/
















Текст
ИНСТРУМЕНТАЛЬНЫЕ
ClMN
СПРАВОЧНИК
ИНСТРУМЕНТАЛЬНЫЕ
СТАЛИ
Справочник
Согласовано с Государственной службой
стандартных справочных данных
МОСКВА «МЕТАЛЛУРГИЯ» 1977
УДК 669.14.018.252.5
Введений
Л. А. ПОЗНЯК, С. И. ТИШАЕВ, Ю. М. СКРЫНЧЕНКО,
Ю. Н. КУЗЬМЕНКО, Р. А. ЗЫКОВА, А. В. КОВАЛЬЧУК,
А. И. СЕРЕБРЯНСКАЯ, Н. А. КОЛОСОВА, Б Э. НАТАПОВ,
И. А. МОЖАРОВА, О. А. РАСПОПИНА
УДК 669.14.018.252.5
Инструментальные стали. Справочник. М., «Металлургия», 1977,
168 с. Авт.: Позияк Л. А., Тиш а ев С. И., Скрынченко
Ю. М., Кузьменко Ю. Н., Зыкова Р. А., Ковальчук А. В.,
Серебрянская А. И., Колосова Н. А., Натапов Б. Э.,
Можарова И. А., Р а с п о п и н а О. А.
В справочнике приведены данные о химическом составе, основ-
ных свойствах и режимах термической обработки стандартных н
новых инструментальных сталей: углеродистых, низколегированных,
штамповых для холодного и горячего деформирования, а также
быстрорежущих.
Рассмотрены некоторые особенности фазовых превращений при
нагреве и охлаждении в зависимости от легирования указанных ста-
лей. На основе результатов промышленных испытаний стандартных
и новых сталей даны также рекомендации по их .назначению.
Справочник рассчитан на инженерно-технических работников
металлургической н машиностроительной промышленности. Ил. 219.
Список лит.: 55 назв.
© Издательство «Металлургия»,.1977
31203—069
И------------71—77
040(01)—77
Основными направлениями развития народного хозяйства СССР
на 1976—1980 гг., принятыми на XXV съезде КПСС, предусматри-
вается повышение эффективности общественного производства, уско-
рение научно-технического прогресса, роста производительности
труда, всемерного улучшения качества работы во всех звеньях на-
родного хозяйства страны.
Как известно, стойкость инструментов для обработки металлов и
других материалов во многом предопределяет производительность
предприятий в целом. В этой связи использование наиболее прогрес-
сивных инструментальных сталей, обеспечивающих максимально
возможную стойкость инструментов и правильный выбор сталей с
учетом вида обработки и типа обрабатываемых материалов, являет-
ся важной народнохозяйственной задачей.
Интенсивное развитие отечественной металлургии и машиностро-
ения, производство и использование все в больших объемах конст-
рукционных материалов со специальными свойствами (многие из ко-
торых являются труднообрабатываемыми), интенсификация процес-
сов резания и обработки давлением, необходимость экономного рас-
ходования легирующих материалов явились основными предпосыл-
ками для дальнейшего совершенствования инструментальных сталей
и сплавов.
При этом появился ряд новых прогрессивных инструменталь-
ных сталей, что вызвало существенные изменения в структуре про-
изводства н потребления инструментальных сталей разного назначе-
ния Так, например, среди быстрорежущих сталей нормальной про-
изводительности к 1975 г. доминирующее положение заняла сталь
марки Р6М5 (более 70% от общего выпуска быстрорежущих ста-
лей), в то время как до 1968 г. основной была сталь Р18 (~90%).
Примерно в этот же период начали успешно использоваться в про-
мышленности прогрессивные экономнолегированные быстрорежущие
стали повышенной производительности Р6М5К5, Р6Ф2К8М5 (ЭП658),
Р9М4К8 (ЭП688), Р12Ф4К5 (ЭП600), Р12Ф2К8МЗ (ЭП657) и др.,
обеспечивающие более высокую стойкость режущих инструментов
чем стандартные.
Одновременно существенные изменения претерпела структура
производства и потребления штамповых сталей. Так, резко сократи-
лось потребление высоковольфрамовой стали ЗХ2В8Ф, широкое при-
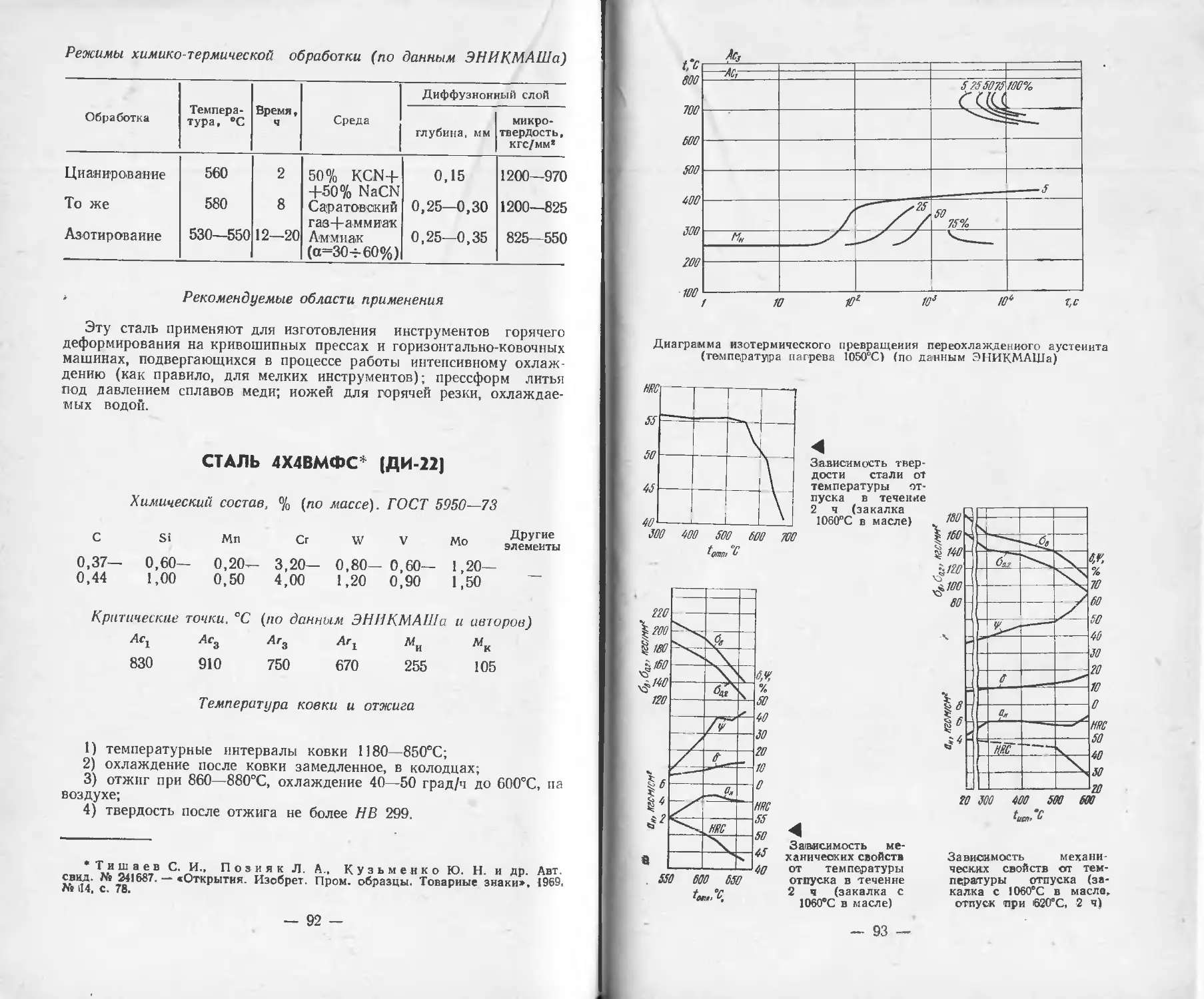
менение нашли стали 5ХЗВЗМФС, 4Х4ВМФС, ЗХЗМЗФ, 4Х5МФС
и др. для прессовых штампов, начинает применяться для тяжелоиа-
груженных прессовых инструментов высокотеплостойкая сталь
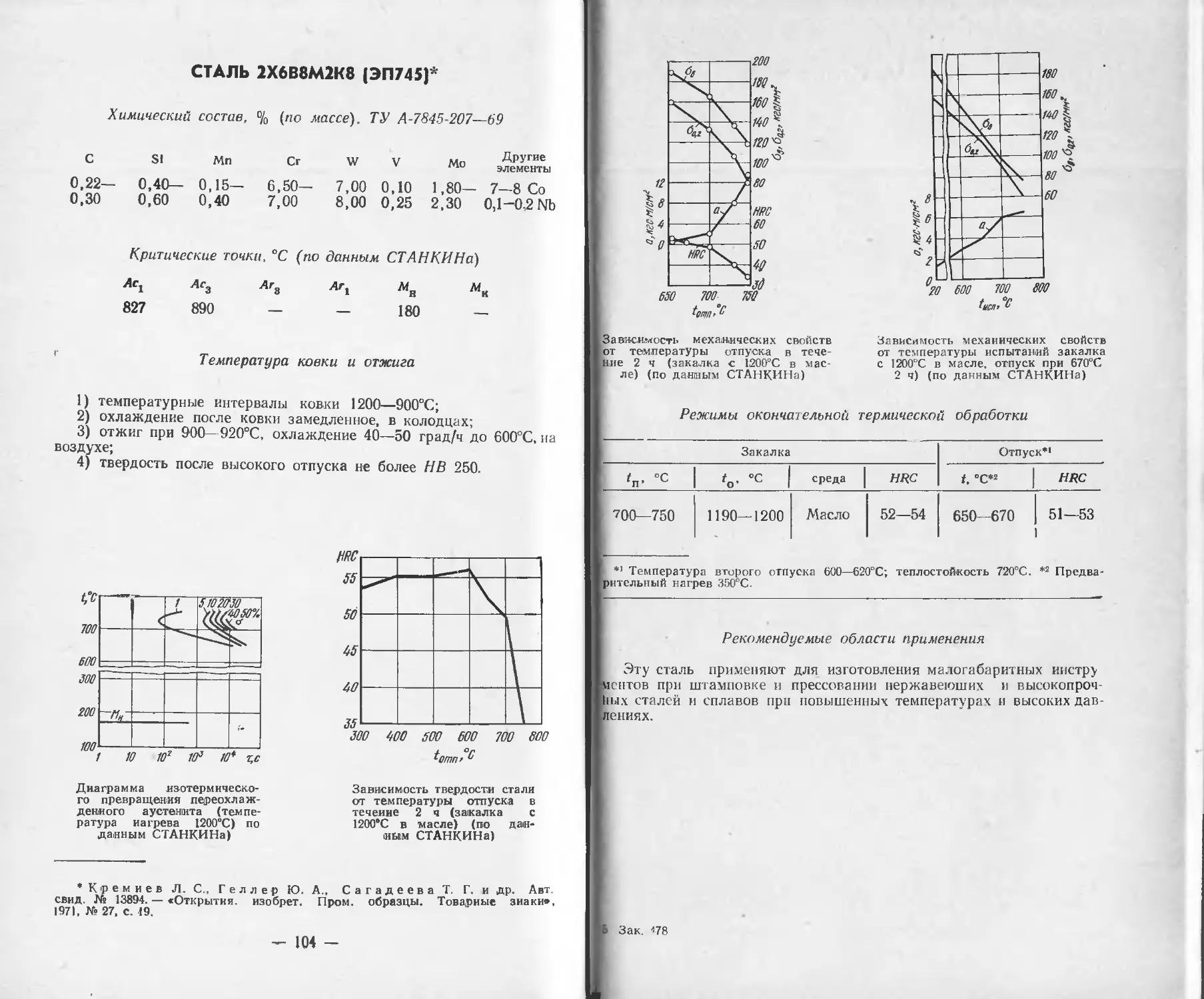
2Х6В8М2К8 (ЭП745), все более широкое применение находит сталь
повышенной теплостойкости 5Х2МНФ (ДИ32) для крупногабаритных
молотовых кубиков. Освоены металлургическими заводами новые
высокопроизводительные стали для штампов холодного деформиро-
вания: 8Х4В2С2МФ (ЭП761), 6Х6ВЗМФС (ЭГ1569), 7ХГ2ВМ и др.,
которые в последние годы успешно используются рядом металлооб-
рабатывающих отраслей промышленности. Пополнилась также и
группа низколегированных сталей новыми марками сталей: В2Ф,
ХВСГ, 12X1, используемых для ленточных пил, ножевочных полотен,
а также измерительных и ручных инструментов.
Отличительной особенностью большинства сталей новых марок
является комплексное легирование при сравнительно невысоком
содержании отдельных легирующих элементов. Именно благодаря
1* Зак. 478
— 3 —
такому подходу появилась возможность создать новые стали с вы-
соким уровнем всего комплекса основных свойств, обеспечивающих
значительное повышение стойкости инструментов при существенной
экономии легирующих материалов. Одновременно с этим за счет
повышения стойкости инструментов удалось резко снизить темпы
роста объема производства инструментальных сталей.
Часть новых инструментальных сталей введена в ГОСТы, осталь-
ные производятся по техническим условиям. Применение новых ин-
струментальных сталей обеспечило народному хозяйству страны
экономию многих миллионов рублей.
В последние 3- 4 года в ряде отраслей машиностроения были
изданы отраслевые руководящие материалы и рекомендации по
рациональному использованию быстрорежущих и штамповых сталей,
которые предусматривают широкое применение прогрессивных ин-
струментальных сталей; это способствовало более успешному внед-
рению сталей новых марок.
Несмотря на очевидный прогресс, достигнутый в области инстру-
ментальных сталей в последние 10 лет, технологи и проектанты рас-
полагали до настоящего времени ограниченным количеством спра-
вочников, изданных в период 1960—1970 гг. и не полностью учиты-
вающих последние достижения.
В предлагаемом читателю справочнике приведены основные ха-
рактеристики всей гаммы инструментальных сталей, включая все
перспективные марки, освоенные до 1977 г. и поставляемые как по
ГОСТ, так и техническим условиям.
Справочник подготовлен коллективом авторов Украинского науч-
но-исследовательского института специальных сталей и сплавов.
При составлении справочника были использованы результаты боль-
шого количества научно-исследовательских работ по изучению влия-
ния легирующих элементов и режимов термической и химико-тер-
мической обработки на основные свойства инструментальных сталей,
широких промышленных испытаний новых и стандартных сталей,
выполненных УкрНИИспецсталью, ВНИИинструментом, Станкином,
ЦНИИТмашем и рядом других исследовательских институтов, ме-
таллургическими и машиностроительными заводами.
I. Углеродистые стали
Углеродистые стали относятся к материалам общего назначения,
применяемым главным образом для малоответственных меритель-
ных, режущих и штамповых инструментов (индивидуального и мел-
косерийного производства), а также для изготовления технологиче-
ской оснастки.
К основным свойствам, которыми должны обладать углеродистые
стали, в зависимости от назначения относятся: а) высокая поверх-
ностная твердость (HRC 60—65); б) повышенная износостойкость;
в) удовлетворительные прочность и пластичность в термически обра-
ботанном состоянии.
Рассматриваемые стали являются дешевым материалом, хорошо
обрабатываются резанием и давлением, имеют невысокую твердость
(НВ 165—175) после отжига. В связи с пониженной устойчивостью
переохлажденного аустенита они характеризуются вместе с тем ма-
лой прокаливаемостью, что ограничивает возможности их примене-
ния для изготовления инструментов, испытывающих воздействие
повышенных удельных давлений. .Лишь в отдельных случаях1 нали-
чие вязкой сердцевины в сочетании с твердым поверхностным слоем
способствует повышению работоспособности.
Углеродистые стали, карбидная фаза которых представлена легко
растворяющимся при нагреве цементитом (Fe3C), характеризуются
повышенной чувствительностью к перегреву и относятся к группе
материалов, требующих точного соблюдения режимов аустенитиза-
ции. В связи с этим превышение оптимальных температур закалки
на 10—15°С допустимо только для инструментов диаметром более
20—25 мм, для которых общее увеличение прочности2 перекрывает
снижение механических свойств в поверхностных слоях, обусловлен-
ное ростом действительного зе.риа аустенита.
Время выдержки при аустенитизации углеродистых сталей выби-
рают мз расчета 50—70 с/.мм три иагреве в печи и 35—40 с/мм при
нагреве в ваине. Продолжительность отпуска для рассматриваемой
группы сталей, как правило, составляет 1—2 ч плюс 1—1,5 мии на
1 мм для крупногабаритного инструмента.
Основными характеристиками, которые обычно определяют на
углеродистых сталях, являются критический диаметр (метод торцо-
вой закалки) глубина трокалнваемости (по излому образцов, про-
шедших обработку в соответствии с требованиями ГОСТ 1435—74)
и твердость после закалки и последующего отпуска Определение
прочностных свойств рассматриваемых материалов, так же как и для
других групп высокотвердых сталей, целесообразно проводить при
