являются выпуск
самых разнообразных предметов одежды, различающихся по
технологии изготовления и организации производства, потребление
в каждом населенном пункте предметов одежды почти всего
ассортимента и целесообразность реализации продукции на
месте производства, т. с. потребление при минимальных
перевозках. Последнее обстоятельство вызывается не только
стремлением сократить перевозки, но и сохранить качество одежды: при
перевозках на большие расстояния в упакованном виде
швейные изделия теряют товарный вид и требуют восстановительной
влажно-тепловой обработки.
Кроме этих основных условий, носящих постоянный
характер, имеется еще ряд условий, которые изменяются с течением
времени: размещение промышленности, снабжение основными
материалами, рабочая сила и др.
19
Основная трудность проведения специализации швейного
производства заключается в противоречии двух одновременно
действующих требований: сужение ассортимента изделий на
каждом отдельно взятом предприятии и одновременно
удовлетворение в каждом районе потребностей десятков и сотен тысяч
людей в одежде широкого ассортимента при минимальных
перевозках.
Практика показала, что специализацию каждого вида
целесообразно проводить по этапам. Первым этапом следует считать
проведение большой подготовительной работы по обоснованию
предметной специализации, разработке исходных положений и
направлений, методике проведения работы в отрасли и
конкретных предложений по специализации швейных предприятий.
ЦНИИШП рекомендует следующий примерный ассортимент
изделий для изготовления на предприятиях с предметной
специализацией.
1. Демисезонные и зимние пальто и полупальто мужские, для
мальчиков-подростков, для мальчиков старшего школьного
возраста.
2. Демисезонные и зимние пальто и полупальто женские,
для девочек-подростков, для девочек старшего школьного
возраста.
3. Демисезонные и зимние пальто для мальчиков школьного,
дошкольного и ясельного возраста.
4. Демисезонные и зимние пальто для девочек школьного,
дошкольного и ясельного возраста.
5. Костюмы, брюки мужские, для мальчиков-подростков, для
мальчиков старшего школьного возраста.
6. Шерстяные костюмы, брюки для мальчиков школьного,
дошкольного и ясельного возраста.
7. Костюмы, брюки мужские и для мальчиков всех
возрастов из льняной и хлопчатобумажной ткани.
S. Плащи, куртки мужские, женские, детские из тканей с
пропиткой, с пленочным покрытием, гуммированных и т. п.
9. Пальто, куртки мужские, женские и детские из
дублированных материалов, искусственной кожи и т. п.
10. Платья женские, для девочек-подростков, для девочек
старшего школьного возраста.
11. Платья женские, для девочек-подростков и девочек
старшего школьного возраста шелковые и шерстяные.
12. Платья для девочек школьного, дошкольного и ясельного
возраста.
13. Платья для девочек школьного, дошкольного и
ясельного возраста шерстяные и шелковые.
14. Платья женские и для девочек всех возрастов
хлопчатобумажные.
15. Сорочки мужские и для мальчиков.
16. Спортивная одежда (лыжные костюмы, куртки и т. п.).
20
17. Предметы женского туалета (пояса, бюстгальтеры,
грации и т. п.).
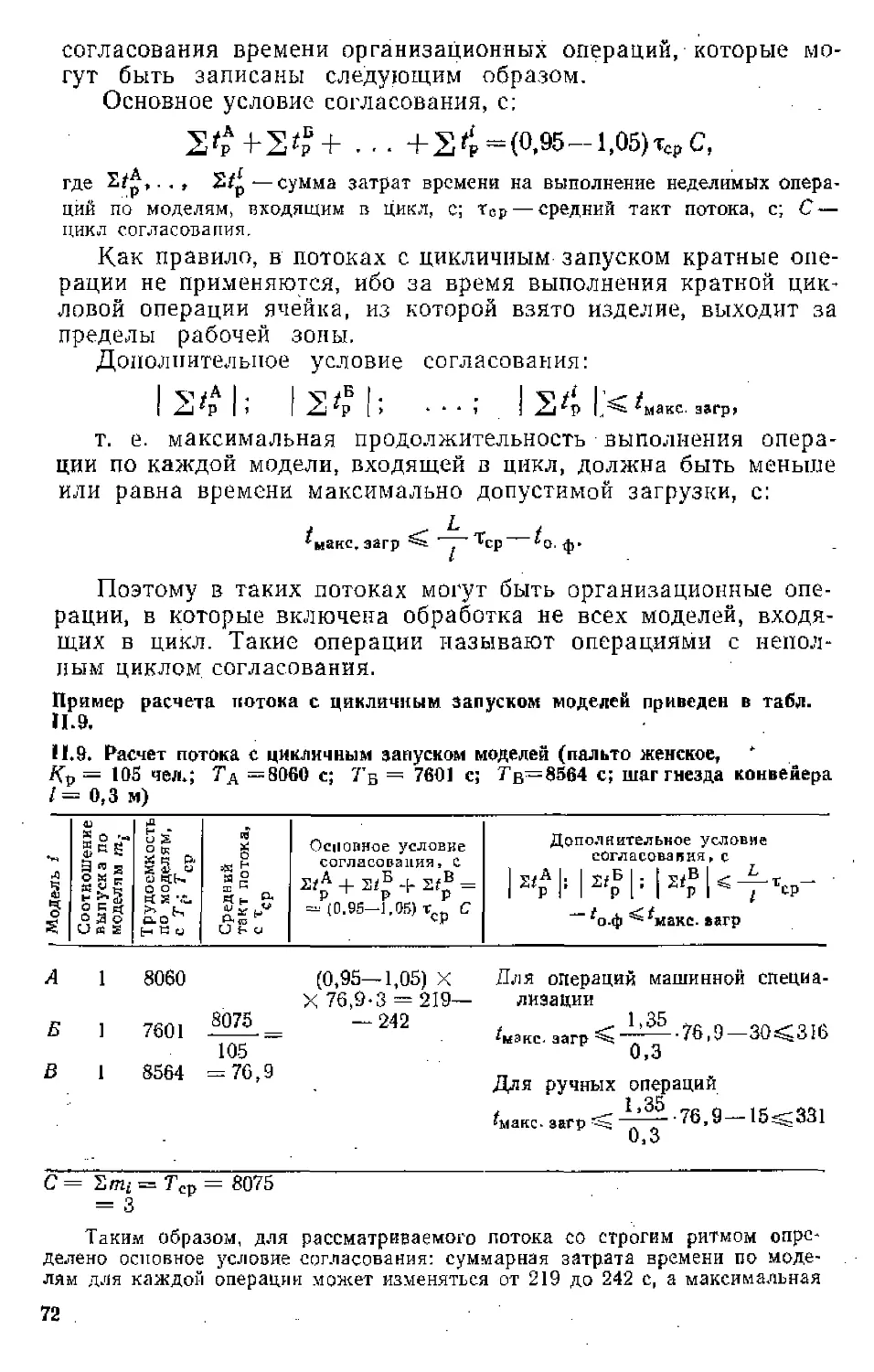
18. Производственная одежда (комбинезоны, брюки, куртки,
халаты и т. п.).
Такая примерная классификация ассортимента швейных
изделий может быть рекомендована для предприятий с
предметной специализацией лишь па первом этапе. Хорошо известно,
что каждый вид швейных изделий имеет большое количество
разновидностей (разнообразие часто сменяемых моделей,
различные структуры и рисунки материалов, их различный
волокнистый состав, различные затраты времени па изготовление
изделий и т. д.). Модель, характер ткани, из которой она
изготовлена, конструктивные особенности определяют
технологию, оборудование, режимы обработки и в значительной
степени влияют на уровень специализации потока.
В швейной промышленности в настоящее время узкая
специализация предприятий по таким показателям, как
волокнистый состав материалов, половозрастные признаки, назначение
того или иного вида одежды, осуществляется в незначительных
размерах.
Учеными в последние годы выполнены интересные работы по
оптимизации ассортимента продукции швейных предприятий
с использованием экономико-математических методов и ЭВМ.
Задача заключается в выборе наиболее экономического
ассортимента моделей и определении оптимального соотношения их
выпуска, отражающего, с одной стороны, максимально требования
покупателей, с другой — наивысшую рентабельность
предприятия.
По данным Новика Г. Б. и Испиряна Г. П., уровень
специализации предприятия определяется количеством видов изделий,
выпускаемых им, а уровень специализации отрасли — удельным
весом швейных предприятий, специализированных на меньшем
числе выпускаемых видов продукции в общем выпуске
продукции по отрасли.
Уровень специализации швейного предприятия следует
определять по формуле
/ Л
где rfoj — удельный вес объема производства основного изделия в общем
выпуске продукции в IICO на /-м предприятии; dij — удельный вес объема
производства i-ro изделия в общем выпуске продукции в НСО на /-м
предприятии; Kioi — коэффициент конструктивно-технологической однородности 1-го
изделия по сравнению с основным изделием на /-м предприятии; а=(1 +
+ Р)"~1— коэффициент широты номенклатуры, где |3—0,05; {—индекс
изделия, изготовляемого на предприятии; j — индекс предприятия; п — количество
видов изделий, изготовляемых на предприятии.
Уровень специализации группы предприятий и отрасли Ус
в целом определяется по следующей формуле:
21
где <Vj — уровень специализации швейного предприятия; Pj — удельный вес
объема производства /-го предприятия в общем производстве этой группы
предприятий в НСО; N — количество предприятий, входящих в состав группы
(или отрасли).
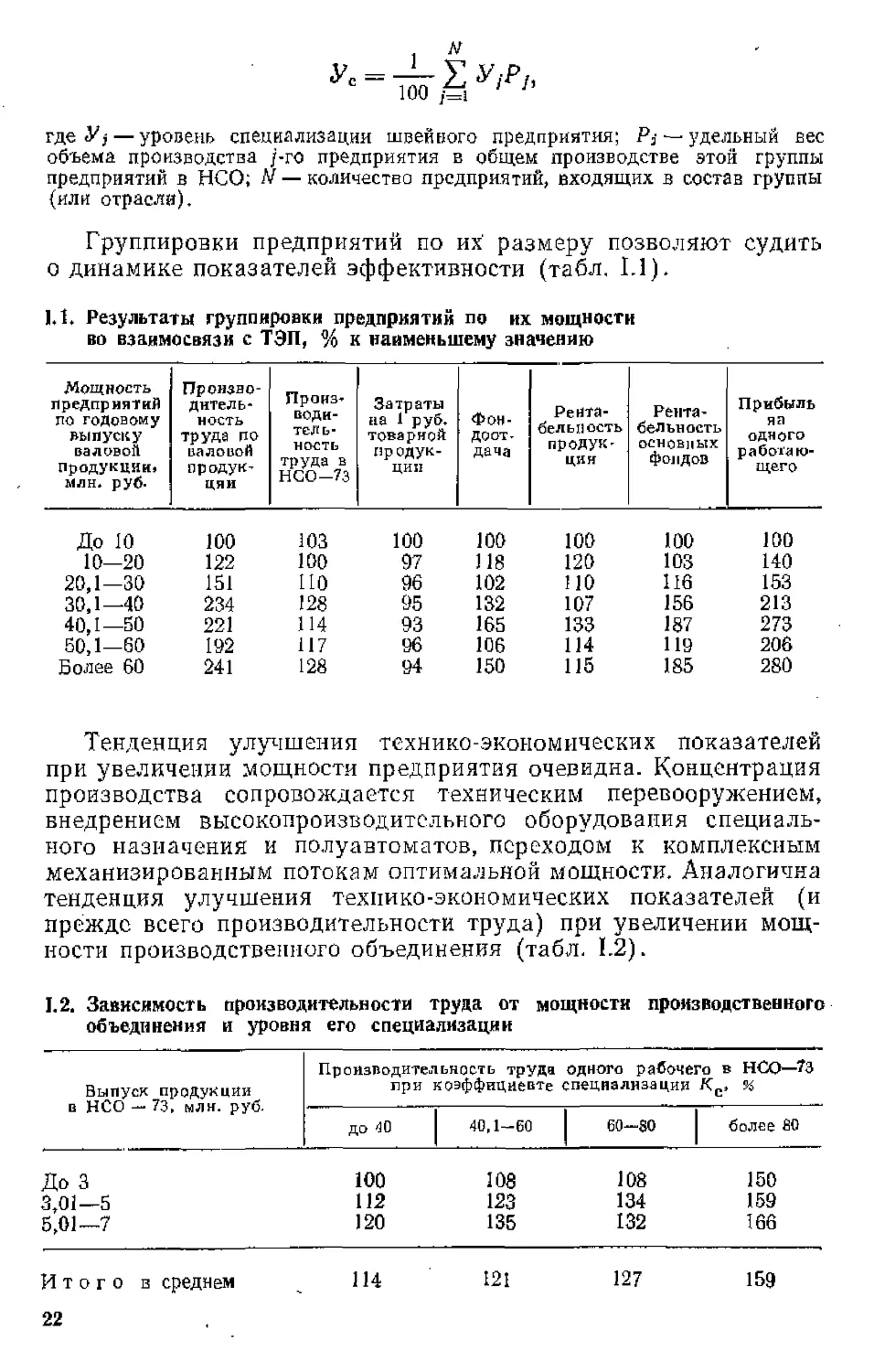
Группировки предприятий по их1 размеру позволяют судить
о динамике показателей эффективности (табл, 1.1).
1.1. Результаты группировки предприятий по их мощности
во взаимосвязи с ТЭП, % к наименьшему значению
Мощность
предприятий
по годовому
выпуску
валовой
продукции,
млн* руб-
дительность
труда по
налонои
продукции
водитель-
ность
труда в
НСО-73
Затраты
на 1 руб.
товарной
продукции
Фон-
до от.
дача
Рентабельность
продукции
Рентабельность
ОСНОВНЫХ
фондов
Прибыль
на
одного
работающего
До 10
10-20
20,1-30
30,1—40
40,1—50
50,1-60
Более 60
100
122
151
234
221
192
241
103
100
ПО
128
114
117
128
100
97
96
95
93
96
94
100
118
102
132
165
106
150
100
120
ПО
107
133
114
115
100
103
116
156
187
119
185
100
140
153
213
273
208
280
Тенденция улучшения технико-экономических показателей
при увеличении мощности предприятия очевидна. Концентрация
производства сопровождается техническим перевооружением,
внедрением высокопроизводительного оборудования
специального назначения и полуавтоматов, переходом к комплексным
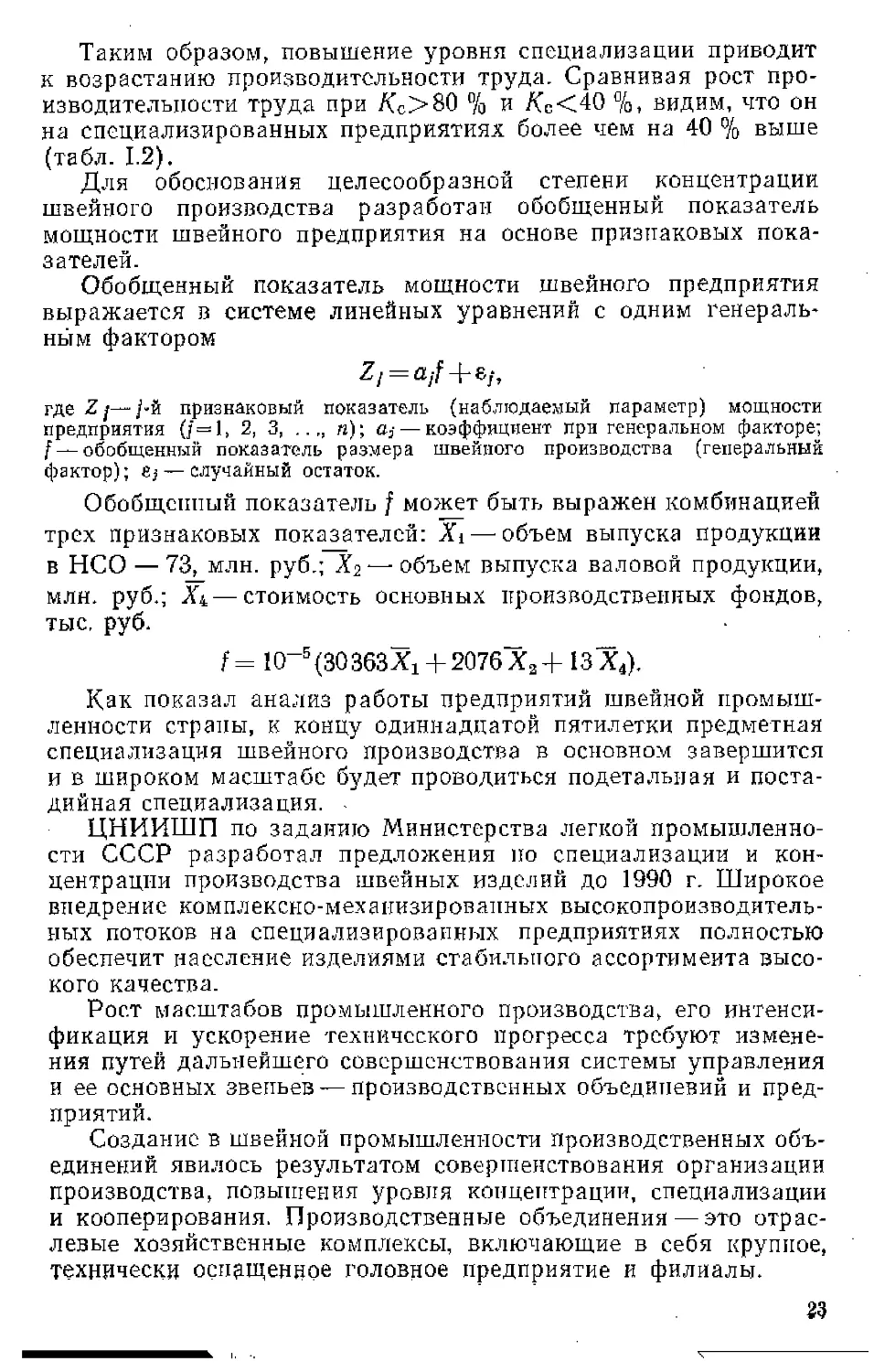
механизированным потокам оптимальной мощности. Аналогична
тенденция улучшения технико-экономических показателей {и
прежде всего производительности труда) при увеличении
мощности производственного объединения (табл. 1.2).
1.2. Зависимость производительности труда от мощности производственного
объединения и уровня его специализации
Выпуск продукции
в НСО — 73, млн. руб.
До 3
5,01—5
5,01—7
Итого в среднем
22
Производительность труда
при коэффициенте
до 40
100
112
120
114
40,1-60
108
123
135
121
одного рабочего в НСО—?3
;пецизлизации Кс. %
60-SO
более Ю
108 150
134 159
132 166
127
159
Таким образом, повышение уровня специализации приводит
к возрастанию производительности труда. Сравнивая рост
производительности труда при /(С>8С1 % и Хс<40 %, видим, что он
на специализированных предприятиях более чем на 40 % выше
(табл. 1.2).
Для обоснования целесообразной степени концентрации
швейного производства разработан обобщенный показатель
мощности швейного предприятия на основе признаковых
показателей.
Обобщенный показатель мощности швейного предприятия
выражается в системе линейных уравнений с одним
генеральным фактором
где-Z/— /-Й признаковый показатель (наблюдаемый параметр) мощности
предприятия (/=1, 2, 3, ..,, и); а, — коэффициент при генеральном факторе;
f — обобщенный показатель размера швейного производства (генеральный
фактор); Bj — случайный остаток.
Обобщенный показатель / может быть выражен комбинацией
трех признаковых показателей: Xi—■ объем выпуска продукции
в НСО — 73, млн. руб.; Х2 — объем выпуска валовой продукции,
млн. руб.; Xi, — стоимость основных производственных фондов,
тыс. руб.
f = 1(5
Как показал анализ работы предприятий швейной
промышленности страны, к концу одиннадцатой пятилетки предметная
специализация швейного производства в основном завершится
и в широком масштабе будет проводиться подетальная и поста-
дийная специализация. -
ЦНИИШП по заданию Министерства легкой
промышленности СССР разработал предложения по специализации и
концентрации производства швейных изделий до 1990 г. Широкое
внедрение комплексно-механизированных
высокопроизводительных потоков на специализированных предприятиях полностью
обеспечит население изделиями стабильного ассортимента
высокого качества.
Рост масштабов промышленного производства, его
интенсификация и ускорение технического прогресса требуют
изменения путей дальнейшего совершенствования системы управления
и ее основных звеньев — производственных объединений и
предприятий.
Создание в швейной промышленности производственных
объединений явилось результатом совершенствования организации
производства, повышения уровня концентрации, специализации
и кооперирования. Производственные объединения — это
отраслевые хозяйственные комплексы, включающие в себя крупное,
технически оснащенное головное предприятие и филиалы.
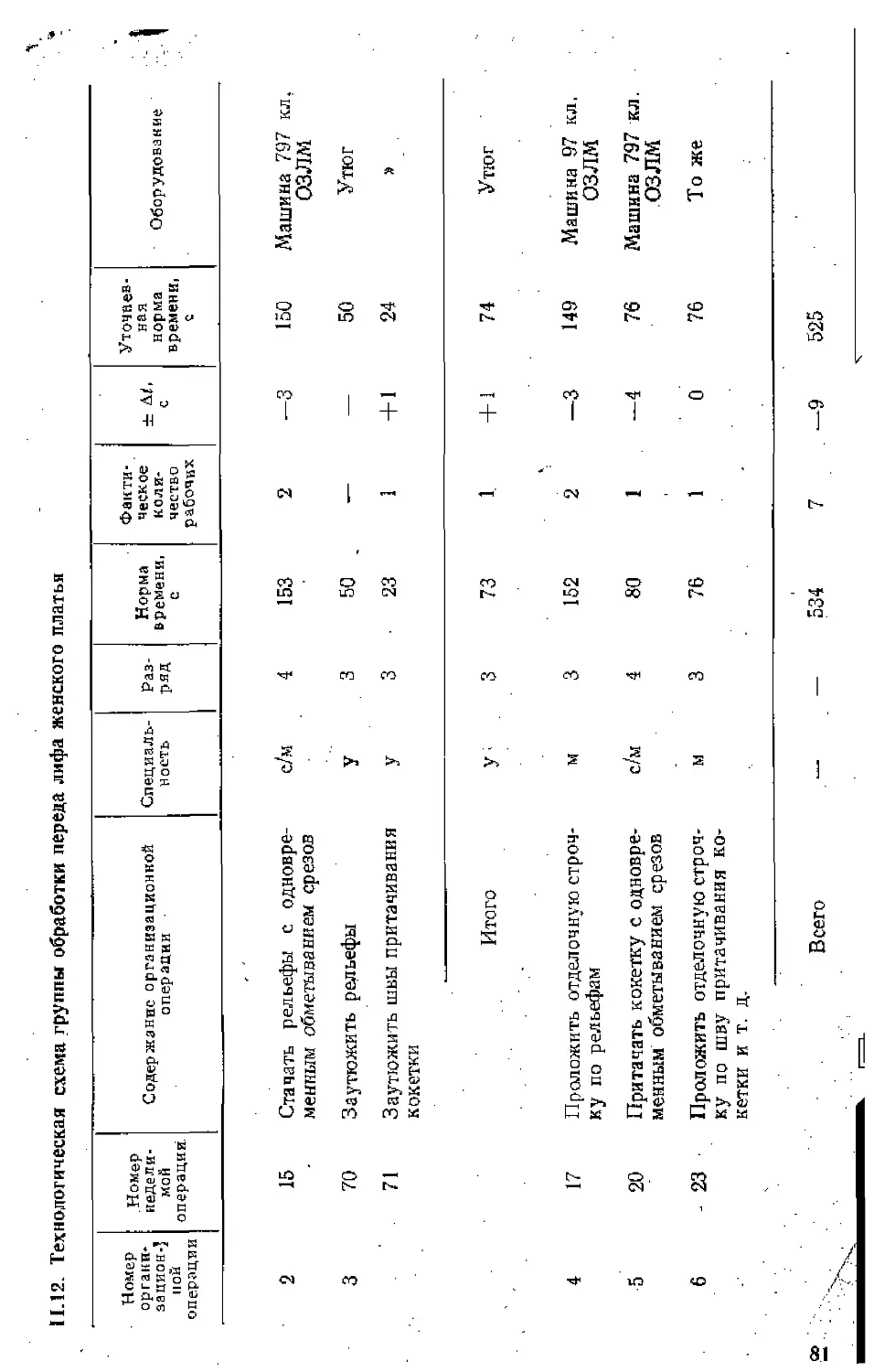
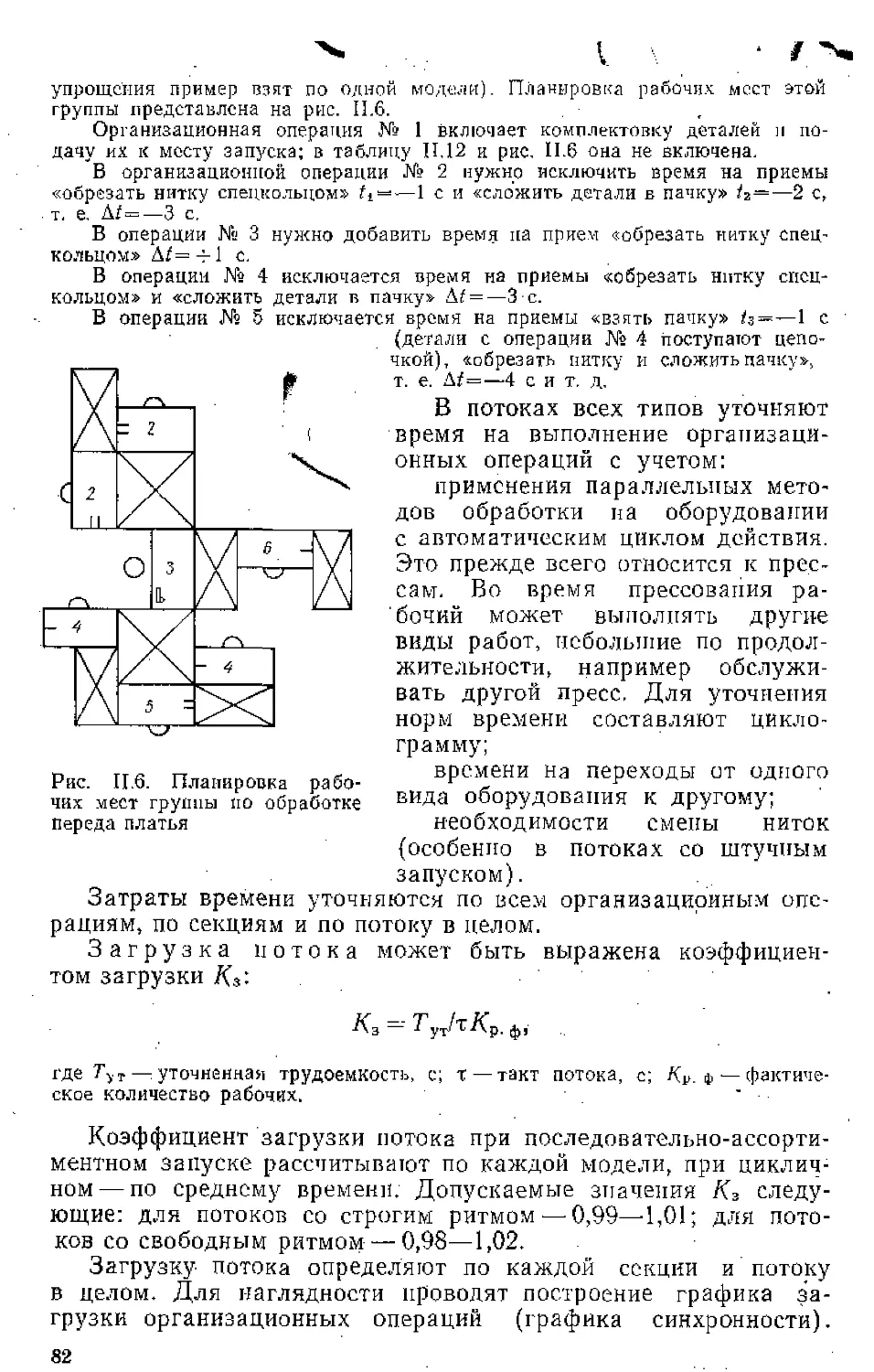
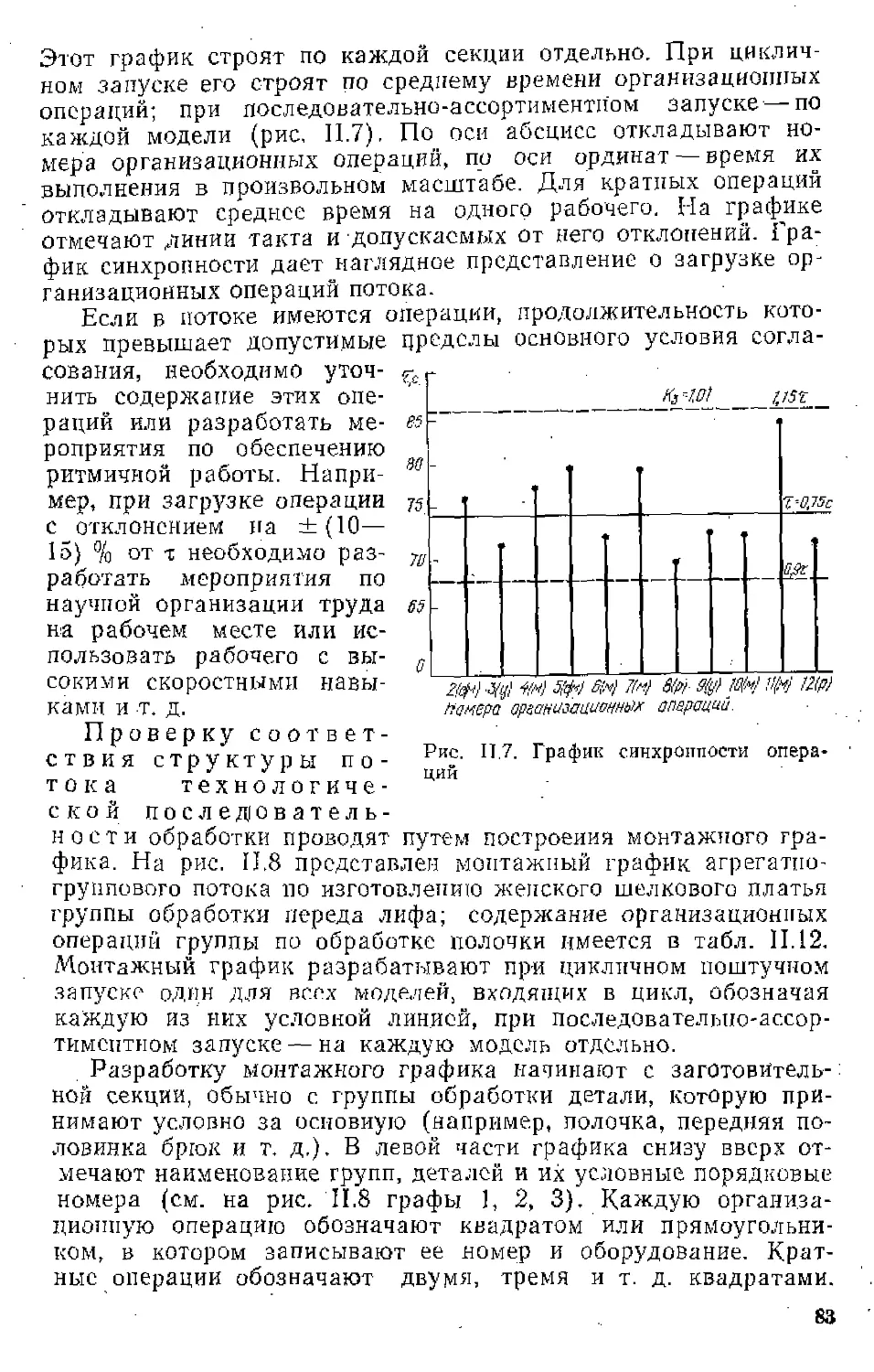
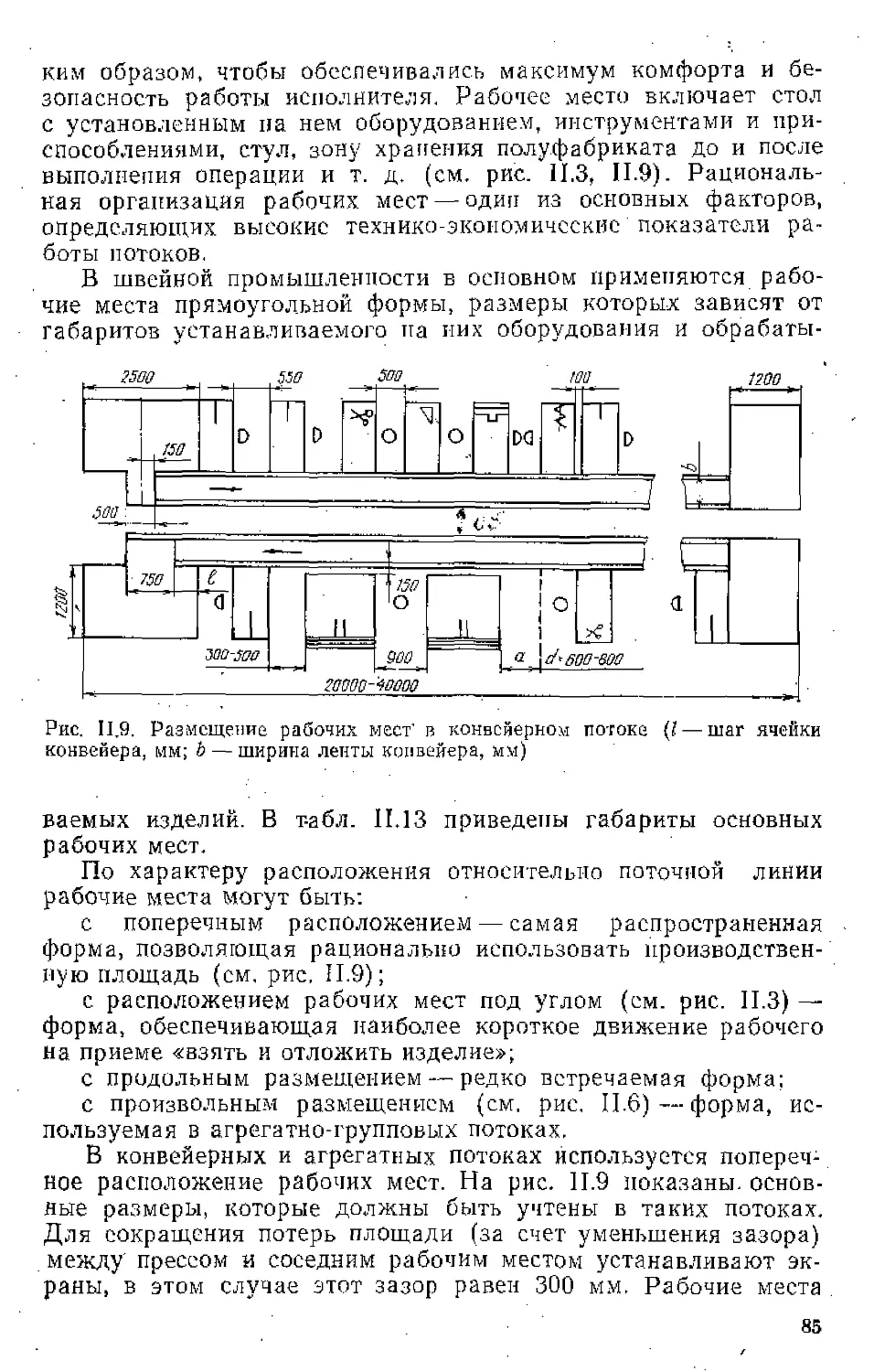
83
Деятельность производственных объединений эффективнее,
если при их создании в должной мере учтена не только
отраслевая принадлежность предприятий, но и технологическая
однородность производственных процессов, сложившиеся
кооперационные связи, соблюдение специализации по видам
выпускаемых изделий и используемому сырью.
Создание производственных объединений не только
значительно повышает уровень управления производством, но и
сокращает управленческий аппарат, способствует увеличению
выпуска продукции, пользующейся повышенным спросом,
улучшению качества, снижению себестоимости и повышению
рентабельности производства.
Рациональная организация объединений приобретает особое
значение в отраслях с большим количеством средних и мелких
предприятий. Объединения швейной промышленности состоят из
различного количества предприятий, которые можно
подразделить на три группы: мелкие (с количеством фабрик от 1 до 7),
средние (от 8 до 15), крупные (16 и более). Однако следует
учитывать и мощность входящих предприятий.
Большинство объединений являются неспециализированными
и выпускают технологически неоднородную продукцию. Однако
данные о деятельности объединений свидетельствуют о том, что
наилучшие результаты достигнуты в тех из них, которые
последовательно осуществляют специализацию производства по
технологическому и предметному признакам.
Образование производственных объединений в легкой
промышленности явилось важным фактором дальнейшего
повышения эффективности производства. Это достигнуто в
значительной мере за счет проведения мероприятий, направленных на
развитие и углубление отраслевой и межотраслевой
специализации, концентрации, кооперирования и комбинирования
производства.
Специализация на предприятиях углубилась за счет
сокращения числа разнотипных операций, выполняемых на каждом
из участков производства, организации единых для объединения
заготовительных цехов с четким разделением функций между
ними, а также за счет усиления кооперирования между
отдельными подразделениями. На всех созданных объединениях
увеличилось число основных и уменьшилось число
вспомогательных цехов благодаря централизации работ.
Дальнейшее развитие и совершенствование производственных
объединений на основе специализации, концентрации и
кооперирования производства является важнейшим источником
повышения их эффективности. В одиннадцатой пятилетке будет
продолжена работа по дальнейшему осуществлению предметной
специализации, расширению технологической и подетальной
специализации. Подготовительно-раскройные производства должны
быть централизованы на 60—70 % объединений, участки влажно-
34
тепловой обработки и окончательной отделки на 15—25 %
объединений, подетально специализированные участки будут
созданы на 18—25 % объединений.
Б условиях социалистического производства специализация
и кооперирование швейных предприятий имеют большое
значение, так как они являются необходимым условием технического
и экономического прогресса отрасли.
1.5.2. Характеристика типов швейных
предприятий
Как для оценки деятельности действующего
предприятия, так и для выбора мощности вновь строящегося
предприятия необходима нормативная единица мощности швейного
предприятия.
Показателем мощности предприятия принято считать
количество общественного труда, затраченного на изготовление
продукции, т. е. численность производственных рабочих и
нормативную стоимость обработки готовой продукции в год при одно-
или двухсменной работе.
В соответствии с существующими положениями мощность
швейного предприятия измеряется количеством
производственных рабочих, занятых изготовлением продукции. Объем
производства измеряется по нормативной стоимости обработки. Для
сопоставления деятельности предприятий, их оценки используют
НСО на одного производственного рабочего. По НСО на одного
производственного рабочего можно судить об уровне
производительности труда на предприятии.
Опыт проектирования, строительства и эксплуатации
швейных предприятий неопровержимо доказывает, что предприятия
большой мощности наиболее эффективны.
Установление мощности проектируемого предприятия
согласуется с выбранным пунктом строительства таким образом,
чтобы при вводе в действие предприятие удовлетворяло
потребность в изделиях данного вида и не испытывало затруднений
в комплектовании кадров.!/Гак как в большинстве случаев в
качестве пунктов строительства рекомендуются средние и малые
города, то в проектах необходимо ориентироваться па
предприятия средней мощности при обеспечении оптимальных
мощностей потоков^1 Средняя мощность швейных предприятий,
строящихся в СССР, составляет 2,5—4 млн. руб. в НСО—73
(табл. 1.3).
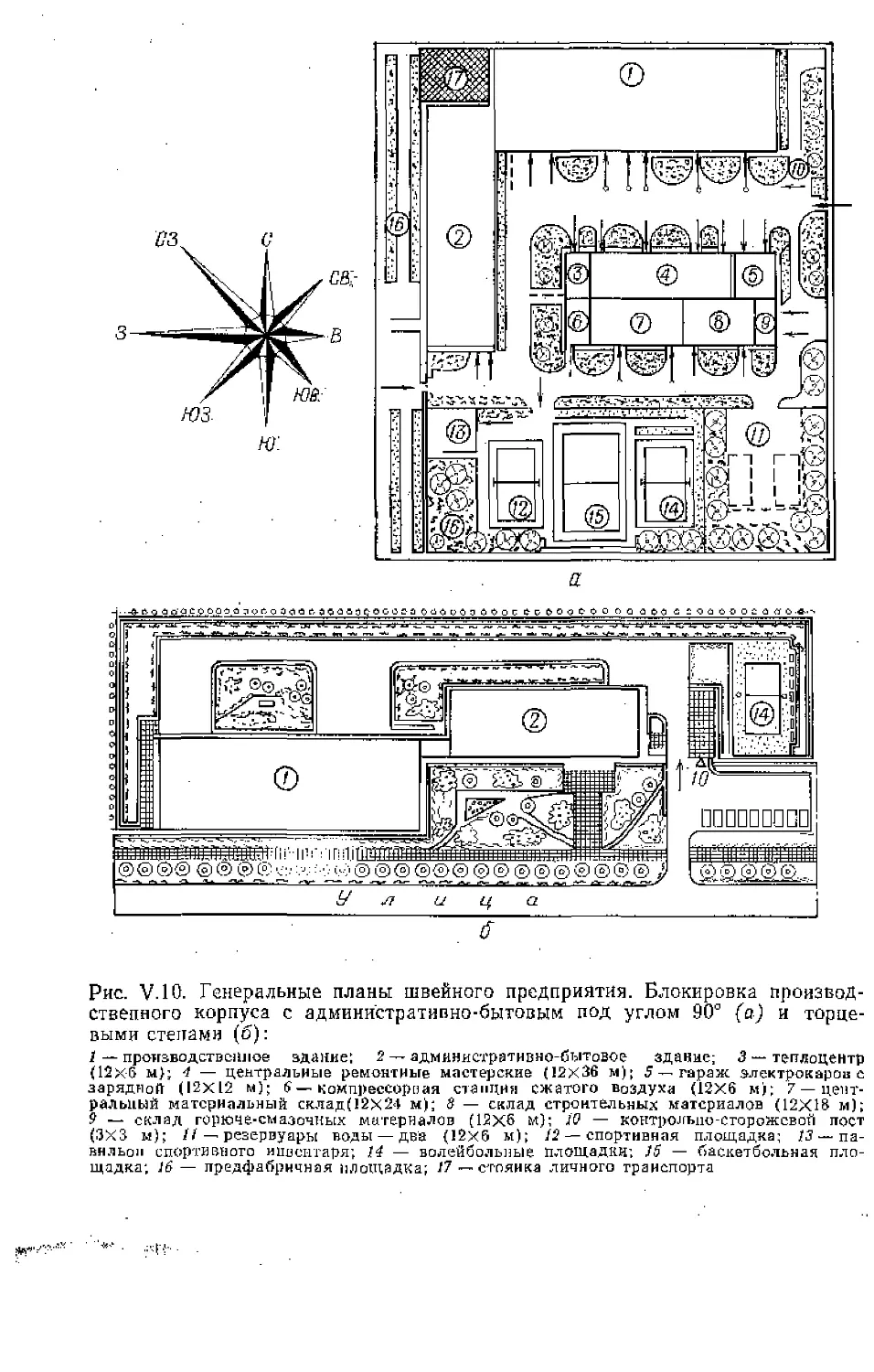
1 Расчет мощности проектируемого предприятия проводят
исходя из потребности на душу населения в изделиях каждого
вида и количества населения, потребляющего продукцию
швейного предприятия '(форма 1.4). Сведения о трудоемкости
изготовления единицы изделия (графа 6 формы 1.4) основного
потока берут из технологической схемы разделения труда,--По
дополнительным изделиям трудоемкость изготовления единицы
25
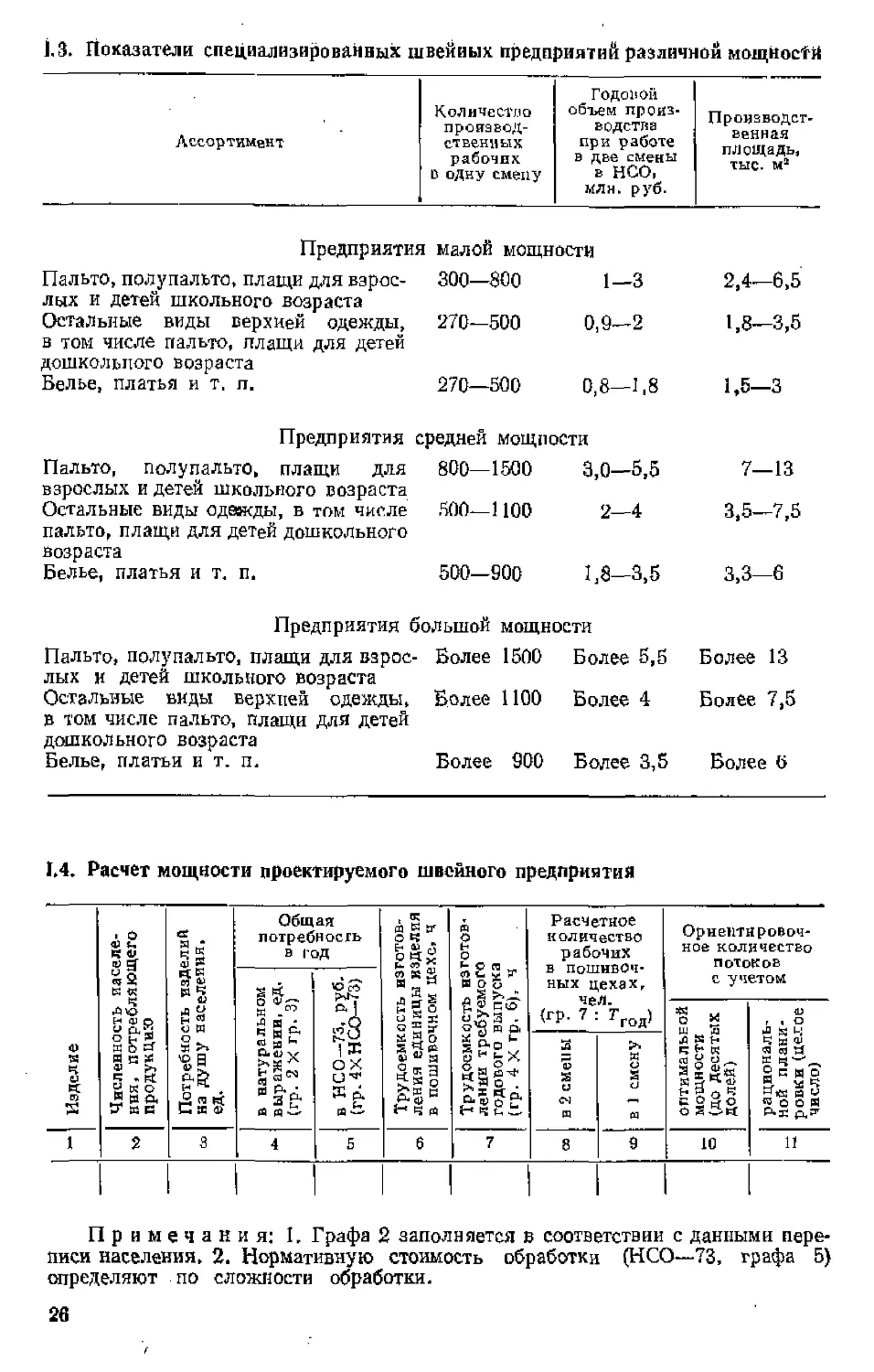
Показатели специализированных швейных предприятий различной мощности
Ассортимент
Количество
производственных
рабочих
в одну смену
Годовой
объем
производства
при работе
в две смены
в НСО,
млн. руб.
Производственная
площадь,
тыс. м"
Предприятия малой мощности
Пальто, полупальто, плащи для взрос- 300—800 1—3 2,4—6,5
лых и детей школьного возраста
Остальные виды верхней одежды, 270—500 0,9—2 1,8—3,5
в том числе пальто, плащи для детей
дошкольного возраста
Белье, платья и т. п. 270—500 0,8—1,8 1,5—3
Предприятия средней мощности
Пальто, полупальто, плащи для 800—1500 3,0—5,5 7—13
взрослых и детей школьного возраста
Остальные виды одежды, в том числе 500—1100 2—4 3,5—7,5
пальто, плащи для детей дошкольного
возраста
Белье, платья и т. п. 500—S00 1,8—3,5 3,3—6
Предприятия большой мощности
Пальто, полупальто, плащи для взрос- Более 1500 Более 5,5 Более 13
лых и детей школьного возраста
Остальные виды верхней одежды, Волее 1100 Более 4 Более 7,5
в том числе пальто, плащи для детей
дошкольного возраста
Белье, платья и т. п. Более 900 Более 3,5 Более О
1.4. Расчет мощности проектируемого швейного предприятия
О К
I
Общая
потребность
в год
£8«
я «
ох
о41
и 9 я *.
Л С и 7
в о S
f4
Расчетное
количество
рабочих
в
пошивочных цехах,
чел.
<ГР- 7 : ггод)
Ориентировочное количество
ПОТОКОВ
с учетом
ев"
о о я
10
Примечания: I. Графа 2 заполняется в соответствии с данными
переписи населения. 2. Нормативную стоимость обработки (НСО—-73, графа 5)
определяют по сложности обработки.
26
изделия принимают согласно типовой технической
документации, данным передовых предприятий или среднеотраслевым
нормативам времени на изготовление единицы продукции.
Годовой фонд рабочего времени Ттоя определяется
количеством календарных дней в году из расчета 41 рабочего часа
в неделю за вычетом выходных, праздничных дней и отпуска
при двухсменном режиме работы.
При сезонных перезаправках номинальный фонд рабочего
времени определяется по формулам:
* д. год = Тгод'(1 ~f~aP); I з.год = Тгод Тц. год.
где Ггоц — годовой фонд рабочего времени; Та, год и Гд. год — номинальный
фонд рабочего времени в год для изготовления соответственно демисезонной
и зимней одежды, ч; « = Л8//7Д; Р = 7^бр / Т^6р;
где Па — потребность в зимней одежде; Лд— потребность в демисезонной
одежде; Г^р —трудоемкость обработки единицы зимней одежды; 7^йр — то
же, демисезонной одежды.
Исходя из полученных данных определяют необходимое
количество швейных потоков и выполняют планировку основного
и дополнительных процессов. Количество рабочих в потоках,
тип потока, характер питания, транспортные средства выбирают
в соответствии с рекомендациями.
Расчет мощности швейного предприятия по заданной
производственной площади (например, при реконструкции или
изменении ассортимента) проводят исходя из норм площади на
одного рабочего и затрат времени па изготовление единицы
изделия (форма 1.5).
1,5. Расчет
мощности реконструируемого швейного предприятия по
производственной площади
Изделг
1
К
<й
К
1- Н
?й
й я
О о
С"с
2
-
«С
=г ^
о &
gg
ьо
о м
л
t*
о
11
IP
4
Ill
5
Я
s|
к в
й и
id e
я.» D'-
ni fi Й
U о в
nt H R
Q.O Щ
т- t. ч!
т кя
е
Проектный объем
производства
о/
о н t-
1^
7
НСО
а
ч К К
8
IS!
9
заданной
Планируемый
объем
производства (всего в год)
о а
10
*aw
11
Предприятия малой мощности (см. табл. 1.3, 270—800
производственных рабочих в смену) могут размещаться в трех-
и четырехэтажных зданиях площадью от 18X36 до 36X36 м2.
Предприятия средней мощности (500—1500 производственных
рабочих в смену) могут размещаться в четырехэтажных
зданиях площадью этажа от 36X36 до 36X72 м2. Предприятия
27
большой мощности (более 1500 производственных рабочих
в смену) могут размещаться в четырехэтажных зданиях
площадью 36X120 м2 и более {здание предприятия, строящегося
в черте города, в этом случае будет иметь Т, Г или П-образную
форму или состоять из двух параллельно расположенных
корпусов) .
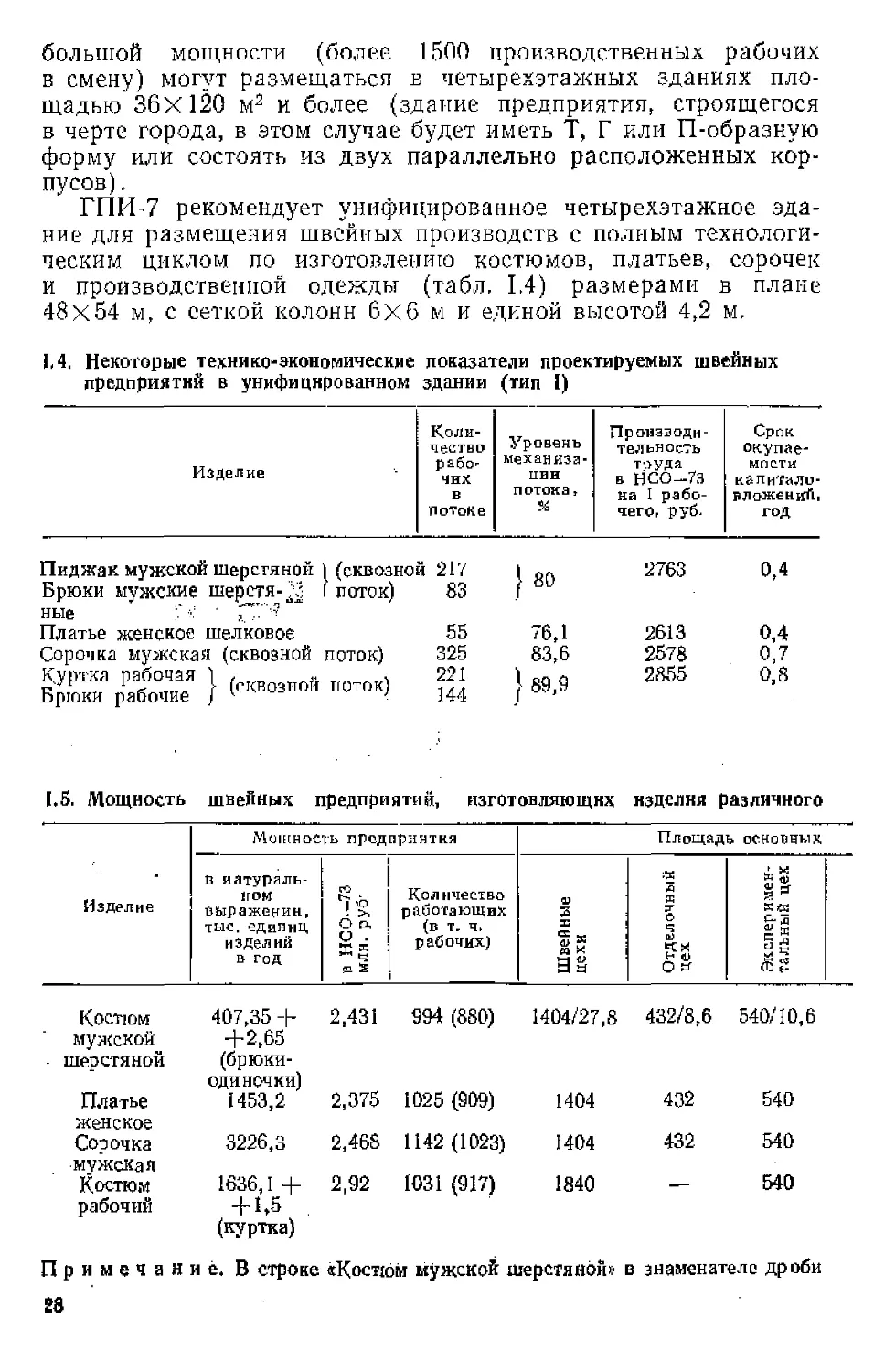
ГПИ-7 рекомендует унифицированное четырехэтажное
здание для размещения швейных производств с полным
технологическим циклом по изготовлению костюмов, платьев, сорочек
и производственной одежды (табл. 1.4) размерами в плане
48x54 м, с сеткой колонн бхб м и единой высотой 4,2 м.
1,4. Некоторые техн и ко-экономические показатели проектируемых швейных
предприятий в унифицированном здании (тип I)
Изделие
Количество
рабочих
в
потоке
механизации
Производительность
трудя
в НСО-73
на I
рабочего, руб.
Српк
окупаемости
капиталовложении.
год
Пиджак мужской шерстяной \ (сквозной 217
Брюки мужские шерстя- 23 г поток) 83
ные 1' *: ' ™* "■■?
Платье женское шелковое
Сорочка мужская (сквозной поток)
2763
0,4
55
325
221
144
76,1
83,6
}89,9
2613
2578
2855
0,4
0,7
0,8
1.5. Мощность швейных предприятии, изготовляющих изделия различного
■
Изделие
Костюм
мужской
шерстяной
Платье
женское
Сорочка
мужская
Костюм
рабочий
Мишность предприятия
в
натуральном
выражении,
тыс. единиц
изделий
в год
407,35 +
+ 2,65
(брюки-
одиночки)
1453,2
3226,3
1636,1 +
+ 1,5
(куртка)
! ^
о &
У к
в К
2,431
2,375
2,468
2,92
Количество
работающих
(в т. ч.
рабочих)
994 (880)
1025 (909)
1142(1023)
1031 (917)
Площадь основных
3
л
1й
33
1404/27,8
1404
1404
1840
!Я
т:
А
К
ч
О*
432/8,6
432
432
—
"^
540/10,6
540
540
540
Примечание. В строке «Костюм мужской шерстяной» в знаменателе дроби
28
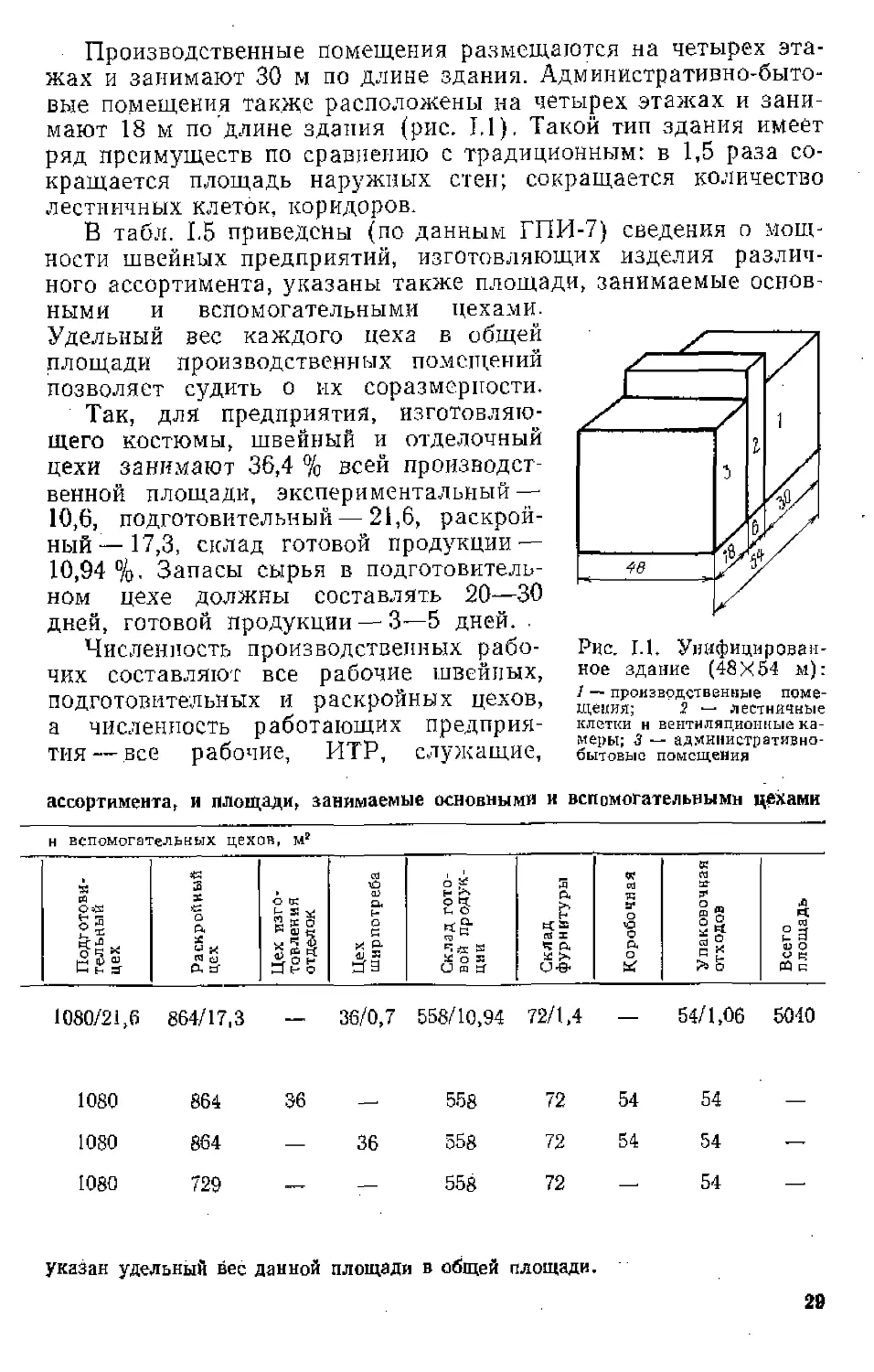
Производственные помещения размещаются на четырех
этажах и занимают 30 м по длине здания.
Административно-бытовые помещения также расположены на четырех этажах и
занимают 18 м по длине здания {рис. 1.1). Такой тип здания имеет
ряд преимуществ по сравнению с традиционным: в 1,5 раза
сокращается площадь наружных стен; сокращается количество
лестничных клеток, коридоров.
В табл. 1.5 приведены (по данным ГПИ-7) сведения о
мощности швейных предприятий, изготовляющих изделия
различного ассортимента, указаны также площади, занимаемые
основными и вспомогательными цехами.
Удельный вес каждого цеха в общей
площади производственных помещений
позволяет судить о их соразмерности.
Так, для предприятия,
изготовляющего костюмы, швейный и отделочный
цехи занимают 36,4 % всей
производственной площади, экспериментальный —■
10,6, подготовительный — 21,6,
раскройный—17,3, склад готовой продукции —
10,94%, Запасы сырья в
подготовительном цехе должны составлять 20—30
дней, готовой продукции—3—5 дней. .
Численность производственных
рабочих составляют все рабочие швейных,
подготовительных и раскройных цехов,
а численность работающих
предприятия — все рабочие, ИТР, служащие,
Рис. ГЛ.
Унифицированное здание (48X54 м):
1 — производственные
помещения; 2 — лестничные
клетки и вентиляционные
камеры; S — административно-
бытовые помещения
ассортимента, и площади, занимаемые основными к вспомогательными цехами
и вспомогательных цехов, мг
а
Р
л х
*т а
к >*
ё
о
а
fccf
к
л
аг
§s
1080/21,6 864/17,3 — 36/0,7 558/10,94 72/1,4 — 54/1,06 5040
1080
1080
1080
864
864
729
36
—
—■
36
_
558
558
558
72
72
72
54
54
54
54
54
указан удельный вес данной площади в общей площади.
29
обслуживающий персонал самого предприятия, управления и
всех вспомогательных служб в соответствии со штатным
расписанием.
1.6. ОБЩИЕ ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКОМУ
ПРОЕКТИРОВАНИЮ
При проектировании новых и реконструкции
действующих предприятий большое значение имеет выбор
организационно-технических решений, от которых зависит
эффективность работы будущего предприятия. Особое внимание должно
быть уделено разработке мероприятий, способствующих повы-
гнению производительности труда, качества продукции, полному
использованию производственных площадей и техники. При
проектировании должно быть учтено общее направление
развития народного хозяйства СССР, перспективы развития легкой
промышленности в целом и швейной отрасли в частности.
В основу технологических расчетов должны быть положены
следующие факторы.
1. Механизация и автоматизация технологических процессов,
применение современных оборудования и технологии.
Оборудование должно отвечать производственным условиям
предприятия, его мощности, уровню специализации. При использовании
дорогостоящего полуавтоматического и автоматического
оборудования необходимо обеспечить его полную загрузку и иметь
необходимые расчеты для определения сроков окупаемости. При
выборе оборудования необходимо стремиться к его унификации,
что в значительной мере облегчит организацию работы,
обслуживания и ремонта.
2. Внедрение новых прогрессивных форм организации
производства, обеспечивающих наибольшую эффективность
производства (например, организация комплексно-упиверсалытых бригад
в раскройном производстве, применение агрегатно-групповых
потоков с пачковой системой запуска и сквозных потоков в
швейных цехах, централизация окончательной влажно-тепловой
обработки и отделки изделий и т. д.).
3. Разработка прогрессивных технически обоснованных норм
выработки и обеспечение высоких технико-экономических
показателей.
4. Четкая специализация производства. Ассортимент
изделий должен соответствовать потребностям экономического
района, но не быть в ущерб специализации.
5. Внедрение передовых методов труда, рациональной
организации рабочих мест.
6. Создание безопасных и здоровых условий труда,
механизация тяжелых и трудоемких работ. Проектировать средства
механизации необходимо с учетом сокращения перемещений
грузов и снижения числа вспомогательных рабочих. При вы-
30
боре средств механизации следует ориентироваться на типовое
оборудование, выпускаемое специализированными заводами.
