/


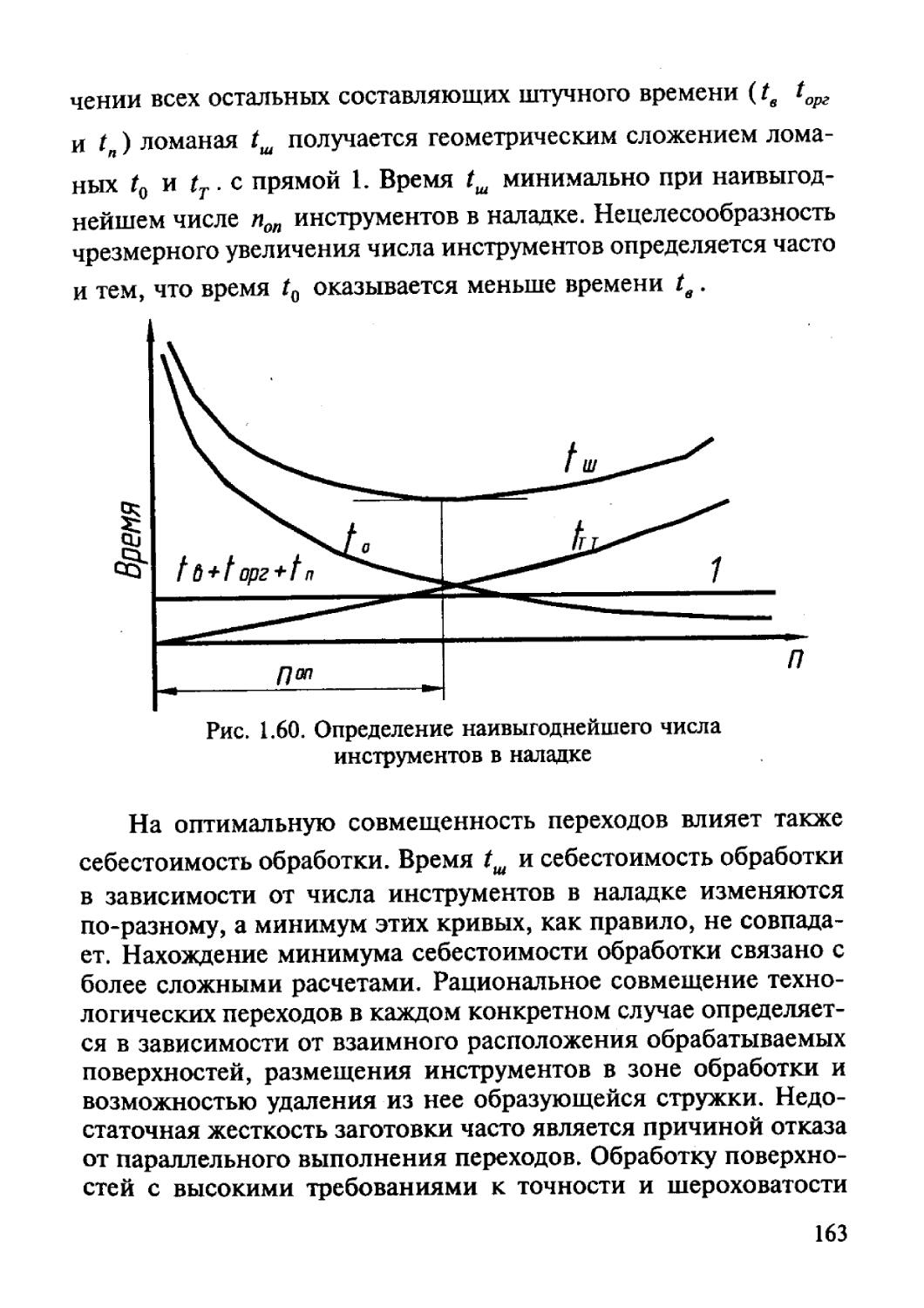









Текст
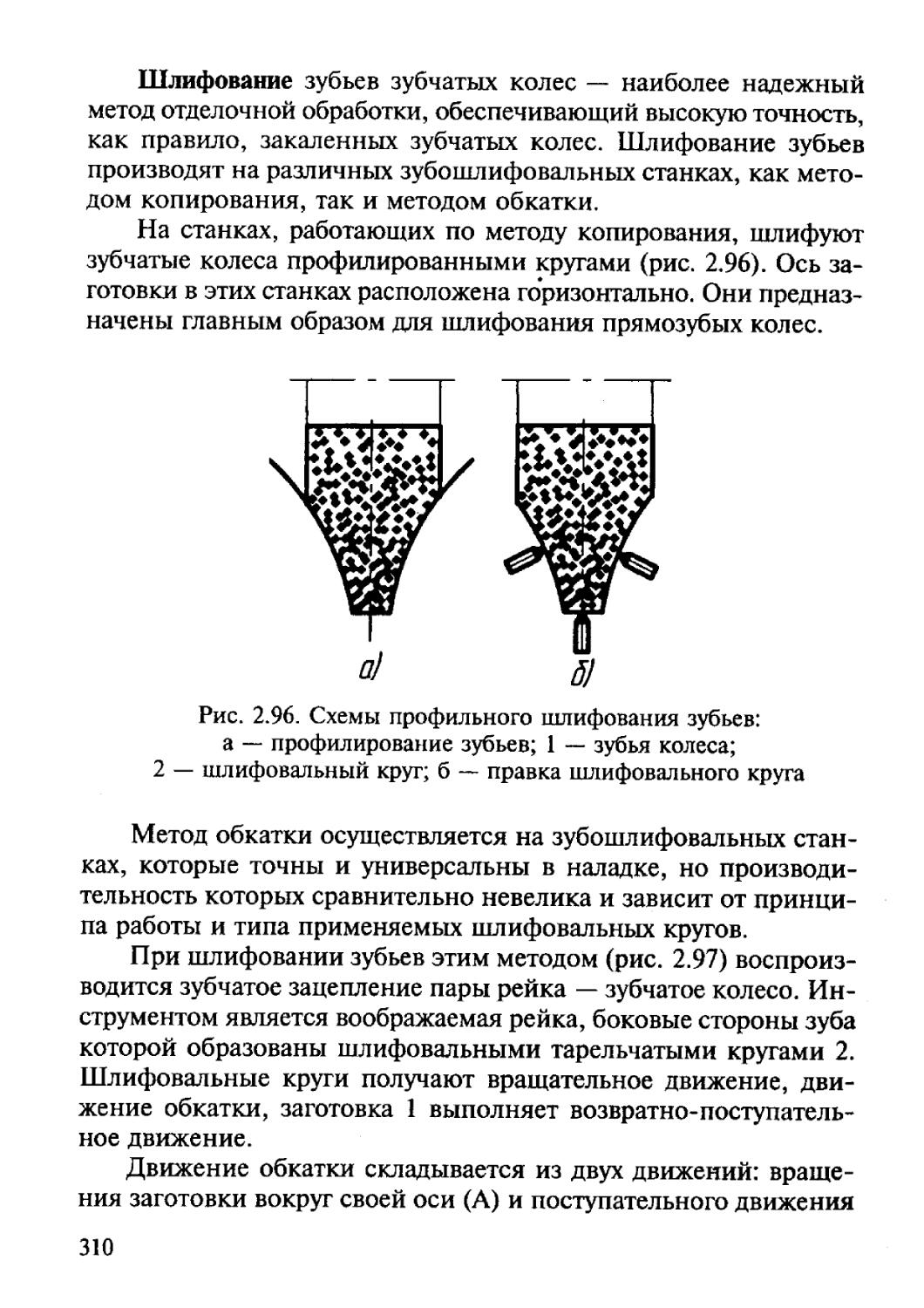
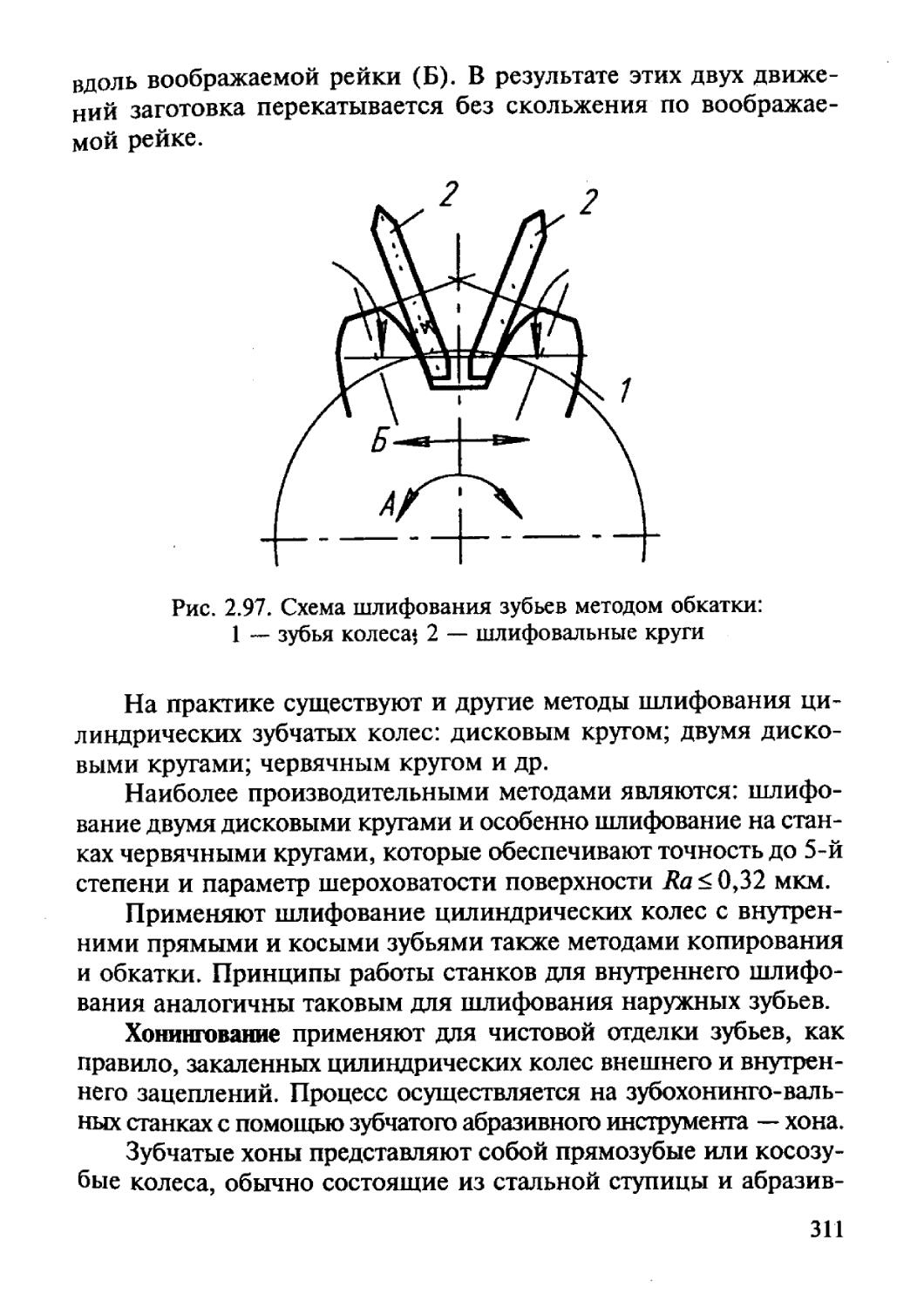
Министерство образования Российской Федерации
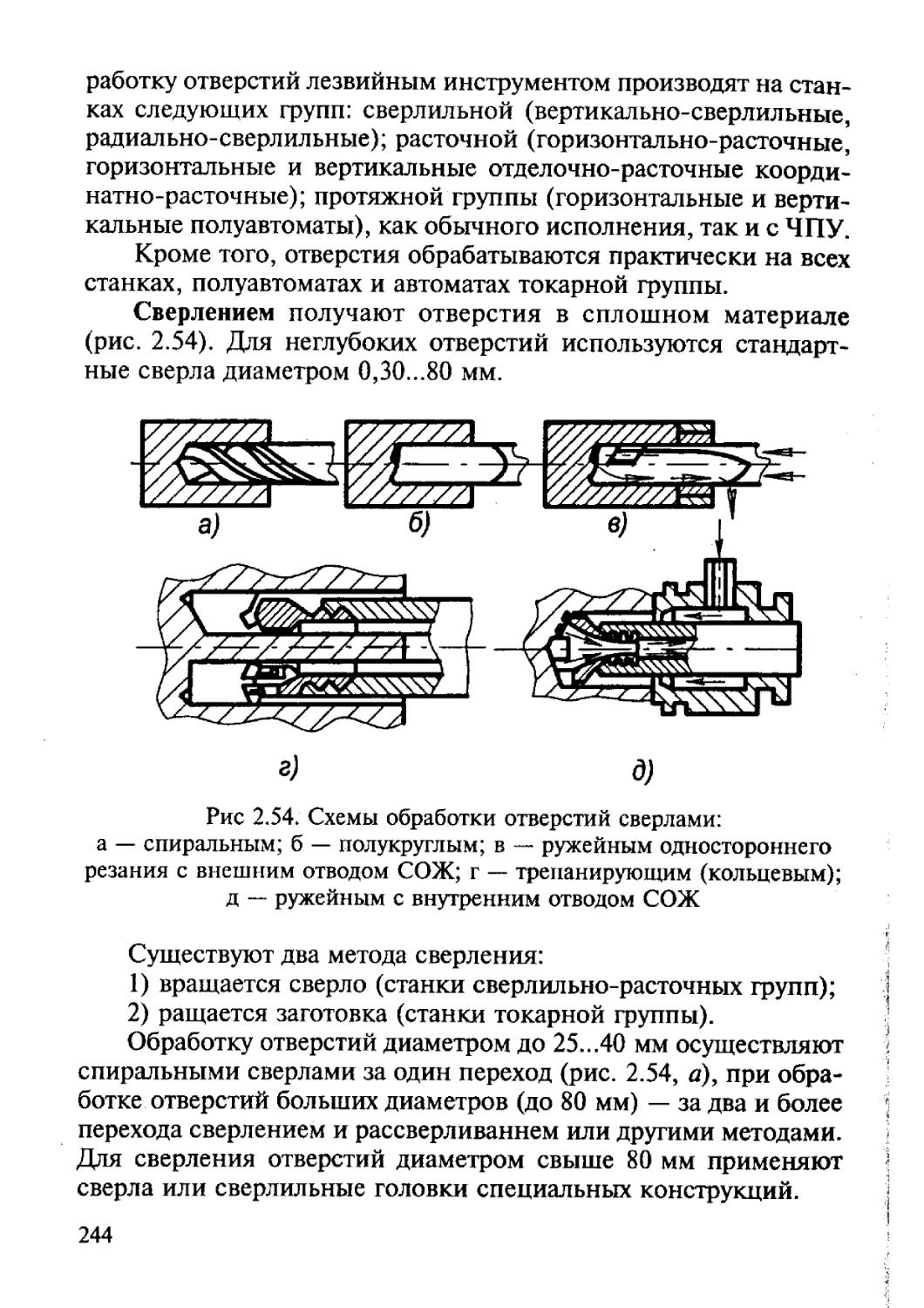
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
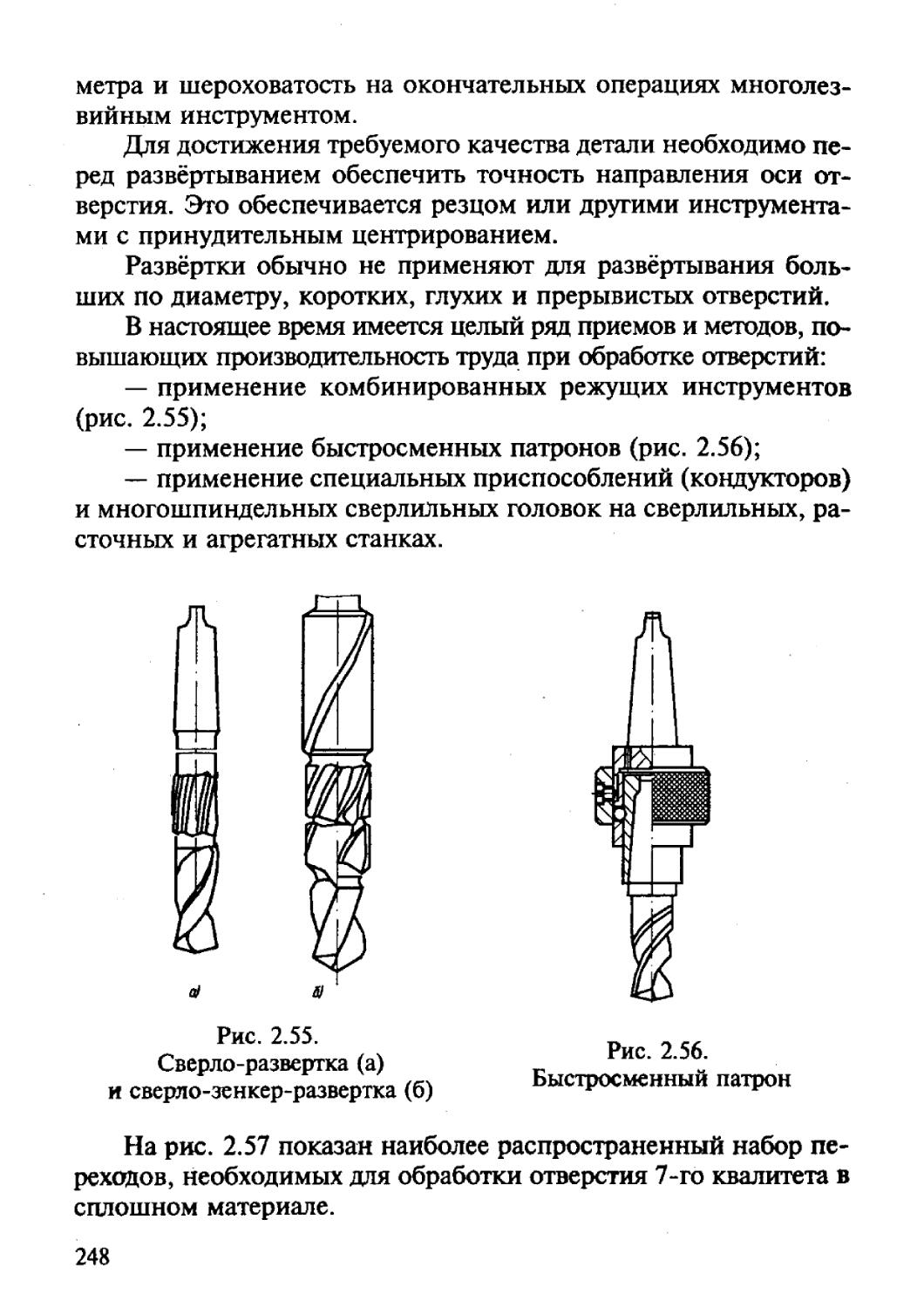
Технология машиностроения
Часть II Проектирование технологических процессов
Учебное пособие
Под редакцией д-ра техн, наук, проф. С.Л, Мурашкина
Санкт-Петербург Издательство СПбГТУ 2000
УДК 621.002
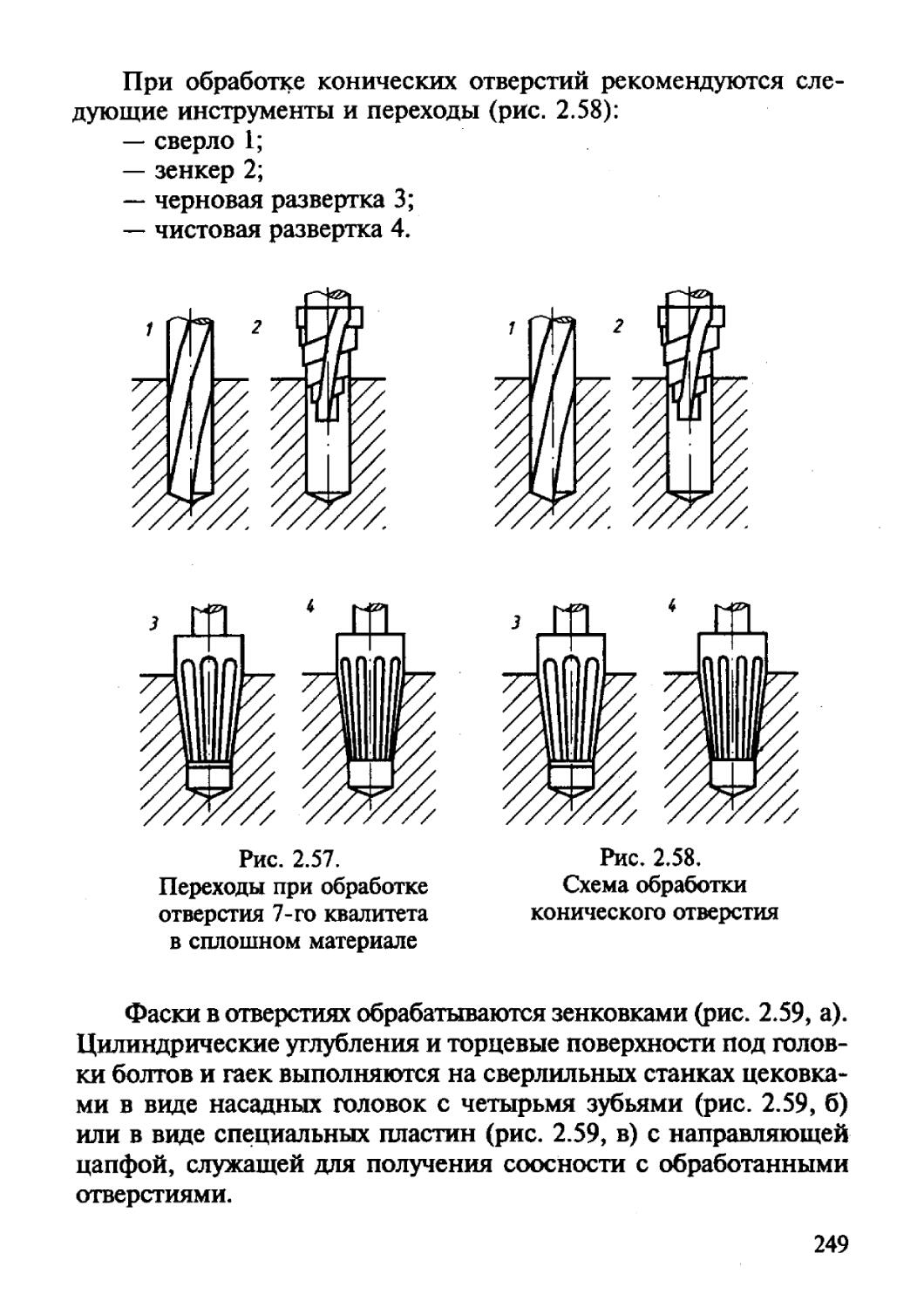
Технология машиностроения. Часть II. Проектирование технологических процессов: Учеб, пособие / Э.Л. Жуков, И.И. Козарь, Б.Я. Розовский, В.В. Дегтярев, А.М. Соловейчик; Под ред. С.Л. Мурашкина. СПб. Изд-во СПБГТУ, 2000. 498 с.
Пособие соответствует государственным образовательным стандартам по дисциплине СД.01 «Технология машиностроения» специальности 120100 «Технология машиностроения» по направлению подготовки дипломированного специалиста 651400 «Машиностроительные технологии и оборудование» и по дисциплине ОПД.Ф.08 «Основы технологии машиностроения» для направления подготовки бакалавров и магистров 552900 «Технология, оборудование и автоматизация машиностроительных производств».
Рассмотрены вопросы проектирования современных технологических процессов для изготовления деталей общего машиностроения. Приведены типовые технологические процессы для деталей основных классов.
Предназначено для студентов IV курсов ММФ, ЭнМФ, ЭлМФ, ФЭМ и ВФТЭМ.
Печатается по решению редакционно-издательского совета Санкт-Петербургского государственного технического университета.
Долгопрудненский авиационный техникум
Электронная библиотека
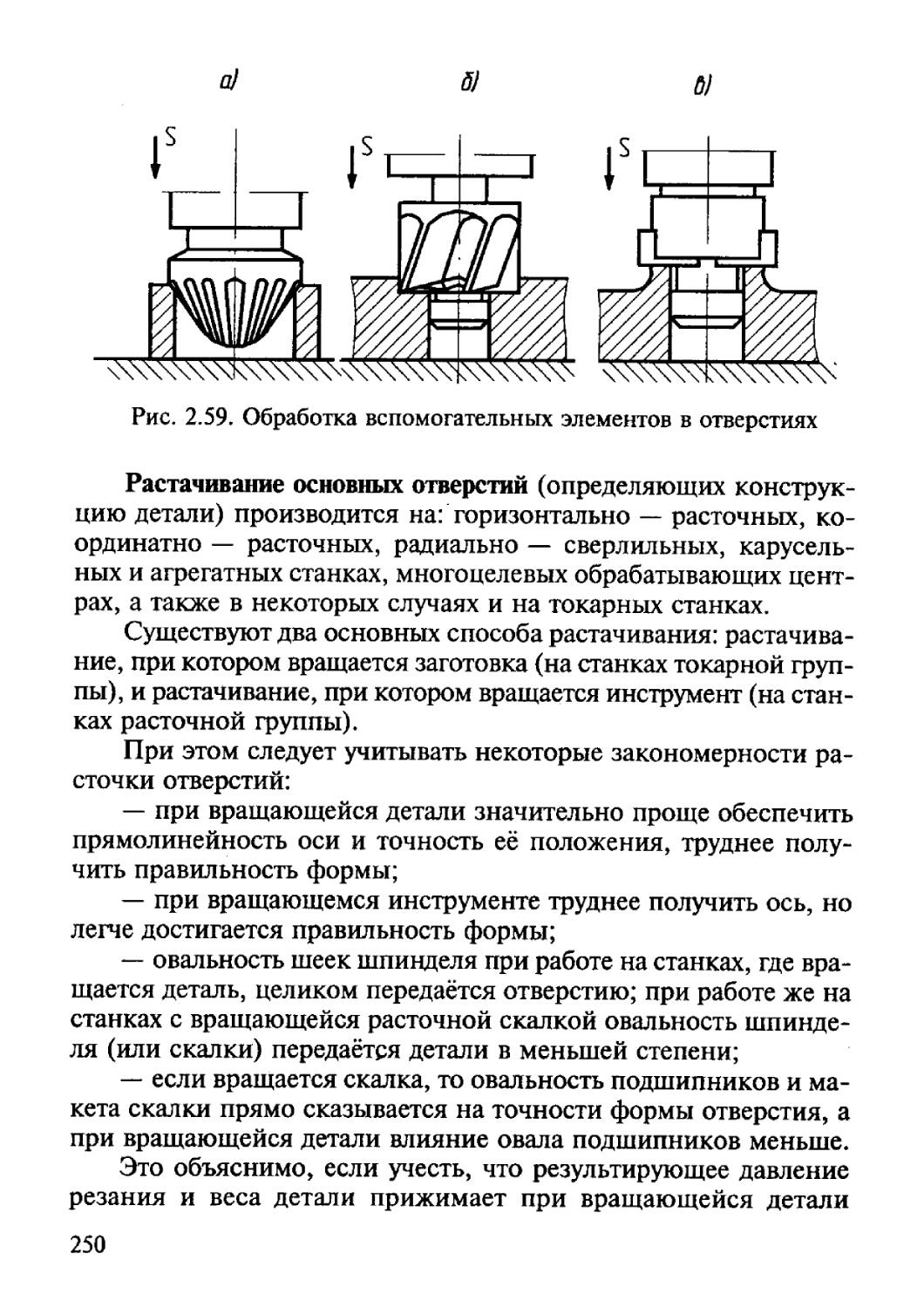
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109
г. Долгопрудный, пл. Собина, 1 Email: dat.ak@mail.ru
Site: gosdat.ru
© Санкт-Петербургский государственный технический университет, 2000
ВВЕДЕНИЕ
К технологии машиностроения относятся все этапы процесса изготовления машиностроительной продукции.
Однако, сложившееся понятие “технология машиностроения” обозначает преимущественно процессы механической обработки заготовок для изготовления деталей и сборки машин. Это объясняется тем, что в машиностроении заданные формы деталей с требуемой точностью их параметров и необходимым качеством поверхностного слоя достигаются в основном путем механической обработки.
В процессе механической обработки возникает наибольшее число проблем, связанных с выполнением требований к качеству машин, заданных конструктором. Процесс механической обработки реализуется достаточно сложной технологической системой, включающей в себя металлорежущий станок, станочную оснастку, режущий инструмент и заготовку.
Это объясняет направление развития “технологии машиностроения как научной дисциплины в первую очередь в сторону изучения технологии механической обработки со снятием стружки и сборки.
В этом учебном пособии рассмотрены вопросы построения наиболее рациональных технологических процессов изготовления деталей машин на основе рекомендация Российских стандартов по технологической подготовке производства.
Разработку технологического процесса изготовления любой детали следует начинать с глубокого изучения ее служебного назначения и критического анализа норм точности и других технических требования. Далее в последовательность, определенной соответствующими стандартами и с учетом количественного выпуска (типа производства) разрабатывается технологический процесс. Это связывает технологию со служебным назначением детали и обеспечивает согласованность решений, принимаемых на различных этапах технологической подготовки.
Разделы, посвященные разработке технологических процессов изготовления валов, втулок, корпусных деталей, зубчатых колес и рычагов, изложены по единому плану в соответствии со стандартами разработки и постановки изделий на производство.
3
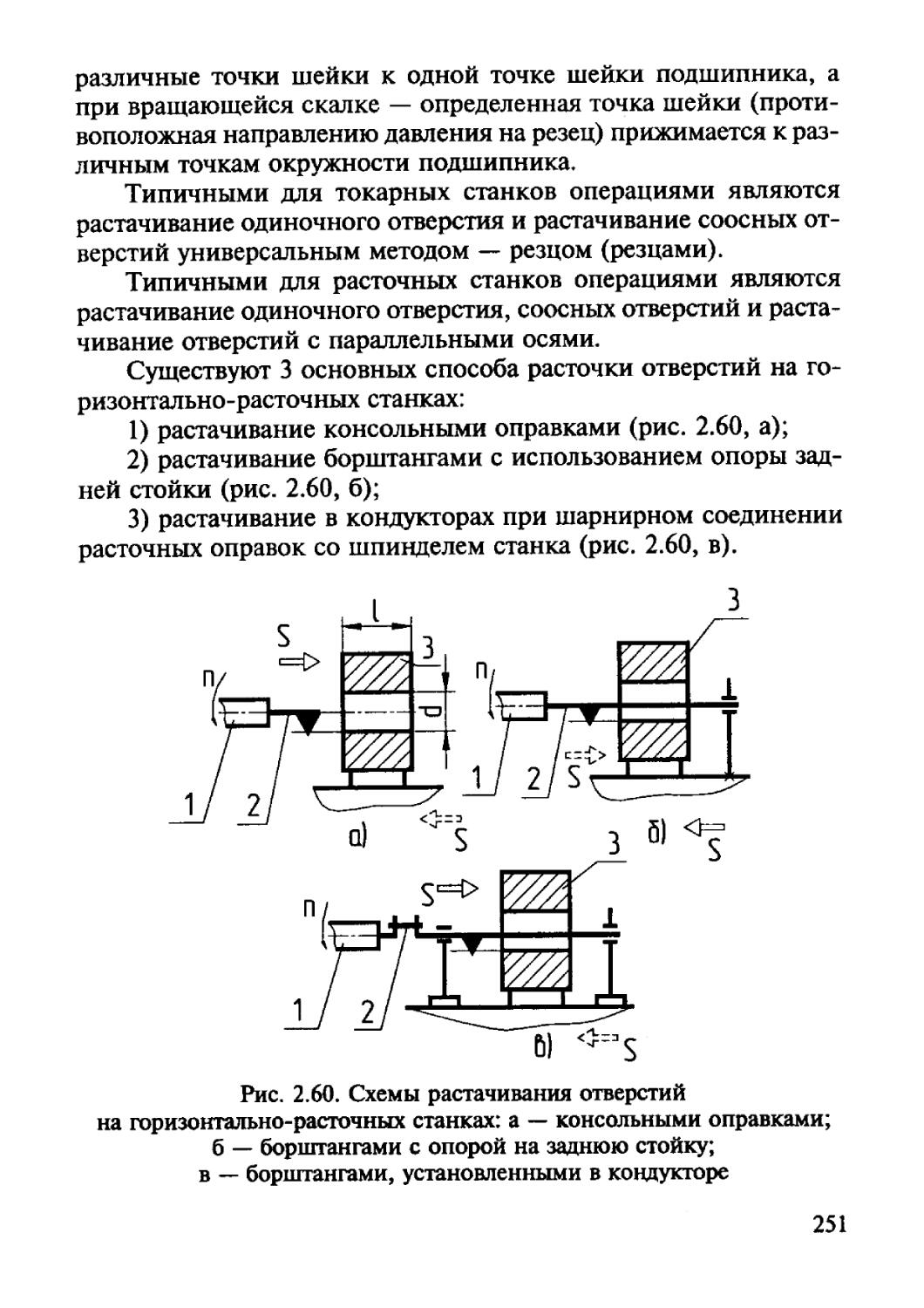
За основу приняты типовые технологические процессы, прошедшие апробацию в промышленности.
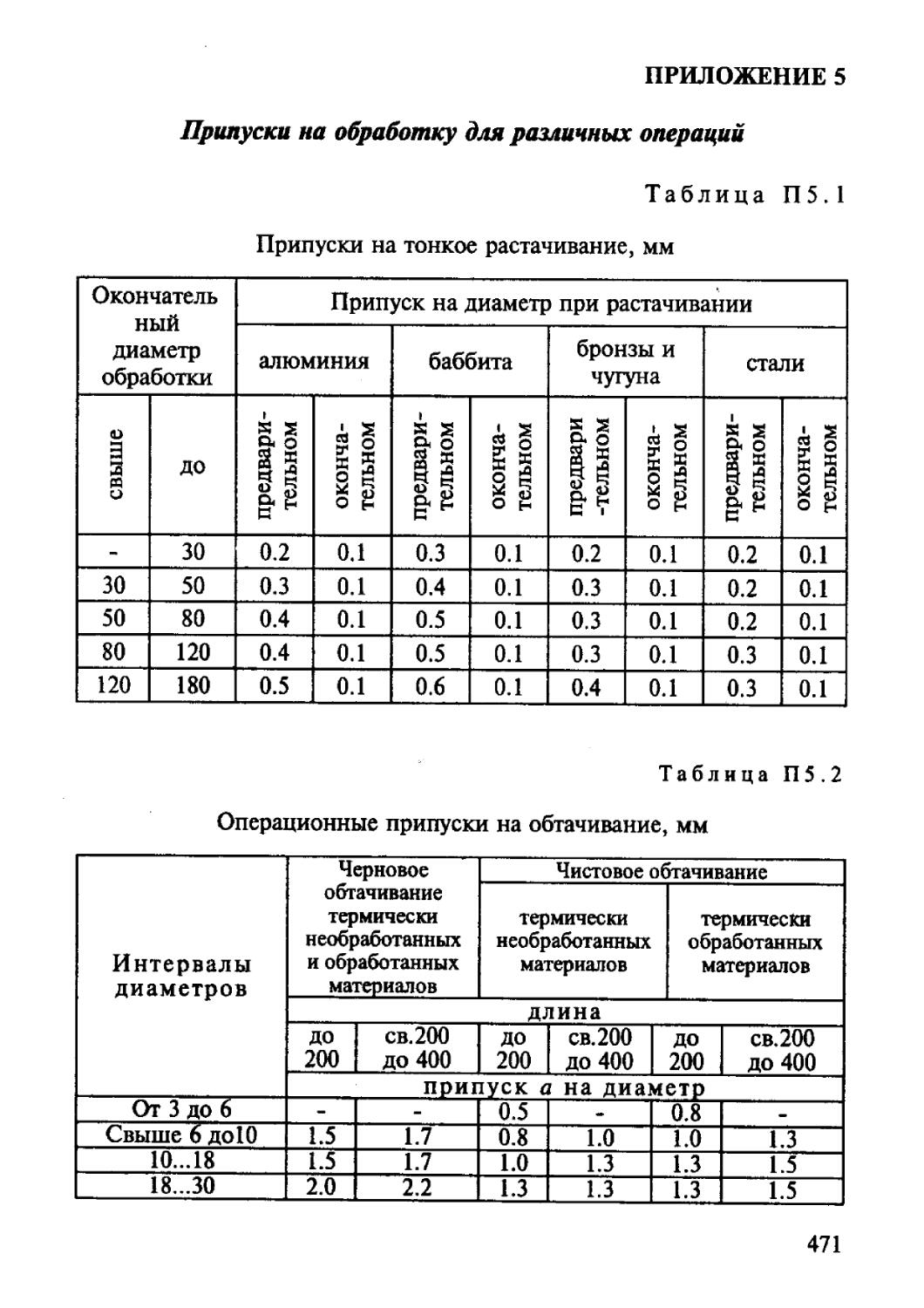
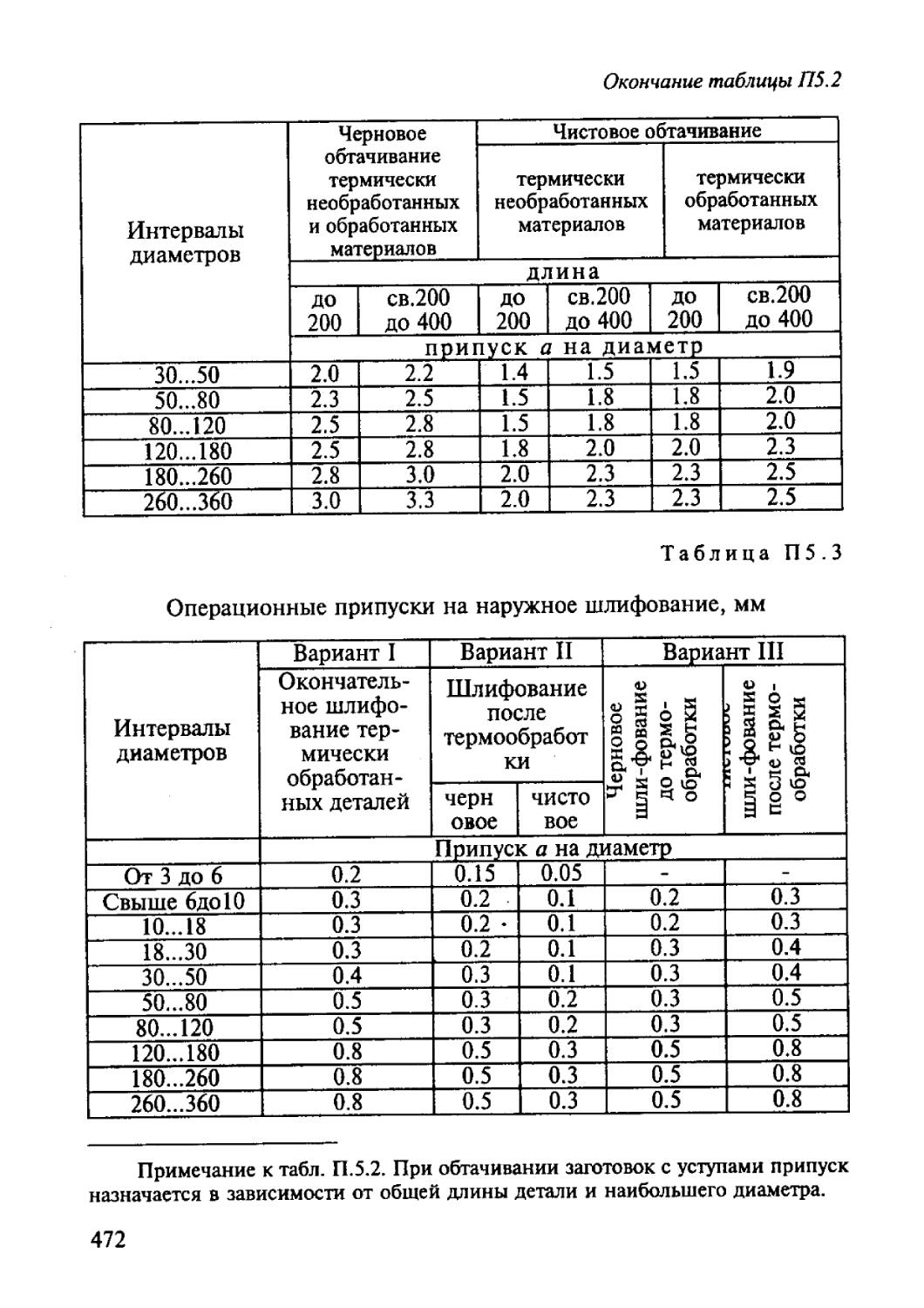
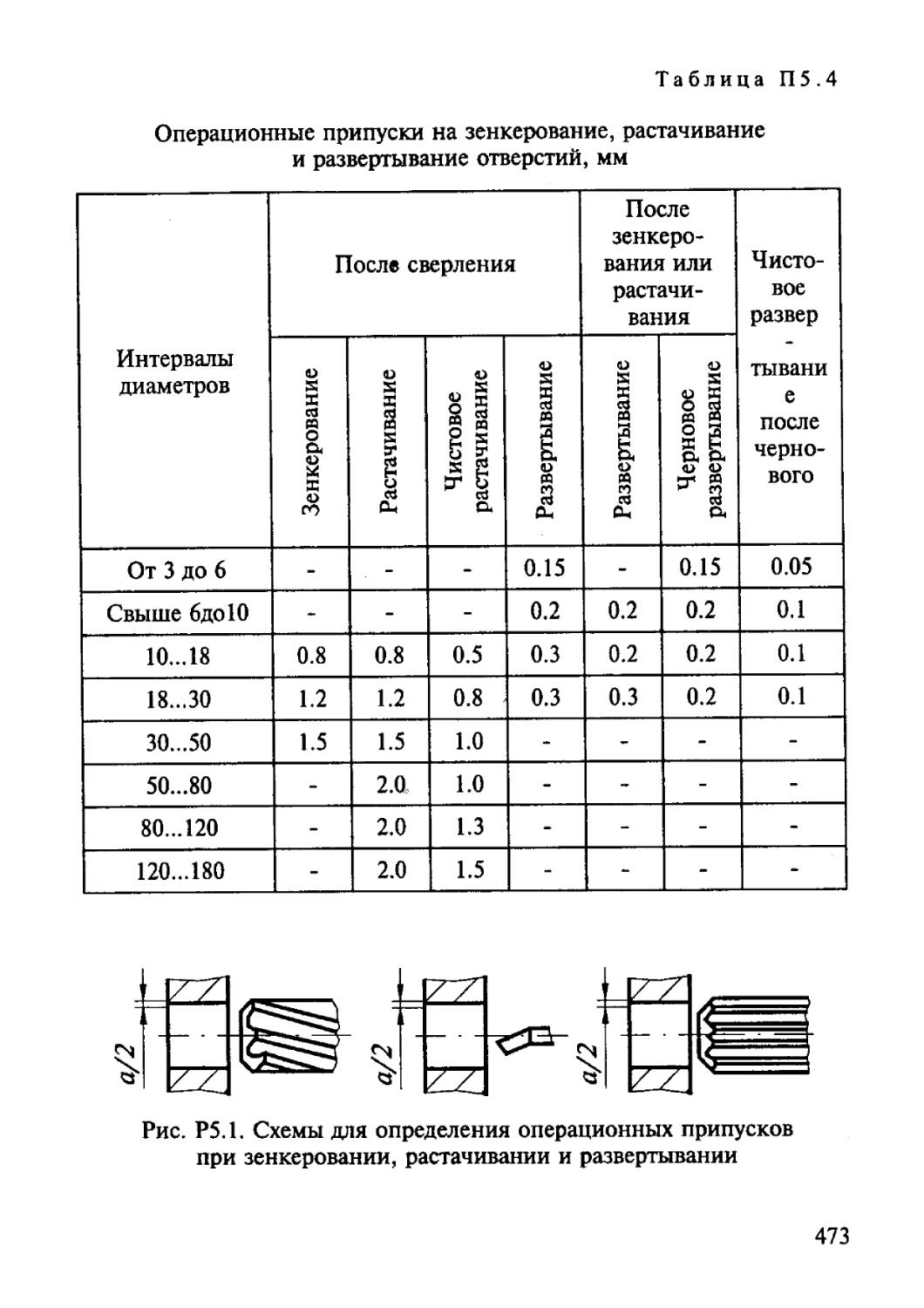
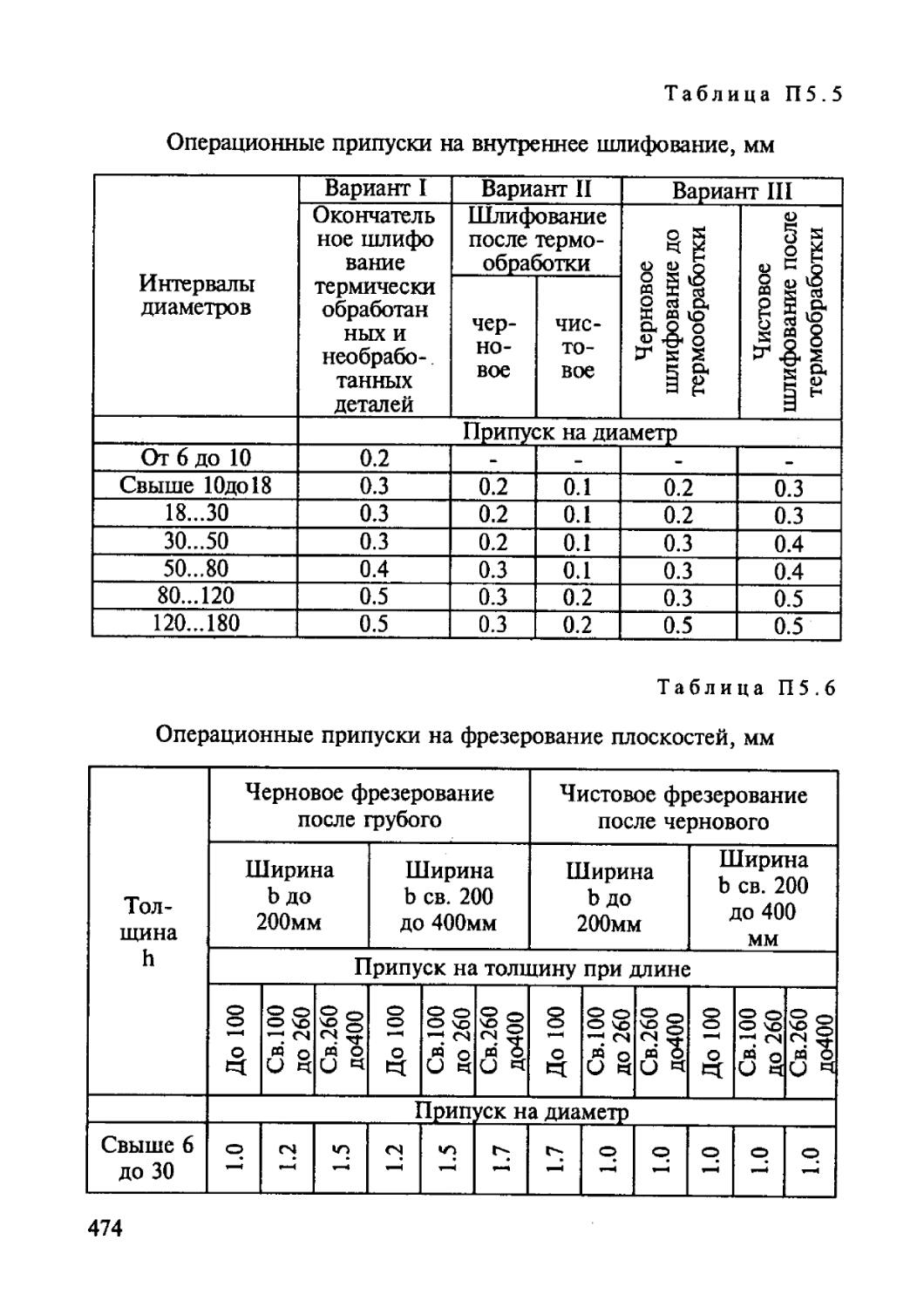
В приложении приведены некоторые справочные данные и типовые технологические решения, необходимые при выполнении курсовых проектов и технологической части дипломных проектов.
1. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Проектирование технологических процессов является одной из частей технологической подготовки производства, поэтому его следует проводить в соответствии с последовательностью и этапами, определенными стандартами СРПП, основные положения которых приведены в [41].
Технологическая подготовка производства включает в себя совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. К технологической подготовке относятся обеспечение технологичности конструкции изделия, проектирование технологических процессов, проектирование и изготовление средств технологического оснащения, управление процессом технологической подготовки производства.
Трудоемкость проектирования технологических процессов в большинстве случаев значительно (от 2-х до 5 раз) превосходит трудоемкость конструирования машин [1]. Трудоемкость технологического проектирования в зависимости от типа производства составляет от 30 % до 60 % трудоемкости технической подготовки производства.
Учитывая нарастающую тенденцию увеличения скорости смены выпускаемой продукции во всех типах производств и особенно в единичном и серийном производствах, которые составляют до 80 % от всего объема производства, можно сделать вывод о резком росте трудоемкости технологической подготовки. Об этом же говорит и анализ затрат времени в современном неавтоматизированном производстве. При традиционной организации производства заготовки находятся в цехах только около 1 % всего времени создания и производства продукции (от задания на проектирование до выхода готовой продукции).
Более 70 % времени цикла обработки заготовок уходи г на транспортирование, промежуточное складирование, пролежива-ние и т. п. Время непосредственной обработки заготовок составляет только 5 % времени нахождения их в цехах, более двух третей времени нахождения заготовок на станках затрачиваются на
5
установку и снятие заготовок и инструмента, измерение, подналадку, другие вспомогательные операции и простои станка по различным причинам [15].
Эти цифры производственных потерь показывают пути повышения эффективности производства.
Эффективность производства определяется уровнем каждого звена производственной цепочки: технология — оборудование — организация и управление.
Звенья этой цепочки взаимозависимы, но при этом уровень предшествующего звена оказывает определяющее влияние на последующие. Поэтому технология является тем звеном, которое закладывает фундамент эффективности производства.
Одним из главнейших рычагов совершенствования технологической подготовки производства, а следовательно и его эффективности, является технологическая унификация.
1.1. Типизация технологических процессов
Основные направления технологической унификации в современном машиностроении — типизация технологических процессов, групповая обработка и модульная технология обработки, позволяющие решать задачу стандартизации технологических процессов и всего технологического оснащения [1...4].
Типизация технологических процессов основывается на классификации деталей, создании типов деталей, объединенных общим технологическим маршрутом и в комплексном решении всех технологических вопросов при разработке технологических процессов для каждого типа деталей.
Создатель типизации профессор А.П. Соколовский принимал в качестве классификационных признаков: форму (конфигурацию) деталей, точность и качество обработанных поверхностей; материал деталей, объем выпуска и общую производственную обстановку.
Классификация построена по схеме: класс — подкласс — группа — подгруппа — тип.
Класс является основой классификационного подразделения и представляет совокупность деталей определенной конфигурации и объединенных общностью технологических задач.
6
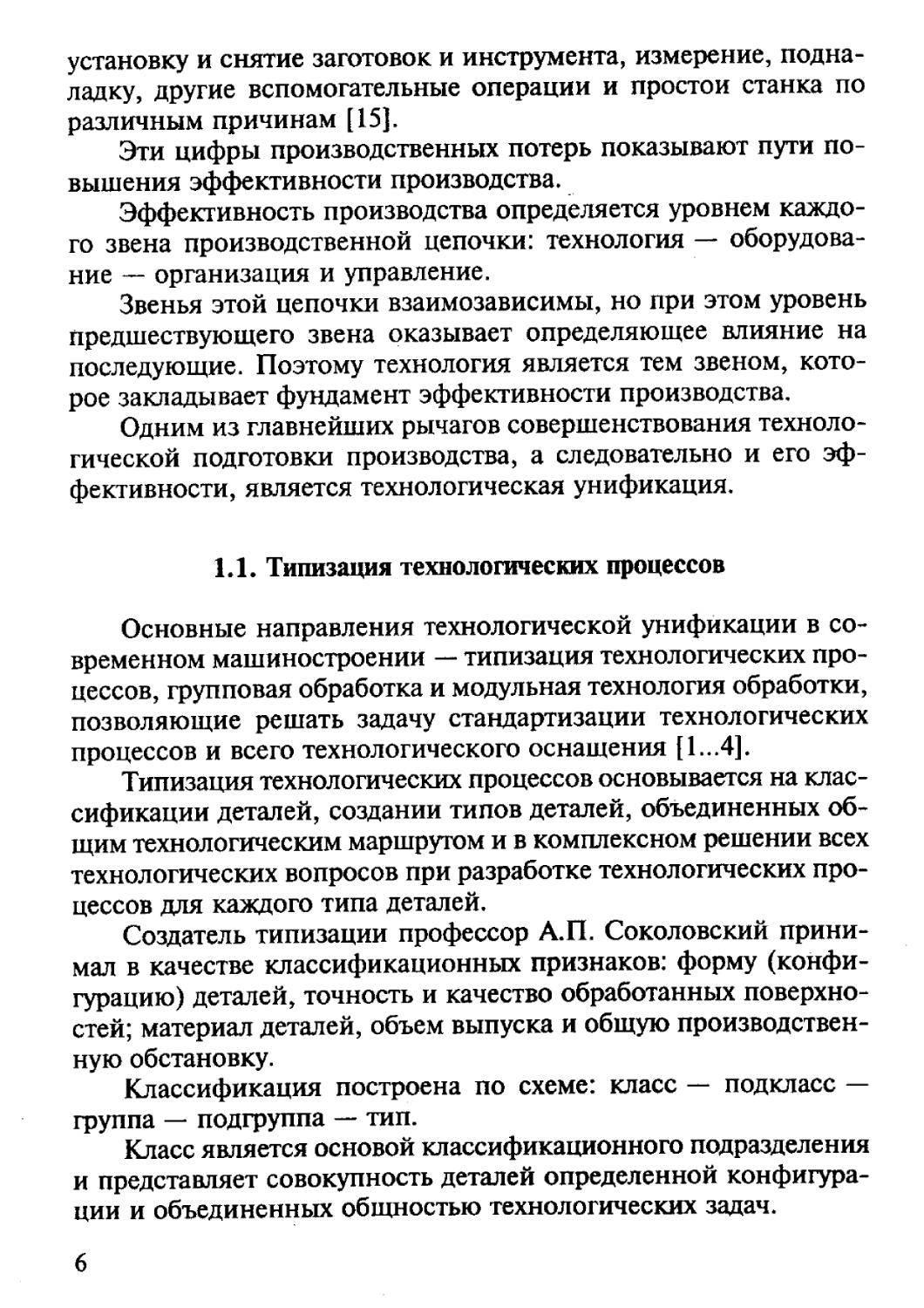
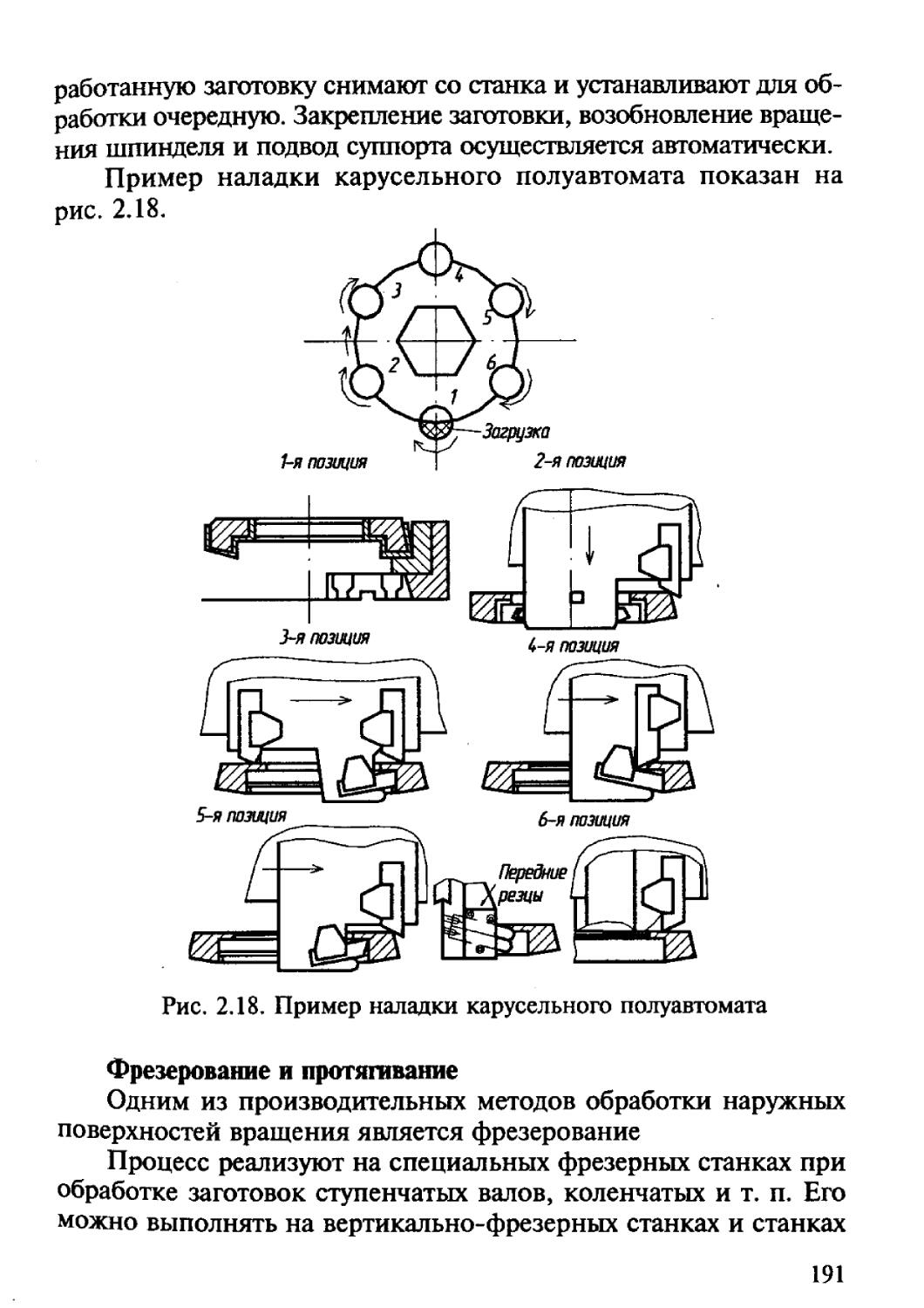
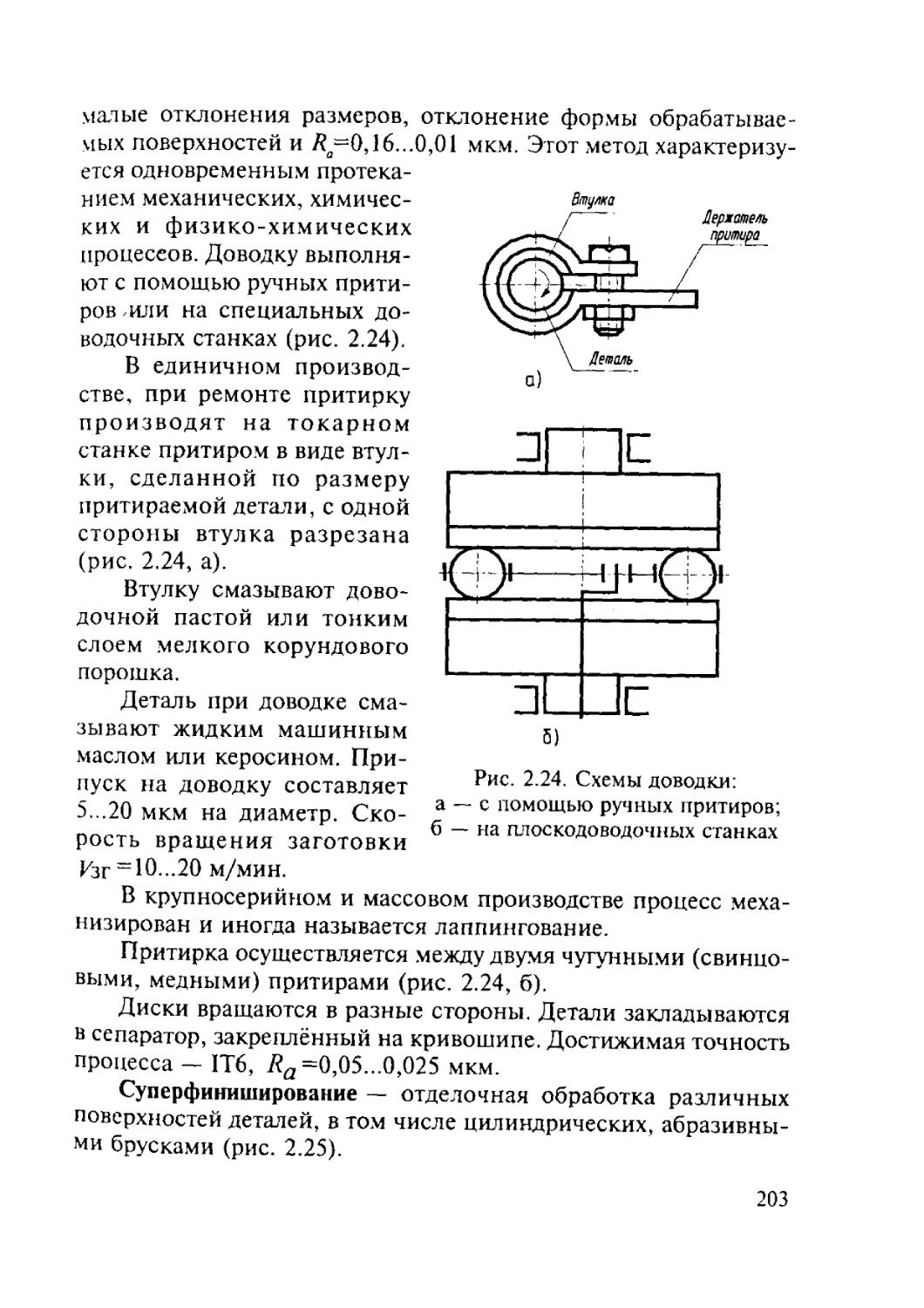
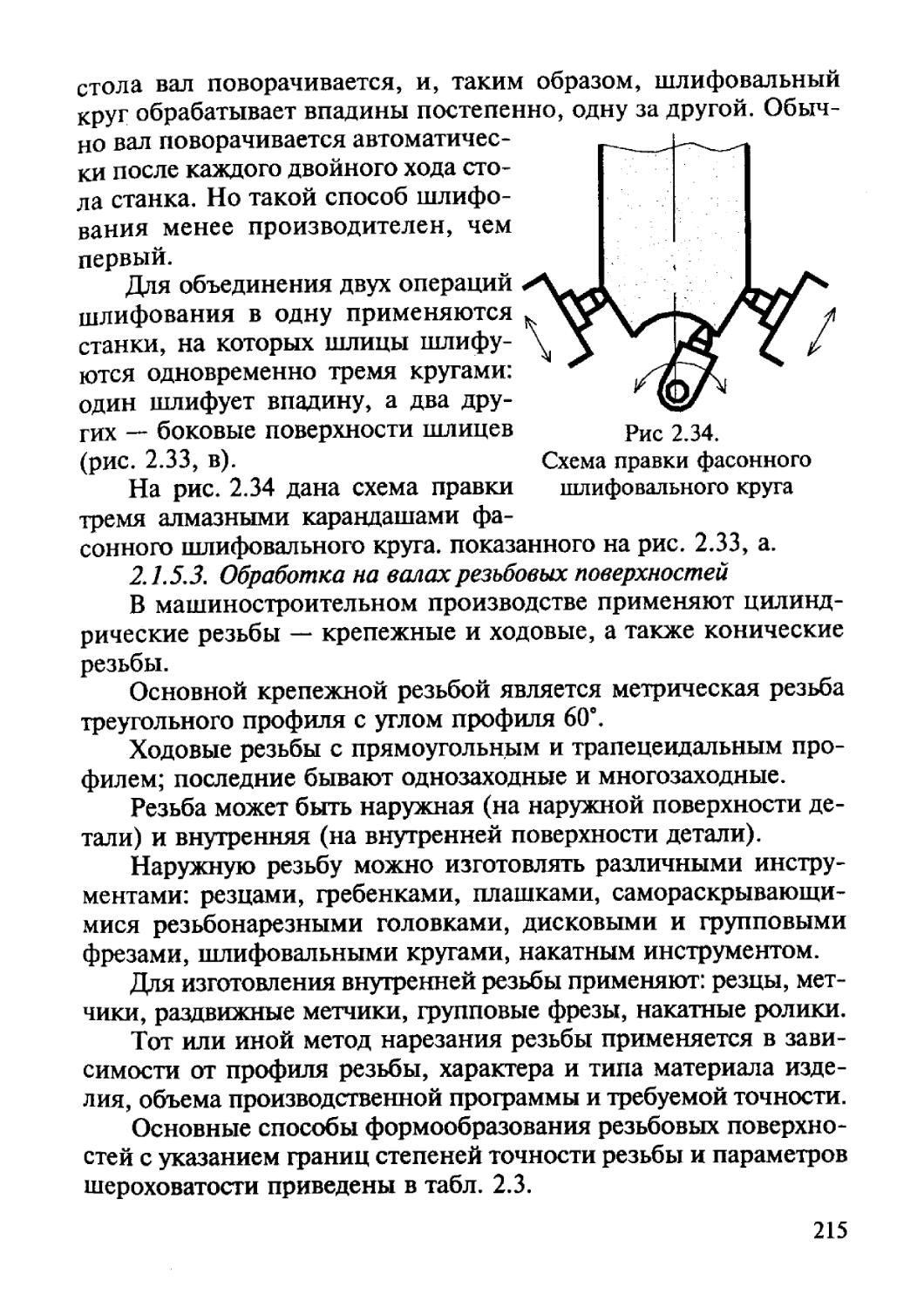
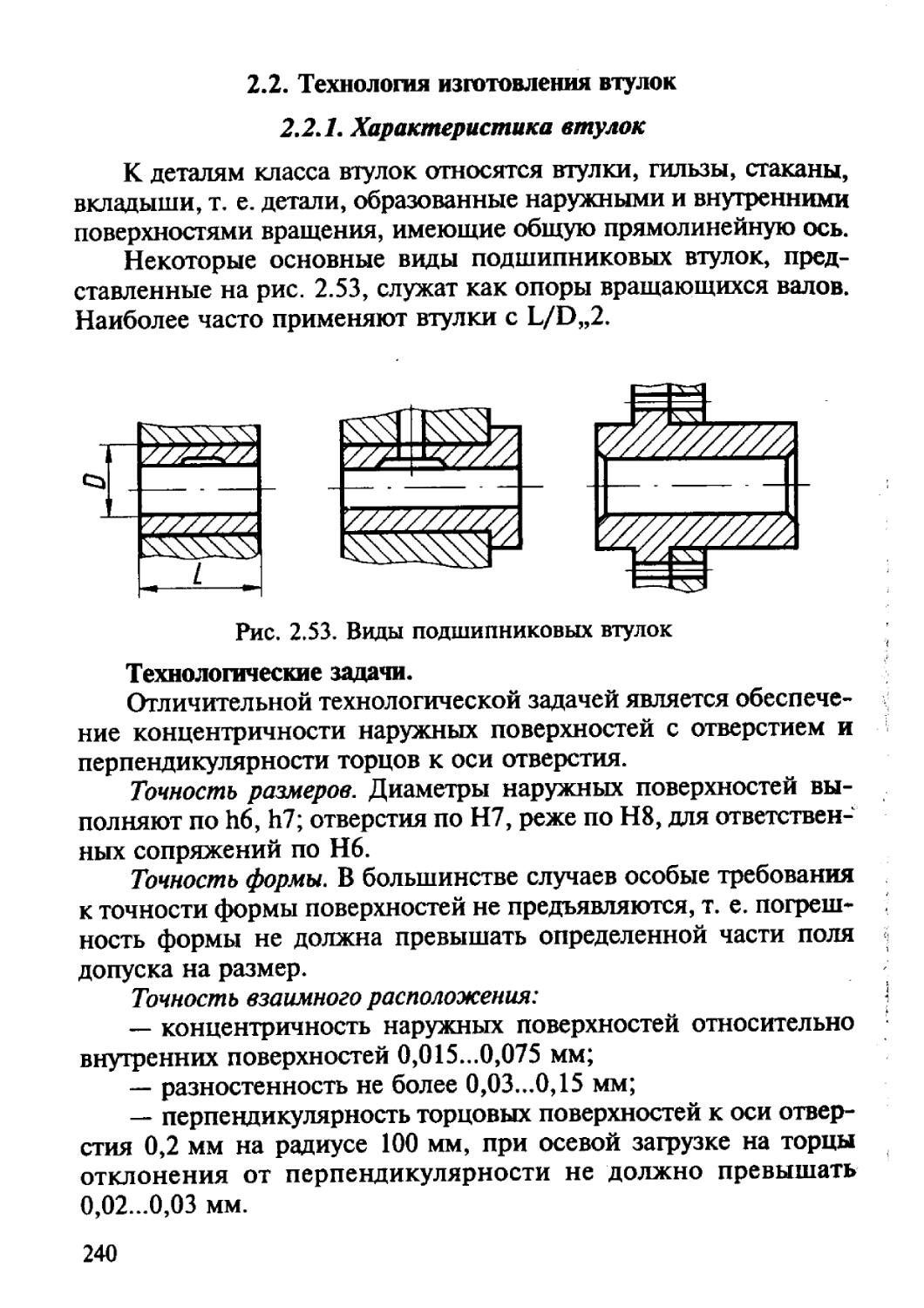
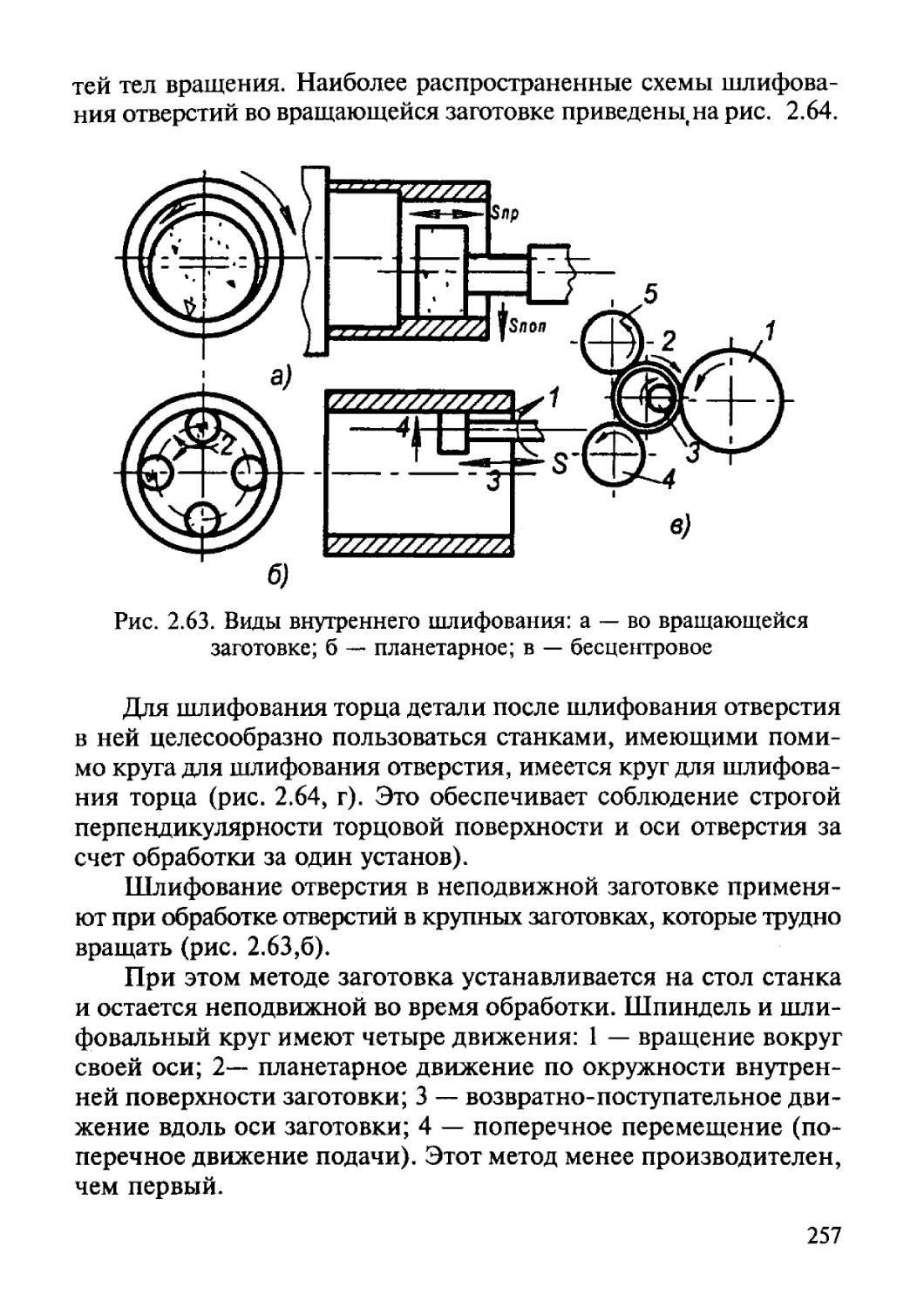
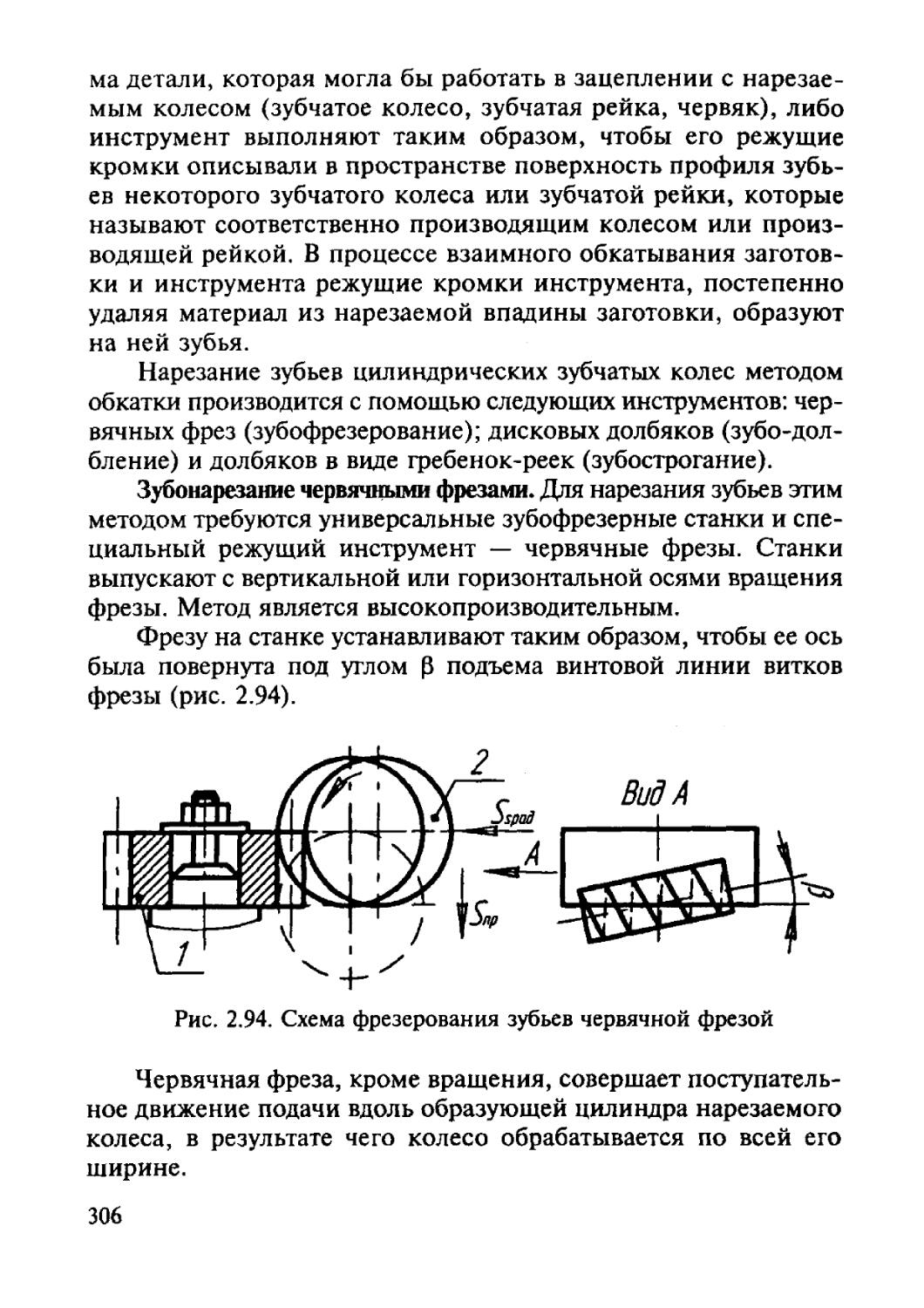
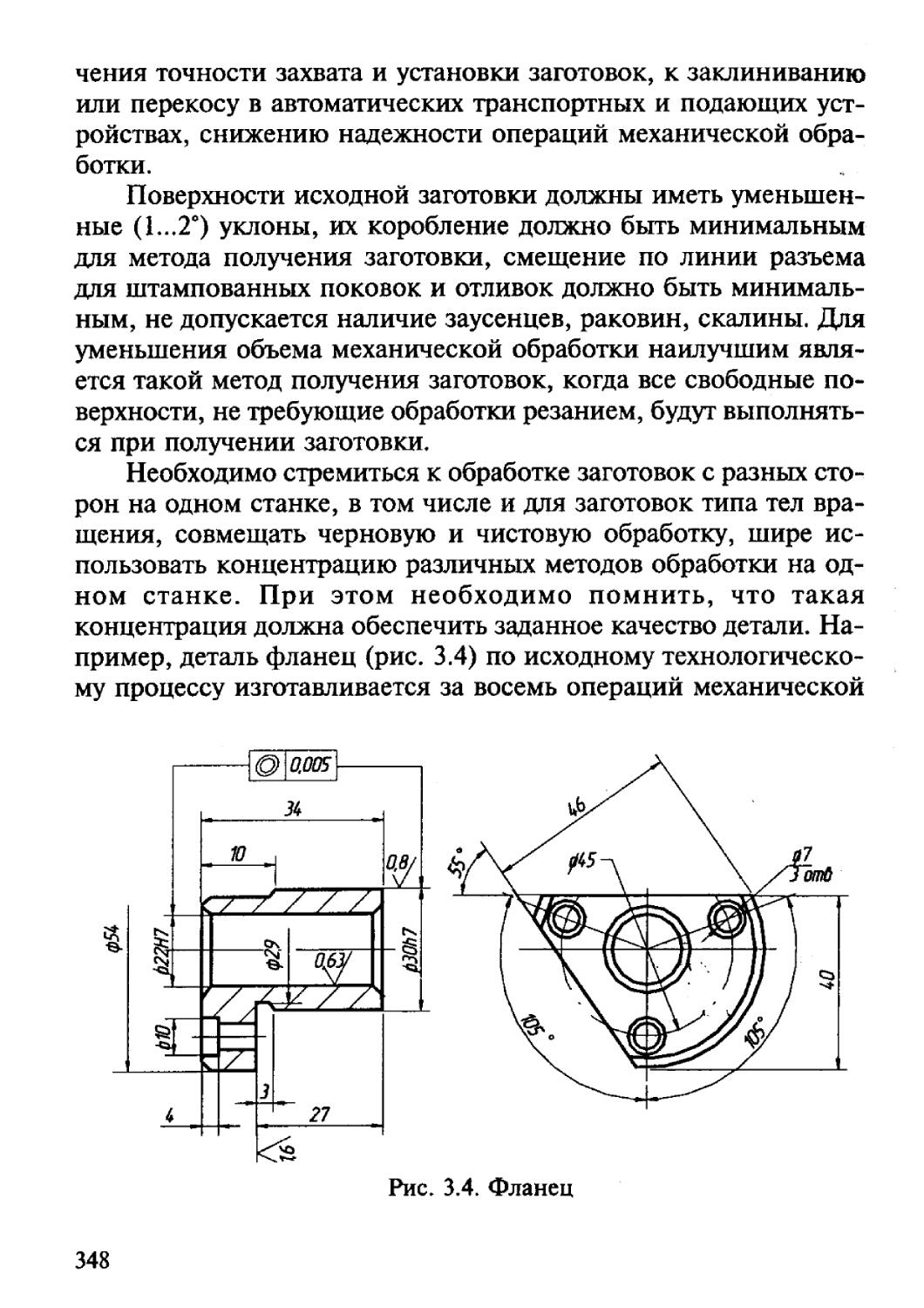
Тип представляет совокупность сходных деталей, для которых в данных производственных условиях разрабатывается общий технологический процесс (маршрут) (рис. 1.1).
Класс
Подкласс Группа Подгруппа
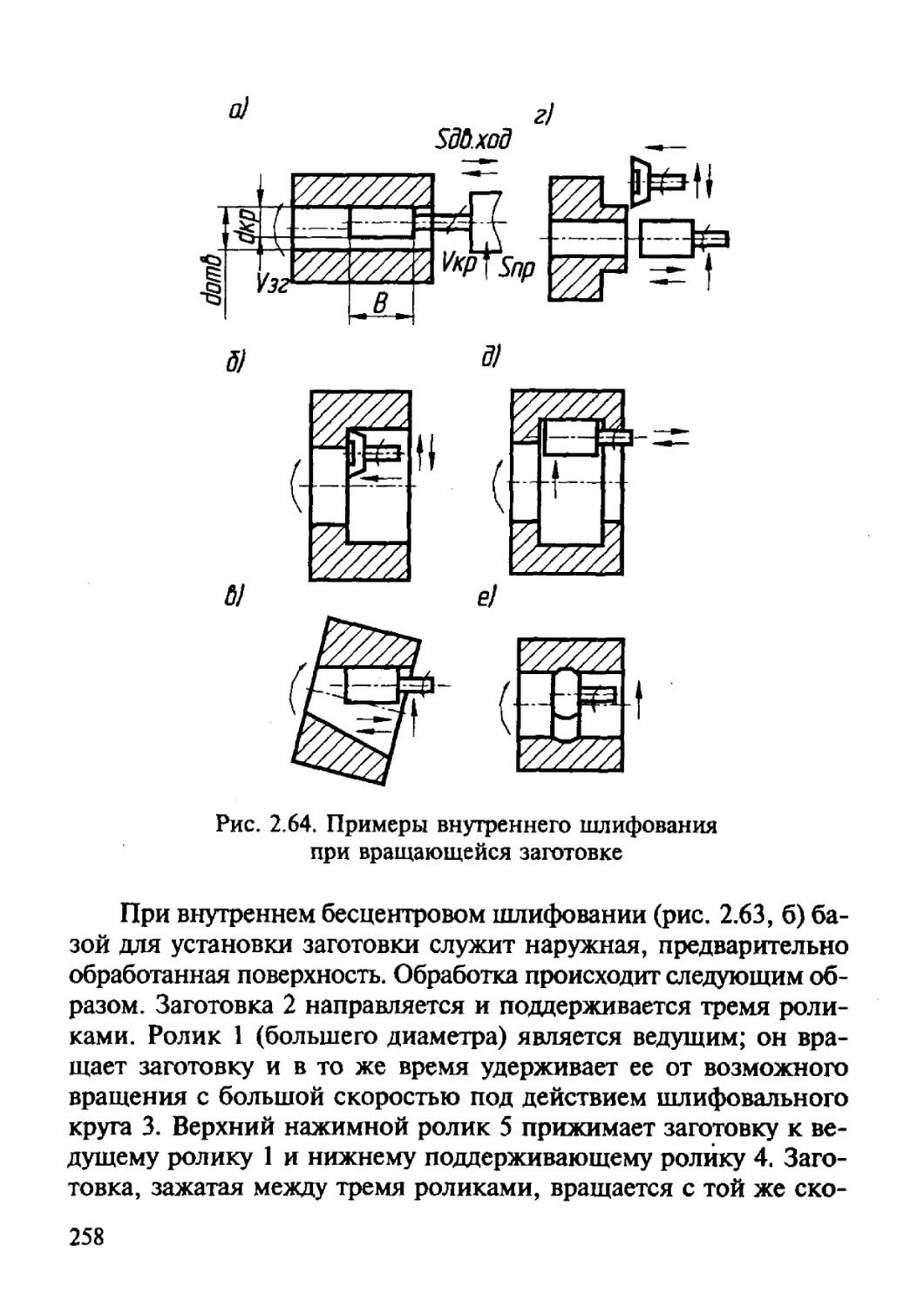
Рис. 1.1. Пример классификации деталей
Таким образом, признаками общности при типизации являются технологические задачи и технологические процессы изготовления деталей, а цель типизации — стандартизация технологического процесса для того, чтобы обработка одинаковых исходных деталей осуществлялась с помощью общих, наиболее совершенных и эффективных методов.
Типизация завершается созданием либо типовых маршрутов, либо типовых операций (элементарных технологических процессов). Типовая технологическая операция характеризуется единством содержания и последовательности технологических переходов для групп изделий с общими конструктивными признаками.
Эти элементарные типовые технологические процессы являются исходным вспомогательным (справочным) материалом при разработке типовых технологических процессов обработки деталей, т. к. любая деталь представляет собой совокупность элементарных поверхностей.
7
Типовая технологическая операция повторяется при изготовлении деталей родственных групп и сочетаний элементарных поверхностей.
Таким образом, основа построения типовых процессов — конструктивное сходство деталей, при типизации рассматриваются главным образом деталепроцессы, охватывающие преимущественно несколько видов обработки, иногда и один вид.
1.2. Групповой метод обработки
Групповой метод — метод унификации технологии производства, при котором для групп однородной по тем или иным конструктивно-технологическим признакам продукции устанавливаются однотипные методы обработки с использованием однородных и быстропереналаживаемых орудий производства.
Таким образом, основным признаком классификации и группирования являются применяемые средства технологического оснащения.
Наиболее общие задачи, решаемые групповым методом — специализация, технологическая концентрация в виде многоинструментальной и многопредметной обработки.
Групповой метод — основа унификации технологической оснастки, ограничивает ее конструктивные разновидности, размеры и составные элементы при одновременном расширении области ее применения. Групповые переналаживаемые приспособления проектируются для групп деталей, сходных по способам установки и закрепления. Обработка деталей различной конфигурации с помощью одного группового приспособления обеспечивается благодаря использованию сменных или регулируемых элементов.
1.2Л. Группирование деталей
Группа (операционная) — совокупность деталей, характеризуемая при обработке общностью оборудования, оснастки, наладки и технологического процесса (операционная).
Группа деталей в групповом производстве характеризуется единством в смысле а) конструкторском, б) технологическом (общность технологии), в) инструментальном (общность оснащения),
8
г) организационно-плановом (единое планирование и организация производства).
Образование технологических групп — наиболее ответственный процесс.
Создание унифицированных (групповых) процессов изготовления деталей может базироваться на различных методах группирования деталей. При этом возможны:
1) группирование деталей — по конструктивно-технологическому сходству (наиболее типичные совокупности в этом случае — группы валиков, втулок, шестерен и др.);
2) группирование деталей по их элементарным поверхностям, позволяющее установить варианты обработки этих поверхностей, а из комбинации элементарных процессов получить техпроцесс обработки любой детали;
3) группирование деталей по преобладающим вадам обработки (типам оборудования), единству технологического оснащения и общности наладки станка.
Во всех случаях учитываются назначение, конструкция, точность размеров и шероховатость обрабатываемых поверхностей, общность решения основных технологических задач, сходство маршрутов обработки, однородность заготовок, объем выпуска и др.
В условиях мелкосерийного и серийного производства наибольшее распространение получил метод группирования деталей по применяемому для обработки типу оборудования, единству технологического оснащения, общности настройки станка с использованием комплексной детали.
При группировании деталей по типам оборудования (видам обработки) используются три наиболее характерных случая.
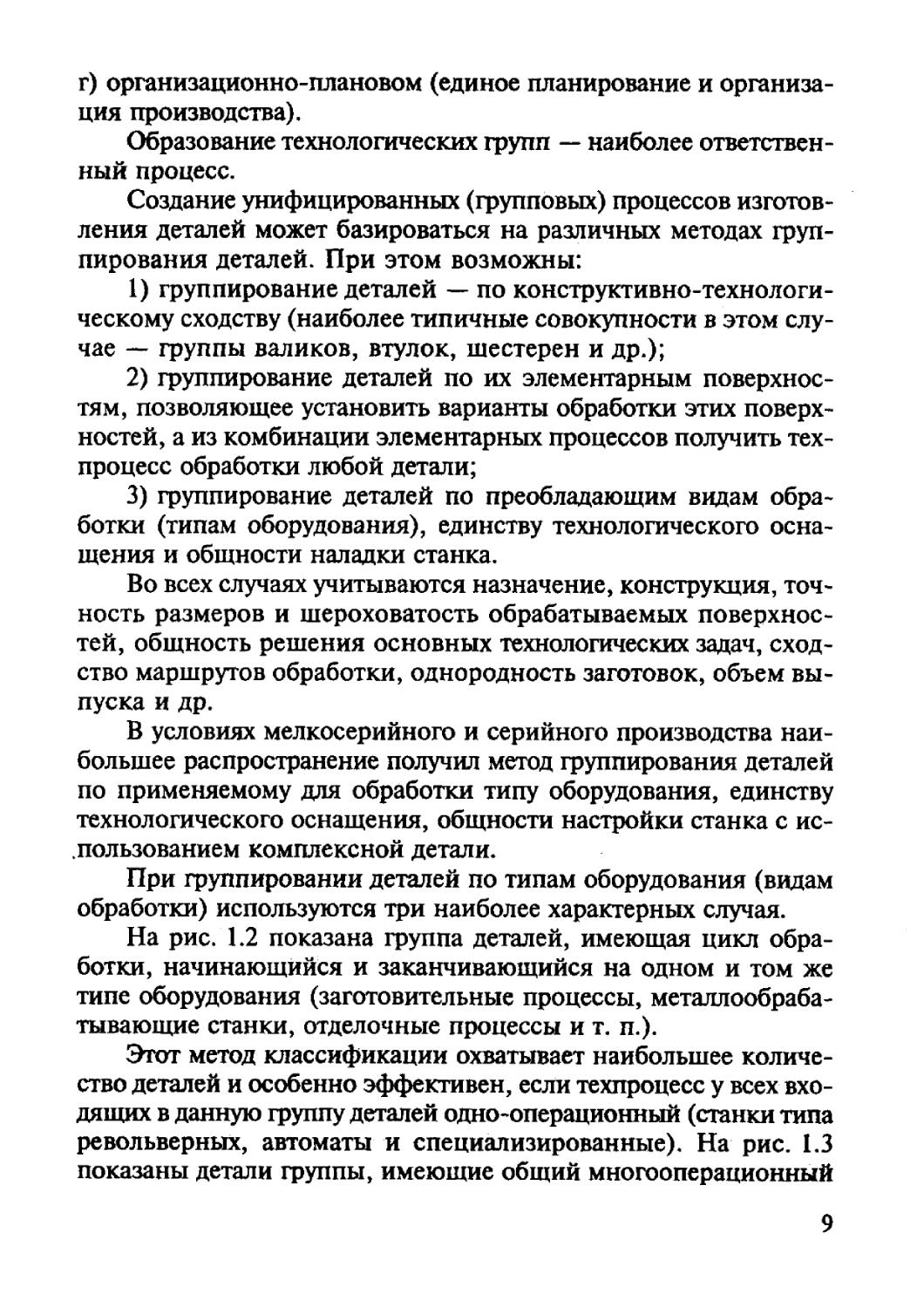
На рис. 1.2 показана группа деталей, имеющая цикл обработки, начинающийся и заканчивающийся на одном и том же типе оборудования (заготовительные процессы, металлообрабатывающие станки, отделочные процессы и т. п.).
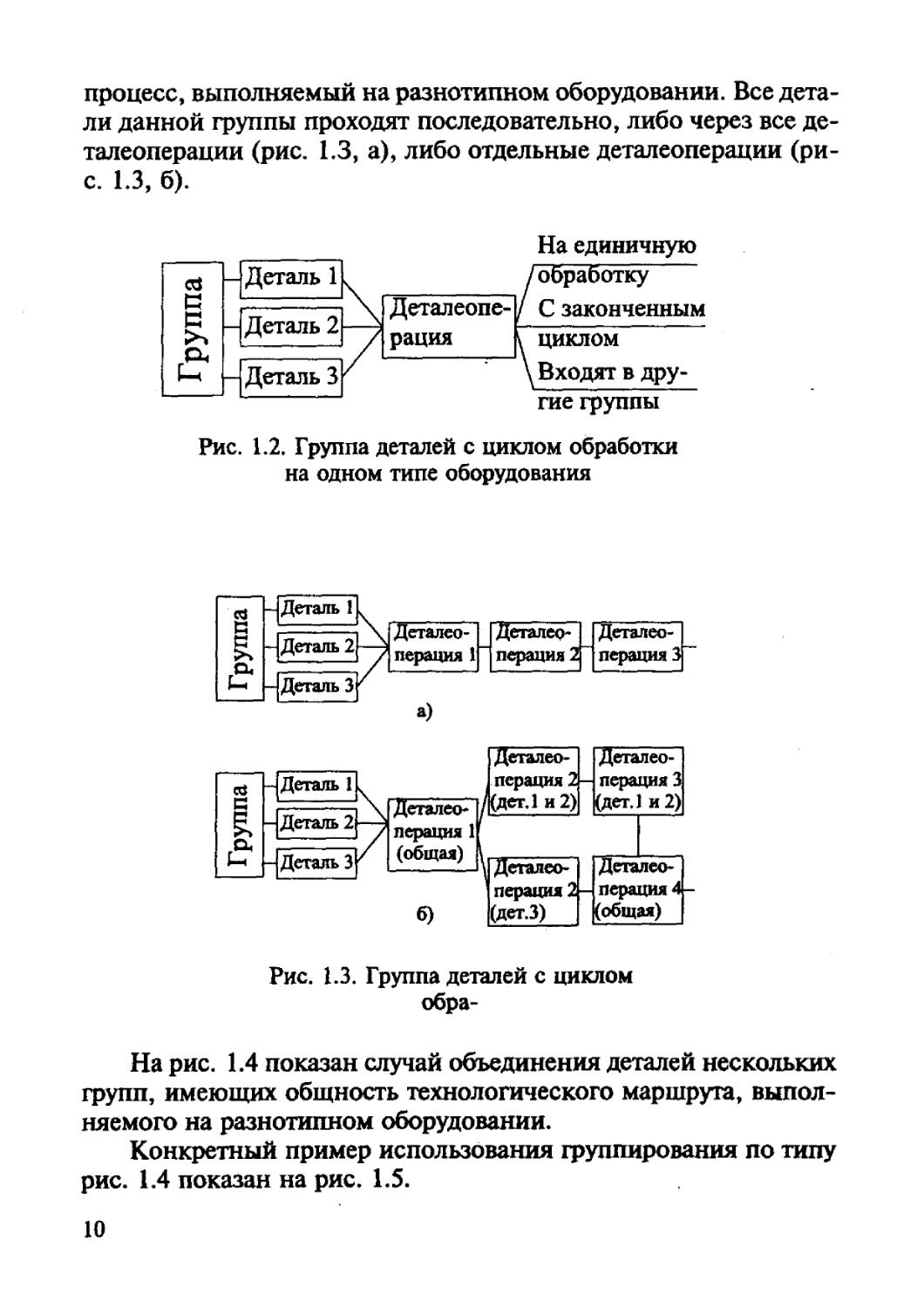
Этот метод классификации охватывает наибольшее количество деталей и особенно эффективен, если техпроцесс у всех входящих в данную группу деталей одно-операционный (станки типа револьверных, автоматы и специализированные). На рис. 1.3 показаны детали группы, имеющие общий многооперационный
9
процесс, выполняемый на разнотипном оборудовании. Все детали данной группы проходят последовательно, либо через все де-талеоперации (рис. 1.3, а), либо отдельные деталеоперации (ри-c. 1.3, б).
На единичную
обработку С законченным циклом Входят в дру-
Рис. 1.2. Группа деталей с циклом обработки на одном типе оборудования
гие группы
Рис. 1.3. Группа деталей с циклом обра-
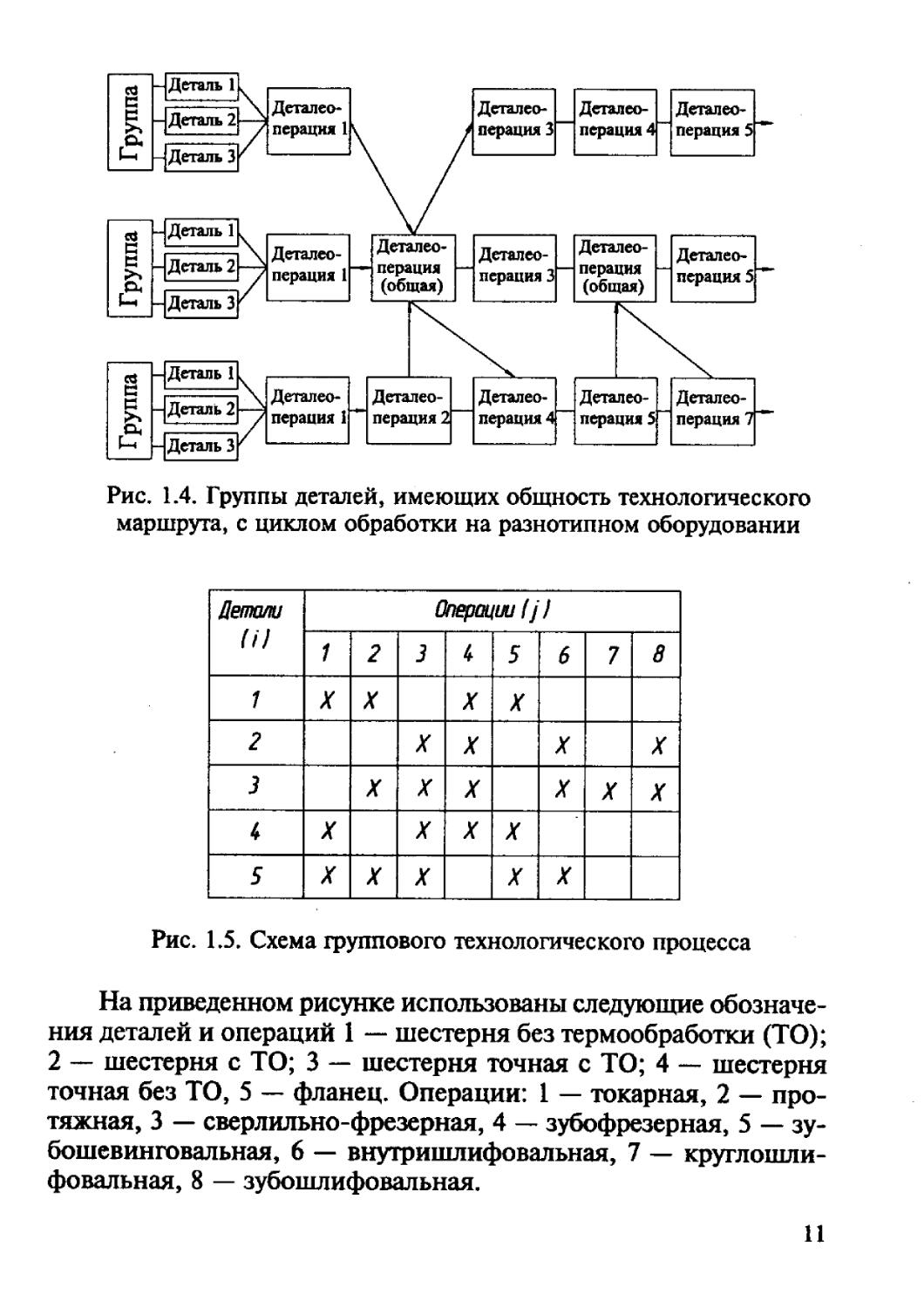
На рис. 1.4 показан случай объединения деталей нескольких групп, имеющих общность технологического маршрута, выполняемого на разнотипном оборудовании.
Конкретный пример использования группирования по типу рис. 1.4 показан на рис. 1.5.
10
Рис. 1.4. Группы деталей, имеющих общность технологического маршрута, с циклом обработки на разнотипном оборудовании
На приведенном рисунке использованы следующие обозначения деталей и операций 1 — шестерня без термообработки (ТО); 2 — шестерня с ТО; 3 — шестерня точная с ТО; 4 — шестерня точная без ТО, 5 — фланец. Операции: 1 — токарная, 2 — протяжная, 3 — сверлильно-фрезерная, 4 — зубофрезерная, 5 — зу-бошевинговальная, 6 — внутришлифовальная, 7 — круглошлифовальная, 8 — зубошлифовальная.
11
1.2.2. Комплексная деталь
Рис. 1.6. Схема построения групповой операции
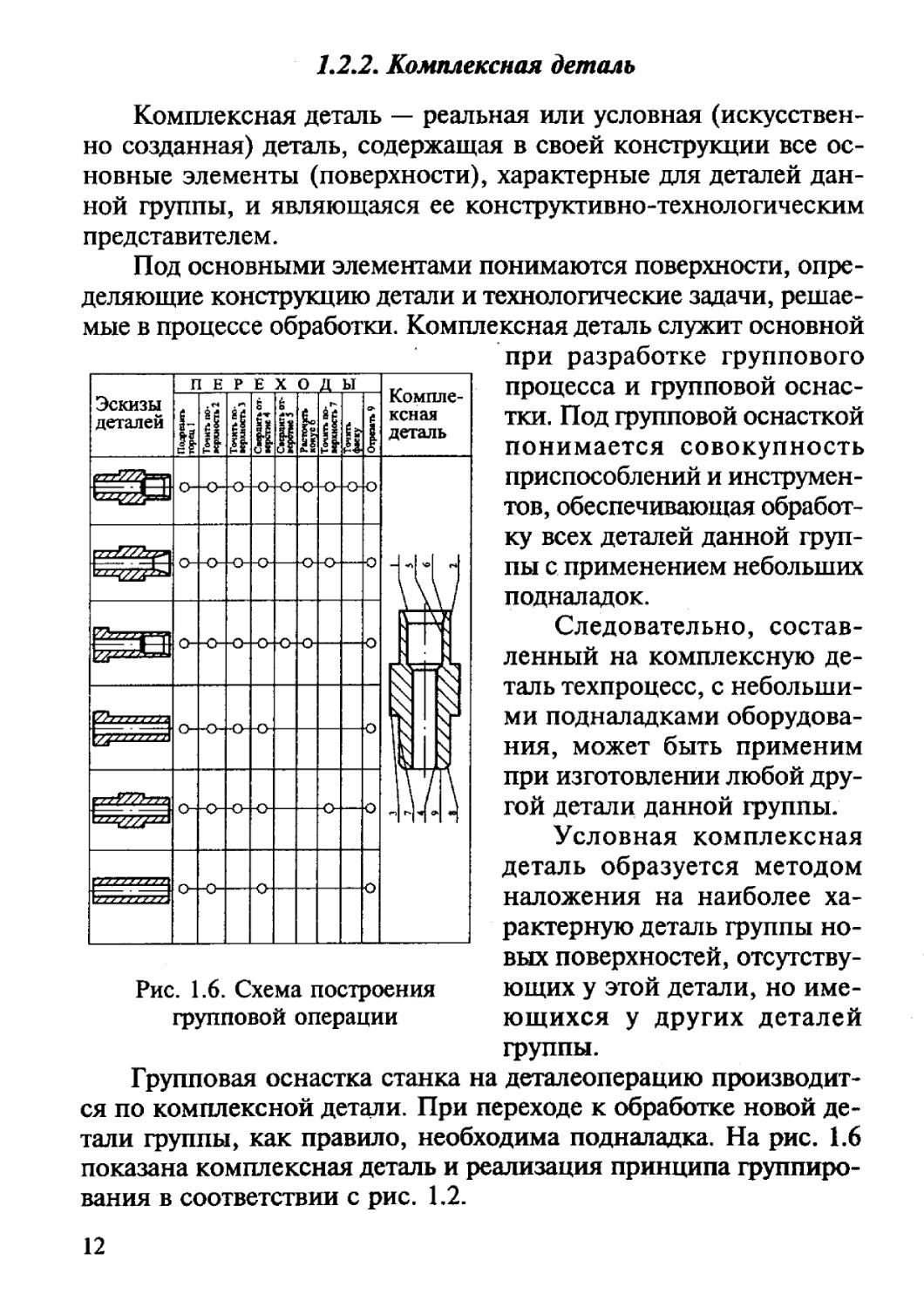
Комплексная деталь — реальная или условная (искусственно созданная) деталь, содержащая в своей конструкции все основные элементы (поверхности), характерные для деталей данной группы, и являющаяся ее конструктивно-технологическим представителем.
Под основными элементами понимаются поверхности, определяющие конструкцию детали и технологические задачи, решаемые в процессе обработки. Комплексная деталь служит основной при разработке группового процесса и групповой оснастки. Под групповой оснасткой понимается совокупность приспособлений и инструментов, обеспечивающая обработку всех деталей данной группы с применением небольших подналадок.
Следовательно, составленный на комплексную деталь техпроцесс, с небольшими подналадками оборудования, может быть применим при изготовлении любой другой детали данной группы.
Условная комплексная деталь образуется методом наложения на наиболее характерную деталь группы новых поверхностей, отсутствующих у этой детали, но имеющихся у других деталей группы.
Групповая оснастка станка на деталеоперацию производится по комплексной детали. При переходе к обработке новой детали группы, как правило, необходима подналадка. На рис. 1.6 показана комплексная деталь и реализация принципа группирования в соответствии с рис. 1.2.
12
1.3. Модульная технология
На кафедре “Технология газонефтяного и нефтехимического машиностроения и приборостроения” МИНГ им. И.М. Губкина разработаны принципы классификации и на ее основе предложена модульная технология [4].
В качестве объекта классификации выбирается объект, являющийся промежуточным между деталью и отдельной поверхностью, например, сочетание поверхностей, предназначенных для совместного выполнения законченной служебной функции детали. Для типового сочетания поверхностей, встречающихся у различных деталей, разрабатываются операции и переходы с неизменными технологическими базами, на одних и тех же станках, одинаковым инструментом.
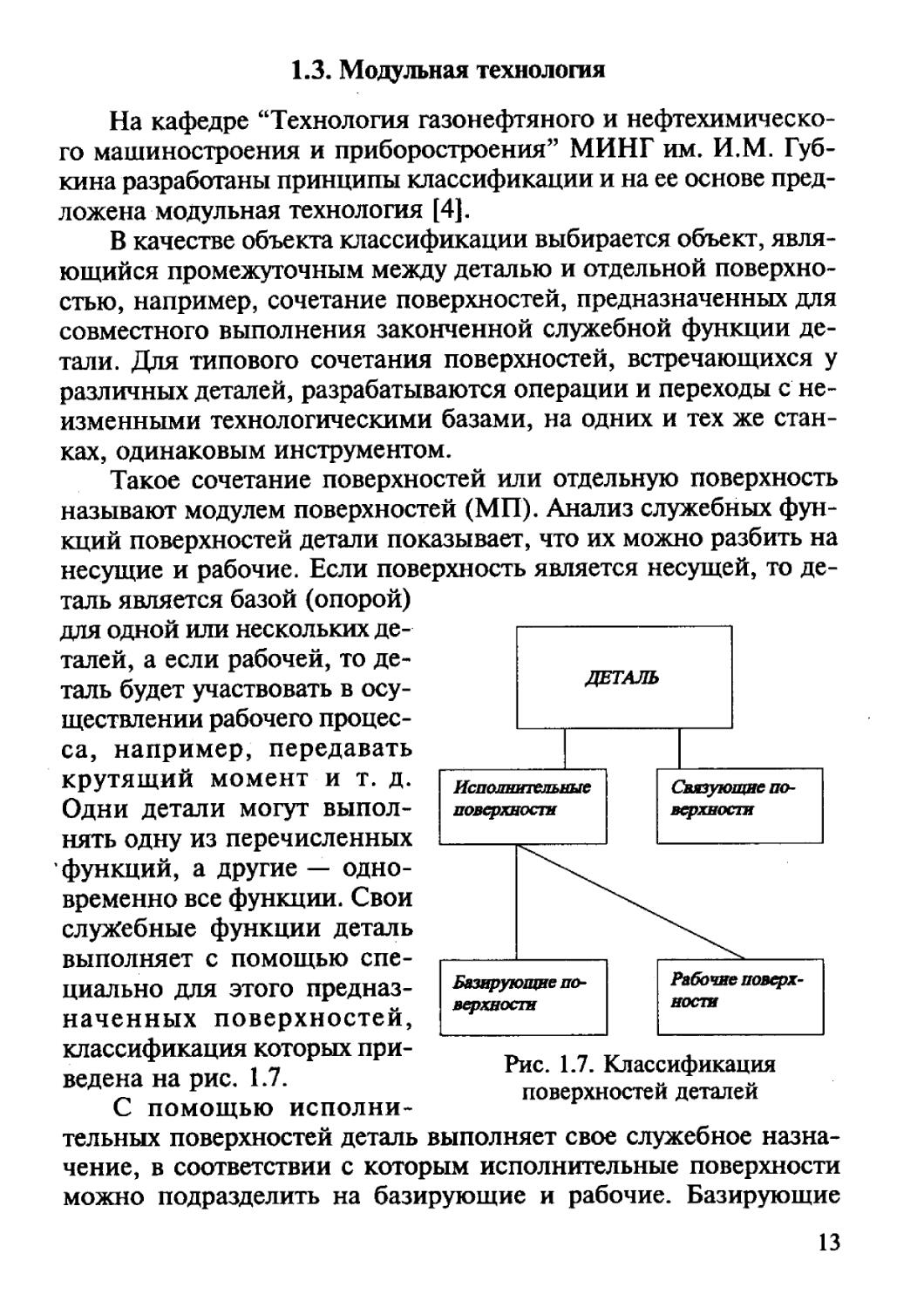
Такое сочетание поверхностей или отдельную поверхность называют модулем поверхностей (МП). Анализ служебных функций поверхностей детали показывает, что их можно разбить на несущие и рабочие. Если поверхность является несущей, то деталь является базой (опорой) для одной или нескольких деталей, а если рабочей, то деталь будет участвовать в осуществлении рабочего процесса, например, передавать крутящий момент и т. д. Одни детали могут выполнять одну из перечисленных функций, а другие — одновременно все функции. Свои служебные функции деталь выполняет с помощью специально для этого предназначенных поверхностей, классификация которых приведена на рис. 1.7.
С помощью исполни
тельных поверхностей деталь выполняет свое служебное назначение, в соответствии с которым исполнительные поверхности можно подразделить на базирующие и рабочие. Базирующие
Рис. 1.7. Классификация поверхностей деталей
13
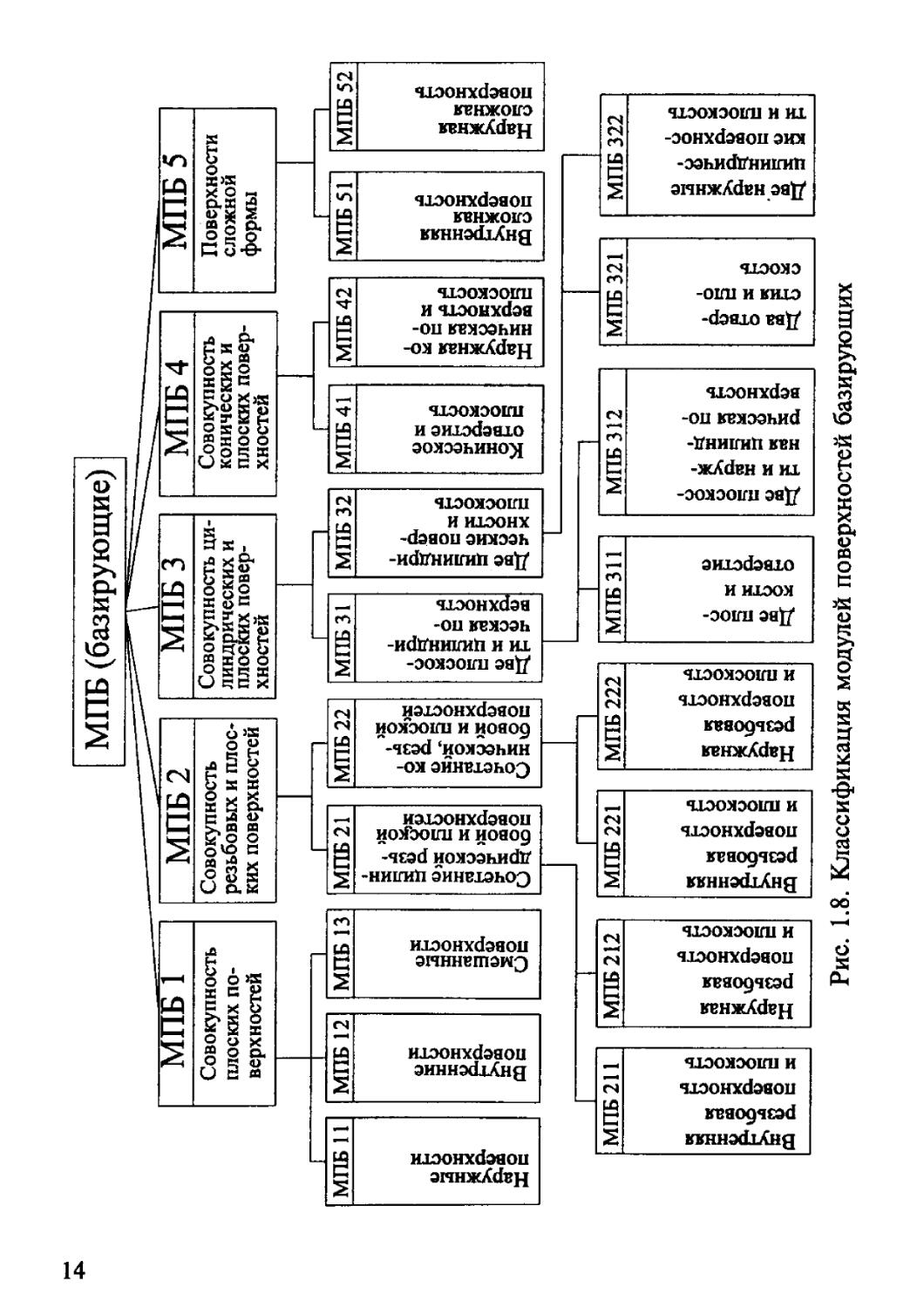
Рис. 1.8. Классификация модулей поверхностей базирующих
поверхности могут быть основными, обеспечивающими требуемое положение самой детали в изделии, и вспомогательными для ориентации присоединяемых деталей.
Связующие поверхности объединяют исполнительные повер
хности в единое тело — деталь.
Для базирования детали, при котором она лишается всех шести степеней свободы, необходим комплект, состоящий из 3-х поверхностей, которые образуют прямоугольную систему ко
ординат.
Если деталь должна иметь одну или более степеней свободы, то, соответственно, уменьшается требуемое количество поверхностей, и комплект баз получается неполным, содержащим одну — две поверхности. Рабочие и связующие поверхности в
зависимости от выполняемых ими конкретных функций могут представлять собой либо отдельные поверхности, либо их комплект.
Таким образом, любую деталь можно представить как совокупность МП, каждый из которых выполняет определенные служебные функции детали.
