/


























































































































































































































Автор: Ярочкина Г.В.
Теги: электротехника радиоаппаратура (радиоэлектронная аппаратура) радиотехника
ISBN: 5-8222-0170-9
Год: 2002




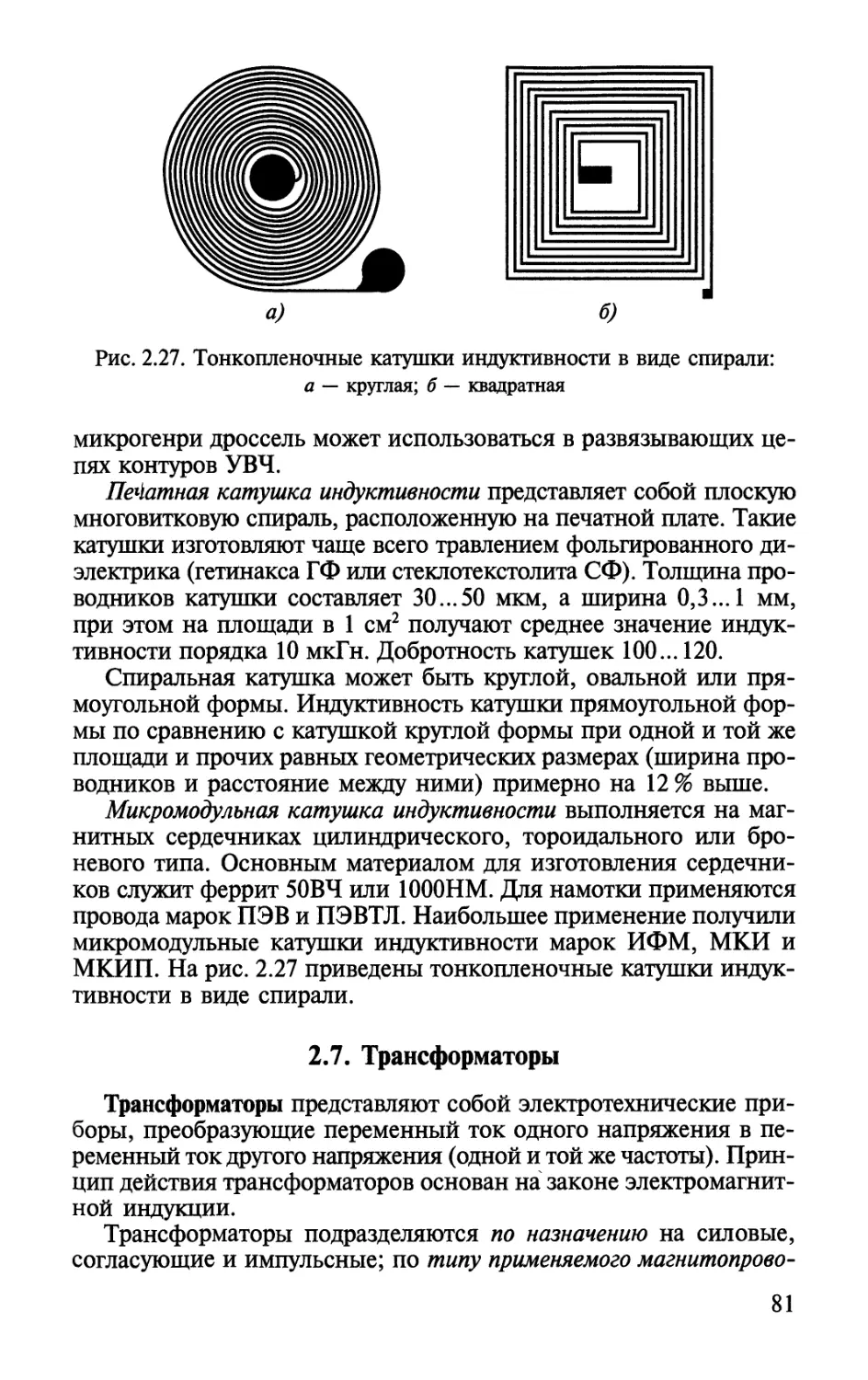
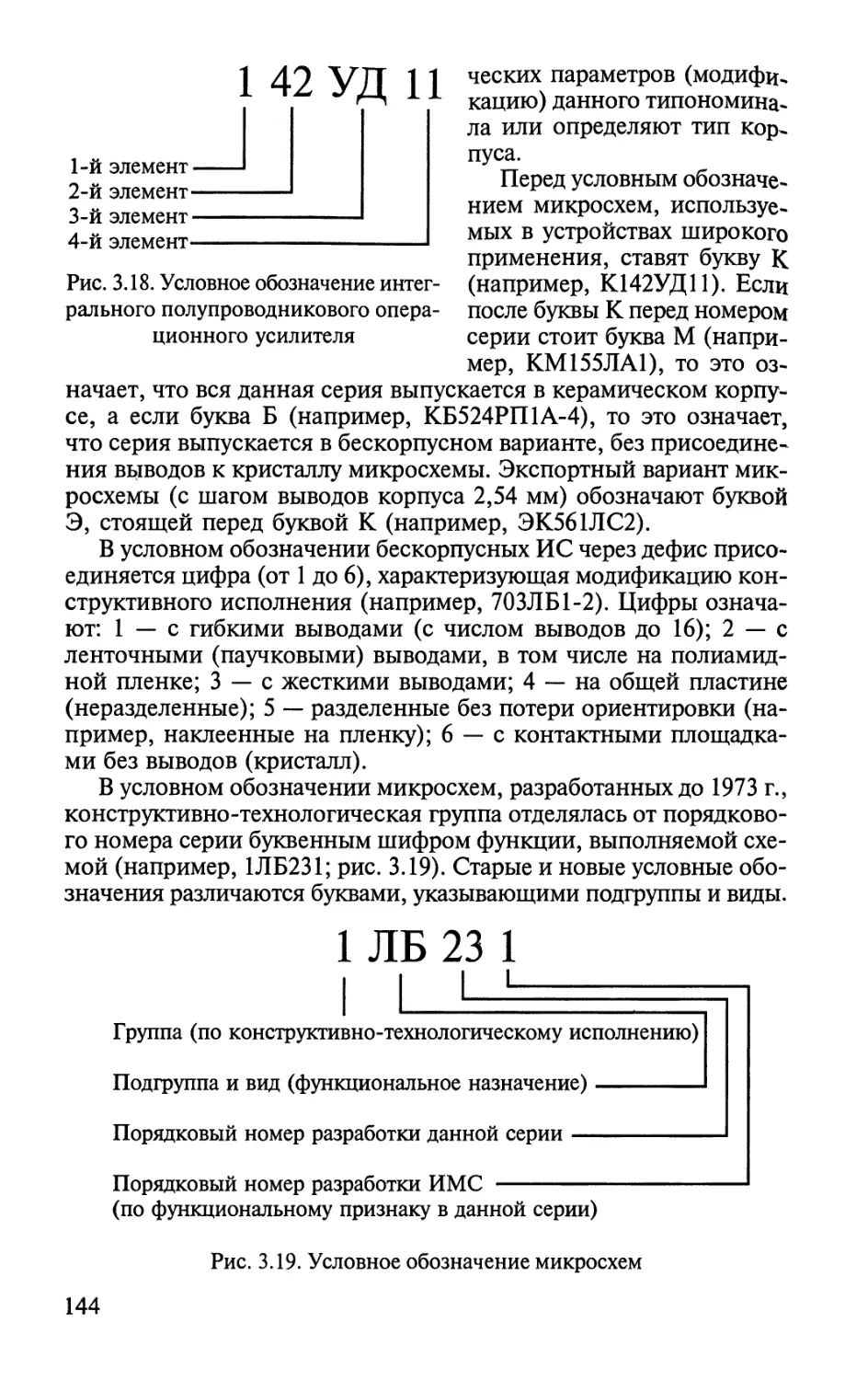
Текст
ACADEMA
Г. В. Ярочкина
Радиоэлектронная
аппаратура
и приборы
Монтаж и регулировка
УДК 621.396.6
ББК 32.844
Я 76
Федеральная программа книгоиздания России
Рецензент —
преподаватель высшей категории ПУ № 85 г. Москвы
Т. А. Панкратова
Ярочкина Г. В.
Я 76 Радиоэлектронная аппаратура и приборы: Монтаж и ре-
гулировка: Учебник для нач. проф. образования. — М.: ИРПО;
ПрофОбрИздат, 2002. — 240 с.: ил.
ISBN 5-8222-0170-9 (ИРПО)
ISBN 5-94231-094-7 (ПрофОбрИздат)
Рассмотрены особенности монтажа современной радиоэлектронной
аппаратуры, основные направления микроминиатюризации радиоаппа-
ратуры, техническая документация, технология сборочных работ, основ-
ные виды испытаний радиоэлектронных устройств. Приведены электри-
ческие и конструктивные характеристики электрорадиокомпонентов, их
маркировка. Изложены основные требования по охране труда, электро-
безопасности и пожарной безопасности на предприятиях электронной про-
мышленности. Даны основные понятия качества и надежности радиоэлек-
тронной аппаратуры и приборов.
Для учащихся учреждений начального профессионального образова-
ния, осваивающих профессии «Монтажник радиоэлектронной аппарату-
ры и приборов» и «Регулировщик радиоэлектронной аппаратуры и при-
боров». Может использоваться для профессиональной подготовки рабо-
чих на производстве.
УДК 621.396.6
ББК 32.844
© Ярочкина Г. В., 2002
ISBN 5-8222-0170-9 © Институт развития профессионального образования, 2002
ISBN 5-94231-094-7 © ПрофОбрИздат, 2002
Предисловие
Основным направлением развития радиоэлектронной промыш-
ленности является создание высокотехнологичной радиоэлектрон-
ной аппаратуры на основе четкой организации производства, ис-
пользования прогрессивной технологии, обеспечения взаимоза-
меняемости деталей, узлов, блоков и назначения оптимальных
допусков и посадок.
Радиоэлектроника за сравнительно короткий срок прошла ог-
ромный путь от первого приемника А. С. Попова до сложнейших
электронно-вычислительных машин, телевидения и радиолока-
ции. В настоящее время наша страна покрыта густой сетью радио-
вещательных и телевизионных станций. Радиоприемники, телеви-
зоры, магнитофоны, видеомагнитофоны и радиотелефоны стали
предметами первой необходимости. Зачастую радио, телевидение
и радиотелефоны являются единственными средствами связи.
Все виды воздушных, морских и речных кораблей, а также
научные экспедиции оснащены средствами радиосвязи.
Днем и ночью, в будни и праздники, в любую погоду поддер-
живается радио- и телесвязь между городами и поселками нашей
страны.
Радиоэлектроника сегодня — это телевидение и телемеханика,
радиолокация, радионавигация, радиоастрономия, звуко- и ви-
деозапись.
Радиоэлектронная аппаратура (РЭА), устанавливаемая на ис-
кусственных спутниках Земли, автоматических межпланетных стан-
циях и космических кораблях, позволяет изучать земной магне-
тизм, космические излучения, исследовать планеты Солнечной
системы.
Развитие радиоэлектроники и электроники способствует авто-
матизации многих производственных процессов, обеспечивает
управление промышленными роботами на расстоянии, проведе-
ние тончайших измерений, а также сложных математических рас-
четов с огромной скоростью.
Радиоэлектронные приборы применяются для лечения тяже-
лых заболеваний и наблюдения за работой органов человека, для
плавки и обработки высококачественных сортов стали, в прибо-
ре- и машиностроении, автоматике и вычислительной технике,
геологии и метеорологии.
К сборщикам, монтажникам и регулировщикам радиоаппара-
туры предъявляются повышенные требования. Они должны обла-
3
дать специальными знаниями, быть носителями высокой произ-
водственной культуры. В современных производственных условиях
рабочие — монтажники радиоэлектронной аппаратуры должны
уметь пользоваться сборочно-монтажными чертежами, читать элек-
трические схемы, знать слесарно-сборочные, монтажные и регу-
лировочные операции, маркировку современных электрорадиоэ-
лементов, обнаруживать и устранять неисправности в собираемых
изделиях, знать правила безопасности труда.
Настоящий учебник предназначен для учащихся НПО, обуча-
ющихся по специальностям монтажник и регулировщик радио-
электронной аппаратуры и приборов. Кроме того, он может ис-
пользоваться при подготовке и переподготовке рабочих по ука-
занным специальностям, а также на курсах повышения квалифи-
кации.
Содержание учебника полностью соответствует требованиям
стандарта к профессии «Монтажник радиоэлектронной аппарату-
ры и приборов» ОСТ 9. ПО 02.037—98.
Автор благодарит коллектив Профессионального лицея № 329
за оказание технической помощи при написании данного учеб-
ника.
Глава 1
ОБЩИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОМОНТАЖНЫХ
РАБОТАХ
1.1. Характерные особенности технологии производства
радиоэлектронной аппаратуры и приборов
Современная промышленность выпускает огромное количество
различной радиоэлектронной аппаратуры, конструкция которой
зависит от ее назначения и условий эксплуатации.
По назначению радиоэлектронная аппаратура подразделяется
на две основные группы: широкого применения и специального
назначения.
Радиоэлектронная аппаратура широкого применения (стацио-
нарная или переносная) эксплуатируется обычно при комнатной
температуре и влажности. Радиоэлектронная аппаратура специаль-
ного назначения (военная, самолетная, космическая, корабельная
и др.), особенно устанавливаемая на транспортных средствах, при
эксплуатации часто подвергается воздействию повышенной влаж-
ности, перепада температур и атмосферного давления, а также
механическому воздействию. Все это обусловливает большое разно-
образие конструкций изделий радиоаппаратуры. Однако несмотря
на это большинство конструкций представляет собой различные
комбинации одних и тех же деталей (резисторов, конденсаторов,
катушек индуктивности, радиоламп, транзисторов, диодов, мик-
росхем) и узлов, соединенных и определенным образом взаимо-
действующих друг с другом. Устойчивая работа изделия в значи-
тельной степени зависит от расположения деталей и узлов на шас-
си, их качества, правильного закрепления и монтажа. Способы объе-
динения элементов в общую конструкцию определяются условия-
ми эксплуатации, принципами компоновки, требованиями произ-
водства, а тауже точностью и надежностью.
Характерной особенностью технологии производства радиоэлек-
тронной аппаратуры и приборов является технологичность конст-
рукции, под которой понимается способность отдельных деталей,
узлов или изделий в целом обеспечивать наиболее быстрое и эко-
номичное освоение изделия в условиях данного производства.
Конструкция радиоприбора считается технологичной, если она,
полностью удовлетворяя эксплуатационным требованиям, позво-
5
ляет применять высокопроизводительные способы изготовления
при минимальных затратах рабочей силы, рационально использо-
вать производственное оборудование, материалы и не усложняет
производство. В требованиях к технологичности радиоприборов в
отличие от требований к технологичности механических прибо-
ров должны учитываться как условия производства, так и тесное
взаимодействие механических элементов, характеризующихся
кинематическими, динамическими и статическими связями, и
радиодеталей, свойства которых обусловлены электрическими и
магнитными связями.
На технологичность конструкции влияет ряд факторов.
1. Внедрение передовых методов обработки, литья под давле-
нием, прессования деталей из пластмасс и т. п. повышает техно-
логичность.
2. Существенное влияние на технологичность оказывают мето-
ды сборки. При конструировании необходимо проводить тщатель-
ный анализ и расчет точности механизмов и узлов, а также опре-
делять методы, позволяющие получить заданную точность. Если
невозможно выдержать слишком узкие допуски, следует вводить
в конструкцию регулировочные устройства. Поскольку целесооб-
разность тех или иных методов обработки зависит от количества
изготовляемых приборов, то нельзя говорить о технологичности
конструкции вообще.
Следует иметь в виду, что конструкция, являющаяся техноло-
гичной для единичного производства, может оказаться совершенно
непригодной для серийного или массового производства. В зави-
симости от масштаба производства прибор одного и того же на-
значения может быть конструктивно оформлен по-разному.
Технологичность является относительным понятием, так как
степень технологичности нового прибора определяется или сопос-
тавлением с конструкцией уже находящегося в производстве при-
бора, или сравнением нескольких вариантов конструкции нового
прибора. Кроме того, постоянное развитие методов производства
также способствует изменению критериев технологичности конст-
рукции. Наиболее исчерпывающую оценку различных вариантов
конструкции прибора в отношении технологичности можно полу-
чить при сопоставлении соответствующих технологических процес-
сов. Однако к этому методу прибегают лишь при оценке отдельных
сложных трудоемких узлов или деталей. Оценка технологичности
конструкции в целом на первых стадиях проектирования ограни-
чивается определением себестоимости по укрупненным данным и
некоторыми частичными показателями. Система таких показателей
была предложена российским ученым профессором Н.А. Борода-
чевым. Наиболее существенными из них являются следующие:
1) общее количество деталей;
2) количество наименований деталей;
6
3) соотношение деталей и узлов, стандартных и нормальных,
ранее освоенных производством и вновь спроектированных;
4) распределение по классам точности;
5) распределение по видам обработки и т.п.
При оценке технологичности конструкций эти показатели име-
ют существенное значение, но ограничиваться ими нельзя. Так,
например, чем меньше количество деталей, составляющих при-
бор, тем меньше в общем случае затраты на их изготовление и
сборку. Однако если уменьшение количества деталей сопровожда-
ется значительным их усложнением, изделие может оказаться менее
экономичным.
1.2. Пайка
Пайкой называется технологический процесс образования не-
разъемного соединения металлических деталей путем нагрева
(ниже температуры их автономного расплавления) и заполне-
ния зазора между ними расплавленным припоем, образующим
после кристаллизации (застывания) прочный механический спай
(шов).
Соединение металла с припоем происходит за счет растворе-
ния металла и его диффузии в припой. Зазоры между спаиваемы-
ми деталями должны выбираться такими, чтобы слой чистого
припоя был минимальным, так как его прочность меньше проч-
ности сплава припоя с основным металлом.
В зависимости от температуры в зоне соединяемых материалов
пайка подразделяется на низкотемпературную и высокотемпера-
турную.
Зазор между деталями устанавливают в зависимости от соедине-
ния: для низкотемпературных припоев он составляет 0,05... 0,08 мм,
для высокотемпературных — 0,03...0,05 мм.
Пайка по сравнению со сваркой является наиболее скорост-
ным и наименее трудоемким способом соединения, поэтому она
широко применяется при сборке и монтаже РЭА и приборов.
По способу нагрева соединяемых деталей и припоя различают
пайку паяльником, токами высокой частоты, в печах, горелкой,
в жидких средах, ультразвуком. Название способа пайки зависит
от инструмента (оборудования) или среды нагревания.
Кроме того, в зависимости от характера окружающей среды
различают пайку в вакууме, нейтральных газах и восстановитель-
ной среде.
По способу введения припоя выделяют следующие виды пайки:
заливкой, с предварительной укладкой припоя к месту соеди-
нения (шва);
с предварительным избыточным обслуживанием поверхностей
соединяемых деталей;
7
с введением припоя паяльниками;
с применением палочных или трубчатых припоев.
Пайка позволяет соединять элементы деталей таких форм, ко-
торые трудно или невозможно соединить другими способами. Пайка
применяется для соединения почти всех металлов.
Одно из наиболее важных достоинств паяного соединения, вхо-
дящего в электрическую цепь аппарата или устройства РЭА, со-
стоит в том, что оно обладает наименьшим электрическим сопро-
тивлением.
Правильно разработанная конструкция паяного соединения и
качественное его выполнение обеспечивают надежную работу со-
единения в течение длительного времени.
Припой должен обладать следующими качествами: хорошо ра-
створять основной металл, смачивать его, иметь хорошую жидко-
текучесть и достаточную механическую прочность. Температура
плавления припоя должна быть ниже температуры плавления ос-
новного металла.
В качестве припоев используют цветные металлы и их сплавы,
которые в зависимости от температуры плавления подразделяют-
ся на низкотемпературные (мягкие) с температурой плавления
до 350 °C и высокотемпературные (твердые) с температурой плав-
ления 350... 1850 °C.
В соответствии с ГОСТ 21 930—76 и ГОСТ 21 931—76 припои
характеризуются температурой начала и конца плавления.
При монтажной пайке применяют серебряные и оловянно-свин-
цовые припои. Серебряные припои по сравнению с оловянно-
свинцовыми обеспечивают более высокие прочность и эксплуата-
ционную надежность соединения. Легкоплавкость серебряных при-
поев способствует более экономичному их использованию, по-
этому, несмотря на дефицитность серебра, для пайки ответствен-
ных конструкций применяют в основном серебряные припои.
Надежность паяных соединений зависит от состояния соеди-
няемых поверхностей и их конструкций, температуры пайки и
применяемого флюса.
При подготовке поверхностей деталей, подлежащих пайке,
производится удаление механическим или химическим способом заг-
рязнений, ржавчины, оксидных и жировых пленок. В простейшем
случае поверхности деталей промываются бензином или спиртом.
Пайка может выполняться либо в защитной атмосфере, либо с
использованием флюсов, предохраняющих поверхности соединя-
емых деталей от возможного окисления при повышенной темпе-
ратуре.
Перед горячим лужением или пайкой подготовленные поверх-
ности деталей покрывают флюсом, который выбирается в зависи-
мости от применяемого припоя и соединяемых металлов, а также
от способа пайки. Температура плавления флюса должна быть ниже
8
температуры плавления припоя для обеспечения его жидкого со-
стояния и равномерного растекания по основному металлу.
Флюсы способствуют образованию жидкой или газообразной
защитной зоны, предохраняющей поверхность металла и расплав-
ленного припоя от окисления, а также растворяют и удаляют плен-
ки оксидов с поверхности.
Технологический процесс пайки включает в себя лужение,
которое предшествует пайке и заключается в покрытии поверхно-
стей соединяемых деталей тонкой пленкой припоя. При лужении
происходит сплавление припоя с основным металлом.
После лужения производится пайка деталей, для чего припой
наносят в место соединения деталей и прогревают до его полного
растворения, сохраняя детали в сжатом состоянии до полного за-
твердевания припоя. Правильно спроектированное соединение
должно быть удобным в сборке и надежно-работать в условиях
эксплуатации РЭА и приборов. Основные типы паяных соедине-
ний установлены ГОСТ 19 249—73.
Высокая механическая прочность паяного соединения может
быть обеспечена только при тщательном соблюдении технологии
пайки. Недостаточно тщательная очистка деталей перед пайкой,
неправильная конструкция паяного шва, несоблюдение темпера-
турного режима пайки и другие нарушения технологического про-
цесса неизбежно приводят к появлению различного рода дефек-
тов в паяном шве и ослаблению паяного соединения.
Основными дефектами при пайке являются:
1) наличие трещин в паяном шве в результате быстрого охлаж-
дения деталей после пайки или значительной разницы в коэффи-
циентах теплового расширения припоя и металла;
2) наличие пор в шве за счет высокой температуры пайки или
интенсивного испарения флюса;
3) несмачивание припоем поверхности деталей из-за большой
их загрязненности.
Контроль качества готовых паяных соединений обычно прово-
дится или без разрушения изделий одним из физических спосо-
бов (внешний осмотр, рентгеноскопия), или с разрушением из-
делий (на отрыв, на срез, на разрыв).
1.3. Припои и флюсы
1.3.1. Основные требования, предъявляемые к припоям
К припоям предъявляются конструктивные и технологические
требования.
К конструктивным относятся:
достаточная механическая прочность при нормальных, высо-
ких и низких температурах;
9
хорошие электро- и теплопроводность;
герметичность;
стойкость против коррозии.
К технологическим относятся:
жидкотекучесть при температуре пайки;
хорошее смачивание основного металла;
определенные для данного припоя температура плавления и
температурный интервал кристаллизации.
Припои, имеющие температуру плавления до 350 °C, называ-
ются мягкими, а припои, имеющие температуру плавления свыше
350 °C, — твердыми.
В качестве мягких припоев применяют различные сплавы на ос-
нове свинца и олова, содержание которых определяет свойства при-
поев. Некоторые мягкие припои содержат присадки сурьмы, сереб-
ра, висмута и кадмия, придающие припою специальные свойства.
Серебро и сурьма повышают температуры плавления и затвердева-
ния, а висмут и кадмий понижают их. Серебро препятствует сниже-
нию прочности припоя, но делает его хрупким и ухудшает растека-
ние его на меди. При пайке цинка или цинковых сплавов сурьма,
входящая в состав припоя (до 2,5%), способствует образованию
хрупких сурьмяно-цинковых соединений, поэтому в таких случаях
содержание сурьмы в припое не должно превышать 0,25%.
При сборке радиоаппаратуры применяют следующие мягкие
припои:
оловянно-свинцовые;
малооловянистые;
безоловянистые, легкоплавкие;
трубчатые.
Оловянно-свинцовые припои (ПОС) представляют собой сплавы
олова и свинца с присадкой 0,15...2,5% сурьмы. Механическая
прочность припоев повышается с увеличением содержания олова.
Прочность паяного соединения не всегда соответствует прочнос-
ти применяемого припоя, так как при малых зазорах шов запол-
няется не припоем, а сплавом припоя с основным металлом, ко-
торый, естественно, обладает иными механическими свойствами.
При нормальной температуре механическая прочность паяных
соединений, выполненных встык, выше, чем паяных соедине-
ний, выполненных внахлест.
Механические свойства оловянно-свинцовыхприпоев
с повышением или понижением температуры ухудшаются. При
низких температурах (от —30 до —60 °C) наблюдается резкое умень-
шение ударной вязкости этих припоев, особенно при большом
содержании олова. В указанном интервале температур в олове про-
исходят различные превращения, приводящие к увеличению хруп-
кости. При повышении температуры до 100 °C уменьшение удар-
ной вязкости происходит медленно, а после 100 °C — быстро.
10
Электропроводность оловянно-свинцовых припоев за-
висит от содержания олова и составляет 8... 14% от электропро-
водности чистой меди. Электропроводность таких припоев обрат-
но пропорциональна содержанию олова.
Коррозионная стойкость припоев в различных агрес-
сивных средах зависит от содержания олова. С увеличением его
содержания коррозионная стойкость в кислотах повышается, а в
щелочах — понижается.
Герметичность паяных соединений зависит от температур-
ного интервала кристаллизации, который в свою очередь зависит от
состава припоя. Припои с широким интервалом температуры крис-
таллизации способствуют получению пористых, негерметичных со-
единений, что связано с медленным затвердеванием припоя. Приме-
нение припоя с небольшим температурным интервалом кристаллиза-
ции (например, около 7 °C у ПОС-61) приводит к уменьшению про-
должительности пайки, а применение припоя, у которого точки плав-
ления и затвердевания совпадают, затрудняет получение гладких швов.
В табл. 1.1 приводятся области применения оловянно-свинцо-
вых припоев.
Таблица 1.1
Области применения оловянно-свинцовых припоев
Припой Температура, °C Область применения
плавления пайки
ПОС-18 277 340 Для пайки стали, оцинкованного железа, меди, латуни, свинца, а также для лужения перед пайкой
ПОС-ЗО 256 320 Для пайки стали, меди, латуни, белой жести, медных проводов, деталей приборов и радиоаппаратуры, а также для предвари- тельной пайки соединений перед повторной пайкой более легкоплавким припоем
ПОС-40 235 290 Для пайки ответственных деталей из стали, латуни, а также для пайки монтажных соединений проводов с лепестками
ПОС-50 218 250 Тоже
ПОС-61 190 240 Для пайки деталей из стали, меди, латуни, бронзы, не допускающих высокого нагрева. Для пайки монтажных и обмоточных про- водов диаметром 0,05...0,08 мм, резисторов, конденсаторов, монтажных проводов с хлорвиниловой изоляцией. Для вторич- ных ступенчатых паек, производимых рядом с пайками, выполненными тугоплавкими
11
Окончание табл. 1.1
Припой Температура, °C Область применения
плавления пайки
припоями. Для пайки герметичных швов (например, изоляторов), а также для пайки специального назначения, когда требуется обеспечение повышенных электропровод- ности и механической прочности
ПОС-90 222 280 Для пайки деталей и узлов, подвергаю- щихся в дальнейшем гальваническому покрытию (серебрению, золочению)
Для пайки монтажных соединений в электро- и радиоприборах
наиболее широко применяются припои ПОС-ЗО и ПОС-40. Для
пайки тонких монтажных и обмоточных проводов, деталей и уз-
лов, не допускающих нагрева свыше 200 °C, вакуумной пайки стек-
лянных и керамических проходных изоляторов, а также для сту-
пенчатой пайки близко расположенных деталей используется при-
пой ПОС-61. Он обладает более низкой температурой плавления,
небольшим температурным интервалом кристаллизации и более
высокой коррозионной стойкостью.
Малооловянистые и безоловянистые припои применяют с целью
уменьшения расхода олова. Малооловянистые припои, содержа-
щие свинец, олово и сурьму, лишь немногим уступают высоко-
оловянистым припоям по прочности, но являются более хрупки-
ми. Безоловянистые припои очень вязкие, но имеют более высо-
кую температуру плавления, что усложняет процесс пайки.
Основным недостатком малооловянистых и безоловянистых
припоев является широкий температурный интервал кристалли-
зации, достигающий иногда 100 °C и резко увеличивающий вре-
мя, необходимое для охлаждения соединения, в течение которо-
го спаиваемые детали должны быть неподвижны.
Вместо припоев, содержащих 40...50% олова и применяемых
для пайки монтажных соединений, рекомендуется использовать
припой с присадкой серебра следующего состава, %:
Олово...................................... 19,5... 20,5
Серебро....................................1,35... 2,5
Сурьма..................................... 1,25... 1,75
Висмут.....................................не более 0,75
Свинец.....................................остальное
Этот припой обладает большей прочностью при растяжении
по сравнению с припоями, содержащими 40... 50 % олова, но имеет
более высокую (на 30...35 °C) температуру плавления, что требу-
12
ет увеличения мощности паяльников почти вдвое. Он позволяет
производить пайку нелуженой и луженой меди с использованием
канифолевого флюса, а остальных деталей — кислотных флюсов.
Этот припой может применяться для выполнения большинства
монтажных соединений, однако он не пригоден для пайки кожу-
хов конденсаторов, трансформаторов и других герметичных дета-
лей, так как способствует образованию пористости шва. Следует
отметить, что уменьшение содержания олова в припоях не всегда
экономически целесообразно, так как в ряде случаев это приво-
дит к усложнению пайки и повышению расхода припоев.
Легкоплавкие припои (сплавы олова, свинца, висмута и кад-
мия) применяются в тех случаях, когда пайка выполняется при
пониженной температуре из-за опасности перегрева деталей, а
также при ступенчатой (вторичной) пайке. При затвердевании эти
припои дают незначительную усадку, а некоторые (например,
сплав Вуда) даже несколько расширяются. Механическая проч-
ность легкоплавких припоев незначительна (например, висмуто-
вые припои очень хрупкие). Предварительное лужение оловянно-
свинцовым или висмутовым легкоплавким припоем способствует
некоторому повышению прочности соединения.
Состав и температура плавления легкоплавких припоев приве-
дены в табл. 1.2.
Таблица 1.2
Состав и температура плавления легкоплавких припоев
Припой Химический состав, % Температура плавления, °C
Sn РЬ Bi Cd
ПОСК-50 50 32 — 18 145
ПОСВ-33 33,4 33,3 33,3 — 130
ПОК-56 56 — — 44 184
Сплав Розе 25 25 50 — 94
Сплав Арсе 9,6 45,1 45,3 — 79
Сплав Липовица 13,33 26,67 50 10 70
Сплав Вуда 12,5 25 50 12,5 60,5
Трубчатые припои. Для пайки соединений при монтаже радио-
аппаратуры широко применяется так называемый трубчатый при-
пой, представляющий собой пустотелую трубку небольшого диа-
метра, изготовленную из оловянно-свинцового сплава и запол-
ненную канифолевым флюсом.
Основными преимуществами трубчатых припоев являются:
возможность наложения припоя и флюса на место пайки за
один прием;
улучшение качества пайки;
13
резкое увеличение производительности труда на монтажных опе-
рациях, а также облегчение пайки в труднодоступных местах;
существенное уменьшение потерь припоя и флюса, которые
при работе кусковым или проволочным припоем и отдельно флю-
сом весьма значительны (около 20 % припоя и 50 % флюса);
обеспечение подачи к месту пайки надлежащего количества
флюса, дозировка которого определяется конструкцией и типом
припоя;
возможность плавления припоя в момент, когда флюс уже по-
догрет и находится в более активном состоянии;
исключение возможности случайного загрязнения флюса.
Простейшая конструкция трубчатого припоя представляет со-
бой трубку с круглой сердцевиной из флюса, расположенной в
центре (рис. 1.1, а). Недостатками такой конструкции являются
перерывы в подаче флюса при наличии пустот в припое, а также
преждевременное вытекание ;и испарение флюса во время рас-
плавления довольно толстых стенок трубки, что приводит к умень-
шению подачи флюса к месту пайки и, следовательно, к пониже-
нию ее качества.
Вероятность перерывов в подаче флюса уменьшается при бо-
лее сложной форме сердцевины. На рис. 1.1,6 показаны трубча-
тые припои с фасонными сердцевинами, а на рис. 1.1, в — с
пятью каналами, заполненными флюсом. Эти припои имеют
более тонкие стенки, в результате чего обеспечивается быстрое
плавление припоя и, следовательно, быстрое освобождение
флюса и подача его к месту пайки в наиболее активном состоя-
нии.
Большое значение имеет дозировка флюса (независимо от фор-
мы сердцевины). При изготовлении трубчатого припоя соотноше-
ние количества флюса и припоя тщательно контролируется. Для
электромонтажных паек применяют трубчатые припои, в кото-
рых сердцевина из флюса составляет 2... 3 % общей массы припоя.
Правильно спроектированный трубчатый припой и тщательная
подготовка деталей к пайке являются надежной гарантией высо-
кого качества пайки монтажных соединений.
Диаметр трубчатого припоя определяется характером соедине-
ний. Применение меньших диаметров во многих случаях способ-
Рис. 1.1. Трубчатые припои
ствует экономии припоя.
Размеры наружных диа-
метров трубчатых припо-
ев составляют: 1; 1,5; 2;
2,5; 3; 4; 5 мм, а внутрен-
них соответственно вдвое
меньше. По наружному ди-
аметру допускается откло-
нение ±3 %.
14
Для успешного осуществления пайки и получения качествен-
ного соединения применяются активные вещества — флюсы. По
своему состоянию флюсы могут быть твердыми (канифоль чис-
тая), мягкими (различные пасты на основе канифоли) и жидки-
ми (составы кислот или спиртовые флюсы на основе разведенной
канифоли).
Флюсы должны обеспечивать своевременное и полное раство-
рение оксидов основного металла, равномерное покрытие поверх-
ности металла у места пайки и предохранение его от окисления в
продолжение всего процесса пайки.
При электромонтажной пайке РЭА в основном применяют
флюс ФКСп (30...40%-й раствор канифоли в этиловом спирте).
1.3.2. Основные требования, предъявляемые к флюсам
Для успешного проведения процесса пайки и получения со-
единения высокого качества флюсы должны удовлетворять следу-
ющим требованиям.
1. Температура плавления флюса должна быть ниже температу-
ры плавления припоя.
2. Флюс должен быть жидким и достаточно подвижным при
температуре пайки, легко и равномерно растекаться по основно-
му металлу, хорошо проникать в зазоры; кроме того, он не дол-
жен быть слишком тягучим и «уходить» от места пайки.
3. Флюс должен способствовать своевременному и полному
растворению окислов основного металла к моменту вывода рас-
плавленного припоя.
4. Флюс не должен образовывать соединений с основным ме-
таллом и припоем, а также поглощаться ими, так как в против-
ном случае понижаются прочность и коррозионная стойкость со-
единения, нарушается его герметичность.
5. Флюс должен равномерным слоем покрывать поверхность
основного металла у места пайки, предохраняя его от окисления
в процессе пайки. Однако адгезия флюса с основным металлом
должна быть слабее, чем адгезия припоя.
6. Остаток флюса и продукты его разложения должны высту-
пать на поверхность припоя, как только последний схватится с
основным металлом. Они должны также легко удаляться после вы-
полнения пайки с поверхности основного металла и паяного со-
единения.
7. Флюс и продукты его разложения при выполнении пайки не
должны выделять удушливых, неприятных или вредных для здо-
ровья людей газов.
В связи с тем что промывка монтажных соединений, обеспечи-
вающая полное удаление остатков флюса, как правило, невоз-
можна, к флюсам, применяемым при пайке монтажных соедине-
15
ний в ответственных электроприборах, предъявляются дополни-
тельные требования.
1. Остаток флюса не должен вызывать коррозию спаиваемых
деталей.
2. Выделяемые при пайке дымы не должны наносить вред ок-
ружающим деталям в случае осаждения на их поверхность.
3. Остаток флюса должен иметь высокое сопротивление элек-
трическому току, т. е. быть хорошим изолятором.
4. Остаток флюса должен быть твердым во избежание образова-
ния на поверхности соединения пыли и грязи, вызывающих утеч-
ку электрического тока.
5. Остаток флюса должен быть негигроскопичным, так как в
противном случае в условиях повышенной влажности он будет
адсорбировать воду, вызывая скопление электролита на поверх-
ности соединений, что может привести к утечке тока и коррозии.
Кислоты, содержащиеся во флюсах или в их компонентах, раз-
лагаются при нагревании, в результате чего происходят травле-
ние поверхности основного; металла и превращение его окислов в
металлические соли. Некоторые вещества, входящие в состав флю-
сов, при нагревании переходят в газообразное состояние и воз-
действуют на окисную пленку еще до того, как жидкий флюс
достигнет окисла. Жидкая и газообразная части флюса в процессе
пайки образуют защитную преграду, исключающую доступ возду-
ха к поверхности основного металла, а следовательно, и ее окис-
ление при температуре пайки 250...350 °C. Поэтому необходимо
следить, чтобы не происходило потерь флюса в результате испа-
рения, разложения или согревания до или во время нанесения
расплавленного припоя на поверхность основного металла.
Таким образом, флюсы растворяют окисные пленки и умень-
шают поверхностное натяжение расплавленного припоя на по-
верхность основного металла.
Приведенным выше требованиям наиболее полно удовлетво-
ряет канифоль, что и объясняет ее широкое применение в каче-
стве флюса при пайке монтажных соединений в радиоаппаратуре.
1.4. Пайка электромонтажных соединений
Основным требованием, предъявляемым к электромонтажным
паяным соединениям, является обеспечение низкого переходно-
го сопротивления и высокой надежности.
Пайка почти всех электромонтажных соединений РЭА осуще-
ствляется тремя способами:
1) вручную электропаяльником;
2) погружением в расплавленный припой с использованием
специального оборудования;
3) волной расплавленного припоя.
16
Работа электромонтажника в настоящее время осложняется воз-
росшей плотностью монтажа. В современной РЭА плотность толь-
ко самих монтажных соединений составляет 10... 15 соединений на
1 см2.
Применение фольгированных диэлектриков с улучшенными
прочностными характеристиками позволило резко сократить за-
зоры между печатными проводниками (до 0,25 мм) и уменьшить
контактные площадки (до 0,3 мм по ширине). В связи с ограни-
ченной термостойкостью элементов печатного монтажа приходится
снижать температуру пайки, поддерживая ее в узком интервале, а
также сокращать время пайки.
Большая плотность монтажа обусловливает ограничение раз-
меров соединений и ужесточение требований к точности их вы-
полнения и обеспечению стабильности свойств.
Пайка монтажных соединений электрическим паяльником дол-
жна обеспечивать высокое качество и надежность электрического
контакта, а также необходимую прочность паяного соединения.
Марка припоя и флюса для пайки монтажных соединений вы-
бирается в зависимости от металлов, подвергаемых пайке, допус-
тимого нагрева паяемых деталей, конструктивных требований и
условий эксплуатации деталей и узлов.
Основными критериями при выборе электропаяльника явля-
ются:
максимальная рабочая температура;
теплоемкость наконечника и время его повторного разогрева;
масса и теплоемкость паяемых (соединяемых пайкой) деталей.
Следует иметь в виду, что рабочая температура и теплоемкость
тесно связаны с мощностью и конструкцией паяльника.
Максимальная рабочая температура выбирается с учетом уста-
новившегося теплового режима, когда количество теплоты, вы-
деляемой нагревательной обмоткой, равно количеству теплоты,
теряемой в окружающую среду. Рекомендуемая максимальная тем-
пература наконечника должна быть на 50...70 °C выше температу-
ры плавления припоя.
Теплоемкость наконечника является показателем количества теп-
лоты, запасенной в нем для выполнения пайки. Это количество
теплоты должно быть передано от наконечника паяльника к мес-
ту соединения деталей за определенное время, которое обычно
не превышает 3...5 с.
Теплоемкость зависит от геометрических размеров наконечни-
ка, его материала и мощности паяльника (чаще она либо слиш-
ком мала, либо завышена, что приводит к непропаю или пере-
нагреву участка пайки).
Время повторного разогрева наконечника представляет собой пе-
риод, в течение которого он нагревается до максимальной рабо-
чей температуры после каждого цикла пайки (с момента отведе-
17
ния электропаяльника от запаянного узла до момента прикосно-
вения электропаяльника к вновь запаиваемому узлу). Это время
является косвенной функцией мощности паяльника, его тепло-
емкости и габарита паяного узла и должно быть минимальным (до
10 с). Масса рабочего наконечника и электрическая мощность элек-
тропаяльника должны приблизительно соответствовать массе со-
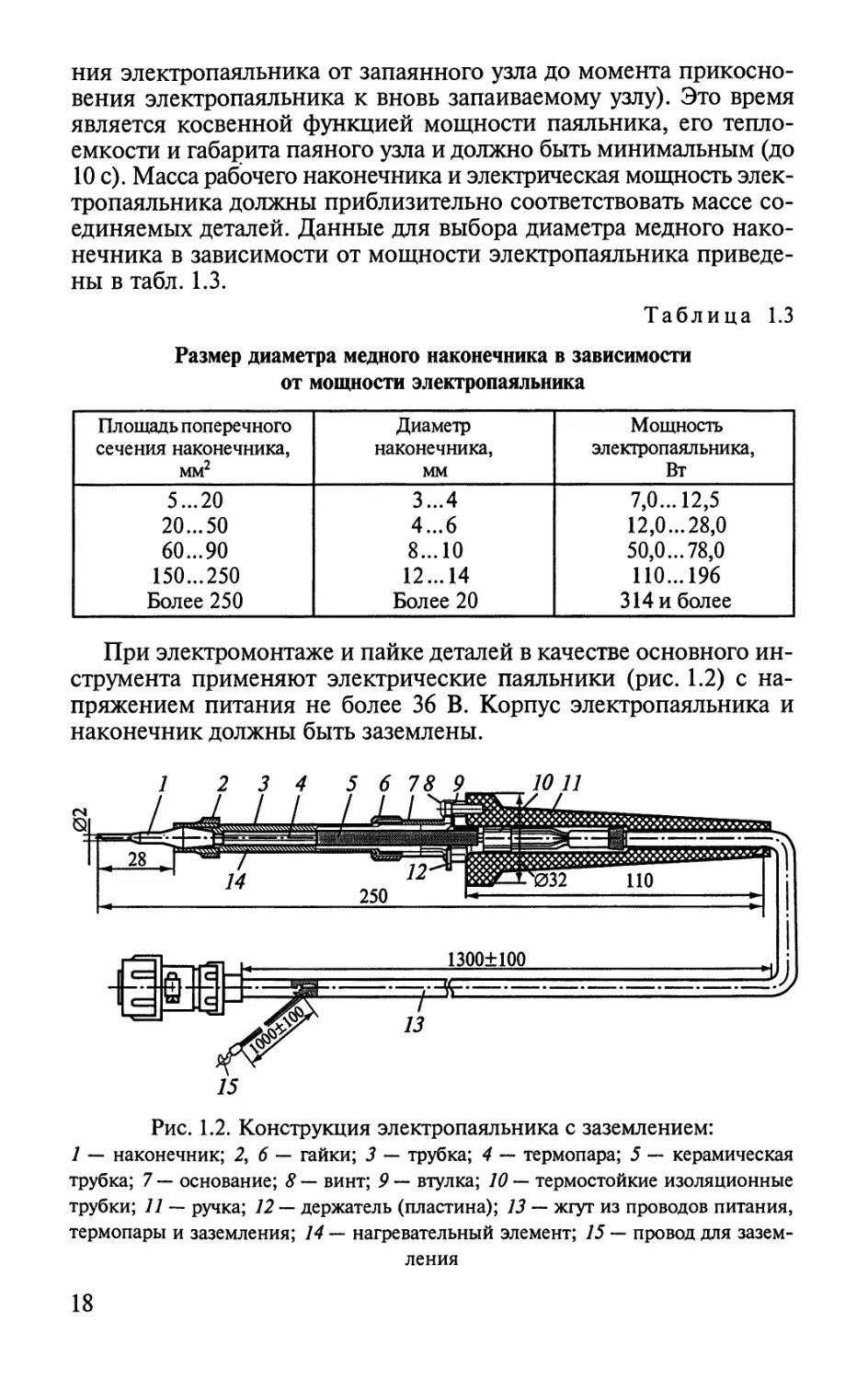
единяемых деталей. Данные для выбора диаметра медного нако-
нечника в зависимости от мощности электропаяльника приведе-
ны в табл. 1.3.
Таблица 1.3
Размер диаметра медного наконечника в зависимости
от мощности электропаяльника
Площадь поперечного сечения наконечника, мм2 Диаметр наконечника, мм Мощность электропаяльника, Вт
5...20 3...4 7,0... 12,5
20... 50 4...6 12,0... 28,0
60...90 8...10 50,0... 78,0
150...250 12...14 110...196
Более 250 Более 20 314 и более
При электромонтаже и пайке деталей в качестве основного ин-
струмента применяют электрические паяльники (рис. 1.2) с на-
пряжением питания не более 36 В. Корпус электропаяльника и
наконечник должны быть заземлены.
1 2 3 4 5 6 78 9 10 11
15
Рис. 1.2. Конструкция электропаяльника с заземлением:
1 — наконечник; 2, 6 — гайки; 3 — трубка; 4 — термопара; 5 — керамическая
трубка; 7 — основание; 8 — винт; 9 — втулка; 10 — термостойкие изоляционные
трубки; 11 — ручка; 72 — держатель (пластина); 13 — жгут из проводов питания,
термопары и заземления; 14 — нагревательный элемент; 15 — провод для зазем-
ления
18
Рис. 1.3. Электропаяльник со сменным нагревательным элементом:
1 — наконечник; 2 — корпус; 3 — сменный нагревательный элемент; 4 — ручка;
5 — провода питания
Во время работы электропаяльник должен находиться на рабо-
чем месте с правой стороны от электромонтажника. Токопроводя-
щий шнур электропаяльника должен быть гибким, так как от его
эластичности зависят удобство работы с электропаяльником и
скорость выполнения операций пайки.
Конструкция электропаяльника зависит от его назначения и
способа выполнения нагревательного элемента. Электропаяльни-
ки подразделяются на следующие группы:
с нагревательным элементом в виде нихромовой спирали (с
внутренним и наружным обогревом наконечника);
с импульсным нагревательным элементом в виде нихромовой
петли, которая одновременно является наконечником;
с электроконтактным нагревом (паяльные клещи).
Для пайки электрорадиоэлементов, печатного монтажа, мик-
ропроводов и интегральных микросхем применяются малогаба-
ритные электропаяльники различной мощности (от 12 до 50 Вт)
с внутренним нагревательным элементом. Температура нагрева тор-
ца паяльного наконечника должна составлять 260 °C.
Пайка монтажных проводов с соединителями производится
паяльйиком мощностью 60...90 Вт со сменным нагревательным
элементом (рис. 1.3).
Для пайки печатных узлов с полупроводниковыми элемента-
ми используются электропаяльники с автоматической регули-
ровкой температуры. В этом случае датчиком температуры слу-
жит термопара, спай которой находится в паяльном жале на рас-
стоянии 30...40 мм от рабочего конца паяльника. Показания тер-
мопары по номограммам пересчитываются с учетом рабочей тем-
пературы. Точность регулировки нагрева должна составлять ±2 °C
на спае термопары, причем на рабочем торце наконечника тем-
пература может понижаться до 20...30 °C за счет инерционности
теплового поля.
Для пайки кабельных наконечников различных типов и сече-
ний с монтажными проводами, а также крупных электрорадио-
элементов с массивными выводами применяются электропаяль-
ники с наружными нагревательными элементами (рис. 1.4) мощ-
19
Рис. 1.4. Молотковый электропаяльник с наружным
нагревательным элементом:
1 — наконечник; 2 — нагревательный элемент; 3 — корпус;
4 — ручка; 5 — провод питания
ТЕ U
ностью 90... 120 Вт. Температура разогрева торца паяльного нако-
нечника таких паяльников может достигать 400 °C.
Для пайки электромонтажных соединений твердыми припоя-
ми (ПСр) с температурой плавления от 400 °C и выше применя-
ется специальный электропаяльник с наконечником из нихромо-
вой проволоки в виде петли, выполняющей функцию нагрева-
тельного элемента (рис. 1.5). Перед пайкой петлю из нихромовой
проволоки облуживают припоем, которым производят пайку. Для
пайки крупногабаритных электромонтажных соединений тверды-
ми припоями в некоторых случаях используются контактные кле-
щи с угольными электродами.
Паяльные наконечники различают по геометрическим пара-
метрам (длине, диаметру, форме загиба наконечника, форме за-
точки его рабочего конца); конструктивно-компоновочным осо-
бенностям (способу размещения нагревательного элемента); спо-
собу крепления к корпусу паяльника; основным технологическим
показателям (теплоемкости, теплопроводности, теплоотдаче в
атмосферу, материалу наконечника и его покрытию). Длина на-
конечника в зависимости от расположения паяных соединений в
схеме может составлять от 2... 10 до 30...50 мм. Для изготовления
140
Рис. 1.5. Электропаяльник с нагревательным элементом,
выполненным в виде петли:
1 — петля (наконечник); 2 — втулка; 3 — гайка; 4 — изоляционное основание с
токопроводами; 5 — корпус; 6 — провода питания
20
а) б) в) г) д) е)
Рис. 1.6. Типы паяльных наконечников (а) и формы заточки
их рабочей части:
б — пирамидка; в — четырехгранный клин; г — клин; д — конус; е — срезанный
конус
наконечников обычно применяются медь марки Ml (реже М2,
М3), никель, вольфрам.
В процессе пайки рабочая часть наконечника из меди довольно
быстро изнашивается и окисляется, поэтому медные наконечни-
ки электропаяльников для увеличения срока службы покрывают
тонким слоем железа или никеля толщиной 40...60 мкм, а рабо-
чую часть наконечника облуживают припоем ПОС-60, используя
в качестве флюса хлористый цинк..
Геометрия рабочей части наконечника электропаяльника
должна обеспечивать захват необходимой дозы жидкого при-
поя для обеспечения качественной пайки. Основные типы па-
яльных наконечников и форма заточки рабочей части приве-
дены на рис. 1.6.
Для выпайки микросхем из платы используют специальные
насадки, надеваемые на наконечник электропаяльника (рис. 1.7).
Рис. 1.7. Насадки к электропаяльникам, применяемые для выпайки
микросхем в круглых (а) и прямоугольных (б) корпусах
21
Рис. 1.8. Ванна для ручного
лужения выводов электрорадио-
элементов:
1 — тигель с расплавленным припо-
ем; 2 — корпус; 3 — термопара; 4 —
ручка; 5, 6 — провода термопары и
питания; 7 — нагревательная обмотка
После выбора и подготовки
электропаяльника к пайке ре-
комендуется выполнить проб-
ные пайки для установления ре-
жима работы паяльника (тем-
пературы рабочей части нако-
нечника), после чего можно
приступать к пайке РЭА. Луже-
ние выводов электрорадиоэле-
ментов и жил проводов произ-
водится с использованием спе-
циальных электрованн, содер-
жащих расплавленный припой.
Лужение осуществляется вруч-
ную погружением деталей в рас-
плавленный припой (рис. 1.8).
Прочность паяных механи-
ческих соединений проверяется покачиванием проводника около
места соединения с помощью пинцета или на вибрационных стен-
дах. Проверенные паяные электромонтажные соединения необхо-
димо закрашивать цветными прозрачными лаками во избежание
повторного осмотра.
1.5. Подготовка проводов и кабелей к монтажу
После резки монтажных проводов и кабелей производится задел-
ка их концов, заключающаяся в снятии изоляции и лужении освобо-
дившейся части провода. Монтажные провода следует зачищать спе-
циальным инструментом или на специальном оборудовании, исклю-
чающем надрез жил или отдельных проволочек. Запрещается исполь-
зовать для снятия изоляции монтажный нож, скальпель, кусачки.
В зависимости от материала изоляции проводов различают не-
сколько способов заделки их концов.
Марки проводов, а также материал изоляции и защитной обо-
лочки приведены в табл. 1.4.
Текстильная, пластикатовая и пленочная изоляция снимаются
обжигом с помощью электроножа (рис. 1.9).
Провода с фторопластовой изоляцией следует обжигать только
непосредственно под вытяжной вентиляцией.
Провода с изоляцией, содержащей стекловолокно, зачищают
в два этапа:
1) снимают электрообжигом внешнюю полиэтиленовую или
поливинилхлоридную изоляцию;
2) расплетают, скручивают и откусывают внутреннюю изоля-
цию (стекловолокно) на расстоянии не больше 1 мм от торца
внешней изоляции жилы (рис. 1.10).
22
Таблица 1.4
Монтажные провода
Марка Материал изоляции и защитной оболочки Макси- мальное напря- жение, В Темпе- ратура эксплуа- тации, °C
мгв, мгвэ, мгвл, мгвлэ, мгвсл, мгвслэ Полихлорвиниловый пластикат 500 -40... +70
мшв, мгшв, мгшвэ, мгшвэв Пленочный и волокнистый триацетатный 380 -50...+60
мгшвл Волокнистый; полихлорвини- ловая оболочка и защитная оплетка 1000 -60...+60
мог мгтл Шелковая лакоткань Лавсан
МГТФЛ, МГТФЛЭ Фторопластовый 1000 -60...+20
Л ПЛ-2 мог мцсл Хлопчатобумажная пряжа Шелк, капрон Стекловолокно, лак 1000 -60...+60
Рис. 1.9. Электронож для снятия изоляции с проводов:
1 — нагревательный элемент; 2 — держатель; 3 — отверстие для отсоса дыма; 4 —
пружина; 5, 6 — верхний и нижний корпуса; 7 — ниппель для шланга системы
отсоса; 8 — провод; 9 — токопровод; 10 — включающее устройство
Рис. 1.10. Заделка провода
со стеклоизоляцией:
1,2 — внешняя и внутренняя изоляция;
3 — жила
1 2 3
---
До 1 мм
23
При удалении изоляции электро-
обжигом с жил проводов, имеющих
внешнюю хлопчатобумажную или
шелковую оплетку (БПВЛ, МГШДО
и др.), ее концы покрывают клеем
АК-20 или БФ-4.
При удалении изоляции с жил
проводов марки БПВЛ, имеющих
внешнюю хлопчатобумажную оплет-
ку, заделка проводов производится с
помощью трубки (рис. 1.11). Изоляци-
онная трубка ставится на клей или
Рис. 1.11. Закрепление
изоляции с помощью
трубки:
1,2— внешняя и внутренняя
изоляция; 3 — трубка; 4 — жила
подбирается строго по диаметру провода.
При заделке концов многожильных кабелей необходимо сна-
чала снять изоляцию со всех проводов кабеля, а жилы, имеющие
окисленную поверхность, зачистить. Затем многопроволочные
жилы скручивают таким образом, чтобы отдельные проволочки,
составляющие жилу, не отставали друг от друга. После снятия
оксидной пленки и скрутки проволочек жилу облуживают горя-
чим способом, для чего погружают ее в элекгрованну с расплав-
ленным припоем. Для облегчения последующей пайки жилы пос-
ле облуживания покрывают консервирующим флюсом (ФКСп).
Места разделки обвязывают изоляционной лентой (два-три слоя),
поверх которой накладывают нитяной бандаж из суровой нити.
После обвязки бандаж покрывают клеем БФ-4.
В случае присоединения монтажных проводов к плоским лепе-
сткам жилу цровода вставляют в отверстие лепестка (рис. 1.12, а)
и обжимают вокруг его верхней части, после чего образованное
Рис. 1.12. Присоединение монтаж-
ных проводов к плоским лепесткам
(а) и контактам соединителей (б):
1 — изоляционная трубка; 2 — припой;
3 — плоский лепесток; 4 — контакты
соединителя
соединение пропаивают при-
поем ПОС-61. Затем на мон-
тажное соединение надевают
изоляционную трубку, кото-
рую перед монтажом устанав-
ливают на провод.