Необходимо обращать внимание на прогрессивные способы
транспортировки, например на устройства с автоматическим
адресованием изделий к рабочим местам и на склад готовой
продукции и т. п.
Не должно быть механизации ради механизации без
улучшения условий труда и повышения его производительности.
7. Выбор наиболее рационального типа производственного
здания с учетом технологического процесса и климатических
условий района.
Выбор типа здания и сетки колонн во многом
предопределяет расположение оборудования. В настоящее время для
многоэтажных зданий предприятий легкой промышленности
рекомендуется сетка колонн размером 6Хб и 6X9, для
одноэтажных—24x6, 6X18, 18X12, 6X12 и 12X12 м. Сетка колонн
должна быть единой для всего производственного корпуса й
обеспечивать рациональное размещение основного
оборудования и технологических потоков. Кроме того, сетка колонн
должна обеспечить возможность замены устаревшего
оборудования без перестройки здания. ГПИ-7 рекомендует
унифицированные трех- и четырехэтажные здания с полным
технологическим циклом изготовления различных видов изделий. Сетка
колонн 6X6.
1.6.1. Предварительный расчет предприятия
Проектированию швейного предприятия
предшествуют предварительные расчеты по укрупненным показателям,
что позволяет установить выбор оптимального варианта
предприятия, обеспечивающего удовлетворение потребности
населения в одежде нужного ассортимента при высоких технико-эко-
, комических показателях.
При предварительном расчете определяют структуру
производства (швейная фабрика, производственное объединение),
уровень специализации предприятия с обоснованием выбора
ассортимента, выбирают мощность потока (оптимальная
мощность, сквозной поток, фабрика-поток), определяют количество
производственных рабочих и производственных площадей
основных и вспомогательных цехов; выбирают схемы поэтажной
планировки цехов (швейных, отделочного, подготовительного,
раскройного, экспериментального, склада готовой продукции)
с учетом грузопотока и людских потоков.
Расчет выпуска изделий в смену М и количества рабочих
в смену К$ производят на основании данных, полученных при
расчете мощности швейного предприятия (см. форму 1,4):
31
гле Мг — годовой выпуск изделий, ед,; Tt-~
п — количество смен;
количество рабочих дней в году;
где Т — трудоемкость изделия (затраты времени на обработку одного
изделия), с; R — продолжительность рабочей смены, с,
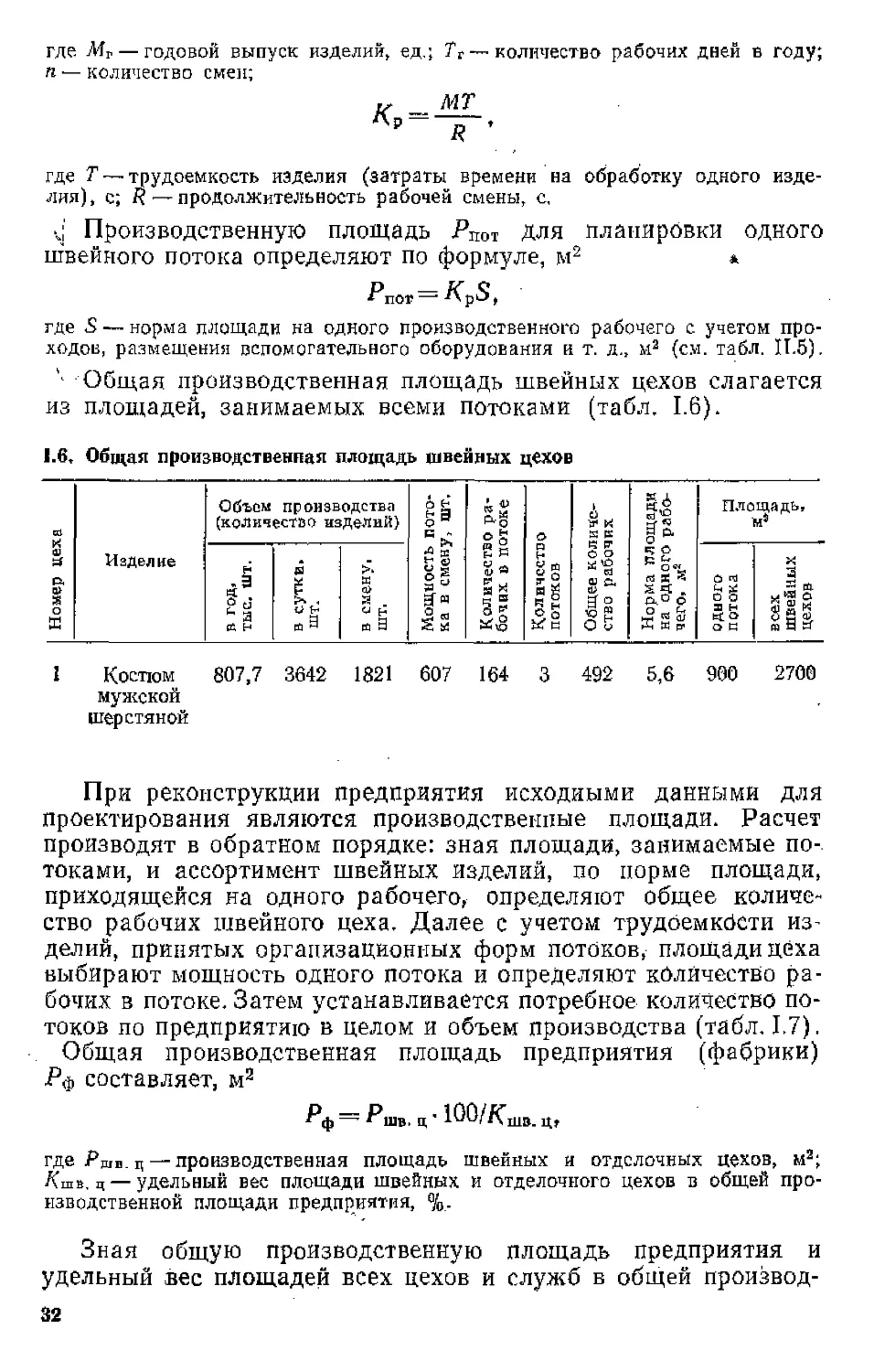
■„;' Производственную площадь РПОт Для планировки одного
швейного потока определяют по формуле, м2 *
где S — норма площади на одного производственного рабочего с учетом про-
ходоь, размещения вспомогательного оборудования и т. д., м2 (см. табл. II.5).
'' Общая производственная площадь швейных цехов слагается
из площадей, занимаемых всеми потоками (табл. 1.6).
1.6. Общая производственная площадь швейных цехов
Изделие
Объем производства
(количество изделий)
К si
её
Площадь,
1 Костюм
мужской
шерстяной
807,7 3642 1821 607 164 3 492 5,6 900 2700
При реконструкции предприятия исходными данными для
проектирования являются производственные площади. Расчет
производят в обратном порядке: зная площади, занимаемые
потоками, и ассортимент швейных изделий, по норме площади,
приходящейся на одного рабочего, определяют общее
количество рабочих швейного цеха. Далее с учетом трудоемкости
изделий, принятых организационных форм потоков, площади цеха
выбирают мощность одного потока и определяют количество
рабочих в потоке. Затем устанавливается потребное количество
потоков по предприятию в целом и объем производства (табл. 1.7).
Общая производственная площадь предприятия (фабрики)
Рф составляет, ма
■Рф = • шв. и' luU/д шв ц,
где Рщд. ц — производственная площадь швейных и отделочных цехов, м2;
Кшв.ц — удельный вес площади швейных и отделочного цехов в общей
производственной площади предприятия, %.
Зная общую производственную площадь предприятия и
удельный вес площадей всех цехов и служб в общей производ-
32
ственной площади, можно определить площади этих цехов н
служб.
Рэ,ц = РфК,. ц/Ю0;
где Ра. ц, Рп-ц, Pp. ц — производстпснняя площадь соответственно-
экспериментального, подготовительного и раскрошгого цехов, м2; Кз.п, /<п, ц, КР. ц —
удельный вес площади соответственно экспериментального, подготовительного
и раскройного цехов в общей производственной площади предприятия, %.
1.7.
X
.3
El
Ном
Объем производству
Изделие
С я
реконструируемых швейных
О Ь
X S
СЗ [Г И
яс
Л*
р
ы ffl ^
в g^
г
о
|»
tr S <l>
цехов
Я
е?,
Об'ьем
произнодства
(количесто йяделий)
X
<и
£3
° ь
d =
. S
пи.
К ОСТ1ОМ
мужской
. шерстяной
и т. д.
3000 5,6 545
182 658 1974 3948 995,2
Аналогичным образом определяется площадь склада готовой
продукции и других служб.
1,6.2. Требования к технологическому
проектированию
На основании предварительного расчета по
укрупненным показателям производится выбор типа здания и схемы
поэтажной планировки. При регнении задач поэтажной
планировки следует учитывать технологическую последовательность
процесса изготовления одежды, а также взаимные связи цехов
и отделов.
Наиболее целесообразным принято " следующее размещение
цехов и служб предприятия но этажам.
Для четырехэтажных зданий: I этаж — подготовительный
цех и склад готовой продукции; II этаж — раскройный и
экспериментальный цехи; III—IV этажи—-швейные цехи.
Отделочный цех может размещаться на I этаже, рядом со складом
готовой продукции, а также на II или на III этаже.
Для трехэтажного здания: I этаж — подготовительный цех,
склад готовой продукции, отделочныйГ цех; II этаж —
раскройный, экспериментальный и швейный цехи; III этаж — швейный
цех.
Заказ № 1930
33
Отделочный цех необходимо размещать ближе к месту
выпуска продукции швейными потоками, а подготовительный и
раскройный — ближе к месту запуска кроя на
заготовительных участках потоков. Поступление ткани и других
материалов в подготовительный цех и вывоз готовой продукции со
склада должны производиться со стороны, обратной фасаду
здания.
Для правильной организации технологического процесса и
выбора наиболее рационального типа здания составляют
несколько схем технологических потоков (без расстановки
оборудования и сетки колонн) для зданий различной этажности и
конфигурации. На схемах необходимо указывать места
поступления сырья, выхода готовых изделий, последовательность
расположения переходов производства и движение людского
потока по цехам. При разработке схем следует руководствоваться
требованиями технологии, организации производства и
транспорта с учетом санитарных и противопожарных норм техники
безопасности.
Затем выполняют точную планировку цехов (Ml : 100,1 :200)
с расстановкой оборудования и рабочих мест. При этом
необходимо сделать несколько вариантов расположения оборудования
при данной сетке колонн, чтобы иметь возможность выбрать
лучший из них.
При размещении технологических процессов, планировке
цехов, участков, выборе схемы поэтажной планировки здания
необходимо учитывать следующие факторы:
вид производственного здания, сетку колонн, оснащенность
цехов инженерными коммуникациями, расположение лифтов,
лестниц, места приема и вывоза грузов, расположение
административно-бытовых помещений;
удобство взаимосвязи между участками, цехами,
административно-бытовыми помещениями;
количество рабочих, административного аппарата и
обслуживающего персонала;
правильность и непересеченность людского и грузовых
потоков;
эффективное использование производственной площади;
последовательность выполнения технологических операций
при наикратчайшем пути перемещения предметов труда (без
возвратов, лишних пробегов, обходов и т. п.) с обеспеченностью
за счет этого поточного производства;
количество, вид, размеры, массу оборудования, особенности
его монтажа, ремонта, подводки инженерных коммуникаций
(электроэнергии, воды, пара, сжатого воздуха и др.), работы
на нем;
свойства сырья, полуфабрикатов, готовых изделий,
особенности их хранения, транспортировки;
удобство работы обслуживающего персонала;
34
создание благоприятных условий для работы подъемио-
транспортпых устройств;
возможность гибкой планировки технологического процесса
в случае изменений ассортимента изделий, технологии,
оборудования;
требования техники безопасности и противопожарной
техники.
При планировке участка, цеха должны быть решены
вопросы, касающиеся выбора типа, размера и организации рабо- ■
чих мест, расположения их в потоках, определения общей длины
потоков, их количества, занимаемой ими площади, размещения
агрегатов, конвейеров, потоков на площади цеха, выбора пути
движения предметов труда по цеху, механизации
транспортировки предметов труда.
Особое внимание должно быть уделено планировке рабочего
места как первичной ячейке предприятия. Рациональная
организация рабочего места способствует достижению высокой
производительности труда, снижению утомляемости и сохранению
здоровья человека.
Под планировкой рабочего места понимается система
размещения па определенном участке производственной площади
(в зоне рабочего места) всех элементов его оснащения.
Планировка рабочего места должна отвечать требованиям
НОТ: рациональное пространственное расположение
оборудования, оргосиастки, материалов, полуфабрикатов,
местоположение самого рабочего. Соблюдение этих требований обеспечивает
высокопроизводительную работу с наименьшими трудовыми
затратами, удобство и безопасность в работе, способствует
экономному использованию производственной площади,
целесообразному расположению рабочих мест относительно друг
друга.
Расположение рабочих мест должно быть координировано
и по отношению к соседним участкам цеха, колоннам, стенам,
проходам и т, д. При этом для достижения максимального
удобства и достаточной свободы движения рабочего в процессе
выполнения операции следует соблюдать допустимые нормами
расстояния между смежными рабочими местами, а также между
рабочими местами и колоннами или стенами.
Средства механизации и автоматизации
подъемно-транспортных работ должны обеспечивать повышение эффективности
производства, ликвидацию тяжелого и трудоемкого ручного труда,
улучшение санитарно-гигиенических условий труда, сокращение
потерь времени у основных производственных рабочих,
повышение коэффициента использования технологического
оборудования.
При составлении схемы грузопотоков выявляют
последовательность выполнения производственных операций, вид,
количество, массу, габариты, особенности хранения и транспортировки
2* 35
грузов, устанавливают связь между рабочими местами,
участками, цехами.
При планировке цехов, участков с целью повышения
эффективности производства, снижения затрат на перемещение грузов
необходимо соблюдать следующие требования:
поток грузов по возможности должен быть прямолинейным,
исключающим встречные, петлеобразные, повторные
перемещения;
технологические операции, следующие .друг за другом,
должны быть по возможности территориально расположены близко
друг к другу;
должно быть сокращено до минимума промежуточное
складирование, накопление грузов;
целесообразно совмещать вспомогательные технологические
операции с транспортными;
по возможности использовать стандартное
подъемно-транспортное оборудование, унифицированную тару;
в выбранной схеме транспортировки должно быть
минимальное количество пунктов перегрузки;
схема транспортировки должна предусматривать
минимальное количество машин и устройств.
При определении количества и ширины проходов (проездов)
необходимо учитывать ширину зоны обслуживания
оборудования, интенсивность движения людского потока и транспорта,
условия работы транспорта. В проходах (проездах) нельзя
размещать материалы, полуфабрикаты, инструменты и т. л.
При длине поточных линий более 35 м необходимо
проектировать поперечные проходы шириной 1,5—2 м, В конвейерных
потоках должны быть предусмотрены продольные проходы
между двумя лентами конвейера шириной 0,5 м-.
При размещении потоков в цехе необходимо предусмотреть
следующие размеры проходов по длине и ширине помещения:
от торцевых стен до начала и конца поточных линий при
наличии мест запуска или выпуска 3,5—4,5 м; при отсутствии мест
запуска или выпуска 2—2,5 м; между поточными линиями по
длине цеха 4,5--9 м; по ширине цеха от боковых стен 1,1 —1,2 м;
при расположении по ширине цеха двух поточных линий проход
между ними должен 'быть 2—2,25 м, трех агрегатов — 2,25—2,75;
четырех — 2,25—3 м при обязательном главном проходе
шириной не менее 3 м.
Поточные линии в цехе могут располагаться как в
продольном, так и поперечном направлении. Характер их размещения
зависит от размеров цеха, сетки колонн, типа потока,
изготовляемого ассортимента.
Главный проход должен быть прямым и направленным
к главному выходу, остальные — к запасным выходам и сани-
тарно-бытовым помещениям. При наличии в проходе одного
ряда колонн ширина прохода определяется расстоянием между
36 . -' ■ ,
колонной и оборудованием, а при двух рядах колонн —■
расстоянием между колоннами.
На плане цеха должны быть нанесены не только поточные
линии, но и оборудование для храпения кроя, полуфабрикатов,
межсекциопных запасов, готовой продукции, места
комплектования изделий, приема готовой продукции, межэтажные
подъемники, элеваторы и т. д.
При планировке цехов в соответствии с нормами должны
быть определены размеры следующих участков:
зон технологического обслуживания или ремонта
оборудования;
рабочих проходов между машиной и колонной, машиной и
стеной, смежными машинами;
монтажных проходов и разрывов между оборудованием;
полос эвакуации людей в проходах;
полос транспорта в проходах;
зон размещения запасов полуфабриката, технологической
тары, стационарных и нестационарных устройств для хранения
и перемещения предметов труда, отходов;
ширины коммуникаций и другого вспомогательного
оборудования, в том числе монтируемого на высоте до 2 м от пола.
Для обеспечения безопасности движения в проходах
предусматривается полоса транспорта для всех транспортных
напольных средств или перемещающихся на высоте менее 2 м от
пола. Исключение составляют стационарные транспортные
средства (конвейеры, элеваторы, бункера и т. п.), размеры которых
учитывают при расчете ширины проходов как самостоятельные
величины.
Ширина полосы транспорта Т (рис. 1.2) зависит от
габаритов и скорости движения транспортных средств:
где Ш — ширина транспортного средства или транспортируемого груза (если
она преиышает первый размер); с — зазор безопасности движения: с=0,2 м
для напольных средств транспорта при скорости дпижения (и) до 1 м/с;
е=0,1 м для электропоездов, конвейеров, тельферов при v до 0,5 м/с; с—
=0,05 м для напольных тележек, перемещающихся при v до 0,25 м/с.
Ширина полосы транспорта на участке поворота указывается
в технической характеристике транспортного средства,
рассчитывается или определяется путем макетирования.
Ширина полосы для обеспечения быстрой эвакуации
работающих в экстренных случаях определяется по формуле
где AJ7=O,1 (Р— 50)/30; Р—общее число людей, пользующихся полосой.
Если полосой эвакуации пользуются 10—50 человек, то
ширина ее принимается равной 0,8 м, а если менее 10 человек, то
0,6 м.
37
Общецеховые проходы для движения людей и транспорта
могут быть центральными (между смежными рядами машин)
и пристенными (между стеной и рядом машин), а по
назначению — главными (направленными к главному выходу из цеха)
и вспомогательными {направленными к запасным выходам и
санитарно-бытовым помещениям).
Расстояние от самого удаленного рабочего места до
ближайшего цехового прохода не должно превышать 40—50 м.
Ширина общецеховых проходов включает ширину всех
участков (зон обслуживания, полосы эвакуации людей, полосы транс-
с
1
i
ш .■ . -.■ .,...■[.с
г
Рис. 1.2. Определение
ширины полосы
транспорта в проходе:
Т—ширина полосы
транспорта; ///— ширина
транспортного средства или
транспортируемого груза;
с — зазор безопасного
движения
Рие. 1.3.' Определение пристенного
прохода у торцов настилочных
столов:
г—ширина колонны; II—полоса
эвакуации людей; Т\ и Га —полосы транспорта;
в! — стационарный элеватор для рулонов
тканн; а — аона обслуживания
настилочного стола: в3 —концевая линийка; s.3- —
настилочный стол
порта, ширины стеллажей, зон хранения полуфабриката п др.),
входящих в них. На рис. 1.3 показан пример определения
ширины пристенного прохода в раскройном цехе у торцов
настилочных столов при интенсивности движения транспорта более
5 рейсов в час. Подача рулонов ткани из подготовительного
цеха в раскройный осуществляется лотковыми тележками (Ш —
= 0,8 м, о—до 0,25 м/с, с —0,05 м). Подсобный
рабочий-транспортировщик загружает элеваторы, поэтому в проходе учтены
полосы движения транспорта в одну и другую сторону.
Полосы эвакуации людей- могут совмещаться с другими
участками, но при определенных условиях. Например, полоса
эвакуации1 людей совмещается с полосой транспорта при
интенсивности движения менее 5 рейсов в час.
Как уже было отмечено выше, в настоящее время наряду
со строительством новых предприятий проводится
"^конструкция действующих. Основной задачей проектов реконструкции
предприятий является значительное повышение
производительности труда и увеличение объема производства.
38
Организационно-технологическая часть проекта реконструк--
ции незначительно отличается от
организационно-технологической части проекта нового предприятия, однако при расстановке
оборудования приходится учитывать сетку колонн, длину и
ширину цехов, высоту помещений, размещение отделов и служб
и т, п.
При реконструкции производственных зданий необходимо
прежде всего решить вопросы специализации, замены старого
оборудования новым, модернизации транспортных средств,
механизации тяжелых и' трудоемких работ, совершенствования
форм организации технологических процессов. Эффективность
проекта реконструкции определяется стоимостью затрат на
реконструкцию и снижением себестоимости продукции. ■
В первую очередь целесообразно проводить реконструкции
тех предприятий, где ожидается быстрая окупаемость
капитальных затрат и увеличение выпуска продукции;
II. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
ШВЕЙНЫХ ЦЕХОВ
11.1. ОБЩИЕ ТРЕБОВАНИЯ МАССОВОГО
ПРОМЫШЛЕННОГО ПОТОЧНОГО ПРОИЗВОДСТВА
Поточное производство является наиболее
прогрессивным методом организации производства,
характеризующимся расчленением производственного процесса на
отдельные, относительно короткие операции, выполняемые на
специально оборудованных, последовательно расположенных
рабочих местах — поточных линиях.
Поточное производство характеризуют следующие
требования: :. '
специализация по изготовлению одного или нескольких
однородных изделий в определенный промежуток времени;
закрепление за технологическим потоком определенного
количества рабочих (бригады);
разделение технологического потока на неделимые операции,
выполняемые в определенной технологической
последовательности;
определение содержания организационных операций,
состоящих из одной или нескольких неделимых, и закрепление за
каждой из них определенного количества рабочих и оборудования;
согласование длительности организационных операций с
общим ритмом потока, согласование пропускной способности,
организационных операций с мощностью потока;
раз'мещепие рабочих мест в соответствии с ходом
технологического процесса при условии минимального пути движения
полуфабриката;
39
непрерывность и строгая повторяемость технологических
процессов.
Поточная форма организации технологических процессов
имеет ряд преимуществ. Во-первых, значительно повышается
производительность труда за счет специализации потока в
целом, специализации рабочих и рабочих мест, многократной
повторяемости выполняемых работ, а также за счет повышения
трудовой дисциплины, механизации транспортных работ и т. п.
Во-вторых, повышается качество продукции, чему также
способствует специализация рабочих. В-третьих, в поточном
производстве' сокращается длительность производственного цикла
(время пребывания каждого изделия в цехе от момента
поступления его в крое до момента сдачи готовой продукции) за счет
повышения производительности труда и ритмичности работы. .
Кроме того, в поточном производстве повышается коэффициент
использования оборудования, создаются благоприятные
условия для комплексной механизации и автоматизации
производства и т. д.
Однако организация поточного производства требует
бесперебойного снабжения потока полуфабрикатами,
вспомогательными материалами, электроэнергией, паром и т. п., а также
четкой, налаженной работы оборудования. Смена ассортимента
и даже моделей требует значительной перестройки всего по-.
тока. Отрицательно сказываются на работе потока и случаи
невыходов рабочих, нехватка рабочей силы.
Одним из основных показателей поточного производства
является ритм его работы.
Под ритмом потока, или тактом (как принято его
называть в швейной промышленности), понимается определенный
промежуток времени между следующими друг за другом
запуском или выпуском единицы продукции.
Обеспечение четкого ритма в поточном производстве
является одной из основных задач, решаемых
инженерно-техническими работниками, ибо при нарушении ритма поточное
производство теряет свои преимущества. Причинами нарушения
ритма могут быть:" неритмичное поступление полуфабрикатов,
их низкое качество, поломка технологического оборудования,
неправильное определение норм времени по неделимым
операциям, неправильная расстановка рабочей силы, запуск новых
сложных моделей или нового ассортимента и т. п.
Такт потока прежде всего зависит от его мощности. В
потоках большой мощности при такте в 30 с и менее проявляется
монотонность в работе, что приводит к повышенной
утомляемости рабочего и в конечном счете к снижению
производительности труда. Снижение монотонности работы в потоках
большой мощности обеспечивается за счет рациональной
организации труда (регулирование ритма работы потока с учетом
изменения работоспособности работающих в течение смены),
40 : . ■■ . " ■
повышения содержательности труда на каждой организационной
операции. По данным физиологов, каждая операция должна
включать пе менее пяти элементов работы различной
продолжительности, требующих участия различных мышц.
Физиологами доказано также, что чередование труда является
активной формой отдыха. В потоках большой мощности повышение
содержательности операций достигается за счет увеличения их
кратности.
Снижению монотонности способствуют также пачковая
система организации работы, использование рациональных средств
внутрипроцессной транспортировки, рациональная организация
рабочих мест, автоматизация технологических процессов,
улучшение санитарно-гигиенических условий, создание оптимальных
психологических условий и другие мероприятия.
Представляет интерес изготовление женского хлопчатобумажного платья
н халата по системе СУМУС, разработанной технологическим отделом
Таллинского иаучно-прои.чводственпого объединения «Мистра». Монтаж изделия
производится группой из трех рабочих с использованием двух типов
комплексных рабочих мест. На первом комплексном рабочем месте,
оборудованном стачивающе-обметочной машиной и комплектом средстп малой
механизации, стачивают средние срезы спинки; притачивают кокетку спинки,
втачивая кант, стачивают и лечение срезы; втачивают воротник, вкладьшая
вешалку; втачивают рукава; ста!шнают боковые срезы и нижние срезы рукавов.
Па втором комплексном рабочем месте/оборудованном стачивающей
машиной и комплектом средств малой механизации, подшивают низ изделия; за
крепля ют подборта по низу изделия; закрепляют нодборта под воротником и
над плечевым швом; закрепляют вешалку; закрепляют копны шпоп рукаиов.
В каждой группе устанавливают два первых комплексных рабочих
места и одно второе, Количество групп определяется мощностью потока. Такая
организация позволила снизить трудоемкость изготовления халатов па 27,4 %
и полностью исключить монотонность r работе.
11.2. ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ПОТОКОВ
ШВЕЙНЫХ ЦЕХОВ
Технологические потоки могут быть оценены
многими показателями: уровнем используемой техники,*
организационной формой работы и способом транспортировки
полуфабрикатов, мощностью, структурой, количеством одновременно
пошиваемых изделий, способом запуска, характером питания,
и т. д.
Характеристика потоков но уровню используемой техники.
Современный уровень техники позволяет применять в
промышленности комплексно-механизированные,
высокопроизводительные потоки по изготовлению швейных изделий.
В зависимости от уровня используемой техники такие потоки
подразделяют на потоки первого и второго поколений. В
настоящее время в основном в промышленности действуют потоки
первого поколения, основанные на использовании мало-
операциоппой технологии, т. с. концентрации на рабочем месте
небольшого числа технологических операций. В таких потоках
41
используют двухигольные машины челночного и цепного стежка,
машины для стачивания и одновременного обметывания срезов,
машины с дифференцированной подачей материалов,
оснащенные средствами механизации и автоматизации вспомогательных
приемов (обрезка ниток, выполнение закрепок в начале и конце
строчки, останов в заданном положении иглы и т. д.).
Потоки второго поколения предусматривают
использование полуавтоматов для сборки узлов швейных изделий
и агрегирование швейных машин неавтоматического действия;
расширение применения новых видов клеевых, полимерных
материалов, для фиксации краев деталей, нетканых материалов
с клеевым покрытием и т. д.
В потоках второго поколения используются принципы
непрерывной технологии и прежде всего рулонное питание взамен
штучной подачи полуфабриката в рабочую зону машины.
В настоящее время в ЦНИИШПе разработаны комплексно-
механизированные потоки второго поколения по изготовлению
таких изделий, как мужские костюмы, брюки, сорочки, плащи,
женские платья и пальто. По данным ЦПИИШПа, внедрение
этих потоков позволяет повысить производительность труда на
15—30 % по сравнению с потоками первого поколения.
Характеристика потоков по организационной форме работы.
Организационная форма потока определяется организацией
ритма его работы. По. этому показателю потоки швейных цехов
могут быть трех видов: со строгим ритмом, со свободным ритмом
и комбинированные [1, 7, 8].
В потоках со строгим р итм ом организация
ритмичной работы достигается за счет подачи полуфабриката к
каждому рабочему месту в строго установленном количестве
(обычно поштучно) через определенные интервалы времени.
Интервалы времени между следующими друг за другом
поступлениями полуфабриката на рабочие места согласуют с тактом
потока. Рабочие места располагают в соответствии с
последовательностью технологического процесса.
В потоках со строгим ритмом обязательно использование
конвейеров или других транспортных средств, скорость
продвижения которых согласована с тактом потока. Конвейеры в этом
случае не только механизируют подачу полуфабриката на
рабочие места, но прежде всего принудительно поддерживают
строгий ритм работы всего потока и этим способствуют
укреплению трудовой дисциплины, повышению роста
производительности труда. Использование потоков со строгим ритмом
целесообразно в условиях выпуска стабильного ассортимента швейных
изделий. При необходимости же выпуска изделий широкого
ассортимента с частыми сменами моделей организация работы
в таких потоках усложняется. Кроме того, в потоках со строгим
ритмом работы снижается возможность использования
индивидуальной производительности труда рабочих.
42
Конвейерные потоки со строгим ритмом работы (с тактом
70—100 с) целесообразно применять в монтажных секциях при
изготовлении верхней одежды (пальто, пиджака). При
уменьшении мощности потока увеличивается такт, и'конвейер теряет
роль регулятора строгого ритма.
Л В потоках со свободным ритмом работы
отсутствует четкий регулятор ритма. Полуфабрикат на рабочие места
в таких потоках подается, как правило, партионно (пачкой)
с помощью различных бесириводных внутрипроцессных
транспортных средств или конвейеров различной конструкции,
имеющих постоянную скорость движения. Конвейеры в
этом.случае выполняют только функцию транспортирующего
устройства [13].
Потоки со свободным ритмом по сравнению с потоками
строгого ритма имеют ряд преимуществ. Прежде всего они
отличаются маневренностью при выпуске изделий различных моделей,
"так как в них в большей степени, чем в конвейерных,
используют принципы поузловой и групповой технологии, т. е.
перестройка потока при смене моделей или ассортимента
происходит не по всем операциям, а только по отдельным группам. В
таких потоках лучше используется рабочее время исполнителей
за счет снижения времени монтажтго-переместительных приемов
(пачковая система работы, рациональные расположение и
подача полуфабрикатов в рабочую зону и т. д.). Б потоках со
свободным ритмом увеличивается возможность использования
индивидуальной производительности отдельных рабочих.
Групповое размещение рабочих мест позволяет лучше использовать
технологическое оборудование.
В отдельных случаях при изготовлении верхней одежды
возможны на разных стадиях производства различные
организационные формы потока. Например, в заготовительной секции
потока по изготовлению мужского пальто используется
организация работы со свободным ритмом и агрегатно-групповым
размещением рабочих мест, а в монтажной секции, отличаю--
щейся большей технологической однородностью по моделям,—
работы со строгим ритмом па конвейере КМ. Если мощность
такого потока большая (такт менее 60 с), в монтажной секции
используют две или три одинаковые поточные* линии с
соответственно увеличенным тактом потока. Потоки, в которых на
одних участках использована организация строгого ритма, на
других ■—■ свободного, называются комбинирован п ьт м и,
В потоках первого поколения приемлемы все
организационные формы работы: со строгим ритмом, со свободным ритмом
и комбинированные, В потоках второго поколения предпочтение
отдается организации работы со свободным ритмом.
Организационная форма работы потока не может быть
решена в отрыве от средств внутрипроцессного транспортирования
полуфабрикатов. '
43
Характеристика потоков по способу внутрипроцессного
транспортирования полуфабрикатов. В технологических потоках
существует два вида транспортирования полуфабрикатов —
конвейерный и неконвейерный.
Конвейеры в швейных потоках могут работать в двух
режимах: диспетчер — операция — операция (ДОО), диспетчер—■
операция — диспетчер (ДОД). В потоках со строгим-ритмом
работы используется режим ДОО. Для поштучного
транспортирования полуфабрикатов применяют ленточные или цепные
конвейеры, работающие в заданном скоростном режиме.
Наибольшее применение имеют конвейеры КО-1 и КМ, характеристика
которых дана в табл. II.1.
К. 1. Некоторые конвейеры, используемые в швейных потоках
Тип
конвейера
Характеристика конвейера
Область применения
КО-1 Од нол ситочный,
вертикально-замкнутый, цепной, с транспортирующей
лентой^для удаления отходов и
счетчиком изделий. С односторонним
(лево- или правосторонним)
размещением рабочих мест (до 25). Ширина
лепты 50—60 мм. Шаг л* ячейки 40—
60 мм с регулируемой скоростью
КМ Вертикально-замкнутый, цепной, с
каретками (шаг каретки 14—30 мм),
с регулируемой скоростью
ТМС-1 Два одаолепточных,
вертикально-замкнутых цепных с постоянной
скоростью при движении в
противоположные стороны, с поворотными кругами
для переноса коробок с одной ленты
на другую, двухрядный. Ширина
лепты 260—270 мм
ТМС-2 Вертикально-замкнутый, ленточный,
цепной, с переносом коробок с верх-
. ■ ней ленты на нижнюю по роликовой
винтовой дорожке и подъемом
коробок с нижней ветви иа верхнюю
пневматическим ударником;
двухрядный. Ширина ленты 260—280 мм,
с постоянной скоростью движения.
КЛР-КГ Ленточный распределительный, сек-
■ ционпый, с автоматическим
адресованием коробок, число адресуемых мест
18—50
КОУ Подвесной, цепкой, с автоматическим
адресованием подвесок. Шаг подвесок
800 мм, адресных устройств 56
Вескоптейнерлос
транспортирование изделий (в
заданном скоростном режиме)
в заготовительных и
монтажных секциях потоков по
изготовлению верхней
одежды и стабильного
ассортимента
Монтажные секции потоков
по изготовлению верхней
одежды
Круговые" потоки малых
серий по изготовлению легкой
одежды. Для потоков со
свободным ритмом работы в
режиме ДОО
То же
Межопср анионное
транспортирование кожгаланте-
рейных и малогабаритных
швейных изделий. Для
потоков со свободным ритмом
работы в режиме ДОД
Перемещение готовых
изделий в цехе влажно-тепловой
обработки и па складе
готовой продукции
44
Все большее применение конвейеры находят в потоках со
свободным ритмом работы. Как правило, такие конвейеры
обеспечивают партионное транспортирование изделий в коробках,
ящиках, бункерах, каретка-зажимах и других устройствах.
Движение таких транспортирующих устройств происходит по
замкнутой траектории, так как после выполнения технологических
операций эти устройства уже пустыми должны быть
возвращены к началу потока. Конвейерные потоки со свободным
ритмом могут функционировать в обоих режимах — ДОО и ДОД.
Примером конвейерных потоков, работающих в режиме
ДОО, являются круговые или потоки малых' серий с
использованием конвейеров ТМС-1 и ТМ.С-2. Конвейеры ТМС-1 и ТМ.С-2
(см. табл. II.1) не имеют автоматического адресования.
В нашей стране и за рубежом большое применение находят
конвейеры с автоматическим адресованием, работающие в
режиме ДОО. Это конвейеры 13950 кл. фирмы «Текстима» (ГДР),
различного вида подвесные цепные и винтовые конвейеры с
зажимными устройствами. Использование подвесных конвейеров
с зажимными устройствами позволяет исключить ряд монтажно-
- переместительных приемов по разборке и комплектованию пачек
кроя при выполнении операции на рабочем месте. Подвесные
конвейеры позволяют лучше использовать производственную
площадь. Все конвейеры, работающие в режиме ДОО,
предусматривают размещение транспортирующих устройств у
рабочего места на специальных площадках, платформах,
кронштейнах. На время выполнения операции рабочие снимают изделия
с конвейера. У каждого рабочего места может быть размещено
два транспортирующих устройства.
Особенно широкое применение транспортные системы с
автоматическим адресованием, работающие в режиме ДОО,
получили в цехах окончательной влажно-тепловой обработки
изделий и складах готовой продукции. ЦНИИШПом разработаны
и внедрены транспортные системы с поштучным
(Опытно-техническая фабрика им. Клары Цеткин) и партионным
адресованием изделий (Ташкентское ПШО им, 50-лстия УзССР и
Компартии Узбекистана) [4].
Наиболее полное использование рабочего времени
исполнителей, высокопроизводительного технологического
оборудования, индивидуальной производительности рабочих, выпуск
изделий различных моделей обеспечивают конвейерные потоки со
свободным ритмом, работающие в режиме ДОД.
Конвейеры в таких потоках выполняют функцию
распределителя работ между исполнителями. Полуфабрикат в коробках,
ящиках и других устройствах адресуется диспетчером на
рабочие места, автоматически снимается с конвейера,
устанавливается у рабочего места, а после выполнения операции
возвращается к диспетчеру. На рис. II.1 изображен конвейер фирмы
«Джуки» (Япония), работающий в режиме ДОД.
45
Хранение
б
упраоления
Рис. II.I. Расположение рабочих мест на конвейере фирмы «Джуки»
(Япония), работающего в режиме ДОД (а), и поток с использованием
конвейера фирмы «Джуки» (б)
Диспетчер подает полуфабрикат пачками, уложенными
в ящики, на рабочее место с помощью вертикально-замкнутого
ленточного конвейера 1. Полуфабрикат автоматически подастся
на плоскость 2 с использованием фотоэлектронной системы.
Работница вынимает полуфабрикат из ящика и размещает его па
рабочей плоскости стола 3. По мере выполнения операции
полуфабрикат по желобу 4 поступает в порожний ящик,
установленный на плоскости 5. После обработки всей пачки деталей ящик
с обработанными деталями с помощью педального управления
перемещается под плоскость 2. Работница устанавливает этот
ящик на нижнюю ветвь конвейера, порожний ящик с плоскости 2
переносит па плоскость 5 и освобождает лсдаль. Ящик
автоматически перемещается под желоб 4. Как только плоскость 2
46
освобождается от ящика, диспетчеру поступает сигнал об
отсутствии полуфабриката на этом рабочем месте. Диспетчер подает
полуфабрикат, процесс повторяется. Па каждого рабочего
предусмотрено по три ящика: два с полуфабрикатами и один
порожний. Такой конвейер используют в потоках малых серий
по изготовлению женских и детских платьев, костюмов, блузок
и других подобных изделий.
■ С описанием конструкций используемых в швейной
промышленности конвейеров можно ознакомиться по литературе [4 и 5].
Широкое применение в настоящее время получили
неконвейерные потоки. В таких потоках возможна организация
работы- только со свободным ритмом. В зависимости от
организации работы потока и способа перемещения полуфабриката
неконвейерпые потоки подразделяются на агрегатные и агре-
гатно-групповые.
Агрегатные потоки чаще используют в монтажных секциях
с передачей полуфабриката по между стол ью с помощью
передвижных тележек или зажимных устройств,
Лгрсгатно-групповыс потоки (ЛГП) используют в
заготовительных секциях. Перемещение полуфабриката между рабочими
местами в АГП осуществляется пачками с помощью
стационарных и передвижных транспортных бесприводных средств.
В зависимости от назначения транспортные средства
неконвейерных потоков можно разделять на следующие группы:
тележки-контейнеры напольного транспортирования для
хранения и перемещения пачек кроя и деталей па стадии
начальной обработки (рис, II.2, а, см. рис. II.4, а);
тележки-стеллажи напольного транспортирования для
хранения и перемещения полуфабрикатов (рис. 11.2,6, см. рис.
UA, б);
тележки-кронштейны напольного транспортирования для
передачи и хранения полуфабрикатов и готовых изделий
(рис. П.2, в);
устройства фиксации и транспортирования пачек деталей
(рис. II.2, г); . "
внутрипроцессные транспортные плоскости для хранения и
передачи пачек деталей и полуфабрикатов (рис. II.2, д);
стационарные гравитационные устройства для передачи
полуфабрикатов (рис. II.2, е).
Характеристика средств внутрипроцесспого
транспортирования дана в справочнике по швейному_дГи)ру;|ркяншо-|£]—
Технологическим отделом Таллинского
научно-производственного объединения «Мистра» разработано модульное
оборудование (рис. П.З) для оснащения рабочих мест и транспортных
переходов в швейных потоках. Основой модульного
оборудования являются металлические сетчатые элементы (подставки,
корзины), покрытые поливинилбутиралем, и плоские
древесностружечные элементы, покрытые пластиком. Указанные эле-
47
Рис. 11.2. Бес-
приводпые
внутрипроцее-
сныс
транспортные
средства:
а — тележка-
контейнер; б —
тележка-стеллаж;
я — тележки-
кронштейны; г —
тслсжкн-аажи-
мы; д — внутри-
процессные
транспортные
плоскости; е —
стационарное
гравитационное
устройство
110
Рис. II.3. Модульное
оборудование для оснащения рабочих мест
в швейных потоках
менты консолыю крепятся к крьшже лромстола, на тележке
или раме (рис. П.З). Вариант рабочего места швеи-мотористки
показан на рис. П.З, а, фрагмент потока с использованием
модульного оборудования — на рис. П.З, б. Компоновка составных
частей модульного оборудования позволяет уменьшить габарит
крышки промстола до 710x420 мм, создать множество
вариантов потока с учетом конкретных требований и обеспечить
рациональную организацию рабочих мест.
Характеристика потоков по мощности. Мощность потока
определяется выпуском изделий в смену (или сутки),
количеством рабочих мест, установленных на потоке, или количеством
49
рабочих в потоке. Для плановых и отчетных показателей
мощность потоков может выражаться в суммарной стоимости
обработки по НСО—73, в оптовых ценах или нормативным
показателем чистой продукции.
Условно швейные потоки по мощности можно разделить на
три группы — малую, среднюю и большую. Показатель
мощности зависит от уровня используемой техники. Как уже
отмечалось, в промышленности вес большее применение находят
высокопроизводительные потоки, мощность которых согласована
с производительностью используемого оборудования и является
экономически целесообразной, оптимальной.
Группировка швейных потоков по мощности и способы
определения оптимальной мощности изложены в п. II.4.
Характеристика потоков по структуре. По структуре
{наличию и количеству специализированных секций, участков или
групп) потоки делятся на н с с с к ц и о и и ы с и секционные.
Потоки малой мощности по изготовлению нетрудоемких
изделий могут представлять собой единый неразрывный поток
без выделения каких-либо участков или секций.
В потоках средней и большой, а иногда и малой мощности
выделяют специализированные iro общности технологии участки
или секции. Такие потоки получили в промышленности большое
распространение, так как строятся на принципах
технологической специализации. В швейных цехах выделяют
заготовительную, монтажную секции и секцию влажно-тепловой обработки
и окончательной отделки изделий (схема II.I).
В заготовительной секции сосредоточены операции по
заготовке отдельных узлов и деталей, т. е. операции, связанные
с обработкой модельных особенностей швейных изделий. В свою
очередь в заготовительной секции выделяют
специализированные участки или группы по обработке отдельных узлов изделий.
В монтажную секцию выносят наиболее стабильные
операции и виды работ, которые в меньшей степени зависят от
моделей.
Между секциями организуется межсекционный контроль
качества полуфабрикатов, препятствующий поступлению
бракованной продукции на последующую секцию. Для обеспечения
ритмичной работы между секциями предусматривается межсек-
циопиый запас. В заготовительную секцию целесообразно
выносить как можно больший объем работ, оставляя в монтажной
только однородные стабильные операции. Например, в потоках
по изготовлению верхней одежды операции в монтажной секции
начинаются с соединения боковых срезов изделия и обработки
бортов, в потоках по изготовлению мужских брюк — с
соединения боковых срезов и т. д.
Преимуществом секционных потоков перед несекционными
является повышение качества продукции и производительности
труда на 1,5—2 % за счет специализации рабочих мест, обеспе-
50
чепие ритмичной работы потока при перезаправке на новые
модели за счет межсекциош-шх запасов и др. Однако организация
секционных потоков значительно сложнее по сравнению с несек-
циошгыми.
В потоках большой мощности возможен различный ритм
работы по секциям. Это объясняется тем, что трудоемкость отдель-
il.l. Схема структуры технологического секционного потока
по изготовлению верхней одежды
Заготовительная
секция
Обработка
подкладки
Обработка спинки
Обработка рукавов
Обработка мелких
деталей
Обработка полочек
Монтажная
секция
Монтаж
изделия
Монтаж
изделия ■
Секция влажно-
тепловой
обработки
и окончательной
отделки изделий
пых неделимых операций в заготовительной секции небольшая,
а в монтажной, наоборот, большая. Б этом случае, чтобы
избежать операций с повышенной кратностью, в монтажной секции
'выделяют два-три параллельных, однотипных потока с
суммарной мощностью, равной мощности заготовительной секции (см,
схему II.1).
Отделочную секцию предусматривают в том случае, если на
швейном предприятии отсутствует специализированный
отделочный цех.
Каждая секция имеет различные варианты размещения
рабочих мест. Размещение рабочих мест по отношению к направ-
51
лснию движения полуфабриката называется поточной линией.
При размещении одного ряда рабочих мест поток называется
однорядным, при размещении двух рядов — двухрядным и т. д.
В агрегатно-групповых потоках применяют групповое
размещение рабочих мест. На рис. П.З, б, II.5 и 11,6 показаны схемы
расположения рабочих мест.
На многих швейных предприятиях страны организованы
сквозные цехи-потоки, т. е, швейные цехи, специализированные
на выпуске изделий определенного ассортимента и
представляющие собой единый поток с выделенными секциями и группами.
Характеристика сквозных потоков изложена в п. 11.5.
Рис, 11,4. Тележки с модульными сетчатыми элементами
Характеристика потоков по количеству одновременно
изготовляемых изделий или моделей. Но этому показателю потоки
делятся на узкоспециализированные, т. е.
специализированные но выпуску одного вида изделия или одной модели
на протяжении длительного времени, м н о г о м о д е л ьп ы с и
многоассортиментные, В многомодельных потоках
одновременно изготовляют несколько моделей одного вида изделия,
в многоассортиментных — несколько видов изделий.
Характеристика потоков по характеру питания. По характеру
питания потоки могут быть с централизованным и
децентрализованным запуском. В первом случае запуск
изделий осуществляется с единого центра полным комплектом
всех деталей, во втором — отдельные узлы и детали подаются
только на те рабочие места, где их обрабатывают.
Централизованный запуск может быть поштучным и пачко-
вым, децентрализованный — только пачковым.
Поштучный запуск применяется в конвейерных потоках со
строгим ритмом или на участках технологических потоков, где
52
изделие находится в собранном виде, например в отделочной
секции или па заключительных стадиях монтажной секции. .
При поштучном запуске могут быть достигнуты
минимальные запасы незавершенного производства. В потоках с таким
запуском требуется четкая организация всех звеньев, чтобы
обеспечить ритмичную работу.
Пачковый запуск обычно применяют в заготовительных
секциях. Количество изделий в пачке, поступающей на рабочее
с
XI
X
X
X
D
x
X
D
X
V
x^
4
V
X
X
V
X
d a
v
X
Рис. 11.5. Размещение рабочих мест в агрегатио-группопых потоках;
л — передача полуфабрикатов с одного рабочего места на одно; б — передача с двух
рабочих мест на одно; в —передача е двух рабочих мест на два; г — передача с
одного рабочего места на два; д — передача с двух рабочих мест на три; е — передача
с одного рабочего места на три; як — передачи с одного рабочего места на четыре;
з~ передача с помощью ручных тележек
место, называется транспортной партией. При пачковой системе
работы сокращаются затраты времени па вспомогательные
приемы. Наибольшая экономия времени на выполнение
вспомогательных приемов достигается при так называемой работе
цепочкой, когда машинные операции выполняются без отрыва
одной детали от другой.
Пачковый запуск способствует более полному
использованию индивидуальной производительности труда рабочих,
облегчает распределение работы при отсутствии отдельных
исполнителей. Но при пачковом запуске возрастает объем
незавершенного производства, требуется более высокая сознательность
рабочих для поддержания ритма работы. :
53
Величина транспортной партии зависит от вида и размеров
изделия, организационной формы потока, используемых средств
для транспортирования пачек и т. д. Величина се должна быть
такой, чтобы не появлялась монотонность в работе, т. с.
продолжительность обработки одной пачки не должна превышать
30 мин. Возможные величины транспортных партий по видам
одежды приведены в табл. II.2.
Н.Э. Рекомендуемые величины транспортных партий, единицы
Вид изделнН
Секция
заготовительная
монтажная
отделочная
Пальто мужское и женское зимнее
Пальто мужское и женское
демисезонное
Пальто для детей школьного возраста
Пальто длл детей дошкольного
возраста
Плащи мужские и женские
Пиджак мужской
Брюки мужские шерстяные
То же, хлопчатобумажные
Платья женские и детские
Сорочки мужские
в детские
14
20
■20
30
30
30
30
40
25—30
60-80
60-80
7
10
10
15
10—15
15
10—15
15—20
25—30
10—20*
30
7
10
10
15
10—15
15
10—15
15—20
25—30
10—20*
30
* Запищит от вида1 ткани и типа зажимного устройства.
Характеристика потоков по способу запуска. В
узкоспециализированных одномодельпых потоках используют
последовательный запуск. Б многомоделыгых и многоассортиментпых
потоках запуск изделий может осуществляться различным путем.
Наибольшее применение в швейной промышленности имеют три
способа запуска: цикличный, последовательно-ассортиментный
и комбинированный (последовательно-цикличный).
При цикличном запуске изделия па поток запускают по
циклам. Например, в трехмодельном потоке при изготовлении
моделей А, Б, В запуск может осуществляться по схеме А, Б, В;
А, Б, В; А, 5, В и т. д. или А, А, Б, В; А, А, Б, В и т. д. В
первом случае при цикле А, Б, В выпуск изделий по моделям
одинаков, во втором случае выпуск модели А составит 50 % общего
выпуска, а моделей Б и В — по 25%- При цикличном запуске
выпуск по моделям может изменяться в кратном соотношении.
Цикличный запуск с поштучным питанием используют в
конвейерных потоках со строгим ритмом. В неконвейерпых потоках
возможно использование цикличного запуска с пачковым
питанием. Такой запуск называют ци к л ичн о - п а ч к о вы м.
54 ' ■ '
При последовательно-ассортиментном способе
(ПАЗ) запуск изделий на поток осуществляют последовательно,
т. е. в каждый отдельный момент поток является
специализированным, а в течениеЧщной или нескольких смен происходит
перезаправка с одного изделия или модели на другие. Так, в трех-
модельном потоке с последовательно-ассортиментным запуском
модель А запускают па протяжении времени Ял; модель Б — на
протяжении времени НБ и модель В—-на протяжении времени
Rb. При этом
где R — продолжительность смены, с; я — число смен, в течение которых
осуществляется запуск этих моделей.
Соотношение выпуска изделий по моделям при
последовательно-ассортиментном запуске может быть любым.
Комбинированный запуск применяют при
одновременном изготовлении большого числа моделей одежды,
различающихся как по способам обработки отдельных узлов, так и по
трудоемкости. В этом случае все модели разбиваются на группы,
состоящие из двух-трех моделей. Внутри группы запуск моделей
производится по цикличному способу, а сами группы — по
последовательно-ассортиментному. Комбинированный запуск
осуществляется по следующей схеме: .модели первой группы
запускают па протяжении времени Ri, модели второй группы —на
протяжении времени Ru и т. д.
Условия применения и расчеты потоков с различными
способами запуска рассмотрены в п, II.3.4.
Характеристика потоков по преемственности смен. По
преемственности смен потоки делятся на съемные.и несъемные.
В съемных потоках каждая смеиа рабочих специализируется
на выпуске изделий определенного вида или определенной
модели. По окончании смены все изделия, находившиеся на
различных стадиях обработки, снимают с потока и укладывают на
хранение до следующего рабочего дня. При такой организации
возможно на одном потоке изготовлять большое количество
моделей или изделий, имеющих существенные конструктивные и
технологические различия, значительно упрощается учет
выработки рабочих, легче выявить виновника недоброкачественной
продукции. Съемные потоки имеют малую или среднюю
мощность. Съемным потокам присущи существенные недостатки:
потери времени на подготовительно-заключительную работу
составляют 2—3 %;
почти в два раза возрастает запас незавершенного
производства по сравнению с несъемными потоками;
для хранения полуфабрикатов каждой смены требуется
дополнительная площадь, что в свою очередь ухудшает
гигиенические, эстетические условия и пожарную безопасность в цехе.
При хранении полуфабрикатов на стеллажах изделия мнутся,
". - . ■ 55
что может привести к их повторной влажно-тепловой обработке.
Как правило, съемные потоки применяют при изготовлении
изделий легкой женской одежды.
Несъемные потоки отличаются большей "непрерывностью, так
как обработку изделий, запущенных в поток в одной смене,
продолжают рабочие другой смены, В основном в промышленности
применяют несъемные потоки, представляющие собой более
высокую форму организации производства.
Типы потоков. Тип потока —это комплексная
характеристика, определяемая уровнем используемой техники и
технологии, организационной формой и структурой, транспортными
средствами перемещения полуфабриката, способом запуска,
питания, количеством одновременно пошиваемых моделей,
мощностью и т. д. [1, 8]. Большинство действующих в
промышленности потоков — секционные. Все секции между собой должны
быть строго согласованы по мощности. Организационная форма,
структура, транспортные средства, способ запуска моделей,
питание по секциям могут иметь различия. Каждая секция может
представлять собою поток определенного типа.
В настоящее время в швейной промышленности используют
потоки следующих типов:
агрегатные с прямоточным или зигзагообразным
перемещением полуфабрикатов, с поштучным или пачковым
запуском, со свободным ритмом, обычно малой мощности при
изготовлении малотрудоемких стабильных изделий, с
последовательным или последовательно-ассортиментным запуском
моделей. Это самая простая, малоэффективная форма
организации технологических потоков;
конвейерные со строгим ритмом, с
поштучным цикличным, последовательно-ассортиментным или
комбинированным запуском, прямоточным перемещением
полуфабриката, средней, реже большой мощности. Используются
в монтажных и отделочных секциях при изготовлении
трудоемких и крупногабаритных изделий стабильного
ассортимента;
конвейерные со свободным ритмом,
работающие в режиме ДОО, с пачковым
последовательно-ассортиментным или цикличным запуском, с прямоточным или круговым
перемещением полуфабрикатов в ящиках, каретках-зажимах
и т. п. Конвейерные потоки, работающие в режиме ДОО, с
прямоточным движением полуфабрикатов в зажимах
различной конструкции используют в монтажных секциях потоков
большой мощности по изготовлению брюк, сорочек, курток
и других аналогичных изделий. Круговые конвейерные потоки,
работающие также в режиме ДОО, с перемещением
полуфабрикатов в ящиках по замкнутой траектории используют при
изготовлении платьев, блузок и других подобных изделий
небольшими сериями. Иногда такие потоки используют в заго-
56
товительных секциях при изготовлении верхней одежды.
Конвейерные потоки со свободным ритмом, работающие в режиме
ДОД, используют так же, как и круговые при изготовлении
женской одежды небольшими сериями;
агрегат но-гр у п новые с выделением
специализированных групп по обработке отдельных узлов одежды, групповым
размещением рабочих мест и узкой их специализацией, пач-
ковым последовательным, последовательно-ассортиментным или
цикличным запуском моделей, со свободным ритмом и
перемещением полуфабриката внутри групп с помощью различных
внутрипроцессных транспортных средств. Применяются при
изготовлении стабильных малогабаритных изделий (большая и
средняя мощность потока), а также в заготовительных
секциях при изготовлении верхней одежды.
11.3. ЭТАПЫ ПРОЕКТИРОВАНИЯ И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ТЕХНОЛОГИЧЕСКИХ РАСЧЕТОВ ПОТОКОВ
ШВЕЙНЫХ ЦЕХОВ
Проектирование технологических потоков
включает в себя следующие этапы:
подбор исходных материалов и разработку технического
задания на проектирование;
выбор моделей и материалов;
выбор методов обработки и оборудования, составление
технологической последовательности обработки;
анализ исходных данных и выбор типа потока; '■
основные расчеты и определение условий проектирования
технологического потока;
составление и анализ технологической схемы потока;
планировку рабочих мест и потока; разработку маршрутной
схемы; корректировку технологической схемы потока;
расчет и составление технико-экономических показателей1
потока. . -
П.3.1. Исходные данные и разработка
технического задания. Выбор моделей и материалов
Технологическое проектирование швейных потоков
начинают с анализа ассортимента и мощности при
проектировании нового или условий производства при реконструкции
действующего предприятия. Определяют требования к
проектируемому потоку с учетом установленной мощности, условий
питания на основе предварительного расчета мощности
предприятия (см. п. 1.5). В техническое задание входит
предварительный расчет эффективности и план работ по этапам.
В основном в промышленности функционируют миогомо-
дельные потоки. Подбор коллекции моделей для одного
.57
потока — очень ответственный этап, так как от него зависит
обеспечение выпуска изделий в широком ассортименте,
стабильность и ритмичность работы потока и эффективность
производства.
Отбираемые модели должны относиться к высшей или
первой категории качества и в наибольшей степени
соответствовать потребительским (функциональным,
художественно-эстетическим, гигиеническим, эргономическим и т. д.) и промыш-
лснгю-экономическим {технологичность конструкций,
возможность использования прогрессивных материалов, возможность
изготовления в условиях массового производства с
использованием промышленных методов обработки и сборки при
минимальных, экономически целесообразных материальных и
трудовых затратах и т. д.) требованиям.
Использование высокопроизводительного оборудования
приводит к необходимости увеличения мощности потоков, а это
в свою очередь обусловливает неизбежность изготовления
в одном потоке разнообразных моделей с частой их
сменяемостью. Сменяемость моделей приводит к снижению темпов
производства в период освоения новых моделей.
В основу отбора моделей в один поток могут быть
положены два принципа:
конструктивная однородность моделей (использование для
семейства моделей одной конструктивной основы,
унифицированных узлов и деталей);
технологическая однородность изделий (примерно
одинаковая трудоемкость изготовления отдельных узлов и изделия
в целом, одинаковая последовательность обработки и сборки
узлов, однотипность методов обработки, используемого
оборудования и режимов его работы; однородность свойств
используемых для моделей материалов).
Между конструктивной и технологической однородностью
моделей отсутствует устойчивая взаимосвязь, т. е.
конструктивная однородность моделей не обеспечивает их технологической
однородности. Так, введение различного количества
отделочных строчек, использование различных прорезных и накладных
карманов и других декоративных элементов нарушают
технологическую однородность моделей.
Для швейных потоков основным критерием при подборе
моделей является их технологическая однородность.
В настоящее время отсутствует единая методика оценки
конструктивной и технологической однородности
моделей.одежды. Количественную оценку технологической однородности
можно определить путем последовательного сравнения
операций каждой пары моделей по коэффициенту Ко- Выделяя
совпадающие операции в каждой паре моделей, определяют их
удельный вес по. отношению к общей трудоемкости. Поскольку
число рабочих, занятых выполнением совпадающих по содер-
58
жаншо операций по
моделям, неодинаково,
Тс.Б
где Г,.,, л, ГсБ —затрата
времени иа выполнение
операций, совпадающих по
содержанию и применяемому
оборудованию при
изготовлении моделей А и Б, с; Га,
Т в — трудоемкость моделей
А и Б, с.
На основе
анализа технологической
последовательности
обработки (см. п. П.3.3)
и расчетов /Со
составляется матрица
парных
коэффициентов технологической
однородности по
секциям и потоку в
целом. В табл. П.З
приведены значения К»
в целом для потока
по изготовлению
моделей женского
демисезонного пальто.
Для сокращения
потерь от перестройки
потоков па новые
модели необходимо в
отобранной коллекции
моделей
разрабатывать рациональную
последовательность
запуска и сменяемости
моделей. Так, для
изделий, предстаплепных
в табл. П.З, с
учетом значений их
парных . коэффициентов
технологической
однородности может быть
предложен
комбинированный запуск по
схеме II.2.
Z
СОП О (N IM И СТ>
■^ Tt4 ^h -r^ I.O ^ IO
^t CO .—■ Г fi O
in in to -чс «if pi
ldcti %o (Si .
lo in ^ to
CO C-i
to rt
-it- tO
о —
II
I I
I I
Все модели разбиты на пять групп, внутри группы запуск
циклично-пачковый, между группами —
последовательно-ассортиментный. При выборе последовательности запуска моделей
обеспечен вариант наибольшей взаимозаменяемости моделей
(Кср — 0,689). Каждая следующая по запуску модель имеет
наивысшее значение /Со по сравнению с предыдущей (модели I—
—4—5—6—13 и т. д.).
Выбор оптимального варианта последовательности запуска
позволяет снизить сроки освоения новых моделей более чем
в два раза, создает предпосылки расширения ассортимента,
способствует росту производительности труда.
1.2. Схема очередности запуска моделей в поток
■ I группа
Лгруппа Жгруяна
0
К,-0.594
0
0,615
0
К.,'0.659
Ке'8.632
0
К,-'0.601
К,-0,511
0
-0.824
цу
Для отобранных моделей подбирают основные,
подкладочные и прикладные материалы в соответствии с категорией
качества, составляют характеристику этих материалов по
стандартным нормам и технологическим свойствам.
11.3.2. Выбор методов обработки и оборудования,
составление технологической последовательности
обработки
Это один из ответственных этапов технологического
проектирования, предопределяющих уровень качества
изготовляемых изделий и экономическую эффективность потока.
При выборе методов обработки необходимо
учитывать:
прогрессивность технологии — совершенные методы
обработки и сборки с использованием высокопроизводительного
оборудования и современных материалов, высокий уровень
механизации труда, минимальные трудовые затраты и
минимальную стоимость обработки, высокое и стабильное качество
швейных изделий;
60
универсальность монтажно-сборочных схем основных узлов
одежды, возможность использования этих схем при обработке
различных моделей па одном и том же оборудовании;
соответствие производительности выбранного оборудования
мощности технологического потока;
соответствие методов обработки организационной форме —
типу потока.
Так, в конвейерных потоках в основном используется
типовая технология, основанная на одинаковых последовательности
и содержании технологических операций. В агрегатно-группо-
вых потоках целесообразно использовать поузловую и
групповую технологию, основанную па общности используемого
оборудования и технологической оснастки. Групповая технология
позволяет в одном потоке изготовлять различные по
конструкции модели однородными методами с использованием
однотипного оборудования.
Методы обработки выбирают но «Типовой технической
документации» ЦНИИШПа с учетом опыта передовых швейных
предприятий и основных направлений развития швейной
промышленности.
На основе анализа подобранных моделей для одного потока
разрабатывают единые сборочные схемы основных узлов.
Особое внимание должно быть обращено на стабильность
монтажной секции путем сосредоточения отличий в обработке
по моделям в заготовительной секции. Монтажная секция
должна иметь единую для всех моделей сборочную схему. При
большом количестве моделей в потоке большой мощности
возможны две схемы сборки изделий при их монтаже. В этом
случае монтажная секция должна иметь две поточные линии.
На заключительной стадии обработки — отделке —
соблюдают единую последовательность обработки всех моделей
одежды.
Одновременно с выбором методов обработки проводят в ы -
бор технологического оборудования, оптимальных
режимов его работы и приспособлений на каждой операции.
Методы обработки швейных изделий мпоговариантны.
Поэтому необходимо в каждом конкретном случае выбрать
наиболее оптимальный вариант, который, обеспечивая высокое
качество обработки, позволял бы снизить затраты времени и
наиболее полно использовать производительность оборудования.
Экономическую эффективность применения нового
высокопроизводительного оборудования или новых методов обработки
определяют по показателям:
1) сокращения затрат времени на обработку Д7", с
где То — трудоемкость изготовления узла или изделия дп внедрения
прогрессивной технологии, с; Тп —то же, после .внедрении прогрессивной
технологии, с;
61
2) повышения производительности труда (РПТ), %,
РПТ = АГ-100/(Го — ДГ).
На основании выбранных методов составляют
технологическую последовательность обработки по
форме 11.1.
Специальность неделимой операции определяют по виду
используемого оборудования, разряд устанавливают по тарифно-
квалификационному справочнику.
II. I. Технологическая последовательность обработки (наименование изделия)
Номер
неделимой
операции
Наименование
неделим о i'l
операции
циальность
Стачать боко-
лые вытачки
М
Разряд
3
Норма времени,
с. по моделям
А
71
Б
7!
в
—
г
— '
Оборудование
инструменты
Машина 862
кл. ПМЗ
■иг, д.
Одним из важнейших моментов технологического проектирования потоков
является установление технически обоснованных норм времени по
неделимым операциям. Эти нормы устанавливают по отраслевым нормативам
времени пли по типовой технической документации по конструированию,
технологии изготовления, организации производства и труда на изготовление
швейных, изделий, раз ра бота шюй ЦНИИШПом. Неправильно установленные
нормы времени приводят не только к изменению трудоемкости и стоимости
обработки изделий, но и к нарушению ритмичности работы потока. Б
последнее время ЦНИИШПом разработаны «Методические рекомендации по
применению системы микроэлементных нормативов для рационализации
трудовых процессов в швейной промышленности» и «Система .укрупненных микро-'
элементных нормативов на основные и вспомогательные ручные работы при
пошиве верхней одежды», использование которых позволяет повысить
производительность труда на 5—35%.