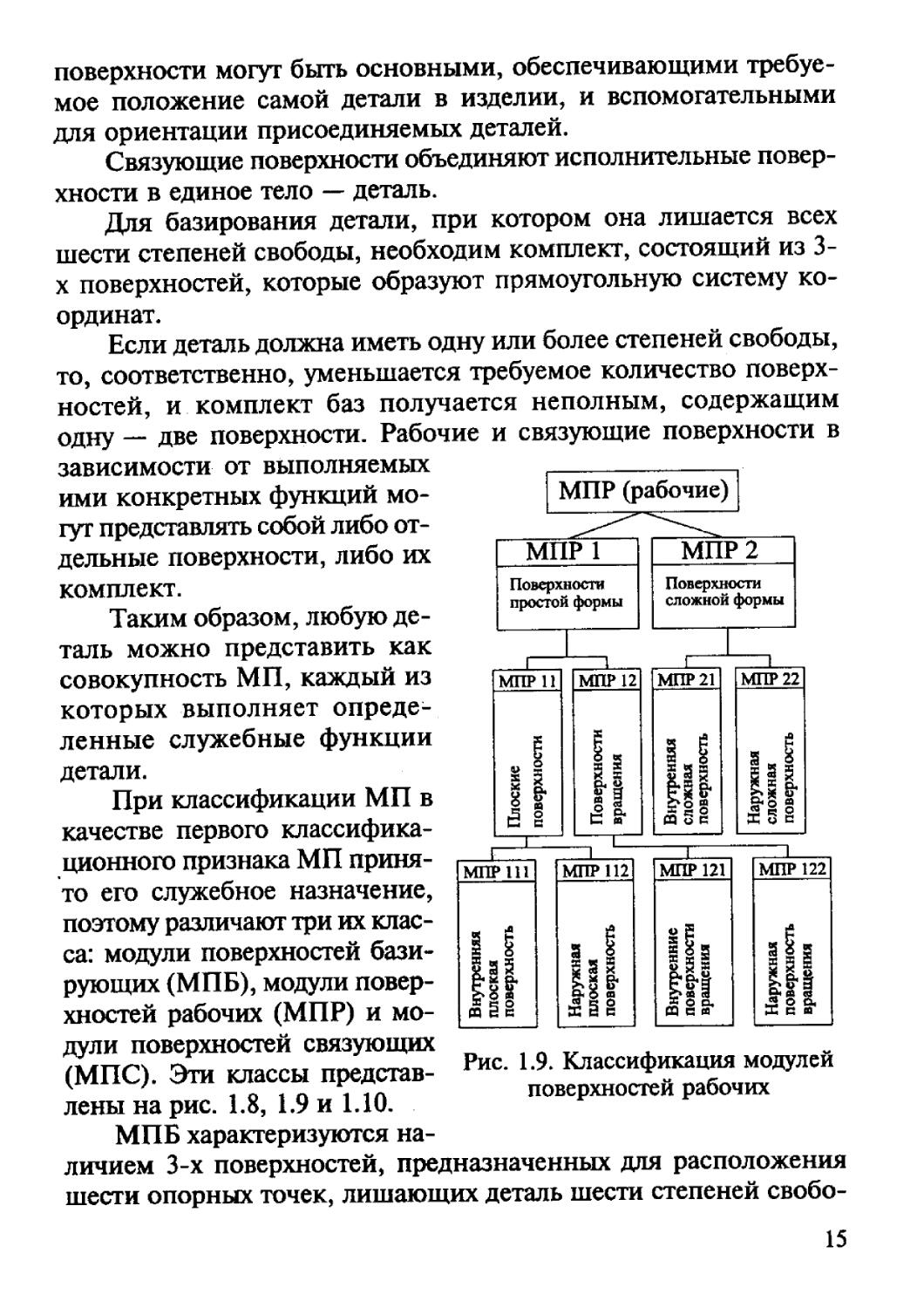
При классификации МП в качестве первого классификационного признака МП принято его служебное назначение, поэтому различают три их класса: модули поверхностей базирующих (МПБ), модули поверхностей рабочих (МПР) и модули поверхностей связующих (МПС). Эти классы представлены на рис. 1.8, 1.9 и 1.10.
МПБ характеризуются на
Рис. 1.9. Классификация модулей поверхностей рабочих
личием 3-х поверхностей, предназначенных для расположения
шести опорных точек, лишающих деталь шести степеней свобо
15
ды. Таким образом, классификационным признаком МПБ был принят конструкторско-геометрический признак, отражающий сочетание геометрических форм.
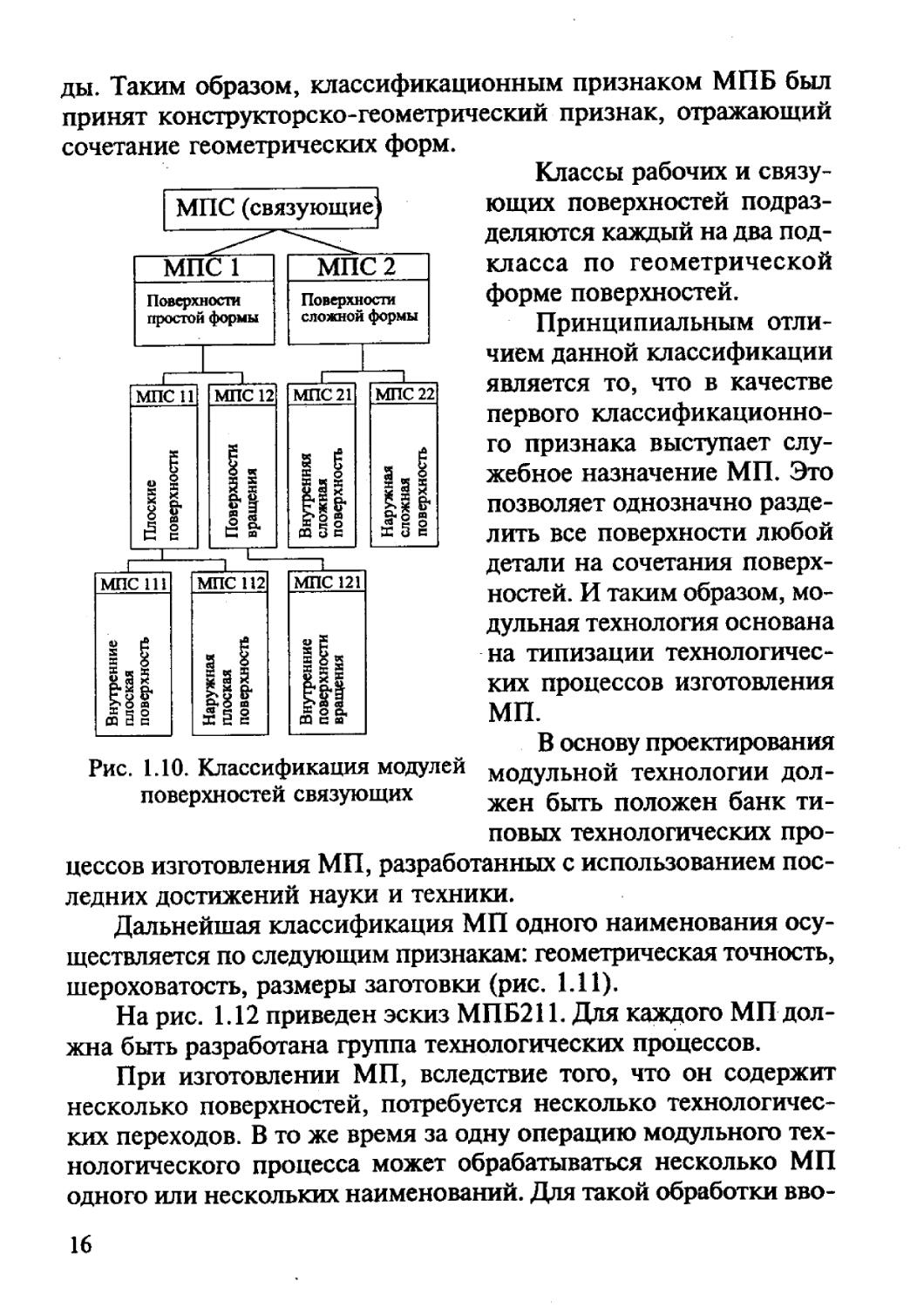
Рис. 1.10. Классификация модулей поверхностей связующих
Классы рабочих и связующих поверхностей подразделяются каждый на два подкласса по геометрической форме поверхностей.
Принципиальным отличием данной классификации является то, что в качестве первого классификационного признака выступает служебное назначение МП. Это позволяет однозначно разделить все поверхности любой детали на сочетания поверхностей. И таким образом, модульная технология основана на типизации технологических процессов изготовления МП.
В основу проектирования модульной технологии должен быть положен банк типовых технологических про
цессов изготовления МП, разработанных с использованием последних достижений науки и техники.
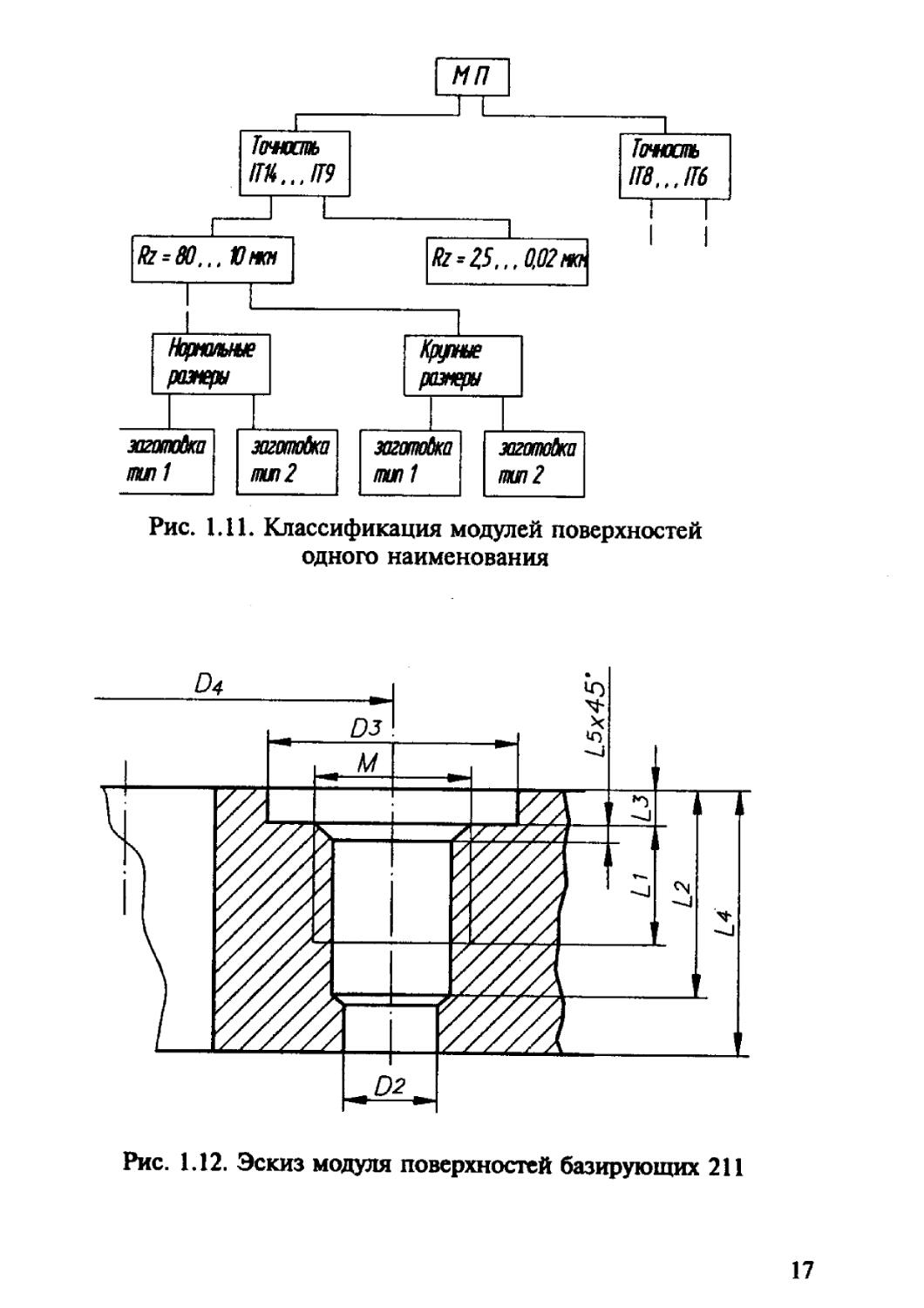
Дальнейшая классификация МП одного наименования осуществляется по следующим признакам: геометрическая точность, шероховатость, размеры заготовки (рис. 1.11).
На рис. 1.12 приведен эскиз МПБ211. Для каждого МП должна быть разработана группа технологических процессов.
При изготовлении МП, вследствие того, что он содержит несколько поверхностей, потребуется несколько технологических переходов. В то же время за одну операцию модульного технологического процесса может обрабатываться несколько МП одного или нескольких наименований. Для такой обработки вво-
16
Рис. 1.11. Классификация модулей поверхностей одного наименования
Рис. 1.12. Эскиз модуля поверхностей базирующих 211
17
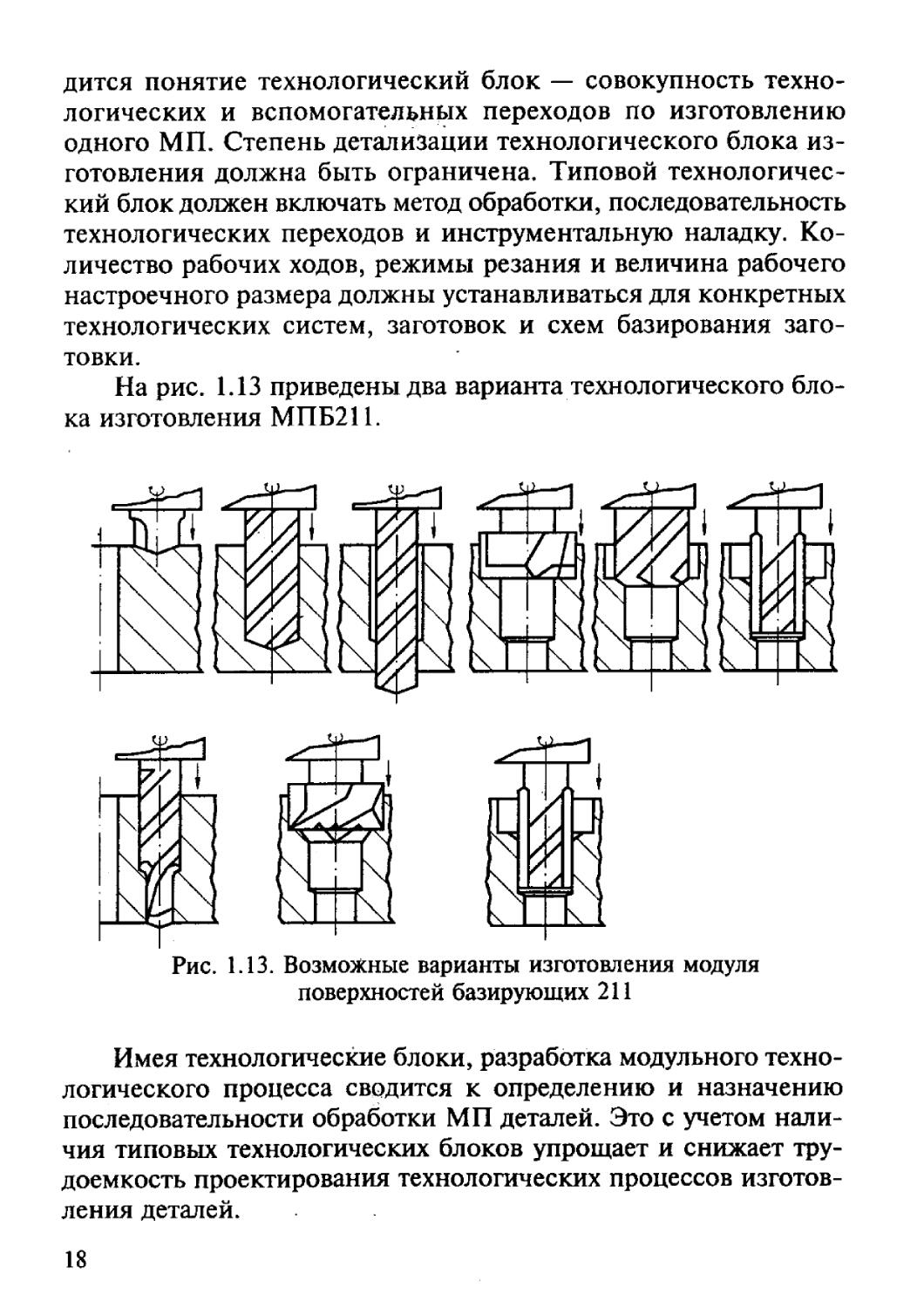
дится понятие технологический блок — совокупность технологических и вспомогательных переходов по изготовлению одного МП. Степень детализации технологического блока изготовления должна быть ограничена. Типовой технологический блок должен включать метод обработки, последовательность технологических переходов и инструментальную наладку. Количество рабочих ходов, режимы резания и величина рабочего настроечного размера должны устанавливаться для конкретных технологических систем, заготовок и схем базирования заготовки.
На рис. 1.13 приведены два варианта технологического блока изготовления МПБ211.
Рис. 1.13. Возможные варианты изготовления модуля поверхностей базирующих 211
Имея технологические блоки, разработка модульного технологического процесса сводится к определению и назначению последовательности обработки МП деталей. Это с учетом наличия типовых технологических блоков упрощает и снижает трудоемкость проектирования технологических процессов изготовления деталей.
18
1.4. Последовательность и правила проектирования технологических процессов изготовления деталей
Общие правила разработки технологических процессов определяются ГОСТом 14.301-83. Этим стандартом определены следующие основные этапы:
— анализ исходных данных;
— определение типа производства;
— определение класса детали и выбор в качестве аналога действующего типового или группового технологического процесса;
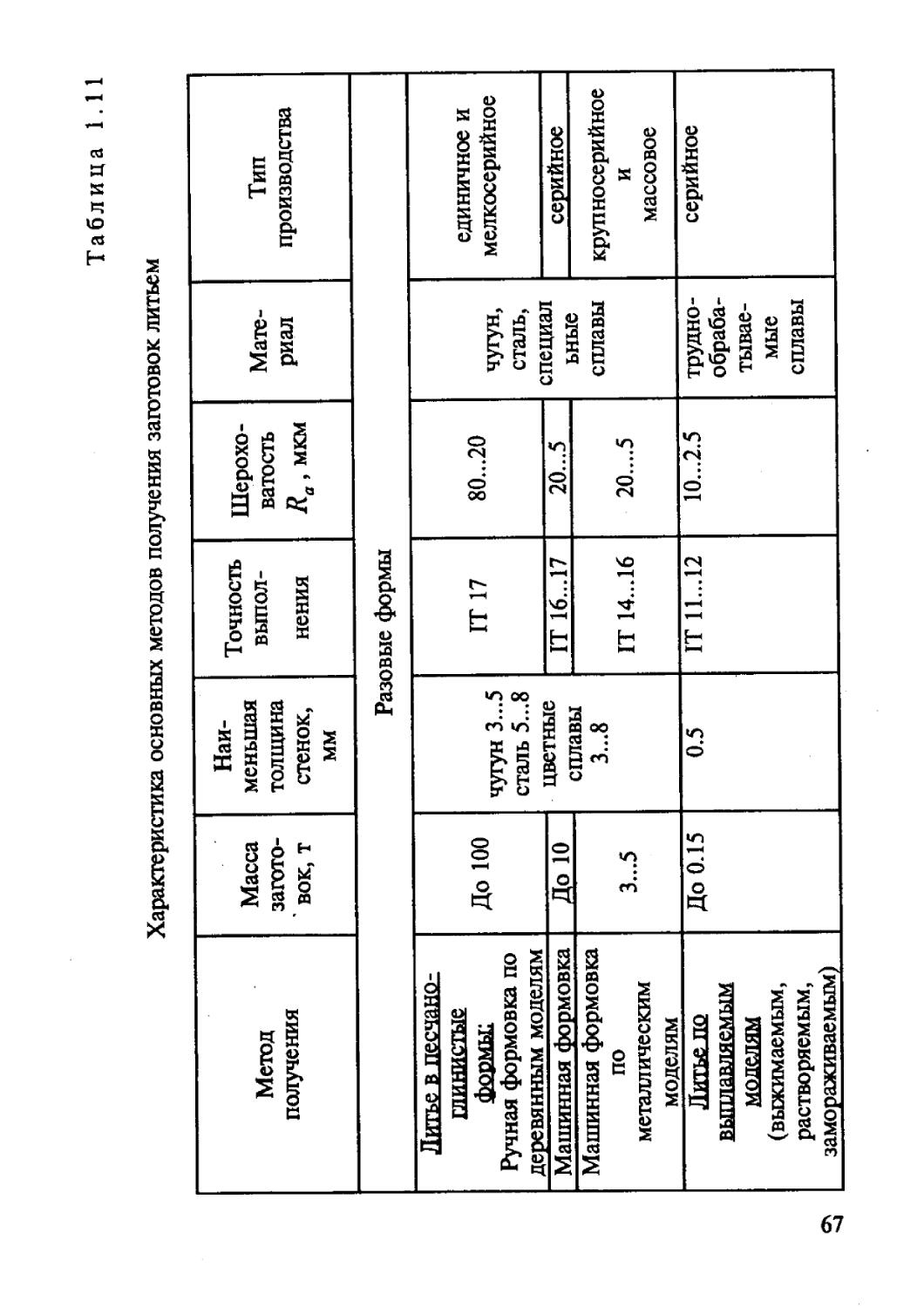
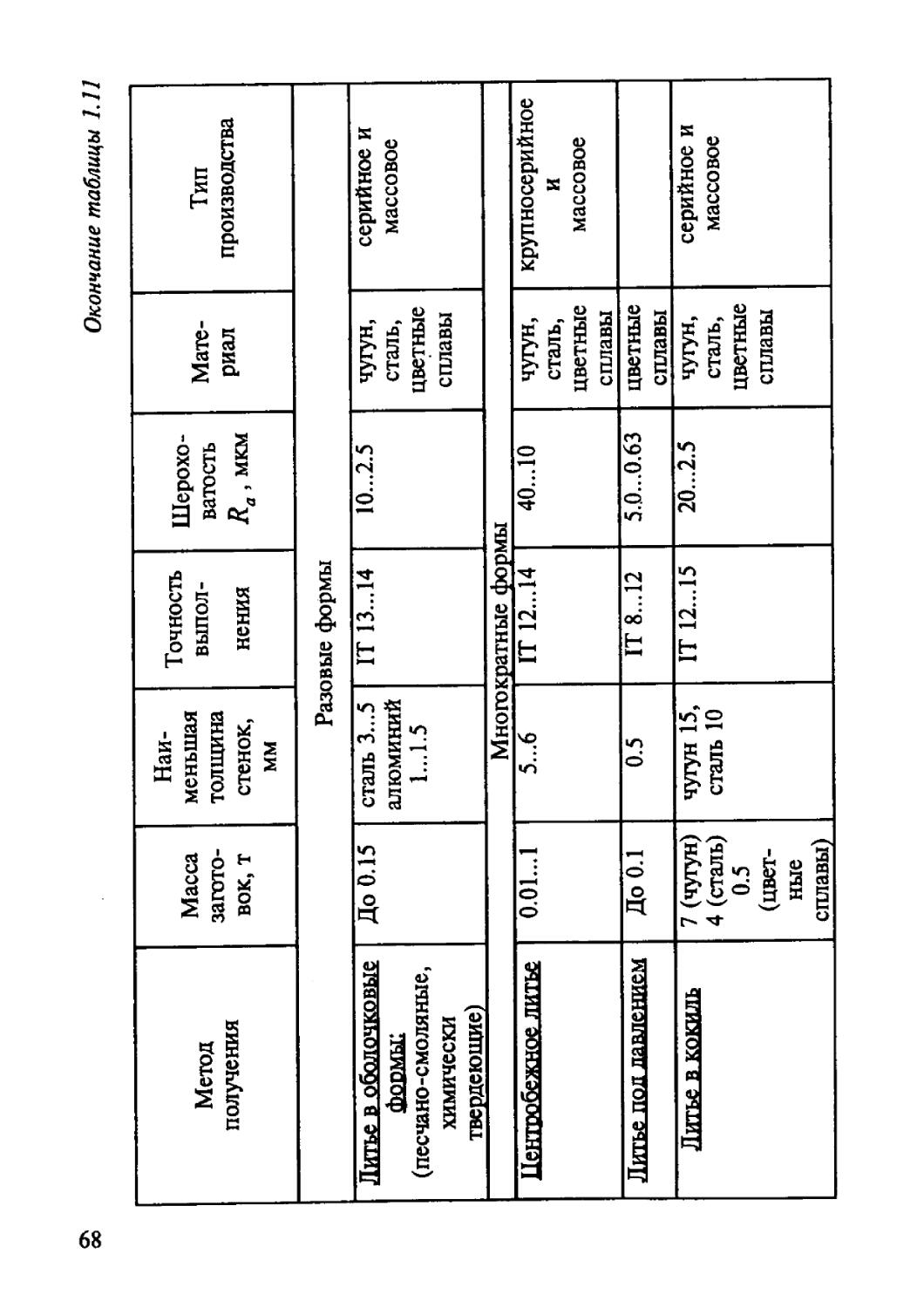
— выбор исходной заготовки и методов ее изготовления;
— выбор технологических баз;
— план обработки отдельных поверхностей;
— составление технологического маршрута обработки;
— разработка технологических операций;
— нормирование технологического процесса;
— определение требований техники безопасности;
— расчет экономической эффективности технологического процесса;
— оформление технологической документации.
В стандартах ЕСТПП 14.303-82 и 14.316-82 приводятся дополнительные этапы, относящиеся соответственно к разработке типовых и групповых техпроцессов.
Для разработки типового процесса добавлены следующие этапы:
— классификация объектов производства;
— количественная оценка групп объектов производства;
— анализ конструкций типовых представителей объектов производства по чертежам и техническим условиям, программ выпуска и типа производства.
Основные отличия от общих правил при разработке группового техпроцесса связаны с классификацией изделий, как и при разработке типовых процессов:
— группирование изделий;
— количественная оценка трупп предметов производства.
Достаточно подробный анализ этапов проектирования представлен в [5, 8, 13, 16, 17].
19
1.4.1. Анализ исходных данных для разработки технологического процесса
Для проектирования технологических процессов механической обработки необходимы следующие основные исходные данные:
1. Сборочный чертеж с кратким описанием служебного назначения и технических условий приемки изделия.
2. Рабочие чертежи, определяющие материал, конструктивные формы и размеры деталей, точность и качество обработанных поверхностей, особые требования (твердость и структура материала, покрытия, термообработка, балансировка и т. п.).
3. Объем выпуска изделий, в состав которых входят изготавливаемые детали, с учетом выпуска запасных частей.
Кроме базовых исходных данных используют руководящую и справочную технико-экономическую информацию: стандарты ЕСТПП и ЕСТД; типовые технологические процессы и операции, каталоги прогрессивного технологического оборудования и оснастки; материалы по выбору режимов резания, припусков, расчетам точности и надежности технологических процессов.
Анализ исходных данных обязательно должен включать следующие разделы: изучение и, в случае необходимости, корректировку технических требований к деталям, формулировку технологических задач, анализ технологичности конструкции деталей.
При технологическом контроле чертежей проверяют, содержит ли чертеж все сведения о детали: необходимые проекции, разрезы и сечения, размеры с допусками, требования к точности формы и взаимного расположения, требования к качеству поверхности.
При анализе чертежа детали также выявляются основные и вспомогательные конструкторские базы и производится контроль правильности простановки размеров.
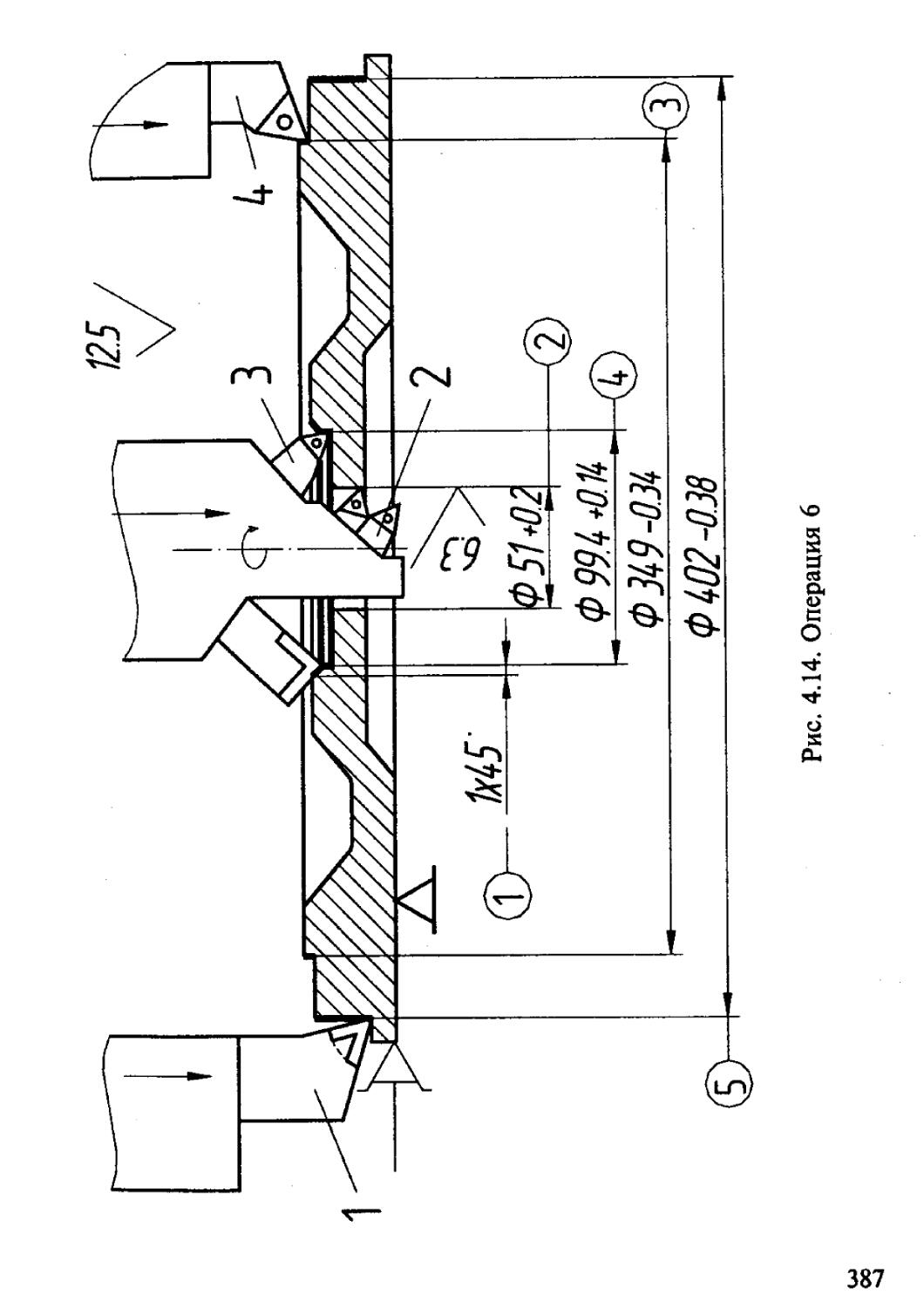
Так, например, на рабочих чертежах деталей, изготавливаемых штамповкой, ковкой или отливкой с последующей обработкой части поверхностей детали, должны быть проставлены три группы размеров. Одна на них связывает между собой нео-
20
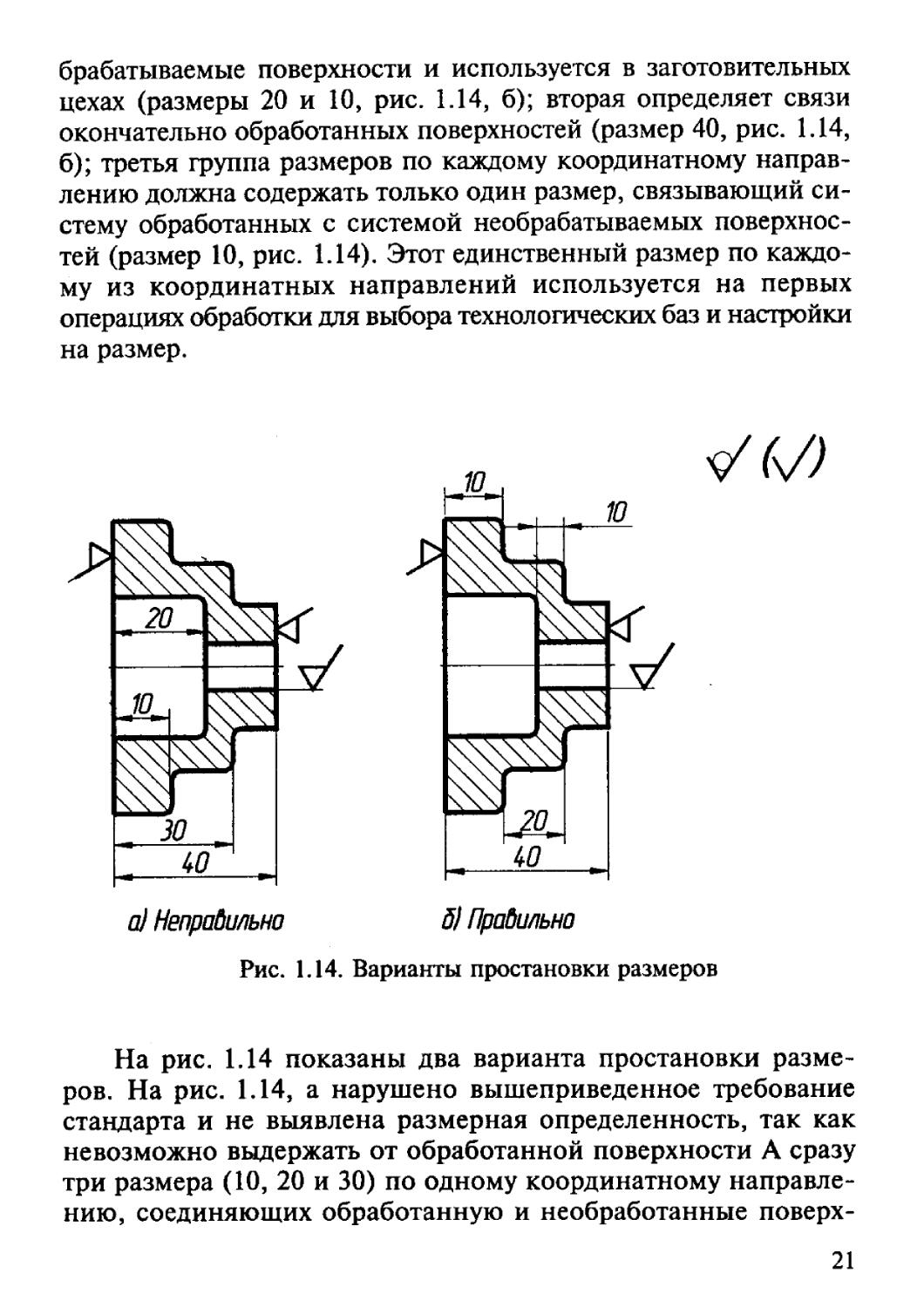
брабатываемые поверхности и используется в заготовительных цехах (размеры 20 и 10, рис. 1.14, б); вторая определяет связи окончательно обработанных поверхностей (размер 40, рис. 1.14, б); третья группа размеров по каждому координатному направлению должна содержать только один размер, связывающий систему обработанных с системой необрабатываемых поверхностей (размер 10, рис. 1.14). Этот единственный размер по каждому из координатных направлений используется на первых операциях обработки для выбора технологических баз и настройки на размер.
а) Неправильно
40
S) Правильно
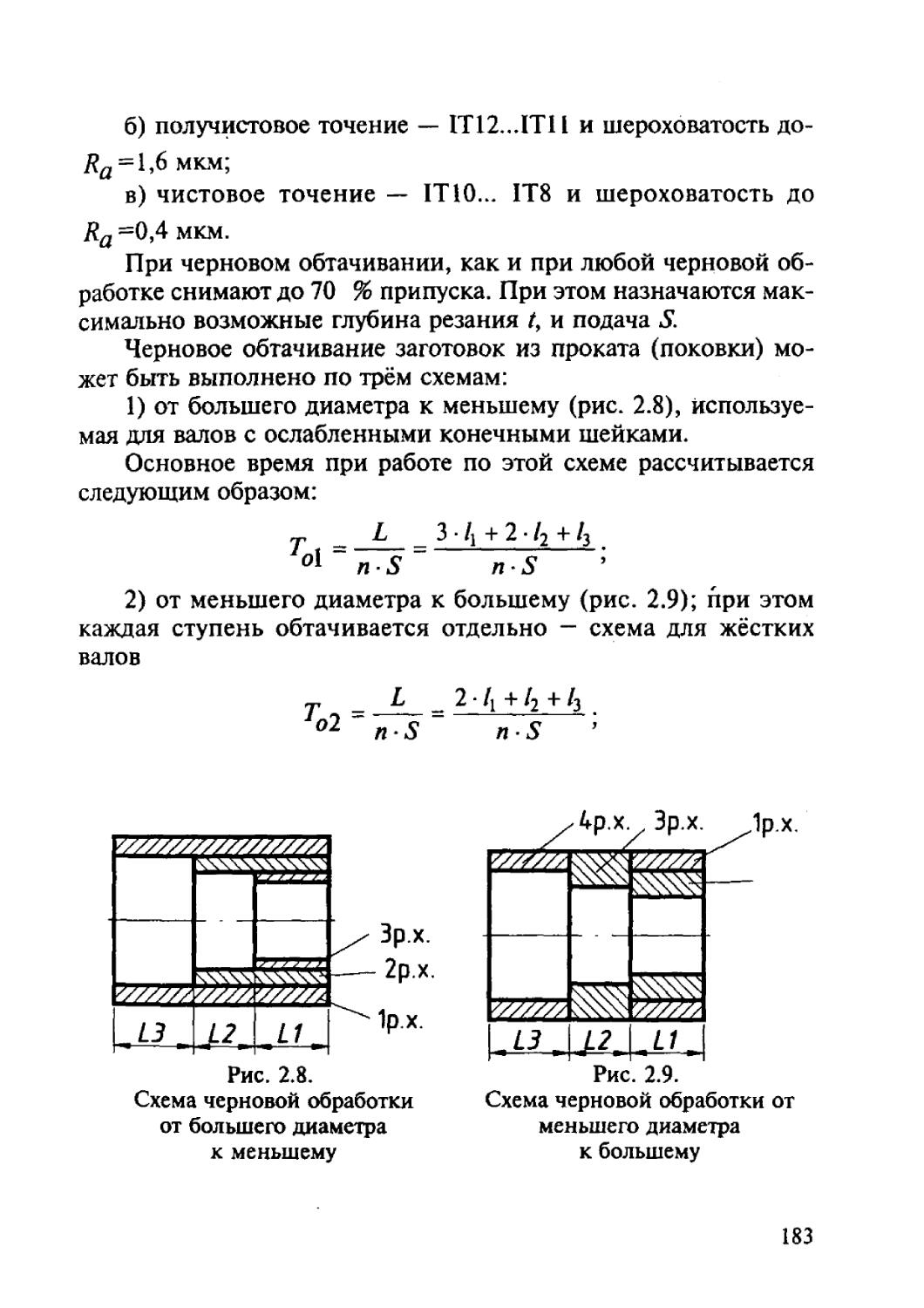
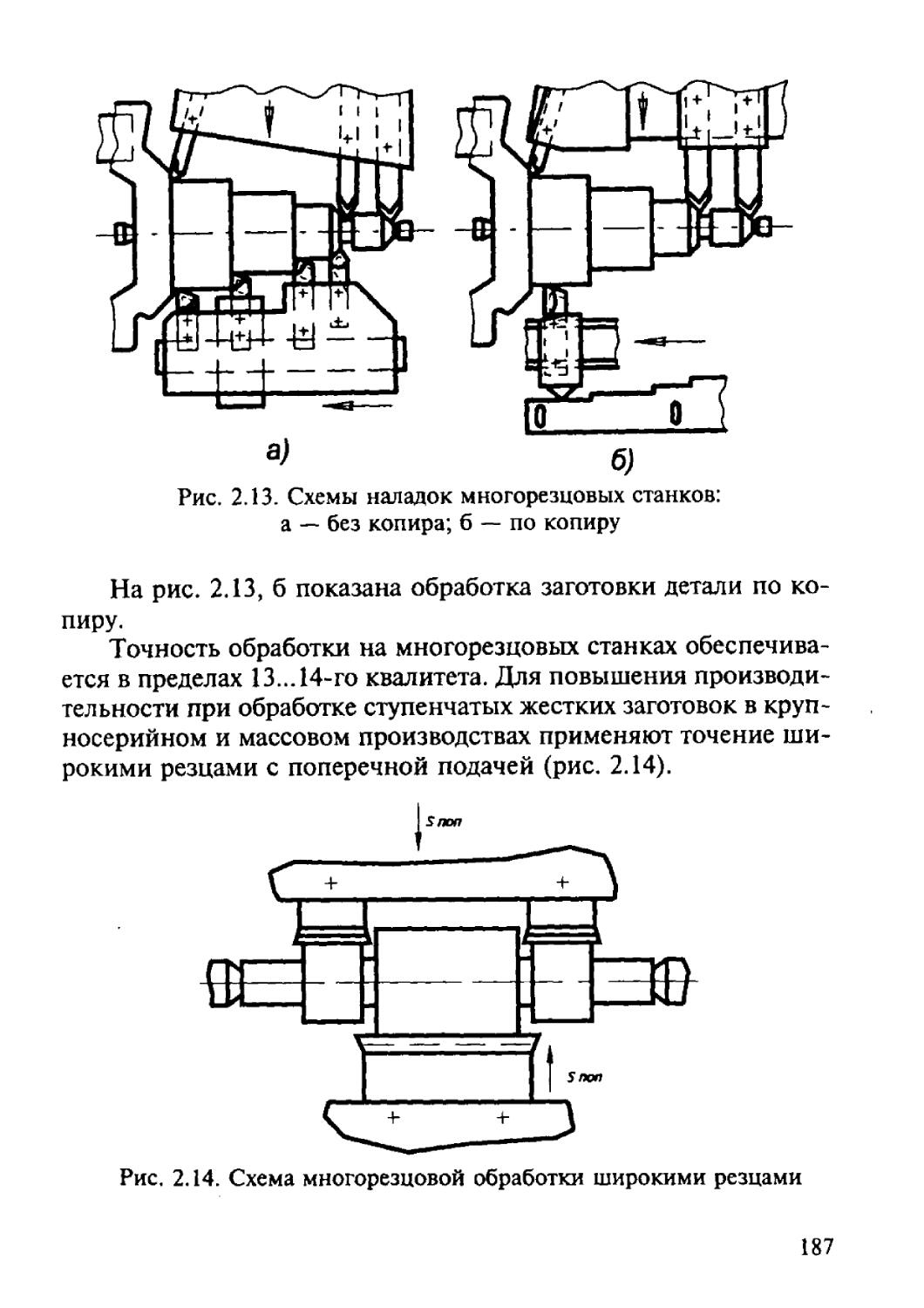
Рис. 1.14. Варианты простановки размеров
V(V)
На рис. 1.14 показаны два варианта простановки размеров. На рис. 1.14, а нарушено вышеприведенное требование стандарта и не выявлена размерная определенность, так как невозможно выдержать от обработанной поверхности А сразу три размера (10, 20 и 30) по одному координатному направлению, соединяющих обработанную и необработанные поверх
21
ности. На рис. 1.14,6 представлен чертеж с правильной простановкой размеров.
Простановка размеров с учетом технологических требований обеспечивает:
— совмещение конструкторских, технологических и измерительных баз;
— работу на предварительно настроенных станках,
— применение наиболее простых приспособлений режущего и мерительного инструмента;
— надежность и простоту контроля детали;
— отсутствие необходимости в перерасчете размеров и допусков при изготовлении и контроле;
— рациональную последовательность в обработке деталей;
— соблюдение принципа кратчайших размерных цепей.
Для обработки на станках с ЧПУ простановка размеров должна выполняться с учетом требований программирования: в прямоугольной системе координат, с заданием координат исходной и контрольных точек, с указанием всех размеров криволинейного контура — радиусов дуг, координат центров радиусов, координат точек сопряжения дуг, с применением простановки размеров вдоль оси отверстий или ступеней валика, т. е. с определением точек начала и конца того или иного установочнопозиционного перемещения.
Анализируют технические требования, обязательно выделяя наиболее высокие из них. Особое внимание обращают на комплексы взаимосвязанных поверхностей.
Решению этих задач должны быть подчинены все последующие этапы проектирования технологического процесса изготовления детали.
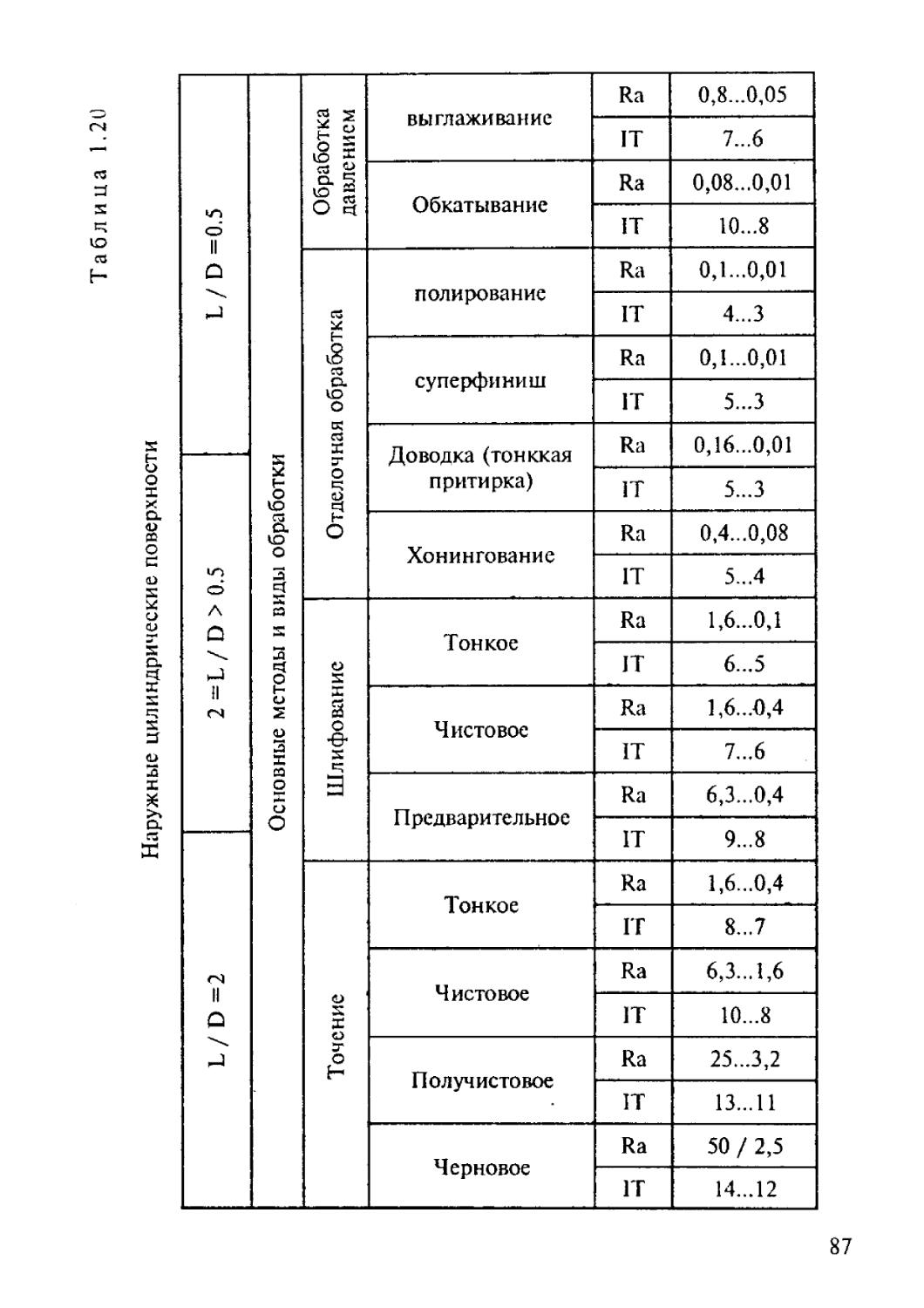
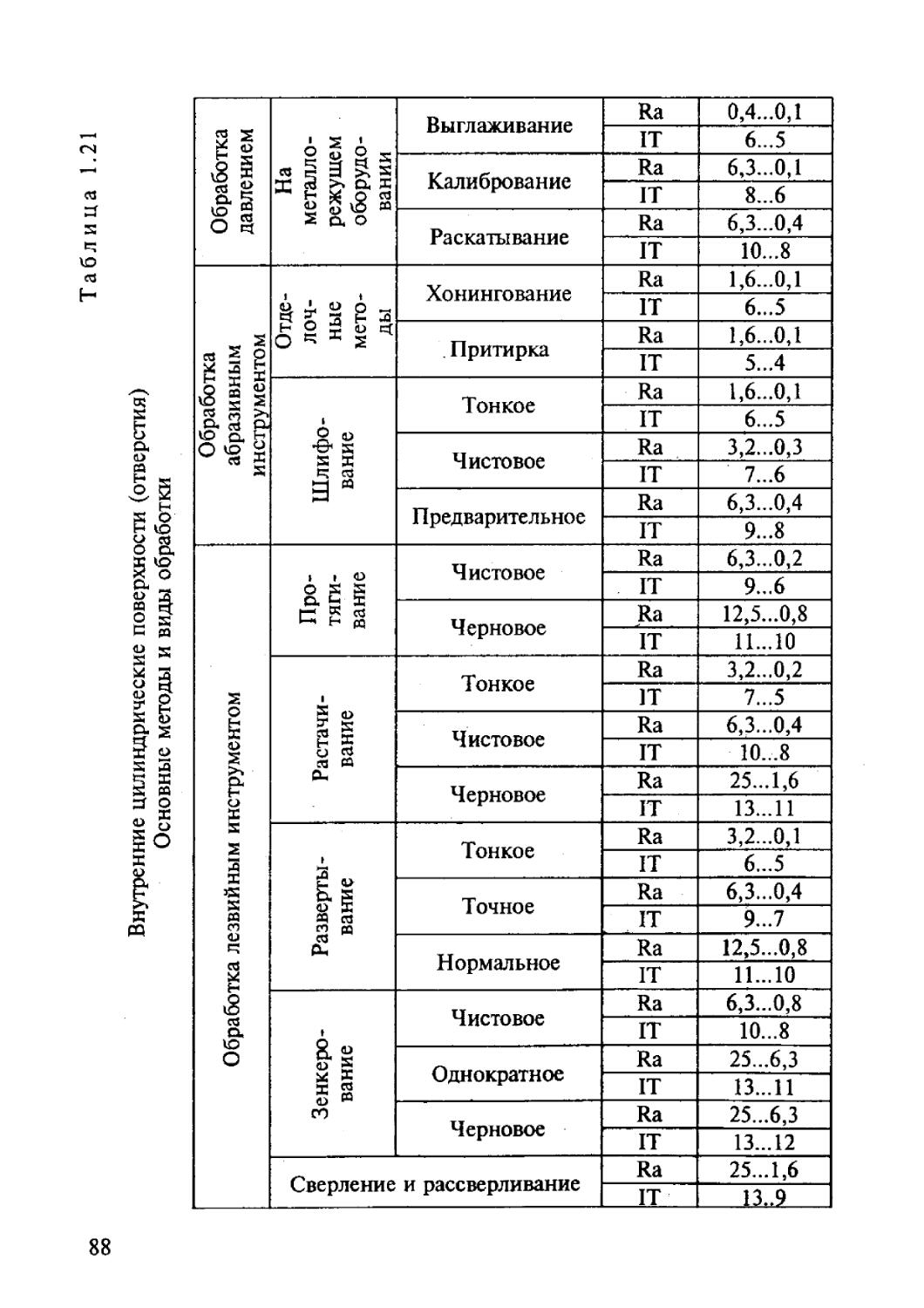
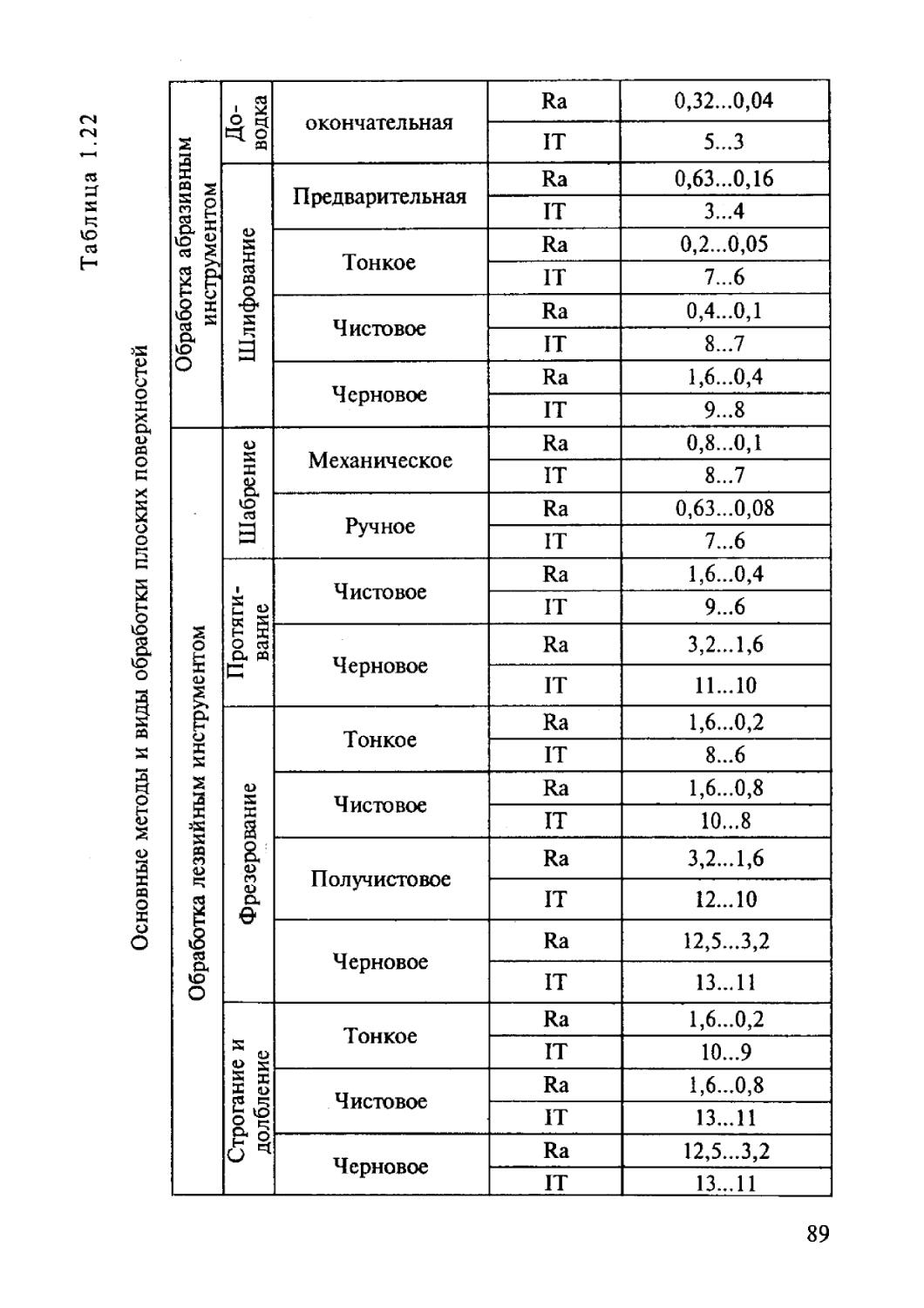
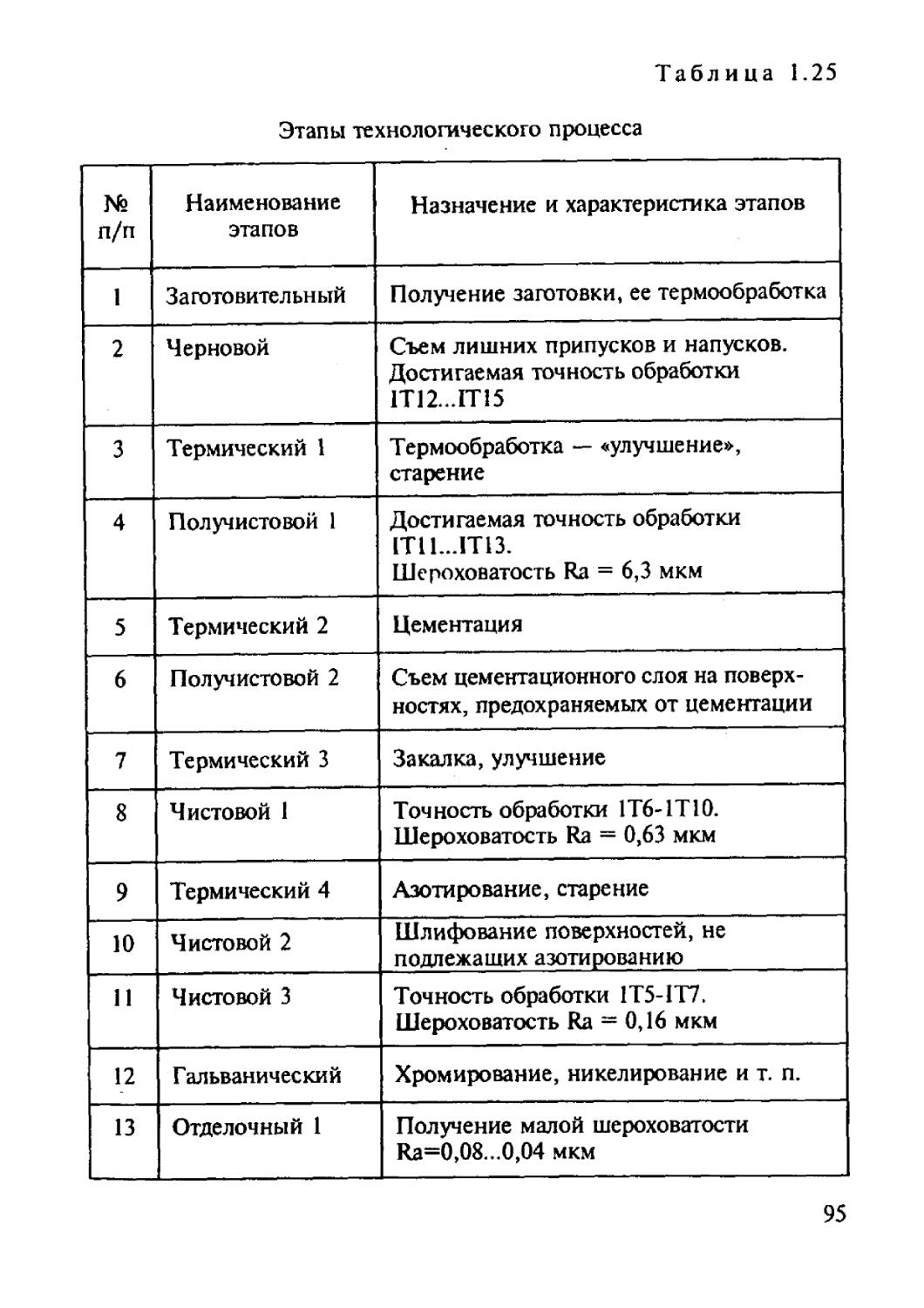
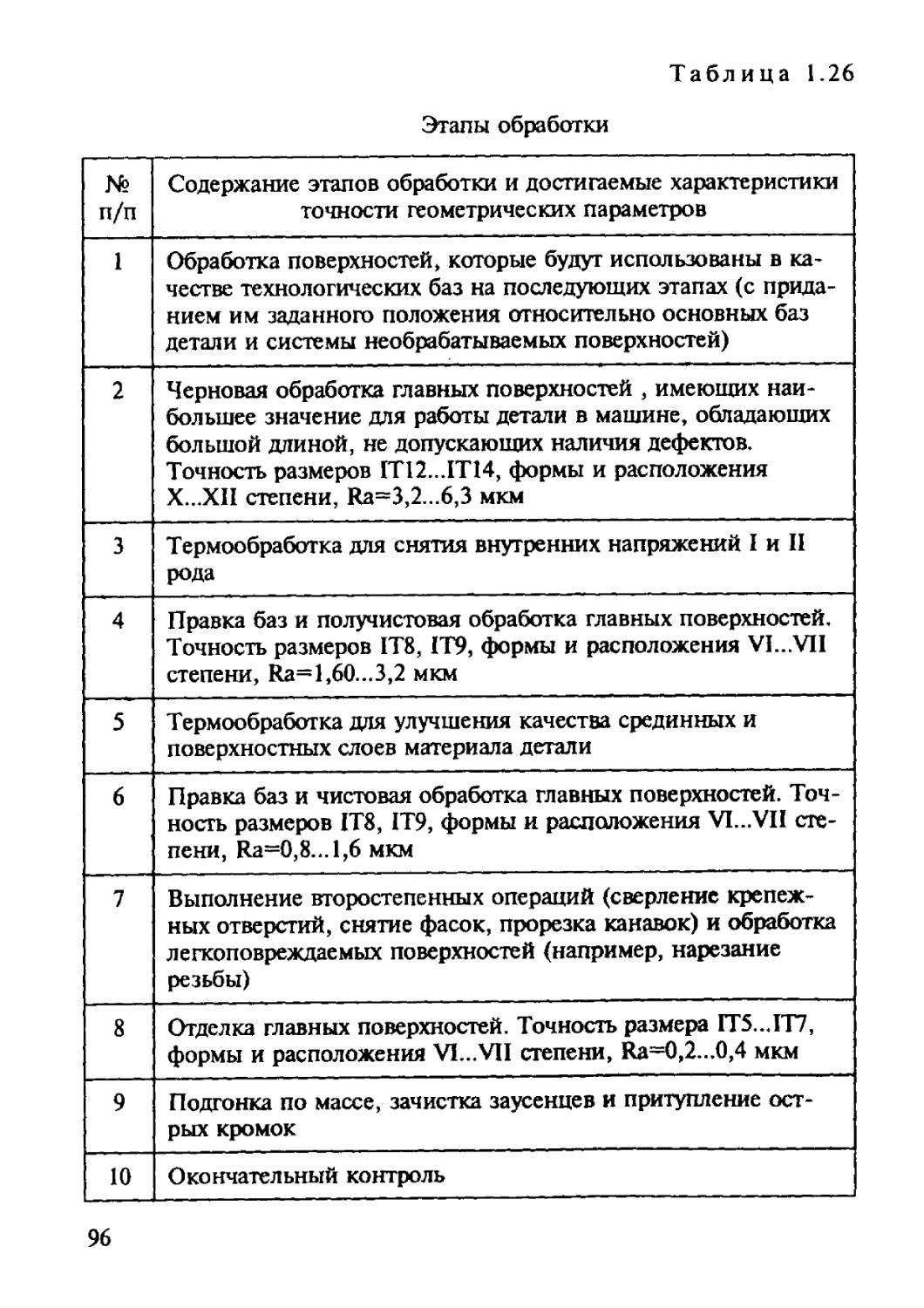
Анализируя технические требования, используют рекомендации учебного пособия [29] и табл. 1.1.
Результатом анализа чертежа является формулировка технологических задач по точности обработки, определяющих структуру технологического процесса, применяемое оборудование, оснастку, квалификацию исполнителя и др.
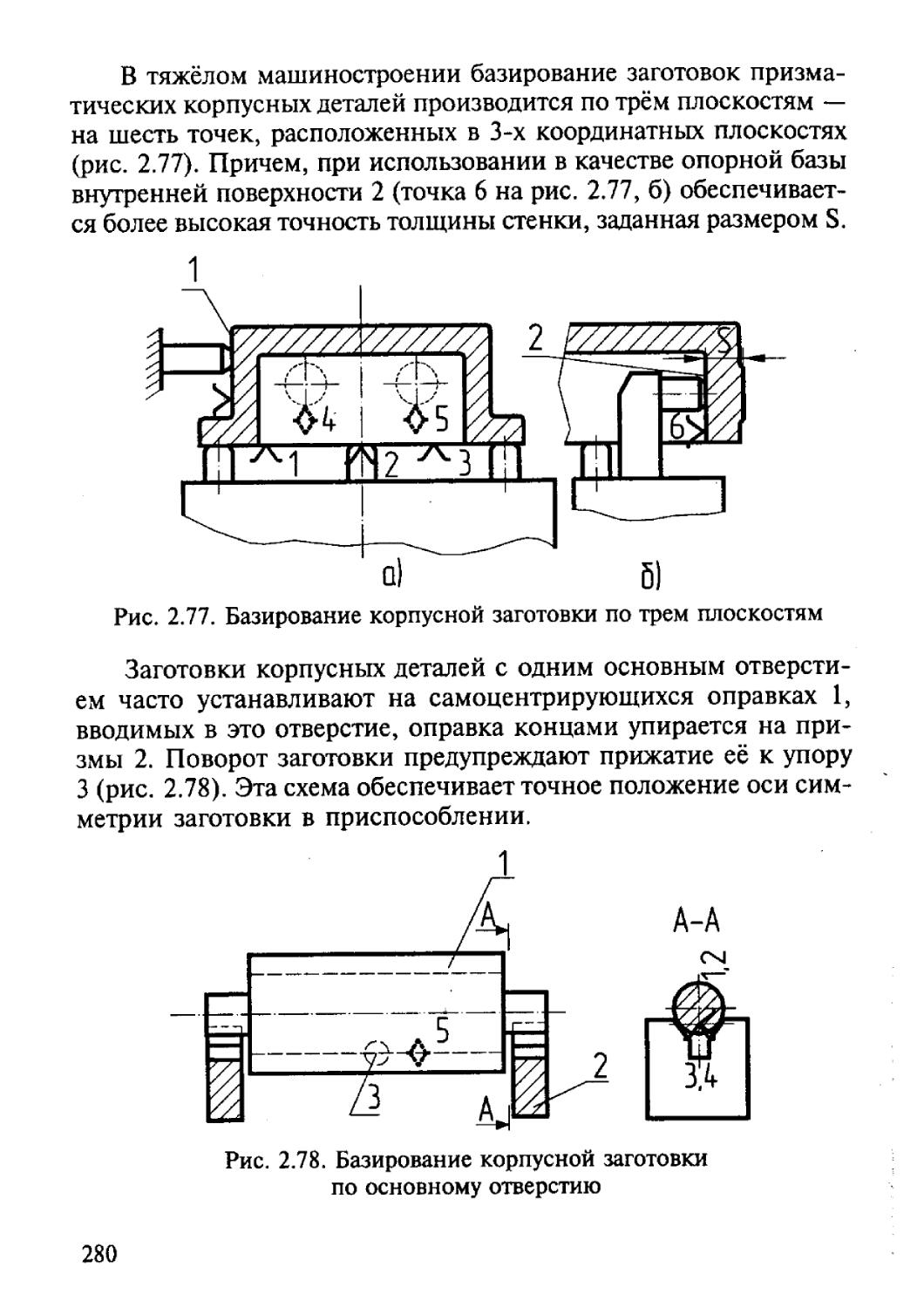
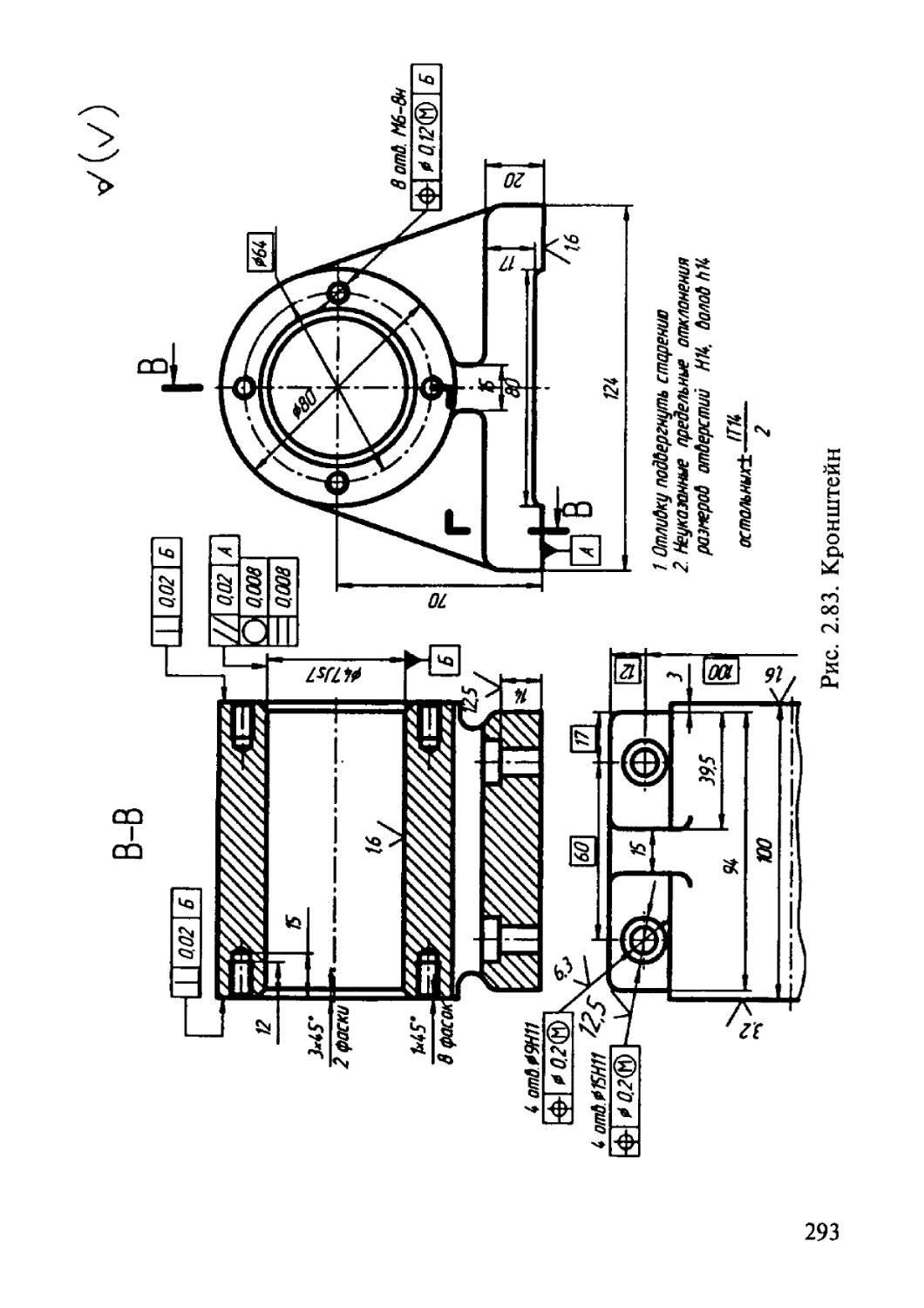
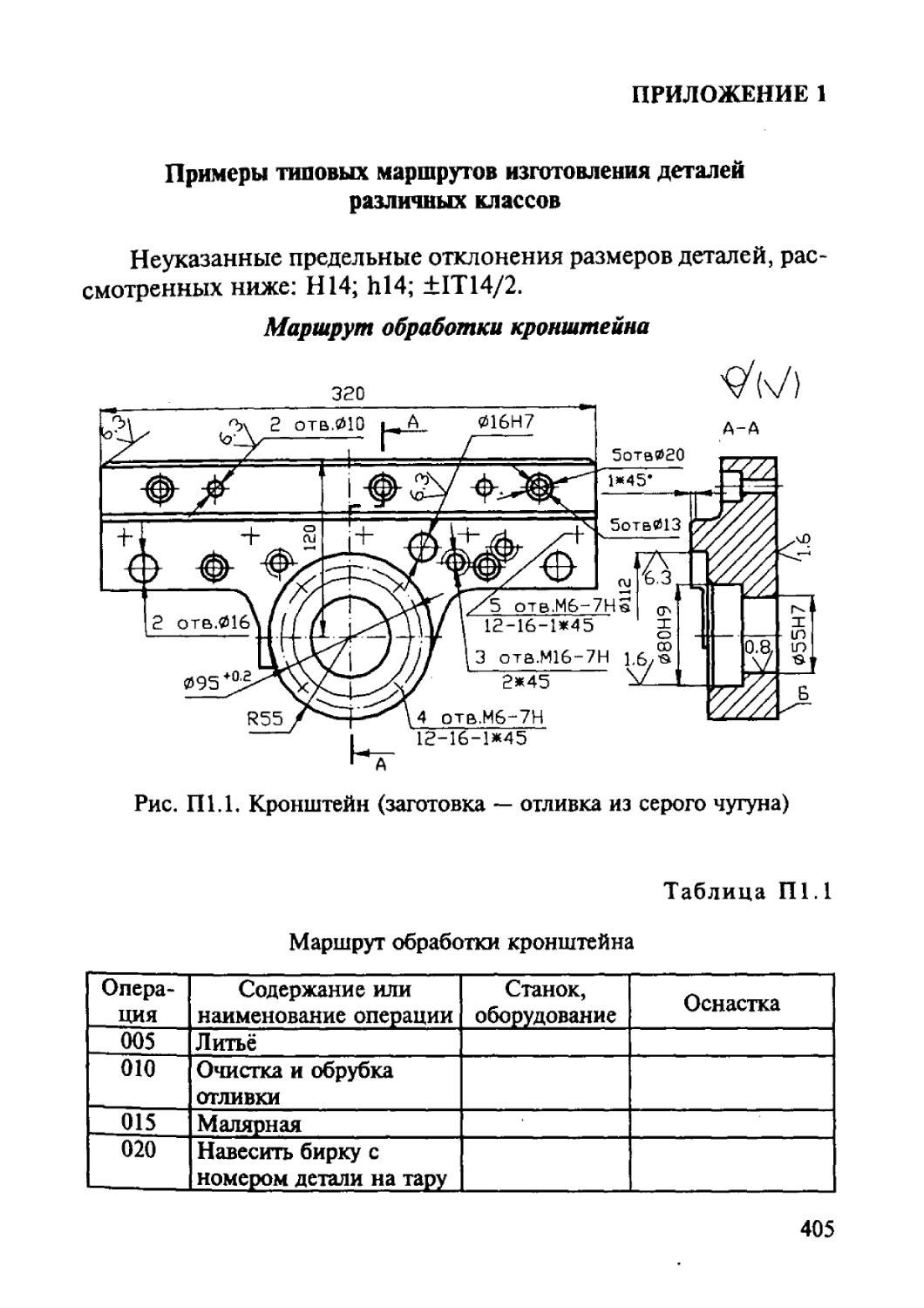
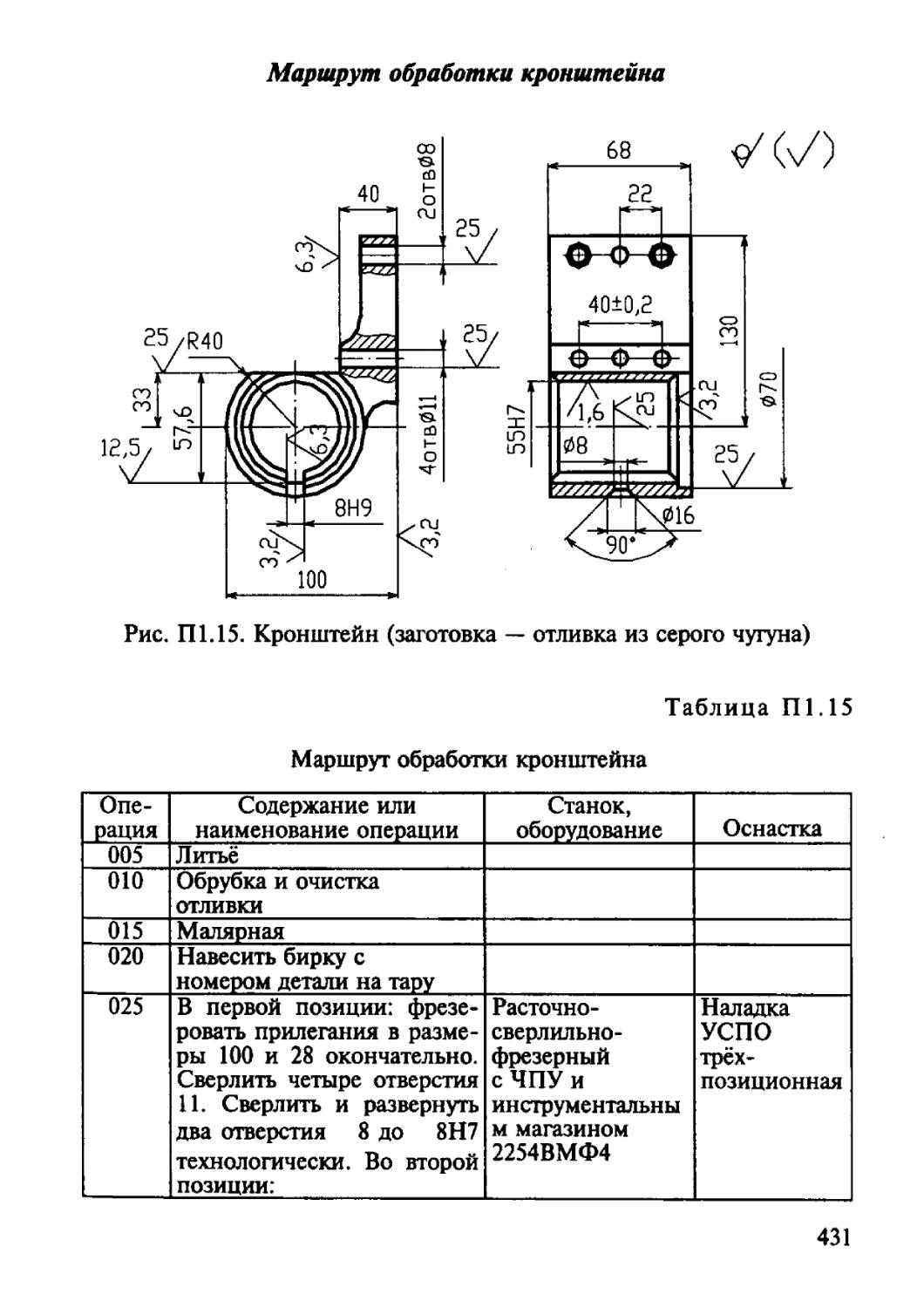
В качестве примера ниже приведены технологические задачи для кронштейна (рис. 2.83).
22
Таблица 1. 1
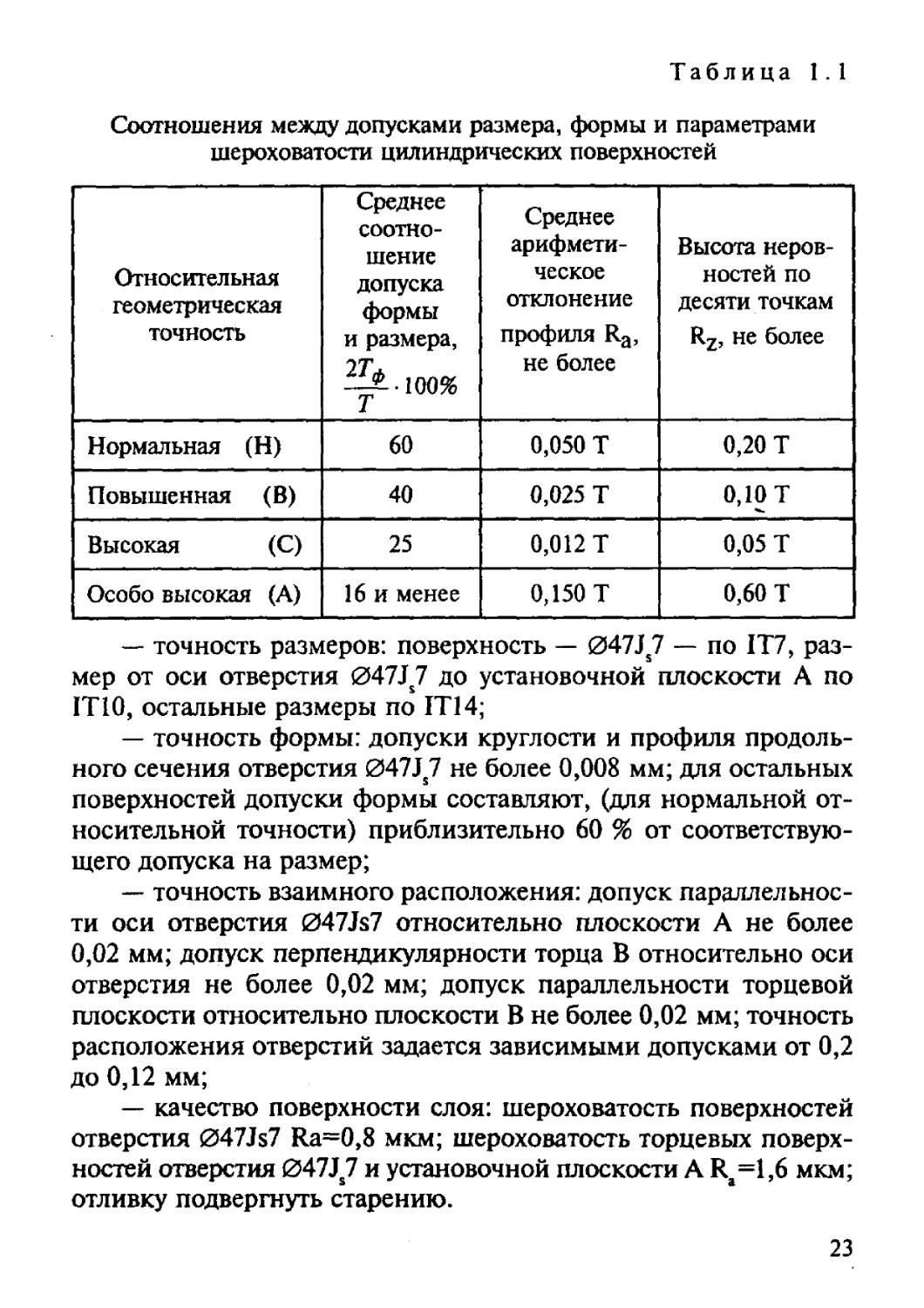
Соотношения между допусками размера, формы и параметрами шероховатости цилиндрических поверхностей
Относительная геометрическая точность Среднее соотношение допуска формы и размера, • 100% т Среднее арифметическое отклонение профиля Ra, не более Высота неровностей по десяти точкам Rz, не более
Нормальная (Н) 60 0,050 Т 0,20 Т
Повышенная (В) 40 0,025 Т 0,10 Т
Высокая (С) 25 0,012 Т 0,05 Т
Особо высокая (А) 16 и менее 0,150 Т 0,60 Т
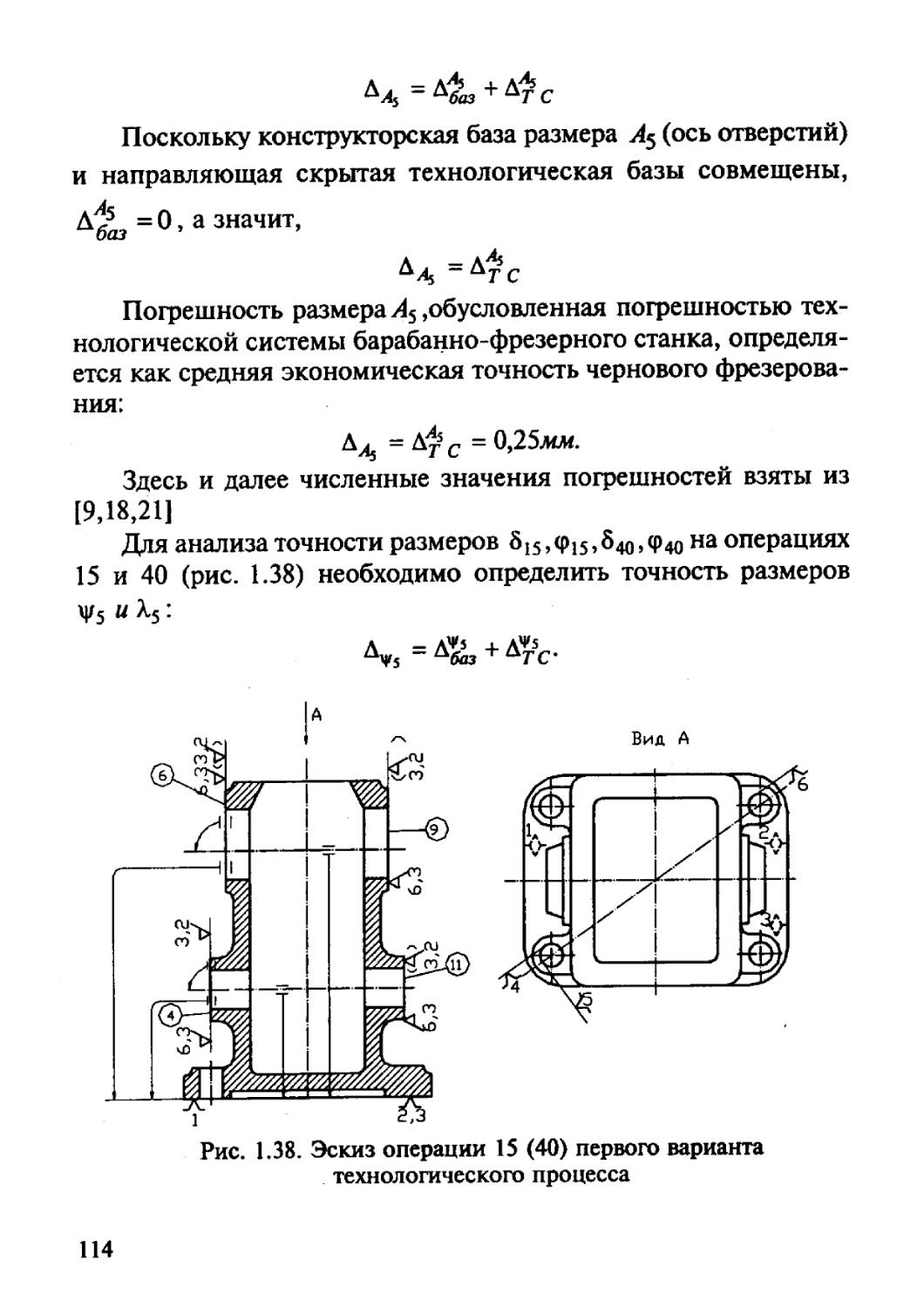
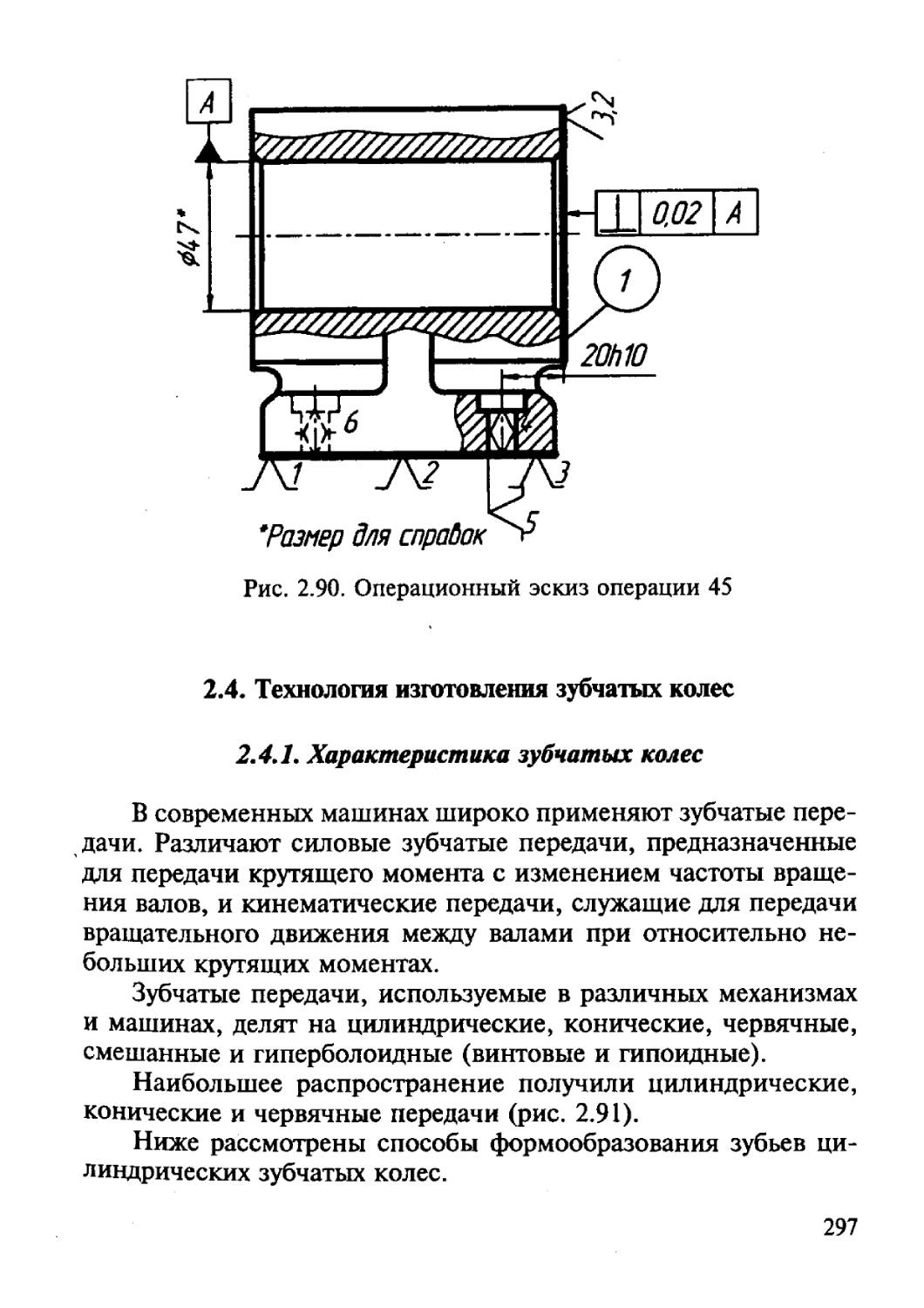
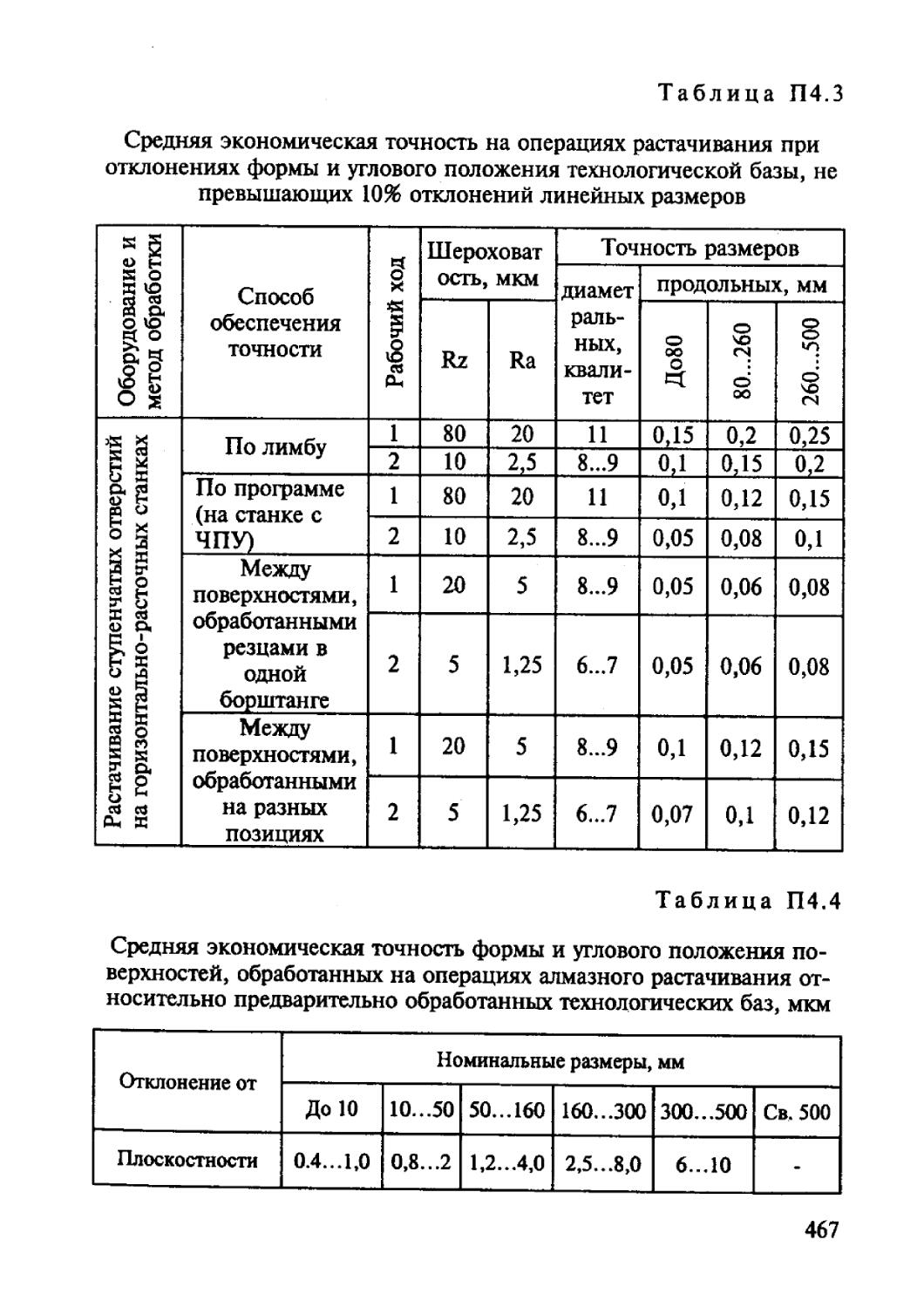
— точность размеров: поверхность — 047Js7 — по IT7, размер от оси отверстия 047Js7 до установочной плоскости А по IT10, остальные размеры по IT14;
— точность формы: допуски круглости и профиля продольного сечения отверстия 047Js7 не более 0,008 мм; для остальных поверхностей допуски формы составляют, (для нормальной относительной точности) приблизительно 60 % от соответствующего допуска на размер;
— точность взаимного расположения: допуск параллельности оси отверстия 047Js7 относительно плоскости А не более 0,02 мм; допуск перпендикулярности торца В относительно оси отверстия не более 0,02 мм; допуск параллельности торцевой плоскости относительно плоскости В не более 0,02 мм; точность расположения отверстий задается зависимыми допусками от 0,2 до 0,12 мм;
— качество поверхности слоя: шероховатость поверхностей отверстия 047Js7 Ra=0,8 мкм; шероховатость торцевых поверхностей отверстия 047Js7 и установочной плоскости A Ra=l,6 мкм; отливку подвергнуть старению.
23
1.4.1.1. Анализ технологичности изделий
Правила обеспечения технологичности конструкции изделий регламентируется ГОСТом 14.201—83 и методическими рекомендациями МР186—85.
Этими документами установлены основные задачи отработки изделия на технологичность, последовательность их решения, систему показателей технологичности конструкции и стадии их определения. Технологичность изделия характеризуется:
— соответствием конструкции изделия современному уровню техники;
— экономичностью и удобствами в эксплуатации и при ремонте;
— в какой мере учтены возможности использовать наиболее экономичные и производительные технологические методы изготовления применительно к заданному выпуску и условиям производства.
Таким образом, технологичная конструкция изделия должна удовлетворять требованиям:
— изготовления;
— эксплуатации;
— ремонта.
Нельзя технологичность конструкции рассматривать изолированно без взаимной связи и учета условий выполнения заготовительных процессов, процессов механической обработки, сборки и контроля.
В соответствии с нормами отработка конструкции на технологичность должна начинаться уже с составления технического задания на проектирование нового изделия. Эта работа продолжается на стадиях разработки эскизного и технического проектов. На стадии разработки рабочей документации проводится технологический контроль конструкторской документации на все детали, за исключением документации на стандартные крепежные изделия и покупные детали.
Технологичность — это комплекс требований и показателей, содержащий 22 показателя, характеризующие технологическую рациональность конструктивных решений в зависимости от вида
24
изделий и стадии разработки конструкторской документации. Например:
— трудоемкость изготовления изделия;
— удельная материалоемкость изделия;
— коэффициент использования материала и т. д.
Численные показатели технологичности определяются в 4-х случаях.
1. Для сравнительной оценки вариантов конструкции в процессе проектирования изделия.
2. Для определения уровня технологичности конструкции изделия.
3. Для накопления статистических данных по изделиям-представителям в целях последующего использования при определении базовых показателей и в процессе разработки изделия.
4. Для построения математических моделей с целью прогнозирования технического развития конструкции изделий.
Основные численные показатели технологичности:
Ти — трудоемкость изготовления изделия;
Кут — уровень технологичности конструкции по трудоемкости изделия;
Ст — технологическая себестоимость изделия:
Ку — уровень технологичности конструкции по себестоимости (технологической).
Разделяют требования к технологичности сборочной единицы и детали. Требования к технологичности сборочной единицы разбиты на 3 группы:
1. Требования к составу сборочной единицы.
2. Требования к конструкции соединения составных частей.
3. Требования к точности и методу сборки.
Требование к технологичности конструкции обусловливается технологической оснащенностью производства, которая зависит от объема выпуска и типа производства. Если тип производства, принятый при конструкторской отработке на технологичность, не соответствует расчетному д ля заданного объема выпуска, то технолог должен корректировать отдельные конструкторские решения.
Технологичность конструкций деталей, обрабатываемых резанием, зависит от: технологичности формы детали; рациональ
25
ного выбор заготовки, в том числе ее материала; наличия удобных и надежных баз для установки заготовок.
Требования к технологичности формы детали
Технологичность форм детали оценивается с учетом особенностей выбранного технологического метода обработки, конкретных условий и типов производства, технологических возможностей и особенностей оборудования [11,12].
Наиболее употребительные общие рекомендации по технологичности конструктивных форм деталей следующие:
— конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
— детали должны изготовляться из стандартных или унифицированных заготовок;
— размеры и поверхности детали должны иметь соответственно оптимальные точность и шероховатость.
Оптимальными считаются точность и шероховатость поверхности экономически и конструктивно обоснованные:
— физико-химические и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления (включая процессы упрочения, коррозийной защиты и пр.), хранения и транспортирования;
— показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля;
— заготовки должны быть получены рациональным способом с учетом заданного объема выпуска и типа производства;
“ метод изготовления должен обеспечивать возможность одновременного изготовления нескольких деталей;
— сопряжения поверхностей деталей различных шероховатости и точности должны соответствовать применяемым методам и средствам обработки;
— конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления;
— детали, получаемые на станках токарной группы должны иметь максимальное число поверхностей вращения и минимальное число изменений диаметра сечения;
26
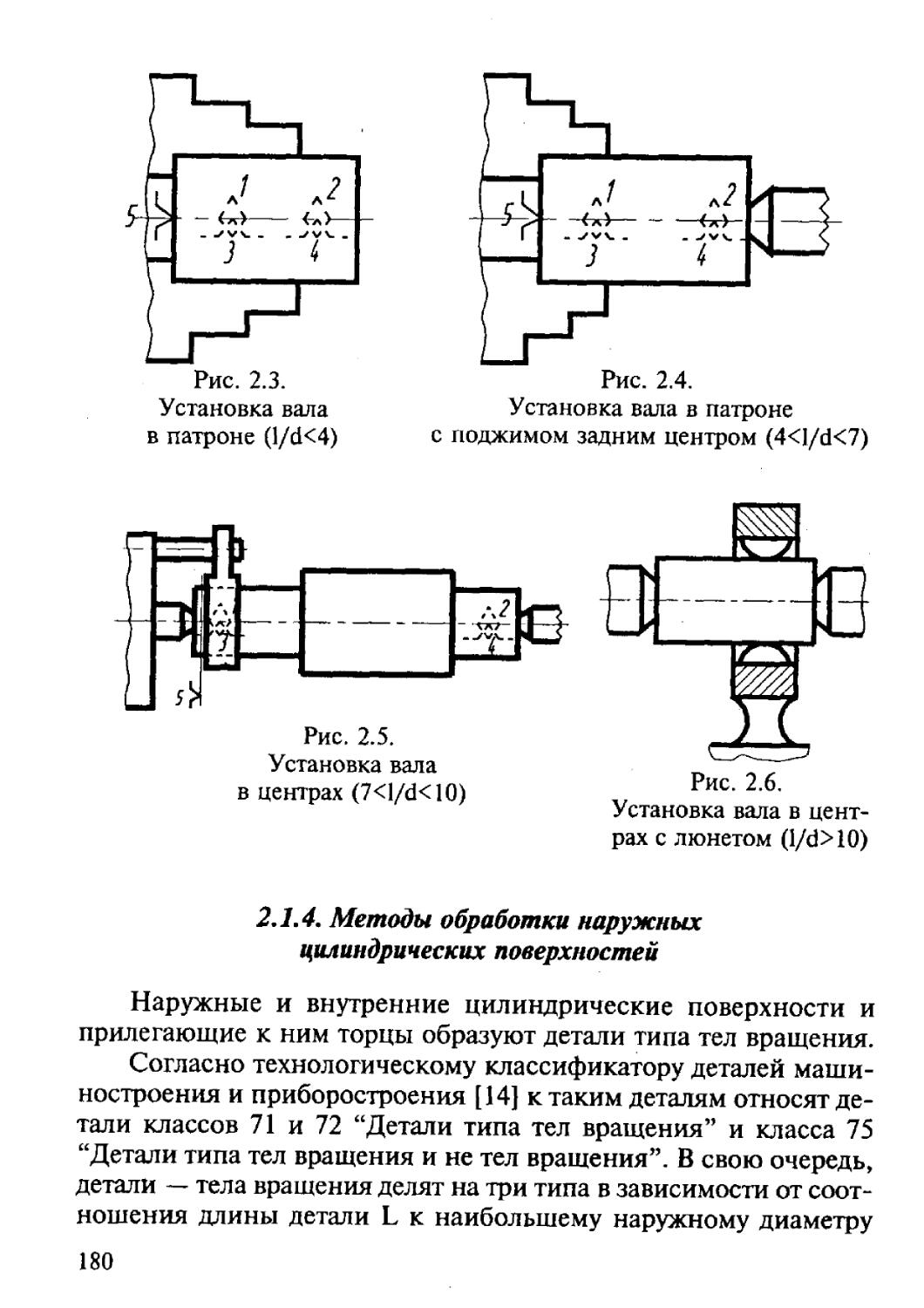
— в зависимости от отношения длины к диаметру валы закрепляются при обработке в патроне (l:d < 5)или в центрах (J:d < 10) или в центрах с люнетом (l:d > 10... 12);
— применение высокопроизводительных многорезцовых станков наиболее рационально при обработке валов, у которых длины ступеней кратны, а диаметры уменьшаются в одном направлении;
— конические переходы между ступенями вала и фаски следует назначать под обработку с учетом стандартных токарных проходных резцов с главным уклоном в плане ф, равным 30, 45, 60 и 90°;
— поверхности отверстий также должны соответствовать по форме стандартному инструменту, например, глухие отверстия следует проектировать с коническим дном, образуемым режущей кромкой сверла. Отверстия должны соответствовать по размерам стандартным сверлам (ГОСТ 885-77), не следует предусматривать сквозные отверстия с отношением длины к диаметру более 10, т. к. требуются специальные сверла;
— глубина глухих отверстий не должна превышать шести диаметров; для глухих отверстий, подвергаемых чистовой обработке следует указать ее длину, т. к. по всей длине трудно достичь шероховатости;
— глубина резьбы в глухих отверстиях должна быть согласована с размерами рабочей части метчика, не рекомендуется назначать резьбы длиной более 3-х диаметров, т. к. при этом затрудняется свинчиваемость деталей;
— детали, обрабатываемые на протяжных станках, должны иметь равномерную жесткость по длине и достаточную прочность;
— при обработке на станках с ЧПУ к конструкции обрабатываемых деталей предъявляют менее жесткие требования (например, сложные, фасонные, контурные и объемные поверхности можно получить без особых трудностей).
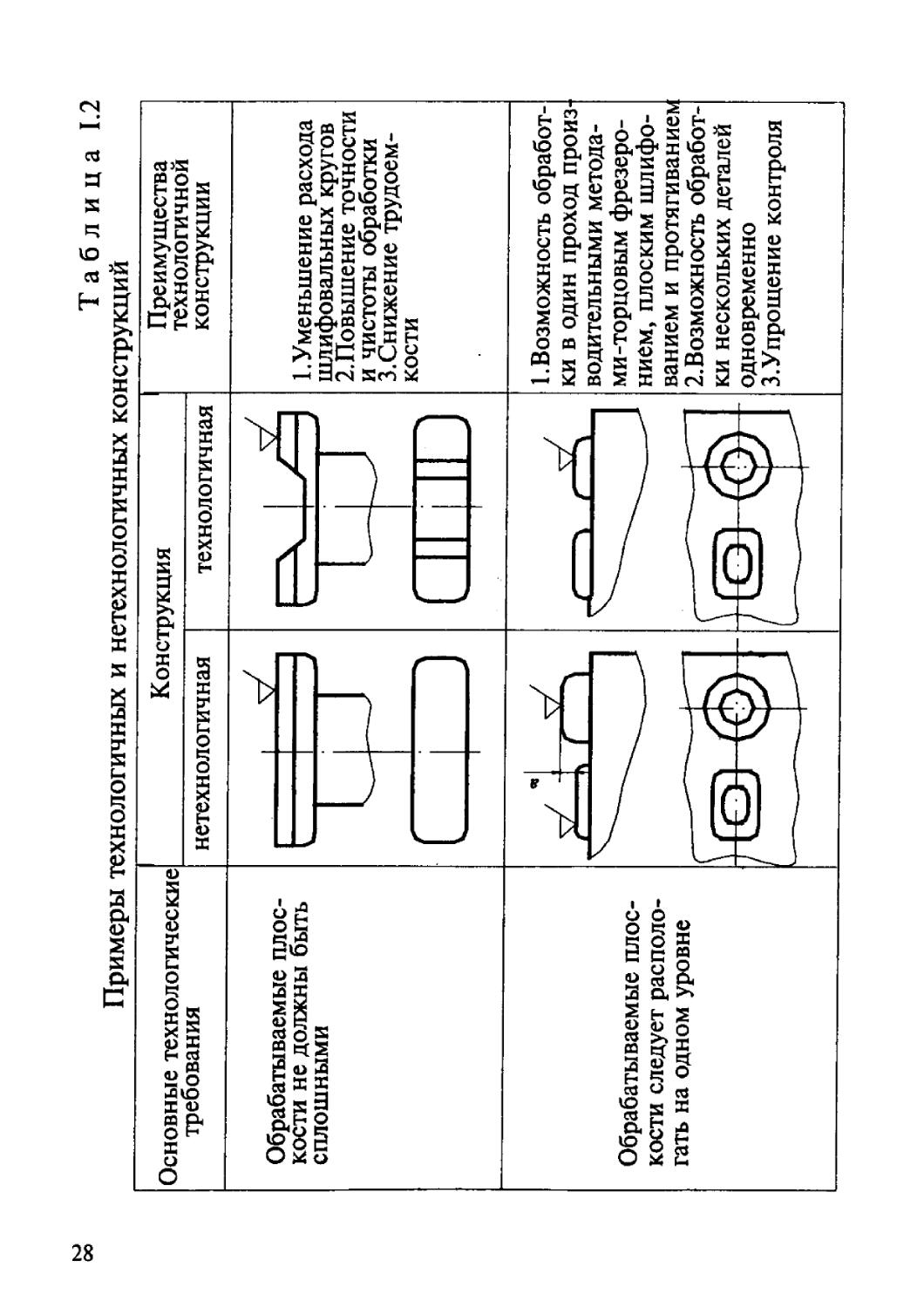
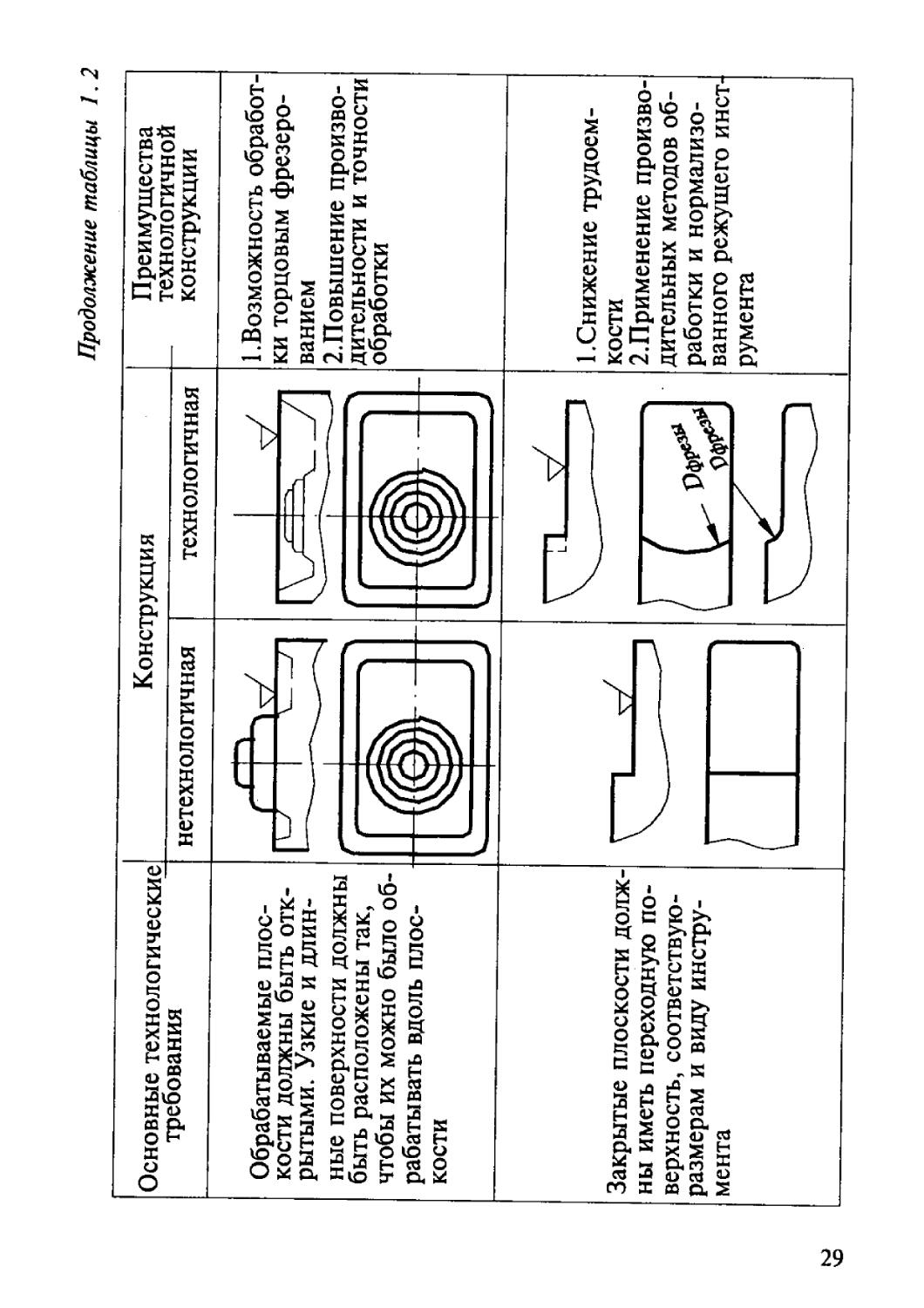
Конкретные примеры конструкторских решений представлены в таблице 1.2, причем, с левой стороны рисунка представлены нетехнологичные элементы деталей.