испытаниях на изгиб в условиях сосредоточенного нагружения (во
избежание смятия на опорах) и образцов сравнительно малых сече-
ний. При этом следует помнить, что получаемые результаты имеют
довольно условный характер применительно к инструменту диамет-
ром более 10—15 мм в связи с образованием структурной неодно-
родности по сечению.
|По форме, размерам и предельным отклонениям от них углероди-
стые стали поставляются в соответствии с требованиями
ГОСТ 1133—71 (кованая сталь круглого и квадратного сечеиия);
1 Метчики диаметром 15—20 мм, высадочные пуансоны и др.
2 Вследствие возрастания прокаливаемости и уменьшения резкого перепада
значений твердости по сечению.
- 5 —
ГОСТ 4693—57 (горячекатаная, квадратного сечения); ГОСТ
2879—69 (горячекатаная, шестигранная); ГОСТ 4405—74 и ГОСТ
103—57 (полосовая кованая и горячекатаная); ГОСТ 7417—75;
ГОСТ 8559- 75 и ГОСТ 8560—67 (калиброванная); ГОСТ 14955—69
(серебрянка).
СТАЛИ У7, У7А
Химический состав, % (по массе). ГОСТ 1435 74
С
0,65—0,74
S1
0,15—0,35
Мп
0,20—0,40
Сг
0,10—0,40
Другие эле-
менты
0,12-41,25 N
0,20—0,25 Си
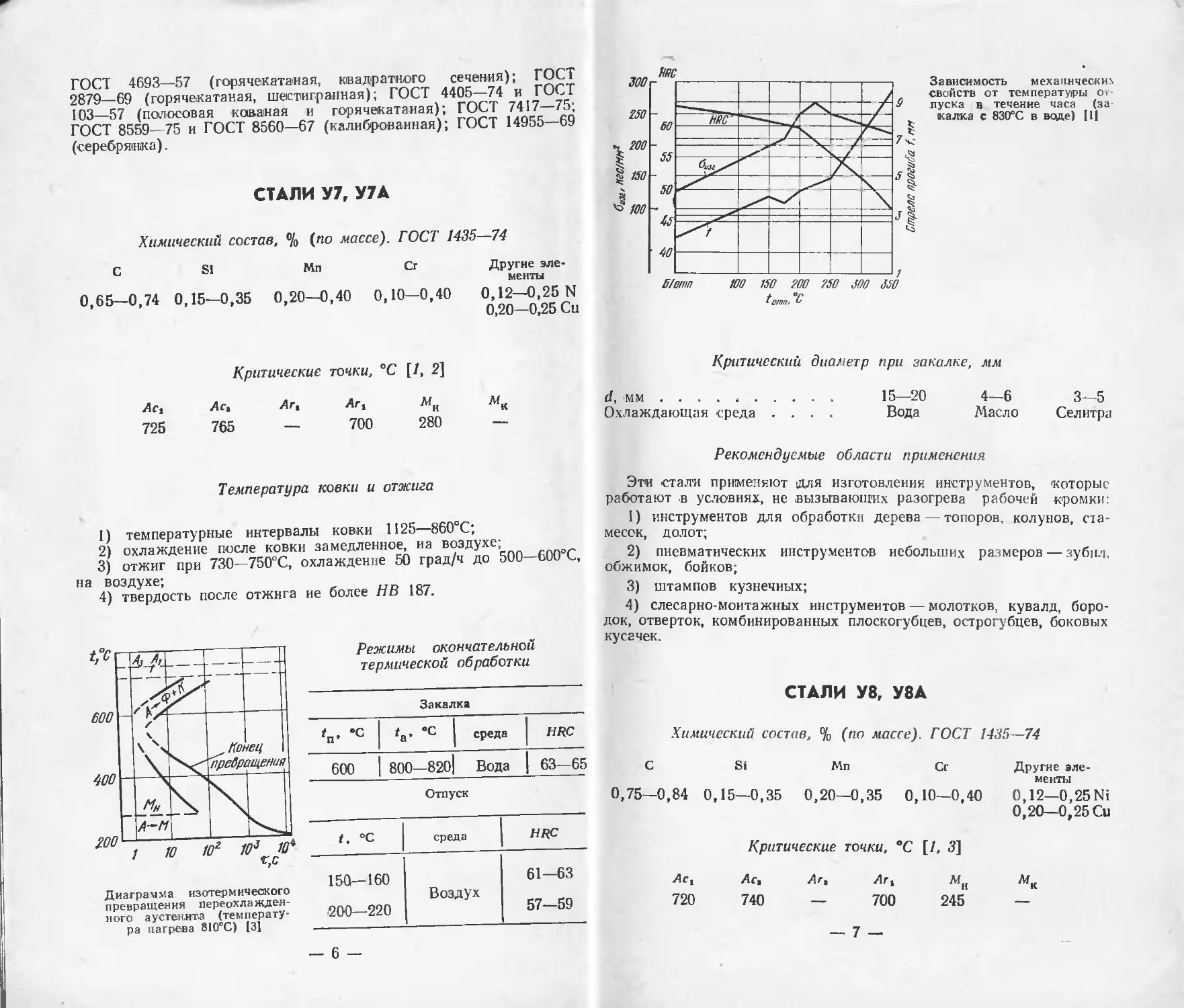
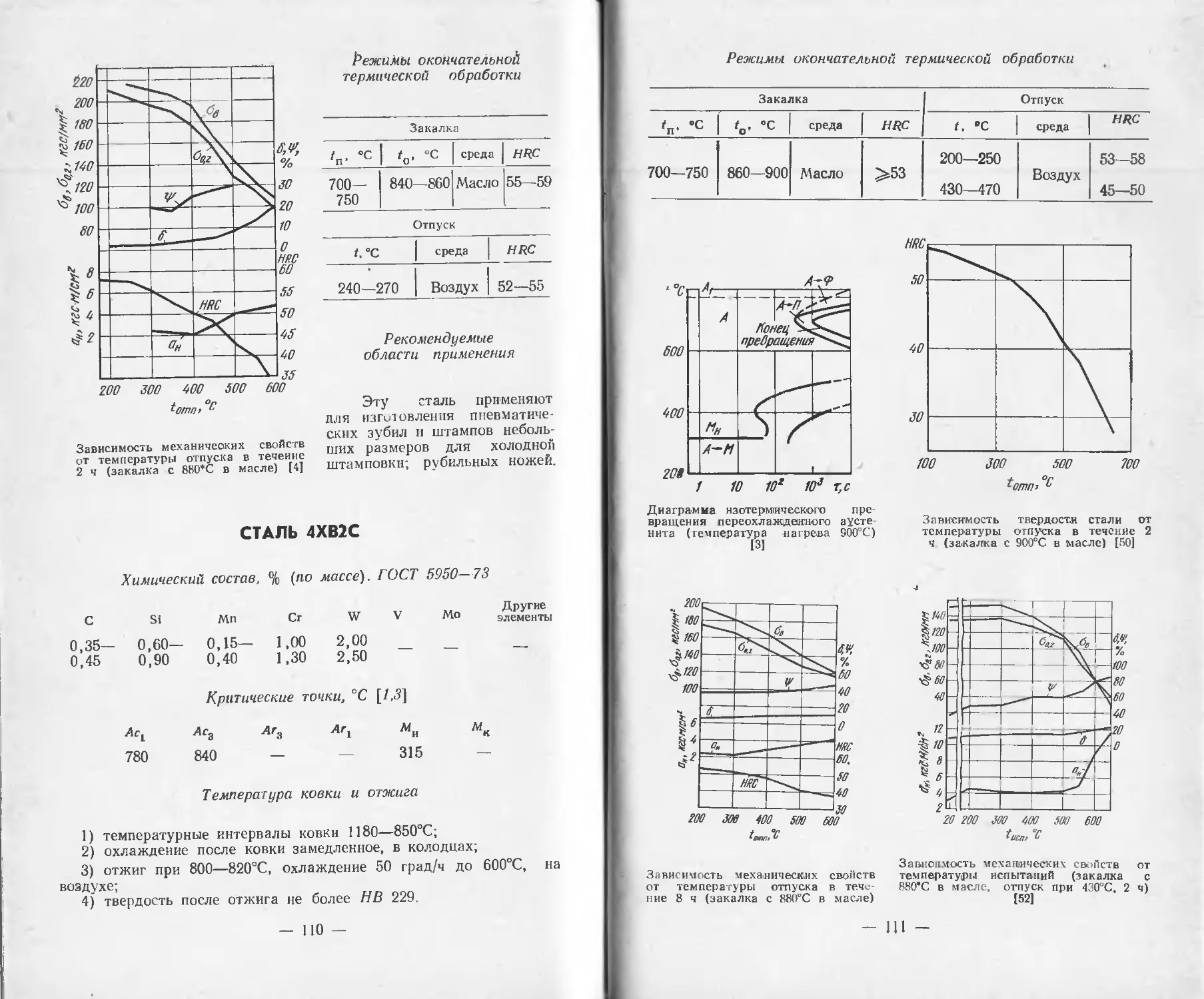
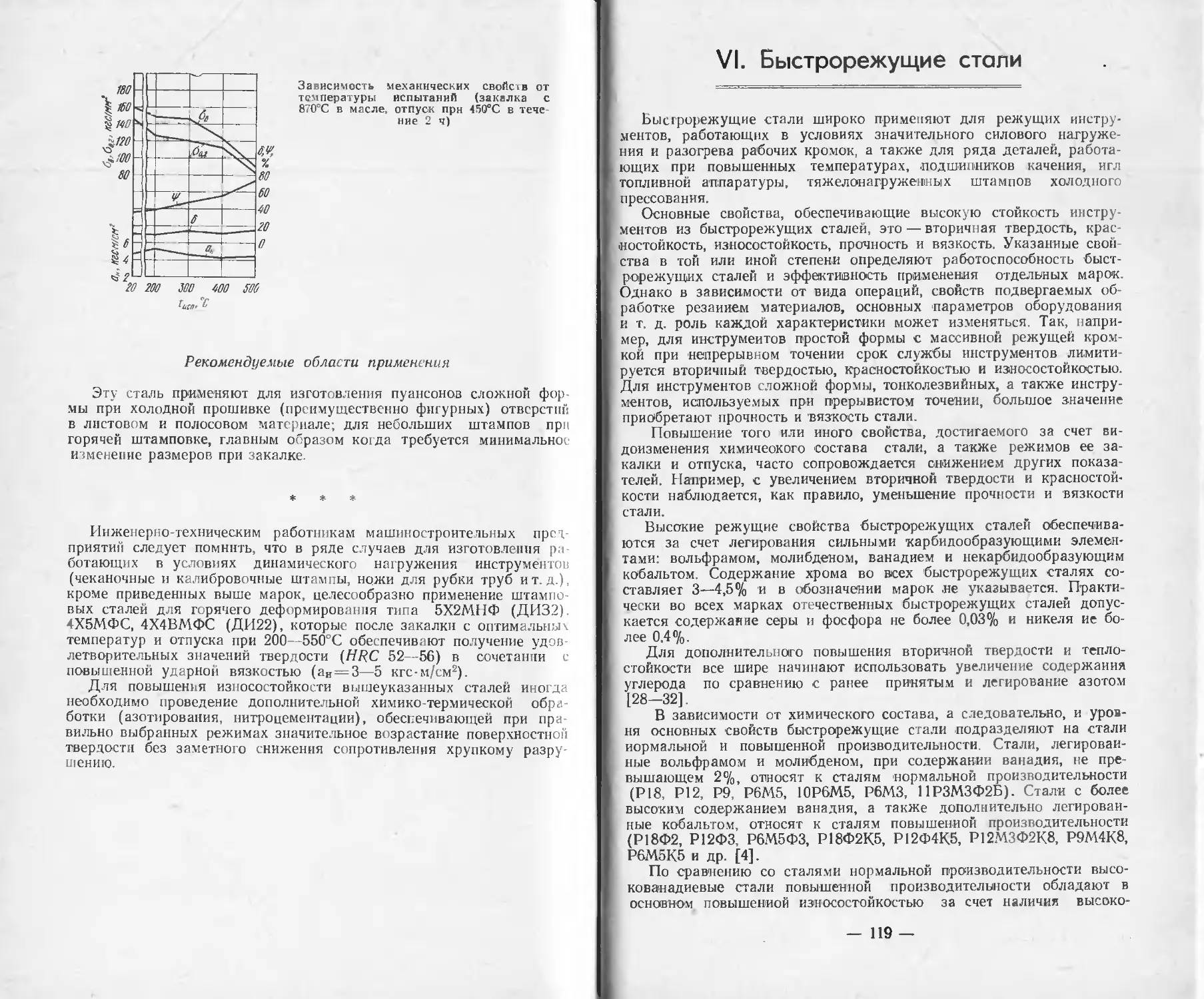
Зависимость механических
свойств от температуры от-
пуска в течение часа (за-
калка с 830°С в воде) II]
Критические точки, °C [1, 2]
Ас, Ас, Лг, Аг, Л'н Л,к
725 765 — 700 280 —
Критический диаметр при закалке, мм
d, мм .... .................. 15—20 4-6 3—5
Охлаждающая среда .... Вода Масло Селитра
Температура ковки и отжига
I) температурные интервалы ковки 1125—860°С;
2) охлаждение после ковки замедленное, на воздухе;
3) отжиг при 730—750°С, охлаждение 50 град/ч до 500—600’С,
на воздухе;
4) твердость после отжига ие более НВ 187.
Закалка
*п’ ’с ”С среда НДС
600 I 800—82о| Вода 63—65
Отпуск
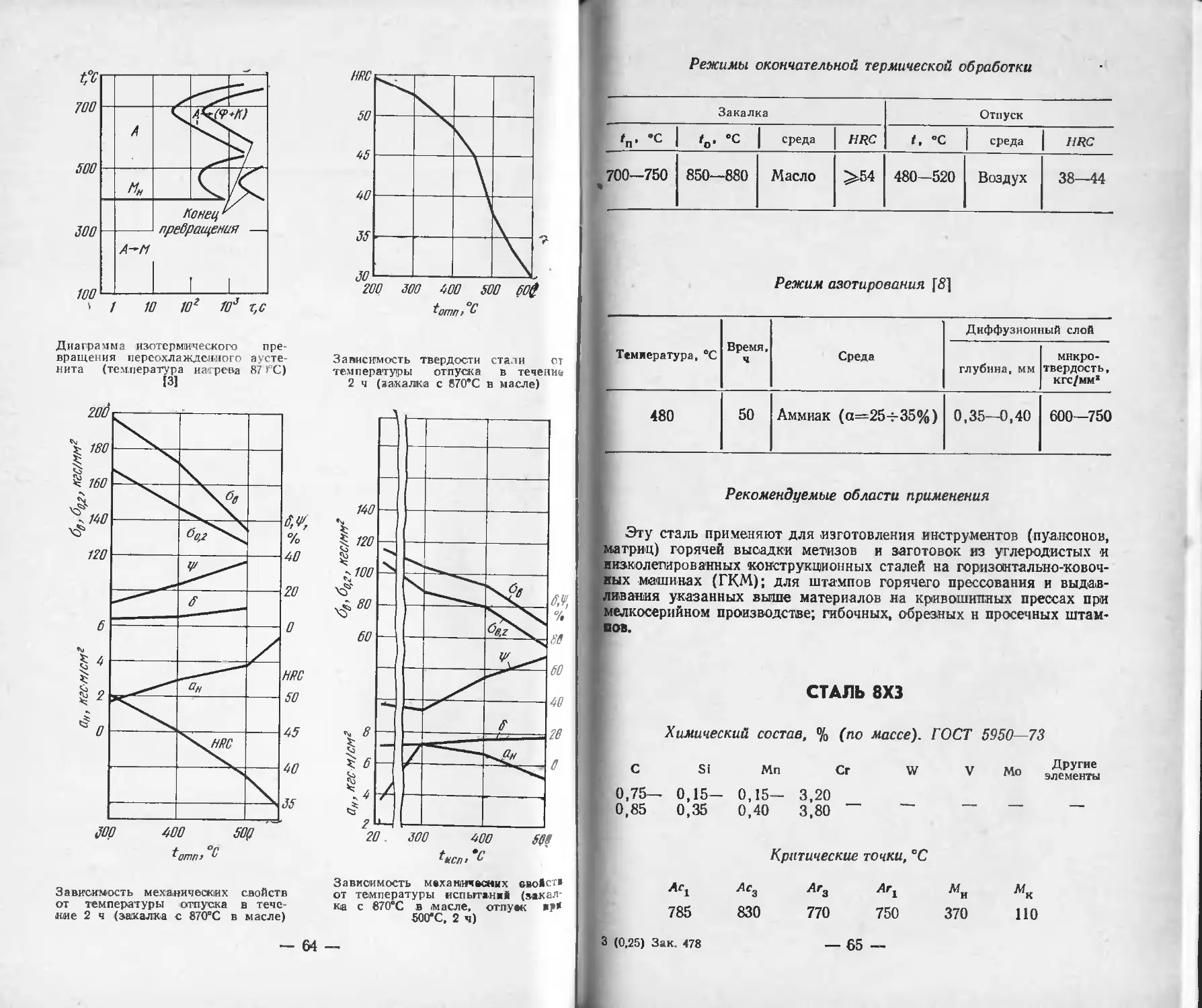
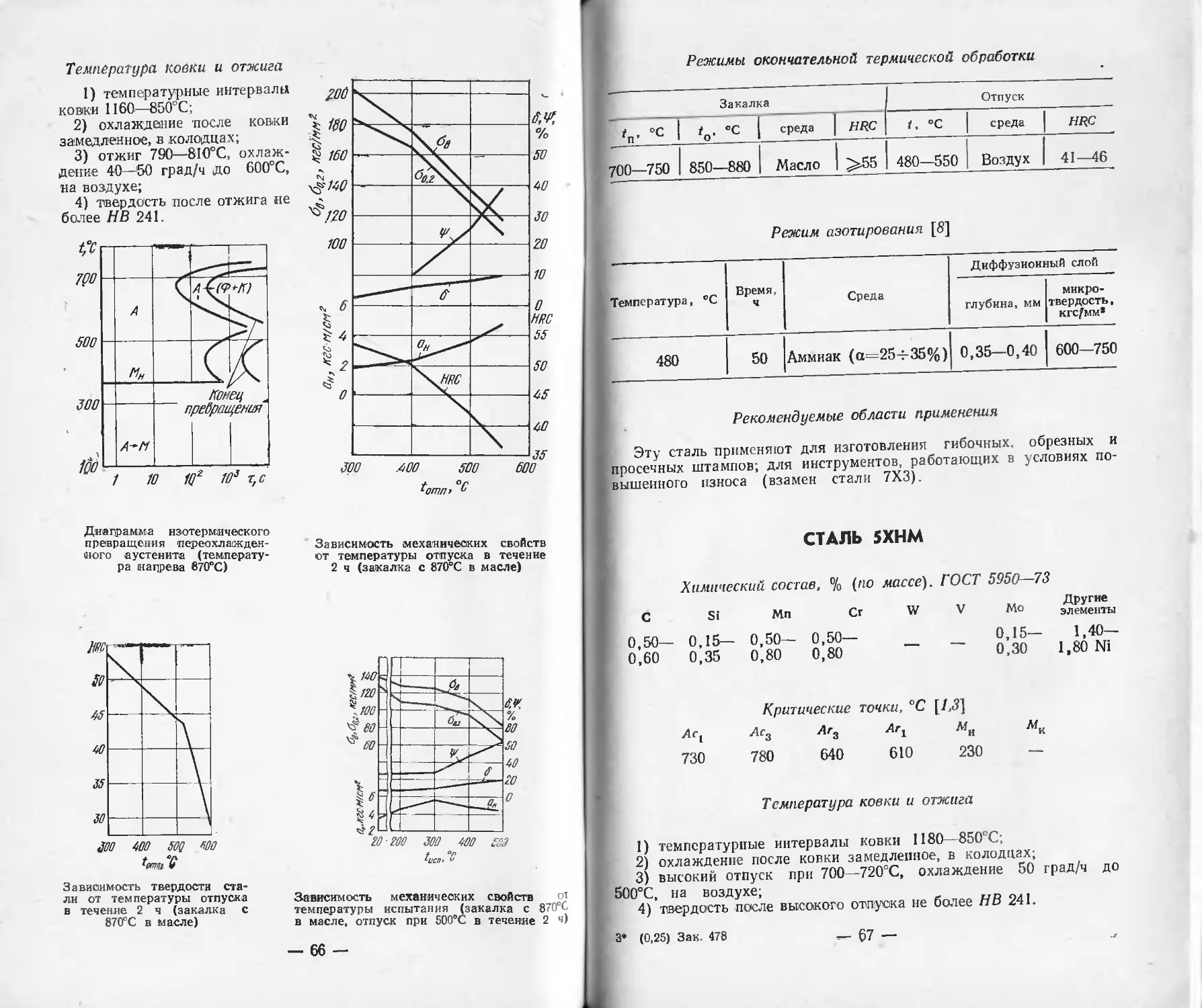
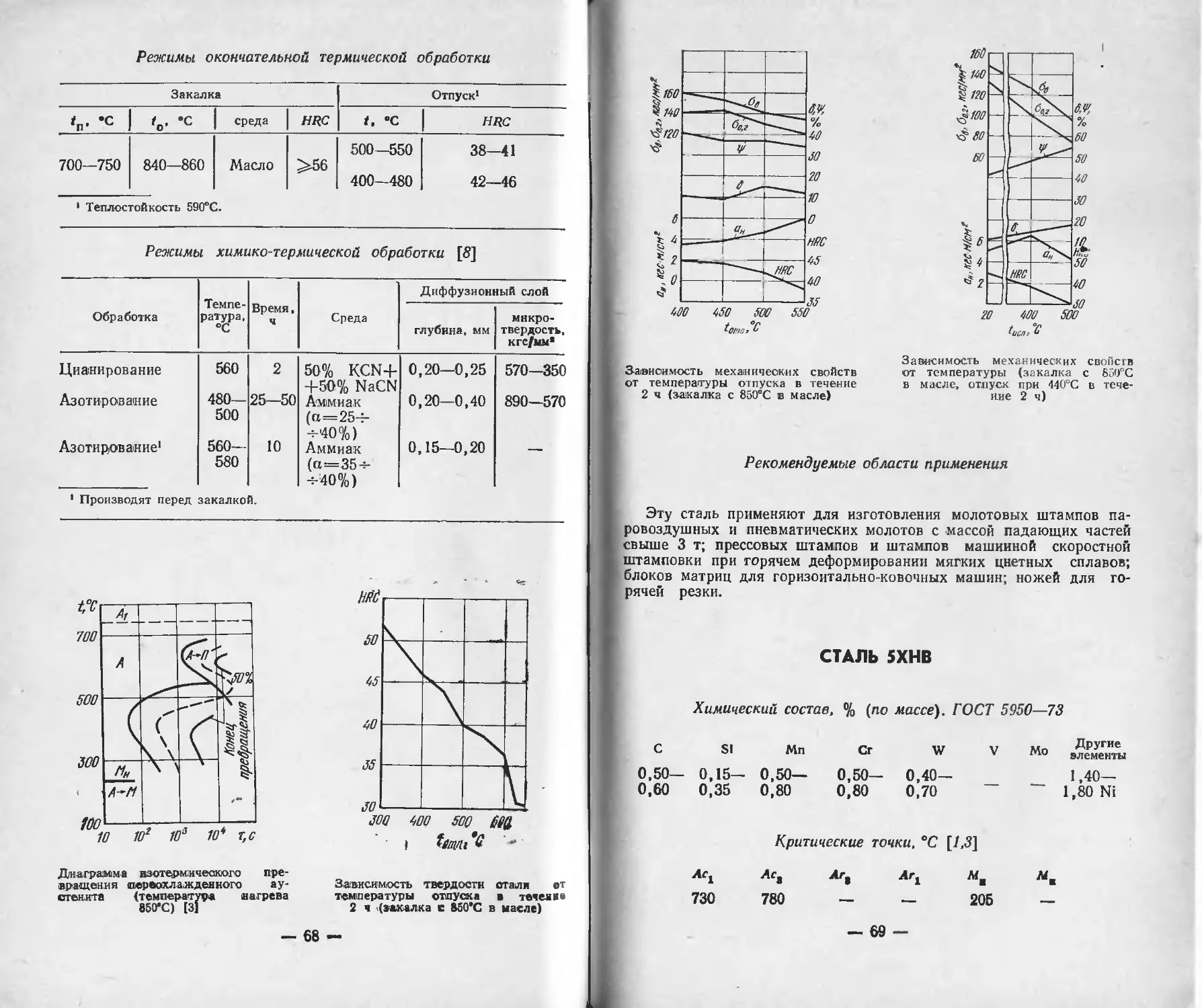
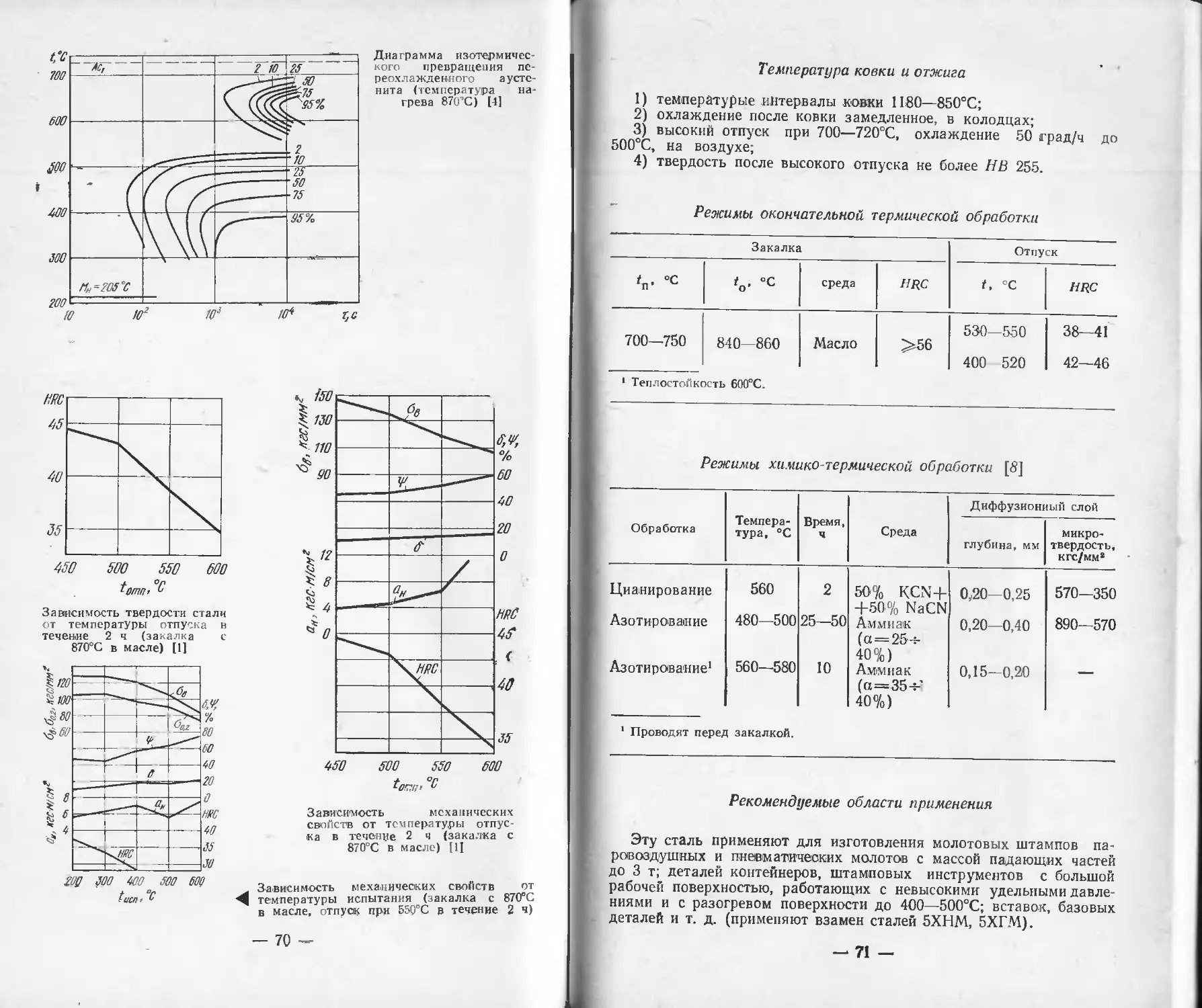
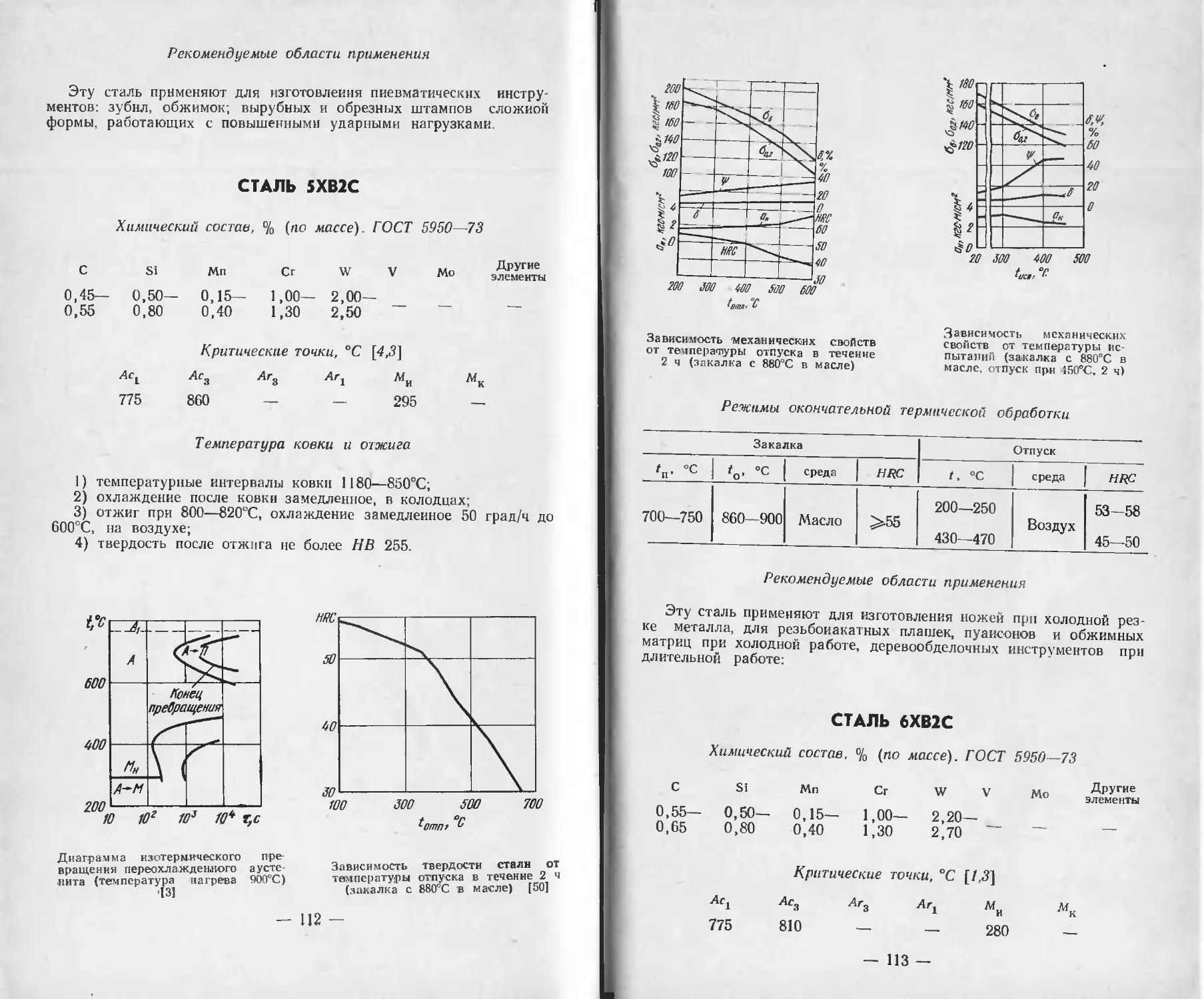
Режимы окончательной
термической обработки
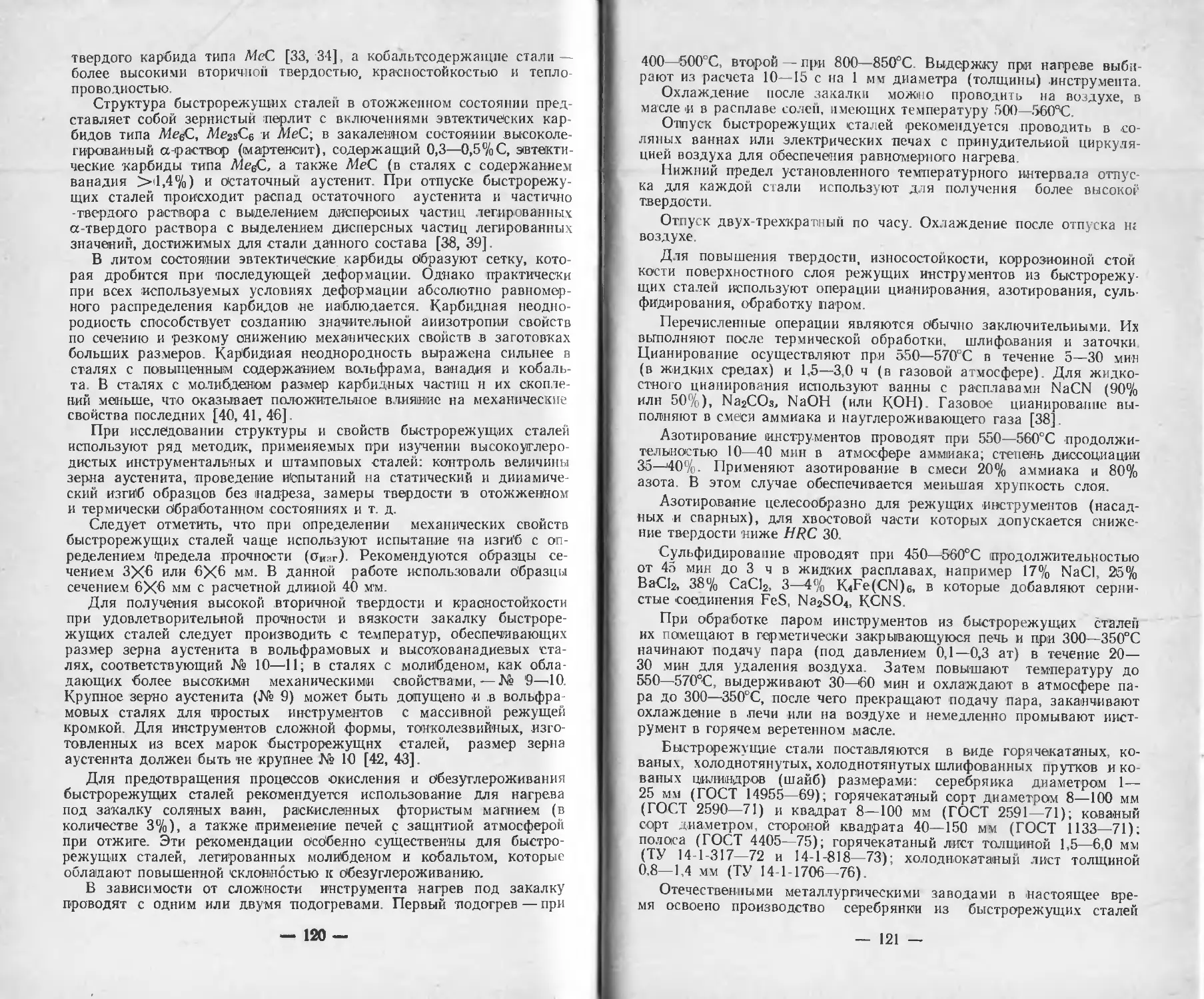
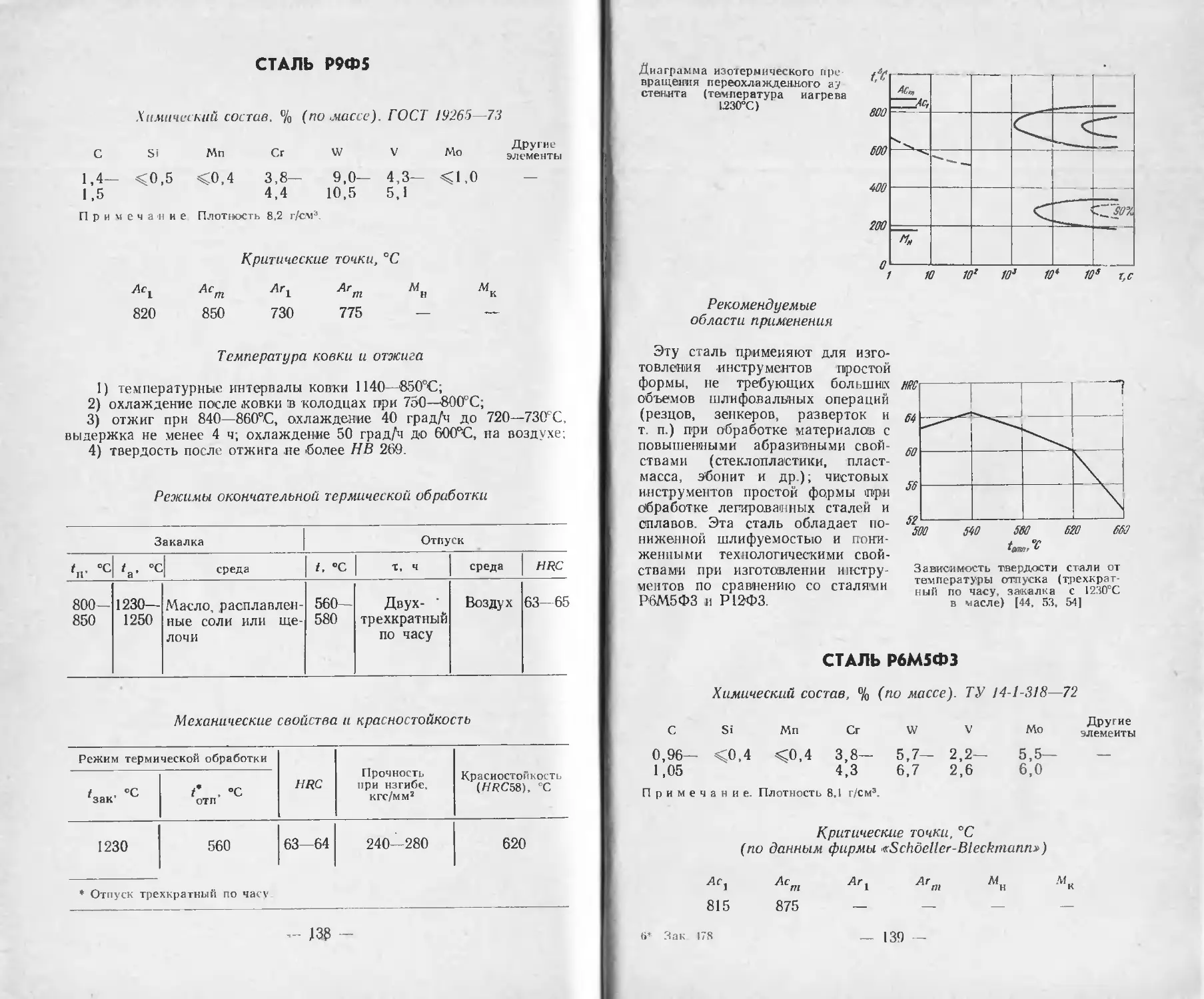
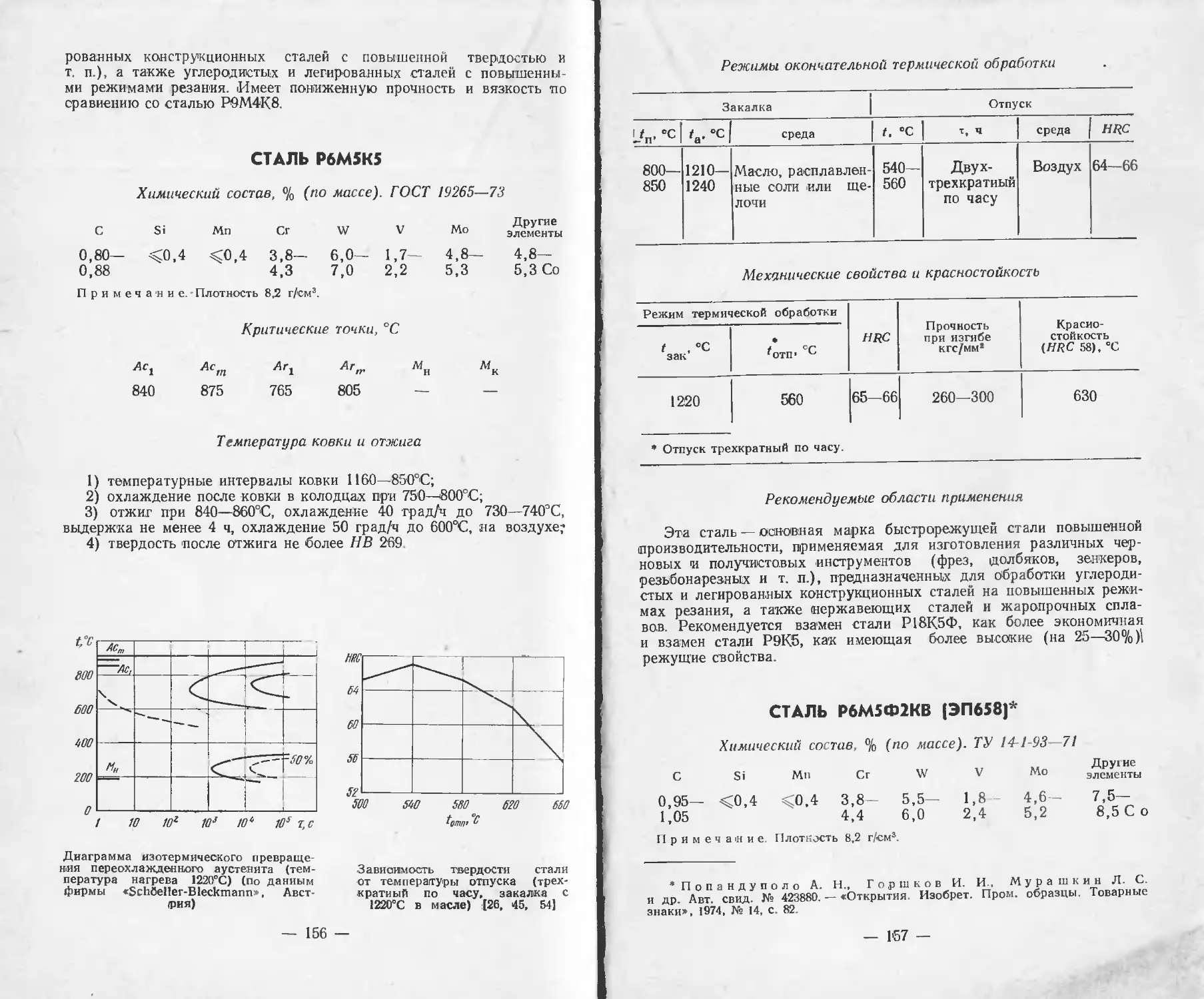
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температу-
ра нагрева 810°С) [3]
t, °C среда НДС
150—160 200—220 Воздух 61—63 57—59
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, которые
работают в условиях, не вызывающих разогрева рабочей кромки:
1) инструментов для обработки дерева — топоров колунов, ста-
месок, долот,
2) пневматических инструментов небольших размеров — зубил,
обжимок, бойков;
3) штампов кузнечных;
4) слесарно-моитажных инструментов — молотков, кувалд, боро-
док, отверток, комбинированных плоскогубцев, острогубцев, боковых
кусачек.
СТАЛИ У8, У8А
Химический состав, % (по массе) ГОСТ 1435—74
С Si Мп Сг Другие эле-
0,75—0,84 0,15—0,35 0,20—0,35 0,10—0,40 0,12—0,25Ni
0,20—0,25 Си
Критические точки, ®С [1, 3]
Ас, Ас, Аг, Аг, Мн Мк
720 740 — 700 245 —
— 6 —
Температура ковки и отжига
Рекомендуемые области применения
1) температурные интервалы ковки 1125—750°С;
2) охлаждение после ковки замедленное, на воздухе;
3) отжиг при 730—750°С, охлаждение 50 град/ч до 500—600°С,
на воздухе;
4) твердость после отжига ие более НВ 187.
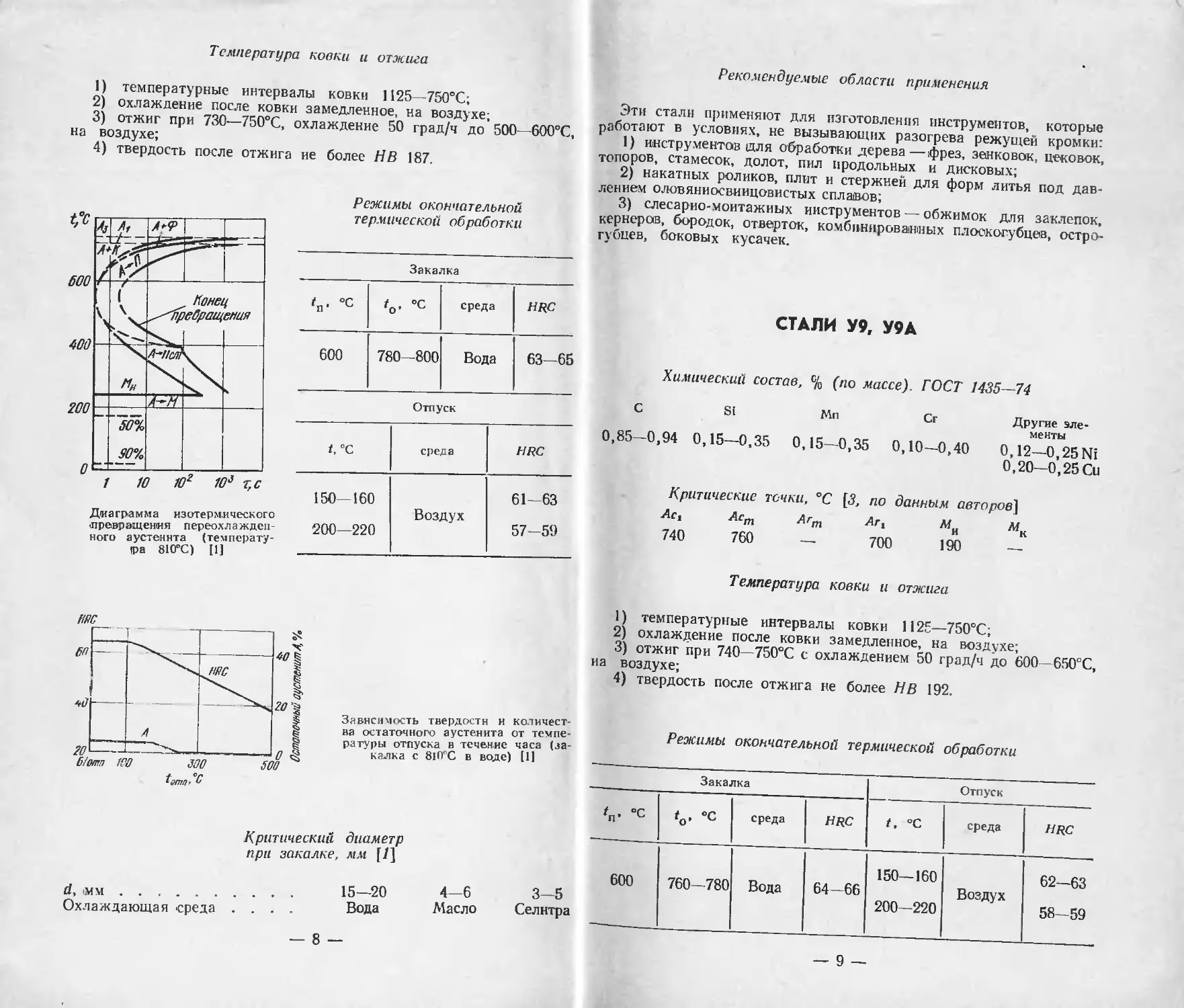
Диаграмма изотермического
^превращения переохлажден-
ного аустенита (температу-
ра 810°С) [1]
Режимы окончательной
термической обработки
Эти стали применяют для изготовления инструментов, которые
работают в условиях, не вызывающих разогрева режущей кромки:
1) инструментов иля обработки дерева—фрез, зенковок, цековок,
топоров, стамесок, долот, пил продольных и дисковых;
2) накатных роликов, плит и стержней для форм литья под дав-
лением оловяниосвиицовистых сплавов;
3) слесарио-моитажиых инструментов — обжимок для заклепок,
кернеров, бородок, отверток, комбинироваиных плоскогубцев, остро-
губцев, боковых кусачек.
Закалка
<п. ’С t0. »с
среда HRC
600
780—800
Отпуск
Вода
63—65
СТАЛИ У9, У9А
Химический состав, % (по массе). ГОСТ 1435—74
среда HRC
150—160
200—220
Воздух
61—63
57-59
С Si Мп Сг Другие эле-
0,85-0,94 0,15—0,35 0,15—0,35 0,10-0,40 0,12—0,25Ni
0,20—0,25 Си
Критические течки, °C [3, по данным авторов]
Aci Acm Arm Art Мя Мк
740 760 — 700 190 —
Температура ковки и отжига
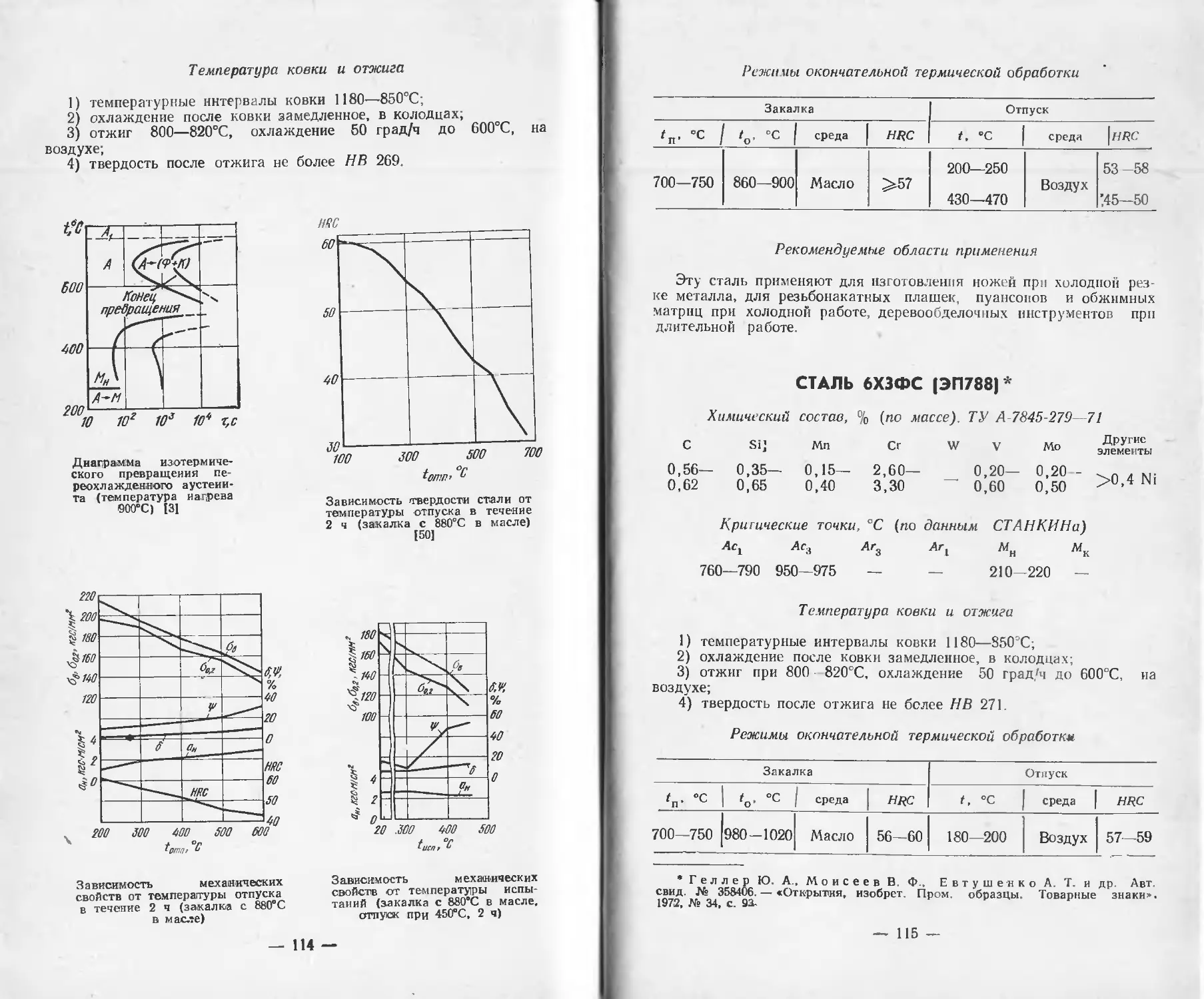
Зависимость твердости и количест-
ва остаточного аустенита от темпе-
ратуры отпуска в течение часа (ла-
калка с 8Ю'С в воде) [1]
Критический диаметр
при закалке, мм [7]
d, мм..................
Охлаждающая среда . .
15—20
Вода
— 8 —
1) температурные интервалы ковки 1125—750°С;
2) охлаждение после ковки замедленное, на воздухе;
3) отжиг при 740—750°С с охлаждением 50 град/ч до 600— 650°С,
иа воздухе;
4) твердость после отжига не более НВ 192.
4—6 3—5
Масло Селитра
Режимы окончательной термической обработки
Закалка Отпуск
fn, “С 'о- °с среда HRC t, °C среда HRC
600 760-780 Вода 64-66 150—160 200—220 Воздух 62—63 58-59
— 9 —
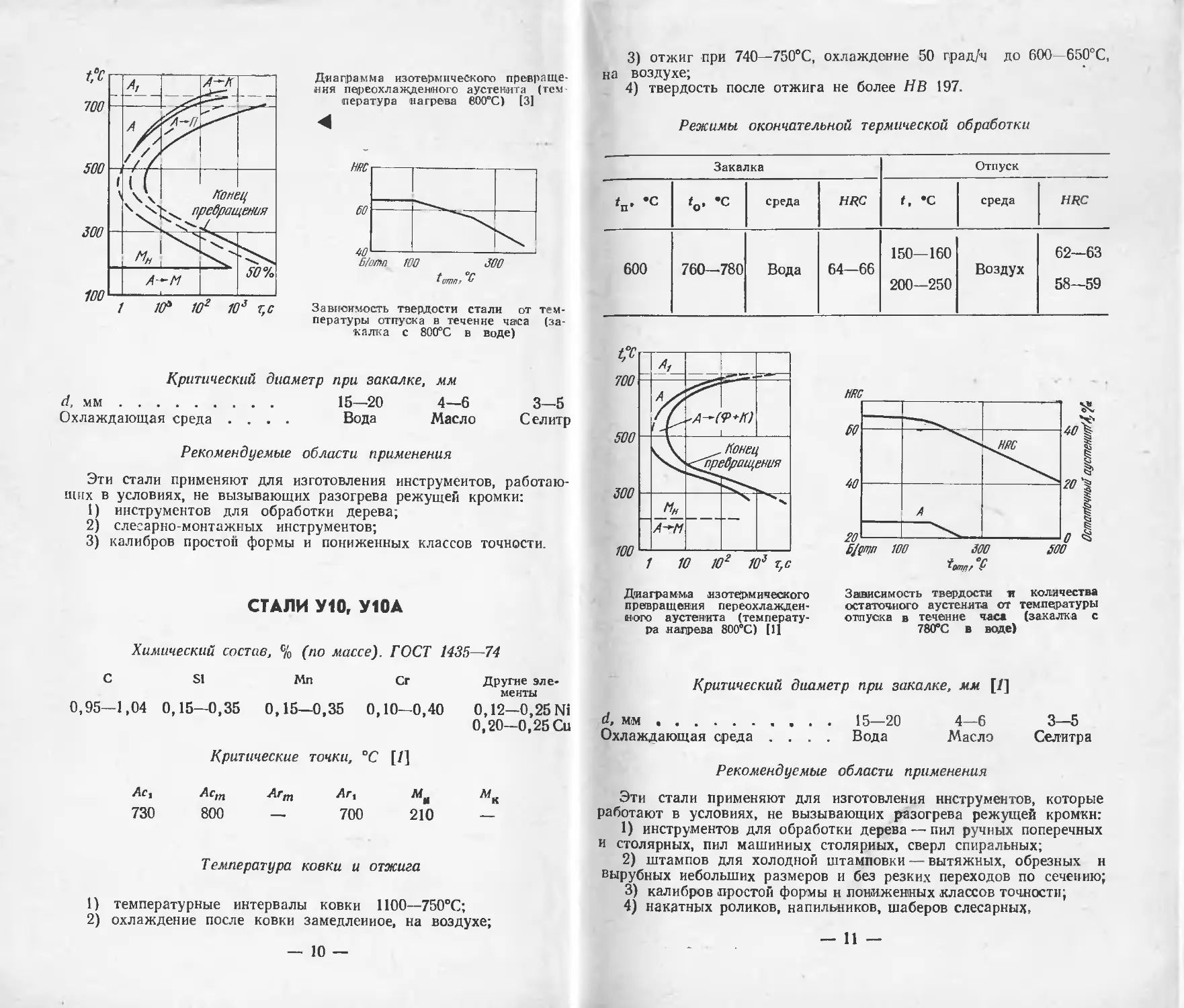
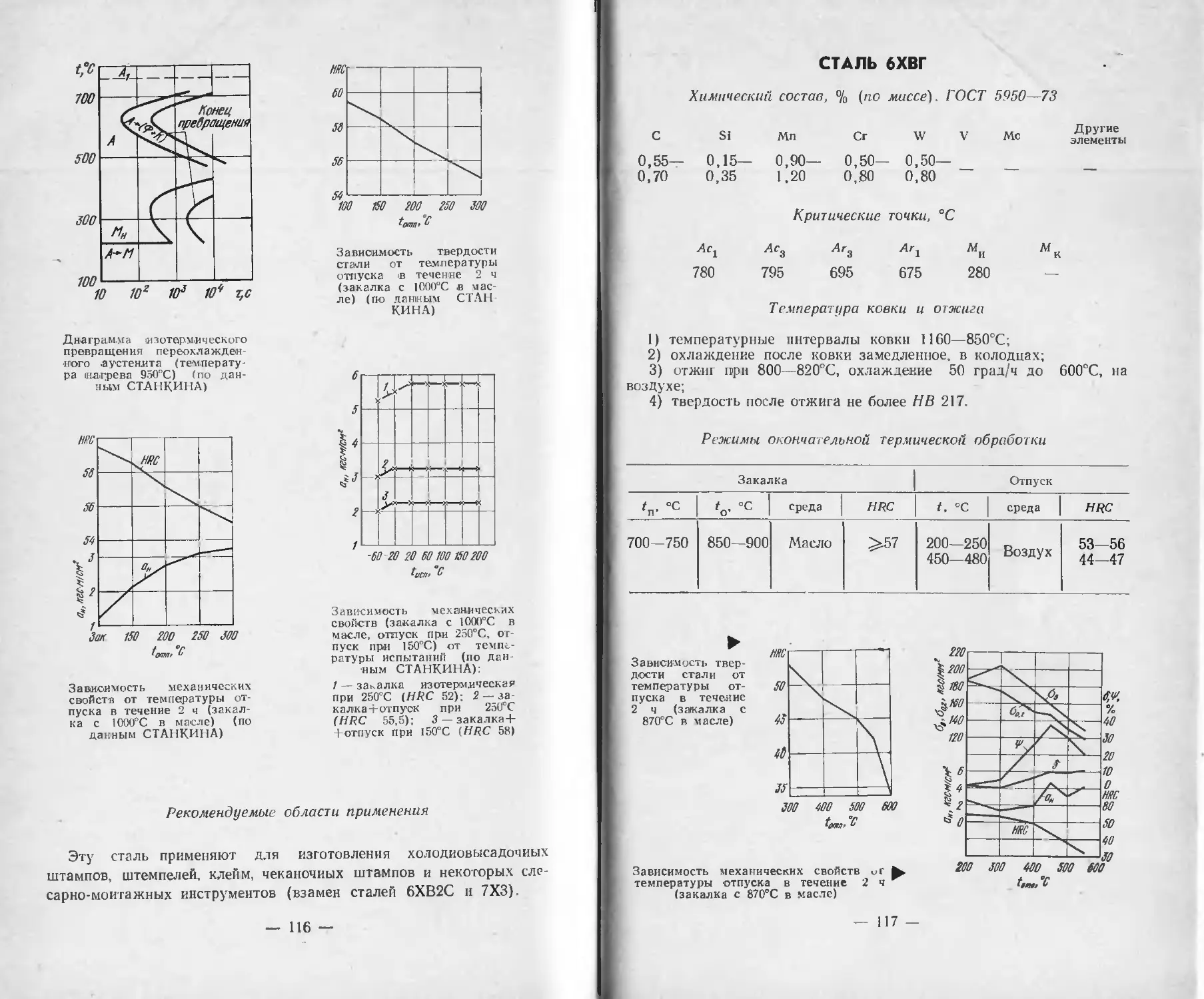
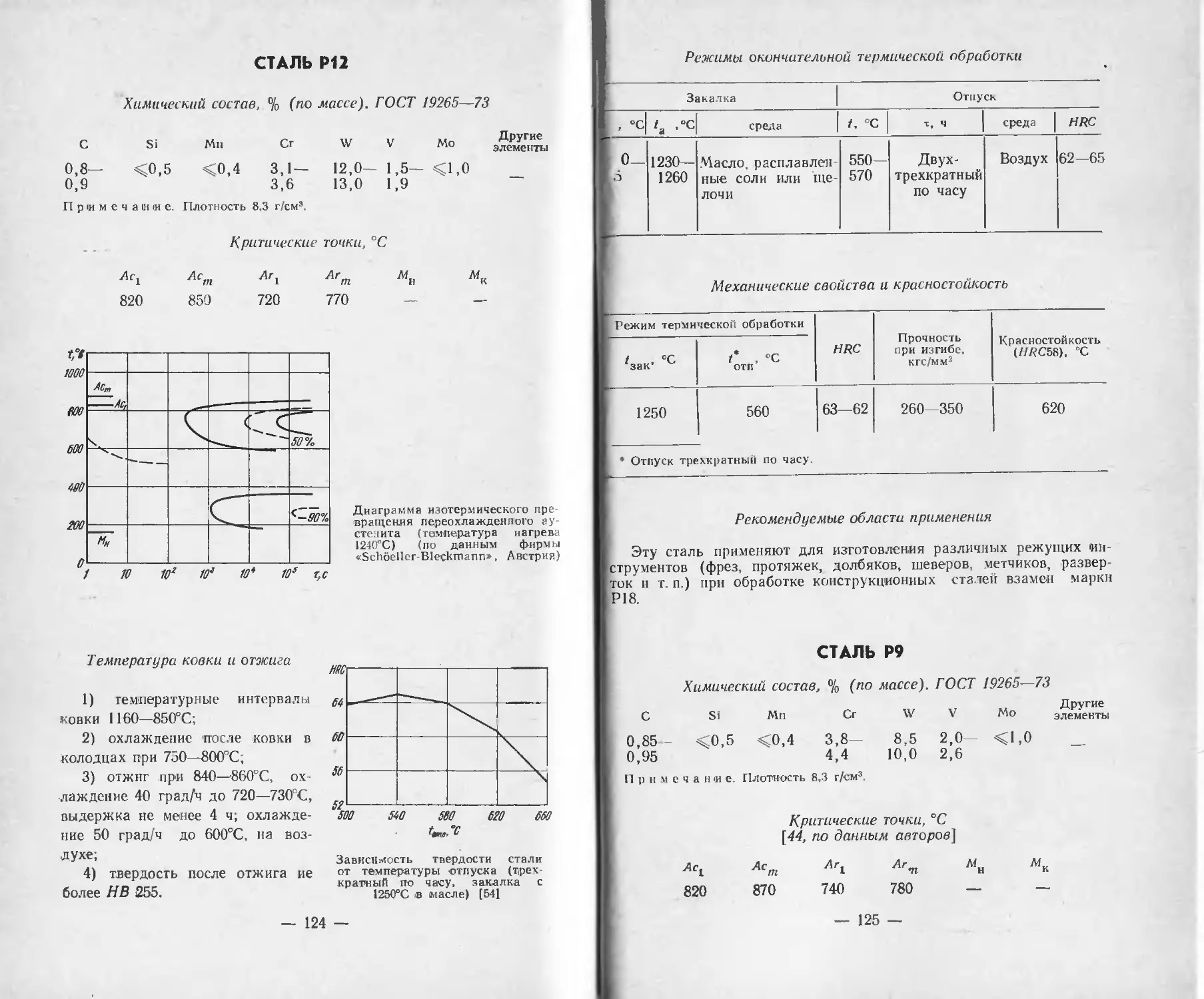
Диаграмма изотермического превраще-
ния переохлажденного аустенита (тем-
пература нагрева 800°С) [3]
Зависимость твердости стали от тем-
пературы отпуска в течение часа (за-
калка с 800°С в воде)
3) отжиг при 740—750°С, охлаждение 50 г,рад/ч до 600—650°С,
на воздухе;
4) твердость после отжига не более НВ 197.
Режимы окончательной термической обработки
Закалка Отпуск
'п’ ’С ’с Среда нрс t, *с среда HRC
600 760—780 Вода 64—66 150—160 200—250 Воздух 62—63 58—59
Критический диаметр при закалке, мм
d, мм.................... 15—20 4—6 3—5
Охлаждающая среда .... Вода Масло Селитр
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, работаю-
щих в условиях, не вызывающих разогрева режущей кромки:
1) инструментов для обработки дерева;
2) слесарно-монтажных инструментов;
3) калибров простой формы и пониженных классов точности.
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температу-
ра нагрева 800°С) [Ц
Зависимость твердости и количества
остаточного аустенита от температуры
отпуска в течение часа (закалка с
780°С в воде)
СТАЛИ У10, У10А
Химический состав, % (по массе). ГОСТ 1435—74
С S1 Мп Сг Другие эле-
0,95—1,04 0,15—0,35 0,15—0,35 0,10—0,40 0,12—0,25 Ni
0,20—0,25 Си
Критические точки, °C [/]
Ac, Аст Агт Аг, Мв Мк
730 800 — 700 210 —
Критический диаметр при закалке, мм [/]
d, мм.................... 15—20 4—6 3—5
Охлаждающая среда .... Вода Масло Селитра
Температура ковки и отжига
1) температурные интервалы ковки 1100—750°С;
2) охлаждение после ковки замедленное, на воздухе;
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, которые
работают в условиях, не вызывающих разогрева режущей кромки:
1) инструментов для обработки дерева — пил ручных поперечных
и столярных, пил машинных столярных, сверл спиральных;
2) штампов для холодной штамповки — вытяжных, обрезных и
вырубных небольших размеров и без резких переходов по сечению;
3) калибров простой формы н пониженных классов точности;
4) накатных роликов, напильников, шаберов слесарных.
— И —
— 10 —
СТАЛИ У11, У11А
Химический состав, % (по массе). ГОСТ 1435—74
С S1 Мп Сг Другие эле-
1,05—1,14 0,15—0,35 0.15—0,35 0,10—0,40 0,12—0.25N1
0,20—0.25CU
Критические точки, °C [/]
Act Acm Arm Art Mn Мк
730 810 — 700 200 —
Температура ковки и отжига
1) температурные интервалы ковки 1100—750°С;
2) охлаждение после ковки замедленное, на воздухе;
3) отжиг при 750—780°С, охлаждение 50 град/ч до 620—660°С,
на воздухе;
4) твердость после отжига не менее НВ 207.
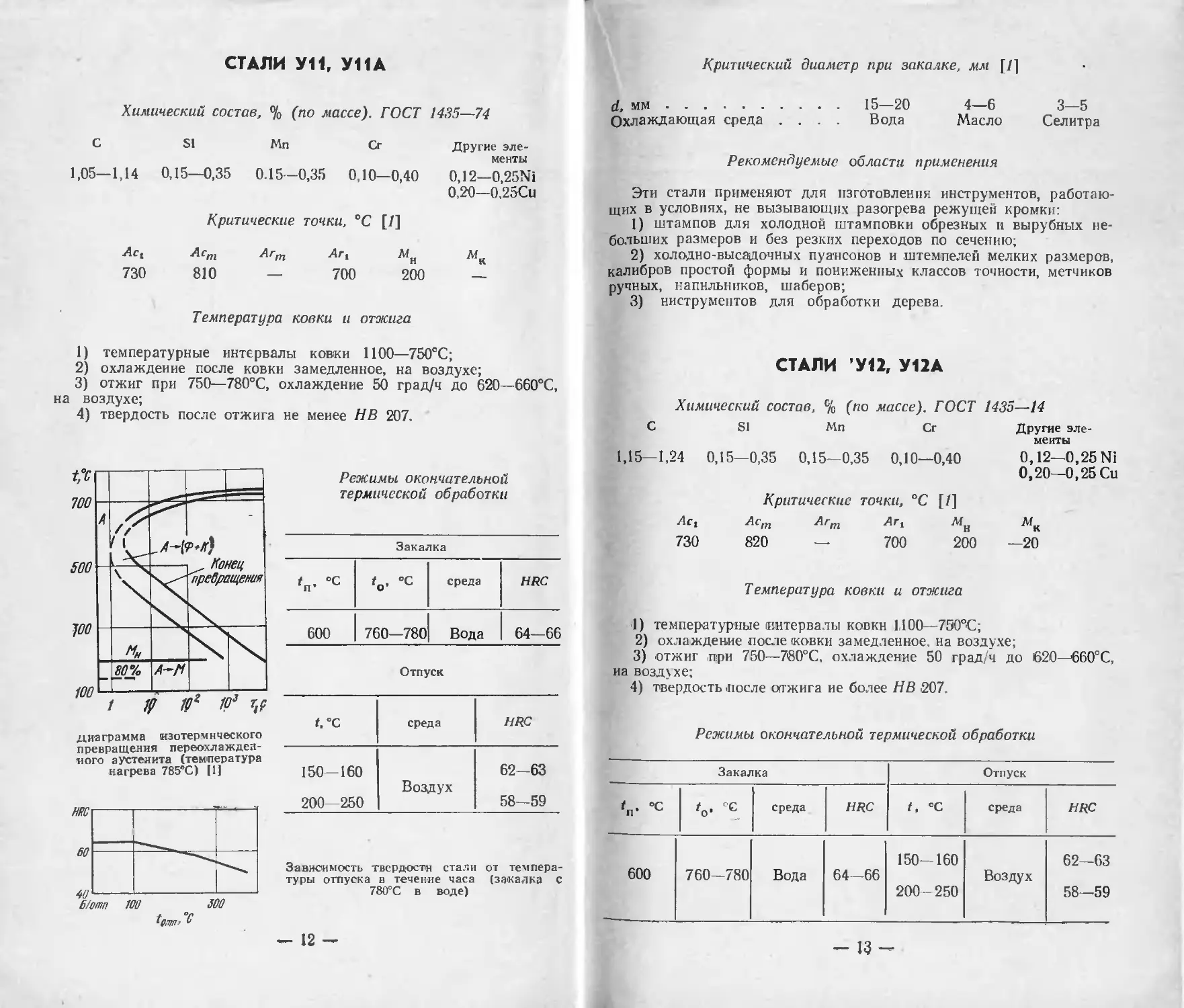
диаграмма изотермического
превращения переохлажден-
ного аустенита (температура
нагрева 785*С) [1]
Режимы окончательной
термической обработки
Закалка
'п- °С 'о- °C среда HRC
600 760—780 Вода 64—66
Отпуск
t.°c среда HRC
150—160 200—250 Воздух 62—63 58-59
Зависимость твердости стали от темпера-
туры отпуска в теченгие часа (закалка С
780°С в воде)
12 —
Критический диаметр при закалке, мм [/]
d, мм.................... 15—20 4—6 3—5
Охлаждающая среда .... Вода Масло Селитра
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, работаю-
щих в условиях, не вызывающих разогрева режущей кромки:
I) штампов для холодной штамповки обрезных и вырубных не-
больших размеров и без резких переходов по сечению;
2) холодно-высадочных пуансонов и штемпелей мелких размеров,
калибров простой формы и пониженных классов точности, метчиков
ручных, напильников, шаберов;
3) инструментов для обработки дерева.
СТАЛИ У12, У12А
Химический состав, % (по массе). ГОСТ 1435—14
С S1 Мп Сг Другие эле- менты
1,15—1,24 0,15—0,35 0,15—0,35 0,10—0,40 0,12—0,25 Ni 0,20—0,25 Си
Критические точки, °C [/] Act Аст Агт Аг, Мп 730 820 — 700 200 Мк —20
Температура ковки и отжига
1) температурные интервалы ковки 1,100—750°С;
2) охлаждение после ковки замедленное, на воздухе;
3) отжиг при 750—780°С, охлаждение 50 град/ч до 620—660°С,
иа воздххе;
4) твердость после отжига ие более НВ 207.