После составления технологической последовательности
обработки (см. форму II.1) составляют перечень и характеристику
технологического оборудования и приспособлений по формам,
приведенным в справочнике го швейному оборудованию [6j.
П.3.3. Анализ исходных данных и выбор типа
потока. Условия проектирования технологических
потоков
На этом1 этапе проверяют соответствие выбранной
мощности потока ее оптимальным значениям или определяют
оптимальную мощность по методике, предложенной в п. 11.4.
Затем определяют возможность использования единых схем
обработки и сборки моделей по участкам и секциям, проводят
анализ трудоемкости моделей (табл. II.4).
На основе этих данных с учетом задания по количеству
одновременно выпускаемых моделей, установленной
рациональной последовательности их запуска и сменяемости выбирают
62
способ запуска моделей (по методике, описанной в п. П.3.4),
организационную форму потока, внутрипроцессные
транспортные средства и величину транспортной партии.
Так, модели женского пальто (см. табл. II.4) при близких
значениях общей трудоемкости и трудоемкости по монтажной
секции (графы 18—21) имеют значительные отклонения по
трудоемкости в заготовительной секции (графы 2—17), Изготовле-
II.4. Анализ трудоемкости изготовления моделей
(женское демисезонное пальто) на потоке
МоДел ь
-1
Трудоемкость обработки, с, но секции
заготовительной
Подкладка
U
к"
2
Е-
3
Подборта
с
4
Е-,"
S
Воротники
и
е
7
Рукаве
■и
8
0
Спинка
о
10
ж
ь."
11
В
в
Среднее
значение
807
798
798
801
+0,7
—0,4
—0,4
0
69
69
69
69
0
0
0
0
368
416
381
388
—5,2
+7,2
—1,9
0
427
427
427
427
0
0
0
0
536
424
480
480
+ П,6
-11,6
0
0
AT — отклонение трудоемкости данной модели от средней трудоемкости, %.
Продолжение табл. П. 4
Модель
<
Трудоемкость обработки, с
заготовительной
Карманы
12
ДГ, К
13
Полочкн
С
14
ДГ, %
15
Итого
и
16
ДГ, %
17
по секции
монтажном
и
ьГ
16
ДГ, и
19
Общая
по потоку
20
21
А
Б
В
Среднее
значение
244 +11,9 1813 -| 5,9 4573 +9,7 3493
193 11,4 1626 —4,9. 3908 —6,3 3693
217 —0,5 1693 —1 4020 —3,5 3528
218 0 1710,6 0 4167 0 3571,3
—2,2 8066 -(-4,2
—3,4 7601 —1,8
— 1,2 7548 —2,4
0 7738 0
ние этих моделей в заготовительной секции возможно при цик-
■личпо-пачковом способе запуска, агрегатно-групновой форме
организации со свободным ритмом работы. В монтажной секции
возможно использование конвейера с поштучным
последовательно-ассортиментным запуском моделей.
В заготовительной секции определяют структуру потока по
группам. Максимальный по трудоемкости узел выделяют в са-
63
"о.
=5
P
t; м
и G
и
I In
i
о
в:
о
f
о
tr
О
E-
O
С
к
н
ши
О Ч X
5 к £•
я 3 ь
в- а; к
р я- ч
о к
I»'2
о ™ о.
CQ CJ 1*
о яга'
;
ж
о
о
'els.
К Я ft 4J „
О к О-
2 г1"'
ч
О
с
о
00
го
С 3
С 3
СМ
В g
Я R ^
ИОД
1"|
т ■
мостоятельпуто группу, по которой
определяют величину незавершенного
производства. Остальные узлы могут
быть объединены в группы с учетом
однотипности используемого
оборудования (например, в одну группу
можно объединить обработку подбортов и
воротников и т. п.).
После выбора типа потока
выбирают базовуто (наиболее типичную из
подобранной коллекции) модель или
группу моделей для расчета
технологического потока. В табл. 11,5 в
качестве примера дана характеристика
выбранного типа потока.
Расчеты технологических потоков
сводятся к определению расчетной
величины такта т, допустимых
отклонений времени организационных
операций от расчетного такта (основное
и дополнительное условия
согласования) и расчетного количества
рабочих, или мощности потока.
Затем определяют основные
условия проектирования потока (условия
составления технологической схемы):
соблюдение последовательности
организационных операций в
соответствии с технологической
последовательностью обработки изделия;
максимальная специализация
организационных операций, т, е.
объединение в одну организационную
операцию однородных работ (по
используемому оборудованию,
технологической оснастке, режимам обработки,
виду обрабатываемых материалов,
тарифному разряду и т.. д.);
рациональная организация труда
(исключение монотонности в работе,'
удобство выполнения операций и
т. д.).
В зависимости от типа потока
определяют дополнительные условия его
проектирования. Например, в агрегат-
но-групповых много модельных
потоках большой мощности отклонения
в трудоемкости моделей должны быть
минимальными (не более 3—5%), Эти дополнительные
условия проектирования будут рассмотрены в разделах,
посвященных расчетам конкретных типов потоков.
Такт т. потока, с, в зааисимости от способа задания
мощности (М) потока определяют гю формуле
z=RfM,
где R — продолжительность рабочей смены, с; М — мощность потока, единиц
в смену.
Если мощность потока задана количеством рабочих, такт
потока, с, определяют по формуле
где Т — трудоемкость изделия (затрата времени на обработку), с; Kf —
количество рабочих в потоке {по проекту).
При технологических расчетах потоков действующих
предприятий мощность может быть задана количеством
установленных рабочих мест Лг или площадью цеха (потока) F. В этом
случае расчет такта потока проводят по количеству рабочих:
где / — коэффициент, показывающий, сколько рабочих мест приходится
в среднем на одного рабочего с учетом установки запасного оборудования и
многостаночной работы (f = 1,05—1,15).
Если задана производственная площадь F, м2, количество
рабочих, запятых в потоке, определяют по формуле
где S — норма площади, н2, на одного рабочего с учетом проходов,
вспомогательного оборудования, конвейеров и т. д.
Величина S зависит от вида изделия, способа перемещения
полуфабрикатов, мощности, организационной формы потока и
других факторов. Значения этой величины, по данным
ЦНИИШПа, приведены в табл. II.6.
При составлении разделения труда (технологической
схемы) практически невозможно обеспечить по всем
организационным операциям загрузку в полном соответствии с тактом.
Поэтому продолжительность организационных операций может
иметь отклонения от такта в определенных пределах. Величина
допустимых отклонений от такта зависит от типа
технологического потока. Так, в конвейерных потоках со строгим ритмом
эти отклонения не должны превышать ±5 %; в потоках со
свободным ритмом — ±10 %, ±15 % и т, д. Границы допустимой
загрузки операций являются основным условием согласования
длительности организационных операций с тактом потока.
Это условие может быть выражено следующими
уравнениями, с:
для конвейерных потоков со строгим ритмом
3 Заказ № 1930 65
11,6. Типовые нормы площади на одпого производственного рабочего швейного цеха, м2
Групп» изделий
Вид патока
Н ех он вей ер и ый
Секция
sa готови-
тельно-
монтаж-
ная
ВТО и
отделии
Всего
по
патоку
Конвейерный
Секция
заготовитель но-
монтаж-
ная
ВТО и
отделки
Всего
по
потоку
Комбинированный
Секция
эаготовите л ън о-
монтаж-
ная
ВТО и
отделки
Всего
ПС
потоку
Пальто, полупальто мужское, женское
и для мальчиков
Пальто для мальчиков и девочек
дошкольного и ясельного возраста
Костюмы шерстяные мужские,
женские и для мальчиков-школьников
Платья, блузки женские и детские,
сорочки мужские и детские
Плащи мужские, женские и детские.
Остальные виды верхней одежды
Рабочая и бытовая мпогокомплектная
одежда
Головные уборы
Белье, корсетные изделия
7,2
5,8
6,1
5,4
6,2
6,5
5,6
4,8
II
П
11
10
6,2
6,5
Ю
8
7,8
6,6
6,8
6,1
6,2
6,5
6,3
5,3
6,1
4,9
4,6
4,2
5,2
5,4
4,6
3,8
11
11
11
Ю
5,2
5,4
10
.8
6,8
5,8
5,6
5,1
5,2
5,4
5,4
4,4
6,9
5,6
5,6
5,1
5,9
6,2
5,3
■ 4,5
11
11
11
10
5,9
6,2
10
8
7,5
6,4
6,4
5,8
5,9
6,2
6
5
Mi вч. ^ш \ Tn ramnwu frhie шассола nun^h-aca tha
для агрегат но-групповых потоков
2'р = <0,95—1, 15) т*(
гЛе S/p — сумма затрат времени на неделимые операции, входящие в одну
организационную, с; К — кратность, операций, т. е. количество рабочих,
занятых на выполнении одной и той же операции.
В зависимости от количества занятых рабочих
организационные операции делятся на равные, т, е. выполняемые одним
рабочим, и кратные, выполняемые несколькими рабочими при
согласовании времени операции с кратным тактом.
Для конвейернв1х потоков со строгим ритмом необходимо
определять дополнительное условие согласования времени
организационной операции с тактом. Дополнительное условие
определяет характер работы на операциях. Если
продолжительность выполнения организационной операции меньше времени
пребывания каждой ячейки конвейера в рабочей зоне (зоне
охвата руки рабочего), т. е. если рабочий после выполнения
операции успевает отложить изделие в ту же ячейку, из которой
оно взято, такая работа называется без смещения. Это
наиболее предпочтительный вариант. Если за время выполнения
организационной операции ячейка, из которой взято изделие,
выходит за пределы рабочей зоны, рабочий укладывает
обработанное изделие в следующую подошедшую к нему ячейку,
предварительно вынув из последней необработанное изделие.
Такой вариант называется работой со смещением.
Дополнительное условие согласования рассчитывается
только для конвейерных потоков со строгим ритмом по
уравнению, с:
^макс. загр ^= "Г^Т 'о. ф>
где '(клке. аагр — допустимая максимальная продолжительность
организационной операции при работе без смещения, или продолжительность
максимальной загрузки, с; Z —шаг рабочей зоны, м; (— шаг ячейки конвейера, м;
to. Ф —допустимое фактическое отклонение от такта, вызванное
необходимостью смены шпуль, катушек, ликвидации обрыва ниток и т. д.
/о.ф определяется для каждого вида работ по соответствующим
отраслевым нормативам на подготовительно-заключительные
работы и обслуживание рабочего места. Например, для
машинных операций при изготовлении женских пальто в
несъемном потоке максимальную продолжительность имеет прием
«смена бобины для верхней нитки» — 27 с, следовательно, для
обеспечения ритмичной работы в таком потоке to. ф может быть
принято равным 27—30 с.
П.3.4. Выбор способа запуска изделий
в многомодельных потоках
В много модельных потоках возможны три вида
запуска: последовательно-ассортиментный, цикличный и
комбинированный (последовательно-цикличный). Характеристика их
3* ■ 67
дана в и. П.2. Рассмотрим условия применения и расчет
основных параметров потоков при этих запусках.
Последовательно-ассортиментный запуск (ПАЗ), Этот вид
запуска моделей имеет в промышленности.самое широкое
применение и используется во всех типах мпогомодельных потоков.
При организации потоков с таким запуском моделей должны
быть выполнены следующие условия:
однотипность методов обработки, оборудования и
технологической оснастки;
однотипность технологических свойств материалов и
режимов их обработки;
небольшие различия в трудоемкости изготовления
следующих друг за другом моделей, которые не должны превышать
15 % —в потоках малой мощности, 7 % —в потоках средней и
3 °/о — в потоках большой мощности;
небольшое количество моделей {до шести). Выпуск по
каждой отдельной модели может быть любым.
В связи с необходимостью частой замены моделей
допускается расчет основных параметров потоков с ПАЗ проводить не
по каждой модели отдельно, а по усредненной (базовой)
модели со средней трудоемкостью. В этом случае определяют
тср = Тср/Кр или тср = RIM,
где Тер —средний такт потока, с; Гер — средняя трудоемкость по m
моделям, с; Кр — колитестгю рабочих в потоке (по проекту); R —
продолжительность смены, с (R=2S800 с); М — расчетная мощность потока, единиц
в смену.
П.7. Пример расчета потока с ПАЗ при задании по мощности количеством
Модель
1
Соотношение
выпуска
по
моделям
т(
2
Выпуск по моделям,
единиц в смену
М
Mi= m,-
Г2/», '
3
Трудоемкость
модели, с
Т1
4
Общая
трудоемкость ПО
выпуску
5
Удельна»
трудоемкость, %
1 ' s TiMi
6
м,
'330
Б
8060
7601
8564
8060-
=^1531400
7601-95=
=^722095
8564.95=^=
1531400
3067075
722095
306707В
8I35S0
3067075
=0,2(5
68
Такой упрощенный расчет целесообразно использовать, если
отклонения в трудоемкости изготовления моделей составляют
5—7 % и план выпуска по этим моделям одинаков. Если
отклонения в трудоемкости составляют 10 % и более и план
выпуска по отдельным моделям различен, расчет потоков следует
проводить по каждой модели отдельно. Это значит, что для
каждой модели нужно определять такт, мощность потока по
моделям в смену и час, продолжительность изготовления
сменного задания, условия согласования и т. п.
Методика и примеры расчета потока с ПАЗ при задании его
мощности количеством выпускаемых в смену изделий
приведена в табл. П.7, а при задании мощности количеством
рабочих— в табл. П.8..
В рассмотренных примерах средняя трудоемкость по
моделям составляет 8071 с. Трудоемкость модели Л близка к
средней, т. е. за базовую может быть принята эта модель. Но
при расчете по средней трудоемкости темп потока при
изготовлении модели В будет напряженным (см. графу 10 табл. 11,7
и П.8), а при изготовлении модели Б — недостаточно
напряженным. ■ ' -
Условия согласования времени выполнения операций с
тактом зависят от организационной формы потока.
Цикличный запуск. Этот иид запуска прежде всего
целесообразно использовать в конвейерных потоках с
регламентированным ритмом при следующих условиях:
одновременное изготовление небольшого числа моделей
единиц, выпускаемым в смену (M—S80 ед, в смену)
Время
выполнения
сменного
за Дания.гс
Такт по
моделям, с
Время
выполнения задания
на |смен,
смены
Часовой выпуск
по моделям,
единиц в час
м '?= I6 _
Расчетное
количество
рабочих. ПО ИОД6-
лям
-,.,4
ТА =
=0,5-28800=
=14-100
=0,24.23800=
=6912
=0,26-28800=
==7488
14400
190
=75, S
6912
95
=72,8
__ 7488
~ 95
=78,8
14400-е
28800
=3
6912-6
28800
74SB-B
28S00
= 1,56
■= Л1
=47,5
3600
л дао
Р-Р "".75.8
=106, i
г, 7501
' 72,8
='13,5
£600
>= 78,8
=45,7
Р-Р" TS.S
=104,4
Э5В4
-р.р"
= 108.7
II.8 Пример расчета потока с ПАЗ при задании его мощности
Модель
L
1
Соотношение
выпуска по mo-.
дел ям т^
2
^Трудоемкость
моделей, с Т^
3
Средневзвешенная
трудоемкость, с
г 2 Timi
4
Такт по моделям* с
^ к'
5
Средневзвешенный
такт потока, с
ср. вз
ср. вз к^
6
2 8060
' ср. вз =
j 7601 _8060-2 + 7601х
~" 4
X I -Ь 8564-1
=8071
8564
8060
105
= 76,8
7601
105
= 72,3
8564
105
= 81,5
= т.
ср. ва ■
8071
105
= 76,8
S т( = 4 —
{две-три) в равном или кратном количестве; ассортиментная
сумма Ът^А и цикл согласования С = 2т^4;
использование однотипного оборудования и однотипных
средств технологической оснастки;
использование однотипных по свойствам и режимам
обработки материалов и возможность применения для моделей,
входящих в цикл согласования, материалов, близких по расцветке;
смена ниток внутри цикла согласования не допускается;
изготовление моделей одежды различной сложности и
трудоемкости (отклонения до 15—20%) с отклонениями в
последовательности обработки отдельных узлов. В этом
основное преимущество потоков с цикличным запуском. Отклонения
в трудоемкости по моделям до 15—20 % допустимы при таком
запуске потому, что выравнивание времени организационных
операций с тактом потока производится не на одном изделии,
а на цикле С моделей. За счет этого в одном потоке можно
одновременно изготовлять различные модели и даже изделия.
Поскольку выравнивание времени операций с тактом потока
происходит на нескольких изделиях, входящих в цикл, все
расчеты ведутся по средним показателям: Тср, тср, tcp.
70
количеством рабочих {КР — 106 чел.)
Мощность потока
по моделям, ед. в
смену
*(-■
М
Время выполнения
сменного задания, с
Время выполнения
задания
на л смен, смены
Часоиой выпуск по
моделям, сд- в
смену
„ 3600
10
4
■■187,5
4
93,75
375
4
=93,75
#д= 76,8-187,5= "а
= 14400
72,3-93,75=
= 6766
81,5-93,75= ив
= 7634
14400-6
28800
= 3
6766-6
28800
= 1,41
7634'6
28800
= 1,59
3600
76,8
:46,9
3600
72,3
= 49,8
3600
81,5
= 44,2
М
= 28800
28800
= 375
76,8
Средняя трудоемкость, с,
где 7'а, ТбТб —■ трудоемкость соответствующих моделей, с; С — цикл
согласования, или сумма ассортиментных чисел mA, mB, mEt определяемых
отношением МА : Мб: Мв.
Средний такт, с,
Тер =
Цикловой такт, с,
ИЛИ Xcp^
Средняя затрата времени по организационной операции, с,
определяемая для каждой организационной операции, является
исходной для расчетов расценки, норм выработки и других
показателей технологической схемы потока.
При цикличном запуске моделей в конвейерном потоке со
строгим ритмом учитывают основное и дополнительное условия
1\
согласования времени организационных операций, которые
могут быть записаны следующим образом.
Основное условие согласования, с;
2'р 4-2*р+ • ■ ■ +2^ = (0,95-1,05)ър С,
где Е/£, ■ . , 2/р — сумма затрат времени на выполнение неделимых
операций по моделям, входящим а цикл, с; тср — средний такт потока, с; С —
цикл согласования.
Как правило, в потоках с цикличным запуском кратные
операции не применяются, ибо за время выполнения кратной
цикловой операции ячейка, из которой взято изделие, выходит за
пределы рабочей зоны.
Дополнительное условие согласования:
2'р
2j 'р
'м
'p |,*s 'макс, aarp)
т. е. максимальная продолжительность выполнения
операции по каждой модели, входящей в цикл, должна быть меньше
или равна времени максимально допустимой загрузки, с:
, L f
*накс, эагр ^& "у~тср^'о. ф.
Поэтому з таких потоках могут быть организационные
операции, в которые включена обработка не всех моделей,
входящих в цикл. Такие операции называют операциями с
неполным циклом согласования.
Пример расчета потока с цикличным запуском моделей приведен в табл.
П. 9.
11.9. Расчет потока с цикличным запуском моделей (пальто женское,
Кр = 105 чел.; Тд =8060 с; 7*б = 7601 с; Гв=8564 с; шаг гнезда конвейера
/ = 0,3 м)
л
1НН
о
к
о
о
и
о
с
и
л
й*
ст
ft
о
S
ост
о
и
ж
о
сх
О
и
о
с
Е- R1
Основное условие
согласования, с
2'р + s'p + 2(р =
=-(0.95-1.05) тср С
Дополнительное условие
согласования,с
L
о.ф ^ маке, «агр
В
1 8060
7601
8075
105
8564 =70,9
(0,95—1,05) X Для операций машинной спецна-
X 76,9-3 = 219— лиэации
ллп 1 ас,
/<^^Г6,9-30^316
0,3
Для ручных операций
1 4е;
С= Sm; = Tcp = 8075
= 3
Таким образом, для рассматриваемого потока со строгим ритмом
определено основное условие согласования: суммарная затрата времени по
моделям для каждой операции может изменяться от 219 до 242 с, а максимальная
72
затрата времени по любой одной модели не должна превышать 316 с (для
машинных операций). Дополнительное условие показывает, что в. этом
потоке можно использовать организационные' операции с неполным циклом
согласования (см. табл. 11.11). Поскольку inane. 3arj> = 316>(0,95— 1,05)тСРС=
= (219—242) с, в потоке допустимы операции с загрузкой по одной модели
(см. операцию 27, табл. 11.11).
Концентрация производства и уровень современной техники
обусловливают широкое применение в промышленности
многомодельных потоков со свободным ритмом и пачковым
питанием. При таких условиях возможно использование циклично-
пачкового способа запуска. При организации потоков с цик-
лично-пачковым запуском все расчеты такта, мощности,
расценки н т. п, проводят по среднему времени. При
составлении технологической схемы потока учитывают только основное
условие согласования, с;
+ +S' (095
В таких потоках выравнивание времени организационных
операций со средним тактом происходит на большом
количестве изделий /Уц:
JV.i = Сп,
где п—величина транспортной партии (количество изделий в пачке); С—
цикл согласования.
В потоках с цикличпо-лачковым запуском могут быть также
операции, на которых обрабатывают только одну или две
модели, т. е. с неполным циклом согласования, но без
ограничения времени отклонений от среднего такта; возможны опера-1
ции, кратные Д">1.
Потоки с комбинированным запуском моделей.
Комбинированный запуск применяют в потоках всех типов при
необходимости изготовления большого числа моделей и условиях,
отвечающих требованиям последовательно-ассортиментного и
цикличного способов запуска. Возможность изготовления в одном
потоке моделей различной трудоемкости достигается за счет
деления всех моделей на группы таким образом, чтобы
различия в средней трудоемкости групп были минимальными и
соответствовали требованиям потоков с
последовательно-ассортиментным запуском, а различия в трудоемкости моделей внутри
группы были значительными и соответствовали требованиям
потоков с цикличным запуском.
При смене групп моделей в составе организационных
операций не должно быть резкого изменения, т. е.
взаимозаменяемые модели должны иметь сходное содержание неделимых
операций и максимальные значения парных коэффициентов
технологической однородности. После выделения групп моделей
в соответствии с методикой, изложенной в табл. П.7 и II.8,
определяют по группам средневзвешенную трудоемкость, среднюю
мощность, средний такт, время выполнения сменного задания,
73
часовой выпуск изделий и т. д. Условия согласования времени
организационных операций с цикловым тактом рассчитывают
применительно к потоку с цикличным запуском (см. табл. IL9).
11.3.5. Область применения и особенности
организации основных типов технологических
потоков
Агрегатио-групповые потоки. Агрегатно-групповые
потоки применяют при изготовлении изделий любого
ассортимента, чаще в заготовительных секциях. В этом случае
обработка узлов и деталей пачками производится одновременно и
параллельно во времени. При использовании агрегатно-группо-
вых потоков в монтажных секциях также выделяют
специализированные группы по сборке отдельных узлов. Но обработка
узлов в таких группах производится последовательно. Для
организации агрегатно-гругшового потока необходимы следующие
условия.
1. Большая мощность потока, узкая специализация рабочих
мест, максимальное использование мощности оборудования.
Для обеспечения максимальной специализации рабочих мест
внутри групп допускаются возвраты.
2. Технологическая однородность моделей. Различия в
трудоемкости моделей в целом и по отдельным узлам должны
быть не более 5—7 %.
3. Расчленение всего потока на узкоспециализированные
группы по обработке отдельных деталей или узлов. Количество
■ групп зависит от вида ассортимента и мощности потока.
■ Детали, имеющие небольшую трудоемкость, могут быть
объединены в одну группу с учетом возможности использования
одного и того же оборудования и технологической оснастки.
Деталь, имеющая наибольшую трудоемкость, выделяется в
самостоятельную группу.
4. Однотипность методов обработки по моделям и
одинаковость режимов работы оборудования.
5. Максимальное сосредоточение операций в
заготовительной секции с целью достижения максимальной стабильности
потока в монтажной секции.
6. Пачковый последовательно-ассортиментный запуск
моделей, а при отклонениях в трудоемкости моделей более 5—7 % —-
цикличио-пачковый. Организация работы внутри группы—■ по
типу цепочки.
7. Использование бесприводных транспортных средств
(скатов, между стол ьев, желобов), напольных тележек,
тележек-зажимов, кареток зая^имов, винтовых конвейеров и др., включая
подвесные конвейеры с автоматическим адресованием для
перемещения полуфабрикатов внутри группы, работающие в
режиме ДОО. Между группами полуфабрикат перемещают с по-
74 .
мощью напольных тележек, монорельсовых дорог и других
транспортных средств.
8. Введение дополнительных операций по комплектованию
детален после заготовительной секции, контролю качества
полуфабриката, доставке полуфабриката к рабочим местам, к
месту комплектования и запуска.
Расчет агрегатно-группового потока включает в себя
определение такта т,-, мощности потока по моделям AJ; (см." табл.
II.7 и II.8) и основного условия согласования:
2 ^ = (0,9— 1,15) тЛ'.
При большой мощности и малой величине такта в АГП
неизбежны кратные операции, с кратностью до 8—10.
Агрегатно-групповые потоки — одна из прогрессивных форм
потоков, которая позволяет:
достичь минимальной трудоемкости изготовления изделий
за счет сокращения вспомогательных приемов при обработке
деталей пачкой, специализации рабочих мест и максимального
использования высокопроизводительного оборудования,
рациональной организации труда и рационального размещения
рабочих мест в группах, обеспечивающего минимальный путь
движения полуфабриката и минимальные затраты времени на мон-
тажно-переместительные приемы;
лучше использовать рабочее время и индивидуальную
производительность труда рабочих, оперативно маневрировать
в случае невыходов рабочих;
повышать качество обработки за счет узкой специализации
и рациональной организации рабочих мест;
проводить работы по автоматизации и механизации
отдельных участков производства;
использовать производственные площади любой
конфигурации.
Эти потоки имеют и ряд недостатков:
сложность в организации ритмичной работы потока в целом
и отдельных групп;
сложность планировки рабочих мест из-за большой
кратности операций;
значительное увеличение запасов незавершенного
производства.
Конвейерные потоки со свободным ритмом. Как уже
отмечалось, конвейерные потоки со свободным ритмом могут
работать в двух режимах —ДОО и ДОД.
Более широкое применение имеют круговые потоки с
использованием конвейеров различных конструкций [ТМС-1,
ТМ.С-2, 13950 кл. фирмы «Текстима» (ГДР) и др.],
работающие в режиме ДОО. Круговые потоки целесообразно
применять в следующих случаях:
при изготовлении малогабаритных изделий малой или средней
■ 75 '
трудоемкости малыми или большими сериями при частой
сменяемости моделей;
при изготовлении близких по трудоемкости изделий
(отклонения не более 5—7 %), имеющих значительные различия в
последовательности обработки и сборки, но требующих
использования однотипного оборудования при стабильных режимах его
работы;
при строгой специализации рабочих мест по виду
используемого оборудования и технологической оснастки, чего можно
достичь за счет выполнения на одном рабочем месте операций,
относящихся к различным стадиям обработки при нескольких
подходах полуфабриката. Организационная операция может
состоять из нескольких самостоятельных операций. Для
сокращения длительности производственного цикла число подходов
коробок к рабочим местам желательно проектировать
минимальным;
при использовании конвейеров различных конструкций,
обеспечивающих перемещение полуфабриката по замкнутому
кругу;
при нанковом последовательно-ассортиментном запуске
моделей с размещением полуфабриката по 5—15 единиц в
коробках.
Если на потоке изготовляют большое количество моделей
различной трудоемкости, можно в одну коробку укладывать
детали двух-трех моделей, т. е. использовать циклично-пачко-
вый запуск. ГТо это значительно усложнит организацию потока
(необходимо, чтобы материалы имели одинаковую расцветку,
нумерация деталей различных моделей должна различаться
и т. д.).
Круговые потоки можно применять и на заготовительных
секциях потоков по изготовлению плащей и других видов
верхней одежды. За одним конвейером могут располагаться две
бригады, специализированные па выпуске изделий различного
ассортимента. В этом случае номера организационных
операций по моделям не должны повторяться, а коробки окрашивают
в разные цвета. При такой организации потока могут быть
рабочие места (например, но обметыванию петель,
пришиванию пуговиц и т. д.), на которых обрабатывают изделия
двух видов.
Для обеспечения ритмичной работы потока на каждого
рабочего должно приходиться не менее трех коробок (две на
рабочем месте, одна на конвейере). Для размещения коробок у
рабочего места предусматривают наклонные плоскости. Учет
выполняемой работы ведется по специальным карточкам,
укладываемым в карман коробки. Карточки составляют па каждую
самостоятельную организационную операцию и
устанавливают в порядке технологической обработки. Выполнив
операцию, рабочий оставляет у себя карточку. При отсутствии ав-
76
тематического адресования эти же карточки служат для
распределения работы между рабочими.
Расчет круговых потоков включает определение такта,
мощности по каждой модели или по базовой (имеющей
трудоемкость, близкую к средней). Расчет этих параметров проводится
по м-етодике, изложенной в п. 11.3.4 в зависимости от
выбранного способа запуска. Технологическую схему разрабатывают
с учетом основного условия согласования и условий
применения круговых потоков.
К времени выполнения организационной операции в этих
потоках добавляют время на выполнение следующих
вспомогательных приемов:
при автоматическом адресовании коробок — вынуть изделия
из коробки, уложить изделия в коробку, перевести адресова-
тель, поставить коробку на конвейер;
в конвейерах без автоматического адресования коробок—■
снять коробку с конвейера, вынуть детали из коробки, уложить
детали в коробку, вынуть карточку, поставить коробку на
конвейер.
Время на выполнение вспомогательных приемов на одно
изделие рассчитывают по формуле, с:
где Sfncn — сумма времени на выполнение вспомогательных приемов,
связанных с транспортированием изделий в коробках, с (определяется по
отраслевым нормативам времени); п — число изделий в одной коробке.
Пример организационной операции кругового потока
(ТМС-1) приведен в табл. 11.10. По модели А
организационную операцию выполняют за два подхода коробки: при
первом— операцию № 7, при втором — операцию № 29 {графа 2).
В каждой коробке уложено пять изделий.
Потоки с использованием подвесных конвейеров с
перемещением полуфабриката в зажимах-каретках применяют в
монтажных секциях при изготовлении брюк ir других изделий. При
организации таких потоков необходимо строго выдерживать
технологическую последовательность обработки. За счет
применения зажимов и пачкового питания в этих потоках
сокращается время на монтажио персмсститсльныс приемы, что
учитывают при составлении организационных операций. Условия
применения таких потоков и расчеты такие же, как и агрегат-
но-групповых потоков.
Конвейерные потоки со свободным ритмом, работающие
в режиме ДОД, применяют и рассчитывают при тех же
условиях, что и круговые потоки. Диспетчер в таких потоках имеет
возможность более четко руководить и контролировать работу
потока.
Круговые потоки ДОО и потоки ДОД, основанные на
использовании принципа групповой технологии, позволяют специ-
77
11.10. Технологическая схема многомодельного потока с последовательно-ассортиментвым запуском
Изделие — женское платье из шерстяной ткани.
Расчетная мощность потока М, единиц в смену — 296,2.
Расчетная мощность по моделям Mi, единиц б смену — М& — 197,4;
Такт потока по моделям т;, с — Та = 99; Тб = 93,6.
Трудоемкость по моделям Ti, с — Тд = 3960; Гб = 3744.
Количество рабочих в потоке по проекту Кр — 40.
, = 98,7.
организаци-
операции
Номер
онной
1
Номер неделимой
операции
2
Содержание организационной
операции
■ Ъ
Специальность ,
4
Разряд
5
Затрата времени
на выполнение
операций по моделям.
с
А
6
Б
7
Расценка
по моделям,
коп.
А
8
Б
9
Расчетное
количестве
рабочих
по
моделям
А
m
Б
11
Норма
выработки
по моделям.
шт.
А
12
£
13
Оборудование,
приспособлен не
И
27 7 Настрочить отделочную тесьму
на клапан
29 Настрочить отделочную тесьму
по шву притачивания кокетки
43 Настрочить отделочную
тесьму па воротник и борта
4 Снять коробку с конвейера,
поставить на конвейер, вьшуть
детали, положить детали,
вынуть карточку S^cn = 14,2 с
87
ЮЗ
3 —
852X12 кл. ПМЗ,
приспособление
1—22
То же
198 ___.__ —
р 1 14,2 Г5Х 14,2 : 5х
. Х2 = XI =
= 5,68 = 2,84
Итого
195,7
200,1 2,78 2,84 1,98 2,14 147,2 143,9
852X12 кл. ПМЗ,
приспособление
1—22
ализировать рабочие места и наиболее полно использовать
оборудование и индивидуальную производительность рабочих.
Кроме того, в таких потоках создаются благоприятные условия "
для изготовления большого числа моделей, имеющих отличия
в схеме сборки.
Конвейерные потоки со строгим ритмом работы. Такие
потоки в настоящее время имеют ограниченное применение, В
основном их используют в монтажных секциях при изготовлении
крупногабаритных изделий верхней одежды.
Для обеспечения ритмичной работы они требуют строгого
соблюдения технологической последовательности обработки и
выполнения требований основного (2/Р= (0,95—1,05)тК) и
дополнительного (2/ргамаке, загр) УСЛОВИЙ СОГЛЭСОВаНИЯ.
Расчет такта, мощности и условий согласования зависит от
способа запуска моделей в поток и рассмотрен в п. II.3.3 и
П.3.4.
11.3.6. Составление и анализ
технологической схемы потока
Технологическая схема потока определяет
содержание организационных операций, составленных с учетом
условий согласования их времени с тактом и условиями
применения выбранного типа потока. В зависимости от способа
запуска моделей технологическую схему потока оформляют, как
указано в табл. 11.10 и II.П.
Анализ технологической ..схемы проводят в такой
последовательности:
определяют соответствие содержания организационных
операций условиям выбранного типа потока;
уточняют затраты времени на выполнение операций с
учетом организации труда;
проверяют загрузку потока в целом и по секциям;
проверяют соответствие структуры потока технологической
последовательности обработки.
Для обеспечения ритмичной работы потока прежде всего
проверяют соответствие содержания каждой организационной
операции условиям согласования и организации выбранного
типа потока. Выявляют те операции, которые имеют
отклонения от этих условий, и разрабатывают мероприятия для
обеспечения ритмичной работы.
Затрату времени на выполнение операций с учетом
организации труда в агрегатпо-групповых потоках уточняют
в том случае, если внутри группы организована работа
цепочкой. Это уточнение проводят после планировки рабочих мест
в группах и потоке.
Например, группа по обработке переда лифа женского шелкового платья
включает в себя организационные операции, приведенные в табл. 11.12 (для
79
11.11. Технологическая схема многомодельного потока с цикличным запуском
Изделие — женское демисезонное пальто
Расчетная мощность М,. единиц в смену — 375.
Средний такт потока tCp, с — 76,9.
Цикл согласования.С — 3.
Цикловой такт т^/с — 230,7.
Количество рабочих'-в потоке по проекту Кр—Ю6.
Среднее время на обработку одного изделия ГСр, с — 8075,
Содержание организационных
операций
о
EU
ч
к
и
m
•А
Си
Затраты времени на
операций,
л о моделям
Б
выполнение
с
я О
И О V
к = к
сС О и
Я п
коп.
Расценка,
о
Расчетное
количеств
рабочих
ра-
ч
s =
ы;
Оборудован не,
приспособления
J0 22 Стачать'срелний шов спинки м. 3 84 — 84
43 Стачать вытачки на спинке м 3 69 — —
Итого
26 61 Настрочить рельефы полочек
м 3 153 — 84 237 79 1,12 1,02 364,5 997 кл
ОЗЛМ.
м 3 Ш 115 — - — — — — — '
Итого
27 61 Настрочить рельефы полочек
124
По -
239 79,7 1,13 1,03 361,3
— — 221 — — —
997 кл.
ОЗЛМ-
Июто
и т. д.
3 —
221 221 73,7 1,04 0,96 390,7 997 кл.
ОЗЛМ
II. 12. Технологическая схема группы обработки переда лифа женского платья
Номер
органи-
зацион-]
мой
операции
2
3
Номер
неделимой
операции.
15
70
71
Содержание организационной
операции ■
Стачать рельефы с
одновременным обметыванием срезов
Заутюжить рельефы
Заутюжить швы притачивания
кокетки
Специальность
с/м
У
У
Разряд
4
3
3
Норма
времени,
с
153
50
23
Фактическое
количество
рабочих
2
1
± М,
с
-3
—
+ 1
Уточненная
норма
времени,
с
150
50
24
Оборудование
Машина 797 кл.
ОЗЛЛ1
Утюг
»
Итого
73
1. +1 74
Утюг
4
5
6
17
20
- 23
Проложить отделочную
строчку по рельефам
Притачать кокетку с
одновременным обметыванием срезов
Проложить отделочную
строчку по шву притачивания
кокетки и т. д.
с/м
3
4
3
152
80
76
2
1
1
—3
-4
0
149
76
76
Машина 97 кл.
озлм
Машина 797 кл
ОЗЛМ
То же
Всего
534
—9
525
- г
с
^ ... V \ *. ^
упрощения пример взят по одной модели). Планировка рабочих мест этой
группы представлена на рис. И.6.
Организационная операция № 1 включает комплектовку деталей и
подачу их к месту запуска; в таблицу 11,12 и рис, II.6 она не включена.
В организационной операции № 2 нужно исключить время на приемы
«обрезать нитку спецкольцом» fi = — 1 с и «сложить детали в пачку» t2 — —2 с,
т. е, Лг=— 3 с.
В операции № 3 нужно добавить время на прием «обрезать нитку
спецкольцом» Д^=-=-1 с.
В операции № 4 исключается время на приемы «обрезать нитку спец-
кольцом» и «сложить детали в пачку» &t = —3 с.
В операции № 5 исключается время на приемы «взять пачку» ;3=—1 с
(детали с операции № 4 поступают
цепочкой), «обрезать нитку и сложить пачку»,
т. е. А(=—4 сит. д,
В потоках всех типов уточняют
время на выполнение
организационных операций с учетом:
применения параллельных
методов обработки на оборудовании
с автоматическим циклом действия.
Это прежде всего относится к
прессам. Во время прессования ра-
1 бочий может выполнять другие
виды работ, небольшие по
продолжительности, например
обслуживать другой пресс. Для уточнения
норм времени составляют
циклограмму;
времени на переходы от одного
вида оборудования к другому;
необходимости смены ниток
(особенно в потоках со штучным
запуском).
Затраты времени уточняются по всем организационным
операциям, по секциям и по потоку в целом.
Загрузка потока может быть выражена
коэффициентом загрузки /(3:
О
6 -
Рис. П.6. Планировка
рабочих мест группы по обработке
переда платья
где ТуТ — уточненная трудоемкость, с; т —такт потока, с; Ку. ф —
фактическое количество рабочих. "
Коэффициент загрузки потока при
последовательно-ассортиментном запуске рассчитывают по каждой модели, при
цикличном— по среднему времени. Допускаемые значения К3
следующие: для потоков со строгим ритмом — 0,99—1,01; для
потоков со свободным ритмом — 0,98—1,02.
Загрузку потока определяют по каждой секции и'потоку
в целом. Для наглядности проводят построение графика
загрузки организационных операций (графика синхронности).
82
к}чо)
еэ
Этот график строят по каждой секции отдельно. При
цикличном запуске его строят по среднему времени организационных
операций; при последовательно-ассортиментном запуске — по
каждой модели (рис, II.7). По оси абсцисс откладывают
номера организационных операций, по оси ординат — время их
выполнения в произвольном масштабе. Для кратных операций
откладывают среднее время на одного рабочего. На графике
отмечают линии такта и допускаемых от него отклонений.
График синхронности дает наглядное представление о загрузке
организационных операций потока.
Если в потоке имеются операции, продолжительность
которых превышает допустимые пределы основного условия
согласования, необходимо
уточнить содержание этих
операций или разработать
мероприятия по обеспечению
ритмичной работы. Напри- т
мер, при загрузке операции 15
с отклонением на ±(10—
15} % от -г необходимо раз- 7В
работать мероприятия по
научной организации труда
на рабочем месте или
использовать рабочего с
высокими скоростными
навыками и т. д.
Проверку
соответствия структуры
потока
технологической
последовательно с т и обработки проводят путем построения монтажного
графика. На рис. П.8 представлен монтажный график агрегатпо-
группового потока по изготовлению женского шелкового платья
группы обработки переда лифа; содержание организационных
операций группы по обработке полочки имеется в табл. 11.12.
Монтажный график разрабатывают при цикличном поштучном
запуске один для всех моделей, входящих в цикл, обозначая
каждую из них условной линией, при
последовательно-ассортиментном запуске — на каждую модель отдельно.
^Разработку монтажного графика начинают с
заготовительной секции, обычно с группы обработки детали, которую
принимают условно за основную (например, полочка, передняя
половинка брюк и т. д.). В левой части графика снизу вверх
отмечают наименование групп, деталей и их условные порядковые
номера {см. на рис. П.8 графы 1, 2, 3). Каждую
организационную операцию обозначают квадратом или
прямоугольником, в котором записывают ее номер и оборудование.
Кратные операции обозначают двумя, тремя и т. д. квадратами.
Щ
операций.
м! Щ Щр)
Рис. П.7. График синхронности
операций
83
В группе по обработке переда лифа операции № 2 и 4 —
кратные (см. па рис. 11.8 графу 4). Операция ЛГ° 2— стачивание
рельефов; етрелками показано, что детали 1 и 2 .поступают на
эту операцию. Принято после присоединения к основной
других деталей на графике их не отмечать. На операцию № 2
поступают две детали — 1 и 2, а выходит только одна — основная.
Кокетку 3 притачивают к основной детали на операции № 5,
а шов заутюживают на операции № 3. На монтажном графике
(см. рис. II,8, графу 4) показан возврат основной детали.
Аналогично строят монтажные графики по другим группам и всем
секциям.
Рис. II.8. Монтажный график агрегатно-группового потока по изготовлению
женского платья
Монтажный график используют при планировке рабочих
мест, установлении порядка укладывания деталей в ячейки
конвейера или коробки. Монтажный график позволяет определить
также порядок адресования коробок в круговых потоках.
II.3.7. Планировка рабочих мест
и технологических потоков швейных цехов
Планировка рабочих мест в потоке. Планировка
рабочих мест в потоке предусматривает выполнение следующих
этапов:
выбор типов и размеров рабочих мест по операциям потока;
выбор расположения рабочих мест по поточным линиям,
группам, секциям;
определение количества поточных линий, их длины и
занимаемой площади.
Рабочее место — это место непосредственного выполнения
технологической операции. Оно должно быть организовано та-
84 ■ ■
ким образом, чтобы обеспечивались максимум комфорта и
безопасность работы исполнителя. Рабочее место включает стол
с установленным на нем оборудованием, инструментами и
приспособлениями, стул, зону храпения полуфабриката до и после
выполнения операции и т. д. (см. рис. П.З, II.9).
Рациональная организация рабочих мест — один из основных факторов,
определяющих высокие технико-экономические показатели
работы потоков.
В швейной промышленности в основном применяются
рабочие места прямоугольной формы, размеры которых зависят от
габаритов устанавливаемого па них оборудования и обрабаты-
2500
1200
Рис. Н.Э. Размещение рабочих мест' в конвейерном потоке {I — шаг ячейки
конвейера, мм; Ь — ширина ленты конвейера, мм)
ваемых изделий. В т-абл. 11.13 приведены габариты основных
рабочих мест.
По характеру расположения относительно поточной линии
рабочие места могут быть:
с поперечным расположением — самая распространенная
форма, позволяющая рационально использовать
производственную площадь (см, рис. 11.9);
с расположением рабочих мест под углом {см. рис. П.З) —
форма, обеспечивающая наиболее короткое движение рабочего
на приеме «взять и отложить изделие»;
с продольным размещением — редко встречаемая форма;
с произвольным размещением {см. рис, П.6)—форма,
используемая в агрегатно-групповых потоках.
В конвейерных и агрегатных потоках используется
поперечное расположение рабочих мест. На рис. 11.9 показаны,
основные размеры, которые должны быть учтены в таких потоках.
Для сокращения потерь площади (за счет уменьшения зазора)
между' прессом и соседним рабочим местом устанавливают
экраны, в этом случае этот зазор равен 300 мм. Рабочие места
85
располагают таким образом, чтобы рабочий брал и
возвращал полуфабрикат левой рукой, а движение конвейера было на
рабочего. Расстояние между колонной и рабочим местом
должно быть не менее 50—100 мм,
В агрегатпо-групповых потоках рабочие места располагают
произвольно, по таким образом, чтобы переместит'ельные
приемы были оптимальными (самыми короткими, выполняемыми
левой рукой). Планировка рабочих мест в а грегатно-групповых
потоках представляет большие трудности, особенно при
различной кратности операций. В некоторых случаях допускается
такая планировка, при которой рабочий берет полуфабрикат
11.13. Размеры
Рабочие места
рабоч и хамеет
и их назначение
Изготовляемые
изделия
Размеры
рабочего стола, мм
Длина
ширина
Машинные для стачивающих
машин (при использовании
модульного оборудования)
Ручные
• для обработки изделий
в развернутом виде на
столе
для расположения
изделий на коленях
для проверки и подрезки
выкроенных деталей
Ручные или машинные для
пришивания талонов при
подготовке выкроенных
детален к пошиву
Пальто и костюмы
Белье и женское легкое
платье
Пальто и костюмы
Белье и женское платье
Пальто и костюмы
Белье и женское платье
Пальто
Костюмы и "женское платье
То же г
1200
1100
710
1400
1200
1200
1100
1800
1600
1200
650
600
420
800
700
400
400
900
600
650
Примечание. С размерами рабочих мест для влажно-тепловой обработки
швейных изделий можно ознакомиться в Справочнике по швейному
оборудованию [6, с. 52—62].
правой рукой, откладывает его вправо, назад или вперед.
Минимальные расстояния между соседними рабочими местами
такие же, как и в конвейерных и агрегатных потоках: для ручных
и утюжильных работ стоя — 500 мм, для машинных сидя ■—
550 мм; между прессами — 800—900 мм и т. д. (см. рис, II.9).
На рис. II.3, б, II.5 и П.6 представлены возможные варианты
планировки рабочих мест в агрегатно-грулповых потоках,
В круговых потоках рабочие места имеют поперечное
расположение или под углом относительно конвейера или между-
столья, для хранения коробок с полуфабрикатом имеются
специальные площадки или наклонные плоскости шириной 270—
290 мм (см. рис. II.1).
Количество поточных линий в агрегатных и конвейерных
потоках зависит от длины всего потока ЬПот, м::
86
где L—шаг рабочего места, мм; Кр — количество рабочих (по проекту);
■ f — коэффициент, равный 1,05—1,15.
Длина поточных линий не должна превышать 50 м, так как
это затруднит руководство потоком. Обычно длину поточных
линий принимают равной 20—35 м, а в агрегатных потоках
еще меньше. Тогда количество поточных линий определяется
как частное от деления длины потока на длину одной поточной
линии.
Количество поточных линий зависит от организационной
структуры потока. Планировку рабочих мест в каждой секции
и группе проводят отдельно, определяют их площадь, а затем
выбирают рациональный вариант размещения поточных линий,
групп и секций на плане цеха.
Планировка 'потоков в цехе. Требования к планировке
технологических потоков, цехов и участков рассмотрены в п.1.6.
Поточные линии в цехе могут размещаться как в
продольном, так и в поперечном направлении. Характер размещения
зависит от габарита цеха, сетки колонн, типа потока, попшвае-
мого ассортимента.
На плане цеха, кроме потоков и рабочих мест, должно быть
нанесено оборудование для хранения и транспортирования кроя
и полуфабриката, межсекционных запасов, готовой продукции;
места приемки и комплектовки готовой продукции,
межэтажные подъемники, элеваторы и т. д.
П.3.8. Оформление и расчет
технологической схемы потока
Для потока технологическая схема является
основным техническим документом. На ее основе проводят
расстановку рабочих мест и рабочей силы, определяют
потребность в оборудовании, устанавливают оборудование,
инструменты н приспособления; рассчитывают заработную плату
рабочих, технико-экономические показатели потока и т. д.
Порядок оформления технологической схемы зависит от типа
потока и представлен в табл. 11.10 и 11.11.
Расценку определяют па каждую неделимую операцию по
формуле, коп,, , '
р-=СТСЛ/р,
где СТСГ(—секундная тарифная ставка данного разряда, коп. (берется из
тарифной сетки для сдельщиков); fp — затрата времени па неделимую
операцию, с.
По организационной операции определяется суммарная
расцепка, коп.,
87
™ [1.14. Сводка рабочей силы
Изделие — женское платье (модель А).
Секция — заготовительная.
Количество рабочих^в потоке (по проекту) Кр — 40 чел.
Разряд Г}
1
Время обработки по специальности, с
машинной
2
к
Э
та
и Ц
3
ручной
■*
о
я
к
я
5
прессовой
6
Общее
время
обр абот-
КИ ПО
разрядам.
7
Расчетное
количество
рабочих
ПО
разрядам.
8
Сумма разрядов
9
Тарифный
коэффициент
10
Сумма тарифных
коэффициентов
11
2
2
3.
4
5
175,5 — J65,5 —
448,5 282,75 189,5 —
1126,5 — 148,5 546
101 — 60 —
14,5
200
129
—
355,5
1120,75
1950
161
—
14
24
2
4,44
,01
,38
,01
4
1
=
2-
3-
•2,
•4,44 =
= 4,44
14,1 =
- 28,02
24,38 =
= 73,14
01 =8,04
—
1
1
1
1
1
,0
,0878
,1824
,2864
,3995
1-4,44— 4,44
1,0878-14,01 =
= 15,24
1,1824-24,38 =
= 28,83
1,2864-2,01=2,59
.
Итого
1851,5 282,75 563,5 546
343,5 3587,25
4,29 —
Общее время по спе
циальности, с
Количество рабочих 23,14 3,53 7,04 6,83
по специальности
Удельный вес по еле- 51,61 7,8 15,7 15,23 9,57 —
циальности, %
44,83
100
113,64
51,1
Расчетное количество рабочих получают путем деления
затраты времени по организационной операции на такт потока:
Норму выработки Нвщь шт., определяют по формуле
где R — продолжительность смены, с. ' .
Показатели ро, /СР. Р, ЯВЬ1р для потоков с цикличным
запуском рассчитывают по среднему значению времени; для
потоков с последовательно-ассортиментным запуском — по каждой
модели отдельно или по базовой модели.
После расчета технологической схемы составляют сводку
рабочей .силы сначала для каждой секции (табл. 11.14), а
затем для потока в целом.
Сводка рабочей силы характеризует технический уровень
лотока: квалификацию {разрядность работ) и механизацию
работ. Такие показатели, как средний тарифный коэффициент или
сумма тарифных коэффициентов, используют для проверки
стоимости обработки и т. д. На основании сводки рабочей силы
рассчитывают технико-экономические показатели потока. При
последовательно-ассортиментном запуске сводку рабочей силы
составляют на каждую модель, при цикличном —по среднему
значению времени.
На основе технологической схемы составляют сводку
оборудования (табл. 11.15) потока и сводку приспособлений.
II. 15. Сводка оборудования
Наименование н марка
оборудования (приспособления)
потока
Количество оборудования! шт.
установленного в потоке
основного
запасного
резерв-
лого
Всего
Машина 797 кл. ОЗЛМ 10 ] 1 12
Машина 97 кл. ОЗЛМ 19 2 2 23
и т. д. по всем типам
, Количество запасного и резервного оборудования зависит
от типа машин и предусматривается в количестве от 5 до 10 %
основного оборудования.
II.3.9. Расчет и составление основных
гехнико-экономических показателей потока
Качественную оценку технологического потока
проводят по его технико-экономическим показателям (ТЭГГ).
Эти показатели используют для определения себестоимости и
рентабельности продукции, для расчета экономической эффек-
89
тивности производства, для сопоставления результатов с
другими потоками и т. д. Нормативного перечня ТЭП потоков нет.
Для швейных потоков рассчитывают следующие ТЭП.
1- Трудоемкость обработки изделия 7, с: ■
где 2j tp — сумма затрат времени па неделимые операции по изделию, с.
2. Расчетную мощность потока М, единиц в смену, или
количество рабочих в потоке (по проекту) К-р. ф.
Оба эти показателя характеризуют только количественную
сторону потока, но не дают качественной его оценки.
3. Выработку на одного рабочего, или производительность
труда одного рабочего В, единиц в смену. Показатель В
наиболее полно отражает уровень техники, технологии,
организации производства и труда швейного потока.
4. Коэффициент загрузки потока Ка показывает расчетный
уровень использования рабочего времени в потоке.
ф ф
5. Средний тарифный разряд гК1) и средний тарифный
коэффициент Qcp характеризуют квалифицированную сторону
применяемой технологии, так как рассчитываются по неделимым
операциям, но не прогрессивность потока. Показатель QCp
используют для проверки расчета стоимости обработки изделия.
где S [r{ 2 Kj_ p) — сумма тарифных разрядов (берется из сводки
рабочей силы как итог графы 9 табл. 11.14); SlQfS К^ р)— сумма тариф-
ных коэффициентов (берется из сводки рабочей силы как итог графы 11
(табл. 11.14); 2/Ср. р — расчетное количество рабочих п потоке.
Коэффициент использования квалификации рабочих Кнв
отражает степень использования квалификации рабочих по
разрядам, или уровень специализации организационных операций
по разрядам.
где/*ср — средний тарифный разряд по неделимым операциям; лср
—средний тарифный разряд по организационным операциям.
где Cj — разряд организационной операции, определяемый по наивысшему,
соответствующему квалификации рабочего.
90
7. Суммарная расценка Р, коп., определяется как сумма
расценок по неделимым или организационным операциям:
m
= ^ Ро,
где « — число неделимых операций; т — число организационных операций
в потоке.
Для потоков с цикличным способом выпуска сумма
расценок по операциям дает среднюю суммарную расценку РСр
одного изделия. Pi конкретной (t-й) модели определяют, коп., по
формуле
где Ti — трудоемкость i-я модели, с.
Чтобы исключить ошибку в расчете суммарной расценки на
изделие, ее определяют расчетным путем с учетом полученного
значения среднего тарифного коэффициента:
р = f дтадср £ /ср. pi/M = [дтса s (qrt s /с? Р)] / м,
где ДТС( —дневная тарифная ставка 1 разряда, определяется по тарифной
сетке для сдельщиков, коп.; 2 [q^ 2 /("pl p J — сумма тарифных
коэффициентов, определяется по сводке рабочей силы (см. табл. 11.14); М —расчетная
мощность потока, единиц б смену.
Проверяют равенство
Г"—]
отклонения не должны превышать 0,002 коп.
8. Коэффициент механизации потока Км равен
где 2/рех — время выполнения механизированных неделимых операций
(машинных, спецмашинных, прессовых и т. д.).
Показатель Км определяет удельный вес механизированных
операций к общей трудоемкости и носит условный характер,
так как не учитывает прогрессивности оборудования.
Например, внедрение полуавтоматов для стачивания боковых срезов
брюк, длн обработки заднего кармана, полуавтоматов с остановом иглы и
заданном положении и обрезкой ниток позволило снизить трудоемкость
обработки на 417 с: Г" = 3860 с; Г"ап=3443 с.
Время выполнения немеханизированиых работ осталось без изменения
(S*~= 845 с).
КCJ = (3860 — 845) : 3860 = 0,778;
^в =(3443 - 845) : 3443 = 0,754.
Таким образом, в потоке с использованием более прогрессивного
оборудования получили снижение показателя Кы. Кроме того, показатель Км не
91 1
учитывает фактического времени работы машины и времени монтажно-периме-
ститсльных приемов, входящих в норму времени по операциям.
9. Коэффициент использования оборудования /Си. о
учитывает занятость оборудования в течение смены, характеризует
качество технологической схемы потока по специализации
рабочих мест.
) / (2С
где 2 t™am, 2 r£/M, 2 t"p, 2 (рВТ — сумма примени по неделимым операциям
механизированных работ, c;2*"au\ S ^/и 2 № , 2 ^вт — сумма затрат
гО. О "О. О» "О. О "о. О
времени механизированных работ по организационным операциям, с.
Так же как и /См, показатель Кл. о не учитывает
действительного времени использования оборудования,
10. Коэффициент унификации технологической схемы для
многомодельного потока Ку характеризует степень его
стабильности по содержанию и используемому оборудованию.
где S ('овп — среднее время выполнении совпадающих операций в разных
моделях.
И. Съем продукции, шт., с квадратного метра площади
CKB.K = M/F.
Кроме указанных ТЭП, могут быть рассчитаны и другие
азатели.
Кр
показатели
11.4. выбор оптимальной мощности
швейного потока
Выбор потоков оптимальной мощности,
рациональной формы организации с учетом определенного уровня
механизации и автоматизации и принятой технологии,
соотношения оптимальной мощности потока и предприятия, более
совершенных способов проектирования потоков и их анализа —
актуальные задачи, стоящие перед швейной промышленностью.
От их решения зависят затраты рабочего времени на
изготовление швейных изделий, производительность труда и другие
технико-экономические показатели.
Важной характеристикой потоков является их мощность,
-которая определяется выпуском продукции в смену или числом
рабочих в потоке.
В настоящее время в швейной промышленности
используются потоки малой, средней и большой мощности {табл. 11.16).
92
Потоки малой мощности позволяют изготовлять
изделия широкого ассортимента, однако на таких потоках не
удается добиться специализации операций. Кроме того, низок
коэффициент использования оборудования, а потери рабочего
времени велики, производительность труда низка, стоимость
обработки высока, уровень механизации- и автоматизации
низок.
11.16. Группировка технологических потоков по мощности
Мощность
потока
Малая
Средняя
Большая
Мощность
потока
Малая
Средняя
Большая
Виды изделий
Пальто.
Количество
рабочих мест
До 70
70—140
Свыше 140
пиджак
Выпуск
в смену, шт,
80—150
151—400
Свыше 400
Брюки
Количество
рабочих мест
Выпуск
в смену, шт.
До 35 200—250
35—80 251—700
Свыше 80 Свыше 700
Продолжение табл. 11.16
Виды изделий
Платья
Количество
рабочих мест
До 30
;30—75
Свыше 75
Выпуск
в смену, шт.
100—150
151-250
Свыше 250
Мужски*
Количество
рабочих мест
До 25
25—60
Свыше 60
сорочки
Выпуск
в смену, шт.
400—500
501—1200
Свыше 1200
Потоки средней мощности все еще имеют широкое
распространение на швейных предприятиях. Поскольку до сих
пор не решен вопрос об узкой предметной специализации
предприятий, эти потоки при более высоких технико-экономических
показателях по сравнению с показателями потоков малой
мощности дают возможность выпускать изделия достаточно
широкого ассортимента.
Потоки большой мощности являются наиболее
экономичными. Специализация труда па рабочих местах,
повторяемость и однородность операций — все это наиболее полно
выражено при использовании этих потоков. Однако из-за
недостаточно высокого уровня специализации предприятий
потоки большой мощности еще не стали доминирующими.
На основании работы, проведенной сотрудниками
ЦНИИШПа, выявлены оптимальные мощности потоков по ряду
изделий с учетом современного технического оснащения
швейных предприятий.
93
Изделие
Пальто мужские демисезонные
» г> зимние
» женские демисезонные
» » зимние
Пиджаки мужские шерстяные
Жакеты женские шерстяные
Брюки мужские шерстяные
Юбки женские шерстяные
Сорочки мужские хлопчатобумажные
и шелковые
Платьп_женские шерстяные
Оптимальная
мощность поток г.,
единиц о смену
300-380
280—360
300—380
280—360
280—360
330—410
650-730
600-660
1000—1300
370—450
Вопросы об оптимальной мощности потока требуют своего
дальнейшего решения и развития, так как мощность потока
оказывает решающее влияние на уровень механизации и
затраты времени изготовления швейного изделия. Анализ затрат
времени показывает, что они варьируют в широких пределах
и, как правило, на потоках малой мощности значительно выше.
Анализ технико-экономических показателей потоков
свидетельствует об определенной зависимости этих показателей от
мощности потоков.
Для анализа проектируемых потоков может быть
рекомендована методика А. П. Деминой [7], по которой для оценки и
сопоставления технологических схем используются следующие
гехнико-экономические показатели: производительность труда
одного рабочего за смену, коэффициент использования
рабочего времени, уровень специализации, коэффициент
механизации, съем продукции с 1 м поточной линии, стоимость
обработки и др. (табл. 11.17). ,
11.17. Техн и ко-экономические показатели потоков по изготовлению
мужских сорочек различной мощности
— llJ щ
fa*
о а е-si
я л £ £
н к
PJ <0 tH К
° и HJ о.
Sa H аа
&*
о s a
с а
s 3 я
S-S
ы
ы
ш
и
II
ч
а,
а
в
н
Средн ]
Л
п а §
я а к
о.
500
1150
2500
5000
7000
14
18
18
19
18
,85
,60
,97
0
1
0
1
1
,81
,99
9,9
14,4
14,3
14,8
14,6
0,72
0,81
0,86
0,95
0,95
0,64
0,81
0,80
0,83
0,82
3
2
2
2
2
,20
,8.6
,84
,78
,78
1,186
3,169
1,168
1,162
1,162
0,29
0,215
0,217
0,214
0,213
Цифры, приведенные в табл. 11.17, свидетельствуют о том,
что с увеличением мощности потоков производительность труда
одного рабочего значительно увеличивается. С увеличением
мощности потока повышается также коэффициент использова-
94
ния рабочего времени с 0,81 (при мощности 500 ед. в смену)
до 1 (при мощности 1150 ед. в смену). Необходимо отметить
при этом, что с увеличением мощности потоков до
оптимального значения (1150 ед. в смену) коэффициент использования
рабочего времени возрастает, в потоках же мощностью 2500—
7000 ед. в смену он остается па одном уровне (0,99—1).
Наглядное представление о зависимости
технико-экономических показателей потока от его мощности дают данные
табл. 11.18 и II. J 9.
[1.18. Некоторые характеристики для потоков различной мощности
(по выпуску мужских хлопчатобумажных сорочек)
Мощность
потока
Выпуск
к аде лий
в смену, ед.
Производительность
труда
одного рабочего.
ед. в смену
Коэффициент
использованы?]
рабочего временя
Уровень
специализации, %
Потери от
некратности, %
400—700
700—1600
1600 и более
15,4
18,2
21,3
0,83
0,91
0,99
63
88
94
17
9
1
Малая
Средняя
Большая
11.19. Сравнение технико-экономических показателей потоков
различной мощности по выпуску мужских хлопчатобумажных
сорочек
Мощность
потока,
ед, в сиену
Производительность труда
одного рабочего,
ед. в смену
Уровень
специалиэаци
операций, %
Коэффициент
механизации
Съем продукции
с 1 nor. м
поточной линии,
ед- в смену-
500
1150
14
18,6
70
81
0,64
0,81
9.9
14,4
132,2
115,7
128,1
145,4
Рост, %
Примечание. Цифры, приведенные в /табл. 11.18—11.22 получены на
основании анализа технологических схем, разработанных под руководством
А. Я- Изместьевой.
Как видно из данных, приведенных в табл. 11.18 и 11.19, на
потоках большой мощности производительность труда
увеличивается на 32 %, уровень специализации возрастает более чем
на 15 %, использование оборудования улучшается на 28 %,
значительно лучше используется производственная площадь, так
как на 45 % увеличивается съем продукции с 1 пог. м длины
поточной линии.
С увеличением мощности потока отношение количества
рабочих мест к числу рабочих значительно снижается, так как
увеличивается количество специализированных операций, а
следовательно, улучшается использование производственной
площади:
Мощность
потока t
единиц
в смену
500
1150
2500
5000
7000
ее
чества рабочих мест
к числу рабочих,
расчетное
(фактическое)
1,38.(1,19)
1.16.(1,12)
1,14(1,11)
1.12(1,09)
1,08(1,05)
Мощность Отношений не
потока, операций к общему
единиц числу оргаынзаци-
п смену онпых операций
500
1150
2500
5000
7000
2
1,4
1,3
i!i
Анализ загруженности
организационных операций во времени в потоках
различной мощности показывает, что
с увеличением мощности количество
организационных операций с
отклонением от такта потока, равным ± 5%,
уменьшается.
С увеличением мощности в
значительной степени изменяется состав
организационных операций потока,
абсолютно и относительно уменьшается
количество неспециализированных
организационных операций, возрастает
удельный вес машинных и спецма-
шинных работ, т. е. значительно
повышается уровень механизации
потока (табл. 11.20).
По данным В..Ф. Шаньгиной,
зависимость технико-экономических
показателей (количество рабочих,
показатель специализации операций,
коэффициент использования рабочего
времени, съем продукции с 1 пог, м
поточной линии, производительность
труда) от мощности потока может
быть исследована с помощью
корреляционной связи.
Задача о форме корреляционной
связи решается с помощью регрессий,
представляющих функциональные
зависимости между значениями К и
соответствующими условными
значениями Yx.
о
Я
3
а
:Я
о
О я я
О,» Я"
И Я я
SsS
I!
ш
IS
ИР*
СП QO И СП
СЧ (М (N
С4
СО
<М ID ID СП СО
CO<N
I I
""III
531 i i
<N ^ t~- h-
CO (NCO (N tM
CN rt) S ■* ■^1
Для определения аналитического выражений регрессии был
произведен выбор типа линии, выравнивающей ломаную линию
регрессии, т. е. типа линии, около которой группируются
экспериментальные точки {х, у), Y=ax + b.
