/

















































































































































































































Автор: Холопов Ю.В.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общая технология основы промышленного производства сварка сварные конструкции
ISBN: 5-217-00270-0
Год: 1988



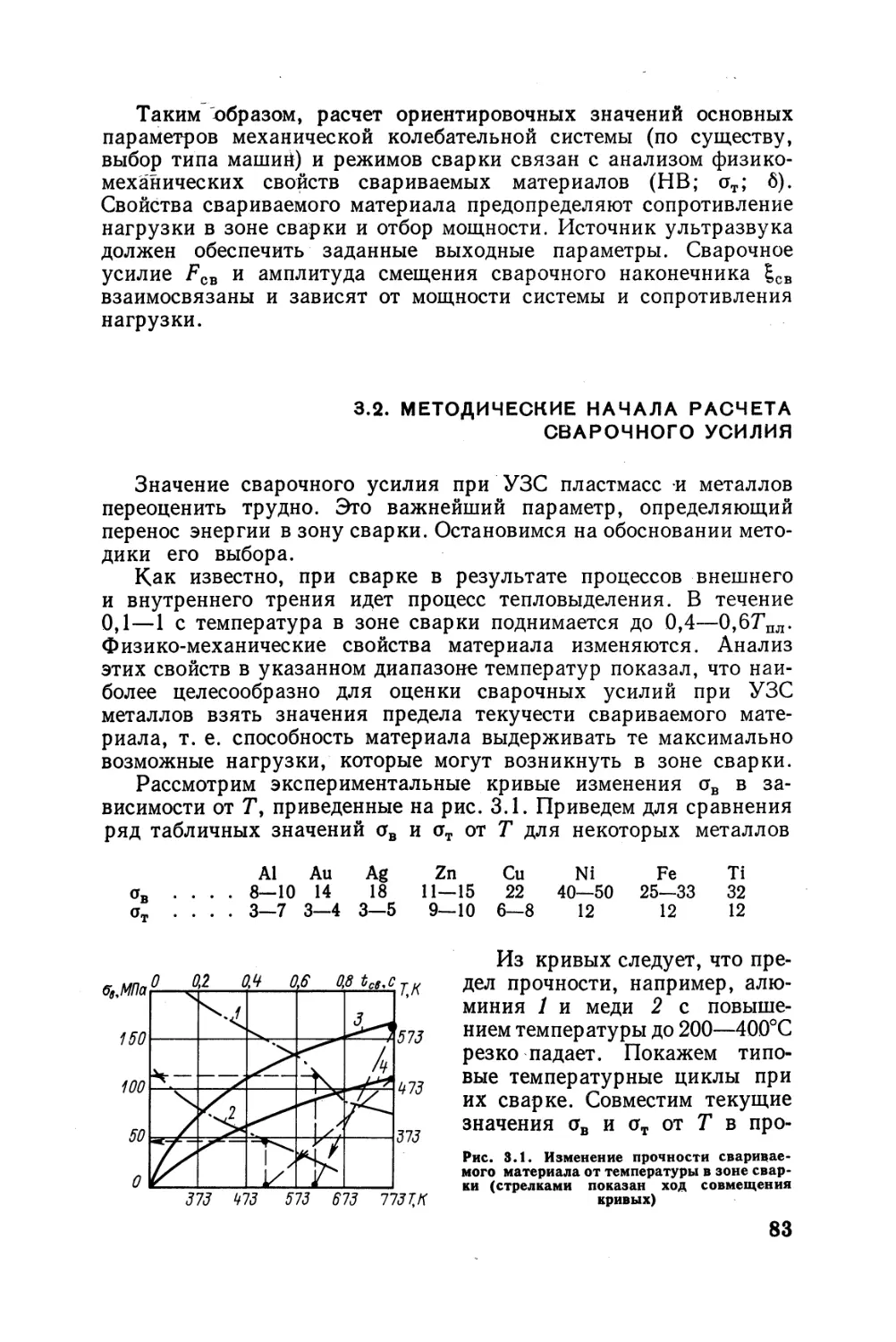
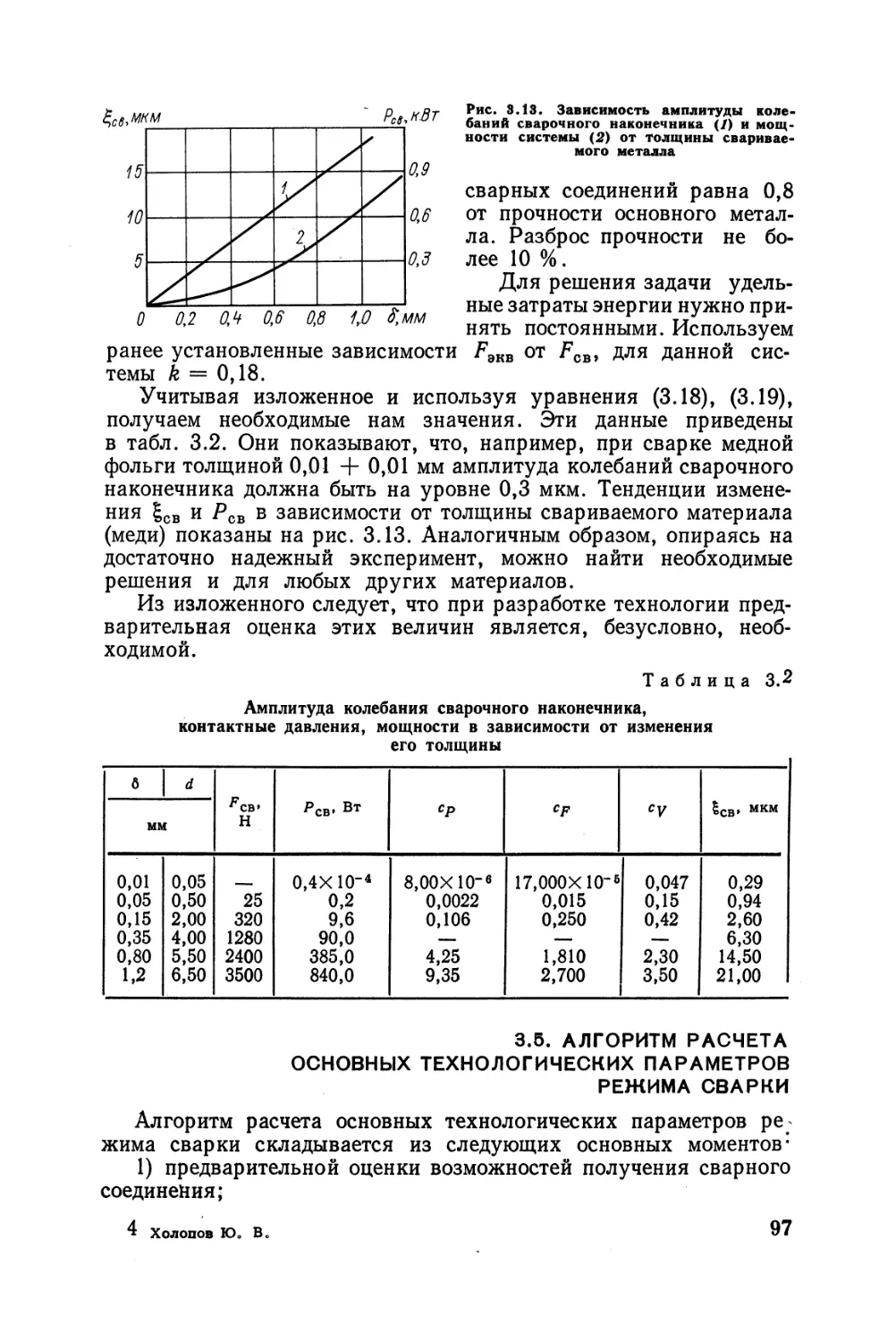
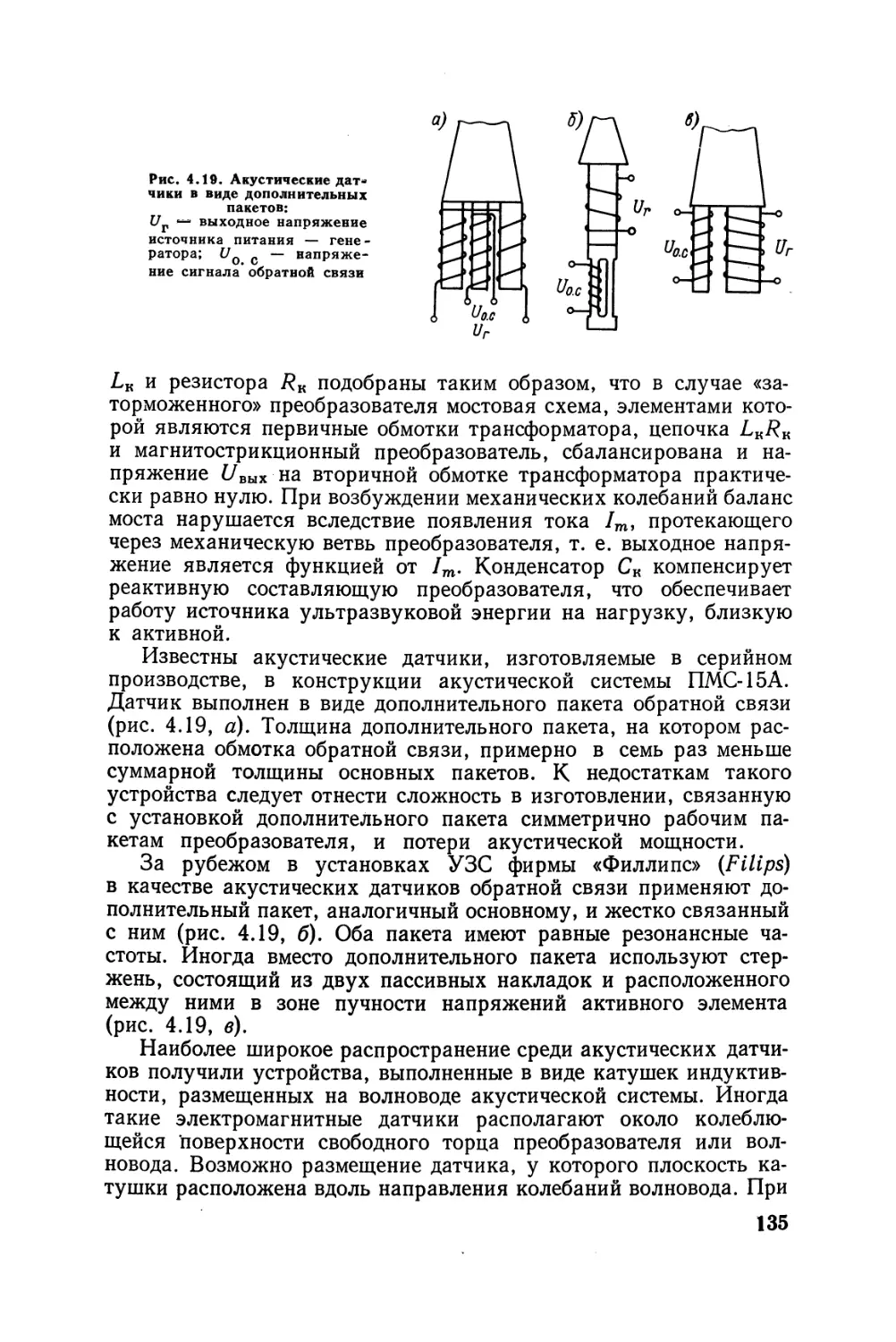
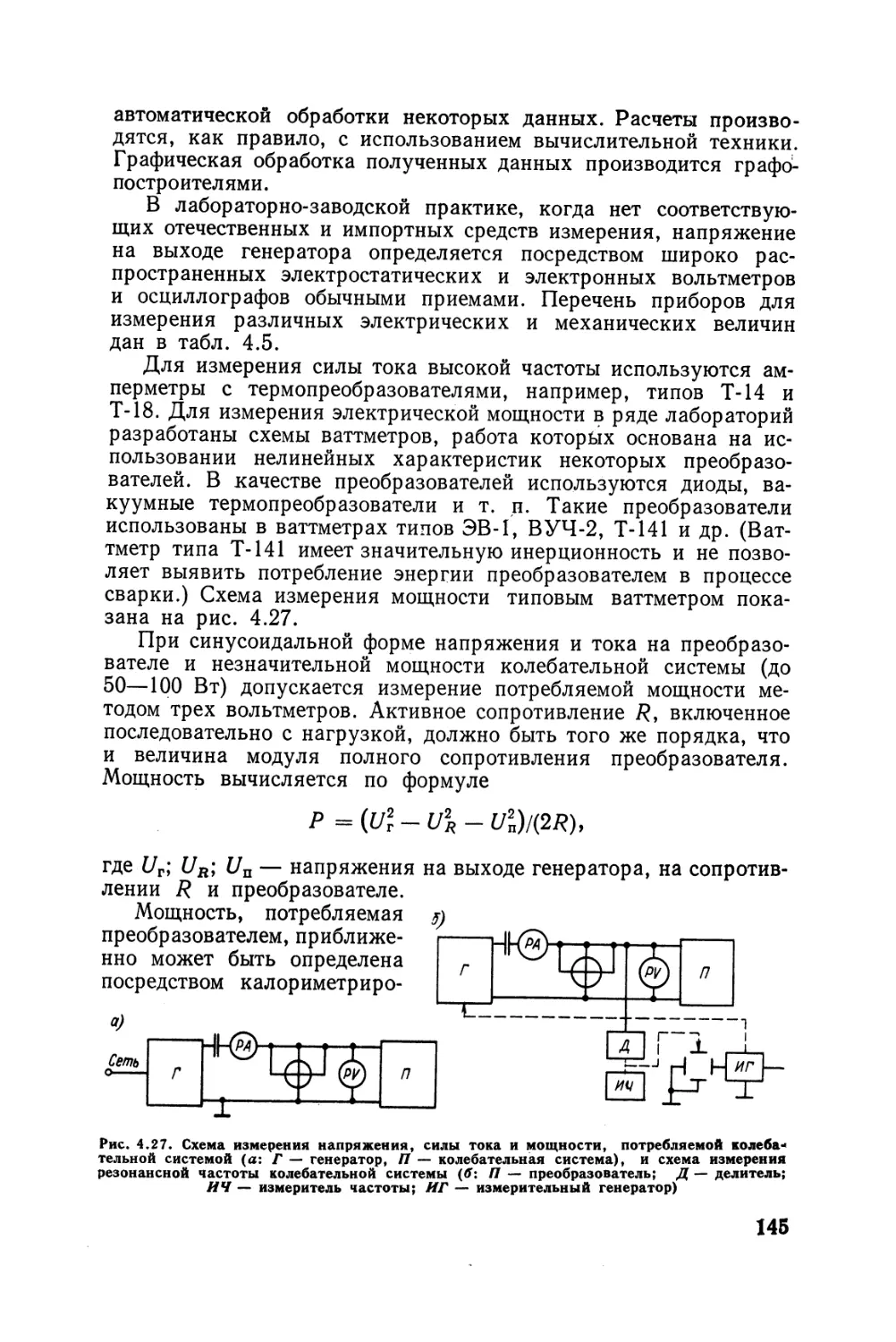
Текст
ю. в. холопов
УЛЬТРАЗВУНОВАЯ
СВАРКА
ПЛАСТМАСС
И МЕТАЛЛОВ
ьА
ЛЕНИНГРАД
„МАШИНОСТРОЕНИЕ^
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1988
ББК 30.616
Х73
УДК 621.791
Рецензент канд. техн. наук С. С. Волков
Холопов Ю. В.
Х73 Ультразвуковая сварка пластмасс и металлов.—Л.:
Машиностроение. Ленингр. отд-нне, 1988. — 224 с: ил.
ISBN 5-217-00270-0
В книге изложена технология соединения пластмасс и металлов
ультразвуком — УЗС. Даны новые материалы по физическим основам
процесса УЗС, технологии сварки; рассмотрены основные
конструктивно-технологические особенности оборудования, методы стабилизации
прочности и контроля качества сварных соединений.
Показана технико-экономическая целесообразность использования
ультразвуковой сварки в промышленности.
Книга предназначена для инженерно-технических работников,
занимающихся разработкой оборудования, технологией и эксплуатацией
машин для УЗС пластмасс и металлов.
