/


















































































































































































Автор: Московкин Л.Н. Сорокина Н.Н.
Теги: электротехника радиоаппаратура (радиоэлектронная аппаратура) радиотехника слесарное дело
Год: 1987




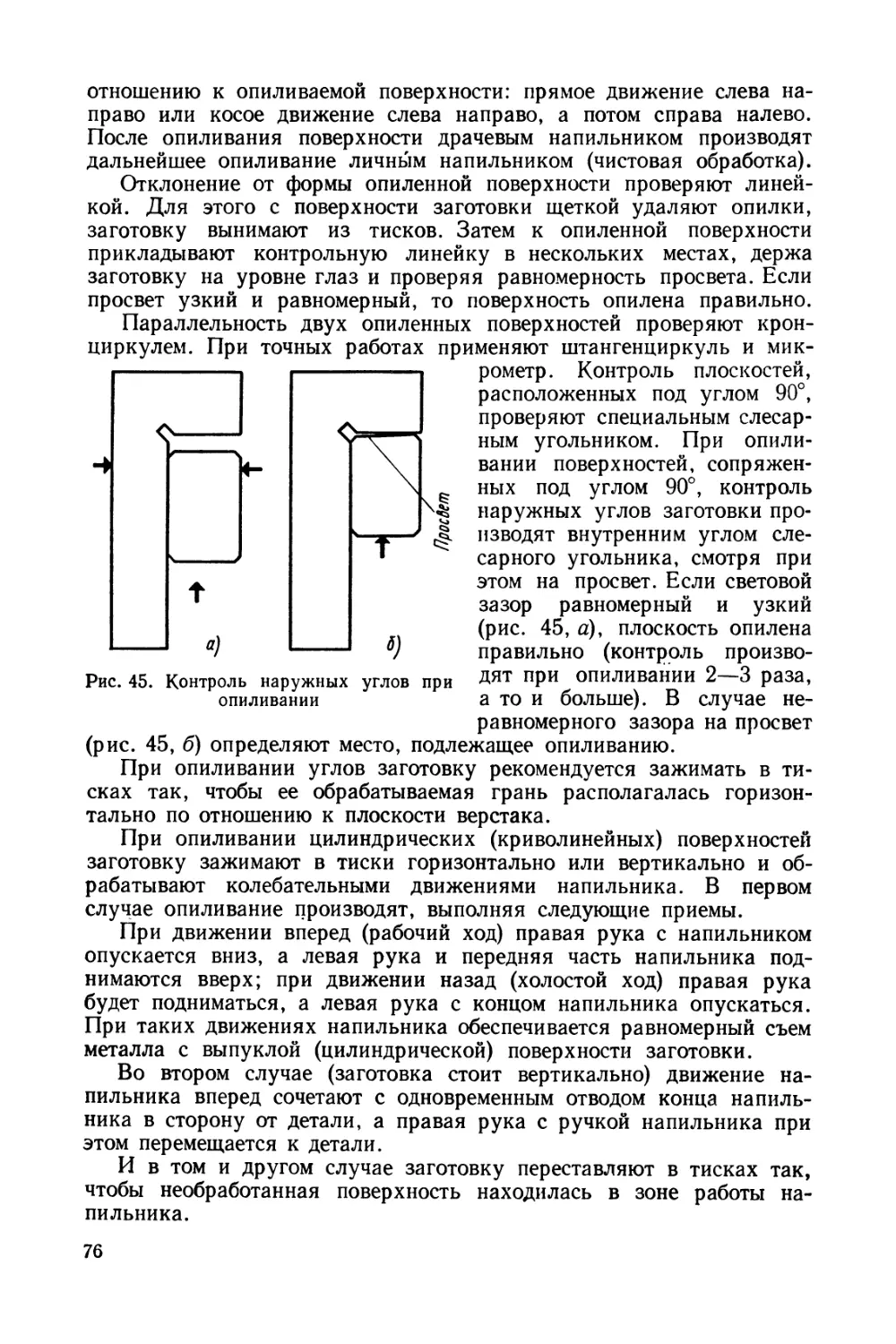
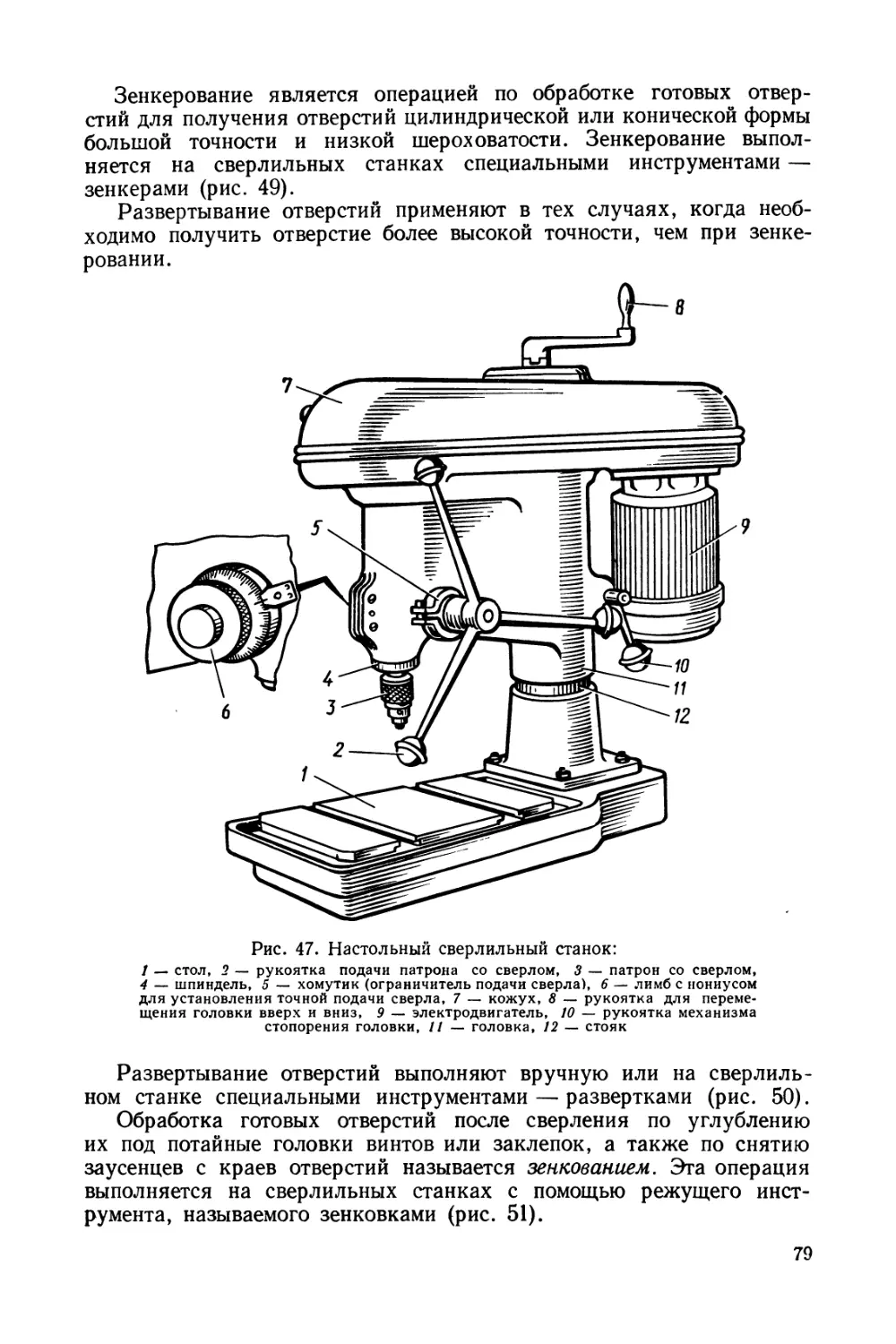
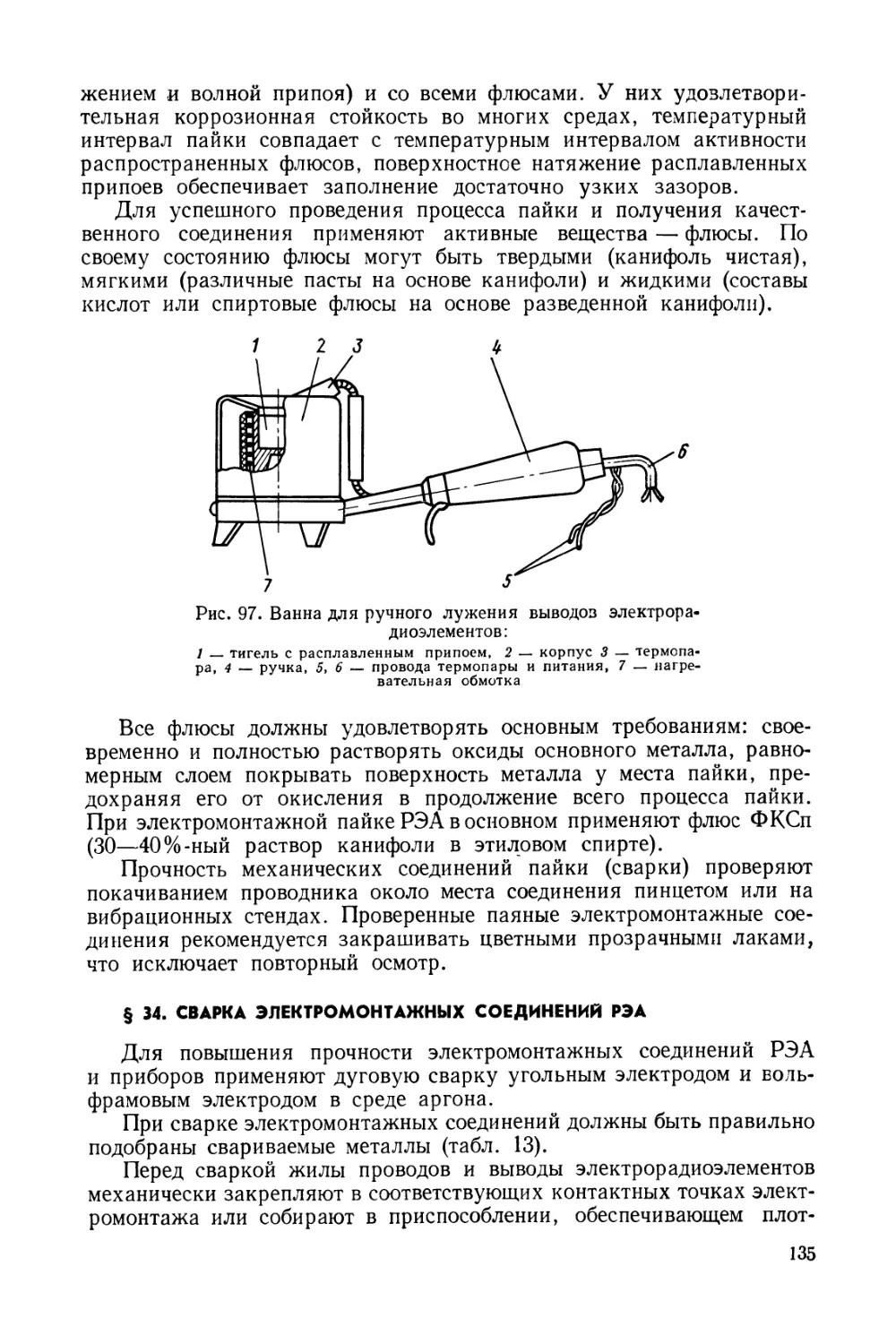
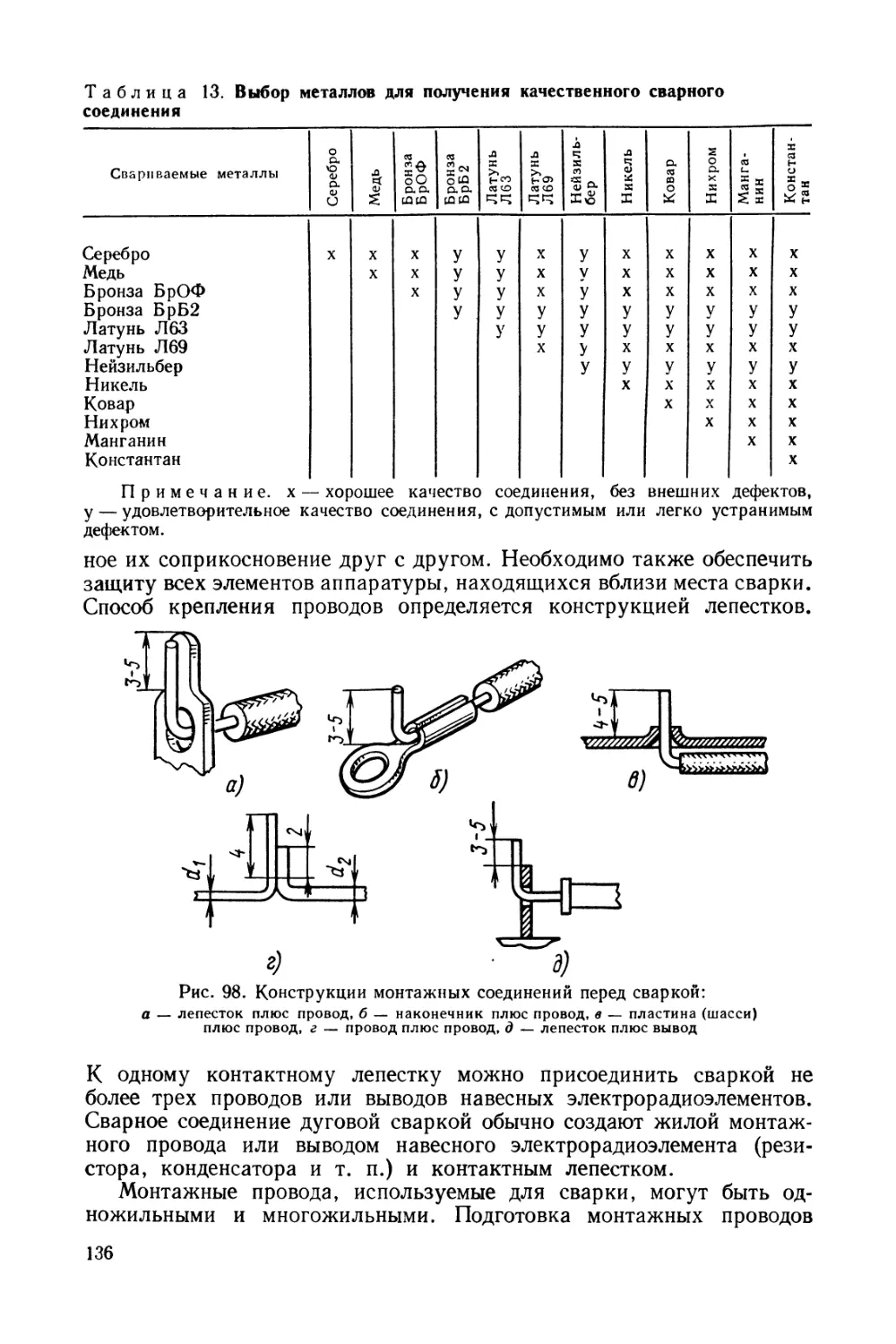
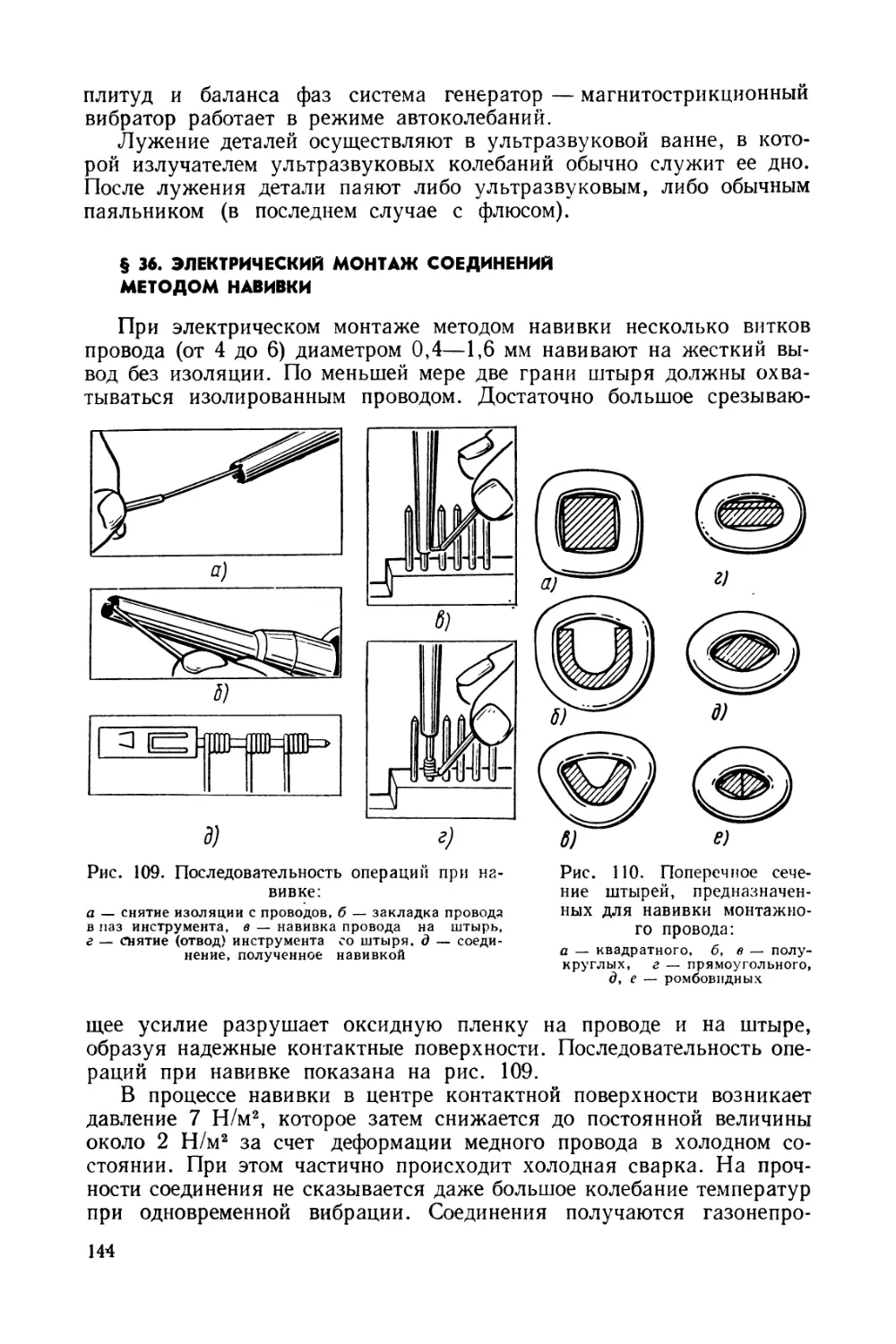
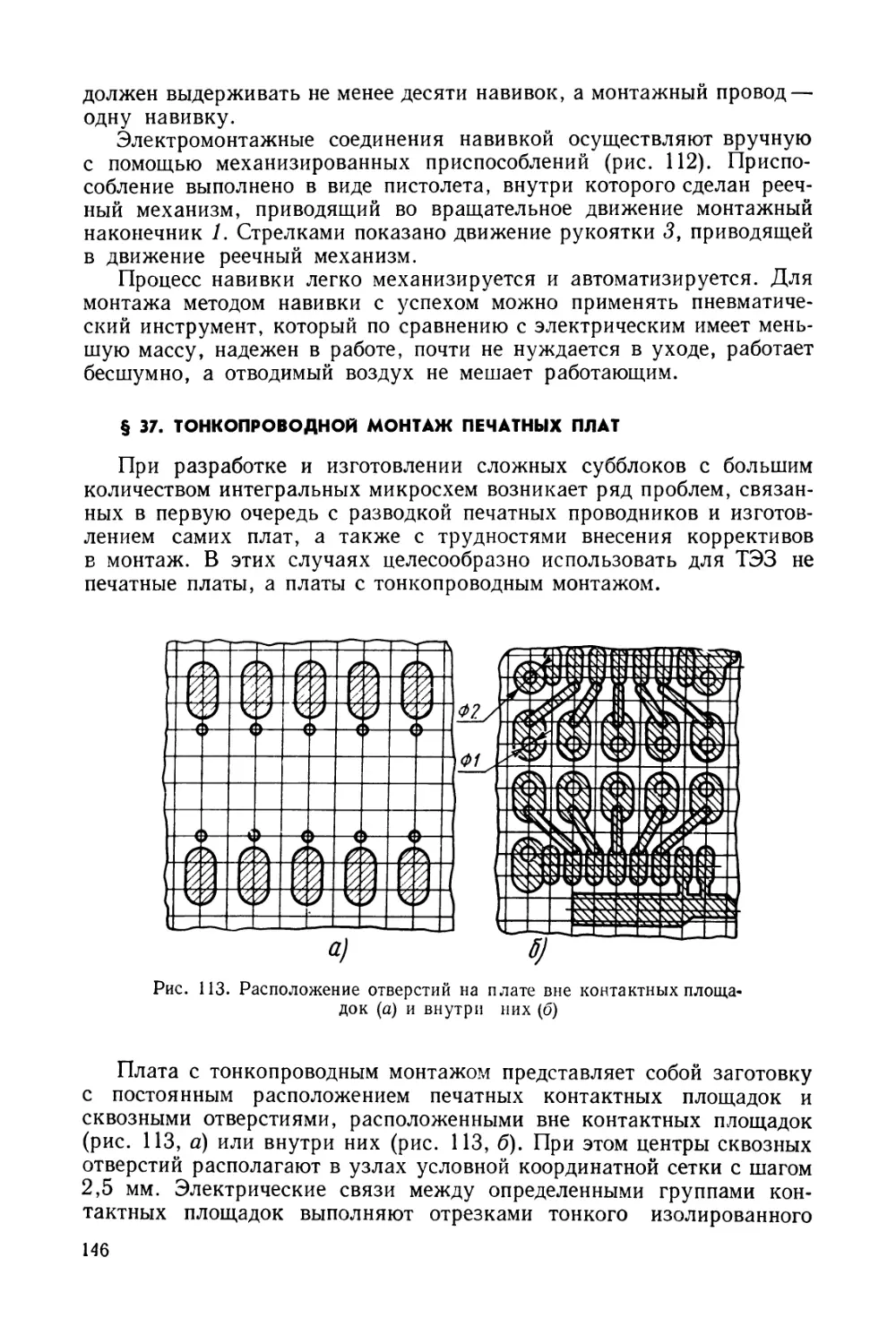
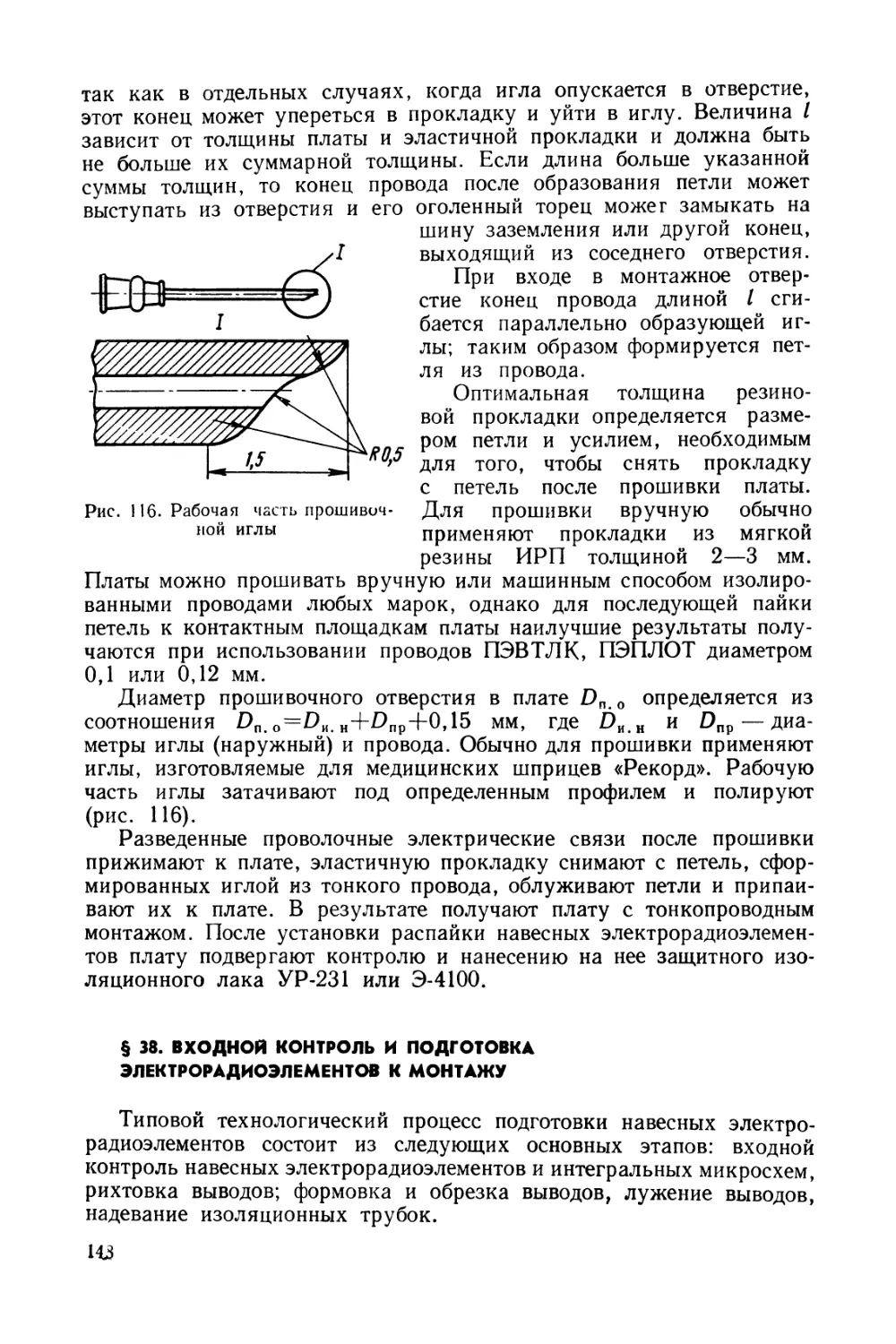
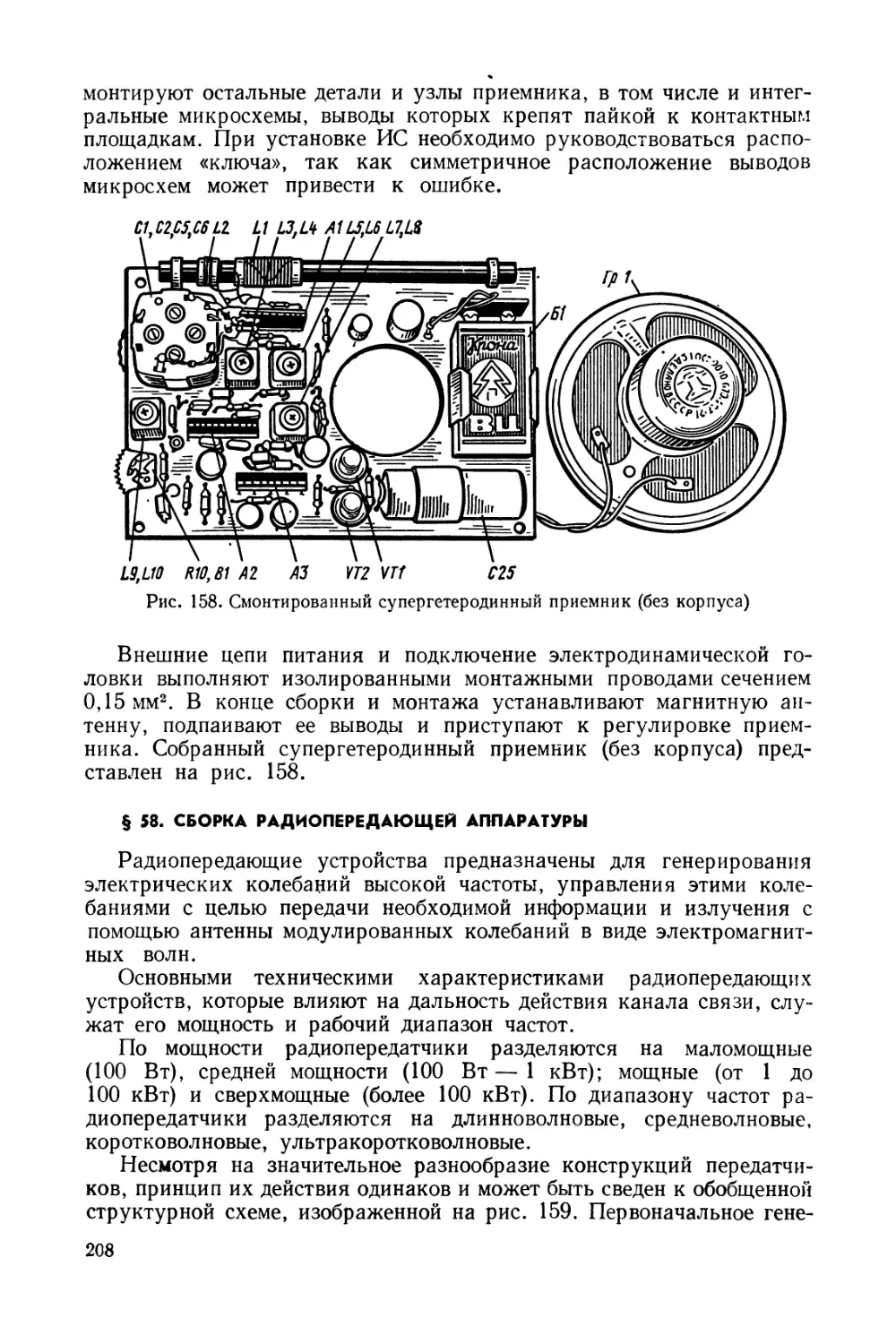
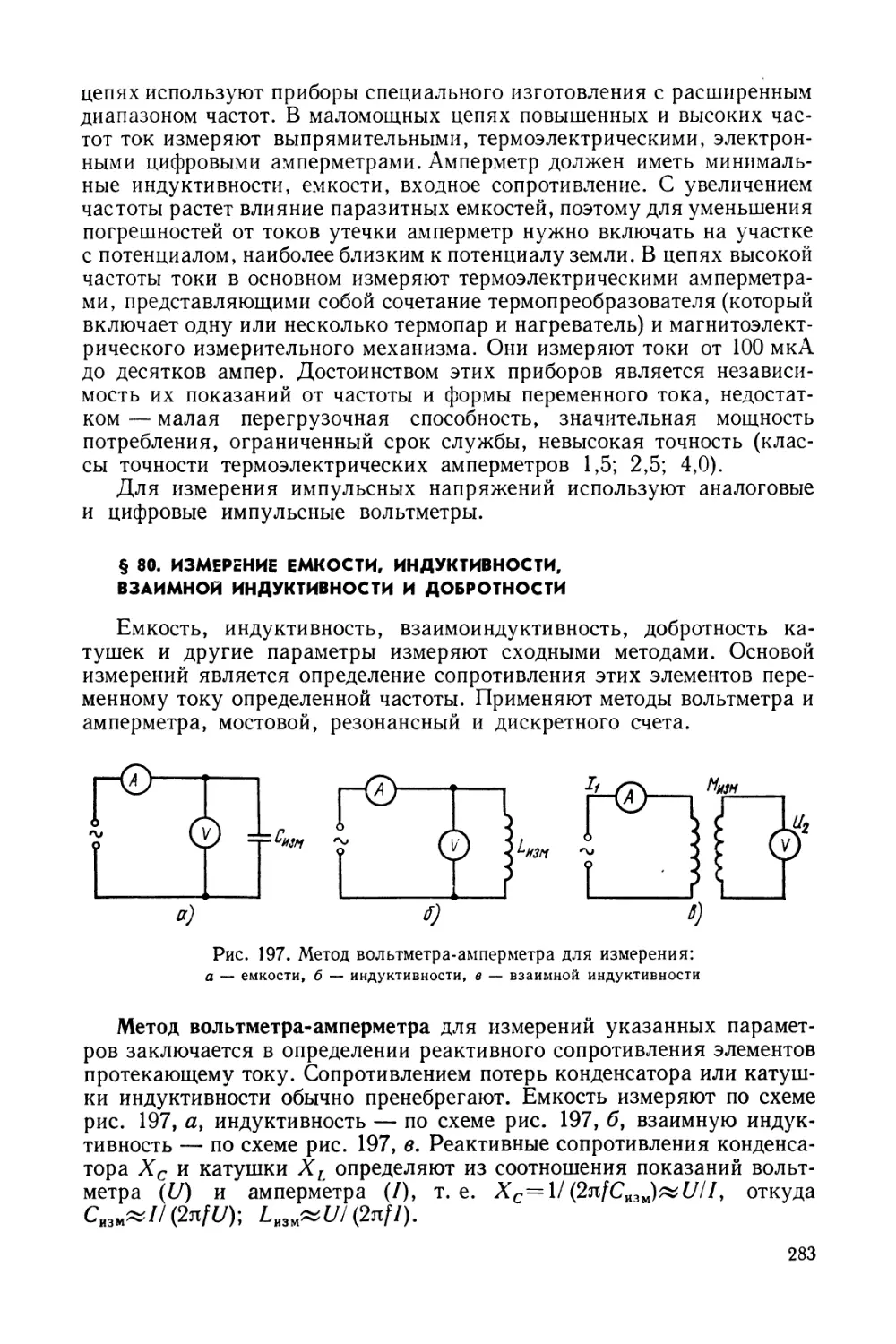
Текст
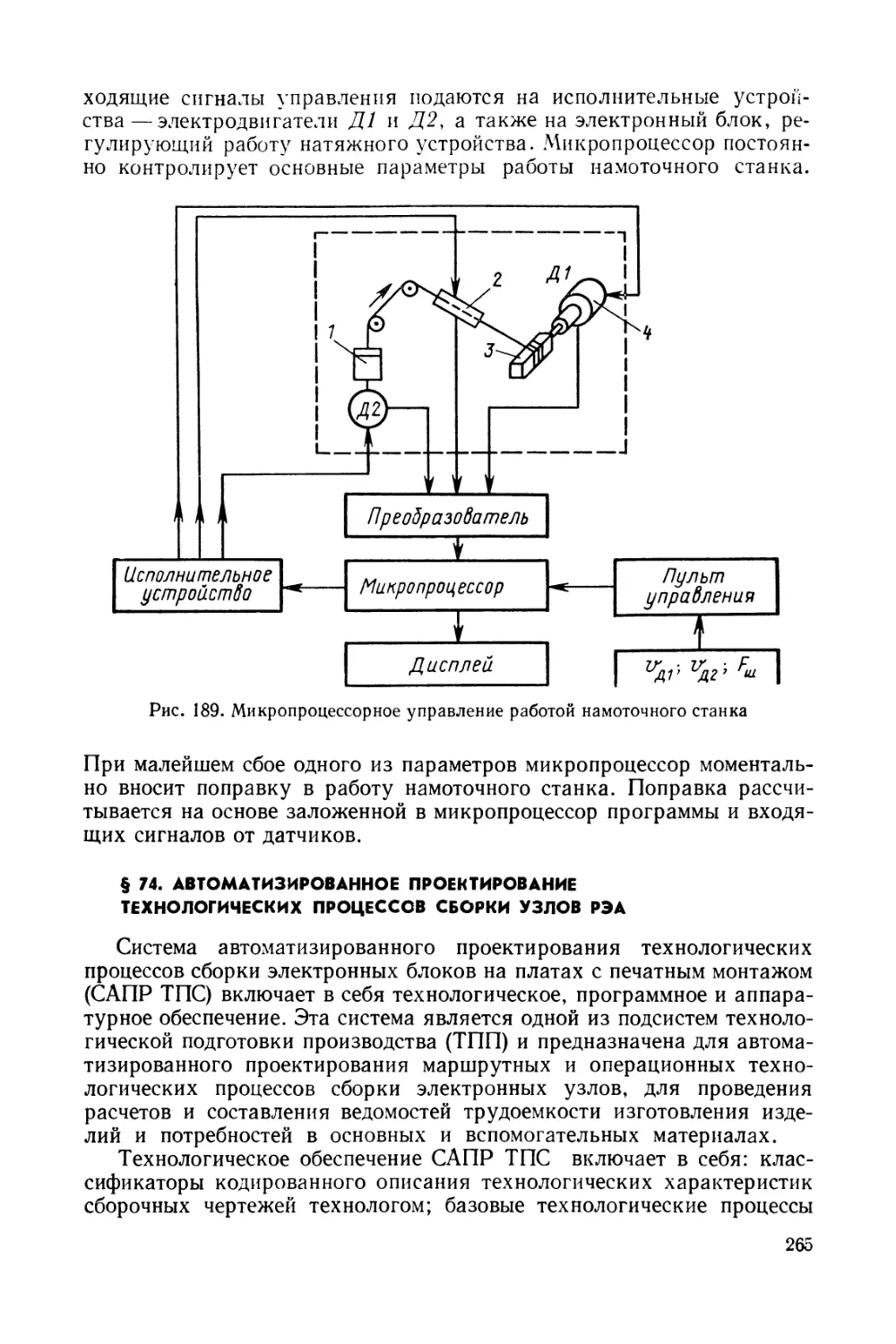
Л. Н. московкин
Н Н. СОРОКИНА
СЛЕСАРНО¬
СБОРОЧНЫЕ
РАБОТЫ
в ПРОИЗВОДСТВЕ
РАДИОАППАРАТУРЫ
И ПРИБОРОВ
ПРОФЕССИОНАЛЬНО-
ТЕХНИЧЕСКОЕ
ОБРАЗОВАНИЕ
л. н. московкин
Н. Н. СОРОКИНА
СЛЕСАРНЮ -
СБОРОЧНЫЕ
РАБОТЫ
В ПРОИЗВОДСТВЕ
РАДИОАППАРАТУРЫ
И ПРИБОРОВ
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому
образованию в качестве
учебного пособия для средних
профессионально-технических
училищ
Москва
«Высшая школа» 1987
ББК 32.844
М82
УДК 621.396.6
Рецензенты: канд. техн. наук, доц. 3. Ф. Уразаев (Московское
высшее техническое училище им, Н. Э, Баумана), инж. А. А. Скоб-
лянов (СПТУ № 38)
Московкин JI. Н., Сорокина Н. Н.
Слесарно-сборочные работы в производстве радиоаппа¬
ратуры и приборов: Учеб. пособие для СПТУ.— M.j
Высш. шк., 1987.— 304 с.: ил.
В книге рассмотрены технологические процессы слесарных, слесарно-сбо¬
рочных и электромонтажных работ в производстве радиоаппаратуры, приборов
и устройств вычислительной техники. Особое внимание уделено узловой и общей
сборке радиоаппаратуры и приборов. Приведены основные сведения по деталям
машин и механизмов, по сборке и регулировке электроизмерительных прибо>
ров.
Учебное пособие можно использовать при профессиональном обучении
рабочих на производстве и на курсах повышения квалификации.
ББК 32.844
6Ф2.1
© Издательство «Высшая школа», 1987
ПРЕДИСЛОВИЕ
Решения партии и правительства предусматривают дальнейшее
повышение эффективности общественного производства, увеличение
производительности труда и рациональное использование созданного
производственного потенциала. Решение этих задач неразрывно
связано с радиоэлектроникой. Она в значительной степени опреде¬
ляет совершенство технических средств автоматики, систем управ¬
ления, обработки и передачи информации. Все эти средства оснащены
различными приборами. Постоянно возрастающие требования к ним
поставили ряд сложнейших задач по обеспечению их высокого класса
точности, надежности, качества и повышения эффективности производ¬
ства. Технологические процессы сборки, монтажа, регулировки, кон¬
троля имеют первостепенное значение для выполнения этих задач.
Характерной особенностью развития производства радиоаппа¬
ратуры и приборов в настоящее время является, с одной стороны,
существенное усложнение радиоаппаратуры, применение новых на¬
учных решений, новых электрорадиоэлементов и технологических
процессов, с другой — значительный рост производства радиоаппа¬
ратуры и приборов, сопряженный с притоком молодых рабочих кад¬
ров в промышленность.
Поэтому вопрос подготовки квалифицированных рабочих, осо¬
бенно слесарей-сборщиков, а также электромонтажников радио¬
электронной аппаратуры (РЭА) и приборов, приобретает важное
значение.
Материал книги изложен в соответствии с утвержденными Госу¬
дарственным комитетом СССР по профессионально-техническому
образованию учебными планами и программами подготовки квали¬
фицированных слесарей и механиков радиоаппаратуры в средних
профессионально-технических училищах.
В книге рассмотрены вопросы автоматизации и механизации тех¬
нологических процессов сборки радиоаппаратуры в свете решений
XXVII съезда КПСС.
Характерная черта автоматизации в двенадцатой пятилетке —
быстрое развитие робототехники, роторных и роторно-конвейерных
линий, гибких автоматизированных производств, обеспечивающих
высокую производительность. Производство радиоаппаратуры и при¬
боров требует основательной подготовки квалифицированных молодых
3
специалистов — сборщиков, электромонтажников, механиков и ре¬
гулировщиков, которые после своего обучения должны умело поль¬
зоваться сборочно-монтажными чертежами, читать электрические
схемы, знать слесарно-сборочные, электромонтажные и регулиро¬
вочные работы, технологию изготовления и сборки радиоаппаратуры
и приборов, обнаруживать и устранять неисправности в собираемых
изделиях, соблюдать правила безопасности труда.
Авторы считают своим приятным долгом выразить искреннюю
благодарность канд. техн. наук, доц. 3. Ф. Уразаеву и старшему
преподавателю СПТУ № 38 инженеру А. А. Скоблянову за большую
помощь при подготовке рукописи.
Авторы
ВВЕДЕНИЕ
Основными направлениями экономического и социального раз¬
вития СССР на 1986—1990 годы и на период до 2000 года предусмот¬
рено дальнейшее повышение материального и культурного уровня
жизни народа на основе динамичного и пропорционального развития
общественного производства и повышения его эффективности, уско¬
рения научно-технического прогресса, роста производительности
труда, всемерного улучшения качества работы во всех звеньях на¬
родного хозяйства.
Решение этих задач в двенадцатой пятилетке связано с широким
выпуском радиоаппаратуры и приборов, высокое качество и надеж¬
ность которых основаны на четкой организации производства, ис¬
пользовании прогрессивной технологии, обеспечении взаимозаменя¬
емости деталей, узлов и блоков, назначении оптимальных допусков
и посадок.
За сравнительно короткий срок радиотехника прошла огромный
путь от первого приемника А. С. Попова до сложнейших электронно-
вычислительных машин, телевидения и радиолокации. В настоящее
время наша страна покрыта густой сетью радиовещательных станций.
Радиоприемник, телевизор, магнитофон стали предметами первой
необходимости нашего быта. Радио стало незаменимым, а в ряде
случаев единственным средством связи.
Средствами радиосвязи оснащены все виды воздушных, морских
и речных кораблей, научные экспедиции.
Днем и ночью, в будни и праздник, в любую погоду поддержи¬
вается радиосвязь между городами и поселками нашей страны. Ты¬
сячи радиостанций обеспечивают оперативное руководство полевыми
работами в колхозах и совхозах, передачу метеосводок и т. д.
Радиотехника сегодня — это телевидение и телемеханика, радио¬
локация, радионавигация, радиоастрономия, звукозапись, и другие
отрасли науки и техники.
Радиоэлектронная аппаратура (РЭА), устанавливаемая на искус¬
ственных спутниках Земли, автоматических межпланетных станциях,
космических кораблях, позволила изучать земной магнетизм, косми¬
ческие излучения, провести первые исследования Луны, Венеры,
Марса и других планет и многое другое.
Радиотехника и электроника дали возможность автоматизировать
5
многие производственные процессы, управлять промышленными робо¬
тами на расстоянии, проводить тончайшие измерения, вести сложные
математические расчеты с огромной скоростью.
Радиотехнические приборы применяют для лечения тяжелых
заболеваний и наблюдения за деятельностью органов человека, для
плавки и обработки высококачественных сортов стали, в приборо-
и машиностроении, автоматике и вычислительной технике, геологии
и метеорологии.
Производство радиотехнической аппаратуры и приборов предъяв¬
ляет повышенные требования к рабочим — сборщикам, монтажникам
и регулировщикам радиоаппаратуры. Они должны обладать специ¬
альными знаниями, быть носителями высокой производственной
культуры.
Технологический процесс производства радиоаппаратуры со¬
стоит из операций по изготовлению отдельных деталей, сборке ап¬
паратуры, ее монтажу и регулировке.
Технологический процесс сборки радиоаппаратуры является за¬
ключительным этапом производственного процесса, который вклю¬
чает в себя комплекс работ по изготовлению деталей и сборке узлов
из этих деталей, а также регулировку, настройку и контроль в со¬
ответствии с заданными техническими требованиями.
Различают узловую и общую сборки радиоаппаратуры.
При узловой сборке собирают отдельные узлы, субблоки, типовые
элементы замены (ТЭЗ), группы деталей, при общей — собирают
и соединяют детали, группы и узлы в изделие (блок, прибор, систему),
которое затем регулируют, настраивают и контролируют.
В зависимости от характера работ различают механическую и
электромонтажную сборку.
Механическая сборка включает следующие операции:
слесарно-пригоночные работы (опиливание и разметку поверх¬
ностей, правку и гибку, обработку отверстий, нарезание резьбы и
др.), которые выполняются при индивидуальном и мелкосерийном
производстве;
очистку, обдувку воздухом или промывку деталей перед сборкой;
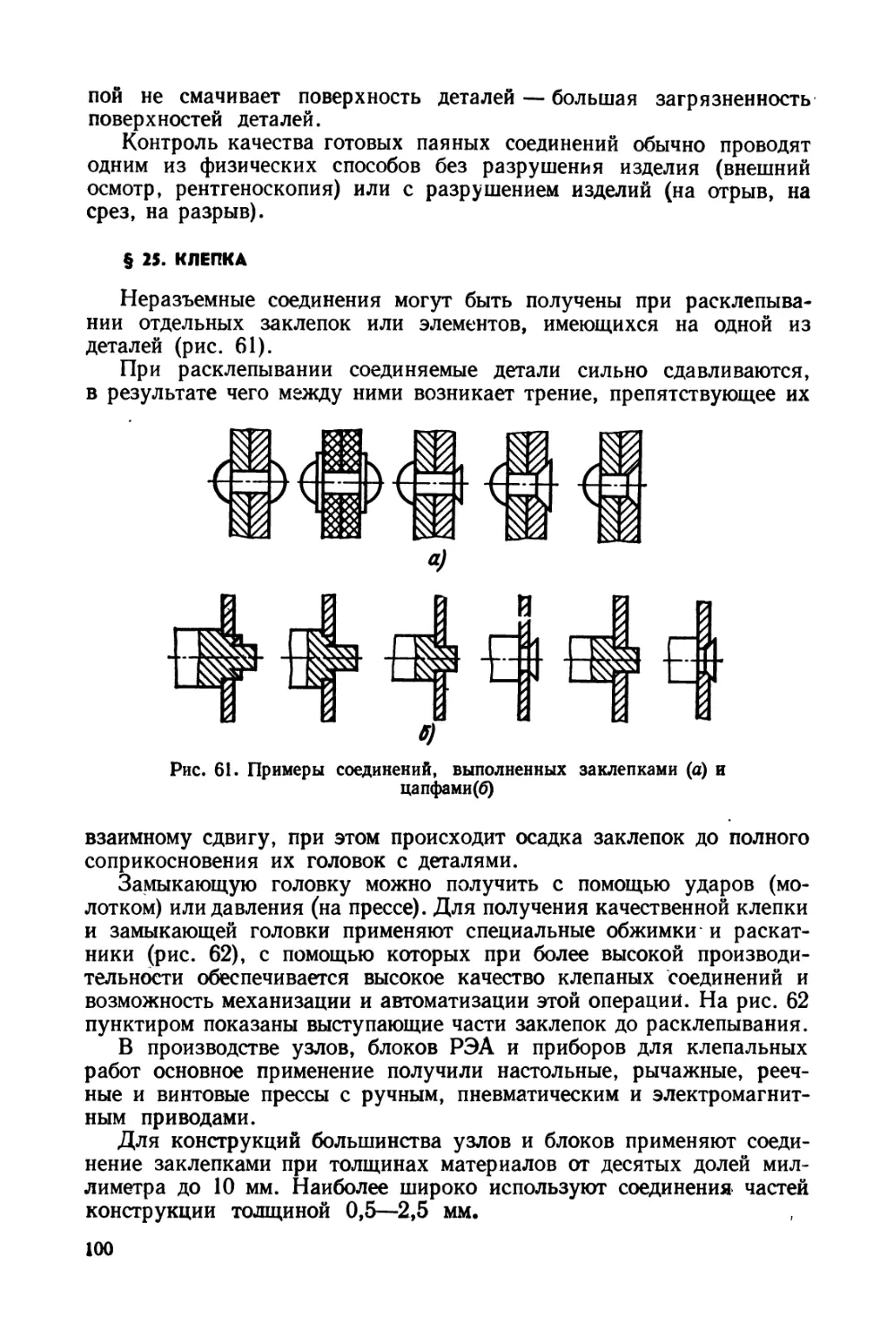
выполнение соединений (свинчивание, развальцовку, клепку, за¬
прессовку, пайку, сварку, склеивание);
окраску поврежденных мест деталей;
регулировку и контроль собранных узлов для получения заданных
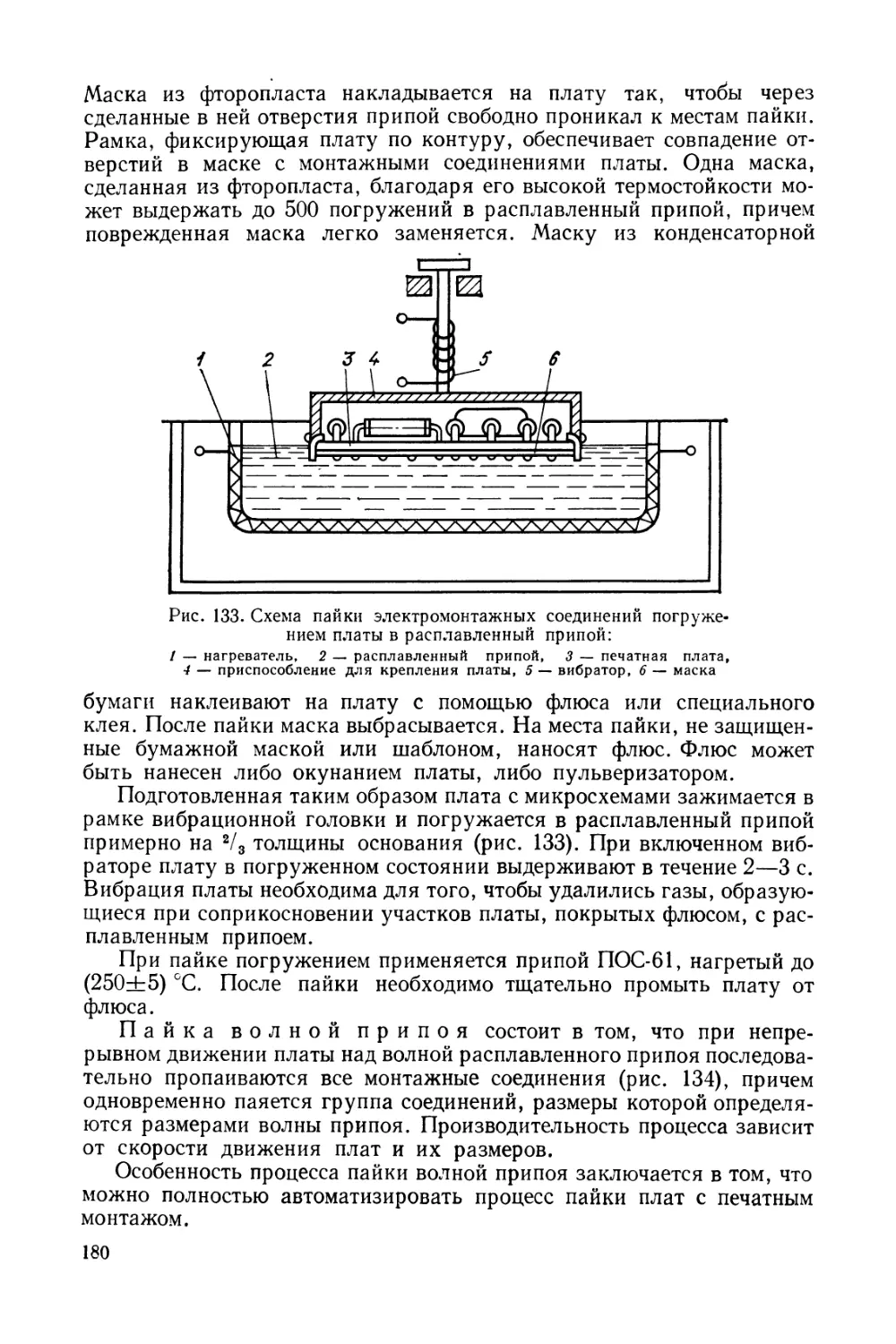
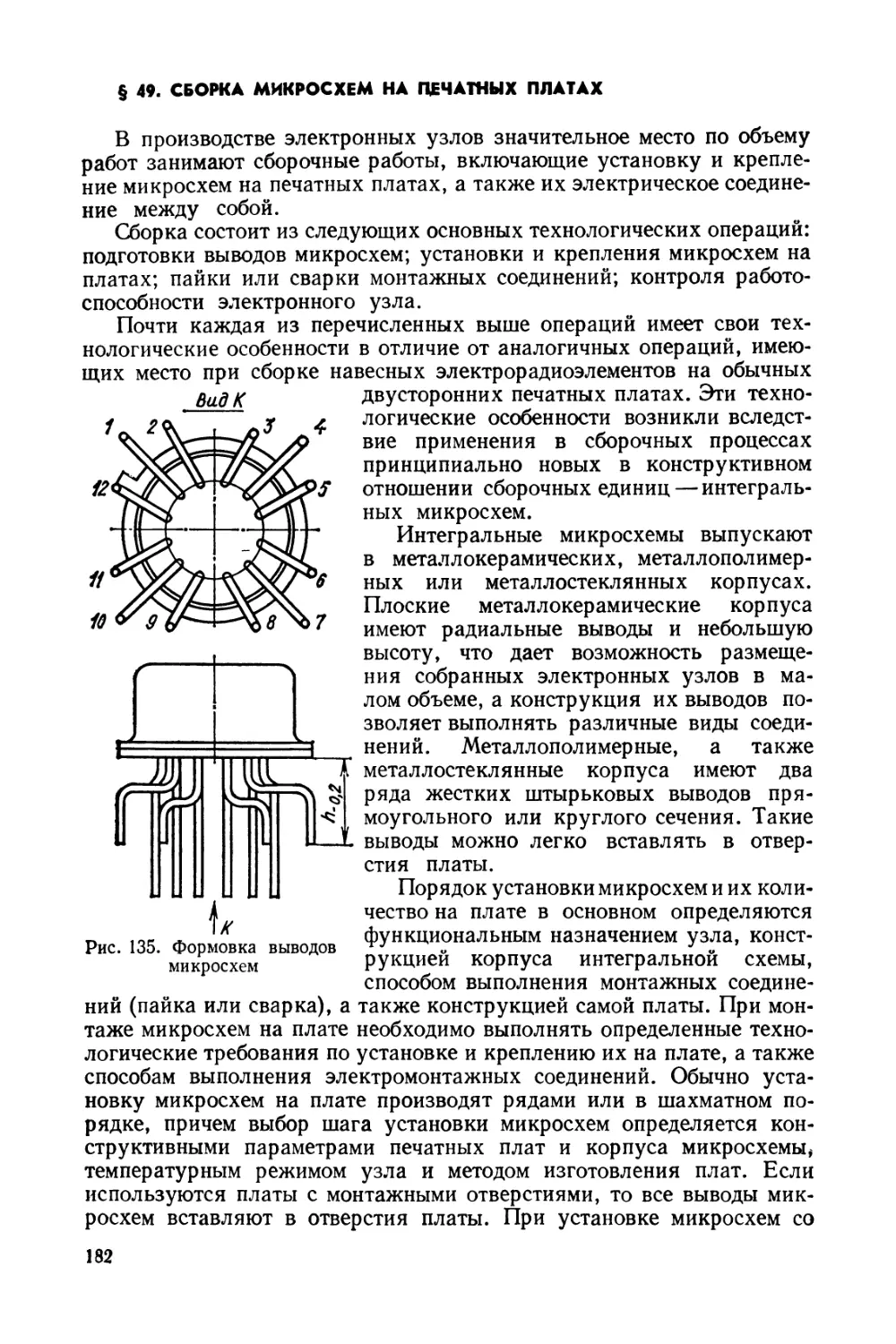
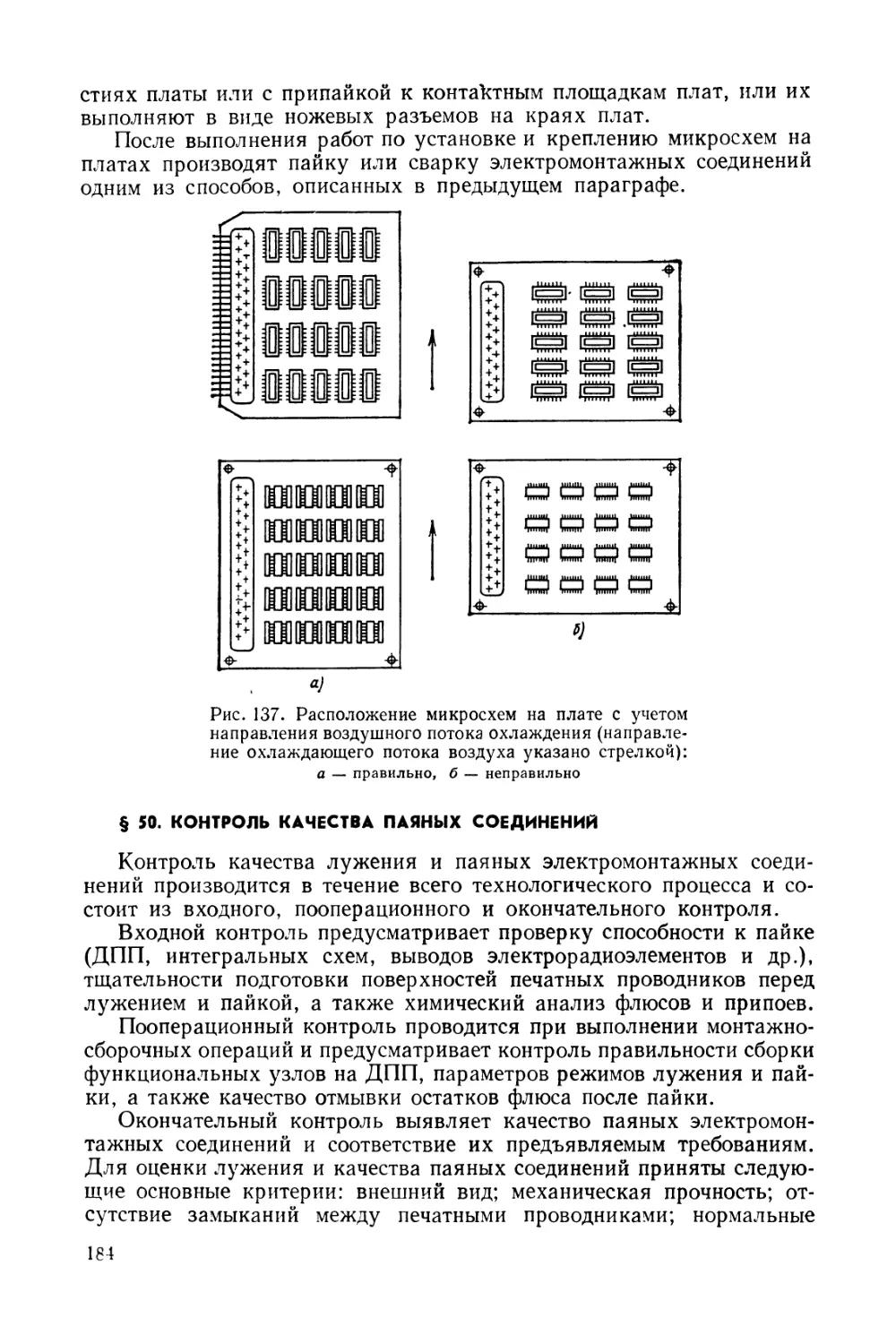
механических и электрических характеристик.
Электромонтажная сборка состоит из:
входного контроля и подготовки навесных электрорадиоэлемен¬
тов и микросхем к монтажу (обрезка и гибка их выводов по форме,
соответствующей способу их установки на платах, лужение выводов
и др.);
подготовки монтажных проводов и кабелей (снятие изоляции, об-
луживание токопроводящей жилы, маркировка и др.);
входного контроля и подготовки электромеханических устройств
(реле, переключателей и выключателей, кнопок, тумблеров, соеди¬
нителей, переходных колодок, индикаторов и др.) к монтажу;
6
установки электрорадиоэлементов и интегральных микросхем на
печатные платы и пайки электромонтажных соединений;
установки электромеханических устройств в блоки, приборы и
системы;
раскладки проводов и кабелей в блоках, приборах и системах;
создания электрических связей между субблоками, узлами, элект¬
ромеханическими устройствами, блоками и приборами пайкой, свар¬
кой, навивкой и др.;
регулировки и настройки блоков, приборов и систем для полу¬
чения заданных электрических характеристик и параметров;
контроля готовых блоков, приборов и систем.
Слесарь-механик — сборщик по радиоаппаратуре должен владеть
правильными приемами выполнения всех перечисленных сборочных
операций и уметь выполнять основные слесарно-механические ра¬
боты, изготовлять простые приспособления для выполнения сборочных
операций и несложный режущий инструмент.
Сборщик радиоаппаратуры обязан хорошо знать оборудование
и инструмент, применяемые при сборке, а также регулировке аппа¬
ратуры и приборов, уметь обращаться с ним.
Сборщику необходимы знания по организации рабочего места и
содержанию его в образцовом состоянии.
Современная организация производства радиоаппаратуры и при¬
боров требует от сборщика-механика высокой квалификации, посто¬
янного накопления производственного опыта и знаний* освоения
передовых приемов работы и новых прогрессивных технологических
процессов сборки.
ГЛАВА I
ДЕТАЛИ МАШИН И МЕХАНИЗМОВ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О МЕХАНИЗМАХ
Современная радиоэлектронная аппаратура (РЭА) состоит из
большого количества электрических и механических узлов, между
которыми существуют определенные связи: электрические, механиче¬
ские, магнитные и др. Для изучения вопросов построения механиз¬
мов по кинематическим и структурным признакам необходимо рас¬
смотреть ряд основных понятий.
Любой механизм состоит из ряда твердых тел, называемых звеньями.
Совокупность звеньев, соединенных кинематическими парами,
предназначенными для преобразования одного вида движения в дру¬
гой, называется механизмом.
По функциональному назначению механизмы
машин обычно подразделяют на следующие виды: передаточные, ис¬
полнительные, управления, контроля и регулировния, подачи, транс¬
портирования и сортирования.
Каждое звено в механизме перемещается относительно других
звеньев. Причем одно звено механизма, называемое стойкой или
корпусом, всегда неподвижно. Иногда за стойку принимают звено,
по отношению к которому изучают движение других звеньев.
В зависимости от характера движения от¬
носительно стойки звенья имеют следующие названия:
кривошип — звено рычажного механизма, совершающее полный
оборот вокруг неподвижной оси;
шатун — звено рычажного механизма, образующее кинематиче¬
ские пары только с подвижными звеньями;
ползун — звено рычажного механизма, образующее поступатель¬
ную пару со стойкой;
кулиса — звено рычажного механизма, вращающееся вокруг не¬
подвижной оси и образующее с другим подвижным звеном поступа¬
тельную пару;
коромысло — вращающееся звено рычажного механизма, которое
совершает неполный оборот вокруг неподвижной оси;
кулачок — звено, профиль которого, имея переменную кривизну,
определяет движение ведомого звена.
Входным называют звено, которому сообщается движение, пре¬
образуемое механизмом в движения других звеньев, а выходным —
звено, совершающее движение, для выполнения которого предна¬
значен механизм. Между входным и выходным звеньями могут быть
8
расположены промежуточные. В каждой паре совместно работающих
звеньев различают ведущее и ведомое звенья.
В современной РЭА широко распространены механизмы, состоя¬
щие из гибких (специальная суровая нить, резиновые ремни круг¬
лого сечения, цепи) и упругих (пружины, мембраны) звеньев. Кон¬
струкции и схемы простого и сложного звеньев показаны на рис. 1.
Подвижное соединение двух звеньев, находящихся в соприкос¬
новении и взаимном движении относительно друг друга, называют
кинематической парой.
Поверхности, линии, точки, по которым одно звено соприкаса¬
ется с другим звеном, образуя кинематическую пару, называют ее
элементами.
По функциональному признаку кинематические
пары могут быть вращательными, поступательными, винтовыми и т. д.
На рис. 2 изображена схема кинематической цепи, состоящей из
звеньев 1—4, соединенных с помощью четырех кинематических пар
вращения. Каждому механизму свойственна определенность движе¬
ния всех звеньев при заданном движении одного звена или несколь¬
ких. Если звено 2 является ведущим, все остальные звенья этой ки¬
нематической цепи имеют определенное движение, то такую цепь
можно считать механизмом.
Способы соединения звеньев в кинематические пары различны.
По характеру соприкосновения звеньев пары
подразделяют на высшие и низшие.
Кинематические пары, в которых соприкосновение элементов
соединяемых звеньев происходит по линии или в точке, называют
высшими, а кинематические пары с соприкосновением элементов по
поверхности являются низшими.
По числу связей, накладываемых на относительное дви¬
жение звеньев в зависимости от способа их соединения, кинематиче¬
ские пары бывают пяти классов. Номер класса кинематической пары
совпадает с числом связей, накладываемых на относительное движение
звеньев, образующих эту пару (рис. 3).
Свободное тело имеет шесть возможных движений (шесть степеней
свободы): три вдоль трех координатных осей и три вокруг них.
Рис. 1. Конструкции механических звеньев:
а — простого, б — составного
Рис. 2. Схема кинематической
цепи, состоящей из четырех
звеньев:
1—4 — звенья
9
Конструктивное оформление кинематических пар разнообразно.
При изображении механизмов на чертежах удобнее показывать вхо¬
дящие в него кинематические пары схематически. Варианты таких
схем показаны на рис. 4.
Рис. 3. Кинематические пары механизмов:
а — пара I класса, б — пара II класса, в — пара III класса, г — пара IV клас¬
са, д — пара V класса (вращательная, поступательная, винтовая)
Рассмотрим условие получения степеней свободы механизма в
зависимости от класса и числа кинематических пар. Пусть кинема¬
тическая цепь состоит из п звеньев, соединенных кинематическими
парами V, IV, III, II и I классов. Число степеней свободы всей цепи
обозначим через N. Если каждое из звеньев кинематической цепи
имело бы шесть степеней свободы, то их общее число для всей цепи
N=6п. Учитывая, что звено (стойка) неподвижно, получим N=6(n—1).
Рис. 4. Схемы кинематических пар:
а, б — вращательные, в — поступательная, г — винтовая; /, 2 звенья
Каждая кинематическая пара своего класса накладывает на эту
цепь дополнительные связи: V класса — пять связей, IV класса —
четыре, III класса — три, II класса — две и I класса — одну.
Обозначив число пар различных классов буквой р с соответст¬
вующим индексом, получим, что число степеней свободы кинемати¬
ческой цепи N=6(n—1)—5р&—4pt—3pa—2p2—p%.
10
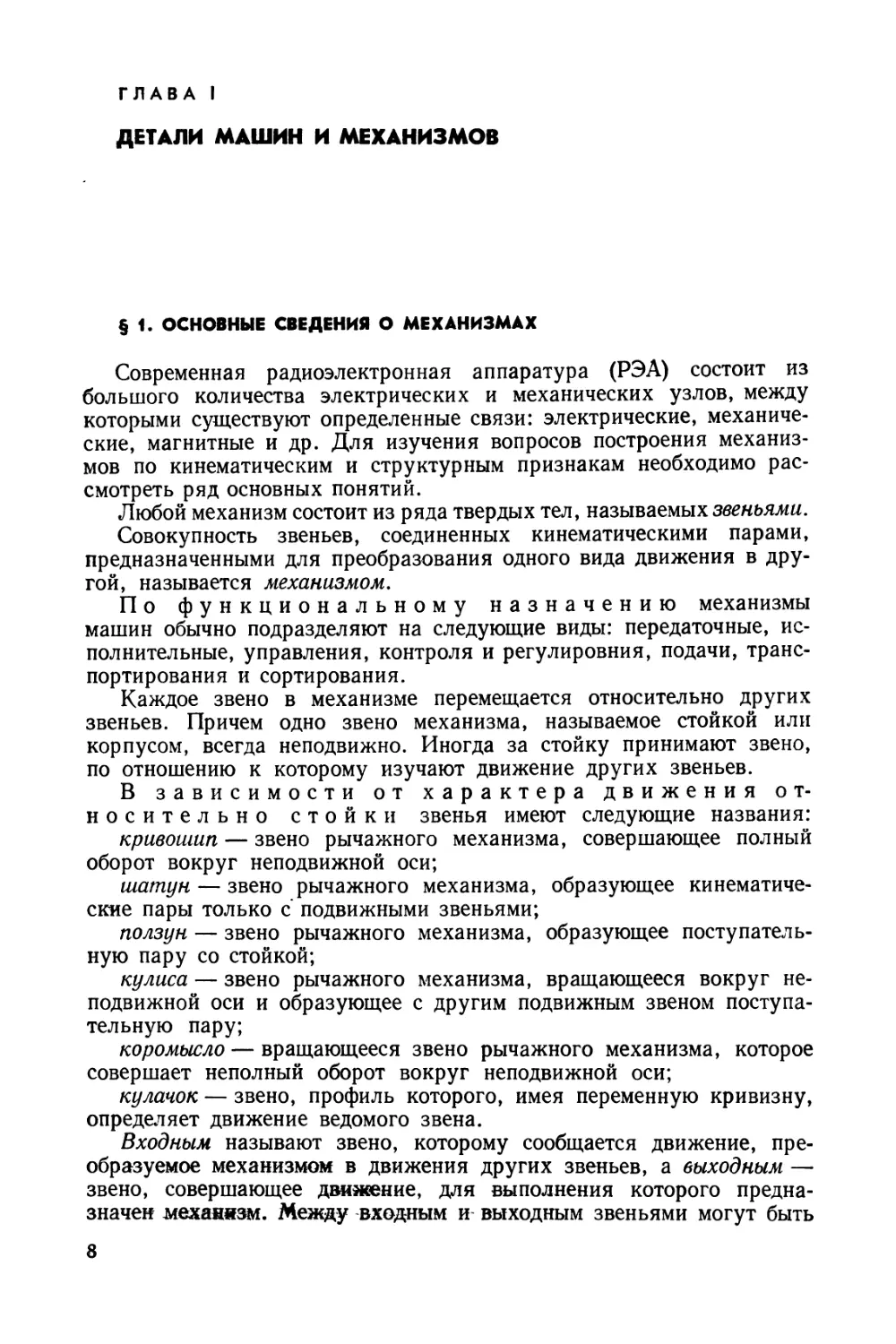
Свободное тело на плоскости обладает
тремя степенями свободы, поэтому для та¬
кой кинематической цепи N=3(n—1)—
—2ръ—/?4.
Найдем степени свободы плоского шар¬
нирного четырехзвенника (см. рис. 2) и
кривошипно-шатунного механизма (рис. 5).
Для четырехзвенника, имеющего четыре
вращательные пары V класса, число сте¬
пеней свободы N=3(n—1)—2/75—Pi=
=3 (4—1)—2 -4—0=9—8=1.
Для кривошипно-шатунного механизма, имеющего три враща¬
тельные и одну поступательную пары V класса, число степеней сво¬
боды N=3 (п—1)—2РЬ—Р4=3 (4—1)—2 -4—0=9—8= 1.
§ 2. МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ
Механизмы, используемые в современной РЭА и приборах, клас¬
сифицируют с учетом основных кинематических свойств по конст¬
руктивным особенностям и функциональному назначению. Переда¬
точные механизмы бывают рычажными, кулачковыми, фрикцион¬
ными, зубчатыми, винтовыми и червячными, а также с гибкими звень¬
ями. Кроме того, имеются механизмы, представляющие собой те или
иные сочетания перечисленных выше видов.
Устройство, которое приводит в движение машину или механизм,
называется приводом. Привод состоит из источника энергии, передаточ¬
ного механизма, а также аппаратуры управления и настройки.
Основными функциями передаточных механизмов являются пере¬
дача и преобразование движения, изменение и регулирование ско¬
рости, распределение потоков мощности между различными испол¬
нительными органами машины, пуск, останов и реверсирование
движения. Эти функции должны выполняться передаточными меха¬
низмами в соответствии с расчетными данными в течение промежутка
времени, определяющего гарантийный срок эксплуатации машины.
Большинство узлов различных машин состоит из плоских меха¬
низмов, подвижные звенья которых совершают движение, параллель¬
ное одной и той же неподвижной плоскости. Рассмотрим некоторые
виды плоских механизмов.
Рычажные механизмы. К ним относят механизмы, звенья которых
образуют только вращательные, поступательные, цилиндрические
и сферические пары.
Кривошипно-шатунным механизмом называют
рычажный четырехзвенник, который состоит из кривошипа /, пол¬
зуна 3 и стойки 4 (рис. 5). Звено 2 совершает плоскопараллельное
движение и, следовательно, является шатуном. Механизм предна¬
значен для преобразования вращательного движения кривошипа в
возвратно-поступательное движение ползуна и наоборот. Разновид¬
ность кривошипно-шатунного механизма — рычажный четырехзвен-
Рис. 5. Схема кривошипно¬
шатунного механизма:
/ -е кривошип, 2 — шатун, 3 -=•
ползун, 4 — стойка
И
ник, имеющий вместо ползуна коромысло 3 (рис. 6). Механизм пред¬
назначен для преобразования вращательного движения кривошипа
в колебательное движение коромысла.
Кулисным называют рычажный механизм, в который вхо¬
дит кулиса (рис. 7). Если длина / стойки больше длины R кривошипа,
Рис. 6. Схема коромысло-
вого кривошипно-шатун¬
ного механизма:
1 — кривошип, 2 — шатун,
3 — коромысло, 4 — стойка
Рис. 7. Схема кулисного механизма при колеба¬
тельном (а) и вращательном (б) движении:
1 ш- стойка 2 — кривошип, 3 — кулиса, 4 — ползун
то в кулисном механизме вращательное движение кривошипа 2 пре¬
образуется в колебательное движение кулисы 3 (рис. 7, а). Особен¬
ность этого механизма состоит в том, что при равномерном вращении
кривошипа 2 (по часовой стрелке) качание кулисы слева направо
происходит медленнее, чем справа налево. Эту особенность исполь¬
зуют при необходимости быст¬
рого холостого и медленного
рабочего ходов. Если длина I
стойки меньше длины R криво¬
шипа, то кулиса вращается с
переменной угловой скоростью
(рис. 7, б).
Кулачковые механизмы. Про¬
стейшие кулачковые механизмы
состоят из трех звеньев (рис. 8):
кулачка 1 (ведущее звено), тол¬
кателя (коромысла) 3 и стойки 2.
Если звено 3 совершает воз¬
вратно-поступательное движение
(рис. 8, а), то его называют тол¬
кателем, если колебательное
движение — коромыслом (рис.
, 8, б). Ведущим звеном в кулач¬
ковом механизме, как правило, является кулачок. Для уменьшения
трения на конце толкателя (коромысла) устанавливают ролик.
Преимущество кулачковых механизмов — способность воспро¬
изводить движение ведомого звена по самым сложным законам, на¬
Рис. 8. Схема кулачкового механизма при
поступательном (а) и колебательном (б
движениях:
1 — кулачок, 2 — стойка, 3 — толкатель
12
пример с длительными остановками при непрерывном движении
ведущего звена и т. п.
Для повышения износостойкости кулачки изготовляют из высо¬
кокачественной стали с твердостью рабочей поверхности HRC>45 и
шероховатостью /?а=0>8 мкм.
Кулачковые механизмы применяют для замыкания и размыкания
контактов микровыключателей (для включения и отключения раз¬
личных электромеханизмов, применяемых в РЭА).
Шаговые механизмы. В ряде электромеханических устройств и при¬
боров широко используют шаговые (мальтийские) механизмы, в ко¬
торых выходное звено совершает движение в одном направлении с
периодическими остановками. Схема мальтийского механизма пока¬
зана на рис. 9.
При вращении кривошипа 3 палец 2 входит в радиальный паз
мальтийского креста 1 и поворачивает его на определенный угол.
Рис. 9. Схема мальтийско¬
го механизма:
/ — мальтийский крест, 2
палец, 3 — кривошип, 4 —*
диск
Рис. 10. Схема храпового
механизма:
/ — кривошип, 2 — собачка,
3 — храповое колесо, 4 со¬
бачка (защелка)
После выхода пальца из паза положение мальтийского креста фик¬
сирует цилиндрический участок диска 4, соединенного с кривошипом
и входящего в цилиндрические вырезы креста. Таким образом, маль¬
тийский крест вращается при повороте кривошипа на угол <рр и стоит
неподвижно при повороте кривошипа на угол <рк. Геометрические раз¬
меры мальтийского креста выбирают с таким расчетом, чтобы в мо¬
мент входа и выхода пальца из паза креста вектор скорости центра
пальца совпадал по направлению с осью радиального паза. Радиаль¬
ных пазов мальтийского креста может быть от 3 до 12.
Храповые механизмы. Схема храпового механизма показана на
рис. 10. При качательном движении звена 1 собачка 2 поворачивает
храповое колесо 3, а при обратном ходе звена 1 колесо 3 (ведомое
звено) остается неподвижным под действием сил трения или собачки 4.
13
§ 3. ДЕТАЛИ МАШИН И МЕХАНИЗМОВ
Механическое устройство, выполняющее движения для преобразо¬
вания энергии или информации, называют машиной. Большинство
современных машин и механических устройств создаются по схеме
«двигатель — передача — рабочий орган». Необходимость введения
передачи как промежуточного звена между двигателем и рабочими
органами машины связана с: выбором оптимальной скорости дви¬
жения (повышение или понижение); преобразованием вида движения
(вращательного в поступательное и наоборот); изменением направ¬
ления движения (реверсирование); изменением вращающих момен¬
тов и сил движения; передачей мощности на расстояние.
В радиоэлектронной аппаратуре и приборах применяют следу¬
ющие разновидности передач: механические, электрические, пнев¬
матические, гидравлические и комбинированные. Наиболее рас¬
пространены фрикционные, зубчатые, червячные и планетарные ме¬
ханические передачи, используемые преимущественно для получения
наиболее распространенного в машинах равномерного вращательного
движения и реже для преобразования вращательного движения в
поступательное или криволинейное. В технике наиболее широко
используется вращательное движение механизмов.
По принципу действия механические передачи (табл. 1)
разделяют на две группы: передачи, основанные на использовании
трения между элементами (фрикционные, ременные); передачи за¬
цеплением, работающие в результате возникновения давления между
зубьями или кулачками на взаимодействующих деталях.
По расположению звеньев механические передачи
разделяют на передачи с непосредственным контактом ведущего и
ведомого звеньев и на передачи посредством гибкой связи — ремня,
нити, цепи.
По характеру изменения скорости передачи
подразделяют на понижающие и повышающие.
В зависимости от расположения валов в
пространстве вращательное движение может передаваться
параллельными, соосными, пересекающимися и перекрещивающи¬
мися валами.
По характеру движения валов различают про¬
стые передачи, в которых валы вращаются лишь вокруг своих осей,
а оси валов и сопряженные с ними детали остаются в пространстве
неподвижными, и планетарные, в которых оси и сопряженные с ними
детали (сателлиты) перемещаются в пространстве. Разновидностью
планетарных являются волновые передачи.
По конструктивному признаку передачи могут
быть открытые (бескорпусные) и закрытые (размещенные в корпусах).
По числу ступеней, т. е. отдельных передач, взаимно
связанных и одновременно участвующих в преобразовании движе¬
ния, различают одноступенчатые и многоступенчатые передачи.
Передачи, в которых энергия с входного на выходное звено пере¬
дается через несколько параллельно расположенных механизмов,
14
Таблица 1. Классификация механических передач
Передачи
гибкой связью
Ременные
Фрикционные
Передачи с непосредственным контактом
По расположению звеньей
По прин¬
ципу
действия
Пере¬
дачи тре¬
нием
Пере¬
дачи за¬
цепле¬
нием
Зубчатые простые
Планетарные
Зубчатые волновые
Червячные
Цепные
называются многопоточными. К ним относятся разветвленные пере¬
дачи-приводы от одного двигателя к нескольким исполнительным
механизмам, а также зубчатые, волновые и планетарные передачи с
многопарным зацеплением. Зацепление, в котором одновременно
находятся две и более пары зубьев, является многопарным. Много¬
поточная передача благодаря распределению нагрузки между парал¬
лельно работающими механизмами, кинематическими цепями или
парами имеет уменьшенные габа¬
ритные размеры и массу.
Во всех механических переда¬
чах различают два основных звена:
входное (ведущее) к'выходное (ве¬
домое). В многоступенчатых пере¬
дачах между этими звеньями распо¬
лагаются промежуточные. Ведущие
звенья передают вращающий мо¬
мент, а ведомые приводятся в дви¬
жение от ведущих.
Параметры механической пере¬
дачи, относящиеся к ведущим звень¬
ям, обозначаются индексом «1», а относящиеся к ведомым звеньям —
индексом «2» (диаметр dx и d2, окружная скорость vx и v2, угловая
скорость (Ох и со2, мощность на входе и выходе Plf Р2, вращающий
момент на ведущем валу Mlf вращающий момент на ведомом валу М2).
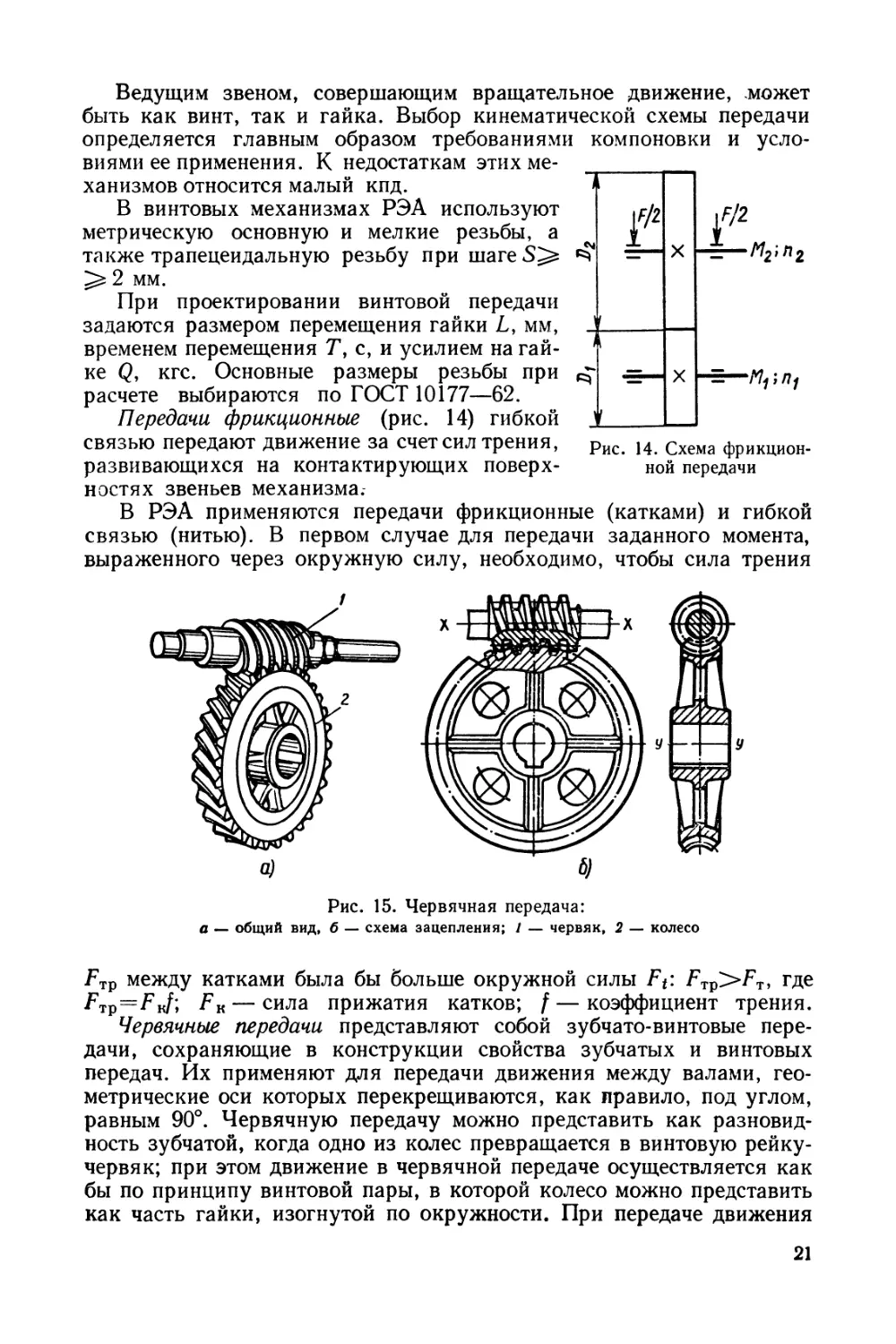
Основные параметры каждой механической передачи (рис. 11)
следующие: мощность на выходе Р2, кВт; быстроходность, выража¬
емая угловой скоростью со2, рад/с, ведомого вала или частотой вра¬
щения /г, об/мин (мин-1), и передаточное отношение и.
Отношение угловой скорости ведущего звена к угловой скорости
ведомого звена (называемое передаточным) выражается формулой
ti\% 2=<»l/^2 = ^l/^2-
Если передача многоступенчатая, то ее передаточное отношение
равно произведению передаточных отношений ступеней: иобщ=
= ихи2. . .ип.
При необходимости передаточное отношение можно определить
по вращающим моментам на ведущих и ведомых валах:
Mi^/VcDi и М2=Р2/ы2 или
М2 Р2/(й2 Р2щ
Мг ~~ Рi/coi Ргщ *
Так как P2/Pi=r\, а ©1/©2=м, то и1л 2=М2/(Min), где ц — коэф¬
фициент полезного действия передачи (кпд).
Передаточное отношение можно выразить так: uls2=d2/dlt где dx —
диаметр зубчатого колеса (шкива), находящегося на ведущем валу;
d2 — диаметр зубчатого колеса (шкива), находящегося на ведомом
валу.
При и> 1 и (Oi>(d2 передача, являясь понижающей, называется
редуктором, при и< 1 и со!<со2 передача, являясь повышающей,
называется мультипликатором.
16
Рис. 11. Схема механической передачи
Кроме перечисленных основных параметров при расчетах пользу¬
ются следующими производными параметрами:
окружная скорость, м/с, ведущего или ведомого звена v = cod/2,
где d — диаметр, м, катка (шкива, колеса и др.); со — угловая ско¬
рость, рад/с;
вращающий момент, Н «м,
M=P/(o = Ftl2,
где Р — мощность, Вт; Ft — окружная сила, Н;
окружная сила передачи, Н,
Fi = P/v = 2M/d\
коэффициент полезного действия
T] = .P2/Pi.
Для многоступенчатой передачи, состоящей из нескольких от¬
дельных последовательно соединенных передач, 'n06iu=::TliTb • • • Ли.
При рассмотрении вращающих моментов в передаче необходимо
отметить следующее. Вращающий момент ведущего вала Мг — это
момент движущих сил, его направление совпадает с направлением
вращения вала. Вращающий момент ведомого вала М2 — это момент
сил сопротивления, поэтому его направление противоположно на¬
правлению вращения вала.
Каждая зубчатая передача характеризуется передаточным числом,
которое в отличие от передаточного отношения всегда положительно
и не может быть меньше единицы.
Отношение числа зубьев большего колеса к числу зубьев мень¬
шего колеса (называемое передаточным числом) выражается форму¬
лой u=z2/zly где z2 — число зубьев большего колеса; гх — число зубь¬
ев шестерни (меньшего колеса).
Передаточное число характеризует передачу только количест¬
венно. Передаточные число и отношение могут совпадать только у
передачи внутреннего зацепления. У передач внешнего зацепления
они не совпадают, так как имеют разные знаки: передаточное отно¬
шение — отрицательное, а передаточное число — положительное.
Передаточное отношение считается положительным, если веду¬
щее и ведомое колеса вращаются в одну сторону (например, у зуб¬
чатой передачи с внутренним зацеплением), и отрицательным, если
ведомое и ведущее колеса вращаются в разные стороны (например,
у зубчатой передачи внешнего зацепления).
Передачи проектируют с постоянным или переменным (регулиру¬
емым) передаточным отношением. Регулирование передаточного от¬
ношения может быть ступенчатым или бесступенчатым.
Ступенчатое регулирование осуществляется, иапример, в механи¬
ческих передачах (редукторах) с зубчатыми колесами, в ременных
передачах со ступенчатыми шкивами; бесступенчатое регулиро¬
вание — с помощью фрикционных, ременных или цепных вариа¬
торов, которые позволяют менять угловую скорость на ходу и выби¬
рать оптимальные законы движения.
*7
Рис, 12. Виды зубчатых передач
Способ регулирования передаточного отношения зависит от кон¬
кретных условий работы машины, которую обслуживает передача.
Обычно передаточное отношение считают основным кинематическим
параметром всех передач.
18
Наиболее распространенным типом механических передач, приме¬
няемых в РЭА, являются зубчатые? в которых движение передается
с помощью зацепления пары зубчатых колес. Такие передачи пред¬
назначены для передачи движения с соответствующим изменением
угловой скорости (момента) по значению и направлению.