В случае присоединения
монтажных проводов к кон-
тактам соединителей жилу
провода вводят в контакт и
пропаивают его монтажное
отверстие (рис. 1.12, б). Очень
часто при электрическом
монтаже панелей или печат-
ных плат применяют штыре-
вые контакты. Для крепления
проводов сечением 0,3 мм2 их
обертывают 1—2 раза вокруг
24
Рис. 1.13. Заделка монтажных проводов кольцами (а) и с помощью
кабельного наконечника (б):
1 — монтажный провод; 2 — нитяной бандаж; 3 — кольцо; 4 — кабельный на-
конечник; 5 — жила провода
штыревого контакта не менее чем на 3/4 оборота, после чего про-
изводят пайку.
При соединении провода с лепестковым наконечником жилу
провода припаивают к плоской части наконечника, а верхнюю
часть наконечника обжимают вокруг провода. Излишек жилы про-
вода откусывают кусачками, затем на монтажное соединение на-
девают изоляционную трубку, которую перед монтажом устанав-
ливают на провода.
Провода к монтажным лепесткам, штыревым контактам, пис-
тонам и контактам соединителей должны быть подведены без на-
тяжения, с небольшим запасом по длине.
Присоединение монтажных проводов к колодкам зажимов под
винт осуществляется либо кольцами, либо с помощью кабельно-
го наконечника. В первом случае из зачищенных и облуженных
жил проводов делают кольца, диаметры которых больше диамет-
ра винта (рис. 1.13, а). Во втором случае к жилам проводов пай-
кой, сваркой или обжимкой присоединяют кабельные наконеч-
ники, имеющие отверстия под винт (рис. 1.13, б).
Крепление жилы провода к кабельному наконечнику пайкой
производится следующим образом. Жилу монтажного провода после
разделки и облуживания вставляют внутрь кабельного наконеч-
ника, слегка обжимают его и пропаивают (рис. 1.14). Припой дол-
жен спаять токопроводящую жилу провода с внутренней поверх-
ностью наконечника.
После пайки на монтажное
соединение надевают изоляци-
онную трубку, которая перед
монтажом устанавливается на
провод. Для монтажных прово-
дов сечением 0,75...95 мм2 и
выше необходимо производить
обжим наконечников с жила-
ми. В настоящее время выпус-
Рис. 1.14. Крепление провода пай-
кой к кабельному наконечнику:
1 — наконечник; 2 — припой; 3 — жила;
4 — изоляция; 5 — изоляционная трубка
25
каются технологическое оборудование и инструмент, позволяю-
щие осуществлять холодную опрессовку жил проводов в кабель-
ные наконечники различной толщины.
Для быстрого электрического и механического соединения и разъе-
динения проводов, жгутов и кабелей предназначаются соединители.
В большинстве случаев они используются для соединения и разьеди-
нения электрических цепей в обесточенном состоянии.
В РЭА и приборах соединители осуществляют электрические со-
единение и разъединение отдельных узлов и блоков, а в системах —
отдельных устройств. Поэтому от качества выполнения монтажа со-
единителя зависит надежная работа приборов и системы в целом.
Сечение проводов, подводимых к контактам соединителя, не
должно превышать сечений, рекомендуемых ТУ. Диаметр жилы
провода должен быть меньше отверстия хвостовой части контакта.
Если в одно отверстие требуется впаять два или три провода мень-
шего сечения, то жилы всех проводов необходимо скрутить, при-
чем их суммарный диаметр должен быть меньше соответствующе-
го отверстия в контакте соединителя.
В табл. 1.5 приведены типы соединителей и допустимые сече-
ния подпаиваемых проводов.
Таблица 1.5
Типы соединителей и допустимые сечения подпаиваемых проводов
Соединитель ШР ШРГ СШРГ 2РМД 2РМ РМГК PC
Наибольшее сечение под- паиваемого провода, мм 1,25 2,5 2,5 1,0; 2,0; 10,0 0,35; 1,0 1,5; 6,0 0,35
Зачистка проводов или кабелей от изоляции производится на
глубину отверстия контакта с припуском. При этом жилы прово-
дов скручивают и облуживают, а излишек зачищенных жил уда-
ляют с помощью кусачек. Длина жилы, входящей в отверстие хво-
стовой части трубчатого контакта, должна быть равна длине внут-
ренней полости контакта или меньше ее на 0,5...2 мм.
При монтаже соединителя не допускается применять провода,
у которых наружный диаметр изоляции (вместе с надеваемой на
провод электроизоляционной трубкой) больше, чем расстояние
между контактами в разъеме. Монтаж соединителей с плавающи-
ми контактами необходимо выполнять только гибким монтажным
проводом.
Заделка проводов в контакты соединителей типов Р, СШР,
2РМ и П показана на рис. 1.15, а типа РП — на рис. 1.16. Провода,
заделываемые в соединители ГРМ, рекомендуется крепить непо-
средственно у их корпусов.
26
Рис. 1.15. Заделка проводов в контакты соединителей типа Р и СШР (а),
типа 2РМ (б) и типа П (в):
1 — корпус; 2 — контакт; 3 — изоляционная трубка; 4 — монтажный провод;
5 — припой
Пайку проводов к соединителям необходимо начинать с ниж-
него ряда контактов или с ряда, наиболее удаленного от монтаж-
ника. Соединитель в процессе монтажа следует располагать таким
образом, чтобы контакты находились в вертикальном положении.
Перед пайкой на провода надеваются изоляционные трубки, ко-
торые после пайки надвигаются на контакты до упора.
При заделке в соединитель экранированных проводов необхо-
димо следить, чтобы их экранная оплетка не входила в изоляци-
онные трубки, надеваемые на контакты соединителя.
Для повышения механической прочности и защиты от влаги
внутреннюю полость соединителей рекомендуется после монтажа
заливать герметиками или пе-
ногерметиками.
Жгуты, заделываемые в не-
герметизированные соедини-
тели, необходимо обертывать
под хомутом резиной в один
или несколько слоев до плот-
ного вхождения жгута в гай-
ку соединителя. Хомут следу-
ет затягивать с натягом. В не-
которых случаях можно ис-
пользовать резиновые втулки.
Заземление экранов про-
водов должно производиться
на свободный контакт соеди-
Рис. 1.16. Заделка провода в соедини-
теле типа РП:
1 — корпус; 2 — контакты; 3 — монтаж-
ные провода, уложенные в жгут; 4 — нить
(скобы)
27
Рис. 1.17. Заделка жгутов в соединителе:
1 — корпус; 2, 3 — резиновые прокладки толщиной 1,5 и 2 мм; 4 — монтажные
провода, образующие жгут; 5 — резиновая трубка; 6 — бандажные нитки; 7 —
припой; 8 — стопорное кольцо
нителя. При испытании и эксплуатации во избежание отрыва про-
водов, а также повреждения или смещения изоляции категори-
чески запрещается разъединять соединители приложением усилий
к жгутам. Заделка жгутов в соединителе приведена на рис. 1.17.
Натяжение проводов около мест пайки не допускается.
Для контроля распайки проводов в соединителе необходимо
производить прозвонку жгута.
Заделка проводов в стеклянные изоляторы представлена на
рис. 1.18. Если наружный диаметр провода (по изоляции) меньше
внутреннего диаметра трубки изолятора, необходимо провода вста-
вить в трубку с изоляцией и зачистить на расстоянии 8... 10 мм от
места пайки.
Заделка провода к выводу на стеклянном изоляторе показана
на рис. 1.19, а заделка проводов в керамические изоляторы — на
рис. 1.20.
Рис. 1.18. Заделка проводов в стеклянные изоляторы:
1 — провод; 2 — припой; 3 — лепесток; 4 — изолятор; 5 — корпус прибора
28
Рис. 1.19. Заделка провода к вы-
воду на стеклянном изоляторе:
1 — вывод; 2 — припой; 3 — провод;
4 — изолятор; 5 — корпус прибора
Рис. 1.20. Заделка проводов в кера-
мические изоляторы с помощью
лепестка (а) и пайки (5):
1 — изолятор; 2 — монтажный резь-
бовой стержень; 3 — припой; 4 — гай-
ка; 5 — корпус прибора; 6 — провод
Кабели, заделываемые в негерметизированные соединители,
необходимо обертывать под хомутом резиной в один или несколько
слоев до плотного вхождения в гайку соединителя.
При сборке, наладке и эксплуатации РЭА во избежание обры-
ва проводов и порчи или смещения изоляции запрещается разъ-
единять соединители, приклады-
вая усилия к кабелю. При пере-
носке узлов, блоков или прибо-
ров нельзя держать их за кабель.
Не допускается применять соеди-
нители с «плавающими» контак-
тами для заделки высокочастот-
ных кабелей. При заделке высо-
кочастотного кабеля в соедини-
тель необходимо следить, чтобы
жила кабеля сохраняла свою кон-
центричность и не имела натя-
жения в месте спая с контактом
соединителя, а также чтобы при
пайке не была нарушена изоля-
ция кабеля. Высокочастотный ка-
бель должен жестко крепиться к
шасси вблизи входа в прибор
(рис. 1.21).
Рис. 1.21. Заделка высокочастот-
ного кабеля:
1 — панель шасси; 2 — шасси; 3 —
скоба крепления; 4 — коаксиальный
кабель; 5— прокладка; 6 — изоляци-
онная трубка; 7 — лепесток заземле-
ния; 8 — припой; 9 — высокочастот-
ный соединитель
29
Рис. 1.22. Конструкции заземляю-
щих лепестков:
а — высечка; б — лепесток на заклеп-
ке; в — лепесток на винте, г — стойка
на заклепке; д — лепесток с шиной
Монтаж радиоэлектронной
аппаратуры и приборов произ-
водится экранированными про-
водами в тех случаях, когда про-
вода (электрические цепи) под-
вержены воздействию помех
или сами создают их. Экрани-
рующие оплетки монтажных
проводов необходимо зазем-
лять, для чего используются за-
земляющие лепестки различных
конструкций (рис. 1.22), выпол-
ненные на шасси прибора. Вы-
вод заземляющих концов мон-
тажных проводов оформляют
холостой оплеткой (рис. 1.23, а).
Конец вытянутой холостой оп-
летки или гибкого провода при-
паивается к заземляющей конструкции шасси.
При заделке концов экранирующей оплетки повреждения изо-
ляции провода, в том числе проколы изоляции провода отдель-
ными проволочками экранирующей оплетки, не допускаются. Рас-
стояние между концом экранирующей оплетки и торцом изоля-
ционной оболочки провода должно составлять 10...25 мм.
При разделке экранированных проводов сначала раздвигают
оплетку экрана и протаскивают провод, после чего оплетку сдви-
гают на 10... 15 мм в сторону длинного конца провода. Далее про-
вод обматывают изоляционным материалом на длине 10... 15 мм,
оплетку сдвигают в первоначальное положение и поверх нее на-
кладывают нитяной бандаж, который покрывают клеем БФ-4 или
АК-20. Существует и другой способ разделки проводов. В этом слу-
чае гибкий луженый провод навивают на экранирующую оплетку
Рис. 1.23. Разделка экранированных проводов при заземлении экранов
оплеткой (а) и гибким проводом (б):
1 — прокладка из изоляционного материала; 2 — нитяной бандаж; 3 — экрани-
рующая оплетка; 4 — вытянутый экран; 5 — заземляющий провод; б — изоляцион-
ная трубка
30
(пять-шесть витков) и облужи-
вают припоем ПОС-61. При этом
под экранирующую оплетку в
месте пайки на изоляцию кабе-
ля наматывают два-три слоя теп-
лостойкой изоляционной ленты,
на которую после намотки над-
вигают оплетку, а затем навива-
ют на нее провод и производят
пайку. Место пайки закрывают
изоляционной трубкой. В этом
случае, если конец экранирую-
щей оплетки провода не подле-
жит заземлению (рис. 1.24), его
освобождают от экрана, кото-
рый подрезают на длину 10... 251
ляционный материал (например
Рис. 1.24. Заделка экранирующей
оплетки:
1 — жила; 2 — изоляция; 3 — проклад-
ка из изоляционного материала; 4 —
нитяной бандаж; 5 — экранирующая
оплетка
им. Под экран подматывают изо-
, ленту из шелковой лакоткани в
два слоя), а сверху него накладывают нитяной бандаж, покрытый
нитроклеем.
1.6. Изготовление и укладка жгутов
Жгут представляет собой совокупность разделанных проводов
и кабелей, скрепленных между собой каким-либо способом и при
необходимости оснащенных элементами электрического монтажа
(наконечниками, соединителями и др.).
По своему назначению жгуты подразделяются на внутриблоч-
ные и междублочные.
Внутриблочные жгуты применяются для электрического соеди-
нения отдельных узлов, блоков и электрических деталей внутри
прибора, а междублочные жгуты — для электрического соедине-
ния различной радиоаппаратуры и приборов в единую систему.
В зависимости от расположения узлов в корпусе жгуты могут быть
плоскими или объемными.
Для защиты от воздействия окружающей среды, механических
повреждений или с целью экранирования жгуты обматываются
снаружи киперной, капроновой, лавсановой или поливинилхло-
ридной лентой, покрываются лаком или заключаются в экрани-
рующую оплетку.
Жгуты рекомендуется изготовлять на шаблонах до их монтажа
в приборе. Концы проводов жгута маркируют соответственно сбо-
рочному чертежу и монтажной схеме. Для маркировки используют
следующие способы:
1) различную расцветку изоляции проводов;
2) окраску или нумерацию поливинилхлоридных трубок, при-
меняемых для закрепления концов изоляции (трубки нумеруют
31
на автомате, в специальных штампах или надписывают от руки
маркировочными чернилами);
3) пластмассовые бирки с условным обозначением места под-
соединения, надетые на провода.
Жгуты, в которых нельзя произвести замену вышедших из строя
проводов, обеспечиваются запасными проводами. Количество их
берется из расчета 8... 10 % общего количества в жгуте, но не мень-
ше двух проводов. Длина и сечение запасных проводов должны
быть равны наибольшим длине и сечению проводов, имеющихся
в жгуте. Длина выводов жгута должна быть достаточной для при-
соединения к узлам и элементам схемы прибора без натяжения;
кроме того, должен иметься запас в 10... 12 мм для повторной
зачистки и присоединения каждого конца провода.
Типовой технологический процесс изготовления жгута вклю-
чает в себя следующие операции:
резку проводов и изоляционных трубок;
укладку проводов на шаблоне и вязку их в жгут;
заделку концов проводов жгута с одновременной их маркиров-
кой;
контроль жгута (прозвонку);
защиту жгута изоляционной лентой;
выходной контроль (визуальный осмотр на соответствие этало-
ну и прозвонку).
Длина заготовляемых проводов должна соответствовать разме-
рам, указанным в технологической карте или таблице заготовок
проводов. Резка проводов и экранирующих оплеток производятся
на автоматах, а также с помощью монтажных или гильотинных
ножниц и кусачек.
Заготовку проводов одинаковой длины и вязку их в жгут целе-
сообразнее производить без ответвлений на специальном приспо-
соблении (рис. 1.25), которое состоит из двух стоек, укрепленных
на доске (расстояние между стойками зависит от длины заготов-
ляемых проводов).
С внешних сторон у стоек имеются пазы. Сначала провод обма-
тывается вокруг стоек, при этом количество витков провода дол-
жно составлять половину количества проводов в жгуте. Затем вит-
ки провода, располагающиеся между стойками, связывают в жгут
ниткой или шпагатом. После обвязки витки провода разрезают в
местах, расположенных напротив пазов в стойках.
При ручном способе заготовки проводов для жгутов длина их
определяется с помощью образцов или линейки. В серийном про-
изводстве применяются специальные автоматы для мерной резки
проводов на заданную длину.
Укладка проводов производится на шаблоне в определенном по-
рядке (по схеме, нанесенной на поверхности шаблона), после чего
их связывают ниткой или шпагатом в жгут. Разметка шаблона для
32
Вид А
Рис. 1.25. Приспособление для заготовки проводов
одинаковой длины и вязки их в жгут:
1 — стойка; 2 — основание приспособления; 3 — провод; 4 — нитка (шпагат);
5— паз
укладки проводов жгута производится по монтажной схеме, маке-
ту узла или прибора, в который будет установлен жгут, и монтаж-
ной таблице соединений. На размеченном шаблоне провода снача-
ла раскладывают, а затем вяжут в жгут (рис. 1.26). В зависимости от
конструкции прибора жгуты бывают плоскими или объемными.»
При раскладке концы проводов обрезают по поперечныкГмёт-
кам, маркируют и закрепляют. Укладку проводов на шаблоне на-
чинают с запасных и длинных рабочих проводов и заканчивают
самыми короткими проводами. Экранированные провода, входя-
щие в жгут, обматывают киперной лентой и размещают внутри
жгута либо в изоляционной трубке.
Рис. 1.26. Шаблон для укладки и вязки жгутов;
а — шпилька для закрепления конца провода; б — провода; в — шаблон (съем-
ный лист); г — шпилька для укладки проводов; д — основание; 1—6— номера
проводов
2 Ярочкина
33
5
Рис. 1.27. Приспособление для ручной вязки жгутов (а) и
последовательность образования петель (б):
1 — крючок; 2, 5 — крышки; 3 — катушка; 4 — корпус
Вязка жгута должна осуществляться в одном направлении хлоп-
чатобумажной ниткой № 00 или льняной № 9,5/5. Для ручной вязки
применяется приспособление, показанное на рис. 1.27, а. В кор-
пус 4 приспособления вставлена катушка 3 с нитками. Крышки 5
и 2 служат для центрирования катушки. В верхней крышке 5 име-
ется ушко для придания нитке определенного направления, а в
нижней крышке крепится крючок 1.
Для облегчения сматывания нитки с катушки в корпусе вы-
полнены прорезь и вывод для наружного конца намотанной ка-
тушки. Сначала в корпус приспособления вставляется намотан-
ная катушка, верхний конец которой заводится в прорезь кор-
пуса. Далее крышка закрывается и конец нитки продевается через
ушко.
Вязка жгута производится в соответствии со схемой образова-
ния петель. На вязку одного узла требуется 0,5... 1 с. Для выполне-
ния операции необходимо взять нитку (см. рис. 1.27, б), зацепить
крючком петлю, протянуть ее под жгутом и продеть через две
петли приспособление, затянув нитку. В момент затяжки узла нит-
ку, проходящую по корпусу, необходимо прижать пальцем к его
поверхности. Приспособление способствует улучшению качества
вязки жгутов и снижению трудоемкости их вязки в 15 ...20 раз.
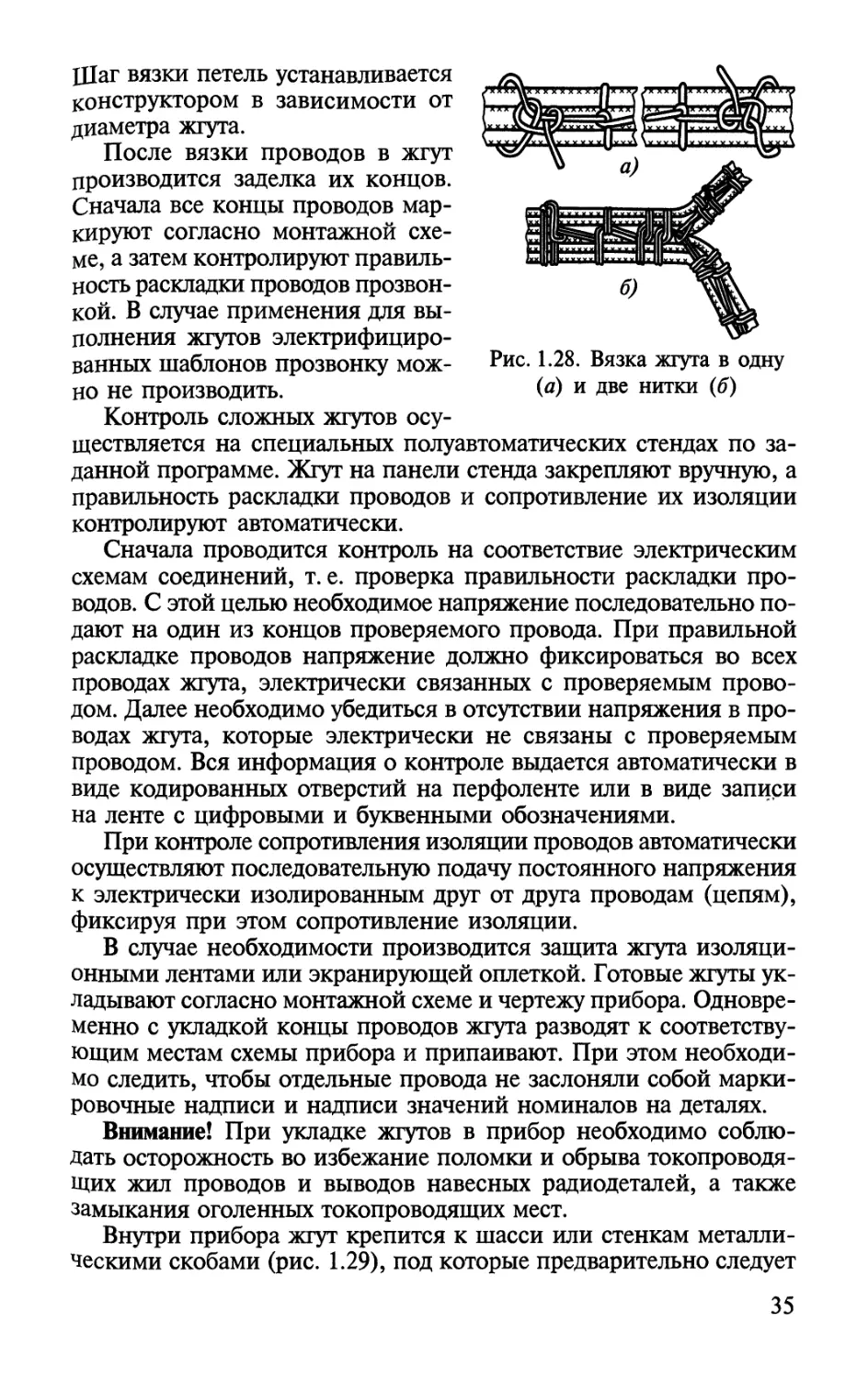
Рекомендуемые способы вязки показаны на рис. 1.28.
Петли рекомендуется вязать с натяжением через равные ин-
тервалы (не более 50 мм), а также в местах ответвления проводов.
34
Illar вязки петель устанавливается
конструктором в зависимости от
диаметра жгута.
После вязки проводов в жгут
производится заделка их концов.
Сначала все концы проводов мар-
кируют согласно монтажной схе-
ме, а затем контролируют правиль-
ность раскладки проводов прозвон-
кой. В случае применения для вы-
полнения жгутов электрифициро-
ванных шаблонов прозвонку мож-
но не производить.
Контроль сложных жгутов осу-
Рис. 1.28. Вязка жгута в одну
(а) и две нитки (б)
ществляется на специальных полуавтоматических стендах по за-
данной программе. Жгут на панели стенда закрепляют вручную, а
правильность раскладки проводов и сопротивление их изоляции
контролируют автоматически.
Сначала проводится контроль на соответствие электрическим
схемам соединений, т. е. проверка правильности раскладки про-
водов. С этой целью необходимое напряжение последовательно по-
дают на один из концов проверяемого провода. При правильной
раскладке проводов напряжение должно фиксироваться во всех
проводах жгута, электрически связанных с проверяемым прово-
дом. Далее необходимо убедиться в отсутствии напряжения в про-
водах жгута, которые электрически не связаны с проверяемым
проводом. Вся информация о контроле выдается автоматически в
виде кодированных отверстий на перфоленте или в виде записи
на ленте с цифровыми и буквенными обозначениями.
При контроле сопротивления изоляции проводов автоматически
осуществляют последовательную подачу постоянного напряжения
к электрически изолированным друг от друга проводам (цепям),
фиксируя при этом сопротивление изоляции.
В случае необходимости производится защита жгута изоляци-
онными лентами или экранирующей оплеткой. Готовые жгуты ук-
ладывают согласно монтажной схеме и чертежу прибора. Одновре-
менно с укладкой концы проводов жгута разводят к соответству-
ющим местам схемы прибора и припаивают. При этом необходи-
мо следить, чтобы отдельные провода не заслоняли собой марки-
ровочные надписи и надписи значений номиналов на деталях.
Внимание! При укладке жгутов в прибор необходимо соблю-
дать осторожность во избежание поломки и обрыва токопроводя-
щих жил проводов и выводов навесных радиодеталей, а также
замыкания оголенных токопроводящих мест.
Внутри прибора жгут крепится к шасси или стенкам металли-
ческими скобами (рис. 1.29), под которые предварительно следует
35
Рис. 1.29. Крепление жгутов:
1 — жгут; 2 — изоляционная лента (трубка); 3 — скоба (двухсторонняя)
подложить изоляционные материалы из поливинилхлорида, ла-
коткани или прессшпана. Края прокладок должны выступать из-
под скобы не менее чем на 5 мм. Скобы выполняются двухсторон-
ними (крепятся двумя винтами) и односторонними (крепятся од-
ним винтом). Конструкция крепежных скоб, особенно односто-
ронних, должна быть достаточно жесткой, чтобы исключить их
разгибание или деформацию при креплении к шасси вместе со
жгутом.
Для обеспечения перехода неэкранированных (а при необхо-
димости и экранированных) жгутов из одного блока прибора в
другой через стенку шасси или экрана в этом месте предусматри-
вается установка изоляционных втулок.
1.7. Электрический монтаж соединений методом навивки
При электрическом монтаже методом навивки несколько вит-
ков провода (4...6) диаметром 0,4... 1,6 мм навивают на жесткий
вывод без изоляции (рис. 1.30). При этом по меньшей мере две
грани штыря должны охватываться изолированным проводом. До-
статочно большое срезывающее усилие разрушает оксидную пленку
на проводе и штыре, образуя надежные контактные поверхности.
В процессе навивки в центре контактной поверхности возника-
ет усилие, равное 7 Н-м2, которое затем снижается до постоян-
ного значения (=2 Н-м2) за счет деформации медного провода в
холодном состоянии, при этом частично происходит холодная
сварка. Полученные соединения обладают прочностью, обеспечи-
вающей их работу даже в условиях больших колебаний температур
при одновременной вибрации. Кроме того, соединения получа-
ются газонепроницаемыми, а при нанесении на них влагозащит-
ных покрытий делаются и водонепроницаемыми.
Для изготовления монтажных соединений методом навивки тре-
буются монтажные штыри определенной формы, инструмент для
зачистки концов провода на заданную длину и специальный ин-
струмент для навивки, который приводится в действие вручную
или от механического привода.
36
Рис. 1.30. Последовательность операций при навивке:
а — снятие изоляции с провода; б — закладка провода в паз инструмента; в —
навивка провода на штырь; г — снятие (отвод) инструмента со штыря; д —
соединение, полученное навивкой
Монтажный провод может быть изолированным или неизоли-
рованным. В основном используется медный одножильный провод.
Кроме того, применяются также алюминиевые и никелевые од-
ножильные провода.
Новый метод монтажа потребовал создания штырей особой фор-
мы (рис. 1.31).
Наиболее хорошо зарекомендовали себя штыри с квадратным и
прямоугольным (см. рис. 1.31, а, г) сечениями, в которых максималь-
ное напряжение создается в углах. Монтажные штыри должны об-
ладать достаточной прочностью на скручивание, чтобы выдержи-
вать вращающий момент, возникающий при навивке. Они изготов-
ляются из сплавов бериллий—медь, медь—никель, луженой и не-
луженой латуни, плакированной стали, фосфористой бронзы и др.
Электромонтажные соединения, выполненные навивкой, дол-
жны удовлетворять определенным требованиям. При правильной
навивке витки провода покрывают все грани штыря (рис. 1.32, а),
при неправильной — провод либо не наматывается на штырь
37
Рис. 1.31. Поперечное сечение
штырей, предназначенных для
навивки монтажного провода:
а — квадратное; б, в — полукруг-
лое; г — прямоугольное; д — ром-
бовидное
а) б) в) г)
Рис. 1.32. Соединения, выполнен-
ные навивкой:
а — правильно; б—г — неправильно
Рис. 1.33. Приспособление для ручной
навивки провода:
1 — монтажный наконечник; 2 — корпус:
3 — рукоятка; 4 — ось вращения приво-
да; 5 — привод реечного механизма
(рис. 1.32, б), либо наматыва-
ется по спирали с просветом
(рис. 1.32, в) или внахлест
(рис. 1.32, г).
Контроль навитых соединений осуществляется путем стягива-
ния навитого провода со штыря специальной вилкой, при этом
навитое соединение должно оказывать некоторое сопротивление
силе, прикладываемой к нему при стягивании. Для монтажного
провода диаметром 0,5 мм сила стягивания должна составлять
40...60 Н. Монтажный штырь должен выдерживать не менее деся-
ти навивок, а монтажный провод — одну навивку.
Электромонтажные соединения методом навивки осуществляют-
ся вручную с помощью механизированных приспособлений (рис. 1.33).
Приспособление выполнено в виде пистолета, внутри которого
имеется реечный механизм, приводящий во вращательное движе-
ние монтажный наконечник 1. Стрелками на рис. 1.33 показано
движение рукоятки 3, приводящей в движение реечный механизм.
Процесс навивки легко механизируется и автоматизируется. Для
монтажа методом навивки можно применять пневматический инст-
румент, который по сравнению с электрическим имеет меньшую
массу, более надежен в работе, почти не нуждается в уходе, работает
бесшумно, при этом отводимый воздух не мешает работающим.
38
1.8. Тонкопроводный монтаж печатных плат
При разработке и изготовлении сложных субблоков с большим
количеством интегральных микросхем возникает ряд проблем,
связанных в первую очередь с разводкой печатных проводников и
изготовлением самих плат, а также с трудностями внесения кор-
рективов в монтаж. В этих случаях для типовых элементов замены
(ТЭЗ) целесообразно использовать не печатные платы, а платы с
тонкопроводным монтажом. Плата с тонкопроводным монтажом
представляет собой заготовку с печатными контактными площад-
ками и сквозными отверстиями, расположенными вне контакт-
ных площадок (рис. 1.34, а) или внутри них (рис. 1.34, б). Центры
сквозных отверстий располагаются в узлах условной координат-
ной сетки с шагом 2,5 мм. Для обеспечения электрической связи
между определенными группами контактных площадок использу-
ются отрезки тонкого изолированного провода, которые присое-
диняются к контактным площадкам пайкой или сваркой.
При изготовлении платы с тонкопроводным монтажом снача-
ла подготавливаются платы с контактными площадками для уста-
новки навесных электрорадиоэлементов и сквозными отверстия-
ми. Затем платы прошивают по таблице соединений вручную или
машинным способом. Для ручной прошивки используется специ-
альное приспособление (рис. 1.35).
Провод, намотанный на каркас 1, пропускают через отвер-
стия вилки 3 и ручки 4 держателя 6 и иглы 8. Перед прошивкой
платы устанавливают в приспособление на эластичную прокладку
той стороной, на которой в дальнейшем будут паяться провода и
а) б)
Рис. 1.34. Расположение отверстий на плате вне контактных площадок
(а) и внутри них (б)
39
Рис. 1.35. Приспособление для ручной прошивки платы:
1 — каркас; 2 — ось; 3 — вилка; 4 — ручка; 5 — гайка-стопор; 6 — держатель; 7—
корпус; 8 — игла
навесные электрорадиоэлементы. Затем через отверстия в плате и
эластичную прокладку начинают прошивку платы тонким прово-
дом. Игла, проходя через отверстие, прокалывает эластичную про-
кладку, в толще которой при обратном ходе иглы формируется
петля тонкого провода (рис. 1.36).
После выхода иглы из отверстия ее перемещают по прямой к
другому отверстию, при этом петля остается в эластичной про-
кладке. Весь цикл повторяется до тех пор, пока не будет выполне-
на вся монтажная операция. Провод в конце операции обрезается
в заданной точке. Монтажный провод должен прокладываться на
плате без натяга с ослаблением 2...7 мм во избежание обрыва уже
проложенных проводов, закрывающих отверстия.
Процесс прошивки плат имеет некоторые характерные осо-
бенности. Перед началом прошивки провод должен быть выдви-
нут из иглы на величину / = 5... 8 мм, а его конец отогнут в сто-
рону, так как в отдельных случаях при опускании иглы в отвер-
стие конец провода может упереться в прокладку и уйти в иглу.
Величина / зависит от толщины платы и эластичной прокладки и
не должна превышать их суммарную толщину. Если длина / больше
Рис. 1.36. Схема изготовления тон-
копроводного монтажа на печатной
плате:
1 — печатная плата; 2 — мягкая рези-
на; 3 — монтажный провод; 4 — игла;
5— петля, припаянная к контактной
площадке платы; 6 — твердая резина
(упор)
указанной суммарной толщи-
ны, то конец провода после об-
разования петли может высту-
пать из отверстия и его оголен-
ный торец может замыкать
шину заземления или' другой
конец провода, выходящий из
соседнего отверстия. При вхо-
де в монтажное отверстие ко-
нец провода длиной / сгибает-
ся параллельно образующей
иглы, формируя таким образом
петлю из провода.
Оптимальная толщина ре-
зиновой прокладки зависит от
40
размера петли и усилия, необходи-
мого для снятия прокладки с пе-
тель после прошивки платы. Для
прошивки вручную обычно приме-
няются прокладки из мягкой рези-
ны ИРП толщиной 2...3 мм.
Для прошивки платы вручную
или машинным способом могут
применяться изолированные прово-
да любых марок, однако в связи с
последующей пайкой петель к кон-
Рис. 1.37. Рабочая часть
прошивочной иглы
тактным площадкам платы реко-
мендуется использовать провода
марок ПЭВТЛК и ПЭПЛОТ диа-
метром 0,1 или 0,12 мм.
Диаметр прошивочного отверстия в плате Dn 0 определяется по
формуле D„ 0= jD„.h+ 7)пр+ 0,15, где D„„ и D„p — диаметры иглы
(наружный) и провода. Обычно для прошивки применяются иглы
для медицинских шприцев «Рекорд». Рабочую часть иглы затачи-
вают под определенным профилем и полируют (рис. 1.37).
После прошивки разведенные проволочные электрические связи
прижимают к плате, снимают эластичную прокладку с петель,
сформированных иглой из тонкого провода, облуживают петли и
припаивают их к плате. В результате получают плату с тонкопро-
водным монтажом. После установки навесных электрорадиоэле-
ментов проводится контроль платы, а затем на нее наносится за-
щитный изоляционный лак УР-231 или Э-4100.
1.9. Входной контроль и подготовка электрорадиоэлементов
к монтажу
Типовой технологический процесс подготовки навесных электро-
радиоэлементов включает в себя следующие основные этапы: вход-
ной контроль навесных электрорадиоэлементов и интегральных
микросхем; рихтовку выводов; формовку и обрезку выводов; луже-
ние выводов; надевание изоляционных трубок.
Входной контроль навесных электрорадиоэлементов и микро-
схем заключается в проверке их на соответствие требованиям, из-
ложенным в государственных стандартах или технических услови-
ях, а также на наличие паспорта и штампа ОТК Визуально прове-
ряются внешний вид электрорадиоэлемента (целостность корпу-
са, выводов и др.) и условное обозначение номиналов на соот-
ветствие их принципиальной схеме устройства. В некоторых случа-
ях в соответствии с требованием чертежа производится защита
маркировки лаком, стойким к спиртобензиновым смесям и дру-
гим растворителям.
41
Рис. 1.38. Формовка выводов:
а, б, г — электрорадиоэлементов; в — транзисторов; д — микросхем; 1 — корпус;
2 — выводы; 3 — печатная плата
Рихтовка (выпрямление) выводов вручную осуществляется с по-
мощью прямого пинцета или плоскогубцев. В серийном производ-
стве применяются специальные рихтовочные полуавтоматы.
После рихтовки навесные электрорадиоэлементы поступают на
формовку и обрезку выводов. Формовка выводов заключается в при-
дании им необходимой формы. Наиболее характерные типы фор-
мовок выводов приведены на рис. 1.38, а—д. Обрезка выводов, как
правило, совмещается с операцией формовки. Эти две операции
выполняются на одном приспособлении.
В основном для формовки и обрезки используются универсаль-
ные приспособления, позволяющие формовать несколько типов
электрорадиоэлементов (проектирование приспособлений осуще-
ствляют в зависимости от геометрии корпуса).
Формовка и обрезка выводов навесных электрорадиоэлемен-
тов и интегральных микросхем производятся согласно требовани-
ям ТУ и сборочного чертежа.
При необходимости после формовки и обрезки выводов вы-
полняется их лужение. Все выводы должны быть облужены по всей
заданной длине и поверхности согласно операционным эскизам.
42
После лужения и проверки его качества производится надевание
изоляционных трубок на металлические корпуса электрорадиоэле-
ментов. Нарезка изоляционных трубок осуществляется вручную или
на автомате для мерной резки полихлорвиниловых трубок.
К подготовительным работам относятся также сборка переход-
ных колодок с контактами и развальцовка последних, мерная резка
проводов, зачистка и облуживание их концов, заготовка монтаж-
ных перемычек и др. Все эти процессы в настоящее время механи-
зированы и автоматизированы.
1.10. Конструктивно-технологические требования,
предъявляемые к электрическому монтажу
1. Электрический монтаж радиоэлектронной аппаратуры и при-
боров должен производиться в соответствии с требованиями, ука-
занными на сборочных чертежах, принципиальной электричес-
кой схеме, в технической документации, а также в соответствии
с установленным эталоном (образцом).
2. Электрический монтаж должен обеспечивать нормальную ра-
боту аппаратуры в условиях тряски, вибрации, вакуума, повы-
шенной влажности и воздействия положительных и отрицатель-
ных температур, обусловленных требованиями соответствующих
ТУ на монтируемую аппаратуру, прибор или систему.
3. Конструкция и электрический монтаж радиоэлектронной
аппаратуры должны обеспечивать доступ к отдельным элементам
для их осмотра, проверки и замены.
4. Маркировочные "знаки, нанесенные на шасси и детали, не
должны (по возможности) закрываться монтажными проводами.
5. Сечение монтажных проводов необходимо выбирать в зависи-
мости от силы тока, допустимого падения напряжения и условий
работы радиоэлектронной аппаратуры. Монтажные провода должны
обладать необходимыми механической и электрической прочностью.
В случае, если монтажные провода подвергаются воздействию помех
или сами их создают, монтаж следует производить экранированны-
ми проводами с надежно заземленными оплетками.
6. Провода, применяемые при монтаже, не должны иметь по-
вреждений (прожогов, надрезов жил и т.п.), снижающих их ме-
ханическую и электрическую прочность.
7. Гибкие монтажные провода, выходящие из жгута и присое-
диняемые пайкой к электромонтажному контакту, должны иметь
запас (если это оговорено в сборочном чертеже) по длине, обес-
печивающий одну-две перепайки (5... 10 мм), который создается
в результате изгибов проводов у мест паек электромонтажного
контакта. Наращивание проводов скруткой или пайкой запре-
щается.
43
8. Соединение проводов между собой, проводов с выводами
элементов и их выводов между собой необходимо выполнять только
с помощью электромонтажных контактов (лепестков, зажимов,
переходных колодок и др.).
9. Соединение деталей, расстояние между которыми может из-
меняться в процессе эксплуатации, а также «плавающих» контакт-
ных лепестков должно осуществляться только гибкими многожиль-
ными монтажными проводами.
10. Монтажные провода не должны касаться нагревающихся де-
талей, допустимый зазор между ними должен быть не менее 5 мм.
Провода или жгуты, находящиеся вблизи сильно нагревающихся
деталей, должны иметь устойчивую теплоизоляцию.
11. Монтажные провода, а также выводы навесных электрора-
диоэлементов (ЭРЭ) в местах пайки должны механически зак-
репляться. Пайка встык или внахлестку не допускается.
12. Соединения длиной более 30 мм должны выполняться изо-
лированным проводом, а менее 30 мм — голым проводом, заклю-
ченным в изоляционную трубку.
13. Для монтажа радиоэлектронной аппаратуры и приборов не-
обходимо применять провода, марки, сечения и расцветка кото-
рых указываются в чертежах или схемах.
14. Маркировка концов проводов не должна быть одинаковой. Спо-
соб маркировки указывается в чертежах. При цветной маркировке
каждая обособленная электрическая цепь должна иметь провода од-
ного цвета. Изоляция проводов не должна иметь повреждений.
15. Узлы и отдельные элементы схемы, которые в процессе экс-
плуатации необходимо снимать для осмотра и регулировки, долж-
ны иметь гибкую подводку, обеспечивающую их снятие без от-
пайки проводов. Для этой цели монтажные провода следует выби-
рать с запасом. Для обеспечения легкого натяжения при снятии
элементов и надежного крепления запас провода должен быть свер-
нут в петлю или кольцо.
16. Для обеспечения механической прочности и нормальной
работы электрической схемы общее сечение жил проводов, при-
соединяемых к контактным лепесткам и контактам, не должно
превышать их наименьшего сечения.
17. К одному контактному лепестку должно быть припаяно не
более трех жил проводов.
. 18. Каждый провод рекомендуется отдельно крепить в отвер-
стии лепестка, не скручивая его с другими подпаиваемыми про-
водниками и выводами.
19. Монтажные провода, кабели и жгуты запрещается распола-
гать на острых кромках и ребрах шасси, узлов и приборов. В случае
необходимости следует принять меры, предохраняющие провода
от повреждений (обмотка лентами, резиновые прокладки, втулки
и др.).
44
20. Подвижные части электромеханических приборов не долж-
ны касаться проводов. Требуемое между ними расстояние огова-
ривается в сборочных чертежах и, как правило, должно быть не
меньше 5 мм.
21. Все присоединения монтажных проводов к зажимам долж-
ны обеспечивать надежный электрический контакт.
22. Под один зажимный контакт допускается подсоединять не
более трех проводов, причем все провода должны быть заделаны в
кабельные наконечники независимо от их диаметра, а сумма их
поперечных сечений с) не должна превышать поперечного се-
чения провода, отходящего от зажимного контакта. Подсоединяе-
мый провод должен надежно закрепляться между двумя контакти-
рующими поверхностями, для чего между гайкой и наконечником
(или головкой винта и наконечником) устанавливают шайбу.
23. Экранирующая оплетка монтажных проводов длиной до 100 мм
должна соединяться с корпусом в одной точке, а длиной свыше
100 мм — в двух точках (с обоих концов). Экранирующие оплетки
на концах, а также выводы заземления должны быть подсоедине-
ны таким образом, чтобы исключить прожог изоляции проводов.
Для уменьшения взаимного влияния цепей при монтаже ис-
пользуют следующие приемы:
1) выбирают кратчайшие расстояния между элементами высо-
кочастотных схем, чтобы длина монтажных проводов высокочас-
тотных цепей была наименьшей;
2) неэкранированные провода высокочастотных цепей при пе-
ресечении располагают под углом, близким к 90°. При параллель-
ном расположении такие провода максимально удаляют друг от
друга или разделяют экраном.
Контрольные вопросы и задания
1. Перечислите характерные особенности технологии производства РЭА
и приборов.
2. Дайте определение технологического процесса «пайка».
3. От каких факторов зависит надежность паяных соединений?
4. Перечислите способы контроля паяных соединений.
5. Какие требования предъявляются к припоям и флюсам?
6. От каких факторов зависит электропроводность паяных соединений?
7. Перечислите преимущества трубчатых припоев.
8. Каким требованиям должен удовлетворять современный флюс?
9. Перечислите способы осуществления электромонтажных соединений.
10. От чего зависит геометрия рабочей части наконечника электропа-
яльника?
11. Перечислите этапы подготовки электрорадиоэлементов к монтажу.
Глава 2
ЭЛЕКТРОРАДИОЭЛЕМЕНТЫ
2.1. Классификация, основные параметры, обозначения
и маркировка резисторов
Резистор (англ, resistor, от лат. resisto — сопротивляюсь) являет-
ся одним из самых распространенных радиоэлементов. Резисторы
составляют до 35 % общего количества элементов в схемах совре-
менной радиоэлектронной аппаратуры. Они используются в каче-
стве нагрузочных и токоограничительных элементов, добавочных
сопротивлений и шунтов, делителей напряжения. Резисторы обес-
печивают режимы работы усилительных и генераторных прибо-
ров и позволяют погасить излишек питающего напряжения. Раз-
личные типы резисторов приведены на рис. 2.1.
Рис. 2.1. Типы резисторов
46
2.1.1. Классификация резисторов
В зависимости от назначения различают постоянные и пере-
менные резисторы (рис. 2.2).
Наибольшее распространение имеют постоянные резисторы об-
щего назначения, которые используются практически во всех ви-
дах радиоаппаратуры и блоках питания. Номинальные значения
таких резисторов находятся в пределах от 1 Ом до 10 МОм, а
номинальные мощности составляют 0,125... 100 Вт. Класс точнос-
ти резисторов общего назначения составляет 2, 5, 10 или 20%
номинала.
Кроме того, применяются постоянные резисторы специального
назначения. К ним относятся, например, прецизионные (особо
точные) резисторы, которые используются в основном в измери-
тельных приборах в качестве шунтов. Допуск этих резисторов
составляет от ±0,001 до 1 %. Они отличаются высокой стабиль-
ностью.
Высокочастотные резисторы также являются резисторами спе-
циального назначения. Они отличаются низкой собственной
индуктивностью и предназначены для работы в высокочастот-
ных узлах. Кроме того, имеются и другие виды постоянных рези-
сторов.
Переменные резисторы подразделяются на подстроечные и ре-
гулировочные. Подстроечные резисторы впаиваются в схему, и при
наладке их сопротивление подстраивается с помощью регулятора.
На лицевую панель радиоаппаратуры регуляторы подстроечных
резисторов не выводятся. Износоустойчивость подстроечных ре-
зисторов составляет до 1000 циклов.
Рис. 2.2. Классификация резисторов по назначению
47
Рис. 2.3. Классификация резисторов по материалу
резистивного элемента
Регуляторы регулировочных резисторов выводятся на лицевую
панель. Они служат для регулировки параметров в процессе экс-
плуатации. Такие резисторы обеспечивают до 5000 циклов пере-
стройки.
По виду зависимости номинального сопротивления регулиро-
вочного резистора от смещения его подвижной системы различа-
ют резисторы с пропорциональным и непропорциональным (не-
линейным) законами регулирования сопротивления.
Резисторы классифицируются также по материалу резистивно-
го элемента (рис. 2.3).
2.1.2. Основные параметры резисторов
1. Номинальная мощность рассеяния Рном — мощность, которую
резистор может рассеивать при непрерывной нагрузке, номиналь-
ных давлении и температуре. В радиоэлектронной аппаратуре чаще
всего используются непроволочные резисторы с номинальными
мощностями 0,125; 0,25; 0,5; 1 и 2 Вт. Мощность резистора опре-
деляется по формуле Р = U2/R, где U — напряжение на резисто-
ре, В; R — сопротивление резистора, Ом.
С учетом возможного повышения температуры резисторы вы-
бирают с номинальной мощностью на 20...30 % больше расчет-
ной. Численное значение мощности обычно входит в обозначе-
48
ние резистора, например МЛТ-1, где Рном = 1 Вт. Обычно
на корпусах непроволочных резисторов приводится мощность при
Р > 2 Вт
2. Максимальное напряжение Umax— наибольшее напряжение (по-
стоянное или действующее переменное), которое может быть при-
ложено к токоотводам резистора с сопротивлением RmM > Ц^х/Р„ом.
3. Температурный коэффициент сопротивления (ТКС) характе-
ризует относительное изменение сопротивления при изменении
температуры на 1 °C. Если сопротивление резистора при повыше-
нии температуры возрастает, а при понижении уменьшается, то
ТКС положительный, если же с повышением (уменьшением) тем-
пературы сопротивление снижается (увеличивается) — ТКС
отрицательный. Температурный коэффициент сопротивления
непроволочных резисторов составляет 0,03...0,1 1/°.С, а резисто-
ров повышенной точности — на порядок меньше.
4. Уровень шумов резистора, который оценивается по величине
их переменной ЭД С, возникающей на его зажимах и отнесенной
к 1 В приложенного к резистору напряжения постоянного тока.
5. Номинальное сопротивление — это электрическое сопротивле-
ние, обозначенное на корпусе резистора и являющееся исходным
для определения его допустимых отклонений. Резисторы выпуска-
ются с таким значением номинального сопротивления, чтобы вме-
сте с допуском оно было приблизительно равно значению сопро-
тивления следующего номинала минус его допуск. Установлены
следующие диапазоны номинальных сопротивлений: для посто-
янных резисторов — от долей ома до единиц тераом; для пере-
менных проволочных — от 0,47 Ом до 1 МОм; для переменных
непроволочных — от 1 Ом до 10 МОм. Иногда допускается откло-
нение от указанных пределов.
Численные значения номинальных сопротивлений резисторов,
выпускаемых отечественной промышленностью, стандартизова-
ны (ГОСТ 2825-67).
Разница между номинальным и действительным значениями
(из-за погрешностей изготовления) сопротивления, отнесенная
к номинальному значению, характеризует допускаемое отклоне-
ние (допуск) от номинального сопротивления (в %). Допуски так-
же стандартизованы и согласно ГОСТ 9667—74 имеют следующие
значения: ±0,001, ±0,002, ±0,005, ±0,01, ±0,02, ±0,05, ±0,1,
±0,25, ±0,5, ±1, ±2, ±5, ±10, ±20 и ±30. Допуски указывают
максимальное и минимальное значения номинального сопротив-
ления.
Фактические значения сопротивлений могут отличаться от
номинальных на величину стандартных допусков. Допуски указы-
ваются в процентах (от ±0,001 до ±30).
Допустимые отклонения сопротивления (% от номинального
значения) также обозначают буквами (табл. 2.1).
49
Таблица 2.1
Буквенное обозначение допустимого отклонения сопротивления
Обозначение Ж У Д р л И С в
Допустимое отклонение, % ±0,1 ±0,2 ±0,5 ±1 ±2 ±5 ±10 ±20
2.1.3. Обозначение резисторов на электрических схемах
Обозначение резисторов производится в соответствии с ГОСТом.
Условное обозначение резисторов на электрических схемах в за-
висимости от их типа приводится в табл. 2.2.
Таблица 2.2
Обозначение резисторов на электрических схемах
Тип Обозначение
Резистор постоянный с номинальной мощностью рассеяния: 0,05 Вт 0,125 Вт 0,25 Вт 0,5 Вт 1 Вт 2 Вт 5 Вт ишп < = - 1 тпттп
Резистор постоянный с отводами 1 1
Резистор регулируемый: общее назначение с разрывом цепи без разрыва цепи —с±н- —rH-L
Резистор подстроечный 1 1
50
Резисторы с сопротивлением от 1 до 1000 Ом обозначаются на
схемах целыми числами без указания единицы измерения (напри-
мер, ЛЗЗО означает, что резистор R имеет сопротивление 330 Ом).
Сопротивление, составляющее долю или число с долями ома,
обозначается с указанием единицы измерения (например, 0,33 Ом
или 3,3 Ом).
Резисторы с сопротивлением от 1 до 910 кОм обозначаются
числом килоом с прибавление буквы К (например, А910К).
Резисторы с сопротивлением от 1 МОм и выше обозначаются
без указания единицы измерения. Кроме того, если сопротивле-
ние равно целому числу, то после его численного значения ста-
вятся запятая и нуль (например, сопротивление 1 МОм обознача-
ется 1,0).
2.1.4. Виды соединения резисторов
В радиосхемах применяются последовательное, параллельное и
комбинированное соединения резисторов.
Эквивалентное сопротивление последовательно соединенных
резисторов равно сумме величин сопротивлений этих резисторов:
R3 = Ri + R2 + ... + R„.
Например, если последовательно соединены два резистора с
номинальными сопротивлениями 100 Ом и 1 кОм, то номиналь-
ное сопротивление эквивалентного резистора составит 1,1 кОм
[(100 + 1000) Ом].
При последовательном соединении сила тока, протекающего че-
рез все соединенные резисторы, одинакова. Следовательно, сум-
марная мощность распределяется между резисторами пропорцио-
нально их номинальным сопротивлениям.
На рис. 2.4 показана схема последовательного соединения трех
резисторов.
R1 R2 R3
Рис. 2.4. Схема последовательного соединения резисторов
При параллельном соединении на все резисторы действует оди-
наковое напряжение. Общая сила тока, протекающего по цепи,
равна сумме сил токов, проходящих через соединенные резисто-
ры. Поэтому эквивалентное сопротивление будет меньше мини-
мального номинального сопротивления и сопротивления соеди-
ненных резисторов.
Эквивалентное сопротивление двух параллельно соединенных
резисторов определяется по формуле
51
R R'R2
3 Rt+R2
Эквивалентное сопротивление трех и более резисторов вычис-
ляется по формуле
l/^^l/^+1/^+...+ l/^.
На рис. 2.5 приведена схема параллельного соединения трех ре-
зисторов.
Рис. 2.5. Схема параллельного соединения резисторов
Комбинированное соединение включает в себя последователь-
ную и параллельную схемы подсоединения резисторов (рис. 2.6).
R1
Рис. 2.6. Схема комбинированного соединения резисторов
Эквивалентное сопротивление вычисляется по формуле
R3= (ВДУ^ + ^ + Лз-
2.1.5. Система условных обозначений и маркировка резисторов
В соответствии с ОСТ 11.074.009—78 сокращенное условное
обозначение резисторов состоит из нескольких элементов.
Первый элемент — буква или сочетание букв — обозначает под-
класс резисторов:
Р — резисторы постоянные;
РП — резисторы переменные;
HP — наборы резисторов.
Второй элемент — цифра — обозначает группу резисторов по
материалу резистивного элемента:
1 — непроволочные;
2 — проволочные и металлофольговые.
52
Третий элемент представляет собой регистрационный номер кон-
кретного типа резистора. Между вторым и третьим элементами
ставится дефис.
Так, например, Р1-22 обозначает резистор постоянный, непро-
волочный; НР1-7 обозначает набор резисторов непроволочных.
До введения указанного выше стандарта использовалась систе-
ма обозначений, состоящая из букв и цифр, которая была введе-
на в 1968 г.
Буквы обозначают группу изделий:
С — резисторы постоянные;
СП — резисторы переменные.
Цифра после буквенного обозначения указывает на материал
токопроводящего элемента:
1 — непроволочные тонкослойные углеродистые и бороугле-
родистые;
2 — непроволочные тонкослойные металлодиэлектрические и
металлоокисные;
3 — непроволочные композиционные пленочные;
4 — непроволочные композиционные объемные;
5 — проволочные;
6 — непроволочные тонкослойные металлизированные.
После первой цифры через дефис присоединяется вторая цифра
(число), обозначающая номер разработки.
Так, например, С2-26 обозначает резистор постоянный, не-
проволочный, тонкослойный металлодиэлектрический, номер раз-
работки 26.
Буква «С» означает слово «сопротивление» (прежнее название
резисторов). Выпуск резисторов с такой маркировкой продолжа-
ется и в настоящее время в связи с производством аппаратуры,
запущенной в серию.
Кроме того, в эксплуатации находятся резисторы с маркиров-
кой, принятой до 1966 г.:
МТ — металлизированные теплостойкие;
МЛТ — металлизированные лакированные теплостойкие;
МОН — металлооксидные низкоомные;
КИМ — композиционные изолированные малогабаритные;
УЛИ — углеродистые лакированные измерительные;
БЛП — бороуглеродистые лакированные прецизионные;
МЛП — металлизированные лакированные прецизионные;
х ВС — влагостойкие углеродистые;
ПЭВ — проволочные эмалированные влагостойкие.
В условное обозначение могут также входить необходимые па-
раметры.
Для постоянных резисторов:
номинальная мощность рассеяния и единица ее измерения (Вт,
кВт);
53
номинальное сопротивление и единица его измерения (Ом,
кОм, МОм);
допустимое отклонение сопротивления (допуск) в процентах;
группа по температурному коэффициенту сопротивления.
Для переменных резисторов:
номинальная мощность и единица ее измерения (Вт);
номинальное сопротивление и единица его измерения (Ом), а
также допуск в процентах;
функциональная характеристика для непроволочных резисторов;
обозначение конца вала и длины его выступающей части (раз-
мер от монтажной плоскости до конца вала: ВС-1 — сплошной
гладкий; ВС-2 — сплошной со шлицей; ВС-3 — сплошной с лыс-
ками; ВС-4 — сплошной с двумя лысками; ВП-1 — полый глад-
кий, ВП-2 — полый с лыской).
После условного обозначения указывается номер технических
условий, которым соответствует резистор.
В многоэлементных переменных резисторах все элементы обо-
значаются в виде дроби.
Так, например, Р1-ЗЗИ-0,25 Вт-100 к0м±2% А 0.467.027. ТУ
обозначает постоянный непроволочный резистор с регистраци-
онным номером ЗЗИ, номинальной мощностью рассеяния 0,25 Вт,
номинальным сопротивлением 100 кОм, допуском ±2 % и груп-
пой по уровню шумов А; документ на поставку — 0.467.027 ТУ.