„ 2704060000—252 _.,
Х 038@1)-88 252~88 ББК 30-616
ISBN 5-217-00270-0 © Издательство «Машиностроение», 1988
ПРЕДИСЛОВИЕ
Ультразвуковая сварка (УЗС) является одним из методов
соединения пластмасс и металлов. Благодаря целому ряду весьма
ценных технологических свойств, например возможности
соединения разнородных и разнотолщинных металлов, в ряде случаев
без снятия оксидных пленок, она нашла свое применение особенно
в микроэлектронике. Более того, сейчас становится очевидным,
что без использования специфических особенностей
ультразвуконвой сварки невозможно осуществление йовых, перспективных
технологических процессов сварки.
В области УЗС термопластичных полимеров за последние
четверть века ультразвуковая сварка начинает широко
использоваться в промышленности. В настоящее время ее используют
сотни заводов. Без ультразвука невозможно дальнейшее
совершенствование технологии сварки таких, например, широко
распространенных полимеров, как полистирол, полиметилметакрилат,
полиэтилентерефталатные пленки и т.п. Технико-экономическая
целесообразность использования энергии ультразвука однозначна.
Работы в области ультразвуковой микросварки проводятся
в стране достаточно интенсивно. Вместе с тем практические нужды
промышленности страны сегодняшнего дня в ультразвуковой
сварке пластмасс и металлов едва ли не на два порядка превышают
то, что на сегодняшний день сделано в области УЗС. Поэтому
информация о результатах работ в этом направлении технического
прогресса является предельно актуальной. Привлечение внимания
различных отраслевых НИИ и КБ к потенциальным
возможностям УЗС, освоение специфики оборудования и технологии
УЗС будут способствовать еще большему развитию этого вида
сварки, обладающему широкими технологическими
возможностями, высокой производительностью, обеспечивающему высокое
качество сварных соединений.
В СССР сложилась научная школа по сварке пластмасс
ультразвуком в МВТУ им. Баумана под руководством академика
Г. А. Николаева. Много было сделано во ВНИИЭСО — в
отраслевом институте Минэлектротехпрома.
Сейчас перед ультразвуковой сварочной технологией большая
перспектива; круг специалистов, занимающихся УЗС пластмасс
и металлов, расширяется, потребность в литературе по этому виду
техники постоянно растет.
1*
3
Если учесть, что типовые комплекты технологического
оборудования для УЗС после модификации могут с успехом
использоваться для развальцовки заклепок при соединении металлов
с пластмассами, резки полимеров, финишной обработки металлов
и других операций, настоящая книга будет полезна достаточно
большому кругу лиц.
Основной особенностью книги является то обстоятельство,
что проблемы УЗС пластмасс и металлов рассмотрены с единых
методических позиций. Хотя механизм образования сварного
соединения полимеров и металлов имеет принципиальные
различия, но основные вопросы, связанные с энергетикой процесса
сварки методами и приемами стабилизации процесса,
комплектностью технологического оборудования и технологией процесса,
являются однородными.
В основу книги положены результаты работ автора,
выполненных под его непосредственным руководством и при участии,
широко использованы также материалы, полученные в МВТУ
им. Баумана и других организациях страны. В книгу вошли только
наиболее важные, по мнению автора, материалы, часть из которых
еще нигде не опубликовывалась.
Автор выражает глубокую признательность всем сотрудникам,
которые принимали участие в совместных с ним работах.
Все замечания и предложения по книге автор просит
присылать по адресу: 191065, Ленинград, ул. Дзержинского, 10, ЛО
издательства «Машиностроение».
Глава 1
ФИЗИЧЕСКИЕ УСЛОВИЯ ОБРАЗОВАНИЯ
СВАРНОГО СОЕДИНЕНИЯ
1.1. ОБЩАЯ ХАРАКТЕРИСТИКА ПРОЦЕССА
Ультразвуковая сварка (УЗС) пластмасс и металлов основана
на использовании энергии механических колебаний сварочного
наконечника. Колебания совершаются с ультразвуковой частотой
свыше 16 кГц и амплитудой колебаний на уровне 0,5—50 мкм.
Энергия в зону сварки вводится посредством сварочного усилия,
которое находится в пределах @,1-И,0) ат свариваемого
материала.
Процесс образования сварного соединения характеризуется
сложным взаимодействием многочисленных и разнородных
факторов. С одной стороне, это комплекс явлений, связанный с
интенсивными процессами внешнего трения, повышения
температуры в свариваемых материалах, растрескиванием твердых и
выгоранием жировых пленок, повышением пластичности, обмя-
тием микро- и макронеровностей, сближением контактирующих
поверхностей на расстояние, близкое к межатомному, и т. п.
С другой стороны — это комплекс явлений, связанных с
состоянием, способностью энергетического тракта подать эту энергию
в зону^сварки. ' •
Передача энергии, особенно устойчивая, стабильная,
сопряжена, как увидим ниже, с большими трудностями, так как мы не
знаем, какими конкретно условиями предопределяется отбор
мощностей. И это относится как к одной, так и к другой стороне
этого явления при сварке тех или иных материалов.
! Основными составляющими энергетики процесса УЗС
являются процессы внешнего и внутреннего трени*|. Объем
информации по важнейшим, уже установленным закономерностям
внешнего трения достаточно большой. Но, к сожалению,
применительно к УЗС этим вопросом никто не занимался. Сам подход
к этой теме и полученные результаты показывают исключительную
многоплановость явления внешнего трения при УЗС.
Внешнее трение выступает при этом как носитель энергци, как
положительное явлейие, без которого процесс УЗС практически
был бы невозможен, to внутреннем трении, как Ъдной
из энергетических составляющих процесса УЗС металлов,
упоминалось в ряде работ. Но в последней, наиболее обстоятельной,
посвященной специально исследованию физических условий
образования сварных соединений металлов [121 внешнее трение
отнесено только к «... зонам схватывания ...», при этом
энергетический вклад внутреннего трения не рассматривался. При
5
Таблица 1.1
Сравнительные данные по параметрам режима сварки
Параметры
Амплитуда, м
Частота, Гц
Скорость, м/с
Путь, м
Давление, МПа
Температура Т
Вид сварки
Холодная
0,02
1
0,02
0,02
120—150
о,озгпл
Трением
500—1500
1,5
90
30—50
0,8ГПЛ
Ультразвуковая
6-10"в 1
16.10*—1,2.10е
3 для металлов; 8 для
полимеров
10 (реверсивный)
г^ат для металлов; @,1ч-
—0,2) ат для полимеров
0,4ГПЛ J
рассмотрении физических условий сварки полимеров, наоборот,
доминирующую роль отводят внутреннему трению [6]. Роль
внешнего трения просматривается только при сварке жестких1
полимеров. Таким образом, налицо противоречия и неполная
информация о важнейших составляющих процесса трансформации
энергии ультразвука в зоне контактирования свариваемых
материалов.
И еще одно обстоятельство. В литературе указывалось на
однородность процесса УЗС с холодной сваркой, сваркой трением.
Не останавливаясь на принципиальных схемах ввода энергии
(они достаточно хорошо известны), приведем результаты
сравнения основных параметров режимов сварки: амплитуды колебаний
сварочного наконечника (пуансона), точки свариваемой детали,
частоты колебаний, линейной скорости, общего пути движения,
сварочных давлений и температуры в зоне сварки, т. е. достаточно
большого числа показателей, которые должны объективно
описывать динамику передачи энергии в зону сварки. Данные по этим
параметрам сведены в табл. 1.1. Их сравнение показывает, что
о подобии холодной сварки, сварки трением и УЗС можно говорить
только как о первом приближении.
Все три рассматриваемых вида сварки не совпадают ни по
одному из показателей. Сварка трением по амплитудам колебаний,
частотам, характеру контактирования, т. е. важнейшим
показателям процесса, не имеет с УЗС ничего общего. Разрыв
возникающих межмолекулярных связей при сварке трением и
соответствующее смещение точек достигает более 1 - 10е мкм, в то время
как при УЗС она может составить не более 10 мкм. Холодная
сварка тем более ни по одному из признаков не похожа на УЗС.
Специфический вид энергии — ультразвук — позволяет
реализовать весьма ценные технологические свойства процесса сварки.
К ним можно отнести следующие: низкую требовательность к
состоянию свариваемых поверхностей; возможность сварки
материалов с высокой электропроводностью (например, медь, алюми-
6
ний); разнородных (сталь — алюминий), разнотолщинных A : 100).
Ультразвуком хорошо сваривается большая группа
термопластичных полимеров. Более того, некоторые из них, например
полистирол, лавсан и другие, свариваются только ультразвуком.
УЗС практически нашла рациональные области использования
в промышленности и имеет хорошо выраженную тенденцию
к дальнейшему развитию. Высокая технико-экономическая
эффективность использования УЗС пластмасс и металлов
предопределяется в ряде случаев крайней технологической
необходимостью, устранением вредных условий труда или реальным
снижением трудозатрат.
1.2. ОБЩАЯ ФИЗИЧЕСКАЯ МОДЕЛЬ ЗОНЫ СВАРКИ
Изложенные в работах [9 и др.] материалы исследований
процессов внешнего и внутреннего трения различных материалов
однозначно, убеждают нас, что эта группа сложных и
взаимосвязанных физических явлений характерна для процесса УЗС
пластмасс и металлов. Существующие концепции о роли тех или
иных видов трения при сварке упрощены или противоречивы.
Они, как правило, отражают какую-либо одну часть явления.
Утверждение о доминирующей роли, например, внешнего трения
при УЗС металлов, на наш взгляд, не предопределяет специфики
явления. Внешнее трение сварочного наконечника о свариваемые
детали в любом случае является источником энергии,
знакопеременных напряжений и деформаций в зависимости от свойств
свариваемых материалов (полимеров, металлов, композиций).
Свойства материалов определяют уровень отбираемой энергии.
Внутреннее трение не является доминирующим источником
теплоты при сварке, например, металлов, ноего вклад в
образование сварного соединения нельзя недооценивать. Сварка
происходит на локальных участках зон контактирования, узлы
схватывания образуются последовательно, и объемное взаимодействие
происходит видимо в то время, когда элементов внешнего трения
уже нет.
При УЗС мы имеем источник колебаний — сварочный
наконечник, который совершает движение с заданной колебательной
скоростью v, обусловленной силой F. Сварочное усилие FCB
вызывает перераспределение по волноводу достаточно сложного
спектра колебательных напряжений а./Таким образом, мощность
колебаний сварочного наконечника определяется колебательными
скоростями и напряжениями. Физическая модель зоны сварки
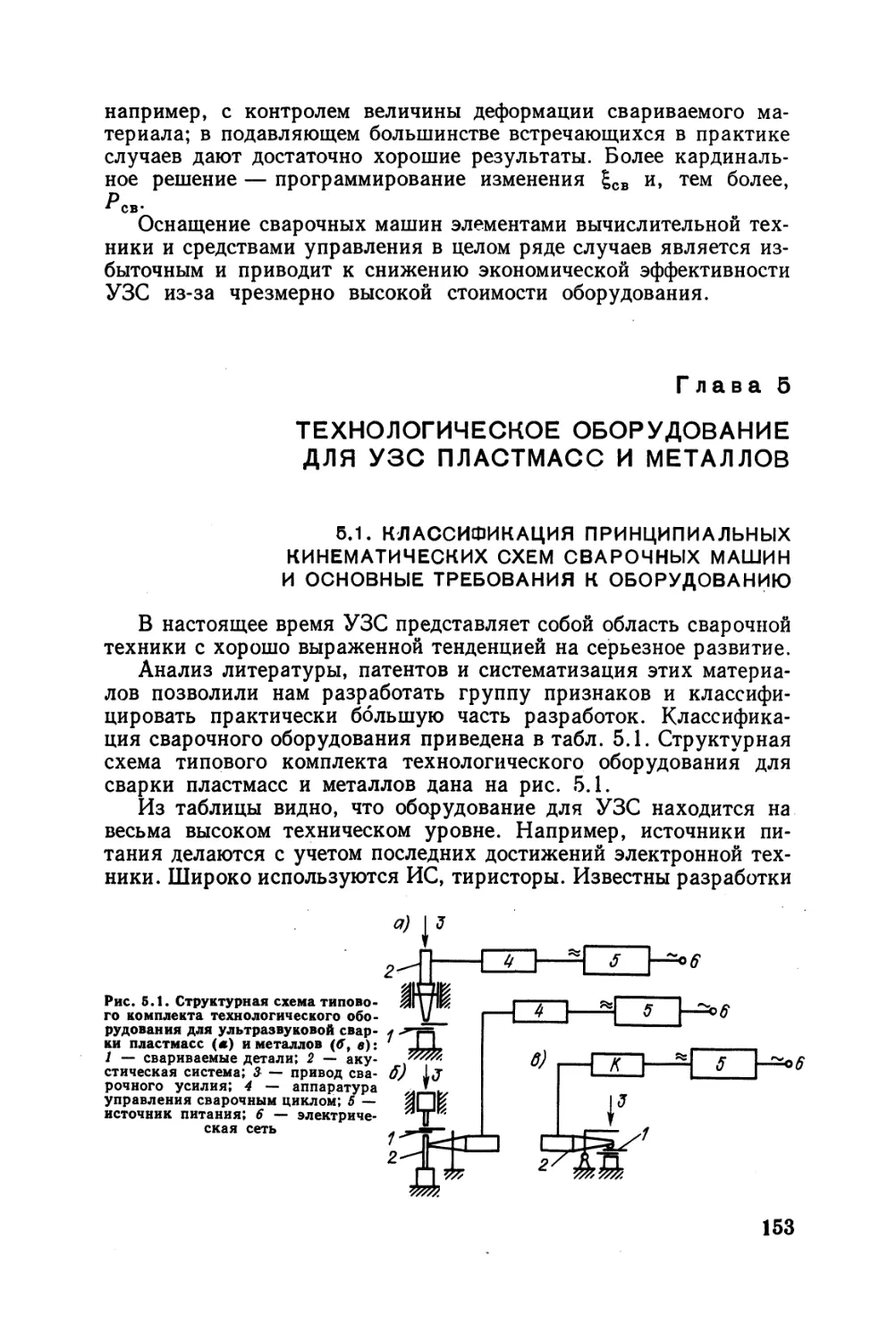
с зонами преобразования энергии приведена на рис. 1.1.
Можно принять, что основными энергетическими
составляющими процесса внешнего трения двух твердых тел будут: 1 —
энергия*, идущая на упругопластическое деформирование зон
контактирования, преодоление механического сопротивления
7
Рис. 1.1. Физическая модель зоны сварки:
/ — опора с амплитудой колебаний |_в оп;
2 — свариваемые материалы; 3 — волновод»
передающий энергию в зону сварки с
амплитудой смещения; Pt — Рхх — зоны
энергопреобразования (стрелками показано возможное
направление колебаний сварочного
наконечника)
зон зацепления, «пропахивание»
макронеровностей и т. п.; 2 —
энергия, идущая на активизацию
поверхностного слоя зон
контактирования; 3 — на преодоление
молекулярно-адгезионного
сцепления, прилипания и других сил,
возникающих на локальных, юве-
нильно-очищенных
микроконтактах; 4 — на разрушение зон
схватывания при возникновении
металлической связи; 5 — потери на
внутреннее трение при макро- и
микродеформировании.
В зоне контактирования сварочного наконечника со
свариваемой деталью Рг при УЗС идут интенсивные процессы внешнего
трения. Поверхности сварочных наконечников изготавливаются,
как. правило, из материалов, обладающих минимальными
адгезионными свойствами. Они должны обладать комплексом свойств,
обеспечивающих, по существу, упругое контактирование с
поверхностью свариваемых материалов. Вместе с тем в результате
вдешнего трения микронеровности сварочного наконечника упру-
гопластически деформируются — Рп (первая цифра относится
к виду преобразования энергии, вторая — к месту ее
преобразования). .. Происходит активация его поверхностного слоя — Р21.
Часть энергии расходуется на преодоление сил молекулярно-
адгезионного сцепления — Р31 и на разрушение зон
схватывания — Рп. При интенсивном макро- и микродеформировании
поверхностей контактирования возникают потери на
внутреннее трение — РЪ1. Можно предполагать, что эти величины в
процессе сварки будут переменными.
Знакопеременный характер внешнего трения при УЗС
вызывает возникновение плоской волны, которая проходит через
зону контактирования сварочного наконечника и возбуждает
колебания смежной плоскости. При УЗС каждый последующий ,
слой материала, по которому проходят колебания, а тем более
фиксированные границы раздела, можно рассматривать как
.очередные звенья в общей цепи передачи энергии в зону сварки.
Чем выше интенсивность внешнего трения при прочих равных
условиях, тем больше энергии поступает в зону сварки, тем больше
температура в зоне сварки и выше пластичность свариваемых
материалов.
8
- Процесс внешнего трения при УЗС нужно считать полезным.