Зубчатые передачи (рис. 12) классифицируют по следующим при¬
знакам:
по взаимному расположению геометриче¬
ских осей валов зубчатых колес: цилиндрические —
при параллельных осях, зацепление может быть как внешним, так
и внутренним (рис. 12, а — г); конические — при пересекающихся
осях (рис. 12, е — з); гипоидные конические — при расположении
осей в разных плоскостях (рис. 12, и)\ винтовые цилиндрические с
перекрещивающимися осями (рис. 12, к) в разных плоскостях.
Для преобразования вращательного движения в поступательное
и наоборот применяется реечная передача (рис. 12, д), которая яв¬
ляется частным случаем цилиндрической зубчатой передачи. Рейку
рассматривают как колесо, диаметр которого равен бесконечности;
по расположению зубьев относительно об¬
разующей колес: прямозубые (рис. 12, а, г, д, е); косозубые
(рис. 12, б, ж); шевронные (рис. 12, в) и с криволинейными зубьями
(рис. 12, з).
При переходе от прямозубых передач к непрямозубым повышается
плавность работы, уменьшается шум и увеличивается нагрузочная
способность. Поэтому их используют при более высоких скоростях
и передаче больших моментов;
по форме бокового профиля зубьев: эволь-
вентные, циклоидальные и круговые (зацепление М. Л. Новикова)
(рис. 12, л).
Профиль зуба у зубчатых колес, как правило, эвольвентный,
хотя возможны и другие профили. Меньшее зубчатое колесо назы¬
вают шестерней (в приборах — трибкой), большее—колесом. Тер¬
мин «зубчатое колесо» относится ко всем колесам.
Зацепление двух зубчатых колес (рис. 13) с числом зубьев гх и z2
можно представить как качение без скольжения двух окружностей
с диаметрами dx и d2, называемых начальными.
Передаточное число зубчатой передачи определяется следующим
соотношением:
W==^L= Р/О* <*i) _ __ *a
n2 v/(nd2) dx Zi
При эвольвентном профиле зуба точка контакта зубьев п движется
по прямой, называемой линией зацепления (линия N — N), положение
которой определяется углом зацепления а, зависящим от диаметра
основных окружностей зубчатых колес d0i и d02, которые использу¬
ются для профилирования зуба.
Плавность работы зубчатой передачи определяется коэффициентом
перекрытия г (число одновременно участвующих в зацеплении зубьев).
19
Основной характеристикой размеров зубьев является окружной
делительный модуль mt=dJz=Pt/n, значение которого меньше зна¬
чения делительного окружного шага в л раз (ГОСТ 16530 —70). Мо¬
дуль mt, мм, можно рассматривать также как часть диаметра дели¬
тельной окружности, приходящейся на один зуб. Значение его ис¬
пользуют для расчетов и при измерении зубчатых колес. Для пары
зацепляющих колес модуль должен быть одинаковым. Значения mt
Рис. 13. Схема зацепления двух колес:
1 ножка зуба, 2 — головка зуба
регламентированы СТ СЭВ 310—76. Нарезание зубчатого колеса
обычно производят режущим инструментом со стандартным исходным
контуром (а=20°).
Передача винт — гайка, или винтовой механизм служит для
преобразования вращательного движения в поступательное. В меха¬
низмах РЭА движение винта осуществляется от руки оператора с
помощью маховичка. Возможно также движение винта от различных
передаточных механизмов. Передачи винт — гайка просты по кон¬
струкции, дают большой выигрыш в силе, обеспечивают большое
замедляющее действие и плавность работы; наиболее часто их при*
меняют в механизмах настройки РЭА для точных перемещений.
20
Ведущим звеном, совершающим вращательное движение, .может
быть как винт, так и гайка. Выбор кинематической схемы передачи
определяется главным образом требованиями компоновки и усло¬
виями ее применения. К недостаткам этих ме¬
ханизмов относится малый кпд.
В винтовых механизмах РЭА используют
метрическую основную и мелкие резьбы, а
также трапецеидальную резьбу при шаге S^
^ 2 мм.
При проектировании винтовой передачи
задаются размером перемещения гайки L, мм,
временем перемещения Т, с, и усилием на гай¬
ке Q, кгс. Основные размеры резьбы при
расчете выбираются по ГОСТ 10177—62.
Передачи фракционные (рис. 14) гибкой
связью передают движение за счет сил трения,
развивающихся на контактирующих поверх¬
ностях звеньев механизма.
В РЭА применяются передачи фрикционные (катками) и гибкой
связью (нитью). В первом случае для передачи заданного момента,
выраженного через окружную силу, необходимо, чтобы сила трения
Рис. 14. Схема фрикцион¬
ной передачи
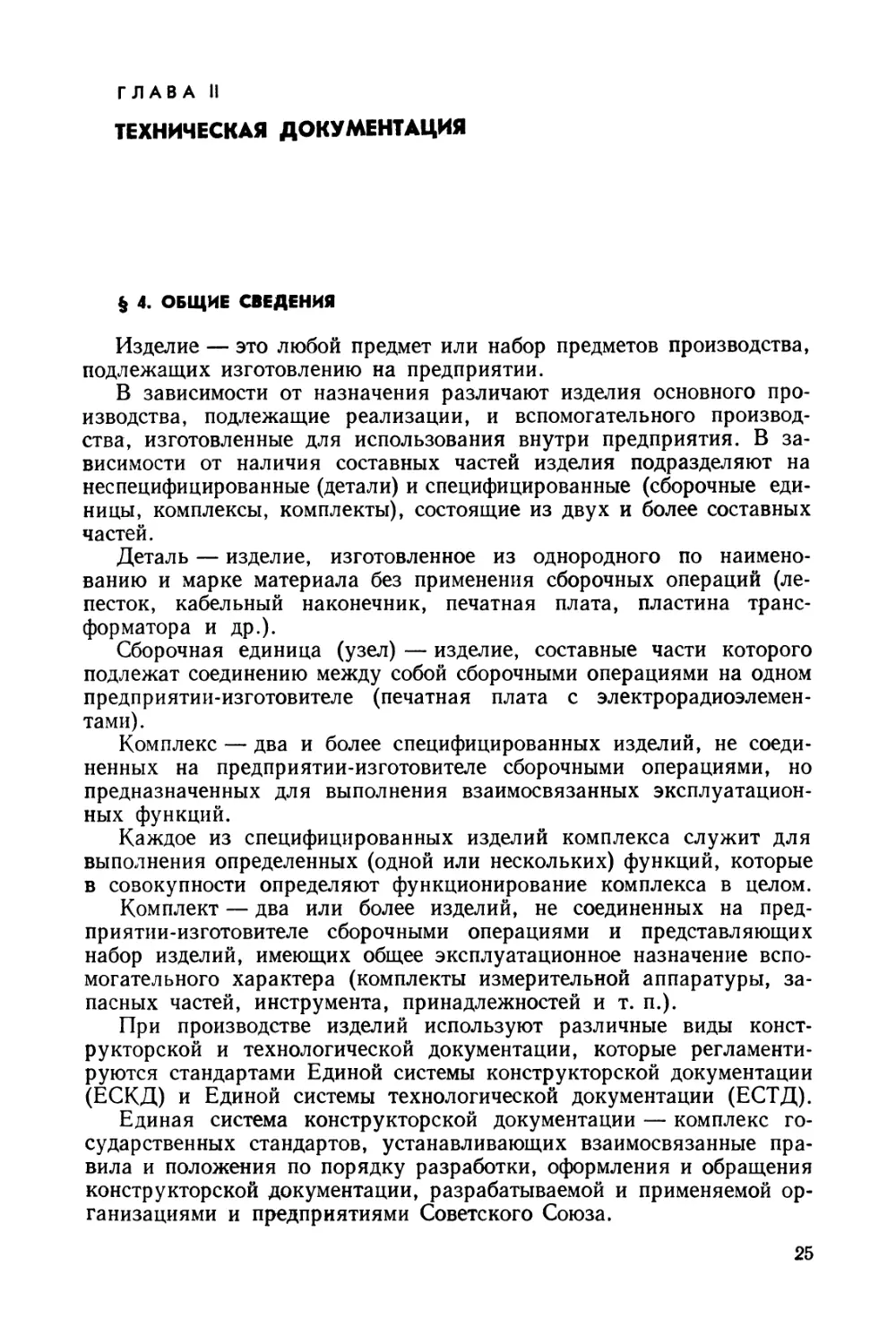
Рис. 15. Червячная передача:
а — общий вид, б — схема зацепления; / — червяк, 2 — колесо
FTp между катками была бы больше окружной силы Ft: FTV>FTt где
FtV=FJ\ Fк — сила прижатия катков; f — коэффициент трения.
Червячные передачи представляют собой зубчато-винтовые пере¬
дачи, сохраняющие в конструкции свойства зубчатых и винтовых
передач. Их применяют для передачи движения между валами, гео¬
метрические оси которых перекрещиваются, как правило, под углом,
равным 90°. Червячную передачу можно представить как разновид¬
ность зубчатой, когда одно из колес превращается в винтовую рейку-
червяк; при этом движение в червячной передаче осуществляется как
бы по принципу винтовой пары, в которой колесо можно представить
как часть гайки, изогнутой по окружности. При передаче движения
21
витки червяка 7 (рис. 15) непрерывно скользят по зубьям колеса 2,
как в винтовой паре, что является причиной пониженного кпд червяч¬
ной передачи.
К достоинствам передачи относятся возможность получения боль¬
ших передаточных чисел, плавность работы, бесшумность; недостатки
Рис. 16. Схема архимедова червяка)
а — червяк, б — профиль червяка
сводятся к низкому кпд, значительному выделению теплоты в зоне
зацепления червяка с колесом, необходимости применения для ко¬
леса антифрикционного материала с хорошей теплопроводностью.
В РЭА червячные передачи используют в механизмах настройки,
Рис. 17. Схема червячного зацепления
следящем приводе и в приводах периодического действия, в которых,
как правило, ведущим является червяк. По ГОСТ 18498—73 введены
обозначения различных червяков и их модификаций.
Геометрические размеры червяка и колеса определяют по фор¬
мулам, аналогичным формулам для зубчатых колес. В червячной
22
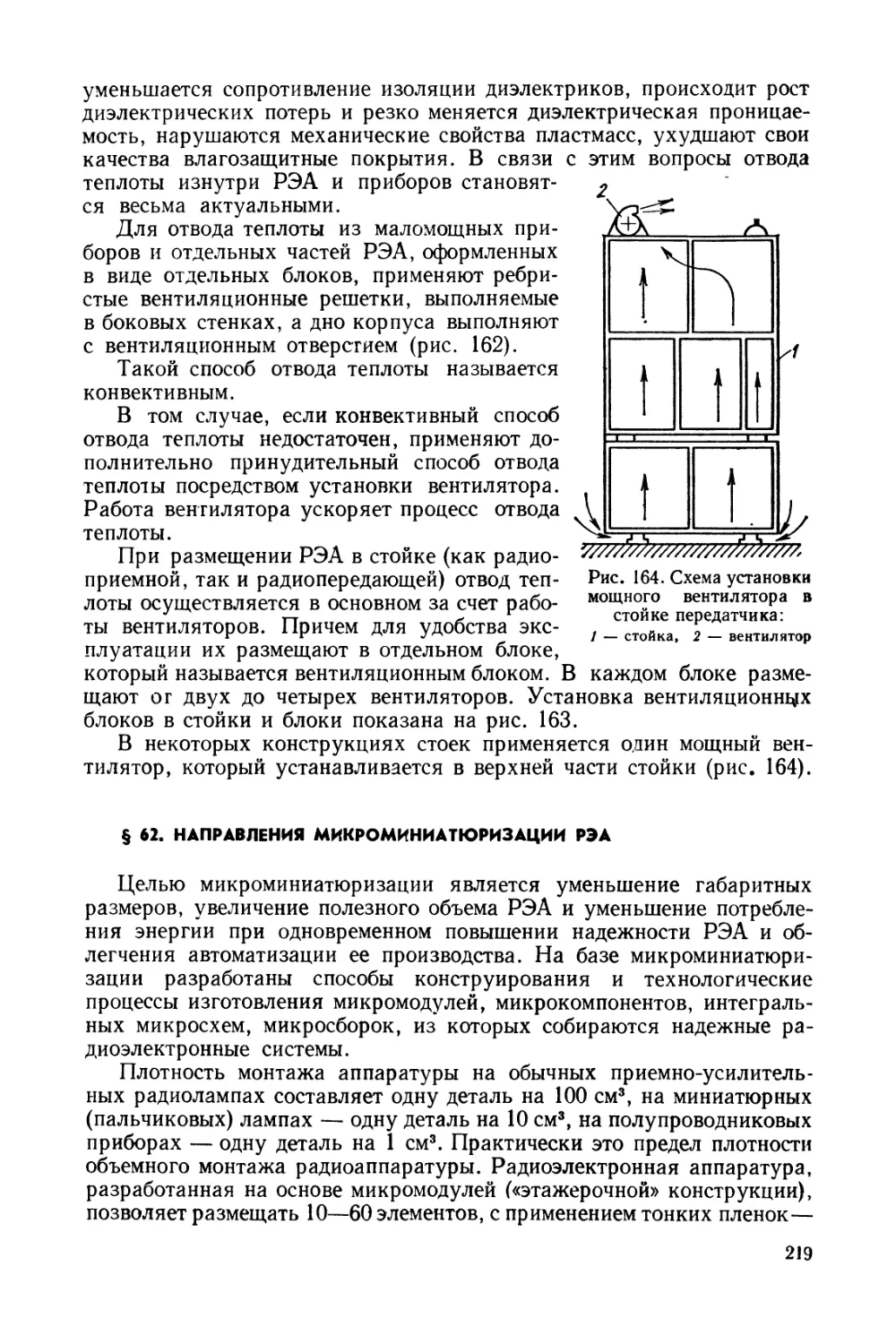
Рис. 18. Привод настройки вариометров радиопередатчика
передаче расчетным является осевой модуль червяка т, равный тор¬
цовому модулю червячного колеса. Значения расчетных модулей
выбирают по ГОСТ 2144—76.
По форме профиля наиболее распространен архимедов червяк
(рис. 16). Он имеет в осевом сечении трапециевидный профиль с углом
наклона а=20°; в торцевом сечении витки очерчены по спирали Ар¬
химеда. Червяк может нарезаться на обычных токарных станках.
Шлифуется червяк на шлифовальных станках кругом специального
профиля. Схема червячного зацепления приведена на рис. 17.
Передаточное отношение червячной пары: u12=nj<й2=г2!
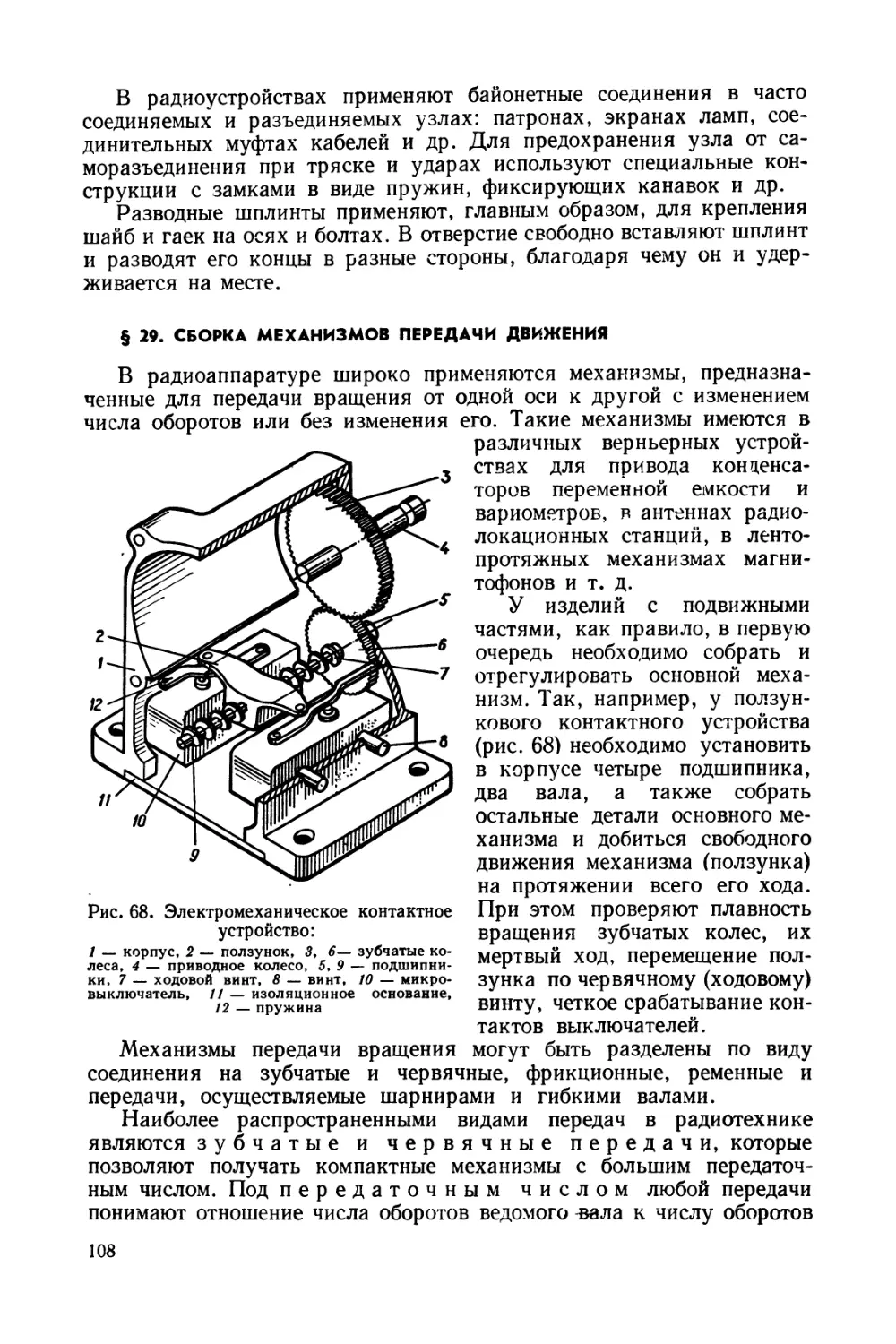
В качестве примера рассмотрим механизм привода (рис. 18) со¬
пряженной настройки вариометров, которые применяются в антен¬
ном контуре коротковолнового радиопередатчика.
Механизм привода состоит из трех частей: ручного приводного
механизма а с ручкой настройки 1\ механизма вращения осей роторов
20, 15 вариометров б и механизма вращения в статора вариометра
выходного каскада.
Все механизмы устанавливаются в алюминиевом литом корпусе.
На валу 25 установлено колесо ручного привода с ручкой настройки 1
и шкала грубой настройки 4.
Шкалу 23 точной настройки вращают с помощью червячно-зуб-
чатой передачи 4. Стопорение механизма а осуществляется с помощью
винта 2 и поводка 3.
Вращение от вала 25 передается механизму б через муфту 5. Ос¬
нованием для размещения механизма вращения б является плата 6,
на которой закреплены специальные стойки 9. В этих стойках разме¬
щаются радиально-сферические подшипники 10, в которые вставлен
сборный вал 8 с червячными колесами 7. От осевых перемещений под¬
шипники предохраняются крышками 11, которые крепятся к стойкам
четырьмя винтами. Сборный вал 8 имеет два глухих осевых отвер¬
стия, в которые запрессовывается изолирующая вставка 12. После
установки вставка штифтуется, а вал дополнительно обрабатывается
на токарном станке, после чего устанавливается в корпусе привода.
Вращение вала 8 через червяк 7 передается зубчатому колесу 13
и через промежуточный механизм с помощью безлюфтовой муфты 14
на оси роторов 20 и15 вариометров. Статор 16 вариометра выходного
каскада выполнен таким образом, что он может поворачиваться от¬
носительно нейтрального положения на некоторый угол а=±15°.
Поворот производится вращением вала 19 механизма в с помощью
косозубого колеса 18 и зубчатого сектора 17. На лицевой панели
корпуса механизма привода сопряженной настройки вариометров
находится ручка подстройки вариометра выходного каскада 21 и
шкала 22. Застопоривают механизм с помощью стопорного устройства
такой же конструкции, как и у стопора механизма а.
Контрольные вопросы
1. Какая кинематическая цепь называется механизмом?
2. Дайте определения основных видов звеньев рычажного механизма.
3. Какое механическое устройство называется машиной?
4. Дайте определение передаточного отношения механической передачи.
5. Что называется передаточным числом?
ГЛАВА II
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
§ 4. ОБЩИЕ СВЕДЕНИЯ
Изделие — это любой предмет или набор предметов производства,
подлежащих изготовлению на предприятии.
В зависимости от назначения различают изделия основного про¬
изводства, подлежащие реализации, и вспомогательного производ¬
ства, изготовленные для использования внутри предприятия. В за¬
висимости от наличия составных частей изделия подразделяют на
неспецифицированные (детали) и специфицированные (сборочные еди¬
ницы, комплексы, комплекты), состоящие из двух и более составных
частей.
Деталь — изделие, изготовленное из однородного по наимено¬
ванию и марке материала без применения сборочных операций (ле¬
песток, кабельный наконечник, печатная плата, пластина транс¬
форматора и др.).
Сборочная единица (узел) — изделие, составные части которого
подлежат соединению между собой сборочными операциями на одном
предприятии-изготовителе (печатная плата с электрорадиоэлемен¬
тами).
Комплекс — два и более специфицированных изделий, не соеди¬
ненных на предприятии-изготовителе сборочными операциями, но
предназначенных для выполнения взаимосвязанных эксплуатацион¬
ных функций.
Каждое из специфицированных изделий комплекса служит для
выполнения определенных (одной или нескольких) функций, которые
в совокупности определяют функционирование комплекса в целом.
Комплект — два или более изделий, не соединенных на пред¬
приятии-изготовителе сборочными операциями и представляющих
набор изделий, имеющих общее эксплуатационное назначение вспо¬
могательного характера (комплекты измерительной аппаратуры, за¬
пасных частей, инструмента, принадлежностей и т. п.).
При производстве изделий используют различные виды конст¬
рукторской и технологической документации, которые регламенти¬
руются стандартами Единой системы конструкторской документации
(ЕСКД) и Единой системы технологической документации (ЕСТД).
Единая система конструкторской документации — комплекс го¬
сударственных стандартов, устанавливающих взаимосвязанные пра¬
вила и положения по порядку разработки, оформления и обращения
конструкторской документации, разрабатываемой и применяемой ор¬
ганизациями и предприятиями Советского Союза.
25
Конструкторскими документами называют графические (чертежи,
схемы) и текстовые технические документы (технические условия,
техническое описание и др.), которые дают необходимое представ¬
ление о составе и устройстве изделия и его составных частей, а также
содержат необходимые данные для их изготовления, контроля, при¬
емки и эксплуатации. ЕСКД обеспечивает единство правил выпол¬
нения и оформления конструкторской документации; возможность
ее использования без доработки и переоформления при новом про¬
ектировании, производстве и при передаче ее на другое предприятие.
ЕСКД устанавливает рациональную систему нумерации чертежей,
облегчающую выявление уже спроектированных и изготовленных
изделий и создающую основу для унификации и стандартизации де¬
талей, позволяет использовать средства механизации и автомати¬
зации процесса выполнения чертежей.
ЕСТД — это комплекс государственных стандартов и руководя¬
щих нормативных материалов, документов, устанавливающих пра¬
вила и положения по порядку разработки, комплектации, оформления
и обращения технологической документации, применяемой при из¬
готовлении и ремонте изделий.
ЕСТД создает необходимые условия для разработки прогрессив¬
ных типовых и групповых технологических процессов, обеспечивает
взаимосвязь с разработанными и разрабатываемыми системами стан¬
дартов. На основе ЕСТД может создаваться система технико-эконо¬
мических нормативов, что важно для внедрения автоматизированных
систем управления (АСУ). ЕСТД позволяет применить современные
технические средства обработки информации, повысить производи¬
тельность труда работников, занятых подготовкой нового произ¬
водства и в системе управления предприятиями.
Технологический процесс сборки и монтажа РЭА проводится в
соответствии с технической документацией, где указываются: наи¬
менование объекта сборки и монтажа; разбивка работ по стадиям;
наименование и описание переходов и операций для каждой стадии
сборки, монтажа и контроля; применяемые технологическое обору¬
дование, приспособления и инструменты; основные и вспомогатель¬
ные материалы; время на выполнение отдельных переходов и опера¬
ций; разряды квалификации рабочих и др.
Основными видами технической документации при этом являются:
чертежи изделия, схемы, таблицы соединений и др.; ведомость по¬
купных изделий; технологическая схема сборки изделия; маршрут¬
ная карта; операционные карты; ведомость основных и вспомогатель¬
ных материалов; перечень технологического оборудования, приспо¬
соблений, инструментов; производственные инструкции и др.
Выбор видов документации зависит от сложности изделия и типа
производства. В единичном (опытном) и мелкосерийном производстве
сборку и монтаж ведут по чертежам и электрическим принципиаль¬
ным схемам. При этом требуется высокая квалификация рабочего.
В серийном и крупносерийном производстве документация разра¬
батывается более подробно, вплоть до отдельной операции. Для
монтажа используют монтажную схему или таблицу соединений.
26
Сборку и монтаж сложных приборов и систем ведут по операцион¬
ным картам; используют конструкторскую документацию на приме¬
няемую технологическую оснастку и приспособления.
§ 5. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ, ПРИМЕНЯЕМАЯ
ПРИ СБОРКЕ
При проектировании технологического
процесса сборки необходимо:
определить сборочный состав изделия, обосновать организацион¬
ные формы сборки, произвести различные расчеты, связанные с тех¬
нико-экономическим обоснованием выбранного варианта технологи¬
ческого процесса сборки (расчеты режимов сборочных и других ра¬
бот, размеров партий, ритмов, количества и загрузки рабочих мест,
норм времени и выработки, расчеты, связанные с точностью сборочных
работ, расходом материалов и т. д.);
установить последовательность сборочных и контрольных опера¬
ций;
установить необходимое количество технологического оснащения
и оборудования;
оформить проект технологического процесса сборки в виде уста¬
новленного комплекта технологических документов, состоящего из
основных и вспомогательных документов.
Основные технологические документы разделяют на документы
общего и специального назначения. Документы общего назначения
применяют независимо от технологических методов изготовления
или ремонта изделия — это титульный лист (ТЛ); карта эскизов (КЭ);
технологическая инструкция (ТИ), в которой описаны технологиче¬
ские процессы, методы и приемы, повторяющиеся при изготовлении
или ремонте изделий, правила эксплуатации технологической оснаст¬
ки, применяющейся для сокращения объема разрабатываемой тех¬
нологической документации. Тот или иной вид документов специ¬
ального назначения используется в зависимости от типа и вида про¬
изводства и технологических методов изготовления или ремонта из¬
делия.
К основным технологическим документам специального назначения
относятся: маршрутная карта; карта технологического процесса;
операционная карта; карта типового технологического процесса
(КТТП); карта типовой операции и др. (ГОСТ 3.1103—82).
К вспомогательным документам относятся: карта учета обозна¬
чений; карта применяемости оснастки; технологический паспорт и
другая документация.
Маршрутная карта (МК) дает описание маршрута техно¬
логического процесса изготовления изделия; дополнительно к нему
в ней может содержаться полный состав технологических операций
с указанием данных об оборудовании, технологической оснастке,
материальных нормативах и трудовых затратах. Маршрутная карта
применяется в мелкосерийном и серийном производстве. Наимено¬
вание операции в зависимости от степени детализации технологи¬
27
ческого процесса может быть краткиму состоящим из одного слова,
соответствующего характеру операции (сборочная, монтажная, ре¬
гулировочная и др.), или полным. Повторяющиеся наименования
операций нумеруются по порядку римскими цифрахми (сборочная I,
сборочная II и т. д.). При операционном описании технологического
процесса операции обозначаются двузначными числами по порядку
их выполнения (10, 20, 30 и т. д.), переходы каждой операции обо¬
значаются также двузначными числами по порядку их выполнения
(01, 02, 03 и т. д.).
Карта технологического процесса (КТП) со¬
держит операционное описание технологического процесса изготов¬
ления или ремонта изделия в технологической последовательности
по всем операциям одного вида формообразования, обработки, сборки
или ремонта с указанием переходов, технологических режимов, тех¬
нологической оснастки, материальных и трудовых затрат.
Карта типового (группового) технологиче¬
ского процесса содержит описание типового (группового)
технологического процесса изготовления или ремонта изделий. При¬
меняется совместно с ведомостью деталей к типовому (групповому)
технологическому процессу (ВТП) или операции (ВТО), где указан
состав деталей, изготовляемых по типовому технологическому про¬
цессу, и переменные данные о материале, оснастке, режимах обра¬
ботки и трудозатратах.
Операционная карта (ОК) дает описание технологи¬
ческих операций с указанием последовательного выполнения перехо¬
дов, данные об оснастке, режимах и трудовых затратах. Карта снаб¬
жается эскизами операций, а иногда эскизами по переходам. Анало¬
гичный документ для типовой (групповой) операции — карта
типовой (групповой) операции (КТО).
При сборке сложных приборов технологические эскизы рекомен¬
дуется помещать на отдельном листе с необходимыми указаниями
и надписями. Иногда эскизы заменяют операционно-технологиче¬
скую карту. На эскизе дается изображение сборочной единицы в
том виде, в каком она получается после выполнения операции, с ука¬
занием только тех технических требований, которые необходимы для
выполнения операции.
Ведомость материалов (ВМ) содержит данные о по¬
детальных нормах расхода материала, о заготовках.
При разработке технологических процессов следует применять
основные термины и определения по ГОСТ 3.1109—82.
Разработку технологического процесса сборки следует начинать
с разработки маршрутной карты, выполняемой технологом сбороч¬
ного цеха, за которым закреплена сборка сборочных единиц и изде¬
лия в целом. После согласования маршрутной карты разрабатывается
технологический процесс сборки и электромонтажа радиоэлектрон¬
ного прибора.
Разработанный технологический процесс сборки и монтажа ра¬
диоэлектронного прибора является законом для исполнителей и
проводится в соответствии с технической документацией.
28
Производственная инструкция регламентирует выполнение опе¬
раций на специальном технологическом оборудовании. По произ¬
водственным инструкциям проводят входной контроль всех радио¬
элементов и комплектующих деталей, поступающих от поставщи¬
ков, контроль и проверку монтажа прибора, блока (при внешнем
осмотре) и выявляют несоответствие механических и электрических
характеристик ТУ и т. д.
В ГОСТ 2.102—68 даны следующие виды конструкторской доку¬
ментации: чертежи детали (сборочные, габаритные и др.); схемы;
спецификация; ведомости спецификаций, покупных изделий, согла¬
сования применения покупных изделий и др.; пояснительная за¬
писка; технические условия; программа и методика испытаний; таб¬
лицы; расчеты; эксплуатационные и ремонтные документы; карта
технического уровня и качества изделия; патентный формуляр; ин¬
струкции.
Основной конструкторский документ изделия полностью и одно¬
значно определяет данное изделие и его состав. За основной конст¬
рукторский документ принимают для детали — ее чертеж, для сбо¬
рочной единицы, комплексов и комплектов — спецификацию.
Чертеж детали — документ, содержащий изображение де¬
тали и другие данные, необходимые для ее изготовления и контроля.
Правила выполнения чертежей изделия определяет ГОСТ 2.109—73.
Изображения изделий на чертежах выполняются в определенном
масштабе по методу прямоугольного проецирования. На рабочем
чертеже изделия указывают размеры, предельные отклонения, ше¬
роховатость и другие данные, которым оно должно соответствовать
перед сборкой. На каждое изделие выполняют отдельный чертеж. Для
группы изделий, обладающих общими конструктивными признаками,
выполняется групповой чертеж с занесением размеров каждого из¬
делия в таблицу. В основной надписи чертежа наименование изделия
записывают в именительном падеже единственного числа, на первом
месте помещают имя существительное, например «колесо зубчатое».
Сборочный чертеж — документ, содержащий изображе¬
ние сборочной единицы и другие данные, необходимые для ее сборки
(изготовления) и контроля. Сборочный чертеж должен давать пред¬
ставление о расположении и взаимной связи составных частей, сое¬
диняемых по данному чертежу. Он должен содержать размеры, пре¬
дельные отклонения, а также другие параметры и требования, ко¬
торые должны быть выполнены или проконтролированы по данному
сборочному чертежу; указания о характере сопряжения и методах
его осуществления, а также указания о выполнении неразъемных
соёдинений (сварных, паяных и др.); номера позиций составных
частей, входящих в изделие; габаритные размеры изделия; установоч¬
ные, присоединительные и другие необходимые справочные размеры;
техническую характеристику изделия (при необходимости). Сбороч¬
ный чертеж выполняется, как правило, с упрощениями, соответствую¬
щими требованиям стандартов ЕСКД (например, не показываются
фаски, накатки и другие мелкие элементы, зазоры между стержнем
и отверстием). На сборочном чертеже все составные части сборочной
29
единицы нумеруют в соответствии с номерами позиций, указанными
в спецификации этой сборочной единицы. Номера позиций наносят
на полках линий-выносок, проводимых от изображений составных
частей.
Спецификация — документ, определяющий состав сбо¬
рочной единицы, комплекса или комплекта. Спецификация (ГОСТ
2.108—68) составляется на отдельных листах на каждую сборочную
единицу, комплекс или комплект. В спецификацию вносят составные
части, входящие в специфицируемое изделие, а также конструктор¬
ские документы, относящиеся к этому изделию и к его неспецифици-
руемым составным частям. В общем случае спецификация состоит из
разделов, которые располагают в такой последовательности: доку¬
ментация, комплексы, сборочные единицы, детали, стандартные из¬
делия, прочие изделия, материалы, комплекты. Наименование каж¬
дого раздела указывают в виде заголовка в графе «Наименование»
и подчеркивают. В раздел «Стандартные изделия» вносят изделия,
примененные по государственным, республиканским и отраслевым
стандартам и стандартам предприятия (для изделий вспомогатель¬
ного производства). В пределах каждой категории стандартов запись
производят по группам изделий, объединенных по их функциональ¬
ному назначению (например, подшипники, крепежные изделия и т. п.),
в пределах каждой группы — в алфавитном порядке наименований
изделий, в пределах каждого наименования — в порядке возраста¬
ния обозначений стандартов, а в пределах каждого обозначения
стандарта — в порядке возрастания основных параметров или раз¬
меров изделия. В разделе «Прочие изделия» записывают изделия,
примененные по техническим условиям. Запись изделий производят
по однородным группам.
Схема — это конструкторский документ, на котором показаны
в виде условных изображений или обозначений составные части
изделия и связи между ними. По ГОСТ 2.701—84 схемы в зависимости
от видов элементов и связей, входящих в состав изделия, подразде¬
ляют на электрические (Э), гидравлические (Г), пневматические (П),
кинематические (К), оптические (О) — в скобках указано обозна¬
чение вида схемы. Для изделия, в состав которого входят элементы
разных видов, разрабатывают несколько схем соответствующих
видов одного типа (например, схема электрическая принципиальная
и схема гидравлическая принципиальная) или одну комбинирован¬
ную схему (С), содержащую элементы и связи разных видов (напри¬
мер, схема электрогидравлическая принципиальная). В зависимости
от основного назначения схемы подразделяют на типы (в скобках
указано обозначение типа): структурные (1), функциональные (2),
принципиальные (3), соединений или монтажные (4), подключения
(5), общие (6), расположения (7). Допускается разрабатывать схемы
прочих типов (8) и объединенные (О) — схемы двух типов на одном
конструкторском документе. Могут быть совмещены схемы принци¬
пиальная и соединений, соединения и подключения; совмещенной
схеме присваивают наименование схемы, тип которой имеет наимень¬
ший порядковый номер.
30
§ 6. СТРУКТУРНЫЕ, ФУНКЦИОНАЛЬНЫЕ, ПРИНЦИПИАЛЬНЫЕ
СХЕМЫ РАДИОАППАРАТУРЫ И ИХ НАЗНАЧЕНИЕ
В ЕСКД сформулированы основные термины, применяемые при
характеристике различных видов электрических схем.
Элемент — составная часть схемы, которая выполняет определен¬
ную функцию в изделии и не может быть разделена на части, имею¬
щие самостоятельное функциональное значение (например, резистор,
трансформатор и другие электрорадиоэлементы).
Устройство — совокупность элементов, представляющая единую
конструкцию (плата, блок, шкаф, механизм).
Функциональная группа — совокупность элементов, выполняющих
в изделии определенные функции и не объединенных в единую кон¬
струкцию.
Функциональная часть — элемент, устройство, функциональная
группа.
Функциональная цепь — линия, канал, тракт определенного на¬
значения (канал звука, тракт СВЧ и др.).
Линия взаимосвязи — отрезок линии, указывающей на наличие
связи между функциональными частями изделия.
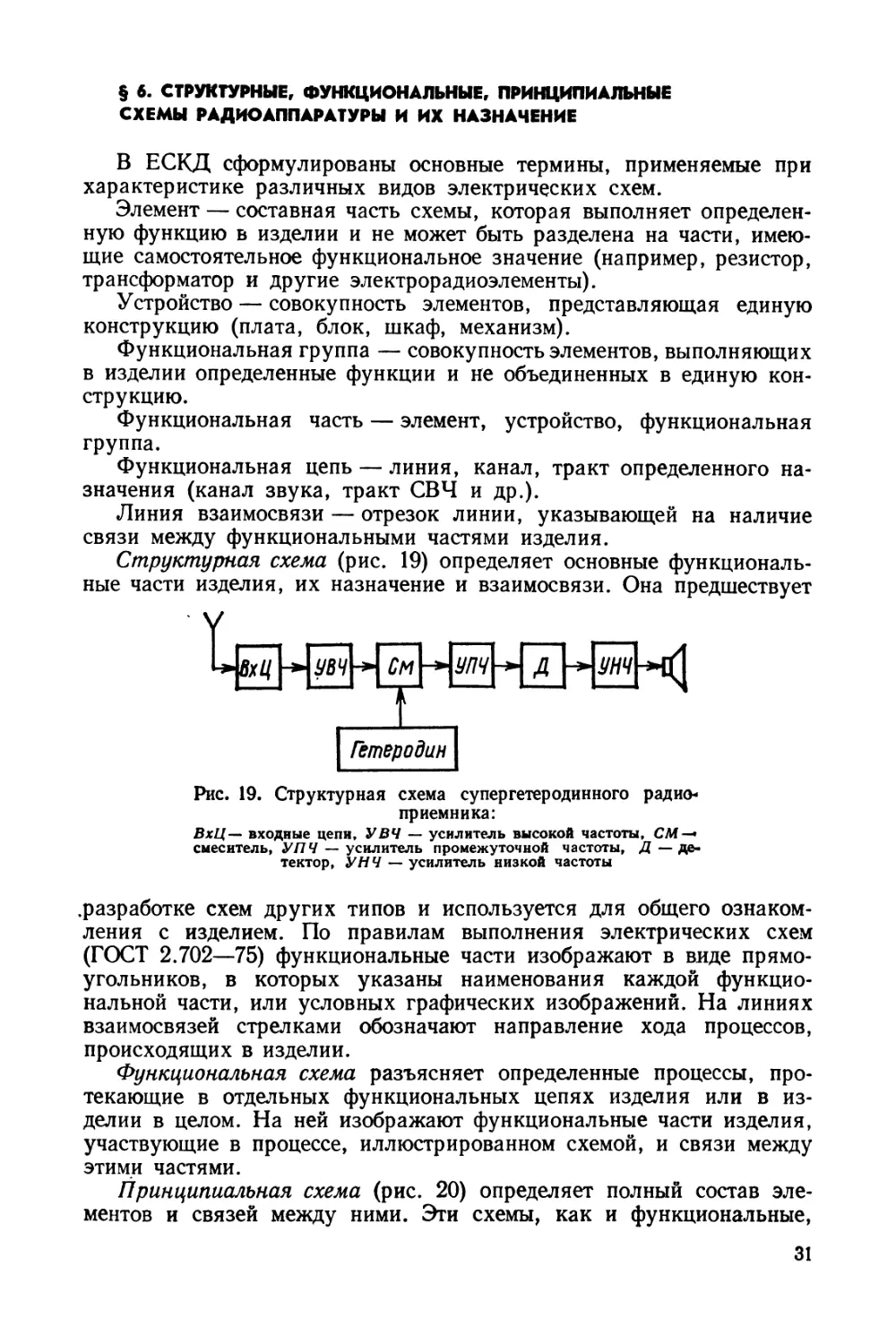
Структурная схема (рис. 19) определяет основные функциональ¬
ные части изделия, их назначение и взаимосвязи. Она предшествует
Рис. 19. Структурная схема супергетеродинного радио¬
приемника:
BjcZ/— входные цепи. УВЧ — усилитель высокой частоты, СМ—»
смеситель, УПЧ — усилитель промежуточной частоты, Д — де¬
тектор, УНЧ — усилитель низкой частоты
.разработке схем других типов и используется для общего ознаком¬
ления с изделием. По правилам выполнения электрических схем
(ГОСТ 2.702—75) функциональные части изображают в виде прямо¬
угольников, в которых указаны наименования каждой функцио¬
нальной части, или условных графических изображений. На линиях
взаимосвязей стрелками обозначают направление хода процессов,
происходящих в изделии.
Функциональная схема разъясняет определенные процессы, про¬
текающие в отдельных функциональных цепях изделия или в из¬
делии в целом. На ней изображают функциональные части изделия,
участвующие в процессе, иллюстрированном схемой, и связи между
этими частями.
Принципиальная схема (рис. 20) определяет полный состав эле¬
ментов и связей между ними. Эти схемы, как и функциональные,
31
используют для изучения принципов работы изделия, при контроле
и ремонте. На принципиальной схеме изображают также электриче¬
ские элементы (разъемы, зажимы и т. п.), которыми заканчиваются
входные и выходные цепи. Схемы обычно выполняют для изделий,
находящихся в отключенном положении. Элементы на схеме изоб¬
ражают в виде условных графических обозначений, установленных в
стандартах ЕСКД. При изображении линий связи для упрощения
Рис. 20. Принципиальная электрическая схема блока пи¬
тания радиоприемника
схемы можно несколько электрически не связанных линий связи
сливать в общую линию, но при подходе к контактам (элементам)
каждую линию связи изображают отдельной линией; каждую линию
помечают в месте слияния (а при необходимости и на обоих концах)
условными обозначениями.
Позиционные обозначения элементам (устройствам) присваивают
в пределах изделия (установки). Порядковые номера элементам (уст¬
ройствам) присваивают, начиная с единицы, в пределах группы эле¬
ментов, которым на схеме присвоено одинаковое буквенное позицион¬
ное обозначение, например резисторы R1, R2, R3 и т. д. Порядковые
номера присваивают в соответствии с расположением элементов или
устройств на схеме сверху вниз в направлении слева направо. Пози¬
ционные обозначения проставляют на схеме рядом с условным гра¬
фическим обозначением элемента с правой стороны или над ним.
Данные об элементах записывают в перечень элементов, помещен¬
ный на первом листе схемы или выполненный в виде самостоятельного
документа. Перечень элементов имеет вид табл. 2, где указывают
позиционное обозначение элемента, его наименование в соответствии
с документом, на основании которого этот элемент применен, и обо¬
значение этого документа (ГОСТ, ТУ и т. д.), количество, а при не¬
обходимости и технические данные элемента, не содержащиеся в его
наименовании (указываются в графе «Примечание»). При разбивке
поля схемы на зоны добавляют графу «Зона». Элементы в перечень
записывают группами в алфавитном порядке буквенных позицион¬
ных обозначений; в пределах каждой группы элементы располагают
по возрастанию порядковых номеров.
32
Т^а блица 2. Перечень элементов
Зона
Позици¬
онное
обозначе¬
ние
Наименование
Количе¬
ство
Примеча¬
ние
А\
С1
D1
D2—D7
R\,R2
Плата 1.Ц4.853.372
Конденсатор К50-6-1-15В-20 мкФ
ОЖ0.464.031 ТУ
Микросхема K155J1A2, 6К0.348.006ТУ 1
Микросхема С155ЛР1, 6К0.348.006ТУ 1
Резистор МЛТ-0,25-1кС)м± 10%,
ГОСТ 7113—71
Розетка 2РМ42Б50Г2В1, ГЕ0.364.126ТУ
1
1
1
6
2
1
XS\
На схемах указывают обозначения выводов (контактов) элемен¬
тов, нанесенные на изделие или установленные в их документации.
Если изделие заведомо предназначено для работы только в опреде¬
ленном устройстве, то на схеме допускается указывать адреса внеш¬
них соединений входных и выходных цепей данного изделия. Адрес
Рис. 21, Таблица характеристик цепей
Рис. 22. Изображение подключе¬
ния контактов на схеме соедине¬
ний
должен обеспечивать однозначность присоединения. Например, если
выходной контакт изделия должен быть соединен с пятым контактом
третьего соединителя устройства Л, то адрес должен быть записан
следующим образом: =А—ХЗ : 5. Характеристики входных и выход¬
ных цепей изделия и адреса их внешних подключений записывают в
таблицы. В таблице указывают позиционное обозначение элемента,
взамен условного графического обозначения (рис. 21). В графах
таблицы указывают номер контакта разъема (в порядке возрастания);
номер цепи и (или) позиционное обозначение элементов, соединенных
с контактом; характеристику цепи; адрес внешнего соединения.
Схема соединений показывает соединение составных частей из¬
делия и определяет провода, жгуты, кабели или трубопроводы, ко¬
торыми осуществляют эти соединения, а также места их присоеди¬
-2 № 3130
33
нения и ввода. Схемой пользуются при разработке других конструк¬
торских документов, в первую очередь чертежей, определяющих
прокладку и способы крепления проводов, жгутов, кабелей в из¬
делии, при их контроле, эксплуатации и ремонте.
Устройства на схеме изображают в виде прямоугольников или
внешних очертаний, элементы — в виде условных графических обо¬
значений, прямоугольников или внешних очертаний. Расположение
графических обозначений устройств и элементов на схеме должно
примерно соответствовать их действительному размещению в уст¬
ройстве (если схема выполнена на одном листе и расположение эле¬
ментов на месте эксплуатации известно). Около графического обо¬
значения элементов указывают позиционные обозначения, присвоен¬
ные им на принципиальной схеме. Указывают обозначения выводов
элементов, нанесенные на изделие или установленные в докумен¬
тации на него.
При изображении соединителей допускается применять их условные
графические обозначения, помещая на схеме таблицы с указанием
подключения контактов (рис. 22). Для упрощения начертания схемы
допускается сливать отдельные провода, идущие в одном направ¬
лении, в общую линию. Провода, жгуты, кабели и жилы кабелей
обозначают порядковыми номерами в пределах изделия. Жилы ка¬
белей нумеруют в пределах кабеля.
На схеме указывают: для проводов — марку, сечение и при не¬
обходимости расцветку; для кабелей — марку, количество, сечение
жил и при необходимости количество занятых жил.
Взамен условных графических изображений входных и выходных
элементов помещают таблицы, где представлены характеристики вход¬
ных и выходных элементов. В графах таблицы указывают: обозна¬
чение провода, жилы кабеля; условные буквенно-цифровые обозна¬
чения соединяемых элементов или устройств; марку, сечение, при
необходимости расцветку; для кабеля — количество жил; дополни¬
тельные уточняющие данные.
Схема подключения (рис. 23) показывает внешние подключения
изделия. Ее используют при разработке других конструкторских
документов, для подключения изделий и при их эксплуатации. На
схеме изображают изделия, его входные и выходные элементы (сое¬
динитель, зажимы и т. п.), а также подводимые к ним концы проводов
и кабелей внешнего монтажа, около которых помещают данные о
подключении изделия (характеристики внешних цепей и адреса).
Изделие на схеме изображают в виде прямоугольника, а его входные
и выходные элементы — в виде условных графических изображений.
Допускается изображать изделие, входные и выходные элементы в
виде внешних очертаний. Размещение изображений входных и вы¬
ходных элементов внутри графического изображения изделия должно
примерно соответствовать их действительному размещению в из¬
делии. На схеме указывают позиционные обозначения входных и
выходных элементов, присвоенные им на принципиальной схеме
изделия. Допускается указывать марки, сечения, расцветку про¬
водов, марки кабелей, количество, сечение и занятость жил.
34
Общая схема определяет составные части комплекса и соединения
их между собой на месте эксплуатации. Ею пользуются при сборке
и наладке комплексов, их контроле и эксплуатации. На схеме изоб-
Рис. 23. Схема подключения
ражают устройства и элементы, входящие в комплекс, а также про¬
вода, жгуты и кабели, соединяющие эти устройства и элементы. Про¬
2*
35
вода, жгуты и кабели показывают на схеме отдельными линиями и
обозначают порядковыми номерами в пределах изделия. Около изоб¬
ражений проводов, жгутов и кабелей указывают марку, сечение
провода, его расцветку, количество и сечение жил кабеля. При боль¬
шом количестве соединений составляют перечень проводов, жгутов
и кабелей, где представлены: обозначение основного конструкторского
документа, по которому изготовлен провод, кабель, жгут; данные
провода, кабеля; количество проводов, жгутов, кабелей.
Схема расположения определяет относительное расположение со¬
ставных частей изделия, а при необходимости также проводов, жгу¬
тов и т. д. Она используется при разработке других конструкторских
документов, а также при эксплуатации и ремонте изделий.
На схемах расположения и общей указывают наименование и тип
устройства или элемента и обозначение документа, на основании ко¬
торого они применяются. При большом количестве устройств и эле¬
ментов эти сведения записывают в перечень элементов, а около гра¬
фических обозначений устройств и элементов проставляют позицион¬
ные обозначения. На схеме дается: для каждого устройства или эле¬
мента, изображенного в виде внешнего очертания, его наименование,
тип и обозначение документа, служащего основанием для приме¬
нения; для каждого элемента, изображенного в виде условного гра¬
фического изображения, его тип и обозначение документа.
Наименование схемы определяется ее видом и типом (например,
схема электрическая принципиальная). Шифр схемы состоит из
буквы, показывающей вид схемы, и цифры, обозначающей ее тип.
Например, Э4 — схема электрическая соединений.
Обозначение элемента в общем случае состоит из трех частей,
указывающих вид элемента, его номер и функцию. Вид и номер яв¬
ляются обязательной частью условного буквенно-цифрового обозна¬
чения. Например, C4I — конденсатор С4, используемый как интег¬
рирующий. Для обозначения вида элемента применяют буквенный
код по ГОСТ 2.710—81. Например, А — устройства; С — конденса¬
торы; D — интегральные микросхемы, микросборки; V — приборы
вакуумные, полупроводниковые; К — реле, контакторы, пускатели.
Для уточнения вида элемента допускается применять двух- и много¬
буквенные коды. Например, VT — транзистор, VD — диод. Для
обозначения электрического контакта в общем случае используют
комбинацию букв и цифр. Например, К1 : 2 — второй контакт
реле К1.
Перечень элементов схемы или выполняют на одном листе со схе¬
мой, или выпускают как самостоятельный документ (тогда к шифру
схемы добавляют букву П). Например, шифр перечня к электриче¬
ской принципиальной схеме — ПЭЗ. Если в виде самостоятельного
документа выполняют таблицу соединений, то к шифру схемы добав¬
ляют букву Т. Например, шифр таблицы соединений к электрической
схеме соединений (или заменяющей ее) — ТЭ4.
Вид и тип необходимых схем на изделие определяет разработчик.
Схемы выполняют без соблюдения масштаба, действительное взаим¬
ное расположение составных частей изделия можно не учитывать
36
или учитывать приближенно. Графические изображения элементов
и соединяющие их линии связи располагают на схеме так, чтобы дать
наилучшее представление о структуре изделия и взаимодействии его
составных частей. Линии связи состоят из горизонтальных и верти¬
кальных отрезков, которые должны иметь минимум изломов и вза¬
имных пересечений. Расстояние между соседними параллельными
линиями должно быть не менее 3 мм. Иногда допустимо применение
наклонных отрезков линий (по возможности меньшей длины). Линии
связи показывают полностью, если это не затрудняет чтения схемы.
Обрывы линий связи заканчиваются стрелками, около них указывают
места подключения и (или) необходимые характеристики цепей (на¬
пример, полярность, потенциал и др.).
Схемы допускается располагать в пределах условного контура,
выполненного сплошными тонкими линиями и изображающего кон¬
струкцию изделия. Если линии связи переходят с одного листа на
другой, то рядом с обрывом линии указывают ее обозначение или
наименование (например, номер провода, наименование сигнала и
т. п.) и в круглых скобках — номер листа схемы или обозначение
документа, на который переходит линия связи.
При выполнении схем применяют следующие графические обо¬
значения: условные графические обозначения, установленные стан¬
дартами ЕСКД; упрощенные внешние очертания; прямоугольники.
При необходимости применяют нестандартизованные графические
изображения с соответствующими пояснениями. Графические обозна¬
чения выполняют линиями той же толщины, что и линии связи. Если
используют утолщенные линии, то они должны быть толще линий
связи в два раза.
Контрольные вопросы
1. В чем заключается основное назначение комплекса стандартов ЕСТД?
2. Перечислите основные виды изделий.
3. Что является исходными данными для проектирования технологического про¬
цесса?
4. Какие конструкторские документы необходимы для разработки технологиче¬
ского процесса сборки изделий?
5. Перечислите основные технологические документы.
6. Для каких целей служат структурные, принципиальные схемы, а также схемы
подключения и расположения?
ГЛАВА III
ДОПУСКИ И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
§ 7. ОСНОВНЫЕ ПОНЯТИЯ О ФУНКЦИОНАЛЬНОЙ
ВЗАИМОЗАМЕНЯЕМОСТИ
Свойство изготовленных с заданной геометрической и физической
точностью деталей и узлов обеспечивать возможность их применения
в изделии вместо других деталей без дополнительной обработки при
соблюдении требований качества и надежности называется взаимо¬
заменяемостью.
Механические детали приборов и радиотехнических устройств
изготовляют на различных оборудовании и производственных участ¬
ках, но благодаря взаимозаменяемости деталей сборка приборов и
радиотехнических устройств производится без дополнительной обра¬
ботки деталей.
Геометрической точностью называется соответствие формы, раз¬
меров и размерных соотношений кинематических цепей заданным.
Физической точностью называется соответствие физических пара¬
метров (электрических, магнитных, силовых и др.) узла или изделия
требуемым.
Единицы геометрических погрешностей — миллиметры или гра¬
дусы. Геометрические погрешности при сборке могут вызвать физи¬
ческие погрешности. Например, неточность сборки магнитной си¬
стемы реле или контакторов приводит к изменению электрических
характеристик этих изделий.
Для повышения надежности, долговечности и улучшения пока¬
зателей качества изделий их проектирование и изготовление осно¬
вывают на принципе функциональной взаимозаменяемости, обеспе¬
чивающей в заданных пределах экономически выгодные оптимальные
эксплуатационные параметры однотипных изделий, которые собраны
из деталей и узлов, изготовленных с заданной точностью и допусти¬
мыми отклонениями эксплуатационных показателей. При изготов¬
лении деталей и узлов взаимозаменяемость должна обеспечиваться
соблюдением геометрических, механических, электрических, магнит¬
ных и других параметров. Функциональная взаимозаменяемость
распространяется на конструирование деталей, узлов и изделий в
целом; их изготовление; контроль и измерение в процессе производ¬
ства; на эксплуатацию.
Для обеспечения функциональной взаимозаменяемости необхо¬
димо установить номинальные значения и допустимые отклонения
эксплуатационных показателей изделия, выявить те узлы и детали,
38
от которых в первую очередь зависят эти показатели, а также функ¬
циональные параметры (геометрические, механические, электрические,
магнитные и т. д.), которые определяют эксплуатационные показа¬
тели изделия.
Зная допустимые отклонения эксплуатационных показателей из¬
делия, определяют допустимые отклонения функциональных пара¬
метров и рассчитывают допуски на ответственные соединения изде¬
лия.
Таким образом, взаимозаменяемость обеспечивается определен¬
ной точностью получения геометрических размеров, механических,
физических и других параметров деталей, узлов и изделий по отно¬
шению к требуемым (расчетным) значениям, указанным в чертежах.
Однако получение размеров или параметров высокой точности невоз¬
можно или неэкономично. Обычно допускают некоторые отклонения
от точных (расчетных, номинальных) размеров или параметров в оп¬
ределенных пределах. Разность между наибольшим d^ и наимень¬
шим dHM допустимыми размерами или параметрами называется до-
пуском на обработку или допуском: Т=dn6—cfHM.
Допустимые значения величин должны находиться в пределах
допуска.
Чем больше допуск на размер, тем легче изготовить деталь. До¬
пуск показывает как бы разрешенную погрешность обработки детали,
заранее предусмотренную и отраженную в чертеже. В этом случае
годными и взаимозаменяемыми будут такие детали, размер которых
после обработки находится в пределах допуска. Взаимозаменяемость
может быть полной и неполной.
Полная взаимозаменяемость обеспечивает сборку узла (изделия)
из деталей, которые берутся из любой партии, без их подгонки или
подбора. При неполной взаимозаменяемости изготовленные детали
сначала сортируют по размерам на ряд групп, а затем их подают на
сборку. При сборке узла (изделия) в данном случае используются
не любые детали одного наименования, а только те, которые лучше
обеспечивают необходимый характер сопряжения деталей между
собой. Различают взаимозаменяемость внешнюю и внутреннюю.
Внешняя — это взаимозаменяемость различных сборочных еди¬
ниц, которые по присоединительным размерам входят в состав более
сложных изделий. Например, подшипники качения заменяют по раз¬
мерам присоединительных поверхностей. Внутренняя — это взаимо¬
заменяемость отдельных деталей, входящих в сборочную единицу,
или сборочных единиц и механизмов, входящих в изделие. Например,
замена вкладышей в подшипниках скольжения.
§ 8. ДОПУСКИ И ПОСАДКИ
Задачу выбора оптимальной точности можно решить, устанав¬
ливая для каждого размера детали (особенно для сопрягаемых ее
размеров) пределы, в которых может изменяться этот размер.
Рекомендации по выбору предельных отклонений размеров де¬
талей разработаны на основании многолетнего опыта изготовления
39
и эксплуатации различных механизмов и приборов и изложены в
Единой системе допусков и посадок (ЕСДП СЭВ).
Система распространяется на сопрягаемые и несопрягаемые ци¬
линдрические элементы, а также на элементы, ограниченные парал¬
лельными плоскостями. Общий диапазон номинальных размеров,
охваченных системой,—10 ООО мм.
Общие положения системы допусков и посадок, а также ряды
основных отклонений и допусков предусмотрены в СТ СЭВ 145—75,
Рис. 24. Размеры валов (а) и отверстий (б)
а поля допусков и рекомендуемые посадки регламентируются тремя
стандартами: СТ СЭВ 144—75 для размеров до 3150 мм; СТ СЭВ 177—75
для размеров от 3150 до 10 ООО мм; СТ СЭВ 179—75 для деталей из
пластмасс размерами до 500 мм. Допуски и посадки, установленные
СТ СЭВ 145—75, могут быть выбраны по системам отверстия или
вала. Рассмотрим основные понятия из этих систем.
Термин «вал» применяется для обозначения наружных (охваты¬
ваемых) элементов детали. Термин «отверстие» означает внутренний
(охватывающий) элемент детали. Размеры, относящиеся к валам
и отверстиям, приведены на рис. 24.
Номинальным называют основной размер, получаемый из расчета
детали на прочность (жесткость) или выбираемый конструктивно и
проставляемый на чертеже. Номинальный размер соединения яв¬
ляется общим для отверстия и вала, составляющих соединение. По
номинальным размерам выполняют в том или ином масштабе чертежи
деталей, сборочных единиц и приборов.
В СТ СЭВ 514—77 установлены ряды нормальных линейных раз¬
меров от 0,001 до 20 000 мм, предназначенных для выбора номиналь¬
ных отклонений размеров деталей. Полученный расчетом или вы¬
бранный размер следует округлять до ближайшего значения из стан¬
дартного ряда. Это относится к размерам деталей, получаемым стан¬
дартным или нормализованным инструментом. Для сокращения
номенклатуры применяемого в производстве режущего и измеритель¬
ного инструмента в первую очередь рекомендуется применять раз¬
меры, оканчивающиеся на 0 и 5, а затем — на 0, 2, 5 и 8.
40
Размер, полученный в результате измерения детали с наибольшей
точностью, называют действительным. Два допустимых предельных
размера, между которыми находятся действительные размеры изго¬
товленных деталей, называют наибольшим и наименьшим предель¬
ными размерами. По ним устанавливают тип соединения деталей и
допустимую неточность их изготовления.
Разность между наибольшим предельным и номинальным разме¬
рами называется верхним отклонением, разность между наименьшим
предельным и номинальным —нижним отклонением. Верхнее откло¬
нение соответствует наибольшему предельному размеру, а нижнее —
наименьшему. Размер и знак отклонения получают в результате вы¬
читания номинального размера из соответствующего предельного.
Верхнее отклонение отверстия обозначают ES, а верхнее отклонение
вала — es. Нижнее отклонение отверстия и вала обозначают соответ¬
ственно EI и ei.
Поле, ограниченное верхним и нижним отклонением, называется
полем допуска. Поле допуска определяется значением допуска и его
положением относительно номинального размера.
Совокупность допусков, соответствующих одинаковой степени
точности для всех номинальных размеров, называется квалитетом.
По ЕСДП СЭВ ряды допусков представлены в 19 квалитетах. Каждый
квалитет обозначается порядковым номером 01, 0, 1, 2, 3, . . ., 17,
возрастающим с увеличением допуска. Самые точные квалитеты — 01
и 0. Ссылка на допуски по квалитетам ЕСДП СЭВ может быть сде¬
лана сокращенно буквами IT «Международный допуск» с номером
квалитета. Например IT7 означает допуск по 7-му квалитету.
Линия, которая при построении схем полей допусков соответст¬
вует номинальному размеру и служит началом отсчета отклонений
размеров, называется нулевой.
Предельное отклонение, которое ближе к нулевой линии, назы¬
вают основным (верхним или нижним). Оно определяет положение
поля допусков относительно нулевой линии. Для полей допусков,
расположенных ниже нулевой линии, основным является верхнее
отклонение; для полей допусков, расположенных выше нулевой
линии,— нижнее отклонение.
Всего в ЕСДП СЭВ предусмотрено 28 типов основных отклонений
для валов и столько же для отверстий. Каждый из них обозначается
строчной латинской буквой (ГОСТ 2.304—81), если отклонение от¬
носится к валу, или прописной, если отклонение относится к отвер¬
стию. Расположение рядов основных отклонений относительно ну¬
левой линии и их обозначение показаны на рис. 25.
Основное отверстие обозначается буквой Н(Е1=0), а основной
вал — буквой h(es=0). Числовые значения некоторых основных
отклонений отверстий и валов приведены в СТ СЭВ 145—75, а пред¬
почтительные посадки для размеров 1—500 мм — в табл. 3.
Буквенные обозначения основных отклонений приняты в алфа¬
витном порядке, начиная от отклонений, обеспечивающих самые
большие зазоры в соединении: А и Я — верхнее и нижнее отклонения
вала и отверстия, равные нулю;
41
a-t-h(A — H) — отклонения, образующие поля допусков при
посадках с зазорами;
i -г- n(I — N) — отклонения, образующие поля допусков переход¬
ных посадок;
P-r-ZC(P — ZC) —отклонения, образующие поля допусков по¬
садок с натягом.
Поле допуска в ЕСДП СЭВ образуется сочетанием одного из ос¬
новных отклонений с номером квалитета. В соответствии с этим поле
допуска обозначается буквой основного отклонения и номером ква¬
литета, например: 65/i6; 65Я11—для вала; 65Я6; 65Я11—для от¬
верстия. Для одного и того же квалитета значение поля допуска (на
один номинальный размер) одно и то же для всех типов основных
отклонений.
Положительная разность между диаметрами отверстия и вала
называется зазором, а отрицательная —натягом. Зазор определяет
характер подвижности сопряженных деталей, а натяг — характер их
неподвижного соединения. Характер соединения деталей, опреде¬
ляемый значением получающихся в нем зазоров или натягов, назы¬
вается посадкой. Различают подвижные посадки (с зазором), непод¬
вижные (с натягом) и переходные.
Посадками с зазором называют такие, при которых в соединении
деталей образуется зазор, обеспечивающий большую или меньшую
свободу их относительного перемещения. В связи с колебаниями дей¬
ствительных размеров сопрягаемых деталей в пределах заданных
42
Рис. 25. Схема расположения рядов основных отклонений валов и отверстий
Таблица 3. Предпочтительные посадки для размеров от 1 до 500 мм
Посадки
допусков размеры зазоров также будут колебаться от наибольшего
до наименьшего значения.
Наименование посадок и их буквенные обозначения по
СТ СЭВ 144—75 и ранее введенным отраслевым стандартам приведены
в табл. 4.
Таблица 4. Посадки
Тип
Наименование
Буквенное обозначение
по ОСТ
по СТ СЭВ
Подвижные
Скольжения
С
/!б
Движения
Д
£6
Ходовая
X
/7
Переходные
Плотная
п
js 6
Напряженная
н
£6
Тугая
т
т 6
Глухая
г
пб
С натягом
Прессовая
Пр
s6
Легкопрессовая
Пл
рб
Прессовая вторая
Пр2
иЪ
Соответствие классов точности ОСТ квалитетам СТ СЭВ приве¬
дено в табл. 5.
При этом наибольший зазор Sh6 определится как положительная
разность между наибольшим предельным размером отверстия Dn$
и наименьшим предельным размером вала dHM или как алгебраическая
разность между верхним предельным отклонением отверстия и ниж¬
ним предельным отклонением вала:
5нб = Dh6 = ES ei.
43
В системе отверстия
В системе вала
Таблица 5. Соответствие классов точности ОСТ квалитетам СТ СЭВ
Класс точности
ССТ
Квалитеть
вал
СТ СЭВ
отверстие
Класс точности
ОСТ
Квалитеты
СТ СЭВ
1
5
6
5
12—13
2
6
7
7
14
2а
7
8
8
15
3
8—9
9
16
За
10
10
17
4
11
Наименьший зазор SHM определяется как положительная раз¬
ность между наименьшим предельным размером отверстия DHM и
наибольшим предельным размером вала dn6 или как алгебраическая
разность между нижним предельным отклонением отверстия и верх¬
ним предельным отклонением вала:
5нм = £>нм ^нб=
Посадками с натягом называются такие, при которых обеспечи¬
вается натяг в соединении двух деталей. Натяг представляет собой
разность размеров вала и отверстия до сборки. Натяг определяет
степень сопротивления взаимному смещению деталей, поэтому по¬
садки с натягом задаются в соединении неподвижных деталей меха¬
низмов.
Наибольший натяг Nh6 определяется как положительная раз¬
ность между наибольшим предельным размером вала dHб и наимень¬
шим предельным размером отверстия DHM или как алгебраическая
разность между верхним отклонением вала и нижним отклонением
отверстия:
M«6 = dHd—DHM = es—EI.
Наименьший натяг определится как положительная разность
между наименьшим предельным размером вала dHM и наибольшим
предельным размером отверстия Dh6 или как алгебраическая раз¬
ность между нижним отклонением вала и верхним отклонением от¬
верстия:
ЛГнм — dH м ^нб == ы ES*
Переходными посадками называются такие, в которых возможно
получение как наибольшего зазора, так и наибольшего натяга. Не¬
подвижность переходных посадок при наибольшем натяге обеспе¬
чивается силами трения, при наибольшем зазоре — применением
крепежных деталей в виде шпонок, шлицев и др.
Посадки, установленные ЕСДП СЭВ, могут быть как по системам
отверстия, так и вала (рис. 26).
44
Система отверстия (рис. 26, а) характеризуется тем, что в ней для
всех посадок одного квалитета при одинаковых номинальных разме¬
рах предельные размеры отверстия остаются постоянными, а по¬
садки осуществляются соответствующим изменением предельных раз¬
меров вала. При этом размер отверстия называется основным, а раз¬
мер вала — посадочным.
Система вала (рис. 26, б) характеризуется тем, что в ней для всех
посадок одного квалитета при одинаковых номинальных размерах
Рис. 26. Схема графического изображения посадок:
а — в системе отверстия, б — в системе вала
предельные размеры вала остаются постоянными, а посадки осуще¬
ствляются изменением отверстия. В этом случае размер вала назы¬
вается основным, а отверстия — посадочным.
На промышленных предприятиях в основном применяют систему
отверстия, так как для нее требуется меньшее количество режущего
и измерительного инструмента, т. е. она более экономична. Систему
вала, как правило, применяют для наружных колец шарикоподшип¬
ников и в тех случаях, когда на гладкий вал насаживают несколько
деталей с- различными посадками. В обозначение посадки входит
номинальный размер (в нашем примере 0 60 мм), общий для соеди¬
45
нения, за которым следует дробь, в числителе которой указывается
поле допуска отверстия, а в знаменателе — поле допуска вала.
Например, 0 60 —; 0 60 ^; 0 60 — посадки в системе
ро QQ fQ
отверстия; 0 60 ; 0 60-^-; 0 60-^— посадки в системе вала.
СТ СЭВ 145—75 допускает запись обозначения посадки в строчку:
0 60 Н7—е8.
Стандарт .ЕСДП СЭВ предусматривает три способа нанесения
предельных отклонений линейных размеров в рабочих чертежах де¬
талей (рис. 27, а): условными обозначениями полей допусков и по¬
садок, например 24Я6; 60/7; числовыми значениями предельных
Рис. 27. Обозначение допусков в рабочих чертежах:
а — в деталях, б — в сборочных узлах
отклонений, например 60:$оп; условными обозначениями полей
допусков и справа в скобках числовыми значениями предельных
отклонений, например 60m5(Jo;o?0-
При нанесении в чертеже числовых значений отклонений верхнее
отклонение, определяющее наибольшее допускаемое значение раз¬
мера, наносится над нижним. Отклонение, равное нулю, не указы¬
вается; в этом случае может быть указано верхнее отклонение со
знаком «+» или нижнее — со знаком «—», например Ю+0,0?° или
10 о,015• В том случае, если отклонения равны, а знаки противо¬
положны, размер определяется с отклонением, имеющим знаки «±»
(120±0,1).
На сборочных чертежах предельные отклонения размеров деталей
или условные обозначения указывают в виде дроби (рис. 27, б), чис¬
литель которой есть отклонение отверстий, а знаменатель — откло¬
нение вала.
Размеры, на которые в чертежах не указаны предельные откло¬
нения, при обработке называют свободными. В технических требо¬
ваниях чертежей они оговариваются общей записью: «Не указанные
предельные отклонения размеров по ...», далее следует обозначение
ОСТ или СТП.
46
При выборе квалитета соединения и вида посадки конструктору
РЭА следует учитывать характер сопряжения, эксплуатационные ус¬
ловия, наличие вибрации, срок службы, колебания температуры и
стоимость изготовления. Квалитет и вид посадки рекомендуется
выбирать по аналогии с теми деталями и узлами, работа которых
хорошо известна, или руководствоваться рекомендациями справочной
литературы и ОСТов. В соответствии с квалитетом посадки выби¬
рается чистота поверхности сопрягаемых деталей.
§ 9. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ДЕТАЛЕЙ РЭА
И ПРИБОРОВ
Чистота поверхности деталей после обработки определяется ее
микрогеометрией, характеризуемой размерами микронеровностей.
Совокупность микронеровностей поверхности с относительно ма¬
лыми шагами, выделенная с помощью базовой длины, называется
шероховатостью поверхности.
Базовой длиной I называется длина базовой линии, используемая
для выделения неровностей, характеризующих шероховатость по¬
верхности.
Микронеровности представляют собой неравномерные по всей
поверхности выступы и впадины, которые могут быть замерены на
малом участке (от нескольких миллиметров до долей миллиметра).
Рис. 28. Поперечные микронеровности и их расчет¬
ные элементы:
/ — резец, 2 — деталь
Шероховатость поверхности зависит от способа обработки (точения,
строгания, шлифования), ее режимов, параметров режущего инстру¬
мента и свойств обрабатываемого материала. На обработанной по¬
верхности микронеровности различны в продольном и поперечном
направлениях режущего инструмента. Продольные неровности за¬
висят от колебаний усилия резания, которые определяются жест¬
костью системы «станок — инструмент — деталь» и степенью урав¬
новешенности вращающихся частей станка.
Поперечные неровности зависят от радиуса R режущей кромки
инструмента и подачи S (рис. 28).
Высота h неровности может быть определена по формуле h=R—
R cos(a/2)=/?[l—cos(a/2)]=2# sin2(a/4), где a — центральный угол
резания, который связан с подачей соотношением S/2=R sin (a/2),
47
48
Рис. 29. Обозначение шероховатости поверхности:
а — профилограмма шероховатости поверхности, б — пример обозначения
заточки и др. Шероховатость является одним из основных параметров
качества поверхности.
Согласно СТ СЭВ 638—77 шероховатость поверхности опреде¬
ляется шестью показателями: средним арифметическим отклонением
профиля поверхности Ra, средней высотой неровности Rz, наибольшей
высотой профиля /?тах» средним шагом нёровностей профиля по
вершинам S; средним шагом неровностей профиля по средней линии
Sm в пределах базовой длины I и опорной длиной профиля tv.
Среднее арифметическое отклонение профиля Ra поверхности
отсчитывается от условной средней линии профиля АВ (рис. 29) и
определяется как среднее арифметическое абсолютных значений
отклонений профиля у (без учета их алгебраического знака) в пре¬
делах базовой длины I: Ra= (f/i+f/2+f/3+. . -+упУп9 где п — число
измеренных значений всех расстояний у.
Высота неровностей Rz определяется как сумма средних абсолют¬
ных значений высот пяти наибольших выступов профиля и глубин
пяти наибольших его впадин в пределах базовой длины:
или sin (а/2)=S/ (2R). Из-за того, что угол а мал, выражение sin(a/4)
можно заменить на VJsin (а/2)], тогда
Действительная высота неровности будет больше расчетной из-за
вибраций детали и инструмента. На размеры неровностей влияют
также скорость и глубина резания, износ инструмента, качество его
где ypmi — высота i-ro наибольшего выступа профиля; yvml — глу¬
бина i-й наибольшей впадины профиля.
Высота неровностей характеризует среднюю глубину впадин,
замеренную от внешней поверхности материала, в то время как сред¬
нее арифметическое отклонение поверхности показывает максималь¬
ные размеры выступов.
По существу Ra характеризует высоту всех неровностей профиля,
Rz — наибольших, а /?тах — полную высоту профиля. Шаговый
показатель S характеризует средний шаг неровностей профиля по
вершинам, Sm — средний шаг неровностей профиля по средней ли¬
нии в пределах базовой длины /.
Шаговые показатели характеризуют взаимное расположение то¬
чек неровностей — вершин (максимумов) профиля и точек пересе¬
чения профиля со средней линией (нулей профиля). Их указывают
на чертежах, когда требуется обеспечить прочность деталей при пе¬
ременных нагрузках.
Выбор чистоты поверхности и способа ее обработки зависит от
способа соединения деталей, квалитета и размеров изделия. Так,
например, в сопрягаемых деталях трущиеся поверхности изнаши¬
ваются по их выступам. Шероховатость уменьшает площадь сопри¬
косновения поверхностей деталей. В результате увеличиваются
удельное поверхностное давление и износ деталей.
При значительной шероховатости увеличиваются зазоры между
деталями, нарушая заданную точность соединения. Чем чище по¬
верхность, тем больше площадь соприкосновения трущихся деталей
и меньше удельное давление и износ поверхностей. От чистоты по¬
верхности зависит прочность деталей, поскольку на сечениях, соот¬
ветствующих впадинам, увеличиваются нагрузки, приходящиеся на
единицу сечения.
В электрических контактных парах реле, переключателей, вы¬
ключателей чистота поверхности контактов влияет на переходное
сопротивление RK. Для всех видов неподвижных контактных соеди¬
нений из твердых материалов целесообразно выбирать высокий класс
чистоты поверхности контактов. Для разрываемых контактов (силь¬
ноточная цепь) высокая чистота поверхности не требуется, так как
в процессе разрыва тока происходит изменение структуры контакт¬
ного слоя.
При обработке на поверхностях деталей помимо шероховатостей
появляется также волнистость. Четкая граница между шероховато¬
стью и волнистостью пока еще не установлена. Часто волнистость
представляется в виде волн как в направлении движения инстру¬
мента, так и в перпендикулярном направлении. Допуски на волни¬
стость еще не установлены.
Классификация и обозначение допусков на шероховатость должны
соответствовать указанным в СТ СЭВ 638—77, а на чертеже — ГОСТ
2.309—73.
В обозначении шероховатости поверхности, вид обработки которой
конструктором не устанавливается, применяют знак V. Поверхность
детали, полученная без удаления слоя материала (литье, ковка, штам¬
49
повка и т. д.), обозначается знаком V» а с удалением слоя материала
(точение, фрезерование, сверление, шлифование и т. д.) — знаком
Отсутствие на чертеже обозначений V» V означает, что требо¬
вания к шероховатости поверхности конструктором не нормируются
и шероховатость этой поверхности контролю не подлежит.
Значение параметра шероховатости для Ra указывается без сим¬
вола (например, 1,6); а для Rz — после символа (например, /?*40).
Числовые значения параметров Ra и Rz приведены в табл. 6. Па¬
раметр Ra является предпочтительным.
Таблица 6. Числовые значения параметров Ra и Rz
Классы шероховатости
поверхности
Ra, мкм, для рядов
Rz, мкм
I
И
1
50
80
320
2
25
40
160
3
12,5
20
80
4
6,3
10
40
5
3,2
5,0
20
6
1,6
2,5
10
7
0,8
1,25
6,3
8
0,4
0,63
3,2
9
0,2
0,32
1,6
10
0,1
0,16
0,8
И
0,05
0,08
0,4
12
0,025
0,04
0,2
13
0,012
0,02
0,1
Значения Ra по ряду I (табл. 6) расположены вблизи диапазона,
определяющего данный класс шероховатости (табл. 7), и являются
предпочтительными.
§ 10. РАЗМЕРНЫЕ ЦЕПИ. ОСНОВНЫЕ ПОНЯТИЯ
Для нормальной работы группы взаимосвязанных деталей в узле
требуется изготавливать их с определенными предельными откло¬
нениями размеров и формы. Причем установление оптимальных пре¬
дельных отклонений обеспечивается анализом взаимосвязанных раз¬
меров, основанном на теории размерных цепей. Размерной цепью
называется совокупность взаимно связанных размеров, образующих
замкнутый контур (ГОСТ 16319—70).
Размерные цепи бывают линейными, угловыми, плоскими, прост-
ранственными. Цепь состоит из отдельных звеньев. Звеном размерной
50
Таблица 7. Классы шероховатости поверхности в зависимости
от базовой длины I
Классы
шероховато¬
сти поверх¬
ности
Разряды
Параметры шероховатости, мкм
Базовая
длина /, мм
а
1
320—160
2
—
—
160—80
8,0
3
—
—
80—40
4
.
__
40—20
2,5
5
—
—
20—10
6
а
2,5—2,0
б
2,0—1,6
—
0,8
в
1,6—1,25
—
а
1,25—1,00
7
б
1,00—0,80
—
0,8
в
0,80—0,63
—
а
0,63—0,50
8
б
0,50—0,40
—
0,8
в
0,40—0,32
—
а
0,32—0,25
9
б
0,25—0,20
—
0,25
в
0,20—0,16
—
а
0,160—0,125
10
б
0,125—0,100
—
0,25
в
0,100—0,080
—
а
0,080—0,063
11
б
0,063—0,050
—
0,25
в
0,050—0,040
—
а
0,040—0,032
12
б
0,032—0,025
—
0,25
в
0,025—0,020
—
а
0,100—0,080
13
б
—
0,080—0,063
0,08
в
—
0,063—0,050
цепи называется один из образующих ее размеров. Как правило, в
практике в основном используют линейную цепь, в которой все вхо¬
дящие в нее звенья (размеры) параллельны и связаны между собой
линейной зависимостью.
Каждое звено обозначается прописной буквой русского алфавита.
Размерная цепь состоит из одного замыкающего звена и двух или
51
Рис. 30. Эскиз узла и его размерная цепь
более составляющих звеньев. Замыкающее звено непосредственно
не задается, им является последнее из полученных в процессе обра¬
ботки деталей или сборки. В сборочных цепях за замыкающее звено
принимают зазор в соединении, перекрытие деталей и т. д. При этом
зазор или натяг рассматрива¬
ются как самостоятельные зве¬
нья, которые могут иметь номи¬
нальный размер, равный нулю.
Размер замыкающего звена за¬
висит от размеров составляющих
цепь звеньев.
Основными свойствами каж¬
дой размерной цепи являются
замкнутость и взаимосвязан¬
ность. Цепь замкнута, если об¬
ход ее в одном направлении от
исходного звена снова приведет
к этому звену. Взаимосвязан-
ностъ заключается в том, что
изменение размера любого зве¬
на влечет за собой изменение
положения других звеньев и
размера замыкающего звена.
После определения замыкаю¬
щего размера оставшиеся разме¬
ры цепи в зависимости от их влияния на него подразделяют на увеличи¬
вающие и уменьшающие звенья (размеры). Звено, с возрастанием
размера которого увеличивается замыкающее звено, называется уве¬
личивающим. Над обозначением этого звена ставится стрелка, направ¬
ленная вправо. Звено, с увеличением которого уменьшается замыка¬
ющее звено, называется уменьишющим. Над его обозначением ставится
стрелка, направленная влево. Звено, за счет изменения которого
достигается необходимый размер замыкающего звена, называется
компенсирующим. Его буквенное обозначение заключается в рамку.
Расчет размерной цепи заключается в определении предельных
отклонений от номинала размеров звеньев применительно к требо¬
ваниям конструкции и технологии. При расчете размерной цепи
находят номинальные размеры звеньев и допуски на них (обычно при
расчете уравнение записывают относительно размера замыкающего
звена).
Номинальный размер замыкающего звена размерной цепи
(рис. 30) равен алгебраической сумме номинальных размеров состав¬
ляющих звеньев или разности номинальных размеров увеличиваю-
щих Аa и уменьшающих At звеньев.
Связь между допусками и предельными отклонениями размеров
цепи выражается различными формулами в зависимости от принят
того метода решения задачи. Расчеты размерных цепей разными ме¬
тодами устанавливаются ГОСТ 1632—70.
52
§11. ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
Измерения физических величин, проводимые опытным путем с
помощью определенных методов и средств, называются техниче¬
скими измерениями.
Техническое измерение может быть:
прямое, при котором числовое значение определяемой величины
находят непосредственно из опытных данных (например, измерение
температуры термометром, размера — линейкой и др.);
косвенное, при котором числовое значение определяемой величины
находят на основании известной зависимости между этой величиной
и величиной, подвергаемой прямому измерению;
абсолютное, основанное на прямых измерениях одной или не¬
скольких основных величин;
относительное, основанное на измерении величины, относящейся
к одноименной величине, принимаемой за единицу.
В машиностроении к техническим измерениям относят лишь
линейные и угловые, т. е. измерения геометрических параметров
деталей, сборочных единиц и изделий; отклонения расположения
и формы, волнистость и шероховатость поверхностей.
Научной основой технических измерений является метрология
(ГОСТ 16263—70), в которой рассматриваются общая теория изме¬
рений, единицы физических величин и их системы, методы и средства
измерений, методы определения точности измерений, основы обес¬
печения единства измерений и единообразия средств измерений, эта¬
лоны и образцовые средства. Все единицы физических величин оп¬
ределены Международной системой единиц (СИ), которая принята
в СССР и других странах и содержит шесть основных и 58 произ¬
водных единиц (ГОСТ 8.057—80).
Для воспроизведения и хранения единиц величин применяют эта-
лоны, утвержденные в качестве исходных для страны. Так, для метра
введен световой эталон, а именно 1650763,73 длин волн в вакууме
излучения, соответствующего переходу между уровнями 2р10 и sd5
атома криптона-86.
Передача единиц величин от эталона к рабочим средствам изме¬
рений осуществляется по ступенькам образцовых мер и измерительных
приборов: государственные эталоны — рабочие эталоны (ГОСТ 8.372—
80), образцовые средства измерений — рабочие средства измерений
(ГОСТ 8.382—80). Точность образцовых мер и измерительных при¬
боров понижается от ступеньки к ступеньке в 2—4 раза.
В соответствии с поверочной схемой средства измерений перио¬
дически подвергаются поверке, которая заключается в определении
метрологическим отделом погрешностей средств измерений и уста¬
новлении их пригодности к применению. Цель метрологической
службы заключается в обеспечении единства измерений. Комплекс
стандартов, регламентирующий пределы допускаемых погрешностей,
методику проведения работ по оценке и обеспечению точности изме¬
рений, называется Государственной системой обеспечения единства
измерений (ГСИ*
53
Важную роль в технических измерениях играют технические
средства измерений. Средства измерений общего назначения можно
подразделить на три основные группы: меры\ калибры; универсаль¬
ные измерительные приборы и инструменты.
Меры предназначены для передачи размера единицы длины, про¬
верки и градуировки средств измерений, для точных измерений и
точной разметки. К ним относятся плоскопараллельные концевые
меры длины (плитки) и угловые меры.
Калибры представляют собой тела и устройства, предназначен¬
ные для контроля (нахождения) в заданных границах размеров, вза¬
имного расположения поверхностей и формы деталей. К ним отно¬
сятся гладкие предельные калибры (скобы и пробки), резьбовые
калибры (резьбовые кольца, скобы и пробки) н др.
Универсальные измерительные приборы и инструменты, показы¬
вающие доступную для непосредственного визуального наблюдения
измерительную информацию, подразделяют на механические, опти¬
ческие, пневматические и электрические.
Совокупность средств измерений (мер, приборов, преобразова¬
телей) и вспомогательных устройств, соединенных между собой ка¬
налами связи, называется измерительной системой. Она предназна¬
чена для выработки сигналов измерительной информации в форме,
удобной для автоматической обработки, передачи или использования
в автоматических системах управления. Универсальные измеритель¬
ные приборы и инструменты предназначены для определения дей¬
ствительных размеров.
Механические приборы и инструменты в зависимости от устрой¬
ства измерительной цепи имеют следующие разновидности:
простейшие инструменты — лекальные, синусные и измеритель¬
ные линейки, поверочные плиты (для контроля плоскости), повероч¬
ные угольники 90°, образцы шероховатости поверхности;
штангенинструменты и нониусные угломеры — штангенциркуль
(измерение наружных и внутренних размеров), штангенглубиномер
(измерение пазов и высот выступов) и др.;
пружинные приборы — микрокатор ИГП, микатор ИПМ, мини-
катор ИРП, предназначенные для относительных измерений размеров,
отклонений расположения формы поверхностей;
микрометрические приборы—микрометр, микрометрический нутро¬
мер, применяемые в основном для измерения толщины листов и труб;
зубчатые приборы — часовые индикаторы ИЧ и ИТ, предназна¬
ченные для относительных измерений наружных размеров, отклоне¬
ний формы и расположения поверхностей;
рычажно-зачатые приборы — рычажная скоба СР (пассаметр),
индикаторы ИРБ, ГИРБ2 и ИРТ, а также индикаторный нутромер,
предназначенный для измерения отверстий;
рычажно-зубчатые микрометрические инструменты — рычажный
микрометр МР (для измерения наружных размеров и параметров
зубчатых колес) *.
* Более подробные сведения о назначении, устройстве и применении техничес¬
54
Каждый универсальный инструмент и прибор характеризуется
назначением, принципом действия, особенностями конструкции и
метрологическими показателями. К основным метрологическим пока¬
зателям относятся: предельная погрешность показаний ДПштах;
цена деления шкалы /; длина (интервал) деления шкалы с; диапазон
показаний шкалы Rm\ чувствительность прибора i.
Предельная погрешность показаний — наибольшая разность меж¬
ду показанием прибора и истинным значением измеряемой величины:
AHmmax = mn—т,
где тп — показание прибора (значение измеряемой величины,
определяемое по отсчетному устройству); т — истинное значение
измеряемой величины. Числовое значение A limmax характеризует
точность прибора.
Цена деления шкалы — разность значений величин, соответст¬
вующих двум соседним отметкам шкалы:
/ = Qi+i Qi>
где qi и ql+i — значения величины, соответствующие /-му и (/+1)-му
делениям шкалы.
Длина (интервал) деления шкалы — расстояние между осями
двух соседних рисок шкалы.
Диапазон показаний — область, ограниченная конечным /к.ш и
начальным /н.ш значениями шкалы: /?ш=/к-ш—^н-ш-
Чувствительность прибора — отношение изменения сигнала на
выходе прибора к вызывающему его изменению измеряемой величины.
При линейных измерениях, как правило, изменения сигнала на вы¬
ходе и измеряемой величины выражают в одинаковых единицах, т. е.
чувствительность прибора соответствует передаточному отношению:
i=tyK{ul)/SCT, где /ук(ш) — перемещение указателя (стрелки, луча
света) или шкалы (при неподвижном указателе); SCT — изменение
измеряемой величины (перемещение измерительного стержня кон¬
тактных приборов).
§ 12. ПРОИЗВОДСТВЕННО-ЭКСПЛУАТАЦИОННЫЕ ПОГРЕШНОСТИ
Информация, выдаваемая измерительным прибором, отличается
от действительного значения измеряемой величины, показываемого
эталонным прибором.
Соответствие показаний прибора действительным значениям из¬
меряемой (или заданной) величины называется точностью.
Точность прибора характеризуется погрешностями его показаний,
на которые влияют погрешности, допущенные при изготовлении
деталей и элементов прибора, а также в процессе их сборки и регу¬
лировки. В процессе изготовления деталей РЭА возникают погреш¬
ности размеров, формы и взаимного расположения поверхностей.
ких средств измерений можно получить в кн.: Берков В. И. Технические изме¬
рения (альбом). М., 1983.
55
Основными причинами их появления являются погрешности станков
и приспособлений, неточность установки деталей, деформации стан¬
ков, приспособлений, режущего инструмента и самих деталей в про¬
цессе обработки, износ режущего инструмента, ошибки измеритель¬
ного инструмента и др. По характеру возникновения они могут быть
систематическими и случайными.
Как правило, погрешности сборки являются следствием неточных
соединения и координации деталей, а также регулировки или под¬
бора электрорадиоэлементов по электрическим, магнитным и другим
параметрам. Одной из главных задач технологического процесса
сборки прибора является обеспечение требуемой точности его пока¬
заний.
Погрешности, возникающие в процессе изготовления прибора,
называются производственными, а в процессе эксплуатации — экс¬
плуатационными.
Для исследования достижимой точности приборов необходимо
изучить присущие им производственные и эксплуатационные по¬
грешности, которые подразделяют на абсолютные, относительные,
приведенные, систематические и случайные.
Абсолютной погрешностью называется разность между показа¬
нием прибора Лпр и действительным значением А измеряемой вели¬
чины: ДЛ=Лпр—А. Из этого уравнения следует, что абсолютная
погрешность выражается в единицах измеряемой величины (Ом и
т. д.). Для того чтобы определить действительное значение измеря¬
емой величины, нужно к показаниям прибора алгебраически приба¬
вить величину, называемую его поправкой: А=Апр+П.