27
оо
Примеры технологичных и нетехнологичных конструкций
Основные технологические требования
Конструкция
нетехнологичная
технологичная
Преимущества технологичной конструкции
Обрабатываемые плоскости не должны быть сплошными
1 .Уменьшение расхода шлифовальных кругов
2 . Повышение точности и чистоты обработки
3 .Снижение трудоемкости
Обрабатываемые плоскости следует располо-гать на одном уровне
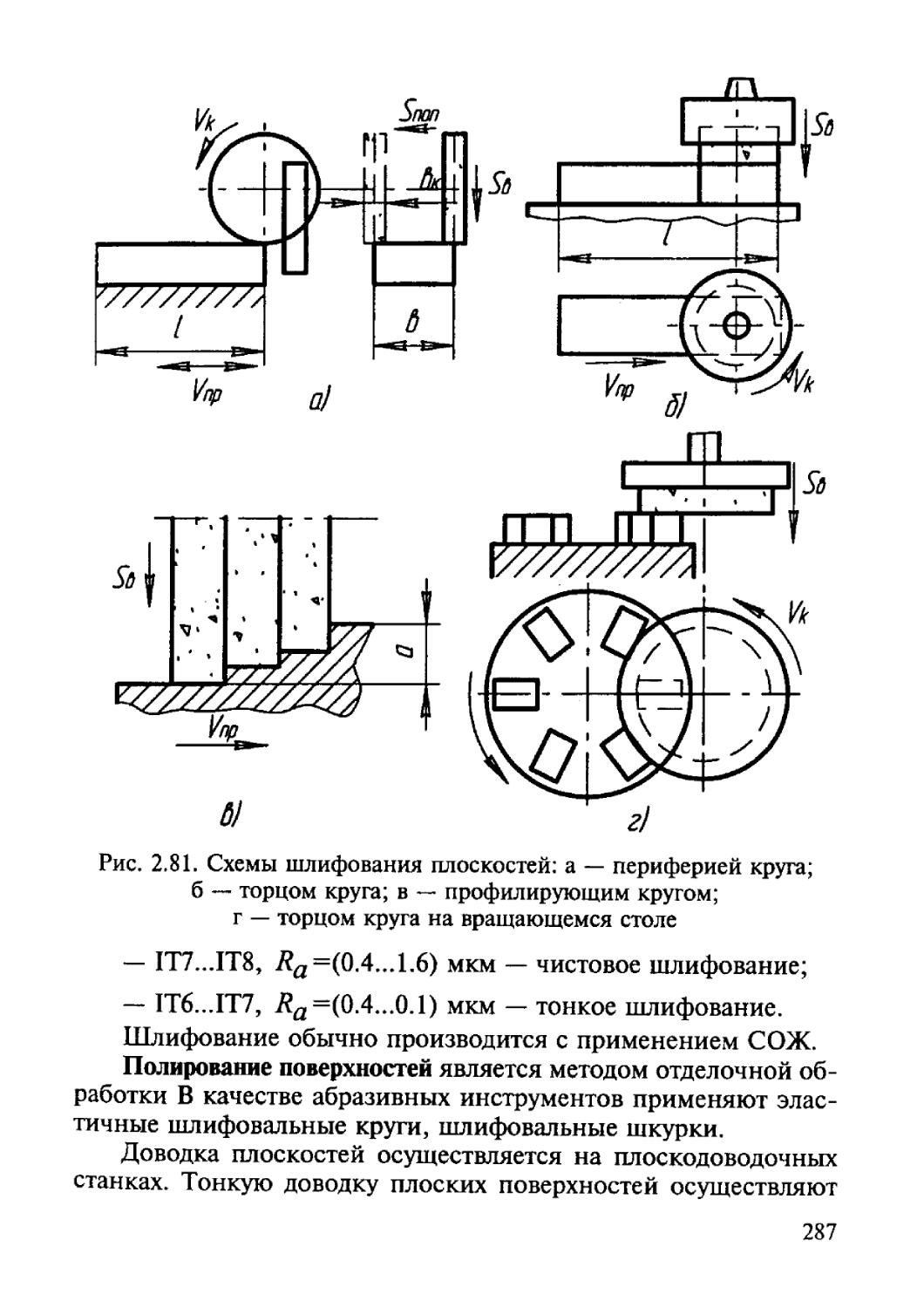
1. Возможность обработки в один проход производительными методами -торцовым фрезеро-нием, плоским шлифованием и протягиванием 2,Возможность обработки нескольких деталей одновременно
3.Упрощение контроля
Продолжение таблицы 1.2
Основные технологические требования
Конструкция
нетехнологичная
технологичная
Преимущества технологичной конструкции
Обрабатываемые плоскости должны быть открытыми. Узкие и длинные поверхности должны быть расположены так, чтобы их можно было обрабатывать вдоль плоскости
1. Возможность обработки торцовым фрезерованием
2.Повышение производительности и точности обработки
Закрытые плоскости должны иметь переходную поверхность, соответствую-размерам и виду инструмента
1 .Снижение трудоемкости
2 .Применение производительных методов обработки и нормализованного режущего инструмента
40
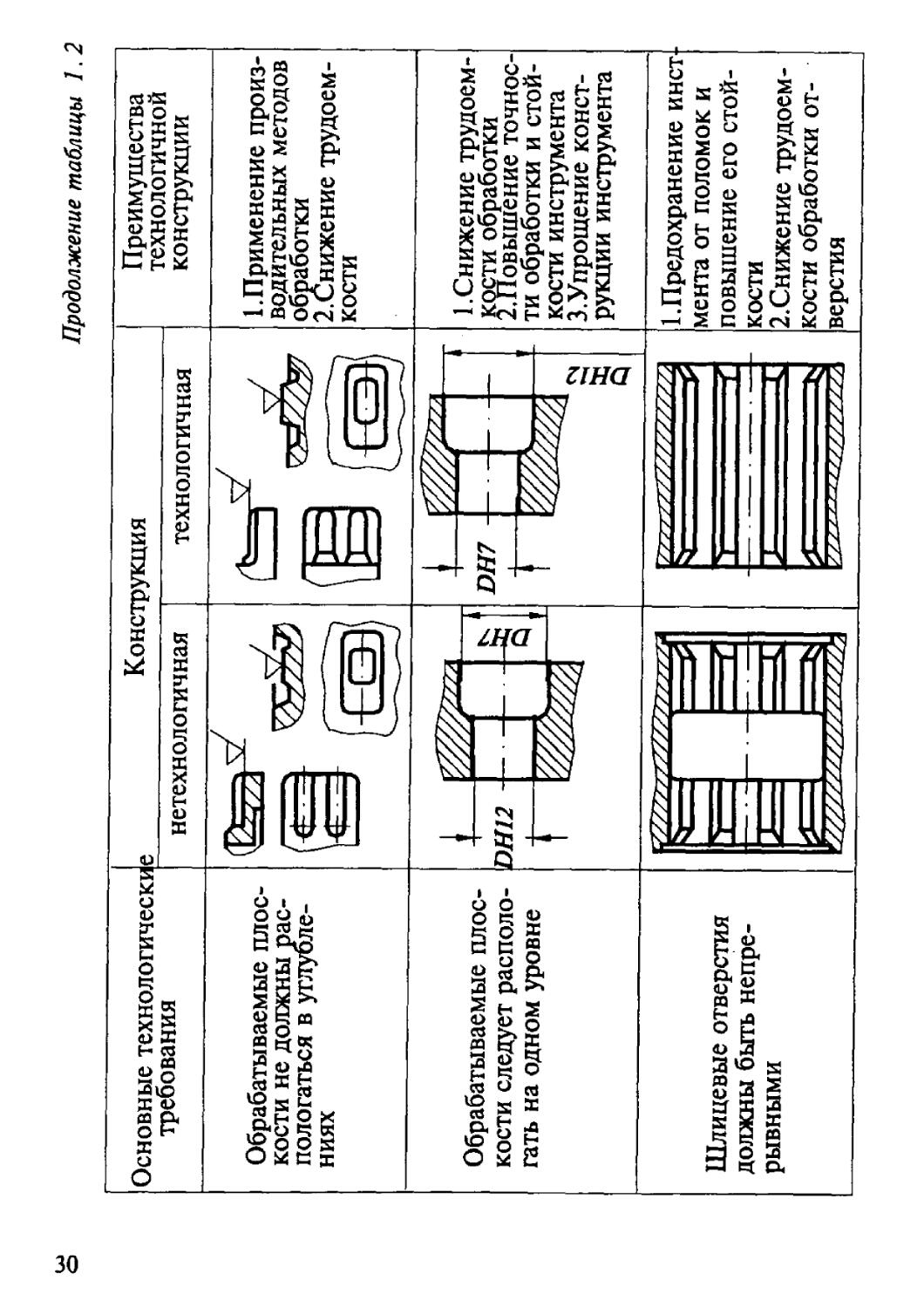
Продолжение таблицы 1.2
Основные технологические требования
Конструкция
нетехнологичная
технологичная
Преимущества технологичной конструкции
Обрабатываемые плоскости не должны рас-пологаться в углублениях
Обрабатываемые плоскости следует располо-гать на одном уровне
1. Применение производительных методов обработки
2.Снижение трудоемкости
1 .Снижение трудоемкости обработки
2 .Повышение точности обработки и стойкости инструмента 3.Упрощение конструкции инструмента
Шлицевые отверстия должны быть непрерывными
1. Предохранение инет мента от поломок и повышение его стойкости
2.Снижение трудоемкости обработки отверстия
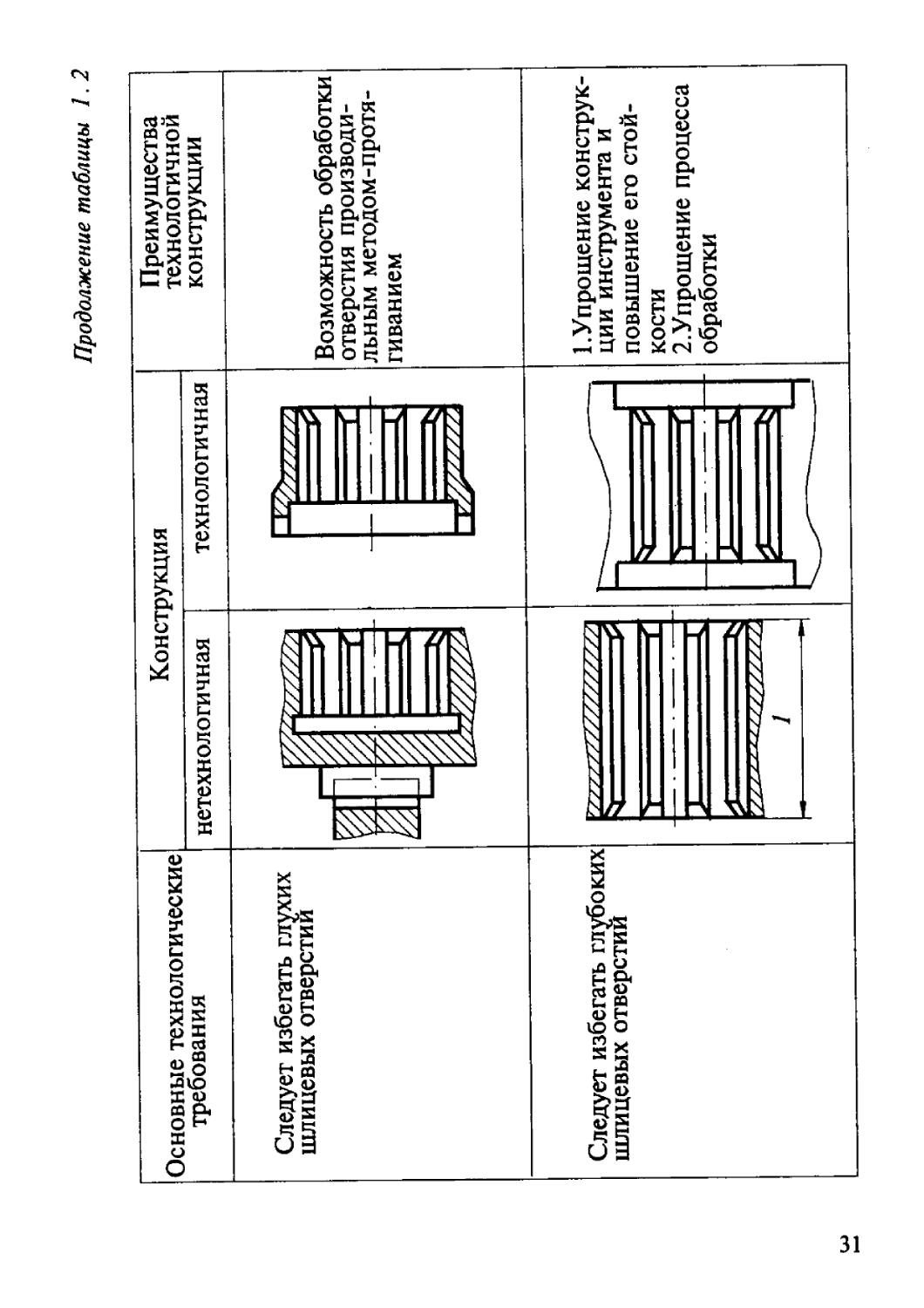
Продолжение таблицы 1.2
Основные технологические требования Конструкция Преимущества технологичной конструкции
нетехнологичная технологичная
Следует избегать глухих шлицевых отверстии ЕЕ >777777^ г —1 Возможность обработки отверстия производи-льным методом-протягиванием
Следует избегать глубоких шлицевых отверстии
1 .Упрощение конструкции инструмента и повышение его стойкости
2 .Упрощение процесса обработки
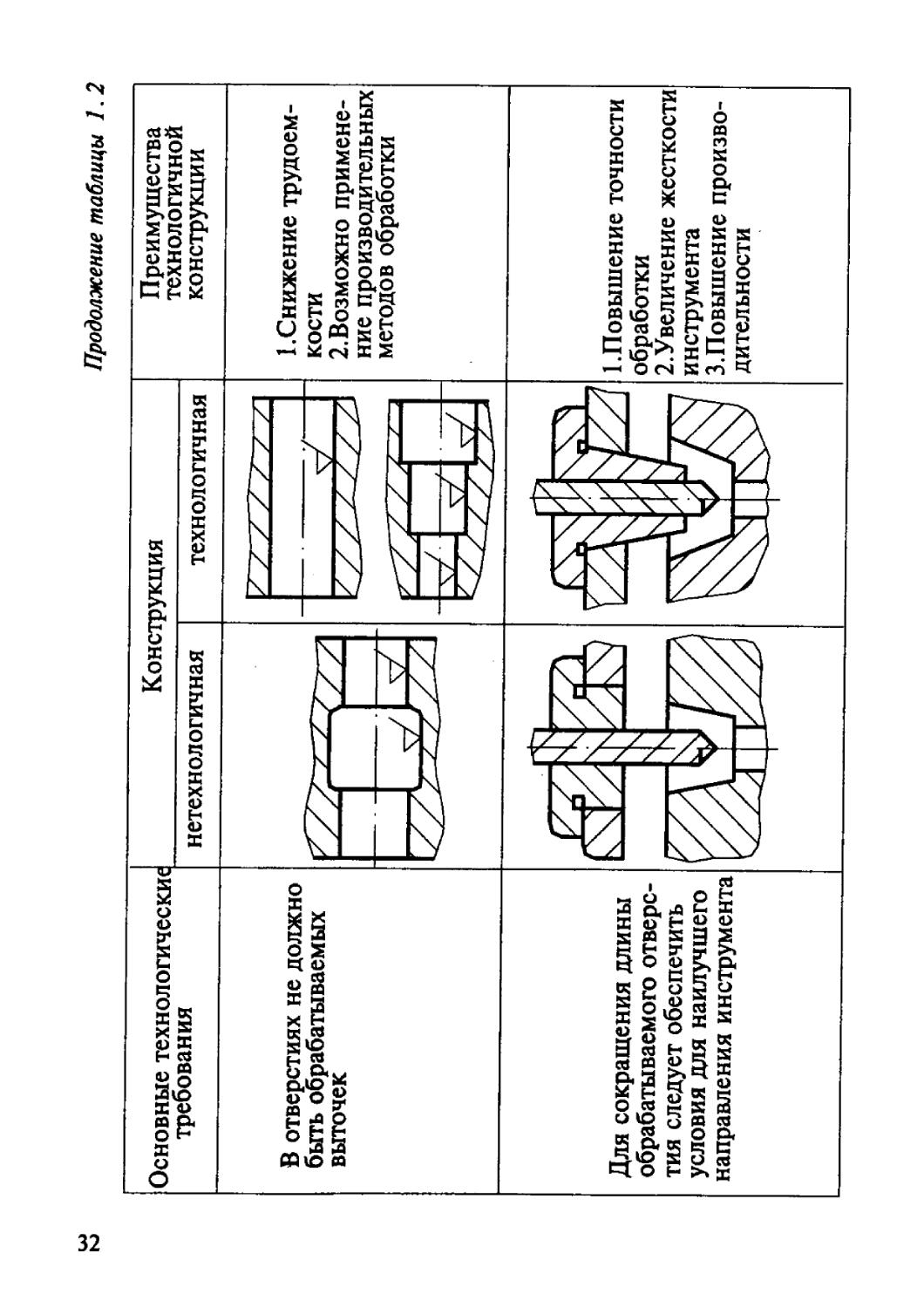
Продолжение таблицы 1.2
Основные технологические
требования
В отверстиях не должно быть обрабатываемых выточек
Для сокращения длины обрабатываемого отверстия следует обеспечить условия для наилучшего направления инструмента
Конструкция
нетехнологичная
технологичная
Преимущества технологичной конструкции
1.Снижение трудоемкости
2.Возможно применение производительных методов обработки
1 .Повышение точности обработки
2 .Увеличение жесткости инструмента
3 .Повышение производительности
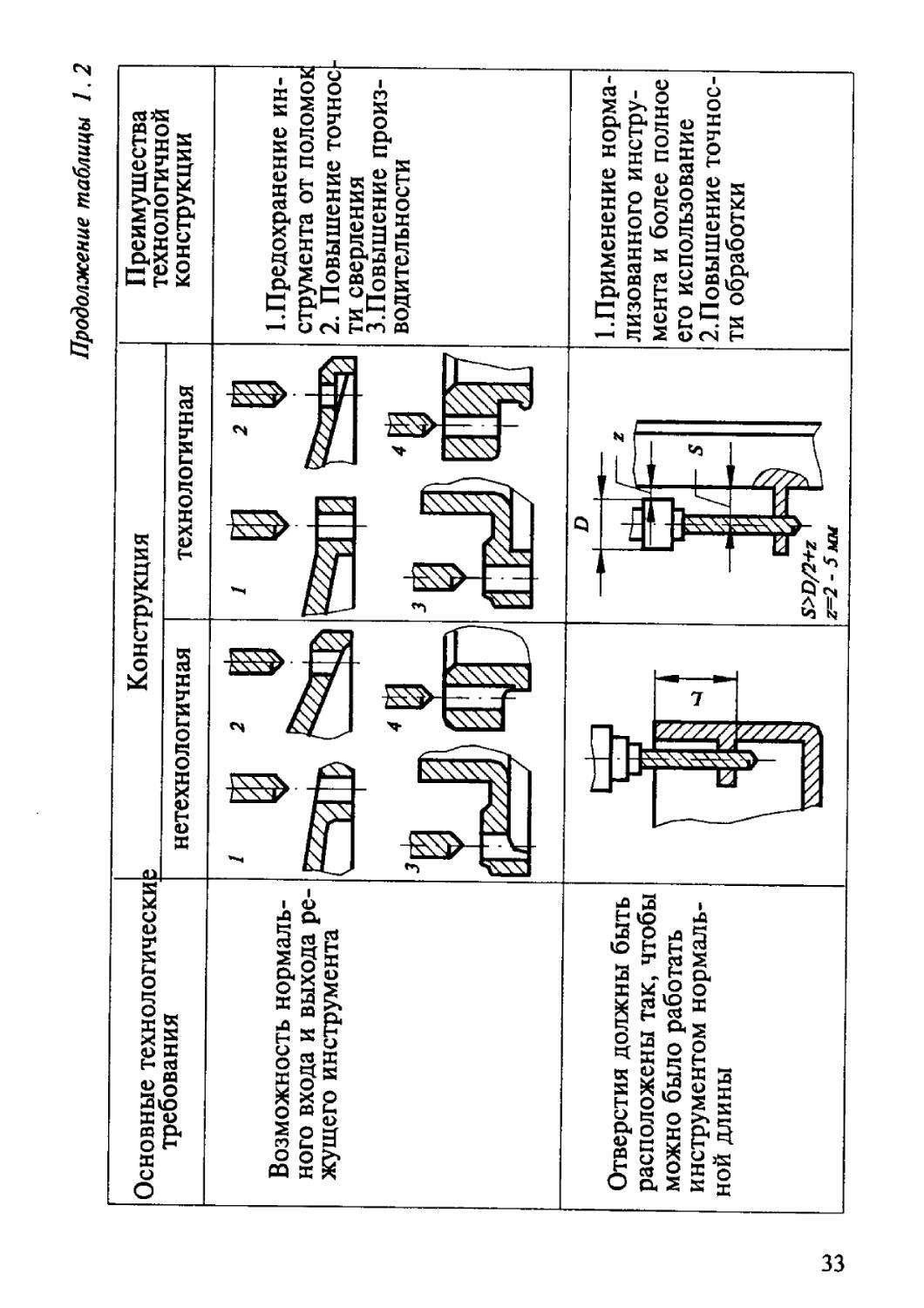
Продолжение таблицы 1.2
Основные технологически требования г Конструкция Преимущества технологичной конструкции
нетехнологичная технологичная
Возможность нормального входа и выхода режущего инструмента
Отверстия должны быть расположены так, чтобы можно было работать инструментом нормальной длины
z=2 - 5 мм
LПредохранение инструмента от поломок 2. Повышение точное ти сверления
3 .Повышение производительности
1. Применение нормализованного инструмента и более полное его использование
2.Повышение точности обработки
w 4^
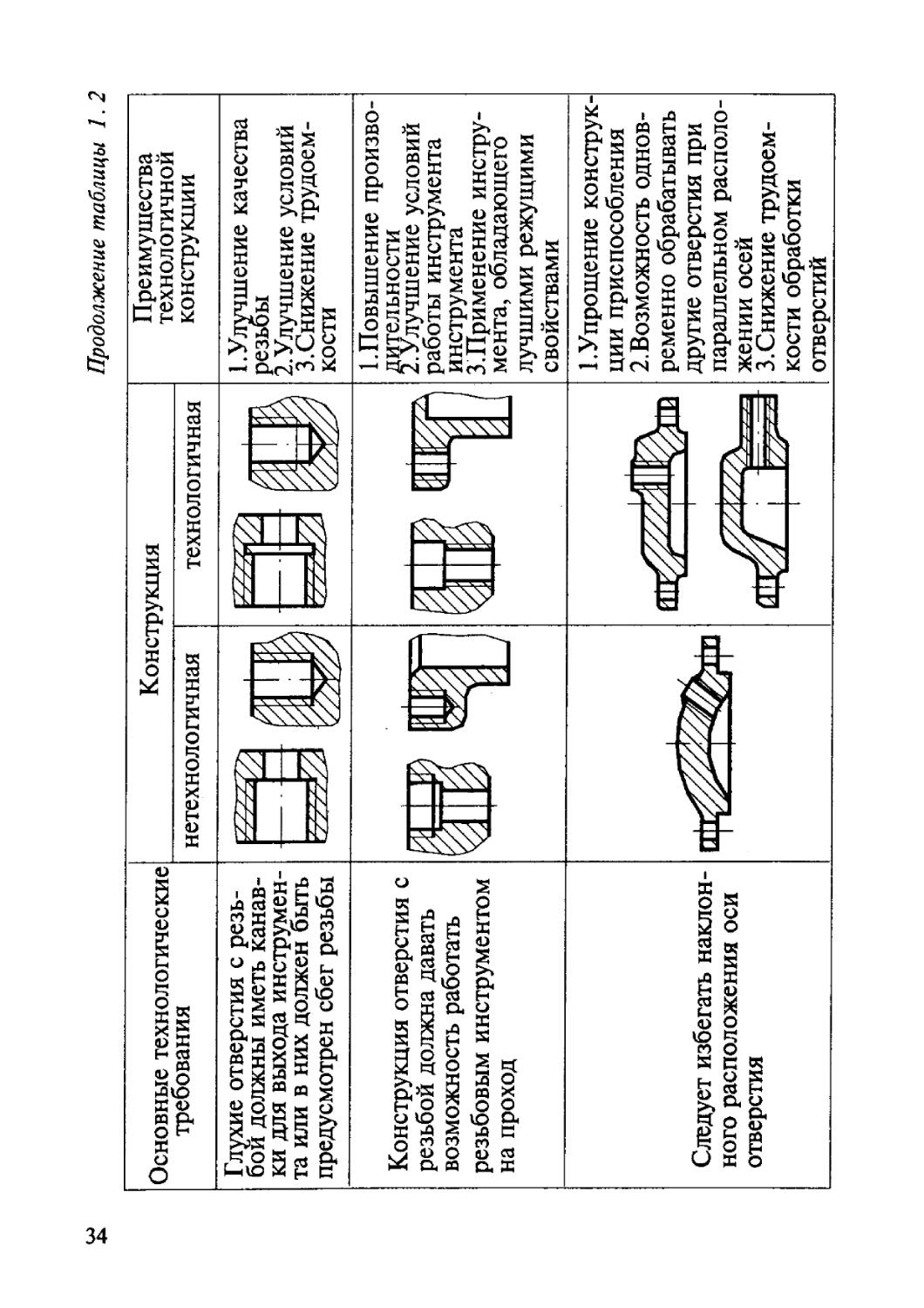
Продолжение таблицы 1.2
Основные технологические требования
Конструкция
нетехнологичная
технологичная
Преимущества технологичной конструкции
Глухие отверстия с резьбой должны иметь канавки для выхода инструмента или в них должен быть предусмотрен сбег резьбы
1 .Улучшение качества резьбы
2 .Улучшение условий
3 .Снижение трудоемкости
Конструкция отверстия с резьбой должна давать возможность работать резьбовым инструментом на проход
1 .Повышение производительности
2 .Улучшение условий работы инструмента инструмента
3 . Применение инструмента, обладающего лучшими режущими свойствами
Следует избегать наклонного расположения оси отверстия
1.Упрощение конструкции приспособления 2.Возможность одновременно обрабатывать другие отверстия при параллельном расположении осей
3.Снижение трудоемкости обработки отверстий
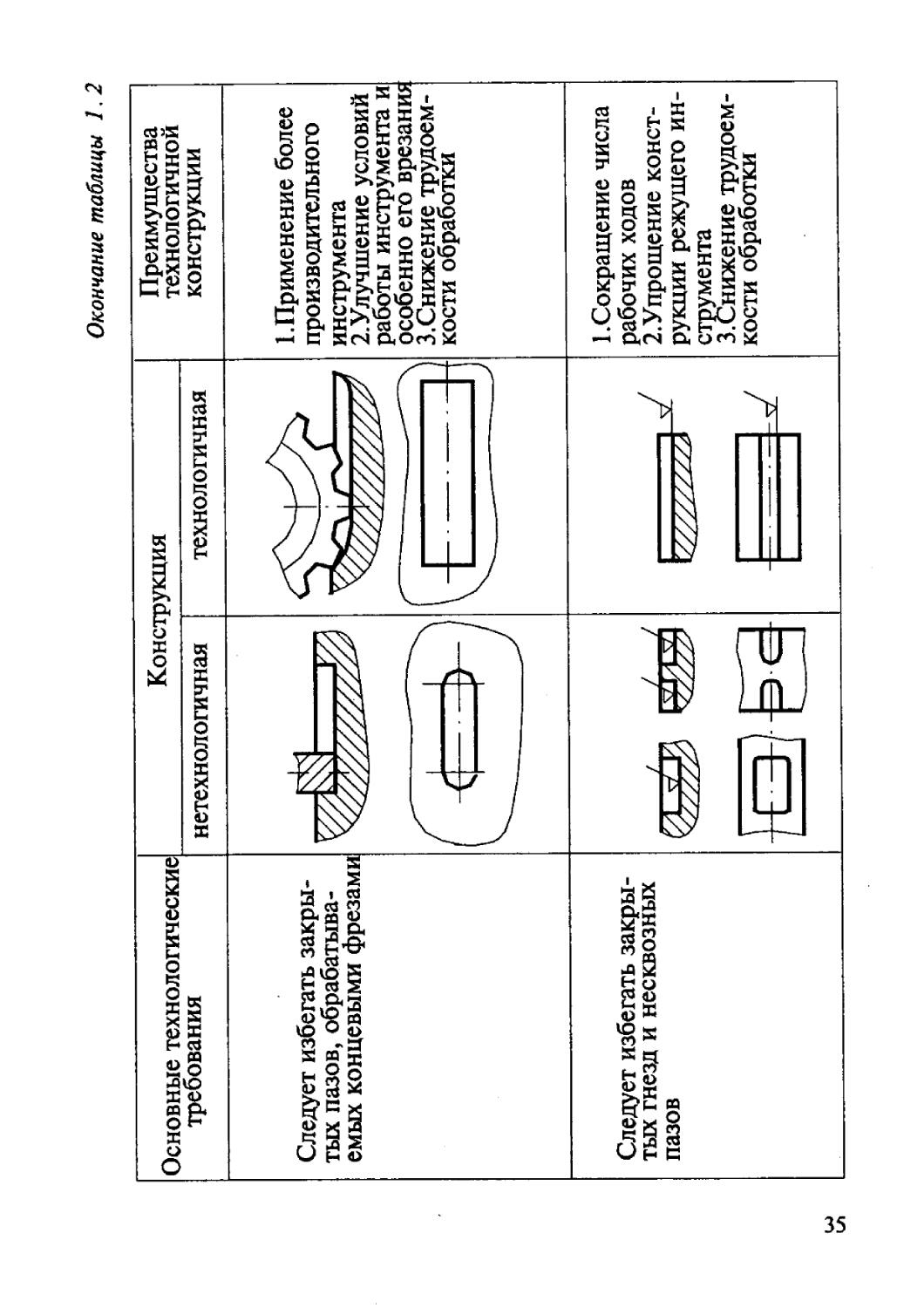
Окончание таблицы 1.2
Основные технологические требования Конструкция
нетехнологичная технологичная
Преимущества технологичной конструкции
Следует избегать закрытых пазов, обрабатываемых концевыми фрезами
1. Применение более производительного инструмента 2.Улучшение условий работы инструмента и особенно его врезания 3.Снижение трудоемкости обработки
Следует избегать закрытых гнезд и несквозных пазов
1 .Сокращение числа рабочих ходов
2 .Упрощение конструкции режущего инструмента
3 .Снижение трудоемкости обработки
Технологичность конструкции заготовок деталей должна иметь в виду не только максимальную рационализацию механической обработки, но и упрощение процессов изготовления самих заготовок.
Литые заготовки из чугуна и стали в этом отношении должны удовлетворять следующим основным требованиям:
а) толщина стенок отливки должна быть по возможности одинаковой, без резких переходов тонкостенных частей в толстостенные; выполнение этого требования необходимо для получения однородной структуры отливки и уменьшения внутренних напряжений в ней;
б) форма любой заготовки должна предусматривать простой, без затруднений разъём модели;
в) поверхности отливки, расположенные перпендикулярно к плоскости разъёма модели, должны иметь конструктивные литейные уклоны для того, чтобы изготовление литейных форм и стержней и удаление моделей из форм происходило без затруднений.
Уклон в направлении выхода модели из формы обозначается на чертежах линейной величиной b или отношением этой величины к высоте (длине) h данной поверхности отливки (b:h).
Величины литейных уклонов в зависимости от высоты (длины) h принимаются: 1:5 при h<25 мм; 1:10 и 1:20 при h в пределах 25-500 мм; 1:50 при h>500 мм.
В заготовках, полученных методами штамповки и ковки, должно быть обозначено:
а) отсутствие резких переходов в поперечных сечениях и усиление сечений в изгибах; б) выполнение переходов от одного сечения к другому по дугам относительно больших радиусов; в) -закругление острых рёбер у штамповок.
Штамповки должны иметь уклон поверхностей, расположенных перпендикулярно к плоскости разъёма штампа, необходимый для удаления заготовки из штампа. Величины уклонов для наружных поверхностей принимаются от 1:10 до 1:7; для внутренних — от 1:7 до 1:5. При повышенной точности штамповки величина уклона принимается меньшей.
Технологичность конструкции изделия — это совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, экс
36
плуатации и ремонте для заданных качества, объема выпуска и условий выполнения работы.
При отработке конструкция изделия на технологичность каждое изделие следует рассматривать как объект проектирования, производства и эксплуатации.
Требования к технологичности сборочных единиц рассмотрены в [11,12].
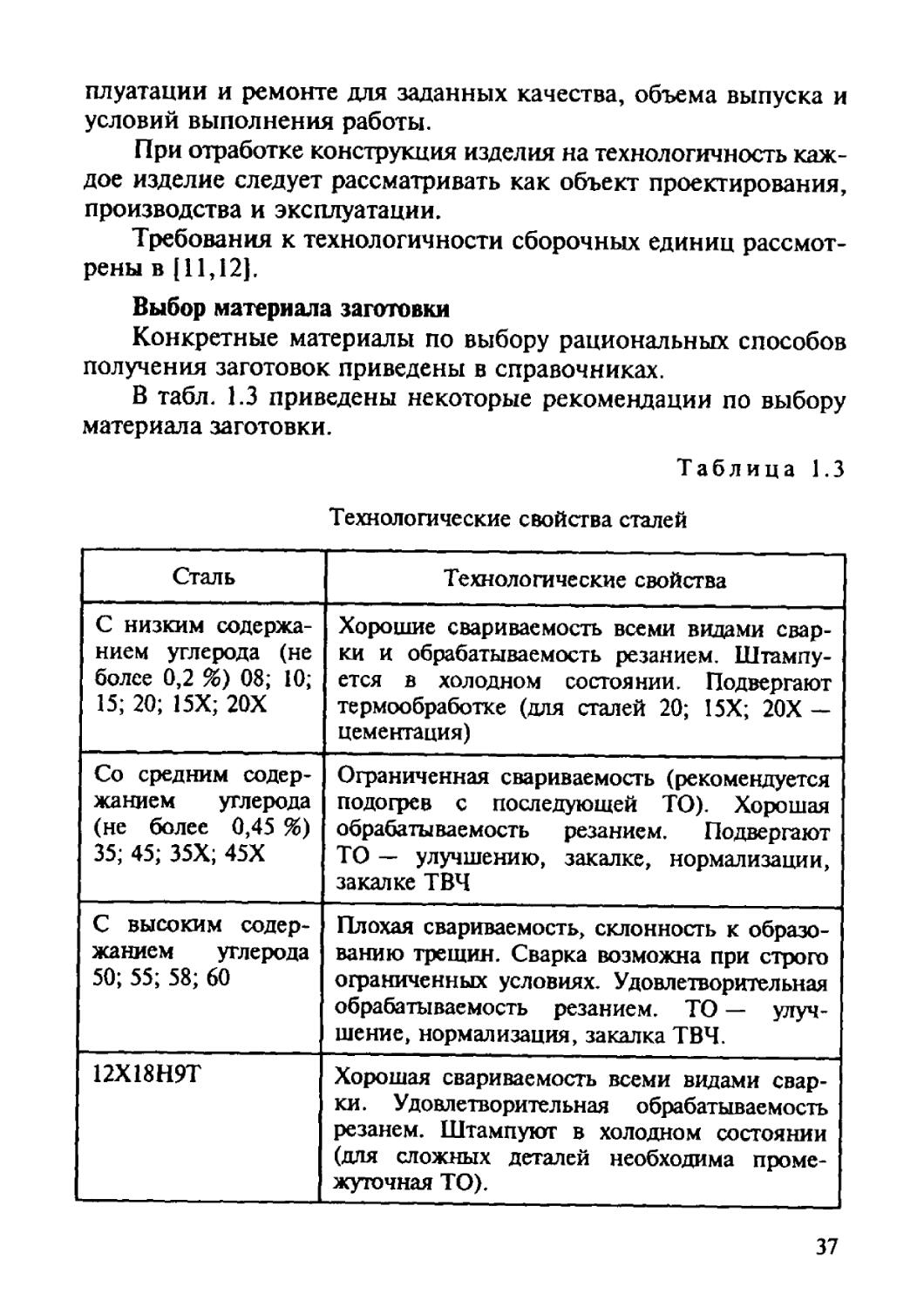
Выбор материала заготовки
Конкретные материалы по выбору рациональных способов получения заготовок приведены в справочниках.
В табл. 1.3 приведены некоторые рекомендации по выбору материала заготовки.
Таблица 1.3
Технологические свойства сталей
Сталь Технологические свойства
С низким содержанием углерода (не более 0,2 %) 08; 10; 15; 20; 15Х; 20Х Хорошие свариваемость всеми видами сварки и обрабатываемость резанием. Штампуется в холодном состоянии. Подвергают термообработке (для сталей 20; I5X; 20Х — цементация)
Со средним содержанием углерода (не более 0,45 %) 35; 45; 35Х; 45Х Ограниченная свариваемость (рекомендуется подогрев с последующей ТО). Хорошая обрабатываемость резанием. Подвергают ТО — улучшению, закалке, нормализации, закалке ТВЧ
С высоким содержанием углерода 50; 55; 58; 60 Плохая свариваемость, склонность к образованию трещин. Сварка возможна при строго ограниченных условиях. Удовлетворительная обрабатываемость резанием. ТО — улучшение, нормализация, закалка ТВЧ.
12Х18Н9Т Хорошая свариваемость всеми видами сварки. Удовлетворительная обрабатываемость резанем. Штампуют в холодном состоянии (для сложных деталей необходима промежуточная ТО).
37
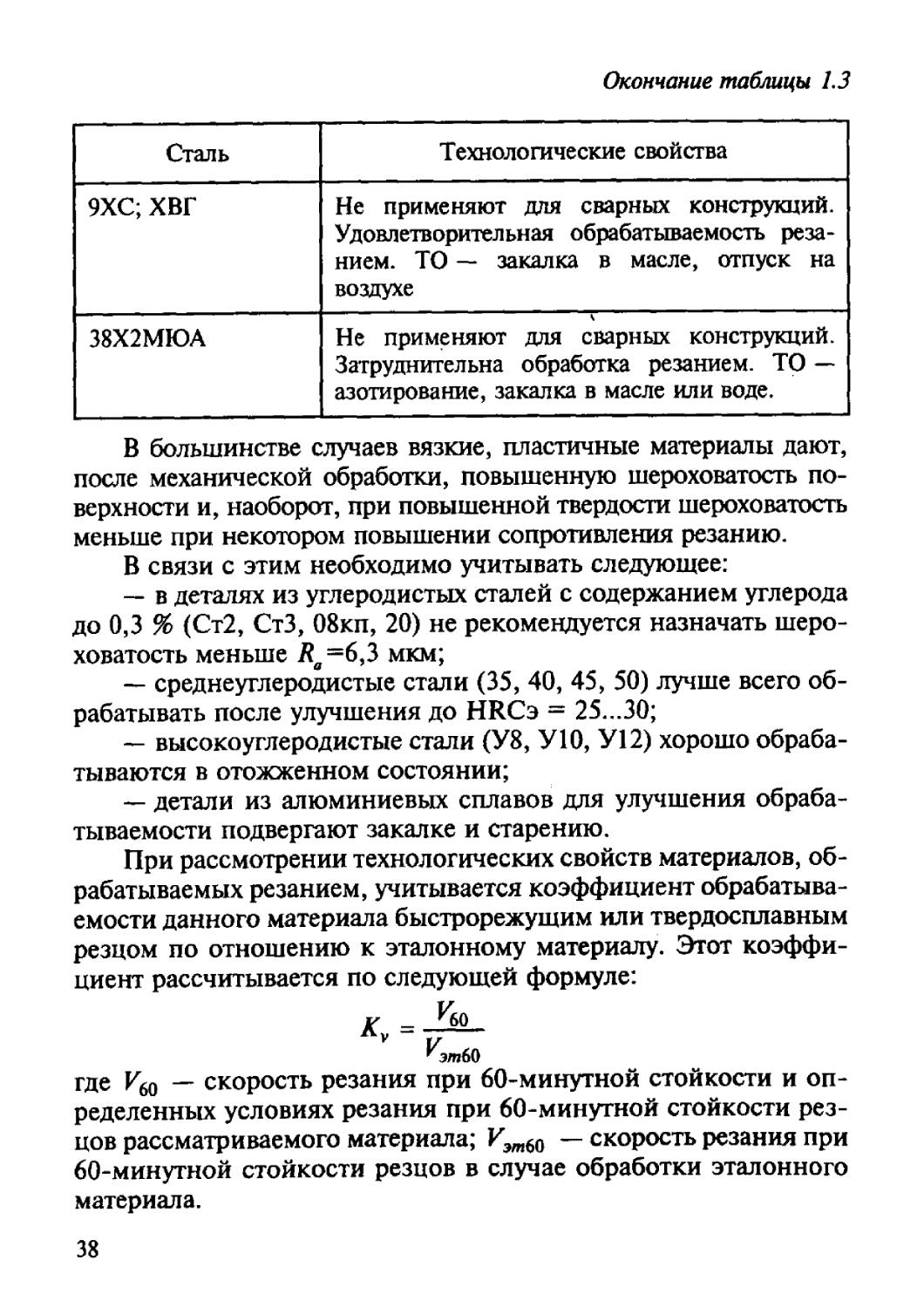
Окончание таблицы 1.3
Сталь Технологические свойства
9ХС; ХВГ Не применяют для сварных конструкций. Удовлетворительная обрабатываемость резанием. ТО — закалка в масле, отпуск на воздухе
38Х2МЮА Не применяют для сварных конструкций. Затруднительна обработка резанием. ТО — азотирование, закалка в масле или воде.
В большинстве случаев вязкие, пластичные материалы дают, после механической обработки, повышенную шероховатость поверхности и, наоборот, при повышенной твердости шероховатость меньше при некотором повышении сопротивления резанию.
В связи с этим необходимо учитывать следующее:
— в деталях из углеродистых сталей с содержанием углерода до 0,3 % (Ст2, СтЗ, 08кп, 20) не рекомендуется назначать шероховатость меньше Лв=6,3 мкм;
— среднеуглеродистые стали (35, 40, 45, 50) лучше всего обрабатывать после улучшения до HRCa = 25...30;
— высокоуглеродистые стали (У8, У10, У12) хорошо обрабатываются в отожженном состоянии;
— детали из алюминиевых сплавов для улучшения обрабатываемости подвергают закалке и старению.
При рассмотрении технологических свойств материалов, обрабатываемых резанием, учитывается коэффициент обрабатываемости данного материала быстрорежущим или твердосплавным резцом по отношению к эталонному материалу. Этот коэффициент рассчитывается по следующей формуле:
к _ ^60 Kv ~ V
где И60 ” скорость резания при 60-минутной стойкости и определенных условиях резания при 60-минутной стойкости резцов рассматриваемого материала; Иэт60 — скорость резания при 60-минутной стойкости резцов в случае обработки эталонного материала.
38
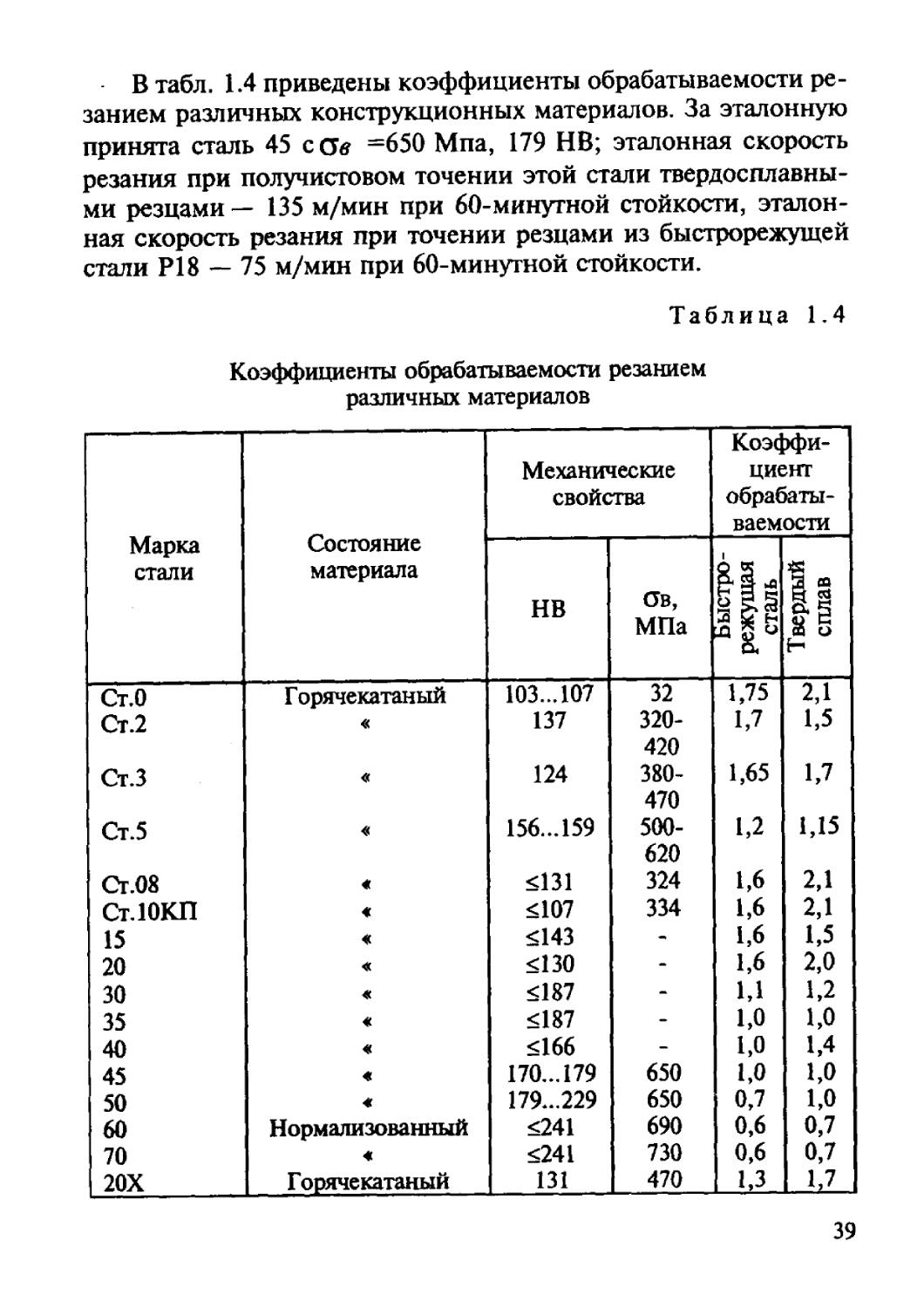
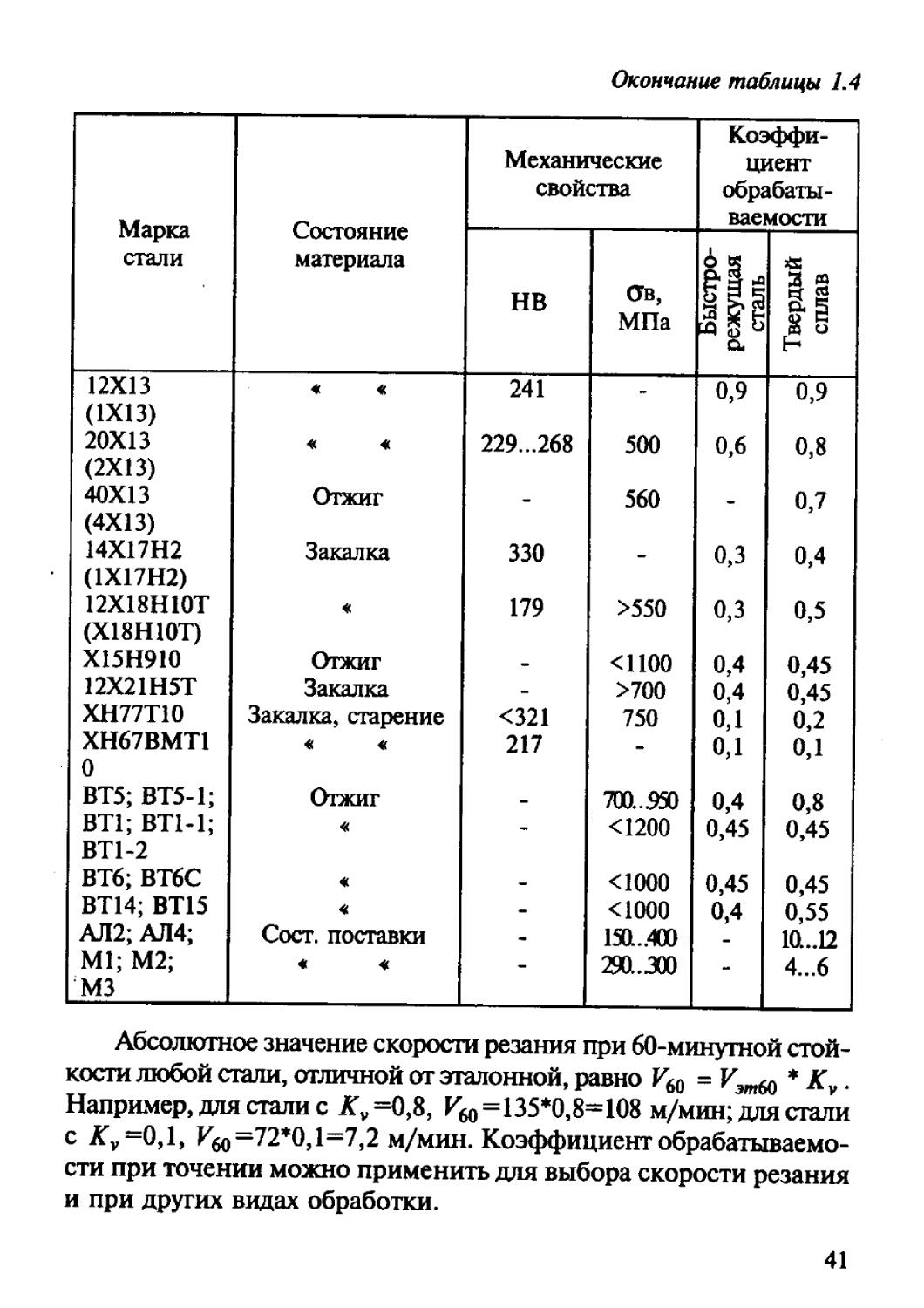
В табл. 1.4 приведены коэффициенты обрабатываемости резанием различных конструкционных материалов. За эталонную принята сталь 45 с(3в =650 Мпа, 179 НВ; эталонная скорость резания при получистовом точении этой стали твердосплавными резцами— 135 м/мин при 60-минутной стойкости, эталонная скорость резания при точении резцами из быстрорежущей стали Р18 — 75 м/мин при 60-минутной стойкости.
Таблица 1.4
Коэффициенты обрабатываемости резанием различных материалов
Марка стали Состояние материала Механические свойства Коэффициент обрабатываемости
НВ <3в, МПа Быстрорежущая сталь Твердый сплав
Ст.0 Горячекатаный 103...107 32 1,75 2,1 1,5
Ст.2 « 137 320- 420 1,7
Ст.З 124 380- 470 1,65 1,7
Ст.5 « 156...159 500-620 1,2 1,15
Сг.08 « <131 324 1,6 2,1
Ст.ЮКП « <107 334 1,6 2,1
15 « <143 - 1,6 1,5
20 <130 - 1,6 2,0
30 « <187 - 1,1 1,2
35 « <187 - 1,0 1,0
40 « <166 - 1,0 1,4
45 170... 179 650 1,0 1,0
50 « 179...229 650 0,7 1,0
60 Нормализованный <241 690 0,6 0,7
70 <241 730 0,6 0,7
20Х Г оряче катаный 131 470 1,3 17
39
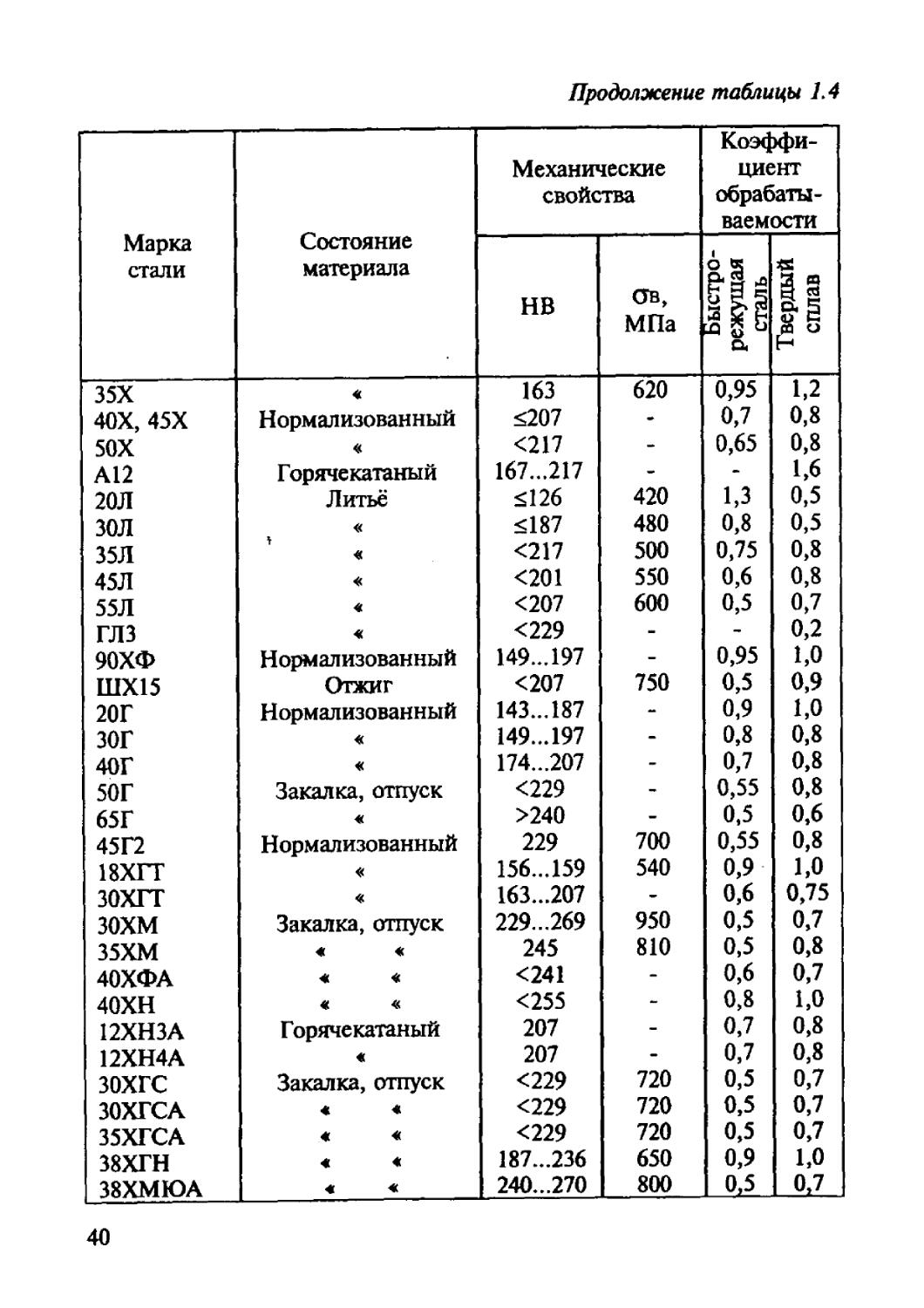
Продолжение таблицы L4
Марка стали Состояние материала Механические свойства Коэффициент обрабатываемости
НВ Ов, МПа Быстрорежущая сталь Твердый сплав
35Х 163 620 0,95 1,2
40Х, 45Х Нормализованный <207 • 0,7 0,8
50Х « <217 - 0,65 0,8
А12 Горячекатаный 167...217 - - 1,6
20Л Литьё <126 420 1,3 0,5
ЗОЛ « <187 480 0,8 0,5
35Л * <217 500 0,75 0,8
45Л <201 550 0,6 0,8
55Л <207 600 0,5 0,7
глз <229 - - 0,2
90ХФ Нормализованный 149... 197 - 0,95 1,0
ШХ15 Отжиг <207 750 0,5 0,9
20Г Нормализованный 143...187 - 0,9 1,0
ЗОГ 149...197 - 0,8 0,8
4ОГ 174...207 - 0,7 0,8
50Г Закалка, отпуск <229 - 0,55 0,8
65Г >240 - 0,5 0,6
45Г2 Нормализованный 229 700 0,55 0,8
18ХГТ « 156...159 540 0,9 1,0
ЗОХГТ « 163...207 • 0,6 0,75
зохм Закалка, отпуск 229—269 950 0,5 0,7
35ХМ « « 245 810 0,5 0,8
40ХФА « « <241 - 0,6 0,7
40ХН « « <255 - 0,8 1,0
12ХНЗА Горячекатаный 207 - 0,7 0,8
12ХН4А « 207 - 0,7 0,8
ЗОХГС Закалка, отпуск <229 720 0,5 0,7
ЗОХГСА 4 « <229 720 0,5 0,7
35ХГСА 4 4 <229 720 0,5 0,7
38ХГН 4 4 187...236 650 0,9 1,0
38ХМЮА 4 4 240...270 800 0,5 0,7
40
Окончание таблицы 1.4
Марка стали Состояние материала Механические свойства Коэффициент обрабатываемости
НВ Ов, МПа Быстрорежущая сталь Твердый сплав
12X13 (1X13) « « 241 — 0,9 0,9
20X13 229...268 500 0,6 0,8
(2X13) 40X13 Отжиг 560 — 0,7
(4X13) 14Х17Н2 (1Х17Н2) Закалка 330 - 0,3 0,4
12Х18Н10Т 4 179 >550 0,3 0,5
(Х18Н10Т) Х15Н910 Отжиг <1100 0,4 0,45
12Х21Н5Т Закалка - >700 0,4 0,45
ХН77Т10 Закалка, старение <321 750 0,1 0,2
ХН67ВМТ1 0 « « 217 - 0,1 0,1
ВТ5; ВТ5-1; Отжиг — 700..950 0,4 0,8
ВТ1; ВТ1-1; ВТ1-2 — <1200 0,45 0,45
ВТ6; ВТ6С « - <1000 0,45 0,45
ВТ14; ВТ15 4 - <1000 0,4 0,55
АЛ2; АЛ4; Сост. поставки 1501..400 1а..12
Ml; М2; М3 4 4 - 290.300 - 4...6
Абсолютное значение скорости резания при 60-минутной стойкости любой стали, отличной от эталонной, равно И60 = Иэт60 * Kv. Например, для стали с К? =0,8, И60 =135*0,8=108 м/мин; для стали с Л\,=0,1, Кбо =72*0,1=7,2 м/мин. Коэффициент обрабатываемости при точении можно применить для выбора скорости резания и при других видах обработки.
41
В нормативных документах обрабатываемые материалы группируются по группам обрабатываемости, последние — по видам обработки. Например, при протяжных работах группы обрабатываемости конструкционных материалов отличаются от групп обрабатываемости, существующих в нормативах, которые носят отраслевой характер и основаны на особенностях производства для определенной отрасли.
В табл. 1.4 приведены укрупненные значения коэффициентов обрабатываемости без учета особенностей эксплуатации в условиях каждой подотрасли, без разделения материалов на группы обрабатываемости.
При выборе марки стали для данной детали необходимо обеспечение, в первую очередь, прочности, надежности и долговечности детали, экономия металла с учетом специфических условий службы детали (температура, среда, характер действующих нагрузок и т. п.).
Прежде всего необходимо выяснить характер действующих сил. Если деталь испытывает напряжения, растяжения или сжатия, которые равномерно распределены по сечению, то закалка должна обеспечить сквозную прокаливаемость. Поэтому с увеличением сечения детали должна увеличиваться степень легирования стали.
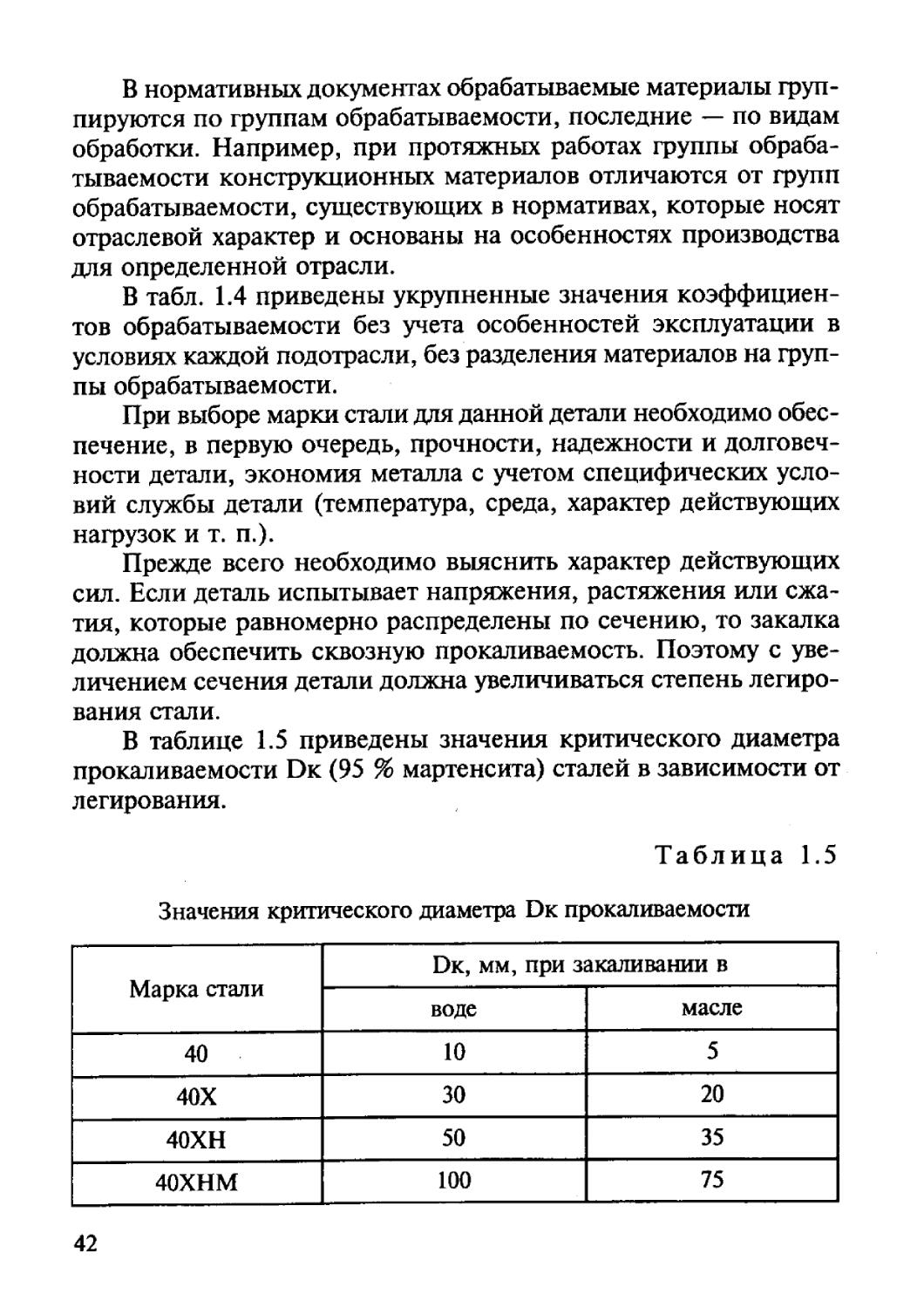
В таблице 1.5 приведены значения критического диаметра прокаливаемости Dk (95 % мартенсита) сталей в зависимости от легирования.
Таблица 1.5
Значения критического диаметра Dk прокаливаемое™
Марка стали Dk, мм, при закаливании в
воде масле
40 10 5
40Х 30 20
40ХН 50 35
40ХНМ 100 75
42
Таким образом, например, для изготовления детали диаметром 30 мм можно рекомендовать сталь 40Х (или другую сталь, имеющую такую же прокаливаемость), закаленную в воде, но если деталь сложная и охлаждение в воде приведет к короблению и трещинам, то вместо воды следует применять масло, а вместо стали 40Х — сталь 40ХН.
Если деталь испытывает изгибающие или крутящие нагрузки, то прокаливаемость не имеет столь важного значения. В этом случае можно выбрать ряд сталей:
— углеродистые и легированные стали с содержанием углерода 0,2 % — цементуемые;
— легированные стали с содержанием углерода 0,4 % — азотируемые;
— углеродистые и низколегированные стали с содержанием углерода 0,4—0,5 % — для поверхностной закалки.
При сложно-напряженном состоянии (наиболее частый случай в современном машиностроении) сердцевина детали может испытывать значительные напряжения. В этом случае к металлу сердцевины предъявляются требования по прочности.
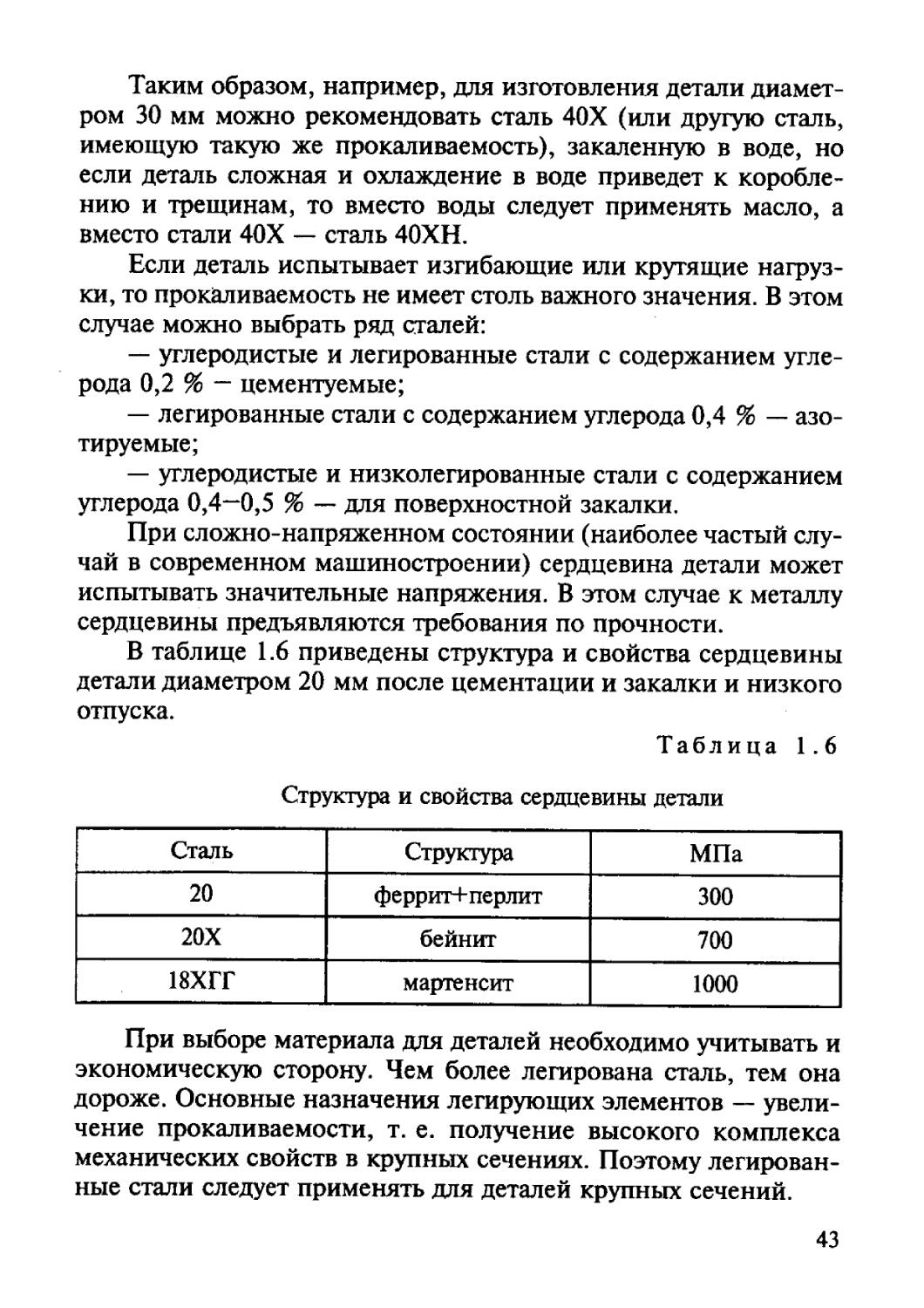
В таблице 1.6 приведены структура и свойства сердцевины детали диаметром 20 мм после цементации и закалки и низкого отпуска.
Таблица 1.6
Структура и свойства сердцевины детали
Сталь Структура МПа
20 феррит+перлит 300
20Х бейнит 700
18ХГГ мартенсит 1000
При выборе материала для деталей необходимо учитывать и экономическую сторону. Чем более легирована сталь, тем она дороже. Основные назначения легирующих элементов — увеличение прокаливаемости, т. е. получение высокого комплекса механических свойств в крупных сечениях. Поэтому легированные стали следует применять для деталей крупных сечений.
43
Наиболее дефицитными элементами, применяемыми для легирования конструкционных сталей, являются никель и молибден. Эти элементы увеличивают прокаливаемость так же, как и другие менее дефицитные (хром, марганец). Никель понижает порог хладноломкости, вследствие чего сталь становится более надежной. Молибден устраняет охрупчивание стали при высокотемпературном отпуске.
При назначении марки стали для деталей следует также учитывать способ ее металлургического производства.
Поэтому при выборе марки стали необходимо решить, что в данном конкретном случае более целесообразно: применить сталь более высокой чистоты и удовлетвориться свойствами металла, полученными в состоянии поставки, или после простейшей термической обработки (нормализации) или ориентироваться на термическое улучшение (закалка плюс соответствующий отпуск). При назначении режимов термической обработки необходимо выбирать наиболее производительные и экономические способы, но обеспечивающие получение оптимальных, наилучших свойств.
Пример решения типовой задачи
Задача'. Необходимо изготовить вал двигателя диаметром 75 мм, работающего с вибрациями; сталь в готовом изделии должна иметь предел прочности не ниже 800 МПа, ударную вязкость не ниже 60 Дж/см2. Подобрать необходимую марку стали, рекомендовать режим термической обработки, привести механические свойства и микроструктуру стали в готовом изделии.
Решение задачи'. Для изготовления изделий подобного назначения можно использовать сталь углеродистую качественную конструкционную (ГОСТ 1050-84) или сталь легированную конструкционную (ГОСТ 4543-81) с содержанием углерода 0,4...0,45 %.
Обратимся вначале к стали углеродистой качественной. Сталь 45 в состоянии поставки или после нормализации имеет предел прочности при растяжении 610 МПа, ударную вязкость —30 Дж/ см2, что не удовлетворяет требованиям прочности и вязкости для материала вала.
Для повышения прочности конструкционной стали 45 можно применить закалку и высокий отпуск. Для этой стали после
44
закалки и отпуска с нагревом до 500“ ударная вязкость повышается до 60 Дж/см2, а предел прочности до 750...850 МПа. После закалки (с охлаждением в воде) углеродистая сталь 45 получает структуру мартенсита. Однако вследствие небольшой прокали -ваемости углеродистой стали эта структура в изделиях диаметром более 20...25 мм образуется только в сравнительно тонком поверхностном слое (толщиной до 2...4 мм).
В следующем слое аустенит в процессе охлаждения при закалке распадается от тростита или сорбита, а в середине изделия аустенит распадается с образованием структуры феррит плюс перлит. Чем больше сечение изделия, тем относительно больше масса металла, получающего структуру перлит и феррит и не воспринимающего, следовательно, закалку.
Последующий отпуск будет способствовать превращению мартенсита и тростита в сорбит в тонком поверхностном слое, но не воздействует на структуру и свойства перлита и феррита в основной массе изделия.
Таким образом, вал диаметром 75 мм, изготовленный из углеродистой стали, не будет иметь одинаковых свойств по сечению: они будут выше в тонком поверхностном слое и ниже в сердцевине. Хотя в работе основные нагрузки будут воспринимать поверхностные слои вала, надо учитывать и следующее:
1) чем больше сечение вала, тем тоньше (2...4 мм) поверхностный слой со структурой сорбита;
2) часть поверхностного слоя будет снята при окончательной чистовой Обработке вала на станке, выполняемой после закалки и отпуска. Поэтому для изготовления вала сталь 45 не пригодна.
Рассмотрим сталь 45ХН. Сталь легирована никелем и хромом, т. е. элементами, повышающими прокаливаемость. Эта сталь получает после закалки достаточно однородную структуру и механические свойства и прокаливается в сечении диаметром до 80 мм. Следовательно, при изготовлении вала диаметром 75 мм из стали 45ХН может быть обеспечена сплошная прокаливаемость по сечению.
Режим термической обработки стали 45ХН таков:
1. Закалка — нагрев до 830...850° С и охлаждение в масле.
При закалке вала из стали 45ХН с охлаждением в масле (а не в воде, как это требуется для углеродистой стали) возникают
45
меньшие остаточные напряжения, а следовательно, и меньшая деформация. Структура стали после закалки — мартенсит; твердость HRC не ниже 56.
2. Отпуск — с нагревом до 550...580е С. Для предупреждения отпускной хрупкости вал после отпуска следует охлаждать в масле или в воде. Структура стали после отпуска — сорбит.
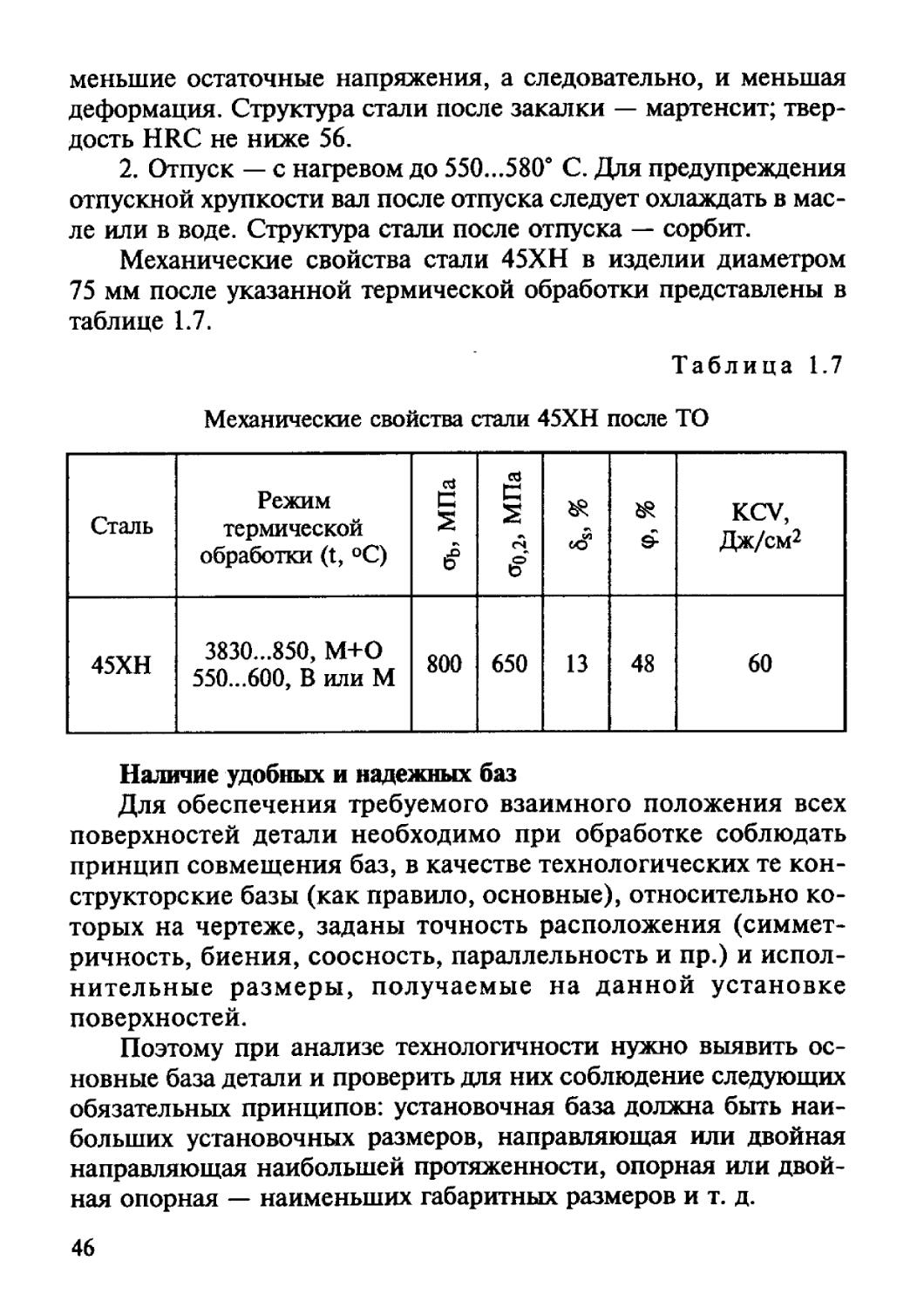
Механические свойства стали 45ХН в изделии диаметром 75 мм после указанной термической обработки представлены в таблице 1.7.
Таблица 1.7
Механические свойства стали 45ХН после ТО
Сталь Режим термической обработки (t, °C) С о о0#2, МПа % (S9 Ф, % KCV, Дж/см2
45ХН 3830...850, М+О 550...600, В или М 800 650 13 48 60
Наличие удобных и надежных баз
Для обеспечения требуемого взаимного положения всех поверхностей детали необходимо при обработке соблюдать принцип совмещения баз, в качестве технологических те конструкторские базы (как правило, основные), относительно которых на чертеже, заданы точность расположения (симметричность, биения, соосность, параллельность и пр.) и исполнительные размеры, получаемые на данной установке поверхностей.
Поэтому при анализе технологичности нужно выявить основные база детали и проверить для них соблюдение следующих обязательных принципов: установочная база должна быть наибольших установочных размеров, направляющая или двойная направляющая наибольшей протяженности, опорная или двойная опорная — наименьших габаритных размеров и т. д.
46
Для приближенной оценки протяженности поверхности деталей сравнительно несложной коробчатой формы можно воспользоваться общими выражениями:
ЦфУа - +
^кр^а ~ fy^x + ^у J
Lftp^a ~ f\Ly + Lz)>
где ЦсРха , LKpya, LKpza — наименьшие допустимые (критические) протяженности поверхностей для угловой ориентации детали относительно осей X, Y, и Z соответственно; Lx ,Ly,Lz — наибольшие (габаритные) размеры детали в направлениях, соответствующих индексу.
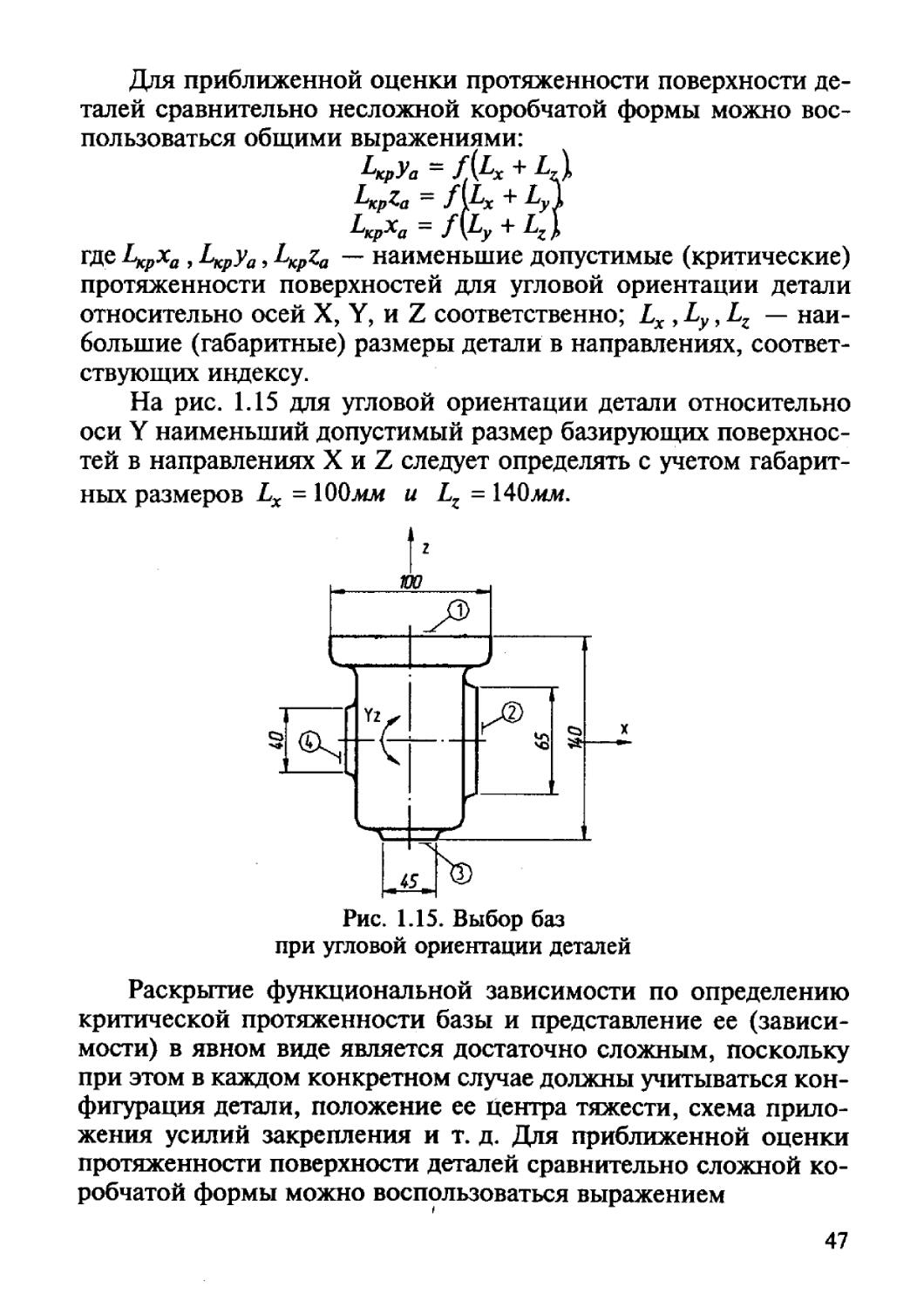
На рис. 1.15 для угловой ориентации детали относительно оси Y наименьший допустимый размер базирующих поверхностей в направлениях X и Z следует определять с учетом габаритных размеров Lx = ЮОлш и Lz = 140ми.
Рис. 1.15. Выбор баз при угловой ориентации деталей
Раскрытие функциональной зависимости по определению критической протяженности базы и представление ее (зависимости) в явном виде является достаточно сложным, поскольку при этом в каждом конкретном случае должны учитываться конфигурация детали, положение ее центра тяжести, схема приложения усилий закрепления и т. д. Для приближенной оценки протяженности поверхности деталей сравнительно сложной коробчатой формы можно воспользоваться выражением
47
Для угловой ориентации относительно других осей соответственно меняются индексы.
Критическая протяженность поверхностей для детали, чертеж которой представлен на рис 1.15, найденная по приведенному выражению, составляет 60 мм.
Таким образом, для ориентации детали в направлении Yx могут использоваться только поверхности 1 и 2, так как их протяженность в нужном направлении превышает критическую величину. Поверхности 3 и 4 могут использоваться только как опорные базы.
Если основные базы являются явными, конструктивно должна быть предусмотрена возможность их обработки на первой операции с базированием по поверхностям, остающимся необработанными.
Если основные базы скрытые, то в конструкции детали должна быть предусмотрена возможность их материализации желательно с применением самоцентрирующих установочно-зажимных приспособлений — другими поверхностями, которые уже занимают требуемое положение относительно соответствующих основных баз.
На первых операциях основные скрытые базы обычно материализуют необрабатываемыми свободными поверхностями детали или исходными поверхностями заготовки, а на последующих операциях — уже прошедшими обработку поверхностями вспомогательных баз или исполнительными поверхностями либо используют предусмотренные конструкцией детали специальные технологические базы.
Специальные технологические базы могут быть временными (например, срезаемая бобышка на днище поршня) или постоянными (например, центровые отверстия у валов, базисные площадки у шатунов, центрирующий поясок юбки поршня, установочные отверстия у корпусных деталей для установки на плоскость и два отверстия, на плоскость и три отверстия, по двум плоскостям и отверстию). Специальные технологические базы облегчают использование принципов единства и постоянства баз. Рассмотрим несколько примеров анализа чертежей деталей.
48
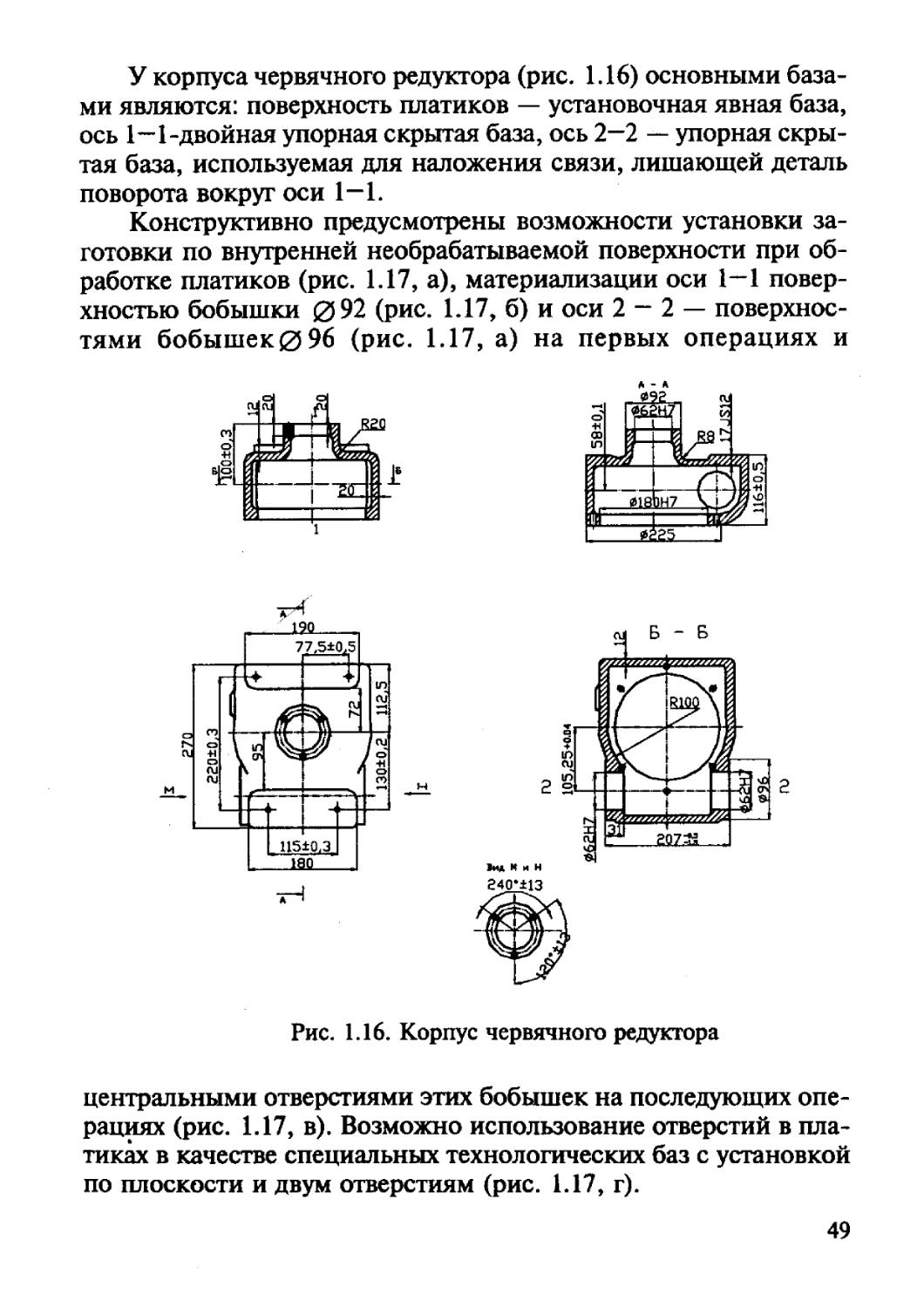
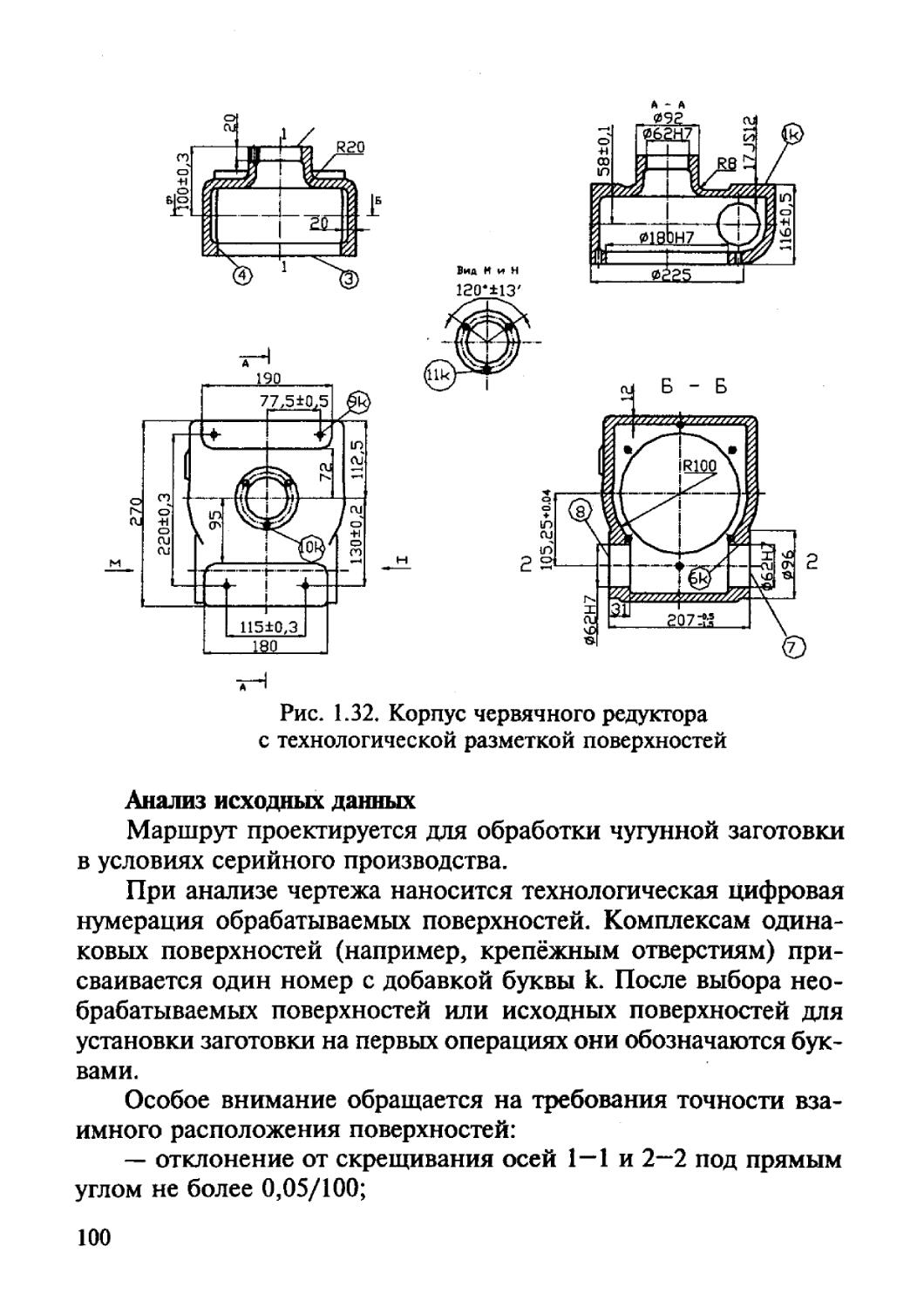
У корпуса червячного редуктора (рис. 1.16) основными базами являются: поверхность платиков — установочная явная база, ось 1—1-двойная упорная скрытая база, ось 2—2 — упорная скрытая база, используемая для наложения связи, лишающей деталь поворота вокруг оси 1—1.
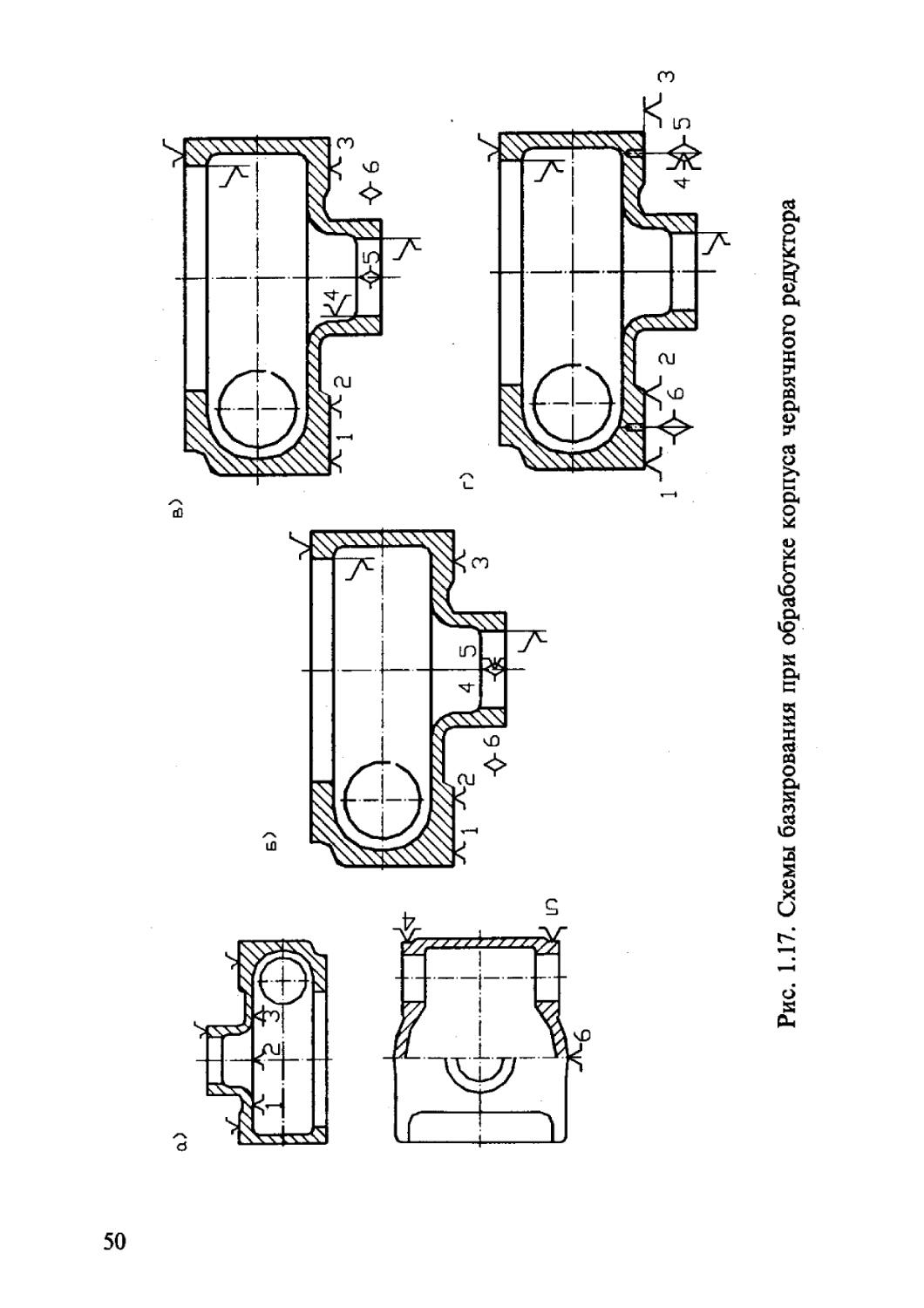
Конструктивно предусмотрены возможности установки заготовки по внутренней необрабатываемой поверхности при обработке платиков (рис. 1.17, а), материализации оси 1—1 поверхностью бобышки 092 (рис. 1.17, б) и оси 2 — 2 — поверхностями бобышек0 96 (рис. 1.17, а) на первых операциях и
Рис. 1.16. Корпус червячного редуктора
центральными отверстиями этих бобышек на последующих операциях (рис. 1.17, в). Возможно использование отверстий в пла-тиках в качестве специальных технологических баз с установкой по плоскости и двум отверстиям (рис. 1.17, г).
49
tZi о
Рис. 1.17. Схемы базирования при обработке корпуса червячного редуктора
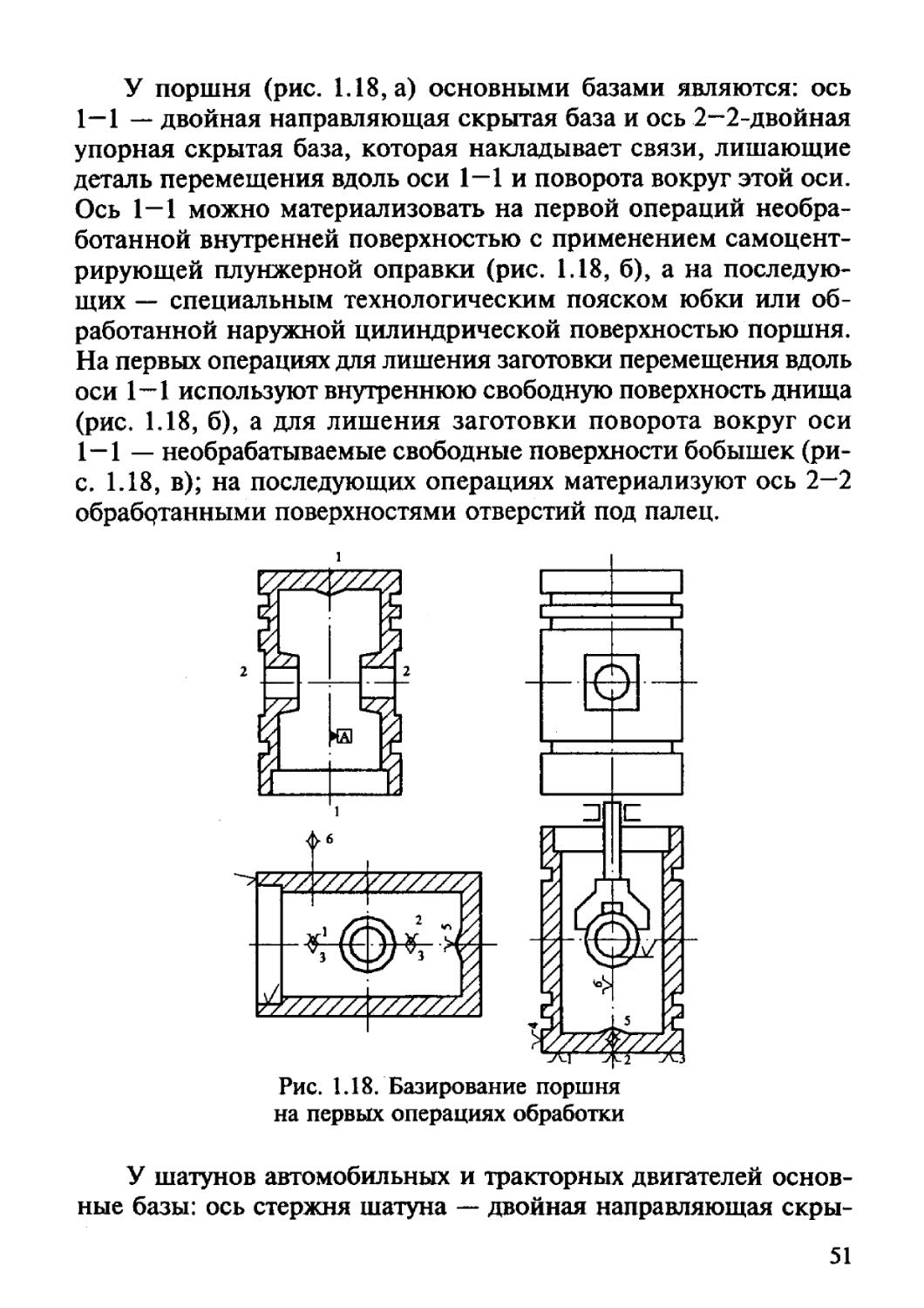
У поршня (рис. 1.18, а) основными базами являются: ось 1—1 — двойная направляющая скрытая база и ось 2—2-двойная упорная скрытая база, которая накладывает связи, лишающие деталь перемещения вдоль оси 1—1 и поворота вокруг этой оси. Ось 1—1 можно материализовать на первой операций необработанной внутренней поверхностью с применением самоцент-рирующей плунжерной оправки (рис. 1.18, б), а на последующих — специальным технологическим пояском юбки или обработанной наружной цилиндрической поверхностью поршня. На первых операциях для лишения заготовки перемещения вдоль оси 1—1 используют внутреннюю свободную поверхность днища (рис. 1.18, б), а для лишения заготовки поворота вокруг оси 1—1 — необрабатываемые свободные поверхности бобышек (ри-c. 1.18, в); на последующих операциях материализуют ось 2—2 обработанными поверхностями отверстий под палец.
Рис. 1.18. Базирование поршня на первых операциях обработки
У шатунов автомобильных и тракторных двигателей основные базы: ось стержня шатуна — двойная направляющая скры
51
тая база, ось большой головки — двойная опорная скрытая база, лишающая перемещения вдоль оси стержня и поворота вокруг этой оси.
На первых операциях установку проводят по исходным поверхностям стержня и головок, на последующих — по специальным базам — на трех или четырёх центрах или по торцам головок и пятибазисным площадкам.
Рассмотренные примеры показывают, как в процессе анализа чертежа и выявления основных баз детали намечаются контуры проектируемого технологического процесса, примерное содержание и последовательность его основных операций.
1.4.2. Определение типа производства
Тип производства — это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Одной из основных характеристик типа производства является коэффициент закрепления операций, представляющий собой отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
В проектных условиях можно полагать, что коэффициент закрепления операций определяет число операций такой же трудоемкости, как и рассматриваемая, которое можно было бы закрепить за одним рабочим местом для полной его загрузки в течение месяца.
Тогда коэффициент закрепления операций
&зо ~ ^в/^шт = * ^)/(^Умес^ш/п)’
где te — такт выпуска, мин; р — месячный фонд времени односменной работы рабочего места, ч; т — принятое число смен; KQm — коэффициент, учитывающий простои по организационно-техническим причинам (ремонт, перерыв на отдых и т. п.); N мес ~ число изделий, запускаемых в производство, шт/мес;
— штучное время (по укрупненным расчетам или по данным действующего предприятия), мин.
52
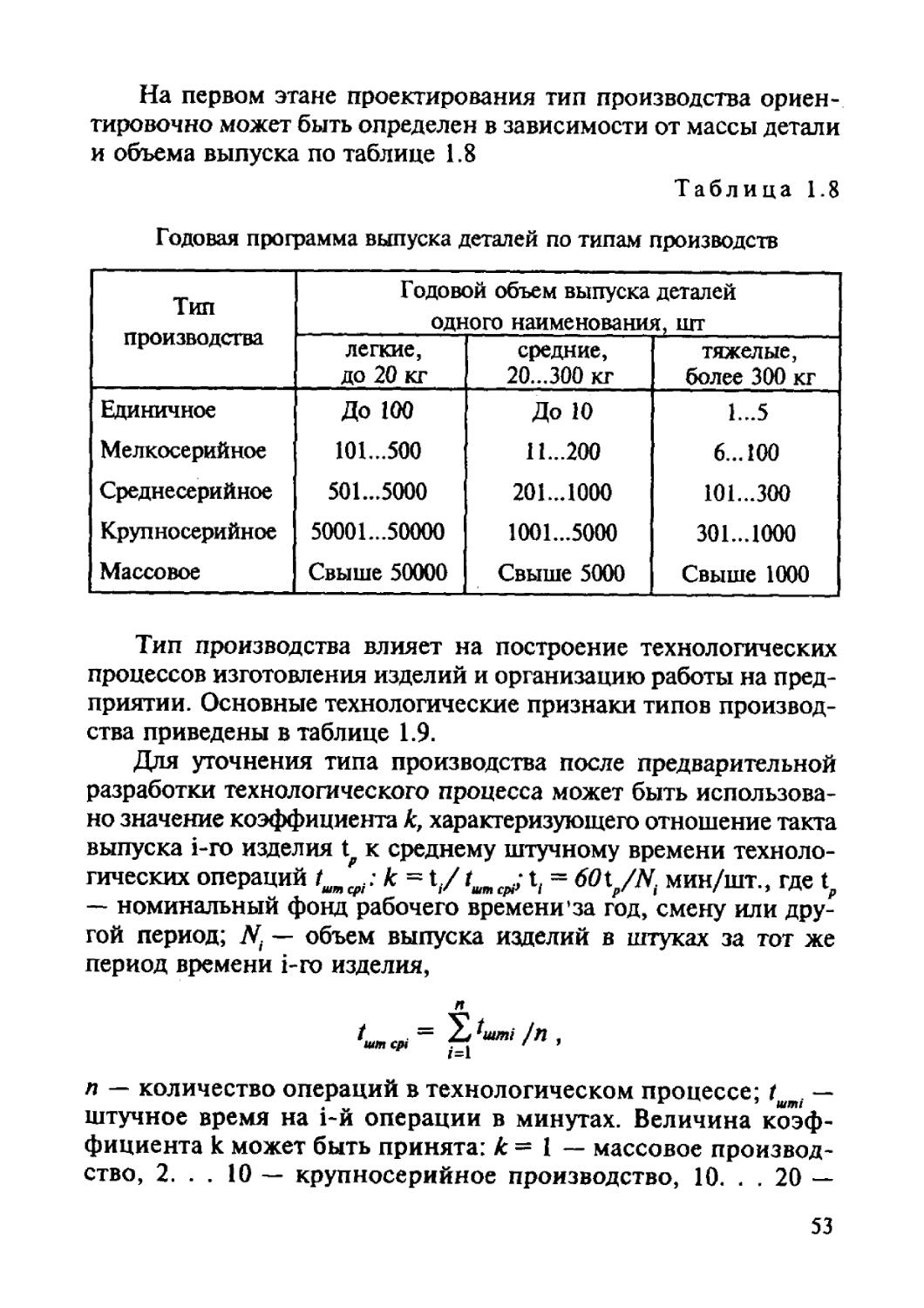
На первом этане проектирования тип производства ориентировочно может быть определен в зависимости от массы детали и объема выпуска по таблице 1.8
Таблица 1.8
Годовая программа выпуска деталей по типам производств
Тип производства Годовой объем выпуска деталей одного наименования, шт
легкие, до 20 кг средние, 20...300 кг тяжелые, более 300 кг
Единичное До 100 До 10 1...5
Мелкосерийное 101...500 11...200 6... 100
Среднесерийное 501...5000 201...1000 101...300
Крупносерийное 50001...50000 1001...5000 301...1000
Массовое Свыше 50000 Свыше 5000 Свыше 1000
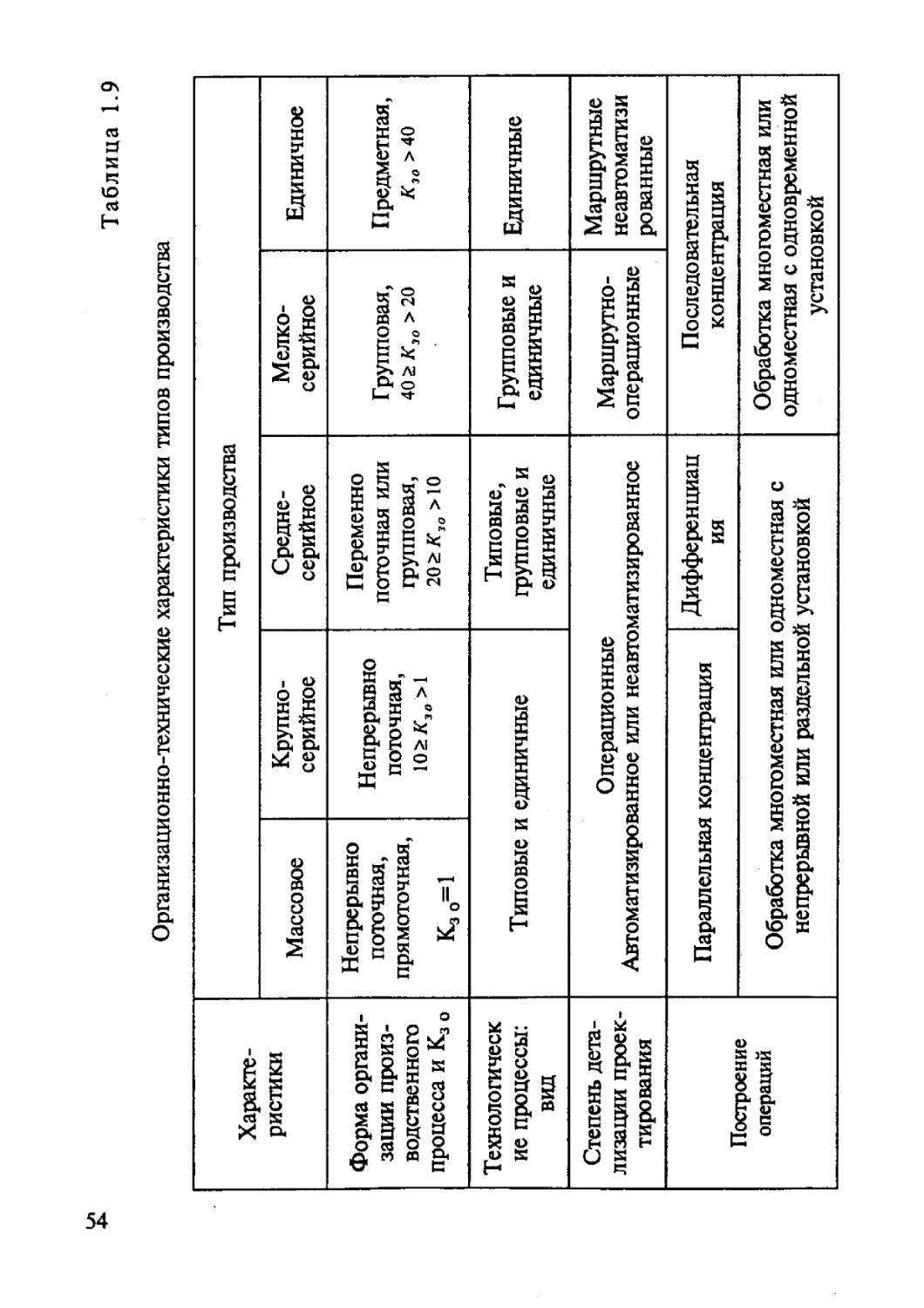
Тип производства влияет на построение технологических процессов изготовления изделий и организацию работы на предприятии. Основные технологические признаки типов производства приведены в таблице 1.9.
Для уточнения типа производства после предварительной разработки технологического процесса может быть использовано значение коэффициента к, характеризующего отношение такта выпуска i-ro изделия t к среднему штучному времени техноло-гических операций t^: к = t/t, = 60t,/W. мин/шт., где tf — номинальный фонд рабочего времени’за год, смену или другой период; — объем выпуска изделий в штуках за тот же период времени i-ro изделия,
п t . = X/ ^штг Jn , шт cPl r ’
п — количество операций в технологическом процессе; t — штучное время на i-й операции в минутах. Величина коэффициента к может быть принята: к = 1 — массовое производство, 2. . . 10 — крупносерийное производство, 10. . . 20 —
53
Таблица 1.9
Организационно-технические характеристики типов производства
Характе-ристики Тип производства
Массовое Крупносерийное Среднесерийное Мелкосерийное Единичное
Форма организации производственного процесса и К3 0 Непрерывно поточная, прямоточная, Кзо=1 Непрерывно поточная, 10£Кзо > 1 Переменно поточная или групповая, 20£tfJO >10 Групповая, 40 £ Кзо > 20 Предметная, > 40
Технологическ ие процессы: вид Типовые и единичные Типовые, групповые и единичные Групповые и единичные Единичные
Степень детализации проектирования Операционные Автоматизированное или неавтоматизированное Маршрутнооперационные Маршрутные неавтоматизи рованные
Построение операций Параллельная концентрация Дифференциац ИЯ Последовательная концентрация
Обработка многоместная или одноместная с непрерывной или раздельной установкой Обработка многоместная или одноместная с одновременной установкой
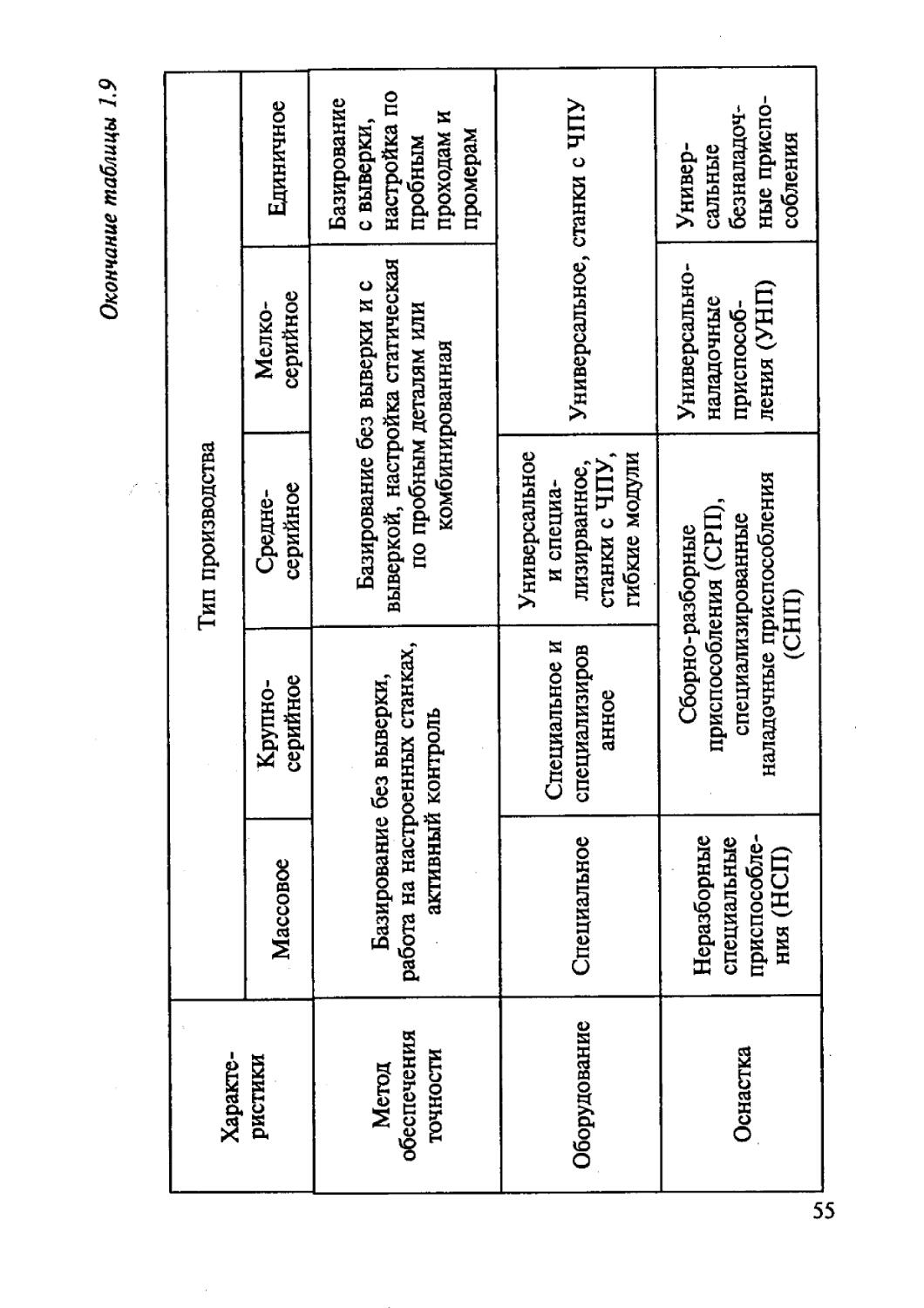
Окончание таблицы 1.9
Характе- Тип производства
ристики Массовое Крупносерийное Среднесерийное Мелкосерийное Единичное
Метод обеспечения точности Базирование без выверки, работа на настроенных станках, активный контроль Базирование без выверки и с выверкой, настройка статическая по пробным деталям или комбинированная Базирование с выверки, настройка по пробным проходам и промерам
Оборудование Специальное Специальное и специализиров анное Универсальное и специа-лизирванное, станки с ЧПУ, гибкие модули Универсальное, станки с ЧПУ
Оснастка Неразборные специальные приспособления (НСП) Сборно-разборные приспособления (СРП), специализированные наладочные приспособления (СНП) Универсальноналадочные приспособления (УНП) Универсальные безналадоч-ные приспособления
среднесерийное производство, 20 — мелкосерийное производство. Окончательно тип производства определяют по величине коэффициента закрепления операций (см. табл. 1.9).
После окончательной разработки технологических процессов для определенного участка или цеха на всю номенклатуру обрабатываемых деталей тип производства определяется по коэффициенту закрепления операций.
После установления типа производства определяется его организационно-техническая характеристика. При этом необходимо решить следующие задачи:
— определить форму организации производственного процесса. Для поточного производства выбрать тип поточных линий;
— установить степень механизации и автоматизации поточных линий;
— определить режим работы участка, линии и фонды времени работы технологического оборудования;
— рассчитать такт выпуска изделий (крупносерийное и массовое производства) или величины партий их запуска в производство.
Количество деталей в партии (л) рассчитывается по формуле:
где # — объем выпуска; Т — количество рабочих дней в планируемом периоде выпуска; а — периодичность запуска в днях.
1.4.3, Определение класса детали и выбор в качестве аналога действующего типового или группового технологического процесса
Технологический процесс разрабатывают на основе имеющегося типового или группового ТП. Для этого по технологическому классификатору деталей формируют технологический код. По коду изделие относят к определенной классификационной группе и действующему для нее типовому или групповому ТП. Типовой или групповой технологический процесс является информационной основой при разработке рабочего технологического процесса. При отсутствии соответствующей классификационной группы ТП разрабатывают как единичный, с учетом
56
ранее принятых прогрессивных решений в действующих единичных ТП.
Технологический код разрабатывают на основе технологического классификатора.
Детали кодируются буквенно-цифровым алфавитом кода. В структуре кода за каждым признаком закреплены определенные разряд (позиция) и число знаков. Система буквенно-цифрового кодирования однозначная. Она включает цифры от 1 до 9 и прописные буквы русского алфавита от А до Я, кроме буквы 3.