Более того, ограничение внешнего трения больше допустимых
пределов ведет к снижению важнейшего технологического
свойства УЗС — возможности сварки различных материалов без
снятия оксидных пленок, сварки полимеров по запыленной
поверхности и т. п.
Таким образом, энергия сварочного наконечника в плоскости
раздела со» свариваемыми металлами равна Рх = Рп + Р21 +
+ ^3i + ^4i + ?ы + Р<ы гДе ^2 — энергия, поступающая в
свариваемый материал, характеризуемая возникающими
адгезионными силами Р32; разрушением зон схватывания Р42 и возможной
энергией топохимическои реакции Рв. Эти силы предопределяются
в основном выбором материалу сварочного наконечника.
Эксперименты показали, что, при сварке, например, алюминия и
использовании наконечников из стали СтЗ без какой-либо
термической обработки силы зон схватывания преодолевали
знакопеременные напряжения и происходило приваривание алюминия
к сварочным наконечникам. Свариваемая • деталь превращалась
в непосредственный излучатель» ультразвука. Нормальный
технологический процесс сварки при этом исключен. Таким
образом, ,
°2 == * 32 "Г °42 I /б2 "Г * 3>
где PZ\—.энергия, передаваемая в зону сварки.
При УЗС процесс микродеформирования контактных зон
свариваемого материала разрастается в макродеформирование,
величина которого может достигать 0,5 и больше от толщины
свариваемого материала и составлять величину в сотни
микрометров. Объемное микродеформирование наружной поверхности
свариваемой детали ведет к чрезвычайному уплотнению смежных
слоев материала, резкому возрастанию напряжений в металлах
yl внутренних потерь.
К сожалению, теория внутреннего трения (зоны Р4> ^з)> осо"
бенно в интересующих УЗС частотах и больших интенсивностях,
далека до своего завершения. Кроме того, необходимо отметить,
что при внутреннем трении свой вклад вносят потери, связанные
с движением дислокаций, диффузионно-вязкой ползучестью
кристаллических материалов. Относительное движение зерен, блоков,
двойников, разнородных включений и т. п. составляет достаточно
сложный ^еханизм поглощения энергии [15].
Реальной возможности образования сварного соединения
только за счет энергии внутренних потерь микро- и
макродеформирования нет. Внешнее трение может играть важную роль,
обеспечивая относительное перемещение свариваемых
поверхностей, дробление оксидных пленок, обмятие макроповерхностей,
контактирование свежеочищенных участков, общее повышение
температуры в зоне сварки, передачу энергии ультразвука в
смежную зону и т. п.
9
Зоны Р5; Л*, Pi относятся к числу сугубо специфических.
На первой стадии контактирования режим их взаимодействия во
многом аналогичен зонам Ръ Р^ Р3, особенно при сварке резко
разнородных металлов (например, алюминий — сталь).
Повышение энергии активации поверхностных слоев в зоне контактирот
вания свежеочищенных участков и вероятность возникновения
узлов схватывания при этом резко возрастает. Если в зоне Рг — Р3
активация поверхности является фактором вредным и подавляется
всеми мерами, то в зоне Рь — Р1 активации поверхности и
последующее возникновение узлов схватывания являются целью УЗС.4
По существу, суммарные потери и общий подъем температуры
свариваемых материалов необходимы для повышения энергии
активации и прежде всего поверхностных слоев свариваемых
материалов.
Внешнее трение между контактирующими материалами в
процессеУЗС по мере образования узлов схватывания и разрастания
площади сварного соединения уменьшается. В зависимости от
соотношения колебательных величин (смещений и напряжений)^
определяющих ультразвуковое поле, меняются кинетические и
структурные закономерности процесса.
Исследования, проведенные по износоустойчивости сварочных
наконечников при УЗС, ведут к заключению о наличии в зоне
сварки еще одного весьма важного источника теплотыу— теплоты,
образующейся в результате возможной топохимическои реакции
контактирующей пары — Рв.
Характер контактирования свариваемых материалов на
опорном волноводе (зоны Р9, Р10, Рп) аналогичен зонам Pl9 Р2> ^з-
Термоциклы, записанные в этих точках, однозначно показывают,
что в зонах P10i Рг1 идут достаточно интенсивные тепловые
процессы. Они являются следствием внешнего трения; интенсивного
внешнего и внутреннего деформирования свариваемых
материалов; упругопластического деформирования; преодоления
адгезивных сил и сил схватывания. Принципиальным отличием
взаимодействия опорного волновода со свариваемыми деталями
является то обстоятельство, что этот волновод не является
активным излучателем ультразвука. Уровень энергии, который
подходит к плоскости контактирования его со свариваемыми
деталями Р10, естественно, ниже исходного, т. е. Р10 < Рг.
Особенности УЗС при использовании резонансных стержневых
опорных элементов приведены в литературе. Безусловно,
дифференцировать каждый источник в отдельности в принципе
невозможно. Однако приведенная модель зоны сварки дает
представление о механизме преобразования энергии ультразвука
через посредство внешнего и внутреннего трения и возможных
топохимических реакций, возникающих в зоне сварки.
10
1.3. ПРОЦЕССЫ ВНЕШНЕГО ТРЕНИЯ
В настоящее время известен ряд теорий внешнего трения,
например адгезионная, адгезионно-деформационная, молекуляр-
но-кинетическая и др. Теории внешнего трени^ базируются на
вполне конкретных результатах, полученных исследователями [9
и др.]. Сч точки зрения проблем УЗС^интересны кондепции
адгезионно-деформационнойч теории. Она предполагает образование
и разрушение фрикционных связей. Эти явления можно наблюдать
при УЗС.
Энергетическая теория изложена в работе [9]. Положение о том,
что сила трения представляет сумму сил,- затрачиваемых на
механические, физические и химические процессы, весьма ценно.
Для внешнего трения характерны следующие явления:
упругое, упругопластическое и пластическое деформирование
контактирующих плоскостей; нарастание температуры; выгорание
жировых и растрескивание твердых оксидных пленок. Идет взаимный
макро- и микромассоперенос. Сила трения резко переменна. Она
зависит. oV нагрузки, скорости скольжения, температуры, свойств
материалов и т. и. Для нее характерны не только спады и
возрастание, но и наличие двойных спадов и максимумов в течение
одного цикла4деформирования.
Анализ существующих теорий трения показывает, что при
прочих равных условиях силы трения и, как следствие этого,
мощность потерь при этом определяют прежде всего площадь
фактического касания (ПФК), в нашем случае площадь сварочного
наконечника и интенсивного ввода ультразвука. В настоящее
время существуют математические зависимости для определения
фактической площади касания. Они построены на базе
экспериментальных данных или с помощью модельных представлений.
Однако использовать эти данные применительно к условиям УЗС
практически нельзя. Они, как правило, «уходят» из диапазона
нагрузок, и колебательных смещении, используемых при УЗС.
Тем более, что при УЗС характер нагружения знакопеременный
и идет по трем и более плоскостям контактирования. Типовые
зависимости изменения коэффициента трения от нагрузки,
скорости скольжения и температуры можно найти в работе [9].
К сожалению, каких-либо работ, связанных с количественной
оценкой сил трения в наших условиях, исследователями не
проводилось. Например, принятый табличный коэффициент трения
в паре константан — железо, равный 1 и использованный для
расчета температуры в зоне сварки, приводит к большой
ошибке. В этом случае расчетное значение температуры выше точки
плавления и почти в 5 раз больше измеренной в эксперименте.
С целью выявления принципиальной стороны дела — вклада
внешнего трения в энергетический баланс процесса УЗС — нами
проведены экспериментальные работы по определению
коэффициентов трения в специфических условиях ультразвукового поля,
11
°)
УбВ-2
МБС-2
43-35
^
\Г"
^
г1
i
Г
ГГП7.
К-50\
)
'
ип |
1
_,
!~
Т~1М\
^
Рис. 1.2. Принципиальная схема стенда для измерения коэффициентов внешнего
трения (а) и типовой комплект {б) контрольно-измерительной аппаратуры (комплект К-50);
1 —> двигатель; 2 — динамометр пружинный со шкалой и реостатом; 3 — осциллограф;
4 —* свариваемые детали; 5 —* акустический узел;, 6 —* привод давления
т. е. в условиях, весьма приближенных к режиму сварки. Для
эксперимента использовались материалы: медь, никель,
алюминий, оргстекло, полистирол, полиэтилен, ПХВ. При исследовании
использовались типовые колебательные системы сварочных
машин [19] и специально разработанный стенд (рис. 1.2). Стенд
имел сменные динамометры с реостатными датчиками, систему
движения свариваемых образцов — от электрического двигателя
постоянного тока, систему управления и регулирования скорости
перемещения. Сила трения регистрировалась на шкале
динамометра и на ленте самописца. Выходные характеристики
акустической системы контролировались типовым комплектом
аппаратуры, состоящим из источника питания ИП, ваттметра
высокочастотного Т-141, виброметра УВБ-2, микроскопа МБС-2
и частотомера 43-32.
Как известно, исходное состояние поверхностей свариваемых
материалов определяется предыдущей технологической
обработкой (прокат, обезжиривание, пассирование и т. д.). Поверхность
сварочного наконечника в любом случае имеет более высокую
твердость и прочность по сравнению с твердостью и прочностью
свариваемых металлов и тем более пластмасс. При воздействии
ультразвука в результате интенсивных знакопеременных
нагрузок микронеровности обминаются. Сварочный наконечник при
использовании так называемых продольно-поперечных
колебательных систем колеблется тангенциально по отношению к
плоскости свариваемых деталей и по эллипсу в плане. Обмеры
колебательных систем показали, что соотношение амплитуд при этом
составляет 1 : 3. При сварке пластмасс используются продольные
нормальные колебания. Тангенциальная составляющая амплитуды
зависит от коэффициента усилия концентратора и составляет
при этом 10—15 % от продольных колебаний.
Таким образом, при воздействии ультразвука и пластическом
деформировании поверхности свариваемой детали она
представляет собой зеркальное отражение поверхности сварочного нако-
12
Рис. 1.3. Зависимость силы трения и разброс ее значений при увеличении сварочного
усилия от изменения шероховатости и других факторов / и при наложении ультразвука 2 (а)
и диаграмма сил внешнего трения от изменения амплитуды колебаний сварочного
наконечника, сварочного давления и направления движения колебаний относительно сваривае-
v^ мых деталей {б):
/ — сварочное усилие^ 2, 3, 4 -~ силы внешнего трения при ?» равном 5, 12 и 15 мкм
нечника с его неровностями, размытыми на величину указанных
эллипсов.
Как нами установлено, используя полированную поверхность
сварочного наконечника, можно получить адекватную
поверхность детали на площади их непосредственного физического
контакта.
Энергия, введенная в зону деформирования материалов (в
конечном счете зону сварки) в результате весьма сложного,
многофакторного процесса превращается в теплоту. Пластичность
металлов, а тем более полимеров с увеличением температуры
резко повышается. При воздействии ультразвука это происходит
значительно быстрее, при меньших контактных давлениях и
температурах. Определяющими факторами при этом являются
амплитуда колебаний и контактное давление как параметры,
определяющие энергетические характеристики мощного ультразвука.
Это положение иллюстрируется нарастанием температуры в зоне
сварки и изменением глубины наружной деформации свариваемого
материала. Глубокое пластическое деформирование по всей
площади, превышающее высоту микронеровностей, которые в
большинстве случаев составляют 0,5—25 мкм, может быть
осуществлено только при установлении полного фактического
контактирования по всей площади.
Для сравнения kT осциллограммы изменения силы трения
получены при воздействии ультразвука 2 и без него / (рис. 1.3).
Результаты показали следующее. Без наложения ультразвука
испытывалась пара алюминий толщиной 0,4 мм — сталь толщиной
0,4 мм. Скорость линейного нарастания тягового усилия 2 мм/с;
сварочное усилие 10—120 Н. Малая скорость изменения тягового
усилия позволяла, по существу, рассмотреть картину изменения
силы трения как бы развернутую во времени. Следует отметить
устойчивый характер нарастания силы трения от сварочного
усилия. Коэффициент трения в заданных контактных давлениях,
на уровне 100 МПа, практически является постоянным.
13
Направление текстуры существенно влияет на внешнее трение.
Характерны перепады силы трения в зависимости от направления
текстуры относительно направления колебаний сварочного
наконечника. Установлена зависимость силы трения, например, от
эффекта обмятия микро- и макронеровностей. Осциллограммы
свидетельствуют о том, что обмятие и полирование поверхности
свариваемого материала приводят к резкому снижению внешнего
трения: оно снижается в 5 раз. Таким образом, можно
предполагать, что многократное движение сварочного наконечника при
УЗС приведет к снижению сил внешнего трения.
Однако при УЗС идет не только полирование. При
полировании обмятие микро- и макронеровностей происходит только при
условии «идеальной» поверхности сварочного наконечника,при
условиях, исключающих возникновение связей и обволакивание
его поверхности свариваемым металлом. В других случаях
контактирование приводит к интенсивному последовательному
обмятою микро- и макронеровностей. Этот процесс обусловлен тем,
что при каждом последовательном движении наконечника
одновременно происходит и новое заглубление его в свариваемый металл .\
Микровыступы сварочного наконечника играют при этом роль
своеобразных резцов-уплотнителей. Микротвердость металла
повышается. Состояние поверхности свариваемых металлов является
строго адекватным отражением поверхности сварочного наконечника.
На силу трения влияет направление и степень шероховатости
сварочного наконечника. Установлено, что внешнее трение в
конкретных условиях контактирования сварочного наконечника со
свариваемой деталью при УЗС является чрезвычайно
чувствительной и резко переменной величиной.
Наложение ультразвуковых колебаний на свариваемые детали
вносит существенные изменения в условия внешнего трения.
В общем случае они приводят к резкому снижению коэффициента
трения (рис. 1.3, а). В контакте сталь — алюминий &т упал до
0,25, а в паре сталь — медь — до 0,1. Применительно к полимерам
влияние ультразвука на внешнее трение рассматривалось на
примере полистирола. Общие зависимости внешнего трения
полимеров от суммы факторов в основном аналогичны
полученным на металлах. Установлено, что kT зависит от направления
колебаний сварочного наконечника относительно ориентации
свариваемых деталей (рис. 1.3, б).
Приведенная диаграмма имеет эллипсообразный характер.
Продольная составляющая силы трения существенно меньше
поперечной (малая ось). При увеличении амплитуды колебаний
сварочного наконечника при заданном контактном сжатии деталей
продольная составляющая резко снижается. «Диаграмма
направленности силы трения приобретает форму двойного лепестка.
Ее максимум наблюдается при углах тяги от 45 до 90°. При
увеличении сварочного усилия, т. е. колебательных сил, продольная
составляющая силы трения начинает возрастать.
14
Коэффициент трения зависит от контактных давлений и
амплитуды колебательного смещения: чем больше амплитуда
смещения при равном давлении, тем меньше коэффициент трения.
Чем больше контактное давление при заданной амплитуде
смещения, тем больше kT.
Возникает кардинальный вопрос: почему при введении
ультразвука резко снижается коэффициент трения? Существующие
представления на этот счет противоречивы. В частности, есть
мнение об образовании в зоне сварки квазижидкости. Некоторые
исследователи допускают, что в зоне сварки есть локальные зоны
плавления.
По нашим представлениям, резкое снижение сил внешнего
трения при УЗС металлов является результатом эффекта
Пуассона. В зоне сварки возникает круговое объемно-знакопеременное
движение сварочного наконечника. Покажем условия,
подтверждающие эту гипотезу. Как известно, коэффициент Пуассона
8пр ?пр?пр'
где е, епр — поперечная и продольная деформации; ?, ?пр —
поперечная и продольная амплитуды смещения; &пр, k — волновые
числа продольных и поперечных колебании;
с0 — скорость продольных колебаний; со — круговая частота;
d — диаметр стержня.
Таким образом,
?np = 0,26v?/d.
Расчет показывает, что при амплитуде смещения сварочного
наконечника, равной, например, 10 мкм, |пр « 0,7 мкм.
Надо учесть, что материалы находятся в сжатом состоянии
на уровне предела текучести; сварочный наконечник обладает
более высокой твердостью и деформирует макро- и
микронеровности. Становится очевидным, что возникающий зазор на уровне
0,7 мкм в фазе сжатия конца волновода обеспечивает ослабление
фрикционной связи между сварочным наконечником и
свариваемыми деталями.
Высказанное положение приводит к важнейшему следствию:
статическое контактное давление при УЗС металлов
трансформируется в циклическое, переменное, равное частоте колебаний
сварочного наконечника и направленное по нормали к плоскости
свариваемых металлов. Этот вывод имеет непосредственное
отношение к объяснению ранее обнаруженных явлений ускорения
диффузии при УЗС.