Для определения параметров в уравнении выравнивающей
линии использован метод наименьших квадратов.
Эмпирические формулы найдены в виде уравнения Ух =
— ах + Ь с использованием формул:
ь
где К — принятое количество мощностей; Уж — средняя величина технико-
экономических показателей, соответствующих i'-м значениям мощностей;
X—i-& значение мощностей.
Степень близости корреляционной связи между данными
показателями и функциональной в виде регрессии
определяется корреляционным отношением
где Од — внешняя дисперсия; <j,- 2 — внутренняя дисперсия.
При анализе результатов степени близости
корреляционной связи между технико-экономическими показателями было
установлено, что между всеми использованными показателями
эта связь найдена в различной степени близости к
функциональной.
Увеличение мощности поточного производства для
существующего уровня его организации и применяемого оборудования
имеет определенный предел. Дальнейшее увеличение
мощности в большинстве случаев не приведет к улучшению технико-
экономических показателей, а управление такими потоками
представляет большую сложность. Поэтому вопрос об
оптимальной мощности является очень важным.
Поточные линии, на которых при определенном уровне
техники и технологии достигаются максимальные
производительность труда, использование рабочего времени, оборудования и
производственных площадей, являются оптимальными.
Условно принято считать поток рациональным, а мощность
оптимальной, если при разработке технологической схемы
потока удается получить более чем на половине рабочих мест
специализированную работу.
Для: определения оптимальной мощности потока
используются следующие способы: компоновок, графический,
табличный, математический и ЭВМ.
4 Заказ М> 1930 87
Способ компоновок заключается в составлений тёхнб-
логических схем потоков различной мощности и сравнителыгого
анализа их технико-экономических показателей. Поток с
лучшими технико-экономическими показателями япляется
оптимальным.
При графическом способе для потока каждой
мощности рассчитывают такт и пределы его отклонений. Оптимальной
считается мощность такого потока, в котором в пределах такта
находится не менее 60 % неделимых операций. Самые большие
и самые маленькие по трудоемкости неделимые операции
графически компонуются путем уменьшения в несколько раз до
получения пределов такта или суммирования без нарушения
условий согласования.
В качестве иллюстрации приведено выявление оптимальной
мощности потока по изготовлению мужской хлопчатобумажной
сорочки (рис. 11.10). Исследованы мощности 1000, 1150 и
1300 единиц в смену:
При М=1000 единиц в смену т = 28800 : 1000-28,8 с, 2^ =
= (0,95.. .1,05) -т. = 24,4.. .30,2 с;
при М=1150 единиц в смену т=25,2 с, 2/р = 23,9.. .26,5 с;
при М=1300 единиц в смену т = 22,1 с, 2*р = 20,9.. .23,2 с.
Исследуя график, убеждаемся, что наибольшее количество
организационных операций приходится па интервал 23,9.. .26,5 с,
что соответствует мощности, равной 1150 единиц в смену.
Следовательно, эта мощность принимается за оптимальную.
При табличном способе определения оптимальной
мощности составляют последовательность выполнения неделимых
операций на проектируемый вид изделия в виде таблицы, где
указывают количество неделимых операций, приходящихся на
различные интервалы времени. Затем выбирают такой
интервал, на который падает наибольшее количество неделимых
операций. По выбранному такту определяют мощность потока
(форма II.2).
II. 2. Определение оптимальной'мощности потока табличным способом
Мощность
потока,
ед.
к смену
Такт
потокат
Основное
условие
согла*;о-
с
Затрата времени
на выполнение
организационных операций*
с
Суммарная
затрата времени
на
организационные операции,
С
Удельный вес
специализированных
операций.
Сопоставляя результаты выбора оптимальной мощности
потока графическим и табличным способами, а также способом
компоновок, можно сделать вывод о том, что каждый из них
имеет свою область применения. Графический и табличный
способы могут быть использованы лишь для предварительного
(ориентировочного) выявления границ мощностей, в пределах
которых методом компоновок следует выявить оптимальную
мощность для изделия данного вида и группы моделей. Более
того, и предварительные данные об оптимальной мощности
можно -получить графическим способом только для монтажной
секции. Для заготовительной и отделочной секций количество
неделимых операций в пределах такта значительно меньше,
поэтому результаты получаются такие, что по ним трудно сделать
достоверные выводы об оптимальной мощности.
-¥-
ТГтТГ*ТГ~Г~1НТ т у ~ТТ~
\
1 23456 78 9 it 13 15 \7 !9 21 23 2$ 2/ 2$ Si JJ 35 37 3S 41 43 45
Номерй неделимы)!' операций
Рис. 11.10. Определение оптимальной мощности потока графическим
способом
Способ компоновок трудоемок, однако наиболее точен, так
как дает результаты, па основании которых можно сделать
вывод об оптимальной мощности. 13 практической работе при
недостатке времени можно ограничиться составлением
компоновок только но монтажному участку.
Значение оптимальной мощности даже для изделий одного
вида не является постоянной величиной. Она изменяется иногда
в широких пределах с изменением модели изделия, вида ткани,
используемого оборудования и т. д. Поэтому работу по
определению оптимальной мощности необходимо проводить
одновременно с выявлением рациональной (для данных
производственных условий и определенного ассортимента изделий)
формы организации потока.
Следовательно, рекомендации относительно оптимальной
мощности потоков могут быть даны лишь ориентировочно.
4* 99
Поэтому дальнейшие работы должны проводиться не в
направлении получения конкретных данных об оптимальных
мощностях потоков для изделия каждого вида, а в направлении
разработки нетрудоемкой методики определения оптимальной
мощности с высокой степенью надежности.
Большие возможности для решения этой важной проблемы
открывает использование математических методов и
электронно-вычислительных машин. Задача
проектирования технологических процессов заключается в
проектировании технологических схем и расчете
технико-экономических показателей процесса по заданной последовательности
изготовления изделий, содержащей информацию о времени
выполнения, разряде работы и используемом оборудовании по
каждой неделимой операции.
Черноморским отделением вычислительного центра
Госплана УССР совместно с Киевским технологическим
институтом легкой промышленности создана программа оптимизации
технологических схем изготовления швейных изделий для ЭВМ
«Минск-22» и «Минск-32». Программа является универсальной,
так как позволяет проектировать потоки, специализированные
на изготовлении изделий различных видов, с различными
организационными формами.
Для создания математической формулировки задачи
оптимизации технологической схемы производства выдвинуты
основные требования к комплектованию организационных
операций, а в качестве критерия оптимальности — сведение к
минимуму потерь рабочего времени, возникающих вследствие
пекратности норм времени такту потока. В условиях
специализации производства сведение к минимуму потерь времени
приводит к минимуму числа рабочих по всему потоку, что
вызывает изменение в стоимости основных средств и
эксплуатационных затрат в потоке, т. е. снижает все затраты, связанные с его
функционированием. С увеличением мощности потока качество
технологических схем производства, спроектированных ЭВМ,
улучшается.
Продолжительность расчета технологической схемы на ЭВМ
различна (от нескольких минут до двух часов). С уменьшением
такта потока продолжительность расчета возрастает, но при
этом улучшается качество проектирования схем
технологических потоков.
Использование математических методов и ЭВМ существенно
изменит функции технолога, который будет располагать
готовыми технологическими схемами и ТЭП спроектированного
процесса. Значительно больше времени и внимания будет
уделено внедрению рациональных приемов обработки, обеспечению
мероприятий, направленных на улучшение качества
выполнения операции,-
190 .
11.5. ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
СКВОЗНЫХ ПОТОКОВ (ФАБРИК-ПОТОКОВ)
Современный технический прогресс в швейной
промышленности характеризуется переходом от механизации
отдельных операций и участков к комплексной механизации
производственных процессов, что способствует созданию базы
для автоматизации всего производственного цикла.
В настоящее время успешно проводятся работы по
созданию полуавтоматических поточных линий, включающих
специализированные многопозиционные механизмы,
предназначенные для обработки и сборки отдельных деталей и узлов.
Полуавтоматы для обработки клапанов, листочки пиджака,
воротника, манжет сорочки, а также автомат для изготовления
мешковины кармана имеют очень высокую
производительность —1500 единиц в смену. Однако такую
производительность нельзя использовать в потоках не только малой, но и
большой мощности. Следовательно, полуавтоматы и автоматы
полностью могут быть использованы только в потоках очень
большой мощности.
Производительность применяемых специальных машин и
аппаратов находится в пределах 400—600 единиц в смену.
Переход на поузловую обработку швейных изделий в
заготовительных секциях позволяет увеличить мощность потоков и
обеспечить наиболее полное использование производительности
машин. Однако развитие техники, совершенствование технологии,
широкое внедрение многопозиционных автоматов — все это
выдвигает задачу дальнейшего совершенствования форм
организации швейных потоков.
Наиболее полное использование высокопроизводительного
оборудования возможно не в предметно специализированных
потоках, а при наличии подетально специализированных
участков производства в объеме всего предприятия (фабрики).
Иными словами, наиболее целесообразно проектировать поток,
равный по мощности всей фабрике (имеются в виду швейные
цехи). Такая организация швейного производства получила
название сквозного потока или фабрики-потока [1, 8].
фабрика-поток предполагает, что, кроме
экспериментального, подготовительного, раскройного и других
производственных участков, создаются еще три самостоятельных,
технологически специализированных участка (цеха) — заготовительный,
монтажный и отделочный.
Заготовительный участок фабрики-потока
представляет собой подетально-специализированные поточные линии,
которые могут иметь различные формы организации,
продиктованные характером изготовляемых изделий, наличием
производственной площади и т. д. Па каждой поточной линии
обрабатывается деталь или узел, предназначенный для швейных
101
изделий всего ассортимента, изготовляемого
фабрикой-потоком. В поточных линиях сосредоточены все необходимое
оборудование и приспособления для обработки деталей и
узлов, т. е. создаются благоприятные условия для
агрегирования.
Монтажный участок фабрики-потока представляет
собой предметно-специализированные поточные линии. Наиболее
приемлемой формой организации потоков являются
прямолинейные конвейерные или агрегатные многомодельные потоки
оптимальной мощности.
Отделочный участок фабрики-потока представляет
собой единый поток .для окончательной отделки швейных
изделий (чистка, влажно-тепловая обработка, обметывание петель,
пришивание фурнитуры, изготовление закрепок, маркировка и
подготовка изделий к сдаче на склад готовой продукции) —
всего ассортимента, изготовляемого фабрикой-потоком. В
потоке осуществляется агрегирование технологически сходного
оборудования при строгом соблюдении последовательности
выполнения операции отделки изделий.
Фабрика-поток создает благоприятные условия для
наиболее полного использования оборудования (особенно
специального и высокопроизводительного).
Форма организации фабрики-потока требует четкой
автоматизированной системы управления производством, сипхропиза-
ции работы линий и участков. Исключительно важное
значение приобретают транспортные средства, как внутрицеховые,
так и межцеховые. Характер транспортных средств зависит от
многих факторов.— ассортимента изделий, формы организации
каждой из специализированных линий, площади цеха,
взаимного расположения участков н т. д. Транспортные средства
должны обеспечивать непрерывность движения полуфабриката
по наикратчайшему пути.
Сквозные потоки успешно функционируют ira Тирасполь-
ской швейной фабрике им. 40-летия ВЛКСМ, па московских
производственных объединениях «Москва», «Большевичка»,
Ленинградском производственном объединении «Большевичка»,
Минском производственном объединении, Рижском швейном
объединении «Ригас Аптер'бс» и др. (табл. 11.21).
Мощность потоков, например для изготовления сорочек,
колеблется от 2300 до 7500 единиц в смену.
Сравнивая показатели сквозных потоков и а различных
предприятиях, можно сделать вывод, что производительность
труда рабочих на этих потоках различна. Здесь сказываются
уровень технической оснащенности и специализации потоков,
трудоемкость изготовления моделей, их стабильность,
рациональное использование оборудования, характер транспортных
средств, научная организация труда, затраты времени на вспо-
могатсльно-переместительпые приемы и др.
102 ' '
Наиболее высокие показатели имеет поток по изготовлению
мужских сорочек Тираспольской швейной фабрики им. 40-летия
ВЛКСМ. Они достигнуты благодаря следующим мероприятиям:
использованию моделей, разработанных на одной
конструктивной основе с унификацией мелких деталей (воротник, манжет,
карман); разработке унифицированной технологии (воротник,
цельнокроенный со стойкой, манжеты притачиваются с
последующим обметыванием шва, шлица рукапа обрабатывается
-в шве притачивания клина); узкой специализации, что
повышает уровень квалификации работниц на данной операции и их
скоростные приемы; применению современных транспортных
средств; автоматизированному питанию групп.
11.21. Техник о-эк он ом и чески с показатели действующих сквозных потоков
по выпуску мужских сорочек
Предприятие
Мощность,
ед.
в смену
Количество
рабочих
Затраты
времени на1;
изделие.' ч
Выработка
и а одного
рабочего,
ед. в смену
105
324
142
223
0
0
0
0
,26
,35
,35
,53
30
22
22
15
,8
,8
,8
,1
Тяраспольская швейная фаб- 3234
рика им. 40-летия ВЛКСМ
Московское производственное 7397
швейное объединение «Москва»
Кировское производственное 3237
швёйтюе объединение
Белорусское производственное 3367
швейное- объединение (Мо-
зырская фабрика)
Важным условием роста производительности1 труда является
рациональное использование оборудования. По данным
ЦНИИШПа в нашей стране 20 % прем он и, затрачиваемого на
изготовление мужской сорочки, составляет машинное время,
20 % —раскрой, 60 % —поглощает ручной труд и
значительная его доля —скрытый ручной труд, входящий в состав
машинных операций и расходуемый на вспомогательные и пере-
местительные приемы (взять детали кроя, совместить их,
уложить, отложить, скомплектовать, отметить, в учетной карточке
и т. д.). Такое положение сложилось в результате того, что для
выполнения основных технологических операций применяются
совершенные и высокопроизводительные машины,
вспомогательные же приемы по подготовке деталей к машинной
обработке и продвижению полуфабриката выполняются
по-прежнему вручную ввиду отсутствия соответствующих механизмов и
приспособлений.
Для повышения уровня механизации необходимо
агрегирование полуавтоматов и автоматов.
Следовательно, снижение удельного веса ручного труда
в составе машинных операций — большой резерв роста произ-
103
аодительности труда. Пачковая система литания всего процесса
способствует сокращению затрат времени на вспомогательные
приемы.
Использование различного рода приспособлений при
обработке пачкой требует соответствующей организации рабочего
места. Б настоящее время на Тираспольской швейной фабрике
им. 40-летия ВЛКСМ применяются следующие механизмы и
приспособления: двух- и трехконтейнерпые поворотные
устройства-накопители карусельного типа {заготовительная секция
при обработке мелких деталей). При обработке деталей
цепочкой используются трехконтейнерные поворотные устройства
Рис. 11.11. Приспособления 'при обработке пачкой (поворотные устройства-
накопители карусельного типа): ■ ■
1 — двухконтейиерные; 3 — грех контейнерные
(рис. 11.11); круглые контейнеры, перемещаемые тележками-
манипуляторами (заготовительная секция); мягкие пледы,
перемещаемые с помощью тележки-манипулятора (монтажная
секция).
Проектирование узкоспециализированных
высокопроизводительных комплексно-механизированных потоков необходимо
начинать с подбора моделей одежды. Для обеспечения высокой
эффективности работы потока желательно ограничить
количество моделей, выпускаемых потоком, однако интересы
потребителя диктуют необходимость расширения ассортимента.
Модели одного потока должны быть технологически
однородны.
Жесткие требования предъявляются и к технологии. Методы
обработки должны быть выбраны такие, которые обеспечивают
высокое качество изделия при минимальных затратах времени.
Трудоемкость моделей, выпускаемых на потоке, не должна
изменяться более чем на 3 %. Необходима четкая
классификация моделей, изготовляемых как на одной конструктивной
основе с различной трудоемкостью, так и моделей разных кон-
104
структивных основ, но одинаковой трудоемкости. При
классификации учитываются все особенности методов обработки, и
подключение новых моделей не вызывает производственных
потерь, обеспечивает выпуск разнообразных моделей. Большие
различия в трудоемкости моделей, изготовляемых в одном
потоке, требуют организации запуска в четком процентном
отношении по моделям, усложняют работу.
Сквозные потоки — это мощные потоки со сложной
структурой управления, поэтому стабильность — основное условие
эффективности их работы.
В качестве примера рассмотрим проектирование агрегатно-
грушювого сквозного потока по изготовлению мужских
сорочек. Структура сквозного потока включает в себя подготови-
тельно-раскройыое, швейное производство и подачу готовых
изделий на склад (схема II.3).
Швейное производство имеет три самостоятельных
производственных участка: заготовительный, монтажный (сборка) и
отделочный (заключительная влажно-тепловая обработка и
отделка).
Заготовительный участок расчленен на специализированные
группы по обработке воротников, манжет, рукавов, карманов,
спинок, полочек. Членение заготовительного участка может
иметь различные варианты в зависимости от мощности потока,
вида изделия, модельных особенностей (группы обработки
переда сорочки, спинки и кокетки, воротника, рукавов, манжет
или группы обработки переда сорочки, спинки, воротника,
рукавов, манжет, карманов).
Монтажный участок может представлять собой единый
процесс или может быть расчленен на несколько групп или линий.
Прежде всего производится отбор моделей мужских
сорочек на одной конструктивной основе. Например: 1) покрой
рукава — втачной; 2) силуэт — лолуприлегающий; 3) общность
средств получения объемно-пространственных форм {боковые и
плечевые швы); 4) идентичность линий членений; 5)
одинаковое число членений (кокетка, манжеты, разрез застежки, низ
сорочки, вырез горловины); 6) наличие унифицированных
деталей (воротники, манжеты, карманы), дающих возможность
уменьшить затраты времени на обработку изделия.
Выбранные модели мужских сорочек технологически
однородны, если:
соединение деталей и узлов осуществляется ниточным и
клеевым способами;
вид материалов по волокнистому составу и
физико-механическим свойствам одинаков, что не требует изменения режимов
обработки;
обрабатываемые изделия требуют одинакового
оборудования, не вызывая его перестройки и позволяя широко
использовать средства малой механизации;
№
11.3 Структура сквозного потока
Подготовительное производство
1
Раскройное производство
Швейное
производство
Заготовительный участок
Секция
обработки
передп
| ■
\
Секция
обработки
спинки и
кокетки
1
\
Секция
обработки
воротника
\
Секция
обработки
рукавов
|
'I
Секция
обработки
манжет
1
1
Монтажный участок
1
Отделочное производство
Склад готовой продукции
конструктивная однородность обеспечивает одинаковую
трудоемкость изделий;
последовательность сборки идентична.
Сквозные потоки рассчитываются по общепринятой
методике. В качестве примера приведены табл. 11.22 и рис. 11.12.
Варианты размещения групп могут быть различными
(рис. II. 13—11.15). Это зависит от вида изделия, мощности
потока, условий питания и транспортных средств, В качестве
примера представлена планировка рабочих мест и оборудования
11.22. Пример компоновки технологической схемы сквозного потока по группам обработки
Содержание организационной операции
юсть
л
3"
о
с
и
Разряд
СО В
Норма
ботки,
ед.
X
и
Количество рабочих при мощности
потока, сд. в смену
М =5000
К
М =.Ю 000
Оборудование
Группа обработки спинки
Настрачивание кокетки на спинку
с одновременным притачиванием
подкокетки
Группа обработки кармана
Настрачивание верхнего кармана
Заутюживание боковых сторон
кармана
Настрачиванне кармана на полочку
3 28,3 1017,67 0,004 4,87
м 2 16,8 1724,29 0,0021 2,89
пр 3 30,2 953,64 0,0042 5,21
м 3 Ь9 488,135 0,0083 10,2
9,74
10
997 кл, с
приспособлением
3
5
10
5,78
10,42
20,4
6
10
20
997 кл.
ФМД
997 кл.
* Количество рабочих расчетное.
** Количество рабочих фактическое.
Igynnti
обработки
Маытвтб!
Рукаёа
Воротник
Спинка
Пвлочии
*
гу
^4
гу
/р
>-*
Монтажный
гзу
/tin
*
%
гбу
-
гу
/0!м
гу
/к
29у
30/
у
и*
Отделочный участок.
зу1
И
■*■
51/
/па
IS/
У,
ъьу
за/
/р
«/
/р
/р
<Иг
Sff/7!t?$St
продукции
Рис. П.12. Монтажный график
ш:
ЕЕ
ЕЕ
И
за
if.
E5Z
ЕЕ
ИЗ
118
1
м
if (I
130,
1F7
Рис. II.J3. Сквозной поток но изготовлению мужских сорочек аа Тирасполь-
1 — заготовительный участок; 2 — монтажный участок ■
108
Сквозных потоков по Изготовлению мужских сорочек (Тирас-
иольская швейная фабрика им. 40-летия ВЛКСМ), женского
пальто (Ленинградское ПШО «Большевичка») и мужского
костюма (для унифицированного здания, разработанного ГПИ-7).
Из сравнения технико-экономических показателей
различных технологических схем изготовления изделий следует, что
в сквозных потоках они значительно выше, чем в потоках
оптимальной мощности, не говоря уже о сравнении с данными
потоков неоптимальной мощности (а такие потоки в швейной
промышленности используются до сих пор).
Производительность труда возрастает на 45—55%, коэффициент рабочего
времени достигает 1, сокращаются потери рабочего времени
от некратности (количество операций с кратностью, равной
такту, возрастает до 80 %), на 23—36 % увеличивается уровень
специализации, на 25—32 %' возрастает уровень механизации,
объем продукции также увеличивается на 44,5—47 %.
При проведении узкой предметной специализации швейных
предприятий целесообразным становится применение потоков
значительно большей мощности, чем рекомендуемые
ЦНИИШПом. В этих случаях следует принимать мощность,
кратную оптимальной. При этом сохраняется разбивка на
группы обработки, содержание их работы, принципы
планировки рабочих мест и оборудования в группах; увеличивается
кратность организационных операций.
Перспективным направлением является широкое внедрение
комплексно-механизированных высокопроизводительных
потоков второго поколения, характерной особенностью которых
является значительное увеличение в парке машин удельного веса
машин 3-й и 4-й групп' (машины специального назначения
и машины-полуавтоматы) до 65 %. Специальные машины и
ской швейной фабрике им. 40-летия ВЛКСМ:
109
N
on
-л-шсЦ энннэтёэиоэ ээггод ихйкЛи нпжпШ ивс1здэянон Анзнэ
од яохвмийрвфАлгои BHiiatnawadau Himmmdn и тхкнэи опнШХ
-9O3br'OH4F3iBaotf3L"0 в 'АъвУве сяЛни .ьиав1э чшитг в 'кинвзос1ил.
-douai-i^dx ии11веихвко!яв и иийвеинвхэк ховьгаг'нэи эн кинвхиц
еиэаэиэ юзяоиьви олвн^о 'иийеЕинвлйо AkmIihhcIii Xwoaouu^dj
и аояохои ОШИВ1ИП Лконевшей и aWoxadon wdu ихэонтои винэь
мэийхэТ/о^э пчр aod9Haaoo>i xo cbxxq "xexati хнниздш я
ОГГШ
-НИНЭЦ1 ВН
ХИИЭПЭЖ 05ИНЭ1ГЯО1О.1ЕИ ОН ЛО1О11
1—1
щ
си □
□
□
ш
ш
U
п HS5H П
пппппПиаш
U
II
р
ш
□пппрппп-ппппп
□
□
ППГПППППП1
m m п п
uu.Lrcn^xi0U U UUU ID
-EX9W
ииИвеихеиохнв и
ВЭХИЯОНВХО HX30HII31fniI4140dn KlftT
■XBHOiou хгань'оаяэ xiautiiOK вп
внэьэпээдо там9 хэлгои ваь'ЛсЬвс квшгои хи и '
иомоэии кэхогЛеийохлвйвх
портные средства. Передовой опыт работы промышленности
доказал необходимость и возможность полной механизации и
автоматизации транспортирования полуфабриката {Тирасполь-
ская швейпая фабрика им. 40-летия ВЛКСМ, Ленинградское
швейное производственное объединение «Большевичка» и др.).
Е
Рис. 11,15. План цеха-потока по изготовлению мужского костюма б
унифицированном здании первого типа:
Л — агрегат заготовки клапанов, нижних воротников, воротников, подбортов,
листочек, мешковины карманов, спинок пиджаков; Б — агрегат заготовки полочек
пиджаков; В — агрегат а я готовки рукавов и подкладки- пиджаков; Г—агрегат заготовки
передних половинок брюк; Д — агрегат заготовки задних половинок Йрюк; Е — агрегат
монтажа брюк; Ж— агрегат монтажа пиджаков
Несмотря на то что технико-экономические Показатели
■ сквозных потоков достаточно высокие, необходимо тщательно
изучить следующие вопросы и дать по ним рекомендации
промышленности: 1) принципы планировок сквозных потоков и их
отдельных участков, секций, групп; 2) особенности
нормирования операций, составляющих группы; 3) особенности расчета
потоков с лачковой системой запуска; 4) определение
оптимального размера пачки для секций потока с учетом вида изделия
и ткани; 5) транспортные средства для различных секций, групп
с учетом вида изготовляемого изделия; 6) особенности
управления сквозным потоком.
Принимая сквозной поток как прогрессивную форму
организации швейного производства, следует обратить внимание на
соотношение оптимальной мощности потока и предприятия.
111
Фабрика-поток для изготовления верхней одежды должна
представлять один сквозной поток (о чем свидетельствует
положительный опыт работы Московского швейного объединения
«Боль.шевичка»). При изготовлении женских платьев, мужских
сорочек, белья и других изделий малой трудоемкости на
предприятиях оптимальной мощности потребуется проектирование
двух—четырех и более сквозных потоков.
Il.fi. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ УЧАСТКОВ
ПО ИЗГОТОВЛЕНИЮ ОТДЕЛЬНЫХ ДЕТАЛЕЙ
И УЗЛОВ ИЗДЕЛИИ
Заготовка отдельных деталей и узлов изделий
может быть централизована с целью максимального
использования специального оборудования. Прежде всего целесообразно
выделить в самостоятельное производство заготовку
унифицированных деталей и узлов из материалов неширокого
ассортимента. Это относится к деталям и узлам из прокладочных
{утепляющие прокладки, бортовые прокладки, плечевые
накладки, мешковины карманов, прокладки для воротников и
манжет сорочек и др.) и подкладочных материалов при
изготовлении некоторых изделий (пальто мужские и для
мальчиков, шубы и др.). Выделяются также централизованные
участки изготовления плиссе, гофре, вышивки и отделки платьев
(цветов, обтянутых пуговиц, пряжек и др.), дублирования
деталей, изготовления продольных и косых беек, декоративного
выстегивания подкладки и др. Например, на рис. III. 13
показаны участки изготовления беек (агрегат ACT для
дублирования ткани, машина МРТ для разрезания ткани на полотна,
машина РБ для разрезания ткани на продольные бейки) и
вышивки (вышивальные машины, автомат 8630 кл. фирмы
«Текстима» (ГДР), картонасекальная и картокопировальная.
машины).
С широким внедрением высокопроизводительного
автоматического и полуавтоматического оборудования все более
возрастает необходимость централизации заготовки деталей и узлов
изделий.
Ввиду большой оптимальной мощности таких
самостоятельных предприятий при современном уровне техники, технологии
и организации производства целесообразно изготовление
деталей и узлов на участках, входящих в состав централизованных
подготовительно-раскройных цехов.
Количество рабочих по операциям заготовки деталей и
узлов изделий определяется по формуле
где Япр—■ норма времени на операцию, с; М — количество заготовляемых
деталей-в смену, шт.; R — длительность сдоены, с,
m
Последовательность работ та же, что и при
технологических расчетах основных цехов (см. п. П.З). Технологические
схемы для этих участков составляются так же, как я для
отделочного цеха (см. форму П.З).
При проектировании цехов ширпотреба необходимо
определить ассортимент изделий в соответствии с ассортиментом
перерабатываемых материалов, используя рекомендации
«Инструкции по сбору, сортировке, учету, хранению, нормированию
и использованию производственных отходов материалов на
швейных предприятиях» {утверждено Минлсгпромом СССР
17.03.80). Б соответствии с нормами потерь материалов
определяется объем выпускаемых изделий.
На рис. 11.16—11.18 даны примеры планировки участков
изготовления утепляющих прокладок, жестких прокладок для
сорочек, дублирования деталей.
11.23. Определение количества рабочих на участке изготовления
утепляющей подкладки
Выпуск в смену: пальто женское зимнее — 300 ед.; пальто женское деми*
сезонное — 340 ед. (для демисезонного пальто изготовляются только
полоски под рельефы из ватина)
Операция
Норма
времени,
Количеств
рабочих
р нечеткое
тическое
Применяемое
оборудование
и.
Стачать марлю полотном из
двух рулонов
Выстегать полотно из ватина,
покрывая марлей правую
часть
То же, левую часть
Настелить выстеганные
полотна в настилы
Разрезать пастил на части
Выкроить детали иядслий
Выкроить полоски под
рельефы из ватина
Наложить и настрочить
второй слой утеплителя на
полочки
То же, на спинку
То же, на рукава
Стачат.ь вытачки на ватине
полочек, спинок, рукавов
Скомплектовать выкроенные
детали в пачки
Произвести на ватине обмел-
ку полосок под рельефы
Принять ватин с участка
подготовки и сдать в швейный
111
106
106
102:2
16
28
4
127
1,16
1,!
1,1
1,06x2
0,17
0,29
0,09
1,32
64
56
43
И:
i
4.
,6
,3
0,67
0,58
0,45
0,12
0,09
0,05
97 кл.
М-12
М-12
Настилочный стол
Ся-529
РЛ-4
РЛ-4
862 кл.
862 кл.
862 кл.
862 кл.
Стол
Итог?
10
LJ
U
< г
<
2
в
8
Рис. П.16. Планировка участка изготовления утепляющих прокладок:
I — стачивающие машины; 2— машины М-12; 3 — концевая линейка КЛ-1; 4 —
пастилочный стол; 5 —раскройная машина РЛ-1; 6 — ручные тележки; 7 — межстолье; Я —
стел л а^£и
Рис. II.J 7, Планировка участка
дублирования деталей:
/ — стеллаж; S — столы комплектования деталей;
3 — сталы подготовки деталей; 4 — пресс АНУ-
1600 фирмы «Майер» (ФРГ) с двумя рамами;
5 — тележки
Рис. 11.18. Планировка участка заготовки жестких прокладок;
/ —. стеллаж'1 г —стол- 3 — пресс для вырубания деталей ПВГ-18-2-0; 4, 5 — аппараты,
цля термоконтактной сварки ЕР-90, ЕР-65; 6 — пресс для склеивания прокладок
ш
В табл. 11.23 дан пример расчета количества рабочих и оборудований
участка изготовления утепляющих прокладок. На всех операциях, кроме об-
мелки и выкраивания полосок материала под рельефы, количество рабочих
определяется исходя из мощности 300 единиц в смену, на этих двух
операциях — исходя из мощности 640 единиц в смену. Для обеспечения полной
загрузки рабочих некоторые операции объединены, например разрезание
настила па части, выкраивание деталей, выкраивание полосок ватина.
11.7. технологические расчеты цеха (участка)
окончательной влажно-тепловой обработки
и отделки изделии
Операции окончательной отделки изделий
являются заключительным этапом швейного производства,
оказывающим непосредственное влияние на качество готовой
продукции. .
Необходимость повышения производительности труда и
улучшения качества готовых изделий обусловила внедрение
в швейной промышленности на операциях окончательной
влажно-тепловой обработки (ВТО) оборудования, оснащенного уст^
ройствами для использования пара в качестве теплоносителя и
увлажнителя, устройствами для интенсивного просушивания и
фиксации формы изделия путем просасывания воздуха
через пакет материалов, обеспечивающими заданные параметры
режимов обработки. Все шире применяются комплекты
оборудования, специализированного для окончательной
влажно-тепловой обработки и отделки определенных видов изделий: Горь-
ковского, Орловского и других отечественных
машиностроительных заводов, зарубежных фирм «Панпония» (ВНР),
«Гоффман» (ФРГ), «Кдннегиссер» (ФРГ) [6], В процессах
окончательной отделки используются также машины для
изготовления петель и пришивания пуговиц, закрепления клеевых
аппликаций. Высокоэффективное использование такого
оборудования возможно только в условиях централизации и
концентрации процессов окончательной влажно-тепловой
обработки и отделки.
В настоящее время на предприятиях встречаются три формы
централизации процессов влажно-тепловой обработки и
отделки:
t) участок в помещении швейного цеха, куда изделия
поступают с нескольких швейных потоков;
2) специализированный цех, куда изделия поступают из
всех швейных цехов;
3) специализированный цех, куда изделия поступают с
нескольких предприятий одного объединения.
Первая форма целесообразна для неспециализированных
предприятий, в которых имеются специализированные швейные
цехи большой мощности, обеспечивающие полную загрузку
оборудования для отделочных работ. Наиболее перспективной
115
ябляется третья форма централизации и концентрации
процессов влажно-тепловой обработки и отделки.
Организация специализированных цехов окончательной
влажно-тепловой обработки и отделки имеет ряд преимуществ:
более полное использование специального, и, как правило,
дорогостоящего оборудования, что приводит к сокращению
количества единиц оборудования;
меньшая протяженность коммуникаций для подведения
к оборудованию воды, электроэнергии, пара, сжатого воздуха,
вакуум-отсоса;
создание условий для' комплексной механизации и
автоматизации погрузочно-разгрузочиых, транспортных и складских
операций;
улучшение условий труда за счет механизации операций,
удаления из швейных цехов оборудования со значительными
паро- и тепловыделениями, применения в цехах
влажно-тепловой обработки и отделки усиленной приточно-вытяжной
вентиляции;
улучшение условий для дальнейшей механизации и
автоматизации процессов, внедрения передовой технологии;
улучшение качества обработки;
более полное использование производственных площадей;
повышение культуры производства;
уменьшение численности ИТР, служащих и
вспомогательных рабочих.
В УкрНИИШПе выполнены расчеты по определению
оптимального размера производства влажно-тепловой обработки и
отделки, а также хранения готовой продукции, поскольку
централизация этих процессов неразрывно связана с вопросами
хранения готовой продукции {табл. 11.24).
11,24. Оптимальный размер производств с предметной специализацией, тыс.
ед. в год
Вид надели It
Пальто
Костюмы
Платья
Сорочки
ВТО и отделка
900—1100
1100
5000
5000
Хранение готовой
продукции
1 ООО
1000
5 500
14 000
ВТО, отделка
и хранение готовой
продукции
1000—ПОО
1100
5000
5000
Дальнейшая централизация и концентрация процессов
создаст условия для внедрения высокопроизводительной техники
и передовой технологии и на этой основе повышения
производительности труда и улучшения качества швейных изделий.
Основными направлениями совершенствования процессов
влажно-тепловой обработки и отделки являются следующие:
оснащение предприятий оборудованием для получения пара,
116
Сжатого воздуха, вакуум-отсоса, комплектами гладильного
оборудования с набором специальных подушек;
механизация и автоматизация транспортирования изделий
по всем переходам (из швейных цехов в централизованный цех
отделки, в склад готовой продукции);
создание мобильных автоматических устройств для
регулирования режимов влажно-тепловой обработки,
обеспечивающих высокое качество обработки изделий из различных
материалов, внедрение средств контроля за качеством обработки;
механизация и автоматизация процессов ориентации,
перемещения, съема и укладывания изделий;
создание высокоэффективного полуавтоматического и
автоматического оборудования проходного типа;
широкое применение прогрессивной технологии
параллельной обработки путем совмещения двух и. более
технологических операций, сокращение мпогооперациоппости и большого
количества разнотипного оборудования;
применение паровоздушных манекенов с мягкой и жесткой
оболочкой, виброманекенов, а также жестких манекенов для
прессования изделий без их съема;
широкое применение отделки изделий для закрепления их
формы путем обработки в термокамерах (способ «форниз»);
совмещение процессов окончательной влажно-тепловой
обработки с приданием изделию определенных свойств путем
введения в паровую среду специальных препаратов;
нанесение отделочных рисунков на изделия методами клер*
вого крепления, высокочастотной и ультразвуковой сварки,
сублимирования красителей с рисунков, нанесенных на
специальную бумагу.
Все это должно быть учтено при проектировании цехов
влажно-тепловой обработки, и отделки.
Исходными данными для расчета отделочного цеха
являются мощность потоков швейных цехов и нормы времени по
операциям влажно-тепловой обработки и отделки. Расчет цеха
сводится к выбору методов обработки и оборудования,
оптимального варианта транспортирования изделий, определению
количества отделочных потоков и их мощности, количества
рабочих, оборудования, решению вопросов организации рабочих
мест, расстановки оборудования.
Следует обратить внимание на унификацию методов
обработки различных моделей.
В цехе выполняются операции по приемке, запуску, чистке
изделий от производственного мусора, загрязнений,
обметыванию петель и пришиванию пуговиц, пряжек и т. п., влажно-
тепловой обработке (прессованию, глажению, снятию лас),
контролю качества, переделке мелких дефектов (изделия
с крупными дефектами возвращаются в швейные цехи),
складыванию, маркированию, упаковыванию, подбору изделий по
117
Маршрутным листам, оформлению документации и сдаче
готовой продукции на склад. В структуру цеха могут входить
участки по изготовлению тары для упаковки {коробочная),
изготовлению отделочных цветов и др.
При выборе основного технологического оборудования,
кроме общих требований {см. п. 1.6.2), особое внимание
обращается на его комплектность, т. е оборудование должно быть
специально предназначено для влажно-тепловой обработки и
отделки данного вида изделий, должно иметь одну
конструктивную базу, один тип привода, аналогичные способы выработки
и использования рабочих сред {пара, вакуума, сжатого воздуха).
Вопросы по определению количества поточных линий в цехе
влажно-тепловой обработки и отделки, их мощности решаются
комплексно в зависимости от ассортимента изделий,
особенностей их отделки, применяемого оборудования, мощности
швейных цехов, специфических условий работы предприятия. При
этом должно быть обращено внимание на следующие факторы:
мощность потока окончательной отделки изделий должна
обеспечивать полную загрузку оборудования, особенно
дорогостоящего (прессы, паровоздушные манекены и др.). В каждом
конкретном случае целесообразно определить оптимальную
мощность;
мощность отделочного потока должна быть согласована
с мощностью пошивочных потоков. Для этой цели можно
варьировать количество оборудования в подобранном комплекте;
в одном отделочном потоке могут обрабатываться
различные изделия при условии применения однотипного
оборудования, режимов обработки, незначительной разницы в
трудоемкости обработки;
увеличение мощности отделочного потока сверх
оптимальной затрудняет организацию труда и производства в цехе;
мощность отделочных потоков не должна сковывать
условия для механизации транспортирования изделий.
В зависимости от конкретных условий потоки
окончательной отделки изделий могут быть организованы по-разному:
единый технологический ноток по обработке всех изделий и
моделей мощностью, равной мощности всех пошивочных по,
токов;
несколько потоков, специализированных па обработке
определенных видов (пиджак и брюки, демисезонное и зимнее
пальто, шерстяное и шелковое платье, сорочки, в том числе на
притачном поясе, и др.) и моделей (например, платье прямого
силуэта и расклешенное) изделий. Мощность каждого потока
соответствует выпуску изделий с соответствующих пошивочных
потоков;
■ несколько потоков по обработке одних и тех же видов и
моделей изделий, в каждом из которых установлен полный
комплект оборудования. Мощность потока равна мощности комп-
118
лекта оборудования. За каждым потоком закрепляется
определенная бригада рабочих.
Характерной особенностью потоков отделочных цехов
является наличие свободного ритма, большая мощность,
стабильность операций для разных моделей, сравнительно большие
нормы времени на выполнение операции. Разница в
трудоемкости обработки составляет не более 2—3 %. Как правило,
организационные операции состоят нз одной неделимой, т. е. нет
необходимости в комплектовании неделимых операций в
организационные, а значит, и расчете тактов потоков. Вместо этого
по каждой операции рассчитывается количество рабочих по
формуле
где М — мощность отделочного потока, ед. в смену; #вр — норма времени
на операцию, с; R — продолжительность смены, с.
При расчете норм времени, количества рабочих и
оборудования целесообразно предусмотреть многостаночное
обслуживание прессов, паровоздушных манекенов и другого
полуавтоматического оборудования.
Все расчеты цеха должны быть представлены в таблице по
форме П.З.
[1.3. Технологическая схема потока по окончательной влажно-тепловой
обработке и отделке
Изделие:
Мощность потока,
к
Опера
циальность,
раэр?[Д
и
Н
ед. в смену:
Количество
рабочих
расчетное
фактическое
я
та
М
1*
Применяемое
оборудование
Количество
оборудования
Поскольку потоки имеют свободный ритм, то (как и при
определении основного условия согласования в пошивочных
потоках) фактическое количество рабочих должно быть в
пределах ±10 % отклонений от расчетного.
Для равномерной загрузки рабочих отдельные операции без
нарушения принципов специализации могут быть объединены.
Нормы выработки, расценки по операциям определяются
обычным путем. Так же, как и для пошивочных потоков,
рассчитываются технико-экономические показатели, составляются
сводные таблицы рабочих и оборудования (см. п. 11.3}.
Ввиду большой мощности потоков важно правильно выбрать
транспортные средства для перемещения полуфабриката,
способствующие механизации и автоматизации процессов транспор-
119
тирования, сокращению трудоемкости основных операций за
счет исключения ряда вспомогательных приемов, сокращению
количества вспомогательных рабочих.
Все транспортные средства цеха окончательной влажно-тепловой
обработки и отделки можно подразделить на следующие: бесприводные и
приводные, напольные и подвесные, для поштучного к партионного перемещения.
Большее применение нашли напольные бесприводные транспортные средства
для партионного перемещения: наперевес — тележки-стеллаж и, кронштейны
(платья, халаты, блузы, брюки и т. п.); в подвешешюм виде — кронштейны
■(пальто, пиджаки и т. п.). После выполнения операции они вручную
откатываются к следующему рабочему месту. Такие транспортные средства
дешевы, партионное перемещение в соответствии с маршрутными листами
облегчает сдачу изделий па склад. Однако они загромождают цех, не решают
проблемы механизации транспортирования. На передовых швейных
предприятиях по изготовлению верхней одежды используются цепные конвейеры с
автоматическим адресованием и сбросом изделий на рабочие места.
В ЦГЖТБлегпроме разработана система транспортирования изделий
в подвешенном виде на кронштейнах-каретках по кольцевой монорельсовой
подвесной дороге. Каретки легко перемещаются благодаря действию сил
гравитации, порожние каретки автоматически возвращаются в зону запуска
изделий. По сравнению с напольными транспортными средствами в данном
случае лучше используется производственная площадь. Можно предположить, что
такой способ передачи изделий найдет широкое применение в
промышленности.
Одновременно с выбором способа транспортирования
комплексно должны быть решены вопросы механизации передачи
изделий из швейных цехов и из цехов отделки в склад готовой
продукции. Примером может служить цех Опытно-технической
швейной фабрики им. Клары Цеткин.
При расстановке оборудования в цехе важно также
рационально организовать рабочие места (общие требования к их
организации см. в п. П.6.2) как на основных, так и на операциях
запуска, комплектования, упаковки и др. На каждом рабочем
месте при передаче изделий в подвешенном виде должен быть
крогтшгегш-пакопнтель, при передаче изделий с помощью
тележек, кронштейнов их, как правило, на рабочем месте
устанавливают по два — для необработанных и обработанных изделий.
Планировку цеха выполняют с учетом общих требований
(см. п. П.6.2), выделяя участки по выполнению перечисленных
выше операций и располагая оборудование группами.
Количество оборудования для хранения изделия перед
запуском, для комплектования и сдачи на склад рассчитывается
исходя из вместимости оборудования и запаса изделий на этих
участках в размере 25—30 % сменного задания.
Площадь на одного производственного рабочего в цехе
должна быть: 11 мг — при изготовлении пальто для взрослых и
детей; 10 мг — при изготовлении платьев, блузок, сорочек; 6,5 м2—
при изготовлении плащей и остальных видов верхней одежды.
В данном разделе даны основные положения
проектирования цехов окончательной влажно-тепловой обработки и отделки.
Более подробно вопросы организации производства,
расположено
ния рабочих мест, механизации транспортировании, планировки
оборудования изложены в книгах М. Н. Апыхтиной [9], В. А.
Гарина и В, А. Лифанова [10].
11.8. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ СКЛАДА
ГОТОВОЙ ПРОДУКЦИИ
Склад готовой продукции предназначен для
временного хранения изделий перед отправкой их в торговую сеть.
При организации складов готовых изделий экономически
целесообразной является комплексная механизация всех
процессов и участков — приемки изделий из цехов окончательной
влажно-тепловой обработки или швейных, хранения, отгрузки.
С точки зрения механизации операций приемки изделий из
пошивочных цехов и отправки в торгующие организации
рационально расположение складов на I этаже здания под или
рядом с цехом окончательной влажно-тепловой обработки и
отделки.
На складах применяются партионные и поштучные способы
приемки, хранения, транспортирования и отгрузки. На выбор
средств механизации влияют требования к хранению и
транспортированию изделий. Такие изделия, как пальто, костюмы,
плащи, шерстяные и шелковые платья и т. п., должны
храниться в подвешенном состоянии; хлопчатобумажные платья,
сорочки, капроновые плащи, брюки, рабочая одежда, все
бельевые изделия ■—в упакованном виде.
В промышленности накоплен большой опыт по организации
и комплексной механизации складов готовых изделий [10].
Из швейных цехов и цеха окончательной влажно-тепловой
обработки и отделки изделия доставляют на склад в
подвешенном состоянии партиями на кронштейне-каретке по монорельсу
или на кронштейне-тележке посредством грузоподъемника или
поштучно навешивают на цепной конвейер и спускают в склад,
где изделия автоматически сбрасываются на накопитель.
Изделия, не требующие транспортирования в подвешенном
состоянии, доставляют в склад тележками по грузоподъемнику, в
пачках или коробках с помощью вертикального цепного полочного
элеватора или по склизам.
ЦПКТБлегпром рекомендует пакетный способ хранения
изделий с применением кронштейн-кареток для размещения
изделий как в подвешенном виде, так и в пачках, коробках.
Широкое применение находит также хранение изделий на
горизонтально-замкнутых цепных конвейерах (например, в
автоматизированном складе фабрики им. Клары Цеткин).
Способы хранения изделий в пачках и коробках на
стеллажах, применяемое погрузочно-разгрузочное и транспортное
оборудование такие же, как и в подготовительном цехе на участках '
хранения материалов.
121
Манорр.льс с злектро/палыа
□
Участок комплектования
(штрузки гатабой
Т I
п
п
Рис, 11.19. Планировка склада готовой продукции предприятия по
изготовлению верхней одежды:
/ — тележка-груз о воз для контейнеров; 2 — стеллажи двухъярусные монорельсовые;
3 — напольный штабелер с монорельсом типа ТШП-90
122
Загрузка продукции в автофургоны, контейнеры может быть
произведена с помощью кронштейнов-кареток по монорельсам,
транспортерных лент, электропогрузчиков, тележек или
вручную.
О
"U LJ
ТГ
г
□ □
□ □
и
1
L
О □
/Сан/пор а
Матреяьс с мектротолш Т35-32/
п
Порота '
О
1
Рис. П.20. Планировка склада готовой продукции предприятия по
изготовлению женской легкой одежды; у'
I — элеватор полочный с устройствами загрузки и разгрузки; 2 — конвейер ленточный;
3 — конвейер контейнер но-кольцевой; 4 — контейнер на 95 пачек: S — тележка-грузовоз
для железнодорожных контейнеров; 6 — тележка-стеллаж; 7 — конвейер передвижной
123
■ Количество рабочих на операциях приемки на склад,
размещения, комплектования, отгрузки изделий определяется
обычным путем (см. п. II.7).
В основном расчет склада сводится к определению
количества оборудования для храпения и складирования изделий и
его расстановке. Количество оборудования для хранения
изделий определяется так же, как количество оборудования для
хранения кусков материалов, исходя из общего запаса изделий,
габаритов изделий и вместимости оборудования (см. п. III.2.5).
Запас изделий (в днях работы предприятия) должен быть
в пределах 3—5.
Габариты изделий зависят от их вида и способа хранения
(в подвешенном виде, п пачкал, коробках) и учитываются при
расчете вместимости оборудования.
Требования к планировке склада те же, что и для основных
цехов (см. п. 1.6.2),
Коэффициент использования площади в зависимости от
планировки склада и используемых средств механизации
колеблется в пределах 0,35--0,6.
Изделия в складе должны быть ограждены от попадания на
них прямых солнечных лучей.
На рис. 11.19 и 11.20 показаны планировки складов готовых
изделий швейных предприятий и применяемые средства
механизации,
Н.Э. ПРИМЕНЕНИЕ ЭВМ В ТЕХНОЛОГИЧЕСКИХ
РАСЧЕТАХ ПОТОЧНОГО ПРОИЗВОДСТВА
ШВЕЙНЫХ ЦЕХОВ
Стремление к повышению эффективности
функционирования поточных линий ставит перед швейниками задачу
улучшения качества их проектирования при сокращении
сроков подготовки производства к внедрению. Решение этой задачи
основывается на использовании ЭВМ на стадии проектирования
поточных линий и является серьезным резервом как повышения
производительности труда на стадии подготовки производства,
так и повышения эффективности разрабатываемых
организационно-технологических мероприятий.
Поскольку решение задач проектирования основывается на
учете комплекса факторов, характеризующих технику,
технологию, трудовые ресурсы, перспективы их изменения и комплекс
свойств и требований к изготовляемой продукции, проблема
проектирования поточных линий с использованием ЭВМ
является достаточно сложной.
Тем не менее уже сегодня разработаны отдельные задачи
в рамках данной проблемы, которые могут быть успешно
использованы в практике работы как швейных предприятий, так
и при подготовке специалистов в вузах.
124
В качестве примера возможности применения
вычислительной техники в технологических расчетах рассмотрим процесс
проектирования с помощью ЭВМ потоков швейных цехов.
II.9.1. Постановка задачи проектирования потоков
швейных цехов с применением ЭВМ
Проектирование процесса производства одежды
в швейных цехах можно разделить па следующие
взаимосвязанные стадии:
проектирование технологического процесса изготовления
швейного изделия;
проектирование организационно-технологических схем
производственных процессов;
формирование организационно-планировочной структуры
потока и размещение оборудования в структурных
подразделениях.
Оптимальное решение указанной задачи в целом не
представляется возможным по причине ее многокритериальное™.
Поэтому предлагается многоуровневое итерационное решение
задачи с последовательной оптимизацией принимаемых
.решений на каждой стадии проектирования потока.
Процесс проектирования на каждом уровне представляет
собой сложную задачу, в результате решения которой из
множества допустимых вариантов проектных решений, отвечающих
заданным техническим ограничениям, выбирается оптимальный
(схема II.4).
Исходной информацией для проектирования
технологических процессов изготовления швейных изделий служат
конструктивно-технологические сведения о моделях изделий и
данные о предприятии, на котором изделие будет изготовляться.
На 1-м этапе проектирования из банка конструктивно-технологических
данных выбирают возможные методы обработки для заданного изделия. Из
области возможных методов обработки (2-й этап) с учетом конкретных
производственных условий на 3-м этапе определяют область допустимых методов
обработки, К допустимым методам обработки относятся методы, которыми
можно изготовить данное изделие па конкретном предприятии. Отсев
недопустимых методов обработки проводится по оборудованию, приспособлениям и
вспомогательным материалам, которые не могут быть использованы в
технологическом процессе на данном предприятии.
На 4-м этапе проектирования проводят анализ допустимых методов
обработки с целью выделения наиболее рациональных из них.
Анализ проводят по показателям трудоемкости изготовления
изделия, технологической себестоимости капитальных затрат.
Из допустимых методов обработки выбирают такие, которые
при допустимых капитальных затратах имеют минимальные
время изготовления и себестоимость обработки.
Рациональные методы обработки деталей и полуфабрикатов изделия при
их объединении в технологический процесс по схеме сборки изделия не всегда
позволяют получить оптимальный вариант технологического процесса с точки
125
53 II. 4. Схема многоуровневого итерационного процесса проектирования швейных потоков
Ввод исходной
информации
Определение области
возможных методов
обработки изделия
Определение области
допустимых методов
обработки изделия
Определение области
рациональных методов
обработки изделия
Выбор условий и средств
для обеспечения
функционирования потока
8
Разработка плана
расстановки
оборудования
Формирование
организационно-планировочной
структуры потока
7
t L
Технико-экономический
анализ
организационно-планировочной
структуры потока
10
Формирование
зационно-технологической структуры потока
Организационно-технологический анализ
процессов
изготовления изделий
t
Размещение участков
на площади швейного
цеха
И
t
Технико-экономический
анализ результатов
проектирования
12
Разработка технической
документации
13
йрештя условий производства. Поэтому для окончательного выбора
оптимальных технологических процессов изготовлении изделия производят их
организационно-технологический анализ (5-й этап).
Основными показателями оценки оптимальности ТП на
данном этапе являются такие, как степень комплектуемое™
неделимых операций в организационные, .использование рабочей
силы, равномерность загрузки оборудования и в первую очередь
дорогостоящего и др. Организационно-технологический анализ
процесса изготовления изделий производится с учетом
основных требований, предъявляемых к построению поточного
производства [2].
Результатом данного этапа проектирования поточного производства
является окончательное построение оптимального технологического процесса
изготовления швейных изделий, на основе которого формируется
производственный процесс. Под производственным процессом изготов.чения изделий
в швейном цехе следует понимать разделение труда между исполнителями и
размещение рабочих мест относительно транспортных средств с целью
непрерывного перемещении полуфабриката. Разделение труда между
исполнителями положено в основу огранизационко-технологической структуры потока
(6-й этап), размещение рабочих мест относительно транспортных средств
формирует его оргатшзациошш-плаиировочную структуру (7-й этап).
Основным элементом организационно-технологической структуры потока является
организационная операция, состоящая из неделимых операций. Основным
элементом организационно-планировочной структуры потока является
рабочее место исполнителя.
Организационно-планировочная структура потока строится
на основе организационно-технологической структуры, которая
в свою очередь образуется из технологической структуры
процесса изготовления швейного изделия. Переход от одной
структуры к другой осуществляется посредством преобразования
графов на различных стадиях проектирования поточного
производства.
На 8-м этапе процесса проектирования потока определяют способ
питания потока полуфабрикатами, траектории движения полуфабрикатов,
выбирают средства перемещения предметов труда. Выбор их основан на анализе
ассортимента изделий, изготовляемых в потоке, количества исполнителей на
одной операции и производственных условий предприятия.
На основе установленных условий и средств обеспечения
функционирования потока производят расстановку оборудования относительно выбранных
транспортных средств (9-й этап). Для этого анализируют структуру связей
между рабочими местами и в случае несоответствия ее траектории
перемещению полуфабриката изменяют ее.
Результаты проектирования анализируют с помощью показателей
снижения оборотных средств предприятия и себестоимости обработки изделия
(10-й этап), после чего окончательно формируют организационно-планиро-
почнуго структуру потока.
На 11-м этапе процесса проектирования потоков решают задачи
размещения сформированных участков потока на площади швейного цеха. На
основе организационно-планировочной структуры решают задачу
геометрического размещения участков на заданной площади с учетом таких
ограничений, как ширина проходов в цехе, рациональное использование площади,
непересечение рабочих мест с колоннами и т. д.
Результаты проектирования анализируются технологом в режиме
диалога с ЭВМ и выводятся на устройства графического вывода информации
127
(И-й этап). Процесс проектиропании заканчивается разработкой следующей
технической документации (13-й этап): схемы технологического процесса
изготовления изделил (последовательности обработки),
организационно-технологической схемы потока, сводной таблицы рабочей силы, таблицы технико-
экономических показателей потока, плана швейного цеха с расстановкой
оборудования по производственным участкам, спецификации применяемого
оборудования и др.
Реализация предложенного способа проектирования
процессов производства одежды в швейных цехах позволяет как при .
ручном, так и при автоматизированном проектировании
значительно повысить качество принимаемых технологом решений,
отказаться от субъективизма в принятии решений, сократить
трудоемкость инженерных расчетов за счет применения
быстродействующих ЭВМ.
П.9.2. Проектирование технологических процессов
изготовления швейных изделий
Многообразие различных методов обработки
деталей и полуфабрикатов швейных изделий, различный состав
оборудования и приспособлений на предприятиях приводит к тому,
что одно и то же швейное изделие изготовляется с помощью
различных технологических процессов, отличающихся по
себестоимости обработки и трудоемкости. В связи с этим возникает
сложная многовариаитпая задача выбора наиболее
рационального технологического процесса изготовления швейного изделия
с учетом конкретных условий производства.
В качестве ограничений, определяющих допустимые
варианты технологического процесса, выступают:
ограничения на оборудование, приспособления и
вспомогательные материалы, которые не могут быть использованы в
проектируемом технологическом процессе но тем или иным
причинам;
данные о составе и количестве имеющегося на потоке
оборудования, приспособлениях;
данные о размещении оборудования на потоке и другие
сведения о действующем потоке (секции, количество и содержание
групп обработки изделия и т. п.).
Задача проектирования состоит в том, чтобы при заданных
ограничениях определить состав и последовательность
технологических операций, обеспечивающих изготовление данного
изделия с наименьшими технологическими и производственными
затратами.
Варьируя ограничениями при данной постановке задачи,
можно производить проектирование технологических процессов
при следующих ситуациях:
разработке вновь создаваемых потоков;
реконструкции действующих потоков;
при запуске новых моделей или изделий на уже
действующий поток (подключение новых моделей к функционирующим
производственным процессам).
128
процесса предложено изображать в виде либо графа процесса,
либо набора графов для различных методов обработки
(рис. 11.21). В процессе проектирования технологии
изготовления изделия из нескольких графов выбирается один,
оптимальный, после чего графы «сшиваются» в единое дерево процесса.
Совокупность КТЭ, характеризующая более крупный этап
обработки изделия, образует
конструктивно-технологический узел (КТУ). В понятие
конструктивно-технологического узла входит завершенная начальная обработка детали
изделия (заготовка детали), соединение деталей из частей, не
имеющих предварительной обработки, а также присоединение
к основной детали других, бо-
Г~~1 7 Г~~~/7 / / 7 1 лсе мелких, имеющих предва-
j—u*—i y ^ ibdJ —7fc? / рительпую обработку.
Поскольку в процессе
изготовления детали претерпевают
различные стадии обработки
от заготовки до сборки их
в изделие, предлагается ввести
понятие
«деталь-полуфабрикат» и «изделие-
полуфабрикат»
{например, полочка-полуфабрикат;
изделие-полуфабрикат
—спинка с полочкой, с рукавом
и т. д.). В определении этих
понятий подразумевается
полная завершенность обработки одной детали или нескольких
деталей в результате совместной обработки. Следовательно,
формирование понятия полуфабриката детали или изделия
осуществляется на основе объединения нескольких конструктивно-
технологических узлов, которые в свою очередь состоят из
одного или нескольких КТЭ.
Рассмотренная структура технологического процесса
изготовления швейных изделий использована при машинном
проектировании для задания исходной информации о модели изделия
и проектировании самого процесса обработки. Исходная
информация представляется в виде набора КТЭ и схемы их сборки,
составленной на основе разработанной классификации
конструктивно-технологического решения модели изделия. Выбор
КТЭ для проектируемых моделей изделия осуществляется по
таблицам кодированных сведений (ТКС), в которых
сосредоточена информация о возможных конструктивно-технологических
решениях определенного вида одежды (форма II.4).
Таблицы кодированных сведений являются цифровым
описанием объекта, они строятся с соблюдением ряда условностей,
принятых при кодировании и построении ТКС. Число и
содержание информации в них формируется но мере необходимости
130
Рис. 11.21. Графы вариантов
соединения отрезных частей полочки
женского демисезонного пальто
в зависимости от условий задачи проектирования: Так, в
содержание ТКС могут быть включены дополнительные сведения об
элементах конструкции и отделки изделия, сведения,
необходимые для нормирования времени операций (длина строчки,
частота стежков и т, п.) и др.
И.4. Фрагмент таблицы кодированных сведений (ТКС)
Полуфабрикаты
детали, изделия,
отделка
П
КТУ
ПХ
ктэ
пхх
Варианты разновидностей конструктивно-
iтехнологического решен!!л
ПХХ
пхх
пхх
пхх
и т. д.
пхх
Кортеж «Д» (детали)
Длина
строчки,
ем
Частота
стежкпп.
с т./см
и т. д.
Кортеж ЮРМ» (организации рабочего места)
Способ
взятия детали
Расстояние перемещения
руки работницы
и т. д.
Представляемая в ТКС информация кодируется в
десятичной буквенно-цифровой системе. Каждая деталь, полуфабрикат,
вид отделки обозначаются буквой. На разновидности
конструктивно-технологического решения отводится двузначное число,
последняя цифра которого означает его вариант (вид отделки).
Например, П41512 означает: П — полочка, 41 — кокетка
простая, S12 — отделочная строчка двойная.
Задание конструктивно-технологического элемента в виде
кода является исходной информацией для поиска ЭВМ
вариантов технологии обработки в справочнике графов процесса
изготовления конкретного вида одежды. Используя этот
справочник, можно однозначно задавать обработку швейного изделия,
производить се оптимизацию и получать технологический
процесс изготовления изделия в виде, удобном для дальнейшего
проектирования швейных потоков.
Выбор технологической обработки для элементов конструкции
изделия основан на возможности автономного,
альтернативного решения самой обработки в пределах конструктивно-
технологического членения. Это объясняется отсутствием
причинно-следственной связи между методами обработки
различных членений, хотя сами членения находятся в определенной
5* 131
взаимосвязи между собой в технологическом процессе
изготовления изделия.
На схеме П.6 приведен фрагмент членения процесса
изготовления бокового прорезного кармана с клапаном.
Технологически завершенными частями процесса здесь являются методы
11.6 Фрагмент членения технологического процесса изготовления
бокового прорезного кармана с клапаном
Обработка клапана
(ШрпЦотка
мешкойины
Сооцкп во нового прорезного карма-
на с клапанам
(2S\
Ф)
Ш)
(ш)
ф)
(т
(щ
132
обработки клапана, методы обработки мешковины и методы
сборки кармана. Между методами обработки каждой части нет
причинно-следственной связи. Это позволяет выбрать поэтапный
метод построения технологического процесса с использованием
ЭВМ. Заключается он в следующем. На первом этапе по
критерию оптимизации выбирается оптимальный метод обработки
по каждой части процесса, па втором —по взаимосвязям между
частями процесса строится технологический процесс в целом.
Предлагаемый метод прост и позволяет достаточно эффективно
достичь желаемого результата.
Построенный на основе изложенного технологически
о н т и м а л ь н ы и вариант процесса изготовления изделия
может в конечном итоге оказаться неоптимальным в
производственном процессе при определенных условиях проектирования,
т. е. выбранная технология не обеспечит при заданных
условиях производства максимального использования трудовых и
материальных ресурсов. Поэтому предлагается проведение
второго этапа оптимизации, на котором оценивается, насколько
в условиях конкретного производства технологически
оптимальный процесс будет обеспечивать максимальное использование
оборудования, рабочей силы и каковы будут фактические
затраты на изготовление изделия. Для этих целей выбранный
вариант технологического процесса проверяется на возможность
построения оптимального производственного процесса.
Если выбранный технологически оптимальный процесс не
отвечает предъявляемым требованиям, выявляются причины и
уточняются методы обработки, ухудшающие
технико-экономические показатели потока. После этого осуществляется возврат
к первому этапу и выбирается новый технологически
оптимальный процесс с учетом проведенного анализа.
Вариант технологического процесса, полученный после
проведения двух этапов оптимизации, назовем производствен-
но -опт им а л ьн ы м.
Предлагаемый способ проектирования оптимальных
технологических процессов изготовления швейных изделий с
использованием ЭВМ позволяет решить ряд задач, среди которых
наиболее важными являются построение эффективно
функционирующих потоков швейных цехов, анализ уровня состояния
техники и технологии на уже действующих и реконструируемых
потоках, перспективы их развития, проведение типизации и
унификации методов технологической обработки,
II.9.3. Проектирование с помощью ЭВМ
технологических схем потоков
Процесс проектирования
организационно-технологических схем швейных потоков связан с выполнением
определенных условий построения как организационных операций
133
потока, так и потока в целом. Все условия делятся на основные
и дополнительные [2]. Основные условия — обязательны,
дополнительные— желательны, так как повышают качество
организации потока или операции, способствуют повышению
эффективности работы исполнителей.
При составлении программ для расчета
организационно-технологических схем потоков указанные условия используются
в качестве ограничений при решении задачи с теми или иными
допускаемыми отклонениями для различных типов поточного
производства одежды. В качестве критерия оптимизации
решаемой задачи в программах МТИЛПа минимизируется величина
возникающих потерь от некратности времени операций
процесса обработки изделия такту потока. Достигается это
последовательным движением от оптимума, когда время
скомплектованной организационной операции равно или кратно такту
потока, к области допускаемых отклонений от такта.