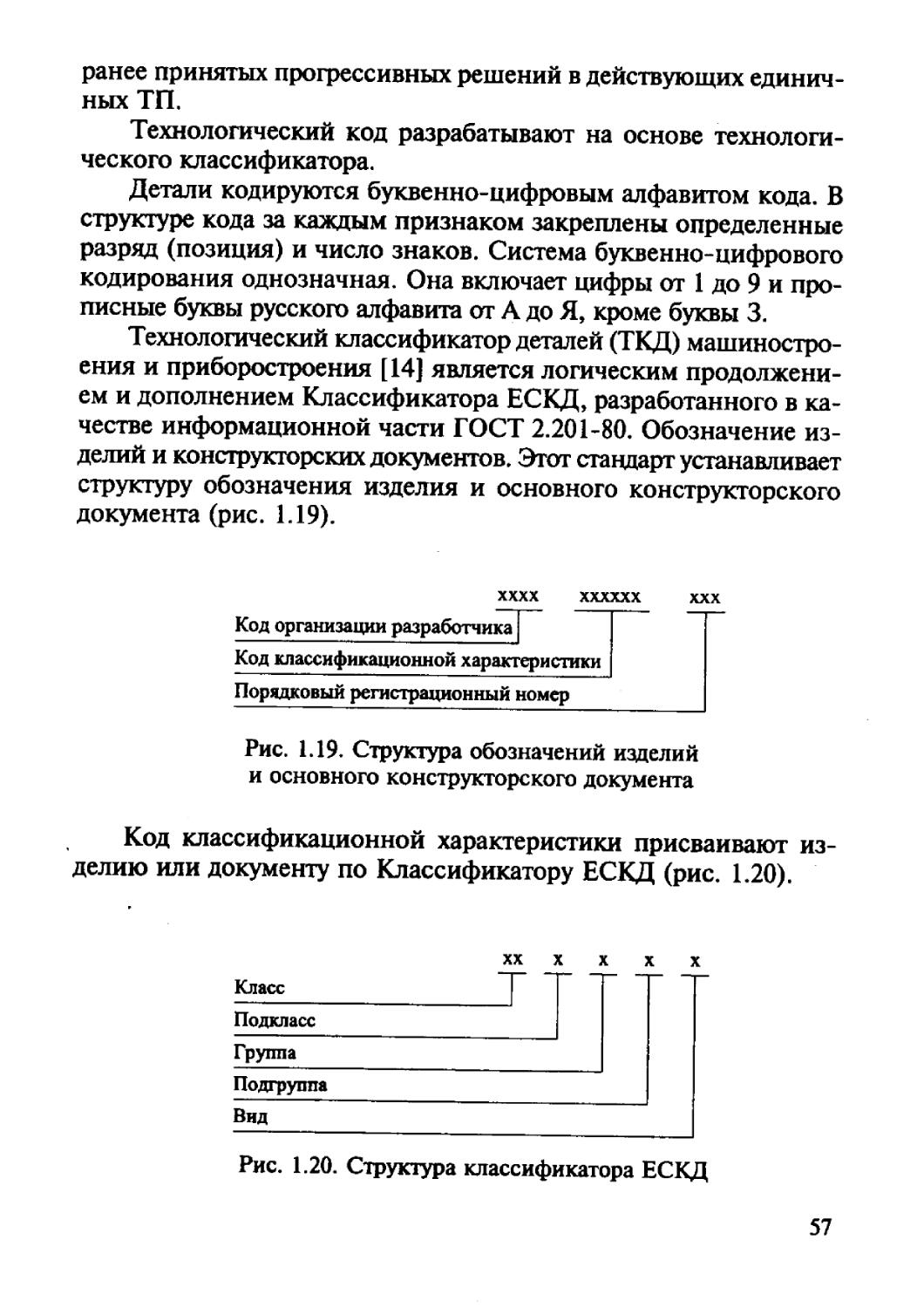
Технологический классификатор деталей (ТКД) машиностроения и приборостроения [14] является логическим продолжением и дополнением Классификатора ЕСКД, разработанного в качестве информационной части ГОСТ 2.201-80. Обозначение изделий и конструкторских документов. Этот стандарт устанавливает структуру обозначения изделия и основного конструкторского документа (рис. 1.19).
ХХХХ ХХХХХХ XXX
Код организации разработчика
Код классификационной характеристики
Порядковый регистрационный номер
Рис. 1.19. Структура обозначений изделий и основного конструкторского документа
Код классификационной характеристики присваивают изделию или документу по Классификатору ЕСКД (рис. 1.20).
XX X X X X
Класс
Подкласс
Группа
Подгруппа
Вид
Рис. 1.20. Структура классификатора ЕСКД
57
Классификатор ЕСКД позволяет:
— установить единую государственную классификационную систему обозначения изделий и конструкторских документов для обеспечения единого порядка, учета, хранения и обращения этих документов;
— обеспечить возможность использовать конструкторскую документацию, разработанную другими организациями (без ее переоформления);
— ускорить и облегчить ручной поиск конструкторской документации разрабатываемых и изготовляемых изделий;
— внедрить средства вычислительной техники в сфере проектирования и управления;
— применять коды деталей по классам совместно с технологическими кодами при решении задач технологической подготовки производства с использованием средств электронно-вычислительной техники (САПР, ГПС и др.).
Классификатор ЕСКД включает 100 классов, из которых 51 класс составляют резерв, в котором могут быть размещены новые виды изделий.
На все детали машиностроения и приборостроения установлены шесть классов: 71-^76. Основным признаком деления (кроме класса 76) является геометрическая форма.
Классы 71...76 охватывают детали всех отраслей промышленности основного и вспомогательного производства:
— класс 71: детали — тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.;
— класс 72: детали — тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные секторы, сегменты; изогнутые из листов, полос и лент; аэрогидродинамичес-кие; корпусные, опорные, емкостные, подшипников;
— класс 73: детали — не тела вращения: корпусные, опорные, емкостные;
— класс 74: детали — не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы;
— класс 75: детали — тела вращения и (или) не тела вращения, кулачковые, карданные, с элементами зацепления, армату
58
ры, санитарно-технические, разветвленные, пружинные, ручки, посуды, оптические, электрорадиоэлектронные, крепежные;
— класс 76: детали технологической оснастки, инструмента (сверла, метчики, пластины режущие, матрицы, пуансоны и т. д.).
Технологический классификатор деталей (ТКД) создает предпосылки для решения задач, направленных на снижение трудоемкости и сокращение сроков технологической подготовки производства:
— анализ номенклатуры деталей по конструкторско-технологическим характеристикам;
— группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ;
— подетальная специализация участков, цехов и заводов;
— повышение серийности и концентрация производства деталей;
— унификация и стандартизация деталей и технологических процессов их изготовления;
— рациональный выбор типов технологического оборудования;
— тематический поиск и использование ранее разработанных типовых и групповых технологических процессов;
— автоматизация проектирования деталей и технологических процессов их изготовления.
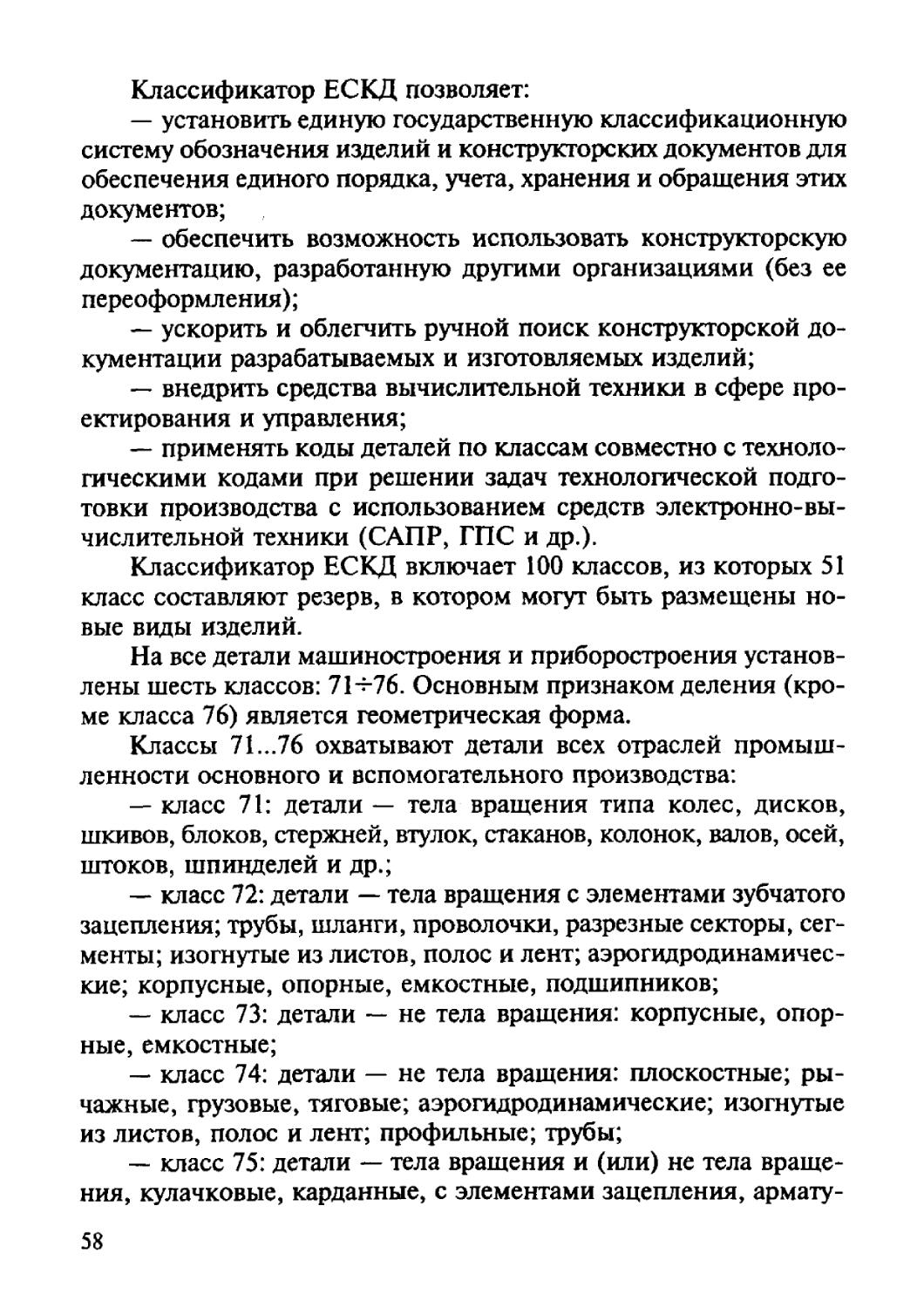
ТКД представляет собой систематизированный свод наименований признаков деталей, их составляющих частных признаков и их кодовых обозначений в виде классификационных таблиц. Структура полного конструкторско-технологического кода детали состоит из обозначения детали по ГОСТ 2.201-80 и технологического кода, содержащего четырнадцать знаков (рис. 1.21).
XXXX.XXXXXX.XXX ХХХХХХ.ХХХХХХХХ
Обозначение
детали по ГОСТ2.201 -80
Технологический код детали
Рис. 1.21. Структура полного констукторско-технологического кода детали
59
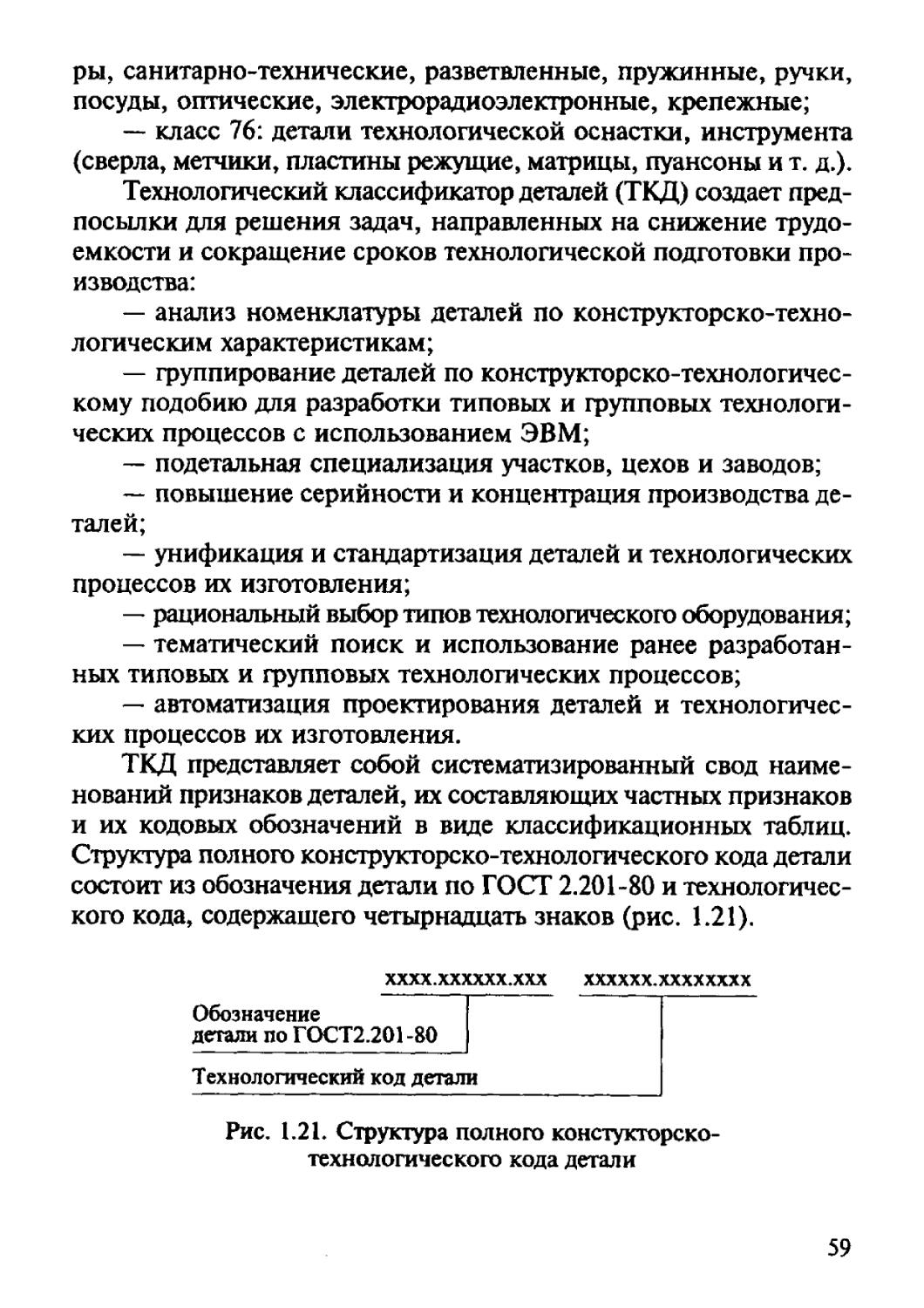
Технологический код состоит из двух частей (рис. 1.22): постоянная часть из шести знаков — кодовое обозначение классификационных группировок основных признаков (рис. 1.23); переменная часть из восьми знаков — кодовое обозначение классификационных группировок признаков, характеризующих вид детали по технологическому методу ее изготовления (здесь и на других схемах цифры 1, 2 и т. д. обозначают номер позиции технологического кода).
1 23456 7 8 9 10 11 12 13 14
ХХХХХХ XXX X X X X X
Рис. 1.22. Структура технологического кода детали
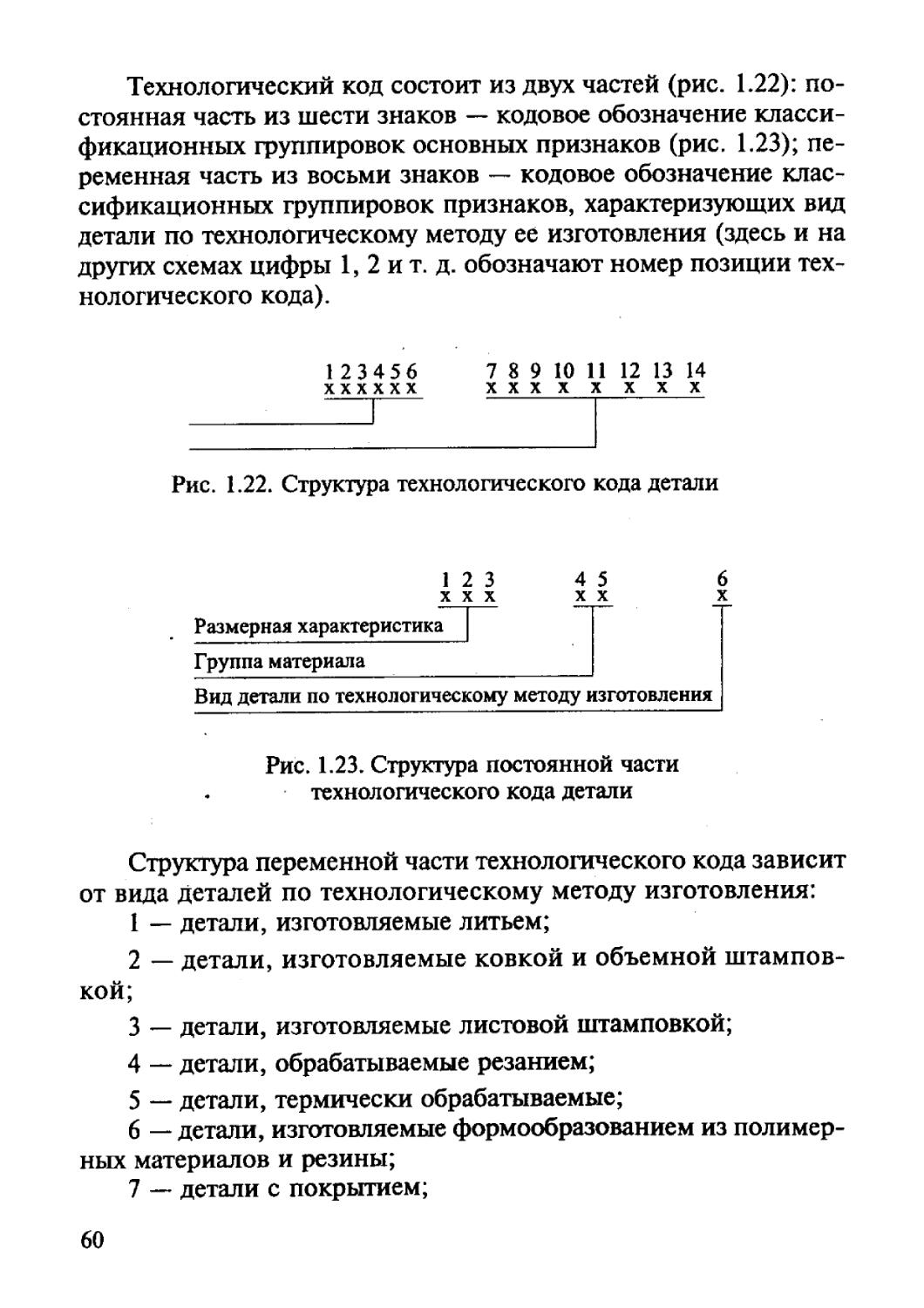
1 2 3 4 5 6
XXX X X X
Размерная характеристика
Группа материала
Вид детали по технологическому методу изготовления
Рис. 1.23. Структура постоянной части технологического кода детали
Структура переменной части технологического кода зависит от вида деталей по технологическому методу изготовления:
1 — детали, изготовляемые литьем;
2 — детали, изготовляемые ковкой и объемной штамповкой;
3 — детали, изготовляемые листовой штамповкой;
4 — детали, обрабатываемые резанием;
5 — детали, термически обрабатываемые;
6 — детали, изготовляемые формообразованием из полимерных материалов и резины;
7 — детали с покрытием;
60
8 — детали, обрабатываемые электрофизикохимически;
9 — детали, изготовляемые порошковой металлургией.
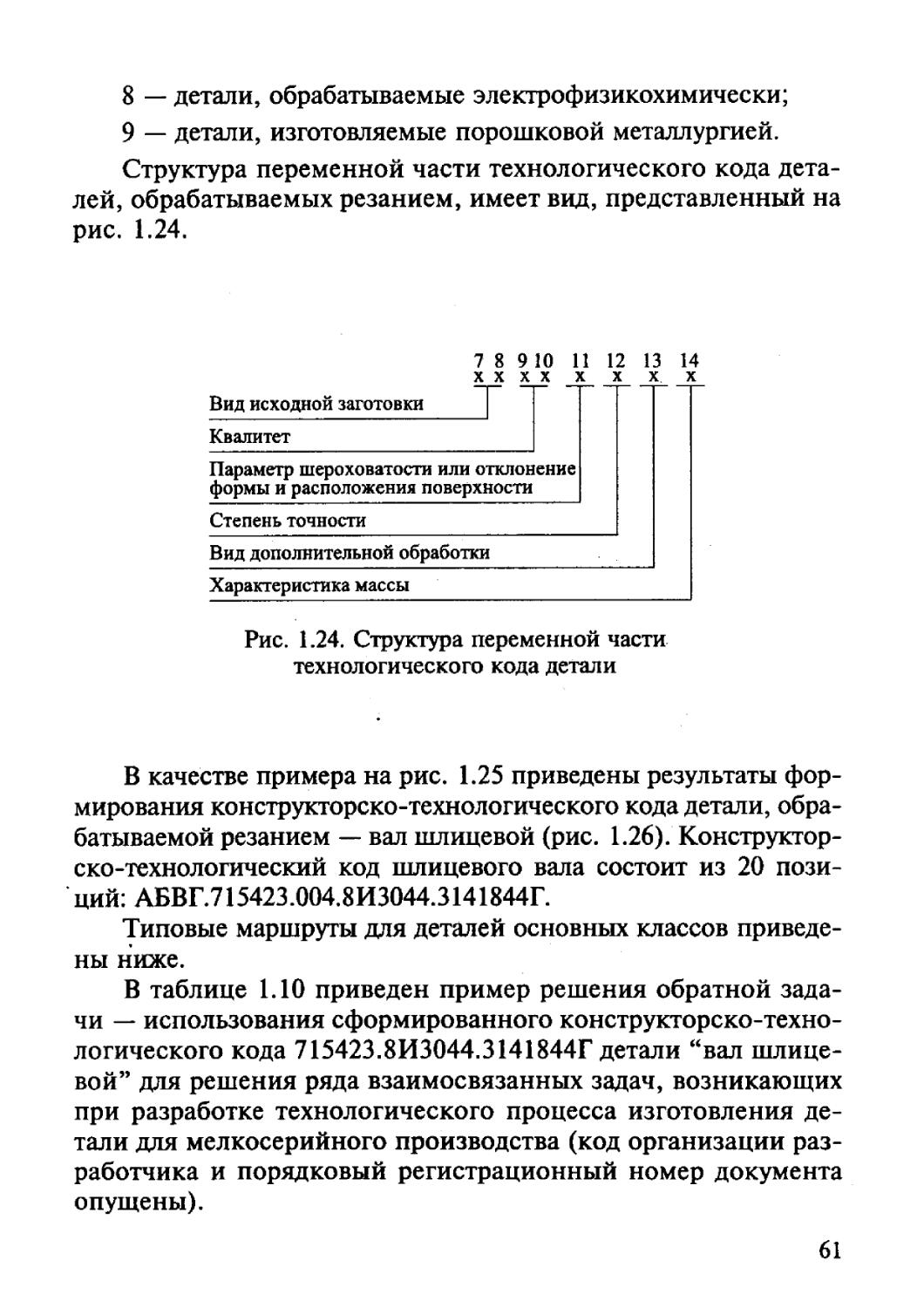
Структура переменной части технологического кода деталей, обрабатываемых резанием, имеет вид, представленный на рис. 1.24.
78 9 10 11 12 13 14
ХХХХ X X X X
Вид исходной заготовки
Квалитет
Параметр шероховатости или отклонение формы и расположения поверхности
Степень точности
Вид дополнительной обработки
Характеристика массы
Рис. 1.24. Структура переменной части технологического кода детали
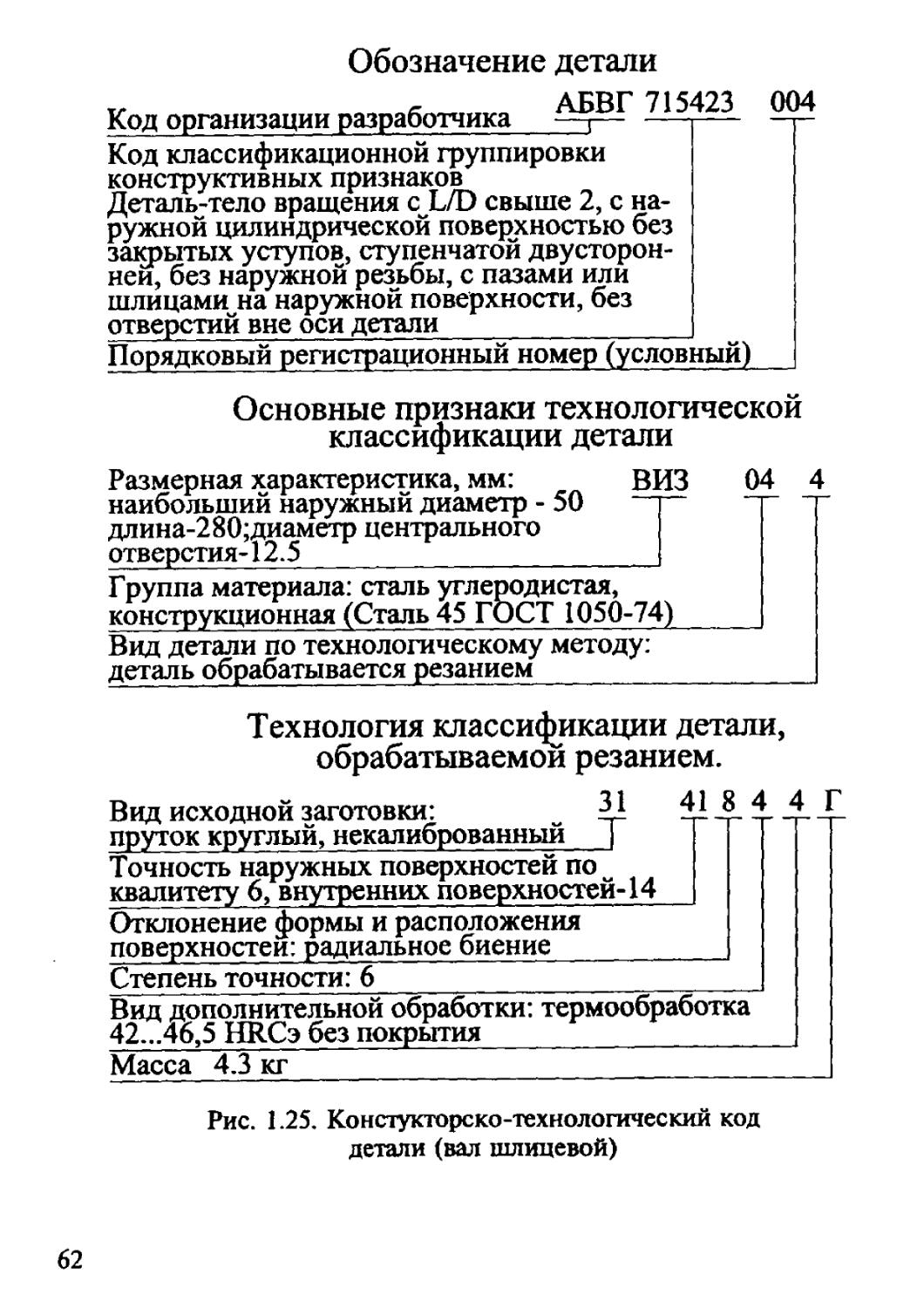
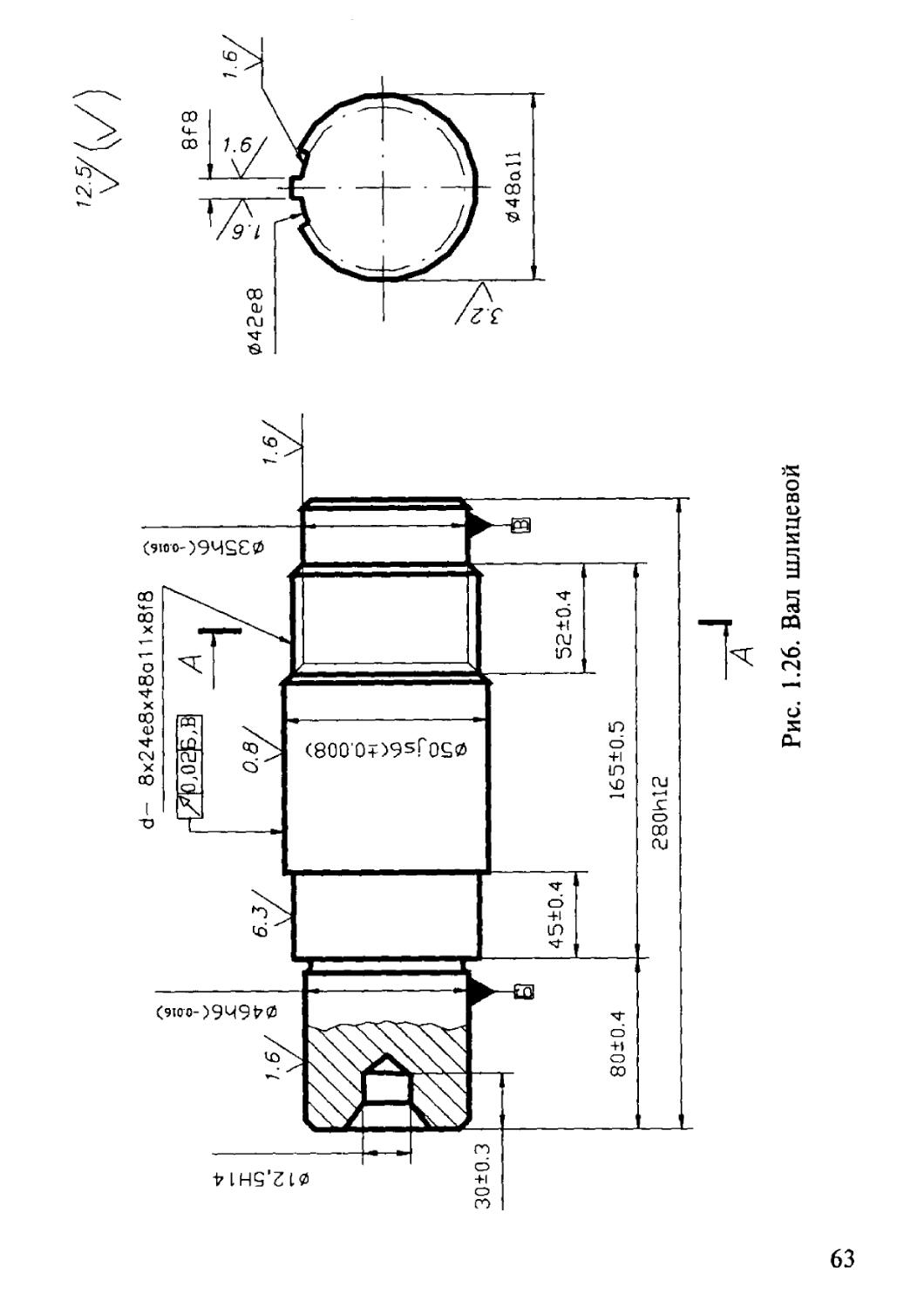
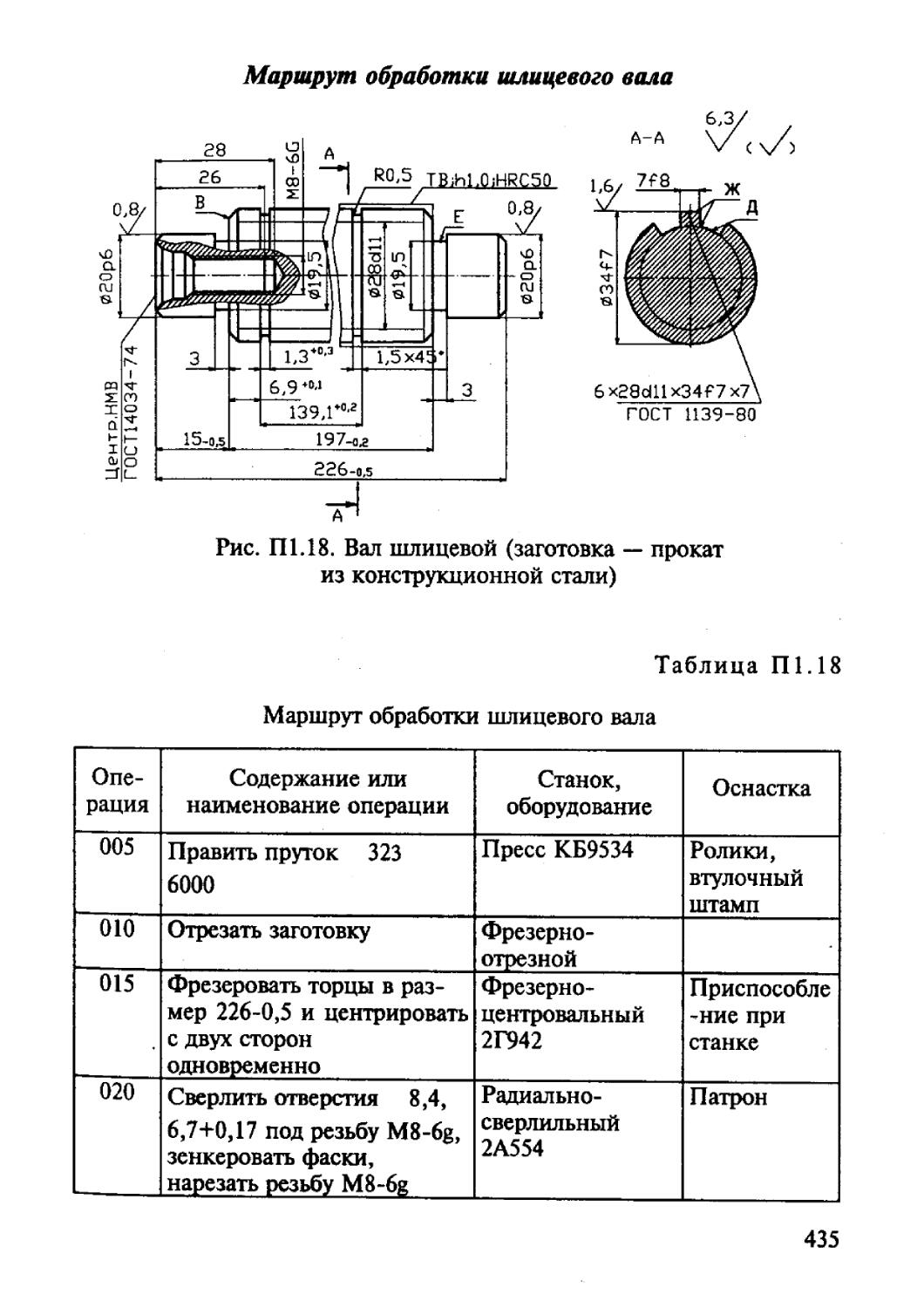
В качестве примера на рис. 1.25 приведены результаты формирования конструкторско-технологического кода детали, обрабатываемой резанием — вал шлицевой (рис. 1.26). Конструкторско-технологический код шлицевого вала состоит из 20 позиций: АБВГ.715423.004.8И3044.3141844Г.
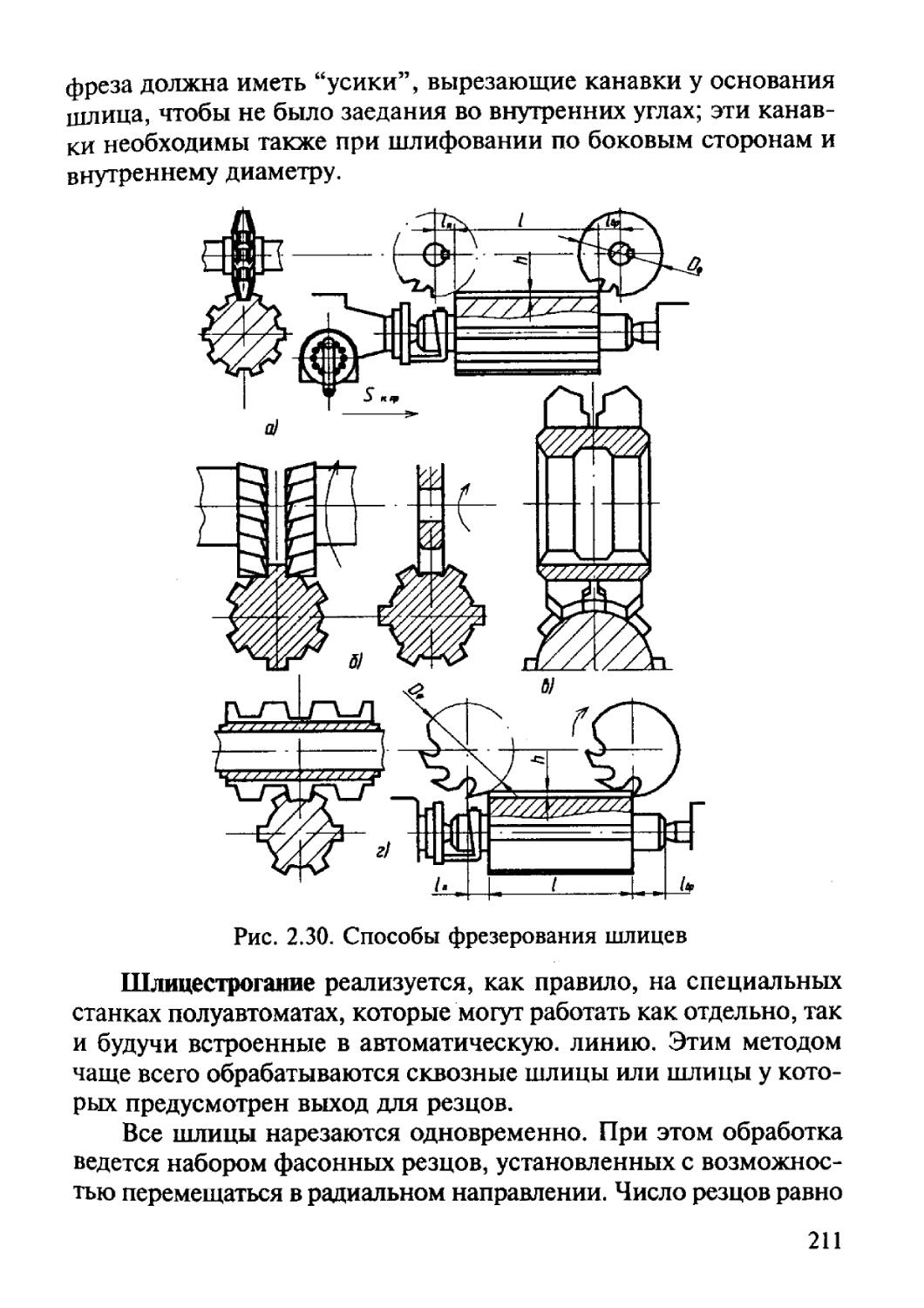
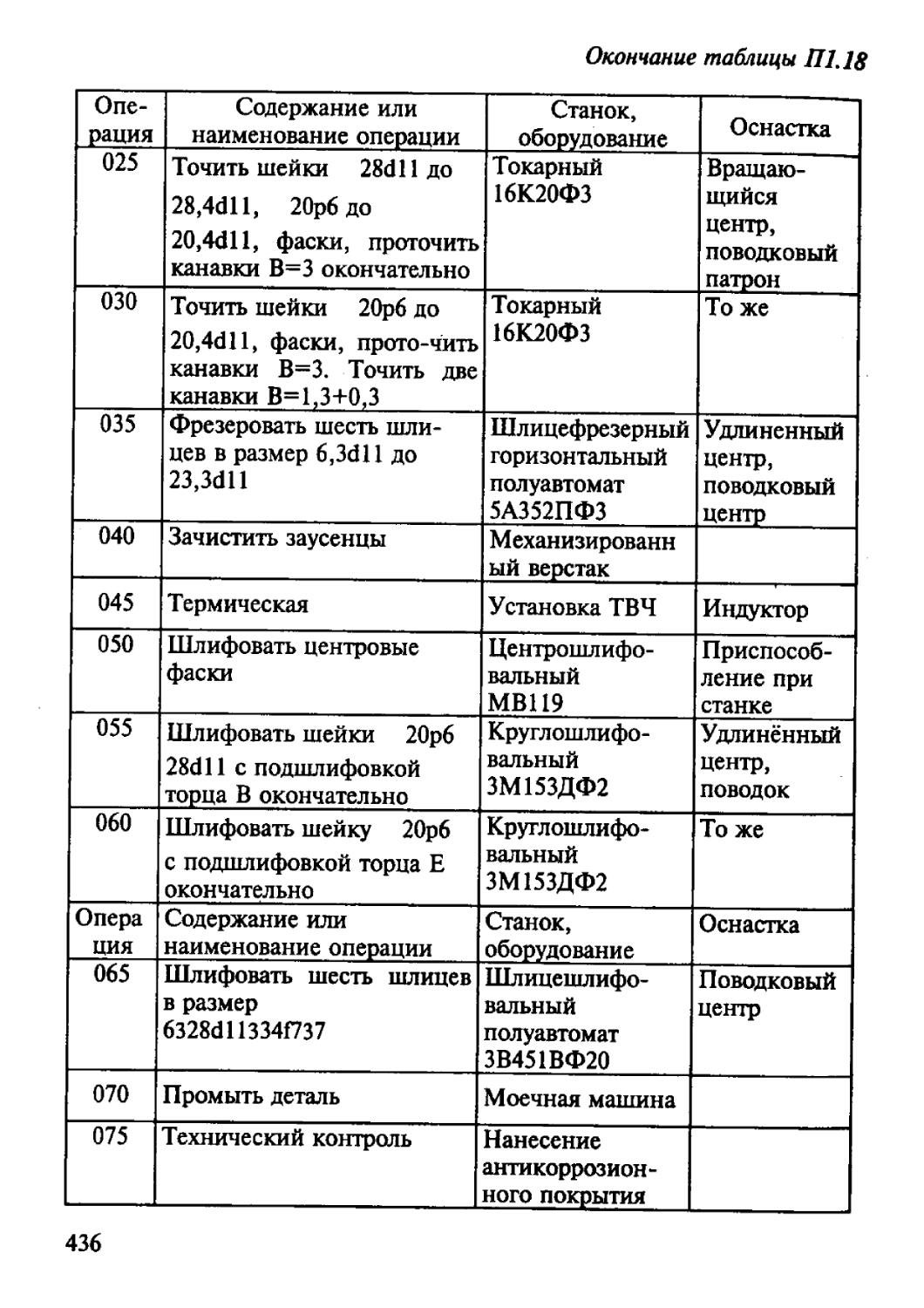
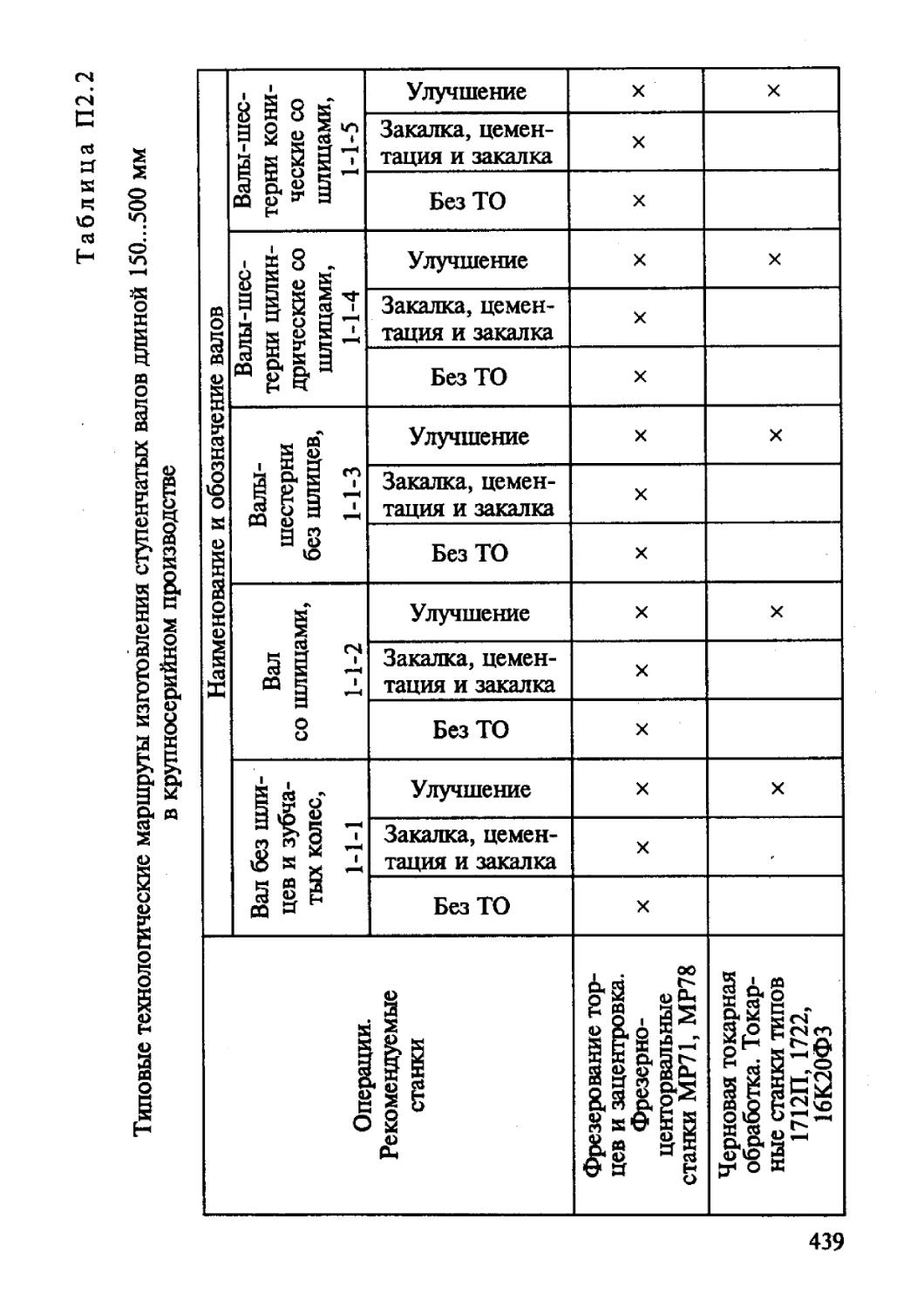
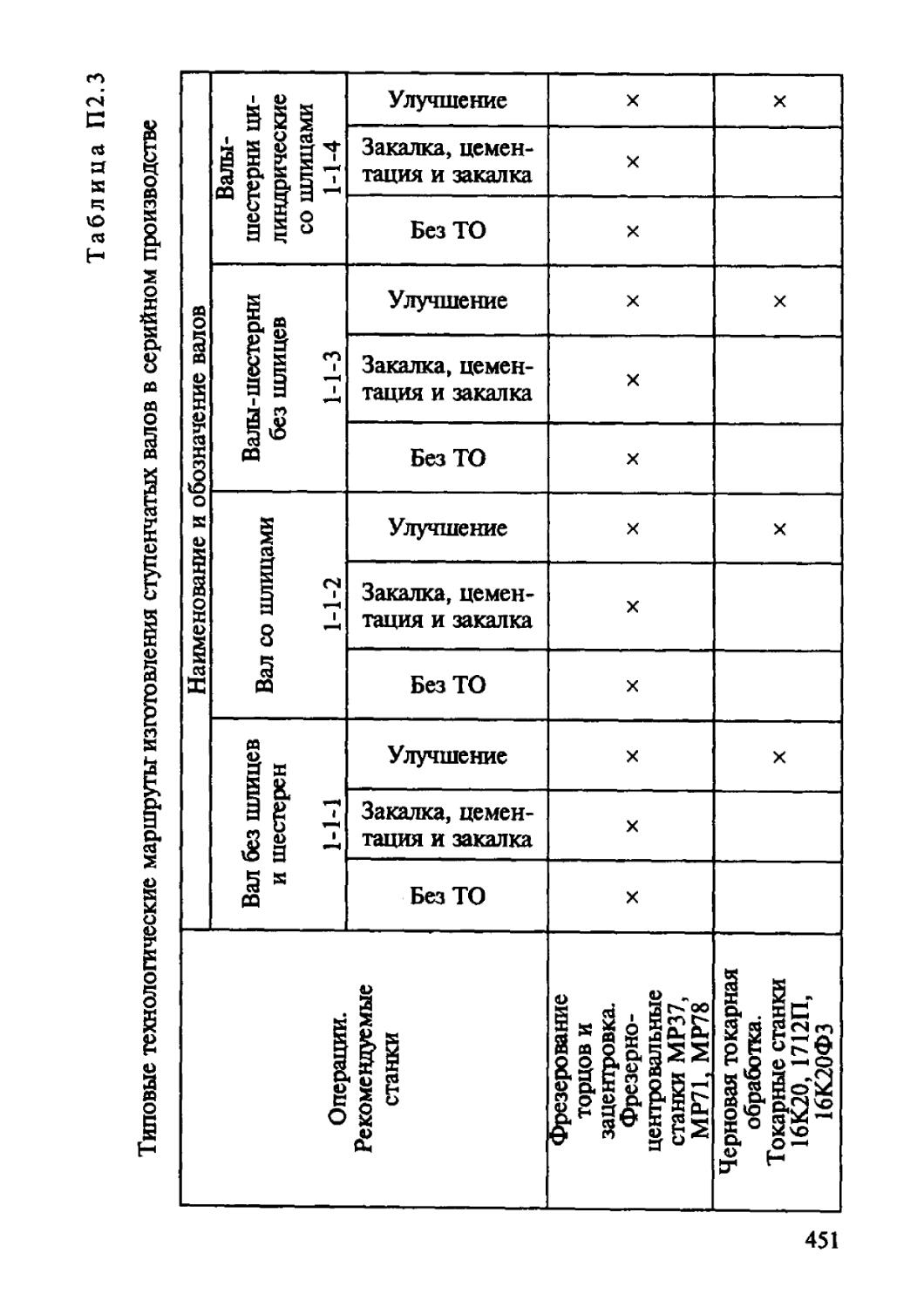
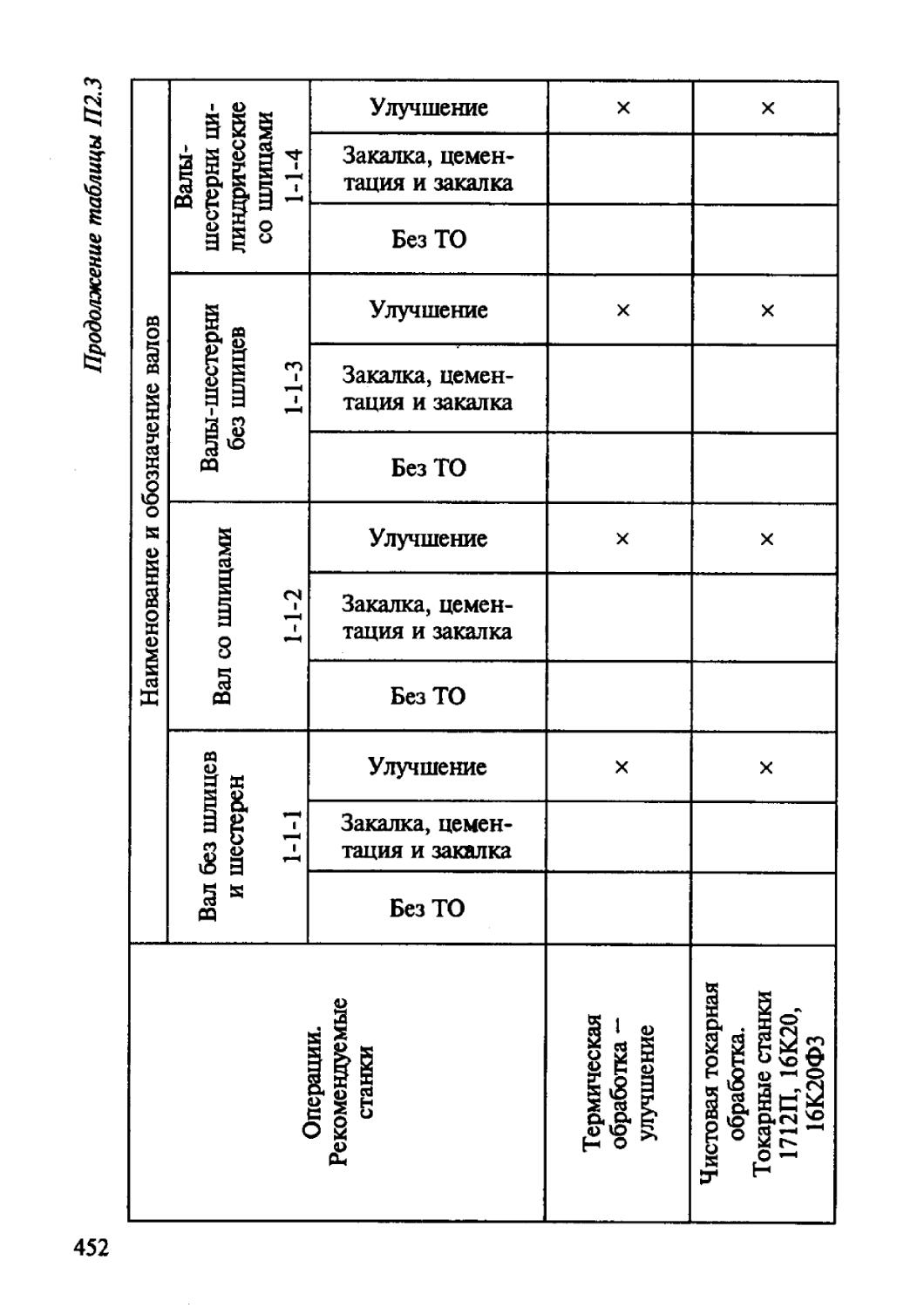
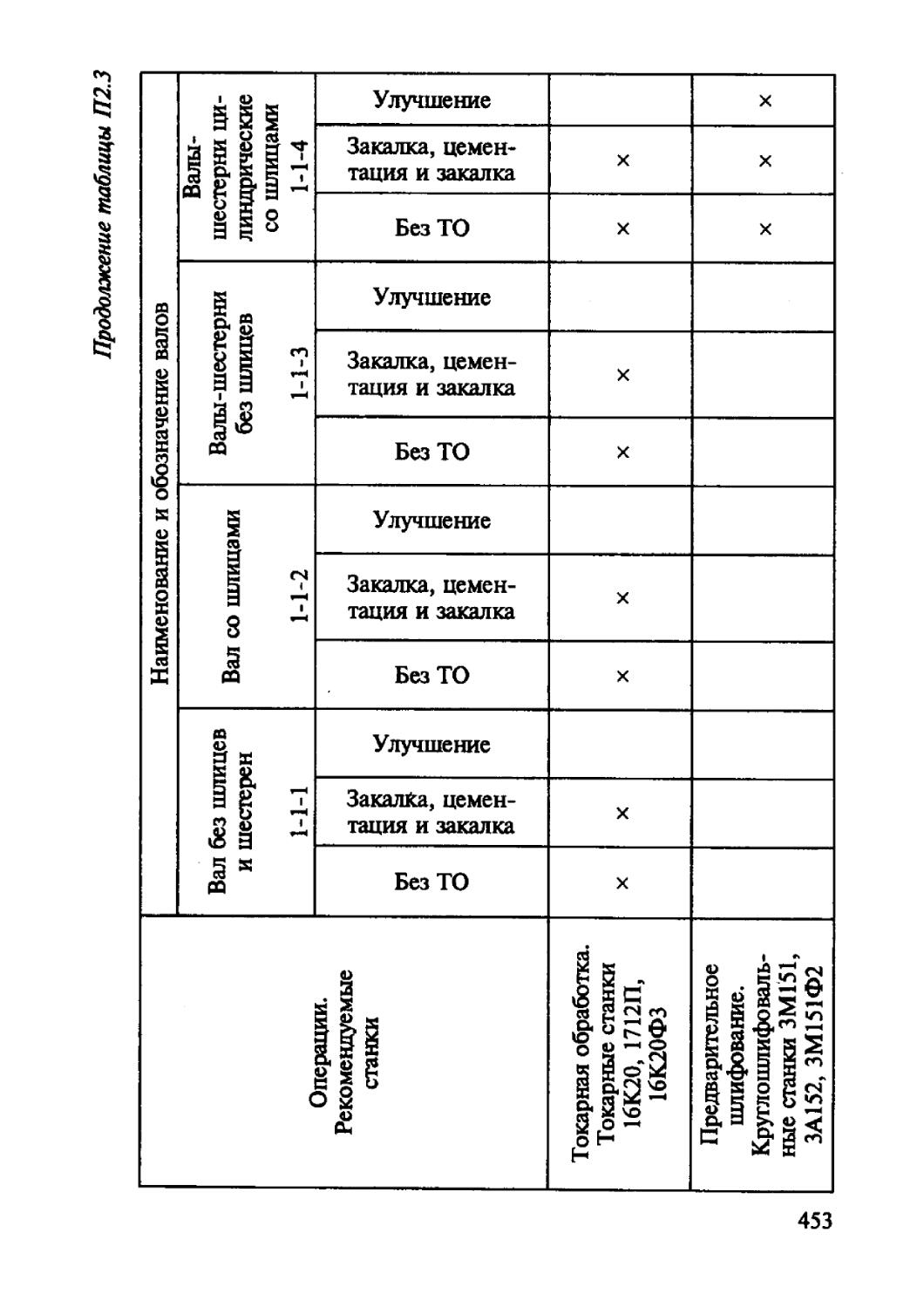
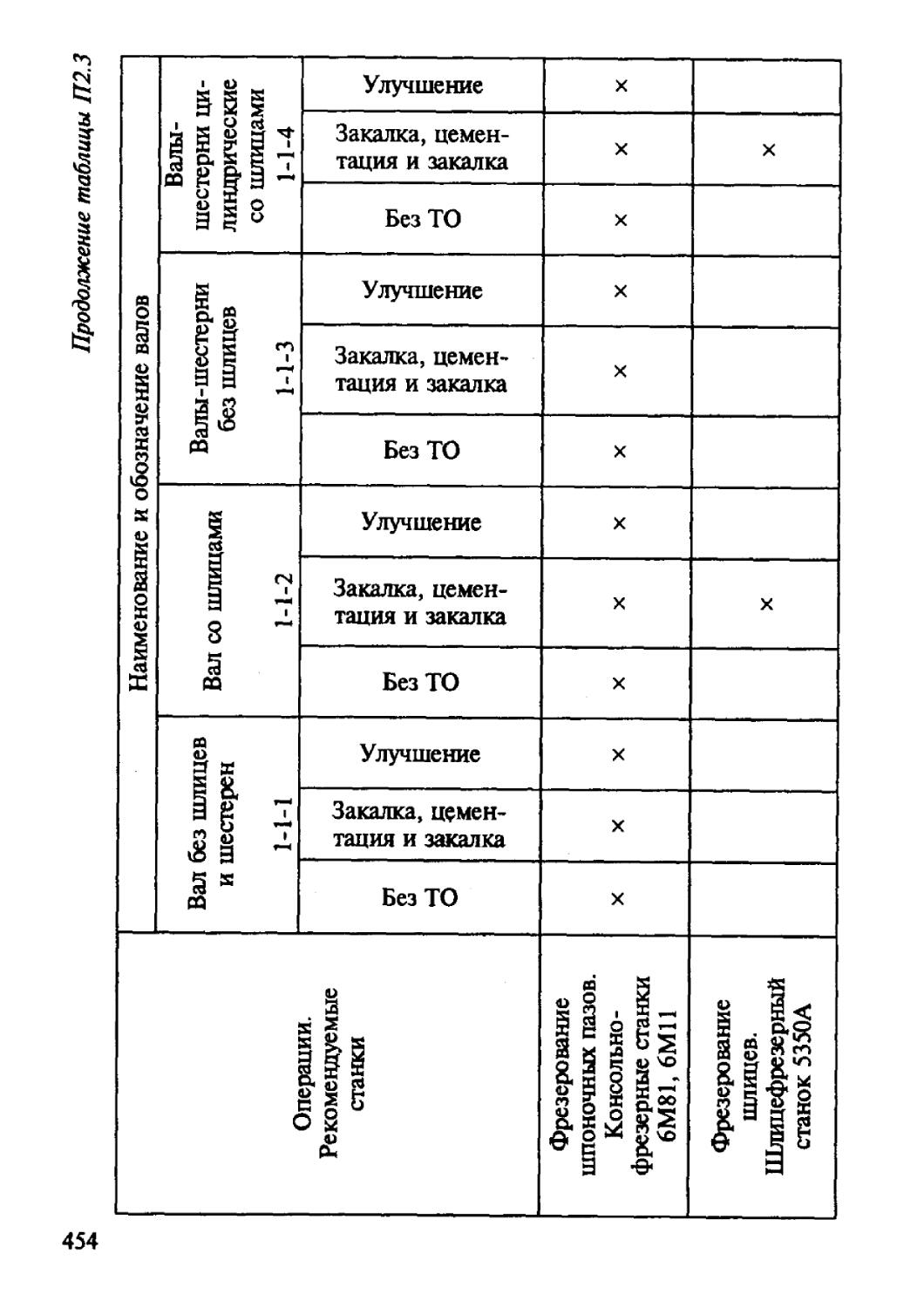
Типовые маршруты для деталей основных классов приведены ниже.
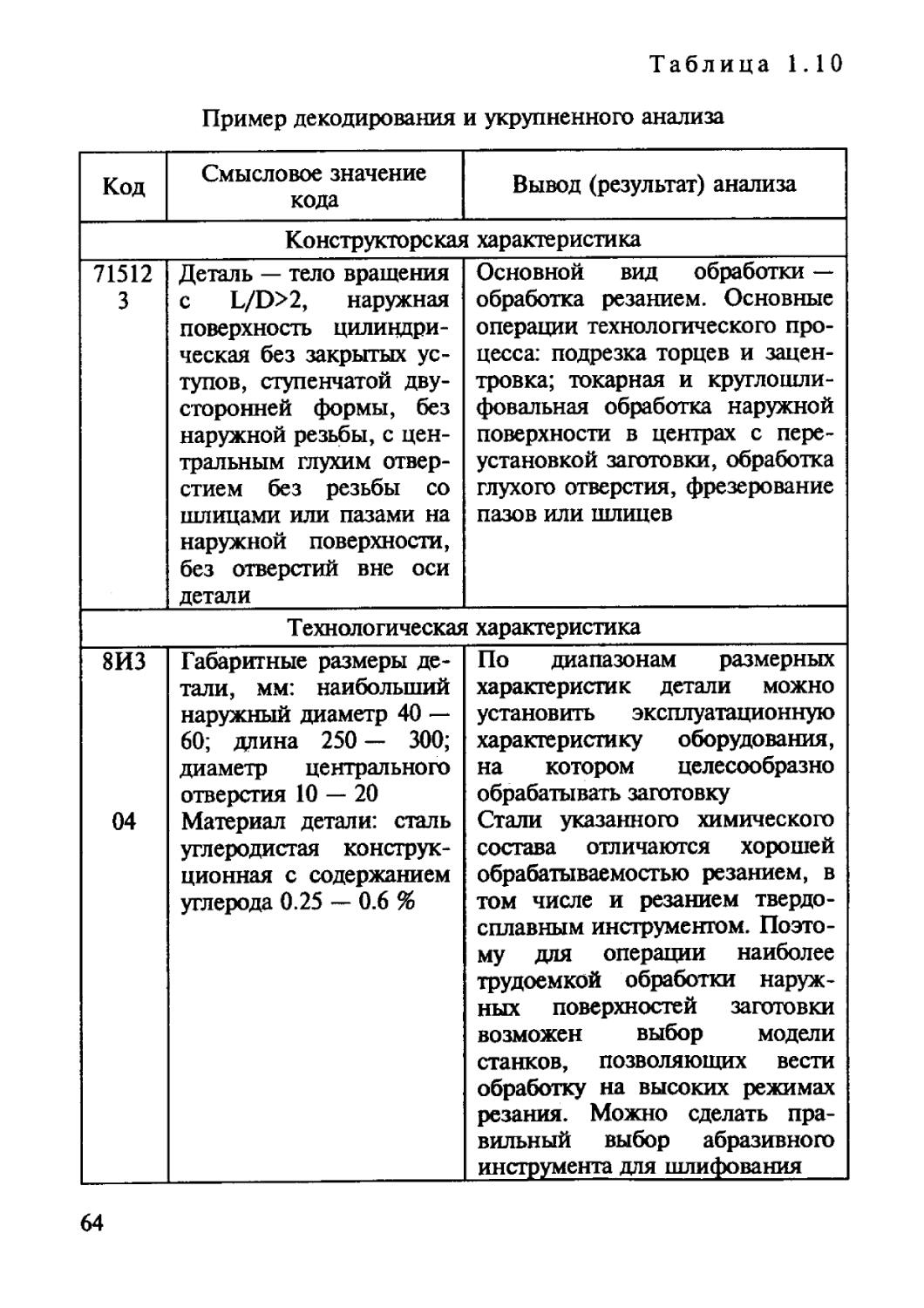
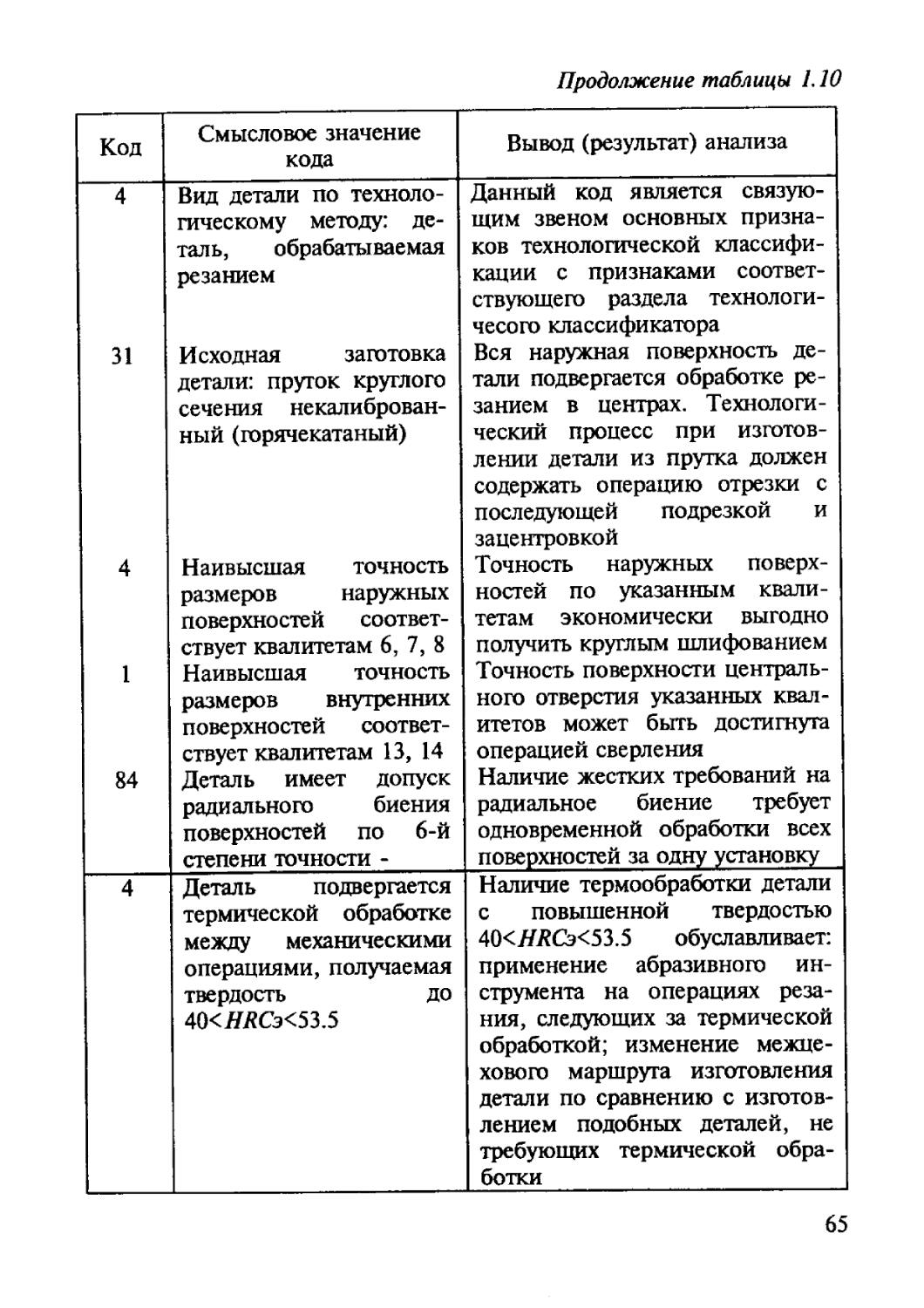
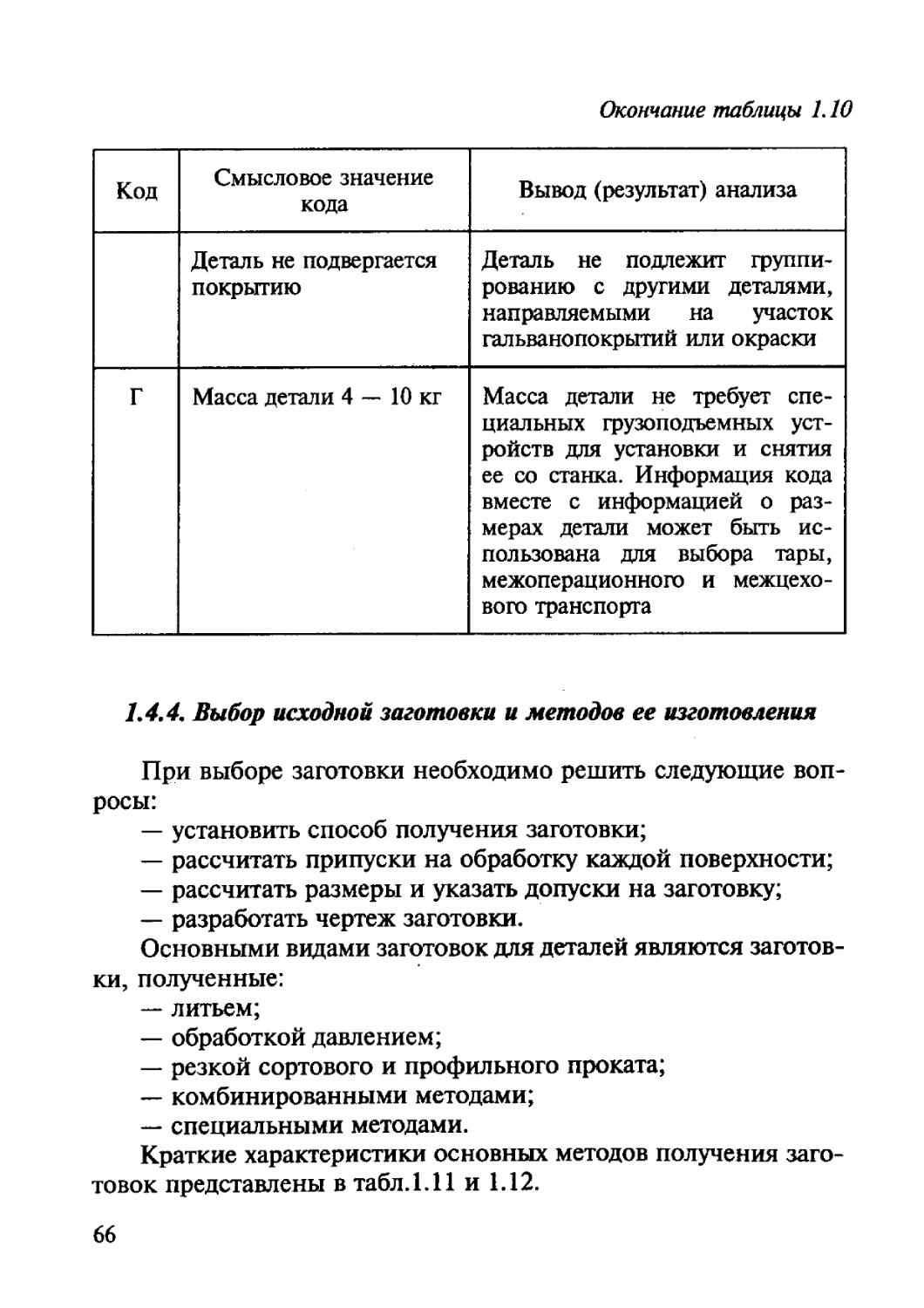
В таблице 1.10 приведен пример решения обратной задачи — использования сформированного конструкторско-технологического кода 715423.8И3044.3141844Г детали “вал шлицевой” для решения ряда взаимосвязанных задач, возникающих при разработке технологического процесса изготовления детали для мелкосерийного производства (код организации разработчика и порядковый регистрационный номер документа опущены).
61
Обозначение детали
- АБВГ 715423
Код организации разработчика —/—
004
Код классификационной группировки конструктивных признаков
Деталь-тело вращения с L/D свыше 2, с наружной цилиндрической поверхностью без забытых уступов, ступенчатой двусторонней, без наружной резьбы, с пазами или шлицами на наружной поверхности, без отверстий вне оси детали
Порядковый регистрационный номер (условный)
Основные признаки технологической классификации детали
Размерная характеристика, мм: ВИЗ 04 4
наибольший наружный диаметр - 50 —г~ ~г
длина-280;диаметр центрального
отверстия-12.5____ __________________
Группа материала: сталь углеродистая, конструкционная (Сталь 45 ГОСТ 1050-74)_____
Вид детали по технологическому методу: деталь обрабатывается резанием
Технология классификации детали, обрабатываемой резанием.
Вид исходной заготовки: -Ц 4 Г
пруток круглый, некалиброванный |
Точность наружных поверхностей по квалитету 6, внутренних поверхностей-14 Отклонение формы и расположения поверхностей: радиальное биение__________
Степень точности: 6________________________
Вид дополнительной обработки: термообработка
42...46,5 HR-Сэ без покрытия_________________
Масса 4.3 кг
Рис. 1.25. Констукторско-технологический код детали (вал шлицевой)
62
’W)
80 + 0.4
165+0.5
880hl8
Рис. 1.26. Вал шлицевой
Таблица 1.10
Пример декодирования и укрупненного анализа
Код Смысловое значение кода Вывод (результат) анализа
Конструкторская характеристика
71512 3 Деталь — тело вращения с L/D>2, наружная поверхность цилиндрическая без закрытых уступов, ступенчатой двусторонней формы, без наружной резьбы, с центральным глухим отверстием без резьбы со шлицами или пазами на наружной поверхности, без отверстий вне оси детали Основной вид обработки — обработка резанием. Основные операции технологического процесса: подрезка торцев и зацентровка; токарная и круглошлифовальная обработка наружной поверхности в центрах с переустановкой заготовки, обработка глухого отверстия, фрезерование пазов или шлицев
Технологическая характеристика
8ИЗ 04 Габаритные размеры детали, мм: наибольший наружный диаметр 40 — 60; длина 250 — 300; диаметр центрального отверстия 10 — 20 Материал детали: сталь углеродистая конструкционная с содержанием углерода 0.25 — 0.6 % По диапазонам размерных характеристик детали можно установить эксплуатационную характеристику оборудования, на котором целесообразно обрабатывать заготовку Стали указанного химического состава отличаются хорошей обрабатываемостью резанием, в том числе и резанием твердосплавным инструментом. Поэтому для операции наиболее трудоемкой обработки наружных поверхностей заготовки возможен выбор модели станков, позволяющих вести обработку на высоких режимах резания. Можно сделать правильный выбор абразивного инструмента для шлифования
64
Продолжение таблицы 1.10
Код Смысловое значение кода Вывод (результат) анализа
4 Вид детали по технологическому методу: деталь, обрабатываемая резанием Данный код является связующим звеном основных признаков технологической классификации с признаками соответствующего раздела технологи-чесого классификатора
31 Исходная заготовка детали: пруток круглого сечения некалиброванный (горячекатаный) Вся наружная поверхность детали подвергается обработке резанием в центрах. Технологический процесс при изготовлении детали из прутка должен содержать операцию отрезки с последующей подрезкой и зацентровкой
4 Наивысшая точность размеров наружных поверхностей соответствует квалитетам 6, 7, 8 Точность наружных поверхностей по указанным квалитетам экономически выгодно получить круглым шлифованием
1 Наивысшая точность размеров внутренних поверхностей соответствует квалитетам 13, 14 Точность поверхности центрального отверстия указанных квал-итетов может быть достигнута операцией сверления
84 Деталь имеет допуск радиального биения поверхностей по 6-й степени точности - Наличие жестких требований на радиальное биение требует одновременной обработки всех поверхностей за одну установку
4 Деталь подвергается термической обработке между механическими операциями, получаемая твердость до 40<ЯЯСэ<53.5 Наличие термообработки детали с повышенной твердостью 40<ЯЯСэ<53.5 обуславливает: применение абразивного инструмента на операциях резания, следующих за термической обработкой; изменение межцехового маршрута изготовления детали по сравнению с изготовлением подобных деталей, не требующих термической обработки
65
Окончание таблицы 1.10
Код Смысловое значение кода Вывод (результат) анализа
Деталь не подвергается покрытию Деталь не подлежит группированию с другими деталями, направляемыми на участок гальванопокрытий или окраски
Г Масса детали 4 — 10 кг Масса детали не требует специальных грузоподъемных устройств для установки и снятия ее со станка. Информация кода вместе с информацией о размерах детали может быть использована для выбора тары, межоперационного и межцехового транспорта
1.4.4. Выбор исходной заготовки и методов ее изготовления
При выборе заготовки необходимо решить следующие вопросы:
— установить способ получения заготовки;
— рассчитать припуски на обработку каждой поверхности;
— рассчитать размеры и указать допуски на заготовку;
— разработать чертеж заготовки.
Основными видами заготовок для деталей являются заготовки, полученные:
— литьем;
— обработкой давлением;
— резкой сортового и профильного проката;
— комбинированными методами;
— специальными методами.
Краткие характеристики основных методов получения заготовок представлены в табл. 1.11 и 1.12.
66
Таблица 1.11
Характеристика основных методов получения заготовок литьем
Метод получения Масса загото-' вок, т Наименьшая толщина стенок, мм Точность выпол- нения Шероховатость Ra, мкм Материал Тип производства
Разовые формы
Литье в песчано-глинистые Формы: Ручная формовка по деревянным моделям До 100 чугун 3...5 сталь 5...8 цветные сплавы 3...8 IT 17 80...20 чугун, сталь, специал ьные сплавы единичное и мелкосерийное
Машинная формовка До 10 IT 16...17 20...5 серийное
Машинная формовка по металлическим моделям 3...5 IT 14...16 20....5 крупносерийное и массовое
Литье по выплавляемым моделям (выжимаемым, растворяемым, замораживаемым) До 0.15 0.5 IT 11...12 10...2.5 трудно-обраба-тывае-мые сплавы серийное
Окончание таблицы 1.11
OS oo
Метод получения Масса заготовок, т Наименьшая толщина стенок, мм Точность выполнения Шероховатость Ra, мкм Материал Тип производства
Разовые формы
Литье в оболочковые Формы; (песчано-смоляные, химически твердеющие) До 0.15 сталь 3...5 алюминий 1...1.5 IT 13...14 10...2.5 чугун, сталь, цветные сплавы серийное и массовое
Многократные формы
Центробежное литье 0.01...1 5...6 IT 12...14 40...10 чугун, сталь, цветные сплавы крупносерийное и массовое
Литье под давлением До 0.1 0.5 IT 8...12 5.0...0.63 цветные сплавы
Литье в кокиль 7 (чугун) 4 (сталь) 0.5 (цветные сплавы) чугун 15, сталь 10 IT 12... 15 20...2.5 чугун, сталь, цветные сплавы серийное и массовое
Согласно ГОСТ 26645-85 точность отливки характеризуется четырьмя показателями:
— классом размерной точности (22 класса);
— степенью коробления (11 степеней);
— степенью точности поверхностей (22 степени);
— классом точности массы (22 класса).
Обязательному применению подлежат классы размерной точности и точности массы отливок.
Стандартом предусмотрено 18 рядов припуска отливок.
В технических требованиях чертежа отливки должны быть указаны нормы точности отливки в следующем порядке:
— класс размерной точности;
— степень коробления;
— степень точности поверхностей;
— класс точности массы;
— допуск смещения отливки.
Пример условного обозначения точности отливки 8-го класса размерной точности, 5-й степени коробления, 4-й степени точности поверхностей, 7-го класса точности массы с допуском смещения 0.8 мм:
Точность отливки 8-5-4-7 См 0.8 ГОСТ 26645-85.
Допускается указывать сокращенную номенклатуру норм точности отливки, при этом указание классов размерной точности и массы отливки является обязательным; ненормируемые показатели точности заменяют нулями, а обозначение смещения опускают. Например:
Точность отливки 8-0-0-7 ГОСТ 26645-85.
В технических требованиях чертежа отливки должны быть указаны в нижеприведенном порядке значения номинальных масс детали, припусков на обработку, технологических напусков и массы отливки.
Пример обозначения номинальных масс, равных для детали — 20.35 кг, для припусков на обработку — 3.15 кг, для технологических напусков — 1.35 кг, для отливки — 24.85 кг:
Масса 20.35-3.15-1.35-24.85 ГОСТ 26645-85.
Для необрабатываемых отливок или при отсутствии напусков соответствующие величины обозначают “0”. Например:
Масса 20.35-0-0-20.35 ГОСТ 26645-85.
69
Таблица 1.12
Характеристика основных методов получения заготовок обработкой давлением
Метод получения заготовок Размер или масса Тол шина стенок мм Точность Шероховатость поверхности Ra ,мкм Материал Тип производства
’ Ковка на молотах и прессах До 250 т U На молотах по ГОСТ 7829-70, на прессах по ГОСТ 7062-79 До 12.5 углеро дистые и легиро ванны е стали единичное и мелкосерийное
на молотах в подкладных кольцах и штампах До 10 кг По ГОСТ 7829-70 До 12.5 мелкосер ийное
на радиальноковочных машинах Диаметр прутка (трубы) до 150 мм 0.1...0.6 (горячая); 0.04...0.4 (холодная) До 0.4 (холодная) серийное и массовое
Штамповка на молотах и прессах До 0.4 т 2.5 Классы Т4...Т5 по ГОСТ 7505-89 12.5...3.2
на горизонтально ковочных машинах До 30 кг 2.5 Классы Т4...Т5 по ГОСТ 7505-89
выдавливанием Диаметр до 200 мм - Классы ТЗ...Т4 по ГОСТ 7505-89
на чеканочных и кривошипноколенных прессах До 0.1 т 2.5 На 25...30 % выше, чем на молотах
На выбор заготовки влияют следующие показатели: назначение детали, материал, технические условия, объем выпуска и тип производства, тип и конструкция детали; размеры детали и оборудования, на котором они изготовляются; экономичность изготовления заготовки, выбранной по предыдущим показателям. Все эти показатели должны учитываться одновременно, так как они тесно связаны. Окончательное решение принимают на основании экономического расчета с учетом стоимости метода получения заготовки и механической обработки (табл. 1.13). Здесь и далее для сравнительной оценки вариантов в качестве условной единицы используется рубль 1980 г.
Упрощенное сравнение возможных вариантов получения заготовки предполагает два этапа:
— сравнение методов получения заготовки по коэффициенту использования материала К = g/g^ где — масса детали, кг; gH — норма расхода материала, кг. При этом учитываются следующие рекомендации: в массовом производстве К> 0,85; в серийном производстве К >0,5. . . 0,6;
— сравнение методов получения заготовки на основании расчета стоимости заготовки с учетом ее черновой обработки:
См = ёнЦм ~ &оЦо + СЗЧТ(1 + ,
где Сзч_ средняя часовая заработная плата основных рабочих по тарифу, руб./чел.ч (табл. 1.14); Цо— цена 1 кг отходов, руб. (табл. 1.15); Цм— оптовая цена на материал в зависимости от метода получения заготовки (из проката, свободной ковкой, штамповкой, литьем (табл. 1.16... 1.19); g0 — масса отходов материала, кг; Т — время черновой обработки заготовки, ч; Сн — цеховые накладные расходы (для механического цеха могут быть приняты равными 60 ...80 %).
1.4.5. Выбор технологических баз
От правильного решения вопроса о технологических базах в значительной степени зависят: точность взаимного расположения обрабатываемых поверхностей; точность размеров, которые должны быть получены при выполнении запроектированной технологической операции; степень сложности и конструкция приспособлений; производительность обработки.
71
NJ
Таблица 1.13
Сравнительная себестоимость изготовления деталей различными технологическими методами при различной серийности производства, коп.
Группа сложности деталей Масса детали, г Механическая обработка Литье по выплавляемым моделям Обработка давлением
250 5000 Более 5000 250 5000 Более 5000 250 5000 Более 5000
Простые 51...100 27,8 16,5 14,1 30,5 13,0 11,0 28,9 12,1 6,7
101...200 33,2 20,4 17,7 42,0 18,0 16,0 35,0 12,8 7,0
501...1000 74,0 48,8 43,2 84,0 39,6 36,5 67,0 17,7 9,6
Сложные 51...100 245,1 105,7 82,1 69,0 31,6 23,3 197,4 31,8 14,0
101...200 281,5 122,4 95,7 91,0 40,3 31,4 211,9 34,1 15,0
501...1000 564,3 251,1 197,9 180,0 82,8 64,5 324,3 50,6 22,2
Особо сложные 51...100 291,2 116,9 89,4 95,3 37,7 25,5 308,3 50,7 30,0
101...200 335,8 136,2 104,7 126,0 49,0 37,2 328,6 53,7 31,9
501...1000 641,4 276,6 217,4 264,0 94,2 77,7 478,8 74,8 42,9
Таблица 1.14
Часовые тарифные ставки рабочих-станочников машиностроительных и металлообрабатывающих предприятий I группы
Разряд Часовая тарифная ставка, руб./чел.-ч
на холодных работах на работах с вредными условиями труда
Сдельщики Повременщики Сдельщики Повременщики
I 0,415 0,399 0,436 0,419
II 0,438 0,426 0,460 0,447
III 0,479 0,438 0,503 0,460
IV 0,550 0,479 0,578 0,496
V 0,638 0,549 0,670 0,576
VI 0,742 0,638 0,779 0,670
Таблица 1.15
Заготовительные цены на одну тонну стружки черных и цветных металлов, руб.
Тип отходов Стоимость
Стальная и чугунная стружка для доменных печей 14,4
Лом и отходы легированной стали 29,8
Лом и отходы шарикоподшипниковой стали 38,0
Лом и отходы алюминиевых сплавов (стружка) 146,0
Латунная стружка 319,0
Лом и отходы оловянной бронзы 443,0
73
Таблица 1.16
Оптовые цены на некоторые виды чугуна и стали
Виды материала Цена, руб./т
Чугун Коксовый чугун ЛКО..ЛК5 Легированный чугун ЛХЧ1..ЛХЧ6 Сталь углеродистая обыкновенная Круглая 09...250 мм Квадратная со стороной квадрата 9...250 мм Полосовая толщиной 4...60, шириной 12...200 мм.... Тонколистовая толщиной до 3,9 мм Толстолистовая толщиной 4...160 мм Сталь низколегированная Круглая и квадратная размером 90...250 мм Полосовая шириной 12...200, толщиной 4...60 мм... Тонколистовая толщиной до 3,9 мм Толстолистовая толщиной 4... 160 мм Сталь качественная (круглая и квадратная конструкционная) Углеродистая качественная Легированная качественная Лешрованная высококачественная Инструментальная: углеродистая легированная быстрорежущая Специальная (нержавеющая, жаропрочная) Тонколистовая толщиной от 0,5...0,75 до 3,4 мм: углеродистая легированная инструментальная Толстолистовая толщиной от 4...4,9 до 62... 140 мм: углеродистая легированная 1 инструментальная 78,9...59,5 104,0...65,0 110,0...76,4 110,0...76,4 110,0...78,1 134,0...81,5 79,9...! 12,0 135,0...106,0 136,0... 109,0 170,0...111,0 109,0...150,0 166,0...95,0 359,0... 111,0 718,0...126,0 166,0... 110,0 1580,0... 1720, 3520,0...1860 214,0...113,0 1010,0... 146,0 4960,0... 1590 153,0...! 12,0 504,0...133,0 3640,0... 1420,
74
SL
500.. .1000 200...500 50...200 20...50 10...20 о • о о L О о lz> о о nj о До 0,2 Масса отливки, кг
125 130 145 160 170 185 210 235 250 265 простые
155 160 175 190 205 220 245 270 285 300 несложные р
190 195 215 230 245 265 290 330 330 345 средней сложности тз ё. -
230 240 260 280 295 315 340 370 385 400 сложные
275 290 о 330 345 370 395 425 445 460 особо сложные о
195 200 215 235 250 265 315 350 365 380 простые Групп СО ш Е о
215 225 245 260 285 315 365 405 420 <-U Ch несложные ы сло> ЫС0К01 ты на отливки,
265 275 290 320 330 375 430 470 485 500 средней сложности а О 0 1рочный чуг
310 320 340 375 385 440 500 540 555 570 сложные [ ОТЛИЕ
335 355 395 410 435 480 560 620 630 650 особо сложные 5
155 165 190 210 230 255 280 300 310 простые
200 210 220 240 260 285 310 335 360 370 несложные /глеро со 03
to о 260 270 295 315 340 370 400 425 435 средней сложности § о g ь д Со
305 315 330 355 380 405 440 470 500 510 сложные : стал:
370 385 400 425 455 480 515 550 585 595 Особо сложные (Г
Таблица 1.18
Оптовые цены на поковки, изготовляемые свободной ковкой, и на горячие штамповки, руб./т
Материал поковки
Сталь 15Х-50Х Углеродистая качественная сталь 08-85 Сталь ЗЗХС, 38XC, 40XC, 18ХГТ, 30ХГТ, 25ХГТ
Масса
поковки, Группы сложности поковок
кг
< ID О о 1 О tD 1 U U
3 I s 1 g 1 3 I ТЫ ОЖ re НЫ 60 НЫ
g. S ’ 1 § | & s 5 5 8 5g | 8 g & 8 5 ° 5 | 5g g 8 g Ыи Ц w О E— e к 5 5
До 2 395 445 500 585 350 400 450 510 420 470 525 610
2...10 350 395 445 505 310 350 400 450 375 420 470 530
10...25 315 355 400 445 275 310 360 410 340 380 425 470
25...70 290 325 365 410 250 275 325 375 315 350 390 435
70...180 270 300 335 375 235 255 300 345 295 325 360 400
180...320 255 280 310 345 225 240 280 320 280 305 335 370
320...700 245 265 290 320 215 225 260 295 265 285 310 340
700... 1000 235 250 270 295 205 215 240 270 255 270 290 315
Таблица 1.19
Оптовые цены на штамповки, руб./т
Масса штампов Материал штамповки
Сталь 18ХГТ, ЗОХГТ, ЗЗХС, 38ХС, 40ХС, 25ХГТ Сталь 20ХН...45ХН И 20 ХНГР Сталь 12ХН2
Группы сложности штамповок
ки, кг и S )ЖНЫ о 1 и о g о I о ! о й )ЖНЫ и U 1 о d
а с неслс о 5 ОСС слоя а с неслс с я о 5 ОСС слоя прос неслс с о «=: и § 8 ° 5
До 0,25 655 710 775 850 715 775 830 900 750 810 870 940
0,25...0,6 3 525 580 645 710 570 630 685 745 605 665 725 785
0,63...1,6 415 465 515 585 465 520 570 630 500 555 610 670
1,6...2,5 365 405 460 520 395 450 500 555 420 480 534 590
2,5...4 310 350 400 455 345 390 435 470 375 420 465 510
4...10 275 315 355 395 315 350 390 430 345 380 420 460
10...25 250 280 315 355 300 325 355 395 320 345 375 415
25...63 240 265 295 330 285 310 340 370 310 330 355 395
63... 160 235 255 285 315 280 300 330 360 300 320 345 380
160...400 230 250 275 305 275 295 320 350 295 315 340 370
Исходными данными для выбора баз являются: чертеж детали со всеми необходимыми техническими требованиями; вид и точность заготовки; условия расположения и работы детали в машине.
Основные принципы, которыми рекомендуется пользоваться при выборе баз, рассмотрены в учебном пособии [8]. Использование этих принципов можно проиллюстрировать следующими примерами.
Пример 1. На 1-й операции при обработке торцевых поверхностей головок рычагов (шатунов) чаще всего за базу принимают поверхность стержня рычага, остающуюся необработанной (рис. 2.109).
За счет этого добиваются симметричности расположения обработанных торцев головок относительно стержня. При обработке отверстий в головках рычагов применяют черновые базы — наружные контурные поверхности головок, закрепляемые в призмах. Это базирование по черной наружной поверхности обеспечивает равностенность.
Пример 2 При обработке кронштейна черновой технологической базой служит плоскость, остающаяся необработанной (рис. 2.83).
При установке на черновую базу производят фрезерование установочной плоскости А, выдерживая размер “20” по чертежу и параллельность черной и обработанной поверхностей. При дальнейшей обработке кронштейна в качестве установочной технологической базы используются обработанная плоскость А и два отверстия.
Пример 3, При обработке автомобильного поршня за черновую базу на 1-й операции чаще всего принимают его внутреннюю необработанную поверхность, чтобы подготовить базу для обработки наружной поверхности (рис. 1.18). За счет такого базирования достигается правильное взаимное расположение системы обработанных поверхностей детали относительно необработанных — равностенность поршня.
Пример 4. При обработке кронштейна (рис. 2.84...2.90). требуется расточить отверстие, выдерживая диаметр 47JS7, и обработать основание, выдерживая размер 70Ы0.
78
Возможны четыре варианта базирования:
— если основным требованием является обеспечение соосности (равностенности) отверстия Б и остающейся необработанной наружной поверхности, то черновой базой выбирают наружную цилиндрическую черную поверхность, закрепляя деталь, например, в кулачках самоцентрирующего патрона;
— при требовании обеспечить одинаковую толщину лапок или если задан размер, соединяющий черную и чистую поверхности, базой является черная поверхность и обрабатывается поверхность основания А;
— если необходимо обеспечить возможно малый припуск на поверхности А, например, когда эта поверхность обрабатывается черновым шлифованием без предварительного строгания или фрезерования, за черновую базу принимают эту обрабатываемую поверхность А;
— когда основным требованием является обеспечение возможно малого и равномерного припуска при обработке отверстия, в качестве черновой базы при обработке плоскости основания А выбирают отверстие, на следующей операции при обработке отверстия за базу принимают уже обработанную поверхность основания А.
Равномерность припусков на обрабатываемых поверхностях позволяет более полно использовать возможности режущего инструмента, повышать производительность и точность обработки. Поэтому, чтобы обеспечить наименьший и равномерный припуск на обрабатываемой поверхности, базирование по этой поверхности применяется не только на первой операции. К таким операциям, например, относятся бесцентровое шлифование, бесцентровое обтачивание, развертывание качающимися развертками, свободное протягивание и т. п.
В единичном и мелкосерийном производстве равномерного распределения припусков на отливках и поковках обычно добиваются применением разметки заготовок с последующей выверкой их положения на станке при первой операции обработки или выверкой положения режущего инструмента по разметочным рискам и кернам.
Требования, предъявляемые к черновой базе подробно рассмотрены в учебном пособии [8].
79
Базы на промежуточных операциях (между первой и последней операциями) выбирают с учетом следующих соображений:
1) используют принцип “кратчайших путей”, согласно которому в качестве технологических баз принимают те поверхности, которые связаны с обрабатываемой поверхностью кратчайшей размерной цепью;
2) не меняют без оснований базы, так как переход от одной базы к другой всегда вносит дополнительную ошибку во взаимное расположение поверхностей, обработанных на первой и второй базах. Эта ошибка равна погрешности во взаимном расположении баз;
3) переходят при смене баз от менее точной к более точной базе, так как обработка детали на каждом предшествующем этапе подготавливает ее к обработке на последующих этапах, учитывая, что при переходе от одного этапа к другому должны повышаться не только точность размеров и формы, но и точность взаимного расположения;
4) после термообработки выбирают базы, играющие роль черновых баз. Используя их, вводят новые обработанные базы или чаще исправляют те базы, которыми пользовались ранее. При исправлении базы восстанавливать базирование необходимо таким образом, чтобы новые базы были связаны со старыми более строгими размерами и соотношениями, в противном случае нарушится вся достигнутая ранее координация поверхностей, что повлечет за собой увеличение операционных припусков.
Для иллюстрации необходимости выдерживания принципов совмещения и постоянства баз рассмотрим возможные случаи базирования при обработке корпусной заготовки с предварительно обработанными нижней установочной плоскостью и боковыми плоскостями I и II (рис. 1.27).
При этом от оси заготовки до плоскости I выдержан размер Aj с допуском ТА1. Размер Aj задан технологом для получения размера Аз в пределах установленного допуска.
Такая предварительная обработка производится достаточно часто перед обработкой на станках типа “обрабатывающий центр” и на гибких производственных системах при подготовке баз для последующей обработки.
80
При обработке этой корпусной детали (см. рис. 1.27) возможны два варианта базирования при последовательной обработке в размеры А,, А4 и Aj плоскостей (платиков) заготовки. Обработка проводится способом автоматического получения размеров при работе на настроенных станках.
Рис. 1.27. Корпусная деталь
При определении погрешностей базирования в этом примере используем основные уравнения размерных цепей при использовании метода полной взаимозаменяемости (метод максимума — минимума) с построением размерных цепей применительно к каждой установке заготовки для обработки на станке.
При первом варианте базирования для обработки плоскости в размер Аз заготовка ориентируется по боковой плоскости I (рис. 1.28, а). На рисунке показана размерная цепь, где Ан — наладочный размер, А3 — замыкающий размер, следовательно,
Г/ _ гр! _ Т . Т’
АЗ “ 7ЛД “ JA1 +*А6.
Погрешность базирования в этом случае равна допуску на один размер, связывающий конструкторскую и технологическую базы, т. е.
Д&и = Tai
81
ОО to
Рис. 1.28. Первый вариант базирования корпусной детали
Для обработки плоскости в размер А4 (рис. 1.28, б) деталь ориентируется по боковой плоской поверхности II. В этом случае из размерной цепи следует:
= ^лд = ?лз + ТА\ + ТА2 + ТА^
^баз =ТА1+ТА2 + ТА3.
Для обработки плоскости в размер Л5 (рис. 1.28, в) применяем то же базирование, что и в предыдущем случае. Из размерной цепи следует:
Tas = Тдь - ТА1 + Т42 + ТАЗ + ТА4 + ТА6,
&баз " ТА1 + ТА2 + ТАЗ + ТА4.
При реализации второго варианта базирования обработка плоскостей в размеры Л3, Ад и деталь базируется на всех трех переходах одинаково — по установочной нижней плоскости и по боковой поверхности I.
Тогда получим: для размера А3 (рис. 1.28, а), первый вариант,
Тдз ~ Тд& = ТАЗ,
для размера Л4 (рис. 1.29, а)
Г II _т11 _ rpl lT
Л 4 ” ЛД ~ А1 * АЗ *А6>
^баз ~ ТА} + Тд3'
для размера А5 (рис. 1.29, б),
Тд5 = Т1^ = ТАХ + ТАЗ + ТА4 + ТАь,
&баз - ТА1 + 7j3 + ТА4.
Поскольку Т& < ТА'4 и < ТА5, следовательно, при втором варианте базирования погрешность базирования уменьшилась на величину допуска на размеру, т. е. на величину ТА2. При этом уменьшение погрешности базирования получено применением постоянной базы I при обработке всех трех плоскостей, выдерживая размеры А3, А4 и А$.
83
Таким образом, для различных случаев обработки разнообразных заготовок применением постоянной базы достигается во всех случаях уменьшение погрешности базирования. Дополнительно с применением постоянной базы использование иной
Рис. 1.29. Второй вариант базирования корпусной детали
принципиальной схемы базирования и установки позволяет достичь еще большего эффекта повышения точности, что иллюстрируется ниже использованием постоянной схемы базирования по нижней плоскости и двум базовым отверстиям (третий вариант).
При установках, показанных на рис. 1.30, получаем принципиально одинаковые со вторым вариантом зависимости, определяющие погрешности базирования для размеров А3, А4 и А5:
тш 1 АЗ ~ 1АЬ _ ТП1 - ЛА\ 4-ТИ1 + 1А6 > &баз _ rill ” 1А1
1 А4 " 1ЛД ГIII ~ 1 АЗ тш + *А6 » &баз _ Т™ ~ 1А1
^777 _ ТШ _ 1 А5 ~JAA “ JA1 Тш + 1 АЗ . т711 + 1А^ , т777 + 7Л6 > К117 &баз ~ *А1
Однако сверление по кондуктору базовых отверстий с последующим их развертыванием и изготовление установочных пальцев по IT7...IT8 обеспечивают более жесткий допуск на размеры A777, а£п и другие по третьему варианту, чем по первым двум.
84
Рис. 1.30. Третий вариант базирования корпусной детали
Таким образом, даже в случае несовпадения технологических и конструкторских баз применение принципа постоянства баз и специальной схемы установки позволяет значительно повысить точность обработки.
1.4.6. План обработки отдельных поверхностей
В серийном производстве работа, как правило, ведется методом автоматического получения размеров на предварительно настроенном станке, т. е. при проектировании операции необходимо выбрать метод размерной наладки станка (по пробным деталям, статическая и др.). Наладка станка связана с выбором (расчетом) наладочного размера и установлением допускаемых отклонений от него. Обоснованный выбор наладочного размера исключает появление брака по непроходной стороне калибра сразу после настройки станка, что позволяет более полно использовать поле допуска на износ инструмента.
При выборе метода обработки поверхности исходят из его технологических возможностей:
— обеспечения точности и качества поверхности;
— величины снимаемого припуска;
— времени обработки в соответствии с заданной производительностью.
85
Обработка каждой поверхности детали представляет собой совокупность методов обработки, выполняемых в определенной последовательности. Последовательность устанавливается на основе требований рабочего чертежа детали и исходной заготовки:
— заданные точность и качество поверхностей позволяют выбрать методы (один или несколько) их окончательной обработки;
— вид исходной заготовки определяет методы начальной обработки;
— методы окончательной й начальной обработки позволяют выбрать промежуточные методы. Каждый метод окончательной обработки требует определенного набора методов предшествующих;
— вид заданной термической обработки определяет ее место в последовательности обработки поверхности.
Для одной и той же поверхности могут применяться различные варианты обработки. Выбор наилучшего варианта является трудоемкой, но необходимой задачей. Эта задача окончательно решается на основании экономического, анализа. Предварительные решения по выбору рационального варианта принимаются либо на основе таблиц среднеэкономических достижимых точностей обработки разными методами (тавл. 1.20... 1.24), либо на основе расчетов точности.
Последовательность выбора методов обработки поверхностей рекомендуется следующая:
1) выбираются методы обработки поверхности на первом переходе (операции) в зависимости от способа получения заготовки и ее точности;
2) определяются методы окончательной обработки поверхности на последнем переходе (операции) в зависимости от комплекса требований по точности рассматриваемой поверхности (данные из чертежа);
3) назначаются методы обработки поверхности на промежуточных переходах (операциях) на основе уже выбранных первого и последнего методов обработки.
При этом следует учитывать, что каждому методу окончательной обработки предшествуют обычно несколько предварительных (менее точных) методов. Например, чистовому развертыванию отверстия предшествует предварительное развертывание, а предварительному — чистовое растачивание, зенкерование или сверление.
86
Таблица 1.20
Наружные цилиндрические поверхности
L/D =2 2 =L / D > 0.5 L / D =0.5
Основные методы и виды обработки
Точение Шлифование Отделочная обработка Обработка давлением
Черновое Получистовое Чистовое Тонкое Предварительное Чистовое ч о я я о о Хонингование Доводка (тонккая притирка) суперфиниш полирование । Обкатывание выглаживание
ь> 73 а 73 й> н 73 ез ч 65 5» 65 /0 65 МмН 73 65 73 65 73 65 •Ч 73 65 ч 73 65
14... 12 50 / 2,5 13...11 KJ NJ 10...8 6,3...1,6 СЮ о\ р 4S*. р оо V р о\ Ь •бь о йл »—* с\ о U/1 О р о V оо ил Цэ Ю‘0"9Г0 сл Lj 0,1...0,01 0,1...0,01 ОС О о ро р О ь— с-\ О сю р о LA
□о
Таблица 1.21
оо оо
Внутренние цилиндрические поверхности (отверстия) Основные методы и виды обработки
Обработка лезвийным инструментом Обработка абразивным инструментом Обработка давлением
Сверление и рассверливание Зенкеро-вание Развертывание Растачивание Протягивание Шлифование Отделочные методы На металлорежущем оборудовании
Черновое Однократное Чистовое Нормальное Точное Тонкое Черновое Чистовое Тонкое Черновое Чистовое Предварительное Чистовое т Тонкое । 1 Притирка Хонингование Раскатывание Калибрование Выглаживание
нн я £» НН Я 50 са У н со н СО нн Я >0 н * СО н $ н со НН н Я ‘Н СО ч 5Й CJ 1? Н Са № р Са
25...1,6 1 13...12 25...6,3 13...11 NJ р р оо 6,3...0,8 0Г"П 12,5...0,8 \О 6,3...0,4 6...5 3,2...0,1 13...11 25...1,6 10...8 О\ р о -U izi 3,2...0,2 11...10 to р о оо 9"6 6,3...0,2 р оо 6,3...0,4 Ь\ 3,2...0,3 6...5 СЛ о ** 5...4 1,6...0,1 6...5 н— О н— р оо 6,3...0,4 9 “8 а\ р р 6...5 © 4^. р>
Таблица 1.22
Основные методы и виды обработки плоских поверхностей
Обработка лезвийным инструментом Обработка абразивным инструментом
Строгание и долбление Фрезерование Протягивание Шабрение Шлифование Доводка
Черновое Чистовое Ч о X S о Черновое Получистовое Чистовое X § сь Черновое i Чистовое £ X о о> Механическое Черновое Чистовое о X § о Предварительная окончательная
Ч ре № Ч ре ЙО мм ч ре № ч ре № ч Я № ч ре ЙО Ч я со Я ЙО 1—3 PC йз ч ЙО ЙО ре ЙО 1—j ре ЙО ре ЙО >—j ре ЙО
13...11 12,5...3,2 н о оо чсо 04 о К) pJ bJ L/1 bJ м** bJ О 3,2...1,6 о Ьо м^ О\ о оо оо 04 м-^ О\ о ю Н-ь о to * 04 40 04 1,6...0,4 04 О 04 UJ о о 00 оо 0,8...0,1 4© 00 04 О оо о о 04 0,2...0,05 О 04 UJ О 04 ил о bJ О о
ю
С5
Основные методы формообразования зубьев зубчатых колес
Обработка давлением Накатывание зубьев Ra 2,0...0,8
IT 9...8
Обкатывание зубьев Ra 1,0...0,32
IT 7...5
Отделка зубьев Шлифование зубьев Ra 1,25...0,5
IT 6...5
Хонингование зубьев Ra 0,5...0,1
IT 6...5
Шевингование зубьев Ra 1,25...0,63
IT 7...6
Зубонарезание Зубопротягивание Ra 3,2...0,8
IT 7...8
Зуботочение Ra 3,2...1,6
IT 8...7
Зубострогание Ra 3,2...0,8
IT 7...5
Зубодолбление Ra 3,2...1,6
IT 8...7
। о м о О S 9- х Червячной фрезой Ra 6,3...3,2
IT 10...8
° § ю Я со Модульной фрезой Ra 12,5...6,3
IT 10...9
90
Таблица2.24 Основные методы электрофизической и электрохимической обработки Метод обработки Комбиниро ванные Ультрозвуковая и электрохимическая Ra 1,6...0,02
IT 10...6
Электроэрозион-но-химическая Ra 3,2...0,4
IT 10...7
Электрохимические Анодно-гидравлическая обработка Ra 12,5...0,8
IT 10...8
Полирование Ra 0,4...0,02
IT 9...6
Размерная в проточном электролите Ra 3,2...0,4
IT 11...9
Электрофизические Электронно-лучевая Ra 3,2...0,8
IT 10...9
Лазерная Ra 2,5...0,32
IT 11...10
Плазменная Ra -
IT -
Ультразвуковая Ra 1,6...0,025
IT
Электроэрозионная Анодноме-ханическая Ra 1,6...0,025
IT 10...6
Электро-контактная Ra 5...0,4
IT 11...10
Электро-импульсная Ra 5...1,6
IT 11...10
Электро-искровая Ra 25...0,1
IT 10...6
91
При назначении промежуточных методов исходят из того, что каждый последующий метод должен быть точнее предыдущего в среднем на один квалитет точности.
Допуск на промежуточный параметр точности должен всегда находиться в тех пределах, при которых возможно использование последующего метода обработки.
Разрабатывая маршрут обработки поверхности, необходимо помнить, что одна и та же точность обработки может быть достигнута несколькими методами. Количество возможных вариантов маршрута обработки одной поверхности достаточно велико. Однако его можно значительно уменьшить, если учесть габариты детали, ее жесткость, способы установки для обработки, тип производства и т. п.
Предварительный выбор маршрута обработки поверхности осуществляется, когда технологический маршрут разбивался на этапы обработки (черновой, термический, получистовой и т.д.). Более точная разбивка на этапы может быть проведена с помощью подробных таблиц технологических характеристик методов обработки.
Окончательный маршрут обработки выбирают при помощи соответствующих таблиц .[18], в которых представлены численные величины погрешностей размеров, формы, взаимного расположения и шероховатости поверхности. Для отдельных поверхностей численные величины погрешностей определяются расчетом.
Особое внимание следует обращать на характеристику методов с точки зрения обеспечения точности взаимного расположения. Например, как правило, отделочные методы не исправляют погрешности формы и взаимного расположения, а служат лишь для уменьшения шероховатости.
Пример, Обработать отверстие, полученное литьем по Н8. На первом переходе (операции) могут применяться предварительное растачивание или предварительное зенкерование, обеспечивающие точность расположения и прямолинейность от отверстия. В качестве окончательных переходов (операций), обеспечивающих точность размеров, формы и качество поверхностного слоя, можно назначить развертывание, тонкое растачивание и протягивание.
На выбор конкретного варианта обработки в данном случае значительное влияние оказывают тип производства и конкретная производственная обстановка. Так, протягивание обычно
92
применяется в крупносерийном и массовом производстве для обработки отверстий небольших и средних размеров. Развертывание используется во всех типах производств, но требует, чтобы на предыдущих операциях были обеспечены прямолинейность и точность положения оси отверстия.
Тонкое растачивание может применяться во всех типах производства, но его использование обычно определяется наличием или отсутствием станков, соответствующих повышенным требованиям к точности, жесткости и кинематическим характеристикам.
В качестве промежуточных методов обработки возможны чистовое зенкерование и чистовое растачивание.
Применение того или другого метода определяется в основном требованиями точности расположения. Как правило, более высокую точность расположения и прямолинейность осей отверстий обеспечивает обработка однолезвийным инструментом, особенно на черновом и чистовом этапах.
Таким образом, для данного конкретного случая можно предложить десять различных маршрутов обработки отверстия. Для более наглядного представления возможных вариантов рекомендуется при анализе структуры маршрута пользоваться схемами, представленными на рис. 1.31.
Рис. 1.31. Варианты обработки отверстия
93
Число вариантов, как показано выше, может быть уменьшено в зависимости от технологических задач, стоящих при обработке детали, типа производства, вида и метода получения заготовки, жесткости детали, необходимости обработки некоторых поверхностей за один установ и т. п.
1.4,7, Проектирование технологического маршрута обработки заготовки
На этом этапе решаются следующие задачи: разрабатывается общий план обработки детали, выбираются методы обработки поверхностей детали, уточняются технологические базы, предварительно выбираются средства технологического оснащения, намечается содержание операций.
Технологический маршрут проектируют на основе выбранного аналога — типового технологического маршрута.
Типовой маршрут является основой проектируемого маршрута. При изменении и дополнении типового маршрута руководствуются следующими методическими соображениями: при разборе типового маршрута и при проектировании рабочего необходимо разделить технологический процесс на этапы, выполняемые в порядке возрастания точности этапа, т. е. от черновых к чистовым. Различают три укрупненные стадии обработки: черновую (обдирочную), чистовую и отделочную. В процессе черновой обработки снимают основную массу металла и обеспечивают взаимное расположение поверхностей. Эта стадия связана с действием силовых и температурных факторов, что влияет на точность окончательной обработки. После этой обработки часто вводят операции термообработки для снятия внутренних напряжений. Целью чистовой обработки является достижение заданной точности поверхностей детали и точности их взаимного расположения. Основное назначение отделочной обработки — обеспечение требуемой точности и шероховатости особо точных поверхностей.
В таблицах 1.25 и 1.26 приведены этапы технологического процесса при обработке деталей и их краткая характеристика.
94
Таблица 1.25
Этапы технологического процесса
№ п/п Наименование этапов Назначение и характеристика этапов
1 Заготовительный Получение заготовки, ее термообработка
2 Черновой Съем лишних припусков и напусков. Достигаемая точность обработки 1T12...IT15
3 Термический 1 Термообработка — «улучшение», старение
4 Получистовой 1 Достигаемая точность обработки IT11...IT13. Шероховатость Ra = 6,3 мкм
5 Термический 2 Цементация
6 Получистовой 2 Съем цементационного слоя на поверхностях, предохраняемых от цементации
7 Термический 3 Закалка, улучшение
8 Чистовой 1 Точность обработки 1Т6-1Т10. Шероховатость Ra = 0,63 мкм
9 Термический 4 Азотирование, старение
10 Чистовой 2 Шлифование поверхностей, не подлежащих азотированию
11 Чистовой 3 Точность обработки 1T5-IT7. Шероховатость Ra — 0,16 мкм
12 Гальванический Хромирование, никелирование и т. п.
13 Отделочный 1 Получение малой шероховатости Ra=0,08...0,04 мкм
95
Таблица 1.26
Этапы обработки
№ п/п Содержание этапов обработки и достигаемые характеристики точности геометрических параметров
1 Обработка поверхностей, которые будут использованы в качестве технологических баз на последующих этапах (с приданием им заданного положения относительно основных баз детали и системы необрабатываемых поверхностей)
2 Черновая обработка главных поверхностей , имеющих наибольшее значение для работы детали в машине, обладающих большой длиной, не допускающих наличия дефектов. Точность размеров ГП2...ГП4, формы и расположения X...XII степени, Ra=3,2...6,3 мкм
3 Термообработка для снятия внутренних напряжений I и II рода
4 Правка баз и получистовая обработка главных поверхностей. Точность размеров IT8, IT9, формы и расположения VI...VII степени, Ra=l,60...3,2 мкм
5 Термообработка для улучшения качества срединных и поверхностных слоев материала детали
6 Правка баз и чистовая обработка главных поверхностей. Точность размеров IT8, IT9, формы и расположения VI...VII степени, Ra=0,8...1,6 мкм
7 Выполнение второстепенных операций (сверление крепежных отверстий, снятие фасок, прорезка канавок) и обработка легкоповреждаемых поверхностей (например, нарезание резьбы)
8 Отделка главных поверхностей. Точность размера ГТ5...1Т7, формы и расположения VI...VII степени, мкм
9 Подгонка по массе, зачистка заусенцев и притупление острых кромок
10 Окончательный контроль
96
При проектировании принципиальной схемы маршрута обработки решаются следующие вопросы:
1. Составляется укрупненный план обработки заготовки, устанавливающий последовательность операций (или групп операций), а также содержание и место в плане обработки термических, гальванических, слесарных, контрольных операций. При этом в качестве основы может быть выбран типовой маршрут-аналог или использованы рекомендации (табл. 1.26) по разбиению маршрута на этапы. Количество этапов или стадий для каждой конкретной детали может быть различным.