На резисторы малых габаритов наносятся кодированные обо-
значения номинального сопротивления, состоящие из трех или
четырех знаков. Буква из русского или латинского алфавита в скоб-
ках обозначает множитель, составляющий значение сопротивле-
ния, и ставится на место десятичной запятой.
Буквы Е (R), К, М, Г (G), Т обозначают соответственно мно-
жители 1, 10, 103, 106, 1012 для значений сопротивления, выра-
женного в омах.
Например: 365 Ом соответствует 365 Е (365 R); 100 кОм соот-
ветствует 100 К; 4,7 МОм соответствует 4М7; 3,3 ГОм соответ-
ствует ЗГЗ (3G3).
На постоянные резисторы в соответствии с ГОСТ 17598—72 и
требованиями Публикации 62 МЭК может наноситься цветная
маркировка в виде колец или полос. Цвет каждого кольца соответ-
ствует цифрам, составляющим величину номинального сопротив-
ления или величину допуска. Пример цветной маркировки резис-
тора с сопротивлением 47 МОм и допуском +5 % приведен на
рис. 2.7.
Маркировочные знаки должны быть смещены к одному из тор-
цов резисторов и расположены слева направо в следующем по-
рядке:
1-й — первая цифра; I
2-й - вторая цифра; J номинальное сопротивление
54
Желтый--------
(первая цифра 4)
Фиолетовый---------------
(вторая цифра 7)
Голубой ---------------------
(множитель 10)
Золотистый----------------------
(допуск +5 %)
Рис. 2.7. Расположение маркировочных знаков на малогабаритных
резисторах
3-й — множитель;
4-й — допуск.
Резисторы с номинальным сопротивлением, выраженным тремя
цифрами и множителем, имеют цветную маркировку из пяти зна-
ков. Если размеры резистора не позволяют разместить маркировку
ближе к одному из торцов, площадь первого знака делается в 2 раза
больше площади других знаков.
Используемые для маркировки цвета приводятся в табл. 2.3.
Цветная маркировка облегчает труд сборщиков радиоаппаратуры
в серийном производстве. В отличие от цифровой цветная марки-
ровка видна со всех сторон.
Таблица 2.3
Цвета знаков, используемые для маркировки номинального
сопротивления и допустимых отклонений
Цвет Номинальное сопротивление, Ом Допуск, %
первая цифра вторая цифра третья цифра множи- тель
Серебристый — — — 10“2 ±10
Золотистый — — — кг1 +5
Черный — 0 — 1 —
Коричневый 1 1 1 10 ±1
Красный 2 2 2 ю2 +2
55
Окончание табл, 2.3
Цвет Номинальное сопротивление, Ом Допуск, %
первая цифра вторая цифра третья цифра множи- тель
Оранжевый 3 3 3 103 —
Желтый 4 4 4 104 —
Зеленый 5 5 5 105 ±0,5
Голубой 6 6 6 106 ±0,25 (0,2)
Фиолетовый 7 7 7 107 ±0,1
Серый 8 8 8 108 ±0,05
Белый 9 9 9 109 —
2.2. Переменные непроволочные резисторы
Промышленностью выпускаются различные типы переменных
резисторов. Наибольшее распространение получили непроволочные
композиционные переменные резисторы СП, состоящие из изо-
лирующего основания, токопроводящего элемента, скользящего
контакта и подвижной системы с осью (рис. 2.8).
Переменные резисторы имеют различные зависимости изме-
нения сопротивления от угла поворота подвижного контакта
(рис. 2.9): А — линейная; Б — логарифмическая; В — экспоненци-
альная; Е и И — симметрично-обратная.
Допустимые отклонения сопротивлений на переменных резис-
торах не указывают. Допустимое отклонение сопротивления от но-
Рис. 2.9. Характеристики переменных ре-
зисторов:
R — сопротивление между средним и левым вы-
водами резистора; Rn — полное активное сопро-
Рис. 2.8. Непроволочные
переменные резисторы
тивление токопроводящего элемента; а — угол по-
ворота между средним и левым выводами резис-
тора; On — полный угол поворота оси резистора
56
финального значения для резисторов до 220 кОм составляет +20 %,
а для резисторов более 220 кОм +30 %. Основные параметры не-
проволочных переменных резисторов приведены в табл. 2.4.
Таблица 2.4
Основные параметры непроволочных переменных резисторов
Резистор Рабочая темпера- тура, °C Функ- циональ- ная характе- ристика Номи- наль- ная мощ- ность, Вт Предельное номинальное сопротивление Макси- мальное рабочее напря- жение, В
СП-1 СП-2 От-65 до +125 А 2 470 Ом... 4,7 МОм 500
СП-3 СП-4 Б, В 1; 0,5 4,7 кОм ... 2 МОм 400
СПЗ-1а СПЗ-16 От-60 до +70 А 0,25* 470 Ом ... 1 МОм 250
СПЗ-2а От-60 до +70 А 0,5* 470 Ом ... 4,7 МОм 300
СПЗ-26 Б, В 0,25* 4,7 кОм ... 2,2 МОм 200
СПЗ-За От-60 до +55 А 0,5* 1 кОм... 1 МОм 50
СПЗ-Зб В 0,025* 4,7 кОм... 1М0м 30
СПЗ-4а От-60 до +70 А 0,25 220 Ом ... 470 кОм 150
СПЗ-46 Б, В 0,125 4,7 кОм ... 2,2 МОм 100
СПЗ-12 От-20 до +70 А 0,25 2,2 кОм ... 2,2 МОм —
Б, В 0,125 4,7 кОм ... 2,2 МОм —
Е, И 0,125 100 кОм ... 2,2 МОм —
СПЗ-23 ( От-45 до +75 А 0,125, 0,25, 0,5 220 Ом ... 2,2 МОм 100, 150, 200, 250
Б, В, С 0,05, 0,125, 0,25 1 кОм ... 2,2 МОм 50, 100
Е, И 22 кОм ... 2,2 МОм
СПЗ-ЗО а От-45 до +70 А 0,25 2,2 кОм ... 6,8 МОм 200
СПЗ-ЗО 6 Б, В 0,125 4,7 кОм ... 2,2 МОм
* При температуре окружающей среды 40 ’С.
57
2.3. Рекомендации по применению резисторов
В процессе эксплуатации резисторы подвергаются воздействию
различных внешних факторов (температуры, влажности, атмос-
ферного давления, вибрации, одиночным и многократным уда-
рам, акустическим шумам и др.), влияющих на их надежность,
долговечность и работоспособность. Воздействие повышенной тем-
пературы и ее циклическое изменение способствуют старению про-
водниковых, контактных и изоляционных материалов, наруше-
нию герметичности паяных соединений, вызывая тем самым нео-
братимые изменения параметров резисторов. Повышение темпе-
ратуры и одновременное увеличение электрической нагрузки уси-
ливают указанные выше процессы.
При работе с номинальной мощностью нагрузки сопротивле-
ние тонкослойных резисторов обычно увеличивается, а при недо-
грузке — уменьшается. У толстопленочных композиционных рези-
сторов в начале (после 300...500 ч работы) сопротивление умень-
шается, а к концу срока службы увеличивается.
Резисторы, применяемые в колебательных контурах, усилите-
лях высокой частоты, аттенюаторах, должны обладать только ак-
тивным сопротивлением, т. е. их сопротивление не должно изме-
няться в рабочем диапазоне частот. Допустимое значение частот-
ной погрешности СВЧ резисторов нормируется в определенном
диапазоне частот. Граничная частота, на которой может работать
резистор, зависит от его номинального сопротивления и собствен-
ной емкости С:/р = 1/(4л7?С). Например, собственные емкости
непроволочных резисторов (ВС, МТ, ОМЛТ, С2-6, С2-13,
С2-14, С2-23, С2-33) находятся в интервале 0,1... 1,1 пФ.
Проволочные резисторы, имеющие многослойную намотку,
могут работать с импульсным напряжением, не превышающим
номинальное. Все резисторы с импульсной мощностью, не пре-
вышающей номинальную, могут работать без ограничения дли-
тельности импульсов.
При выборе конкретных типов резисторов для работы в РЭА
необходимо учитывать условия эксплуатации (диапазон темпера-
тур окружающей среды, влажность, атмосферное давление, ме-
ханические нагрузки), требуемые значения параметров (номиналь-
ное сопротивление, допуск, сопротивление изоляции, шумы, вид
функциональной характеристики переменных резисторов, ТКС),
допустимые рабочие режимы (мощность, напряжение, частоту),
конструкцию резисторов, виды концов валов управления пере-
менных резисторов, способ монтажа, габаритные размеры, мас-
су, показатели надежности, долговечности и сохраняемости.
С целью повышения надежности резисторы должны эксплуа-
тироваться в облегченных по сравнению с допустимыми режимах
(не более 0,7 номинальных).
58
2.4. Конденсаторы
Конденсаторы занимают второе место после резисторов по
объему применения.
Конденсатор представляет собой систему из двух или более то-
копроводящих обкладок, разделенных диэлектриком и предназна-
ченных для создания емкости (рис. 2.10).
Конденсатор не пропускает постоянный ток, так как его об-
кладки разделены диэлектриком. Однако переразряд конденсато-
ра под действием переменного напряжения будет эквивалентен
пропусканию им переменного тока. Это свойство конденсаторов
широко применяется для разделения постоянной и переменной
составляющих пульсирующего тока. Кроме того, конденсаторы
используются в качестве элементов колебательных контуров и ча-
стотных фильтров на их основе. Сопротивление конденсатора ZK
переменному току обратно пропорционально емкости конденса-
тора С и частоте переменного тока /:
Z = 1
к 2л/С ’
Конденсатор не рассеивает тепло при прохождении через него
электрического тока, так как его сопротивление принципиально
отличается от сопротивления резистора. Резистор, пропуская пе-
ременный ток, поглощает энергию в течение всего периода коле-
баний тока. Конденсатор в начале периода поглощает энергию из
цепи, а затем отдает обратно в цепь всю накопленную им энер-
гию. Благодаря этому свойству конденсатор является реактивным
элементом в отличие от резистора, обладающего активным со-
противлением. В связи с этим номинальная мощность конденсато-
ров не нормируется.
По конструкции и назначению конденсаторы подразделяют на
постоянные, переменные и подстроечные.
Рис. 2.10. Различные виды конденсаторов
59
—II-------Г ~Г
б) в)
Рис. 2.11. Условные обо-
значения конденсаторов
на электрической схеме:
а — постоянный; б — пере-
менный; в — подстроечный
Емкость постоянных конденсаторов
нельзя изменять в отличие от емкости пе-
ременных, которую можно плавно регу-
лировать. Емкость подстроечных (или по-
лупеременных) конденсаторов также
можно плавно изменять до определенно-
го значения, по достижении которого они
будут работать как постоянные.
По виду диэлектрика различают сле-
дующие конденсаторы:
с газообразным диэлектриком (воз-
душные, наполненные газом, вакуумные);
с жидким диэлектриком, наполненные минеральным маслом
или синтетической жидкостью;
с твердым неорганическим диэлектриком (стеклянные, стек-
лоэмалевые, стеклопленочные, слюдяные, керамические и др.);
с твердым органическим диэлектриком (бумажные, металло-
бумажные, пленочные, бумажно-пленочные);
с оксидным диэлектриком — электролитические (танталовые,
ниобиевые, титановые, алюминиевые).
Переменные конденсаторы могут иметь механическое или элек-
трическое управление емкостью. Конденсаторы, имеющие меха-
ническое управление емкостью, выпускаются с газообразным,
жидким или твердым диэлектриком. Для электрического управле-
ния емкостью предназначены сегнетодиэлектрические конденса-
торы — вариконды и полупроводниковые — варикапы.
Для изображения конденсаторов на электрических схемах ис-
пользуются специальные обозначения (рис. 2.11).
2.4.1. Основные параметры конденсаторов
1. Емкость — способность конденсатора накапливать и удержи-
вать на своих обкладках электрические заряды под действием при-
ложенного напряжения. Если к конденсатору приложить напря-
жение £/(В), то на его обкладках будет накапливаться заряд Q
(Кл), и емкость будет определяться по формуле
C = Q/U.
Единицей измерения емкости является фарада, но поскольку
это очень большая величина, емкость конденсатора принято из-
мерять в микрофарадах (мкФ), нанофарадах (нФ) или пикофара-
дах (пФ):
1 Ф = 106 мкФ = 109 нФ = 1012 пФ.
Емкость, указанная на конденсаторе, называется номинальной.
Фактическая емкость конденсатора Сф может отличаться от но-
60
минальной Сн на значение допустимого отклонения, которое вы-
ражается в процентах.
Величина допуска характеризует класс точности конденсато-
ров. В зависимости от допустимого отклонения емкости различают
11 классов точности конденсаторов (табл. 2.5).
Таблица 2.5
Класс точности конденсаторов и допустимое отклонение емкости
Класс точности 001 002 005 00 0 I II III IV V VI
Отклонение, % ±0,01 ±0,2 ±0,5 ±1 ±2 ±5 ±10 ±20 -10 +20 -20 +30 -20 +50
Чаще всего применяются конденсаторы I, II, III классов точ-
ности. Допустимое отклонение емкости электролитических кон-
денсаторов может составлять от +80 до —20 %.
Допуск (допустимое отклонение емкости от номинального зна-
чения) может обозначаться буквой в соответствии с табл. 2.6.
Таблица 2.6
Кодированное обозначение допустимого отклонения емкости
Обозна- чение Ж У д Р Л И С в Ф э Б А Я ю
Допуск, % ±0,1 ±0,2 ±0,5 ±1 ±2 ±5 ±10 ±20 ±30 +50 -80 +50 -20 +80 -20 +100 0 +100 -10
Номинальная емкость полностью маркируется на конденсато-
ре (может быть не обозначена лишь пикофарада). Для маркировки
миниатюрных конденсаторов используются кодированные обозна-
чения.
Емкость менее 10 пФ обозначается буквой П, от 100 до 9100 пФ —
в долях нанофарады, от 0,01 до 0,091 мкФ — в нанофарадах и
обозначается буквой Н, емкость от 0,1 мкФ и более обозначается
буквой М.
Если номинальная емкость выражена целым числом, обозна-
чение единицы измерения ставят после этого числа (например,
33 пФ обозначают 33 П). Если номинальная емкость выражена де-
сятичной дробью, меньшей единицы, то ноль целых и запятая из
маркировки исключаются (например, 0,15 пФ обозначают П15),
если целым числом и десятичной дробью, то целое число ставит-
ся впереди буквы, а десятичная дробь — после буквы (например,
1,7 пФ обозначают 1П7).
61
2. Температурный коэффициент емкости (ТКЕ) характеризует из-
менение емкости конденсатора при изменении температуры на 1 °C:
ТКЕ = (С2— Сх)/\С\Т2- Г,)],
где С, и С2 — емкости конденсатора при температурах Tt и Т2.
Температурный коэффициент емкости может быть положитель-
ным и отрицательным.
3. Сопротивление изоляции конденсатора R„3 (МОм) зависит от
качества диэлектрика и определяется отношением напряжения
постоянного тока, приложенного к конденсатору, к току утечки
и выражается в мегаомах и гигаомах.
С увеличением влажности и температуры окружающей среды
сопротивление изоляции уменьшается, что может привести к про-
бою изоляции.
4. Потери энергии в конденсаторе складываются из потерь энер-
гии в диэлектрике и обкладках. В процессе эксплуатации часть
подводимой к конденсатору энергии переменного тока расходу-
ется на его нагрев, сопровождаемый рассеиванием тепла в окру-
жающую среду.
Потери энергии приводят к нагреву диэлектрика, ухудшают
его качество и снижают электрическую прочность конденсатора,
определяемую способностью диэлектрика выдерживать электри-
ческое поле без пробоя.
5. Электрическая прочность оценивается пробивным, испыта-
тельным и номинальным (рабочим) напряжениями. Напряжение,
при плавном подъеме которого происходит пробой конденсато-
ра, называется пробивным. В основном электрическая прочность
конденсатора зависит от качества и толщины диэлектрика, а так-
же от площади обкладок и условий теплоотдачи. Проверка испы-
тательным напряжением позволяет отбраковывать конденсаторы
с низкой электрической прочностью.
Напряжение, при котором конденсатор может надежно рабо-
тать в течение гарантированного срока с сохранением основных
параметров, называется номинальным, или рабочим.
6. Собственная индуктивность конденсатора — это индуктив-
ность, создаваемая выводами и обкладками. Снижение собствен-
ной индуктивности конденсатора обеспечивается укорачиванием
выводов.
2.4.2. Условные обозначения конденсаторов
Сокращенное условное обозначение конденсаторов в соответ-
ствии с ГОСТ И 076—69 и ОСТ 11.074.008—78 состоит из следу-
ющих элементов.
Первый элемент — одна или две буквы — определяет тип кон-
денсатора:
62
К — конденсатор постоянной емкости;
КП — конденсатор переменной емкости;
КТ — конденсатор подстроечный.
Второй элемент — цифры — обозначает используемый тип ди-
электрика между обкладками и группу по рабочему напряжению. В
табл. 2.7 приведена расшифровка второго элемента обозначения
конденсаторов.
Третий элемент представляет собой порядковый номер разра-
ботки конкретного типа, в состав которого может входить и бук-
венное обозначение (Ч — для работы в цепях переменного тока,
П — для работы в цепях постоянного и переменного тока, И —
для работы в импульсном режиме, У — универсальные). Отсут-
ствие третьего элемента обозначения указывает на то, что кон-
денсатор предназначен для работы с постоянным и пульсирую-
щим током.
Полное условное обозначение конденсатора включает в себя
его сокращенное обозначение, а также значения основных пара-
метров и характеристики, необходимые для заказа и записи в кон-
структорской документации.
Так, например, К75-10-250В-0,1 мкФ + 5% В ОЖО.484.865 ТУ
обозначает пленочный конденсатор К75-10 с номинальным на-
пряжением 250 В, номинальной емкостью 1,0 мкФ, допустимым
отклонением по емкости +5 % и группой по климатическому ис-
полнению В; ОЖО.484.865 ТУ — документ на поставку.
На практике используются также конденсаторы, обозначение
которых соответствует старым стандартам. Это объясняется тем,
что в настоящее время продолжается выпуск запасных частей для
радиоаппаратуры, снятой с производства, но еще находящейся
на эксплуатации у потребителей. Срок выпуска составляет 10 лет
после прекращения производства аппаратуры с применением дан-
ного элемента. В соответствии со старым стандартом конденсато-
ры имеют следующие обозначения: КТ — керамический трубча-
тый; КД — керамический дисковый; КЛГ и КЛС — керамические
литые секционные; КМ — керамический монолитный; КОБ —
керамический опрессованный бочоночный; КСО — конденсато-
ры слюдяные опрессованные; БМ — бумажный малогабаритный;
МБМ и МБМЦ — металлобумажные малогабаритные цилиндри-
ческие; МБГЦ, МБГП и МБТЧ — металлобумажные герметич-
ные цилиндрические, прямоугольные, частотные (для перемен-
ного тока); ПМ, ПО — полистирольные малогабаритные и поли-
стирольные открытые.
Из табл. 2.7 видно, что новый стандарт на обозначение конден-
саторов позволил сократить буквенные группы и унифицировать
маркировку.
Например, маркировка К22У-1-1н8С расшифровывается сле-
дующим образом: конденсатор постоянной емкости, стеклокера-
63
Таблица 2.7
Типы конденсаторов в зависимости от вида диэлектрика
и их условное обозначение
Конденсачир Обозначение
Постоянной емкости Керамический на номинальное напряжение ниже 1600 В К10
Керамический на номинальное напряжение 1600 В и выше К15
Стеклянный К21
Стеклокерамический К22
Стеклоэмалевый К23
Слюдяной малой емкости К31
Слюдяной большой емкости КЗ 2
Бумажно-фольговый на напряжение ниже 1600 В К40
Бумажно-фольговый на напряжение 1600 В и выше К41
Металлобумажный К42
Электролитический алюминиевый К50
Электролитический танталовый фольговый К51
Электролитический танталовый объемно-пористый К52
Оксидно-полупроводниковый К53
Воздушный К60
Вакуумный К61
Полистирольный с фольговыми обкладками К70
Полистирольный с металлизированными обкладками К71
Фторопластовый К72
Полиэтилентерефталатный с металлизированными обкладками К73
Полиэтилентерефталатный с фольговыми обкладками К74
Комбинированный К75
Лакопленочный К76
64
Окончание табл. 2.7
Конденсатор Обозначение
Вакуумный Подстроечный КТ1
Воздушный КТ2
Газообразный КТЗ
Твердый Переменной емкости КТ4
Вакуумный КП1
Воздушный КП2
Газообразный КПЗ
Твердый КП4
мический, универсальный, первой модели, с номинальной ем-
костью 1,8 нФ, имеющий допуск ±10%.
В состав маркировки может вводиться также группа по темпе-
ратурному коэффициенту емкости (ТКЕ). Этот параметр характе-
ризует изменение емкости конденсатора под действием темпера-
туры и выражается в миллионных долях номинальной емкости на
градус (10~6/°С). Если с повышением температуры емкость увели-
чивается, то ТКЕ считается положительным, а если уменьшает-
ся — отрицательным.
Группа по ТКЕ маркируется двумя элементами — буквой (бук-
вами), указывающей знак ТКЕ (М — отрицательный, П — поло-
жительный, МП — близкий к нулю), и цифрами, указывающими
значение ТКЕ (измеряется на частотах 0,3...5 МГц).
Для конденсаторов, используемых в качестве элементов низ-
кочастотных и разделительных фильтров, ТКЕ не имеет существен-
ного значения и не нормируется. Для керамических конденсато-
ров такого назначения ТКЕ маркируется буквой «Н», а цифры
Указывают, на сколько процентов может изменяться емкость во
всем рабочем интервале температур по сравнению с емкостью,
измеренной при температуре 20 °C.
Для маркировки малогабаритных керамических конденсаторов
используется также цветная кодировка. Кроме того, она применя-
ется для маркировки конденсаторов, номинальное рабочее на-
пряжение которых не превышает 63 В (табл. 2.8). Маркировка на-
носится в виде цветных точек или полос (рис. 2.12).
Каждому цвету соответствует определенное цифровое значе-
ние. Маркировочные знаки на конденсаторах сдвинуты к одному
3 Ярочкина 65
Таблица 2.8
Цвета, используемые для маркировки конденсаторов с номинальным
напряжением до 63 В
Цвет Номинальная емкость, пФ Допуска- емое отклонение емкости, % Номинальное напряжение, В
первая и вторая цифры множи- тель
Черный 10 1 ±20 4
Коричневый 12 10 ±1 6,3
Красный 15 100 ±2 10
Оранжевый 18 1000 ±0,25 16
Желтый 22 ю4 ±0,5 40
Зеленый 27 ю5 ±5 25 или 20
Голубой 33 106 ±1 32 или 30
Фиолетовый 29 ю7 -20...+50 50
Серый 47 ю8 -20...+80 —
Белый 56 ю9 ±10 63
Золотистый 82 10-' — 1,5
Серебряный 68 10~2 — 2,5
из выводов и располагаются слева направо. Ширина полос, обо-
значающих величину ТКЕ, делается примерно в два раза больше
других.
Конденсаторы с малой величиной допуска (0,1... 10 %) марки-
руются шестью цветовыми кольцами. Первые три кольца обозна-
чают числовое значение емкости в пикофарадах, четвертое коль-
цо — множитель, пятое кольцо — допуск, шестое кольцо — ТКЕ
(табл. 2.9). Конденсаторы с величиной допуска ±20 % маркируют-
Рис. 2.12. Расположение маркировочных знаков на керамических
конденсаторах с номинальным напряжением до 63 В
66
рис. 2.13. Расположение маркировочных знаков на конденсаторах, имею-
щих малую величину допуска
ся четырьмя цветовыми кольцами. Первые два кольца — числовое
значение емкости в пикофарадах (ноль в третьем разряде не мар-
кируется), третье кольцо — множитель, четвертое кольцо — ТКЕ.
Величина допуска (пятое кольцо) не маркируется (рис. 2.13).
Для маркировки малогабаритных керамических конденсаторов
применяется также цветная кодировка значений ТКЕ (табл. 2.10).
Таблица 2.9
Цветная маркировка конденсаторов с малой величиной допуска
Цвет Номинальная емкость, пФ Множи- тель Допуск, % ТКЕ
первая полоса вторая полоса третья полоса четвертая полоса пятая полоса шестая полоса
Серебряный — — — 1(Г2 ±10 —
Золотой — — — 10“' ±5 —
Черный — 0 0 1 — ±250
Коричневый 1 1 1 10 ±1 ±100
Красный 2 2 2 ю2 ±2 ±50
Оранжевый 3 3 3 103 — ±15
Желтый 4 4 4 ю4 — ±25
Зеленый 5 5 5 ю5 ±0,5 ±20
Синий (голубой) 6 6 6 106 ±0,25 ±10
Фиолетовый 7 7 7 ю8 ±0,1 ±5
Серый 8 8 8 ю9 — ±1
Белый 9 9 9 — — —
67
Таблица 2.10
Цветная кодировка значений ТКЕ
Цвет Группа ТКЕ Значение ТКЕ, 10“6/вС, в интервале температур 20 ...85 °C
корпуса точек на корпусе
Синий — П120 120±30
— — П100 100±40
Серый — ПЗЗ 33±30
Голубой Черный мпо 0±30
» Коричневый мзз —33±30
» » М47 —47±30
» Красный М75 —75±30
Красный Оранжевый М150 —150±40
» Желтый М220 -220+40
» Зеленый МЗЗО —330±60
» Синий М470 —470±90
» » М470 —750±100
» » М700 —700±100
» » М1500 —1500±200
» » М1300 —1300±200
» Желтый или серый М220 -22001588
2.4.3. Соединение конденсаторов
При отсутствии в ассортименте конденсаторов с требуемой
номинальной емкостью используются конденсаторы с другими
номинальными емкостями, соединенные определенным образом
для обеспечения необходимой эквивалентной емкости.
На практике применяется параллельное и последовательное
соединение конденсаторов.
При параллельном соединении конденсаторов (рис. 2.14) экви-
валентная емкость равна сумме емкостей соединяемых конденса-
торов: Собш= С, + С2 + С3 +... + С„. Таким образом, если требуется
емкость 5 мкФ, то можно использовать два конденсатора, напри-
68
мер по 2 и 3 мкФ, соединенных парал-
лельно. Необходимо учитывать, что номи-
нальное напряжение в этом случае будет
равно наименьшему из двух номинальных
рабочих напряжений обоих конденсаторов.
Если требуется конденсатор с емкостью
меньшей, чем есть в ассортименте, то не-
обходимо использовать последовательное со-
единение конденсаторов (рис. 2.15). Так, на-
пример, если требуется емкость 0,5 мкФ,
то можно использовать два последователь-
но соединенных конденсатора по 1 мкФ. Не-
обходимо учитывать, что номинальное ра-
бочее напряжение последовательно соеди-
ненных конденсаторов определяется кон-
денсатором с минимальным допустимым
напряжением. Токи утечки через конденса-
торы могут привести к тому, что именно
на этом конденсаторе будет приложено все
напряжение, подаваемое на последователь-
Рис. 2.14. Параллельное
соединение конденса-
торов
Cl С2 СЗ
Рис. 2.15. Последователь-
ное соединение конден-
саторов
ную цепочку. Емкость двух последовательно соединенных конден-
саторов вычисляется по формуле
q =
С[ + Сг
Общая емкость более чем двух конденсаторов определяется по
формуле
1111
— = —- + —I- —- + ...
С С| С2 С3
2.4.4. Характеристики конденсаторов различных типов
Электролитические конденсаторы (рис. 2.16) имеют две обклад-
ки. Одна из них (анод) выполнена из фольги или в виде таблетки
из специальных материалов, а другая (катод) представляет собой
жидкий электролит или твердый полупроводник. В качестве диэ-
лектрика используется оксидная тонкая пленка, электрохимичес-
ки создаваемая на аноде.
Преимуществом электролитических конденсаторов по сравне-
нию с конденсаторами других типов является большая удельная
емкость, а недостатком — значительное ее снижение при низкой
температуре и увеличение тока утечки при высокой температуре.
Электролитические конденсаторы подразделяются на полярные,
работающие только в цепях с постоянным или пульсирующим
69
Рис. 2.16. Электролити-
ческие конденсаторы
напряжением, и неполярные, используемые
в цепях переменного тока.
Работоспособность полярных конденса-
торов обеспечивается при условии, что на
их положительный электрод (анод) пода-
ется положительный потенциал источника.
Если полярность подключения источника
нарушается, может произойти пробой, при-
водящий к выходу конденсатора из строя
(иногда сопровождается взрывом). Электро-
литические конденсаторы выпускаются ем-
костью от десятых долей микрофарады до
нескольких тысяч микрофарад с рабочим
напряжением от 3 до 500 В.
По конструкции, виду обкладок и диэлектрика различают три
типа электролитических конденсаторов: алюминиевые (сухие), об-
кладки которых изготовляются из алюминиевой фольги, а диэ-
лектрик — из бумажных или тканевых прокладок, пропитанных
электролитом; танталовые (жидкие) с таблеточным танталовым
анодом, поверхность которого покрыта оксидной пленкой диэ-
лектрика, и с жидким электролитом в качестве катода; оксидно-
полупроводниковые (твердые) с таблеточным танталовым или алю-
миниевым анодом и нанесенной пленкой диэлектрика, электро-
литом служит полупроводник (двуоксид марганца), наносимый
на оксидную пленку анода.
Исправность электролитического конденсатора большой емко-
сти проверяется с помощью
Рис. 2.17. Бумажные и металлобу-
мажные конденсаторы
гетра, при этом при переполю-
совке подключения прибора
должны отмечаться заметные
выбросы тока перезарядки кон-
денсатора.
Электролитические конденса-
торы запрещается использовать
для работы в цепи переменного
тока. К корпусу конденсатора
обычно подводится электрод с
отрицательной полярностью на-
пряжения, а к центральному вы-
воду — с положительной. В кон-
денсаторах типа К50-6, К50-16,
а также в аналогичных по кон-
струкции производится марки-
ровка положительного электро-
да знаком «+».
Бумажные и металлобумаж-
ные конденсаторы (рис. 2.17). Бу-
70
Рис. 2.18. Пленочные конденсаторы
мажные конденсаторы выполняются из мотка металлической фоль-
ги, перевитой специальной конденсаторной бумажной лентой, слу-
жащей диэлектриком. В металлобумажных конденсаторах в каче-
стве диэлектрика применяют конденсаторную бумагу с односто-
ронней металлизацией.
В связи с большой собственной индуктивностью и относитель-
но большим током утечки бумажные конденсаторы не применя-
ются в высокочастотных цепях и в колебательных контурах. Пре-
имуществами бумажных конденсаторов являются высокое рабо-
чее напряжение (до 600 В) переменного тока и большой диапа-
зон номинальных емкостей (от 0,047 до 10 мкФ с допуском ±10%).
Пленочные конденсаторы (рис. 2.18). Диэлектриком в таких кон-
денсаторах служит полистироловая пленка. Пленочные конденса-
торы имеют марки ПМ, ПМ-1 и ПМ-2 и по внешнему виду напо-
минают конденсаторы марки БМ. Рассчитаны на напряжение 60 В.
Внутренние потери в полистироловых конденсаторах значительно
ниже, чем в бумажных, поэтому их применяют в высокочастот-
ных цепях.
Керамические конденсаторы (рис. 2.19, а, б, в) имеют керами-
ческий диэлектрик. В зависимости от электрических свойств кера-
мики конденсаторы могут быть высокочастотными, низкочастот-
ными, термостабильными и термокомпенсационными. Высокочас-
тотная керамика (тиконд и др.) обладает малыми диэлектрически-
ми потерями (tg 5 < 0,001) и невысокой диэлектрической проница-
емостью (от 12 до 1500). Низкочастотная керамика характеризуется
Рис. 2.19. Керамические конденсаторы:
а — проходной трубчатый КТП; б — опорный КДО; в — пластинчатый К10-7
71
Рис. 2.20. Слюдяные конденсаторы
относительно большими диэлектрическими потерями (tg 8 < 0,04)
и высокой диэлектрической проницаемостью (от 1000 до 8000).
В слюдяных конденсаторах в качестве диэлектрика используют
природный материал — слюду, обладающую высокими механи-
ческой и электрической прочностью и относительно высокой ди-
электрической проницаемостью. Промышленностью выпускают-
ся слюдяные конденсаторы постоянной емкости КСО (рис. 2.20, а)
и КСОТ, опрессованные пластмассой, а также герметизирован-
ные СГМ и СГМЗ (рис. 2.20, б) в керамическом корпусе или КСГ
(рис. 2.20, в) и ССГ в металлическом корпусе.
Слюдяные опрессованные конденсаторы КСО применяются для
работы в цепях постоянного и переменного токов, а также в им-
пульсных режимах в диапазоне рабочих температур от —60 до +70 °C.
Теплостойкие слюдяные опрессованные конденсаторы КСОТ
используются в диапазоне рабочих температур от —60 до +155 °C.
Герметизированные слюдяные конденсаторы КСГ, ССГ, СГМ
и СГМЗ применяются для работы в условиях повышенной влажно-
сти и пониженного атмосферного давления в диапазоне рабочих
температур от —60 до +80 °C. Они имеют широкие диапазоны но-
минальных напряжений (25... 1500 В) и емкостей (51... 100 000 пФ).
Подстроечные конденсаторы снабжены подвижной системой. Как
и у конденсаторов переменной емкости, управление емкостью под-
72
Обкладка
Рис. 2.21. Конструкция
подстроечных конден-
саторов
КПК-М
КТ4-2
КТ4-23
Рис. 2.22. Переменные (а) и подстроечные
(6) конденсаторы
строечных конденсаторов осуществляется регулированием вели-
чины площади взаимного перекрытия обкладок (рис. 2.21). Как
видно из рис. 2.21, при повороте подвижной обкладки происходит
изменение площади перекрытия, а вместе с ней и емкости кон-
денсатора.
Подстроечные конденсаторы применяются в схемах колебатель-
ных контуров, где требуется точная установка резонансной часто-
ты настройки. Номинальная емкость таких конденсаторов не пре-
вышает нескольких сотен пикофарад.
Конденсаторы переменной емкости (КПЕ) предназначены для
перестройки частоты входных и гетеродинных контуров в радио-
приемниках. На одном вале размещаются, как правило, роторы
двух или трех переменных конденсаторов. В высококлассной ра-
диоприемной аппаратуре применяются КПЕ с воздушным зазо-
ром между обкладками.
В малогабаритных приемниках используются двухсекционные
КПЕ с твердым диэлектриком. Число пластин ротора и статора
в каждой секции составляет 10... 15 шт. Это позволяет во много
раз увеличить диапазоны регулировки между минимальными
и максимальными значениями. На рис. 2.22 показаны переменные
(КПК-М) и подстроечные (КТ4-2, КТ4-23) конденсаторы.
2.5. Требования, предъявляемые к монтажу и креплению
конденсаторов
Монтаж и крепление конденсаторов должны обеспечивать не-
обходимую механическую прочность, надежный электрический
контакт и исключать возможность появления резонансных явле-
ний во время воздействия вибрационных нагрузок.
Крепление конденсаторов к шасси, панелям и платам аппа-
ратуры в зависимости от их конструкции должно производиться
за крепежные устройства (фланцы, резьбовые соединения) с по-
мощью скоб, хомутов, заклепок или посредством приклейки,
заливки и пайки за выводы. Крепежные приспособления не долж-
73
ны повреждать корпус и защитные покрытия конденсаторов, а
также мешать отводу теплоты от них. Запрещается использовать
лепестковые выводы конденсаторов для припайки к ним других
деталей.
Крепления вакуумных конденсаторов, являющиеся одновре-
менно контактными устройствами, должны выполняться из ма-
териалов с высокой теплопроводностью и обеспечивать хороший
тепловой и электрический контакт с выводами конденсаторов.
Поверхности креплений, сопрягаемые с выводами конденсато-
ров, должны иметь серебряное покрытие. Крепление конденсато-
ров при установке в аппаратуру должно осуществляться без пере-
косов, так как они способствуют появлению механического на-
пряжения в баллоне и могут привести к нарушению герметично-
сти и выходу конденсатора из строя.
Выводы наружных электродов конденсаторов следует подсое-
динять к низкопотенциальной точке устройства или заземлять.
Вывод подвижного электрода конденсаторов переменной емкос-
ти рекомендуется заземлять. При сопряжении регулировочного вин-
та конденсатора переменной емкости с выводом привода должна
обеспечиваться их соосность. При необходимости следует исполь-
зовать их гибкое соединение.
Контакт выводов конденсаторов с другими элементами осуще-
ствляется обычно пайкой или сваркой. Пайка должна произво-
диться бескислотными флюсами, при этом не должен происхо-
дить опасный перегрев выводных узлов конденсатора. Допускает-
ся пайка выводов на меньших расстояниях от корпуса, чем указа-
но в нормативной документации, при условии защиты контакт-
ного узла от перегрева и повреждений с помощью термоэкранов
и теплоотводов. Разрешается также одноразовый изгиб проволоч-
ных и лепестковых выводов конденсаторов при наличии защиты
контактного узла от повреждений в момент изгиба. Радиус изгиба
выводов должен составлять не менее 1,5 диаметра проволочного
вывода или 1,5 толщины ленточного вывода.
При монтаже неполярных конденсаторов с оксидным диэлек-
триком должна быть обеспечена изоляция их корпуса от других
элементов и шасси, а также изоляция элементов друг от друга.
При плотном монтаже конденсаторов для обеспечения изоля-
ции корпусов допускается надевать на них изолирующие трубки.
При этом изолирующие трубки (кольца, прокладки) не должны
нарушать покрытия конденсаторов, ухудшать электрические ха-
рактеристики и вызывать перегрев конденсаторов сверх допусти-
мой нормы.
Допускается вертикальная установка малогабаритных конден-
саторов на печатных платах, при этом оксидные конденсаторы с
разнонаправленными выводами должны устанавливаться на пла-
ту отрицательным выводом вниз. При толщине печатной платы
74
не менее 2,5... 3 мм возможна установка на нее конденсаторов без
зазора. В случае воздействия механических нагрузок при вертикаль-
ном монтаже после пайки должна производиться заливка конден-
сатора компаундом на высоту не менее 3 мм от его нижнего осно-
вания.
Следует соблюдать особую осторожность при установке кон-
денсаторов в микросхемы, микросборки и на малогабаритные
печатные платы.
Для работы в составе гибридных интегральных микросхем
предназначены специальные типы безвыводных конденсаторов
(КМ, К10-9, К10-9М, К10-17, К10-27, К10-28, К10-42, К10-43,
КЮ-45, К10-47, К10-49, К10-50, К10-52, К21-5, К21-8, К21-9,
К22У-1, К22-4, КТ4-27, К53-15, К53-15А, К52-16А, К53-22,
К53-25, К53-26). Кроме того, для работы совместно с микро-
схемами и микросборками могут быть использованы и другие
типы конденсаторов, соизмеримые с ними по габаритным раз-
мерам.
Монтаж конденсаторов безвыводного типа осуществляется
пайкой к плате за контактные площадки или с помощью прово-
лочных выводов диаметром не более 0,15 мм. В последнем случае
конденсаторы должны приклеиваться к плате или заливаться
эпоксидным компаундом. Перед пайкой безвыводные конденса-
торы следует нагревать. При монтаже на плате распайкой за кон-
тактные поверхности необходимо использовать жесткую плату,
чтобы исключить коробление при сборке и эксплуатации. Рас-
стояние между контактными площадками на плате должно быть
таким, чтобы нижние поверхности конденсатора лежали на кон-
тактных площадках платы. При установке конденсаторов на пла-
ту перекосы не допускаются. Для пайки следует использовать па-
яльник мощностью не более 25 Вт. Время пайки не должно пре-
вышать 3 с.
При установке подстроечных конденсаторов на металлическую
плату или шасси следует заземлять, если это возможно, ротор-
ную обкладку, связанную с регулировочным винтом, или соеди-
нять с такой точкой схемы, чтобы исключалось влияние паразит-
ной емкости при регулировке.
Клеи, компаунды, лаки и другие материалы, используемые для
приклеивания, заливки и дополнительной защиты конденсато-
ров от влаги, должны обеспечивать хорошую теплопроводность,
адгезию, высокую электрическую прочность, а также не должны
нарушать защитных покрытий конденсаторов и ухудшать их ха-
рактеристики.
Погружение подстроечных конденсаторов в моечные составы,
а также покрытие их защитными компаундами, лаками и другими
Материалами без дополнительной защиты от попадания указан-
ных составов и материалов внутрь конденсаторов не допускается.
75
2.6. Катушки индуктивности и дроссели
2.6.1. Классификация катушек индуктивности
Катушка индуктивности представляет собой электрорадиоэле-
мент, имеющий спиральную обмотку и способный концентриро-
вать в своем объеме или на плоскости электромагнитное поле.
Катушки индуктивности применяются в качестве элементов ко-
лебательных контуров, дросселей, а также для связи цепей между
собой.
Катушка индуктивности, служащая для разделения постоян-
ного и переменного токов или токов разных частот, называется
дросселем.
На практике используются различные типы катушек индук-
тивности (рис. 2.23).
Классификация катушек индуктивности представлена на
рис. 2.24.
Рис. 2.23. Типы катушек индуктивности:
а — без сердечника; б — без сердечника с отводами; в — с ферромагнитным
сердечником; г — с ферромагнитным сердечником, имеющим зазор; д — с фер-
ромагнитным сердечником-подстроечником; е — с немагнитным сердечником-
подстроечником; ж — с магнитодиэлектрическим сердечником-подстроечником
По назначению
1. Контурные
2. Катушки связи
3. Вариометры
4. Дроссели высокой частоты
Катушки индуктивности
По конструктивным признакам
1. Бескаркасные
2. С каркасом
3. С сердечником и без него
4. Экранированные и неэкрани-
рованные
5. Однослойные и многослойные
По диапазону волн
1. Длинноволновые (ДВ)
2. Средневолновые (СВ)
З.КВиУКВ
По технологии изготовления
1. Вожженные
2. Намотанные
3. Печатные
4. Тонкопленочные
Рис. 2.24. Классификация катушек индуктивности
76
। Рис. 2.25. Катушки индуктивности ДВ- и СВ-диапазонов:
1 — каркас; 2 — сердечник; 3 — обмотка; 4 — штыри; 5 — корпус
Рис. 2.26. Катушки индуктивности КВ- и УКВ-диапазонов:
1 — каркас; 2 — обмотка; 3 — элементы крепления к шасси
Индуктивное сопротивление (Ом) катушки зависит от часто-
ты тока и определяется по формуле
XL=2nfL,
где f — частота, Гц; L — индуктивность, Гн.
Для постоянного тока сопротивление любой катушки очень мало.
Катушки индуктивности различных диапазонов показаны на
рис. 2.25 и 2.26.
2.6.2. Основные параметры катушек индуктивности
1. Номинальная индуктивность катушки зависит от диапазона
волн, в котором ее применяют. Для катушек УКВ она составляет
десятые и сотые доли микрогенри, для катушек КВ — единицы
микрогенри, для катушек средних волн — сотни микрогенри, для
катушек ДВ — единицы миллигенри.
77
Катушки с малой индуктивностью изготовляются без сердеч-
ника с небольшим числом витков. Для увеличения индуктивности
катушку выполняют многослойной и вводят сердечник из ферро-
магнитного материала. Потери энергии в катушке должны быть
минимальными, поэтому ее конструкция должна обеспечивать наи-
большую индуктивность при малом активном сопротивлении.
Для однослойной катушки при сплошной намотке (виток к вит-
ку) индуктивность (мкГн) определяется по формуле
£ = 0,01D2o?/f4 + 0,44',
где со — число витков; / — длина намотки, см; D — диаметр ка-
тушки, см.
Многослойные катушки выполняются или простой намоткой «в
навал», или специальной намоткой «универсаль». Индуктивность
(мкГн) многослойной катушки определяется по формуле
Т 0,08J2<d2
Т _ 7_________
~ 3JCD+9/ + 10/’
где Jcp — средний диаметр намотки, см; со — число витков; I —
длина намотки, см; t — толщина намотки, см.
2. Допуск на индуктивность катушки, который зависит от ее
назначения. Так, для контурных катушек индуктивности допуск
составляет ±(0,2...0,5) %, для катушек связи и дросселей высокой
частоты ±(10... 15) % и т. д. Такая точность контурных катушек обес-
печивается использованием специальных мер при их изготовлении.
3. Добротность катушки индуктивности Q, определяемая при
заданной индуктивности и рабочей частоте суммарным сопротив-
лением потерь энергии в катушке.
Отношение индуктивного сопротивления катушки к активно-
му сопротивлению на данной частоте называется добротностью
катушки и определяется по формуле
Q XL_2nfL
г г
Добротность катушек индуктивности при использовании их в
контурах влияет на чувствительность и избирательность радиопри-
емных устройств, к.п.д. радиопередающих устройств и др. Приме-
няемые в радиоаппаратуре катушки индуктивности имеют диапа-
зон добротности 30...300. Чем выше требуемая добротность ка-
тушки, тем большие габариты она должна иметь.
4. Стабильность параметров катушки индуктивности. Парамет-
ры катушки не должны изменяться при воздействии внешних
факторов, т. е. катушка должна обладать стабильностью.
78
Температурная стабильность катушки индуктивности опреде-
ляется изменением ее главных параметров LnQпри воздействии
температуры. Изменение температуры вызывает изменения длины
и диаметра каркаса катушки, приводящие при повышении тем-
пературы к увеличению индуктивности, а при уменьшении тем-
пературы — к уменьшению индуктивности. Температурная ста-
бильность количественно оценивается температурным коэффици-
ентом индуктивности (ТКИ) и коэффициентом нецикличности
(КТНИ).
Для увеличения температурной стабильности индуктивности
следует изготовлять каркас с малым температурным коэффици-
ентом линейного расширения (ТКЛР) (керамика), обеспечивая
плотное сцепление провода с каркасом («горячая» намотка или
вжигание серебряной дорожки в тело керамического каркаса). Та-
кая конструкция позволяет получить ТКИ = (5... 10) • 10-6 1/°С,
однакс^ это возможно лишь для катушек КВ и УКВ, т. е. имеющих
индуктивность не более 10 мкГн.
Для многослойных катушек целесообразно применять сердеч-
ники из карбонильного железа или алсифера либо вовсе отказать-
ся от них.
5. Собственная (межвитковая) емкость катушки индуктивнос-
ти. Собственная емкость катушки отрицательно влияет на ее доб-
ротность и стабильность.
Для уменьшения собственной емкости однослойной катушки
ее витки наматывают не вплотную, а на некотором расстоянии
друг от друга (намотка с принудительном шагом).
Для уменьшения собственной емкости многослойной катушки
ее изготовляют из отдельных секций. Секционные катушки при-
меняют в качестве контурных катушек и дросселей высокой час-
тоты. Малую собственную емкость имеют многослойные катушки
с намоткой «универсалы», при которой провод переходит зигза-
гом с одного края катушки на другой.
Для устранения влияния электромагнитного поля катушки на
соседние детали и внешних полей на катушку ее закрывают ме-
таллическим экраном. Для высокочастотных катушек экран изго-
товляют из меди или алюминия толщиной 0,4... 0,5 мм. Экран спо-
собствует уменьшению индуктивности и добротности катушки и
увеличению ее собственной емкости. Чем ближе расположен эк-
ран к виткам катушки, тем сильнее изменяются ее параметры.
Для уменьшения влияния экрана необходимо, чтобы его диа-
метр и длина были в два раза больше диаметра и длины намотки.
Для низкочастотных катушек применяют экраны из ферромаг-
нитных материалов, например из листовой стали толщиной
0,5... 1,5 мм.
Для увеличения добротности и уменьшения габаритов катуш-
ки используются сердечники из ферромагнитных материалов. Вы-
79
сокочастотные катушки выполняются с сердечниками из карбо-
нильного железа. Добротность катушек с таким сердечником со-
ставляет 400 ...500, а без сердечника — не более 200.
Для контурных катушек, работающих в диапазонах длинных и
средних волн, используются броневые сердечники. Низкочастот-
ные дроссели имеют сердечники из листовой электротехнической
стали. Толщина стальных листов для дросселей, используемых в
цепях звуковых частот, составляет 0,2...0,5 мм, а для дросселей,
используемых в цепях переменного тока с частотой 50 Гц, — око-
ло 0,5 мм.
Индуктивность катушки возрастает при увеличении числа и диа-
метра витков и уменьшении расстояния между ними. Введение
внутрь катушки сердечника из магнитодиэлектрика также способ-
ствует увеличению ее индуктивности. Если сердечник выполнен
из диамагнитного материала, например латуни, то при его введе-
нии индуктивность катушки уменьшается. То же самое происхо-
дит при введении внутрь катушки короткозамкнутого витка. На
практике чаще всего изменение индуктивности осуществляют пе-
ремещением сердечника внутри катушки.
2.6.3. Виды катушек индуктивности
Катушка, индуктивность которой можно изменять в больших
пределах, называется вариометром. Чаще всего вариометр состоит
из двух катушек, взаимная индуктивность которых может меняться.
Вариометры применяют в основном в передатчиках для настройки
колебательных контуров и подбора связи между контурами.
К катушкам индуктивности относятся также высокочастотные
дроссели марки ДМ. Они изготовляются без каркаса, намотка про-
изводится на стержневой ферритовый сердечник диаметром до
2 мм. По внешнему виду такие дроссели похожи на резисторы.
Они предназначены для фильтрации пульсаций в цепях питания
и допускают прохождение постоянного тока до 2 А.
Дроссель высокой частоты представляет собой катушку индук-
тивности, которая включается в цепь тока высокой частоты для
увеличения сопротивления цепи. Высокочастотный дроссель не
оказывает влияния на величину постоянного тока или тока низ-
кой частоты.
Дроссели применяют в цепях фильтрации анодного и коллек-
торного питания усилителей высокой частоты, а также в цепях
накала ламп этих каскадов.
Для повышения заградительных свойств дроссель должен об-
ладать значительной индуктивностью и весьма малой емкостью
по сравнению с контурной катушкой. Его резонансная частота
должна быть гораздо больше частоты рабочего сигнала, выделяе-
мого в контуре. В этом случае при индуктивности порядка сотен
80
Рис. 2.27. Тонкопленочные катушки индуктивности в виде спирали:
а — круглая; б — квадратная
микрогенри дроссель может использоваться в развязывающих це-
пях контуров УВЧ.
Печатная катушка индуктивности представляет собой плоскую
многовитковую спираль, расположенную на печатной плате. Такие
катушки изготовляют чаще всего травлением фольгированного ди-
электрика (гетинакса ГФ или стеклотекстолита СФ). Толщина про-
водников катушки составляет 30...50 мкм, а ширина 0,3... 1 мм,
при этом на площади в 1 см2 получают среднее значение индук-
тивности порядка 10 мкГн. Добротность катушек 100... 120.
Спиральная катушка может быть круглой, овальной или пря-
моугольной формы. Индуктивность катушки прямоугольной фор-
мы по сравнению с катушкой круглой формы при одной и той же
площади и прочих равных геометрических размерах (ширина про-
водников и расстояние между ними) примерно на 12 % выше.
Микромодульная катушка индуктивности выполняется на маг-
нитных сердечниках цилиндрического, тороидального или бро-
невого типа. Основным материалом для изготовления сердечни-
ков служит феррит 50ВЧ или 1000НМ. Для намотки применяются
провода марок ПЭВ и ПЭВТЛ. Наибольшее применение получили
микромодульные катушки индуктивности марок ИФМ, МКИ и
МКИП. На рис. 2.27 приведены тонкопленочные катушки индук-
тивности в виде спирали.
2.7. Трансформаторы
Трансформаторы представляют собой электротехнические при-
боры, преобразующие переменный ток одного напряжения в пе-
ременный ток другого напряжения (одной и той же частоты). Прин-
цип действия трансформаторов основан на законе электромагнит-
ной индукции.
Трансформаторы подразделяются по назначению на силовые,
согласующие и импульсные; по типу применяемого магнитопрово-
81
22 2120 1918 17 16 15 14 13 12 11
L*J IaJ LaaaJ IaaaJ LaaaJ LaaaJ
Рис. 2.28. Схемы двухобмоточного (а) и унифицированного
многообмоточного (б) трансформаторов
да — на броневые, стержневые и тороидальные. Кроме того, по
количеству обмоток различают однообмоточные и многообмоточ-
ные трансформаторы (рис. 2.28).
Трансформаторы питания, или силовые, служат для преобразо-
вания переменного напряжения осветительной сети (220 В, 50 Гц)
в переменное напряжение, необходимое для работы радиоэлект-
ронного устройства. Силовые трансформаторы имеют одну или
две катушки (обмотки) на каркасе из гетинакса или картона, рас-
положенные на замкнутом магнитном сердечнике.
Сердечники изготовляются из тонких, изолированных друг от
друга пластин Ш-образной, П-образной формы либо свиваются
из ленты (рис. 2.29).
При изготовлении первичная (сетевая) обмотка накладывает-
ся первой, виток к витку. Затем накладывается изолирующий ви-
ток бумажной ленты и прокладывается незамкнутый виток фоль-
ги, от которого делается отвод. Виток фольги служит электроста-
тическим экраном и устраняет емкостные переходы сетевых по-
мех во вторичные обмотки. Экран изолируется еще одним слоем
бумаги, после чего накладывается одна или несколько вторичных
обмоток. Первичная обмотка может состоять из нескольких тысяч
витков. Если число витков во вторичной обмотке меньше, чем в
первичной, то трансформатор является понижающим, в против-
ном случае он является повышающим.
Габариты трансформатора пропорциональны мощности, ко-
торую он способен пропустить.
Рис. 2.29. Конструкции сердечников трансформаторов:
а — броневой Ш-образный; б — броневой ленточный; в — кольцевой ленточный
82
Основными характеристиками трансформатора питания явля-
ются напряжение на вторичных обмотках и токи, на которые рас-
считаны эти обмотки.
В современной аппаратуре все чаще применяются импульсные
источники питания, которые имеют значительно меньшие габа-
риты, чем силовые трансформаторы. В этом случае для преобразо-
вания переменного тока в постоянный используется высоковольт-
ный выпрямитель. Он непосредственно подает постоянный ток
для питания высокочастотного мощного генератора, работающе-
го на частоте выше 20 кГц. Преобразование переменного напря-
жения высокой частоты в требуемые для работы напряжения осу-
ществляется при этом сравнительно малогабаритным силовым
трансформатором.
Заданная мощность передается трансформатором, габариты
которого обратно пропорциональны рабочей частоте. Частота
20 кГц в 400 раз выше частоты электросети, поэтому габариты и
масса рилового трансформатора, используемого в импульсном ис-
точнике питания, будут намного меньше, чем трансформатора,
работающего в электросети с частотой 50 Гц.
Импульсные источники питания позволяют уменьшить разме-
ры и массу аппаратуры. Кроме того, импульсные источники пита-
ния, несмотря на некоторое усложнение схемы, обеспечивают
стабилизацию напряжения.
Согласующие трансформаторы имеют тот же принцип работы,
что и силовые, однако они выполняют другую функцию. Эти транс-
форматоры предназначены для согласования предоконечных кас-
кадов транзисторных усилителей звуковой частоты с выходными
каскадами. Согласующие трансформаторы передают незначитель-
ную мощность (единицы милливатт), но работают в широком ди-
апазоне звуковых частот (от 300 Гц до 10 кГц); их сердечники
изготовляют из пермаллоя или феррита. Согласующий трансфор-
матор имеет коэффициент трансформации 1:4. Трансформатор
является понижающим.
В качестве согласующих используются также выходные транс-
форматоры, которые служат для согласования относительно вы-
сокого внутреннего сопротивления выходного каскада усилителя
звуковой частоты с низким сопротивлением звуковой катушки
громкоговорителя или акустической системы (4; 8 Ом). Такое со-
гласование позволяет отвести от выходного каскада относительно
небольшой ток сигнала при большом размахе напряжения и обес-
печить в низкоомном громкоговорителе большой ток малого на-
пряжения. Это позволяет исключить большое падение напряже-
ния полезного сигнала при относительно малом размахе тока на
внутреннем сопротивлении выходного каскада и отдать в акусти-
ческую систему максимальную мощность при минимальных иска-
жениях.
83
ж)
Рис. 2.30. Условные обозначения трансформаторов на схемах:
а — автотрансформатор; б — без сердечника, высокочастотный (точка показыва-
ет начало обмотки); в — то же, с отводами; г — высокочастотный без сердечника
с регулируемой связью между обмотками; д — двухобмоточный с ферромагнит-
ным сердечником; е — трехобмоточный с отводом в обмотке И; ж — с ферро-
магнитным сердечником и электростатическим экраном между обмотками,
соединенными с корпусом
В связи с тем что через выходной трансформатор пропускается,
вся мощность, на которую рассчитана акустическая система (до
нескольких десятков ватт), габариты выходных трансформаторов
в мощных усилителях могут быть довольно значительными. Кроме
того, короткое замыкание в акустической системе способствует
выводу из строя выходного трансформатора. Поэтому в настоящее
время широко применяются усилители с бестрансформаторным
выходным каскадом. Однако такая схема менее экономична и при-
меняется только в стационарных приемниках и усилителях.
Большинство карманных приемников выполняется по транс-
форматорной схеме.