Режимы окончательной термической обработки
Закалка Отпуск
V °с 'о- °C среда HRC t, °C среда НЦС
600 760—780 Вода 64—66 150—160 200-250 Воздух 62—63 58—59
- 13 -
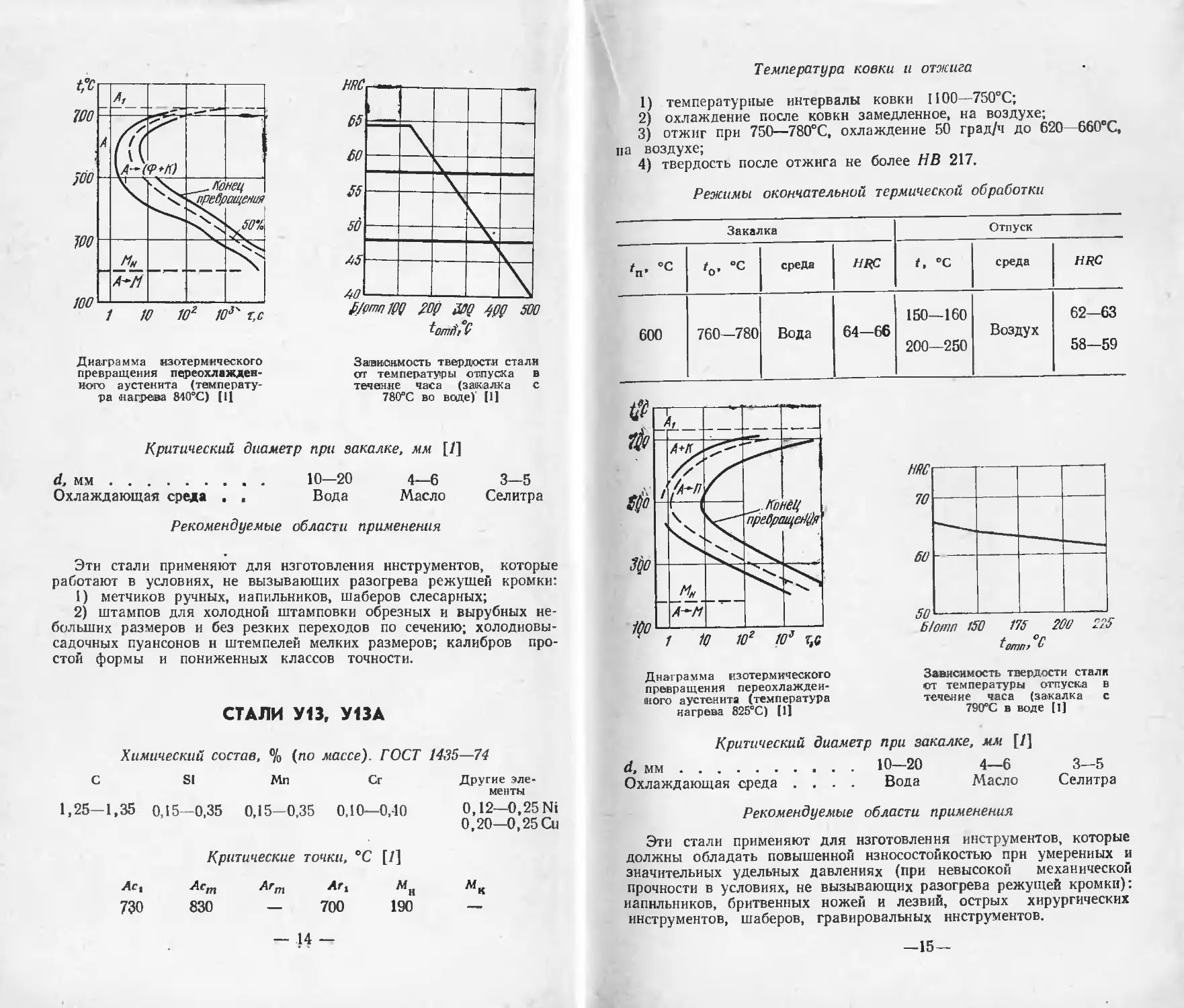
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температу-
ра -нагрева 840°С) [11
Зависимость твердости стали
стг температуры отпуска в
течение часа (закалка с
780°С во воде) [I]
Критический диаметр при закалке, мм [/]
d, мм................... 10—20 4—6 3—5
Охлаждающая среда . , Вода Масло Селитра
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, которые
работают в условиях, не вызывающих разогрева режущей кромки:
1) метчиков ручных, напильников, шаберов слесарных;
2) штампов для холодной штамповки обрезных и вырубных не-
больших размеров и без резких переходов по сечению; холодновы-
садочных пуансонов и штемпелей мелких размеров; калибров про-
стой формы и пониженных классов точности.
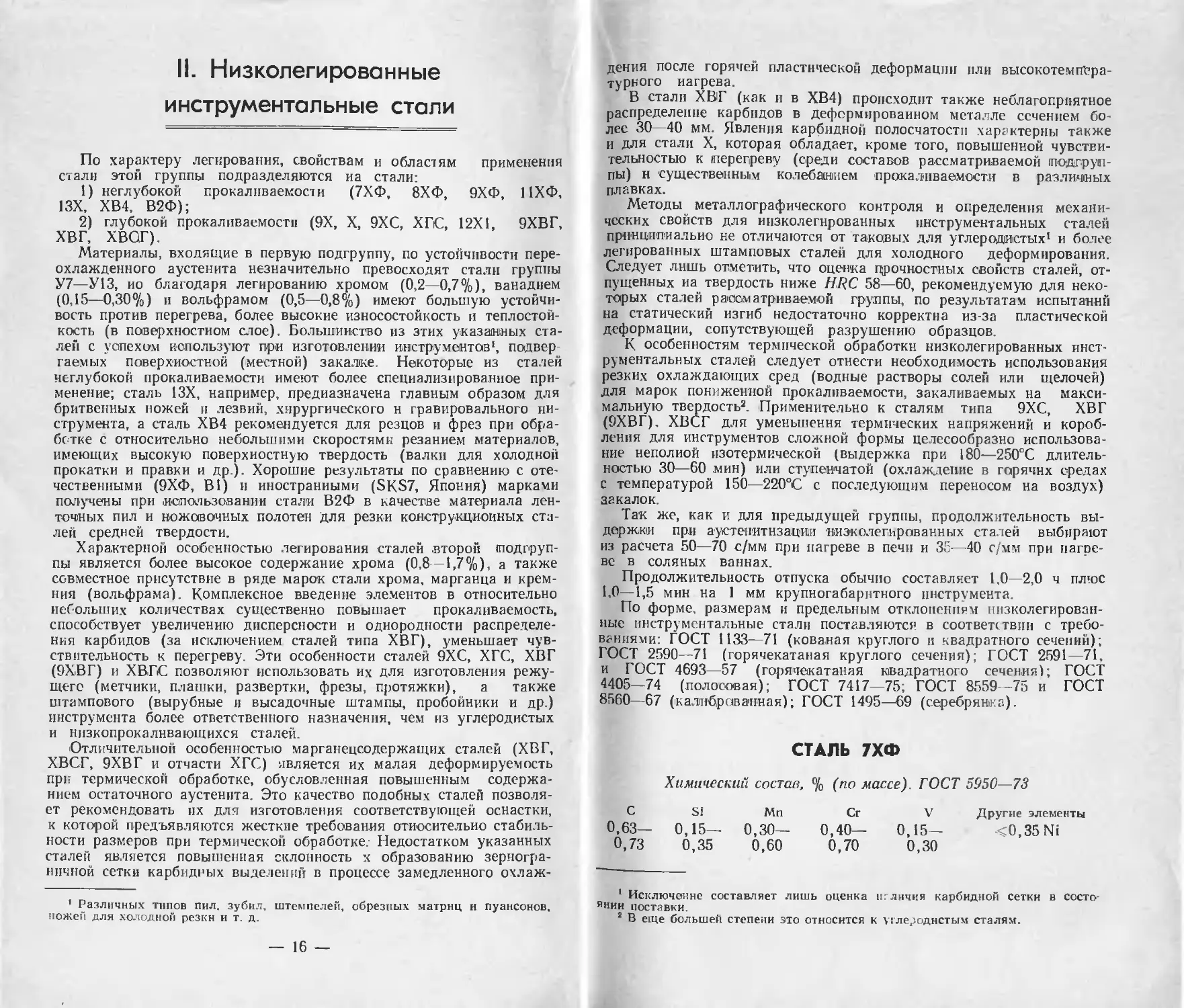
СТАЛИ У13, У13А
Химический состав, % (по массе). ГОСТ 1435—74
с SI Мп Сг Другие эле- менты
1,25-1,35 0,15—0,35 0,15-0,35 0,10—0,40 0,12—0,25 Ni 0,20—0,25 Си
Критические точки, °C [/]
Лс, Аст Агт Лг, мк
730 830 — 700 190 ——
— И —
Температура ковки и отжига
1) температурные интервалы ковки 1100—750°С;
2) охлаждение после ковкн замедленное, на воздухе;
3) отжиг при 750—780°С, охлаждение 50 град/ч до 620—660°С,
па воздухе;
4) твердость после отжига не более НВ 217.
Режимы окончательной термической обработки
Закалка Отпуск
/п. °C 'о- °C среда HRC t, °C среда нре
600 760—780 Вода 64—66 150—160 200—250 Воздух 62—63 58—59
Диаграмма изотермического
превращения переохлаждеи-
iMoro аустенита (температура
нагрева 825°С) [1]
Зависимость твердости стали
от температуры отпуска в
течение часа (закалка с
790°С в воде [I]
Критический диаметр при закалке, мм [/]
d, мм..................... 10—20 4—6 3—5
Охлаждающая среда .... Вода Масло Селитра
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, которые
должны обладать повышенной износостойкостью при умеренных и
значительных удельных давлениях (при невысокой механической
прочности в условиях, не вызывающих разогрева режущей кромки):
напильников, бритвенных ножей и лезвий, острых хирургических
инструментов, шаберов, гравировальных инструментов.
—15—
II. Низколегированные
инструментальные стали
По характеру легирования, свойствам и областям применения
стали этой группы подразделяются иа стали:
1) неглубокой прокаливаемое™ (7ХФ, 8ХФ, 9ХФ, 11ХФ,
13Х, ХВ4, В2Ф);
2) глубокой прокаливаемостп (9Х, X, 9ХС, ХГС, 12X1, 9ХВГ,
ХВГ, ХВСГ).
Материалы, входящие в первую подгруппу, по устойчивости пере-
охлажденного аустенита незначительно превосходят стали группы
У7—У13, ио благодаря легированию хромом (0,2—0,7%), ванадием
(0,15—0,30%) и вольфрамом (0,5—0,8%) имеют большую устойчи-
вость против перегрева, более высокие износостойкость и теплостой-
кость (в поверхностном слое). Большинство из этих указанных ста-
лей с успехом используют при изготовлении инструментов1, подвер-
гаемых поверхностной (местной) закалке. Некоторые из сталей
неглубокой прокаливае.мости имеют более специализированное при-
менение; сталь 13Х, например, предназначена главным образом для
бритвенных ножей и лезвий, хирургического н гравировального ин-
струмента, а сталь ХВ4 рекомендуется для резцов и фрез при обра-
ботке с относительно небольшими скоростями резанием материалов,
имеющих высокую поверхностную твердость (валки для холодной
прокатки и правки и др). Хорошие результаты по сравнению с оте-
чественными (9ХФ, В1) и иностранными (SKS7, Япония) марками
получены при использовании стали В2Ф в качестве материала лен-
точных пил и ножовочных полотен для резки конструкционных ста-
лей средней твердости.
Характерной особенностью тегирования сталей .второй подгруп-
пы является более высокое содержание хрома (0,8 -1,7%), а также
совместное присутствие в ряде марок стали хрома, марганца и крем-
ния (вольфрама) Комплексное введение элементов в относительно
небольших количествах существенно повышает прокаливаемое™,
способствует увеличению дисперсности и однородности распределе-
ния карбидов (за исключением сталей типа ХВГ), уменьшает чув-
ствительность к перегреву. Эти особенности сталей 9ХС, ХГС, ХВГ
(9ХВГ) и ХВГС позволяют использовать их для изготовления режу-
щего (метчики, плашки, развертки, фрезы, протяжки), а также
штампового (вырубные и высадочные штампы, пробойники и др.)
инструмента более ответственного назначения, чем из углеродистых
и низкопрокалнвающихся сталей.
Отличительной особенностью марганецсодержащих сталей (ХВГ,
ХВСГ, 9ХВГ и отчасти ХГС) является их малая деформируемость
при термической обработке, обусловленная повышенным содержа-
нием остаточного аустенита. Это качество подобных сталей позволя-
ет рекомендовать их для изготовления соответствующей оснастки,
к которой предъявляются жесткие требования относительно стабиль-
ности размеров при термической обработке. Недостатком указанных
сталей является повышенная склонность х образованию зерногра-
нпчной сетки карбидных выделений в процессе замедленного охлаж-
1 Различных типов пил. зубил, штемпелей, обрезных матриц н пуансонов,
ножей для холодной резки и т. д.
— 16 —
дения после горячей пластической деформации или высокотемпера-
турного нагрева.
В стали ХВГ (как и в ХВ4) происходит также неблагоприятное
распределение карбидов в деформированном металле сечением бо-
лее 30—40 мм Явления карбидной полосчатости характерны также
и для стали X, которая обладает, кроме того, повышенной чувстви-
тельностью к перегреву (среди составов рассматриваемой подгруп-
пы) н существенным колебанием прокаливаемостл в различных
плавках.
Методы металлографического контроля и определения механи-
ческих свойств для низколегированных инструментальных сталей
принципиально не отличаются от таковых для углеродистых1 и более
легированных штамповых сталей для холодного деформирования.
Следует лишь отметить, что оценка прочностных свойств сталей, от-
пущенных иа твердость ниже HRC 58—60, рекомендуемую для неко-
торых сталей рассматриваемой группы, по результатам испытаний
на статический изгиб недостаточно корректна из-за пластической
деформации, сопутствующей разрушению образцов.
К особенностям термической обработки низколегированных инст-
рументальных сталей следует отнести необходимость использования
резких охлаждающих сред (водные растворы солей или щелочей)
для марок пониженной прокалпваемости, закаливаемых на макси-
мальную твердость2. Применительно к сталям типа 9ХС, ХВГ
(9ХВГ). ХВСГ для уменьшения термических напряжений и короб-
ления для инструментов сложной формы целесообразно использова-
ние неполной изотермической (выдержка при 180—250°С длитель-
ностью 30—60 мин) или ступенчатой (охлаждение в горячих средах
с температурой 150—220°С с последующим переносом на воздух)
закалок.
Так же, как и для предыдущей группы, продолжительность вы-
держки при аустенитизации низколегированных сталей выбирают
из расчета 50—70 с/мм при нагреве в печи и 35-—40 с/мм при нагре-
ве в соляных ваннах.
Продолжительность отпуска обычно составляет 1,0- 2,0 ч плюс
1,0—1,5 мин на 1 мм крупногабаритного инструмента.
По форме, размерам и предельным отклонениям низколегирован-
ные инструментальные стали поставляются в соответствии с требо-
ваниями: ГОСТ 1133—71 (кованая круглого и квадратного сечений);
ГОСТ 2590-71 (горячекатаная круглого сечения); ГОСТ 2591—71,
и ГОСТ 4693—57 (горячекатаная квадратного сечения); ГОСТ
4405—74 (полосовая); ГОСТ 7417—75, ГОСТ 8559—75 и ГОСТ
8560—67 (калиброванная); ГОСТ 1495—69 (серебрянка).
СТАЛЬ 7ХФ
Химический состав, % (по массе). ГОСТ 5950—73
с Si Мп Сг V Другие элементы
0,63— 0,15— 0,30— 0,40— 0,15— <0,35 N1
0,73 0,35 0,60 0,70 0,30
1 Исключение составляет лишь оценка нгличия карбидной сетки в состо-
янии поставки.
2 В еще большей степени это относится к углеродистым сталям.
Критические точки, °C
Ac, Ac, Ar, Ar, Мя Мк
770 780 740 710 [— —
Температура ковки и отжига
1) температурные интервалы ковки 1160—850°С;
2) охлаждение после ковки на воздухе;
3) отжиг при 780—800°С, охлаждение 50 град/ч до 640 680сС,
выдержка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 229.
Режимы окончательной термической обработки
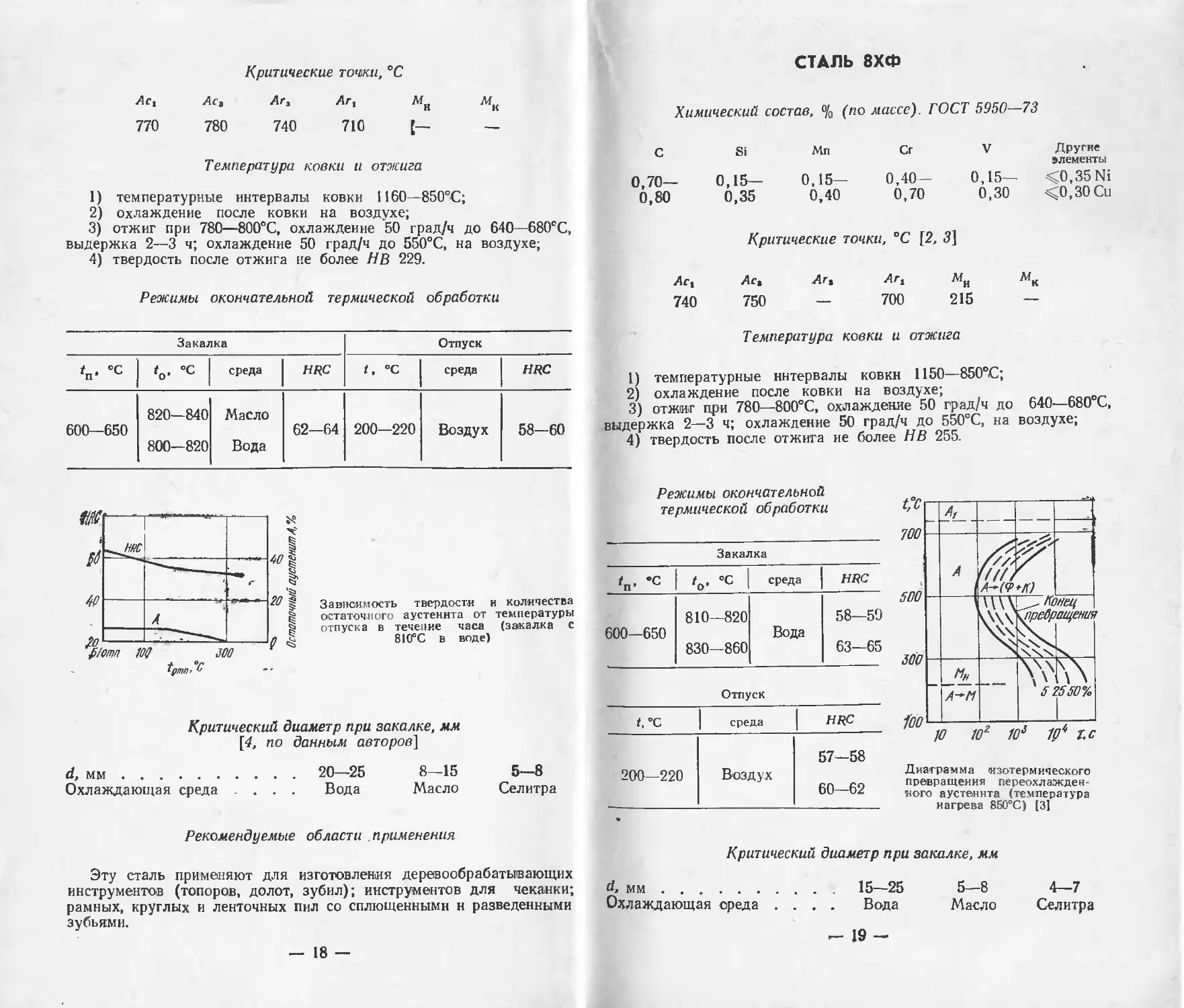
СТАЛЬ 8ХФ
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг V Другие элементы
0,70— 0, IS- 0, IS- 0,40— о,is- <0,35 Ni
0,80 О.35 О. 40 0,70 о.30 <0,30 Си
Критические точки, °C [2, 3]
Ас, Ас, Аг, Аг, МИ М,
740 750 — 700 215
Закалка Отпуск
'п- °С 'о- °с среда HRC °C среда HRC
600—650 820—840 800—820 Масло Вода 62—64 200—220 Воздух 58-60
Температура ковки и отжига
1) температурные интервалы ковки 1150—850°С;
2) охлаждение после ковки на воздухе;
3) отжиг при 780—800°С, охлаждение 50 град/ч до 640—680 С,
выдержка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига ие более НВ 255.
Зависимость твердости и количества
остаточного аустенита от температуры
отпуска в течение часа (закалка с
810°С в воде)
Режимы окончательной
термической обработки
Закалка
'п- ”С 'о- °с среда HRC
600—650 810—820 830-860 Вода 58—59 63-65
Критический диаметр при закалке, мм
[4, по данным авторов]
d, мм..................... 20—25 8—15 5—8
Охлаждающая среда .... Вода Масло Селитра
Отпуск
t, 'С | среда | HRC
200-220 Воздух 57—58 60—62
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температура
иагрева 850°С) [3]
Рекомендуемые области применения
Критический диаметр при закалке, мм
Эту сталь применяют для изготовления деревообрабатывающих
инструментов (топоров, долот, зубил); инструментов для чеканки;
рамных, круглых и ленточных пил со сплющенными н разведенными
зубьями.
d, мм.................... 15—25 5—8
Охлаждающая среда .... Вода Масло
- 19 -
Селитра
— 18 —
Рекомендуемые области применения
Эту сталь применяют для изготовления штемпелей при холодной
работе, ножей при холодной резке металла, обрезных матриц и пу-
ансонов при холодной обрезке заусенцев, кернеров.
СТАЛЬ 9ХФ
Химический состав, % (по массе). ГОСТ 5950—73
с Si Мп Сг V Другие элементы
0,80— 0,90 0,15— 0,30— 0,35 0,60 Критические 0,40— 0,70 точки, °C 0,15— 0,30 [3] <0,35 Ni
Лс, Аспг Л,п "к
700 — —. — 215 —
Температура ковки и отжига
1) температурные интервалы ковкн 1180 800°С;
2) охлаждение после ковки на воздухе;
3) отжиг 760—790°iC, охлаждение 50 град/ч до 640—680°С, вы-
держка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 255.
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температура
нагрева 900°С) [3]
600—650
Режимы окончательной
термической обработки
Закалка
(п. °C | /о, «С среда HRC
850—880
820—840
Масло
Вода
Отпуск
°C
среда
61—64
HRC
200—250
Воздух
58—60
55—58
20 -
Критический диаметр при закалке, мм
i мм....................... 15—20 5—8 4—7
Охлаждающая среда .... Вода Масло Селитра
Рекомендуемые области применения
Эту сталь применяют для изготовления рамных, ленточных,
круглых, строгальных пил; штемпелей прн холодной работе; ножей,
обрезных матриц, пуансонов для холодной обрезки заусенцев; кер-
неров.
СТАЛЬ 11ХФ
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг V Другие
элементы
1,05— 0,15— 0,40— 0,40- 0,15— <0,35 Ni
1,15 0,35 0,70 0,70 0,30
Критические точки, °C [/]
Лс, Ас,п Arm Аг, МИ мк
— — — — 195 —
Температура ковки и отжига
1) температурные интервалы ковки 1100—800°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 750—790°С, охлаждение 50 град/ч до 670—700°С, (вы-
держка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ229.
Зависимость твердости стали от
температуры отпуска в течение ча-
са (закалка с 850°С в воде [1|
Диаграмма изотермического превраще-
«ня переохлажденного аустенита (тем-
пература нагрева 800°С) [1]:
1 — 90%; 2—1%
— 21 —
Режимы окончательной термической обработки
Закалка I Отпуск
<П> ’с 'о- °с среда HRC t, °C среда . HRC
600—650 810—830 840—860 Вода Масло 62—65 62—64 150-170 Воздух 62—65
Критический диаметр при закалке, мм [/]
d, мм . . .............. 15-25 7-10 6—9
Охлаждающая среда .... Вода Масло Селитра
Рекомендуемые области применения
Эту сталь применяют для изготовления метчиков и других режу-
щих инструментов диаметром до 30 мм, закаливаемых с охлажде-
нием в горячих средах; для штампов холодной штамповки, пуансо-
нов, калибров, хирургических инструментов.
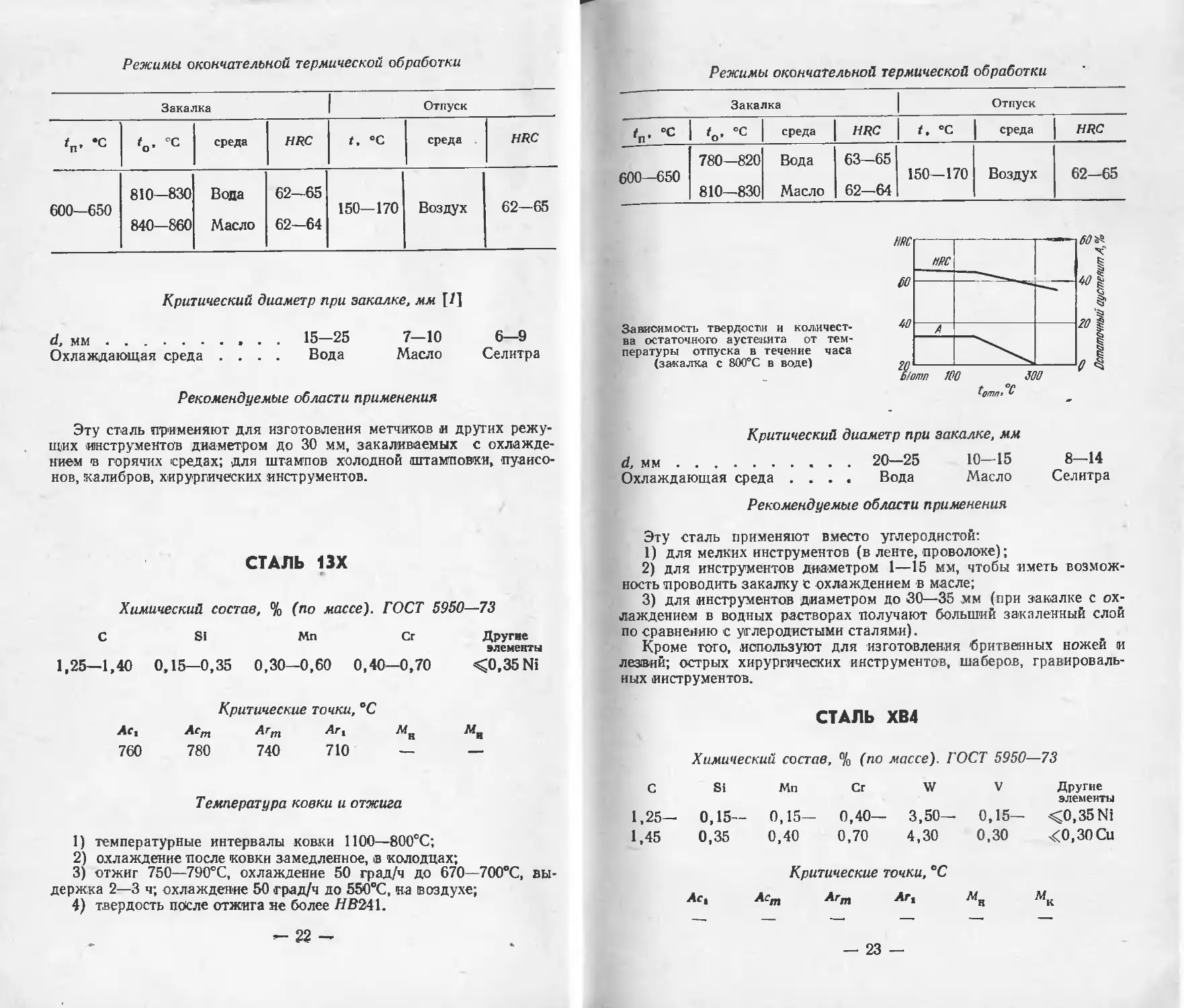
СТАЛЬ 13Х
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг Другие
элементы
1,25—1,40 0,15-0,35 0,30—0,60 0,40—0,70 <0,35Ni
Критические точки, °C
Ac, Acm Arm Ar, MR MR
760 780 740 710 — —
Температура ковки и отжига
1) температурные интервалы ковки 1100—800°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 750—790’С, охлаждение 50 град/ч др 670—700°С, вы-
держка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более №241.
Режимы окончательной термической обработки
Закалка Отпуск
°С 'о- °с среда HRC t, °C среда HRC
600—650 780—820 810—830 Вода Масло 63—65 62—64 150—170 Воздух 62—65
Зависимость твердости и количест-
ва остаточного аустенита от тем-
пературы отпуска в течение часа
(закалка с 800°С в воде)
Критический диаметр при закалке, мм
d, мм..................... 20-25 10—15 8—14
Охлаждающая среда .... Вода Масло Селитра
Рекомендуемые области применения
Эту сталь применяют вместо углеродистой:
1) для мелких инструментов (в ленте, проволоке);
2) для инструментов диаметром 1—15 мм, чтобы иметь возмож-
ность проводить закалку С охлаждением в масле;
3) для инструментов диаметром до 30—35 мм (при закалке с ох-
лаждением в водных растворах получают больший закаленный слой
по сравнению с углеродистыми сталями).
Кроме того, .используют для изготовления бритвенных ножей и
лезвий; острых хирургических инструментов, шаберов, гравироваль-
ных инструментов.
СТАЛЬ ХВ4
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Другие элементы
1,25— 0,15— 0,15- 0,40— 3,50— 0,15— <0,35Ni
1,45 0,35 0,40 0,70 4,30 0,30 <0,30 Си
Критические точки, °C
Лещ Arm
— 23 -
Температура ковки и отжига
1) температурные интервалы ковки 1125—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 800—820°С, охлаждение 50 град/ч до 600°С, выдержка
2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ285.
600—650
Режимы окончательной
термической обработки
Закалка
*п. °с | Го. °C | среда | HRC
830—850
820—840
Масло
Вода
Отпуск
среда
140—170
Воздух
63-65
65—67
HRC
62-67
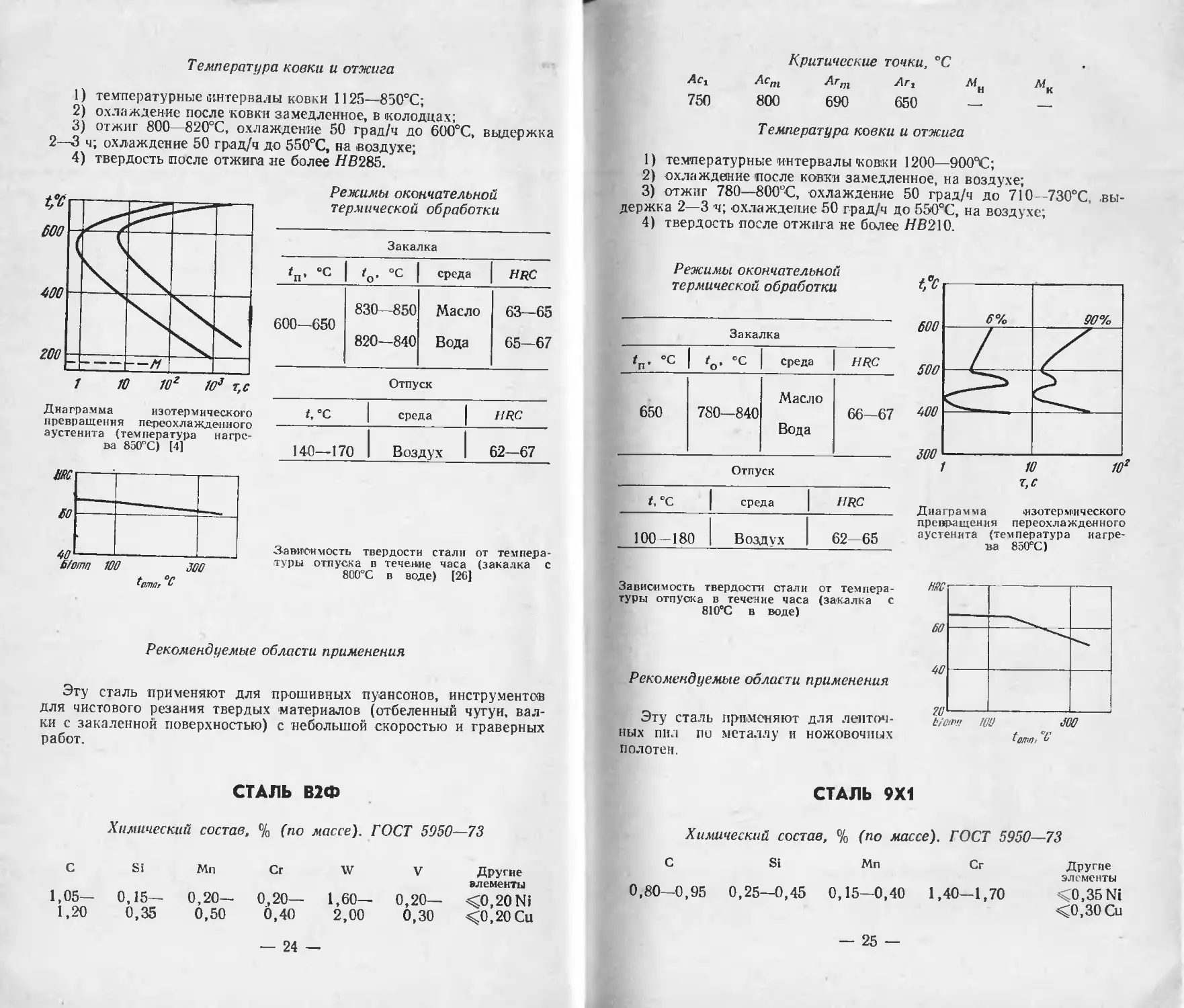
Диаграмма изотермического
превращения переохлажденного
аустенита (температура нагре-
ва 850°С) [4]
Зависимость твердости стали от темпера-
туры отпуска в течение часа (закалка с
800°С в воде) [26]
Рекомендуемые области применения
Эту сталь применяют для прошивных пуансонов, инструментов
для чистового резания твердых материалов (отбеленный чутуи, вал-
ки с закаленной поверхностью) с небольшой скоростью и граверных
работ.
СТАЛЬ В2Ф
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Другие элементы
1,05— 0,15— 0,20— 0,20— 1,60— 0,20— <0,20 Ni
1,20 0,35 0,50 0,40 2,00 0,30 <0,20 Си
— 24 —
Критические точки, °C
Act Acnl Аг,п АГ1 МИ Л1К
750 800 690 650 — —
Т емпература ковки и отжига
1) температурные интервалы ковки 1200—900°С;
2) охлаждение после ковки замедленное, на воздухе;
3) отжиг 780—800°С, охлаждение 50 град/ч до 710—730°С, .вы-
держка 2—3 ч; охлаждение 50 град/ч до 55О°С, на воздухе;
4) твердость после отжига не более /773210.
Режимы окончательной
термической обработки
Закалка
V °С 'о- °с среда HRC
650 780—840 Масло Вода 66-67
Отпуск
t, °C среда HRC
100-180 Воздух 62—65
Зависимость твердости стали от темпера-
туры отпуска в течение часа (закалка с
810®С в воде)
Рекомендуемые области применения
Эту сталь применяют для ленточ-
ных пил пи металлу и ножовочных
полотен.
Диаграмма изотермического
превращения переохлажденного
аустенита (температура нагре-
ва 850°С)
tarn С
СТАЛЬ 9X1
Химический состав, % (ио массе). ГОСТ 5950—73
с
Si Мп Сг
0,80—0,95 0,25—0,45 0,15—0,40 1,40—1,70
Другие
элементы
<0,35 Ni
<0,30 Си
— 25 -
Критические точки, *С [/, 3]
Ac, Acm Ar, Аг, л/н
730 860 — 700 270
Температура ковки и отжига
к
1) температурные интервалы ковки 1150—850”С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 800—820°С, охлаждение 50 град/ч до 670 —680°С, вы-
держка 2—3 ч; охлаждение 50 град/ч до 550°С, иа воздухе;
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура нагрева
860°С) [3]
Зависимость твердости стали от
температуры отпуска в течение
часа (закалка с 830°С в масле)
[26]
Критический диаметр при закалке, мм f-#]
d, мм................... 20—40 6—30 6—20
Охлаждающая среда .... Вода Масло Селитра
Рекомендуемые области применения
Эту сталь применяют для изготовления валков холодной прокат-
ки, дрессировочных валков, клейм, пробойников, холодновысадочных
матриц и пуансонов; деревообрабатывающих инструментов.
- 26 —
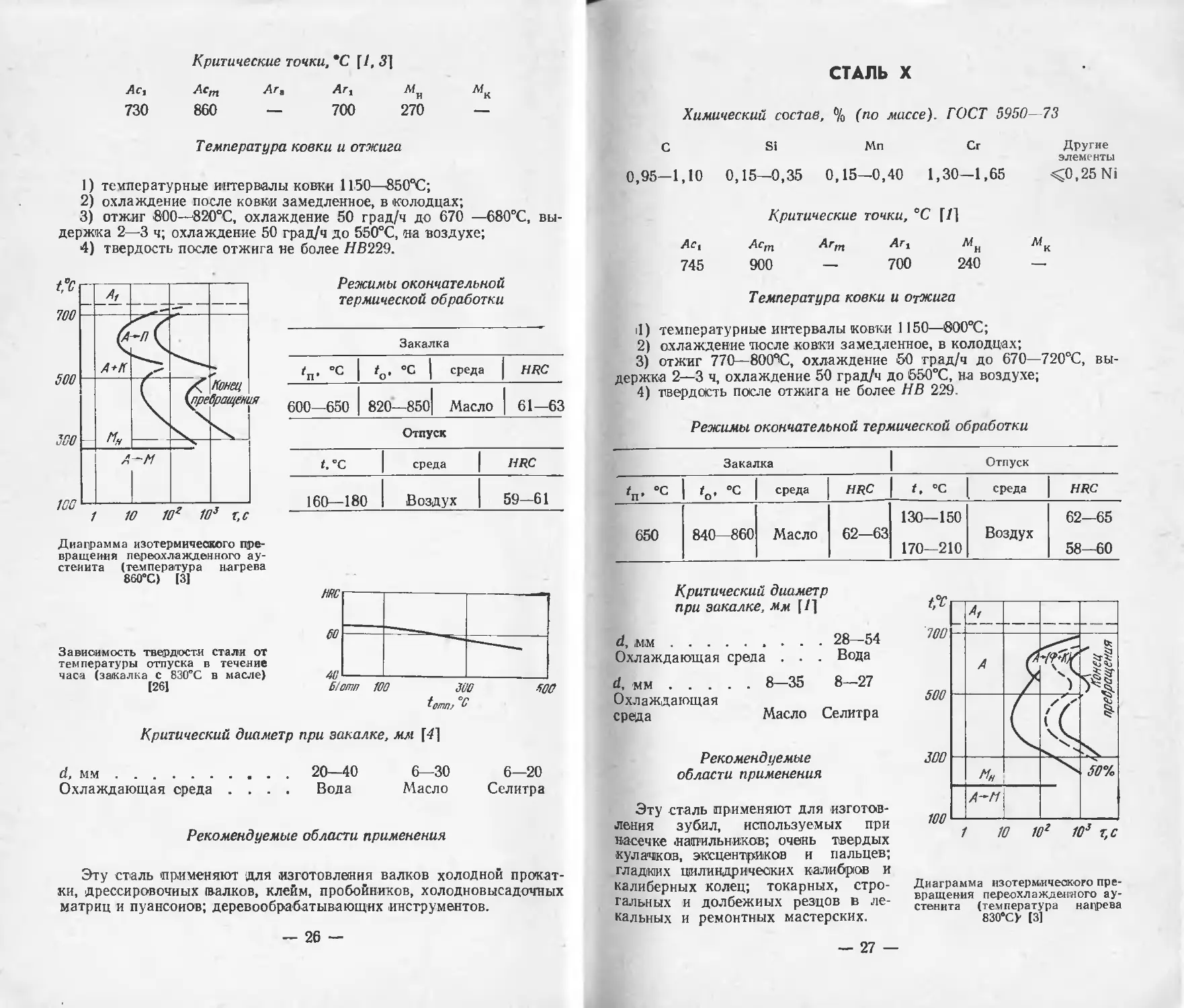
СТАЛЬ X
Химический состав, % (по массе). ГОСТ 5950- 73
С Si Мп Сг Другие
0,95—1,10 0,15—0,35 0,15—0,40 1,30-1,65 <0,25 Ni
Критические точки, °C [7]
Act Аст Агт Аг, МИ Мк
745 900 — 700 240 —
Температура ковки и отжига
il) температурные интервалы ковки 1150—800°С;
2) охлаждение 'после ковки замедленное, в колодцах;
3) отжиг 770—800ЧС, охлаждение 50 град/ч до 670—720°С, вы-
держка 2—3 ч, охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 229.
Режимы окончательной термической обработки
Закалка Отпуск
<п> “С °с среда HRC t, °C среда HRC
650 840—860 Масло 62—63 130—150 170—210 Воздух 62—65 58—60
Критический диаметр
при закалке, мм [7]
d, ,м,м................28—54
Охлаждающая среда . . . Вода
d, мм........... 8-35 8—27
Охлаждающая
среда Масло Селитра
Рекомендуемые
области применения
Эту сталь применяют для изготов-
ления зубил, используемых при
насечке .напильников; очеиь твердых
кулачков, эксцентриков и пальцев;
гладких цилиндрических калибров и
калиберных колец; токарных, стро-
гальных и долбежных резцов в ле-
кальных и ремонтных мастерских.
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура наррева
830eCV [3]
— 27 —
Зависимость механиче-
ских свойств от темпе
ратуры отпуска в течение
часа (закалка с 870°С в
селитре) [1]
СТАЛЬ 9ХС
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг Другие
элементы
0,85—0,95 1,20—1,60 0,30—0,60 0,95—1,25 —
Критические точки, °C [/1
Ac, Acm Arm Ai\ MK MK
770 870 — 730 160 —30
Температура ковки и отжига
1) температурные интервалы ковки 1140—800°С;
2) -охлаждение после 'ковки замедленное, в колодцах;
3) отжиг 790—810°С, охлаждение 50 град/ч до 670—720°С, вы-
держка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск
V С 'о- °C среда НДС t. °C среда НДС
650—700 840—860 Масло 62-63 180—250 Воздух 58—62
Критический диаметр при закалке, мм [/]
d, мм..............
Охлаждающая среда .
42—70 13—35 12—25
Вода Масло Селитра
— 28 —
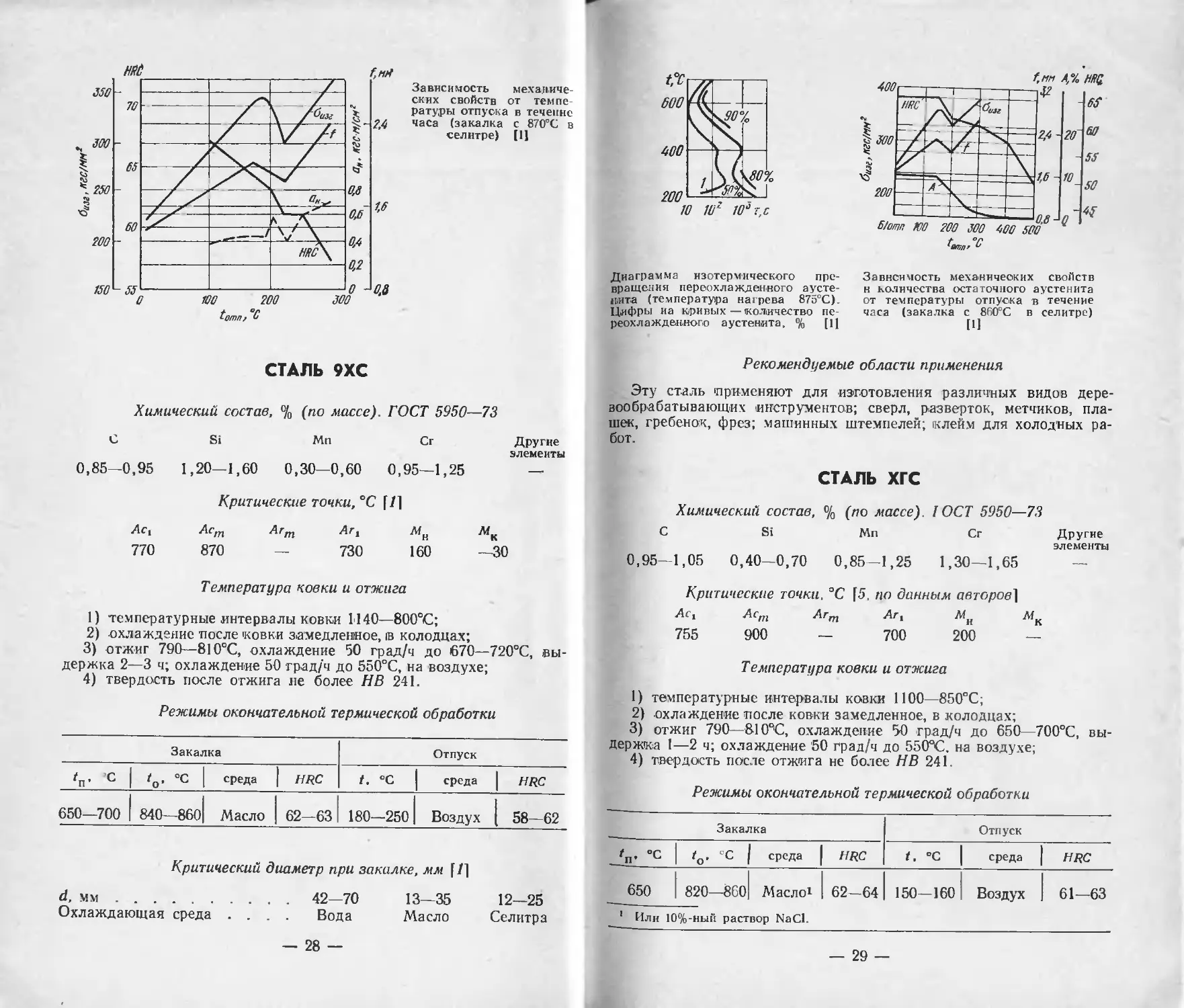
Зависимость механических св-ойств
н количества остаточного аустенита
от температуры отпуска в течение
часа (закалка с 860°С в селитре)
(11
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 875°С).
Цифры иа кривых — количество пе-
реохлажденного аустенита, % [Ц
Рекомендуемые области применения
Эту сталь применяют для изготовления различных видов дере-
вообрабатывающих инструментов; сверл, разверток, метчиков, пла-
шек, гребенок, фрез; машинных штемпелей; клейм для холодных ра-
бот.
СТАЛЬ ХГС
Химический состав, % (по массе) I ОСТ 5950—73
С Si Мп Сг Другие
элементы
0,95-1,05 0,40-0,70 0,85—1,25 1,30—1,65 —
Критические точки. °C [5. по данным авторов]
Act Acln Arm Аг, Мн Мк
755 900 — 700 200 —
Температура ковки и отжига
1) температурные интервалы ковки 1100—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 790—810°С, охлаждение 50 град/ч до 650—700°С, вы-
держка 1—2 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск
. 'п- °C to. С | среда HRC t. °C среда HRC
650 820—8Со| Масло! 62-64 150—160 Воздух 61—63
1 Или 10%-ный раствор NaCl.
— 29 —
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температура
на 825°С) [3]
Зависимость твердости стали от темпера-
туры отпуска в течение часа (закалка с
830°С в селитре) [211
Критический диаметр
при закалке, мм [6]
d, мм 72—100 46—67 35—60
Охлажда-
ющая
среда Вода Масло Селитра
Рекомендуемые области применения
Эту сталь применяют для изготовления валков холодной прокат-
ки, холодновысадочных матриц и пуансонов, вырубных штампов
небольших размеров (диаметром или толщиной до 70 мм).