Плюсовая поправка (+) берется в том случае, когда показание
прибора меньше действительного значения, а минусовая (—), когда
показание прибора больше действительного значения измеряемой
величины.
Поправка равна разности между действительным значением изме¬
ряемой величины и показанием прибора: Я=Л—Лпр. Для удобства
введения поправок к показаниям приборов их сводят в таблицу или
указывают на графике.
Поправка равна абсолютной погрешности, взятой с обратным
знаком: П=—АЛ.
Относительной погрешностью показаний прибора называется
отношение абсолютной погрешности к значению измеряемой вели¬
чины: е=ДА!А, или е=100%*АЛ/Л.
Приведенная погрешность показаний прибора равняется отно¬
шению абсолютной погрешности измерения (выполненного в рабочей
части шкалы) к верхнему пределу измерений прибора, выраженному
в процентах: еприв=100% «ДЛ/Л^д. Приведенная погрешность
лежит в основе определения класса точности приборов.
Систематическими называют постоянные по значению и знаку
или изменяющиеся по определенному закону погрешности. Систе¬
матические погрешности суммируются алгебраически. Их значение
на каждой точке шкалы повторяется при многократных испытаниях
прибора. Причинами систематических погрешностей могут быть
56
смещение стрелки на оси, неправильная градуировка шкалы, неточ¬
ная регулировка передаточного механизма и т. д.
Случайными называют погрешности, не определенные заранее по
значению. Их появление не подчиняется какой-либо закономерности.
Например, случайные погрешности обнаруживаются при повторении
измерений одной и той же величины, при которых получаются раз¬
личные . числовые результаты. Причинами случайных погрешностей
могут быть трение в подвижной системе, зазоры в передаточных ме¬
ханизмах и т. д.
В зависимости от условий работы прибора различают основную
и дополнительную эксплуатационные погрешности. Приведенная
погрешность, определяемая при нормальных условиях работы при¬
бора, для которых производилась его градуировка, называется ос-
новной. Погрешность, вызываемая влиянием на прибор условий при
их изменении, называется дополнительной.
Наибольшую погрешность, которая допускается нормами, ука¬
занными в чертежах и ТУ, называют допустимой.
Совокупность всех погрешностей, вызывающих погрешность по¬
казаний работающего прибора, не должна превышать допустимую.
Следует помнить, что суммарная погрешность прибора не всегда
представляет собой арифметическую сумму всех погрешностей. Воз¬
можны взаимная компенсация основной, дополнительной и допу¬
стимой погрешностей, изменение законов их распределения, изме¬
нение общей погрешности регулировкой собранного прибора. Расчет
точности приборов возможен только на основе подробного анализа
всех технологических факторов, вызывающих погрешности.
Контрольные вопросы
1. Дайте определение функциональной взаимозаменяемости.
2. Что называется допуском?
3. Что называется номинальным, предельным и действительным размерами?
4. Что называется верхним и нижним отклонением? Какие знаки они имеют?
5. Что называется посадкой? На какие виды подразделяются посадки?
6. Почему поверхности деталей после обработки получаются шероховатыми?
7. Какие показатели характеризуют шероховатость поверхности?
8. Приведите примеры обозначения шероховатости на чертежах деталей.
ГЛАВА IV
ТЕХНОЛОГИЯ СЛЕСАРНЫХ РАБОТ
§ 13. РАЗМЕТКА
Разметкой называется вспомогательная технологическая опе¬
рация нанесения специальным инструментом на подготовленную
поверхность заготовки или детали разметочных рисок или точек,
определяющих контуры детали или места, подлежащие слесарной
обработке.
Разметка применяется при изготовлении приспособлений, ин¬
струментов, шасси приборов, корпусов, сборочных каркасов прибо¬
ров, крепежных скоб, угольников и т. д.
При выполнении разметки необходимо помнить, что степень ее
точности определяет точность изготовления деталей или точность
обработки заготовок. Точность слесарной разметки лежит в преде¬
лах от 0,2 до 0,5 мм.
Различают два вида разметки — плоскостную и пространственную.
В первом случае разметочные риски наносятся на поверхности ли¬
стового или полосового материала, а во втором — на поверхностях
объемных деталей или заготовок, т. е. на поверхностях, расположен¬
ных в разных плоскостях. Пространственная разметка является
более сложной по сравнению с плоскостной, так как слесарю при¬
ходится производить разметку на сопрягаемых поверхностях.
Разметка должна точно соответствовать размерам, указанным
на чертеже; разметочные риски и точки должны быть хорошо видны
и не стираться в процессе обработки детали; разметка не должна
портить внешний вид деталей и снижать их качество.
Разметке поверхностей предшествуют следующие операции: под¬
готовка красителей, подготовка заготовки или детали к окраске,
окрашивание и сушка поверхностей.
Разметка поверхностей заготовок или деталей, изготовленных
из мягких металлов (алюминий и его сплавы, медь и ее сплавы и т. д.),
производится без применения красителей. Разметка ведется непо¬
средственно по металлу.
Подготовка красителей. В качестве красителей применяют раствор
медного купороса или меловой раствор. Первый используют для
окрашивания чистых обработанных поверхностей изделий. Для при¬
готовления раствора берут три чайные ложки кристаллов медного
купороса на стакан воды. Иногда для окрашивания чистых поверх¬
ностей применяют раствор шеллака (специальный лак) в спирте.
58
Для окрашивания необработанных поверхностей (отливок, про¬
ката, поковок) применяют меловой раствор. В этом случае молотый
мел разводят в воде: на 8 л воды берут 1 кг мела и 50 г столярного
клея.
Подготовка заготовок или деталей к окраске. Прежде чем начать
окрашивание поверхностей заготовок или деталей, производят их
подготовку — обезжиривание. Перед обезжириванием, если поверх¬
ность заготовки или детали сильно загрязнена, ее очищают сталь¬
ными щетками или наждачной шкуркой. Затем обезжиривают
поверхность заготовки или детали в растворе гидроксида натрия (кау¬
стической соды). Допускается обезжиривание поверхностей раство¬
ром стирального порошка «Лотос». После обезжиривания изделия
рекомендуется тщательно промыть и высушить.
Окрашивают поверхности кистью, чистые — раствором купороса,
а необработанные — меловым раствором. Для равномерного нане¬
сения раствора рекомендуется применять широкую кисточку, причем
раствор необходимо набирать концом кисти в малом количестве:
в этом случае на окрашиваемых поверхностях не будет подтеков.
Тонкий и равномерный слой раствора наносят на поверхность изде¬
лий сначала вертикальными полосами, а затем горизонтальными.
Заготовки из листового алюминия или алюминиевых сплавов (дю-
ралей) можно не окрашивать.
Сушка поверхностей. После окончания окрашивания изделие необ¬
ходимо просушить до полного высыхания нанесенного раствора.
Разметка поверхностей. Для нанесения разметочных точек или
рисок при плоскостной разметке применяют простые инструменты:
рейсмусы, штангенциркули, линейки металлические, угольники обыч¬
ные слесарные и с Т-образной полкой, разметочные угольники или
шаблоны, угломеры и универсальный центроискатель.
Для нанесения разметочных рисок используют два типа черти¬
лок: круглую или со вставной иглой из твердого сплава. Как правило,
чертилки изготовляют из стали У7 или У8. Для нанесения керновых
точек применяют кернеры, которые изготовляются из стали 7ХФ
или 8ХФ, У7А или У8А.
Для нанесения разметочных рисок при пространственной раз¬
метке используются разметочная плита с набором оснастки (плитки,
призмы и др.) и сложные инструменты: штангенрейсмус, универсаль¬
ный разметочный штангенрейсмус с выдвижной масштабной линейкой
и поворотным диском, угломерная головка и т. д.
Разметку начинают с выбора исходной базы, т. е. той поверх¬
ности, по отношению к которой будут определены положения других
поверхностей, подлежащих обработке. Как правило, исходная база
и припуски на обработку всегда указываются в технологической
карте на обработку. Особое внимание необходимо обратить на при¬
пуски.
Значение припуска на обработку в зависимости от материала
и размеров детали, ее формы, способа установки при обработке берут
из соответствующих справочников.
59
Примерами плоскостной разметки могут служить: нанесение
горизонтальных, вертикальных или параллельных рисок, рисок с
заданными углами; разметка контуров деталей на заготовках по
шаблонам или с отложением размеров от центральной осевой линии,
проведенной посередине заготовки.
Приемы плоскостной разметки различных контуров деталей за¬
висят от выбранной базы разметки, за которые в большинстве слу¬
чаев принимают наружные кромки заготовок или центровые (осе¬
вые) линии, конфигурации детали и последовательности ее обра¬
ботки.
Примером пространственной разметки может служить выполне¬
ние вышеперечисленных разметочных операций на деталях, имеющих
объемную конфигурацию, например на корпусе редуктора антенного
привода.
При выполнении пространственной разметки деталь устанавли¬
вают на разметочную плиту так, чтобы размечаемые поверхности
были доступны для работы.
Нанесение горизонтальных, вертикальных или параллельных
рисок на заданном расстоянии друг от друга производится чертилкой
с помощью измерительной линейки и угольника с пяткой.
Для получения четкой и прямой линии (риски) следует чертилку
перемещать строго по боковой грани линейки (или угольника) с не¬
большим нажатием, не изменяя ее наклона. Вторичный проход чер¬
тилки вдоль линейки не допускается, так как линия может получиться
раздвоенной.
При разметке наклонных линий с различными углами применяют
универсальный угломер УН или циркуль с линейкой. Возможно
также применение универсальных приспособлений с поворотными
столами, имеющими градуированную угломерную шкалу.
При нанесении окружностей и дуг применяют разметочную штангу
или универсальный разметочный штангенциркуль.
Центр на торцах цилиндрических заготовок определяют с помощью
циркуля, угольника, центроискателя и других разметочных при¬
способлений и инструментов.
Иногда слесарю приходится изготавливать из листового металла
объемные изделия в форме параллелепипеда (например, шасси при¬
бора), куба и т. д. При изготовлении таких изделий в первую очередь
необходимо произвести построение развертки поверхностей изделия
по его основным размерам.
После нанесения разметочных линий производится их кернение.
Операция кернения заключается в выполнении кернером небольших
углублений по разметочным линиям — рискам. Рабочая часть раз¬
меточных кернеров должна быть заточена на конус под углом 45 или
60°. Кернение необходимо главным образом для контроля правиль¬
ности произведенной разметки.
Расстояние между керновыми точками выбирают в зависимости
от длины и вида разметочных линий: на прямых линиях — на рас¬
стоянии 10—20 мм; на окружностях и дугах — на расстоянии 3—
10 мм.
60
Точки сопряжения и пересечения разметочных линий должны
быть закернены. На чистых обработанных поверхностях точных
деталей разметочные линии не кернят.
Кернение выполняют с помощью кернера и молотка массой 100—
150 г. Операция кернения выполняется в такой последовательности.
Размечаемое изделие устанавливается на разметочную плиту.
Слесарь в левой руке держит кернер, а в правой —молоток. Далее
слесарь устанавливает острие кернера точно на середину риски или
в точку пересечения двух рисок и наносит по кернеру легкий удар
молотком. При этом осевая линия кернера должна быть строго пер¬
пендикулярна плоскости изделия (рис. 31).
Необходимо отметить, что качество разметки существенно за¬
висит от правильности заточки разметочного инструмента. Заточку
чертилки и кернера осуществляют на заточном станке, соблюдая
а) 6)
Рис. 31. Установка кернера (а) на деталь и нанесение разме¬
точной точки с помощью молотка (б)
правила безопасности работы на заточных станках. Острие чертилки
и кернера периодически охлаждают в воде, чтобы не произошел от¬
пуск их рабочей части. Проверку заточки рабочей части кернера
проверяют по шаблону.
При разметке заготовок слесарь должен соблюдать определенные
требования безопасности труда.
Приступая к разметке, он должен сначала убедиться в исправ¬
ности инструмента.
Поверхность ударной части кернера должна быть гладкой и слегка
выпуклой. Кернеры со сбитой ударной частью в работе не применяют.
Длина кернера должна быть такой, чтобы ударная часть его отстояла
выше руки рабочего на 20—30 мм.
Молоток, применяемый при кернении, должен быть прочно на¬
сажен на рукоятку и расклинен в отверстии стальным клином. Ру¬
коятка молотка должна быть длиной 250—300 мм, а ее поверхность
должна быть чистой, гладкой, без трещин и сколов.
61
$ 14. РУБКА
Рубкой называется технологическая операция по снятию лишних
слоев металла с заготовки или разделению ее на части вручную о
помощью специального слесарного инструмента.
С помощью рубки удаляют наплывы, снимают кромки, заусенцы,
делят заготовку на части, вырубают деталь с приближенным кон¬
туром, делают отверстия, пазы,
канавки, углубления и т. п.
Точность обработки при рубке
составляет 0,5—0,7 мм.
Рубка металла применяется в
том случае, когда практически не¬
возможно или нецелесообразно
применить обработку заготовки на
металлорежущих станках. В ос¬
новном рубка металла применя¬
ется для изготовления единичных
деталей в условиях опытного или
экспериментального производства
изделий.
Для рубки металла необходи¬
мы следующие слесарные инстру¬
менты и оборудование: зубила,
крейцмейсели, слесарные молотки,
слесарные тиски и плиты.
Основными режущими инстру¬
ментами при рубке являются зу¬
било и крейцмейсель, а ударным
инструментом служит слесарный
молоток (рис. 32). Сила удара мо¬
лотка по зубилу зависит от его мас¬
сы, величины размаха и скорости
движения руки.
Тяжелый молоток увеличивает силу удара, но быстрее утомляет
работающего. Выбор молотка определяется физической силой рабо¬
тающего: для подростков рекомендуется применять молотки массой
от 400 до 600 г, а для взрослых рабочих — от 600 до 800 г.
При рубке листовые заготовки зажимают в тиски или кладут на
плиту или наковальню. Для рубки лучше применять тяжелые парал¬
лельные тиски с шириной губок 120—150 мм. Рубить следует по на¬
правлению к неподвижной губке.
Различают черновую и чистовую рубку. При черновой рубке
срубают стружку от 1,5 до 2 мм.
При чистовой рубке снимают слой металла толщиной 0,5—1,0 мм.
Различают следующие виды рубки металла с помощью зубила:
рубка по уровню губок тисков; рубка выше уровня губок тисков;
срубание слоя металла с широких поверхностей; рубка пруткового,
полосового и толстого металла навесным ударом.
62
Рис. 32. Слесарные инструменты, при¬
меняемые при рубке металла:
а _ зубило, б — крейцмейсель, в — сле¬
сарные молотки
Вырубание в металле прямых и криволинейных пазов на задан¬
ную глубину производится с помощью крейцмейселя.
Слесарные инструменты, применяемые для рубки металла, должны
соответствовать следующим требованиям:
а) слесарные тиски должны быть прочно прикреплены к столеш¬
нице верстака; губки тисков должны обеспечивать прочный зажим
заготовки, исключающий ее перемещение во время рубки; губки
тисков не должны иметь сколов и трещин, губки необходимо зажимать
только усилием рук, а не массой всего тела;
б) молотки должны быть прочно насажены на деревянные руко¬
ятки и расклинены в отверстии стальными клиньями; рукоятка мо¬
лотка должна иметь овальное сечение с небольшим увеличением его
к концу; поверхность рукоятки не должна иметь трещин, сколов и
сучков; длина рукоятки для молотков, имеющих массу 400—600 г,
должна быть в пределах 350—380 мм; рабочая часть молотка должна
иметь гладкую поверхность без сколов и трещин;
в) зубила и крейцмейсели не должны иметь трещин и сколов, бо¬
ковые стороны их средней части должны быть зачищены и не иметь
острых ребер; поверхность ударной части должна быть чистой и слегка
выпуклой; угол заострения рубящей кромки зубила или крейцмей¬
селя выбирается в зависимости от твердости обрабатываемого ме¬
талла.
Рубка металла по уровню губок тисков производится в такой после¬
довательности. Заготовку устанавливают и зажимают между губками
тисков таким образом, чтобы разметочная линия находилась на уровне
губок тисков. Зубило устанавливают к краю заготовки так, чтобы
режущая кромка его лежала на поверхности двух губок и своей се¬
рединой соприкасалась с отрубаемым металлом.
Рубку необходимо производить зубилом с хорошо заточенной
кромкой. При рубке необходимо выбирать зубило или крейцмейсель
определенной длины, при которой ударная часть находилась бы на
расстоянии 25—30 мм от большого пальца левой руки, держащей
зубило. Установку зубила на поверхности двух губок рекомендуется
производить с выполнением следующих правил: угол наклона зубила
к обрабатываемой поверхности должен быть равен 30—35°, а угол
наклона зубила к оси губок тисков — 45°. Соблюдение этих правил
не допускает повреждения поверхности губок тисков и режущей
части зубила.
При рубке правой рукой наносят удары молотком по зубилу и в
промежутке между ударами перемещают зубило вдоль заготовки. При
этом способе рубки срубаемый слой металла всегда закручивается
и поступает в отходы. Таким же образом срубают излишки металла
по другим разметочным рискам (рис. 33).
Необходимо отметить, что листовой материал толщиной 3—5 мм
разрубают в два приема. Сначала делают глубокое (не менее поло¬
вины толщины листа) надрубание с одной стороны заготовки, а затем
переворачивают ее другой стороной и разрубают окончательно.
Рубка металла выше уровня губок тисков производится в такой по¬
следовательности. Сначала производят разметку полосового или тол¬
63
стого листового материала, предназначенного к обработке. После
нанесения рисок, ограничивающих величину срубания, на двух
сторонах заготовки наносят наклонные риски (скосы) и срубают
их (рубка по уровню губок тисков). Эти скосы будут являться исход¬
ной плоскостью в начальный момент рубки. Затем заготовку уста¬
навливают между губками тисков так, чтобы разметочная риска была
направлена параллельно губкам и расположена выше их уровня на
4—8 мм, т. е. на высоту скоса. В начальный момент рубки зубило
устанавливают на верхнюю кромку скоса и начинают рубку. По
г)
Рис. 33. Приемы рубки металла:
а — по уровню губок тисков, б — по разметочным рискам, в — при малом
угле наклона зубила, г — при большом угле наклона зубила
мере срубания стружки левая рука с зубилом будет перемещаться
вдоль заготовки. При этом способе рубки угол наклона зубила к
горизонтальной плоскости необходимо регулировать. При большом
угле наклона рубящая кромка зубила будет врезаться в заготовку
и снимать толстую стружку, а при малом угле — будет срывать слой
металла. При правильном выборе угла наклона зубила получится
равномерная по толщине стружка. Практически установлено, что
толщина стружки не должна превышать 0,5—1 мм. Прямолиней-.
ность плоскости среза проверяют металлической линейкой.
Срубание слоя металла с широких поверхностей выполняют в такой
последовательности. Сначала крейцмейселем прорубают ряд канавок
на глубину снимаемого слоя, а затем зубилом срубают образовав¬
шиеся выступы, причем ширина выступов должна быть равной длине
режущей кротки зубила.
64
Срубание выступов производят в слесарных тисках в такой по¬
следовательности. Заготовку с вырубленными пазами зажимают в
тиски так, чтобы риска на боковой кромке была выше уровня губок
тисков на 5—8 мм. Затем у края выступа устанавливают среднюю
часть режущей кромки зубила под углом 45° к срубаемому выступу и,
нанося удары молотком по зубилу, срубают выступ. Таким же спо¬
собом срубают и остальные выступы. После этого вся плоскость
выравнивается зубилом, по которому наносят слабые удары молотком,
снимая стружку толщиной не более 0,5 мм. Плоскость после обра¬
ботки должна быть сравнительно гладкой и ровной.
Рубка металла навесным ударом является наиболее производитель¬
ной и применяется для обработки заготовок больших размеров, когда
невозможно применить рубку в тисках.
Рубку пруткового, полосового или листового металла навесным
ударом выполняют в такой последовательности.
Сначала разметочным инструментом наносят риски, по которым
будет производиться разрубание. Далее листовой металл уклады¬
вают на плиту или наковальню; режущие кромки зубила устанав¬
ливают на риску при вертикальном положении зубила и наносят по
нему легкие удары молотком, перемещая вдоль разметки. Таким
образом производят предварительное надрубание всего контура де¬
тали. После предварительного надрубания производится рубка де¬
тали сильными навесными ударами с одной стороны заготовки на
глубину более ее половины. Число проходов зависит от толщины
листовой заготовки, каждый сдвиг зубила по заготовке не должен
превышать 2/ч—3/4 длины его режущей кромки.
При сравнительно большой толщине листа, когда трудно сразу
вырубить деталь с одной стороны, лист (заготовку) переворачивают
и надрубают контур детали с другой стороны, а затем производят
окончательную рубку.
Качество вырубленной детали проверяют визуально, особое вни¬
мание обращая на величину припуска, оставленного для дальнейшей
обработки.
Для механизации рубки применяют ручные пневматические ру¬
бильные молотки.
Качество рубки металла зависит от исправности и правильной
заточки режущего инструмента. Угол заострения режущей кромки
зубила выбирают в зависимости от вида обрабатываемого металла:
45° — для меди и ее сплавов; 60° — для стали; 70° — для чугуна.
Зубило затачивают таким образом, чтобы режущая кромка была
закругленной. При рубке всегда надо пользоваться зубилом, у ко¬
торого лезвие остро заточено. При рубке хрупких материалов необ¬
ходимо применять защитные сетки и очки.
$ 15. ПРАВКА И ГИБКА
Технологическая операция по устранению изгибов, местных не¬
ровностей, выпуклостей или вмятин различной формы, волнистости
и прочих дефектов на металлических заготовках называется правкой.
Ручную правку листовых металлических заготовок производят на
3 № 3130
65
массивной стальной плите деревянными молотками или молотками,
изготовленными из меди, алюминия или свинца.
Заготовки из полосовой, прутковой и профильной стали правятся
стальными молотками с круглым выпуклым бойком на плите или на¬
ковальне.
Правку труб, валов и угловой стали производят на ручном вин¬
товом прессе с применением призм.
Правку тонкого листового металла (фольги) производят деревян¬
ными или металлическими брусками (гладилами) на гладкой метал¬
лической плите.
Слесарные инструменты и приспособления, используемые при
правке, должны отвечать следующим требованиям.
Рабочая поверхность деревянного молотка должна быть гладкой
и ровной, без трещин и сколов. Молотки должны быть изготовлены
из дерева твердой породы. Метал¬
лические молотки должны иметь
круглый, хорошо отполированный
боек без вмятин и заусенцев. Мо¬
лотки с квадратным бойком для
правки заготовок применять не ре¬
комендуется, так как от его углов
после ударов остаются забоины. Са¬
мой сложной операцией по устране¬
нию дефектов на листовой заготовке
является устранение выпуклостей,
которые могут быть в различных
местах заготовки.
Правка листовой заготовки осу¬
ществляется в такой последователь¬
ности.
Для правки лист кладут на плиту
выпуклостью вверх. Мелом или цвет¬
ным карандашом обводят границы
выпуклости. Затем, придерживая
лист левой рукой, правой наносят
удары молотком рядами, от края
заготовки в направлении выпуклости
(рис. 34). Под ударами молотка ров¬
ная часть заготовки будет вытягиваться, а выпуклость постепенно
исчезать. Удары молотком должны быть частыми, но не сильными,
а по мере приближения мест ударов к границам выпуклости они
должны быть слабее.
Правка продолжается до тех пор, пока выпуклость не исчезнет,
затем заготовку переворачивают и легкими ударами молотка окон¬
чательно правят всю ее плоскость.
При наличии нескольких выпуклостей удары начинают наносить
с промежутка между выпуклостями, постепенно к ним приближаясь.
Если выпуклость расположена у края листовой заготовки, то правку
следует начинать от середины листа к краям.
Рис. 34. Правка листовой стали мо¬
лотком (а) и схема нанесения уда¬
ров для правки выпуклости, распо¬
ложенной в середине листа (б)
66
Правка полосового металла, изогнутого по плоскости, произ¬
водится в такой последовательности.
Полосу располагают на правйльной плите выпуклостью вверх с
прикосновением в двух местах (рис. 35). Затем начинают наносить
удары по краям выпуклости поочередно с двух сторон, приближаясь
к ее середине. Причем, чем больше выпук¬
лость (изгиб) и чем толще полоса, тем сильнее
должны быть удары молотка по заготовке.
Правку полосовых, серповидно изогнутых
заготовок производят на плите. Для этого заго¬
товку кладут на плиту, одной рукой прижима¬
ют к плите и молотком (деревянным или сталь¬
ным с выпуклым бойком) наносят удары попе¬
рек полосы. Причем удары наносятся сначала
с более короткой стороны полосы, т. е. с той,
где металл наиболее сжат и его необходимо
растянуть, чтобы заготовка выровнялась.
В начале правки удары молотком по краю вогнутой стороны полосы
должны быть сильными, а по мере приближения к противоположной
стороне — все слабее и слабее. При этом более короткая сторона
полосы, принимающая на себя наиболее сильные удары, постепенно
вытягивается и заготовка выпрямляется. Линейность полосы прове¬
ряется металлической линейкой.
Рис. 35. Прием правки
изогнутой стальной поло¬
сы на плоскости
Рис. 36. Изготовление скобы из полосовой стали:
а — загиб первой опоры, б — загиб второй опоры, в — гибка полукруглой скобы, г — готовая
деталь
Правку стального прутка круглого сечения на плите выполняют
аналогично правке полосового металла. Удары молотком наносят по
выпуклой части от краев изгиба, приближаясь к его середине. Правку
заканчивают легкими ударами, поворачивая пруток вокруг своей
оси. При наличии нескольких изгибов сначала правят крайние, а
затем расположенные в середине прутка.
Правку стального прутка круглого сечения в призмах осуществ¬
ляют в такой последовательности. На плиту устанавливают две приз¬
мы. Заготовку располагают в призмах таким образом, чтобы изгиб
находился между призмами выпуклой частью вверх. Придерживая
заготовку левой рукой, чтобы она не проворачивалась в призмах,
правой наносят удары молотком от краев изгиба до его средней части.
3*
67
Качество правки (линейность прутка) проверяют металлической
линейкой или угольником: количество просветов между поверхностью
прутка и поверхностью линейки должно быть минимальным.
Для правки профильных заготовок, труб и валов, когда сила
удара молотком не обеспечивает выполнение правки, применяют руч¬
ные прессы. Как правило, работу по правке заготовки на прессе
выполняют двое рабочих: один приводит в действие пресс, а другой
устанавливает и снимает исправленную заготовку с пресса.
Технологическая операция, при которой из прямолинейной заго¬
товки получают деталь с различными изгибами (рис. 36), называется
гибкой.
Гибку полосовой заготовки производят путем сгибания ее на
нужный угол вокруг какой-либо оправки, форму которой она при¬
нимает, в слесарных тисках по шаблону или на плите.
Рис. 37. Гибка металла квадратного профиля с помощью об¬
катного ролика:
1 — рычаг, 2 — ролик, 3 — заготовка, 4 — прижим; R — радиус
изгиба
Гибку квадратного или круглого металла осуществляют на спе¬
циальном ручном приспособлении, главным рабочим инструментом
которого является обкатной ролик (рис. 37).
Гибка труб производится с помощью специальных приспособлений
или на трубогибочных станках (рис. 38).
В процессе гибки происходит деформация металла: его наружные
слои растягиваются и удлиняются, а внутренние, сжимаясь, укора¬
чиваются. Средний слой металла, так называемый нейтральный, в
процессе деформации сохраняет свою длину неизменной.
Нейтральный слой у симметричных по сечению заготовок (квад¬
ратных, листовых, полосовых, круглых и др.) находится посредине
68
поперечного сечения на равных расстояниях от противоположных
сторон, а у несимметричных профилей (треугольного, полукруглого
и др.) нейтральный слой проходит через центр тяжести сечения.
Как правило, расчет длины заготовки, подлежащей гибке, про¬
изводится по длине нейтрального слоя, который в процессе дефор¬
мации сохраняет свою длину постоянной.
Если гибка заготовки производится практически под прямым
углом, без внутреннего радиуса закругления (рис. 39), то длину за-
Рис. 38. Гибка труб:
/ _ труба, 2 — упор, 3 — шаблон,4 — под¬
вижная скоба, 5 — ролик, 6 — основание,
7 — рычаг
Рис. 39. Пример гибки полосового
металла под прямым углом
готовки можно определить по формуле: /i=/1H-/2+0,3*S, где 1г и 12 —
длина участков заготовки по обе стороны изгиба, мм; S — толщина
материала заготовки, мм.
Длину заготовки L при гибке с заданным внутренним радиусом
закругления /?вн определяют по формуле: L = l1+l2+(nRHa/l80),
где /i и /2 —длина участков заготовки по обе стороны изгиба, мм;
RH— радиус, мм, изгиба нейтрального слоя, /?н=/?вн+5/2; а —
угол гибки, град.
Если длина заготовки указана в чертеже, то нет необходимости в
ее расчете.
Как правило, на чертеже детали, которая получается в процессе
операции гибки, вычерчивается контур исходной заготовки, которая
называется разверткой, с указанием всех ее расчетных размеров.
При соотношении RBH<CS в металле в момент гибки на наружных
слоях могут образоваться трещины. Поэтому внутренний радиус
гибки должен быть равен двойной толщине заготовки S, а в случае
гибки детали из пластичного металла—толщине заготовки.
Листовой металл после прокатки имеет волокнистую структуру.
Чтобы при гибке листового металла не получалось трещин, его не¬
обходимо гнуть поперек волокон или таким образом, чтобы линия
изгиба составляла с направлением проката (волокон) угол, рав¬
ный 45°.
69
При гибке деталей из листового металла, а также из упругой про¬
волоки происходит распрямление детали после гибки. Величина угла,
на который распрямляется деталь, вследствие упругих деформаций,
зависит от степени упругости металла, его толщины и радиуса изгиба.
Заранее точно определить угол, на который деталь распрямляется,
очень трудно, поэтому приходится заготовки загибать на угол не¬
много больше заданного угла.
$ 16. РЕЗКА
Резкой называется технологическая операция разделения заготовки
на части, удаления излишков материала, вырезания пазов или отвер¬
стий и т. д.
Тонкий листовой металл разрезают слесарными ручными нож¬
ницами. Различают прямые правые и прямые левые ножницы. У пра¬
вых ножниц верхнее лезвие на¬
ходится справа по отношению к
нижнему лезвию, а у левых
ножниц — слева (рис. 40). Обы¬
чно применяют при резке пра¬
вые ножницы, так как при ра¬
боте с ними хорошо видны
линии разметки. Левыми нож¬
ницами пользуются при выреза¬
нии деталей, имеющих криволи¬
нейный или круглый контур,
при этом резать нужно так,
чтобы лезвия ножниц не за¬
крывали линии разметки и резку
производить по направлению
хода часовой стрелки. В случае
применения правых ножниц
для этих же целей операцию
резки производят в направлении
против хода часовой стрелки.
Для резки листовых заготовок по кривым линиям применяют
также ножницы с кривыми лезвиями. Допустимая толщина металла,
подвергаемого ручной резке ножницами, лежит в следующих преде¬
лах: для стали —0,5—0,7 мм; для меди и ее сплавов —0,5—1,0 мм;
для алюминиевых сплавов — 0,5—1,0 мм; для алюминия — 1,5—
2,5 мм.
Подготовка заготовки к резке ручными ножницами заключается
в правке заготовки и нанесении разметочных линий. Ножницы выби¬
рают в зависимости от характера выполняемой работы. Наиболее
часто применяют ножницы, имеющие длину 250—300 мм.
Лезвия ножниц в шарнирном соединении должны плотно приле¬
гать друг к другу и иметь легкий ход. При большом зазоре между
режущими лезвиями разрезаемый металл будет сминаться и закли¬
Рис,
40. Ручные ножницы для резания
листового металла:
а — правые ножницы, б — левые ножницы
70
ниваться. При тугом ходе в момент резки между лезвиями возникает
большое трение, вызывающее лишние усилия в работе.
Процесс резки листового металла ручными ножницами осуществ¬
ляется в такой последовательности. Левой рукой рабочий держит
листовую заготовку, а правой — ножницы. В начальный момент
резки сжатые пальцы разжимают и мизинцем, который размещается
между рукоятками ножниц, отводят нижнюю рукоятку ножниц
Рис. 41. Приемы разрезания металла ручными ножницами:
й, б—разрезание металла правыми ножницами, в — вырезание отверстия по разметочным рис¬
кам
на необходимый угол. Левой рукой подают листовую заготовку между
лезвиями ножниц и, сжимая рукоятки ножниц, осуществляют резку
(рис. 41). При разрезании листовой заготовки рекомендуется отре¬
заемую часть отгибать вверх, что облегчает процесс резки и предох¬
раняет правую руку от порезов. Ножницы необходимо раскрывать
примерно на 2/3 длины лезвий, при таком раскрытии они хорошо
захватывают и режут металл; сильно раскрытые ножницы будут
выталкивать металл. При резке необходимо следить за тем, чтобы
лезвия ножниц были перпендикулярны плоскости листа, так как
лри перекосе они будут сминать металл. Во избежание образования
заусенцев необходимо все время лезвия плотно прижимать к концу
прореза.
71
Резку толстого листового металла (толщиной 2—3 мм), в том числе
и полосового, производят стуловыми, рычажными или машинными
ножницами.
Стуловые ножницы отличаются от ручных тем, что верхняя ру¬
коятка удлинена до 400—800 мм, а нижняя прикреплена к верстаку.
При резке металла этими ножницами рабочий развивает усилие,
передаваемое на лезвия ножниц,
во много раз больше, чем при
ручной резке, так как он ра¬
ботает (нажимает на верхнюю
рукоятку) всей рукой.
У рычажных ножниц ниж¬
нее лезвие закреплено на сто¬
ле, а верхнее лезвие свободно
перемещается. В начальный мо¬
мент резки рабочий берется за
рукоятку рычага и отводит его в
верхнее положение, при этом
верхнее лезвие поднимается.
Затем лист (заготовку) уклады¬
вают на нижнее неподвижное
лезвие так, чтобы левая рука
фиксировала его в горизонталь¬
ном положении, а линия реза¬
ния совпадала с верхним лез¬
вием ножниц. После этого ры¬
чаг с верхним лезвием опускают вниз и производят резку металла.
Затем рычаг поднимают вверх до отказа, левой рукой приподнима¬
ют лист и перемещают его по риске вдоль верхнего лезвия и снова
повторяют процесс резки.
Качество резания определяют по отсутствию вмятин, заусенцев
и точностью резки по разметочным линиям.
При резке листовой заготовки на узкие полосы ее необходимо
положить на стол верстака и следить за тем, чтобы нижнее лезвие
опиралось на стол, а отрезаемые полосы отгибались вперед.
Профильный металл и трубы разрезают ручными или механиче¬
скими ножовками.
Ручная ножовка состоит из рамы и вставленного в нее ножовоч¬
ного полотна (рис. 42).
Перед установкой полотна в раму его необходимо проверить на
отсутствие трещин, изгибов, а также на развод зубьев. Полотна бы¬
вают с мелким зубом (расстояние между зубьями 0,8—1,0 мм) и с
крупным зубом (расстояние между зубьями 1,25—1,6 мм). Затем
устанавливают раздвижную часть рамки так, чтобы полотно легко
вошло в прорези головок: подвижной и неподвижной. При этом пер¬
вым вставляют конец полотна в прорезь неподвижной головки и за¬
крепляют его установкой штифта, а затем вставляют второй конец
полотна в прорезь подвижной головки и вставляют для его закреп¬
ления другой штифт. После установки штифтов производят натяжение
Рис. 42. Ручная ножовка:
/ — рамка, 2 — барашковая гайка, 3 — голов¬
ка натяжного винта. 4 — ножовочное полотно,
5 — штифт, 6 — ручка; 1 и /I — примеры раз¬
водки зубьев ножовочного полотна
72
полотна за счет завинчивания барашковой гайки. Полотно должно
быть установлено в прорези головок так, чтобы зубья были направ¬
лены от ручки рамки вперед.
Степень натяжения полотна проверяют поворотом его двумя паль¬
цами на г/9 часть окружности. Если полотно проворачивается больше
1/в части окружности, то степень натяжения его мала, в этом случае
разрез металла получается косым, а полотно при резке может легко
сломаться. При большом натяжении полотна оно также легко ло¬
мается при любом перекосе.
Резка профильного металла слесарной ножовкой производится
в такой последовательности.
Перед началом резки металлический пруток размечают чертилкой,
а затем горизонтально зажимают в тисках, выдвинув отрезаемый
конец в сторону от губок тисков настолько, чтобы при работе ножов¬
кой ее головки не задевали боковую поверхность тисков.
При резке металла ножовку держат за ручку правой рукой, а
левой рукой держат передний ее конец так, чтобы полотно ножовки
находилось в горизонтальном положении. При этом левой рукой,
которая находится впереди, производят нажим, а правая рука только
перемещает ножовку; при движении ножовки назад нажим не произ¬
водится во избежание затупления зубьев. Перед концом разрезания
нажим на ножовку уменьшается.
При резке металлических прутков большого сечения рекомен¬
дуется полотно смазывать машинным маслом. Если полотно «увело»
в сторону и распил получается косым, то необходимо пруток повер¬
нуть и начать резку с противоположной стороны напротив распила.
При поломке полотна и замене его на новое полотно нужно иметь в
виду, что старое изношенное полотно дает более узкий пропил, и
начинать резку новым полотном надо в другом месте, предварительно
повернув заготовку в тисках.
При резке металлических прутков большого сечения, когда длина
пропила (разреза) большая и резать трудно, для облегчения резки
необходимо наклонять ножовку то от себя, то к себе: при этом резка
идет не по всей ширине заготовки.
Прутковые заготовки с шестигранным или квадратным сечением
рекомендуется резать по грани. Полосовой металл лучше резать по
узкой грани, если его толщина составляет 3—5 мм, а при толщине
2—3 мм лучше резать по широкой грани.
Обычно для облегчения врезания в заготовку ножовкой рекомен¬
дуется делать небольшой надрез трехгранным напильником по раз¬
меточной линии.
Очень тонкий металл (толщиной до 1,5 мм) режут, зажав его де¬
ревянными брусками, вместе с брусками.
При вырезании отверстий в листовом металле сначала сверлят от¬
верстие, а затем в него вводят полотно; собирают ножовку и при¬
ступают к резке.
При разрезании труб сначала ножовку держат горизонтально,
а когда стенка трубы окажется разрезанной, ножовку наклоняют
сначала на себя, а потом от себя. При дальнейшей резке трубу пово¬
73
рачивают в тисках на угол, равный 45°, от себя и продолжают резку.
Для резки труб кроме ручной слесарной ножовки применяют тру¬
борез, у которого режущим инструментом являются острые стальные
диски (рис. 43).
При резке уголка сначала производят резку первой полки по
узкой грани, при этом требуется меньшая сила резания. Прорезав
первую полку до внутренней
плоскости второй полки,
уголок устанавливают в по¬
ложение резания первой пол¬
ки и продолжают резку до
конца.
Качество резки проверя¬
ют по чистоте среза, длину
отрезанной части заготовки
измеряют металлической ли¬
нейкой (или штангенциркулем), а положение среза относительно
наружной стенки заготовки проверяют угольником.
Резку проволоки производят острогубцами (кусачками).
Рис. 43. Труборез:
1 _ скоба, 2 — неподвижные ролики, 3 — подвиж¬
ный ролик, 4 — рукоятка, 5 — вороток
§ 17. ОПИЛИВАНИЕ
Опиливанием называется технологическая операция, при которой
с поверхности детали снимают напильником слой металла с целью
придания ей необходимой формы, размеров и чистоты.
Для снятия слоя металла применяется ручное опиливание на¬
пильниками или механизированное опиливание специальными фре¬
зами — шарошками или стальными абразивными головками.
По форме поперечного сечения напильники разделяют на пло¬
ские, квадратные, трехгранные, круглые, ромбические и полукруг¬
лые. По числу насечек на 1 см длины напильники делят на драчевые,
личные и бархатные. Драчевые напильники имеют крупную насечку
и применяются для грубой обработки, личные — имеют более мелкую
насечку и применяются для окончательного опиливания. Наиболее
мелкая насечка у бархатных напильников, которые применяют для
точных работ.
Для обработки мелких заготовок применяют надфили различных
профилей. Для опиливания труднодоступных участков заготовок
применяют надфили изогнутой формы — рифлевки.
Для удобства работы все напильники снабжаются деревянными
ручками, которые плотно насаживаются на хвостовик напильника.
Поверхность ручки должна быть чистой и гладкой, без трещин и
сколов. Чтобы ручка надежно держалась на хвостовике напильника,
на нее плотно насаживают металлическое кольцо.
Опиливание заготовок или деталей производится следующим
образом. Заготовку (деталь) прочно зажимают в тисках. Высоту по¬
ложения тисков выбирают по росту работающего так, чтобы при
наложении локтевой части правой руки на губки тисков между лок¬
тевой и плечевой частями руки образовывался угол 90°.
74
Напильник берут в правую руку, а левую руку ладонью кладут
на конец напильника и прижимают его к обрабатываемой заготовке
(рис. 44). Такое положение рук помогает правильно вести опилива¬
ние, затрачивать меньше энергии. Движение напильника произво¬
дится обеими руками: вперед от себя — рабочий ход, обратно
холостой ход. Нажимать на напильник следует только во время рабо¬
чего хода, при холостом ходе напильник идет свободно, без нажима;
в) *)
Рис. 44. Положения рук при опиливании:
а — положение правой руки, б — положение левой руки на напильнике, в — пря¬
мое движение напильника, г — косое движение напильника (слева — направо),
д — распределение усилий правой и левой рук
при этом его не следует отрывать от заготовки, чтобы не потерять
опоры и не изменить его положения. Во время движения напильник
должен оставаться в горизонтальном положении. Если это правило
не соблюдается, то опиливаемая поверхность будет иметь неровности.
По мере опиливания напильник следует перемещать по всей опи¬
ливаемой поверхности заготовки в стороны (вправо и влево) для
снятия равномерного слоя металла со всей поверхности. При опи¬
ливании применяют различные приемы движения напильника по
7Ъ
отношению к опиливаемой поверхности: прямое движение слева на¬
право или косое движение слева направо, а потом справа налево.
После опиливания поверхности драчевым напильником производят
дальнейшее опиливание личным напильником (чистовая обработка).
Отклонение от формы опиленной поверхности проверяют линей¬
кой. Для этого с поверхности заготовки щеткой удаляют опилки,
заготовку вынимают из тисков. Затем к опиленной поверхности
прикладывают контрольную линейку в нескольких местах, держа
заготовку на уровне глаз и проверяя равномерность просвета. Если
просвет узкий и равномерный, то поверхность опилена правильно.
Параллельность двух опиленных поверхностей проверяют крон¬
циркулем. При точных работах применяют штангенциркуль и мик¬
рометр. Контроль плоскостей,
расположенных под углом 90°,
проверяют специальным слесар¬
ным угольником. При опили¬
вании поверхностей, сопряжен¬
ных под углом 90°, контроль
наружных углов заготовки про¬
изводят внутренним углом сле¬
сарного угольника, смотря при
этом на просвет. Если световой
зазор равномерный и узкий
(рис. 45, а), плоскость опилена
правильно (контроль произво¬
дят при опиливании 2—3 раза,
а то и больше). В случае не¬
равномерного зазора на просвет
(рис. 45, б) определяют место, подлежащее опиливанию.
При опиливании углов заготовку рекомендуется зажимать в ти¬
сках так, чтобы ее обрабатываемая грань располагалась горизон¬
тально по отношению к плоскости верстака.
При опиливании цилиндрических (криволинейных) поверхностей
заготовку зажимают в тиски горизонтально или вертикально и об¬
рабатывают колебательными движениями напильника. В первом
случае опиливание производят, выполняя следующие приемы.
При движении вперед (рабочий ход) правая рука с напильником
опускается вниз, а левая рука и передняя часть напильника под¬
нимаются вверх; при движении назад (холостой ход) правая рука
будет подниматься, а левая рука с концом напильника опускаться.
При таких движениях напильника обеспечивается равномерный съем
металла с выпуклой (цилиндрической) поверхности заготовки.
Во втором случае (заготовка стоит вертикально) движение на¬
пильника вперед сочетают с одновременным отводом конца напиль¬
ника в сторону от детали, а правая рука с ручкой напильника при
этом перемещается к детали.
И в том и другом случае заготовку переставляют в тисках так,
чтобы необработанная поверхность находилась в зоне работы на¬
пильника.
Рис. 45. Контроль наружных углов при
опиливании
76
Мелкие детали зажимают в ручные тиски и, оперев их о верстак,
поворачивают левой рукой на себя при рабочем ходе (при движении
напильника вперед) и от себя — при холостом ходе (при движении
напильника назад). При этом напильник держат правой рукой с
вытянутым вперед указательным пальцем и им осуществляют нажим.
Вогнутые криволинейные поверхности, а также отверстия и пазы
в заготовках опиливают круглыми или полукруглыми напильниками.
6)
Рис. 46. Опиловочные рамки и наметки:
а — рамка для плоского опиливания, б — рамка для опилива¬
ния прямых углов, в — наметка для плоского опиливания, г —
наметка для опиливания внутренних углов; / — планка, 2 —
штифты, 3 — винты
При опиливании напильник движется горизонтально и одновременно
поворачивается вокруг своей оси. При опиливании таких поверх¬
ностей радиус кривизны напильника должен быть всегда меньше
радиуса кривизны поверхности. Опиливание заканчивают после того,
как будут достигнуты: плавный переход в местах сопряжений, плот¬
ная подгонка криволинейной поверхности по шаблону на просвет,
перпендикулярность ребер к боковой плоскости по угольнику.
При опиливании плоских тонких заготовок применяют специаль¬
ные приспособления, чтобы в процессе обработки эти заготовки не
изгибались и не мялись.
Из этих приспособлений лучше всего себя зарекомендовали раз¬
движные закаленные стальные рамки. Они состоят из двух планок
(рис. 46), между которыми зажимается тонколистовая заготовка.
Сама рамка с заготовкой зажимается в тисках. Обработка ведется до
касания напильника верхней плоскости рамки, что позволяет обхо¬
77
диться без контроля правильности опиливания мерительным ин¬
струментом.
При опиливании заготовок надфилем его берут в правую руку
так, чтобы ручка упиралась в ладонь, а указательный палец кладут
на надфиль. Большой палец правой руки кладут на конец надфиля,
а остальными пальцами левой руки поддерживают его снизу. При
таком положении рук получается необходимое давление для снятия
тонкой стружки с поверхности заготовки.
Движения при опиливании должны быть равномерными, от 40
до 70 рабочих ходов в минуту. Сила нажатия на напильник опреде¬
ляется материалом заготовки: чем мягче материал, тем меньше сила
нажатия, и, наоборот, чем тверже материал заготовки, тем сильнее
должно быть нажатие.
При обработке мягких и вязких металлов рекомендуется напиль¬
ник натирать мелом, при этом он меньше забивается стружкой.
В настоящее время ручное опиливание заменяется механизиро¬
ванным на специальных опиловочных станках с гибкими и жесткими
валами и специальным режущим инструментом.
Режущий инструмент выбирают в зависимости от вида выполня¬
емой операции и конфигурации обрабатываемой поверхности. Для
грубой обдирки поверхностей применяют фрезы-шарошки, а для
чистового опиливания и зачистки поверхностей — круглые напиль¬
ники или абразивные фасонные головки.
При опиливании, как и при других видах слесарных работ, не¬
обходимо соблюдать основные требования безопасности труда. Перед
началом работы слесарь обязан осмотреть весь инструмент, приспо¬
собления и слесарные тиски. Работать неисправным инструментом
запрещается. Во время работы напильником запрещается: проверять
пальцами качество опиленной поверхности (загрязнение от рук за¬
трудняет дальнейшее опиливание); удалять руками металлическую
стружку с опиливаемой поверхности, так как при этом можно пора¬
нить руки; стружку следует удалять только щеткой.
При работе на специальных опиловочных станках необходимо
соблюдать правила электробезопасности. Запрещается работать на
станках в перчатках или с забинтованными пальцами. При работе
на опиловочном станке слесарь обязательно должен пользоваться
защитными очками. Для удаления металлической стружки с напиль¬
ников следует применять стальные щетки, а для удаления стружки
с верстака и тисков — волосяные щетки.
§ 18. ОБРАБОТКА ОТВЕРСТИЙ
Технологическая операция для получения сквозных отверстий
называется сверлением.
Сверление выполняется с помощью ручной дрели или на сверлиль¬
ных станках (рис. 47) специальными инструментами — сверлами
(рис. 48). Если отверстие в детали несквозное, то операция называется
засверливанием, а увеличение диаметра отверстия — развертыванием
или эенкерованием.
78
Зенкерование является операцией по обработке готовых отвер¬
стий для получения отверстий цилиндрической или конической формы
большой точности и низкой шероховатости. Зенкерование выпол¬
няется на сверлильных станках специальными инструментами —
зенкерами (рис. 49).
Развертывание отверстий применяют в тех случаях, когда необ¬
ходимо получить отверстие более высокой точности, чем при зенке-
ровании.
Рис. 47. Настольный сверлильный станок:
/ — стол, 2 — рукоятка подачи патрона со сверлом, 3 — патрон со сверлом,
4 — шпиндель, 5 — хомутик (ограничитель подачи сверла), 6 — лимб с нониусом
для установления точной подачи сверла, 7 — кожух, 8 — рукоятка для переме¬
щения головки вверх и вниз, 9 — электродвигатель, 10 — рукоятка механизма
стопорения головки, // — головка, 12 — стояк
Развертывание отверстий выполняют вручную или на сверлиль¬
ном станке специальными инструментами — развертками (рис. 50).
Обработка готовых отверстий после сверления по углублению
их под потайные головки винтов или заклепок, а также по снятию
заусенцев с краев отверстий называется зенкованием. Эта операция
выполняется на сверлильных станках с помощью режущего инст¬
румента, называемого зенковками (рис. 51).
79
Процесс сверления производят по разметке; для этого в центре
будущего отверстия наносят кернером углубление, в которое на¬
правляют сверло. Сверление по разметке выполняется в два при¬
ема — предварительное сверление, при котором засверливают не-
о)
Рис. 48. Сверла для сверления отверстий:
а — спиральное, б — малоразмерное, в — центральное
большое углубление для контроля правильности положения сверла,
и окончательное сверление после проверки правильности расположе¬
ния сверла по центру.
Рис. 49. Зенкеры:
а — насадной, б — оснащенный пластинкой из твердого сплава
Сверление отверстий диаметром более 20 мм производят в два
приема: сначала сверлят отверстия сверлом меньшего диаметра, а
затем рассверливают его под размер сверлом большего диаметра.
80
Для обеспечения точности рассверливание отверстий производят с
одной установки детали (заготовки): для этого из шпинделя станка
вынимают сверло меньшего диаметра и вставляют сверло большего
диаметра, не перемещая при этом самой детали.
Для повышения точности сверления и производительности труда
применяют специальные приспособления — кондукторы (рис. 52).
Рис. 50. Развертка (а) и ее основные элементы:
б — зуб режущей части, в — зуб калибрующей части
Точность сверления отверстий обеспечивается наличием закаленных
втулок, установленных в корпусе кондуктора, выполняющих роль
направляющих для сверла.
Применение кондукторов исключает разметку с накерниванием,
сокращает время на установку и выверку деталей при подготовке
к сверлению.
Для сверления отверстий в небольшой партии одинаковых деталей
вместо кондукторов целесообразнее применять шаблоны.
Каждый шаблон изготавливается из стальной пластины, в которой
просверлены все необходимые отверстия. Конфигурация шаблона
должна соответствовать конфигурации обрабатываемых деталей.
Применение шаблонов повышает производительность труда и
точность обработки отверстий.
При сверлении отверстий по шаблону его накладывают на деталь
в определенном положении и закрепляют струбцинами.
81
Сверление отверстий на сверлильном станке осуществляют сле¬
дующим образом.
1. Изучают требования безопасности труда при работе на сверлиль¬
ном станке, затем осматривают сверлильный станок и готовят его к
А-А
Рис. 51. Зенковки:
а — коническая зенковка с конусным хвостовиком, б — торцовая зенковка
пуску. При этом особое внимание уделяют проверке заземления
станка, плавности хода гильзы шпинделя (пиноли), перемещения
рукоятки подъема и опускания пиноли, пуска и остановки станка,
отсутствия биения сверла, установлен¬
ного в патрон.
2. Закрепляют деталь (заготовку) на
столе станка и устанавливают режим ре¬
зания (сверления) по операционной
карте. Правильно выбранный режим
резания должен обеспечить максималь¬
ную производительность станка, требу¬
емую точность и качество обработки от¬
верстий, а также обеспечить большую
стойкость сверл.
3. Производят пуск станка включе¬
нием электродвигателя путем нажатия
кнопки «Пуск» кнопочного пускателя.
Сверло подводят к детали и начинают
сверление отверстий. При глубоком
сверлении необходимо периодически вы¬
водить сверло из отверстия для удале¬
ния стружки. Во время подачи сверла не следует сильно нажимать
на ручку управления, так как сверло может сломаться или затупиться
от нагрева. Особенно сильно нагревается оно при сверлении твердых
материалов: при этом происходит притупление его режущих кромок.
Рис. 52. Кондуктор для сверле¬
ния отверстий:
I — основание кондуктора, 2 — за¬
каленная втулка, 3 — зажим, 4 —
упор, 5 — заготовка, 6 — деталь
82
С целью предупреждения преждевременного износа сверла и уве¬
личения его срока службы рекомендуется на его режущие кромки по¬
давать охлаждающую жидкость — эмульсию. Перед концом сверления
подачу сверла следует уменьшить, так как сверло может прода¬
вить оставшуюся тонкую перемычку и сломаться.
4. После окончания сверления сверло отводят вверх, выключают
станок и освобождают деталь из кондуктора. Кондуктор очищают
от стружки, устанавливают следующую деталь и продолжают свер¬
ление в той же последовательности.
Диаметр отверстий проверяют калибром-пробкой и штангенцир¬
кулем, глубину сверления несквозных отверстий — глубиномером
штангенциркуля, межосевые размеры между отверстиями — штан¬
генциркулем.
При сверлении отверстий следует также учитывать их разбивку
(увеличение диаметра отверстий) в процессе сверления, которая
происходит даже и при правильной установке и заточке сверла. Раз¬
бивка отверстий увеличивается в зависимости от вязкости металла,
скорости сверления и диаметра отверстий. Применение кондукторов
позволяет избежать разбивки отверстий.
В процессе сверления происходит стачивание режущих кромок
сверла, и сверло становится неработоспособным.
Для того чтобы восстановить режущие свойства сверла, его не¬
обходимо заточить. Заточку сверла производят на заточном станке.
Полученный в результате заточки сверла угол при его вершине про¬
веряют специальными шаблонами.
Для сверления стали и чугуна применяют сверла с углом при
вершине, равным 116—118°, а для сверления цветных металлов —
120—140°.
При выполнении операций сверления, зенкер.ования и разверты¬
вания отверстий необходимо соблюдать требования безопасности
труда.
Нельзя прикасаться к вращающемуся сверлу и движущимся ча¬
стям руками. Нельзя держать деталь в левой руке; деталь должна
быть закреплена в ручных или машинных тисках, последние реко¬
мендуется крепить к столу станка.
Нельзя сдувать стружку или удалять ее руками, стружку следует
удалять щеткой. Не следует допускать при сверлении образование
длинных витых стружек, так как, вращаясь вместе со сверлом, они
могут поранить руки и лицо. При сверлении хрупких металлов (брон¬
за, чугун) необходимо пользоваться защитными очками.
При работе на сверлильных станках необходимо работать без
перчаток и рукавиц, так как они могут быть захвачены вращающи¬
мися частями станка.
В случае появления неисправностей в работе станка слесарь
обязан прекратить работу на станке и сообщить об этом мастеру.
§ 19. НАРЕЗАНИЕ РЕЗЬБЫ
В монтажно-сборочных работах для соединения различных де¬
талей применяют резьбовые соединения.
Резьбовые соединения являются наиболее распространенными
из всех разъемных соединений, применяемых в радиоприборострое¬
нии. Основные преимущества резьбовых соединений: легкоразъем-
ность, высокая механическая прочность и надежность, достаточная
точность соединяемых деталей, малая стоимость.
Конструктивные формы резьбовых деталей весьма разнообразны:
винт, болт, шпилька, гайка. Резьба выполняется на наружной (винт,
болт, шпилька) или внутренней (гайка) цилиндрической поверх¬
ности.
Резьба характеризуется следующими параметрами: формой и
размером профиля (треугольная, трапецеидальная и др.); диамет¬
рами — наружным, средним, внутренним; углом подъема и заход-
ностью.
Резьбы делятся на крепежные и специальные; крепежные приме¬
няются для соединения деталей, специальные — для передаточных
механизмов.
Крепежная резьба подразделяется на метрическую, дюймовую,
трубную и коническую.
Метрическая резьба является основной крепежной резьбой, при¬
нятой в Советском Союзе. Все параметры метрической резьбы выра¬
жаются в миллиметрах.
Метрические резьбы разделяются на резьбы с крупными и мел¬
кими шагами по ГОСТ 8724—81, 9150—81; за основную резьбу при¬
нята резьба с крупным шагом.
Крепежная резьба имеет номинальные диаметры от 1 мм и выше;
резьба с диаметром до 0,9 мм называется часовой резьбой.
Точность резьбы характеризуется степенью точности; степени
точности и основные отклонения для метрической наружной резьбы
определены ГОСТ 16.093—81 (СТ СЭВ 640—77), а для внутренней —
ГОСТ 90001—81 (СТ СЭВ 837—78).
Метрическая резьба обозначается буквой М в сочетании с диамет¬
ром резьбы и шагом, например МбX 1,5—6g, где М — метрическая,
6 — наружный диаметр резьбы в мм, 1,5 — шаг резьбы в мм; 6 — сте¬
пень точности; g — основное отклонение.
Инструментами для нарезания резьбы служат метчики и круглые
плашки (лерки).
Метчики применяют для нарезания внутренней резьбы в отвер¬
стиях.
Метчики выпускают в комплектах из двух или трех штук (рис. 53).
Клеймо на хвостовике метчика обозначает его тип и размер, а круго¬
вые черточки, расположенные на нем, указывают очередность при¬
менения метчика из комплекта.
Черновой — первый метчик (одна черточка); средний — второй
метчик (две черточки); чистовой — третий (три черточки). Диаметр
чернового метчика несколько меньше чистового; он только намечает
84
резьбовые канавки, а чистовой доводит их до необходимого размера.
Качество внутренней резьбы зависит от диаметра отверстия под
резьбу, правильного выбора и способа применения смазочного ма¬
териала, а также правильного подбора инструментов. Метчики под¬
бирают комплектно на основе данных чертежа или по резьбомеру.
Метчик смазывают машинным маслом и, установив его строго
перпендикулярно относительно детали, начинают вращать с помощью
воротка. Через каждые пол-оборота делают четверть оборота в об¬
ратную сторону; это облегчает нарезание резьбы и предотвращает
заедание и поломку метчика. В начале нарезания резьбы, для того
Рис. 53. Конструкции метчиков:
в — конструктивные элементы метчиков, б — машинный с винтовыми канавками, в — с укоро¬
ченными канавками, г — машинно-ручной для резьбовыдавливания, д — гаечный с изогнутым
хвостовиком, е — машинный малоразмерный
чтобы метчик врезался в металл, на него плавно нажимают, а затем
его вращают без нажима. После нарезания резьбы первым (черновым)
метчиком процесс повторяют вторым и третьим (чистовым) метчиками.
Нарезанную резьбу протирают чистой тряпкой и проверяют про¬
ходным и непроходным резьбовыми калибрами.
При нарезании глубоких сквозных отверстий метчики рекомен¬
дуется периодически выворачивать и очищать от стружки; то же
самое делают и при нарезании несквозных отверстий. При нареза¬
нии резьбы мелкими метчиками, диаметр которых менее 3—4 мм,
надо быть осторожным и не прилагать больших усилий, так как это
ведет к выкрашиванию зубьев метчика или к его поломке.
Отверстия под резьбу необходимо сверлить в соответствии с таб¬
личными данными, изложенными в машиностроительных справочни¬
ках. В табл. 8 даны наиболее часто применяемые диаметры сверл для
получения резьбовых отверстий в различных материалах.
85
Таблица 8. Диаметры сверл для получения резьбовых отверстий
Диаметр
резьбы, мм
Диаметр сверла, мм 1
Диаметр
резьбы, мм
Диаметр сверла, мм
чугун,
бронза
сталь,
латунь
чугун,
бронза
сталь,
латунь
М2
1,5
1,5
М14
11,7
11,8
М4
3,4
3,5
М16
13,8
13,9
М5
4,1
4,2
М18
15,1
15,3
Мб
4,9
5,0
М20
17,1
17,3
М8
6,6
6,7
М22
19,1
19,3
М10
8,3
8,4
М24
20,5
20,7
М12
10,0
10,1
Рис. 54. Типы круглых плашек:
а — цельные, б — разрезные
Если при нарезании резьбы метчик сломался, то его можно вывер¬
нуть, захватив за выступающую часть плоскогубцами. При отсутст¬
вии выступающей части обломок метчика вывертывают с помощью
согнутой вдвое проволоки, концы которой предварительно вставляют
в канавки.
Наружную резьбу нарезают с помощью круглых плашек (лерок),
которые делятся на цельные и разрезные (рис. 54). Цельными плаш¬
ками можно нарезать резьбу только одного диаметра, а разрезными
плашками можно регулировать диаметр резьбы, нарезаемой в неболь¬
ших пределах. Нарезание резьбы производят за один проход. Для
этого стержень, на котором должна нарезаться резьба, устанавливают
в тиски в вертикальном положении. На конце стержня запиливают
фаску для установки плашки.
Нарезание наружной резьбы производится в такой последова¬
тельности. Плашку накладывают на нарезаемый конец стержня так,
чтобы ее плоскость была перпендикулярна стержню. Затем правой
рукой нажимают на плашку, а левой поворачивают плашкодержатель
до тех пор, пока плашка не врежется в стержень. Как только плашка
врежется в стержень, нажим прекращают и начинают вращать плаш¬
кодержатель по часовой стрелке (на V2 оборота в одну сторону и на
я/4 оборота в другую).
Диаметр стержня, выбираемый для нарезания резьбы, опреде¬
ляют по табл. 9.
Таблица 9. Диаметры стержней, рекомендуемые для нарезания резьб
Диаметр стержня, мм
Диаметр резьбы, мм
Шаг резьбы, мм
наименьший
наибольший
Мб
1,00
5,80
5,80
М8
1,25
7,80
7,90
М10
1,50
9,75
9,85
М12
1,75
11,76
11,88
М14
2,00
13,70
13,82
М16
2,00
15,70
15,82
М18
2,50
17,70
17,82
М20
2,50
19,72
19,86
М22
2,50
21,72
21,86
М24
3,00
23,65
23,79
При нарезании резьбы иногда возникают следующие виды брака:
1) нечистая или рваная нарезка — получается при отсутствии
смазки или при перекосе метчика или плашки;
2) резьба неполного профиля — если диаметр отверстия больше
нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика (плашки) — если диаметр
отверстия меньше нормы и диаметр стержня больше нормы.
Диаметр нарезанной резьбы измеряют штангенциркулем. Для
определения шага резьбы применяют резьбомер. Для комплексной
проверки наружной резьбы применяют комплект резьбовых калибров,
состоящий из двух колец, из которых одно проходное (ПР), а дру¬
гое — непроходное (НЕ). Внутреннюю резьбу проверяют резьбовым
калибром, состоящим из проходного (ПР) и непроходного (НЕ) ка¬
либров.
Для ускорения нарезания резьбы в отверстиях применяют свер¬
лильные станки, оснащенные специальными предохранительными
патронами, а для нарезания наружной резьбы применяют специаль¬
ные резьбонакатные станки.
87
$ 20. ПРИТИРКА И ДОВОДКА
Притирка является окончательной слесарной операцией по сня¬
тию тонкого слоя металла с обрабатываемых поверхностей абразив¬
ными порошками или пастами для получения наиболее плотного вза¬
имного прилегания этих поверхностей.
Притирку осуществляют специальными инструментами-прити¬
рами, на поверхность которых наносятся шлифующие материалы
(рис. 55). Для изготовления притиров применяют мягкий мелкозер¬
нистый чугун.
Поверхности, подлежащие притирке и доводке, должны быть
предварительно обработаны шлифованием или шабрением. Припуск
на притирку равен 0,01—0,02 мм.
Притирку широких поверхностей обычно выполняют на двух
притирочных плитах. Для предварительной притирки применяют
плиты с канавками глубиной и шириной 1 мм, расположенными
друг от друга на расстоянии 10—15 мм, а для окончательной притирки
применяют плиты с гладкой поверхностью. В качестве притирочных
материалов применяют твердые абразивные материалы в виде по¬
рошков (наждак, корунд, карборунд и др.), а также притирочные па¬
сты ГОИ. Пасты ГОИ по сравнению с другими шлифовальными мате¬
риалами более эффективны и могут применяться для притирки как
твердых, так и мягких металлов.
При притирке вместе с различными абразивными порошками при¬
меняют разные смазочные материалы: для грубых и средних порош¬
ков — керосин, а для мелких — машинное масло.
Окончательной стадией притирки поверхностей является доводка.
При обработке поверхностей доводкой получают размеры с точ¬
ностью до 0,1 мкм и зеркальную поверхность. Доводка является очень
сложной операцией, требующей от работающего большого внимания,
терпения и умения. Припуск на доводку составляет 1—2 мкм.
Для предварительной и окончательной доводки применяют такие
же абразивные порошки и пасты, как и для притирки. Для получения
зеркальной поверхности используют тонкую пасту ГОИ, а также
окись хрома или алюминиевую пудру, разведенные в бензине.
88
Рис. 55. Притирка широкой плоскости (а) и паза (б):
/ — деталь, 2 — притир, 3 — плита, 4 — тиски
После притирки и доводки производят контроль поверхности на
прямолинейность линейкой со щупом, параллельности плоскостей —
индикатором и проверку размера между параллельными плоскостя¬
ми — микрометром.
Притирку и доводку деталей, имеющих цилиндрическую форму,
выполняют на токарных станках, где окружная скорость детали не
должна превышать 6—10 м/мин. В качестве притира используют или
плоский притир, или притир-кольцо с регулируемым внутренним
диаметром. Притирку и доводку заканчивают при получении на ва¬
лике чистой зеркальной поверхности, которую проверяют микромет¬
ром на овальность, конусообразность и бочкообразность.
§ 21. ШАБРЕНИЕ
Шабрение является окончательной слесарной операцией по сня¬
тию тонкого слоя металла с обрабатываемых поверхностей специаль¬
ными инструментами — шаберами.
Технологический процесс шабрения предусматривает подготовку
обрабатываемых поверхностей с помощью поверочных плит или
линеек.
Подготовка к шабрению заключается в нанесении на обрабаты¬
ваемую поверхность специальной краски, которая предварительно
наносится на поверочную плиту, а затем, путем трения, на обрабаты¬
ваемую поверхность детали. Далее деталь зажимают в тисках, ис¬
пользуя для этого губки из мягкого материала (медь, алюминий, ла¬
тунь). Затем движениями шабера вперед и назад, при длине рабочего
хода шабера 10—15 мм, производят снятие слоя металла с окрашенных
мест. После снятия окрашенных мест поверхность детали очищают
щеткой и тщательно вытирают сухой чистой тряпкой. Попеременное
шабрение в разных направлениях чередуют с проверкой на контроль¬
ной плите до тех пор, пока вся обрабатываемая поверхность будет
равномерно закрашиваться краской. Штрихи от шабрения должны
располагаться в шахматном порядке. Проверка точности шабрения
производится с помощью контрольной рамки на трех-четырех участ¬
ках поверхности. Шабрение заканчивают при появлении 12—16 пя¬
тен краски при равномерном их распределении на внутренней площа¬
ди контрольной рамки размером 25x25 мм. В зависимости от точно¬
сти шабрения шаберы должны иметь ширину (мм): для грубого пред¬
варительного шабрения — 20—30, для чистого шабрения — 10—
15 и для точного—5—15.
Контрольные вопросы
1. Что называется разметкой?
2. Какие слесарные инструменты необходимы для рубки? Как производится руб¬
ка по уровню губок?
3. В какой последовательности производится правка гнутой листовой заготовки?
4. Какое условие должно быть соблюдено при гибке листового материала, чтобы
избежать появления трещин на наружных поверхностях материала?
5. По каким признакам определяют качество резания листового материала?
6. Какие инструменты применяются при опиливании поверхностей заготовок?
7. Расскажите последовательность выполнения технологической операции свер¬
ления отверстий на сверлильном станке.
8. Какие виды брака возникают при нарезании резьбы?
ГЛАВА V
ОСНОВНЫЕ ВИДЫ СБОРОЧНЫХ СОЕДИНЕНИЙ
$ 22. ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ СБОРКИ
Совокупность действий сборщика по установке и соединению в
заданной последовательности отдельных деталей и узлов для полу¬
чения готового изделия или части его называется сборкой или сбороч¬
ным процессом.
Последовательность выполнения сборочных работ определяется
конструкцией изделия и зависит от организации, объема и характера
производства. Основой для сборки узла, блока или изделия служит
базовая деталь — плата, рама, каркас, шасси. В соответствии с де¬
лением изделия на группы, подгруппы и узлы различают общую
и узловую сборку.
Общей сборкой называется часть технологического про¬
цесса сборки, в течение которой происходит фиксация составляющих
групп, подгрупп и узлов в готовое изделие.
Узловой сборкой называется часть технологического
процесса сборки с целью образования групп, подгрупп и узлов, вхо¬
дящих в данное изделие, в соответствии с предъявляемыми к ним
требованиями.
При сборке радиоаппаратуры и приборов не только осуществ¬
ляется простое соединение деталей, но и выполняются определенные
связи таким образом, чтобы изделие или его элемент отвечали техни¬
ческим условиям.
Сборка является последним этапом изготовления изделия. Ее тру¬
доемкость составляет 30—70% общей трудоемкости изготовления из¬
делия.
Детали, сборочные узлы и изделия, предназначенные для сборки,
должны удовлетворять по возможности следующим требованиям:
детали, входящие в сборочные узлы и изделие, должны быть тех¬
нологичными и иметь простую конфигурацию;
поверхность сопряжения соединяемых деталей и сборочных узлов
должна служить установочной базой, так как в этом случае погреш¬
ность взаимного расположения собираемых деталей будет наи¬
меньшей;
конструкция изделия должна иметь наименьшее количество кре¬
пежных деталей;
конструкция изделия должна состоять из минимального коли¬
чества деталей и узлов;
90
сложные изделия, состоящие из большого количества узлов, долж¬
ны строиться по функционально-блочному признаку;
поверхность сопрягаемых деталей и сборочных узлов должна от¬
вечать требованиям по шероховатости, чтобы не было заедания дета¬
лей при их перемещении в процессе эксплуатации;
конструкция собираемого изделия должна иметь максимум уни¬
фицированных деталей и узлов.
В процессе сборки из отдельных деталей собирают сборочные еди¬
ницы. Отдельные сборочные единицы могут участвовать в создании
новых сборочных единиц, которые будут называться сборочными
единицами второго или последующего высшего порядка. Например,
сборочная единица второго порядка может в свою очередь входить в
сборочную единицу третьего порядка и т. д.
Простейшей сборочной единицей является узел, состоящий из
двух или нескольких деталей, соединенных между собой. При сборке
радиоаппаратуры в одно изделие соединяют большое количество узлов
и деталей. При этом в некоторые сложные узлы входят не только де¬
тали, но и менее сложные узлы. Чтобы облегчить разработку техно¬
логического процесса сборки, принято сложные узлы именовать под¬
группами и группами. Количество подгрупп (или групп), используе¬
мых при сборке изделия, определяется его сложностью.
Сложная радиоаппаратура может состоять из отдельных блоков,
размещенных в одной стойке, тумбе или раме и соединенных между
собой посредством электрических связей (проводов, жгутов, кабелей).
Так, передвижная радиостанция состоит из блока передатчика, блока
приемника, блока питания, блока управления и др. Сборка сложных
изделий осуществляется в процессе общей сборки.
Технологический процесс сборки радиоаппаратуры состоит из
сборочных операций и переходов.
Сборочная операция — часть технологического процес¬
са сборки, выполняемая над одним узлом или изделием на одном ра¬
бочем месте одним рабочим или группой производственно связанных
между собой рабочих. Часть сборочной операции, выполняемая над
одним определенным соединением с помощью одного инструмента,
называется переходом.
Переход подразделяется на приемы и движения. Отдельное дей¬
ствие рабочего в процессе сборки узла или изделия называется при¬
емом, а отдельная неделимая часть приема называется движе¬
нием. Приемы и движения технологической документацией не рег¬
ламентируются, а выполняются каждым рабочим по-своему, в зави¬
симости от опыта и квалификации.
Производству сборочных операций предшествует разработка тех¬
нологического процесса сборки, т. е. определение способов сборки
узлов различного порядка и установление очередности выполнения
отдельных операций. Приступая к составлению технологической схе¬
мы сборки, обычно определяют базовую деталь или базовый узел,
с которого и начинают сборку. При сборке радиоаппаратуры таким
базовым узлом является шасси прибора, на котором устанавливают
сборочные единицы высшего порядка и отдельные детали.
91
Сборку радиоаппаратуры ведут на основании технической доку¬
ментации, основными видами которой являются сборочные чертежи
изделия, операционные технологические карты и производственные
инструкции.
Сборочный чертеж изделия или отдельной сборочной единицы пред¬
ставляет собой изображение изделия или узла с необходимыми проек¬
циями и разрезами. В спецификации сборочного чертежа перечис¬
ляются все детали и сборочные единицы низших порядков, входящие
в данную сборку. Там же приводятся данные о материалах, исполь¬
зуемых при сборке, комплектующих изделиях, поступающих на пред¬
приятие со стороны, а также об инструменте и приспособлениях.
Операционные технологические карты определяют последователь¬
ность выполнения отдельных сборочных операций и содержат данные
о применяемой оснастке, инструменте, оборудовании, которыми необ¬
ходимо пользоваться при сборке. Здесь же даются технические указа¬
ния по выполнению основных контрольных операций и средствам
контроля. В операционной карте указываются нормы времени на
выполнение каждой операции и разряд сборщика.
Производственные инструкции разрабатываются на выполнение от¬
дельных сложных операций с применением специального технологи¬
ческого оборудования..
Для обеспечения высокого качества изделия или узла, получае¬
мого в результате сборки, весь сборочный процесс должен выпол¬
няться в строгом соответствии с технической документацией.
Производительность труда и качество выпускаемых изделий во
многом зависят от правильной организации рабочего места слесаря-
сборщика и его технического оснащения.
Рабочее место слесаря-сборщика должно быть оснащено устройст¬
вами (верстаком, стулом, шкафом или стеллажом), необходимыми для
высокопроизводительной работы.
Верстак должен быть удобным и обладать достаточными прочно¬
стью и устойчивостью, исключающими его смещение и вибрацию в
процессе работы. Унифицированный верстак (рис. 56), высоту которого
можно регулировать подвижными подставками в пределах от 600 до
1000 мм, имеет открытые полки-стеллажи для хранения инструмента,
деталей и материалов; электрощиток для подключения инструмента
и электропаяльника; штуцер для подключения к линии сжатого воз¬
духа; хорошую местную вытяжную вентиляцию; удобное освещение и
передвижную подставку для ног.
Для хранения, транспортировки материалов, деталей, узлов и
других заготовок на рабочем месте сборщика используют унифици¬
рованную тару и стеллажи.
Правильная организация рабочего места подразумевает также ос¬
нащение его наиболее рациональным и высокопроизводительным ин¬
струментом. Инструмент и приспособления должны быть расположены
в порядке, соответствующем очередности их использования при сбор¬
ке. Собираемый узел или прибор должен находиться на специальной
сборочной стойке, которую можно быстро поворачивать и закреплять
в нужном положении.
92
Организация места слесаря-сборщика во многом определяется
характером производства. При крупносерийном и массовом произ¬
водстве рабочее место сборщика располагается рядом с конвейером
поточной линии.
Технологический процесс сборки радиоаппаратуры и прибор©»
связан с выполнением значительного количества различного рода
соединений.
Все возможные виды соединений могут быть разделены на не¬
подвижные и подвижные. Неподвижные соединения обеспечивают
постоянство взаимного рас¬
положения соединяемых эле¬
ментов конструкции, подвиж¬
ные — перемещение одного
элемента конструкции по от¬
ношению к другому в задан¬
ных пределах. Эти две группы
соединений, в свою очередь,
разделяются на разъемные и
неразъемные. Неразъемные
соединения не рассчитаны на
разборку частей конструкции
и не могут быть разобраны
без разрушения хотя бы од¬
ной из соединенных деталей.
Разъемные соединения могут
быть разобраны без разру¬
шения соединенных деталей.
Таким образом, все со¬
единения, применяемые в
сборке, можно разделить на
разъемные; неподвижные разъемные; подвижные разъемные; подвиж¬
ные неразъемные.
Неподвижные неразъемные соединения выполняют сваркой, пай¬
кой, клепкой, посадками в натяг, склеиванием, заливкой металлом,
запрессовкой пластмассой.
Неподвижные разъемные соединения выполняют винтами, болта¬
ми, шпильками, штифтами, шплинтами и прессовыми посадками.
Подвижные разъемные и неразъемные соединения обеспечивают
посадками по цилиндрическим, коническим, сферическим, винтовым
и плоским поверхностям и др.
Требования, предъявляемые к сборочным соединениям, в основном
определяются их функциональным назначением и условиями эксплуа¬
тации.
§ 23. СВАРКА
Технологический процесс образования неразъемного соединения
деталей их плавлением или совместной деформацией называют свар¬
кой. В результате сварки возникают прочные связи между атомами
Рис. 56. Унифицированный верстак слесаря-
сборщика
следующие группы: неподвижные не-
93
(молекулами) сваренных материалов, что обеспечивает высокую ме¬
ханическую прочность соединения. При сварке металл в месте соеди¬
нения нагревают до пластичного или расплавленного состояния. В этом
отличие сварки от пайки, при которой нагрев ведется только до тем¬
пературы плавления припоя.
Для изготовления РЭА и приборов используют широкую номен¬
клатуру материалов и их размерных сортаментов. Поэтому почти все
методы сварки находят широкое применение в производстве РЭА и
приборов. Так, например, при изготовлении корпусов приборов, раз¬
личных деталей и монтаже широко используют контактную
сварку.
Контактная сварка разделяется на шовную и точечную.
В первом случае осуществляют сварку соединяемых поверхностей по
Рис. 57. Примеры соединений, выполненных контактной точечной сваркой:
а — лист плюс уголок, б, в — лист плюс тавр, г — лист плюс уголок, д — лист
плюс короб; a, b, d, с, /—размеры, определяющие место размещения сварных точек
линии, а во втором —отдельными сварными точками (точечная свар¬
ка листовых материалов небольшой толщины). Свариваемые листы
вводят в промежуток между двумя медными электродами. При сжатии
их в месте контакта с деталями выделяется наибольшее количество
теплоты. Центральная часть точки контакта доводится до расплавле¬
ния, образуя литое ядро. Давление, приложенное к электродам,
уплотняет металл ядра и способствует получению прочного соедине¬
ния (сварной точки).
Контактная сварка является наиболее подходящей для соединения
элементов конструкций РЭА и приборов. Этим методом можно свари¬
вать листовые детали из конструкционных сталей, цветных металлов
и их сплавов с широким диапазоном их толщины — от 3—5 мм до
нескольких микрон.
При точечной сварке хорошие результаты получаются при соедине¬
нии двух деталей одинаковой толщины (рис. 57). Допускается сварка
трех деталей.
Для крупногабаритных конструкций из алюминиевых сплавов и
нержавеющей стали применяют аргонодуговую сварку,
а для изделий из малоуглеродистых сталей — электроду го-
в у ю, которая является наиболее универсальной. Ее особенность
состоит в том, что в процессе сплавления соединяемых элементов кон¬
струкции сильно прогреваются соседние части деталей и в месте со¬
единения образуется заметный шов.
94
Электродуговой сваркой успешно пользуются для соединения кор¬
пусов, кронштейнов, каркасов, рам (рис. 58) из конструкционных ста¬
лей всех марок, а также при создании миниатюрных сварных узлов в
приборостроении (толщина соединяемых деталей может быть от 0,1
Рис. 58. Примеры соединений деталей, выполненных электродуговой сваркой
до нескольких миллиметров) и выполнении электромонтажных работ
Электродуговой сваркой можно соединять детали из следующих соче
таний металлов: медь + медь; медь + никель; ковар + железо;
Рис. 59. Сварные швы, выполненные электродуговой сваркой:
а — с отбортовкой, б — односторонний с подкладкой, в — односторонний со ско¬
сом одной кромки, г — односторонний со скосом двух кромок, д — двусторонний
со скосом двух кромок, е — двусторонний без скоса кромок; / — до сварки,
II — после сварки
медь + малоуглеродистая сталь; ковар + ковар; алюминий + алю¬
миний и т. п.
Сварной шов (рис. 59) при электродуговой сварке получается плот¬
ным и газонепроницаемым. Поскольку оксидную пленку при дуговой
сварке электродами удаляют флюсом, после сварки шов тщательно
промывают от шлака во избежание коррозии.
95
Для дуговой сварки с газовой защитой используют различные га¬
зы и газовые смеси, создающие инертную (аргонодуговая сварка),
восстановительную или окислительную атмосферу. В производстве
стальных конструкций наибольшее распространение получил метод
механизированной сварки в среде углекислого газа, имеющий сле¬
дующие преимущества: высокую производительность, низкую стои¬
мость газовой защиты, простоту оборудования, возможность визуаль¬
ного наблюдения за формированием сварного шва при механизации
процесса сварки коротких швов. Это особенно ценно для изделий ра¬
диоэлектронной и приборной промышленности.
Основными параметрами сварки в среде углекислого газа являют¬
ся: сила тока, напряжение дуги, скорость сварки, расход углекислого
газа, диаметр присадочной проволоки *, скорость подачи проволоки.
При сварке углекислый газ необходимо пропускать через осуши¬
тель и подогревать электрическим нагревателем, так как влажность
газа может стать причиной разбрызгивания металла и появления пор
в сварных швах.
Для сварных соединений из тонколистовых сталей и соединений
тонкостенных деталей из легких сплавов применяют газовую
сварку, основным преимуществом которой является исключение
прожогов металла в момент сварки. В кислородно-газовых смесях ис¬
пользуется ацетилен, природный газ, пропан-бутан, распыленный
керосин или бензин. Осуществляемая кранами на горелке регулировка
относительного расхода кислорода и горючего газа определяет струк¬
туру пламени. В нормальном пламени (отношение объемов кислорода
к ацетилену 1,2:1) имеются три зоны —яркое ядро, средняя (восста¬
новительная) зона и факел. В окислительном пламени ядро умень¬
шается и факел голубеет. При избытке горючего ядро увеличивается,
пламя становится красным.
Структуру пламени выбирают с учетом свойств свариваемого ме¬
талла, а режимы сварки — в зависимости от толщины свариваемых
деталей; диаметр сварочной проволоки должен быть равным толщине
металла.
Флюсы при газовой сварке наносят на разогретую присадочную
проволоку, к которой они прилипают при соприкосновении. В качестве
флюсов используют буру, борную кислоту и их смеси с некоторыми
добавками (например, хлоридами). При газовой сварке на сварном
шве образуется тонкий слой шлака, который легко удаляется при по¬
стукивании и открывает сварной шов.
Холодная сварка, обеспечивающая соединение пласти¬
ческих металлов давлением, производится при комнатной температуре.
В производстве РЭА ее применяют главным образом для соединения
деталей малых толщин (до 1,5—2 мм) внахлест или встык. Холодная
сварка осуществляется благодаря пластической деформации соеди¬
няемых деталей в месте сварки, которая устраняет оксидную пленку
и приводит к образованию металлической связи между атомами на
* Металл, который при сварке вводится в дугу или укладывается в разделку
между кромками двух свариваемых деталей.
96
чистых поверхностях деталей. Основным условием качественной
сварки является отсутствие на контактирующих поверхностях жи¬
ровых пленок и грязи, а основным параметром — необходимая де¬
формация металла, которая снижается с уменьшением толщины дета¬
лей. Место соединения при сварке получается чистым и не требует
дальнейшей механической обработки. Этот метод применяют для
соединений деталей из достаточно пластичных металлов и их сплавов:
алюминия, дюралюминия, сплавов меди, никеля, золота, серебра,
ковара, цинка. Оборудованием для холодной сварки служат гидрав¬
лические, рычажные и эксцентриковые прессы.
Контроль качества сварных соединений с.целью выявления тре¬
щин, подрезов, прожогов, несоответствия размеров и формы шва,
незаплавленных кратеров шва, поверхностной пористости осуществ¬
ляют внешним осмотром, при котором пользуются лупой, шаблонами,
щупами, эталонами сварных швов. При точечной сварке внешним
осмотром могут быть обнаружены выплески металла, прожоги, вмя¬
тины от электродов, следы меди на поверхности шва, трещины, не¬
соответствие диаметра сварной точки требованиям чертежа. С целью
выявления внутренних дефектов сварных соединений применяют
рентгеноконтроль, который позволяет выявить раковины, неметалли¬
ческие включения, трещины и др.
§ 24. ПАЙКА
Технологический процесс образования неразъемного соединения
металлических деталей нагревом (ниже температуры их автономного
расплавления) и заполнения зазора между ними расплавленным при¬
поем, образующим после кристаллизации (застывания) прочный ме¬
ханический спай (шов), называется пайкой.
Соединение металла с припоем происходит за счет растворения ме¬
талла и его диффузии в припой. При этом зазоры между спаиваемыми
деталями должны быть возможно малыми, с тем чтобы между ними
находился минимальный слой чистого припоя, прочность которого
меньше прочности сплава припоя с основным металлом.
В зависимости от температуры в зоне соединяемых материалов
пайка подразделяется на низкотемпературную и высокотемператур¬
ную.
Зазор между деталями устанавливают в зависимости от соедине¬
ния: для низкотемпературных припоев в пределах от 0,05 до 0,08 мм,
для высокотемпературных — от 0,03 до 0,05 мм (рис. 60).
По сравнению со сваркой пайка является наиболее скоростным
и наименее трудоемким способом соединения. Поэтому при сборке
и монтаже РЭА и приборов пайка нашла широкое применение.
Нагрев соединяемых деталей и припоя производят разными спо¬
собами: паяльником, токами высокой частоты, в печах, горелкой, в
жидких средах, ультразвуком. Название способа пайки определяется
инструментом (оборудованием) или средой, нагревающей место соеди¬
4 № 3130
97
нения. Кроме того, пайку различают по характеру окружающей сре¬
ды: в вакууме, нейтральных газах, в восстановительной среде.
По способу введения припоя пайку разделяют на следующие раз¬
новидности: заливкой; с предварительной укладкой припоя к месту
соединения (шва); с предварительным избыточным облуживанием
поверхностей соединяемых деталей; с введением припоя паяльника¬
ми* с применением палочных или трубчатых припоев. С помощью
пайки соединяют элементы де¬
талей таких форм, которые труд¬
но или невозможно соединить
другими способами, ее приме¬
няют почти для всех мёталлов.
Ценность паяного соедине¬
ния, входящего в электричес¬
кую цепь аппарата или устрой¬
ства РЭА, состоит в том, что
оно обладает наименьшим элект¬
рическим сопротивлением. Пра¬
вильно разработанная конст¬
рукция паяного соединения и
качественное его выполнение
обеспечивают надежную работу
соединения в течение длитель¬
ного времени.
Припой должен хорошо ра¬
створять основной металл, сма¬
чивать его, иметь хорошую
жидкотекучесть и достаточную
механическую прочность. Тем¬
пература плавления припоя
должна быть ниже температуры
плавления основного металла.
В качестве припоев исполь¬
зуют цветные металлы и их
сплавы, которые в зависимости
от температуры плавления под¬
разделяют на низкотемператур¬
ные (мягкие) с температурой
плавления до 450°С и высоко¬
температурные (твердые) с тем¬
пературой плавления от 450 до
1850°С.
В соответствии с ГОСТ
21930—76 и 21931—76 припои
характеризуются температурой начала и конца плавления.
При монтажной пайке применяют оловянно-свинцовые и серебря¬
ные припои. Серебряные припои по сравнению с оловянно-свинцовыми
обеспечивают высокую прочность соединения и их эксплуатацион¬
ную надежность. Благодаря сравнительной легкоплавкости сереб¬
Рис. 60. Примеры соединений деталей,
выполненных пайкой:
/ — до пайки, II — после пайки
98
ряных припоев процесс пайки является более экономичным, поэтому,
несмотря на дефицитность серебра, для пайки ответственных кон¬
струкций применяют эти припои.
Надежность паяных соединений зависит от состояния соединя¬
емых поверхностей и их конструкций, температуры пайки и приме¬
няемого флюса. Подготовка поверхности деталей, подлежащих пайке,
заключается в удалении загрязнений, ржавчины, оксидных и жировых
пленок механическим или химическим способом. В простейшем слу¬
чае подготовка поверхности заключается в ее промывке бензином
или спиртом.
Для пайки необходима либо защитная атмосфера, либо флюсы,
предохраняющие от возможного окисления поверхности соединяемых
деталей при повышенной температуре.
Непосредственно перед горячим лужением или пайкой подготов¬
ленные поверхности деталей покрывают флюсом, выбор которого
зависит от применяемого припоя и соединяемых металлов, а также
от способа пайки. Температура плавления флюса должна быть ниже
температуры плавления припоя, чтобы во время пайки он находился
в жидком состоянии и равномерно растекался по основному металлу.
Флюсы образуют жидкую и газообразную защитную зону, предо¬
храняющую поверхность металла и расплавленного припоя от окис¬
ления, растворяют и удаляют пленки оксидов с поверхности.
Технологический процесс пайки включает в себя лужение, которое
предшествует пайке и заключается в покрытии поверхностей соеди¬
няемых деталей тонкой пленкой припоя. При лужении происходит
сплавление припоя с основным металлом, поэтому при пайке доста¬
точно сплавить припой с полудой, что возможно при более низкой
температуре нагрева.
Пайка деталей производится после их лужения. Процесс пайки
заключается в нанесении припоя в место соединения деталей, про¬
греве мест соединения и припоя до его полного растворения и в со¬
хранении деталей в сжатом состоянии до полного затвердевания
припоя. Правильно спроектированное соединение должно быть удоб¬
ным в сборке перед пайкой и надежно работать в условиях эксплуа¬
тации РЭА и приборов. Основные типы паяных соединений установ¬
лены ГОСТ 19249—73.