Резкое снижение коэффициента внешнего трения при сварке
полимеров при использовании колебаний, ориентированных нор*
15
мально к плоскости свариваемых материалов, можно объяснить
элементарным отрывом сварочного наконечника от поверхности
контактирования. Осложняющим обстоятельством является
интенсивная релаксация полимера. Однако при значительных
амплитудах колебаний сварочного наконечника наблюдается
реальная возможность появления зазора.
Используем физическую модель и полученные коэффициенты
внешнего трения для определения энергии, выделяющейся в зоне
сварки. В зоне контакта сварочного наконечника с деталью будет
действовать источник теплоты мощностью
* 1 == Я/5св#тгсв.
Учтем установленную закономерность спада амплитуды
колебаний свариваемых деталей относительно сварочного наконечника
и опоры в соотношении 1 : 0,7 : 0,3. Предположим, что
относительное перемещение свариваемых деталей снижается по мере
образования узлов схватывания. Тогда в зоне контактирования
свариваемых деталей мощность источника теплоты равна
P2 = 0,7^CB*TFCBA~^0),
где t0 — время сварки; t — текущее время.
По аналогии с приведенным уравнением мощность источника
теплоты на опоре равна
Рг = 0fto/|eBftTFeB.
Таким образом, суммарная мощность источника теплоты в зоне
сварки Р будет равна:
(l-t/t0H,3nfeCBkTFCB.
1.4. ПРОЦЕССЫ ВНУТРЕННЕГО ТРЕНИЯ
ПРИ СВАРКЕ ПЛАСТМАСС И МЕТАЛЛОВ
Анализ работ [6, 16 и др. ] позволяет сделать вывод, что потери
энергии в результате прохождения ультразвука в зоне сварки,
особенно при сварке полимеров, могут достигать весьма
значительных величин.
Исследователи различают по крайней мере три вида
внутреннего трения: релаксационное, резонансное и гистерезисное. При
очень больших амплитудах деформации, когда целые области
внутри материала смещаются относительно друг друга, можно
говорить о четвертом виде — вязком трении.
Зона сварки, как уже сказано, находится в сложном
напряженном состоянии. Приложенные силы в металлах вызывают
движение дислокаций [15]. При этом гибкие краевые дислокации
могут перемещаться (скользить) из одной канавки потенциального
рельефа в другую — возникают перегибы дислокаций.
16
В отожженных кристаллах дислокации обычно выстраиваются
в стенки, образуя блочную структуру. При знакопеременных
нагрузках равновесная конфигурация дислокаций нарушается
и они перемещаются — наблюдается их переползание.
Переползание дислокаций приводит к диффузионно-вязкой ползучести
кристаллического материала.
Наибольший вклад в механизмы внутреннего трения вносят
потери, связанные с релаксациями напряжений по границам
раздела зерен, блоков, двойников, включений и т. п.
Внутреннее трецие зависит от теплопроводности материала.
Установлено, что если длина ультразвуковой волны существенно
больше размеров элементарных неоднородностей (наш случай),
tq градиенты температур в пределах каждой области
неоднородности будут аномально велики. Поглощение энергии,
обусловленное теплопроводностью, будет значительным по сравнению с
поглощением, связанным с вязкостью. Это относится в равной
степени как к продольным, так и к поперечным волнам в стержнях.
Как отмечено в работе [15], все авторы при построении
механизмов внутреннего трения, связанного с дефектами, ограничиваются
микромеханикой дефектов и игнорируют энергетический спектр
кристалла. Только в разреженных газах атомы и молекулы
выполняют две функции: они являются структурными единицами
и элементарными носителями движения в этой системе. В
идеальном кристалле атомы представляют собой структурные единицы,
а роль элементарных носителей движения выполняют
квазичастицы. Нулевое движение (основное состояние) и квазичастицы
(возбужденное состояние) образуют энергетический спектр
кристалла.
Структура энергетического спектра и дефекты кристалла
взаимосвязаны, поэтому нельзя рассматривать механизм
поглощения энергии колебаний только с позиции микромеханики
дефектов. К сожалению, эти и многие другие вопросы, связанные
с природой внутреннего трения, еще далеки от своего решения.
К ^тому можно добавить, что механизм потерь зависит от
амплитуды и скорости деформации, частоты колебаний и температуры
среды. Например, амплитудная зависимость внутреннего трения
объясняется взаимодействием дислокаций с точечными дефектами.
При малых перемещениях происходит колебание сегментов
дислокаций. При увеличении амплитуды колебаний можно допустить,
что происходит отрыв отрезков дислокаций, отрыв
дислокационных петель от узлов дислокационной сетки (согласно модели
Франка — Рида).
Сведения относительно частотной зависимости внутреннего
трения многочисленны, противоречивы. Температурная
зависимость внутреннего трения исследована частично. Установлено, что
в области температур от 4 К до 0,5—0,6^ потери на внутреннее
трение монотонно возрастают с температурой '(почти линейно).
При более высоких температурах наблюдается экспоненциальное
17
Никель
Рис. 1.4. Принципиальная схема стенда для
измерения коэффициентов внутреннего
трения (а) и зависимость коэффициентов
внутреннего трения в металлах от амплитуды
деформации при продольных колебаниях (<?):
/ — измеряемое звено; 2 — термопары;
бе-К)-*
осциллограф; 4 — вибромер типа
УБВ-2; 5 — микроскоп; 6 — акустический узел; 7 — источник питания
возрастание потерь. В некоторых случаях на монотонный «фон»
налагаются «пики», природа которых не всегда ясна. На
внутреннее трение оказывают влияние размер и форма деформируемой
области и т. п.
Однако работ по исследованию потерь ультразвуковой энергии
в волноводах при больших интенсивностях крайне мало.
Механизм внутреннего трения в полимерах исследовался рядом
исследователей. Концепции относительно ведущей роли
внутреннего трения при сварке мягких полимеров нашли свое место
в работе [6]. Основной вывод авторы формулируют следующим
образом. При сварке мягких пластмасс (ПХВ, полиэтилен и др.)
теплота выделяется во всем объеме полимера, находящемся под
волноводом. Процессы, происходящие на границе раздела
полимеров, не оказывают существенного влияния на теплообразование.
При сварке жестких полимеров авторы отмечают соответствующую
роль контактирования поверхностей свариваемых материалов.
Из изложенного ясно, что для определения конкретного вклада
внутреннего трения в энергетику сварочного процесса
необходимо определить реальные потери от него в зоне сварки. С этой
целью нами был использован разработанный А. В. Кулеминым
[10] термоакустический метод. Метод был разработан для
исследования потерь в ультразвуковых волноводах. Нами он
использован для анализа температурного режима сварочного
наконечника, тепловых процессов в свариваемых материалах и потерь
в них. Принципиальная схема стенда приведена на рис. 1.4.
Сущность метода заключается в следующем. Материалы,
находящиеся при амплитудах деформации ет = 10~4-П0",
нагреваются, так как часть упругой энергии необратимо рассеивается.
Температура в зоне сварки связана с теплофизическими
свойствами материала, окружающей средой, т. е. с условиями тепло-
отвода и, прежде всего, условиями теплообразования. Потери
18
на внутреннее трение определяются коэффициентом внутреннего
трения Q (ет).
Решение тепловой задачи для волновода (из исследуемого
материала) с учетом тепловыделения за счет внутренних потерь
при конкретных краевых условиях дает распределение
температуры по длине? стержня и во времени. Полученная зависимость
и известные из эксперимента величины температуры AT и
амплитуды колебательного смещения ?св дают возможность определить
коэффициент внутреннего трения
4 (&т) EfklalU Efklat & '
где / — механический эквивалент теплоты; X — теплопроводность
материала; Е — модуль Юнга; / — частота колебаний; k0 —
волновое число; а — температуропроводность.
Для определения коэффициента внутреннего трения в
свариваемых материалах при изгибных колебаниях расчетное выражение
имеет вид
о-1/а \ - 13»e/q> at
где R — радиус стержня; волновое число ka = ¦-/'ы/сх; амплитуда
деформации — 6т = 17,5 (R/L2) ?св; длина стержня — L =
= /3,59сх//; х = R/2.
Тогда энергия, выделяющаяся в зоне сварки в результате
механизма внутренних потерь, может быть выражена уравнением
P, = Q^(Bm)EEmf28S.
Измерение и расчет указанных величин проведены для
алюминия, меди, никеля, полиэтилена, полистирола и других
материалов с использованием продольных и изгибных колебаний.
На рис. 1.4, б приведены зависимости коэффициента
внутреннего трения Q (гт) от амплитуды ультразвуковых деформаций
при продольных колебаниях. Следует отметить, что коэффициент
внутреннего трения при увеличении деформации более чем 2-Ю-4
растет весьма интенсивно (особенно для алюминия); при
повышении температуры в зоне сварки он существенно возрастает.
Так, например, для меди с повышением температуры от 423 до
673 К Q (em) возрастает более чем вдвое (рис. 1.5, а).
Как установлено, коэффициент внутреннего трения зависит
от пластической деформации (рис. 1.5, б). При УЗС она достаточно
велика и составляет, как правило, 30—50 % от толщины
свариваемого материала. Снижение Q (гт) при увеличении пластической
деформации можйо объяснить снижением подвижности и
размножением дислокаций.
Полагая, что в процессе сварки пластическая деформация
свариваемых материалов происходит сравнительно равномерно,
19
<0
2
8
S
tf
2
10*\
5\
и'1(ещ>
x^^
Никель,
^ё.
^Медь
10'
8)
h23 523 623 673 Т. К
^Медь
•. /; ¦
50 у,%
и/
3
2
10'2
¦/
7 4
/
/
.•
i
9 АГ
У
t
тминий
/
? б
Медь
у-10~ч
Рис. 1.5. Зависимость коэффициентов
внутреннего трения от температуры (а),
пластической деформации материала F"), от
амплитуды деформации при изгибных
колебаниях (в)
общее снижение коэффициента потерь можно выразить через
относительное время сварки уравнением
k = 1 — bt/t0i
где Ь — постоянная; t — текущее время сварки; t0 — время сварки,
необходимое для образования сварного соединения, равное
примерно 0,3—1,5 с.
Таким образом, можно уточнить выражение для определения
энергии, выделяющейся в зоне сварки в результате механизма
внутреннего трения
Ра = Q (em) EE2mf A - bt/t0) 265,
где Q" (ет) взято для температуры образования сварного
соединения.
Измерения коэффициента внутреннего трения в металлах при
изгибных колебаниях показали, что он, по сравнению с потерями
при продольных колебаниях, существенно выше. Общий уровень
потерь от механизма внутреннего трения при этом возрастает.
Измерения коэффициента внутреннего трения в полимерах
проводили на начальных участках ?св; ет с целью выявления
закономерностей изменения Q (em) — рис. 1.6, а. Результаты
измерений показали следующее. При увеличении амплитуды
колебаний сварочного наконечника и деформации свариваемых
20
Рис. 1.6. Зависимость коэффициентов внутреннего трения в полимерах от амплитуды
деформации при продольных колебаниях (а) и зависимость температуры и энергии
выделяющейся в зоне сварки, от амплитуды деформации свариваемых материалов (б)
материалов до гт ж B-^8) 10~4 коэффициент внутреннего трения
например, в полистироле растет незначительно. Затем при гт ж
^210~3 наблюдается резкая интенсификация процесса
поглощения энергии ультразвука в свариваемых материалах. Кривые
Q (8m) после излома быстро растут. Температура в полиэтилене
и полистироле достигает 373—393 К (рис. 1.6, б). Материалы при
этом начинают «плыть». Колебательный режим в свариваемых
материалах при этом нарушается и переходит в режим
ангармонических колебаний.
Из кривых, приведенных на рис. 1.6, б, следует, что энергия,
выделяющаяся в свариваемом материале в результате механизма
внутреннего трения, однозначно зависит от амплитуды колебаний
сварочного наконечника, величины деформации и собственных
свойств материала. Полиэтилен «насыщается» ультразвуком при
существенно меньших значениях деформаций, чем, например,
полистирол. Во фторопласте нарушаются гармонические
колебания и механизм отбора мощности при сравнительно низких
значениях деформаций и температур. Если учесть температуру
плавления фторопласта и крайне низкий коэффициент внешнего
трения, то становится понятной причина его несвариваемости:
материал неспособен отобрать необходимую для образования
сварного соединения энергию.
Общее уравнение энергии, выделяющейся в зоне сварки на
единицу объема в 1 с, имеет вид
р _ Jt/gCB&TFCB i 0»7jt/ScB^T^cB /1 4,4. \ I 0»3jt/gCB6TFCB ,
св"~ 265/ > 265/ l */'oJ-t- 26S/ "Г
+ Q-l(Bm)EB2mf(l-bt/toJ6S.
21
80
Рис. 1.7. Зависимость мощности,
выделяющейся в зоне сварки, от времени образования свар- ««
ного соединения и источника энерговыделения: 0U
1 — суммарная мощность в зоне сварки; 2 —
в зоне контакта сварочного наконечника с
деталью; 3 — в зоне контакта свариваемых дета- W
лей; 4 — в зоне контакта свариваемой детали
и опоры; 5 — в результате потерь, связанных
с механизмом внутреннего трения 20Ъ ^">-Л^^ 1 1
L I f I I I?> 1
О 0,1 0,2 0,д ОМ Ьсв,с
Рассмотрим численные зависимости Рг — Р4» например, в меди
от времени сварки, их соотношения между собой, а также общие
потери.
Сваривались пластины меди толщиной б = 0,2 + 0,2 мм при
?св = 0,6 мкм, / = 22 кГц, Лт = 0,1, FCB = 1000 Н, /св = 0,63 с.
Зависимости величин Ръ Р2, Р3, Р4 и Рсв от времени для меди
даны на рис. 1.7. Внутренние потери Q (em) для меди были
приняты равными 0,08.
Из рисунка видно, что основной источник теплоты находится
между сварочным наконечником и деталью. Мощность внутренних
потерь в меди составляет до 6 % от общих потерь.
При сварке полистирола и полиэтилена при измерении
мощности, выделяющейся в зоне сварки, калориметрированием и термо-
циклированием, а потерь от внутреннего трения —
термоакустическим методом получено, что уровень Р4 поднимается до 28 %
при сварке полистирола и до 60 % — при сварке полиэтилена.
Из приведенных результатов следует, что механизм потерь
от распространения мощных ультразвуковых колебаний в
свариваемых материалах работает весьма интенсивно. Общий уровень
потерь от внешнего и внутреннего трения зависит от чфизико-
механических свойств материалов, условий отбора мощности
и выходных характеристик источника ультразвука.
1.5. ЗАКОНСЖЕРНОСТИ ВЫДЕЛЕНИЯ ЭНЕРГИИ
В ЗОНЕ СВАРКИ В ЗАВИСИМОСТИ ОТ СВОЙСТВ
СВАРИВАЕМЫХ МАТЕРИАЛОВ
Энергия является решающим фактором образования сварного
соединения. Ее знание является основным, базовым условием
наших представлений о процессе сварки.
Определение энергии, выделяющейся в зоне сварки, относится
к наиболее трудным, проблемным вопросам современной
технологии УЗС. Исследователи, на наш взгляд, именно из-за
очевидных трудностей ее определения, отсутствия надежных
отработанных методик, аппаратуры по существу вынуждены были обходить
f^*J
2
1 1
L д
22
Рис. 1.8. Резонансные кривые колебательной Рзл,кВТ\
системы в режиме холостого хода и в режиме
сварки
1А
1,2
1,0
0,<
ол
гХ1
?1
П?Ь
А
л\
\Л
Ё1
РХ
л
\р
^ср.осн
1,0
0,6
0,2
20,5 21 21,5 22 22,5 f, к Гц
этот вопрос. Об издержках такого
подхода свидетельствует
отсутствие научно обоснованных
методов определения важнейших
составляющих процесса и
технологических режимов сварки.
Исходя из всего этого, нами
проведены работы по выявлению
возможностей и разработке
методов определения энергии,
выделяющейся в зоне сварки. Для ее определения можно использовать
термоциклирование зоны сварки, калориметрирование; методы,
основанные на измерении коэффициента бегущей волны в стержне
&б, передающем энергию в зону сварки. Энергию можно
определить по резонансным характеристикам системы, коэффициентам
внешнего и внутреннего трения; методом резонансных кривых,
по круговым диаграммам.
1. Для определения Рсъ можно воспользоваться способом
Ганемана — Гехта при использовании колебательных систем с
продольными и продольно-поперечными системами волноводов, со
стержнями и дисками.
Сущность классического способа заключается в том, что
частотная зависимость энергии, потребляемой колебательной
системой в режиме излучения в воздух и в воду, различна. В нашем
варианте рассматривается колебательная система
(преобразователь, концентратор и, например, резонирующий стержень) в
режиме холостого хода, когда сварочные наконечники разомкнуты,
и в режиме сварки, когда между сварочными наконечниками
расположены свариваемые детали, сжатые контактным, сварочным
давлением.