СТАЛЬ 12X1
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг Другие
элементы
1,15—1,25 0,15—0,35 0,30—0,60 1,30—1,65 —
Критические точки, °C (по данным Станкина)
Ас. Аст Агт Art Мк
750 890 — — 245 —40 С
Температура ковки и отжига
1) температурные интервалы ковки 1120—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 770—800°С, охлаждение 50 трад/ч до 670—720°С;
выдержка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 241.
— 30 —
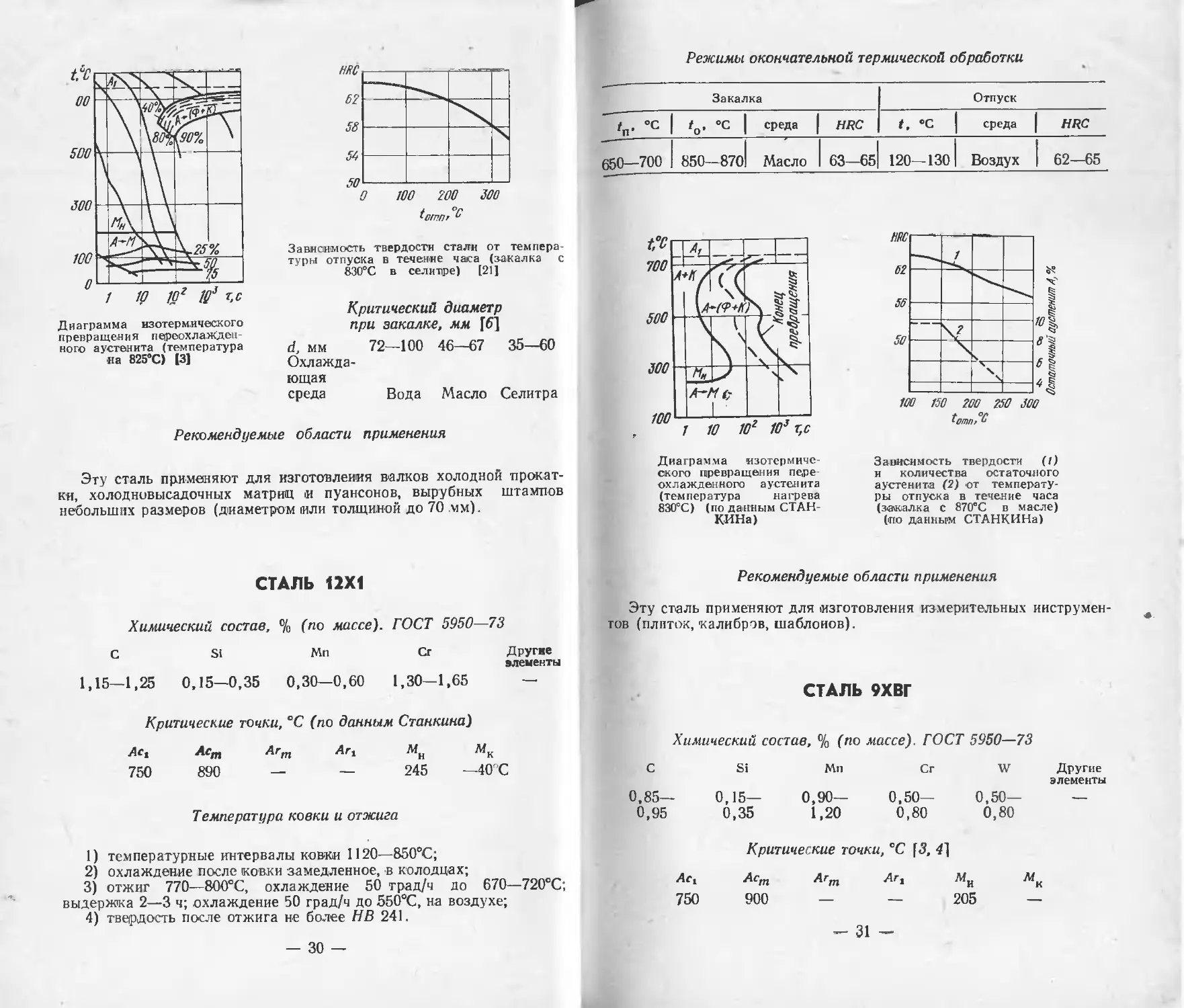
Режимы окончательной термической обработки
Закалка
Отпуск
'п- °C 'o’ °с среда HRC t, °C среда HRC
650—700 850-870 Масло 63—65 120-130 Воздух 62—65
Диаграмма изотермиче-
ского превращения пере-
охлажденного аустенита
(температура нагрева
830°С) (по данным СТАН-
КИНа)
Зависимость твердости (1)
и количества остаточного
аустенита (2) -от температу-
ры отпуска в течение часа
(закалка с 870°С в масле)
(по данным СТАНКИНа)
Рекомендуемые области применения
Эту сталь применяют для (изготовления измерительных инструмен-
тов (плиток,'калибров, шаблонов).
СТАЛЬ 9ХВГ
Химический состав, % (ло массе). ГОСТ 5950—73
с 0,85— 0,95 Si Мп 0,15— 0,90— 0,35 1,20 Сг 0,50— 0,80 W Другие элементы 0,50— — 0,80
Критические точки , °C [3, 4]
Лг, Аст Агт Лг, ми мк
750 900 — — 205 —
- 31
Температура ковки и отжига
1) температурные интервалы ковки 1120 - 850°С;
2) охлаждение после ковки на воздухе;
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температура
нагрева 810°С) [31
3) отжиг 780—800°С, охлажде-
ние 50 град/ч до 670—720°С, выдерж-
ка 2—3 ч, охлаждение 50 град/ч до
550сС, на Воздухе;
4) твердость после отжига не бо-
ле НВ 241.
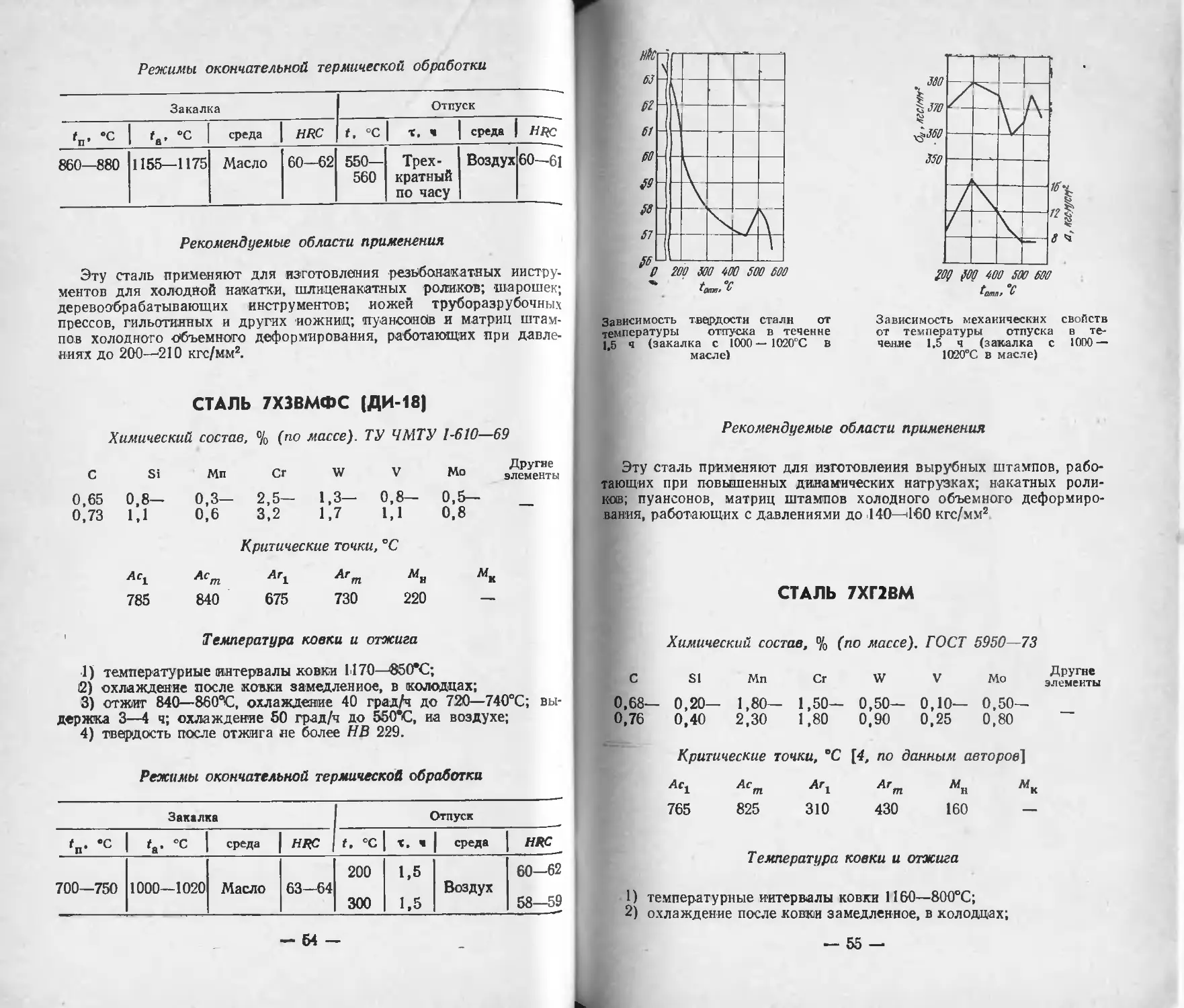
Зависимость твердости ста-
ли от температуры отпуска
в течение 1,5 ч (закалка с
840°С в масле) [47]
Режимы окончательной термической обработки
Закалка Отпуск
'п- °с 'о- °С среда ннс t, °C среда НИС
650 820—840 Масло 64-66 160—180 170—230 230—275 Воздух >61 62—60 60—56
Рекомендуемые области применения
Эту сталь применяют для изготовления резьбовых калибров, ле-
кал сложной формы; сложных весьма точных штампов для холодных
работ, которые при закалке не должны подвергаться значительным
объемным изменениям и короблению.
СТАЛЬ ХВГ
Химический состав, % (по массе). ГОСТ 5950—73
с S1 Мп Сг W Другие элементы
0,90— 0, IS- 0,80- 0,90— 1,20— <0,25 Ni
1,05 О.35 1,10 1,20 1,60 <0,30 Си
— 32
Критические точки, °C [/]
Лс< Аст Агт Аг, Ми Мк
750 940 — 710 210 50
Температура ковки и отжига
1) температурные интервалы ковки 1150—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 780—800°С, охлаждение 50 град/ч до 670—720°С, вы-
держка 2 3 ч; охлаждение 50 град/ч до 550°С, на воздсхе;
4) твердость после отжига не более НВ 255.
Режимы окончательной
термической обработки
Диагра м ма изотермического
превращения переохлажден-
ного аустенита (температу-
ра нагрева 850°С) [3]
Закалка
'п- °С с среда HRC
650-700 830850 Масло 62—63
Отпуск
t. °C среда HRC
150—200 200-300 Воздух 63—62 62—58
Зависимость механиче-
ских свойств и количест-
ва остаточного аустенита
от температуры отпуска
в течение часа (закалка
с 830°С в сели-рре) [11
— 33 -
2 Зак. 478
Рекомендуемые области применения
Эту сталь применяют для изготовления измерительных и режу-
щих инструментов, для которых повышенное коробление при закал-
ке недопустимо: резьбовых калибров, протяжек, длинных метчиков
длинных разверток, плашек и других видов специальных инструмен-
тов; холодновысадочных матриц и пуансонов; технологической осна-
стки; деревообрабатывающих инструментов; ножей для бумажной
промышленности.
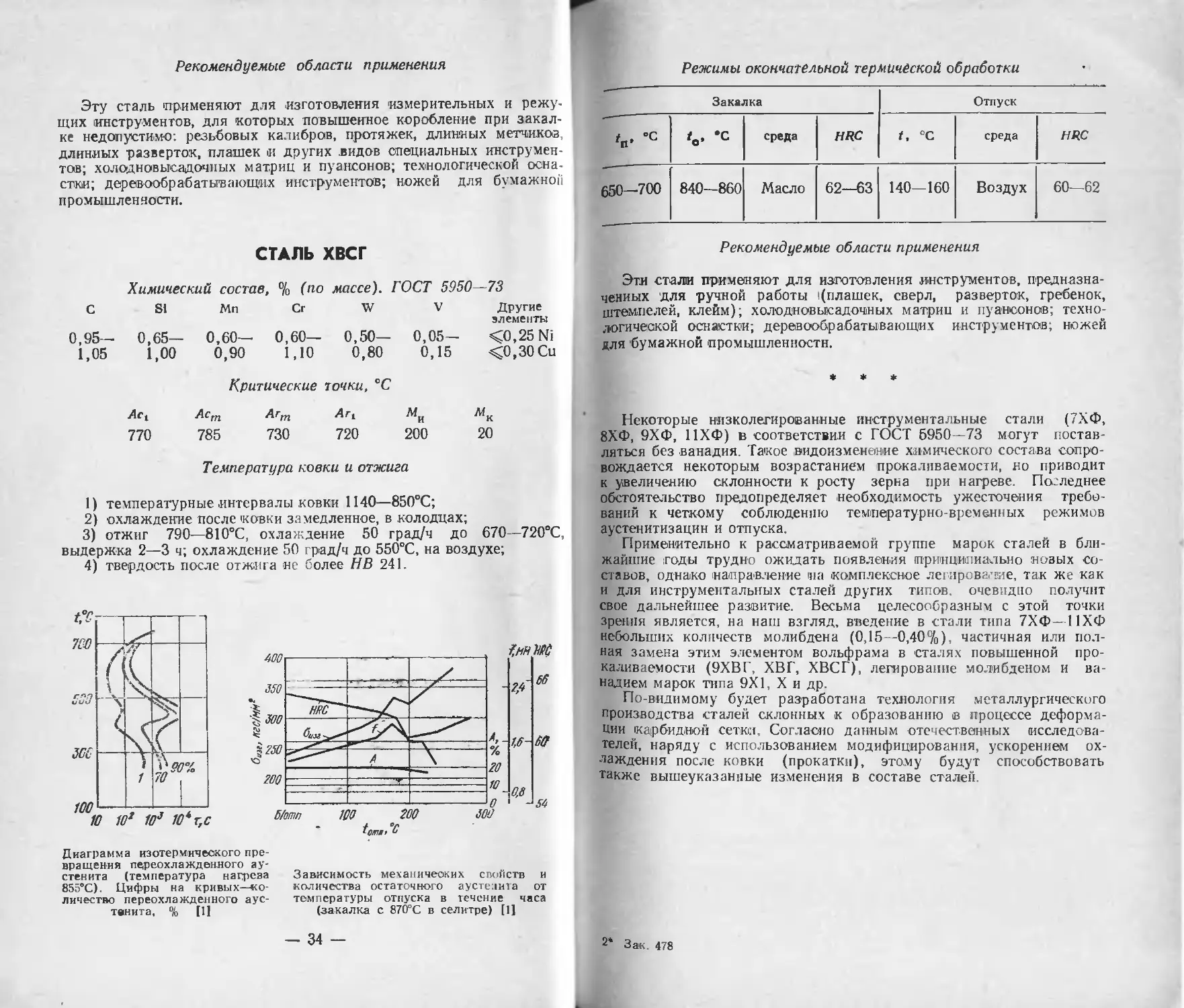
СТАЛЬ ХВСГ
Химический состав, % (по массе). ГОСТ 5950—73
С S1 Мп Сг W V Другие элементы
0,95— 0,65— 0,60— 0,60— 0,50— 0,05— <0,25 Ni
1,05 1,00 0,90 1,10 0,80 0,15 <0,30 Си
Критические точки, °C
Act Acm Arm Art Mn Мк
770 785 730 720 200 20
Температура ковки и отжига
1) температурные .интервалы ковки 1140—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 790—810°С, охлаждение 50 град/ч до 670—720°С,
выдержка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 241.
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура нагрева
855°С). Цифры на кривых—ко-
личество переохлажденного аус-
тенита, % [Ц
Зависимость механических свойств и
количества остаточного аустенита от
температуры отпуска в течение часа
(закалка с 870°С в селитре) [1]
— 34 —
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С 'о- *С среда HRC t, °C среда НРС
650—700 840—860 Масло 62—63 140—160 Воздух 60—62
Рекомендуемые области применения
Эти стали применяют для изготовления инструментов, предназна-
ченных для ручной работы ^(плашек, сверл, разверток, гребенок,
штемпелей, клейм); холодновысадочных матриц и пуансонов; техно-
логической оснастки; деревообрабатывающих инструментов; ножей
для бумажной промышленности.
Некоторые низколегированные инструментальные стали (7ХФ,
8ХФ, 9ХФ, 11ХФ) в соответствии с ГОСТ 6950—73 могут постав-
ляться без ванадия. Такое видоизменение химического состава сопро-
вождается некоторым возрастанием прокаливаемости, но приводит
к увеличению склонности к росту зерна при нагреве. Последнее
обстоятельство предопределяет необходимость ужесточения требо-
ваний к четкому соблюдению температурно-временных режимов
аустенитизации и отпуска.
Применительно к рассматриваемой группе марок сталей в бли-
жайшие годы трудно ожидать появления (принципиально новых со-
ставов, однако направление oia комплексное легирование, так же как
и для инструментальных сталей других типов очевидно получит
свое дальнейшее развитие. Весьма целесообразным с этой точки
зрения является на наш взгляд, введение в стали типа 7ХФ—11ХФ
небольших количеств молибдена (0,15-0,40%), частичная или пол-
ная замена этим элементом вольфрама в сталях повышенной про-
каливаемости (9ХВГ, ХВГ, ХВСГ), легирование молибденом и ва-
надием марок типа 9X1, X и др.
По-видимому будет разработана технология металлургического
производства сталей склонных к образованию в процессе деформа-
ции карбидной сетки, Согласно данным отечественных исследова-
телей, наряду с использованием модифицирования, ускорением ох-
лаждения после ковки (прокатки), этому будут способствовать
также вышеуказанные изменения в составе сталей.
2* Зак. 478
III. Штамповые стали
для холодного деформирования
Основное назначение сталей рассматриваемой группы—материа-
лы для штамповых инструментов холодного деформирования (прес-
сование, высадка, чеканка, калибровка» гибка, формовка, волочение
и т. д.). В связи с близостью схем легирования и свойств с «чисто
штамповыми» сталями в данный раздел включены данные по ряду
марок (6Х6ВЗМФС, 8Х4ВЗМЗФ2; 8X611ФТ; 9Х5ВФ), обычно реко-
мендуемых для изготовления инструментов и оснастки другого на-
значения (фрез и резцов по дереву, резьбо- и зубонакатных роликов,
ножей гильотинных ножниц и т. д.).
Специфические особенности эксплуатации рабочих частей штам-
пов предопределяют основные требования, предъявляемые к материа-
лам для их изготовления:
1) повышенная износостойкость;
2) минимально необходимые (для данного конкретного случая)
твердость, сопротивление малым пластическим деформациям и те-
плостойкость;
3) удовлетворительные прочность н пластичность;
4) хорошие технологические свойства (шлнфуемость, устойчи-
вость против перегрева, малая деформируемость при термической
обработке и т. д.).
Все перечисленные характеристики в той «ли иной степени ока-
зывают влияние на работоспособность штамповых сталей и эффек-
тивность применения отдельных марок, однако в зависимости от ви-
дов операций, свойств подвергаемых деформированию материалов,
основных параметров оборудования и г, д. роль каждого из этих
показателей может изменяться. Так, например,срок службы вырубных
(просечных) штампов, как правило, лимитируется износостойкостью
и конструктивной прочностью {9, 10], тогда как для тяжелонагру-
женных пуансонов холодного прессования большое значение имеют
сопротивление малым пластическим деформациям и теплостойкость
[11, 12]. Для высокоточных инструментов сложной конфигурации
весьма важными факторами являются шлнфуемость и деформируе-
мость при термической обработке.
Повышение того или иного свойства, достигаемое за счет видо-
изменения химического состава стали, а также режимов ее закалки
и отпуска, может сопровождаться снижением других показателей.
В связи с этим для 'большинства сталей данной группы могут быть
выделены тесно связанные с особенностями их легирования характе-
ристики, определяющие преимущественные области применения тех
или иных марок. В соответствии с этим рассматриваемые материалы
можно разделить ча ряд подгрупп.
Высокохромистые стали повышенной износостойкости
К этой подгруппе относятся стали с содержанием 6 и 12% Сг,
дополнительно легированные ванадием, вольфрамом (или молибде-
ном): Х12, Х121ВМ, Х12М, Х12Ф1, Х6ВФ, а также никелем и
титаном: 8Х6НФТ.
- 36 —
Химический состав вышеуказанных сталей, обеспечивающий их
повышенную устойчивость против истирания, предопределяет вместе
с тем значительное развитие ликвационных явлений При затверде-
вании ,и существенные колебания в дисперсности и характере рас-
пределения избыточных карбидов в зависимости от степени укова.
Балл карбидной неоднородности для сталей с 12% Сг может изме-
няться, например, от 2—3 в металле малых сечений (SJ20—30 мм)
до 7—8 в крупных 100мм) профилях. В силу отмеченных осо-
бенностей высокохромистым сталям, так же как и быстрорежущим,
присущи значительная анизотропия свойств по сечению и резкое
снижение прочности, ударной вязкости в заготовках больших разме-
ров. Особенно характерно это для стали XI2, значительно уступаю-
щей по механическим свойствам сталям Х12М н Х12Ф1. Дополни-
тельное легирование подобной стали молибденом, вольфрамом и ва-
надием (X12ВVI) способствует заметному возрастанию вышеуказан-
ных показателей без снижения износостойкости.
Уменьшение концентраций хрома (стали типа Х6ВФ) также при-
водит к формированию более благоприятных структур и возрастанию
устойчивости против хрупкого разрушения, однако в отличие от
составов типа Х12ВМ сопровождается понижением сопротивления
истиранию. Исключением является сталь Х6Ф4М (ЭП770), пре-
восходящая по износостойкости все стали рассматриваемой группы;
однако недостатком ее является пониженная шлифуемость, огранн-
чивающая возможности широкого использования этой стали при
применении абразивов обычного типа.
Высокопрочные комплекснолегированные стали
повышенной теплостойкости
Из этой подгруппы материалов рассмотрены две марки1:
8Х4ВЗМЗФ2 ,(ЭП570) и «Х4В2С2МФ (ЭП761).
Благодаря рационально выбранной схеме легирования стали ха-
рактеризуются меньшим количеством крупных избыточных карбидов
и более однородным их распределением (балл 2—3 в сечениях до
80—100 мм для ЭП761 и балл 4—5 для ЭП570) по сравнению с вы-
сокохромпстыми составами. Стали ЭП570 и ЭП761 обладают четко
выраженной склонностью к вторичному твердению, обеспечивая
после оптимальной термической обработки твердость около HRC
62—63 при удовлетворительной теплостойкости. Последнее обстоя-
тельство предопределяет возможность использования рассматривае-
мых сталей в качестве материала не только штампового и накатного,
но и режущего инструмента (развертки, сверла, ножи и фрезы для
обработки дерева и т. 1д.).
Сталь ЭП761 вследствие меньших концентраций ванадия, молиб-
дена и вольфрама несколько уступает ЭП570 по износостойкости, но
превосходит ее по прочности при изгибе, ударной вязкости и сопро-
тивлению смятию. Более высокие значения пределов упругости (0^5)
и текучести при сжатии (о ™ ) стали ЭП761 (225 и 275 кге/мм2 со-
ответственно против ~ 215 и 270 кге/.мм2 для ЭП570) обусловлены
специфическим влиянием кремния на процессы дисперсионного твер-
Дення и свойства феррита (мартенсита).
се С известным приближением к этой подгруппе может быть также отне-
твеп Сталь ЭП569 (6Х6ВЗМФС), проявляющая склонность ,ко вторичному
чтению и имеющая довольно высокий уровень прочностных свойств.
— 37 —
Вследствие значительных концентраций кремния и молибдена ста-
ли ЭП570 и ЭП761 обладают повышенной склонностью к обезугле-
роживанию, в связи с чем закалку необходимо проводить в хорошо
раскисленных соляных вайнах.
Экономно легированные стали
с повышенной ударной вязкостью
Типичными представителями этой подгруппы являются стали
7ХГ2ВМ и 7ХЗВМФС (ДИ18), для которых характерно присутствие
в составе относительно невысоких концентраций карбидообразующих
элементов и углерода. Эта особенность их легирования предопреде-
ляет получение очень благоприятного распределения избыточных
карбидов в кованом металле н ряд других преимуществ по сравне-
нию с ранее рассмотренными сталями (сравнительно невысокие тем-
пературы закалки, хорошая обрабатываемость резанием, повышен-
ные механические свойства в щизкоотпущениом состоянии и т. д.).
Благодаря сохранению после закалки значительных количеств оста-
точного аустенита сталь 7ХГ2ВМ характеризуется также малой де-
формируемостью при термической 'обработке, превосходя в этом от-
ношении стали марок типа Х12М, Х12Ф1.
По вышеуказанным показателям и составу сталь марки ЭП569
(6Х6ВЗМФС) занимает промежуточное положение между .марками
предыдущей и настоящей подгрупп, однако с последними ее сбли-
жает высокий уровень ударной вязкости (а7& 15 кгс-м/см1 2 * *), дости-
гаемый после отпуска иа твердость HRC 58—60. Эту особенность
рассматриваемых сталей прежде всего учитывают при выборе ра-
циональных областей их применения1.
При исследовании структуры и свойств штамповых сталей для
холодного деформирования находит применение большинство мето-
дик, используемых при изучении высокотвердых инструментальных
сталей с повышенным содержанием углерода5. Имеются вместе с
тем и некоторые отличия по сравнению с другими группами сталей,
заключающиеся прежде всего в способе определения сопротивления
малым пластическим деформациям при сжатии и метод оценки
относительной износостойкости. Показатели, характеризующие сопро
тивление малым пластическим деформациям (предел упругости
оq^5 и текучести Oq™ при сжатии), обычно не учитывают при оценке
работоспособности и выборе рациональных областей применения ста-
лей других групп, однако они имеют очень большое значение для ма
териалов тяжелонагруженных инструментов холодного деформирова-
ния. Экспериментами, выполненными в последние годы в УкрНИИ-
епецстали, было показано, что между вышеуказанными величинами
и сопротивлением сталей усталостной повреждаемости имеется пря-
мая связь П1].
Пределы упругости и текучести при сжатии обычно определяют
методом последовательных нагружений с многократным замером
остаточной деформации на образцах с отношением высоты к дна-
1 Выходящий из строя по причине скалывания и выкрашивания инстру-
мент, штамповая оснастка, эксплуатируемая в условиях значительных динами-
ческих нагрузок, и т. д.
2 Контроль величины действительного зерна аустенита, определение балла
карбидной неоднородности, проведение испытаний иа статический и дина-
мический изгиб образцов без надреза и т. д.
— 38 —
метру, примерно равным 1,5, млн путем непосредственной записи
соответствующей кривой на испытательных машинах, оснащенных
диаграммным аппаратом с большим масштабом увеличения по оси
деформации (^1100:1). Стандартизованных методик испытаний на
сжатие высокотвердых инструментальных сталей нет. В равной сте-
пени это относится к испытаниям на износостойкость Вследствие
значительного несоответствия реальным условиям эксплуатации рас-
пространенные применительно к конструкционным материалам спо-
собы оценки сопротивления истиранию (машины типа ХБ—4, Амсле-
ра, Шкода—Савина и др.) не могут обеспечивать достаточно надеж-
ного прогнозирования поведения штамповых сталей в процессе ра-
боты по результатам лабораторных исследований.
Поэтому в настоящее время, несмотря на некоторые разработки
по созданию квазианалоговых методик оценки износостойкости высо-
котвердых штамповых сталей, наиболее надежными остаются про-
изводственные стойкостные испытания.
Наряду с правильным выбором марки стали одним из эффектив-
ных способов повышения стойкости инструментов для холодного
деформирования является использование оптимальных температур-
но-временных параметров закалки и отпуска с учетом преимущест-
венных причин выхода из строя.
Режимы термической обработки необходимо выбирать в зависи-
мости от назначения и конкретных условий работы инструмента.
Наиболее общие рекомендации по обработке каждой марки стали
приведены в таблицах.
В связи с низкой теплопроводностью сталей рассматриваемой
группы рекомендуется одно- или двухступенчатый подогрев, темпе-
ратуру которого выбирают в зависимости от уровня легированности
стали и конструкции инструмента.
Температура закалки, как правило, должна обеспечивать полу-
чение действительного зерна аустенита не крупнее № 11—9.
Время выдержки при аустенитизации, выбирают из расчета 50—
70 с на 1 мм при печном нагреве и 35—40 с на 1 мм при нагреве в
ванне. Продолжительность низко- и среднетемпературного (^450°С)
отпуска составляет, как правило, 1.5—2,5 ч; при проведении терми-
ческой обработки на вторичную твердость трех- и четырехкратные
выдержки составляют I—-1,5 ч.
Эффективная защита от обезуглероживания при термической об-
работке в ваннах обеспечивается в результате использования в ка-
честве раскислителей буры Na2B4O7 (4^5% от массы расплавленной
соли) или фтористого магния MgF2 (2—4%). При нагреве в электри-
ческих печах защита от обезуглероживания достигается применением
упаковки в отработанном карбюризаторе, древесном угле или выж-
женном коксе. В этом случае время выдержки при нагреве необхо-
димо увеличивать в соответствии с размером применяемых муфелей.
Для уменьшения деформируемости инструмента сложной конфи-
гурации, доводка которого после термической обработки затруднена,
целесообразно проведение перед окончательной термической обра-
боткой высокого отпуска или предварительной термической обра-
ботки, включающей в себя закалку от межкритических температур
и высокий отпуск (600—650°С).
. Стали поставляются в соответствии с требованиями ГОСТ
5950—73 и технических условий, которым соответствуют химический
состав, степень обезуглероживания, карбидная неоднородность,
состояние поверхности и т. д.
— 39 —
По форме, размерам и предельным отклонениям штамповые ста-
ли для холодного деформирования поставляются в соответствии с
требованиями: ГОСТ 1133—71—кованая круглотой квадратного се-
чений; ГОСТ 2590—71—горячекатаная круглого сечения; ГОСТ
2591—71, ГОСТ 4693—57—горячекатаная квадратного сечения
ГОСТ 4405 -74— полосовая; ГОСТ 7417—76; ГОСТ 8559—75 и
ГОСТ 8560—67—калиброванная; ГОСТ 14955—69—серебрянка.
Допускается поставка всех статей после электрошлакового пере-
плава для особо ответственного назначения (крупногабаритный ин-
струмент сложной формы, пуансоны и матрицы объемного деформи-
рования для работы прн высоких удельных давлениях и др.).
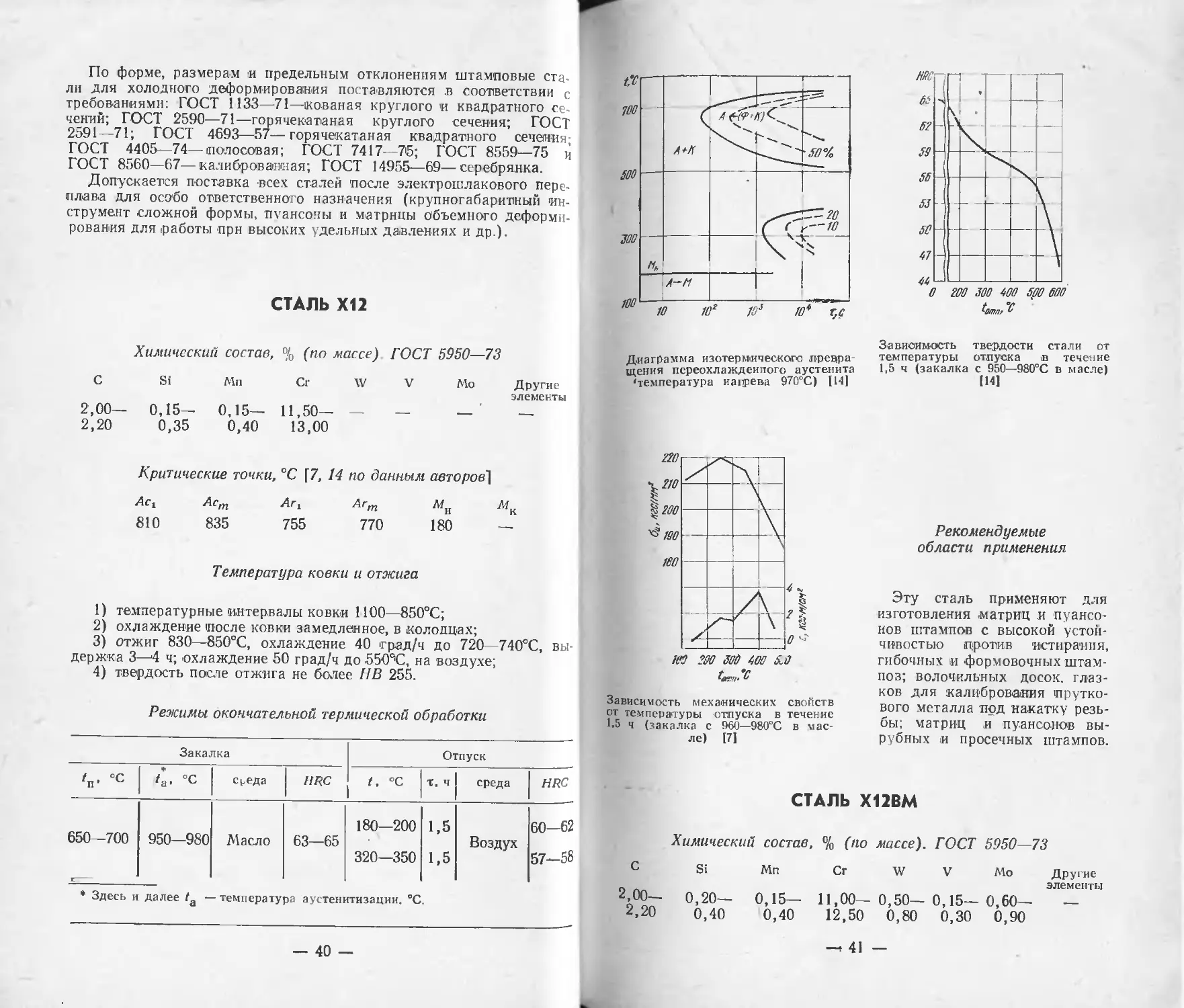
СТАЛЬ Х12
Химический состав, % (по массе) ГОСТ 5950—73
с Si Мп Cr W V Мо Другие элементы
2,00— 0,15— 0,15— 11,50— — —
2,20 0,35 0,40 13,00 Критические точки, °C [7, 14 по данным авторов] Лс1 Acm Ai\ Агт Л/н 810 835 755 770 180 —
Температура ковки и отжига
1) температурные интервалы ковки 1100—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 830—850°С, охлаждение 40 град/ч до 720—740°С, вы-
держка 3—4 ч; охлаждение 50 град/ч до 55042, на воздухе;
4) твердость после отжига не более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск
/п. «с С °с С кеда HRC t, “С Т. Ч среда HRC
650—700 950—980 Масло ба—65 180—200 320—350 1,5 1.5 Воздух 60—62 57-58
* Здесь и далее /а — температура аустенитизации. °C.
— 40 —
Диаграмма изотермического превра-
щения переохлажденного аустенита
‘температура нагрева 970°С) [1'11
Зависимость твердости стали от
температуры отпуска в течение
1,5 ч (закалка с 950—980°С в масле)
[14]
Зависимость механических свойств
от температуры отпуска в течение
1.5 ч (закалка с 960—980°С в мас-
ле) [7]
Рекомендуемые
области применения
Эту сталь применяют для
изготовления .матриц и пуансо-
нов штампов с высокой устой-
чивостью против истирания,
гибочных и формовочных штам-
пов; волочильных досок, глаз-
ков для калибрования прутко-
вого металла под накатку резь-
бы; матриц и пуансонов вы-
рубных и просечных штампов.
СТАЛЬ Х12ВМ
Химический состав, % (по массе). ГОСТ 5950—73
с Si
2.00— 0,20—
2,20 0,40
Мп Ст
0,15— 11,00—
0,40 12,50
W V
0,50— 0,15—
0,80 0,30
Мо Другие
элементы
0,60— —
0,90
— 41 —
Критические точки, °C [15, по данным авторов]
Ac, Acm Аг, Агт Мн Мк
815 — — — 225 —
Температура ковки и отжига
1) температурные интервалы ковки 1100—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 830—850°С; охлаждение 40 град/ч до 700—720°С, вы-
держка 3—4 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 255.
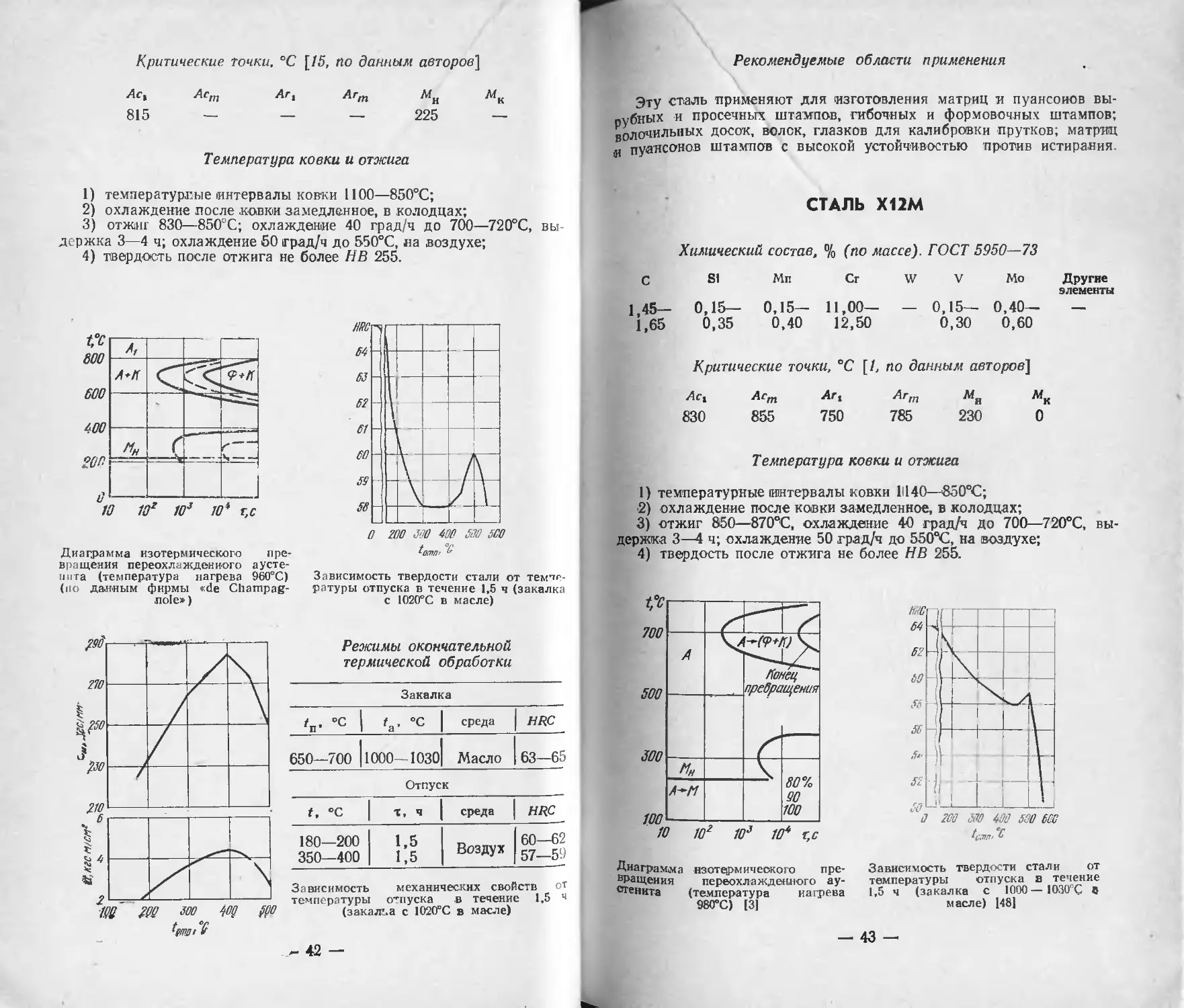
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 960°С)
(по данным фирмы «de Champag-
nole»)
Зависимость твердости стали от темпе-
ратуры отпуска в течение 1,5 ч (закалка
с 1020°С в масле)
Режимы окончательной
термической обработки
Закалка
V °C 'а- °С среда HRC
650—700 1000-1030 Масло 63—65
Отпуск
Г, °C ’• Ч среда HRC
180—200 350—400 1,5 1,5 Воздух 60—62 57—59
Зависимость механических свойств от
температуры отпуска в течение 1,5 ч
(закалка с 1020° С в масле)
42 —
Рекомендуемые области применения
Эту сталь применяют для изготовления матриц и пуансонов вы-
пубных и просечных штампов, гибочных и формовочных штампов;
волочильных досок, волок, глазков для калибровки прутков; матриц
я пуансонов штампов с высокой устойчивостью против истирания.
СТАЛЬ Х12М
Химический состав, % (по массе). ГОСТ 5950—73
С SI Мп Сг w V Мо Другие элементы
1,45— 0,15— 0, IS- 11,00— — 0,15— 0,40— —
1,65 0,35 О.40 12,50 0,30 0,60
Критические точки, °C [/, по данным авторов)
Act Acm Art
830 855 750
785 230 0
Температура ковки и отжига
1) температурные интервалы ковки 11140—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 850—870°С, охлаждение 40 град/ч до 700—720°С, вы-
держка 3—4 ч; охлаждение 50 град/ч до 55042, на воздухе;
4) твердость после отжига не более НВ 255.
Диаграмма нзотщ>мичеокого пре-
вращеии я переохлажденного ау-
егенкта (температура нагрева
980°С) [31
Зависимость твердости стали от
температуры отпуска в течение
1,5 ч (закалка с 1000— 1030°С В
масле) 148]
43 —
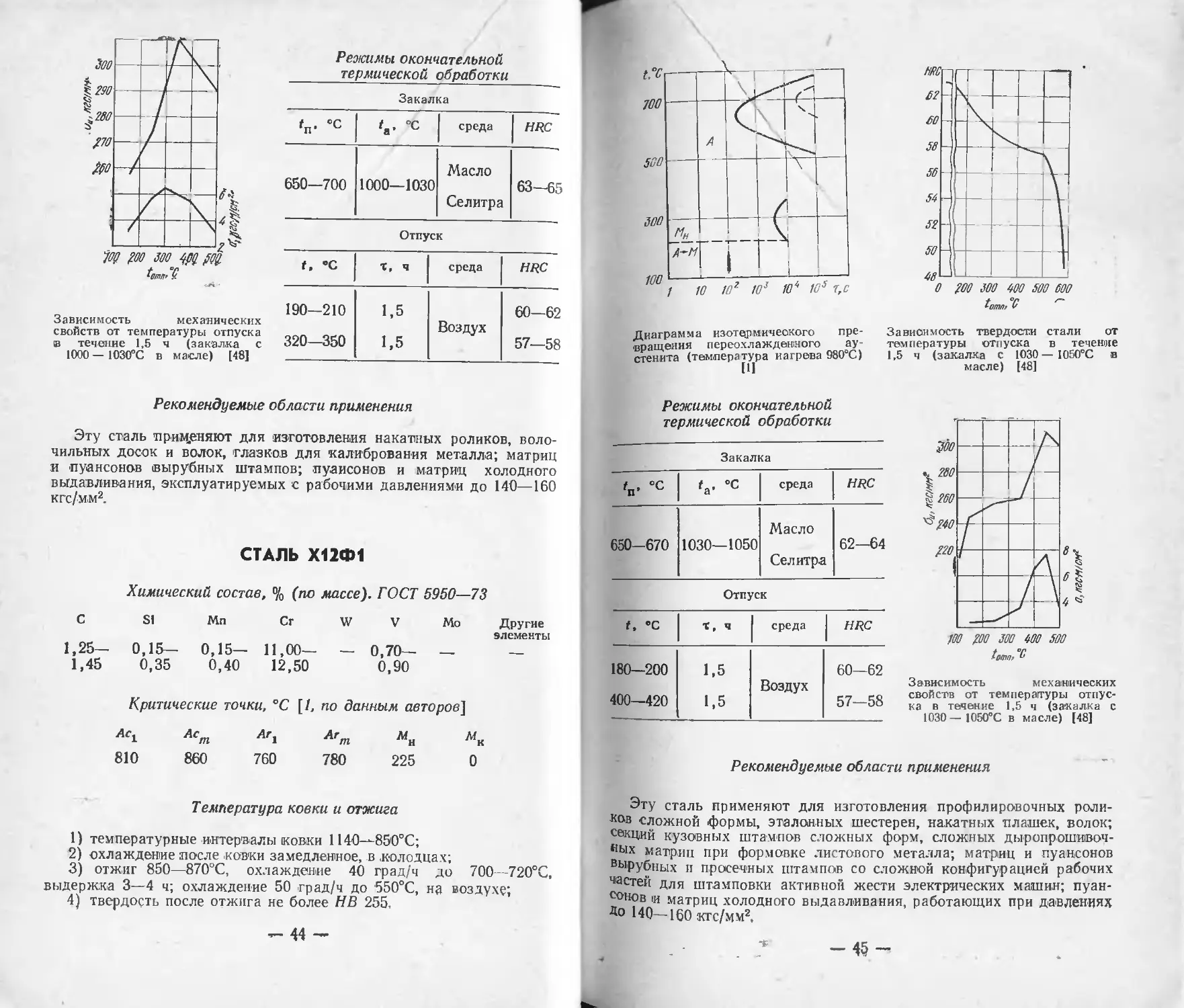
Зависимость механических
свойств от температуры отпуска
в течение 1,5 ч (закалка с
1000—1030°С в масле) [48]
Режимы окончательной
термической обработки
Закалка
*п- °С /а, °C среда НДС
650—700 1000—юзе Масло Селитра 63-65
Отпуск
Г, 'С Т, ч среда HRC
190—210 320—350 1,5 1,5 Воздух 60-62 57—58
Рекомендуемые области применения
Эту сталь прим.еняют для изготовления накатных роликов, воло-
чильных досок и волок, глазков для калибрования металла; матриц
и 'Пуансонов вырубных штампов; пуансонов и матриц холодного
выдавливания, эксплуатируемых с рабочими давлениями до 140—160
кгс/мм2.