Высокую механическую прочность лаяного соединения можно
получить только при тщательном соблюдении технологии пайки.
Недостаточно тщательная очистка деталей перед пайкой, неправиль¬
ная конструкция паяного шва, несоблюдение температурного режима
пайки и другие нарушения технологического процесса неизбежно
приводят к появлению различного рода дефектов в паяном шве и
ослаблению паяного соединения.
Наиболее часто встречающиеся дефекты паяных швов и основные
причины, их вызывающие: трещины в паяном шве — быстрое охлаж¬
дение деталей после пайки или значительная разница в коэффици¬
ентах теплового расширения припоя и металла; наличие пор во шве —.
высокая температура пайки или интенсивное испарение флюса; при¬
4*
пой не смачивает поверхность деталей — большая загрязненность
поверхностей деталей.
Контроль качества готовых паяных соединений обычно проводят
одним из физических способов без разрушения изделия (внешний
осмотр, рентгеноскопия) или с разрушением изделий (на отрыв, на
срез, на разрыв).
§ 25. КЛЕПКА
Неразъемные соединения могут быть получены при расклепыва¬
нии отдельных заклепок или элементов, имеющихся на одной из
деталей (рис. 61).
При расклепывании соединяемые детали сильно сдавливаются,
в результате чего между ними возникает трение, препятствующее их
Рис. 61. Примеры соединений, выполненных заклепками (а) и
цапфами (б)
взаимному сдвигу, при этом происходит осадка заклепок до полного
соприкосновения их головок с деталями.
Замыкающую головку можно получить с помощью ударов (мо¬
лотком) или давления (на прессе). Для получения качественной клепки
и замыкающей головки применяют специальные обжимки и раскат-
ники (рис. 62), с помощью которых при более высокой производи¬
тельности обеспечивается высокое качество клепаных соединений и
возможность механизации и автоматизации этой операций. На рис. 62
пунктиром показаны выступающие части заклепок до расклепывания.
В производстве узлов, блоков РЭА и приборов для клепальных
работ основное применение получили настольные, рычажные, рееч¬
ные и винтовые прессы с ручным, пневматическим и электромагнит¬
ным приводами.
Для конструкций большинства узлов и блоков применяют соеди¬
нение заклепками при толщинах материалов от десятых долей мил¬
лиметра до 10 мм. Наиболее широко используют соединения частей
конструкции толщиной 0,5—2,5 мм.
100
Рис. 62. Способы образования за¬
мыкающих головок заклепок:
а — обжимками, б — раскатниками; /,
4, 5 — образование полукруглых голо¬
вок; 2 — образование головок «впотайэ,
3 — развальцовка | пустотелой головки,
6 — ролики раскатников; Р — направ¬
ление усилия прижима
Рис. 63. Примеры соединений, выполненных полупустотелыми а, б) и пусто¬
телыми (ву г) заклепками
Выбор формы головок заклепок зависит от конструкции соеди¬
няемых элементов. Материал заклепок выбирают исходя из назна¬
чения соединения, необходимой прочности и условий эксплуатации
собранной металлоконструкции. При контроле клепаных соединений
101
Заклепки различают по
форме головки: полукруглые,
полупотайные, потайные, пло¬
ские и др. Для простых кон¬
струкций применяют также
пустотелые или полупусто¬
телые заклепки различных
форм (рис. 63). В качестве
материала для заклепок при¬
меняют легко деформируемые
металлы: алюминий и его
сплавы, латунь, медь, мало¬
углеродистую сталь. Размеры
заклепки определяются ее
диаметром и длиной. Ди¬
аметр заклепки d выбирается
в зависимости от толщины S
соединяемых деталей (d=2S).
Заклепочные соединения
пссле сборки деталей защи¬
щают специальными краска¬
ми, эмалями или лаками. Если заклепочное соединение применяется
в токонесущих элементах, после клепки его необходимо дополнитель¬
но пропаять.
Т а б лид а 10. Виды и причины брака при клепке листов
Виды брака
Эскиз
Причины брака
Изгиб стержня в от¬
верстии
Диаметр отверстия чрезмерно
большой
Прогиб материала
Диаметр отверстия мал
Смещение закладной
головки
Отверстия в деталях не совпа¬
дают
Изгиб замыкающей
головки
Очень длинный стержень заклеп¬
ки, поддержка установлена не¬
перпендикулярно
Неполная замыкаю¬
щая головка
Очень короткий стержень за¬
клепки, мала лунка в обжимке
или закладная головка отошла при
•клепке
Расклепывание
стержня между дета¬
лями
Детали не уплотнены натяжкой
Перекос замыкаю¬
щей головки
Неперпендикулярно установлены
обжимка л поддержка
Подсечка листа
Лунка обжимки больше головки
заклепки
Подсечка закладной
головки
Лунка обжимки меньше головки
заклепки
:1Ш
проверяется качество замыкающих головок, плотность прилегания
и неподвижность заклепок. Характерные виды брака клепки и при¬
чины его возникновения приведены в табл. 10.
§ 26. СКЛЕИВАНИЕ
Склеивание деталей производят с помощью специальных веществ,
которые в результате взаимодействия с поверхностью изделий и
изменения своего физического состояния способны при определенных
условиях прочно скреплять соединенные детали. Другими словами,
склеивание является результатом проявления сил сцепления между
клеящим веществом и склеиваемыми материалами (адгезии). При
этом обеспечивается равномерное распределение напряжений в сое¬
динении.
При склеивании образуются неразъемные соединения элементов
конструкций РЭА и приборов. Соединения, получаемые при склеи¬
вании, особенно целесообразны в элементах конструкции, выполня-
ехмых из стекла или керамики, гетинакса или текстолита, а также в
малогабаритных узлах, в которых применение металлических соеди¬
нительных элементов нежелательно.
В зависимости от назначения клеи делятся на конструкционные
и неконструкционные. Конструкционные клеи применяют для по¬
лучения прочных соединений, а неконструкционные — для соеди¬
нения ненагруженных деталей.
К конструкционным клеям относятся: эпоксидные (на основе
эпоксидной смолы), ЭД-6, БФ-2 и БФ-4 (на основе фенолоформаль-
дегидной смолы), полиуретановый ПУ-2, карбонильный, бакелитовый
и др. К неконструкционным клеям относятся: № 88, термопреновый,
совпреновый № 4, АК-20 и др.
Технологический процесс склеивания состоит из следующих
основных этапов: подготовки поверхностей склеиваемых деталей,
нанесения клея, склеивания деталей под давлением. Подготовка
поверхностей деталей заключается в механической зачистке и обез¬
жиривании их растворителями. Особое значение имеет процесс на¬
несения клея и выдержка его перед соединением. Для получения
прочных клеевых соединений клей наносят двумя тонкими равно¬
мерными слоями с короткой промежуточной выдержкой (сушкой)
после нанесения каждого слоя. Это делается для того, чтобы весь
растворитель мог испариться из клея.
После открытой выдержки на воздухе в течение некоторого вре¬
мени с момента нанесения второго слоя клея склеиваемые поверх¬
ности деталей соединяют и выдерживают под давлением, которое
устанавливается в зависимости от состава клея и склеиваемых ма¬
териалов. Температура склеивания карбонильного, термопренового,
совпренового № 4, полиметакрилового, АК-20, эпоксидного (холод¬
ного отверждения) клеев колеблется от 20 до 30 °С, эпоксидного
(горячего отверждения), БФ-2, БФ-4, ПУ-2 (горячего отверждения),
бакелитового — от 70 до 160 °С.
103
Следует учитывать, что прочность клеевого соединения зависит
от толщины слоя: чем меньше толщина слоя, тем выше механическая
прочность клеевого соединения (рекомендуемая толщина колеблется
от 0,1 до 0,15 мм).
Недостатком клеевых соединений является сравнительно низкая
прочность, незначительная теплостойкость, а также длительность
технологического процесса склеивания.
§ 27. СОЕДИНЕНИЯ С ПОМОЩЬЮ ЗАПРЕССОВКИ
Соединение деталей из твердых и малопластичных материалов
осуществляют с помощью запрессовки. Деталь или ее часть встав¬
ляется в отверстие другой детали, причем для получения прочного
соединения отверстие берется меньшего размера, чем вставляемая
в него деталь. Такой вид со¬
единения называют соединением
внатяг (рис. 64).
При малых натягах неболь¬
ших деталей (штифтов, клинь¬
ев, втулок, заглушек) их за¬
прессовывают ударами молотка.
Во избежание повреждения де¬
талей применяют медные про¬
кладки или молотки с медной
накладкой. При больших натя¬
гах и размерах поверхностей
сопряжения деталей применяют
ручные, электромеханические, гидравлические или пневматические
прессы.
Прочность неподвижного соединения двух деталей обеспечивается
силой трения между поверхностями деталей и зависит от величины
натяга. Поэтому при выборе посадки с натягом определяют допуска¬
емые значения наибольшего и наименьшего натягов.
Если натяг окажется больше допускаемого, то деталь может раз¬
рушиться, а при очень малом натяге сила трения может оказаться
недостаточной, и при работе произойдет смещение деталей относи¬
тельно друг друга.
„ Н7 kl
Посадки щ дают хорошую точность центрирования и
обеспечивают быструю сборку (и разборку) деталей с помощью мо¬
лотков. Их применяют для шкивов, колес редукторов, маховичков,
рукояток, муфт, сменных втулок в колесах и подшипниках.
Детали, предназначенные под запрессовку, могут иметь гладкие
поверхности или специальную накатку.
В радиотехнических узлах часто применяют соединение запрес¬
совкой металлических деталей в неметаллические, например запрес¬
совка пустотелых пистонов или монтажных штырей в печатную плату.
Соединения этого вида не всегда требуют высокой степени точности
Рис. 64. Детали до запрессовки (а) и после
запрессовки (б) при образовании соедине¬
ния внатяг
104
от деталей; прочность во многом зависит от свойств неметаллических
материалов.
Соединения с большим натягом, особенно соединение деталей
малой жесткости или большого диаметра при малой длине, выпол¬
няют нагревом охватывающей детали или охлаждением охватываемой
детали.
Прочность прессового соединения зависит от следующих техно¬
логических факторов: чистоты поверхности, скорости запрессовки,
смазки сопрягаемых поверхностей. Расчет величин зазоров и натягов
при соединении двух деталей с помощью запрессовки определяют рас¬
четом на максимум и минимум.
§ 28. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Разъемные соединения позволяют многократно без повреждения
соединять и разъединять элементы конструкции и предназначены
для механической связи между отдельными ее элементами. При этом
допускается повреждение специальной соединяющей детали (штифта,
шплинта, винта, гайки). В качестве разъемных соединений широко
используют резьбовые, штифтовые и байонетные (легкоразъемные).
Разъемные соединения должны обеспечивать механическую проч¬
ность, надежность, долговечность, удобство сборки и эксплуатации.
Самыми распространенными являются резьбовые соединения, ко¬
торые обладают достаточной механической прочностью и точностью
взаимного расположения соединяемых деталей при сборке узлов и
блоков. Это упрощает сборку и позволяет легко заменять бракованные
детали.
Наиболее часто при сборке узлов и блоков применяют винты,
болты, гайки и шпильки. Винты выполняют с различными головками
(полукруглой, круглой, потайной, полупотайной), а болты — с ше¬
стигранной головкой. На каждой головке винта имеется прямой шлиц
(паз) для установки отвертки. Винты с потайной головкой иногда
имеют крестообразный шлиц.
При использовании винтов с потайной головкой в одной из соеди¬
няемых деталей предусматривают зенковку, форма которой должна
соответствовать форме головки винта.
С помощью резьбовых соединений крепят большинство узлов на
шасси, устанавливают соединители, трансформаторы, резисторы, ли¬
цевые панели, переключатели и др. Для крепления чаще всего при¬
меняют винты с гайками диаметром от 3 до 6 мм и с метрической
резьбой.
При выполнении резьбового соединения большое значение имеет
правильный выбор инструмента. Размер отвертки должен строго
соответствовать размеру винта, в противном случае можно не достиг¬
нуть необходимой прочности соединения или повредить шлиц винта.
Затяжку гаек и болтов следует производить с помощью накидных
торцовых гаечных ключей. Применять для этой цели плоскогубцы
и другой инструмент нельзя, так как он не обеспечит необходимой
силы затяжки и приведет к разрушению головок болтов и гаек.
105
В настоящее время широкое распространение при выполнении
резьбовых соединений получили тарированные инструменты с регу¬
лируемой силой затяжки. Тарированные ключи и отвертки обес¬
печивают определенную силу затяжки, после достижения которой
происходит автоматическое расцепление головки ключа или лезвия
отвертки с ручкой. В серийном производстве применяют пневмати¬
ческий или электрический механизированный инструмент. Выбор
винта, например, определяется его назначением: присоединением
листовой детали к корпусу, соединением двух листовых деталей и др.
В зависимости от назначения по ГОСТу выбирается винт с учетом
его резьбы, длины и конфигурации головки. В каждом ГОСТе имеется
пример условного обозначения крепежной детали (винта, болта, гай¬
ки), которое записывается в спецификацию сборочной единицы (узла).
Для предохранения от самоотвинчивания в процессе эксплуа¬
тации крепежные детали необходимо стопорить. Способы стопорения
винтовых соединений показаны на рис. 65. Чтобы получить более
плотное резьбовое соединение, применяют плоские металлические
шайбы, которые подкладывают под головку винта и под гайку. Иногда
в радиотехнических конструкциях применяют винты без головок,
в этом случае шлиц под отвертку выполняют непосредственно в тор¬
цовой части винта.
Штифтовое соединение используют для точного взаимного фик¬
сирования деталей (при отсутствии других фиксирующих; или цент¬
рирующих элементов), для ограничения перемещения одной детали
т
Рис. 65. Способы стопорения винтовых соединений:
а — контровочной краской, б — двумя гайками, в — разрезной гайкой, г -=*
резиновой шайбой, д — разрезной шайбой, е — стопорной шайбой
по отношению к другой, в качестве упоров, при передаче небольших
нагрузок (рис. 66).
По форме штифты 1 делятся на цилиндрические и конические.
Цилиндрические штифты (рис. 66, а) ставятся в отверстие с натягом
и удерживаются трением; однако при разборке посадка может ме¬
няться, что является недостатком соединения. Конические пггифты
(рис. 66, б) позволяют получать плотные безлюфтовые соединения
деталей.
Для соединений, не испытывающих больших усилий »а срез
(в основном все штифтовые соединения работают на срез), применяют
Рис. 66. Соединение деталей
с помощью штифтов:
а — цилиндрических, б — кони¬
ческих
простые трубчатые разрезные штифты, которые изготовляют из пру¬
жинящей листовой стали. Предохранение штифтов от выпадания
осуществляют кернением или специальными пружинящими коль¬
цами, изготовляемыми из проволоки диаметром 0,5—0,8 мм. Для
соединения деталей штифтами применяют специальные оправки.
Когда требуется плотное безлюфтовое соединение, обе детали одно¬
временно рассверливают и в полученные отверстия вставляют штифт.
Полностью штифт вставляют на свое место ударами ручного молотка.
При разборке штифты выбивают специальными выколотками с соот¬
ветствующими подставками.
Чаще всего применяют стальные конические штифты, которые
сохраняют свое положение в соединении за счет натяга, создава¬
емого в процессе сборки. Отверстие для постановки конического
штифта обычно просверливают в процессе сборки. Вначале сверлят
цилиндрическое отверстие в одной половине ступицы детали, а затем
после постановки детали на вал сверлят сквозное цилиндрическое
отверстие в валу и во второй половине ступицы. После этого кони¬
ческой разверткой развертывают оба отверстия и вставляют штифт.
Байонетное (легкоразъемное) соединение двух деталей цилинд¬
рической формы получают введением одной в другую с последующим
их повертыванием, при котором выступы одной детали входят в пазы
другой (рис. 67).
Рис. 67. Байонетное соединение
двух деталей
В радиоустройствах применяют байонетные соединения в часто
соединяемых и разъединяемых узлах: патронах, экранах ламп, сое¬
динительных муфтах кабелей и др. Для предохранения узла от са-
моразъединения при тряске и ударах используют специальные кон¬
струкции с замками в виде пружин, фиксирующих канавок и др.
Разводные шплинты применяют, главным образом, для крепления
шайб и гаек на осях и болтах. В отверстие свободно вставляют шплинт
и разводят его концы в разные стороны, благодаря чему он и удер¬
живается на месте.
§ 29. СБОРКА МЕХАНИЗМОВ ПЕРЕДАЧИ ДВИЖЕНИЯ
В радиоаппаратуре широко применяются механизмы, предназна¬
ченные для передачи вращения от одной оси к другой с изменением
числа оборотов или без изменения его. Такие механизмы имеются в
различных верньерных устрой¬
ствах для привода конденса¬
торов переменной емкости и
вариометров, в антеннах радио¬
локационных станций, в ленто¬
протяжных механизмах магни¬
тофонов и т. д.
У изделий с подвижными
частями, как правило, в первую
очередь необходимо собрать и
отрегулировать основной меха¬
низм. Так, например, у ползун-
кового контактного устройства
(рис. 68) необходимо установить
в корпусе четыре подшипника,
два вала, а также собрать
остальные детали основного ме¬
ханизма и добиться свободного
движения механизма (ползунка)
на протяжении всего его хода.
При этом проверяют плавность
вращения зубчатых колес, их
мертвый ход, перемещение пол¬
зунка по червячному (ходовому)
винту, четкое срабатывание кон¬
тактов выключателей.
Механизмы передачи вращения могут быть разделены по виду
соединения на зубчатые и червячные, фрикционные, ременные и
передачи, осуществляемые шарнирами и гибкими валами.
Наиболее распространенными видами передач в радиотехнике
являются зубчатые и червячные передачи, которые
позволяют получать компактные механизмы с большим передаточ¬
ным числом. Под передаточным числом любой передачи
понимают отношение числа оборотов ведомого ъала к числу оборотов
Рис. 68. Электромеханическое контактное
устройство:
1 — корпус, 2 — ползунок, 3, 6— зубчатые ко¬
леса, 4 — приводное колесо, 5, 9 — подшипни¬
ки, 7 — ходовой винт, 8 — винт, 10 — микро¬
выключатель, // — изоляционное основание,
12 — пружина
108
ведущего вала. По сравнению с передачами других типов зубчатые
й червячные передачи имеют очень высокий кпд, сохраняют посто¬
янство передаточного отношения и позволяют осуществлять передачу
большой мощности.
Зубчатые колеса, применяемые в передачах, подразде¬
ляются на цилиндрические, конические и винтовые. При параллель¬
ном расположении валов применяют цилиндрические зубчатые ко¬
леса; если плоскости валов пересекаются, то применяют винтовые
зубчатые колеса; наконец, при валах, расположенных под углом,
пользуются коническими зубчатыми колесами.
Форма зуба у зубчатых колес может быть прямой, косой и вин¬
товой. Наиболее простые в изготовлении цилиндрические зубчатые
колеса с прямым зубом при быстром вращении создают сильный
шум. Это объясняется тем, что в момент зацепления зубья ударяют
друг о друга, так как число зубьев, одновременно находящихся в
зацеплении, мало.
Основными операциями при сборке зубчатых зацепле¬
ний являются: установка зубчатых колес на валах, установка валов
с зубчатыми колесами в корпусе и регулирование зацепления. Тре¬
бования к точности регулирования зацепления в основном опреде¬
ляются назначением передачи и скоростями вращения ведущего и
ведомого колес. В быстроходных передачах особенно высокие тре¬
бования предъявляются к величине зазора между зубьями, так как
большой зазор приводит к быстрому износу и поломке зубьев.
Вручную напрессовывают шестерни из цветных металлов и чугун¬
ные шестерни малого диаметра; обычно их закрепляют на валу сто¬
порными винтами или штифтуют. Стальные термически обработанные
зубчатые колеса большого диаметра устанавливают под прессом с
применением направляющих колец во избежание перекоса. Следует
помнить, что удары молотком по каленым шестерням при их посадке
на вал могут вызвать появление на них трещин и сколов.
После установки зубчатого колеса на вал проверяют осевое бие¬
ние индикатором. Для этого вал с зубчатым колесом устанавливают
с помощью призматических подставок на поверочную плиту. Затем,
поворачивая вал и вставляя между зубьями цилиндрический калибр,
определяют разницу показаний индикатора, подведенного к калибру
при различных положениях колеса. Такую проверку производят в
4—8 точках по окружности зубчатого колеса.
Торцовое биение определяют также индикатором, устанавливая
зубчатое колесо в средней части вала и медленно поворачивая вал.
Если торцовое биение превышает установленную допуском величину,
то его можно уменьшить вторичной напрессовкой зубчатого колеса,
предварительно повернутого на некоторый угол. Торцовое биение
может быть вызвано неплотным прилеганием торца колеса к запле-
чику. В этом случае необходимо перепрессовать шестерню, увеличив
на ней фаску или сняв галтель на валу.
Наиболее ответственной является операция по установке валов
с зубчатыми колесами в корпусе. Правильного зацепления можно
добиться только в том случае, если оси зубчатых колес будут лежать
109
в одной плоскости и если (в случае цилиндрических зубчатых колес)
они будут параллельны. Расстояние между центрами подшипников,
в которых установлены валы, должно быть равно полусумме началь¬
ных диаметров зубчатых колес, находящихся в зацеплении.
Проверять межцентровое расстояние следует перед сборкой,
чтобы установить соответствие размеров отверстий установленным
допускам. Эту проверку можно выполнить с помощью калибров,
устанавливаемых в отверстия, предназначенные для валов зубчатого
зацепления. Затем валы с зубчатыми колесами устанавливают в корпус
и регулируют зацепление, т. е. проверяют величину зазора в зацеп¬
лении и доводят этот зазор до номинальной величины.
Величину зазора в малоответственных и тихоходных передачах
определяют на ощупь, медленно поворачивая одно из зубчатых колес
в обе стороны. Плавность хода и минимальный люфт свидетельствуют
о правильности сборки.
Сборка червячной передачи заключается в установке
на валу червячной шестерни, установке червяка и регулировке за¬
цепления. Установка червячной шестерни ничем не отличается от
рассмотренной выше сборки зубчатых зацеплений. При сборке чер¬
вячных передач важно добиться правильности зацепления — мини¬
мального мертвого хода при плавном зацеплении. Для этого рас¬
стояние между осью червяка и червячного колеса, а также угол
скрещивания между этими осями должны как можно точнее соответ¬
ствовать чертежу.
После сборки червячную передачу проверяют на легкость про¬
вертывания. В любом положении червячного колеса усилие, необхо¬
димое для провертывания передачи, должно быть одинаковым. До¬
пустимые отклонения усилия провертывания зависят от класса пере¬
дачи и составляют обычно от 10 до 30%.
Сборка подшипников. В механизмах радиоэлектронной аппаратуры
применяются подшипники скольжения и шариковые подшипники.
Технологический процесс сборки шариковых подшип¬
ников состоит из следующих основных операций: проверки ша¬
риковых подшипников, промывки и смазывания рабочей смазкой i
посадки шариковых подшипников на вал и в корпус, регулирования
осевой затяжки или осевого зазора в двух собранных шарикоподшип¬
никовых опорах.
Точность посадок шариковых подшипников общего применения
определяют по ГОСТ 3325—85, по которому допуски на посадку на
вал диаметром до 6 мм составляют 0,01—0,018 мм, а в отверстия диа¬
метром до 18 мм — 0,016—0,026 мм. Наиболее часто применимы
посадки двух видов: подвижные (ПД) и неподвижные (НД). Если в
собранном приборе вращается внутреннее кольцо шарикового под¬
шипника, то оно имеет, как правило, неподвижную посадку, а наруж¬
ное кольцо при этом имеет подвижную посадку, и наоборот. Допуск
на неподвижную посадку ограничивает натяг в пределах ±0,002 мм;
допуск на подвижную посадку ограничивает зазор в пределах ±0,004—
0,008 мм. При посадке наружного кольца шарикового подшипника
в отверстия деталей из цветных сплавов неподвижная посадка опре¬
110
деляется зазором от 0 до 0,004 мм, а подвижная — зазором 0,006—
0,010 мм. Такое увеличение зазоров при посадке подшипников в
отверстия деталей из цветных сплавов вводят для того, чтобы под¬
шипник не заклинивал при работе приборов в условиях низких тем¬
ператур из-за разности коэффициентов линейного расширения кор¬
пусов из цветных сплавов и стальных колец подшипника.
При сборке наружные диаметры подшипников и диаметры посадоч¬
ных мест (цапф) проверяют оптиметрами и рычажными индикаторами
со специальными призматическими ножками совместно с приспособ¬
лениями — подставками, обеспечивающими правильную взаимную
ориентаиию измеряемых деталей и измерительных приборов.
Подшипники по наружному и внутреннему диаметрам проверяют
также коническими калибрами, имеющими разность по калиброван¬
ным диаметрам (обычно их количество равно шести) 0,002 мм.
Осевые зазоры и натяги в шарикоподшипниковых опорах регу¬
лируются либо резьбовыми деталями, либо прокладками разной
толщины под фланцы втулок или других деталей узла. Для точных
приборов применяют прокладки в виде одной шайбы, необходимую
толщину которой получают за счет плоской шлифовки с выдержива¬
нием параллельности торцов шайбы в пределах допусков 0,001 и
0,002 мм.
Если посадка шарикоподшипника на вал и в корпус происходит
с сильным натягом, то не исключена деформация его внутреннего
и наружного колец. Может произойти даже защемление шариков —
они перестанут свободно вращаться. Учитывая тот факт, что нор¬
мальный зазор в шарикоподшипниках среднего диаметра обычно
составляет несколько микрон, на плотную посадку устанавливают
только одну поверхность шарикоподшипника. Обычно, как это уже
указывалось выше, вращающееся кольцо шарикового подшипника
соединяют с деталью узла (валом) плотной посадкой, неподвижное
же кольцо должно иметь слабую посадку, обеспечивающую провер¬
тывание его от руки при отсутствии нагрузки на узел подшипника.
Подшипник напрессовывают на вал, после чего узел вала свободно
устанавливают в корпус механизма. После установки шарикопод¬
шипника на вал или запрессовки его в корпус необходимо проверить
плавность хода и зазор между торцовой поверхностью кольца под¬
шипника и торцом посадочного места. Плавность хода проверяют,
провертывая от руки свободное кольцо подшипника. При этом должны
отсутствовать заедания. В противном случае подшипник надо про¬
мыть и повторно проверить.
Контроль сборки механизма передачи движения (изделия) произ¬
водят как в процессе сборки, так и после окончания ее. В процессе
сборки контролируется точность и правильность установки подшип¬
ников в корпус изделия, надежность и правильность установки зуб¬
чатых колес на валы, надежность и качество установки штифтов и
шплинтов, соответствие собранных подузлов и узлов рабочим черте¬
жам и др. После окончания сборки изделия проверяют: соответствие
собранного изделия сборочному чертежу (габаритные размеры, масса,
основные размеры валов и др.), состояние наружной поверхности
111
корпуса изделия (отсутствие механических повреждений и нарушений
покрытий), надежность и качество креплений (нет ли срывов шлицев
на головках винтов, срывов резьбы и граней на гайках), надежность
и качество установки штифтов, зазоры и люфты в сопряжениях де¬
талей, мертвые ходы в зубчатых зацеплениях и статические моменты
Мст на валах приводных механизмов, работоспособность собранного
изделия.
При обнаружении в процессе контроля механических дефектов
или нарушений покрытий на деталях производят их замену. В случае
Рис. 69. Корпуса механизмов РЭА:
а — разъемные, коробчатой формы, с разъемом по осям валов, 6 — разъемные, соосные, с разъе¬
мом поперек осей валов, в — часового типа, состоящие из двух параллельных пластин, соединен¬
ных стойками, г — разъемные, с развернутой схемой, с разъемом поперек осей валов, д — цель¬
ные, коробчатой формы (применяются редко) с верхней съемной крышкой
обнаружения ослабленного разъемного соединения производят под¬
тяжку деталей крепежа или их замену.
В ряде случаев сборка сопровождается предварительными регу¬
лировками взаимодействующих частей механизмов.
Окончательную регулировку и проверку работоспособности всего
механизма производят после заключительных операций сборки и
электромонтажа.
Подвижные и неподвижные детали механизма размещаются и за¬
крепляются в корпусах, которые защищают весь механизм от за¬
грязнения.
Корпуса, предназначенные для размещения механизмов РЭА,
должны удовлетворять следующим требованиям: технологичность
конструкции, прочность, жесткость, компактность, удобство^ монтажа
и эксплуатации.
Технологичность конструкции корпуса определяется выбором
его материала, способом изготовления, назначением корпуса, коли¬
чеством размещаемых в нем деталей механизма.
112
Прочность и жесткость корпуса обеспечивается прежде всего его
конструкцией, предусматривающей наличие элементов жесткости
(ребра и приливы), и правильным выбором материала с соответству¬
ющими механическими характеристиками.
Разновидности корпусов по конструктивно-технологическому при¬
знаку и применяемым материалам показаны на рис. 69.
По способу изготовления корпуса выполняются литыми, свар¬
ными, штампованными. Литые корпуса обычно изготовляются из
алюминиевых сплавов марок АЛ2; АЛ4; AJ19 (ГОСТ 2685—75); СИЛ-
00; СИЛ-0; СИЛ-1 (ГОСТ 1521—76); сплавов магния МЛЗ; МЛ4;
МЛ10; МЛ15 (ГОСТ 2856—79) или из термореактивных пластмасс
(АГ-4с). Для изготовления пластин корпусов часового типа приме¬
няют томпак марок Л96, Л90 (ГОСТ 15527—70) или конструкционную
сталь.
При сборке разъемных корпусов соединение их обеих половин
осуществляется с помощью соединительных болтов и двух центриру¬
ющих штифтов. Центрирующие штифты ставятся перед расточкой
посадочных отверстий в корпусе и обеспечивают при сборке меха¬
низма правильное геометрическое расположение осей отверстий.
Сборка корпусов часового типа осуществляется с помощью стоек
с заточками и стягивания их гайками, болтами или резьбовыми шпиль¬
ками.
Контрольные вопросы
1. На какие группы можно разделить соединения, применяемые в сборке?
2. Какие виды сварок применяют для соединения элементов конструкций РЭА
и приборов?
3. Какими способами производят нагрев соединяемых деталей и припоя при пай¬
ке?
4. Перечислите основные технологические операции процесса пайки двух дета¬
лей.
5. Перечислите основные этапы технологического процесса склеивания двух
деталей.
6. Перечислите основные виды разъемных соединений.
7. Из каких основных операций состоит сборка узла шарикоподшипника?
113
ГЛАВА VI
ТЕХНОЛОГИЯ ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
§ 30. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
К ЭЛЕКТРИЧЕСКОМУ МОНТАЖУ
Электрический монтаж РЭА производят в соответствии с требо¬
ваниями, изложенными в сборочных чертежах, принципиальной элект¬
рической схемой, с требованиями, указанными в технической доку¬
ментации, и в соответствии с установленным эталоном (образцом).
Монтаж должен обеспечивать нормальную работу аппаратуры в
условиях тряски, вибрации, вакуума, повышенной влажности и воз¬
действия положительных и отрицательных температур, обусловлен¬
ных требованиями соответствующих ТУ на монтируемую аппаратуру,
прибор или систему.
Конструкция и электрический монтаж РЭА должны обеспечивать
доступ к отдельным элементам для их осмотра, проверки и замены.
Маркировочные знаки, нанесенные на шасси и детали, по возмож¬
ности не должны закрываться монтажными проводами.
В зависимости от силы тока, допустимого падения напряжения
и условий работы РЭА выбирают монтажные провода по сечению.
Они должны обладать необходимой механической и электрической
прочностью. В случае, если монтажные провода подвергаются воздей¬
ствию помех или сами их создают, монтаж производят экранирован¬
ными проводами, с надежно заземленными оплетками. Провода, при¬
меняемые при монтаже, не должны иметь повреждений (прожогов,
надрезов жил и т. п.), снижающих их механическую и электрическую
прочность.
Гибкие монтажные провода, выходящие из жгута и присоединя¬
емые пайкой к электромонтажному контакту, должны иметь запас
(если это оговорено в сборочном чертеже) по длине, обеспечивающий
одну-две перепайки (5—10 мм), который создается в результате из¬
гибов проводов у мест паек электромонтажного контакта. Наращи¬
вание проводов скруткой и пайкой недопустимо. Соединение проводов
между собой, проводов с выводами элементов и их выводов между
собой выполняют только с помощью электромонтажных контактов
(лепестков, зажимов, переходных колодок и др.). Для соединения
деталей, расстояние между которыми может изменяться в процессе
эксплуатации, а также для соединения «плавающих» контактных
лепестков применяют только гибкие многожильные монтажные про¬
вода.
Монтажные провода не должны касаться нагревающихся деталей,
а допустимый зазор должен быть не менее 5 мм. Провода или жгуты,
114
располагаемые вблизи от сильно нагревающихся деталей, должны
иметь устойчивую теплоизоляцию.
Монтажные провода, а также выводы навесных электрорадиоэле¬
ментов (ЭРЭ) в местах пайки механически закрепляют. Пайка встык
или внахлестку не допускается. Соединения длиной более 30 мм вы¬
полняют изолированным проводом, менее 30 мм — голым проводом,
заключенным в изоляционную трубку.
Для монтажа РЭА, приборов и систем применяют провода, марки,
сечения и расцветка которых указываются в чертежах или схемах.
Маркировка концов проводов должна четко отличаться друг от друга.
Способ маркировки концов проводов также указывается в чертежах.
При цветной маркировке каждая обособленная электрическая цепь
выполняется проводом одного цвета. Провода не должны иметь по¬
вреждений изоляции.
К узлам и отдельным элементам схемы, которые в процессе экс¬
плуатации должны быть сняты со своих мест для осмотра и регули¬
ровки, делают гибкую подводку, обеспечивающую их снятие без
отпайки проводов. Для этого монтажные провода выбирают с запа¬
сом. Для обеспечения легкого натяжения при снятии элементов и
надежного крепления запас провода свертывают в петлю или коль¬
цо.
Для обеспечения механической прочности и нормальной работы
электрической схемы общее сечение жил проводов, присоединяемых
к контактным лепесткам, контактам, не должно превышать их наи¬
меньшего сечения. К одному контактному лепестку может быть при¬
паяно не более трех жил проводов. Каждый провод рекомендуется
крепить в отверстие лепестка самостоятельно, не скручивая его с
другими подпаиваемыми проводниками и выводами.
Монтажные провода, кабели и жгуты нельзя располагать на острых
кромках и ребрах шасси, узлов и приборов. В противном случае
необходимо принять меры, предохраняющие провода от повреждения
(обмотка лентами, резиновые прокладки, втулки и др.). Подвижные
части электромеханических приборов не должны касаться проводов.
Расстояние между ними оговаривается в сборочных чертежах и, как
правило, не должно быть меньше 5 мм.
Все присоединения монтажных проводов к зажимам должны обес¬
печивать надежный электрический контакт. Под один зажимный
контакт допускается подсоединение не более трех проводов, причем
все провода заделывают в кабельные наконечники независимо от их
диаметра, а сумма их поперечных сечений (2Sn c) не должна превы¬
шать поперечного сечения провода, отходящего от зажимного кон¬
такта. Подсоединяемый провод надежно закрепляют между двумя
контактирующими поверхностями: между гайкой и наконечником
(или головкой винта и наконечником) устанавливают шайбу.
Экранирующую оплетку монтажных проводов длиной до 100 мм
соединяют с корпусом в одной точке, а при длине свыше 100 мм —
в двух точках (с обоих концов). Экранирующие оплетки на концах,
а также выводы заземления подсоединяют таким образом, чтобы
исключить прожог изоляции проводов.
115
Для уменьшения влияния одних цепей на другие при монтаже
используют следующие приемы.
Выбирают кратчайшие расстояния между элементами высокоча¬
стотных схем, чтобы длина монтажных проводов высокочастотных
цепей была наименьшей. Неэкранированные провода высокочастот¬
ных цепей при пересечении располагают по возможности под углом,
близким к 90°. При параллельном расположении такие провода мак¬
симально удаляют друг от друга или разделяют экраном. Провода
однофазных и трехфазных цепей питания переменного тока (частотой
50, 400 или 1000 Гц) свивают, шаг свивки определяют в зависимости
от сечения проводов. Свитые провода можно заделывать в общий жгут.
Необходимость свивки проводов оговаривается в электромонтажной
схеме, а при отсутствии ее — на чертеже.
Все элементы в РЭА располагают так, чтобы полностью исклю¬
чить возможность перегрева одних элементов от других. Для повы¬
шения влагостойкости весь монтаж или отдельные его узлы покрывают
электроизоляционным влагостойким лаком УР-231 или Э-4100. Спо¬
собы крепления и фиксации всех деталей и узлов РЭА или прибора
производят в соответствии с требованиями, изложенными в сборочных
чертежах.
Электрический монтаж РЭА, приборов и систем производят после
полной механической сборки и проверки исправности всех монтиру¬
емых элементов, схемы и надежности их механического крепления.
Установка и механическое крепление на шасси отдельных узлов и
деталей в процессе монтажа разрешаются только в случаях, огово¬
ренных в технологических картах. Если в процессе монтажа техно¬
логией предусмотрены механические работы на месте сборки (свер¬
ление, нарезка резьбы и т. п.), должна быть устранена всякая воз¬
можность засорения изделия металлическими стружками, опилками
и пылью. Кроме того, в процессе монтажа необходимо принимать
меры против попадания обрезков проводов в аппаратуру и приборы.
Все монтажные провода, кабели и жгуты тщательно укладывают и
закрепляют, а по окончании монтажа очищают от остатков монтаж¬
ных материалов и пыли всю аппаратуру, приборы и системы. Про¬
дувка монтажа очищенным сухим воздухом допускается в том случае,
если все электромеханические приборы, входящие в РЭА, имеют
надежную индивидуальную защиту.
§ 31. ТЕХНОЛОГИЯ ПОДГОТОВКИ К МОНТАЖУ ПРОВОДОВ
И КАБЕЛЕЙ
После мерной резки монтажных проводов и кабелей производят
заделку их концов, заключающуюся в снятии изоляции и лужении
части провода, освободившейся от изоляции. Зачищают монтажные
провода от изоляции специальным инструментом или на специальном
оборудовании, исключающем надрез жил или отдельных проволочек.
Применение монтажного ножа, скальпеля, кусачек для снятия изо¬
ляции не разрешается.
116
В зависимости от изоляции проводов различают несколько спо¬
собов заделки их концов.
Текстильную, пластикатовую и пленочную изоляцию с проводов,
указанных в табл. 11, снимают обжигом с помощью электроножа
(рис. 70). Провода с фторопластовой изоляцией обжигают только
непосредственно под вытяжной вентиляцией. Провода с изоляцией,
Вид А
Рис. 70. Электронож для снятия изоляции с проводов:
/ — нагревательный элемент (нож), 2 — держатель, 3 ~ отверстие для от¬
соса дыма, 4 — пружина, 5, 6 — верхний и нижний корпуса, 7 — ниппель
для шланга системы отсоса, 8 — провод, 9 — токоподвод, 10 — включающее
устройство
содержащей стекловолокно, зачищают в два этапа: сначала электро¬
обжигом снимают внешнюю полиэтиленовую или поливинилхлорид¬
ную изоляцию, а затем расплетают, скручивают и откусывают внут-
Рис. 71. Заделка провода со
стеклоизоляцией:
/, 2 — внешняя и внутренняя
изоляция, 3 — жила
Рис. 72. Закрепление изоля¬
ции с помощью трубки:
1,3 — внешняя и внутренняя
изоляция, 2 — трубка, 4 — жила
реннюю изоляцию (стекловолокно) на расстоянии до 1 мм от торца
внешней изоляции жилы (рис. 71).
При удалении изоляции электрообжигом с жил проводов, имею¬
щих внешнюю хлопчатобумажную или шелковую оплетку (провода
БПВЛ, МГШДО и др.), ее концы покрывают клеем АК-20 или БФ-4.
При удалении изоляции с жил проводов БПВЛ, имеющих внеш¬
нюю хлопчатобумажную оплетку, заделку проводов производят, как
показано на рис. 72. Изоляционную трубку ставят на клей или под¬
бирают строго по диаметру провода.
При заделке концов многожильных кабелей сначала снимают изо¬
ляцию со всех проводов кабеля, а жилы, имеющие окисленную по¬
верхность, зачищают. Многопроволочные жилы после снятия изо¬
ляции скручивают, чтобы при облуживании отдельные проволочки,
составляющие жилу, не отставали друг от друга. После снятия ок¬
сидной пленки и скрутки проволочек жилу облуживают горячим
117
способом, окунув ее в электрованну с расплавленным припоем.
Для облегчения последующей пайки после облуживания жилы по¬
крывают консервирующим флюсом (ФКСп). Затем обвязывают места
разделки изоляционной лентой (два-три слоя), поверх которой на¬
кладывают нитяной бандаж из суровой нити. Бандаж после обвязки
покрывают клеем БФ-4.
Таблица 11. Монтажные провода
Марка
Материал изоляции и защитной оболочки
Максималь¬
ное напря¬
жение, В
Температура
эксплуата¬
ции, °С
мгв,
мгвэ,
мгвл,
мгвлэ,
мгвсл,
мгвслэ
Полихлорвиниловый пластикат
500
—40...+70
мшв,
мгшв,
мгшвэ,
мгшвэв
Пленочная и волокнистая триаце¬
татная
380
1
ел
о
+
8
мгшвл
мог
мгтл
Волокнистая изоляция в полихлор-
виниловой оболочке и защитной
оплетке
Шелковая лакоткань
Лавсановая изоляция
1000
—60...+60
МГТФЛ,
МГТФЛЭ
Теплостойкие с фторопластовой изо¬
ляцией
1000
—60...+200
ЛПЛ-2
мог
МЦСЛ
Хлопчатобумажная пряжа
Шелк, капрон
Стекловолокно, лак
1000
—60...+60
Для присоединения монтажных проводов к плоским лепесткам
жилу провода вставляют в отверстие лепестка (рис. 73, а) и обжимают
вокруг его верхней части, после чего образованное соединение про¬
паивают припоем ПОС-61. Затем на монтажное соединение надевают
изоляционную трубку, которую перед монтажом устанавливают на
провод.
Для присоединения монтажных проводов к контактам соедини¬
телей жилу провода вводят в контакт и пропаивают его монтажное
отверстие (рис. 73, б). Очень часто при электрическом монтаже па¬
нелей или печатных плат применяют штыревые контакты. Для креп¬
ления проводов сечением 0,3 мм2 их обертывают вокруг штыревого
контакта 1—2 раза не менее чем на 3/4 оборота, после чего производят
пайку.
118
При соединении провода с лепестковым наконечником жилу про¬
вода припаивают к плоской части наконечника, а верхнюю часть
наконечника обжимают вокруг провода. Излишек жилы провода
откусывают кусачками. Затем на монтажное соединение надевают изо¬
ляционную трубку, которую перед монтажом устанавливают на
Рис. 73. Присоединение монтажных
проводов к плоским лепесткам (а)
и контактам соединителей (б):
1 — изоляционная трубка, 2 — припой,
3 — плоский лепесток, 4 — контакт со¬
единителя
Рис. 74. Заделка монтажных про¬
водов кольцами (а) и кабельным
наконечником (б):
1 — монтажный провод, 2 — нитяной
бандаж, 3 — кольцо, 4 — кабельный
наконечник, 5 — жила провода
провода. Провода к монтажным лепесткам, штыревым контактам,
пистонам, контактам соединителей должны подходить свободно, без
натяжения, с небольшим запасом по длине.
Присоединение монтажных проводов к колодкам зажимов под
винт осуществляют различными способами. При одном из них из
зачищенных и облуженных жил
проводов делают кольца диамет¬
ром, большим диаметра винта
(рис. 74). При другом способе к
жилам проводов пайкой, сваркой
или обжимкой присоединяют ка¬
бельные наконечники, имеющие
отверстия под винт (рис. 74, б).
Крепление жилы провода к
кабельному наконечнику пайкой
производят следующим образом.
Жилу монтажного провода после
разделки и облуживания вставляют внутрь кабельного наконечника,
слегка обжимают его и пропаивают (рис. 75). Припой должен спаять
токопроводящую жилу провода с внутренней поверхностью нако¬
нечника. После пайки на монтажное соединение надвигают изоляци¬
онную трубку, которую перед монтажом устанавливают на провод.
Обжим наконечников с жилами применяют для монтажных проводов
сечением 0,75—95 мм2 и выше. В настоящее время выпускают техно¬
логическое оборудование и инструмент, позволяющие производить
Рис. 75. Крепление пайкой провода к
кабельному наконечнику:
1 — наконечник, 2 — припой, 3 — жила,
4 — изоляция, 5 — изоляционная трубка
119
холодную опрессовку жил проводов в кабельные наконечники раз¬
личной толщины.
Соединители предназначены для быстрого электрического и ме¬
ханического соединения и разъединения проводов, жгутов и кабелей.
В большинстве случаев они осуществляют соединение и разъедине¬
ние электрических цепей в обесточенном состоянии.
В РЭА и приборах соединители осуществляют электрические
соединение и разъединение между собой отдельных узлов и блоков,
Рис. 76. Заделка проводов в контакты соединителей типа Р и СШР (а), ти¬
па 2РМ (б), типа П (в):
/ _ корпус, 2 —. контакт, 3 — изоляционная трубка, 4 — монтажный провод, 5 — припой
а в системах — отдельных устройств. Поэтому от того, как выполнен
монтаж соединителя, зависит надежная работа приборов и системы
в целом.
Сечение проводов, подводимых к контактам соединителя, не долж¬
но превышать сечений, рекомендуемых ТУ. Диаметр жилы провода
должен быть меньше отверстия хвостовой части контакта. Если в
одно отверстие необходимо впаять два или три провода меньшего
сечения, то жилы всех проводов скручивают, причем их суммарный
диаметр должен быть меньше соответствующего отверстия в кон¬
такте соединителя.
Ниже приведены типы соединителей и допустимые сечения под¬
паиваемых проводов.
Тип соеди¬
нителя . . . ШР ШРГ
Наиболь¬
шее сечение
подпаивае¬
мого прово¬
да, мм^ . . 1,25 2,5
СШРГ 2РМД 2РМ РМГК PC
2,5
1,0; 2,0;
10,0
0,35;
1,0
1,5;
6,0
0,35
Зачистку проводов или кабелей от изоляции производят на
глубину отверстия контакта с припуском. Жилы проводов скручивают
и облуживают, лишнюю длину зачищенных жил откусывают. Длина
120
жилы, входящей в отверстие хвостовой части трубчатого контакта,
должна быть равна длине внутренней полости контакта или меньше
ее на 0,5—2 мм.
При монтаже соединителя не допускается применять провода, у
которых наружный диаметр по изоляции (вместе с надеваемой на
провод электроизоляционной трубкой) больше, чем расстояние между
контактами в разъеме. Монтаж соединителей с плавающими кон¬
тактами выполняют только гибким монтажным проводом.
Заделка проводов в контакты соединителей показана на рис. 76,
а в соединителе типа РП — на рис. 77. Провода, заделываемые в
соединители ГРМ, рекомендуется крепить у их корпусов.
Рис. 77. Заделка проводов в соединителе типа РП:
/ — корпус, 2 — контакты, 3 — монтажные провода, уложенные
в жгут, 4 — нить (скобы)
Пайку проводов к соединителям производят, начиная с нижнего
ряда контактов или с ряда, наиболее удаленного от монтажника.
Соединитель в процессе монтажа располагают так, чтобы контакты
были близки к вертикальному положению. Перед пайкой на провода
надевают изоляционные трубки, которые после пайки надвигают на
контакты до упора.
При заделке в соединитель экранированных проводов недопустимо,
чтобы экранная оплетка этих проводов входила в изоляционные
трубки, надеваемые на контакты соединителя.
Для повышения механической прочности и защиты от влаги внут¬
реннюю полость соединителей рекомендуется после монтажа заливать
герметиками или пеногерметиками.
Жгуты, заделываемые в негерметизированные соединители, обер¬
тывают под хомутом резиной в один или несколько слоев до плотного
вхождения жгута в гайку соединителя. Хомут затягивают с натягом.
В некоторых случаях вместо резины применяют резиновые втулки.
Заземление экранов проводов производят на свободный контакт
соединителя. При испытании и эксплуатации во избежание отрыва
проводов, повреждения или смещения изоляции категорически за¬
прещается разъединять соединители приложением усилий к жгутам.
Заделка жгутов в соединителе приведена на рис. 78. Натяжение
проводов около мест пайки не допускается.
121
Для контроля распайки проводов в соединителе производят про¬
звонку жгута.
Заделку жил проводов в стеклянные изоляторы производят, как
показано на рис. 79. Если наружный диаметр провода (по изоляции)
7
Рис. 78. Заделка жгутов в соединителе:
/ _ корпус, 2, 3 — резиновые прокладки толщиной 1,5 и 2 мм, 4 — мон¬
тажные провода, образующие жгут, 5 — резиновая трубка, 6 — бандаж¬
ные нитки, 7 — припой, 8 — стопорное кольцо
меньше внутреннего диаметра трубки изолятора, провода вставляют
в трубку с изоляцией и зачищают на расстоянии 8—10 мм от места
пайки. Заделка провода к выводу на стеклянном изоляторе показана
на рис. 80, жил проводов в керамические изоляторы — на рис. 81.
Рис. 79. Заделка проводов в~стеклянные изоляторы:
1 — провод, 2 — припой, 3 — лепесток, 4 — изолятор, 5 — кор¬
пус прибора
Кабели, заделываемые в негерметизированные соединители, обер¬
тывают под хомутом резиной в один или несколько слоев до плотного
вхождения в гайку соединителя.
При сборке, наладке и эксплуатации РЭА во избежание обрыва
проводов и порчи или смещения изоляции запрещается разъединять
соединители, прикладывая усилия к кабелю. При переноске узлов,
блоков или приборов нельзя держать их за кабель, необходимо строго
соблюдать требования технологического процесса заделки и монтажа
122
высокочастотных кабелей. Применение соединителей с «плавающими»
контактами для заделки высокочастотных кабелей не допускается.
При заделке высокочастотного кабеля в соединитель следят за
тем, чтобы жила кабеля сохраняла свою концентричность, не имела
к выводу на стеклянном
изоляторе:
/ — вывод, 2 — припой, 3 —
провод, 4 — изолятор, 5 —
корпус прибора
Рис. 81. Заделка проводов в керамиче¬
ские изоляторы с помощью лепестка
(а) и пайки (б):
/ — изолятор, 2 — монтажный резьбовой
стержень, 3 — припой, 4 — гайка, 5 — кор¬
пус прибора, 6 — провод
натяжения в месте спая с контактом соединителя, чтобы при пайке
не была нарушена изоляция кабеля. Кабель должен быть жестко
прикреплен к шасси вблизи входа в прибор (рис. 82).
Рис. 82. Заделка высокочастотного
кабеля:
/ — панель шасси, 2 — шасси, 3 — скоба
крепления, 4 — коаксиальный кабель, 5 —
прокладка, 6 — изоляционная трубка, 7 —
лепесток заземления, 8 — припой, 9— вы¬
сокочастотный соединитель
Рис. 83. Конструкции заземляю¬
щих лепестков:
а — высечка, б — лепесток на заклепке,
в — лепесток на винте, г — стойка на
заклепке, д — лепесток с шиной
Монтаж РЭА, приборов и систем производят экранированными
проводами в тех случаях, когда эти провода (электрические цепи)
подвержены воздействию помех или сами создают их. Экранирующие
123
оплетки монтажных проводов заземляют, для чего используют спе¬
циальные конструкции заземляющих лепестков (рис. 83), выполнен¬
ные на шасси прибора различными способами. Вывод заземляющих
концов монтажных проводов оформляют холостой оплеткой (рис. 84, а)
или гибким проводом, подпаянным к оплетке (рис. 84, б). Конец
вытянутой холостой оплетки или гибкого провода припаивают к
заземляющей конструкции шасси.
Рис. 84. Разделка экранированных проводов при заземлении экранов оплеткой (а)
и гибким проводом (б):
1 — прокладка из изоляционного материала, 2 — нитяной бандаж, 3 — экранирующая оплет¬
ка, 4 — вытянутый экран, 5 — заземляющий провод, 6 — изоляционная трубка
При заделке концов экранирующей оплетки не допускаются по¬
вреждения изоляции провода, в том числе проколы изоляции провода
отдельными проволочками экранирующей оплетки. Расстояние между
концом экранирующей оплетки и
торцом изоляционной оболочки
провода выбирают в пределах
10—25 мм.
При разделке экранированных
проводов раздвигает оплетку
экрана и протаскивают провод.
После этого оплетку сдвигают на
10—15 мм в сторону длинного
конца провода. Провод обматывают
изоляционным материалом на дли¬
не 10—15 мм. Затем оплетку вновь
сдвигают в первоначальное поло¬
жение и поверх нее накладывают
нитяной бандаж, который покрывают клеем БФ-4 или АК-20. При¬
меняют и другой способ разделки проводов. В этом случае гибкий
луженый провод навивают на экранирующую оплетку (пять-шесть
витков) и облуживают припоем ПОС-61. При этом под экранирующую
оплетку в месте пайки на изоляцию кабеля наматывают два-три слоя
теплостойкой изоляционной ленты, на которую после намотки над¬
вигают оплетку, а затем навивают на нее провод и производят пайку.
Место пайки закрывают изоляционной трубкой. В этом случае, если
конец экранирующей оплетки провода не подлежит заземлению (рис.
85), его освобождают от экрана, который подрезают на длину 10—
Рис. 85. Заделка экранирующей оп¬
летки: *
/ _ жила, 2 — изоляция, 3 — прокладка
из изоляционного материала, 4 — нитяной
бандаж, 5 — экранирующая оплетка
124
25 мм. Под экран подматывают изоляционный материал (например,
ленту из шелковой лакоткани в два слоя), а сверху него накладывают
нитяной бандаж, покрытый нитроклеем.
§ 32. ИЗГОТОВЛЕНИЕ И УКЛАДКА ЖГУТОВ
Совокупность разделанных проводов и кабелей, скрепленных
друг с другом каким-либо способом и при необходимости оснащенных
элементами электрического монтажа (наконечниками, соединителями
и др.), называется жгутом.
По своему назначению жгуты делятся на внутриблочные
и междублочные.
Внутриблочные жгуты служат для электрического соединения
отдельных узлов, блоков и электрических деталей внутри прибора,
а междублочные жгуты применяются для электрического соединения
различной радиоаппаратуры и приборов в единую систему. В зави¬
симости от расположения узлов в корпусе жгуты могут быть плоскими
или объемными.
Для защиты от воздействия окружающей среды, механических
повреждений или для экранирования жгуты обматывают снаружи
киперной, капроновой, лавсановой или поливинилхлоридной лентой,
покрывают лаком или заключают в экранирующую оплетку.
Жгуты рекомендуется изготовлять на шаблонах до их монтажа
в приборе. Концы проводов жгута маркируют соответственно сбороч¬
ному чертежу и монтажной схеме. Для маркировки используют
один из следующих способов:
различную расцветку изоляции проводов;
окраску или нумерацию поливинилхлоридных трубок, применя¬
емых для закрепления концов изоляции (трубки нумеруют на авто¬
мате, в специальных штампах или надписывают от руки маркиро¬
вочными чернилами);
надевание пластмассовых бирок на провода с условным обозна¬
чением места подсоединения.
В жгутах, где нельзя произвести замену вышедших из строя про¬
водов, предусматривают запасные провода, количество которых
берется из расчета 8—10% их общего количества в жгуте, но не менее
двух проводов. Длина и сечение запасных проводов должны быть
равны наибольшим длине и сечению проводов, имеющихся в жгуте.
Длина выводов жгута должна быть достаточной для присоединения
к узлам и элементам схемы прибора без натяжения; кроме того, должен
иметься запас в 10—12 мм для повторной зачистки и присоединения
каждого конца провода.
Типовой технологический процесс изготовления жгута состоит
из резки проводов и изоляционных трубок, укладки проводов на
шаблоне и вязки их в жгут, заделки концов проводов жгута с одно¬
временной их маркировкой, контроля жгута (прозвонки), защиты
жгута изоляционной лентой и его контроля (визуальный осмотр на
соответствие эталону и прозвонка). Длина заготовляемых проводов
должна соответствовать размерам, указанным в технологической
125
карте или таблице заготовок проводов. Резку проводов и экраниру¬
ющих оплеток производят на автоматах, а также монтажными или
гильотинными ножницами, кусачками.
Заготовку и вязку проводов одинаковой длины для жгутов удобно
производить без ответвлений на приспособлении (рис. 86), которое
состоит из двух стоек, укрепленных на доске (расстояние между
стойками зависит от длины заготовляемых проводов).
Рис. 86. Приспособление для заготовки проводов одина¬
ковой длины и вязки их в жгут:
/ — стойка, 2 — основание приспособления, 3 — провод, 4 — нит¬
ка (шпагат), 5 паз
С внешних сторон у стоек имеются пазы. Провод обматывается
вокруг стоек, количество витков провода равняется половине коли¬
чества проводов в жгуте. Затем витки провода, располагающиеся
между стойками, связывают в жгут ниткой или шпагатом. После
обвязки витки провода разрезают в местах, расположенных напротив
пазов в стойках.
При ручном способе заготовки проводов для жгутов длина их
определяется образцами или отмеряется линейкой. В серийном про¬
изводстве применяют специальные автоматы мерной резки проводов
(на заданную длину).
Укладку проводов в жгут производят на шаблоне, в определенном
порядке (по схеме укладки жгута, нанесенной на поверхность шаб¬
лона), а затем обвязывают ниткой или шпагатом в жгут. Разметку
шаблона для укладки проводов жгута производят по монтажной
схеме, макету узла или прибора, в который будет установлен жгут,
и монтажной таблице соединений. На размеченном шаблоне провода
раскладывают, а затем вяжут их в жгут (рис. 87). В зависимости от
конструкции прибора жгуты бывают плоскими или объемными.
При раскладке концы проводов обрезают по поперечным меткам,
маркируют и закрепляют. Укладку проводов на шаблоне начинают
с запасных и длинных рабочих проводов и заканчивают самыми ко¬
роткими проводами. Экранированные провода, входящие в жгут,
обматывают киперной лентой и размещают внутри жгута либо в изо¬
ляционной трубке.
Вязку жгута осуществляют в одном направлении хлопчатобумаж¬
ной ниткой № 00 или льняной № 9,5/5. Для ручной вязки применяют
126
приспособление (рис. 88, а), в корпус 4 которого вставляется катушка 3
с нитками. Крышки 5 и 2 служат для центрирования катушки 3.
В верхней крышке 5 имеется ушко для придания нитке определенного
направления, а в нижней крышке крепится крючок 1.
Рис. 87. Шаблон для укладки и вязки жгутов:
1 — шпилька для закрепления конца провода, 2 — провода, 3
шаблон (съемный лист), 4 — шпилька для укладки проводов, 5
основание
Для облегчения сматывания нитки с катушки в корпусе преду¬
смотрены прорезь и вывод для наружного конца намотанной катушки.
Работа приспособления осуществляется в определенной последова-
Рис. 88. Приспособление для ручной вязки жгутов (а) и последовательность образо¬
вания петель (б)
127
Рис. 89. Вязка жгута в одну (а) и
в две (6) нитки
тельности. Сначала в корпус приспособления вставляется намотанная
катушка, верхний конец которой заводится в прорезь корпуса. Далее
закрывается крышка и продевается конец нитки через ушко.
Вязку жгута производят по схеме образования петли. На вязку
одного узла требуется 0,5—1 с. Для выполнения операции доста¬
точно взять нитку, как показано на рис. 88, б, задеть крючком петлю,
протянуть ее под жгутом и продеть через две петли приспособление,
затянув нитку. В момент затяжки узла
нитку, проходящую по корпусу, необ¬
ходимо прижать пальцем к его поверх¬
ности. Данное приспособление улучшает
качество вязки жгутов и снижает трудо¬
емкость их вязки в 15—20 раз. Реко¬
мендуемые способы вязки показаны на
рис. 89.
При вязке жгута петли рекомендует¬
ся вязать с натяжением через равные
интервалы (не более 50 мм), а также в
местах ответвления проводов. Шаг вязки
петель устанавливается конструктором
в зависимости от диаметра жгута.
После вязки проводов в жгут производят заделку их концов.
При этом все концы проводов маркируют согласно монтажной схеме.
Затем контролируют правильность раскладки проводов прозвонкой.
В случае применения электрифицированных шаблонов для выпол¬
нения жгутов прозвонку можно не производить.
Контроль сложных жгутов осуществляют на специальных полу¬
автоматических стендах по заданной программе. Жгут на панели
стенда закрепляют вручную, а правильность раскладки проводов и
сопротивление их изоляции контролируют автоматически.
Сначала производят контроль на соответствие электрическим схе¬
мам соединений (проверка правильности раскладки проводов). При
этом последовательно подают необходимое напряжение на один из
концов проверяемого провода и отмечают появление этого напряжения
во всех других проводах жгута, электрически связанных с проверя¬
емым проводом. Кроме того, отмечают отсутствие напряжения в
проводах жгута, которые электрически не связаны с проверяемым
проводом. Вся информация о контроле выдается автоматом в виде
кодированных отверстий на перфоленте или в виде записи на ленте
с цифровыми и буквенными обозначениями.
При контроле сопротивления изоляции проводов стенд последо¬
вательноавтоматически осуществляет подачу постоянного напряжения
к электрически изолированным друг от друга проводам (цепям),
фиксируя при этом сопротивление изоляции.
В случае необходимости производят защиту жгута изоляцион¬
ными лентами или экранирующей оплеткой. Готовые жгуты уклады¬
вают по монтажной схеме и чертежу прибора. Одновременно с уклад¬
кой концы проводов жгута разводят к соответствующим местам схемы
прибора и припаивают. При этом необходимо, чтобы отдельные про¬
128
вода не заслоняли собой маркировочные надписи и надписи значений
номиналов на деталях.
При укладке жгутов в прибор необходимо соблюдать предосто¬
рожность во избежание поломки и обрыва токопроводящих жил
проводов и выводов навесных радиодеталей, а также замыкания
оголенных токопроводящих мест. Внутри прибора жгут крепят к
шасси или стенкам металлическими скобами (рис. 90), под которые
Рис. 90. Крепление жгутов:
1 — жгут, 2 — изоляция (лента, трубка), 3 — скоба (двусторонняя)
предварительно подкладывают изоляционные материалы из поливи¬
нилхлорида, лакоткани или прессшпана. Края прокладок выступают
из-под скобы не менее чем на 5 мм. Конструктивно скобы выполняют
двусторонними (крепят двумя винтами) и односторонними (крепят
одним винтом). Жесткость крепежных скоб, особенно односторонних,
должна быть достаточной, чтобы не допустить их разгибания или
деформации при креплении к шасси вместе со жгутом.
При переходе неэкранированных (а при необходимости и экрани¬
рованных) жгутов из одного блока прибора в другой через стенку
шасси или экрана в этом месте предусматривают установку изоля¬
ционных втулок.
§ 33. ПАЙКА ЭЛЕКТРОМОНТАЖНЫХ СОЕДИНЕНИИ РЭА
В настоящее время почти все электромонтажные соединения РЭА
осуществляют тремя способами: ручной пайкой электропаяльником;
машинной пайкой погружением в расплавленный припой и волной
расплавленного припоя.
Основными требованиями, предъявляемыми к электромонтажным
паяным соединениям, являются низкое переходное сопротивление
и высокая надежность. Поэтому любая РЭА предъявляет повышенные
требования к качественному выполнению всех электромонтажных
соединений. Работа электромонтажника осложняется возросшей плот¬
ностью монтажа.
В современной РЭА плотность только самих монтажных соеди¬
нений доходит до 10—12 соединений на 1 см2.
В связи с улучшением прочностных характеристик фольгирован-
ных диэлектриков резко сократились зазоры между печатными про¬
водниками (до 0,25 мм) и уменьшились (по ширине до 0,3 мм) кон¬
5 № 3130
129
тактные площадки. Ограниченная термостойкость элементов печат¬
ного монтажа вынуждает снижать температуру пайки, поддерживая
ее в узком интервале, и жестко ограничивать время пайки (дискрет¬
ных электрорадиоэлементов до 3 с, некоторых микросхем до 2 с).
Во избежание повреждения многовыводных микросхем и модулей
необходимо ввести очередность их распайки на плату.
Большая плотность монтажа резко ограничивает размеры соеди¬
нений и предъявляет повышенные требования к точности их выпол¬
нения и обеспечения стабильности и повторяемости их свойств. Это
делает ручную пайку электромонтажных соединений РЭА незамени¬
мой и приводит к необходимости ее совершенствования.
Пайка монтажных соединений электрическим паяльником должна
обеспечивать высокое качество и надежность электрического кон¬
такта, а также необходимую прочность паяного соединения.
Марку припоя и флюса для монтажных соединений выбирают в
зависимости от рода металлов, подвергаемых пайке, допустимого
нагрева паяемых деталей, конструктивных требований и условий
эксплуатации деталей и узлов.
Основными критериями при выборе электропаяльника являются:
максимальная рабочая температура, теплоемкость наконечника и
время его повторного разогрева; масса и теплоемкость паяемых (сое¬
диняемых пайкой) деталей. Причем рабочая температура и тепло¬
емкость неразрывно связаны с мощностью и конструкцией паяльника.
Максимальная рабочая температура берется
по установившемуся тепловому режиму, когда количество теплоты,
выделяемое нагревательной обмоткой, равно количеству теплоты,
теряемому в окружающую среду. Рекомендуемая максимальная
температура наконечннка должна быть на 50—70 °С выше темпера¬
туры плавления припоя.
Теплоемкость наконечника является показателем
количества теплоты, запасенного в нем для выполнения пайки. Это
количество теплоты должно быть передано от наконечника паяльника
к месту соединения деталей за время пайки, которое обычно не пре¬
вышает 3—5 с. Теплоемкость зависит от геометрических размеров
наконечника, его материала и мощности паяльника (она либо слиш¬
ком мала, либо завышена, что приводит к непропаю или перегреву
участка пайки).
Время повторного разогрева наконечни¬
ка — это период, в течение которого он набирает максимальную
рабочую температуру после каждого цикла пайки (считается от мо¬
мента отведения электропаяльника от запаянного узла до момента
прикосновения электропаяльника ко вновь запаиваемому узлу).
Это время является косвенной функцией мощности паяльника, его
теплоемкости и габарита паяного узла и должно быть минимальным
(до 10 с). Масса рабочего наконечника и электрическая мощность
электропаяльника должны соответствовать массе соединяемых де¬
талей (приблизительно). Данные для выбора диаметра медного на¬
конечника в зависимости от мощности электропаяльника приведены
в табл. 12.
130
Таблица 12. Данные для выбора диаметра медного наконечника
Площадь поперечного сечения
наконечника, мм2
Диаметр наконечника, мм
Мощность электропаяль¬
ника, Вт
5—20
3—4
7,0—12,5
20—50
4—6
12,0—28,0
60—90
8—10
50,0—78,0
150—250
12—14
113—196
Более 250
Более 20
314 и более
При электромонтаже и пайке деталей в качестве основного инст¬
румента применяют электрические паяльники с напряжением питания
не более 36 В. Корпус электропаяльника и наконечник должны быть
заземлены.
Во время работы электропаяльник должен находиться на рабочем
месте с правой стороны электромонтажника. Токоподводящий шнур
Рис. 91. Конструкция электропаяльника с заземлением:
/ — наконечник, 2, 6 — гайки, 3 — трубка, 4 — термопара, 5 — керамическая трубка, 7 —
основание, 8 — винт, 9 — втулка, 10 — термостойкие изоляционные трубки, 11 — ручка, 12 —
держатель (пластина), 13 — жгут из проводов питания, термопары и заземления, 14 —нагрева¬
тельный элемент, 15 — провод для заземления
электропаяльника должен быть гибким, так как от его эластичности
зависит удобство работы с электропаяльником и скоростью выпол¬
нения операций пайки.
Конструкция электропаяльника зависит от его назначения и спо¬
соба выполнения нагревательного элемента. Электропаяльники под¬
разделяют на следующие группы:
с нагревательным элементом в виде нихромовой спирали (внут¬
ренним и наружным обогревом наконечника);
с импульсным нагревательным элементом в виде нихромовой
петли, которая одновременно является наконечником;
с электроконтактным нагревом (паяльные клещи).
Для пайки электрорадиоэлементов, печатного монтажа, микро¬
проводов и интегральных микросхем применяют малогабаритные
электропаяльники различной мощности (от 12 до 50 Вт) с внутренним
5*
131
нагревательным элементом. Температура нагрева торца паяльного
наконечника достигает 260°С.
Поперечный разрез электропаяльника, предназначенного для
пайки электрорадиоэлементов, показан на рис. 91.
Для пайки монтажных проводов с соединителями применяют
паяльники мощностью от 60 до 90 Вт со сменным нагревательным
элементом (рис. 92).
Рис. 92. Электропаяльник со сменным нагревательным элементом:
/ наконечник, 2 — корпус, 3 — сменный нагревательный элемент, 4 — ручка, 5 — провода
питания
Для пайки печатных узлов с полупроводниковыми элементами
применяют электропаяльники с автоматической регулировкой тем¬
пературы.^ Датчиком температуры для них обычно служит термо¬
пара, спай которой помещается в паяльном жале на расстоянии 30—
40 мм от рабочего конца паяльника. Показания термопары по номо-
Рис. 93. Молотковый электропаяльник с наружным нагреватель¬
ным элементом:
/ — наконечник, 2 — нагревательный элемент, 3 — корпус, 4 — ручка,
5 — провода питания
граммам пересчитываются на рабочую температуру. Точность регули¬
ровки нагрева составляет ±2 °С на спае термопары, причем на ра¬
бочем торце наконечника она может падать до 20—30°С за счет инер¬
ционности теплового поля. Однако такие колебания не выводят па¬
яльник за пределы рабочей зоны.
Для пайки кабельных наконечников (различных типов и сечений)
с монтажными проводами, а также крупных электрорадиоэлементов
с массивными выводами применяют электропаяльники с наружными
нагревательными элементами (рис. 93) мощностью от 90 до 120 Вт.
132
Температура разогрева торца паяльного наконечника у этих паяль¬
ников достигает 400°С.
Для пайки электромонтажных соединений твердыми припоями
(ПСр) с температурой плавления от 400°С и выше применяют специ¬
альный электропаяльник, наконечник которого выполнен из ни-
Рис. 94. Электропаяльник с нагревательным элементом, выполненным
в виде петли:
/ — петля (наконечник), 2 — втулка, 3 — гайка, 4 — изоляционное основание
с токоподводами, 5 — корпус, 6 — провода питания
хромовой проволоки в виде петли, выполняющей функцию нагрева¬
тельного элемента (рис. 94). Перед пайкой петлю из нихромовой
проволоки облуживают припоем, которым производят пайку. Для
пайки крупногабаритных электромонтажных соединений твердыми
припоями иногда применяют контактные клещи с угольными элект¬
родами.
Паяльные наконечники характеризуются геометрическими пара¬
метрами (длиной, диаметром, формой загиба наконечника и формой
заточки его рабочего конца); конструктивно-компоновочными особен¬
ностями (способом размещения нагревательного элемента); крепле¬
нием к корпусу паяльника; основными технологическими показате¬
лями (теплоемкостью, теплопроводностью, теплоотдачей в атмосферу,
материалом наконечника и его покрытием). Длина наконечника
колеблется в зависимости от расположения паяных соединений в схеме
и может быть от 2—10 до 30—50 мм. Для наконечников обычно при¬
меняют медь марки Ml (реже М2, М3), никель, вольфрам.
В процессе пайки рабочая часть наконечника из меди довольно
быстро изнашивается и окисляется, поэтому медные наконечники
электропаяльников для увеличения срока службы покрывают тонким
слоем железа или никеля толщиной 40—60 мкм, а затем рабочую
часть наконечника облуживают припоем ПОС-бО, используя в каче¬
стве флюса при этом хлористый цинк.
Геометрия рабочей части наконечника электропаяльника должна
обеспечивать захват необходимой дозы жидкого припоя для качест¬
венной пайки. Основные типы паяльных наконечников и форма за¬
точки рабочей части приведены на рис. 95.
Для выпайки микросхем из платы используют специальные на¬
конечники, надеваемые на наконечник электропаяльника (рис. 96).
После выбора и подготовки электропаяльника к пайке рекомен¬
дуется выполнить пробные пайки для установления режима паяль¬
133
ника (температуры рабочей части наконечника). Достигнув соот¬
ветствующего качества пайки эталонных образцов, можно приступать
к пайке РЭА. Для лужения выводов электрорадиоэлементов, жил
проводов применяют специальные электрованны, содержащие рас-
Рис. 95. Паяльные наконечники (а) и форма заточки их рабочей ча¬
сти (б — пирамидка, в — четырехгранный клин, г — клин, д —
конус, е — срезанный конус)
плавленный припой. Лужение осуществляют вручную погружением
деталей в расплавленный припой (рис. 97).
В качестве припоев применяют различные цветные металлы и
сплавы. Низкотемпературные припои (оловянно-свинцовые, кадмие-
а) ' 5)
Рис. 96. Насадки (к электропаяльникам), применяемые для выпайки микро¬
схем в круглых (а) и прямоугольных (б) корпусах
вые, висмутовые) имеют температуру плавления ниже 450 °С и при¬
меняются для пайки электромонтажных соединений. Высокотемпе¬
ратурные припои (медные, медно-цинковые, серебряные) имеют вы¬
сокую температуру плавления (700—900°С) и применяются для
пайки соединений, несущих большую токовую нагрузку.
Припои должны обеспечивать высокое качество соединений и
простоту выполнения пайки. Оловянно-свинцовые припои, наиболее
широко распространенные в радиоэлектронной промышленности,
полностью удовлетворяют этим требованиям. Они применимы для всех
способов пайки (ручной — электропаяльником, машинной — погру¬
134
жением и волной припоя) и со всеми флюсами. У них удовлетвори¬
тельная коррозионная стойкость во многих средах, температурный
интервал пайки совпадает с температурным интервалом активности
распространенных флюсов, поверхностное натяжение расплавленных
припоев обеспечивает заполнение достаточно узких зазоров.
Для успешного проведения процесса пайки и получения качест¬
венного соединения применяют активные вещества — флюсы. По
своему состоянию флюсы могут быть твердыми (канифоль чистая),
мягкими (различные пасты на основе канифоли) и жидкими (составы
кислот или спиртовые флюсы на основе разведенной канифоли).
Рис. 97. Ванна для ручного лужения выводоз электрора¬
диоэлементов:
1 — тигель с расплавленным припоем, 2 — корпус 3 — термопа¬
ра, 4 — ручка, 5, 6 — провода термопары и питания, 7 — нагре¬
вательная обмотка
Все флюсы должны удовлетворять основным требованиям: свое¬
временно и полностью растворять оксиды основного металла, равно¬
мерным слоем покрывать поверхность металла у места пайки, пре¬
дохраняя его от окисления в продолжение всего процесса пайки.
При электромонтажной пайке РЭА в основном применяют флюс ФКСп
(30—40%-ный раствор канифоли в этиловом спирте).
Прочность механических соединений пайки (сварки) проверяют
покачиванием проводника около места соединения пинцетом или на
вибрационных стендах. Проверенные паяные электромонтажные сое¬
динения рекомендуется закрашивать цветными прозрачными лаками,
что исключает повторный осмотр.
§ 34. СВАРКА ЭЛЕКТРОМОНТАЖНЫХ СОЕДИНЕНИИ РЭА
Для повышения прочности электромонтажных соединений РЭА
и приборов применяют дуговую сварку угольным электродом и воль¬
фрамовым электродом в среде аргона.
При сварке электромонтажных соединений должны быть правильно
подобраны свариваемые металлы (табл. 13).
Перед сваркой жилы проводов и выводы электрорадиоэлементов
механически закрепляют в соответствующих контактных точках элект¬
ромонтажа или собирают в приспособлении, обеспечивающем плот-
135
Таблица 13. Выбор металлов для получения качественного сварного
соединения
Свариваемые металлы
Серебро
Медь
Бронза
БрОФ
Бронза
БрБ2
Латунь
ЛбЗ
Латунь
Л69
Нейзиль¬
бер
Никель
Ковар
Нихром
Манга¬
нин
Констан¬
тан
Серебро
X
X
X
У
У
X
У
X
X
X
X
X
Медь
X
X
У
У
X
V
X
X
X
X
X
Бронза БрОФ
X
У
У
X
У
X
X
X
X
X
Бронза БрБ2
У
У
У
У
У
У
У
У
У
Латунь Л63
У
У
У
У
У
У
У
У
Латунь Л69
X
У
X
X
X
X
X
Нейзильбер
У
У
У
У
У
У
Никель
X
X
X
X
X
Ковар
X
X
X
X
Нихром
X
X
X
Манганин
X
X
Константан
X
Примечание, х — хорошее качество соединения, без внешних дефектов,
у — удовлетворительное качество соединения, с допустимым или легко устранимым
дефектом.
ное их соприкосновение друг с другом. Необходимо также обеспечить
защиту всех элементов аппаратуры, находящихся вблизи места сварки.
Способ крепления проводов определяется конструкцией лепестков.
Рис. 98. Конструкции монтажных соединений перед сваркой:
а — лепесток плюс провод, б — наконечник плюс провод, в — пластина (шасси)
плюс провод, г — провод плюс провод, д — лепесток плюс вывод
К одному контактному лепестку можно присоединить сваркой не
более трех проводов или выводов навесных электрорадиоэлементов.
Сварное соединение дуговой сваркой обычно создают жилой монтаж¬
ного провода или выводом навесного электрорадиоэлемента (рези¬
стора, конденсатора и т. п.) и контактным лепестком.
Монтажные провода, используемые для сварки, могут быть од¬
ножильными и многожильными. Подготовка монтажных проводов
136
заключается в снятии изоляции на длину 10—15 мм с расчетом того,
чтобы оголенные концы жил после заправки в контактные лепестки
выступали над ними на длине 3—5 мм.
Жилы монтажных проводов и выводы навесных электрорадио¬
элементов заправляют пинцетом с последующим обжатием соедине¬
ний монтажными плоскогубцами.
Провода или выводы электрорадиоэлементов на плоских контакт¬
ных лепестках или лепестках в виде полутрубки закрепляют, про¬
девая их через отверстие лепестка и отгибая в его плоскости. Харак¬
терные конструкции монтажных соединений перед сваркой приве¬
дены на рис. 98. В процессе сварки монтажное соединение плотно
обжимают, устанавливая наконечник сварочного инструмента так,
Рис. 99. Конструкции сварных электромонтажных соединений:
а — провод плюс провод, б, г — провод плюс лепесток, в — вывод плюс вывод, д — шина плюс
провод
чтобы концы свариваемого соединения находились в центре свароч¬
ной камеры. Затем легким нажимом сварочного инструмента в точке
соединения производят сварку. Место соединения очищают от налета
жесткой кистью (при необходимости протирают тампоном, смоченным
в спирте). Конструкции сварных электромонтажных соединений при¬
ведены на рис. 99.
Сварное соединение должно быть без пор, трещин, раковин, пере¬
жогов или непроваров, уменьшающих его механическую прочность.
Форма сварного соединения должна быть близка к сфере, симмет¬
ричной относительно контактной опоры (лепестка). Допустимыми
дефектами можно считать слегка окисленную поверхность сварки,
мелкие поры, включения графита и вольфрама, размеры и количество
которых определяются эталонами на данное сварное соединение.
Выполнения этих условий достигают правильным подбором режима
сварки, который проверяют по внешнему виду эталона и механиче¬
ским свойствам трех — пяти сварных соединений. Причем разруша¬
ющее напряжение сварных соединений не должно быть меньше 80%
сопротивления разрыву менее прочного из свариваемых материалов.
Контроль формы сварного монтажного соединения и качества его
поверхности следует производить визуально с помощью лупы 4—10-
кратного увеличения, сравнивая данное сварное соединение с утверж¬
денным эталоном. Контролируют сварные соединения со скрытыми
дефектами на специальном рентгенотелевизионном микроскопе ме¬
тодом рентгеновской дефектоскопии и сравнивают их с эталоном. 06-
137
разование электромонтажных соединений сваркой характеризуется
следующими технологическими условиями:
при сварке монтажного соединения, состоящего из элементов,
значительно отличающихся сечением, необходимо обеспечивать вы¬
ступание элемента большего сечения так,
чтоб он оплавлял элемент меньшего сече¬
ния (размер выступающей части устанав¬
ливается опытным путем);
при сварке монтажного соединения,
состоящего из элементов с различной сте¬
пенью свариваемости, необходимо обеспечи¬
вать выступание элемента из материала с
высокой степенью свариваемости, чтобы
при сварке он оплавлял элемент из ма¬
териала с низкой степенью свариваемости
(размер выступающей части устанавлива¬
ется опытным путем);
при сварке монтажного соединения,
состоящего из элементов, отличающихся
сечением и степенью свариваемости, воз¬
можно различное расположение их отно¬
сительно друг друга в зависимости от
различия в сечениях и от степени сварива¬
емости;
конструкция монтажного соединения в этом случае устанавли¬
вается опытным путем.
Дуговую сварку монтажных соединений осуществляют на специ¬
альной сварочной установке, схема которой изображена на рис. 100.
Рис. 100. Схема установки
для сварки электромонтаж¬
ных соединений дугой пере¬
менного тока:
/ — наконечник (мундштук) сва¬
рочного карандаша, 2 — уголь¬
ный электрод, 3 — электромаг¬
нитный вибратор, 4 — соленоид
с сердечником, 5 — батарея кон¬
денсаторов, 6 — понижающий
трансформатор, 7 — переключа¬
тель, 8 — заземление
Рис. 101. Сварочный карандаш КС-1:
1 — заземление, 2 — кнопка, 3 — корпус, 4 — гильза, 5 — втулка, 6 — наконечник, 7 — фар¬
форовая втулка, 8 — злектрододержатель, У — соленсид
Корпус сварочного карандаша КС-1 (рис. 101) представляет собой
трубку с соответствующими вырезами для крепления деталей и вен¬
тиляционными отверстиями. С одного торца корпуса внутрь его
входит укрепленный трехжильный провод, снабженный вилкой для
включения в гнездо трансформатора. Во второй торец корпуса встав¬
ляется гильза 4, внутри которой находится втулка 5, оканчивающаяся
медной трубкой — наконечником 6. Наконечник является одним из
электродов сварочного карандаша. Внутри трубки имеется фарфо¬
ровая втулка 7 со свободно передвигающимся угольным электродом,
138
вставленным в держатель 8. Катушка вибратора располагается в
латунном корпусе 3, который, в свою очередь, соединен с железным
стержнем, являющимся сердечником соленоида.
Сердечник соленоида 9 связан с кнопкой управления 2, при на¬
жиме на которую он передвигается вместе с электромагнитным
вибратором, держателем и угольным электродом. При включении
вилки карандаша в гнезда трансформатора электрод начинает вибри¬
ровать, что исключает возможность прилипания электрода к свари¬
ваемым проводам.
В схеме может быть использован также сварочный карандаш КС-2
(рис. 102). Сварка производится в среде защитного газа (аргона),
Рис. 102. Сварочный карандаш КС-2:
/ — наконечник, 2 — обойма, 3 — пружинное кольцо, 4 — сердечник соленоида, 5 — корпус,
6 — обмотка, 7 — гильза, 8 — стержень, 9 — ручка, 10 — пружина, // — трубка с гайкой,
12 — вилка со шлангом
который поступает в стержень 8 и сердечник соленоида 4 через трубку
11. В конец сердечника вставляется угольный электрод. Сердечник
и стержень могут совершать возвратно-поступательные движения в
корпусе карандаша.
При выдвижении угольного электрода из наконечника происходит
замыкание цепи соленоида и цепи сварочного тока. При этом сердеч¬
ник 4 с угольным электродом, который к моменту срабатывания цепи
соленоида находится в соприкосновении с монтажными соедине¬
ниями проводов, начинает втягиваться в соленоид. При отрыве уголь¬
ного электрода от монтажного соединения между ними возникает
электрическая дуга, которая горит до тех пор, пока зазор не увели¬
чится до определенной величины, в результате чего дуга гаснет.
В момент горения дуги образуется сварное монтажное соединение.
При сварке монтажных соединений наряду со сварочной аппа¬
ратурой широко используют термоэкранирующие плоскогубцы или
пинцеты. Они предназначены для отвода лишней теплоты, образую¬
щейся при сварке, и создания надежного переходного электрического
контакта между деталью и сварочным инструментом (рис. 103). Тер¬
моэкран, кроме того, предохраняет соединение от пережогов, так как
после образования сварного соединения сварочный электрод не может
вновь войти в соприкосновение со сварным соединением.
Наряду с ручной применяют автоматическую сварку монтажных
соединений главным образом в массовом производстве. Навесные
электрорадиоэлементы располагают на плоских диэлектрических ос¬
нованиях (платах), после чего производят их механическое соеди-
139
нение и соединение монтажных проводников в схему скруткой и об¬
жатием. Затем плату устанавливают на специальный сварочный
аппарат, на котором все механические соединения автоматически
свариваются перемещающимся электродом. При приближении элект¬
рода к механическому соедине¬
нию образуется дуга, в результате
чего происходит его оплавление.
При пользовании сварочной
аппаратурой необходимо, чтобы
сварочный трансформатор и ко¬
жух были заземлены, аппарат под¬
ключен в сеть после приведения
сварочного инструмента в рабочее
положение. Во избежание ожогов
запрещается непосредственно после
сварки браться за рабочую часть
инструмента, а при замене элект¬
родов и во время ремонта сварочный
аппарат должен быть отключен.
Запрещается работать на неисправном оборудовании.
Места крепления проводов к электрододержателю и термоэкрану
должны быть надежно изолированы, рабочее место сварщика отго¬
рожено щитами для защиты окружающих от излучений сварочной
дуги.
При сварке необходимо пользоваться очками с защитными стек¬
лами марок ТС-1 или Э1, под ногами у оператора-сварщика должен
находиться резиновый коврик. Посты электродуговой сварки должны
быть оборудованы вытяжной вентиляцией.
Электроконтактная сварка обычно применяется при монтаже ап¬
паратуры стальными проводами или при закреплении концов намоток
из проводов высокого сопротивления (нихрома, константана и т. п.).
Наиболее широко ее используют при создании сварных модулей из
стандартных электрорадиоэлементов с последующей заливкой их
пеногерметиком или пластмассой холодного отверждения.
Свариваемые провода, как правило, одножильные, вводят в про¬
межуток между двумя медными электродами и сжимают их с опреде¬
ленным усилием, после чего включают ток. При этом наибольшим
сопротивлением обладает переходный контакт между деталями, где
и происходит выделение большого количества теплоты (джоулева
теплота). В результате контактная область разогревается и плавится,
образуя литое ядро. Давление, приложенное к электродам, уплотняет
металл ядра и способствует получению прочного соединения. При
точечной сварке применяют электроды в виде заостренных стержней.
Электроконтактная сварка осуществляется на специальной сва¬
рочной машине (рис. 104). Схема включает в себя понижающий транс¬
форматор Т с переключателем, релейной защитой /С/, К2 и ножной
педалью S. Свариваемые детали помещают между двумя электродами
Э, после чего педалью 5 подается ток. По достижении током вторич¬
ной обмотки установленного значения реле К2 максимального тока
Рис. 103. Сварка монтажных соедине¬
ний с упором на термозкрап (а) и на
деталь {б):
I _ многожильный провод, 2 — наконечник
карандаша, 3 - угольный электрод, i —
термоэкран, 5 — кабельный наконечник
140
включает реле К1 первичной обмотки. Цепь размыкается, и сварка
прекращается.
Конденсаторная сварка отличается от обычной точечной тем, что
нагрев места сварки происходит за счет аккумулированной энергии
батареи конденсаторов большой емкости при ее разряде через точку
сварки. Преимуществами конденсаторной сварки являются: высокая
скорость нагрева, чрезвычайно короткое время сварки, отсутствие
распространения нагрева за пределы сварной точки, обеспечение
постоянства технологического режи¬
ма при сварке.
Сварочные электроды должны быть
строго выверены и подшлифованы
так, чтобы между ними не было ни¬
какого зазора.
Контактная поверхность электро¬
дов должна быть меньше площади сва-
Рис. 104. Схема сварочной машины для
контактной электросварки
Рис. 105. Сварной модуль (диодная
матрица)
риваемых деталей, так как возможен пережог деталей и выплеск
капель металла.
Сварной модуль (диодная матрица), электромонтажные соедине¬
ния которого выполнены точечной электроконтактной сваркой, по¬
казан на рис. 105. Выводные концы 1 диодов приварены к плоской
монтажной перемычке 2, выполненной из никелевой или коваровой
ленты толщиной 0,3—0,4 мм. К этой же перемычке приварены вы¬
водные концы (лепестки) 3.
После контроля сварных монтажных соединений объем модуля 4
заполняется пеногерметиком.
При разработке режимов сварки необходимо учитывать, что каж¬
дая машина одного типа имеет собственную характеристику, режим
изменяется даже от установки электродов. Выбор режима сварки
осуществляют на образцах из обрезков проводов, соответствующих
по материалу и сечению данной группе соединений.
Правильность выбранного режима проверяют по внешнему виду
сварного соединения и технологической пробе на разрыв, показатели
141
которой должны соответствовать установленным пределам. Поверх¬
ность сварных соединений не должна иметь следов копоти и выпле¬
сков. Деформация сечения провода для выводов из никелевых сплавов
колеблется в пределах не более 20—40%, для медных — 40—60%.
Партии образцов сваривают при выбранном режиме и подвергают
испытаниям по специальной программе.
Электроды сварочных машин изготовляют из меди Ml, кадмиевой
меди МК, сплава МЧ56, хромистой бронзы БрХ0,8 и др.
Контроль готовых сварных изделий состоит из проверки геомет¬
рических размеров сварных точек и сравнения их с эталонными, а
также оценки характеристик, определяющих эксплуатационные свой¬
ства изделия.
§ 35. УЛЬТРАЗВУКОВАЯ ПАЙКА ЭЛЕКТРОМОНТАЖНЫХ
СОЕДИНЕНИИ
Этот метод пайки широко применяют в радиоэлектронной про¬
мышленности для пайки и лужения изделий из алюминия, керамики,
ферритов и других труднопаяемых материалов и особенно для пайки
тех изделий, где нежелательно использование высокоактивных флю¬
сов, остатки которых могут вызвать коррозию.