2. Проверка возможности использования при базировании на первых операциях необрабатываемых поверхностей детали, связанных размерами или соотношениями точности взаимного расположения с поверхностями обработанными (см. правила выбора баз на 1-й операции в [8]).Выявление основных конструкторских баз, определяющих положение детали в машине, выделение требований по точности взаимного расположения, формы, размеров.
Принятие, предварительных решений о возможности совмещения технологических и конструкторских баз или целесообразности создания специальных ,технологических баз.
3. Выявление технологических комплексов поверхностей (как правило, основные конструкторские базы), представляющих собой совокупность поверхностей, которые следует обрабатывать с соблюдением принципа постоянства баз, т. е. с одной установки, по возможности и без смены позиции.
Как известно, точность взаимного положения поверхностей одного такого комплекса определяет лишь погрешностями обработки и не зависит от погрешностей установки. Поэтому в технологический комплекс обычно включают поверхности, связанные жесткими допусками на взаимное положение.
Производят “технологическую разметку” чертежа. Поверхности, подлежащие обработке, обозначают на чертеже детали номером. Номера установленных комплексов поверхностей и составляющих их отдельных поверхностей заносят в сводную таблицу.
4. Выбор, первого (базового) комплекса поверхностей. В первый технологический комплекс необходимо включить те повер
97
хности, которые составят постоянный комплект технологических баз, или поверхности, которые войдут в разные комплекты баз для последующих операций.
5. Подбор типов оборудования и выбор схем установки для всех этапов обработки каждого технологического комплекса поверхностей; установление рациональной очередности обработки разных технологических комплексов.
6. Уточнение перечня специальных и вспомогательных операций и их места в маршруте обработай заготовки.
7. Уточнение условий на поставку заготовки.
В ряде случаев необходимо провести в заготовительных цехах высокотемпературный отжиг заготовок для снятия внутренних напряжений, а также отрезку литников и прибылей и выполнение обдирки для снятия напусков.
Количество этапов для конкретной детали может быть различным в зависимости от конструктивных особенностей детали: вида и материала заготовки, точности и шероховатости поверхностей детали, ее термообработки.
Для конкретной детали обычно используются не все этапы. Например, при токарно-револьверной обработке деталей из прутка совмещаются этапы 2 и 4. Для корпусных деталей из чугуна и цветных сплавов вся обработка сосредоточена на 3-м и 4-м этапах и т. д.
Обработка поверхности заготовки производится в следующей последовательности:
а) в первую очередь создают базы для дальнейшей обработки, т. е. обрабатывают поверхности, принятые за базы, используя первые операции технологического маршрута, при этом черновыми базами служат необработанные поверхности;
б) обрабатывают поверхности, где дефекты недопустимы, и поверхности, определяющие контур и габариты детали. На этом этапе снимают основную массу металла;
в) определяют дальнейшую последовательность обработки поверхностей, руководствуясь системой простановки размеров, в первую очередь желательно обрабатывать те поверхности, относительно которых координировано большинство других поверхностей;
98
г) обрабатывают все поверхности детали в последовательности обратной их точности, самая точная поверхность обычно обрабатывается в последнюю очередь. При обработке точных поверхностей технологический маршрут, как правило, разбивают на черновой, чистовой и отделочный этапы;
д) учитывают влияние термической обработки на технологический процесс путем введения дополнительных операций, так как после термообработки точность понижается, например, у зубчатых колес — на одну степень точности вследствие коробления, окисления ит. п.;
е) выполняют обработку неосновных поверхностей (нарезание резьбы, снятие фасок и пр.) на стадии чистовой обработки;
ж) обрабатывают легко поврежденные поверхности;
з) планируют операции технического контроля перед сложными и дорогостоящими операциями, а также в конце обработки.
Сведения о характеристиках обрабатываемой поверхности и методах ее обработки, о детали в целом дают возможность наметить тип станка, вид инструмента, средства и методы контроля. Присутствие сложных поверхностей указывает на необходимость применения оборудования определенного назначения (зубофрезерного, копировального и т. п.).
Предусматриваются и необходимые контрольные операции с выбором средств технического контроля и измерений. Контрольно-измерительные средства выбирают в зависимости от точности контролируемого параметра и конструктивных особенностей изделия.
Выбранные средства технологического оснащения уточняются при определении содержания операций.
Рассмотрим несколько примеров проектирования технологических маршрутов для различных типов корпусных деталей.
.4,7. 1. Примеры проектирования маршрута изготовления корпусных деталей
На рис. 1.32 показан корпус червячного редуктора с технологической разметкой поверхностей. На чертеже не показаны требования к точности взаимного расположения и качеству поверхностного слоя для упрощения чертежа [16].
99
A'
Рис. 1.32. Корпус червячного редуктора с технологической разметкой поверхностей
Анализ исходных данных
Маршрут проектируется для обработки чугунной заготовки в условиях серийного производства.
При анализе чертежа наносится технологическая цифровая нумерация обрабатываемых поверхностей. Комплексам одинаковых поверхностей (например, крепёжным отверстиям) присваивается один номер с добавкой буквы к. После выбора необрабатываемых поверхностей или исходных поверхностей для установки заготовки на первых операциях они обозначаются буквами.
Особое внимание обращается на требования точности взаимного расположения поверхностей:
— отклонение от скрещивания осей 1—1 и 2—2 под прямым углом не более 0,05/100;
100
— отклонение от соосности отверстий диаметрами 62Н7 и 180Н7 относительно оси 1—1 не более 0,02 мм;
— отклонение от соосности двух отверстий диаметрами 62Н7 относительно оси 2—2не более 0,03 мм;
— отклонение от перпендикулярности торцев к осям 1—1 и 2 - 2 0,05/100;
— точность относительного положения основных обрабатываемых поверхностей — 58 ± ОД; 100 ± 0,3, 207ч’5, а межосевое расстояние 105,25^’06;
— связи обрабатываемых поверхностей с необрабатываемыми заданы размером П js\2 и номинальной соосностью бобышек диаметрами 92 и 96 мм соответственно относительно осей 1-1 и 2-2.
Разработка схемы маршрута
1. За основу разработки укрупненного плана обработки корпуса принимается типовая схема последовательности этапов обработки (см. табл. 1.26).
2. В результате анализа простановки размеров (см. рис. 1.16 и 1.32) и технических требований к расположению поверхностей, устанавливается, что основными базами детали являются: поверхность 1 — установочная явная база, ось 1—1 — двойная упорная скрытая база, ось 2—2упорная скрытая база, используемая для наложения связи, лишающей детали поворота вокруг оси 1—1.
Конструкция детали дает возможность использования при установках заготовки на первых операциях поверхности L (для обработки платиков 1k в размер 17/у12) и поверхностей G и F (для материализации осей 1—1 и 2—2 соответственно).
Имеется также возможность использования отверстий 9k в платиках в качестве специальных технологических баз для установки заготовки по плоскости и двум отверстиям.
3. Выделяются технологические комплексы поверхностей, которые следует обрабатывать с одной установки, исходя из заданной точности их взаимного расположения: комплекс I— поверхности 1k, которые должны дожать в одной плоскости, и торец 2; комплекс П-отверстия 4 и 5 и торец 3; комплекс III — отверстия 6k и торцы 7 и 8.
С учетом удобства обработки с одной установки, постоянства настройки станка и общности кондукторов и установоч
101
ных приспособлений объединяются в технологические комплексы: комплекс IV-отверстия 9k и 10k; комплекс V — отверстия 11k.
4. Исходя из заданных требований к расположению поверхностей устанавливается следующая последовательность обработки разных технологические комплексов. Сначала обрабатываются поверхности комплекса I, включающие основную установочную явную базу; потом поверхности комплекса II, так как ось 1—1 должна быть перпендикулярной к поверхности 1k; затем поверхности комплекса III, поскольку положение оси 2—2задано относительно плоскости 1k и оси 1—1. После этого можно вести обработку поверхностей комплексов IV а V.
Таким образом, принятая нумерация технологических комплексов соответствует рациональной последовательности включения их в обработку.
Принятые решения о составе технологических комплексов поверхностей и об очередности включения их в обработку с указанием выходных характеристик точности обработанных поверхностей приведены в табл. 1.27.
5. По данным табл. 1.26 устанавливаются ориентировочно для каждого комплекса поверхностей перечень этапов обработки, а для каждой поверхности — число ступеней обработки; подбирается оборудование и разрабатываются схемы установок. Принятые решения занесены в табл. 1.27.
Каждая из приведенных ниже схем базирования обозначена буквой У и двумя цифрами: первая цифра указывает номер комплекса обрабатываемых поверхностей, вторая — номер варианта схемы базирования.
При обработке первых трех комплексов поверхностей возможны две схемы базирования: по принципу совмещения технологических и конструкторских баз (рис. 1.33, а, б, в) и по принципу постоянства технологических баз (рис. 1.33, б, в).
На схемах базирования У11 и У12, показанных на рис. 1.33,а, представлены два решения обработки комплекса I поверхностей: фрезерование и обработка на токарно-карусельном станке. При отсутствии продольно-фрезерного станка второе решение предпочтительно: поверхности 1k располагаются в одной плоскости, обеспечивается совмещение переходов за счет использования бокового и верхнего суппортов.
102
Таблица 1.27
Первый вариант технологического процесса изготовления корпуса редуктора (см. рис. 1.2 и 1.10)
Номера комплекса поверхностей I II III IV V
Номер поверхности 1к 2 3 4 5 6к 7 8 9к Юк 11к
Требуемая точность 17jJ2 42±0,2 116±0,5 018ОН7 062Н7 062Н7 31±0,5 -0,5 2074,5 М12 М8 М8
Число ступеней обработки 1 2 1 3 3 3 1 1 2 2 2
Операция (черновая) Оборудование Установ Число ступеней обраб. Точность обработки 005 Токарная 1508 У12 010 Токарно-карусельная 1508 У21 015 Горизонт.- расточная 2615 У31
1 17Ь12 2 42±0,2 1 116±0,5 1 IT12 1 IT12 1 IT12 1 31±0,5 1 -0,5 2074,5
Операция (получистовая) Оборудование Установ Число ступеней обраб. Точность обработки 020 Токарно-карусельная 1508 У22 025 Горизонт.- расточная 2615 У32 030 Сверлиль ная 2Е52 035Свер-лильная 2Е52
1 IT9 1 IT9 1 IT9 1 IT9 2 8Н 2 8Н 2 8Н
Операция (чистовая) Оборудование Установ Число ступеней обраб. Точность обработки 040 Токарно-карусельная 1508 У22 045 Горизонт.- расточная 2615 У32
1 018ОН7 1 062Н7 1 062Н7
s
Рис. 1.33. Схемы базирования при обработке поверхностей: а — комплекса I; б — комплекса II; в — комплекса III
На схемах базирования У21, У22 (рис. 1.33,6) и У31 (рис.-1.33,в) показаны токарно-карусельная черновая и чистовая операции обработки комплекса II поверхностей и расточные операции обработки комплекса III поверхностей при базировании по принципу совмещения технологических и конструкторских баз. Схема У22 предусматривает использование выдвижного пальца для центрирования по отверстию диаметром 62 мм (после закрепления детали палец выводят из отверстия).
Для базирования с соблюдением принципа постоянства технологических баз на схемах установок У23 (рис. 1.33,6) и У32 (рис. 1.33,в) показаны установки заготовки при обработке комплексов II и III поверхностей на разных станках, а на схеме установки УЗЗ-при обработке комплексов II и III поверхностей в одну операцию на двух позициях. Очевидно, установки по схемам У23 и У32 не следует применять, так как смещения и повороты заготовки при двукратной установке на два пальца внесут нежелательные погрешности во взаимное расположение поверхностей комплексов II и III. При использовании принципа постоянства баз сразу после обработка комплекса I поверхностей необходимо сверлить и развертывать специальные базовые отверстия. Как показано на схеме установки У41 (рис. 1.34), для выполнения этой операции требуется довольно сложное установочно-зажимное приспособление, применение которого окупается только при достаточно-большой программе.
В табл. 1.27 занесены решения, соответствующие схеме базирования по принципу совмещения технологических и конструкторских баз.
Схема базирования при обработке комплексов IV и V поверхностей (крепежных отверстий) на радиально-сверлильном станке не представляют особого интереса и поэтому не показаны.
6. Для корпуса червячного редуктора не требуется включения в технологический процесс специальных операций, обеспечивающих особые характеристики серединных и поверхностных слоев материала детали, весовые параметры и товарный вид.
Высокотемпературный отжиг для снятия внутренних напряжений первого рода можно выполнить до начала механической обработки.
105
Уменьшение влияния сил закрепления и накопленных тепловых деформаций на точность предусмотрено разделением процесса обработки на три этапа: черновой, получистовой и чистовой.
7. В условия поставки заготовки включается выполнение высокотемпературного отжига для снятия внутренних напряжений первого рода.
Выбор маршрутов обработки отдельных поверхностей
Решения по выбору планов обработки поверхностей производится по рекомендациям таблиц средне-экономических достижимых точностей обработки (см. табл. 1.20... 1.24) и [9,21,30]. Согласно приведенным там рекомендациям заданная точность обработки поверхностей 1...3 будет достигнута двукратной подрезкой; для отверстий 4...6 потребуются три ступени обработки: растачивание черновое IT11, чистовое до IT9 и тонкое до IT7.
Проверка этих решений может быть проведена расчетом уточнений [1,2,16] или расчетами точности при проектировании операций и переходов [1,2,8].
Результаты укрупненного формирования операций отражены в табл. 1.27. Для корпуса, показанного на рис. 1.16 и 1.32, возможны и другие варианты построения маршрутного технологического процесса. Так, в табл. 1.28 показаны второй и третий варианты схемы маршрута обработки.
Второй вариант отличается от рассмотренного варианта в табл. 1.27 решениями по формированию операций обработки комплексов II и III поверхностей: для каждого из этих комплексов два этапа обработки совмещены в одну операцию (при этом возможно совмещение черновой и получистовой обработки либо получистовой и чистовой). Для проверки рациональности такого решения следует выполнить расчеты точности [2,8,9].
В третьем варианте использовано базирование, основанное на принципе постоянства технологические баз и совмещении обработки комплексов II и III на одной установке, со сменой позиций по схеме УЗЗ (см. рис. 1.33,в). Этот вариант может оказаться предпочтительным при достаточно большой программе выпуска, когда изготовление сложных установочно-зажимных приспособлений для схем установок У41 (см. рис. 1.34) и УЗЗ (см. рис. 1.33,в) окупится за счет сокращений общего числа опе-
106
Таблица 1.28
Дополнительные варианты маршрута обработки корпуса
Операция Второй вариант Операция Третий вариант
005 Токарнокарусельная, У12.Обработка поверхностей I комплекса 010 Радиально-сверлил ьная, У41. Сверление отверстий в платиках 1k, развертывание двух базовых отверстий
010 Токарнокарусельная, У21. Предварительная обработка комплекса II поверхностей 015 Г оризонтально-расточ-ная, УЗЗ. Предварительная, обработка комплекса II и III поверхностей (со сменой позиции)
015 Горизонтальнорасточная, У31. Предварительная, обработка комплекса III поверхностей 020 Сверлильная, обработка крепежных отверстий комплекса IV
020 Сверлильная, обработка крепежных отверстий комплекса IV 025 Сверлильная, обработка крепежных отверстий комплекса V
025 Сверлильная, обработка крепежных отверстий комплекса V 030 Г оризонтально-расточ-ная, УЗЗ. Окончательная обработка поверхностей комплекса II и III со сменой позиции
030 Токарнокарусельная, У22. Окончательная обработка поверхностей комплекса II 035 Слесарная. Зачистка
035 Горизонтальнорасточная, У31. Окончательная обработка поверхностей комплекса III 040 Контрольная
040 Слесарная. Зачистка
045 Контрольная
107
раций и, соответственно, сокращения суммарного оперативного и подготовительно-заключительного времени.
Рис. 1.34. Схема базирования для обработки баз
Для иллюстрации влияния типа производства на принципиальные решения при проектировании технологического маршрута рассмотрим возможные маршруты при обработке корпуса цепной коробки скоростей (рис. 1.35) и корпуса червячного редуктора (рис. 1.43) в условиях крупносерийного производства [13,17].
В рассматриваемом примере, как и предыдущем случае, применена методика анализа базирования и дополнительно используются таблицы среднеэкономической достижимой точности обработки для расчетов точности обработки на основе методов решения размерных цепей “максимум-минимум”.
Как и в предыдущем примере, выполняют упрощенный эскиз детали (рис. 1.35), где использованы упрощенные обозначения точности взаимного расположения. Все отклонения угловых размеров приведены к единой базовой длине 300 мм. При расчетах погрешностей угловых размеров базовую длину не указывают.
Линейные размеры обозначены прописными буквами русского алфавита, угловые — строчными буквами греческого алфавита (рис. 1.36).
Поверхности, подлежащие обработке, пронумерованы на эскизе арабскими цифрами. Все поверхности заготовки этой детали можно обработать, используя в качестве установочной базы
108
33 Q*
Рис. 1.35. Эскиз детали для анализа точности механической обработки
Рис. 1.36. Обозначения угловых размеров, используемых при анализе точности: а — отклонение от параллельности;
б и в — отклонения от перпендикулярности
109
поверхность 1, соблюдая тем самым принцип единства баз. Поэтому на первой операции следует подготовить эту базу, произведя обработку основания, и две другие базы, в качестве которых целесообразно использовать расположенные по диагонали отверстия 2, предназначенные для крепления коробки передач (см. рис. 1.35).
Если обработка поверхности 1 и отверстий 2 на одной операции технически затруднена, то допустимо расчленить ее на две операции: обработку поверхности и обработку отверстий. При этом при обработке отверстий в качестве одной из технологических баз используется ранее обработанная поверхность.
На первых операциях в качестве установочной технологической базы можно использовать поверхности 3 платиков и две вертикальные поверхности стенок коробки в качестве направляющей и опорной технологических баз.
Однако для реализации такой схемы базирования потребуется весьма громоздкое и металлоемкое приспособление. С учетом этого фактора более приемлемым будет использование в качестве установочной технологической базы на первых операциях поверхности 8. На последующих операциях технологического процесса заготовка будет базироваться по поверхности 1 и двум отверстиям 2.
В качестве другого варианта выбора технологической базы на первой операции предлагается установку заготовки корпуса на плоскую поверхность одной из необрабатываемых болтовых стенок для одновременной обработки поверхностей 1 и 8 (например, на барабанно-фрезерном станке). В этом случае на второй операции, на которой производят обработку отверстий 2, заготовку корпуса, базируют по обработанной поверхности 8, что способствует повышению точности обработки. Это особенно важно в связи с тем, что два из этих отверстий используют в качестве технологических баз на последующих операциях.
Эти два варианта технологического маршрута приведены в табл. 1.29 и 1.30.
Ниже приведен порядок обработки заготовки по первому варианту технологического процесса.
Поскольку схемы базирования заготовки на некоторых операциях предварительной и окончательной обработки одних и тех
ПО
Таблица 1.29
Первый вариант технологического маршрута обработки заготовки корпуса цепной коробки скоростей
(рис. 1.15- 1.18)
Номер Наименование и краткое содержание операции Станок
операции перехода
05 1,2 Барабанно-фрезерная Фрезеровать поверхности 1,8 предварительно Барабаннофрезерный
10 1...4 5,6 7,8 Агрегатная Сверлить четыре отверстия 2 Сверлить два отверстия 2 Развернуть два отверстия 2 Агрегатно-сверл ильный
15 1...4 Продол ьно- фрезерная Фрезеровать поверхности 4,6,9,11 предварительно Продольнофрезерный
20 1...4 Агрегатная Расточить отверстия 5,7,10,12 предварительно Агрегатнорасточный
25 1,2 Барабанно-фрезерная Фрезеровать поверхности 1,8 окончательно Барабаннофрезерный
30 1...4 Агрегатная Расточить отверстия 5,7,10,12 окончательно Агрегатнорасточный
35 1...26 27...30 31...56 Агрегатная Сверлить отверстия 13,14,15 Цековать поверхности 3 Нарезать в отверстиях 13,14,15 резьбу Агрегатносверлильный
40 1...4 Продольно-фрезерная Фрезеровать поверхности 4,6,9,11 окончательно Продольнофрезерный
111
Таблица 1.30
Второй вариант технологического маршрута обработки заготовки корпуса цепной коробки скоростей
(рис. 1.19 - 1.20)
Номер Наименование и содержание операции Станок
операции перехода
05 1...4 5...8 Агрегатная Подрезать торцы 4,6,9,11 предварительно Расточить отверстия 5,7,10,12 предварительно Агрегатнорасточной .
10 1 Вертикально-фрезерная Фрезеровать поверхность 1 предварительно Вертикально -фрезерный
15 1...4 5,6 7,8 Агрегатная Сверлить четыре отверстия 2 Зенкеровать два отверстия 2 Развернуть два отверстия 2 Агрегатносверлильный
20 1 Вертикально-фрезерная Фрезеровать поверхность 8 предварительно Вертикально -фрезерный
25 1...4 5...8 Агрегатная Расточить отверстия 5,7,10,12 окончательно Подрезать торцы 4,6,9,11 окончательно Агрегатнорасточный
30 1 Вертикально-фрезерная Фрезеровать поверхность 1 окончательно Вертикально -фрезерный
35 1 Вертикально-фрезерная Фрезеровать поверхность 8 окончательно Вертикально -фрезерный
40 1...26 27...3 0 31...5 6 Агрегатная Сверлить отверстия 13,14,15 Цековать поверхности 3 Нарезать резьбу в отверстиях 13,14,15 Агрегатносверлильный
112
же поверхностей одинаковы (соответственно операции 15, 40 и 20, 30 — см. далее рис. 1.38 и 1.39), эскизы чистовых операций отдельно не показаны, а обозначения анализируемых на этих операциях параметров даны в скобках (при анализе точности в проектах рекомендуется приводить отдельный эскиз для каждой операции).
Обработанные поверхности на рисунках выделены утолщенными линиями. Для угловых размеров при анализе точности предложено использовать условные обозначения, отличающиеся от рекомендуемых ЕСКД (см. рис. 1.36). Стрелка углового размера должна быть направлена на базу.
Первый вариант технологического процесса. Операция 5 барабанно-фрезерная (рис. 1.37).
Рис. 1.37. Эскиз операции 5 первого варианта технологического процесса
Погрешность А^ размера Л5 , определяется как сумма погрешностей базирования и погрешности обработки, определяемой технологической системой л^тс-
113
~ ^баз + ^ТС
Поскольку конструкторская база размера (ось отверстий) и направляющая скрытая технологическая базы совмещены, Л&3 = 0> а значит,
Погрешность размера А5,обусловленная погрешностью технологической системы барабанно-фрезерного станка, определяется как средняя экономическая точность чернового фрезерования:
A^5 ~ с ~ 0>25л£м.
Здесь и далее численные значения погрешностей взяты из [9,18,21]
Для анализа точности размеров 515, <р15,540, ф40 на операциях 15 и 40 (рис. 1.38) необходимо определить точность размеров V5 и Х5:
Рис. 1.38. Эскиз операции 15 (40) первого варианта технологического процесса
114
Так как конструкторская база размера (ось отверстия) и направляющая скрытая технологическая база совмещены (см. рис. 1.37), то
= О, Д¥5 = ДУ5С = 0,15мм
Для определения точности углового размера \g5 необходимо оценить точность размера у0, так как
Дх5 = Д^э + дтс> Д^ = Ло-
Индекс “ноль” показывает, что параметр относится к исходной заготовке и может иметь разброс значений в пределах допуска, установленного на размер заготовки. Для отливки допуск на размер Eq = 215мм (см рис. 1.35) составляет 1,6 мм. Полагая, что значение лежит в пределах допуска на размер Eq , получим
ДХ5 = Ло + ДГС’
^тс ~ W 5мм
Дх5 = 1,6 + 0,15 = 1,75мм.
Шероховатость, поверхностей 1 и 8, получаемая в результате предварительного фрезерования на операции 5, Rz = 40мкм Следовательно, требуемая точность и шероховатость пока не обеспечены.
Операция 10 агрегатная. Анализируемые и связанные с ними размеры на операции 10 не изменяются. Производится подготовка баз — двух (по диагонали) из 4 монтажных отверстий, которые для повышения точности установки дополнительно зенкеруются и развертываются.
Операция 15 продольно-фрезерная (см. рис. 1.38). Обработку плоских поверхностей производят одновременно с двух сторон
Л — А®15 4- A®IS
Д»15 - &баз + ДГС*
115
Так как конструкторская база размера <515 (ось отверстия) и установочная явная технологическая база (точки 1ДЗ) не совмещены
Л8& * о, д5^ = д
где А¥5 -погрешность, сформированная на операции 5 и определенная ранее.
Погрешность технологической системы, вызывающая отклонение от перпендикулярности торца к оси отверстия при черновом фрезеровании Аб/5С = 0,15мм. Следовательно,
д515 = дб15 = °>15 + .
Аналогично определяем погрешность при выдерживании углового размера <р15:
Дф15 = Д1^ + дгс> = ч-
Дф15 = ДЛ, + Д^, Дф15 = 1,75 + 0,15 = 1,90лш
Сопоставив полученные значения погрешностей с заданными допусками и параметрами шероховатостей (см. рис. 1.35), выясняем, что заданная точность по размерам 315 и <р15 не обеспечена.
Расчет аналогичных погрешностей для размеров §'иср'не приводится и на эскизах они не показаны, чтобы не загромождать чертежи.
Операция 20 агрегатная (рис. 1.39).
А „ — дЛо _L 4^20
АЛ20 ” *баз + С’
Так как конструкторская и установочная технологическая базы (точки 1—3) совмещены,
д&=°-
Суммарная погрешность обработки при черновом растачивании = 0,12мм Следовательно,
116
= дтс = 0Д2ми
Дг = д*» +д£“ .
-ом баз ТС так как растачивание отверстий производится с одного ус-танова на настроенном станке Д^=0. Следовательно, Д^ = Д^°с = 0,12мм
Рис. 1.39. Эскиз операции 20 (30) первого варианта технологического процесса
Аналогично
Ал — Л^20 + Л^20 ^20 ~ абаз +аГС-
Погрешность Дf2°с может быть определена следующим образом: размер В20 равен разности размеров (расстояние от оси расточенного отверстия 12 до установочной технологической базы) и А^ (расстояние от оси расточенного отверстия до технологической базы).
Погрешности обработки по каждому из этих размеров равны погрешности технологической системы, которая для чернового растачивания может быть принята равной 0,12 мм. Отсюда
117
^т°с = 0,12 + 0,12 = 0,24мм, m.e - 0,24мм.
Аналогично для размера Г20
Д г = а£“ + Ат2г, А^°, = 0,
ДГа = д£»с = 0,12 + 0,12 = 0,24мм.
Погрешность углового размера у 20
А _ ДЪО . AY20 aY20 баз + АТ С’
Д^ = 0, так как обработка отверстия производятся с одного ус-танова на настроенном станке.
Погрешность технологической системы при предварительном растачивании &9°c = 0,1 мм .
ДУя, = 4МС = 04^ Ч. = дВ£ + 4мс,
Так как конструкторская база (торец отверстия) не совпадает с установочной технологической базой Д^ ф 0, Д^5 = д^15 . Угловой размер^5 формируется по операции 15:
Ч, = 4&+= о, так как конструкторская база этого углового размера на операции 15 совмещена с установочной технологической базой. Следовательно,
Д8& = Ч = Д^’с = 0,15мм, д8м = д5и + ДЧ, 5 * *Д.
Погрешность технологической системы Д^°с = 0,1 мм;
Дз20 = 0,15 + 0,10 = 0,25мм.
Погрешность углового размера ф2о определяют аналогично:
ДфИ=Д^+Дт20с>Д^=Дх1!)
Дх„ = Д«2, + Д?с> ДХ = 0, Дх15 = Д?5с = 0,15лш.
118
Следовательно, Афм = AXw + А^°с, Аф2о = 0,15 + 0,10 = 0,25мм.
Анализ точности на операциях чистовой обработки аналогичен рассмотренному выше и поэтому приводится без особых комментариев.
Операция 25 барабанно-фрезерная (рис. 1.40).
Рис. 1.40. Эскиз операции 25 первого варианта технологического процесса
На операции 25 производится окончательная обработка поверхности 1 и 8, предварительно обработанных на операции 5. Так как черновую базу возможно использовать лишь один раз, на рассмотренной операции использовано базирование на ранее обработанные поверхности 4—7;
Д,. = д£* + Д, д> = 0. •«25 баз 1 С баз ’
A j25 = А^2^ = 0,12мм .
Операция 30 агрегатная (см. рис. 1.39): дЛзо == Агс = 0>05ми, А£зо = Д^°с = 0,05мм.
Заданная точность размеров А и Б обеспечена (ТА > д^, ТБ > А^), (Тл, ТБ) — см. рис. 1.39
А^ = д®*с = 0,05 + 0,05 = 0,1мм,
119
А£зо = Лр°с = 0,05 + 0,05 - ОДльи,
Д7зо = Д^°с = 0,03лш,
Ч = Чз+ЧЧ
Ч„ = 4s + дт°с- Чз = 0,15 + 0,03 = 0,18 мм
Чо=Д^+Д?°С. Д^=ДХ13-
А„о = ДХ15 + Д’’"с, Дфм = 0,15 + 0,03 = 0,18мм.
Заданная точность по угловым размерам 5 иф пока не обеспечена.
Операция 35 агрегатная. На этой операции производят обработку крепежных отверстий и цековавие монтажных бобышек. Точность анализируемых параметров на операции 35 не изменяется.
Операция 40 фрезерная (см. рис. 1.38):
А _ Л54О 1 AS4O д64о _ Л
Л54о ^баз^^ТС’ &баз ^Vi5’
Дш =А^+Атг, А? =0 Узо баз Т С ’ баз ’
Чзо = ДГС = °>03лм< .
Чо = Ч» + Д ГС Ч» = °’03 + °-04 = °’07аШ’
Ч„=д^+д’/с- д^=ч30.
4“=о.
ДАзо =дЧ= 0,03мм,
Дф40 = ДХм + д’«с, Дф40 = 0,03 + 0,04 = 0,07мм
120
Сравнивая допуски, заданные конструктором, с рассчитанными погрешностями, делаем заключение об обеспечении требуемой точности в разработанном варианте маршрута.
Для оценки надежности операций технологического процесса рекомендуется определять коэффициент запаса точности К - .Технологический процесс считается надежным, если К > 1,2.
Сумма производственных погрешностей по операциям определяется для контроля правильности определения минимального припуска, который должен перекрывать суммарную погрешность. Для примера представим расчет д£:
Д^ = А/45 + ^/120 + ^лзо + А435 = 0,25 + 0,12 + 0,12 + 0,05 = 0,54лш.
Анализ точности второго варианта технологического процесса не приводится. На рис. 1.41 и 1.42 приведены эскизы для двух операций, отличающихся от первого варианта.
Рис. 1.41. Эскиз операции 5 (25) второго варианта технологического процесса
Рис. 1.42. Эскиз операции 10 (30) второго варианта технологического процесса
Результаты анализа точности двух вариантов технологического процесса сведены в табл. 1.31
121
Таблица 1.31
Точность обработки по первому и второму вариантам технологического процесса
Обоз-наче-ние размера Параметры точности детали, мм Погрешности по вариантам, мм
Производственные Суммарные
Номи- ' нальный размер Допуск 1 2 1 2
А 155 0,12 0,05 0,10 0,54 0,68
Б 215 0,16 0,05 0,05 0,17 2,08
В 0 0,18 0,10 0,10 0,34 0,34
Г 0 0,18 0,10 0,10 0,34 0,34
* у 0 0,4 0,03 0,08 0,13 2,18
<5’ 0 0,1 0,07 0,08 0,80 0,13
* <р 0 0,1 0,07 0,03 2,40 0,13
Критериями выбора лучшего варианта являются:
— обеспечение заданной точности по всем линейным и угловым размерам и параметрам шероховатости, величины суммарных погрешностей и коэффициенты запасов точности;
— число, сложность и ориентировочная стоимость технологического оборудования и оснастки (приспособлений, режущих и контрольных инструментов и пр.);
— организационно-технические характеристики производства (потребности в производственных площадях, рабочих, сложность и длительность цикла технологической подготовки производства, длительность производственного цикла и др).
Для рассмотренных вариантов можно сформулировать следующие выводы:
122
1. Оба варианта технологического процесса обеспечивают получение всех линейных и угловых размеров, параметров шероховатости в заданных пределах.
2. Второй вариант технологического процесса обеспечивает больший запас точности по угловым размерам £ и (р .
3. Для реализации схемы установки заготовки на операциях 10 и 30 второго варианта процесса требуются станочные приспособления более сложной конструкции, чем в первом варианте.
4. На операциях 15 и 40 первого варианта процесса возможна одновременная обработка на проход нескольких заготовок, что обеспечивает более высокую производительность. На операциях 5 и 25 этого же варианта использован высокопроизводительный. барабанно-фрезерный станок, позволяющий исключить потери времени на вспомогательные ходы.
5. На основании пп. 3 и 4 принимаем в первом решении для реализации первый вариант процесса.
Расчет точности может производиться и в соответствии с пособием [8] и программами расчета на ЭВМ, имеющимися на кафедре.
Проектирование маршрута обработки корпуса червячного редуктора.
Рассматриваются два варианта маршрута обработки корпусной детали в условиях автоматизированного производства при работе на настроенных станках [13,17].
Для проведения анализа двух вариантов технологического маршрута (табл, и табл.) чертеж детали (рис. 1.43) несколько упрощен.
Линейные размеры, точность обеспечения которых анализируется, обозначены прописными буквами русского алфавита, а угловые — строчными буквами греческого. Под размерными линиями приведены номинальные величины и допускаемые отклонения каждого параметра.
Все подлежащие обработке поверхности нумеруют на эскизе арабскими цифрами.
Эскизы со схемой базирования и указанием обработанных поверхностей приведены для 1-го варианта на рис. 1.44... 1.46 и для 2-го варианта — на рис. 1.47...1.49
123
А-А
* Размеры для справок
Рис. 1.43. Упрощенный чертеж корпуса
Поскольку схемы установки на черновых и чистовых операциях обработки одних и тех же поверхностей одинаковы (операции 5 и 30, 10 и 35, 15 и 40 соответственно), эскизы для чистовых операций отдельно не показаны, а обозначения анализируемых на этих операциях параметров даны в скобках.
Для обозначения угловых отклонений использованы для удобства несколько другие условные обозначения. При анализе использованы следующие обозначения: Дб — погрешность базирования, Дтс — погрешность технологической системы.
Операция 5 — фрезерная (рис. 1.44).
Для анализа точности получения размеров В10 и В35 на операциях 10 и 35 (рис. 1.45) необходимо определить точность размеров М5 и Д5 (точность размера Д5) влияет на точность размера Н15 (см. операцию 15, рис. 1.46). От точности размера Мзо непосредственно зависит точность размера В35.
124
(ОЯ)СЯ
AWi = + Д& •
Так как измерительная база размера М5 (ось отверстия) и опорная явная технологическая база (ТБ) (точка 6) не совмещены, Д* * 0; А^5 = ТНо, где ТНй — допуск на размер отливки, который связывает опорную технологическую базу (точка 6) с измерительной базой размера М5.
Для отливки допуск на размер Hq ~ 100 мм составляет 1,2 мм. Следовательно,
д^5 = Т’яо = 1>2 мм.
Погрешность по размеру М5, обусловленная погрешностью технологической системы продольно-фрезерного станка, определяется как средняя экономическая точность чернового фрезерования: Д^5С = 0,25 мм. Тогда
Дм5 ~ 1,20+,25 = 1,45 мм;
Дд, =ДГ+Дт5с-
Так как измерительная база и направляющая явная технологическая база (точки 4 и 5) не совмещены, д«5 * 0. Размер CQ — 100 мм связывает технологическую и измерительную (конструкторскую) базы. Следователь-но, Д^ = ТСа = 1,2 мм.
Аналогично М5 - 0,25 мм.
Тогда ^б5 = 1,20 + 0,25 = 1,45 мм. Шероховатость поверхностей 1 и 7, получаемая в результате чернового фрезерования на операции 5 Ra = 125 мкм. Следовательно, требуемая шероховатость пока не обеспечена.
Операция 10 агрегатная (рис. 1.45).
Рис. 1.44.
Эскиз для фрезерной операции
125
Рис. 1.45. Эскиз операций 10 и 35
П5
Рис. 1.46. Эскиз агрегатной операции
126
Обработка отверстий выполнятся одновременно с двух сторон, л „ = + л КБ]о
так как конструкторская измерительная база и опорная ТБ (точка 6) совмещены, А*10 = 0; А^1о “ А^10с = 0,12 мм.
Заданная точность по размеру Б обеспечена, так как Тб > А£1о
ДЯ,0 = д«“ + дт“с, т. к. конструкторская (измерительная) база и установочная явная ТБ (точки 1 — 3) не совмещены, А*10 #= 0 . Тогда, учитывая, что М5 связывает установочную ТБ (точки 1, 2, 3) с измерительной базой размера В10,
А?10 = ?м5 = дл/5 = 1,45 мм.
Аналогично А^,ос получим А^10с = 0,12 мм. В результате, дАо ~ 1’45 + 0,12 = 1,57 мм.
Заданная точность по размеру В на операции 10 не обеспечена (Тв < Дд10).
Для расчета точности размера 7>30 на операции 30 (рис. 1.47) определим точность размеров 775и С10:
Л гт = + Ат.с ’ так как измерительная база размера П5 совмещена с направляющей ТБ (точки 4, 5) ,
Д^ = 0; Дд5 = Д?’с = 0,25 мм
Дс = д9" + Дг10г, где А^10 =ТП$ « Ад5 =0,25 мм, так как размер П5 связывает опорную ТБ (точка 6) с измерительной базой размера С10;
= 0,12 мм. Тогда
~ 0’^5 + 0,12 = 0,37 мм,
+ ЛТ.С ,
127
так как оба отверстия растачиваются с одного установи заготовки, Д^10 = 0. Данные о средней экономической точности по отклонению от соосности отверстий при растачивании на многошпиндельных агрегатных станках в справочной литературе отсутствуют. Определим Д|!°с следующим образом: размер Е10 равен разности размеров Р10 (расстояние от оси расточенного отверстия 13 до ТБ); погрешность обработки расточенного отверстия 13 до ТБ; погрешность обработки по каждому из этих размеров равна погрешности технологической системы и может быть принята для чернового растачивания равной 0,12 мм.
Рис. 1.47. Эскиз для второго варианта технологического процесса
Отсюда Д^г = 0,12 + 0,12 = 0,24 мм. Л
Следовательно, AfI0 =0,24 мм.
Заданная точность по размеру Е на операции 10 не обеспечена (ТЕ < Д£]о)
= д510 + д£°г , Ajo О 1 ,С *
так как оба торца обрабатываются с одного установа, Д*10 = 0.
128
Размер К10 равен сумме размеров Л10 и Ф10. Погрешность обработки по каждому из этих размеров равна погрешности технологической системы.
Для расстояния Л10 = 40 мм от предварительно подрезанного торца до направляющей явной ТБ (точки 4,5) Д^]0 = 0,4 мм; аналогично для размера Ф10 ~ 140 мм, Дг10 = 0,53 мм, отсюда
Д*1^ = 0,40 + 0,53 = 0,93 мм; Ддг10 = 0>93мм.
Заданная точность по размеру К обеспечена уже на операции 10, Тк>Д/г10.
Для анализа точности выполнения размера В15 необходимо определить точность размера Р10:
ДРМ = & +
где = 0, т. к. исходная база совмещена с установочной (точки 1—3);Др10 = Др10с = 0,12 мм
д£1о = ,
так как поверхность и отверстие обрабатываются с одного уста-нова, Д^° = 0. Погрешность технологической системы по перпендикулярности торца и отверстия при их черновой обработке за один установ на агрегатно-расточном станке Д^°с = 0,1 мм. Окончательно Д£10 =0,1 мм.
Заданная точность по размеру е пока не обеспечена (Тг < Деш)Дф]0 - Д^10 + Д^°с; т.к. измерительная база и направляющая ТБ (точки 4, 5) не совмещены, Д^10 * 0; Д^° ~ , где
— Допуск на отклонение от параллельности £0оси отверстия диаметром 100 мм в заготовке от внутренней боковой поверхности, использованной на операции 10 в качестве направляющей ТБ.
Полагая, что значение 7^о лежит в пределах допуска на соответствующий размер с номиналом ~ 90 мм (см. рис. 1.47), получи в пересчете на базовую длину 300 мм
129
дф*о = = 1>2.300/360 = 1,0 мм
(для отливки, имеющей наибольший габаритный размер 360 мм, допуск на размер 90 мм составляет 1,2 мм).
При отклонении от параллельности обработанной поверхности от ТБ при черновой подрезке торца Д^10с = 0,16 мм.
Следовательно Аф10 = 1,00 + 0,16 = 1,16 мм.
Полученное значение погрешности обработки намного превышает допуск на угловой размер j (Т? < Дф1о)
= Д^10 + Д^« } Vio о /.с ’
так как торцы обрабатываются с одного установа, Д^10 - 0. Погрешность технологической системы по отклонению от параллельности торцов при их черновой подрезке за один установ на агрегатно-расточном станке дЧр°с = 0,16 мм, тогда
Аф}0 = мм.
Для обеспечения заданной точности по размеру у потребуется дополнительная обработка (Ту < с%10).
Шероховатость поверхностей 10 и 13 на операции 10 для поверхностей 8, 9, 12, 15 Ra = 12,5 мкм; следовательно, заданная шероховатость на операции 10 не обеспечена.
ОПЕРАЦИЯ 15 - АГРЕГАТНАЯ (см. рис. 1.46)
А „ — Л^15 + Л^15 + аТ.С ’
так как конструкторская (измерительная) база и установочная явная ТБ (точки 1—3) не совмещены. Д^15 * 0. Размер Р10 соединяет эти базы. Afl15 = Тр10 ~ АРш = 0,12 мм, где Д^15 определяется, как расстояние между осями отверстий: Д^.15с = 0,12 мм. В итоге
Л^]5 = 0Д2+Д2 = 0,24 мм (Тв < АБ15).
А „ — дЛ5 . А^15
+ &Т С ,
130
так как оба отверстия растачиваются с одного установа, д£15 - 0. Аналогично Д^10с (см. операцию 10) получим Др5с = 0«24 мм, тогда Др15 = 0,24 мм (Гр < Дг15)-
Для предстоящего анализа точности выполнения размера В35 на 35 операции необходимо определить точность размера Н15:
дя1} = ” + дт!с»
где Д^15 = Тд5 - 0,25 мм (размер Д5 связывает ТБ — точки 1, 2, 3 и измерительную базу размера Н15, Д^ = 0,12 мм), дя15 = 0,25 + 0,12 = 0,37 мм
ДУ15 = д^+д^
аналогично АС10 (операция 10) получим
Ду15 = 0,1 мм (Гу < ду15) •
Дт = Д’*5 + Д’15, Ф15 о т.с ’
где Д’*5 - 0 , т.к. базы совмещены; Дф15 = Д^5С = 0,1 мм для отклонения от параллельности оси отверстия после чернового растачивания относительно ТБ.
Для определения точности углового размера j35 (см. рис. 1.45) необходимо определить точность размера zl5: -
ДС15=Д^+Д^С;
так как базы не совмещены (см. рис. 1.46)
* о
Д«5 + “ Дх.л = 0,1 мм
О А|0 ’
(так как угловой размер 110 связывает базы размера z15) Д^5С = 0,1 мм —для отклонения от параллельности оси отверстия после чернового растачивания относительно ТБ. В итоге ДС15 = + = 0*2 мм. Шероховатость поверхностей 3, 4 и 6,
131
обработанных на операции 15. Ra = 25 мкм; следовательно. Заданная шероховатость (см. рис. 1.46) пока не обеспечена.
ОПЕРАЦИЯ 30 -ФРЕЗЕРНАЯ (см. рис. 1.46.
Для расчета точности размера В35 определим точность размера Мзо:
Л,, = Л^зо + а^зо
ПЛ/ЗО + Аг.с ’
где А^30 =ТНх5 ~ Дя15 = 0,37 мм, так как размер Н15 связывает опорную ТБ (точка 6) и конструкторскую базу размера Мзо; A^g = 0,12 мм —для чистового фрезерования;
дл/30 = 0,37 + 0,12 = 0,49 мм.
Заданная шероховатость поверхности 7 Ra = 3,2 мкм обеспечена (см. рис. 1.43)
А „ А^ЗО + А^30 А530 - + АГ.С •
Так как базы не совмещены, А^30 * 0. Размер С10 — 100 мм соединяет базы, следовательно aJ0 = Тс ~ Дс10 =0,37 мм. А^° определяется, как для расстояния от окончательно обработанного (фрезерованием) торца до ТБ: А^30 = 0,12 мм. Тогда Д^ = 0,37 + 0,12 = 0,49 мм. Таким образом. Заданная точность по размеру Б обеспечена (ТБ < А^зо).
Заданная шероховатость поверхности 1 Ra == 3,2 мкм также обеспечена (см. рис. 1.43).
ОПЕРАЦИЯ 35 -АГРЕГАТНАЯ (см. рис. 1.46).
Д „ — Д^35 + Д^35
ЛЬ35 - + ЛТ.С >
где А^35 = 0, так как базы совмещены; Д^35 = А^35с = 0,05 мм — для чистового растачивания на агрегатных станках.
л „ - Д^зз j.
аВ35 “ + ат.с >
где А*35 =ТМзо = Aj/J0 =0,49 мм (размер М30 соединяет базы); д^з5 = 0,05 мм; Ав = 0,49 + 0,05 = 0,54 мм. Следовательно, за-1 .С, ' "
132
данная точность по размеру В на операции 35 не обеспечена (Г,<лвя).
где = 0, поэтому (см. операцию 10) Д£з5 = Д^ = 0,05+ +0,05 = 0,10 мм —для чистового растачивания на агрегатных станках.
Заданная точность по размеру Е обеспечена (ТЕ > Д£з5)
Д*35 =Лб” +Дт3Ь
где Д*35 = 0. Размер равен сумме размеров Л35 и Ф35: для размера Л35: Дл35 = № мм при чистовой подрезке торца. Аналогично для размера Ф35: ДФз5 = Д^35 = Д£3^ = 0,20 + 0,26 = 0,46 мм. Таким образом, по размеру К создан значительный запас точности. Для расчета точности размера В40 на следующей операции определим точность размера Р35:
А „ — 4. Л^35
аР35 “ + аТ.С ’
где Д^35 = 0, поэтому Д/>35 = Д£35с = 0,05 мм.
Д£и =Д«И+Д^>
где Д€/5 = 0, поэтому (см. операцию 10). Д£з5 = Д£/5С = 0,03 мм. По размеру е обеспечена заданная точность (Те < Дез5).
V = Д’” + Д*ис >
где Д^35 = ТЕ15 = Д^15 = 0,2 мм, так как z15 определяет расположение измерительной базы углового размера j35 относительно направляющей технологической базы (точки 4, 5); Д^35с =0,1 мм — для чистовой подрезки торца; Д(рэ5 = 0,2 + 0,1 = 0,3 мм.
Заданная точность по размеру j не обеспечена < Дф35).
Дфз5 = Д’“ + ДГС.
133
гДе Д^35 = 0, поэтому Дфз5 = А^35с = 0,04 мм —для чистового торцового точения [18,табл. 14]. Заданная точность по размеру V не обеспечена (< Дфз5).
На данной операции формируется шероховатость поверхностей 10 и 13 Ra=3,2 мкм; а поверхности 8, 9,12, 15 имеют шероховатость Ra — 6,3 мкм, что соответствуют заданию (см. рис. 1.43).
ОПЕРАЦИЯ 40 —АГРЕГАТНАЯ (см. рис. 1.46).
+ “Г .С»
где Д^40 =Tpi5 ~ Д?з5 =0,05 мм, так как Р35 связывает базы: = 0’05 мм; = 0,05 + 0,05 = 0,10 мм. Заданная точность по
размеру В не обеспечена (Тв<Дв40 ).
л „ — дЛо
где Д^ = 0, поэтому (см. операцию 15).
ДГад = Д& = 0,05 + 0,05 = 0,10 мм —для чистового растачивания на агрегатных станках. Заданная точность по размеру Г обеспечена (Tr>Wrw).
Ду й = Ду/° + Д^г, Г 40 о 1 .с ’
аналогично ДЕз5 (см. операцию 35) получим ДУ40 = 0,03 мм. Заданная точность по размеру у обеспечена (Ту= ДУ40 ).
ДФ« = 4* +
где Д^40 = 0, поэтому (см. операцию 15).
Дф4о ~ Агс = 0’04 мм —для чистового точения на агрегатных станках]. Заданная точность по размеру Ф обеспечена (Дфцо < Т9).
Шероховатость обработанных поверхностей 3 и 6 Ra=3,2 мкм, а поверхностей 2,5 —Ra=6,3 мкм, что соответствует заданию.
На этом анализ точности обработки заготовки по первому варианту технологического процесса закончен (см. табл. 1.32)
134
Таблица 1.32
Маршрутный технологический процесс обработки корпуса червячного редуктора (первый вариант)
Номер Наименование и содержание операций Станок
операции перехода
05 1,2 Фрезерная Фрезеровать поверхности 1 и 7 предварительно Продоль но-фрезерный
10 1,2 3,4 5,6 7,8 Агрегатная Расточить отверстия 10 и 13 предварительно Расточить выточки 9, 11 предварительно Подрезать торцы 8 и 15 предварительно Расточить выточки 14, 12 предварительно Агрегатно-расточной
15 1,2 3,4 5,6 Агрегатная Расточить отверстия 3 и 6 предварительно Расточить выточки 2, 4 предварительно Подрезать торцы 1 и 5 предварительно Агрегатно-расточной
20 1-4 Сверлильная Сверлить четыре отверстия 16 Агрегатно-сверлильная
25 Термическая (искусственное старение)
30 1,2 Фрезерная Фрезеровать поверхности 1 и 7 окончательно Продоль -но-фре-зерный
35 OI \о оо <—1 СП Ш г- Агрегатная Расточить отверстия 10 и 13 окончательно Расточить выточки 9, 11 окончательно Подрезать торцы 8 и 15 окончательно Расточить выточки 14, 12 окончательно Агрегатно-расточной
40 1,2 3,4 5, 6 Агрегатная Расточить отверстия 3 и 6 окончательно Расточить выточки 2, 4 окончательно Подрезать торцы 1 и 5 окончательно Агрегатно-расточной
135
Анализ точности обработки заготовки по второму варианту проводится аналогично. Необходимо лишь дополнительно отметить, что при принятых схемах базирования (см. рис. 1.47 и рис. 1.48, 1.49) на операциях второго варианта погрешности базирования по всем анализируемым линейным и угловым размерам равны нулю (кроме ср), вследствие чего суммарные погрешности обработки получаются минимальными.
Рис. 1.48. Эскиз для второго варианта технологического процесса
Для предстоящего расчета припусков необходимо рассчитать суммарные погрешности обработки Д2 по каждому анализируемому размеру. Для первого варианта процесса:
Ду = Дд + Дг + Дг + Д д = *5 й30 й35
= 1,45+0,12+0,49+0,05= 2,11 мм,
Ду = Д д +Дд +Дд + Д д = i Zf10 Л15 2>35 Л40
= 1,57+0,24+0,54+0,10= 2,45 мм.
136
Аналогично проводим расчеты для всех остальных размеров первого и второго вариантов процесса (табл. 1.34). По результа
там анализа (табл. 1.33... 1.34) можно сделать следующие выводы:
— второй вариант обеспечивает заданную точность по всем линейным и угловым размерам; первый вариант не обеспечивает заданную точность размеров Ви V;
— суммарные погрешности по размерам Б, В, К, ср, V в первом варианте значительно больше, чем во втором (следовательно и припуски на обработку по этим размерам будут больше);
— для реализации предпочтительнее второй вариант.
При анализе возможен случай, что все варианты процесса обеспечат заданную точность по
технологического процесса
всем параметрам детали.
В этом случае выбор наилучшего варианта основывается на сравнении технико-экономических показателей.
Таблица 1.33
Маршрутный технологический процесс обработки корпуса червячного редуктора (второй вариант)
Номер Наименование и содержание операций Станок
операции перехода
5 1,2 3,4 5, 6 Агрегатная Расточить отверстия 10 и 13 предварительно Расточить выточки 9, 11 предварительно Расточить выточки 14, 12 предварительно гатно-расточ-ной
137
Окончание таблицы 1.33
Номер Наименование и содержание операций Станок
операции перехода
10 1,2 3,4 5, 6 Агрегатная Расточить отверстия 3 и 6 предварительно Расточить выточки 2, 4 предварительно Подрезать торцы 1 и 5 предварительно Агре-гатно-расточ-ной
15 1,2 3 Агрегатная Фрезеровать поверхности 8 и 15 предварительно Фрезеровать поверхность 7 предварительно Агре-гатно-фре-зерный
20 1-4 Агрегатная Сверлить 4 отверстия 16 гатно-свер-лиль-ный
25 Термическая (искусственное старение)
30 1, 2 3,4 5, 6 Агрегатная Расточить отверстия 10 и 13 окончательно Расточить выточки 9 и 11 окончательно Расточить выточки 14, 12 окончательно Агре-гатно-расточ-ной
35 1,2 3,4 5, 6 Агрегатная Расточить отверстия 3 и 6 окончательно Расточить выточки 2, 4 окончательно Подрезать торцы 1 и 5 окончательно Агре-гатно-расточ-ной
40 1,2 Агрегатная Фрезеровать поверхности 8 и 15 окончательно гатно-фре-зерный
138
Таблица 1.34
Точность обработки по вариантам технологического процесса
Параметры точности детали Погрешности, мм
обозначение номинальная величина, мм допуск, мм производственные, А суммарные, А Е?
Б 215 0,60 0,05/0,30 2,11/1,07
В 153 0,08 0,10/0,05 2,45/0,34
Г 0 0,12 0,10/0,10 0,34/0,34
Е 0 0,15 0,10/0,10 0,34/0,34
К 180 1,00 0,46/0,21 1,39/0,56
Y* 0 0,03 0,03/0,03 0,13/0,13
Е* 0 0,03 0,03/0,03 0,13/0,13
ф* 0 0,05 0,04/0,03 1,60/0,36
V* 0 0,03 0,04/0,025 0,20/0,145
1.4.8. Проектирование технологических операций и переходов
В процессе проектирования операции решается следующий комплекс вопросов: формирование структуры операции, определение последовательности переходов, выбор или проектирование средств технологического оснащения, расчет режимов резания и припусков, назначение состава СОЖ, расчет ожидаемой точности механической обработки, определение наладочного размера, расчет штучного времени, назначение разряда рабочего, разработка и заполнение комплекта технологической документации [42].
Отдельная технологическая операция проектируется на основе принятого технологического маршрута, схемы базирования и закрепления детали на операции, сведений о точности и шероховатости поверхностей до и после обработки на данной операции, припусков на обработку, такта выпуска или размера партии деталей (в зависимости от типа производства). При уточнении содержания операции окончательно устанавливается, какие поверхности детали будут обрабатываться на данной операций.
139
При разработке последовательности и содержания переходов необходимо стремиться к сокращению времени обработки за счет рационального выбора средств технологического оснащения, числа переходов, совмещения основного и вспомогательного времени.
По числу устанавливаемых д ля обработки заготовок схемы операций делятся на одно — и многоместные, а по числу инструментов на одно — и многоинструментальные. Последовательная или параллельная работа инструментов при обработке поверхностей заготовки, а также последовательное или параллельное расположение заготовок относительно режущих инструментов определяют схемы операций. Могут быть операции с последовательным, параллельным и последовательно-параллельным выполнением переходов.
От числа устанавливаемых заготовок для одновременной обработки зависит длительность их установки и съема. В отличие от многоместных одноместные схемы обработки исключают совмещение времени на установку и снятие заготовки. При последовательных схемах нельзя совместить переходы в процессе обработки, а при параллельных и последовательно-параллельных имеется такая возможность. Основное время, которое принимается в расчете, равно времени наиболее длительного перехода или их сумме.
Для количественной оценки схем построения операций слу-
п жат: коэффициент совмещения основного времени ксо—t / X hi, /=i
п
где L — основное неперекрываемое время; X hi сумма элемен-
0 /=1
тов t0 переходов операции; коэффициент совмещения оператив-п п
ного времени ксоп~ tg+tB/^hi + Х*а , где tB — вспомогатель-/=1 (=1
п
ное неперекрываемое время; Х^/ сумма всех элементов tB в операции.
При определении количества и последовательности технологических переходов используются таблицы среднеэкономических достижимых точностей обработки (см. тавл. 1.20... 1.24).
140
В случае необходимости, для отдельных поверхностей численные величины погрешностей могут определяться расчетами точности [2,8,9] и подетальных технологических цепей. Некоторые примеры подетальных технологических цепей приведены на рис. 1.50 и 1.51.
На рис. 1.50 показаны технологические размерные цепи для различных случаев базирования вала при обработке лысок или шпоночных канавок. Как известно, шпоночные канавки рекомендуется обрабатывать до шлифования цилиндрической поверхности, чтобы не вызвать коробления (поводки) вала. В соответствии с этими рекомендациями для обработки вала (рис. 1.50, а) используется следующий технологический маршрут:
1) центрование;
2) точение до 070,5-од ;
3) обработка лыски в размер;
4) шлифование вала в размер 07О~о(при этом лыска должна получиться в размер g+0’3).
На рис. 1.50,6 представлена размерная цепь при фрезеровании лыски методом пробных проходов и промеров, вал установлен в центрах, следовательно, технологической базой является верхняя образующая вала.
Размерную цепь рассчитываем методом “максимум-минимум”.
Номинальное значение размера х и его отклонения определяются из следующих уравнений:
+ А3 — ^4|, 8 = г + х - В,
А2 = х = 8 + 35,25 - 35 = 8,25мм,
ВОА± = ВОА2 + ВОА3 - НОД,
ВОА2 = ВОА^ - ВОА3 + НОД,
ВОА2 = ВОх = 0,3 - 0,00 - 0,05 = 0,25лш,
НОА± = НОА2 + НОА3 - ВОД,
НОА2 = - НОА3 + ВОД,
НОА2 = НОх = 0,00 + 0,03 + 0,00 = 0,03лш, Л2= х = 8,25^з-
141
Рис. 1.50. Влияние схем базирования на технологические размерные цепи
л-1
Проверка в соответствии с уравнением ^д = X ^4 показы-/=1
вает, что размерная цепь решена правильно:
ТА± = ТАХ + ТА} + Т47И2 = 0,25 - 0,03 = 0,22мм,
0,30 = 0,05 + 0,22 + 0,03, 0,30мм = 0,30мм.
На рис. 1.50, в приведена размерная цепь при работе на предварительно настроенном станке. Так как при этом технологической базой является верхняя образующая, то и размерная цепь будет аналогичной, вышеприведенной, следовательно, и для этого варианта операции
Л = х = 8,25*$.
142
На рис. 1.50, г показаны базирование и размерная цепь при установке вала “в угол”. Базами являются две образующие вала.
Решение размерной цепи выполним с использованием ра
нее приведенных уравнении:
А “ Л + Л “ 4b Л2 = х = 7? + г-8,
А2 = х = 35,25 + +35 - 8 = 62,25лш,
ВОА& = ВОА{ + ВОА3 - НОА2, НОА2 = НОх = 0,0 -
-0,0 - 0,3 = -0, Змм,
НОА& = НО\ + НОА$ - ВОА2, ВОА2 = ВОх = -0,03 — 0,0 = —0,08лш
А2 - х = 35,25 + 35 - 8 = 62,25мм,
ТИд = 7у4[ + ТА2 + T/lj, 0,3 = 0,05 + 0,03 + 0,22,
0,Злш = 0,Злш.
При установке вала в центрах (рис. 1.50,д) и работе на настроенном станке количество звеньев в размерной цепи сокращается (за счет применения принципа постоянства баз):
Лд = А[ - А2,
Л2=х = Л]-Лд=35-8 = 21мм,
BOAi = HOAi - HOAi, BOAi = ВОх = -0,03 --0,0 = -0,03мм,
Рис. 1.51.
Технологические размерные цепи
143
HOAi = ВОА^ + BOA^
HOA2 - HOX = -0,03 - 0,3 = -0,03 мм,
A 2= x = 27Z»:»3,
7ИД = TA{ + ТИ2, 0,3mm = 0,03 + 0,27 - 0,3мм.
При установке вала на призму (рис. 1.50, е) технологической базой будут являться две образующие вала, касающиеся боковых сторон призмы. При расчете размерной цепи на величину погрешности базирования влияет угол а призмы.
Необходимость решения технологических размерных цепей возникает у технолога при определении точности промежуточных, “технологических” размеров в ходе проектирования операций. На рис. 1.51 показаны чертежи двух деталей и соответствующие технологические размерные цепи. При этом технолог должен рассчитать отклонения и допуски промежуточных, “технологических” размеров х, точность которых обеспечивает требуемую точность размеров, заданных конструктором на чертеже.
При обработке детали (рис. 1.51, а) таким “технологическим” размером является размер х =А2= А3.
Из решения технологической размерной цепи следует
Яд = А2 + А3 - Л1, А2 - А3 = х = 25мм,
ВОА^ = ВОА2 + ВОА3 - НО\, ВОА2 - ВОА3 = ВОх =
= (ВОА^ + НОАХ )/2 = -0,05мм,
ЯОЯд = НОА2 + НОА3 - ВО\, HOAi = НОА3 = НОх = -0,15мм, лл, - у - 25-0,05
ТАЛ = 7И| + ТА2 + 7И3,
0,3мм = 0,3мм.
При обработке пазов в соответствие с рис. 1.51, б, чтобы сохранить размер наладки х одинаковым при обработке пазов различной глубины, предусмотрено использование прокладки, что значительно сокращает время на перекладку режущего инст
144
румента. При этом возникает необходимость в решении двух размерных цепей для определения операционного размера х и его отклонений и размера у прокладки с отклонениями. Из решения размерной цепи (рис. 1.51, а) получаем
Лд = А{ - А2, А2 = х - Д - Ал - 25мм,
ВОАЛ = МЩ - НОА2, НОА2 = ВОАХ - ВОА± = -ОДмм,
ЯОЛД = НОА{ - ВОА3, ВОА2 = НОА} - НОА^ = 0,0,
А2= х = 25_01,
7ЛД = ТАХ + ГЛ2, 0,2мм = 0,2мм.
Решая размерную цепь (рис. 1.51, б), получаем
Лд = А2 - А3 - Ль А3 == у = А2 - - Лд = 5мм,
ВОА^ = ВОА2 - НОАХ - НОА3,
НОА3 = ВОА2 - HOAi - ВОА^, НОА3 = -0,2мм,
ЯОЛД = НОА2 - ВОА} - ВОА3,
ВОА3 = НОА2 - ВОАг - НОА^, ВОА3 = ОДмм,
У -Л3- ->_of2’
7ЛД = ТЛ2 + 7Л3 + 7Л!, 0,6мм = 0,6мм.
Выбор средств технологического оснащения
К средствам технологического оснащения относятся: технологическое оборудование (в том числе контрольное и испытательное); технологическая оснастка (в том числе рабочие инструменты и средства контроля); средства механизации и автоматизации технологических процессов.
Выбор технологического оборудования (станков) определяется: методом обработки; габаритными размерами заготовок и размерами обработки; мощностью, необходимой на резание; производительностью и себестоимостью в соответствии с типом производства; возможностью приобретения и ценой станка; удобством и безопасностью работы станка.
145
При выборе станков особое внимание следует обратить на использование станков с числовым программным управлением (ЧПУ), являющихся одним из основных средств автоматизации механической обработки в мелкосерийном и серийном машиностроении (документы для станков с ЧПУ см. в табл. 1.35).
Станки с ЧПУ применяются для токарных, сверлильных, фрезерных, расточных и других операций. В настоящее время широкое распространение получают многооперационные станки с ЧПУ для обработки корпусных деталей — обрабатывающие центры (ОЦ). Как правило, в станках такого типа смена инструмента производится автоматически: либо путем поворота револьверной головки, либо при помощи автооператора. На обрабатывающих центрах выполняют фрезерование, сверление, растачивание, резьбонарезание и др.
Применение оборудования с ЧПУ целесообразно в следующих случаях: — для трудоемких операций;
— если время обработки существенно меньше вспомогательного;
— при производстве сложных деталей малыми партиями;
— для обработки деталей с большим количеством размеров, имеющих высокие требования по точности;
— при обработке деталей, требующих строгого контроля точности изготовления оснастку;
— когда стоимость оснастки составляет значительную часть стоимости обработки;
— для изделий, период изготовления которых не позволяет использовать обычные методы изготовления оснастки;
— для операций, у .которых расходы на контроль составляют часть общей стоимости операции.
Решение о применении станков с ЧПУ часто принимается с учетом одного или двух из этих условий.
Выбор оборудования определяется следующими коэффициентами:
— загрузки оборудования к2 где тр — расчетное количество станков на операции; тр — принятое количество станков; для массового производства ^=0,65...0,77, для серийного — 0,75...0,85; для мелкосерийного и единичного — 0,8...0,9;
— использования станков по основному времени h0 = —
для массового производства; h0 = — для серийного произ
146
водства, где tum; — соответственно основное, штучное и штучно-калькуляционное время. Необходимо стремиться к значению hp =1. Высокий коэффициент использования оборудования по основному времени характеризует рациональное построение операций. Коэффициент использования станков по основному времени колеблется в широких пределах: от 0,35...0,45 для протяжных станков до 0,85...0,95 для непрерывного фрезерования на карусельных и барабанно-фрезерных станках;
— использования оборудования по мощности
где Nnp — необходимая мощность на резание; NCT — мощность электродвигателя станка. Режущий инструмент выбирают с учетом:
— максимального применения нормализованного и стандартного инструмента;
— метода обработки;
— размеров обрабатываемых поверхностей;
— точности обработки и качества поверхности;
— промежуточных размеров и допусков на эти размеры;
— обрабатываемого материала;
— стойкости инструмента, его режущих свойств и прочности; — стадии обработки (черновая, чистовая, отделочная);
— типа производства.
Размеры мерного режущего инструмента определяют исходя из промежуточных размеров обработки (зенкеров, разверток, протяжек и т. д.), размеры других инструментов (резцов расточных борштанг и т. д.) из расчета на прочность и жесткость.
Средства технического контроля выбирают с учетам точности измерений, достоверности контроля, его стоимости и трудоемкости, требований техники безопасности и удобства работы.
Выбор режимов резания
При выборе режимов резания руководствуются следующими общими рекомендациями.
В первую очередь устанавливают глубину резания t. При однопроходной обработке на настроенном станке глубина резания равна припуску. Припуск рассчитывается по методике В.М. Кована [6,7,25] или выбирается по нормативам. При многопроходной глубина резания на первом рабочем ходе берется максимальная, на последующих — уменьшается с целью достижения задан
147
ной точности. Обычно на черновом этапе удаляется до 70 % общего припуска, а на чистовые этапы оставляют не более 30 %.
Подача S назначается максимально допустимой. При черновой обработке ее величина ограничивается жесткостью и способом крепления обрабатываемой детали, прочностью и жесткостью инструмента, прочностью механизма подачи станка.
При чистовой обработке 5 определяется заданной точностью и шероховатостью обработки; величину ее выбира-
Таблица 1.35
Виды документов на технологические процессы, выполняемые на станках с ЧПУ (ГОСТ 3.1404-86)
Вид документа Наименование документа Форма
Основной Маршрутная карта (МК)* 1, 1а, 16
Карта технологического процесса (КТП)** 1, 1а
Операционная карта (ОК) 2, 2а, 3
Карта наладки инструмента (КН/П) 4, 4а
Карта кодирования информации (ККИ) 5, 5а
Карта эскизов (КЭ) 7а
Вспомогательный Карта заказа на разработку управляющей программы (КЗ/П)*** 6, 6а
Ведомость обрабатываемых деталей (ВОД)*** 7, 7а
‘Применяется при маршрутном и маршрутно-операционном описании.
“Применяется при операционном описании технологического процесса.
‘“Разрабатывается по усмотрению разработчика.
148
ют по нормативам либо рассчитывают исходя из заданной точности.
Найденное значение подачи корректируют по паспорту станка.
Скорость резания рассчитывают по формулам теории резания или устанавливают по нормативам исходя из условий выполнения обработки. При определении скорости резания ориентируются на среднюю экономическую стойкость инструмента.
По скорости резания определяют частоту вращения шпинделя или число двойных ходов (стола или ползуна). Эти величины согласовывают и корректируют с учетом паспорта станка.
После назначения режимов резания подсчитывают суммарную силу резания и по ней эффективную мощность. Последнюю сравнивают с мощностью станка и окончательно корректируют режимы резания.
Назначение режимов для многоинструментальной обработки имеет особенности [13,22].
В качестве примера порядка и содержания работ при расчете режимов резания приводится назначение режимов резания для предварительного фрезерования [13,17]:
1. Назначается глубина резания Г, мм.
2. Назначают величину подачи на зуб фрезы Sz мм/зуб.
3. Задают по справочным данным стойкость фрезы Г, мин.
4. Определяют скорость резания Уд м/мин, допускаемую режущими свойствами инструмента,
' 77 »
“ тт х пи 7р 1 1у^у°у^у
где D— диаметр фрезы, мм; В-ширина фрезерования, мм; г—число зубьев; Ср q^ т, pv— из справочной литературы
[6,7,27].
5. Находят частоту вращения фрезы п, мин’1, п=1000Уд/(п1>). Полученную частоту вращения корректируют по паспорту станка и принимают в качестве фактической пф(пС1).
6. Вычисляют фактическую скорость резания, м/мин,
Уф — TiDn^r /\ ООО.
149
7. Определяют скорость подачи, мм/мин, = nCTSzZ.
Подученное значение подача (корректируют по, паспорту станка и принимает в качестве фактической У5Ф(VSC7).
8. Определяют фактическую подачу на один зуб фрезы 5Z0, мм/зуб,
5 = Sz& =У$ф/(пф2)-
9. Определяют величину силы резания, Н,
Z D«nWp Р ирпф где Ср, хр, ур, ир, qp, Wpt Кр — из справочной литературы.
10. Определяют мощность резания, кВт,
Np = PzV^/(60-1020)
11. Определяют необходимую мощность электродвигателя, кВт,
N3=Np/T), где И -КПД кинематической цепи станка. Для осуществления процесса резания необходимо, чтобы выполнялось условие
где Ncm —мощность электродвигателя главного привода станка.
При невыполнении этого условия необходимо перейти на ближайшую меньшую частоту вращения, пересчитать Д, N„ Лг л'
N3 и проверить неравенство N3 < Ncm.
1.4.9. Нормирование технологических операций
Определение технически обоснованных норм времени на станочные работы необходимо для выбора варианта технологического процесса, обеспечивающего выполнение технических требований, предъявляемых к детали, и оптимальных затрат времени на ее изготовление, при которых повышается производительность труда и снижается себестоимость обработки.
150
Норма времени на станочную операцию
= Т’олП + (.«обе + «о^л) / 100]
где То„ — оперативное время; ,аогпл — соответственно время на обслуживание рабочего места, отдых и личные надобности, в % от оперативного времени. В свою очередь,
Т -Т + Т
Здесь Топ — основное (машинное время); Тв — вспомогательное время, состоящее из времени на установку и снятие детали, времени, связанного с переходом, времени на измерение, смену инструмента и изменение режимов резания.
Машинное время устанавливают исходя из наиболее рациональных режимов обработки. Режимы обработки выбирают на основе подбора глубины резания, подачи, скорости резания и стойкости режущего инструмента.
Процесс резания осуществляют с помощью двух движении станка: главного движения и движения подачи. Главное движение измеряют числом оборотов или двойных ходов детали или инструмента в минуту. Так как вращение детали (токарные станки) или инструмента (фрезерные и сверлильные станки) происходит в результате вращения шпинделя станка, то число оборотов детали или инструмента равно числу оборотов шпинделя. Поэтому при нормировании этих видов работ за основу расчета принимают число оборотов шпинделя станка в минуту п , при нормировании строгальных работ — число двойных ходов в минуту, обозначаемое также п.
Подачей 5 называют длину перемещения режущего инструмента за один оборот шпинделя или один двойной ход относительно обрабатываемой детали (токарные, сверлильные, продольно-строгальные станки) или длину перемещения обрабатываемой детали относительно режущего инструмента (фрезерные, поперечно-строгальные станки). На некоторых работах, например фрезерных, за единицу измерения принимают минутную подачу sM, т. е. подачу за 1 мин, и подачу на один зуб многолезвийного инструмента sz.
Толщина слоя металла, который необходимо снять при обработке поверхности, является припуском на обработку z. Этот
151
припуск можно снимать за один или несколько рабочих ходов инструмента. Толщина снимаемого слоя за один или несколько рабочих ходов ~ глубина резания t.
Число рабочих ходов при обработке поверхности
i-z/t-
Основное время определяют на каждый переход, после чего время всех переходов операции суммируют. Основное время
где £ — расчетная длина обработки в направлении подачи, равная
Z = / + /1+/2
Здесь i — длина обработки по чертежу; — дополнительная длина на врезание и перебег инструмента; /2 — дополнительная длина на взятие пробных стружек резания. Минутная подача:
— для точения, сверления и чистового фрезерования
SM = W м и
— для чернового фрезерования
sM =SjZn
где s0 — подача на один оборот детали (сверла, фрезы); z — число зубьев фрезы.
Рекомендуется следующий порядок расчета норм времени.
1. Назначают глубину резания с учетом режущих свойств инструмента, затем по нормативам устанавливают подачу, скорость резания и необходимую мощность. От глубины резания зависит число проходов. Из формулы основного времени видно, что оно прямо пропорционально числу рабочих ходов и, следовательно, число рабочих ходов должно быть минимальным. Кроме того, с увеличением числа рабочих ходов увеличивается вспомогательное время (отвод, подвод инструмента). При выборе подачи и глубины резания следует учитывать, что выгоднее работать с большими глубинами резания. Глубина резания может быть увеличена за счет уменьшения подачи.
152
2. По нормативам в зависимости от глубины, подачи и свойств обрабатываемого материала и режущего инструмента выбирают скорость резания инструмента у . Увеличивать скорость резания за счет уменьшения подачи не рекомендуется.
3. По формулам или таблицам нормативов определяют расчетное число оборотов шпинделя или число двойных ходов. Численные значения подачи и числа оборотов (двойных ходов) по таблицам корректируют по паспортным данным станка, которые должны быть близки к расчетным.
4. Определяют расчетную длину обработки l , а затем основное время обработки То.
5. По нормативам времени устанавливают вспомогательное время на операцию Тв.
6. По нормативам определяют время на обслуживание рабочего места, отдых и личные надобности, а по формуле — норму штучного времени Тш .
7. По нормативам устанавливают норму подготовительнозаключительного времени на партию деталей Тп_3 .
Некоторые справочные данные для определения вспомогательного времени приведены в Приложении 6.
Составляющие времени на выполнение операции изменяются в зависимости от ее структуры. Схемы построения станочных операций целесообразно классифицировать по составу слагаемых времени ton.
Норма времени сокращается уменьшением ее составляющих и совмещением времени выполнения нескольких технологических переходов. Основное время снижается в результате применения высокопроизводительных режущих инструментов и режимов резания, уменьшения припусков на обработку, а также числа рабочих ходов и переходов при обработке поверхностей. Вспомогательное время сокращается уменьшением времени холостых ходов станка, рациональным построением процесса обработки, а также уменьшением времени на установку и снятие заготовок путем использования приспособлений с быстродействующими зажимными устройствами. При одновременном выполнении элементов времени /0 и при совмещении их с элементами времени te состав времени tM входят лишь наиболее продолжительные (лимитирующие) элементы времени из числа всех совмещаемых.
153
Остальные составляющие времени tm берутся в процентах времени ton и мало влияют на структуру операции.
Вспомогательное время при анализе возможностей перекрытия его основным временем нельзя рассматривать как одно целое. Принятое в техническом нормировании деление времени te на два слагаемых (время на установку и снятие заготовок и время, связанное с переходом) не отвечает целям анализа производительности станочных операций; его целесообразно расчленить на пять составляющих: 1) время tyc установки заготовки и время съема ее со станка по окончании обработки; оно включает установку штучных заготовок в приспособления, установку сменных приспособлений-дублеров или спутников в рабочие позиции; при обработке прутков t включает время разжима цанги, подачи прутка до упора и зажима цанги; 2) время на приемы управления станком; оно учитывает пуск и останов станка, переключение скоростей и подач, изменение направления вращения шпинделей или перемещения суппортов, головок и кареток; 3) время tUHd индексации включает время на перемещение частей станка в новые и исходные позиции и фиксацию; поворот шпиндельных блоков, столов и барабанов, несущих заготовки, установочное перемещение столов с заготовками или инструментальных блоков; поворот делительных устройств и кондукторов; перемещение заготовок в новые позиции; 4) время смены инструмента при выполнении отдельных переходов операции (время последовательной смены инструментов в быстросменном патроне сверлильного станка; быстросменных кондукторных втулок; расточных блоков в борштангах и сменных борштанг; поворота резцовых или револьверных головок); 5) время установки инструмента на стружку и время контрольных измерений при работе методом индивидуального получения размеров; обычно время не удается перекрыть основным временем; однако, применяя автоматизированные методы контроля (например, при шлифовании валов), можно измерять поверхности в процессе их обработки.
154
Возможности перекрытия элементов времени при выполнении станочных операций зависят от числа устанавливаемых для обработки заготовок, а также используемых инструментов и от порядка обработки заготовок инструментами. По числу устанавливаемых для обработки заготовок схемы станочных операций делят на одно — и многоместные, а по числу инструментов — на одно — и многоинструментальные. Последовательная или параллельная работа инструментов при обработке поверхностей заготовки, а также последовательное или параллельное расположение нескольких заготовок относительно режущих инструментов обусловливают схемы операций, различные по условиям совмещения переходов во времени. В зависимости от этого операции могут быть последовательного, параллельного и параллельно-последовательного выполнения.
От числа устанавливаемых для обработки заготовок зависит возможность перекрытия времени их установки и съема. Одноместные схемы обработки исключают возможность перекрытия времени основным временем, и оно входит в состав штучного времени tM. У многоместных схем эта возможность имеется. При последовательных схемах невозможно перекрытие переходов обработки во времени, и во время tM входит сумма времен всех переходов. Параллельные и параллельно-последовательные схемы дают такую возможность, и учитываемое во времени основное время равно времени лимитирующего перехода или сумме нескольких лимитирующих переходов.
При сочетании указанных признаков образуется несколько схем. При одноместной последовательной обработке одним или несколькими инструментами (рис. 1.52) неперекрываемое время tQ, входящее во время tw, включает сумму времен Z02 всех переходов:
п
1=1
При одноместной, одноинструментальной последовательной схеме (рис. 1.52, а)
t =t + r в ус уп
155
3
7
Рис. 1.52. Одноместная последовательная обработка: а — одним; б. — несколькими инструментами
При обработке несколькими сменяемыми инструментами (ри-c. 1.52, б)
ус tyn "1" ^си
Иногда в формулу для расчета времени вместо входит tuHd> чт0 имеет место при последовательном повороте четырехрезцовой головки при токарной обработке.
Основное время при одноместной параллельной обработке (рис. 1.53) определяется продолжительностью лимитирующего (наиболее длительного) перехода, перекрывающего все остальные переходы:
Ч = ^о/
Параллельно-последовательные схемы имеют место при одновременной обработке нескольких поверхностей заготовки и в нескольких позициях последовательно (рис. 1.54, а); при этом заготовка или инструменты меняют позиции путем поворота инструментального блока. Неперекрываемое время /0 представляет собой сумму времени нескольких лимитирующих переходов, остающихся не перекрытыми:
п
^0 = 51 ^0)
1=1
156
Рис. 1.53. Одноместная параллельная обработка
Вспомогательное время операции^ = tyc + tyn + tUHd Иногда в формулу вместо времени tUHd входит время tm; это, в частности, имеет место при последовательном перемещении многошпиндельной сверлильной головки (рис. 1.54, б).
Для многоместных схем характерно более эффективное, чем для одноместных схем, совмещение элементов времени t0 и перекрытие элементов времени te Возможны такие схемы, при которых время t0 перекрывает время ; в некоторых случаях время te исключается полностью.
S)
Рис. 1.54. Параллельно-последовательные схемы обработки: а — одним и несколькими инструментами;
б — несколькими инструментами
157
Многоместные схемы могут осуществляться в трех основных вариантах: 1) обрабатывают операционную партию заготовок, устанавливаемых на станке одновременно (шлифование на магнитной плите партии мелких заготовок); 2) заготовки (или группы заготовок) устанавливают в свои приспособления независимо от других и обрабатывают поочередно (фрезерование заготовок с маятниковой подачей или в поворотных приспособлениях); 3) обработку выполняют на непрерывно вращающемся столе или барабане.
В многоместных схемах с одновременной установкой операционной партии время обработки заготовки определяется путем деления общих затрат времени на число заготовок в операционной партии. На обработку одной заготовки в этом случае приходится меньше времени, чем в случае одноместных схем. В многоместных схемах время /0 часто существенно сокращается за счет времени врезания и сбега инструмента. Время te при установке операционной партии z несколько возрастет, но на одну заготовку она значительно меньше, чем в одноместных схемах.
При многоместной последовательной обработке (рис. 1.55) заготовок одним (рис. 1.55,а) или несколькими инструментами (рис. 1.55,6)
п
При многоинструментной параллельной обработке (ри-c. 1.56, а) возможно совмещение переходов основного времени, которое в этом случае определяется лимитирующим переходом
Z
При параллельно-последовательном расположении заготовок (рис. 1.56, б) возможно частичное совмещение переходов, и время tQ определяется суммой времен нескольких неперекрыва-емых переходов:
158
»WO
Рис. 1.55. Многоместная последовательная обработка: а — одним; б — несколькими инструментами
л
Для многоместных схем с одновременной установкой заготовок при одноинструментальной обработке
Z
При параллельной и параллельно-последовательной многоинструментальной обработке
z
Рис. 1.56. Многоинструментная обработка: а — параллельная; б — параллельно-последовательная
159
В некоторых случаях время tcu заменяется временем tUHd .
Многоместные схемы с независимой (раздельной) установкой заготовок (или групп заготовок) более производительны, так как они позволяют перекрывать время t основным временем. При этом заготовки в одной позиции обрабатываются, а в другой они снимаются со станка и заменяются необработанными.
Рис. 1.57. Многопозиционная последовательная обработка
Рис. 1.58. Многоместная параллельная и параллельно-последовательная обработка
При последовательной обработке (рис. 1.57) время определяется лимитирующим переходом, а время
1уп ^инд
При многоместной параллельной и параллельно-последовательной обработке заготовок (рис. 1.58) время to уменьшается соответственно числу одновременно обрабатываемых заготовок, а время te уменьшается в зависимости от числа одновременно обрабатываемых заготовок:
. _ t уп + ^инд
Z
Наиболее благоприятные условия для совмещения элементов времени ton создаются при осуществлении многоместных схем с непрерывной установкой заготовок (рис. 1.59, а).
160
В этом случае преобладают схемы параллельно-последовательной обработки, хотя возможны и последовательные схемы. Такие схемы осуществляются преимущественно на станках с непрерывно вращающимся столом или барабаном. Установка и съем заготовок осуществляются на ходу станка в его загрузочной зоне. При этом время /0 определяется делением времени одного оборота стола или барабана на число установленных на нем заготовок; если припуск удаляют за несколько рабочих ходов (например, при шлифовании, рис. 1.59, б), то время на одну заготовку увеличивается соответственно требующейся частоте вращения. При многоместной обработке с непрерывной установкой заготовки время te полностью перекрывается временем резания во времени tM поэтому te = 0.
Рис. 1.59. Обработка при непрерывной установке заготовок
Приведенные структурные формулы времени /0 дают качественную характеристику схем станочных операций; они показывают возможность совмещения выполняемых переходов.
Для количественной характеристики схем построения станочных операций может служить коэффициент совмещения основного времени
161
где /0 — основное неперекрываемое время, ;входящее
в X hi сумму элементов переходов операции. 1=1
Величина ксо изменяется в пределах 0—1; чем в большей степени совмещаются элементы времени tQ, тем меньше величина ксо ;если совмещения переходов нет, ксо = 1.
Операцию можно характеризовать коэффициентом совмещения оперативного времени.
1=1 1=1
где te — вспомогательное неперекрываемое время, входящее в
tM, 2л ~~ сумма всех п элементов времени te в операции.
При проектировании операции с параллельными и параллельно-последовательными схемами обработки рост производительности в зависимости от числа инструментов в наладке происходит в каждом отдельном случае до определенного предела. Дальнейшее увеличение числа инструментов снижает производительность в связи с увеличением времени технического обслуживания tT на их смену и регулировку и снижения скорости резания.
Зависимость tw от числа инструментов п в наладке приведена на рис. 1.60.
С ростом п основное время снижается (ломаная Q) а время технического обслуживания, затрачиваемое на смену и регулировку инструментов, растет (ломаная tT.). При постоянном зна
162
чении всех остальных составляющих штучного времени (te topz и tn) ломаная получается геометрическим сложением ломаных tn и tT . с прямой 1. Время / минимально при наивыгод-нейшем числе п0П инструментов в наладке. Нецелесообразность чрезмерного увеличения числа инструментов определяется часто и тем, что время Zo оказывается меньше времени tB.
Рис. 1.60. Определение наивыгоднейшего числа инструментов в наладке
На оптимальную совмещенность переходов влияет также себестоимость обработки. Время tM и себестоимость обработки в зависимости от числа инструментов в наладке изменяются по-разному, а минимум этих кривых, как правило, не совпадает. Нахождение минимума себестоимости обработки связано с более сложными расчетами. Рациональное совмещение технологических переходов в каждом конкретном случае определяется в зависимости от взаимного расположения обрабатываемых поверхностей, размещения инструментов в зоне обработки и возможностью удаления из нее образующейся стружки. Недостаточная жесткость заготовки часто является причиной отказа от параллельного выполнения переходов. Обработку поверхностей с высокими требованиями к точности и шероховатости
163
выделяют в особую операцию, применяя одноместные одноинструментальные последовательные, а часто и однопроходные схемы.
Конфигурация и габаритные размеры обрабатываемой заготовки определяют возможную операционную партию, порядок расположения заготовок на столе или в приспособлении, сложность наладки станков и величину холостых ходов при многоместной обработке.
Построение операций в тяжелом машиностроении. Сложные многопереходные операции обработки крупных заготовок осуществляются в тяжелом машиностроении на тяжелых, иногда уникальных станках без специальных приспособлений, с установкой по выверке. Вспомогательное время, вследствие многократной смены инструментов, пробных ходов и измерений, сложной транспортировки и выверки крупногабаритных заготовок при их установке, длительно. Поэтому при проектировании технологических процессов стремятся к сокращению числа операций и установок и к выполнению наибольшего числа переходов при одном установе заготовки. Для этого обычные универсальные станки снабжают приспособлениями, расширяющими их технологические возможности. Например, на карусельном станке с помощью долбежного приспособления можно строгать шпоночные пазы в ступице детали после ее растачивания.
Для тяжелого машиностроения характерны те же направления интенсификации процессов обработки резанием, что и для других отраслей машиностроения. Параллельную обработку нескольких поверхностей тяжелой заготовки осуществляют с помощью переносных сверлильных, расточных, долбежных и других станков, устанавливаемых на одной плите с заготовкой. Тяжелые токарные станки выполняют многосуппортными, что позволяет выполнять параллельную обработку нескольких шеек заготовки. При серийном изготовлении крупногабаритных деталей в тяжелом машиностроении применяют специальные станки агрегатного типа.
Вспомогательное время обработки на тяжелых станках сокращают заменой ручного перемещения столов, кареток, кулачков и других устройств ускоренным механическим. При ограниченных возможностях применения многоместных схем операций возможно перекрытие времени установки одной заготовки 164
основным временем обработки другой; например, с помощью радиально-сверлильного станка можно попеременно сверлить отверстия в двух деталях, устанавливаемых в зоне расположения шпинделя при повороте рукава станка.
Обработка на автоматических линиях осуществляется по параллельно-последовательным схемам; заготовка последовательно переходит из позиции в позицию; при этом в каждой позиции одновременно несколько инструментов обрабатывают разные поверхности заготовки. Одновременно в работе используется несколько сотен инструментов. Основное время операции определяется временем лимитирующего перехода. Вспомогательное время операции на автоматической линии включает время транспортировки заготовки в следующую позицию, которое можно отнести к времени индексации tUHd, время установки tyc; (фиксация расфиксация, зажим-открепление) и время подвода и отвода инструмента. Несмотря на большое число слагаемых, условия выполнения операций позволяют довести величину te до 10... 15 с.
Наряду с анализом и расчетным обоснованием возможных погрешностей обработки и производительности должны быть решены задачи транспортировки заготовки в ходе обработки и автоматического контроля процесса, исключающего появление брака.
При проектировании операций обработки на станках с программным управлением на первом этапе разрабатывают технологический процесс обработки заготовки, определяют траекторию движения режущих инструментов, увязывают ее с системой координат станка и с заданной исходной точкой и положением заготовки, устанавливают припуски на обработку и режимы резания. На этом этапе определяют всю предварительную обработку заготовки, ее базы и необходимую технологическую оснастку. В конце первого этапа составляют расчетно-технологическую карту (РТК) с чертежом, на котором вместе с контуром детали наносят траекторию движения инструмента. На втором этапе рассчитывают координаты опорных точек траектории от выбранного начала координат, производят аппроксимацию криволинейных участков профиля детали ломаной линией с учетом требуемой точности обработки; устанавливают
165
скорости движения инструмента на участках быстрого перемещения, замедленного подвода к детали и на участках обработки; определяют необходимые команды (включение и выключение подачи, изменение скорости движения, остановы, подачу и выключение охлаждающей жидкости и др.), продолжительность переходов обработки и время подачи команд. Для сложных деталей эта работа выполняется на ЭВМ. Применение систем автоматического программирования уменьшает время подготовки управляющих программ в 30 раз, а себестоимость их выполнения в 5... 10 раз. В системе управления несколькими станками от одной ЭВМ блок памяти используется как централизованная управляющая программа; ЭВМ управляет также работой крана-штабелера на промежуточном складе, а также работой роботов-манипуляторов, обслуживающих станки (для установки и снятия обрабатываемых заготовок). В функции ЭВМ входит также диспетчирование работы участка станков и учет производимой продукции. Применение этих систем позволяет уменьшить число работающих и радикально изменяет условия труда в механических цехах. Для одноинструментальных станков с программным управлением схемы построения операций и условия совмещения элементов времени tw, такие же, как и для универсальных станков соответствующих типов; абсолютная величина отдельных элементов времени tw может быть меньше из-за большей скорости автоматических перемещений по сравнению с ручными перемещениями. Для многоинструментальных станков и особенно многооперационных станков характерны многоинструментальные последовательные схемы (одноместные или многоместные) построения операций, включающие большое число технологических переходов. Технологический процесс обработки корпусной детали средней сложности на универсальных станках включает 5... 15 операций; при обработке на многооперационных станках он состоит из двух-трех операций (включая отделочные). Трудоемкость обработки при этом снижается в основном из-за сокращения времени на установку заготовки.
При обработке на многооперационных станках элементы времени /0 не совмещаются и время /0 равно сумме времен всех
166
переходов обработки. Применяя сборные инструменты (например, при обработке ступенчатых отверстий), можно совместить несколько переходов.
Однако время /0 при обработке заготовок на многооперационных станках сокращается в 1,5...2 раза по сравнению с основным временем при обработке на универсальных станках; это достигается устранением пробных рабочих ходов при программном управлении. Вспомогательное время сокращается из-за автоматической смены инструмента, меньших перебегов, устранения измерений после пробных ходов и сокращения времени установки и съема заготовок.
При правильном построении операций доля времени Zo во времени tw при обработке на многооперационных станках достигает 70...85 % вместо 30...60 % при обработке на универсальных станках. Вспомогательное время при работе на многооперационных станках не отличается от времени ts при обработке на универсальных станках, но имеет некоторые особенности.
При установке заготовки в рабочей позиции станка учитывается время tyc. При установке в запасной позиции (на втором столе или в приспособлении-спутнике) время tyc. содержит только время tcc смены спутника. При обработке на многооперационных станках элементы времени ty„ те же, однако приемы изменения режимов резания можно совместить с автоматической сменой инструмента. Время tUHd при обработке заготовок на многооперационных станках учитывает поворот стола и кантование спутника в рабочей позиции для обработки заготовки с нескольких сторон. Составляющая времени содержит время перемещения и установки стола с заготовкой или шпинделя с инструментом на другую координату. Составляющая времени содержит время осуществления приемов по отысканию, захвату, откреплению, переносу, установке и закреплению инструмента; при использовании револьверной головки время
167
затрачивается только на поворот и фиксацию револьверной головки.
Время на измерение и пробные ходы при обработке на многооперационных станках затрачивается только на отладку программы и в не входит.
Совмещение времени tyc и Го при обработке заготовок на многооперационных станках достигается с помощью запасных установочных позиций Некоторые схемы позволяют полностью перекрыть время t основным временем, другие позволяют заменить время t временем tcc в рабочей позиции.
4 б)
Рис. 1.61. Обработка на многооперационных станках: а — с двумя запасными позициями;
б — с двумя поворотными столами
При системе с двумя запасными позициями (рис. 1.61, а) заготовка, обработанная в рабочей позиции 1, с поворотным столом перемещаются со спутником в позицию 3
.Здесь она снимается и на ее место устанавливается необработанная; из позиции 2 в рабочую позицию перемещается спутник с 168
другой установленной во время работы станка заготовкой. Непе-рекрываемое вспомогательное время te = tcc + tyn ++ tUHd +
Система с двумя поворотными столами 1 и 2 и перемещающейся шпиндельной головкой 3 (рис. 1.61, б) позволяет обрабатывать в каждой позиции заготовку 4 с четырех сторон; время t полностью перекрывается временем обработки заготовки в другой позиции; неперекрываемое вспомогательное время определяется за вычетом времени смены спутника tcc.
Применение стационарного двухместного приспособления на поворотном столе 3 (рис. 90, в) обеспечивает полное исключение времени установки и съема заготовок из штучного времени. Заготовка 2 устанавливается во время обработки заготовки 1; при повороте стола она вводится в рабочую зону, а обработанная заготовка снимается. Для обработки заготовки с трех сторон необходимы индексации стола и позиционирование шпинделя на координаты нескольких отверстий; поэтому неперекрываемое вспомогательное время определяется так же, как и в предыдущем случае. Применяют и другие схемы, включающие кантование заготовки.
Время смены спутника с установленной в запасной позиции заготовкой составляет 20 % времени установки заготовки. Время смены одного инструмента составляет 3...7 с, а время позиционирования по координатам и время индексации поворотных столов 5... 10 с; при этом для замедленного перемещения на последнем участке пути, необходимого для повышения точности позиционирования, требуется до 80 % времени позиционирования.
При проектировании многоинструментной наладки составляют план размещения инструмента по переходам и предварительно рассчитывают режимы резания, составляют наладочную карту с размещением инструментов и указанием их шифров, уточняют схему установки, корректируют режимы резания, уточняют схемы и элементы наладки, определяют штучное время, составляют технические задания на проектирование рабочих и контрольных приспособлений и специальных инструментов. Проектирование станочной операции и многоинструментной наладки станка сопровождается расчетами настроечных размеров, действующих сил и ожидаемой точности об
169
работки. Настроечный размер определяет такое положение режущей кромки инструмента относительно рабочих элементов станка и установочных элементов приспособления, которое обеспечивает с учетом явлений, происходящих в процессе обработки, получение выдерживаемого размера в пределах установленного допуска.
Долгопрудненский авиационный техникум
Электронная библиотека
г Долгопрудный, пл. Собпна, 1 Email: dat.ak@mail.ru
Site: gosdat.ru
2. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РАЗЛИЧНЫХ КЛАССОВ
2.1. Технология изготовления валов
2.1.1. Характеристика валов
В технологии машиностроения в понятие валы принято включать собственно валы, оси, пальцы, штоки, колонны и др. подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия (рис. 2.1.).
Технологические задачи
Технологические задачи формулируются в соответствии с рекомендациями п. 1.4.1 и охватывают требования к точности деталей по всем их параметрам (рис. 2.2 и 2.44).
Точность размеров. Точными поверхностями валов являются, как правило, его опорные шейки, поверхности под детали, передающие крутящий момент. Обычно они выполняются по 6...7-му квалитетам.
Точность формы. Наиболее точно регламентируется форма в продольном и поперечном сечениях у опорных шеек под подшипники качения. Отклонения от круглости и профиля в продольном сечении не должен превышать 0,25...0,5 допуска на диаметр в зависимости от типа и класса точности подшипника.
Точность взаимного расположения поверхностей. Для большинства валов главным является обеспечение соосности рабочих поверхностей, а также перпендикулярности рабочих торцов базовым поверхностям. Как правило, эти величины выбираются по V...VII степеням точности.
Качество поверхностного слоя. Шероховатость базовых поверхностей обычно составляет Ra=3,2...0,4 мкм, рабочих торцов Ra=3,2...1,6 мкм, остальных несоответственных поверхностей Ra=12,5...6,3 мкм. Валы могут быть сырыми и термообработанными. Твердость поверхностных слоев, способ термообработки могут быть весьма разнообразными в зависимости от конструк-
171
NJ
Рис. 2.1. Классификация валов
Рис. 2.2, Эскиз вала с типовыми техническими требованиями
d пт б...а
тивного назначения валов. Если значение твёрдости не превышает НВ 200...230, то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твёрдость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твёрдость НКСэ48...55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7... 1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости НЯСэ55...6О.
Наличие остаточных напряжений в поверхностных слоях и их знак регламентируется редко и в основном для очень ответственных валов.
Так например, для вала, представленного на рис. 2.44 технологические задачи формулируются следующим образом.
— точность размеров основных поверхностей находится в пределах 6...8-го квалитетов, а размеры с неуказанными отклонениями выполняются по 14-му квалитету;
— точность формы регламентируется для опорных шеек допусками круглости и профиля в продольном сечении — 0,006 мм, а у остальных поверхностей погрешности формы не должны превышать определенной части поля допуска на соответствующий размер (например для нормальной геометрической точности 60 % от поля допуска);
— точность взаимного расположения задается допусками радиального и торцового биений (соответственно 0,02 мм и 0,016 мм) относительно базы;
— шероховатость сопрягаемых цилиндрических поверхностей ограничивается значениями 7?а=О,8 мкм, а торцовых — Ял=1,6 мкм; шероховатость несопрягаемых поверхностей — 7ta=6,3 мкм; шлицевый участок подвергается термообработке ТВЧ НЯСэ 50...55.
Некоторые требования к технологичности валов
Наряду с общими требованиями (см. п. 1.4.1.1), к технологичности валов предъявляются и некоторые специфические требования.
1. Перепады диаметров ступенчатых валов должны быть минимальными. Это позволяет уменьшить объём механической обработки при их изготовлении и сократить отходы металла. По
174
этой причине конструкция вала с канавками и пружинными кольцами более технологична конструкции вала с буртами.
2. Длины ступеней валов желательно проектировать равными или кратными длине короткой ступени, если токарная обработка валов будет осуществляться на многорезцовых станках. Такая конструкция позволяет упростить настройку резцов и сократить их холостые перемещения.
3. Шлицевые и резьбовые участки валов желательно конструировать открытыми или заканчивать канавками для выхода инструмента. Канавки на валу необходимо задавать одной ширины, что позволит прорезать их одним резцом.
4. Валы должны иметь центровые отверстия. Запись в технических требованиях о недопустимости центровых отверстий резко снижает технологичность вала. В таких случаях заметно удлинять заготовку для нанесения временных центров, которые срезают в конце обработки.
2.1.2. Материалы и заготовки валов
Валы, в основном, изготовляют из конструкционных и легированных сталей, к которым предъявляются требования высокой прочности, хорошей обрабатываемости, малой чувствительности к концентрации напряжений, а также повышенной износостойкости. Этим требованиям, в определенной степени, отвечают стали марок 35, 40, 45, 40Г, 40ХН и др. Достаточно редко валы отливают из чугуна.
В технических требованиях на изготовление валов прежде всего указываются твёрдость материала или необходимость соответствующей термической обработки. Если значение твёрдости не превышает НВ 200...230, то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твёрдость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твёрдость ЯЛСэ48...55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7... 1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости ЯКСэ55...60.
175
Производительность механической обработки валов во многом зависит от вида заготовки, ее материалов, размера и конфигурации, а также от характера производства. Заготовки получают отрезкой от горячекатаных или холоднотянутых нормальных прутков и непосредственно подвергают механической обработке.
Прокат круглого сечения поступает на машиностроительные заводы в виде многометровых прутков, из которых в заготовительных цехах нарезаются заготовки необходимой длины. Резка может быть проведена различными способами на различном оборудовании с соблюдением следующих условий. Процесс должен быть производительным, обеспечивать требуемую точность по длине заготовки, перпендикулярность торцов вала, необходимое качество поверхности торцов, включая заданную шероховатость, а также минимальные потери металла.
В наибольшей мере указанным требованиям отвечают отрезные круглопильные станки, применяемые в серийном и массовом производствах. В качестве режущего инструмента в них применяются пильные диски, оснащённые сегментами из быстрорежущей стали. Таким диском можно разрезать прокат диаметром до 240 мм или пакет прутков меньшего диаметра. Торцы заготовок после отрезки имеют шероховатость Ra=25 мкм.
В мелкосерийном и единичном производствах применяются более простые, но менее производительные отрезные ножовочные станки. Тонкие ножовочные полотна дают узкий пропил, но вследствие малой жёсткости не обеспечивают высокой перпендикулярности торцов заготовок.
Резка прутков и труб из высокотвёрдых, закалённых сталей наиболее эффективна на абразивно-отрезных станках, оснащённых тонкими, толщиной 3...6 мм абразивными кругами на бакелитовой или вулканитовой связках. Благодаря высокой скорости вращения, достигающей 80 м/с, круги быстро разрезают пруток, образуя ровный срез с шероховатостью Яа=3,2...6,3 мкм. Во избежание пережога торцов зона резания обильно поливается охлаждающей жидкостью.
В сравнении с перечисленными другие методы резки применяются реже. К ним относятся резка на токарно-отрезных станках отрезными резцами, на фрезерных станках прорезными фрезами, резка фрикционными пилами. Фрикционная пила представляет
176
собой тонкий стальной диск, которому сообщается скорость вращения выше 100 м/с. В месте контакта с заготовкой выделяющаяся вследствие трения теплота расплавляет металл прутка, что обеспечивает высокую производительность процесса. Однако оплавление торцов заготовок снижает их качество. К наиболее производительным методам относятся рубка прутков на прессах и резка ножницами. Существенным недостатком этих методов, ограничивающим их применение, является смятие концов заготовок.
На машиностроительные заводы прокат поступает с заметными отклонениями от прямолинейности оси. Для устранения кривизны прутки перед резкой подвергают правке. Для этой цели служат правильно-калибровочные станки. Нарезанные заготовки перед началом обработки, а иногда и в процессе дальнейшей обработки также приходится подвергать правке. Такую правку обычно проводят на прессах.
Заготовки такого вида применяют в основном в мелкосерийном и единичном производстве, а также при изготовлении валов с небольшим количеством ступеней и незначительными перепадами их диаметров.
В производстве с более значительным масштабом выпуска, а также при изготовлении валов более сложной конфигурации с большим количеством ступеней, значительно различающихся по диаметру, заготовки целесообразно получать методом пластической деформации. Эти методы (ковка, штамповка, периодический прокат, обжатие на ротационно-ковочных машинах, элекгровысадка) позволяют получать заготовки, по форме и размерам наиболее близкие к готовой детали, что значительно повышает производительность механической обработки и снижает металлоемкость изделия.
Выбор наиболее рационального способа получения заготовки в каждом отдельном случае определяется комплексно с учетом технико-экономической целесообразности. С увеличением масштабов выпуска особое значение приобретают эффективность использования металлов и сокращение трудоемкости механической обработки. Поэтому в крупносерийном и массовом производстве преобладают методы получения заготовок с коэффициентом использования металлов от 0,7 и выше (отношение массы детали к норме расхода металла), доходящего в отдельных случаях до 0,95.
Полые валы целесообразно изготавливать из труб.
177
2.L3. Основные схемы базирования
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно, особенно при условии сохранения единства баз. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр [41].
Форма и размеры центровых отверстий стандартизованы. Существует несколько типов центровых отверстий, из которых для валов чаще всего применяются три (табл. 2.1).
Рабочими участками являются конуса, которыми вал опирается на центры станка в процессе обработки. Цилиндрические участки диаметром d необходимы для предотвращения контакта вершин станочных центров с заготовкой. При обработке крупных, тяжёлых валов применяют усиленные станочные центры с углом конуса 75° или 90°. С соответствующими углами конусов выполняют и центровые отверстия валов. Предохранительный конус с углом 120° позволяет избежать случайных забоин на рабочем конусе в процессе межоперационного транспортирования вала. Валы с предохранительными конусами более ремонтопригодны.
Использование центров в качестве установочных элементов предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке.
Такими устройствами являются поводковые патроны, хомутики и т. п.
Основные способы установки валов приведены на рис. 2.3...2.6.
178
Таблица 2.1
Эскиз
Обозначение Назначение
без предохранительного конуса Изделия, после обработки необходимость в центровых отверстиях отпадает
В с предохранительным конусом Изделия, в которых центровые отверстия являются базой для повторного или многократного использования, либо сохраняются в готовых изделиях
R с дугообразными образующими Изделия повышенной точности.
179
Рис. 2.3.
Установка вала в патроне (l/d<4)
Рис. 2.4.
Установка вала в патроне с поджимом задним центром (4<l/d<7)
Рис. 2.5.
Установка вала в центрах (7<l/d< 10)
Рис. 2.6.
Установка вала в центрах с люнетом (l/d> 10)
2.1.4. Методы обработки наружных цилиндрических поверхностей
Наружные и внутренние цилиндрические поверхности и прилегающие к ним торцы образуют детали типа тел вращения.
Согласно технологическому классификатору деталей машиностроения и приборостроения [14] к таким деталям относят детали классов 71 и 72 “Детали типа тел вращения” и класса 75 “Детали типа тел вращения и не тел вращения”. В свою очередь, детали — тела вращения делят на три типа в зависимости от соотношения длины детали L к наибольшему наружному диаметру
180
D. При L/D>2 это валы оси, шпиндели, штоки, шестерни, гильзы, стержни и т. п.; при 2>£/Z»0,5 включительно — втулки, стаканы, пальцы, барабаны и др.; при £/£><0,5 включительно — диски, кольца, фланцы, шкивы и т. п.
Классификация методов обработки и достижимой точности наружных цилиндрических поверхностей показана в табл. 1.20. По этой таблице можно определить предельные значения квали-тетов и параметров шероховатости Ra в зависимости от вида и способа обработки заготовок, имеющих наружные цилиндрические поверхности. Квалитеты указаны для деталей из конструкционных и легированных сталей. Для деталей из чугуна или цветных сплавов допуски на размер можно принимать на один ква-литет точнее.
Детали, имеющие поверхности вращения (цилиндрические, наружные, фасонные, цилиндрические внутренние и др.) обрабатывают на различных станках: токарной группы (токарно-винторезные, токарно-карусельные, токарно-револьверные, одношпиндельные и многошпиндельные полуавтоматы и автоматы, станки для тонкого точения и др.); шлифовальной группы (круг-лошлифовальные, бесцентрово-шлифовальные, притирочные, полировальные и т. п.). Станки этих групп применяют как обычные, так и с числовым программным управлением (ЧПУ).
2.L4.L Методы предварительной обработки наружных цилиндрических поверхностей
Обработка на токарных станках
Для обработки наружных поверхностей применяют как центровые, так и бесцентровые станки. Широкое применение нашли универсальные токарные патронно-центровые станки горизонтальной компоновки, станки с ЧПУ.
Наиболее распространенным методом обработки цилиндрических наружных поверхностей является точение резцом (резцами).
При установке и обработке данных заготовок валов, осей, стержней и т. п. в качестве дополнительной опоры, повышающей жесткость технологической системы, применяют люнеты (подвижные и неподвижные).
Для точения цилиндрических поверхностей и поверхностей, прилегающих к ним и ограничивающих их длину (торцы, усту
181
пы, канавки, радиусы и т. п.), применяют проходные, подрезные (прямые и отогнутые), отрезные, канавочные и другие резцы с напайными пластинами из быстрорежущей стали или твердых сплавов и композиционных материалов (рис. 2.7).
д)
Рис. 2.7. Резцы для токарных работ
Напайные пластины на резцах применяют в единичном производстве чаще, чем многогранные пластины с механическим креплением, которые широко распространены в серийном и массовом производстве при обработке заготовок на станках с ЧПУ (рис. 2.7, г).
Проходные резцы для чистовой обработки выполняют с боль-шим радиусом закругления при вершине резца и более тщательно доводят режущие грани. При достаточной жесткости станка применяют чистовые широкие резцы из твердого сплава (ри-c. 2.7, е), чем достигается высокое качество поверхности.
При токарной обработке различают:
а) черновое точение (или обдирочное) — с точностью обработки IT13...IT12 с шероховатостью поверхности Ra до 6,3 мкм;
182
б) получистовое точение — 1Т12...ГП1 и шероховатость до-Дд = 1,6 мкм;
в) чистовое точение — IT 10... IT8 и шероховатость до
Ra мкм-
При черновом обтачивании, как и при любой черновой обработке снимают до 70 % припуска. При этом назначаются максимально возможные глубина резания /, и подача 5.
Черновое обтачивание заготовок из проката (поковки) может быть выполнено по трём схемам:
1) от большего диаметра к меньшему (рис. 2.8), используемая для валов с ослабленными конечными шейками.
Основное время при работе по этой схеме рассчитывается следующим образом:
L l-h+l-h+h °* n-S n-S
2) от меньшего диаметра к большему (рис. 2.9); при этом каждая ступень обтачивается отдельно — схема для жёстких валов
т°2 n-S
2-1{+12+ h n-S ’
Рис. 2.8.
Схема черновой обработки от большего диаметра к меньшему
Схема черновой обработки от меньшего диаметра к большему
183
3) комбинированная схема (рис. 2.10) используется для обнаружения дефектов
Рис. 2.10.
Схема черновой обработки для смешанного варианта
т» _ 2 • /j + 2 •
о3 TTs
Как видно из приведенных формул, наиболее производительной является вторая схема.
На черновых операциях повышения производительности обработки добиваются увеличением глубины резания (уменьшением числа рабочих ходов), а также подачи.
На чистовых операциях подача ограничивается заданной
шероховатостью поверхности,
поэтому сокращение основного времени, возможно за счет увеличения скорости резания.
Обработка на токарно-карусельных станках
На универсальных токарно-карусельных станках обрабатывают заготовки деталей типа тел вращения разнообразной формы диаметром до 10000 мм при l/d„ 1. Основными типами токарно-карусельных станков, выпускаемых станкостроительной промышленностью, являются: одностоечные с одним вертикальным суппортом с пятипозиционной револьверной головкой и боковым суппортом с четырехрезцовым поворотным резцедержателем; двухстоечные с двумя вертикальными и одним боко
вым суппортами.
Схемы точения цилиндрических поверхностей приведены на рис. 2.11.
Токарно-карусельные станки с ЧПУ позволяют автоматизировать обработку и в 2...2,5 раза повысить производительность труда.
Обработка на токарно-револьверных станках
На токарных станках общего назначения переходы сложной операции выполняют последовательно один за другим. При обработке на токарно-револьверных станках в серийном производстве производительность труда повышают путем совмещения переходов операции и применения многоинструментных нала-
184
Рис. 2.11. Схемы обработки на токарно-карусельных станках
док. На токарно-револьверных станках обрабатывают разнообразные заготовки деталей типа тел вращения из пруткового материала или из штучных заготовок. При одностороннем расположении ступеней и длине вала до 120 мм обработку производят из прутка, выполняя до отрезки детали, все черновые и чистовые переходы. Уменьшение отжима прутка при обработке обеспечивается использованием люнетов и многорезцовых державок для уравновешивания силы резания
Характерной особенностью токарно-револьверных станков является наличие револьверной головки, в которой размещается режущий инструмент. Подвод инструмента в рабочую зону осуществляется поворотом револьверной головки.
Различают токарно-револьверные станки с вертикальной осью вращения револьверной головки и с горизонтальной осью вра-
185
щения. Револьверные головки имеют возвратно-поступательное движение, а с горизонтальной
2Г
В-ЕЗэ
Рис. 2.12.
Переходы .при обработке вала на токарно-револьверном станке
осью — еще и поперечное перемещение. Совмещение переходов обработки в операции типично для револьверных станков (рис. 2.12).
Токарно-револьверные станки при обработке наружных поверхностей обеспечивают точность по 12...9-му квалитету и параметр шероховатости поверхности Rg- 12,5 ... 6,3 мкм.
Обработка на токарных многорезцовых станках и копировальных полуавтоматах
Токарно-многорезцовые станки рассчитаны (так же как и револьверные станки) на повышение производительности труда путем совмещения переходов операций и автоматического получения операционных
размеров. Эти станки предназначены для обработки (в патроне или в центрах) заготовок деталей типа ступенчатых валов, блоков шестерен, валов-шестерен, фланцев, шкивов и т. п. в условиях среднесерийного и крупносерийного производства.
Токарные многорезцовые станки и копировальные полуавтоматы имеют два суппорта, работают в полуавтоматическом цикле. Они, как правило, одношпиндельные с горизонтальной и вертикальной компоновками. Обычно на многорезцовых станках обрабатывают заготовки диаметром до 500 мм, длиной до 1500 мм.
Схемы наладок для обработки ступенчатых валов приведены на рис. 2.13.
Настройка резцов (рис. 2.13, а) производится так, чтобы обработка всех участков вала заканчивалась одновременно.
Основное время рассчитывают для резца, который обтачивает наиболее длинную поверхность (или в совокупности по двум и более поверхностям, образующим общую длину обработки).
186
Рис. 2.13. Схемы наладок многорезцовых станков: а — без копира; б — по копиру
На рис. 2.13, б показана обработка заготовки детали по копиру.
Точность обработки на многорезцовых станках обеспечивается в пределах 13... 14-го квалитета. Для повышения производительности при обработке ступенчатых жестких заготовок в крупносерийном и массовом производствах применяют точение широкими резцами с поперечной подачей (рис. 2.14).
Рис. 2.14. Схема многорезцовой обработки широкими резцами
187
Рис. 2.15.
Последовательность изготовления детали на автомате
Обработка на одношпиндельных и многошпиндельных токарных автоматах и полуавтоматах
В крупносерийном и массовом производстве наружные цилиндрические поверхности заготовок деталей типа тел вращения в основном обрабатывают на автоматах и полуавтоматах.
Автоматы и полуавтоматы, в зависимости от компоновок, делятся на горизонтальные и вертикальные, а по числу шпинделей — на одношпиндельные и многошпиндельные. Горизонтальные одношпиндельные автоматы подразделяют на автоматы продольного точения и токарноревольверные. На автоматах продольного точения изготовляют детали из прутка диаметром до 30 мм и длиной до 100 мм, при этом обеспечивается точность по 7...6-му квалитету и 7?а=0,63...0,16 мкм. Такие автоматы чаще всего применяют в часовой, радио- и приборостроительной промышленности.
На токарно-револьверных автоматах изготовляют детали сложной формы из прутков диаметром 10...63 мм, точность обработки соответствует 10... 8-му квалитету, ^=2,5...0,63 мкм.
На рис. 2.15 показана последовательность обработки на токарно-револьверном автомате с горизонтальной осью вращения револьверной головки.
Многошпиндельные горизонтальные автоматы и полуавтоматы подразделяют на горизонтальные прутковые автоматы и патронные полуавтоматы. Токарные многошпиндельные прутковые автоматы (четырех-, шести- и восьмишпиндельпые) применяются для обработки заготовок из прутков диаметром 12...100 мм и длиной до 160 мм. Точность обработки обеспечивается в пределах 7... 10-го квалитетов, а ^=2,5...0,63 мкм.