СТАЛЬ Х12Ф1
Химический состав, % (по массе). ГОСТ 5950—73
С SI Мп Ст w V Мо
1,25- 0,15— 0,15— 11,00— — 0,70— —
1,45 0,35 0,40 12,50 0,90
Другие
элементы
Критические точки, °C [/, по данным авторов]
Лс-1 Лс m ЛГ1 Arm мн м,
810 860 760 780 225 0
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение после ковки замедленное, в .колодцах;
3) отжиг 850—870“С, охлаждение 40 град/ч до 700—720°С,
выдержка 3—4 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 255,
44 -
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура иагрева 980°С)
Зависимость твердости стали от
температуры отпуска в течение
1,5 ч (закалка с 1030— 1050°С в
масле) [48]
Режимы окончательной
термической обработки
Закалка
среда HRC
650-670
1030—1050
Масло
Селитра
62—64
Отпуск
среда
HRP
180-200 1,5 Воздух 60—62
400—420 1,5 57—58
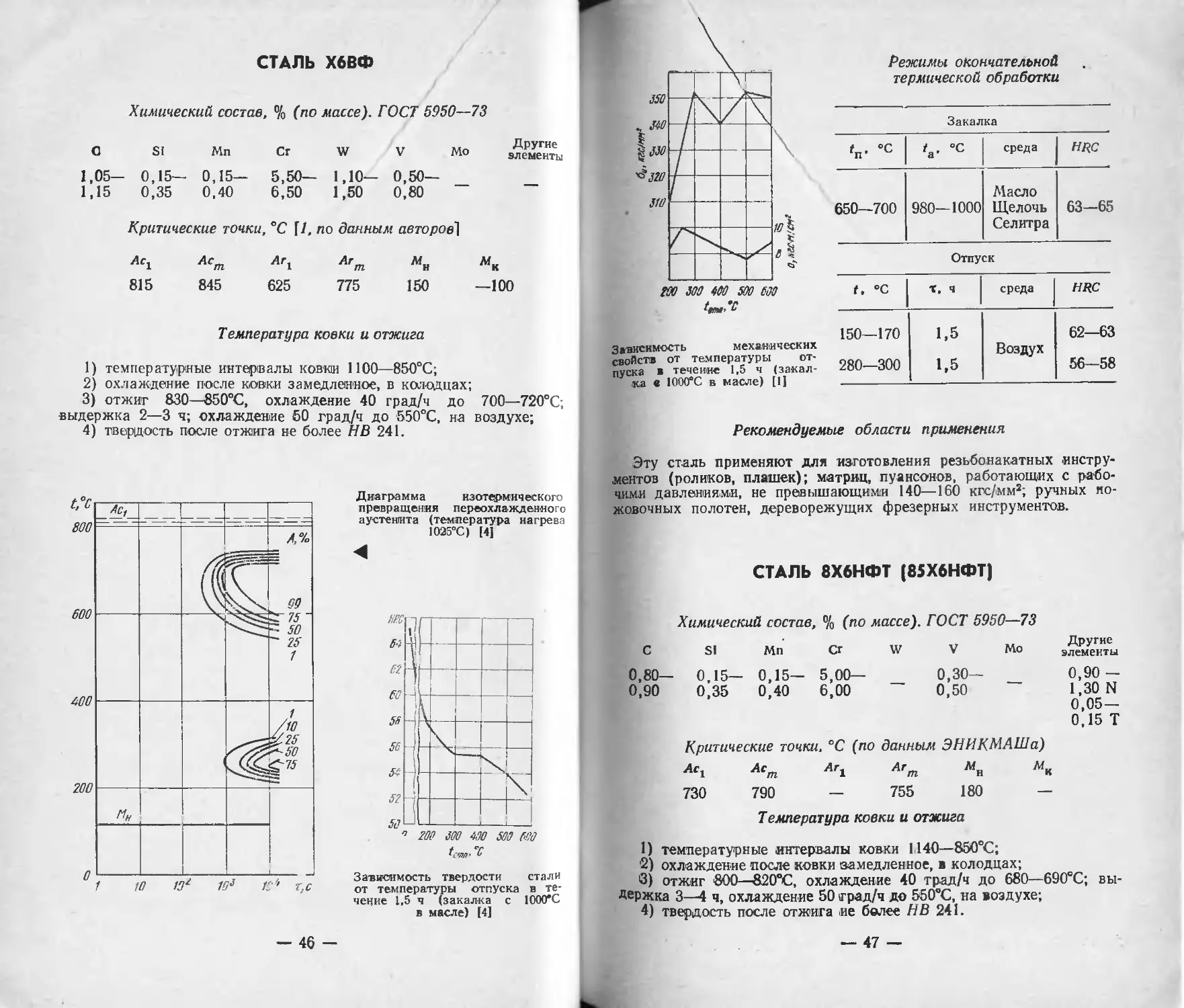
Зависимость механических
свойств от температуры отпус-
ка в течение 1,5 ч (закалка с
1030— 1050°С в масле) [481
Рекомендуемые области применения
Эту сталь применяют для изготовления профилировочных роли-
ков сложной .формы, эталонных шестерен, накатных плашек, волок;
секций кузовных штампов сложных форм, сложных дыропрошивоч-
«ых матриц при формовке листового металла; матриц и пуансонов
вырубных и просечных штампов со сложной конфигурацией рабочих
частей для штамповки активной жести электрических машин; пуан-
сонов и матриц холодного выдавливания, работающих при давлениях
До 140—160 кгс/мм2.
-45-
СТАЛЬ Х6ВФ
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг w V Мо
1,05- 0,15— 0,15— 5,50— 1,10— 0,50—
1,15 0,35 0,40 6,50 1,50 0,80 ~
Критические точки, °C [1, по данным авторов]
Лс1 Аст Лг1 Агт МК
815 845 625 775 150 —100
Температура ковки и отжига
1) температурные интервалы ковки 1100—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 830—850°С, охлаждение 40 град/ч до 700—720°С;
выдержка 2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 241.
Диаграмма изотермического
превращения переохлажденного
аустенита (температура нагрева
1025°С) [4]
Зависимость твердости стали
от температуры отпуска в те-
чение 1,5 ч (закалка с 1000*С
в масле) [4]
46 -
Зависимость механических
свойств от температуры от-
пуска в течение 1,5 ч (закал-
ка « 1000°С в масле) [1]
Режимы окончательной
термической обработки
Закалка
'п- ’С /а. °C среда HRC
650—700 980—1000 Масло Щелочь Селитра 63—65
Отпуск
t. °C Т, ч среда HRC
150—170 280—300 1.5 1,5 Воздух 62—63 56-58
Рекомендуемые области применения
Эту сталь применяют для изготовления резьбонакатных инстру-
ментов (роликов, плашек); матриц, пуансонов, работающих с рабо-
чими давлениями, не превышающими 140—160 кгс/мм2; ручных но-
жовочных полотен, дереворежущих фрезерных инструментов.
СТАЛЬ 8Х6НФТ (85Х6НФТ)
Химический состав, % (по массе). ГОСТ 5950—73
С SI Мп Сг W V Мо элементы
0,80— 0,15— 0,15— 5,00— 0,30— 0,90 —
0,90 0,35 0,40 6,00 ~ 0,50 ~ 1,30 N
0,05 —
0,15 Т
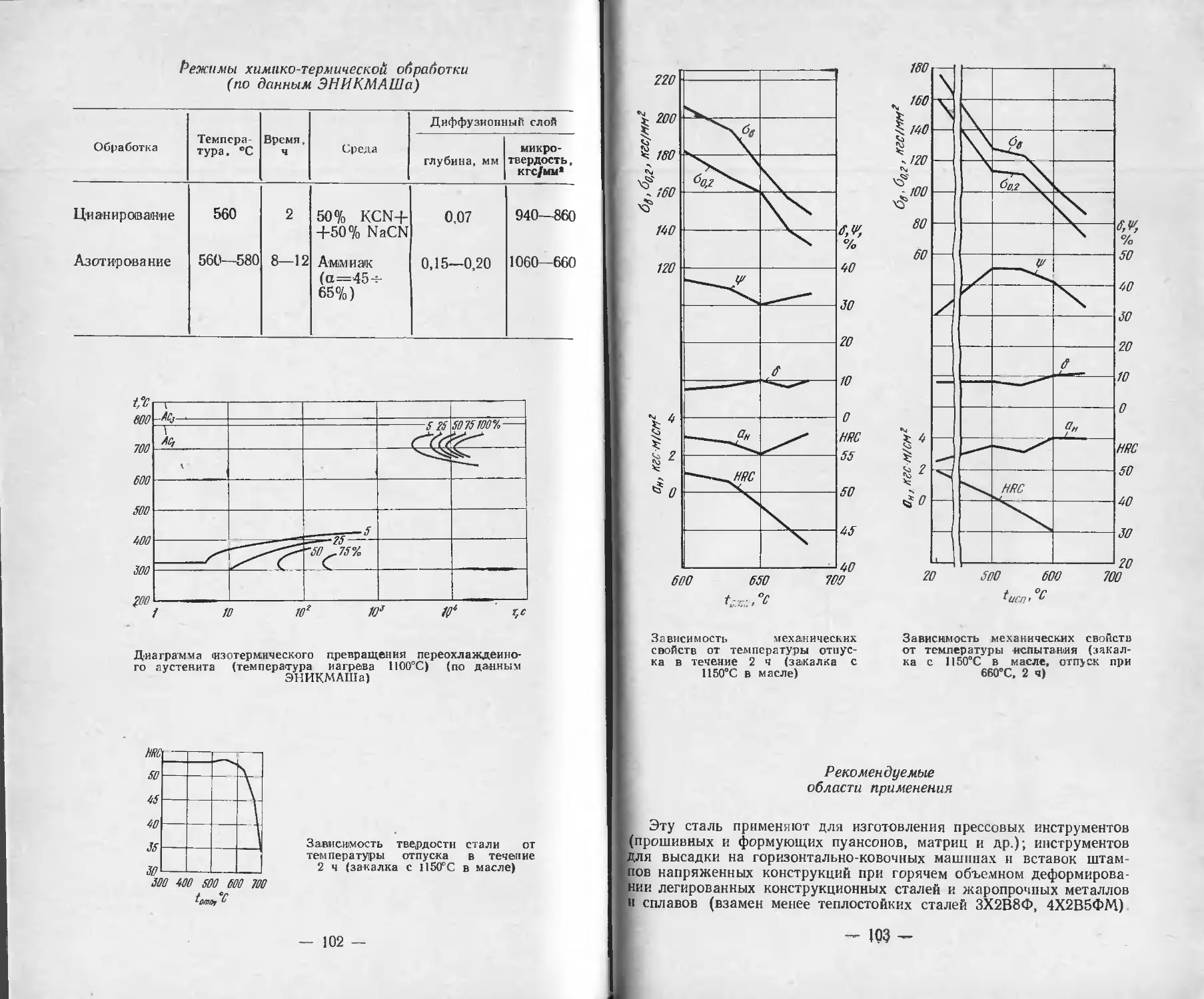
Критические точки, °C (по данным ЭНИКМАШа)
А<\ Acm Arl Агпг Мн
730 790 — 755 180 —
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
’2) охлаждение после ковки замедленное, колодцах;
3) отжиг 800—820°С, охлаждение 40 трад/ч до 680—690°С; вы-
держка 3—4 ч, охлаждение 50 трад/ч до 550°С, на воздухе;
4) твердость после отжига ие белее НВ 241.
— 47 —
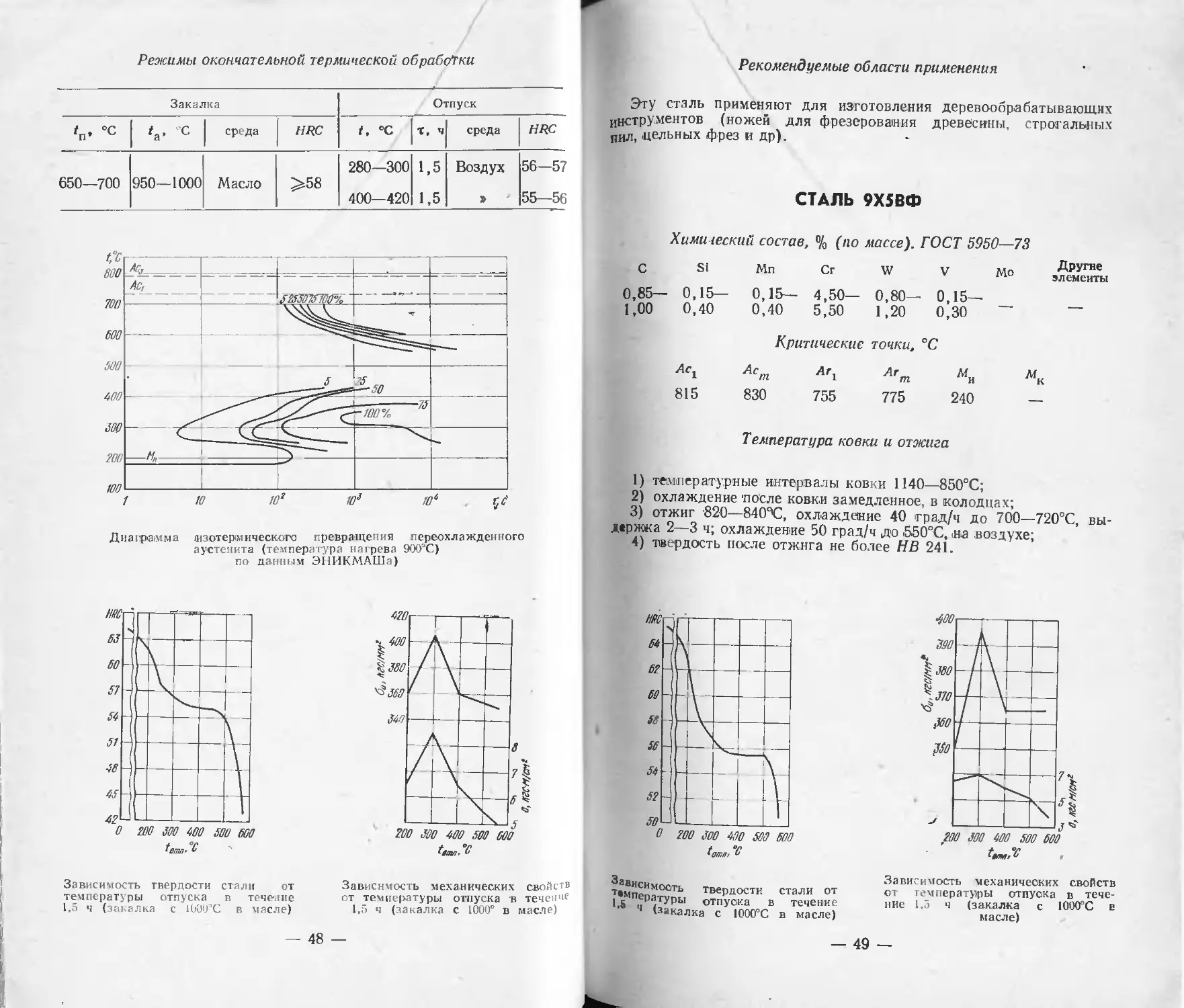
Режимы окончательной термической обработки
Отпуск
Закалка
'п« °С 'а- "С среда HRC t, сс X, Ч среда HRC
650—700 950—1000 Масло >58 280—300 400—420 1,5 1,5 Воздух » 56-57 55—56
Диаграмма изотермического превращения переохлажденного
аустенита (температура нагрева 900°С)
по данным ЭНИКМАШа)
Зависимость твердости стали от
температуры отпуска в течение
1,5 ч (закалка с Ю01ГС в масле)
Зависимость механических свойств
от температуры отпуска в течение
1,5 ч (закалка с 1000° в масле)
— 48 —
Рекомендуемые области применения
Эту сталь применяют для изготовления деревообрабатывающих
инструментов (ножей для фрезерования древесины, строгальных
„ил,-цельных фрез и др).
СТАЛЬ 9Х5ВФ
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Другие элементы
0,85— 0,15— 0,15— 4,50— 0,80— 0,15—
1.00 0,40 0,40 5,50 1,20 0,30
Критические точки. °C
ЛС1 Аст Агх Лг тп Мя Мк
815 830 755 775 240 —
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение -после ковки замедленное, в колодцах;
3) отжиг 820—840чС, охлаждение 40 -град/ч до 700—720°С, вы-
держка 2—3 ч; охлаждение 50 град/ч до 5-50°С, -на воздухе;
4) твердость после отжига не более НВ 241.
т»мпСИмооть твердости стали от
1 б Пературы отпуска в течение
4 (закалка с 1000°С в масле)
Зависимость механических свойств
ст температуры отпуска в тече-
ние 1,5 ч (закалка с 1000°С в
масле)
— 49 —
Режимы окончательной термической обработки
Закалка Отпуск
гп. «с 'а- »с среда HRC 1, ’С Т. ч среда | HRC*
650—700 950—1000 Масло 59 280—300 400—420 1.5 1.5 Воздух 57—58 55—56
Рекомендуемые области применения
Эти стали применяют для изготовления деревообрабатывающих
инструментов (ножей для фрезерования древесины, строгальных
пил, цельных фрез); тонколезвийных инструментов (бритв).
СТАЛЬ Х6Ф4М (ЭП770)
Химический состав, % (по массе). ТУ 14-1-1227—75
С S1 Мп Cr W V Мо элементы
1,70— 0,15— 0,15— 5,70— 3,50— 0,5—
1,85 0,40 0,40 6,50 4,00 0,1
Критические точки, °C (по данным Станкина)
Ас1 Acm Ari Arm мп Мк
820 860 750 800 260 20
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 860—880°С, охлаждение 40 град/ч до 700°С, выдержка
2—3 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск
'а- 'С среда HRC t, °C т, ч среда HRC
650—700 980—1020 Масло 63-65 180 1,5 Воздух 61-62
1140—1160 61—62 550 Трехкрат- ный по часу 62-64
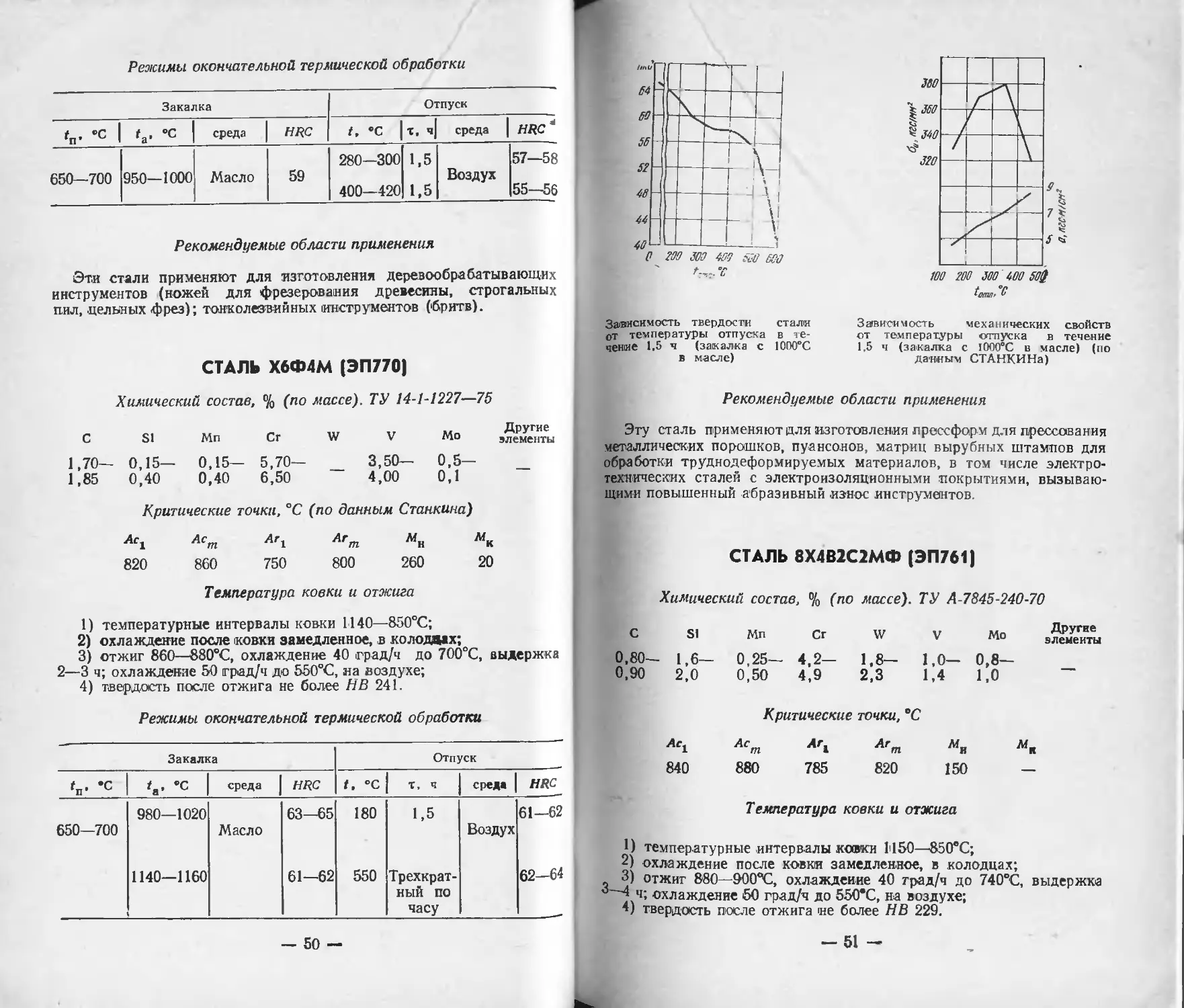
— 50 —
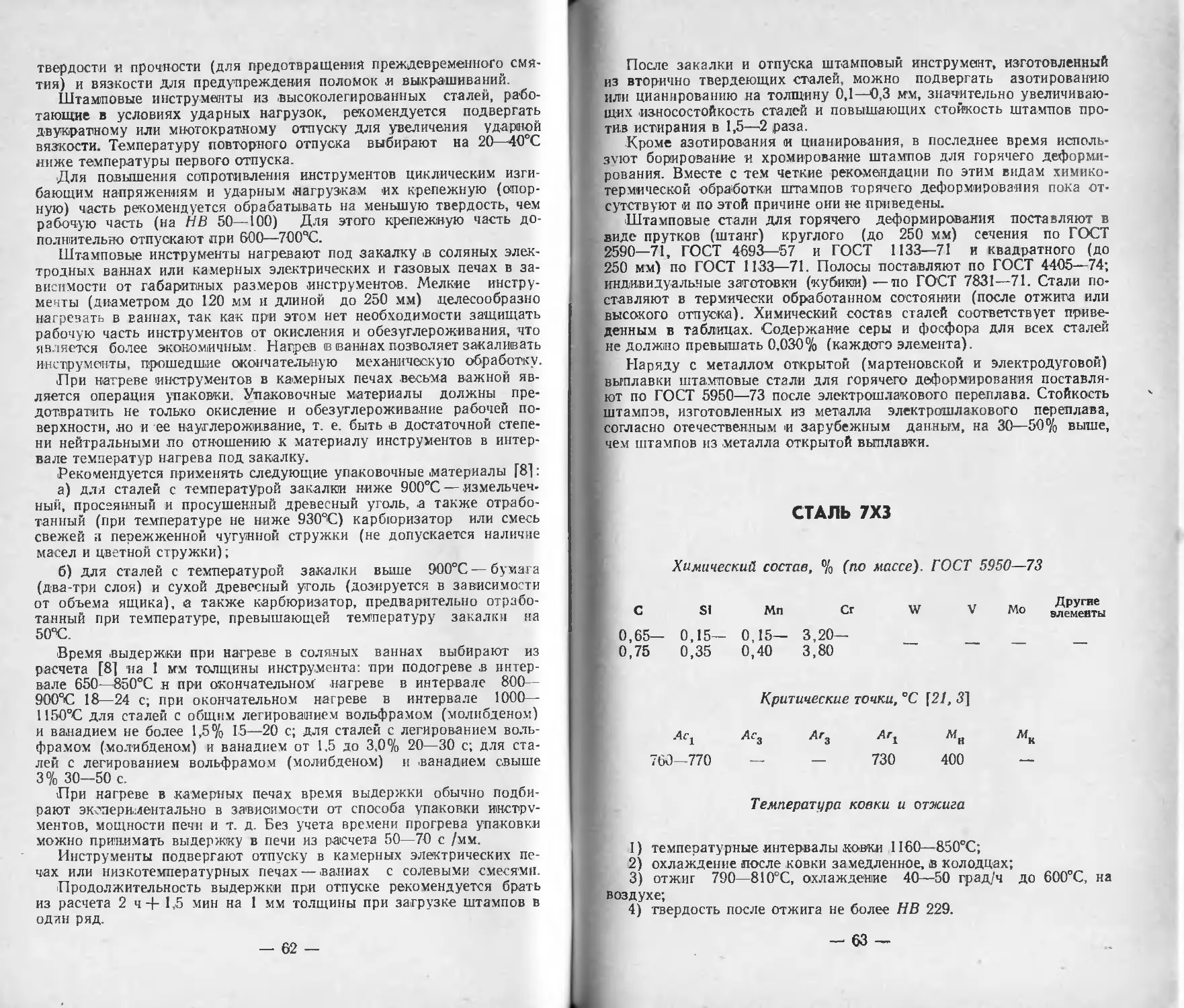
Зависимость твердости стали
оТ температуры отпуска в те-
чение 1,5 ч (закалка с 1000°С
в масле)
Зависимость механических свойств
от температуры отпуска в течение
1,5 ч (закалка с 1000°С в масле) (по
данным СТАНКИ На)
Рекомендуемые области применения
Эту сталь применяют для изготовления лрессформ для прессования
металлических порошков, пуансонов, матриц вырубных штампов для
обработки труднодеформируемых материалов, в том числе электро-
технических сталей с электроизоляционными покрытиями, вызываю-
щими повышенный абразивный износ инструментов.
СТАЛЬ 8Х4В2С2МФ [ЭП761]
Химический состав, % (по массе). ТУ А-7845-240-70
С SI 0,80- 1,6— 0,90 2,0 Мп Сг W V Мо элементы 0,25— 4,2— 1,8- 1,0- 0,8— 0,50 4,9 2,3 1,4 1,0 “ Критические точки, °C
Ае1 840 Ac Ar Ar М„ М. m • m и к 880 785 820 150 — Температура ковки и отжига
1) температурные интервалы ковки 1150—850®С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 880—900*42, охлаждение 40 град/ч до 740°С, выдержка
ч; охлаждение 50 град/ч до 550*С, на воздухе;
4) твердость после отжига не более НВ 229.
- 51
Режимы окончательной термической обработки
Закалка
Отпуск
'п- °С /а. »С среда HRC t. °C t, ч среда HRC
700—750 1060—1090 Масло 62—64 530— 540 Трех- кратный по часу Воздух 62—63
Диаграмма изотермического превращения переохлажден-
ного аустенита (температура наятрева 1075°С (по данным
ЭНИКМАШа
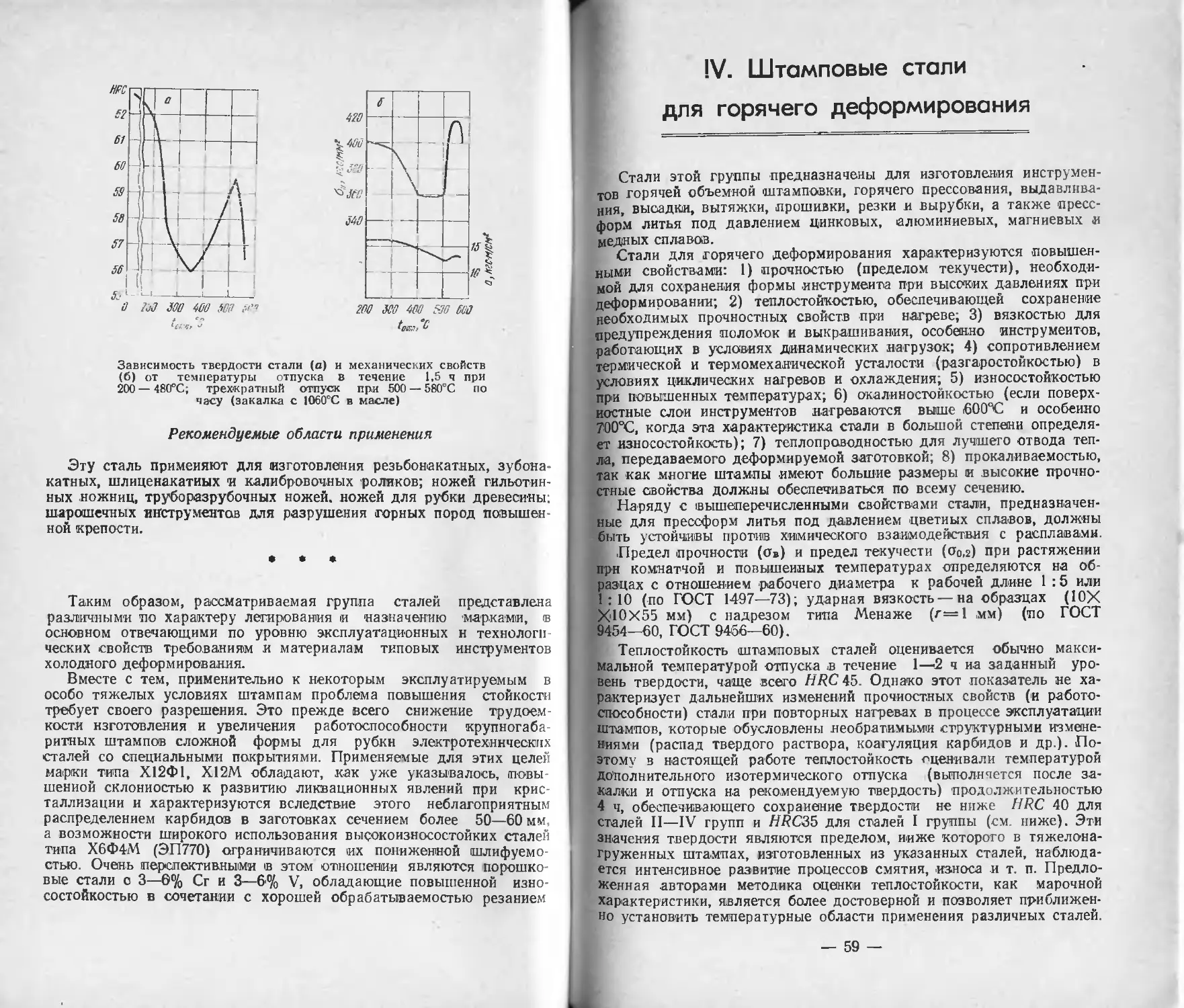
Зависимость твердости стали от
температуры отпуска в течение 1,5 ч
при 200—480°С; трехкратный
отпуск .при 500 — 580°С по часу
(закалка с 1075°С в масле)
Зависимость механических свойств
от температуры отпуска в течение
1,5 ч три 200 — 480°С, трехкратный
при 500 — 580°С по часу (закалка
-с 1075°С в марле)
52 -
Рекомендуемые области применения
Эту сталь применяют для изготовления матриц и пуансонов
штампов холодного объемного дефор гирования, испытывающих в
процессе эксплуатации давления до 220—230 кгс/мм2; резьбонакат-
ных роликов, шлиценакатных роликов; деревообрабатывающих ин-
струментов.
СТАЛЬ 8Х4ВЗМЗФ2 (ЭП570)
Химический состав, % (по массе). ГОСТ 5950—73
с S1 Мп Сг W V Другие элементы
0,75— 0, IS- 0,15— 3,50— 2,50— 1,90— 2,50—
0,85 О.40 0,40 4,50 3,20 2,50 3,00 ~
Критические точки, °C
Лс1 Ас_ тп Лг1 Аг m Мн "к
865 895 720 770 195 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки в отапливаемых колодцах;
3) отжиг 840—860?С, охлаждение 30 град/ч до 720°С, выдержка
3—4 ч; охлаждение 50 град/ч до 550°С, на воздухе;
4) твердость после отжига не более НВ 255.
Зависимость твердости ста-
от температуры отпуска
48(??,вНие *-5 ч при 200 —
пп„ • _ трехкратный отпуск
<?и 5°0 — 580°С по часу
'«кадка с 1175°С в масле)
Зависимость механических свойств от тем-
пературы отпуска в течение 1,5 ч при 200 —
480°С. трехкратный отпуск при 500 — 580’С пс
часу (закалка с 1175°С в масле)
- 53
Режимы окончательной термической обработки
Закалка Отпуск
Гп. °C га. »с среда HRC t, °C х.’ среда
860—880 1155—1175 Масло 60—62 550— 560 Трех- кратный по часу Воздух 60-61
Рекомендуемые области применения
Эту сталь применяют для изготовления резьбонакатяых иистру-
ментов для холодной накатки, шлиценакатных роликов; шарошек;
деревообрабатывающих инструментов; ножей труборазрубочных
прессов, гильотинных и других ножниц; пуансонов и матриц штам-
пов холодного Объемного деформирования, работающих при давле-
ниях до 200—210 кге/мм2.
СТАЛЬ 7ХЗВМФС (ДИ-18]
Химический состав, % (по массе). ТУ ЧМТУ 1-610—69
С Si Мп Сг W V Мо Другие элементы
0,65 0,8- 0,3- 2,5— 1,3— 0,8— 0,5—
0,73 1.1 0,6 3,2 1,7 1.1 0,8
Критические точки, °C
Аст Аг1 Аг m м„ мк
785 840 675 730 220 —
Т емпература ковки и отжига
1) температурные интервалы ковки 1170—850*С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 840—860°С, охлаждение 40 град/ч до 720—740°С; вы-
держка 3—4 ч; охлаждение 50 град/ч до 550*С, иа воздухе;
4) твердость после отжига не более НВ 229.
Режимы окончательной термической обработки
Закалка Отпуск
'п- <С 'а- °С среда HRC Г. °C х. ч среда ИКС
700—750 1000—1020 Масло 63—64 200 300 1,5 1.5 Воздух 60—62 58—59
54 -
Зависимость твердости стали от
температуры отпуска в течение
1,5 ч (закалка с 1000 — 1020°С в
масле)
Зависимость механических свойств
от температуры отпуска в те-
чение 1.5 ч (закалка с 1000 —
1020°С в масле)
Рекомендуемые области применения
Эту сталь применяют для изготовления вырубных штампов, рабо-
тающих при повышенных динамических нагрузках; накатных роли-
ков; пуансонов, матриц штампов холодного объемного деформиро-
вания, работающих с давлениями до -140—160 кгс/мм2
СТАЛЬ 7ХГ2ВМ
Химический состав, % (по массе). ГОСТ 5950—73
С S1 Мп Сг w V Мо
0,68— 0,20— 1,80— 1,50— 0,50— 0,10— 0,50—
0,76 0,40 2,30 1,80 0,90 0,25 0,80
Критические точки, °C [4, по данным авторов]
Ас1 Аст Аг1 Агт Мн "к
765 825 310 430 160 —
Температура ковки и отжига
1) температурные интервалы ковки 1160—800°С;
2) охлаждение после ковки замедленное, в колодцах;
— 55 —
3) отжиг 770—790°С, охлаждение 40 град/ч до 550°С, на воз-
духе;
4) твердость после отжига не более НВ 255.
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 860°С)
[4]
Зависимость твердости стали от
температуры отпуска в течение
1,5 ч (закалка с 860°С в масле)
[48]
Зависим ость механических
свойств от температуры отпус-
ка в течение 1,5 ч (закалка с
860°С в масле) [48]
Режимы окончательной
термической обработки
Закалка
»С | fa’ °С I среда I HRC
650—700
850—860
Масло
Воздух
Отпуск
t, °C I т. ч
140—160 1,5
200 1,5
среда
Воздух
61—62
| HRC
59—60
57—58
Рекомендуемые области применения
Эту сталь применяют для изготовления штампов холодного объ-
емного деформирования, используемых при производстве изделий из
цветных сплавов и .малопрочных конструкционных сталей; пуансо-
нов, матриц вырубных штампов сложной конфигурации.
— 56 —
СТАЛЬ 6Х6ВЗМФС (ЭП569)
Химический состав, % (ио
массе). ГОСТ 5950—73
с 0,50— 0,60 SI 0,60— 0,90 Мп Сг 0,15— 5,50— 0,40 6,50 W 2,50- 3,20 V - 0,50— 0,80 Другие элементы 0,60— 0,90
Критические точки, °C
Лг, Ас Аг. m 1 Аг тп "в "к
875 905 755 790 250 —
Температура ковки и отжига
1) температурные интервалы козки 1100—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 860—880°С, охлаждение 30 град/ч до 760—780°С, вы-
держка 2—3 ч; охлаждение 50 град/ч до 550чС, на воздухе;
4) твердость после отжига не более НВ 255.
Днащрамма изотер шческого
'Превращения переохлажденного
аустенита (температура нагре-
ва 1070°С) [49]
Режимы окончательной
термической обработки
Закалка
/п. °C fa- °с 1 среда HRC
800—850 1050—1070 Селитра Масло 60—62
Отпуск
t, °C Т, Ч среда НИС
540—560*1 2 Воздух 58—60
480—500*2 2
*' Температура первого отпуска.
*2 Температура второго отпуска
— 57 —
Зависимость твердости стали (о) и механических свойств
(б) от температуры отпуска в течение 1,5 ч при
200 — 480°С; трехкратный отпуск при 500 — 580°С по
часу (закалка с 1О60°С в масле)
Рекомендуемые области применения
Эту сталь применяют для изготовления резьбонакатных, зубона-
катных, шлиценакатных и калибровочных роликов; ножей гильотин-
ных ножниц, труборазрубочных ножей, ножей для рубки древесины;
шарошечных инструментов для разрушения горных пород повышен
ной крепости.
Таким образом, рассматриваемая группа сталей представлена
различными по характеру легирования и -назначению -марками, в
основном отвечающими по уровню эксплуатационных и технологи
ческих свойств требованиям и материалам типовых инструментов
холодного деформирования.
Вместе с тем, применительно к некоторым эксплуатируемым в
особо тяжелых условиях штампам проблема повышения стойкости
требует своего разрешения. Это прежде всего снижение трудоем-
кости изготовления и увеличения работоспособности крупногаба
ритных штампов сложной формы для рубки электротехнических
сталей со специальными покрытиями. Применяемые для этих целей
марки типа Х12Ф1, Х12М обладают, как уже указывалось, повы-
шенной склонностью к развитию ликвационных явлений при крис-
таллизации и характеризуются вследствие этого неблагоприятным
распределением карбидов в заготовках сечением более 50—60 мм
а возможности широкого использования высокоизносостойких сталей
типа Х6Ф4-М (ЭП770) ограничиваются их пониженной шлифуемо-
стью. Очень перспективными в этом отношении являются порошко-
вые стали о 3—6% Сг и 3—6% V, обладающие повышенной изно-
состойкостью в сочетании с хорошей обрабатываемостью резанием
IV. Штамповые стали
для горячего деформирования
Стали этой группы предназначены для изготовления инструмен-
тов горячей объемной штамповки, горячего прессования, выдавлива-
ния, высадки, вытяжки, прошивки, резки и вырубки, а также пресс-
форм литья под давлением цинковых, алюминиевых, магниевых и
медных сплавов.
Стали для горячего деформирования характеризуются повышен-
ными свойствами: 1) прочностью (пределом текучести), необходи-
мой для сохранения формы .инструмента при высоких давлениях при
деформировании; 2) теплостойкостью, обеспечивающей сохранение
необходимых прочностных свойств при нагреве; 3) вязкостью для
предупреждения поломок и выкрашивания, особенно инструментов,
работающих в условиях динамических нагрузок; 4) сопротивлением
термической и термомехаиической усталости (разгаростойкостью) в
условиях циклических нагревов и охлаждения; 5) износостойкостью
при повышенных температурах; 6) окалиностойкостью (если поверх-
ностные слои инструментов нагреваются выше 600СС и особенно
700°С, когда эта характеристика стали в большой степени определя-
ет износостойкость); 7) теплопроводностью для лучшего отвода теп-
ла, передаваемого деформируемой заготовкой; 8) прокаливаемостью,
так как многие штампы имеют большие размеры и высокие прочно-
стные свойства должны обеспечиваться по всему сечению.
Наряду с вышеперечисленными свойствами стали, предназначен-
ные для прессформ литья под давлением цветных сплавов, должны
быть устойчивы против химического взаимодействия с расплавами.
.Предел прочности (Ов) и предел текучести (Оо.г) при растяжении
при комнатной и повышенных температурах определяются на об-
разцах с отношением рабочего диаметра к рабочей длине 1 :5 или
1:10 (по ГОСТ 1497—73); ударная вязкость—на образцах (10Х
Х10Х55 мм) с надрезом типа Менаже (г=1 мм) (по ГОСТ
9454—60, ГОСТ 9456—60).
Теплостойкость штамповых сталей оценивается обычно макси-
мальной температурой отпуска в течение 1—2 ч иа заданный уро-
вень твердости, чаще всего HRC 45. Однако этот показатель не ха-
рактеризует дальнейших изменений прочностных свойств (и работо-
способности) стали при повторных нагревах в процессе эксплуатации
штампов, которые обусловлены необратимыми структурными измене-
ниями (распад твердого раствора, коагуляция карбидов и др.). По-
этому в настоящей работе теплостойкость оценивали температурой
дополнительного изотермического отпуска (выполняется после за-
калки и отпуска на рекомендуемую твердость) продолжительностью
4 ч, обеспечивающего сохранение твердости не ниже HRC 40 для
сталей II—IV групп и HRC35 для сталей I группы (см. ниже). Эти
значения твердости являются пределом, ниже которого в тяжелона-
груженных штампах, изготовленных из указанных сталей, наблюда-
ется интенсивное развитие процессов смятия, износа и т. п. Предло-
женная авторами методика оценки теплостойкости, как марочной
характеристики, является более достоверной и позволяет приближен-
но установить температурные области применения различных сталей.
Методики и критерии оценки сопротивления термической (термо-
механической) усталости, износостойкости при повышенных темпера-
турах и устойчивости против химического взаимодействия с распла-
вами в .настоящее .время все еще не стандартизованы.
Необходимый комплекс свойств штамповых сталей для горячего
деформирования достигается легированием карбидообразующими
элементами (хромом, молибденом, вольфрамом, и ванадием) при со-
держании углерода 0,3—0,6%. Более эффективным является комп-
лексное легирование. Отдельные стали содержат также никель или
марганец в пределах 1,0—1,5% Для повышения прокаливаемости и
кремний (до 1%) для увеличения окалиностойкости и прочности. С
увеличением концентраций карбидообразующих элементов (особен-
но молибдена, вольфрама и .ванадия) заметно возрастает теплостой-
кость стали. Однако при этом наблюдается существенное снижение
ударной вязкости и пластичности, особенно в заготовках крупных
размеров1. Последнее обстоятельство связано с возрастанием неод-
нородности свойств по сечению (вследствие ликвационных процес-
сов при кристаллизации) и влиянием легирующих элементов на чув-
ствительность к скорости охлаждения при термической обработ-
ке [20].
По уровню основных свойств (теплостойкость, вязкость и др.),
определяемому характером легирования и термической обработкой,
штамповые стали для горячего деформирования условно разделяют
на несколько основных групп: I — повышенной вязкости и невысокой
теплостойкости (типа 5ХНМ); II—повышенной вязкости и средней
теплостойкости (типа 4Х5МФС, 4Х5В2ФС); III — повышенной тепло-
стойкости (ЗХ2В8Ф, 5ХЗВЗМФС); IV — высокой теплостойкости
(2Х6В8М2К8).
Стали группы I по структурному признаку мотут быть отнесены
к доэвтектоидным (при 0,35—0,40% С) или близким к эвтектоидным
(при 0,5—0,6%С), а групп II и III — к заэвтектоидным. Структура
после отжига сталей группы I — пластинчатый перлит с участками
феррита, .а групп II и III — сорбитообразный перлит и избыточные
карбиды. Карбидная неоднородность сталей труппы II (диаметр до
50 мм) не превышает обычно балла 1—2 (по ГОСТ 5950—73) и ста-
лей группы III —балла 2—3. В сечениях более 100 мм у высоковоль-
фрамовых сталей возможно появление карбидной сетки.
После закалки структура штамповых сталей для горячего дефор-
мирования представляет собой пересыщенный а-раствор (мартен-
сит) и небольшие количества избыточных карбидов и остаточного
аустенита. Содержание последних зависит от суммарного легирова-
ния стали и .возрастает при переходе от группы I к группе IV. Пос-
ле отпуска, который приводят чаще всего для получения твердости
HR.C 40—50, сталь имеет структуру троостита.
Стали групп II—IV после отпуска в интервале температур 500—
550°С дополнительно упрочняются (вторично твердеют) вследствие
выделения дисперсных карбидов типа Л1е2С и AleC. При температуре
выше 550—600°С выделяется карбид А4ееС в сталях с вольфрамом
и карбиды Ме2зСв и Л1е6С в сталях с молибденом. Отпуск выше
600—625°С усиливает коагуляцию карбидов.
Выбор сталей той или иной группы для изготовления инструмен-
тов и режимов термической обработки проводят в зависимости от
условий работы. Так, например, удовлетворительную стойкость мо-
Стороной квадрата 150 мм и более.