Принцип пайки ультразвуком приведен на рис. 106. Введение
упругих механических колебаний ультразвуковой частоты (18 кГц
и более) в расплавленный припой при амплитуде их 1 мкм и выше
приводит к кавитации, т. е. периодическому возникновению и исчез¬
новению газовых пузырьков. Постепенная эрозия наружных слоев
детали открывает чистый металл, который тут же смачивается при-
9
Рис. 106. Схема пайки ультра¬
звуком:
j — металл, 2, 7 — оксидные пленки
основного металла и припоя, 3 — пу¬
зырьки, 4 — расплавленный припой,
5 — вибратор, 6 — полуда
Рис. 107. Вибрационный ультразвуковой па¬
яльник с нагревателем
142
поем. Так как амплитуда колебаний припоя быстро гаснет при уда¬
лении от излучателя, на практике для уменьшения мощности обо¬
рудования стремятся приблизить деталь к излучателю.
При проведении ультразвуковой пайки (лужения) применяют
паяльники с нагревом паяльного стержня (рис. 107). Ввиду того что
рабочий стержень паяльника подвергается кавитационному разру¬
шению, его выполняют из стойкого серебряно-никелевого сплава.
Для удобства работы паяльники изготовляют в виде пистолета, а
стержни делают сменными и различной формы.
Рабочий стержень паяльника 1 с обмоткой 2 нагревательного
элемента соединительной колодкой 4 соединен с пакетом 5 магнито-
стрикционного вибратора, на котором находятся поляризирующий
постоянный магнит 9, катушки возбужде¬
ния 7 и обратной связи 8. Установочными
элементами паяльника в корпусе являют¬
ся стенки 3 и бобышки 6 с эластичными
вкладышами 10.
Паяльный стержень нагревается обыч¬
ным нагревательным элементом мощно¬
стью около 100 Вт, питаемым постоянным
током напряжением 10 В.
Магнитострикционный вибратор (рис.
108) представляет собой пакет изолиро¬
ванных друг от друга пластин особой фор¬
мы из кобальтового сплава. Геометричес¬
кие размеры системы (вибратора, соедини¬
тельной колодки и рабочего паяльника)
подобраны так, что длина вибратора и длина рабочего стержня
паяльника с соединительной колодкой равны каждая половине зву¬
ковой волны.
На стержень из магнитострикционного материала 1 надета об¬
мотка возбуждения 2, создающая переменное электромагнитное поле.
Во избежание эффекта удвоения частоты вибратор подмагничивается
постоянным током, проходящим по обмотке 3. При этом создается
постоянный поляризующий магнитный поток, превышающий ампли¬
туду потока переменного магнитного поля. Результирующий магнит¬
ный поток пульсирует от минимального значения, когда поля обмоток
2 и 3 направлены навстречу друг другу, до максимального, когда
эти поля складываются.
Благодаря явлению магнитострикции пульсация магнитного по¬
тока вызывает продольное колебание паяльного стержня, т. е. перио¬
дическое изменение его длины. Максимальная амплитуда колебаний
стержня достигается, когда частота пульсации магнитного потока
(частота переменного тока в обмотке) равна собственной частоте
продольных колебаний стержня. Для получения автоколебаний
системы на стержне помещают обмотку обратной связи 4, соединенную
с генератором 5, и частоту пульсации магнитного потока уравнивают
с собственной частотой продольных колебаний стержня, которая
определяется его размерами. При условии соблюдения баланса ам¬
Рис. 108. Схема магнито-
стрикциопного вибратора
143
плитуд и баланса фаз система генератор — магнитострикционный
вибратор работает в режиме автоколебаний.
Лужение деталей осуществляют в ультразвуковой ванне, в кото¬
рой излучателем ультразвуковых колебаний обычно служит ее дно.
После лужения детали паяют либо ультразвуковым, либо обычным
паяльником (в последнем случае с флюсом).
$ 36. ЭЛЕКТРИЧЕСКИЙ МОНТАЖ СОЕДИНЕНИЙ
МЕТОДОМ НАВИВКИ
При электрическом монтаже методом навивки несколько витков
провода (от 4 до 6) диаметром 0,4—1,6 мм навивают на жесткий вы¬
вод без изоляции. По меньшей мере две грани штыря должны охва¬
тываться изолированным проводом. Достаточно большое срезываю-
Рис. 109. Последовательность операций при на¬
вивке:
а — снятие изоляции с проводов, б — закладка провода
в паз инструмента, в — навивка провода на штырь,
г — снятие (отвод) инструмента со штыря, д — соеди¬
нение, полученное навивкой
Рис. 110. Поперечное сече¬
ние штырей, предназначен¬
ных для навивки монтажно¬
го провода:
а — квадратного, б, в — полу¬
круглых, г — прямоугольного,
д, е — ромбовидных
щее усилие разрушает оксидную пленку на проводе и на штыре,
образуя надежные контактные поверхности. Последовательность опе¬
раций при навивке показана на рис. 109.
В процессе навивки в центре контактной поверхности возникает
давление 7 Н/м2, которое затем снижается до постоянной величины
около 2 Н/м2 за счет деформации медного провода в холодном со¬
стоянии. При этом частично происходит холодная сварка. На проч¬
ности соединения не сказывается даже большое колебание температур
при одновременной вибрации. Соединения получаются газонепро-
144
ницаемыми, а при нанесении на них влагозащитных покрытий и
водонепроницаемыми.
Для изготовления монтажных соединений этим методом требу¬
ются изготовленные по определенной форме монтажные штыри, ин¬
струмент для зачистки концов провода на заданную длину и специ¬
альный инструмент для навивки, который приводится в действие
вручную или от механического привода.
Монтажный провод может быть изолированным или неизолиро¬
ванным. Лучше всего применять медный одножильный провод. На¬
ходят также применение алюминиевые и никелевые одножильные
провода.
Новый метод монтажа потребовал создания штырей особой формы
(рис. 110). Наиболее хорошо зарекомендовали себя штыри с квад¬
ратным (рис. 110, а) и прямоугольным (рис. 110, г) сечениями, в ко¬
торых максимальное напряжение создается в углах. Монтажные
штыри должны обладать достаточной прочностью на скручивание,
чтобы выдержать вращающий момент, возникающий при навивке.
Их можно изготовлять из следующих материалов (сплавов): берил¬
лия — меди, меди — никеля, луженой и нелуженой латуни, плакиро¬
ванной стали, фосфористой бронзы и др.
Электромонтажные соединения, выполненные навивкой, должны
удовлетворять определенным требованиям. На рис. 111 показаны
правильно и неправильно выполненные навивки.
При правильной навивке витки провода покрывают все грани
штыря (рис. 111, а), при неправильной — провод либо не наматыва¬
ется на штырь (рис. 111,6), либо наматывается по спирали с про¬
светом (рис. 111, в), либо внахлест (рис. 111, г).
Контроль навитых соединений заключается в стягивании нави¬
того провода со штыря специальной вилкой: навитое соединение долж¬
но оказывать некоторое сопротивление силе, прикладываемой к нему
при стягивании. Для монтажного провода диаметром 0,5 мм сила
стягивания колеблется в пределах от 40 до 60 Н. Монтажный штырь
Рис. 111. Соединения, выполняемые
навивкой:
а — правильно, 6 — г — неправильно
Рис. 112. Приспособление для руч¬
ной навивки провода:
/ — монтажный наконечник, 2 — кор¬
пус, 3 — рукоятка, 4 — ось вращения
привода, 5 — привод реечного механизма
145
должен выдерживать не менее десяти навивок, а монтажный провод —
одну навивку.
Электромонтажные соединения навивкой осуществляют вручную
с помощью механизированных приспособлений (рис. 112). Приспо¬
собление выполнено в виде пистолета, внутри которого сделан рееч¬
ный механизм, приводящий во вращательное движение монтажный
наконечник 1. Стрелками показано движение рукоятки 3, приводящей
в движение реечный механизм.
Процесс навивки легко механизируется и автоматизируется. Для
монтажа методом навивки с успехом можно применять пневматиче¬
ский инструмент, который по сравнению с электрическим имеет мень¬
шую массу, надежен в работе, почти не нуждается в уходе, работает
бесшумно, а отводимый воздух не мешает работающим.
§ 37. ТОНКОПРОВОДНОЙ МОНТАЖ ПЕЧАТНЫХ ПЛАТ
При разработке и изготовлении сложных субблоков с большим
количеством интегральных микросхем возникает ряд проблем, связан¬
ных в первую очередь с разводкой печатных проводников и изготов¬
лением самих плат, а также с трудностями внесения коррективов
в монтаж. В этих случаях целесообразно использовать для ТЭЗ не
печатные платы, а платы с тонкопроводным монтажом.
Рис. ИЗ. Расположение отверстий на плате вне контактных площа¬
док (а) и внутри них (б)
Плата с тонкопроводным монтажом представляет собой заготовку
с постоянным расположением печатных контактных площадок и
сквозными отверстиями, расположенными вне контактных площадок
(рис. ИЗ, а) или внутри них (рис. ИЗ, б). При этом центры сквозных
отверстий располагают в узлах условной координатной сетки с шагом
2,5 мм. Электрические связи между определенными группами кон¬
тактных площадок выполняют отрезками тонкого изолированного
146
провода, которые присоединяют к контактным площадкам пайкой
или сваркой.
При изготовлении платы с тонкопроводным монтажом сначала
заготовляют платы с контактными площадками для установки навес¬
ных электрорадиоэлементов и сквозными отверстиями. Затем по
Рис. 114. Приспособление для ручной прошивки платы:
1 — каркас, 2 — ось, 3 — вилка, 4 — ручка, 5 — гайка-стопор, 6 — держатель, 7 —.
корпус, 8 — игла
таблице соединений вручную или машинным способом прошивают
платы. Для ручной прошивки платы используют приспособление,
изображенное на рис. 114.
Провод, намотанный на каркас /, пропускают через отверстия
вилки 3 и ручки 4 держателя 6 и иглы 8. Платы перед прошивкой
устанавливают в приспособление 7
на эластичную прокладку сторо¬
ной, на которой в дальнейшем
будут паяться провода и навесные
электрорадиоэлементы.
Затем через отверстия платы и
эластичную прокладку начинают
прошивку платы тонким проводом.
Игла, проходя через отверстие
платы, прокалывает эластичную
прокладку, в толще которой фор¬
мируется петля тонкого провода
при обратном ходе иглы (рис. 115).
Когда игла выходит из отверстия, она скользит по проводу, а петля
остается в эластичной прокладке, затем иглу перемещают по прямой
к другому отверстию, заданному таблицей соединений. Весь цикл
повторяется до тех пор, пока не будет выполнена вся монтажная
операция и провод не будет обрезан в заданной конечной точке. При
этом монтажный провод прокладывают на плате без натяга с ослаб¬
лением в 2—7 мм, что необходимо для избежания обрыва уже проло¬
женных связей, закрывающих отверстия, т. е. при повторной встрече
иглы с ними.
Процесс прошивки плат имеет свои характерные особенности:
перед началом прошивки провод должен быть выдвинут из иглы на
величину /=5-т-8 мм, а конец провода следует отогнуть в сторону,
Рис. 115. Схема изготовления тонко¬
проводного монтажа на печатной плате:
/ _ печатная плата, 2 — мягкая резина,
3 — монтажный провод, 4 — игла, 5 — пет¬
ля, припаянная к контактной площадке
платы, 6 — твердая резина (упор)
147
так как в отдельных случаях, когда игла опускается в отверстие,
этот конец может упереться в прокладку и уйти в иглу. Величина /
зависит от толщины платы и эластичной прокладки и должна быть
не больше их суммарной толщины. Если длина больше указанной
суммы толщин, то конец провода после образования петли может
выступать из отверстия и его оголенный торец можег замыкать на
шину заземления или другой конец,
выходящий из соседнего отверстия.
При входе в монтажное отвер¬
стие конец провода длиной / сги¬
бается параллельно образующей иг¬
лы; таким образом формируется пет¬
ля из провода.
Оптимальная толщина резино¬
вой прокладки определяется разме¬
ром петли и усилием, необходимым
для того, чтобы снять прокладку
с петель после прошивки платы.
Для прошивки вручную обычно
применяют прокладки из мягкой
резины ИРП толщиной 2—3 мм.
Платы можно прошивать вручную или машинным способом изолиро¬
ванными проводами любых марок, однако для последующей пайки
петель к контактным площадкам платы наилучшие результаты полу¬
чаются при использовании проводов ПЭВТЛК, ПЭПЛОТ диаметром
0,1 или 0,12 мм.
Диаметр прошивочного отверстия в плате Dn o определяется из
соотношения Dn> 0=DH> H+Dnp+0,15 мм, где DH#H и Dnp — диа¬
метры иглы (наружный) и провода. Обычно для прошивки применяют
иглы, изготовляемые для медицинских шприцев «Рекорд». Рабочую
часть иглы затачивают под определенным профилем и полируют
(рис. 116).
Разведенные проволочные электрические связи после прошивки
прижимают к плате, эластичную прокладку снимают с петель, сфор¬
мированных иглой из тонкого провода, облуживают петли и припаи¬
вают их к плате. В результате получают плату с тонкопроводным
монтажом. После установки распайки навесных электрорадиоэлемен¬
тов плату подвергают контролю и нанесению на нее защитного изо¬
ляционного лака УР-231 или Э-4100.
§ 38. ВХОДНОЙ КОНТРОЛЬ И ПОДГОТОВКА
ЭЛЕКТРОРАДИОЭЛЕМЕНТОВ К МОНТАЖУ
Типовой технологический процесс подготовки навесных электро¬
радиоэлементов состоит из следующих основных этапов: входной
контроль навесных электрорадиоэлементов и интегральных микросхем,
рихтовка выводов; формовка и обрезка выводов, лужение выводов,
надевание изоляционных трубок.
Рис. 116. Рабочая часть прошивоч¬
ной иглы
143
Входной контроль навесных электрорадиоэлементов и микросхем
заключается в проверке их на соответствие требованиям, изложен¬
ным в государственных стандартах или технических условиях на
эти элементы, а также наличие паспорта и штампа ОТК. Визуально
проверяется: внешний вид электрорадиоэлемента (целостность кор¬
пуса, выводов и др.) и условное обозначение номиналов на соответ¬
ствие их принципиальной схеме устройства. Иногда по требованию
Рис. 117. Формовка выводов:
а, б, г — электрорадиоэлементов, в — транзисторов, д — микросхем; / — кор¬
пус, 2 — выводы, 3 — печатиjя плата
чертежа производят защиту маркировки лаком, стойким к спирто¬
бензиновым смесям и другим растворителям.
Рихтовка (выпрямление) выводов вручную осуществляется с
помощью прямого пинцета или плоскогубцев. В серийном производ¬
стве применяют специальные рихтовочные полуавтоматы.
После рихтовки навесные электрорадиоэлементы поступают на
операцию формовки и обрезки выводов.
Формовка выводов заключается в придании им необходимой формы.
Формовку и подрезку выводов навесных электрорадиоэлементов и
интегральных микросхем производят согласно требованиям ТУ на
данные элементы и сборочного чертежа.
Наиболее характерные типы формовок выводов приведены на
рис. 117, а—д. Обрезка выводов, как правило, совмещается с опе¬
рацией формовки, эти две операции выполняются в одном приспо¬
соблении.
149
Приспособления для формовки и обрезки стараются делать уни¬
версальными, чтобы на одном приспособлении формовать несколько
типов электрорадиоэлементов (в данном случае проектирование при¬
способлений осуществляют в зависимости от геометрии корпуса).
При необходимости после формовки и обрезки выводов производят
их лужение. Все выводы должны быть облужены по всей заданной
длине и поверхности согласно операционным эскизам.
После лужения и проверки качества лужения производится на¬
девание изоляционных трубок на металлические корпуса электро¬
радиоэлементов. Нарезка изоляционных трубок производится вручную
или на автомате мерной резки полихлорвиниловых трубок.
К подготовительным работам также относится сборка переход¬
ных колодок с контактами и развальцовка последних, мерная резка
проводов, зачистка и облуживание их концов, заготовка монтажных
перемычек и др. Все эти процессы в настоящее время механизиро¬
ваны и автоматизированы.
Контрольные вопросы
1. Какие конструктивно-технологические требования предъявляют к электромон¬
тажным соединениям?
2. Какие требования соблюдают при заделке жгутов и кабелей в соединители?
3. Расскажите об основных правилах пайки монтажных соединений электриче¬
ским паяльником.
4. Какие виды электромонтажных соединений вы знаете?
5. Расскажите последовательность выполнения сварных электромонтажных сое¬
динений дуговой сваркой.
ГЛАВА VII
ТЕХНОЛОГИЯ СБОРКИ И РЕГУЛИРОВКИ
ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
§ 39. ОСНОВНЫЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ
ПРИБОРАХ
Развитие автоматизации производства, контроля и управления
в последние годы привело к широкому использованию электроизме¬
рительных приборов в различных отраслях промышленности. Причем
приборы применяют как для непосредственного измерения электри¬
ческих величин, так и при комплектовании различной аппаратуры
и систем РЭА.
В радиотехнической промышленности электроизмерительные при¬
боры играют немаловажную роль. Ими пользуются при регулировке
и испытаниях в процессе производства радиоаппаратуры; они помо¬
гают правильной эксплуатации и контролю работы радиоаппаратуры.
Большое распространение получили электроизмерительные приборы
при измерении электрическими методами неэлектрических величин:
температуры, влажности, деформаций, скорости вращения и т. д.
Электроизмерительные приборы (амперметр, вольтметр) дают ин¬
формацию об измеряемой величине в форме, доступной для восприя¬
тия. В стрелочных приборах энергия измеряемой величины преоб¬
разуется в энергию перемещения подвижной части прибора с закреп¬
ленной на ней стрелкой.
Большинство приборов показывают значение электрической ве¬
личины, соответствующее моменту измерения, и называются показы¬
вающими. Приборы, имеющие устройства для записи показаний из¬
мерений в виде диаграмм или в цифровой форме,— регистрирующие.
Приборы, отражающие суммарное значение измеряемой величины
за определенный период времени, называют интегрирующими.
По характеру применения и в зависимости от конструкции при¬
боры делят на щитовые (панельные), переносные и стационарные.
Приведенная погрешность электроизмерительного прибора — это
выраженное в процентах отношение абсолютной погрешности к ко¬
нечному значению диапазона измерений. Например, при измерении
вольтметром на 200 В напряжения 40 В прибор показывает 38 В;
абсолютная погрешность равна 2 В, а приведенная погрешность —
(2/200)-100=1%.
Для амперметров и вольтметров в зависимости от приведенной
погрешности установлено девять классов точности: 0,05; 0,1; 0,2; 0,5;
1,0 или 1,5; 2,5; 4,0 и 5,0. Наибольшая приведенная погрешность не
151
должна превышать числового значения класса точности прибора
(например, для прибора точности 0,2 — не более ±0,2%).
Шкалы приборов могут быть равномерными, т. е. имеющими по
всей длине одинаковые деления, и неравномерными. В начале шкалы
измерения всегда менее точны.
Отсчет значений измеряемой величины по шкале производится
с помощью указателя.
В приборах с указателем в виде стрелки точность отсчета зависит
от ее формы. Наибольшую точность обеспечивает стрелка ножевого
типа.
В приборах повышенных классов точности для уменьшения по¬
грешности от параллакса применяют отсчетные устройства с зер¬
кальной шкалой. Узкая полоса зеркала устанавливается под шкалой
на всю ее длину. Глаз наблюдателя должен занять такое положение,
чтобы отражение совместилось со стрелкой.
§ 40. ОСНОВНЫЕ КОНСТРУКЦИИ ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
Приборы, содержащие магнитоэлектрические, электродинамиче¬
ские, электромагнитные и индукционные чувствительные элементы,
относятся к электромеханическим приборам, поскольку электромаг¬
нитная энергия, подводимая к ним, преобразуется во вращающий
момент или усилие, вызывающее перемещение подвижной части
прибора.
Эти электромеханические приборы состоят из измерительного
механизма, отсчетного устройства и вспомогательных узлов. В из¬
мерительном механизме электромагнитная энергия преобразуется
во вращающий момент или усилие. Измерительный механизм состоит
из подвижной и неподвижной частей. Подвижная часть содержит:
одну рамку с обмоткой в приборах с магнитоэлектрическими, элект¬
родинамическими чувствительными элементами; сердечник из ферро¬
магнитного материала в приборах с электромагнитными элементами;
токопроводящий цилиндр в электродинамических приборах. Эле¬
ментами конструкции подвижной части являются также ось враще¬
ния с кернами на концах, стрелка, противовесы для уравновешивания
подвижной части, токоподводы, детали для успокоения колебаний,
элементы измерительной цепи, корпуса, ряд вспомогательных де¬
талей и узлов.
Магнитоэлектрические приборы по своей конструкции делятся
на три группы: приборы на кернах, на растяжках и на подвесах.
В качестве примера рассмотрим конструкцию измерительного
механизма магнитоэлектрического прибора с наружными кернами.
На рис. 118 изображена конструкция измерительного механизма
магнитоэлектрического прибора с наружными кернами.
В приборах магнитоэлектрической системы вращающий момент
создается взаимодействием измеряемого тока, протекающего через
рамку подвижной системы, с магнитным полем постоянного магнита.
152
Магнитная система прибора состоит из магнита 1 прямоугольной
формы, который жестко соединен с магнитопроводом. Магнитопро-
вод набирают из штампованных пластин; он состоит из ярма 2, по¬
люсных наконечников 3 и 9, а также сердечника 6. Между сердеч¬
ником и полюсными наконечниками находятся рабочие зазоры S,
в которых размещена рамка 7. Измеряемый ток подводится в рамку
через пружины 4, которые одновременно служат для создания про¬
тиводействующего момента. Под¬
вижная часть имеет керны,
опирающиеся на подпятники из
корунда или агата, заделанные
в винты 12. Эти винты ввинче¬
ны в литую обойму 11, укреп¬
ленную на ярме магнитопрово-
да. Перемещение подпятников
позволяет регулировать вели¬
чину осевого зазора между опо¬
рами и подвижной частью. То¬
коподводящие пружины наруж¬
ными витками закреплены на
пружинодержателях. Нижний
пружинодержатель 5 изолиро¬
ван и укреплен на обойме, а
верхний — на рычаге корректо¬
ра 10, который служит для на¬
чального перемещения подвиж¬
ной части при установке стрелки
на нуль.
Схематическое изображение подвижной части магнитоэлектриче¬
ского прибора с наружными кернами дано на рис. 119. Обмотка рамки 2
намотана на алюминиевом каркасе /, который одновременно является
успокоителем собственных колебаний подвижной системы. С торцов
рамки, поверх обмотки, наклеены буксы 7 с запрессованными кер¬
нами 6. На буксах закреплены пружинодержатели 8\ к ним припаяны
выводы обмотки и внутренние концы пружин 3. К верхней буксе
крепится стрелкодержатель 9 с усами 4 и противовесами 5 для урав¬
новешивания подвижной системы. Стрелка 10 закреплена в держа¬
теле 9.
Магнитоэлектрические приборы могут быть выполнены с внут¬
ренними кернами. В этом случае буксы с кернами подклеивают с
внутренней стороны рамки. Такая конструкция уменьшает погреш¬
ность от смещения подвижной части, вызываемую наличием осевого
зазора. Применение внутренних кернов вместо наружных значительно
усложняет сборку, но зато обеспечивает прибору более высокий
класс точности.
Увеличению чувствительности магнитоэлектрических керновых
приборов препятствует трение в подпятниках. Более высокую чув¬
ствительность можно получить в приборе, подвижная часть которого
укреплена на растяжках. Растяжки представляют собой тонкие ме¬
Рис. 118. Конструкция измерительного
механизма с наружными кернами
153
таллические ленты или нити, жестко связанные одним концом с рам¬
кой подвижной сисгемы, а другим — с неподвижной частью изме¬
рительного механизма. Растяжки служат не только для крепления
подвижной части прибора, но и для создания противодействующего
момента, который возникает благодаря их закручиванию при пово¬
роте рамки. Кроме того, они выполняют роль токопроводов.
Ш
Рис. 119. Конструкция подвижной части магнитоэлектрического прибора с
наружными кернами
Для увеличения чувствительности и уменьшения противодейст¬
вующего момента в приборах магнитоэлектрической системы подвиж¬
ную часть (рамку) укрепляют на подвесе — тонкой металлической
ленте, которую одним концом закрепляют на неподвижной части
прибора, а к другому концу присоединяют р#мку. Противодейству¬
ющий момент в приборе создается за счет скручивания подвеса при
повороте рамки.
Отсчет показаний в приборах (гальванометрах) производят с
помощью светового указателя, причем осветитель и шкалу распола¬
154
гают вне прибора, а на подвижной рамке устанавливают только от¬
ражающее зеркало. Ток к рамке подводится с помощью очень тонкой
бронзовой ленты толщиной в несколько микрон.
В приборах электромагнитной системы вращающий момент со¬
здается взаимодействием между магнитным полем неподвижной ка¬
тушки и ферромагнитным сер¬
дечником, закрепленным на
подвижной части прибора.
Приборы этой системы
отличаются простотой кон¬
струкции и получили наибо¬
лее широкое распростране¬
ние в качестве щитовых при¬
боров для измерений в цепях
переменного тока, а также
в качестве переносных лабо¬
раторных приборов для из¬
мерений в цепях постоянного
и переменного тока. Щитовые
приборы электромагнитной системы изготовляются классов 1,0; 1,5;
2,5; 4,0, а переносные—классов 0,2 и 0,5.
На рис. 120 схематически изображена конструкция электромаг¬
нитного прибора с плоской катушкой. Лепесток 2 из ферромагнит¬
ного материала жестко посажен на ось 3 подвижной системы и под
действием измеряемого тока, подводимого к катушке /, втягивается
в щель. На оси 3 закреплены также: стрелка 9 с противовесами 6
и подвижная часть воздушного успокоителя 5, который при переме¬
щении в камере 4 демпфирует колебания подвижной системы. К верх¬
ней части оси 3 припаян внутренний конец пружины 5, создающей
противодействующий момент. Наружный конец закреплен на рычаге
корректора 7, которым производится первоначальная установка нуля.
В приборах электродинамической системы вращающий момент
создается взаимодействием двух токов, протекающих в неподвижной
и подвижной катушках измерительного механизма.
Противодействующий момент в электродинамических приборах
(рис. 121) создается с помощью пружин, а для демпфирования коле¬
баний подвижной системы применяют воздушный или индукционный
демпфер (успокоитель). Чаще применяют обычный воздушный успо¬
коитель, аналогичный используемому в электромагнитных приборах.
В экранированных электродинамических приборах применяют элект-
роиндукционный успокоитель с постоянным магнитом, так как экран,
в который заключены катушки прибора, затрудняет использование
воздушного успокоителя.
В приборах электростатической системы вращающий момент
создается взаимодействием двух металлических тел, к которым под¬
ведена измеряемая разность потенциалов. В связи с этим приборы
электростатической системы могут быть только вольтметрами. Элект¬
ростатические вольтметры обладают рядом преимуществ по срав¬
нению с приборами других систем. Они применяются для измерения
Рис. 120. Конструкция измерительного меха¬
низма с плоской катушкой
155
переменных напряжений низких и высоких частот (до нескольких
десятков мегагерц), а также постоянных напряжений. Собственное
потребление мощности прибором электростатической системы при
измерении постоянного напряжения или напряжения низкой ча¬
стоты практически равно нулю, а при измерении переменного напря¬
жения высокой частоты оно незначительно. Важным преимуществом
электростатических вольтметров является также возможность их
изготовления на очень высокое напряжение без применения измери¬
тельных трансформаторов и делителей напряжения.
На рис. 122 представлен вариант конструкции измерительного
механизма электростатического вольтметра с отклоняющим элект¬
родом. На изоляционном основании 1 смонтированы два неподвижных
металлических электрода 4 прямоугольной формы. Между ними на
тонких бронзовых подвесах 2 размещен легкий подвижный электрод 3
из тонкого алюминия, электрически соединенный с одним из непод¬
вижных электродов. В нижней части неподвижного электрода имеется
рычаг со штоком 8, который через отверстие соединяется с подвижным
электродом, а другим концом укреплен на вращающейся оси 6. На
оси расположены алюминиевый сектор успокоителя 7 и стрелка 9
с противовесами 5. К неподвижной части прикреплен постоянный
магнит успокоителя. При включении прибора подвижный электрод
отталкивается от неподвижного электрода, имеющего с ним одина¬
ковый потенциал, и притягивается к неподвижному электроду, име¬
ющему потенциал противоположного знака. Отклонение подвижного
156
Рис. 121. Схема электродинамического при¬
бора:
/ — неподвижная катушка, 2 — пружина для со¬
здания противодействующего момента, 3 — рамка,
4 — указатель, 5 — шкала
Рис. 122. Конструкция измеритель¬
ного механизма электростатическо¬
го вольтметра
электрода через рычаг и ось передается на стрелку-указатель. Созда¬
ние противодействующего момента производится за счет силы тяжести
и упругих сил бронзовых подвесов, поэтому прибор дает правильные
показания только в одном положении. Рабочее положение прибора
указывается на его шкале.
Электростатические приборы чувствительны к влиянию внешних
электрических полей, поэтому обычно их снабжают электростатиче¬
скими экранами, соединенными с одним из электродов прибора.
§ 41. ОСОБЕННОСТИ СБОРКИ ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
При изготовлении электроизмерительных приборов наиболее тру¬
доемкой является сборка измерительных механизмов. Качество сборки
измерительного механизма определяет точность и надежность работы
всего прибора.
Сборку измерительного механизма высокочувствительных прибо¬
ров и гальванометров производят, вплоть до стадии полного закры¬
тия корпуса, на специальном столе под стеклянным колпаком. Ос¬
нованием для такого стола служат кронштейны, вмазанные в стену
здания, что предохраняет стол от сотрясений. Стеклянный колпак
устраняет колебания воздуха и препятствует проникновению пыли.
В электроизмерительных приборах высокого класса точности
важной частью является отсчетное устройство, изготовление и уста¬
новка которого также влияют на точность прибора.
Установка измерительных механизмов в корпусах, крепление
шкал, сборка и установка вспомогательных элементов являются
простейшими сборочными операциями и обычно не представляют
трудностей.
Существенное влияние на качество изготовления электроизмери¬
тельных приборов имеет правильная организация рабочих мест в
сборочном цехе и оснащение их инструментом и приспособлениями.
К помещению, в котором собирают электроизмерительные при¬
боры, предъявляются особые требования в отношении чистоты, по¬
стоянства температуры и влажности, а также достаточного и равно¬
мерного освещения рабочих мест.
Стены и потолок сборочного цеха должны быть окрашены в свет¬
лые тона и притом масляной или эмалевой краской, что облегчает
удаление с них пыли. Пол должен быть покрыт линолеумом или пла¬
стиковыми плитками. Чтобы избежать проникновения внешней пыли
через щели в окнах и дверях, необходимо подавать в цех отфильтро¬
ванный воздух, создавая некоторое избыточное давление в поме¬
щении цеха.
На рабочих местах сборщиков желательно применять естествен¬
ное освещение. В случае необходимости можно использовать и ис¬
кусственное освещение (лампы дневного света).
Малейшие частицы железа, попавшие в подвижные системы вы¬
сокочувствительных гальванометров и магнитоэлектрических прибо¬
ров, резко ухудшают их чувствительность и изменяют период коле¬
157
баний. Частицы железной пыли, проникнув в зазоры подвижных си¬
стем, вызывают заедание, увеличение момента трения и вариации
прибора. Поэтому в помещениях, где собирают высокочувствительные
приборы, категорически запрещается производить все слесарные
доделочные работы. Цехи, где собирают эти приборы, должны нахо¬
диться в отдалении от металлообрабатывающих цехов. Нужны раз¬
девалки, в которых рабочие могли бы переобуться и переодеться.
Рабочая одежда и обувь не должны иметь железных пуговиц, крюч¬
ков, пряжек. Выходить из сборочного цеха в рабочей одежде запре¬
щается.
Все материалы и детали, поступающие в цех на сборку, обяза¬
тельно проверяются на отсутствие железа, а их транспортировка
производится в закрытой таре из немагнитного материала. На сборку
подаются абсолютно чистые детали: промытые, обеспыленные и вы¬
сушенные.
Для выполнения сборочных операций применяют специальный
инструмент, изготовленный из немагнитных материалов (пластмасса,
латунь, бронза). Специальный инструмент, а также различные при¬
способления, используемые для сборочных операций, размещаются
на рабочем столе сборщика, а после окончания работы протираются
фланелью и убираются в ящики стола. Рабочий стол сборщика по¬
крывают линолеумом или резиной и снабжают бортиками для предот¬
вращения скатывания мелких деталей.
Запас деталей, необходимых при сборке, хранят в коробках-
лотках из фарфора или пластмассы. Очень мелкие детали (пружины,
керны, подпятники) хранят в стеклянных пробирках или бюксах.
Для хранения крупных деталей (корпуса, крышки, шкалы, стекла)
применяют деревянные коробки, окрашенные масляной краской. Их
можно разместить на передвижной этажерке с полками.
Жидкие составы (клеи, лаки, растворители) должны храниться
в стеклянных флаконах с притертыми пробками. В процессе сборки
часто используют щетки и кисточки для чистки деталей, а также
замшу и фланель для протирки.
§ 42. ТЕХНОЛОГИЯ СБОРКИ ТИПОВЫХ УЗЛОВ
ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Значительное разнообразие конструкций электроизмерительных
приборов различных систем не дает возможности детально рассмот¬
реть все технологические процессы их сборки. Поэтому ограничимся
рассмотрением двух типовых узлов: подвижной части и измеритель¬
ного механизма, относящихся к магнитоэлектрическим приборам.
Сборку подвижной части магнитоэлектрического прибора начи¬
нают с проверки рамки и пайки выводов. Рамку проверяют на отсут¬
ствие обрывов и короткозамкнутых витков. Если рамка намотана на
металлическом каркасе, то испытание на наличие короткозамкнутых
витков становится невозможным и приходится ограничиваться изме¬
рением сопротивления рамки. Величина сопротивления рамки может
отклоняться от номинального значения не более чем на ±10%.
158
Выводные концы изготовляют из эмалированного провода (на¬
пример, марки ПЭЛ) диаметром около 0,1 мм. Пайку производят
обычным способом с помощью электропаяльника. В рамках чувст¬
вительных приборов, намотанных тонким проводом диаметром 0,02—
0,04 мм, пайку выводов заменяют электродуговой сваркой. Место
пайки или сварки изолируют тонкой папиросной бумагой, вывод
укладывают сваренным местом на тот торец, где производится на¬
клейка букс, а затем пропитывают бакелитовым лаком и сушат в
термостате при 160—170 °С.
Далее запрессовывают керны в буксы. Для этой цели применяют
специальные приспособления, позволяющие напрессовку буксы про¬
изводить с небольшим усилием.
Следующая операция — сборка стрелки, стрелкодержателя и
пружинодержателя. Стрелку вставляют в стрелкодержатель и кре¬
пят, опрессовывая металл стрелкодержателя приспособлением, по¬
казанным на рис. 123. Аналогичным приспособлением производят
Рис. 123. Приспособление для сборки стрелок со стрелко-
держателями:
/ _ основание, 2 — фиксатор, 3 — пружина, 4 — головка, 5 —
кронштейн, 6 — пуансон, 7 — ограничитель, 8 — матрица, 9 —
стрелка, 10 — стрелкодержатель
крепление стержней с противовесами к стрелкодержателю. В неко¬
торых конструкциях стрелкодержатель и пружинодержатель бывают
изготовлены из целого куска металла. Иногда пружинодержатель
изготовляют отдельно и вместе со стрелкодержателем напрессовывают
на шейку буксы. Крепление в этом случае производят в приспособ¬
лении, осаживая часть металла с цилиндрической поверхности буксы
трехгранным пуансоном. Пружинодержатель надо устанавливать
так, чтобы обеспечить строгую взаимоперпендикулярность основания
буксы и плоскости пружинодержателя. Вторую буксу (нижнюю),
входящую в подвижную систему таким же образом, собирают с одним
пружинодержателем, без стрелкодержателя.
После окончания подготовительных операций приступают к сборке
всей подвижной системы. Эта операция является наиболее ответст¬
159
венной, так как она определяет качество всей подвижной системы,
а следовательно, чувствительность и класс точности прибора.
Выбор способа крепления оснований букс к рамке зависит от
конструкции прибора. Можно воспользоваться клеем (рис. 124, а),
а можно обжать лапки, имеющиеся на основании буксы, вокруг тор¬
цовой стороны рамки (рис. 124, б). Последний способ обычно приме¬
няют при использовании бескар¬
касных рамок.
Наклейку букс произво¬
дят специальным целлулоид¬
ным клеем или клеем марки
БФ-4. Между основанием бу¬
ксы и поверхностью рамки про¬
кладывают тонкий лист папирос¬
ной бумаги. Если крепление
буксы осуществляется путем
обжима лапок, папиросную бу¬
магу прокладывают с внешней и внутренней сторон рамки. Чтобы
обеспечить точное совпадение центров букс и рамки, эту операцию
выполняют в приспособлении, изображенном на рис. 125. Рамку 1
надевают на разжимные вкладыши оправки 7 и с помощью эксцент¬
рика 6 и рычага 2 центрируют на приспособлении. Керны букс 3
вставляют острием внутрь по направляющим 4 в отверстия пуансо¬
нов. Затем смазывают клеем торцовые поверхности букс и рамки,
освобождают зажимные пружины 5 пуансонов, обеспечивающие
плотное прилегание оснований букс к торцам рамки. Не снимая
подвижной системы с приспособления, производят сушку в термо¬
стате. Режим сушки определяется типом применяемого клея. Точ¬
ность выполнения данной операции во многом зависит от располо¬
жения центров приспособления, поэтому его периодически проверяют
на совпадение центров, используя для этой цели контрольную
оправку.
Чтобы закончить сборку подвижной части, необходимо выполнить
еще одну операцию — пайку выводов обмотки рамки и токоподво¬
дящих пружин. При этом пользуются приспособлением, неподвижно
закрепляющим рамку и освобождающим руки сборщика. Выводы
зачищают наждачной бумагой и закрепляют двумя-тремя витками
на отогнутых под углом 30—40° концах пружинодержателей. Чтобы
предохранить поверхность кернов от загрязнения при пайке, на
них надевают защитные колпачки из дерева или пластмассы. Пайку
выполняют небольшим паяльником с четырехгранным острозаточен-
ным наконечником. Оставшуюся часть провода от выводов отрезают
ножницами, а затем отогнутому концу пружинодержателя придают
с помощью пинцета необходимое положение. После этого проверяют
обмотку рамки на обрыв и на короткое замыкание с каркасом
с помощью тестера и омметра.
Прежде чем припаивать токоподводящие пружины, их надо об-
лудить. Перед лужением пружины травят в слабом растворе щаве¬
левой кислоты, чтобы удалить оксидную пленку. После травления
Рис. 124. Крепление буксы к рамке:
/ — керн, 2 — букса, 3 — пружинодержатель,
4 — каркас рамки, 5 — папиросная бумага
160
пружины промывают в горячей дистиллированной воде и этиловой
спирте, сушат на горячем стекле или фильтровальной^* бумаге.
Облуживание выполняют миниатюрным паяльником, употребляя
для этой дели припой ГОС-90 или ГОС-60. Лудить надо быстро, не
выходя за пределы обозначенного на шаблоне места пайки и не пере¬
гревая пружины, так как перегрев ведет к остаточным деформациям
и уменьшает противодействующий момент.
Припаивать пружины к пружинодержателю лучше всего на по¬
воротном приспособлении (рис. 126), в котором правильное положение
пружины обеспечивается фиксацией ее наружного конца в прорези
приспособления. Подвижную часть пружинодержателя устанавли¬
вают на приспособление следующим образом. Рамку 1 надевают на
разжимные вкладыши 2 и нажатием кнопки разводят вкладыши.
Пружину 3 надевают сверху и внутренний конец ее заводят на отог¬
нутый конец, пружинодержателя. Пайку производят остро заточен-
6 Ко 3130
161
Рис. 125. Приспособление для наклейки букс на рамку
ным паяльником, прикладывая его'к пружинодержателю так, чтобы
нагрев самой пружины был минимальным. Припоем и флюсом в этом
случае не пользуются, пайка производится за счет полуды, имеющейся
на пружинодержателе и пружине.
Пайку второй пружины производят аналогично первой пружине,
повернув приспособление на 180°. Вторую пружину устанавливают
витками в противоположную сторону, чтобы при повороте рамки
одна пружина закручивалась, а другая раскручивалась. Этим ком-
Рис. 126. Приспособление для пайки пружинок
пенсируется изменение противодействующего момента за счет ста¬
рения пружин в процессе эксплуатации прибора и при колебаниях
окружающей температуры.
Рассмотренная выше сборка подвижной части относится к при¬
бору магнитоэлектрической системы с наружными кернами. При¬
мерно аналогичную конструкцию и порядок сборки имеют приборы
электромагнитной, ферродинамической и электростатической системы.
Сборка измерительного механизма с наружными кернами начи¬
нается со сборки обоймы, в которую вставляется подвижная часть.
Обойма представляет собой штампованную или литую конструкцию,
изготовленную из алюминиевых или оловянных сплавов.
При сборке обоймы сначала устанавливают цилиндрический сер¬
дечник, вокруг которого вращается рамка подвижной системы. Верх¬
нюю часть обоймы (мостик) делают съемной, ее крепят в обойме на
винтах. Чтобы положение мостика фиксировалось точно, на обойме
ставят направляющие штифты. В верхнее и нижнее основания обоймы
ввинчивают подпятники с установленными в них камнями, которые
служат опорой подвижной части. Подпятники перед установкой в
162
обойму просматривают через лупу или микроскоп и при необходи¬
мости прочищают тонкой деревянной палочкой с ватным тампоном
на конце.
Скомплектованную подвижную систему устанавливают в обойму
следующим образом: подпятники ввинчивают заподлицо с обоймой;
рамку подвижной системы надевают на сердечник; затем нижний
подпятник ввинчивают в обойму настолько, чтобы между торцовыми
поверхностями рамки и сердечника сверху и снизу установился оди¬
наковый зазор. После этого можно, осторожно направив керн в углуб¬
ление, ввинчивать верхний подпятник до получения необходимого
осевого зазора. Эта операция является наиболее ответственной, так
как от величины осевого зазора между керном и камнем подпятника
зависит качество подвижной системы. Нормальная величина осевого
зазора в приборах различной конструкции колеблется от 0,02 до
0,04 мм.
Ввинчивать верхний подпятник нужно очень медленно, все время
проверяя наличие зазора, иначе можно смять керн или повредить
полированную поверхность кратера камня. Предварительную ус¬
тановку осевого зазора сборщик производит, покачивая обойму с
подвижной системой и определяя величину перемещения кончика
стрелки, окончательную — регулируя измерительный механизм с
помощью специальных приборов — люфтомеров.
Важной операцией является также припайка наружных концов
пружинок к пружинодержателям. Эту операцию выполняют на спе¬
циальном приспособлении, имеющем шкалу с отметками, соответст¬
вующими положению начала и конца рабочей шкалы собираемого
прибора. Корректор нуля ставят в среднее положение, верхнюю
пружинку подводят к отогнутой лапке подвижного пружинодержа-
теля так, чтобы стрелка прибора расположилась на нулевой отметке,
а затем припаивают. Нижнюю пружинку вводят в прорезь пружино-
держателя до положения, соответствующего нормальному размещению
всех витков пружинки в одной плоскости, а затем припаивают обыч¬
ным способом к неподвижному пружинодержателю. После пайки
лишние концы пружинок подрезают ножницами, а места пайки про¬
мывают спиртом или бензином. Затем следует установка обоймы
в магнитную систему с помощью центрирующих гильз.
В зависимости от конструкции измерительного механизма и ор¬
ганизации технологического процесса магнитную систему намагни¬
чивают либо до установки обоймы, либо после окончания сборки
измерительного механизма. Если намагничивание производят в уже
собранном измерительном механизме, то необходимо предварительно
заклинить рамку подвижной системы полоской бумаги или картона
и тем предохранить ее от резкого толчка, вызываемого электродина¬
мическими силами при намагничивании.
После закрепления обоймы в межполюсном отверстии устанавли¬
вают магнитный шунт и шкалу с упорами, которые предохраняют
стрелку от повреждения при выходе ее за пределы шкалы. Затем
вынимают центрирующую гильзу, снимают измерительный механизм
с приспособления и производят пайку выводных концов.
6*
163
§ 43. ОБЩАЯ СБОРКА ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ.
РЕГУЛИРОВКА И ГРАДУИРОВКА ПРИБОРОВ
Общая сборка приборов состоит из трех основных этапов:
установка в корпус прибора деталей измерительной схемы и ком¬
мутирующих элементов;
установка в корпус прибора измерительного механизма;
электрический монтаж прибора.
В зависимости от назначения прибора его корпус может быть
герметическим, водонепроницаемым, водозащитным, брызгонепрони¬
цаемым и взрывобезопасным, а в зависимости от конструкции и на¬
значения прибора его корпус может иметь круглую, прямоугольную
и профильную форму. Для изготовления корпусов применяют кон¬
струкционную сталь и различные пластмассы.
Корпус электроизмерительного прибора обычно состоит из цоколя
и кожуха. На цоколе или основании корпуса устанавливают измери¬
тельный механизм, закрепляют детали измерительной схемы и ком¬
мутирующие элементы. Зажимы для подключения прибора к изме¬
ряемой цепи устанавливают на цоколе. Если корпус прибора метал¬
лический, то зажимы запрессовывают в пластмассовую колодку,
которую закрепляют на цоколе винтами. В приборах с пластмассовыми
основаниями винты выходных зажимов непосредственно запрессовы¬
вают в цоколь или закрепляют с помощью гаек.
На крышке корпуса имеется отверстие, закрытое стеклом. Под
стеклом размещается шкала прибора. При обычном исполнении ко¬
жуха стекло крепят пластинками с лапками, расположенными с
внутренней стороны кожуха. Чтобы обеспечить плотное прилегание
стекла к крышке и отсутствие щелей, стекло ставят на специальной
замазке или на целлулоидном клее. Замазка или клей обеспечивают
плотное соединение стекла с металлом или пластмассой. В приборах
специального исполнения (герметичных, водонепроницаемых и т. д.)
стекло крепят с помощью фланцев, снабженных уплотняющими
прокладками.
Помимо стекла на кожухе закрепляют винт корректора, который
служит для установки стрелки прибора на нуль. В малогабаритных
приборах верхнюю часть кожуха делают сплошь из стекла, закрепляя
его пружинным кольцом. Винт корректора укрепляют непосредст¬
венно на стекле.
После того как измерительный механизм закреплен на цоколе
и установлены вспомогательные и коммутационные элементы, при¬
ступают к электрическому монтажу схемы прибора. Обычно монтаж
выполняют одножильным медным луженым проводом в линоксиновой
или полихлорвиниловой трубке. В многопредельных приборах (на¬
пример, в тестерах) и при наличии сравнительно большой схемы
монтаж производят гибким проводом в жгуте. Заготовку жгута вы¬
полняют предварительно на шаблоне. Для скрепления проводов жгута
используют либо хлопчатобумажную крученую нитку, либо специ¬
альные монтажные скобы, изготовленные из пластмассы. На концы
проводов, зажимаемые под винт, напаивают наконечники.
164
По окончании монтажа проверяют правильность его выполнения
с помощью омметра, а также производят испытание электрической
прочности изоляции между схемой и землей (корпусом прибора).
Величина испытательного напряжения указывается на шкале прибора.
Последними операциями перед окончанием общей сборки прибора
являются установка шкалы и уравновешивание подвижной системы
измерительного механизма. В щитовых приборах классов 1,0; 1,5 и
2,5 крепление шкалы осуществляют с помощью двух винтов с шай¬
бами. После установки необходимо проверить величину зазора между
шкалой и стрелкой по всей длине шкалы. Величина эта должна ос¬
таваться постоянной при отклонении стрелки прибора. Сама стрелка
должна быть расположена параллельно плоскости шкалы. В случае
необходимости стрелку правят с помощью пинцета.
В переносных приборах повышенного класса точности под линией
шкалы имеется дугообразное зеркало, позволяющее устранить по¬
грешность от параллакса при отсчете. Шкалу этих приборов устанав¬
ливают в правильное положение, закрепляют винтами и законтри-
вают.
По окончании общей сборки надо уравновесить подвижную си¬
стему, т. е. совместить ее центр тяжести с осью ее вращения. Без
этого создается дополнительный момент, величина которого зависит
от угла отклонения стрелки прибора и угла наклона самого прибора
по отношению к нормальному положению. Это приводит к возник¬
новению дополнительной погрешности, изменяющейся по длине
шкалы.
Согласно ГОСТ 8.401—81 величина дополнительной погрешности
из-за неуравновешенности подвижной системы не должна превышать
основную погрешность прибора, соответствующую его классу точно¬
сти. Проверку производят при следующем наклоне прибора от нор¬
мального рабочего положения: на 10° для керновых систем и на 5°
для систем на растяжках. Для некоторых приборов специального
назначения допускают и больший угол, если это оговорено в тех¬
нических условиях.
Уравновешивание производят, перемещая местоположение гру¬
зиков (противовесов) на крестовине стрелки. В одних конструкциях
грузики перемещаются по резьбе на крестовине, в других они сколь¬
зят по поверхности и их надо закреплять бакелитовым лаком или
шеллаком.
Для примера рассмотрим уравновешивание прибора, имеющего
горизонтальную шкалу и крестовину с тремя грузиками. В нормаль¬
ном положении с помощью корректора устанавливают указатель
прибора на нуль (рис. 127, а). Затем поворачивают прибор таким
образом, чтобы шкала и указатель очутились в вертикальной пло¬
скости (рис. 127, б). Если прибор неуравновешен и указатель откло¬
нится влево от нулевой отметки, то надо либо грузик 1 приблизить
к оси вращения, либо грузик 2 удалить от нее. Если указатель откло¬
нится вправо, то надо поступить наоборот: либо удалить грузик 1
от оси вращения, либо приблизить к ней грузик 2. Затем поворачи¬
вают прибор таким образом, чтобы шкала находилась по-прежнему
165
в вертикальной плоскости, а указатель — в горизонтальной пло¬
скости (рис. 131, в). Уравновешивание в этом положении производят
грузиком 3. После окончания уравновешивания проверяют совме¬
щение с нулем указателя при нормальном положении прибора и за¬
крепляют грузики с помощью шеллака или бакелита. Лак следует
наносить тонким слоем, в противном случае произойдет нарушение
уравновешенности подвижной системы.
На этом заканчиваются все основные сборочные операции и при¬
бор передается на регулировку и градуировку.
Рис. 127. Схемы уравновешивания подвижной системы
Регулировка электроизмерительных приборов заключается в до¬
ведении всех параметров прибора до величин, соответствующих тех¬
ническим условиям и ГОСТ.
Наиболее распространенными дефектами, подлежащими провер¬
ке при регулировке, являются: вариация показаний и невозвращение
указателя на нулевую отметку.
Вариацией показаний прибора называют раз¬
ность отсчетов одной и той же измеряемой величины, получающуюся
при уменьшении или увеличении ее до одинакового значения. Вели¬
чина допустимой вариации показаний прибора определяется ГОСТ
для каждого типа прибора в зависимости от его конструкции и класса
точности. В ряде случаев вариация может оказаться выше допустимой.
Это может произойти при повышенном моменте трения из-за непра¬
вильной установки осевого зазора подвижной системы, при неудов¬
летворительном состоянии трущихся поверхностей подпятников и
кернов, а также при загрязнении рабочего зазора. В магнитоэлект¬
рических приборах высокой чувствительности, если они имеют керны
из ферромагнитного материала, возникает магнитная вариация из-за
перемагничивания кернов при повороте подвижной системы в разных
направлениях.
Невозвращение указателя на нулевую от¬
метку может быть вызвано остаточной деформацией противодей¬
ствующих пружинок и растяжек, а также повышенным трением в опо¬
рах. Особенно часто этот дефект встречается в чувствительных при¬
166
борах с подвижной системой на растяжках, которые деформируются,
будучи перегреты во время пайки.
Чтобы выявить невозвращение указателя на нулевую отметку,
надо выдержать прибор при номинальном значении измеряемой
величины, а затем плавно уменьшить ее до нуля.
Приборы, у которых вариация показаний или невозвращение
указателя на нулевую отметку превышает допустимые значения,
дальнейшей регулировке не подлежат, а направляются на повторную
сборку для устранения обнаруженных дефектов.
Регулировка магнитоэлектрических приборов сводится к двум
операциям: регулировке тока полного отклонения и подгонке внут¬
реннего сопротивления рамки подвижной системы. В приборах вы¬
сокой чувствительности необходимо, кроме того, проверить линей¬
ность шкалы, которая может быть нарушена из-за примесей железа
в деталях подвижной системы.
Регулировка тока полного потребления устраняет влияние раз¬
броса индукции и противодействующего момента, поскольку их
действие одинаково и противоположно. Операция эта сводится к
уменьшению магнитного поля в рабочем зазоре, что достигается
частичным размагничиванием постоянного магнита.
Внутреннее сопротивление прибора регулируют, изменяя величину
добавочных сопротивлений, включаемых последовательно или парал¬
лельно рамке прибора в зависимости от его измерительной схемы и
назначения.
Электромагнитные приборы приходится регулировать из-за раз¬
броса величин вращающего и противодействующего моментов. Кроме
того, в процессе регулировки исправляют характер неравномерности
шкалы и доводят шкалу до стандартного вида для данного типа при¬
бора.
Регулировку угла полного отклонения производят с помощью
магнитных шунтов, которые позволяют менять характер изменения
индуктивности при повороте сердечника подвижной системы. В ам¬
перметрах, рассчитанных на большие силы тока, магнитный шунт
закрепляют на неподвижной катушке. В вольтметрах и амперметрах,
рассчитанных на малые токи, магнитный шунт располагают либо
у щели неподвижной катушки, куда входит подвижный сердечник,
либо в самой щели. Если вращающий момент недостаточен для полу¬
чения полного угла отклонения при номинальном токе или напряже¬
нии, то магнитный шунт приближают к вращающемуся сердечнику.
Если указатель переходит отметку, соответствующую полному углу
отклонения, то магнитный шунт удаляют от подвижного сердечника.
После регулировки тока полного отклонения необходимо про¬
верить неравномерность шкалы и при наличии отклонений устранить
ее с помощью специальных магнитных шунтов.
Регулировать электромагнитные приборы можно, включая их в
цепь как переменного, так и постоянного тока. Вольтметры перед
регулировкой предварительно, в течение 10—15 мин, прогреваются
номинальным током, так как их показания зависят от температуры
внутри прибора.
167
В приборах электродинамической системы разброс номинальной
величины тока потребления определяется разбросом ьеличины проти¬
водействующего момента в отдельных приборах данной серии. Их
вращающий момент не имеет разброса и поэтому регулировке не под¬
лежит.
Регулировку противодействующего момента для получения пол¬
ного угла отклонения при номинальном токе производят, изменяя
длину наружного витка пружины, создающей противодействующий
момент.
В многопредельных вольтметрах и амперметрах со схемой темпе¬
ратурной компенсации необходима дополнительная регулировка внут¬
реннего сопротивления.
Характер шкалы электродинамических приборов определяется
их конструкцией, а именно формой и взаимным расположением под¬
вижных и неподвижных катушек, и поэтому в процессе регулировки
изменен быть не может. Регулировать эти приборы можно как на
переменном, так и на постоянном токе.
Необходимость регулировки электростатических вольтметров дик¬
туется разбросом величин противодействующего и вращающего мо¬
ментов. Величину вращающего момента можно регулировать, меняя
расстояние между подвижным и неподвижным электродами. Величину
противодействующего момента обычно не регулируют. Взаимное рас¬
положение электродов в электростатических вольтметрах оказывает
влияние не только на величину вращающего момента, но и на харак¬
тер шкалы. Поэтому регулировка полного угла отклонения при номи¬
нальном напряжении должна производиться одновременно с исправ¬
лением неравномерности шкалы.
Если в электростатическом вольтметре имеется электромагнитный
успокоитель, то проверять детали измерительного механизма на от¬
сутствие загрязнений железом надо особенно тщательно. Незначитель¬
ные примеси железа оказывают сильное влияние на вращающий мо¬
мент и характер шкалы, так как в электростатических вольтметрах
вращающий момент очень мал, особенно в приборах, рассчитанных на
сравнительно небольшие напряжения.
Градуировка прибора заключается в нанесении на его шкалу де¬
лений и цифр, соответствующих определенным значениям измеряемой
величины.
При градуировке прибор накрывают кожухом без стекла и после¬
довательно (для амперметров) или параллельно (для вольтметров) с
образцовым прибором подключают к источнику регулируемого по¬
стоянного или переменного напряжения. После регулировки на шкале
прибора остаются отметки, соответствующие нулевому положению
указателя и положению его наибольшего отклонения. При включен¬
ном источнике питания устанавливают корректором указатель на ну¬
левую отметку. Затем, плавно увеличивая напряжение источника
питания до нулевой оцифрованной отметки по образцовому прибору,
наносят с помощью остро отточенного карандаша отметку на шкале
градуируемого прибора. Аналогичным образом получают отметки для
всех оцифрованных точек шкалы. Закончив градуировку при возра¬
163
стающем значении измеряемой величины, тем же способом выполняют
градуировку при значении измеряемой величины, уменьшающемся от
номинала до нуля. Вычерчивая шкалу, отметки ставят в промежутке
между точками, полученными в результате двух только что описанных
градуировок.
При серийном выпуске приборов высоких классов точности ручная
градуировка малоэффективна и не обеспечивает необходимой точности.
В этих случаях пользуются специальными шкальными машинами,
которые одновременно с точной градуировкой еще и вычерчивают
шкалы.
Контрольные вопросы
1. На какие группы делятся магнитоэлектрические приборы по своей конструк¬
ции?
2. Из каких основных частей состоит магнитная система магнитоэлектрического
прибора?
3. Как создается вращающий момент подвижных систем в магнитоэлектрических,
электромагнитных, электродинамических и электростатических приборах?
4. В чем заключаются основные особенности сборки электроизмерительных при¬
боров?
5. Из каких основных этапов состоит общая сборка приборов?
6. В чем заключается регулировка электроизмерительных приборов?
ГЛАВА VIII
ПЕЧАТНЫЙ МОНТАЖ
§ 44. ОБЩИЕ СВЕДЕНИЯ
Применение печатного монтажа в радиоэлектронной аппаратуре
и приборах повышает их надежность и обеспечивает повторяемость
параметров от образца к образцу, способствует механизации и автома¬
тизации производственных процессов.
Сущность печатного монтажа состоит в получении на изоляционном
основании тонких слоев определенной конфигурации из токопроводя¬
щего материала, выполняющих роль монтажных проводов и контакт¬
ных деталей. Печатный монтаж отличается рядом особенностей: пло¬
скостным расположением проводников на изоляционном основании,
наличием монтажных и контактных отверстий, а также системы
расположения отверстий — координатной сетки, необходимой для меха¬
низации и автоматизации технологических операций по изготовлению
и сборке печатных плат и узлов.
Печатная плата (рис. 128) является основным несущим элементом
конструкции ТЭЗ (функционального узла). На ней размещаются на¬
весные элементы (интегральные микросхемы и дискретные электро¬
радиоэлементы), соединители (разъемы) и другие детали. В качестве
оснований печатных плат используют обычно листовые фольгирован-
ные материалы, которые представляют собой слоистый прессованный
пластик (гетинакс или стеклотекстолит), облицованный с одной или
Рис. 128. Двусторонняя печатная плата (ДПП)
170
двух сторон медной фольгой толщиной 0,035 или 0,05 мм. В радиоэлек¬
тронной аппаратуре и приборах в основном применяют фольгирован-
ный стеклотекстолит по ГОСТ 10316—78 Е и СТ СЭВ 3225—81.
Для построения ТЭЗ используются два вида конструкций печатных
плат — однослойные и многослойные.
Как правило, печатные платы выполняются с двусторонним пе¬
чатным монтажом — проводники располагаются с двух сторон. Пере¬
ходы с одной стороны платы на другую осуществляются через метал¬
лизированные отверстия в плате.
В основе технологии изготовления двусторонней печатной платы
(ДПП) лежит использование фольгированных диэлектриков.
В настоящее время для изготовления ДПП применяется комбини¬
рованный метод, который включает в себя два способа: негативный и
позитивный.
Технологический процесс получения ДПП комбинированным нега¬
тивным способом состоит из следующих этапов: получение заготовок
и подготовка поверхности фольги; нанесение на плату защитного
покрытия (фоторезиста); получение изображения печатных проводни¬
ков экспонированием и проявлением; удаление незащищенных участков
фольги травлением; удаление фоторезиста с проводников; нанесе¬
ние на основание защитного покрытия; обработка отверстий, подле¬
жащих металлизации; химическая металлизация отверстий; гальва¬
ническая металлизация отверстий и печатных проводников; покрытие
печатных проводников сплавом олово — свинец; механическая обра¬
ботка контура платы.
Технологический процесс производства ДПП комбинированным
позитивным способом состоит из следующих этапов: получение за¬
готовок и подготовка поверхности фольги; нанесение на плату защит¬
ного покрытия (фоторезиста); получение изображения печатных про¬
водников экспонированием и проявлением; нанесение защитной лако¬
вой пленки; сверление отверстий и их химическое меднение; удаление
защитной лаковой пленки; электролитическое меднение отверстий и
проводников; нанесение кислотостойких сплавов; удаление фоторези¬
ста; химическое травление фольги с пробельных мест; осветление
проводящих покрытий; механическая обработка контура печатной пла¬
ты.
Требования к основным технологическим операциям получения
печатных плат определены ГОСТ 23752—79; 23864—79; 23770—79;
23727—79; 23662—79; 23663—79; 23664—79; 23665—79.
В том случае, если ДПП не удовлетворяет требованиям конструи¬
рования ТЭЗ, в частности не позволяет разместить большое число
навесных электрорадиоэлементов в малом объеме, применяют много¬
слойные печатные платы (МПП).
Известно несколько способов изготовления МПП*, однако всем
им присущи большая стоимость, длительность подготовки производ¬
ства, значительные затраты времени на изготовление и контроль.
* Борисов И. В. и др. Многослойный печатный монтаж в приборостроении,
автоматике и вычислительной технике / Под ред. А. Г. Белевцева. М., 1978.
171
§ 45. КОНСТРУИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ
И ПЕЧАТНЫХ УЗЛОВ
Исходным документом при конструировании печатной платы яв¬
ляется принципиальная электрическая схема субблока или ТЭЗ. Для
одной принципиальной схемы можно построить несколько вариантов
топологии печатной платы, т. е. печатного монтажа. Для обеспечения
технологичности конструкции печатной платы необходимо установить
единые нормы конструирования плат, в первую очередь в отношении
конструкции и геометрических размеров и параметров элементов пе¬
чатного монтажа и их электрических параметров. К таким нормам
относятся: ограничение типоразмеров печатных плат; ограничение
типоразмеров элементов печатного монтажа (проводников, контакт¬
ных площадок, отверстий и т. п.); ограничение на размещение элемен¬
тов печатного монтажа (введение вспомогательной сетки, постоянного
рисунка цепей питания и т. п.); фиксация мест подведения определен¬
ных цепей или ограничение на их проводку; фиксация мест размеще¬
ния навесных электрорадиоэлементов и др.
К основным нормам конструирования печатных плат относятся
следующие. Допуски на длину и ширину плат — по Л 12, шаг основ¬
ной координатной сетки — 1,25 или 2,5 мм, за начало отсчета коор¬
динат принимается центр нижнего левого крепежного отверстия платы.
Монтажные отверстия платы размещают в узлах координатной
сетки. Монтажные отверстия обязательно металлизируют. Форма и
размеры отверстий зависят от диаметра и формы выводов электрора¬
диоэлементов. Диаметр отверстий, как правило, должен быть больше
диаметра вывода электрорадиоэлемента на 0,2—0,3 мм. Такое соот¬
ношение определяют условия пайки.
Вокруг монтажного отверстия выполняют контактную площадку
в виде кольца, диаметр которого должен быть больше диаметра от¬
верстия (рис. 129).
По плотности размещения печатного монтажа платы принято де¬
лить на два класса: класс А — платы с нормальной плотностью мон¬
тажа и класс Б — платы с повышенной плотностью монтажа. Мини¬
мальная ширина проводников и расстояние между ними определяют
плотность монтажа. Эти параметры одинаковы и зависят от метода
изготовления: 0,5—0,8 мм — для плат класса А и 0,2—0,4 мм —
для плат класса Б. Габаритные размеры плат класса А обычно со¬
ставляют 240 x360 мм, а плат класса Б — 100 x150 мм. Основные
размеры печатных плат в СССР определены ГОСТ 10317—79.
Расстояние между краями соседних отверстий, вырезов, пазов
и других элементов платы, полученных механической обработкой,
должно быть не менее толщины печатной платы с учетом допусков
на изготовление платы. Для снятия заусенцев с краев отверстий
в плате перед металлизацией должно быть произведено зенкование.
Расстояние между краем любого элемента печатного монтажа, по¬
лученного механической обработкой (отверстия, выреза, зенковки
ит. п.), и краем платы должно быть не менее 0,5 мм с учетом допуска
на изготовление. Печатные проводники размещают с двух сторон пла¬
172
ты по линиям условной координатной сетки. При этом рекомендуется
на одной стороне платы проводники вести параллельно.
Электрическое соединение печатных проводников, расположен¬
ных на разных сторонах платы, осуществляют с помощью монтажных
металлизированных отверстий, которые могут располагаться по всему
рабочему полю платы.
Контактные площадки под первый вывод микросхемы должны
иметь форму или метку, отличающую их от других контактных пло¬
щадок. Метка должна быть направлена в наружную от корпуса мик-
б) е)
Рис. 129. Конструкция печатных плат:
а — минимальные размеры между электрорадиоэлементами, б — со¬
единение печатных проводников при пересечениях, в — соединение
печатных схем, расположенных на разных сторонах платы, г —
оформление контактной площадки (место пайки выводов навесных
электрорадиоэлементов); / — ключ, 2 — соединительный провод, 3 —
плата, 4 — печатный проводник, 5 — переходной пистон
росхемы сторону. Основные требования и методы конструирования
печатных плат изложены в ГОСТ 23751—79.
При конструирования ТЭЗ (печатного узла) все навесные элек¬
трорадиоэлементы и микросхемы необходимо располагать с одной
стороны платы в определенном порядке по принятой координатной
сетке. Выполнение этого требования позволяет применять механизи¬
рованную или автоматизированную установку электрорадиоэлементов
и микросхем на печатную плату, т. е. использовать одно из главных
производственных преимуществ печатного монтажа.
Установка и крепление электрорадиоэлементов и микросхем на
печатных платах должны обеспечивать нормальную работу ТЭЗ (пе¬
чатного узла) в соответствии с требованиями эксплуатации на РЭА.
Установка и крепление электрорадиоэлементов и микросхем на
печатных платах должны обеспечивать, как правило, доступ к любому
электрорадиоэлементу или микросхеме и возможность их замены.
173
Расположение электрорадиоэлементов и микросхем на печатной
плате определяется разметкой металлизированных монтажных отвер¬
стий и контактных площадок, центры которых расположены в узлах
условной координатной сетки.
Выбор шага установки электрорадиоэлементов и микросхем на
печатной плате определяется конструктивными параметрами корпуса
электрорадиоэлемента или микросхемы, сложностью принципиальной
электрической схемы ТЭЗ, геометрическими размерами печатной
платы и плотностью установки навесных электрорадиоэлементов на
плате, температурным режимом ТЭЗ, методом разработки рисунка
печатного монтажа (топологии) — ручного или машинного.
§ 46. МАТЕРИАЛЫ ДЛЯ ПЕЧАТНЫХ ПЛАТ
Материалы, используемые в качестве основания для печатных
плат, весьма разнообразны (табл. 14).
Таблица 14. Материалы для печатных плат для аппаратуры и приборов
Материал
ГОСТ, ТУ
Толщина
материала,
мм
Толщина
фольги,
мкм
Гетинакс фольгированный:
ГОСТ 10316—78Е
ГФ-1-50
(СТ СЭВ 3224—81)
1,0—3,0
50
ГФ-2-50
1,5—3,0
50
ГФ-1-35
1,5—3,0
35
ГФ-2-35
1,5—3,0
35
Стеклотекстолит фольгиро¬
ГОСТ 10316—78Е
ванный:
(СТ СЭВ 3225—81)
СФ-1-35
0,8—3,0
35
СФ-2-35
0,8—3,0
35
СФ-1-50
0,5—3,0
50
СФ-2-50
0,5—3,0
50
СФ-1н-50
0,8-3,0
50
СФ-2н-50
0,8—3,0
50
Фольгированный диэлектрик
ТУ 16.503.083—71
для МПП:
ФДМ-1
0,2
35
ФДМ-2
0,25
35
ФДМЭ-1
0,1
35
Стеклоткань прокладочная
ТУ 16.503.088—71
0,025
СП-4
0,06
—
0,1
—
Гетинакс электротехнический
ГОСТ 2718—74
листовой:
VII
1,0
—
VIII
1,5
—
Стеклотекстолит электротех¬
ГОСТ 12652—74
1,0
—
нический листовой СТЭФ
1,5
174
§ 47. СБОРКА НАВЕСНЫХ ЭЛЕКТРОРАДИОЭЛЕМЕНТОВ
НА ПЕЧАТНЫХ ПЛАТАХ
Сборка навесных электрорадиоэлементов на печатных платах
может осуществляться ручным, механизированным, частично или
полностью автоматизированным способом.
Ручная сборка печатных узлов, как правило, применяется при
единичном и мелкосерийном производстве, а также в процессе создания
макетов и опытных образцов приборов и радиоэлектронных устройств.
В серийном и крупносерийном производстве применяют, как правило,
механизированную сборку и частично автоматизированную.
Однако в серийном производстве может использоваться и ручная
сборка, когда печатная плата по своим характеристикам значительно
отличается от используемых в данный период времени плат в смежном
серийном производстве.
Электрорадиоэлементы и коммутационные изделия (соединители и
др.) размещаются на печатной плате в соответствии со сборочным
Рис. 130. Крепление навесных электрорадиоэлементов:
а — на поверхность печатной платы, б — на выводы элементов
чертежом. Все выводные концы, предназначенные для электрического
соединения, вводят в соответствующие монтажные отверстия и отги¬
бают для предварительного закрепления электрорадиоэлементов на
печатной плате (рис. 130). Это необхо¬
димо для предотвращения сдвига и
отсоединения электрорадиоэлементов
в процессе перемещения и поворота
печатных узлов при транспортировке
на конвейере поточной линии до мо¬
мента пайки.
Выводы электрорадиоэлементов,
которые отформованы с образо¬
ванием на них специального зига,
вставляются в монтажные отверстия
без подгибки их со стороны монтажа (рис. 131). Такой вид формовки
выводов прочно удерживает электрорадиоэлементы на печатной плате
при ее перемещении на конвейере.
Выводы микросхем в зависимости от конструкции либо впаиваются
в металлизированные отверстия плат, либо припаиваются к металлизи¬
рованным контактным площадкам печатной платы.
175
Рис. 131. Установка электрорадио¬
элемента на плату с помощью зига:
1 — электрорадиоэлемент, 2 — плата,
3 — выводы с зигом
Неправильная или небрежная установка электрорадиоэлементов
на печатную плату обычно приводят к трудноисправимому, а в не¬
которых случаях к неисправимому браку, так как ремонт печатных
узлов и субблоков после пайки, и особенно после герметизации (вла-
гозащиты), значительно более сложен, чем ремонт конструкций с
объемным монтажом.
Приведем рациональную последовательность установки навесных
электрорадиоэлементов и узлов на печатную плату, которая опреде¬
лилась в условиях производства: контактные штырьки и соединители,
габаритные и сложные узлы (реле, трансформаторы, мощные сопротив¬
ления и др.), ламповые панели, крепежные элементы, микросхемы и
электрорадиоэлементы (резисторы, конденсаторы, диоды, триоды).
Установка крепежных элементов. Крепежные элементы (скобы,
держатели, одиночные выводы и др.) устанавливаются на платы, как
правило, путем развальцовки, отгибки и некоторых других операций,
повышающих надежность механического контакта навесного электро¬
радиоэлемента с печатным основанием. После установки навесных
электрорадиоэлементов крепежных и вспомогательных деталей целе¬
сообразно проконтролировать правильность их размещения по монтаж¬
ной схеме и лишь после этого приступать к пайке. Последнюю можно
выполнять как после установки каждой детали, так и после крепления
всех электрорадиоэлементов.
§ 48. ВЫПОЛНЕНИЕ ЭЛЕКТРОМОНТАЖНЫХ СОЕДИНЕНИЙ
НА ПЕЧАТНЫХ ПЛАТАХ С ПОМОЩЬЮ ПАЙКИ И СВАРКИ
Условия для получения качественных паяных соединений. Для по¬
лучения высококачественных паяных электромонтажных соединений
на печатных платах необходимо соблюдать следующие технологические
требования.
Припой, выбранный для пайки, должен обеспечивать получение
качественного паяного соединения. Флюс должен полностью раство¬
рять оксидные пленки на поверхности соединяемых деталей и припоя и
исключать их образование в момент пайки. Непосредственно перед
пайкой печатных узлов следует проверить комплекс технологического
оборудования и приспособлений, применяемых для групповой пайки, с
целью установления стабильности режимов технологического процесса.
Все корпуса измерительной аппаратуры и приборов, используе¬
мых при монтаже печатных узлов, должны быть заземлены.
Все сборочные и электромонтажные работы, в которых применя¬
ются полупроводниковые приборы и микросхемы, выполняются сбор¬
щиками, на одну из рук которых надет заземляющий браслет, под¬
ключаемый через провод к зажиму «земля». Длина провода браслета
выбирается такой, чтобы не мешать нормальной работе сборщика.
На рабочей поверхности монтажного стола располагается заземленная
металлическая пластина, на которой сборщик размещает инструмент и
необходимые для работы комплектующие изделия. Пайка электромон¬
тажных соединений производится электропаяльником с заземленным
рабочим наконечником.
В случае отсутствия заземления рабочего наконечника электро¬
176
паяльника допускается пользоваться электропаяльником, включен¬
ным через понижающий трансформатор, имеющий электростатический
экран между обмотками с заземлением одного конца вторичной об¬
мотки.
Электромонтажники должны быть одеты в белые хлопчатобумаж¬
ные халаты, а на ногах иметь кожаные тапочки. Влажность воздуха
в сборочном цехе должна быть в пределах 50—70%.
При ручной пайке проверяется рабочая температура наконечника
электропаяльника с помощью специальных пультов.
Конструкции будущих паяных соединений должны соответствовать
чертежу и быть технологичными. Во время проведения технологичес¬
кого процесса пайки все печатные платы и электрорадиоэлементы не¬
обходимо хранить в условиях, исключающих загрязнение и окис¬
ление их поверхностей.
В настоящее время для пайки печатных плат и навесных электро¬
радиоэлементов применяют низкотемпературные припои и бескислот¬
ные флюсы. Температура припоя должна обеспечивать сохранность
параметров термочувствительных полупроводниковых приборов. При¬
пой должен обладать хорошей текучестью при температуре пайки,
хорошо заполнять паяемое монтажное отверстие, обеспечивать до¬
статочную механическую прочность электромонтажного соединения
и его коррозионную стойкость.
Ручная пайка. Ручная пайка применяется при опытном и мелкосе¬
рийном производстве небольшого количества функциональных узлов
на печатных платах, а также в случае изготовления узлов с двусторон¬
ним расположением микросхем и при замене отдельных электрорадио¬
элементов печатного узла.
Пайка навесных электрорадиоэлементов производится по мере
их установки в монтажные отверстия платы. Концы выводов навес¬
ных электрорадиоэлементов перед пайкой обрезают кусачками таким
образом, чтобы оставшаяся часть вывода выступала от нижней по¬
верхности платы на величину 0,5—0,8 мм, но не более. Для повы¬
шения производительности ручной пайки навесные электрорадиоэле¬
менты могут быть заранее установлены в монтажные отверстия платы
и закреплены в них путем подгиба выводов. Концы выводов подгибают
на 2—2,5 мм в сторону печатного проводника, отходящего от контакт¬
ной площадки. Штырьковые выводы микросхем впаивают в металлизи¬
рованные отверстия платы, а планарные выводы соединяют с контакт¬
ными площадками пайкой внахлест или встык. Пайка микросхем со
штырьковыми выводами производится без подгибки последних. Диа¬
метры монтажных отверстий подбирают так, чтобы выводы микросхем
свободно входили в них.
Пайка микросхем с планарными выводами производится после
приклеивания корпусов микросхем к поверхности платы.
Строгая очередность распайки выводов, характерная для ряда
микросхем, отражается в технических условиях на них и должна
обязательно соблюдаться в производстве.
Ручная пайка осуществляется в определенной последовательности.
Печатную плату с размещенными на ней навесными электрорадиоэле¬
177
ментами устанавливают в приспособление в положении, удобном для
пайки. Места паек обрабатывают флюсом. Флюс наносят с помощью
стеклянной или деревянной палочки, кисточки № 1 (№ 3) и дают ему
просохнуть (0,5—1 мин). Флюс не должен попадать на корпуса мик¬
росхем и навесных электрорадиоэлементов. Место пайки прогревают
паяльником настолько, чтобы припой легко растекался и заполнял
монтажные отверстия. Однако во избежание вздутия и отслаивания
печатных проводников перегрев места пайки не допускается. В момент
Рис. 132. Пайка электромонтажного соединения (а), вывода в металлизированное от¬
верстие (б), планарного вывода (в) электропаяльником:
/ — вывод, 2 — плата, 3 — контактная площадка, 4 — припой, 5 — электропаяльник
пайки припой подают в необходимой дозе в металлизированное отвер¬
стие платы или на планарные выводы, расположенные на контактных
площадках. Его нагревают до полного заполнения металлизированного
отверстия или облуживания контактной площадки. Время пайки —
не более 3 с. Чтобы предотвратить образование наплывов, сосулек и
перемычек между проводниками, а также залуживание выводов дета¬
лей и печатных проводников, количество припоя должно быть мини¬
мальным. Нельзя прикасаться нагретой частью паяльника к соседним
деталям и печатным проводникам.
Пайка планарных выводов к контактным площадкам или штырько¬
вых выводов в металлизированных монтажных отверстиях осуще¬
ствляется электрическим паяльником мощностью 25—60 Вт. Рабочая
часть наконечника электропаяльника должна быть хорошо зачищена
и облужена припоем. Температура нагрева наконечника 280—300 °С.
Пайка заключается в кратковременном прикосновении (на 1—2 с)
наконечника к концу вывода с одновременной подачей припоя 4 в
металлизированное отверстие (рис. 132, а). Паяльник 5 следует от¬
нять сразу же после расплавления припоя и заполнения им зазоров в
металлизированном монтажном отверстии (рис. 132, б) или между
планарным выводом и контактной площадкой платы (рис. 132, в).
После пайки проверяют, полностью ли удален флюс, и контроли¬
руют качество паяного соединения. Качество пайки проверяют внеш¬
ним осмотром, а прочность пайки (выборочно) — путем зажатия про¬
вода специальным динамометром и натяжения его с усилием не более
4,9 Н. Усилие должно быть приложено по направлению продольной
оси припайки провода, причем оно не должно превышать предела
прочности провода на разрыв.
Качество паяных соединений должно соответствовать следующим
требованиям: припой должен надежно покрывать загнутые концы вы¬
178
водов и заполнять металлизированные отверстия; не допускается
образования перемычек припоя между печатными проводниками;
наплыв припоя в местах пайки не должен превышать 1 мм; припой
должен покрывать печатные проводники только в местах соединений;
не должно быть облуживания печатных проводников, их вспучива¬
ния и обрыва; припой не должен выступать на верхней стороне платы;
паяные соединения должны быть чистыми; а на плате не должен оста¬
ваться флюс.
При ручной пайке полупроводниковых приборов необходимо при¬
менять теплоотводы. В качестве теплоотвода можно использовать
пинцет или специальный зажим с медными наконечниками; его следует
располагать между корпусом детали и паяемым монтажным соедине¬
нием. Теплоотвод снимают через 10—15 с после окончания пайки.
Для предохранения термочувствительных деталей во время пайки
можно применять охлаждение выводов холодным воздухом.
Групповая механизированная пайка. Групповая пайка печатных
плат применяется в основном при серийном или крупносерийном про¬
изводстве. Групповая пайка может проводиться различными способами.
Определяющим в выборе того или иного способа пайки является рас¬
положение микросхем и навесных электрорадиоэлементов на плате.
Наиболее удобны для групповой пайки платы с односторонней
установкой микросхем и навесных электрорадиоэлементов, обеспечи¬
вающей к тому же линейное расположение выводов, особенно планар¬
ных.
К преимуществам групповой пайки можно отнести поддержание
температуры и времени пайки, высокую производительность труда,
технологическую и эксплуатационную надежность соединений, при¬
менение механизации и автоматизации.
К недостаткам групповой пайки следует отнести: применяемость
печатных плат только с односторонним навесным монтажом, необ¬
ходимость конструирования печатных плат с учетом требований выб¬
ранного метода групповой пайки, разработку комплекса мер для
предотвращения перегрева термочувствительных электрорадиоэле¬
ментов, повышенные требования к однородности подготовки поверх¬
ности и паяемости выводов навесных электрорадиоэлементов и плат, а
также подбор конструктивно-технологических решений по устранению
характерных дефектов групповой пайки (сосулек, перемычек, наплывов
припоя), сложность отмывки более активного флюса, чем при ручной
пайке. К групповым методам пайки относят пайку погружением и
волной припоя.
Пайка погружением состоит в том, что нижнюю поверх¬
ность платы погружают в расплавленный припой, при этом все выводы
навесных электрорадиоэлементов и микросхем припаиваются одно¬
временно к проводникам печатного монтажа или запаиваются в метал¬
лизированных отверстиях. При этом методе можно легко получить
«заливную» форму паяных соединений, удобную для последующей вла-
гозащиты.
При пайке погружением необходимо применять защитную маску
из конденсаторной бумаги или фторопласта-4 толщиной 0,1—0,2 мм.
179
Маска из фторопласта накладывается на плату так, чтобы через
сделанные в ней отверстия припой свободно проникал к местам пайки.
Рамка, фиксирующая плату по контуру, обеспечивает совпадение от¬
верстий в маске с монтажными соединениями платы. Одна маска,
сделанная из фторопласта, благодаря его высокой термостойкости мо¬
жет выдержать до 500 погружений в расплавленный припой, причем
поврежденная маска легко заменяется. Маску из конденсаторной
Рис. 133. Схема пайки электромонтажных соединений погруже¬
нием платы в расплавленный припой:
/ — нагреватель, 2 — расплавленный припой, 3 — печатная плата,
4 — приспособление для крепления платы, 5 — вибратор, 6 — маска
бумаги наклеивают на плату с помощью флюса или специального
клея. После пайки маска выбрасывается. На места пайки, не защищен¬
ные бумажной маской или шаблоном, наносят флюс. Флюс может
быть нанесен либо окунанием платы, либо пульверизатором.
Подготовленная таким образом плата с микросхемами зажимается в
рамке вибрационной головки и погружается в расплавленный припой
примерно на 2/3 толщины основания (рис. 133). При включенном виб¬
раторе плату в погруженном состоянии выдерживают в течение 2—3 с.
Вибрация платы необходима для того, чтобы удалились газы, образую¬
щиеся при соприкосновении участков платы, покрытых флюсом, с рас¬
плавленным припоем.
При пайке погружением применяется припой ПОС-61, нагретый до
(250±5) °С. После пайки необходимо тщательно промыть плату от
флюса.
Пайка волной припоя состоит в том, что при непре¬
рывном движении платы над волной расплавленного припоя последова¬
тельно пропаиваются все монтажные соединения (рис. 134), причем
одновременно паяется группа соединений, размеры которой определя¬
ются размерами волны припоя. Производительность процесса зависит
от скорости движения плат и их размеров.
Особенность процесса пайки волной припоя заключается в том, что
можно полностью автоматизировать процесс пайки плат с печатным
монтажом.
180
Волной припоя можно осуществлять пайку с облуживанием всей
схемы или отдельных точек. Последнее осуществимо при использова¬
нии защитных масок или защитного пленочного фоторезиста.
При пайке волной применяют припой ПОС-61, нагретый до
(250±5) °С.
Основными параметрами пайки волной припоя являются: скорость
конвейера (0,8—1,2 м/мин), скорость истечения припоя из сопла (под¬
бирается опытным путем), температура припоя, ширина полосы расте¬
кания припоя по плате (15—40 мм).
Флюсы применяют только жидкие, активированные; флюсование
при пайке волной более обильное, чем при ручной, поэтому при пайке
волной нужна тщательная очистка от флюса.
После пайки (ручной или групповой) электромонтажных соедине¬
ний печатная плата должна быть отмыта от остатков флюса. Остатки
флюса (канифоли) рекомендуется уда¬
лять сразу же после пайки, пока не за¬
твердели окончательно остатки канифо¬
ли и пока печатная плата сохраняет
некоторое количество теплоты, доста¬
точной для их растворения. В мелко¬
серийном и опытном производстве флюс
удаляют протиркой кистью или тампо¬
ном, смоченным в спирте или в спирто¬
бензиновой смеси. В серийном производ¬
стве промывку ведут в местах, оборудо¬
ванных с учетом требований пожаро-
и взрывобезопасности. Промывку про¬
водят в нескольких ваннах (обычно в
трех) или на специальных промывочных
установках, что обеспечивает качествен¬
ную очистку поверхности платы от ос¬
татков флюса. Рабочее место электро¬
монтажника, на котором производятся
операции пайки и промывки, должно
быть оборудовано приточно-вытяжной
вентиляцией.
Сварка электромонтажных соединений. Высокая надежность свар¬
ных электромонтажных соединений является одним из решающих
факторов применения их для монтажа в аппаратуре различного наз¬
начения. Сварные соединения отличаются высоким качеством и проч¬
ностью, они не подвергаются коррозионному действию остатков флюса
и растворителей, а также не испытывают сплошного термоудара в
момент сварки.
В настоящее время при монтаже навесных электрорадиоэлементов
на плату применяют сварку сдвоенным электродом, лазерную или
электронно-лучевую *.
* Более подробно см.: Кривошей А. В., Б е л ь ц е в А. Н. Пайка и
сварка в производстве радиоэлектронной аппаратуры. М., 1974.
Рис. 134. Схема пайки волной
расплавленного припоя:
j — транспортер, 2 — печатная пла¬
та, 3 — волна расплавленного при¬
поя, 4 — сопло, 5 — привод (стрел¬
ками показано: а — направление
движения платы, б — направление
движения расплавленного припоя)
181
§ 49. СБОРКА МИКРОСХЕМ НА ПЕЧАТНЫХ ПЛАТАХ
В производстве электронных узлов значительное место по объему
работ занимают сборочные работы, включающие установку и крепле¬
ние микросхем на печатных платах, а также их электрическое соедине¬
ние между собой.
Сборка состоит из следующих основных технологических операций:
подготовки выводов микросхем; установки и крепления микросхем на
платах; пайки или сварки монтажных соединений; контроля работо¬
способности электронного узла.
Почти каждая из перечисленных выше операций имеет свои тех¬
нологические особенности в отличие от аналогичных операций, имею¬
щих место при сборке навесных электрорадиоэлементов на обычных
двусторонних печатных платах. Эти техно¬
логические особенности возникли вследст¬
вие применения в сборочных процессах
принципиально новых в конструктивном
отношении сборочных единиц — интеграль¬
ных микросхем.
Интегральные микросхемы выпускают
в металлокерамических, металлополимер¬
ных или металлостеклянных корпусах.
Плоские металлокерамические корпуса
имеют радиальные выводы и небольшую
высоту, что дает возможность размеще¬
ния собранных электронных узлов в ма¬
лом объеме, а конструкция их выводов по¬
зволяет выполнять различные виды соеди¬
нений. Металлополимерные, а также
металлостеклянные корпуса имеют два
ряда жестких штырьковых выводов пря¬
моугольного или круглого сечения. Такие
выводы можно легко вставлять в отвер¬
стия платы.
Порядок установки микросхем и их коли¬
чество на плате в основном определяются
функциональным назначением узла, конст¬
рукцией корпуса интегральной схемы,
способом выполнения монтажных соедине¬
ний (пайка или сварка), а также конструкцией самой платы. При мон¬
таже микросхем на плате необходимо выполнять определенные техно¬
логические требования по установке и креплению их на плате, а также
способам выполнения электромонтажных соединений. Обычно уста¬
новку микросхем на плате производят рядами или в шахматном по¬
рядке, причем выбор шага установки микросхем определяется кон¬
структивными параметрами печатных плат и корпуса микросхемы*
температурным режимом узла и методом изготовления плат. Если
используются платы с монтажными отверстиями, то все выводы мик¬
росхем вставляют в отверстия платы. При установке микросхем со
Рис. 135. Формовка выводов
микросхем
182
штыревыми выводами на плату величина выступающей части выводов
над поверхностью платы в местах пайки должна быть в пределах 0,5—
1, 5 мм. Установку микросхем на плату со штыревыми выводами про-
изводят^после их подрезки и формовки (рис. 135): на рисунке пря¬
мыми линиями изображены выводы до формовки.
Установка микросхем в корпусах с планарными выводами произ¬
водится на плату без монтажных отверстий. В этом случае их распо¬
ложение на плате определяется формой контактных площадок на пла-
Рис. 136. Варианты установок микросхем с планарными выводами на плате:
а — на клей, б — с зазором, в — на радиатор; 1 — корпус микросхемы, 2 — печатная
плата, 3 — плоский радиатор, 4 —. изоляционная прокладка, 5 — клей
те. Микросхемы в корпусах с планарными выводами часто устанавли¬
вают на плате с применением формовки выводов. Допускается уста¬
новка микросхем с помощью клея. Варианты установок микросхем
с планарными выводами на плате приведены на рис. 136. Установка
и крепление микросхем на плате должны обеспечивать доступ к любой
микросхеме и возможность замены их.
Микросхемы с планарными выводами иногда собирают в так
называемую этажерочную конструкцию. В этом случае плоские кор¬
пуса укладываются друг на друга и их выводы соединяются пайкой
с контактными площадками платы и друг с другом.
Расположение микросхем на наружной стороне платы необходимо
производить с учетом направления воздушного потока охлаждения
(рис. 137).
При необходимости использования в сборке монтажных проводов
последние впаиваются в металлизированные отверстия платы. В том
случае, если предусматривается возможность нескольких перепаек
проводов, на плате рекомендуется устанавливать переходные пистоны.
Для электрического соединения узлов и субблоков на платах часто
используют соединители (разъемы). Соединители устанавливают на
краях плат с запаиванием их контактов в металлизированных отвер-
183
стиях платы или с припайкой к контактным площадкам плат, или их
выполняют в виде ножевых разъемов на краях плат.
После выполнения работ по установке и креплению микросхем на
платах производят пайку или сварку электромонтажных соединений
одним из способов, описанных в предыдущем параграфе.