В телевизионных приемниках используются особые трансфор-
маторы для обеспечения сигналами развертки. Это трансформато-
ры выходных строк и кадров (ТВС и ТВ К). Конструкция таких
трансформаторов зависит от конкретной марки телевизора и типа
его отклоняющей системы — катушек, создающих магнитное поле
для отклонения потока электронов в кинескопе.
На схемах трансформаторы изображаются с помощью услов-
ных обозначений (рис. 2.30).
Проверка исправности трансформатора производится оммет-
ром. При этом необходимо убедиться, что все обмотки имеют со-
84
противление не более нескольких ом или десятков ом и между
ними нет замыкания.
Трансформаторы, как и катушки индуктивности, поставляют-
ся в розничную сеть только как запасные части к конкретным
радиоаппаратам и имеют название по назначению.
2.8. Полупроводниковые приборы
Начало развития полупроводниковой техники в нашей стране
положено российским инженером О. В.Лосевым, работавшим в
Нижегородской лаборатории. Впервые в 20-е гг. XX в. им был со-
здан первый усилитель на основе полупроводниковых приборов,
названный «кристадин».
В 1920—1930-е гг. российскими учеными-физиками под руко-
водством академика А. И. Иоффе была разработана теория полу-
проводниковой проводимости; кроме того, были введены понятия
электронной и дырочной проводимости, исследовано влияние при-
месей и температуры на механизм электропроводности, а также
разработана теория выпрямления переменного электрического тока
в постоянный.
В 1948 г. в США были созданы первые полупроводниковые при-
боры на основе германия, получившие название транзисторов. Их
создатели Д. Бардин, У.Браттейн и У. Шокли были удостоены
Нобелевской премии.
В нашей стране транзисторы были разработаны в 1949 г. учеными
А. В. Красиловым и С. Г. Мадояном; к 1968 г. были созданы и внедре-
ны в производство уже более 50 типов транзисторов, большое коли-
чество диодов, тиристоров и других полупроводниковых приборов.
Начиная с 1960-х гг. применение полупроводниковых прибо-
ров в электронной промышленности получило массовый харак-
тер, что обусловливается их достоинствами: высокими к.п.д., дол-
говечностью, надежностью, малыми габаритами и массой и т.д.
Для изготовления полупроводниковых приборов используются
как простые полупроводниковые материалы (германий, кремний,
селен), так и сложные (арсенид галлия, фосфид галлия и др.).
Полупроводниковыми называются приборы, действие которых ос-
новано на использовании свойств полупроводниковых материалов.
Классификация полупроводниковых приборов приведена на рис. 2.31.
Ниже даются краткие характеристики полупроводниковых приборов.
Полупроводниковые резисторы — приборы с двумя выводами, в
которых электрическое сопротивление зависит от приложенного
напряжения, температуры, освещенности, механических дефор-
маций и других управляющих параметров. Полупроводниковые ре-
зисторы широко используются в качестве датчиков освещеннос-
ти, в системах регулирования температуры, тепловой защиты, про-
тивопожарной безопасности и т.д.
85
Рис. 2.31. Классификация полупроводниковых приборов
Полупроводниковые диоды — приборы с одним р—«-переходом
и двумя выводами, в которых используются свойства этого пере-
хода. Полупроводниковые диоды широко применяются в электро-
нике для выпрямления электрического тока, стабилизации на-
пряжения и тока, для генерации высокочастотных сигналов, в
качестве быстродействующих переключателей в системах автома-
тики и т.д.
Полупроводниковые фотоэлектрические приборы — это прибо-
ры, в которых используется эффект взаимодействия оптического
излучения (видимого инфракрасного или ультрафиолетового) с
носителями заряда (электронами или дырками). Эти приборы ши-
роко используются в системах автоматики, контрольно-измери-
тельных устройствах, в системах оптоволоконной техники, в ка-
честве элементов солнечных батарей и др.
Биполярные транзисторы — полупроводниковые приборы, име-
ющие два р—«-перехода и используемые для усиления и генера-
ции электрического сигнала.
Полевые транзисторы — полупроводниковые приборы, в кото-
рых используются полупроводниковые материалы с различными
типами электропроводности и которые образуют один р—«-пере-
ход. Полевые транзисторы применяются в качестве усилителей и
генераторов на высоких частотах.
Тиристоры — полупроводниковые приборы, имеющие три или
более р—«-переходов и работающие в двух устойчивых состояни-
ях— открытом и закрытом. Тиристоры широко применяются в
качестве быстродействующих переключателей.
86
Полупроводниковые микросхемы — микроэлектронные изделия,
предназначенные для преобразования электрического сигнала, все
элементы и межэлементные соединения которых выполнены в
объеме и на поверхности полупроводникового кристалла.
Комбинированные полупроводниковые приборы представляют со-
бой различные полупроводниковые приборы, объединенные в один
корпус. Эти приборы широко применяются в системах автомати-
ки и связи, в вычислительной технике и т.д.
2.8.1. Условные обозначения полупроводниковых диодов
Условное обозначение полупроводниковых диодов в соответ-
ствии с ГОСТ 10 862—72 состоит из четырех элементов.
Первый элемент — буква или цифра — обозначает исходный
полупроводниковый материал: Г или 1 — германий и его соеди-
нения; К или 2 — кремний и его соединения; А или 3 — галлий и
его сЬединения.
Второй элемент — буква — указывает класс прибора: Д — дио-
ды; Ц — выпрямительные столбы и блоки; А — диоды СВЧ; В —
варикапы; И — туннельные и обращенные диоды; Н — диодные
тиристоры; У — триодные тиристоры; Л — излучатели (светодио-
ды); Г — генераторы шума; Б — диоды Ганна; К — стабилизаторы
тока; С — стабилитроны и стабисторы.
Третий элемент состоит из трех цифр, обозначающих назначе-
ние и качественные свойства приборов, а также порядковый номер
разработки. Ниже приводятся расшифровка третьего элемента обо-
значения различных типов диодов (табл. 2.11) и обозначение третье-
го элемента стабилитронов в зависимости от их мощности (табл. 2.12).
Таблица 2.11
Условное обозначение третьего элемента полупроводникового диода
Тип прибора Обозначение
Выпрямительные диодъг. малой мощности со средним значением силы тока до 0,3 А средней мощности со средним значением силы тока0,3... 10 А универсальные с частотой менее 1 ГГц 101... 199 201 ...299 401...499
Импульсные диоды с временем восстановления обратного сопротивления, нс: более 150 от 30 до 150 от 5 до 30 от 1 до 5 менее 1 501 ...599 601 ...699 701 ...799 801 ...899 901 ...999
87
Окончание табл. 2.11
Тип прибора Обозначение
Выпрямительные столбы. малой мощности со средним значением прямого тока до 0,3 А средней мощности со средним значением прямого тока 0,3... 10 А 101 ...199 201 ...299
Выпрямительные блоки'. малой мощности со средним значением прямого тока до 0,3 А средней мощности со средним значением прямого тока 0,3... 10 А 301 ...399 401 ...499
Диоды СВЧ'. смесительные детекторные параметрические регулирующие умножительные генераторные 101 ...199 201 ...299 401 ...499 501 ...599 601 ...699 701 ...799
Варикапы. подстроечные умножительные 101 ...199 201...299
Туннельные диоды. усилительные генераторные переключательные обращенные 101 ...199 201 ...299 301 ...399 401 ...499
Диодные тиристоры: малой мощности со средним значением прямого тока до 0,3 А средней мощности со средним значением прямого тока 0,3... 10 А 101 ...199 201 ...299
Триодные тиристоры: незапираемые малой мощности со средним значением прямого тока до 0,3 А незапираемые средней мощности со средним значением прямого тока 0,3... 10 А запираемые малой мощности со средним значением прямого тока до 0,3 А запираемые средней мощности со средним значением прямого тока 0,3... 10 А симметричные незапираемые малой мощности со средним значением прямого тока до 0,3 А симметричные незапираемые средней мощности со средним значением прямого тока 0,3... 10 А 101... 199 201 ...299 301...399 401 ...499 501 ...599 601 ...699
88
Таблица 2.12
Условное обозначение третьего элемента стабилитронов
Напряжение стабилизации, В Обозначение третьего элемента при мощности стабилитронов, Вт
малой (до 0,3) средней (от 0,3 до 5) большой (более 5)
До 10 От 101 до 199 От 401 до 499 От 701 до 799
От 10 до 99 От 201 до 299 От 501 до 599 От 801 до 899
От 100 до 199 От 301 до 399 От 601 до 699 От 901 до 999
Четвертый элемент (буква) обозначает классификацию диода
внутри технологического типа по одному или нескольким электри-
ческим параметрам. В ряде случаев такая классификация может осу-
ществляться без буквы только с помощью третьего элемента, при
этом приборам одного типа, но с различными классификацион-
ными параметрами даются разные трехзначные номера в пределах
соответствующей сотни. Иногда в конце обозначения ставят две
Рис. 2.32. Классификация и условное графическое обозначение полупро-
водниковых диодов
89
буквы, последняя из которых может обозначать конструктивную
модификацию данного диода. Например, КД202К означает крем-
ниевый выпрямительный диод с допустимым средним прямым то-
ком до 10 А, разновидность К. Классификация й условное графи-
ческое обозначение полупроводниковых диодов даны на рис. 2.32.
Наряду с приведенной выше системой обозначений применя-
ется также двух- и трехэлементная система обозначений для мар-
кировки приборов разработки до 1964 г., в которой первый эле-
мент — буква Д — присваивается всем диодам; второй элемент —
цифра — означает: 1 — 100 — точечные германиевые диоды, 101—
200 — точечные кремниевые диоды, 201—300 — плоскостные крем-
ниевые диоды, 301—400 — плоскостные германиевые диоды, 401—
500 — СВЧ смесительные детекторы, 501—600 — умножительные
диоды, 601—700 — видеодетекторы, 701—749 — параметрические
германиевые диоды, 750—800 — параметрические кремниевые
диоды, 951 — 1000 — туннельные диоды, 1001—1100 — выпрями-
тельные столбы; третий элемент — буквы — обозначает разно-
видность диодов данного типа. Например, Д226Е обозначает крем-
ниевый выпрямительный диод, разновидность Е, а Д1010А — крем-
ниевый выпрямительный столб.
2.8.2. Правила монтажа и эксплуатации полупроводниковых
приборов
Во избежание повреждения полупроводниковых приборов при
монтаже необходимо обеспечить неподвижность их выводов вбли-
зи корпуса. Для этого следует изгибать выводы на расстоянии не
менее 3...5 мм от корпуса и выполнять пайку низкотемператур-
ным припоем ПОС-61 на расстоянии не менее 5 мм от корпуса
прибора с обеспечением теплоотвода между корпусом и местом
пайки. При расстоянии от места пайки до корпуса 8... 10 мм и
более ее можно производить без дополнительного теплоотвода
(в течение 2...3 с).
Перепайка в монтаже и замена отдельных деталей в схемах с
полупроводниковыми приборами должна производиться при от-
ключенном питании паяльником с заземленным жалом. При вклю-
чении транзистора в схему, находящуюся под напряжением, не-
обходимо сначала присоединить базу, затем эмиттер, а потом кол-
лектор. Отключение транзистора от схемы без снятия напряжения
выполняется в обратной последовательности.
Для обеспечения нормальной работы полупроводниковых при-
боров на полной мощности необходимо использовать дополни-
тельные теплоотводы. В качестве теплоотводов применяются реб-
ристые радиаторы из красной меди или алюминия, которые на-
деваются на приборы. При проектировании схем с широким тем-
пературным диапазоном работы следует учитывать, что при по-
90
вышении температуры снижается не только допустимая мощность
рассеяния многих типов полупроводниковых приборов, но и до-
пустимые напряжения и сила токов переходов.
Эксплуатация полупроводниковых приборов должна осуществ-
ляться только в диапазоне требуемых рабочих температур, при
этом относительная влажность должна быть до 98 % при темпера-
туре 40 °C; атмосферное давление — от 6,7 • 102 до 3 • 105 Па; вибра-
ция с ускорением до 7,5g в диапазоне частот 10...600 Гц; много-
кратные удары с ускорением до 75g; линейные ускорения до 25g.
Увеличение или уменьшение указанных выше параметров от-
рицательно влияет на работу полупроводниковых приборов. Так,
изменение диапазона рабочих температур вызывает растрескива-
ние кристаллов полупроводников и изменение электрических ха-
рактеристик приборов. Кроме того, под действием высокой тем-
пературы происходят высыхание и деформация защитных покры-
тий, выделение газов и расплавление припоя. Высокая влажность
способствует коррозии корпусов и выводов вследствие электро-
лиза. Низкое давление вызывает уменьшение пробивного напря-
жения и ухудшение теплопередачи. Изменение ускорения ударов
и вибрации приводит к появлению механических напряжений и
усталости в элементах конструкций, а также механических по-
вреждений (вплоть до отрыва выводов) и др.
Для зашиты от воздействия вибраций и ускорения конструкция с
полупроводниковыми приборами должна иметь амортизацию, а для
улучшения влагостойкости должна покрываться защитным лаком.
2.9. Классификация и обозначение транзисторов, правила
монтажа и эксплуатации
Транзисторы представляют собой полупроводниковые прибо-
ры с двумя или более р—«-переходами, позволяющие усиливать
электрические сигналы и имеющие три и более выводов.
Транзисторы подразделяются на биполярные и униполярные (по-
левые) (рис. 2.33).
Рис. 2.33. Классификация транзисторов
91
Рис. 2.34. Виды транзисторов и их конструкция:
а — р—л—p-типа; б — «—р—л-типа; в — конструкция транзистора
Биполярные транзисторы имеют трехслойную структуру с че-
редующимися типами электропроводности. Различают также пря-
мые (р—п—р) и обратные (n—p—ri) транзисторы (рис. 2.34). Каж-
дый слой имеет вывод: эмиттер Э, базу (или основание) Б и кол-
лектор К. Переход между базой и эмиттером называется эмиттер-
ным, а между базой и коллектором — коллекторным.
В зависимости от общего электрода используются три схемы
включения транзисторов: с общим эмиттером ОЭ (для обеспече-
ния наибольшего усиления), с общей базой ОБ (для достижения
наибольшей стабильности в работе) и с общим коллектором ОК
(для обеспечения высокого входного и низкого выходного сопро-
тивлений) (рис. 2.35).
Рис. 2.35. Схемы включения транзисторов:
а — с общей базой; б — с общим эмиттером; в — с общим коллектором
92
Рис. 2.36. Классификация полевых транзисторов
Транзисторы предназначены для генерации, усиления и пре-
образования электрических сигналов. В импульсных схемах они ра-
ботают в режиме «ключа», когда транзистор может находиться
только в двух состояниях: включенном (открытом), либо выклю-
ченном (закрытом). Переход из одного состояния в другое проис-
ходит очень быстро, что отвечает основным требованиям боль-
шого быстродействия.
По конструкции полевые транзисторы различают с управляю-
щим р—«-переходом и с изолированным затвором с встроенным
или индуцированным каналом (рис. 2.36). У таких транзисторов
электрод, от которого начинают движение основные носители за-
ряда, называется истоком; электрод, к которому движутся ос-
новные носители заряда, — стоком, а электрод, к которому
прикладывают управляющее напряжение, — затвором.
По материалу изготовления транзисторы бывают кремниевые
или германиевые; по механизму движения носителей заряда — диф-
фузионные, или дрейфовые.
Униполярные (биполярные) транзисторы могут быть маломощ-
ными (Ртах< 0,3 Вт), средней мощности (от 0,3 до 1,2 Вт) и мощ-
ными (свыше 1,2 Вт). В зависимости от предельной частоты они
бывают (рис. 2.37) низкочастотными (Хпах< 3 МГц), среднечастот-
ными (3... 30 МГц), высокочастотными (от 30 до 300 МГц) и сверх-
высокочастотными (свыше 300 МГц).
По функциональному назначению транзисторы в радиоэлектрон-
ных схемах разделяют на двухпереходные биполярные (усилитель-
ные, импульсные, малошумящие, высоковольтные, фототранзи-
сторы) и полевые (униполярные) с каналом и управляющим зат-
вором в виде р—«-перехода, с встроенным или индуцированным
каналом и изолированным затвором.
93
Рис. 2.37. Классификация биполярных транзисторов
Кроме того, транзисторы различают по мощности и частоте.
В зависимости от максимальной мощности Рктах, рассеиваемой
коллектором, различают транзисторы малой, средней и большой
мощности, а по частоте — низкочастотные, среднечастотные, вы-
сокочастотные и сверхвысокочастотные.
В настоящее время используется система обозначения транзис-
торов, состоящая из четырех элементов.
Первый элемент — буква или цифра — обозначает материал тран-
зистора (Г или 1 — германий или его соединения; К или 2 — крем-
ний или его соединения; А или 3 — галлий или его соединения).
Второй элемент — буква — обозначает тип транзистора (Т —
биполярные транзисторы; П — полевые транзисторы).
Третий элемент — цифра — указывает назначение и качествен-
ные свойства прибора (табл. 2.13), а также порядковый номер раз-
работки.
Четвертый элемент — буква — обозначает разновидность типа
прибора (деление на параметрические группы).
Так, например, КТ324А обозначает кремниевый маломощный
высокочастотный транзистор, разновидность А; ГТ905Б — герма-
94
Таблица 2.13
Условное обозначение третьего элемента транзисторов
Частота транзистора, МГц Обозначение третьего элемента при мощности рассеяния, Вт
малой (до 0,3) средней (от 0,3 до 1,5) большой (более 1,5)
Низкая (до 3) 101 ...199 401 ...499 701 ...799
Средняя (3...30) 201 ...299 501 ...599 801 ...899
Высокая (30...300) Сверхвысокая (выше 300) 301 ...399 601 ...699 901 ...999
ниевый большой мощности высокочастотный транзистор, разно-
видность Б.
Система обозначения транзисторов, разработанных до 1964 г.,
состоит из трех элементов. Первый элемент — буква, обозначаю-
щая транзистор; второй элемент — число, указывающее назначе-
ние и качественные свойства (табл. 2.14), а также порядковый но-
мер разработки транзистора; третий элемент — буква, обознача-
ющая разновидность типа прибора.
При монтаже транзисторов необходимо соблюдать следующие
правила.
1. Крепление транзисторов должно производиться за корпус. Из-
гиб внешних выводов необходимо выполнять на расстоянии не ближе
10 мм от проходного изолятора (если нет других указаний). Изгиб
жестких выводов мощных транзисторов запрещается.
2. Пайка выводов должна осуществляться на расстоянии не ближе
10 мм от корпуса прибора.
Таблица 2.14
Условное обозначение второго элемента транзисторов, разработанных
до 1964 г.
Частота транзистора, МГц Обозначение второго элемента при мощности рассеяния, Вт
германиевых кремниевых
до 0,25 (малая) более 0,25 (большая) до 0,25 (малая) более 0,25 (большая)
Низкая (до 5) 1...99 201 ...299 101 ...199 301 ...399
Высокая (более 5) 401 ...499 601 ...699 501 ...599 701 ...799
95
3. Мощность паяльника должна быть не более 60 Вт, время пай-
ки — не более 3 с, а температура — не выше 200 °C.
4. В процессе монтажа необходимо исключить прохождение тока
через транзисторы и обеспечить надежный теплоотвод.
5. Не допускается располагать транзисторы вблизи тепловыде-
ляющих элементов (сетевых трансформаторов, мощных резисто-
ров), а также в сильных электромагнитных полях.
При эксплуатации транзисторов требуется выполнять следую-
щие правила.
1. Полярность напряжения внешнего источника питания, под-
ключаемого к электродам транзистора, следует выбирать с учетом
структуры транзистора и его рабочей схемы.
2. При подключении транзистора к источнику питания необхо-
димо первым присоединять вывод базы, а последним — вывод
коллектора. Отключение транзистора должно производиться в об-
ратном порядке. Запрещается подавать напряжение на транзистор
с отключенной базой.
3. Для увеличения надежности и долговечности транзисторов
рабочие напряжения, сила тока, мощность и рабочая температура
должны быть меньше предельно допустимых (около 0,7 их зна-
чений).
4. Не разрешается использовать транзисторы на совмещенных
предельных режимах (например, по току и напряжению).
5. С целью защиты транзисторов от перенапряжений в их схемы
должны быть включены стабилизирующие, демпфирующие и ог-
раничивающие диоды.
6. Запрещается проверка схем на полупроводниковых приборах
омметрами или другими приборами, которые могут вызвать пере-
грузку диодов и транзисторов.
2.10. Коммутационные устройства
2.10.1. Переключатели
Переключатель представляет собой устройство, предназначен-
ное для коммутации электрических цепей радиоустройств с це-
лью обеспечения того или иного режима работы.
Переключатели являются довольно распространенными радио-
компонентами, от надежной работы которых во многом зависят
работа всего радиоустройства и правильность получения той или
иной информации.
Конструкция переключателя состоит из двух основных элемен-
тов: контактной пары и механизма замыкания-размыкания кон-
тактов.
Контакты, как правило, изготовляют из платины, серебра, зо-
лота и сплавов других металлов, а также из бронзы, латуни и
96
вольфрама. Они могут быть плоскоконической, плоскосферичес-
кой и цилиндрической формы. Контакты бывают прижимные и
притирающиеся.
По способу действия механизма замыкания-размыкания контак-
тов переключатели подразделяются на нажимные (кнопки и кла-
виши), перекидные (тумблеры) и галетные.
По назначению контакты классифицируются на высокочастот-
ные и низкочастотные, сильноточные и слаботочные.
Основными параметрами переключателей являются: переход-
ное сопротивление, емкость между контактами, сопротивление
изоляции, мощность контактов, срок службы, четкость фикса-
ции, масса и габариты.
Переходное сопротивление контактов зависит как от материала
контактов, так и от состояния их поверхности. Чем больше давле-
ние между контактами и меньше они окислены, тем меньше пе-
реходное сопротивление и выше надежность контактирования.
ОбычнЬ переходное сопротивление составляет 0,01 ...0,03 Ом.
Емкость между контактами определяется их взаимным пере-
крытием по площади и расстоянием между ними, а также ви-
дом диэлектрика, на котором они укреплены. Емкость высо-
кочастотных переключателей должна быть не более 1...2 пФ, в
противном случае она может оказывать существенное влияние
на работу высокочастотных узлов, в которых применяется пере-
ключатель (например, во входных цепях радиоприемных уст-
ройств), и вызывать их генерацию. Поэтому в высокочастотных
переключателях в качестве каркасов применяются керамические
галеты.
Сопротивление изоляции между контактами переключателя оп-
ределяет их электрическую прочность. Это особенно важно для
радиопередающих устройств, в которых под действием высоких
напряжений в диэлектрике возможны повышенная поляризация
и увеличение токов утечки.
Мощность контактов определяется произведением предельно
допустимого тока при замкнутых контактах на предельно допус-
тимое напряжение при разомкнутых контактах, при которых га-
рантируется нормальная работа переключателя в течение опреде-
ленного срока службы.
Срок службы переключателя оценивается числом переключе-
ний, при котором переключатель исправно работает. Он составля-
ет от нескольких тысяч до нескольких миллионов переключений
и зависит от мощности контактов и климатических факторов.
Четкость фиксации переключателя характеризуется отношением
силы, необходимой для его вывода из зафиксированного положе-
ния, к минимальной силе, требуемой для его движения в проме-
жуточном (незафиксированном) положении. В конструкциях пе-
реключателей обычно предусматривается фиксатор, удерживаю-
4 Ярочкина
97
Рис. 2.38. Тумблер:
1 — рычаг; 2 — корпус; 3 — контакты; 4 — переключающий валик; 5 — изоляцион-
ный колпачок; 6 — пружина
щий контакты в строго замкнутом или разомкнутом положении и
препятствующий их перемещению при вибрациях и ударах.
Масса и габариты переключателя определяются в основном его
мощностью, типом механизма, числом коммутирующих контакт-
ных пар и др.
Из числа перекидных переключателей наиболее широкое при-
менение получили тумблеры (рис. 2.38). Принцип работы тумб-
лера состоит в следующем. При крайнем положении рычага 1 пру-
жина 6 прижимает переключающий валик 4 к одной паре контак-
тов 3, замыкая их. При перемещении рычага в другое крайнее
положение пружина сжимается до тех пор, пока центр О головки
рычага не окажется в положении О'. При этом под действием со-
ставляющей силы Р' валик перемещается к другой паре контак-
тов и замыкает ее, а первая пара размыкается.
Тумблеры обычно применяются в цепях низкой частоты и по-
стоянного тока, где требуется быстрое включение-выключение или
переключение цепей. Они могут работать при значительных токах
(единицы ампер) и напряжениях (сотни вольт).
Однако многократное использование тумблеров в короткие про-
межутки времени утомляет оператора, работающего с радиоаппа-
ратурой. В этих случаях целесообразно применять клавишные пе-
реключатели.
Галетные переключатели являются многополюсными,
что позволяет одновременно осуществлять коммутацию несколь-
ких функционально связанных цепей. Например, применение га-
98
12
Рис. 2.39. Галетный переключатель:
а — об1|ций вид; б — фиксаторное устройство; 1 — галета;
2 — втулка; 3 — шпилька; 4 — ротор; 5 — контактный лепе-
сток; 6 — ручка; 7 — упор-ограничитель; 8 — планка; 9 —
шар-фиксатор; 10— прижимная пружина; 11 — ось; 12 —
«звездочка»; 13 — пластина-основание _
б)
летного переключателя для переключения диапазонов настройки
радиоприемника дает возможность одновременно переключать кон-
туры высокой частоты во входных и гетеродинных цепях.
Галетный переключатель (рис. 2.39, а) состоит из набора га-
лет 1, соединенных между собой и с фиксаторным устройством
металлическими втулками 2 и стягивающими шпильками 3. Каж-
дая галета представляет собой шайбу неправильной формы, изго-
товленную из гетинакса или керамики, на которой по периферии
развальцовкой через каждые 30° укреплены двенадцать контакт-
ных лепестков 5. В центре галеты находится вращающийся ротор
4, выполненный в виде изоляционного круга, на котором укреп-
лено металлическое кольцо с выступом-ползуном. Вращение ро-
тора осуществляется осью 11 (рис. 2.39, б), на одном конце кото-
рой жестко закреплена металлическая планка 8, проходящая че-
рез центры роторов всех галет, а на другом конце надета ручка,
имеющая форму «клювика» или цилиндра с выступами для удоб-
ства переключения.
Фиксаторное устройство является сборным, состоит из метал-
лической пластины-основания 13 овальной формы с отверстия-
ми, шара-фиксатора 9, упора-ограничителя 7 угла переключения,
«звездочки» 12 и прижимной пружины 10. При переключении из
одного положения в другое шар-фиксатор отжимается выступом
«звездочки», позволяя ей повернуться на один выступ. «Звездоч-
ка» жестко соединена с осью и планкой угла поворота. После пе-
99
ревода переключателя в соседнее поло-
жение пружина вгоняет шар-фиксатор
в углубление между выступами «звездоч-
ки», ограничивая (фиксируя) движение
поворотной оси. При следующем пере-
ключении происходит аналогичная опе-
рация фиксации. С одной стороны «звез-
дочки» имеется прямоугольный выступ,
который при определенном угле пово-
рота упирается в упор-ограничитель. По-
следний при сборке фиксаторного уст-
ройства вставляется в одно из отверстий
пластины-основания, которые разнесе-
ны с угловым шагом 30°. В связи с этим
ограничение угла может быть кратным этому значению.
Если ротор галеты выполнен в виде целого кольца с одним
выступом-ползуном, то периферийные лепестки также имеют толь-
ко один удлиненный лепесток (общий вывод). При этом осуще-
ствляется переключение в одном направлении на одиннадцать по-
ложений (переключатель 11П1Н).
Если роторное кольцо разрезано пополам и имеет два высту-
па-ползуна, а шайба — два удлиненных лепестка, то переключа-
тель имеет два направления переключения и соответственно пять
положений (5П2Н) и т.д. Например, сдвоенный галетный пере-
ключатель ПГ-2-14-4П6Н, выполненный в корпусе из АГ-4 дли-
ной 40 мм и 011 мм, имеет четыре положения и шесть направле-
ний переключения.
Галетные переключатели широко применяются в радиоаппарату-
ре. Наиболее малогабаритными являются низкочастотный МПН-1
(рис. 2.40, а) и высокочастотный МПВ-1 (рис. 2.40, б) переключатели.
2.10.2. Реле
Реле, как и переключатели, предназначены для коммутации
электрических цепей радиоустройств. Однако если в переключате-
ле коммутация осуществляется механическим нажатием кнопок,
клавишей, передвижением или поворотом ручек тумблера, галет-
ного переключателя, то в реле одновременное размыкание (за-
мыкание) контактных пар происходит под действием электри-
ческого, магнитного или температурного полей.
По принципу работы реле подразделяются на электромагнит-
ные, магнитоэлектрические, электродинамические, индукцион-
ные и электротермические. Наибольшее распространение получи-
ли электромагнитные реле.
В зависимости от вида коммутируемого тока различают реле
постоянного и переменного токов.
100
Реле постоянного тока подраз-
деляются на нейтральные и поля-
ризованные. Нейтральное
реле срабатывает только при на-
личии постоянного тока в обмот-
ке, а поляризованное реле,
имеющее общий якорь и распо-
ложенные по обе стороны от него
контактные пластины, срабатыва-
ет в ту или другую сторону в за-
висимости от направления прохо-
дящего тока в обмотке.
В состав электромагнитного
реле входят, как правило, контак-
тные пары, якорь, обмотка, сер-
Рис. 2.41. Реле поворотного типа:
1 — ярмо; 2 — возвратная пружина; 3 —
контакты; 4, 7— толкатели; 5 — пружи-
на; 6 — наконечник; 8 — обмотка
дечник и другие элементы для механической сборки.
По\конструктивному оформлению различают реле поворотного
(рис. 2.41), втяжного (рис. 2.42) и язычкового (рис. 2.43) типов.
В зависимости от мощности срабатывания и массы выпускают-
ся реле в виде мощных контакторов с большими массой и габари-
тами либо слаботочные малогабаритные реле для микроэлектрон-
ной аппаратуры.
В зависимости от времени срабатывания реле разделяют на быст-
родействующие (не более 0,005 с), нормальные (от 0,015 с) и замед-
ленные (более 0,015 с).
Основными параметрами реле являются токи (напряжения) сра-
батывания и отпускания, время срабатывания и отпускания, мощ-
ность срабатывания, срок службы, масса и габариты, эксплуата-
ционные характеристики.
Рис. 2.42. Реле втяжного типа:
1 — якорь; 2 — корпус; 3 — обмотка;
4, 5 — контакты; 6 — упоры
Рис. 2.43. Язычковое реле:
1 — стеклянный баллон; 2 — язычок;
3— обмотка; 4 — каркас; 5 — вывод
101
Ток (напряжение) срабатывания — минимально необходимое
значение тока (напряжения), при котором тяговое усилие, разви-
ваемое электромагнитом постоянного тока, будет больше суммы
противодействующих сил, т. е. силы, развиваемой возвратной пру-
жиной, а также сил деформации контактных пар и трения.
Ток (напряжение) отпускания — минимально необходимое зна-
чение тока (напряжения), при котором тяговое усилие будет мень-
ше суммы противодействующих сил.
Ток отпускания всегда меньше тока срабатывания. Объясняет-
ся это тем, что в начале срабатывания реле величина зазора боль-
шая, поэтому тяговая сила в этот момент меньше, чем в начале
отпускания, и для ее увеличения необходим большой ток.
Время срабатывания (отпускания) — интервал времени с мо-
мента подачи напряжения (тока) в обмотку реле до момента ком-
мутации контактов.
Мощность срабатывания — мощность, потребляемая обмоткой
реле при срабатывании.
Срок службы — число допустимых переключений контактов
реле, при котором обеспечивается его надежность, заданная тех-
ническими условиями.
Масса и габариты реле зависят от его мощности срабатывания,
вида конструктивного оформления, числа контактных пар и экс-
плуатационных характеристик.
При отсутствии в конструкции реле подвижных механических
элементов его быстродействие и надежность повышаются. Такое
реле называется герметизированным контактом, или герконом. Гер-
кон имеет малое контактное сопротивление, высокую чувстви-
тельность (малые токи срабатывания) и безыскровую коммута-
цию контактов.
Наибольшее применение получили малогабаритные слаботоч-
ные реле РЭС, а также мощные реле РДЧГ, РМУГ, PC. Реле
РЭС-49 имеет прямоугольный корпус с размерами 5х 10 х 15 мм и
массой 3,5 г; РЭС-15 — цилиндрический корпус 011 мм, длиной
16 мм и массой 3,2 г, а мощное реле РМУГ имеет объем 110 см3 и
массу 160 г.
2.10.3. Разъемы
Разъем — это электромеханическое устройство, предназначен-
ное для соединения электрических цепей между блоками и функ-
циональными ячейками с помощью кабелей, жгутов и печатного
монтажа.
Разъем представляет собой соединение двух сборочных единиц —
вилки и розетки, в изоляционных основаниях которых укреплены
штыри и гнезда, образующие контактные пары. Кроме того, в
конструкцию разъема входят также корпус, каркас, штырь-лови-
102
тель, ключ для правильного соединения вилки и розетки, эле-
менты крепления.
По назначению разъемы классифицируются на высокочастот-
ные и низкочастотные, а по применению — на межблочные и
межъячеечные (внутриблочные).
Межблочные разъемы используются для соединения различ-
ных по назначению и конструкции блоков, а межъячеечные —
только в разъемных конструкциях блоков, обеспечивающих лег-
косъемность и быстрое электрическое соединение функциональ-
ных ячеек как при сборке, так и при эксплуатации.
В зависимости от соединения контактных пар разъемы выпол-
няются с гладкими плоскими и круглыми штырями, с пружин-
ными гнездами, а также с гиперболоидной поверхностью гнезда
или штыря.
Разъемы с гиперболоидной поверхностью гнезда или штыря
наиболее надежны по сравнению с другими видами разъемов, так
как контакт при этом осуществляется во многих точках гипербо-
лоидной поверхности.
По форме разъемы бывают круглые и прямоугольные. Круглые
используются в высокочастотном диапазоне и для межблочной
коммутации, а прямоугольные чаще используются для внутри-
блочных соединений.
Кроме того, по степени унификации различают разъемы стан-
дартного, наборного и нестандартного типов.
К основным параметрам разъемов относятся следующие:
надежность контактной пары;
ее переходное сопротивление;
рабочее напряжение и максимальный рабочий ток разъема;
рабочий диапазон частот;
число контактов;
масса и габариты;
срок службы;
эксплуатационные характеристики.
Внутриблочные разъемы применяются для электрического со-
единения между собой функциональных ячеек с помощью печат-
ного или проводного монтажа. Вилки разъемов устанавливают на
печатные платы ячеек и закрепляют винтами или заклепками, а
их выводы либо запаивают в металлизированные отверстия плат
под прямым углом к штырям, либо непосредственно припаивают
к печатным площадкам плат.
Розетки разъемов устанавливают и крепят на общей трассиро-
вочной печатной плате или прямо на шасси блоков и панелей. В
первом случае осуществляется печатный монтаж общих соедине-
ний розеток с выходом их на межблочный разъем, во втором —
объемный проволочный монтаж в виде жгутов. Разъемы имеют
прямоугольную форму, а их установочные размеры зависят от числа
103
контактов, шага между ними и числа рядов расположения кон-
тактов.
Основную группу внутриблочных разъемов составляют стан-
дартные гиперболоидные разъемы, например ГРПМ (прямоуголь-
ный малогабаритный), ГРППМ (прямоугольный для печатного
монтажа малогабаритный), ГРПП (прямоугольный для печатного
монтажа), а также разъем МРН (малогабаритный низкочастот-
ный).
В условном обозначении разъема или его части первые несколько
(3...5) букв указывают тип разъема; цифра после букв — номер
типа разъема; цифра после дефиса — количество контактов; сле-
дующие буквы обозначают части разъема (например, Ш — штырь-
вилка, Г — гнездо-розетка), форму выводов вилки при пайке (на-
пример, П — выводы штырей прямые, У — выводы под углом,
Н — непосредственная пайка выводов на печатные площадки)
либо разновидность розетки (например, О — неплавающая, ПЛ —
плавающая); последние цифры — тип покрытия контактов (1 —
золочение, 2 — серебрение).
Разъемы группы ГРПМ1 имеют 31, 45, 61, 90 и 122 контакта
при числе рядов два, три и четыре. Разъемы группы ГРПМ2 име-
ют примерно такое же число контактов при рядности, равной во
всех случаях четырем.
Межблочные разъемы служат для электрического соединения
высоко- и низкочастотных цепей между блоками. Розетки меж-
блочных разъемов крепятся на лицевых панелях или в стенках кор-
пуса с помощью прямоугольных фланцев и крепежных винтов либо
опаиваются по контуру. Для герметичных корпусов розетки разъе-
мов дополнительно заливают герметиком-компаундом или ставят
их на уплотнительные прокладки. Вилки межблочных разъемов
(рис. 2.44) припаивают к радиочастотным кабелям, имеющим пла-
стикатовую изоляцию, либо к проводным жгутам, которые, как
правило, помещены в металлическую оплетку. Надежность соеди-
нения вилки с розеткой обеспечивается накидной гайкой или зам-
ками крепления.
Стандартные высокочастотные разъемы СР-50 и СР-75 с вол-
новым сопротивлением 50 и 75 Ом соответственно имеют фто-
ропластовую (Ф) или полистирольную (П) изоляцию штырей и
гнезд от корпуса разъемов. Разъемы СР-50-111Ф применяют под
Рис. 2.44. Вилка высокочастотного
разъема
кабели 03 мм, СР-50-155Ф,
СР-50-305Ф — под кабели
05мм и СР-75-155П — под ка-
бели 08 мм.
Малогабаритные разъемы
2РМ представляют собой наи-
более распространенную груп-
пу низкочастотных разъемов.
104
2 3
4
Рис. 2.45. Разъем РПС:
а — розетка; б — вилка; в — штырь; г — гнездо; 1 — гнездо; 2 — фланец крепле-
ния; 3 — каркас; 4 — выводы; 5 — штыри
Они имеют цилиндрическую форму с квадратными фланцами,
диаметр корпуса гнезда составляет 14...42 мм, число контактных
пар — 4... 50. Гнезда разъемов этой группы бывают герметичными
(2РМГ), силовыми (2РМД), проходными (2РМП) и специаль-
ными (2РМС), а вилки — негерметичными.
Малогабаритный разъем МРН-1 (цилиндрический низкочас-
тотный) может иметь 10, 19, 30, 50, 76 или 102 контактные пары
и работает при температуре от —60 до +65 °C, относительной влаж-
ности до 98 % и вибрации с ускорениями до 15g. Разъем РП15-32
(прямоугольный низкочастотный) имеет 32 контактные пары при
габаритах 52 х 15 х 15 мм.
Наиболее миниатюрным является разъем РПС (рис. 2.45, а—г) —
прямоугольный низкочастотный специальный. При габаритах 31,5 х
х 10 х 5,2 мм он имеет 7, 15 или 21 контактную пару при одноряд-
ном их расположении и 37 контактных пар — при двухрядном
расположении с шагом между ними, равным 1,3 мм. Корпус разъе-
ма выполнен из термостойкой пластмассы с запрессованными в
негр гнездами и штырями. Контактная пара состоит из штыря 5,
скрученного из 200 тонких проволочек, и гнезда 7, имеющего по
каждой касательной вдоль штыря семь точек касания. Разъем мо-
жет работать при температуре от -60 до +85 °C, относительной
влажности 98 % и вибрации с ускорениями до 40g.
105
Рис. 2.46. Наборный разъем:
1 — низкочастотный разъем; 2 — высокочастотный разъем; 3 — рамка; 4 —
штырь-фиксатор
Наборный разъем (рис. 2.46) представляет собой металлическую
рамку-обечайку, в которую могут быть вставлены поочередно одна
за другой колодки низкочастотных и высокочастотных специаль-
ных разъемов с разными расположением и числом выводов и об-
жаты рамкой. Разъем имеет разборную конструкцию.
Нестандартный герметичный разъем, применяемый в модулях
СВЧ (рис. 2.47), включает в себя два высокочастотных разъема и
один низкочастотный разъем, которые укреплены на одной метал-
лической (коваровой) скобе 2. Выводы низкочастотного разъема 4
изолированы стеклоспаем 3. Герметичность разъема в стенке кор-
пуса модуля обеспечивается опайкой по контуру стенок разъема.
Рис. 2.47. Нестандартный герметичный разъем СВЧ:
] — высокочастотный разъем; 2 — коваровая скоба; 3 — стеклоспай; 4 —
вывод низкочастотного разъема
106
Контрольные вопросы и задания
1. На какие группы подразделяются резисторы в зависимости от кон-
струкции, назначения и материала проводящего слоя?
2. Назовите основные параметры резисторов.
3. Какие виды конденсаторов выпускаются промышленностью?
4. Расскажите о достоинствах и недостатках электролитических кон-
денсаторов.
5. Допускается ли изгиб выводов конденсаторов или резисторов
непосредственно вблизи корпуса прибора?
6. Какая буква в маркировке транзистора указывает на материал, из
которого он изготовлен?
7. Перечислите особенности монтажа полупроводниковых приборов.
8. Как классифицируются катушки индуктивности и дроссели высо-
кой частоты?
9. Расскажите о назначении и классификации трансформаторов.
10. Какие коммутирующие устройства вы знаете? Назовите особенно-
сти их монтажа.
Глава 3
МИНИАТЮРИЗАЦИЯ И МИКРОМИНИАТЮРИЗАЦИЯ
РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
3.1. Основные направления развития миниатюризации
и микроминиатюризации радиоэлектронной аппаратуры
и приборов
В настоящее время в связи с развитием электронной техники
появилась возможность создания радиоэлектронной аппаратуры,
компьютеров, аппаратуры связи, позволяющих решать сложные
технические, научные и производственные задачи. Усложнение
аппаратуры привело к резкому увеличению числа электро- и ра-
диоэлементов, входящих в ее состав. Таким образом, появилась
необходимость микроминиатюризации аппаратуры.
В развитии микроминиатюризации РЭА и приборов можно вы-
делить четыре этапа.
1-й этап. Первоначально задачами миниатюризации радиоэлек-
тронной аппаратуры являлись уменьшение размеров радиодета-
лей и создание миниатюрных электровакуумных и полупроводни-
ковых приборов, резисторов, конденсаторов, катушек индуктив-
ности и переключателей.
Разработка радиодеталей в миниатюрном исполнении привела
к появлению модулей и микромодулей, при этом объемный (навес-
ной) монтаж радиоаппаратуры был заменен печатным. Благодаря
этому был внедрен в производство новый метод конструирова-
ния, названный модульным.
Модульная конструкция позволила:
1) существенно уменьшить массу и габариты аппаратуры по
сравнению с объемным монтажом;
2) резко повысить надежность работы аппаратуры;
3) уменьшить трудоемкость производственного процесса.
Модульное и микромодульное конструирование радиоаппара-
туры значительно повышает степень механизации и автоматиза-
ции, а также упрощает сборочно-монтажные и регулировочные
работы благодаря тщательной отработке, наладке и тренировке
модулей или микромодулей до установки их в блоки.
Промышленностью выпускается большая номенклатура мик-
ромодулей и аппаратуры на их базе.
108
2-й этап. Дальнейшим развитием микроэлектроники и микро-
электронной технологии явилось создание микросхем на основе
пленочной технологии, в которых в качестве активных миниатюр-
ных радиодеталей используются полупроводниковые приборы в
микроминиатюрном исполнении, а пассивными элементами (ре-
зисторами, конденсаторами и т.д.) служат тонкие пленки. Такая
технология называется интегральной, а элементы схемы — пленоч-
ными интегральными микросхемами.
3-й этап. В процессе совершенствования интегральной техно-
логии были созданы микросхемы в одном кристалле полупровод-
никового материала. Такие микросхемы называются полупроводни-
ковыми микросхемами, или твердыми схемами. Кроме того, ведут-
ся работы по дальнейшему увеличению числа активных элемен-
тов в одном кристалле, т.е. по повышению степени .интеграции.
Уже созданы интегральные микросхемы с плотностью в несколь-
ко сотен тысяч элементов на кристалл размером не более 1x1 мм.
4-й этап. В результате дальнейшего развития микроэлектроники
были созданы многофункциональные молекулярные схемы, прин-
цип действия которых основан на использовании различных объем-
ных явлений, молекулярных и межмолекулярных связей. Такие схе-
мы выполняют функции многих узлов, что позволит создать слож-
нейшие радиоэлектронные устройства на основе нескольких
микросхем.
Таким образом, развитие микроминиатюризации аппаратуры,
начатое с уменьшения размеров радиодеталей, шло по пути со-
здания новых материалов, новой технологии и использования со-
вершенно новых принципов, основанных на молекулярных свой-
ствах вещества.
Следует отметить, что достижения микроэлектроники позво-
лили не только уменьшить размеры радиоэлектронной аппарату-
ры, но и обеспечили увеличение надежности и долговечности,
Таблица 3.1
Зависимость параметров схемы усилителя от конструктивного
исполнения
Параметр Конструкция
на дискретных элементах с печатным монтажом микромо- дул ьная на микро- схемах
Надежность (частота отказов о,1 0,05 0,0070
на 100 ч работы) Объем блока, см3 45,0 12,20 0,00016
Мощность потребления, Вт 5,0 0,75 0,0600
109
Рис. 3.1. Основные направления развития микроэлектроники
снижение стоимости и упрощение технологии изготовления ап-
паратуры.
В табл. 3.1 приводятся некоторые сравнительные параметры схе-
мы усилителя в различном конструктивном исполнении.
Основными направлениями развития микроэлектроники явля-
ются разработка и создание унифицированных функциональных
модулей и микромодулей, интегральных микросхем и молекуляр-
ных функциональных устройств (молекулярных схем) (рис. 3.1).
3.2. Унифицированные функциональные модули
и микромодули
Увеличение сложности современной радиоэлектронной аппа-
ратуры и повышение ее надежности при уменьшении размеров,
объема и потребляемой мощности потребовали создания новых
методов ее конструирования и производства.
В результате исследовательских работ конструкторами был раз-
работан функционально-узловой метод конструирования, в основе
которого лежит разделение сложной радиоэлектронной схемы на
ряд простейших типовых схем, выполняющих функции закончен-
ных узлов радиоаппаратуры (например, каскад усилителя, муль-
тивибратор, триггер и др.). Дальнейщим развитием этого метода
конструирования явилась унификация функциональных узлов элек-
трических схем и их конструкций. Были созданы стандартизован-
ные унифицированные функциональные узлы и блоки, наимень-
шей конструктивной единицей которых является не отдельный
радиоэлемент, а функциональный узел с определенными элект-
рическими параметрами, или модуль.
ПО
Модулем называется конструктивно законченный элемент,
который образует узел, изготовленный в едином технологичес-
ком процессе и выполняющий определенную функцию электри-
ческой схемы.
В настоящее время разработаны и серийно выпускаются уни-
фицированные функциональные модули, имеющие плоскую или
объемную конструкцию. Наибольшее распространение получили
плоские модули (рис. 3.2).
В плоских модулях навесные радиодетали 1 расположены йа од-
ной стороне платы 3 и закреплены на специальных держателях или
с помощью подгибки концов выводов деталей на плате. В объемных
модулях детали расположены между платами. Для сборки отдель-
ных модулей в узлы и блоки в платы запрессовывают штыри 4.
Блок аппаратуры, изготовленный из двух одинаковых унифи-
цированных функциональных модулей 1, показан на рис. 3.3. Для
проверки режимов работы модулей и узлов, собранных из них,
платй имеют специальные контрольные гнезда 2.
Пайка модулей осуществляется автоматизированным спосо-
бом — волной припоя или погружением в расплавленный припой.
Для защиты модулей от воздействия внешней среды, а также для
повышения механической прочности и надежности их покрыва-
ют специальным лаком или заливают компаундами.
При использовании печатных плат с двусторонним монтажом
плотность компоновки элементов повышается. В связи с тем что
часть электрических соединений осуществляется внутри самого
модуля, объем, занимаемый коммутацией, сокращается, что при-
водит к упрощению сборочно-монтажных работ и, как следствие,
к снижению требований к квалификации рабочих. Кроме того,
значительно упрощаются регулировка и настройка аппаратуры,
Рис. 3.2. Унифицированный функциональный модуль:
а — вид со стороны детали; б — вид со стороны печатных проводников; 1 —
навесные радиодетали; 2 — соединительные дорожки; 3 — плата; 4 — штырь
111
Рис. 3.3. Блок аппаратуры из двух унифицированных функциональных
модулей:
1 — унифицированные функциональные модули; 2 — контрольные гнезда
так как модули, из которых состоит аппаратура, имеют стандар-
тизованные входные и выходные электрические параметры.
Одинаковая стандартная форма модулей позволяет проводить
широкую унификацию и стандартизацию конструктивных элемен-
тов узлов и блоков аппаратуры. Собранные из этих модулей ячей-
ки объединяют в функционально-законченные узлы и блоки. Уни-
фицированные функциональные модули выпускаются централи-
зованно крупными сериями. Производство модулей осуществля-
ется на специальном оборудовании поточной линии.
Дальнейшее развитие модульного метода конструирования при-
вело к созданию микромодулей.
Микромодуль — это функциональный узел радиоэлектронной
аппаратуры, собранный из микроэлементов (субминиатюрных
радиодеталей), объединенных в общую конструкцию, обеспечи-
вающую его герметизацию и защиту от механических воздействий.
Микромодуль собирают с помощью уплотненного монтажа из
субминиатюрных радиодеталей обычной формы. Наибольшее рас-
пространение получили микромодули этажерочного типа, осно-
вой конструкции которых является собранный в пакет (этажер-
112
ну) и соединенный между со-
бой с помощью пайки соеди-
нительными проводниками
набор микроэлементов и пе-
ремычек на стандартных мик-
роплатах.
На микроплатах (рис. 3.4)
размещают как пассивные ра-
диодетали (резисторы, кон-
денсаторы, катушки индук-
тивности, трансформаторы,
фильтры), так и активные (ди-
оды, транзисторы, фоторези-
сторы), изготовленные в суб-
миниатюрном исполнении.
Рис. 3.4. Микроплаты с микроэле-
ментами:
а — с катушкой индуктивности; б —
с диодом; 1 — прямоугольный вырез
(ключ); 2 — металлизированный паз;
3 — микроплата; 4 — радиоэлемент
Для изготовления микроплат
примейяется радиокерамика (ультрафарфор, миналунд, стеатит).
Микроплаты обычно имеют в одном из углов прямоугольный
вырез — ключ 1, служащий для ориентации микроэлементов по
отношению друг к другу при их сборке в микромодуль. В каждой
стороне микроплаты имеется по три металлизированных паза 2.
Пазы облужены и служат для электрического и механического
соединения микроэлементов микромодуля друг с другом. Высота
микроэлементов может быть различной и указывается в справоч-
ных данных на конкретный вид микроэлемента.
Рассмотрим кратко технологию изготовления отдельных ти-
пов микроэлементов, методы их монтажа в микромодули, а так-
же способы регулировки параметров микроэлементов в процес-
се монтажа.
Микромодулъные резисторы (микрорезисторы) изготовляются
нанесением на микроплату тонких проводящих пленок углерода,
металлов (с большим удельным сопротивлением) и металло-
диэлектрических смесей (керметов). Для нанесения углеродистых
пленок используется метод отложения соединений углерода в ат-
мосфере водяного пара при высокой температуре. Требуемое зна-
чение сопротивления обеспечивается путем изменения с помо-
щью шлифовки геометрии и толщины пленки. Пленку из метал-
лов наносят методом восстановления металла из раствора солей
при их нагреве или методом напыления расплавленного металла
через трафарет («маску») в специальных вакуумных установках.
Эти методы позволяют получить микромодулъные резисторы с
сопротивлением от единиц ом до нескольких мегаом.
Промышленностью выпускается большая номенклатура мик-
рорезисторов, в том числе пленочных (типа СКПМ), проволоч-
ных (типа СП5-6), ниточных (типов СКНП и ССНМ) и терморе-
зисторов (типов СТ2 и СТЗ).
ИЗ
Микромодульные конденсаторы изготовляются несколькими спо-
собами. Наиболее широко используется нанесение различными
методами на микроплату металлических и диэлектрических пле-
нок. Для получения конденсаторов емкостью до нескольких десят-
ков пикофарад применяются металлодиэлектрические пленки тол-
щиной в несколько десятков микрон. Из них изготовляют много-
слойные галеты, которые затем монтируют на микроплатах. При
использовании в качестве пленки окиси тантала галетным спосо-
бом можно получить танталовые конденсаторы с емкостью до
15,0 мкФ.
Для изготовления микромодульных конденсаторов широко ис-
пользуется также вакуумное напыление диэлектриков на метал-
лизированные подложки (микроплаты). В качестве таких диэлект-
риков могут служить окись алюминия и окись кремния, а в каче-
стве обкладок конденсаторов — металлизированные подложки из
хрома, золота, меди и серебра. Промышленностью серийно вы-
пускается большая номенклатура микромодульных конденсаторов
как постоянной емкости типа КОПМ (конденсаторы окисно-по-
лупроводниковые микромодульные), так и подстроечных. Конден-
саторы КОПМ выпускаются с номинальной емкостью от 0,047 до
10,0 мкФ и с рабочим напряжением от 6 до 30 В.
Номенклатура транзисторов и диодов, применяемых в микро-
модулях, достаточно широкая. Транзисторы устанавливаются на
микроплату в специальном металлостеклянном корпусе. Диоды
выпускаются двух типов в круглом металлостеклянном и табле-
точном корпусах.
Радиоэлементы, которые не поддаются микроминиатюризации
и не могут размещаться на стандартных микроплатах (например,
конденсаторы большой емкости, трансформаторы, реле, пере-
менные резисторы, катушки индуктивности), выпускаются в ма-
логабаритном исполнении простой геометрической формы, при
этом размеры их выбираются кратными стороне микромодуля.
Для сборки микроплат и микроэлементов в пакет микромоду-
ля и их фиксации относительно друг друга применяют универ-
сальные и специальные приспособления — сборники (гребенки)
с пазами. Специальные сборники собирают из пластин различной
толщины в соответствии со схемой сборки, толщиной микропла-
ты и высотой микроэлемента. Микроэлементы вставляют в пазы
сборника в ориентированном положении по ключу согласно схе-
ме сборки. Расстояние между соседними микроэлементами долж-
но быть не менее 0,2 мм и зависит от вида сборочного устройства
и конструкции микромодуля.
Раскладка микроэлементов при изготовлении микромодулей
является ответственной и трудоемкой работой. С целью значитель-
ного снижения трудоемкости используются персональные компь-
ютеры (ПК) и специальное технологическое оборудование. На рас-
114
a)
б)
Рис. 3.5. Методы пайки этажерочных микромодулей:
а — вручную; б — с помощью специальных установок (групповым способом);
1 — нагревательные элементы; 2 — понижающие трансформаторы
кладку одного модуля по технологической карте с помощью ПК
затрачивается меньше 1 мин, причем полностью исключаются
ошибки, которые могут быть допущены конструктором. Инфор-
мацию, выдаваемую ПК в данном случае, используют в автома-
тизированных устройствах сборки и контроля микромодулей. Пайка
микромодулей может осуществляться вручную (рис. 3.5, а) спе-
циальным малогабаритным паяльником (рис. 3.6) или с помощью
специальных установок, состоящих из нагревательных элементов 1
(см. рис. 3.5, б) и понижающих трансформаторов 2.
Для обеспечения механической прочности конструкции и за-
щиты микроэлементов от воздействия внешней среды микромо-
дуль герметизируют, заливая эпоксидным компаундом ЭК-16Б в
специальных формах.
В связи с тем что изготовленные микромодули не подлежат
разборке и ремонту, необходимо в процессе их производства обя-
зательно проводить пооперационный контроль, включающий в
себя проверку электрических параметров микроэлементов перед
сборкой микромодуля, а также проверку правильности сборки и
монтажа микромодуля. Чаще всего такой контроль проводится ав-
томатически на специальной поверочной аппаратуре. Кроме того,
визуально, с помощью оптических приборов, необходимо прове-
рять микроплаты на отсутствие трещин и сколов. Таким же обра-
зом проверяются правильность расположения выводов микроэле-
ментов и качество металлизации пазов.
145
00
Рис. 3.6. Паяльник для ручной пайки
115
Рис. 3.7. Методы установки микромодулей на платы:
а — сплошной; б — через ряд; 1 — микромодуль; 2 — печатная плата
После герметизации и контроля микромодули поступают на
технологическую тренировку. Для выявления скрытых дефектов
тренировка проводится с максимально допустимыми параметра-
ми. После тренировки и проверки соответствия параметров тех-
ническим условиям микромодули поступают на узловую сборку
аппаратуры. Промышленность выпускает микромодули для теле-
визионных и приемно-усилительных и передающих устройств, а
также для ПК.