188
Рис. 2.16. Наладка автоматов для обработки одной и той же заготовки: а — четырехшпиндельного;
б — шестишпиндельного
На токарных многошпиндельных патронных полуавтоматах обрабатывают, как правило, штучные заготовки длиной до 200 мм и диаметром до 200 мм в зависимости от модели станка. По точности они не уступают прутковым автоматам.
При обработке заготовок на автоматах и полуавтоматах применяют различные схемы построения операций (параллельная, последовательная и параллельнопоследовательная).
Чаще всего используют четырехшпиндельные автоматы. В качестве примера на рис. 2.16 приведена наладка четырех-и шестишпиндельного автоматов для изготовления одной и той же детали.
Обработка на многошпиндельных вертикальных полуавтоматах. В массовом и крупносерийном производстве для обработки наружных цилиндрических поверхностей заготовок деталей типа тел вращения широкое применение нашли многошпиндельные токарные вертикальные полуавтоматы последовательного и непрерывного (параллельного) действия.
Полуавтоматы последовательного и непрерывного действия применяют для обработки заготовок различных деталей ди
аметром до 630 мм. Они имеют шесть — восемь шпинделей. Заготовки устанавливают в патронах, центрах или специальных приспособлениях.
Многошпиндельные полуавтоматы последовательного действия предназначены для обработки заготовок в патронах и могут работать как по последовательной, так и по параллельнопоследовательной схемам. Принципиальные схемы работы по
189
луавтоматов приведены на рис. 2.17 (с одной загрузочной позицией — на рис. 2.17, а, с двумя загрузочными позициями ~ ри-c. 2.17, б).
1 Зона загрузки
а) б) в)
Рис. 2.17. Схемы работы полуавтоматов последовательного и непрерывного действий:
а — с одной загрузочной позиции;
б — с двумя загрузочными позициями;
в — непрерывного действия
Шпиндель, имеющий одну загрузочную позицию (первую), последовательно перемещается с позиции на позицию (/...VI). На каждой позиции производится обработка одной или нескольких поверхностей заготовки в соответствии с циклом обработки. На этих станках можно производить предварительное и окончательное точение различных поверхностей с точностью по 9... 8-му квалитету. Установку и снятие заготовки выполняют при остановленном шпинделе (позиция I). На схеме рис. 2.17, б показано перемещение шпинделей по параллельно-последовательной схеме: позиции 1—3—5—7—1 и 2—4—6—8—2.
Полуавтоматы непрерывного действия предназначены для обработки заготовки в центрах и патронах. Они служат для обработки поковок и отливок сравнительно несложной формы. Точность обеспечивается по 11... 10-му квалнтету. Принципиальная схема работы шестишпиндельного полуавтомата непрерывного действия приведена на рис. 2.17, б.
За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка заготовки. После этого шпиндель останавливается, суппорт отводится. Об
190
работанную заготовку снимают со станка и устанавливают для обработки очередную. Закрепление заготовки, возобновление вращения шпинделя и подвод суппорта осуществляется автоматически.
Пример наладки карусельного полуавтомата показан на рис. 2.18.
Рис. 2.18. Пример наладки карусельного полуавтомата
Фрезерование и протягивание
Одним из производительных методов обработки наружных поверхностей вращения является фрезерование
Процесс реализуют на специальных фрезерных станках при обработке заготовок ступенчатых валов, коленчатых и т. п. Его можно выполнять на вертикально-фрезерных станках и станках
191
с ЧПУ концевыми фрезами. Точность обработки по контуру обеспечивается по 10...9-му квалитету, а Ла=12,5...6,3 мкм.
Протягивание наружных цилиндрических и других поверхностей применяют в массовом производстве и выполняют на станках специального назначения, например станках для протягивания шеек коленчатого вала двигателей внутреннего сгорания.
При протягивании заготовка вращается, а плоская протяжка прямолинейно перемещается. Ширина протяжки соответствует ширине обрабатываемой поверхности. При этом каждый зуб протяжки работает как резец-
Протягивание является высокопроизводительным методом обработки и обеспечивает точность по 8...7-му квалитету и Яа=6,3...0,2 мкм.
2.1.4.2. Методы чистовой обработки наружных цилиндрических поверхностей
К методам чистовой обработки относятся: тонкое точение и различные методы шлифования. Они, как правило, позволяют обеспечить требуемые точность размеров, формы, взаимного расположения и, в большинстве случаев, качество поверхностного слоя.
Тонкое (алмазное) точение
Тонкое точение применяется, главным образом, для отделки деталей из цветных металлов и сплавов (бронза, латунь, алюминиевые сплавы и другие) и от части для деталей из чугуна и закаленных сталей (НКСЭ 45...60). Объясняется это тем, что шлифование цветных металлов и сплавов значительно труднее, чем стали и чугуна, вследствие быстрого засаливания кругов. Кроме того, имеются некоторые детали, шлифование которых не допускается из-за возможного шаржирования поверхности.
Тонкое точение обеспечивает получение наружных цилиндрических поверхностей вращения правильной геометрической формы с точным пространственным расположением осей и является высокопроизводительным методом.
При тонком точении используются алмазные резцы или резцы, оснащённые твёрдым сплавом (Т30К4, синтетические сверхтвердые материалы типа оксидная керамика ВОК60 {Л/2О3 + TiC} и океидно-нитридная керамика “кортинит” {Л/2О3 + TiN }) гек-санит-Р, эльбор-Р.
192
Тонкое точение характеризуется незначительной глубиной резания (/=0,05...0,2 мм), малыми подачами (5=0,02...0,2 мм/об) и высокими скоростями резания (Г= 120... 1000 м/мин). Точность размеров IT5...IT6; Ra =0,8...0,4 мкм.
Подготовка поверхности под тонкое точение сводится к чистовой обработке с точностью IT9...IT10. Весь припуск снимается за один рабочий ход. Применяются станки особо высокой точности, жёсткости и виброустойчивости. На этих станках не следует выполнять другие операции.
Шлифование
Шлифование наружных поверхностей деталей типа тел вращения производят на круглошлифовальных, торцекруглошлифовальных станках, бесцентрово-шлифовальных полуавтоматах и автоматах как высокой, так и особо высокой точности.
Шлифование — основной метод чистовой обработки наружных цилиндрических поверхностей Шейки валов шлифуют в две операции: предварительное и чистовое шлифование. После чистового шлифования точность размера IT6, а шероховатость 7?а = 1,6...0,4 мкм.
Как правило, все наружные цилиндрические поверхности с точностью выше IT8 и шероховатостью 7?а=1,6...0,4 мкм подвергают после чистового точения шлифованию.
При обработке на круглошлифовальных и торцекруглошлифовальных станках заготовки устанавливают в центрах, патроне, цанге или в специальном приспособлении.
Заготовке сообщается вращение с окружной скоростью К,=1О...5О м/мин; она зависит от диаметра обработки заготовки. Окружная скорость шлифовального круга (скорость резания) И=ЗО...6О м/с. Подача S и глубина резания t варьируются в зависимости от способов шлифования. Различают следующие разновидности шлифования: продольное (с продольным движением подачи) и врезное (с поперечным движением подачи). Схемы обработки продольным и врезным шлифованием приведены на рис. 2.19.
Шлифование с продольным движением подачи (рис. 2.19, а) осуществляется за четыре этапа: врезание, чистовое шлифование, выхаживание и отвод.
193
В этом случае продольная подача является функцией ширины шлифовального круга:
*$пр -
где к =0,6...0,85 — для чернового шлифования и % =0,2...0,4 — для чистового.
Рис. 2.19. Схемы круглого наружного шлифования
Поперечная подача на глубину шлифования осуществляется шлифовальным кругом в конце каждого двойного хода заготовки или круга, $поп ~ tp.x. и принимается в зависимости от материала, заготовки, круга и вида обработки (Snon =0,005...0,05 мм). В конце обработки последние продольные проходы выполняют без поперечной подачи, так называемое выхаживание.
Шлифование с продольной подачей применяют при обработке цилиндрических заготовок значительной длины.
Врезное шлифование применяют для обработки поверхностей, длина которых не превышает ширину шлифовального круга. Его преимущество — большая производительность и простота наладки, однако, оно уступает продольному шлифованию по достигаемому качеству поверхности. Врезное шлифование широко применяют в массовом и крупносерийном производстве
194
(рис. 2.19, б). Рекомендуемые скорости резания К=5О...6О м/с; радиальная (поперечная) подача при окончательном шлифовании 5^=0,001...0,005 мм/об.
Разновидностью шлифования с продольным движением подачи является глубинное шлифование. Оно характеризуется большой глубиной резания (0,1...0,3 мм) и малой скоростью резания. При этом способе шлифования меньше, чем при врезном, сказывается влияние погрешности формы исходной заготовки и колебания припуска при обработке. Поэтому глубинное шлифование (рис. 2.19, в) применяют для обработки заготовок без предварительной лезвийной обработки и, как правило, снимают припуск за один рабочий ход. Производительность труда повышается в 1,2...1,3 раза по сравнению с продольным шлифованием. При значительном объёме производства применяют бесцентровое шлифование, которое более производительно, чем в центрах.
Сущность бесцентрового шлифования (рис. 2.20) заключается в том, что шлифуемая заготовка 1 помещается между шлифовальным 2 и ведущим 3 кругами и поддерживается ножом (опорой) 4. Центр заготовки при этом должен быть несколько выше линии, соединяющей центры обоих кругов, примерно на 10... 15 мм и больше, в зависимости от диаметра обрабатываемой заготовки во избежание получения огранки. Шлифовальный круг имеет окружную скорость 1^=30...65 м/с, а ведущий - V8=10...40 м/ мин. Так как коэффициент трения между кругом 3 н обрабатываемой заготовкой больше, чем между заготовкой и кругом 2 (рис. 2.20, а), то ведущий круг сообщает заготовке вращение со скоростью круговой подачи VB. Благодаря скосу ножа, направленному в сторону ведущего круга, заготовка прижимается к этому кругу. Продольная подача заготовки обеспечивается за счет наклона ведущего круга на угол а. При этом скорость подачи заготовки рассчитывается по формуле:
vs = ve.Kp. • Sin а • ц,
где ц = 0,98...0,95 — коэффициент проскальзывания; а=3...5° — предварительная обработка (t=0,05...0,15 мм); а=1...2°— окончательная обработка (t=0,01...0,03 мм).
На бесцентрово-шлифовальных полуавтоматах и автоматах можно шлифовать заготовки деталей тина тел вращения с ци-
195
линдрическими, коническими и фасонными поверхностями. Применяют два метода шлифования: проходное (способ продольного движения подачи, рис. 2.20, а) и врезное (способ поперечного движения подачи, рис. 2.20, б).
а)
Рис. 2.20. Схемы круглого бесцентрового шлифования
При проходном шлифовании за несколько рабочих ходов можно достигнуть точности по 6-му квалитету и Ra= 0,2 мкм.
Врезным шлифованием (рис. 2.20, б) обрабатывают заготовки круглых деталей с уступами, а также заготовки, имеющие форму конуса. При этом методе оси кругов параллельны или ведущий круг устанавливается под малым углом (а=0,2...0,5°), а осевому перемещению обрабатываемой заготовки препятствует установленный упор,
По аналогии с врезным шлифованием находит применение обработка не шлифовальными кругами, а шлифовальной лентой, закрепляемой на ведущем и ведомом шкивах. Обрабатываемую заготовку также устанавливают на нож.
196
Находит применение шлифование на жестких опорах. При этом на бесцентрово-шлифовальном станке вместо суппорта с опорным ножом устанавливают кронштейн с оправкой, на которой закреплены жесткие опоры. Обрабатываемая заготовка, как правило, тонкостенная (втулка, гильза и т. п.), базируется по внутренней поверхности, поджимается и вращается с помощью ведущих роликов на жестких опорах. Шлифование осуществляет шлифовальный круг. Этот способ уменьшает разностенность тонкостенных деталей в 5... 10 раз, и его производительность примерно в 2 раза выше, чем бесцентрового шлифования без жестких опор.
Перечисленные методы шлифования применяют как для предварительной, так и для чистовой обработки. В качестве отделочной обработки используют тонкое шлифование. Тонкое шлифование дает возможность получить высокую точность (по 5...6-му квалитету) и 7?в=0,1 мкм. Тонкое шлифование осуществляется мягкими мелкозернистыми кругами. Рабочая скорость круга более 40 м/с при небольшой окружной скорости обрабатываемой заготовки (до 10 м/мин) и малой глубине шлифования (до 5 мкм). Процесс осуществляется с обильным охлаждением.
2.1.4.3. Методы повышения качества поверхностного слоя деталей
К ним относятся различные методы упрочнения и отделочная обработки. Их основной задачей является обеспечение заданного качества поверхностного слоя, которое характеризуется его физико-механическими свойствами и микрогеометрией.
Методы упрочнения
Известно, что состояние поверхностного слоя валов и других деталей оказывает существенное влияние на эксплуатационные свойства машин. Специальной обработкой можно придать поверхностным слоям деталей машин особые физико-механические свойства. Для этой цели в машиностроении применяют ряд методов. Все эти методы могут быть классифицированы следующим образом:
— методы поверхностной термической обработки [обычная закалка, закалка токами высокой частоты (ТВЧ)];
— химико-термические методы (цементация, азотирование, цианирование);
197
— диффузионная металлизация (диффузионное алитирование, хромирование, силицирование и др.);
— покрытие Поверхностей твердыми сплавами и металлами (покрытие литыми и порошкообразными сплавами);
— металлизация поверхностей (распылением расплавленным металлом);
— повехностно-пластическое деформирование.
Закалка поверхностная — нагревание электротоком или газовым пламенем поверхности изделия. Сердцевина изделия после охлаждения остается незакаленной. Закалкой получается твердая износоустойчивая поверхность при сохранении прочной и вязкой сердцевины. Кроме того, поверхностная закалка может осуществляться с помощью лазерного луча.
Цементация — насыщение поверхностного слоя стали углеродом при нагревании ее в твердом, газообразном или жидком карбюризаторе, выдержка и последующее охлаждение. Детали после цементации подвергаются закалке для достижения высокой твердости поверхностного слоя и сохранения пластичной сердцевины.
Азотирование — насыщение поверхностного слоя стали азотом при нагревании в газообразном аммиаке (температура не ниже 450° С), выдержка при этой температуре и последующее охлаждение. Повышается Твердость, износоустойчивость и антикоррозийные свойства.
Цианирование — одновременное насыщение поверхностного слоя стали углеродом и азотом. При этом повышаются твердость, износостойкость.
Для придания стали специальных физических и химических свойств (жаростойкости, антикоррозийных свойств и др.) применяют диффузионную металлизацию. Она заключается в нагревании стальной поверхности, контактирующей с металлосодержащей средой, до высокой температуры, насыщении поверхности алюминием (алитирование), хромом (диффузионное хромирование), кремнием (силицирование) и другими металлами, выдержке и последующем охлаждении.
Покрытие поверхностей твердыми сплавами и металлами, а также металлизацию (напыление) применяют для повышения износостойкости поверхностей.
198
При использовании в качестве присадочного материала порошков возможны следующие методы напыления — плазменное напыление, с применением лазеров, и др.
Поверхностно-пластическое деформирование (ППД) — один из наиболее простых и эффективных технологических путей повышения работоспособности и надежности изделий машиностроения. В результате ППД повышаются твердость и прочность поверхностного слоя, формируются благоприятные остаточные напряжения, уменьшается параметр шероховатости Ra, увеличиваются радиусы закругления вершин, относительная опорная длина профиля и т. п.
Формирование поверхностного слоя с заданными свойствами должно обеспечиваться технологией упрочнения.
Основные способы поверхностного пластического деформирования, достигаемая точность и шероховатость поверхностей показаны в табл. 2.2.
Наиболее широко применяют способы обкатывания и раскатывания шариковыми и роликовыми обкатниками наружных и внутренних цилиндрических, плоских и фасонных поверхностей. Цилиндрические наружные, внутренние, фасонные поверхности обрабатываются, как правило, на токарных, револьверных, сверлильных и других станках; плоские поверхности — на строгальных, фрезерных станках. Примеры обкатывания и раскатывания поверхностей роликами приведены на рис. 2.21. Обычно этими способами обрабатывают достаточно жесткие детали из стали, чугуна и цветных сплавов.
На рис. 2.21, а показана схема обработки цилиндрических наружных и внутренних поверхностей, на рис. 2.21, б — плоских поверхностей и на рис. 2,21, в — фасонных поверхностей.
Качество обрабатываемой поверхности при обкатывании роликами и шариками в значительной степени зависит от режимов деформирования: силы обкатывания (или давления на ролик и шарик), подачи, скорости, числа рабочих ходов и применяемой смазочно-охлаждающей жидкости. До обкатывания и раскатывания заготовки обрабатывают точением, шлифованием и другими способами, обеспечивающими точность, но 7...9-му квали-тету и Ra <1,6 ...0,2 мкм. Припуск на обработку обычно рекомендуется выбирать равным 0,005...0,02 мм.
199
Таблица 2.2 Основные способы поверхностного пластического деформирования (ППД) Поверхности Фасонные Обработка дробью. Ra 0,1. ..0,05
IT 7...5
Алмазное выглаживание Ra 0,4...0,1
IT 9...8
Центробежная обработка Ra 1,25...0,16
IT 10...8
Обкатывание шариками Ra 2,5...0,16
IT 9...8
Плоские Вибрационное обкатывание Ra 2,0...0,025
IT 10...7
Многороликовое обкатывание Ra 2,0...0,1
IT 10...7
Обкатывание роликами Ra 2,0...0,1
IT 10...7
Алмазное выглаживание Ra 0,1...0,05
IT 7...5
Внутренние цилиндрические Калибрование шариками Ra 0,4...0,02
IT 9...6
Деформирующее протягивание, поошивание Ra 0,15...0,1
IT 7...6
Поверхностное раскатывание Ra 2,0...0,05
IT 8...7
Центробежная обработка Ra 0,4...0,1
IT 9...7
о Алмазное выглаживание Ra 0,15...0,02
IT 7...5
ясные •ическг Калибрующее накатывание роликами Ra 0,4...0,025
IT 8...7
Нару илиндр Обкатывание шариками Ra 2,0...0,05
IT 10...7
я Обкатывание роликами Ra 2,0...0,05
IT 10...7
200
Рис. 2.21. Схемы обработки роликом:
а — наружных и внутренних цилиндрических поверхностей; б — плоских поверхностей; в — фасонных поверхностей
Пластическое поверхностное деформирование может быть отдел очно-упрочняющей операцией (улучшает шероховатость поверхности и упрочняет поверхностный слой), отделочно-уп-рочняющей и калибрующей операцией (кроме сказанного выше, повышает точность обработки); отделочно-калибрующей операцией (упрочнения не происходит).
Внутренние цилиндрические поверхности, кроме рассмотренных операций раскатывания, пластически деформируют путем прошивания и протягивания выглаживающими прошивками и протяжками (дорнование) и шариками. Схемы обработки отверстий дернованием приведены на рис. 2.22.
Рис. 2.22. Схемы дорнования отверстий: а — однозубом дорном; б — многозубым дорном; в — многозубым составным дорном
201
Рис. 2.23.
Схема центробежной обработки шариками
Этими способами можно упрочнять, калибровать фасонные поверхности (шлицы, отверстия). Точность обработки поверхностей повышается на 30...60 %, шероховатость обработанных внутренних поверхностей уменьшается. При обработке отверстий обязательным является применение смазочно-охлаждающих жидкостей. Дорнование осуществляются на протяжных станках и прессах.
Наряду с изложенными выше способами широко применяют центробежное (инерционное) упрочнение. При этом используется центробежная сила шариков (роликов), свободно сидящих в радиальных отверстиях быстровращающегося диска. Схема центробежной обработки поверхности шариками показана на рис. 2.23.
Шарики 2 при вращении диска 3 смещаются в радиальном направлении на величину h=(Rj -R), нанося многочисленные удары по заготовке 1 и пластически деформируя поверхность. Для получения поверхностей с минимальным параметром шероховатости и упрочненным слоем небольшой глубины применяют алмазное выглаживание. Процесс аналоги -инструментом служит кристалл алмаза,
находящийся в специальной державке.
К методам пластического деформирования, упрочняющим поверхности деталей, кроме указанных в табл. 2.2, относятся: обработка дробью, гидровиброударная обработка; электромагнитное, ультразвуковое упрочнение и др.
Отделочная обработка
На этапе отделочной обработки обеспечиваются повышенные требования к шероховатости поверхности. При этом могут повышаться в небольшой степени точность размеров и формы обрабатываемых поверхностей. К методам отделочной обработки относятся доводка, притирка, суперфиниширование, полирование и пр.
Абразивная доводка является окончательным методом обработки заготовок деталей типа тел вращения, обеспечивающим
чен обкатыванию, но
202
Втулка
а)
б)
Рис. 2.24. Схемы доводки:
а — с помощью ручных притиров; б — на плоскодоводочных станках
малые отклонения размеров, отклонение формы обрабатываемых поверхностей и /?а=0,16...0,01 мкм. Этот метод характеризуется одновременным протеканием механических, химических и физико-химических процессов. Доводку выполняют с помощью ручных притиров или на специальных доводочных станках (рис. 2.24).
В единичном производстве, при ремонте притирку производят на токарном станке притиром в виде втулки, сделанной по размеру притираемой детали, с одной стороны втулка разрезана (рис. 2.24, а).
Втулку смазывают доводочной пастой или тонким слоем мелкого корундового порошка.
Деталь при доводке смазывают жидким машинным маслом или керосином. Припуск на доводку составляет 5...20 мкм на диаметр. Скорость вращения заготовки Изг =10...20 м/мин.
В крупносерийном и массовом производстве процесс механизирован и иногда называется лаппингование.
Притирка осуществляется между двумя чугунными (свинцовыми, медными) притирами (рис. 2.24, б).
Диски вращаются в разные стороны. Детали закладываются в сепаратор, закреплённый на кривошипе. Достижимая точность процесса — IT6, Ra =0,05...0,025 мкм.
Суперфиниширование — отделочная обработка различных поверхностей деталей, в том числе цилиндрических, абразивными брусками (рис. 2.25).
203
Рис. 2.25. Схема суперфиниширования
В результате суперфиниширования шероховатость поверхности снижается до 7?а=0,1...0,012 мкм, увеличивается относительная опорная длина профиля поверхности с 20 до 90 %. Существенного изменения размеров и макрогеометрии поверхности не наблюдается. Обработка производится мелкозернистыми (зернистость не ниже 320) брусками с добавлением смазочного вещества (смесь керосина с маслом) при небольшой скорости (до 2,5 м/с) и с весьма малыми давлениями инструмента на поверхность детали (0,1...0,3 МПа — для заготовок деталей из стали; 0,1...0,2 МПа — для заготовок деталей из чугуна и 0,05...0,1 МПа — для заготовок деталей из цветных металлов).
В простейших схемах обработки на различных станках общего назначения осуществляются следующие движения: вращение заготовки (окружная скорость 0,05...2,5 м/с); возвратно-поступательное движение (колебание инструмента или заготовки — ход 2...6 мм, число двойных ходов 200... 1000 в 1 мин); перемещение инструмента вдоль поверхности заготовки. Толщина снимаемого слоя металла 0,005...0,02 мм
Полирование предназначено для уменьшения параметров шероховатости поверхности без устранения отклонений размеров и формы деталей. При окончательном полировании достигается (при малых давлениях резания 0,03.„0,2 МПа) параметр шероховатости Afl=0,1 ...0,012 мкм. Абразивными инструментами являются эластичные круги (войлок, ткань, кожа и т. п.), покрытые полировальными пастами, шлифовальные шкурки и свободные абразивы (обработка мелких заготовок в барабанах и виброкон
204
тейнерах). В качестве абразивных материалов применяют элект-рокорупд, карбиды кремния, бора, окись хрома, железа, алюминия, пасты ГОИ, алмазные и эльборовые шкурки и др.
Более подробные характеристики, типы и области применения абразивных инструментов и шлифовальных материалов приведены в соответствующих справочниках.
2.1.5. Обработка на валах элементов типовых сопряжений
Кроме цилиндрических и конических поверхностей вращения валы обычно содержат также и другие элементы, к которым относятся шпоночные пазы, шлицевые и резьбовые поверхности и т. п. (см. рис. 2.1)
Для передачи крутящего момента деталям, сопряженным с валом, широко применяют шпоночные и шлицевые соединения.
2.1.5.1. Обработка на валах шпоночных пазов
Наибольшее распространение в машиностроении получили
призматические и сегментные шпонки.
Шпоночные пазы для призматических шпонок могут быть сквозными (ри-c. 2.26, а) закрытыми с одной стороны (рис. 2.26, б) закрытыми с двух сторон, т.е. глухими (рис. 2.27, в). Наименее технологичными являются глухие шпоночные пазы. Предпочтительнее применение сквозных пазов и пазов закрытых с одной стороны, но с радиусным выходом.
К технологическим задачам, стоящим при обработке шпоночных пазов относятся требования по точности ширины паза (по
Рис. 2.26. Виды шпоночных пазов: а — сквозные;
б — закрытые с одной стороны (I — с радиусным выходом;
II — с выходом под концевую фрезу)
205
IT9), глубины паза (с рядом отклонений: +0,1; +0,2; +0,3), длины (по IT 11...IT 12).Требуется обеспечить также симметричность расположение паза относительно оси шейки, на которой он расположен.
Установка валов при обработке пазов, обычно производится на призме или в центрах (рис. 2.27).
При проектировании техмаршрута операция “фрезеровать шпоночный паз” располагается после обтачивания шейки, до её
Рис. 2.27. Методы фрезерования шпоночных пазов: а — дисковой фрезой с продольной подачей; б — концевой фрезой с продольной подачей; в — шпоночной фрезой с маятниковой подачей; г — дисковой фрезой с вертикальной подачей
206
шлифования, так как вследствие удаления части материала посадочное место вала иногда деформируется.
Шпоночные пазы изготовляются различными способами в зависимости от конфигурации паза и вида применяемого инструмента; они выполняются на горизонтально-фрезерных или вертикально-фрезерных станках общего назначения или специальных.
Сквозные и закрытые с одной стороны шпоночные пазы изготовляются фрезерованием дисковыми фрезами (см. ри-c. 2.27, а). Фрезерование пазов производится за один — два рабочих хода. Этот способ наиболее производителен и обеспечивает достаточную точность ширины паза.
Применение этого способа ограничивает конфигурация пазов: закрытые пазы с закруглениями на концах не могут выполняться этим способом; они изготовляются концевыми фрезами за один или несколько рабочих ходов (см. рис. 2.27, б).
Фрезерование концевой фрезой за один рабочий ход производится таким образом, что сначала фреза при вертикальной подаче проходит на полную глубину паза, а потом включается продольная подача, с которой шпоночный паз фрезеруется на полную длину. При этом способе требуется мощный станок, прочное крепление фрезы и обильное охлаждение. Вследствие того, что фреза работает в основном своей периферической частью, диаметр которой после заточки несколько уменьшается, то в зависимости от числа переточек фреза дает неточный размер паза по ширине.
Для получения по ширине точных пазов применяются специальные шпоночно-фрезерные станки с маятниковой подачей, работающие концевыми двуспиральными фрезами с торцовыми режущими кромками. При этом способе фреза врезается на ОД...0,3 мм и фрезерует паз на всю длину, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз опять на всю длину, но в другом направлении (см. рис. 2.27, в). Отсюда и происходит определение метода — “маятниковая подача”. Этот метод является наиболее рациональным для изготовления шпоночных пазов в серийном и массовом производствах, так как дает вполне точный паз, обеспечивающую полную взаимозаменяемость в шпоночном соединении. Кроме того, поскольку
207
фреза работает торцовой частью, она будет долговечнее, так как изнашивается не периферическая ее часть, а торцовая. Недостатком этого способа является значительно большая затрата времени на изготовление паза по сравнению с фрезерованием за один рабочий ход и тем более с фрезерованием дисковой фрезой. Отсюда вытекает следующее: 1) метод маятниковой подачи надо применять при изготовлении пазов, требующих взаимозаменяемости; 2) фрезеровать пазы за один рабочий ход нужно в тех случаях, когда допускается пригонка шпонок по канавкам.
Сквозные шпоночные пазы валов можно обрабатывать на строгальных станках. Пазы на длинных валах, например, на хо
Рис. 2.28.
довом вале токарного станка, строгают на продольно-строгальном станке. Пазы на коротких валах строгают на поперечно-строгальном станке — преимущественно в единичном и мелкосерийном производствах.
Шпоночные пазы под сегментные шпонки изготовляются фрезерованием с помощью дисковых фрез (см. рис. 2.27, г).
Шпоночные пазы в отверстиях втулок зубчатых колес, шкивов и других деталей, надевающихся на вал со
Протягивание шпоночного паза шпонкой, обрабатываются в
в отверстии единичном и мелкосерийном
производствах на долбежных станках, а в крупносерийном и массовом — на протяжных станках. На рис. 2.28 показано протягивание шпоночного паза в заготовке зубчатого колеса на горизонтально-протяжном станке. Заготовка 1 насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2 — 3 рабочих хода, то под протяжку помещают подкладку 3.
208
2.1.5.2. Обработка на валах шлицев
Шлицевые соединения широко применяются в машиностроении (станкостроении, автомобиле- и тракторостроении и других отраслях) для неподвижных и подвижных посадок.
Различают шлицевые соединения прямоугольного, эвольвен-тного и треугольного профиля.
В наиболее часто используемых шлицевых соединениях прямоугольного профиля сопряженные детали центрируются тремя способами (рис. 2.29):
— центрированием втулки (или зубчатого колеса) по наружному диаметру (D) шлицевых выступов вала;
— центрированием втулки (или зубчатого колеса) по внутреннему диаметру (d)шлицев вала (т. е. по дну впадины);
— центрированием втулки (или зубчатого колеса) по боковым сторонам (Ь)шлицев.
Рис. 2.29. Виды центрирования шлицевых соединений
Центрирование по D наиболее технологично, но его использование ограничивается в основном неподвижными шлицевыми соединениями не требующие повышенной твердости. Центрирование по (d) применяется в тех случаях, когда элементы шлицевого соединения используются для подвижных сопряжений, подвергнутых закалке. Центрирование по «Ь» применимо в случае передачи больших крутящих моментов с реверсированием вращения.
Технологический процесс изготовления шлицев валов зависит от того, какой принят способ центрирования вала и втулки, т. е. термообрабатываются или нет поверхности шлицев.
Приведем в качестве примера маршруты обработки шлицев на валах соответственно не подвергаемых и подвергаемых термообработке:
209
— черновая токарная обработка, чистовая токарная обработка и шлифование цилиндрических поверхностей под нарезание шлицев, нарезание шлицев, снятие заусенцев и промывка;
— черновая токарная обработка, чистовая токарная обработка, нарезание шлицев с припуском под шлифование, фрезерование канавок для выхода круга при шлифовании центрирующей поверхности внутреннего диаметра (если на первой операции применяется фреза без усиков), термическая обработка, шлифование поверхностей шлицев, снятие заусенцев и промывка.
Шлицы на валах и других деталях изготовляются различными способами, к числу которых относятся: фрезерование, строгание (шлицестрогание), протягивание (шлицепротягивание), накатывание (шлиценакатывание), шлифованием.
Фрезерование шлицев на валах небольших диаметров (до 100 мм) обычно фрезеруют за один рабочий ход, больших диаметров — за два рабочих хода. Черновое фрезерование шлицев, в особенности больших диаметров, иногда производится фрезами на горизонтально-фрезерных станках, имеющих делительные механизмы (рис. 2.30, а, б, в).
Фрезеровать шлицы можно способом, изображенным на рис. 2.30,6, позволяющим применять более дешевые фрезы, чем фреза, изображенная на рис. 2.30, а.
Более производительным способом является одновременное фрезерование двух шлицевых канавок двумя дисковыми фрезами специального профиля (рис. 2.30, в).
Чистовое фрезерование шлицев дисковыми фрезами производится только в случае отсутствия специального станка или инструмента, так как оно не дает достаточной точности по шагу и ширине шлицев.
Более точное фрезерование шлицев производится методом обкатки при помощи шлицевой червячной фрезы (рис. 2.30, г). Фреза, помимо вращательного движения, имеет продольное перемещение вдоль оси нарезаемого вала. Этот способ является наиболее точным и наиболее производительным.
Окончательная обработка шлицев по методу обкатки производится чистовым фрезерованием червячными шлицевыми фрезами высокого класса точности (АА и А).
При центрировании втулки (или зубчатого колеса) по внутреннему диаметру шлицев вала как червячная, так и дисковая
210
фреза должна иметь “усики”, вырезающие канавки у основания шлица, чтобы не было заедания во внутренних углах; эти канавки необходимы также при шлифовании по боковым сторонам и внутреннему диаметру.
Рис. 2.30. Способы фрезерования шлицев
Шлицестрогание реализуется, как правило, на специальных станках полуавтоматах, которые могут работать как отдельно, так и будучи встроенные в автоматическую, линию. Этим методом чаще всего обрабатываются сквозные шлицы или шлицы у которых предусмотрен выход для резцов.
Все шлицы нарезаются одновременно. При этом обработка ведется набором фасонных резцов, установленных с возможностью перемещаться в радиальном направлении. Число резцов равно
211
числу пазов нарезаемого вала. Обрабатываемая заготовка расположена вертикально и ей сообщается возвратно-поступательное перемещение вдоль оси. Перед каждым перемещением заготовки вверх, резцы перемещаются по направлению к оси заготовки на величину поперечной подачи. Рабочим движением является перемещение заготовки вверх. При ее перемещении вниз резцы отводятся от обрабатываемой поверхности, чтобы избежать трения о заготовку. Этот процесс высокопроизводителен и используется в крупносерийном и массовом производстве.
Шлицестрогание обеспечивает шероховатость поверхности /?о=3,2...0,8 мкм.
Шлицепротягивание сквозных шлицев производится цепными протяжками, профиль которых соответствуют профилю шлицевого паза. Каждый паз протягивается отдельно, а для обработки всех пазов используется делительное устройство.
Для обработки несквозных шлицев используются блочные протяжки с независимой установкой и перемещением резцов в радиальном направлении (рис. 2.31).
Возможна также обработка шлицев с использованием так называемых охватывающих протяжек. Однако, из-за сложнос
ти инструмента этот процесс применяется сравнительно редко.
Шлицепротягивание обеспечивает шероховатость поверхности Ra— 1,6...0,8 мкм.
Шлиценакатывание без нагрева детали осуществляется роликами, имеющими профиль, соответствующий форме поперечного сечения шлицев. Вращающиеся на осях ролики (диаметром 100 мм) по одному на каждый шлиц расположены радиально в сегментах массивного корпуса накатной головки (рис. 2.32).
При передвижении головки по детали свободно вращающиеся ролики, вдавливаясь в поверхность вала, образуют на ней шлицы соответствующей профилю ролика формы. Все шлицы накатываются одновременно, без вращения детали.
Рис. 2.31.
Схема шлицепротягивания
212
На специальных станках для накатывания шлицев накат
ная головка размещается на салазках, для которых направляющими служат валы, соединяющие две массивные стойки. Са
Рис. 2.32 Схема накатной головки для шлиценакатного станка:
1 — корпус; 2 — накатной ролик;
3 — обрабатываемая деталь; 4 — сегмент
лазки перемещаются приводом от гидроцилиндра, расположенного в задней стойке. В передней стойке находится гидравлический зажимной патрон, в котором закрепляется обрабатываемая деталь. Каждый ролик независимо регулируется на требуемую высоту. Головка, как самостоятельный узел, снимается со станка, не нарушая расположения роликов. На смену роликов зат
рачивается 5-10 мин, на наладку станка — около 30 мин.
На таких станках наибольшее число накатываемых шлицев доходит до 18, наименьшее составляет 8... 10 (на валах диаметром 16 мм). Продольная подача — до 15 мм/сек. Получаемая точность шлицев по шагу — 0,04 мм, непрямолинейность не превышает — 0,04 мм на 100 мм длины.
Процесс накатывания весьма производителен, так как все шлицы накатываются одновременно, при малой затрате времени, с достаточно высокой точностью.
Шлифование шлицев осуществляется в следующих случаях.
При центрировании шлицевых валов по наружному диаметру шлифуют только наружную цилиндрическую поверхность вала на обычных круглошлифовальных станках; шлифование впадины (т. е. по внутреннему диаметру шлицев вала) и боковых сторон шлицев не применяется.
При центрировании шлицевых валов по внутреннему диаметру шлицев фрезерование последних дает точность обработки по внутреннему диаметру до 0,05...0,06 мм, что не всегда является достаточным для точной посадки.
213
Если шлицевые валы после чернового фрезерования прошли термическую обработку в виде улучшения или закалки, то после этого они не могут быть профрезерованы начисто; их необходимо шлифовать по поверхностям впадины (т. е. по внутреннему диаметру) и боковых сторон шлицев. Наиболее производителен способ шлифования фасонным кругом (рис. 2,33, а); но при таком способе шлифовальный круг изнашивается нерав* номерно ввиду неодинаковой толщины снимаемого слоя у боко* вых сторон и впадины вала, поэтому требуется частая правка круга. Несмотря на это, данный способ широко распространен в машиностроении.
Рис. 2.33 Схема шлифования шлицев на валах: а — фасонным кругом;
б — в две операции одним и двумя кругами; в — тремя кругами
Шлифовать шлицы можно в две отдельные операции (ри-c. 2,33, б); в первой шлифуют только впадины (по внутреннему диаметру), а во второй — боковые стороны шлицев. Для уменьшения износа шлифовального круга после каждого хода
214
Рис 2.34.
Схема правки фасонного шлифовального круга
стола вал поворачивается, и, таким образом, шлифовальный круг обрабатывает впадины постепенно, одну за другой. Обычно вал поворачивается автоматически после каждого двойного хода стола станка. Но такой способ шлифования менее производителен, чем первый.
Для объединения двух операций шлифования в одну применяются станки, на которых шлицы шлифуются одновременно тремя кругами: один шлифует впадину, а два других — боковые поверхности шлицев (рис. 2.33, в).
На рис. 2.34 дана схема правки тремя алмазными карандашами фа
сонного шлифовального круга, показанного на рис. 2.33, а.
2.1.5.3. Обработка на валах резьбовых поверхностей
В машиностроительном производстве применяют цилиндрические резьбы — крепежные и ходовые, а также конические резьбы.
Основной крепежной резьбой является метрическая резьба треугольного профиля с углом профиля 60е.
Ходовые резьбы с прямоугольным и трапецеидальным профилем; последние бывают однозаходные и многозаходные.
Резьба может быть наружная (на наружной поверхности детали) и внутренняя (на внутренней поверхности детали).
Наружную резьбу можно изготовлять различными инструментами: резцами, гребенками, плашками, самораскрывающи-мися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом.
Для изготовления внутренней резьбы применяют: резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод нарезания резьбы применяется в зависимости от профиля резьбы, характера и типа материала изделия, объема производственной программы и требуемой точности.
Основные способы формообразования резьбовых поверхностей с указанием границ степеней точности резьбы и параметров шероховатости приведены в табл. 2.3.
215
ю о\
Таблица 2.3
Классификация основных методов формообразования резьбы
Основные методы формообразования резьбовых поверхностей
Обработка резанием Обработка давлением
Лезвийным инструментом Абразивным инструментом Плоскими плашками Роликами Бесстружечным метчиком 1 Накатными головками
Резцами или гребенкой Плашкой круглой Резьбовой головкой Фрезой Метчиком Шлифование однопрофильное Шлифование многопрофильное Бесцентровое шлифование
Ст.точн. S’ Ст.точн S’ Ст.точн Ст.точн Я Ст.точн S’ Ст.точн S’ Ст.точн S’ Ст.точн S’ Ст.точн >0 № Ст.точн № Ст.точн 1 2? Ст.точн
р\ о ОО оо ГЗ V» 6,3.1,6 о\ 9‘Г Т‘9 6,3...3,2 СГ\ о оо о оо о ю о оо о О ро о о> 4 0,8...0,2 о 00 о> н— о ОО
Нарезание резьб осуществляется на резьбонарезных и резьбофрезерных станках и полуавтоматах, гайконарезных автоматах, резьбонакатных, резьбошлифовальных, токарных и других станках.
Нарезание резьбы резцами и резьбовыми гребенками
Наружную и внутреннюю резьбы можно обработать на токарных станках. Это малопроизводительный процесс, так как обработка осуществляется за несколько рабочих ходов и требует высокой квалификации рабочего. Достоинством метода является универсальность оборудования, инструмента и возможность получить резьбу высокой точности. На токарных станках нарезают точные резьбы на ответственных деталях, а также нестандартные резьбы и резьбы большого диаметра. Для повышения точности резьбы осуществляют как черновые, так и чистовые рабочие ходы разными резцами. Различают два способа нарезания треугольной резьбы: 1) радиальное движение подачи; 2) движение подачи вдоль одной из сторон профиля.
Первый способ более точный, но менее производительный, поэтому рекомендуется черновые рабочие ходы делать вторым способом, а чистовой — первым (рис. 2.35, а).
Рис 2.35. Схемы нарезания резьб:
а — с радиальной подачей и с подачей вдоль одной из сторон; б — расположение зубьев резьбовой гребенки; в — набором резцов
217
Для повышения производительности обработки резьбы применяют резьбовые гребенки — круглые и призматические. Обычно ширину гребенки принимают равной не менее чем шести шагам. При использовании гребенок снятие стружки выполняют несколько зубьев (рис. 2.35, б) и число рабочих ходов может быть уменьшено до одного.
Для скоростного нарезания резьбы применяют резцы, оснащенные твердым сплавом, а также наборы резцов (рис. 2.35, в).
Конструкции некоторых типов резцов приведены на рис. 2.36.
г)
Рис 2.36. Резцы для нарезания резьбы: а — призматические; б — круглые; в — с пружинной державкой; г — с трехрезцовой головкой; д — трехрезцовая пластина
218
Резцы должны быть расположены строго перпендикулярно оси станка, а их передние поверхности должны быть расположены на высоте центров станка. При другом их положении резьба будет нарезана с неправильным углом профиля.
Высокие требования, предъявленные к заточке резцов и сохранению правильного профиля, привели к внедрению в производство фасонных резьбовых резцов — призматических и круглых (дисковых).
У этих резцов размеры элементов профиля резьбы выдерживаются более точно, чем у обычных, так как такие резцы затачиваются по передней поверхности, а полученные на этапе изготовления задние поверхности остаются неизменными.
Стремление разгрузить работу чистового резца и повысить производительность привело к созданию гребёнок.
Гребёнки, подобно резцам, бывают плоские, призматические и круглые и отличаются от резцов тем, что режут одновременно несколькими режущими кромками. Для разделения работы резания концы зубьев гребёнки стачиваются от одного края гребёнки к другому, так что глубина резания постепенно увеличивается.
Плоские гребёнки применяются для нарезания треугольной резьбы с малым углом подъёма, тангенциальные — с большим углом подъёма.
Круглые дисковые и призматические гребёнки по сравнению с плоскими имеют то преимущество, что они затачиваются только по передней поверхности; допускают большее число переточек и, значит, имеют больший срок службы.
Токарные станки применяются для нарезания резьбы преимущественно для:
— нарезания резьбы на поверхностях, предварительно обработанных на токарном же станке, благодаря чему обеспечивается правильное положение резьбы относительно других поверхностей;
— нарезания очень точных длинных винтов (в этом случае токарный станок, работающий одним резцом, имеет преимущество перед всеми другими методами, в том числе и перед фрезерованием;
— при выполнении работ, подходящих для резьбофрезерного станка, когда его нет или объём партии мал;
219
— нарезания резьб большого диаметра, нестандартного профиля или шага, а также вообще во всех случаях, когда приобретение подходящих плашек и метчиков не оправдывается объёмом производства;
— нарезания прямоугольных резьб, чистовое фрезерование которых невозможно, а применение плашек и метчиков хотя и возможно, но затруднительно, особенно при обработке крупных заготовок.
К недостаткам нарезания резьбы на токарных станках относятся низкая производительность, уступающая другим методам нарезания резьбы, а также зависимость точности обработки среднего диаметра от квалификации рабочего
Применение гребёнок позволяет несколько повысить точность, но и в этом случае она обычно получается ниже, чем при нарезании плашками и метчиками.
Резьбу после нарезания резцом иногда калибруют точным плашками (часто вручную).
Таким образом, нарезание резьбы на токарном станке применяется преимущественно в единичном и мелкосерийном производствах, а в крупносерийном и массовом производствах — главным образом, для нарезания длинных или точных резьб.
В крупносерийном и массовом производствах используется нарезание резьбы вращающимися резцами, так называемым вихревым методом. При этом заготовка закрепляется в центрах токарно-винторезного станка или в патроне. В процессе работы она медленно вращается. В специальной головке, установленной на суппорте станка, закрепляется резец. Головка, вращающаяся с большой скоростью от специального привода, расположена эксцентрично относительно оси нарезаемой резьбы. Таким образом, при вращении головки, резец, закреплённый в ней, описывает окружность, диаметр которой больше наружного диаметра резьбы.
Периодически (один раз за каждый оборот головки) резец соприкасается с обрабатываемой поверхностью по дуге и за каждый оборот головки прорезает на заготовке серповидную канавку, имеющую профиль резьбы.
За каждый оборот вращающейся заготовки, головка перемещается вдоль оси детали на величину шага резьбы. Головку на
220
клоняют относительно оси детали на величину угла подъёма винтовой линии резьбы. При вихревом нарезании резьбы скорость резания, соответствующая скорости вращения резца К=150...400 м/мин, круговая подача *У=0,2...0,8 мм за один оборот резца.
В некоторых конструкциях головок закрепляют четыре резца: два резца прорезают канавку, третий формирует профиль резьбы, четвёртый — зачищает заусенцы.
Параметры настройки, показанные на рис. 2.37 рассчитываются следующим образом:
Рис 2.37.
Схема вихревого резьбонарезания
где d — наружный диаметр нарезаемой резьбы; t — глубина профиля резьбы.
Нарезание резьбы метчиками, плашками и самораскрываю-щимися резьбонарезными головками производится на различных станках.
Внутренние резьбы нарезают обычно машинными метчиками на резьбонарезных, сверлильных, револьверных, а также на агрегатных станках, полуавтоматах и автоматах в зависимости от масштаба производства. Станки должны иметь быстродействующий реверс шпинделей для быстрого изменения направления рабочего движения на обратное, когда резьба нарезана.
Для нарезания резьбы метчиками применяются различные типы патронов: жесткие, плавающие, самовыключающиеся при соприкосновении с упором, самовыключающиеся при перегрузке крутящим моментом и др.
Жесткие патроны применяют на автоматах и полуавтоматах, а также на станках с ЧПУ. При большом отклонении от соосности метчика и отверстия применяют плавающие.
В массовом и крупносерийном производстве получили широкое распространение метчики сборной конструкции (резьбо
221
нарезные головки), которые могут нарезать резьбу без реверсирования.
Наружные резьбы невысокой точности (7...8 степени точности) нарезают обычными круглыми плашками Плашками с доведёнными режущими кромками можно калибровать резьбы пятой степени точности.
Основной недостаток всех типов плашек — это необходимость свинчивания их по окончанию резания, что снижает производительность и несколько ухудшает качество резьбы.
Плашками, нарезают резьбу как вручную, так и на различных станках токарной, сверлильной, резьбонарезной групп. Круглые плашки (рис. 2.38, а) устанавливают на станках в специальных патронах и закрепляют тремя-четырьмя винтами. Нарезание плашками малопроизводительный процесс.
Рис 2.38. Инструменты для нарезания резьбы: а — плашка; б — самораскрывающаяся резьбовая головка
Нарезание наружной резьбы резьбонарезными самооткры-вающимися головками значительно точнее, производительнее и отличается большей точностью, чем ранее рассмотренные методы; оно находит широкое применение в серийном и массовом производстве (рис. 2.38, б).
Вращающиеся головки используют на токарных автоматах и полуавтоматах.
222
Фрезерование резьбы широко распространено в серийном и массовом производствах и применяется для нарезания наружных и внутренних резьб на резьбофрезерных станках (рис. 2.39). Оно осуществляется двумя основными способами: дисковой фрезой (рис. 2.39, а) и групповой (гребенчатой) фрезой (рис. 2.39, б).
а) б!
Рис 2,39. Схемы фрезерования резьбы: а — дисковой фрезой; б — групповой (гребенчатой) фрезой
Нарезание дисковой фрезой применяют при нарезании резьб с большим шагом (Р) и круглым профилем и главным образом для предварительного нарезания трапецеидальных резьб за один, два или три рабочих хода. При нарезании фреза вращается и совершает поступательное движение вдоль оси заготовки, причем перемещение за один оборот заготовки должно точно соответствовать шагу резьбы.
Гребенчатая резьбовая фреза представляет собой набор нескольких дисковых резьбовых фрез. Полное нарезание происходит за 1,2 оборота заготовки (0,2 оборота необходимы для полного врезания и перекрытия места врезания).
Фрезерование дисковой фрезой часто применяют как черновую обработку перед нарезанием резьбы резцом.
Фрезерование гребенчатой фрезой — применяется для получения коротких резьб с мелким шагом. Длина фрезы обычно принимается на 2...5 мм больше длины фрезеруемой детали. Групповая фреза устанавливается параллельно оси детали, а не под утлом, как дисковая фреза. Нарезание резьбы с большим углом подъема гребенчатой фрезой затруднительно.
Фрезерование резьбы является одним из наиболее производительных методов обработки резьбы.
223
Шлифование резьб выполняют чаще всего после термической обработки заготовок. Резьбошлифование может быть наружным и внутренним, осуществляется на различных резьбошлифовальных станках. Существуют следующие способы шлифования резьбы: однопрофильным кругом; многопрофильным кругом с продольным движением подачи; врезное; широким многопрофильным кругом.
Шлифование однопрофильным кругом является универсальным и точным методом. Его применяют для изготовления метчиков, резьбовых пробок, резьбовых колец и т. п.
Многопрофильные круги, шлифующие резьбу с продольным движением подачи, имеют заходную конусную часть. В обработке участвуют все нитки шлифовального круга, что является преимуществом перед врезным шлифованием, так как увеличивает производительность.
Рис 2.40. Схема накатывания резьбы:
а — плоскими плашками; б — одним роликом; в — двумя роликами; г — накатывание с тангенциальной подачей
224
В массовом производстве успешно применяют высокопроизводительный метод шлифования резьбы — бесцентровое шлифование.
Резьбонакатывание (выдавливание) осуществляется последовательным или одновременным копированием путем пластического деформирования профиля накатного резьбового инструмента
на заданном участке заготовки.
Накатывание наружной резьбы можно осуществлять на резьбонакатных и специальных автоматических станках двумя спо
собами: плоскими плашками (рис. 2.40, а) и накатными роликами (рис. 2.40, б, в, г).
На практике широко распространено накатывание резьбы роликами с радиальным продольным и тангенциальным движениями подачи. Наибольшее распространение получил способ накатывания резьбы двумя роликами (рис. 2.40-, в). Более производительным является накатывание с тангенциальным движением подачи (рис. 2.40, г). Станки, работающие такими способами, называют
7
Рис 2:41.
Схема накатывания резьбы на многоцикличном станке: 1 — диск; 2 — подвижные плашки; 3- подвижные плашки; 4 — заготовка
двух — и трехцикличными. Наибольшей производительности достигают применением многоцикличных резьбонакатных автоматов (рис. 2.41).
Накатывание резьбы в отверстиях осуществляют бесстружеч-ными метчиками, роликами и накатными головками. При накатывании внутренней резьбы в глубоких отверстиях применяют
схему с осевым движением подачи ролика.
Накатыванием можно получить резьбы диаметром 0,3... 150 мм на деталях из сталей твердостью НВ 120...340, а также из цветных металлов и сплавов.
225
2.1.6. Типовые маршруты изготовления валов
Рассмотрим основные операции механической обработки для изготовления вала с типовыми конструктивными элементами и требованиями к ним (см. рис. 2.1 и 2.2)
005 Заготовительная.
Для заготовок из проката: рубка прутка на прессе или обрезка прутка на фрезерно-отрезном или другом станке. Для заготовок, получаемых методом пластического деформирования — штамповать или ковать заготовку.
010 Правильная (применяется для проката).
Правка заготовки на прессе. В массовом производстве может производиться до отрезки заготовки. В этом случае правится весь пруток на правильно-калибровочном станке.
015 Термическая.
Улучшение, нормализация.
020 Подготовка технологических баз.
Обработка торцов и сверление центровых отверстий. В зависимости от типа производства операцию производят:
— в единичном производстве подрезку торцов и центрование на универсальных токарных станках последовательно за два установа;
— в серийном производстве подрезку торцов выполняют раздельно от центрования на продольно-фрезерных или горизонтально-фрезерных станках, а центрование — на одностороннем или двустороннем центровальном станке. Могут применяться фрезерно-центровальные полуавтоматы последовательного действия с установкой заготовки по наружному диаметру в призмъЛ и базированием в осевом направлении по упору (рис. 2.42);
— в массовом производстве применяют фрезерно-центровальные станки барабанного типа, которые одновременно фрезеруют и центруют две заготовки без съема их со станка. Форму и размеры центровых отверстий назначают в соответствии с их технологическими функциями по ГОСТ 14034-74.
Для нежестких валов (отношение длины к диаметру более 12) обработка шеек под люнеты.
025 Токарная (черновая).
Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция. Производится 226
точение наружных поверхностей (с припуском под чистовое точение и шлифование) и канавок. Это обеспечивает получение точности 1Т12, шероховатости Ra6,3. В зависимости от типа производства операцию выполняют:
в единичном производстве на токарно-винторезных станках;
в мелкосерийном — на универсальных токарных станках с гидро-суппортами и станках с ЧПУ;
в серийном — на копировальных токарных станках, горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ;
в крупносерийном и массовом — на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Рис 2.42.
Схема выполнения фрезерно-центровальной операции
030 Токарная (чистовая).
Аналогичная приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность 1Т11... 10, шероховатость Ra3,2.
227
035 Фрезерная.
Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок.
Шпоночные пазы в зависимости от конструкции обрабатываются либо дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, либо пальцевой фрезой (если паз глухой) на вертикально-фрезерных станках. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие «маятниковым» методом.
Шлицевые поверхности на валах чаще всего получают методом обкатывания червячной фрезой на шлицефрезерных или зубофрезерных станках. При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода.
040 Сверлильная.
Сверление всевозможных отверстий.
045 Резьбонарезная.
На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбо-шлифовальных, станках. Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производств. Наружные резьбы нарезают:
— в единичном и мелкосерийном производствах на токарно-винторезных станках плашками, резьбовыми резцами или гребенками;
— в мелкосерийном и серийном производствах резьбы не выше 7-й степени точности нарезают плашками, а резьбы 6-й степени точности — резьбонарезными головками на револьверных и болторезных станках;
— в крупносерийном и массовом производствах — гребенчатой фрезой на резьбофрезерных станках или накатыванием.
50 Термическая.
Закалка объемная или местная согласно чертежу детали.
055 Исправление центров (центрошифовальная).
Перед шлифованием шеек вала центровые отверстия, которые являются технологической базой, подвергают исправлению
228
путем шлифования конусным кругом на центрошлифовальном станке за два установа (рис. 2.43).
060 Шлифовальная.
Шейки вала шлифуют на круглошлифовальных или бесцен-трошлифовальных станках. Шлицы шлифуются в зависимости
от центрирования:
— по наружной поверхности — наружное шлифование на круглошлифовальных станках и шлифование боковых поверхностей на шлицешлифовальном полуавтомате одновременно двумя кругами и делением;
— по поверхности внутреннего диаметра — шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру, либо профильным кругом одновременно, либо в две операции.
065 Моечная.
Промывка деталей на моечной машине.
070 Контрольная.
075 Нанесение антикоррозионного покрытия.
Рис 2.43.
Схема шлифования центрового отверстия
2.1.6,1. Примеры типовых маршрутов изготовления ступенчатых шлицевых валов
Пример!.
Ниже приведены краткое описание операций и операционные эскизы для изготовления шлицевого вала (рис. 2.44).
00. Править пруток 055 X 5000 (по мере необходимости) на правильно калибровочном станке типа ПК-90.
05. Отрезать заготовку 055 X 236 на прессе типа К223.
10. Фрезерно-центровальная. Фрезеровать два торца 1 одновременно и центровать два отверстия 2 на двустороннем фрезерно-центровальном полуавтомате последовательного действия типа МР71 (рис. 2.45).
229
ю UJ ©
ЕМ
RO,
1. Контроль твердости no внутреннему диаметру шлицей
2. Неуказанные предельные отклонения размероботЬерстий НК. бал об hK. остальных + !ТК
R1
RO.
Рис 2.44. Шлицевый вал двусторонней ступенчатости
2отд. центр.АМО ГОСТ 1Ь03С-7Ь
* Размеры для справок
Рис 2.45. Операционный эскиз операции 10
15. Токарно-винторезная. Выполняется в два установа на станке 16К20. Точить поверхности 1 и 2 (с припуском под шлифование), точить фаски 3, проточить канавки 4 и 5 (рис. 2.46). Второй установ, размеры фасок и канавок на рисунке не показаны.
Рис 2.46. Операционный эскиз операции 15
20. Шлицефрезерная. Фрезеровать 8 шлицев (с припуском под шлифование) на горизонтальном шлицефрезерном полуавтомате 5350 (рис. 2.47). Профиль и размеры канавок на рисунке не показаны.
231
Рис 2.47. Операционный эскиз операции 20
25. Термическая. ТВЧ Н0,8...1Д ЯКСэ50...55 согласно чертежу детали. Установка ТВЧ
30. Центрошлифовальная. Шлифовать фаски двух центровых отверстий 1 Выполняется в два установа на центрошлифовальном станке типа МВ119 (рис. 2.48).
Рис 2.48. Операционный эскиз операции 35
35. Круглошлифовальная предварительная. Выполняется в два установа на станке ЗБ151. Шлифовать наружные поверхности 1 и 2 и торец 3 с припуском под чистовое шлифование.
40. Круглошлифовальная чистовая. Выполняется в два установа на станке ЗБ 151. Шлифовать наружные поверхности 1 и 2 и торец 3 (рис. 2.49). Второй установ на рисунке не показан.
232
rlzl w I л I
230*
Рис 2.49. Операционный эскиз операции 40
45. Шлицешлифовальная. Шлифовать восемь шлицев 1 по внутреннему диаметру и боковым сторонам одновременно (рис. 2.50).
d-8^6e8*50a11*9f8
Рис 2.50. Операционный эскиз операции 45
50. Промывка детали
55. Контроль. В качестве примера приводятся схемы измерения радиального биения базовых поверхностей и торцов относительно общей оси двух базовых поверхностей (рис. 2.51).
233
Рис 2.51. Схема контроля точности взаимного расположения
Пример2.
Ниже приведено описание операций с указанием основных средств технологического оснащения для изготовления шлицевого вала со шпоночным пазом и наружной метрической резьбой (рис. 2.52).
Маршрут изготовления вала разработан с использованием таблицы 2.4. Материал: сталь 45; заготовка: штамповка; тип производства: среднесерийное.
Операция 005 — фрезерно-центровальная (код 4269). Фрезеровать торцы и сверлить центровое отверстие окончательно. Станок: фрезерно-центровальный мод. МР76М (код 381825). Приспособление: тиски с самоцентрирующими губками призматической формы, привод пневматический (код 396131). Базирование: по наружным поверхностям и одному торцу заготовки. Инструменты: торцевые фрезы диаметром 100 мм с числом зубьев 12, материал режущей части Т14К8 (код 381855); центровочные сверла диаметром 5 мм, материал Р6М5 (код 391242). Измерительный инструмент: штангенциркуль ШЦ1, диапазон
234
to
<_Л
Рис 2.52. Шлицевый вал
H14,hl4;±m4/2
Таблица 2.4
Типовые технологические операции обработки различных поверхностей валов в серийном производстве
Поверхность вала Квали-тет Шероховатость Ra, мкм Характер и последовательность выполнения операции (переходов)
Цилиндрическая и коническая незакали-ваемые 11 и грубее 9 и грубее 6...8 25 и. грубее 3,2 и грубее 0,4.. .1,6 Черновое точение на станках класса Н Черновое и чистовое точение на станках класса Н Черновое, чистовое точение и круглое шлифование на станках класса Н Черновое и чистовое точение на станках класса П
Цилиндрическая и коническая закаливаемые 6...8 0,4...1,6 Черновое и чистовое точение, закалка, круглое шлифование на станках Н Черновое и чистовое точение, закалка, чистовое точение на станках класса П с использованием сверхтвердых режущих материалов на основе нитрида бора (композит 01, карбонадо, например марки АСПК) и др.
Шлицевая накаливаемая 6 для наружного диаметра 0,4...1,6 Черновое, чистовое точение, круглое шлифование и шлицешлифование Черновое, чистовое точение, шлицефрезерование, закалка и шлицешлифование
Закаливаемая шлицевая 6...7 для внутрен него диаметр а 0,4...1,6 Черновое, чистовое точение, шлицефрезерование, закалка и шлицешлифование Чистовое точение, шлицефрезерование, закалка и шлицешлифование
Цилиндрическая со шпоночной канавкой Ширина канавки 8...9, 6...8 для наружного диамет- -2* 0,4; 1,6; 0,8 Черновое, чистовое точение, шпоночное фрезерование и круглое шлифование Чистовое точение, фрезерование шпонки и круглое шлифование
236
Окончание таблицы 2.4
Поверхность вала Квали-тет Шероховатость Ra, мкм Характер и последовательность выполнения операции (переходов)
Крепежная резьба с нормальным и мелким шагами 8h...8g 1,6 Черновое, чистовое точение, нарезание резьбы плашками или резьбофрезерованием Чистовое точение, нарезание резьбы плашками или резцами Получистовое точение и накатывание резьбы
Резьбовая с нормальным и мелким шагами 4h...6g 0,8 Чистовое, черновое точение и нарезание резьбы резцами Черновое, чистовое точение, резьбонакатывание и резьбошлифование
измерения 400 мм, цена деления нониуса 0,1 мм (код 393310 для наладки), шаблон для контроля длины 286±0,6 (код 393610 для работы).
Операция 010 — токарно-копировальная (код 4117). Точить начерно поверхности диаметрами 50кб; 55кб; 52,62 и 65 мм. Станок: токарно-гидрокопировальный полуавтомат мод. 1Н713 (код 381115).
Приспособление: центры (код 382840) и патрон поводковый с пневмоприводом (код396115). Инструмент: проходной резец, правый с сечением 25x20 мм; материал режущей части Т1458 с ф=45°, а=8° и у=12° (код 392101). Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 125 мм, цена деления нониуса 0,1 мм (код 393310 для наладки), калибры скобы 51, 5Ы4; 53; 5Ы4; 56; 5Ы4; 63, 5hl4 (код 393120 для работы).
Операция 015 — токарно-копировальная (код 4117). Обточить поверхности диаметрами 40js6 и 65 мм начерно (остальные данные приведены в операции 010).
Операция 020 — токарная с программным управлением. Обточить поверхности диаметрами 50кб, 55h6, 40js6 с припуском на шлифование, диаметрами 65, 60al 1, 52; проточки диаметром
237
38, 48, 53, 58 мм и фаски 1x45° окончательно. Станок: токарный мод. 16К20Т с ЧПУ (код 381021). Приспособление: поводковый плавающий центр с диаметром поводковой части 36 мм (код 392840).
Базирование заготовки по центровым отверстиям и левому торцу диаметром 40 мм. Инструменты: проходные резцы, правый и левый с сечениями 20x25 мм; материал режущей части Т14К8, ф=90° (код 392110), проходной резец, ширина режущей части 3 мм, материал режущей части Т14К8 (код 392112); фасонные резцы левый и правый с <р=90° (код 392114). Измерительный инструмент: штангенциркуль ШЦ1 для наладки; калибры — скобы для работы 40, 3h9, 50, 60al 1, 65_03, 4h9.
Операция 025 — шпоночно-фрезерная (код 4272). Фрезеровать шпоночный паз 16s9 окончательно. Станок: шпоночнофрезерный полуавтомат мод. 692А (код 381610). Приспособление: тиски с призматическим основанием и пневматическим приводом (код 396131). Базирование: по поверхности диаметром 58h6 и торцу диаметром 62 мм. Инструмент: шпоночная фреза диаметром 16 мм, материал режущей части Т14К8 или Р6М5 (код 391826 или 391856). Измерительный инструмент: штангенциркуль ШТ1 (код 393310); калибр- пробка 16S9 (код 393110).
Операция 030 — шлицефрезерная (код 4260). Фрезеровать шлицы с припуском на шлифование. Станок: шлицефрезерный мод. 5350Б (код 381630). Приспособления: поводковое устройство (код 396115); центры (код 392840). Базирование: по центровым отверстиям. Инструмент: червячная шлицевая фреза марки Р6К5, a — 8x56x7X62allxl0js7 (код 391810). Измерительный инструмент: комплексный калибр — втулка (код 393180).
Операция 035 — шлицешлифованная (код 4142). Шлифовать шлицы окончательно. Станок: шлицешлифовальный мод. ЗБ450 (код 381315). Приспособления: центры (код 392840); поводковое устройство (код 396115). Базирование: по центровым отверстиям. Инструмент: шлифовальный профильный круг ПП250х16х7624А25ПСМ15 К435М.
Операция 040-круглошлифовальная (код 4131). Шлифовать поверхности диаметрами 50К6, 55h6, 40js6 окончательно. Ста-238
нок: кругло-шлифовальный (код 381311) мод.ЗМ150А. Приспособления: центры (код 393840); поводковое устройство (код 396155). Базирование: по центровым отверстиям. Инструмент: шлифовальный круг ПП350*50*127 24А25ПСМ15К435М/С2КЛА (код 397111). Измерительный инструмент: рычажные скобы с диапазоном измерения: 25...50 и 50...75 и ценой деления 0,002 мм для наладки (код 394240); калибры-скобы 40js6, 50К6 (код 393120).
Операция 045-резьбофрезерная (код4271). Фрезеровать резьбу M52*l,5-8g окончательно. Станок: резьбофрезерный (код 391632) мод.5Б63Г. Приспособление: центры (код 392840); поводковое устройство (код 396115). Базирование: по центровым отверстиям. Инструмент: резьбовая гребенчатая фреза марки Р6М5 (код 391810). Измерительный инструмент: резьбовые калибра-кольца M52*l,5-8g (код 393140).
В некоторых операциях приведенного выше процесса перечислены не все режущие и измерительные инструменты, необходимые для обработки и измерения вала.
В заключение можно отметить, что при разработке технологических процессов следует учитывать значительное влияние типа производства на принимаемые технологические решения. (Примеры приведены в приложениях.)
Наибольшее распространение в машиностроении получили различные ступенчатые валы средних размеров, среди которых преобладают гладкие.
По данным ЭНИМСа, свыше 85 % общего количества типоразмеров ступенчатых валов в машиностроении составляют валы длиной 150... 1000 мм [31].
Шлицевые валы могут быть со сквозными и замкнутыми шлицами, последние составляют около 65 % общего количества типоразмеров.
По конструкции шлицы могут быть прямобочными и эволь-вентными, преобладают прямобочные (приблездительно 85...90 % общего количества применяемых в машиностроении типоразмеров шлицевых валов), хотя в отношении технологии изготовления эвольвентные шлицы имеют ряд преимуществ и в ближайшем будущем они должны получить большее распространение.
239
2.2. Технология изготовления втулок
2.2.1. Характеристика втулок
К деталям класса втулок относятся втулки, гильзы, стаканы, вкладыши, т. е. детали, образованные наружными и внутренними поверхностями вращения, имеющие общую прямолинейную ось.
Некоторые основные виды подшипниковых втулок, представленные на рис. 2.53, служат как опоры вращающихся валов. Наиболее часто применяют втулки с L/D„2.
Рис. 2.53. Виды подшипниковых втулок ’
Технологические задачи.
Отличительной технологической задачей является обеспечение концентричности наружных поверхностей с отверстием и перпендикулярности торцов к оси отверстия.
Точность размеров. Диаметры наружных поверхностей выполняют по h6, h7; отверстия по Н7, реже по Н8, для ответственных сопряжений по Н6.
Точность формы. В большинстве случаев особые требования к точности формы поверхностей не предъявляются, т. е. погрешность формы не должна превышать определенной части поля ! допуска на размер.
Точность взаимного расположения: j
— концентричность наружных поверхностей относительно внутренних поверхностей 0,015...0,075 мм;
— разностенность не более 0,03...0,15 мм;
— перпендикулярность торцовых поверхностей к оси отверстия 0,2 мм на радиусе 100 мм, при осевой загрузке на торцы отклонения от перпендикулярности не должно превышать 0,02...0,03 мм.
240
Качество поверхностного слоя. Шероховатость внутренних и наружных поверхностей вращения соответствует /ta=l,6...3,2 мкм, торцов Ал=1,6...6,3 мкм, а при осевой нагрузке &г=1,6...3.2 мкм. Для увеличения срока службы твердость исполнительных поверхностей втулок выполняется НКСэ 40...60.
Для втулки, показанной на рис. 2.65:
— точность размеров основных поверхностей в пределах IT7;
— точность формы для отверстия Ж85 задана допуском круглости и допуском профиля продольного сечения(0,008 мкм), а для остальных поверхностей погрешности формы должны находиться в пределах части допуска и допуска на размер;
— точность взаимного расположения задается величиной радиального биения отверстия (не более 0,025 мм) и торцового биения упорного торца втулки (не более 0,016 мм) относительно оси наружной цилиндрической поверхности Ж125 и позиционными допусками расположения осей крепежных отверстий (0.12 мм);
— шероховатость ответственных цилиндрических поверхностей: наружных Ra =1,6 мкм, внутренних 7ta=l,6 мкм.
2.2.2. Материалы и заготовки для втулок
В качестве материалов для втулок служат: сталь, латунь, бронза, серый и ковкий антифрикционный чугун, специальные сплавы, металлокерамика, пластмассы.
Заготовками для втулок с диаметром отверстия до 20 мм служат калиброванные или горячекатаные прутки, а также литые стержни. При диаметре отверстия больше 20 мм применяются цельнотянутые трубы или полые заготовки, отлитые в песчаные или металлические формы, используют также центробежное литье и литье под давлением.
Заготовкой для рассматриваемой детали (рис. 2.65) является штамповка, полученная на горизонтально-ковочной машине.
2.2.3. Основные схемы базирования
Задача обеспечения концентричности наружных поверхностей относительно отверстия и перпендикулярности торцовых поверхностей к оси отверстия может быть решена обработкой:
241
— наружных поверхностей, отверстий и торцов за один установ;
— всех поверхностей за два установа или за две операции с базированием при окончательной обработке по наружной поверхности (обработка от вала);
— всех поверхностей за два установа или за две операции с базированием при окончательной обработке наружной поверхности по отверстию (обработка от отверстия).
При обработке за один установ рекомендуется следующий технологический маршрут обработки втулки:
— подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия и обтачивание наружной поверхности, растачивание или зенкерование отверстия и обтачивание наружной поверхности со снятием фасок на свободном торце, предварительное развертывание, окончательное развертывание, отрезка. Эта первая операция выполняется на токарно-револьверном станке, одношпиндельном или много-шпицдельном токарном автомате;
— снятие фасок с противоположного торца втулки на вертикально-сверлильном или токарном станке;
— сверление смазочного отверстия;
— нарезание смазочных канавок на специальном станке.
При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия, далее технологический маршрут сохраняется.
При обработке втулки с базированием по внутренней поверхности рекомендуется следующий технологический маршрут об* работки втулки:
— зенкерование отверстия втулки и снятие фаски в отвер* стии на вертикально-сверлильном станке (технологическая база — наружная поверхность);
— протягивание отверстия на горизонтально-протяжном станке со сферической самоустанавливающейся шайбой, которую применяют, потому что торец не обработан;
— предварительное обтачивание наружной поверхности (в зависимости от точности заготовки), подрезка торцов и снятие наружных (а часто и внутренних фасок на токарно-многорезцовом полуавтомате). Базирование осуществляется по внутренней поверхности на разжимную оправку;
242
— чистовое обтачивание наружной поверхности, чистовая подрезка торца.
При выборе метода базирования следует отдавать предпочтение базированию по отверстию, которое имеет ряд преимуществ:
— при обработке на жесткой или разжимной оправке погрешность установки отсутствует или значительно меньше, чем при обработке в патроне с креплением заготовки по наружной поверхности;
— более простое, точное и дешевое центрирующее устройство, чем патрон;
— при использовании оправки может быть достигнута высокая степень концентрации обработки.
2.2.4. Методы обработки внутренних цилиндрических поверхностей
Внутренние цилиндрические поверхности (отверстия) встречаются у большинства деталей классов 71...76 как тел вращения, так и не тел вращения [14].
Виды и методы обработки внутренних цилиндрических поверхностей, достигаемые точность и параметр шероховатости поверхностей основными существующими методами приведены в табл. 1.21. Для обработки отверстий, кроме указанных, относятся электрофизические методы (см. табл. 2.24).
Отверстия в заготовительных цехах получают достаточно просто, начиная с диаметра 25...40 мм.
Обработка отверстий в деталях различных типов производится путём сверления, зенкерования, фрезерования на станках с ЧПУ, растачивания резцами, развертывания, шлифования (внутреннего), протягивания, хонингования, раскатывания шариками и роликами, продавливания, притирки, полирования, суперфиниширования.
Обработка отверстий со снятием стружки производится лезвийным и абразивным инструментом.
2.2.4,1. Обработка отверстий лезвийным инструментом
К лезвийным инструментам относятся: сверла, зенкеры, развертки, расточные резцы и протяжки. Разновидности и характеристики этих инструментов приведены в справочнике [27]. Об
243
работку отверстий лезвийным инструментом производят на станках следующих групп: сверлильной (вертикально-сверлильные, радиально-сверлильные); расточной (горизонтально-расточные, горизонтальные и вертикальные отделочно-расточные координатно-расточные); протяжной группы (горизонтальные и вертикальные полуавтоматы), как обычного исполнения, так и с ЧПУ.
Кроме того, отверстия обрабатываются практически на всех станках, полуавтоматах и автоматах токарной группы.
Сверлением получают отверстия в сплошном материале (рис. 2.54). Для неглубоких отверстий используются стандартные сверла диаметром 0,30...80 мм.
Рис 2.54. Схемы обработки отверстий сверлами: а — спиральным; б — полукруглым; в — ружейным одностороннего резания с внешним отводом СОЖ; г — трепанирующим (кольцевым); д —• ружейным с внутренним отводом СОЖ
Существуют два метода сверления:
1) вращается сверло (станки сверлильно-расточных групп);
2) ращается заготовка (станки токарной группы).
Обработку отверстий диаметром до 25...40 мм осуществляют спиральными сверлами за один переход (рис. 2.54, а), при обработке отверстий больших диаметров (до 80 мм) — за два и более перехода сверлением и рассверливанием или другими методами. Для сверления отверстий диаметром свыше 80 мм применяют сверла или сверлильные головки специальных конструкций.
244
На многих корпусных деталях, фланцах, крышках и т. п. имеется много небольших отверстий (для крепежных болтов, шпилек и т. п.), точность и шероховатость которых определяется точностью, достигаемой сверлением. Такие отверстия обрабатывают на станках с применением кондукторов. При этом достигаемая точность диаметральных размеров — IT11...IT10.
При обработке глубоких отверстий (Z/Z)>10) трудно обеспечить направленность оси отверстия относительно ее внутренней цилиндрической поверхности. Чем больше длина отверстия, тем больше увод инструмента. Для борьбы с уводом сверла или искривлением оси отверстия применяются следующие способы:
— применение малых подач, тщательная заточка сверла;
— применение предварительного засверливания (зацентровки);
— сверление с направлением спирального сверла с помощью кондукторной втулки;
— сверление вращающейся заготовки при невращающемся или вращающемся сверле. Это самый радикальный способ устранения увода сверла, так как создаются условия для самоцентрирования сверла;
— сверление специальными сверлами при вращающейся или неподвижной заготовке.
К специальным сверлам относятся:
— полукруглые (рис. 2.54, 6) — разновидность ружейных сверл одностороннего резания, которые применяются для обработки заготовок из материалов, дающих хрупкую стружку (латунь, бронза, чугун);
— ружейные — одностороннего резания с внешним отводом СОЖ (рис. 2.54, <?) и внутренним отводом (эжекторные) (рис. 2.54, д) с пластинами из твердого сплава (припаянными или неперетачиваемыми с механическим креплением), предназначенные для высокопроизводительного сверления;
— трепанирующие (кольцевые) сверла (рис. 2.54, г) для сверления отверстий диаметром 80 мм и более, длиной до 50 мм; они вырезают в сплошном металле кольцевую поверхность, а остающуюся после такого сверления внутреннюю часть в форме цилиндра можно использовать как заготовку для изготовления других деталей.
Зенкерование отверстий — предварительная обработка литых, штампованных или просверленных отверстий под последующее
245
развертывание, растачивание или протягивание. При обработке отверстий по 13... 11-му квалитету зенкерование может быть окончательной операцией. Зенкерованием обрабатывают цилиндрические углубления (под головки винтов, гнезд под клапаны и др.), торцовые и другие поверхности.
Режущим инструментом при зенкеровании является зенкер. Зенкеры изготовляют цельными с числом зубьев 3...8 и более, диаметром 3...40 мм; насадными диаметром 32... 100 мм и сборными регулируемыми диаметром 40... 120 мм.
Зенкерование является производительным методом: повышает точность предварительно обработанных отверстий, частично исправляет искривление оси после сверления. Для повышения точности обработки используют приспособления с кондукторными втулками. Зенкерованием обрабатывают сквозные и глухие отверстия.
Зенкеры исправляют, но не устраняют полностью искривления оси отверстия. Припуски, снимаемые за один рабочий ход, могут достигать 6 мм на диаметр. Достигаемая шероховатость Ла = 12,5...6,3 мкм
Развёртывание отверстии — чистовая обработка отверстий с точностью до 7-го квалитета. Развертыванием обрабатывают отверстия тех же диаметров, что и при зенкеровании. Развертки рассчитаны на снятие малого припуска. Они отличаются от зенкеров большим числом (6... 14) зубьев. Для получения отверстий повышенной точности, а также при обработке отверстий с продольными пазами применяют винтовые развертки. Развертыванием достигается высокая точность диаметральных размеров и формы, а также малая шероховатость поверхности. Следует отметить, что обработанное отверстие получается несколько большего диаметра, чем диаметр самой развертки. Такая разбивка может составлять 0,005...0,08 мм.
Для уменьшения разбивки следует применять плавающие патроны (оправки), которые позволяют компенсировать отклонение от соосности шпинделя с предварительно обработанным отверстием и биение развертки. Хорошие результаты достигаются также при применении плавающих пластин вместо зубьев развертки и разверток с кольцевой заточкой. Припуски под развертывание зависят от обрабатываемого материала и диаметра от
246
верстия, их рекомендуется выбирать равными 0,2...0,5 мм. Развертками с кольцевой заточкой (отсутствует заборный конус) можно снимать припуски до 1 мм, что позволяет использовать их после сверления отверстий. Припуски под черновое развёртывание составляют до 1 мм на диаметр. Под чистовое развёртывание припуски колеблются в пределах 0,02...0,03 мм.
Для получения отверстий 7 квалитета применяют двукратное развёртывание; IT6 — трехкратное, под окончательное развертывание припуск оставляют 0,05 мм и менее.
При обработке отверстий развёртыванием можно получить 5 квалитет если: лезвия развёртки доведены; развёртывание осуществляется вручную; применяется СОЖ (керосин для чугуна; машинное масло с керосином — для стали). Шероховатость достижима у чугуна Ra =1,6...0,8 мкм. При развёртывании развёрткой с доведёнными лезвиями возможно достичь Ra =0,8...0,4 мкм (при неоднократном развёртывании деталей из твёрдого чугуна с керосином).
Для развёрток из твёрдых сплавов рекомендуются следующие режимы:
- для чугуна — V= (7...20) ; 5= (2...7) ~; t =0,15 мм,
в качестве СОЖ используется керосин, (достигаемая точность размеров IT6; шероховатость 7?а = 1,6 мкм);
м мм
- для стали К= (4... 10)^; S= (2... 4) —; t <(0,1...0,15) мм (при использовании СОЖ по точности достигаются те же результаты, что и при обработке чугунных заготовок).
Конструктивная особенность развёрток такова, что они в процессе работы испытывают большие радиальные нагрузки. Вследствие этого развёртки не обеспечивают точности направления оси отверстия, а стремятся сами установиться по отверстию. Поэтому развёртки жёстко не крепятся, так как самоуста-навливаются по уже имеющемуся отверстию.
Ось отверстия (прямолинейность, положение) достигается при работе однолезвийным инструментом (резцом), то есть на стадии черновой или получистовой обработки, а точность диа
247
метра и шероховатость на окончательных операциях многолезвийным инструментом.
Для достижения требуемого качества детали необходимо перед развёртыванием обеспечить точность направления оси отверстия. Это обеспечивается резцом или другими инструментами с принудительным центрированием.
Развёртки обычно не применяют для развёртывания больших по диаметру, коротких, глухих и прерывистых отверстий.
В настоящее время имеется целый ряд приемов и методов, повышающих производительность труда при обработке отверстий:
— применение комбинированных режущих инструментов (рис. 2.55);
— применение быстросменных патронов (рис. 2.56);
— применение специальных приспособлений (кондукторов) и многошпиндельных сверлильных головок на сверлильных, расточных и агрегатных станках.
Рис. 2.56.
Быстросменный патрон
Рис. 2.55.
Сверло-развертка (а) и сверло-зенкер-развертка (б)
На рис. 2.57 показан наиболее распространенный набор переходов, необходимых для обработки отверстия 7-го квалитета в сплошном материале.
248
При обработке конических отверстий рекомендуются следующие инструменты и переходы (рис. 2.58):
— сверло 1;
— зенкер 2;
— черновая развертка 3;
— чистовая развертка 4.
Рис. 2.57.
Переходы при обработке отверстия 7-го квалитета в сплошном материале
Рис. 2.58.
Схема обработки конического отверстия
Фаски в отверстиях обрабатываются зенковками (рис. 2.59, а). Цилиндрические углубления и торцевые поверхности под головки болтов и гаек выполняются на сверлильных станках цековками в виде насадных головок с четырьмя зубьями (рис. 2.59, б) или в виде специальных пластин (рис. 2.59, в) с направляющей цапфой, служащей для получения соосности с обработанными отверстиями.
249
a)
б)
б)
Рис. 2.59. Обработка вспомогательных элементов в отверстиях
Растачивание основных отверстий (определяющих конструкцию детали) производится на: горизонтально — расточных, ко-ординатно — расточных, радиально — сверлильных, карусельных и агрегатных станках, многоцелевых обрабатывающих центрах, а также в некоторых случаях и на токарных станках.
Существуют два основных способа растачивания: растачивание, при котором вращается заготовка (на станках токарной группы), и растачивание, при котором вращается инструмент (на станках расточной группы).
При этом следует учитывать некоторые закономерности расточки отверстий:
— при вращающейся детали значительно проще обеспечить прямолинейность оси и точность её положения, труднее получить правильность формы;
— при вращающемся инструменте труднее получить ось, но легче достигается правильность формы;
— овальность шеек шпинделя при работе на станках, где вращается деталь, целиком передаётся отверстию; при работе же на станках с вращающейся расточной скалкой овальность шпинделя (или скалки) передаётся детали в меньшей степени;
— если вращается скалка, то овальность подшипников и макета скалки прямо сказывается на точности формы отверстия, а при вращающейся детали влияние овала подшипников меньше.
Это объяснимо, если учесть, что результирующее давление резания и веса детали прижимает при вращающейся детали
250
различные точки шейки к одной точке шейки подшипника, а при вращающейся скалке — определенная точка шейки (противоположная направлению давления на резец) прижимается к различным точкам окружности подшипника.
Типичными для токарных станков операциями являются растачивание одиночного отверстия и растачивание соосных отверстий универсальным методом — резцом (резцами).
Типичными для расточных станков операциями являются растачивание одиночного отверстия, соосных отверстий и растачивание отверстий с параллельными осями.
Существуют 3 основных способа расточки отверстий на горизонтально-расточных станках:
1) растачивание консольными оправками (рис. 2.60, а);
2) растачивание борштангами с использованием опоры задней стойки (рис. 2.60, б);
3) растачивание в кондукторах при шарнирном соединении расточных оправок со шпинделем станка (рис. 2.60, в).
Рис. 2.60. Схемы растачивания отверстий на горизонтально-расточных станках: а — консольными оправками; б — борштангами с опорой на заднюю стойку; в — борштангами, установленными в кондукторе
251
Подача в каждом из этих случаев может сообщаться шпинделю или столу.
При растачивании по первому варианту консольной оправкой, по сравнению с растачиванием борштангой облегчается установка инструмента, установка и выверка самой консольной оправки и измерение обработанной поверхности, что приводит к сокращению вспомогательного времени.
Растачивание консольными оправками производится при общем вылете инструмента равном I = (5...6) d .
Растачивание борштангами с использованием задней опоры стойки (вариант 2) применяется при изготовлении крупных тяжёлых деталей, имеющих отверстия в противоположных стенках или при обработке отверстий, имеющих длину, значительно превышающую их диаметр. В этом случае опора задней стойки и шпиндель должны быть соосны. Выверка производится в вертикальной и горизонтальной плоскостях при этом значительно возрастает вспомогательное время.
Растачивание борштангой с передним и задним направлением (вариант 3). производится с помощью кондукторного приспособления, обеспечивающее двойное направление инструмента и полностью определяющее относительное положение инструмента и заготовки. Инструмент или оправка в этом случае соединяются со станком шарнирно. При этом не требуется точного относительного положения шпинделя и направляющих элементов приспособления, что приводит к сокращению времени на настройку.
Приспособление упрощает выполнение операции, снижает требования к квалификации рабочих, повышает производительность труда, но требует значительных затрат. Геометрические погрешности станков в этом случае не оказывают влияния на точность обработки. При этом достигается высокая жёсткость системы.
Инструментами для обработки на расточных станках служат резцы, закрепленные в державках (борштангах) (рис. 2.61, а); расточные пластины; блоки; расточные головки.
Расточная пластина (рис. 2.61, б) является мерным инструментом и основным при растачивании отверстий диаметром свыше 40 мм.
252
Расточной блок представляет собой (рис. 2.61, в) корпус со вставными резцами, положение которых можно регулировать. Для чистового растачивания применяют плавающие державки (рис. 2.61, г).
Рис. 2.61. Инструмент для растачивания отверстий: а — державка с резцом; б — расточная пластина; в — расточной блок с резцами; г — плавающая державка
Расточные головки обладают наибольшей производительностью.
Тонкое (алмазное) растачивание является отделочной операцией. Этот метод аналогичен тонкому точению наружных поверхностей тел вращения. Обработка ведется на горизонтально — и вертикалыю-отделочно-расточных станках и полуавтоматах с высокой жёсткостью, точностью и виброустойчивостью. Применяется для получения высокой точности размеров, формы, положения и прямолинейности оси.
253
мм
~об'
мм
~об"’
мм
~об"’
Для тонкого растачивания рекомендуются следующие режимы:
м
- для чугуна - К= (100...200) -----; 5= (0,02...0,10)
мин
t~ (0,10...0,35) мм;
м
-для стали - К-(120...250) —; 5= (0,02...0,10) 1= (0,1...0,3) мм;
м
— для цветных сплавов К до 800 ; 5= (0,02...0,10)
t= (0,05...0,4) мм.
Достижимая точность размеров соответствует IT5...IT6, шероховатость — Ra до (0,4...0,2) мкм.
Применяется для обработки точных, гладких отверстий диаметром до 200 мм в деталях средних и небольших размеров.
Протягивание отверстий широко применяют в массовом, крупносерийном и серийном производствах. Протягивание является одним из прогрессивных способов обработки металлов резанием, как в отношении производительности, так и в отношении достигаемых точности и шероховатости. По сравнению с развертыванием, например, протягивание производительнее в 8...9 раз и выше.
Протягивание осуществляется многолезвийным инструментом протяжкой, которая протягивается через обрабатываемое отверстие (рис. 2.62). Внутренним протягиванием обрабатывают различные отверстия: круглые (цилиндрические), шлицевые, многогранные и др.
При протягивании на протяжных станках, заготовку устанавливают на жесткой (рис. 2.62, а) или шаровой опоре (рис. 2.62, б), если торец детали не перпендикулярен оси отверстия.
Для протягивания применяют горизонтальные и вертикальные протяжные станки-полуавтоматы.
Горизонтальные протяжные полуавтоматы применяются для внутреннего протягивания. Вертикальные полуавтоматы используют как для внутреннего, так и наружного протягивания; они занимают в 2...3 раза меньшие площади, чем горизонтальные. На этих полуавтоматах более удобно устанавливать заготовку. Про
254
изводительность, точность и экономичность протягивания отверстий зависят от применяемой схемы резания.
Рис. 2.62. Схемы протягивания отверстий: а — горизонтальная; б — вертикальная; 1 — жесткая опора; 2 — шаровая опора; 3 — обрабатываемая заготовка; 4 — протяжка
В настоящее время применяют три схемы резания как для внутренних, так и наружных поверхностей: профильную, генераторную и прогрессивную. Для протягивания внутренних цилиндрических поверхностей применяют профильную и прогрессивную схемы резания.
Припуск под протягивание при обработке цилиндрических отверстий составляет 0,5... 1,5 мм на диаметр отверстий.
Прошиванием называют аналогичную протягиванию обработку более коротким инструментом — прошивкой. При прошивании инструмент испытывает напряжения сжатия, а при протягивании — растяжения, поэтому прошивку выполняют относительно небольшой длины (250...400 мм).
2.2.4.2. Обработка отверстий абразивным инструментом
Для обработки отверстий применяют внутреннее шлифование, хонингование, притирку.
Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда
255
невозможно применить другие, более производительные методы обработки. Оно осуществляется на внугришлифовальных станках и бесцентрово-внугришлифовальных автоматах. Отверстия обрабатывают на проход и методом врезания (короткие отверстия).
Внутреннее шлифование имеет свои технологические особенности. Диаметр абразивного круга выбирают наибольший, допустимый диаметром обрабатываемого отверстия (dKp = (0,8...0,9) • dome). Высоту (ширину) круга принимают в зависимости от длины обрабатываемого отверстия (1кр ~ 0,8 • 1$ет).
Чистовым шлифованием обеспечивается точность размеров отверстий IT6...IT7; шероховатость поверхностей/^ =0,8...3,2 мкм. При длительном выхаживании достигается =0,4 мкм.
Для внутреннего шлифования рекомендуются следующие режимы:
— для чугуна — VKp = 20...30 ;
г сек
— для стали — VKp ~ 30...45 — •
г сек
= (0,015...0,03) VKp }
Snp - (0,2...0,3)- b — чистовое шлифование;
$пр ~ (0,6...0,8) • b — черновое шлифование.
Припуски на шлифование отверстий зависят от диаметра отверстия и его длины и рекомендуются 0,07...0,25 мм для диаметра до 30 мм; 0,18...0,75 для диаметра до 250 мм. Наиболее распространенным методом является шлифование на проход с продольным движением подачи. Это шлифование обеспечивает точность размеров, формы и, при соответствующем базировании, — точность взаимного расположения обработанных поверхностей.
Различают три основных вида внутреннего шлифования (рис. 2.63): во вращающейся заготовке; в неподвижной заготовке (планетарное); бесцентровое.
Шлифование отверстия во вращающейся заготовке (рис. 2.63, а) осуществляется так же, как шлифование наружных поверхнос-256
тей тел вращения. Наиболее распространенные схемы шлифования отверстий во вращающейся заготовке приведенье на рис. 2.64.
Рис. 2.63. Виды внутреннего шлифования: а — во вращающейся заготовке; б — планетарное; в — бесцентровое
Для шлифования торца детали после шлифования отверстия в ней целесообразно пользоваться станками, имеющими помимо круга для шлифования отверстия, имеется круг для шлифования торца (рис. 2.64, г). Это обеспечивает соблюдение строгой перпендикулярности торцовой поверхности и оси отверстия за счет обработки за один установ).
Шлифование отверстия в неподвижной заготовке применяют при обработке отверстий в крупных заготовках, которые трудно вращать (рис. 2.63,6).
При этом методе заготовка устанавливается на стол станка и остается неподвижной во время обработки. Шпиндель и шлифовальный круг имеют четыре движения: 1 — вращение вокруг своей оси; 2— планетарное движение по окружности внутренней поверхности заготовки; 3 — возвратно-поступательное движение вдоль оси заготовки; 4 — поперечное перемещение (поперечное движение подачи). Этот метод менее производителен, чем первый.
257
Рис. 2.64. Примеры внутреннего шлифования при вращающейся заготовке
При внутреннем бесцентровом шлифовании (рис. 2.63, б) базой для установки заготовки служит наружная, предварительно обработанная поверхность. Обработка происходит следующим образом. Заготовка 2 направляется и поддерживается тремя роликами. Ролик 1 (большего диаметра) является ведущим; он вращает заготовку и в то же время удерживает ее от возможного вращения с большой скоростью под действием шлифовального круга 3. Верхний нажимной ролик 5 прижимает заготовку к ведущему ролику 1 и нижнему поддерживающему ролйку 4. Заготовка, зажатая между тремя роликами, вращается с той же ско
258
ростью, что и ведущий ролик 1. При смене заготовки ролик 5 отходит, освобождая заготовку и позволяя вставить, вручную или автоматически, новую заготовку.
Хонингование является одним из методов отделочной обработки отверстий. Процесс осуществляется с помощью хонинговальных головок (хонов) со вставными абразивными брусками. Хонингование выполняется на специальных станках, которые подразделяют на две группы: вертикально-хонинговальные и горизонтально-хонинговальные.
Хонинговальная головка совершает совмещенное движение: вращательное и возвратно-поступательное при постоянном давлении абразивных брусков на обрабатываемую поверхность в среде смазочно-охлаждающей жидкости.
В процессе хонингования абразивные бруски удаляют слой металла толщиной 0,3...0,5 мкм за один двойной рабочий ход при общем припуске 0,01...0,07 мм для стали и 0,02...0,20 мм для чугуна. При этом снимаются как микронеровности, оставшиеся после предыдущей операции, так и некоторая часть основного металла, что позволяет устранять конусообразность, овальность, бочкообразность.
Предварительная обработка отверстий под хонингование может быть выполнена растачиванием, зенкерованием, развертыванием или шлифованием и должна обеспечивать точность обработки не ниже чем по 7...8-му квалитету и Ra = 6,3...3,2 мкм.
Наибольшая эффективность достигается алмазным хонингованием. Производительность алмазного хонингования гладких отверстий превышает производительность шлифования в 2 раза.
Притирка (доводка внутренних поверхностей). Этот метод аналогичен притирке наружных цилиндрических поверхностей. Притирка и хонингование, в отличие от внутреннего шлифования, не исправляют погрешностей расположения, т. к. обрабатывающий инструмент базируется по обрабатываемой поверхности.
Раскатывание отверстий применяется для отделки ответственных отверстий большой длины в стальных корпусных деталях: корпусах поршневых, плунжерных, винтовых насосов, гидроцилиндрах и пр.
Твердость не должна быть выше Я7?Сэ36...42.
259
При этом достижимы шероховатость =(0,05...0,025) мкм, и повышение твёрдости поверхностного слоя примерно на 20%, повышение производительности по сравнению с хонингованием примерно в 5 раз. Раскатывание не исправляет положение оси и её прямолинейность.
Пробивка отверстий используется для получения отверстий малых диаметров (до 3,5...5 мм) в плоских стальных деталях толщиной до 5 мм и деталях из цветных металлов толщиной до 10 мм в крупносерийном производстве используют высокопроизводительный метод — пробивку в штампах.
С помощью дыропробивных штампов одновременно можно получить до 20 отверстий и более. Для получения большой точности отверстий с параллельными осями (по диаметру — до 0,005 мм и по межцентровым расстояниям — до 0,01 мм) после сверления или пробивки выполняют калибрование отверстий в штампах.
2.2.5. Типовые маршруты изготовления втулок
Рассмотрим основные операции механической обработки для изготовления втулки с типовыми конструктивными элементами и требованиями к ним.
Обработка за один установ.
005 Токарная.
Подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия, точение черновое наружной поверхности со снятием фасок на свободном торце, точение канавок, предварительное развертывание, окончательное развертывание, отрезка. При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия. Выполняется на токарно-револьверном, одношпин-деольном или многошпиндельном токарном автомате.
010 Сверлильная.
Снятие фасок с противоположного торца втулки на вертикально-сверлильном или токарком станке.
015 Сверлильная.
Сверление отверстий, нарезка резьбы на вертикально или радиально-сверлильном станке.
260
020 Моечная.
025 Контрольная.
030 Нанесение покрытия.
Обработка от центра к периферии.
005 Заготовительная.
Резка заготовки из проката или трубы, или штамповка.
010 Токарная.
В зависимости от типа производства выполняется за одну операцию и два установа (единичное) или за две операции (серийное и массовое).
Первый установ (базирование по наружной поверхности к торцу в патроне) — подрезка свободного торца, сверление и зенкерование или растачивание отверстия (с припуском под шлифование), растачивание канавок и фасок.
Второй установ (базирование по отверстию и торцу на оправке) подрезка второго торца, точение наружных поверхностей (с припуском под шлифование), точение канавок и фасок. В зависимости от типа производства операция выполняется:
— в единичном — на токарно-винторезных станках;
— в серийном — на токарно-револьверных станках и станках с ЧПУ;
— в массовом — на токарно-револьверных, одношпиндельных или многошпиндельных токарных полуавтоматах.
015 Сверлильная.
Сверление, зенкерование отверстий, нарезка резьбы. Производится на вертикально-сверлильных станках, сверлильных станках с ЧПУ, агрегатных станках.
020 Термическая.
Закалка согласно чертежу.
025 Внутришлифовальная.
Шлифование отверстия на внутришлифовальном станке. Деталь базируется по наружному диаметру и торцу в патроне.
030 Круглошлифовальная.
Шлифование наружных поверхностей торца на круглошлифовальном или торцекруглошлифовальном станках.
035 Моечная.
040 Контрольная.
045 Нанесение покрытия.
261
При обработке тонкостенных втулок (толщина стенки менее 5 мм) возникает дополнительная задача закрепления заготовки на станке без ее деформаций.
В этом же разделе рассматриваем типовые технологии изготовления деталей класса диски, как деталей представляющих собой сочетание внутренних и наружных цилиндрических поверхностей, имеющих общую ось (аналогично деталям класса втулок).
К деталям класса «диски» относятся детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наружному диаметру менее 0,5. Например: шкивы, фланцы, крышки подшипников, кольца, поршни гидро- и пневмоприводов и т.п. Технологические задачи — аналогичные классу втулок: достижение концентричности внутренних и наружных цилиндрических поверхностей и перпендикулярность торцов к оси детали.
Основные схемы базирования:
Технологические базы — центральное отверстие и обработанный торец, причем короткое отверстие является двойной опорной базой, а торец — установочной.
Обработку шкивов средних размеров (d — 200...400 мм) производят на токарных, в крупносерийном производстве — на револьверных станках. Крупные шкивы и маховики — на токарных карусельных станках. При обработке на карусельных станках установку на первой операции выполняют по ступице, в которой обрабатывается центральное отверстие и прилегающие к ней торцы. Обод обрабатывают при установке шкива на центрирующий палец по обработанному отверстию и торцу.
Типовой маршрут изготовления дисков
005 Заготовительная.
В большинстве случаев — лить заготовку, ковать или штамповать. Мелкие шкивы — из прутка.
010 Очистка и обрубка заготовки (для литья).
015 Малярная (для литья).
020 Токарная.
Растачивание отверстия с припуском под последующую обработку и подрезка торца. Технологическая база — чёрная поверхность обода или ступицы. Выполняется в зависимости от
262
маршрутов и типа производства на токарном, револьверном или карусельном станке.
025 Токарная.
Подрезать второй торец. Технологическая база — обработанные отверстия и торец.
030 Протяжная.
Протянуть цилиндрическое отверстие. Технологическая база — отверстие и торец. Станок — вертикально-протяжной.
035 Протяжная или долбежная.
Протянуть или долбить шпоночный паз. Технологическая база — отверстие и торец. Станок — вертикально-протяжной или долбежный.
040 Токарная (черновая).
Точить наружный диаметр и торцы обода, точить клиновидные канавки. Технологическая база — отверстие. Станок токарный или многорезцовый токарный.
045 Токарная (чистовая).
Точить наружный диаметр и канавки. При криволинейной образующей на токарно-копировальном ставке или токарном станке по копиру .
050 Сверлильная.
Сверлить отверстия и нарезать резьбу (если требуется по чертежу). Технологическая база — торец. Станок — сверлильный.
055 Балансировочная.
Балансировка и высверливание отверстий для устранения дисбаланса. Технологическая база — отверстие. Станок — балансировочный.
060 Шлифовальная.
Шлифование ступиц (если требуется по чертежу). Технологическая база — отверстие. Станок — круглошлифовальный.
065 Моечная.
070 Контрольная.
075 Нанесение антикоррозионного покрытия.
Основным служебным назначением фланцев является ограничение осевого перемещения вала, установленного на подшипниках. Отсюда следует, что основными конструкторскими базами фланца будут поверхности центрирующего пояска по размеру отверстия в корпусе и торцы. Поскольку в качестве
263
технологических баз при обработке заготовки целесообразно выбирать основные базы детали, то исходя из этого, следует, что на первых операциях обрабатывают основные базы. В связи с этим на первой операции в качестве технологических баз используют наружную цилиндрическую поверхность и торец большого фланца, а на последующих — посадочную поверхность цилиндрического пояска и его торец. На этих же базах обрабатывают крепежные отверстия и лыски, если они заданы чертежом.
Типовой маршрут изготовления фланцев
005 Заготовительная.
В зависимости от типа производства и материала — лить, ковать, штамповать заготовку или отрезать из проката.
010 Обрубка и очистка (для отливок).
015 Малярная.
020 Токарная.
Подрезать торец большого фланца и торец центрирующего пояска, точить наружную цилиндрическую поверхность пояска с припуском под шлифование, точить канавку и фаски. Технологическая база — наружная поверхность и торец фланца. Станок токарный, многошпиндельный токарный полуавтомат, токарный с ЧПУ.
025 Токарная.
Подрезать второй торец большого фланца, точить его наружную поверхность и фаску. Технологическая база — поверхность центрирующего пояска и его торец.
030 Сверлильный.
Сверлить и зенковать отверстия. Технологическая база — та же. Станок вертикально-сверлильный, сверлильный с ЧПУ, агрегатно-сверлильный с многошпиндельной головкой,
035 Фрезерная.
Фрезеровать лыски. Технологическая база — та же плюс крепежное отверстие. Станок — вертикально-фрезерный.
040 Шлифовальная.
Шлифовать наружную поверхность центрирующего пояска и торец.
Технологическая база — наружная поверхность большого фланца и торец. Станок — универсально-шлифовальный или торцекруглошлифовальный.
045 Моечная.
050 Контрольная.
264
055 Нанесение антикоррозионного покрытия.
2.2.5.1. Примеры типовых маршрутов изготовления втулок
Пример 1.
Ниже приведены краткое описание операций и операционные эскизы для изготовления втулки (рис. 2.65).
00. Заготовительная (ГКМ)
05. Токарно-винторезная. Выполняется на станке с ЧПУ РТ-706. Расточить поверхности 1, 3 под шлифование, 2 начисто, подрезать торец, растачивание канавки и фасок (рис. 2.66).
10. Токарно-винторезная. Выполняется на станке с ЧПУ РТ-706. Точить поверхности 1 (под шлифование) 2, 3, 4 начисто, подрезать торец, точить канавку 1 и фаски (рис. 2.67).
15. Радиально-сверлильная. Выполняется на радиально-сверлильном станке 2Н53. Сверлить 4 отверстия 1 и зенкеровать 4 отверстия 2 (рис. 2.68). Сверление отверстий под резьбу и нарезание резьбы (на эскизе не показаны).
20. Термическая Я/?Сэ50...55
25. Внутришлифоваьная предварительная (эскиз аналогичен операции 35). Выполняется на станке 3227. Шлифовать поверхности 1, 2 и торец 3.
' 30. Круглошлифовальная предварительная (эскиз аналогичен операции 40). Выполняется на станке 3A153. Шлифовать поверхность 1 и торец 2.
35. Внутришлифовальная чистовая. Выполняется на станке 3227. Шлифовать поверхности 1, 2 (рис. 2.69).
40. Круглошлифовальная чистовая. Выполняется на станке 3A153. Шлифовать поверхность 1 и торец 2 (рис. 2.70).
Пример2.
Ниже приведено описание операций с указанием основных средств технологического оснащения для изготовления втулки с фланцем (рис. 2.71); материал — сталь 45; заготовка штамповка с отверстием, (как справочный материал использованы материалы табл. 2.5).
Токарная 005 операция: обработать отверстия с диаметрами 621s7, 58, 54К7; наружную поверхность диаметром 120 мм; проточки диаметром 64x2 и 78x2 мм; две фаски и торец диаметром 120 мм окончательно, торец диаметром 120x80 мм с припуском на шлифование. Станок: токарный 16К20Т с ЧПУ.
265
ьэ о
Рис. 2.65. Втулка
Неуказанные предельные отклонения размеров отверстий НК волов Ж остальных±J™
Рис. 2.66. Операционный эскиз операции 05
0160
Неуказанные предельные отклонения размеров отверстий НК волов Л 74, остальных^™
Рис. 2.67. Операционный эскиз операции 10
267
Неуказанные предельные отклонения размеров отверстий НК. балоб hK. остальных*-^
Рис. 2.68. Операционный эскиз операции 15
Рис. 2.69. Операционный эскиз операции 35
268
1.6
1
Рис. 2.70. Операционный эскиз операции 40
Рис. 2.71. Втулка с фланцем
269
Таблица 2.5
Типовые процессы обработки отверстий, соосных поверхностей и др.
Обрабатываемый элемент или техническое требование Ква-литет Ra, мкм Процесс
11 25 Сверление и растачивание
10 12,5 Сверление и растачивание (зенкерование)
8...9 6,3... 1,6 Сверление, растачивание и развертывание (сверление, зенкерование и развертывание)
Отверстие диаметром до 30 мм 7 1,6...0,4 Сверление, зенкерование (растачивание), двукратное развертывание или сверление, растачивание и внутреннее шлифование закаленных деталей
10 12,5 Растачивание или зенкерование
9 3,2 Двукратное растачивание или зенкерование
8 1,6 Зенкерование или двукратное растачивание и однократное развертывание или зенкерование и протягивание
Отлитые или штампованные отверстия диаметром более 30 мм 7 0,8...0,4 Черновое зенкерование, чистовое зенкерование и двукратное развертывание или зенкерование и протягивание или протягивание без предварительной обработки или растачивание с последующим внутренним шлифованием
270
Окончание таблицы 2.5
Обрабатываемый элемент или техническое требование Ква-литет Rg, мкм Процесс
Соосность отверстия и наружной поверхности, перпендикулярность торца 10 8...10 12,5 3,2... 1,6 С одного установа растачивание или зенкерование отверстия и обточка наружной поверхности и торца С одного установа расточка отверстия или зенкерование с последующим развертыванием
Соосность отверстия и наружной поверхности, перпендикулярность торца 7 6 *7 6 0,8...0,4 0,8...0,2 0,8...0,4 0,8...0,2 С одного установа шлифование отверстия, наружной поверхности и торца после токарной обработки Первый установ - в патроне обработка отверстия двукратным развертыванием или внутренним шлифованием, одновременно шлифование торца или протяжка отверстия; второй установ -на оправке с использованием отверстия детали в качестве базы шлифовка наружной поверхности и торца
Приспособление: самоцентрирующий трехкулачковый патрон с пневмоприводом. Базирование: по поверхности диаметром 80 мм и по торцу. Режущие инструменты: контурный, расточной и прорезной резцы, оснащенные пластинками твердого сплава Т14К8; зенкеры диаметрами 53,8 и 61,8 мм; развертки диаметрами 53,93; 54; 61,93 и 62 мм. Измерительный инструмент: индикаторный нутромер с диапазоном измерения 50...75 мм и ценой деления 0,001 или 0,01мм; штангенциркуль ЩЦ1 с диапазоном измерения 150 мм и ценой деления нониуса 0,1 мм; калибры — пробки точность 54К7 и 621S7.
271
Токарная операция 010: точить поверхности диаметром 80f7 и 80И6 с припуском на шлифование, торец и фаску окончательно на токарном гидрокопировальном полуавтомате 1Н713. Приспособления: оправка и поводковый патрон. Базирование: по отверстиям диаметрами 621S7, 54К7 и по торцу. Режущий инструмент: резцы, оснащенные пластинами твердого сплава Т14К8. Измерительный инструмент: штангенциркуль ЩЦ1 с диапазоном измерения 0...150 мм и ценой деления нониуса 0,1 мм.
Сверлильная 015 операция: сверлить три отверстия диаметром 10x14 мм на вертикально — сверлильном станке 2Н118. Приспособления: переналаживаемый кондуктор с пневмоприводом. Базирование: по отверстию диаметром 54К7 и по торцу. Режущий инструмент: комбинированное сверло диаметром 10x13 мм.
Шлифовальная 020 операция: шлифовать поверхности диаметром 80f7, 80h6 и торец диаметром 120x80 мм окончательно на круглошлифовальном станке ЗК12. Приспособление: оправка и поводковое устройство. Базирование: по отверстиям диаметром 612S7 и 54К7. измерительный инструмент: рычажная скоба с диапазоном измерения 75... 100 мм и ценой деления шкалы 0,002 мм: калибры скобы 80f7 и 80h6.
В приведенном примере не указаны некоторые режущие и измерительные инструменты, а также наладки, используемые при изготовлении всех деталей группы.
Рассмотрим некоторые рекомендации при проектировании процессов изготовления деталей типа втулок, фланцев и др.
Вначале на токарном станке обрабатывают точные и другие отверстия, поскольку с помощью разверток можно обеспечить 7...8-й квалитеты точности и шероховатость Ra=0,4 мкм. Затем, не меняя установа, обтачивают до кулачков наружные поверхности детали с припуском на шлифование, так как на токарном станке нормальные точности экономично обрабатывать эти поверхности не точнее 10-го квалитета, до шероховатости Ra—1,6 мкм и грубее. Наиболее производительны в среднесерийном производстве для таких операций (обработка внутренних, наружных и торцовых поверхностей с одного установа) токарно — револьверные станки или станки с ЧПУ, снабженные многопозиционной инструментальной головкой. Карта наладки револьверной головки на таком станке приведена на рис. 2.72.
272
Переход 4
3x45*
50,8М4
Переход 1
Переход?
5 X у Q О
Токарно-револьверная операция;станок 1А340
Наименование переходов t,MM S, мм/об V, м/мм п, 1/мин Т,мин Т ,мин
Обработать пов.2,3,4 2 0,5 150 290 0,35 3,36
Зенкеровать пов.2,5 1,5 0,5 87 290 0,26
Развернуть пов.2 0,125 0,8 68 144 0,43
Развернуть пов.2 68 144 0,43
Точить пов.6,7,8 444 0,1
Переустановить деталь
Точить пов. 1,4,9
Рис. 2.72. Наладка для токарно-револьверной операции
Другие операции выполняются с базированием детали по обработанному отверстию и торцу. Иногда предусматривают предварительную обработку всех поверхностей. Эти операции выполняют до первой операции (005) приведенного выше технологического процесса. Дальнейшую обработку можно выполнять в соответствии с типовым процессом. При обработке втулок и фланцев в массовом и крупносерийном производствах целесообразно применять следующий порядок: 1) зенкерование отверстия и снятие на нем фаски на вертикально — сверлильном станке; 2) протягивание отверстия на горизонтально- или вертикально — протяжном станке. Если фланец имеет глухое или коническое отверстие, то оно обрабатывается разверткой. У втулок, запресованных в корпус, оставляют припуск под окончательную обработку отверстия.
Предварительное обтачивание наружной поверхности, подрезку торцов и снятие наружных фасок выполняют на токарном многорезцовом полуавтомате. На этой операции заготовку базируют по центральному отверстию на консольной или на центровой разжимной оправке.
Чистовое обтачивание наружной поверхности делают на токарном или многорезцовом полуавтоматах. На последующих операциях выполняют снятие фасок с противоположного торца, сверление смазочного отверстия, обработку смазочных канавок и шлифование наружной поверхности втулки (фланца).
2.3. Технология изготовления корпусных деталей
2.3,1. Характеристика корпусных деталей
К корпусам относят детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга. К корпусам относят корпуса редукторов, коробок передач, насосов и т.д.
Корпусные детали служат для монтажа различных механизмов машин. Для них характерно наличие опорных достаточно протяженных и точных плоскостей, точных отверстий (основных), координированных между собой и относительно базовых поверхностей и второстепенных крепежных, смазочных и других отверстий.
274
По общности решения технологических задач корпусные детали делят на две основные группы: а) призматические (коробчатого типа) с плоскими поверхностями больших размеров и основными отверстиями, оси которых расположены параллельно или под углом; б) фланцевого типа с плоскостями, являющимися торцовыми поверхностями основных отверстий. Призматические и фланцевые корпусные детали могут быть разъемными и неразъемными. Разъемные корпуса имеют особенности при механической обработке.
Технологические задачи.
Точность размеров:
— точность диаметров основных отверстий под подшипник по 7-му квалитету с шероховатостью 7ta=l,6...0,4 мкм, реже — по 6-му квалитету /ta=0,4...0,l мкм;
— точность межосевых расстояний отверстий для цилиндрических зубчатых передач с межцентровыми расстояниями 50...800 мм от ±25 до ±280 мкм;
— точность расстояний от осей отверстий до установочных плоскостей колеблется в широких пределах от 6-го до 11-го ква-литетов.
Точность формы:
— для отверстий, предназначенных для подшипников качения, допуск круглости и допуск профиля сечения не должны превышать (0,25...0,5) поля допуска на диаметр в зависимости от типа и точности подшипника;
— допуск прямолинейности поверхностей прилегания задается в пределах 0,05...0,20 мм на всей длине;
— допуск плоскостности поверхностей скольжения — 0,05 мм на длине 1 м.
Точность взаимного расположения поверхностей:
— допуск соосности отверстий под подшипники в пределах половины поля допуска на диаметр меньшего отверстия;
— допуск параллельности осей отверстий в пределах 0,02...0,05 мм на 100 мм длины;
— допуск перпендикулярности торцовых поверхностей к осям отверстий в пределах 0,01...0,1 мм на 100 мм радиуса;
— у разъёмных корпусов несовпадение осей отверстий с плоскостью разъёма в пределах 0,05...0,3 мм в зависимости от диаметра отверстий.
275
Качество поверхностного слоя. Шероховатость поверхностей отверстий Ra=l,6-0,4 мкм (для 7-го квалитета); Ra = 0,4-0,1 мкм (для 6-го квалитета); поверхностей прилегания Ra = 6,3...0,63 мкм, поверхностей скольжения Ra = 0,8...0,2 мкм, торцовых поверхностей Ra ~ 6,3... 1,6 мкм. Твёрдость поверхностных слоёв и требования к наличию в них заданного знака остаточных напряжений регламентируются достаточно редко и для особо ответственных корпусов.
Пример. Для рассматриваемой детали “кронштейн” (рис. 2.83):
— точность размеров поверхностей по 1Т6-нет, поверхности по IT7-047Js7, размер от оси отверстия 047Js7 до установочный плоскости А по IT10-70hl0; все остальные размеры диаметральные и линейные по IT11-IT13;
— допуски круглости и профиля продольного сечения — 0,008 мкм у отверстия 047Js7;
— точность взаимного расположения поверхностей:
а) допуск параллельности оси отверстия 047Js7 относительно установочной плоскости — 0,02 мм;
б) допуск смещения от номинального расположения осей отверстий — 0,12 мм;
в) допуск перпендикулярности торцовых плоскостей оси отверстия —- 0,02 мм;
— качество поверхностного слоя:
а) шероховатость поверхностей отверстия 047Js7 Ra= 1,6;
б) шероховатость торцовых поверхностей и установочной плоскости A Ra = 1,6 мкм;
в) отливку подвергнуть старению.