Для расчета технологических схем (разделений труда) на
ЭВМ необходимо подготовить следующую информацию:
наименование моделей, их условный производственный шифр,
данные о проектируемом потоке (мощность или количество
рабочих, наличие секций, групп обработки и т. п.),
ограничительные условия на проектирование (диапазоны отклонения от
такта потока, максимальная кратность операций и др.), а также
описание технологического процесса изготовления изделия
в виде графа. Справочной информацией к графу служит массив
неделимых операций по обработке определетгного вида изделия
либо последовательность обработки, записанные на магнитную
ленту в виде справочника неделимых операций. Операции
в справочнике повторяются один раз и могут быть
использованы в процессе расчета одной или нескольких схем
неоднократно для различных моделей изделий.
Выбор иной формы представления технологического
процесса изготовления швейного изделия, нежели применяемая
в настоящее время форма последовательности технологически
неделимых операций, вызван тем, что последняя не позволяет
оперативно судить о взаимосвязях элементов обработки, по-
рядкеих сочленения, наличии параллельной обработки и т. д. и
требует значительных затрат времени на ее освоение и
определенной квалификации исполнителя расчетов. В графе, наоборот,
технологические и временные связи элементов обработки очень
четко отражены, граф легко поддается математическому
описанию и кодированию и, кроме того, исключает возможные ошибки
при задании информации и пользовании ею не только при
машинном, но и ручном проектировании процессов труда в потоке.
При построении графа процесса, имеющего вид дерева
(схема 11.7}, вначале выделяется основная сборочная единица
изделия, к которой (условно) предполагается крепление
остальных сборочных единиц. Основная сборочная единица на
134
11.7. Граф процесса (типа, «дерево») изготовления изделия
Операционные ш o6pcl5omm '
урадни
801
вогг
008
009
010
QJQ205
91Z
«дереве» процесса будет являться стволом дерева, к которому
крепятся ветви (другие сборочные единицы). Ствол «дерева»
процесса характеризует монтаж и отделку изделия, ветви —
обработку отдельных сборочных единиц (узлов).
Основной сборочной единицей является та, которая имеет
наиболее разветвленную, систему технологических и
конструктивных связей с другими сборочными единицами изделия. Для
ее определения целесообразно построить матрицу связей между
основными сборочными единицами (табл. 11.25). Наличие
связей в матрице указывается цифрой 1, отсутствие — 0. В
последнем столбце матрицы приводится сумма связей по каждой сбо-
11.25. Матрица выбора основной сборочной единицы (на примере мужского
демисезонного пальто)
Сборочная
единица
01
02
03
04
05
06
07
08
09
01
0
1
1
0
]
1
1
0
0
02
1
0
1
1
0
0
0
0
0
03
1
1
0
0
1
0
1
0
0
04
1
1
0
0
0
0
0
0
0
05
1
0
1
0
0
1
1
0
0
06
1
0
0
0
I
0
0
0
1
D7
1
0
1
0
1
0
0
1
0
08
0
0
0
0
0
1
1
0
0
09
0
0
0
0
0
0
0
0
0
6
3
4
1
4
3
4
1
I
рочпой единице. За основную сборочную единицу выбирается
та, которая обладает большей суммой T.R. Так, для мужского
демисезонного пальто со сборочными единицами полочки — 01,
спиики—02 и т. д. за основную единицу целесообразно выбрать
полочку, имеющую сумму связей, равную 6.
Построение «дерева» процесса производят строго в
соответствии с технологической последовательностью, обозначая
окружностями неделимые операции. Внутри окружности
указывается номер неделимой операции, ее специальность, разряд и
время обработки. Например, 53, м/3-194 означает операцию
№ 53, по специальности машинную, выполняемую по третьему
разряду с затратой времени J94 с. При этом следует сразу
оговориться, что номер неделимой операции в графе процесса не
играет никакой роли, так как порядок изготовления изделия,
как будет показано ниже, определяется самой структурой
«дерева». Необходимость введения номера операции в данном
случае диктуется определением места хранения текстовой
информации в банке данных или справочнике неделимых
операций, заложенных в памяти машины (на магнитной ленте).
Вместо специальности при проектировании на ЭВМ указывается
шифр оборудования.
136
Для определения временных связей между неделимыми
операциями и установления параллельности в обработке
сборочных единиц изделия при построении «дерева» процесса введено
понятие операционного уровня обработки неделимых
операций.
Параллельная обработка сборочных единиц либо ее
отдельных технологически законченных частей начинается с первого
уровня. Все неделимые операции одного уровня могут
обрабатываться синхронно, если не имеют перед собой
предшествующих операций. Движение же внутрь ветвей «дерева» процесса,
как и по его стволу, может быть только последовательным.
Операционные уровни обозначаются тремя цифрами — 001, 002,
003 и т. д.
Дальнейшая систематизация информации о методах
обработки связана с выделением на графе процесса множеств
неделимых операций, имеющих последовательнуто обработку между
технологическими связями в виде столбцов
(конструктивно-технологические элементы обработки). Столбцы позволяют
определять взаимосвязь не только неделимых операций, но и узлов
изделия, устанавливать их сб-орочные уровни. Этим
обеспечивается возможность сравнения моделей изделий и решение
задачи построения технологических схем многомодельных
потоков.
Ветви «дерева» процесса, представленные в виде столбцов,
имеют строго определенный технологическим процессом
изготовления изделия вход в основной технологический процесс (ствол
«дерева»). Порядок этого входа определяется номером
сборочного уровня. При этом следует различать сборочные уровни
внутри ветвей «дерева» процесса {сборка столбцов) и ветвей
в основном процессе (сборка узлов). К моменту основной сборки
узлов изделия (ветвей) все неделимые операции столбцов
должны быть выполнены, а столбцы соединены в единый
обработочный узел. Нумерация сборочных уровней будет
определяться моментом сочленения одного столбца с другим или ветви
«дерева» процесса со стволом.
Изложенное позволяет осуществить ввод информации о
технологическом процессе изготовления изделия в ЭВМ
посредством столбцов (этапов обработки). Для этого каждому столбцу
присваивается свой номер,указывается помер сборочного уровня
и номер узла, которому технологически принадлежит столбец:
01
номер
сборочного
уровня
Тогда информация о столбце будет выглядеть следующим
образом:
(37
01
номер ■
столбца
01
номер
узла
010101 —характеристика столбца;
00016 )
00024 } — номера неделимых операций, входящих в стол-
00038 j бец;
88S88 — признак конца столбца.
При соединении столбцов друг с другом внутри
обработочного узла объединенному столбцу присваивается номер,
состоящий из последних цифр номеров соединяемых столбцов.
Например, столбец 01 соединяется со столбцом 02, тогда номер
объединенного столбца будет 12 (или 21).
При вхождении ветви «дерева» процесса в ствол все ее
столбцы соединены в один обработочный узел и необходимость
в их нумерации отпадает. В этом случае нумерация столбцов
обнуляется, что является признаком основной сборки изделия.
Например, информация 020002 означает, что на втором уровне
основной сборки (признак 00) в ствол «дерева» процесса входит
второй обработочный узел.
Столбцы, введенные в оперативную память машины,
образуют согласно их характеристикам образ «дерева» процесса,
по которому производится комплектование неделимых операций
в организационные. Одновременно при проектировании много-
модельных процессов по характеристикам столбцов
производится построение обобщенного «дерева» процесса на несколько
моделей.
При решении задачи машина делает предварительный расчет
потока, рассчитывая при этом количество рабочих в потоке или
выпуск в смену (в зависимости от задания па проектирование),
такт потока, расчетный выпуск в смену по моделям, затраты
времени по моделям, определяет вид запуска изделий в поток.
После указанного расчета производится комплектование
неделимых операций в организационные.
Логика машинного комплектования операций построена
таким образом, что вначале проверяется возможность
комплектования неделимых операций внутри каждой из ветвей «дерева»
процесса в целях использования параллельности обработки
изделия. В случае невозможности входа внутрь ветви «дерева»
процесса по тем или иным ограничениям машина переходит
в соседнюю ветвь «дерева» процесса, выбирая при этом
согласно условиям комплектования неделимые операции более
низкого операционного уровня.
Программой МТИЛПа предусмотрены два варианта
комплектования—ноузловой и сквозной. При первом варианте
машине запрещается переход в соседнюю ветвь процесса; при
втором — разрешается подбор неделимых операций в
организационную операцию из любых ветвей «дерева» процесса.
Ограничительным признаком такого перехода является закрытие
последней операции ветви «дерева» процесса (вместо 88888—
99999).
138
В результате перебора возможных вариантов
комплектования неделимых операций в организационные операции может
оказаться, что некоторые из организационных операций будут
недокомплектованы. В этом случае они выносятся ЭВМ на
печать внешних устройств машины со звездочкой, на суд
технолога. В результате диалога человека с машиной, когда технолог
принимает волевое решение об изменении метода обработки
или изменении последовательности обработки операций, после
повторного комплектования такие операции, как правило,
устраняются.
Заключительным этапом всех расчетов, связанных с
составлением технологической схемы, является выдача машинной
распечатки готовой технологической схемы, сводной таблицы
рабочей силы и техпико-экономичс-ских показателей по формам,
используемым в практике проектирования (см. п. П.З).
Программами МТИЛПа предусмотрено комплектование
неделимых операций в организационные как для одпомодсльпых
потоков, так и для многомоделыгых с последовательным и
цикличным способами запуска моделей (или изделий) п поток.
Максимальное количество моделей не должно превышать шести.
11.9.4. Формирование организационно-
планировочной структуры потока, выбор
транспортных средств и размещение
оборудования в потоке с помощью ЭВМ
Данный этап является завершающим в процессе
проектирования швейных потоков, на котором окончательно
формируется эффективность функционирования будущего
потока. Основными требованиями на данном этапе являются
сохранение структуры технологических связей процесса
обработки изделия и обеспечение непрерывности перемещения
полуфабриката между исполнителями.
Организационно-технологическая структура швейного
потока формируется в процессе составления технологических схем
и зависит от количества обрабатываемых на рабочих местах
потока сборочных единиц изделия. При объединении в
организационную операцию неделимых операций по обработке
различных узлов изделия между рабочими местами образуются
сложные организационно-технологические связи, обеспечение
которых при проектировании планировок потоков затруднено и
приводит к нарушению непрерывности перемещения
полуфабриката (образованию так называемых «завалов» работы в
потоке). Преимущества, заложенные в параллельном изготовлении
отдельных деталей и узлов изделия, уменьшаются, а при
смешении в процессе комплектования организационных операций
всех сборочных единиц изделия могут совсем исчезнуть.
139
Оценку качества составленной технологической схемы и
формирование организационно-планировочной структуры потока
целесообразнее всего производить с помощью графов организа-
ционно-техпологитеских связей операций потока, являющихся
графической интерпретацией математической модели процесса
груда. Построение графа осуществляется на основе
технологической схемы. При этом вершина графа означает факт
завершения операции, а дуга — продолжительность ее выполнения
(схема II.8).
П.8. Сетевой график обработки рукавов и воротников мужского демисезонного
пальто
Построение графа следует начинать с отдельных фрагментов
(подграфов), характеризующих обработку отдельных сборочных
единиц изделия, после чего подграфы соединяются в единый
граф по внешним вершинам. Внешней вершиной графа
называется вершина, в которую входят или из которой выходят дуги,
принадлежащие нескольким подграфам графа. Внешним
вершинам соответствуют организационные операции потока, на
которых выполняется совместная обработка различных сборочных
единиц изделия (вершины 2, 4, 5, 6, 7 и 8 на схеме П.8, /).
Номер вершины графа соответствует номеру
организационной операции. Кроме номера, вершина графа содержит
информацию о специальности выполняемых работ н кратности
исполнителей на операции. Над дугой графа, характеризующей время
выполнения работы на операции, указывается длительность ее
,„ 100 1
выполнения в секундах. (Например, —j. — первая органи-
140
занионная операция, машинная с двумя исполнителями и
затратой времени 100 с).
Минимальная продолжительность пребывания изделия в
потоке в процессе обработки или минимальная длительность
производственного цикла изготовления изделия определяется
наиболее продолжительной по времени цепочкой работ на графе
процесса, ведущей от исходной к завершающей вершине графа.
Эту величину принято называть критическим путем графа.
Операции, не попадающие на критический путь, должны
выполняться в потоке параллельно. Критический путь (см.
схему II.8,7) проходит через вершины 0, 1, 2, 3, 4, 5, 6, 8, 9 и
составляет 549 с.
При построении технологических схем потоков критические
пути на графе технологических связей неделимых операций
процесса изготовления изделия и на графе
организационно-технологических связей организационных операций потока часто пе
совпадают. Причиной этого является либо нерациональная
мощность потока, либо недостаточно качественное комплектование
организационных операций. При этом проверяют выполнение
двух правил: 1) пе производилось ли объединение неделимых
операций в организационные для групп, параллельных
критическому пути, с группой, лежащей на критическом пути; 2) при
объединении групп, параллельных критическому пути, не
превысило ли их суммарное время обработки времени обработки
в группе, лежащей на критическом пути (до момента их
совместной обработки). При соблюдении указанных правил причиной
увеличения производствентюго цикла является нерациональная
мощность потока.
После оценки причин изменения длительности возможного
производственного цикла изготовления изделия и принятия мер
к их устранению или уменьшению величины данного
расхождения по графу организационно-технологических связей
определяется возможность выделения технологически и подетально-
специализированных участков обработки (ТСУ и ПСУ).
Необходимость членения процесса производства в потоке на участки
вызвана существующими нормами обслуживания
производственных процессов, возможностями более полного использования
синхронности в обработке отдельных сборочных единиц изделия.
Требования к выделению ПСУ можно сформулировать
следующим образом:
завершенность технологической обработки одной или
нескольких сборочных единиц изделия, выделяемых в
самостоятельную обработку;
отсутствие внутригрупиовых организационных связей с
другими участками по обработке изделия;
синхронность выделяемой обработки по отношению к
обработке других участков, особенно по отношению к операциям,
лежащим на критическом пути;
141
численность исполнителей работ на выделяемом участке
должна быть не менее 4—5 человек.
Выполняя указанные требования и используя
математический аппарат по выделению .максимально полных множеств
операций на графе процесса, можно с помощью ЭВМ быстро и
точно решить данную задачу.
Следующий этап в проектировании планировок швейных
потоков — выбор средств перемещения полуфабрикатов.
Основными факторами, влияющими на выбор транспортных средств
в потоке, являются кратность исполнителей на операциях,
количество технологически сочленяемых рабочих мест, вид питания
процесса полуфабрикатами, габариты изготовляемого изделия
и т. д. Варьируя указанными факторами, а также используя
разработанную на кафедре технологии швейного производства
МТИЛПа классификацию транспортных средств, из
множества допустимых их вариантов для каждой группы
предварительно выбирается свой вид. Окончательный вид транспортного
средства для потока в целом определяется из условия
непревышения резервов времени па передачу изделии с одной группы
на другую.
Резерв времени R определяется как разность между поздним
Тп и ранним Тт, сроками свершения событий: R—TiL—Гр, где
Гп= LKp — LMaKC (i.. .с), а Гр = LM№c (I. ■ ■ i), LKp —
продолжительность критического пути, LMaKo — продолжительность
максимального из ненапряженных путей — подкритического.
Допускаемые при этом разрывы связей между группами (см, схему
11,8,//) должны укладываться в полученные резервы времени.
Далее производится трансформация графа организационно-
технологической структуры в организационно-планировочную.
Для этого на графе процесса организационно-технологической
структуры кратные по количеству исполнителей операции,
обозначенные одним кружком, показываются несколькими
кружками {см, схему II.8,///).
Определив все аспекты организационно-планировочного
решения потока, выбрав транспортные средства перемещения
полуфабриката, согласно справочникам сочетания рабочих мест
ЭВМ производит размещение рабочих мест в потоке,
вычерчивая на графопостроителе (или АЦПУ) планировку потока.
В настоящее время МТИЛПом совместно с ГПИ-7
разрабатываются программы размещения нескольких потоков в цехе
предприятия.
Рассмотренные этапы проектирования швейных потоков
с применением ЭВМ позволяют уже сегодня начать переход от
малоэффективных ручных расчетов к автоматизированным.
Предложенные способы проектирования позволяют отказаться
от ряда волевых решений в проектировании и заменить их
более эффективными математическими методами анализа и
оптимизации.
142
III. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
ПОДГОТОВИТЕЛЬНО-РАСКРОЙНОГО
ПРОИЗВОДСТВА
111.1. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
ЭКСПЕРИМЕНТАЛЬНЫХ ЦЕХОВ
III.1.1. Основные требования к проектированию
экспериментальных цехов
Основной задачей экспериментальных цехов
является своевременная и качественная подготовка моделей к
запуску в производство, в которую входят: конструкторская и
технологическая проработка новых моделей, разработка
оптимальных режимов технологического процесса, нормирование расхода
всех используемых для изготовления изделия материалов,
изготовление лекал, трафаретов, светокопий, подготовка
технической документации на модель. В функции экспериментального
цеха входят также осуществление авторского надзора за
моделями, внедренными в производство, контроль за рациональным
использованием материалов, обновление ассортимента изделий
с учетом покупательского спроса и направления моды,
постоянное совершенствование конструкций и технологии изделий,
разработка мероприятий по использованию отходов производства,
опробование новых видов оборудования и средств малой
механизации, оказание помощи цехам в освоении новых видов
изделий, моделей, оборудования, приспособлений.
Расчет цеха выполняется по всему выпускаемому
предприятием ассортименту изделий, включая изделия ширпотреба.
Основными исходными данными для расчета являются
планируемое на год количество подготовляемых для производства
моделей, затраты времени на основные и дополнительные виды работ.
Расчет экспериментального цеха целесообразно выполнять
по следующим этапам:
выбор и обоснование основных
организационно-технологических решений, способствующих наиболее эффективной работе
цеха; составление перечня работ, операций, подлежащих
расчету;
расчет мощности цеха;
расчет серий;
установление затрат времени на операции и определение
расчетного количества исполнителей и оборудования;
составление сводной таблицы количества исполнителей,
оборудования, занимаемой площади;
планировка цеха;
корректировка расчетов, сводной таблицы.
143
III.1.2. Расчет мощности цеха
Мощность экспериментального цеха определяется
количеством моделей в год, подготовляемых к запуску в
производство. Общее количество таких моделей Мо складывается из
моделей новых Ми и переходящих Мп.
Планировать разработку моделей в экспериментальном цехе
при проектировании нового предприятия нецелесообразно. При
реконструкции, реорганизации действующих цехов крупных
предприятий, имеющих квалифицированных модельеров и
конструкторов, количество моделей собственной разработки следует
предусматривать в том объеме, который сложился на
предприятии, но не более 10—30 %.
Соотношение количества новых и переходящих моделей (обновляемость
моделей) зависит в основном от ассортимента изделий. Обновление моделей
в десятой пятилетке б среднем по отрасли составило 63 %, но предприятиям
эта цифра колеблется от 40 до 80 %. Меньший процент обновления
приходится на виды изделий, отличающихся незначительным разнообразием
конструктивных решений (брюки, сорочки, пальто, костюмы мужские и длл
мальчиков и др.) или менее зависящих от направления моды (нижнее белье,
одежда для детей ясельного и дошкольного возраста и Др.), больший — на
такие изделия, как женское и детское платье, пальто, плащи к др.
Мощность экспериментального цеха по количеству моделей
определяют исходя из мощности предприятия (годового выпуска
продукции, тыс. шт.) и среднего тиража моделей. Ниже
приводятся результаты исследований предприятий Укршвейпрома
[11] по определению среднего тиража одной модели,
выпущенной в 1978 г.
Изделия
Пальто
мужские, женские
детские
Костюмы
мужские
детские
Платья
женские
детские
Сорочки
мужские
детские
Брюки
мужские, женские
детские
Тираж,
тыс. шт.
5,6
8,4
10,9
14,7
9,2
14,4
56,7
63,5
30,4
31,4
Общее количество моделей, подготовляемых для производства в
экспериментальных цехах, зависит от мощности предприятий, уровня специализации,
мощности потоков по каждому виду изделий. Наиболее эффективными
являются экспериментальные цехи специализированных предприятий до
изготовлению 90—105 моделей женских пальто, что соответствует годовому
выпуску продукции 800—1000 тыс. шт.; 30—35 моделей мужских костюмов, что
соответствует выпуску продукции 1000—1100 тыс. шт.; 190—200 моделей
144
женского платья при выпуске 5500—6500 тыс. шт.; 95—105 моделей сорочек,
что соответствует их выпуску 6000—8000 тыс. шт. в год. Расчет мощности
экспериментального цеха оформляют по форме III. 1.
111.1. Количество моделей, подготовляемых к запуску в производство
Изделие
Годовой
выпуск,
тыс. шт.
Средний
тираж одной
модели.
тыс. шт.
Общее
количество
моделей Мо,
шт.
Ноные
модели M
шт.
Переходящие
модели М п»
III.1.3. Расчет серий
Готовые швейные изделия предприятия выпускают
отдельными партиями в соответствии с заказами торгующих
организаций. В заказах определяются сроки поставок,
ассортимент продукции, количество единиц изделий по ассортименту
(моделям), вид материалов, их расцветка и др. IIа основе
изучения спроса потребителей в заказах указывается шкала
размероростов (процентное соотношение выпуска изделий
различных размероростов) или количество единиц каждого размера и
роста, которое затем пересчитывается в процентах. Шкала
составляется на каждую модель или по согласованию с
торгующими организациями на вид изделия в целом. На основе этих
договоров на предприятии составляется сводный заказ па
планируемый период, в котором по каждой модели определяется
общий выпуск и шкала размероростов.
В зависимости от размера сводные заказы па модель
выполняются по-разному. Небольшие но величине заказы
выполняются целиком, шкала размероростов закрывается к моменту
выполнения всего заказа. В этом случае заказ равен серии.
Большие по величине заказы разбиваются на несколько серий
(партий изделий). Серия — это минимальная часть заказа,
выполненная в соответствии с полным объемом шкалы
размероростов в сроки, заранее согласованные с торгующими
организациями. Такая система выполнения заказов называется
серийной.
Серийная система обеспечивает периодическое и точное
выполнение шкалы размероростов при условии наиболее
экономичного хода технологического процесса.
Размер серии оказывает существенное влияние на объем
работ в подготовительном и раскройном цехах, себестоимость
единицы кроя. В зависимости от размера различают серии
нормальную и расчетную. При нормальной серии все
настилы имеют максимальную технически возможную высоту,
поэтому затраты труда на настилание, обмелку, раскрой и дру-
145
гие операции минимальны. Величину нормальной серии
определяют по формуле
С
где h — максимальная высота пастила в полотнах; х — количество
комплектов лекал, приходящееся на один размеророст, и раскладке (д=1 при
укладке всех деталей изделия и * = 0,5 при укладке половины комплекта
деталей) ; у ■— общий наибольший делитель ряда чисел процентного
соотношения шкалы размеророс.гов,
При запуске в поток небольшой мощности одновременно
нескольких моделей дневной выпуск изделий определенной
модели может быть таким, что предприятие не в состоянии за
ограниченный срок изготовить количество изделий этой модели,
равное величине нормальной серии. Кроме того, величина
заказа на данную модель может быть меньше нормальной серии.
В этом случае заказы выполняются расчетными сериями Ср,
в которых настилы имеют пониженную высоту.
Выполнение заказов небольшими сериями, как и
изготовление небольших по величине заказов, приводит к определенным
потерям в подготовительно-рас крой ном производстве, которые
становятся тем более заметными, чем больше Ср отличается по
величине от С„.
Рациональный размер расчетной серии определяется с
учетом обеспечения окупаемости расходов на разработку и
подготовку модели к запуску в производство н достижения
наибольшего экономического эффекта в раскройном производстве;
кроме того, учитывается оборачиваемость оборотных средств
предприятия.
Рациональный размер расчетной серии, обеспечивающий
хорошие показатели работы подготовительно-раскройного
производства, зависит от вида изделия и используемых для его
пошива материалов. Ниже приводятся ориентировочные размеры
серий для некоторых видов изделий.
Изделия
Пальто
Костюмы
Куртки, плащи
Платья шерстяные и
шелковые
Платья
хлопчатобумажные
Сорочки
Размер серии
шт.
1500—2500
2000—3000
4000-6000
2000-3000
5000—10 000
8000—10 000
На основании расчета серий определяется объем работы
в цехах: экспериментальном (количество раскладок лекал,
объем работы по расчету норм расхода материалов),
подготовительном (количество зарисовок раскладок лекал, карт
расчета материала), раскройном (количество настилов, их длина и
высота, количество пачек кроя).
Последовательность расчета серий следующая:
146
установление исходных данных — размера серии, шкалы раз-
мероростов и срока ее выполнения (обычно 5—10 дней),
площадей лекал;
определение рациональных условий раскроя серии ■—способа
настилания, количества комплектов лекал в раскладках,
оптимального количества раскладок каждого вида в зависимости от
вида изделия, используемых материалов, длины настилочных
столов;
выбор принципа объединения (сочетания, компоновки)
размероростов в раскладках лекал в зависимости от размера
серии, вида изделия, вида материала;
сочетание (компоновка) размероростов в раскладках;
определение количества и высоты настилов;
составление графика раскроя серии.
При расчете серий должны быть учтены требования:
выполнение установленной шкалы размероростов;
достижение минимального процента межлекальных отходов
в раскладках;
обеспечение высокой производительности труда в
раскройном цехе за счет высоты настилов, не ниже достигнутой на
передовых предприятиях;
подготовка условий для безостаткового расчета кусков
материалов;
сокращение количества экспериментальных раскладок за
счет применения типовых сочетаний размероростов,
облегчающих установление закономерностей в изменении процента меж-
лекальньгх отходов и расчете остальных норм.
Для сокращения межлекальных отходов материалов (там,
где это возможно) настилание полотен выполняют «лицом
к лицу». Раскрой в основном производится по
многокомплектным раскладкам, в которых процент межлекальных отходов
намного меньше, чем в однокомплектных. Однако для
безостаткового расчета кусков Инструкцией по нормированию расхода
материалов, утвержденной Минлегпромом СССР 23.02.81,
допускается применение незначительного количества одиночных
(коротких) нерациональных раскладок.
Важным условием безостаткового расчета кусков
материалов является обеспечение рациональной разницы в длинах
раскладок в основном за счет применения раскладок с разным
количеством комплектов лекал, а также определенного способа
компоновки размероростов в раскладках.
Компоновка размероростов в раскладках лекал может быть
выполнена по принципу объединения смежных, одинаковых раз;
мероростов, а также на основе анализа экономичности
нескольких предварительных экспериментальных раскладок. Очень
редко применяется способ последовательного возрастания
площади лекал. Выбор того или иного способа компоновки
диктуется требованиями снижения потерь от межлекальных отходов,
147
концевых и маломерных (нерациональных) остатков,
особенностями применяемых методов расчета норм, условиями
выполнения заказов.
Если шкалы размероростов нестабильны, лучше
использовать такие сочетания, которые менее зависят от удельных
весов в шкале.
При компоновке сочетаний размероростов количество
раскладок должно быть определено так, чтобы, с одной стороны,
можно было обеспечить большую среднюю высоту настилов,
с другой — выполнить требования подбора настилов в одну
карту расчета кусков материалов.
Для безостаткового расчета кусков материалов в одну карту
включают настилы с разницей в длине не менее 8—10 см, с
разным количеством комплектов лекал, а также по раскрою
других видов изделий, моделей, если они пошиваются из тех же
материалов. Количество настилов в одной кчрте зависит от
рассчитываемости кусков.
В табл. Ш.1 дан пример расчета серии при компоновке по принципу
объединения сметных размеров, одинаковых ростов.
Удельный вес раскладок с одинаковым количеством комплектов лекал
каждого размеророста (1 + 1=2; 1 + 1 + 1=3; 0,5+0,5=1; 0,5+0,5+0,5=1,5
и др.) определяется как сумма одинаковых удельных весов каждого
размеророста. Удельный вес раскладок с 1+0,5 комплектами лекал подсчитавается
.из соотношения 2: 1. Для размеророста с 0,5 комплектом лекал удельный вес
берется в 2 раза меньше, чем для размеророста с полным комплектом лекал.
Аналогично считается удельный пес раскладок 1 + 1+0,5; 1 + 1+0,5+0,5.
Объем работ по расчету серии сводится к определению
количества и высоты настилов. Все формулы для расчета
приведены непосредственно в табл. 111,1. Как итог расчета
определяется средневзвешенная высота настилов hc-p, которая должна
быть не ниже достигнутой на передовых предприятиях
(=1 »
Для обеспечения ритмичной работы раскройного цеха
устанавливается очередность раскроя настилов с учетом
требований к подбору настилов в одну карту расчета кусков
материалов. Количество карт зависит от количества настилов в серии
и одном расчете.
Подкладка изделий обычно раскраивается в комплекте с
деталями из основной ткани при том же наборе сочетаний
размероростов. Детали прикладных материалов раскраивают
авансом по максимальной высоте настилов.
Наиболее перспективным является использование ЭВМ для
комплексного решения задач расчета серии и нормирования
расхода материалов при раскрое [12].
148
II 1.1. Расчет серии
Изделие — костюм мужской шерстяной.
Расчетная серия Ср — 1600 ед. Максимальная высота настила Amas — 36 полотен.
Выпуск в день модели — 326 ед. Срок выполнения серии — 4,9 дня.
Номер
расклад-
1
2
3
4
Остаток
5
6
7
Остаток
8
9
10
11
12
13
Итого
108
!70
176
182
Удельный
6
и
X*
X
- 1
]
X
10
X
1
1
X
ш
Размерь
1
L12
170
176
1S2
вес разнеpop остов
5
X
.
9
X*
3
3
X
19
X
9
X
3
X
16
X
7
X
1SS
по
7
X
2
X
(двухкомплектных раскладок -
однок ом пл ектны х
- 10 %)
Ив
176
182
шкале,
6
6
X
-90
8
8
X
1
X
%,
18Е
%
3
3
X
1
X
1
■Ц. g
ш 3
я
12
20
18
10
12
14
4
1
1
3
3
1
1
100 %
о
С о
ф Щ U
'oil
2 л/л**
2 л/л
2 л/л
2 л/л
2 л/л
2 л/л
2 л/л
1 л/в***
1 л/в
1 л/в
1 л/в
1 л/в
1 л/в
■я
к
t;
ЕС
£«§
к а
192
320
288
160
192
224
64
16
16
48
48
16
16
1600
о
Щ
96
160
144
80
96
112
32
16
16
48
48
16
16
880
и „
£ II S Й
Ч pa ^ ^
3X32
5X32
4X36
2X28
1X24
3X32
4X28
1X32
1X16
1X16
3X16
3X16
1X16
1X16
/Сн=33
ftcp= 26,
S
И 5 S
л о к
щ л щ
Чв|
5,62
5,76
5,91
:6,06
6,06
5,84
5,99
6,13
2,94
3,02
2,88
2,96
3,09
3,17
7
Номера
кусков
I
2
карт
расчета
материалов
3
Количество
64
64
72
48
64
36
16
344
4
ъ
изделий
в настилах, ед
N
64
64
72
56
16
16
288
64
72
56
64
S6
16
16
344
-а
64
72
56
64
56
16
16
344
64
64
64
56
16
16
280
Компоновка размероростов в одну раскладку.
Настилание материала «лицом к лицуя.
Н вниз».
III.1.4, Технологическая последовательность
операций экспериментального цеха
Наименование и технологическая
последовательность операций экспериментального цеха зависят от
ассортимента изделий, принятой технологии, форм организации труда
и применяемого оборудования.
Для моделей, создаваемых в Домах моделей, работы
начинаются с проверки и уточнения конструкции моделей и
технической документации. Если модель разрабатывается на
предприятии, то цикл работ более длительный. По переходящим
моделям выполняются такие операции, как обновление лекал,
выполнение раскладок лекал и расчет норм расхода для новых
сочетаний размероростов, ширин и видов материалов.
Технологическую последовательность работ лучше
составлять в табличной форме (табл. Ш.2), а также в виде сетевой
модели. В этой же таблице даны затраты времени на
выполнение основных операций экспериментального цеха.
] П.2. Нормы времени на цикл работ по внедрению на предприятиях новых
моделей одежды, разрабатываемых Домами моделей одежды, ч
Из дел и е
"Л
в.*
ш О
и И
С я
Изготовление
лекал для
изделий
Я К
С1
а
я н
1) ££
Iff
С. в-
i J*
Общая
трудоемкость цик-
лй работ для
изделий
Р я
S >,
к ч
с S
Пальто мужское
демисезонное
Пальто мужское
зимнее
Пальто для
мальчиков школьного
возраста демисезонное
Пальто для
мальчиков школьного
возраста зимнее
Пальто для
мальчиков дошкольного и
ясельного возраста
демисезонное
То же, зимнее
Пальто женское
демисезонное
То же, зимнее
Пальто для девочек
школьного возраста
демисезонное
То же, зимнее
150
43
47
31
55
66
19
—
,5 —
3
3
2
,2
,2
6
7
5
,5
58
66
50
212
250
117
,6
,6
378,9
439,8
224.7
35 28,6 — 2,5 6 58 127 256,1 —
29 9,9 — 2 3,5 42 99,4 185,8 —
31
45
48
35
12 — 2 4 44 106,9 199,9 —
56.7 236,7 3,2 6,5 56 263,8 431,2 611,2
66 283,5 3,6 7,5 64 301,8 490,9 708,4
49.8 46,7 2,5 5,5 48 137 247,8 274,7
37 30,2 77,2 2,8 6,5 54 147 277,5 324,5
Продолжение табл. Ill.2
Изделие
и К
Изготовление
лекал для
изделий
Sep.
Общая
трудоемкость
цикла работ
для изделий
32
34
Пальто для девочек
дошкольного и
ясельного возраста
демисезонное
То же, зимнее
Пальто женское из
искусственного меха
Пальто для девочек
из искусственного
меха
Пиджак мужской 51
шерстяной
Брюки мужские 22
шерстяные
Пиджак мужской
хлопчатобумажный
Брюки мужские
хлопчатобумажные
Пиджак для
мальчиков школьного
возраста
Брюки для
мальчиков школьного
возраста
Плащ женский
» мужской
» детский
Платье женское
» для девочек
31 16,7 — 2,1 3,5 40 116,4 209,7 —
37
17
36
14
20,7
66,2
2Г2 4,5 42 123,9 225,3
3,5 7 48 183,1 341,8
31 30,2 —
—■
261
81
243
81
54
2,5
4,3
1,9
4
1,8
2,7
6
9
5,5
9
4,5
5,5
40
64
22
40
14
40
96,5
220
151
141
92,8
46
206,2] —
— 609,3
— 283,4
— 474,1
— 211,1
— 184,2'
— 27
1,5
12 23,8
82,3
30
30
24
31
24
43,2
43,2
19,8
26,1
11,3
.—
109,8
28,6
3
3
2
3
1
,1
,1
,4
6,5 40 [131,7 254,5 —
6,5 40 128,7 251,5 —
5,5 30 32,8 114,5 —
3,5 30 168 259,6 343,31
3 24 88,2 151,5 168,8
III.1.5. Определение расчетного количества
исполнителей и оборудования
Поскольку затраты времени на выполнение
операций экспериментального цеха велики, целесообразно расчет
количества исполнителей вести по годовому фонду рабочего
времени.
Количество работающих каждой специальности можно
определить по общей формуле
моделей, по которым
if — затраты времени
151
где т, п — соответственно количество видов изделий и
выполняется подготовка технической документации; t
на операцию при подготовке модели t-изделия вида /; т| — коэффициент
дополнительного времени; е — коэффициент невыхода на работу по
уважительным причинам (при средней величине невыходов, равной 9%, е=0,91); R -~
годовой фонд рабочего времени.
Дополнительное время (посещение магазинов с целью
изучения спроса, участие в ярмарках, участие в запуске новых
моделей и др.) может быть учтено при нормировании затрат
труда на операцию, тогда коэффициент ц в формулу не
включается.
Количество конструкторов Ки определяют по
формуле
где Мп — количество новых моделей; г\„ — коэффициент дополнительных
затрат на деловой разговор, инструктаж с лаборантами-портными, старшими
конструкторами, лекальщиками, технологами и др., участие в запуске
новых моделей, проверку качества па закрепленном участке, участие в
ярмарках, художественных советах, посещение магазинов; ориентировочно может
быть принят равным 1,4.
Нормы времени конструкторам могут быть
дифференцированы по сложности конструкции, изделиям различной категории
качества.
Пример расчета количества конструкторов дан в табл. II 1.3.
пи.
Расчет
количества
Изделие
конструкторов
с
О 01
а •*
W
времен
о
i«
Ё ч §
я ft о.
J-чё
и
Ц
■е- „
|||
s°
Л н
ф >1
IS-
Пиджак мужской шерстяной
Брюки мужские шерстяные
Пиджак для мальчиков школьного
возраста шерстяной
Брюки для мальчиков школьного
возраста шерстяные
S3
6
16
51
22
36
1
1
1
,4
,4
,4
0,91
0,91
0,91
1625
1625
1625
,5
,5
,5
I
0
0
,59
,13
,55
14
1,4 0,91 1625,5 0,1
Итого
61 — — — —
2,37
Количество лаборантов-портных определяется прежде
всего по количеству изготовляемых и раскраиваемых изделий.
По назначению изготовляемые изделия можно подразделить на
опытные (проработочные) и образцы-эталоны.
Опытные {проработочные) изделия шыот для уточнения
конструкции. При проработке конструкции обычно шьют два
изделия среднего размера и роста. Дополнительно могут быть
152
изготовлены опытные изделия при неудачной или сложной
конструкции, при проверке крайних размеров и ростов.
Образцы-эталоны изготовляют чаще всего в количестве трех-
чстырех изделий для экспериментального и швейного цехов,
крупных торгующих организаций, для остальных торгующих
организаций образцы берут из первой партии изделий
массового пошива.
Нормы времени лаборантам-портным обычно устанавливают
дифференцированно на пошив образцов-эталонов t, а также на
пошив первого tt и второго t2 проработочных изделий. Для
последующих проработочных изделий норма времени равна h.
Количество лабор антов-портных Длао для п о -
ш и в а и з д е л и й определяют по формуле
где Г|Лаб ~ коэффициент дополнительных затрат времени па деловой
разговор, учаетие в предварительном и основном запуске новых моделей и др.
(ориентировочно т]Пая может быть принят равным 1,2); « — количество
изготовляемых проработочных изделий; т — количество изготовляемых
образцов-эталонов.
Пример расчета
в табл. III.4.
количества лаборантов-портных дан
II 1.4. Расчет количества лаборантов-портных
Ияделне
Нормы времени на
изготоиление и
раскрой изделия,ч
о. в
о о
о ч
Количество
изготовляемых
изделий
II
III
пи
Пиджак мужской шерстяной
Брюки мужские шерстяные
Пиджак для мальчиков
школьного возраста
шерстяной
Брюки для мальчиков
школьного возраста шерстяные
33
6
16
29
10
24
27
8
22
32
11
26
3
2
3
3
3
3
4,79
0,25
1,86
10
0,22
Для сокращения длительности цикла раскрой изделий
может выполняться специальным рабочим.
Количество рабочих для размножения лекал
/Ср. л рассчитывают по формуле
где t|p, л — коэффициент дополнительных затрат времени иа деловой
разговор с конструкторами, лекальщиками (т]р. л = 1,1).
153
Затраты времени t устанавливаются на модель средней
сложности или дифференцируются в зависимости от количества
размеров, ростов, сложности конструкции.
Количество рабочих для изготовления лекал
зависит от количества комплектов лекал на одну модель, которое
определяется по формуле
где р — количество размеров изделий в одной модели; / — количество
ростов изделий в одной модели. Лекала вырезают па каждый рост изделий
(брюки, приталенные изделия, рукава верхней одежды и др.) либо на одном
лекале указывают два-три смежных роста, либо па одном лекале
указываются все роста (/=1); b — количество комплектов лекал на один размеророст.
Для одного размеророста изготовляют:
0,5 комплекта — лекала-эталоны, по которым проверяют остальные
комплекты лекал;
1—2 комплекта для раскладчиков экспериментального цеха при
установлении норм расхода материалов, которые впоследствии перелаются
обмеловщикам (2 комплекта пырезагот, если размер комбинируется сам с собой);
1 комплект для раскроя полотен с текстильными дефектами; этот
комплект исключается, если зарисовка раскладки лекал (обмеловка)
выполняется на верхнем полотне и раскрой полотен с текстильными дефектами
выполняется одними и темп же рабочими комплексно-универсальной бригады;
0,5 комплекта для выкраивания деталей на ленточной машине (могут
изготовляться лекала только мелких деталей);
0,5 комплекта для проверки качества кроя, подрезки, подгонки рисунка;
1 комплект вспомогательных лекал (ориентировочно) для швейного цеха
(на кратные операции вырезается несколько лекал).
Общее количество комплектов лекал на одни размеророст
b зависит от ассортимента выпускаемой продукции,
производственных условий предприятия и обычно равно 3—5
комплектам.
Для переходящих моделей условно считается, что
заменяются все лекала.
При изготовлении лекал выполняются следующие операции:
разрезание картона на заготовки; скрепление слоев заготовок;
копирование лекала из разводки на картон; вырезание внешних
(наружных) контуров лекал; вырезание внутренних контуров
лекал; пробивание отверстий, надсечек; раскрепление пакета;
нанесение всех реквизитов и технических условий на лекала;
клеймение краев лекал; окантовка краев лекал;
комплектование лекал, проверка качества.
Как правило, все операции по изготовлению лекал
выполняются одним и тем же рабочим (индивидуально). Количество
рабочих для изготовления лекал Клеи рассчитывают
по формуле
К
где Ма — общее количество моделей; t — затраты времени на изготовление
полного комплекта лекал на одну модель; Г|Лец — коэффициент
дополнительных затрат времени на деловой разговор с конструктором, технологом
к др., а также на замену изношенных лекал (т]Лек= 1,1 SJ. '■'■■
154
Затраты времени на изготовление могут устанавливаться
отдельно для лекал-оригиналов и рабочих лекал. Затраты
времени могут дифференцироваться в зависимости от сложности
конструкции, устанавливаться на полный объем работ для
одной модели, па полный комплект лекал для одного размеро-
роста, на J комплект лекал для одного размеророста.
Количество рабочих для измерения и расчета
площадей лекал Ки. л определяют по формуле
где Tin. л — коэффициент дополнительного времени^, л~1,05).
Затраты времени на измерение площадей лекал
устанавливаются в зависимости от среднего количества деталей в
конструкции. Экспериментальным путем измеряются площади
лекал не всех, а только отдельных размероростов изделия. Для
остальных размероростов площадь лекал определяется
расчетным способом.
Количество рабочих для выполнения
экспериментальных раскладок лекал /Сраскл определяют по
формуле
= MBQtr\paauiy/eR 100,
где Q — общее количество раскладок отдельно для каждого вида материала
(основной материал, подкладка, приклад) и вида раскладки (однокомплект-
ная, шюгокомплектпая); t|Pa.0I!;, — коэффициент дополнительных затрат
времени, учитывающий помощь обмеловщикам подготовительно-раскройного
производства, выполнение раскладок на мелкий приклад, дополнительных
раскладок для переходящих изделий, опытных раскладок для установления
отправного процента межлекалышх отходов, пересмотр норм, деловой
разговор; 1) рас в л ££1,3; Y — удельный вес экспериментальных раскладок лекал
по отношению к общему количеству раскладок, %.
Для целей производства по каждой модели необходимо
иметь нормы расхода для основной ткани, подкладки, приклада
по каждому варианту сочетаний размероростов, всем
встречающимся ширинам материалов, всем используемым для данной
модели видам поверхности основного материала — гладкой,
ворсовой, с рисунком в полоску, клетку различного раппорта.
Например, в табл. III.I представлено 13 вариантов сочетаний
размероростов. При использовании 6 ширин основной ткани (от 138 до 143)
необходимо иметь 78 норм расхода материала только для одного вида
поверхности, в том числе 36 по одно комплектным. Если удельный вес
экспериментальных раскладок составляет 10 % на двухкомплектные и 20 % на
одиокомплектные, то количество экспериментальных раскладок будет равно
соответственно трем и семи.
Если изделие изготовляется из гладкой ткани, с рисунком
в полоску, клетку различного раппорта, то дополнительно
выполняются раскладки для установления влияния вида
поверхности материала на расход материала. Количество
экспериментальных раскладок должно быть скорректировано в завнеимо-
1S5
сти от стоимости материалов, величины серии, способа набора
сочетаний размероростов и количества ширин материалов,
а также других конкретных условий.
Количество рабочих для изготовления
трафаретов (светокопий) КтР определяют по формуле
где п — количество трафаретов (светокопий) на одну модель; Tixp —
коэффициент дополнительных затрат времени (т]тр^1,05).
Трафареты экономически целесообразно применять па
прикладные материалы и подкладку при изготовлении изделий
большими партиями (белье, рабочая и специальная одежда
и т. п.).. Количество трафаретов зависит от количества
используемых сочетаний размероростов и ширин материалов.
В настоящее время все более широкое применение находят
светокопии. Они могут быть рекомендованы для материалов
верха, подкладки изделий, изготовляемых большими тиражами.
Раскладки для трафаретов, светокопий целесообразно
совместить с выполнением экспериментальных раскладок.
Количество оборудования для хранения
образцов моделей и комплектов лекал зависит от
способа их хранения. Наиболее удобным является хранение их
на одно- и двухъярусных механизированных кронштейнах,
представляющих собой горизонтально замкнутые цепные конвейеры.
В расчете целесообразно определить общую длину
кронштейнов LKp:
Z,KP = Moam/hq; LKp = Moaihq,
где а—срок хранения лекал, образцов моделей (обычно 1 год); т —
количество изготовляемых образцов моделей; h — количество ярусов кроиштейпл;
# — количество образцов (комплектов лекал), вмещающихся на ) пог. м
кронштейна; для механизированных кронштейнов учесть обе ветви цели.
Так, на каждой подвеске цепного конвейера для лекал
размещают комплекты лекал одной модели при шаге между
подвесками 400 мм. Для хранения комплектов лекал 120 моделей
необходима общая длина цепи 48 000 мм, т. е. один
двухъярусный конвейер или три одноярусных (по габариту конвейера
необходимо подсчитать длину его цепи и вместимость в
количестве комплектов лекал — табл. 111,5).
На 1 пог. м конвейера для образцов моделей размещается
ориентировочно до 10 мужских костюмов, до 20 платьев, до
9 демисезонных пальто или 5 зимних пальто. Длину и
количество кронштейнов уточняют при планировке цеха.
Образцы некоторых видов изделий (белье, сорочки и др.)
могут храниться в сложенном виде па стеллажах.
Для упрощения расчетов не учитывается, что часть
образцов находится в швейных цехах, отправлена торгующим
организациям. Образцы переходящих моделей хранятся более года.
156
[ШППППГ>ПГ>П
тяшиишшш
Рис. ЗИЛ. Планировка экспериментального иеха предприятия по
изготовлению легкой женской одежды (сетка колонн 6X6)
3) ШШШШШШ 19 13
Рис. 111.2. Планировка экспериментального цеха предприятия по
изготовлению верхней одежды
157
II 1.5. Перечень оборудования экспериментального цеха и его размеры
Номер
позиции
на плане
(рис.Ш.1;
Ш. 2)
Оборудование
Тип.
марка,
класс
Завод-изготовитель
Размеры, мм
— Машина для
скрепления листов картона
1 Машина для
скрепления заготовок лекал
проволочными скрепками
2 Машина для резки
картонных заготовок лекал
Машина для вырезания
наружных контуров
лекал
Машина для
высекания внутренних
контуров лекал
Машина для
высекания фигурных
отверстий на лекалах
Станок для клеймения
срезов лекал
4
5
6
7
8
9
10
11
12
13
Устройство для
окантовки срезов лекал
Стол лекальщика
Стол для пробивания
трафаретов
Машина для
пробивания трафаретов
(настольная)
Кронштейн
поворотный для лекал
Цепной конвейер для
хранения и
транспортирования лекал
Подвесной конвейер
для хранения и
транспортирования
образцов моделей
Стеллаж для хранения
светокопий раскладок
лекал, трафаретов
Стеллаж для кроя и
полуфабрикатов
266 ПМЗ имени 1800X1000X1250
М. И.
Калинина
БШП-5 «Кневполи- 1200X700
графмаш»
РЛЗ-2 Полтавский 2490Х 1654X1105
завод
швейного
оборудования
ВЛН-2 Тоже 1800X1000X1000
ВЛВ-1
ВЛО-1
ТМ
1035X650X1080
U00X80OX106O
КЛС-1 Полтавский 1100X700X1030
завод
швейного
оборудования
— — 1200X600X1010
_ — (2000 ~ 2500) X
X 1000X800
— - - 1600X900X900
Орловское
объединение «Кож-
обувьмаш»
Нестандартное
07ООХ 1600
Двухъярусный
или одноярусный
с верхним ярусом
11 297X955X4449
Одноярусный
с нижним ярусом
6857X955X2479
Шаг между
подвесками 400 мм
(1500 ~ 3000) X
X I500X 1800
{1500 -i- 2000) X
X 550X1800
158
Продолжение табл. III.5
Номер
Позиции
на плане
(рис.Ш.1;
III. 2)
Оборудование
Тип.
марка,
класс
Завод-изготовите ль
Размеры,
— Шкаф для образцов мо- —
делей
14 Шкаф для документации —
/5
16
17
18
19
20
21
(см.
ряс.
П1.1)
22
(см.
рис.
III.1)
23
(см.
рис.
Стол канцелярский —
Стол для выполнения —
раскладок лекал
Установка подвижная ПКУ-3
копировальная
Машина для измере- ИЛ
ния площадей лекал
Стол для раскроя
образцов
Стол конструктора —
Стол для обработки све- —
токопий
Светокопировальный СКА-3
аппарат
Вытяжной шкаф —
Одесский
завод «Лег-
маш»
Орловский
завод «Лег-
маш»
Одесский
завод
«Поли графмаш»
(1500-г- 3000)Х
Х(600~800)х
Х1800
(1000 -^ 1500)X
X(600-f- 800) X
X 1800
" ' 1200X600X800
(6000 ~ 10 000) X
Х(1200 ~ 1700)Х
Х850
1790X600X1050
3800X1300X1140
(3000-=- 4000) X
X 1600X850
(1500 4-2000) X
X 1000X750
2000X1000X800
1860X1050X1845
1 "00X850X2000
III.1.6. Составление сводной таблицы количества
исполнителей, оборудования,занимаемой
площади. Планировка цеха
В сводной таблице должны быть отражены все
расчеты экспериментального цеха. При определении
фактического количества исполнителей учитывается их специализация
по видам изделий (конструктор, лаборант) и материалов
(раскладчик). Пример составления сводной таблицы дан в п. III..2.
Рекомендуемое оборудование и его габариты представлены
в табл. III.5. Сюда не включено оборудование для пошива
изделий.
По сводной таблице определяют расчетную площадь
экспериментального цеха:
где F—площадь, занимаемая оборудованием; т| — коэффициент
использования площади; ориентировочно т]=0,35—0,4-
159
Примерные площади экспериментальных цехов даны
в табл. Ш.6.
При расстановке оборудования в цехе, кроме общих {см.
п. 1.6.2), необходимо учитывать и ряд специфических
требований. Планировку выполняют с выделением участков:
конструирования, нормирования материалов, изготовления изделий,
лекал, трафаретов, светокопий, хранения лекал, образцов
моделей. 1
111.6, Ориентировочные площади экспериментальных цехов, ма
Группа изделий
Верхняя одежда мужская и для мальчиков
То^же, женская и для девочек
Платья женские
» детские
Сорочки верхние мужские и для мальчиков
Рабочая одежда■
Белье и женская галантерея
Белье для детей ясельного возраста
Мощность предприятия в
0,7
ПО
250
175
80
175
312
125
88
НСО, млн. руб
1.3
200
445
325
255
325
200
230
162
2,2
350
775
540
425
540
350
388
270
3
485
1080
750
590
750
485
540
375
При выборе расположения участков цеха должен
учитываться характер труда, взаимосвязанность исполнителей. Так,
участок по изготовлению лекал лучше разместить в
отдельном помещении, чтобы создать благоприятные условия работы
остальных групп. Должны быть отдельные помещения для
изготовления светокопий (25—45 м2), хранения образцов
моделей. В помещении для изготовления светокопий необходимо
отделить светокопировальную машину. Если применяется
установка ПКУ-3 для электрофогографирования раскладок лекал,
то торцы столов для раскладок лучше расположить на одном
уровне, чтобы установку можно было по рельсовому пути
переместить к другим столам. На многих предприятиях
применяется обычное фотографирование зеркального отражения
раскладок лекал. В таких случаях предусматривают небольшое
помещение для фотолаборатории.
В группе лаборантов-портных на каждого исполнителя
устанавливается стачивающая машина. Остальные виды
оборудования (столы для ручных, утюжильных работ, спецмашина
и др.) берутся в том же соотношении, что и в швейных
потоках, за исключением отдельных дорогостоящих и малоисполь-
зуемых видов. Следует учесть, что операции влажно-тепловой
обработки в экспериментальном цехе в основном выполняют
утюгом, прессы используют для окончательной отделки и
некоторых операций, где требуется утонение полуфабриката, так
как экономически нецелесообразно устанавливать в этом цехе
160
весь комплект оборудования. Оборудование на этом участке
размещают так же, как и в пошивочных цехах (п. 11.3.7),
группируя его около межстольев.
На некоторых предприятиях имеются группы опытного
пошива в составе 15—30 человек, которые проводят пробный
запуск моделей для окончательной проверки конструкции,
методов и режимов обработки. Здесь же могут пошиваться
небольшие заказы моделей.
В структуру экспериментального цеха (или другого цеха,
отдела) должна входить лаборатория технической приемки
материалов площадью 30—40 м2.
На рис., III.1 и Ш.2 даны примеры планировок
экспериментального цеха. Участок изготовления светокопий изолирован.
Ш.2. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
ПОДГОТОВИТЕЛЬНЫХ ЦЕХОВ
III.2.1. Основные требования к проектированию
подготовительных цехов
Основные задачи подготовительного цеха — прием
материалов по качеству и количеству, подготовка материалов
к раскрою (промер длины и ширины, отметка на полотне
текстильных дефектов), расчет кусков для использования их с
минимальными остатками, подбор кусков для раскроя и передача
их в раскройный цех, оформление документации, В
подготовительном цехе проводится также статистический анализ
качества поступающих с различных предприятий материалов.
Однако наряду с достигнутым прогрессом в области
механизации одним из основных путей совершенствования
подготовительного производства все еще остается комплексная
механизация процессов. В ближайшие годы намечено разработать ряд
средств для механизации ручных операций по перевалке грузов
в поддоны или тележки, размоточные устройства браковочно-
промерочного оборудования, устройства по укладыванию
в стеллажи рулонов материалов. В оборудовании для
разбраковки и промера будут использованы устройства
автоматического измерения длины, ширины кусков, определения
координат расположения текстильных дефектов, определения разноот-
тепочности, проставления сигналов (меток) о дефектах. Все это
станет базой для создания автоматизированных складов, в
которых, кроме основных, будут автоматизированы также операции
учета, планирования раскроя, расчета кусков, оперативного
анализа использования материалов.
Дальнейшая механизация и автоматизация процессов
неразрывно связана с вопросами организации управления
промышленностью. Углубление предметной специализации создаст
предпосылки для концентрации производства, организации крупных
6 - Заказ № 1930 161
централизованных участков подготовки и раскроя
материалов. Исследованиями УкрНИИШПа определены оптимальные
размеры централизованного подготовительно-раскройного
производства (тыс, тит.. в год), обеспечивающие минимальную
трудоемкость обработки, уменьшение численности подсобных
рабочих, сокращение цикла оборачиваемости оборотных средств:
Пальто
Костюмы
Платья
Сорочки
900—1000
1500—1700
5000—6000
8000—10 000
В районах с высокой степенью концентрации швейной
промышленности возможно создание крупных предприятий по
подготовке и раскрою материалов.
Ниже рассмотрены основные положения технологического,
проектирования подготовительных цехов. Расчет производится
по периоду с наибольшим расходом материалов, если выпуск
изделий изменяется по сезонам.
Ш.2.2. Выбор техники, технологии
и организации производства
При проектировании цеха прежде всего должны
быть решены вопросы комплексной механизации, выбора
рационального способа хранения материалов.
Выбору схемы комплексной механизации должно
предшествовать изучение ассортимента материалов, условий их поставки
(величин транспортных партий, способов транспортирования
на предприятие, видов и размеров паковок), общего запаса
материалов, объема грузопотока, особенностей конструкции
здания (расположения колонн, лифтов, лестниц, высоты этажей),
размеров цеха и его расположения по отношению к другим
цехам и административно-бытовым помещениям, частоты и
особенностей отправки материалов в раскройный цех.
При выборе схемы комплексной- механизации необходимо
более полно использовать стандартное, серийно выпускаемое,
а также унифицированное нестандартное оборудование,
обеспечивать эффективное использование производственной
площади, поточность производства, удобство и безопасность
работы, удобство взаимосвязи между цехами. Сокращению затрат
будет способствовать использование в схемах минимального
количества разновидностей оборудования, унификация
транспортной тары. Особое внимание следует обратить па операции,
связанные с перевалкой грузов, механизировать их, тем более
что имеется тенденция увеличения массы кусков
материалов,
В табл, III.7 даны варианты комплексной механизации для
предприятий по изготовлению женских пальто (1-й вариант)
162
HI.7. Схемы комплексной механизации подготовительного цеха
Наименование
операции, участка или
перехода
1-й вариант
2-й вариант
Разгрузка и доставка
материала б цех
Доставка в зону
хранения
неразбракованных материалов
Хранение неразбра-
кованных материалов
Доставка материалов
в зону разбраковки
и промера
Разбраковка и
промер материалов
Доставка в зону
хранения
разбракованных материалов
Хранение
разбракованных материалов
Доставка материалов
в раскройный цех
Съем контейнера электроталью
T35-91I на передаточную
тележку ТШП-82
Ыа поддонах У-27
электропогрузчиком ЭП-0601
На двухрядных трехъярусных
стеллажах в поддонах У-27,
штабелирование
электропогрузчиком ЭП-0601
На поддонах У-27
электропогрузчиком ЭП-0601
Основные ткани
разбраковывают и промеряют на
механизированном столе,
подкладочные — на станке БПМ-3
Ручными лотковыми
тележками У-24-71
Поштучно на полочных
стеллажах, штабелирование
напольным рельсовым штабелером
ТШП-89
На лотковых тележках У-24-71
к элеваторам, в раскройный
дех — с помощью межэтажных
элеваторов, расположенных
у каждого пастилочного стола
Съем контейнера
автопогрузчиком 4016 на
передаточную
тележку ТШП-82
В
тележках-контейнерах вручную
На четырехъярус -
ных стеллажах в
тележках-контейнерах,
штабелирование
краном -шта бел ер ом
ПП-0,5
В
тележках-контейнерах вручную
Разбраковывают ипро-
мерягот на станке
ОПМ-3
В
тележках-контейнерах вручную
Пакетами на
четырехъярусных стеллажах
в тележка
х-контейнерах,
штабелирование краном-штабе-
лером ПП-0,5
В тележках-контей.
перах с помощью
грузового подъемника
и мужских сорочек (2-й вариант) при расположении
подготовительного цеха на первом этаже здания, раскройного — на
втором этаже, над подготовительным. Б предложенных схемах
имеется ручная перевалка кусков. Например, во 2-м варианте —
из железнодорожного контейнера в тележку-контейнер, из
тележки в размоточное устройство станка, с намоточного
устройства станка в тележку. Ручное транспортирование тележек
производится на небольшие расстояния. Транспортирование их
в раскройный цех можно механизировать, используя, например,
электропоезд с адресным устройством, включающий подвесной
монорельсовый электротягач и подвеску с подъемным
устройством, и автоматический стыкующийся подъемник.
6* 163
Расчет кусков материалов не связан с грузопотоком.
Оборудование для расчета берется в соответствии с применяемыми
способами расчета и использования кусков. На большинстве
предприятий применяются специализированные машины типа
«Каштан» (ЭМРТ-3).
III.2.3. Расчет объема производства
Суточную потребность в материалах определяют
на основе производственной программы предприятия и
отраслевой нормы расхода материала. Отраслевые нормы в
квадратных метрах пересчитывают на погонные метры на наиболее
часто встречающиеся ширины материалов с кромками. Потребное
количество материалов рассчитывают для каждого вида
изделия и материала. Расчет ведут по формуле
■ С = ИМ1Ш,
где С — суточная потребность в материалах, пог. м; Н — отраслевая норма
расхода материала, м2; М — суточный выпуск изделий, шт.; Ш — наиболее
часто встречающаяся ширима с кромками, м.
Пример расчета суточной потребности в материалах для
предприятия по изготовлению женских пальто дан в табл. III..8.
ill,8, Расчет суточной потребности в материалах
Материал
Основной материал
Подкладка
Бортовая прокладка
Бортовая прокладка
с клеевым покрытием
Разный приклад
Ватин . .
Марля
1*
Шири
риала
1,12
1
0,9
0,9
0,8
1,5
1
Пальто
женское
демисезонное
М=862
5'-
3,3
2,33
0,49
0,53
0,3
0,2
—' .
и т./ день
JT V АО
Шс.
2003
2008
469
508
323
115
—
Пальто
женское
зимнее
Л*=63 4
kit*
е-к
^ га и
О в г
3,21
2,43
0,5
0,54
0,33
4,02
3,1
щт./день
Й в.и .
f Hut.
Оси
1433
1541
352
380
262
1699
1965
к
^ я
О н и
&□ §
и tc 2
но И ч
О [Ц Q,*
Knsc
3436
3549
821
888
585
1814
19Б5
При расчете' количества оборудования для хранения
материалов необходимо знать средние размеры кусков материалов,
их массу, суточную потребность п кусках. Пример расчета,дан
в табл. Ш.9. Эти данные необходимы также для правильного
выбора подъемно-транспортного оборудования и определения
его количества. ... ... .-■- ■ - ■,-■'■
164 '
1)1.9. Расчет суточной потребности количества кусков материалов
Материал
кус-
«]
к
ч; ^
«.
^ ш
со
а *
н
" л
О н
Н (J
>.о
U I
Размеры кусков до
разбраковки
(длина X ширина X
высота или длинахди-
аметр>> м
sis
>* fXK
^ ^ t£
3ЯХ
аага
| щ я
i
■я
2
к
й и
*£ *.
Qj p
ао
О и
Основной материал
Подкладка
Бортовая прокладка
Бортовая прокладка
с клеевым покрытием
Разный приклад
Ватин
Марля
3436 30
3549 80
821 50
888 50
585 80
1814 50
1965 1000
115 0,73X0,44X0,36
44 1X0,22X0,1
16 0,9X0,37X0,19
18 0,9X0,4X0,2
1,42X0,32
1X0,15
7
36
2
0,8X0,32X0,18
1,5X0,53
1X0,6
23
10
14
17
14
12
34
Ш.2.4. Определение запаса материалов
Запас материалов определяют в днях по
отношению к их суточной потребности. Общая величина запаса
материалов составляет 20—45 дней и зависит от уровня
специализации, мощности предприятия и условий снабжения (частота
и равномерность поставок, размеры поставляемых партий
материалов), от условий запуска материалов в производство.
Для расчета цеха можно рекомендовать следующие средние
величины запаса материалов:
Изделие Дни
Верхняя мужская одежда 25—30
» женская одежда 30—35
» детская одежда 30—35
Плащи 25—30
.. . Платья женские и детские 35—40
Сорочки верхние мужские и детские 25—30
Углубление предметной специализации позволит уменьшить,
запас материалов в подготовительном цехе до 20—'25 дней,
а значит, высвободить производственные площади, увеличить
оборачиваемость оборотных средств.
Исходя из общей величины запаса материалов в
подготовительном цехе определяют запасы их по всем операциям и зонам
для каждого вида материалов отдельно.
Общий запас неразбракованпых материалов, включая
операции разгрузки, приемки, распаковки и складирования, должен-
быть не более 10 дней, а для предприятий, расположенных
в районах Крайнего Севера и отдаленных районах,— не более
20 дней. При расчете запаса в зонах разгрузки, распаковки
учитываются величины транспортных партий, виды упаковки
материалов (в рулонах, в мягкой упаковке или в ящиках). "
165
Запас разбракованных материалов должен составлять не
менее 60 % общей величины запаса, чтобы обеспечить правильный
.подбор кусков в одну карту расчета (одного артикула, ширины,
расцветки).
На операциях разбраковки и промера материала запас, как
правило, зависит от принятой механизации: совмещены ли во
времени разбраковка и промер или проводятся раздельно, как
осуществляется подача материала па разбраковку, .на промер.,
в склад хранения разбракованного материала. Например, по
схеме механизации 2-го варианта {см. табл. III.7) у каждого
браковочно-промерочпого станка будут находиться две
тележки-контейнера для неразбракованных и разбракованных кусков,
запас в этой зоне будет зависеть от количества станков и
емкости двух тележек.
Для материалов некоторых видов разбраковка и промер
могут не производиться (марля, прокладочные материалы и т. п.).
В этом случае исключаются запасы их в зонах разбраковки и
промера, хранения разбракованного и забракованного
материала. Эти же материалы раскраиваются без остатков,
соответственно исключается зацае их в зоне нерациональных
остатков,
В табл. ШЛО дан пример расчета запаса материалов в цехе.