— 60 —
лотовых штампов (до 3—'10 тыс. штамповок) при штамповке поко-
вок из углеродистых и низколегированных конструкционных сталей,
т. е. в условиях относительно невысокого (до 500—550°С) разогрева
гравюры, обеспечивает применение для .их изготовления стали
5ХНМ*. При штамповке поковок из жаропрочных и нержавеющих
сталей стойкость штампов из этих сталей обычно не превышает не-
I скольких десятков или сотен штамповок. Поэтому в качестве мате-
риала таких штампов необходимо использовать сталь 5Х2МНФ
(ДИ32), которая при прочих примерно равных свойствах намного
превосходит по теплостойкости и износостойкости стали 5ХНВ,
5ХНМ. Для изготовления прессовых инструментов (прошивных и
формующих пуансонов, матриц и т. д.), испытывающих в процессе
работы интенсивный разогрев (до 650—700°С и выше) при значи-
I тельных механических нагрузках, применяют стали повышенной теп-
I лостойкости (ЗХ2В8Ф, 4Х2В5МФ и др.). При этом наиболее высо-
кая стойкость таких инструментов достигается при их изготовлении
из стали 5ХЗВЗМФС (ДИ-23) [181.
Температуру нагрева рабочих частей штампов под закалку выби-
рают из условий получения максимальной теплостойкости, т. е. мак-
симального легирования твердого раствора после закалки при со-
хранении величины аустенитного зерна не крупнее № 8—10 по шка-
ле ГОСТ 5639—65. Однако для некоторых групп штампов, к кото-
рым предъявляются повышенные требования по ударной вязкости и
сопротивлению хрупкому разрушению, необходимо ограничивать ве-
личину зерна № 10—,12. И наоборот, можно допускать размер зер-
на до № 6—8 .в случае отсутствия высоких требований по этим по-
казателям (например, скрепленный или бандажмрованный инстру-
L мент и др.).
В настоящее время для контроля качества закалки действитель-
• ное верно аустенита в штамповых сталях чаще всего выявляется на
образцах-свидетелях в результате химического или электролитиче-
ского травления. В первом случае используются реактивы: 4—
10%-ный спиртовый раствор азотной кислоты или 4%-ный спиртовый
раствор пикриновой кислоты, а .во втором— 10%-ный водный раствор
I щавелевой кислоты при плотности тока 0,5—1,5 А/см2 и напряжении
25—30 В. В отдельных случаях лучшие результаты достигаются при
комбинированном травлении (химическое + электролитическое) с не-
сколькими переполировками. Однако перечисленные способы имеют
общий недостаток: нечеткость выявления границ из-за одновремен-
ного вытравливания основной структуры и нестабильность их воз-
действия в различных плавках одной и той же стали.
Более надежное выявление зерна аустенита в штамповых сталях
достигается при использовании методики, предложенной авторами и
заключающейся в следующем. Образец-свидетель после аустенитиза-
ции при рекомендуемой для данной стали температуре переносят в
печь или соляную ванну с температурой, равной Л.г3-|-15-^20°С, вы-
держивают 20 -40 мин, а затем ускоренно охлаждают (.в масле или
воде). При такой изотермической выдержке происходит выделение
карбидов из пересыщенного аустенита, которые преимущественно
располагаются по границам зерен, декорируя их. Последующее хи-
мическое травление шлифа в 4—10%-ном спиртовом растворе азот-
ной кислоты обеспечивает четкое выявление -границ зерен.
Режимы отпуска выбирают из условия получения необходимой
* Или 5ХНВ для штампов с наименьшей стороной 200—300 мм.
— 61 —
твердости и прочности (для предотвращения преждевременного смя-
тия) и вязкости для предупреждения поломок .и выкрашиваний.
Штамповые инструменты из .высоколегированных сталей, рабо-
тающие в условиях ударных нагрузок, рекомендуется подвергать
двукратному или многократному отпуску для увеличения ударной
вязкости. Температуру повторного отпуска выбирают на 20—40°С
ниже температуры первого отпуска.
Для повышения сопротивления инструментов циклическим изги
бающим напряжениям и ударным нагрузкам их крепежную (опор-
ную) часть рекомендуется обрабатывать на меньшую твердость, чем
рабочую часть (на НВ 50—100) Для этого крепежную часть до-
полнительно отпускают при 600—700ЧС.
Штамповые инструменты нагревают под закалку .в соляных элек-
тродных ваннах или камерных электрических и газовых печах в за-
висимости от габаритных размеров инструментов. Мелкие инстру-
менты (диаметром до 120 мм и длиной до 250 мм) целесообразно
нагревать в ваннах, так как при этом нет необходимости защищать
рабочую часть инструментов от окисления и обезуглероживания, что
является более экономичным Нагрев в ваннах позволяет закаливать
инструменты, прошедшие окончательную механическую обработку.
При нагреве инструментов в камерных печах весьма важной яв-
ляется операция упаковки. Упаковочные материалы должны пре-
дотвратить не только окисление и обезуглероживание рабочей по-
верхности, но и ее науглероживание, т. е. быть .в достаточной степе-
ни нейтральными по отношению к материалу инструментов в интер-
вале температур нагрева под закалку.
Рекомендуется применять следующие упаковочные .материалы [8]
а) для сталей с температурой закалки ниже 900°С — измельчен-
ный, просеянный и просушенный древесный уголь, а также отрабо-
танный (при температуре не ниже 930°С) карбюризатор или смесь
свежей я пережженной чугунной стружки (не допускается наличие
масел и цветной стружки);
б) для сталей с температурой закалки выше 900°С — бумага
(два-три слоя) и сухой древесный уголь (дозируется в зависимости
от объема ящика), а также карбюризатор, предварительно отрабо-
танный при температуре, превышающей температуру закалки на
50°С.
Время .выдержки при нагреве в соляных ваннах выбирают из
расчета [8] на 1 м\м толщины инструмента: при подогреве .в интер-
вале 650—850°С и при окончательном нагреве в интервале 800—
900оС 18—24 с; при окончательном нагреве в интервале 1000—
1150°С для сталей с общим легированием вольфрамом (молибденом)
и ванадием не более 1,5% 15—20 с; для сталей с легированием воль-
фрамом (молибденом) и ванадием от 1,5 до 3 0% 20—30 с; для ста-
лей с легированием вольфрамом (молибденом) и .ванадием свыше
3% 30—50 с.
При нагреве в камерных печах время выдержки обычно подби-
рают экспериментально в зависимости от способа упаковки инстру-
ментов, мощности печи и т. д. Без учета времени прогрева упаковки
можно принимать выдержку в печи из расчета 50—70 с /мм.
Инструменты подвергают отпуску в камерных электрических пе-
чах или низкотемпературных печах — .ваннах с солевыми смесями.
Продолжительность выдержки при отпуске рекомендуется брать
из расчета 2чф 1,5 мин на 1 мм толщины при загрузке штампов в
один ряд
— 62 —
После закалки и отпуска штамповый инструмент, изготовленный
из вторично твердеющих сталей, можно подвергать азотированию
или цианированию на толщину 0,1—0,3 мм, значительно увеличиваю-
щих износостойкость сталей и повышающих стойкость штампов про-
тив истирания в 1,5—2 раза.
Кроме азотирования и цианирования, в последнее время исполь-
зуют борирование и хромирование штампов для горячего деформи-
рования. Вместе с тем четкие рекомендации по этим видам химико-
термической обработки штампов горячего деформирования пока от-
сутствуют и по этой причине они не приведены.
Штамповые стали для горячего деформирования поставляют в
виде прутков (штанг) круглого (до 250 мм) сечения по ГОСТ
2590—71, ГОСТ 4693—57 и ГОСТ 1133—71 и квадратного (до
250 мм) по ГОСТ 1133—71. Полосы поставляют по ГОСТ 4405—74;
индивидуальные заготовки (кубики) —по ГОСТ 7831—71. Стали по-
ставляют в термически обработанном состоянии (после отжига или
высокого отпуска). Химический состав сталей соответствует приве-
денным в таблицах. Содержание серы и фосфора для всех сталей
не должно превышать 0,030% (каждого элемента).
Наряду с металлом открытой (мартеновской и электродуговой)
выплавки штамповые стали для горячего деформирования поставля-
ют по ГОСТ 5950—73 после электрошлакового переплава. Стойкость
штампов, изготовленных из металла электрошлакового переплава,
согласно отечественным и зарубежным данным, на 30—50% выше,
чем штампов из металла открытой выплавки.
СТАЛЬ 7X3
Химический состав, % (по массе). ГОСТ 5950—73
С SI Мп Cr W V Мо элементы
0,65— 0,15— 0,15— 3 20—
0,75 0,35 0,40 3,80 — — — —
Критические точки, °C (21, 3]
Л£1 Ле-3 Ar3 Ar± Ми MR
760—770 — — 730 400 —
Температура ковки и отжига
1) температурные интервалы ковки 1160—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 790—810°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 229.
- 63 -
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура иагре-ва 87 ГС)
[3]
Зависимость твердости стали от
температуры отпуска в течение*
2 ч (закалка с 870®С в масле)
Зависимость механических свойств
от температуры отпуска в тече-
ние 2 ч (закалка с 870°С в масле)
Зависимость мвхамичвоных gboMctb
от температуры испытаний (закал-
ка с 870°С в масле, отпувк и?*
500*С, 2 ч)
— &4 —
Режимы окончательной термической обработки
Закалка Отпуск
'п- ’с /о. °C среда HRC t, °C среда нас
700-750 850—880 Масло >54 480—520 Воздух 38—44
Режим азотирования [8]
Темиература, “С Время, ч Среда Диффузионный слой
глубина, мм мнкро- твердость, кгс/мм2
480 50 Аммиак (a=25-j-35%) 0,35—0,40 600—750
Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов (пуансонов,
матриц) горячей высадки метизов и заготовок из углеродистых и
низколегированных конструкционных сталей на горизонтально-ковоч-
мых метинах (ГКМ); для штампов горячего прессования и выдав-
ливания указанных выше материалов на кривошипных прессах при
мелкосерийном производстве; гибочных, обрезных н просечных штам-
пов.
СТАЛЬ 8X3
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Мо элементы
0,75— 0,15— 0,15— 3,20
0,85 0,35 0,40 3,80 — ~ — — —
Критические точки, °C
Лсх Ас3 Аг3 Art МИ мк
785 830 770 750 370 ПО
3 (0,25) Зак. 478 — 65 —
Температура ковки и отжига
1) температурные интервала
ковки 1160—850°С;
2) охлаждение после ковки
замедленное, в колодцах;
3) отжиг 790—810°С, охлаж-
дение 40—50 град/ч до 600°С,
на воздухе;
4) твердость после отжига не
более НВ 241.
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температу-
ра нагрева 870°С)
Зависимость механических свойств
от температуры отпуска в течение
2 ч (закалка с 870°С в масле)
Зависимость твердости ста-
ли от температуры отпуска
в течение 2 ч (закалка с
870°С в масле)
Зависимость механических свойств о1
температуры испытания (закалка с 870°С
в масле, отпуск при БОО’С в течение 2 ч)
66 -
Режимы окончательной термической обработки
Закалка Отпуск
(п. "С 'о- "с среда НРС t, °C среда HRC
700—750 850—880 Масло >55 480—550 Воздух 41—46
Режим азотирования [8]
Температура, 'С Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм*
480 50 Аммиак (а=25-?35%) 0,35—0,40 600—750
Рекомендуемые области применения
Эту сталь применяют для изготовления гибочных, обрезных и
просечных штампов; для инструментов, работающих в условиях по-
вышенного износа (взамен стали 7X3).
СТАЛЬ 5ХНМ
Химический состав, % (по массе). ГОСТ 5950—73
с 0,50— 0,60 SI 0,15- 0,35 Мп < 0,50— 0,50— 0,80 0,80 2r W V Мо 0,15— 0,30 Другие элементы 1,40— 1,80 Ni
Aci 730 Критические Лс3 Ars 780 640 точки, °C Ari 610 [Л5] "н 230 Мк
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) высокий отпуск при 700—720°С, охлаждение 50 град/ч до
500°С, на воздухе;
4) твердость после высокого отпуска не более НВ 241.
3» (0,25) Зак. 478
- 67 -
Режимы окончательной термической обработки
Закалка Отпуск1
'п- ’С 'о- ’С среда НРС t, "С нас
700—750 840—860 Масло >56 500-550 400—480 38—41 42—46
1 Теплостойкость 590°С.
Режимы химико-термической обработки [8]
Обработка Темпе- ратура, °C Время, ч Среда Диффузионный слой
глубина, мм мнкро- твердость, кгс/мм1
Цианирование 560 2 50% KCN+ +50% NaCN 0,20—0,25 570—350
Азотирование 480— 500 25—50 Аммиак (а=254- -40%) 0,20-0,40 890—570
Азотирование1 560— 580 10 Аммиак («=35 — -40%) 0,15—0,20
Производят перед закалкой.
Диаграмма изотермического пре-
вращения {переохлажденного ау-
стенита (температуре нагрева
850*0 [31
Зависимость твердости стали ет
температуры отпуска в течение
2 ч (закалка с 850’С в масле)
— 68 —
Зависимость механических свойств
от температуры отпуска в течение
2 ч (закалка с 850°С в масле)
Зависимость механических свойств
от температуры (закалка с 850°С
в масле, отпуск при 440°С в тече-
ние 2 ч)
Рекомендуемые области применения
Эту сталь применяют для изготовления молотовых штампов па-
ровоздушных и пневматических молотов с массой падающих частей
свыше 3 т; прессовых штампов и штампов машинной скоростной
штамповки при горячем деформировании мягких цнетных сплавов;
блоков матриц для горизоитально-ковочных машин; ножей для го-
рячей резки.
СТАЛЬ 5ХНВ
Химический состав, % (по массе). ГОСТ 5950—73
С SI Мп Сг W V Другие элементы
0,50— 0,15— 0,50— 0,50— 0,40— 1,40—
0,60 0,35 0,80 0,80 0,70 — 1,80 Ni
Критические точки, °C [/,3]
Аг, Аг1 Ма м.
730 780 — — 205
69 —
Диаграмма изотермичес-
кого превращения пе-
реохлажденного аусте-
нита (температура на-
грева 870’С) [4]
050 500 550 600
iomnt 0
Зависимость твердости стали
от температуры отпуска в
течение 2 ч (закалка с
870°С в масле) [11
Зависимость механических
свойств от температуры отпус-
ка в течение 2 ч (закалка с
870°С в масле) [11
Зависимость механических свойств от
температуры испытания (закалка с 87и С
в масле, отпуск при Б50”С в течение 2 ч)
— 70
Температура ковки и отжига
1) температурив интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) высокий отпуск при 700—720°С, охлаждение 50 град/ч до
500°С, на воздухе;
4) твердость после высокого отпуска не более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С 'о- °с среда HRC t, °C HRC
700—750 840—860 Масло >56 530—550 400 520 38—41 42—46
1 Теплостойкость 600°С.
Режимы химика термической обработки [8]
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость, кгс/мм*
Цианирование 560 2 50% KCN' + +50% NaCN 0.20—0,25 570—350
Азотирование 480- 500 25—50 Аммиак (и—25;- 40%) 0,20—0,40 890—570
Азотирование1 560—580 10 Аммиак (а=35+ 40%) 0,15—0,20 —
1 Проводят перед закалкой.
Рекомендуемые области применения
Эту сталь применяют для изготовления молотовых штампов па-
ровоздушных и пневматических молотов с массой падающих частей
до 3 т; деталей контейнеров, штамповых инструментов с большой
рабочей поверхностью, работающих с невысокими удельными давле-
ниями и с разогревом поверхности до 400—500°С; вставок, базовых
деталей и т. д. (применяют взамен сталей 5ХНМ, 5ХГМ).
— 71 —
СТАЛЬ 5ХНВС
Химический состав, % (по массе). ГОСТ 5950—73
с SI Мп Сг w V Другие элементы
0,50— 0,60— 0,30— 1,30— 0,40— 0,80—
0,60 0,90 0,60 1,60 0,70 ~ 1,20 N1
Критические точки, °C [4,5]
Ас. Ас, Аг, Аг, М„ М„
cod ДНП
760 800 — — 250 —
Диаграмма изотермического
превращения переохлажден- Зависимость твердости стали от темпера
ного аустенита (температу- туры отпуска в течение 2 ч (закалка с 870°С
ра нагрева 870°С) [31 в масле) [41
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) высокий отпуск при 730—750°С, охлаждение 50 град/ч до
500°С, на воздухе;
4) твердость после высокого отпуска не более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск*
/п. °C /о. °C среда HRC t, °C HRC
700—750 800 -880 Масло >56 560—600 500-550 38—41 42—46
1 Теплостойкость 61О°С.
— 72 —
-----------------------'35
450 500 550 000
Зависимость механических свойств
от температуры отпуска в те-
чение 2 ч (закалка с 870°С в
масле) [4]
Зависимость механических
свойств от температуры испы-
таний (закалка с 870°С в мас-
ле. отпуск при 575”С в тече-
ние 2 ч) [4,50]
Режимы химика термической обработки [8]
Обработка Темпера- тура , °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость, кгс/мм1
Цианирование 560 2 50% KCN+ +50% NaCN 0,20—0,25 570—350
Азотирование 480—500 25—50 Аммиак (а=25-ь 40%) 0,20—0,40 890—570
Азотирование1 1 Проводят пере/ 560-580 закалкой. 10 Аммиак (а=35-ь 40%) 0,15—0,20
Рекомендуемые области применения
Эту сталь применяют для изготовления молотовых штампов па
ровоздушных и пневматических молотов с массой падающих частей
до 3 т (взамен сталей 5ХНМ, 5ХНВ, 5ХГМ); прессовых штампов и
блоков матриц для горизонтально ковочных машин.
4 Зак. 478
- 73 -
СТАЛЬ 5ХГМ
Химический состав, % (по массе). ГОСТ 5950—73
с Si Мп Сг w V Другие элементы
0,50— 0,60 0,25— 0,60 1,20 0,60— 1,60 0,90 0,15— 0,30
Критические точки, °C [7,5]
Aci Ас3 Ar3 Агу Мк
700 800 215 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) высокий отпуск при 680—700°С, охлаждение 50 град/ч до
500°С, на воздухе;
4) твердость после высокого отпуска не более НВ 241
Режимы окончательной термической обработки
Закалка Отпуск
/п. °C 'о- °с среда HRC t, °C HRC
700—750 820—850 Масло >50 480—540 410—440 38—41 42—46
Режимы химико-термической обработки [S]
Обработка Темпера- тура , °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм1
Цианирование 560 2 50% KCN+ +50% NaCN 0,20—0,25 570—350
Азотирование 480—500 25—50 Аммиак (а=25-4- 40%) Аммиак (а=35- 40%) 0,20—0,40 890—570
Азотирование1 560—580 10 0,15—0,20 —
Проводят перед закалкой.
- 74 -
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температу-
ра нагрева 850°С) [3]
Зависимость твердости
стали от температуры
отпуска в течение 2 ч
(закалка с 850°С в мас-
ле) (51]
Зависимость механических
свойств от температуры отпус-
ка в течение 2 ч (закалка с
85СГС в масле) [I]
Влияние температуры испытаний
на механические свойства (закалка
с 850°С в масле, отпуск при 450°С
в течение 2 ч) [1]
Рекомендуемые области применения
Эту сталь применяют для изготовления ковочных штампов для
горячей штамповки, валков крупных, средних и мелкосортных ста-
нов для прокатки твердого металла и т. д. (применяют взамен ста-
лей 5ХНМ, 5ХНВ).
4* Зак. 478
- 75 -
СТАЛЬ 4ХМФС (40ХСМФ)
Химический состав, % (по массе) ГОСТ 5950—73
С Si Мп Сг Др гие W V Мо элементы
0,37— 0,45 0,50— 0,80 0,50— 0,80 1,50— 1,80 0,30— 0,90— “ • 0,50 1,20
Критические точки, °C (по данным завода «Большевик»)
Aci 760 Ас3 805 Агз 710 Мн Мк 630 280 100
Температура ковки и отжига
I) температурные интервалы ковки 1150—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 810 -830°С, охлаждение 40—50 град/ч до 600°С, иа
воздухе;
4) твердость после отжига не более НВ 217.
Режимы окончательной термической обработки
Закалка Отпуск’
'п- °С °C среда нас t, °C нас
700—750 910—930 Масло 53—55 580—620 630—660 43—46 38—42
1 Температура второго отпуска 550—580 или 580—600°С; теплостойкость 650°С
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура , °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм8
Цианирование 560 2 50% KCN+ +50% NaCN 0,05 860—760
То же 580 8 Саратов- ский газ+ +аммиак 0,23—0,27 900—660
Азотирование 490—510 20 30 Аммиак (а=354- 40%) 0,30- 0,40 1200—630
— 76 —
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 920°С)
(по данным завода «Большевик»)
iomnt
tomn>
Зависимость механических свойств
от температуры отпуска в течение
2 ч (закалка 920°С в масле (по
данным завода «Большевик»)
Зависимость твердости стали от
температуры отпуска в течение
2 ч (закалка с 920°С в масле) (по
данным завода <Большевик»)
Зависимость механических свойств
от температуры испытаний (закал-
ка с 920°С в масле, отпуск при 560°С
в течение 2 ч) (по данным завода
«Большевик»)
Рекомендуемые
области применения
Эту сталь применяют для из-
готовления молотовых штам-
пов паровоздушных и пневма-
тических молотов с массой па-
дающих частей до 3 т при де-
формировании легированных
конструкционных и нержавею-
щих сталей (вместо менее теп-
лостойких сталей 5ХНМ,
5ХНВ), прессовых инструмен
тов для обработки алюминие-
вых сплавов, вставок и пуансо-
нов для высадки на горизон
тально ковочных машинах.
— 77
СТАЛЬ 5Х2МНФ (ДИ-32]*
Химический состав, % (но массе). ТУ 14-1-393—7'2
С S1 Мп Сг W V Мо Другие элементы
0,46— 0,53 0,20— 0,50 0,40— 0,70 1,50 2,00 — 0,30— 0,50 0,80— 1,20 1,20— 1,60 Ni
Критические точки, °C (по данным ЭНИКМАШа и авторов)
ACi Асз Агз Art "н Мк
740 815 730 650 210 40
Температура ковки и отжига
1) температурные интервалы ковки 1200—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) высокий отпуск при 720—740°С, охлаждение 50 град/ч до
500°С, на воздухе;
4) твердость после высокого отпуска не более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск1
V °C 'о- °C среда нас °C HRC
700-750 960—980 Масло 58—59 590—610 650—670 45—48 40—42
Температура второго отпуска 550—580С; теплостойкость 670°С.
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм*
Циаиирование 560 2 50% KCN+ +50% NaCN 0,05 830—620
То же 580 8 Саратовский газ+аммиак 0,25 825—600
Азотирование Г490—510 20—30 Аммиак (а=35-?40%) 0,30—0,40 1200—700
• Позняк Л. А., Тиш а е в С. И., П о л и т а е в Ю. М. и др. Авт. свил
№ 378495—«Открытия. Изобрет. Пром, образцы. Товарные знаки», 1973, № 19.
с 63.
— 78 —
Диаграмма изотер-
мического превраще-
ния переохлажденно-
го аустенита (темпе-
ратура нагрева 900”С)
(по данным ЭНИК-
МАШа)
Зависимость твердости стали
от температуры отпуска в
течение 2 ч (закалка с 980”С в
масле)
Зависимость механических
свойств от температуры отпуска
(закалка с 980° в масле, отпуск
при 590 — 600°С и отпуск прл
630 — 640°С)
Зависимость механических свойств
от температуры отпуска в течение 2 ч
(загкалка с 980°С в масле)
79 -
Рекомендуемые области применения
Эту сталь применяют для изготовления крупногабаритных цель
ных штампов (со сторонами или диаметром более 200 мм) для
штамповки поковок из конструкционных и жаропрочных сплавов на
молотах и кривошипных прессах (вместо менее теплостойких сталей
5ХНМ, 4ХМФС); инструментов (зажимных и формующих вставок,
наборных и формовочных пуансонов) дли высадки конструкционных
и жаропрочных сталей на горизонтально-ковочных машинах; ножей
горячей резки.
СТАЛЬ 4Х5В2ФС
Химический состав, % (по массе). ГОСТ 5950—73
с Si Мп Сг W V Мо Другие элементы
0,35— 0,80— 0,15— 4,50— 1,60— 0,60-
0,45 1,20 0,40 5,50 2,20 0,90
Критические точки, °C [22, по данным авторов]
Aci Дс3 Дг3 Агг "н ми
800 875 840 730 275 90
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 840—880°С, охлаждение 40—50 град/ч до 600°С
4) твердость после высокого отпуска не более НВ 241.
Диаграмма
изотермичес-
кого превра-
щения переох-
лажденного
аустенита
(температура
нагрева 1030°С)
Г22]
- 80 -
Режимы окончательной термической обработки
Закалка Отпуск1
/п. ’С 'о- с среда HRC t, °C HRC
700—750 1030-1050 Масло 53—56 560—580 47-49
1 Температура второго отпуска 530—540°С; теплостойкость 63П°С
- 81 -
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время. ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм1
Цианирование 560 2 50% KCN + +50%NaCN 0,04—0,07 710—580
То же 580 8 Саратовский газ+ аммиак 0,25 765—660
Азотирование 530—550 12—20 Аммиак (а= =30^60%) 0,12—0,20 1115—650
Рекомендуемые области применения
Эту сталь применяют для изготовления молотовых и прессовых
вставок (толщиной или диаметром до 200 м), используемых для го
ричего деформирования конструкционных сталей; инструментов для
высадки заготовок из легированных конструкционных и жаропроч
пых материалов на горизонтально-ковочных машинах; прессформ
литья под давлением цинковых, алюминиевых и магниевых сплавов.
СТАЛЬ 4Х5МФС
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Мо элементы
0,32— 0,80— 0,15— 4,50- _ 0,30— 1,20—
0,40 1,20 0,40 5,50 0,50 1,50
Критические точки, °C
[23, по данным фирмы «Schoeller Bleckmann» и авторов]
Aei Асз Агз Ari ми мк
840 870 810 735 300 ПО
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 840—860°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после высокого отпуска не более НВ 241.
— 82 —
Режимы окончательной термической обработки
Закалка Отпуск1
'п- ”С 'о- ’С среда HRC t. °C HRC
700—750 1000—1020 Масло 50—52 530-560 47—49
1 Температура второго отпуска 500—520°С, теплостойкость 600°С.
Режимы химико-термической
обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слон
глубина, мм микро- твердость. кгс/мм2
Цианирование 560 2 50% KCN + +50% NaCN 0,04 690-640
То же 580 8 Саратовский газ+аммиак 0,25—0,30 860—63
Азотирование 530—550 12—20 Аммиак (« = = 30-60%) 0,15—0,20 760—550
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура нагрева
1020°) (по данным фирмы
<Sch6eller« Bleckmann», Австрия)
Зависимость твердости стали
от температуры отпуска в те-
чение 2 ч (з акалка с 1000°С в
масле)
— 83
Зависимость механических свойств
от температуры отпуска в течение
2 ч (закалка с 1000°С в масле)
Влияние температуры
испытай ин на механи-
ческие свойства (закалка
с 1000°С в масле, отпуск
при 560°С в течение 2 ч)
Рекомендуемые области применения
Эту сталь применяют для изготовления мелких молотовых штам-
пов; крупных (толщиной или диаметром до 250 мм) молотовых и
прессовых вставок при горячем деформировании конструкционных
сталей и цветных сплавов в условиях крупносерийного и массового
производства; для преосформ литья под давлением алюминиевых,
а также цинковых и магниевых сплавов.
СТАЛЬ 4Х5МФ1С
Химический состав, % (по массе) ГОСТ 5950—73
С SI Мп Сг
0,37— 0,80— 0,15— 4,50—
0,44 1,20 0,40 5,50
w V Мо
Другие
элементы
0,80— 1,20—
1,10 1 50
Критические точки, °C
[23, по данным фирмы «Schdeller Bleckmann» и авторов]
Ас1 Ас3 Дг3 Ari Мн мн
875 935 815 760 305 140
— 84 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 840—880°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после высокого отпуска не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск'
/п. °C 'о- °С среда HRC t, °C HRC
700—750 1020—1040 Масло >50 560 580 47—49
1 Температура второго отпуска 520—540°С; теплостойкость 63О°С
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кге/мм’
Цианирование 560 2 50% KCN+ +50% NaCN 0.04 690—640
То же 580 8 Саратовский газ+аммиак 0 25—0,30 860—635
Азотирование 530—550 12—20 Аммиак (« 30—60%) 0,15—0,20 760-550
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 1020°С)
(по данным фирмы <Sch5eller-BIe-
ckmann», Австрия)
Зависимость твердости стали от
температуры отпуска в течение
2 ч (закалка с 1020°С в масде)
- 85
Зависимость механических свойств
от температуры отпуска в течение
2 ч (закалка с 1020°С в масле)
Зависимость механических свойств
от температуры (закалка с 1029’С
в масле, отпуск при 580°С в тече-
ние 2 ч)
Рекомендуемые области применения
Эту сталь применяют для изготовления прессформ литья под
давлением цинковых, алюминиевых и магниевых сплавов; молотовых
и прессовых вставок (толщиной или диаметром до 200 мм) при го
рячем деформировании конструкционных сталей (вместо менее теп-
лостойкой стали 4Х5МФС); инструментов для высадки заготовок нз
легированных конструкционных и жаропрочных материалов на го-
ризонтально-ковочных машинах, ножей для горячей резки
СТАЛЬ 2Х9В6 (ЭП726)*
Химический состав, % (по массе) ТУ 14-131-143—74
С S1 Мп Cr W V Мо э?еРмУеГиИтеы
0,15— 0,20 >0,50 7,50— 5,50— 0,20— дл кт: >0,50 9,00 6,50 0,50 ~ U ™
Критические точки, °C (по данным СТАНКИНа)
Ас3 Аг3 Aq Мн «к
900 945 — — 280 —
•Геллер Ю А Голубева Е. С Авт. свид № 223360. — «Изобрет. Пром,
образцы. Товарные знаки», 1968, № 24. с. 76
86 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 840—860°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 217.
Диаграмма изотермического
превращения переохлажденного
аустен'ита (температура иагрева
ИЖС) (по данным СТАНКИ-
На)
Зависимость твердости стали от
температуры отпуска в тече-
ние 2 ч (закалка с ИЖС в
масле) (по данным СТЛНКИ-
На)
Зависимость механических
свойств от температуры отпуска
в течение 2 ч (закалка с П40°С
в масле) (по данным СТАН-
КИНз)
Зависимость механических
свойств от температуры (закал-
ка с 1140°С в масле, отпуск
при 550°С в течение 2 ч) (по
данным СТАНКИНа)
— 87 —
Режимы окончательной термической обработки
Закалка Отпуск’
'п- °С 'о- °с среда HRC t. °C HRC
820—860 1120—1140 Масло 46—48 570—580 42—46
1 Температура второго отпуска 530—550°С; теплостойкость 580°С.
Рекомендуемые области применения
Эту сталь применяют для изготовления прессформ литья под да-
влением алюминиевых и медных сплавов.
СТАЛЬ 4ХЗВМФ (ЗИ-2)*
С 0,40— 0,48 Химический состав, % (по массе) Si Мп Сг W 0,60— 0,30— 2,80— 0,60— 0,90 0,60 3,50 1,00 ГОСТ 5950—73 v Мо Другие v элементы 0,60— 0,40— 0,90 0,60
Критические Aci 800 точки, °C Ас3 850 (по данным ЭНИКМАШа Агз Ari "н 760 730 230 и авторов) "к
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 840—860°С, охлаждение 40—50 град/ч до 600°С. на
воздухе;
4) твердость после высокого отпуска не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск1
п‘ °с ! °с среда HRC t. ’С HRC
700—750 1040—1060 Масло 52-54 560—580 47—49
1 Температура второго отпуска 530—550°С; теплостойкость 650°С.
- 88 —
Диаграмма изотермического превращения переохлажденного
аустенита (температура нагрева 1050°С) (по данным ЭНИКМА-
Ша)
Зависимость твер-
дости стали от
температуры от-
пуска в течение
2 ч (закалка
с 1060°С в масле)
Зависимость механических
свойств ют температуры ис-
пытаний (закалка с 1060°С
в масле, отпуск при 580°С,
2 ч)
Зависимость механических свойств от
“Я температуры отпуска в течение 2 ч (за-
калка с 1060°С в масле)
— 89 —
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость, кгс/мм1
Цианирование 560 2 50% KCN+ +50% NaCN 0,06 930—740
То же 580 8 Саратовский газ+аммиак 0,25—0,30 790—6 0
Азотирование 530—550 12—20 Аммиак (а=30-?60%) 0,15—0,25 970—660
Рекомендуемые области применения
Эту сталь применяют для изготовления мелких молотовых штам
пов; молотовых или прессовых вставок (толщиной или диаметром до
300—350 мм); инструментов горизонтально-ковочиых машин при го
рячем деформировании конструкционных и жаропрочных сталей; ин-
струментов для высокоскоростной машинной штамповки конструк-
ционных сталей.
СТАЛЬ ЗХЗМЗФ
Химический состав, % (по массе). ГОСТ 5950—73
с S1 Мп Cr w V Мо
0,27— 0,20— 0,30— 2,80— 0,40— 2,50
0,34 0,40 0,50 3,50 — 0,60 3,00
Другие
элементы
Критические точки, °C
(по данным фирмы «Schoeller — Bleckmann* и авторов)
Aci Асз Агз Аг1 МН МК
815 875 820 760 340 155
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковкн замедленное, в колодцах;
3) отжиг 860—880°С, охлаждение 40—50 град/ч до 600°С, из
воздухе;
4) твердость после отжига не более НВ 241.
— 90 —
Режимы окончательной термической обработки
Закалка Отпуск1
'п- °с 'о- °с среда HRC t. "С HRC
700—750 10301050 Масло 47—50 580—600 47—48
1 Температура второго отпуска 540—560°С; теплостойкость 650”С.
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 1050°С)
(по данным фирмы «Schoell ir-
Bleckmann», Австрия)
Зависимость твердости стали от
температуры отпуска в течение 2
ч (закалка с 1040°С в масле)
Зависимость механических
свойств температуры отпуска
в течение 2 ч (закалка с
1040° в масле)
Зависимость механических
свойств от температуры
(закалка с 1040*С в масле,
отпуск при 600°С, 2 ч)
— 91 —
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм*
Цианирование 560 2 50% KCN+ +50% NaCN 0,15 1200—970
То же 580 8 Саратовский газ+аммиак 0,25—0,30 1200—825
Азотирование 530—550 12—20 Аммиак (a=30-j-60%) 0,25—0,35 825—550
> Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов горячего
деформирования на кривошипных прессах и горизонтально-ковочных
машинах, подвергающихся в процессе работы интенсивному охлаж-
дению (как правило, для мелких инструментов); прессформ литья
под давлением сплавов меди; иожей для горячей резки, охлаждае-
мых водой.
СТАЛЬ 4Х4ВМФС* (ДИ-22)
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Мо Другие элементы
0,37— 0,60- - 0,20— 3,20— 0,80— 0,60— 1,20—
0,44 1,00 0,50 4,00 1,20 0,90 1,50
Критические Aci 830 точки. °C (по данным ЭНИКМАШа Асз Агз Ari "и 910 750 670 255 Температура ковки и отжига и авторов) МК 105
1) температурные интервалы ковки 1180 850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжнг при 860—880°С, охлаждение 40—50 град/ч до 600°С, па
воздухе;
4) твердость после отжига не более НВ 299.
•Титаев С. И., Поаияк Л. А.. Кузьменко Ю. Н. и др. Авт.
свил. № 241687. — «Открытия. Изобрет. Пром, образцы. Товарные знаки», 1969.
№ 114. с. 78.
— 92 -
Диаграмма изотермического превращения переохлажденного аустенита
(температура нагрева 1050°С) (по данным ЭНИКМАШа)
Зависимость твер-
дости стали от
температуры от-
пуска в течение
2 ч (закалка
1060°С в масле)
Зависимость ме-
ханических свойств
от температуры
отпуска в течение
2 ч (закалка с
1060°С в масле)
Зависимость механи-
ческих свойств от тем-
пературы отпуска (за-
калка с 1060*С в масле,
отпуск при 620*С, 2 ч)
93
Режимы окончательной термической обработки
Закалка Отпуск1
’с 'о- °C среда HRC /. °C HRC
700—750 1050-1070 Масло 55—61 620-630 47—50
Температура второго отпуска 560—580°С; теплостойкость 660°С.
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура , °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм1
Цианирование 560 2 50% KNC+ +50% NaCN 0,03—0,04 830—680
То же 580 8 Саратовский газ+аммиак 0,18—0,20 980—680
Азотирование 550—560 12—15 Аммиак (а=45-=- 60%) 0,20—0,25 860—740
Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов высокоско-
ростной машинной штамповки, высадки на горизонтально-ковочных
машинах; вставок штампов для горячего деформирования конструк-
ционных и трудподеформируемых металлов и сплавов на молотах и
кривошипных горячештамповочных прессах (взамен мечее теплостой-
ких сталей 4Х5В2ФС, 4Х5МФС, 4ХЗВМФ и др.); для преосформ
литья под давлением сплавов меди.
СТАЛЬ 4Х2В5МФ
Химический состав, % (по массе). ГОСТ 5950—73
с
0,30—
0,40
Si Мп
Сг
Мо
0,15— 0,15— 2,20— 4,50— 0,60— 0,60—
0,35 0.40 3,00 5,50 0,90 0,90
Другие
элементы
W V
— 94 —
Критические точки, °C [22, по данным авторов]
Aci Асз Агз Ari МИ м*
820 840 840 690 205 100
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 830—860°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск1
'п- °с 'о- °с среда НИС /. °C HRC
700—750 1050—1080 Масло 47—50 630—660 42—46
Температура второго отпуска 580—600°С; теплостойкость 660°С.
Диаграмма изотермического превращения переохлажденного
аустенита (температура нагрева 1070°С) [22]
— 95 —
Зависимость твердости стали от
температуры отпуска в течение 2
ч (закалка с 1080°С в масле)
Зависимость механических
свойств от температуры отпус-
ка в течение 2 ч (закалка с
1080°С в масле)
Зависимость .механических свойств от
температуры испытаний (закалка с 1080°С
в масле, отпуск при 640 — 650°С, отпуск
при 660 —670°С)
Режимы химико-термической обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура , ®С Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кгс/мм’
1 2 3 4 5 6
Цианирование 560 2 50% KCN+ +50% NaCN 0,05 1400—933
- 96 -
Продолжение
1 2 3 4 5 6
То же Азотирование 580 560—580 8 8—12 Саратовский г аз+аммиак Аммиак (а=454-65%) 0,20—0,25 0,10-0.17 740—640 1060—730
Рекомендуемые области применения
Эту сталь применяют для изготовления тяжелонагруженных
прессовых инструментов (мелких вставных знаков, матриц и пуан-
сонов для выдавливания и т. д.) при горячем деформировании леги-
рованных конструкционных сталей и жаропрочных сплавов.
СТАЛЬ ЗХ2В8Ф
Химический состав, % (по массе). ГОСТ 5950—73
О S1 мп Сг W V МО
0,30— 0,15— 0,15- 2,20— 7,50- 0,20—
0,40 0,40 0,40 2,70 8,50 0,50
Критические точки, °C [по данным авторов]
Ас, Ас Аг„ Аг, М„ М„ А О о X И
800 850 750 690 380 —
Температура ковки и отжига
I) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг прн 840—860°С, охлаждение 40 50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск1
°с 1 'о- °C | среда HRC t. °C HRC
700—750 1130—1150 Масло 49—52 640—660 42—46
Температура второго отпуска 600—620°С; теплостойкость 650°С.
- 97 -
Диаграмма изотермического
переохлажденного аустенита
ра. нагрева П20°С) [3]
превращения
(температу-
Зависимость механических свойств
от температуры
нм-е
2
отпуска в течс-
(закалка с 1130°С в масле)
Зависимость твердости стали
туры отпуска в течение 2 ч
1130°С в масле)
от темпсра-
(закалка с
Режимы химико-термической обработки
(по данным ЭНИКМАШа)
Обработка Темпе- ратура, °C Время, ч Среда
Цианирование Азотирование 560 560— 580 2 8-12 50% KCN+ +50% NaCN Аммиак (а=45-> 65%)
Зависимость механичес-
ких свойств от темпера-
туры испытания (закал-
ка с 1130°С в масле, от-
пуск при 640°С, 2 ч)
- 98 -
П родолжение Рекомендуемые . области применения
Диффузионный слой Эту сталь применяют для
Обрабснка глубина, мм микро- твердость . кгс/мм* изготовления тяжелонагру- женных прессовых инстру- ментов (мелких вставок окончательного штампового ручья, мелких вставных зна- ков, матриц и пуансонов для выдавливания и т. д.)
Цианирование Азотирование 0,09 0,18—0,25 980—660 1020—580
при горячем деформирова
нии легированных конструк-
ционных сталей и жаропрочных сплавов, для прессформ литья под
давлением сплавов на основе меди. '
СТАЛЬ 4Х2В2МФС [ЭП641, 45Х2СВ2МФ)
Химический состав, % (по массе). ГОСТ 5950—73
С S1 Мп Ct W V МО э^™ты
0,42— 0,30— 0,30— 2,00— 1,80— 0,60— 0,80—
0,50 0,60 0,60 2,50 2,40 0,90 1,10 Критические точки, °C
Aci 805 Асз Агз Ari мк мк 840 775 660 315 90 Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 830—850°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 241.
Режимы окончательной термической обработки
Закалка Отпуск'
V °С 'о- °с среда HRC б «С HRC
700—750 1080—1100 Масло 56—58 650 670 42—46
1 Температура второго отпуска 600—620°С; теплостойкость 670°С
— 99 —
Режимы, химико-термической
Зависимость твердости стали от темпе-
ратуры отпуска в течение 2 ч (закалка
с 1080°С в масле) [56 и по данным авто-
ров]
Зависимость механических
свойств от температуры йены
тания (закалка с 1080°С в мас-
ле, отпуск при 630°С. 2 ч)
-Зависимость механических свойств от
1температу|ры отпуска в течение 2 ч (за-
калка с 1080°С в масле) [66 и по данным
авторов]
обработки (по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время. ч Среда Диффузионный слой
глубина, мм МИКрО- твердость, кге/мм*
Цианирование То же Азотирование 560 580 550—560 2 8 12—15 50% KCN+ +50% NaCN Саратовский газ+аммиак Аммиак (а=454- 60%) 0.09 0,18—0,25 0,12—0 25 615—535 1350—680 900—680
— 100 —
Рекомендуемые области применений
Эту сталь применяют для гяжелонагруженных прессовых ннстр}
ментов (прошивных и формующих пуансонов, матриц и т. д.); ин-
струментов для высадки на горизонтально-ковочных машинах и
вставок штампов напряженных конструкций для горячего деформи-
рования конструкционных сталей и жаропрочных металлов и спла-
вов (взамен менее теплостойких ЗХ2В8Ф, 4Х2В5ФМ).
СТАЛЬ 5ХЗВЗМФС [ДИ-23)*
Химический состав, % (по массе). ГОСТ 5950—73
с Si Мп Сг W V Другие гчо элементы
0,45— 0,50— 0,30- 2,50— 3,00 1,50— 0,80 0,05—
0,52 0,80 0,60 3,20 3,60 1,80 1,10 0,15Nb
Критические точки, °C (по данным ЭНИКМАШа и авторов)
Лг1 Асз Агз А<1 "и мк
780 920 725 665 330 70
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 840—880°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 229.
Режимы окончательной термической обработки
Закалка Отпуск1
'п- °с °с среда HRC t, -с HRC
700—750 1120—1150 Масло 53—56 660—680 42—46
1 Температура второго отпуска 600—620°С; теплостойкость 685“С.
•Позняк Л. А., Скрынченко Ю. М.. Тншаев С. И. и др. Авт
свнд. № 250460. — «Открытия. Изобрет. Пром, образцы. Товарные знаки*
I960, № 26, с. 12.
— 101 —
Режимы химико-термической обработки
(по данным ЭНИКМАШа)
Обработка Темпера- тура, °C Время, ч Среда Диффузионный слой
глубина, мм микро- твердость , кге/мм1
Цианирование 560 2 50% KCN+ +50% NaCN 0,07 940—860
Азотирование 560—580 8—12 Аммиак (а=45-е- 65%) 0,15—0,20 1060—660
Диаграмма изотермического превращения переохлажденно-
го аустенита (температура нагрева 1100°С) (по данным
ЭНИКМАШа)
Зависимость твердости стали от
температуры отпуска в течение
2 ч (закалка с П50°С в масле)
— 102 —
Зависимость механических
свойств от температуры отпус-
ка в течение 2 ч (закалка с
1150°С в масле)
Зависимость механических свойств
от температуры испытания (закал-
ка с 1150°С в масле, отпуск при
660°С, 2 ч)
Реко мен дуемые
области применения
Эту сталь применяют для изготовления прессовых инструментов
(прошивных и формующих пуансонов, матриц и др.); инструментов
для высадки на горизонтально-ковочных машинах и вставок штам-
пов напряженных конструкций при горячем объемном деформирова-
нии легированных конструкционных сталей и жаропрочных металлов
и сплавов (взамен менее теплостойких сталей ЗХ2В8Ф, 4Х2В5ФМ)
- IQ3 -
СТАЛЬ 2Х6В8М2К8 (ЭП745)
Химический состав, % (по массе). ТУ А-7845-207—69
С SI Мп
0,22— 0,40— 0,15—
0,30 0,60 0,40
Cr w v
6,50— 7,00 0,10
7,00 8,00 0,25
Мо
Другие
элементы
1,80— 7—8 Со
2,30 0,1-0,2 Nb
Критические точки °C (по данным СТ АН КИН а)
Ас1 Асз Агз АГ1 мв МК
827 890 — — 180 —
Температура ковки и отжига
1) температурные интервалы ковки 1200—900°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 900— 920°С, охлаждение 40—50 град/ч до 600°С, на
воздухе;
4) твердость после высокого отпуска не более НВ 250.
Диаграмма изотермическо-
го превращения переохлаж-
денного аустенита (тем пе-
ратура нагрева 1200°С) по
данным СТАНКИНа)
Зависимость твердости стали
от температуры отпуска в
течение 2 ч (закалка с
1200’С в масле) (по дан-
ным СТАНКИНа)
♦Кремнев Л. С., Геллер Ю. А„ Сагадеева Т. Г. и др. Авт.