2.3.2. Материал и заготовки для корпусных деталей
В машиностроении для получения заготовок широко используются серый чугун, модифицированный и ковкий чугуны, углеродистые стали; в турбостроении и атомной технике —- нержавеющие и жаропрочные стали и сплавы; в авиастроении — силумины и магниевые сплавы; в приборостроении — пластмассы.
Чугунные и стальные заготовки отливают в земляные и стержневые формы. Для сложных корпусов с высокими требованиями по точности и шероховатости (корпуса центробежных насо
276
сов) рекомендуется литьё в оболочковые формы и по выплавляемым моделям.
Заготовки из алюминиевых сплавов получают отливкой в кокиль и под давлением. Замена литых заготовок сварными производится для снижения веса и экономии материала, при этом толщина стенок корпуса может быть уменьшена на 30...40 % по сравнению с литыми корпусами.
2.3.3, Основные схемы базирования
При обработке корпусных деталей используются следующие методы базирования:
— обработка от плоскости, т.е. вначале окончательно обрабатывают установочную плоскость, затем принимают её за установочную базу и относительно неё обрабатывают точные отверстия;
— обработка от отверстия, т.е. вначале окончательно обрабатывают отверстие и затем от него обрабатывают плоскость.
Чаще применяется обработка от плоскости (базирование более простое и удобное), однако более точным является обработка от отверстия, особенно при наличии в корпусах точных отверстий больших размеров и при высокой точности расстояния от плоскости до основного отверстия (например, корпуса задних бабок токарных и шлифовальных станков).
При работе первым методом труднее выдерживать два точных размера — диаметр отверстия и расстояние до плоскости.
При базировании корпусных деталей стараются выдерживать принципы совмещения и постоянства базы.
Ниже приведены наиболее часто используемые схемы базирования.
При изготовлении корпусных деталей призматического типа широко используется базирование по плоской поверхности 1 и двум отверстиям 2, чаще всего обработанным по 7 квалитету (рис. 2.73).
Детали фланцевого типа базируются на торец фланца 1, отверстие 2 большего диаметра и отверстие 3 малого диаметра во фланце. Распределение опорных точек зависит от соотношения длины базирующей части отверстия к его диаметру (рис. 2.74 и рис. 2.75).
В станкостроении корпусные детали часто базируются по направляющим поверхностям 1,2 (рис. 2.76).
277
Рис. 2.73. Базирование корпусной заготовки на плоскость и два отверстия
Рис. 2.74. Базирование корпусной заготовки на плоскость, короткую выточку и отверстие
278
Рис. 2.75. Базирование корпусной заготовки на плоскость, длинное отверстие и отверстие малого диаметра во фланце
Рис. 2.76. Базирование станины по направляющим
279
В тяжёлом машиностроении базирование заготовок призматических корпусных деталей производится по трём плоскостям — на шесть точек, расположенных в 3-х координатных плоскостях (рис. 2.77). Причем, при использовании в качестве опорной базы внутренней поверхности 2 (точка 6 на рис. 2.77, б) обеспечивается более высокая точность толщины стенки, заданная размером S.
Рис. 2.77. Базирование корпусной заготовки по трем плоскостям
Заготовки корпусных деталей с одним основным отверстием часто устанавливают на самоцентрирующихся оправках 1, вводимых в это отверстие, оправка концами упирается на призмы 2. Поворот заготовки предупреждают прижатие её к упору 3 (рис. 2.78). Эта схема обеспечивает точное положение оси симметрии заготовки в приспособлении.
Рис. 2.78. Базирование корпусной заготовки по основному отверстию
280
В мелкосерийном и единичном производствах обработку заготовок корпусных деталей выполняют на универсальных станках без приспособлений. Разметкой определяют положение осей основных отверстий, плоских и других поверхностей.
2.3.4. Методы обработки плоских поверхностей
Обработку плоских поверхностей можно производить различными методами на различных станках — строгальных, долбежных, фрезерных, протяжных, токарных, расточных, многоцелевых, шабровочных и др. (лезвийным инструментом); шлифовальных, полировальных, доводочных (абразивным инструментом).
Наиболее широкое применение находят строгание, фрезерование, протягивание и шлифование.
Методы обработки, достигаемая ими точность и шероховатость поверхности представлены выше (см. табл. 1.22).
23.4.1. Обработка плоских поверхностей лезвийным инструментом
Строгание находит большое применение в мелкосерийном и единичном производстве благодаря тому, что для работы на строгальных станках не требуется сложных приспособлений и инструментов, как для работы на фрезерных, протяжных и других станках.
Этот метод обработки является весьма гибким при переходе на другие условия работы. Однако он малопроизводителен: обработка выполняется однолезвийным инструментом (строгальными резцами) на умеренных режимах резания, а наличие вспомогательных ходов увеличивает время обработки. Кроме того, для работы на этих станках требуются рабочие высокой квалификации.
Строгание и долбление применяют в единичном и мелкосерийном производствах.
При строгании применяют: поперечно-строгальные, а также одно и двухстоечные продольно-строгальные станки. Строгание на продольно-строгальных станках применяют в серийном производстве и при обработке крупных и тяжёлых деталей практически во всех случаях. Объясняется это простотой и дешевизной инструмента и наладки; возможностью обрабатывать поверхности сложного профиля простым универсальным инструментом,
281
малой его чувствительностью к литейным порокам, возможностью снимать за один рабочий ход большие припуски до 20 мм и сравнительно высокую точность (рис. 2.79).
Рис. 2.79.
Схема строгания плоской поверхности: 1 — длина заготовки, мм;
Ь2 — перебег резца, мм; b — ширина заготовки, мм; bj — врезание резца, мм; t ~ глубина резания, мм
При тонком строгании может быть достигнута шероховатость Ra =(1.6...0.8) мкм и неплоскостность 0.01 мм для поверхности 300x300 мм..
Для увеличения производительности процесса строгания заготовки устанавливают в один или несколько рядов; обрабатывают одновременно заготовки деталей различных наименований.
Наиболее рационально применять строгание длинных и узких поверхностей. При обычной форме резца строгание производится с глубиной резания от 3 до 10 мм и подачей 0.8... 1.2 мм на один двойной ход стола, обеспечивая IT13...11; Ra =3.2...12.5.
Фрезерование в настоящее время является наиболее распространенным методом обработки плоских поверхностей. В массовом производстве фрезерование вытеснило применявшееся ранее строгание.
Фрезерование осуществляется на фрезерных станках. Фрезерные станки разделяются на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные, продольно-фре
282
зерные, карусельно-фрезерные, барабанно-фрезерные и многоцелевые.
Существуют следующие виды фрезерования (рис. 2.80): цилиндрическое (рис. 2.80, а), торцовое (рис. 2.80,6), двустороннее (рис. 2.80, в), трехстороннее (рис. 2.80, г).
а!
Рис. 2.80.
Схемы фрезерования плоских поверхностей: а — цилиндрического; б — торцового; в — двустороннего; г — трехстороннего
Широкое применение находит в настоящее время фрезерование торцовыми фрезами, а при достаточно больших диаметрах фрез (свыше 90 мм) — фрезерными головками (торцовыми фреза
283
ми со вставными ножами). Это объясняется следующими преимуществами фрезерования этими фрезами перед фрезерованием цилиндрическими фрезами:
— применением фрез больших диаметров, что повышает производительность обработки;
— одновременным участием в обработке большого числа зубьев, что обеспечивает более производительную и плавную работу;
— отсутствием длинных оправок, что дает большую жесткость крепления инструмента и, следовательно, возможность работать с большими подачами (глубинами резания);
— одновременной обработкой заготовок с разных сторон (например, при использовании барабанно-фрезерных станков).
Фрезерование характеризуется высокой производительностью и сравнительно высокой точностью. Фрезерование в два перехода (черновой и чистовой) позволяет достичь: по точности размеров — IT9; по шероховатости — Ra =6.3...0.8 мкм; отклонение от плоскостности 40...60 мкм.
Одним из наиболее производительных способов фрезерования является обработка плоскостей на карусельно-фрезерных, барабанно-фрезерных станках, что возможно по непрерывному циклу. Одним из способов сокращения основного времени является внедрение скоростного и силового фрезерования. Скоростное фрезерование характеризуется повышением скоростей резания, при обработке стали до 350 м/мин, чугуна — до 450 м/мин, цветных металлов — до 2000 м/мин при небольших подачах на зуб фрезы 5z=0,05...0,12 мм/зуб — при обработке сталей, 0,3...0,8 мм/зуб — при обработке чугуна и цветных сплавов. Силовое фрезерование характеризуется большими подачами на зуб фрезы (Sz>l мм).
Как скоростное, так и силовое фрезерование выполняется фрезами, оснащенными твердосплавными и керамическими пластинами.
Тонкое фрезерование характеризуется малыми глубинами резания (t<0,1 мм), малыми подачами (Sz=0,05 ...0,10 мм) и большими скоростями резания.
Протягивание плоскостей реализуют на вертикально-и горизонтально-протяжных станках. Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой
284
себестоимости находит все большее применение в крупносерийном и массовом производстве.
Для этих типов производств протягивание экономически выгодно, несмотря на высокую стоимость оборудования и инструмента?
В настоящее время фрезерование часто заменяют наружным протягиванием (плоскости, пазы, канавки и т. п.).
В массовом производстве для наружного протягивания применяют высокопроизводительные многопозиционные протяжные станки, а также станки непрерывного действия.
Протягивание является самым высокопроизводительным методом обработки плоскостей, обеспечивающим точность размеров IT7...IT9, шероховатость Ra =(3.2...0.8) мкм.
Основными преимуществами протягивания по сравнению с фрезерованием являются: высокая производительность; высокая точность; высокая стойкость инструмента.
Ограничениями широкого применения протягивания являются его высокая стоимость и сложность инструмента.
Обычно при протягивании используются следующие режимы: подача на зуб Sz = 0,1...0,4 мм/зуб; скорость резания Vрез.= 6... 12 м/мин с максимальными припусками до 4 мм с шириной протягивания до 350 мм.
Шабрение выполняют с помощью режущего инструмента — шабера — вручную или механическим способом. Шабрение вручную — малопроизводительный процесс, требует большой затраты времени и высокой квалификации рабочего, но обеспечивает высокую точность. Механический способ выполняют на специальных станках, на которых шабер совершает возвратно-поступательное движение.
Точность шабрения определяют по числу пятен на площади 25x25 мм (при проверке контрольной плитой). Чем больше пятен, тем точнее обработка.
Сущность шабрения состоит в соскабливании шаберами слоев металла (толщиной около 0,005 мм) для получения ровной поверхности после ее чистовой предварительной обработки. Шабрение называют тонким, если число пятен более 22 и Ra< 0,08 мкм, и чистовым, если число пятен 6...10, a R<1,6 мкм.
285
2.3.4.2. Обработка плоских поверхностей абразивным инструментом.
Как и наружные цилиндрические поверхности деталей типа тел вращения, плоские поверхности обрабатывают шлифованием, полированием и доводкой.
Шлифование плоских поверхностей осуществляют на плоскошлифовальных станках с крестовым или круглым столом, как обычного исполнения, так и с ЧПУ. Плоское шлифование является одним из основных методов обработки плоскостей деталей машин (особенно закаленных) для достижения требуемого качества. В ряде случаев плоское шлифование может с успехом заменить фрезерование. Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцом круга (рис. 2.81).
Шлифование периферией круга может осуществляться тремя способами: 1) многократными рабочими ходами; 2) установленным на размер кругом; 3) ступенчатым кругом.
При первом способе (рис. 2.81, а) поперечное движение подачи круга As поп производится после каждого продольного хода стола, а вертикальное As в — после рабочего хода по всей поверхности длины деталей (1).
При втором способе (рис. 2.81, б) шлифующий круг устанавливается на глубину, равную припуску, и при малой скорости перемещения стола обрабатывают заготовку по всей длине. После каждого рабочего хода шлифовальный круг перемещается в поперечном направлении от 0,7...0,8 высоты круга (Вц). Для чистового рабочего хода оставляют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.
При шлифовании третьим способом круг профилируют ступеньками. Припуск (Zt), распределенный между отдельными ступеньками, снимается за один рабочий ход (рис. 2.81, в).
На рис. 2.81, г показана схема шлифования установленным на размер кругом на станке с вращающимся столом.
Плоским шлифованием обеспечиваются следующие точность размеров и шероховатость поверхности:
— IT8...IT9, Ra —1-6 мкм — черновое (предварительное) шлифование;
286
Рис. 2.81. Схемы шлифования плоскостей: а — периферией круга; б — торцом круга; в — профилирующим кругом;
г — торцом круга на вращающемся столе
— IT7...IT8, =(0.4... 1.6) мкм — чистовое шлифование;
— IT6...IT7, 7?я=(0.4...0.1) мкм — тонкое шлифование.
Шлифование обычно производится с применением СОЖ.
Полирование поверхностей является методом отделочной обработки В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки.
Доводка плоскостей осуществляется на плоскодоводочных станках. Тонкую доводку плоских поверхностей осуществляют
287
притирами. Осуществляют доводку при давлении 20... 150 кПа, причем, чем меньше давление, тем выше качество обработанной поверхности. Скорости при тонкой доводке небольшие (2...10 м/ мин). С повышением давления и скорости производительность повышается.
На рис. 2.82 представлены области применения наиболее распространенных методов обработки поверхностей.
Размеры детали
Рис. 2.82. Области применения различных методов обработки плоских поверхностей
2.3.5. Типовые маршруты изготовления корпусных деталей
Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию.
005 Заготовительная.
Заготовки корпусов из серого чугуна отливают в земляные, металлические (кокиль) или оболочковые формы, из стали — в земляные формы, кокиль или по выплавляемым моделям. Заготовки из алюминиевых сплавов отливают в кокиль или литьем
288
под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций.
Подготовительные операции
010 Термическая. Отжиг (низкотемпературный) для уменьшения внутренних напряжений.
015 Обрубка и очистка заготовки.
У отливок удаляют литники и прибыли: на прессах, ножницах, ленточными пилами, газовой резкой и т.д. Очистка, отливок от остатков формовочных смесей и зачистка сварных швов у сварных заготовок производится дробеструйной или пескоструйной обработкой.
020 Малярная.
Грунтовка и окраска необрабатываемых поверхностей (для деталей, не подвергаемых в дальнейшем термообработке). Операция производится с целью предохранения попадания в работающий механизм корпуса чугунной пыли, обладающей свойством «въедаться» в неокрашенные поверхности при механической обработке.
030 Контрольная.
Проверка корпуса на герметичность. Применяется для корпусов, заполняемых при работе маслом. Проверка производится ультразвуковой или рентгеновской дефектоскопией. В единичном производстве или при отсутствии дефектоскопии может производиться при помощи керосина и мела.
035 Контрольная.
Проверка корпуса под давлением (только для деталей, работающих под давлением).
040 Разметочная.
Применяется в единичном и мелкосерийном производствах. В остальных типах производств может применяться для сложных и уникальных заготовок с целью проверки «выкраиваемос-ти» детали.
Основные операции механической обработки.
050 Фрезерная (протяжная).
Фрезеровать, или протянуть плоскость основания начерно и начисто или с припуском под плоское шлифование (при необ-
289
ходимос/пц)- Технологическая база — необработанная плоскость, параллельная обрабатываемой поверхности.
Оборудование:
— в единичном и мелкосерийном производствах — вертикально-фрезерный и строгальный станки;
— в серийном — продольно-фрезерный или продольно-строгальный станки;
— в крупносерийном и массовом — барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки.
055 Сверлильная.
Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия. Технологическая база — обработанная плоскость основания. Оборудование — радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах — многошпиндельный сверлильный станок или агрегатный станок.
060 Фрезерная.
Обработка плоскостей, параллельных базовой (при их наличии). Технологическая база — плоскость основания. Оборудование — см. операцию 050.
065 Фрезерная.
Обработка плоскостей, перпендикулярных базовой (торцы основных отверстий). Технологическая база — плоскость основания и два точных отверстия. Оборудование — горизонтальнофрезерный или горизонтально-расточной станок.
070 Расточная.
Растачивание основных отверстий (черновое и чистовое, или с припуском под точное растачивание). Технологическая база — та же (см. операцию 065). Оборудование — единичное производство — универсальный горизонтально-расточной станок:
— мелкосерийное и среднесерийное — станки с ЧПУ расточно-фрезерной группы и многооперационные станки;
— крупносерийное и массовое — агрегатные многошпиндельные станки.
Точность межосевых расстояний, а также точность положения отверстий достигается с помощью:
— разметки (от +0,1 мм до + 0,5 мм);
— пробных расточек (до + 0,02 мм);
290
— координатное растачивание на горизонтально — расточных станках (до + 0,02 мм);
— обработка по кондукторам и шаблонам (до + 0,02 мм, + 0,03 мм).
075 Сверлильная.
Сверлить (зенковать при необходимости), нарезать резьбу в крепежных отверстиях. Технологическая база — та же. Оборудование — радиально-сверлильный, сверлильный с ЧПУ, многооперационный, сверлильный многошпиндельный и агрегатный станки (в зависимости от типа производства).
080 Плоскошлифовальная.
Шлифовать (при необходимости) плоскость основания.
Технологическая база — поверхность, основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси основного отверстия).
Оборудование — плоскошлифовальный станок с прямоугольным или круглым столом.
085 Алмазно-расточная.
Тонкое растачивание основного отверстия.
Технологическая база — базовая плоскость и два отверстия.
Оборудование — алмазно-расточной станок.
С целью выдерживания принципа постоянства баз большинство операций обработки (060, 065, 070, 075) за исключением операций подготовки технологических баз (050, 055) и отделки основных поверхностей (080, 085) часто концентрируют в одну операцию, выполняемую на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (массовое) станках.
Особенности обработки разъемных корпусов.
В маршрут обработки разъемных корпусов дополнительно к вышеприведенным операциям включают:
— обработку поверхности разъема у основания (фрезерная);
— обработку поверхности разъема у крыши (фрезерная);
— обработку крепежных отверстий на поверхности разъема основания (сверлильная);
— обработку крепежных отверстий на поверхности разъема крышки (сверлильная);
291
— сборку корпуса промежуточную (слесарно-сборочная операция);
— обработку двух точных отверстий (обычно сверлением и развертыванием) под цилиндрические или конические штифты в плоскости разъема собранного корпуса).
2.3.5.1. Пример типового маршрута изготовления кронштейна
Рассматриваемый кронштейн (рис. 2.83) изготавливается литьём в разовые формы с машинной формовкой по деревянным моделям. Материал — серый чугун.
05. Вертикально-фрезерная. Вертикально-фрезерный станок 6М12П. Приспособление специальное. Фрезеровать плоскость 1 под шлифование (рис. 2.84).
10. Радиально-сверлильная. Радиально-сверлильный станок 2Н53, приспособление — кондуктор (рис. 2.85).
1. Сверлить четыре отверстия 1 и 2
2. Зенкеровать четыре отверстия 2 и два отверстия 3
3. Развернуть два отверстия 3
15. Токарная. Токарный станок 16К20. Приспособление — типа “угольник” (рис. 2.86). Расточить отверстие 1, фаску 2, подрезать торец 3 под тонкое растачивание и обтачивание (обработка противоположного торца не показана)
25. Радиально-сверлильная. Станок радиально-сверлильный 2Н53. Приспособление — кондуктор (рис. 2.87). Сверлить, зенкеровать, нарезать резьбу в четырех отверстиях. 1 (обработка отверстий на противоположном торце не показана)
35. Плоскошлифовальная. Станок плоскошлифовальный ЗБ722.
Приспособление специальное (рис. 2.88). Шлифовать плоскость основания начисто.
40. Алмазно-расточная. Станок для тонкой расточки. Приспособление специальное установочное (рис. 2.89). Расточить отверстие 1 и подрезать торец 2 начисто.
45. Алмазно-расточная. Станок для алмазной расточки. Приспособление специальное установочное (рис. 2.90). Подрезать торец 1.
Примеры маршрутов изготовления корпусных деталей с отверстиями, оси которых параллельны и скрещиваются рассмотрены выше.
292
002 Б
в-в
002 Б
10шибку подвергнуть старение
2. Неуказанные предельные отклонения размеров отдерстий НК. долой hK
!ТК
остальных!-^2—
2
Рис. 2.83. Кронштейн
Рис. 2.84. Операционный эскиз операции 05
Рис. 2.85. Операционный эскиз операции 10
нт
294
Вид A
Рис. 2.86. Операционный эскиз операции 15
Рис. 2.87. Операционный эскиз операции 25
295
Рис. 2.88. Операционный эскиз операции 35
Рис. 2.89. Операционный эскиз операции 40
70h10
296
Рис. 2.90. Операционный эскиз операции 45
2.4. Технология изготовления зубчатых колес
2.4.1. Характеристика зубчатых колес
В современных машинах широко применяют зубчатые передачи. Различают силовые зубчатые передачи, предназначенные для передачи крутящего момента с изменением частоты вращения валов, и кинематические передачи, служащие для передачи вращательного движения между валами при относительно небольших крутящих моментах.
Зубчатые передачи, используемые в различных механизмах и машинах, делят на цилиндрические, конические, червячные, смешанные и гиперболоидные (винтовые и гипоидные).
Наибольшее распространение получили цилиндрические, конические и червячные передачи (рис. 2.91).
Ниже рассмотрены способы формообразования зубьев цилиндрических зубчатых колес.
297
Обработка конических зубчатых колес, червяков и червячных колес излагается, например, в работах [31,34].
Рис. 2.91. Виды зубчатых передач: а — цилиндрическая; б — коническая; в — червячная; 1 — шестерня;
2 — зубчатое колесо; 3- червяк; 4 — червячное колесо
Цилиндрические зубчатые колеса изготовляют с прямыми и косыми зубьями, реже — с шевронными. Стандарт устанавливает 12 степеней точности цилиндрических зубчатых колес (в порядке убывания точности): 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12. Для 1, 2-й степеней допуски стандартом не предусматриваются. Для каждой степени точности предусматривают следующие нормы:
— кинематической точности колеса, определяющие полную погрешность угла поворота зубчатых колес за один оборот;
— плавности работы колес, определяющие составляющую полной погрешности угла поворота зубчатого колеса, многократно повторяющейся за оборот колеса;
— контакта зубьев, определяющие отклонение относительных размеров пятна контакта сопряженных зубьев в передаче.
Независимо от степени точности колес установлены нормы бокового зазора (виды сопряжении зубчатых колес). Существуют
298
шесть видов сопряжении зубчатых колес в передаче, которые в порядке убывания гарантированного бокового зазора обозначаются буквами А, В, С, D, Е, Н, и восемь видов допуска (Tjn) на боковой зазор: х, у, z> а, Ь, с, d, h.
В соответствии со стандартом, точность зубчатых колес может быть определена к^к комплексными, так и дифференцированными показателями.
По технологическому признаку зубчатые колеса делятся на:
— цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием;
— многовенцовые блочные с гладким или шлицевым отверстием;
— цилиндрические, конические и червячные типа фланца;
— цилиндрические и конические с хвостовиком;
— валы-шестерни.
У цилиндрических колес зубья выполняют прямыми, спиральными или шевронными.
Обработка зубчатых колес разделяется на два этапа: обработку до нарезания зубьев и обработку зубчатого венца. Задачи первого этапа соответствуют в основном аналогичным задачам, решаемым при обработке деталей классов: диски (зубчатое колесо плоское без ступицы), втулки (со ступицей) или валов (вал-шестерня). Операции второго этапа обычно сочетают с отделочными операциями обработки корпуса колеса. На построение технологического процесса обработки зубчатых колес влияют следующие факторы:
— форма зубчатого колеса;
— форма и расположение зубчатого венца и количество венцов;
— степень точности колеса;
— методы контроля зубчатых колес;
— материал колеса;
— наличие и вид термообработки;
— габаритные размеры;
— объем выпуска.
На рис. 2.92 показаны типовые требования к точности полуфабриката для нарезания зубьев в зависимости от вышеперечисленных факторов:
299
2
Рис. 2.92. Зубчатое колесо с типовыми требованиями к точности его изготовления
1. Точность размера окружности выступов (d) зависит от метода контроля толщины зуба: когда d является измерительной базой, то Д0=0,5Тя, когда d не является измерительной базой, диаметр d может изготавливаться по IT12, где . Тн — допуск на смещение исходного контура.
2. Радиальное биение поверхности вершин зубьев относительно оси отверстия (измерительной базы) не более 0,25 Тн, когда d используется для контроля толщины зуба, например, при контроле смещения исходного контура.
3. Радиальное биение поверхности вершин зубьев относительно оси отверстия не должно превышать (0,6...0,65) Fr, когда d используется для выверки, т. е. в качестве технологической базы, где рг — допуск радиального биения зубчатого венца.
300
4. Торцевое биение поверхности Б относительно оси отверстия не должно превышать 0,5 /р при сопряжении зубчатого ко-
Н7 Н7 Н7 Н1 ,Н1 Ц ЛО
леса с валом по посадкам yjpyg"и ’TsfT и при 7) “ 0,8 ’
где . /р — допуск направления зуба
5. Торцовое биение поверхности Б относительно оси отвер-
стия не должно превышать
при сопряжении зубчатого
колеса с валом по посадкам
Я7 ,Я7 . Я7 ,Я7 кб ’ пб ’ тб ’ js6 и
Я7 . Я7 . Н7 рб ’ Гб 56
при -д < 0,8.
6. Отверстие изготавливается по Н6 для зубчатых колес 5-й степени точности и по Н7 для зубчатых колес 6,7,8-й степеней точности.
Наибольшее влияние на протяженность технологического маршрута оказывает степень точности колеса. При изготовлении высокоточных колёс (6, 5 и выше степеней точности) механическая обработка должна чередоваться с операциями термической обработки для снятия внутренних напряжений, а количество отделочных операций технологических баз и зубчатого венца значительно возрастает.
Технологические задачи.
Точность размеров. Самым точным элементом зубчатого колеса является отверстие, которое выполняется обычно по 7-му квалитету, если нет особых требований.
Точность формы. В большинстве случаев особых требований к точности формы поверхностей не предъявляется.
Точность взаимного расположения. Несоосность начальной окружности зубчатого колеса относительно посадочных поверхностей допускается не более 0,05...0,1 мм. Неперпендикуляр-ность торцов к оси отверстия или вала (биение торцов) обычно принимается не более 0,01...0,015 мм на 100 мм диаметра. В зависимости от условий работы колеса эта величина может быть повышена или несколько уменьшена.
301
Твердость рабочих поверхностей. В результате термической обработки поверхностная твердость зубьев цементируемых зубчатых колес должна быть в пределах НИСэ 45...60 при глубине слоя цементации 1..2 мм. При цианировании твердость HRCa 42...53, глубина слоя должна быть в пределах 0,5...0,8 мм.
Твердость незакаливаемых поверхностей обычно находится в пределах НВ 180...270.
Для рассматриваемого зубчатого колеса (рис. 2.98):
— посадочное отверстие выполняется по 7-му квалитету;
— точность формы не задается;
— точность взаимного расположения ограничена величиной торцового биения плоских поверхностей относительно оси отверстия не более 0,016 мм, а также величиной неси мметрично-сти шпоночного паза относительно оси отверстия не более 0,02 мм;
— шероховатость поверхности зубчатого венца Ra=0,63 мкм, отверстия и торцов — 1,25 мкм. Зубчатый венец закаливается ТВЧ до HRC345...50 на глубину 1...2 мм.
2.4.2. Материалы и заготовки зубчатых колес
В зависимости от служебного назначения зубчатые колеса изготовляют из углеродистых, легированных сталей, чугуна, пластических масс.
Легированные стали обеспечивают более глубокую прокаливаемость и меньшую деформацию по сравнению с углеродистыми.
Материал зубчатых колес должен обладать однородной структурой, обеспечивающей стабильность размеров после термической обработки, особенно по размеру отверстий и шагу колес. Нестабильность возникает после цементации и закалки, когда в заготовке сохраняется остаточный аустенит, она может также возникнуть в результате наклепа и при механической обработке.
Установлено, что наибольшее коробление дает цементация и меньшее закалка, поэтому часто исправление коробления и повышение точности шевингованием производят не до цементации, а между цементацией и закалкой.
302
При изготовлении высокоточных колес рекомендуется чередовать механическую обработку с операциями термической стабилизации размеров для снятия внутренних напряжений.
Различают основные виды заготовок зубчатых колес при разных конструкциях и серийности выпуска: заготовка из проката; поковка, выполненная свободной ковкой на ковочном молоте; штампованная заготовка в подкладных штампах, выполненных на молотах или прессах; штампованная заготовка в закрепленных штампах, выполненных на молотах, прессах и горизонтально-ковочных машинах.
Заготовки, получаемые свободной ковкой на молотах, по конфигурации не соответствуют форме готовой детали, но структура металла благодаря ковке улучшается по сравнению с заготовкой, отрезанной пилой от прутка.
Штамповка заготовок в закрытых штампах имеет ряд преимуществ: снижается расход металла из-за отсутствия облоя, форма заготовки ближе к готовой детали, снижается себестоимость, экономия металла составляет от 10 до 30 %. Однако отмечается повышенный расход штампов.
Штамповка на прессах имеет большое преимущество перед штамповкой на молотах: получается точная штамповочная заготовка, припуски и напуски меньше на 30 %, по конфигурации заготовка ближе к готовой детали. На прессах можно штамповать с прошиванием отверстия.
Штамповкой на горизонтально-ковочных машинах изготовляют заготовки зубчатых колес с хвостовиком или с отверстием.
2.4.3. Основные схемы базирования
Выбор базовых поверхностей зависит от конструктивных форм зубчатых колес и технических требований. У колес со ступицей (одновенцовых и многовенцовых) с достаточной длиной центрального базового отверстия (1 / D > 1) в качестве технологических баз используют: двойную направляющую поверхность отверстия и опорную базу в осевом направлении — поверхность торца.
У одновенцовых колес типа дисков (1/D< 1) длина поверхности отверстия недостаточна для образования двойной направляющей базы. Поэтому после обработки отверстия и торца устано
303
вочной базой для последующих операций служит торец, а поверхность отверстия — двойной опорной базой. У валов-шестерен в качестве технологических баз используют, как правило, поверхности центровых отверстий.
На первых операциях черновыми технологическими базами являются наружные необработанные «чёрные» поверхности. После обработки отверстия и торца их принимают в качестве технологической базы на большинстве операций. Колеса с нарезанием зубьев после упрочняющей термообработки при шлифовании отверстия и торца (исправление технологических баз) базируют по эвольвентной боковой поверхности зубьев для обеспечения наибольшей соосности начальной окружности и посадочного отверстия.
Для обеспечения наилучшей концентричности поверхностей вращения колеса применяют следующие варианты базирования. При обработке штампованных и литых заготовок на токарных станках за одну установку, заготовку крепят в кулачках патрона за черную поверхность ступицы или черную внутреннюю поверхность обода. При обработке за две установки заготовку сначала крепят за черную поверхность обода и обрабатывают отверстие, а при второй установке заготовки на оправку обрабатывают поверхность обода и другие поверхности колеса.
2.4.4. Основные методы формообразования зубьев зубчатых колес
В зависимости от способа образования зубьев различают два метода зубонарезания: копирование и обкатку. Оба метода используют на различных зубообрабатывающих станках. Классификация основных методов формообразования зубчатых поверхностей и их возможности по обеспечению степеней точности и шероховатости рассмотрены (см. табл. 1.23)
2.4.4.1. Нарезание зубчатых колес методом копирования
Распространенной разновидностью метода копирования является зубофрезерование. Зубофрезерование осуществляется на зубофрезерных вертикальных и горизонтальных станках-полуавтоматах. На зубофрезерных станках производят нарезание цилиндрических зубчатых колес по методу обкатки или копирования.
304
Нарезание зубьев по методу копирования осуществляют модульной дисковой или модульной концевой фрезой. Нарезание, по существу, представляет собой разновидность фасонного фрезерования. Режущие кромки зубьев дисковой или концевой фрезы изготовляют по форме впадины между зубьями колеса, и при фрезеровании они копируют форму впадины, создавая, таким образом, две половины профилей двух соседних зубьев. После нарезания одной впадины заготовка поворачивается на один зуб с помощью делительного механизма, и фреза снова проходит по новой впадине между зубьями, и т. д. (рис. 2.93).
Рис. 2.93. Схемы фрезерования цилиндрических колес методом копирования: а — дисковой фрезой; б — концевой фрезой:
1 — заготовка; 2 — дисковая фреза; 3 — концевая фреза
В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования. Производительность такого метода очень высока, точность зависит от точности резцовой головки.
Другой разновидностью нарезания зубчатых колес методом копирования является протягивание как наружных, так и внутренних зубчатых поверхностей, характеризующееся высокой производительностью.
2.4.4.2. Нарезание зубчатых колес методом обкатки
При методе обкатки заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой или червячной передачи. Для этого либо инструменту придается фор
305
ма детали, которая могла бы работать в зацеплении с нарезаемым колесом (зубчатое колесо, зубчатая рейка, червяк), либо инструмент выполняют таким образом, чтобы его режущие кромки описывали в пространстве поверхность профиля зубьев некоторого зубчатого колеса или зубчатой рейки, которые называют соответственно производящим колесом или производящей рейкой. В процессе взаимного обкатывания заготовки и инструмента режущие кромки инструмента, постепенно удаляя материал из нарезаемой впадины заготовки, образуют на ней зубья.
Нарезание зубьев цилиндрических зубчатых колес методом обкатки производится с помощью следующих инструментов: червячных фрез (зубофрезерование); дисковых долбяков (зубо-долблен ие) и долбяков в виде гребенок-реек (зубострогание).
Зубонарезание червячными фрезами. Для нарезания зубьев этим методом требуются универсальные зубофрезерные станки и специальный режущий инструмент — червячные фрезы. Станки выпускают с вертикальной или горизонтальной осями вращения фрезы. Метод является высокопроизводительным.
Фрезу на станке устанавливают таким образом, чтобы ее ось была повернута под углом 0 подъема винтовой линии витков фрезы (рис. 2.94).
Рис. 2.94. Схема фрезерования зубьев червячной фрезой
Червячная фреза, кроме вращения, совершает поступательное движение подачи вдоль образующей цилиндра нарезаемого колеса, в результате чего колесо обрабатывается по всей его ширине.
306
В зависимости от модуля устанавливают число рабочих ходов фрезы: для т=2 ...2,5 мм — один рабочий ход, для т>2...2,5 мм — два рабочих хода и более.
Повышения производительности при зубофрезеровании достигают путем увеличения диаметра фрезы (повышается стойкость инструмента), жесткости ее установки, использования специальных инструментальных материалов, в том числе твердосплавных, композиционных, применения многозаходных червячных фрез и увеличения числа одновременно нарезаемых колес.
Зубодолбление. Режущим инструментом является дол бяк, представляющий собой зубчатое колесо с эвольвентным профилем зубьев. В процессе нарезания долбяк и нарезаемое зубчатое колесо находятся в относительном движении зацепления (без зазора), т. е. их окружные скорости на начальных окружностях равны, а частота вращения и число зубьев связаны передаточным отношением i—n/n3—z3./zu, где пи и пз — соответственно частота вращения инструмента и заготовки колеса; z3 и zu - соответственно число зубьев заготовки колеса и инструмента.
Нарезание зубьев долблением осуществляется на зубодолбежных станках.
Обработка за один рабочий ход применяется для зубчатых колес: с /и=1...2 мм — за один рабочий ход; с 2</и<4 — за два рабочих хода; с ?и>4 мм — за три рабочих хода.
Кроме отмеченных обстоятельств, зубодолбление является единственным методом для нарезания колес с внутренним зацеплением (при средних и малых диаметрах), а также при обработке зубчатых венцов в блочных шестернях.
Зубострогание. Этот метод основан на зацеплении колеса и рейки, воспроизводимом инструментом — гребенкой. Обработка колес осуществляется на станках двух типов: с вертикальной и горизонтальной осью заготовки. Станки последнего типа применяют также для обработки колес с неразрывным шевронным зубом.
У зубострогания производительность меньше, чем у зубо-фрезерования червячной фрезой и зубодолбления.
Зуботочение. Метод основан на воспроизводящем зацеплении пары винтовых колес на скрещенных осях. В качестве много-
307
резцового инструмента применяют цилиндрическое режущее колесо, по форме напоминающее дол бяк.
Производительность зуботочения в 2...4 раза выше производительности зубофрезерования однозаходной фрезой.
2.4.4.3. Накатывание зубчатых колес
Накатывание зубчатых поверхностей имеет большие преимущества перед способами обработки резанием: повышает производительность в 5—30 раз; увеличивает износостойкость и прочность зубьев; значительно уменьшает отходы металла и др. Различают горячее и холодное накатывание. Горячее накатывание применяют для профилей с модулем больше 2 мм; холодное накатывание рекомендуется для мелкомодульных колес с модулем до 1,5...2 мм.
Может применяться и комбинированное накатывание для средних и крупных модулей (основная пластическая деформация проводится в горячем состоянии, а окончательное профилирование — в холодном).
Горячее накатывание производится как с радиальной, так и с продольной подачей. Схема накатки с продольной подачей аналогична холодному накатыванию.
Схема накатывания с радиальным движением подачи показана на рис. 2.95.
Рис. 2.95. Схема горячего накатывания зубьев колес: 1 — накатники; 2 — реборды; 3 — заготовка; 4 — переходная втулка; 5 — оправка
Перед накатыванием заготовку нагревают до 1000... 1200 °C за 20...30 с до накатывания, затем устанавливают на оправку специального станка и производят накатывание вращающимися 308
накатниками. Штучное время накатывания зубьев на заготовках зубчатых колес составляет 30 с...2 мин в зависимости от модуля (соответственно 2...5 мм).
2.4А А. Обработка торцовых поверхностей зубьев зубчатых колес.
Закругления торцов зубьев чаще всего выполняют у передвижных шестерен, так как это значительно облегчает их перемещение (например, шестерни коробок скоростей). Кроме того, у большинства зубчатых колес снимают фаски или притупляют кромки торцовых поверхностей. Закругление зубьев и снятие фасок на торцовых поверхностях зубьев производят конусной и дисковой фасонными фрезами; притупляют острые кромки и снимают заусенцы чаще всего вращающимися щетками или червячными фрезами с насечками, шлифовальными кругами; торцовые поверхности зубьев обрабатывают на универсально-фрезерных и специальных станках.
2.4А.5. Методы отделочной обработки зубьев зубчатых колес.
Основные методы зубоотделочной обработки, их точность и достигаемые параметры шероховатости приведены в табл. 1.23.
Шевингование — чистовая обработка зубьев незакаленных цилиндрических зубчатых колес (твердость обычно не более Я7?Сэ40), осуществляемая инструментом — шевером.
Шевер имеет форму зубчатого колеса или зубчатой рейки. На поверхности зубьев шевера имеются канавки от головки до ножки.
Шевингование зубчатых колес заключается в срезании весьма тонких волосовидных стружек толщиной 0,05...0,01 мм острыми кромками канавок шевера во время движения обкатки обрабатываемого колеса и инструмента и возникающего при этом относительного скольжения профилей зацепляющихся зубьев.
Обычно в процессе шевингования точность зубчатых колес повышается на одну степень, реже — на две.
Шевинговальные станки выпускают с горизонтальной или вертикальной осью (для обработки колес большого диаметра).
В настоящее время есть несколько методов шевингования: параллельное, диагональное, тангенциальное и врезное. Шевин-гуют зубчатые колеса, как наружного, так и внутреннего зацепления.
309
Шлифование зубьев зубчатых колес — наиболее надежный метод отделочной обработки, обеспечивающий высокую точность, как правило, закаленных зубчатых колес. Шлифование зубьев производят на различных зубошлифовальных станках, как методом копирования, так и методом обкатки.
На станках, работающих по методу копирования, шлифуют зубчатые колеса профилированными кругами (рис. 2.96). Ось заготовки в этих станках расположена горизонтально. Они предназначены главным образом для шлифования прямозубых колес.
Рис. 2.96. Схемы профильного шлифования зубьев: а — профилирование зубьев; 1 — зубья колеса;
2 — шлифовальный круг; б — правка шлифовального круга
Метод обкатки осуществляется на зубошлифовальных станках, которые точны и универсальны в наладке, но производительность которых сравнительно невелика и зависит от принципа работы и типа применяемых шлифовальных кругов.
При шлифовании зубьев этим методом (рис. 2.97) воспроизводится зубчатое зацепление пары рейка — зубчатое колесо. Инструментом является воображаемая рейка, боковые стороны зуба которой образованы шлифовальными тарельчатыми кругами 2. Шлифовальные круги получают вращательное движение, движение обкатки, заготовка 1 выполняет возвратно-поступательное движение.
Движение обкатки складывается из двух движений: вращения заготовки вокруг своей оси (А) и поступательного движения 310
вдоль воображаемой рейки (Б). В результате этих двух движений заготовка перекатывается без скольжения по воображаемой рейке.
Рис. 2.97. Схема шлифования зубьев методом обкатки: 1 — зубья колеса^ 2 — шлифовальные круги
На практике существуют и другие методы шлифования цилиндрических зубчатых колес: дисковым кругом; двумя дисковыми кругами; червячным кругом и др.
Наиболее производительными методами являются: шлифование двумя дисковыми кругами и особенно шлифование на станках червячными кругами, которые обеспечивают точность до 5-й степени и параметр шероховатости поверхности Ra < 0,32 мкм.
Применяют шлифование цилиндрических колес с внутренними прямыми и косыми зубьями также методами копирования и обкатки. Принципы работы станков для внутреннего шлифования аналогичны таковым для шлифования наружных зубьев.
Хонингование применяют для чистовой отделки зубьев, как правило, закаленных цилиндрических колес внешнего и внутреннего зацеплений. Процесс осуществляется на зубохонинго-валь-ных станках с помощью зубчатого абразивного инструмента — хона.
Зубчатые хоны представляют собой прямозубые или косозубые колеса, обычно состоящие из стальной ступицы и абразив
311
ного венца того же модуля, что и обрабатываемое колесо. Частота вращения хона 180...200 мин1, скорость подачи стола 180...210 мм/мин. Время хонингования зубчатого колеса 30...60 с.
Хонингование позволяет уменьшить параметры шероховатости и тем самым повысить долговечность зубчатой передачи.
К отделочным методам относятся также: обкатка зубьев и прикатка (зацепление с эталонным колесом); притирка (искусственное изнашивание рабочей поверхности зубьев притирами с применением абразивной пасты); приработка (притирание пары зубчатых колес без притира) и др.
2.4.5. Типовые маршруты изготовления зубчатых колес
Основные операции механической обработки зубчатого колеса со ступицей 7-й степени точности.
005 Заготовительная.
Для заготовок из проката — резка проката, для штампованных заготовок — штамповка.
Штампованные заготовки целесообразно выполнять с прошитыми отверстиями, если их диаметр более 30 мм и длина не более 3-х диаметров.
Заготовки из чугуна и цветных сплавов (иногда из сталей) получают литьем.
010 Термическая.
Нормализация, отпуск (для снятия внутренних напряжений).
015 Токарная.
Точить торец обода и торец ступицы с одной стороны начерно, точить наружную поверхность обода до кулачков патрона начерно, расточить начерно на проход отверстие (или сверлить и расточить при отсутствии отверстия в заготовке), точить наружную поверхность ступицы начерно, точить фаски.
Технологическая база — наружная поверхность обода и торец, противолежащий ступице (закрепление в кулачках токарного патрона).
Оборудование:
единичное производство — токарно-винторезный станок;
мелко- и среднесерийное — токарно-револьверный, токарный с ЧПУ;
312
крупносерийное и массовое — одношпиндельный или многошпиндельный токарный полуавтомат (для заготовки из прут-ка _ прутковый автомат).
020 Токарная.
Точить базовый торец обода (противолежащий ступице) начерно, точить наружную поверхность обода на оставшейся части начерно, расточить отверстие под шлифование, точить фаски.
Технологическая база — обработанные поверхности обода и большего торца (со стороны ступицы).
Оборудование — то же (см. операцию 015).
025 Протяжная (долбежная).
Протянуть (долбить в единичном производстве) шпоночный паз или шлицевое отверстие.
Технологическая база — отверстие и базовый торец колеса.
Оборудование — горизонтально-протяжной или долбежный станки.
Применяются варианты чистового протягивания отверстия на данной операции вместо того чистового растачивания на предыдущей операции.
030 Токарная.
Точить базовый и противолежащие торцы, наружную поверхность венца начисто.
Технологическая база — поверхность отверстия (реализуется напрессовкой на оправку, осевое положение на оправке фиксируется путем применения подкладных колец при запрессовке заготовки). Необходимость данной операции вызывается требованием обеспечения соосности поверхностей вращения колеса.
Оборудование — токарно-винторезный (единичное производство), токарный с ЧПУ (серийное) или токарный многорезцовый полуавтомат.
035 Зубофрезерная.
Фрезеровать зубья начерно (обеспечивается 8-я степень точности).
Технологическая база — отверстие и базовый торец (реализуется оправкой и упором в торец).
Оборудование — зубофрезерный полуавтомат.
040 Зубофрезерная.
Фрезеровать зубья начисто (обеспечивается.7-я степень точности).
313
045 Шевинговальная.
Шевинговальная операция повышает на единицу степень точности зубчатого колеса. Операции применяют для термообрабатываемых колес с целью уменьшения коробления зубьев, так как снимается поверхностный наклепанный слой после фрезерования.
Технологическая база — отверстие и базовый торец (реализуется оправкой).
Оборудование — зубошевинговальный станок.
050 Термическая.
Калить заготовку или зубья (ТВЧ) или цементировать, калить и отпустить — согласно техническим требованиям. Наличие упрочняющей термообработки, как правило, приводит к снижению точности колеса на одну единицу.
055 Внутришлифовальная.
Шлифовать отверстие и базовый торец за один установ. Обработка отверстия и торца за один установ обеспечивает их наибольшую перпендикулярность.
Технологическая база — рабочие эвольвентные поверхности зубьев (начальная окружность колеса) и торец, противолежащий базовому. Реализация базирования осуществляется специальным патроном, у которого в качестве установочных элементов используют калибровочные ролики или зубчатые секторы. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла и зубьев при их последующей отделке с базированием по отверстию на оправке.
Оборудование — внутришлифовальный станок.
При базировании колеса на данной операции за наружную поверхность венца для обеспечения соосности поверхностей вращения необходимо ввести перед иди после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один установ на оправке).
Технологическая база — отверстие и базовый торец.
Оборудование — круглошлифовальный или торцекруглошлифовальный станки.
Необходимость отделки наружной поверхности венца колеса часто вызывается также и тем, что контроль основных точно
314
стных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы.
060 Плоскошлифовальная.
Шлифовать торец, противолежащий базовому (если необходимо по чертежу).
Технологическая база — базовый торец.
Оборудование — плоскошлифовальный станок с прямоугольным или круглым столом.
065 Зубошлифовальная.
Шлифовать зубья.
Технологическая база — отверстие и базовый терец.
Оборудование — зубошлифовальный станок (обработка обкаткой двумя тарельчатыми или червячный кругами или копированием фасонным кругом). При малом короблении зубьев при термообработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохо-нингованием или вообще отсутствовать.
Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При потере точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута. Введение отделочной операции зубошлифования или зубохонингова-ния необходимо только при уменьшении точности колеса при термообработке больше, чем на одну степень.
070 Моечная.
075 Контрольная.
080 Нанесение антикоррозионного покрытия.
Применяются варианты техпроцесса с однократным зубо-фрезеровани-ем, но с двукратным зубошлифованием.
Наличие упрочняющей термообработки приводит, как правило, к снижению степени точности колес на одну единицу, что требует введения дополнительной отделочной операции. Для незакаливаемых зубчатых колес шевингование является последней операцией; перед термообработкой шевингуют зубья в целях уменьшения деформации колеса в процессе термообработки и повышения степени на одну единицу.
315
Приведенный выше технологический процесс требует обработки колеса на оправках как до нарезания зубьев и термообработки, так и после термообработки.
Процесс может быть построен иначе, т. е. без применения оправок до термообработки. В этом случае вся токарная обработка ведется в патронах, а протягивание шпоночного паза или шлицев производят после нарезания зубьев и нет операции чистовой обработки на оправе до термообработки. В этом случае не гарантируется достаточная перпендикулярность торца к оси отверстия. Для уменьшения неперпендикулярности протягивание выполняют с жестким направлением протяжки.
Обработка плоских зубчатых колес
Так как плоские зубчатые колеса легче базируются на поверхности торцов, чем на поверхности отверстия, то токарная обработка на оправках не гарантирует устойчивости. Поэтому весь технологический процесс строят исходя из того, что установочной технологической базой будет торцевая поверхность, а отверстие — двойной опорной. Вследствие этого всю токарную обработку с обеих сторон производят в кулачковых патронах, а не на оправках. При наличии шлицевого отверстия отличительной особенностью маршрута является то, что протягивание шлицев выполняется не после черновых, а после чистовых операций и при этом следует обеспечить перпендикулярность оси отверстия к торцу. Эта задача решается путем применения вертикально-протяжного станка и некомбинированной протяжки, направленной по отверстию малого диаметра шлицев колеса, предварительно расточенного на операции 030.
Основные операции механической обработки плоского зубчатого колеса 7 степени точности
005 Заготовительная.
Резка проката или штамповка.
010 Термическая.
Нормализовать заготовку.
015 Токарная.
Точить торец с одной стороны (наружную поверхность до кулачков), расточить отверстие начерно.
Технологическая база — черная наружная поверхность и торец.
316
Оборудование — аналогично операции 015 маршрута колеса со ступицей.
020 Токарная.
Точить второй торец, оставшуюся наружную поверхность начерно и расточить отверстие под тонкое растачивание или протягивание.
Технологическая база — обработанные часть наружно и поверхности и торец.
Оборудование — то же.
025 Плоскошлифовальная.
Шлифовать торцы последовательно с двух сторон.
Технологическая база — торец.
Оборудование — плоскошлифовальный станок.
030 Алмазно-расточная (вертикально-протяжная).
Расточить (протянуть) отверстие под шлифование.
Технологическая база — торец и наружная поверхность (алмазно-расточная операция); торец и отверстие (протяжная).
Оборудование — токарно-винторезный, токарный одношпиндельный полуавтомат или алмазно-расточной станки; при протягивании — вертикально-протяжной станок.
035 Токарная.
Точить наружную поверхность — начисто. Обработка производится одновременно нескольких заготовок, насаженных на оправку.
Технологическая база — торец и отверстие (на оправке).
Оборудование — токарно-винторезный станок иди одно-шпицдельный п/а.
040 Зубофрезерная.
Фрезеровать зубья начерно и начисто.
Технологическая база — та же (см. операцию 035).
Оборудование — зубофрезерный полуавтомат.
В зависимости от типа производства может выполняться за одну операцию (единичное и мелкосерийное) или за две операции (серийное и массовое).
045 Протяжная (долбежная).
Протянуть (долбить) шпоночный паз или шлицы.
Технологическая база — торец и отверстие.
Оборудование — вертикально-протяжной или долбежный станок.
317
050 Зубошевинговальная.
Шевинговать зубья.
Технологическая база и оборудование аналогичны операции 045 маршрута колеса со ступицей.
055 Термическая.
Калить (или цементировать и калить) заготовку или только зубья ТВЧ (по техническим требованиям чертежа).
060 Круглошлифовальная.
Шлифовать наружную поверхность и один торец.
Технологическая база — отверстие и второй торец (оправка).
Оборудование — круглошлифовальный или торцекруглошлифовальный станки.
Операция может исключаться при применении в качестве технологической базы при шлифовании отверстия (065) эволь-вентной поверхности зубьев.
065 Внутри шлифовальная.
Шлифовать противоположный торец и отверстие за один установ.
Технологическая база — эвольвентная поверхность зубьев и торец (см. операцию 055 маршрута колеса со ступицей).
070 Зубошлифовальная.
Шлифовать зубья.
Технологическая база — торец и отверстие.
Оборудование — см. операцию 070 маршрута колеса со ступицей.
075 Моечная.
060 Контрольная.
085 Нанесение антикоррозионного покрытия.
2.4.5.1. Пример типового маршрута изготовления зубчатого колеса
Ниже приведены краткое описание операций и операционные эскизы для изготовления зубчатого колеса со ступицей (рис. 2.98).
00. Заготовительная. Штамповка на горизонтально-ковочной машине. Размеры заготовки 090x30 мм.
05. Термическая. Нормализация
10. Токарно-винторезная. Станок токарный многорезцовый полуавтомат 1723 (рис. 2.99). Подрезать торцы 5 и 4 начерно. То-
318
UJ
\о
6Js9
Модуль т 2
Число зубьеб Z
Нормальный исходный ГОСТ
контур 1315-81
Коэффициент смещения 0
Степень точности ГОСТ ЫЗ-81 — 7-С
Смещение Наименьшее нгхпднлгп допомтное -0,08
контура Допуск 0.1
Делительный диаметр d 80
Ф20Н7
А
=-| Г£?Д?®|Т
1. Зубчатый бенец TB4HRC45..50
2. Фаски 1*15’
3. Неуказанные предельные отклонения оазмероб отбер-стий НК, балоб h 74, остальных^ IT*
4 Предельные отклонения углоб размероб±-^$-
Рис. 2.98. Цилиндрическое зубчатое колесо с односторонней ступицей
чить поверхность 1 до кулачка патрона. Расточить отверстие 6 напроход начерно. Точить поверхности 2 и 3 начерно. Точить фаски.
Рис. 2.99. Операционный эскиз операции 10
15. Токарно-винторезная. Станок токарный 16К20 с ЧПУ (рис. 2.100). Подрезать торец 1. Точить поверхность 4 на оставшейся части начерно. Точить поверхности 2 и 3. Расточить фаски.
20. Термическая. Нормализация
25. Токарно-винторезная. Станок 16К20 с ЧПУ (рис. 2.101). Подрезать торец 2 под шлифование. Расточить отверстие 1 под шлифование. Расточить и точить фаски.
30. Токарно-винторезная. Станок токарный 16К20 (рис. 2.102). Подрезать торец 1 начисто. Подрезать торец 2 под шлифование. Расточить и точить фаски.
35. Зубофрезерная. Зубофрезерный полуавтомат модели 5306К (рис. 2.103). Фрезеровать 40 зубьев (ш=2) под шлифование.
40. Слесарная. Полуавтомат для снятия заусенцев 5525. Зачистить заусенцы на торцах зубьев.
45. Термическая. Установка ТВЧ. Закалка зубьев.
50. Круглошлифовальная. Станок торцекруглошлифовальный 3T153 (рис. 2.104). Шлифовать поверхности 1,2 начисто.
320
Рис. 2.100. Операционный эскиз операции 15
Рис. 2.101. Операционный эскиз операции 25
321
Рис. 2.102. Операционный эскиз операции 30
Смещение исходного контура ЕнМ Тн=0,15
Рис. 2.103. Операционный эскиз операции 35
322
55. Внутришлифовальная. Станок внутришлифовальный ЗД227 (рис. 2.105). Шлифовать поверхности 1 и 2 начисто.
60. Плоскошлифовальная. Станок плоскошлифовальный 35740 (рис. 2.106). Шлифовать поверхность 1 начисто.
65. Долбежная. Станок долбежный 7А412 (рис. 2.107). Долбить шпоночный паз 1 (операция может выполняться после операции 50).
70. Зубошлифовальная. Зубошлифовальный полуавтомат 5В833 (рис. 2.108). Шлифовать начерно и начисто 40 зубьев (ш=2).
Рис. 2.104.
Операционный эскиз операции 50
323
Рис. 2.105.
Операционный эскиз операции 55
Рис. 2.106. Операционный эскиз операции 60
324
Рис. 2.107. Операционный эскиз операции 65
Смещение исходного
контура Е^-0.08; ТМ
Рис. 2.108. Операционный эскиз операции 70
325
2.5. Технология изготовления рычагов
2.5.1. Характеристика рычагов
К деталям класса рычагов относятся собственно рычаги, тяги, серьги, вилки, балансиры, шатуны.
Рычаги являются звеньями системы машин, аппаратов, приборов, приспособлений. Совершая качательное или вращательное движение, рычаги передают необходимые силы и движения сопряженным деталям, заставляя их выполнять требуемые перемещения с надлежащей скоростью. В других случаях рычаги, например прихваты, остаются неподвижными и фиксируют относительное положение сопряженных деталей.
Детали класса рычагов имеют два отверстия или больше, оси которых расположены параллельно или под прямым углом. Тело рычагов представляет собой стержень, не обладающий достаточной жесткостью. В деталях этого класса кроме основных отверстий, обрабатываются шпоночные или шлицевые пары, крепежные отверстия и прорези в головках. Стержни рычагов часто не обрабатывают.
Значительное разнообразие конструкций рычагов вызывает необходимость их классификации с целью сужения типовых технологических процессов. С этой целью рекомендуется следующая классификация:
1. Рычаги, у которых торцы втулок имеют общую плоскость или их торцы лежат в одной плоскости.
2. Рычаги, у которых торцы втулок лежат в разных плоскостях.
3. Рычаги, у которых имеется длинная втулка с отверстием и значительно более короткие втулки.
Технологические задачи.
Точность размеров. Отверстия — основные и вспомогательные базы, поверхностями которых рычаги и вилки сопрягаются с валиками, проектируют у рычагов и шарнирных вилок по Н7...Н9, а у вилок переключения для уменьшения перекоса при осевом перемещении — по Н7...Н8. Точность расстояний между параллельными исполнительными поверхностями вилок переключения назначают по IT10...IT12. Расстояние между осями отверстий основных и вспомогательных баз рычагов должны соответствовать расчетным; допускаемые отклонения в зависимости от требуемой точности колеблются от ±0,025до ±0,1 мм.
326
Точность формы. В большинстве случаев особых требований к точности формы поверхностей не предъявляется, т. е. погрешность формы не должна превышать допуск на размер или, в за висимости от условий эксплуатации, погрешности формы не дол жны превышать от 40 до 60 % от поля допуска на соответствую щий размер.
Точность взаимного расположения. Для хорошего прилегания поверхностей отверстий к сопряженным деталям оси поверхностей отверстий — вспомогательных баз рычагов должны быть параллельны осям поверхностей отверстий — основных баз с допускаемыми отклонениями (0,05...0,3)/ 100 мм.
У рычагов, имеющих плоские обработанные поверхности, в некоторых случаях (по служебному назначению), задается перпендикулярность осей отверстий относительно этих плоскостей с допускаемыми отклонениями (0,1...0,3)/100.
Качество поверхностного слоя. Шероховатость поверхности отверстий у рычагов и вилок в зависимости от точности диаметров отверстий назначают Ra = 0,8...3,2 мкм, шероховатость исполнительных поверхностей у рычагов /ta=0,63...3,2, у вилок переключения 0,8...3,2 мкм. Для увеличения сроков службы твердость исполнительных поверхностей рычагов и вилок устанавливают ЯЯСМ0...60.
Пример. Для рассматриваемого рычага:
— точность размеров основных отверстий — 22Н7, 20Н7 , допуск на расстояние между осями отверстий составляет 0,02 мм;
— к точности формы особых требований не предъявляется, т.е. погрешность формы не должна превышать допуска на размеры;
— точность взаимного расположения задана допуском перпендикулярности осей отверстий относительно плоскости А и составляет 0.02 мм;
— шероховатость отверстий Ra= 1,6 мкм, торцов бобышек — 3,2 мкм, остальные поверхности не обрабатываются.
2.5.2. Материалы и заготовки для рычагов
В качестве материалов для изготовления рычагов служат: серый чугун, ковкий чугун и конструкционные стали. Работающие при незначительных нагрузках рычаги изготавливают из пластмассы.
327
Выбор материала зависит от служебного назначения и экономичности изготовления детали. Рычаги сложной формы могут быть достаточно экономично изготовлены из заготовки-отливки. Для деталей, работающих в машинах под небольшими, неударными нагрузками, выбирают серый чугун Для нежестких деталей, работающих с толчками и ударами, недостаточно вязкий серый чугун является ненадежным материалом и заменяется ковким чугуном. При получении ковкого чугуна обязательным становится отжиг, после которого заготовки коробятся и должны дополнительно подвергаться правке.
Введение дополнительных операций отжига и правки удорожает заготовки, поэтому в ряде случаев рычаги изготавливают из стали.
Чугунные заготовки рычагов получают обычно литьем в песчаные формы, отформованные по механическим моделям. При повышенных требованиях к точности отливок заготовки отливают в оболочковые формы. Отливки из ковкого чугуна следует подвергать отжигу и последующей правке для уменьшения остаточных деформаций. Припуски на обработку и допуски на размеры отливок рычагов определяются соответствующими стандартами.
Стальные заготовки рычагов получают ковкой, штамповкой, литьем по выплавляемым моделям и реже сваркой. При штамповке заготовок в небольших количествах применяют подкладные штампы. С увеличением масштаба изготовления заготовок более экономичной становится штамповка их в открытых и закрытых штампах. В серийном производстве штамповки выполняют на штамповочных молотах, фрикционных и кривошипных прессах, а в крупносерийном и массовом производствах — на кривошипных прессах и горизонтально-ковочных машинах. Для повышения производительности и уменьшения себестоимости штампованных заготовок их предварительное формование в массовом производстве в ряде случаев производят на ковочных вальцах.
Для уменьшения трудоемкой механической обработки, уменьшения расхода металла и улучшения внешнего вида сложных по конструктивной форме стальных рычагов их заготовки вместо ковки или штамповки получают литьем по выплавляемым моделям. Модели заготовок и литниковой системы из легкоплавких
328
модельных составов, приготовленных на основе парафина, полистирола, стеарина подобных компонентов, получают в специальных пресс-формах. Шероховатость поверхности отливок по выплавляемым моделям соответствует Ra ~ 6,3 мкм. Отверстия по чертежу диаметром меньше 25 мм в заготовках литьем в песчаные формы и штамповкой обычно не получают.
Работающие при значительных нагрузках стальные рычаги из среднеуглеродистой стали для повышения прочности перед механической обработкой термически обрабатывают (закалка и высокий отпуск).
2.5.3. Основные схемы базирования
При фрезеровании торцев втулок за технологическую базу принимают или поверхности стержня рычага, или противоположные торцы втулок, при их шлифовании за технологическую базу принимают противоположные торцы втулок.
При обработке основных отверстий в качестве технологической базы выбирают обработанные торцы втулок и их наружные поверхности, что обеспечивает равностенность втулок. Заключительные этапы обработки выполняют при использовании в качество технологической базы одного или двух основных отверстий и торцов втулок.
При обработке на автоматических линиях для соблюдения принципа постоянства баз рычаги базируют и закрепляют за стержень в приспособлениях-спутниках.
2.5.4. Типовые маршруты изготовления рычагов
Рассмотрим основные операции механической обработки рычагов с общей плоскостью торцов втулок
005 Заготовительная.
Чугунные заготовки получают литьем в песчаные формы или оболочковые. Отливки из ковкого чугуна следует подвергать отжигу и последующей правке для уменьшения остаточных деформаций. Стальные заготовки — ковкой, штамповкой, литьем по выплавляемым моделям, а в единичном производстве — сваркой.
010 Фрезерная.
Фрезеровать торцы втулок с одной стороны начерно или начисто и с припуском под шлифование (при необходимости).
329
Технологическая база (установочная) — поверхность стержня или противоположные торцы втулок. Направляющую и опорную базы выбирают из условий удобства установки детали. Станок — вертикально-фрезерный или карусельно-фрезерный.
015 Фрезерная.
Аналогично предыдущей операции, но с другой стороны. Технологическая база — обработанные торцы втулок. В серийном и массовом производствах, обработка торцов втулок может выполняться одновременно с двух сторон, на горизонтальнофрезерном станке набором фрез. Технологическая база — поверхность стержня или поверхность втулок. Если заготовки проходят чеканку (т.е. торцы втулок обжаты прессом), то фрезерную обработку не производят.
020 Обработка основных отверстий.
Технологическая база — обработанные торцы втулок и их наружные поверхности, что обеспечивает равностенность втулок. В зависимости от типа производства операцию выполняют:
— в единичном и мелкосерийном производствах на радиально — и вертикально-сверлильных станках или расточных станках по разметке со сменой инструмента;
— в мелкосерийном и серийном производствах — на сверлильных станках с ЧПУ, на радиально — и вертикально — сверлильных станках по кондуктору со сменой инструмента и быстросменных втулок в кондукторах;
— в крупносерийном и массовом производствах — на агрегатных многошпиндельных одно и многопозиционных станках, вертикально — сверлильных станках с многошпиндельными головками и на протяжных станках.
Маршрут обработки основных отверстий имеет варианты:
— сверление, зенкерование, одно или двукратное развертывание или двойное растачивание;
— сверление и протягивание (для отверстий диаметром более 30 мм), полученные в заготовке прошиванием или литьем сверление заменяют предварительным зенкерованием.
Обеспечение параллельности осей и межосевого расстояния основных отверстий достигается следующим образом (в порядке убывания точности):
— одновременной обработкой несколькими инструментами на многошпиндельных станках;
330
— последовательной обработкой при неизменном закреплении заготовки;
— последовательной обработкой на разных станках, в разных приспособлениях.
030 Обработка шпоночных пазов или шлицевых поверхностей в основных отверстиях.
035 Обработка вспомогательных отверстий с нарезанием в них резьб (если нужно), пазов и уступов. Технологическая база — основные отверстия (одно или два) и их торцы.
040 Плоское шлифование торцов втулок.
Выполняется при повышенных требованиях к шероховатости и взаимному расположению торцов втулок на плоскошлифовальном станке с переустановкой. Технологическая база — торцы втулок.
050 Моечная.
055 Контрольная.
060 Нанесение покрытия.
В зависимости от конкретных условий последовательность обработки поверхностей рычагов может изменяться. Применяют варианты маршрута, в которых операции 010 и 020 меняются местами или объединяются.
Маршрут обработки рычагов с торцами втулок в разных плоскостях:
— обрабатывают торцы втулок с одной стороны;
— обрабатывают основные отверстия с той же стороны;
— обрабатывают торцы втулок с другой стороны;
— обрабатывают остальные поверхности в последовательности, указанной в первом варианте.
2.5.4.1. Пример типовых маршрутов изготовления рычагов
Ниже приведены краткое описание операций и операционные эскизы для изготовления рычага из стали (рис. 2.109).
00. Заготовительная. Штамповка на кривошипном прессе
05. Вертикально-фрезерная. Станок вертикально-фрезерный 6Н10 (рис. 2.110). Фрезеровать поверхность 1 под чистовое фрезерование. Фрезеровать поверхность 1 начисто.
10. Вертикально-фрезерная. Станок вертикально-фрезерный 6Н10 (рис. 2.111). Фрезеровать поверхность 1 под чистовое фрезерование. Фрезеровать поверхность 1 начисто.
331
I HRCj 45...50
2 Острые кромки скруглить RO,5..0,8
3. Неуказанные предельные отклонения размероб отберстий НК, балоб ЬК, остальных ± ITK/2
Рис. 2.109. Рычаг
Рис. 2.110. Операционный эскиз операции 05
332
,H px° р®ерлильная- Станок радиально-сверлильный 2H53 (рис. 2.112). Сверлить отверстия 1 и э ^рлильныи
Развернуть отверстия 1 и 2 под чистовое пячярг.4 развертывание. нуть отверстия 1 и 2 начисто Развертывание. Развер-
Рис. 2.112. Операционный эскиз операции 15
333
3. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ДЛЯ СТАНКОВ С ЧПУ И ГПС
При проектировании технологических операций для станков с ЧПУ необходимо учитывать ряд особенностей обработки [19.20]. Эти особенности, основные из которых приведены ниже, подтверждены практикой эксплуатации станков с ЧПУ в производственных условиях. Снижение затрат на проектирование технологии и обработку изделий на станках с ЧПУ достигается за счет использования типизированных технологических решений. Эти решения различаются при обработке заготовок деталей типа тел вращения и для обработки корпусных деталей.
При анализе операционной технологии для получения деталей типа тел вращения все многообразие обрабатываемых поверхностей может быть представлено в виде “основных” и “дополнительных” форм поверхностей. В качестве основной формы поверхности принимается поверхность, которая может быть получена резцами с ф = 95 , ф! = 30 , проходными при обработке наружных и торцовых поверхностей и расточным при обработке внутренних поверхностей. Основные формы поверхностей: цилиндрические и конические, поверхности с радиусными и криволинейными образующими, поверхности глубоких (до 1.5 мм) канавок и другие, которые могут быть обработаны указанными резцами.
Поверхности, которые требуют для их образования другого инструмента, отнесены к дополнительным формам поверхности. Число дополнительных форм поверхностей достигает 40. На токарных операциях по обработке конкретных изделий число дополнительных форм поверхностей не превышает 2...3 типов.
Обработка валов отличается некоторыми особенностями.
Заготовки для центровых работ, поступающие на станки с ЧПУ, должны иметь центровые отверстия и хотя бы один обработанный торец.
Предварительные операции для многих заготовок могут включать не только обработку торцов и центрование, но и ряд других операций, выполняемых на концах вала: сверление центральных отверстий и нарезание в них резьбы, обтачивание отверстий в трубных заготовках, протачивание фасок, канавок и т. п. Для 334
деталей типа шпинделей, гильз, пинолей предварительный операции включают глубокое сверление и растачивание центрального отверстия.
Предварительные операции создают условия для последующей токарной обработки вала за один установ. Для некоторых поверхностей и элементов заготовки эти операции являются окончательными и это повышает требования к точности их выполнения.
Заготовки, деформация которых при снятии больших припусков не выходит за пределы, предусмотренные техническими требованиями к операции, необходимо обрабатывать за один-два установа. При обработке за один установ используются правые и левые резцы.
Термоулучшение заготовки желательно проводить перед обработкой на токарном станке с ЧПУ, если это не сказывается на точности и работоспособности изделий.
При выполнении черновых переходов для повышения жесткости инструмента необходимо использовать резцы для контурного точения с углами ф = 95 , ф! = 5 .
Порядок обработки поверхностей заготовок для деталей типа валов следующий.
1. Черновая обработка основных форм наружной поверхности. В первую очередь выполняется обработка, требующая перемещения в направлении к передней бабке.
2. Черновая и чистовая обработка дополнительных форм поверхности (если имеются дополнительные формы, требующие черновой обработки). Обрабатываются все дополнительные поверхности, кроме канавок для выхода резьбообразующего инструмента и шлифовального круга, а также мелких выточек.
3. Чистовая обработка основных форм поверхности: подрезка торча (только на превом установе); чистовая обработка основных форм наружной поверхности.
4. Обработка дополнительных форм поверхности, не требующих черновой обработки.
При проектировании токарной обработки втулок, фланцев и им подобных деталей необходимо учитывать определенные обстоятельства.
Надежность работы инструмента снижается при врезании его режущей кромки в необработанную поверхность заготовки. Чем
335
меньше врезаний резца в такие поверхности, тем выше надежность его работы. В связи с эти м рекомендуется произвести сначала один рабочий ход резцом по торцевой поверхности в направлении к оси вращения заготовки и один рабочий ход по цилиндрической поверхности, параллельной этой оси. Дальнейшее направление перемещения резца вырабатывают исходя из условия минимального числа рабочих ходов.
Зенкеры и развертки обычно не включаются в номенклатуру инструментов, используемых на токарных станках с ЧПУ, так как при обработке отверстий на этих станках в большинстве случаев более производительно производить растрачивание с формированием более качественной поверхности. Применение зенкеров и разверток рентабельно только при обработке больших партий заготовок либо отверстий малого диаметра.
Для некоторых заготовок необходима предварительная обработка для создания надежных технологических баз.
Типовая последовательность обработки при закреплении заготовок в патроне следующая.
1. Центрование (если сверлится отверстие диаметром меньше 20 мм).
2. Сверление.
3. Черновая обработка основных поверхностей: подрезание внешнего торца (для поковок, штампованной заготовки — снятие припуска на всех торцах); обтачивание наружных поверхностей; растачивание внутренних поверхностей.
4. Черновая и чистовая обработка дополнительных форм поверхностей. В тех случаях, когда черновую и чистовую обработку основных форм поверхностей выполняют одним резцом, все дополнительные поверхности формируют после чистовой обработки.
5. Чистовая обработка внутренних и наружных основных поверхностей.
6. Обработка внутренних и наружных, в том числе торцовых дополнительных поверхностей, не требующих черновой обработки (включая отрезку).
Количество операций и установов определяется в соответствии с принципами технологии в зависимости от заданной точности обработки поверхностей и их взаимного расположения.
336
С целью повышения надежности работы режущего инструмента как при обработке валов, так и других деталей на станках с ЧПУ в ряде случаев программируется снижение подачи в момент врезания инструмента в материал заготовки на 30...50 % от рабочей, а после начала резания увеличение до рабочей.
При токарной обработке на станках с ЧПУ может быть обеспечена точность наружного диаметра и отверстия по 7-му квалитету, а при использовании систем автоматической подналадки — по 6-му квалитету точности; параметр шероховатости поверхности 7?о=1,6 мкм, допуск соосности отверстия и наружной поверхности в пределах 8...9-го квалитетов.
Несмотря на большое разнообразие дополнительных форм поверхностей для их обработки используется ограниченное число типоразмеров режущего инструмента за счет использования специальных схем перемещения инструмента при формировании типовых элементов детали (рис. 3.1).
Проектирование технологической операции на станке с ЧПУ включает построение траектории рабочих и вспомогательных перемещений режущего инструмента. Перемещения каждого инструмента начинается и заканчивается в исходной точке или в точке его смены и включают подвод, отвод и вспомогательные движения, осуществляемые на быстром ходу; врезание, перебег и рабочее движение, которые осуществляются на рабочих подачах. Вспомогательные и рабочие участки траектории ограничиваются особыми точками, в которых изменяется какое-либо условие работы инструмента (направление перемещения, скорость, частота вращения, включение и выключение охлаждения, изменение координат инструмента и т. п.). Эти точки получили название опорных точек. Различают опорные точки, связанные с геометрией перемещения, технологией обработки и контроля.
Количество рабочих ходов при обработке поверхностей зависит от заданной точности. При этом необходимо помнить, что современные системы управления станками с ЧПУ имеют развитое программное обеспечение, включающее постоянные технологические циклы обработки различных поверхностей, что значительно упрощает программирование обработки.
Обработка заготовок корпусных деталей и других деталей сложной формы в серийном производстве производится на много-
337
Рис. 3.1. Типовые циклы перемещений инструмента при формировании типовых элементов деталей
операционных станках (сверлильно-фрезерно-расточных многоинструментальных станках с ЧПУ).
Маршрутный технологический процесс для обработки этих заготовок разрабатывается с учетом особенностей обработки на станках с ЧПУ, технологических возможностей этих станков (в том числе точности и производительности обработки) и их стоимости. Операции, выполняемые на станках с ЧПУ, могут охватить весь технологический процесс изготовления детали или только его часть (в сочетании с операциями, выполняемыми на других станках).
В маршрутном технологическом процессе обработки заготовок корпусных деталей и им подобных при необходимости ис
338
кусственного старения или наличии точных отверстий и плоскостей следует дифференцировать операции на черновые и чистовые. В таких случаях заготовки, имеющие пять-шесть обрабатываемых сторон, обрабатывают, как правило, за одну-две черновые и две чистовые операции (установа).
Для заготовок, не проходящих старение и (или) не имеющих точных отверстий и плоскостей, предусматривают одну или две операции обработки на многоинструментальном станке в зависимости от числа обрабатываемых сторон и заданной точности. Для сложных деталей должна быть предусмотрена операция разметки и нанесения разметочных линий, определяющих положение заготовки.
Плоскости и отверстия, точность относительного положения которых задана с жесткими допусками, необходимо обрабатывать в размер за одну операцию при неизменном установе заготовки.
При небольшой трудоемкости черновой обработки в технологическом процессе предусматривается одна черновая операция. Когда выделение черновой обработки в отдельную операцию на многоинструментальном станке неэффективно, операция выполняется на станках другого типа или объединяется с операцией чистовой обработки на станке с ЧПУ.
Черновая обработка выделяется в отдельную операцию, когда трудоемкость обработки на станке с ЧПУ велика или когда эта операция необходима для создания технологических баз для последующей обработки.
Количество переходов при проектировании операций на многоинструментальном станке для каждой поверхности назначается в соответствии с типовыми схемами обработки в зависимости от заданной точности. Кроме того, учитываются типовые циклы обработки отдельных поверхностей и схемы перемещения инструмента при этом.
Последовательность выполнения переходов на многоинструментальных станках следующая.
Операция, как правило, начинается с выполнения фрезерных переходов (фрезерование плоскостей, уступов, пазов и т. п.). Сначала фрезеруются внешние плоскости заготовки, затем уступы, пазы, выступы, различные контуры на внешних плоскостях
339
заготовки, затем другие подобные элементы, расположенные на некотором расстоянии от внешних плоскостей. Если время, затрачиваемое на смену инструмента, превышает время, затрачиваемое на поворот стола, сначала осуществляются все переходы, выполняемые данным инструментом, затем сменяются инструменты. Если соотношение указанных времен иное, то сначала выполняют все переходы, необходимые для обработки заготовки при одном положении поворотного стола, затем программируют поворот стола и продолжают обработку.
Далее производится обработка отверстий. Сначала обработка основных отверстий и отверстий большого (более 30 мм) диаметра в сплошном металле, затем переходы обработки предварительно полученных отверстий. Далее обрабатываются торцы, канавки, фаски и другие элементы, точность обработки которых ниже точностных возможностей станка.
Следующими являются переходы получистовой и чистовой обработки основных отверстий, торцов, канавок, точность размеров и расположения которых соизмерима с точностными возможностями станка. Обработка различного рода канавок, выемок, расположенных несимметрично относительно точных поверхностей основного отверстия, выполняется после чистовой обработки основных отверстий, что позволяет избежать искажения формы.
Последовательность черновых переходов определяют, исходя из условия уменьшения времени на вспомогательные перемещения, последовательность получистовых и чистовых переходов — исходя из уменьшения числа изменений положения инструмента и детали в плоскости, перпендикулярной к оси обработки.
Заключительными переходами операции обработки заготовок на многоинструментальных станках являются, как правило, переходы обработки вспомогательных отверстий.
При проектировании технологического процесса с использованием станков с ЧПУ наряду с вопросами, рассмотренными выше, необходимо учитывать:
— обоснование целесообразности использования станков с ЧПУ на тех или иных операциях технологического маршрута; к основным условиям целесообразности, например, могут быть отнесены геометрическая сложность обрабатываемых заготовок,
340
необходимость концентрации операций, необходимость повышения точности, увеличения производительности и другие;
— обоснование последовательности и количества переходов при разработке структуры операции; режимы резания на станках с ЧПУ назначаются в общепринятом порядке; особенностью является необходимость учета стойкости каждого инструмента в наладке и ее усреднения для снижения затрат времени на замену отдельных инструментов; для инструментов с небольшой стойкостью необходимо предусмотреть установку инструментов-дублеров;
— обоснование выбранной модели станка для каждой технологической операции ЧПУ с указанием технологических возможностей;
— технологическую документацию для выполнения операций на станках с ЧПУ.
В производственных условиях при разработке технологических процессов технологическая документация в зависимости от способа подготовки управляющих программ (УП) различна. Комплект документации на операцию может содержать маршрутную карту, операционную карту, операционный эскиз, карту наладки и карту настройки инструмента, карту крепежной оснастки, схему совмещения координат, анкету инструмента.
Обычно в серийном производстве заполняются операционные карты и карты эскизов.
Для токарных станков с ЧПУ, сверлильных, фрезерных, шлифовальных станков с ЧПУ с небольшим количеством используемых инструментов карты эскизов выполняются в соответствии с [42], а для многооперационных станков, в том числе и токарных, при большом количестве инструментов и нескольких позициях обрабатываемой заготовки нагляднее операционные эскизы в соответствии с рис. 3.2 и 3.3. Траектория перемещения каждого инструмента построена по рекомендациям справочника технолога [6].
Проектирование гибкой автоматизированной технологий механической обработки направлено на повышение производительности труда; сокращение трудовых затрат; повышение качества изделий; улучшение условий работы и повышение безопасности труда. Исходный технологический процесс должен быть
341
Технологическая карта обработки заготовки на токарном многоцелевом станке
Летал Фланец
Станок
Приспособление Патрон трехкулачковый
Заготовка Прокат
Карта 1 Карта 2
Объект обработки Торец ф120/ф180 диаметр ф120 Торец ф120/ф70 Торец ф120/ф75
Наименование перехода Подрезание торца Точение черновое Подрезание торца Формирование диаметра ф75
Номер перехода 1 2 3 4
Количество переходов 1 1 1 1
Режущий инструмент Наименование Проходной-подрезной Проходной-подрезной Канавочный Канавочный
№ в револьверной головке 1 1 2 2
Режимы обработки f. мм 5 V,м/мин мб/мин i
Эскиз инструмента <^ri L 6
Эскиз обрабатываемой поверхности 10/ Г $ — J Ц-> °* \/ । L .1 J LnL 5/ 19,5
4 to! •
80
Траектория перемещения инструмента
ип
Т осн. мин Твсп.мин
Рис. 3.2. Карта эскизов при обработке
342
Составляющие бремени обработки
Г, .(W
Т t . мш
Т . мш ш
Т . мин т
НК. hK. *1ТК/2
Отверстие фЗО Поверхности ф70 фЖ/фЪ фТ2О Поверхности ф7\ф12О/ф75 Отверстие фЗО Отверстие фв ПозКхК
Растачивание черновое Точение чистовое Точение чистовое Растачивание чистовое Сверление Фрезерование
5 6 7 В 9 Ю
1 1 1 1 4 4
Расточный Конмрный чистовой Контурный чистовой Расточный чистовой Сверло спиральное Фреза концевая
на токарном обрабатывающем центре
343
Технологическая корта обработки заготовки на многоцелевом станке с горизонтальным шпинделем
& S? 2x45° f%//
Деталь Кронштейн 5/ Р
Слюнок </40
Приспособление SC77 1—w—4 ~^R35
Заготовка Отливка
Карта 1 Корта 1
Объект обработки Плоскость Отверстие ФВ5 Выборка Фаска 2хЬ5
Наименование перехода Фрезеробате Сверление Фрезерование Зенкование
Номер перехода 1 2 3 4
Количество переходов 1 4 1 4
Режущий инструмент Наименование Фреза торцовая Сверло спиральное Фреза концевая Зенковка
Л” 6 магазине 1 2 3 5
Режимы обработки 1 мм 5 Км/мин поб/мин i
Зскиз о^хзбат^аемой поверхности Г~| 25 5 ь_ 2хЬ5 п {фасхи&г
1 \08,5Н12 , 1 а
Траектория перемещения инструмента *1 Йшщ *1
Т осц мин
Т дсп, мин
Рис. 3.3. Карта эскизов при обработке
344
7 . 44*07
№ I отв
25x15° 2 фоски
Позиции стола
68
Составляяцие бремени обработки
Г. , мин
Тt , мин
Г , мин ш
Т , мин /и *
НК. ЛЯ ±!ТК/2
Отверстие ф55 Отверстие ф55 Отверстие ф55 Фаско Фаска
Растачивание черновое Растачивание получистобое Ростачибание чистовое Ростачибате Ростачибание
5 6 7 8 9
1 1 1 1 1
Резец расточный Резец расточный Резец расточный Резецрасточный фасочный Резец расточный фасочный
6 1 8 Ю 11
на многоцелевом станке с горизонтальной осью шпинделя
345
усовершенствован путем автоматизации для достижения одного или нескольких перечисленных показателей.
Гибкое автоматизированное производство наиболее эффективно в условиях мелко- и среднесерийного производства при достаточно частой переналадке на обработку очередной партии заготовок из заданной номенклатуры. Одним из принципов, на которых базируется ГПС, является технология групповой обработки. В связи с этим заданную деталь для проектирования автоматизированного технологического процесса ее получения следует рассматривать как деталь — представитель средней сложности со средней трудоемкостью из группы деталей, подобных по конструктивно-технологическим признакам и общности оборудования, на котором производится обработка. Основное внимание при разработке гибких производственных систем (ГПС) уделяется вопросам, связанным с организацией производства, тем не менее от тщательности проработки технологических вопросов зависит и эффективность автоматизированного производства. Особенности, которые необходимо учитывать при проектировании технологических процессов для ГПС, и являются содержанием курсового проекта.
Анализ исходного (заданного) технологического процесса является необходимым условием для его автоматизации. Разработка автоматизированного технологического процесса изготовления детали проводится параллельно с анализом исходного технологического процесса. В результате определяются:
— - характеристики получаемых деталей и вид исходных заготовок, требования к технологичности конструкции, методу получения заготовок и его точности;
— содержание технологических операций до и после автоматизации;
— состав основного технологического оборудования и технические требования по его модернизации или замене;
— методы обеспечения заданной точности обработки поверхностей заготовок и их взаимного расположения по операциям технологического процесса до и после автоматизации, методы контроля точности;
— схемы базирования и установки заготовок, методы обеспечения точности установки, вид технологической оснастки и
346
технические требования на нее, характеристики устройств смены заготовок и промышленных роботов (ПР);
— станкоемкость обработки заготовок, исходные данные для построения циклограмм, количество единиц основного оборудования и промышленных роботов;
— методы организации и средства межстаночного транспортирования и накопления заготовок до и после автоматизации;
— характеристика отходов обработки и методы их удаления.
Рабочий чертеж должен давать полное представление о детали (конфигурации, размерах всех поверхностей, материале, технических требованиях) и соответствовать стандартам ЕСКД на оформление чертежей деталей.
На основании данных рабочего чертежа приводится назначение детали, формулируются соображения о возможности ее изготовления в условиях гибкого автоматизированного производства.
Одновременно оценивается технологичность конструкции летали с учетом требований автоматизации:
— возможность упрощения конструкции детали без ущерба качества ее работы;
— отсутствие технологических трудностей, связанных с автоматическим транспортированием, базированием и закреплением заготовок;
— наличие баз для закрепления в оснастке и захвата автоматическими средствами манипулирования;
— наличие ясно выраженных признаков ориентации, позволяющих организовать транспортирование заготовок и их складирование в ориентированном виде;
— отсутствие технологических трудностей, связанных с автоматической обработкой заготовок, удобство подвода инструмента, возможность обработки за один установ нескольких поверхностей, простота программирования обработки, отсутствие редко встречающихся элементарных поверхностей и т. д.
Автоматизированная обработка заготовок ужесточает требования к методу получения исходных заготовок и его точности. Наличие уклонов, коробления, заусенцев, дефектов поверхностей заготовок, нестабильность геометрических размеров и механических свойств материала приводят к невозможности обеспе
347
чения точности захвата и установки заготовок, к заклиниванию или перекосу в автоматических транспортных и подающих устройствах, снижению надежности операций механической обработки.
Поверхности исходной заготовки должны иметь уменьшенные (i...2°) уклоны, их коробление должно быть минимальным для метода получения заготовки, смещение по линии разъема для штампованных поковок и отливок должно быть минимальным, не допускается наличие заусенцев, раковин, скал ины. Для уменьшения объема механической обработки наилучшим является такой метод получения заготовок, когда все свободные поверхности, не требующие обработки резанием, будут выполняться при получении заготовки.
Необходимо стремиться к обработке заготовок с разных сторон на одном станке, в том числе и для заготовок типа тел вращения, совмещать черновую и чистовую обработку, шире использовать концентрацию различных методов обработки на одном станке. При этом необходимо помнить, что такая концентрация должна обеспечить заданное качество детали. Например, деталь фланец (рис. 3.4) по исходному технологическому процессу изготавливается за восемь операций механической
7 отб
Рис. 3.4. Фланец
348
обработки. Заготовка — штампованная поковка. На первой токарной операции производится обработка заготовки со стороны диаметра 30 h7 с припуском под последующее шлифование поверхностей диаметрами 22 Н7 и 30 h7. На второй токарной операции заготовка обрабатывается с другой стороны, базой при этом является отверстие диаметром 22. Обработка производится на консольной разжимной оправке. Следующая операция сверлильная обработка трех отверстий диаметрами 7/10, затем фрезерная обработка двух лысок на фланце. После термоупрочнения — предварительное шлифование отверстия, предварительное шлифование диаметром 30 h7 от отверстия. Далее следует термическая операция — искусственное старение и окончательное шлифование отверстия, а от него на центровой оправке шлифование диаметром 30 h7.
Анализируя исходный технологический процесс с позиций использования современного оборудования, можно заметить, что операции вторая токарная, сверлильная и фрезерная могут быть объединены в одну токарную многооперационную. При этом отпадает необходимость в двух станках, которые при обработке этой заготовки не запружены вследствие небольшого основного времени, не требуется специальная оснастка, точность обработки при этом не ниже, чем при последовательной обработке на разных станках.
Изменение последовательности и содержания окончательной обработки для данной заготовки нецелесообразно, так как, во-первых, необходима термическая операция—старение, во-вторых, отсутствует надежная технологическая база для установки при шлифовании диаметров 22 и 30 на одном станке.
Таким образом, количество операций механической обработки сократилось с восьми до шести. Первая токарная — без изменений, вторая токарная — токарная обработка торца диаметрами 54/22, диаметра 54, снятие фасок, сверление и цекование трех отверстий диаметрами 7/10, фрезерование двух лысок. Сверление и фрезерование производятся При остановленном шпинделе станка и его последующем повороте в необходимую позицию.
При проектировании содержания операций желательна их максимальная синхронизация по времени обработки. Так как изменение содержания операций влияет на состав технологичес-
349
кого оборудования, методы достижения необходимой точности, вид технологической оснастки, анализ содержания технологических операций проводится параллельно с выполнением остальных этапов. Здесь же необходимо определить, какие операции выполняются автоматически, а какие с участием человека.
Одним из источников повышения эффективности в гибком автоматизированном производстве является программная переналадка на выполнение обработки заготовок различных типоразмеров из определенной номенклатуры . В связи с этим изготовление изделий в ГПС, как правило, должно осуществляться на оборудовании с числовым программным управлением (ЧПУ). Предпочтение отдается многооперационным и многошпиндельным станкам с ЧПУ.
Но на сегодняшний день ряд операций механической обработки не может быть выполнен на оборудовании с ЧПУ, поэтому в состав автоматизированной линии или участка включаются отдельно функционирующие единицы технологического оборудования с меньшей степенью автоматизации.
Заготовка, для обработки которой проектируется автоматизированный технологический процесс, является представителем группы заготовок, сходных по конструктивно-технологическим параметрам. С этих позиций следует подходить и к анализу приспособлений для закрепления заготовок по заданному технологическому процессу и выбору приспособлений для проектируемого технологического процесса.
При обработке заготовок на ГПС используются: приспособления-спутники (палеты), стационарные приспособления со сменными или переналаживаемыми элементами, стационарные автоматически переналаживаемые приспособления. Палеты с установленными для обработки заготовками сменяются специальными устройствами либо промышленными роботами.
Установка заготовок в стационарные приспособления и снятие их чаще всего производятся промышленными роботами.
Особое внимание должно быть уделено методам обеспечения точности установки заготовок. Приводятся схемы выбранной оснастки и схемы базирования и установки заготовок на каждой из операций технологического процесса с указанием поверхностей для ее захвата и транспортирования средствами авто-350
магического манипулирования (транспортных баз) и перечень мероприятий, обеспечивающих точность автоматической установки. При использовании приспособлений-спутников выбирается способ их базирования и закрепления на станке. В зависимости от конструктивных особенностей обрабатываемых заготовок, схем их установки для обработки, вида оснастки выбираются устройства загрузки оборудования: устройства автоматической смены палет, модели промышленных роботов, автооператоры и т. п., с обоснованием выбора.
Основными параметрами промышленных роботов, определяющими их выбор, являются: подвижность корпуса, грузоподъемность, количество степеней подвижности, точность позиционирования, быстродействие.
Основное время обработки заготовок на каждой из операций технологического процесса рассчитывается исходя из режимов обработки и содержания переходов.
При изготовлении заготовок в условиях гибкого производства изменяется структура выражения для определения штучного времени. Из него исключается время, необходимое на отдых, время организационного обслуживания. Время на техническое обслуживание рабочего места, необходимое на замену инструмента вследствие его износа, регулировку и под-наладку станков, как правило, перекрывается основным временем, так как эти элементы операции выполняются автоматически. В расчет станкоемкости входит основное время обработки заготовок, время автоматической установки и снятия заготовок, вспомогательное время, связанное с переходом, затрачиваемое на операции автоматического контроля геометрических параметров поверхностей заготовок, смену инструмента (поворот револьверной головки, установку из магазина инструментов и обратно), холостые перемещения рабочих органов станка до начала резания.
В автоматизированном производстве работы, на выполнение которых в обычном производстве необходимо подготовительно-заключительное время, как правило, автоматизированы и перекрываются основным временем. Неперекрываемые затраты могут быть учтены коэффициентом подготовительно-заключительного времени, который при отсутствии других данных может быть принят А==1,1.
351
По станкоемкости отдельных операций проектируемого технологического процесса может быть определена средняя стан-коемкость
л ^ст.ср = '^Teijin j=l
где . — станкоемкость отдельной операции; п — число операций технологического процесса.
Так как принято допущение, что деталь, для изготовления которой проектируется технологический процесс, является представителем группы деталей со средними параметрами, можно принять среднюю станкоемкость, равную среднему такту выпуска деталей. Часть годового фонда времени работы оборудования ГАУ будет занята обработкой заготовок для изготовления заданной детали, остальная часть фонда с учетом коэффициента использования оборудования занята обработкой остальных заготовок группы.
На основании данных о станкоемкости операций и среднем такте выпуска деталей может быть определено необходимое количество оборудования как отношение станкоемкости каждой операции к среднему такту выпуска:
В соответствии с этими данными определяется принятое количество станков округлением расчетной величины в большую сторону.
Коэффициент загрузки оборудования может быть определен как отношение расчетного количества станков к принятому. При коэффициенте загрузки оборудования менее 0,55 использование двух станков для выполнения одной операции нецелесообразно, необходимо скорректировать режимы обработки так, чтобы обеспечить выполнение этих операций на одном станке.
Определение количества оборудования и времени обработки заготовок на нем позволяет рассчитать необходимое количество промышленных роботов для обслуживания проектируемой гибкой линии или участка. Обслуживание нескольких станков одним ПР снижает затраты и дает возможность выполнять ПР и функции транспортирования. Но при этом возникают условия для потерь времени ожидания станков обслуживания, если од-
352
повременно на нескольких станках возникает потребность в новых заготовках. Продолжительность простоев станков и роботов определяется множеством факторов: числом оборудования, временем работы каждой единицы, временем обслуживания*, компоновкой участка. Период обслуживания ПР станка начинается с момента окончания обработки заготовки, когда формируется сигнал, разрешающий роботу начать обслуживание станка. Заканчивается этот период после момента выхода ПР из рабочей зоны станка и подачи сигнала на пуск программы станка.
Время обслуживания можно найти, исходя из длин участков траекторий манипулирования и скоростей перемещения рабочих органов ПР по этим траекториям. На траекториях манипулирования выделяются следующие характерные участки:
— установка и снятие заготовок с оборудования; — вход и выход захватного устройства из рабочей зоны оборудования;
— перемещение между оборудованием (подход, уход, движение мимо оборудования);
— перемещения, связанные со сменой захватных устройств.
Состав и чередование этих участков манипулирования определяются порядком расположения оборудования и его обслуживания роботом.
Для обслуживания оборудования применяется не один, а несколько ПР в следующих случаях:
— один робот не успевает обслужить оборудование за требуемое время, т. е. обеспечиваемый им такт выпуска больше требуемого;
— на различных операциях обеспечить установку и снятие заготовок одним захватным устройством затруднительно;
— величины перемещений одного робота не позволяют обслужить все оборудование участка или линии.
Количество промышленных роботов для обслуживания станков участка может быть определено с помощью циклограмм работы оборудования и промышленного робота. Когда время простоя одного из станков превышает время его обслуживания роботом, целесообразно увеличить число промышленных роботов. Точный анализ может быть проведен на основе теории массового обслуживания.
Выбираются и обосновываются методы транспортирования заготовок от “станка к станку, методы подачи заготовок на учас
353
ток и с участка на склад. Крупногабаритные и тяжелые изделия перемещаются транспортной системой поштучно. Более мелкие изделия транспортируются партиями в специальных контейнерах или таре.
Для сохранения требуемой производительности между станками могут предусматриваться буферные накопители, функции которых выполняют контейнеры с партиями заготовок или специальные участки поштучного транспортирования.
От станка к станку изделия передаются с помощью промышленных роботов, с помощью дополнительных передающих устройств как контейнерного, так и поштучного транспортирования.
В ряде случаев при обработке заготовок на соседних операциях технологического процесса их необходимо развернуть или перекантовать. Эту операцию возможно выполнить с помощью промышленного робота либо с помощью специальных устройств. При этом подробно разрабатывается метод транспортирования заготовок, схемы транспортных путей, эскизы контейнеров с порядком расположения в них заготовок, эскизы выбранных устройств для изменения положения заготовок между операциями. В случае, если для технологического процесса выбран метод обработки заготовок на приспособлениях-спутниках, разрабатывается эскиз приспособления-спутника с элементами базирования и закрепления заготовок. В случае использования приспособлений-спутников необходимо определить число позиций их загрузки и разгрузки. Необходимое число позиций определяется по формуле
_ ^дет
"по3 ~ ф 60
*позим
где t — средняя трудоемкость операций на позиции (только загрузки или разгрузки, если эти операции разделены, или суммарная, если обе операции выполняются на одной позиции), мин;
— число деталеустановок, переходящих через позицию в течение месяца; Фпоз — месячный фонд времени работы позиции, ч.
Число деталеустановок ориентировочно можно определить, исходя из среднего такта выпуска заготовок, месячного фонда времени и коэффициента использования оборудования, следуя принятым допущениям о том, что заданная деталь являются типовым представителем группы аналогичных деталей.
354
4. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ЗАГОТОВОК НА АВТОМАТИЗИРОВАННЫХ УЧАСТКАХ И АВТОМАТИЧЕСКИХ ЛИНИЯХ
Особенностью технологических процессов автоматизированного производства является их интенсификация путем концентрации операций и переходов, применения новых высокопроизводительных методов обработки, максимальной автоматизации управления процессом механической обработки.
Методика проектирования автоматизированного технологического процесса механической обработки в принципе та же, что и неавтоматизированного.
При разработке технологии обработки заготовок резанием на автоматизированном оборудовании будут полезны рекомендации, учитывающие ее специфику:
— при отработке конструкции детали на технологичность необходимо учитывать требования автоматизированного производства: простоту ориентации, загрузки и выгрузки, удобство транспортирования, установки и фиксации заготовки, возможность одновременной обработки нескольких поверхностей и автоматического контроля;
— технологические базы в автоматизированном технологическом процессе должны обеспечивать: необходимую точность ориентации заготовки в системе координат станка, надежность автоматической фиксации и закрепления заготовки, выполнение всего технологического процесса без смены баз, автоматическую загрузку и межагрегатное транспортирование заготовок. При отсутствии у заготовок поверхностей, отвечающих сформулированным требованиям, применяют предварительную установку заготовок на приспособления-спутники. В необходимых случаях подготовку технологических баз при обработке на автоматической линии (или при установке заготовки в приспособление-спутник) производят на отдельных операциях вне автоматической линии);
— маршрутный технологический процесс разрабатывают с учетом максимальной концентрации операций, соблюдения принципа единства баз, выполнения чистовых и отделочных операций в конце технологического процесса;
— при проектировании автоматических операций анализируют возможность совмещения технологических и вспомогатель
355
ных переходов во времени. Для каждой операции устанавливают настроечные размеры и составляют схему наладки, определяют норму штучного времени и обеспечивают равенство или кратность штучного времени такту автоматической линии.
Оборудование выбирают в зависимости от методов и сложности обработки поверхностей заготовки, масштаба выпуска. К нему предъявляют общие требования обеспечения заданного качества объектов производства при максимальной производительности и экономичности.
Инструменты должны обладать повышенной режущей способностью и размерной стойкостью, обеспечивать быструю смену и возможность настройки вне станка (линии), так как обычно на автоматических линиях и станках с ЧПУ применяют беспод-наладочную замену изношенного инструмента. Режимы механической обработки, выбранные по справочным данным для неавтоматизированного производства, занижают на 10...30 %.
Необходимость синхронизации выполнения операций является первой, но общей для .всех поточных линий (как автоматических, так и неавтоматических) особенностью проектирования технологического процесса. Согласование продолжительности операций с заданным тактом выпуска деталей создает условия для лучшей загрузки по времени всех станков линии, уменьшает их простои. Главным средством синхронизации служит регулирование степени концентрации операций.
В автоматической поточной линии рабочие зоны смежных станков связаны между собой транспортирующими устройствами в каждой зоне работает загрузочное устройство или иной механизм, обеспечивающий установку и снятие обрабатываемой детали. Необходимость заботиться о простоте всех этих вспомогательных устройств выдвигает некоторые дополнительные требования к операциям технологического процесса.
1. Каждая операция должна быть рассчитана на выполнение только за один установ. Автоматическое выполнение второго установа требует сложного механизма и, можно сказать, не практикуется. Изменение положения детали в рабочей зоне станка с целью обработки ее с разных сторон осуществимо лишь как изменение позиций детали. Иногда это оправдывается в операциях, выполняемых путем вращения инструмента при неподвиж
356
ной детали (станки сверлильные, расточные, фрезерные головки с подвижным инструментом на агрегатных станках и т. п.), но исключено для операции, выполняемых с вращением детали (станки типа токарных, круглошлифовальных и т. п.).
Получение разных позиций детали требует автоматической работы поворотного делительного стола у станка или заменяющего его специального приспособления для детали. Избегая связанных с этим усложнений и одновременно повышая производительность на операции, применяют двусторонние (вообще — многосторонние) станки.
2. Все переходы операции должны выполняться за один рабочий ход. Это требование связано с необходимостью автоматического получения всех операционных размеров, выдерживаемых на операции. Выполнение второго рабочего хода требует изменения положения (позиции) инструмента относительно детали. Это не только усложняет потребное оборудование, но и отрицательно сказывается на точности обработки.
Разумеется, это требование не относится к операциям, выполняемым процессами с послойным снятием припуска немерным инструментом (шлифование, хонингование и т. п.). В таких операциях автоматическое получение заданной точности обеспечивают (не только в условиях поточных линий) либо применением средств активного контроля размера (например, при шлифовании и хонинговании), либо ограничением самого количества рабочих ходов или времени обработки (хонингование, шевингование и т, п.).
Необходимость обработки за один рабочий ход делает особенно важной задачу уменьшения общих припусков на механическую обработку, т. е. повышения точности заготовки и уменьшения у нее глубины дефектного поверхностного слоя. Связанная с этим возможность уменьшения количества потребных станков в линии, оправдывает самый тщательный (расчетный) метод определения необходимых припусков.
Описанные два требования, направленные на уменьшение количества действии, необходимых в рабочей зоне станка, и упрощение “механики” этих действий, являются общими для всех автоматических линий. Другие требования (и соответственно — особенности проектирования процесса) имеют менее общий ха
357
рактер в том смысле, что важность их в значительной мере зависит от вида обрабатываемой детали н особенностей намечаемой автоматической линии.
Особенности детали предопределяют возможные способы ее транспортировки между станками и могут выдвигать специфические требования к технологическому процессу.
Наиболее простыми в этом отношении являются мелкие детали, загрузка которых возможна с помощью бункерных ориентирующих устройств и небольшие детали, допускающие применение магазинных загрузочных устройств. Небольшая масса таких деталей не накладывает особенных ограничений на способ их транспортировки между станками (загрузочными устройствами) и соответственно — на технологический процесс. Такие линии составляют большую часть автоматических линии, создаваемых самим заводом па базе имеющегося у него оборудования или на базе уже действующей поточной, но не автоматизированной линии станков. В основном, это линии деталей, в технологических процессах которых доминируют операции, требующие вращения детали (детали типа тел вращения и соответствующие станки).
С увеличением массы деталей автоматизация их загрузки и транспортировки усложняется. Загрузочное устройство превращается в крупную и сложную специальную конструкцию — манипулятор. Транспортировка деталей с помощью подъемников и последующих желобов или склизов, по которым детали могут перемещаться под действием собственного веса, все более усложняется. Возникает необходимость транспортировать детали не только в одном определенном положении (ориентированная транспортировка), но и делать это, не допуская вредных взаимных ударов деталей. Все эти обстоятельства приводят к применению в качестве транспортного средства единого для всех станков горизонтального конвейера, на котором каждой детали отведено свое место.
В компоновках таких линии имеются особенности, важные для проектирования технологического процесса. В этом отношении компоновки можно разделить на два вида:
1) транспортирующее устройство проходит около линии станков и детали передаются в рабочие зоны с помощью манипуляторов;
358
2) транспортирующее устройство проходит через рабочие зоны станков.
Первая компоновка более характерна для линии таких деталей, которые требуют вращения при обработке. Прежде всего — это детали типа валов (установочные базы — центровые гнезда). При такой компоновке конструкция транспортирующего и загрузочных устройств мало связана с конструкцией основного оборудования, что допускает широкое использование в линии серийно выпускаемых станков (автоматизированных токарных общего назначения, многорезцовых и т. п.). При этом влияние компоновки линии на проектирование технологического процесса почти отсутствует.
Вторая компоновка характерна для линий таких деталей, обработка которых возможна без вращения детали. Прежде всего — это детали типа корпусов. Такие детали требуют обработки с нескольких сторон и отличаются многочисленностью различно расположенных обрабатываемых поверхностей, что оправдывает широкое использование в линии специальных агрегатных станков. Это обстоятельство тесно связывает проектирование линии с проектированием технологического процесса. Крайним выражением этой связи является передача проектирования технологического процесса предприятию, выполняющему заказ на постройку линии.
В таких условиях указанные ранее два общих требования к технологическому процессу (в каждой операции не более одной установки, в каждом переходе не более одного прохода) приобретают более конкретный характер и к ним добавляются новые требования особенно .важные .в этих условиях.
В связи с трудностями перекладывания детали приходится придерживаться принципа постоянства установочных баз детали. Обыкновенно в качестве таких баз у корпусной детали используют одну из плоскостей и два отверстия из числа выходящих на эту плоскость, что все поверхности детали, которые на рабочем чертеже детали координированы не от этой базы будут обрабатываться в условиях несовмещения баз. Для избежания брака вследствие возникающих при этом погрешностей от несовмещения баз может требоваться ужесточение допускав (по сравнению с чертежными) для многих координат. Поэтому луч
359
ше всего, если необходимость в постоянных базах будет учтена уже при разработке рабочего чертежа детали.
При отсутствии у детали поверхностей, могущих служить хорошими постоянными базами, такие поверхности создают специально (вспомогательные установочные базы. В связи с этим надо упомянуть также, что в некоторых случаях (это характерно не для крупных корпусных деталей, а для небольших деталей сложной формы) оказывается целесообразным транспортировать детали вместе с приспособлениями, в которых они установлены закреплены (так называемые приспособления-спутники, корпус которых играет роль искусственных установочных баз.
Возможность использования специальных станков дает соответственную свободу технологу (не операция проектируется для станка, а станок для операции). В частности, в процессах обработки корпусных деталей появляется возможность большой параллельной концентрации операций (многосторонние и многошпиндельные станки). Однако, прежде всего для этой цели нужно в должной мере использовать возможности комбинированного инструмента (ступенчатые сверла, зенкеры н т. п.) и многоместных приспособлений для инструментов (державки, многошпиндельные головки). Это поможет использованию в линии более простых станков для многопереходных операций и может уменьшить количество потребных операций (станков).
На всех автоматических линиях режимы резания должны быть менее напряженными, чем на линиях неавтоматизированных, чтобы они обеспечивали достаточно высокую стойкость режущих инструментов.
4.1. Типовые технологичесикие процессы изготовления деталей машин
4.1.7. Изготовление ступицы переднего колеса трактора
Технологические задачи при изготовлении детали, обусловленные ее назначением представлены на чертеже ступицы (рис. 4.1). Особое внимание обращается на достижение точности взаимного расположения поверхностей, определяющих положение диска колеса относительно полуоси трактора.
360
о\
5овйФЯ<М£
\Ф\Ы2® |
О®
шя
Рис. 4.1. Ступица переднего колеса трактора
SatMMH
ф <№.2®
Рассматриваемая деталь является достаточно жесткой, имеет удобные базовые поверхности и не вызывает особых технологических трудностей при обработке. При этом может использоваться высокопроизводительное оборудование и оснастка. Для токарной обработки, например, могут применяться многошпиндельные полуавтоматы. Расположение крепежных отверстий позволяет использовать параллельную много инструментальную обработку с употреблением многошпиндельных сверлильных головок. Материал ступицы — серый чугун (170...229 НВ), масса детали — 7,6 кг. Заготовка получена методом литья в песочную форму с припусками на механическую обработку отверстий 3 мм и торцовых поверхностей 4 мм. Приведенный ниже (табл. 4.1 рис. 4.2...4.7) технологический процесс предусматривает обработку ступицы при программе выпуска 200 тыс. шт./г., двухсменном режиме работы и такте выпуска, равном 1,17 мин.
Технические требования по точности взаимного расположения поверхностей обеспечиваются принятым порядком базирования и совместной обработкой взаимосвязанных поверхностей. Допустимая взаимная несоосность отверстий под подшипники, а также 090,5 достигается за счет одновременной обработки их на двустороннем четырех шпиндельном алмазно-расточном станке с одной установки. Базирование детали по фланцу А при этом обеспечивает допустимое его радиальное биение относительно общей оси отверстий под подшипники. Что касается допустимого биения торцов Б одновременно с Л с одной установки и В при базировании на торец А. Окончательно эти требования обеспечиваются при алмазной расточке отверстий 072 и 90 путем подрезки торцов Б и В.
В технологическом процессе применяются твердосплавные и быстрорежущие инструменты. Материал режущей части резцов при черновой обработке — ВК6, при чистовой — ВК6М; материал сверл — Р6М5.
Основные размеры (072 Ei=-0.021,Es=-0,051, 090 Ei=-0,024, Es=0,059) подвергаются 100 %-ному контролю при помощи индикаторных нутромеров. Обеспечение технических требований проверяется индикаторным приспособлением при объеме контроля 50 %. Остальные размеры контролируются предельными калибрами. Объем контроля — 10...50 %.
362
Таблица 4.1
Технологический маршрут изготовления ступицы
Номер операции Содержание операции Наиме нова-ние и модель станка Номер режущего инструмента Режим обработки Время обработки мин
V м/мин S мм/мин То Тцгг
1 2 3 4 5 6 7 8
1 Позиция 1 Токар-ный восьми шпиндель-ный полу-авто-мат 1К282
Установить деталь, закрепить и снять 1,1 1,66
Позиция 3
Зенкеровать отверстие 4*, выдержав размер 1*. 1 45,5 57,5 1,1
Обточить поверхность 3*, выдержав размер 2* 2
Позиция 5
Подрезать торец, выдержав размеры 1* и 8* 4 108,2 31,2 1,0
Расточить канавку 3*, выдержав размеры 2* и 7* 1
Расточить фаску 4*, выдержав угол 5* 2
Подрезать торец, выдержав размер 6* 3
Позиция 7
Зенкеровать отверстие 1* 1 45,8 57,5 1,05
Обточить поверхность 2* 2 -
Позиция 2
Установить деталь, закрепить и снять
363
Продолжение таблицы 4.1
Номер операции Содержание операции Наиме кование и модель станка Номер режущего инструмента Режим обработки Время обработки мин
V м/мин S мм/мин То Тщт
1 2 3 4 5 6 7 8
Позиция 4
Зенкеровать отверстие 2*, выдержав размер 1* 35,6 49,1 0,67
Позиция 6
Расточить канавку 2*, выдержав размеры 1 * и 1
Подрезать торец, выдержав размер 4* 3
Расточить фаску 3*, выдержав угол 5* 2
Подрезать торец, выдержав размеры 6* и 8* 4 108,2 49,1 0,79
Позиция 8
Зенкеровать отверстие 1* 1 36,6 41 0,75
Обточить поверхность 2* 2
2 Позиция 1 Специ-альный вертика льно-сверлильный двадца-ти шее-тишпин дельный с семипо-зицион ным поворот-ным столом
Установить деталь, закрепить и снять 0,37 0,79
Позиция 2
Сверлить три отверстия 1 *, выдержав размеры 2*иЗ* 24,2 92,1 0,23
Позиция 3
Сверлить пять отверстий 1 * на проход, выдержав размер 2* 25,2 90 0,37
Позиция 4
Зенкеровать пять отверстий 1 * на проход 13,5 120 0,23
Позиция 5
364
Окончание таблицы 4.1
Номер операции Содержание операции Наиме нова-ние и модель станка Номер режущего инструмента Режим обработки Время обработки мин
V м/мин S мм/мин То т 1 шт
1 2 3 4 5 6 7 8
Зенкеровать пять фасок 1*, выдержав угол 2* 15,1 120 0,26
Позиция 6
Развернуть пять отверстий 1 * на проход 12 212 0,19
Позиция 7
Нарезать резьбу 1 * в трех отверстиях, выдержав размер 2* 2,5 125 0,15
3 Левые головки Гори-зонталь ный двусто-ронний четырех шпинде льный алмазно -расточной 2706
Расточить отверстие 1 ♦, выдержав технические требования 4* и 10* 2 122 43,2 0,60
Подрезать торец, выдержав размер 2* и техническое требование 3* 1
Правые головки
Расточить отверстие 8*, выдержав технические требования 4* и 10* 3 119 33,6 1,66
Расточить отверстие 7*, выдержав размер 9* и техническое требование 6* 4
Подрезать торец, выдержав размер 9* и техническое требование 5* 5
4 Промыть деталь и обтереть ветошью. Продуть внутреннюю полость сжатым воздухом 0,3 0,31
5 Контрольная
365
Рис. 4.2. Операция 1: а — позиция 1; б— позиция 3; в — позиция 5; г — позиция 7
Рис. 4.3. Операция 1: а — позиция 2; б- позиция4; в — позиция 6; г — позиция 8
oo
Рис. 4.4. Операция 2: a — позиция 1; б- позиция 2
Рис. 4.5. Операция 2: а — позиция 3
369
б
Рис. 4.6. Операция 2: а — позиция 4; б— позиция 5; в — позиция 6; г — позиция 7
Рис. 4.7. Операция 3
4.1.2. Изготовление маховиков двигателей
Маховик является характерной деталью класса “Диски”. При изготовлении деталей этого класса необходимо обеспечить получение требуемой точности формы и размеров наружных, внутренних и торцовых поверхностей вращения, а также точность взаимного их расположения (соосность, перпендикулярность, параллельность и т.д.). Обычно маховик современного двигателя центрируется на коленчатом валу по выточкам, расточенным с высокой точностью, и прикрепляется болтами к фланцу коленчатого вала.
На рис. 4.8 приведен чертеж маховика четырехцилиндрового тракторного двигателя, заготовка которого получена отливкой из серого чугуна с твердостью НВ 169...229. Чистовая масса маховика — 26,3 кг. Обработка его поверхностей характеризуется следующими данными: точность посадочной поверхности К — 8-й квалитет; допустимое биение поверхности Е относительно К и #не более 0,05 мм на крайних точках; непараллельность плоскостей Жи Е не более 0,1 мм. Маховик в сборе с зубчатым венцом балансируется с точностью 32 г/см.
В мелкосерийном производстве обработка маховика производится на универсальных станках. При этом токарная черновая и чистовая обработки всех поверхностей ведутся на двух токарно-карусельных станках модели 1508 в две установки. После токарной обработки на радиально-сверлильных станках модели 2Н53 выполняются все сверлильные и другие второстепенные операции. На линии маховика имеется сборочная операция, включающая электронагрев и надевание зубчатого венца на маховик. Затем производится доводка торцов и балансировка маховика вместе с зубчатым венцом. В массовом производстве черновая и чистовая обработки маховика производятся на двух вертикальных восьмишпиндельных или на высокопроизводительных вертикальных токарных полуавтоматах с одновременной установкой двух деталей. Обработка всех отверстий производится на агрегатных многопозиционных станках или автоматических линиях. Для доводки торца применяется процесс суперфиниширования на специальном двухшпиндельном полуавтомате.