Рис. 137. Расположение микросхем на плате с учетом
направления воздушного потока охлаждения (направле¬
ние охлаждающего потока воздуха указано стрелкой):
а — правильно, б — неправильно
§ 50. КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИИ
Контроль качества лужения и паяных электромонтажных соеди¬
нений производится в течение всего технологического процесса и со¬
стоит из входного, пооперационного и окончательного контроля.
Входной контроль предусматривает проверку способности к пайке
(ДПП, интегральных схем, выводов электрорадиоэлементов и др.),
тщательности подготовки поверхностей печатных проводников перед
лужением и пайкой, а также химический анализ флюсов и припоев.
Пооперационный контроль проводится при выполнении монтажно¬
сборочных операций и предусматривает контроль правильности сборки
функциональных узлов на ДПП, параметров режимов лужения и пай¬
ки, а также качество отмывки остатков флюса после пайки.
Окончательный контроль выявляет качество паяных электромон¬
тажных соединений и соответствие их предъявляемым требованиям.
Для оценки лужения и качества паяных соединений приняты следую¬
щие основные критерии: внешний вид; механическая прочность; от¬
сутствие замыканий между печатными проводниками; нормальные
184
величины переходных сопротивлений; наличие электрического кон¬
такта.
Контроль качества паяных соединений подразделяется на конт¬
роль без разрушения паяных соединений и с разрушением паяных
соединений.
§ 51. ВЛАГОЗАЩИТА ПЕЧАТНЫХ УЗЛОВ
Для защиты печатных узлов от воздействия окружающей среды
применяют влагозащитные покрытия—лаковые пленки.
Влагозащитное покрытие обычно наносится окунанием в ванну
с лаком, поливом платы с наклоном в 10—15° или распылением из пуль¬
веризатора. Лаковое покрытие должно быть ровным и сплошным,
без пузырей и раковин, толщина лакового покрытия должна быть
равной 60—120 мкм. В свою очередь необходимая толщина лакового
покрытия достигается различным количеством слоев лака, зависит
от его марки и метода его нанесения. Например, для достижения лако¬
вого покрытия толщиной в 60—80 мкм при окунании для лака УР-231
необходимы четыре слоя, а для лака Э—4100 —три слоя.
Для создания равномерного и качественного лакового покрытия
рекомендуется печатные узлы подвергать центрифугированию. Как
правило, центрифугирование производят на стандартной центрифуге
сразу после операции погружения или полива печатного узла лаком.
Печатный узел, снятый с центрифуги, сушится в сушильном шкафу
при заданной температуре в течение 2—3 ч.
Температура сушки печатного узла задается предельно допустимой
температурой для навесных электрорадиоэлементов, установленных на
печатную плату.
Лакировка распылением проводится на поворотном круге в рас¬
пылительной кабине. Режимы нанесения влагозащитных слоев и суш¬
ки повторяются 2—3 раза и более.
В качестве основных лаков для образования влагозащитных
покрытий на печатных платах в настоящее время применяются лаки
УР-231, Э-4100, ЭП-9114 и др.
Необходимо отметить, что перед нанесением влагозащитных покры¬
тий печатные узлы подвергаются тщательной промывке для удаления
загрязнений и остатков флюса. После промывки платы подвергаются
сушке и сразу передаются на участок покрытия плат влагозащитным
лаком.
Контрольные вопросы
1. Какие технологические требования предъявляются к печатным платам и на¬
весным электрорадиоэлементам (ЭРЭ), поступающим на сборку и электромонтаж?
2. Какими способами осуществляют пайку электромонтажных соединений в пе¬
чатных узлах? В чем заключается их особенность?
3. Какие меры защиты от влияния статического электричества должен принять
сборщик при работе с полупроводниковыми приборами и микросхемами?
ГЛАВА IX
СБОРКА И РЕГУЛИРОВКА ОСНОВНЫХ УЗЛОВ,
БЛОКОВ U УСТРОЙСТВ РЭА
§ 52. ОБЩИЕ СВЕДЕНИЯ
Сборка является завершающим этапом изготовления РЭА. Совокуп¬
ность действий сборщика по установке и соединению в заданной после¬
довательности отдельных деталей и узлов для получения готового
изделия или его части называют сборкой или сборочным процессом.
Последовательность выполнения сборочных работ определяется
конструкцией изделия и зависит от организации, объема и характера
производства. Основой для сборки узла, блока или изделия служит
базовая деталь — плата, рама, каркас или шасси.
При механической сборке прибора сначала выполняют все неразъем¬
ные соединения деталей и узлов на шасси прибора. Затем устанавли¬
вают крепежные детали (скобы, угольники, направляющие под печатные
узлы, монтажные лепестки и др.). Далее на шасси прибора размещают
электрические соединители, гнезда для предохранителей, пере¬
ключатели, ламповые панели, переходные колодки, трансформаторы,
дроссели, выпрямители, индикаторы, ЭЛТ и др. В конце сборки раз¬
мещают на шасси механизмы и элементы передач, затем проверяют
(контролируют) прочность установки всех деталей, электрорадиоэле¬
ментов и сборочных узлов, а также правильность их расположения.
При электромонтажной сборке сначала подготовляют к монтажу
провода, кабели, выводы электрорадиоэлементов, нарезают изоляцион¬
ные трубки, после чего приступают к узловой сборке, которая вклю¬
чает в себя изготовление электрических узлов (жгутов, печатных узлов,
лицевых панелей и др.). Затем устанавливают электрические узлы на
шасси прибора и выполняют электрический монтаж. После этого про¬
изводят контроль и регулировку прибора.
Общую сборку готового прибора (установку шасси в корпус при¬
бора или установку защитного кожуха, задней панели, закрепление
лицевой панели и регулировочных деталей и т. д.) проводят после
выполнения всех электромонтажных работ.
Схема технологического процесса сборки прибора с учетом электро¬
монтажных работ показана на рис. 138.
Порядок размещения (компоновки) на шасси электро- и радиотех¬
нических изделий и характер креплений определяются рабочим черте¬
жом. В отдельных случаях сборка может чередоваться с операциями
электрического монтажа, например подпайка к выводам трансформа¬
тора монтажных проводов с образованием жгута. Такое чередование
186
£
Установка пе¬
чатных плат
(типовых зле-
ментов замены)
Сворка шасси
Регулировка
и настройка
Окончательная
сборка
Контроль
Установка
электрорадиоэле-
ментоб (разъемов,
предохранителей
и т.д.), направ¬
ляющих
Электромонтаж
электрорадиоэлемен¬
тов д шасси
I
Сборка и уста¬
новка лицевой
панели
сборки и частичного монтажа производится в тех случаях, когда тесное
размещение деталей на шасси затрудняет доступ к монтажу.
Высокая надежность РЭА и приборов в различных эксплуатацион¬
ных условиях определяется качеством механической сборки узлов
и всего изделия. Поэтому механические детали конструкции (каркасы,
корпуса, шасси, субпанели) скрепляют сваркой, заклепками или дру¬
гим способом. Для обеспечения
надежного контакта под лепестка¬
ми заземления удаляют защитное
покрытие до основного металла.
Оси управления приборов с фик¬
сирующими устройствами затяги¬
вают стопорными гайками, а изде¬
лия, устанавливаемые на шасси
прибора, надежно укрепляют. Та¬
кое же требование относится к
изделиям, которые устанавливают
на лицевой панели прибора. Изде¬
лия, передающие движение (валы,
маховики, рукоятки), должны обе¬
спечивать плавную работу без за¬
еданий. Моменты вращения кине¬
матических элементов, механизмов
на выходных валиках или рукоят¬
ках управления, а также мертвые
ходы в зацеплениях зубчатых ко¬
лес должны соответствовать задан¬
ным техническим требованиям.
Стопорения разъемных соеди¬
нений должны быть точными и
надежными, а резьбовые соедине¬
ния затянуты и защищены от са-
моотвинчиваний. Болты и винты
крепления после окончательной
сборки изделия застопоривают
краской.
Радиоэлектронные устройства и
приборы, как правило, создаются
на сснове унифицированных ме¬
таллоконструкций с применением
специальных прессованных алюминиевых профилей, которые при изго¬
товлении каркасов, рам, шасси, корпусов обеспечивают простоту сбор¬
ки последних и делают их конструкцию технологичной. В этом случае
сборка осуществляется винтами, гайками и заклепками.
Для того чтобы уяснить последовательность механической сборки,
рассмотрим в качестве примера сборку прибора.
Как правило, сборка состоит из отдельных узлов (лицевой панели,
шасси, корпуса или защитных кожухов, печатных узлов) и электро¬
радиоэлементов, устанавливаемых на шасси. Конструкция шасси при¬
Установка
шильдиков
с надписями
Подготовка
приводов [или
к ад елей) и сбор¬
ка жгутов
\
Г
Электромонтаж
жгута в шасси
....
Рис. 138. Схема технологического про¬
цесса сборки радиоприборов
187
бора предусматривает размещение и крепление электроэлементов на
внутренней и наружной поверхностях шасси. Типовые элементы заме¬
ны собирают на печатных платах. На лицевой панели прибора разме¬
щают органы управления и регулировки.
Лицевую панель после сборки прикрепляют к шасси, после чего
выполняют комбинированный монтаж прибора на основе объемного
(проводникового) и печатного монтажей. После электромонтажных ра¬
бот и установки ТЭЗ производят окончательную сборку прибора, ко¬
торая заключается в размещении шасси внутри корпуса. При этом
лицевую панель прикрепляют винтами к корпусу прибора, а на про¬
тивоположной стороне корпуса устанавливают заднюю стенку, имею¬
щую вырезы в местах выхода электрических соединителей.
Типовые элементы замены образованы печатными платами с на¬
весными электрорадиоэлементами и рамками, предназначенными для
установки в шасси прибора. Сборку ТЭЗ производят совмещением
печатной платы с установочной рамкой и их креплением заклепками
или винтами.
Таким образом, технологический процесс механической сборки
прибора состоит из общей сборки шасси с входящими узлами и кон¬
структивными деталями, сборок лицевой панели и шасси с корпусом
прибора.
При общей сборке шасси прибора сначала устанавливают и крепят
детали сравнительно небольших размеров, а по мере приближения к
окончанию сборочного процесса устанавливают наиболее тяжелые и
крупногабаритные детали и узлы (трансформаторы, дроссели и др.).
На задней стенке шасси размещают и крепят различные гнезда, ответ¬
ные части электрических и высокочастотных соединителей и т. п.
Для предохранения ТЭЗ от повреждений и поломок их устанавли¬
вают на шасси после выполнения всех монтажных работ. Далее в
передней части шасси вместе с ручками крепят лицевую панель при¬
бора.
Сборка лицевой панели прибора состоит из установки и крепления
различных электрорадиоэлементов, переключателей, выключателей,
контрольных гнезд, арматуры сигнальных ламп и держателей, изме¬
рительных приборов и т. д. После сборки производят электромонтаж
лицевой панели с установкой жгута, провода которого распаиваются
при окончательном монтаже прибора.
При контроле качества механической сборки проверяют соответ¬
ствие выполненной сборки чертежу и надежность креплений и сто-
порений. При этом на деталях не должно быть нарушений покрытий,
срывов шлицев на винтах, забоин на гранях гаек и др. В процессе
контроля допускается стопорение винтовых соединений красками,
специальными клеями и лаками. Собранные шасси передают на уча¬
сток электрического монтажа.
Сборку шасси с корпусом прибора производят после завершения
всех операций сборки, электрического монтажа и регулировки. Перед
сборкой все детали, в том числе и крепежные (винты, гайки, шайбы),
очищают и промывают от посторонних частиц, загрязнений маслами в
специальных моечных машинах или ваннах с применением ультразву¬
188
ка. Ультразвук обеспечивает качественную очистку деталей и значи¬
тельно ускоряет процесс промывки. После очистки и промывки детали
сушат обдувкой сжатым воздухом. Для удаления посторонних частиц
(мелкой металлической стружки) из труднодоступных мест деталей
(глухих резьбовых отверстий, пазов и т. п.) также применяют обдувку
сжатым воздухом, пользуясь специальными наконечниками, соеди¬
ненными шлангами с магистралью
сжатого воздуха. Давление воздуха
при обдувке 0,3—0,6 мН/м2.
В серийном производствсе все
механические операции завершают
до сборки.
Производительность труда и
качество выпускаемой продукции
во многом зависят от того, как ор¬
ганизовано рабочее место монтаж¬
ника, правильно ли размещены на
рабочем месте инструмент и детали,
удобна ли конструкция стола (вер¬
стака), хорошо ли освещено рабочее
место. Правильная организация ра¬
бочего места заключается также в
оснащении его необходимым и вы¬
сокопроизводительным инструмен¬
том. Ниже рассматриваются ра¬
бочие места монтажника и мон-
тажника-ремонтника РЭА.
Рабочее место монтажника РЭА.
Рабочим местом монтажника ра-
диэлектронной аппаратуры (рис. 139) является стол размером 100Х
X 600x740 мм, в левой части которого размещены ящик 1 для ин¬
струмента и запасных частей, а в правой части — ящик 2 для техни¬
ческой документации и схем. В средней части стола имеется маленький
выдвижной ящик 3, в который устанавливается плоская тара для сбо¬
ра отрезков выводов ЭРЭ. В боковой части стола, справа, расположен
силовой щиток для подключения электропаяльника и электроинстру¬
мента, а также насадка для продувки собранных узлов и блоков сжатым
воздухом. В центральной части столешницы, с края, прикреплены
подлокотники 4, облегчающие работу монтажника.
На верхней части стола располагаются: лампа местного освещения 6,
направляющие 7 для установки монтажных чертежей, металлическая
заземленная пластина 8 для размещения монтажного инструмента, не
имеющего своего заземления, и вытяжное устройство 5. Вытяжное
устройство имеет телескопическую конструкцию и может поворачи¬
ваться вокруг оси крепления, что обеспечивает хорошую вытяжную
вентиляцию в любой точке рабочего места.
Рабочее место монтажника оснащено следующими монтажными при¬
способлениями и инструментом: стойки монтажные для закрепления
печатных плат, пинцет, бокорезы (острогубцы), круглогубцы, ножни¬
189
Рис. 139. Рабочее место монтажника
РЭА
цы, нож монтажный, набор отверток, электропаяльник с заземлением
на 36 В.
Рабочее место оснащено индивидуальным браслетом монтажника,
который подключается к контуру заземления. Зажимы контура зазем¬
ления выведены на силовой щиток. Рабочее место обеспечивает: удоб¬
ство монтажа на печатные платы ЭРЭ и микросхем с осевыми и планар¬
ными выводами, регулировку и контроль температуры наконечника
электропаяльника, местную вытяжную вентиляцию от мест пайки,
[ Рис. 140. Рабочее место монтажника — ремонтника РЭА
хорошее местное освещение, удобное размещение подготовленных к
монтажу ЭРЭ. В соответствии с требованиями ТУ на монтаж ЭРЭ не¬
обходимо подключение к контуру заземления электропаяльника, мон¬
тажника (через заземляющий браслет) и стола.
Рабочее место монтажника — ремонтника РЭА. Рабочим местом
(рис. 140) монтажника-ремонтника печатных узлов является стол
размером 1200x600x750 мм, в левой части которого размещены ящики
для инструмента и приспособлений, а в правой части — ящики для
электроинструментов и силовой щиток для их подключения. На верх¬
ней части рабочего стола расположена лампа местного освещения,
вытяжное устройство (вытяжная вентиляция) и коврик из антистати¬
ческого материала.
Рабочее место монтажника-ремонтника оснащено следующим ра¬
бочим инструментом и приспособлениями: нож 1 для выкусывания
проводов; вакуумный отсос припоя 2; ручной отсос припоя 3; при¬
способление 4 для устранения деформации печатных плат; приспо¬
собление 5 для размещения печатного узла, предназначенного для
190
ремонта и отыскания мест с дефектами; приспособления 6 для захвата
корпусов микросхем, подлежащих выпайке из платы; теплоотвод 7,
применяемый при демонтаже микросхем с планарными выводами;
специальная игла 8 для очистки отверстий печатных плат от при¬
поя; приспособление 9 для развальцовки пистонов; приспособление 10,
применяемое при монтаже и демонтаже проводов из штепсельных разъе¬
мов (ШР) и различных коммутационных соединителей; специальные
насадки 11 к электропаяльникам для демонтажа многовыводных
штырьковых элементов; приспособления 12, 13 для отсоса припоя
при демонтаже многовыводных ЭРЭ и ИС; комплект инструмента 14
для ремонта печатных плат; монтажный инструмент 15 (ножницы,
кусачки, пинцет, круглогубцы и др.).
Рабочее место монтажника-ремонтника оснащено индивидуальным
браслетом, подключающимся к контуру заземления, а также прибором
для разрушения клеевых соединений и лаковых пленок и приспособле¬
нием для зачистки сухого лака.
Рабочее место монтажника-ремонтника обеспечивает ремонт печат¬
ных плат, демонтаж с печатных узлов неисправных навесных ЭРЭ и
установку новых, регулировку навесных ЭРЭ, контроль температуры
наконечника паяльника, местную вытяжную вентиляцию, удобное мест¬
ное освещение.
§ 53. СБОРКА И РЕГУЛИРОВКА РЕЛЕ
Рассмотрим сборку электромагнитного реле, конструкция которого
изображена на рис. 141.
На панели 4, выполненной из изоляционного материала (с систе¬
мой шинок 3, 5, 7), устанавливается магнитопровод 1 с помощью
винтов 2. Сердечник 9, на котором
расположена обмотка электромаг¬
нита 13, крепится на магнитопро-
воде 1 следующим образом: сна¬
чала сердечник с помощью специ¬
ального приспособления запрессо¬
вывают в основании магнитопро-
вода, а затем развальцовывают.
Место развальцовки 14 покрывают
клеем БФ-14.
Поверхность сердечника 9 перед
установкой на него обмотки элект¬
ромагнита обматывают двойным
слоем лакошелковой изоляции
(ЛШ-2), концы которой склеивают
глифталевым лаком. В некоторых
типах реле сердечник предвари¬
тельно опрессовывают пластмассой
АГ-4В в виде каркаса, на который затем наматывается обмотка элект¬
ромагнита.
Якорь 10 штампуют из листовой стали ЭИ, покрывают кадмием,
закрепляют в магнитопроводе 1, в результате чего образуется рычаг,
Рис. 141. Конструкция электромагнит¬
ного реле
191
н а который в одном направлении воздействует электромагнитное
усилие (когда обмотка находится под напряжением), а в другом на¬
правлении — усилие возвратной пружины 11.
Контактные пластины 6, запрессованные в пластмассовую колод¬
ку 8, образуют подвижную контактную систему, которая присоеди-
Рис. 142. Технологическая схема сборки реле
няется к якорю с помощью заклепок. Между якорем и пластмассовой
колодкой ставят миканитовую прокладку на клее БФ-4.
Подключение подвижной контактной системы к выводным зажи¬
мам 7 осуществляют гибким проводом марки ПШ, изолированным
фторопластовой изоляцией (в виде изоляционного чулка). Провод при¬
паивается к зажиму 7 или приваривается. Возвратная пружина 11
служит для удерживания якоря в разомкнутом положении. Один конец
192
пружины двумя-тремя витками прикрепляют к скобе с помощью винта
12, а другой ее конец продевают в отверстие на конце якоря.
Общая сборка реле заключается в установке корпуса электромаг¬
нита на магнитопровод и креплении его на панель реле. Затем на магни-
топровод монтируется узел якоря, состоящий из самого якоря и систе¬
мы контактов. При установке узла якоря проверяется плавность
его хода. После электрической проверки на пробой реле поступает
на регулировку, которая должна соответствовать требованиям техни¬
ческих условий и проводиться в объеме и последовательности, изло¬
женных в производственных инструкциях.
Собранные и отрегулированные реле партиями проходят приемоч¬
ные испытания и упаковываются согласно требованиям ТУ. Сборка
реле в настоящее время осуществляется на конвейерных линиях. Вза¬
имосвязь сборочных элементов и очередность сборки одного из реле
показаны на рис. 142.
Внутри прямоугольников указаны названия сборочных элементов,
слева — номера узлов или детали, условно обозначенные порядковым
числом, а справа — их количество, необходимое для данной сборки.
При контроле реле проверяют: напряжение срабатывания и отпу¬
скания, контактный зазор, контактное давление, натяг контактной
пружины, магнитный зазор, усилие трогания, конечное усилие и др.
§ 54. СБОРКА КОНДЕНСАТОРОВ ПЕРЕМЕННОЙ ЕМКОСТИ
Конденсаторы переменной емкости применяют для плавной настрой¬
ки и перестройки резонансных контуров радиоэлектронной аппаратуры:
приемной, передающей, измерительной и локационной. Величина
переменной емкости в них изменяется в больших пределах (от тысячи
до десятков пикофарад) и определяется необходимым перекрытием диа¬
пазона частот. Конденсаторы переменной емкости отличаются друг от
друга назначением, видом изоляции между пластинами, характером
изменения емкости от угла поворота ротора, конструкцией и способами
сборки.
Среди конструктивных разновидностей наиболее широкое распро¬
странение получили воздушные конденсаторы переменной емкости с
вращающимися пластинами ротора относительно неподвижных пла¬
стин статора.
По конструкции переменные конденсаторы различают в основном
по способу закрепления пластин. Чаще всего используют сборку
пластин с прокладкой шайб или с помощью пайки, чеканки или от-
бортовки.
Основанием конденсатора переменной емкости служит металли¬
ческий корпус (рис. 143). К корпусу крепят ротор и статор, причем
почти во всех конденсаторах статор изолирован от корпуса, а ротор
электрически соединен с ним. Для изоляции статора в зависимости от
специфических требований, предъявляемых к конденсатору, применя¬
ют высококачественные диэлектрики: радаофарфор, пирофилит, мико-
флекс, высокочастотные сорта гетинакса. Статорные и роторные пла¬
7 J\fo 3130
193
стины изготовляют из алюминия, латуни, стали и инвара, а ось рото¬
ра— из стали, латуни, керамики.
Обязательными элементами конденсатора переменной емкости
являются токосъемники, которые должны обеспечить хороший кон-
Рис. 143. Общий вид конденсатора переменной емкости:
/ — ротор, 2 — корпус, 3 — подшипник, 4 — ось ротора, 5 — ста¬
тор, 6 — токосъемник, 7 — винт
такт между ротором и корпусом конденсатора. Токосъемники изготов¬
ляют в виде пружинящей вилки, гибкой ленты или щетки из бронзы
или твердой латуни (рис. 144).
Рис. 144. Токосъемники конденсаторов переменной емкости:
а — из плоской пружины, б — из пружинной проволоки, в — щеточный
Переходное сопротивление скользящего контакта должно быть
минимальным и неизменным в процессе работы конденсатора. Пружины
токосъемников укрепляют на корпусе конденсатора таким образом,
чтобы концы их входили в проточку оси ротора. Токосъемники приме¬
няют и в тех случаях, когда ротор сидит на металлической оси, по¬
скольку контакт через подшипник имеет слишком большое и непосто¬
янное переходное сопротивление.
194
Статорные секции конденсаторов собираются в основном с помощью
швеллеров различной конфигурации. Швеллер представляет собой
плоскую или дугообразную пластину, в которой имеется один или два
Рис. 145. Соединение пластин в секцию чеканкой и виды швел¬
леров:
у _ плоский швеллер, 2 — крайние разрезные пластины, 3 — фасонный
швеллер, 4 — основные пластины, 5 — места расчеканки, 6 — направле¬
ние движения пуансонов при расчсканке
ряда отверстий прямоугольной формы; при сборке в эти отверстия
входят выступы пластин. Чеканкой выступов пластин достигается их
уплотнение в отверстиях
швеллера и тем самым со-,
единение пластин в секцию
(рис. 145).
Статоры конденсаторов,
роторы которых укреплены
на металлической оси, кре¬
пятся к корпусу с помо¬
щью керамических подста¬
вок (колонок).
Роторные секции могут
собираться как с помощью
швеллеров, так и путем
расчеканки пластин непосредственно на металлической оси ротора
или втулке.
Для этого на осях ротора проточены канавки по числу пластин
в секции (рис. 146), в которые вставляют пластины. При обжатии
усиков пластина, увеличиваясь по толщине, плотнее заполняет канав¬
ку в месте обжимки. Чеканкой оси ротора в промежутках между
пластинами достигают дополнительного уплотнения посадки пластин
(рис. 147).
Рис. 146. Ось ротора с проточенными канавками
для установки пластин:
/ — пазы для размещения усов пластин, 2 — пазы для
пружин токосъемников, 3 — отверстие для стопорного
винта
7*
195
Соединение пластин в секции методом пайки обеспечивает надеж¬
ный электрический контакт и прочное соединение пластин с осью рото¬
ра и позволяет применять один и тот же материал для пластин и
втулок. Пластины припаивают к гладким осям ротора или втулкам,
и впаивают в канавки, выточенные в осях и втулках, или в отверстия
Рис. 147. Закрепление пластин на оси ротора чеканкой:
/ — основание приспособления, 2 — зажимной винт, 3 — фиксаторы, оп¬
ределяющие положение пластин относительно оси, 4 — нажимная планка,
5 — ось ротора, 6 — роторные пластины, 7 — планки, 8 — чеканы, 9 —.
вырез в роторной пластине, 10 — углубления, оставленные чеканом
швеллеров. Пайку производят припоями ПОС-40, ПОС-61 или кадмие¬
вым припоем. Припой в виде тонких ленточек или листочков наклады¬
вается на место пайки (на ось) между пластинами, установленными в
приспособление. Нагрев секций пластин вместе с приспособлениями
производится в муфельных печах или в масляных ваннах. После
пайки секции охлаждают вместе с приспособлением до нормальной тем¬
пературы, затем вынимают из него и тщательно промывают от остатков
флюса и других загрязнений.
Сборка секций из пластин с помощью разделительных промежуточ¬
ных шайб является наиболее простой, поскольку при этом не требуется
196
специальных приспособлений для фиксации положения пластин. Од¬
нако сборка секций по этому методу требует высокой точности изготов¬
ления шайб по высоте и пластин по толщине. Секции собираются на оси
ротора или втулке путем поочередного размещения деталей (пластина+
промежуточная шайба + пластина + промежуточная шайба и т. д.);
набранная секция закрепляется на оси ротора стопорящей гайкой.
Роторы секций блока конденсаторов закрепляют на общей оси,
а концы оси в свою очередь помещают в подшипники. К подвижной
системе «ось — подшипник» предъявляются повышенные требования
по обеспечению равномерности и плавности вращения, небольшой ве¬
личины момента вращения, отсутствия осевых и радиальных люфтов.
Рис. 148. Конструкция блока конденсаторов перемен¬
ной емкости:
1 — место крепления статорного пакета к корпусу, 2 — пакет
пластин статора, 3 — пакет пластин ротора, 4 — экран между
секциями, 5 — корпус, 6 — передний подшипник, 7 — ось,
8 — вывод статора, 9 — токосъемник, 10 — задний подшипник
с возвратной пружиной
При сборке переменных конденсаторов применяют шариковые наборные
подшипники, которые обеспечивают небольшой момент вращения,
отсутствие люфтов и плавность вращения оси. При повышенных тре¬
бованиях к подвижной системе применяются стандартные подшипники,
а осевые люфты устраняются упорной пружиной.
С целью уменьшения взаимного перемещения пластин роторные и
статорные оси жестко крепят только с одной стороны корпуса.
На рис. 148 показана конструкция блока конденсаторов перемен¬
ной емкости, пластины которых собраны методом чеканки. У собран¬
ного блока измеряют начальные и максимальные емкости, после чего
приступают к регулировке, которая заключается в отгибании или
пригибании секторов пластин с целью получения заданного закона
изменения емкости в зависимости от угла поворота ротора.
197
Измерение емкости секций производят с помощью стандартного
измерителя емкости и приспособления, позволяющего фиксировать
ось ротора на заданном угле поворота и поочередно подключать сек¬
ции к измерительному прибору.
§ 55. УЗЛОВАЯ И ОБЩАЯ СБОРКА РАДИОАППАРАТУРЫ
Обычно радиоэлектронное устройство состоит из отдельных функ¬
циональных блоков и узлов, что позволяет разделить механическую
сборку на узловую и общую. Это облегчает процесс монтажно-сбороч¬
ных и регулировочных работ и их механизацию.
Электрический монтаж различают внутри- и междублочный. Внут-
риблочный монтаж — это совокупность операций по соединению мон¬
тажными проводами контактных выводов деталей и узлов функциональ¬
ного блока или узла в соответствии с его принципиальной и монтаж¬
ной схемами. Междублочный монтаж заключается в осуществлении
электрической связи между отдельными функциональными блоками
системы с помощью соединительных кабелей.
Электрический монтаж изделий РЭА на предприятиях в условиях
единичного, мелкосерийного и серийного производства осуществляют
на специально оборудованных монтажных участках или в цехах.
В единичном и мелкосерийном производстве электрический мон¬
таж изделий РЭА производят на одном рабочем месте, а в серийном
производстве — на поточных или конвейерных линиях. При поточ¬
ном производстве обеспечивается строго последовательная, без пере¬
рывов сборка изделий. При этом технологический процесс сборки
изделия расчленяется на простейшие операции, каждая из которых
проводится на определенном рабочем месте. В отличие от поточной ли¬
нии сборки изделий конвейерная линия характеризуется тем, что для
выполнения одной простейшей сборочной операции конвейер останав¬
ливается на короткое время.
Последовательность сборки изделия РЭА на одном рабочем месте
устанавливается технологическими операционными картами.
Прежде чем приступить к сборке изделия, электромонтажник
должен ознакомиться со сборочным чертежом изделия (или узла),
его принципиальной электрической схемой и технологическими опе¬
рационными картами сборки. В соответствии с указаниями техноло¬
гических карт электромонтажник подбирает необходимый электро¬
монтажный инструмент и раскладывает его на рабочем месте. Затем
он размещает комплектующие детали и электрорадиоэлементы по
специальным кассетам и включает в сеть электропаяльник. После
прогрева электропаяльника необходимо проконтролировать темпера¬
туру его рабочей части, которая должна соответствовать температуре,
указанной в технологической карте.
Электромонтажник устанавливает печатную плату в приспособле¬
нии и приступает к сборке изделия.
При сборке изделий на поточной или конвейерной линии электро¬
монтажник производит одну, максимум две-три сборочные операции,
которые, как правило, заключаются в установке и пайке одного (или
198
двух-трех) электрорадиоэлемента. В этом случае он получает опреде¬
ленный набор электромонтажных инструментов и одну технологи¬
ческую операционную карту (эскиз).
На поточной или конвейерной линии одновременно могут соби¬
раться несколько узлов или изделий РЭА. Такие линии называются
многопредметными.
Электрический монтаж — наиболее трудоемкий этап производ¬
ства радиоэлектронной аппаратуры. Качеством выполнения электри¬
ческого монтажа определяются характеристики, параметры и надеж¬
ность смонтированного устройства.
Регулировочно-настроечные операции проводятся на заключитель¬
ной стадии производственного процесса и имеют целью привести пара¬
метры аппаратуры в соответствие с нормалями и допусками, заданными
в ТУ. Различают регулировку узловую, блочную и комплексную.
Узловая регулировка характерна для самостоятельных функциональ¬
ных каскадов, сборка и монтаж которых производятся на общих
панелях. Блочная регулировка характерна для сложной аппаратуры,
состоящей из отдельных функциональных блоков. Комплексная регу¬
лировка — это регулировка всей системы.
Современные радиоприемные устройства и приборы собираются
по сложным схемам и имеют большое количество разнообразных бло¬
ков. Наиболее распространенными из них являются блоки усилителей
высокой частоты, промежуточной частоты и низкой частоты.
Так как сборка этих блоков в настоящее время осуществляется
на печатных платах, рассмотрим в качестве примера сборку блока
усилителя низкой частоты (УНЧ).
Электрическая схема УНЧ с двухтактным выходным каскадом
показана на рис. 149. Все детали усилителя монтируются на одной
печатной плате, выполненной из фольгированного диэлектрика тол¬
щиной 1,5—2 мм.
Печатная плата и схема соединений деталей УНЧ показаны на
рис. 150. Монтаж может быть навесным с использованием пустотелых
заклепок или стоек, запрессованных в отверстиях гетинаксовых или
текстолитовых плат.
Сначала на плату устанавливают и монтируют транзисторы, диоды
и электрические конденсаторы, выводы которых следует подключать с
учетом определенной полярности. Выводные концы ЭРЭ припаивают к
контактным площадкам и после этого кусачками (бокорезами) откусы¬
вают ненужную их часть. За пределами наплыва припоя должен оста¬
ваться выступающий на 1—2 мм конец проводника. По концам про¬
водников можно легко обнаружить некачественную пайку или при
ошибке без затруднений выпаять неправильно установленную деталь.
На печатную плату устанавливают и припаивают постоянные резисто¬
ры и конденсаторы так, чтобы их маркировка была бы хорошо вил на.
Остальные детали усилителя НЧ монтируют в последнюю очередь.
Низкочастотные трансформаторы Tl, Т2 закрепляют на печатной плате
пайкой специальных конструктивных лепестков. Переменный резистор
соединяют с печатной платой с помощью гаек или металлической
скобой, изготовленной из латуни или дюраля. Для этого в плате
т
высверливают два дополнительных отверстия рядом с крайними вы¬
водами резистора и через изоляционную прокладку (прессшпан, ла-
коткань и др.) прижимают резистор к плате.
Пайку выводов ЭРЭ к контактным площадкам платы осуществляют
электропаяльником мощностью 40—60 Вт с заземлением. Для пайки
применяют спиртоканифольный флюс. Пайку следует выполнять быст¬
ро (не более 3—5 с); при пайке полупроводниковых приборов необхо¬
димо устанавливать теплоотводы.
При навесном монтаже ЭРЭ соединительные проводники должны
быть по возможности более короткими, а проводники входной цепи
должны быть по возможности дальше от проводников и деталей вы¬
ходной цепи. Иначе между ними через магнитные поля возникнет
паразитная связь, из-за чего усилитель может возбудиться. Условием
нормальной работы УНЧ является отсутствие самовозбуждения.
200
Рис. 149. Электрическая схема двухтакгового усилителя низкой частоты
Рис. 150. Печатная плата двухтактового усилителя низкой частоты
§ 56. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ БЛОКОВ, СУББЛОКОВ,
ПРИБОРОВ И АППАРАТУРЫ
При конструировании радиоэлектронной аппаратуры и приборов
рекомендуется использовать функционально-блочный метод, позво¬
ляющий повысить надежность аппаратуры, сократить сроки и стои¬
мость проектирования, повысить степень использования стандарти¬
зированных и унифицированных узлов и элементов конструкции, авто¬
матизировать и механизировать процессы изготовления и контроля
аппаратуры.
Функционально-блочный метод основан на выделении из функцио¬
нальной схемы блока или устройства узла функциональной схемы,
выполняющего определенную законченную операцию (функцию) и раз¬
мещающегося на печатной плате с соединителем. При конструирова¬
нии РЭА такой функциональный узел носит название субблока, а
при конструировании ЭВМ — типового элемента замены (ТЭЗ). Такой
принцип конструирования представляет собой схемную модульность,
а физическая реализация схемной модульности — конструктивную
модульность.
Конструктивная модульность позволяет изменять конфигурацию
аппарата в соответствии с конкретными задачами.
Конструкция радиоэлектронной аппаратуры создается на базе
единых унифицированных конструктивных элементов (базовых кон¬
струкций), обеспечивающих высокий уровень унификации. Базовые
конструкции (модули) предназначены для размещения и компоновки
электронного оборудования РЭА. Базовые конструкции построены
по принципу входимости модуля предыдущего уровня в модуль по¬
следующего уровня (табл. 15).
Таблица 15
Уровень конст¬
руктивного
модул я
Виды модульности базовых конструкции
схемная
конструктивная
Первый
Интегральная микросхема
(ИС), микромодуль, гибридная
интегральная схема (ГИС)
Корпус интегральной схемы,
микромодуля, гибридной инте¬
гральной схемы; электрорадио¬
элемент
Второй
Узел функциональной схемы
Субблок, ТЭЗ
Третий
Функциональная схема
Панель, каркас
Четвертый
Функциональный блок
Рама, корпус блочный при¬
борный (КБП)
Пятый
Устройство, система, часть
системы
Стойка, тумба, пульт
Субблоки (ТЭЗы), как правило, имеют бескаркасное (рис. 151)
или каркасное (рис. 152) исполнение. При бескаркасном исполнении
габаритные размеры субблока определяются размерами печатной
платы и лицевой панели, прикрепляемой к ней. При каркасном испол¬
201
Рис. 152. Конструкция каркасного субблока:
1 — каркас (рамка), 2 — плата с ЭРЗ и ИМС, 3 — панель
202
нении габаритные размеры определяются размерами рамки (каркаса),
к которой прикрепляются одна-две печатные платы.
Рамки изготовляют из алюминиевых сплавов (литьем) или прессма-
териалов (прессованием). Платы крепятся к рамке винтами или зак¬
лепками. На плате устанавли¬
вают микросхемы, навесные
электрорадиоэлементы и вилку
соединителя типа ГРПМ. Ино¬
гда на рамке устанавливают
штыри-ловители, обеспечиваю¬
щие фиксацию субблока и сов¬
мещение розетки с вилкой со¬
единителя и винты для закреп¬
ления субблока.
Электрическое соединение
субблока (ТЭЗа) с общей схемой
блока осуществляется через со¬
единители типа ГРПМ.
Основной конструктивной
единицей при проектировании
РЭА является блок, в кото¬
ром размещаются субблоки
(рис. 153). Блоки рекомендует¬
ся конструировать прямоуголь¬
ной формы. Габаритные раз¬
меры корпусов блоков должны выполняться в соответствии с ГОСТ
12863—67. Электрическое соединение блоков, составляющих устрой¬
ство или систему, осуществляют с помощью жгутов, гибких кабелей и
объемного монтажа.
Рис. 151. Конструкция бескаркасного
субблока:
1 — плата, 2 — панель
Конструктивной основой для построения изделия РЭА является
унифицированный блочный корпус КБП-1 (рис. 154), в который входит
унифицированный приборный каркас КУП-1 (рис. 155). Корпуса
КБП-1 входят в унифицированную систему конструкций УСК-1, пред¬
назначенную для построения электронных стационарных систем.
В унифицированный приборный каркас (КУП-1) можно установить
22 ТЭЗа размером 140x240 мм или четыре источника питания типа
Рис. 153. Конструкция блока:
/ — субблок, 2 — направляющие, 3 — передняя и задняя стенки, 4 — кронштейн
«Александрит-1,2». Достоинство приборного каркаса (КУП-1) состоит
в том, что он выполнен из унифицированных алюминиевых прессован¬
ных профилей типа ПС. Конструкция каркаса сборно-разборная.
Для построения любого радиоприбора используются шасси (кар¬
касы), которые служат для расположения и прочного крепления на
них деталей и узлов. Конструкция шасси должна обеспечивать нор¬
мальную работу аппаратуры при любых условиях ее эксплуатации.
Шасси изготовляют из листового и профильного материала и литьем.
В общем виде шасси из листового материала представляет собой
коробку с продольными и поперечными отбортовками, служащими
для повышения жесткости конструкции. Плоскость шасси предназна¬
чена для установки силовых трансформаторов, дросселей низкой
частоты, блоков конденсаторов переменной емкости, ламповых па¬
нелей, электролитических конденсаторов и др. Внутренний объем
шасси используют для расположения проводов монтажной схемы, а
также для установки деталей и узлов небольшого размера.
203
Шасси изготовляют из листовой стали толщиной 1—2,5 мм; если
необходимо уменьшить массу шасси, используют сплавы АМГ, Д-16
и др. Листы металла разрезают гильотинными ножницами на полосы.
Из полос штампуют шасси на мощных кривошипных прессах, тоннаж
которых определяется общим периметром вырубаемых отверстий.
Гибку и отбортовку боковых стенок шасси выполняют также с помо¬
щью штампов на кривошипных прессах.
Отверстия, которые не могут быть вырублены, сверлят на сверлиль¬
ных станках по кондуктору. Для нарезания резьбы применяют обыч¬
ные резьбонарезные станки. Если необходимо соединить отдельные кон¬
204
Рис. 154. Блочный приборный унифицированный корпус
Рис. 155. Приборный унифицированный каркас
структивные элементы шасси, применяют точечную электросварку по
кондуктору, обеспечивающему идентичность расположения деталей и
узлов, поступающих на сварку.
Шасси из профильного материала изготовляют из алюминиевых
прессованных профилей типа ПС или из прокатной уголковой стали.
Технология изготовления из алюминиевых прессованных профилей
состоит из следующих операций: нарезка заготовок, нанесение защит¬
ного оксидного слоя, механическая обработка (вырезание конструк¬
тивных элементов для соединения «взамок», сверление отверстий и
нарезание резьбы) и сборка шасси. Технология изготовления шасси из
стального уголкового проката состоит из следующих операций: на¬
резка заготовок, их механическая обработка (зачистка от ржавчины,
окалины и прочих загрязнений, вырезание конструктивных элементов
для соединения «взамок»), сборка и сварка. Места сварки опиливаются
напильником и тщательно зачищаются наждачной шкуркой. После
этого каркас шасси окрашивается эмалью по предварительно нанесен¬
ному слою грунта.
Литые шасси получают литьем в металлические формы. При литье
в металлические формы расплавленный металл подается в стальную
пресс-форму под большим давлением, что обеспечивает ее заполнение.
Отливки получаются уплотненными, они обладают повышенной меха¬
нической прочностью, точными размерами, чистой поверхностью и
нуждаются в незначительной механической обработке. Литые шасси
делают главным образом из кремнийалюминиевого сплава (силумина)
и магнийалюминиевого сплава («электрона»).
§ 57. СБОРКА РАДИОПРИЕМНОЙ АППАРАТУРЫ
Радиоприемная аппаратура предназначена для извлечения полез¬
ных радиосигналов, преобразования, усиления и воспроизведения
полученной информации в виде звука или изображения.
Конструктивно радиовещательные приемники разделяются на
переносные и стационарные. Переносные приемники собирают по одно¬
блочной схеме, в которой все электрорадиоэлементы (за исключением
громкоговорителя и иногда батарей) крепятся на общем шасси —
печатной плате. Шасси с установленными на нем электрорадиоэле¬
ментами помещается в корпус, в который вмонтирован громкогово¬
ритель. Стационарные приемники представляют собой многоблочную
конструкцию, состоящую из отдельных функциональных блоков.
Переключение диапазонов приемника осуществляется с помощью пере¬
ключателя, а сетевое напряжение от сети подается через сетевую ро¬
зетку, которую соединяют с приемником с помощью вилки.
Переносные приемники должны быть устойчивы к одиночным
ударам и падению, иметь высокую надежность, которая во многом
зависит от качества сборки.
На специальные приемники в процессе эксплуатации одновремен¬
но воздействуют механические и климатические факторы. Для смяг¬
чения динамических нагрузок приемники снабжены различными амор¬
205
упч
тизирующими устройствами. Они полностью или частично гермети¬
зированы; используются вещества, уменьшающие влажность во внут¬
реннем объеме конструкции (силикагель), пропитка, заливка деталей
или участков схемы, покрытие влагозащитным лаком.
К специальным приемникам предъявляется особое требование:
в случае отказа отдельных деталей они должны быстро и легко заме¬
няться. Это требование оп¬
ределяет особенности кон¬
струкции и выбор вида со¬
единений электрорадиоэле¬
ментов аппаратуры. В та¬
ких приемниках широко
применяют разъемные, в
частности резьбовые, соеди¬
нения. В них устанавливаются сложные электромеханические узлы
(конденсаторы переменной емкости, переключатели и т. п.) и точные
механические передачи. При их сборке недопустимо производить ка¬
кие-либо механические доделки деталей. Если необходимость доделок
оговорена чертежом, то она должна проводиться в отдельном помеще¬
нии. Места, где производились какие-либо доделки — клепка, раз¬
вальцовка, должны быть защищены от коррозии защитным покрытием
(например, лаком УР-231, если нет других указаний в чертеже). Сбор¬
ку приборов и механизмов высокой точности осуществляют в специаль¬
но оборудованном помещении.
Детали из хрупких материалов (стекла, керамики, пластмассы)
следует крепить болтами и винтами с помощью тарированного инстру¬
мента. Для предотвращения сколов под головки крепящих винтов
(или гайки), соприкасающиеся с деталью, а также между деталью
и шасси необходимо подкладывать шайбы из текстолита и гетинакса.
Электрическое соединение субблоков между собой осуществляется
посредством соединителей. Цепи высокой частоты соединяются коак¬
сиальными кабелями, которые обеспечивают непрерывность экрани¬
ровки и исключают образование паразитных связей на высокой частоте.
Для точного сочленения вилки с розеткой, установленной на шасси,
применяют соединители с ловителями. Крупные субблоки закрепля¬
ются на шасси невыпадающими винтами.
В процессе сборки в элементах конструкции возникают внутренние
напряжения, что нежелательно в блоках, содержащих частотно-задаю-
щие элекромеханические узлы (конденсаторы переменной емкости,
механизмы с отсчетными шкалами, переключатели в колебательных
контурах гетеродина). Поэтому предварительно собранные блоки и
устройство в целом подвергают искусственному старению (термотре¬
нировке).
В зависимости от структурных схем различают приемники: пря¬
мого усиления и супергетеродинные. Наибольшее распространение
среди них получили супергетеродинные приемники, поэтому далее
рассматривается технология сборки и монтажа этих приемников.
Они отличаются стабильными параметрами при очень простой кон¬
струкции.
206
Рис. 156. Структурная схема супергетеродин-
ного приемника
Монтаж и сборка супергетеродинного приемника. Принцип супер-
гетеродинного приема заключается в преобразовании частоты прини¬
маемого сигнала в другую, так называемую промежуточную частоту, в
диапазоне которой осуществляется основное усиление сигнала. Про¬
межуточная частота выделяется преобразователем; в состав его входят
гетеродин и смеситель, колебательные контуры которого выделяют
сигнал промежуточной частоты. Основное усиление в приемнике
происходит в усилителе промежуточной частоты (УПЧ). Промежуточ¬
ная частота в большинстве приемников постоянна. Следовательно,
УПЧ имеет фиксированную настройку.
Рис. 157. Печатная плата супергетеродинного приемника с обозначениями
посадочных мест навесных электрорадиоэлементов
Усиленное до необходимого уровня напряжение промежуточной
частоты детектируется, а выделенное при этом напряжение низкой
частоты после усиления подается на громкоговоритель, электронно¬
лучевую трубку или другой оконечный прибор в зависимости от типа
приемника. Структурная схема супергетеродинного приемника
(рис. 156) содержит входную цепь ВЦ, усилитель высокой частоты
УВЧ, преобразователь частоты ПЧ, усилитель промежуточной часто¬
ты УПЧ, детектор Д и УНЧ.
Детали и узлы приемника, кроме электродинамической головки,
монтируются на одной печатной плате (рис. 157), выполненной из фоль-
гированного диэлектрика толщиной 2 мм. Сначала на печатной плате
закрепляют держатели магнитной антенны и переменного резистора,
устанавливают сдвоенный блок конденсаторов переменной емкости
(КПЕ) Cl, С2 и С5, С6 и электролитический конденсатор. После этого
207
монтируют остальные детали и узлы приемника, в том числе и интег¬
ральные микросхемы, выводы которых крепят пайкой к контактным
площадкам. При установке ИС необходимо руководствоваться распо¬
ложением «ключа», так как симметричное расположение выводов
микросхем может привести к ошибке.
Рис. 158. Смонтированный су пер гетеродинный приемник (без корпуса)
Внешние цепи питания и подключение электродинамической го¬
ловки выполняют изолированными монтажными проводами сечением
0,15 мм2. В конце сборки и монтажа устанавливают магнитную ан¬
тенну, подпаивают ее выводы и приступают к регулировке прием¬
ника. Собранный супергетеродинный приемник (без корпуса) пред¬
ставлен на рис. 158.
§ 58. СБОРКА РАДИОПЕРЕДАЮЩЕЙ АППАРАТУРЫ
Радиопередающие устройства предназначены для генерирования
электрических колебаний высокой частоты, управления этими коле¬
баниями с целью передачи необходимой информации и излучения с
помощью антенны модулированных колебаний в виде электромагнит¬
ных волн.
Основными техническими характеристиками радиопередающих
устройств, которые влияют на дальность действия канала связи, слу¬
жат его мощность и рабочий диапазон частот.
По мощности радиопередатчики разделяются на маломощные
(100 Вт), средней мощности (100 Вт—1 кВт); мощные (от 1 до
100 кВт) и сверхмощные (более 100 кВт). По диапазону частот ра¬
диопередатчики разделяются на длинноволновые, средневолновые,
коротковолновые, ультракоротковолновые.
Несмотря на значительное разнообразие конструкций передатчи¬
ков, принцип их действия одинаков и может быть сведен к обобщенной
структурной схеме, изображенной на рис. 159. Первоначальное гене¬
208
рирование высокочастотных колебаний осуществляется задающим
генератором. Поскольку постоянство рабочей частоты всех каскадов
передатчика зависит от стабильности работы задающего генератора,
его выполняют низкочастотным и маломощным. Этим предотвраща¬
ется нагревание его электрорадиоэлементов и, как следствие, изме¬
нение их параметров.
Колебания, генерируемые задающим генератором, последователь¬
но усиливаются каскадами передатчика. В промежуточных каскадах
происходит усиление высокочастот¬
ных колебаний по напряжению.
В оконечных каскадах — усиление
мощности. Оконечный каскад ра¬
ботает на антенный контур, явля¬
ющийся его внешней нагрузкой и
служащий для согласования уси¬
лителя мощности с антенной.
Для передачи необходимой ин¬
формации с помощью радиопередат¬
чика следует преобразовать зву¬
ковые колебания в электрический
ток. Изменение его амплитудных
значений должно строго соответ¬
ствовать изменениям амплитуды
звуковых колебаний.
В радиопередатчиках исполь¬
зуют интегральные микросхемы, печатные схемы, микромодули, точ¬
ные безлюфтовые приводные механизмы, микрошкалы с оптическими
устройствами; в оконечных каскадах мощных передатчиков применяют
узлы, характерные для крупногабаритной аппаратуры с объемным
монтажом.
Высокие напряжения на элементах передатчика требуют обеспе¬
чения хорошей изоляции и значительных воздушных зазоров между
ними и корпусом, экранами и деталями, находящимися под нулевым
потенциалом. Это вызывает использование высокочастотных изоляци¬
онных материалов и существенное увеличение габаритных размеров и
массы аппаратуры.
Значительные токовые нагрузки приводят к увеличению поверх¬
ности токонесущих элементов, к использованию деталей с большой
теплоемкостью и радиационной способностью. Поэтому для элементов
колебательных контуров (катушек, вариометров, переключателей и
др.), используемых в оконечных каскадах передатчиков, характерно
сочетание высокочастотных изоляционных материалов (керамики,
пластмассы, стекла) и проводниковых материалов — меди и ее спла¬
вов, алюминия и его сплавов.
В каскадах мощных передатчиков сильные токи и большие напря¬
жения предопределяют увеличение как размеров элементов, так и
расстояний между ними. Первостепенное значение в них приобретает
отвод теплоты, создаваемой нагревом мощных генераторных ламп и
элементов контуров.
209
Рис. 159. Структурная схема типового
передатчика:
/ — задающий генератор, 2 — усилитель
высокой частоты, 3 — модулятор, 4 — уси¬
литель мощности, 5 — антенный контур,
6 — усилитель низкой частоты
Сборка радиопередатчиков осуществляется в такой последователь¬
ности. Сначала собирают стойку передатчика. Основой стойки явля¬
ется каркас. Каркасы для передатчиков изготовляют различными
методами: литьем из алюминиевых сплавов, сваркой из алюминиевых
или латунных профилей или сваркой из стальных профилей.
На рис. 160 показана сборка стойки, состоящей из двух секций 1 и
6, изготовленных методом точного литья из алюминиевого сплава.
Секции соединены между собой винтами с гайками. Вертикальная пере¬
городка 5 отделяет пространство межблочных соединений 7. Блочные
отсеки 4 разделены между собой венти¬
ляционной решеткой 12. Непрерывность
экранировки обеспечивается металличе¬
скими обшивками 13, перегородкой 5,
поддонами 12у 16. Стойка снизу усиле¬
на полосами 17 из- профильного мате¬
риала. К этим полосам прикреплены
амортизационные рамы 14 с амортиза¬
торами.
Блочные отсеки имеют направляю¬
щие 2 для вставных блоков. На перего¬
родке 5 укреплены ловители 11, низко¬
частотные 10 и высокочастотные 9 со¬
единители. Отверстия 3 предназначены
для крепления передних панелей.
Сборка стойки начинается со стыко¬
вания секций /, 6У установки на них
перегородки, поддонов и обшивок. Для
того чтобы в местах соприкосновения
этих деталей со стойкой обеспечивался
надежный электрический контакт, стойка
отправляется на окраску только после
сборки. С этой же целью технологическими заглушками закрывают
все места, не подлежащие окраске, после окраски стойки все техноло¬
гические заглушки снимают. После окончания сборки и монтажа стой¬
ки на перегородку ставят соединители и ловители. Точное расположе¬
ние их определяется по образцовым эталонным блокам.
Электрический монтаж в отсеке междублочных соединений сводит¬
ся к установке жгута и его подсоединению к соединителям и переход¬
ным колодкам. На задней стенке стойки прокладывается земляная ши¬
на, соединяемая с болтом заземления.
После электрического монтажа на перегородке собирают распре¬
делительный механизм сопряженной настройки, соединительные муф¬
ты, соединители и ловители. Установку их также производят по образ¬
цовым блокам.
Для отвода теплоты применяется вытяжная вентиляция, при этом
вентилятор 8 ставят на стойку. Холодный воздух поступает в отвер¬
стие в поддоне 16, закрытое пылезащитным фильтром 15, проходит через
нижний отсек 4У через отверстия в поддоне 12 поступает в верхний
отсек и через вентилятор выбрасывается наружу.
Рис. 160. Типовая стойка для
сборки передатчика
210
Блоки передатчиков собирают на каркасах, которые, так же как
и стойки, могут быть сварными, литыми из силумина, собранными
из прессованных профилей в зависимости от размеров и массы блока.
Блоки вставляют в стойку по направляющим. Направляющие 2
могут быть выполнены из профильного металла или из пластмассы.
В соответствии с этим в нижней части шасси каркаса блока имеются
выборки, которые при движении блока скользят по направляющим и
облегчают сочленение ловителей. При отсутствии в шасси блока вы¬
борки под направляющие последние выполняются из профильного
металла. При установке блоков массой свыше 15 кг в части блока,
соприкасающейся с направляющими, устанавливают ролики, которые
значительно уменьшают силу трения. Для изъятия блока из корпуса
на его передней панели присоединяют две ручки. Для предохранения
блока от случайного выхода из отсека при его выдвижении предусмот¬
рены специальные защелки-упоры. Защелка устанавливается вблизи
центра тяжести блока таким образом, чтобы при выдвижении блока до
упора была возможность отмотра его внутреннего объема и выявления
неисправностей. На задней стенке корпуса блока располагают низко¬
частотные и высокочастотные соединители, гнезда ловителей и соеди¬
нительные муфты, с помощью которых передается движение для управ¬
ления механизмами настройки блока.
Сборку блока начинают со сборки шасси с основными деталями.
Сначала к шасси присоединяют переднюю панель с ручками, далее
прикрепляют угольники, кронштейны, шины заземления и т. п. Затем
устанавливают низкочастотные и высокочастотные соединители, ло¬
вители.
Следующим этапом сборки является установка приводных меха¬
низмов, осуществляющих управление органами сопряженной настрой¬
ки каскадов усилителя. Как правило, привод располагают в блоке
усилителя мощности передатчика. Далее производится установка
ламповых панелей, переключателей диапазонов, вариометров, счетчи¬
ков угла поворота и т. п. Производится тщательная регулировка
соосности сопрягаемых осей механизмов, окончательное закрепление
муфт сцепления и элементов механизмов.
Те элементы, которые могут выйти из строя в процессе сборочных
операций из-за неизбежных ударов и сотрясения шасси, ставят в
последнюю очередь. После окончательной механической регулировки
и закрепления механизмов передатчика производится их штифтовка.
Перед электрическим монтажом необходимо тщательно очистить
шасси блока и установленные на нем элементы от металлических опи¬
лок, стружки, остатков соскобленной краски.
§ 59. СБОРКА ВОЛНОВОДОВ РАДИОАППАРАТУРЫ СВЧ
Волноводами называются металлические прямоугольные трубы,
предназначенные для передачи радиоволн. Они применяются для соеди¬
нения передатчика или приемника с антенной или для других высоко¬
частотных соединений на волнах короче 2—3 дм. В волноводе электро¬
магнитное поле заключено внутри металлической трубы и поэтому
211
потери на излучение отсутствуют. Электромагнитные волны распростра¬
няются в волноводе в результате последовательных отражений от его
стенок.
Для передачи энергии СВЧ преимущественное применение имеют
волноводы прямоугольного сечения, отдельные элементы которого
показаны на рис. 161.
При сборке волноводных трактов применяют прямые, гибкие и
изогнутые под углом волноводы. Гибкие и гофрированные волноводы
снимают механические напряжения, возникающие при соединении вол¬
новодов болтами или накидными гайками, компенсируют тепловые
удлинения системы, ослабляют механические напряжения при вибра¬
ции и тряске. Кроме гибких и изогнутых волноводов применяют вол¬
новоды, скрученные на 90° вдоль продольной оси.
Для изготовления волноводов определенной длины при сборке
волноводного тракта нарезку волноводных труб производят на фрезер¬
ном станке или любым другим способом.
Если волновод необходимо гнуть, то при
нарезке труб дают припуск на гибку, кото¬
рую производят в штампах и в специаль¬
ных приспособлениях. Для облегчения гиб¬
ки трубы отжигают. Чтобы сохранить
внутренние размеры волновода, внутрь
его вводят тонкие стальные полоски, цели¬
ком заполняя ими все его поперечное сечение. После гибки эти по¬
лоски вынимают.
Пайку волноводов производят серебряным припоем ПСр-40 с при¬
менением буры или специальных флюсов.
В зависимости от сложности узлов волноводных трактов, характера
производства, выбора способа нагрева пайка волноводов произво¬
дится следующими способами:
пайка газовой горелкой;
пайка индукционным нагревом;
пайка погружением в расплавленные соли;
пайка настроечных элементов волноводов электропаяльником.
Пайка латунных волноводов газовой горелкой. Технологический
процесс пайки состоит из следующих основных операций: подготовка
деталей к пайке; сборка деталей в узлы; пайка; удаление остатков
флюса; сушка; контроль.
Подготовка деталей к пайке заключается в удалении с них поверх¬
ностных загрязнений, протирки их ветошью, смоченной в бензине,
обезжиривании и травлении.
Во время транспортировки следует оберегать детали от загрязнения.
Пайку узлов необходимо производить не позднее 1—2 ч после подго¬
товки.
С помощью специального приспособления детали собираются в
узлы и фиксируются. При этом особое внимание уделяется установоч¬
ным размерам соответственно их сборочному чертежу, наличию фасок
и технологических зазоров. Во избежание образования некачественных
соединений технологические зазоры не должны превышать 0,05 мм.
D
212
Рис. 161. Волноводы прямо¬
угольного сечения
Приспособления для пайки газовой горелкой должны обеспечивать
свободный доступ пламени горелки к паяемому соединению, а также
возможность введения флюса и припоя в шов в процессе пайки.
Собранный в приспособлении узел устанавливают на вращающийся
стол с теплоизолирующим покрытием. Затем зажигают ацетилено¬
кислородную горелку и начинают пайку латунного волновода. При
этом характер пламени горелки должен быть нейтральным или вос¬
становительным, чтобы избежать появления трещин в сварных
швах.
Пайку латунных волноводов с помощью пламени газовой горелки
следует проводить в такой последовательности:
равномерно нагреть узел пламенем газовой горелки, перемещая ее
по поверхности деталей;
подогреть в пламени пруток припоя и обмакнуть его во флюс;
ввести пруток припоя с флюсом в зону пайки и пропаять шов по
всему периметру (во время пайки пламя на шов не подавать; пайку
вести с избытком флюса; температура пламени горелки должна пре¬
вышать температуру плавления припоя примерно на 60—120 °С);
после запайки всех швов отвести пламя горелки от зоны пайки;
после затвердевания припоя снять узел с приспособления;
произвести удаление остатков флюса после полного остывания
запаянного волновода.
Удаление остатков флюса производится (при погружении волново¬
дов в горячую проточную воду температурой 50-1-60 °С) протиркой
швов жесткой щетинной щеткой. Далее следует промывка волноводов
в холодной воде и сушка. Паяные волноводы сушатся в термостате при
температуре 100—120 °С до полного высыхания воды. Отмывку остат¬
ков флюса можно производить также погружением паяных узлов в
5—10%-ный раствор лимонной кислоты или в 3—5%-ный раствор кис¬
лого сернокислого калия при 50-1-60 °С на 5—15 мин с последующей
промывкой сначала в горячей, а затем в холодной воде.
Качество паяного соединения проверяется визуальным осмотром
швов с помощью лупы 4х или 8х. Припой в местах пайки должен иметь
галтели без газовых и шлаковых включений, каплевидных наплывов,
непропая и прожогов основного металла. Герметичность шва проверя¬
ется под давлением воздуха или жидкости согласно требованиям чер¬
тежа и технических условий (ТУ).
Пайку латунных волноводов производят серебряными припоями с
флюсом марки 209.
Пайка латунных волноводов индукционным нагревом. Технологи¬
ческий процесс пайки индукционным нагревом состоит из следующих
основных операций: подготовка деталей к пайке; сборка деталей в
узлы; пайка; удаление остатков флюса; сушка; контроль.
Все перечисленные операции, за исключением пайки, производят
аналогично пайке газовой горелкой.
Пайку узлов волновода производят в индукторе лампового гене¬
ратора. Пайку индукционным нагревом следует проводить в такой
последовательности:
установить узел волновода в приспособление;
213
уложить на стыковочное соединение заготовку припоя, изготовлен¬
ную из калиброванной проволоки, а затем нанести флюс;
установить приспособление с узлом, подготовленным к пайке,
в индуктор лампового генератора;
включить ламповый генератор и нагреть узел до температуры
пайки;
пропаять все соединения по всему периметру и выключить нагрев;
вывести узел из индуктора и выдержать его на воздухе до затверде¬
вания припоя.
При пайке индукционным нагревом применяют серебряные припои
в виде калиброванной проволоки с флюсом марки 209. Конструкция
приспособлений для индукционной пайки должна обеспечивать быст¬
рую установку деталей и съем готового запаянного узла, возможность
проведения технологического процесса пайки и контроля.
Пайка латунных волноводов в соляных ваннах. Технологический
процесс пайки в соляных ваннах состоит из следующих операций:
подготовка деталей к пайке; сборка деталей в узлы; предварительный
подогрев; пайка; снятие паяного узла с приспособления; очистка от
остатков солей паяных узлов и приспособления; сушка; контроль.
Подготовка деталей к пайке производится аналогично подготовке
деталей к пайке латунных волноводов газовой горелкой.
Сборка деталей в узлы производится с одновременной закладкой в
места пайки дозированных заготовок припоя с обязательной фиксацией
отдельных паяемых деталей.
После сборки приспособление с установленными узлами и уложен¬
ным припоем помещают в электрическую печь, расположенную рядом
с печью-ванной, и производят предварительный нагрев до 400—500 °С.
Применение подогрева обеспечивает качественную пайку и уменьшает
время пайки. После подогрева детали быстро погружают в расплав
солей (NaCl — 21 %; CaCl — 48%; BaCl — 31 %) с добавкой буры (4%)
на 2—3 мин. Рабочая температура расплава солей составляет 850° С.
По истечении установленного времени пайки приспособление извле¬
кают из ванны и устанавливают на металлический стол для охлажде¬
ния узла на воздухе до затвердевания припоя, после чего паяный узел
снимают с приспособления.
Очистку узлов и приспособления от остатков солей производят
промывкой в горячей проточной воде в течение 10—12 мин с последую¬
щей протиркой волосяной щеткой и промывкой в проточной холод¬
ной воде.
К собранным волноводам предъявляются следующие требования.
В паяных швах волноводов не должно быть трещин, щелей, круп¬
ных раковин, прожогов и оплавлений краев. При длине шва до 75 мм
допускаются поры диаметром не более 0,2 мм и глубиной не более
0,3 мм, а также риски шириной до 0,1 мм, глубиной до 0,2 мм и дли¬
ной до 2 мм. Допускается исправление дефектных мест паяных швов
припоем ПОС-61. В местах подпайки швов допускается потемнение
после серебрения. Паяные швы, не доступные для зачистки подпайки,
должны обладать чистой поверхностью и не иметь следов окислов н
флюсов. Вдоль линии шва допускаются незначительные наплывы ши-
214
рнной до 1 мм и высотой до 0,5 мм. Наплывы на углах шва допуска¬
ются шириной не более 1,5 мм и высотой не более 1 мм. Фланцевые
соединения должны быть перпендикулярны волноводу. Для уменьше¬
ния потерь внутренние поверхности волноводов подлежат серебрению.
Наружные поверхности волноводов не должны иметь дефектов, из-за
которых могло бы пострадать внутреннее покрытие волноводов сереб¬
ром. Волноводы после сборки и пайки не должны иметь деформаций.
Проверку собранных волноводных секций (трактов) производят,
сличая их с чертежами и измеряя инструментом, обеспечивающим ту
точность измерений, которая указана в чертежах.
При проверке размеров устанавливают их соответствие допускам
как в части предельных отклонений, так и в части геометрических
форм. Внешний осмотр производят визуально. Качество паяных швов
определяют с помощью оптических приборов или методом сравнения с
образцами.
§ 60. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ПРИ СБОРКЕ РЭА
Технологический процесс изготовления и сборки изделий РЭА
предусматривает наличие следующих основных видов технического
контроля: входной, операционный и приемочный.
Входной контроль применяют с целью избежания последующего
брака при выполнении сборочных, электромонтажных и регулировоч¬
ных работ. Входному контролю подвергаются все электрорадиоэле¬
менты, детали и узлы, поставляемые со стороны (покупные изделия)
по параметрам, определяющим их работоспособность и надежность.
Входной контроль проводится по инструкции предприятия о входном
контроле. Инструкция устанавливает порядок входного контроля
электрорадиоэлементов, деталей и узлов, обеспечивающий предотвра¬
щение установки дефектных электрорадиоэлементов в аппаратуру.
При входном контроле электрорадиоэлементы подвергаются как ви¬
зуальной, так и электрической проверке на соответствие требованиям
технических условий. При визуальном контроле проверяют наличие
маркировочных знаков (тип, номинал, интервал электрических допу¬
сков и т. д.) и отсутствие механических повреждений корпуса, выво¬
дов электрорадиоэлементов.
Входной контроль электрорадиоэлементов может быть сплошным
или выборочным.
Операционный контроль применяется, как правило, при сборке
особо сложной РЭА в мелкосерийном или серийном производстве
Операционный контроль производится во время выполнения техноло¬
гической операции или после ее завершения. Операционный контроль
должен быть предусмотрен технологическим процессом сборки, мон¬
тажа и регулировки РЭА. При внешнем осмотре заготовленных мон¬
тажных проводов и кабелей проверяют марку, сечение, способ и
качество заделки концов, маркировку, отсутствие надрезов жил и ка¬
чество их лужения, отсутствие повреждений и загрязнений изоляции.
Размеры проверяют, сравнивая их с размерами образцов, или по¬
средством специальных калибров, линейки или рулетки с делениями.
215
При внешнем осмотре проверяют раскладку проводов, аккуратность,
плотность и правильность вязки ниткой изготовленных жгутов.
Приемочный контроль радиоэлектронной аппаратуры (выходной
контроль) применяется в конце производственного цикла изготовле¬
ния и сборки РЭА с целью принятия решения о ее пригодности к ис¬
пользованию.
Приемочный контроль может быть сплошным или выборочным
При сплошном контроле проверяется каждое изделие партии, а при
выборочном контроле — часть изделий, и по полученным результатам
судят о годности всей предъявляемой партии изделий.
Основные этапы выборочного контроля следующие:
1) извлечение из партии выборки;
2) проверка изделий, входящих в выборку;
3) решение о качестве партии.
В производстве возможны три вида решений: принять партию,
продолжить контроль (взять еще одну или несколько выборок), забра¬
ковать партию.
В случае забракования партии она может быть либо подвергнута
сплошной проверке для выявления годных изделий, либо полностью
изъята или возвращена исполнителю для разбраковки и исправления.
Очень важно при выборочном контроле установить число изделий,
подлежащих контролю, а также правила, на основе которых выносится
решение о годности партии.
По применяемым методам различают визуальный, геометри¬
ческий и специальный контроль.
Визуальный контроль заключается в наружном осмотре и
применяется при проверке несложных деталей и при сборочных рабо¬
тах. Такой осмотр обычно предшествует другим видам контроля, но
иногда является единственным методом контроля. Это имеет место
при проверке окраски или лакировки аппаратуры, а также при оценке
того, не выходят ли образовавшиеся в результате сборочных работ внеш¬
ние дефекты (царапины, вмятины, сколы и т. д.) за рамки, установ¬
ленные техническими условиями.
Г еометрический контроль сводится к определению гео¬
метрических размеров радиоаппаратуры и установлению того, на¬
сколько эти размеры, а также расположение деталей после сборки
соответствуют чертежам и техническим условиям.
Специальный контроль осуществляется в процессе произ¬
водства в соответствии с технологическим процессом, а при испытаниях
готовой продукции — в соответствии с особой программой, согласован¬
ной с заказчиком. К этим испытаниям относятся: стендовые и поле¬
вые испытания радиоаппаратуры, а также испытания радиоаппаратуры
в условиях, близких к действительным. В ходе указанных испытаний
проверяется надежность работы радиоаппаратуры во всех случаях,
предусмотренных техническими условиями.
Приемку сборочных, регулировочных и настроечных работ в про¬
цессе производства радиоаппаратуры работники ОТК проводят в
соответствии с принятой технологией, методикой контроля и техни¬
ческими условиями.
216
Каждое контрольное место снабжается перечнем операций проверки
и допусками, в которые должны укладываться проверяемые величины.
Контролер вносит полученные при проверке величины в паспорт
изделия или в контрольный лист, сопровождающий изделие, свиде¬
тельствуя эти записи своей подписью или присвоенным ему штампом.
В других случаях соответствие проверенного параметра техническим
условиям или техническим требованиям удостоверяется только под¬
писью или штампом, без указания номинальной величины проверяемого
параметра.
В настоящее время в состав радиоустановок помимо чисто радио¬
технических элементов нередко входят и механические устройства:
редукторы для качания или вращения антенных устройств в радиоло¬
кационных станциях, приводы для настройки и управления радиоаппа¬
ратурой, счетно-решающие устройства и др. Контроль сборки таких
установок несколько отличается от контроля сборки чисто радиотех¬
нической аппаратуры, что должно быть оговорено в соответствующих
инструкциях и технических условиях.
Расположение деталей на шасси проверяют в условиях серийного и
массового производства специальными контрольными приспособле¬
ниями, в условиях мелкосерийного и опытного производства — ли¬
нейками или калибрами.
Соосность деталей проверяют с помощью специальных оправок.
При проверке соосности элементов с разными внутренними диаметра¬
ми пользуются ступенчатыми калибрами. Параллельность и перпенди¬
кулярность валиков проверяют универсальными и специальными изме¬
рительными инструментами или калибрами.
Величину зазоров в сопряжениях определяют, либо измеряя фак¬
тические размеры сопрягаемых деталей и вычисляя предполагаемый
зазор, либо измеряя зазор, если это возможно, в собранном узле. За¬
зор определяют с помощью индикаторного приспособления или другого
точного прибора, перемещая одну из деталей в пределах зазора в
противоположных направлениях. Зазор между плоскостями сопрягае¬
мых деталей или их цилиндрическими поверхностями определяют, если
он доступен, с помощью набора щупов.
Винтовые соединения проверяют с помощью предельно тарирован¬
ных ключей или ключей с динамометром. Имея такие ключи, можно
обеспечить равномерный, заданный момент затяжки винтов или гаек,
что в некоторых конструкциях бывает необходимым.
Отдельные узлы и блоки, входящие в сложную аппаратуру, долж¬
ны сохранять свои параметры на протяжении всего технологического
процесса сборки. Поэтому отдельные детали, узлы и блоки должны
быть изготовлены с определенными линейными электрическими или
радиотехническими допусками.
Чем выше эти допуски, тем легче производить сборку аппаратуры,
а затем и согласование отдельных блоков между собой. При высоких
допусках на установку деталей можно избежать подгоночных работ,
отнимающих обычно много времени. Кроме того, при высоких допусках
на электротехнические и радиотехнические параметры процесс регу¬
лировки и настройки прибора будет происходить значительно быстрее.
217
Допуски, установленные на геометрические размеры, электротехни¬
ческие и радиотехнические параметры, обеспечивают полную взаимо¬
заменяемость деталей, узлов или блоков и значительно облегчают как
сборку, так и ее контроль при крупносерийном и массовом производ¬
стве.
§ 61. СПОСОБЫ ОХЛАЖДЕНИЯ РАДИОАППАРАТУРЫ И ПРИБОРОВ
Для обеспечения нормальной работы радиоаппаратуры и приборов
важное значение имеют тепловые характеристики. Повышение тем¬
пературы внутри работающих РЭА и приборов, происходящее за счет
мощности рассеивания, влечет за
собой ухудшение работы РЭА и
приборов, что связано с изменени¬
ем физико-химических и механиче¬
ских свойств материалов, из кото¬
рых она изготовлена.
Радиоаппаратура, особенно ра¬
диопередающая, рассчитанная на
большую мощность рассеивания,
влечет за собой ухудшение работы
РЭА и приборов, что связано с изме¬
нением физико-химических свойств
большинства материалов: уменьша¬
ются модуль упругости и предела
прочности металлов, увеличивается
их электрическое сопротивление,
Рис. 162. Схема отвода теплоты изнутри
прибора конвективным способом
Рис. 163. Схема размещения вентиляционных блоков в стойке передатчика (а) и
внутри блока (б)
1 — стойка, 2 — вентиляционные блоки
уменьшается сопротивление изоляции диэлектриков, происходит рост
диэлектрических потерь и резко меняется диэлектрическая проницае¬
мость, нарушаются механические свойства пластмасс, ухудшают свои
качества влагозащитные покрытия. В связи с этим вопросы отвода
теплоты изнутри РЭА и приборов становят¬
ся весьма актуальными.
Для отвода теплоты из маломощных при¬
боров и отдельных частей РЭА, оформленных
в виде отдельных блоков, применяют ребри¬
стые вентиляционные решетки, выполняемые
в боковых стенках, а дно корпуса выполняют
с вентиляционным отверстием (рис. 162).
Такой способ отвода теплоты называется
конвективным.
В том случае, если конвективный способ
отвода теплоты недостаточен, применяют до¬
полнительно принудительный способ отвода
теплоты посредством установки вентилятора.
Работа вентилятора ускоряет процесс отвода
теплоты.
При размещении РЭА в стойке (как радио¬
приемной, так и радиопередающей) отвод теп¬
лоты осуществляется в основном за счет рабо¬
ты вентиляторов. Причем для удобства экс¬
плуатации их размещают в отдельном блоке,
который называется вентиляционным блоком. В каждом блоке разме¬
щают ог двух до четырех вентиляторов. Установка вентиляционных
блоков в стойки и блоки показана на рис. 163.
В некоторых конструкциях стоек применяется один мощный вен¬
тилятор, который устанавливается в верхней части стойки (рис. 164).
Рис. 164. Схема установки
мощного вентилятора в
стойке передатчика:
/ — стойка, 2 — вентилятор
§ 62. НАПРАВЛЕНИЯ МИКРОМИНИАТЮРИЗАЦИИ РЭА
Целью микроминиатюризации является уменьшение габаритных
размеров, увеличение полезного объема РЭА и уменьшение потребле¬
ния энергии при одновременном повышении надежности РЭА и об¬
легчения автоматизации ее производства. На базе микроминиатюри¬
зации разработаны способы конструирования и технологические
процессы изготовления микромодулей, микрокомпонентов, интеграль¬
ных микросхем, микросборок, из которых собираются надежные ра¬
диоэлектронные системы.
Плотность монтажа аппаратуры на обычных приемно-усилитель¬
ных радиолампах составляет одну деталь на 100 см3, на миниатюрных
(пальчиковых) лампах — одну деталь на 10 см3, на полупроводниковых
приборах — одну деталь на 1 см3. Практически это предел плотности
объемного монтажа радиоаппаратуры. Радиоэлектронная аппаратура,
разработанная на основе микромодулей («этажерочной» конструкции),
позволяет размещать 10—60 элементов, с применением тонких пленок—
219
100—200 элементов, а с применением интегральных микросхем —
свыше 1000 элементов в 1 см3.
Развитие полупроводниковой технологии привело к созданию
сверхбольших и сверхскоростных интегральных микросхем, в которых
плотность упаковки достигает 106—107 элементов в 1 см3.
Одновременная (групповая) обработка большого числа модулей
на пластине диаметром 100—150 мм намного уменьшила трудовые и
материальные затраты на их изготовление.
Трудности при микроминиатюризации связаны с устройством теп¬
лоотвода, плотностью монтажа. С уменьшением размеров элементов
и схем относительная доля монтажных соединений в общем объеме
возрастает, в то же время поверхность для осуществления этих соеди¬
нений уменьшается. Указанные трудности устраняются применением
гибких и многослойных печатных схем и многослойных сварных мат¬
риц. В связи с малыми расстояниями между проводящими элементами
схем особое значение приобретает геометрия контактов, а также высо¬
кочастотная экранировка.
Микроминиатюрные схемы отличаются весьма низкими допусти¬
мыми уровнями мощности, как правило, порядка десятков милливатт
на каждую функциональную схему (в обычных схемах допустимая мощ¬
ность достигает порядка сотен милливатт). Отсюда необходимы спе¬
циальные меры по снижению мощности рассеяния на каждую функци¬
ональную схему. Одним из решений этой задачи является прежде всего
создание новых материалов, способных работать при высоких темпера¬
турах.
Необходимо отметить также, что микроминиатюрная аппаратура
может работать на частотах, не превышающих нескольких сотен мега¬
герц, что ограничивает диапазон ее применения в аппаратуре связи.
Наиболее широкое применение микроминиатюрная аппаратура
нашла в цифровой вычислительной технике. При выборе метода кон¬
струирования микроминиатюрной аппаратуры необходимо руководст¬
воваться основными требованиями, предъявляемыми к габаритным
размерам, массе, надежности, мощности рассеяния и стоимости, а так¬
же производственными возможностями и сроками изготовления.
В настоящее время основными направлениями микроминиатюри¬
зации являются: микромодульное конструирование, конструирование
гибридных пленочных микросхем, конструирование больших гибридных
интегральных микросхем (БГИС), конструирование микросборок.
Микромодульное конструирование обеспечи¬
вает создание радиоэлектронных узлов (микромодулей) из отдельных
дискретных микрокомпонентов путем размещения и монтажа их в
небольшом объеме с последующей герметизацией. С помощью такого
плотного монтажа создают плоские, таблеточные и этажерочные микро¬
модули. Микромодуль представляет собой малогабаритную
конструктивно и функционально законченную сборочную единицу,
допускающую ее механизированное и автоматизированное произвоц-
ство. Микромодульное конструирование находит ограниченное приме¬
нение.
Гибридные пленочные ИС получают на основе тонко¬
220
пленочной или толстопленочной технологий и в соответствии с этим
делят на тонкопленочные и толстопленочные.
По тонкопленочной технологии на базовые пластины из металла
напыляют тонкопленочные элементы из резистивных, емкостных и
проводниковых материалов и соединения между ними. Нанесение ма¬
териалов на пластины производят в вакууме методом термического
или ионного распыления материалов. Толщина напыленных пленок не
превышает 1 мкм.
Далее ведется монтаж навесных радиокомпонентов с шариковыми
выводами на специальных установках.
После монтажа пластина ставится на клей в основание корпуса ИС.
Затем следует сборка основания корпуса с его верхней частью и герме¬
тизация микросхемы методом аргонно-дуговой сварки.
По толстопленочной технологии на керамические пластины через
сетчатый трафарет ракелем втирают специальные резистивные и прово¬
дящие пасты на основе серебра, палладия и других благородных ме¬
таллов, а затем пластины подвергают обжигу (методы шелкографии и
вжигания в керамику). Толщина толстых пленок более 1 мкм. Толсто¬
пленочная технология позволяет создавать многослойные толстопле¬
ночные схемы на одной пластине (до шести и более слоев соединений),
на верхнем слое которых размещаются навесные радиокомпоненты:
бескорпусные полупроводниковые приборы и кристаллы интеграль¬
ных микросхем. Далее сборка толстопленочной ИС аналогична тонко¬
пленочной.
Таким образом, в этих схемах, которые называются гибридными,
применяют сочетание полупроводниковых и пленочных элементов.
Большие гибридные интегральные схемы
разрабатываются на основе пленочных схем и бескорпусных полу¬
проводниковых кристаллов ИС.
Микросборки представляют собой гибридные ИС, разраба¬
тываемые на заводах-изготовителях РЭА для конкретных микроэлект¬
ронных устройств.
В настоящее время широко внедрены и постоянно совершенству¬
ются три основных технологических направления производства микро¬
сборок: полупроводниковая, тонкопленочная и толстопленочная тех¬
нологии. Каждая из этих видов имеет предпочтительные области при¬
менения и взаимно дополняет друг друга.
Контрольные вопросы
1. Перечислите, из каких основных частей состоит реле.
2. Расскажите о последовательности сборки реле.
3. Расскажите, из каких основных деталей состоит конструкция конденсатора
переменной емкости.
4. Как происходит сборка пластин секций статора, ротора?
5. Расскажите, в какой последовательности осуществляется сборка радиопере¬
дающей аппаратуры.
6. Какие элементы применяются для передачи энергии СВЧ?
7. Какими способами производится пайка волноводов СВЧ?
8. В чем заключается технический контроль изделия, аппаратуры в целом?
9. Каковы основные этапы выборочного контроля?
ГЛАВА X
ОСНОВНЫЕ МЕХАНИЧЕСКИЕ УЗЛЫ СРЕДСТВ
ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКИ
§ 63. ОБЩИЕ СВЕДЕНИЯ
Электронные вычислительные машины (ЭВМ) широко применяются
е самых разнообразных отраслях науки, техники, управления и пла¬
нирования производства. В соответствии с формой представления
информации вычислительные машины (ВМ) делятся на два класса: не¬
прерывного действия (аналоговые ВМ) и дискретного действия (циф¬
ровые вычислительные машины — ЦВМ), оперирующие цифрами.
Ведущее место занимают ЦВМ как наиболее универсальные. В даль¬
нейшем под термином ЭВМ будет подразумеваться ЦВМ.
Структура ЭВМ представлена схемой на рис. 165. Центральный
вычислитель состоит из устройства управления (УУ), арифметическо-
логического устройства (АЛУ), пульта ручного управления и сигнали¬
зации (ПУ), образующих процессор, и оперативного запоминающего
устройства (ОЗУ).
Пульт ручного управления используется оператором для пуска
и останова машины, для подачи команды ввода программы, визуаль¬
ного наблюдения за работой машины по сигнализации, для тестовых
проверок машины, а также для введения в память дополнительных
исходных данных. Устройство управления автоматически управляет
вычислительным процессом. Из программы решения задачи оно по¬
следовательно воспринимает команды и обеспечивает координацию
действий ЭВМ. Арифметическо-логическое устройство производит
арифметические и логические преобразования над поступающей в него
информацией. В запоминающих устройствах (ЗУ) выполняются опе¬
рации: считывание хранимой информации для передачи в другие
устройства и запись информации, поступающей из других устройств
(см. схему рис. 165). Помимо быстродействующего ЗУ малой емкости
ЭВМ содержит внешние запоминающие устройства с меньшим быстро¬
действием, но хранящие большие массивы информации.
К внешним устройствам относятся также устройства ввода — вы¬
вода информации. Устройство ввода позволяет вводить в машину
исходные данные и программу вычислений, вносить коррективы в
программу и исправлять хранящиеся в памяти машины исходные
данные. Устройство вывода служит для вывода из машины результатов
обработки данных.
Технологический процесс сборки ЭВМ разрабатывается с учетом
серийности. С точки зрения организационной структуры технологиче-
222
ского процесса сборка ЭВМ представляет собой сложную систему.
Сборку электронных элементов или типовых элементов замены, моду¬
лей, ячеек можно характеризовать как крупносерийное производство.
На этапе окончательной сборки имеет место индивидуальное или
мелкосерийное производство. Это важная особенность технологического
процесса сборки ЭВМ.
Основными операциями при сборке ЭВМ являются электромонтаж¬
ные работы (они составляют 40—60% от полной трудоемкости изго¬
товления ЭВМ).
Рис. 165. Структурная схема цифровой ЭВМ
Комплектующие электрорадиоэлементы проходят входной контроль
и дополнительную обработку, связанную с подготовкой их выводов к
монтажу. Контроль поступающих на сборку навесных электрорадио¬
элементов в соответствии с положением о входном контроле производят
по параметрам, определяющим их работоспособность. Проверяют внеш¬
ний вид, геометрические размеры и форму, механическую прочность и
электрические параметры электрорадиоэлементов. Полностью 100%-но¬
му контролю элементы подвергаются только при изготовлении опыт¬
ного образца изделия. В серийном производстве ведут выборочный
контроль партии элементов по (оптимальному объему выборки. Конт¬
роль электрических параметров производят на специальных приборах
и стендах. Для массового производства проектируют специализиро¬
ванные стенды, для мелкосерийного применяют универсальные прии
223
боры и стандартную измерительную' аппаратуру. Контроль ведут с
помощью технологических карт и производственных инструкций,
определяющих последовательность операций. Производственные ин¬
струкции содержат наименование электрорадиоэлементов, контроли¬
руемые параметры, указание о дополнительной маркировке прошедших
контроль элементов, о сроке использования их после контроля, объем
выборки, ГОСТ или ТУ на методику измерений.
§ 64. МЕХАНИЧЕСКИЕ УЗЛЫ ЦИФРОВЫХ ЭВМ
Центральный вычислитель представляет ряд самостоятельно выпол¬
ненных устройств, оформленных в виде стоек (шкафов), электрически
связанных между собой. Количество и вид устройств зависят от
технической характеристики ЭВМ. Обычно в состав ЭВМ входят про*
цессор с пультом управления, стойки оперативной памяти, стойки с
блоками питания и др. Конструктивно перечисленные устройства мо¬
делей ЕС ЭВМ выполняются на основе базовых (несущих) конструк¬
ций. Основные узлы ЭВМ являются немеханическими, а в составе пери¬
ферийных устройств, обеспечивающих взаимодействие оператора с
центральным вычислителем, много механических узлов. К перифе¬
рийным устройствам относятся устройства подготовки данных, ввода —
вывода информации и внешней памяти.
Устройства ввода — вывода наряду с электронными блоками со¬
держат электромеханические узлы для перемещения носителей и на¬
несения информации (пробивка отверстий на перфокартах и перфолен¬
тах, печать знаковой информации в алфавитно-цифровых печатающих
устройствах — АЦПУ). В устройствах с магнитным носителем, кроме
того, в определенном режиме к носителю информации подводятся и
отводятся магнитные головки при подготовке накопителя к выполне¬
нию операции записи и считывания.
Механизмы этих устройств должны обладать прочностью, большим
быстродействием, обеспечивать точность перемещений и надежность
работы. Вводимую в ЭВМ информацию хранят во внешних запоминаю¬
щих устройствах — накопителях на магнитных лентах (НМЛ), нако¬
пителях на магнитных дисках (НМД), на магнитных барабанах (НМБ),
на ферритовых сердечниках. Эти устройства также имеют механиче¬
ские узлы.
В периферийных устройствах наибольшее применение нашли пере¬
даточные механизмы с гибкими связями, а также зубчатые и червяч¬
ные передачи, обеспечивающие перемещение ведомых звеньев с требуе¬
мой скоростью.
Передачи гибкой связью (плоскоременные, клиноременные и пере¬
дачи зубчатым ремнем) обеспечивают плавность работы, возможность
передачи движения на значительные расстояния; они просты и дешевы.
Эти передачи используются в АЦПУ, НМД и других устройствах.
Для изготовления шкивов этих передач в периферийных устройствах
применяют сталь, а для уменьшения инерционности механизма —
легкие сплавы (алюминиевые и магниевые) и пластмассы. Применяют
224
плоские и клиновые ремни — текстильные и прорезиненные тканевые,
из синтетических волокон с покрытием из полиамида, пленочные с
полиамидной основой. Зубчатые ремни состоят из жесткой кольцевой
основы в виде ряда стальных тросиков, запрессованных в резиновую
массу. Преимущество передачи зубчатыми ремнями — отсутствие
скольжения.
Зубчатые передачи используют в приводах АЦПУ, в приводе от¬
вода блока магнитных головок НМЛ и НМД (зубчато-реечная переда¬
ча), червячные передачи — в приводе перфораторов, приводе катушки
перемотки красящей ленты в АЦПУ, для отвода магнитных головок в
НМЛ (зубчато-червячная передача).
Храповой механизм применяется для преобразования качатель-
ного или возвратно-поступательного движения в периодически-преры-
вистое (старт-стопное) движение, а также для переключения или оста¬
новки вращения вала; используется в электронно-вычислительной
аппаратуре (ЭВА) в устройствах подготовки данных и устройствах
вывода информации. Он обеспечивает прерывистое движение перфолен¬
ты или перфокарты при набивке кодовой информации.
Кулачковые механизмы используются в перфораторах и АЦПУ.
Для ручного ввода данных широко применяется клавиатура пульта
оператора. Для вывода символьных данных применяются принтеры.
В ударных принтерах используется традиционный способ печати по¬
средством печатающих головок или рычагов с литерой. В них приме¬
няются рычажные механизмы. Кроме собственно печати посимвольные
принтеры выполняют управляющие операции: возврат каретки (или
печатающей головки) в левую позицию, перевод строки — перемещение
бумаги на новую строку, перевод формата — перемещение бумаги на
новую страницу.
Условия эксплуатации электронно-вычислительной аппаратуры,
особенно бортовой, характеризуются большим диапазоном механи¬
ческих воздействий. Основные механические узлы ЭВА испытывают
не только статические, но и ударные и вибрационные нагрузки, при
этом они должны сохранять свою работоспособность. Несущие кон¬
струкции ЭВА типа плат, панелей, каркасов, рам должны иметь до¬
статочную статическую прочность (в условиях, когда возникающие под
действием нагрузки напряжения в детали не изменяются во времени) и
усталостную прочность (в условиях переменных напряжений). Несу¬
щие конструкции, работающие в условиях вибрации, должны удовлет¬
ворять требованиям вибропрочности (выдерживать без разрушения
длительные вибрационные нагрузки) и вибростойкости (сохранять свои
параметры в условиях вибраций в заданном диапазоне частот и уско¬
рений). Механизмы ЭВА должны сохранять свою точность. Так как
схема нагружения несущих конструкций сложна (особенно при удар¬
ных нагрузках), часто исследование их прочности ведут путем натур¬
ных испытаний.