ШЛО. Распределение запаса материалов в подготовительном цехе
Материал
. О
Й
h
Ц
^ ™
Н
тер
и
Й.
А
К
Ю о
О t;
" Н
м с*
si
гз д и
к *: ч
Ss
fXO.
05 ^
О -С
О, к;
о ч:
О.Д.
Участок
та ^
>: ей
ill
Pt ПО
О Щ P-
* к
||
ft S
s £
m щ
о о
Й к и
щ
s s f-i
о> а - о
ля о :*,
к Е I и
Основной на- 115
териал
Подкладка 44
Бортовая про- 16
кладка
Бортовая про- 18
кладка с
клеевым покрытием
Разный приклад 7
25
2875
25
1100
25
400
25
450
25
175
1
115
1
44
16
1
18
1
7
0,25
920
8
352
23,5
376
23,5
423
23
29
0,25
11
15
1725
15
660
0,25
29
0,25
11
0,5
8
0,5
9
1
0,25
'В
0,25
11
0,25
28
0,25
11
161
Примечания. 1. Вычислителе указан запас в дняд, в знаменателе — в
количестве кусков. 2. Ва^ш_1£>марля хранятся на складе утепляющих материалов.
166
III.2.5. Расчет количества рабочих
и технологического оборудования
В подготовительном цехе определяют количество
рабочих по следующим операциям: разгрузка и распаковка,
приемка материалов по количеству, разбраковка, промер длины
и ширины кусков, обмелка деталей (эта операция может
выполняться в раскройном цехе), подбор и расчет кусков материалов,
подача материалов в раскройный цех. Необходимо также
предусмотреть рабочих для обслуживания подъемно-транспортных
механизмов.
Затраты труда на операции могут быть выражены в
секундах на 1 пог. м материала, на единицу изделия, на одну пачку
кроя. Соответственно по операциям могут быть даны нормы
выработки в пог. м, единицах изделий, пачках кроя, -
Количество рабочих всех категорий Kv определяют по
формулам
где Q — объем работ в день (суточная потребность материалов, пог. м, вы- "
пуск изделий, Шт., количество обмеловок и др.); #вР — норма времени на
операцию, с; R — длительность смены, с; #выр— норма выработки на
операцию.
Нормы времени (выработки) могут быть даны при условии
выполнения операции двумя-тремя рабочими.
По предложенным формулам определяется количество
рабочих в сутки. Распределение рабочих по сменам лучше показать
в сводной таблице количества рабочих и оборудования. Можно
выполнить расчет количества рабочих на одну смену,
подставив в знаменатель формулы число смен работы.
Количество технологического оборудования определяется по
количеству рабочих.
III.2.6. Расчет количества оборудования
для хранения материалов и подъемно-транспортных
работ
Храпение материалов может быть поштучное и
пакетами из нескольких кусков, перевязанных ремнями, или на
поддоне, в контейнере и т. п. Применение того или иного
способа хранения зависит от уровня специализации, мощности
предприятия, ассортимента перерабатываемых материалов,
площади, высоты цеха, назначения участка хранения (неразбрако-
ванных или разбракованных материалов).
Поштучное хранение применяется в основном для
разбракованных материалов в тех случаях, когда при
комплектовании настилов требуется выборка кусков из стеллажей
(верхняя одежда, платья и т. п.).
167
В шпейпой промышленности находят применение следующие
способы храпения материалов пакетами [13, с. 43—56]:
бесстеллажное хранение — в стоечных поддонах-контейнерах в два-
три яруса, в поддонах в один ярус; в секциях многоярусных
стеллажей — на поддонах-платформах, поддонах-контейнерах,
тележках-контейнерах или бестарное хранение кусков,
перевязанных ремнями. Штабелирование пакетов осуществляется
электропогрузчиками, электроштабелерами, кранами-штабеле-
рами. При бестарном хранении используются стеллажи
консольного типа («елочные»). Для поштучного хранения
применяются в основном многоярусные полочные стеллажи при
штабелировании напольным рельсовым штабелером ТШП-89. При
использовании для поштучного хранения элеваторов возможна
полная механизация и автоматизация операций, однако при
этом наблюдаются высокая стоимость оборудования и низкий
коэффициент использования объема помещения.
Хранение материалов пакетами позволяет увеличить
вместимость стеллажей, уменьшить количество перевалок грузов,
повысить уровень механизации. Такой способ хранения применя-
■ ется в основном для неразбракованных материалов. Хранение
разбракованных материалов пакетами применяется на
предприятиях по изготовлению производственной, специальной,
форменной одежды, бельевых изделий и т. п., когда используется
неширокий ассортимент материалов. Количество кусков и
метров материала в одном пакете должно быть согласовано с
расходом их по карте расчета — одну карту расчета материалов
должно составлять целое число пакетов, в противном случае
будет дополнительная перевалка кусков.
При выборе способа хранения материалов учитываются
также стоимость оборудования, затраты на ремонт и
обслуживание, коэффициент К использования объема помещения:
К = КхКгКз,
где !(.-[ — коэффициент плотности укладывания материала — отношение
площади поперечного сечения кусков к площади поперечного сечения штабеля
(стеллажа); Кг-- коэффициент использования высоты помещений — отношение
высоты штабеля (стеллажа) к высоте помещения; К.ъ — коэффициент
использования площади помещения — отношение площади, занятой штабелями
(стеллажами), к площади помещения, занятой хранением материалов с
учетом всех проходов.
Количество оборудования для хранения материалов
определяют на основании вместимости оборудования (ячейки, секции
стеллажа, поддона, элеватора и др.) и запаса материалов в
данной зоне,.
При расчете количества оборудования для хранения
материалов важно правильно выбрать размеры стеллажей,
поддонов и пр. в зависимости от размеров кусков материалов,
высоты цеха, сетки колонн, способа хранения, применяемых подъ-
емпо-транспортных устройств, требований к храпению. При
168
этом учитывают отклонения от средних размеров кусков, а также
не только часто встречающиеся, но и другие ширины, виды
намотки рулонов. Количество типов стеллажей, поддонов,
контейнеров и пр. должно быть минимальным.
Ниже рассмотрены основные принципы определения
габаритов, вместимости и количества оборудования для хранения
материалов.
Общая формула при расчете количества оборудования для
хранения материалов (секций стеллажей и др.) имеет вид
где Ск — суточная потребность материалов, количество кусков (табл. ШЛО);
а — запас "материалов в рассчитываемой зоне, дни; и —количество кусков,
вметающихся в одну ячейку стеллажа (полку, поддон, контейнер и др.);
h — количество ярусов по высоте; Q — запас материалов в рассчитываемой
зоне, количество кусков.
Высота уложенных кип, кусков не должна превышать 2 м.
Общая масса кусков вместе с поддоном, контейнером и другим
оборудованием не должна превышать грузоподъемности
подъемно-транспортного механизма.
При хранении материалов пакетами прежде всего
необходимо правильно выбрать тип и размеры тары (рис. III.3):
поддона, стоечного поддона, контейнера и др. Для этого
определяют их длину I (по фронту загрузки), ширину d (по глубине
стеллажа) и высоту Ь.
Длина / тары зависит от длины груза (длины куска) или
оптимального варианта его укладки. Длина груза на некоторых
поддонах (см. рис. Ш.З, а, б, в) может быть больше самого
поддона, и в дальнейших расчетах учитывается только длина
груза.
Б технической характеристике электропогрузчиков, кранов-
штабелеров и других указывается расстояние от центра
тяжести груза до спинки вилочного захвата. В таком случае ширина
поддона или контейнера будет равна удвоенному указанному
расстоянию. Например, для электропогрузчиков ЭП-0801,
ЭП-0601 это расстояние равно 500 мм, соответственно ширина
поддона d равна 1000 мм.
Высота поддона или поддона с грузом Ь выбирается в
зависимости от размеров кусков материалов, высоты помещения,
количества ярусов h стеллажа, грузоподъемности
штабелирующего механизма. -
По габариту поддона или контейнера определяют габарит
ячейки стеллажа — длину ./', глубину d' и высоту Ь'.
Количество ярусов h и общая высота секции зависят от высоты цеха,
максимально возможной высоты подъема груза штабелирующим
механизмом, высоты подкрановых путей кранов-штабелеров.
Для многоэтажных зданий обычно применяют стеллажи в два—■
четыре яруса. На рис. Ш.4—Ш.6 показаны конструкции
стеллажей некоторых типов.
■ ■ ' :- -'" 169
Размеры секций стеллажей консольного типа определяются
аналогично по размерам груза. При небольшой высоте
помещения поддоны и контейнеры могут располагаться в один ярус,
Б табл. III.11 дан пример расчета количества секций
стеллажей с поддонами.
Широкое применение в промышленности нашел способ
хранения на многоярусных полочных
стеллажах (рис. Ш.7). Глубина й' стеллажа, как правило, равна длине
Рис. III.3. Типы тары для хранения рулонов материалов:
а — поддон-платформа; б, а — поддоны со съемными стойками; г — поддон-контейнер
со съемными Соковыми стенками; в — стоечный поддон-контейнер; е — тележка-кон- ■
тейпер
куска /. Длина секций V должна быть такой, чтобы в них
укладывалось целое число кусков и секции стеллажа рационально
размещались в цехе (обычно 1—2 м). Высота стеллажей будет
зависеть от высоты помещения и максимальной высоты
подъема груза штабелсром. В табл. III. 12 дан пример расчёта
количества секций полочных стеллажей.
Разновидностью полочных стеллажей являются стеллажи-
соты; размеры ячейки сот определяют в зависимости от
размеров кусков. В расчетах целесообразно определить общую
протяженность таких стеллажей, йог. м.
L = Q/n,
где и — количество "ячеек-сот на площади стеллажа длиной 1 м.
170
ш
Фюва
•* *-
■ а - '5
Рис. JII.4, Двухрядный трехъярусный стеллаж с поддонами:
& — иид спереди; б — вид сбоку
■ . ' ■ $т ''
Рис. III.5. Двухъярусный стеллаж
(поперечный разрез) с поддонами
для хранения основной ткани (1700Х
X1000Х V650 мм) и тканей
подкладки и приклада (1250Х1000Х
X1650 мм)
Рис. Ш,6. Стеллаж полочный
(поперечный разрез) длл храпения г
контейнерах тканей верха (1650Х600Х
Х700 мм) и тканей подкладки и
приклада (1150x000X700 мм);
штабелирование с помощью подвесного
крана-штабелера КШП-0,25
1500
г
1800
ism
1
^
wsn
г
1
ц
1 1
юзо
1050
Рис. III.7. Полочные стеллажи (поперечный разрез) для хранения
разбракованных материалов верха (8 ярусов) и подкладки (10 ярусов);
штабелирование напольным рельсовым шта бел ером ТШП-89
' 171
111.11. Расчет количества двухъярусных стеллажей с поддонами для хранения
неразбракованных материалов
Материал
Количество
кусков
материала в зоне
хранения,
шт.
Габарит куска
(Длина X ширина X
X высота), м
Габарит поддона
(/ X й X Ь). м
Основной материал
Подкладка
Бортовая прокладка
Бортовая прокладка
с клеевым покрытием
Разный приклад
920
352
376
423
161
0.
i:
о:
0:
,73X0,
,00X0,
,90X0,
,90X0,
,44X0
,22X0
,37X0
,40X0
0,80X0,32X0
,36
,10
,19
,20
,18
1,70X1,00X1,65
1,25X1,00X1,65
1,25X1,00X1,65
1,25X1,0X1,65
1,25X1,0X1,65
Продолжение табл. II!.I
Материал
Габарит ячейки
стеллажа
{V х d' х Ь'), м
Количество кус-
кон,
вмещающихся в ПОДДОЛ.
шт.
Количество
секций стеллажей,
тт.
Основной материал
Подкладка
Бортовая прокладка
Бортовая прокладка
с клеевым покрытием
Разный приклад
1,79X0,9X1,9
1,34X0,9X1,9
1,34X0,9X1,9
1,34X0,9X1,9
1,34X0,9X1,9
16
75
24
21
32
29
2
8
10
3
Примечание. Дополнительно в таблицу можно включить графу по схеме
укладки кусков на поддоне.
III.12. Расчет количества полочных стеллажей для хранения разбракованных
материалов
Материал
Размерыкус-
ка (длина X
X диаметр),
м
Габарит ячейки
стеллажа
(Г X d' X *'), м
И
О
S
>.
о
£
5
ГГ
я*
к
s|
n a a
м
О
!>»
pi ■
сч
о
я
Е-1 Л
§ 5
^ и
" а
[Г Я
Основной
материал
Подкладка
1725 1,42X0,32 1,50X1,50X0,40 4
680 1,00X0,35 1,20X1,05X0,325 13
10
54
13
При хранении кусков в элеваторах размеры последних
зависят от размеров кусков, способа хранения (в люльках, на
металлических стержнях), высоты помещения, сетки, колонн.
Для расчета количества подъемно-транспортного
оборудования прежде всего необходимо выявить грузопотоки по
участкам цеха в килограммах, количестве кусков, поддонов,
контейнеров и т. п. Данные о величине грузопотоков берут из
предыдущих расчетов цеха и располагают по форме III.2.
172
Количество Лг электропогрузчиков, электропоездов и другого
подъемно-транспортного оборудования определяют по формуле
КПВ,
!*де Т — время, затраченное на один рейс, мин; п — количество рейсов в
течение одного часа; КПВ — коэффициент полезного времени транспортного
средства (ориентировочно равен 0,85).
Продолжительность одного рейса равна, мин:
l ~ 'раб i~ 'хол ~~г 'погр ~Т 'разгр — L! I/ раб ~~г '■■'' 'пол ~г 'пси р т *разгр>
где 1ръъ и (юл — время, затрачиваемое на доставку груза и холостой
пробег, мин; /погр и 1*Разгр — время на выполнение погрузочио-разгрузочных
работ, подъем и опускание груза, сцепку, маневровые движения и т. п., мин;
L —-длина транспортного пути, м; Vpae и УХоя — средняя скорость
передвижения машин с грузом и йеа груза, м/мин.
II 1.2. Характеристика грузопотоков по участкам цеха
Пункт
отправления
Пункт
ния
Грув
Ха
Вид
эактсристика грузя
Масса,
кг
Габарит,
м
Количество груза,
транспортируемого
в сутки] (смену)
ед.
кг
Примечание *
1 ,
* Особые требования к транспортированию груза.
Время на выполнение погрузочыо-рзагрузочных работ tn0Tp и
р определяется по справочникам или фотографиям
загруженности, а также на основе опыта работы предприятий.
Количество рейсов п в час составляет:
п - QlqR,
где Q — количество перевозимого груза в сутки (смену), кг; q —
количество груза на машине, перевозимого за один рейс, кг; R — количество
часов работы машины при одно- и двухсменной работе.
Ш.2.7. Составление сводной таблицы количества
рабочих, оборудования, занимаемой площади.
Планировка цеха
В сводной таблице должны быть отражены все рас-
иеты цеха. На основании расчетного количества рабочих
определяется их фактическое количество и
производится-распределение рабочих по сменам. При определении количества
рабочих на операциях разбраковки и промера, расчета кусков
материалов, зарисовки раскладки следует учесть
специализацию по виду материалов. Для определения площади,
занимаемой оборудованием 2F0o, составляют сводную таблицу
(табл. 111.13).
После подсчета общей площади 2Foe, занимаемой рабочими
и оборудованием, определяют предварительную расчетную пло-
173
111.13. Сводная таблица количества рабочих, оборудования, занимаемой площади подготовительного цеха
Операция, участии
Количество рабочих
1*
Оборудование
Размеры
оборудовавия
" (длина х
X ширина),
Площадь,
занимаемая
оборудованием,
Разгрузка, распаковка ткани 1,47 2
Прием ткани 0,57 1
Складирование и транспортирова- 2,07 2
ние иеразбракованной ткани
Хранение неразбракованной ткани — —
Проверка качества ткани, промер
длнны и ширины
основная 9,85 10
подкладка, приклад 4,31 4
— Таль электрическая ТЭ5-921
-
1
-
6
2
1
—
4
2
Тележка передаточная ТШП-82
Стол канцелярский
Электропогрузчик ЭП-0801
Стеллажи двухъярусные с
поддонами
Механизированный промер
очный стол
Станок БПМ-2
1
1
1
30
34
3
2
3,35X2,1
1,2X0,6
—
1,79X1
3,34X1
3,7X2
1,4X1,6
7,03
0,72
'—
53,7
45,56
22,2
4,48
Складирование и транспортирова- 3,43 4 —
ние разбракованной ткани
Хранение разбракованной ткани — — —
2 2 Штабелер ТШП-89, лотковые
тележки У-24-71
— — Полочные стеллажи
восьми ярусные
десяти ярусные
54
13
2,8X1,25
1,5X1,5
1,2X1,05
14 ■
121,5
16,38
Окончание табл. Ш.13
Операция» участок
Количество рабочих
я к
££
Л-
S
«Я
is
Ровную
ffl ^
смену
g
а
смену
Й
о
Оборудование
Размеры
оборудования
(длина X
X ширина)»
м
Площадь,
занимаемая
оборудованием.
Расчет ткани
основная
подкладка,
Ведение учета
приклад
раскроя изделий
2,90
2,14
0,89
3 —
2 ^-~
1 1
2
1
—
i
1
—.
Машина ЭМРТ-3
Стол канцелярский
Шкаф для документации
Стол канцелярский
1
3
2
1
1,46X0,68
J,2X0,6
1X0,5
1,2X0,6
1
2,16
1
0,72
по шкале
Подбор ткани для настилов и
подача ее в раскройный цех
Хранение скомплектованных
настил ос
1,67 2 — 1 I Лотковые тележки У-24-71
— — — — ■— Лотковые тележки У-24-71
Хранение забракованных тканей —
Хранение остатков тканей
1,2X0,9
Стеллажи двухъярусные с под- 1 1,79 X 1
донами 1 1,34X1
Склад площадью 30 м*
9,72
1,79
1,34
Итого
31
15 12
303,3
щадь ^расч подготовительного цеха:
где SFdg—общая площадь, занимаемая рабочими и оборудованием, мг; t] —
коэффициент использования площади подготовительного цеха
(ориентировочно равен 0,35—0,45).
Общая площадь подготовительных цехов зависит от
мощности предприятия, уровня его специализации, ассортимента
изделий, применяемого оборудования. УкрНИИШП провел
анализ технико-экономических показателей
подготовительно-раскройных цехов предприятий УССР, в том числе и занимаемой
площади, В результате было выявлено, что площадь
подготовительных цехов составляет 8,9—12,7% общей
производственной площади (в среднем 10,5 %), раскройных— 10,8—14,8 %
(в среднем 13 %).
Подготовительные цехи или участки приема материалов
размещают чаще на нервом этаже зданий, что облегчает
механизацию разгрузки материалов. .
Кроме общих требований (см.. п. 1.6,2), при расстановке
оборудования подготовительного цеха должен быть учтен ряд
дополнительных.
1. Все материалы должны располагаться так, чтобы к
каждому штабелю, полке, стеллажу был свободный доступ.
2. Расстановку оборудования нужно производить таким
образом, чтобы обеспечить наиболее равномерное освещение
в цехе. Оборудование не должно загораживать оконные
проемы, приборы отопления.
3. В небольших производственных помещениях для хранения
материалов могут применяться механизированные стеллажи
типа КШП-55 [14] в несколько рядов без проходов. С целью
образования прохода для электропогрузчика группу таких
стеллажей можно раздвигать..
4. С целью экономии производственной площади на участках
хранения неразбракованных материалов целесообразно
применять двухрядные по глубине стеллажи, а при бесстеллажном
хранении располагать поддоны в 2—3 ряда по глубине без про-
ходов с учетом того, что электропогрузчик будет брать их
последовательно один за другим.
5. Если в цехе используются передвижные транспортные
средства (электропогрузчики, тележки и др.), а также
электропоезда, тали электрические и т. п., люльки или тележки
которых перемещаются на высоте менее 2 м от пола, в проходах
должна быть предусмотрена полоса транспорта.
При расстановке оборудования в цехе важно знать
минимальные значения ширины полосы транспорта на прямых
участках, на участках поворота, разворота; радиуса закругления
ходового пути для подвесного транспорта; расстояние между
стеллажами при штабелировании груза. Эти величины указы-
176
Рис. III.8. Расстановка двухъярусных стеллажей с
поддонами
D
□
|Ог
поп ппп
□□п ппп
поочовв
□■
■Электртвгруа чин
Эяеигвтгризчик
ЗП-Ш!
U
п
ППП ППП
ППП ППП
О ПП[
Рис. III.9. Расстановка трехъярус- Рис. ШЛО. Расстановка поддонов
ных двухрядных стеллажей с под- или стоечных поддонов при бесстсл-
донами лажном способе хранения
ваются в технической характеристике подъемно-транспортных
механизмов или рассчитываются.. Следует помнить, что ширина
проездов для транспорта зависит от габарита груза. Так,
расстояние между стеллажами при использовании
электропогрузчика ЭП-103 с поддонами 1200x800, 1500x800 и 1700X1000мм
составляет соответственно примерно 3000, 3500 и 4000 мм.
177
Монорельс с злектрататю Q=
i
Участок разбракобки и промера
2
Рис, III.П. Планировка подготовительного цеха:
I — таль электрическая; 2 — Сраковочио-щюмеричкые станки; з — браковочные станки;
4 — промерочный стол; 5 — тележка-грузовоз дли контейнеров; 6, 7 — стеллажи
полочные для разбракованных основных материалов и подкладки; в — напольный рельсовый
штабелер ТШП-8Э; 9 — тележка лотковая; 10 — тележка-контейнер; //, /2 — стеллажи
с тележкам н-контейнерами для нернзбрякованных основных материалов, подкладки и
приклада; 13 — крапы-штабелсры КШП-Й,2а
На рис. III.8—111,10 показаны фрагменты расстановки оборудования при
различных способах храпения и сетке колонн 6X6 м. На рис, III.II дан
вариант планировки подготовительного цеха, расположенного на втором этаже-
здания. Перегрузка контейнеров с автомашин на тележку ТШП-82
осуществляется талью электрической, монорельсовый путь которой подвешен, на
высоте 11,8 м. Для выезда тележки предусмотрена металлическая эстакада
с укрытием. Путь движения грузов наикратчайший, грузопотоки не
перекрещиваются. Скомплектованные в настилы куски хранятся в лотковых
тележках и на них же по подъемнику транспортируются в раскройный цех на
третий этаж.
При планировке подготовительного цеха следует
предусмотреть отдельное помещение для расчета кусков материалов.
Склад остатков может относиться к подготовительному или
раскройному цехам. Склад ватина па предприятиях по
изготовлению утепленной одежды должен быть в отдельном помещении.
При использовании аккумуляторных электропогрузчиков, элект-
роштабелеров на предприятии должно быть помещение для
зарядки аккумуляторных батарей.
Ш.З. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
РАСКРОЙНЫХ ЦЕХОВ
Ш.3.1. Основные требования
к проектированию раскройных цехов
Основной задачей раскройного цеха является
выкраивание деталей, подготовка их к пошиву {нумерация,
подгонка рисунка, нанесение вспомогательных линий и рассечек),
комплектование деталей, ритмичная подача кроя в швейные
цехи в должном качестве и ассортименте.
В настоящее время механизация и автоматизация
процессов раскроя в значительной степени затруднены вследствие
применяемых способов раскроя (изготовление многослойного
настила из разных кусков материалов, выкраивание деталей
путем механического пиления настилов), а также малой длины
настилов из-за низкого качества материалов {малая длина
кусков, большое количество текстильных дефектов).
Задача механизации и автоматизации раскройного
производства, повышения точности кроя может быть решена благодаря
применению новых способов раскроя с минимальным
механическим воздействием на материал, автоматическим
перемещением режущего инструмента. В настоящее время сотрудниками
Киевского технологического института, Ленинградского СПКБ
швейной промышленности и ЦНИИШПа ведутся работы по
созданию автоматизированных комплексов раскроя с
использованием в качестве режущего инструмента луча лазера,
микроплазменной струи.
Автоматизация процессов раскроя будет способствовать
применению автоматических устройств на других операциях
раскройного производства, созданию автоматизированной системы
управления технологическим процессом оптимального раскроя
материалов..
В предстоящие годы в раскройных цехах предусмотрены
широкое использование длинных секционных настилов,
светокопий раскладок лекал, расширение области применения
раскроя путем вырубания деталей, автоматизация процесса
раскладки и зарисовки раскладки лекал, механизация и
автоматизация настилания материалов, хранения и транспортирования
кроя, отходов резания и др.
Однако уровень механизации труда в раскройных цехах еще
значительно отстает от уровня механизации швейных цехов [15].
На основе углубления предметной специализации
предприятий будет проводиться работа по дальнейшей централизации и
179
концентрации подготовительно-раскройного производства,
создающих предпосылки для внедрения новейшей техники и
технологии. Предусматривается дальнейшее внедрение научной
организации труда, рациональных форм разделения и
кооперирования труда.
' Расчет раскройного цеха, как и подготовительного,',
производится по наибольшему расходу материала,
III.3.2. Выбор и обоснование принятых
организационно-технологических решений
—"" Характерной особенностью раскройного
производства является постоянно меняющаяся трудоемкость многих
операций вследствие неодинаковой длины и ширины кусков
материалов, длины и высоты настилов, качества и
физико-механических свойств материалов, разного количества изделий по
каждому размероросту и непостоянной величины заказа
торгующих организаций. По этим причинам трудно наладить
непрерывную поточную и синхронную организацию производства, что
обусловливает неритмичность процесса, простои и
неравномерную загруженность работников. Поэтому в раскройных цехах
применяются разнообразные формы организации труда и
производства, направленные на снижение потерь из-за простоев
рабочих и оборудования, на обеспечение ритмичности и
поточности производства.
Опыт показывает, что предприятия, специализирующиеся на
выпуске аналогичного ассортимента продукции,
располагающие примерно одинаковыми организационно-техническими
условиями, применяют различные организационно-технические
схемы раскройного производства.
Выбор того или иного варианта
организационно-технологической схемы диктуется требованием повышения
технико-экономических показателей: повышения производительности труда,
увеличения выпуска кроя; сокращения длительности
производственного цикла, уменьшения незавершенного, производства,
сокращения простоев рабочих и оборудования; снижения
себестоимости единицы кроя.
Выбор должен учитывать следующие факторы: мощность
цеха; уровень предметной специализации; ассортимент
материалов; особенности физико-механических свойств материалов по
отношению к операциям настилания, зарисовки раскладки,
рассекания настилов, вырезания деталей и др.; производственная
площадь (габариты, сетка колонн); расположение раскройного
цеха по отношению к другим цехам, прежде всего к
подготовительному. „'При реконструкции, реорганизации цехов
дополнительно анализируются уровень механизации процессов,
трудоемкость операций, организация труда, квалификация рабочих,
планировка цеха, расположение коммуникаций.
180 .
Объективность выбора оптимального варианта
организационно-технологической схемы возможна при условии выполнения
многовариантных расчетов цеха и сравнения следующих
технико-экономических показателей: производительности труда
одного работающего, трудоемкости и себестоимости изготовления
единицы кроя, производственной площади, коэффициента ее
использования, процента охвата рабочих механизированным
трудом, технической вооруженности труда, количества и стоимости
незавершенного производства на всех операциях, стоимости
основных фондов. При реконструкции, реорганизации цеха
дополнительно рассчитывают: рост производительности труда, объем
дополнительных капитальных вложений на реконструкцию,
коэффициент обновления активной части производственных
фондов, количество условно высвобожденных рабочих.
Целесообразно использовать обобщающий показатель, учитывающий все
материальные и трудовые затраты, связанные с обработкой
единицы кроя ■—суммарные приведенные затраты.
Операции настилания материалов являются наиболее
сложными и трудоемкими, занимающими большую часть
производственной площади цеха; они определяют качество кроя и
экономное использование материалов, Б связи с изложенным
ответственным моментом является выбор способа настилания
в зависимости от конкретных условий работы предприятия
(мощности, уровня специализации, ассортимента материалов и
изделий, квалификации рабочих, производственной площади).
Под способом настилания следует понимать совокупность
таких факторов, как принцип выполнения настилов одного
расчета (из целых или предварительно нарезанных кусков,
последовательно или параллельно), механизация настилания,
организация труда, способ нанесения контуров лекал на настил и
выполнение других сопутствующих операций.
Важным фактором, влияющим на выбор способа
настилания, является использование кусков материалов без остатка.
Вероятность безостаткового расчета кусков зависит от качества
материалов (длины кусков и их отдельных отрезов, количества
и вида текстильных дефектов)," длины и количества настилов
в одном расчете, допускаемых остатков и изделий,
раскроенных в коротких настилах.
При прочих равных условиях рациональное использование
кусков может быть охарактеризовано количеством настилов,
в том числе длинных. (основных) и коротких
(дополнительных), при которых достигаются потери материалов в пределах
установленных норм.
Для выбора способа настилания и нормирования времени
операций карты расчета кусков и раскроя материалов
анализируются по следующим показателям: количество настилов в
одном расчете, в том числе длинных (основных) и коротких
(дополнительных); количество настилов, на которые в среднем рас-
131
считывается один кусок; количество кусков в одном расчете
и используемых для одного настила; длина настилов (длинных
и коротких); длина кусков; высота настилов; способ
настилания («лицом к лицу», «лицом вниз»); количество метров в карте
расчета, в настиле; количество артикулов материалов в настиле;
количество полотен с текстильными дефектами, в том числе
снимаемых для индивидуального раскроя.
Для уменьшения трудоемкости расчетов при выборе способа
настилания на основе анализа условий работы раскройного
цеха, рациональное использование кусков материалов очень
"важно из всего многообразия выбрать рациональные для
данного конкретного случая способы. При этом определяются:
способ выполнения настила, способ подачи кусков при настилании,
способ нанесения контуров лекал на настил, способ передачи
настилов и их частей на последующие операции, форма
организации труда.
Под способом выполнения настила
подразумевается следующее: механизация операции настилания;
настилание из целых кусков или предварительно нарезанных; настил
секционный или несекционный; последовательное,
параллельное или последовательно-параллельное выполнение настилов
одного расчета.
Одним из основных направлений совершенствования
раскройного производства является расширение области
применения секционных настилов. В настоящее время секционные
настилы находят пока применение в основном для раскроя
прикладных материалов, бельевых тканей. Секционный настил
выполняют на длинном столе, вдоль которого размещают все
рамки обмеловок одной карты расчета кусков материалов.
Основные преимущества этого способа по сравнению с
существующими следующие: материал с одного рулона настилают от
начала до конца в один прием, исключается разрезание куска
на отдельные полотна, уменьшаются потери материалов от
припусков на концы.
Для выполнения многосекционных настилов разработан и
проходит производственные испытания .механизированный
настилочный комплекс МНК [17].
В одиннадцатой пятилетке предполагается широкое
использование МНК в проектах комплексной механизации
раскройного производства при настилании всех видов материалов.
С точки зрения времени выполнения настилов одного
расчета настилание выполняют последовательным, параллельным
или последовательно-параллельным способом. При
последовательном способе настилания согласно карте расчета материалов
выполняют первый настил; закончив, приступают к выполнению
второго и т. д. Последовательный способ нашел наибольшее
применение в промышленности. Он особенно целесообразен при
небольших мощностях, широком ассортименте изделий. Органи-
182
зация настилания при последовательном способе сравнительно
проста. При параллельном способе настилы, входящие в карту
расчета материалов, выполняются одновременно.
Последовательно-параллельный способ настилания представляет собой
комбинацию предыдущих, т. е. несколько настилов расчета
выполняют одновременно, затем переходят к другим настилам
карты. Все эти способы настилания в промышленности
встречаются в большом многообразии в зависимости от
применяемых средств механизации, форм организации труда.
Способ подачи кусков при настилании зависит
. от размеров кусков, количества кусков в одном расчете,
способа выполнения пастила. Для механизации подачи кусков
применяются одно- и многорулонные тележки, кронштейны
стационарные или передвижные, многорулонные элеваторы
стационарные (под крышкой пастилочного стола, около торца его,
межэтажные) и передвижные.
При выборе способа подачи кусков следует стремиться
к максимальной механизации процесса, минимальной перевалке
кусков, удобству настилания. Например, межэтажные
элеваторы загружаются в подготовительном цехе, что исключает
транспортирование и перевалку кусков.
Если настилание организовано так, что пастильщицам
приходится переходить на другие столы, применяются
передвижные механизмы—-тележки, кронштейны, элеваторы.
При параллельном способе настилания несколькими
звеньями настилыциц применяется челночнр-адресный комплект,
обслуживаемый оператором. При этом иастилыцицы
высвобождаются от операций, связанных с передачей и перевалкой кусков.
Челночпо-адресный способ настилания целесообразно
применять при большом количестве настилов, кусков в одном расчете
(пальто, костюмы и т. п.), большой мощности цеха [18]..
На предприятиях применяются следующие способы
нанесения контуров лекал на настил:
зарисовка раскладки лекал па материале мелом,
карандашом (обмеловка);
зарисовка раскладки лекал на бумаге (для материалов, на
которых плохо видны линии мела или карандаша, со
скользящей поверхностью), трудоемкость ее изготовления меньше, чем
на материале, линии более тонкие, четкие;
светокопия зарисовки раскладки лекал;
трафарет.
При частом повторении раскладок одного и того же
содержания (прикладные материалы, белье, специальная и рабочая
одежда и т. п.) экономически целесообразно изготовлять
трафареты.
Все более широкое применение находят светокопии
раскладок лекал, особенно в условиях узкоспециализированных
предприятий при изготовлении больших заказов,
183
Зарисовка раскладки лекал может выполняться на одном
полотне от куска до настилания или непосредственно на
верхнем полотне готового настила. Последний способ применяется
при изготовлении верхней одежды, большом количестве
текстильных дефектов на материалах. Большое количество
деталей в раскладке верхней одежды позволяет выбрать такую
схему размещения лекал, при которой дефекты располагаются
в межлекальных отходах или на невидимых участках изделия.
Это позволяет сократить количество полотен с текстильными
дефектами, раскраиваемых индивидуально.
Способ передачи настилов и их частей на последующие
операции зависит от применяемых способов выполнения
настилов и организации труда.
Применение мпогоплоскостпых столов, столон с
транспортирующей лентой позволяет быстро убрать настил из рабочей
зоны, обеспечив таким образом условия для лучшего
использования механизмов для настилания, подачи и размотки
рулонов. Иногда настил передвигают по столу вручную, если он
имеет достаточную длину, однако это тяжелая вспомогательная
операция и при этом возможно смещение полотен.
Рассеченные части настилов к стационарным ленточным
машинам передаются с помощью столов с транспортирующей
лентой, напольных и настольных тележек, конвейеров с
подвесными поддонами-каретками. Из них широкое применение
находят настольные тележки с ручным и электромеханическим
приводом.
При выборе формы организации труда должны быть
решены следующие вопросы:
индивидуальная или бригадная организация труда;
количественный и профессиональный состав бригад;
рациопалы-гые зоны и границы действия бригад;
специализация рабочих (бригад) по видам изделий,
материалов;
съемный или несъемный процесс;
где и кем будут выполняться операции по зарисовке
раскладок лекал, загрузке и подаче рулонов при настилании, передаче
настилов и их частей.
Ввиду большой трудоемкости операций, выполняемых на
настилочных столах, для ликвидации межсменных потерь на
предприятиях преимущественно применяются несъемные
процессы, когда рабочие другой смены продолжают обработку
настилов.
Для лучшего использования специального оборудования,
снижения длительности цикла целесообразно освобождать
основных рабочих от выполнения вспомогательных операций по
загрузке, передаче рулонов, частей настилов и т. п.
Опыт работы передовых предприятий показывает, что
производственная бригада представляет собой наиболее прогрес-
184 ... . ..
сивную форму организации труда, отвечающую требованиям
научно-технического прогресса, задачам воспитания
коммунистического отношения к труду, обеспечивающую максимальную
эффективность производства, обусловленную коллективной
ответственностью и материальной заинтересованностью рабочих
в конечных результатах труда.
В швейной промышленности применяются различные по
своему составу бригады:
бригады, включающие рабочих нескольких специальностей
(настилыцицы, обмеловщицы, резчики и др,). В таких
бригадах должна быть обеспечена полная и равномерная загрузка
рабочих, обучение смежным операциям;
бригады, включающие рабочих одной специальности,
например бригада обмеловщиков, бригада комплектовщиков и др.
В таких бригадах создаются условия для повышения
квалификации рабочих, нет потерь времени от переключения на другие
"операции;
бригады, в которых рабочие выполняют несколько смежных
(комплекс) операций, так называемые
комплексно-универсальные бригады (КУБ). Такие бригады нашли широкое
применение прежде всего на операциях, связанных с настиланием.
Применение КУБ позволяет значительно повысить
производительность труда, увеличить выпуск кроя за счет ликвидации потерь
от асиихронности операций.
В последние годы все шире применяются так называемые
сквозные бригады. Сквозными называют бригады, в которые
входят рабочие всех специальностей одной или обеих смен,
одного или нескольких цехов.
Таким образом, способ настилания — понятие очень емкое, включающее
большое многообразие вариантов. Рассмотрим несколько вариантов способов
ручного настилания костюмной ткани при выполнении семи настилов (пять —
длинных двухкомплектных и два — коротких однокомплектных) в соответ-
стшгк с картой расчета кусков.
При последовательном настилании КУБ из двух человек, выполняющих
на одном столе настилание, обмелку на верхнем полотне, рассекание настила
на части, обмелку и раскрой полотен с текстильными дефектами,
длительность Гц цикла обработки карты расчета очень большая (44 922 е); она равна
сумме затрат времени на псе операции по обработке всех настилов, простоев
нет (рис. III.12,а). При таком способе настилания должны применяться
стационарные механизмы для быстрой перезаправки кусков, размотки их (па-
пример, многорулонные элеваторы).
Для сокращения длительности цикла часть операций может выполняться
. параллельно (рис, III. 12, б). Например, в бригаде' из четырех человек на
одном столе двое рабочих выполняют обмелку, обмелку и раскрой полотен
с текстильными дефектами, па другом — двое рабочих настилают,
накладывают полотно с обмеловкой, рассекают настил на части. При этом
длительность цикла сокращается с 44 922 до 24 608 с, первые двое рабочих
загружены меньше.
Настилы можно выполнять последовательно бригадой из трех человек ■—
двух настилыциц и одного резчика; вместо зарисовки раскладки лекал
применять светокопии, длительность цикла при этом уменьшается до 18 222 с.
Так как настилыцицы переходят на другой стол, необходимо применять пере-
185
Длительность цикла aSpafiomxu настилай оЗной карты расчёта кускоб маториааоВ
О 21)00 5000 7500 !0Ш 12500 15000 17500 20000 22500 25000
/
У^Ш
■ Тц=44922с
стол ■
2-й
стол
t
2
и
20314
3
8/
7/
4
V
5
X
в
V
7
стол
2-й
1
W
X
3
X
й
5
)(
^^
^\
_..,2 ....
V/
X
4
\4/
X
X
Цело 8 н ы е
о б'о з н a v e н и я:
I- настилание
1-й стал
1-е збено
2-й стол
2-е збено
3-й стол
3
!
ГУ
\ll
2
2У
К2/
3
\3/
4
\4
\
рассекание настила
на части'
1 простои сталоё
1' и рабочих
л обмеловки и раскрой
'полотен с
текстильными
1,2,3....номера обрабатываемых
настилоб
Рис. 111.12. Способы пыгтолнения настилов:
а — последовательно КУБ из двух человек; б — последовательно Йригадой нз '.Етырек
человек с параллельным выполнением части операции по обработке настилов; о —
последовательно бригадой из трех человек (дие пасти.чьщнцы и один резчик); г —последо-
иателыю-параллельно челночно-адресным епособом бригадой из трех звеньев {шесть
человек плюс один оператор на две бригады)
движные механизмы для перемещения рулонов материалов. Из-за
несинхронности операций возникают простои резчика и настилочных столов. Учитывая,
что резчик загружен недостаточно, можно организовать бригаду из двух пар
настильщиков и одного резчика, при этом простои будут значительно меньше.
Параллельный и поелсдователыю-параллглышй телиочпо-адресный
способы настилания позволяют значительно снизить длительность цикла.
Настилы выполняются одновременно звеньями из двух человек, входящих
в одну комплексно-универсальную бригаду. Передача кусков от стола к столу
осуществляется оператором с помощью комплекта механизмов по
определенному графику. В зависимости от конкретных условий работы предприятия
организуется КУБ из 3—6 звеньев при закреплении за каждым звеном 1—
2 столов. Например, семь настилов карты расчета могут быть выполнены
шестизвешюй бригадой на шесги столах при условии, что шестой и седьмой
короткие настилы разместятся на одном столе. Тп составит всего 8270 с. На
186
рис,- III.12,г этот способ настилания показан в
последовательно-параллельном варианте с Гц= 14140 с. Однако из-за включения п бригады еще одного
рабочего (оператора) снижается эффективность этого способа; кроме того,
организация работы при этом сложна.
Настилание из предварительно- нарезанных полотен наиболее
целесообразно'выполнять параллельным или последовательно-параллельным способом
для снижения длительности цикла. График настилания составлять не нужно,
поскольку полотна заранее скомплектованы по настилам.
Параллельно или последовательно-параллельно можно вйполнять настилы
■двумя пастильщика ми на нескольких столах одновременно. Длительность
цикла будет складываться из суммы затрат времени на все операции и все
настилы, аналогично показанному па рис. III.12, я. В этом случае облегчается
использование полотен с текстильными дефектами, кусок сразу используется
до конца, но значительно ухудшается такой показатель, как выпуск кроя
с одного 'настилочного стола. Этот способ применяется сравнительно редко,
в основном для легких материалов, при небольшом количестве настилов
в одном расчете.
. Применение механизированного настилочного комплекса МНК также
предполагает использование параллельного илн
последовательно-параллельного способа настилания одним или двумя звеньями на одном или двух
длинных столах; пастилы многосекционные. Длительность цикла в данном случае
меныпе за счет механизации процесса настилания.
Выбор организационно-технологической схемы на других
участках раскройного цеха в основном сводится к выбору
оборудования, средств механизации.
III.3.3. Расчет количества рабочих и оборудования
Схемы работы и последовательность операций
раскройных цехов в основном стабильны, однако в зависимости
от мощности предприятия, уровня специализации, ассортимента
продукции применяется pasличное оборудование и средства
механизации, меняется содержание или последовательность
отдельных операций. Особенно это относится к операциям,
настилания и им сопутствующим. От ассортимента будут зависеть
количество изделий из материалов, требующих подгонки
рисунка при раскрое, количество индивидуально раскраиваемых
полотей с текстильными дефектами.
Количество рабочих по операциям определяют на основании
норм времени (выработки) по каждому виду изделия и виду
материалов. Расчет производится аналогично расчету
количества рабочих подготовительного цеха {см, п. III. 2.5).
Количество оборудования определяют в соответствии с
количеством рабочих в смену на таких операциях, как вырезание
деталей на стационарной ленточной машине, нумерация
деталей, комплектование деталей и др.
Количество настилочных столов определяется в зависимости
от принятых способов настилания. В каждом конкретном
случае это должно решаться индивидуально.
Покажем это на примере предприятия по изготовлению мужских
костюмов мощностью 1237 единиц в смену (табл. III. 14). Из общей таблицы
определения количества рабочих взяты только итоги расчетов операций
настилания и им сопутствующих.
187
111.14. Расчетное количество рабочих, выполняющих операции на настилочных
столах
Операция
Материал
Расчетное количество
рабочих (бригад)
в сутки
в смену
Обмелка
на верхнем полотне настила
на бумаге
по трафарету
Настилание, проверка правильности
укладки полотен
Рассекание настила на части,
перемещение к месту временного хранения
Настилание полотен с текстильными
дефектами, обмелка и вырезание
деталей
Основной
Подкладка
Приклад
Основной
Подкладка
Приклад
О с попной
Подкладка
Приклад
Основной
7,83
2,64
0,87
9,87 (4,93)
5,25 (2,62)
6,57 (3,28)
1,26
1,02
0,12
6,06
3,91
1,32
0,43
4,93 (2,47)
2,62(1,31)
3,28(1,64)
0,63
0,51
0,06
3,03
Итого
41,49
20,745
При последовательном способе настилания КУБ из двух человек (см.
рис. Ш.12, а) количество пастилочных столов равно сумме необходимого их
количества по каждой операции, выполняемой на настилочных столах.
Поскольку количество столов равно сменному количеству рабочих, их
количество можгго определить по формуле
где Я — количество настилочных столов; Ki, K2, ■ • ■, Кя—расчетное
количество рабочих в смену, выполняющих операции на настилочных столах.
В нашем примере при обработке основной ткани для мужских костюмов
нужно 6 столоп для шести КУБ по 2 человека (Я= 12,51 : 2 = 6,255).
При последовательном настилании и выполнении операций рабочими
разных специальностей (см. рис. ИГ. 12, в) неизбежны простои, из-за которых
приходится увеличивать количество настилочных столов (Я), определяемое
в этом случае по формуле
где Л'н — фактическое количество бригад в смену по настиланию
материалов: Ki, Кх, ■ ■ ■, Кп — фактическое сменное количество рабочих,
выполняющих остальные операции на пастилочных столах; т| — коэффициент,
учитывающий простои столов, зависит от конкретных условий работы цеха,
выбранного способа настилания (ориентировочно может быть принят
равным 0,8—0,9).
При параллельном челночно-адресном способе настилания комплексно-
универсальными бригадами количество настилочных столов определяется по
общему количеству рабочих, выполняющих операции на настилочных столах,
количеству рабочих- в.бригадЁ, количеству столов, закрепленных за бригадой:
где К\, Кг, - - ■ i Кп — расчетное количество рабочих по настиланию и другим
операциям, выполняемым па настилочных столах; /Сер — количество рабо-
.чих в--одной бригаде; п-—количество столов, закрепленных за одной
бригадой.
Ш
Например, при настилании основной ткани для мужских костюм о в
организованы комплексно-у ни в ер сальные бригады из трех звеньев (6 человек), и
за каждой бригадой закреплено 3 стола (см. рис. III.12, г). В этом случае
-количество столов равно:
Я=12,51-3:б = 6,255~6.
При определении количества настилочных столов не учитывается
количество рабочих на съем настила. Как правило, съем настила выполняется
специальными рабочими и совмещается во времени с другими операциями
(обмелкой, клеймением, рассеканием настила).
Расчет количества оборудования для выполнения погрузоч-
но-разгрузочных и транспортных операций см. в п. III. 2.5.
III.3.4. Расчет склада кроя
Расчет сводится к определению количества
оборудования для хранения и складирования кроя, которое зависит
от принятых способов хранения и применяемых
подъемно-транспортных механизмов. Расчет аналогичен расчету количества
оборудования для хранения и складирования материалов (см.
п. Ш.2.6).
Вместимость оборудования определяется по габариту пачки
кроя. Запас кроя в складе зависит от специфических условий
работы предприятия и обычно составляет 1—3 дня.
Крой чаще хранят на стеллажах консольного типа при
штабелировании краном-штабелером или полочных стеллажах при
штабелировании напольным рельсовым штабелером ТШП-89.
Крой связывается в пачки или упаковывается в пледы.
Наиболее удобным является хранение неперевязанного кроя,
например в люльках, контейнерах и т. п. В таком виде он меньше
мнется, осыпается. Хранение в передвижных
тележках-контейнерах позволяет уменьшить количество перевалок груза, в этих
же тележках крой передается в швейный цех.
В одиннадцатой пятилетке в проектах комплексной
механизации раскройного цеха предполагается широко использовать
автоматизированные склады коивейрного типа с
адресно-вызывной системой.
П1.3.5. Составление сводной таблицы количества
рабочих, оборудования и занимаемой площади.
Планировка цеха
В сводной таблице должны быть отражены все
расчеты цеха. Пример составления ее показан в табл. III.13.
Фактическое количество рабочих определяется с учетом
загрузки их в пределах ±10—15% .расчетного количества.
Кроме основного должно быть учтено оборудование для
размещения кусков материалов у настилочных столов, для
разматывания их, отрезания полотен, передачи кусков от одного стола
- .189
к другому, передачи рассеченных частей настилов к
стационарным раскройным машинам и др.
После составления сводной таблицы определяют расчетную
площадь раскройного цеха:
F рас
где F — площадь, занимаемая оборудованием; ц — коэффициент
использования площади раскройного цеха (ориентировочно равен 0,35—0,45).
Планировка раскройного цеха зависит от его размеров, сетки
колонн, расположения пунктов подачи кусков материалов из
подготовительного цеха, подачи кроя в швейные цехи,
ассортимента изделий, применяемого оборудования. Общие требования
к планировке цеха см. в п. 1.6.2.
Схема расположения оборудования в цехе в основном
предопределяется расположением настилочных столов. На
предприятиях, имеющих достаточную ширину цеха, чаще применяется
поперечное расположение настилочных столов. Такая
расстановка наиболее рациональна для осуществления комплексной
механизации раскройных цехов. При небольшой ширине цеха
или большой длине настилочных столов применяют
продольное расположение настилочных столов.
Торцевые концы настилочных столов, как правило,
размещают по одной линии, что облегчает механизацию подачи
кусков.
Расположение стационарных ленточных машин.по одной
линии позволяет применить механизированное удаление обрезков
материалов. Для этой цели применяются двух- или трехленточ-
ные конвейеры. В настоящее время в проектах комплексной
механизации применяются пневматические конвейеры, по
которым обрезь перемещается в помещение для прессования
отходов (40—50 м2). К пневмосетям подсоединяются и
специальные отводы для удаления пыли из зоны действия ленточного
ножа. Благодаря пневматическому конвейеру значительно
уменьшается запыленность в цехе.
Для уменьшения пути транспортирования кроя рабочие
места по проверке качества, подрезке, подгонке рисунка,
комплектованию, нумерации следует размещать либо в одном
агрегате со стационарными ленточными машинами, либо в
непосредственной близости от них.
На рис. III. 13 и III. 14 даны варианты планировок
раскройного цеха при поперечном и продольном расположении
настилочных столов, различной механизации процессов.
При планировке цеха следует учесть рекомендации по
использованию организационно-технологических схем, типового
оборудования, рациональной организации рабочих мест [13]
и по размещению участков заготовки отдельных деталей и
узлов изделий.
11Ю
f
2
2.
3
J-
Z
3
П D
4
6
4
a d
5
a a
5,
a □
6
5
7 •
a □
7
4
6
□ a
7
8
В
9
9
8
1!
fZ
15
П
IS
О
IS
§11
ill
Hi
Участок
изеотоб-
ленця
5еек
Рис. Ш.13. Планировка раскройного цеха предприятия по изготовлению женской легкой одежды (сетка колонн бх
Хбм): . .
/ — обмело&очный стол; 2, 3 — элеваторы-накопители емкостью 30 рулонов; 4, 5 — полуавтоматические настилочные комплексы ПНК и
ПНК-У для широких и узких материалов; 6, 7 — настилочные столы для узких а широких материалов; 8, 9 — настольные тележки для
сбора кроя; 10 — раскройные машины РЛ-4; // — столы комплектовщиков; 12 — конвейер для сбора обрези, закрытый межстольем; 13 —
столы для ручные работ; .14 — машины для нумерации кроя; J5 — конвейерные люлечные установки для пачек кроя; 16 — полочные эле-
ваторы для подачи кроя к столам запуска
Зетпкамера
Склад
Участок dtfif/n
Участок
изготовления
p
и плачевых
накладок
Участок изготовления утепляющих
прокладок
Участок
извотовления ||
изделий
из втходоВ
материалов
tpmuamp
иых штоИ
ЯТР
X
в в вв
„ ту
D □
я—^
S \ S ' 5 \ в
!?!■
Ш Ш LLF
1^ PI й. й й
I п
И L
А
~~Огда ждете
JL
Рис. 111.14. Планировка раскройного цеха предприятия по изготовлению верхней одежды:
для кроя; 2 — ч ел ноч но-адресный комплект; S —концевые линейки; * — настилочные столы; 5 — раскройные
IV. ОРГАНИЗАЦИЯ ШВЕЙНОГО
ПРОИЗВОДСТВА
Социалистическое предприятие представляет
собой первичную самостоятельную хозяйственную единицу,
которая осуществляет производственную и финансовую
деятельность на основе полного хозяйственного расчета.
Предприятие характеризуется производственно-техническим,
организационным и экономическим единством. От того, насколько
эффективно организовано управление предприятием, во
многом зависят общие результаты его работы. Поэтому при
проектировании предприятия следует применять наиболее
прогрессивную схему управления им, устранять лишние и
дублирующие звенья, создавать условия для внедрения
автоматизации и механизации инженерно-технических и управленческих
работ.
Хозяйственное руководство социалистическим
производственным предприятием основано на принципах и методах
управления, общих для всего народного хозяйства. Но
организационная структура предприятий, конкретные формы управления ими
не могут быть одинаковыми. Различие их обусловливается
рядом причин. Оно зависит от характера производственного
процесса, мощности предприятия и типа организации производства,
от технического уровня его развития.
IV.1. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ ПРЕДПРИЯТИЕМ
IV.1.1- Связь организации управления
предприятием с его производственной структурой
Под производственной структурой предприятия
понимается совокупность производственных подразделений и
процессов, их "взаимосвязи и соотношение. На швейных
предприятиях, кроме основного производственного процесса,
предназначенного для получения готовой продукции,
соответствующей профилю предприятия, как правило, имеют место:
вспомогательное производство, снабжающее основное производство
энергией, инструментом и осуществляющее ремонт
оборудования; обслуживающие хозяйства, предназначенные для
транспортировки и хранения всех материальных ценностей; а также
производство, изготовляющее дополнительную продукцию из
производственных отходов.
Производственная структура предприятия характеризуется
размерами отдельных производственных звеньев и их
пропорциональностью, . степенью централизации и специализации
отдельных производств, пространственным их размещением и
характером взаимосвязи между производственными
подразделениями. Для швейных предприятий страны характерен сме-
7 Заказ № 1930 " 193
ш энный (предметно-технологический) тип производственной
структуры. Основными производственными единицами каждого
предприятия являются цехи и участки. В соответствии с этим
на производстве полновластными руководителями
(единоначальниками) являются: директор — руководитель всего
предприятия, начальник цеха — руководитель цеха и мастер —
руководитель производственного участка. Каждый из них на
основе единоначалия обладает всеми правами руководителя
вверенного ему участка и несет личную ответственность за
результаты его работы. Важным структурным подразделением
предприятия становится в настоящее время производственная
бригада, работающая по установленному плану и
возглавляемая бригадиром и советом бригады.
Выбор структуры управления швейным предприятием. Под
структурой управления понимается состав и соотношение
взаимосвязанных управленческих подразделений, деятельность
которых направлена на выполнение государственного задания при
минимальных трудовых и материальных затратах. Структура
управления определяет необходимое количество
управленческого персонала по подразделениям аппарата.
Функции управления — это совокупность действий, решений
и процессов по управлению производством. Для швейных
предприятий характерны следующие функции управления: общее
руководство предприятием, общее линейное руководство
основным производством, обеспечение технической, технологической
и конструкторской подготовки производства, совершенствование
техники и технологии, технико-экономическое планирование,
организация и планирование труда и заработной платы,
оперативное управление предприятием, бухгалтерский учет и
финансовая деятельность, управление качеством продукции, ремонтпо-
энергетическое обслуживание, материально-техническое
снабжение и сбыт, комплектование и подготовка кадров, общее
делопроизводство, охрана труда и техника безопасности.
Для каждой функции определены структурные
подразделения и перечень должностей работников. Основными факторами,
определяющими количество работников по функциям
управления, являются: годовой объем производства в НЧП
(нормативная чистая продукция), численность промышлепно-производст-
венного персонала, численность рабочих.
Основной формой управления и организации производства,
отвечающей современным масштабам и требованиям
повышения его эффективности, являются комплексы
специализированных предприятий оптимальных размеров — производственные
швейные объединения (ПШО), обеспечивающие возможности
для более рациональной организации управления внутри
предприятия (объединения), более полного использования
преимуществ централизованного планового руководства в его
сочетании с децентрализацией оперативных функций.
194
Пути совершенствования производственной структуры
швейного предприятия. Производственная структура предприятия
зависит от многих факторов, ее определяющих. К ним относятся
мощность предприятия, сложность продукции, техническая
оснащенность, уровень кооперирования и концентрации
производства и др. Вопрос о выборе производственной структуры
решается при проектировании предприятия путем оценки
экономической эффективности ее различных вариантов.
Важнейшими направлениями улучшения производственной
структуры являются: выбор рациональной мощности
предприятия и организационных форм цехов и участков, расширение
межфабричных кооперированных связей и специализация
производства, рациональная планировка и пропорциональность
всех подразделений предприятия.
Одним из основных направлений совершенствования
производственной структуры предприятий швейтюй промышленности
является создание ПШО, включающих самостоятельные
предприятия или производства (филиалы), связанные системой
кооперирования, последовательной обработкой материалов или
полуфабрикатов или обладающие другими видами тесной
производственной связи. В системе ПШО сосредоточивается
решение многих задач, выходящих за рамки предприятия,— это
изучение спроса на продукцию, обеспечивающее гибкость в
планировании ассортимента, высокий уровень подготовки
производства за счет централизации подготовительного и
экспериментального цехов, увеличение мощности раскройного производства,
обслуживающего ряд филиалов ПШО, создание мощных
ремонтных производств, складского и энергетического хозяйства^
создание вычислительных центров и автоматизированной
системы управления. В рамках ПШО повышается эффективность
использования основных производственных фондов, снижается
удельный вес обслуживающего персонала, улучшается
подготовка и расстановка кадров, повышается качество продукции,
увеличиваются масштабы производства.
Создание автоматизированной системы управления
предприятием. Автоматизированная система управления предприятием
(АСУП) представляет собой организационно-технический
комплекс, обеспечивающий эффективное выполнение функций
управления на основе экономико-математических методов и
современных средств обработки данных (ЭВМ, устройств накопления,
регистрации, передачи информации).
Характеристика АСУП, содержащая состав функциональных
подсистем, документов и. схему связей, дается в техническом
проекте.
В легкой промышленности АСУП строится в основном по
функциональному принципу, так как эта система охватывает основные функции
управления предприятием. В соответствии с Обще-отраслевыми руководящими
методическими материалами в АСУП создаются следующие функциональные под-
7* 195
системы: управления технической подготовкой производства,
технкко-экономического планирования, оперативного управления основным производством,
бухгалтерского учета, управления финансами, управления
материально-техническим снабжением, сбыта продукции, планирования и организации труда
и заработной платы, кадров, управления вспомогательным производством,
управления качеством продукции, нормативного хозяйства.
Функционирование АСУП, а следовательно, применение
вычислительной техники и экономико-математических методов
в управлении невозможны без орга низ а цио ни о-экономической,
технической, информационной базы и математического
обеспечения. Важнейшим условием жизнедеятельности АСУП
является наличие нормативно-справочного хозяйства. На этой основе
АСУП образуются ее функциональные системы.
Уровень механизации и автоматизации процессов
управления предприятием в значительной степени предопределяется
комплексом технических средств АСУП. Основой технической
базы АСУП являются ЭВМ, которые позволяют быстро
обрабатывать информацию большого объема и оперативно
осуществлять необходимые организационные мероприятия, чтобы
добиться максимальной эффективности производства.
Создание АСУП позволяет решить качественно новые
задачи швейной промышленности—■ задачи оптимального и
оперативного производственного планирования, которые не могут
решаться при ручной системе обработки данных. Основные
источники экономического эффекта внедрения АСУП —
сокращение запасов, необходимых для бесперебойной работы
предприятия, более полное использование оборудования и рабочего
времени, уменьшающее длительность производственного цикла,
лучшее использование материалов, оптимизация плановых
решений.
IV.1.2. Система управления качеством продукция
на предприятии
Проблема повышения качества продукции
решалась так или иначе на всех этапах развития социалистического
хозяйства. Работники промышленности всегда оценивали
качество сырья, контролировали качество полуфабрикатов и
готовых изделий. Но лишь в 50-х годах производственники начали
расширять рамки привычного технического контроля.
В 1955 г. родилась известная на всех предприятиях страны саратовская
система бездефектного изготовления изделий (СБИ) и сдачи продукции с
первого предъявления.
В 1957 г. на предприятиях г. Горького была разработана система
КАг1АРСПИ (качество, надежность, ресурс с первых изделий). Ока
развивала саратовскую систему, давала более широкий подход к решению
проблемы качества. Введение этой системы на Тирасполъской игоейной фабрике
им. 40-летия ВЛКСМ позволило сократить сроки освоения изделий,
обеспечить их высокое качество с самого начала производства.
Дальнейшее развитие опыта по системному улучшению качества
продукции произошло в ярославской системе НОРМ (научная организация работ
196
по увеличению моторесурса двигателей). Ярославцы ведут планомерную,
последовательную работу по увеличению надежности наименее стойких узлов и
деталей, сочетая организаторскую и практическую деятельность с изменением
стандартов на материалы.
Опыт ярославцев позволяет выявить так называемые «узкие» места
в ходе технологического процесса и используется для улучшения качества
раскроя и пошива отдельных узлов (деталей) одежды.
Внедрение систем СБИ, КАНАРСПИ, НОРМ и их разновидностей дало
большой технико-экономический эффект. Несмотря на то что их сфера была
в известной степени ограничена (в стороне оставались многие фабричные
службы, смежные предприятия и вышестоящие организации), эти системы
создали почну для принципиально нового подхода, суть которого —
целенаправленный комплекс мероприятий по управлению качеством продукции,
системное обеспечение качества на всех стадиях создания, изготовления и
эксплуатации изделий.
Дальнейшее развитие этих систем вашло отражение в львовской системе
бездефектного труда (СБТ), в которой наряду с качеством продукции
оценивается качество труда каждого работника: и того, кто непосредственно
изготовляет продукцию, н всех тех, кто участвует в процессе производства или
способствует ему. Главным принципом СБТ является требование отличного
труда.
Под управлением качеством продукции (УКП) понимается
постоянный планомерный и целенаправленный процесс
воздействия на всех уровнях управления и производства,
обеспечивающий создание продукции с оптимальным уровнем качества,
максимально удовлетворяющей потребности общества при
минимальных затратах труда и средств.
Комплексная система управления качеством продукции
(КС УКП) включает три уровня управления —
государственный, отраслевой и предприятий. Львовский опыт создания и
внедрения КС УКП позволяет добиться тесного взаимодействия
всех уровней управления и органов предприятия на всех
стадиях жизненного цикла продукции
(поставщик—изготовитель — покупатель).
Целевой подход к созданию КС УКП на предприятиях
заключается в том, что система УКП должна устанавливать
экономически обоснованную очередность мер, необходимых для
повышения качества; выбирать наиболее эффективные пути
реализации намеченных мер и контролировать их выполнение,
увязывать решение проблемы качества с другими сторонами
деятельности предприятия, предусматривать систематическую
работу по устранению недостатков, отрицательно влияющих на
качество продукции, и тем самым создавать условия,
исключающие возможность появления дефектов и брака.
Основные принципы создания КС УКП сводятся к
следующему:
система УКП неотъемлема от всей системы планирования
и управления на предприятии;
КС УКП охватывает все подразделения и службы
предприятия, а также все элементы производственного процесса: труд,
средства труда, предметы труда, документацию;
комплексная система разрабатывается поэтапно: а) пред-
197
проектный период (этап подготовки); б) проектирование
КС УКП (этап разработки); в) внедрение КС УКП; г) этап
функционирования и дальнейшего совершенствования КС УКП;
в рамках КС УКП органически увязаны технические,
организационные, экономические и социальные мероприятия.
В системе управления качеством реализуются следующие специальные
функции управления: прогнозирование потребностей, технического уровня а
качества продукции; планирование повышения качества продукции;
нормирование требований к качеству продукции; аттестация одежды; организация
разработки и постановки новой продукции на производство; организация
технологической подготовки производства; организация метрологического
обеспечения; организация материально-технического обеспечения; специальная
подготовка и обучение кадров; обеспечение стабильности запланированного
уровня качества продукции при ее разработке, изготовлении,
транспортировании, сбыте и эксплуатации; стимулирование повышения качества продукции;
ведомственный и государственный контроль и надзор за качеством
продукции, соблюдением стандартов к технических условии; разработка СТП;
правовое н информационное обеспечение системы.
Основными подсистемами КС УКП являются:
прогнозирование и планирование уровня качества продукции и работ;
проектирование и подготовка моделей к запуску в производство;
обеспечение стабильности уровня качества в процессе
производства; анализ и экономическая оценка уровня качества
продукции и труда.
IV.2. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА
И ОРГАНИЗАЦИЯ ЗАРАБОТНОЙ ПЛАТЫ
Организация труда — это система мероприятий,
обеспечивающая рациональное использование рабочей силы,
соответствующую расстановку людей в процессе производства,
разделение, кооперацию и методы труда, его нормирование и
стимулирование, организацию рабочих мест, их обслуживание
и создание благоприятных условий груда.
«Для Советской власти,— писал В. И. Ленин,— именно
организация труда... является самым главным, коренным и
злободневным вопросом всей общественной жизни*». Вопросам
научной организации труда (НОТ) уделяется неослабное
внимание и в настоящее время.
IV.2.1. Основные принципы научной организации
труда
Сущность, принципы и отличительные черты
научной организации труда. Научной является такая организация
труда, которая основана на достижениях науки и передового
опыта, систематически внедряемых в производство, позволяет
* Ленин В. И. Поли. собр. соч., Изд. 5-е, т. 36, с. 147.