Приведенный ниже технологический процесс предусматривает изготовление маховика двигателя при годовой .программе 160 тыс. шт. и такте выпуска, равном 1,4 мин (табл. 4.2, рис. 4.9...4.22). Отливка маховика осуществляется в формах, 372
Рис. 4.8. Маховик тракторного двигателя
полученных методом прессования, который обеспечивает точность отливки по 11... 13-му квалитетам и с шероховатостью Ra= 12,5...6,6 мкм. Токарная обработка всех поверхностей маховика производится на двух параллельно работающих автоматических линиях на вертикальных специальных полуавтоматах. На каждом станке одновременно обрабатываются два маховика. На черновых токарных операциях главным образом применяются неперетачиваемые твердосплавные пластинки марки ВК6, на по-лучистовых и чистовых — ВК6М. На токарной операции 7 при чистовой обработке торца под шлифование используется инструмент с пластинками из минералокерамики. На линии обработки заготовки маховика предусмотрены кантователи и накопители деталей. Для уборки стружки применяется ленточный конвейер. После токарной обработки на автоматической линии маховик обрабатывается на агрегатных и специальных станках. Межоперационное транспортирование осуществляется цепными подвесными грузонесущим конвейером.
Таблица 4.2
Технологический маршрут изготовления маховика двигателя
Номер операции Содержание операции Наименование и модель станка Номер режущего инструмента Режим обработки Время обработки, мин
V м/мин -S мм/мин То Тщт
1 2 3 4 5 6 7 8
1 Поперечный суппорт Токарный полуавтомат ЛМ555-СО1 на две детали
Подрезать торцы, выдержать размеры 1*, *,3*4*5*,6* 7* 2 80,5 22 0,71 1,3
Продольный суппорт
Обточить поверхность 8* (суппорты работают одновременно) 1 80,5 22 (0,68) -
374
Продолжение таблицы 4.2
1 Номер операции Содержание операции Наименование и модель станка Номер режущего инструмента Режим обработки Время обработки, мин
V м/мин S мм/мин То Т 1шт
1 2 3 4 5 6 7 8
2 Поперечные суппорты Токарный полуавтомат ЛМ555-СО2 на две детали Токарный полуавтомат ЛМ555-СОЗ на две детали
Врезаться в поверхность суппорртами I и И 1; 2; 4 71 15.7 0,38 -
Подрезать торец, выдержать размер 3* 1; 2; 5; 6 85 22 1.36 2,22
Проточить конусную поверхность и подрезать торец, выдержав размеры 1*,2*,4*,5* (суппорты работают одновременно) 3; 4 41 22 (0,91) -
Продольный суппорт
Обточить поверхность 6* 7; 8 85 22 (0,91) -
3 Продольный суппорт
Расточить отверстие 5* 1 24.8 64 0.22 -
Снять фаску 3 * (суппорты работают последовательно)
Поперечный суппорт
Подрезать торцы, выдержать размеры 2*4*, 6*, 7* 2 106 28 1.02 1.72
_ Снять фаску 1 *
375
Продолжение таблицы 4.2
Номер операции Содержание операции Наименование и модель станка кущего гента Режим обработки Время обработки, мин
Номер ре) инструм V м/мин S мм/мин То Тцп-
1 2 3 4 5 6 7 8
4 Крестовый суппорт Токарный полуавтомат ЛМ555-СО4 на две детали
Проточить коническую поверхность и часть торца, выдержать размеры 1*,2*,3*,4*,5*,6* (суппорты работают одновременно) 1 77.5 29.6 1.25 1.73
5 Поперечные суппорты Токарный полу автомат ЛМ555-СО5 на две детали
Подрезать торцы и расточить поверхность 7*, выдержать размеры 1*, 2* (суппорты работают одновременно) 2 102 20 0,75 1,23
Подрезать торцы, выдержать размеры 3*,4*,5*,6*
Продольный суппорт
Обточить поверхность 8* и снять фаску 9* 1 102 20 (0,70) -
6 Крестовый суппорт Токарный полуавтомат ЛМ555-СО6 на две детали
Расточить отверстие 2* (после перехода) 2 25,1 32 0,64 -
376
Продолжение таблицы 4.2
Номер операции Содержание операции Наименование и модель станка о и <L> св Режим обработки Время обработки, мин
Номер ре> инструм V м/мин S мм/мин То ТщТ
1 2 3 4 5 6 7 8
Расточить отверстие 4* (производится переключение числа оборотов) 3 25,6 16 (0.32) -
Снять фаску 1 * 4 88 16 (0.5) -
Обточить поверхность 3* 1 101 16 0.79 1.9
Обточить поверхность 5*
7 Крестовый суппорт Токарный полуавтомат ЛМ555-СО7 на две детали
Подрезать торец, выдержать размер 1 * (материал резца Композит 05) - 232 35 1.65 2.12
8 Шлифовать торец, выдержать размер 2* и технические требования 1* Плоскошли фовальный с круглым столом на одну деталь - 17,9 0,09 1 1,95
9 Поперечный суппорт Токарный полуавтомат СМ779Н1 на одну деталь
Подрезать торец, выдержать размер и техническое требование 4* 2 31,4 17 1,65 2,1
Подрезать торцы, выдержать размеры 10*,11* 1 126 17 (1,65) -
Продольный суппорт
377
Продолжение таблицы 4.2
Номер операции Содержание операции Наименование и модель станка кущего сента Режим обработки Время обработки, мин
Номер ре> инструм V / 1 V М/МИН | S мм/мин То Тщ-г
1 2 3 4 5 6 7 8
Обточить поверхности, выдерживая размеры 1*,2*,3*, 5*6*7*, 8*, 9* 3 126 17 (1,5) -
10 Нагреть венец до t = 200°С. Запрессовать его на маховике - - - 1,1 1,2
11 Позиция 1 Агрегатносверлильный* пятипозици онный сорока-шестишпин дельный АМ8522
Загрузочная
Позиция 2
Сверлить отверстие 1*, выдержать радиус 4* и угол 11 * - 12,8 52,5 (0,29) -
Сверлить шесть отверстий 7* напроход, выдержать размеры 3*6* - 12,8 52,5 0,95 1,20
Сверлить четыре отверстия 8* напроход, выдержать размеры 5* - 13,2 52,5 (0,65) -
Сверлить отверстие 10*, выдержать радиус 9* - 14 52,5 (0,15) -
Позиция 3
Сверлить два отверстия 1* напроход - 13,2 52,5 (0,65) -
378
Продолжение таблицы 4.2
I Номер операции Содержание операции Наименование и модель станка кущего сента Режим обработки Время обработки, мин
Номер рез инструм V м/мин S мм/мин То т ^шт
1 2 3 4 5 6 7 8
Зенкеровать шесть отверстий и снять фаску 2* - 10,6 52,5 (0,40) -
Сверлить отверстие 3* напроход * 13,2 52,5 0,95 -
Сверлить два отверстия 4* напроход - 13,2 52,5 0,65 -
Позиция 4
Зенкеровать шесть отверстий 1* напроход - 9,7 52,5 0,95 -
Зенкеровать два отверстия 2* напроход - 12,2 52,5 (0,65) -
Зенкеровать два отверстия и снять фаску 3* - 12,6 52,5 (0,65) -
Зенкеровать отверстие 4* напроход - 11,2 52,5 (0,95) -
Позиция 5
Зенкеровать отверстие и снять фаску 1 *, выдержать радиус 2* и угол 10* - 11,1 52,5 (0,23) -
Развернуть шесть отверстий 4*, выдержать размеры 3*,7*,8* и углы 9* - 4,8 52,5 (0,35) -
379
Продолжение таблицы 4.2
Номер операции Содержание операции Наименование и модель станка Номер режущего инструмента Режим обработки Время обработки, мин
V м/мин S мм/мин То Тщт
1 2 3 4 5 6 7 8
Зенкеровать четыре отверстия 5* напроход - 11,3 52,5 (0,65) -
Развернуть отверстие 6* напроход - 5,3 52,5 0,95 -
12 Левые шпиндельные головки Алмазно-расточный двусторонний девятишпиндельный 005513
Расточить два отверстия 5* напроход, выдержать размеры 1*9*10* - 134 122 (0.13) -
Расточить шесть отверстий 6* напроход, выдержать радиус 2*,3*,11* и угол 4* - 120 122 0.16 -
Правая шпиндельная головка
Расточить отверстие 7* напроход - 117 43 0.81 2.1
Расточить отверстие 8* - 113 21.6 0.42 -
13 Суперфинишировать поверхность, обеспечить технические требования 1*,2* и выдержать размер 3* Вертикальный двух-шпиндель-ный суперфиниш на две детали - 90 0.5 - 0.98
380
Окончание таблицы 4.2
Номер операции Содержание операции Наименование и модель станка Номер режущего инструмента Режим обработки Время обработки, мин
V м/мин S мм/мин То Тщт
1 2 3 4 5 6 7 8
14 Промыть деталь в моечном растворе Моечная машина конвеер-ноготипа * - - 0.35 0.55
Обдуть сжатым воздухом Стенд для обдувки - * - -
15 Балансировать деталь статически в динамическом режиме. Допускается несбалансированность детали до 35 г/см. Балансировочный полуавтома т - - - 0.75 1.22
Выдержать размер 1*,3*. Сверлить отверстие 2* при балансировке, требуемое количество отверстий с шагом не менее 20 мм
16 Контроль размеров и технических требовании (рис.9.7) Средства контроля: пробки, скобы, контрольные индикаторные приспособления, шаблоны, линейки, щупы и мастер плитки
381
Рис. 4.9. Операция 1
28+0.65
оо
12.5
Рис. 4.10. Операция 2
132-062
U) oo
125-002
Рис. 4.11. Операция 3
оо U1
12.5
Ф K5S-2S
Ф 30854.3
Рис. 4.12. Операция 4
UJ QO O\
Рис. 4.13. Операция 5
U) 00
12.5
W
Ф51+0.2
Ф99.Ь0.К
ФЗШ31 Ф М2 -0.38
Рис. 4.14. Операция 6
39,9-0,17
Рис. 4.15. Операция 7
Рис. 4.16. Операция 8
388
Рис. 4.17. Операция 9
t_K> 40 О
Рис. 4.18. Операция 11: а — позиция 2; б— позиция 3
40
б
Рис. 4.19. Операция 11: а — позиция 4; б- позиция 5
La \O NJ
Рис. 4.20. Операция 12
Ф 350+11
Рис. 4.21. Операция 13
ГТ\Ф12
Ф325
Рис. 4.22. Операция 15
393
5. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Объектом автоматизации в области технологической подготовки производства (ТПП), согласно стандартам системы разработки и постановки продукции на производство (СРПП), являются:
— система ТПП в целом как совокупность взаимодействующих функциональных подсистем;
— функциональные подсистемы как совокупность задач ТПП, относящихся к рассматриваемой подсистеме;
— задачи ТПП, решение которых необходимо для обеспечения функционирования системы ТПП.
Под автоматизированными системами технологической подготовки производства (АС ТПП) в машиностроении понимают совокупность методов, алгоритмов, программ математического обеспечения, технических средств и организационных мероприятий, объединенных с целью автоматизированного проектирования технологической подготовки производства [23,24,32].
Высокий технико-экономический эффект от внедрения системы АС ТПП может быть получен в том случае, если система отвечает следующим основным требованиям:
— обеспечивает автоматизацию основных видов работ в системе ТПП;
— позволяет рационально распределять функции между человеком и ЭВМ;
— обеспечивает возможность внедрения на предприятиях с различным характером и масштабом производства, легко адаптируется при переходе на выпуск новой продукции;
— обладает высоким уровнем унификации и стандартизации основных частей (методов, языков, математического обеспечения, технических средств и др.);
— имеет возможность внедрения как совместно с системами автоматизированного управления производством и автоматизированного конструирования, так и без них, автономно;
— позволяет осуществлять поэтапный ввод в эксплуатацию путем последовательного подсоединения новых подсистем по мере их готовности или необходимости.
394
АС ТПП содержит достаточно большое число функциональных подсистем, состав которых определяется функциями системы ТПП. Кроме того, поскольку АС ТПП является промежуточным звеном между конструкторской подготовкой производства и производственными цехами и службами, состав АС ТПП должен содержать специальные подсистемы стыковки, осуществляющие переработку информации, поступающей от предшествующих систем, и подготовку данных для работы последующих систем.
Функциональные подсистемы, входящие в состав АС ТПП, делятся на две группы: проектирование технологических процессов и конструирование специальной технологической оснастки. В состав первой группы входят подсистемы: технология механической обработки (типовые, групповые и единичные технологические процессы, автоматные операции, программы для станков с ЧПУ и др.); технология сборки; технология заготовительного производства (технология литейного производства, технология кузнечно-штамповочного производства, технология холодной штамповки, технология сварки и резки металлов, технология изделий из пластмасс); технология химических, термических и других методов обработки металлов; специальные технологические процессы (технология обработки древесины, изготовления оптических деталей, производства электроэлементов и прочие).
В состав второй группы функциональных подсистем - конструирование специальной технологической оснастки - включены подсистемы: проектирование специального оборудования, проектирование специальной оснастки для заготовительного производства и для механической обработки деталей, проектирование специальных режущих инструментов, проектирование специальных мерительных инструментов.
В алгоритмах и программах функциональных подсистем при решении всех многовариантных задач должны быть предусмотрены возможности анализа и оптимизации решений.
В будущем при создании полностью автоматизированных производств АС ТПП будут сливаться с автоматизированными системами управления технологическими процессами. Спроектированный процесс по каналам связи будет передаваться ЭВМ,
395
которые на основе поступившей информации осуществляют управление станками, агрегатами, роботами, участками и цехами. С другой стороны, АС ТПП будут сливаться с САПР по конструированию новых изделий. В этом случае вслед за автоматизированным проектированием сразу автоматически осуществляется подготовка производства.
САПР унифицированных технологических процессов.
Технология машиностроения в своем становлении и развитии прошла сравнительно небольшой исторический путь. Зародившись в конце XIX столетия, основное свое развитие машиностроительное производство получило уже в XX веке. Именно в это время грандиозный скачок масштабов машиностроения потребовал развития и четкой организации промежуточных ступеней между разработкой конструкций, и их воплощением в действительность. В эти годы широким фронтом развернулась работа по созданию и освоению различных методов и приемов обработки деталей, накапливался опыт их применения, тем самым закладывался фундамент технологии машиностроения как науки, имеющей прикладной характер.
Неуклонный рост масштабов выпуска машин и механизмов, увеличение их быстродействия и энерговооруженности весьма остро поставили вопрос о повышении качества и ускорении сроков разработки и внедрения процессов изготовления самых разнообразных деталей и оборки узлов и агрегатов. Для этих целей было необходимо привлечь большое число квалифицированных специалистов или создать методы, позволяющие быстро и просто разрабатывать надежные технологические процессы для различных производственных условий.
В конце 30-х годов профессором А.П. Соколовским {1,2] была сформулирована идея типизации технологических процессов, основанная на принципах классификации деталей по общности конструктивно-технологических признаков. Существо этой идеи ярко выражено в словах А.П. Соколовского [1,2]: “...Классификацию, как технологических процессов, так и отдельных технологических задач (мы) производим на основе классификации деталей. С другой стороны, классификацию деталей мы проводим таким образом, чтобы в основе ее лежала технология, и сходные по методам обработки детали попадали в одни и те же
396
классификационные группы”. Более подробно вопрос унификации технологических процессов изложен в работах [ 1,2,3,4].
Несмотря на то, что идея типизации первоначально рассматривалась применительно к анализу, изучению и систематизации опыта, накопленного машиностроением, в дальнейшем она получила свое развитие как метод проектирования на основе типовых технологических процессов. Типовой технологический процесс, составленный с учетом имеющегося опыта, освоенных и апробированных методов обработки, фактически представляет собой канву, определяющую структуру и состав рабочей технологии обработки деталей, относящихся к одному типу.
Другой метод унификации технологических процессов, основанный на общности применяемого оборудования и оснастки, предложен профессором С.П. Митрофановым [3]. Этот метод позволяет использовать эффективные средства и формы организации крупносерийного и массового производства в условиях производства серийного и мелкосерийного. Группирование деталей позволяет создать специализированные рабочие места и рационально загрузить оборудование.
Проектирование на основе унификации технологических, процессов отличается сравнительной простотой, так как необходимость строгой классификации элементов процессов обработки приводит к систематизированному представлению процесса проектирования, который в большей части сводится к поиску уже готового аналога технологии в соответствии с классификационными кодами.
При разработке типовых и групповых процессов технологические решения, полученные в результате большой подготовительной работы, принимаются в качестве нормализованных. Типовые и групповые технологические процессы содержат сведения о заготовках, о требуемом оборудовании, об оснастке и инструменте, о содержании операций, об основных переходах и последовательности их выполнения.
Преимущества методов проектирования на основе унификации технологических решений и развитие программных средств обработки массивов информации привели к широкому использованию этих методов при механизации и автоматизации разработки технологии механической обработки деталей машин.
397
Характерной особенностью таких систем проектирования является то, что для формирования конкретной технологии используются только те технологические решения, которые заранее разработаны и внесены в состав информационной базы системы.
Внедрению таких систем предшествует работа, объём которой определяется тремя основными этапами: 1) унификацией и системным представлением деталей в соответствии с конструктивными и технологическими признаками (составление классификатора); 2) подробной разработкой технологических процессов и их элементов для каждого типа или группы деталей; 3) занесением информации, характеризующей процесс обработки, в соответствующие базы данных.
В соответствии с принципами унификации в нашей стране разработан ряд действующих систем автоматизированного проектирования технологических процессов с помощью ЭВМ.
Составной частью комплексной автоматизированной системы является подсистема проектирования типовых и групповых технологических процессов [23].
Неизменная часть типового технологического процесса хранится в информационно-поисковой системе (ИПС) ЭВМ, вызывается на основании шифра детали и выдается на печать в виде операционной карты типового процесса. Переменная часть типового технологического процесса определяется с помощью стандартных программ доработки на основании исходных данных. Доработка типового технологического процесса состоит в выполнении следующих действий:
— уточнение типоразмеров, марок и шифров оборудования, приспособлений и инструментов в пределах типов, предусмотренных технологическим процессом;
— корректировка переменных размеров детали, меняющихся внутри одного типа, например, длины и диаметра шеек ступенчатых валов одного типа и т. п.;
— нахождение расчетных размеров для определения режимов обработки;
— определение режимов резания в соответствии с уточненными оборудованием, приспособлениями и инструментами;
— подготовка данных для АСУ.
398
Исходные данные в виде закодированной информации на стандартном бланке подготавливает технолог вручную или с помощью автокодировщика вводит в ЭВМ.
Групповой технологический процесс для комплексной детали по всем своим показателям совпадает с типовым процессом. Однако для конкретной детали группы он может содержать избыточную информацию в виде наличия и описания переходов и операций, не нужных для этой детали. Проектирование технологического процесса для конкретной детали группы (на основе процесса для комплексной детали) производят следующим образом:
— на основании исходных данных, технологического шифра детали из ИПС вызывается в оперативную память ЭВМ соответствующий групповой технологический процесс;
— заданная деталь сравнивается с комплексной, и уточняются их общие элементы;
— из группового технологического маршрута выбираются только операции и переходы, необходимые для обработки общих элементов заданной и комплексной деталей, и окончательно формируется маршрут обработки заданной детали;
— маршрут обработки заданной детали принимается в качестве типового, и дальнейшее проектирование производится по методам и стандартным программам для проектирования типовых процессов.
Доработка типового (группового) технологического процесса. В рассматриваемой системе доработка типового (группового) технологического процесса заключается в конкретизации значений выбранных элементов процесса обработки. При этом определяются межоперационные и расчетные размеры, а также выбирается вспомогательный, режущий и мерительный инструмент.
САПР единичных технологических процессов.
Автоматизированное проектирование единичных технологических процессов должно стать основным направлением технологического проектирования в комплексных автоматизированных системах технологической подготовки производства [23]. Это направление является универсальным. Оно применимо для любого типа производства и любых деталей: определенного класса, стандартных, нормализованных и оригинальных, с различной
399
степенью унификации обрабатываемых поверхностей. Единичные технологические процессы являются источником создания и пополнения архивов типовых технологических процессов, т. е. источником еще одного направления автоматизации технологического проектирования. В наибольшей степени САПР единичных процессов приемлемы в условиях мелкосерийного и единичного производства, где типовые и групповые технологические процессы оказываются неэффективными вследствие больших затрат времени на выполнение подготовительных работ (разработку классификаторов, типовых и групповых процессов и их элементов).
Автоматизация проектирования единичных технологических процессов является наиболее сложным и пока наименее разработанным вопросом автоматизированного проектирования. В проблеме создания САПР единичных технологических процессов (ЕТП) в настоящее время наметилось несколько направлений. В каждом из этих направлений решаются вопросы, связанные с разработкой общей структуры системы автоматизированного проектирования, и вопросы, связанные с решением отдельных технологических задач. Как показала практика разработки САПР, эти группы вопросов проектирования теснейшим образом связаны между собой, и именно методы решения отдельных технологических задач в основном определяют общую структуру системы проектирования.
Одно из направлений создания САПР ЕТП базируется на традиционных методах проектирования. Пример такой системы для валов приведен в работе [23].
При обычном, неавтоматизированном проектировании выбор структуры технологического процесса основывается главным образом на опыте и интуиции технолога и на очень небольшом числе формальных правил. Однако существуют объективные связи между конструкцией, геометрической структурой и другими характеристиками машиностроительных деталей и наивыгоднейшей структурой технологического процесса их обработки. Формальную геометрическую модель детали представляют в виде конечного графа ее размерных связей. Граф размерных связей интерпретируется в виде матрицы смежности, которая строится на основании таблицы кодированных сведений о детали.
400
Излагаемая методика проектирования единичных технологических процессов предусматривает использование типовых решений не в виде типовых технологических процессов, а в виде типовых схем установки заготовок, типовых планов обработки поверхностей и т. д., т. е. в виде типовых элементов технологического процесса. Поэтому при решении технологических задач широко применяются заранее подготовленные и введенные в ЭВМ таблицы соответствий. В частности, на основе таких таблиц формируются планы (маршруты) обработки всех поверхностей детали.
Исходной информацией для синтеза технологического маршрута обработки детали является граф размерных связей и таблица выбранных планов обработки. Технологические методы обработки, вошедшие в планы обработки и принадлежащие разным вершинам графа, объединяются по типам станков с учетом деления операций на черновые, чистовые, отделочные и другие. При этом связи между вершинами графа не должны быть нарушены. В результате формируется операционный подграф, вершины которого содержат одноименные методы обработки и соединены между собой ребрами. На этом этапе практически заканчивается проектирование маршрутной технологии. Далее следует проектирование структуры операций и условий выполнения технологических переходов.
В работе [24] изложен еще один метод формирования САПР ЕТП. Рассматриваются три способа проектирования процессов механической обработки. Первый способ заключается в разделении общей задачи проектирования на ряд подзадач более простых, чем исходная. При этом структура и характеристики отдельных частей технологического процесса выражаются через исходные данные в явном виде соотношениями, удобными для реализации на ЭВМ. Второй способ состоит в разделении процесса проектирования на ряд уровней, различных по степени детализации, начиная с уровня, определяющего наиболее общие характеристики технологического процесса, и заканчивая уровнями детализации, соответствующими заданию на проектирование. Третий способ сочетает в себе разделение процесса проектирования на ряд различных по детализации уровней и разбиение на каждом уровне общей задачи на ряд более простых задач.
401
В книге [24] выделены четыре уровня детализации технологических задач.
Первый уровень отражает принципиальную схему технологического процесса, которая включает в себя состав и последовательность этапов обработки детали.
Второй уровень — это проектирование маршрутного технологического процесса. Исходной информацией этого уровня проектирования являются полученные ранее принципиальные схемы технологического процесса, сведения о детали и об условиях производства. Цель второго уровня — получение нескольких наиболее рациональных вариантов маршрутного технологического процесса.
Третий уровень включает проектирование операционных технологических процессов на основе полученных ранее маршрутов обработки детали. Степень детализации маршрута доводится до окончательного определения состава и последовательности переходов в каждой операции, выбора инструмента, определения оптимальных режимов резания.
Четвертый уровень детализации характерен для технологических процессов обработки деталей на станках с программным управлением. Степень детализации процесса обработки доводится до выявления отдельных элементов траектории режущего инструмента и команд управления станком.
Ввиду различной степени детализации проектируемого технологического процесса достоверность и точность оценок при выборе проектных решений на всех уровнях разная. На первом уровне оценка вариантов принципиальных схем процесса обработки основана на весьма приближенных эвристических критериях, на втором и последующих уровнях оценки более точны. При этом чем выше степень детализации разработок, тем точнее оценки.
На всех уровнях проектирования наряду с детализацией производится корректировка и уточнение решений, принятых на предыдущих уровнях. Вследствие этого возникают обратные связи между уровнями проектирования. Кроме этого обратные связи возникают между различными задачами одного и того ж уровня. Посредством этих связей корректируются и уточняются ранее принятые решения.
402
Таким образом, проектирование представляет собой итерационный многоуровневый процесс последовательной детализации и оптимизации проектных решений.
Одна из причин трудностей автоматизации проектирования процессов механической обработки заключается в том, что технологическая наука имеет описательный характер, и для нее характерно отсутствие строгих аналитических зависимостей, сложная логика суждений, сложная взаимосвязь и взаимное влияние отдельных задач, большая роль эмпирики, наличие мощных информационных потоков и большого числа составных элементов технологии (станки, инструмент, оснастка, режимы обработки, припуски и т. д.).
Решение любой задачи с помощью ЭВМ требует аналитических (или каких-либо иных, но количественных, а не качественных) зависимостей. Поэтому для автоматизации технологического проектирования необходимо формализовать решение технологических задач, т. е. провести замену содержательных предложений системой математических зависимостей. Формализация превращает процесс технологического проектирования из процесса рассуждений и построения аналогий в процессе строгого расчета.
Для создания системы автоматизированного проектирования, в основе которой лежат принципы синтеза технологических процессов, необходимо найти общие закономерности, которые определяют процесс механической обработки детали, необходимо построить методологию достаточно эмпирической науки технологии.
ПРИЛОЖЕНИЯ
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109 г. Долгопрудный, пл. Собина, 1 Email: dat.ak@mail.ru
Site: gosdat.ru
ПРИЛОЖЕНИЕ 1
Примеры типовых маршрутов изготовления деталей различных классов
Неуказанные предельные отклонения размеров деталей, рассмотренных ниже: Н14; hl4; +IT14/2.
Маршрут обработки кронштейна
Рис. П1.1. Кронштейн (заготовка — отливка из серого чугуна)
Таблица П1.1
Маршрут обработки кронштейна
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Очистка и обрубка отливки
015 Малярная
020 Навесить бирку с номером детали на тару
405
Продолжение таблицы П1.1
Операция Содержание или наименование операции Станок, оборудование Оснастка
025 Фрезеровать поверхность Б в размер 32 и противоположную поверхность в размер 52 предварительно Карусельнофрезерный 6М23С13 Приспособление двухпозиционное четырёхместное с гидравлическим зажимом
030 Притупить острые кромки Машина для снятия заусенцев
035 Фрезеровать верхнюю поверхность в размер 84+2(120-36) Горизонтально-фрезерный 6Т82Г Приспособление с гидравлическим зажимом
040 Фрезеровать два торца в размер 324 предварительно То же Приспособление двухпозиционное с гидравлическим зажимом
045 Расточить отверстие 055Н7 до 050 Горизонтально-расточной 2А614Ф1 Приспособление
050 Притупить острые кромки Машина для снятия заусенцев
055 Искусственно старить деталь
060 Фрезеровать поверхность Б в размер 30.3 и противоположную поверхность в размер 48.6 под шлифование Карусельнофрезерный 6М23С13 Приспособление двухпозиционное четырёхместное с гидравлическим зажимом
065 Притупить острые кромки
070 Фрезеровать верхнюю поверхность в размер 84(120-36) окончательно Горизонтально-фрезерный 6Т82Г Приспособление с гидравлическим зажимом
406
Окончание таблицы П1.1
Операция Содержание или наименование операции Станок, оборудование Оснастка
075 Фрезеровать два торца в размер 320 окончательно То же Приспособление двухпозиционное с гидравлическим зажимом
080 Шлифовать поверхность Б в размер 30 и противоположную поверхность в размер 48 окончательно Плоскошлифо вальный ЗП722ДВ Магнитная плита
085 Притупить острые кромки Машина для снятия заусенцев
090 Расточить отверстие 055Н7, отверстие 08ОН9 и выточку 0112 окончательно. Сверлить и зенковать пять отверстий 013/020; сверлить два отверстия 016 и два отверстия 010, сверлить, зенковать и развернуть отверстие 016Н7, сверлить и нарезать резьбу в девяти отверстиях М6-7Н, сверлить и нарезать резьбу в трёх отверстиях М16-7Н Горизонтальный расточно-сверлильнофрезерный с ЧПУ и нстру-ментальным магазином 2204ВМФ4 Наладка УСПО
095 Притупить острые кромки Машина для снятия заусенцев
100 Промыть деталь Моечная машина
105 Технический контроль
ПО Нанесение антикоррозионного покрытия
407
Маршрут обработки кронштейна
Рис. П1.2. Кронштейн (заготовка — отливка из алюминиевого сплава)
Таблица П 1.2
Маршрут обработки кронштейна
Операция Содержание или наименование Операции Станок, оборудование Оснастка
005 Литьё
010 Очистка и обрубка отливки
015 Навесить бирку с номером детали
020 Фрезеровать плоскость приле-гания предварительно Вертикальнофрезерный 6Т13 Приспособле ние
408
Окончание таблицы П1.2
Операция Содержание или наименование Операции Станок, оборудование Оснастка
025 Фрезеровать торец отверстия 035Н7 предварительно, расто-чить отверстие 035Н7 пред-варительно Многоцелевой с ЧПУ и истру-ментальным магазином ИР320МФ4 Наладка УСПО двухместная
030 Притупить острые кромки Машина для снятия заусенцев
035 Термическая обработка
040 Фрезеровать торец отверстия 035Н7 окончательно, расточить и развернуть отверстие 035.5Н7 окончательно, сверлить, зенкеровать и развернуть отверстие 08Н7 окончательно Многоцелевой с ЧПУ и инструментальным магазином ИР320МФ4 Наладка УСПО
045 В первой позиции: фрезеровать поверхность прилегания и паз В=35( 15+20) окончательно, сверлить четыре отверстия 07, четыре отверстия 06, сверлить и нарезать резьбу в четырёх отверстиях М6-7Н. Во второй позиции: зенкеровать четыре отверстия 07 до 011 окончательно, рассверлить четыре отверстия 06 до 011 окончательно, зацентровать, сверлить и нарезать резьбу М10-7Н окончательно То же Наладка УСПО двухпозицио иная
050 Притупить острые кромки Машина для снятия заусенцев
055 J Технический контроль
060 Антикоррозионная обработка
065 Консервация
409
Маршурт обработки втулки
0.04 А
Рис. П1.3. Втулка (заготовка — прокат из алюминиевого сплава)
Таблица П1.3
Маршрут обработки втулки
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Править пруток Пресс И5526
010 Отрезать групповую заготовку 034 в размер 2000 Абразивноотрезной 8Б242 Поддерживающее устройство
015 Заправить концы прутка фасками под угол 20е Токарный ХС-151
020 Центровать торец под сверление, сверлить и зенкеровать отверстие 016Н7 до 015,79+0,11 под развертывание, точить по- Токарный автомат 1Е140 Наладка
025
410
Маршрут обработки стопора
Рис. П1.4. Стопор (заготовка — прокат из конструкционной стали)
Таблица П1.4
Маршрут обработки стопора
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Рубить пруток 026, выдерживая размер 3000 Пресс КБ9534
010 Править пруток Пресс И5525
015 Заправить концы прутка фасками под угол 20’ Токарный ХС-151
020 Точить шейки 015Js7 под шлифование, шейку 025, канавку Ь=2, фаску, отрезать деталь, выдерживая размер 55.5 Токарный автомат 1Е140 Групповая наладка, цанговый патрон
025 Подрезать второй торец, выдерживая размер 55, точить фаску Токарный 16Т02П Цанговый патрон
411
Окончание таблицы П1.4
Операция Содержание или наименование операции Станок, оборудование Оснастка
030 Фрезеровать две лыски, выдерживая размер 16 Вертикальнофрезерный 6Т10 Приспособление, наладка
035 Зачистить заусенцы Вибрационная машина ВМПВ-100
040 Сверлить отверстие 014 окончательно Вертикальносверлильный 2Н125-1 Кондуктор
045 Притупит^ острые кромки Вибрационная машина ВМПВ-100
050 Шлифовать шейку 015Js7 окончательно Бесцентрово шлифовальный ЗМ182
055 Промыть деталь Машина моечная
060 Навесить бирку с обозначением
065 Технический контроль Плита
070 Нанесение антикоррозионного покрытия
Маршрут обработки зубчатого колеса
1.5*45*
ФОСКИ
6Н8
си п о +
СО
20hll
Рис. П1.5. Зубчатое колесо (заготовка — прокат из конструкционной стали)
412
Таблица П1.5
Маршрут обработки зубчатого колеса
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Отрезать заготовку
010 Термическая обработка
015 Подрезать торец0бОН11/03ОН7 предварительно. Сверлить и зенкеровать сквозное отверстие 03ОН7 под протягивание. Точить поверхность 06ОЫ1 до 062. Точить и расточить фаски Токарный полуавтомат сЧПУ КТ141 Трёхкулачковый патрон
020 Протянуть отверстие 03ОН7 до 030 Протяжной 7512 Жёсткая опора
025 Подрезать торцы0бОЬ 11 /03ОН7 и 05О/03ОН7 предварительно под шлифование. Точить поверхности 06Ohll и 050 окончательно Токарновинторезный 16Б16 Специальная оправка
030 Технический контроль
035 Долбить 28 зубьев (т-2) предварительно под шлифование Зубодолбежный 5122В То же
040 Зачистить заусенцы по торцам зубьев Одношпиндельный полуавтомат 56525
045 Протянуть шпоночный паз В=6Н8 окончательно Протяжной 7512 Направляющая втулка
050 Зачистить заусенцы в шпоночном пазу Машина для снятия заусенцев
055 Промыть деталь Машина моечная
060 Технический контроль
065 Термическая обработка
070 Шлифовать сквозное отверстие 03ОН7 и торец 06ОЫ1/03ОН7 окончательно Внутришли-фовальный ЗА227АФ2
413
Окончание таблицы П1.5
Операция Содержание или наименование операции Станок, оборудование Оснастка
075 Шлифовать торец 05О/03ОН7 окончательно Плоскошлифовальный ЗБ740ВФ2 Магнитный стол
080 Шлифовать 28 зубьев (гп=2) окончательно Зубошлифовальный 5В833 Оправка
085 Промыть деталь Моечная машина
090 Технический контроль
095 Нанесение антикоррозионного покрытия
Маршрут обработки фланца
Рис. П1.6.
Фланец (заготовка — отливка из серого чугуна)
414
Таблица П1.6
Маршрут обработки фланца
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Обрубка и очистка отливки
015 Подрезать торцы А и Б, точить поверхность 013Odl 1 окончательно, проточить канавку Ь=3 и фаску Токарный патронный полуавтомат КТ141 Трёхкулачковый патрон
020 Подрезать торец 0180 и обточить поверхность по 0180 окончательно технологически То же То же
025 Сверлить и зенковать 4 отверстия 013/020, фрезеровать две лыски в размер 172 и 169.5 Сверлильнофрезерный 21105Н7Ф4 Наладка УСПО
030 Опилить острые кромки Верстак
035 Промыть деталь Моечная машина
040 Технический контроль
Маршрут обработки конического прямозубого зубчатого колеса
Рис. П1.7. Коническое прямозубое зубчатое колесо (заготовка — прокат из конструкционной стали)
415
Таблица П1.7
Маршрут обработки конического зубчатого колеса прямозубого
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Отрезать заготовку Абразивноотрезной 8Б262 Тиски
010 Кузнечная
015 Термическая обработка
020 Подрезать торцы 06О/032Н7 и 087.66/066 предварительно. Точить поверхность 060 предварительно. Сверлить, зенкеровать, развернуть отверстие 032Н7 предварительно. Расточить и точить фаски Токарный полуавтомат с ЧПУ КТ141 Трёхкулачковый патрон
025 Подрезать торец 087.66/032Н7. Точить поверхность 087.66 предварительно Токарный полуавтомат с ЧПУ КТ141 Трехкулачк овый патрон
030 Протянуть шпоночный паз B=10Js9 окончательно Горизонтально-протяжной 7512 Жёсткая опора
035 Опилить заусенцы на шпоночном пазу Вибробункер
040 Подрезать торец 06О/032Н7 предварительно, торец 087.66/060 и точить поверхности 060, 087.66 окончательно Токарный полуавтомат с ЧПУ КТ141 Трёхкулачковый патрон
045 Подрезать торец 087.66/032Н7 предварительно Токарный с ПУ КТ141 Трёхкулачковый патрон
050 Контроль
055 Строгать 35 зубьев (т=2) под шлифование Зубострогальны й 5Т23В Оправка
060 Зачистить заусенцы на зубьях Вибробункер
065 Шлифовать торец 06О/032Н7 окончательно и отверстие 032Н7 окончательно Внутришлифова льный Трёхкулачковый патрон
070 Шлифовать торец 087.66/032Н7 окончательно Плоскошлифова льный ЗБ740 Магнитный стол
416
Окончание таблицы П1.7
Операция Содержание или наименование операции Станок, оборудование Оснастка
075 Шлифовать 35 зубьев (т-2) окончательно Зубошлифовальный 58П70В Оправка
080 Промыть деталь Моечная машина
085 Технический контроль
090 Нанесение антикоррозионного покрытия
Маршрут обработки вилки
Рис. П1.8.
Вилка (заготовка — отливка из серого чугуна)
417
Таблица Ш.8
Маршрут обработки вилки
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Очистка и обрубка отливки
015 Малярная
020 Навесить бирку с номером детали на тару
025 В первой позиции: фрезеровать плоскость прилегания с припуском под шлифование. Сверлить, расточить и развернуть два отверстия 018Н7, расточить отверстие 035.5+0.1 окончательно. Во второй позиции: фрезеровать щёчки в размер 14.2 под шлифование, зенковать фаски 1*45 в двух отверстиях 018Н7 Верти кальнофре зерный с ЧПУ и иструменталь-ным магазином ГФ2171 Наладка УСПО двухпози ционная четырёхместная
035 Сверлить одно отверстие 08 под штифт Вертикальносверлильный 2Н125-1 Кондуктор
040 Притупить острые кромки Машина для снятия заусенцев
045 Термическая обработка
050 Шлифовать плоскость прилегания окончательно Плоскошли фова льный ЗП722ДВ Приспособление
055 Шлифовать вторую сторону щёчки в размер 14dl 1 То же Магнитная плита
060 Притупить острые кромки Машина для снятия заусенцев
065 Промыть деталь Машина моечная
070 Технический контроль
075 Антикоррозионная обработка
418
Маршрут обработки шлицевого вала
А-А
Рис. П1.9. Вал шлицевой (заготовка — прокат из конструкционной стали)
Таблица П1.9
Маршрут обработки шлицевого вала
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Отрезать заготовку Фрезерноотрезной Призматические тиски
010 Термическая обработка
015 Фрезеровать торцы в размер 519±0.2 и центровать с двух сторон одновременно Фрезерноцентровальный 2Г942 Приспособление при станке
419
Окончание таблицы П1.9
Операция Содержание или наименование операции Станок, оборудование Оснастка
020 Точить: шейки 08Og6 до 085; 09ОИ7 до 095 и фаски Токарный 16К20ФЗ Вращающий ся центр, поводковый патрон
025 Точить: шейки 085кб до 090, 09Oh7 до 095 и фаски Точить: шейки 08Og6 до 080; 01O5f7 до 01O5.5h4, фаски, 09Oh6 до 090.5h4, проточить две канавки В=5 То же То же
030 Точить шейки 08Og6 до 080.5h4; 09Oh6 до 09О.5Ы4, фаски, канавки В=5 То же То же
035 Фрезеровать шпоночный паз 6 Шпоночнофрезерный 6930 Самоцентри-рующие тиски
040 Обработать два резьбовых отверстия М10 на глубину 10 Радиальносверлильный 2А554 Приспособле ние для сверления на торцах валов
045 Фрезеровать шесть шлицев в размер 20js до 087.8 Шлицефрезерный горизонтальный полуавтомат 5А352ПФ2 Центры, поводок
050 Фрезеровать шесть шлицев в размер 20js до 067.8 То же То же
055 Зачистить заусенцы Механизированн ый верстак
060 Шлифовать шейки 08Og6, 09Oh7,01O5f7; торец Д Круглошлифоваль ный ЗМ153ДФ2 Центры, поводок
065 Шлифовать шейки 085кб и 09Oh7 То же То же
070 Промыть деталь Моечная машина
075 Технический контроль
080 Нанесение антикоррозионного покрытия
420
Маршрут обработки планки
Рис. ШЛО. Планка (заготовка — прокат из конструкционной стали)
Таблица Ш. 10
Маршрут обработки планки
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Отрезать заготовку от полосы Абразивноотрезной автомат 8В262 Тиски
010 Повесить бирку с номером детали на тару
015 Фрезеровать две широкие поверхности в размер Д+0,3 под шлифование и две поверхности в размер В окончательно Вертикальнофрезерный 6Т12 Гидротиски, наладка двухпозиционная
020 Фрезеровать два торца в размер Б окончательно Горизонтально -фрезерный 6Т82Г Приспособление универ-сальноналадоч ное с гидравлическим зажимом
421
Окончание таблицы П1.10
Операция Содержание или наименование операции Станок, оборудование Оснастка
025 Зачистить заусенцы после фрезерования Машина для снятия заусенцев
030 Шлифовать две широкие поверхности в размер Д окончательно Плоскошлифовальный ЗП722ДВ Магнитная плита
035 Зачистить заусенцы и притупить острые кромки Машина для снятия заусенцев
040 Фрезеровать два платика в размер ТЗХ окончательно. Сверлить, расточить и развернуть одно отверстие Я/ Н окончательно. Фрезеровать паз ИЗП окончательно сверлить и зенкеровать одно отверстие Л/ М окончательно Расточно-сверлильнофрезерный с ЧПУ и инструментальным магазином 2254ВМФ4 Наладка УСПО двухпозиционная
045 Сверлить одно отверстие Э Вертикальносверлильный 2Н125-1 Кондуктор
050 Зачистить заусенцы Вибрационная машина ВМПВ-100
055 Промыть деталь Моечная машина
060 Технический контроль
065 Химическое оксидирование
070 Нанесение антикоррозионного покрытия
422
Маршрут обработки фланца
Рис. П1.11. Фланец (заготовка —- отливка из серого чугуна)
Таблица Ш. 11
Маршрут обработки фланца
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Обработка и очистка отливки
015 Малярная
020 Подрезать торец 62Js7/ 54 и 96/ 62Js7 окончательно, точить поверхность 62Js7 под шлифование, проточить канавку В=3 и фаски Токарный патронный полуавтомат КТ141 Трёхкулачковый пневматический патрон
025 Подрезать торец 96 и точить поверхность 96 (технологически) Токарный патронный полуавтомат КТ141 Трёхкулачковый патрон
423
Окончание таблицы П1.11
Операция Содержание или наименование операции Станок, оборудование Оснастка
030 Сверлить, зенкеровать четыре отверстия 9/ 14 фрезеровать две лыски в размер 86 Многоцелевой сверлильнофрезерный 21105Н7Ф4 Наладка УСПО
035 Опилить острые кромки Верстак механизированный
040 Шлифовать поверхность 62Js7 с подшлифовкой торца 96Js7 окончательно Универсальношлифовальный ЗУ131ВМ Трёхкулачковый патрон
045 Промыть деталь Моечная машина
050 Технический контроль
055 Нанесение антикоррозионного покрытия
Маршрут обработки зубчатого колеса со шлицевым отверстием
Рис. П1.12. Зубчатое колесо со шлицевым отверстием (заготовка — прокат из малолегированной стали)
424
Таблица П1.12
Маршрут обработки зубчатого колеса со шлицевым отверстием
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Отрезать заготовку Абразивноотрезной 8В262
010 Кузнечная
015 Термическая обработка
020 Подрезать торцы 115hll/ 62 и 62/ 32Н7 предварительно. Обточить наружную поверхность 62 предварительно. Обработать отверстие 32Н7 до 30 Обточить и расточить фаски. Токарный с ЧПУ КТ141 Трёхкулачковый патрон
025 Подрезать торец 115Ы1/ 32Н7 предварительно. Обточить наружную поверхность 15Ы1 Предварительно. Обточить й расточить фаски, выточку 42 Токарный с ЧПУ КТ141 Трёхкулачковый патрон
030 Протянуть восьмишлицевое отверстие d-8332H7 338H1236F10 под шлифование Протяжной 7512 Жёсткая Опора
035 Подрезать торец 115Ы1/ 62 окончательно, торцы 62/ 32Н7 и 115Ы1/ 32Н7 под шлифование. Обточить наружную поверхность 62 окончательно и поверхность 115Ы1 под шлифование. Проточить паз В=10Н11 под шлифование. Обточить фаски. Токарный с ЧПУ КТ141 Специальная оправка
425
Окончание таблицы П1.12
Операция Содержание или наименование операции Станок, оборудование Оснастка
040 Технический контроль
045 Фрезеровать 44 зуба (т=2,5) под шлифование (по две детали) Зубофрезерный 53А30В Приспособление
Операция Содержание или наименование операции Станок, оборудование Оснастка
050 Закруглить 44 зуба (ш—2,5) окончательно Зубозакругловоч-ный полуавтомат 5Е580 Приспособление
055 Зачистить заусенцы на торцах зубьев Одношпиндельный полуавтомат для снятия фасок 5Б525 Трёхкулачковый патрон
060 Калибровать восьмишлицевое отверстие Пресс ЛС6-НА Подставка
065 Термическая обработка __
070 Шлифовать наружную поверхность 115Й11 и торец 115Ы1/ 32Н7 окончательно Круглошлифовальный ЗТ161Д Грибковая оправка
075 Шлифовать отверстие 32Н7 торец 62/ 32Н7 окончательно Внутре шлифовальный ЗА227АФ2 Приспособление
080 Шлифовать паз В=10Н1 окончательно Круглошлифовальный ЗУ131ВМ Оправка
085 Шлифовать 44 зуба (т==2,5) окончательно Зубошлифовальный 5В833 Оправка
090 Промывать деталь Моечная машина
095 Технический контроль
100 Нанесение антикоррозионного покрытия
426
Маршрут обработка рычага
Рис. П1.13. Рычаг (заготовка — листовой прокат из малолегированной стали)
Таблица П1.13
Маршрут обработки рычага
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Обрубка и очистка отливки *
015 Фрезеровать литники Вертикальнофрезерный консольный 6Т13 Тиски
020 Навесить бирку с номером
427
Окончание таблицы П1,13
Операция Содержание или наименование операции Станок, оборудование Оснастка
025 Фрезеровать нижнюю плоскость с припуском под шлифование Вертикальнофрезерный консольный 6Т13 Приспособление
030 Фрезеровать нижнюю плоскость окончательно Плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем повышенной точности
035 В передней позиции: фрезеровать поверхности бобышек в размер 85 и 39 окончательно, расточить отверстия 50Н7, 35Н7 и фаски окончательно; зенковать выточку 42,5 окончательно. Во второй позиции: обработать два отверстия 32/ 17/М16иодно отверстие 12 окончательно, фрезеровать паз В=3 окончательно. Многоцелевой (сверлильнофрезернорасточный) вертикальный высокой точности 2256ВМФ4 Наладка УСПО
040 Обработать отверстие 10Н7 окончательно Радиальносверлильный 2К52-1 Кондуктор
045 Зачистить заусенцы Машина для снятия заусенцев
050 Моечная Моечная машина
055 Технический контроль
428
Маршрут обработки рычага
Рис. П1.14. Рычаг (заготовка — отливка из конструкционной стали)
Таблица П1.14
Маршрут обработки рычага
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Обрубка и очистка отливки
015 Фрезеровать литники Вертикальнофрезерный консольный 6Т13 Тиски
020 Навесить бирку с номером
429
Окончание таблицы Ш. 14
Операция Содержание или наименование операции Станок, оборудование Оснастка
025 Фрезеровать нижнюю плоскость с припуском под шлифование Вертикально-фрезерный консольный 6Т13 Приспособление
030 Фрезеровать нижнюю плоскость окончательно Плоскошлифовал ьный с прямоугольным столом и горизонтальным шпинделем повышенной точности
035 В передней позиции: фрезеровать поверхности бобышек в размер 85 и 39 окончательно, расточить отверстия 50Н7, 35Н7 и фаски окончательно; зенковать выточку 42,5 окончательно. Во второй позиции: обработать два отверстия 32/ 17/М16 и одно отверстие 12 окончательно, фрезеровать паз В=3 окончательно. Многоцелевой (сверлильнофрезернорасточный) вертикальный высокой точности 2256ВМФ4 Наладка УСПО
040 Обработать отверстие 10Н7 окончательно Радиально-сверлильный 2К52-1 Кондуктор
045 Зачистить заусенцы . Машина для снятия заусенцев
050 Моечная Моечная машина
055 Технический контроль
430
Маршрут обработки кронштейна
Рис. П1.15. Кронштейн (заготовка — отливка из серого чугуна)
Таблица П1.15
Маршрут обработки кронштейна
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Обрубка и очистка отливки
015 Малярная
020 Навесить бирку с номером детали на тару
025 В первой позиции: фрезеровать прилегания в размеры 100 и 28 окончательно. Сверлить четыре отверстия 11. Сверлить и развернуть два отверстия 8 до 8Н7 технологически. Во второй позиции: Расточносверлильнофрезерный с ЧПУ и инструментальны м магазином 2254ВМФ4 Наладка УСПО трёхпозиционная
431
Окончание таблицы П1.15
Операция Содержание или наименование операции Станок, оборудование Оснастка
Фрезеровать ус-туп в размере 40 и 73 (R40+33) окончательно. Зенковать два отверстия 11 до 20 окончательно. В третьей позиции: расточить отверстие 55Н7, выточку 70 с пропиловкой торца 55Н7/ 70 окончательно.
030 Зенковать фаску 13458 в отверстии 55Н7 Вертикальносверлильный 2Н135-1 Подставка
035 Протянуть паз Ь=8Н9 окончательно Горизонтальнопротяжной 7512 Приспособле ние
040 Притупить острые кромки Машина для снятия заусенцев
045 Промыть деталь Моечная машина
050 Технический контроль
055 Нанесение антикоррозионного покрытия
Маршрут обработки корпуса
Рис. П1.16. Корпус (заготовка — отливка из серого чугуна)
432
Маршрут обработки корпуса
Таблица П1.16
Опера ция Содержание или наименование операции Станок, оборудование Оснастка
005 Литьё
010 Обрубка и очистка отливки
020 Фрезеровать плоскость основания окончательно. Сверлить четыре отверстия 13 окончательно. Фрезеровать плоскость бобышки 20 окончательно, сверлить и нарезать резьбу М1031-7Н в одном отверстии окончательно. Фрезеровать торец 102, выдерживая размер 230 окончательно. Расточить выточки 0Н7; 90Н13 и фаску 13458 окончательно. Фрезеровать канавку Ъ=2,2б0,5 окончательно. Повернуть стол на 1808. Расточить выточки 80Н7; 90Н13 и фаску 13458 окончательно. Фрезеровать канавку Ь==2,260,5 окончательно. Многоцелевой с ЧПУ и инструментальны м магазином ИР500МФ4 Наладка УСПО
020 Притупить острые кромки Верстак
025 Технический контроль
030 Нанесение антикоррозионного покрытия
433
Маршрут обработки оси
Рис. П1.17. Ось (заготовка — прокат из конструкционной стали)
Таблица П1.17
Маршрут обработки оси
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Рубить пруток 36, выдерживая размер 3000 Пресс К9534
010 Править пруток Пресс И5529
015 Заправить концы прутка фаски под угол 208 Токарный ХС-151
434
Маршрут обработки шлицевого вала
А-А
ГОСТ 1139-80
Рис. П1.18. Вал шлицевой (заготовка — прокат из конструкционной стали)
Таблица П1.18
Маршрут обработки шлицевого вала
Операция Содержание или наименование операции Станок, оборудование Оснастка
005 Править пруток 323 6000 Пресс КБ9534 Ролики, втулочный штамп
010 Отрезать заготовку Фрезерноотрезной -
015 Фрезеровать торцы в размер 226-0,5 и центрировать с двух сторон одновременно Фрезерноцентровальный 2Г942 Приспособле -ние при станке
020 Сверлить отверстия 8,4, 6,7+0,17 под резьбу M8-6g, зенкеровать фаски, нарезать резьбу M8-6g Радиальносверлильный 2А554 Патрон
435
Окончание таблицы П1.18
Операция Содержание или наименование операции Станок, оборудование Оснастка
025 Точить шейки 28dl 1 до 28,4dll, 20р6 до 20,4dll, фаски, проточить канавки В=3 окончательно Токарный 16К20ФЗ Вращающийся центр, поводковый патрон
030 Точить шейки 20р6 до 20,4dll, фаски, прото-чить канавки В=3. Точить две канавки В=1,3+0,3 Токарный 16К20ФЗ То же
035 Фрезеровать шесть шлицев в размер 6,3d 11 до 23,3dll Шлицефрезерный горизонтальный полуавтомат 5А352ПФЗ Удлиненный центр, поводковый центр
040 Зачистить заусенцы Механизированы ый верстак
045 Термическая Установка ТВЧ Индуктор
050 Шлифовать центровые фаски Центрошлифовальный МВ119 Приспособление при станке
055 Шлифовать шейки 20р6 28dl 1 с подшлифовкой торца В окончательно Круглошлифовальный ЗМ153ДФ2 Удлинённый центр, поводок
060 Шлифовать шейку 20р6 с подшлифовкой торца Е окончательно Круглошлифовальный ЗМ153ДФ2 То же
Опера ция Содержание или наименование операции Станок, оборудование Оснастка
065 Шлифовать шесть шлицев в размер 6328dl 13341737 Шлицешлифовальный полуавтомат ЗВ451ВФ20 Поводковый центр
070 Промыть деталь Моечная машина
075 Технический контроль Нанесение антикоррозионного покрытия
436
ПРИЛОЖЕНИЕ 2
Типовые технологические маршруты изготовления валов для различных типов производства
Таблица П2.1
Классификация ступенчатых валов диаметром
30...80 мм, длиной 150... 1000 мм
Тип Группа
Наи-ме-но-ва-ние Обозначение Наи-ме-но-ва-ние Эскиз Обозначение валов длиной, мм
о о о 500... 10000
Вал без централь ного отверстия Вал без шлицев и зубчатых колес —— 1-1-1 1-11-1
Вал со шлицем в 1-1-2 1-11-2
Вал-шестерня без шлицев озмООШ» (ОСИП 1-1-3 1-11-3
Вал-шестерня цилиндрический сс шлицами 0ы1 1-1-4 1-11-4
437
Окончание таблицы П2.1
Тип Группа
Наи-ме-но-ва-ние Обозначение Наи-ме-но-ва-ние Эскиз Обозначение валов длиной, мм
J о о 500... 10000
Вал-шестерня ко нический со шлицами —— 1-1-5 1-11-5
Вал без шлицев 1 зубчатых колес 2-1-1 2-11-1
Вал со шлицами —— 2-1-2 2-11-2
Вал с центральным отверстием 2 Вал-шес-герня со шлицами 1 — |^|i ^|ц| ”|Т" 2-1-3 -
£ — 1 ”
в —Д_1
Вал-рейка |Й - 2-11-3
L. 1* / 1 —
438
Таблица П2.2
Типовые технологические маршруты изготовления ступенчатых валов длиной 150...500 мм в крупносерийном производстве
Наименование и обозначе] те валов
Операции. Рекомендуемые станки Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка 1 Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Фрезерование торцев и зацентровка. Фрезерно-центорвальные станки МР71, МР78 X X X X X X X X X X X X X X X
Черновая токарная обработка. Токарные станки типов 1712П, 1722, 16К20ФЗ X X X X X
440
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Термическая обработка — улучшение X X X X X
Чистовая токарная обработка. Токарные станки 1712П, 1722, 16К20ФЗ X X X X X
Токарная обработка. Токарные станки 1712ПД722, 16К20ФЗ X X X X X X X X X X
Продолжение таблицы П22
Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Операции. Рекомендуемые станки Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение 01 Закалка, цементация и закалка Улучшение
Накатывание рифлений. Накатной станок 5964 X X X
Предварительное шлифование. Круглошлифовальные станки ЗМ151, 2М151Ф2 X X X X X X X
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Фрезерование шпоночных пазов. Шпоночнофрезерный станок ДФ-96 для прямоугольных пазов и станок 1294 для сегментных пазов X X X X X X X X X
Фрезерование шлицев. Шлицефрезерный станок 5350А X X X
Продолжение таблицы П2.2
Наименование и обозначение валов
- Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Операции. Рекомендуемые станки Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Фрезерование цилиндрических зубьев. Зубофрезерный станок 5313 X X X X X X
Предварительное долбление зубьев. Зубодолбежные станки на базе станков 5В12, 514 X X X
I
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цемен- ! тация и закалка Улучшение । ОТ Закалка, цементация и закалка Улучшение । Без ТО Закалка, цементация и закалка Улучшение । 1 Без ТО Закалка, цементация и закалка Улучшение
Долбление зубьев бод шевингование. Зубодолбежные станки на базе станков 5В12,514, 5140 X X X
Нарезание конических зубьев. Зубофрезерные станки 5230, 5320 и на базе станка 520 X X X
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение । Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО | Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Снятие фасок на торцах зубьев X X X
Обкатывание зубьев X X X
Закругление зубьев. Зубозакругляющие станки 5580, 5Н580 X X X X X X
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение । Без ТО 1 i Закалка, цементация и закалка Улучшение
Фрезерование резьбы. Резьбофрезерные станки КТ-45 и КТ-43 X X X X X X X X X X X X
Цементация X X X X X X
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Шевингование зубьев. Шевенговальный станок 5702В X X X X X X
Калибровка резьбы X X X X
Термическая обработка закалка X X X X X
£ Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Исправление центров. Центрошлифовальный станок МВ149, 3922Р X X X X X
Обкатка зубьев. Контрольно-обкатный станок X X X X X X
Фрезерование шлицев. Шлицефрезерный станок 5350А X X X X X X X
Продолжение таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов .
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементацияизакалка . Улучшение Без ТО Закалка, цементация и закалка Улучшение
Шлифование шлицев. Шлицешлифовальный станок ЗБ451П X X X
Калибравка резьбы и зачистка заусенциев X X X X X X X X
Окончание таблицы П2.2
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и зубчатых колес, 1-1-1 Вал со шлицами, 1-1-2 Валы-шестерни без шлицев, 1-1-3 Валы-шестерни цилиндрические со шлицами, 1-1-4 Валы-шестерни конические со шлицами, 1-1-5
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение । Без ТО i Закалка, цементация и закалка । Улучшение । Без ТО 1 Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Промывка X X X X X X X X X X X X X X
Окончательный контроль X X X X X X X X X X X X X X
Таблица П2.3
Типовые технологические маршруты изготовления ступенчатых валов в серийном производстве
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО — — - 1 Закалка, цементация и закалка Улучшение Без ТО i Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Фрезерование торцов и зацентровка. Фрезерноцентровальные станки МР37, МР71, МР78 X X X X X X X X X X X X
Черновая токарная обработка. Токарные станки 16К20, 1712П, 16К20ФЗ X X X X
452
Продолжение таблицы П2.3
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Термическая обработка — улучшение X X X X
Чистовая токарная обработка. Токарные станки 1712П, 16К20, 16К20ФЗ X X X X
Продолжение таблицы П2.3
Наименование и обозначение валов
Операции. Рекомендуемые станки Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО ! Закалка, цементация и закалка 1 Улучшение | i Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Токарная обработка. Токарные станки 16К20, 1712П, 16К20ФЗ X X X X X X X X
Предварительное шлифование. Круглошлифовальные станки ЗМ151, ЗА152, ЗМ151Ф2 X X X
Продолжение таблицы П2.3
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Фрезерование шпоночных пазов. Консольно -фрезерные станки 6М81, 6М11 X X X X X X X X X X X X
Фрезерование шлицев. Шлицефрезерный станок 53ЭДА X X
Продолжение таблицы П2.3
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка । Улучшение
Фрезерование зубьев. Зубофрезерный станок 5350 X X X X X X
Закругление зубьев. Зубозакругляющий станок 5580 X X X X X X
Шевингование зубьев. Шевинговальные станки 5М714, 5702 X X X X X
Ui
Продолжение таблицы П2.3
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО Закалка, цемен- I тация и закалка i Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Нарезание резьбы, токарновинторезные станки 1А616, 16К20 X X X X X X
Термическая обработка, закалка X X X X
Продолжение таблицы П2.3
Операции. Рекомендуемые станки Наименование и обозначение валов
Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Окончательное шлифование поверхности. Круглошлифовальные станки ЗМ151, 3M153A X X X X X X X X X X X X
Фрезерование шлицев. Шлицефрезерный станок 5350А X X X X
Продолжение таблицы П2.3
СЮ
Наименование и обозначение валов
Операции. Рекомендуемые станки Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
си со 3 Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Шлифование шлицев. Шлицешлифовальный станок ЗБ451П, 3451 X X
Шлифование зубьев. Зубошлифовальный станок 5831 X X
Окончание таблицы П2.3
Наименование и обозначение валов
Операции. Рекомендуемые станки Вал без шлицев и шестерен 1-1-1 Вал со шлицами 1-1-2 Валы-шестерни без шлицев 1-1-3 Валы-шестерни цилиндрические со шлицами 1-1-4
1 Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение Без ТО Закалка, цементация и закалка Улучшение
Калибровка резьбы зачистка заусенциев X X
Промывка X X X X X X X X X X X X
Окончательный контроль X X X X X X X X X X X X
ПРИЛОЖЕНИЕ 3
Точность заготовок
Таблица П3.1
Классы точности размеров отливок для различных способов литья (ГОСТ 26645...85)
Литье Наибольший габаритный размер, мм Металлы и сплавы
Цветные с температурой плавления ниже 700~С Цветные с температурой плавления выше 700~С, серый чугун Ковкий, высокопрочный, легированный чугун, сталь
Под давлением в металлические формы До 100 св.100 ЗТ...5 3...6 3...6 4...7Т 4...7Т 5Т...7
В керамические формы и по выплавляемым и выжигаемым моделям До 100 св.100 3...6 4...7 4...7Т 5Т...7 5Т...7 5...8
В кокиль, под низким давлением в металлические формы, в песчаные формы, отверждаемые в контакте с оснасткой До 100 100...630 св.630 4...9 5Т...10 5...11Т 5Т...10 5...11Т 6...11 5...11Т 6...11 7Т...12
Центробежное, в песчаные формы, отверждаемые вне контакта с оснасткой, в сварные и сухие песчано-глинистые формы До 630 630...400 0 св.4000 6...И 7...12 8...13Т 7Т...12 8...13Т 9Т...13 7...13Т 9Т...13 9...14
Примечание: Меньшие значения классов точности и масс отливок относятся к простым отливкам и условиям массового автоматизированного производства; большие значения - к сложным отливкам и условиям мелкосерийного и единичного производств; средние значения — к отливкам средней сложности и условиям механизированного серийного производства.
460
Таблица П3.2
Допуски линейных размеров отливок, мм, не более (ГОСТ 26645-85)
Интервалы номинальных размеров, мм Класс точности размеров отливок
1 2 зт 3 4 5Т 5 6 7Т 7 8
До 6 0.06 0.08 0.10 0.12 0.16 0.20 0.24 0.32 0.40 0.50 0.64
4...6 0.07 0.09 0.11 0.14 0.18 0.22 0.28 0.36 0.44 0.56 0.70
6...10 ( 0.08 0.10 0.12 0.16 0.20 0.24 0.32 0.40 0.50 0.64 0.80
10...16 0.09 0.11 0.14 0.18 0.22 0.28 0.36 0.44 0.56 0.70 0.90
16...25 0.10 0.12 0.16 0.20 0.24 0.32 0.40 0.50 0.64 0.80 1.00
25...40 0.11 0.14 0.18 0.22 0.28 0.36 0.44 0.56 0.70 0.90 1.10
40...63 0.12 0.16 0.20 0.24 0.32 0.40 0.50 0.64 0.80 1.00 1.20
63...100 0.14 0.18 0.22 0.28 0.36 0.44 0.56 0.70 0.90 1.10 1 1.40
100...160 0.16 0.20 0.24 0.32 0.40 0.50 0.64 0.80 1.00 1.20 1.60
160...250 - - 0.28 0.36 0.44 0.56 0.70 0.90 1.10 1.40 1.80
250...400 - - 0.32 0.40 0.50 0.64 0.80 1.00 1.20 1.60 2.00
400...630 0.56 0.70 0.90 1.10 1.40’ 1.80 2.20
630...1000 0.80 1.00 1.20 1.60 2.00 2.40
1000...1600 1.40 1.80 2.20 2.80
1600...2500 2.00 2.40 3.20
2500...4000 * - - - - - - - - 3.20 3.60
461
Таблица ПЗ.З
Допуски линейных размеров отливок, мм, не более (ГОСТ 26645-85)
Интервалы номинальных размеров, мм Класс точности размеров отливок
9Т 9 10 11Т 11 12 13Т 13 14 15 16
До 6 0.80 1.00 1.20 1.60 2.00 - - - - - •
4 — 6 0.90 1.10 1.40 1.80 2.20 2.80 - - - -
6...10 1.00 1.20 1.60 2.00 2.40 3.20 4.00 5.00 - - *
10...16 1.10 1.40 1.80 2.20 2.80 3.60 4.40 5.60 7.00 - -
16...25 1.20 1.60 2.00 2.40 3.20 4.00 5.00 6.40 8.00 10.0 12.0
25...40 1.40 1.80 2.20 2.80 3.60 4.40 5.60 7.00 9.00 11.0 14.0
40-63 1.60 2.00 2.40 3.20 4.00 5.00 6.40 8.00 10.0 12.0 16.0
63-100 1.80 2.20 2.80 3.60 4.40 5.60 7.00 9.00 11.0 14.0 18.0
100...160 2.00 2.40 3.20 4.00 5.00 6.40 8.00 10.0 12.0 16.0 20.0
160...250 2.20 2.80 3.60 4.40 5.60 7.00 9.00 11.0 14.0 18.0 22.0
250...400 2.40 3.20 4.00 5.00 6.40 8.00 10.0 12.0 16.0 20.0 24.0
400...630 2.80 3.60 4.40 5.60 7.00 9.00 11.0 14.0 18.0 22.0 28.0
630-1000 3.20 4.00 5.00 6.40 8.00 10.0 12.0 16.0 20.0 24.0 32.0
1000...1600 3.60 4.40 5.60 7.00 9.00 11.0 14.0 18.0 22.0 28.0 36.0
Примечания:
1. Табличные допуски не учитывают смещение и коробление отливок.
2. Допуски угловых размеров в пересчете на линейные не должны превышать табличных значений.
3. Допуски размеров элементов отливки, образованных двумя полуформами, перпендикулярными к плоскости разъема, следует устанавливать соответствующими классу точности размеров отливки. Допуски размеров элементов, образованных одной частью формы или одним стержнем, устанавливают на 1...2 класса точнее. Допуски размеров элементов, образованных тремя частями формы и более, несколькими стержнями или подвижными элементами формы, а также толщины стенок, ребер и фланцев устанавливают на 1...2 класса грубее.
4. Предпочтительно следующее расположение полей допусков: несимметричные односторонние “в тело” - для размеров элементов (кроме толщин стенок), расположенных в одной части формы и не подвергаемых механической обработке (для охватывающих - “в плюс”, для охватываемых — “в минус”); симметричные - для размеров остальных элементов.
462
Таблица П3.4
Точность координат и углового положения осей отверстий в отливках
Литье Расстояние до отверстия или между отверстиями Отклонение от перпендикулярности к базе (мкм на 1 мм длины отверстия)
Диаметр отверстия
До 50 50.-.120 120...260 260...500 До ю о СП ь о in О СП Св. 50
В песчано-глинистые формы ±1,0 ±1,5 ±2,0 ±2,5 20-10 15- 5,0 10- 3,0
В металлические формы ±0,3 ±0,5 ±0,75 ±1,0
Под давлением в оболочковые формы, по выплавляемым моделям ±0,15 ±0,2 ±0,25 ±0,35 4-2 3-1,5 2-1 1,5-0,7
Таблица П3.5
Коробление отливок (мкм на 1 мм длины поверхности)
Литье Диаметр или толщина заготовки, мм
18...50 50... 120 120...180
В песчано-глинистые формы 4,0 3,0 2,5
В металлические формы 2,0 1,0 0,7
463
Таблица П3.6
Отклонение от перпендикулярности торцов относительно оси и боковых поверхностей относительно основания отливок, мм
Литье в формы Диаметр или толщина детали, мм
до 20 20-50 50-100 100-200 300-500
Песчано-глинястые 1,25 1,75 2,00 2,50 4,50
Металлические 0,75 1,00 1,25 1,75 3,00
Таблица П3.7
Точность координат осей отверстий в поковках и штампованных заготовках
Вид обработки Расстояние до отверстия или между отверстиями
До 50 50... 120 120...260 260...500
Ковка ±1,5 ±2,0 ±2,5 ±3,0
Штамповка: обычной точности ±0,5 ±0,7 ±1,0 ±1,5
повышенной точности ±0,3 ±0,5 ±0,75 ±1,0
Таблица П3.8
Коробление штампованных заготовок (мкм на 1 мм длины отверстия)
Горячая объемная штамповка Диаметр или толщина заготовки, мм
18...30 30...50 50...80 80... 120 120..180
Без правки 2,4 2,0 1,6 1,2 0,8
После правки 0,4 .0,3 0,2 0,2 0,15
Таблица П3.9
Отклонение от перпендикулярности торцов относительно оси отверстий и боковых поверхностей относительно основания поковок и штампованных заготовок (мкм на 1 мм длины поверхности)
Вид обработки Диаметр или толщина заготовки, мм
До 20 20...50 50...100 100...200 200...500
Ковка Горячая объемная 2,0 2.0...3.0 3,0...6,0 5,0...7,0 7,0-10,0
штамповка 0,3...1,0 0,8...1,5 1,0...2,0 2,5...5,0 5,0...8,0
464
ПРИЛОЖЕНИЕ 4
Средняя экономическая точность обработки для различных операций
Таблица П4.1
Средняя экономическая точность соосности и цилиндричности поверхностей, обработанных на операции сверления, мкм
Метод обработки Отклонение от Номинальные размеры, мм
До 10 10... 50 50... 160 160...300
Сверление спиральны ми сверлами Соосности с базой 25...60 40... 120 80...250 160...400
Цилиндричности 12...25 16...4O 20...50 -
Сверление ружейными сверлами Соосности с базой 2,5...6 4...16 10...25 20...50
Цилиндричности 2...5 4...10 8...16 12...20
Зенкеро-вание Соосности с базой 4...10 8...16 10...25 16...40
Цилиндричности к» U 6...12 8...20 -
Развертывание Соосности с базой Исходная погрешность +(46)
Цилиндричности 1,5...2 2,5...8 5...10 8...16
465
Таблица П4.2
Средняя экономическая точность координат и углового положения осей отверстий, полученных на операции сверления, мм
Координация инструмента на сверлильных и радиальносверлильных станках Расстояние от базы или между отверстиями Отклонение от перпендикулярности или параллеьности к базе (мкм на 1 мм длины базы)
о in о 50...120 120...260 260...500 Диаметр отверстия
До Ю 10...30 30...50 Св.50
По разметке in Г' о 00 г о 1 о in —-4 СП 04 оо o' • in **
По кондуктору со сменными втулками нормальной точности о л ^1 о о> о ш (М о in 04 1© оо О 1Л in р
По кондуктору с вращающиемися втулками повышенной точности in СП о о 3 о" <п о о 8 о О' in р об с? 0,6...0,4 0,5...0,3
Сверление ружейными сверлами «л СП г 3 Г Ш г £ Г ; 0,8...0,5 0,6...0,3 04 О" О' o' со о"
Примечание. Приведенные в таблице погрешности координат оси действительны для отверстий диаметром 18...30 мм. При обработке Других отверстий значение необходимо умножить на коэффициент К. Для диапазонов диаметров: от 10 до 18 мм А=0,8; от 30 до 50 мм AM ,2; св.50 мм AM,6.
466
Таблица П4.3
Средняя экономическая точность на операциях растачивания при отклонениях формы и углового положения технологической базы, не превышающих 10% отклонений линейных размеров
Оборудование и метод обработки Способ обеспечения точности Рабочий ход Шероховат ость, мкм Точность размеров
диамет раль-ных, квали-тет продольных, мм
Rz Ra До80 80...260 260...500
Растачивание ступенчатых отверстий на горизонтально-расточных станках По лимбу 1 80 20 11 0,15 0,2 0,25
2 10 2,5 8...9 0,1 0?15 0,2
По программе (на станке с ЧПУ) 1 80 20 11 0,1 0,12 0,15
2 10 2,5 8...9 0,05 0,08 0,1
Между поверхностями, обработанными резцами в одной борштанге 1 20 5 8...9 0,05 0,06 0,08
2 5 1,25 6...7 0,05 0,06 0,08
Между поверхностями, обработанными на разных позициях 1 20 5 8...9 0,1 0,12 0,15
2 5 1,25 6...7 0,07 0,1 0,12
Таблица П4.4
Средняя экономическая точность формы и углового положения поверхностей, обработанных на операциях алмазного растачивания относительно предварительно обработанных технологических баз, мкм
Отклонение от Номинальные размеры, мм
До ю 10...50 50... 160 160...300 300...500 Св. 500
Плоскостности 0.4...1,0 0,8...2 1,2...4,0 2,5...8,0 6...10 -
467
Окончание таблицы П4.4
Отклонение от Номинальные размеры, мм
До Ю 10...50 50...160 160...300 300...500 Св. 500
Перпендикулярности 0,6...1,6 1,2...4 2,5... 6,0 4...8 6...10 8...10
Цилиндричности 0,5...1,2 1 ...2,8 2...5 4...10 6...16 10...20
Соосности 2,5...6,0 3...8 5...10 6...12 8...16 10...20
Таблица П4.5
Средняя экономическая точность координат осей отверстий, полученных на операциях растачивания, мм
Оборудование и методы обработки Метод координации инструмента Расстояние oi отве г базы или между эстиями
До 50 50...120 120...260 260...50 0
Растачивание на горизонтально -расточных станках По разметке ~0,4 —0,6 -0,7 —0,8
По шкале нониуса —0,15 -0,2 —о,з -0,4
По штихмасу —0,05 —0,07 -од —0,12
По концевым мерам —о,оз ~0,04 —0,05 —0,06
Растачивание на алмазнорасточных станках По шкале нониуса —0,02 ~0,02 —о,оз —0,04
Растачивание на координатнорасточных станках По шкале нониуса ~0,02 —о,оз —0,04 ~0,05
По оптическим приборам —0,005 —0,01 -0,015 —0,02
Примечание к табл. П.4.5. Приведенные в таблице точности координат осей действительны для отверстий диаметром 18...30 мм. При обработке других отверстий значение необходимо умножить на коэффициент К. Для диапазонов диаметров: от 10 до 18 мм Х=0,8; от 30 до 50 мм AM,2; св.50 мм ХМ,6.
468
Таблица П4.6
Средняя экономическая точность на операциях фрезерования при отклонениях формы и углового положения технологической базы, не превышающих 10% отклонений линейных размеров
Оборудование и метод обработки Способ обеспечения точности Рабочий ход Шерохова-тость, мкм Точность размеров, мм
До 80 80...260 260...500 Св.500
Rz Ra
Цилиндрическими фрезами на горизонтальных и универсальнофрезерных станках По установам и упорам 1 80 20 0,2 0,25 0,3 0,4
2 10 2,5 0,12 0,17 0,2 0,25
3 5 1,25 0,06 0,08 0,12 0,15
Торцовыми фрезами на вертикальных и универсальнофрезерных станках По установам и упорам 1 80 20 0,2 0,25 0,3 0,4
2 10 2,5 0,12 0,17 0,2 0,25
3 5 1,25 0,04 0,06 0,1 0,12
Двусторонние фрезерные станки От базы по установам 1 80 20 0,2 0,25 0,3 0,4
2 10 2,5 0,12 0,17 0,2 0,25
Между фрезами 1 80 20 0,1 0,15 0,17 0,2
2 10 2,5 0,08 0,1 0,12 0,15
469
Таблица П4.7
Средняя экономическая точность формы и углового положения поверхностей, обработанных на фрезерных операциях относительно предварительно обработанных технологических баз, мкм
Оборудо ванне Рабочий ход Отклонение от Номинальные размеры, мм
До ю 10...50 50... 160 160... 300 300... 500 Св. 500
Вертикальные, горизонтальные, продольно-фрезерные станки 1 Плоскостности 6...16 10...20 16...40 28...80 50... 120 100... 600
Перпендикулярности 25...60 40... 120 108... 250 200... 360 250... 450 400... 950
2 Плоскостности 1...4 2,5...10 6...16 10...20 16...30 20... 100
Перпендикулярности 4...10 6...30 20...60 40...80 60... 120 100... 400
Таблица П4.8
Средняя экономическая точность операций строгания при отклонениях формы и углового положения технологической базы, не превышающих 10% отклонений линейных размеров
Оборудование Способ обеспечения точности Рабочий ход Шерохова тость, мкм Точность размеров, мм
Rz Ra о оо 80...260 260...500 Св. 500
Долбежные станки По лимбу 1 80 20 0,4 0т45 0,5 0,6
2 20 5 0,2 0,25 0,3 0,4
Поперечно-строгальные станки По лимбу и установам 1 80 20 0,4 0,45 0,5 0,6
2 20 2,5 0,12 0,17 0,2 0,25
Продольнострогальные станки По лимбу и установам 1 80 20 0,2 0,25 0,3 0,4
2 10 2,5 0,12 0,17 0,2 0,25
470
ПРИЛОЖЕНИЕ 5
Припуски на обработку для различных операций
Таблица П5.1
Припуски на тонкое растачивание, мм
Окончатель ный диаметр обработки Припуск на диаметр при растачивании
алюминия баббита бронзы и чугуна стали
свыше ДО предварительном окончательном предварительном окончательном предвари -тельном окончательном предварительном окончательном
- 30 0.2 0.1 0.3 0.1 0.2 0.1 0.2 0.1
30 50 0.3 0.1 0.4 0.1 0.3 0.1 0.2 0.1
50 80 0.4 0.1 0.5 0.1 0.3 0.1 0.2 0.1
80 120 0.4 0.1 0.5 0.1 0.3 0.1 0.3 0.1
120 180 0.5 0.1 0.6 0.1 0.4 0.1 0.3 0.1
Таблица П5.2
Операционные припуски на обтачивание, мм
Интервалы диаметров Черновое обтачивание термически необработанных и обработанных материалов Чистовое обтачивание
термически необработанных материалов термически обработанных материалов
длина
ДО 200 св. 200 до 400 ДО 200 св. 200 до 400 до 200 св. 200 до 400
припуск £ на диа] иетр
От 3 до 6 - - 0.5 - 0.8 —
Свыше 6 доЮ 1.5 1.7 0.8 1.0 1.0 1.3
10...18 1.5 1.7 1.0 1.3 1.3 1.5
18...30 2.0 2.2 1.3 1.3 1.3 1.5
471
Окончание таблицы П5.2
Интервалы диаметров Черновое обтачивание термически необработанных и обработанных материалов Чистовое обтачивание
термически необработанных материалов термически обработанных материалов
длина
ДО 200 св.200 до 400 до 200 св.200 до 400 до 200 св.200 до 400
припуск 4 г на диа1 метр
30...50 2.0 2.2 1.4 1.5 1.5 1.9
50...80 2.3 2.5 1.5 1.8 1.8 2.0
80...120 2.5 2.8 1.5 1.8 1.8 2.0
120...180 2.5 2.8 1.8 2.0 2.0 2.3
180...260 2.8 3.0 2.0 2.3 2.3 2.5
260...360 3.0 3.3 2.0 2.3 2.3 2.5
Таблица П5.3
Операционные припуски на наружное шлифование, мм
Интервалы диаметров Вариант I Вариант И Варна нт III
Окончательное шлифование термически обработан-ных деталей Шлифование после термообработ ки Черновое шли-фование до термообработки шли-фование после термообработки
черн овое чисто вое
Припуск а на диаметр
От 3 до 6 0.2 0.15 0.05 - -
Свыше 6до10 0.3 0.2 0.1 0.2 0.3
10...18 0.3 0.2 • 0.1 0.2 0.3
18...30 0.3 0.2 0.1 0.3 0.4
30...50 0.4 0.3 0.1 0.3 0.4
50...80 0.5 0.3 0.2 0.3 0.5
80...120 0.5 0.3 0.2 0.3 0.5
120...180 0.8 0.5 0.3 0.5 0.8
180...260 0.8 0.5 0.3 0.5 0.8
260...360 0.8 0.5 0.3 0.5 0.8
Примечание к табл. П.5.2. При обтачивании заготовок с уступами припуск назначается в зависимости от общей длины детали и наибольшего диаметра.
472
Таблица П5.4
Операционные припуски на зенкерование, растачивание и развертывание отверстий, мм
Интервалы диаметров После сверления После зенкеро-вания или растачивания Чистовое развер тывани е после чернового
Зенкерование Растачивание Чистовое растачивание Развертывание Развертывание Черновое развертывание
От 3 до 6 - - - 0.15 - 0.15 0.05
Свыше бдоЮ - - - 0.2 0.2 0.2 0.1
10...18 0.8 0.8 0.5 0.3 0.2 0.2 0.1
18...30 1.2 1.2 0.8 0.3 0.3 0.2 0.1
30...50 1.5 1.5 1.0 — — - -
50...80 - 2.U 1.0 - *• - -
80...120 - 2.0 1.3 - - - -
120...180 - 2.0 1.5 - - - -
Рис. Р5.1. Схемы для определения операционных припусков при зенкеровании, растачивании и развертывании
473
Таблица П5.5
Операционные припуски на внутреннее шлифование, мм
Интервалы диаметров Вариант I Вариант II Вариант III
Окончатель ное шлифо вание термически обработан ных и необработанных деталей Шлифование после термообработки Черновое шлифование до термообработки Чистовое шлифование после термообработки
черновое чистовое
Припуск на диаметр
От 6 до 10 0.2 - - - -
Свыше 10до18 0.3 0.2 0.1 0.2 0.3
18...30 0.3 0.2 0.1 0.2 0.3
30...50 0.3 0.2 0.1 0.3 0.4
50... 80 0.4 0.3 0.1 0.3 0.4
80... 120 0.5 0.3 0.2 0.3 0.5
120...180 0.5 0.3 0.2 0.5 0.5
Таблица П5.6
Операционные припуски на фрезерование плоскостей, мм
Толщина h Черновое фрезерование после грубого Чистовое фрезерование после чернового
Ширина b до 200мм Ширина b св. 200 до 400мм Ширина Ъ до 200мм Ширина b св. 200 до 400 мм
Припуск на толщину при длине
До 100 Св.100 до 260 Св.260 до400 До 100 Св.100 до 260 Св.260 до400 До 100 Св.100 до 260 Св.260 до400 До 100 Св.100 до 260 Св.260 до400
Трипуск на диаметр
Свыше 6 до 30 о гч СЧ о * о О о о
474
Окончание таблицы П5.6
Тол-щина h Черновое фрезерование после грубого Чистовое фрезерование после чернового
Ширина b до 200мм Ширина b св. 200 до 400мм Ширина b до 200мм Ширина b св. 200 до 400 мм
Припуск на толщину при длине
До 100 Св. 100 до 260 Св.260 до400 До 100 Св. 100 до 260 Св.260 до400 До 100 Св. 100 до 260 Св.260 до400 До 100 Св. 100 до 260 Св.260 до400
Припуск на диаметр
30...50 о ‘Q « О гч о о ♦ ГЧ о гч гч
50...- on о гч' с*. о гч мп гч о со мп ГП мп МП
Рис. Р5.2. Схемы для определения операционных припусков при фрезеровании
475
Таблица П5.7
Операционные припуски и на шлифование плоскостей (по РТМ-588), мм
1-й вариант 2-й варивнт
Окончательное шлифование термически обработанных и Шлифование после термообработки
Черновое Чистовое
неоораоотан ных деталей
Толщина h Ширина до 200 Ширина св. 200 до 400 Ширина до 200 Ширина св. 200 до 400 Ширина до 200 Ширина св. 200 до 400
Припуск а на толщину h при длине /
До 100 Св. 100 до 250 Св.250 до 400 До 100 Св. 100 до 250 Св. 250 до 400 До 100 Св. 100 до 250 Св.250 до 400 До 100 Св. 100 до 250 Св.250 до 400 До 100 Св. 100 до 250 Св.250 до 400 До 100 Св. 100 до 250 £? -U bJ Р VI о о J3 о
6...30 о । о t о । о ьэ । р 1 р t f
30... 50 о см о и» О t*i о L*i о L*» о о Lu о СМ о см о СМ о м о ю о Ь-> о ьэ о ьи
50...- о 1 О La । О СМ । о см । 1 о bJ 1 о bJ 1 1
Рис. Р5.3. Схемы для определения операционных припусков при шлифовании
Таблица П 5.8
Припуски на обработку зубьев, мм
Модуль Припуск а на толщину зуба
под чистовое нарезание после чернового под шлифование под шевингование
наименьший наибольший наименьший наибольший наименьший наи-боль ший
До 2 - - 0.2 0.3 0.03 0.05
Свыше 2доЗ 0.4 0.5 0.25 0.35 0.05 0.08
3...5 0.5 0.6 0.3 0.4 0.08 0.12
5...7 0.6 0.7 0.3 0.4 0.10 0.20
7...10 0.7 0.8 0.4 0.4 0.15 0.25
ПРИЛОЖЕНИЕ 6
Таблицы для расчета составляющих штучного времени
Таблица П6.1
Коэффициенты и показатели степени для определения поправочных коэффициентов на вспомогательное время в зависимости от характеристик серийности работ
Токарные, сверлильные и фрезерные станки (ксер ~ аТ~х)
Номер позиции Характер выполняемой работы а X
1 Обработка деталей мелких размеров — мелкие станки 3,19 0,219
2 Обработка деталей повторяющихся конструкций и средних размеров — средние станки 4,17 0,216
3 Обработка корпусных и оригинальных деталей — крупные станки 5,45 0,212
Примечание: Продолжительность работы станка по обработке партии деталей Тп рассчитывают в сменах с учётом трудоемкости операции и числа деталей, в партии или как среднее значение, в зависимости от числа операций, выполняемых рабочим или группой рабочих при обработке однородных деталей в течение месяца.
478
Таблица П6.2
Коэффициенты и показатели степени для определения вспомогательного времени на установку и снятие деталей массой до 3 кг в самоцентрирующем патроне или оправке.
Токарные и сверлильные станки (tycm = gQx)
Номер позиции Способ установки детали а X
1 В самоцентрирующем патроне с креплением ключом без выверки (визуально) 0,248 0,236
2 В самоцентрирующем патроне с креплением ключом с выверкой по индикатору 0,658 0,200
3 В самоцентрирующем патроне с креплением пневмо-зажимом без выверки 0,120 0,200
4 В самоцентрирующем патроне с креплением пневмо-зажимом с выверкой по индикатору 0,380 0,200
5 В самоцентрирующем патроне с центром задней бабки при подводе пиноли пневматическим устройством или отводной рукояткой 0,317 0,117
6 На конической оправке с креплением гайкой и быстросъемной шайбой 0,247 0,260
7 На конической оправке с креплением гайкой и простой шайбой 0,392 0,290
8 На конической разжимной оправке с креплением пневматическим зажимом 0,183 0,300
9 На конической разжимной оправке с креплением гайкой 0,200 0,270
Примечания:
1. При переустановке детали время по таблице принять с коэффициентом, равным 0,8.
2. При установке деталей из легких сплавов время по таблице принять с коэффициентом, равным 1,1.
479
Таблица П6.3
Коэффициенты и показатели степени для определения вспомогательного времени на установку и снятие деталей в центрах или на центровой оправке. Токарные станки {tycm = aQx)
Номер позиции Способ установки детали Масса детали Q ,кг а X
1 В центрах с надеванием хомутика ДоЗ 0,233 0,215
4-20 0,180 0,400
Св.20 1,000 0,195
2 В центрах без надевания хомутика ДоЗ 0,134 0.164
4-20 0,100 0.420
Св.20 0,830 0.200
3 В центрах с самозажимным поводковым патроном ДоЗ 0,200 0.096
4-20 0,147 0.330
4 В центрах с самозажимным хомутиком ДоЗ 0,220 0.119
4-20 0,178 0.290
5 В центровой оправке с креплением гайкой и быстросъемной шайбой ДоЗ 0.370 0.177
4-20 0.270 0.400
Св.20 1.600 0.120
6 В центровой оправке с креплением гайкой и простой шайбой ДоЗ 0.500 0.166
4-20 0.400 0.348
Св.20 1.970 0.090
7 На центровой разжимной оправке ДоЗ 0.390 0.139
4-20 0.285 0.400
8 Установить и снять деталь с опракой (при работе с двумя оправками) ДоЗ 0.134 0.164
4-20 0.100 0.420
Св.20 0.830 0.200
Примечание. При установке деталей из легких сплавов время по таблице принять с коэффициентом, равным 1,1.
480
Таблица П6.4
Коэффициенты и показатели степени для определения вспомогательного времени на установку и снятие деталей на столе или угольнике.
Сверлильные и фрезерные станки (tycm = aQxN + 0.4(и^ - 2))
Номер позиции Способ установки детали Масса детали Q , кг а X У
1 На столе по упорам с креплением болтами и планками, без выверки ДоЗ 0.600 0.095 0.80
4-20 0.527 0.236 0.86
Св.20 1.380 0.195 0.65
2 На столе по упорам с креплением болтами и планками, выверка простая ДоЗ 1.000 0.147 0.91
4-20 0.880 0.286 0.88
Св.20 2.260 0.184 0.73
3 На столе по упорам с креплением болтами и планками, выверка сложная ДоЗ 1.510 0.156 0.98
4-20 1.340 0.244 0.94
Св.20 2.270 0.256 0.82
4 На столе по упорам с креплением болтами и планками, на опоре, без выверки ДоЗ 0.740 0.183 0
4-20 0.610 0.321
Св.20 1.620 0.200
5 На угольнике или сбоку стола с креплением болтами и планками, на весу, без выверки, по фиксатору или направляющей ДоЗ 0.680 0.180 0
4-20 0.610 0.250
Св.20 0.954 0.270
6 На угольнике или сбоку стола с креплением болтами и планками, с выверкой по контуру необработанной поверхности ДоЗ 0.850 0.228 0
4-20 0.764 0.335
Св.20 2.030 0.176
Примечания: 1. Время в таблице дано на крепление детали с обработанной установочной поверхностью двумя болтами. 2. При числе болтов ng £ 2 проставлять значение ng. При установке деталей из легких сплавов время по таблице принять с коэффициентом, равным 1,1.
481
Таблица П6.5
Коэффициенты и показатели степени для определения вспомогательного времени на установку и снятие деталей в тисках.
Сверлильные и фрезерные (tycm ~aQx)
Номер позиции Способ установки детали Масса детали Q , кг а X
1 В тисках с винтовым зажимом без выверки До 20 0,235 0,210
2 То же с выверкой »20 2,004 0,170
3 » с дополнительным креплением двумя прижимными планками с выверкой »20 2,284 0,170
4 То же с дополнительным креплением тремя прижимными планками с выверкой »20 2,589 0,164
5 В тисках с пневматическим зажимом »3 0,152 0,102
6 В тисках с пневматическим зажимом 4-20 0,101 0,437
Примечание. Время на установку и снятие дано при длине детали до 800 мм. При переустановке деталей время по таблице принять с коэффициентом, равным 0,8. 3. При установке деталей из легких сплавов время по таблице принять с коэффициентом, равным 1,1.
482
Таблица П6.6
Коэффициенты для определения вспомогательного времени на управление станком. Токарные, сверлильные и фрезерные станки
(^в.оп — я + х0, у0, Zq + сК + dlf^i + сс7д)
где Хо, Yo, Zo — нулевые координаты, мм
Програм-моностель Тип станка а b с d а
Перфолента Фрезеные 0.61 0.00250 0.05 0.022 0
Токарные и сверлильные 0.36 0.00125 0.04 0.022
Магнит-ная лента Фрезерные 0.61 0.00250 0.05 0 Cq =0.04
а2 =0.01
Токарные и сверлильные 0.36 0.00125 0.04 =0.04
а2 =0.01
Таблица П6.7
Коэффициенты и показатели для определения вспомогательного времени на контрольные измерения.
Токарные, сверлильные и фрезерные станки (tKOHmp
Номер позиции Измерительный инструмент (код) Точность измерения к Z и Примечание
1 Штангенциркуль (при Вюмдо200 мм) 0,02 мм 0,0187 0,21 0,330 -
2 Микрометр простой 0,01 мм 0,0400 0,2 0,240 -
3 Микрометр рычажный 0,002 мм 0,2650 0 0,050 <200 мм
0,0400 0 0,408 >200 мм
Примечание к табл. П6.6. а = 0,04 при скорости воспроизведения программы 12 м/мин; а2 = 0 01 при скорости воспроизведения программы 3 м/мин.
483
ПРИЛОЖЕНИЕ 7
Технологические маршруты изготовления зубчатых колес 6-й и 7-й степени точности
Таблица П7.1
Технологический маршрут изготовления зубчатого колеса со ступицей (тип I и II, 7-я степень точности, диаметр 80 — 200 мм, модуль 2,5—5 мм, материал заготовки — сталь 18ХГТ)
№ операции Операция Базирование Оборудование
1 Изготовление заготовки (штамповка) —
2 Термическая обработка (нормализация и отпуск) — —
3 Токарная предварительная получисто-вая и чистовая обработка с одной стороны по наружному диаметру, торцам и отверстию 4 5 13 > 44 «о Револьверный станок с ЧПУ или патронный полуавтомат с ЧПУ
4 Токарная обрботка с другой стороны отверстия под протяжку, размер с точностью по 7-му квалитету, торцы и наружный диаметр с припуском под чистовую, обработку J в >6 я То же
13
5 Протягивание шлицевого отверстия комбинированной протяжкой По торцу и отверстию Вертикальнопротяжной станок
6 Зачистка заусенцев на торце шлицевого отверстия — Станок для зачистки заусенцев
484
Продолжение таблицы П7.1
№ операции Операция Базирование Оборудование
7 Чистовая токарная обработка базового торца (см. эскиз) А и наружной поверхности венца; обработка второго торца Б; биение торца не более 0,02-0,03 мм Установка на оправку по отверстию с базированием по малому диаметру шлицев Токарный станок с ЧПУ
8 Нарезание зубьев (черновое) По базовому торцу и отверстию (на оправке) Зубофрезерный станок
9 Нарезание зубьев (чистовое) То же Зубофрезерный станок
10 Зубозакругление Шлицевое отверстие по малому диаметру шлицев Зубозакругляющий станок
11 Шевингование зубьев на оправке Шлицевое отверстие по малому диаметру (одна оправка для операций 11 и 12) Шевинговальный станок
12 Шлифование по наружному диаметру и торцу, противоположному базе на той же оправке, что и операции 11, не снимая заготовки с оправки (станки устанавливают рядом) То же Круглотор-це-шлифоваль-ный станок
13 Мойка Моечная машина
14 Контроль — —
15 Термическая обработка — цементация, закалка, отпуск —~ —
485
Окончание таблицы П7.1
№ операции Операция Базирование Оборудование
16 Шлифование отверстия по малому диаметру шлицев (точность по 7-му квалитету) и базового торца А По мет} ца, на о исп< шев на с наружно )у зубча! профили дной оп эльзуемо ингован! перация в муд х>го [рова равк й пр ИИ 3] х 11 >6 иа-вен-шие е, 1И ^бьев и 12 Внутришли-фовальный станок с двумя кругами
Б— В- zk — л
17 Шлифование торца ступицы По торцу заготовки Плоско-шлифовальный
18 Шлифование зубьев однократное на оправке При малом короблении зубьев после термической обработки зубошлифо-вание может быть заменено зубохо-нингованием На оправке по малому диаметру шлицев По малому диаметру шлицев на круглой гладкой оправке Зубошлифовальные станки Зубохонинговальные станки
486
Таблица П7.2
Технологический маршрут изготовления плоского зубчатого колеса без ступицы (тип III и IV, 6-я степень точности, диаметр 80...220 мм, модуль 2,5...5,0 мм, посадка на валу по малому диаметру шлицев)
№ п/п Операция Базирование Оборудование
1 Изготовление штамповки — —
2 Предварительная (черновая) токарная обработка с одной стороны и растачивание отверстия Вертикальный патронный токарный полуавтомат
/у ' У
С ' /
5 2,3
3 Предварительная (черновая) токарная обработка с другой стороны и повторное растачивание отверстия То же
«к
1 ** l4 7.1
4 Термическая обработка (нормализация и отпуск) —
5 Шлифование боковых сторон с двух сторон последовательно (с переворачиванием заготовки) По торцам Вертикальный плоскошлифовальный станок
6 Чистовое растачивание отверстия с точностью по 7-му квалитету (установка с поджимом к торцу с помощью скошенных кулачков) 5 4 F 1,3^" 4 Алмазнорасточной или револьверный станок
487
Продолжение таблицы П7.2
№ п/п Операция Базирование Оборудование
7 Протягивание шлицев (шлицевая протяжка не комбинированная, а только обрабатывающая боковые стороны и большой диаметр шлицев) По торцу и точно расточенному отверстию заготовки зубчатого колеса на операции 6 Вертикальнопротяжной станок
8 Зачистка фасок на торцах шлицев —* —
9 Чистовое обтачивание по венцам (обработка набора заготовок на круглой оправке с базированием по малому диаметру шлицев) Об Токарный станок с ЧПУ
4 ъ
ч * X
1 —
10 Зубонарезание под следующее шлифование зуба, производимое после термической обработки на операциях 18 и 19 На круглой оправке по торцу и малому диаметру шлицев Зубофрезерный станок
1
11 Зубозакругление или снятие фасок По малому диаметру шлицев и торцу Зубозакругляющий станок
12 Слесарная (зачистка) — —
13 Моечная — Моечная машина
14 Контрольная — —
15 Термическая обработка (цементация, закалка, отпуск) - - —
488
Окончание таблицы П7.2
№ п/п Операция Базирование Оборудование
16 Окончательное шлифование про-тивобазового торца и поверхности венца на центровой оправке; биение торца не более 0.015мм По мет зов 2> 1,3> бс РУ ом )Л1 ц У 6 лиому диа-шицев и бо-торцу ,5 Торцекруглошлифовальный станок с косым кругом
17 Окончательное шлифование базового торца и отверстия с точностью по 6-му квалитету (по малому диаметру шлицев). Биение торца не более 0.01мм С 1.3? г £ Внутришлифо-вальный станок с двумя кругами
18 Предварительное шлифование зубьев червячным шлифовальным кругом на центровой оправке с посадкой по малому диаметру шлицев На оправке по малому диаметру шлицев Зубошлифо-вальный станок с червячным шлифовальным кругом
19 Окончательное шлифование зубьев на станках высокого класса точности На центровой круглой оправке (по малому диаметру шлицев) То же
20 Моечная Моечная машина
21 Контроль, клеймение, проверка уровня шума Контрольный инструмент, специальный станок
489
Таблица П7.3
Технологический маршрут изготовления вала-шестерни 7-й степени точности
№ операции Операция База
1 Фрезерование и центрование заготовки с двух сторон Поверхности наружных ступеней заготовок и одного торца ступени
2 Обтачивание заготовки с одной стороны (черновое) Поверхности центровых отверстий и фрезерованного торца заготовки
3 Обтачивание заготовки с другой стороны (черновое) Поверхности центровых отверстий и другого фрезерованного торца заготовки
4...4а Обтачивание обеих сторон (чистовое) То же, что на операциях 2 и 3
5 Фрезерование шпоночной канавки Поверхности шеек и торца одной ступени
6 Зубофрезерование крайнего венца Поверхности центровых отверстий
7 Зубофрезерование среднего большого венца Поверхности центровых отверстий
8 Зубодолбление малого венца То же
9 Закругление зубьев крайнего венца То же
10 Закругление зубьев среднего большого венца То же
11 Шевингование крайнего венца То же
12 Шевингование среднего венца То же
13 Шевингование венца с другой стороны вала То же
490
Окончание таблицы П7.3
№ операции Операция База
14 Моечная и термическая То же
15 Шлифование ступеней с одной стороны То же
16 Шлифование ступеней с другой стороны То же
17—20 Притирка венцов по одному в каждой операции То же
21 Промывочная и контрольная -
Примечание:
Из сравнения маршрутов обработки зубчатых колес можно видеть следующие общие технологические решения при их изготовлении.
1. Технологический процесс зависит не только от технических условий, степени точности, но и от конструктивных особенностей колес и серийности выпуска.
2. Перед нарезанием зубьев с базированием на торец всегда надо обеспечить малое (в зависимости от степени точности) биение торца по отношению к оси отверстия, что достигается разными путями в разных маршрутах.
3. Для уменьшения деформирования зубьев необходимо вводить стабилизирующий отпуск.
4. Для заготовок зубчатых колес, зубья которых не шлифуют после термической обработки (7-я степень точности), следует до термической обработки обеспечить более высокую степень точности (на одну степень точнее) с помощью шевингования, имея в виду, что заготовка зубчатого колеса коробится при термической обработке и уменьшается точность при цементации и закалке.
5. При изготовлении колес со шлифованными зубьями перед зубошли-фованием необходимо выправить шлифованием базовые поверхности (торец и отверстие для плоских колес или центровые отверстия для колес-валов).
6. Для изготовления колес 5...6-й степени точности подбирают оборудование высокого или особо высокого класса точности.
491
СПИСОК ЛИТЕРАТУРЫ
1. Соколовский А.П. Основы технологии машиностроения. Л. Маш-гиз, 1938. Т. 1. 680 с.
2. Соколовский А.П. Научные основы технологии машиностроения. М., Машгиз, 1955. 517 с.
3. Митрофанов С.П. Групповая технология машиностроительного производства. Л.: Машиностроение, 1983. Т. 1. 404 с.; Т. 2. 376 с.
4. Базров Б.М. Модульная технология изготовления деталей. М.: ВНИТЭМР. Сер. Технология металлообрабатывающего производства. Вып. 5. 1986. 51 с.
5. Маталин А.А. Технология машиностроения Л.: Машиностроение, 1985. 512 с.
6. Справочник технолога машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд. перераб. и доп. М.: Машиностроение, 1986. 656 с.
7. Справочник технолога машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд. перераб. и доп. М.: Машиностроение, 1986. 496 с.
8. В.Л. Акимов, Э.Л. Жуков, Б.Я. Розовский, В.А. Скраган. Технологические расчеты при проектировании процессов механической обработки заготовок: Учеб, пособие / СПбГТУ. СПб.: Изд-во СПбГТУ, 1980. 80 с.
9. Технология машиностроения: Метод, указания к практическим занятиям / Сост. ЭЛ. Жуков, В.П. Пересыпкинский. СПб. СПбГТУ. 1995. 71 с.
10. Технологические процессы в машиностроении: Учебное пособие / Н.П. Солнышкин, А.Б. Чижевский, С.И. Дмитриев; Под общ. ред. Н.П. Солнышкина. СПб.: изд-во СПбГТУ, 1998. 277 с.
11. Технологичность конструкций изделий: Справочник/ Под ред. Ю.Д. Адамирова. М.: Изд-во стандартов, 1987. 256 с.
12. Балабанов А.И. Технологичность конструкций машин. М.: Машиностроение, 1987. 336 с.
13. Худобин Л.В., Гречников В.А. и др. Руководство к дипломному проектированию по технологии машиностроения, металлорежущим станкам и инструментам. М.: Машиностроение, 1986. 288 с.
14. Технологический классификатор деталей в машиностроении и приборостроении. М.: Изд-во стандартов, 1987. 256 с.
15. Васильев В.Н. Организация, управление и экономика гибкого интегрированного производства в машиностроении. М.: Машиностроение, 1986. 312 с.
16. Комиссаров В.И., Леонтьев В.Н. Точность, производительность и надежность в системе проектирования технологических процессов. М.: Машиностроение, 1985. 220 с.
492
17. Худобин Л.В., Гурьянихин В.Ф., Берзин В.Р. Курсовое проектирование по технологии машиностроения: Учеб, пособие. М.: Машиностроение, 1989. 288 с.
18. Чарнко Д.В. Основы выбора технологического процесса механической обработки. М.: Машгиз, 1963. 320 с.
19. Дерябин А.Л., Эстерзон М.А. Технология изготовления деталей на станках с ЧПУ и в ГПС. М.: Машиностроение, 1989. 288 с.
20. Операционная технология обработки деталей общего машиностроительного применения на токарных станках с ЧПУ; Метод, рекомендации/ ВНИИ информации и технико-экономических исследований по машиностроению и робототехнике. М., 1985. 87 с.
21. Новиков В.Ю., Схиртладзе А.Г. Технология станкостроения: Учеб, пособие. М.: Машиностроение, 1990. 256 с.
22. Технология производства гусеничных и колесных машин. Учеб, пособие для студентов машиностроительных специальностей / Н.М. Капустин, К.М. Сухоруков, Р.К. Мещеряков и др.; Под общ. ред. Н.М. Капустина. М.: Машиностроение, 1989. 386 с.
23. Горанский Г.К., Бендерева Э.И. Технологическое проектирование в комплексных автоматизированных системах подготовки производства. М.: Машиностроение 1981. 456 с.
24. Цветков В.Д. Системно-структурное моделирование и автоматизация проектирования технологических процессов. Минск: Наука и техника, 1979. 264 с.
25. Основы технологии машиностроения / Под ред. В.С. Корсакова. М.: Машиностроение, 1977. 416 с.
26. Автоматизация проектирования процессов механической обработки. Учебное пособие / В.Г. Старостин, В.Е. Лелюхин. Владивосток.: из-во ДВГУ, 1984. 124 с.
27. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. Л.: Машиностроение, Ленингр. отд-ние, 1987. 846 с.
28. Проектирование технологических процессов для универсальных станков и ГПС. Учебное пособие / Э.Л. Жуков, Б.Я. Розовский, А.Б. Чижевский и др. Л.: изд. ЛГТУ, 1990. 80 с.
29. Проектирование технологических процессов обработки металлов резанием: Учеб, пособие / Э.Л. Жуков, В.В. Дегтярев, Б.Я. Розовский и др. СПб, СПбГТУ.,1995. 60 с.
30. Мосталыгин Г.П., Толмачевский Н.Н. Технология машиностроения. М.: Машиностроение, 1990: Учебник для вузов по инженерноэкономическим специальностям. 288 с.
31. Технология машиностроения (специальная часть). / А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. М.: Машиностроение, 1986. 480 с.
493
32. Системы автоматизированного проектирования технологических процессов, приспособлений и инструментов / С.Н. Корчак, А.А. Кошин, А.Г. Ракович и др.; Под общ. ред. С.Н. Корчака: Учебник для вузов. М.: Машиностроение, 1988. 352 с.
33. Балакшин Б.С. Теория и практика технологии машиностроения. В 2-х кн. М.: Машиностроение, 1982.
34. Основы проектирования технологических процессов и приспособлений. Методы обработки поверхностей. В.П. Фираго. М., “Машиностроение”, 1973, 468 с.
35. Егоров Н.Е., Дементьев В.Н., Тишин С.Д., Дмитриев В.Л. Технология машиностроения. Из-во Высшая школа, Москва, 1965: Учебник для студентов машиностроительных вузов и факультетов, 590 с.
36. Обработка металлов резанием. Справочник технолога. Изд. 3-е, под ред. Г.А. Монахова. М., “Машиностроение”, 1974, 598 с.
37. Проектирование технологии автоматизированного машиностроения: Учеб, для машиностроит. спец, вузов / И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.; Под ред. Ю.М. Соломенцева. 2-е изд., испр. М.: Высш, шк., 1999. 416 с.
38. Колесов И.М. Основы технологии машиностроения: Учеб для машиностроит. спец, вузов. - 2-е изд., испр. - М.: Высш, шк., 1999. - 591 с.
39. Технология машиностроения: в 2 т. Т. 1. Основы технологии машиностроения: Учебник для вузов / В.М. Бурцев, А.С. Васильев, А.М. Дальский и др.; Под ред. А.М. Дальского. М.: Изд-во МГТУ им-. Н.Э. Баумана, 1999. 564 с.
40. Технология машиностроения: в 2 т. Т. 2. Производство машин: Учебник для вузов / В.М. Бурцев, А.С. Васильев, О.М. Деев и др.; Под ред. Г.Н. Мельникова. М.: Изд-во МГТУ им. Н.Э. Баумана, 1999. 640 с.
41. Технология машиностроения. Часть 1: Учеб, пособие / ЭЛ. Жуков, И.И. Козарь, Б.Я. Розовский и др. Под ред. С Л. Мурашкина. СПб.: Изд-во СПбГТУ, 1999. 190 с.
42. Технология машиностроения. Ч. III. Правила оформления технологической документации: Учеб, пособие / Э.Л. Жуков, И.И. Козарь, Б.Я. Розовский и др. Под ред. С.Л. Мурашкина. СПб.: Изд-во СПбГТУ, 1999. 59 с.
494
ОГЛАВЛЕНИЕ
Введение.....................................................3
1. Проектирование технологических процессов механической обработки.............................................. 5
1.1. Типизация технологических процессов ..................6
1.2. Групповой метод обработки.............................8
1.2.1. Группирование деталей ............................8
1.2.2. Комплексная деталь...............................12
1.3. Модульная технология.................................13
1.4. Последовательность и правила проектирования технологических процессов изготовления деталей ....................19
1.4.1. Анализ исходных данных для разработки технологического процесса........................................20
1.4.1.1. Анализ технологичности изделий ............. 24
1.4.2. Определение типа производства....................52
1.4.3. Определение класса детали и выбор в качестве аналога действующего типового или группового технологического процесса................................................56
1.4.4. Выбор исходной заготовки и методов ее изготовления .... 66
1.4.5. Выбор технологических баз .......................71
1.4.6. План обработки отдельных поверхностей ...........85
1.4.7. Проектирование технологического маршрута обработки заготовки ..............................................94
1.4.7.1. Примеры проектирования маршрута изготовления корпусных деталей ....................................99
1.4.8. Проектирование технологических операций и переходов ................................................ 139
1.4.9. Нормирование технологических операций .......... 150
2. Типовые технологические процессы изготовления деталей различных классов......................................... 171
2.1. Технология изготовления валов...................... 171
2.1.1. Характеристика валов .......................... 171
2.1.2. Материалы и заготовки валов.................... 175
2.1.3. Основные схемы базирования .................... 178
2.1.4. Методы обработки наружных цилиндрических поверхностей ............................................... 180
2.1.4.1. Методы предварительной обработки наружных цилиндрических поверхностей......................... 181
2.1.4.2. Методы чистовой обработки наружных цилиндрических поверхностей ............................ 192
495
2.1.4.3. Методы повышения качества поверхностного слоя деталей...............................................197
2.1.5. Обработка на валах элементов типовых сопряжений.205
2.1.5.1. Обработка на валах шпоночных пазов...........205
2.1.5.2. Обработка на валах шлицев ...................209
2.1.5.3. Обработка на валах резьбовых поверхностей...215
2.1.6. Типовые маршруты изготовления валов..............226
2.1.6.1. Примеры типовых маршрутов изготовления ступенчатых шлицевых валов .................................229
2.2. Технология изготовления втулок.......................240
2.2.1. Характеристика втулок ...........................240
2.2.2. Материалы и заготовки для втулок ................241
2.2.3. Основные схемы базирования ......................241
2.2.4. Методы обработки внутренних цилиндрических поверхностей .................................................243
2.2.4.1. Обработка отверстий лезвийным инструментом ..243
2.2.4.2. Обработка отверстий абразивным инструментом.255
2.2.5. Типовые маршруты изготовления втулок.............260
2.2.5.1. Примеры типовых маршрутов изготовления втулок ...............................................265
2.3. Технология изготовления корпусных деталей ...........274
2.3.1. Характеристика корпусных деталей .............. 274
2.3.2. Материалы и заготовки корпусных деталей .........276
2.3.3. Основные схемы базирования ......................277
2.3.4. Методы обработки плоских поверхностей ...........281
2.3.4.1. Обработка плоских поверхностей лезвийным инструментом ..............................................281
2.3.4.2. Обработка плоских поверхностей абразивным инструментом .........................................286
2.3.5. Типовые маршруты изготовления корпусных деталей ... 288
2.3.5.1. Пример типового маршрута изготовления кронштейна........................................... 292
2.4. Технология изготовления зубчатых колес ..............297
2.4.1. Характеристика зубчатых колес....................297
2.4.2. Материалы и заготовки зубчатых колес.............302
2.4.3. Основные схемы базирования ......................303
2.4.4. Основные методы формообразования зубьев зубчатых колес .........................................304
2.4.4.1. Нарезание зубчатых колес методом копировали .304
2.4.4.2. Нарезание зубчатых колес методом обкатки.....305
2.4.4.3. Накатывание зубчатых колес ..................308
2.4.4.4. Обработка торцовых поверхностей зубьев зубчатых колес .......................................309
496
2.4.4.5. Методы отделочной обработки зубьев зубчатых колес 309
2.4.5. Типовые маршруты изготовления зубчатых колес....312
2.4.5.1. Пример типового маршрута изготовления зубчатого колеса ........................................
2.5. Технология изготовления рычагов ...................326
2.5.1. Характеристика рычагов.........................326
2.5.2. Материалы и заготовки для рычагов..............327
2.5.3. Основные схемы базирования ....................329
2.5.4. Типовые маршруты изготовления рычагов .........329
2.5.4.1. Пример типовых маршрутов изготовления рычагов............................................ 331
3. Особенности проектирования технологических процессов для станков с ЧПУ..........................................334
4. Особенности проектирования технологических процессов
обработки заготовок на автоматизированных участках и автоматических линиях ................................. 355
4.1. Типовые технологические процессы изготовления деталей машин.................................................. 360
4.1.1. Изготовление ступицы переднего колеса трактора..360
4.1.2. Изготовление маховиков двигателей..............372
5. Автоматизация технологической подготовки производства ..394
Приложения .............................................405
Список литературы ......................................492
Оглавление .....................................;.......495
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109
г. Долгопрудный, пл. Собина, 1 Email: dat.ak@mail.ru
Site: gosdat.ru
497
Жуков Эдуард Леонидович Козаръ Иван Иванович Розовский Борис Яковлевич Дегтярев Виктор Викторович Соловейчик Александр Михайлович
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Часть II Проектирование технологических процессов
Учебное пособие Под редакцией CJL Мурашкина
Компьютерная верстка Е.А. Типцовой
Директор Издательства СПбГТУ А.В, Иванов
Лицензия ЛР № 020593 от 07.08.97
Подписано в печать 03.08.2000 Формат 60 х 84/16.
Печать офсетная. Усл. печ. л. Тираж 330. Заказ 390.
Санкт-Петербургский государственный технический университет. Издательство СПбГТУ, член Издательско-полиграфической ассоциации вузов Санкт-Петербурга.
Адрес университета и издательства: 195251, Санкт-Петербург, Политехническая 29.
Министерство образования Российской Федерации
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Технология машиностроения
Часть II
Учебное пособие
Санкт-Петерб;рг Издательство СПбГТУ 2000