Валы и оси элементов ЭВА, платы, рамы, стойки, каркасы и другие
детали должны иметь необходимую жесткость. Недостаточная жест¬
кость валов и осей может вызвать потерю точности механизма, а недо¬
статочная жесткость платы — отказ электронного узла.
8 № 3130
225
Одно из основных требований к механизмам и ЭВА в целом — на¬
дежность, качественным показателем которой является количество
отказов (отказ — событие, заключающееся в нарушении работоспособ¬
ности объекта). Причинами отказов в механизмах ЭВА, например, мо¬
гут быть: недостаточная прочность элементов изделия, плохая защита
от влаги, пыли, производственные дефекты (трещины, примеси и др.),
неправильная эксплуатация изделия, плохой ремонт, естественный
износ, старение, потеря усталостной прочности. Повышение надеж¬
ности механизмов ЭВА достигается разработкой конструкций, исклю¬
чающих отказы по указанным причинам, а также резервированием
устройств.
Несущие конструкции, механизмы и механические узлы должны
быть технологичны при изготовлении. Конструкция считается техно¬
логичной, если она удовлетворяет эксплуатационным требованиям,
позволяет применять высокопроизводительные и наиболее прогрес¬
сивные способы формообразования при минимальных затратах рабочей
силы, рационально использовать производственное оборудование,
материалы и не требует сложной подготовки производства. Технологич¬
ные конструкции ЭВА должны создаваться с учетом широкого внедре¬
ния стандартизации и унификации деталей, полуфабрикатов, материа¬
лов, а также типизации технологических процессов.
§ 65. НЕСУЩИЕ КОНСТРУКЦИИ ЭВМ
При конструировании ЭВМ используется модульный принцип. Кон¬
структивный модуль высшего уровня должен обеспечить входимость
модуля низшего уровня. Модульная компоновка сочетается с функци¬
онально-узловым методом проектирования, при котором принципиаль¬
ная электрическая схема разбивается на отдельные функциональные и
конструктивно законченные сборочные единицы. Модульная компонов¬
ка обеспечивает: свободный доступ к основным частям конструкции;
параллельность ведения технологических операций сборки; удобство
модернизации отдельных составных частей; стандартизацию установоч¬
ных и крепежных изделий; взаимозаменяемость частей конструкции;
хорошую ремонтопригодность. Модульный принцип конструирования
используется и в периферийных устройствах; их механические узлы
тоже компонуются из отдельных узлов (модулей) и размещаются на
платах (основаниях), которые затем крепят к общему каркасу конструк¬
ции. Такими модулями являются узел привода пакета дисков НМД,
монороликовый привод магнитной ленты и катушек НМЛ и др.
В ЭВМ используют несколько компоновочных схем: с выдвижными
модулями, с использованием поворота или раскрытия отдельных частей
конструкции. В первом случае связь модуля с общей электрической
схемой осуществляется монтажным кабелем, в двух других — с по¬
мощью шлейфа проводов или гибким печатным кабелем. В бортовых
ЭВМ (БЦВМ) в основном применяют книжную компоновку (рис. 166).
Блок в негерметизированном исполнении состоит как бы из двух
частей, в которых расположены ячейки /, содержащие микросхемы
и микросборки. Корпус блока включает переднюю 2 и заднюю 5
226
панели, среднюю раму 4 и две боковые стенки 7. Для поворота
ячеек относительно вертикальной оси в блоке имеется шарнирное
соединение 3, а для фиксации ячеек — стяжной винт 6. Электромон¬
таж в блоке между ячейками осуществляется гибким печатным кабе¬
лем. Такая конструкция удобна в сборке, настройке и ремонте, повы¬
шает возможность взаимозаменяемости.
Эксплуатация БЦВМ отличается от эксплуатации стационарных
ЭВМ условиями работы, температурным режимом, наличием ударов и
вибраций. На подвижных объектах возникает опасность приближения
частот вибрации к частотам собственных колебаний элементов конструк¬
ции, что может вызвать резонанс. Исключить возможность резонанса
можно, повысив жесткость конструкции, правильно выбрав материал
деталей, способы крепления.
Несущие конструкции ЭВМ предназначены для размещения модулей
различных уровней, а также отдельных механических узлов. Рацио¬
нальность конструктивных решений определяется широкой стандарти¬
8*
227
Рис. 166. Блок книжной конструкции
зацией (использованием стандартных размерных рядов, минимальной
номенклатурой используемых материалов, унификацией конструктив¬
ных элементов, взаимозаменяемостью); модульностью; обеспечением
заданной надежности.
Конструкции ЭВМ компонуются из конструктивных модулей пяти
уровней (I—V). Основные параметры и составные части каждого кон¬
структивного модуля определены ОСТ 4.аШ0.410.006.
Конструктивные модули первого уровня — это электрорадиоэле¬
менты (ЭРЭ): монолитные и гибридные интегральные схемы (ИС),
специальные элементы ЭВМ в модульном и микромодульном исполне¬
нии, дискретные ЭРЭ в корпусном и бескорпусном исполнении (диоды,
Рис. 167. Бескаркасные ячейки блоков книжной конструкции
транзисторы и т. д.). Основным монтажным элементом модулей первого
уровня является корпус, защищающий ИС от механических, климати¬
ческих и других воздействий. Корпуса ИС, используемых в ЭВМ, при¬
нято делить на две группы: применяемые без ограничения и ограничен¬
ного применения. В современных ЭВМ применяются 8 типов корпусов
без ограничения и 5 типов корпусов ограниченного применения.
Конструктивный модуль второго уровня имеет несколько названий:
ячейка, плата, «страница» (в «книжном» варианте конструкции),
типовой элемент замены (ТЭЗ). Он служит для установки модулей пер¬
вого уровня и обеспечивает связи между ними. Несущим элементом
этого модуля является плата с печатным монтажом. В ЕС ЭВМ кон¬
структивным модулем второго уровня является ТЭЗ (двусторонняя
печатная плата, имеющая размеры 140X 150X 1,5 мм), реализующий
какую-либо функциональную схему ЭВМ. По конструктивному ис¬
полнению разъемной части ТЭЗ подразделяют на два типа: А — с пе¬
чатными контактами под розетку и Б — с гнездной колодкой соедини¬
теля. Лицевая панель ТЭЗ в зависимости от типа устанавливаемых
228
на плату ЭРЭ имеет длину 14,5+(15Х/г), где п=О, 1, 2; она имеет
два отверстия под штыри съемника.
Конструктивный модуль второго уровня в БЦВМ — ячейка, кото¬
рая может изготовляться в бескаркасном (несущий элемент — печат¬
ная плата) и каркасном вариантах. Жесткость и прочность бескаркас¬
ных ячеек (рис. 167, а) можно повысить, закрепляя дополнительные
элементы — втулки 1 по углам склеенных между собой двух многослой¬
ных печатных плат 2 и упоры 5. Микросхемы 4 установлены с двух
сторон платы. Для электрического соединения с объемным монтажом
блока установлена колодка соединителя 5. В другом варианте
(рис. 167, б) жесткость платы повышена за счет плоской накладки
1 и накладки в виде петли 5, прикрепляемых к плате 3 с микросхе¬
мами 2 с помощью пустотелых заклепок 4. Каркасный вариант
Рис. 168. Каркасные варианты конструкций ячеек
(рис. 168, а) обычно используется в аппаратуре с повышенными тре¬
бованиями по вибропрочности и вибростойкости. Каркасом является
рама /, на которой пустотелыми заклепками 2 закреплена плата 3
с микросхемами 4. Для надежного соединения вилки соединителя 5 с
розеткой блока на раме имеются штыри-ловители 6. Ячейки крепят
невыпадающими винтами 7. Рама на рис. 168, б имеет повышенную
жесткость за счет приливов. Электрическая коммутация здесь осуще¬
ствляется гибким печатным кабелем. При изготовлении рамок литьем
под давлением используют алюминиевые сплавы марок AJI2, AJI6,
AJI9, а при изготовлении штамповкой или механической обработкой
сплавы АМц, АМг, АМг5, Д1, Д16, В95, АК8.
Конструкция модуля III уровня в стационарных ЕС ЭВМ — панель.
Она служит для установки и осуществления электрических соедине¬
ний конструктивных модулей II уровня и для защиты их от механиче¬
ских воздействий. Конструкция панели должна быть прочной и жест¬
кой, обеспечивать удобство сборки, наладки и эксплуатации, иметь
надежное закрепление ТЭЗ, максимально использовать унификацию и
229
типизацию. Несущие детали панелей выполняют из листовой углеро¬
дистой стали марок 10, 20 (ГОСТ 1050—74) или алюминиевых деформи¬
руемых сплавов типа АМцб, АМгЗ, Д16А (ГОСТ 4784—74), стеклопла¬
стика, а отдельные детали (кронштейны, направляющие) из литейных
алюминиевых сплавов AJI2, AJI9 (ГОСТ 2685—75), латуни и пресс-
материалов. На основании (задней стенке) панели крепят ответные
части соединителей ТЭЗ.
Рис. 169. Панель (а) и конструктивные формы направляющих (б)
Один из вариантов конструкции панели (рис. 169, а) состоит из
металлического основания /, на котором крепятся кронштейны 2 с
направляющими для ТЭЗ, кронштейны соединены с основанием ко¬
сынками 3. Направляющие в кронштейне выполнены штамповкой.
Шаг установки в панели одинарных ТЭЗ с лицевой планкой равен
15 мм. Основание панели имеет окна для установки соединителей.
Соединители крепят к основанию со стороны ТЭЗ. Детали панели сое¬
диняются точечной сваркой или заклепками. Панель может не иметь
основания. В этом случае направляющие ячеек изготавливают в виде
отдельных деталей либо фрезерованием боковых стенок каркаса пане¬
ли, либо совместно с ответной частью соединителя. Конструкции нап¬
равляющих показаны на рис. 169, б. Панель крепится на*раме стойки
(шкафа) неподвижно или откидывается.
230
Конструкции панелей разнообразны. В стационарных ЭВМ наи¬
более распространены панели с выдвижными платами в параллельных
плоскостях. Конструкции блоков с выдвижными платами технологичны,
обеспечивают легкий съем сборочных единиц и позволяют при необхо¬
димости объединить 2—3 платы. Блок ЭВМ при такой конструкции
образуется из набора плат, расположенных в один, два и три ряда.
На верхней и нижней стенках корпуса блока предусмотрены направ¬
ляющие и приспособление для фиксации плат. Конструкция блока
обладает достаточной жесткостью. В некоторых вариантах этой кон¬
струкции направляющие стягивают в пакет шпильками через боковые
стенки шасси. Боковые крышки у блока съемные. Монтаж плат осу¬
ществляется с помощью контактных соединителей, гибкого печат-
Рис. 170. Конструкция блока в герметическом исполнении
ного проводника и объемного монтажа или с помощью печатного про¬
водника и соединителей.
Конструкции с откидными платами используются в малогабарит¬
ных ЭВМ. Платы могут поворачиваться вокруг вертикальной или гори¬
зонтальной оси, обеспечивая свободный доступ к любой ИС, к навесным
элементам и монтажу блока, находящемуся во включенном состоянии
(см. рис. 166). В собранном виде конструкция обладает достаточной
жесткостью.
Конструкции с откидными платами вокруг горизонтальной оси
выполнены в виде двух секций, в каждой из которых обычно объеди¬
няются по две платы, шарнирно соединенные между собой. Соедине¬
ния между блоками выполняют с помощью проводного объемного
монтажа. Субблоки к корпусу блока крепят невыпадающими винтами.
В БЦВМ модуль III уровня — корпус. Он является и элементом
защиты электронной части от внешних воздействий. Поэтому внутрен¬
ний объем корпуса блока часто герметизируется. Вариант герметичной
конструкции блока БЦВМ с использованием рамочных конструкций
ячеек дан на рис. 170. Корпус состоит из массивного основания 1
толщиной 5. . .8 мм и кожуха 2 толщиной 1. . .2 мм, для улучшения
теплоотвода он может быть оребренным. К основанию винтами 3 кре¬
231
пятся ячейки 4. Коммутация осуществляется соединителями: низко¬
частотным 7 и высокочастотным 6. Для крепления блока в четырех
углах основания имеются бобышки, в которых закреплены титановые
или стальные втулки 5 с резьбой. Герметизация блока осуществляет¬
ся с помощью паяного шва 8 либо установкой по стыку резиновых
прокладок и применением стяжных болтов. Материал корпусных
деталей — сплавы марок АМц, АМг, Д16 и В95, а также латуни марок
J163 и ЛС59-1. В отдельных случаях применяют сталь 20, 45 и тита¬
новые сплавы ВТ-1, ВТ-4. Для улучшения качества пайки при герме¬
тизации корпуса детали должны иметь специальное покрытие. Прово¬
лока в паяный шов укладывается под прокладкой по всему периметру
соединения. Один из концов провода выводится через паз в крышке из
зоны соединения. Шов по всему периметру соединения запаивается
легкоплавким припоем. Пайку можно производить не более трех раз.
Наружная поверхность паяного соединения не должна являться
установочной поверхностью блока. Элементы крепления в блоке долж¬
ны располагаться на максимальном расстоянии от паяного соединения.
Герметизация установленных на корпусе соединителей обеспечивается
уплотнительной прокладкой, пайкой или заливкой компаундом.
Конструктивные модули IV уровня служат для установки и элек¬
трического соединения модулей III уровня и вспомогательных узлов
ЭВМ (например, блок вентиляторов автономной системы воздушного
охлаждения). Конструктивными модулями IV уровня являются рамы,
вставные блоки и блочные каркасы для них. Рамы, содержащие па¬
нели, и вставные блоки (непосредственно или с помощью блочных
232
Рис. 171. Каркасы рам
каркасов) устанавливаются в каркас стойки. На лицевых панелях
вставных блоков можно размещать органы управления и индикации.
Описанная система типовых конструкций приведена в Приложении
1 к ГОСТ 12863—67; в Приложении 2 этого ГОСТа даны основные
размеры элементов вставных блоков и блочных каркасов.
Несущим элементом рамы является каркас из нормализованных
профилей. Рамы, устанавливаемые в стойку стационарной ЭВМ, могут
быть поворотными и неподвижными. Примеры конструкций каркаса
рам, применяемых в ЕС ЭВМ ряда 1 в зависимости от устанавливаемых
в них узлов, даны на рис. 171, а, б. Наибольшее количество панелей
устанавливается в раму в три горизонтальных ряда по две панели
в ряду. Расстояние между панелями в раме должно быть не больше
390 мм по горизонтали и 360 мм по вертикали. Каркасы рам сварные,
выполнены из нормализованных профилей, наиболее применимы про¬
фили ПК 14990, ПК 15912, ПК 15913 из алюминиевых сплавов 1915 по
ОСТ 1.92004.71.
Габаритные размеры рам ЕС ЭВМ: высота Н = 1220^-1430 мм, ши¬
рина L=830-г-850 мм, глубина В=200ч-220 мм. Для охлаждения
электронных узлов, установленных на раме, в верхней и нижней частях
рамы делаются окна.
Электрические связи между панелями осуществляются с помощью
перемычек и жгутовых соединений, оканчивающихся соединителями.
Используемые в ЭВМ блоки подразделяются на комплектные встав¬
ные блоки для установки панелей с ТЭЗ и унифицированными блоками
питания (рис. 172, а) и частичные вставные блоки (субблоки) для уста¬
новки ТЭЗ (рис. 172, б).
Типовые каркасы для блоков питания, индикации и вентиляции
выполняются из профильного проката; детали каркаса соединяют
сваркой или заклепками. Габариты типовых каркасов определяет
соответствующий ОСТ.
На лицевой панели блока расположены органы управления, инди¬
кации и контроля параметров. Частичный вставной блок (субблок)
не является автономной единицей устройства, он выполняет функции
отдельного тракта. На его лицевой панели могут быть установлены
только устройства для контроля электрических параметров блока.
Рис. 172. Вставные блоки (а) и (б) и блочный каркас (в)
233
Блочный каркас для установки вставных блоков (рис. 172, в) со¬
стоит из двух боковых стенок 1 и задней стенки 3, соединенных
поперечинами 2, к которым крепятся направляющие 4. Детали кар¬
каса изготовляются штамповкой и соединяются сваркой или заклеп¬
ками. Панели блока и блочного каркаса изготовляют в основном
из алюминиевых сплавов, отдельные детали могут быть стальными.
Габаритные размеры каркаса блока определяет ГОСТ 12863—67.
Стойки (конструктивные модули V уровня) служат для установки и
осуществления электрических соединений модулей IV уровня (рам
и вставных блоков) и размещения элементов управления внешними
устройствами. Стойка ЭВМ с установленными рамами (рис. 173) имеет
несущий каркас 2, двери 1, боковые щиты 7, фильтр 3, решетку 8 и
рамы 6. Конструкция ряда стоек ЕС ЭВМ имеет две поворотные
рамы Л и С и среднюю неподвижную раму В. Основной несущий
элемент — каркас. Он состоит из двух сварных рам 5, выполненных
из профильного материала, и нижнего 4 и верхнего 9 оснований. На
основании 4 расположены опоры для поворотных рам, кронштейны для
крепления средней (неподвижной) рамы, нижняя решетка. Поворотные
рамы устанавливаются каждая на двух осях и имеют фиксатор, позво¬
ляющий закреплять рамы в раскрытом положении.
234
Рис. 173. Стойки ЭВМ
Стойки сервисной аппаратуры служат для установки модулей IV
уровня типа блоков и имеют посадочные окна с направляющими для
установки блоков.
Тумба — один из вариантов конструктивного модуля V уровня,
используется в устройствах электронно-вычислительной аппаратуры,
предназначенных для ввода и вывода информации. Тумба состоит
из каркаса и одной или двух рам, дверей, боковых щитов. Основной
несущий элемент тумбы — каркас (сварной или сборно-разборный),
схожий с каркасом стойки. Еще одним вариантом конструктивного
модуля V уровня является пульт.
Базовые конструкции ЕС ЭВМ являются частью широкой номенкла¬
туры несущих конструкций, используемых при конструировании ЭВМ
различных типов. При конструировании бортовой и специализирован¬
ной ЭВА также применяется модульный принцип. К несущим кон-
Рис. 174. Примеры соединения деталей в каркасных конструк¬
циях:
а — крепление панели к профилю винтами, б — крепление унифициро¬
ванного кронштейна к профилю ПК 13371 винтами с потайной головкой,
в — соединение профилей ПК 13375 винтами
струкциям относятся и универсально-сборные каркасы (УСКК), при¬
меняемые в радиотехнической аппаратуре, оснастке и нестандартном
оборудовании ЭВА (ОСТ 4.Г0.065.000). Для их изготовления кроме
указанных профилей применяют горячекатаный профиль из легиро¬
ванной конструкционной стали и стальной холодногнутый профиль.
Выбор вида профиля определяется формой каркаса, его назначением и
требованиями к конструкции. В беспанельных конструкциях, а также
при наличии в конструкции съемных панелей и дверей применяют
235
профили ПК 13370 и ПК 13371. При повышенных требованиях к проч¬
ности и жесткости конструкции, а также при наличии в каркасе на¬
правляющих применяют профиль ПК 14521.
Примеры соединения деталей в каркасных конструкциях даны на
рис. 174.
Отдельные профили несущих конструкций балочного открытого
и закрытого типов изготовляются из листового стального проката на
профилегибочных машинах с последующим соединением точечной кон¬
тактной сваркой (иногда электродуговой сваркой). Из листового про¬
ката изготовляют и декоративные профили. В несущих конструк¬
циях типа корпусов, рам, каркасов, стоек из профилированного
тонкого листа для создания необходимой жесткости используется от-
бортовка, перегородки, ребра жесткости, накладки, коробчатые сече¬
ния, зиговка плоских поверхностей.
Рис. 175. Соединения в несущих конструкциях с помощью винтов и болтов
При изготовлении несущих конструкций используются неразъем¬
ные соединения (в основном точечной, контактной, аргонно-дуговой
и электродуговой сваркой, а также заклепками) и разъемные (вин¬
тами и болтами), рис. 175, а—ж. Часто резьба для винтов нарезается
в специальных деталях, вкладываемых в пазы профилированного мате¬
риала. Под гайки подкладывают круглую и пружинную шайбы. Можно
использовать специальные болты, головки которых закладываются в
паз профиля (рис. 175, ж).
Панели обшивки в каркасных конструкциях могут быть несъем¬
ными (вдвигаются в продольные пазы профилей) и съемными (кре¬
пятся винтами с потайной или полукруглой головкой, невыпадаю¬
щими винтами). В профиль, где нарезается резьба, для усиления резьбы
можно запрессовать стальную резьбовую втулку. Для усиления от¬
236
дельных мест в несущих конструкциях могут использоваться специаль¬
ные профили с конструктивной доработкой.
К узлам и элементам конструкций, несущих нагрузку в модулях
ЭВМ, относятся также различные по оформлению рамки для крепления
печатных плат, узлов и панелей; элементы связи в конструкциях моду¬
лей (стойки, кронштейны, стяжки и т. д.). Основные требования к ним:
достаточная механическая прочность и жесткость; надежность креп¬
ления узлов конструкции; малая масса; минимальное количество
деталей с разными типоразмерами; взаимозаменяемость элементов.
Контрольные вопросы
1. Каковы структура цифровых вычислительных машин?
2. Какие механические узлы применяются в ЭВМ?
3. Расскажите о принципах компоновки ЭВМ.
ГЛАВА XI
СБОРКА И РЕГУЛИРОВКА ОСНОВНЫХ УЗЛОВ,
БЛОКОВ И УСТРОЙСТВ ЭВМ
§ 66. УСТРОЙСТВА ВВОДА — ВЫВОДА ИНФОРМАЦИИ.
ОСНОВНЫЕ СВЕДЕНИЯ О НОСИТЕЛЯХ ИНФОРМАЦИИ
Устройства ввода — вывода информации осуществляют связь опе¬
ратора с ЭВМ. В состав аппаратуры ввода — вывода могут входить:
клавиатура пультов управления; печатающие устройства, обеспечи¬
вающие запись и ввод дополнительной информации в основной блок
ЭВМ; устройства ввода информации с перфокарт и перфолент, с маг¬
нитных носителей; устройства для вывода кодированной информации;
устройства, фиксирующие результаты вывода информации в виде
текста, графиков и изображений (АЦПУ, графопостроители, дисплеи).
В состав комплекса аппаратуры ввода—вывода информации ЕС ЭВМ
могут входить:
устройство ввода информации с перфокарт ЕС-6012 (или ЕС-6013).
Скорость ввода 500 карт/мин (для ЕС-6013—до 1200 карт/мин).
Принцип считывания в устройстве — фотоэлектрический. Устройство
состоит из механизмов подачи, транспортировки и укладки перфо¬
карт, а также электронных блоков управления, синхронизации и
контроля;
устройство ввода информации с перфоленты ЕС-6022. Скорость
ввода до 1500 строк/с. В состав устройства входит фотосчитывающий
механизм с перфоленты ФС-1501, считывающий информацию с много¬
дорожечных перфолент и передающий ее в устройство управления.
Фотосчитывающий механизм содержит механизм движения и тормо¬
жения перфоленты, механизм регулировки ширины тракта протяжки,
блок считывания и блок питания;
устройство вывода информации на перфокарты ЕС-7012. Скорость
перфорации до 250 карт/мин. Входящий в состав устройства перфо¬
ратор ПК-250 включает в себя подающий механизм карточного тракта
и механизм перфорации;
устройство вывода информации на перфоленту ЕС-7022. Скорость
перфорации до 150 строк/с. Устройство состоит из ленточного перфо¬
ратора ПЛ-150, блока сопряжения с каналом и блока управления пер¬
форатором;
алфавитно-цифровое печатающее устройство ЕС-7032. Скорость
печати 600—900 строк/мин, количество символов в строке 128;
графическое регистрирующее устройство планшетного типа
ЕС-7051. Устройство предназначено для автоматического вычерчи-
238
вания на бумаге графиков, чертежей и других документов по данным,
поступающим из ЭВМ. Скорость вычерчивания до 50 мм/с. Устрой¬
ство состоит из блоков управления (диспетчера), интерполирования,
преобразования кодов, запоминающего устройства и блока управления
построителем. Линейно-круговой интерполятор сравнивает действи¬
тельную траекторию движения пищущего элемента с идеальной,
соответствующей заданному закону, и направление очередного
элементарного перемещения компенсирует ошибку. Запоминающее уст¬
ройство хранит текущую информацию и подпрограммы для вычерчи¬
вания до 254 различных символов;
устройство ввода — вывода информации на экран ЕС-7066. Раз¬
мер экрана 250x250 мм, органы управления: алфавитно-цифровая и
функциональная клавиатура и световой карандаш, с помощью которо¬
го можно стирать, перемещать изображение, вводить текст;
пишущая машинка «Консул-260» с блоком управления ЕС-7070.
Используется для ввода — вывода данных, скорость печати до 10 зна¬
ков/с, количество символов в строке 106.
В качестве устройств подготовки данных используются: устрой¬
ство ЕС-9001 (состоит из алфавитно-цифровой клавиатуры, блока уп¬
равления, оперативного ЗУ и блока магнитной записи, включающего
лентопротяжный механизм и узел управления); карточный перфора¬
тор ПА-80/ЗМ; устройство ЕС-9020 (состоит из механизма считывания,
блоков управления, индикации и кодопреобразования, ленточного
перфоратора ПЛ-80/8 и пишущей машинки «Консул-260»).
К немагнитным носителям информации относятся перфокарты и
перфоленты. Перфокарты изготовляют из специальной бумаги толщи¬
ной 0,18 мм. Длина карт (187, 3±0,12) мм, ширина (82,5±0,1) мм
(ГОСТ 8912-76). В 80-колонной перфокарте в каждой колонке имеется
12 строк. Информацию на карте (прямоугольные отверстия размером
1,4x3,2 мм) располагают поколонно или построчно. При поколонном
расположении на один знак отводится одна колонка. Информация
наносится в двоичной или чаще в десятичной системе счисления.
Перфолента в зависимости от ширины имеет от пяти до восьми ко¬
довых дорожек. Размеры ленты устанавливает ГОСТ 10860—83. Ин¬
формация записывается строками поперек ленты. Кроме кодовых
имеется синхронизирующая дорожка, которую используют для пере¬
дачи синхроимпульсов, а иногда для перемещения ленты. Каждому
синхронизирующему отверстию соответствует одна строка информа¬
ции. Для кодирования информации на перфоленте приняты коды по
ГОСТ 15029-69. Материал ленты — высококачественная бумага тол¬
щиной 0,1—0,15 мм, применяют также ленты из стекловолокна и
пластмасс.
На немагнитные носители информация наносится устройством, ко¬
торое называют ленточным перфоратором (если используется перфо¬
лента) и просто перфоратором (если используется перфокарта).
Перфорационный механизм перемещает носитель информации на
определенный шаг и пробивает на нем перфорационное отверстие.
Механизм, перемещающий ленту, называется лентопротяжным; при
прерывистом движении ленты с определенным шагом он называется
239
также старт-стопным. Лентопротяжные'механизмы перемещают носи¬
тель информации тремя способами: с помощью зубчатого барабана;
с помощью устройства, совершающего возвратно-поступательное дви¬
жение и периодически зажимающего ленту; с помощью постоянно вра¬
щающихся роликов и устройства, периодически зажимающего ленту.
Лента перемещается на один шаг после выхода перфорирующих пуан¬
сонов из карты или ленты.
Считывание информации с немагнитных носителей производится
в основном с помощью фотоэлектрических или емкостных датчиков,
реагирующих на наличие отверстия. В фотоэлектрическом считываю¬
щем устройстве перфолента проходит над считывающей головкой
с несколькими фоточувствительными элементами, каждый из которых
расположен напротив соответствующей дорожки на перфоленте. Над
лентой располагается источник света. При наличии на перфоленте
отверстия свет попадает на фотодиод, в результате возникает импульс
тока, который после усиления и формирования поступает в блок уп¬
равления устройства. В зависимости от способа управления движени¬
ем перфоленты различают старт-стопные устройства, в которых лента
при считывании перемещается на одну строку и может остановиться
на любой строке без потери информации, и нестарт-стопные (непрерыв¬
ные), в которых остановка ленты, имеющей равномерное движение,
на любом слове невозможна из-за большого пробега после останова.
Широко применяется фотоэлектрическое считывающее устройство
ФС-1500. Его основные узлы — механизмы продвижения и торможе¬
ния, обеспечивающие старт-стопный режим считывания, и приспособ¬
ление для регулирования ширины ведущего канала, позволяющее ис¬
пользовать 5—8-дорожечную перфоленту.
§ 67. ТЕХНОЛОГИЯ СБОРКИ И МОНТАЖА МАГНИТНЫХ
ГОЛОВОК
Магнитные головки (МГ) служат для воспроизведения и записи
сигналов на магнитные носители.
Магнитными носителями информации в ЭВМ являются поверх¬
ности — слои специального магнитного материала на ленте, диске, ба¬
рабане.
Магнитные ленты, основу которых изготавливают из ацетилцеллю¬
лозы или лавсана, выпускают шириной 35; 17,5; 6,25 и 12,7 мм. Тол¬
щина магнитного слоя на лентах составляет от 5 до 20 мкм. Слой за¬
щитного лака толщиной 0,1—0,2 мкм, нанесенного на магнитный слой,
уменьшает его износ и снижает трение между носителем и магнитной
головкой. В ЕС ЭВМ применяются только ленты, установленные меж¬
дународным стандартом (толщиной (47±8) мкм, шириной 12,7 мм).
Информация записывается на девяти дорожках ленты (шаг между до¬
рожками (1,39+0,01) мм, плотность записи до 32 бит/мм) по массивам
на участках, называемых зонами. Каждое машинное слово в зоне за¬
нимает несколько строк ленты. Одна или несколько дорожек выделяют¬
ся для служебной информации, необходимой для поиска нужных дан¬
ных и контроля. В начале и конце зоны отводится несколько строк для
240
записи номера зоны, признаков ее начала и конца и контроля информа¬
ции. Длина зоны может быть фиксированной (18—2048 строк) или про¬
извольной, минимальное межзонное расстояние 12,7 мм. Такая форма
записи сокращает время поиска нужной информации.
Барабаны и диски покрывают ферролаковым (толщиной 2—10 мкм)
или гальваническим металлическим покрытием на основе Ni, Со, W
(толщиной до 1 мкм). Подложка под магнитный слой выполняется из
меди на основе диамагнитных алюминиевых сплавов и наносится
гальваническим способом.
Для записи информации на носитель из магнитного материала
с прямоугольной петлей гистерезиса используются три состояния
магнитной поверхности: положительное насыщение, отрицательное
насыщение и размагниченное состояние (рис. 176). Состояние насыще¬
ния определяется значением и знаком магнитной индукции В, а ампли¬
туда импульса тока I в обмотке ка¬
тушки определяет намагничивающую
силу Н. На магнитной характери¬
стике ±Втп — точки насыщения;
при уменьшении тока I в обмотке
сердечника до нуля сердечник имеет
остаточную магнитную индукцию
d-Вг. Чтобы размагнитить сердеч¬
ник, нужно пропустить по его об¬
мотке ток противоположного направ¬
ления. Таким образом, при отсутст¬
вии тока сердечник может находить¬
ся в одном из трех состояний,
которые характеризуются остаточной
индукцией того или иного направ¬
ления (точки +ВГ, —Вт и В=0).
Продольная плотность записи
зависит от характеристик магнит¬
ного носителя, зазора между носителем и магнитной головкой, кон¬
струкции головки, способа записи. Она увеличивается с уменьшением
зазора между головкой и магнитным покрытием. При контактной за¬
писи этот зазор определяется шероховатостью покрытия, доходящей
до 1—3 мкм; здесь может быть достигнута наибольшая плотность за¬
писи до 100 бит/мм. Но трение между головкой и носителем вызывает
их износ и ограничивает скорость перемещения носителя. При бес¬
контактной записи магнитные головки могут устанавливаться с по¬
стоянным зазором или быть плавающими. В первом случае этот зазор
составляет 30—50 мкм и определяется биением, эксцентриситетом
носителя и температурными деформациями. Плотность записи в этом
случае составляет 1—10 бит/мм.
Поперечная плотность записи зависит от ширины дорожек и шага
между ними. Шаг определяется помехами при записи соседней МГ и
его уменьшение должно обеспечиваться тщательной экранировкой.
В современных устройствах достигнута поперечная плотность записи
5 бит/мм.
Рис. 176. Статическая петля гисте¬
резиса сердечника с прямоугольной
петлей гистерезиса
9 j* 3130
241
Различают импульсные и потенциальные методы записи. При им¬
пульсном методе записи по трем уровням на размагниченный носитель
в записывающей головке при записи 1 протекает импульс тока положи¬
тельной полярности, а при записи 0 — импульс тока отрицательной
полярности. Электродвижущая сила в головке считывания возникает
при считывании 1 и 0. Поэтому сигналы кода можно использовать как
Рис. 177. Магнитная
головка накопителей
а — схема магнитной го
ловки, б — магнитная го
ловка накопителя на маг
нитных дисках, в — пла
вающая часть магнитной
головки накопителя на
магнитных дисках
синхронизирующие, и необходимость в отдельной синхродорожке от¬
падает. Недостатком этого метода по сравнению с остальными являет¬
ся меньшая плотность записи и необходимость размагничивания носи¬
теля перед записью. При импульсном методе записи по двум уровням
исходным состоянием носителя является одно из состояний его насы¬
щения (например, — Вг)у обычно соответствующее 0. При записи 1
импульсом тока, протекающим в головке, носитель перемагничивается
в состояние +ВГ. По сравнению с предыдущим методом магнитный
поток при считывании 1 больше в два раза, что увеличивает сигнал
считывания. Но для распознавания 0 при считывании требуется спе¬
циальная синхродорожка или специальный генератор синхроимпуль¬
сов. При импульсных методах записи выходной сигнал двуполярный.
При потенциальном методе записи при записи 1 происходит вклю¬
чение магнитного потока. Тогда в обмотке считывающей головки при
считывании 1 наводится эдс, при считывании 0 сигналы отсутствуют.
Поэтому для опознавания 0 необходимо применять синхронизацию.
Достоинством метода является высокая плотность записи и автома¬
тическое стирание предыдущей записи.
Основой записывающих и воспроизводящих головок являются
сердечники 1 из магнитного материала с обмотками 2 (рис. 177, а).
242
В полюсных концах сердечников, обращенных к магнитоносителю,
создается рабочий зазор S (от долей до нескольких десятков микромет¬
ров) с высоким магнитным сопротивлением. Зазор образуется установ¬
кой прокладки 4. Обмотка МГ на сердечнике обычно состоит из двух
секций 1 и имеет два или три выводных конца (обмотка со средней точ¬
кой). При прохождении тока по обмотке в сердечнике возникает маг¬
нитный поток, силовые линии которого в рабочем зазоре создают силь¬
ное внешнее магнитное поле, которое вызывает положительную или
отрицательную (состояния «1» или «О») остаточную намагниченность
отдельных участков магнитоносителя, движущегося относительно маг¬
нитной головки. При считывании в рабочем зазоре сердечника обра¬
зуется переменный поток, создающий в обмотках магнитной головки
эдс считывания. Стирается информация или переменным потоком
высокой частоты, или достаточно большим постоянным магнитным
потоком, насыщающим магнитоноситель.
Наиболее часто в ЭВМ применяются универсальные МГ, исполь¬
зуемые одновременно для записи и считывания. При использовании
универсальных МГ информация стирается специальными головками.
Комбинированные МГ являются и стирающими. Расширение функ¬
ций МГ обеспечивается усложнением схем управления, конструктив¬
ных изменений почти нет.
Для удобства ориентации МГ относительно магнитоносителей сер¬
дечники с обмотками монтируются в блоках или корпусах. Конструк¬
тивно МГ выполняются так, чтобы поток рассеивания в рабочем зазоре
(рабочий магнитный поток) составлял значительную часть от общего
потока, проходящего по сердечнику. Для этого сердечники рабочих
МГ изготовляют из материалов с высокой магнитной проницаемостью
и большой индукцией насыщения — из железоникелевых сплавов
типа пермаллоя (марки 79НМ, 80НХС, 50НХС, 81НМТ), железоалю¬
миниевых сплавов типа алфенола (марки 16Ю, 16ЮХ, 16ЮИХ), же-
лезокремний-алюминиевых сплавов, а также из ферритов. Сплавы
типа пермаллоя и алфенола используются в виде холоднокатаных лент
толщиной 0,02—0,25 мм. Это снижает потери от вихревых токов, воз¬
никающих в обмотке головки. В универсальных головках из этих же
материалов толщиной 0,1—0,2 мм изготовляются экраны. Для уве¬
личения плотности записи информации полюсные концы сердечников
делаются узкими (толщина МГ 0,2—2 мм), а рабочий зазор — мини¬
мальным. Рабочий зазор определяет плотность записи, поэтому кон¬
струкция и точность обработки полюсных наконечников определяют
качество головки. Грани сердечника, образующие рабочий зазор,
должны быть параллельными, ровными и резко очерченными. Рабочий
зазор (от долей до нескольких десятков микрометра) заполняется
прокладкой (фольга из бериллиевой бронзы или других немагнитных
сплавов). Материал прокладки в рабочем зазоре должен обладать высо¬
ким магнитным сопротивлением и большой твердостью, превышающей
твердость материала сердечника (иначе трудно получить четко очер¬
ченные грани). Зазоры могут выполняться электрическим осаждением,
вакуумным напылением немагнитного материала и введением раствора
стеклообразующих компонентов. В МГ контактной записи рабочую
243
поверхность для повышения износостойкости полируют и иногда по¬
крывают слоем радия или палладия толщиной 1—2 мкм.
Исходя из условий работы в запоминающих устройствах, к МГ
предъявляют следующие требования: небольшие габаритные размеры;
большая плотность записи; хорошее экранирование от помех; иден¬
тичность магнитных характеристик МГ, входящих в один блок; высо¬
кая износостойкость рабочей поверхности головок, используемых
в накопителях на магнитной ленте; простота изготовления, сборки и
испытаний.
Существуют два способа записи (воспроизведения) на магнитные
носители. Контактный способ, применяемый, например, в накопите¬
лях на магнитной ленте (НМЛ), обеспечивает высокую продольную
плотность записи, но ограничивает скорость перемещения носителя;
при этом наблюдается значительное истирание носителя. В накопите¬
лях на магнитных барабанах (НМБ) и дисках (НМД) запись ведется,
главным образом, плавающими магнитными головками, т. е. бескон¬
тактным способом. Такие головки имеют плавающий элемент (ПЭ),
в котором расположен сердечник с обмотками. В процессе работы ПЭ
удерживается над поверхностью носителя на некотором минимальном
расстоянии (1—10 мкм) с помощью воздушной подушки, возникающей
при вращении носителя. Рабочая пружина, установленная в корпусе
головки и передающая усилие на ПЭ, уравновешивает подъемную силу
воздушного потока. На рабочей скорости движения диска или бараба¬
на воздушный слой должен быть непрерывным и иметь постоянную
толщину.
В НМД каждая МГ (по одной на каждую поверхность диска) с по¬
мощью держателя закреплена в каретке, которая перемещается вместе
с МГ специальным приводом. Магнитная головка вводится между ди¬
сками при достижении пакетом дисков определенной скорости враще¬
ния. Гарантированный зазор между МГ и диском 3—5 мкм. На
рис. 177, б показано устройство МГ НМД. Так как расстояние между
дисками пакета накопителя мало, корпус МГ конструируют в виде
плоского рычага 3, к которому на пружинной подвеске 5 крепится
плавающий элемент 1. Пластинчатая пружина 2, закрепленная на ры¬
чаге винтами 4, используется для перемещения ПЭ к рабочей поверх¬
ности магнитного диска при работе накопителя. В нерабочем положе¬
нии накопителя механизм подвода — отвода магнитной головки отво¬
дит эту пружину, и ПЭ под действием упругих сил пружинной подве¬
ски находится в корпусе. Тогда рабочая поверхность А плавающего
элемента МГ находится на расстоянии 0,4—1,2 мм от рабочей поверх¬
ности магнитного диска. При вводе МГ между дисками механизм под¬
вода — отвода освобождает пружину, обеспечивая ее воздействие на
ПЭ. Конструкция плавающей части МГ НМБ приведена на рис. 177, в.
Универсальная I и стирающая II головки включают: сердечник /,
состоящий из двух частей (а и б), и катушку 2, помещенные в общий
корпус 3 с основанием 4. Корпус и основание выполнены из пласт¬
массы. Рабочий зазор сердечника универсальной головки равен
А=3 мкм. Ширина рабочего зазора стирающей головки составляет
10—14 мкм. В НМД применяют головки, имеющие плоскую, сфериче¬
244
скую и цилиндрическую рабочие поверхности ПЭ. Работа головки
с цилиндрической рабочей поверхностью ПЭ более стабильна. Вели¬
чина радиуса рабочей поверхности Б головок различных конструкций
3 • Ю3—6-103 мм; поэтому при профилировании таких поверхностей
возникают сложности.
В НМЛ в основном применяют универсальные многодорожечные
(2-, 4-, 8- и 24-дорожечные) полублочные МГ.
Рис. 178. Блок магнитных
головок накопителей на
магнитной ленте
Магнитные головки на магнитной ленте (МГ НМЛ) монтируют в од¬
ном общем корпусе, составляя единый узел — блок магнитных голо¬
вок. Блочное исполнение обусловлено относительно небольшим коли¬
чеством МГ, которое ограничивается шириной применяемых магнитных
лент, стремлением получить минимальные величины погрешностей
в расположении рабочих зазоров МГ. Существует большое разно¬
образие конструкций блоков МГ, отличающихся формой и материалом
сердечников, количеством обмоток на сердечниках и числом витков,
величинами рабочих зазоров, материалом прокладок в рабочих за¬
зорах, расположением и оформлением выводов, величиной индуктив¬
ности и т. д. Существенными характеристиками блоков МГ НМЛ яв¬
ляются количество головок в блоке и величина рабочего зазора, ха¬
рактеризующие поперечную и продольную плотности записи.
245
Блок МГ НМЛ (рис. 178) состоит из двух полублоков 2, скоорди¬
нированных между собой двумя цилиндрическими штифтами 5 и
скрепленных четырьмя винтами 6. Каждый полублок состоит из кор¬
пуса 7, внутри которого помещены десять полуголовок 11 и текстоли¬
товые планки 8 с выводами 3. Магнитные головки расположены в трех
секциях: в двух секциях помещены по четыре МГ и в одной секции
две МГ. Секции разделены экранирующими пластинками 9. В месте
соприкосновения плоских концов МГ установлены слюдяные проклад¬
ки 10, образующие рабочие зазоры (20 мкм). Блок МГ крепится
к кронштейну 1 винтами 4. Овальные отверстия в кронштейне позволя¬
ют регулировать положение блока относительно магнитной ленты.
Рис. 179. Одновитковая магнитная головка:
а — общий вид, б — корпус
Магнитные головки накопителя на магнитных барабанах в боль¬
шинстве случаев выполнены в виде отдельных конструкций (узлов),
которые затем собираются в блоки. Головки обычно универсальные,
поэтому НМБ содержат и блоки стирающих магнитных головок. Кон¬
струкции МГ НМБ разнообразны. Часто используется сдвоенная МГ,
корпус которой содержит две пары сердечников. Ее недостаток —
существенное влияние перекрестных наводок. Этого недостатка лишена
одновитковая МГ (рис. 179, а). Обойма 1 содержит корпус 2, соедини¬
тель 4 с выводами 5 и экранирующую пластину 6. Винтами 3 устанав¬
ливают положение рабочего зазора относительно базовой плоскости.
К корпусу 7 (рис. 179, б) полупустотелыми заклепками 11 крепится
крышка 8. Полюсные концы МГ выступают из корпуса. Пол уголовки
246
соединены между собой пайкой. У полюсного конца одной из половин
сердечника 10 магнитной головки имеется небольшой уступ, запол¬
ненный медным слоем, образующим рабочий зазор МГ. Поверхность
сердечника покрывают слоем меди, который образует одиночный ви¬
ток, проходящий через рабочий зазор МГ. При записи этот виток слу¬
жит вторичной обмоткой трансформатора, первичная обмотка — про¬
вод 9, намотанный на сердечник. У одновитковых МГ длина магнито-
провода и паразитный поток рассеивания значительно меньше, чем
у обычных сдвоенных МГ. Основной недостаток одновитковых МГ
в том, что они могут применяться только при бесконтактной записи.
В НМБ могут использоваться и плавающие магнитные головки.
Блок плавающих МГ состоит из собственного МГ и прижимного меха¬
низма, позволяющего регулировать усилие, при котором МГ вовремя
вращения магнитного барабана устанавливаются в положение, со¬
ответствующее заданной величине зазора. Плавающие магнитные го¬
ловки отличаются от обычных лишь меньшими размерами. Сердечники
с обмотками часто располагаются в корпусах из органического стекла.
Сборка и контроль блоков МГ НМЛ. К точности изготовления бло¬
ков предъявляются большие требования. Поэтому в процессе сборки
необходим ряд операций механической обработки. Перед сборкой ме¬
ста установки сердечников с обмотками обезжиривают и сушат. После
установки изоляционных прокладок пазы корпуса покрывают слоем
клея БФ-4. Сердечник с обмоткой осторожно устанавливают в паз.
С помощью специального приспособления полуголовки устанавлива¬
ют так, чтобы их плоскости разъема лежали в одной плоскости с точ¬
ностью 0,04—0,06 мм, в этом случае при обработке собранной полуго¬
ловки удаляется меньший объем металла, т. е. операция ведется при
более легких режимах, что создает условия для уменьшения напряже¬
ния в материале сердечников. Для закрепления склеивающего состава
полублоки сушат при комнатной температуре в течение 50—60 ч.
После заливки компаунда и приклейки полуголовок контролируют
индуктивность обмоток, омическое сопротивление обмоток и сопротив¬
ление изоляции каждой головки в отдельности. Обработка плоскостей
разъема полублоков (одна из ответственных операций) производится
на прецизионных плоскошлифовальных станках с последующей до¬
водкой на полировально-доводочных станках. После предварительной
сборки блоков без установки прокладок в рабочих зазорах произво¬
дится шлифовка обращенных к магнитоносителю скосов полюсных
концов. Операция выполняется на плоскошлифовальных станках
в специальном приспособлении, в нем же шлифуется закругленная
часть рабочих поверхностей блока. Затем блоки разбирают, в рабочих
зазорах устанавливают прокладки, полублоки собирают, фиксируют
штифтами и обрабатывают на прецизионных шлифовальных станках
на центровых оправках. Окончательно рабочую поверхность блоков
по радиусу обрабатывают суперфинишированием. При окончательной
сборке блока устанавливают экранирующие детали и планки; полубло-
ки устанавливают на штифты и крепят винтами. Затем обрабатывают
торцовую поверхность блока, служащую для установки на котиро¬
вочный кронштейн, устанавливают изоляционные пластины и произ¬
247
водят пайку проводов. Полностью изготовленные блоки МГ покры¬
вают (за исключением установочной плоскости и плоскости рабочих
зазоров) лаком УР-231 в два слоя.
Контроль блоков МГ состоит в проверке их соответствия чертежам
и техническим условиям. Проверяют индуктивность каждой МГ,
омическое сопротивление обмоток, сопротивление изоляции между
обмотками головок и корпусом блока, амплитуду, длительность и фор¬
му сигналов, а также величину помех при воспроизведении по каждой
МГ'. Контроль сигналов производится на специальных стендах.
Сборка и контроль блсксв МГ НМБ. Рассмотрим последовательность
сборки одновитковых МГ. После металлизации поверхности полуголо-
вок слоем меди, притирки стыкуемых поверхностей и намотки обмоток
полуголовки соединяются пайкой. Пайка выполняется в специальном
приспособлении припоем ПОС-40 (полуголовки обычных МГ после
намотки и контроля соединяют склеиванием). На выводы обмотки
надевают хлорвиниловые трубки. Затем на клее БФ-4 в корпусе плот¬
но устанавливают сердечник, устанавливают на клее крышку корпуса
и развальцовывают пустотелые заклепки, соединяющие крышку с кор¬
пусом. Корпуса с сердечниками устанавливают в обойму и предвари¬
тельно закрепляют установочными винтами, расположенными с про¬
тивоположных сторон обоймы. Положение рабочего зазора МГ
относительно базовых плоскостей обоймы окончательно фиксируют
с помощью инструментального микроскопа. Затем к обойме крепят со¬
единитель, к его контактам припаивают концы обмоточных проводов
головки и контролируют отсутствие обрывов в них. Скосы полюсных
концов шлифуют в специальных приспособлениях. После повторной
проверки точности взаимного расположения рабочего зазора и базо¬
вой плоскости обоймы в специальных приспособлениях с использова¬
нием мелкозернистых абразивных брусков притирают полюсные кон¬
цы и получают радиус закругления (0,5 мм) на пересечении скосов.
Заключительная операция сборки — установка экранирующей пла¬
стины, затем контроль и испытание блоков.
Методы испытаний различных по конструкции МГ в основном ана¬
логичны. В программу испытаний входит, как правило, проверка ин¬
дуктивности головок и контроль электрических параметров на спе¬
циальных стендах в режимах, близких к условиям работы головок
в НМБ. Проверяется амплитуда воспроизводимого сигнала, качество
стробирования сигнала.
§ 68. СБОРКА И МОНТАЖ НАКОПИТЕЛЕЙ
НА МАГНИТНОЙ ЛЕНТЕ
Накопители на магнитной ленте применяются в ЭВМ в качестве
внешних ЗУ большой емкости и иногда как быстродействующие уст¬
ройства для вывода данных из машины.
Достоинства НМЛ: большая емкость; высокая надежность хране¬
ния информации без периодического ее восстановления; невысокая
стоимость; компактность; универсальность использования. Недостат¬
ки: низкое быстродействие, связанное с поиском зоны на НМЛ; слож¬
248
Рис. 180. Типовая схема ленто¬
протяжного механизма накопи¬
теля на магнитной ленте
ность сочетания электронных и механических схем лентопротяжного
механизма; низкая механическая прочность носителя; большой меха¬
нический износ; высокая чувствительность к влажности и температу¬
ре окружающей среды.
В состав НМЛ входят лентопротяжный механизм (ЛПМ), блок
магнитных головок, схема сопряжения с ЭВМ и блок питания.
Основные требования к ЛПМ: постоянство натяжения ленты и
скорости ее перемещения относительно магнитных головок (это важно
для получения постоянной по величине
амплитуды выходного сигнала), малое
время разгона и торможения и др. Старт-
стопные ЛПМ должны также обеспечи¬
вать: минимум напряжений в ленте при
разгоне, торможении и перемещении,
что улучшает качество записи; защиту
магнитного слоя от истирания; точное
направление магнитной ленты относи¬
тельно МГ на всем тракте ЛПМ, так как
повреждение краев ленты может быть
причиной ошибок при записи и считы¬
вании.
По принципу работы и конструк¬
ции тракта магнитной ленты ЛПМ мо¬
гут быть реверсивными и нереверсивными. В нереверсивных ЛПМ
перфорированная магнитная лента, склеенная в кольцо, перемещается
зубцами ведущей звездочки механизма в одном направлении с постоян¬
ной скоростью. Эти ЛПМ просты по конструкции, но имеют ряд недо¬
статков: быстрый износ магнитной ленты, большое время обращения,
большое время пуска и останова и др. Наиболее распространены ревер¬
сивные ЛПМ. Магнитная лента (неперфорированная) в них перематы¬
вается подмоточными устройствами с одной кассеты на другую или
укладывается в определенном порядке в специальные карманы.
В НМЛ используют различные типы старт-стопных ЛПМ: с при¬
жимным роликом в паре с ведущим валом; с вакуумным ведущим валом;
с ведущим валом с прижатием ленты с помощью поддува; с одним ве¬
дущим валом (монороликовый привод). Одна из типовых схем ЛПМ
приведена на рис. 180. Он состоит из кассет 1 и 2, имеющих самостоя¬
тельные приводы; в них закрепляются концы ленты 3. Плавность пере¬
мещения ленты при пуске и реверсе обеспечивается старт-стопным
механизмом 4, основным звеном которого является ведущий ролик.
Вращение ролику передается от электродвигателя через червячную
передачу. Прижимные ролики управляются соленоидами, которые
включаются от блока управления ЛПМ. Блок 3 универсальных МГ уста¬
новлен на специальной юстировочной площадке, и можно регулиро¬
вать положение полюсных концов и линии рабочих зазоров МГ отно¬
сительно направляющей. В НМЛ предусмотрена фотосчитывающая
система останова ленты.
Вакуумный ведущий вал применяется для повышения надежности
ЛПМ, так как под действием наружного избыточного давления лента
249
прижимается к ведущему валу и при' протягивании касается только
магнитных головок. Привод этого типа имеет большое быстродей¬
ствие, но требует большой точности изготовления, сложен, чувстви¬
телен к загрязнению.
В старт-стопном механизме с одним ведущим валом сцепление маг¬
нитной ленты с валом происходит за счет трения между поверхностью
вала и лентой без каких-либо прижимных устройств. Для получения
необходимой силы трения увеличивают угол обхвата вала лентой до
180° и применяют для вала материал (покрытие), обеспечивающий
большой коэффициент трения (0,35). Усилие предварительного натя¬
жения ленты создается благодаря размещению ленты в вакуумных
колонках и разрежению под ее петлей. Эта конструкция имеет боль¬
шие преимущества: упрощение кинематики, повышение быстродейст¬
вия и надежности работы механизма. Система управления обеспечивает
необходимый режим движения ленты в обоих направлениях, воз-
лействуя на среднее значение напряжения питания электродвигателя.
Монороликовый привод наиболее распространен в НМЛ (например,
НМЛ ЕС-5012, НМЛ ЕС-5017).
Основные требования к сборке ЛПМ — обеспечение точной взаим¬
ной координации узлов, правильности и надежности их функциони¬
рования. Особенно важна точность взаимного расположения блоков
МГ и направляющих магнитной ленты и точность регулировки уст¬
ройств, обеспечивающих старт-стопное реверсивное движение маг¬
нитной ленты.
Сборка ЛПМ производится в два этапа. Сначала автономно собира¬
ют и регулируют отдельные узлы, а затем ведут окончательную сборку
ЛПМ. Узловая сборка заключается в сборке и регулировке роликов,
соленоидов, мостовой направляющей, приводов магнитной ленты и
кассет и т. д. При сборке роликов привода магнитной ленты нужно
обеспечить легкое, плавное вращение. Подшипники перед установкой
промывают бензином и смазывают. Ролики соленоидов должны легко
вращаться и перемещаться вдоль оси. Неперпендикулярность обра¬
зующих роликов к установочной поверхности корпуса допускается
в пределах 0,05 мм. Соленоиды устанавливают так, чтобы зазор между
роликами соленоидов и роликами привода был равен 0,2—0,4 мм. Ро¬
лики соленоидов в прижатом состоянии должны прилегать к роликам
привода по всей длине. Все подвижные части привода ленты должны
иметь плавный и легкий ход.
Наибольшая точность расположения блока МГ и мостовой направ¬
ляющей достигается, если сборку, контроль точности и регулировку
их взаимного расположения производить вне ЛПМ, в процессе узловой
сборки. Мостовую направляющую и блок МГ устанавливают на пло¬
скость общего основания, при этом рабочий зазор МГ должен быть
перпендикулярен установочной плоскости основания (допустимое
отклонение 0,01 мм). Крайние сердечники блока МГ по ширине мосто¬
вой направляющей располагают симметрично с допустимым отклоне¬
нием 0,05 мм. Края мостовой направляющей располагают симметрич¬
но относительно образующих направляющих роликов с допустимым
отклонением 0,02 мм. Точность установки проверяют на универсаль¬
250
ном инструментальном микроскопе. Правильная и точная установка
блока МГ вне ЛПМ исключает трудоемкий процесс выверки положе¬
ния блока МГ, основанный на пробной записи — воспроизведении на
магнитную ленту после полной сборки ЛПМ.
Приемо-сдаточный контроль включает в себя: проверку на соот¬
ветствие технической документации и качество изготовления; провер¬
ку на правильность функционирования; проверку параметров элект¬
рических сигналов. Для проверки используют специальные устрой¬
ства. Режим проверки оговаривается в технических условиях на ЛПМ.
§ 69. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРИЕМКУ УЗЛОВ
И БЛОКОВ ЭВМ
Технические условия (ТУ) являются составной частью технической
документации на изделие. Они устанавливают перечень и уровень
требований, которым должны удовлетворять изделия для соответствие
своему назначению. Технические условия являются обязательным
руководством при изготовлении, испытании, приемке, упаковке, мар¬
кировке, хранении и транспортировке изделия. Изделия, имеющие
отклонения от ТУ, считаются не соответствующими своему назначению
и бракуются.
В зависимости от их характера технические требования либо за¬
писываются непосредственно на рабочих чертежах, либо представ¬
ляются в виде отдельного документа — ТУ, входящего в комплект
конструкторской документации. Особенно подробно разрабатываются
ТУ на электронные блоки ЭВМ. Специфика электронных блоков тре¬
бует включения в ТУ таких разделов, как определение и назначение
блока; технические требования, предъявляемые к блоку; требованш»
безопасности; методика испытаний и правила приемки блоков; указа¬
ния по эксплуатации. Технические условия на электронные блоки
разделяются на общие (ОТУ) и частные (ЧТУ). В ОТУ приводятся
данные, относящиеся к электронным блокам всех используемых
в ЭВМ типов; в ЧТУ — данные для каждого конкретного типа блока.
При разработке ТУ особое внимание обращается на выбор стендовой
и измерительной аппаратуры, которая может обеспечить достаточную
точность измерений, высокую производительность контрольно-испы¬
тательных операций, быструю переналадку стендовой и измеритель¬
ной аппаратуры на другой тип изделия. Объективность результатов
измерений повышается с ростом степени их автоматизации. Контрольно¬
измерительные операции в производстве ЭВМ сложны и трудоемки.
Поэтому при разработке методики испытаний и правил приемки,
а также при разработке стендовой и контрольно-испытательной
аппаратуры важно обеспечить высокую производительность контроль¬
но-испытательных операций.
В узлах и блоках ЭВМ широко применяются магнитные материалы.
Существенное влияние на параметры магнитных материалов сердеч¬
ников импульсных трансформаторов и магнитных головок оказывают
такие техпроцессы, как намотка, склеивание, заливка компаундом.
251
Возникающие при этом механические напряжения ухудшают парамет¬
ры магнитных материалов, поэтому требуется строгая регламентация
в ТУ режимов и условий, в которых ведется изготовление деталей и
узлов, а также контроля и испытаний.
Неотъемлемой частью разработки ТУ является лабораторная про¬
верка узлов, блоков и устройств ЭВМ на макетах и их эксперименталь¬
ная отладка.
Контрольные вопросы
1. Какие виды носителей информации вы знаете?
2. Расскажите о процессе сборки магнитных головок НМЛ.
3. Каково устройство НМЛ?
4. Расскажите о процессе сборки лентопротяжных механизмов.
ГЛАВА XII
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
§ 70. ОБЩИЕ СВЕДЕНИЯ
Механизация и автоматизация производства являются основными
способами дальнейшего повышения производительности и эффектив¬
ности труда.
Авгоматизация технологических процессов облегчает условия тру¬
да. При автоматизированных технологических процессах повышается
безопасность труда, так как рабочий непосредственного участия в ра¬
боте автомата не принимает. Вредные процессы при их автоматиза¬
ции могут осуществляться в закрытых помещениях.
Автоматизация технологических процессов обеспечивает повыше¬
ние научно-технического уровня производства, что особенно важно
при создании специальных устройств РЭА (микросборок), точных
приборов и средств автоматики.
Многочисленные предприятия по производству радиоаппаратуры
и приборов, имеющие большую номенклатуру изделий и значительный
диапазон по серийности, применяют индивидуальный подход к выбору
оптимальных средств и методов автоматизации и механизации произ¬
водства. В одних случаях наиболее эффективной оказывается частич¬
ная механизация и автоматизация, т. е. механизация и автоматизация
отдельных технологических процессов, отдельных видов оборудова¬
ния, в других — комплексная механизация производства.
При небольших масштабах производства чаще всего применяют
частичную автоматизацию процесса. В этом случае небольшие затраты
быстро окупаются и автоматизация дает технико-экономический эф¬
фект. В последнее время для осуществления частичной автоматизации
нашли применение малые промышленные роботы, с помощью которых
автоматизируются технологические процессы на обычных универсаль¬
ных станках.
Примерами здесь могут служить участки (цехи) по производству
деталей из пластических масс и изготовлению деталей штамповкой.
В первом случае робот производит закрытие пресс-формы (после того
как автоматический дозатор заполняет ее пресс-порошком), установку
пресс-формы в рабочую зону пресса, съем пресс-фюрмы после отпрес-
совки детали, раскрытие пресс-формы, извлечение готовой детали и
укладку ее в цеховую тару. Во втором случае робот выполняет сле¬
дующие операции: захват заготовки и перенос ее в рабочую зону прес¬
253
са, установку на матрицу штампа, штамповку детали, съем детали и
укладку ее в тару.
В комплексной автоматизации производства определяющим фак¬
тором является перспектива развития предприятия, при этом особое
внимание следует обращать на технико-экономическую эффективность
автоматизированных технологических процессов. Не всякую автома¬
тизацию технологических процессов целесообразно осуществлять.
Иногда, без учета технико-экономической эффективности, на первый
взгляд автоматизация повышает производительность труда на данной
операции и кажется рентабельной, а в действительности может ока¬
заться невыгодной для данных условий производства. Выбор оптималь¬
ных средств автоматизации в значительной мере определяет технико¬
экономическую эффективность любого направления автоматизации,
проводимого предприятием.
В настоящее время принципиально новыми направлениями меха¬
низации и автоматизации техноло1Ическнх процессов изготовления
радиоаппаратуры являются следующие: робототехника; гибкие про¬
изводственные комплексы (ГПК); микропроцессорные системы управ¬
ления технологическими процессами; автоматизированное проекти¬
рование технологических процессов сборки (САПР).
§ 71. РОБОТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Программируемая автоматическая машина, применяемая в техно¬
логическом процессе для выполнения двигательных функций, свой¬
ственных функциям человека при перемещении предметов производ¬
ства, называется промышленным роботом.
Отличительным признаком промышленного робота от различных
механизмов является наличие одного или нескольких манипуляторов.
Манипулятор представляет собой многозвенный механизм, оснащен¬
ный приводами и рабочим органом (устройством захвата), с помощью
которого осуществляется захват детали и ее перемещение от одного
рабочего места к другому. Манипулятор может иметь от трех до девяти
степеней подвижности, что в значительной степени определяет тех¬
нические возможности промышленного робота.
Число степеней подвижности — это совокуп¬
ность числа степеней свободы кинематической цепи манипулятора
промышленного робота относительно базовой системы координат и
числа степеней свободы устройства передвижения. Манипуляторы
имеют переносные и ориентирующие степени
подвижности.
Переносная степень подвижности манипулятора используется при
перемещении рабочего органа в рабочей зоне. Ориентирующая степень
подвижности используется при ориентировании рабочего органа в ра¬
бочей зоне относительно базовой системы координат.
Пространство, в котором может находиться рабочий орган манипу¬
лятора промышленного робота при неподвижном положении устрой¬
ства передвижения, называется рабочей зоной. Рабочая зона
254
современных роботов находится в пределах от 1,0 до 10 м3. Для пере¬
мещения манипулятора и его основания применяется привод, который
может быть гидравлическим, пневматическим и электрическим.
К достоинствам гидропривода относятся: плавное регулирование
скорости, быстродействие и высокая точность отработки заданного
движения; к недостаткам — зависимость характеристик привода от
температуры рабочей жидкости, относительно высокая стоимость при¬
вода, сложность эксплуатации.
В настоящее время широкое применение нашли пневмоприводы
в силу простоты своей конструкции, низкой стоимости и возможности
работы в местах с повышенными тре¬
бованиями к пожарной безопасности.
К недостаткам пневмопривода мож¬
но отнести необходимость дополни¬
тельного оборудования для достиже¬
ния плавности и точности движения
манипулятора.
В последнее время находит все
более широкое применение электро¬
привод, отличающийся простотой
подвода электрической энергии, вы¬
сокой надежностью и большим ре¬
сурсом работы.
Конструктивно промышленный
робот состоит из следующих основ¬
ных частей (рис. 181): управляю¬
щего устройства 1\ устройства пере¬
движения 2\ манипулятора 3\ изме¬
рительного устройства и устройства
внешних связей 4, которые размещены в основании робота. Манипу¬
лятор и устройство передвижения представляют собой объект управ¬
ления для управляющего устройства.
В управляющее устройство входят пульт управления #У, запоми¬
нающее устройство ЗУ, вычислительное устройство ВУ и блок управ¬
ления приводами БУП. С помощью ПУ оператор осуществляет ввод и
контроль задания; в ЗУ хранятся программы работы и другая инфор¬
мация; в ВУ реализуется алгоритм управления роботом; БУП управ¬
ляет приводами манипулятора и устройства передвижения. Управляю¬
щее устройство может быть расположено отдельно от самого робота или
встроено в его корпус.
Процесс составления упорядоченной последовательности действий
робота (его программы) для его системы управления начинается при
первом выполнении роботом нового цикла движений при ручном управ¬
лении. Введение программы осуществляется с помощью электронного
устройства, управляющего приводами манипулятора, или ручного
управления манипулятором по всему пути его перемещения. Запоми¬
нающее устройство системы управления фиксирует все движение ро¬
бота, крайние и промежуточные положения рабочих органов манипу¬
лятора, после чего робот автоматически воспроизводит записанную
Рис. 181. Схема промышленного
робота:
1 — управляющее устройство, 2 — уст¬
ройство передвижения, 3 — манипуля¬
тор, 4 — измерительное устройство и
устройства внешних связей
255
программу необходимое число раз. Таким образом, промышленные ро¬
боты имеют два режима работы: программирования, при котором в ЗУ
заносится программа функционирования робота, и выполнения тех¬
нологической операции.
Целью применения промышленных роботов в ГПК являются: рез¬
кое повышение производительности труда, сокращение численности
работающих, повышение коэффициента использования обрабатываю¬
щего оборудования за счет устранения потерь времени по организа¬
ционно-техническим причинам, улучшение условий труда, обеспече¬
ние требований безопасности труда, повышение качества изделий путем
стабилизации параметров технологического процесса, обеспечение гиб¬
кости производственного процесса.
Основными сферами применения роботов в монтажно-сборочных и
отрабатывающих процессах являются:
загрузка — выгрузка деталей (заготовок) из ориентирующей тары,
магазина-накопителя;
установка — снятие детали (заготовки) непосредственно с техно¬
логического оборудования (линии, станка и т. д.):
транспортирование между магазином-накопителем и обрабатываю¬
щим оборудованием;
транспортирование между магазином-накопителем и автоматизи¬
рованным складом;
смена инструмента в процессе обработки;
смена инструмента до и после выполнения операции.
Необходимость применения роботов и сферу их работы определяют
исходя из специфики производства (вредные условия труда, обработка
специальных материалов и др.), характера перемещения деталей (не¬
прерывный, прерывный), цикличности операций технологического
процесса, характеристик стружки и методов ее удаления, состава ос¬
новного и вспомогательного оборудования, организации межстаноч-
ного транспортирования и др.
Возможность применения роботов при механической обработке
определяется:
однородностью формы и расположения базовых поверхностей детали
для ориентирования и захвата роботом;
технологичностью конструкции деталей, которая прежде всего
обеспечивает возможность ориентирования детали в каждой исходной
позиции для ее захвата роботом, а также наличие базовых поверхно¬
стей для ее надежного удержания схватом при транспортировании на
протяжении всего технологического процесса (с учетом изменения
размеров);
обеспечением надежности захвата, транспортирования и удержа¬
ния деталей схватом;
наличием базовых поверхностей деталей, позволяющих транспор¬
тировать и складировать их в ориентированном положении;
возможностью свободного доступа в зону обслуживания для осу¬
ществления ремонта и технического обслуживания.
Оптимальным решением по использованию степеней подвижности
робота является применение роботов модульной конструкции.
256
Примером использования встроенного робота модульной конструк¬
ции может служить линия подготовки электрорадиоэлементов к мон¬
тажу, состоящая из пяти модулей (рис. 182): модуля управления 1\
робота перемещения кассет 2\ модуля 3 флюсования и лужения выво¬
дов ЭРЭ; манипулятора 4 и формовочной машинки 5. Линия работает
следующим образом. В каждую транспортную кассету 8 устанавлива¬
ется определенное количество ЭРЭ с осевыми проволочными вывода¬
ми. Оператор устанавливает кассеты на транспортную линию, кото¬
рая перемещает кассеты по направлению к модулю флюсования и лу¬
жения.
Рис. 182. Линия подготовки электрорадиоэлементов к монтажу (вид сверху):
/ — модуль управления, 2 — робот перемещения кассет с ЭРЭ, 3 — модуль флюсования и лу-
жеиия выводов ЭРЭ волной припоя, 4 — манипулятор, перемещающий ЭРЭ из кассеты в формо¬
вочную машинку, 5 — формовочная машинка, 6 и 7 — транспортные линии, перемещающие кас¬
сеты, 8 — кассеты, 9 — схват манипулятора, 10 — манипулятор перемещения кассет с ЭРЭ
Дойдя до конца линии 7, кассета останавливается. Робот переме¬
щения кассет 2 захватывает кассету с помощью схвата 9 и разворачи¬
вает ее на 90°. После этого манипулятор 10 перемещает кассету к ван¬
не флюсования а. Схват 9 с кассетой останавливается точно над ван¬
ной флюсования, после чего быстро опускается вниз, флюсуя выводы
ЭРЭ сначала с одной стороны, а потом — с другой.
Затем следует перемещение манипулятора с кассетой к волне при¬
поя б. После короткой остановки манипулятор с кассетой идет вниз,
погружая выводы ЭРЭ в припой. Затем производятся подъем кассеты,
снова поворот ее, но уже на 180° и снова лужение выводов ЭРЭ. После
257
лужения всех выводов манипулятор 1(Т ставит кассету на транспорт¬
ную линию, и кассета начинает двигаться к манипулятору 4. Дойдя
до манипулятора 4, кассета останавливается, а манипулятор 4 начи¬
нает быстро извлекать ЭРЭ из кассеты, перемещать их и устанавливать
на рабочие части формовочной машинки 5, которая производит фор¬
мовку выводов ЭРЭ. Отформованные ЭРЭ
падают в магазин-накопитель. Производи¬
тельность линии примерно 1600 шт. ЭРЭ
в час. Работой линии управляет устройство
управления, размещенное в модуле управ¬
ления 1. Линия может работать в ручном
и автоматическом режимах.
Роботизированная штамповочная линия
предназначена для автоматизации штампо¬
вочных процессов при изготовлении дета¬
лей в серийном производстве.
В состав линии (рис. 183) входят
пресс КД2118А, специальный пневмопресс
с пневмоцилиндром ПЦВС-200, манипу¬
лятор МП-9С с двумя вакуумными схва¬
тами, система управления ЭЦПУ-6030 с
модернизированным пневмоканалом и элект¬
рошкаф.
Линия работает следующим образом. Вырубленные заготовки
вручную стапелируются на специальной оправке в пакеты, которые
подр.ергаются последующей технологической осевой осадке и обжатию
на пневмопрессе. Подготовленные к работе пакеты устанавливают
в приемное кассетно-магазинное устройство линии и в зону действия
схвата манипулятора, который переносит заготовки в рабочую зону
штампа первой гибки.
В период холостого хода жесткие вакуумные схваты манипуляторов
переносят предварительно отштампованные заготовки в рабочую зону
штампа второй гибки, которая осуществляется на специальных пневмо¬
прессах. Готовые детали удаляются из рабочей зоны пневмосдувом.
Контроль положения заготовок обеспечивается датчиками. Линия
работает в устойчивом технологическом режиме.
Рис. 183. Схема роботизиро¬
ванной линии штамповки
пластин конденсаторов:
/ — система управления ЭЦПУ-
6030, 2 — электрошкаф, 3 —
пресс КД2118А, 4 — пневмо¬
пресс, 5 — манипулятор МП-9с
§ 72. ПРИМЕНЕНИЕ ГИБКИХ ПЕРЕНАЛАЖИВАЕМЫХ КОМПЛЕКСОВ
В МОНТАЖНО-СБОРОЧНЫХ ПРОЦЕССАХ
Основные понятия и определения гибких производственных систем
(ГПС) определяются ГОСТ 26228—84.
Гибкий производственный модуль (ГПМ) —
гибкая производственная система, представляющая собой единицу
технологического оборудования, оснащенная автоматизированным уст¬
ройством программного управления и средствами автоматизации, тех¬
нологического процесса, автономно функционирующая, осуществляю¬
щая многократные циклы и имеющая возможность встраивания в си¬
стему более высокого уровня.
258
Гибкая автоматизированная линия (ГАЛ) —
гибкая производственная система, состоящая из нескольких гибких
производственных модулей, объединенных автоматизированной систе¬
мой управления, в которой технологическое оборудование расположе¬
но в принятой последовательности технологических операций.
Гибкий производственный комплекс (ГПК) —
гибкая производственная система, состоящая из нескольких гибких
производственных модулей, объединенных автоматизированной транс¬
портной системой, автономно функционирующей в течение задан¬
ного интервала времени, и имеющая возможность встраивания
в систему более высокой степени автоматизации.
Гибкие автоматизированные системы могут иметь следующие формы
организации технологических процессов: автоматические линии, по¬
точные линии различного вида и серийные участки.
Отличие всех форм организации производственных процессов в ус¬
ловиях ГПС заключается в более высоком уровне автоматизации и
степени гибкости.
Для автоматических линий на базе станков с ЧПУ характерна
возможность обработки групп деталей за счет гибкости технологиче¬
ского оборудования при автоматизации основных, обслуживающих
операций и операций управления производственным процессом.
Поточные линии, главным образом групповые поточные линии, об¬
ладая всеми признаками поточного производства, имеют высокий уро¬
вень автоматизации основных, обслуживающих и управленческих
операций.
Серийные участки могут иметь различную степень автоматизации
и укрупненно могут быть разделены на автоматизированные и комп¬
лексно-автоматизированные участки.
Гибкость систем заключается:
а) в быстрой переналадке производсгва на выпуск новых изделий;
б) в возможности быстрой перестройки производственного процесса
при изменении объема выпуска изделий и при замене одного выпускае¬
мого изделия на другое;
в) в применении микропроцессорной техники, позволяющей опера¬
тивно управлять производственным процессом.
Степень гибкости систем определяется в каждом конкретном
случае в зависимости от типа и конструктивно-технологических ха¬
рактеристик (параметров) изделий, а также технических характеристик
оборудования.
Основой построения ГПК служит принцип модульности, в соответ¬
ствии с которым ГПК компонуется из отдельных типовых технологи¬
ческих модулей различного типа и назначения. Технологические мо¬
дули ГПК разрабатываются с таким расчетом, чтобы они могли ис¬
пользоваться как автономно, так и в составе ГПК. Автоматизация
основных и вспомогательных операций в этом случае осуществляется
путем использования быстропереналаживаемого оборудования с прог¬
раммным управлением и робототехнологических комплексов (РТК) —
типовых модулей ГПК.
Технологические модули создаются на базе высокопроизводитель¬
259
ного, специализированного технологического оборудования и техно¬
логической оснастки.
Как правило, типовой гибкий производственный комплекс, пред¬
назначенный для сборки и монтажа печатных узлов, может включать
в себя следующие технологические модули:
подготовки дикретных ЭРЭ;
подготовки ИС;
программируемой сборки печатных плат с ЭРЭ и ИС;
Рис. 184. Гибкий производственный комплекс по сборке электронных узлов:
/ — установка пайки волной припоя, 2 — установки программированной сборки, 3 -» транспорт*
ная линия, 4 установки промывки и сушки узлов
программируемой сборки печатных плат с ИС;
пайки (установка пайки волной припоя) электромонтажных соеди¬
нений;
сборки и пайки ИС;
промывки печатных узлов;
контроля печатных узлов;
влагозащиты печатных узлов.
Применение ГПК в мелкосерийном и серийном производстве уже
сейчас позволяет повысить производительность труда при сборке пе¬
чатных узлов в 10—12 раз, высвободить значительное число монтаж¬
ников, повысить коэффициент загрузки оборудования.
Примером может служить гибкий производственный комплекс для
сборки электронных узлов (субблоков). В состав ГПК (рис. 184) вхо¬
дят семь установок программируемой сборки печатных узлов, уста¬
новка пайки волной припоя, транспортная линия, установки промывки
и сушки печатных узлов.
260
Схема установки для программированной сборки печатных узлов
представлена на рис. 185. Установка предназначена для безошибочной
установки навесных электрорадиоэлементов и интегральных микро¬
схем по заданной программе с применением метода световой индикации
мест постановки ЭРЭ на плате. Установка осуществляет автоматиче¬
скую подачу ячейки с ЭРЭ под монтажное окно или световую индика¬
цию номера кассеты с ИС, а
также дает информацию о ва¬
рианте постановки ЭРЭ на
плату. Производительность
установки ЭРЭ или ИС на
плату — 500—600 шт. в час.
Количество внутренних яче¬
ек с ЭРЭ (тары) — около
60 шт. Количество внешних
ячеек с ИС — около 10 шт.
Система управления установ¬
кой — микропроцессорная.
Установка работает следую¬
щим образом. Сборщик уста¬
навливает кассету с печатной
платой на столешнице 1 уста¬
новки и нажимает кнопку.
Немедленно, согласно задан¬
ной программе, в монтажном
окне столешницы появляется
ячейка 7 (тара) с нужным ЭРЭ.
Сборщик берет один ЭРЭ и
устанавливает его на плату в
то место, которое отмечено
световым лучом, падающим
сверху из проекционно-оп¬
тической трубы 3. Затем сбор¬
щик снова нажимает кнопку,
при этом луч перемещается
на другое место платы, а в монтажном окне появляется ячейка с дру¬
гим ЭРЭ. Программа вывода луча на плату составлена таким образом,
что каждый раз луч точно останавливается между двумя отверстиями
на плате, в которые и вводятся сборщиком выводные концы ЭРЭ.
В том случае, когда в монтажном окне не появляется ячейка с ЭРЭ,
происходит включение звуковой сигнализации и одновременно заго¬
рается лампочка на кассете, в которой находится ИС, подлежащая уста¬
новке на плату. Сборщик извлекает ИС из кассеты и устанавливает ее
на плату в то место, куда указывает световой луч.
После того как все ЭРЭ установлены на плате, сборщик снимает
кассету с платой и устанавливает ее на транспортную систему ГПК.
По транспортной системе кассета с платой сначала проходит через
установку пайки волной припоя, где запаиваются все электромонтаж¬
ные соединения, а затем через установки промывки и сушки.
а)
Рис. 185. Установка для программированной
сборки печатных узлов (а) и кассеты (б) с
ИС и со световой индикацией:
1 — столешница с монтажным окном, 2— кассета с
платой, 3 — проекционно-оптическая труба, 4 —
устройство передвижения трубы в координатах
х—у, 5 — стойка, в — микропроцессор, 7 — тара
с ЭРЭ, 8 — устройство для передвижения тары в
координатах х—у (q — луч)
261
Установка пайки волной припоя (рис. 186) состоит из следующих
основных узлов: транспортера, кассеты, устройства подогрева, уст¬
ройства пайки, флюсователя, пульта управления. Скорость транспор¬
тера регулируется тиристорным устройством. Агрегат подогрева пе¬
чатных плат состоит из двух секций: конвекционной сушки с горячим
воздухом и секции радиационного подогрева. Количество воздуха и
температура нагрева автоматически регулируются и контролируются
милливольтметром. Пульт управления установки размещен в удобном
для оператора месте и имеет соответствующие надписи и символы.
Рис. 186. Установка пайки волной припоя!
/ — транспортер, 2 — устройство подогрева плат, 3 — пульт управле¬
ния, 4 — кассета, 5 — устройство пайки, 6 — блок флюссвания
При эксплуатации установки ее необходимо подключить к сети
сжатого воздуха давлением 390 кПа и к вытяжной вентиляции произ¬
водительностью не менее 1200 м3/ч.
Печатная плата, вставленная в кассету, перемещается по транс¬
портной системе последовательно через пенящийся флюс, нагреватели
и волну припоя. Перед работой жидкий флюс поступает в ванну флю¬
сования с подвешенного бачка самотеком. Сжатый воздух проходит
через влагоотделитель, регулятор давления и диффузный элемент,
проникает во флюс и создает напор жидкой пены. Пена проходит вверх
между прижимными щетками, создавая пенную волну.
После флюсования печатная плата проходит над нагревателем, где
происходит активация флюса, что способствует интенсивному удалению
оксидных пленок с поверхности платы и предотвращает дальнейшее
окисление. Одновременно происходит удаление остатков растворителя
флюса, подсушка платы и предварительный нагрев, что предотвра¬
262
щает возможность теплового удара во время процесса пайки. После
предварительного нагрева печатные платы в кассете проходят через
волну припоя. Зеркало припоя покрыто слоем защитной жидкости
(масла ВМ), предохраняющим припой от окисления. Обслуживается
установка одним человеком. После пайки печатный узел поступает
на промывку, сушку и далее на лакировку — покрытие узла влаго¬
защитным лаком.
Необходимо отметить, что скорость транспортной системы, которая
связывает все установки в гибкий производственный комплекс, уста¬
навливается всегда равной скорости транспортера установки пайки
волной припоя, а скорость последней устанавливается в зависимости
от времени пайки самых термочувствительных ЭРЭ, входящих в пая¬
емый субблок.
§ 73. МИКРОПРОЦЕССОРНЫЕ СИСТЕМЫ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
Микропроцессорное управление получает все большее распростра¬
нение в области автоматизации технологических процессов изготов¬
ления электрорадиоэлементов; для управления технологическими опе¬
рациями (например, термообработка, нанесение защитных покрытий),
а также технологическими установками и
др. По сравнению с существующими регу¬
ляторами микропроцессорные системы об¬
ладают следующими преимуществами: боль¬
шими компактностью и надежностью, луч¬
шими точностью и гибкостью.
Основой микропроцессорной системы
является программно-упраьляемое устрой¬
ство, осуществляющее прием, обработку
и выдачу цифровой информации, постро¬
енное на одной или нескольких микро¬
схемах. Это управляемое устройство называется микропроцессором
(рис. 187). При управлении технологическим оборудованием в системе
программного управления реализуются следующие функции: загрузка
программы обработки детали; корректировка и хранение программы
обработки деталей; подготовка данных для вывода на технологическое
оборудование; вывод определенной части информации на технологи¬
ческое оборудование по мере обработки; анализ состояния технологи¬
ческого оборудования и формирование соответствующих признаков;
контроль и учет состояния органов управления; управление режимом
работы технологического оборудования.
Техническая реализация микропроцессорной системы управления
схематично показана на рис. 188.
Система включает в себя измерительный комплекс — датчики ре¬
жимов работы оборудования; преобразователь, преобразующий не¬
прерывные сигналы с выходов датчиков; микропроцессор, формирую¬
щий упрддляющую последовательность; исполнительное устройство
(электромеханизмы и т. п.); пульт управления и дисплей.
263
Рис. 187. Структурная схема
микропроцессора
В качестве примера использования микропроцессорной системы
управления рассмотрим работу намоточного станка для изготовления
катушек индуктивности. Известно, что при намотке катушек натя¬
жение проволоки — один из основных технологических факторов,
определяющих скоростные режимы работы намоточного станка, элект¬
рические параметры обмотки, а также качество укладки витков. Боль¬
шое значение имеет выдерживание оптимального натяжения в течение
всего процесса наматывания.
Рис. 188. Микропроцессорная система управления технологиче¬
ским оборудованием
Усилие натяжения Fm зависит от скорости вращения шпинделя
станка (каркаса катушки) vm и связанного с ним углового ускорения
каркаса е, от работы натяжного устройства (силы трения Fm) и ско¬
рости вращения катушки, отдающей проволоку (ускорения линейного
перемещения провода w).
Задача микропроцессорного управления работой намоточного стан¬
ка заключается в основном в поддержании оптимального усилия на¬
тяжения проволоки Fw.
На рис. 189 показана схема намоточного станка с встроенной микро¬
процессорной системой. Проволока, сматываемая с подающей катуш¬
ки /, проходит через систему промежуточных роликов и входит в уст¬
ройство натяжения проволоки 2. Это устройство может регулировать
натяжение проволоки в пределах 2 — 5 Н. Каркас катушки 3, за¬
крепленной на шпинделе, вращается на валу редуктора 4. Управление
работой станка осуществляется следующим образом. При нарушении
режима работы станка сигналы с датчиков, электрически связанных
с вращением электродвигателей Д1 и Д2, а также с датчика устройства
натяжения проволоки подаются в блок-преобразователь и далее —
в микропроцессор. Из микропроцессора, в котором предварительно
была заложена оптимальная программа режима работы станка, вы¬
264
ходящие сигналы управления подаются на исполнительные устрой¬
ства — электродвигатели Д1 и Д2, а также на электронный блок, ре¬
гулирующий работу натяжного устройства. Микропроцессор постоян¬
но контролирует основные параметры работы намоточного станка.
Рис. 189. Микропроцессорное управление работой намоточного станка
При малейшем сбое одного из параметров микропроцессор моменталь¬
но вносит поправку в работу намоточного станка. Поправка рассчи¬
тывается на основе заложенной в микропроцессор программы и входя¬
щих сигналов от датчиков.
§ 74. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ УЗЛОВ РЭА
Система автоматизированного проектирования технологических
процессов сборки электронных блоков на платах с печатным монтажом
(САПР ТПС) включает в себя технологическое, программное и аппара¬
турное обеспечение. Эта система является одной из подсистем техноло¬
гической подготовки производства (ТПП) и предназначена для автома¬
тизированного проектирования маршрутных и операционных техно¬
логических процессов сборки электронных узлов, для проведения
расчетов и составления ведомостей трудоемкости изготовления изде¬
лий и потребностей в основных и вспомогательных материалах.
Технологическое обеспечение САПР ТПС включает в себя: клас¬
сификаторы кодированного описания технологических характеристик
сборочных чертежей технологом; базовые технологические процессы
265
сборки, отражающие освоенные на предприятии методы и средства
выполнения отдельных технологических операций. Базовые техноло¬
гические процессы, исходные (расчетные) нормативы времени и расхо¬
да основных и вспомогательных материалов являются постоянной ин¬
формацией, хранимой в памяти ЭВМ.
Программное обеспечение базируется на алгоритмическом языке
БЕЙСИК и включает специальные программы для решения вышеука¬
занных задач. Программное обеспечение САПР ТПС позволяет решать
вышеуказанные задачи в режиме диалога «технолог — ЭВМ».
Аппаратурное обеспечение построено на базе микроЭВМ типа
«Электроника-60», программно и технически совместимых с ЭВМ серий
ЕС и СМ.
В основе технологического обеспечения САПР ТПС лежит класси¬
фикационно-опознавательная карта (КОК), которая предназначена
для кодированного описания технологом сборочного чертежа и оценки
технологичности конструкции новых изделий.
Последовательность расположения конструктивных элементов и
вариант их сборки на плате соответствуют рекомендуемой (освоенной
на предприятии) сборке узла.
Каждому установленному варианту сборки (операции) присво¬
ен код.
Классификационно-опознавательная карта устанавливает состав
типовых конструктивных элементов, конструкций электронных бло¬
ков и возможные методы их сборки по следующим этапам:
подготовка деталей, сборочных единиц и основных материалов
к сборке;
сборка печатной платы с деталями;
сборка печатной платы с электрорадиоэлементами;
промывка платы после сборки и электромонтажа;
контроль собранной платы с электрорадиоэлементами;
регулировка и окончательная сборка платы;
влагозащита платы;
испытание собранных плат;
ремонт.
В состав технологического обеспечения САПР ТПС входят также
таблицы с перечнем электрорадиоэлементов и таблицы с указанием
технологических режимов монтажа электрорадиоэлементов, которые
разработаны в соответствии с требованиями технических условий на
эти электрорадиоэлементы (температура пайки, время пайки и др.).
Перечень электрорадиоэлементов служит для кодированного обозна¬
чения технологом типов и номиналов ЭРЭ при проектировании процес¬
са сборки. В отдельную таблицу сведены закодированные данные по
трудоемкости сборки и потребностям (нормы расхода) в основных
(флюс, припой) и вспомогательных материалах.
Автоматизированное проектирование технологического процесса
сборки электронных узлов производится в такой последовательности:
кодированное описание сборочного чертежа;
распечатка маршрутно-операционных карт сборки (МК/ОК);
распечатка таблиц режимов монтажа ЭРЭ;
266
расчет и распечатка ведомостей трудоемкости;
расчет и распечатка потребностей в материалах.
Кодированное описание сборочного чертежа производится техно¬
логом путем сравнения типовых конструктивных элементов, содержа¬
щихся в КОК, с конструктивными элементами, которые даны в сбо¬
рочном чертеже. При этом на основе спецификации сборочного черте¬
жа составляется ведомость кодирования. При составлении кодиро¬
ванного описания сборочного чертежа технолог применяет также таб¬
лицы с закодированным перечнем ЭРЭ и закодированными режимами
монтажа ЭРЭ.
После составления кодировочной ведомости технолог (оператор)
производит распечатку маршрутно-операционных технологических
карт сборки, которая осуществляется в два этапа.
В процессе первого этапа (диалог технолога с ЭВМ) технолог вводит
в ЭВМ данные кодирования сборочного чертежа. Результаты диалога
распечатываются для последующей проверки результатов проектиро¬
вания.
В процессе второго этапа происходит распечатка маршрутно-опера¬
ционных технологических карт (МК/ОК) на ЭВМ. При этом же про¬
исходит распечатка режимов монтажа ЭРЭ и данных по трудоемкост
сборки, а также потребности в основных и вспомогательных мате¬
риалах.
Получив комплект распечаток МК/ОК, технолог-сборщик выпол¬
няет следующую работу. В каждый комплект МК/ОК он вписывает
номер субблока (печатного узла), код изделия, код и наименование
применяемой оснастки, приспособлений и оборудования (в каждом
случае они могут быть разные) и, присвоив им литеру (номер), передает
в сборочный цех для работы.
Контрольные вопросы
1. Что вы понимаете под термином робот?
2. Расскажите об устройстве робота.
3. Что называется гибким производственным комплексом?
4. Расскажите, какие модули (устройства) составляют объем гибкого производст¬
венного комплекса (ГПК) в монтажно-сборочном производстве РЭА.
5. Для каких целей применяют микропроцессорные системы?