Микромодули устанавливают на плату с печатным монтажом,
образуя микроблоки. Установка может быть сплошной (рис. 3.7, а)
или через ряд (рис. 3.7, б). Обычно печатные платы имеют толщину
от 1 до 2 мм в зависимости от механических нагрузок. В качестве
материала используется низкочастотный фольгированный диэлек-
трик НФД-180-1 или фольгированный стеклотекстолит СФ-1. Мик-
ромодули крепятся на плате микроблока, для чего выводы пропус-
Рис. 3.8. Унифицированная конструкция каркаса субблока:
1 — микроблоки; 2 — экраны
116
каются в отверстия, а затем пропаиваются волной припоя. Конст-
рукции микроблоков с установкой микромодулей через ряд харак-
теризуются хорошими плотностью компоновки, технологичностью
и ремонтоспособностью. Такая компоновка при многоблочной кон-
струкции обеспечивает наилучшее заполнение объема.
Для объединения микроблоков в субблоки (несколько блоков,
расположенных на одной плате) используют объемный монтаж с
различными соединительными разъемами. Несущие конструкции
микроблока и субблока могут выполняться штамповкой, литьем
и прессованием. На рис. 3.8 показана унифицированная конструк-
ция каркаса субблока с установленными на нем микроблоками 1
и экранами 2.
Изготовленные микроблоки после проверки покрывают лаком
для защиты от атмосферных воздействий. Части схемы, требую-
щие экранировки, выделяют отдельно и экранируют общим эк-
раном.
3.3. Интегральные микросхемы
Как уже отмечалось выше, существенное увеличение надежно-
сти аппаратуры при одновременном уменьшении ее массы, габа-
ритов и потребляемой мощности может быть обеспечено путем
создания интегральных микросхем.
Интегральные микросхемы могут быть пленочными, гибрид-
ными и полупроводниковыми (твердыми). Гибридные интеграль-
ные микросхемы получают путем совмещения в одной микро-
сборке пленочных пассивных элементов с навесными радиоде-
талями. Совмещение пассивных элементов с полупроводнико-
выми элементами микросхемы позволяет получить совмещенные
интегральные микросхемы. Достижения в области микроэлект-
роники позволили создать интегральные микросхемы с повы-
шенной степенью интеграции микроэлементов на одном осно-
вании. Такие микросхемы называются большими интегральными
схемами (БИС).
3.3.1. Пленочные интегральные микросхемы
Пленочная интегральная микросхема представляет собой схе-
му, элементы которой образованы совокупностью пленок различ-
ных материалов, нанесенных на общее основание (подложку).
На практике широко применяются пленочные микросхемы,
состоящие из резисторов, конденсаторов и соединительных про-
водников. Составные части пленочных микросхем (пленочные эле-
менты) получают путем последовательного нанесения на подложку
пленок из токопроводящих, магнитных, диэлектрических и дру-
гих материалов.
117
Пленочные элементы имеют ряд преимуществ по сравнению с
навесными объемными микроэлементами. Так, например, резис-
торы обладают малым уровнем шумов, большим удельным со-
противлением, конденсаторы — повышенной стабильностью, хо-
рошим температурным коэффициентом. Метод напыления тон-
ких пленок позволяет создавать не только функциональные мик-
росхемы, но и полосковые СВЧ-элементы, электронно-управля-
емые переключатели мощности и различного рода АС-цепи с рас-
пределенными параметрами.
Свойства пленок во многом зависят от физических и химичес-
ких свойств подложек. В качестве подложек используются специ-
альные сорта стекла (С-41-1, С-48-3), высокоглиноземистая ке-
рамика (22ХС), ситалл (СТ-1, СТ-50-1) и бериллиевая керамика.
Применяемые для изготовления микросхем подложки должны
обеспечивать хорошие теплопроводность и механическую проч-
ность при небольшой толщине, высокое удельное электрическое
сопротивление (не менее 1014 Ом-см) и малую диэлектрическую
проницаемость (не более 10... 15), физическую и химическую стой-
кость при высоких температурах и хорошую чистоту обрабатывае-
мой поверхности (12... 14-й класс). Подложки могут быть квадрат-
ной или прямоугольной стандартной формы. Толщина подложек в
зависимости от их размера составляет 0,6; 1 и 1,6 мм.
Комплекс работ, связанных с определением оптимальных гео-
метрических размеров пленочных элементов микросхемы, их фор-
мы, методов соединения, а также последовательности нанесения
слоев пленки на подложку, называется топологией.
В зависимости от топологии для изготовления микросхемы ис-
пользуются различного рода трафареты, выполняемые с помощью
фотолитографии или электроискровым методом из медной фоль-
ги, никеля, стали и других материалов толщиной 0,07...0,15 мм.
Трафареты накладывают на подложку, закрывая ту ее часть, ко-
торая не предназначена для напыления. Наиболее сложным про-
цессом при нанесении пленочных элементов является совмеще-
ние трафаретов, так как для изготовления отдельных микросхем
иногда требуется наложение до 15 трафаретов.
Пленки по толщине разделяют на толстые (несколько десятков
микрон) и тонкие (единицы микрон).
Толстые пленки наносят на подложку методом шелкографии,
вжигания и электрохимического осаждения. Достоинством толсто-
пленочных микросхем является возможность применения для их
изготовления простейшей технологии без использования дорого-
стоящего оборудования.
Тонкие пленки в отличие от толстых позволяют создавать пре-
цизионные пассивные элементы с параметрами более широко-
го диапазона, однако их производство требует больших затрат
на специальное вакуумное оборудование. Нанесение тонких пле-
118
Таблица 3.2
Способы получения тонких пленок и области их применения
Способ Область применения Примечание
Термическое испарение в вакууме: резистивное; электровакуумной дугой; лазерным лучом; электронной бомбар- дировкой Изготовление резис- торов, конденсато- ров, катушек индук- тивности и электро- проводников Метод позволяет полу- чить пленки большой чистоты и однородно- го состава, а также легко контролировать и регулировать как мощность нагревания, так и скорость напыления
Распыление бомбар- дировкой ионами: катодное испарение; реакгиное испарение; ионно-плазменное испарение Изготовление резисторов, конденсаторов и проводников Метод позволяет получить пленки, обладающие высокой адгезией
Химическое осаждение Получение пленок из серебра, плати- ны, золота, радия и палладия —
нок осуществляется путем термического испарения в вакууме,
распыления бомбардировкой ионами и химического осаждения
(табл. 3.2).
Термическое испарение в вакууме основано на том принципе,
что все вещества при температуре выше абсолютного нуля спо-
собны испаряться. Концентрация паров будет тем больше, чем
выше температура материала. Для получения паров вещества нуж-
ной. концентрации применяются специальные устройства —
испарители. Наибольшее распространение получили испарите-
ли прямого и косвенного подогрева. В этих испарителях металл
при нагревании сначала плавится, а затем испаряется. Пары ме-
талла используют для напыления пленочных элементов микро-
схемы.
Испарители прямого подогрева состоят из проволоки
или ленты испаряемого металла, через которые пропускают элек-
трический ток большой величины (до 106 А/см2). Испарители та-
кого типа применяют при резистивном испарении и испарении
электровакуумной дугой для напыления тугоплавких металлов при
изготовлении резисторов и других элементов. Достоинствами ис-
парителей прямого подогрева являются простота их конструкции
и чистота испаряемого металла.
119
Испарители косвенного подогрева являются более уни-
версальными. При их использовании необходимый для распыле-
ния металл подогревают в специальных подогревателях (тиглях),
а затем испаряют при помощи электронной бомбардировки или
лазерного луча.
Наиболее совершенным способом нагрева испаряемого метал-
ла является электронная бомбардировка. При этом способе испа-
ряемый металл, являясь анодом электронной пушки, бомбарди-
руется электронами и нагревается до температуры парообразова-
ния. Подложки для напыления вместе с трафаретами (рисунками
микросхемы) располагают вокруг анода. Поскольку подложка имеет
более низкую температуру, чем анод, пары металла анода кон-
денсируются на подложке в виде пленки, образуя рисунок мик-
росхемы.
Хорошие результаты по напылению однородных пленок обес-
печивает испарение металла с помощью лазерного луча. Мощнос-
ти лазерного луча достаточно, чтобы легко расплавить и превра-
тить в газообразное состояние любые тугоплавкие металлы, при-
чем сам лазерный источник может находиться вне стеклянного
колпака вакуумной камеры.
Распыление бомбардировкой ионами. Широкое практическое при-
менение получил способ катодного испарения. Он очень удобен для
получения тонких пленок на подложках из материалов, чувстви-
тельных к нагреву (например, диэлектриков, изоляционных смол),
так как напыление может осуществляться на холодную подложку.
Этот способ основан на явлении тлеющего разряда в атмосфере
аргона или водорода при понижении давления до 10"1 мм рт. ст.
Между катодом, которым является распыляемый материал, и ано-
дом помещают подложку. Если на анод приложить высокое по от-
ношению к катоду напряжение (порядка нескольких киловольт),
возникает тлеющий разряд и катод начинает испарять металл, ко-
торый осаждается на подложке, находящейся у анода.
Метод химического осаждения, используемый для получения
металлических пленок на подложке микросхемы, почти не отли-
чается от методов получения гибких печатных плат.
Рассмотрим технологию изготовления тонкопленочных инте-
гральных микросхем с помощью термического испарения метал-
ла в вакуумной камере (рис. 3.9), имеющего наиболее широкое
практическое применение.
Вакуумная камера состоит из колпака 7, под которым с помо-
щью вакуумного 4 и диффузионного 5 насосов создается необхо-
димое разрежение. Под колпак помещают распыляемое вещество 2
с нагревателем. Процесс получения пленки заключается в следу-
ющем.
На предварительно очищенные подложки в соответствии с то-
пологией микросхем накладывают трафареты 7 и помещают их в
120
ракуумную камеру. Далее с по-
мощью вакуумных насосов со-
здается нужное для напыления
разреженное давление, после
чего начинается разогрев распы-
ляемого материала. Продолжи-
тельность напыления пленки
составляет от нескольких секунд
до нескольких минут.
Наиболее легкими по выпол-
нению компонентами тонкопле-
ночных интегральных микросхем
являются резисторы. Для полу-
чения резистивных пленок могут
использоваться тантал, хром,
вольфрам, титан, платина, них-
ром и другие металлы. Сопро-
Рис. 3.9. Вакуумная камера для на-
несения тонких пленок методом
тивление резистора зависит от
удельного сопротивления ме-
талла, формы и толщины плен-
ки. Обычно пленки имеют тол-
щину 200... 800А. Диапазон тон-
копленочных резисторов состав-
термического испарения:
1 — колпак; 2 — распыляемое веще-
ство; 3 — источник света; 4 — ваку-
умный насос; 5 — диффузионный на-
сос; 6 — фотоэлемент; 7 — трафарет;
8 — пленка
ляет от единиц ом до единиц
мегаом, мощность рассеяния резисторов — 1 Вт/см2 площади ре-
зистивной пленки. Чаще всего резисторы изготовляют путем ваку-
умного напыления пленки из сплава хрома и никеля на подложку
при температуре 300 °C. Выводы резисторов обычно напыляют с
использованием алюминия, меди или золота.
Тонкопленочные конденсаторы изготовляются путем нанесе-
ния двух слоев металла, разделенных слоем диэлектрика. Конден-
саторы с большим числом обкладок практического применения
не нашли из-за трудоемкости их изготовления. В качестве диэлек-
трика конденсатора используют в основном пленки из окиси ти-
тана или тантала. Пленка диэлектрика наносится методом катод-
ного испарения в среде кислорода. В качестве диэлектрика могут
использоваться также полимерные пленки. Для обкладок конден-
сатора чаще всего используется пленка из алюминия.
Электрические параметры наносимых элементов контролиру-
ются автоматически в процессе напыления. Контроль толщины
пленки проводится с учетом изменения интенсивности отражен-
ного света. Пленка <?(см. рис. 3.9) в процессе напыления освеща-
ется источником света 3. Интенсивность отраженного света изме-
няется с ростом толщины пленки. Фотоэлемент 6 включен в цепь
индикатора, по которому и определяется достаточность напыле-
ния, т. е. толщина пленки. Этот метод позволяет контролировать
121
также толщину металлических, диэлектрических и других пленок,
способных отражать источник света. Индикатор проградуирован в
соответствующих единицах измерения (например, для измерения
сопротивления резистивной пленки — ом или килоом).
Изготовление активных элементов (диодов, транзисторов) из
пленок не получило практического применения из-за сложности
выполнения и низких параметров. Поэтому для этой цели широко
используются гибридные интегральные микросхемы.
3.3.2. Гибридные интегральные микросхемы
Гибридная микросхема представляет собой микросхему, в кото-
рой на подложке методами толсто- и тонкопленочной технологии
изготовляются пассивные элементы и токопроводящие провод-
ники, а активные элементы подключаются в схему уже готовыми.
Гибридные микросхемы широко используются для микроми-
ниатюризации такой радиоаппаратуры, как радиоприемники, маг-
нитофоны, телевизоры, видеомагнитофоны, различные усилите-
ли и др. Объясняется это тем, что гибридные микросхемы имеют
меньший объем, чем микромодули, более технологичны в изго-
товлении. Кроме того, их активные элементы могут работать при
больших напряжениях по сравнению с пленочными микросхема-
ми, а также усиливать напряжение и мощность на высоких и сверх-
высоких частотах. Большое значение имеет также то, что гибрид-
ные микросхемы могут работать в тяжелых климатических усло-
виях, так как теплоотвод у них значительно лучше, чем в осталь-
ных схемах.
Отечественная промышленность выпускает большую номенк-
латуру гибридных микросхем. Для применения в бытовой радио-
вещательной аппаратуре предназначены микросхемы серии К224.
Они выполняются на основе толстопленочной технологии с при-
менением бескорпусных транзисторов. Номенклатура схем данной
серии охватывает все каскады радиоприемных устройств, а также
цветных телевизоров. Относительная простота технологического
процесса позволяет при необходимости расширять данную номен-
клатуру и изменять технологию изготовления аппаратуры в зави-
симости от конкретных технологических решений.
На рис. 3.10, а показана принципиальная схема, а на рис. 3.10, б—
технологические этапы изготовления гибридной интегральной мик-
росхемы двухкаскадного УНЧ. В соответствии с топологией мик-
росхемы в вакуумной установке способом резистивного испаре-
ния (через трафареты) сначала на основание 1 наносят пленки
резисторов 2, шин заземления и металлического покрытия 3, а
затем окисную пленку диэлектрика конденсатора 4 и металличес-
кие пленки 5, выполняющие функции обкладок конденсаторов и
соединительных проводников. После чего на основание (подлож-
122
Рис. 3.10. Двухкаскадный УНЧ:
а — принципиальная электрическая схема; б — технологические этапы изготов-
ления гибридной интегральной микросхемы
ку) микросхемы с пленочными резисторами, конденсаторами и
проводниками приклеивают транзисторы 6. Электрическое соеди-
нение навесных микроэлементов (диодов, транзисторов и др.) с
пленками осуществляется микропайкой, микросваркой или тер-
мокомпрессией.
3.3.3. Полупроводниковые интегральные микросхемы
Полупроводниковые интегральные микросхемы представляют
собой функциональные узлы, выполненные на одном кристалле
полупроводника различными технологическими приемами обра-
ботки полупроводниковых материалов.
Миниатюризация с использованием полупроводниковых мик-
росхем является более сложным процессом, чем миниатюриза-
ция с применением пленочных и гибридных микросхем.
Основными полупроводниковыми материалами, используемы-
ми для изготовления твердых микросхем, являются кремний, гер-
маний и сапфир. Наибольшее распространение получили микро-
схемы, выполненные на кристалле кремния, так как его физико-
химические свойства лучше, чем германия. Так, например, исполь-
зование кремния позволяет значительно (почти в 2 раза) расширить
123
интервал рабочих температур р—«-перехода (до 150 °C); обратный
ток р—«-перехода у кремния в тысячу раз меньше, чем у германия.
Кроме того, на поверхности кремния относительно легко можно
получить тонкую окисную пленку, которая служит защитным по-
крытием при проведении ряда технологических процессов и пре-
дохраняет готовую микросхему от воздействия внешней среды.
Кремний лучше обрабатывается, имеет большое объемное удель-
ное электрическое сопротивление (до 10 000 Ом-см) и др.
Кремний получают в виде монокристаллических слитков вось-
ми групп, каждая из которых имеет марки с буквенными обозна-
чениями типа проводимости, например КЭФ — кремний элект-
ронной проводимости (л-типа), легированный фосфором; КДБ —
кремний дырочной проводимости (p-типа), легированный бором.
Стержневые монокристаллы полупроводников разрезают ал-
мазной пилой на пластинки (подложки), которые затем шлифуют
на специальных станках до толщины 0,2... 0,5 мм и полируют ал-
мазной пастой.
На подложке с помощью полупроводниковой технологии (ме-
тодами диффузии, гальванического осаждения, вакуумного на-
пыления, травления, фотолитографии) получают области с раз-
личной проводимостью, эквивалентные либо емкости, либо ак-
тивным сопротивлениям, либо полупроводниковым приборам
различного типа. Изменение концентрации примесей в различных
частях монокристаллической пластины позволяет за один техно-
логический цикл получить многослойную структуру, воспроизво-
дящую заданную электрическую схему.
В настоящее время все чаще используются групповые методы
изготовления полупроводниковых интегральных микросхем, по-
зволяющие за один технологический цикл получить несколько
сотен заготовок микросхем. Наибольшее распространение полу-
чил групповой планарный метод, заключающийся в том, что эле-
менты микросхем (диоды, транзисторы, конденсаторы, резисто-
ры) располагаются в одной плоскости или на одной стороне под-
ложки.
Основные технологические этапы получения полупроводнико-
вых микросхем представлены на рис. 3.11. Самым распространен-
ным методом изготовления элементов в микросхеме (разделения
участков микросхемы) является изоляция окисной пленкой, по-
лучаемой в результате термообработки поверхности кристалла (под-
ложки).
Для получения изолирующих р—«-переходов на подложке крем-
ниевой пластины 1 ее обрабатывают в течение нескольких часов в
окислительной среде при температуре 1000... 1200 °C. Под действием
окислителя эпитаксиальный полупроводниковый поверхностный
слой 2 кремния окисляется. Толщина окисной пленки 3 составля-
ет несколько десятых долей микрона. Пленка препятствует про-
124
Рис. 3.11. Основные технологические этапы получения
полупроводниковых микросхем
Ультрафиолетовые лучи
+ t t Ittt Itt♦ + + t
5
никновению в глубь кристалла атомов другого вещества. Однако
если удалить пленку окиси с поверхности кристалла в определен-
ных местах, то с помощью диффузии или других методов можно
ввести в эпитаксиальный слой кремния примеси и получить уча-
стки различной проводимости. После получения окисной пленки
на подложку наносят светочувствительный слой — фоторезист 4.
В последующем слой фоторезиста используют для получения на
нем рисунка фотошаблона 5 в соответствии с топологией микро-
схемы.
Перенос изображения с фотошаблона на окисленную повер-
хность кремниевой пластины, покрытую слоем фоторезиста, чаще
всего производится с помощью фотолитографии. Экспонирова-
ние фоторезиста осуществляется ультрафиолетовым светом, после
чего подложку с экспонированным рисунком проявляют. Участ-
ки, которые освещались, растворяются в кислоте, обнажая по-
верхность окиси кремния 6, а участки, которые не экспонирова-
лись, кристаллизуются и становятся нерастворимыми 7. Полу-
ченную подложку с нанесенной на ней рельефной схемой рас-
положения изолирующих р—«-переходов промывают и сушат.
После травления незащищенных участков окиси кремния защит-
ный слой фоторезиста удаляют химическим способом. Таким об-
разом, на подложке получают «окна», свободные от двуокиси
кремния. Такой способ получения рисунка схемы называется по-
зитивным.
125
Далее через обнаженные участки 6 подложки методом диффу-
зии вводят примеси атомов бора или фосфора, которые создают
изолирующий барьер 8. Диффузия производится в специальных
печах при высокой температуре порядка 1200 °C в течение несколь-
ких часов. Затем на полученных изолированных друг от друга уча-
стках подложки методами вторичной диффузии, травления, на-
ращивания или другими получают активные и пассивные элемен-
ты схемы и токопроводящие пленки 9.
Рассмотрим некоторые способы изготовления элементов полу-
проводниковой интегральной микросхемы.
Резисторы в полупроводниковых интегральных схемах могут быть
получены за счет использования объемного сопротивления отдель-
ных участков полупроводникового материала (объемные резисто-
ры), отдельных изолированных участков полупроводникового ма-
териала с введением в эти участки диффузионным или другим
методом дополнительных примесей (диффузионные резисторы),
а также путем поверхностного осаждения на подложку пленки
поликристаллического кремния (пленочные резисторы).
Выбор типа полупроводникового резистора для интегральной
схемы зависит от его сопротивления, точности изготовления, ра-
бочего напряжения, мощности, методов изоляции в кристалле
схемы и др. Наибольшее распространение получили объемные и
диффузионные резисторы.
Объемные резисторы получают путем наложения на по-
верхность равномерно легированного кристалла кремния контактов
с выводами. Сопротивление резистора определяется по формуле
где р — удельное сопротивление материала; / — длина участка
поверхности кристалла; s — поперечное сечение участка.
Поскольку электрические свойства резисторов определяются
главным образом материалом кристалла, объемные резисторы
имеют небольшие собственные шумы, хорошую линейность, вы-
сокий температурным коэффициент сопротивления (ТКС) и хо-
рошую стабильность во времени.
Этот метод позволяет получить резисторы с сопротивлением
до 40 кОм. Основная проблема, связанная с применением объем-
ных резисторов, заключается в том, что обычно требуются допол-
нительные операции, необходимые для изоляции резисторов от
других элементов, размещаемых на кристалле.
Диффузионные резисторы получают путем локальной
диффузии примесей на небольшую глубину кристалла. Этим ме-
тодом можно получить резисторы с номинальным сопротивлени-
ем от 10 до 50 кОм. Диффузионные резисторы выполняют с точ-
126
Л остью 10... 20 % и с температурным коэффициентом сопротив-
ления 0,1... 0,3 1/’С. При необходимости могут быть получены не-
сколько поверхностных резисторов на одном основании, имею-
щем отдельные участки, изолированные друг от друга прорезны-
ми канавками или выполненные в виде волнистой полоски. На
концах резистивной полоски напыляются выводы и контактные
площадки.
Конденсаторы для полупроводниковых интегральных микросхем
характеризуются величиной емкости на единицу поверхности кри-
сталла, сопротивлением изоляции, поляризацией, коэффициен-
том потерь и температурным коэффициентом емкости. Основной
трудностью при их изготовлении является получение высокого
значения ёмкости на единицу поверхности кристалла. Эта труд-
ность является общим недостатком для всех методов изготовления
конденсаторов полупроводниковых интегральных схем.
В качестве конденсаторов постоянной емкости в полупровод-
никовых интегральных схемах используют р-п- и п—р-переходы.
Наибольшей емкостью обладают эмиттерные переходы, которые
получили широкое распространение. Емкость такого перехода за-
висит от приложенного напряжения. Так, при напряжении 2... 3 В
емкость перехода может составлять 500...800 пФ/мм2.
При повышенных требованиях к параметрам конденсатора, а
также в случае невозможности соблюдения полярности его вклю-
чения применяются конденсаторы с МОП-структурой (металл —
окисел — полупроводник), в которых в качестве диэлектрика ис-
пользуется слой окисла кремния на поверхности конденсатора.
Диффузионный базовый слой служит нижней обкладкой, а плен-
ка алюминия, напыленная при формировании соединений в схе-
ме, — верхней обкладкой конденсатора. Емкость таких конденса-
торов может достигать 20 000 пФ при рабочих напряжениях до 300 В.
Увеличение емкости конденсаторов для интегральных схем
можно обеспечить путем применения многослойных конденсато-
ров^ изготовленных методом тонкопленочной технологии. Емкость
таких конденсаторов может быть до 1 мкФ/см2.
Диоды и транзисторы в полупроводниковых микросхемах име-
ют наиболее простую технологию изготовления. Для создания на
полупроводниковой пластине активных элементов применяют
планарную и планарно-эпитаксиальную технологии (с равномер-
ным распределением примесей в полупроводниковом слое).
Существует три варианта расположения областей прибора: с
вертикальной структурой, когда эмиттер Э, база Б и коллектор К
располагаются на подложке друг над другом; структура с боковой
инжекцией, когда все области расположены на подложке рядом;
структура, в которой подложка используется в качестве одной из
этих областей. Наиболее технологичной является структура с бо-
ковой инжекцией, позволяющая уменьшить число технологичес-
127
ких операций и облегчить формирование выводов от активных
областей.
В полупроводниковых интегральных схемах используются би-
полярные, униполярные (полевые) или МОП-транзисторы. Наи-
более совершенной является технология получения МОП-тран-
зисторов с р—п— р-переходом, в которых между металлическим
затвором и проводящими областями истока и стока расположен
толстый слой двуокиси кремния. Такая технология позволяет сни-
зить процент брака и повысить надежность интегральной схемы.
Обычно технология получения полупроводниковых интеграль-
ных схем включает в себя 15...20, а иногда и более операций.
После получения всех компонентов схемы и вытравления плен-
ки окисла с тех мест, где будут находиться выводы компонентов,
полупроводниковая схема покрывается пленкой алюминия мето-
дом напыления или гальванического осаждения. Внутрисхемные
соединения получают с помощью фотолитографии с последую-
щим травлением.
В процессе единого технологического цикла на подложке изго-
товляют большое количество однотипных интегральных схем, после
чего пластины разрезают на отдельные кристаллы, каждый из ко-
торых содержит готовую микросхему. Кристаллы приклеивают к
держателю корпуса, а электрические контакты микросхемы мето-
дами пайки, сварки и термокомпрессии соединяют с выводами
проволочными перемычками. Готовые микросхемы при необхо-
димости герметизируют (см. подразд. 3.4).
Промышленность выпускает большую номенклатуру полупро-
водниковых интегральных микросхем. Так, например, кремние-
вые микросхемы серии 104 с диодно-транзисторными связями
предназначены для работы в логических узлах ПК и узлах автома-
тики, а германиевые полупроводниковые микросхемы с непо-
средственными связями типа Р12-2 являются универсальными ло-
гическими переключающими элементами НЕ—ИЛИ (микросхе-
ма выполняется в металлостеклянном корпусе диаметром 3 мм и
имеет массу 24 мг).
Рассмотрим в качестве примера технологию изготовления по-
лупроводниковой интегральной микросхемы — амплитудного ди-
одного детектора. Его схема (рис. 3.12, а) состоит из диода VD и
нагрузки (резистора R и конденсатора С). На рис. 3.12, б показан
внешний вид микросхемы, выполненной на базе кремниевого кри-
сталла. Чтобы более наглядно выделить различные области полу-
проводникового кристалла, на его модель наложены соответству-
ющие детали электрической схемы. Область 1, имеющая цилин-
дрическую форму, используется в качестве диода, большая пря-
моугольная область 3 осуществляет функции конденсатора, а уз-
кий прямоугольный брус 2 — резистора. Размеры кристалла
0,31 хб,47 мм.
128
a)
Рис. 3.12. Амплитудный диодный детектор:
а — принципиальная схема; б — внешний вид микросхемы
Этапы технологической обработки микросхемы детектора пред-
ставлены на рис. 3.13. В качестве заготовки используется прямо-
угольная кремниевая пластинка — подложка 1 с диффузионным
поверхностным слоем 2 «-типа (см. рис. 3.13,1).
Вначале подложку целиком покрывают защитным материалом
(окисью кремния), а затем в соответствии с рисунком схемы очи-
щают определенный участок от окиси кремния. Затем подложку
погружают в травильный раствор. После окончания травления на
подложке образуется паз 3 (см. рис. 3.13, //).
Рис. 3.13. Этапы технологической обработки микросхемы детектора
5 Ярочкина
129
При дальнейшей обработке определенные участки поверхнос-
ти снова покрывают защитным материалом, после чего подложку
опять погружают в слабый раствор для травления. Внешний вид
кристалла после этой операции показан на рис. 3.13, III. При по-
вторном травлении на кристалле образуются большой приподня-
тый над основанием прямоугольник 4, являющийся конденсато-
ром, и небольшой участок цилиндрической формы — диод 5.
Заключительными операциями являются напыление контак-
тов и припайка выводов для четырех областей (см. рис. 3.13, IV).
3.3.4. Совмещенные интегральные микросхемы. Большие
интегральные микросхемы (БИС)
Дальнейшим развитием технологии производства интеграль-
ных микросхем явилось создание схем с большой интеграцией
микроэлементов. В совмещенной интегральной микросхеме эле-
менты выполняются в объеме и на поверхности полупроводнико-
вой подложки путем комбинирования технологий изготовления
полупроводниковых и пленочных микросхем.
В монокристалле кремния — подложке — методами диффузии,
травления и другими получают все активные элементы (диоды,
транзисторы и др.), а затем на эту подложку, покрытую плотной
пленкой двуокиси кремния, напыляют пассивные элементы (ре-
зисторы, конденсаторы, катушки индуктивности) и токопрово-
дящие проводники. Технология получения совмещенных микро-
схем позволяет изготовлять пассивные элементы с широкими пре-
делами номинальных значений величин.
Для получения контактных площадок и выводов микросхемы
на подложку осаждают слой алюминия. Подложка со схемой кре-
пится на внутреннем основании корпуса, а контактные площад-
ки на монокристалле соединяются проводниками с выводами кор-
пуса микросхемы. Готовые микросхемы обычно герметизируются.
Совмещенные интегральные микросхемы конструктивно мо-
гут быть выполнены в виде моноблока довольно малых размеров.
Например, двухкаскадный высокочастотный усилитель, состоя-
щий из двух транзисторов и шести пассивных элементов, разме-
щается на монокристалле кремния размером 0,012x0,06 мм.
Созданы полупроводниковые большие интегральные микросхе-
мы, имеющие на кристалле кремния размером 1,45 х 1,6 мм до
10 000 и более микроэлементов (транзисторов, диодов, резисто-
ров, конденсаторов и др.) и выполняющие функции до 300 от-
дельных интегральных микросхем. Ведутся также работы по созда-
нию БИС с еще более высокой степенью интеграции.
Использование БИС при изготовлении радиоэлектронной ап-
паратуры позволяет резко уменьшить ее габариты, массу, снизить
стоимость, значительно повысить надежность и ускорить сборку.
130
3.3.5. Молекулярные функциональные устройства
Молекулярная электроника — это раздел электроники, решаю-
щий комплекс физических, химических, схемотехнических и тех-
нологических проблем с целью создания микроминиатюрной элек-
тронной аппаратуры путем использования различных эффектов и
физических явлений в молекулах твердого тела.
При создании электронных схем особые требования предъявля-
ются к чистоте материала и внутреннему строению его кристалли-
ческой решетки, так как даже малейшие примеси и изменения в
строении кристаллической решетки оказывают значительное вли-
яние на физико-электрические параметры материала.
Электронные схемы подобно интегральным микросхемам по-
лучают созданием внутри кристалла локальных неоднороднос-
тей, позволяющих осуществлять необходимое управление пото-
ком объемных зарядов с помощью электрических или магнит-
ных полей.
Технология изготовления молекулярных функциональных ус-
тройств имеет много общего с технологией изготовления полу-
проводниковых интегральных схем. Несмотря на то что в основе
создания молекулярных функциональных устройств лежат те же
физические явления, что и в основе создания интегральных
схем, функции их намного разнообразнее. Отличие состоит в
том, что в молекулярных устройствах нельзя отождествлять от-
дельные структурные области с элементами радиосхемы; эти ус-
тройства оцениваются только в целом по выполняемым ими функ-
циям.
На рис. 3.14, а приведена электрическая принципиальная схе-
ма однополупериодного выпрямителя, а на рис. 3.14, б — элект-
ронное устройство, выполняющее функции выпрямителя. Устрой-
ство представляет собой монолитный кристалл, состоящий из трех
областей (доменов) с разными электронными уровнями. Области
соприкасаются по всей поверхности раздела. Первая область 1 —
Рис. 3.14. Однополупериодный выпрямитель:
а — электрическая принципиальная схема; б — электронное устройство,
выполняющее функции выпрямителя
131
резистивная, к ней подведено напряжение переменного тока, ко-
торый, протекая по этому домену, разогревает его. Тепло, выде-
лившееся в первом домене, проходит через средний домен 2, яв-
ляющийся хорошим проводником тепла и изолятором в цепи пе-
ременного тока, и поступает в термоэлектрический домен 3, в
котором тепловая энергия превращается в электрическую. На вы-
ходе домена 3 (между выходными зажимами) действует постоян-
ное напряжение, равное 9 В.
Создание принципиально новых устройств хранения и перера-
ботки информации на цилиндрических доменах (запоминающих
устройствах большой емкости, логических и переключающих уст-
ройствах) является очередным этапом в развитии вычислитель-
ной техники. В настоящее время разработаны функциональные при-
боры на основе пьезоэффекта, служащие для стабилизации час-
тоты, задержки электрического сигнала на определенный отрезок
времени и усиления высокочастотных колебаний.
Внедрение прозрачных магнитных кристаллов нового класса
позволяет создавать устройства управления различного назначе-
ния. Эти устройства могут вытеснить существующие аналоги элек-
тронных, электрооптических, акустических и других приборов.
Таким образом, один функциональный блок, созданный в еди-
ном монолите твердого тела, может осуществлять преобразование
сложных функций, заменяя собой целую схему, составленную из
дискретных, активных и пассивных элементов.
3.4. Защитные материалы и методы герметизации
микроэлементов, микромодулей и микросхем
Для увеличения срока службы, а также повышения надежнос-
ти производятся покрытие микроэлементов, микромодулей и
микросхем защитными материалами и их герметизация.
Выбор защитных материалов зависит от их физических, хими-
ческих и технологических свойств, области применения, методов
наиболее рационального использования. В качестве защитных ма-
териалов используются эпоксидные и силиконовые материалы,
кремнийорганические смолы и др.
Эпоксидные материалы выпускаются в виде смол, компаундов,
клеев, эмалей, пропиточных лаков и широко используются для
заливки микромодулей, микросхем, а также для пропитки мик-
ротрансформаторов и катушек индуктивности. Эпоксидные смо-
лы имеют высокие влагозащитные, механические и электричес-
кие свойства; термостойкость смол до 250 °C.
Силиконовые материалы выпускаются в виде смол, компаун-
дов, лаков, жидкостей, каучуков и применяются для заливки и
обволакивания микроэлементов. По стойкости к изменениям тем-
132
пературы силиконовые материалы значительно превосходят дру-
гие синтетические смолы. Они очень влагостойки и обладают хо-
рошими электроизоляционными характеристиками, которые не
изменяются при высоких температурах.
Кроме того, выпускается также большая номенклатура крем-
нийорганических смол, применяемых для заливки и пропитки мик-
роэлементов.
Герметизация микроэлементов, микромодулей и микросхем
осуществляется пропиткой, заливкой, обволакиванием, корпус-
ной защитой, покрытием пластмассой.
Выбор способа герметизации определяется в основном услови-
ями эксплуатации, имеющимся оборудованием и необходимой
производительностью. В каждом конкретном случае следует выби-
рать оптимальные материалы и метод герметизации.
Рассмотрим наиболее распространенные методы герметизации
микроэлементов, микромодулей и микросхем.
Пр^ герметизации пропиткой жидкий лак или компаунд вводят
во все внутренние пустоты микроэлемента. При использовании этого
метода сначала удаляется влага из микроэлемента, затем его погру-
жают в герметизирующий состав и после этого сушат. Часто эти
процессы проводятся одновременно с воздействием давления и ва-
куума. Для ускорения процесса пропитки применяют ультразвук,
что позволяет в 3...5 раз сократить время пропитки; кроме того,
процессы с использованием ультразвуковой пропитки хорошо под-
даются механизации. Иногда пропитку выполняют методом цент-
робежной отливки. Пропитка способствует повышению влагостой-
кости, электрической и механической прочности, а также повы-
шению рабочих характеристик микроэлементов.
При герметизации заливкой компаундами обычно применяют
формочку, которая не отделяется от залитого микроэлемента. Под
заливкой также понимается и нанесение защитного слоя прямо
на поверхность печатной платы или микроэлемента. Обычно их
заливают вакуумированным компаундом.
Заливка обеспечивает защиту функциональных узлов и моду-
лей от механических и климатических воздействий в широком ин-
тервале температур. Заливка часто производится в сочетании с про-
питкой. Так, например, микротрансформаторы герметизируют про-
питкой и заливкой эпоксидными смолами.
При герметизации обволакиванием обычно наносят несколько
слоев влагостойкого герметизирующего материала. Часто произ-
водится предварительное обволакивание кремнийорганическими
компаундами. Обволакивание может осуществляться как ручным
способом, так и на полуавтоматах и автоматах.
Корпусная защита микроэлементов, микромодулей и микросхем
значительно повышает их эксплуатационные свойства. Микросхе-
мы выпускаются в унифицированных стандартизованных метал-
133
лических или пластмассовых корпусах, служащих для защиты эле-
ментов микросхем от механических и климатических воздействий.
По конструктивно-технологическому признаку корпуса мик-
росхем классифицируются на металлокерамические, металлостек-
лянные, металлополимерные, керамические и пластмассовые.
Наиболее широкое применение получили металлокерамичес-
кие и металлополимерные плоские корпуса (рис. 3.15, а), а также
металлостеклянные круглые (рис. 3.15, б).
Внутри корпуса к его основанию пайкой или приклеиванием
крепится подложка микросхемы. Выводы корпуса соединяются с
контактными площадками подложки микросхемы золотыми про-
волочками толщиной 20...50 мкм с помощью термокомпрессии
или лазерной сварки.
При промышленном изготовлении микроблоков из интеграль-
ных микросхем более экономичным является использование груп-
повых методов размещения интегральных микросхем в одном кор-
пусе. Стандартный микроблок имеет размеры 200 х 25 мм. На та-
ком микроблоке может разместиться до 100 интегральных микро-
схем. Внутренние соединения микроблоков осуществляются с по-
мощью печатного монтажа. Выводы изготовляются из кобальта,
молибдена или вольфрама.
Кроме того, широко применяется герметизация интегральных
микросхем пластмассой (рис. 3.15, в). Она позволяет резко сокра-
тить затраты на герметизацию микросхем и упростить технологию
их производства.
В настоящее время на производстве используется автоматизи-
рованное оборудование, позволяющее выполнять следующие тех-
нологические операции:
штамповку никелевых выводов в виде непрерывной ленты;
нанесение на выводы покрытия из золота для подсоединения
кристалла полупроводниковой микросхемы;
герметизацию прибора пластмассой после подсоединения кри-
сталла;
разрезание непрерывной ленты с герметизированными мик-
росхемами на отдельные приборы.
Число выводов микросхемы может быть от трех до четырнад-
цати (и выше) в зависимости от ее типа. Достаточно большое рас-
стояние между осями выводов облегчает изготовление печатного
монтажа, сверление отверстий в платах под штырьки и размеще-
ние контактных площадок. Такое расположение выводов позволя-
ет осуществлять автоматизацию сборки и монтажа микросхем с
использованием многослойных печатных плат.
Относительно большие размеры корпусов микросхем облегча-
ют как ручную, так и автоматическую сборку, хотя и приводят к
небольшому увеличению габаритов аппаратуры. Методы гермети-
зации различных элементов приведены в табл. 3.3.
134
1234567
1,8
Рис. 3.15. Корпуса микросхем:
а — металлополимерный плоский; б — металлостеклянный круглый; в — герме-
тизирований
Таблица 3.3
Методы герметизации различных элементов
Метод Микроэлемент Примечание
Пропитка Микротрансформатор Технологичный, наибо- лее распространенный. Использование ультра- звука позволяет сократить время пропитки
Заливка То же Требует использования минимального количест- ва оборудования и аппа- ратуры. Экономичен для небольших партий
Обволакивание Резистор, конденсатор, трансформатор, катушки индуктивности в миниа- тюрном исполнении Требует использования минимального количест- ва оборудования и аппа- ратуры
Опрессовка То же Наиболее экономичен для крупных партий <
Заключение в металлический корпус Резистор, конденсатор, катушка индуктивности в миниатюрном испол- нении, микромодули и микросхемы Способствует повыше- нию эксплуатационных характеристик элементов и микросхем
3.5. Сборка и монтаж микросхем
При производстве радиоэлектронной аппаратуры на базе мик-
роэлектроники к выполнению соединений микроэлементов внут-
ри микросхем, а также к монтажу микросхем в узлы и блоки
предъявляются специфические требования.
Методы монтажа, пайки и сварки, используемые при производ-
стве микросхем, отличаются от методов, используемых при произ-
водстве функциональных узлов и микромодулей. Это обусловлено
тем, что большинство полупроводниковых материалов и диэлектри-
ческих подложек из керамики и стекла обладают низкой теплопро-
водностью, узкой зоной пластичности и малой сопротивляемостью
к воздействию термических и механических напряжений.
Полупроводниковые интегральные микросхемы в отличие от
тонкопленочных имеют на порядок более высокую разрешающую
способность рисунка, позволяющую увеличить плотность разме-
щения микроэлементов (т. е. повысить степень интеграции). По срав-
нению с толстопленочными интегральными микросхемами сте-
пень интеграции повышается больше чем в сто раз.
136
Внутренний монтаж любых микросхем включает в себя техно-
логические операции по установке и закреплению одной или не-
скольких микросхем в корпусе и выполнению внутримикросхем-
ных соединений. Для сборки и монтажа микросхем применяют
различные установки. Так, для сборки кристаллов полупроводни-
ковых интегральных микросхем размером от 0,6 х 0,6 до 1,8 х 1,8 мм
используется установка ЭМ-438А, а для монтажа нескольких кри-
сталлов в один корпус — установка ЭМ-445. Крепление кристалла
микросхемы осуществляется методом пайки или приклейкой.
Внутримикросхемные соединения между напыленными на кри-
сталлы контактными площадками микросхемы и выводами ее
корпуса выполняют с помощью проволочных перемычек, в каче-
стве которых используются медные, алюминиевые и золотые мик-
ропровода толщиной от 8 до 60 мкм.
В зависимости от сочетания применяемых материалов и конст-
рукции выводов при сборке микросхем для соединения использу-
ется микросварка (термокомпрессионная, ультразвуковая, кон-
тактная, электронно-лучевая, лазерная) или микропайка.
Наиболее широкое применение получили термокомпрессион-
ная и ультразвуковая микросварка и микропайка.
Термокомпрессионная микросварка заключается в одновремен-
ном воздействии на свариваемые металлы давления и повышен-
ной температуры. Соединяемые металлы разогреваются до опре-
деленной температуры (начала рекристаллизации), при которой
начинается сцепление (диффузия) очищенных от окислов по-
верхностей металлов при приложении даже небольшой нагрузки.
Этот способ позволяет присоединять электрические выводы тол-
щиной не более нескольких десятков микрон к контактным пло-
щадкам кристаллов, размеры которых не превышают 20...50 мкм.
В процессе соединения микропровод из алюминия или золота
прикладывают к кристаллу полупроводника и прижимают на-
гретым стержнем.
Основными параметрами, определяющими режим термокомп-
рессцонной микросварки, являются удельное давление, темпера-
тура нагрева и время сварки.
При термокомпрессионной микросварке необходим тщатель-
ный контроль этих параметров.
Область применения термокомпрессионной микросварки очень
широка. Она является основным методом присоединения выводов
к полупроводниковым кристаллам, используется также для при-
соединения проволочных микропроводников к напыленным кон-
тактным площадкам микросхем, для монтажа БИС и микросбо-
рок. С помощью термокомпрессионной микросварки осуществля-
ется групповая сварка микросхем с планарными выводами, а так-
же прецизионная микросварка элементов с минимальной толщи-
ной проводников (до 5 мкм).
137
Ультразвуковая микросварка позволяет получить надежное со-
единение металлов с окисными поверхностями кристаллов при
минимальном тепловом воздействии на структуру чувствительных
к нагреву элементов микросхем. Этот вид микросварки применя-
ется для соединения металлов, имеющих различные электро- и
теплопроводность, а также для соединения металлов с керамикой
и стеклом.
Отечественной промышленностью выпускаются ультразвуковые
установки для присоединения микропровода или микроленты (ди-
аметром до 60 мкм) из алюминия и золота к кристаллам полупро-
водниковых микросхем, для осуществления внутрикорпусного мон-
тажа микросхем, а также для сборки БИС и микросборок.
Оборудование для монтажа полупроводниковых приборов и
микросхем методом ультразвуковой микросварки состоит из уль-
тразвуковой сварочной установки, принцип действия которой ос-
нован на возбуждении преобразователем механических колебаний
ультразвуковой частоты в месте свариваемых деталей, и устрой-
ства для фиксации микросхемы.
В качестве преобразователей электрической энергии в механи-
ческие колебания используются магнитострикционные и пьезоэ-
лектрические устройства.
При ультразвуковой сварке неразъемное соединение металлов
образуется в результате совместного воздействия на детали меха-
нических колебаний с частотой 15...60 кГц, относительно неболь-
ших сдавливающих усилий и теплового эффекта, сопровождаю-
щего сварку. В результате в сварной зоне появляется небольшая
пластическая деформация, которая обеспечивает надежное соеди-
нение деталей.
В последние годы для монтажа микросхем широко применяет-
ся комбинированный способ, основанный на термокомпрессии с
косвенным импульсным нагревом и наложением ультразвуковых
колебаний.
Микропайка может осуществляться мягкими и твердыми при-
поями. Основными достоинствами микропайки являются ее отно-
сительная простота и возможность соединения деталей сложной
конфигурации, что трудно выполнить при микросварке.
К мягким припоям относятся сплавы олова и свинца, индия и
галлия, олова и висмута, обладающие низкой температурой плав-
ления (обычно 140...210 °C). Эти припои наиболее часто приме-
няются при пайке в интегральных микросхемах.
При микропайке микросхем мягкими припоями соединяемые
металлы должны быть металлургически и химически совместимыми,
не должны образовывать сплавов с большим сопротивлением и ин-
терметаллических хрупких соединений в месте контакта; припои дол-
жны быть инертными при рабочей температуре схемы и полностью
удаляться с места соединения и с окружающей его поверхности.
138
К твердым (высокотемпературным) припоям относятся сплавы
на основе серебра ПСр45 и ПСр50, имеющие температуру плав-
ления до 450... 600 °C. Эти припои используются для герметизации
корпусов микросхем, для соединения серебряных или посереб-
ренных деталей (так как припои на основе олова — свинца ра-
створяют значительное количество серебра, изменяя характерис-
тики контакта) и др.
В настоящее время разработаны высокотехнологичные спосо-
бы микропайки. Одним из таких способов является микропайка в
атмосфере горячего (до 400 °C) инертного газа или водорода, при
которой предварительно облуженный участок обдувается из ми-
ниатюрных сопл горячей струей газа. Этот способ обеспечивает
высокую производительность, кроме того, позволяет исключить
применение флюса.
Процесс пайки упрощается при использовании дозированного
припоя в виде таблеток или пасты, который предварительно на-
носится на места соединений. Этот способ обеспечивает точ-
ный контроль количества тепла в месте сварки, а при использова-
нии средств автоматики позволяет регулировать время протека-
ния тока и его величину.
Для механизированной микропайки характерны шаговые пе-
ремещения паяльного инструмента, обычно осуществляемые по
программе, и прижим инструментом паянного соединения во вре-
мя пайки. Автоматизация процессов пайки при соединении ин-
тегральных микросхем с монтажной платой наряду с повышени-
ем производительности труда обеспечивает повышение качества
соединений.
3.6. Сборка и монтаж радиоаппаратуры на микросхемах
Из сказанного выше видно, что конструирование микроэлект-
ронной аппаратуры имеет ряд специфических особенностей, ос-
новная из которых заключается в том, что наименьшей недели-
мой единицей конструкции является микросхема.
Если в микромодулях микроэлемент еще существует как от-
дельная деталь до момента сборки, то метод пленочной техноло-
гии предполагает выполнение большинства элементов непосред-
ственно в процессе изготовления микросхемы, а в устройствах
молекулярной электроники просто невозможно выделить отдель-
ные элементы, аналогичные дискретным элементам схемы.
При компоновке радиоаппаратуры на интегральных схемах наи-
более сложным является объединение всех микросхем в одну сис-
тему с сохранением преимуществ, присущих интегральным мик-
росхемам. Перед проектировщиками радиоэлектронной аппарату-
ры всегда стояла задача сокращения ее размеров, которая суще-
ственно усложняется при конструировании радиоэлектронной ап-
139
паратуры на базе микроэлектроники. Примером того, насколько
малыми могут быть модули, выполненные на основе микроэле-
ментов, может служить быстродействующая монолитная схема для
ПК, все компоненты которой выполнены в одном кристалле. Пло-
щадь, занимаемая такой схемой, составляет около 0,0645 см2. Каж-
дый транзистор в этой схеме занимает площадь квадрата со сторо-
ной 0,0025 см. По мнению специалистов, возможно изготовление
микросхемы с еще большей плотностью интеграции.
В табл. 3.4 приведены сравнительные данные степени интегра-
ции блока радиоаппаратуры, выполненного на различных радио-
деталях, в зависимости от конструктивного исполнения.
Таблица 3.4
Зависимость степени интеграции от конструктивного исполнения
Конструктивное исполнение Степень интеграции (количество деталей на 1 дм3 объема)
Каскад на лампах пальчикового типа 30... 100
Каскад на полупроводниковых приборах 1000...2000
Каскад в микромодульном исполнении (100...200) тыс.
Твердая микросхема (5... 10) млн
БИС Более 20 млн
Однако использовать все преимущества интегральных схем и
в первую очередь высокую степень интеграции пока полностью
не удается. Это связано с необходимостью значительного увеличе-
ния габаритов аппаратуры для обеспечения отвода тепла и осуще-
ствления пайки или сварки выводов.
Радиоэлектронная аппаратура может изготовляться как на ин-
тегральных микросхемах, размещенных в корпусах, так и на бес-
корпусных интегральных микросхемах.
При применении микросхем в плоских прямоугольных корпу-
сах наиболее оптимальной является конструкция блоков с исполь-
зованием многослойных печатных плат (рис. 3.16).
Бескорпусный метод конструирования позволяет исключить
этап размещения кристаллов микросхемы в отдельные корпуса.
В этом случае кристаллы микросхем располагаются на общей под-
ложке, где производится коммутация их соединений. Этот метод
позволяет в несколько раз увеличить плотность компоновки и су-
щественно сократить внешнюю коммутацию проводников.
Основные технологические операции изготовления радиоэлект-
ронной аппаратуры бескорпусным методом приведены на рис. 3.17.
140
Рис. 3.16. Конструкция блоков микросхем
На этом же рисунке показаны следующие основные участки по
производству микромодульной аппаратуры: химико-заготовитель-
ный (7); напыления, фотолитографии, изготовления трафаретов
многослойных печатных плат, вспомогательных устройств (2); сборки
и монтажа (5); периодических и конструкторских испытаний (4).
Перед началом серийного производства какой-либо микросхе-
мы функционального узла или блока необходимо убедиться в том,
что они правильно выполняют свои функции при воздействии
дестабилизирующих факторов и при разбросе параметров входя-
щих в них компонентов. Методы машинного анализа с использо-
ванием ПК позволяют относительно быстро решать эту задачу без
применения дорогостоящего и длительного макетирования эле-
ментов микросхем, узлов и блоков.
Особенно эффективна автоматизация проектирования с исполь-
зованием ПК при разработке сложных БИС и электронных схем,
расчет и конструирование которых описывается системами урав-
нений высокого порядка, не поддающимися аналитическому ре-
шению. Например, для изготовления опытного образца интеграль-
ной схемы средней и высокой степени интеграции требуется про-
извести громоздкие и сложные расчеты. Решение такой задачи
возможно только средствами машинного проектирования.
Основными достоинствами использования ПК при проекти-
ровании топологии схем являются:
сокращение сроков проектирования;
снижение стоимости;
141
Рис. 3.17. Схема основных технологических операций изготовления РЭА
бескорпусным методом
повышение качества за счет снижения вероятности ошибок
проектирования и предварительного моделирования характерис-
тик интегральных схем до их изготовления.
В результате топологического проектирования получают кон-
фигурацию трафаретов, необходимых для изготовления элемен-
тов схемы, в виде комплекта конструкторской документации,
состоящей из послойных чертежей и таблиц, координат для со-
142
вмещения трафаретов или в виде информации, записанной на
специальных программах для автоматического управления обору-
дованием (координатографами, графопостроителями и др.), не-
обходимым для изготовления чертежей микросхем.
С помощью ПК могут осуществляться необходимое размеще-
ние микроэлементов схемы и монтаж соединений между ними.
Важное значение имеет также возможность автоматического из-
мерения параметров микросхем в процессе их изготовления.
В последние годы при производстве радиоэлектронной аппара-
туры на микросхемах все большее применение находит функцио-
нально-узловой метод сборки, который в общих чертах можно
охарактеризовать как сборку микроэлектронных приборов в ском-
понованные блоки (модули), которые представляют собой закон-
ченные функциональные устройства либо служат компонентами
для дальнейшей сборки радиоаппаратуры.
Разработка радиоэлектронной аппаратуры по функционально-
узловому методу резко сокращает сроки проектирования, позволяет
быстро вводить изменения в конструкцию аппаратуры как в про-
цессе разработки опытных образов, так и при ее серийном изго-
товлении, значительно уменьшает трудоемкость производства за
счет внедрения механизации и автоматизации производства, а так-
же за счет упрощения методов контроля настройки и испытаний.
3.7. Условные обозначения интегральных схем
Условное обозначение ИС состоит из четырех элементов.
Первый элемент — цифра, указывающая конструктивно-техно-
логическую группу (цифрами 1, 5, 7 обозначаются полупровод-
никовые ИС, 2, 4, 6 и 8 — гибридные, а 3 — пленочные, керами-
ческие, вакуумные и др.).
Второй элемент — две-три цифры, обозначающие порядковый
номер разработки, присвоенный данной серии (таким образом,
два первых элемента условного обозначения представляют собой
три-четыре цифры, определяющие полный номер серии ИС).
Третий элемент — две буквы, первая из которых обозначает
подгруппу, а вторая — вид микросхемы по функциональному на-
значению.
Четвертый элемент указывает порядковый номер разработки ИС
по функциональному признаку в данной серии и может состоять
из одной или нескольких цифр.
Пример основного условного обозначения интегрального полу-
проводникового операционного усилителя с порядковым номером
разработки серии 42 и порядковым номером разработки данной схе-
мы в серии по функциональному признаку 11 приведен на рис. 3.18.
Иногда в конце условного обозначения ставятся буквы (от А
до Я), которые характеризуют технологический разброс электри-
143
1 42 УД 11
1-й элемент
2-й элемент
3-й элемент
4-й элемент
Рис. 3.18. Условное обозначение интег-
рального полупроводникового опера-
ционного усилителя
ческих параметров (модифи-
кацию) данного типономина-
ла или определяют тип кор-
пуса.
Перед условным обозначе-
нием микросхем, используе-
мых в устройствах широкого
применения, ставят букву К
(например, К142УД11). Если
после буквы К перед номером
серии стоит буква М (напри-
мер, КМ155ЛА1), то это оз-
начает, что вся данная серия выпускается в керамическом корпу-
се, а если буква Б (например, КБ524РП1А-4), то это означает,
что серия выпускается в бескорпусном варианте, без присоедине-
ния выводов к кристаллу микросхемы. Экспортный вариант мик-
росхемы (с шагом выводов корпуса 2,54 мм) обозначают буквой
Э, стоящей перед буквой К (например, ЭК561ЛС2).
В условном обозначении бескорпусных ИС через дефис присо-
единяется цифра (от 1 до 6), характеризующая модификацию кон-
структивного исполнения (например, 703ЛБ1-2). Цифры означа-
ют: 1 — с гибкими выводами (с числом выводов до 16); 2 — с
ленточными (паучковыми) выводами, в том числе на полиамид-
ной пленке; 3 — с жесткими выводами; 4 — на общей пластине
(неразделенные); 5 — разделенные без потери ориентировки (на-
пример, наклеенные на пленку); 6 — с контактными площадка-
ми без выводов (кристалл).
В условном обозначении микросхем, разработанных до 1973 г.,
конструктивно-технологическая группа отделялась от порядково-
го номера серии буквенным шифром функции, выполняемой схе-
мой (например, 1ЛБ231; рис. 3.19). Старые и новые условные обо-
значения различаются буквами, указывающими подгруппы и виды.
1 ЛБ 23 1
। । 1 ' Hl
Группа (по конструктивно-технологическому исполнению)
Подгруппа и вид (функциональное назначение)-----
Порядковый номер разработки данной серии----------
Порядковый номер разработки ИМС -------------------
(по функциональному признаку в данной серии)
Рис. 3.19. Условное обозначение микросхем
144
По характеру выполняемых функций в аппаратуре ИС подраз-
деляют на подгруппы (генераторы, детекторы, ключи, модулято-
ры, усилители) и виды (преобразователи напряжения, частоты,
фазы и т.д.).
Контрольные вопросы и задания
1. Перечислите основные этапы микроминиатюризации РЭА?
2. В чем состоит особенность микромодульного конструирования и мон-
тажа РЭА на микромодулях?
3. В чем состоит существенное отличие изготовления гибридных и по-
лупроводниковых микросхем?
4. Перечислите основные методы получения толстых и тонких пленок
при изготовлении пленочных микросхем.
5. Какой метод герметизации микросхем является наиболее эффек-
тивным?