Резонансные характеристики систем, снятые при различных
контактных давлениях, позволяют дифференцировать различные
нагрузки. На рис. 1.8 приведены резонансные характеристики
колебательной системы с продольно-поперечной схемой волно-
водоб. Кривая 1 показывает изменение мощности в режиме
холостого хода, когда сварочное усилие равно нулю и выделения
энергии в зоне сварки, естественно, нет. Кривая 2 — изменение
мощности в режиме сварки, когда между сварочными
наконечниками находятся свариваемые детали, сжатые силой FCB.
Проведем кривую 5, соединяющую ниспадающие ветви кривых 1 и 2.
Тогда можем написать, что электромеханический КПД системы
равен
_ А'В'
23
Рэл, кВт
1,59
1,55
1,57
1,58
1,57
fo,
кГц
21,66
21,69
21,62
21,68
21,64
"Пэм
0,50
0,49
0,47
0,51
0,49
Чам
0,25
0,24
0,22
0,26
0,25
% 1
12,0
11,7
10,3
13,3
12,2
Таблица 1.2 Для определения мощности,
Результаты измерения КПД выделяющейся в зоне сварки,
колебательной системы т. е. акустико-механического
(FCB=l\50H) КПД системы, воспользуемся
резонансной характеристикой,
полученной в режиме
холостого хода XX. Эта кривая
соответствует свободным
колебаниям сварочного наконечника,
режиму стоячей волны в
диске (стержне) при
сопротивлении нагрузки, равной
нулю (разомкнутые сварочные
наконечники). Этот режим нами принят аналогом режима
излучения, например магнитострикционного преобразователя в воздух.
Считаем, что излучения энергии в воздух нет, что и соответствует
действительности, поскольку на границе раздела сталь — воздух
существует полное внутреннее отражение. Отрезок АВ
показывает электрическую мощность, определенную внутренними
потерями в системе.
Таким образом, акустико-механический КПД системы равен
п _ АВ-А'В'
"ам АВ >
а полный электроакустический КПД системы
Лэа == ЛамЛам*
Результаты измерения типовой колебательной системы с
продольно-поперечной системой волноводов приведены в табл. 1.2.
Среднее арифметическое этих значений — 11,9; среднее
квадратичное—1,16; коэффициент вариаций — 9,8. И полагая, что
при большом числе измерений ошибки распределены по
нормальному закону, доверительная вероятность метода при
доверительных интервалах 1,16; 2,32; 3,48 соответственно составит: 0,68;
0,59 и 0,99.
С использованием коэффициента Стьюдента для расчета
доверительной вероятности и с учетом ограниченного числа
наблюдений при доверительном интервале 2,32 доверительная
вероятность равна 0,99.
Таким образом, метод позволяет с достаточной надежностью
производить измерение энергии, выделяющейся в зоне сварки,
с точностью ±3 %.
Сравнение резонансных кривых, полученных на разных
системах, показывает, что их КПД колеблется от 6 до 22 %
(от электрической мощности источника питания). Этот метод
нами отработан в течение многолетней практики обмера
колебательных систем и может быть рекомендован для оценки
работоспособности системы и приближенного определения Рсв. Относи-
24
5)
1 \
2 j
ду
0,1 0,2 0,3 ОМ 0,5Ьсв,с
Рис. 1.9. Продольно-поперечная система волноводов (а) для точечной сварки металлов
в зависимости от состояния и изменение амплитуды колебаний в узле свариваемой
поверхности (б)
(/ — привод давления; 2 — свариваемые детали; 3 — резонансный стержень; 4 —
волновод; б — преобразователь)
тельная прочность сводных соединений при этом показана
кривыми 4.
2. Проведены работы по выявлению возможности
определения Рсв посредством измерения коэффициента бегущей волны
в стержне, передающем энергию в зону сварки.
Продольно-поперечная система волноводов приведена
на рис. 1/8, а.
Контактирование сварочного наконечника с деталью
происходит по площади S0. Оперируем только активной нагрузкой.
Сдвига фазы волны нет. Коэффициент бегущей волны равен:
R* — k6S0pc.
Перераспределение амплитуд колебательного смещения по
длине стержня находится в зависимости от изменения сварочного
усилия. При FCB, равном нулю, наблюдается режим стоячей
волны. Нагрузкой для системы в этом случае является стержень,
один из концов которого — сварочный наконечник — свободен,
а другой защемлен, т. е. заделан в массивном отражателе; k6
и Рсв равны нулю.
С увеличением контактного давления наряду со стоячей волной
образуется бегущая волна, которая обусловлена поглощением
энергии в зоне сварки. Пользуясь эквивалентными величинами,
можно написать, что энергия, выделяющаяся в зоне сварки (в 1 с),
равна
*св == "J"BЯ/5СВ) Аэкв»
где ?св — амплитуда колебательного смещения сварочного
наконечника.
Сопротивление нагрузки зависит от формы и характера
контактирования сварочного наконечника с деталью и деталей между
25
Таблица 1.3
Зависимость мощности, выделяющейся в зоне сварки,
от сварочного усилия
FCB, H
300
600
900
1200
1500
1св-1°-в.
м
7,5
7,0
7,0
7,0
7,0
S-10-e, м*
8,0
12,5
16,4
19,5
21,0
Spc, кг/с
202
315
414
492
530
*б
0,167
0,217
0,36
0,52
0,5
/>св, Вт
18,2
32,2
70,0
120
124
^срез» И
0
120
175
270
275
собой, температуры в зоне контакта, физико-механических свойств
металлов и других факторов.
При дальнейшем увеличении контактного давления
коэффициент бегущей волны растет. Между свариваемыми деталями
(медь МО толщиной 0,2 + 0,2 мм) возникает прочное соединение;
с увеличением k6 растет и их механическая прочность.
Амплитуды смещения в пучности колебаний ?пучн, узле |узл
и на сварочном наконечнике |св нами измерены. Используем эти
результаты для расчета Рсв. Так как
Rn = keSQpc,
где S0 — площадь контактирования сварочного наконечника с
деталью; рс — удельное волновое сопротивление материала стержня.
С учетом последнего выражения, энергия, выделяющаяся
в зоне сварки, равна
Рсв = -i- Bя/|св)а k6SQp /^*5.
Анализ структуры приведенного выражения показывает, что
при установившейся частоте системы (ее сдвиг незначителен)
переменными величинами являются: амплитуда колебаний
сварочного наконечника, амплитуда в узле, пучности колебаний,
изменение площади ввода энергии и скорость изгибных волн.
Использование сварочных наконечников с фиксированной площадью
их контактирования с деталью существенно упрощает
определение Рсв. Измеренные и расчетные данные для определения
мощности выделяющейся в зоне сварки при различных сварочных усилиях,
приведены в табл. 1.3.
Этот метод, как уже было сказано, позволяет получить
наиболее полную информацию относительно поглощения энергии
в зоне сварки в зависимости от изменения тех или иных условий
в процессе образования неразъемного соединения металлов.
Нами установлено, что &б является исключительно
чувствительной величиной, позволяющей дифференцировать перенос
энергии в зависимости от состояния пленок, наклепа и тому подобных
явлений.
26
Как показали осциллограммы (рис. 1.9, б), амплитуда
смещения в узле стержня меняется по величине, в зависимости от ряда
условий. Так, при сварке меди толщиной 0,2 + 0,2 мм в
состоянии поставки в начале сварки амплитуда смещения в узле
достаточно резко возрастает, затем стабилизируется на весьма
значительное время. Сличение записей изменения амплитуды
смещений в узле и изменения механической прочности соединений
во времени показало, что относительной стабилизации |узл в узле
соответствует уже сформированное сварное соединение
(на рис. 1.9, б, кривая 1). При условиях, исключающих
прохождение энергии через свариваемые детали, например если
свариваемые детали покрыты оксидными пленками, |узл нарастает
по мере разрушения оксидных пленок (рис. 1.9, б, кривая 2).
Если при сварке амплитуда смещения в узле имеет
характерное нарастание, которое длится примерно 0,5 с (при времени-
сварки 0,6 с), то повторный ввод ультразвуковых колебаний
в этих же точках такого нарастания ?узл не дает.
Таким образом, устанавливается уровень амплитуды смещения
в узле, соответствующий передаче энергии через контактирующие
поверхности сварочного наконечника с деталями. Этот уровень
амплитуды обусловлен прохождением энергии через свариваемые
детали в опору. Запись изменения этой величины при условии
ввода энергии по уже сформированному соединению показана
на рис. 1.9, б, кривая 3. Эти эксперименты показывают, что
метод k6 (измерение и запись ?пучн и ?узл) может быть эффективно
использован для контроля образования сварного соединения
при УЗС.
Многократно проведенная сварка наиболее рациональных в
конструктивно-технологическом отношении колебательных систем
показала, что этот метод достаточно надежен. Он подтвердил,
что КПД систем находится в пределах 6—24. Данные по
измерениям одних и тех же систем хорошо сходятся. Разброс Рсв,
полученный при этом методе измерений, составил около 10 %.
3. Для определения энергии, выделяющейся в зоне сварки,
был использован калориметрический метод. Нами был разработан
калориметр, который был использован для выявления
энергетических характеристик колебательных систем и свариваемых
материалов. Его внутренние размеры позволяли вмещать торцевые
оконечности волноводов для сварки пластмасс и металлов.
Верхняя плоскость для уменьшения потерь закрывалась крышками.
Формула для расчета теплоты в общем виде имеет вид
Q = [(m^i + т2с2 + твс3) АГ1/А/,
где тхсх, т2с2, т3с3 — масса и теплоемкость воды в калориметре,
свариваемых деталей и сварочных наконечников.
Учитывая крайне ограниченные размеры свариваемых деталей
и наконечника, значениями т2с2 и т3сг пренебрегаем, так как их
суммарная доля в тепловом балансе составляет не более 5 %.
27 j
о)
20 0 \
100
J
и
J
f
f
/[
>*^
1- '—
Медь
Цинк
Алюминий
О 250 500 150 1000Гсв,Н
5)
Рев, ВТ,
150
100
50
О
I /
50 100 150 200 FCR H
Рис. 1.10. Зависимость мощности, выделяющейся в зоне сварки, от сварочного усилия
для металлов (а) и для оргстекла (б)
Результаты измерений сведены в табл. 1.4 и показаны
на рис. 1.10, а и б.
Разброс значений Рсв, дифференцирование мощности при
минимальных нагрузках системы в режиме XX свидетельствуют,
что этот метод достаточно надежен.
4. Проведены измерения температурных полей ряда металлов
и пластмасс (рис. 1.11).
Температурное поле получено за счет 6—8 термопар (ТП),
зачеканенных в свариваемые материалы (АУ —
дифференцируемый объем свариваемого материала). Для определения нагрева
сварочного волновода термопара зачеканивалась в его тело на
расстоянии 5 мм от поверхности раздела со свариваемыми
деталями. Промежуточные значения температур интерполировались.
Таблица 1.4
Сравнительные данные по энергии,
необходимой для образования сварного соединения
Материал
Полистирол ПС
Полиэтилен ПЭ ВД
Полиэтилен ПЭ НД
Полиметилметакрилат ПММА
Полиэтилентерафталат ПЭТФ
Полипропилен ПП
Полиамид ПА (П68)
Олово
Свинец
Цинк
Алюминий
Медь
Никель
г. °с
120,0
108,0
125,0
160,0
200,0
165,0
220,0
231,9
327,3
419,5
658,7
1083,0
1455,0
7.
г/см*
1,05
0,92
0,95
1,19
1,31
0,91
1,13
7,30
11,37
7,13
2,70
8,94
8,90
с,
кал
(г-°С)
0,320
0,600
0,550
0,350
0,250
0,460
0,500
0,054
0,030
0,087
0,222
0,101
0,122
CV,
кал
(см»-С)
0,33
0,55
0,52
0,41
0,33
0,41
0,56
0,39
0,34
0,62
0,60
0,90
1,00
Q, кал/см8 1
Расчет
39,4
59,4
65,0
65,4
1 66,0
67,65
123,2
90,4
111,3
260,1
395,2
974,7
1455,0
перимент
37,8
—
—
62,5
—
56,0
108,0
—
—
—
1 235,0
1 615,0
1 945,0
28
Рис. 1.11. Температурные поля меди,
алюминия, полистирола (медь толщиной 0,5 -f 0,5
мм, усилие сжатия 1200 Н, алюминий
толщиной 0,5 + 0,5 мм, усилие сжатия 800 Н,
полистирол толщиной 2,0 + 2,0 мм, усилие
сжатия 200 Н)
Энергия ультразвука,
излучаемая сварочным наконечником,
равна
где
12 мм
Qo = Qcb + Qm
Qcb = c(T; /0B) ySCB(T; tC9)x
хб(Г; tCB)T(tCB);
qu — энергия, рассеиваемая вне
зоны сварки; с — теплоемкость;
Т — температура в зоне сварки;
у — плотность; б — толщина сва- ¦
риваемых материалов; SCB —
площадь ввода энергии ультразвука.
Расчет секундного количества теплоты проводился по
уравнению вида
Q = cy26SCB ДГ0 + cy28S1 Д7\ + ... + c^Vi AT + ...,
где су — объемная теплоемкость свариваемого материала; б —
толщина материала; SCB — площадь сварного наконечника; Sx —
дифференцированные площади нагрева свариваемого материала;
Clyx — объемная теплоемкость волновода; Vx —
дифференцируемые объемы нагрева волновода; AT — изменение температуры
на заданном участке поля.
Результаты расчета энергии тепловыделения в зоне сварки
показали, что для полистирола она равна примерно 0,2 Дж/мм3,
для сварки алюминия — 1,6 Дж/мм3, для сварки меди —
4 Дж/мм3. Для контроля используем данные, приведенные
в табл. 1.4. Действующий объем при сварке меди толщиной 0,2 +
+ 0,2 мм примерно равен 6 мм3, удельные затраты энергии
составляют 24 Дж/мм3.
Таким образом, разнородные методы определения энергии,
выделяющейся в зоне сварки, дают вполне удовлетворительные
результаты, позволяющие дифференцировать энергетику
процесса в зависимости от теплофизических, акустических и
механических свойств свариваемых материалов, выходных характеристик
источника ультразвука и параметров режима сварки. Доказано,
что рассматриваемые нами методы могут быть использованы
в исследованиях энергетики процесса УЗС пластмасс и металлов.
Проведенные измерения энергии, выделяющейся в зоне сварки,
позволили установить, что энергия, необходимая для УЗС, в зна-
29
0,Дж/мм°
Никель
5)
й,Дж/мм*
20 25 30 су'10~*Дж/(ммд'}<)
16 18 20су'10~;Дж/(ммб.К)
Рис. 1.12. Удельные значения энергий, необходимых для образования сварных
соединений некоторых металлов (а) и полимеров F") в зависимости от их объемной теплоемкости
чительной мере определяется теплофизическими свойствами
свариваемого материала (с; у; Тпл). Учитывая полученные данные
для оценки энергии, необходимой для образования сварного
соединения двух плоских однородных чистых металлов с б <
< Х/4, можно принять: Q = @,5-^0,7) cyTnjl— для сварки
металлов; Q = @,8-*-1,0) суТп31 — для сварки полимеров.
Удельные значения энергий, рассчитанные по уравнениям
для ряда материалов, приведены на рис. 1.12, а и б.
Обработка экспериментальных данных позволила установить
ряды относительной энергоемкости процесса УЗС пластмасс и
металлов. При условии сварки двух плоских однородных чистых
материалов с б < V4 ряд имеет вид: если энергоемкость чистого
полистирола принять за 1, то относительная энергоемкость
сварочного процесса составит:
1С
1
ПММА
1,5
ПЭ
1,7
ПП
1,8
ПА
3,0
Алюминий
6—10
Медь
15—25
Никель
20—30
При изменении условий сварки, например геометрических
форм свариваемых материалов, их свойств и т. п., приведенные
соотношения должны, разумеется, претерпеть изменения.
Таким образом, работы позволили однозначно показать
практическую целесообразность определения энергии, выделяющейся
в зоне сварки по температурному полю, прямым калориметриро-
ванием, методом резонансных кривых, с помощью коэффициента
бегущей волны в резонирующих элементах и коэффициентов
внутреннего и внешнего трения. Установленные значения
энергий, необходимые для образования сварных соединений различных
материалов, позволяют провести анализ тепловыделения в зоне
сварки. Результаты исследований термических циклов при УЗС
приведена -также в многочисленных работах [1, 2, 12
и др. J. Выявлены основные закономерности изменения
температуры в процессе сварки. Дифференцировано ее изменение в
зависимости от свойств свариваемых материалов, параметров режима
сварки и т. п.