198
эффективно соединить технику и людей в едином
производственном процессе и обеспечивает повышение производительности
труда, сохранение здоровья человека к постепенное
превращение труда в первую жизненную потребность.
В период развитого социализма значительно возрастает роль
НОТ в решении следующих задач: экономической —
повышение эффективности общественного производства, наиболее
рациональное использование техники и всемерная экономия
материальных и трудовых ресурсов; психофизиологической —■
дальнейшее оздоровление и облегчение условий труда,
обеспечивающих сохранение здоровья и повышение трудоспособности
человека, т. е. главной производительной силы общества,
повышение содержательности и привлекательности работ;
социальной—■ воспитание коммунистического отношения к труду,
всестороннее развитие личности.
Содержание плана НОТ на предприятии. Основными
разделами плана НОТ на предприятии являются:
совершенствование организации и обслуживания рабочих
мест (улучшение их оснащенности и планировки,
совершенствование технического, организационного и
подготовительно-производственного обслуживания, анализ уровня технологии и
качества труда и др.) [19];
совершенствование разделения труда (технологического,
функционального, профессионального и квалификационного) и
его кооперирования {многостаночное обслуживание,
совмещение профессий), развитие бригадной организации труда;
внедрение передовых методов и приемов труда (определение
оптимальных условий выполнения технологических операций и
ее элементов, составление инструкциопно-технологических карт
организации труда, обучение новым методам и приемам труда
и т. д.);
совершенствование нормирования труда {расширение сферы
нормирования труда, увеличение доли технически
обоснованных норм выработки и обслуживания, своевременный пересмотр
норм, применение новейших методов нормирования труда) [20];
улучшение условий труда (санитарно-гигиенических и
психофизиологических) ;
материальное и моральное стимулирование труда;
укрепление трудовой дисциплины;
совершенствование организации социалистического
соревнования;
организация профессионального отбора и системы
профессиональной подготовки кадров па прсдриятии.
При проектировании трудовых процессов на швейных
предприятиях необходимо соблюдать следующие выработанные
наукой и практикой правила.
1. Правило выбора благоприятной рабочей позы и
траекторий трудовых движений работающего. Следует стремиться
199
к тому, чтобы рабочая поза была непринужденной,
естественной, допускалась возможность попеременной работы сидя и
стоя. При выборе траекторий движений следует отдавать
предпочтение симметричным по сравнению с несимметричными,
плавным и непрерывным движениям по сравнению с
зигзагообразными, круговым движениям по сравнению с
прямолинейными и т. д.
2. Правило экономии движений исполнительных органов
человека. Это правило предполагает исключение из трудового
процесса лишних, малоэффективных и утомительных движений
и действий, например перекладывание инструмента из одной
руки в другую. Устранение этих движений достигается путем
рациональной конструкции оборудования, планировки рабочих
мест, применения необходимой оргоснастки и совершенных
приемов труда.
3. Правило совмещения и параллельности трудовых
движений и действий. Первое требование позволяет более равномерно
распределить физическую нагрузку на организм человека, что
способствует снижению интенсивности процесса утомления.
Второе требование предполагает необходимость обеспечения
одновременной работы человека и машины (выполнение отдельных
ручных элементов трудового процесса, вспомогательных и
подготовительно-заключительных операций во время машинно-
автоматической работы оборудования) или обслуживание
одновременно нескольких машин (многостаночное обслуживание).
4. Правило рациональной последовательности движений и
действий. Оно предусматривает целесообразную
последовательность чередования отдельных трудовых операций в течение
смены, что обеспечивается рациональным разделением труда
между исполнителями, планировкой рабочих мест, применением
соответствующей организационной и технологической оснастки,
выполнением отдельных трудовых действий при возвратном
движении рук после окончания предыдущих действий.
5. Правило повышения содержательности трудового
процесса. Основное его требование сводится к тому, чтобы
трудовой процесс состоял из операций и приемов, обеспечивающих
наиболее благоприятное для человека сочетание умственной и
физической деятельности, что достигается нахождением
оптимальных границ разделения труда, включением в трудовой
процесс не только простых, но и сложных элементов труда,
требующих от рабочего знаний, инициативы, опыта.
6. Правило нормативности предполагает, что планирование,
разработка и внедрение мероприятий по НОТ осуществляются
на основе норм, нормативов и нормативных материалов,
регламентирующих различные стороны трудовых процессов.
7. Правило соответствия квалификационных и
индивидуальных качеств работников выполняемой работе. Это правило
предполагает такую расстановку кадров на предприятии, кото-
200
рая позволяет каждому работнику с учетом характера и
содержания выполняемой работы наиболее полно использовать
знания и практические навыки.
8. Правило выбора оптимального режима труда и отдыха
в течение рабочей смены. Оно предполагает установление
времени начала и окончания работы, обеденных и других
регламентированных перерывов, обеспечивающих такое чередование
труда и отдыха, при котором имеет место минимальное
утомление работников в течение рабочей смены, создаются условия
для своевременного проведения ремонтных, наладочных и
Других подготовительных и обслуживающих работ.
1V.2.2. Расчет численности работающих
на предприятии
Штаты работающих на предприятии определяются
по категориям и функциям работ: производственные рабочие1
(основные, вспомогательные); рабочие, занятые поддержанием
в рабочем состоянии оборудования на транспортно-погрузоч-
ных, подсобных и прочих работах; инженерно-технические
работники и служащие; младший обслуживающий персонал.
Численность рабочих рассчитывается по профессиям,
технологическим участкам и цехам предприятия. Перечень
профессий рабочих установлен для швейной отрасли Единым тарифно-
квалификационным справочником работ и профессий рабочих
(выпуск 49).
Расчет явочного количества производственных рабочих
выполняется в соответствии с формой оплаты труда:
сдельщиков —из планового задания, нормативов трудоемкости изделий
и норм выработки; повременщиков — из объема работ и норм
обслуживания. При отсутствии норм их следует рассчитать no-
прогрессивным нормам времени, пользуясь методами
технического нормирования труда. Таким образом, количество
основных рабочих (сдельщиков ■— КсЯ- осв и повременщиков ■— Кп. „сн)
подсчитывается методом прямого счета.
Явочное количество основных рабочих в цехах швейного
предприятия берется из технологических расчетов пошивочных,
раскройного, подготовительного и отделочного цехов.
Численность вспомогательных рабочих определяется по типовым
нормативам или исходя из практики работы швейных предприятий;
результаты расчетов должны быть систематизированы и
представлены в форме IV. 1. При этом следует учесть
вспомогательных рабочих /(п. исш занятых на
организационно-технических и контрольных операциях и относящихся к
производственным рабочим Кц. всп-ттр, рабочих, занятых ремонтом и
обслуживанием оборудования и транспортных средств (количество
условных единиц оборудования определено в форме VI. 2),
а также рабочих на транспортно-погрузочных, подсобных и про-
201"
чих работах (по энергоснабжению, приемке и хранению
материальных Ценностей И др.) /(п- вси- непр-
Численность рабочих, определенная по отраслевым
нормативам, может быть скорректирована с помощью
коэффициентов, учитывающих факторы, снижающие трудоемкость
изготовления продукции.
Списочное количество рабочих больше явочного на число
резервных рабочих, заменяющих временно отсутствующих по
уважительным причинам (болезни, декретные и
дополнительные отпуска, выполнение государственных и общественных
обязанностей).
IV.1. Расчет численности вспомогательных рабочих
Профессия *
Разряд
Объем работ
в цехе
Норма (зона)
обслужнва-
Количество рабочих
расчетное
в смену
принятое
ь сутки
Количество производственных рабочих /Спр. а также
явочный /Ся и списочный К«и состав рабочих рассчитываются по
■формулам:
~- А сд. оси ■ |" Аи. оси ~ " А п.
А я Аир ~г А п, всп.непр!
. всп. пр!
где ZOxa — планируемый процент невыходов по уважительным причинам
^с учетом одновременного отпуска рабочих пошивочных цехов).
Численность работников промышленно-производственного
персонала /funn определяется по формуле
Аттпп = Асп -Н А'итр.сл + *V4
где Kyup.ci—штаты инженерно-технических работников и служащих
предприятия; Амоп — количество младшего обслуживающего персонала.
Численность ИТР и служащих принимается по укрупненным
нормативам в зависимости от объема выпускаемой продукции
и других факторов.
Численность МОП рассчитывается исходя из площади
помещении по Типовым нормам обслуживания для уборщиков
производственных помещений промышленных предприятий,
учитывая, что швейные предприятия относятся к третьей группе
(по классификации отходов).
Численность ИТР и служащих устанавливают исходя из
рациональной структуры управления производством и возможно-
* К этим профессиям могут быть отнесены контролеры ОТК, сдатчики,
комплектовщики, подборщики, приемщики, освобожденные бригадиры, запус-
калы.цицы, а также механики-рсмонтировщики, наладчики, слесари-электрики,
кладовщики и транспортные рабочие.
202
стей упрощения управленческого аппарата путем внедрения
бесцеховой структуры, применения современной
вычислительной техники и др.
1V.2.3. Укрупненный расчет фонда заработной платы
при разработке проекта строительства
(реконструкции) предприятия
Фондом заработной платы называется сумма
заработной платы, которая должна быть начислена работникам
предприятия за работу в течение планового периода (года).
Фонд заработной платы предприятия зависит от
проектируемого объема производства продукции, численности промыш-
ленно-производственного персонала, форм и систем оплаты
труда, нормативов по труду, схем должностных окладов ИТР
и служащих. Проектируя фонд заработной платы при
реконструкции предприятия, необходимо предусмотреть снижение
заработной платы на единицу продукции при повышении
среднего заработка рабочих на основе более быстрого роста
производительности труда.
Укрупненно годовой фонд заработной платы предприятия
определяется исходя из установленного лимита численности
промышленно-произБОДСТвенпого персонала и средней
заработной платы работников.
В условиях применения предприятием нормативного метода
планирования фонда заработной платы используются
утвержденные в установленном порядке нормативы затрат на
заработную плату на рубль нормативной чистой продукции. При этом
фонд заработной платы промьгшлепно-производственного
персонала определяется умножением объема НЧП на норматив
затрат на заработную плату.
С учетом опережающего роста производительности труда по
сравнению с ростом средней заработной платы величина фонда
заработной платы в расчете па рубль нормативной чистой
продукции должна снижаться по сравугению с соответствующими
данными за предыдущие периоды.
Фопд заработной платы производственных рабочих зависит
от форм оплаты труда — сдельной и повременной и от условий
труда— обычных или тяжелых. Подробный его расчет
предусматривает определение заработной платы по тарифным
ставкам, премий и всех видов доплат.
Заработная плата по тарифу для рабочих-сдельщиков За
определяется па основании тарифных ставок (расценок) и
проектного выпуска продукции Аар по формуле
где Р — сдельная расценка (для потока — суммарная), руб.
203
Суммарная сдельная расценка (оплата труда рабочих по
тарифу за обработку одного изделия) рассчитывается по
формуле
где ЧТС]—часовая тарифная ставка сдельщиков 1-го разряда; Qti>
—средний тарифный коэффициент рабочих-сдельщиков потока (см. п. П.3.8 и
II.3.9); ГО5р — трудоемкость единицы изделия, ч.
При повременной форме оплаты труда заработная плата по
тарифу За определяется в соответствии с часовой тарифной
ставкой рабочих ЧТС„ и отработанным за год временем Тг;
Расчет прямого фонда заработной платы рабочих
проектируемого предприятия производится по всем цехам раздельно
для сдельщиков на основе расценок и повременщиков на основе
их средних тарифных коэффициентов. При этом отдельными
итогами подсчитываготся: прямой фонд заработной платы
производственных рабочих {сдельщиков и повременщиков), а также
тарифный фонд заработной платы прочих вспомогательных
рабочих, не относящихся к производственным.
Годовой фонд заработной платы производственных рабочих
определяется по форме IV.2, с учетом структуры фонда за-
[V.2. Структура^годового фонда заработной платы производственных рабочих
Г)окЕ1эатель
Допла*
Сумма,
тыс. руб.
1. Прямой фонд заработной платы
Рабочих-сдельщиков
Рабочих-повременщиков
Итого прямой фонд заработной платы
2. Премии рабочих-сдельщиков и рабочих-повременщиков
Доплаты, входящие в часовой фонд заработной платы
За работу в ночное время
Резервным рабочим
Прочие
Итого часовой фонд заработной платы
3. Доплаты, входящие в дневной фонд заработной платы
За перерывы в работе кормящих матерей
За сокращенный рабочий день подросткам
Прочие
Итого дневной фонд- заработной платы
4. Доплаты, сходящие в годовой фонд заработной платы
За очередные и дополнительные отпуска
За время выполнения государственных и общественных
обязанностей
Прочие
Всего 'годовой фонд заработной платы производственных
рабочих
* К прямому фонду заработной платы.
204
работной платы передовых предприятий отрасли. При этом
рассчитывается прямой, часовой, дневной и годовой фонд
заработной платы. :
Общий фонд заработной платы работников предприятия
Фшш рассчитывается как сумма четырех слагаемых: годовой
фонд заработной платы производственных рабочих (см. форму
IV.2), заработная плата прочих вспомогательных рабочих,
младшего обслуживающего персонала, а также руководящих и
инженерно-технических работников.
Годовой фонд заработной платы вспомогательных рабочих,
не относящихся к производственным, определяется умножением
их тарифного фонда на коэффициент, учитывающий все виды
доплат к заработку по тарифу. Фонд заработной платы
младшего обслуживающего персонала рассчитывается по их
окладам и численности. Фонд заработной платы ИТР и служащих
может быть определен укрупненно исходя из их штатов и
окладов в зависимости от группы предприятия по оплате труда
руководящих и инженерно-технических работников (без учета
выплат из фонда материального поощрения).
IV.2.4. Проектные технико-экономические
показатели по труду и заработной плате
XXVI съезд КПСС в своих решениях отметил, что
ускорение роста производительности труда является решающим
условием для дальнейшего развития производства и подъема
благосостояния советских людей. Важнейшими показателями
плана по труду и кадрам являются производительность труда
и средняя заработная плата, изменение которых влияет па
изменение себестоимости изделий. Для снижения себестоимости
продукции необходимо, чтобы темпы роста производительности
труда опережали темпы роста средней заработной платы.
Производительность труда на швейном предприятии
определяется как годовая выработка продукции, исчисленной в НЧП,
на одного работника промышленно-производственного
персонала.
Одним из важнейших показателей работы предприятия
является уровень заработной платы. Он характеризуется
показателем средней годовой 3Ср. г или месячной 3^,_ ы заработной
платы, которая исчисляется исходя из общего фонда
заработной платы промышленно-производственного персонала Фщш,
увеличенного на сумму выплат из фонда материального
поощрения, куда входят премии рабочим, руководящим работникам,
ИТР и служащим, единовременные поощрения работников за
выполнение особо важных производственных заданий и
выплата вознаграждений по итогам года:
•^ср.г = Фцпп/'A апи",
205
9 — Ч /19
Ср. М "Ср. t4' -i £*i
где / — коэффициент, учитывающий выплаты из фонда материального
поощрения.
Таким образом, к технико-экономическим показателям по
труду и кадрам относятся: общий фонд заработной платы,
общая численность работников ППП и каждой их категории,
выработка на одного работника ППП, фонды заработной платы
и средняя заработная плата (по категориям работников
предприятия) .
V. ПРОЕКТИРОВАНИЕ ПРОМЫШЛЕННЫХ
ЗДАНИЙ И САНИТАРНОЙ ТЕХНИКИ
V.1. ПРОЕКТИРОВАНИЕ ПРОМЫШЛЕННЫХ
ЗДАНИЙ
V. 1.1. Основные положения проектирования
промышленных зданий
Типовые проекты предприятий швейной
промышленности разрабатываются специализированными проектными
институтами — ГПИ-3 и ГПИ-7. В настоящее время ими
разработаны технические проекты следующих унифицированных
зданий предприятий швейной промышленности с сеткой колонн
6X6 м:
четырехэтажное размером 54 X 48 м (серия 2081-Э) для
изготовления мужских костюмов, платьев, сорочек и
неутепленной рабочей одежды с количеством работающих 994—1142
человека;
четырехэтажное размером 60 X 48 м (серия 210Б-Э) для
изготовления пальто и утепленной рабочей одежды с количеством
работающих 1087 человек;
трехэтажное размером 48 X 48 м (серия 2121 -Э) для
изготовления костюмов, платьев, сорочек, неутепленной рабочей
одежды, белья, плащей с количеством работающих 455—497
человек.
При современном проектировании и строительстве
предприятий швейной промышленности необходимо руководствоваться
Строительными нормами и правилами (СНиП), отражающими
основные направления научно-технического прогресса.
Строительные нормы и правила разработаны ведущими
отраслевыми организациями и утверждены Государственным
комитетом Совета Министров СССР по делам строительства. Они
охватывают следующие вопросы: снижение сметной стоимости,
повышение качества и сокращение сроков строительства,
применение наиболее рациональных решений при застройке городов,
населенных пунктов промышленными и гражданскими
зданиями, экономное использование материальных ресурсов, повыше-
206
ние уровня индустриализации и производительности труда,
улучшение условий труда, охрана окружающей среды.
Строительные нормы и правила состоят из четырех частей:
СНиП «Общие положения» (часть I) устанавливают систему
нормативных документов, строительную терминологию,
классификацию зданий и сооружений;
СНиП «Нормы проектирования» (часть II) содержат
требования к строительной климатологии и геофизике,
противопожарной технике, строительной теплотехнике, основаниям и
фундаментам, строительным конструкциям; в них рассматривают
вопросы проектирования жилых, общественных, промышленных
и сельскохозяйственных зданий;
СНиП «Правила производства и приемки работ» (часть III)
содержат требования к организации строительства, приемке
зданий в эксплуатацию, технике безопасности;
СНиП «Сметные нормы и правила» (часть IV) содержат
указания по определению сметной стоимости строительных
работ и строительства.
V.I.2. Основные требования, предъявляемые
к швейным предприятиям
Производственный процесс включает
передвижение материалов или изделий по территории предприятия,
между цехами и внутри цеха, хранение их на складах или в
цехах и технологический процесс, при котором происходит
качественное изменение обрабатываемого материала.
Технологический процесс является основным фактором,
определяющим решение здания: его размеры, форму,
конструкцию, санитарно-техническое и технологическое оборудование.
Предприятия швейной промышленности должны удовлетворять
технологическим, техническим, архитектурно-художественным
и экономическим требованиям.
■ Технологические требования способствуют
созданию таких условий на производстве, которые позволяют
размещать технологическое и подъемио-транспортное оборудование
и обеспечивают передвижение материалов и изделий, а также'
технологического оборудования при его монтаже и демонтаже.
При этом объем производственных помещений (включая
пространство для оборудования и рабочих) должен удовлетворять
требования действующих санитарных норм проектирования
промышленных предприятий (СН 245—71),
Технические требования охватывают вопросы
прочности, долговечности и пожарной безопасности здания.
Прочностные требования к зданию должны обеспечиваться
строительными конструкциями путем восприятия тех
механических нагрузок, которые возникают при эксплуатации зданий,
от собственной массы элементов здания, давления грунта на
20?
подземные элементы конструкций, технологического
оборудования, массы людей, подвижности транспорта и действий
атмосферной среды. Требования к долговечности материалов и
основных конструкций зданий зависят от ползучести,
морозостойкости, влагостойкости, коррозиестойкости и биостойкости.
Долговечность здания определяется потерей требуемых
эксплуатационных качеств основных конструкций. Установлены три
степени долговечности промышленных зданий.
Степень Срок службы, лет
долговечности
I Более 100
II 50-100
III 20-50
Сооружения со сроком службы менее 20 лет относятся к
временным зданиям. Все производства промышленных
предприятий по взрывной, взрывопожарной и пожарной опасности
подразделяются на шесть категорий: А, Б, Б, Г, Д и Е. Здания
швейных предприятий в соответствии с нормами
проектирования производственных зданий промышленных предприятий
(СНиП П-М. 2—72) по пожарной опасности относятся к
категории В. В зависимости от категории производства по
пожарной опасности проектируют требуемую степень огнестойкости
здания, которая зависит от степени возгораемости основных
частей здания и от их предела огнестойкости. Различают пять
степеней огнестойкости зданий: к I, II и III степеням
огнестойкости относят каменные здания, к IV степени
огнестойкости—деревянные оштукатуренные здания и к V —
деревянные здания. Группы возгораемости и минимальные" пределы
огнестойкости основных строительных конструкций в
зависимости от требуемой степени огнестойкости зданий и
сооружений приведены в СНиП И-А. 5—70* «Противопожарные нормы
проектирования зданий и сооружений».
Огнестойкость измеряется длительностью {в часах)
сопротивления огню материала или конструкций без разрушения.
Предел огнестойкости строительных ограждающих
конструкций зависит от применяемых материалов. К несгораемым
материалам относятся железобетон, кирпич и т. д., к
трудносгораемым — арболит, фибролит и др. Последние под
воздействием огня трудно воспламеняются, тлеют и обугливаются.
К сгораемым материалам относятся древесина, рубероид,
битум и т. д., которые горят и тлеют.
Архитектур и о-к ом позиционные требования
должны учитывать те архитектурные условия, которые
определяются застройкой данного района, подчиненного созданию
целостного архитектурного ансамбля. Требования к архитектуре
комплекса заключаются в согласованном расположении группы
производственных, вспомогательных, -складских зданий и
сооружений с учетом природного окружения.
208
Объемно-планировочные, конструктивные и архитектурно-
художественные решения предприятий швейной
промышленности должны удовлетворять экономическим
требованиям. Они выполняются за счет минимума единовременных
и эксплуатационных затрат в результате принятия
рациональных проектных решений, сокращения сроков строительства и
ускорение ввода предприятий в эксплуатацию,
V.I.3. Модульная система и унификация
в строительстве
На основе единой модульной системы в строительстве
осуществляется унификация геометрических размеров
конструкций и объемно-планировочных решений. Размер единого модуля
принят равным 100 мм и
обозначается буквой М, приме- 0—ГА-
ияется также производный
модуль ПМ, который делится на
укрупненный (6000, 3000, 1500,
600, 300, 200, 100 мм) и
дробный (50, 20, 10, 5, 2 и 1 мм).
Дробные модули используют
для подбора сечения колонн,
балок, плит, зазоров и
пусков.
При проектировании зда- §
ний с сеткой колонн 6X6 м или „i_
6x9 м привязка конструктив- О~ .<
ных элементов к разбивочным
осям в плане здания
осуществляется по следующим
правилам: геометрические оси
колонн совмещают с
продольными разбивочпыми осями (рис.
V.1, а); геометрические оси
колонн в местах примыкания к наружным стенам совмещаются
с продольными разбивочными осями (рис. V.1, б).
Основные размеры деталей определяют
объемно-планировочные решения зданий, базирующиеся на шаге, пролете и высоте
этажа. Шагом называется расстояние между разбивочными
осями, которые определяют расположение вертикальных
несущих конструкций, пролетом — расстояние между разбивочными
осями несущих стен или отдельных опор соответствующей
пролету основной несущей конструкции перекрытия или покрытия.
При сетке колонн 6X6 м или 6X9 м первая цифра
характеризует пролет, а вторая — шаг.
При унифицированной схеме приняты следующие размеры
плана здания: 24 X 60, 24 X 72, 24 X 84, 24 X 96, 27 X 60,
Рис. V.I. Примеры привязки
конструктивных элементов к разбипоч-
ным осям в плане здания
8 Заказ № 1930
209
27 X 72, 27 X 84, 27 X 98, 30 X 60, 30 X 72, 30 X 84, 30 X 96,
36 X 60, 36 X 72, 36 X 84, 36 X 96 м и др.
Вертикальная разбивочная сетка, отсчитываемая от уровня
чистого иола первого этажа, принимается за нулевую отметку.
За высоту нижнего и промежуточного этажей в многоэтажных
зданиях принимается расстояние между чистыми полами двух
смежных этажей. Для верхнего этажа с бесчердачным
горизонтальным покрытием высота определяется расстоянием от
чистого пола до верхней поверхности пастила покрытия.
V.I.4. Основные строительные материалы
Современные масштабы промышленного
строительства требуют большого расхода строительных материалов.
Основными строительными материалами являются: природные
каменные материалы, керамические изделия, бетон и изделия
из пего, теплоизоляционные и акустические и другие
материалы и изделия [21].
К стеновым керамическим изделиям относится
кирпич.
Кирпич глиняный обыкновенный (сплошной) имеет форму
прямоугольного параллелепипеда размером 250x120x65 мм.
Объемная масса обыкновенного глиняного кирпича колеблется
от 1600 до 1800 кг/м3.
Для уменьшения объемной массы кирпичной стены
изготовляют пустотелый кирпич (щелевой, дырчатый и др.).
Применение щелевого и дырчатого кирпича позволяет уменьшить
толщину наружных стен, сохранив при этом теплозащитные
свойства. Объемная масса дырчатого и щелевого кирпича
колеблется от 1200 до 1450 кг/м3.
Бетон представляет собой искусственный камень,
получаемый в результате затвердения смеси цемента, воды, песка и
щебня или гравия. О и хорошо сопротивляется сжимающим
усилиям и значительно слабее растягивающим.
Бетон и металл имеют почти равные коэффициенты
температурного расширения, что позволило сочетать эти два
материала и получить железобетон объемной массой 2400 кг/м3.
Железобетон хорошо работает на сжатие и на растяжение.
Материалом для изготовления легкого бетона является
портландцемент или шлакопортландцемент и неорганические
пористые заполнители (керамзитовый или шунгизитовый гравий и
песок и др.)-
Строительные конструкции и изделия, изготовленные из
легких бетонов этих видов, называются керамзитобетонныыи или
шунгизитобетопиыми [22]. В зависимости от объемной массы
керамзигобегон и шунгизитобетон подразделяются на
конструктивные с объемной массой от 1200 до 1800 кг/м3,
конструктивно-теплоизоляционные с объемной массой от 800 до 1200 кг/м3,
210
а также теплоизоляционные с объемной массой от 400 до
800 кг/м3.
В настоящее время керамзитобетон и шуигизитобетон
являются наиболее распространенными материалами, которые
применяются для изготовления стеновых панелей, плит
перекрытий, а также используются в качестве теплоизоляционного
материала.
Наибольшее распространение в строительстве получил ке-
рамзитобетон и шунгизитобетон в стеновых панелях
гражданских и промышленных зданий. Решающим фактором при
выборе материала для наружных стен являются его
теплотехнические свойства. В табл. V.1 приводятся теплотехнические
характеристики различных видов керамзитобетона и шунгизитобе-
тона.
V.I. Теплотехнические характеристики легкого бетона
Материал
Керамзитобетон на
керамзитовом песке
То же
Керамзитобетан на
кварцевом песке
То же
Шунгязитобетон
То же
Характеристика материала
в сухом состоянии
и
О й
1200
1000
800
1200
800
1200
1000
д
ill
у ^ я
0,84
0,84
0,84
0,84
0,84
0,84
0,84
I-
ffi
U
0,36
0,27
0,21
0,41
0,23
0,36
0,27
Расчетная
весовая
влажность
материала
и
конструкциях
(при
условии
эксплуатации) ,
%
А
Б
б 10
5 10
5 10
4 8
4 8
4 7
4
7
Расчетный
коэфф -щиент
(при
условиях
эксплуатации)
теплопроводности,
Вт:'(м-"С)
А
Б
0,44 0,52
0,33 0,41
0,24 0,31
0,52 0,58
0,29 0,35
0,44 0,50
0,33
0,38
К теплоизоляционным и акустическим
материалам относятся: пенопласта, минераловатные и стекловат-
ные изделия и древесноволокнистые плиты. При увеличении
пористости теплотехнические и акустические свойства
строительных материалов значительно улучшаются. Однако требования
к характеру пористости различны. В материале,
предназначенном для теплоизоляционных целей, предпочтительно иметь
замкнутые поры, а эффективтгость звукопоглощающего материала
определяется наличием сквозных пор.
Легкие пластические массы, полученные вспениванием
исходной пластмассы и имеющие вид застывшей пены, называются
пенопласта ми. Ячейки пенопласта могут быть замкнутыми и
1V28* 211
незамкнутыми; около 90 % их массы заполнено воздухом. Пено-
пласты изготовляют с заранее заданными
физико-механическими свойствами, их объемная масса составляет от 25 до
100 кг/м3.
Минеральная вата представляет собой теплоизоляционный
материал, состоящий из тончайших стекловидных волокон,
получаемых распылением жидкой расплавленной шихты из
металлургических топливных шлаков. Изготовляют минеральную
вату газодутьевым, центробежным и пародутьевым способом.
Стеклянная вата представляет материал, состоящий из
беспорядочно расположенных гибких стеклянных волокон,
полученных вытягиванием расплавленного стекла.
Минераловатные и стекловатиые изделия изготовляют
в виде матов объемной массой от 50 до 100 кг/м3 и в виде плит
объемной массой от 150 до 300 кг/мя.
V.I.5. Основные части зданий, конструктивные
решения и требования, предъявляемые к ним
Здание по своей структуре представляет собой
совокупность взаимосвязанных между собой различных
конструктивных элементов, обеспечивающих прочность, устойчивость и
долговечность отдельных элементов и всей конструктивной
системы. Технологический процесс, параметры внутренней
воздушной среды и района строительства определяют решение
конструктивных элементов и узлов (фундамента, колонн, наружных
стен, междуэтажных перекрытий, покрытий, световых проемов,
полов).
Ф у н д а м е п т — это нижние части стен или колонн,
которые воспринимают нагрузку от верхней части здания
(перекрытий, покрытий и стен) и через нижнюю подошву передают
ее основанию. Основанием называется слой грунта под
подошвой фундамента, воспринимающий эти нагрузки.
В зависимости от конструкции фундаменты делят на
ленточные, которые укладывают в виде непрерывной ленты для
наружных стен, и столбчатые, имеющие в плане квадратную или
прямоугольную форму для опоры колонн и стен {рис. V.2).
По способу изготовления различают монолитные
фундаменты, выполняемые па строительной площадке, и сборные
железобетонные, изготовляемые на заводе и монтируемые
подъемно-транспортными средствами.
Площадь подошвы и другие размеры фундаментов
устанавливаются по расчету в зависимости от передаваемой на него
нагрузки и несущей способности основания.
Грунтовые основания могут быть: скальные (горные
породы),нормативная нагрузка более 0,6 мН/м2;
крупнообломочные (щебенистый грунт с песчаным заполнением пор),
нормативная нагрузка 0,6 мН/м3; песчаные (пески гравистые крупные
212
и средней крупности, пески мелкие и пылеватые), нормативная
нагрузка от 0,2 до 0,45 мН/мг; глинистые (супеси, суглинки и
глины), нормативная нагрузка от 0,2 до 0,5 мН/мг.
Глубина заложения фундамента зависит от вида грунтов и
их способности изменяться (пучиться) в объеме от промерзания
и оттаивания. Фундамент обычно заглубляется до слоев грунта,
способных нести нагрузку от зданий в своем природном
состоянии. Определение глубины заложения фундамента производят
для различных районов Советского Союза в соответствии с
главой СНиП II-A.6—72 «Строительная климатология и геофизика»
для глинистых и суглинистых грунтов.
На фундаментную балку устанавливают самонесущие
наружные и внутренние стены, посредством которых передается
нагрузка на
фундамент. Сечение
фундаментной балки может
быть тавровым,
трапециевидным и
прямоугольным. Для шага
колонн 6 м высота
балки может быть
40 см и для шага
колонн 12 м — 60 см.
Б районах вечной
мерзлоты, а также
на болотистых грунтах
применяются свайные
фундаменты. Сечение
железобетонных свай
может представлять
собой квадрат, прямоугольник или окружность. Наиболее
экономичны круглые полые сваи.
Сборные железобетонные колонны являются
одним из элементов каркаса здания, обеспечивающих жесткость
здания. Железобетонные колонны изготовляют из бетона и
металлической арматуры. В зависимости от этажности здания они
имеют двухэтажную или одноэтажную разрезку. Размер
сечения 'железобетонной колонны промышленных зданий составляет
400x400 мм для сетки колонн 6x6 м и 400x600 мм для сетки
колонн 6x9 м. В административно-бытовом помещении размеры
сечения колонн 300X300 мм для сетки колонн бхб м. Для опи-
рания на железобетонные колонны балок-ригелей
предусмотрены консоли размером 300X300 мм (в промышленных
зданиях) и 150x150 мм в административно-бытовых зданиях.
Стыковые соединения колонн соединяют при помощи сварки.
Наружные стены ограждающих конструкций
промышленных зданий защищают внутреннее помещение здания от
климатических воздействий. Они должны обладать необходимой
213
Рис. V.2. Столбчатые фундаменты:
а ■■■- фундаментами блок; б — жесткая заделка
колонны в стакан
прочностью, стойкостью против атмосферных воздействий и
требуемыми тюздухо- и водоизоляционными свойствами.
В зависимости от конструктивной системы здания и по роду
статической работы стены подразделяют на несущие,
самонесущие и навесные. Несущие стены воспринимают нагрузки от
собственной массы, покрытий, перекрытий. Их возводят нз
кирпича, крупных и мелких блоков.
Самокесущие стены воспринимают нагрузку от собственной
массы, ветровые нагрузки и передают их на каркас при помощи
гибких связей. Их выполняют из однослойных керамзитобетон-
ных и шунгизитобетонньгх панелей, а также из трехслойных же-
Поперечный.
разрез
ш разрез
Рис. V.3. Стеновые панели для промышленных зданий:
а — однослойная' из легких бетонов; 6 — трехслойная из двух железобетонных рейри-
стых плит с эффективной теплоизоляцией из пенопласта
лезобетонных панелей с эффективным утеплителем из пепопла-
стов, минераловатных, стекловатных плит (рис. V.3). Длина
этих панелей равна 6000 мм, а высота—1200—1800 мм.
Навесные стены воспринимают нагрузку от собственной
массы и ветровую нагрузку в пределах одного этажа. Свою
массу они передают на каркас через опорные элементы.
Навесные стены изготовляют из металлической, алюминиевой, асбес-
тоцемептнон обшивки с эффективным утеплителем из
пенопласта,
В табл. V.2 приведены допустимые зимние температуры
наружного воздуха для однослойных легкобетонных панелей из
керамзитобетона марок 50 и 75 в зависимости от их толщины.
Перекрытия по назначению делятся на междуэтажные,
чердачные и надподвальные. На междуэтажном и надподваль-
ном перекрытии располагают технологическое оборудование.
В связи с этим они должны иметь достаточную прочность и
жесткость, а также обладать достаточной огнестойкостью.
Междуэтажные сборные перекрытия состоят из
железобетонных ригель-балок (рис. V.4), устанавливаемых па консоли
железобетонных колотш. На ригель-балки укладывают
железобетонные плиты (рис. V.5).
214
V.2. Допустимые зимние температуры наружного воздуха для однослойных
легкобетонных панелей
Марка
бетона
Объемная масса
керамзито-
бетона r сухом
состоянии, кг/м-
Толщина панели
(включая
фактурный слой
20 мм), ми
Допустимые расчетные зимние
температуры наружного воздуха,
=С, при условиях эксплуатации
50
75
1000
1100
1100
1200
300
350
400
350
400
450
500
300
350
400
350
400
450
500
—25
—31
—37
—26
—31
—36
—42
—21
—26
—31
—22
—27
—31
—36
—21
-26
—31
-22
—27
-31
—36
«
-22
—27
—19
-23
-27
-31
iso
403
1
49вО;тО;5т!?980;в2вО:8Ш
п\
та
"I
%
щ.
Рис. V.4. Ригель-балка
2-2
1.JSL
т \
Т-7
щ
630
%
ш
150
Рис. V.5. Конструкция
крытия
перекрытия и по-
Покрытия корпусов швейных предприятий, как правило,
выполняют фесчердачными. Они защищают производственные
помещения от атмосферных воздействий (дождя, снега, холода,
315
солнечной радиации). Несущую часть покрытия выполняют из
железобетонных плит, опирающихся па ригель-балки.
О Бесчердачное покрытие состоит: из защитного слоя,
предохраняющего лежащие ниже слои (кровлю) от механических
повреждений; водоизоляционного слоя из рубероида,
защищающего производственное помещение от влаги; стяжки,
выравнивающей слой из цементно-песчаного раствора, 'для наклейки
водоизоляционного слоя;теплоизоляционного слоя,
обеспечивающего теплозащиту помещения; пароизолянионного слоя,
предохраняющего утеплитель от увлажнения водяными парами про-
\изводственного помещения; несущей железобетонной плиты.
Световые проемы в зданиях швейных предприятий
выполняют с учетом необходимой освещенности и аэрации
помещения. Световые проемы могут иметь одинарное, двойное и
тройное остекление в деревянных, металлических, алюминиевых
и деревоалюмшшевых переплетах. Конструкции окоп,
выполненные в деревоалюминиевых переплетах, по сравнению с
другими типами окон являются более герметичными.
Полы в производственных помещениях должны
удовлетворять сапитарнй-гириеническям требованиям. Так, они должны
быть ровными, нескользкими, удобными для передвижения
тележек и автокар, огнестойкими, нсэлектропроводными и не быть
источником появления пыли в производственном помещении.
Покрытие для полов изготовляют из асфальтобетона и
ксилолита, а также из поливинилацетатной мастики по цементно-
песчаной стяжке или железобетонной плите перекрытия.
Перегородки предназначены для разделения
.внутреннего пространства на отдельные помещения, имеющие
различные производства с разными температурно-влажностным и
звуковым режимом, запыленностью и загазованностью и др.
Перегородки в зависимости от условий эксплуатации помещения
изготовляют из различных строительных материалов: кирпича,
гипсобетона, легкого бетона, стеклоблоков, стеклопрофилита.
Толщина кирпичных перегородок колеблется от 65 до 250 мм
и панельных — от 100 до 120 мм.
В зависимости от архитектурно-планировочных решений,
количества работающих на этажах и требований пожарной
безопасности расчетом устанавливается необходимое количество
лестничных клеток. Лестницы состоят из площадок и
наклонных маршей. Наибольшее распространение получили
уклоны марша 1 :2 (150x300 мм), 1 : 1,75 (165x290 мм) и 1 : 1,5
(175X260 мм).
Внутренние стены лестничных клеток выполняют из кирпича
толщиной 380 мм. Лестничная клетка на первом этаже должна
иметь эвакуационный выход из здания через тамбур,
размещенный в сетке колонн 6x6 м или 6x9 м,-
Лифты в производственном корпусе устраивают для
наилучшей организации технологического потока по этажам,
216
кп^\ Тпп
Шахты лифтов размещают в торцах производственного корпуса
около лестничных клеток.
Стены шахты лифта выполняют из кирпича толщиной
380 мм шш из монолитного железобетона толщиной 100 мм. При
установке спаренных лифтов по технологическим требованиям
стены шахты лифтов обязательно выполняют из монолитного
железобетона толщиной 100 мм.
V.I.6. Проектирование основного
производственного здания
При проектировании основного производственного
здания швейного предприятия учитывают технологические
требования при решении архитектурно-планировочных вопросов,
климатические условия района строительства и выполнение
установленных требований, рассмотренных в разделах V.1.2 и
V.I.3. Производственные здания швейных предприятий в
основном проектируют многоэтажными (3—6 этажей) с
использованием унифицированных строительных конструкций. Па нервом
этаже размещают склады сырья и помещения для
вспомогательных служб. IIа втором, третьем, четвертом и пятом этажах
располагают цехи, которые связаны между собой единым
технологическим процессом.
В соответствии с установленными требованиями
осуществляется привязка опорных конструкций производственного здания
швейного предприятия с сеткой колонн 6X9 м к разбивочным
модульным осям (рис. V.6). В здании длиной 85 м
предусматривают температурно-деформационный шов.
При проектировании многоэтажных зданий из сборного
железобетонного каркаса температурно-деформационные швы
выполняют через каждые 60 м во избежание разрушения
строительных конструкции. Температурно-деформациош-гый шов
делит здание на отсеки от уровня земли до кровли, но фундамент
при этом не разрезают, так как он находится ниже уровня
земли и не подвержен влиянию температурных колебаний.
Основной частью конструкции здания является каркас
здания, который воспринимает нагрузки от ветра, снега, сейсмиче-.
ских толчков, массы перекрытия и покрытия, оборудования,
сырья, изделий, цехового транспорта и людей, а также
собственного веса ограждающих конструкций здания. Каркас
обеспечивает прочность и устройство основного производственного
здания швейного предприятия. Его основными частями
являются (рис. V.7): основание здания, фундаменты, колонны,
степы, междуэтажные перекрытия, покрытия, ригели-балки,
плиты перекрытия, лестничные марши и площадки.
Показателем экономичности строительной части основного
производственного корпуса швейного предприятия является
стоимость в рублях за 1 м2 полезной площади, которая не должна
превышать 100—120 руб,
2J7
Рис. V.6.
Планировка перпого
этажа
производственного здания:
1 — наружные
стены; 2 — световые
проемы; з — колонны 500
среднего ряда; 4 —
колонны крайнего ддд
ряда; S —
перегородки; е —
лестничная клетка; 7— П
шахта лифта v-
400
6000
V —£
6000
№л=*,Л}
5000
it— Ш
бооа
вооо
@ © © . (в) О
2040D
$ 192D0
ШО,
15600
moo
№800
9000
8
8000
4200
mo
450^-
moo
moo
"5 4800
J L
J L
f
"•m
' ^"^
&"r-
24000
^ J
6000
J
218
-ЕЮ
1_
еоав
шоо
.6000
вово
■юиа
-н-
. 6000 ', . 6800
©
V.I.7. Проектирование бытовых помещений
вспомогательного здания
Кроме основного производственного здания
швейное предприятие предусматривает и вспомогательные.
По назначению помещения вспомогательного здания
подразделяют на две основные группы; культурно-бытового
обслуживания (бытовые, общественного питания, медицинского
обслуживания и т. п.) и административно-технического назначения
(управление, конструкторские бюро, учебные, технические
службы и т. п.). В бытовых помещениях предусматривают:
гардеробные, умывальные, уборные, душевые, курительные,
комнаты личной гигиены женщины, кормления грудных детей,
отдыха работающих, фотарий и т. д. Их проектирование должно
производиться в соответствии с табл. V.3.
Вспомогательные здания проектируют, как правило, II кл.
с улучшенной отделкой и расчетным сроком службы 50—-100
лет. Основные их несущие и ограждающие конструкции
выполняют из материалов не ниже чем III степени огнестойкости.
Рис. V.7. Поперечный разрез производственного здания;
/ — фундаменты под колонны средних рядов колонн; 2 -^ фундаменты под колонны
наружных рядов колонн; 3 — фундаментные бэлки.; 4 — отмостка; ■$ — колонны
сборные железобетонные; 6 — междуэтажные перекрытия; 7 — покрытие; 3 — степы
(стеновые панели); $ — парапетные плиты; 10 — иолы
* Й19
V,3. Группа производственных процессов и перечень профессий работников
швейных фабрик для расчета бытовых помещений
Ч
eS
Санитарная
характеристика
п р о и я по детве н н ого
процесса
Специальные
саннтарно-бытовые
помещения
и устройства
I
Процессы,
осуществляемые в
помещениях с избытком
явного тепла не более
20 ккал/(м3-ч) и без
значительных
выделений влаги, пыли,
особо загрязненных
веществ
а) вызывающие
незначительное
загрязнение рук
и специальной
одежды
б) вызывающие
загрязнение
рук,
специальной одежды,
а в отдельных
случаях и тела;
при
производстве одежды из
различных
материалов
в) вызывающие
загрязнение
рук,
специальной одежды
и тела; при
работе с ватой,
ватином,
искусственным мехом,
материалами со
спецпропитками
Кладовщик
фурнитуры,
комплектовщик (расчетчик),
копировщик,
лекальщик,
расфасовщик фурнитуры
Аппаратчик химво-
доочистки, водитель
электрокара и
электропогрузчика, за-
нускальщик,
комплектовщик
(материалов, кроя,
полуфабрикатов,
готовых изделий),
машинист насосных
установок
водоснабжения, машинист
компрессорной
установки, механик
по ремонту швейных
машин,
настильщик, раскладчик,
обмеловщик,
раскройщик,
вырубщик и др.
Запускалыцик,
комплектовщик
(материалов, кроя,
полуфабрикатов и
готовых изделий),
копировщик
(рисунка на материал),
настильщик,
портной, раскладчик,
обмеловщик, рас-
1а Ножные ванны
16 Душевые, ножные
ванны
1в Душевые, ножные
ванны
220
Продолжение табл. V.3
Санитарная
характеристика
производственного
процесса
Специальные
анитарно-бытовые
помещения
и устройства
II Производственные
процессы,
осуществляемые при
неблагоприятных
метеорологических
условиях, при
значительных
выделениях влаги, пыли,
особо
загрязняющих веществ (кроме
вредных)
я) при избытках
явного тепла,
D основном
конвективного,
более 20 ккал/(м3Х
Хч)
6) при избытках
тепла, в
основном лучистого,
более
20 ккал/(мя-ц)
d) связанные
с воздействием
влаги и намока-
ияем
специальной одежды
и обуви
кройщик,
вырубщик, расфасовщик
ваты, скорняк,
чистильщик изделий
(от ваты,
производственного мусора),
швея-мотористка,
швея-ручница
Гладильщик,
утюжильщик,
отделочник (на головных
уборах), плиссиров-
щик-гофрир овщи к
Машинист
котельной,
электросварщик
Крахмальщик,
мойщик - сушильщик,
оператор очистных
сооружений,
рабочий по
приготовлению клея, слесарь-
сантехник
Па Душевые,
ванны
ножные
Пб Душевые
помещения и устройства для
охлаждения
работающих —
кабинеты или
поверхности радиационного
охлаждения;
помещения и устройства
для обеспыливания
специальной
одежды (при процессах со
значительным
выделением ныли)
Пв Душевые,
помещения и устройства
для сушки
специальной одеждьт и обуви;
ножные ванны
221
Окончание табл, V.3
к
ч>
д
JBOJ
а
Щ
с §
но
U я
Санитарная
характериствка
производственного
процесса
Профессия
й -Я
о я
Ей О
а&
S н
О е
с £,
Специальные
сан итарно-битовые
1£омсще1)ип
и устройства
г) при
температуре воздуха на
рабочих местах
ниже +10 "С;
при работе на
открытом воз-
Духе
Водитель
бульдозера, водитель-
электрокара,
электропогрузчика (работа на
открытом воздухе),
грузчик (работа на
открытом воздухе),
машинист конвейера
в котельной
процессы с резко
выраженными
вредными факторами
при воздействии
на работающих
веществ 3-го и 4-го кл.
опасности
готовления
резиновых клеев и
покрытий, приемщик —■
сдатчик клея
(резинового)
Пд
III Производственные Аппаратчик при- Шб
Душевые, ножные
ваишл, помещения
и устройства для
обогревания
работающих, помещения и
устройства для
сушки специальной
одежды и обуви (при
работах на открытом
воздухе);
помещения и устройства для
обеспыливания
специальной одежды
(при процессах,
связанных с выделением
пыли)
Душевые,
помещения и устройства
для
обеспыливания специальной
одежды, а в
необходимых случаях и
для обезвреживания
специальной одежды
и обуви, респиратор-
Общая полезная площадь вспомогательных зданий и
помещения составляет примерно от Vs до Vs полезной
производственной площади.
В гардеробных при хранении уличной одежды на
вешалках число мест должно соответствовать списочному составу
работающих в двух сменах с учетом инженерно-технических
работников и при хранении одежды в шкафах —списочному
составу работающих в двух сменах.
Хранение уличной одежды следует предусматривать на
вешалках с крючками в гардеробных с обслуживанием при
вестибюле. Норма площади для вешалки с проходом на один
крючок составляет 0,15—0,17 м2.
Гардеробные, оборудованные для храпения специальной и
рабочей одежды, следует проектировать согласно табл, V.4.
222
V,4, Гардеробное оборудование, предусмотренное на швейных предприятиях
Группа
производ-
процесса
Вид одежды
и их сочетание
при хранении
Вид гардеробного оборудования
la, IG
1в, Па
П (кроме
Па)
III, 1в
Домашняя и
специальная
(попеременное хранение)
То же
Домашняя
Специальная
Шкаф с отделениями шириной 20 см
Шкафы с отделениями шириной 25 см
Шкафы с отделениями шириной 20 см
Шкафы с отделениями шириной в
зависимости от состава специальной одежды:
25 см ■— при обычном составе; 33 см — при
расширенном составе; 40 см — при
громоздкой специальной одежде
Площадь гардеробных определяют в зависимости от
санитарной характеристики технологического процесса, требуемого
способа хранения одежды, вида оборудования. Санитарная
характеристика технологического процесса обусловливает способ
хранения одежды, определяемый строительными нормами и
правилами.
Хранение одежды может быть открытое на вешалках,
закрытое в индивидуальных шкафах я смешанным способом. Если
при гардеробной требуется устройство душей, то в гардеробных
устраиваются скамьи для раздевания шириной пе меттее 0,3 м
и длиной из расчета 0,6 м на одно место. Количество мест на
скамьях принимается равным половине работающих в наиболее
многочисленной смене. Расстояние между рядами шкафов
берется 1,5 м, а если шкафы со скамьями ■— 2 м.
При оборудовании гардеробных вешалками длину их
определяют из расчета пять крючков на 1 м.
Существующие строительные нормы и правила
регламентируют площадь гардеробных: вешалки с проходами на крючок ■—■
0,15—0,17 м2, шкафы одинарные ссмиярусные 25x33x23,5 см
без скамеек—0,06—0,07 ма; шкафы одинарные 25x20x166 см
без скамеек — 0,28 и2; шкафы одинарные 50ХЗЗХ 165 см со
скамейками— 0,75 м2 и без скамеек — 0,65 м2; шкафы 50Х40Х
Х165 см со скамейками — 0,9 м2 и без скамеек-—0,8 м2; шкафы
одинарные 50x50x165 см со скамейками — 1,12 м2 и без
скамеек— 1 м2.
Душевые могут быть объединены с другими бытовыми
помещениями (санузлами, гардеробными и пр,) в гардеробно-ду-
шевые блоки. Душевые размещают в помещениях между
гардеробами рабочей и домашней одежды.
Количество душевых сеток в помещении устанавливают
в зависимости от вида технологического процесса и числа
работающих в наибольшую смену. Так, душевая, оборудованная
223
квадратными кабинами, с тамбурами и с помещением для
переодевания должна иметь площадь 4 м2; душевая с тамбурами
без помещения для переодевания — 2,8—3 м2; душевая, обору-
дованная групповыми радиальными кабинами, с помещением
для переодевания —■ 2,5 м2.
Санитарные узлы располагают в бытовых и
производственных помещениях, в последних они должны располагаться
на расстоянии не более 75 м от рабочих мест. В многоэтажном
производственном здании санитарные узлы должны быть на
каждом этаже. Санитарный узел состоит из тамбура, в котором
устанавливается умывальник, и уборной. Расчет ведется по
наиболее многочисленной смене из расчета один унитаз на 15
женщин или один унитаз и писсуар на 30 мужчин. Норма на
одну уборную составляет 4,2—5 м2 и на один умывальник —
1,3—1,5 м2.
Площадь курительных определяют из расчета на одного
работающего в наиболее многочисленной смене: для мужчин —
0,03 м2 и для женщин — 0,01 м2.
На первом этаже производственного здания при количестве
работающих в наибольшую смену менее 100 человек в качестве
курительных используют тамбуры-шлюзы при уборных.
В состав помещения личной гигиены женщин
входят: процедурная, где размещают индивидуальные кабины
для процедур, и помещение для раздевания. Количество
индивидуальных кабин процедурной определяют из расчета одна
кабина на 100 женщин, работающих в наибольшей смене.
Площадь для раздевания определяют из расчета 0,02 м2 на одну
женщину, работающую в наибольшей смене. Помещения для
раздевания оборудуют скамейками.
В зависимости от санитарной характеристики
производственных процессов предусматривают специальные бытовые
помещения и устройства (см. табл. V.3): ножные ванны, устройства
обеспыливания, респираторные (для процессов с большим
выделением пыли).
При проектировании административно-бытового здания в
состав бытовых помещений также включают вспомогательные
помещения: вестибюля с проходной, бюро пропусков, кормления
грудных детей, методиста физкультуры, вентиляционной
камеры, кладовой отходов столовой, лестничной клетки,
уборочного хозяйственного инвентаря.
Для расчета бытовых и вспомогательных помещений задают:
общую численность работающих швейного предприятия;
процентное соотношение работающих по подгруппам
производственных процессов; процентное соотношение мужчин и женщин;
численность работающих в наибольшей смене.
Для наилучшей организации движения потока работающих
на первом этаже планировку бытовых помещений
осуществляют следующим образом.
Рис. V.8. Планировка бытовых помещений второго этажа административно-бытового здания:
i—женская гардеробная домашней одежды подгрупп I в и II а на 240 шкафов; 2— помещение бытовых услуг; 3 —
проход; 4 — преддушевая; 5 — душевая; 6 — ножные бакны; 7 — уборная при гардеробной рабочей одежды; S — женская
гардеробная рабочей одежды подгрупп I в и II а на 240 шкафов; S —кладовая грязной рабочей одежды; 10 — кладовая
чистой рабочей одежды; //— женская гардеробная рабочей одежды подгруппы I а на 780 семиярусных шкафон; 12 —
умывальная при женской гардеробной рабочей одежды подгруппы! а; 13 — женская гардеробная домашней одежды подгруппы
II г на 60 шкафов; 14 — женская гардеробная рабочей одежды пидгрупп I 6 и II г на 180 шкафов; 15 — помещение обеспы-.
ли на пня рабочей одежды; 16 — вентиляционная камера
N1
СП
Вестибюль размещают при главном входе в
административно-бытовые здания.
Эвакуационные лестничные клетки располагают в торцах
здания. При этом эвакуацию работающих с верхних этажей
предусматривают через помещение вестибюля.
Помещения для кормления грудных детей компонуют
смежно с вестибюлем, причем вход в комнату кормления
грудных детей осуществляют непосредственно из вестибюля (до
турникетов проходной).
Мужскую гардеробную рабочей одежды подгруппы
производственных процессов с помещениями умывальной, кладовых
грязной и чистой рабочей одежды располагают по направлению
людского потока в сторону блокировки с производственным
корпусом.
Мужской гардеробный блок подгруппы Нг (гардеробная
домашней одежды, помещения бытовых услуг, комната
дежурного персонала, душевая, преддушевая, гардеробная рабочей
одежды, уборная, кладовые грязной и чистой рабочей одежды,
помещения обеспыливания) размещают рядом с мужской
гардеробной рабочей одежды подгруппы 1а; при этом потребную
расчетную площадь гардеробной вычисляют отдельно для
мужчин подгруппы Пг.
Здравпункт с непосредственным выходом наружу
размещают в торце здания.
Планировка бытовых помещений второго этажа
административного бытового здания показана на рис. V.8.
V.I.8. Проектирование генерального плана
предприятия
Генеральный план швейного предприятия
включает: производственное и административно-бытовое здания,
склады сырья и готовой продукции, гараж электрокаров с
зарядкой, компрессорную станцию сжатого воздуха, склад
строительных материалов, центральные ремонтные мастерские,
склад горюче-смазочных материалов, теплоцентр, резервуар
чистой воды, трансформаторную подстанцию,
контрольно-сторожевой пост, предфабричную площадку со стоянкой
индивидуального транспорта, спортивную площадку с павильоном
спортинвентаря, баскетбольную и волейбольную площадку,
ограждения промплощадки.
Расстояние между зданиями на генеральном плане
определяют исходя из удовлетворения требований санитарных
условий, обеспечения достаточной дневной освещенности и аэрации,
а также противопожарных требований.
При размещении производственного и
административно-бытового зданий на генеральном плане необходимо учитывать
направление, продолжительность и силу ветра. Поэтому для кон-
226
крётнбго географического пункта строительства Строят розу
ветров, показывающую распределение повторяемости
различных направлений ветра, выраженных в процентах от общего
числа наблюдения за ветром (см. табл. 6 СНиП JI-A.6—72
«Строительная климатология и геофизика»).
Например, необходимо построить розу ветров для города Куйбышева
согласно СНиПП-А.6—72 «Строительная климатология и геофизика».
Повторяемость ветра за июль месяц по странам света составляет: С — 5 %, СВ—■
8 V В — 16 %, ЮВ — 2 %, Ю — 3 %, ЮЗ - 10 %, 3 - 30 %, СЗ - 26 %. На
прямых, указывающих направление восьми рубм стран света, откладывают
процент повторяемости соответствующего направления ветра и масштабе
1 % —2 мм (рис. V.9). Получают: для г. Куйбышева направление
господствующего ветра — западное (3),
При компоновке генерального плана учитывают
направление господствующего ветра. Производственные здания
размещают с наветренной стороны, а
административно-бытовое — с
подветренной. На генеральном плане
предприятия показывают основную
магистральную улицу, направление движения
пассажирского транспорта со стороны
размещения административно-бытово-
го здания. Предфабричную площадку
размером 9X12 м или 12X18 м
располагают вдоль основной маги- Рис V9 построение розы
стральной улицы, там же размещают ветров
стоянку личного транспорта.
Производственное здание должно фасадом
выходить на улицу, по которой идет грузовой поток на
фабрику. Въезд на территорию предприятия намечают со стороны
улицы с грузовым потоком и предфабричной площадки.
Контрольно-сторожевой пост предусмотрен у въезда на территорию
предприятия около ворот, ширина которых должна быть не
менее 4,5 м. Спортивную площадку располагают с наветренной
стороны, она включает павильон спортинвентаря,
баскетбольную и волейбольную площадку.
Генеральные планы швейных предприятий показаны на
рис. V.10{23]. На рис. V. 10 приведены генеральные планы
швейного предприятия, условные обозначения малых архитектурных
форм; показаны также блокировка основного
производственного корпуса с административно-бытовым под углом 90° (см.
рис. V. 10, а) и блокировка этих же зданий торцевыми стенами
(рис. V.10, б).
Плотность застройки предприятий швейной
промышленности должна составлять не менее 60 %, площадь озеленения —
не менее 15 %■
Во избежание затемнения помещений расстояние от зданий
до деревьев должно быть не менее 5 м.
ЮЗ-
Рис. V.10. Генеральные планы швейного предприятия. Блокировка
производственного корпуса с административно-бытовым под углом 90° (а) и
торцевыми стенами (б):
1 — производств сшюе здание: 2 — административно-бытовое здание; 3 — тепттоцентр
(12x5 м); Л — центральные ремонтные мастерские (12X36 м); 5 — гараж электрокарой с
зарядпоП (12X12 м); S—компрессорная станция сжатого воздуха (12X6 м); " —
центральный материальный склад(12X24 м); S — склад строительных материалов (12X18 м);
9 — склад горюче-смазочных материалов (12X6 м); 10 — контрольно-сторожевой пост
(3X3 м); Н~ резервуары воды — дш (12X5 м); 12 — спортивная площадка; 13 —
павильон спортивного иписпгаря; 14 — волейбольззые площадки; J5 — баскетбольная
площадка; 16 — предфайрнчнап площадка; 17 — стоянка личного транспорта
V.2. ОСНОВЫ ПРОЕКТИРОВАНИЯ САНИТЛ1Ч1ОЙ
ТЕХНИКИ
V.2.I. Основные свойства воздуха. Диаграмма Id
В помещении промышленных зданий воздух
должен быт], достаточно нагретым, умеренно влажным и чистым.
Качество воздуха зависит от его тспловлажностного
состояния, газового состава и содержания в нем вредных паров и
пыли. Водяной пар в воздухе может находиться в перегретом
и насыщенном состоянии. Для технических расчетов допустимо
считать влажный воздух смесью газов, для которой
справедливы законы Дальтона и Клайперона.
По закону Дальтона сумма парциальных давлений pi всех
смесей равна полному (барометрическому) давлению В смеси:
По закону Клайперона для объема, ма, занимаемого 1 кг
газа при давлении рг, можно записать
где pi — данление газа, Па (для сухого воздуха составляет 101325); V, —
удельный объем газа, ms/w; Ri — удельная газовая постоянная, Дж/(кг-К)
(для сухого воздуха она равна 287,5, для водяного пара — 461); Г(—
абсолютная температура, К.
Влажный воздух можно рассматривать как смесь, состоя-
щуго из водяного пара и сухого воздуха. Удельная газовая
постоянная сухого воздуха равна 461 Дж/(кг-К), влажного
воздуха ■—287,5 Дж/(кг-К}- В этом случае барометрическое
давление В равно сумме парциального давления сухого воздуха
рс- в и водяного пара рп:
Плотность р — величина, обратная удельному объему. При
нормальном атмосферном давлении плотность сухого воздуха
рс. в равна, кг/м3:
_ рс Б _ 101325 _ 353
Pc-B"l^f; Рсв^ 287.5Т = Т ■
При стандартных условиях (В= 101325 Па и /„ = 20° С, т. е.
Т = 273 + 20 + 293 К) она составляет 1,2 кг/м3, при других
давлении и температуре рс. в равна:
(VB= 1,2— р^
Т
3,5
Т 101325 Т
Плотность влажного воздуха рв незначительно отличается от
плотности сухого воздуха рс. „. Влажный воздух при одинако-
229
вом барометрическом давлении всегда легче сухого
_ 353 1,32-10-3Р„.
Р-— ■
В вентиляционных расчетах вторым1 членом пренебрегают и
принимают рв = рс. н.
Количество водяного пара, кг, приходящееся на 1 кг сухой
части влажного воздуха, называется влагосодержанием
воздуха %. Влагосодержапие воздуха определяют по формуле,
кг/кг,
]t_. Рп = Дс.вРп ^ 287,5 Рп _
Рс.В ЯпРсв 461 Рс.В
% является малой величиной, поэтому в вентиляционных
расчетах ^пользуются влагосодержанием й в граммах влаги на
1 кг сухой части влажного воздуха
А = ЮООк = 623 ———.
Для характеристики степени увлажнения воздуха удобно
пользоваться относительной влажностью воздуха tp,
характеризующей степень насыщенности воздуха водяными парами р„ по
отношению к состоянию полного насыщения ра. п при той же
температуре. Согласно определению получено, % :
Ф
Рп.п
Для вентиляционного процесса в обычном диапазоне
температур ■ удельная теплоемкость сухого воздуха Сс. в равна
1,005 кДж/(кг-°С), а удельная теплоемкость пара Сп равна
1,8068 кДж/(кг-°С).
Теплосодержание сухого воздуха /с. в при произвольной
температуре равно, кДж/кг:
Теплосодержатше водяного пара 1„ в воздухе при
произвольной температуре равно, кДж/кг:
/п = 2500+1,806».
Тогда тсплосодержание'влажного воздуха / будет слагаться
из теплосодержания сухой его части и водяного пара,
отнесенных к 1 кг сухой части воздуха при произвольной температуре
/ и влагосодержании d, кДж/кг:
/ = 1,005? -Ь (2500 + 1,8068/) d/1000.
Графическая зависимость между значениями /, /, ср, d и /э„
наглядно отображается на диаграмме 1-й, предложенной
в 1918 г. проф. Л, К- Рамзиньш, Диаграмма / — d (рис. V.11)
230
3^4 5 6 Ч7 8 5 Щ 111213 М-15.IS 17 IS1Q20 21 22 23 24-25 2S 27 28 № 50 Р^
Рис, V.11. Диаграмма 1-й
широко применяется при расчетах тепловлажностных
процессов.
Для удобства пользования эта диаграмма построена в
косоугольных координатах. По оси ординат отложено
теплосодержание воздуха /, по оси абсцисс (под углом 135° к оси ординат) —
влагосодержанис d (то и другое по отношению к сухой части).
На диаграмме имеются линии tn *p — постоянных температур и
относительной влажности воздуха. Нижняя вспомогательная
горизонтальная шкала влагосодержакия d связана с упругостью
водяных паров рп (па правой вертикали диаграммы). Линия,
соответствующая ф=100%, отвечает состоянию насыщения
воздуха паром, ниже — область тумана (перенасыщенного паром
воздуха).
Диаграмма / — d выражает состояние воздуха, заданного
в виде одной точки, определяемой двумя параметрами. По
координатам этой точки находят остальные параметры воздуха.
Пример, Определить тачку, изображающую данное состояние воздуха.
(fB=2O°C, ф=50%), и значения остальных параметров.
На пересечении изотермы f=20 "С с линией tp=50 % находят точку А
(см. рис. V.1)), изображающую искомое состоянии: /=38,2 кДж/кг, d=7,3 г/кг
и рп = 53,95 Н/м'.
По диаграмме /■—d находят температуру точки росы tp —
= /нас и мокрого термометра tK.T (fp — температура воздуха,
насыщенного водяными парами, при данном влагосодержании).
Для нахождения tp от точки А (рис. V.12) следует продолжать
линию d = const вниз до пересечения с кривой насыщения.
Проходящая через эту точку изотерма будет отвечать tp. Значение
(м. г соответствует температуре воздуха, насыщенного водяными
парами при данном теплосодержании. Следовательно,
значениям /м. i на диаграмме отвечает изотерма, проходящая через
точку пересечения линии / = const с кривой насыщения (<р —
= 100%)..