свид. № 13894. — «Открытия, изобрет. Пром, образцы. Товарные знаки*,
197), № 27, с. 19.
- Ю4 -
Зависимость механических свойств
от температуры отпуска в тече-
ние 2 ч (закалка с 1200°С в мас-
ле) (по данным СТАНКИНа)
Зависимость механических свойств
от температуры испытаний закалка
с 1200°С в масле, отпуск при 670°С
2 ч) (по данным СТАНКИНа)
Режимы окончательной
термической обработки
Закалка Отпуск*1
'п- °С 'о- °с среда HRC t °C*2 HRC
1 700—750 1190—1200 Масло 52—54 650—670 51—53
I *’ Температура второго отпуска 600—620°С; теплостойкость 720°С. *2 Предва-
рительный нагрев 350°С.
Рекомендуемые области применения
Эту сталь применяют для изготовления малогабаритных инстру
ментов при штамповке и прессовании нержавеющих и высокопроч-
ных сталей и сплавов при повышенных температурах и высоких дав-
лениях.
В Зак. <78
V. Стали
для ударных инструментов
Стали этой группы предназначены для изготовления зубил, долот,
штампов для холодной и горячей рубки листов и полос толщиной
3—4 мы, холодно-высадочных, чеканочных штампов, штемпелей,
деревообделочного инструмента, клейм и т. д.
Указанные стали характеризуются: а) повышенной вязкостью,
необходимой для предупреждения преждевременной поломки и вык-
рашивания инструментов, работающих в условиях больших ударных
нагрузок; б) высокой прокаливаемостью и закаливаемостью в горя-
чих средах, т. е. возможностью принимать изотермическую закалку
в больших сечениях, что обеспечивает повышение ударной вязкости
по всему сечению.
Необходимый комплекс свойств сталей этой группы обеспечива-
ется легированием. Хромокремнистые стали прокаливаются в образ
цах диаметром до 50—60 мм при охлаждении в масле. Кроме того,
стали, легированные кремнием, имеют повышенную устойчивость при
отпуске и повышенный предел текучести.
Недостаток сталей — хрупкость первого рода после отпуска при
270—400°С на твердость HRC 46—50. Для получения удовлетвори-
тельной вязкости необходимо применять изотермическую закалку.
Хромовольфрамокремнистые стали 5ХВ2С, 6ХВ2С и др., как более
сложнслегированные, прокаливаются в больших сечениях (до 70—
80 мм) при охлаждении в масле и хорошо принимают изотермиче
скую закалку. Стали с. вольфрамом менее чувствительны к отпуск-
ной хрупкости первого рода. Легирование сталей вольфрамом также
повышает устойчивость против отпуска. В сталях с вольфрамом и
большим содержанием углерода в прокате диаметром более 50
60 мм наблюдается карбидная ликвация, снижающая ударную вяз-
кость.
По структурному признаку стали с 0,4—0,5% С являются доэвтек-
тоидными, а с 0,6%С — эвтектоидными и заэвтектоидными. Струк-
тура доэвтектопдных сталей после отжига состоит из пластинчатого
и реже зернистого перлита с небольшими участками феррита; заэв-
тектоидных—из зернистого перлита. Кроме того, в структуре по-
следних наряду с цементитом присутствует карбид ЛК6С.
Структура стали после закалки — мартенсит и остаточный аусте-
нит, а структура сталей с 0,6%С содержит еще и избыточные карби-
ды. Стали, содержащие вольфрам и кремний, чувствительны к обез-
углероживанию, что требует защиты при нагреве под закалку. Как
указывалось, для этих сталей целесообразно проводить изотерми-
ческую закалку с выдержкой выше температуры М„ для получения
основной бейнитпой структуры. Изотермическую закалку проводят
для улучшения вязкости, пластичности и уменьшения деформации
После отпуска, который чаще всего выполняют на твердость HRC
50 -52, получается трооститная структура.
Механические свойства этих сталей определяются обычно при ра
стяжении и ударном изгибе при нормальной и повышенных темпера-
турах. Предел прочности (сгв) и предел текучести (ao.s) при растя-
жении определяют на пятикратных образцах (d=6 мм, 1=30 мм)
— 106 —
по ГОСТ 1497—73; ударную вязкость — на образцах (10X1 ОХ
Х55 мм) с надрезом типа Менаже (r= 1 мм) по ГОСТ 9454—60
при комнатной температуре) и ГОСТ 9456—60 (при повышенной
температуре).
Температуру нагрева инструментов из этих сталей под закалку
[выбирают из условий получения максимальной твердости при сохра-
нении величины аустенитного зерна № 10—12 по шкале ГОСТ 5639—
65. Охлаждение после закалки в масле или в расплавленной соли.
Температуры отпуска выбирают из условия получения необходимой
твердости, прочности и ударной вязкости для предупреждения поло-
мок и выкрашивамия инструментов.
Нагрев инструментов под закалку проводят в соляных ваннах,
камерных электрических или газовых печах в зависимости от его
габаритных размеров.
Наиболее экономичным является процесс нагрева в ваннах, не
’чебующий защиты рабочей поверхности инструментов от обезугле-
роживания и окисления. Кроме того, в этом случае можно прово-
дить закалку инструментов, прошедших окончательную механиче-
скую обработку.
При нагреве инструментов в камерных печах весьма важной яв
ляется операция упаковки. Рекомендуемые упаковочные материалы
аналогичны описанным выше для штамповых сталей горячего дефор-
мирования.
Продолжительность выдержки при нагреве в соляных ваннах со-
ставляет 20—30 с на I мм толщины детали; в камерных печах 50 —
70 с на 1 мм без учета времени прогрева упаковки. Время выдерж-
ки при отпуске рекомендуется определять из расчета 2 ч плюс 1 —
1,5 мин па 1 мм толщины.
Стали этой группы поставляют в виде прутков (штанг) круглого
|(до 250 мм) и квадратного (до 200 мм) сечений по ГОСТ 2590—71
и 1133—71, заготовок квадратного сечения (до 200 мм) по ГОСТ
2591—71.
Стали поставляют в термически обработанном состоянии — после
зтжпга или высокого отпуска. Химический состав сталей соответст-
вует приведенным в таблицах. Содержание серы и фосфора для
всех сталей — не более 0.03% (каждого элемента).
СТАЛЬ 4ХС
Химический состав. % (по массе). ГОСТ 5950 73
С 0,35— 0,45 Si 1,20- 1,60 Мп Сг 0,15 1,30 0,40 1,60
Критические
АС1 Ас3 Аг3
770 860 —
точки,°C [4]
5* Зак. 478
W V Мо Другие элементы
— —_
А', л'и -WK
— 290 —
- 107 —
Температура ковки и огжигй
I) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки на воздухе;
3) отжиг при 820—840°С, охлаждение 50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 217.
Режимы окончательной термической обработки
Закалка Отпуск
. °C 'о- °с среда НЦС t. °C среда HRC
700-750 880—900 Масло >47 240—270 Воздух 52-55
Диаграмма изотермического превра-
щения переохлажденного аустенита
при температуре нагрева 900°С (по
данным фирмы «B6hler*> Австрия)
Зависимость механических
свойств от температуры от-
пуска в течение 2ч (за
калка с 900°С в масле)
Зависимость твердости стали от тем
◄I пературы отпуска в течение 2 ч (за-
калка с 9(>0сС в масле) [51]
4йВ7/ &
Рекомендуемые области применения
Эту сталь применяют для изготовления зубил, обжимок, ножниц
при горячей и холодной резке металла; для штампов горячей вы
тяжки.
— 108 —
СТАЛЬ 6ХС
Химический состав, % (по массе}. ГОСТ 5950—73
С Si Мп Сг W V Мо
0,60— 0,60— 0,15— 1,00-
0,70 1,00 0,40 1,30
Критические точки, °C [4]
Ас1 770 Лс3 Лг3 Агг мн 830 — _ 250 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 820—840°С, охлаждение 50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 229.
Диаграмма -изотермического
превращения переохлажден-
'Ного аустенита при темпе-
ратуре нагрева 870°С (по
данным фирмы «ВбЫег»,
Австрия)
Зависимость твердости
стали от температуры
отпуска в течение 2 ч
(закалка с 880сС в м'ас-
ле) [5Ц
— 109 —
Зависимость механических свойств
от температуры отпуска в течение
2 ч (закалка с 880*С в масле) [4J
Режимы окончательной
термической обработки
Закалка
/п, “С t0, °C среда HRC
700— 840—860 Масло 55—59
750
Отпуск
t, °C | среда | HRC
240—270 Воздух 52—55
Реко мен дуемые
области применения
Эту сталь применяют
для изготовления пневматиче-
ских зубил и штампов неболь-
ших размеров для холодной
штамповки; рубильных ножей.
СТАЛЬ 4ХВ2С
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Ст W V Мо Другие элементы
0,35— 0,45 0,60- 0,90 0,15— 0,40 1,00 1,30 2,00 2,50 — — —
Критические точки, °C [/.•'?]
А<\ Асз Агз Ari Ми мк
780 840 — — 315 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 800—820°С, охлаждение 50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 229.
— ПО -
Режимы окончательной термической обработки
Закалка Отпуск
'и- °С /о. «С среда HRC t. ’С среда HRC
700—750 860—900 Масло >53 200—250 430—470 Воздух 53—58 45—50
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 900QC)
13]
Зависимость твердости стали от
температуры отпуска в течение 2
ч (закалка с 900°С в масле) [50]
Зависимость механических свойств
от температуры отпуска в тече-
ние 8 ч (закалка с 880°С в масле)
Зависимость механических свойств от
температуры испытаний (закалка с
880*С в масле, отпуск при 430°С, 2 ч)
152]
111 -
Рекомендуемые области применения
Эту сталь применяют для изготовления пневматических инстру-
ментов: зубил, обжимок; вырубных и обрезных штампов сложной
формы, работающих с повышенными ударными нагрузками.
СТАЛЬ 5ХВ2С
Химический состав, % (по массе). ГОСТ 5950—73
С Si Мп Сг W V Другие элементы
0,45— 0,55 0,50— 0,80 0,15— 1,00— 0,40 1,30 2,00- 2,50 — — —
Лсг 775 Критические точки, °C Лс3 Ar3 ArY 860 — — [<5] "и 295 мк
Температура ковки и отжига
I) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 800—820“С, охлаждение замедленное 50 град/ч до
600°С, на воздухе;
4) твердость после отжига не более НВ 255.
Диаграмма изотермического пре
вращения переохлажденного аусте
нита (температура нагрева 900°С)
13]
Зависимость твердости стали от
температуры отпуска в течение 2 ч
(закалка с 880°С в масле) [50]
112
Зависимость 'механических свойств
от температуры отпуска в течение
2 ч (закалка с 880°С в масле)
Зависимость механических
свойств от температуры ис-
пытаний (закалка с 880°С в
масле, отпуск при 450°С, 2 ч)
Режимы окончательной термической обработки
Закалка Отпуск
V °C 'о- °с среда нрс t, °C среда HRC
700—750 860—900 Масло >55 200—250 430—470 Воздух 53-58 45—50
Рекомендуемые области применения
Эту сталь применяют для изготовления ножей при холодной рез-
ке металла, для резьбоиакатных плашек, пуансонов и обжимных
матриц при холодной работе, деревообделочных инструментов при
длительной работе:
СТАЛЬ 6ХВ2С
Химический состав, % (по массе). ГОСТ 5950—73
С SI Мп Сг W V Мо Другие элементы
0,55— 0,65 0,50— 0,80 0,15— 0,40 1,00— 1,30 2,20— 2,70 — —
Критические точки, °C [/,5]
ЛС1 Ас3 Аг3 Аг± мк мк
775 810 — — 280 —
— 113 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг 800—820°С, охлаждение 60 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 269.
Диаграмма изотермиче-
ского превращения пе-
реохлажденного аустени-
та (температура иа.прева
000°С) [31
Зависимость твердости стали от
температуры отпуска в течение
2 ч (закалка с 880°С в масле)
[501
Зависимость механических
свойств от температуры отпуска
в течение 2 ч (закалка с 880°С
в, масле)
Зависимость механических
свойств от температуры испы-
таний (закалка с 880°С в масле,
отпуск при 450°С, 2 ч)
— 114
Режимы окончательной термической обработки
Закалка Отпуск
‘п- °C '<> “С среда HRC t. °C среда |н/?С
700—750 860—900 Масло >57 200—250 430—470 Воздух 53-58 :45—50
Рекомендуемые области применения
Эту сталь применяют для изготовления ножей при холодной рез-
ке металла, для резьбонакатных плашек, пуансонов и обжимных
матриц при холодной работе, деревообделочных инструментов при
длительной работе.
СТАЛЬ 6ХЗФС [ЭП788) *
Химический состав, % (по массе). ТУ А 7845-279—71
С Si; мп
0,56— 0,35— 0,15—
0,62 0,65 0,40
Сг W V Мо
2,60— 0,20— 0,20-
3,30 ~ 0,60 0,50
Другие
элементы
>0,4 Ni
Критические точки, °C (по данным СТАНКИНа)
Лс1 Ас3 Ar3 Art Мн Мк
760—790 950—975 — — 210-220 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 800 820сС, охлаждение 50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 271.
Режимы окончательной термической обработки
Закалка Отпуск
'и" °C с, °с о среда HRC t, °C среда нре
700—750 980-1020 Масло 56—60 180- 200 Воздух 57—59
* Геллер Ю. А., Моисеев В Ф.. Евтушенко А. Т. и др. Авт.
свид. № 358406. — «Открытия, изобрет. Пром, образцы. Товарные знаки*.
1972, № 34, с. 93-
— 115 —
Зависимость твердости
стали от температуры
отпуска ‘В течение 2 ч
(закалка с 1000°С в мас-
ле) (по даннцм СТАН
КИНА)
Диаграмма (изотермического
превращения переохлажден-
ного -аустенита (температу-
ра нагрева 950°С) (по дан-
ным СТАНКИНА)
Зависимость механических
свойств от температуры от-
пуска в течение 2 ч (закал-
ка с 1000°С в масле) (по
данным СТАНКИНА)
Зависимость механических
свойств (закалка с 1000°С в
масле, отпуск при 250°С, от-
пуск при 150°С) от темпе-
ратуры испытаний (по дан-
ным СТАНКИНА):
/ — закалка изотермическая
при 250°С (HRC 52): 2 —_ за-
калка +отпуск при 250°С
(HRC 55,5); 3 — закалка+
+отпуск при l50°C (HRC 58)
Рекомендуемые области применения
Эту сталь применяют для изготовления холодновысадочных
штампов, штемпелей, клейм, чеканочных штампов и некоторых сле-
сарно-монтажных инструментов (взамен сталей 6ХВ2С и 7X3)»
СТАЛЬ 6ХВГ
Химический состав, % (по массе). ГОСТ 5950—73
с Si Мп Cr W v Мс Другие v элементы
0,55— 0,15— 0,90— 0,50— 0,50-
0,70 0,35 1,20 0,80 0,80
Критические точки, °C
Ас1 Асз Агз Ari
780 795 695 675 280 —
Температура ковки и отжига
1) температурные интервалы ковки 1160—850°С;
2) охлаждение после ковки замедленное, в колодцах;
3) отжиг при 800—820°С, охлаждение 50 град/ч до 600°С, на
воздухе;
4) твердость после отжига не более НВ 217.
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С 'о- °с среда HRC t, °C среда HRC
700-750 850—900 Масло >57 200—250 450—480 Воздух 53—56 44—47
Зависимость твер-
дости стали от
температуры от-
пуска в течение
2 ч (закалка с
870°С в масле)
Зависимость механических свойств мГ
температуры отпуска в течение 2 ч
(закалка с 870°С в масле)
— 116 —
— 117 -
Зависимость механических свойств от
температуры испытаний (закалка с
870°С в масле, отпуск прн 450°С в тече-
ние 2 ч)
Рекомендуемые области применения
Эту сталь применяют для изготовления пуансонов сложной фор-
мы при холодной прошивке (преимущественно фигурных) отверстий
в листовом и полосовом материале; для небольших штампов при
горячей штамповке, главным образом когда требуется минимальное
изменение размеров при закалке.
* * *
Инженерно-техническим работникам машиностроительных прет,-
приятии следует помнить, что в ряде случаев для изготовления ра-
ботающих в условиях динамического нагружения инструментов
(чеканочные и калибровочные штампы, ножи для рубки труб ит. д.),
кроме приведенных выше марок, целесообразно применение штампо-
вых сталей для горячего деформирования типа 5Х2МНФ (ДИ32).
4Х5МФС, 4Х4ВМФС (ДИ22), которые после закалки с оптимальных
температур и отпуска при 200--550°С обеспечивают получение удов-
летворительных значений твердости (HRC 52—56) в сочетании с
повышенной ударной вязкостью (ан = 3—5 кгс-м/см2).
Для повышения износостойкости вышеуказанных сталей иногда
необходимо проведение дополнительной химико-термической обра-
ботки (азотирования, нитроцементации), обеспечивающей при пра-
вильно выбранных режимах значительное возрастание поверхностной
твердости без заметного снижения сопротивления хрупкому разру-
шению.
VI. Быстрорежущие стали
Быстрорежущие стали широко применяют для режущих инстру-
ментов, работающих в условиях значительного силового нагруже-
ния и разогрева рабочих кромок, а также для ряда деталей, работа-
ющих при повышенных температурах, .подшипников качения, игл
топливной аппаратуры, тяжелонагружешных штампов холодного
прессования.
Основные свойства, обеспечивающие высокую стойкость инстру-
ментов из быстрорежущих сталей, это — вторичная твердость, крас-
ностойкость, износостойкость, прочность и вязкость. Указанные свой-
ства в той или иной степени определяют работоспособность быст-
рорежущих сталей и эффективность применения отдельных марок.
Однако в зависимости от вида операций, свойств подвергаемых об-
работке резанием материалов, основных параметров оборудования
и т. д. роль каждой характеристики может изменяться. Так, напри-
мер, для инструментов простой формы с массивной режущей кром-
кой при непрерывном точении срок службы инструментов лимити-
руется вторичный твердостью, красностойкостью и износостойкостью.
Для инструментов сложной формы, тонколезвийных, а также инстру-
ментов, используемых при прерывистом точении, большое значение
приобретают прочность и вязкость стали.
Повышение того или иного свойства, достигаемого за счет ви-
доизменения химического состава стали, а также режимов ее за
калки и отпуска, часто сопровождается снижением других показа
телей. Например, с увеличением вторичной твердости и красностой-
кости наблюдается, как правило, уменьшение прочности и вязкости
стали.
Высокие режущие свойства быстрорежущих сталей обеспечива-
ются за счет легирования сильными карбидообразующими элемен-
тами: вольфрамом, молибденом, ванадием и некарбидообразующим
кобальтом. Содержание хрома во всех быстрорежущих сталях со-
ставляет 3—4,5% и в обозначении марок .не указывается. Практи-
чески во всех марках отечественных быстрорежущих сталей допус-
кается содержание серы и фосфора не более 0,03% и никеля ие бо-
лее 0.4 %-
Для дополнительного повышения вторичной твердости и тепло-
стойкости все шире начинают использовать увеличение содержания
углерода по сравнению с ранее принятым и легирование азотом
[28—32].
В зависимости от химического состава, а следовательно, и уров-
ня основных свойств быстрорежущие стали подразделяют на стали
нормальной и повышенной производительности. Стали, легирован-
ные вольфрамом и молибденом, при содержании ванадия, не пре-
вышающем 2%, относят к сталям нормальной производительности
(Р18, Р12, Р9, Р6М5, 10Р6М5, Р6МЗ, 11РЗМЗФ2Б). Стали с более
высоким содержанием ванадия, а также дополнительно легирован-
ные кобальтом, относят к сталям повышенной производительности
(Р18Ф2, Р12ФЗ, Р6М5ФЗ, Р18Ф2К5, Р12Ф4К5, Р12МЗФ2К8, Р9М4К8,
Р6М5К5 и др. [4].
По сравнению со сталями нормальной производительности высо-
коваиадиевые стали повышенной производительности обладают в
основном повышенной износостойкостью за счет наличия высоко-
- 119 —
твердого карбиде типа МеС [33, 34], а кобальтсодержащие стали —
более высокими вторичной твердостью, красностойкостью и тепло
проводиостью.
Структура быстрорежущих сталей в отожженном состоянии пред-
ставляет собой зернистый перлит с включениями эвтектических кар
бидов типа Ale^C, Л1е2зС6 и Л1еС; в закаленном состоянии высоколе-
гированный а-раствор (мартенсит), содержащий 0,3—0,5%С, эвтекти-
ческие карбиды типа AlegC, а также МеС (в сталях с содержанием
ванадия >4,4%) и остаточный аустенит. При отпуске быстрорежу-
щих сталей происходит распад остаточного аустенита и частично
-твердого раствора с выделением дисперсных частиц легированных
a-твердого раствора с выделением дисперсных частиц легированных
значений, достижимых для стали данного состава [38, 39].
В литом состоянии эвтектические карбиды образуют сетку, кото-
рая дробится при последующей деформации. Однако практически
при всех используемых условиях деформации абсолютно равномер-
ного распределения карбидов не наблюдается. Карбидная неодно-
родность способствует созданию значительной анизотропии свойств
по сечению и резкому снижению механических свойств в заготовках
больших размеров. Карбидная неоднородность выражена сильнее в
сталях с повышенным содержанием вольфрама, ванадия и кобаль-
та. В сталях с молибденом размер карбидных частиц н их скопле-
ний меньше, что оказывает положительное влияние на механические
свойства последних [40, 41, 46].
При исследовании структуры и свойств быстрорежущих сталей
используют ряд методик, применяемых при изучении высокоуглеро
дистых инструментальных и штамповых сталей: контроль величины
зерна аустенита, проведение Испытаний на статический и динамиче-
ский изгйб образцов без надреза, замеры твердости в отожженном
и термически Обработанном состояниях и т. д.
Следует отметить, что при определении механических свойств
быстрорежущих сталей чаще используют испытание на изгиб с оп-
ределением 'предела прочности (оИзг). Рекомендуются образцы се-
чением 3X6 или 6X6 мм. В данной работе использовали образцы
сечением 6X6 мм с расчетной длиной 40 мм.
Для получения высокой вторичной твердости и красностойкости
при удовлетворительной прочности и вязкости закалку быстроре-
жущих сталей следует производить с температур, обеспечивающих
размер зерна аустенита в вольфрамовых и высокованадиевых ста-
лях, соответствующий № 10—11; в сталях с молибденом, как обла-
дающих более высокими механическими свойствами, — № '9—40.
Крупное зерно аустенита (№ 9) может быть допущено и в вольфра-
мовых сталях для 'простых инструментов с массивной режущей
кромкой. Для инструментов сложной формы, тонколезвийных, изго-
товленных из всех марок быстрорежущих сталей, размер зерна
аустенита должен быть не крупнее № 10 [42, 43].
Для предотвращения процессов окисления и Обезуглероживания
быстрорежущих сталей рекомендуется использование для нагрева
под закалку соляных ванн, раскисленных фтористым магнием (в
количестве 3%), а также применение печей с защитной атмосферой
при отжиге. Эти рекомендации особенно существенны для быстро-
режущих сталей, легированных молибденом и кобальтом, которые
обладают повышенной склонностью к обезуглероживанию.
В зависимости от сложности инструмента нагрев под закалку
проводят с одним или двумя подогревами Первый подогрев — при
— 120 -
400—500°С, второй — при 800—850°С. Выдержку при нагреве выби-
рают из расчета 10—15 с на 1 мм диаметра (толщины) инструмента.
Охлаждение после закалки можно проводить на воздухе, в
масле н в расплаве солен, имеющих температуру 500— 560О|С.
Отпуск быстрорежущих сталей рекомендуется проводить в со-
ляных ваннах или электрических печах с принудительной циркуля-
цией воздуха для обеспечения равномерного нагрева.
Нижний предел установленного температурного интервала отпус-
ка для каждой стали используют для получения более высокой
твердости.
Отпуск двух-трехкратный по часу. Охлаждение после отпуска н;
воздухе.
Для повышения твердости, износостойкости, коррозионной стой
кости поверхностного слоя режущих инструментов из быстрорежу
щих сталей используют операции цианирования, азотирования, суль-
фидирования, обработку паром.
Перечисленные операции являются обычно заключительными. Их
выполняют после термической обработки, шлифования и заточки
Цианирование осуществляют при 550—570°С в течение 5—30 мин
(в жидких средах) и 1,5—3,0 ч (в газовой атмосфере). Для жидко-
стного цианирования используют ванны с расплавами NaCN (90%
илн 50%), Na2COs, NaOH (или КОН). Газовое цианирование вы-
полняют в смеси аммиака и науглероживающего газа [38].
Азотирование инструментов проводят при 550—560°С -продолжи-
тельностью 10—40 мин в атмосфере аммиака; степень диссоциации
35—40%. Применяют азотирование в смеси 20% аммиака и 80%
азота. В этом случае обеспечивается меньшая хрупкость слоя.
Азотирование целесообразно для режущих инструментов (насад-
ных и сварных), для хвостовой части которых допускается сниже-
ние твердости ниже HRC 30.
Сульфидирование проводят при 450—560°С продолжительностью
от 45 мин до 3 ч в жидких расплавах, например 17% NaCI, 25%
ВаС12, 38% СаС12, 3—4% K4Fe(CN)6, в которые добавляют серни-
стые соединения FeS, Na2SO4, KCNS.
При обработке паром инструментов из быстрорежущих сталей
их помещают в герметически закрывающуюся печь и при 300—350°С
начинают подачу пара (под давлением 0,1—0,3 ат) в течение 20—
30 мин для удаления воздуха. Затем повышают температуру до
550—570°С, выдерживают 30—СО мин и охлаждают в атмосфере па-
ра до 300—350°С, после чего прекращают подачу пара, заканчивают
охлаждение в лечи или на воздухе и немедленно промывают инст-
румент в горячем веретенном масле.
Быстрорежущие стали поставляются в виде горячекатаных, ко-
ваных, холоднотянутых, холоднотянутых шлифованных прутков и ко-
ваных цилиндров (шайб) размерами: серебрянка диаметром 1—
25 мм (ГОСТ 14955—69); горячекатаный сорт диаметром 8—100 мм
(ГОСТ 2590—71) и квадрат 8—100 мм (ГОСТ 2591 71); кованый
сорт диаметром, стороной квадрата 40—150 мм (ГОСТ 1133—71);
полоса (ГОСТ 4405—75); горячекатаный лист толщиной 1,5—6,0 мм
(ТУ 14 1-317—72 и 14-1-818—73); холоднокатаный лист толщиной
0,8—1,4 мм (ТУ 14-1-1706-76).
Отечественными металлургическими заводами в настоящее вре-
мя освоено производство серебрянки из быстрорежущих сталей
— 121 —
нормальной производительности: Р18, Р12, Р6М5, Р6МЗ; повышен
ной производительности: Р18Ф2К5, Р9К5, Р6М5К5 и Р9М4К8; про-
изводство листа (горячекатаного и холоднокатаного) из сталей
Р18 Р9 Р6М5, Р6МЗ, Р6М5К5.
СТАЛЬ Р18
Химический состав, % (по массе). ГОСТ 19265—73
С Si Мп Сг W V Мо Другие элементы
0,7— 0,8 <0,5 <0,4 3,8- 4,4 17,0- 18,5 1,0- 1,4 <1,0 —
Примечание Плотность 8,7 г/см3.
Критические точки, °C [44, по данным авторов]
Aci Аст Аг1 Агт Мн м1
820 860 725 770 —
Температура ковки и отжига
1) температурные интервалы ковки 1220—850°С;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг .при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка 3—4 ч; охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 255.
Диаграмма изотермического превращения переохлаж-
денного аустенита (температура нагрева 129(ГС) [+5]
— 122 —
Зависимость твердости стали от
температуры отпуска (трехкрат
ный по часу; закалка с 1280°С
в масле) [26, 45, 53, 54]
Режимы окончательной термической обработки
Закалка Отпуск
'п- фа.»с среда t, °C Г, Ч среда HRC
800— 1270— 850 1290 Масло, расплавлен- ные соли или ще- лочи 560— 570 Двух- трехкратный по часу Воздух 62 65
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе, кгс/мм2 Красностойкость (HRC 58), °C
t , °C зак’ Г , °C отп
1280 560 63-64 260—300 620
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления черновых и чистовых ре-
жущих инструментов (фрез, долбяков, протяжек, метчиков, шеве-
ро.в н т. п.) при обработке конструкционных сталей с прочностью
до 90—100 кгс/мм2. Ввиду высокого содержания вольфрама деле
сообразно использовать ее только для изготовления инструментов
высокой точности, когда использование сталей других марок ограни-
чивается опасностью пережогов на режущей кромке при шлифовке
и заточке.
123 —
СТАЛЬ Р12
Химический состав % (по массе). ГОСТ 19265—73
С Si Мп Сг W V Мо Другие элементы
0,8— 0,9 <0,5 <0,4 3,1 — 3,6 12,0— 13,0 1,5— 1,9 <1,о —
П р и м е ч a IH *и е. Плотность 8.3 г/см3.
Критические точки, °C
Ас1 Аст Аг1 Агт Ми Мк
820 859 720 770 —
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура иагрева
1240°С) (по данным фирмы
«Schdellcr-BIeckmann», Австрия)
Температура ковки и отжига
1) температурные интервалы
ковки 1160—850рС;
2) охлаждение после ковки в
колодцах при 750—800°С;
3) отжиг при 840—-860°С, ох-
лаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч; охлажде-
ние 50 град/ч до 600°С, на воз-
духе;
4) твердость после отжига не
более НВ 255.
Зависимость твердости стали
от температуры -отпуска (трех-
кратный по часу, закалка с
1250°С в масле) [541
— 124
Режимы окончательной термической обработки
Закалка Отпуск
, °с ia ,-с среда /. °C т, Ч среда HRC
о_ .5 1230— 1260 Масло, расплавлен- ные соли или ще- лочи 550 — 570 Двух- трехкратный по часу Воздух 62-65
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе, кгс/мм2 Красностойкость (НЯС58), °C
'зак- °С t* , °C отп
1250 560 63—62 260—350 620
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления различных режущих ин-
струментов (фрез, протяжек, долбяков, щеверов метчиков, развер-
ток и т. п.) при обработке конструкционных сталей взамен марки
Р18.
СТАЛЬ Р9
Химический состав, % (по массе). ГОСТ 19265—73
С Si Мп Сг W v Другие v элементы
0,85 - 0,95 <0,5 <0,4 3,8— 4,4 8,5 10,0 2,0— <1,0 2,6
Прим о ч а н и е Плотность 8,3 г/см3.
Критические точки, °C
[44, по данным авторов]
Ас1 Лс m Лг1 Лг *п "н
820 870 740 780 — —
— 125 —
Температура ковки и отжига
I) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч; охлаждение 50 град/ч до 600°С, на воздухе'
4) твердость после отжига не более НВ 255.
Режимы окончательной термической обработки
Закалка | Отпуск
/п. °C /а. °C среда t, °C т, ч среда HRC
800- 850 1210— 1240 Масло, расплавлен- ные соли илн ще- лочи 550— 570 Двух- трехкратный по часу Воздух 62-61
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе, кге/мм2 Красностойкость (HRC58), °C
/зак. °C /* . °C отп
1230 560 62-63 280—320 620
* Отпуск трехкратный по часу.
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температу-
ра нагрева 1240°С) (по дан-
ным фифрмы <Schoeiier-Bieck-
тапп». Австрия)
— 126 —
Рекомендуемые
области применения
Эту сталь применяют для изго-
овления чистовых и получисто-
Ьых режущих инструментов
кой формы, не требующих
цого объема шлифовки и
1азначениых для Обработки
трукционных материалов с
юстью до 90—100 кге/мм2, для
изготовления сверл методами пла-
стической деформации, а также
деревообрабатывающих инстру-
ментов.
про-
боль-
пред-
кон-
проч-
Зависимость твердости стали от
температуры отпуска (трехкратный
по часу; закалка с 1230°С в масле)
144 . 54]
СТАЛЬ
Р6М5
Химический состав, % (по массе). ГОСТ 19265—73
с Si Мп Сг W V Мо Другие элементы
0,80— <0,5 <0,4 3,8— 5,5— 1,7— 5,0— —
0,88 4,4 6,5 2,1 5,5
Г! р и м е ч а и и е. Плотность 8,1 г/см’.
Критические точки, °C [45, по данным авторов]
m Ari Arm /и,
815 880 730 790 —
Диаграмма «изотермического
превращения переохла<жден-
ного аустенита (температу-
ра нагрева 1220°С) (по дан-
ным фирмы «Sch6eller-Bleck-
гпапп», Австрия)
— 127 —
Зависимость твердости стали от
температуры отпуска (трехкрат
ный .по часу; закалка с 1220°С
в масле) [26, 45, 54]
Температура
ковки и отжига
1) температурные интервалы
ковки 1160—850°С;
2) охлаждение после ковки
в колодцах при 750—800°С;
3) отжиг при 840—860°С, ох-
лаждение 40 град/ч до 720—
730°С, выдержка .не менее 4 ч;
охлаждение 50 град/ч |до 6О0°С,
на воздухе;
4) твердость после отжига
не более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск
'п- ”С 'а-°C среда t. °C - ч среда HRC
800- 850 1200— 1230 Масло, расплавлен- ные соли или ще- лочи 540— 560 Двух- трехкратный по часу Воздух 63-65
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе. кге/мм2 Красностойкость (ЯЯС58), °C
/зак. °C /* , °C отп
1220 550 64-65 320—360 620
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления всех видов режущих ин-
струментов при обработке на обычных скоростях резания углероди
стых и среднелегированных конструкционных сталей с прочностью
до 90—100 кге/мм2, а также зуборезных и резьборезных инструмен-
тов при Обработке нержавеющих сталей. Инструменты из стали
Р6М5 имеют стойкость, равную или несколько выше (до 20%) стой-
кости стали Р18.
— 128 —
СТАЛЬ Р6МЗ
Химический состав, % (по массе). ГОСТ 19265—73
С Si Мп Сг W V Мо элементы
0,85— <0,5 <0,4 3,0— 5.5— 2,0— 3,0—
0,95 3,6 6,5 2,5 3,6
Примечание. Плотность 8.0 г/см3.
Критические точки. °C
Aci Acm Ari Агт ми "к
800 860 720 780 — —
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 700—720°С;
выдержка не менее 4 ч; охлаждение 50 град/ч до 600сС, на воздухе;
4) твердость после отжига ие более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск
‘п- °С 'а’ °с среда /, «с т, ч среда HRC
800 850 1200— 1230 Масло, расплавлен- ные соли или ще- лочи 540- 560 Двух- трехкратный по часу Воздух 62-64
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе. кгс/мм2 Красностойкость (ЯЯС58), °C
/зак, С Г , °с отп
1220 560 62-64 320 360 620
* Отпуск трехкратный по часу
- 129 -
С
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с 1220°С
в масле) [541
Рекомендуемые области
применения
Эту сталь применяют для изго-
товления чистовых и получисто-
вых инструментов небольших раз-
меров (в основном сверл и зенке-
ров, а также дисковых фрез и
других инструментов, заготовкой
которых служит лист -и полоса)
при обработке конструкционных
материалов с прочностью до
~90 кгс/мм2 (имеет пониженную
шлифувмость).
СТАЛЬ 10Р6М5
Химический состав, % (по массе) ТУ А-7845/208—69
с Si Мп Сг W V Мо Другие элементы
1,00 1,15 - <0,4 <0,4 3,8— 4,4 5,5- 6,5 - 1,8— 2,2 4,5— 5,5 0,1— 0,2 Zr
При м еч а к и е. Плотность 8,i г/см3.
Критические точки, °C
Ас1 Ас,п Аг1 Агш
Температура ковки и отжига
1) температурные интервалы ковки 1160—850°С;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—750°С,
выдержка 3—4 ч; охлаждение 50 град/ч до 600°С, ла воздухе;
4) твердость после отжига .не более НВ 255.
Режимы окончательной термической обработки
Закалка Отпуск
/п. °C 'с | среда t, °C т, Ч среда HRC
800— 850 1190— 1220 Масло, расплавлен- ные соли илн ще- лочи 540— 560 Двух- трехкратный по часу Воздух 63—66
— 130 -
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе, кгс/мм2 Красное!ойкость (ЯКС58) °C
'зак- °С /* , °C отп
1210 560 64—65 260-300 625
• Отпуск трехкратный по часу.
Диаграмма изотермического
превращения переохлажден-
ного аустенита (температура
нагрева 1200°С) (по данным
фирмы «Schoeller-Bleck-
тапп», Австрия)
Рекомендуемые
области применения
Эту сталь применяют для из-
готовления всех видов режу-
щих инструментов при обра-
ботке и а обычных скоростях
резания углеродистых и сред-
нелегированных конструкцион-
ных сталей с прочностью до
90—100 кгс/мм2, а также зубо-
резных и резьбонарезных ин-
струментов при обработке не-
ржавеющих сталей. Инстру-
менты из стали 10Р6М5 имеют
стойкость несколько выше, чем
сталь Р18 (примерно на 30%).
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с ШПО’С)
(по данным авторов)
— 131 -
СТАЛЬ 11РЗМЗФ2Б (ЭП893)
Химический состав, % (по массе), ТУ 14-130-132-75
С Si Ми Ст W V Mo Nb N
1.00- <0,4 <0,6 3,8— 2,5— 2,1— 2,5— 0,05— 0,05—
1,10 4,4 3,0 2,7 3,0 0,20 0,12
Примечание. Плотность 7,9 г/см3.
Критические точки, °C
Ac, Ac Ar, Ar М М
1 m 1 m н к
Температура ковки и отжига
1) температурные интервалы ковки .1140—850°С;
2) охлаждение после ковки в колодцах при 750—'860°С;
3) отжиг при 830—850°С, охлаждение 40 град/ч до 730—750°С,
выдержка не 'менее 4 ч; охлаждение 50 прад/ч до 600°С, на воздухе:
4) твердость после отжига не более НВ 255
Режимы окончательной термической обработки
Закалка | Отпуск
'п- с 'а- с среда t. °C Т, Ч среда HRC
800— 850 1180- 1210 Масло, расплавлен- ные соли или ще- лочи 540— 560 Трехкрат- ный по часу Воздух 63—64
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе. кгс/мм2 Красностойкость (Я/?С58), °C
t . °C зак /* , °C отп
1200 550 63-64 340—380 620
• Отпуск трехкратный по часу
— 132 —
Рекомендуемые
области применения
Эту сталь применяют для изго-
товления ножовочных полотей и
других инструментов (сверл, фрез,
метчиков) при обработке углеро-
дистых, низколегированных конст-
рукционных сталей и серого чугу-
на. Стойкость инструментов из
стали 11РЗМЗФ2Б находится на
уровне аналогичных инструментов
из стали Р6М5, превышая их по
износостойкости из-за более вы-
сокого содержания ванадия.
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с 12)0эС
в масле)
СТАЛЬ Р18Ф2
Химический состав, % (по массе). ГОСТ 19265—73
С Si Мп Ст W V Мо Другие элемен ты
0,85- <0,5 <0,4 3,8— 17,0— 1,8— <1,о —
0,95 4,4 18,0 2,4
Приме ч a и и е. Плотность — 8,7 г/см3.
Критические точки, °C
Ас, Аст Аг, Агт М„ мк
800 850 725 770 — —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С,
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860сС, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч; охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 269.
Режимы окончательной термической обработки
Закалка Отпуск
'п’ °С1 'а- °С среда t. °C Т. Ч среда HRC
800— 1260— 850 1290 Масло, расплавлен- ные соли или ще- лочи 560 - 580 Двух- трехкратный по часу Воздух 63-66
— 133 —
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе, кгс/мм2 Красностойкость (11RC58), °C
/ °C гзак’ ь , с оти
1280 560 64-66 240—280 630
♦ Отпуск трехкратный по часу.
Диаграмма изотермического превращения
переохлажденного аустенита (температура
нагрева 1280°С) (по данным фирмы «de
ChaiUrfpagnoie*, Франция)
Зависимость твердости стили
от температуры отпуска
(трехкратный по часу, за-
калка с 1280°С в масле)
Рекомендуемые области применения
Эту сталь применяют для изготовления чистовых и получисто-
вых режущих инструментов (резцов, фрез, машинных разверток,
сверл и т. п.) при обработке среднелегированных конструкционных
сталей, а также некоторых марок нержавеюих сталей и жаропроч-
ных сплавов.
СТАЛЬ Р14Ф4
Химический состав, % («о массе). ГОСТ 19265—73
с S1 Мп Сг W V Мо Другие элементы
1,2— <0,5 <0,4 4,0— 13,0— 3,4— ^1,0 —
1.3 4,6 14,5 4,1
Примечание. Плотность 8,4 г/см3.
— 134
Критические точки, °C
Ас1 Acm Аг1 Агпг Мк
825 -885 ______
Температура ковки и отжига
1) температурные интервалы ковки 1160—850°С;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 860—880°С, охлаждение 40 град/ч до 720—730°С,
выдержка не .менее 4 ч; охлаждение 50 град/ч до 600*С, на воздухе;
4) твердость после отжига не более НВ 269.
Режимы окончательной
термической обработки
Закалка
среда
800— 1230—
850 1260
Масло, расплавлен-
ные соли или ще-
лочи
Отпуск
среда HRC
Диаграмма изотермического пре-
вращения переохлажденного
аустенита (температура нагре-
ва 1260°С) [441
560—
580
Двух-
трехкратный
по часу
Воздух 63—66
Механические свойства и красностойкость
Режим термической обработки ннс Прочность при изгибе. кгс/мм2 Красностойкость (ВДС58), °C
/вак. °C ? , °C отп
1250 560 64-65 220—260 630
* Отпуск трехкратны)! по часу.
— 135 —
Зависимость твердости ста-
ли от температуры отпуска
(трехкратный по часу, за
калка с 1250°С в масле)
[44, 53. 541
Рекомендуемые
области применения
Эту сталь применяют для изгс
товления инструментов простой
формы, не требующих больших
объемов шлифовальных операций
(резцов, зенкеров, разверток и
т. п.) при обработке материалов
с повышенными абразивными
свойствами (стеклопластики, пла-
стмассы, эбонит и т. п.); чистовых
инструментов простой формы при
обработке легированных сталей и
сплавов. Сталь обладает понижен-
ной шлифуемостью по сравнению
с марками Р6М5ФЗ и Р12ФЗ.
СТАЛЬ Р12ФЗ [ЭП597]
Химический состав. % (по
массе). ТУ 14-1-691—73
С Si Мп Сг W V Мо Другие элементы
0,94- 1,04 - <о,5 <0,4 3,5— 4,0 12,0— 2,5— 13,5 3,0 0,5— 1,0 —
Прим е ч а н и е Плотность 8.5 г/см3.
825 Критические Acm Ari 885 — точки, °C Аг М„ тп н Л,к
Температура ковки и отжига
1) температурные интервалы ковки 1160—850°С;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 860—880°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч; охлаждение до 600'С, на воздухе;
4) твердость после отжига не более НВ 269.
Режимы окончательной термической обработки
Закалка Отпуск
/п. °с| /а. °C среда /, °C ч среда НДС
800— 850 1230— 1260 Масло, расплавлен- ные соли или ще- лочи 550— 570 Двух- трехкратный по часу Воздух 63-66
- 136 —
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе, кгс/мм2 Красностойкость (НЯС58), °C
/зак. °C t* , °C отп
1240 560 64-66 2.40—280 630
* Отпуск трехкратный по часу.
Диаграмма изотермического превращения переохлажден-
ного аустеиита (температура нагрева 127(гС) [45]
Рекомендуемые
области применения
Эту сталь применяют для изго-
товления чистовых и получисто-
вых инструментов (резцов, протя-
жек, разверток, фрез и т. п.) при
обработке на средних режимах
резания легированных сталей и
сплавов, а также материалов с
повышенными абразивными свой-
ствами. Рекомендуется взамен
Р9Ф5 и Р14Ф4 как сталь с луч-
шей шлифуемостью при примерно
равных режущих свойствах, а
также взамен Р18Ф2, как менее
легированная вольфрамом.
Зависимость твердости ста-
ли от температуры отпуска
(трехкратный по часу, за-
калка с 124б°С в масле)
145, гго данным СТАНКИIIА
и авторов!
6 Зак 478
— 137
СТАЛЬ Р9Ф5
Химический состав. % (по массе). ГОСТ 19265 73
с Si Мп Сг W V Мо Другие элементы
1,4— 1,5 <0,5 <0,4 3,8- 4,4 9,0— 10,5 4,3— 5 1 <1,0 —
Примечание Плотность 8.2 г/см3.
Критические точки, °C
Лс1 Acm Аг1 Arm Мч Мк
820 850 730 775 — —
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение после ковки в колодцах при 750—80ОС;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730сС.
выдержка не менее 4 ч; охлаждение 50 град/ч до 6004/, на воздухе;
4) твердость после отжига не более НВ 260.
Режимы окончательной термической обработки
Закалка Отпуск
/п. °с /а. °C среда 1, ”С т, ч среда HRC
800— 850 1230— 1250 Масло, расплавлен- ные соли или ще- лочи 560— 580 Двух- • трехкратный по часу Воздух 63—65
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе. кгс/мм2 Красностойкость (HRC58), °C
t , °C зак’ Г , °с отп
1230 560 63—64 240—280 620
* Отпуск трехкратный по часу
- /38 -
Диаграмма изотермического пре
вращения переохлажденного ау
стен.ита (температура иагрева
1230°С)
Рекомендуемые
области применения
Эту сталь применяют для изго-
товления инструментов простой
формы, не требующих больших
объемов шлифовальных операций
(резцов, зенкеров, разверток и
т. п.) при обработке материалов с
повышенными абразивными свой-
ствами (стеклопластики, пласт-
масса, эбонит и др); чистовых
инструментов простой формы ори
обработке легированных сталей и
сплавов. Эта сталь обладает по-
ниженной шлифуемостыо и пони-
женными технологическими свой-
ствами при изготовлении инстру-
ментов по сравнению со сталями
Р6М5ФЗ и Р12ФЗ.