6. Перечислите особенности сборки и монтажа РЭА на микросхемах.
7. Какие материалы применяют для изготовления подложек гибрид-
ных Микросхем?
8. В чем состоит сущность метода изготовления твердых микросхем?
9. Какие физические принципы лежат в основе технологии изготов-
ления молекулярных микросхем?
Глава 4
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
4.1. Общие сведения
Сборка, монтаж и регулировка РЭА осуществляются в соот-
ветствии с конструкторской и технологической документацией.
В 1971 г. в нашей стране был введен единый комплекс государ-
ственных стандартов ЕСКД (единая система конструкторской до-
кументации), устанавливающий конструкторской порядок разра-
ботки, оформления и обращения документации. Этот комплекс
включает в себя стандарты, распределенные по классификацион-
ным группам, обязательные для исполнения во всех отраслях про-
мышленности. Стандарты ЕСКД распространяются на все виды
конструкторской документации, нормативно-техническую и тех-
нологическую документацию, а также на научно-техническую и
учебную литературу.
Конструкторскими документами называются графические (чер-
тежи, схемы) и текстовые технические (технические условия, тех-
ническое описание и др.) документы, которые содержат необхо-
димые данные о составе и устройстве изделия и его составных
частей, а также данные, необходимые для изготовления, контро-
ля, приемки и эксплуатации. ЕСКД обеспечивает единые правила
выполнения и оформления конструкторской документации, воз-
можность ее использования для доработки и переоформления при
новом проектировании, производстве и при передачи ее на дру-
гое предприятие.
ЕСКД устанавливает также рациональную систему нумерации
чертежей, облегчает выявление уже спроектированных и изготов-
ленных изделий и создает основу для унификации и стандартиза-
ции деталей, позволяет использовать средства механизации и ав-
томатизации процесса выполнения чертежей.
Кроме ЕСКД введена также Единая система технологической
документации (ЕСТД), представляющая собой комплекс государ-
ственных стандартов и руководящих нормативных материалов,
документов, устанавливающих правила и положения по порядку
разработки, комплектации, оформления и обращения технологи-
ческой документации, применяемой при изготовлении и ремонте
изделий.
146
ЕСТД обеспечивает необходимые условия для разработки про-
грессивных типовых и групповых технологических процессов, а
также взаимосвязь с разработанными и разрабатываемыми систе-
мами стандартов. На основе ЕСТД может создаваться система тех-
нико-экономических нормативных документов, что важно для
внедрения автоматизированных систем управления (АСУ) техно-
логическими процессами. ЕСТД позволяет использовать современ-
ные технические средства обработки информации и повысить
производительность труда работников, занятых подготовкой но-
вого производства, а также в системе управления предприятием.
Изделием называется любой предмет или набор предметов про-
изводства, подлежащих изготовлению на предприятии.
В зависимости от назначения различают изделия основного
производства, подлежащие реализации, и изделия вспомогатель-
ного производства, изготовленные для использования внутри пред-
приятия. В зависимости от составных частей изделия подразделя-
ются на неспецифицированные (детали) и специфицированные
(сборбчные единицы, комплексы, комплекты), состоящие из двух
и более составных частей.
Деталь — это изделие, изготовленное из однородного по наи-
менованию и марке материала без применения сборочных опера-
ций (например, лепесток, пластина, печатная плата и др.).
Сборочная единица (узел) — это изделие, составные части ко-
торого подлежат соединению между собой с помощью сборочных
операций на одном предприятии-изготовителе (печатная плата с
электрорадиоэлементами).
Комплекс представляет собой два и более специфицированных
изделия, не соединенных на предприятии-изготовителе посред-
ством сборочных операций, но предназначенных для выполнения
взаимосвязанных эксплутационных функций (телевизионный при-
емник и антенна).
Каждое из специфицированных изделий комплекса служит для
выполнения определенных (одной или нескольких) функций,
которые в совокупности определяют функционирование комплекса
в целом.
Комплект — это два или более изделия, не соединенных на
предприятии-изготовителе с помощью сборочных операций и
представляющих собой набор изделий, имеющих общее эксплуа-
тационное назначение вспомогательного характера (комплекты из-
мерительной аппаратуры, запасных частей, инструмента и т.д.).
Технологический процесс сборки и монтажа РЭА производит-
ся в соответствии с технической документацией, в которой ука-
зываются: наименование объекта сборки и монтажа; разбивка ра-
бот по стадиям; наименование и описание переходов и операций
для каждой стадии сборки, монтажа и контроля; применяемые
технологическое оборудование, приспособления и инструменты;
147
основные и вспомогательные материалы; время на выполнение,
отдельных переходов и операций; разряды квалификации рабочих
и т.д.
Основными видами технической документации являются: чер-
тежи изделия, схемы, таблицы соединений и др.; ведомость по-
купных изделий; технологическая схема сборки изделия; марш-
рутная карта; операционные карты; ведомости основных и вспо-
могательных материалов; перечень технологического оборудова-
ния, приспособлений, инструментов; производственные инструк-
ции и др.
Выбор видов документации зависит от сложности изделия и
типа производства. В единичном (опытном) и мелкосерийном про-
изводстве сборка и монтаж производятся по чертежам и электри-
ческим принципиальным схемам, при этом требуется высокая ква-
лификация рабочих. В серийном и крупносерийном производстве
документация разрабатывается более подробно, вплоть до отдель-
ной операции. Для монтажа используется монтажная схема или
таблица соединений.
Сборка и монтаж сложных изделий осуществляются по опе-
рационным картам с использованием конструкторской докумен-
тации на применяемую технологическую оснастку и приспособ-
ления.
4.2. Технологическая документация, применяемая при сборке
РЭА и приборов
При проектировании технологического процесса сборки РЭА
и приборов необходимо следующее:
определить сборочный состав изделия;
обосновать организационные формы сборки;
произвести различные расчеты, связанные с технико-эконо-
мическим обоснованием выбранного варианта технологического
процесса сборки (расчеты режимов сборочных и других работ, раз-
меров партий, количества и загрузки рабочих мест, норм времени
и выработки; расчеты, связанные с точностью сборочных работ,
расходом материалов, и т.д.);
установить последовательность сборочных и контрольных опе-
раций;
установить необходимое количество технологического оснаще-
ния и оборудования;
оформить проект технологического процесса сборки в виде ус-
тановленного комплекта технологических документов, состояще-
го из основных и вспомогательных документов.
Основные технологические документы подразделяются на до-
кументы общего и специального назначения.
148
Документы общего назначения применяются независимо от тех-
нологических методов изготовления или ремонта изделия и вклю-
чают в себя:
титульный лист (ТЛ);
карту эскизов (КЭ);
технологическую инструкцию (ТИ) с описанием технологи-
ческих процессов, методов и приемов, повторяющихся при изго-
товлении или ремонте изделий;
правила эксплуатации технологической оснастки, применяю-
щейся для сокращения объема разрабатываемой технологической
документации.
Выбор документов специального назначения производится в за-
висимости от типа и вида производства, а также технологических
методов изготовления или ремонта изделия.
К основным технологическим документам специального на-
значения относятся:
маршрутная карта;
кг(рта технологического процесса;
операционная карта;
карта типового технологического процесса (КТТП);
карта типовой операции и др. (ГОСТ 3.1103—82).
К вспомогательным документам специального назначения от-
носятся:
карта учета обозначений, карта применяемости оснастки, тех-
нологический паспорт и др.
Маршрутная карта (МК) содержит описание маршрута техно-
логического процесса изготовления изделия. Кроме того, дополни-
тельно в нее может входить перечень полного состава технологи-
ческих операций с указанием данных об оборудовании, технологи-
ческой оснастке, материальных нормативах и трудовых затратах. Мар-
шрутная карта применяется в мелкосерийном и серийном произ-
водстве. Наименование операции в зависимости от степени детали-
зации технологического процесса может быть кратким, состоящим
из одного слова, соответствующего характеру операции (сбороч-
ная, монтажная, регулировочная и др.), или полным. Повторяю-
щиеся наименования операций нумеруются по порядку римскими
цифрами (сборочная I, сборочная II и т.д.). При операционном
описании технологического процесса операции обозначаются дву-
значными числами по порядку их выполнения (10, 20, 30 и т.д.),
переходы каждой операции обозначаются также двузначными чис-
лами по порядку их выполнения (01, 02, 03 и т.д.).
Карта технологического процесса (КТП) содержит операцион-
ное описание технологического процесса изготовления или ре-
монта изделия в технологической последовательности по всем
операциям с указанием переходов, технологических режимов, тех-
нологической оснастки, материальных и трудовых затрат.
149
Карта типового (группового) технологического процесса содержит
описание типового (группового) технологического процесса изго-
товления или ремонта изделий. Применяется совместно с ведомо-
стью деталей к типовому (групповому) технологическому процессу
(ВТП) или операции (ВТО), где указаны состав деталей, изготовля-
емых по типовому технологическому процессу, и переменные дан-
ные о материале, оснастке, режимах обработки и трудозатратах.
В операционной карте (ОК) дается описание технологических
операций с указанием последовательности выполнения перехо-
дов, а также приводятся данные об оснастке, режимах и трудовых
затратах. Карта снабжается эскизами операций, а иногда эскиза-
ми по переходам. Аналогичным документом для типовой (группо-
вой) операции является карта типовой (групповой) операции (КТО).
При сборке сложных приборов рекомендуется технологичес-
кие эскизы помещать на отдельном листе с необходимыми указа-
ниями и надписями. Иногда эскизы заменяют операционно-тех-
нологическую карту. На эскизе дается изображение сборочной
единицы в том виде, в каком она получается после выполнения
операции, с указанием только тех технических требований, кото-
рые необходимы для выполнения операции.
Ведомость материалов (ВМ) содержит данные о подетальных
нормах расхода материала и о заготовках.
Основные термины и определения, используемые при разра-
ботке технологических процессов, должны соответствовать
ГОСТ 3.1109-82.
Разработка технологического процесса сборки начинается с разра-
ботки маршрутной карты, выполняемой технологом сборочного
цеха, за которым закреплена сборка сборочных единиц и изделия
в целом. После согласования маршрутной карты разрабатывается
технологический процесс сборки и электромонтажа радиоэлектрон-
ного прибора, который в дальнейшем является законом для испол-
нителей и проводится в соответствии с технической документацией.
Выполнение операций на специальном технологическом обо-
рудовании производится в соответствии с производственной ин-
струкцией. Согласно производственным инструкциям проводятся
также входной контроль всех радиоэлементов и комплектующих
деталей, поступающих от поставщиков, контроль и проверка мон-
тажа прибора, блока (при внешнем осмотре) и выявление несо-
ответствия механических и электрических характеристик ТУ и т. д.
ГОСТ 2.102—68 включает в себя следующие виды конструк-
торской документации: чертежи детали (сборочные, габаритные
и др.); схемы; спецификацию; ведомости спецификаций, покуп-
ных изделий, согласования применения покупных изделий и др.;
пояснительную записку; технические условия; программу и мето-
дику испытаний; таблицы; расчеты; эксплуатационные и ремонт-
ные документы; инструкции.
150
Основной конструкторский документ изделия полностью и
однозначно определяет данное изделие и его состав. Основным
конструкторским документом для детали является ее чертеж, для
сборочной единицы, комплексов и комплектов — спецификация.
Чертеж детали представляет собой документ, в котором дается
наглядное изображение детали и приводятся данные, необходи-
мые для ее изготовления и контроля. Правила выполнения черте-
жей изделия регламентируются ГОСТ 2.109—73. Изображения из-
делий на чертежах выполняются в определенном масштабе по ме-
тоду прямоугольного проецирования. На рабочем чертеже изделия
указываются размеры, предельные отклонения, шероховатость и
другие данные. На каждое изделие выполняется отдельный чертеж.
Для группы изделий, имеющих общие конструктивные призна-
ки, выполняется групповой чертеж с занесением размеров каж-
дого изделия в таблицу. Название чертежа включает в себя наиме-
нование изделия, которое записывается в именительном падеже
единственного числа, при этом на первом месте помещается имя
существительное (например, «колесо червячное»). Пример черте-
жа детали приведен на рис. 4.1.
Сборочный чертеж — это документ, в котором дается изображе-
ние сборочной единицы и приводятся данные, необходимые для ее
сборки (изготовления) и контроля. В сборочном чертеже указывают-
ся расположение и взаимная связь составных частей, соединяемых
по данному чертежу. В нем приводятся следующие данные: размеры,
предельные отклонения, а также другие параметры и требования,
которые должны быть выполнены или проконтролированы по дан-
ному сборочному чертежу; указания о характере сопряжения и ме-
тодах его осуществления, о выполнении неразъемных соединений
(сварных, паяных и др.); номера позиций составных частей, входя-
щих в изделие; габаритные размеры изделия; установочные, присоеди-
нительные и другие необходимые справочные размеры; техническая
характеристика изделия (при необходимости). Сборочный чертеж вы-
полняется, как правило, с упрощениями, соответствующими требо-
ваниям стандартов ЕСКД (например, не показываются фаски, на-
катки и другие мелкие элементы, зазоры между стержнем и отвер-
стием). На сборочном чертеже все составные части сборочной еди-
ницы нумеруются в соответствии с номерами позиций, указанными
в спецификации этой сборочной единицы. Номера позиций нано-
сятся на полках линий-выносок, проводимых от изображений со-
ставных частей. Пример сборочного чертежа представлен на рис. 4.2.
Спецификация представляет собой документ, определяющий
состав сборочной единицы, комплекса или комплекта. Специфи-
кация (ГОСТ 2.108—68) составляется на отдельных листах на каж-
дую сборочную единицу, комплекс или комплект. В ней дается пе-
речень составных частей, входящих в специфицируемое изделие, а
также приводятся конструкторские документы, относящиеся к этому
151
Рис. 4.1. Чертеж детали «Колесо червячное»
152
Рис. 4.2. Сборочный чертеж детали «Вентиль угловой» (фрагмент)
153
изделию и к его неспецифицируемым составным частям. В общем
случае спецификация состоит из разделов, которые располагаются
в такой последовательности: документация, комплексы, сборочные
единицы, детали, стандартные изделия, прочие изделия, материа-
лы, комплекты. Наименование каждого раздела указывается в виде
заголовка в графе «Наименование» и подчеркивается. В раздел «Стан-
дартные изделия» входят изделия, применяемые согласно государ-
ственным, республиканским и отраслевым стандартам и стандартам
предприятия (для изделий вспомогательного производства). Запись в
пределах каждой категории стандартов производится по группам
изделий, объединенных по их функциональному назначению (напри-
мер, подшипники, крепежные изделия и т.п.), в пределах каждой
группы — в алфавитном порядке наименований изделий, в пределах
каждого обозначения стандарта — в порядке возрастания основных
параметров или размеров изделия. В разделе «Прочие изделия» запи-
сываются изделия, применяемые в соответствии с техническими усло-
виями. Запись изделий производится по однородным группам.
Схема — это конструкторский документ, на котором показаны
в виде условных изображений или обозначений составные части
изделия и связи между ними. Согласно ГОСТ 2.701—84 схемы в
зависимости от видов элементов и связей, входящих в состав из-
делия, подразделяются на пять видов:
электрические (Э);
гидравлические (Г);
пневматические (П);
кинематические (К);
оптические (О).
В скобках указывается обозначение вида схемы. Для изделия, в
состав которого входят элементы разных видов, разрабатываются
несколько схем соответствующих видов одного типа. Согласно тре-
бованиям ГОСТа существует семь типов схем:
структурные (1);
функциональные (2);
принципиальные (3);
монтажные (4);
подключения (5);
общие (6);
расположения (7).
Допускается также разработка схем прочих типов (8) и объе-
диненных (о) — схем двух типов на одном конструкторском до-
кументе. В случае совмещения схем, например принципиальной и
соединений, подключения и соединений, совмещенной схеме при-
сваивается наименование схемы, тип которой имеет наименьший
порядковый номер.
Наименование схемы, входящей в состав конструкторской до-
кументации изделий, определяется ее видом и типом. Например,
схема электрическая монтажная имеет чертежный номер Э4.
154
4.3. Различные типы схем, применяемых
при производстве, ремонте и эксплуатации
радиоэлектронной аппаратуры
В радиоэлектронной промышленности при выполнении работ
по сборке, монтажу и регулировке радиоаппаратуры применяют-
ся различные типы схем. В ЕСКД сформулированы основные тер-
мины, используемые для их характеристики.
Элемент — составная часть схемы, которая выполняет опреде-
ленную функцию в изделии и не может быть разделена на части,
имеющие самостоятельное функциональное назначение (напри-
мер, транзистор, полупроводниковый диод, конденсатор и дру-
гие электрорадиоэлементы).
Устройство — совокупность элементов, представляющая собой
единую конструкцию (плата, блок, шкаф, механизм)'.
Функциональная группа — совокупность элементов, выполня-
ющие в изделии определенные функции и не объединенных в еди-
ную конструкцию.
Функциональная часть — элемент, устройство, функциональ-
ная группа.
Функциональная цепь — линия, канал, тракт определенного
назначения (канал звука, изображения, тракт СВЧ и др.).
Линия взаимосвязи — отрезок линии, указывающий на нали-
чие связи между функциональными частями изделия.
При проектировании изделий РЭА количество разрабатывае-
мых схем определяется особенностями каждого изделия. При этом
необходимо стремиться одновременно к тому, чтобы количество
схем на разрабатываемое изделие было минимальным и чтобы они
содержали все необходимые сведения для проектирования, изго-
товления, настройки, регулировки, эксплуатации и ремонта из-
делия. Различные типы схем, их определение и назначение приве-
дены в табл. 4.1.
Таблица 4.1
Типы схем, их определение и назначение
Тип Определение Назначение
Структурная Схема, определяющая основные функциональ- ные части изделия, их назначение и взаимосвязь Разрабатывается при про- ектировании изделий на стадиях, предшествую- щих разработке схем дру- гих типов, и использу- ется при эксплуатации для общего ознакомле- ния с изделием
155
Окончание табл. 4.1
Тип Определение Назначение
Функциональ- ная Схема, разъясняющая определенные процессы, протекающие в функцио- нальных цепях изделия или изделий в целом Необходима для изуче- ния принципа работы изделия. Используется также при наладке, регулировке, контроле и ремонте изделий
Принципиаль- ная (полная) Схема, определяющая полный состав элементов и связей между ними и да- ющая детальное представ- ление о принципах работы изделия На основании ее разраба- тываются другие схемы и чертежи. Служит основ- ным документом для изучения принципов работы изделия, а также используется при работах по настройке, регулиров- ке, контролю и ремонту аппаратуры
Монтажная (схема соединений) Схема, показывающая кон- структивное выполнение электрических соединений составных частей изделия и определяющая марки про- вода, жгута и кабеля, кото- рыми эти соединения осу- ществляются, а также места их ввода (зажимы, разъ- емы, фланцы и т. д.) Используется при разра- ботке других конструк- торских документов, определяющих прокладку и способы крепления проводов, жгутов, кабе- лей, а также служит для осуществления присое- динений при наладке, контроле, ремонте и эксплуатации изделий
Подключения Схема, показывающая внешние подключения изделий Используется для осу- ществления подключе- ний изделий при их эксплуатации
Общая Схема, определяющая со- ставные части комплекса и соединения их между собой на месте эксплуата- ции Используется при озна- комлении с комплекса- ми, а также при их кон- троле и эксплуатации
Расположения Схема, определяющая от- носительное расположение составных частей изделия Используется при разра- ботке других конструк- торских документов, а также для определения расположения составных частей изделия и при эксплуатации изделий
156
Рис. 4.3. Структурная схема супергетеродинного радиоприемника:
А — антенна; Вх. ц — входная цепь; УРЧ — усилитель радиочастоты; См — сме-
ситель; УПЧ — усилитель промежуточной частоты; Д — детектор; УЗЧ — усили-
тель звуковой частоты; БП — блок питания
На структурной схеме (рис. 4.3) изображаются основные функ-
циональные части изделия (элементы, устройства, функциональ-
ные группы), указываются их назначение и взаимосвязи. Функцио-
нальные части изображаются в виде прямоугольников, в которых
даютёя наименования каждой функциональной части, или в виде
условных графических изображений. На линиях взаимосвязей стрел-
ками обозначается направление хода процессов, происходящих в
изделии.
На функциональной схеме приводится изображение функцио-
нальных частей изделия, показываются связи между ними и разъяс-
няются определенные процессы, протекающие в отдельных фун-
кциональных цепях изделия или в изделии в целом. На линиях
взаимосвязей стрелками обозначаются направления хода процес-
сов, происходящих в изделии. Допускается вместо связей показы-
вать конкретные соединения (провода, кабели). На схеме наряду с
наименованием элементов или их позиционным обозначением
приводятся технические характеристики, поясняющие надписи и
таблицы, которые позволяют определить последовательность про-
цессов во времени, а также значения сопротивлений, напряже-
ний и токов, формы импульсов и т. д. в характерных точках схемы.
На рис. 4.4 в качестве примера приведена функциональная схема
источника питания.
Рис. 4.4. Функциональная схема источника питания:
Т — трансформатор; В — выпрямитель; СФ — сглаживающий фильтр; СН —
стабилизатор напряжения; Ан — сопротивление нагрузки
157
Принципиальная схема (рис. 4.5) определяет полный состав эле-
ментов и связей между ними. Эта схема, как и функциональная,
используется для изучения принципа работы изделия, а также
при контроле, регулировке и ремонте. На принципиальной схеме
изображаются также электрические элементы (разъемы, зажимы
и т.д.), которыми заканчиваются входные и выходные цепи. Схе-
ма обычно выполняется для изделий, находящихся в отключен-
ном положении. Элементы на схеме изображаются в виде услов-
ных графических обозначений, установленных стандартами ЕСКД.
Все элементы, входящие в изделие и изображенные на схеме,
записываются в «Перечень элементов», который помещается ря-
дом со схемой или на отдельном листе.
Элементы, изображенные на схеме, имеют буквенное или бук-
венно-цифровое позиционное обозначение. Буквенные позици-
онные обозначения элементов представляют собой сокращенное
наименование элемента (например, R — резистор, VT — транзи-
стор, VD — полупроводниковый диод). Порядковые номера (в воз-
растающем порядке) присваиваются элементам с одинаковым бук-
венным обозначением (например, Rl, R2, R3, VT1, VT2, VD1,
VD2). Позиционные обозначения располагают на схеме рядом с
элементами, по возможности с правой стороны или над ними.
Данные об элементах записываются в «Перечне элементов»
(табл. 4.2), в котором указываются позиционное обозначение эле-
ментов, их наименование в соответствии с документом (ГОСТ,
ТУ и т.д.), количество элементов, а при необходимости и их тех-
нические данные, не содержащиеся в наименовании (указывают-
ся в графе «Примечание»). При разбивке поля схемы на зоны в
«Перечень элементов» добавляют графу «Зона». Элементы в пе-
речне записываются группами в алфавитном порядке в соответ-
ствии с буквенными позиционными обозначениями, в пределах
каждой группы элементы располагаются по возрастанию поряд-
ковых номеров.
Рис. 4.5. Принципиальная электрическая схема автомата экономии элект-
роэнергии
158
Таблица 4.2
Перечень элементов
Справ. № | Перв. примем. \ Поз. обозна- чение Наименование Кол. Приме- чание
С1 Конденсатор К50-6-10В-200 мкФ 1
ОЖО.464.031 ТУ
Резисторы
МЛТ по ГОСТ 7113-77
R1 0,25-1 кОм +10 % 1
R2, R3 0,25 -3,3 кОм ± 10 % 2
R4...R6 0,25-5,1 кОм ± 10 % 3
1 R7 0,25- 1 кОм ± 10 % 1
R8 СП5-35Б-4,7 кОм ± 10 % ОЖО.468.529 ТУ 1
Подпись и дата|Взамен инв.№|Инв.№ дубл.| Подпись и дата S1 Тумблер МТД1 ОЮО.360.016 ТУ 1
Диоды полупроводниковые
VD1...VD6 ЗЛ103АУЖО.336.053ТУ 6
VD7, VD8 Д9Б СМ3.632.015 ТУ 2
VT1 Транзистор П416 ГОСТ 14876—74 1
ГР5.0001М2.009.ПЭЗ
| Инв.№ подлин.|
Изм. Лист №докум. Подп. Дата
Разраб. Пульт управления Перечень элементов Литера | Лист Листов
Пров. 1 fl 1
Н. контр.
Утв.
159
Линии связи на схеме должны быть показаны полностью, од,
нако при удалении элементов друг от друга линии связи между
ними можно обрывать. Обрывы линий заканчивают стрелками с
обозначением мест подключения. Толщина линий электрической
связи на схемах должна быть от 0,2 до 0,6 мм в зависимости от
форматов схем и размеров графических обозначений.
При проектировании сложного радиоэлектронного устройства,
в состав которого входят несколько отдельных устройств, на каж-
дое такое устройство обычно выполняется отдельная принципи-
альная схема. На принципиальных схемах могут указываться пара-
метры входных и выходных цепей, в том числе частота, сила тока,
величина напряжения, сопротивления и т.д.
Если на схеме изображены элементы, параметры которых под-
бираются при регулировке, то их условные обозначения на схеме
и в перечне элементов отмечают звездочками (например, R1*,
СЗ*). На принципиальной схеме марки проводов и кабелей не
приводятся.
Схема соединений (монтажная) показывает соединения состав-
ных частей изделия и определяет провода, жгуты, кабели и тру-
бопроводы, которыми осуществляются эти соединения, а также
места их присоединения и ввода. Схема соединений используется
при разработке других конструкторских документов и в первую
очередь чертежей, определяющих прокладку и способы крепле-
ния проводов, жгутов, кабелей в изделии при их контроле, экс-
плуатации и ремонте.
Устройства на схеме изображаются в виде прямоугольников или
внешних очертаний, элементы — в виде условных графических
обозначений, прямоугольников или внешних очертаний. Распо-
ложение графических обозначений устройств и элементов на схе-
ме должно соответствовать их действительному размещению в из-
делии (если схема выполнена на одном листе и расположение
элементов на месте эксплуатации известно). Около графического
обозначения элементов указываются позиционные обозначения,
присвоенные им на принципиальной схеме, а также обозначения
выводов элементов, нанесенные на изделие или установленные в
документации на него. Пример схемы соединений приведен на
рис. 4.6.
При изображении соединителей допускается применять их ус-
ловные графические обозначения, для чего в схеме помещаются
таблицы с указанием подключения контактов (рис. 4.7).
Для упрощения изображения схемы допускается объединять от-
дельные провода, идущие в одном направлении, в общую линию.
Провода, жгуты, кабели и жилы кабелей обозначаются порядко-
выми номерами в пределах изделия.
Жилы кабелей нумеруются в пределах кабеля. На схеме соеди-
нений указываются:
160
Cl
KSB2
VD3
KSB1)
}2/CKSB2
<H>VT2
\R5
Отверстия для
крепления SB2
XI
\EL1
-220B
Отверстия для
i г крепления SB1
О
Рис. 4.6. Схема соединений автомата экономии электроэнергии
для проводов — марка, сечение и при необходимости рас-
цветка;
для кабелей — марка, количество, сечение жил и при необхо-
димости число занятых жил.
6 Ярочкина
161
Вместо условных графических изображений входных и выходных
элементов помещаются таблицы с характеристиками входных и
выходных элементов. В графах таблицы указываются обозначения
провода, жил кабеля, условные буквенно-цифровые обозначения
соединяемых элементов или устройств, марка, сечение, а при необ-
Номер кабеля Номер жилы Характеристики цепи
28 44 1,2 110,50 Гц, питание мотора ВП
3 110,50 Гц, сигнал «Эквивалентная антенна»
4 5 110,50 Гц, сигнал «Антенна» -110В
6 +110В, «Эквивалентная антенна»
7 +110В
8 +110В, «Антенна»
9 +110В (с прибора ЗД)
1 Огибающая
2 Запуск ПУ
3 Контроль ВН
Номер кабеля Номер жилы Характеристики цепи
9 1...3 220В, 500Гц
12 1...6 220В, 500Гц
7 Блокировка ВН
8,9 150В, блокировка запуска
16 Блокировка ВН
11...15 220
14 Земля
15 Контрольный ток
16,11 Временная блокировка, +200В
18,19 220В, 50Гц
20,21 220В.50Гц
22 Блокировка ВН
23 Контрольный ток выпрямителя
24,25 Блокировка накала
26 Снижение ВН
27,28 Высокое напряжение
23 1 Питание Ф1,Ф2
2 Питание Ф1
3 Питание Ф2
4,5 Контроль тока (+) пр.2
Рис. 4.8. Схема подключения
162
ходимости — расцветка проводов и количество жил для кабеля,
дополнительные уточняющие данные.
Схема подключения показывает внешние подключения изделия.
Ее используют при разработке других конструкторских документов,
а также для подключения изделий и при эксплуатации (рис. 4.8).
На схеме изображаются изделие, его входные и выходные эле-
менты (соединитель, зажимы и т. п.), а также подводимые к ним
концы проводов и кабелей внешнего монтажа, около которых по-
мещают данные о подключении изделия (характеристики внешних
цепей и адреса).
Изделие на схеме подключения изображается в виде прямо-
угольника, а его входные и выходные элементы — в виде услов-
ных графических изображений. Допускается также изображать из-
делие, входные и выходные элементы в виде внешних очертаний.
Расположение графических изображений входных и выходных эле-
ментов на схеме должно соответствовать их действительному раз-
мещению в изделии. На схеме указываются позиционные обозна-
ченйя входных и выходных элементов, присвоенные им на прин-
ципиальной схеме изделия. Допускается указывать марки, сече-
ния, расцветку проводов, марки кабелей, количество, сечение и
занятость жил.
Общая схема определяет составные части комплекса и соеди-
нения их между собой на месте эксплуатации. Эту схему использу-
ют при сборке и наладке комплексов, их контроле и эксплуата-
ции (рис. 4.9).
На схеме приводятся изображения устройств и элементов, вхо-
дящих в комплекс, а также проводов, жгутов и кабелей, соединя-
ющих эти устройства и элементы. Провода, жгуты и кабели пока-
зываются на схеме в виде отдельных линий и обозначаются по-
рядковыми номерами в пределах изделия. Около изображений про-
163
водов, жгутов и кабелей указываются марка и сечение провода,
его расцветка, количество и сечение жил кабеля. При большом
количестве соединений составляют перечень проводов, жгутов и
кабелей, в котором представлены: обозначение основного конст-
рукторского документа, по которому изготовлен провод, кабель,
жгут; данные провода, кабеля; количество проводов, жгутов, ка-
белей.
Схема расположения определяет относительное расположение
составных частей изделия, а при необходимости также проводов,
жгутов и т.д. Схема используется при разработке других конструк-
торских документов, а также при эксплуатации и ремонте изделий.
На схеме расположения и общей схеме указывают наименова-
ние и тип устройства или элемента, а также обозначение доку-
мента, на основании которого они применяются. При большом
количестве устройств и элементов эти сведения записывают в пе-
речень элементов, а около графических обозначений устройств и
элементов проставляют позиционные обозначения. На схемах так-
же для каждого устройства или элемента, изображенного в виде
внешнего очертания, даются его наименование, тип и обозначе-
ние документа, служащего основанием для применения, а для
каждого элемента, изображенного в виде условного графического
изображения, — его тип и обозначение документа.
К выполнению схем расположения предъявляются следующие
требования.
1. Вид и тип необходимых схем на изделие должен определять-
ся разработчиком изделия.
2. Схемы должны выполняться без соблюдения масштаба, дей-
ствительное взаимное расположение составных частей изделия
может не учитываться или учитываться приближенно.
3. Графическое изображение элементов и соединяющие их ли-
нии связи должны располагаться таким образом, чтобы обеспе-
чить наилучшее представление о структуре изделия и взаимодей-
ствии его составных частей.
4. Линии связи, состоящие из горизонтальных и вертикальных
отрезков, должны иметь минимум изломов и взаимных пересече-
ний. Расстояние между соседними параллельными линиями долж-
но быть не менее 3 мм. Допускается при необходимости примене-
ние наклонных отрезков линий (по возможности меньшей дли-
ны). Линии связи должны показываться полностью, если это не
затрудняет чтения схемы. Обрывы линии связи следует заканчи-
вать стрелками, а около них указывать места подключения и (или)
необходимые характеристики цепей.
5. Допускается располагать схемы в пределах условного конту-
ра, выполненного сплошными тонкими линиями и изображаю-
щего конструкцию изделия. Если линии связи переходят с одного
листа на другой, то рядом с обрывом линии необходимо указы-
164
рать ее обозначение или наименование (например, номер прово-
да, наименование сигнала и т.п.), а в круглых скобках — номер
диета схемы или обозначение документа, на который переходят
линии связи.
При выполнении схем расположения применяются:
условные графические обозначения, установленные стандар-
тами ЕСТД;
упрощенные внешние очертания, прямоугольники, кроме того,
при необходимости допускается использовать нестандартизованные
графические изображения с соответствующими пояснениями.
Графические обозначения выполняются линиями той же тол-
щины, что и линии связи. Если используются утолщенные ли-
нии, то они должны быть толще линий связи в два раза.
Контрольные вопросы и задания
1. Назовите основные виды изделий.
2. (Саково назначение комплексов стандартов ЕСКД и ЕСТД?
3. Перечислите основные технические документы.
4. Расскажите о назначении принципиальной электрической схемы.
5. В чем отличие по назначению структурной и функциональной схем?
6. Какие типы схем используются при ремонте и регулировке РЭА и
приборов?
Глава 5
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
И МОНТАЖА РАДИОЭЛЕКТРОННОЙ
АППАРАТУРЫ И ПРИБОРОВ
5.1. Основные понятия
Механизация и автоматизация любого вида производства, тем
более производства радиоэлектронной промышленности, является
основным способом дальнейшего повышения производительнос-
ти и эффективности труда рабочих, занятых в этом производстве.
Автоматизация технологических процессов облегчает условия
труда рабочих. При автоматизации повышается также безопасность
труда, так как рабочий непосредственного участия в работе авто-
мата не принимает, однако при этом требуется повышение уров-
ня квалификации рабочих для обслуживания автоматического обо-
рудования. Автоматизация вредных для окружающих процессов по-
зволяет осуществлять их в закрытых помещениях.
Автоматизация технологических процессов обеспечивает так-
же повышение научно-технического уровня производства, что осо-
бенно важно при создании специальных устройств РЭА (микро-
сборок с высокой степенью интеграции), точных приборов и
средств автоматики.
Многочисленные предприятия по производству радиоэлектрон-
ной аппаратуры и приборов, имеющие большую номенклатуру
изделий и значительный диапазон по серийности, применяют
индивидуальный подход к выбору оптимальных средств и мето-
дов автоматизации и механизации производства. В одних случаях
наиболее эффективна частичная механизация и автоматизация,
т. е. механизация и автоматизация отдельных технологических про-
цессов, отдельных видов оборудования, в других — комплексная
механизация производства.
При небольших масштабах производства чаще всего использу-
ют частичную автоматизацию процесса. В этом случае небольшие
затраты быстро окупаются и автоматизация позволяет быстро по-
лучить технико-экономический эффект. Для осуществления час-
тичной автоматизации используются малые промышленные робо-
166
ты, с помощью которых автоматизируются технологические про-
цессы на обычных универсальных станках.
В качестве примера могут служить участки (цехи) по производ-
ству деталей из пластмассы и изготовлению деталей штамповкой.
Так, в процессе производства деталей из пластмассы робот
производит следующие операции:
1) закрытие пресс-формы (после того как автоматический до-
затор заполняет ее пресс-порошком);
2) установку пресс-формы в рабочую зону пресса;
3) съем пресс-формы после опрессовки детали;
4) раскрытие пресс-формы;
5) извлечение готовой детали и укладку ее в цеховую тару.
При изготовлении деталей штамповкой робот выполняет сле-
дующие операции:
1) захват заготовки и перенос ее в рабочую зону пресса;
2) установку на матрицу штампа;
3) штамповку детали;
4) съем детали и укладку ее в тару.
При комплексной автоматизации производства определяющим
фактором является перспектива развития предприятия, при этом
особое внимание следует обращать на технико-экономическую
эффективность автоматизации технологических процессов. Не всегда
автоматизация технологических процессов бывает целесообразна.
В некоторых случаях без учета технико-экономической эффектив-
ности автоматизация может оказаться невыгодной для данных усло-
вий производства. Выбор оптимальных средств автоматизации в зна-
чительной мере определяет технико-экономическую эффективность
любого направления автоматизации, проводимого предприятием.
В настоящее время основным направлением развития механиза-
ции и автоматизации технологических процессов изготовления ра-
диоэлектронной аппаратуры и приборов является создание:
робототехники;
гибких производственных комплексов (ГПК);
микропроцессорных систем управления технологическими про-
цессами;
систем автоматизированного проектирования технологических
процессов сборки (САПР).
5.2. Роботизация технологических процессов сборки
и монтажа радиоэлектронной аппаратуры
Промышленным роботом называется программируемая автома-
тическая машина, применяемая в технологическом процессе для
выполнения двигательных функций, свойственных функциям че-
ловека при перемещении предметов производства.
167
Отличительным признаком промышленного робота от различ-
ных механизмов является наличие одного или нескольких мани-
пуляторов.
Манипулятор представляет собой многозвенный механизм, ос-
нащенный приводами и рабочим органом (устройством захва-
та), с помощью которого осуществляется захват детали и ее пере-
мещение от одного рабочего места к другому. Манипулятор может
иметь от трех до девяти степеней подвижности, что в значитель-
ной степени определяет технические возможности промышлен-
ного робота.
Число степеней подвижности — это совокупность числа степе-
ней свободы кинематической цепи манипулятора промышленно-
го робота относительно базовой системы координат и числа сте-
пеней свободы устройства передвижения.
Степень подвижности может быть переносной и ориентирую-
щей.
Переносная степень подвижности используется при перемеще-
нии рабочего органа в рабочей зоне, а ориентирующая — при ори-
ентировании рабочего органа в рабочей зоне относительно базо-
вой системы координат.
Пространство, в котором может находиться рабочий орган
манипулятора промышленного робота при неподвижном положе-
нии устройства передвижения, называется рабочей зоной. У совре-
менных роботов она составляет от 1,0 до 10 м3.
Для перемещения манипулятора и его основания применяет-
ся привод, который может быть гидравлическим, пневматичес-
ким и электрическим. К достоинствам гидропривода отно-
сятся плавное регулирование скорости, быстродействие и высо-
кая точность отработки заданного движения, а к недостаткам —
зависимость характеристик привода от температуры рабочей
жидкости, относительно высокая стоимость привода и сложность
эксплуатации.
Кроме того, широко применяются пневмоприводы, до-
стоинствами которых являются простота конструкции, низкая сто-
имость и возможность работы в местах с повышенными требова-
ниями к пожарной безопасности. К недостаткам пневмопривода
можно отнести необходимость использования дополнительного
оборудования для достижения плавности и точности движения
манипулятора.
В последнее время находит все более широкое применение
электропривод, отличающийся простотой подвода электри-
ческой энергии, высокой надежностью и большим ресурсом ра-
боты.
Конструктивно промышленный робот состоит из следующих
основных частей (рис. 5.1): управляющего устройства 1, устрой-
ства передвижения 2, манипулятора 3, измерительного устрой-
168
ства и устройства внешних связей 4,
которые размещены в основании
робота. Манипулятор и устройство
передвижения представляют собой
объект управления для управляю-
щего устройства.
В управляющее устройство вхо-
дят пульт управления ПУ, запоми-
нающее устройство ЗУ, вычисли-
тельное устройство ВУ и блок уп-
равления приводами БУП. С помо-
щью ПУ осуществляются ввод и
контроль задания. ЗУ предназначе-
но для храненения программы ра-
боты и другой информации, ВУ —
для реализации алгоритма управле-
ния роботом, а БУП — для управ-
лений приводами манипулятора и
устройства передвижения. Управля-
ющее устройство может быть рас-
Рис. 5.1. Схема промышленного
робота:.
1 — управляющее устройство; 2 —
устройство передвижения; 3 —
манипулятор; 4 — измерительное
устройство и устройство внешних
связей
положено отдельно от самого робота или встроено в его корпус.
Составление упорядоченной последовательности действий ро-
бота (программы) для его системы управления начинается при
первом выполнении роботом нового цикла движений. Введение про-
граммы осуществляется с помощью электронного устройства, уп-
равляющего приводами манипулятора, или ручного управления ма-
нипулятором по всему пути его перемещения. Запоминающее уст-
ройство системы управления фиксирует все движения робота, край-
ние и промежуточные положения рабочих органов манипулятора,
после чего робот автоматически воспроизводит записанную про-
грамму необходимое число раз.
Промышленные роботы имеют два режима работы:
1) программирования, при котором в ЗУ заносится программа
функционирования робота;
2) выполнения технологической операции.
Применение промышленных роботов в ГПК позволяет:
резко повысить производительность труда;
сократить численность работающих;
повысить коэффициент использования обрабатывающего обо-
рудования за счет устранения потерь времени по организацион-
но-техническим причинам;
улучшить условия труда;
обеспечить безопасность труда;
повысить качество продукции путем стабилизации параметров
технологического процесса;
обеспечить гибкость производственного процесса.
169
При осуществлении монтажно-сборочных и отрабатывающих
процессов с помощью робота выполняются следующие операции:
загрузка — выгрузка деталей (заготовок) из ориентирующей
тары, магазина-накопителя;
установка — снятие детали (заготовки) непосредственно с тех-
нологического оборудования (линии, станка и т.д.);
транспортирование между магазином-накопителем и обраба-
тывающим оборудованием;
транспортирование между магазином-накопителем и автома-
тизированным складом;
смена инструмента в процессе обработки;
смена инструмента до и после выполнения операции.
Необходимость применения роботов и сфера их работы опре-
деляются с учетом специфики производства (вредные условия тру-
да, обработка специальных материалов и др.), характера переме-
щения деталей (непрерывный, прерывный), цикличности опера-
ций технологического процесса, характеристик стружки и мето-
дов ее удаления, состава основного и вспомогательного оборудо-
вания, организации межстаночного транспортирования и др.
Возможность использования роботов при механической обра-
ботке определяется:
1) однородностью формы и расположения базовых поверхнос-
тей детали для ориентирования и захвата роботом;
2) технологичностью конструкции деталей, которая прежде все-
го обеспечивает возможность ориентирования детали в каждой
исходной позиции для ее захвата роботом, а также наличием ба-
зовых поверхностей для ее надежного удержания охватом при
транспортировании на протяжении всего технологического про-
цесса (с учетом изменения размеров);
3) обеспечением надежности захвата, транспортирования и
удержания деталей охватом;
4) наличием базовых поверхностей деталей, позволяющих
транспортировать и складировать их в ориентированном поло-
жении;
5) возможностью свободного доступа в зону обслуживания для
осуществления ремонта и технического обслуживания.
Оптимальным решением по использованию степеней подвиж-
ности робота является модульная конструкция роботов.
В качестве примера рассмотрим линию подготовки электрора-
диоэлементов к монтажу, состоящую из пяти модулей (рис. 5.2):
модуля управления 1, робота перемещения кассет 2, модуля 3
флюсования и лужения выводов ЭРЭ, манипулятора 4 и формо-
вочной машинки 5.
Линия работает следующим образом. В каждую транспортную
кассету 8 устанавливается определенное количество ЭРЭ с осевы-
ми проволочными выводами. Оператор устанавливает кассеты на
170
1400
Рис. 5.2. Линия подготовки электрорадиоэлементов к монтажу (вид сверху):
1 — модуль управления; 2 — робот перемещения кассет с ЭРЭ; 3 — модуль
флюсования и лужения выводов ЭРЭ волной припоя; 4 — манипулятор, переме-
щающий ЭРЭ из кассеты в формовочную машинку; 5 — формовочная машинка;
6, 7 — транспортные линии, перемещающие кассеты; 8 — кассеты; 9 — схват
манипулятора; 10 — манипулятор перемещения кассет ЭРЭ
транспортную линию, которая перемещает их по направлению к
модулю флюсования и лужения.
Дойдя до конца линии 7, кассета останавливается. Робот пере-
мещения кассет 2 захватывает кассету с помощью схвата 9 и раз-
ворачивает ее на 90°. После этого манипулятор 10 перемещает кас-
сету к ванне флюсования а. Схват 9 с кассетой останавливается
точно над ванной флюсования, после чего быстро опускается вниз,
флюсуя выводы ЭРЭ сначала с одной стороны, а потом — с дру-
гой. Затем манипулятор с кассетой перемещается к волне припоя б
и после короткой остановки опускается вниз, погружая выводы
ЭРЭ в припой. Далее производятся подъем кассеты, очередной
поворот ее, но уже на 180°, и вновь лужение выводов ЭРЭ. После
лужения всех выводов манипулятор 10 ставит кассету на транс-
портную линию, и кассета начинает двигаться к манипулятору 4.
Дойдя до него, кассета останавливается, а манипулятор «/начина-
ет быстро извлекать ЭРЭ из кассеты, перемещать их и устанавли-
вать на рабочие части формовочной машинки 5, которая произ-
171
Рис. 5.3. Схема робототизиро-
ванной линии штамповки
пластин конденсаторов:
1 — система управления ЭЦПУ-
6030; 2 — электрошкаф; 3 —
пресс КД2118А; 4 — пневмо-
пресс; 5— манипулятор МП-9С
водит формовку выводов ЭРЭ. Отфор-
мованные ЭРЭ падают в магазин-на-
копитель. Производительность линии
составляет примерно 1600 шт. ЭРЭ в
час. Работа линии осуществляется с
помощью устройства управления, раз-
мещенного в модуле управления 7. Ли-
ния может работать как в ручном, так
и в автоматическом режимах.
Для автоматизации штамповочных
процессов при изготовлении деталей
в серийном производстве использует-
ся роботизированная штамповочная
линия. В состав линии (рис. 5.3) вхо-
дят пресс КД2118А, специальный
пневмопресс с пневмоцилиндром
ПЦВС-200, манипулятор МП-9С с
двумя вакуумными схватами, систе-
ма управления ЭЦПУ-6030 с модернизированным пневмокана-
лом и элекгрошкаф.
Линия работает следующим образом. Вырубленные заготовки,
вручную стапелируются на специальной оправке в пакеты, кото-
рые затем подвергаются технологической осевой осадке и обжа-
тию на пневмопрессе. Подготовленные к работе пакеты устанав-
ливают в приемное кассетно-магазинное устройство линии и по-
мещают в зону действия схвата манипулятора, который перено-
сит заготовки в рабочую зону штампа первой гибки.
Далее на холостом ходу жесткие вакуумные схваты манипуля-
торов переносят предварительно отштампованные заготовки в ра-
бочую зону штампа второй гибки, которая осуществляется на спе-
циальных пневмопрессах. Готовые детали удаляются из рабочей
зоны пневмосдувом. Контроль положения заготовок осуществля-
ется датчиками. Линия работает в устойчивом технологическом
режиме.
5.3. Применение гибких переналаживающих комплексов
в монтажных операциях
Основные понятия и определения гибких производственных
систем (ГПС) определяются ГОСТ 26 228—84.
Гибкий производственный модуль (ГПМ) — гибкая производ-
ственная система, представляющая собой единицу технологичес-
кого оборудования, оснащенная автоматизированным устройством
программного управления и средствами автоматизации техноло-
гического процесса, автономно функционирующая, осуществля-
172
ющая многократные циклы и имеющая возможность встраивания
в систему более высокого уровня.
Гибкая автоматизированная линия (ГАЛ) — гибкая производ-
ственная система, состоящая из нескольких гибких производствен-
ных модулей, объединенных автоматизированной системой уп-
равления, в которой технологическое оборудование расположено
в принятой последовательности технологических операций.
Гибкий производственный комплекс (ГПК) — гибкая производ-
ственная система, состоящая из нескольких гибких производствен-
ных модулей, объединенных автоматизированной транспортной
системой, автономно функционирующей в течение заданного
интервала времени, и имеющая возможность встраивания в сис-
тему более высокой степени автоматизации.
Гибкие производственные системы лежат в основе следующих
форм организации технологических процессов: автоматических
линий, поточных линий различного вида и серийных участков.
Отличие всех форм организации производственных процессов
на ба^е ГПС состоит в более высоких уровне автоматизации и сте-
пени гибкости.
Для автоматических линий на базе станков с ЧПУ характерна воз-
можность обработки групп деталей за счет гибкости технологического
оборудования при автоматизации основных и обслуживающих опера-
ций, а также операций управления производственным процессом.
Поточные линии, главным образом групповые, обладая всеми
признаками поточного производства, имеют высокий уровень авто-
матизации основных, обслуживающих и управленческих операций.
Серийные участки могут иметь различную степень автоматиза-
ции и укрупненно могут быть разделены на автоматизированные
и комплексно-автоматизированные участки.
Гибкость систем заключается:
а) в быстрой переналадке производства на выпуск новых из-
делий;
б) в возможности быстрой перестройки производственного
процесса при изменении объема выпуска изделий и при замене
одного выпускаемого изделия на другое;
в) в применении микропроцессорной техники, позволяющей
оперативно управлять производственным процессом.
Степень гибкости систем определяется в каждом конкретном
случае в зависимости от типа и конструктивно-технологических
характеристик (параметров) изделий, а также технических харак-
теристик оборудования.
Основой построения ГПК служит принцип модульности, в
соответствии с которым ГПК компонуется из отдельных типовых
технологических модулей различного типа и назначения. Техно-
логические модули ГПК разрабатываются с таким расчетом, что-
бы они могли использоваться как автономно, так и в составе ГПК.
173
Автоматизация основных и вспомогательных операций в этом слу.
чае осуществляется за счет использования быстропереналаживае-
мого оборудования с программным управлением и робототехно-
логических комплексов (РТК) — типовых модулей ГПК.
Технологические модули создаются на базе высокопроизводи-
тельного, специализированного технологического оборудования
и технологической оснастки.
Как правило, типовой ГПК, предназначенный для сборки и
монтажа печатных узлов, может включать в себя следующие тех-
нологические модули:
подготовки дискретных ЭРЭ;
подготовки ИС;
программируемой сборки печатных плат с ЭРЭ и ИС;
программируемой сборки печатных плат с ИС;
пайки (установка пайки волной припоя) электромонтажных
соединений;
сборки и пайки ИС;
промывки печатных узлов;
контроля печатных узлов;
влагозащиты печатных узлов.
Применение ГПК в мелкосерийном и серийном производстве
уже сейчас позволяет повысить производительность труда при сборке
печатных узлов в 10... 12 раз, высвободить значительное число мон-
тажников, повысить коэффициент загрузки оборудования.
Рис. 5.4. Гибкий производственный комплекс по сборке электронных узлов:
1 — установка для пайки волной припоя; 2 — установка для программированной
сборки; 3 — транспортная линия; 4 — установки для промывки и сушки
174
а)
Рис. 5.5. Схема установки для програм-
мированной сборки печатных узлов
(а) и кассеты (б) с ИС и со световой
индикацией:
1 — столешница с монтажным столом; 2 —
кассета с платой; 3 — проекционно-опти-
ческая труба; 4 — устройство передвижения
трубы; 5— стойка; 6 — микропроцессор;
7— тара с ЭРЭ; 8 — устройство для пере-
движения тары
В качестве примера на рис. 5.4 представлен гибкий производ-
ственный комплекс для сборки электронных узлов (субблоков), в
состав которого входят семь установок для программированной
сборки печатных узлов, установка для пайки волной припоя, транс-
портная линия, а также установки для промывки и сушки печат-
ных узлов.
Установка для программированной сборки (рис. 5.5) предназ-
начена для точной установки навесных электрорадиоэлементов и
интегральных микросхем по заданной программе с применением
метода световой индикации мест постановки ЭРЭ на плате. Уста-
новка осуществляет автоматическую подачу ячейки с ЭРЭ под мон-
тажное окно или световую индикацию номера кассеты с ИС, а
также дает информацию о варианте постановки ЭРЭ на плату.
Производительность установки ЭРЭ или ИС на плату составляет
500...600 шт. в час. Количество внутренних ячеек с ЭРЭ (тары) —
около 60 шт., количество внешних ячеек с ИС — около 10 шт.
Система управления уста-
новкой — микропроцессор-
ная.
Установка работает следу-
ющим образом. Сборщик ус-
танавливает кассету с печат-
ной платой на столешнице 1
и нажимает кнопку. Соглас-
но заданной программе в
монтажном окне столешни-
цы немедленно появляется
ячейка (тара) 7 с нужным
ЭРЭ. Сборщик берет один
ЭРЭ и устанавливает его на
плату в то место, которое от-
мечено световым лучом, па-
дающим сверху из проекци-
онно-оптической трубы 3.
Затем сборщик снова нажи-
мает кнопку, при этом луч
перемещается на другое ме-
сто платы, а в монтажном
окне появляется ячейка с
другим ЭРЭ. Программа вы-
вода луча на плату составле-
на таким образом, что каж-
дый раз луч точно останав-
ливается между двумя отвер-
стиями на плате, в которые
и вводятся сборщиком вы-
175
водные концы ЭРЭ. В случае, когда в монтажном окне не появлд-
ется ячейка с ЭРЭ, включается звуковая сигнализация и одно-
временно загорается лампочка на кассете, в которой находится
ИС, подлежащая установке на плату. Сборщик извлекает ИС из
кассеты и устанавливает ее на плату в то место, куда направлен
световой луч.
После того как все ЭРЭ установлены на плате, сборщик сни-
мает кассету с платой и устанавливает ее на транспортную систе-
му ГПК, по которой она сначала поступает на установку для пай-
ки волной припоя, где запаиваются все электромонтажные со-
единения, а затем на установки для промывки и сушки.
Установка для пайки волной припоя (рис. 5.6) состоит из сле-
дующих основных узлов: транспортера, кассеты, устройства по-
догрева, устройства для пайки, флюсователя, пульта управления.
Скорость транспортера регулируется тиристорным устройством. Аг-
регат подогрева печатных плат состоит из секции конвекционной
сушки с горячим воздухом и секции радиационного подогрева.
Количество воздуха и температура нагрева автоматически регули-
руются и контролируются милливольтметром. Пульт управления
установки размещен в удобном для оператора месте и имеет соот-
ветствующие надписи и символы.
Рис. 5.6. Установка для пайки волной припоя:
1 — транспортер; 2 — устройство подогрева плат; 3 — пульт управления; 4 —*
кассета; 5 — устройство для пайки; 6 — блок флюсования
176
При эксплуатации установки ее необходимо подключать к сети
сжатого воздуха давлением 390 кПа и к системе вытяжной венти-
ляции производительностью не менее 1200 м3/ч. Установка рабо-
тает следующим образом.
Печатная плата, вставленная в кассету, перемещается по транс-
портной системе, последовательно проходя через пенящийся
флюс, нагреватели и волну припоя. Перед работой жидкий флюс
самотеком поступает в ванну для флюсования с подвешенного
бачка. Сжатый воздух, проходя через влагоотделитель, регулятор
давления и диффузный элемент, проникает во флюс и создает
напор жидкой пены. Пена проходит вверх между прижимными
щетками, образуя пенную волну.
После флюсования печатная плата проходит над нагревате-
лем, где происходит активация флюса, способствующая интен-
сивному удалению оксидных пленок с поверхности платы и пре-
дотвращению дальнейшего окисления. Одновременно произво-
дятся удаление остатков растворителя флюса, подсушка платы и
предварительный нагрев, что предотвращает возможность теп-
лового удара во время процесса пайки. После предварительного
нагрева печатные платы в кассете проходят через волну припоя.
Зеркало припоя покрыто слоем защитной жидкости (масло ВМ),
предохраняющей припой от окисления. Обслуживается установ-
ка одним человеком. После пайки печатный узел поступает на
промывку, сушку и далее на лакировку для покрытия узла вла-
гозащитным лаком.
Необходимо отметить, что скорость транспортной системы,
связывающей все установки в гибкий производственный комп-
лекс, всегда равна скорости транспортера установки для пайки
волной припоя, скорость которой, в свою очередь, устанавлива-
ется в зависимости от времени пайки самых термочувствительных
ЭРЭ, входящих в паяемый субблок.
5.4. Микропроцессорные системы управления
технологическими процессами сборки и монтажа
В последнее время микропроцессорное управление широко ис-
пользуется в области автоматизации технологических процессов
изготовления электрорадиоэлементов, для управления техноло-
гическими операциями (например, термообработкой, нанесени-
ем защитных покрытий), а также технологическими установками
и др. По сравнению с существующими регуляторами микропро-
цессорные системы обладают компактностью и надежностью, а
также лучшими точностью и гибкостью.
Основой микропроцессорной системы является программно-
управляемое устройство, осуществляющее прием, обработку и вы-
дачу цифровой информации и построенное на одной или несколь-
7 Ярочкина
177
Рис. 5.7. Структурная схема
микропроцессора
ких микросхемах. Такое управляемое
устройство называется микропроцес-
сором (рис. 5.7).
При управлении технологичес-
ким оборудованием в системе про-
граммного управления реализуются
следующие функции:
1) загрузка программы обработ-
ки детали;
2) корректировка и хранение
программы обработки деталей;
3) подготовка данных для выво-
да на технологическое оборудование;
4) вывод определенной части информации на технологичес-
кое оборудование по мере обработки;
5) анализ состояния технологического оборудования и фор-
мирование соответствующих признаков;
6) контроль и учет состояния органов управления, а также
управление режимом работы технологического оборудования.