30
В работе [12] был проведен анализ изменения температуры
в зоне сварки, исходя из предположения, что производительность
источника постоянна. Получено выражение для температуры
источника
Т = 4FCB^TcpgCB
где FCB — сварочное усилие; kT — коэффициент трения; ?св —
амплитуда колебания сварочного наконечника; / — механический
эквивалент теплоты; а; X; с — коэффициент
температуропроводности, теплопроводности, теплоемкости; S и г — площадь
и радиус источника теплоты — сварочного наконечника.
Нами проведены измерения термоциклов и разработана
методика измерений. Использовались хромель — копелевые
термопары (ТП) диаметром 0,2 мм. Заделка ТП осуществлялась за-
чеканкой. Естественная ТП: медь толщиной 0,2 мм и константан
толщиной 0,65 мм. Калибрование ТП производили на шлейфовом
осциллографе. Одновременно велась запись амплитуды колебаний
сварочного наконечника от УБВ-2 на самописец типа Н-110.
Время записи термического цикла соответствовало, как правило,
реальным циклам сварки, обеспечивающим максимальную
механическую прочность сварных соединений. В качестве источников
ультразвука использовались преобразователи мощностью 1,5 и
4,0 кВт с продольно-поперечной системой волноводов.
Рассчитанная по этому выражению зависимость, не совпадает с
экспериментальной кривой, приведенной в работе [12].
Таким образом, гипотеза о постоянном источнике теплоты
при УЗС экспериментом не подтвердилась.
Нами термические циклы зарегистрированы при сварке
однородных разнотолщинных материалов на поверхности, в теле
сварочного наконечника, в зоне сварки, на опоре. Записи ТЦ
проводились преимущественно в двух режимах:
1) постоянном для всех сочетаемых пар — для сравнения
энергетики процессов сварки материалов, обладающих
различными теплофизическими свойствами;
2) режиме, обеспечивающем получение сварных соединений
с номинальной механической прочностью, т. е. реальном.
Установлено следующее. Температура, возникающая в
результате достаточно интенсивных процессов внешнего трения
на сварочном наконечнике, как правило, выше температур в зоне
сварки, и тем более на опоре (рис. 1.13, а). При сварке
полимеров, особенно мягких (ПВХ, ПЭ й др.) с достаточно большим
коэффициентом потерь максимум температуры перемещается
в центр зоны сварки (рис. 1.13, б). Таким образом, термические
циклы отражают механизм передачи энергии от источника
ультразвука при изменении свойств свариваемых материалов в силу
изменения волнового сопротивления и сопротивления нагрузки
31
а)
т,к
573
473
373
?
\/
f_
1
?
/
т?
<
ю
Т,К\
498
423
348
\1/,
f
^
2
1
^\
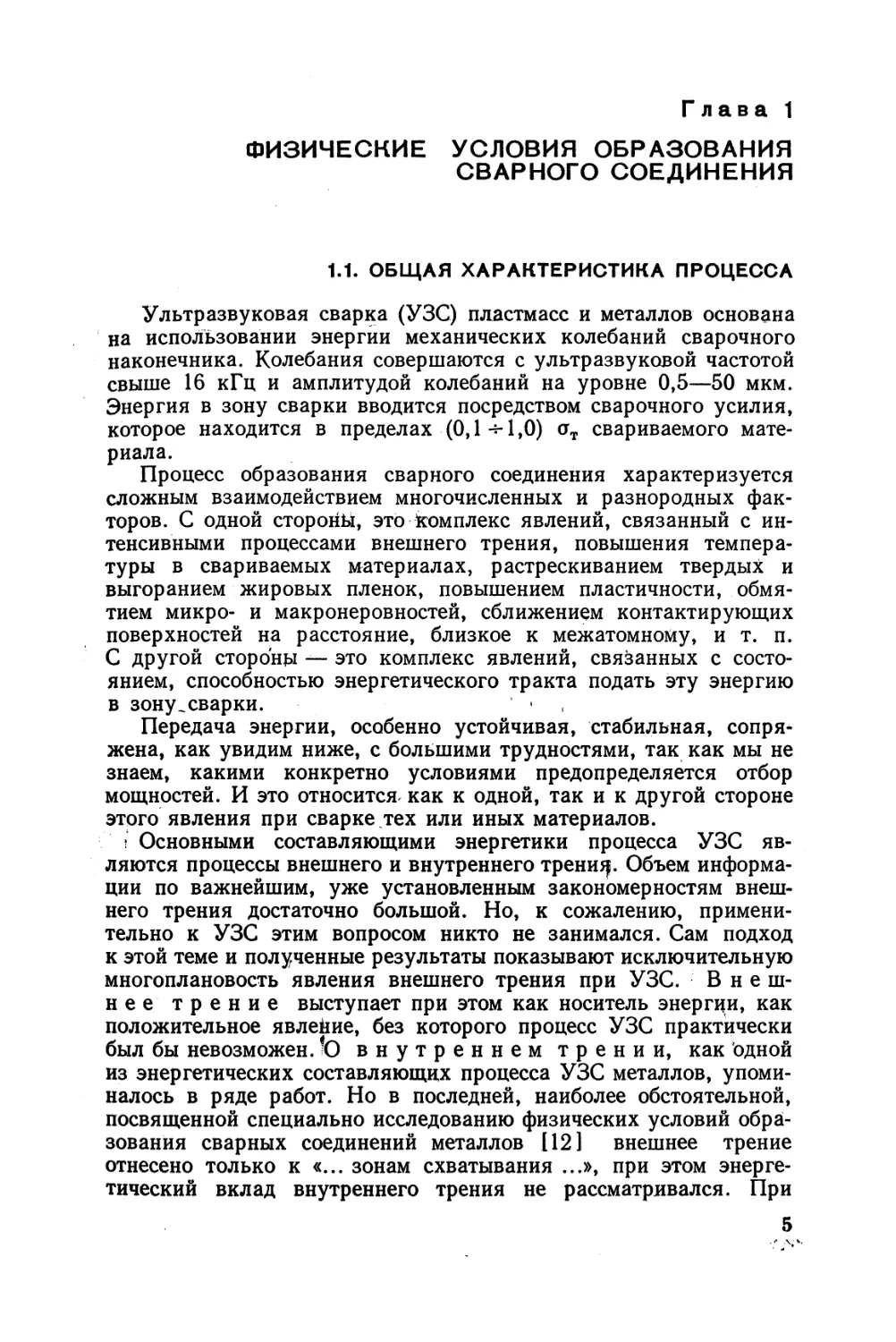
Рис. 1.13. Типовые термоциклы на
сварочном наконечнике /, в зоне сварки 2
и на опоре 3: режим сварки
алюминия (а) |св в 12 mkm,Fcb ш 800 Н;
режим сварки ТПВХ {б) |CJJ = 35 мкм,
*Л. - 60 Н
0,5 i0tc8,c 0 0,1 0,2tcg,c
в целом (рис. 1.14, а).
Полученные экспериментальные
данные подтверждают
изложенную выше физическую
модель сварки и механизм
отбора энергии.
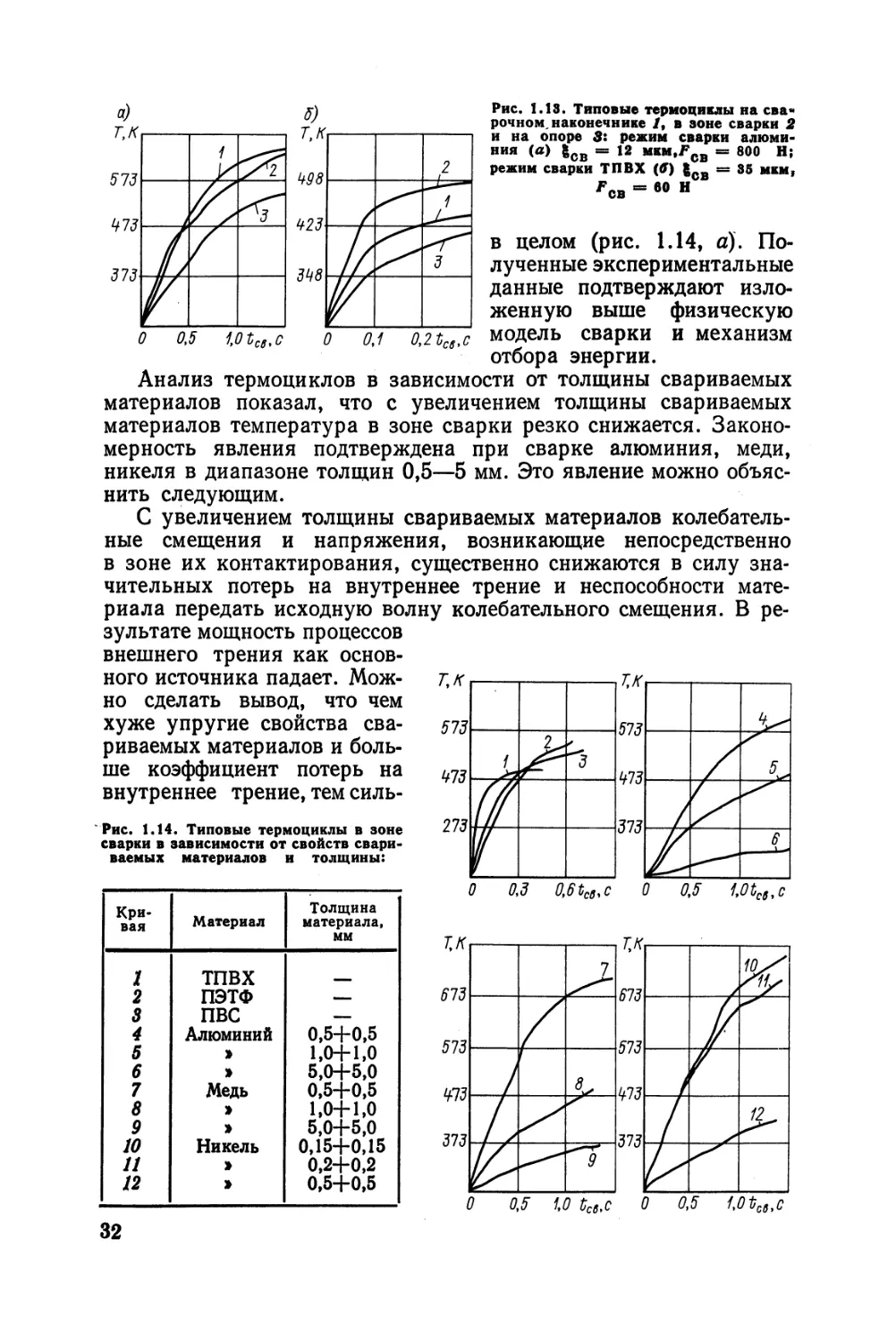
Анализ термоциклов в зависимости от толщины свариваемых
материалов показал, что с увеличением толщины свариваемых
материалов температура в зоне сварки резко снижается.
Закономерность явления подтверждена при сварке алюминия, меди,
никеля в диапазоне толщин 0,5—5 мм. Это явление можно
объяснить следующим.
С увеличением толщины свариваемых материалов
колебательные смещения и напряжения, возникающие непосредственно
в зоне их контактирования, существенно снижаются в силу
значительных потерь на внутреннее трение и неспособности
материала передать исходную волну колебательного смещения. В
результате мощность процессов
внешнего трения как
основного источника падает.
Можно сделать вывод, что чем
хуже упругие свойства
свариваемых материалов и
больше коэффициент потерь на
внутреннее трение, тем силь-
т,к
5731
413
Рис. 1.14. Типовые термоциклы в зоне
сварки в зависимости от свойств
свариваемых материалов и толщины:
J*?
?
?_
А
—
н
Т,К,
573
473
3d
А
Кривая
'
2
*
*
5
*
7
#
9
10
"
12
Материал
ТПВХ
ПЭТФ
пвс
Алюминий
»
»
Медь
»
»
Никель
»
»
Толщина
материала,
мм
—
—
0,5+0,5
1,0+1,0
5,0+5,0
0,5+0,5
1,0+1,0
5,0+5,0
0,15+0,15
0,2+0,2
0,5+0,5
27зШ—\ \313\
О 0,3 0,6tcB,c 0 0,5 1,0Ьсб,с
1К* 1 , ТЛ
61з\ \<^ \673\
573\ V- \57з\
wi7l—>г '^
37J /\ , [3731
О 0,5 1,0 Ьсб,с 0 0,5 1,0Ъсв,с
3^
32
Рис. 1.15. Тепловая модель зоны сварки (стрелками
показаны возможные направления колебаний сварочного
наконечника и опоры):
I — опора; 2 *— свариваемые детали; 3 — сварочный
наконечник
нее сказывается его толщина. Зная
приближенные значения температур, при
которых возможно образование сварного
соединения того или иного материала, и
сравнивая их с полученными термоциклами,
можно судить о возможности образования
сварного соединения с заданной
прочностью. Таким образом, термоцикл
может служить индикатором реальности
процесса УЗС.
Учитывая, что реальные термические
циклы при любых условиях
установившегося процесса УЗС всегда имели хорошо выраженную
тенденцию на спад температуры, нами была высказана гипотеза о
переменном источнике теплоты, интенсивность которого убывает
в процессе сварки. Разработанная физическая модель зоны
сварки позволяет построить тепловую модель, в которой
предполагается наличие теплового источника, убывающего в процессе
образования сварного соединения. Принципиальная схема
тепловыделения приведена на рис. 1.15.
Ограничим рассматриваемую зону объемом 26S. Примем, что
суммарная энергия равномерно распределена по этому объему
и изменяется со временем по закону Q (t) (где б — толщина
свариваемого материала; S — площадь ввода энергии). Тогда
уравнение теплопроводности для зоны сварки будет иметь вид
±-д!±
a dt
QV)
К
где а — коэффициент температуропроводности; %i —
теплопроводность свариваемых материалов.
Уравнения теплопроводности для волновода или опоры будут
иметь вид
д*Т,
дх2
2.3 1 дГ2,з == Л
dt
Граничные условия:
дтх
h- — "лТ¦ = ^
дх
1 дх '
7\ = Т2 при х = 8;
*i4& = V?&; Г1 = Г8прих = -б;
дх
дх
Холопов Ю. В.
33
Т2-*0 при х-*+оо;
73->0 при х->—оо.
Начальные условия Т (х; 0) = 0. Приведенные уравнения
теплопроводности при заданных условиях решены операционным
методом (преобразования Лапласа). Получены в области
изображения уравнения и соответствующие граничные и краевые
условия:
^2,3 „2™ _ п.
V^ = **^-; Т!=Т2 при х = 6;
Т,2 = 0 при х-^+оо; Г3 = 0 при х-* — оо;
Г(х; 0) = 0,
где
со
7« = (х; />) = ]е-р/Г,(дг; *)Л;
о
qt = -/Wa\ t = l, 2, ...;
Я — параметр интегрирования.
Решение записано в виде:
где сг и с2 — постоянные.
Опуская преобразование, имеем решение в окончательном
виде:
„2
т /„. л fli /a i 2flT V cos ylwx (arcctg а+ яя)
t
х e(ei/68) (arcctg а+ял)« ' Г ф /A e(~«i/62) (arcctg а+ял)* / A14)
где <р (/) — оригинал функции Q (р)/Р;
о = Уа2/аг1±; qln = -g- (arcctg а ± я/г); п = 0, 1, 2, .
34
Учитывая, что ряд сильно сходится по ап « 1/(я/гJ,
ограничимся только числом при п = О, так как следующий член составит
от этого величину, равную примерно 0,1. Выражение для
температуры в зоне сварки получим в виде:
7-(/)^|L nfl™*fc» B*-0,35/%) +
¦ E*lif Г i , Ь ( t* 2t\]\ arcctg q
где 910 = (arcctg o)/6; a0 = (а^б2) (arcctg аJ.
Для проверки сделанных предложений в процессе сварки были
проведены измерения температурных циклов. Сварка меди
толщиной 0,2 + 0,2 мм проводилась на машине типа МТУ-1,5 с
режимом: амплитуда колебаний сварочного наконечника 6 мм;
частота 22 кГц; сварочное усилие 1000 Н; коэффициент трения
feT = 0,1; время сварки tC9 = 0,63 с; площадь ввода энергии
в зону сварки по диаметру сварочного наконечника S = 12 мм2.
Измерение термоциклов в зоне контактирования свариваемых
материалов проводилось хромель-копелевой термопарой с
толщиной провода 0,2 мм. Запись проводилась на осциллографе
типа К-115, градуирование — в кипящей воде.
Сравнение экспериментальных кривых с расчетными,
полученными на ЭВМ, показывает, что все исходные предпосылки для
теоретического расчета термического цикла в зоне сварки сделаны
правильно. В зоне сварки действует переменный во времени
источник теплоты. Его производительность снижается по мере
формирования сварного соединения. Изменение термического
цикла в процессе сварки отражает условия взаимодействия
источника теплоты со свариваемым материалом. Интенсивность
«рассасывания» мощности (это видно из начального участка
термоциклов) предопределяется теплофизическими свойствами
свариваемых материалов, условиями теплоотвода в волновод, опору
и свариваемые детали.