Диаграмма / — d упрощает нахождение параметров смеси
двух количеств воздуха неодинаковых состояний. Например,
пусть воздух состояния I\d\ в количестве Gi смешивается с
воздухом состояния /2^а в количестве G2. Влаго- и
теплосодержание получаемой смеси соответственно будет равно:
Эти выражения приводят к равенству
^2 «СМ ^1 ■'г —"■'СМ
"см— «I &2 'CM ~ /1
Отсюда видно, что абсцисса точки dCM делит отрезок d2d\
в отношении, обратно пропорциональном смешиваемым
количествам воздуха; в таком же соотношении делит отрезок hh и
232
ордината точки /см. Если точки, соответствующие параметрам
обоих смешивающихся количеств воздуха, соединить на
диаграмме прямой, то координаты точки смеси па этой прямой,
делящей ее на два отрезка, оказываются обратно
пропорциональными смешиваемым количествам.
Пример. Воздух в количестве 100 кг состояния ft=30 "С и rfi=10 г/кг
смешивается с 50 кг воздуха состояния h=\Q °С и ds=7 г/кг. Определить
параметры смеси.
Находим на диаграмме точки, соответствующие этим состояниям.
Соединив обе точки прямой (см, рис. V.11) и разделив полученный отрезок в отно-
Рис. V.12. Нахождение значений Рис. V.13. Варианты определения
температур точки росы tT, p и мок- параметров воздуха на диаграмме
рого термометра tM.i l—d
шении Gi/G2—2fl, откладываем одну треть его длины от точки с
параметрами ti и dit найдем точку, характеризующую параметры смеси:
tcu --= 23,5° С; dCM = 9~г/кг.
Просто отображаются на диаграмме l—d процессы,
связанные с переходом воздушно-паровой смеси из одного состояния
в другое (при нагревании, увлажнении, охлаждении или
осушке) .
Если параметры начального состояния воздуха I\d\, а
конечного /2й?2, то отношение
\l%-~lt _ А/ _с
(da — di)/1000 Ad/1000
представит собой угловой масштаб линии процесса е,
характеризующий изменение состояния воздуха па диаграмме
(множитель 1/1000 вводится при й, исчисляемом в кг/кг).
В то же время
где Q и Ов л — выделенные в помещение тепло {явное и скрытое) и влага.
9 Заказ № 1930 - 233
Четыре характерных варианта определения параметров
воздуха на / — d диаграмме отображены на рис. V.13.
Первый в.а р и а н т. Воздух состояния I\di нагревается
при постоянном влагосодержании (di = d2). В этом случае
значения углового масштаба ei расположены параллельно линии
d = const. Формула для определения значения углового
масштаба примет вид
Это говорит о том, что процесс сухого нагревания воздуха
при d = const графически изображается вертикальным лучом,
проведенным из начальной точки / через точку 2.
Второй вариант] Воздух состояния /|d( поглощает
одновременно и тепло, и влагу. Если конечное состояние
характеризуется параметрами /3£?з, то направление луча искомого
процесса изобразится отношением
в==
что соответствует направлению луча между точками 1 и 3.
Третий вариант. Воздух поглощает влагу при
неизменном теплосодержании (адиабатический процесс: Ц = h = const).
Здесь угловой масштаб выразится отношением
8 0.
(di — d,)/1000
Процесс протекает по лучу / = const {точки 1 и 4).
Четвертый вариант. Воздух отдает тепло
(охлаждается) при неизменном влагосодержании (dt — db = const). Как и
з первом случае, луч процесса параллелен линии d= const, но
так так 1$ < h, то
^ —оо.
Процесс характеризуется лучом от точки 1 по вертикали
вниз до точки 5.
V.2.2. Тепловой баланс помещения.
Влажностный баланс
Для расчета систем отопления, вентиляции и
кондиционирования воздуха необходимо определить избытки тепла
в помещении. Они определяются для холодного и переходного
периода года по формуле
Чнзб -~Qt.b Ол. пот
234
и для теплого периода года по формуле
Уиэб — Ут. В + Ут. ITOCT)
где Qt. в — тепловыделение в помещении, Вт; QT. пот — теплопотери через
стены, покрытия и световые проемы п холодный и переходный период года,
Вт; QT. пост — теплопоступлепия через световые проемы и покрытия в
теплый период года, Вт.
Общие тепловыделения у\.Е, Вт, слагаются из тепла,
поступающего от электродвигателей, людей, искусственного
освещения и нагретых поверхностей оборудования.
Ут. в ~ ■ Уэл "■■" Ул ч У осп ~г Уи. п. об-
Количество тепла, поступающего от электродвигателей Q31l,
определяют по формуле, Вт,
где Ксир — коэффициент спроса (безразмерный), принимаемый по алектро-
технической части проекта; Кб — коэффициент выделения тепла в
помещение от машин без местного отсоса, принимается равным 1, если часть тепла
уносится с обработанным материалом или машина имеет отсосы, этот
коэффициент принимается равным 0,3; Л'уст — установленная мощность
электродвигателя, кВт.
Количество тепла, Вт, выделяемого от людей Q,,,,
определяется по формуле
где п — количество людей;, g.-i — количество тепла (скрытого — 100 Вт п
явного— 50 Вт) и влаги (75 г/ч), выделяемых людьми (при работах легкой
.категории) при температуре воздуха помещения 20 °С.
Количество тепла, Вт, поступающего от искусственного
освещения Qocb, определяется по формуле
где /СЕ — коэффициент выделения тепла в помещении (для подвешенных
светильников он равен 1 и для светильников, встроенных в перекрытия,—
0,4); Мел — общая мощность светильников, кВт,
Количество тепла, Вт, поступающего в помещение от
нагретых поверхностей оборудования Qn. п. »<,, определяется по
формуле
Ун. и.об : ^в. об \^в. об в/ -**и.п.ой»
где ап. ос — коэффициент теплообмена на наружной поверхности
оборудования, равный 8—12 Вт/(м2-°С); Тв.ъя—температура на поверхности
оборудования, не . превышающая 45 °С; tB — расчетная температура
внутреннего воздуха, X; Fn, n. u6 — теп л о отдающая поверхность оборудования, м2.
Тепло поступления в помещения Qr. ul>CT, Вт, от
солнечной радиации в теплый период происходят через световые
проемы QT. ост и наружные ограждения (стены QT. Ст и покрытия
Qт- пок) .
Ут- пост — Vt, ост ~г Ут. Ст i Ут. под -
9* -235
Расчет количества тепла, поступающего к помещение от
солнечной радиации в теплый период года через световые проемы,
в зависимости от толщины стекла, загрязненности поверхности
остекления, частичного или полного облучения прямой
солнечной радиацией, а также от степени затемнения остекления
светового проема наружными затемняющими конструкциями
приводится в соответствии с СНиП 11-33—75 «Отопление,
вентиляция и кондиционирование воздуха».
Количество тепла, поступающего в помещение от солнечной
радиации в теплый период через наружные степы QT. CT и
покрытия QT. „и, Вт, . характеризуется среднесуточным поступлением
тепла <7о> амплитудой колебания теплового потока Aq,
временем максимума поступления тепла Zma* для любого числа
расчетных суток по формуле
где |5 — коэффициент {для любого числа суток), определяемый по данным
СНиП П-33—75 «Отопление, вентиляция и кондиционирование воздуха».
Среднесуточное количество поступления тепла, Вт,
определяется по формуле
п —
чо—
Ко
где F — площадь наружного ограждения, м2; Ra — сопротивление
теплопередаче наружного ограждения, мЕ-°С/Вт; (д — расчетная температура
внутреннего воздуха, °С; ^сл — условная среднесуточная температура наружного
воздуха, °С, определяемая по формуле
где ta — расчетная температура наружного . воздуха, принимаемая равной
средней температуре июля по графе 8 табл. 1 глапы СНпП 1I-A.6—72
«Строительная климатология и геофизика»; р — коэффициент поглощения
тепла солпетмо)"! радиации наружной поверхностью ограждающей
конструкции {принимается по СНиП П-3—79 «Строительная теплотехника»); /Ср —
среднесуточное количество тепла суммарной солнечной радиации,
поступающего в июле на единицу площади-, горизонтальной и вертикальной поверх-
fiocth {принимается по табл. 8 и 9'-главы СТГиП П-Л.6—72 «Строительная
климатология и геофизика»), ккал/(мг • ч). Для перевода в Вт/м5 значение
среднесуточного количества тепла в ккал/(м3-ч) умножают на 1Л63; <хп —
коэффициент теплоотдачи наружной поверхности ограждающей конструкции,
Вт/(м2-°С), определяемый по формуле
. ' он = (7,5+ 2,20)1,163,
где v ■■ - расчетная спорость ветра, принимаемая но приложению 4 главы
СНиП II-A.6—72 «Строительная климатология и геофизика».
Амплитуда колебаний теплового потока Aq, Вт,
определяется по формуле ,
■ . А, = aBf АТВ(
ВДе По — коэффициент теплоотдачи внутренней поверхности стен, полов,
236 ■ ■ '
гладких потолков, принимаемый рапным 8,7 Вт/(мг-5С); Ат ампчитуда
колебания температуры внутренней поверхности ограждающей конструкции,
"С, определяемая по п.3.2 СНиП П-3—79 «Строительная теплотехника».
Время максимума наступления тепла 71Г1ах в помещение оть
ределяется по формуле
где D—-характеристика тепловой инерции ограждающей конструкции,
которая для несущих стен колеблется от 7 до 9, для самонесущих стен — от 4
до 6 и навесных степ от 1 до 2.
Теп л о п о т ери Q, Вт, через ограждающие конструкции
зданий определяют путем суммирования потерь тепла через
наружные стены, световые покрытия и покрытия по формуле
Q —(fa —fn) r >
Ко
где tK — расчетная зимняя температура наружного воздуха для холодного
периода года принимается по приложению 4 СНиП П-33—75 «Отопление,
вентиляция и кондиционирование воздуха»; F — расчетная площадь
ограждающей конструкции, м2; R^ — сопротивление теплопередаче ограждающей
конструкции, м*-°С/Вт, определяемое по формуле
«в «1 л2 л3 лл ан
Оно должно быть во всех случаях не менее требуемого
сопротивления теплопередаче R^J1 по санитарно-гигиеническим
условиям, определяемого по формуле
тр tB —^н
о Т~
птр
До —
где Д^ппт — оптимизированный температурный перепад между температурой
внутреннего воздуха и температурой на внутренней поверхности стены и
посередине светового проема. Для производственных помещений с
нормальным режимом работы и постоянными рабочими местами он должен быть
не более 7,5 °С для наружных стен и не более 10 °С^—для окон.
В табл. V.5 приведены конструкции световых проемов в
зависимости от разности температур внутреннего и наружного
воздуха. Использование рекомендуемых конструкций световых
проемов обеспечивает создание зоны теплового дискомфорта
в пристенном участке шириной только 1 м. При этом
приведенное сопротивление теплопередаче пакета одежды работающих
должно составлять 0,22 м2-°С/Вт.
Потери тепла дниф, Вт, на нагревание наружного воздуха,
поступающего путем инфильтрации в помещение, определяются
по формуле
0,24 (A^Wo^F^ + 2,4KOHI1?KOHFKOH) (t,—tu),
где Лост и Лкон— коэффициенты, учитывающие влияние встречного
теплового потока соответственно для окон {с раздельными переплетами Лост=0,8,
237
со спаренными Лост = 1) и для других наружных конструкций (/5К0И —0,6);
Foot и, Fir он — расчетная площадь окон и других наружных ограждающих
конструкций, м2; For,T — количество воздуха, кг/(м2-ч), поступающего п
помещения путем инфильтрации через световые проемы, определяемое по
формуле . ■
'и^нон — количество воздуха, поступающего через наружные ограждения,
определяемое по формуле
где Ни и Ro.n — сопротивление воздухопроиицаппю окон и наружных'
ограждающих конструкций, принимается в соответствии с главой СЫиП
П-3—79 «Строительная теплотехника»; Др — разность ■ давлений воздуха
у наружной и внутренней поверхностен'наружных ограждающих
конструкций зданий, Па, определяемая по формуле ■
■где И — высота здания от поверхности земли до верха карниза, м; уа и
Vb — объемные массы соответственно наружного и внутреннего воздуха,
кг/м8, определяемые по формуле
у=
Конструкция- светоных проемов *
273 Н- t
где / — расчетные температуры внутреннего или наружного воздуха, °С.
V.5. Выбор конструкции световых проемов
Разность
температуры внутреннего
воздуха и средней
температуры
наиболее холодной
пятидневки, "С
Свыше 30 до 38
38 до 44
» 44 до 50
» 50 до 64
Свыше 64
Двойное остекление в деревянных спарен- 0,34
ных переплетах без щелевой перфорации
подоконника
Двойное остекление в деревянных раудель- 0,39
пых переплетах без щелевой перфорации
подоконника
Двойное остекление в деревянных раздель- 0,39
ных переплетах без щелевой перфорации
Тройное остекление в деревянных перепле- 0,52
тах (спаренный и одинарный) без щелевой
перфорации в подоконнике
Тройное остекление в деревянных перепле- 0,52
тах (спаренный и одинарный) с щелевой
перфорацией в подоконнике
* При устройстве щелевой перфорации в подоконнике повышается
температура внутренней поверхности ■ остекления за счет интенсификации
конвективного теплообмена у этой поверхности восходящей струей от
отопительного-прибора. -
238
Источник выделения влаги в воздух производственных
помещений— люди и оборудование влажно-тепловой обработки.
Количество влаги QEJ], кг/ч, выделяемое людьми в цехе,
определяется по формуле
где п,— количество людей; дяп — количество влаги, выделяемое людьми
в зависимости от вида выполняемой ими работы, кг/ч.
Количество влаги QBJi.oe, кг/ч, выделяемое оборудованием,
определяется по формуле
Уел. об = Чг. лр ~Ь Уут»
где Qr, пр и <3Ут — количество влаги, выделяемое гладильными прессами и
утюгами.
V.2.3. Вентиляция и кондиционирование
Па основе составления теплового и влажностного
баланса помещения для зимних и летних условий производится
построение вентиляционных процессов на диаграмме / — d (см.
рис. V.11), по которым определяется количество и подбор
кондиционеров [24, 25].
Для швейного производства в районах с умеренным
климатом в подготовительных, раскройных, экспериментальных
цехах, складских помещениях устраивается приточно-вытяжтгая
система вентиляции с подачей в теплый период года наружного
воздуха, а в холодный и переходный период года — наружного
подогретого. В цехах влажно-тепловой обработки требуется
установка кондиционеров.
Для швейных предприятий, расположенных в зоне с жарким
климатом, а также для предприятий, где технологический
процесс по изготовлению изделий требует заданного температурно-
влажностного режима, в помещении цехов устанавливают
кондиционеры. При определении размеров помещения для
кондиционера учитываются размеры всех его секций, а также
помещений воздухозабора и монтажной площадки. Примерные
размеры помещении для установки кондиционеров в зависимости
от его производительности приведены в табл. V.6.
Примерные размеры приточной камеры можно принимать
длиной 8—10 м и шириной 6 м, вытяжной камеры — длиной
4—6 м и шириной б м.
Кондиционеры располагают в торцовой части здания. На
рис. V.14, а, б. показаны схемы установки кондиционеров КТ-80
в зависимости от их количества и длины здания.
На швейных предприятиях, расположенных в зоне с
жарким климатом, воздух во все помещения подается
предварительно охлажденным. Такие здания проектируют следующих
размеров: 48X48 м, 54x54 м. Схема установки кондиционеров
для них приводится на рис. V.14, в,
239
□ а
□ а
п о
а и
а . □
п п
про
□ ' а о
□ а а
а
D
еоов.
sww
SOSB
6SOG
и
о ■
и
а
□
о
а-
п ■
□ ■
■ □
п
D
■, D
□
□
а
ввво вею | вот
вввв suaa вит \ вваа \ шо \ Ьаов '• saao
. i _баао
ваш
S .
П П D П ■
□ □ '■□ □
VJ . П
D
а
1 О
□
а а
а = □
п. □
|[ Кондиционер а бентипя-
. ционная номера
Л ■ D □ D □ П.П.П Е — -
1 гл
171 п' in .гт. п
6000 6000 5000 6000 5000 6000 \ 6000- 6000
4В000
240
Раздаточный воздуховод, присоединенный к магистральному
коробу, производит раздачу воздуха в цехе. Схемы
расположения воздуховодов в производственном здании приводятся на
рис. V.15. Воздуховоды выполняют из кровельной стали или
жести прямоугольного сечепия, их крепят к перекрытию или
колонне. В воздуховоде устраивают щелевидные отверстия
шириной 30—80 мм, через которые воздух выходит в помещение.
На различных участках воздуховодов должен обеспечиваться
равномерный расход воздуха через отверстия.
Поддержание заданного микроклимата в производственных
помещениях диктуется не только санитарно-гигиеническими, но
if7
J
J
3
3
I
1:
i
U I
i
■ П .E
1
■J U
] U
] П
tl □ ' □
'I
<P _, Г
шо i да
" m
БВОО
LJ
D
1.1
U
UOBO
LJ
D
3
□
т=еЕ
1'
с
D
U
eooo sl
LJ
□
D
П
BO±601
1 1
n
с
I D
\
u
1
J
\ ГТ1_ _l
ff\ I 6000
/ г
1 /
Г / L'
/ с
i гашт
бвва
WBB
Рис. V.15. Схемы-расположения воздуховодов в швейном цехе:
1 — помещение для кондиционера; 2 — магистральный воздуховод, в который
поступает воздух и.ч кондиционера, нагнетаемый вентилятором; з — раздаточные
воздуховоды
и технологическими требованиями. Так, при изготовлении
изделий из синтетических тканей наблюдается появление
электростатических зарядов, которые нейтрализуются, если
относительная влажность внутреннего воздуха составляет около 65 %.
V.6. Размеры помещения для установки кондиционеров
Марка
кондиционера
Произво-.
дптельность,
Поперечное сечение
основных секций, м
I
Ширина
Высота
Минимальные размеры
помещения, м
Длина Ширина
Высота
КТ-30
КТ-40
КТ-60
30 000
40 000
60 000
80 000
1,7
1,7
3,4
3,4
1
2,5
2
2,5
12
12
15
15
6
6
6
6
3,6
'4,8
4,8
4.8
Рис. V.14. Схемы установки кондиционеров: ■" .
о — у одного 'горца стены производственного здания;' б — у двух: торцевых стен
производственного знания; е — внутри производственного здания
241
Б раскройных цехах незначительные выделения тепла, в них
обычно проектируют общеобменнуто приточно-вытяжную
вентиляцию с кратностью воздухообмена ик = 21 ч.
Основным видом вредных выделений в ватных цехах
является пыль, которая образуется в процессе настилания ваты. Ее
удаляют из воздуха помещений местными отсосами.
В швейных цехах при поточном производстве одежды прес-
' сы устанавливают непосредственно у конвейеров. В этом
случае местные отсосы не применяют, и все выделения поступают
в помещение цеха, что требует значительного увеличения
производительности вентиляционных установок.
При изготовлении одежды клеевым способом в помещения
могут поступать токсичные выделения продуктов разложения
клеев, которые■следует удалять с помощью бортовых отсосов.
Пыль от щеток, выделяемая при очистке одежды, также
удаляют местными отсосами.
V.2.4. Отопление
В зимнее время в помещениях швейных цехов теп-
ло посту плени я превышают теплопотери. Для таких производств
предусматривают только дежурное отопление, действующее
в выходные дни, нерабочие смены и т. д.
В соответствии с отраслевыми нормами при расчете
дежурного отопления расчетную температуру воздуха (Б. деж для
швейных цехов принимают равной 5 °С, а для швейных цехов,
требующих точной наладки технологического оборудования,— 12 °С.
-По удельной тепловой характеристике Qo, Вт/(м3-°С),
представляющей собой часовой расход тепла на отопление 1 м3
объема здания при разности температур 1 °С, определяют
расход тепла, Вт, при дежурном отоплении ($деж по формуле
Уде ж ~ Чо('н.деж— *и) V,
где ts — расчетная зимняя температура наружного поз дух а, принимаемая
для расчета отопления согласно СНиП II-A.6—72 «Строительная
климатология и геофизика»; V —объем помещения, м3.
Удельные теплопотери определяют по формуле
Q°= 1777 77'
v ('is — W
■где Q — сумма теплолотерь через наружные стены, окна, покрытия, Вт.
Теплоотдающую поверхность нагревательного прибора Forn
определяют по формуле
ю- деж
где tcp—tn. деж — разность между средней температурой отопительного
прибора и температурой воздуха помещения, "С (средняя температура тепло-
242 . . '
носителя в радиаторе составляет 60—70 6С); ЛГпр— коэффициент
теплопередачи отопительного прибора, Вт/(экм-°С)*, определяемый для чугунных
радиаторов при подаче воды сверху вниз но формуле
и при подаче воды снизу вверх по формуле
Наибольшее распространение среди нагревательных
приборов получил чугунный радиатор М-140. Он имеет следующие
размеры: поверхность нагрева 0,31 эквивалентных квадратных
.метров, высоту 0,58 и ширину 0,14 м.
По площади теилоотдагощей поверхности нагревательного
прибора ^оти и площади одной поверхности секции i0TR
определяют потребное число секции па по соотношению
Радиаторные секции в швейных цехах обычно
устанавливают в подоконной нише. Количество секций п в подоконной
нише определяем по соотношению ■ ' ■
где fin. ниш — количеств спетипых проемов с подоконными нишами в цехе.
VI. СЕБЕСТОИМОСТЬ ПРОДУКЦИИ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ПРОЕКТА
VI. 1. ОПРЕДЕЛЕНИЕ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
НОВОСТРОЯЩЕГОСЯ (РЕКОНСТРУИРУЕМОГО)
ПРЕДПРИЯТИЯ
VI.1.1. Расчет себестоимости единицы продукции
Себестоимостью продукции промышленного
предприятия называются выраженные в денежной форме затраты
предприятия на изготовление и реализацию этой продукции.
В себестоимости продукции отражаются все технические,
технологические и организационные решения, заложенные в проекте.
Для оценки эффективности строительства реконструируемого
предприятия следует определить себестоимость единицы
продукции и се годового выпуска, а также капитальные вложения,
связанные с. осуществлением строительства (реконструкции)
предприятия.
* Площадь поверхности нагревательного прибора измеряется в
эквивалентных- квадратных метрах.
243
Калькуляция определяет себестоимость Изделий на основе
прогрессивных норм затрат трудовых, материальных и
денежных ресурсов. Калькуляция составляется на изделие,
являющееся основным в дипломном проекте. При этом указывается вид
изделия, полпотная группа, размер, рост- (длина) изделия,
площадь лекал и группа основного материала.
Расчет калькуляционных статей начинается с расчета
статьи определения затрат па основные материалы. Эта статья—
комплексная. Она включает стоимость всех основных
материалов (расчет осуществляется умножением оптовой цены за
единицу измерения на плановую, норму расхода и оформляется по
форме VI.1),. транспортпо-заготовительные расходы и уценку
маломерных остатков (если они не используются в цехе
ширпотреба).
VI.1. Расчет стоимости основных материалов на изделие
Материальные
затраты
измерения •
норма
р аскода
Розничная
цена
единицы
измерения, руб.
Торговая
скидка
сумма
руб.
Оптовая цена
единицы
измерения,
руб.
Сумма
затрат на
изделие.
РУб.
Основная заработная нла,та производственных рабочих
рассчитывается на основе проектной трудоемкости изделия и кроме
сдельной расценки учитывает расценку повременщиков,
определяемую делением фонда их заработной платы на объем
выпуска продукции, основные доплаты и премии, величина
которых устанавливается исходя из структуры фонда заработной
платы (см. форму IV.2). Дополнительная заработная плата
производственных рабочих, расходы па подготовку и освоение
производства, а также цеховые и общефабричные1 расходы
устанавливаются в процентах от основной заработной платы,
исчисленных на основе специальных расчетов. Расходы по содержанию
и эксплуатации оборудования определяются на основе сметы
этих расходов и установленных способов отнесения этих затрат
на единицу продукции. Наиболее правильно расходы по
содержанию и эксплуатации оборудования следует рассчитывать
путем умножения сметной ставки этих расходов за 1 коэффици-
енто-машшго-час па их величину, приходящуюся на одно
изделие. Прочие производственные расходы .распределяются
между отдельными изделиями пропорционально
производственной себестоимости, а внепроизводственные — пропорционально
■* Единицами измерения являются: квадратные метры (м^) — для тканей,
меха, трикотажа; метры (м)—-для тесьмы, кромки, пленки и т. д.; штуки —
для фурнитуры.
244
фабрично-заводской себестоимости. Сумма затрат по всем
статьям калькуляции образует полную себестоимость изделия.
На основе калькуляции определяется прибыль (разность
между оптовой ценой и себестоимостью) и рентабельность
изделия (отношение прибыли к себестоимости, т. е. степень его
прибыльности) . Затем необходимо подготовить исходные данные
для расчета себестоимости всего годового выпуска продукции,
прежде всего, расходов по содержанию и эксплуатации
оборудования.
Представленная по форме VI.2 сводка оборудования
используется для установления суммарной мощности двигателей
(на этой основе рассчитывается потребтюсть в силовой
электроэнергии) ; для подсчета общего количества условных единиц
оборудования, необходимого при определении зон обслужива-.
ния рабочих, занятых ремонтом и наладкой оборудования и их
численности; для расчета балансовой стоимости оборудования
и амортизационных отчислений. Последние учитываются в смете
затрат на производство, а па основе балансовой стоимости
оборудования определяется стоимость основных производственных
фондов предприятия. . . .■
VI.2. Оборудование предприятия,
Оборудование
и
транспортные
средства
(но цехам)
о, ci
n E
О £ц
С Д
щ ^
1
' Мощность
электродвигателя, кВт
Единица
оборудования
Всего
его характеристика, стоимость
Количество
условных
единиц ремонтной
сложности
Щ
1
о
(U
Балансовая
стоимость* руб-
р.
Всего
и амортизация
Амортизационные отчисления
ЯЗ
2 .
о о:
Примечания; 1. Для определения балансовой стоимости оборудования
необходимо стоимость его в оптовых ценах умножить на коэффициент,
учитывающий затраты па доставку и монтаж оборудования (принимаются в размере 10—
15. % от оптовой цены).
2, Нормы амортизационные отчислений (в процентах от балансовой стоимости
оборудования) для оборудования швейной промышленности исходя из режима
двухсменной работы определяются следующим образом: машины швейные
стачивающие и специальные — 15,8; полуавтоматы и автоматы швейные — 17,8;
прессы, аппараты, паровоздушные манекены — 11,6; осноровочные, раскройные,
настилочные машины и прочее оборудование подготовительно-раскройного
производства — 12,6.
VI.1.2. Смета затрат на производство продукции
Сметой затрат называется обобщающий сводный
документ плана по себестоимости, определяющий структуру
себестоимости и объем всех затрат на производство продукции
в целом.
■ : 245
Затраты на осиоппыс материалы устанавливаются на основе
плановых норм расхода по расчетам, представленный в
формах VI.3 и VI.4.
V],3. Стоимость основных материалов
Изделие,
вид
м атер и ал а
Годовой
выпуск
продукции,
ТЫС. РД.
Розничная
цена 1 м!
матер пала,
руб.
Расход
материала
на единиду
изделия, я*
Стоимость
материала
на единицу
изделия
в розничных
ценах, руб.
Торгонаи
скидка* ?,;
Окончание формы VI.3
Стоимость
материала на единицу
изделия в оптовых
цен ах h руб.
Стоимость
материала на годовой
выпуск продукции,
тыс. руб.
Стоимость
реализуемых отходов,
тыс. руб.
Стоимость основных
материалов на го-
доцой выпуск
изделий, за вычетом
реализации отходов,
тыс. руб.
VI,4, Стоимость утепляющих,прикладных и отделочных материалов и фурнитуры
Изделие,
вид
материала
Годовой
выпуск
"родукциц,
тыс. ед.
Стоимость
утепляющих, прикладных
и отделочных
материалов
на
единицу
Изделия,
руб.
на годо-
н о и
выпуск,
тыс. руб.
Стоимость
фурнитуры
на
единицу нз-
делия.
на
годовой
выпуск,
тыс. руб.
, Общая
стоимость
материалов,
тыс. руб.
Заработная плата (основная и дополнительная) всего
персонала предприятия отражается в форме VI..5 в соответствии
с расчетами по труду и заработной плате. Затраты на энергию,
топливо и воду, расходуемые на производственные и
хозяйственные нужды, включают стоимость их годового расхода,
рассчитанную по форме VI.6.
Результаты этих расчетов используются в форме VI.7 для
определения полной себестоимости годового выпуска
продукции.
Затраты на вспомогательные материалы включают, кроме
их стоимости, стоимость запасных частей, используемых для
текущего ремонта оборудования, и стоимость покупной
малоценной оснастки. Эти затраты определяются процентом от
стоимости основных материалов.
24в ". -
V[.5. Расчет годового фонда заработной платы
промышленно-производствснного персонала
Категория
работников
Списочная
численность промыш-
ленно-принзводст-
^екного дсрсонала.
чел.
Среднегодовая
заработнгш плата
одною работника
(без выплат из
фонда
материального поощрения),
руб.
Годовой
фонд
заработной
платы,
тыс. руб.
Отчисления
на
социальное
страхование,
тыс. руб.
Рабочие
ИТР
Служащие
МОП
VI.6. Расчет стоимости годового расхода
топлива, энергии и воды
Элементы
затрат
Тепло
Вода
Потребляемая
электроэнергия
В том числе;
двигательная
осветительная
Установленная
мощность
Единица
намерения
Гкал
тыс, м3
тыс. кВт-ч
тыс, кВт-ч -
тыс. кВт-ч
кВ-А
Годовой
расход
Стоимость
единицы
измерения,
руб.
Стоимость
годового
расхода.
тыс, руб.
VI.7. Смета затрат на производство, себестоимость годового выпуска продукции
и прибыль предприятия
Элементы затрат
Су им а,
тыс. руб.
Основные материалы
Вспомогательные материалы
Топливо и энергия
Заработная плата
Отчисления на социальное страхование
Амортизация основных фондов*
Прочие денежные расходы
Итого смета затрат на производство
В непроизводственные расходы
Всего полная себестоимость
Стоимость продукции в оптовых ценах**
Прибыль предприятия
* При определений амортизационных отчислений необходимо учесть, кроме
амортизации оборудования (см. форму VI.2), амортизацию зданий, сооружений
(2,4 процента от их стоимости) и прочих основных средств предприятия. *
** Берут из производственной программы предприятия (см, форму 1.3)
'247
В прочие денежные расходы включают командировочные,
канцелярские, почтово-телсграфные и другие расходы, не
отраженные в предыдущих элементах сметы затрат на
производство, ■ . ^
VI.2. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
СТРОИТЕЛЬСТВА (РЕКОНСТРУКЦИИ)
ПРЕДПРИЯТИЯ
V1.2.1. Определение капиталовложений
в строительство (реконструкцию) объекта
При проектировании нового или реконструкции
действующего предприятия необходимо рассчитать сметную
стоимость строительства (реконструкции) предприятия, срок
окупаемости капитальных вложений и уровень рентабельности
производства. '
Общая сметная стоимость строительства определяется
титульным списком основных объектов строительства швейного
предприятия, в котором указываются затраты и капитальные
вложения по всем объектам основного и поде об
но-производственного назначения (с учетом внутренних и внешних сетей
теплофикации, канализации, водоснабжения, объектов
транспортного хозяйства, связи и прочих сооружений). Общая сметная
стоимость нового строительства Сц. с может определяться укруп-
ненно умножением норматива удельных капитальных вложений
#у. к. и па мощность предприятия в нормативной чистой
продукции Вг и па коэффициент ассимиляции Ка.
Коэффициенты ассимиляции Кя (табл. VI. I) имеют целью
внесение поправки в сметную стоимость строительства,
связанной с отличием мощности проектируемого предприятия от
заложенной в нормативах.
V1.I. Коэффициенты ассимиляции
Мощность предприятия
в процентах к
заложенной в Ну к в
Коэффициент
ассимиляции 1
Мощность предприятия
в процентах к
заложенной и Ну к п
Коэффициент
ассимиляции
30—35
36—40
41—45
46—55
56—70
,6
,5
,4
,3
,2
71-90
91-115
116-145
146-190
191-260
1,1
1,0
0,9
0т8
0,7
Нормативы удельных капитальных вложений на
реконструкцию, расширение и техническое перевооружение Ну. п. в.р ввиду
их специфичности определяются для каждого конкретного слу-
.чая аналитически как функция от Яу. к. „ на новое строительство
и от других параметров, характеризующих данную
реконструкцию, по формуле, рекомендованной ГПИ-7:
где Z — индекс увеличения выпуска продукции s результате реконструкции;
Ф — коэффициент, учитывающий расходы по охране окружающей среды;
Zx — доля используемых пассивных фондов; Ке — коэффициент структуры
норматива удельных капитальных вложений (отношение затрат на
оборудование в #у. н. в к общему объему #у. к. в); 22 — коэффициент
использования активных фондов; I — коэффициент, учитывающий отношение числа
часов работы проектируемого предприятия, предусмотренных й Ну. и. в
к числу часов работы предприятия по проекту.
Срок окупаемости капитальных вложений на строительство
или оснащение предприятия ТОк рассчитывается исходя из
сметной стоимости строительства Си. с или реконструкций Сс. Р и
прибыли предприятия за год П с учетом коэффициента f,
учитывающего освоение мощности предприятия:
Гок = С„. JHf, или Ток ■-: Сс. р/Я/.
Из опыта, накопленного в промышленности, можно принять
для технического перевооружения /=1, для строительства,
реконструкции и всех других случаев f = 0,85.
Для определения уровня рентабельности предприятия
необходимо рассчитать стоимость производственных фондов
предприятия, которая складывается из стоимости основных фондов
(зданий, сооружений, оборудования, транспортных средств
и т. д,) и нормируемых оборотных средств (запасов
материалов, топлива, незавершенного производства, полуфабрикатов,
готовой продукции и др.)-
Стоимость основных фондов С0.ф может быть определена
исходя из сложившейся в швейной отрасли структуры
основных производственных фондов с учетом того, что балансовая
стоимость оборудования СОб в проекте уже установлена (см,
форму VI. 2), а на долю производственного оборудования
приходится 30—34 % от стоимости основных производственных
ФОНДОВ УоП-
Со.ф=Со6-Ю0/Уоб,
Для определения суммы оборотных средств необходимо
учесть, что стоимость сырья и материалов 3Л1 определена в.
формах VI.3 и VI.4. Тогда исходя из норматива запасов
материалов на складе предприятия Н определяется сумма оборотных
средств по элементу «Основные материалы» Ош:
Сумма оборотных средств может быть определена исходя
из полученной величины Ом и удельного веса сырья и мате-
риалов Ум в общем составе оборотных средств предприятия
(отрасли):
0С = 0М-ЮО/УН.
Уровень общей рентабельности УР предприятия
определяется по формуле
■
где Я —прибыль предприятия в год {см. форму VI.7).
VI.2.2. Оценка экономической эффективности
проекта
Управленческая и плановая деятельность, как
отмечалось на XXVI съезде КПСС, должна быть нацелена на
конечные народнохозяйственные результаты. Эти результаты
наряду с повышением качества продукции и удовлетворением
общественных потребностей характеризуются показателями
эффективности производства. Применительно к швейной
промышленности эффективность сочетается с задачей удовлетворения
потребностей населения в красивой и добротной одежде.
Госпланом СССР определена система показателей
эффективности производства, принципы ее построения, методы
исчисления отдельных показателей, порядок их применения. Система
показателей эффективности разработана как типовая для всех
отраслей народного хозяйства; в ней приведены сквозные для
всех его уровней показатели эффективности.
Эффективными являются мероприятия, целесообразные для
народного хозяйства, направленные на рост производительности
общественного труда, на более полное удовлетворение
покупательского спроса, на сохранение здоровья трудящихся
(например, повышение эксплуатационных свойств и улучшение
внешнего вида изделий, улучшение условий труда и др.).
Кроме проектирования строительства новых или ' реконструкции
действующих предприятий дипломное проектирование может включать научно-
исследовательские работы (НИР), направленные на создание новых
технологических процессов, новых машин, механизмов и приборов, улучшение
качества продукции, создание новых материалов и др, В этом случае
необходимо рассчитать экономический эффект или экономический потенциал НИР,
который реализуется но мерс внедрения результатов НИР в производство и
измеряется максимальным экономическим эффектом, достигаемым на основе
предлагаемого объема внедрения и приуроченного к определенному году
внедрения.
Все мероприятия, по которым предусматривается
определение экономической эффективности, условно могут быть
разделены на четыре группы: мероприятия, повышающие
технический уровень производства; мероприятия, улучшающие
качество одежды; мероприятия по совершенствованию организации
производства; мероприятия, связанные с изменением объема и
ассортимента производимой продукции,
250
При расчете экономической эффективности должна
соблюдаться сопоставимость затрат времени, цен и методов
исчисления стоимостных показателей, используемых для расчета
эффективности.
Каждый расчет экономической эффективности должен
включать: наименование и цель расчета; обоснование базы для
сравнения; исходные данные для расчета (с указанием источника
информации), определение показателей экономической
эффективности, выводы об экономическом эффекте и внедрении
результатов проекта в производство.
Расчеты экономической эффективности капитальных
вложений производят в указанной ниже последовательности,
применяя показатели, получаемые по проектным данным (а при
реконструкции предприятия — и по отчетным данным до
реконструкции).
1. Изменение прибыли ЛЯ исчисляется как сумма
слагаемых: щ#&>_:
а) рост прибыли ДЯ(; за счет снижения себестоимости
продукции
где Эуи — усчойно-годовая экономия, включающая изменение затрат на
заработную плату, па материалы и экономию на условно-постоянных и других
текущих расходах (с учетом изменения эксплуатационных затрат —
абсолютных и удельных);
б) рост прибыли АЯВ за счет увеличения выпуска продукции
где ДЛг — увеличение годового выпуска продукции, связанное с
реконструкцией или осуществлением мероприятия; Яед — прибыль на единицу
продукции определенного вида (до реконструкции или внедрения мероприятия);
в) рост прибыли ДЯК за счет улучшения качества продукции
М1Х = АЦАгУП00, -
где &.Ц — изменение цены на изделие в связи с улучшением качества
продукции; У — процент увеличения выпуска продукции повышенного качестпа
(с индексом Н, I сорта).
Тогда общее увеличение прибыли ДЯ равно
2. Общая экономическая эффективность определяется
отношением общей величины эффекта (прироста национального
дохода, нормативной чистой продукции или прибыли) к
вызвавшим этот прирост капитальным вложениям в основные и
оборотные фонды или в повышение их технического уровня.
На хозрасчетном уровне управления, т. е. по объединениям'
и предприятиям, в качестве показателя общей эффективности
используется рентабельность капитальных вложений Эп, опре-
251
Деляемая отношением прироста годовой прибыли АП к
капитальным вложениям К, вызвавшим этот прирост
По вновь строящимся предприятиям, цехам, другим
объектам и отдельным мероприятиям показатель рентабельности
определяется также как отношение прибыли П к капитальным
вложениям
Э„^(Ц~С)1К, или ЭП = П/К,
где Ц— годовой выпуск продукции в оптовых ценах предприятия; С ■—
себестоимость годового выпуска продукции; К — сметная стоимость
строящегося объекта или капитальные затраты на осуществление мероприятий.
3. Определение сравнительной экономической эффективности
капитальных вложений на проведение работ по расширению,
реконструкции и техническому перевооружению действующих
предприятий производится путем сравнения показателей по
вариантам этих работ с показателями действующего производства
н с вариантами нового строительства. Расчеты этого показателя
■применяются при сопоставлении вариантов технических или
хозяйственных решений, выборе взаимозаменяемой технологии,
внедрении новых видов техники, строительстве новых
предприятий и т.. п. - ■
При этом эффектом капитальных вложений может быть экономия от
снижения себестоимости (если работы направлены на повышение технического
уровня производства или увеличение мощности действующих предприятий),,
эффект у потребителя, увеличение прибыли и рентабельности (если работы
имеют целью расширение ассортимента и повышение качества продукции),
а также социальный эффект (улучшение и. облегчение условий труда, охрана
окружающей среды ы др.).
Показателем наилучшего варианта, определяемого на основе
сравнительной экономической эффективности капитальных
вложений, является "минимум приведенных затрат. Приведенные
затраты по каждому i-му варианту представляют собой сумму
текущих затрат (себестоимости С,- и капитальных вложений Ki),
приведенных к одинаковой размерности (к одному году) в
соответствии с нормативом эффективности:
. d-\- E-flKt -^{минимум,
где Ен — нормативный коэффициент сравнительной эффективности
капитальных вложений.
4. Срок окупаемости объемов капиталовложений Ток
определяется на основе обратного соотношения капиталовложений
и прибыли (или годовой экономии от снижения себестоимости):
или Ток
5. Годовой экономический эффект Э определяется по фоо-
мулс
252
где Си С-2 — себестоимость единицы продукций соответственно до И после
реконструкции (внедрения мероприятий); £п — нормативный коэффициент
экономической эффективности; Ki уд, Kz. уд — удельные капитальные
вложения соответственно до и после реконструкции (внедрения мероприятий);
Аг. г — годовой выпуск после реконструкции или внедрения мероприятий
(в натуральном выражении),
А1.уд ^= Ai/Лг.],; Дг.уд-- ЛаМГ|2.^
6. Рост производительности труда РПТ:
а) па конкретной операции определяется по формуле
РПТОП={11 —tt)\Wtt, или
где t\, h — затраты времени на выполнение операции или группы операций
до и после внедрения мероприятий; At=ti—1% — изменение нормы времени
(уменьшение);
б) на единицу изделия
где 7*2 — затрата времени на изготовление единицы изделия после
внедрения мероприятий (Т2 = Т(—ДО;
в) рост производительности труда по предприятию
где Кк — количество работников, условно высвободившихся в результате
действия всех организационно-технических мероприятий; /Спин — численность
промышленно-производстпенных работников, рассчитанная на объем
производства планируемого периода в условиях производительности труда
базисного периода; . ' .
где Тт — годовой фонд рабочего времени одного рабочего; аи —
проектируемый коэффициент выполнения норм выработки.
Кроме названных могут быть определены такие показатели,
как рост уровня рентабельности, повышение фондоотдачи,
снижение затрат на рубль товарной продукции, увеличение объема
производства, коэффициент обновления основных фондов,
ускорение оборачиваемости оборотных средств, снижение удельного
веса вспомогательных рабочих, материалоемкость продукции и
другие показатели, отражающие экономическую эффективность
конкретного мероприятия,
VI.3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ПРОЕКТА ШВЕЙНОГО ПРЕДПРИЯТИЯ
Технико-экономические показатели проекта
свидетельствуют о его прогрессивности и даются в сопоставлении:
при проектировании нового строительства— с показателями
действующего или передового предприятия, реального-или
типового проекта ГПИ-7, с показателями зарубежных
предприятий, производящих однородную продукцию;
293
при проектировании реконструкции — с показателями
предприятия до реконструкции, т. е, с плановыми данными
реконструируемого предприятия на год разработки проекта, а также
со среднеотраслевыми фактическими показателями и нормами.
Основные технико-экономические показатели проекта
представлены в формах VI.8 и VI.9.,
VI. 8. Технико-экономические показатели проектируемого (реконструируемого)
предприятия
показателя
Единица
измерения
Значение
показателя
Проектная мощность в НЧП тыс. руб.
То же, б оптовых ценах тыс, руб.
Годовой выпуск продукции (в ассортименте) .' тыс. ед.
Численность работников ППП чел,
В том числе рабочих чел.
Фонд заработной платы ППП тыс. руб.
В том числе рабочих ' тыс. руб.
Выработка продукции в НЧП на одного работника тыс. руб.
ППП
То же, на одного рабочего тыс. руб.
Стоимость основных фондов тыс. руб.
В том числе:
зданий, сооружений, тыс. руб.
машин, оборудования тыс. руб.
Стоимость нормируемых оборотных средств тыс. руб.
Себестоимость годового выпуска продукции тыс, руб.
Затраты на 1 рубль товарной продукции руб./руб.
Прибыль предприятия в год тыс. руб.
Фондоотдача руб.
Уровень рентабельности производства %
Общая сметная стоимость строительства тыс. руб.
Срок окупаемости капитальных вложений лет
Годовое потребление электроэнергии кВт-ч
Общая площадь предприятия га
Коэффициент застройки предприятия ■ —
Перечень технико-экономических показателей, приведенных
в форме VI.8, может быть дополнен другими показателями,
необходимыми для оценки эффективности проектируемого или
реконструируемого предприятия с точки зрения использования
оборудования, трудовых, материальных и финансовых ресурсов.
Так, годовой выпуск продукции может быть рассчитан не
только по нормативной чистой продукции, но и по
нормативной стоимости обработки в неизменных оптовых, отпускных или
розничных ценах. Кроме себестоимости годового выпуска
продукции, можно привести сопоставление себестоимости
сравнимой продукции, определить ее долго в общем объеме
производства, показать себестоимость изготовления, материалоемкость,
254
прибыль и рентабельность отдельных видов продукции.
Показатели по труду могут быть дополнены такими показателями',
как удельный вес вспомогательных рабочих, удельный вес
рабочих, занятых механизированным (или ручным) трудом,
среднемесячная заработная плата одного работника предприятия
и др.
VI.9. Изменение технико-экономических показателей в результате реконструкции
предприятия
Наименование показателя
Единица
измерения
Значение
показателя
Увеличение объема производства в НЧП тыс. руб.
То же, в оптовых ценах тыс. руб.
То же, в натуральном выражении тыс. ед.
Рост производительности труда %
Увеличение прибыли от реализации продукции тыс, руб.
В том числе:
в результате роста объема производства тыс. руб.
» снижения себестоимости продукции тыс. руб.
» повышения качества продукции тыс. руб.
Количество условно высвобожденных рабочих чел.
Общая экономическая эффективность капитальных руб./руб.
вложений
Годовой экономический эффект тыс. руб.
Дополнительные капиталовложения тыс. руб.
Рост уровня рентабельности производства %
Повышение фондоотдачи %
Коэффициент обновления активной части основных . — '
фондов
Коэффициент обновления пассивной части основных —
фондов
Удельный вес специальных машин в общем количе- %
стве установленного оборудования
Анализ технико-экономических показателей, указанных
в форме VI.9, служит основанием для оценки экономической и
социальной эффективности проекта, которая предопределяется
уровнем используемой техники, новизной технических решений,
прогрессивностью выбранной технологий, научной организацией
производственных процессов, выпуском новой,
высококачественной продукции и т, д.
В настоящее время в тематике дипломных проектов
наблюдается значительное увеличение доли работ, направленных на
совершенствование технологии и организации труда в
отдельных производствах швейного предприятия. Такие темы как
«Реконструкция цеха», «Технологические расчеты
подготовительного, раскройного или швейного цехов» требуют
использования показателей, позволяющих оценить технический и
организационный уровень производства, дать экономическую
оценку результатов проектирования. В Приложении
представлены технико-экономические показатели подготовительного,
раскройного, пошивочного и отделочного цехов.
255
■ . ■ ■ . ■ ■ Приложение
Техни ко-экономические показатели подготовительного, раскройного, швейного
и отделочного цехов
Показатель
Пояснение к расчету
Значение
показателя
Подготовительный цех
Проектирование
нового цеха
1. Производственная программа
на год:
а) по ассортименту в
натуральном выражении, тыс, ед.
б) объем производства про-
. дукции в НСО—73 или НЧП,
тыс. руб.
в) количество материалов,
потребляемых цехом за год:
в натуральном выражении,
в стоимостном
тыс. руб.
измерении.
2. Суточная потребность в
материалах (по видам) Л1сут, ма
3. Максимальный запас
материалов, хранящихся в цехе (по
видам}, дни
4. Количество рабочих в цехе
Кр, чел.
В том числе;
рабочих
ИТР и служащих
5. Удельный вес численности
работников цеха К? в общей
численности работников
предприятия Ktl .п.п. %
6. Производительность труда
одного рабочего в смену, ма
7. Охват рабочих
механизированным трудом, %
См, экономическую часть проекта
То же
,tAr, где H0L — от
раслевая норма расхода
материала на изделие i-го вида, ма;
Ат — выпуск одноименной
продукции в год, тыс. ед.; п — число
видов материалов, расходуемых
на изделие
Цп.3Мг;, где Цп.з— планово-за:
готовительная цена 1 мг
материала (-го вида, руб.
См. технологическую часть
проекта
См, технологическую часть
проекта
См, экономическую часть проекта
Кр lOO
Мсуг//Сс„псм, где Мсут —
суточная потребность в материалах
всех видов, ms; /Ссп —
списочное количество рабочих в цехе;
«см — число смеп работы цеха
/Снех-Ю0//Ссп, где ^МИ[
—количество рабочих, занятых
механизированным трудом
256
Продолжение
Показатель
Пояснение к расчету
Значение
показателя
8,. Коэффициент механизации
работ в цехе
9. ^Коэффициент использования
площади цеха
10. Стоимость основных фондов,
тыс. руб,
в том числе стоимость
оборудования С0б
П, Техническая вооруженность
труда, руб.
12. Удельный вес использования
светокопий, трафаретов, %
х а
Реконструкция дела
13. Рост производительности
труда,%
14. Количество условно
высвобождаемых рабочих, чел.
15. Коэффициент обновления
активной части основных фондов
J6. Объем дополнительных
капитальных вложении, тыс. руб.
T'-usxlT, где Гмех — трудоемкость
механизированных работ, ч; Т —
общая трудоемкость работ в цехе,
ч
JW^ч. гДе Fa(t — площадь,
занимаемая оборудованием, м2; Fu—
общая площадь цеха, мй
См, экономическую часть
проекта
То же
С'об' Ксп
Кс, rp-100/Кэ.р. где /Сс.тр
—количество используемых светоко-
Гпий, трафаретов; К3, р — общее
;,необходимое количество
зарисовок, раскладок лекал
100—100, где ЛГХ —
производительность труда одного
рабочего в смену до
реконструкции, ,ма;- ЯГа — то же, после
реконструкции, ма материалов
{MrJUTJ - (Мг/ЯГа), где
М Г] — количество
материалов, перерабатываемых цехом
в год после реконструкции,
тыс. м2
ввод^пб.;'
Где ^
об. ввод
д; д
балансовая стоимость вводимого
оборудования, тыс. руб.; Co6j —
балансовая стоимость
оборудования в цехе после его
реконструкции, тыс. руб.
См. экономическую часть
проекта
Раскройный цех
Проектирование
нового цеха
Производственная программа
на год:
а) по ассортименту в
натуральном выражении, тыс. ед.
б) объем производства
продукции в НСО-73 или НЧП,
тыс. руб.
в) выпуск кроя в год Аг, тыс.
ед
См. экономическую часть проекта
То же
257
Показатель
2. Выпуск кроя и сутки Лсуг,
тыс, ед.
3. Количество работников цеха
/СР, чел.
В том числе:
рабочих
ИТР и служащих
4. П рои уводи тельность труда
одного рабочего в год ПТ, тыс.
ед.
5. Выработка кроя
(производительность труда) на одного
рабочего в смену, ед.
6. Удельный вес
вспомогательных рабочих, %
7. Удельный вес численности
работников цеха в общей
численности 'работников
предприятия, % '
8. Охват рабочих
механизированным трудом, %'
9. Коэффициент использования
площади цеха
10. Съем кроя с 1 мй
производственной площади в сутки, ед
11. Съем кроя с одного
настилочного стола в сутки
12. Стоимость оборудования цеха,
тыс. руб.
13. Техническая вооруженность
труда, руб.
14. Длительность
производственного цикла, ч
15. Лимит незавершенного
производства, ед
16, Запас кроя, дни
17, Трудоемкость изготовления
единицы кроя, ч
18. Себестоимость единицы кроя,
руб.
в том числе стоимость
обработки
Реконструкция цеха
19. Рост производительности
труда на единицу кроя, %
Продол
Пояснение л расчету
Аг/Дг, где Дг — число дней
работы предприятия в году
См. технологическую часть
проекта
См. экономическую часть проекта
AjiK-ai, гДе Ксп ^— списочное
количество рабочих в цехе
А су?!Ксп
Квса' ЮО/АГСП, где Кисп —
количество вспомогательных
рабочих в цехе
J^p. ЮО/ЛГп. п-п
Кмех' 10О//ССГ1, где
/(мех—количество рабочих, занятых
механизированным трудом
л if
™ сут; * ц
Acyr/Кст, где /Сст — количество
пастилочных столов в цехе, шт.
См. экономическую часть
проекта
СобАКга
См. экономическую часть проекта
То же
»
См. технологическую часть
проекта
См. экономическую 'часть проекта
То же
-
(7V- Га).100/Га, где ^
несоответственно трудоемкость
изготовления единицы кроя до и
после реконструкции, ч
ж е я и е
Значение
показателя
258
Продолжение
Показатель
Пояснение к расчету
Значение
показателя
20. Рост производительности
труда на основных операциях,
настилания
вырезания на ленточной
машине
21. Количество условно
высвобождаемых рабочих, чел
рассекание настила
22. Коэффициент обновления
активной части основных фондов
23. Объем дополнительных
капитальных вложений, тыс. руб.
(TUi-Tn)-lQO/TBi, где ТЧ[ и
THj — затраты времени па
настилание соответственно до и после
реконструкции
(Т — Тв).100/Г„, где ТЕ и
Ts — затраты времени на
вырезание деталей соответственно'до
и после реконструкции
(АгтТг)-{А,1ПТг), где
А Га — выпуск крои в год после
реконструкции, тыс. ед.
(Гр1-Гр,И00/7-р1, где Гр, и
Т — затраты времени на
рассекание настила соответственно до
и после реконструкции
Г IP
См. экономическую часть проекта
Швейный и отделочный цехи
1. Производственная программа
на год,:
а) по ассортименту в
натуральном выражении, тыс. ед,
-.6) объем производства
продукции в НСО—73 или НЧП,
тыс. руб.
Э. Количество работников цеха
Кр, чел
В том числе:
рабочих Ке.п
ИТР и служащих
3. Производительность труда
одного рабочего в год ПТ, тыс.
РУб-
4. Удельный вес-, численности
работников цеха в общей
численности работников
предприятия, %
5. Коэффициент использования
площади цеха
6. Коэффициент использования
мощности швейного цеха
См. экономическую часть проекта
То же
См. технологическую часть
проекта
См. экономическую часть проекта
■6нсо''^спт где Внсо — годовой
выпуск продукции цеха в НСО—
73, тыс. руб.
количество рабочих мест
соответственно по технологической схеме
и по нормативному расчету
259
Продол жени е
Показатель
7. Съем продукции с 1 мЕ
производственной площади, тыс.
руб.
8. Стоимость оборудования цеха
Соб, тыс. руб.
9. Техническая вооруженность
труда, тис. руб.
10, Мощность потока в смену, ед
11. Количество рабочих в потоке,
чел.
12. Выработка
(производительность труда) одного рабочего
в смену, ед
13. Трудоемкость обработки
изделия Тойр, ч
14. Количество оборудования,
установленного в потоке, ед
В том числе:
универсального
специального
автоматов и полуавтоматов
прессов
15. Коэффициент механизации
16. Охват рабочих
механизированным трудом, ■%
17. Коэффициент использования
квалификации рабочих
18. Коэффициент специализации
рабочих мест
19. Коэффициент использован и л
оборудования
20, Количество условно
высвобождаемых рабочих К"Высв, чел.
21. Рост производительности
труда, %:
по основному изделию
по цеху
Пояснение к расчету
ВнсЫРц
См. экономическую часть проекта
С0б//Ссп
См, технологическую часть
проекта
То же
»
ъ
См. технологическую часть
проекта-
См, технологическую часть
проекта
^ ^спец. орг. оп' ■* обр* где
2 ^спец. орг.оп —-суммарная
продолжительность
специализирован пых организационных
операций, ч
См. технологическую часть
проекта
(ВНСОа/ЯТ'1}^(ВнсоуЯ71а), где
Дцсо — годовой выпуск
продукции в ЫСО—73, тыс. руб.; Я?!
и ПТ2 — годовая
производительность труда одного рабочего
соответственно до и после
реконструкции, тыс, руб.
(Т'обр, — ■'обрз)' '00/Уобрз, где
ТобР,г и ГобР; —трудоемкость
обработки изделия
соответственно до и после реконструкции, ч
^бысп1 10О/ЛГРл.—''Сцысв* где ^р,—
количество работников в цехе до
реконструкции
Значение
показателя
260
Окончание
Показатель
Пояснении к расчету
Значение
показателя
22. Коэффициент обновления
активной части основных фондов
23. Объем дополнительных
капитальных вложений, тыс. руб.
24. Себестоимость нзделлл, руб.
25. Снижение себестоимости
изделия Зс, руб.
26. Снижение себестоимости
годового выпуска, тыс. руб.
27. Рентабельность изделия, %
28. Увеличение объема выпуска
продукции цехом, %
^об. ввод o<V
Gm. экономическую часть проекта
СПа—"полная
То же
стт, - Спа- ™е Сп,
себестоимость единицы
продукции соответственно до и после
реконструкции-, руб.
ЭС'Л2, где Л2 — выпуск
продукции цехом (потоком) в год после
реконструкции, тыс. ед.
См. экономическую часть
проекта
{А%—А]) ■ ЮО/Л^ где Лх — выпуск
продукции цехом (потоком) в год
до реконструкции, тыс. ед.
СПИСОК ЛИТЕРАТУРЫ
1. Изместьева А. Я. и др. Технологические расчеты основных цехов
швейных фабрик/Измсстьева А. Я, Юдина Л. П., Седельником Е. А. AL, 1.978,
2. Мурыгин В. Е. и др. Систематизация и совершенствование требований
к построению потоков швешшх цехов/Мурыгин В. Е., Серова Т. JVL, Бары-
шева Г. В.—Швейная промышленность, 1980, Лэ 3, с. 18—21.
3. Фуксман А, Ю., Грызлова Т. А, Организационный режим работы
потоков со свободным ритмом. Л1, 1977.
4. Воронин Б. И., Зазулин Е. П. Средстна механизации для адресного
перемещения изделий — В обзоре: Швейная промышленность. М., 1979т № 3, с. 33.
5. Карачинский Я. Л, Механизация производственного транспорта на
швейных предприятиях. М., 1971.
6. Справочник по шлейному оборудованию/Зак И. С, Горохов И. К.,
Воронин Е. И. н др. М., 1981.
7. Демина А. П, Потоки шисиного производства. М., 1976.
8. Сопершенствование конструкций, технологии одежды и организационных'
форм технологических потоков/Под ред. А, Я. Изместьевой. М., 1973.
9. Апыятина М. Н. Организация производства п отделочных цехах
швейных предприятий. М., 1980.
10. Гарин В. А,, Лифанов В. А. Отделка И складирование швейных
изделий. М., 197S.
11. Эффективность централизации экспериментальных цехов в швейной
промышленности Украинской СССР/Пешшна Т. Е., Адамова Н. А,,. Овчарен-
261
ко Л. В., Авсеев Е. Г.; под ред. Ермаковой Л. В.— Э. И. Швейная промыш-"
лснность в СССР. М., 1980, № 5,-38 с.
12. Клойзнер X, М. и др. Автоматизированный метод оптимального
расчета серии на сорочки мужские и школьные с нормированием расхода ткани/
Клойзнер X. М., Эпштейн Л. В., Шерстнев В. Е., Настасьип В. В.—■ Швейная
промышленность, 1975, № 6, с. 11 —12.
13. Организация раскройного производства на швейных фабриках/Гуми-
левская С. А., Гарин В. А., Афанасьева Л. П. и др. М., 1970.
14. Кусиер Б. А., Петров Н. И. Комплексная механизация
подготовительных раскройных цехов и складов готовых изделий швейных предприятий.—
В обзоре: Швейная промышленность, М,, 1974, с. 20—21.
15. Смирнова Л. Н., Пушкин П. С. Анализ деятельности подготовительно-
раскройного производства.— Э. И. Швейная промышленность б СССР. М., 1979,
№ 13, с. 8—10.
J6. Кушелсвич И. И, Организация подготовительно-раскройного
производства,—Э. И. Шлейная промышленность в СССР. М., 1972, с. 27.
17. Куснер Б, А, О комплексной механизации процессов подготовительно-
раскройного производства и складов готовых изделий.— Швейная
промышленность, 1978, № 2, с. П—15.
18. Куснер Б. А., Петров Н. И., Синюта Л. Г. Челночио-адресный способ
настилания ткани и комплексная механизация раскройного производства.—
Швейная промышленность, 1969, № 4, с. 23—28.
И). Методические рекомендации по научной организации труда рабочих,
на промышленном предприятии. №.. 1978.
20. Научная организация труда в швейной промышленности: Перевод с
немецкого В. Н. Кругловой/Под ред. д-р экон. наук Н. Я. Петракопа, М., 1979.
21. Шубин Л. Ф. Архитектура гражданских и промышленных зданий. Т. 5.
Промышленные здания, М., 1975
22. Умняков П. Н. Теплоизоляция ограждающих конструкций жилых и
общественных здании. М., 1978.
23. Ким Н. Н. Промышленная архитектура. М., 1979.
24. Талиев В. Н. Аэродинамика вентиляции. М,, 1979.
25. Участкнн П. В. Вентиляция, кондиционирование воздуха и отопление
на предприятиях легкой промышленности. М,, 1980.
ОГЛАВЛЕНИЕ
Введение ...-..? 3
I. Исходные данные и основные этапы проектирования предприятий
швейной промышленности 6
1.1. Технико-экономическое обоснование строительства нового или
реконструкции действующего предприятия 6
1.2. Выбор и обоснование района строительства нового предприятия
или объекта реконструкции 9
1.3. Выбор пункта строительства предприятия . . 12
1.4. Производственная программа строящегося (реконструируемого)
предприятия . , 14
1.5. Выбор типа проектируемого предприятия . . J8
1.6. Общие требования к технологическому проектированию ... 30
II. Технологические расчеты швейных цехое 39
II, 1. Общие требования массового промышленного поточного про-
^ изводстаа 39
^11.2. Характеристика технологических потоков швейных цехов . , 41
11.3. Этапы проектирования и исходные данные для технологических
расчетов потоков швейных цехов . . . ■ . . 57
11.4. Выбор оптимальной мощности швейного потока 92
11.5. Технологическое проектирование сквозных потоков (фабрик-
потоков) 101
11.6. Технологические расчеты участков но изготовлению отдельных
деталей и узлов изделий . 112
11.7. Технологические расчеты цеха (участка) окончательной
влажно-тепловой обработки и отделки изделий 115
П.8. Технологические расчеты склада готовой продукции 121
II.9. Применение ЭВМ п технологических расчетах поточного
производства швейных цехов 124
III. Технологические расчеты подготовительно-раскройного производства 143
Ш.1. Технологические расчеты -экспериментальных цехов .... 143
111.2, Технологические расчеты подготовительных цехов . ... 161
111.3. Технологические расчеты раскройных цехов .' 179
IV. Организация швейного производства 193
IV.1. Организации управления предприятием 193
IV.2. Научная организация труда и организация заработной платы 198
V. Проектирование промышленных зданий и санитарной техники . . . 206
V.I. Проектирование промышленных зданий 206
V.2. Основы проектирования санитарной техники 229
VI. Себестоимость продукции и технико-экономические показатели проекта 243
VI.I. Определение себестоимости продукции повостроящегосн
(реконструируемого) предприятия . 243
VI.2. Расчет экономической эффективности строительства
(реконструкции) предприятия . , 248
' VI. 3, Тсхн и ко-экономические показатели проекта швейного
предприятия . . ■ 253
Приложение '.,..-■...' . 256
Список литературы ■ . 262
263
АНАСТАСИЯ ЯКОВЛЕВНА ИЗМЁСТЬЁВА
ЛАРИСА ПАВЛОВНА ЮДИНА
ПАВЕЛ НИКОЛАЕВИЧ УМНЯКОВ
ГАЛИНА ИВАНОВНА ВЯТКИНА
ВАДИМ ЕФИМОВИЧ МУРЫГИН
ЕВГЕНИЯ АЛЕКСАНДРОВНА СЕДЕЛЬНИКОВА
Проектирование предприятий швейной промышленности
Редактор И,- И, Пахомоеа
Художественный редактор В. В. Зершлешова
Технический редактор Т. С. Проиченкова
Корректоры Е. А. Постникова, Т. Н. Бобрикова
ИБ № 990
Сдано в набор 22.0В.82. Подписано в печать С.12.82. Т-04302. Формат COXSDr/ie. Бумага
типографская N° 2. Литературная гарнитура. Высокая печать. Объем 16,5 печ. л. Усл.
печ. л, 16,5. Усл. кр. отт. 16,5. Уч.-над, л. 17,0. Тираж 16 000 экз. Заказ 1Э30. Цена
85 коп.
Издательство «Легкая н пищевая промышленность» ] 1303л, Москва, М-33,
1-й Кадашевский пер., 12
Ленинградская'типография № 4 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союзпо-
лиграфпрома при Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли. 191126, Ленинград, Социалистическая ул., 14,
Полезные ресурсы
Библиотека легкой промышленности
http://t-stile.info
Блог "О шитье..."
Профессиональные секреты швейного мастерства
http://blog.t-stile.info
"Сказки БабочкиЯночки & K-lariss"
Игры для девочек и мальчиков, "одевалки",
сказки и правдивые истории про моду и ремесла
http://moda.t-stile.info
"Полотняная полянка"
о мастерах и мастерицах, о рукоделии и ремеслах,
о моде и модницах
http://detki-textile.blogspot.com
Рассылка
"Для тех, кто шьет и вышивает. Советы и секреты"
http://blog.t-stile.info/o-rassylke