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу закалка с 1230°С
в масле) [44, 53, 54]
СТАЛЬ Р6М5ФЗ
Химический состав, % (по массе). ТУ 14-1-318—72
С Si Мп Сг W V Мо Другие элементы
0,96— <0,4 <0,4 1,05 Примечание. Плотность 3,8— 4,3 8 1 г/см3. 5,7- 6,7 2,2— 2,6 5,5— 6,0 —
Критические точки, °C
(по данным фирмы «Schdeller-Bleckmann»)
Лс, Ас m A'i Агп,
815 875 — — — —
6* Зак I7S
— 139 —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки в колодцах при 750— 800"С;
3) отжиг при 840—•860'0, охлаждение 40 град/ч до 720—730°С.
выдержка «,е менее 4 ч; охлаждение до 600°С, ла воздухе;
4) твердость после отжига не более НВ 269.
Режимы окончательной термической обработки
Закалка Отпуск
'п- °C /а. »с среда Л °C ч среда НРС
800— 850 1200— 1230 Масло, расплавлен- ные соли или ще- лочи 540— 560 Двух- трехкратный по часу Воздух 63—66
Механические свойства и красностойкость
Режим термической обработки нрс Прочность при изгибе, кгс/мм2 Красностойкость (Я4С58), °C
'зак- °С /• , °C отп
1220 560 64 -66 270—310 625
* Отпуск трехкратный по часу.
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура нагрева
1220°С) (по данным фирмы
«Schoeller-BJeckmann», Австрии)
— 140 —
Зависимость Твердое™ стали от тем-
пературы отпуска (трехкратный по ча-
су, закалка с 1220°С в масле) (по дан-
ным авторов и фирмы «Schaeller-Bleck-
гпапп», Австрия)
Рекомендуемые
области применения
Эту сталь (перспективную эко-
номно легированную) применяют
для изготовления чистовых и по-
лучистовых инструментов (фасон-
ных резцов, разверток, сверл, 'про-
тяжек и др.), предназначенных
для обработки сталей и сплавов. Инструменты из стали Р6М5ФЗ
имеют стойкость на 20% выше, чем из стали Р18
СТАЛЬ Р18Ф2К5
Химический состав, % (по массе). ГОСТ 19265—73
С SI Мп Сг W V Мо Другие элементы
0,85- <0,5 СО.4 3,8- - 17,0— 1,9- <1,0 5,0—
0,95 4,4 18,5 2,4 6,0 Со
Примечание. Плотность 8,7 г/см3.
Критические точки, °C [45, по данным авторов]
Ас1 Acm Ari Arm Мн Л1к
830 860 750 780 — —
Температура ковки и отжига
1) температурные интервалы ковки Г200—900чС;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч; охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 285.
Режимы окончательной термической обработки
Закалка Отпуск
t , °C п t , °C а среда t, °C т, ч среда 1 HRC
800— 850 1260— 1290 Масло, расплавлен- ные соли или ще- лочи 560- 580 Двух- трехкратиый по часу Воздух 64—67
— 141 -
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак *ОТП’ °C
1280 560 66-67 180—220 640
♦ Отпуск трехкратный по часу.
Диаграмма изотермического превра-
щения 1пе)реохла5аде!нн'ого аустенита
(температура нагрева 1300°С) (по дан-
ным фирмы «Schoeller-Bleckmann»,
Австрия)
Зависимость твердости стали
от температуры отпуска (трех-
кратный по часу, закашка с
1280°С в масле) [26, 44—45, 541
Рекомендуемые области применения
Эту сталь применяют щля изготовления различных инструментов
(резцов, фрез, сверл и т. п.), в основном получистовых и черновых,
при обработке углеродистых и легированных конструкционных ста-
лей на повышенных режимах резания, а также конструкционных
материалов с повышенной твердостью, нержавеющих сталей »и жа-
ропрочных сплавов.
СТАЛЬ Р18Ф2К8М (ЭП379)*
Химический состав, % (по массе). ТУ 14 1 93—71
С Si Мп Сг W V Мо Другие элементы
0,95— <0,4 <0,4 3,8— 17,0— 1,8- 0,8 7,8—
1,05 П р и м е ч а н и е. Плотность 4,4 18,5 8,7 г/см3. 2,4 1,2 8,5 Со
* П оп а ндо ну л о А, Н_. Вязников Н. Ф
свнд. № 127031. — «Бюлл. изобрет.» I960, № 6, с. 8.
Коробков А. В. Авт
142
Критические точки, °C
Aci Аст Агт Агт л'н л'к
830 860 750 780 — —
Температура ковки и отжига
1) температурные интервалы ковки и отжига 1160—950°,
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 60042, на воздухе;
4) твердость после отжига не более НВ 293
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С /а.°с среда t, °C т, ч среда HRC
800— 850 1240- 1270 Масло, расплавлен- ные соли или ще- лочи 560— 580 Двух- трехкратиый по часу Воздух 64—68
Зависимость твердости стали от
температуры отпуска (трехкраг
ный по часу, закалка с 1260°С
в масле) [54, по данным Ленин-
градского политехнического ин-
ститута)
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак *отп’ °C
1260 560 67—68 140-180 640
* Отпуск трехкратный по часу.
- 143 -
Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов (сверл,
зенкеров, фрез, метчиков и т. п.), предназначенных для обработки
наиболее труднообрабатываемых жаропрочных сплавов, прочных
сталей с высокой твердостью.
СТАЛЬ Р12Ф4К5 (ЭП600)
Химический состав, % (по массе). ТУ 14-1-404—72
С si Mn Cr w V Мо элементъ;
1,25— <0,5 <0,4 3,7— 12,5— 3,2— 0,5— 5,0—
1,40 4,2 14,0 3,9 1,0 6,0 Со
Примечайте. Плотность 8,3 г/см3.
Критические точки, °C
Л с, Л г Art Ar М М
1 m 1 m Н К
820 870 745 800 — —
Диаграмма изотермического превращения
переохлажденного аустенита (температура
нагрева il260’C) (по данным фирмы
«SchSeller-iBleckmann», Австрия)
Температура
ковки и отжига
1) температурные ин-
тервалы КОВ'ИИ 1160—
850°С;
2) охлаждение после
ковки в колодцах при
750—800°С;
3) отжиг при 850—
870°С, охлаждение
40 град/ч до 720—730°С,
выдержка не менее 4 ч;
охлаждение 50 град/ч до
600°С, на воздухе;
4) твердость после от-
жига не более НВ 285.
Зависимость твердости стали от
температуры отпуска (трехкрат
иый по часу; закалка с 1249°С
в масле) [26, 45, 54]
144 -
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С 'а- °С среда t. °C т, Ч среда hrc
800— 850 1230— 1260 Масло, расплавлен- ные соли или ще- лочи 550— 580 Двух- трехкратный по часу Воздух 64—68
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость {HRC 58), °C
t , °C зак f °C *отп»
1240 560 66-67 140—220 640
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления чистовых и получистовых
инструментов (резцов, фрез, зенкеров, разверток и т. п.) при обра-
ботке различных труднообрабатываемых 'материалов (нержавеющих
и высокопрочных сталей с повышенной твердостью, жаропрочных
сплавов и т. п.). Имеет лучшую шлифуемость и несколько более вы-
сокие режущие свойства, чем сталь Р10К5Ф5.
СТАЛЬ Р12МЗФ2К8 (ЭП657)*
Химический состав, % (по массе). ТУ 14-1-691—73
С st Мп Сг W V Мо Другие элементы
0,95— 1,05 <0,4 <0,4 3,8- 4,4 11,0— 13,0 1,8- 2,4 2,8- 3,4 7,5- 8,5 Со
Примечание. Плотность 8,4 г/см3.
•Антонов В. Ф., Виноградов Ю. В., Дзугутов М. Я. и др.
Авт. свид. № 248238. — «Открытия. Изобрет. Пром, образцы. Товарные зна-
ки», 1469, № 23. с. 12.
— 145 —
Критические точки, °C
Ас> Aem Arl Arm Л,„
820 860 750 800 —
"к
Температура ковки и отжига
1) температурные интервалы ковки 1160—90()°С,
2) охлаждение после ковки в колодцах при 750—800°С;
3) температурный интервал отжига 840—860°С, охлаждение
40 град/ч до 720—750°С, выдержка не менее 4 ч; охлаждение
50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 269.
Режимы окончательной термической обработки
Закалка Отпуск
Vе 'а-°С среда t, °с т. ч среда HRC
800— 850 1220— 1250 Масло, расплавлен- ные соли или ще- лочи 550— 580 Двух- трехкратный по часу Воздух 64--68
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с 1240°С
в масле) [54, по данным Ленни -
градского политехнического инс-
титута]
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t . °C зак ^ОТП» °C
1240 5G0 66-67 180220 635
* Отпуск трехкратный по часу.
— 146 —
Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов (сверл,
зенкеров, фрез, протяжек, метчиков и т. п.), предназначенных для
Обработки труднообрабатываемых жаропрочных сплавов, нержавею-
щих и высокопрочных сталей взамен стали Р18Ф2К8М.
Кроме того, используют для автоматных резцов (в том числе фа-
сонных) и некоторых других инструментов, работающих на высо-
ких скоростях резания при обработке обычных конструкционных ма-
териалов (взамен малотехнологичной в металлургическом производ-
стве стали Р10М4ФЗК10)
СТАЛЬ Р10М4ФЗК10
Химический состав, % (по массе) . ТУ 14-1-318—72
С Si Мп Сг W V Мо Другие элементы
1,17— <0,4 <0,4 3,8— 10,0- 3,3- 3,7— 9,5—
1,27 Прим е ч а н и е. 830 4,3 11,0 3,8 Плотность 8,4 г/см3. Критические точки, °C Acm Arl Arm м« 870 765 805 Температура ковки и отжига 4,2 л,к 10,5 Со
1) температурные интервалы ковки 1180—900°С;
2) охлаждение после ковки в колодцах при 760—800°С;
3) отжиг при 850—870°С, охлаждение 40 град/ч до 730—740°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 285.
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С 'а- °с среда t, °C т, ч среда HRC
800— 850 1220- 1250 Масло, расплавлен- ные соли или ще- лочи 540— 570 Двух- трех кратный по часу Воздух 65—69
— 147 —
Диаграмма изотермического превраще
ния переохлажденного аустенита (тем-
пература нагрева 1250°С) (по данным
фирмы <Sch6eller-Bleckmann», Авст
рия)
Зависимость твердости стали от
температуры отпуска (трехкрат
ный по часу, закалка с 1220”С
в масле) [26, 45, 54]
Механические свойства и красностойкость
Режим термической обработки НРС Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак ^ОТП ’ °C
1240 560 68—69 140—200 640
• Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления 'инструментов, работаю-
щих на получистовых и чистовых операциях резания (в основном
на автоматических станках), а также инструмента простой формы
при обработке труднообрабатываемых материалов. Имеет более
низкие технологические свойства по сравнению со сталью
Р12МЗФ2К8.
СТАЛЬ Р10Ф5К5
Химический состав, % (по массе). ГОСТ 19265—73
С SI Мп Сг W
1,45— <0,5 <0,4 4,0— 10,0—
1,55 4,6 11,5
П рим е ч а и и е. Плотность 8,3 г/см3.
V
4,3—
5,1
Мо
<1,0
Другие
элементы
5,0—
6,0 Со
— 148 —
Критические точки, °C
Aci Acm Аг1 Аг,п мн мк
825 850 740 775 — —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки в колодцах при 750—£>00°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более ИВ 285.
Режимы окончательной термической обработки
Закалка | Отпуск
'п- °С 'а- °с среда t, °C Т, Ч среда HRC
800— 850 1220— 1250 Масло, расплавлен- ные соли или ще- лочи 560— 580 Двух- трехкратный по часу Воздух 64—67
Диаграмма изотермического пре-
вращения переохлажденного аусте-
нита (температура нагрева 1240°С)
[44]
Зависимость твердости стали от тем-
пературы отпуска (трехкратный по ча-
су, закалка с 1240°С в масле [44, 53,
54]
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак *отп» °C
1240 560 66-67 180—220 640
Отпуск трехкратный по часу
149 —
Рекомендуемые области применения
Эту сталь применяют для изготовления чистовых и полулисто-
вых инструментов (резцов, фрез, зенкеров, разверток и т п.) при
обработке различных труднообрабатываемых материалов (нержаве-
ющих и высокопрочных сталей с повышенной твердостью, жаро-
прочных сплавов и т. п.) Имеет более низкие шлнфуемость и режу-
щие свойства по сравнению со сталью Р12Ф4К5.
СТАЛЬ Р9К5
Химический состав, % (по массе). ГОСТ 19265—73
С 0,9- 1,0 Прим Si <0,5 е ч а н и е Мп Сг W V <0,4 3,8— 9,0— 2,0— 4,4 10,5 2,6 Плотность 8,3 г/см3. Мо <1,0 Другие элементы 5,0- 6,0 Со
815 Критические точки, °C Acm Аг1 Агт Ми 850 725 760 —
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение после ковки в колодцах три 750—800°С,
3) отжит при 840—860°С, охлаждение 40 град/ч до 700—720°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 269.
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с 1230°С
в масле) [44, 53. 54]
Режимы окончательной
термической обработки
Закалка
гп.°с 'а- °с среда
800— 850 1210— 1240 Масло, расплавлен- ные соли или ще- лочи
Отпуск
/, °C т, •* среда HRC
560— 580 Двух- трехкратный по часу Воздух 63-66
150 —
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак ^ОТП» °C
.1230 560 64-66 230—270 630
• Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления черновых и получисто-
вых режущих инструментов (фрез, долбяков, метчиков и т. п.),
предназначенных для обработки углеродистых и легированных кон-
струкционных сталей на повышенных режимах резания, также для
обработки различных труднообрабатываемых материалов. Имеет
более низкую стойкость (до 20—30%) по сравнению со сталями
Р6М5К5 и 10Р6М5К5.
СТАЛЬ Р9К10
Химический состав, % (по массе). ГОСТ 19265—73
с Si Мп Сг w V Другие 1 элементы
0,9— 1,0 <0,5 <0,4 3,8— 4,4 9,0— 2,0— 10,5 2,6 <1,0 9,0— 10,5 Со
Прим еч а яя е. Плотность 8,3 г/см3.
Критические точки. °C
ЛС1 Acm Аг1 Лг.„ м. tn н Л,к
840 870 785 820 — —
Температура ковки и отжига
1) температурные интервалы ковки 1180—850°С;
2) охлаждение после ковки в колодцах при 760—800°С;
3) отжиг при 860—880°С, охлаждение 40 град/ч до 730—740°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 269.
— 151 —
Режимы окончательной термической обработки
Закалка | Отпуск
'п-°С 'а- °С среда t, «с 1 т, ч среда HRC
800 850 1210— 1240 Масло, расплавлен- ные соли или ще- лочи 560— 580 Двух- трехкратный по часу Воздух 63-67
Зависимость твердости стали
>т температуры отпуска (трех-
кратный .по часу, закалка с
1230°С в масле) [44. 53, 54]
Механические свойства и красностойкость
Режим термической обработки IIRC Прочность при изгибе кге/мм2 Красно- стойкость (HRC 58), °C
t , °C зак / °C <отп»
1230 560 65 - 66 200—240 640
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления черновых и 1получисто-
вых режущих инструментов (резцов, червячных фрез, зенкеров и
т. п.), при обработке на повышенных режимах резания углероди-
стых и легированных конструкционных сталей, а также для обработ-
ки нержавеющих, высокопрочных сталей и некоторых жаропрочных
сплавов. Имеет более низкие вязкость и режущие свойства по срав-
нению со сталью Р9М4К8.
— 162 —
СТАЛЬ Р9М4К8 [ЭП688]
Химический состив, % (,w Micce). ГОСТ 19'265—73
с Si Мп Cr W V Мо Другие элементы
1,0— 1,1 П р и и <0,4 е ч а и >н е <0,4 3,0— 8,5— 2,1 — 3,6 9,6 2,5 Плотность 8,3 г/ом3. Критические точки, °C 3,8— 4,3 7,5— 8,5 Со
A'i Acm Ari Arm мк
800 840 750 790
Температура ковки и отжига
1) температурные интервалы ковки 1140—850°С;
2) охлаждение после ковки в колодцах при 750—80042;
3) отжиг при 840—860 С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига .не более НВ 285.
Режимы окончательной термической обработки
Закалка | Отпуск
'п- °с ta. °с среда t. °C t, ч среда HRC
800— 850 12)0— 1240 Масло, расплавлен- ные соли или ще- лочи 550— 570 Двух- четырехкрат- ный по часу Воздух 65—68
Зависимость твердости стали
от температуры отпуска (трех
кратный по часу, закалка с
1220°С в масле) [54, по данным
В Н И Ии нет рум ен та ]
— 153 -
Механические свойства и красностойкости
Режим термической обработки НРС Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак ^ОТП’ °C
1220 560 66—68 220—260 630
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления различных видов инст-
рументов (резцов, фрез, зенкеров, метчиков и т. п.) при обработке
труднообрабатываемых материалов (жаропрочных сплавов, легиро-
ванных конструкционных сталей с повышенной твердостью и т. и ),
а также углеродистых и легированных сталей на высоких режимах
резания.
Целесообразно использовать для изготовления высокопроизводи-
тельных зуборезных инструментов в тех случаях, когда примене-
ние сталей Р6М5К5 и Р9К10 .недостаточно эффективно.
СТАЛЬ Р8МЗК6С (ЭП722)*
Химический состав, % (по массе). ТУ 14 1-4114—72
с Si Мп Сг W V Мо Другие элементы
1,05— 1,13 0,8— 1,2 <0,4 3,5— 8,0— 1,5— 4,0 9,5 2,5 3,4— 4,0 5,7— 6,7 Со
Прим е ч a iH и е. Плотность 8,2 г/см3.
Критические точки, °C
Аст А'1 Аг т М« "к
820 880 750 805 —
Температура ковки и отжига
1) температурные интервалы ковки 1160—900°С;
2) охлаждение после ковки в колодцах при 750 —800°С;
3) отжиг при 860—880°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600оС, па воздухе;
4) твердость после отжига не более НВ 285.
•Александрович Б. Л., Геллер Ю. А., Мурашкин Л С.
п лр. Авт. свид. № 203918. — «Изобрет. Пром, образцы. Товарные знаки»,
1997. № 21. с. 13.
— 154 —
Режимы окончательной термической обработки
Закалка Отпуск
/п. «с 'а- °C среда t, °C т. ч среда | HRC
800- 850 1190— 1220 Масло, расплавлен- ные соли или ще- лочи 540— 560 Двух- трехкратный по часу Воздух 66—69
Диаграмма изотермического пре-
вращения переохлажденного ау-
стенита (температура «нагрева
1210°С) (по данным СТАН
КИНА)
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с 1200°С
в масле) [54, по данным СТАН-
КИНА!
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58). ’С
t , °C зак ^ОТП °C
1200 560 67—68 150—190 635
• Отпуск трехкратный ио часу
Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов неслож-
ной формы (резцов, зенкеров, фрез и т. га.) при обработке трудно-
обрабатываемых материалов (жаропрочных сталей и сплавов, леги-
. — 155 —
рованных конструкционных сталей с повышенной твердостью и
т. п.)> а также углеродистых и легированных сталей с повышенны-
ми режимами резания. Имеет пониженную прочность и вязкость по
сравнению со сталью Р9М4К8.
СТАЛЬ Р6М5К5
Химический состав, % (по массе). ГОСТ 19265—73
С Si Мп Ст W V Мо Другие элементы
0,80— <0,4 <0,4 3,8- 6,0- 1,7— 4,8— 4,8—
0,88 4,3 7,0 2,2 5,3 5,3 Со
П р и м е ч а н и е Плотность 8,2 г/см3.
Критические точки, °C
Ас, Аст Аг, Аг,г "н Л1к
840 875 765 805 -— —
Температура ковки и отжига
1) температурные интервалы ковки 1160—85042;
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 730—740’С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;1
4) твердость после отжига не более НВ 259
Диаграмма изотермического превраще-
ния переохлажденного аустенита (тем-
пература нагрева 1220°С) (по данным
фирмы «SchSeller-Bleckmann», Авст-
рия)
Зависимость твердости стали
от температуры отпуска (трех-
кратный по часу, закалка с
1220°С в масле) [26, 45, 54]
— 156 —
Режимы окончательной термической обработки
Закалка | Отпуск
!Лг °с /а.°С среда t. °C Т, ч среда hrc
800— 850 1210- 1240 Масло, расплавлен- ные соли или ще- лочи 540— 560 Двух- трехкратный по часу Воздух 64-66
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм* Красно- стойкость (HRC 58), °C
t , °C зак ^ОТП’ °C
1220 560 65—66 260—300 630
* Отпуск трехкратный по часу.
Рекомендуемые области применения
Эта сталь — основная марка быстрорежущей стали повышенной
производительности, применяемая для изготовления различных чер-
новых и получистовых инструментов (фрез, долбяков, зенкеров,
резьбонарезных и т. п.), предназначенных для обработки углероди-
стых и легированных конструкционных сталей на повышенных режи-
мах резания, а также (нержавеющих сталей и жаропрочных спла-
вов. Рекомендуется взамен стали Р18К5Ф, как более экономичная
и взамен стали Р9К5, как имеющая более высокие (на 25—30%)\
режущие свойства.
СТАЛЬ Р6М5Ф2КВ [ЭП658);
Химический состав, % (по массе). ТУ 14-1-93—71
С Si Мп Сг W V Мо Другие элементы
0,95— <0,4 <0.4 3,8- 5,5— 1.8 4,6- 7,5—
1,05 4,4 6,0 2,4 5,2 8,5 С о
Примечание. Плотность 8,2 г/см3.
*Попандуполо А. Н.» Горшков И. И., Мурашкин Л. С.
и др. Авт. свид. № 423880. — «Открытия. Изобрет. Пром, образцы. Товарные
знаки», 1974, № 14, с. 82
— 1'57 —
t
Критические точки, °C
Aci Acm Ari Arm мн мк
810 850 740 790 — —
Температура ковки и отжига
1) температурные интервалы ковки 1160—900°С;
2) охлаждение после ковки в колодцах при 750- 800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 269.
Режимы окончательной термической обработки
Закалка Отпуск
'п- °С <а. °C среда t, °C т, ч среда HRC
800— 850 1200— 1230 Масло, расплавлен- ные соли или ще- лочи 540— 560 Двух- трехкратиый по часу Воздух 64—68
Зависимость твердости стали от
темпер аггуры отпуска (трехкрат-
ный по часу, закалка с 1220°С в
масле) [54, по данным Ленин-
градского <политех1нического ин-
ститута!
Механические свойства и красностойкость
Режим термической обработки HRC Прочность при изгибе кгс/мм2 Красно- стойкость (HRC 58), °C
t , °C зак ^ОТП" °с
1220 560 66—67 200—240 630
* Отпуск трехкратный по часу.
— 158 —
Рекомендуемые области применения
Эту сталь применяют для изготовления инструментов (сверл,
зенкеров, фрез, метчиков и т. п.), предназначенных для обработки
различных труднообрабатываемых материалов (жаропрочных спла-
вов, нержавеющих и высокопрочных сталей). Рекомендуется взамен
сталей Р18МФ2К8 и Р12МЗФ2К8 как более экономичная и имеющая
почти такие же режущие свойства.
СТАЛЬ 10Р6М5К5
Химический состав, % (по массе). ТУ 14-143-157—74
С Si 1,0— ^0,5 1,1 Мп Сг W <0,4 3,8— 6,0— 4,4 7,0 V Мо 1,2— 4,8— 1,6 5,3 Со 4,8— 5,3 Другие элементы 0,05— 0,25 Nb
Примечали е. Плотность 8,1 г/см3.
Критические точки, °C
Ас1 850 Аст Аг1 870 760 Ar М m и 780 Л1,<
Температура ковки и отжига
I) температурный интервал ковки 1150—850°С,
2) охлаждение после ковки в колодцах при 750—800°С;
3) отжиг при 840—860°С, охлаждение 40 град/ч до 720—730°С,
выдержка не менее 4 ч, охлаждение 50 град/ч до 600°С, на воздухе;
4) твердость после отжига не более НВ 285.
Режимы окончательной термической обработки
Закалка Отпуск
'п-°С ‘а- °С среда t, °C т, ч среда HRC,
800— 850 1170— 1210 Масло, расплавлен- ные соли или ще- лочи 540— 560 Трех- кратный по часу Воздух 64—67
— 159 —
Зависимость твердости стали от
температуры отпуска (трехкрат-
ный по часу, закалка с 1190’С
в масле)
Механические свойства и красностойкость
режимы термической обрвботки
t , °C
зак
'ОПТ’ °C
HRC
Прочность
при изгибе,
кгс/мм 8
Красно-
стойкость
(HRC53), °C
1200 540
66—67 240—280 630
• Отпуск трехкратный по часу.
Рекомендуемые области применения
Эту сталь применяют для изготовления сложнопрофильных
(фрез, протяжек, фасонных резцов и т. п.) и резьбонарезных инстру-
ментов (в том числе метчиков с мелким шагом) при обработке раз-
личных труднообрабатываемых материалов (высокопрочных и не-
ржавеющих сталей, жаропрочных сплавов), а также углеродистых
и легированных конструкционных сталей на повышенных режимах
резания. Имеет лучшую шлифуемость по сравнению с другими ста-
лями повышенной производительности и более высокие режущие
свойства, чем стали Р9К5, Р6М5К5 и Р9КЮ.
* * * *
Совершенствование марочного сортамента и повышение качества
быстрорежущих сталей в ближайшие годы будут происходить, ве-
роятно, за счет освоения производства и внедрения порошковых
сплавов, получаемых путем распыления газовым энергоносителем
струи расплавленного металла и последующего изостатического
прессования или экструзии заготовок требующихся размеров. Новая
технология при этом целесообразна не только применительно к уже
известным, но н к высоколегированным сталям, которые традицион-
ными способами получить весьма затруднительно в связи с их низ-
кими технологическими характеристиками.
г
УКАЗАТЕЛЬ ГОСТов И ТЕХНИЧЕСКИХ УСЛОВИИ
1. ГОСТы, РЕГЛАМЕНТИРУЮЩИЕ СОРТАМЕНТ
ПОСТАВЛЯЕМОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ
гост Наименование Параметр профиля Размер, мм
103—57 Сталь прокатная полосовая Ширина Толщина 12—206 4—60
1133—71 Сталь кованая круглая и квадратная Диаметр, сторона квадрата 40—200
2590—71 Сталь горячекатаная круг- лая. Сортамент. Диаметр 5—250
2591—71 Сталь горячекатаная квад- ратная. Сортамент. Сторона квадрата 5—200
2879—69 Сталь горячекатаная шести- гранная Диаметр вписанного 8—100
4405—75 Сталь полосовая горячека- таная и кованая «инструмен- тальная круга Ширина Толщина 12—300 3-80
4693—57 Сталь прокатная. Заготовка квадратная Сторона квадрата 40—250
7417—75 Сталь калиброванная круг- лая Диаметр 4—100
8559—75 Сталь калиброванная квад- ратная Сторона квадрата 3—100
8560—67 Сталь калиброванная шести- гранная Диаметр вписанного круга 3—100
14955—69 Сталь круглая со специаль- ной отделкой поверхности — серебрянка Диаметр 0,2—25
2. ГОСТы И ТЕХНИЧЕСКИЕ УСЛОВИЯ,
РЕГЛАМЕНТИРУЮЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ИНСТРУМЕНТАЛЬНОЙ СТАЛИ
ГОСТ или ТУ
1435—74
5950—73
19265—73
Наименование
Сталь инструментальная углеродистая
Сталь инструментальная легированная
Сталь инструментальная быстрорежущая
- 161 -
11 родолжение
ГОСТ или ТУ
14-1-93—71
14-1'318—72
14-1-404—72
14-1-393—72
14-1-691-73
14-1-1227—75
Наименование
ТУ
А-7845
207 -69
ТУ
А-7845
208—69
ЧМТУ-1-610—69
ТУ
А-7845
251—70
ТУ
А-7845
279 71
14-131 143—74
14-143-157—74
14 -130-132—75
14—1—818—73
14—1—317—72
14—1—1706—76
Сталь инструментальная быстрорежущая ма-
рок Р18Ф2К8М(ЭП379), Р6М5Ф2К8(ЭП658)
Сталь инструментальная быстрорежущая ма-
рок Р6М5ФЗ(ЮР6М5), Р10М4ФЗКЮ
Сталь быстрорежущая марок-
Р12Ф4К5(ЭП600)', Р8МЗК6С(ЭП722)
Сталь инструментальная легированная марки
5Х2МНФ (ДИ-32)
Сталь инструментальная быстрорежущая марок
Р12ФЗ(ЭП597) и Р12МЗФ2К8(ЭП657)
Сталь инструментальная (марок
8Х4В2С2МФ(ЭП761) и 8Х4В2С2МФ-Ш
(ЭП761-Ш)
Сталь инструментальная легированная марки
2Х8В8М2К8(ЭП745)
Сталь инструментальная быстрорежущая марки
10Р6М5
Сталь инструментальная легированная марок
9Х4В2МФС (ДИ-17), 7ХЗВМФС (ДИ-18)
Сталь инструментальная легированная марки
Х6Ф4М(ЭП770)
Сталь инструментальная легированная -марки
6ХЗФС(ЭП788)
Сталь инструментальная легированная марки
2Х9В6(ЭП726)
Сталь инструментальная быстрорежущая марки
10Р6М5К5
Сталь листовая быстрорежущая марок
11РЗМЗФ2Б(ЭП893) и 11РЗМЗФ2А(ЭП894)
Сталь листовая быстрорежущая марки Р6М5
Сталь листовая быстрорежущая
Сталь листовая быстрорежущая марок Р18.
Р9.
3. ГОСТы НА МЕТОДЫ ИСПЫТАНИЙ
гост Наименование
1763—68 Сталь. Методы определения глубины обезу- глероженного слоя
1778 -7(1 Сталь Металлографические ^методы опреде- ления (неметаллических включений
5639 65 Сгаль. Методы выявления и определения величины зерна
— 162 —
Продолжение
гост Наименование
7565—73 Стали и сплавы. Метод отбора проб для определения химического анализа
9012 59 Металлы. Методы 'испытаний Измерение твердости по Бринеллю
9013 59 Металлы. Методы испытаний. Измерение твердости по Роквеллу
10243-62 12344-66—12365—66 Сталь. Метод контроля макроструктуры Сталь (легированные и высоколегирован ные). Методы химического анализа
4. ТАБЛИЦА ПЕРЕВОДА ТВЕРДОСТЕЙ.
ОПРЕДЕЛЯЕМЫХ РАЗЛИЧНЫМИ МЕТОДАМИ
Твердость НВ Твердость HR
Твердость при испыта- при испыта-
т диаметр нин стаидар- нии шариком д в
тным сталь- из карбида
мм ным шариком вольфрама
2 3 4 5 6 7
1224 2,20 780 872 72 84 —
1116 2,25 745 840 70 83 —
1022 2,30 712 812 68 82 —
941 2,35 682 794 66 81 —
868 2,40 653 760 64 80 —
804 2,45 627 724 62 79 —
746 2,50 601 682 60 78 —
694 2,55 578 646 58 78 —
650 2,60 555 614 56 77 —
606 2,65 534 578 54 76 —
587 2,70 514 555 52 75 —
551 2,75 495 525 50 74 —
534 2,80 477 514 49 74 -—
502 12,95 461 477 48 73 —
474 2,90 444 460 46 73 —
460 2,95 429 432 45 72 —
435 3,00 415 418 43 72 —
423 3,05 401 401 42 71 —
401 3,10 388 388 41 71 —
390 3,15 375 375 40 70 —
380 3,20 313 364 39 70 —
361 3,25 352 352 38 69 —
344 3,30 341 341 36 68 —
-163-
П родолжениё
2 3 4 5 6 7
334 3,35 331 330 35 67
320 3,40 321 321 33 67
311 3,45 311 311 32 66
303 3,50 302 302 31 66
292 3,55 293 — 30 65
285 3,60 285 — 29 65
278 3,65 277 — 28 64
270 3,70 269 — 27 64
264 3,75 262 — 26 63
255 3,80 255 — 25 63
249 3,85 248 — 24 62
240 3,90 241 — 23 62 102
235 3,95 235 — 21 61 101
228 4,00 229 — 20 61 100
222 4,05 223 — 19 60 99
217 4,10 217 - 17 60 98
213 4,15 212 — 15 59 97
208 4,20 207 — 14 59 95
197 4,30 197 — 12 58 93
186 4,40 187 — 9 57 91
178 4,50 179 — 7 56 90
171 4,60 170 — 4 55 88
162 4,70 163 — 2 53 86
155 4,80 156 — 0 52 84
Список литературы
1. Марочник стали для •машиностроения. Изд. 2-е. М., изд. Научно-
исследовательским институтом информации по машиностроению,
[968. 600 с. с ил.
2. Марочник стали и сплавов. М., изд. ЦНИИТМАШ, 1971, 484 с.
с ил.
3. Попов А. А., Попова А. Е. Справочник термиста. М., Машгиз,
1961. 432 с. с ил.
4. Геллер Ю. А. Инструментальные стали. М., «Металлургия», 1975.
568 с. с ил.
5. Справочник марок сталей. Под ред. А. С. Чукмасова. М., Ме-
таллу ргизнат, 1963. 192 с. с ил.
6. Качанов Н. Н. Прокаливаемость стали. М., «Металлургия»,
1964. 252 с. с ил.
7. Позняк Л. А. Штамповые стали для холодного деформирования.
М., «Металлургия», 1966. 147 с. с ил.
8. Штамповые стали и режимы их Обработки для инструмента
горячей и холодной объемной штамповки (Методические указа-
ния). Воронеж, изд. ЭНИКМАШ, 1971. 60 с. с ил.
— 164 —
9. Геллер Ю. А., Аранович Л. О., Моисеев В. Ф. « Др. — «Металло-
ведение и термическая обработка металлов», 1973. № II, с. 30—
34 с ил.
10. Gill J. Р. Tool Steels, 3-d ed. (Ed. G. A. Roberts, J. C. Honaker,
A. R. Johnson). ASM 1962, p. 802.
11. Скрынченко Ю. M., Позняк Л. А., Кованько Г. H. — «Инструмен-
тальные и подшипниковые стали». М., «Металлургия», 1973
(УкрНИИапецсталь. Сб. № 1), с. 34 —38 с ил.
12. Смирнов Е. В., Пирусскии М. В. — «Металловедение и термиче-
ская обработка металлов», 1973, № 4, с. 47—51.
13. Скрынченко Ю. М., Позняк Л. А., Кованько Г. Н. и др. Авт.
св1ид. № 358410. — «Бюл. изОбр. и тов. знаков», 1972, № 34,
с. 94 с ил.
14. Л Gillett. Tool Steels. Sheffield, 1951, 118 p. ill.
15. Геллер Ю. А. Инструментальные стали. M., «Металлургия», 1975,
584 с. с ил.
16. Тишаев С. И., Позняк Л. А., Смоляков В. Ф. и др.—«Кузнечно-
штамповочное .производство», 1970, № 4, с. 15—17 с ил.
17. Позняк Л. А., Скрынченко Ю. М., Тишаев С. И. и др.—«Про-
изводство и исследование быстрорежущих и штамповых сталей»,
М., «Металлургия», 1970, с. 70—83 с ил.
18. Скрынченко Ю. М., Позняк Л. А., Тишаев С. И. и др.—«Куз-
нечно-штамповочное производство», 1971, № 7, с. 15—17 с ил.
19. Позняк Л. А., Скрынченко Ю. М., Тишаев С. И. и др. — «Сталь»,
1972, № 9, с. 840—842 с мл.
20. Тишаев С. И., Позняк Л. А., Серебрянская А. И. и др.—«Инст-
рументальные и подшипниковые стали». М., «Металлургия», 1973
(УкрНИИапецсталь. Сб. № 1), с. 27—34 с ил.
21. Металловедение и термическая обработка. Справочник. Т. 2.
М., «Металлургия», 1957. 156 с. с ял.
22. Шкатов А. П., Рогалев А. М.— «Штамповые стали». М., «Ма-
шиностроение», 1968 (ЭНИКМАШ. Вып. 13), с. 74—89 с ил.
23. Тишаев С. И., Позняк Л. А.—«Металловедение и термическая
обработка металлов», 1974, № 9, с. 16—19.
24. Berry 1. Г—«Techn. Mitt», 1972, Bd 65, Ke 10, S. 482—499.
25. Коссович Г. A. — «Металловедение и термическая обработка
металлов», 1972, № 4, <с. 12—<14.
26. Stahlschlussel. Marbach/Neckar, Verlag Stahlschlussel Wegst
KG, 10, Aiiflage 1974, S. 324.
27. Weitz E. — «Kundendienstinform.», 1958—'1968; № 22, Bonderausg,
S. 8—9.
28. Tretnl F. — «Techn. Zbl. prakt. Metallbearb.», 1970, v. 64, № 9,
S. 489—494.
29. Krebs Werner. — «DEW-Technische Berichte», Industrienorm, 1971,
Marz, 11, Ke 3, S. 125—<128.
30. Кремнев Л. С., Адаскин A. M., Геллер Ю. A. — «Металловеде-
ние и термическая обработка металлов», 1970, Ke 1, с. 25—31.
31 Мортье Жак.—«Французский станок», 1968. т. 33, Ке 242,
с. 186—195.
— 165 —
32. Weigand H., Haberling Ё. — «DEW — Techn. Bcr.», 1971, Bd 11
№ 3, S. 205—215
33. Roberts I. A.— «Trans. А1МЕ», 1906, v. 236, p. 950—963.
34. Синопальников В. А,— «Станки и инструмент», 1971, № 4,
с. 36—37.
35. Попандопуло А. Н. — «Металловедение и термическая обработ-
ка металлов», 1971, № 8, с. 52—55.
36. Геллер Ю. А. Моисеев В Ф. — «Металловедение и термическая
обработка металлов», >1965. № 4 с. 39—‘44.
37. Кремнев Л С., Брострем В. А — «Металловедение и термине
ская обработка металлов», 1973, № 3, с. 46—54.
38. Koon С. Г. Термическая обработка быстрорежущей стали. М,
«Металлургия», 1956, 140 с. с ил.
39. Weigand Н. Н. «DEW — Techn. Вег», 1969, Bd 9, № 3, S. 398-
406.
40. Доронин В. М., Виноградов Ю. В. — «Металловедение и терми-
ческая обработка металлов», 1969, № 7, с. 17—20.
41. Bliekweed Н., Cohen М. —«Metals», 1949, v. 1, р. 578 -583.
42. Фадюшина М. Н., Малинкина Е. И. — «Станки и инструмент»,
1966, № 6, с 30—31.
43. Гуляев А И., Сарманова Л. М — «Металловедение и термине
ская обработка металлов», 1969, № 7, с. 2—'9.
44. Марочник стали для машиностроения. Т. I. М., изд.
ЦНИИТМАШ, 1964. 345 с. с ил.
45. Atlas zur Warmebehandlung der Stable. Verlag' Stahleisen
M. В. H. Diiseldorf, 1954.
46. Коссович Г. А., Геллер fO. A. — «Металловедение н термическая
обработка металлов», 1964, № 5, с. 3—7.
47. Стали для станкостроения. Справочник М., изд. Научно-иссле-
довательского института информации по машиностроению, 1969
232 с. с ил.
48. Шейнерман В. М. Стали для штампов .холодного деформирова-
ния Рига, изд. ЛатИНТИ, 1969, 40 с. с ил.
49. Бадаева А. А —«Сб. трудов института». М., изд. ВНИИ
(ВНИИ, Сб. № 3) 1967, с. 37—63.
50. Горюнов И. И. Прессформы для литья под давлением. Л., «Ма-
шиностроение», 1973. 255 с. с ил.
51. Каменичный И. С. Спутник термиста. Киев, «Техника», 1969.
230 с. с ил.
52. Белошапко М. В. — В .кн.: Материалы для штампов и пресс-
форм и их термическая обработка, М. изд. МДНТП (материалы
семинара), 1966, с. 16—23 с ил.
53. Инструментальные стали. Справочник Под ред. А. П. Гуляева,
К А Малининой, С. М. Савериной. М., Машгиз, 1961. 207 с. с ил
54. Зыкова Р. А. — «Инструментальные и подшипниковые стали»
М., «Металлургия», 1973, (УкрНИИспецсталь. Сб. № I), с. 44—
50 с ил.
55. Маркин С. В., Просвирин К. В., Шевелев А. £.—«Кузнечно-
штамповочное производство», 1965, № 7, с. 1—5 с. ил.
СОДЕРЖАНИЕ
Введение
1
3
Сталь 8Х4ВЗМЗФ2 .
(ЭП570) 63
I . УГЛЕРОДИСТЫЕ Сталь 7ХЗВМФС (ДИ-18) Сталь 7ХГ2ВМ . 54 55
СТАЛИ Сталь 6Х6ВЗМФС
Стали У7, У7А 6 (ЭП569) 57
Стали Стали Стали У8, У8А У9, У9А У10, У10А 7 IV. ШТАМПОВЫЕ СТАЛИ
10 ДЛЯ ГОРЯЧЕГО
Стали УН, УНА 12 ДЕФОРМИРОВАНИЯ
Стали У12, У12А 13 Сталь 7X3
Стали У13, У13А 14 63
Сталь 8X3 65
Сталь 5ХНМ 67
II. НИЗКОЛЕГИРОВАННЫЕ Сталь 5ХНВ 69
ИНСТРУМЕНТАЛЬНЫЕ Сталь 5ХНВС 72
СТАЛИ Сталь 5ХГМ 74
Сталь 4ХМФС (40ХСМФ) 76
Сталь 7ХФ 17 Сталь 5Х2МНФ (ДИ-32) 78
Сталь 8ХФ 19 Сталь 4Х5В2ФС . . 80
Сталь 9ХФ 20 Сталь 4Х5МФС 82
Сталь НХФ 21 Сталь 4Х5МФ1С . . 84
Сталь I3X . 22 Сталь 2Х9В6 (ЭП726) 86
Сталь ХВ4 . 23 Сталь 4ХЗВМФ (ЗИ-2) 88
Сталь В2Ф 24 Сталь ЗХЗМЗФ .... 90
Сталь' 9X1 25 Сталь 4Х4ВМФС (ДИ 22) 92
Стайь X . 27 Сталь 4Х2В5МФ 94
Сталь 9ХС 28 Сталь ЗХ2В8Ф . 97
Сталь ХГС 29 Сталь 4Х2В2МФС . .
Сталь 12X1 . 30 (ЭП641. 45Х2СВ2МФ) 99
Сталь 9ХВГ 31 Сталь 5ХЗВЗМФС
Сталь ХВГ . 32 (ДИ-23) . . 101
Сталь ХВСГ 34 Сталь 2Х6В8М2К8 . (ЭП745) 104
V СТАЛИ ДЛЯ УДАРНЫХ
ИНСТРУМЕНТОВ
III. ШТАМПОВЫЕ
СТАЛИ ДЛЯ ХОЛОДНОГО
ДЕФОРМИРОВАНИЯ
Сталь 4ХС 107
Сталь Х12 40 Сталь 6ХС . 109
Сталь Х12ВМ 41 Сталь 4ХВ2С НО
Сталь Х12М 43 Сталь 5ХВ2С 112
Сталь Х12Ф1 . 44 Сталь 6ХВ2С . . ИЗ
Сталь Х6ВФ 46 Сталь 6ХЗФС (ЭП788) 115
Сталь 8Х6НФТ Сталь 6ХВГ .... 117
(85Х6НФТ) . 47
Сталь 9Х5ВФ 49 VI БЫСТРОРЕЖУЩИЕ
Сталь Х6Ф4М СТАЛИ
(ЭП770) 50
Сталь 8Х4В2С2МФ . Сталь Р18 122
(ЭП761) 51 Сталь РГ2 ... 124
— J67 —
Сталь Р9 125
Сталь Р6М5 127
Сталь Р6МЗ 129
Сталь 10Р6М5 . 130
Сталь 11РЗМЗФ2Б (ЭП893) .... 132
Сталь Р18Ф2 133
Сталь Р14Ф4 134
Сталь Р12ФЗ (ЭП597) 136
Сталь Р9Ф5 138
Сталь Р6М5ФЗ . . . 139
Сталь Р18Ф2К5 . 141
Сталь Р18Ф2К8М (ЭП379) 142
Сталь Р12Ф4К5 (ЭП600) 144
Сталь Р12МЗФ2К8
(ЭП657) 145
Сталь Р10М4ФЗК10 147
Сталь Р10Ф5К5 148
Сталь Р9К5 150
Сталь Р9К10 151
Сталь Р9М4К8 (ЭП688) 153
Сталь Р8МЗК6С (ЭП722) 154
Сталь Р6М5К5 . . Сталь Р6М5Ф2К8 156
(ЭП658) . . . 157
Сталь 10Р6М5К5 159
Указатель ГОСТов . .
и технических условий 161
Список литературы 164
ИБ № 723
Леонид Александрович ПОЗНЯК, Серафим Ильич ТИШАЕВ
Юрий Михайлович СКРЫНЧЕНКО, Юрий Никитович КУЗЬМЕН-
КО, Римма Анатольевна ЗЫКОВА, Александр Владимирович
КОВАЛЬЧУК, Айна Ивановна СЕРЕБРЯНСКАЯ» Наталья
Алексеевна КОЛОСОВА, Борис Эммануилович НАТАПОВ, Инна
Адольфовна МОЖАРОВА, Ольга Александровна РАСПОПИНА
ИНСТРУМЕНТАЛЬНЫЕ
СТАЛИ
СПРАВОЧНИК
Редактор издательства Э. М. Щербинина
Художественный редактор Г. А. Жегии
Технический редактор Е. Б. Вайнштейн
Корректоры В. Б. Левин и Л. М. Зинченко
Обложка художника С. В. Воронина
Сдано в набор 20/VIII 1976 г. Подписано в печать 14/11 1977 г.
Т-01598 Формат бумаги ®4ХЮ8’/з2 Бумага типографская № 2
Усл. печ. л. 8,82 Уч.-изд. л. 9,02
Тираж 40 000 экз. Заказ № 478 Изд. № 3258 Цена 45 коп
Издательство «Металлургия», 119034, Москва, Г-34,
'2-й Обыденский пер., д.‘ 14
Подольский филиал ПО «Периодика» Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, иолигрвфии и книжной торговли
г. Подольск, ул. Кирова, 25