1.6. НЕКОТОРЫЕ ОСОБЕННОСТИ
ОБРАЗОВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ
МЕТАЛЛОВ И ПЛАСТМАСС
Основные концепции теории твердофазного соединения
различных металлов изложены в ряде работ [1 и др. ].
Многочисленные экспериментальные данные, полученные различными авто-
2* 35
рами, свидетельствуют о резкой интенсификации кинетики
схватывания в случае УЗС. При этом разными авторами
высказываются различные гипотезы для объяснения этого эффекта.
Наиболее интересная, на наш взгляд, модель «вакансионного насоса»
была предложена В. П. Алехиным [2]. Сущность ее состоит в том,
что в процессе наложения на свариваемые детали знакопеременных
напряжений (напряжение — сжатие) в течение каждого цикла
УЗС происходит изменение химического потенциала точечных
дефектов. В результате этого возникают периодические
пересыщения (при сжатии) и недосыщения (при разгрузке) по
вакансиям и соответствующие направленные диффузионные потоки
из объема свариваемых материалов к свободным контактным
поверхностям в процессе цикла сжатия и, наоборот, от свободных
поверхностей в объем свариваемых материалов в процессе циклов
разгрузки. При выходе вакансий на свободную поверхность они
разрывают насыщенные химические связи и, таким образом, могут
являться активными центрами схватывания.
В процессе цикла разгрузки и появления растягивающих
напряжений вакансии уходят со свободной поверхности в объем
свариваемого материала, что также приводит к разрыву
насыщенных химических связей на свободной поверхности.
Таким образом, сущность модели вакансионного насоса
состоит в периодическом прокачивании направленного
диффузионного потока точечных дефектов, что позволяет резко
интенсифицировать кинетику схватывания. Точечные дефекты, в
частности вакансии, являются активными центрами твердофазного
взаимодействия в силу действия следующих факторов. Во-первых,
они, как и дислокации, являются источниками и носителями
свободных ненасыщенных связей. Во-вторых, концентрация
вакансий на несколько порядков превышает концентрацию
дислокаций в кристаллах. В-третьих, вакансии являются основным
фактором, лимитирующим скорость протекания диффузии, т. е.
процесса объемного взаимодействия. В-четвертых, концентрация
вакансий в приповерхностных слоях всегда намного выше, чем
в объеме материала, поскольку поверхность является практически
бесконечным источником и стоком точечных дефектов в кристалле.
Направленный поток вакансий при этом существенно
интенсифицирует кинетику гетеродиффузии и направленного массопе-
реноса.
Эффект резкой интенсификации кинетики схватывания и
увеличения скорости диффузии при УЗС подтвержден с помощью
исследования зоны сварного соединения на сканирующем
электронном микроскопе УХА-УЗ с локальным рентгеновским
микроанализатором.
S* Из рассмотрения зоны сварки (рис. 1.16) видно, что области
объемного взаимодействия представляют собой фактическую зону
интенсивного взаимного перемешивания обоих свариваемых
металлов. Для структуры в зоне сварки, по сравнению с основным
Рис. 1.16. Структуры контактных поверхностей раздела в зоне сварки в системе Си—А1,
снятые в сканирующем микроскопе с локальным рентгеновским микроанализатором
материалом, характерна «турбулентность». Причем это
свойственно периферийным областям зоны сварки, где существуют
максимальные относительные перемещения свариваемых
материалов.
Результаты рентгеноспектральных исследований образцов
соединения меди с алюминием (рис. 1.16), Ti с АМц и Си + АМц
показывают, что интерметаллидных фаз в зоне контакта нет,
поскольку концентрационные кривые взаимного распределения
элементов в зоне контакта имеют обычный традиционный вид
с нарастанием концентрации одного из элементов от 0 до 100 %.
Кривые не имеют горизонтальных ступенек, которые указывали
бы на существование интерметаллидных прослоек; очевидно,
прослойки не успевают образоваться За столь короткое время
сварочного цикла. Это является одним из принципиальных
преимуществ УЗС перед другими видами сварки в твердой фазе.
Представляло также интерес исследовать закономерности
контактной микродеформцции материалов в зоне УЗС, поскольку,
как известно, именно пластическая деформация материалов на
всех трех стадиях твердофазной топохимической реакции
определяет кинетику образования равнопрочного сварного соединения.
В частности, на первой стадии именно за счет контактной
микродеформации и смятия микровыступов образуется физический
контакт, т. е. свариваемые махериалы сближаются до расстояния
межатомного взаимодействия. На второй (активационной) стадии
за счет выхода структурных дефектов (дислокаций и вакансий)
на контактную границу раздела образуются ненасыщенные
химические связи, способные вступать во взаимодействие с
образованием прочного сварного соединения. На третьей (релаксационной)
стадии структурные дефекты, образующиеся при пластической
деформации, интенсифицируют кинетику объемного
диффузионного взаимодействия. Таким образом, все стадии твердофазного
соединения контролируются кинетикой микродеформации на
контактных поверхностях раздела свариваемых материалов.
37
Pi
СО
=35
&
§
I
ho
4. / II
+ Ah*
h *
Гл
У Kk
t
°4
jUu
.WJI
w.
L w z
на
)
k
e
h
Рис. 1.17. Типовая кинетическая диаграмма Р — h и ее накоторые параметры (а; 1 —
кривая нагружения; 2 — кривая релаксации; 3 — ветвь разгружен ия); диаграмма Р—Н
микродеформации Си (б); индентирование зоны объемного взаимодействия Си—А1 (в);
индентирование А1 (г; 7 — вдали от зоны объемного взаимодействия; 2 — вблизи от этой
зоны)
При этом необходимо подчеркнуть, что физические
закономерности пластической деформации поверхностных слоев
свариваемых материалов резко отличаются в структурном и
энергетическом отношении от аналогичных закономерностей деформации
внутренних объемных слоев материала [2 ]. Поэтому
существующие в литературе данные по указанным закономерностям для
объемных слоев материала нельзя использовать для изучения
кинетики УЗС и необходимо привлекать принципиально новые
методы для изучения контактной микродеформации при сварке.
Одним из таких методов является новый метод
микромеханических испытаний материалов с использованием прибора УПМ-1
(ИМЕТ) и регистрацией кинетики непрерывного вдавливания
индентора в координатах: непрерывное изменение нагрузки при
микровдавливании (Р, г) — непрерывное изменение глубины
отпечатка, т. е. глубины деформированного слоя h [1, 21. Данный
метод дал возможность точного экспериментального исследования
изменения некоторых деформационных свойств свариваемых
материалов. Типовая диаграмма микромеханических испытаний
в координатах приведена на рис. 1.17, а F — ширина петли
гистерезиса).
Методика проведения испытаний на кинетическое
микровдавливание была принята следующая: испытывались те же самые
металлографические поверхности образцов, которые
исследовались на сканирующем электронном микроскопе. Отпечатки
ставились на линии, расположенной под углом 60° к поверхности
раздела свариваемых материалов таким образом, чтобы на зону
основного 1 и 2-го материалов и зону диффузионного объемного
взаимодействия попало несколько отпечатков: не менее четырех —
в основном материале и не менее двух — в зоне диффузионного
38
HV-10'7
Рис. 1.18. Кривые масштабной
зависимости кинетической ми- / с
кротвердости, построенные по '
экспериментальным данным
системы Си—А1:
/ — вдали от зоны сварки (Си); /, 2
2 — вблизи зоны сварки; 3 —
вдали от зоны сварки (А1); 4 —
вблизи зоны сварки; 5 — А1—Си q g
зона диффузионного
взаимодействия, зона сварки
ол
0 12 3 bh.MKM
взаимодействия. Время выдержки под нагрузкой составляло 15 с.
Полученные экспериментальные данные для сочетания Си — А1;
Си — Си; А1 — А1 приведены на рис. 1.17, б. Из
экспериментальных кривых видно, что полученные на сканирующем
электронном микроскопе данные полностью коррелируются с
закономерностями микродеформации и деформационного
упрочнения в зоне УЗС.
Если сравнить диаграммы Р — А, снятые в зонах основного
материала, с зоной диффузионного взаимодействия, т. е.
непосредственно в очаге сварки, то видно, что диаграммы по
внешнему виду резко различаются.
Более пологий характер ветви нагружения, по сравнению
с диаграммами на других позициях, свидетельствует о
значительно меньшей твердости и плотности зоны шва УЗС по
сравнению с основными материалами. Таким образом, эти данные
полностью подтверждают турбулентный (вихревой) характер
деформации материала под сварочным наконечником, приводящий
к разрыхлению и уменьшению плотности металла сварного шва.
Количественные различия по значениям твердости Я = 37,84 P/h2
представлены на рис. 1.18, которые получены путем обработки
экспериментальных диаграмм, приведенных на рис. 1.17, б. Из
рисунка видно, что значение твердости по Виккерсу (HV) при
h = 2,5 мкм составляет 47 непосредственно в зоне шва А1 — Си,
в то время как твердость А1 составляет 68, а Си — 116.
Представляет принципиальный интерес тот факт, что
кинетические диаграммы показывают меньшую твердость и плотность,
т. е. разрыхление и разупрочнение материала не только
непосредственно в зоне сварного шва (в зоне диффузионного
взаимодействия), но и в зоне основного металла, примыкающего к зоне
диффузионного взаимодействия. Последнее отчетливо видно из
сравнения кривых 1 и 2 на рис. 1.18. Эти данные нельзя объяснить
с позиции чисто механического интенсивного турбулентного
течения, наличия внутренних разрывов сплошности материала
и его интенсивного «перемешивания». Они лишний раз
подтверждают реализацию при УЗС модели «вакансионного насоса».
Именно интенсивное знакопеременное «прокачивание»
диффузионных потоков вакансий в зоне сварного стыка приводит к его
39
предельному насыщению вакансиями, которые, в свою очередь,
коагулируя, существенно уменьшают плотность исходного
материала. При этом величина гистерезисных потерь Т" (см. рис. 1.17, а)
оценивалась по формуле
? = 8/Wl9
где б — ширина петли гистерезиса при разгружении и повторном
нагружении; W — параметр кинетической диаграммы. Р — А.
Исследования показали, что величина ? в зоне диффузионного
объемного взаимодействия значительно выше, чем в основном
материале. При разгружении и повторном нагружении инден-
тором ширина петли гистерезиса резко уменьшается, стремясь
к насыщению и некоторому предельному значению именно в зоне
УЗС. В пользу действия указанного фактора свидетельствует
также сравнение соотношений между твердостью по глубине
отпечатка HV и твердостью Hd, измеренной по диагонали
остаточного отпечатка в зоне сварного шва и в основном материале,
HV V CL^у?) '
где с — коэффициент формы индентора (с = 37,84 для пирамиды
Виккерса); Z — относительная высота навала, Z = hJ-)/~F; F —
площадь отпечатка; Ан — высота навала; WK — нормальная
деформация на контуре круглого отпечатка, равная
#м — твердость по Мейеру; v и vH, Е и Еи — коэффициенты
Пуассона и модули Юнга материала и индентора соответственно.
Измерения показали, что HV/Hd « 1,08 для основного
материала и ~1,02 — для сварного шва, что свидетельствует о его
меньшей плотности и пересыщении вакансиями, т. е. если
материал менее плотный, то он должен более интенсивно упрочняться
при деформации. И действительно, из сравнения кривых,
приведенных на рис. 1.18, видно, что кривая 5 с уменьшением Л
растет более интенсивно, чем кривые 3 и 4. Сравнительную
интенсивность роста HV вследствие действия масштабного фактора
и деформационного упрочнения материала из учета кривых для
h = 0,5 мкм и h = 3 мкм получим: А = Hh = 0,5/#л = 3, тогда
А НАГ=ъ = 1,73; 1,84; 2,22; 2,48; 3,е для КРИВЫХ ;' 2' 5' 4> 5
соответственно, что действительно свидетельствует о более
интенсивном деформационном упрочнении материала по кривой 2
по сравнению с кривой /, кривой 5 по сравнению с 1 и кривых 4, 5
по сравнению с 3 и 4.
Аналогичную тенденцию показывает оценка величины п =
= А/(АА) — показателя интенсивности проявления масштабной
40
зависимости твердости от размера
отпечатка. Так, например, графическое
дифференцирование ветви нагружения на рис.
1.17, б при h, равном 0,5 и 3 мкм, дает
значения h = 1,65 и 1,83, что
свидетельствует о существенном увеличении степени
деформационного упрочнения с
уменьшением глубины деформированного слоя.
Графическое дифференцирование ветви
нагружения в парах Си—АМц, Ti—АМц
показывает такую же тенденцию и
полное совпадение с закономерностями уп-
6) 8)
а. .—. . сл
to
20
к
А1
^
г=^
40 80 мкм
0,75
0,55
0,25
0
т,к
673
573
<*73\
373
У
-—
*о
Л
1
J-
Г И И
о 1 г зьсв.с
К
\\
Си
\
W
80
120мкм
Рис. 1.19. Типовой термоцикл в зоне сварки Си—А1 (а); зависимость концентрации
алюминия (массовые доли) в меди (б) и меди в алюминии (в) от расстояния границы раздела
при термоцикле а
рочнения, оцененными по параметрам Hhl/Hh2; интенсивности
нарастания кривых HV = / (К) при уменьшении h и др.
Варьируя параметрами ультразвукового поля, можно получить
уплотнение структуры в зоне сварки.
Определение коэффициентов диффузии в паре Си—А1 было
проведено и на базе измерительных комплексов. При сварке
температуру контролировали с помощью хромель —
алюминиевых термопар диаметром 0,2 мм, запрессованных непосредственно
в зону сварки. Запись термоциклов осуществляли на
осциллографе. Типовая осциллограмма приведена на рис. 1.19.
После ультразвуковой сварки образцы разрезали по зоне
сварки и проводили рентгеновский микроанализ с помощью
прибора МС-46 фирмы КАМЕКА. Распределение концентрации
С (х) определяли по глубине диффузионной зоны в чистом
металле от границы раздела. Вводились поправки на поглощение,
атомный номер и флуоресценцию по программе ZAF F—5) из
стандартного математического обеспечения сканирующего
микроскопа — микроанализатора КАМЕБАКС (число выводимых на
печать знаков после запятой было увеличено до 5). Локальность
метода составляла 0,9—1,3 мкм, а чувствительность — 0,08—
1, % от содержания элемента.
41
Одной из методических трудностей определения С (х)
является правильная оценка фона, который появляется из-за
намазывания при изготовлении шлифа одного материала на другой.
При незначительном удалении от границы раздела свой вклад
в фон вносят также отраженные электроны. У самой же границы
раздела возникают трудности интерпретации результатов из-за
конечного размера зонда и флуоресцентного возбуждения одного
элемента другим. Чтобы исключить влияние этих факторов,
применялась следующая методика: шлифы образцов пары Си—А1
с оптическим плотным контактом и не сваренные ультразвуком
служили для измерения фона. Измерение фона проводили при
тех же параметрах, что и сваренных ультразвуком образцов:
шаге и направлении движения зонда, ускоряющем напряжении
и силе тока и др. Полученные кривые С (х) графически вычитались
из суммарных кривых, измеренных на изучаемой диффузионной
паре.
На полученных таким образом кривых С (х) (рис. 1.19, б и в)
одна из крайних точек (правая) определялась чувствительностью
метода, другая — около границы раздела — размерами зонда.
Чтобы избежать ошибок, возникающих в связи с последним
обстоятельством, обработку кривых С (х) вели, отступив от границы
на расстояние 10 мкм. Отметим, что значения С при х = 0 должны
соответствовать растворимости одного элемента в другом, что,
как следует из рис. 1.19, б и в и диаграмм состояния для пары
Си—А1, в данном эксперименте соблюдалось.
При определении коэффициентов диффузии по
концентрационным кривым, приведенным на рис. 1.19, видно, что мы имеем
дело с неизотермическим тепловым процессом, т. е. коэффициент
диффузии Д зависит от времени t.
Таким образом, после ультразвуковой сварки Си—А1 были
получены следующие коэффициенты диффузии: меди в алюминии
Дх = 2-Ю см2/с, алюминия в меди Д2 = 1,4-10"Б см2/с.
Известные значения этих коэффициентов диффузии, полученные при
обычном нагреве, при 500 °С соответственно составляют 2,5 X
X 10~12 см2/с и 1,7-10~12 см2/с, т. е. здесь ускорение диффузии
алюминия и меди при ультразвуковой сварке составляет около 107.