Техническая реализация микропроцессорной системы управ-
ления показана в виде схемы на рис. 5.8.
Система включает в себя:
измерительный комплекс — датчики режима работы оборудо-
вания;
преобразователь, преобразующий непрерывные сигналы с вы-
ходов датчиков;
Рис. 5.8. Схема микропроцессорной системы управления технологиче-
ским оборудованием
178
микропроцессор, формирующий управляющую последователь-
ность;
исполнительное устройство (электромеханизмы и т.п.);
пульт управления и дисплей.
В качестве примера рассмотрим, как осуществляется работа на-
моточного станка для изготовления катушек индуктивности с встро-
енной микропроцессорной системой управления. Известно, что при
намотке катушек натяжение проволоки является одним из основных
технологических факторов, определяющих скоростные режимы ра-
боты намоточного станка, электрические параметры обмотки, а также
качество укладки витков. Большое значение имеет выдерживание
оптимального натяжения в течение всего процесса наматывания.
Усилие натяжения Р„ зависит от скорости вращения шпинделя
станка (каркаса катушки) vm и связанного с ним углового ускоре-
ния каркаса е, а также от работы натяжного устройства (силы
трения FTp) и скорости вращения катушки, отдающей проволоку
(ускорения линейного перемещения провода со).
Задача микропроцессорной системы управления работой на-
моточного станка, схема которой приведена на рис. 5.9, заключа-
ется в основном в поддержании оптимального усилия натяжения
проволоки Р„.
Рис. 5.9. Схема намоточного станка с микропроцессорной системой
управления:
1 — подающая катушка; 2 — устройство натяжения; 3 — каркас катушки; 4 —
редуктор; гд1, уд2 — скорости вращения двигателей Д7, Д2
179
Проволока, сматываемая с подающей катушки 1, проходит
через систему промежуточных роликов и входит в устройство на-
тяжения 2. Это устройство может регулировать натяжение прово-
локи в пределах 2... 5 Н. Каркас катушки 3, закрепленной на шпин-
деле, вращается на валу редуктора 4. Управление работой станка
осуществляется следующим образом. При нарушении режима ра-
боты станка сигналы с датчиков, электрически связанных с элек-
тродвигателями Д1 и Д2, а также с датчика устройства натяжения
проволоки подаются в блок-преобразователь и далее — в микро-
процессор. Из микропроцессора, в котором предварительно была
заложена оптимальная программа режима работы станка, выхо-
дящие сигналы управления подаются на исполнительные устрой-
ства — электродвигатели Д1 и Д2, а также на электронный блок,
регулирующий работу натяжного устройства. Микропроцессор
постоянно контролирует основные параметры работы намоточ-
ного станка. При малейшем сбое одного из параметров микропро-
цессор моментально вносит поправку в работу намоточного стан-
ка. Поправка рассчитывается на основе заложенной в микропро-
цессор программы и входящих сигналов от датчиков.
5.5. Автоматизированное проектирование технологических
процессов сборки узлов РЭА и приборов
Система автоматизированного проектирования технологичес-
ких процессов сборки электронных блоков на платах с печатным
монтажом (САПР ТПС) включает в себя технологическое, про-
граммное и аппаратурное обеспечение.
Эта система является одной из подсистем технологической
подготовки производства (ТПП) и предназначена для автомати-
зированного проектирования маршрутных и операционных тех-
нологических процессов сборки электронных узлов, для проведе-
ния расчетов и составления ведомостей трудоемкости изготовле-
ния изделий и потребностей в основных и вспомогательных мате-
риалах.
Технологическое обеспечение САПР ТПС включает в себя:
1) классификаторы кодированного описания технологом тех-
нологических характеристик сборочных чертежей;
2) описание базовых технологических процессов сборки, от-
ражающих освоенные на предприятии методы и средства выпол-
нения отдельных технологических операций.
Описание базовых технологических процессов, исходные (рас-
четные) нормативы времени и расхода основных и вспомогатель-
ных материалов являются постоянной информацией, хранимой в
памяти ПК.
Программное обеспечение базируется на алгоритмическом язы-
ке и включает в себя специальные программы для решения выше-
180
указанных задач. Решение задач осуществляется в режиме диалога
«технолог — ПК».
В основе технологического обеспечения САПР ТПС лежит клас-
сификационно-опознавательная карта (КОК), предназначенная
для кодированного описания технологом сборочного чертежа и
оценки технологичности конструкции новых изделий.
Последовательность расположения конструктивных элементов
и вариант их сборки на плате соответствуют рекомендуемой (ос-
военной на предприятии) сборке узла. Каждому установленному
варианту сборки (операции) присвоен код.
Классификационно-опознавательная карта устанавливает состав
типовых конструктивных элементов, конструкций электронных бло-
ков и возможные методы их сборки по следующим этапам:
1) подготовка деталей, сборочных единиц и основных матери-
алов к сборке;
2) сборка печатной платы с деталями;
3) сборка печатной платы с электрорадиоэлементами;
4) промывка платы после сборки и электромонтажа;
5) контроль собранной платы с электрорадиоэлементами;
6) регулировка и окончательная сборка платы;
7) влагозащита платы;
8) испытание собранных плат;
9) ремонт.
В состав технологического обеспечения САПР ТПС входят так-
же таблицы с перечнем электрорадиоэлементов и таблицы с ука-
занием технологических режимов монтажа электрорадиоэлемен-
тов, разработанные в соответствии с требованиями технических
условий на эти электрорадиоэлементы (температура пайки, вре-
мя пайки и др.). Перечень электрорадиоэлементов используется
для кодированного обозначения технологом типов и номиналов
ЭРЭ при проектировании процесса сборки. Кроме того, в отдель-
ную таблицу сведены закодированные данные по трудоемкости
сборки и потребностям (нормы расхода) в основных (флюс, при-
пой) и вспомогательных материалах.
Автоматизированное проектирование технологического процес-
са сборки электронных узлов производится в такой последова-
тельности:
1) кодированное описание сборочного чертежа;
2) распечатка маршрутно-операционных карт сборки (МК/ОК);
3) распечатка таблиц режимов монтажа ЭРЭ;
4) расчет и распечатка ведомостей трудоемкости;
5) расчет и распечатка ведомостей потребностей в материалах.
Кодированное описание сборочного чертежа осуществляется
технологом путем сравнения типовых конструктивных элементов,
содержащихся в КОК, с конструктивными элементами, указан-
ными в сборочном чертеже. При этом на основе спецификации
181
сборочного чертежа составляется ведомость кодирования. При со-
ставлении кодированного описания сборочного чертежа технолог
использует также таблицы с закодированным перечнем ЭРЭ и за-
кодированными режимами монтажа ЭРЭ.
После составления кодировочной ведомости технолог (опера-
тор) производит распечатку маршрутно-операционных техноло-
гических карт сборки, которая осуществляется в два этапа.
На первом этапе (диалог технолога с ПК) технолог вводит в
ПК данные кодирования сборочного чертежа. Результаты диалога
распечатываются для последующей проверки результатов проек-
тирования.
На втором этапе происходит распечатка маршрутно-операци-
онных технологических карт (МК/ОК) на ПК. Кроме того, при
этом осуществляется распечатка режимов монтажа ЭРЭ и данных
по трудоемкости сборки, а также по потребностям в основных и
вспомогательных материалах.
После получения комплекта распечаток МК/ОК технолог-сбор-
щик переходит к выполнению следующей работы. В каждый ком-
плект МК/ОК он вписывает номер субблока (печатного узла),
код изделия, код и наименование применяемой оснастки, при-
способлений и оборудования (в каждом случае они могут быть
разные) и, присвоив им литеру (номер), передает в сборочный
цех для работы.
Контрольные вопросы и задания
1. Дайте определение промышленного робота.
2. Что называется рабочей зоной промышленного робота?
3. Какие типы приводов применяются при роботизации технологи-
ческих процессов сборки и монтажа?
4. Дайте определение гибкого производственного модуля.
5. От чего зависит гибкость автоматизированной системы?
6. Перечислите основные технологические модули, входящие в гиб-
кий производственный комплекс.
7. Что, является основой микропроцессорной системы управления?
8. Что включает в себя технологическое обеспечение САПР ТПС?
Глава 6
КОНТРОЛЬ, РЕГУЛИРОВКА И ИСПЫТАНИЯ
РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
6.1. Контроль качества и надежности монтажа
Электрический монтаж изделия, законченный полностью или
частично (в зависимости от конструктивных и технологических
особенностей), подвергают техническому контролю по показате-
лям,! определяющим эксплуатационную надежность и внешний
вид изделия.
Качество монтажа проверяется на основании технологичес-
ких карт контроля или описания контрольных операций в тех-
нологических картах монтажа, технических условий на монтаж
прибора, а также электрокалибровочных карт сопротивлений и
образцов.
Контроль монтажа проводится после таких операций, как под-
готовка проводов, кабелей и выводов, заготовка жгутов, монтаж
блоков и прибора в целом.
При внешнем осмотре заготовленных проводов и кабелей про-
веряются марка, сечение, длина, способ и качество заделки кон-
цов, маркировка, а также отсутствие надрезов жил и качество их
лужения, отсутствие повреждений и загрязнений изоляции.
Размеры проверяются путем сравнения их с размерами образ-
цов или посредством специальных калибров (мерок), линейки,
рулетки с делениями.
Внешним осмотром и путем сравнения с образцами проверя-
ют тип, номинальное значение, маркировку, длину, форму изги-
ба и качество лужения выводов, кроме того, визуально проверя-
ется отсутствие царапин, сколов, трещин корпуса и повреждений
надписей, резких изгибов и надломов выводов навесных элемен-
тов, подготовленных к монтажу.
Раскладка проводов, аккуратность, плотность и правильность
вязки ниткой заготовленных жгутов также проверяются внешним
осмотром.
Механическая прочность соединений проверяется посредством
осторожного и легкого натягивания пинцетом, на губки которого
надеты поливинилхлоридные трубки, провода или вывода эле-
мента в направлении его продольной оси.
183
При проверке монтажных соединений необходимо соблюдать
следующие правила.
1. Все соединения должны быть выполнены с предваритель-
ным (перед пайкой) механическим закреплением подключаемых
концов на контактных лепестках.
2. Пайка должна быть «скелетной» (т.е. под припоем должен
быть виден контур подключенного конца), сквозной и двусто-
ронней; щели и промежутки между подключенными концами и
лепестком должны быть заполнены припоем, место спая — без
пор, трещин, вздутий, наплывов и остатков флюса и должно иметь
блестящую поверхность.
3. Изоляция проводов и заделка ее концов не должны иметь
повреждений; оплавление поливинилхлоридных трубок на пере-
мычках из неизолированного провода не допускается.
4. Стеклянные выводные изоляторы герметизированных дета-
лей не должны иметь трещин, кроме того, не допускается нару-
шение соединений контактных лепестков с выводными стержня-
ми таких деталей.
5. Выводы резисторов и других элементов в схеме должны быть
закреплены на контактных лепестках без натяжения (т.е. с не-
большим изгибом).
6. Монтаж должен быть очищен от брызг припоя, остатков
флюса и отходов монтажных материалов.
7. Монтажные провода должны быть аккуратно выправлены и
уложены на шасси.
8. Правильность монтажа перемычек, одиночных проводов, на-
весных элементов и маркированных проводов жгутов проверяется
внешним осмотром. В случае нарушения или отсутствия маркировки
проводов либо возникновения сомнения в правильности подключе-
ния обоих концов провода производится контроль пробником.
9. Смонтированные навесные элементы проверяются внешним
осмотром путем сравнения с образцами, а в особо оговоренных
случаях — омметром или измерителем емкости.
10. Правильность монтажа межблочных кабелей проверяется с
помощью полуавтоматической установки или поочередным под-
ключением щупа пробника к контактам кабеля.
11. Правильность монтажа блоков контролируется посредством
полуавтоматической установки или поочередной проверкой ом-
метром всех электрических цепей.
Внимание! Все контрольные операции необходимо выполнять
тщательно, аккуратно и осторожно во избежание ухудшения ка-
чества монтажа (т.е. нарушения расположения его элементов,
уменьшения зазора между неизолированными частями монтажа
или соединения их друг с другом).
Пайки хорошего качества помечают цветным прозрачным ца-
понлаком, который наносится на место спая в виде небольшого
184
аккуратного мазка специальной трубкой (типа чертежной) или
мягкой кисточкой № 3.
Места пайки выводов навесных элементов, которое подбирают
при регулировке прибора, помечают цапонлаком только после их
вторичной проверки после окончания регулировки прибора, ме-
ханического закрепления и перепайки выводов. После проверки
качества пайки на контактах разъемов на места паек надвигают
поливинилхлоридные трубки до упора в колодку разъема.
При обнаружении дефектов в монтаже заполняется дефектная
ведомость и изделие передается для исправления мастеру соответ-
ствующего производственного участка цеха.
Химический состав каждой партии припоя также подвергается
проверке и должен соответствовать ГОСТу.
Качество каждой партии флюса проверяют на рабочем месте в
процессе пайки. Флюс должен обеспечивать равномерное и проч-
ное соединение припоя с основным металлом, быть бескислот-
ны^ и не содержать посторонних примесей.
У всех элементов и блоков, поступающих из других цехов, про-
водится контроль качества подготовки поверхности контактов под
пайку.
При осуществлении ручной пайки в связи с ее спецификой,
обусловленной субъективными особенностями электромонтажни-
ка, а также в связи с зависимостью ее качества от свойств приме-
няемых припоев, флюсов и соединяемых материалов могут по-
явиться следующие дефекты:
недостаточное смачивание соединяемых поверхностей расплав-
ленным припоем, вызывающее понижение электромеханических
свойств спая;
образование в соединениях в результате неправильного приме-
нения флюсов, припоев и нарушений принятых технологических
инструкций пор, трещин, вздутий и пузырей, способствующих
собиранию пыли, грязи и влаги, которые повышают переходные
сопротивления и вызывают появление коррозии;
перегрев элементов из-за неосторожной пайки, приводящий
к изменению номинальных значений их электрических парамет-
ров;
недостаточное очищение спаиваемых поверхностей флюсом;
недостаточное вытеснение флюса с помощью припоя;
низкий уровень диффузии атомов из твердой металлической
фазы в жидкий припой и наоборот;
образование сплавной зоны;
неудовлетворительная очистка паяных соединений от флюсов,
способствующих появлению коррозии.
Устранение брака должно проводиться на всех этапах выпол-
нения пайки путем строжайшего соблюдения принятой техно-
логии.
185
6.2. Назначение регулировки и условия эксплуатации
радиоэлектронной аппаратуры и приборов
Регулировка радиоэлектронной аппаратуры осуществляется с
целью доведения параметров изделий до значений, соответству-
ющих требованиям технических условий, ГОСТов или образцам,
принятым за эталон.
Основными задачами регулировки являются компенсация
(подстройка) допустимых отклонений параметров элементов
устройства, а также выявление ошибок монтажа и других неис-
правностей. Обычно с этой целью выполняют подгонку режи-
мов полупроводниковых приборов, регулировку усилителя низ-
кой частоты и детектора, проверку исправности различных эле-
ментов, установку режимов отдельных каскадов и всего устрой-
ства.
Регулировка производится двумя методами: по измерительным
приборам и сравнением настраиваемого устройства с образцом,
которое называется электрическим копированием.
Точность и надежность радиоаппаратуры и приборов зависят
от технологического процесса их производства. Поэтому техничес-
кий уровень изготовления отдельных элементов и блоков опреде-
ляет объем и степень точности регулировки радиоаппаратуры.
Прежде чем приступить к выполнению регулировочных работ,
регулировщик должен изучить устройство, которое подлежит ре-
гулировке, ознакомиться с техническими условиями на него, с
основными выходными и промежуточными значениями парамет-
ров, чертежами общего вида, электрическими, кинематическими
и другими схемами. Важно знать также, в каких условиях оно бу-
дет эксплуатироваться. Кроме того, регулировщик должен знать
характеристики регулировочной и измерительной аппаратуры и
методы измерений, последовательность выполнения регулировоч-
ных операций, уметь применять сложные электроизмерительные
приборы. Обычно регулировочные операции поручают высококва-
лифицированным рабочим.
Рабочее место регулировщика должно быть оборудовано необ-
ходимой аппаратурой, приборами и приспособлениями. При ис-
пользовании для измерений специальных стендов регулировщик
должен изучить назначение каждого конструктивного элемента
стенда и ручек управления. Кроме того, ему следует ознакомиться
с инструкцией по технике безопасности, которая определяет меры,
предупреждающие травмы, а также способы быстрой ликвидации
возникшей опасности поражения электрическим током и воздей-
ствия электромагнитного поля сверхвысоких частот.
Рабочее место регулировщика — ремонтника радиоэлектрон-
ной апаратуры и приборов — должно быть оснащено необходи-
мыми инструментами (рис. 6.1), в состав которых входят:
186
Рис. 6.1. Рабочее место регулировщика — ремонтника радиоэлектронной
аппаратуры и приборов
1 — нож для выкусывания проводов;
2 , 3 — вакуумный и ручной отсосы припоя;
4 — приспособление для устранения деформации печатных плат;
5 — приспособление для размещения печатного узла, предна-
значенного для регулировки РЭА и приборов;
6 — приспособление для захвата корпусов микросхем, подле-
жащих демонтажу;
7 — теплоотвод для демонтажа микросхем;
8 — специальная игла для очистки печатных плат от припоя;
9 — приспособление для развальцовки пистонов;
10 — приспособление для демонтажа проводов;
11 — специальные насадки для паяльника;
12 , 13 — приспособления для отсоса припоя при демонтаже
многовыводных ЭРЭ и ИС;
14 — комплект инструмента для регулировки и ремонта печат-
ных плат;
75 — монтажный инструмент.
Под условиями эксплуатации радиоаппаратуры и приборов
обычно понимают внешнюю среду, в которой эти изделия рабо-
тают, а также физические воздействия, которым они подверга-
ются (удары, вибрация).
187
На работу радиоаппаратуры наибольшее влияние оказывают
понижение давления и изменение температуры, которые могут
привести к разрегулировке. Под воздействием температуры изме-
няются объем, твердость, упругость, электрические, магнитные
и оптические свойства материалов. Особенно сильно отражаются
на работе радиоаппаратуры изменения температуры в сочетании
с повышенной влажностью. Существенное влияние оказывает также
содержание в воздухе солей (морской воздух), песка, пыли. Ха-
рактер воздействия влаги на детали и блоки радиоаппаратуры может
быть различным. Это и конденсация водяных паров на поверхнос-
ти изделий, и брызги воды или дождя, и кратковременное или
длительное погружение в воду.
При продолжительном воздействии высокой и низкой темпе-
ратуры и влаги на детали и блоки радиоаппаратуры изменяются
индуктивность катушек и емкость конденсаторов, нарушается ста-
бильность рабочей частоты, снижаются чувствительность и изби-
рательность радиоприемных устройств, а также мощность и коэф-
фициент полезного действия передающих устройств. Кроме того,
появляются утечки и замыкания в соединительных кабелях и элек-
трических разъемах, ухудшается изоляция отдельных деталей и
блоков. Осаждение влаги на поверхности металлов создает благо-
приятные условия для возникновения коррозии, что приводит к
обрыву тонких проводов и нарушению контактов.
Удары и вибрация, которым подвергается радиоаппаратура при
эксплуатации и транспортировке, способствуют еще более значи-
тельному изменению качественных показателей входящих в нее
элементов и могут вызвать технические повреждения.
6.3. Регулировка радиоэлектронной аппаратуры и приборов
Выполнение регулировочных работ связано с большой ответ-
ственностью, так как ими завершается изготовление изделия. По-
этому важно, чтобы регулировщик заранее продумывал свои дей-
ствия перед выполнением любых операций, необходимость кото-
рых возникает в процессе регулировки. К таким операциям отно-
сится, в частности, замена отдельных сборочных единиц и дета-
лей. Объем демонтажных, сборочных и монтажных работ обычно
невелик, однако обеспечение высокого качества их выполнения
является непреложным законом. Особое внимание следует обра-
щать на демонтажные работы, в процессе которых производится
освобождение паяных выводов элементов, имеющих дополнитель-
ные механические крепления. Эти операции требуют особого вни-
мания и тщательного выполнения, в противном случае могут про-
исходить отслаивание печатных проводников, выход из строя мик-
росхем, поджигание изоляции навесных проводников, обламыва-
ние выводов.
188
Работы, связанные непосредственно с регулировкой изделия,
в условиях серийного и массового производства определяются тех-
нической документацией — технологическими картами или инст-
рукциями по регулировке. На этапах разработки опытных образ-
цов и опытных серий регулировщик должен производить отбра-
ковку технической документации на регулировку, определять наи-
более производительные способы последовательности регулиров-
ки, а также пределы номинальных значений подбираемых при
этом элементов, выявлять дефекты конструкции и технологичес-
кого процесса производства.
Перед началом регулировки измерительной аппаратуры регули-
ровщик должен тщательно изучить технические данные приборов,
правила их эксплуатации и уметь использовать их на практике.
Прежде чем начать соединение регулируемого изделия с ис-
точниками питания и измерительными приборами, необходимо
убедиться в их исправности и наличии нормальных напряжений
пиуания. Проверка наличия нормальных питающих напряжений,
а иногда и уровня их пульсаций осуществляется непосредственно
на входе цепей питания регулируемого изделия.
Одной из причин появления ошибок при регулировке может
быть неправильный выбор кабеля из комплекта к измерительному
прибору. Один из этих кабелей может быть на конце открытым,
другой — нагружен на сопротивление 50 или 75 Ом, третий — иметь
встроенную детекторную головку, а четвертый — встроенный фильтр
или последовательное сопротивление. Неправильный выбор кабеля
неизбежно ведет к грубым ошибкам, а иногда и к нарушению фун-
кционирования регулируемого изделия.
Другой причиной появления ошибок может быть обрыв цепи в
кабеле или соединительных проводах, а также нарушение кон-
тактов в разъемах, соединяющих кабели с одной стороны с изме-
рительными приборами или источниками питания, а с другой —
с регулируемым прибором. Существуют различные способы про-
верки исправности соединительных устройств, простейшим из ко-
торых является замена вызывающего сомнение кабеля исправным.
Плохой контакт в разъемах обнаруживается при легком покачива-
нии или небольшом перемещении подвижной части разъема.
Важной операцией, которую приходится выполнять монтаж-
нику-регулировщику, является настройка колебательных конту-
ров. Необходимость настройки при условии, что в приемнике ус-
транены повреждения, искажающие режим работы транзисторов
или обусловленные наличием паразитных связей, вызывается не-
соответствием градуировки шкалы настройки, пониженной или
неравномерной по диапазонам чувствительностью и плохой из-
бирательностью. Единой схемы для настройки контуров радио-
приемников различных типов не существует, однако любая на-
стройка включает в себя четыре вида операций:
189
1) настройку одного или нескольких контуров на какую-либо
фиксированную частоту (в каскадах промежуточной частоты, кон-
турах заграждающих фильтров и в радиоприемниках с фиксиро-
ванной настройкой);
2) согласование резонанса между одновременно настраиваю-
щимися несколькими контурами (в радиоприемниках прямого уси-
ления и высокочастотной части супергетеродина);
3) сопряжение кривой настройки с градуировкой шкалы;
4) регулировку избирательности приемника.
Выбор необходимых операций зависит только от типа прием-
ника и его состояния.
6.4. Организация процесса регулировки
Качество радиоаппаратуры и приборов, а также затраты на их
изготовление в значительной степени зависят от технологической
подготовки регулировочных и контрольно-испытательных работ.
Она включает в себя разработку технологического процесса, т. е.
содержания и последовательности выполнения регулировочных и
контрольно-испытательных работ; конструирование и изготовле-
ние для этого технологической оснастки (различных стендов, спе-
циальных приборов и приспособлений), оборудование рабочих
мест; разработку технологической документации.
При разработке технологического процесса регулировки осу-
ществляется организация выполнения следующих работ:
проверки функционирования изделия. Поступившие на регу-
лировку изделия могут иметь после сборки и монтажа различные
дефекты, которые мешают нормальной работе прибора. При этом
регулировщик может встретиться с дефектами элементов (ламп,
транзисторов, конденсаторов, переключателей и др.), а также с
ошибками механической сборки и электрического монтажа. В связи
с этим необходима проверка надежности механических крепле-
ний переключателей, электролитических конденсаторов, потен-
циометров, трансформаторов и дросселей НЧ, ламповых пане-
лей; плавности хода и отсутствия заеданий в органах регулирова-
ния (конденсаторах и резисторах, механизмах настройки, варио-
метрах, катушках с регулируемыми сердечниками); четкости ра-
боты фиксаторов переключателей; правильности положения их
ручек относительно соответствующих надписей на лицевой пане-
ли и надежности крепления на осях;
настройки избирательных устройств;
регулировки параметров для обеспечения работоспособности
изделия в условиях эксплуатации.
Важным вопросом в организации процесса регулировки явля-
ется оборудование рабочих мест, проектирование которых долж-
но обеспечивать выполнение требований, предъявляемых к охра-
190
не труда, и создание наиболее благоприятных условий работы (до-
статочная освещенность, удобство положения регулировщика от-
носительно регулируемого объекта и измерительной аппаратуры,
благоприятные эстетические условия). В условиях серийного и мас-
сового производства размещение рабочих мест регулировщиков
должно соответствовать последовательности технологического про-
цесса производства изделия и исключать излишние затраты вре-
мени на его перемещение.
Выбор конкретных решений при проектировании рабочих мест
проводится с учетом обеспечения высокой производительности
труда и единообразия результатов измерений параметров при вы-
полнении одинаковых операций, безопасности работы, а также
стоимости оборудования и условий эксплуатации рабочих мест.
6.5. Испытания радиоэлектронной аппаратуры
Испытания радиоаппаратуры и приборов проводятся по задан-
ной программе, которая определяет последовательность и время
действия внешних факторов, параметры, характеризующие эти
факторы (температуру, влажность, механические нагрузки и др.),
а также параметры изделий, подлежащие контролю до и после
испытаний.
Испытания радиоаппаратуры включают в себя комплекс конт-
рольно-проверочных работ, связанных с определением отдельных
характеристик испытываемой аппаратуры.
Кроме испытаний изделий при их функционировании прово-
дятся также испытания моделей. В этом случае возможно не толь-
ко непосредственное воздействие внешних факторов на модель,
но и моделирование воздействий. Существуют следующие основ-
ные испытания:
исследовательские, проводимые для изучения определенных
свойств объекта;
сравнительные, при которых испытываются два или более объек-
тов в одинаковых условиях для сравнения характеристик их каче-
ства;
предварительные, при которых проводятся контрольные испы-
тания опытных образцов или опытных партий изделий для опреде-
ления возможности их предъявления на приемочные испытания;
приемочные, при которых проводятся контрольные испытания
опытных образцов или опытных партий изделий для решения воп-
росов о целесообразности их серийного производства;
государственные, которые являются приемочными испытания-
ми, проводимыми государственной комиссией;
приемо-сдаточные, представляющие собой контрольные испы-
тания, проводимые при приемочном контроле готовой продук-
ции;
191
типовые, представляющие собой контрольные испытания из-
делий, проводимые после внесения изменений в конструкцию
или технологию изготовления для оценки их эффективности и
целесообразности;
на надежность, проводимые для определения или оценки зна-
чений показателей надежности.
По характеру внешних воздействий различают следущие испы-
тания:
механические, при которых основным видом воздействий на
объект испытаний являются механические нагрузки;
климатические, при которых основным видом воздействий на
объект являются такие факторы, как температура и влажность
воздуха, атмосферное давление и др.;
электрические, при которых основным видом воздействий яв-
ляются электрические нагрузки;
радиационные, при которых основным видом воздействий яв-
ляется ионизирующее излучение;
биологические, при которых основным видом воздействий яв-
ляется жизнедеятельность организмов.
Типовые испытания играют большую роль в обеспечении на-
дежности радиоэлектронной аппаратуры. Порядок проведения
испытаний определен ГОСТ 15 001—73. В табл. 6.1 приведены ос-
новные виды типовых испытаний и методика их проведения.
Оптимальным способом проверки конструкции аппаратуры и
технологии ее изготовления является проведение комплексных
испытаний, которые наиболее полно имитируют действительные
условия эксплуатации.
Известно, что очень часто на аппаратуру в условиях эксплуата-
ции одновременно могут воздействовать несколько климатичес-
ких и механических факторов. В таких случаях целесообразно про-
водить комплексные испытания. Так, например, самолетную ра-
диоаппаратуру испытывают следующим образом. Устанавливают
аппарат на вибростенд, помещенный в термобарокамеру, т. е. со-
здают условия для одновременных испытаний в разреженной ат-
мосфере при отрицательной или положительной температуре и
вибрации.
Климатические испытания должны проводиться в определен-
ной последовательности, которая регламентируется в норматив-
но-технической документации. Так, в ГОСТ 9763—67 указывает-
ся, что климатические испытания аппаратуры должны всегда
предшествовать механическим испытаниям, а испытания на вла-
гоустойчивость — испытаниям на холодоустойчивость. После каж-
дого вида испытания должен производиться визуальный осмотр
аппаратуры с целью выявления механических разрушений или
повреждений, которые могли произойти в процессе ее испыта-
ний.
192
Таблица 6.1
Основные виды типовых испытаний радиоаппаратуры
и методика их проведения
Вид типовых испытаний Оборудо- вание Цель Методика проведения
На тепло- устойчивость Камера тепла (термо-, баро-и термовла- гокамеры) Кпиматическш Определение работоспособ- ности изделия в условиях повышенной температуры Изделие помещают в каме- ру тепла и определяют его работоспособность при длительном и кратковре- менном воздействии тепла
На холодо- устойчивость Камера холода Определение работоспособ- ности изде- лия в услови- ях понижен- ной темпера- туры Изделие помещают в каме- ру холода, в которой под- держивают отрицательную температуру, соответству- ющую нормам технических условий. При испытаниях периодически проверяют электрические параметры изделия
На устойчи- вость к воз- действию инея и росы Камера холода Тоже Изделие помещают в каме- ру холода при температуре —20 °C и выдерживают в те- чение 2 ч в нерабочем сос- тоянии, затем его извлека- ют из камеры, помещают в нормальные климатичес- кие условия и определяют работоспособность
На устойчи- вость к ци- клическому воздействию температуры Камеры холода и тепла (термоба- рокамера) Проверка спо- собности изде- лия противо- стоять быстрым изменениям температуры окружающей среды Изделие помещают в каме- ру холода с установленной предельной отрицательной температурой, значение которой оговорено в техни- ческих условиях. После вы- держки в течение заданно- го программой времени изделие переносят в камеру тепла. По окончании вы- держки в камере тепла цикл испытаний повторяют в соответствии с заданной программой (обычно до пя- ти температурных циклов)
193
Окончание табл. 6.1
Вид типовых испытаний Оборудо- вание Цель Методика проведения
На влагоус- тойчивость На виброус- тойчивость Камера влажности Вибростен- ды (с меха- нически- ми и элек- трически- ми приво- дами или электро- динами- ческие) Определение способности изделия сохра- нять свои пара- метры в усло- виях повышен- ной влажности Механические Проверка способности изделия вы- полнять свои функции и сохранять параметры в условиях ви- браций в за- данном диа- пазоне частот и ускорений Изделие помещают в каме- ру влажности, где выдер- живают при определенной температуре в течение времени, оговариваемого в технических условиях. Так как изделие испыты- вают в нерабочем состо- янии, в процессе испыта- ния периодически контро- лируют его параметры Изделие (или его элемен- ты), подвергаемое испы- танию, жестко крепят на платформе (столе) вибро- стенда в рабочем состоянии (под электрической нагруз- кой в нормальном режиме). Далее изменяют парамет- ры механических колеба- ний с помощью специаль- ных приборов
На ударную устойчи- вость Ударная механи- ческая установка (стенд) Проверка спо- собности аппа- ратуры выпол- нять свои фун- кции в услови- ях воздействия ударных нагру- зок Подготовка изделия к испытаниям и способ его крепления на столе стенда такие же, как при испыта- ниях на вибростенде. Основное отличие состоит в характере механического воздействия
6.6. Условия эксплуатации радиоэлектронной
аппаратуры и приборов
При транспортировке, хранении и эксплуатации радиоаппара-
тура подвергается многочисленным внешним воздействиям, ос-
новными из которых являются:
климатические, связанные в основном с состоянием атмосфе-
ры, — температурой и ее цикличностью; влажностью (дождь, иней,
194
роса); атмосферным давлением; солнечной радиацией; примеся-
ми в воздухе (пыль, соли, промышленные газы); биологическими
факторами (грибковая плесень и др.);
механические, связанные с вибрационными и ударными на-
грузками и звуковым давлением.
Рассмотрим влияние различных факторов на работоспособность
радиоаппаратуры.
Климатические воздействия. В зависимости от диапазона изме-
нения основных климатических факторов условия эксплуатации
аппаратуры можно разделить на три группы:
нормальные условия, характерные для стационарной и широко-
вещательной аппаратуры, работающей обычно в закрытых поме-
щениях при температуре +25... —10 °C, относительной влажности
до 80 % и атмосферном давлении 720... 780 мм рт. ст.;
сложные условия, предусматривающие эксплуатацию аппара-
туры при температуре от —50 до +50 °C, относительной влажнос-
ти воздуха до 90 % и атмосферном давлении 90... 780 мм рт. ст.;
тяжелые условия, когда аппаратура работает при резком изме-
нении в широких пределах температуры, давления и влажности.
Например, радиоэлектронная аппаратура, работающая на косми-
ческих станциях, обеспечивает высокую надежность в очень тя-
желых условиях космоса, в том числе при изменении температу-
ры от —150 до +150 °C при полном вакууме.
Надежность работы радиоаппаратуры и ее элементов зависит
от температуры окружающей среды. Повышение или понижение
температуры окружающей среды от номинального значения по-
чти всегда вызывает ухудшение работы радиоаппаратуры, связан-
ное с изменением физико-химических и механических свойств
металлов, из которых изготовлена радиоаппаратура. Тепловое воз-
действие также является причиной ухудшения электрических
свойств радиоаппаратуры вследствие изменения электрического
сопротивления резисторов, сопротивления изоляции диэлектри-
ков, емкости конденсаторов и т.д. При повышении температуры
некоторые виды пластмасс размягчаются, а влагонепроницаемые
покрытия ухудшают свои свойства. Тепловое воздействие приво-
дит также к ускоренному старению материалов и др.
При понижении температуры у всех материалов ухудшается
пластичность, а при очень низкой температуре она практически
исчезает — металл становится хрупким. Некоторые элементы ра-
диоаппаратуры, в частности электролитические конденсаторы и
химические источники питания, при низких температурах теряют
свои свойства. Ухудшение параметров изоляционных материалов
может привести к механическим повреждениям конструкции в
целом. Из-за повышения, например, вязкости часто наблюдается
увеличение трения между отдельными подвижными элементами
конструкции.
195
Надежность работы радиоаппаратуры очень зависит от состоя-
ния окружающей атмосферы и в первую очередь — от влажности.
С увеличением влажности резко уменьшаются поверхностное и
объемное сопротивления изоляционных материалов.
Особенно сильно воздействуют климатические условия (повы-
шенная влажность, грибковая плесень, солнечная радиация) на
параметры радиоаппаратуры, эксплуатируемой в тропических ус-
ловиях. Так, образование и развитие грибков снижает изоляцию
материала, способствует созданию проводящего слоя на поверх-
ности изоляции, вызывает химическое разложение органических
материалов и коррозию металлов. Это в конечном счете приводит
к порче и выходу из строя аппаратуры, не защищенной от таких
воздействий. Интенсивное солнечное облучение способствует окис-
лению или химическому разложению некоторых органических
материалов.
Радиоаппаратура, эксплуатируемая в морских условиях, под-
вержена воздействию солей, растворенных в морской воде. В усло-
виях повышенной влажности соли вызывают интенсивную кор-
розию металлических деталей.
Механические воздействия. Механические нагрузки, испытыва-
емые радиоаппаратурой в разных условиях, могут иметь сложный
комплексный характер при различном их сочетании. Так, стацио-
нарная аппаратура подвергается кратковременным ударным на-
грузкам и тряске только при упаковке и транспортировании. Ра-
диоаппаратура, устанавливаемая на автомобилях и железнодорож-
ном транспорте, испытывает вибрацию и ударные нагрузки во
время работы. Корабельная аппаратура помимо вибрационных и
ударных воздействий подвергается длительным перегрузкам от
качки. Наибольший угол отклонения от вертикали корабельной
аппаратуры при качке может достигать 45°. Авиационная аппара-
тура подвержена длительному воздействию вибрации во время
полета и значительным ударным нагрузкам при взлете и посадке
самолета, а также линейному ускорению при полете.
Разрушение или быстрое изнашивание конструкции вызывают
не длительно действующие малые нагрузки, а большие перегруз-
ки, хотя они и действуют кратковременно. Поэтому наиболее опас-
ным случаем при воздействии вибрации является совпадение соб-
ственной частоты колебаний отдельных частей аппаратуры с ко-
лебаниями источника вибрации. Амплитуда колебаний бывает при
этом настолько велика, что может произойти разрушение конст-
рукции.
Таким образом, механические воздействия могут приводить в
лучшем случае к нежелательным изменениям параметров аппара-
туры, в худшем — к ее разрушению. Очевидно, что создание абсо-
лютно устойчивых деталей и узлов к ударной и вибрационной
нагрузкам почти невозможно. Поэтому в конструкцию радиоап-
196
паратуры вводятся специальные устройства для смягчения дина-
мических нагрузок или изменения их характера, например все-
возможные амортизаторы, преобразующие ударные нагрузки в виб-
рационные с синусоидальными затухающими колебаниями.
Для повышения надежности аппаратуры рекомендуется исполь-
зовать облегченные режимы работы ее элементов. Радиоаппарату-
ра нередко подвергается одновременному воздействию несколь-
ких механических и климатических факторов в различной комби-
нации, под влиянием которых происходит ухудшение ее электри-
ческих и механических параметров. Любое воздействие внешних
факторов на радиоэлектронную аппаратуру сначала проявляется в
процессе самого воздействия, вызывая неустойчивость и отказы в
работе аппарата, а затем — после него, способствуя старению
аппаратуры.
Контрольные вопросы и задания
1. На основании каких документов проверяется качество монтажа РЭА
и приборов?
2. Перечислите причины некачественных монтажных соединений.
3. Какие методы регулировки применяют при производстве радио-
электронной аппаратуры?
4. Какие факторы внешней среды могут привести к разрегулировке
РЭА и приборов?
5. Перечислите основные виды испытаний, применяемых при произ-
водстве.
6. Что такое комплексные испытания?
7. Что понимается под условиями эксплуатации РЭА и приборов?
Глава 7
ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ, ГИГИЕНА
И ОХРАНА ТРУДА, ЭЛЕКТРОБЕЗОПАСНОСТЬ
И ПОЖАРНАЯ БЕЗОПАСНОСТЬ НА ПРЕДПРИЯТИЯХ
РАДИОЭЛЕКТРОННОЙ ПРОМЫШЛЕННОСТИ
7.1. Общие санитарные требования
Все предприятия радиоэлектронной промышленности должны
строиться в соответствии с требованиями Санитарных норм про-
ектирования промышленных предприятий (СН 245—71). Под стро-
ительство выбирается сухой, проветриваемый и освещаемый сол-
нечными лучами участок. Предприятия, цеха которых являются
источниками выделения вредных газов или веществ, должны стро-
иться вдали от районов жилой застройки или отделяться от них
санитарно-защитными зонами. Размеры санитарно-защитных зон
выбираются в соответствии с требованиями Строительных норм
и правил (СН и П) в зависимости от характера и количества
выделяемых вредных веществ, уровня создаваемого шума и элек-
тромагнитных излучений.
Расстояние между производственными зданиями должно быть
таким, чтобы обеспечивалось естественное освещение и исклю-
чалось затенение окон противостоящими зданиями.
Территория предприятий радиоэлектронной промышленности
должна быть достаточно просторной, чтобы в ней могли свобод-
но маневрировать транспортные средства.
Для пешеходов должны отводиться специальные асфальтиро-
ванные или мощеные дорожки шириной не менее 1,2 м.
Предприятия радиоэлектронной промышленности должны
обязательно оборудоваться различными вспомогательными по-
мещениями: гардеробными, столовыми, буфетами, комнатами
для приема пищи, душевыми, ножными ваннами, комнатами
гигиены женщин, туалетами, комнатами отдыха и др. Если на
предприятии трудятся более 300 человек, на нем организуется
здравпункт.
На каждого работника на предприятии радиоэлектронной про-
мышленности должно приходиться не менее 4,5 м2 площади и 15 м3
объема помещения.
198
Рис. 7.1. Рабочее место монтажни-
ка радиоэлектронной аппаратуры
и приборов:
1 — ящик для инструментов; 2 — ящик
для технической документации; 3 —
ящик для тары; 4 — подлокотники; 5 —
вытяжная вентиляция; 6 — лампа
местного освещения; 7 — направляю-
щие для установки монтажных черте-
жей; 8— заземляющая пластина
В зависимости от рода работ, выполняемых на предприятии,
организуются различные рабочие места.
Рабочим местом называется место, отведенное для постоянно-
го или временного пребывания работника в процессе трудовой
деятельности.
Оно должно быть организовано таким образом, чтобы обеспе-
чивались максимальные удобства (комфортные условия) для ра-
ботающего, позволяющие выполнять технологические процессы.
Под организацией рабочего места понимается выбор рабочей
мебели, рабочей позы и зоны расположения инструментов, орга-
нов управления и индикаторов.
Рабочая мебель должна быть удобной и соответствовать роду
выполняемой работы. На рис. 7.1 представлено рабочее место мон-
тажника радиоэлектронной аппаратуры и приборов.
Для сохранения здоровья человека большое значение имеет вы-
бор рабочей позы, которая зависит от того, какую физическую
наурузку предстоит нести человеку и какая группа мышц будет
работать большее время.
Рабочая поза «сидя» выбира-
ется в том случае, если при вы-
полнении трудовых операций у
человека действует небольшая
группа мышц, а рабочая поза
«стоя» — если работает большая
группа мышц.
Физическая нагрузка возрас-
тает в несколько раз при наклон-
ной рабочей позе, которая мо-
жет привести к травмам или по-
явлению профзаболеваний (забо-
леваний сердечно-сосудистой си-
стемы, искривлений позвоноч-
ника и т.п.). В сязи с этим более
предпочтительными являются та-
кие рабочие позы, когда проек-
ция центра тяжести тела челове-
ка находится в пределах площа-
ди опоры.
На рис. 7.2 показаны различ-
ные рабочие позы с обосновани-
ем их удобства с учетом физио-
логии работающего.
Рабочей зоной называется
часть пространства высотой до
2 м над уровнем пола или пло-
щадки, на которой находится
199
Плохое сиденье — велико расстояние от сиденья до рабочей поверхности Хорошее сиденье — расстояние от си- денья до рабочей поверхности — 300 мм^
Плохое сиденье — недостаточное пространство для ног
Хорошее сиденье — учтено необходимое пространство для ног рабочего
hc\ Неудобная поза оператора — асимметрич- ное расположение органов управления
Ось тела рабочего совпадает с осью орга- нов управления и рабочей частью станка
Неудобное положение рук во время работы утомляет мышцы Удобная опора для рук снижает физичес- кое напряжение
Расположение зоны приложения сил, неудобное для работы мышц
Расположение зоны работы, удобное с точки зрения физиологии
Оборудование не приспособлено к челове- ку — неудобная посадка на высоком сиде- нье, неудобное пространство для ног
Оборудование приспособлено к рабочему положению
Неудобное сиденье и плохая форма пульта управления
Удобное сиденье и удобная форма пульта управления
Неудобное сиденье для работы в позе «сидя» и «стоя» \
Высокое сиденье обеспечивает необхо- димый простор и опору для ног о
Плохая форма сиденья и неудобное расположение рычага
Удобное сиденье и правильное располо- жение органов управления с учетом пре- дела досягаемости рук
Рис. 7.2. Различные рабочие позы
место постоянного или временного пребывания работающего. Су-
ществуют оптимальная и допустимые рабочие зоны. В оптималь-
ной зоне для выполнения операции затрачивается меньше усилий.
Рабочие зоны следует проектировать таким образом, чтобы при
выполнении операции не происходило предельного сгибания и
разгибания рук (рис. 7.3). В рабочей зоне располагаются органы
управления, инструменты, материалы.
200
2
3
Рис. 7.3. Рабочая зона:
а — положения рук при работе: 1 — нормальное; 2 — максимальное; 3 — опти-
мальное; 6 — амплитуда движения рук
Органы управления могут быть ручными и ножными. Если тре-
буется затрата больших физических усилий и не нужна большая
точность, то предпочтительнее использовать ножные органы уп-
равления. Если при управлении требуется большая точность, то
следует использовать ручное управление. Ручные органы управле-
ния чаще всего располагаются на высоте между локтевым и пле-
чевым суставами.
Как правило, зрительные индикаторы размещаются на панели
таким образом, чтобы они занимали центральную часть, а тумб-
леры и ручки управления находились снизу или с боковых
сторон.
В последние годы на предприятиях радиоэлектронной промыш-
ленности большое внимание уделяют технической эстетике. Це-
лью технической эстетики является разработка способов положи-
тельного эмоционального воздействия на человека в процессе труда.
Все, что окружает человека на производстве, должно способство-
вать созданию хорошего настроения, снятию нервных перегрузок
и других вредных воздействий, а также повышению производи-
тельности труда.
Техническая эстетика занимается вопросами эстетизации про-
цесса труда, продукта труда и окружающей рабочей среды. Эсте-
тизация процесса труда определяет культуру производства на всех
этапах разработки, внедрения и организации технологического
процесса.
201
Эстетизация продукта труда включает в себя художественное
конструирование, или дизайн. Продукт труда должен не только
отвечать техническим требованиям, но и быть 1фасивым, чтобы
наиболее полно удовлетворять материальным и духовным потреб-
ностям человека.
Эстетизация окружающей среды является одной из задач охра-
ны труда и определяет выбор оптимальных пропорций, масшта-
бов, цветовой гаммы интерьера или оборудования в цехе или на
рабочем месте.
Большое влияние на психофизиологическое состояние челове-
ка на производстве оказывает цвет. Правильно подобранное цве-
товое оформление рабочих мест, инструментов улучшает настро-
ение, повышает работоспособность человека. Установлено, что
красные и оранжевые тона вызывают возбуждение нервной сис-
темы, при этом у человека появляется ощущение усиления шума,
учащается пульс, расширяются зрачки, повышается кровяное дав-
ление.
Синий, голубой и зеленый тона оказывают успокаивающее
воздействие, уменьшают зрительную утомляемость, способству-
ют замедлению пульса и понижению кровяного давления.
Неяркие желтые тона вызывают ощущение теплоты, голубые —
прохлады, фиолетовый цвет оказывает раздражающее и угнетаю-
щее воздействие.
Существуют таблицы цветовых тонов, по которым можно выб-
рать цветовую гамму окраски интерьеров и оборудования в зави-
симости от характера производства и тех операций, которые при-
ходится выполнять человеку. Так, при монотонной работе, требу-
ющей постоянного напряжения, рекомендуется зеленая и сине-
зеленая гамма цветов. Если выполняемая работа требует периоди-
ческой умственной или физической нагрузки, предпочтительнее
использовать оттенки теплых тонов — желтые, бежевые.
Цвет используется не только для создания определенного на-
строения у человека, но и для предупреждения о грозящей ему
опасности, а также травматизма. Согласно ССБТ в красный цвет
окрашиваются аварийные кнопки «Стоп», ручки, краны, с по-
мощью которых выключаются агрегаты или машины, в оранже-
вый цвет — движущиеся части машины и т.д.
7.2. Основные положения по охране труда на предприятиях
радиоэлектронной промышленности
В нашей стране в соответствии с Основами законодательства
Российской Федерации о труде надзор и контроль за соблюдени-
ем законодательства о труде и по охране труда осуществляют спе-
циально уполномоченные государственные органы и инспекции
(Госгортехнадзор, Госэнергонадзор, Госсаннадзор, Главное по-
202
жарное управление пожарной охраны Министерства внутренних
дел), профессиональные союзы, а также состоящие в их ведении
техническая и правовая инспекции труда.
На предприятии общее руководство по безопасности труда,
промышленной санитарии и контроль за соблюдением законода-
тельства по охране труда возложены на директора и главного ин-
женера. Главному инженеру подчинен отдел безопасности труда,
который ведет непосредственную работу по обеспечению безо-
пасности труда и промышленной санитарии на предприятии.
Для предупреждения производственного травматизма на пред-
приятиях регулярно проводится контроль безопасности труда и
промышленной санитарии на отдельных рабочих местах, участ-
ках, в цехах и на предприятии в целом.
Для предотвращения несчастных случаев необходимы знание и
строгое выполнение существующих положений, инструкций и тре-
бований по безопасности труда.
Все работающие и вновь поступившие на предприятие рабо-
чий, служащие и инженерно-технические работники независимо
от стажа и опыта работы проходят инструктаж и обучение по бе-
зопасному ведению работ на основании требований соответству-
ющих правил и инструкций по безопасности труда и производ-
ственной санитарии. Инструктаж подразделяется на несколько
основных видов.
1. Вводный инструктаж проводится работником отдела охраны
труда для вновь поступающих на предприятие, а также для уча-
щихся и студентов, направленных для прохождения производствен-
ной практики.
2. Первичный инструктаж проводится на рабочем месте непо-
средственным руководителем работ с лицами, вновь принятыми
или переведенными из одного подразделения в другое, с одного
вида оборудования на другое (даже в случае временного перевода).
Цель его — подробное ознакомление работающих с особенностя-
ми выполнения конкретных работ с точки зрения безопасности
труда и производственной санитарии.
3. Повторный (периодический) инструктаж проводится со всеми
работниками не реже одного раза в 6 месяцев, а на особо вредных
и опасных участках работы — не реже одного раза в 3 месяца.
Целью его является проверка знания работниками правил и ин-
струкций по безопасности труда и производственной санитарии.
4. Внеплановый инструктаж на рабочем месте проводится при
изменении технологического процесса, оборудования, инструмен-
та и т.п., в результате чего изменяются условия труда, а также в
случае нарушения работающими правил и инструкций по безо-
пасности труда и производственной санитарии.
Все виды инструктажа, кроме вводного, регистрируются в спе-
циальном журнале, где указываются вид и дата проведения инст-
203
руктажа, перечисляются инструкции по безопасности труда, в
соответствии с которыми проводился инструктаж, и ставятся под-
писи инструктируемого и инструктирующего.
7.3. Специальные требования по технике безопасности
и производственной санитарии для работников предприятий
радиоэлектронной промышленности
Предприятия радиоэлектронной промышленности оснащают-
ся большим количеством разнообразных, а во многих случаях весь-
ма сложных машин, станков и механизмов, облегчающих труд
рабочего. Однако все они могут представлять для обслуживающих
их рабочих определенную опасность. Это прежде всего относится
к машинам, станкам и механизмам, приводимым в движение элек-
трическим током, отдельные элементы которых находятся под дав-
лением сжатого воздуха, пара или газа.
Правильная организация труда, четкость и аккуратность в ра-
боте способствуют безопасности рабочих на производстве. При
выполнении сборочных, монтажных и намоточных работ необхо-
димо строго соблюдать правила техники безопасности.
Общие типовые требования
1. К самостоятельному выполнению работ следует приступать
только после прохождения инструктажа на рабочем месте и усво-
ения безопасных приемов и методов их выполнения.
2. Выполнять необходимо только ту работу, которая поручена
администрацией.
3. При переводе на новый вид работы приступать к работе мож-
но только после получения от мастера соответствующего инст-
руктажа о безопасных способах ее выполнения.
4. Работу следует выполнять только на исправном оборудова-
нии, исправными инструментами и приспособлениями.
5. Инструмент должен использоваться только по его прямому
назначению.
6. О всех замеченных неисправностях оборудования и возник-
ших во время работы опасностях для окружающих (например, от-
сутствие ограждений находящихся в движении частей механиз-
мов и др.) следует немедленно сообщать мастеру.
7. Запрещается поднимать вручную тяжести, превышающие до-
пустимые нормы: 20 кг — для женщин и 50 кг — для мужчин.
8. В случае заболевания или получения даже незначительной трав-
мы следует прекратить работу, сообщить об этом мастеру и обра-
титься в медпункт за получением первой медицинской помощи.
9. В помещениях, где производятся работы, запрещается хра-
нить личные вещи, принимать пищу и пить воду.
204
10. Необходимо строго соблюдать правила передвижения в це-
хах и на территории предприятия (пользоваться установленными
переходами, не перелезать через транспортеры, конвейеры, ог-
раждения, штабеля деталей, тару, отходы производства и т.д.).
При движении транспорта и перемещении грузов кранами следу-
ет отходить в сторону с пути их движения. Запрещается проходить
и стоять под поднятым грузом.
11. Рабочая одежда не должна стеснять движений и иметь раз-
вевающихся и свисающих концов. На голову следует надеть плот-
но облегающий головной убор, при этом необходимо убрать под
него волосы.
12. Перед началом работы следует внимательно осмотреть рабо-
чее место и привести его в порядок, для чего:
убрать все лишние и мешающие работе предметы;
проверить наличие инструментов;
требующиеся инструменты, приспособления, детали и мате-
риал расположить в удобном и безопасном порядке, придержива-
ясь следующего принципа: то, что берется левой рукой, должно
находиться слева, а то, что правой, — справа;
подготовить индивидуальные средства защиты и проверить их
исправность;
установить сиденье в положение, удобное для работы, чтобы
при выполнении рабочих операций не приходилось делать лиш-
них движений руками и корпусом тела;
расположить светильник так, чтобы при выполнении работы
не была видна нить накаливания и свет не слепил глаза.
13. В процессе работы необходимо следить за исправностью ис-
пользуемого оборудования, инструментов и приспособлений; под-
держивать на рабочем месте чистоту и порядок; не отвлекаться
самому и не отвлекать от работы других посторонними разговора-
ми и делами.
14. В случае невыполнения требований настоящей инструкции
виновные несут ответственность согласно Правилам внутреннего
трудового распорядка.
Специальные требования для слесарей — сборщиков
радиоэлектронной аппаратуры и приборов
1. Перед началом работы следует убедиться в исправности ин-
струментов. Слесарный молоток должен быть прочно насажен на
ручку, расклинен и не должен иметь трещин и острых заусенцев;
рамки для ножовок не должны быть вогнуты, ножовочное полот-
но должно быть прочно закреплено; напильники, отвертки долж-
ны иметь исправные деревянные ручки с металлическими коль-
цами; гаечные ключи должны иметь ровные несработанные плос-
кости зева и точно соответствовать размерам гайки или головки
205
болта; электродрель должна иметь заземление, исправные штеп-
сельную вилку и изоляцию шнура; расклепочники не должны иметь
наклепов (разбитых бойков).
2. Детали, используемые при сборке, должны находиться в оп-
ределенном месте и содержаться в порядке.
3. В местах, не доступных для плоского ключа, необходимо
пользоваться торцовым ключом. Ключ должен соответствовать раз-«
меру гаек и головок болтов, наращивать гаечные ключи трубками
или другими ключами запрещается.
4. При работе с переносными электрифицированными инстру-
ментами (электродрели, электрогайковерты и др.) следует наде-
вать перчатки и проверять надежность крепления заземления.
5. Установку сверла на сверлильном станке необходимо произ-
водить после полной остановки станка.
6. Обрабатываемые детали, тиски и приспособления должны
прочно крепиться на столе станка.
7. Запрещается прикасаться к сверлу, патрону и шпинделю до пол-
ной остановки станка. Удалять стружку следует только после прекраще-
ния вращения сверла с помощью специального крючка или сметкой.
8. Запрещается работать на станке в рукавицах или с забинто-
ванными пальцами без резиновых напальчников.
9. При работе с пневмоинструментом необходимо убедиться в
надежности крепления шлангов к штуцерам.
10. Крепить шланги к штуцерам и ниппелям следует с помо-
щью стяжных хомутиков, не разрешается применять для этой цели
проволоку (закрутки).
11. Присоединять шланги к сети и инструменту, а также от-
ключать их необходимо только при полном закрытии вентиля воз-
душной магистрали.
12. Вставлять и вынимать рабочий инструмент следует только
при перекрытом вентиле на воздушной магистрали.
13. Нажим рабочего инструмента должен осуществляться плав-
но, с постепенным усилием.
14. В случае перерыва подачи воздуха следует выключить пуско-
вой курок и вынуть рабочий инструмент.
15. При работе на наждачном точиле необходимо пользоваться
защитным экраном или очками и стоять сбоку от станка; не раз-
решается затачивать инструмент на торцовых поверхностях круга.
16. Во время работы на конвейере запрещается: класть инстру-
менты и детали на пути движения тележек; производить самосто-
ятельно включение конвейера; принимать и передавать что-либо
через работающий конвейер.
Выключать конвейер можно только в случае возникновения
опасности, грозящей окружающим.
17. При работе с расклепочниками необходимо пользоваться
защитными очками.
206
18. Для нарезки резьбы метчиком следует пользоваться ворот-
ком и надежно закреплять нарезаемую деталь.