6. Расскажите, как работает установка программированной сборки печатных
узлов (субблоков).
ГЛАВА XIII
ЭЛЕКТРО- И РАДИОИЗМЕРЕНИЯ
§ 75. ОБЩИЕ СВЕДЕНИЯ
При монтаже и регулировке радиоэлектроаппаратуры (РЭА) про¬
изводят разнообразные радио- и электроизмерения. Основными видами
электроизмерений на постоянном и переменном (промышленной часто¬
ты) токах являются определение силы тока, напряжения, сопротив¬
ления, мощности; при радиоизмерениях, кроме того, определяют ем¬
кость, индуктивность, добротность, частоту, коэффициент нелинейных
искажений и т. д. Один и тот же параметр можно измерить различной
измерительной аппаратурой, выбрав соответствующий метод измере¬
ния. Например, сопротивление резистора в зависимости от его вели¬
чины и требуемой точности можно измерять методом амперметра-вольт¬
метра, мостовым методом и др.
Точность измерения определяется в основном поставленной зада¬
чей, точностью измерительных приборов и методикой измерения. Так,
при лабораторных измерениях точность должна быть выше, чем при
монтаже и наладке РЭА, так как в первом случае оценивают работу
устройства, а во втором — лишь определяют соответствие параметров
устройства техническим условиям. Класс точности прибора выбирают
исходя из допустимой погрешности измерения. Кроме точности учиты¬
вают и другие характеристики прибора: диапазон измерения, быстро¬
действие (или время установления показаний), цену деления шкалы
прибора, входное и выходное сопротивления прибора, динамические
характеристики и другие метрологические, т. е. оказывающие влияние
на результаты и погрешности измерений, характеристики прибора.
Предел измерений (шкалу) прибора выбирают из условия близости
измеряемой величины к конечному значению шкалы; так наиболее эф¬
фективно используется класс точности прибора.
Включение измерительного прибора в схему нарушает режим ее
работы. Амперметр изменяет сопротивление данной цепи, а вольтметр —
ее проводимость; при этом влияние подключения прибора растет с уве¬
личением отношения мощности, потребляемой прибором, к мощности
источника электроэнергии или потребителя. С ростом частоты растет
влияние паразитной обратной связи на результат измерения. На прак¬
тике влияние измерительного прибора оценивают сравнением его вход¬
ного сопротивления Znx с выходным сопротивлением ZBbIX объекта.
В большинстве случаев при последовательном включении прибора
в цепь его ZBX должно быть на один-два порядка меньше ZBbIX, при па¬
раллельном включении прибора ZBXS^>ZBbIX, однако при подключении
268
вольтметра или осциллографа к колебательному контуру резонансного
усилителя входная емкость прибора может нарушить резонанс, и
режим работы контура резко изменится. При измерениях в схемах
на транзисторах нужна особая точность согласования сопротивления
измерительного прибора с сопротивлением временно отключенного
участка цепи, так как из-за наличия обратной связи расстройка вы¬
ходной цепи вызывает расстройку входной.
Радиоизмерения на переменном токе высокой частоты (до сотен и
тысяч мегагерц) имеют ряд особенностей, так как растет влияние
собственных индуктивностей и емкостей прибора, поэтому собственные
емкости и индуктивности прибора в этом случае должны быть минималь¬
ными; важно знать частотные характеристики прибора, т. е. диапазон
частот, в котором частотная погрешность прибора не превышает до¬
пускаемого значения. Входное сопротивление приборов должно быть
достаточно велико, чтобы их подключение к исследуемой схеме незна¬
чительно влияло на режим ее работы. Если принять, что наибольшие
сопротивления резисторов в схемах составляют 1 МОм, то для исклю¬
чения шунтирующего влияния прибора его входное сопротивление
должно быть 10—20 МОм. Большинство приборов имеет меньшее
входное сопротивление и оказывает некоторое шунтирующее влияние,
особенно на высокоомные участки исследуемой схемы. Особенно же¬
сткие требования минимальной собственной емкости предъявляют
к приборам, подключаемым к колебательным контурам (входная
емкость прибора должна быть значительно меньше емкости контура).
При измерении напряжения в цепях с малым сопротивлением целе¬
сообразно применять вольтметры магнитоэлектрической системы —
они более дешевы и точны; в цепях с большим сопротивлением —
электронные вольтметры, имеющие высокое входное сопротивление.
Если сопротивление вольтметра примерно в 100 раз больше сопротив¬
ления исследуемой цепи, то вносимая дополнительная погрешность
около 1% и ею можно пренебречь. Если же сопротивление прибора
соизмеримо с сопротивлением цепи, нужно анализировать влияние его
на объект. При измерении синусоидальных напряжений нужно обра¬
тить внимание на рабочий диапазон частот вольтметра, чтобы избежать
частотных искажений. Обычно вольтметры, работающие в широком
диапазоне частот, имеют график поправочных коэффициентов, кор¬
ректирующих показания. Для измерений высокой точности, а также
при непрерывном контроле в системах автоматического измерения и
системах управления применяют цифровые электронные вольтметры.
При пользовании многопредельными приборами во избежание порчи
прибора сначала включают его в максимальном диапазоне, грубо опре¬
деляя измеряемую величину, а затем переходят на диапазон, верхний
предел которого ближе всего к значению измеряемой величины, не¬
много превосходя ее.
Радиоизмерительные приборы в отличие от электроизмерительных
не имеют классов точности. Для оценки их точности используют абсо¬
лютную или относительную погрешность. Абсолютная погрешность
может быть дана в виде одного значения (например, при колебаниях
питающего напряжения уход частоты генератора ГЗ-18 равен ±1 Гц)
269
или в виде суммы двух значений, из которых одно зависит, а другое
не зависит от измеряемой величины (например, для генератора им¬
пульсов Г5-15 погрешность установки частоты следования импульсов
составляет не более 0,1 / +4 Гц).
Относительную погрешность выражают в процентах одним значе¬
нием или в виде суммы двух значений, из которых первое определяет
погрешность при больших измеряемых величинах, а второе — при
малых, например универсальный мост Е7-4 измеряет сопротивления
с относительной погрешностью (1 +6//?) %.
§ 76. КЛАССИФИКАЦИЯ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И СИСТЕМ
Измерительным прибором называется средство измерений, пред¬
назначенное для выработки сигнала измерительной информации в фор¬
ме, доступной для непосредственного восприятия наблюдателем.
Рис. 190. Структурные схемы измерительных приборов:
а — прямого преобразования, б — компенсационного преобразования
Измерительные приборы состоят из измерительных преобразовате¬
лей и отсчетного устройства. Их можно классифицировать по различ¬
ным признакам. По схеме преобразования различают приборы пря¬
мого преобразования (рис. 190, а)у на шкале которых непосредственно
фиксируется значение измеряемой величины, и компенсационного пре¬
образования (уравновешивания) (рис. 190, б). Прибор компенсацион¬
ного преобразования имеет цепь прямого преобразования (преобра¬
зователи П19 ..., Пп) и цепь обратной связи (/70ь ..., ПОт). Отсчетное
устройство ОУ реагирует на разность АХ=Х—Xv и по известному ко¬
эффициенту передачи цепи обратного преобразования позволяет оп¬
ределить значение измеряемой величины. Компенсация может быть
полной (АХ=0 в установившемся режиме) или частичной (ДЛ^О).
По характеру показаний различают приборы с непрерывным от¬
счетом (например, стрелочные приборы) и с дискретным отсчетом
(цифровые приборы).
По способу сравнения измеряемой величины с мерой различают
приборы непосредственной оценки и сравнения. Приборы непосред¬
ственной оценки выполняют либо по схеме прямого преобразования,
либо сочетают в себе обе схемы; приборы сравнения выполняют по
компенсационной схеме.
270
По принципу действия преобразователя различаются приборы
электромеханические, выпрямительные, термоэлектрические, элект¬
ронные.
Измерительные приборы классифицируют и по другим признакам:
по роду тока, по диапазону частот, по роду измеряемой величины,
по виду преобразования и др.
Преимущества приборов магнитоэлектрической системы: высокая
точность и чувствительность, малое потребление мощности, довольно
равномерная шкала, возможность иметь в одном приборе большое число
пределов измерений. Недостатки: сложность изготовления, плохая
перегрузочная способность, влияние температуры на точность измере¬
ний. Приборы этой системы применяются для измерения постоянного
тока и напряжения (гальванометры), в сочетании с различными пре¬
образователями — для измерений в цепях переменного тока (аналого¬
вые омметры, электронные вольтметры, частотомеры, фазометры, тер¬
моэлектрические приборы и др.).
Приборы электромагнитной системы просты по конструкции, на¬
дежны, обладают хорошей перегрузочной способностью. Недостатки:
большое собственное потребление энергии, невысокая точность, малая
чувствительность, зависимость от влияния внешних магнитных полей
из-за слабого собственного поля. Эти приборы применяют для изме¬
рения тока и напряжения в цепях переменного тока промышленной
частоты (50 Гц). Их нельзя использовать в цепях повышенной и высо¬
кой частоты из-за больших дополнительных частотных погрешностей.
Приборы электродинамической системы могут работать в цепях
постоянного и переменного тока в диапазоне частот от 1—2 кГц. При¬
боры этой системы имеют высокую точность (приборы класса 0,1;
0,2; 0,5), стабильность на постоянном и переменном токах, поэтому их
применяют в качестве образцовых для поверки приборов и точных ла¬
бораторных измерений (амперметры, вольтметры, Еэттметры). Их не¬
достатки: малая чувствительность, большое потребление энергии, огра¬
ниченный частотный диапазон (до 2 кГц).
Ферродинамическая система — разновидность электродинамиче¬
ской. Для концентрации магнитного поля здесь применен сердечник
из ферромагнитного материала. Эти приборы используют так же, как
и электродинамические; на основе этой системы созданы самопишу¬
щие приборы. Потери в сердечнике снижают точность и ограничивают
диапазон частот до 400—500 Гц.
Приборы индукционной системы, использующие явление взаимо- *
действия магнитного поля вихревых токов в подвижной части прибора
и поля электромагнита, применяют в ваттметрах и счетчиках электро¬
энергии.
Преимущества приборов электростатической системы: малое по¬
требление мощности, высокое входное сопротивление, возможность
использования в цепях постоянного и переменного токов в широком
диапазоне частот, малая входная емкость. Недостатки: квадратичная
шкала, невысокая точность, возможность пробоя между диэлектрика¬
ми. Эти приборы применяют для измерения напряжения в маломощ¬
ных цепях; при лабораторных исследованиях в цепях высокого на¬
271
пряжения; в совокупности с электронными усилителями — в качестве
высокочувствительных миллиамперметров и вольтметров постоянного
тока.
Различным системам механизмов присвоены следующие буквенные
обозначения: М — магнитоэлектрическая, Э — электромагнитная,
д — электро- и ферродинамические, И — индукционная, С — элект¬
ростатическая. На шкале прибора указывают буквенное обозначение
системы прибора и род измеряемого тока (постоянный, переменный,
трехфазный), положение шкалы, допустимое напряжение между изме¬
рительной цепью и корпусом прибора и др. В маркировку прибора
входит буква, обозначающая систему прибора, цифры, указывающие
шифр завода-изготоватителя, и номер конструктивной разработки.
Радиоизмерительные приборы имеют единую систему классифика¬
ции и обозначений (ГОСТ 15G94—69). Каждая группа приборов имеет
определенное буквенное обозначение и объединяет приборы по харак¬
теру измерений и виду измеряемой величины, В подгруппы входят
приборы одного вида и конкретного применения. Подгруппы имеют
цифровое обозначение. Для одинаковых по назначенью и применению
приборов после дефиса указывают номер модели. Буква К после обо¬
значения группы прибора означает «комбинированный», такой прибор
может использоваться и для измерения величин, не определенных его
группой. Пример обозначения прибора: ВЗ—10А — вольтметр пере¬
менного тока (В — группа приборов для измерения напряжения, 3 —
подгруппа вольтметров переменного тока, 10 — номер модели, А —
модификация). Ниже даны обозначения групп приборов, наиболее
часто применяемых при регулировке РЭА:
А — приборы для измерения тока: А1 — установки и приборы
для проверки амперметров, А2 — амперметры постоянного тока,
АЗ — амперметры переменного тока, А7 — амперметры универсаль¬
ные, А9 — преобразователи тока;
В — приборы для измерения напряжения: В1 —установки или
приборы для проверки вольтметров, В2 — вольтметры постоянного
тока, ВЗ — вольтметры переменного тока, В4 — вольтметры импульс¬
ного тока, В7 — вольтметры универсальные, В9 — преобразователи
напряжений;
Е — приборы измерения параметров компонентов и цепей с со¬
средоточенными постоянными: Е2 — измерители полных сопротив¬
лений (или полных проводимостей), ЕЗ — измерители индуктивности,
Е4 — измерители добротности, Е6 — измерители сопротивлений,
Е7 — измерители параметров универсальные, Е8 — измерители ем¬
кости;
М — приборы для измерения мощности;
Ч — приборы для измерения частоты и времени;
С—приборы для наблюдения, измерения и исследования формы
сигнала и спектра: С1 — осциллографы универсальные, С6 — изме¬
рители нелинейных искажений;
X — приборы для наблюдения и исследования характеристик
радиоустройств (амплитудно- и фазочастотных, переходных характе¬
ристик);
272
У — усилители измерительные: УЗ — усилители высокочастотные,
У4 — усилители низкочастотные, У5 — усилители напряжения посто¬
янного тока, У7 — усилители универсальные;
Г — генераторы измерительные: Г2 — генераторы шумовых сиг¬
налов, ГЗ — генераторы сигналов низкочастотные, Г4 — генераторы
сигналов высокочастотные, Г5 — генераторы импульсов;
Л — приборы для измерения параметров электронных ламп и по¬
лупроводниковых приборов.
Сочетание классических механизмов с элементами электроники
расширяет возможности измерительных приборов. Так, на основе
магнитоэлектрического прибора создан электронный вольтметр. Схема
электронного вольтметра включает входной делитель напряжения,
электронный усилитель постоянного тока и магнитоэлектрический
индикатор. Электронные вольтметры имеют большое входное сопротив¬
ление (десятки мегаом), поэтому их влияние на исследуемую схему
незначительно. Универсальные электронные вольтметры служат для
измерения постоянных и переменных напряжений ОД—1000 В. Для
расширения пределов измерений в многопредельных электронных
вольтметрах используют многопредельные высокоомные делители на
входе прибора.
Цифровые измерительные приборы основаны на принципе преобра¬
зования непрерывной измеряемой величины в дискретную с индика¬
цией и регистрацией результатов измерения в цифровой форме. Они
имеют значительное быстродействие, могут непосредственно подклю¬
чаться в ЭВМ. По схемно-конструктивному решению цифровые при¬
боры делят на электромеханические (строят по типу компенсаторов и
мостов постоянного тока с электромеханическими коммутационными
устройствами) и электронные (используются методы импульсной тех¬
ники). Электромеханические цифровые приборы применяют для изме¬
рения напряжения (вольтметры типа Щ1513, В2-22— постоянного
тока, типа Ф485 — переменного тока) тока, сопротивления (мосты типа
Р337, Е6-8 и др.). Электронные цифровые измерительные приборы
применяют для измерения напряжения, частоты, индуктивности, ем¬
кости и др.
§ 77. ЭЛЕКТРОННЫЕ ОСЦИЛЛОГРАФЫ
Электронные осциллографы — универсальные измерительные при¬
боры. С их помощью можно визуально наблюдать и фиксировать пе¬
риодические непрерывные и импульсные сигналы, непериодические
и случайные сигналы. Осциллографы применяют для измерения на¬
пряжения, временных интервалов и длительностей сигналов и других
параметров в широком диапазоне частот от нуля до десятков гигагерц,
в пределах напряжений сигнала от долей милливольта до сотен вольт
при длительностях от единиц наносекунд до нескольких секунд.
Сигнал отображается на экране осциллографа в виде светящихся линий
или фигур, называемых осциллограммами. Осциллограмма представ¬
ляет собой функциональную зависимость двух или трех величин.
Большинство сигналов удобно рассматривать в реальном масштабе
10 Ко 3130
273
времени, поэтому чаще всего используется функциональная связь
вида
Электронно-лучевые осциллографы подразделяют на универсаль¬
ные, скоростные, стробоскопические, запоминающие и специальные.
Все они могут быть одно- и двух лучевыми, а также одно- и двухканаль¬
ными. Наибольшее распространение получили универсальные осцил¬
лографы. Структурная схема универсального осциллографа (рис. 191)
состоит из электронно-лучевой трубки ЭЛТ, трех электрических ка¬
налов управления лучом (канал вертикального отклонения Y, канал
горизонтальной развертки X, канал управления яркостью электрон¬
ного луча Z), калибратора и блока питания.
Рис. 191. Структурная схема осциллографа
Электронно-лучевая трубка состоит из электронной пушки (про¬
жектора), отклоняющей системы и экрана, помещенных в стеклянном
баллоне с высоким вакуумом. Прожектор простейшей ЭЛТ включает в
себя подогревный катод /С, модулятор М и два анода. Прожектор
предназначен для получения узкого сфокусированного на поверхности
экрана электронного луча — потока электронов с поверхности катода.
Изменяя постоянное напряжение на модуляторе относительно катода,
можно управлять интенсивностью луча, т. е. яркостью свечения
экрана. Аноды в виде металлических цилиндров с центральными отвер¬
стиями в торцовых поверхностях также имеют регулируемый по отно¬
шению к катоду потенциал. Первый анод а± служит для фокусировки
луча на экране трубки в четкое пятно минимального диаметра,
второй а2 — для ускорения электронов. При исследовании сверхбыст¬
рых процессов с малой частотой повторения или однократных явлений
для увеличения яркости осциллограммы применяют послеускорение
электронов с помощью третьего анода а3, расположенного между
отклоняющими пластинами и экраном.
274
Чувствительность ЭЛТ мала и для отклонения луча требуется
большое напряжение (до 200 В). Напряжение исследуемого сигнала и
развертки может быть малым. Поэтому в каналах V и X осциллографа
введены усилители. Усилитель канала Y, на вход которого подают
исследуемый сигнал, должен иметь большое входное сопротивление и
малую входную емкость, что обеспечивает минимальное влияние под¬
ключения осциллографа на электрический режим исследуемой цепи;
высокий и регулируемый коэффициент усиления; широкую полосу
пропускания (полоса пропускания — диапазон частот, в пределах
которого выходное напряжение усилителя уменьшается на 30% от
своего максимального значения при неизменном входном напряжении;
чем шире полоса пропускания, тем меньше искажения).
По каналу Y поступает исследуемый сигнал UY, вызывающий отк¬
лонение луча в ЭЛТ. В канал Y входят: аттенюатор для ослабления
больших сигналов; предварительный усилитель для усиления малых
сигналов; линия задержки; оконечный усилитель. Переключателем
В1 можно отключить канал Y и соединить пластины Y непосредствен¬
но с гнездами «Вход на пластины У». Этот вход используется в том
случае, если частота сигналов выше верхней граничной частоты кана¬
ла Y, а напряжение его не требует усиления.
Исследуемый сигнал подают непосредственно (вход Y открытый)
на аттенюатор капала Y или через разделительный конденсатор (вход
Y закрытый, который не пропускает постоянной составляющей). С по¬
мощью аттенюатора устанавливают необходимое ослабление сигнала,
что обеспечивает работу усилителя канала Y в режиме минимальных
нелинейных искажений. Шкалы аттенюаторов градуируют в значениях
коэффициента отклонения Су по вертикали (0,01; 0,02; 0,05; 0,1; 0,2;
0,5; 1; 2; 5; 10; 20 В/дел), это упрощает определение значения искомого
напряжения.
Входной каскад, выполненный по схеме истокового (катодного,
эмиттерного) повторителя, служит для согласования выхода аттенюа¬
тора с входом предварительного усилителя. Истоковый повторитель
обеспечивает большое входное сопротивление и малую входную ем¬
кость. С его выхода исследуемый сигнал поступает на балансный уси¬
литель с обратной связью, обладающий хорошей стабильностью и ши-
рокополосностью, большим входным и малым выходным сопротивле¬
ниями.
Усиленный сигнал задерживается линией задержки на время, не¬
обходимое для срабатывания канала X осциллографа (примерно на
200 не), чтобы движение луча по горизонтали началось раньше, чем
усиленный сигнал поступит на вертикально отклоняющие пласти¬
ны ЭЛТ.
Выходным каскадом является парафазный усилитель, создающий
на отклоняющих пластинах ЭЛТ два симметричных противофазных на¬
пряжения, достаточных для отклонения луча в пределах экрана по
вертикали, и обеспечивающий малое выходное сопротивление.
По каналу X поступает напряжение Ux, вызывающее горизонталь¬
ное отклонение луча. Одновременное воздействие двух напряжений
Uх и UY на электронный луч трубки вызывает появление осциллограм¬
10*
275
мы. Напряжение Uх называют развертывающим напряжением, а ка¬
нал X — каналом развертки. Главным узлом канала X является гене¬
ратор развертки, вырабатывающий напряжение, пропорциональное
времени. Для управления частотой развертывающего напряжения
используется напряжение синхронизации, поступающее из канала Y
или от внешнего источника через селектор синхронизации и формирую¬
щее устройство. В канале X имеется усилитель, вход которого с по¬
мощью переключателя ВЗ можно присоединить к выходу генератора
развертки или к зажимам «Вход X». Выходное двухфазное напряжение
усилителя поступает на пластины X.
По каналу Z через усилитель подсвета и переключатель В4 по¬
дают напряжение от генератора развертки или внешнего источника
через «Вход Z» для управления яркостью электронного луча. Уста¬
новка яркости производится вручную.
В двухлучевых осциллографах применяются ЭЛТ с двумя электрон¬
ными пушками и двумя парами пластин У; для управления ими пре¬
дусматриваются два отдельных канала Y. В двухканальных осциллог¬
рафах используется одна однолучевая трубка и один быстродействую¬
щий электронный коммутатор; канал X всегда один.
Устойчивость изображения на экране достигается синхронизацией
частоты развертки fp с частотой исследуемого сигнала /. Частота раз¬
вертки должна быть равна или в целое число раз меньше частоты
исследуемого сигнала, т. е. где п=1, 2, 3... Схема синхрони¬
зации совместно со схемой запуска развертки вырабатывает запускаю¬
щие импульсы постоянной амплитуды независимо от значения и формы
приходящего на вход сигнала; этим достигается устойчивость запуска
генератора развертки, формирующего линейное напряжение для вре¬
менной развертки луча ЭЛТ. Усилитель X преобразует это напряжение
в два противофазных сигнала и усиливает их до значения, достаточ¬
ного для отклонения луча по горизонтали на весь экран ЭЛТ.
В зависимости от формы напряжения развертки последняя бывает
линейной и синусоидальной. Используются также круговая и спираль¬
ная развертки. Наиболее распространена линейная развертка, напря¬
жение которой имеет форму пилообразного импульса, т. е. возрастает
пропорционально времени, и поэтому луч с равномерной скоростью
перемещается по экрану слева направо. В момент достижения лучом
края экрана напряжение развертки в идеальном случае мгновенно
уменьшается до нуля, и луч перебрасывается к левому краю экрана
трубки. Линейная непрерывная развертка пригодна для наблюдения
любых непрерывных периодических сигналов и последовательности
импульсов с малой скважностью. При исследовании импульсов с боль¬
шой скважностью, а также непериодических, случайных и однократ¬
ных сигналов применяют линейную ждущую развертку, когда в отсут¬
ствие сигнала на входе Y развертывающее напряжение не вырабаты¬
вается.
Для получения синусоидальной развертки на пластины X подают
гармоническое напряжение ux=Ux sin <of. Синусоидальная развертка
применяется для измерения фазового сдвига, частоты, параметров
модулированных колебаний и других величин. На основе синусоидаль¬
276
ной развертки можно получить так называемую круговую (эллипти¬
ческую) развертку. Для этого гармоническое напряжение преобразу¬
ется в два напряжения, сдвинутые на 90° относительно друг друга. Эти
напряжения подаются на вертикально и горизонтально отклоняющие
пластины, в результате на экране осциллографа получается осцилло¬
грамма в виде окружности или эллипса — линия круговой развертки.
Круговая развертка используется для измерения фазового сдвига,
при сравнении частот и др.
Для увеличения яркости линии развертки используют прямоуголь¬
ные импульсы подсвета луча, которые подаются с усилителя подсвета
на модулятор ЭЛТ.
Для повышения точности измерений в состав осциллографа входят
калибраторы напряжения и времени, предназначенные соответственно
для проверки правильности масштаба вертикальной (в единицах напря¬
жения) и горизонтальной (в единицах времени) осей экрана осцилло¬
графа. Калибратор выдает прямоугольные сигналы типа «меандр»
определенного размера (500 мВ или 1 В) и частоты (1 или 2 кГц).
Осциллографы характеризуются полосой пропускания каналов Y
и X, чувствительностью, частотой развертки, входным сопротивле¬
нием и емкостью, а также погрешностями измерения.
Электронные осциллографы применяют для измерения: амплитуды
и мгновенных значений электрического сигнала; временных параметров
сигнала (длительности фронта, частоты следования, скважности, за¬
держки); частоты гармонического сигнала (методами линейной и
круговой развертки, методом фигур Лиссажу); сдвига фаз между
сигналами; мощности (импульсного среднего значения); коэффициента
амплитудной модуляции; снятия амплитудно-частотных и фазочастот¬
ных характеристик четырехполюсников, характеристик электронных
ламп, транзисторов, диодов, интегральных микросхем и др. Осцнлло-
графический метод имеет большие преимущества при измерении мощ¬
ности на радиочастотах, особенно при несинусоидальной форме кривых
тока и напряжения.
Недостаток измерений с помощью осциллографа: большая погреш¬
ность, обусловленная неточностью отсчета, возможным изменением
коэффициента усиления усилителя и непостоянством чувствительности
ЭЛТ.
§ 78. ИЗМЕРЕНИЕ СОПРОТИВЛЕНИЙ
В зависимости от абсолютного значения измеряемых сопротивлений
и требуемой точности измерения применяют различные методы изме¬
рения сопротивлений: косвенные (амперметра и вольтметра-ампермет¬
ра), непосредственного отсчета (с помощью омметра) и мостовой.
Метод амперметра (рис. 192, а) применяют для измерения малых
сопротивлений (до 103 Ом). Индикатором служит миллиамперметр с
малым внутренним сопротивлением /?и, не более измеряемого сопротив¬
ления. Сначала определяют значение проходящего в цепи тока /х. После
подключения измеряемого сопротивления ток через индикатор умень¬
277
шится до значения /2. Искомое сопротивление определяют по формуле:
/?*=/?„ l(/*//i)-l].
Метод вольтметра-амперметра (рис. 192, б) применяют для измере¬
ния больших сопротивлений резисторов. Вольтметр измеряет напря¬
жение Uу равное падению напряжения на миллиамперметре тА и ре¬
зисторе Rx.
Сопротивление резистора равно: Rx= (U/I)=Rtl при Rx^>Rn.
Преимуществом данного метода является возможность измерять
сопротивления резисторов в условиях реальных режимов их работы,
что повышает точность измерений. Этим
методом можно измерять и полное сопро¬
тивление Z на переменном токе, если не
нужно отдельно определять активную и
реактивную составляющую.
Метод непосредственного отсчета, ис¬
пользующий омметры, служит для изме¬
рения малых сопротивлений (до 103 Ом)
при использовании параллельных схем ом¬
метров, а также для измерения средних и
больших сопротивлений (104-108 Ом) при
использовании последовательных схем.
Схемы омметров различают по способу
включения резистора Rx (рис. 193). Шкалы
приборов аналогичны, но в приборах па¬
раллельной схемы нуль размещается в ле¬
вой части шкалы.
Основная характеристика омметра —
входное сопротивление, которое определя¬
ет пределы измеряемых сопротивлений и
может быть подобрано изменением напря¬
жения питания и выбором индикатора
соответствующей чувствительности: /?вх =
=иия.
Перед началом измерения входные зажимы омметра закорачивают
и регулировкой /?доп прибора стрелку устанавливают на нуль шкалы.
В более совершенных схемах балансировка нуля осуществляется потен¬
циометром, включенным параллельно индикатору.
Для расширения диапазона измеряемых сопротивлений применяют
многопредельные омметры. Пределы измерения в них изменяют пере¬
ключением входного сопротивления прибора. Для измерения одним
прибором больших и малых сопротивлений он должен иметь после¬
довательную и параллельную схемы измерений, тогда резисторы с
большим сопротивлением включают последовательно, а малые — па¬
раллельно измерительному прибору.
Омметры выпускают шести классов точности — от 0,2 до 4,0. До¬
пустимые значения погрешности указаны не в процентах предела
измерения, а в процентах длины шкалы (приборы типа М371, М246).
Электронные омметры, мегаомметры (Е6-10, Е6-12 и др.) использу¬
ются для измерения средних и больших сопротивлений. На рис. 194
Rx
Рис. 192. Измерение сопро¬
тивлений методом:
а — амперметра, б — вольтмет¬
ра-амперметра
278
дана схема электронного омметра с последовательным включением
измеряемого Rx и образцового R0 сопротивлений. Электронные ом¬
метры измеряют падение напряжения либо на измеряемом сопротивле¬
нии (при R0>RX), либо на образцовом сопротивлении (при R0<CRX) с
помощью электронного вольтметра постоянного тока V.
Если напряжение источника питания U значительно превосходит
номинальное напряжение вольтметра t/H0M, то применяют схему ом-
Рис. 193. Схемы омметров для измерения
больших (а) и хмалых (б) сопротивлений
Рис. 194. Схема электронного
мегаомметра
метра с параллельным включением измеряемого и образцового сопро¬
тивлений. Пределы измерений электронных омметров расширяют за
счет набора образцовых сопротивлений.
Электронные омметры обычно многопредельные приборы. Универ¬
сальные приборы ВК7-9, В7-26 и другие можно использовать и как
электронные омметры.
Применение в схеме электронного омметра операционного усили¬
теля, представляющего собой высокостабильный усилитель постоян¬
ного тока с обратной связью по напряжению, позволяет создать
омметры с равномерной шкалой и большими пределами измерений
(^*ma\ а также омметры с цифровым отсчетом (прибор
ВК2-6).
Мостовой метод — наиболее точный для измерения сопротивлении
средней величины (от 1 Ом до 100 кОм). В одну из диагоналей моста
включают источник напряжения, в другую — высокочувствительный
индикатор. Подбирая сопротивления плеч, мост уравновешивают.
Измеряемое сопротивление Rx, включенное в одно из плеч моста,
находят из условия равновесия моста.
В качестве нулевых индикаторов используют стрелочные гальва¬
нометры.
Для измерения сопротивлений, емкостей, индуктивностей применя¬
ют универсальные мосты Е7-4, Е12-2 и др.
§ 79. ИЗМЕРЕНИЕ ПЕРЕМЕННЫХ ТОКОВ И НАПРЯЖЕНИЙ
Включение амперметра в цепь измеряемого переменного тока после¬
довательно с нагрузкой эквивалентно включению в цепь его индуктив¬
ности и емкостей (емкости между каждым из зажимов прибора и корпу¬
сом, а также между зажимами прибора). С увеличением частоты растет
индуктивное сопротивление, снижаются емкостные сопротивления и
279
некоторая часть тока минует прибор,' что вызывает частотную погреш¬
ность. Поэтому каждый прибор может применяться в определенном
частотном диапазоне, в котором частотная погрешность не превышает
указанной в паспорте прибора нормы. Во избежание резонансных
явлений, вызванных собственными индуктивностями и емкостями
приборов, на высоких частотах нужно применять приборы с малыми
индуктивностями и емкостями.
Для измерений на переменном токе часто применяют выпрямитель¬
ные детекторные приборы. Измеряемое переменное напряжение выпря¬
мляется, и в цепи индикатора (обычно магнитоэлектрической системы)
протекает постоянный ток, вызывающий отклонение стрелки. Приме¬
няют одно- и двухполупериодные схемы соединения диодов и индика¬
тора. Обычно при измерениях на низких частотах используют мостовые
двухполупериодные выпрямительные схемы. Показание индикатора
пропорционально среднему значению выпрямленного переменного
тока. Шкалу выпрямительных приборов градуируют в среднеквадра¬
тических значениях тока синусоидальной формы, поэтому при оценке
деления шкалы учтен коэффициент формы /Сф= 1,11. При измерении
тока или напряжения несинусоидальной формы полученный отсчет А
нужно разделить на 1,11 (получим среднее значение измеряемого тока)
и умножить на коэффициент формы измеряемого тока Кф; результат
измерения А Х=А х/Сф/1,11. Если выпрямительный прибор работает
по схеме однополупериодного выпрямления, то вместо 1,11 подстав¬
ляют 2,22. Выпрямительные приборы широко распространены в ка¬
честве комбинированных измерителей постоянного и переменного тока
и напряжения. Снабженные источником постоянного напряжения, они
могут использоваться для измерения электрических сопротивлений.
Выпрямительные амперметры представляют собой параллельное
соединение выпрямительного прибора с шунтом (рис. 195, а). Измеряе¬
мый переменный ток /изм создает на сопротивлении шунта небольшое
напряжение t/H, которое выпрямляется и вызывает отклонение ука¬
зателя. Многопредельные выпрямительные амперметры должны иметь
несколько сменных шунтов, которые подсоединяют, выключив прибор.
Применение универсального шунта, состоящего из набора сопротивле¬
ний, исключает повреждение прибора.
Выпрямительные вольтметры представляют собой последовательное
соединение выпрямительного прибора с добавочным резистором R^
(рис. 195, б), на котором падает большая часть измеряемого перемен¬
ного напряжения. Оставшаяся часть этого напряжения выпрямляется,
в цепи индикатора протекает постоянный ток, который вызывает от¬
клонение стрелки указателя. При использовании чувствительных
индикаторов сопротивление Rro6 велико и много больше сопротивле¬
ния нагрузки /?и, поэтому ток /и, протекающий через нагрузку, почти
полностью равен току в общей цепи и, следовательно, подключение
вольтметра почти не оказывает шунтирующего действия на нагрузку.
Многопредельные вольтметры имеют несколько переключаемых
добавочных резисторов (или делителей напряжений — резисторных
и конденсаторных). Резисторные делители напряжения на переменном
токе применяются в ограниченном диапазоне частот, так как при значи¬
280
тельном повышении частоты влияние шунтирующего действия входной
емкости прибора и емкости монтажа возрастает, коэффициент деления
падает, т. е. возникает частотная погрешность. Конденсаторные дели¬
тели напряжения применяются только на переменном токе, диапазон
частот — от нескольких килогерц до сотен мегагерц. Обычно конден¬
саторные делители для электронных вольтметров конструируют на
один коэффициент деления, их хорошо экранируют. Определенному
типу вольтметра соответствуют определенные делители.
Рис. 195. Выпрямительные приборы:
а — амперметр, б — вольтметр
Комбинированные приборы — авометры (ампервольтомметры) —■
предназначены для измерения токов, напряжений и сопротивлений
в цепях постоянного и переменного тока частотой от 50 до 1000 кГц.
Промышленностью выпускаются авометры (тестеры) типов ТТ-3 (ВК7-1)
Ц435, Ц4312 и др. При многообразии конструктивного исполнения их
принцип действия примерно одинаков. Все эти приборы имеют перек¬
лючатели рода работ («Пост», «Перем», «Ом») и пределов измерения, а
также два входных зажима. Наиболее удобны приборы, имеющие два
входных зажима, один общий переключатель для переключения всех
пределов измерения и кнопочный переключатель рода работ. Внутри
прибора размещен источник постоянного тока, используемый при
измерении сопротивлений. Трехкнопочный переключатель рода работ
позволяет получить пять положений для измерений: постоянного тока
и напряжения; переменного тока и напряжений; больших сопротив¬
лений; малых сопротивлений; емкости. Для двух последних измерений
необходимо одновременно нажать две кнопки (малые сопротивления
измеряют при нажатых кнопках «к» и «Пост», емкости — при кнопках
«к» и «Перем»).
При пользовании тестером его защищают от электрических полей
и наводок. Стрелку прибора устанавливают на нуль корректором.
Если порядок измеряемой величины неизвестен, сначала устанавли¬
вают на приборе наибольший предел, чтобы избежать перегрузки
прибора и резких бросков стрелки, которые могут повредить его под¬
вижную систему. При этом не производят каких-либо переключений в
281
приборе под током, так как можно испортить прибор. Для измерения
сопротивлений прибор предварительно корректируют, т. е. устанавли¬
вают его стрелку прибора на нуль шкалы омметра.
Электронные вольтметры входят в схемы различных измерительных
приборов (генераторов, измерителей помех и др.). Схемы электронных
вольтметров состоят из детектора (пре¬
образует переменный ток в постоянный,
необходимый для работы магнитоэлектри¬
ческого индикатора,) усилителя и делителя
напряжения (они предназначены соответ¬
ственно для повышения и понижения чув¬
ствительности прибора и позволяют ис¬
пользовать его для измерения малых и
больших напряжений), блока питания.
Различают две группы электронных
вольтметров: детектор Д — усилитель по¬
стоянного тока У ПТ — индикатор V (рис.
196, а) и усилитель переменных напряже¬
ний УП — детектор Д — индикатор V
(рис. 196, б). Приборы, построенные по схеме детектор — усилитель,
предназначены для измерения переменных напряжений в широком
диапазоне частот (от десятков герц до сотен мегагерц), так как детек¬
тор конструируется отдельно в выносном пробнике. Минимальное
измеряемое напряжение равно 0,3 В, так как меньшие напряжения
эффективно диодами не выпрямляются. Этими приборами можно
измерять и постоянные напряжения.
В приборах, построенных по схеме усилитель — детектор, ис¬
пользуют усилители переменных напряжений со значительными ко¬
эффициентами усиления, поэтому чувствительность их высока и наи¬
меньшие измеряемые напряжения составляют десятые и даже сотые
доли милливольта. Используя широкополосный усилитель, можно при¬
менять прибор в широкой полосе частот (от десятков герц до несколь¬
ких мегагерц).
По схеме детектор — усилитель выполнен, например, комбиниро¬
ванный прибор ВК7-15, предназначенный для измерений постоянных
напряжений (от 0,03 до 1000 В), переменных напряжений (от 0,2 до
100 В) в диапазоне частот от 20 до 1 МГц и активных сопротивлений (от
10 Ом до 1000 МОм). По схеме усилитель — детектор выполнен прибор
B3-38, предназначенный для измерения переменных напряжений от
0,1 мВ до 300 В в диапазоне частот от 20 Гц до 5 МГц.
Напряжение и ток на промышленной частоте можно измерить лю¬
быми вольтметрами и амперметрами, работающими на частоте 50 Гц,
в основном электродинамической и электромагнитной систем. Напря¬
жения на больших частотах измеряются вольтметрами (выпрямитель¬
ными , термоэлектрическими, электростатическими, электронными),
работающими в указанном диапазоне частот, а также электронными
осциллографами. С увеличением частоты точность измерения перемен¬
ного тока электродинамическими и электромагнитными амперметрами в
обычном исполнении уменьшается. Для измерения токов в мощных
Рис. 196. Структурные схсмы
электронных вольтметров:
а — детектор — усилитель, б —
усилитель — детектор
282
цепях используют приборы специального изготовления с расширенным
диапазоном частот. В маломощных цепях повышенных и высоких час¬
тот ток измеряют выпрямительными, термоэлектрическими, электрон¬
ными цифровыми амперметрами. Амперметр должен иметь минималь¬
ные индуктивности, емкости, входное сопротивление. С увеличением
частоты растет влияние паразитных емкостей, поэтому для уменьшения
погрешностей от токов утечки амперметр нужно включать на участке
с потенциалом, наиболее близким к потенциалу земли. В цепях высокой
частоты токи в основном измеряют термоэлектрическими амперметра¬
ми, представляющими собой сочетание термопреобразователя (который
включает одну или несколько термопар и нагреватель) и магнитоэлект¬
рического измерительного механизма. Они измеряют токи от 100 мкА
до десятков ампер. Достоинством этих приборов является независи¬
мость их показаний от частоты и формы переменного тока, недостат¬
ком — малая перегрузочная способность, значительная мощность
потребления, ограниченный срок службы, невысокая точность (клас¬
сы точности термоэлектрических амперметров 1,5; 2,5; 4,0).
Для измерения импульсных напряжений используют аналоговые
и цифровые импульсные вольтметры.
§ 80. ИЗМЕРЕНИЕ ЕМКОСТИ, ИНДУКТИВНОСТИ,
ВЗАИМНОЙ ИНДУКТИВНОСТИ И ДОБРОТНОСТИ
Емкость, индуктивность, взаимоиндуктивность, добротность ка¬
тушек и другие параметры измеряют сходными методами. Основой
измерений является определение сопротивления этих элементов пере¬
менному току определенной частоты. Применяют методы вольтметра и
амперметра, мостовой, резонансный и дискретного счета.
Рис. 197. Метод вольтметра-амперметра для измерения:
а — емкости, б — индуктивности, в — взаимной индуктивности
Метод вольтметра-амперметра для измерений указанных парамет¬
ров заключается в определении реактивного сопротивления элементов
протекающему току. Сопротивлением потерь конденсатора или катуш¬
ки индуктивности обычно пренебрегают. Емкость измеряют по схеме
рис. 197, а, индуктивность — по схеме рис. 197, б, взаимную индук¬
тивность — по схеме рис. 197, в. Реактивные сопротивления конденса¬
тора Хс и катушки XL определяют из соотношения показаний вольт¬
метра (U) и амперметра (/), т. е. Хс=1/(2я/Сизм)«£///, откуда
Сиз«»//(2яД/); LK3M^Ul(2nfI).
283
Нужно иметь в виду, что при измерении емкости показания ам¬
перметра с уменьшением частоты падают, поэтому минимальная часто¬
та, на которой производится измерение, ограничивается чувствитель¬
ностью амперметра. При измерении индуктивности показания ампер¬
метра снижаются с увеличением частоты; поэтому максимальная
частота ограничивается чувствительностью амперметра. Значительное
увеличение частоты нежелательно и потому, что при этом собственная
емкость катушки совместно с индуктивностью может вызвать резонан¬
сные явления.
Взаимная индуктивность равна (2nfli).
При уменьшении частоты показания вольтметра падают, поэтому
минимальная частота ограничена чувствительностью вольтметра.
Рис. 198 Мост для измерения емкости
Значительное увеличение частоты нежелательно, так как энергия
может передаваться из первичной цепи во вторичную через паразит¬
ную емкость между катушками.
Достоинства этого метода — простота схем и процесса измерений.
При измерениях применяют обычные вольтметры и амперметры, ра¬
ботающие на переменном токе, а в качестве источника энергии —
генератор звуковой частоты. Недостатки метода — низкая точность
измерений, невозможность прямого отсчета измеряемой величины.
Мостовой метод. Мосты переменного тока используются для изме¬
рения емкости, индуктивности, взаимоиндуктивности, добротности и
тангенса угла потерь (рис. 198, а).
В плечи моста включены комплексные сопротивления. К одной диа¬
гонали моста подводят переменное напряжение, а к другой подклю¬
чают индикатор переменного тока. Равновесие моста определяется
условиями: ZIZ4=Z2Z3 и ф1+ф4=ф2+фЗ, где Z — модуль комп¬
лексного сопротивления; ф — угол фазового сдвига между напряже¬
нием и током. Если Zl=ZXf то равновесие моста достигается измене¬
нием Z2 и отношением Z3/Z4. Практически резисторы плеч моста
выполняются в виде магазинов образцовых сопротивлений.
Схема моста для измерения емкости показана на рис. 198, б. Нуле¬
вым индикатором служит чувствительный электронный вольтметр,
284
выполненный по схеме усилитель — детектор. При неизменной частоте
и образцовой емкости шкалу резистора R0 можно проградуировать в
значениях tgS (тангенс угла потерь конденсатора) и выполнять по ней
отсчет.
Схема моста для измерения индуктивности дана на рис. 199. Шкалу
резистора R0 градуируют в значениях добротности Q.
В обоих случаях регулировочный резистор обозначают через R2.
Взаимную индуктивность измеряют с помощью моста индуктивно¬
стей. Определяют общую индуктивность двух последовательно соеди¬
ненных катушек при согласном и встречном включениях.
В универсальных мостах для измерения L, С, /?, Q и tgS с помо¬
щью переключателя можно получить нужную схему моста, в том числе
и моста постоянного тока. Универсальные мосты работают на низких
частотах, обычно 100 и 1000 Гц; при более высоких частотах резко
возрастает погрешность из-за
паразитных связей между
элементами схемы. Экраниро¬
вание элементов моста позво¬
ляет увеличить верхнюю гра¬
ницу рабочих частот до не¬
скольких десятков килогерц.
Для измерения индуктивно¬
сти катушек с ферромаг¬
нитными сердечниками мост
имеет два источника пита¬
ния — генератор переменного тока и выпрямитель, чтобы при из¬
мерении имитировать рабочие условия схемы.
Универсальный мост Е7-4 предназначен для измерения сопротивле¬
ний от 0,1 до 10 МОм, емкостей от 10 пФ до 100 мкФ, индуктивностей
от 10 мкГ до 100 Г, добротностей по шкале Q от 1 до 30, а по шкале
tg б от 30 до 100, тангенсов угла потерь от 0,033 до 0,01. Прибор со¬
стоит из мостовой измерительной схемы, генератора синусоидальных
колебаний частотой 1000 Гц, электронного индикатора равновесия и
блока питания.
Резонансный метод основан на определении резонансной частоты
колебательного контура, состоящего из образцового и измеряемого
элементов. Значение измеряемого параметра вычисляется из формулы
/=1/2яКЕС.
На основе резонансного метода выпускаются приборы для измере¬
ния параметров элементов схем в диапазоне рабочих частот от 1 кГц
до 300 МГц (измерители добротности и измерители индуктивности и
емкости).
Измерение добротности прибором (куметром) основано на том, что
напряжение на контуре при резонансе в Q раз (Q — добротность)
превосходит эдс, действующую в контуре. Куметр (рис. 200) состоит из
генератора высокой частоты, измерительного контура и индикатора
резонанса — электронного вольтметра V. Если входное напряжение
поддерживать во время измерений постоянным,.*го шкалу индикатора
резонанса можно градуировать непосредственно в единицах доброт¬
285
Рис. 199. Мост для измерения индуктивности
ности Q. Куметры, например Е4-4, позволяют также, используя метод
замещения, измерять емкость конденсаторов (от 0,1 до 400 пФ), индук¬
тивность катушек (от 0,1 мкГ до 100 мГ), полосу пропускания конту¬
ров, собственную емкость катушек, сопротивления контуров. Диапа¬
зон частот измерительного генератора прибора от 50 кГц до 35 МГц
перекрывается восемью поддиапазонами. Частоты отсчитывают по шка¬
ле барабанного типа.
Метод дискретного счета применительно к цифровому куметру ос¬
нован на измерении числа периодов затухающих колебаний в контуре
ударного возбуждения. Число ко¬
лебаний от первого с амплитудой
Ux до N-ro с амплитудой 0,0433 Ux
будет соответствовать добротности
измеряемого контура. Одна из воз¬
можных структурных схем цифрово¬
го измерителя добротности дана на
рис. 201. Напряжение генератора
импульсов с большой скважностью
заряжает конденсатор С0бр до на¬
пряжения Ult которое открывает
электронный ключ Ж. Одновремен¬
но в контуре LxCo6p возникают свободные затухающие колебания, кото¬
рые проходят через сравнивающее устройство СУ и электронный ключ
ЭК на электронный счетчик ЭС до тех пор, пока амплитуда очередного
колебания не уменьшится до значения, равного 0,0433 иг. В этот
момент СУ закрывает электронный ключ и счет прекращается. Для
четкой работы счетчика затухающие колебания с помощью формирую¬
щего устройства ФУ преобразуются в последовательность счетных
импульсов UC4. Показание индикатора счетчика сбрасывается через
интервал времени задержки tC>NT, определяемый линией задерж¬
ки ЛЗ.
Погрешность цифрового куметра зависит в основном от чувстви¬
тельности электронного ключа и точности порога срабатывания СУ, и
потому она, по крайней мере, на порядок меньше, чем у резонансных
ку метров.
286
Рис. 200. Схема куметра
Рис. 201. Схема цифрового измерителя
добротности
§ 81. ИЗМЕРЕНИЕ ЧАСТОТЫ
Частотой колебаний называют число полных колебаний в единицу
времени. Единица частоты (герц) определяется как одно колебание в
одну секунду. Измерения частоты тесно связаны с измерением времени
и к ним предъявляют очень жесткие требования односительно точности.
Например, на частоте 10 МГц и при относительной погрешности 1—2%
абсолютная погрешность будет равна 100—200 кГц, что недопустимо.
Для точного определения частоты используют стандарты частоты.
Стандарты частоты и времени являются образцовыми мерами.
Единица времени — секунда — это интервал времени, в течение
которого совершается 9 192 631 770 колебаний, соответствующих
резонансной частоте энергетического перехода между уровнями сверх¬
тонкой структуры основного состояния атома цезия-133 при отсутствии
возмущений внешними полями. Эта секунда легко воспроизводится с
помощью стандартов частоты с кварцевой стабилизацией и более точ¬
ных квантовых стандартов.
В радиотехнической практике чаще всего измеряется частота,
иногда период и реже длина волны. Измерение частоты выполняется
с наибольшей точностью по сравнению с другими видами радиоизме¬
рений, поэтому многие физические величины, подлежащие измерению,
преобразуют во временные или частотные для последующего точного
измерения. Методами измерения частоты можно измерять неэлектри¬
ческие величины: давление, линейное удлинение тел, скорость и др.
Длину волны измеряют только в диапазоне СВЧ, где она определя¬
ется долями метра.
В зависимости от участка спектра и требуемой точности применяют
различные методы измерения. Наиболее распространены: метод пере¬
зарядки конденсатора, резонансный метод, метод сравнения и метод
дискретного счета. На основе метода перезарядки конденсатора и диск¬
ретного счета созданы прямопоказывающие приборы — конденсаторные
частотомеры и цифровые частотомеры. Метод сравнения трудоемок,
так как требует обработки полученных данных. Частотомеры, построен¬
ные на методе резонанса, вытесняются цифровыми частотомерами, ко¬
торые ускоряют измерение в 30—50 раз и снижают погрешность на
4—5 порядков. Наличие на выходе результата измерения в виде элект¬
рического кода позволяет использовать цифровые частотомеры в изме¬
рительно-информационных системах и автоматических системах управ¬
ления.
Работа конденсаторного частотомера (рис. 202) основана на изме¬
рении среднего значения тока I разряда конденсатора, периодически
перезаряжающегося в такт с измеряемой частотой fx. Если конденса¬
тор С с помощью переключателя В заряжать от источника эдс Е до на¬
пряжения U1, а затем разряжать через магнитоэлектрический миллиам¬
перметр до напряжения U2, то количество электричества, полученное
конденсатором при заряде, будет равно количеству электричества,
отдаваемому миллиамперметру, т. е. q=C((J1—1/2). Если переключа¬
тель В переключать fx раз в секунду, то количество электричества,
протекающего через миллиамперметр в 1 с, представляет собой сред¬
287
нее значение разрядного тока за период: I=q*fx, откуда fx=I/lC (Ux—
U2)l
Если емкость С и напряжения Uu U2 поддерживать постоянным, то
шкалу миллиамперметра можно проградуировать в единицах частоты.
Переключение конденсатора с заря¬
да на разряд в конденсаторных ча¬
стотомерах выполняется электрон¬
ным коммутатором с частотой пере¬
ключения fx при подаче на его вход
напряжения измерения. Измерение
частоты сигналов в широком диапа¬
зоне частот возможно при условии,
что постоянные времени заряда и
разряда конденсатора будут меньше,
чем полупериод самой еысокой частоты. Это достигается изменением
емкости конденсатора (применяется набор конденсаторов), а сопротив¬
ления цепей заряда и разряда остаются постоянными. Верхний предел
измеряемой частоты сигналов определяется чувствительностью по току
миллиамперметра, нижний предел — частотой измеряемого сигнала,
при которой возникают механические колебания стрелки миллиам¬
перметра (около 10 Гц). Погрешность измерения зависит от класса
точности миллиамперметра, остаточной нестабильности напряжения
заряда конденсатора и составляет 1—2%. На этом принципе построены
измерители частоты 43-7, Ф433/3.
Резонансный метод измерения частоты заключается в сравнении
измеряемой частоты с собственной резонансной частотой градуиро¬
ванного измерительного колебательного контура. Этот метод приме¬
няют в диапазоне высоких и сверхвысоких частот.
Метод сравнения широко распространен благодаря его простоте,
пригодности для использования практически в любом диапазоне
частот и сравнительно высокой точности результатов измерения.
Измеряемая частота определяется по равенству или кратности образ¬
цовой частоте. В качестве источника образцовых частот применяют
стандарты частоты. Индикатором равенства или кратности может быть
осциллограф или нелинейный преобразователь частоты.
Осциллографический способ пригоден для любых частот в пределах
полосы пропускания электронно-лучевой трубки. Измерение можно
производить при линейной, синусоидальной и круговой развертках.
Измеряя частоту при синусоидальной развертке, сигналы образцо¬
вой /о и измеряемой fx частот подают непосредственно или через уси¬
литель на вертикальные и горизонтальные пластины осциллографа.
Внутренний генератор развертки выключают. Частоту /0 образцового
генератора изменяют до получения на экране устойчивого изображения
какой-либо фигуры Лиссажу. Форма фигуры зависит от соотношения
амплитуд, частот и начальных фаз сравниваемых сигналов. Кратность
частот при любой форме фигуры определяют по числу пересечений пт и
пв осциллограммы горизонтальной или вертикальной линиями. При
равенстве или кратности частот фигура будет неподвижной. Для фигу¬
ры на рис. 203 получаем fr/fB=2/3, т. е. fx=2f0/3.
288
Рис. 202. Схема конденсаторного
частотомера
Синусоидальная развертка применяется до кратности 10, так как
при большом числе пересечений их трудно сосчитать. Погрешность
измерения определяется точностью установки образцовой частоты и
нестабильностью образцовой и изме¬
ряемой частот.
Круговую развертку получа¬
ют, когда напряжение образцовой
частоты в виде двух напряжений с
фазовым сдвигом 90° подают на оба
входа осциллографа, а напряжение
измеряемой частоты fx подают в
канал Z (модулятор, управляющий
яркостью трубки). В положитель¬
ный полупериод этого напряжения
яркость развертки увеличится, а в
отрицательный — уменьшится. В ре¬
зультате на круговой линии раз¬
вертки появятся темные и светлые участки — штрихи. Число темных
или светлых штрихов (п) равно кратности частот, откуда fx=n-f0.
Осциллограмма неподвижна только при точном равенстве или
точной кратности частот. Если измеряемая частота ниже образцовой,
то напряжение измеряемой частоты через фазорасщепляющую цепь
подают в каналы Y и X, а напряжение образцовой частоты исполь¬
зуют как модулирующее.
При круговой развертке сравнивать частоты можно до кратности 50,
а при фотографировании осциллограммы — до нескольких сотен.
Контрольные вопросы
1. Каковы особенности электро- и радиоизмерений?
2. Как классифицируются и обозначаются электро- и радиоизмерительные при¬
боры?
3. Каков принцип действия электронно-лучевого осциллографа?
4. Из каких элементов состоит электронно-лучевая трубка?
5. Какими приборами измеряются переменные токи и напряжения?
6. Каково устройство электронных вольтметров?
Рис. 203. Измерение частоты по фи¬
гуре Лиссажу
ГЛАВА XIV
БЕЗОПАСНОСТЬ ТРУДА
§ 82. ОСНОВНЫЕ ПОЛОЖЕНИЯ ЗАКОНОДАТЕЛЬСТВА
ПО ОХРАНЕ ТРУДА
В соответствии с Основами законодательства СССР и союзных рес¬
публик о труде, надзор и контроль за соблюдением законодательства о
труде и правил по охране труда осуществляют специально уполномо¬
ченные государственные органы и инспекции (Госгортехнадзор, Гос¬
энергонадзор, Госсаннадзор, Главное пожарное управление пожарной
охраны Министерства внутренних дел), профессиональные союзы, а
также состоящие в их ведении техническая и правовая инспекции
труда.
На предприятии общее руководство по безопасности труда, про¬
мышленной санитарии и ответственность за соблюдением законода¬
тельства об охране труда возложены на его директора и главного
инженера. Главному инженеру подчинен отдел безопасности труда,
который ведет непосредственную работу по обеспечению безопасности
труда и промсанитарии на предприятии.
Для предупреждения производственного травматизма на пред¬
приятиях регулярно контролируется состояние безопасности труда
и промышленной санитарии на отдельных рабочих местах, участках,
в цехах и на предприятии в целом.
Для предотвращения несчастных случаев большое значение имеет
знание и строгое выполнение существующих положений, инструкций и
требований по безопасности труда.
Все работающие и вновь поступившие на предприятие рабочие,
служащие и инженерно-технические работники независимо от стажа
и опыта работы проходят инструктаж и обучение по безопасному веде¬
нию работ на основании требований соответствующих правил и ин¬
струкций по безопасности труда и производственной санитарии. Ин¬
структаж подразделяется на несколько основных видов.
1. Вводный инструктаж проводится работником отдела охраны
труда для вновь поступающих на предприятие, а также для учащихся
и студентов, направленных для прохождения производственной прак¬
тики.
2. Первичный инструктаж на рабочем месте проводится непосредст¬
венным руководителем работ с лицами, вновь принятыми, переведен¬
ными из одного подразделения в другое, с одного вида оборудования
на другое (даже в случае временного перевода). Цель его — подробное
290
ознакомление работающих с особенностями выполнения конкретных
работ с точки зрения безопасности труда и производственной сани¬
тарии.
3. Повторный (периодический) инструктаж проводится со всеми
работниками не реже одного раза в 6 месяцев, а на особо вредных
и опасных участках работы не реже одного раза в 3 месяца. Он служит
для проверки знаний работников правил и инструкций по безопас¬
ности труда и производственной санитарии.
4. Внеплановый инструктаж на рабочем месте проводится при из¬
менении технологического процесса, оборудования, инструмента
и т. п., в результате чего изменяются условия труда, и при нарушении
работающими правил и инструкций по безопасности труда и производ¬
ственной санитарии.
Все виды инструктажа, кроме вводного, регистрируются в специаль¬
ном журнале, где указываются вид и дата проведения инструктажа,
перечисляются инструкции по безопасности труда, по которым прово¬
дился инструктаж, и дается расписка инструктируемого и инструкти¬
рующего.
§ 83. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В ЦЕХАХ ПРЕДПРИЯТИЯ
Каждый работник производственного подразделения перед тем, как
приступить к работе, должен быть ознакомлен с правилами безопас¬
ности труда и противопожарных мероприятий. Повторный инструктаж
проводится при смене и переустановке оборудования, при изменении
технологии процесса, при изменении режимов выполнения отдельных
операций и т. д.
Правила безопасности труда в цехах определяются характером
производственных процессов. Рассмотрим мероприятия по охране
труда при производстве радиоэлектронной аппаратуры.
Заготовки деталей получают вручную или на станках. При холод¬
ной обработке металлов возможны механические травмы. Ножницы,
круглые и ленточные пилы должны иметь специальные ограждения,
предохранительные приспособления. При ручной слесарной обработке
заготовок и деталей необходимо следить за исправностью применяемых
инструментов. Рукоятки молотков должны быть сделаны из твердых и
нехрупких пород дерева (дуб, бук и др.), иметь гладкую поверхность.
Молотки должны быть туго насажены на рукоятки и расклинены
металлическими клиньями. Ударные инструменты (зубила, керны, про¬
сечки и др.) должны иметь слегка сферическую форму бойка. Для изо¬
ляции рядом расположенных рабочих мест слесаря применяют защит¬
ные сетки.
При производстве РЭА широко используют изоляционные мате¬
риалы. При их металлической обработке образуется много пыли и
выделяются газообразные продукты разложения материала. Поэтому
станки должны быть оборудованы местной вытяжной вентиляцией.
Работы со стеклотканью проводят только в отдельном помещении с
приточно-вытяжной вентиляцией. Полностью устранить вредное влия¬
291
ние процессов при механической обработке слоистых изоляционных
материалов (гетинакса, текстолита и др.) можно только автоматиза¬
цией механической обработки.
Для предотвращения травматизма при работе на станках (токарных,
фрезерных, намоточных и др.) все шкивы, ремни, шестерни и валы
должны иметь жесткие ограждения. Приспособления для зажима
инструмента должны обеспечивать надежный зажим, точное центриро¬
вание инструмента и не иметь выступающих частей. Обрабатываемые
детали устанавливаются на плите станка неподвижно с помощью
кондукторов, тисков, зажимов; не допускается удерживать обрабаты¬
ваемые изделия руками, использовать инструменты с забитыми или
изношенными конусами и хвостовиками. На шлифовальных станках
абразивные круги во время работы ограждаются защитными механи¬
ческими кожухами. Для защиты глаз от отлетающих мелких частиц
круга на станках устанавливаются подвижные экраны из органиче¬
ского стекла. Заточные и обдирно-шлифовальные станки оборудуются
местным отсосом пыли. Керамические изделия шлифуются по возмож¬
ности мокрым способом. Если же по технологии необходима сухая
шлифовка, то станки оборудуются местной вентиляцией.
Склеивание деталей производится клеями на основе фенолформаль-
дегидных, кремнийорганических и эпоксидных смол. Фенолформаль-
дегидные смоляные клеи (88, 88Н, ВИАМ-Б-3 и др.) огнеопасны,
токсичны (вызывают заболевания кожи рук, раздражение дыхательных
путей). Кремнийорганические клеи (КТ-17) —это растворы кремний-
органической смолы в органических растворителях (толуол), которые
действуют на кровь, кровеносные органы и центральную нервную
систему. Эпоксидные клеи тоже токсичны. Вредны клеи БФ, БФ-2,
БФ-4, состоящие из спиртового раствора фенольных и поливиниловых
смол, и многие другие. Общей мерой, устраняющей вредные выделения
при работе с клеями, является местная вытяжная вентиляция.
Электромонтажные работы ведутся в основном с применением пай¬
ки. В состав припоев входит свинец, поэтому без необходимых защит¬
ных мер возможно отравление организма свинцом с изменениями в
нервной системе, крови и сосудах человека. Флюсы, применяемые
при пайке (канифольно-спиртовой, хлористый цинк), токсичны. Кани¬
фоль вызывает раздражение кожи, появление сыпи, хлористый цинк мо¬
жет вызвать ожог кожи и слизистой оболочки. Предусматривается
специальная, плотно закрытая тара для хранения припоев, флюсов
и других химических веществ. Кроме общеобменной приточно-вытяж-
ной вентиляции на рабочем месте пайки оборудуется местная вытяж¬
ная вентиляция, обеспечивающая концентрацию свинца в рабочей
зоне не больше предельно допустимой — 0,01 мг/м3. При работе с
паяльником возможны ожоги, особенно при использовании паяльников
мощностью 200—300 Вт, применяемых для пайки крупных деталей.
Очень осторожно надо лудить концы проводов и выводов радиодеталей
при использовании ванночки с расплавленным припоем. При зачистке
изоляции путем обжига выделяется дым с тяжелым и неприятным
запахом. Поэтому при обжиге большой партии проводов пользуются
вытяжным шкафом с хорошей вентиляцией.
292
При производстве РЭА многие технологические процессы связаны
с большим напряжением зрения и требуют большей освещенности на
рабочих местах. В сборочных цехах суммарная освещенность (общая+
местная) должна составлять 1000—2000 лк; светильники должны обес¬
печить рассеянный свет без резких теней.
§ 84. ЭЛЕКТРОБЕЗОПАСНОСТЬ
Наиболее опасно для жизни человека поражение электрическим
током. Электрический ток оказывает на человека тепловое действие
(ожог), механическое (разрыв тканей), химическое (электролиз)
и биологическое (сокращение мышц, паралич дыхания или сердца).
Степень влияния электрического тока на организм человека зависит
от силы тока, его напряжения и частоты, продолжительности воздей¬
ствия, путей прохождения тока и индивидуальных особенностей орга¬
низма человека. Опасным для человека является ток больше 10 мА,
при котором человек все же может освободиться от токоведущих ча¬
стей; ток 50 мА вызывает тяжелое поражение, а ток 100 мА, воздей¬
ствующий более 1—2 с, является смертельным. Переменный ток с ча¬
стотой 50—1000 Гц для человека опаснее, чем постоянный ток, но при
напряжении свыше 300 В опасность поражения постоянным током
резко возрастает.
Электротравмы возникают в следующих случаях: прикосновение
человека одновременно к двум фазам переменного тока или к двум
полюсам постоянного тока; прикосновение неизолированного от земли
человека к неизолированным токопроводящим частям, находящимся
под напряжением (к одной фазе); приближение на опасные расстояния
к неизолированным токопроводящим частям, находящимся под напря¬
жением; прикосновение к оболочке (корпусу) электрооборудования,
оказавшейся под напряжением; попадание под напряжение шага в
зоне растекания тока; попадание под напряжение при освобождении
человека от тока; воздействие атмосферного электричества при грозо-
еых разрядах и статического электричества или электрической дуги.
Условно электроустановки подразделяют на две категории в зави¬
симости от рабочего напряжения: до и выше 1000 В. В электроустанов¬
ках напряжением выше 1000 В прикосновение к токопроводящим
частям опасно в любых случаях независимо от схемы питания. Поэтому
здесь принимают все меры, чтобы сделать токопроводящие части недо¬
ступными для человека; их надежно ограждают, регламентируют
правила доступа к установке и др. В электроустановах напряжением
до 1000 В велика вероятность случайного прикосновения к токопрово¬
дящим частям, корпусам электрооборудования, оказавшимся под на¬
пряжением.
По степени опасности поражения током помещения, в которых
расположены электроустановки, разделяют на три категории:
без повышенной опасности (в помещении нет условий, создающих
повышенную или особую опасность); с повышенной опасностью (для
293
помещений характерно наличие одного из следующих условий: сы¬
рость; проводящая пыль; токопроводящие полы — металлические,
земляные, кирпичные; высокая температура; возможность одновре¬
менного прикосновения человека к металлическим частям, имеющим
соединение с землей, и металлическим деталям, корпусам электро¬
оборудования, которые могут оказаться под напряжением при повреж¬
дении изоляции); особо опасные (характеризуются наличием одного
из следующих условий: особая сырость, химически активная среда,
загазованность, одновременно два или более условий повышенной
опасности).
Для предотвращения поражения электрическим током необходимо
строго соблюдать правила безопасности труда. Электрические провода,
подводящие питание к рабочему месту электромонтажника, нужно
надежно изолировать и защищать от механических повреждений.
Необходимо регулярно следить за исправным состоянием электриче¬
ских шнуров приборов и сетевых розеток. При работах необходимо
пользоваться специальным электротехническим инструментом с изо¬
лированными ручками; электроинструмент при эксплуатации должен
быстро включаться и отключаться (но не самопроизвольно) от электри¬
ческой сети, быть безопасным в работе и не иметь доступных для слу¬
чайного прикосновения токоведущих частей. Напряжение электроин¬
струмента не должно превышать 220 В в помещениях без повышенной
опасности и не превышать 42 В в помещении с повышенной опасностью
и вне помещений. Перед выдачей рабочему электроинструмент должен
быть проверен на исправность заземляющего провода и отсутствие
замыкания на корпус; перед началом работы проверяется состояние
привода инструмента и исправность заземления.
Напряжение паяльников и ламп для местного освещения не должно
быть выше 42 В, в особо опасных помещениях — не более 12 В.
Контактные соединения для подключения электроинструмента и
переносных электросветильников должны иметь недоступные для
прикосновения токоведущие части и дополнительный заземляющий
контакт. Корпус и обмотка низкого напряжения переносного транс¬
форматора должны заземляться. Перед каждым включением трансфор¬
матор и его арматуру тщательно осматривают.
При монтаже электросхем запрещается: проверять на ощупь нали¬
чие напряжения и нагрев токоведущих частей схемы; применять
для соединения провода с поврежденной изоляцией; производить
пайку и установку деталей в оборудовании, находящемся под на¬
пряжением; измерять напряжения и токи переносными приборами
с неизолированными проводами и щупами; заменять предохранители
во включенном оборудовании; работать на установке высокого напря¬
жения без защитных средств.
Наладку РЭА производят только на специально оборудованном
рабочем месте. В процессе наладки при напряжении до 1000 В можно
присоединять прибор к контрольным точкам без снятия напряжения;
для этого проводом со штекерным наконечником касаются контроль¬
ной точки, другой провод от прибора предварительно подсоединяют к
металлическому заземленному корпусу налаживаемого оборудования.
294
§ 85. ПОЖАРНАЯ БЕЗОПАСНОСТЬ
Пожаро- и взрывобезопасность регламентируют государственные
стандарты, общесоюзные строительные нормы и межотраслевые про¬
тивопожарные правила. Устанавливаются основные меры предотвраще¬
ния пожаров и взрывов: ограничение количества горючих веществ,
максимально возможное применение негорючих веществ; устранение
возможных источников зажигания (электрических искр, нагрева обо¬
лочек оборудования); ограничение распространения пожара строитель¬
но-планировочными средствами (устройство противопожарных пре¬
град внутри помещений и разрывов между зданиями, монтаж про-
тиводымной защиты); пожарная охрана, применение средств пожаро¬
тушения, устройство пожарной сигнализации.
Необходимо следить за исправностью электрооборудования. Эле¬
ктроустановки и контрольно-измерительная аппаратура снабжаются
плавкими предохранителями и автоматическими выключателями.
После окончания работы все электрохозяйство должно быть обесточе¬
но. По условиям пожаробезопасности тщательно контролируется сопро¬
тивление изоляции электроцепей. Электропроводка и общеобменная
вентиляция в помещении для работ с легковоспламеняющимися веще¬
ствами и клеями имеет взрывобезопасное исполнение.
Максимально допустимое для хранения на рабочем месте количе¬
ство растворителей (применяющихся для промывки и обезжиривания
деталей аппаратуры и содержащих горючие вещества) указывается в
инструкции, утвержденной по предприятию. Это количество огра¬
ничено суточной потребностью цеха, определяемой технологическим
отделом и согласованной с органами пожарного надзора.
Легковоспламеняющиеся жидкости (ЛВЖ) хранят в посуде из
неискрообразующего материала с герметичными крышками, не опро¬
кидывающейся, с четким названием жидкости и надписью «Огнеопас¬
но». Во избежание самовозгорания или взрыва не допускается совме¬
стное хранение ацетона, эфиров и других летучих растворителей с хро¬
мовым ангидридом, азотной кислотой и другими окислителями.
При ведении электромонтажных работ (пайка и облуживание горя¬
чим припоем, обжигание концов монтажных проводов) применяют
ЛВЖ (этиловый спирт, скипидар). Поэтому электромонтажные участ¬
ки пожароопасны. Для предотвращения пожара для электропаяльни¬
ков нужно использовать подставки из негорючего материала.
На случай пожара в цехах должны быть предусмотрены средства
тушения пожара (огнетушители, пожарный инструмент, инвентарь) и
пожарная сигнализация.
Контрольные вопросы
1. Каковы требования безопасности в сборочных цехах?
2. Каковы требования безопасности при электромонтажных работах?
3. Каковы возможные причины электротравм?
4. Какие способы и средства электрозащиты вы знаете?
5. Каковы правила пожарной безопасности?
ГЛАВА XV
СТАНДАРТИЗАЦИЯ И КАЧЕСТВО ПРОДУКЦИИ
§ 86. ГОСУДАРСТВЕННАЯ СИСТЕМА СТАНДАРТИЗАЦИИ
Стандартизация — установление и применение правил с целью
упорядочения деятельности в определенной области на пользу и при
участии всех заинтересованных сторон, в частности для достижения
всеобщей оптимальной экономии при соблюдении условий эксплуата¬
ции (использования) и требований безопасности труда.
Нормы и требования, утвержденные при стандартизации, фикси¬
руются в документе, называемом стандартом, в котором соединяются
все требования к свойствам стандартизуемого объекта.
Стандарт может быть также в виде основной единицы или физиче¬
ской константы (ампер, абсолютный нуль и т. п.), в виде какого-либо
предмета для физического сравнения (например, эталон длины). Пока¬
затели, устанавливаемые стандартами, должны соответствовать пере¬
довому уровню науки, техники и производства.
Научно-технический прогресс расширяет границы стандартиза¬
ции и ее распространение на процессы, свойственные новым направле¬
ниям науки и техники; вызывает непрерывный рост номенклатуры
необходимых стандартов; ускорение пересмотра действующих стандар¬
тов с позиций требований и достижений научно-технического прогрес¬
са (например, пересмотр стандартов на эталоны времени, длины и т. д.);
необходимость комплексной стандартизации и создание взаимосвя¬
занных стандартов; развитие перспективной и опережающей стандар¬
тизации.
Государственная система стандартизации (ГСС) регламентирована
комплексом стандартов (с ГОСТ 1.0—68 по ГОСТ 1.26—77). Стандарты
подразделяются на четыре категории: государственные стандарты
СССР — ГОСТ, отраслевые стандарты — ОСТ, республиканские стан¬
дарты — РСТ, стандарты предприятия — СТП. Кроме того, дейст¬
вуют различные технические условия (ТУ), некоторая часть которых
перерабатывается в стандарты.
ГОСТы обязательны в пределах установленной сферы их действия,
области и условий их применения всеми предприятиями, организа¬
циями и учреждениями союзного, республиканского и местного под¬
чинения во всех отраслях народного хозяйства СССР. Объектами го¬
сударственной стандартизации должны быть: общетехнические и ор¬
ганизационно-методические правила и нормы (ряды номинальных час¬
тот и напряжений электрического тока, допуски и посадки, нормаль¬
ные линейные размеры и др.); научно-технические термины и обозна-
296
чения; единицы измерений и эталоны единиц измерений; системы нор¬
мативно-технической, конструкторской, технологической, эксплуата¬
ционной и ремонтной документации, документации в области орга¬
низации и управления производством; системы классификации и ко¬
дирования технико-экономической документации, все виды носителей
информации; продукция производственно-технического назначения,
а также товары народного потребления по перечню, утвержденному
Госстандартом; общие требования, показатели и нормы качества про¬
дукции; основные эксплуатационные свойства и технические характе¬
ристики групп однородной продукции, а также методы их испытаний;
методы и средства поверки мер и измерительных приборов; предохра¬
нительные приспособления и другие изделия в области безопасности
труда, охраны труда, промышленной и бытовой санитарии.
ОСТы обязательны для всех предприятий и организаций данной
отрасли производства, а также для предприятий (заказчиков), при¬
меняющих продукцию этой отрасли. ОСТы устанавливают на отдель¬
ные виды готовой продукции ограниченного применения, для которых
основные потребительские характеристики и методы контроля установ¬
лены ГОСТами; детали, узлы, агрегаты, технологическую оснастку и
инструмент, специфические для производства и применения в данной
отрасли; сырье, материалы, типовые технологические процессы внут¬
риотраслевого применения.
РСТ союзных республик обязательны для всех предприятий и ор¬
ганизаций республиканского и местного подчинения данной союзной
республики независимо от их ведомственной подчиненности. Номенкла¬
тура продукции, на которую утверждаются РСТ, согласовывается с
Госстандартом СССР и с соответствующими министерствами.
СТП обязательны только для определенного предприятия. Объек¬
тами стандартизации на предприятии могут быть: детали, узлы и аг¬
регаты разрабатываемых или выпускаемых изделий; технологические
нормы и требования; типовые технологические процессы; оснастка и
инструмент.
Обозначение стандарта состоит из аббревиатуры (ГОСТ, СТ СЭВ,
ОСТ, РСТ, СТП), присвоенного порядкового номера (для СТП — по
установленной на предприятии системе обозначений) и последних
двух цифр года утверждения (пересмотра). Буква Е в конце обозна¬
чения указывает, что стандарт устанавливает единые требования на
продукцию и для внешнего, и для внутреннего рынка.
В зависимости от содержания предусматриваемых требований стан¬
дарты разделяют на 13 видов: стандарты технических условий (уста¬
навливают всесторонние технические требования к продукции при ее
изготовлении, поставке и эксплуатации); стандарты параметров —
размеров (устанавливают параметры или размерные ряды продукции
по основным эксплуатационным характеристикам); стандарты типов
и основных параметров (устанавливают типы продукции по основным
параметрам и другим эксплуатационным характеристикам с указа¬
нием и более прогрессивных видов продукции); стандарты конструк¬
ций и размеров (устанавливают конструктивные исполнения и основ¬
ные размеры для определенной группы изделий в целях их унификации
297
и обеспечения взаимозаменяемости); стандарты марок (устанавливают
номенклатуру марок и химический состав материала); стандарты сор¬
тамента (устанавливают геометрические формы, размеры продукции);
стандарты технических требований (устанавливают требования к ка¬
честву, надежности и долговечности продукции, эстетические требова¬
ния к ее внешнему виду, определяют гарантийные сроки, сроки службы
и комплектность поставки); стандарты правил маркировки, упаковки,
транспортирования и хранения; стандарты правил приемки (для обес¬
печения единства при приемке продукции по качеству и количеству;
устанавливают виды и программы испытаний); стандарты методов ис¬
пытаний (обеспечивают единство оценки показателей качества); стан¬
дарты методов и средств поверки мер и измерительных приборов (обес¬
печивающих требуемую точность и единство измерений), стандарты
правил эксплуатации и ремонта; стандарты типовых технологических
процессов (устанавливают способы и технические средства выполне¬
ния и контроля технологических процессов с целью внедрения про¬
грессивной технологии производства и обеспечения единого уровня
качества продукции).
Основные задачи органов и служб системы стандартизации всех
уровней устанавливает ГОСТ 1.1—68. Руководство стандартизацией
и метрологией в масштабе страны осуществляет Государственный коми¬
тет СССР по стандартам (Госстандарт СССР). Госстандарт ведет госу¬
дарственный надзор за внедрением и соблюдением стандартов и тех¬
нических условий, за состоянием и применением измерительной тех¬
ники, за стандартизацией показателей качества продукции.
§ 87. КАЧЕСТВО И НАДЕЖНОСТЬ ПРОДУКЦИИ
Качество продукции (по ГОСТ 15467—79) — это совокупность
свойств продукции, обусловливающих ее пригодность удовлетворять
определенные потребности в соответствии с ее назначением.
Показателями качества продукции являются количественные ха¬
рактеристики одного или нескольких ее свойств. Базовое значение
показателя качества продукции — значение, принятое за основу при
сравнительной оценке ее качества. Это показатели качества лучших
отечественных и зарубежных образцов.
Уровень качества продукции — относительная характеристика,
основанная на сравнении значений показателей качества оценива¬
емой продукции с базовыми значениями соответствующих показате¬
лей. При сравнении показателей, характеризующих лишь техниче¬
ское совершенство, используют термин «технический уровень продук¬
ции».
Карта технического уровня качества продукции (карта уровня) —
документ, определяющий назначение продукции, краткую характе¬
ристику, данные о заложенных показателях качества, о базовых по¬
казателях, об аналогах изделия или его составных частей, об источни¬
ках информации (стандартах, патентных описаниях и т. д.). Содержа¬
ние и правила выполнения карты уровня устанавливает ГОСТ 2.116—71
Карту составляют при разработке новой продукции, при принятии
298
решения о постановке изделия на производство, при аттестации по
категориям качества.
В общем случае показатели качества изделий включают 11 групп:
показатели назначения (характеризуют основные функции и область
применения продукции — габаритные и другие размеры, эксплуата¬
ционные показатели, основные параметры); показатели надежности
(совокупность показателей безотказности, долговечности, ремонто¬
пригодности и сохраняемости); эргономические показатели (гигиени¬
ческие; антропометрические, т. е. соответствие изделия и его органов
управления размерам, форме и массе человека; физиологические, учи¬
тывающие скоростные и силовые возможности человека; психологи¬
ческие); эстетические показатели (характеризуют рациональность
формы, цвета, совершенство исполнения); показатели технологично¬
сти (в машиностроении это показатели трудоемкости, металлоемкости
и себестоимости); показатели стандартизации и унификации; показа¬
тели транспортабельности (затраты на транспортировку и на подго¬
товительно-заключительные работы, связанные с ней); патентно-пра-
вовые показатели (патентный формуляр, свидетельство о патентной
чистоте изделия); экологические показатели (характеризуют уровень
вредных воздействий продукции на окружающую среду); показатели
безопасности (например, наличие блокировки, аварийной сигнализа¬
ции); экономические показатели.
ГОСТ 27.002—83 и 16504—81 устанавливают наиболее существен¬
ные показатели, характеризующие понятия качества, надежности и
долговечности.
Надежность — свойство изделия выполнять заданные функции,
сохраняя свои эксплуатационные показатели в заданных пределах
в течение требуемого промежутка времени или требуемой наработки.
Надежность устройства обеспечивается его безотказностью, ремонто¬
пригодностью, сохраняемостью и долговечностью его частей.
Надежность изделия должна быть обеспечена при проектировании,
это так называемая теоретическая надежность. Фактическая надеж¬
ность системы или изделия обеспечивается в процессе изготовления и
поддерживается на необходимом уровне при правильной его эксплуа¬
тации. Высокую надежность выпускаемого изделия определяют много¬
численные факторы: качество сырья, материалов, комплектующих
изделий, уровень технологического процесса, качество оснастки, на¬
ладки оборудования и его состояния, контроль параметров техноло¬
гических процессов, организация хранения на складах, упаковка и
транспортирование готовой продукции. Требуемый уровень надежности
изделия в эксплуатации поддерживается достаточной степенью обучен¬
ности обслуживающего персонала; соответствующей организацией
производства; правильными и исчерпывающими инструкциями по
эксплуатации. Чтобы добиться высокой надежности изделия в эксп¬
луатации, необходима высокая культура производства, строгая тех¬
нологическая дисциплина, строгий контроль соответствия свойств
изделия требованиям стандартов.
Одно из средств обеспечения высокого качества выпускаемой про¬
дукции — установление стандартами методов испытания готовой про¬
299
дукции. Точные количественные показатели надежности и долговеч¬
ности изделия, а также методика их проверки должны быть обяза¬
тельной частью стандартов на изделия. Показатели надежности долж¬
ны основываться не только на экспериментах, но и на научной обра¬
ботке статистических данных.
Контрольные вопросы
1. Что такое стандарт и какие категории стандартов вы знаете?
2. Каково назначение метрологической службы?
3. Что такое качество продукции?
4. Какие показатели качества изделия вы знаете?
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Б а л д и н Л. А. Основы взаимозаменяемости и стандартизации в машино¬
строении. М., 1984.
Б а л ь я н P. X. Трансформаторы для радиоэлектроники. М., 1971.
Б у к л е р В. О., Владимиров/!. П., Г и р ш м а н Г. X. Сборка
радиоаппаратуры. М., 1974.
Г а в р и л о в Ю. С. и др. Справочник по радиоизмерительным приборам.
М., 1976.
Григорьеве. П. Практика слесарно-инструментальных универсальных
работ. М., 1983.
Г р и д л е в В. А. и др. Технология элементов ЭВА. М., 1978.
Гусев В. П. Производство радиоаппаратуры. М., 1973.
Журавлев А. Н. Допуски и технические измерения. М., 1981.
К р и в о ш е й А. В., Б е л ь ц е в А. Н. Пайка и сварка в производстве
радиоэлектронной аппаратуры. М., 1974.
ЛившицН. С., Телешовский Б. Е. Электро- и радиоизмерения.
М., 1978.
МайоровС. А., КрутовскихС. А., СмирновА. А. ЭВМ.
Справочник по конструированию. М., 1975.
Московкин Л. Н., Сорокина Н. Н. Сборка электромеханических
и радиотехнических приборов и систем. М., 1984.
Никулин Н. В. Электроматериаловедение. М., 1984.
Никулин Н. В., Назаров А. С. Радиоматериалы и радиокомпонен¬
ты М., 1986.
Старичков В. С. Практикум по слесарным работам. М., 1983.
Стер и н И. С. Машиностроительные материалы. Л.; 1984.
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 5
Глава I. Детали машин и механизмов 8
§ 1. Основные сведения о механизмах 8
§ 2. Механические передачи . . . 11
§ 3. Детали машин и механизмов 14
Глава II. Техническая документация 25
§ 4. Общие сведения . . . . 25
§ 5. Технологическая документация, применяемая при сборке .... 27
§ 6. Структурные, функциональные, принципиальные схемы радио¬
аппаратуры и их назначение 31
Глава III. Допуски и технические измерения 38
§ 7. Основные понятия о функциональной взаимозаменяемости ... 38
§ 8. Допуски и посадки 39
§ 9. Шероховатость поверхности деталей РЭА и приборов 47
§ 10. Размерные цепи. Основные понятия 50
§ 11. Основы технических измерений 53
§ 12. Производственно-эксплуатационные погрешности 55
Глава IV. Технология слесарных работ 58
§ 13. Разметка 58
§ 14. Рубка 62
§ 15. Правка и гибка 65
§ 16. Резка 70
§ 17. Опиливание 74
§ 18. Обработка отверстий 78
§ 19. Нарезание резьбы 84
§ 20. Притирка и доводка 88
§21. Шабрение 89
Глава V. Основные виды сборочных соединений 90
§ 22. Общие сведения о технологическом процессе сборки 90
§ 23. Сварка 93
§ 24. Пайка 97
§ 25. Клепка 100
§ 26. Склеивание 103
§ 27. Соединения с помощью запрессовки 104
§ 28. Разъемные соединения 105
§ 29. Сборка механизмов передачи движения 108
Глава VI. Технология электромонтажных работ 114
§ 30. Конструктивно-технологические требования к электрическому
монтажу 114
§31. Технология подготовки к монтажу проводов и кабелей 116
§ 32. Изготовление и укладка жгутов 125
§ 33. Пайка электромонтажных соединений РЭА 129
§ 34. Сварка электромонтажных соединений РЭА 135
§ 35. Ультразвуковая пайка электромонтажных соединений 142
302
§ 36. Электрический монтаж соединений методом навивки 144
§ 37. Тонкопроводной монтаж печатных плат 146
§ 38. Входной контроль и подготовка электрорадиоэлементов к монгажу 148
Глава VII. Технология сборки и регулировки электроизмерительных прибо¬
ров 151
§39. Основные сведения об электроизмерительных приборах 151
§ 40. Основные конструкции электроизмерительных приборов .... 152
§41. Особенности сборки электроизмерительных приборов 157
§ 42. Технология сборки типовых узлов электроизмерительных прибо¬
ров 158
§ 43. Общая сборка электроизмерительных приборов. Регулировка и
градуировка приборов . 164
Глава VIII. Печатный монтаж . 170
§ 44. Общие сведения 170
§ 45. Конструирование печатных плат и печатных узлов 172
§ 46. Материалы для печатных плат 174
§ 47. Сборка навесных электрорадиоэлементов на печатных платах . . 175
§ 48. Выполнение электромонтажных соединений на печатных платах с
помощью пайки и сварки 176
§ 49. Сборка микросхем на печатных платах ...... . ... . . 182
§ 50. Контроль качества паяных соединений 184
§51. Влагозащита печатных узлов .... 0 ... 185
Глава IX. Сборка и регулировка основных узлов, блоков и устройств РЭА 186
§ 52. Общие сведения 186
§53. Сборка и регулировка реле . с 191
§ 54. Сборка конденсаторов переменной емкости . . . . 193
§ 55. Узловая и общая сборка радиоаппаратуры 198
§ 56. Конструктивное оформление блоков, субблоков, приборов и аппа¬
ратуры 201
§ 57. Сборка радиоприемной аппаратуры 205
§ 58. Сборка радиопередающей аппаратуры . . . 208
§59. Сборка волноводов радиоаппаратуры СВЧ . . 211
§ 60. Технический контроль при сборке РЭА 215
§61. Способы охлаждения радиоаппаратуры и приборов 218
§62. Направления микроминиатюризации РЭА . .... . ... . 219
Глава X. Основные механические узлы средств вычислительной техники . . 222
§ 63. Общие сведения . 222
§ 64. Механические узлы цифровых ЭВМ 224
§ 65. Несущие конструкции ЭВМ 226
Глава XI. Сборка и регулировка основных узлов, блоков и устройств ЭВМ 238
§ 66. Устройство ввода — вывода информации. Основные сведения о
носителях информации 238
§ 67. Технология сборки и монтажа магнитных головок 240
§ 68. Сборка и монтаж накопителей на магнитной ленте 248
§ 69. Технические условия на приемку узлов и блоков ЭВМ 251
Глава XII. Механизация и автоматизация технологических процессов
сборки 253
§ 70. Общие сведения 253
§71. Роботизация технологических процессов 254
§ 72. Применение гибких переналаживаемых комплексов в монтажно¬
сборочных процессах 258
§ 73. Микропроцессорные системы управления технологическими про¬
цессами 263
§ 74. Автоматизированное проектирование технологических процессов
сборки узлов РЭА 265
303
Глава XIII. Электро- и радиоизмерения
§ 75. Общие сведения
§ 76. Классификация измерительных приборов и систем
§ 77. Электронные осциллографы
§ 78. Измерение сопротивлений
§ 79. Измерение переменных токов и напряжений
§80. Измерение емкости, индуктивности, взаимной индуктивности и
добротности
§81. Измерение частоты
Глава XIV. Безопасность труда
§ 82. Основные положения законодательства по охране труда . . . .
§83. Требования безопасности в цехах предприятия
§ 84. Электробезопасность - •
§ 85. Пожарная безопасность
Глава XV. Стандартизация и качество продукции
§86. Государственная система стандартизации
§ 87. Качество и надежность продукции
Рекомендуемая литература
Учебное издание
Лэв Николаевич Московкин,
Нина Николаевна Сорокина
СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ
В ПРОИЗВОДСТВЕ РАДИОАППАРАТУРЫ
И ПРИБОРОВ
Зав. редакцией С. В. Никитина. Редактор В. И. Мучкина. Мл. редакторы?
J1. Н. Щелкова, М. Б. Кочерова. Обложка художника А. П. Уткина. Художе¬
ственный редактор Е. Д. Косырева. Технический редактор 3. В. Нуждина.
Корректор Р. К. Косинова
ИБ № 6383
Изд. № ЭГ-133. Сдано в набор 25.09.86. Подп. в печать 02.02.87.
Формат 60Х 90 Vic- Бум. тип. N° 1. Гарнитура литературная. Печать высокая.
Объем 19 уел. печ. л. 19 уел. кр.-отт. 21,04 уч.-изд. л.
Тираж 60000 экз. Зак. № 3130. Цена 80 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул.,
д. 29/14.
Ордена Октябрьской Революции и ордена Трудового Красного Знамени МПО
«Первая Образцовая типография» им. А. А. Жданова Союзполиграфпрома при
Государственном комитете СССР по делам издательств, полиграфии и книжной
торговли. 1 13054, Москва, Валовая, 28
268
268
270
273
277
279
283
287
290
290
291
293
295
296
296
298
301