19. После окончания работ необходимо выключить станок, очи-
стить его щеткой от пыли и отходов.
20. Инструменты и приспособления после использования нуж-
но протереть и убрать в инструментальный ящик.
21. Верстак следует протереть влажной тряпкой.
22. Неисправный инструмент должен сдаваться в кладовую для
ремонта.
23. Рабочая одежда и индивидуальные средства защиты после
работы должны быть убраны в отведенное для этого место.
24. В конце рабочего дня следует вымыть руки и лицо теплой
водой с мылом или принять душ.
Специальные требования для монтажников радиоэлектронной
аппаратуры и приборов
1. Перед началом работы убедиться в исправности монтажного
инструмента и его соответствии предстоящей работе. Стержень па-
яльника не должен качаться, ручка его не должна иметь трещин,
а шнур не должен иметь нарушений изоляции.
2. Паяльные работы в блоках, стойках, шкафах и других изде-
лиях необходимо выполнять, только убедившись в полном сня-
тии с них напряжения.
3. Монтажные работы на высоте свыше 1,5 м должны произво-
диться с подмостей и лесов, обеспеченных лестницами, или с
применением предохранительных поясов. Перед использованием
лестниц и предохранительных поясов необходимо убедиться в их
исправности, а также в том, что срок переиспытаний их не истек
(на лестницах и поясах должны быть сделаны надписи с указани-
ем их порядкового номера по журналу испытаний, принадлежно-
сти и даты последнего испытания).
4. Работы по монтажу и демонтажу изделий, связанные с опас-
ностью засорения или ожога глаз припоем, следует выполнять в
защитных очках.
5. При выполнени монтажных работ на металлических поверх-
ностях в положениях лежа, сидя и с колена должны использо-
ваться маты или наколенники.
6. Монтаж в замкнутых сосудах, междудонных отсеках и других
местах должен производиться не менее чем двумя рабочими.
7. В случае отсутствия приспособления для механического уда-
ления припоя следует пользоваться пинцетом.
8. Во избежание образования брызг при паяльных работах необ-
ходимо флюс наносить тонким слоем, а лишний припой с жала
паяльника удалять специально предназначенными для этого сал-
фетками.
207
9. Припаиваемый провод нужно придерживать пинцетом.
10. Паяльник в перерывах между пайкой следует держать на
металлической или теплостойкой подставке либо в специально
оборудованном для него месте.
11. Пользоваться химическими веществами, содержащимися в
емкостях, разрешается только при наличии этикеток с указанием
содержимого.
12. Зачистка концов провода методом обжига должна произво-
диться только при включенной местной вентиляции.
13. Детали перед их облуживанием в тигле должны быть хорошо
просушены.
14. При использовании боковых кусачек откусывать провода
следует в направлении от себя, а также применять экраны для
защиты окружающих от отлетающих частиц.
15. Растворители (спирт, ацетон, бензин и другие горючие ве-
щества), применяемые для промывки мест пайки, должны хра-
ниться в небьющейся таре, в стороне от паяльника.
16. При работе на конвейере необходимо:
внимательно следить за сигнализацией, предупреждающей о
его включении;
выключать конвейер только в случае возникновения опаснос-
ти, грозящей окружающим.
Запрещается принимать и передавать что-либо через работаю-
щий конвейер.
После окончания работы необходимо:
1) отключить паяльник и обжигающее устройство от электро-
сети;
2) обтереть инструменты и приспособления и убрать их в отве-
денные для этого места (паяльник при этом должен быть холод-
ным);
3) очистить рабочее место от припоя, канифоли, протереть
влажной салфеткой поверхность стола;
4) салфетки и ветошь убрать в специально предназначенные
для них емкости;
5) остатки растворителей сдать в установленное место;
6) сполоснуть руки однопроцентным раствором уксусной кис-
лоты, затем вымыть их горячей водой с мылом, прополоскать рот
и почистить зубы;
7) принять душ.
Специальные требования для намотчиков
1. Перед началом работы проверить исправность инструментов и
приспособлений, надежность заземления станка и защитного ограж-
дения. Стержень паяльника не должен качаться, ручка его не должна
иметь трещин, а шнур не должен иметь нарушения изоляции.
208
2. Проверить исправность пускового устройства и работу' станка
на холостом ходу.
3. Включить местную вентиляцию и убедиться в ее исправности.
4. Надежно закрепить на шпинделе каркас катушки, на кото-
рый наматывается провод. При ослаблении крепления немедлен-
но остановить станок и устранить недостатки крепления.
5. Не разрешается пускать станок рывками во избежание обры-
ва провода и травмирования.
6. При скоростной намотке следует работать в защитных очках
и с ограждением.
7. При работе на намоточном станке крупногабаритной намот-
ки барабан с проводом должен быть надежно закреплен в смоточ-
ном устройстве, которое должно надежно крепиться к станку.
8. Во избежание образования брызг при пайке провода необхо-
димо жидкий флюс наносить тонким слоем с помощью помазка,
кроме того, не следует брать много припоя на паяльник и делать
им резкие движения. Нагретый паяльник нужно класть только на
металлическую или теплостойкую подставку.
9. Лак и клей должны наноситься на изделие кисточкой или
помазком.
10. Уходя на длительное время с рабочего места (на обед, в
медпункт), следует отключить от сети станок и паяльник.
11. Во время работы не следует отвлекаться самому и отвлекать
других от работы посторонними разговорами и делами.
12. По окончании работы выключить станок и очистить его от
пыли и отходов щеткой.
13. Все инструменты, приспособления и детали после исполь-
зования необходимо собрать и убрать в отведенное для них место
(паяльник при этом должен быть холодным).
14. Рабочее место следует очистить от пыли и канифоли, после
чего протереть влажной тряпкой поверхность стола.
15. Остатки лака, клея и других жидкостей в герметически зак-
рытой таре должны быть убраны в специально предназначенный
для этого шкаф.
16. В конце рабочего дня необходимо тщательно вымыть руки и
лицо горячей водой с мылом или принять душ.
Проводимые на предприятиях мероприятия по технике безо-
пасности и производственной санитарии способствуют сохране-
нию здоровья работающих и обеспечивают высокую производи-
тельность труда.
7.4. Требования безопасности труда на территории
предприятий радиоэлектронной промышленности
Правила безопасности труда в цехах определяются характером
производственных процессов. Поэтому мероприятия по охране
8 Ярочкина
209
труда при производстве радиоэлектронной аппаратуры имеют свою
специфику.
Заготовки деталей при производстве РЭА получают вручную
или на станках. Во избежание механических травм при холодной
обработке металлов ножницы, круглые и ленточные пилы долж-
ны иметь специальные ограждения и предохранительные приспо-
собления. При ручной слесарной обработке заготовок и деталей
необходимо постоянно следить за исправностью применяемых ин-
струментов. Рукоятки молотков должны быть сделаны из твердых
и нехрупких пород дерева (дуба, бука и др.) и иметь гладкую
поверхность. Молотки (головки) должны быть туго насажены на
рукоятки и расклинены металлическими клиньями. Боек ударных
инструментов (зубила, керны, просечки и др.) должен иметь при-
близительно сферическую форму. Для изоляции расположенных
рядом рабочих мест применяются защитные сетки.
При производстве радиоэлектронной аппаратуры широко ис-
пользуются изоляционные материалы, в процессе механической
обработки которых образуется много пыли и выделяются газооб-
разные продукты разложения материала. Поэтому станки обяза-
тельно должны быть оборудованы местной вытяжной вентиляци-
ей. Работы со стеклотканью следует проводить только в отдельном
помещении с приточно-вытяжной вентиляцией. Полностью уст-
ранить вредное воздействие слоистых изоляционных материалов
при механической обработке (гетинакса, текстолита и др.) мож-
но только путем ее автоматизации.
Для предотвращения травматизма при работе на станках (то-
карных, фрезерных, намоточных и др.) все шкивы, ремни, шес-
терни и валы должны иметь жесткие ограждения. Приспособле-
ния для зажима инструмента должны обеспечивать надежный за-
жим, точное центрирование инструмента и не иметь выступаю-
щих частей. Обрабатываемые детали должны устанавливаться не-
подвижно на плите станка с помощью кондукторов, тисков и за-
жимов. Не допускается удерживать обрабатываемые изделия рука-
ми, использовать инструменты с забитыми или изношенными ко-
нусами и хвостовиками. Во время работы на шлифовальных стан-
ках абразивные круги должны ограждать защитными механичес-
кими кожухами. Для защиты глаз от отлетающих мелких частиц
круга на станках устанавливаются подвижные экраны из органи-
ческого стекла. Заточные и обдирно-шлифовальные станки обо-
рудуются местным отсосом пыли. Керамические изделия должны
шлифоваться по возможности мокрым способом. Если по услови-
ям технологии необходима сухая шлифовка, станки должны обо-
рудоваться местной вентиляцией.
Склеивание деталей производится клеями на основе фенол-
формальдегидных, кремнийорганических и эпоксидных смол. Фе-
нолформальдегидные смоляные клеи (88, 88Н, ВИАМ-Б-3 и др.)
210
огнеопасны и токсичны (вызывают заболевания кожи рук, раз-
дражение дыхательных путей). Кремнийорганические клеи (КТ-17)
представляют собой растворы кремнийорганической смолы в орга-
нических растворителях (толуол) и оказывают отрицательное воз-
действие на кровь, кровеносные органы и центральную нервную
систему. Эпоксидные клеи тоже являются токсичными. Вредное
воздействие оказывают на организм человека и клеи БФ, БФ2,
БФ4, состоящие из спиртового раствора фенольных и поливини-
ловых смол, а также многие другие. Общей мерой, устраняющей
воздействие вредных выделений при работе с клеями, является
использование местной вытяжной вентиляции.
Электромонтажные работы ведутся в основном с применени-
ем пайки. В связи с тем что в состав припоев входит свинец, необ-
ходимо использование защитных мер для предотвращения отрав-
ления организма, вызывающего изменения в нервной системе,
крови и сосудах человека. Флюсы, применяемые при пайке (кани-
фольно-спиртовой, хлористый цинк), также являются токсичны-
ми. Так, канифоль вызывает раздражение кожи и появление сыпи,
а Ьюристый цинк — ожог кожи и слизистой оболочки. Для пре-
дотвращения вредного воздействия все припои, флюсы и другие
химические вещества должны храниться в специальной плотно
закрытой таре. Помимо общеобменной приточно-вытяжной вен-
тиляции рабочее место пайки оборудуется местной вытяжной вен-
тиляцией, обеспечивающей концентрацию свинца в рабочей зоне
не больше предельно допустимой нормы (0,01 мг/м3). При работе
с паяльником необходимо соблюдать осторожность, чтобы избе-
жать ожогов, особенно при использовании паяльников мощнос-
тью 200... 300 Вт, применяемых для пайки крупных деталей. Боль-
шой осторожности требует также лужение концов проводов и вы-
водов радиодеталей при использовании ванночки с расплавлен-
ным припоем. При зачистке изоляции путем обжига происходит
выделение дыма с тяжелым и неприятным запахом. Поэтому при
обжиге большой партии проводов необходимо пользоваться вы-
тяжным шкафом с хорошей вентиляцией.
При производстве РЭА выполнение многих технологических
процессов связано с большим напряжением зрения, в связи с
чем требуется хорошая освещенность рабочих мест. В сборочных
цехах суммарная освещенность (общая + местная) должна состав-
лять 1000...2000 лк. Светильники должны обеспечивать рассеян-
ный свет без резких теней.
7.5. Электробезопасность
Под электробезопасностью понимается система организацион-
ных и технических мероприятий и средств, обеспечивающих за-
щиту людей от опасного воздействия электрического тока, элек-
211
трической дуги, электромагнитного поля и статического электри-
чества.
При поражении электрическим током происходят следующие
нарушения:
нагрев кожи, тканей или кровеносных сосудов (термическое
действие);
разрыв тканей (механическое действие);
разложение крови, изменение ее химического состава, элект-
ролиз (химическое действие);
непроизвольное сокращение мышц, паралич дыхания или сер-
дца (биологическое действие).
Возможны следующие виды поражения электрическим током:
ожоги, электрометаллизация кожи, электрические знаки, элект-
роофтальмия, электрические удары, механические повреждения.
Электрические ожоги возникают при термическом действии
электрического тока, наиболее опасными из них являются ожо-
ги, появляющиеся в результате воздействия электрической дуги,
так как ее температура может превышать 3000 °C.
При электрометаллизации кожи происходит проникновение в
кожу под действием электрического тока мельчайших частиц ме-
талла, в результате чего кожа становится электропроводной, т. е.
сопротивление ее резко падает.
Электрические знаки представляют собой пятна серого или блед-
но-желтого цвета, возникающие при плотном контакте с токове-
дущей частью (по которой в рабочем состоянии протекает элект-
рический ток). Природа электрических знаков еще недостаточно
изучена.
При электроофтальмии происходит поражение наружных обо-
лочек глаз вследствие воздействия ультрафиолетового излучения
электрической дуги.
Электрические удары — это общее поражение организма чело-
века, характеризующееся судорожными сокращениями мышц, на-
рушением нервной и сердечно-сосудистой систем. Нередко элек-
трические удары приводят к смертельному исходу.
Механические повреждения (разрывы тканей, переломы) про-
исходят при судорожном сокращении мышц, а также в результате
падений при воздействии электрического тока.
Характер поражения электрическим током и его последствия
зависят от напряжения, силы и рода тока, пути его прохождения,
длительности воздействия, индивидуальных физиологических осо-
бенностей человека и его состояния в момент поражения.
В основном характер поражения определяют сила и род тока.
Установлено, что переменный ток более опасен для человека,
чем постоянный. Это связано со сложными биологическими про-
цессами, происходящими в клетках организма человека. С увели-
чением частоты тока опасность поражения уменьшается. При час-
212
тоте порядка нескольких сотен килогерц электрические удары не
наблюдаются.
В зависимости от силы тока с учетом его воздействия на орга-
низм различают ощутимые, неотпускающие и фибрилляционные
токи.
Ощутимые токи вызывают при прохождении через организм
заметные раздражения. Человек начинает ощущать воздействие пе-
ременного тока (50 Гц) при значениях его от 0,5 до 1,5 мА и
постоянного тока — от 5 до 7 мА. В пределах этих значений наблю-
даются легкое дрожание пальцев, покалывание, нагревание кожи
(при постоянном токе). Такие токи называют пороговыми ощути-
мыми токами.
Неотпускающие токи вызывают судорожное сокращение мышц
конечностей. Наименьшее значение тока, при котором человек не
может самостоятельно оторвать руки от токоведущих частей, назы-
вается пороговым неотпускающим током. Для переменного тока это
значение лежит в пределах от 10 до 15 мА, для постоянного тока —
от 50 до 80 мА При дальнейшем увеличении начинается поражение
сердечно-сосудистой системы, затрудняется, а затем останавливает-
ся дыхание, изменяется работа сердца.
Фибрилляционные токи вызывают фибрилляцию сердца, т. е. тре-
петание или аритмичное сокращение и расслабление сердечной
мышцы. В результате фибрилляции кровь из сердца не поступает в
жизненно важные органы, в первую очередь нарушается крово-
снабжение мозга. Человеческий мозг, лишенный кровоснабжения,
может жить в течение 5... 8 мин, а затем погибает, поэтому очень
важно быстро и своевременно оказать первую помощь пострадав-
шему. Значения фибрилляционных токов колеблются от 80 до 5000 мА
Для человека является опасным ток больше 10 мА, при кото-
ром, однако, он все еще может освободиться от токоведущих ча-
стей, при 50 мА происходит тяжелое поражение организма, а при
100 мА и воздействии более 1... 3 с наступает смертельный исход.
Переменный ток с частотой 50... 1000 Гц для человека опаснее,
чем постоянный ток, однако при напряжении свыше 300 В опас-
ность поражения постоянным током резко возрастает.
Характер поражения электрическим током в зависимости от
его силы и рода приведен в табл. 7.1.
Характер поражения зависит также от пути прохождения тока.
Наибольшую опасность представляет прохождение тока через го-
ловной и спинной мозг, сердце и легкие.
Появление электротравм вызывают:
прикосновение человека одновременно к двум фазам перемен-
ного тока или к двум полюсам постоянного тока;
прикосновение не изолированного от земли человека к неизо-
лированным токопроводящим частям, находящимся под напря-
жением (к одной фазе);
213
Таблица 7.1
Характер поражения в зависимости от силы и рода электрического тока
I, мА Переменный ток с частотой 50 Гц Постоянный ток
0,6 ...1,5 Легкое дрожание пальцев рук Не ощущается
5... 7 Судороги в руках Нагревание кожи
8... 10 Руки трудно, но еще можно оторвать от электродов; силь- ные боли в кистях и пред- плечьях Усиление нагревания кожи
20... 25 Руки парализуются, оторвать их от электродов невозмож- но, дыхание затруднено Незначительное сокращение мышц
50... 80 Остановка дыхания. Начало фибрилляции сердца Сильное нагревание; сокра- щение мышц рук; затруднен- ное дыхание
90... 100 Остановка дыхания и сердеч- ной деятельности (при дли- тельности воздействия более 3 с), летальный исход Остановка дыхания
приближение на опасные расстояния к неизолированным то-
копроводящим частям, находящимся под напряжением;
прикосновение к оболочке (корпусу) электрооборудования,
оказавшейся под напряжением;
попадание под напряжение в зоне растекания тока;
попадание под напряжение при освобождении человека, по-
раженного током;
воздействие атмосферного электричества при грозовых разря-
дах и статического электричества или электрической дуги.
Все электроустановки условно подразделяют в зависимости от
рабочего напряжения на две категории: до и выше 1000 В.
При работе с электроустановками напряжением выше 1000 В
прикосновение к токопроводящим частям является опасным в лю-
бых случаях независимо от схемы питания. Поэтому необходимы
строгие меры, предусматривающие ограждение токопроводящих
частей, соблюдение правил доступа к установке и др.
При работе с электроустановками напряжением до 1000 В ве-
лика вероятность случайного прикосновения к токопроводящим
частям и корпусам электрооборудования, оказавшимся под на-
пряжением.
По степени опасности поражения током помещения, в кото-
рых расположены электроустановки, разделяют на три категории:
214
без повышенной опасности (отсутствие условий, создающих
повышенную или особую опасность);
с повышенной опасностью (наличие одного из следующих ус-
ловий: сырости; проводящей пыли; токопроводящих полов — ме-
таллических, земляных, кирпичных; высокой температуры; воз-
можности одновременного прикосновения к металлическим час-
тям, имеющим соединение с землей, и металлическим деталям,
корпусам электрооборудования, которые могут оказаться под на-
пряжением при повреждении изоляции);
особо опасные (наличие одного из следующих условий: особой
сырости, химически активной среды, загазованности, одновре-
менно двух или более условий повышенной опасности).
Для предотвращения поражения электрическим током необхо-
димо строго соблюдать следующие правила безопасности труда.
1. Электрические провода, подводящие питание к рабочему
месту электромонтажника, должны быть надежно заизолированы
и защищены от механических повреждений.
2. Необходимо регулярно следить за исправностью электричес-
кйх шнуров приборов и сетевых розеток.
3. При выполнении работ необходимо пользоваться специальным
электротехническим инструментом с изолированными ручками. Элек-
троинструмент при эксплуатации должен быстро включаться и от-
ключаться (но не самопроизвольно) от электрической сети, быть
безопасным в работе и не иметь токоведущих частей, доступных для
случайного прикосновения. Напряжение электроинструмента не дол-
жно превышать 220 В в помещениях без повышенной опасности и
42 В — в помещении с повышенной опасностью, а также вне поме-
щений. Перед выдачей электроинструмента необходимо проверить
исправность заземляющего провода и убедиться в отсутствии замы-
кания на корпус. Перед началом работы следует проверить состояние
привода инструмента и исправность заземления.
4. Напряжение паяльников и ламп для местного освещения дол-
жно быть не выше 42 В, а в особо опасных помещениях — не
более 12 В.
5. Контактные соединения для подключения электроинструмента
и переносных электросветильников не должны иметь токоведу-
щие части, доступные для прикосновения, кроме того, у них дол-
жен быть дополнительный заземляющий контакт.
6. Корпус и обмотка низкого напряжения переносного транс-
форматора должны быть заземлены. Перед каждым включением
трансформатор и его арматура должны тщательно осматриваться.
7. При монтаже электросхем запрещается: проверять на ощупь
наличие напряжения и нагрев токоведущих частей схемы; приме-
нять для соединения провода с поврежденной изоляцией; произ-
водить пайку и установку деталей в оборудовании, находящемся
под напряжением; измерять напряжения и токи переносными
215
приборами с неизолированными проводами и щупами; заменять
предохранители во включенном оборудовании.
8. Запрещается работать на установках высокого напряжения
без защитных средств.
9. Наладка РЭА должна производиться только на специально
оборудованном рабочем месте. В процессе наладки при напряже-
нии до 1000 В разрешается присоединять прибор к контрольным»
точкам без снятия напряжения, для чего проводом со штекерным
наконечником прикасаются к контрольной точке, при этом другой
провод от прибора предварительно должен быть подсоединен к ме-
таллическому заземленному корпусу налаживаемого оборудования.
7.6. Пожарная безопасность на предприятиях
радиоэлектронной промышленности
Требования, предъявляемые к пожаро- и взрывобезопасности,
регламентируются государственными стандартами, строительны-
ми нормами и межотраслевыми противопожарными правилами.
Основные меры предотвращения пожаров и взрывов включают в
себя: ограничение количества горючих веществ и замену их по воз-
можности негорючими веществами, максимально возможное при-
менение негорючих веществ; устранение возможных источников
зажигания (электрических искр, нагрева оболочек оборудования);
ограничение распространения пожара с использованием строитель-
но-планировочных средств (устройство противопожарных преград
внутри помещений и разрывов между зданиями, монтаж противо-
дымной защиты); организацию пожарной охраны, применение
средств пожаротушения и устройств пожарной сигнализации.
Кроме того, необходимо постоянно следить за исправностью
электрооборудования. Электроустановки и контрольно-измеритель-
ная аппаратура должны иметь плавкие предохранители и автома-
тические выключатели. После окончания работы все электрохо-
зяйство должно быть обесточено. По условиям пожаробезопаснос-
ти следует тщательно контролировать сопротивление изоляции
электроцепей. Электропроводка и общеобменная вентиляция в по-
мещении для работ с легковоспламеняющимися веществами и кле-
ями должны выполняться с учетом взрывобезопасности.
Максимально допустимое для хранения на рабочем месте ко-
личество растворителей, применяющихся для промывки и обез-
жиривания деталей аппаратуры и содержащих горючие вещества,
указывается в инструкции, утвержденной по предприятию. Это
количество ограничивается суточной потребностью цеха, опреде-
ляемой технологическим отделом и согласованной с органами по-
жарного надзора.
Легковоспламеняющиеся жидкости (ЛВЖ) необходимо хранить
в посуде из неискрообразующего материала с герметичными крыш-
216
ками, исключающей опрокидывание. Посуда должна иметь надпись
с четким названием жидкости, а также пометку «Огнеопасно». Во
избежание самовозгорания или взрыва не допускается совместное
хранение ацетона, эфиров и других летучих растворителей с хро-
мовым ангидридом, азотной кислотой и прочими окислителями.
В связи с тем что при электромонтажных работах (пайке и об-
луживании горячим припоем, обжигании концов монтажных про-
водов) применяются ЛВЖ (этиловый спирт, скипидар), электро-
монтажные участки являются пожароопасными. Для предотвра-
щения пожара подставки для электропаяльников должны быть
изготовлены из негорючего материала.
На случай пожара в цехах должны быть предусмотрены сред-
ства тушения (огнетушители, пожарный инструмент, инвентарь)
и пожарная сигнализация.
Контрольные вопросы и задания
1. Назовите основные виды инструктажа по технике безопасности.
2. Что такое «рабочая зона»?
3. Каковы требования по технике безопасности труда для рабочих,
занятых при монтаже радиоэлектронной аппаратуры?
4. Дайте определение «электробезопасности».
5. Перечислите виды воздействий электрического тока на человека.
6. На какие категории разделяются помещения по степени опасности
поражения электрическим током?
7. Перечислите основные правила пожарной безопасности при веде-
нии электромонтажных работ.
Глава 8
НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
8.1. Надежность и качество радиоэлектронной продукции
Надежностью называется свойство изделий выполнять задан-
ные функции с сохранением эксплуатационных показателей в оп-
ределенных пределах в течение требуемого промежутка времени
(или требуемой наработки).
Надежность радиоэлектронного устройства обеспечивается его
безотказностью, ремонтопригодностью, сохраняемостью и дол-
говечностью работы его составных частей. Таким образом, надеж-
ность — это внутреннее свойство аппаратуры, присущее каждому
ее образцу.
Совокупность свойств продукции, обусловливающих ее при-
годность удовлетворять определенные потребности в соответствии
с ее назначением, называется качеством продукции (ГОСТ 15 467—
79). Показателями качества продукции являются количествен-
ные характеристики одного или нескольких ее свойств. Базовым
значением показателя качества продукции называется значение,
принятое за основу при сравнительной оценке ее качества. Это
показатели качества лучших отечественных и зарубежных образ-
цов.
Уровень качества продукции представляет собой относительную
характеристику, основанную на сравнении значений показателей
качества оцениваемой продукции с базовыми значениями соот-
ветствующих показателей. При сравнении показателей, характе-
ризующих лишь техническое совершенство, используют термин
«технический уровень продукции».
Карта технического уровня качества продукции (карта уровня)
является документом, определяющим назначение продукции,
краткую характеристику, данные о заложенных показателях каче-
ства, о базовых показателях, об аналогах изделия или его состав-
ных частей, об источниках информации (стандартах, патентных
описаниях и т. д.). Содержание и правила выполнения карты уров-
ня устанавливает ГОСТ 2.116—71.
Карта составляется при разработке новой продукции, приня-
тии решения о постановке изделия на производство, аттестации
по категориям качества.
218
В общем случае основными показателями качества изделий яв-
ляются следующие:
1) показатели назначения (характеризуют основные функции
и область применения продукции — габаритные и другие разме-
ры, эксплуатационные показатели, основные параметры);
2) показатели надежности (совокупность показателей безот-
казности, долговечности, ремонтопригодности и сохраняемости);
3) эргономические показатели (гигиенические; антропометри-
ческие, т. е. соответствие изделия и его органов управления раз-
мерам, форме и массе человека; физиологические, учитывающие
скоростные и силовые возможности человека; психологические);
4) эстетические показатели (характеризуют рациональность
формы, цвета, совершенство исполнения);
5) показатели технологичности (в машиностроении это пока-
затели трудоемкости, металлоемкости и себестоимости);
6) показатели стандартизации и унификации;
7) показатели транспортабельности (затраты на транспорти-
ровку и на подготовительно-заключительные работы, связанные
с ней);
8) патентно-правовые показатели (патентный формуляр, сви-
детельство о патентной чистоте изделия);
9) экологические показатели (характеризуют уровень вредных
воздействий продукции на окружающую среду);
10) показатели безопасности (например, наличие блокиров-
ки, аварийной сигнализации);
11) экономические показатели.
ГОСТ 27.002—83 и 16 504—81 устанавливают наиболее суще-
ственные показатели, характеризующие понятия качества, надеж-
ности и долговечности.
8.2. Характеристики надежности
Для проведения объективного сравнения различных образцов
радиоэлектронной аппаратуры по надежности, а также для опре-
деления необходимого уровня ее надежности при проектирова-
нии, производстве, испытаниях и эксплуатации необходимо рас-
полагать количественными характеристиками (показателями ) на-
дежности элементов, входящих в эту аппаратуру. Рассмотрим ос-
новные из этих характеристик.
1. Вероятность безотказной работы изделия. Под вероятностью
безотказной работы изделия Р понимается вероятность того, что
в течение времени непрерывной работы t в изделии не произой-
дет ни одного отказа.
Вероятность безотказной работы характеризует надежность как
элемента, так и системы в целом. Зависимость вероятности безот-
казной работы от времени P(Z) представлена на рис. 8.1. Из зави-
219
Рис. 8.1. Зависимость вероятно-
сти безотказной работы радио-
электронного устройства от вре-
симости видно, что вероятность
безотказной работы Р в течение
конечных интервалов времени мо-
жет приобретать значения 0 < Р < 1,
Значение вероятности безотказ-
ной работы можно определить рас-
четным путем на этапе проектиро-
вания радиоэлектронной аппарату-
ры. Это позволяет разработчикам
РЭА и приборов выбирать опти-
мальную по надежности и стоимо-
сти структуру радиоэлектронной
системы и ее принципиальную схе-
му. Например, при Р= 0,5 одна по-
мени ловина радиоэлектронных изде-
лий, обладающих таким значени-
ем вероятности безотказной работы в течение времени t, может
выйти из строя, а другая половина будет продолжать работать.
2. Безотказность работы изделия. Имея статистические данные
отказов, разработчик РЭА и приборов может определить статис-
тическую вероятность безотказной работы за время t как отноше-
ние числа изделий N, продолжающих исправно работать на мо-
мент времени /, к числу изделий No, поставленных на испытания:
P = N(t)/N0.
Безотказностью работы называется свойство изделия сохранять
работоспособность в течение некоторой наработки без вынужден-
ных перерывов.
3. Под интенсивностью отказов (X) понимается вероятность от-
каза неремонтируемого изделия в единицу времени t после неко-
торого момента времени при условии, что отказ до этого времени
не возникал.
Характеристика интенсивности отказов широко используется
в технике для определения надежности элементов РЭА и прибо-
ров. Для большинства элементов величина интенсивности отказов
неодинакова для различных промежутков времени. На рис. 8.2 при-
ведена зависимость интенсивности отказов аппаратуры от време-
ни, включающая три периода :
1 — период приработки (от 0 до /пр);
2 — период нормальной работы (от /П|, до t„);
3 — период до полного износа (от t„ до /).
Период приработки элементов характеризуется высокой ин-
тенсивностью отказов. В этот период выходят из строя элементы
со скрытыми дефектами из-за нарушения технологического про-
цесса изготовления и действия систематических и случайных фак-
220
торов, снижающих их
качество и надежность.
Период приработки
элементов должен быть
относительно мал.
Для большинства ра-
диоэлектронных уст-
ройств характерно по-
стоянство интенсивнос-
ти отказов в период
нормальной работы ап-
паратуры (участок 2).
Это объясняется отсут-
Рис. 8.2. Зависимость интенсивности отка-
ствием старения мате- 30в радиоэлектронной аппаратуры от вре-
риалов элементов на мени
участке нормальной ра-
боты. На участке 3 интенсивность отказов РЭА резко возрастает
из-за износа и старения элементов радиоэлектронных устройств.
4. Частота отказов а представляет собой отношение числа изде-
лий РЭА Ди, отказавших в единицу времени, к общему числу
изделий No, поставленных на испытания:
a(t) = kn/iN^f).
Для многих элементов радиоэлектронной аппаратуры зависи-
мость частоты отказов имеет вид, показанный на рис. 8.3.
Как видно из графика, зависимость частоты отказов от време-
ни имеет три характерных участка.
На участке 1 (от 0 до ?,) частота отказов велика, но быстро
снижается по мере приработки элементов.
Рис. 8.3. Зависимость частоты отказов радиоэлектронной аппаратуры
от времени
221
На участке 2 — нормальной работы (/| — /2) — частота отказов
медленно падает. Это объясняется тем, что число отказов умень-
шается за счет уменьшения общего количества работающих эле-
ментов.
На участке 3 — износа и старения — происходит сначала резкое
возрастание частоты отказов, а затем она начинает падать, так
как число нормально работающих элементов резко уменьшается.
Обычно эксплуатация РЭА не производится до полного изно-
са, аппаратуру ремонтируют, износившиеся элементы заменяют
новыми, после чего частота отказов работы вновь соответствует
участку нормальной работы.
5. Среднее время безотказной работы Го представляет собой сред-
нее арифметическое время исправной работы каждого образца:
То = (6 + t2 + ... +
тле. tx, t2 и т.д. — время безотказной работы; No — число образцов.
Среднее время между двумя отказами
= (А + 6)/2.
Однако приведенные выше количественные характеристики
надежности аппаратуры не позволяют полностью установить со-
отношение между временными составляющими цикла эксплуата-
ции РЭА. Для полной оценки разработаны дополнительные коэф-
фициенты надежности, в том числе характеризующие частоту
профилактических мероприятий, стоимость эксплуатации, рас-
ход элементов и др.
8.3. Пути повышения надежности
Надежность радиоэлектронной аппаратуры зависит от большо-
го числа разнообразных факторов, которые можно подразделить
на три основных вида:
1) конструктивные;
2) производственно-технологические;
3) эксплуатационные.
Для повышения конструктивной надежности радиоэлектрон-
ной аппаратуры при ее конструировании необходимо:
разрабатывать новые схемы узлов и блоков повышенной надеж-
ности с применением в аппаратуре высоконадежных элементов;
размещать элементы схемы таким образом, чтобы обеспечива-
лась надежная их защита от воздействия внешних и внутренних
факторов;
осуществлять правильный выбор режимов работы деталей, ус-
танавливаемых в аппаратуре.
222
Рабочий режим элементов определяется степенью их электриче-
ской и механической нагрузки, окружающей температурой и эксп-
луатационными факторами, которые должны учитываться при вы-
боре радиодеталей. Как показывает опыт эксплуатации радиоэлек-
тронной аппаратуры, правильный выбор оптимального режима на-
грузки элементов способствует повышению их надежности и уве-
личению продолжительности безотказной работы, т.е. уменьшению
числа как мгновенных, так и постепенных отказов. Коэффициенты
нагрузки должны быть минимальными (например, не выше 0,5).
Наряду со снижением электрической нагрузки на элементы при
конструировании необходимо стремиться также к снижению тем-
пературы, уменьшению влияния вибрации, влажности, понижен-
ного давления и т.д.
К конструктивным факторам, влияющим на надежность ра-
диоэлектронной аппаратуры, относятся выбор конструктивных
решений и качество разработки технической документации.
Производственно-технологическими факторами являются вход-
ной контроль качества материалов и элементов, получаемых от
смежных предприятий; организация технологического процесса;
/организация процессов настройки и регулировки; контроль каче-
ства выпускаемой продукции.
Эксплутационные факторы подразделяются на объективные и
субъективные.
К объективным эксплуатационным факторам относятся: теп-
ло, холод, влага, давление, атмосферная коррозия, контактная
коррозия, солнечная радиация, биологическая среда, электромаг-
нитное излучение, радиационное излучение, пыль, песок, меха-
нические нагрузки, процессы старения, износ.
Субъективные эксплуатационные факторы — это квалифика-
ция обслуживающего персонала.
Для выполнения заданных требований по надежности при кон-
струировании необходимо стремиться к выбору наиболее простой
схемы с наименьшим числом элементов, поскольку любое увеличе-
ние числа элементов уменьшает вероятность безотказной работы.
Широкие перспективы создания аппаратуры, обладающей ма-
лыми габаритами в сочетании с высокой надежностью, способ-
ствуют переходу на выпуск радиоэлектронной аппаратуры на базе
унифицированных функциональных узлов, модулей, микромоду-
лей и интегральных схем.
Микроминиатюризация радиоэлектронной аппаратуры позво-
ляет широко использовать резервирование, также являющееся
одним из наиболее действенных средств повышения надежности.
В случае невозможности обеспечения заданных технических тре-
бований и необходимой надежности радиоэлектронной аппарату-
ры для повышения ее надежности используют методы резервиро-
вания входящих в эту аппаратуру элементов.
223
Резервирование представляет собой метод повышения надежно-
сти аппаратуры путем применения идентичных дублирующих эле-
ментов, устройств и систем.
Группа элементов считается резервированной, если отказ од-
ного или нескольких ее элементов не нарушает нормальной рабо-
ты резервированной схемы (узла, системы) и оставшиеся исправ-
ные элементы продолжают выполнять заданную функцию; такое
резервирование называется функциональным. При этом методе ре-
зервирования различные системы отличаются одна от другой в
первую очередь реакцией на отказ элемента схемы.
На рис. 8.4 приведены схемы различных способов резервирова-
ния аппаратуры. При общем резервировании (см. рис. 8.4, а) осу-
ществляется резервирование в целом всей системы, блока или
узла I в случае выхода из строя одного из элементов (например,
элемента 2) этой системы. При поэлементном резервировании
(см. рис. 8.4, б) производится резервирование отдельных элемен-
тов системы (7, 2 и т.д.) запасными (7' или Г и т.д.).
Основным параметром резервирования является его кратность,
представляющая собой отношение количества резервных единиц
к числу резервируемых.
I
а)
б)
Рис. 8.4. Схемы различных способов резервирования аппаратуры:
а — схема общего резервирования; б — схема поэлементного резервирования
224
В зависимости от состояния, в котором находятся резервные
цепи (элементы) до момента включения их в работу вместо отка-
завшей цепи (или элемента), различают:
холодный резерв, когда резервные цепи (элементы) находятся
в нерабочем состоянии (например, когда на резервные блоки ра-
диостанции питающие напряжения не подают);
горячий резерв, когда все цепи резервного блока нагружены
одинаково с основными блоками;
облегченный резерв, когда резервные блоки находятся не в пол-
ном рабочем состоянии (нагружены меньше, чем основные).
Таким образом, надежность аппаратуры должна обеспечивать-
ся на всех этапах создания радиоэлектронной аппаратуры, т. е. при
проектировании, производстве, эксплуатации и ремонте.
8.4. Стандартизация и качество продукции
Стандартизацией называется процесс установления и примене-
ния правил с целью упорядочения деятельности в определенной
области на пользу и при участии всех заинтересованных сторон, в
частности для достижения всеобщей оптимальной экономии при
соблюдении условий эксплуатации (использования) и требова-
ний безопасности труда.
Нормы и требования, утвержденные при стандартизации, фик-
сируются в документе, называемом стандартом, в котором соеди-
няются все требования к свойствам стандартизуемого объекта.
Стандартом может являться также основная единица или физи-
ческая константа (ампер, абсолютный нуль и т.п.), а также какой-
либо предмет для физического сравнения (например, эталон длины).
Показатели, устанавливаемые стандартами, должны соответ-
ствовать передовому уровню науки, техники и производства.
Научно-технический прогресс способствует расширению границ
стандартизации и ее распространению на процессы, свойственные
новым направлениям науки и техники; вызывает непрерывный рост
номенклатуры необходимых стандартов и ускорение пересмотра дей-
ствующих стандартов (например, пересмотр стандартов на этало-
ны времени, длины и т.д.); обусловливает необходимость комп-
лексной стандартизации и создание взаимосвязанных стандартов,
а также развитие перспективной и опережающей стандартизации.
Государственная система стандартизации (ГСС) регламенти-
рована комплексом стандартов. По сфере действия стандарты под-
разделяются на четыре категории:
государственные — ГОСТ;
отраслевые — ОСТ;
международные МСТ (бывшие республиканские — РСТ, рас-
пространяющиеся на ближнее зарубежье, кроме стран Балтии);
предприятий — СТП.
225
Кроме того, действуют различные технические условия (ТУ),
некоторые из которых перерабатываются в стандарты.
ГОСТы являются обязательным нормативным документом в
пределах установленной сферы их действия, области и условий их
применения для всех предприятий, организаций и учреждений
государственного, республиканского (международного) и мест-
ного подчинения во всех отраслях народного хозяйства.
Объектами государственной стандартизации являются:
общетехнические и организационно-методические правила и
нормы (ряды номинальных частот и напряжений электрического
тока, допуски и посадки, нормальные линейные размеры и др.);
научно-технические термины и обозначения; единицы изме-
рений и эталоны единиц измерений;
системы нормативно-технической, конструкторской, техноло-
гической, эксплуатационной и ремонтной документации, а так-
же документации в области организации и управления производ-
ством;
системы классификации и кодирования технико-экономичес-
кой документации;
все виды носителей информации;
продукция производственно-технического назначения;
товары народного потребления по перечню, утвержденному
Госстандартом;
общие требования, показатели и нормы качества продукции;
основные эксплуатационные свойства и технические характе-
ристики групп однородной продукции;
методы испытаний;
методы и средства поверки мер и измерительных приборов;
предохранительные приспособления и другие изделия в обла-
сти безопасности труда, промышленной и бытовой санитарии.
ОСТы являются обязательным нормативным документом для
всех предприятий и организаций данной отрасли производства, а
также для предприятий (заказчиков), применяющих продукцию
этой отрасли.
Объектами ОСТов являются:
отдельные виды готовой продукции ограниченного примене-
ния, для которых основные потребительские характеристики и
методы контроля установлены ГОСТами;
детали, узлы, агрегаты;
технологическая оснастка и инструмент, специфические для
производства и применения в данной отрасли;
сырье, материалы;
типовые технологические процессы внутриотраслевого приме-
нения.
МСТ (РСТ бывших союзных республик, кроме стран Балтии)
распространяются на все предприятия и организации междуна-
226
родного и местного подчинения данной страны (бывшей союзной
республики) независимо от их ведомственной подчиненности.
Номенклатура продукции, на которую утверждаются МСТ,
согласовывается с Госстандартом России и с соответствующими
министерствами.
СТП распространяются только на определенное предприятие.
Объектами стандартизации на предприятии могут быть: детали,
узлы и агрегаты разрабатываемых или выпускаемых изделий, тех-
нологические нормы и требования, типовые технологические
процессы, оснастка и инструмент.
Обозначение стандарта состоит из аббревиатуры (ГОСТ, ОСТ,
РСТ, СТП), порядкового номера (для СТП — по установленной
на предприятии системе обозначений) и двух цифр, соответству-
ющих году утверждения (пересмотра).
Буква Е в конце обозначения указывает, что стандарт устанав-
ливает единые требования на продукцию и для внешнего, и для
внутреннего рынка.
В зависимости от содержания предусматриваемых требований
различают следующие виды стандартов:
1) стандарты технических условий (устанавливают всесторон-
ние технические требования к продукции при ее изготовлении,
поставке и эксплуатации);
2) стандарты параметров — размеров (устанавливают парамет-
ры или размерные ряды продукции по основным эксплуатацион-
ным характеристикам);
3) стандарты типов и основных параметров (устанавливают типы
продукции по основным параметрам и другим эксплуатационным
характеристикам с указанием и более прогрессивных видов про-
дукции);
4) стандарты конструкций и размеров (устанавливают конст-
руктивные исполнения и основные размеры для определенной
группы изделий в целях их унификации и обеспечения взаимоза-
меняемости);
5) стандарты марок (устанавливают номенклатуру марок и хи-
мический состав материала);
6) стандарты сортамента (устанавливают геометрические фор-
мы, размеры продукции);
7) стандарты технических требований (устанавливают требо-
вания к качеству, надежности и долговечности продукции, эсте-
тические требования к ее внешнему виду, определяют гарантий-
ные сроки, сроки службы и комплектность поставки);
8) стандарты правил маркировки, упаковки, транспортирова-
ния и хранения;
9) стандарты правил приемки (обеспечивают единство при при-
емке продукции по качеству и количеству; устанавливают виды и
программы испытаний);
227
10) стандарты методов испытаний (обеспечивают единство
оценки показателей качества);
И) стандарты методов и средств поверки мер и измеритель-
ных приборов (обеспечивают требуемую точность и единство из-
мерений);
12) стандарты правил эксплуатации и ремонта;
13) стандарты типовых технологических процессов (устанав-
ливают способы и технические средства выполнения и контроля
технологических процессов с целью внедрения прогрессивной тех-
нологии производства и обеспечения единого уровня качества
продукции).
Основные задачи органов и служб системы стандартизации всех
уровней устанавливает ГОСТ 1.1—68.
Руководство стандартизацией и метрологией в масштабе стра-
ны осуществляет Государственный комитет по стандартам (Гос-
стандарт), задачей которого является проведение государствен-
ного надзора за внедрением и соблюдением стандартов и техни-
ческих условий, за состоянием и применением измерительной
техники, а также за стандартизацией показателей качества про-
дукции.
8.5. Методы контроля радиоэлектронной аппаратуры
в процессе производства
Производство современной радиоэлектронной аппаратуры не-
мыслимо без высококвалифицированного технического контроля.
Такому контролю на заводе должны подвергаться как детали и
блоки собственного производства, так и детали, поступающие от
предприятий смежных отраслей промышленности.
Надежность выпускаемой продукции зависит от средств, мето-
дов и систем контроля изделий.
Идеальным контролем является 100%-я проверка всех пара-
метров деталей на всех производственных операциях. Однако в этом
случае возникают большие экономические и технические трудно-
сти, связанные с необходимостью использования большого числа
контролеров и дорогостоящего измерительного оборудования. По-
этому в процессе производства предусматриваются проверка всех
покупных изделий на соответствие техническим условиям, меж-
операционная проверка по технологическим картам и чертежам и
проверка готовой продукции (выходной контроль).
При производстве радиоэлектронной аппаратуры применяют-
ся следующие виды контроля:
рабочий контроль (РК);
профилактический контроль (ПК);
контроль наладки (КН);
контроль режимов (КР);
228
выборочный контроль (ВК);
статистический контроль (Ст. К).
Рассмотрим основные виды контроля, проводимого на пред-
приятии.
Рабочий контроль предусматривает проверку качества изготов-
ленной продукции непосредственно у рабочего места (станка,
пресса, верстака). Проверка может осуществляться как самим ра-
бочим, так и работником отдела технического контроля (ОТК).
Контроль проводится визуально или с помощью инструментов и
приспособлений, указанных в технологической карте. Контроль
может быть 100%-м или выборочным. В процессе контроля может
производиться необходимая наладка оборудования или инстру-
мента. На приемку ОТК должны предъявляться только годные
детали и узлы, проверенные самим исполнителем. При забраков-
ке деталей или узлов их возвращают на доработку.
Профилактический контроль предусматривает проверку соблю-
дения технологического процесса и качества выпускаемой про-
дукции, а также предупреждение массового брака. Необходимость
профилактического контроля и выбор его метода определяются
результатом предшествующего статистического анализа процесса
изготовления аппаратуры. Статистический анализ не только по-
могает выявить и устранить основные причины, вызывающие по-
явление брака, но и позволяет установить технологические фак-
торы, на которые необходимо обратить особое внимание при про-
ведении профилактического контроля для обеспечения выпуска
высококачественной продукции. Этот вид контроля должен осу-
ществляться квалифицированными рабочими, производственны-
ми мастерами и технологами, представителями ОТК. Главное
внимание технического персонала цеха должно быть направлено
на проверку состояния основного оборудования и оснастки, а
также на проверку соблюдения технологических режимов. Прове-
рочные замеры производятся точными универсальными и конт-
рольными инструментами, контрольными приспособлениями и
приборами.
Все дефекты продукции и средств производства, выявленные
при проверке нарушения технологического процесса, оформля-
ются актом проверки и анализируются. По результатам проверки
принимаются соответствующие решения и вырабатываются ме-
роприятия по устранению дефектов. При повторных проверках
следует обращать внимание на выполнение ранее утвержденных
мероприятий. В случае возникновения массового брака, а также
при внесении крупных изменений в конструкторскую документа-
цию и технологические процессы проводится внеочередной про-
филактический контроль. За организацию и проведение профи-
лактического контроля несут ответственность начальники цехов и
начальник ОТК завода.
229
Контроль наладки заключается в опробовании оборудования и
проводится при использовании нового оборудования или изме-
рительного комплекса в процессе изготовления изделия. После про-
ведения наладочных работ наладчик обязан изготовить неболь-
шую партию деталей и предъявить их ОТК. Иногда этот вид конт-
роля сочетается с другими видами контроля для повышения каче-
ства выпускаемой продукции (например, профилактический кон-
троль, контроль режимов).
Выборочный контроль, а также статистический контроль, как
правило, проводятся только при крупносерийном и массовом
производстве. При выборочном (или статистическом) контроле
по результатам проверки части изделий судят о годности всей
предъявляемой продукции. Этот вид контроля осуществляется ме-
тодами однократной выборки и последовательного анализа.
Метод однократной выборки состоит в следующем. Из партии
готовой продукции произвольно извлекается N изделий. В техни-
ческих условиях на изделие предусматриваются объем выборки N
и норма количества годных изделий С в общем количестве выбор-
ки. В случае, когда из N изделий оказалось М дефектных или не
соответствующих техническим условиям, при М >С партия не при-
нимается и бракуется, а при М< С партия признается годной. После
испытаний принимается одно из трех решений:
1) принять партию;
2) продолжить контроль (извлечь еще одну или несколько вы-
борок);
3) забраковать всю партию. Забракованная партия может быть
подвергнута сплошной проверке или полностью изъята и возвра-
щена исполнителю для разбраковки и исправления.
Главными факторами, определяющими надежность выбороч-
ного контроля, являются количество изделий, подлежащих конт-
ролю, и условия контроля, на основе которых выносится реше-
ние о годности партии. Выборочный контроль регистрируется в
картах технологического процесса в виде специальной операции
с указанием размеров и параметров, подлежащих проверке, а также
средств контроля.
Выборочный контроль не может обеспечить полное исключе-
ние случаев пропуска брака.
Полную гарантию качества продукции может дать только сплош-
ной (100%-й) контроль изделий. Выборочный контроль с тщатель-
ной и полной проверкой изделий повышает надежность контроля.
При хорошо организованном технологическом процессе выбо-
рочный контроль может осуществляться как на промежуточных,
так и на окончательных операциях (выходной контроль). Выбор
метода выходного контроля определяется характером причин,
приводящих к браку, тщательностью проведения мер по профи-
лактике брака и другими причинами.
230
Контрольные вопросы и задания
1. Какие характеристики определяют надежность радиоэлектронной
аппаратуры?
2. Что такое отказ радиоэлектронной аппаратуры и какие виды отка-
зов существуют?
3. Перечислите способы повышения надежности радиоэлектронной
аппаратуры.
4. Что такое качество продукции?
5. Какие показатели качества вы знаете?
6. Что представляет собой система стандартизации?
7. Перечислите категории стандартов.
Список литературы
1. Аксенов А. И., Нефедов А. В. Элементы схем бытовой радиоаппара-
туры. Конденсаторы. Резисторы. — М.: Радио и связь, 1995.
2. Белевцев А.Т. Монтаж радиоаппаратуры и приборов. — М.: Высшая
школа, 1973.
3. Белевцев А.Т. Монтаж радиоаппаратуры и приборов. — М.: Высшая
школа, 1982.
4. Бодиловский В. Г. Справочник молодого радиста. — М.: Высшая
школа, 1983.
5. Вышнепольский И. С. Техническое черчение. — М.: Высшая школа,
1984.
6. Гусев В.П. Производство радиоаппаратуры. — М.: Высшая школа,
1973.
7. Гуревич В.М., Иваненко И. С. Справочник по электронике для мо-
лодого рабочего. — М.: Высшая школа, 1983.
8. Московкин Л.Н., Сорокина Н.Н. Слесарно-сборочные работы в про-
изводстве радиоаппаратуры и приборов. — М.: Высшая школа, 1987.
9. Нестеренко И. И. Цветовая и кодовая маркировка радиоэлектронных
компонентов. — М.: СОЛОН, 1997.
10. Павлов М.С., Демешко Г. В. Организация рабочих мест сборщиков
и монтажников радиоаппаратуры. — М.: Высшая школа, 1973.
11. Черкасов А. Л. Радиотовары. — М.: Экономика, 1980.
Оглавление
Предисловие..................................................3
Глава 1. Общие сведения об электромонтажных работах............5
1.1. Характерные особенности технологии производства
радиоэлектронной аппаратуры и приборов..................5
1.2. Пайка.................................................7
1.3. Припои и флюсы........................................9
1.3.1. Основные требования, предъявляемые к припоям..9
1.3.2. Основные требования, предъявляемые к флюсам....15
1.4. Пайка электромонтажных соединений....................16
1.5. Подготовка проводов и кабелей к монтажу..............22
1.6. Изготовление и укладка жгутов........................31
1.7. Электрический монтаж соединений методом навивки......36
1.8. Тонкопроводный монтаж печатных плат..................39
1.9. Входной контроль и подготовка электрорадиоэлементов
к монтажу..............................................41
1.10. Конструктивно-технологические требования,
предъявляемые к электрическому монтажу.................43
Контрольные вопросы и задания............................45
Глава 2. Электрорадиоэлементы.................................46
2.1. Классификация, основные параметры, обозначения
и маркировка резисторов................................46
2.1.1. Классификация резисторов.......................47
2.1.2. Основные параметры резисторов..................48
2.1.3. Обозначение резисторов на электрических схемах.50
2.1.4. Виды соединения резисторов.....................51
2.1.5. Система условных обозначений и маркировка
резисторов..........................................52
2.2. Переменные непроволочные резисторы...................56
2.3. Рекомендации по применению резисторов................58
2.4. Конденсаторы.........................................59
2.4.1. Основные параметры конденсаторов...............60
2.4.2. Условные обозначения конденсаторов.............62
2.4.3. Соединение конденсаторов.......................68
2.4.4. Характеристики конденсаторов различных типов...69
2.5. Требования, предъявляемые к монтажу и креплению
конденсаторов..........................................73
2.6. Катушки индуктивности и дроссели....................75
2.6.1. Классификация катушек индуктивности............75
2.6.2. Основные параметры катушек индуктивности.......77
2.6.3. Виды катушек индуктивности.....................80
233
2.7. Трансформаторы....................................81
2.8. Полупроводниковые приборы.........................85
2.8.1. Условные обозначения полупроводниковых диодов.87
2.8.2. Правила монтажа и эксплуатации
полупроводниковых приборов.........................90
2.9. Классификация и обозначение транзисторов, правила
монтажа и эксплуатации................................91
2.10. Коммутационные устройства........................96
2.10.1. Переключатели..............................96
2.10.2. Реле.......................................100
2.10.3. Разъемы....................................102
Контрольные вопросы и задания..........................107
Глава 3. Миниатюризация и микроминиатюризация
радиоэлектронной аппаратуры................................ 108
3.1. Основные направления развития миниатюризации
и микроминиатюризации радиоэлектронной аппаратуры
и приборов...........................................108
3.2. Унифицированные функциональные модули
и микромодули.........................................110
3.3. Интегральные микросхемы..........................117
3.3.1. Пленочные интегральные микросхемы..........117
3.3.2. Гибридные интегральные микросхемы..........122
3.3.3. Полупроводниковые интегральные микросхемы.....123
3.3.4. Совмещенные интегральные микросхемы. Большие
интегральные микросхемы (БИС).....................130
3.3.5. Молекулярные функциональные устройства.....131
3.4. Защитные материалы и методы герметизации
микроэлементов, микромодулей и микросхем.............132
3.5. Сборка и монтаж микросхем........................136
3.6. Сборка и монтаж радиоаппаратуры на микросхемах......139
3.7. Условные обозначения интегральных схем...........143
Контрольные вопросы и задания.........................145
Глава 4. Техническая документация.........................146
4.1. Общие сведения...................................146
4.2. Технологическая документация, применяемая при сборке
РЭА и приборов.......................................148
4.3. Различные типы схем, применяемых при производстве,
ремонте и эксплуатации радиоэлектронной аппаратуры....155
Контрольные вопросы и задания.........................165
Глава 5. Механизация и автоматизация технологических
процессов сборки и монтажа радиоэлектронной
аппаратуры и приборов.....................................166
5.1. Основные понятия.................................166
5.2. Роботизация технологических процессов сборки
и монтажа радиоэлектронной аппаратуры................167
5.3. Применение гибких переналаживающих комплексов
в монтажных операциях................................172
234
5.4. Микропроцессорные системы управления технологичес-
кими процессами сборки и монтажа....................177
5.5. Автоматизированное проектирование технологических
процессов сборки узлов РЭА и приборов...............180
Контрольные вопросы и задания.........................182
Глава 6. Контроль, регулировка и испытания радиоэлектронной
аппаратуры.................................................183
6.1. Контроль качества и надежности монтажа...........183
6.2. Назначение регулировки и условия эксплуатации
радиоэлектронной аппаратуры и приборов.................186
6.3. Регулировка радиоэлектронной аппаратуры и приборов.188
6.4. Организация процесса регулировки.................190
6.5. Испытания радиоэлектронной аппаратуры............191
6.6. Условия эксплуатации радиоэлектронной аппаратуры
и приборов.............................................194
Контрольные вопросы и задания.........................197
Глава 7. Производственная санитария, гигиена и охрана труда,
электробезопасность и пожарная безопасность
на предприятиях радиоэлектронной промышленности............198
7.1. Общие санитарные требования......................198
7.2. Основные положения по охране труда на предприятиях
радиоэлектронной промышленности........................202
7.3. Специальные требования по технике безопасности
и производственной санитарии для работников
предприятий радиоэлектронной промышленности............204
7.4. Требования безопасности труда на территории
предприятий радиоэлектронной промышленности............209
7.5. Электробезопасность..............................211
7.6. Пожарная безопасность на предприятиях
радиоэлектронной промышленности........................216
Контрольные вопросы и задания.........................217
Глава 8. Надежность радиоэлектронной аппаратуры............218
8.1. Надежность и качество радиоэлектронной продукции.218
8.2. Характеристики надежности........................219
8.3. Пути повышения надежности........................222
8.4. Стандартизация и качество продукции..............225
8.5. Методы контроля радиоэлектронной аппаратуры
в процессе производства................................228
Контрольные вопросы и задания...........................231
Список литературы............................................232