При ультразвуковой сварке происходят сложные процессы,
связанные с относительными перемещениями границы раздела,
пластическим деформированием и др. Для выявления влияния
ультразвука на диффузию в системе Си—А1 без элементов внешнего
трения проводили следующие опыты: в медные стержни диаметром
8 мм и длиной / = к/2 (где X — длина волны звука для
соответствующей температуры) запрессовывались цилиндры диаметром
1,5 мм на различных расстояниях от свободного конца. После
предварительного отжига при 420—450 °С в течение 1 ч,
необходимого для образования диффузионного соединения между
металлами, образцы подвергались ультразвуковому воздействию при
42
Таблица 1.5
Сравнительная прочность
сварных соединений меди
Тип
соединения
1
1
2
Режим сварки
ьсв»
мкм
20—25
20—25
16
* Диаметр
0,6 мм.
* * Получен
^св»
Н
3200
1650
4400
свар!
о авто
*св»
С
5,35
2,50
1,10
^срез *» кг
200
210
320±45**
юй точки равен
ром.
| I у%
т "— >/>с^
о
0~%т)
f-10'
L+-W~
0,25 0,50 0,15 ет-10
-4
Рис. 1.20. Зависимость относительного
коэффициента взаимной диффузии 2% 3
и внутреннего трения / от амплитуды
деформации приразличных
температурах
этих температурах в течение 3—4 ч по методике, описанной в
других работах. Так как при столь длительных выдержках и
температурах 420—450 °С образуется ряд интерметаллических
соединений, то коэффициент взаимной диффузии в системе Си—А1
вычисляли по методу Матано. Для этого определяли
концентрационные кривые С (х) по всей диффузионной зоне как в чистых
металлах, так и в их фазах. Опыты проводили при различных
амплитудах смещения на свободном конце ?св. Амплитуду
деформации в пучности определяли по выражению
гт = BяД) 60В.
В результате исследований были получены зависимости
коэффициентов взаимной диффузии в системе Си—А1 от амплитуды
деформации (рис. 1.20)/ Из рисунка видно, что ускорение
диффузии наблюдается при амплитудах ет, больших некоторого
порогового значения гт1 в 5 раз. При ет > ет1 наблюдается также
резкое возрастание внутреннего трения Q (em), обусловленного
движением, взаимодействием и размножением дислокаций
(рис. 1.20, кривая 1). Величину Q (em) определяли
термоакустическим методом.
Возвращаясь к основным силам, действующим в зоне сварки,
необходимо остановиться на следующем.
Ведущая роль внешнего трения свариваемых поверхностей
в процессе образования соединения безусловна. Это имеет ряд
экспериментальных подтверждений. Благодаря выбранному
режиму сварки, например есв == 16-^30 мкм, FCB = 0,2-^-2,0 кН,
обеспечивались условия, когда свариваемые поверхности
проскальзывают относительно друг друга (трение скольжения), что
вызывает их изнашивание, которое обусловлено разрушением
возникающих между деталями зон схватывания. Затем появляются
более прочные зоны схватывания, которые не разрушаются,
а подвергаются значительным сдвиговым деформациям, вызываю-
43
щим пластическое течение металла. Такие характерные участки
больших пластических деформаций наблюдаются в
микроструктуре сварных соединений при сварке в режиме значительных |св
и небольших FCB. Тенденция к повышению амплитуды колебаний
сварочного наконечника предопределялась стремлением
увеличить проскальзывание свариваемых поверхностей и
интенсифицировать на них процессы внешнего трения (табл. 1.5, тип
соединения 1).
Нами высказано предположение, что описанный процесс и
обеспечивающий его режим сварки не являются оптимальными.
Оптимальным будет, по-видимому, режим, при котором
интенсивные процессы сухого трения свариваемых поверхностей сведены
до минимума, возникающие зоны схватывания не разрушаются
и не подвергаются большим пластическим деформациям. Это
должно быть обеспечено использованием сравнительно малых ?св
и больших FCB. Такой режим должен был бы обеспечить
образование более равновесной, чем в рассмотренном выше случае,
структуры в силу более благоприятных условий для диффузии в
неразрушающихся зонах схватывания.
Исследованы процессы образования сварных соединений такого
типа на алюминии и меди. Следует отметить, что использование
принципиально новых режимов сварки позволило получить
соединения, в микроструктуре которых не обнаружено следов износа и
больших пластических течений металла. Такие соединения
обладают лучшими прочностными свойствами. Сравнение прочности
соединений из меди толщиной 1,0 + 1,0 мм (тип соединения 2)
приведено в табл. 1.5. Разрушение этих соединений при
испытаниях на срез происходит в большинстве случаев путем вырыва
сварной точки. Прочность соединений при испытаниях на отрыв
составляет до 50 %.
Удельная прочность сварного соединения остается
постоянной при любом времени сварки, а прочность соединения растет
за счет увеличения числа зон схватывания. В конце концов они
заполняют всю площадь «полированного» пятна, сливаются друг
с другом и образуют сплошное соединение.
Образование общих зерен в зоне соединения при сварке в
режиме малых ?св и больших FCB получено нами и на металлах
с гексагональной кристаллической решеткой (для магния б =
= 0,3 мм и цинка S = 1 мм). Изложенное позволяет
сформулировать основное условие модификации режима сварки с целью
возможности возникновения сварного соединения и образования
тех или иных структур. Условия УЗС металлов, при которых
сварочное усилие находится на уровне до FCB <; ат свариваемого
металла, а амплитуда колебаний сварочного наконечника не
превышает тех, которые вызывают относительное проскальзывание
свариваемых деталей, являются более целесообразными.
Таким образом, основным условием получения сварных
соединений, обеспечивающим высокие прочностные характеристики,
44
Таблица 1.6
Сравнительные данные некоторых полимеров
Полимер
ПАША
'ПС
пэ
пп
пвх
ПЭТФ
ПА
пвс
Полиизо-
бутилен
П р и м е ч
молекулярн
?•10», МПа
2,7—2,9
2,8—3,5
0,09—0,70
0,91—1,19
2,45—2,8
2,9—3,8
2,8—3,5
2,8—3,5
—
а н и е. Здеа
ые масса звена
0-», м-1
35
35
55
55
55
55
55
—
—
Ч>*
0,59
1,20
—
12,20
0,38
—
26,6
—
—
мзъ
100
104
28
84
62
195
—
85
55
мкр
50 000
40 000
9 000
21 000
12 000
22 000
—
5 000
1 200
э -ф2 — показатель свариваемости; Мзв. М
и критическая масса
ВМС
500
400
300
250
. 200
120
—
60
20
кр ~
равновесную структуру при минимальных энергетических
затратах, является сдвиг энергетического спектра движения сварочного
наконечника в сторону увеличения колебательных напряжений,
циркулирующих в зоне сварки. Серьезным ограничением
механизма образования сварного соединения являются поверхностные
пленки. Износ пленок (механоабразивный, физико-химический)
является необходимым условием образования сварных
соединений при УЗС.
Практически изучение физико-химических явлений, связанное
с образованием сварного соединения полимеров и интенсивным
вводом энергии ультразвука в зону сварки, находится в начальной
стадии.
Рядом исследователей высказаны гипотезы, которые в
какой-то мере представляют интерес и задевают комплекс явлений,
свойственных процессу УЗС полимеров [6, 8, 9 и др.].
Критический анализ этих концепций дан в работе [6]. В частности, там
показано, что существующие представления о механизме
образования сварного соединения далеко не полны, односторонни,
противоречивы. С этим можно согласиться. Основным вопросом
исследователей являлся, как правило, поиск показателя
свариваемости полимеров. В качестве таких показателей в свое время
предлагали модуль упругости ?, коэффициент затухания |5 и т. п.
Сравнительные данные для некоторых полимеров приведены
в табл. 1.6. Такой подход является, на наш взгляд,
малоперспективным, хотя бы потому, что он является в значительной мере
условным. Действительно, почему при исследовании механизма
сварки металлов и не пытаются найти какой-то обобщенный
критерий свариваемости?
Более серьезной является постановка вопроса о свариваемости
как о процессе энергетическом. Для того чтобы образовалось
45
сварное соединение, надо свариваемые материалы довести до
вязкотекучего состояния, т. е. надо ввести определенное
количество энергии. Специфика УЗС полимеров в отличие от
тривиального случая нагрева теплотой, например горячим воздухом,
клином и т. п., заключается в том, что источник энергии и ее
преобразование выступают в виде ультразвуковых колебаний
сварочного наконечника свариваемых материалов, опоры, т. е.
энергии внешнего и внутреннего трения.
Анализ литературы [6, 8] показывает, что наиболее спорным
является положение о значимости внешнего и внутреннего
трения в механизме преобразования энергии. Из полученных нами
экспериментальных данных следует, что в зависимости от свойств
свариваемых материалов механизм преобразования энергии
трансформируется так: при сварке полимеров роль внутреннего трения
существенно повышается или становится доминирующей
(например, полиэтилен). Исключить выделение энергии в процессе
внешнего трения даже при сварке мягких полимеров, как это
предложено исследователями [6], нельзя исходя из следующих
соображений.
Движение сварочного наконечника относительно свариваемого
материала — удар — вызывает его деформацию. Возврат
.материала в исходное положение без потерь возможен только при
условии идеальных упругих свойств свариваемого материала,
но такому материалу не свойственен и механизм внутреннего
трения. Если учесть, что удар является классической
разновидностью внешнего трения, то оснований, для противоречивых
толкований нет. Важным является то обстоятельство, что с
энергетических позиций механизм свариваемости полимеров надо
рассматривать как способность материала «поглотить» энергию
ультразвука. В общем случае можно принять, что для достижения
полимером вязкотекучего состояния нужна энергия
Q&cyTUJl26S,
где су — объемная теплоемкость свариваемого материала; Гпл —
температура плавления полимера; 6 и S — толщина и площадь
зоны сварки.
Эта энергия должна выделяться в зоне сварки, что является
.основным условием образования сварного соединения. Несмотря
на внешнюю тривиальность такого утверждения, оно является
ответом на многочисленные вопросы относительно свариваемости
тех или иных полимеров. Например, трудности со сваркой фторо-
пласта-4 можно объяснить именно этим обстоятельством.
Сравнительно высокая температура его плавления и, как следствие,
необходимость значительного количества энергии, это с одной
стороны, с другой — крайне низкий коэффициент внешнего
трения, низкая температура, при которой исчезают в нем
гармонические колебания и нарушается механизм тепловыделения в
результате процессов внутреннего трения.
46
Однако ни в коем случае нельзя полагать, что поглощение
энергии при УЗС полимеров должно идти только за счет потерь
внутреннего трения. Увеличение коэффициента потерь при этом
ведет к резкому затуханию ультразвуковых колебаний в зоне
сварки и снижению эффективности механизма внешнего трения,
поскольку на эффект преобразования энергии работает весь объем
зоны сварки. В этом отношении примером может служить
полистирол.
Таким образом, с позиций энергетики процесса ясно, что
энергии ультразвука, выделяющейся в зоне сварки, должно быть
достаточно для образования сварного соединения, но
перераспределение энергии от процессов внешнего и внутреннего трения
определяется, по существу, свойствами свариваемого материала„
Однозначных представлений о физико-химических явлениях,
происходящих непосредственно в зоне сварки, в настоящее время
нет. Анализируя литературу [6, 8 и др.], нужно признать, что
реологические концепции, изложенные в работе К. И. Зайцева
и Л. Н. Мацук [8], являются наиболее работоспособными. При
этом необходимо обратить внимание на следующие особенности
образования сварного соединения полимеров.
Температура свариваемых поверхностей достигает, как
правило, температуры вязкотекучего состояния. Материал находится
в знакопеременном механическом поле колебаний. В плоскостях
раздела полимера, находящегося в вязкопластическом состоянии,
идет интенсивное перемешивание микрообъемов контактирующих
слоев. Не исключено «насосное» действие поверхности источника
ультразвука [6]. В любом случае, если поверхности свариваемых
материалов находятся в состоянии расплава, процесс УЗС
полимеров аналогичен сварке плавлением.
При температурах в зоне сварки ниже температуры текучестиг
образование сварных соединений обусловлено диффузионными
процессами, которые интенсифицируются УЗС колебаниями.
Образование сварного соединения при УЗС идет, как правило, без
разложения материала — деструкции, путем перемещения
сегментов макромолекул. Сегмент является основной структурной
единицей, связывающей основные физико-химические и
морфологические свойства полимеров и, в частности, молекулярную массу,
температуру стеклования и текучести. Можно сделать
предположение, что величина сегмента в какой-то степени может служить
показателем свариваемости полимеров [17].
Глава 2
СТАБИЛИЗАЦИЯ ПРОЦЕССА
ПЕРЕДАЧИ ЭНЕРГИИ В ЗОНУ СВАРКИ
2.1. ОБЩАЯ ХАРАКТЕРИСТИКА ПРИЧИН
ДЕСТАБИЛИЗИРУЮЩИХ ПРОЦЕСС СВАРКИ
Стабилизация процесса сварки является узловым вопросом
всей технологии УЗС. Исследователи неоднократно возвращались
к этой проблеме [11 и др.], но решения или, по крайней мере,
информации, освещающей ее с достаточной полнотой, до сих пор
нет. Более того, в последних работах, в которых затрагивается
эта тема, содержатся ошибочные толкования.
Процесс УЗС является результатом взаимодействия
многочисленных и сложных факторов. Передача энергии связана с ее
многократным преобразованием и распространением по
переменным в процессе сварки волновым сопротивлениям. Нами проведен
анализ причин, дестабилизирующих процесс сварки, проведена
их классификация и составлена их общая схема (рис. 2.1). Все
причины можно разделить на четыре основные группы.
Первая группа причин связана с влиянием
сопротивления нагрузки на колебательную систему, конкретно на
сварочный наконечник, который является источником
интенсивного ультразвука.
Исследователи принимали во внимание изменение амплитуды
колебаний А|св сварочного наконечника и частоты Д/. Для
восстановления частоты использовались, как правило, различные
системы АПЧ. Спад амплитуды колебаний сварочного
наконечника и ее стабилизация в процессе сварки рассматривались как
естественное явление, несмотря на глубину спада. В ряде работ
этот спад Д?св рекомендован как критерий качества сварки.
Такие понятия, как колебательные напряжения, циркулирующие
в зоне сварки, не рассматривались.
В ряде работ [18 и др.] показано, что колебательная система
должна обладать определенными выходными характеристиками.
Колебательная скорость, напряжение и, в конечном счете,
мощности сварочного наконечника должны потенциально
соответствовать возникающим нагрузкам. Чем больше дестабилизация*
этих величин под влиянием нагрузки, например спад ?св, тем
больше разброс прочности сварных соединений. К сожалению,
использование колебательных систем, не обеспечивающих этого
условия, — наиболее типичная ошибка исследователей и
разработчиков оборудования для УЗС.
Анализ причин дестабилизации, связанных со взаимодействием
акустической системы со свариваемыми деталями, как нагрузки
на систему изложен ниже.
48
Система Нагрузка
Af
ASce
Ь?зк6
cosAtp
Af
ЛЬсв
A'F»kS
cos Aip
AS |
Ape
AT
СП
AT
A<5>
MB
Ad
AS !
пСП
fc6;AF
AI cosAtp AP3/!
-0rsj
Рис. 2.1. Общая схема причин, дестабилизирующих процесс ультразвуковой сварки:
AFgKB —•• изменение эквивалентной колебательной силы; cos Лф — сдвиг фаз колебаний;
AS — изменение площади контактирования сварочного наконечника со свариваемыми
деталями, деталей между собой и опорой; Аре — изменение волнового сопротивления;
А Г — изменение температуры; СП — состояние свариваемых поверхностей; АЯ^, Дат —
изменение механических свойств и толщины контактирующих материалов; Аб —
изменение сварочного усилия; А*св — изменение сварочного времени; At/, А/, «СП —
изменение выходных параметров источника питания (ИП) акустической системы; АРэл —
изменение электрической мощности источника питания
Вторая группа причин, вызывающих
дестабилизацию процесса УЗС, связана со способностью сварочного
наконечника передавать энергию в зону сварки. Сюда можно отнести
следующее: изменение площади его непосредственного контакта
со свариваемыми деталями, измерение волнового сопротивления,
состояния поверхности и антиадгезионных свойств к свариваемому
материалу. О значении этих факторов свидетельствует следующее.
Передача энергии идет в плоскости контактирования сварочного
наконечника. Чем больше перепад ее значения в процессе сварки,
тем сильнее выражена дестабилизация. Экспериментально
установлено, что при использовании сварочных наконечников
сферической формы изменение площади его контактирования со
свариваемой деталью весьма значительно. При этом волновое
сопротивление меняется и за счет скорости распространения
ультразвука, которая зависит от площади фронта волны. Уровень
передачи энергии зависит от характера контактирования сварочного
49
наконечника со свариваемыми деталями. При условии, что
материал сварочного наконечника обладает «элементарными»
адгезионными свойствами, процесс УЗС становится практически
невозможным.
Третья группа причин — зона сварки.
Свариваемые материалы при воздействии ультразвука находятся в сложном
термомеханическом состоянии. Наиболее важным, на наш взгляд,
является то обстоятельство, что уровень и характер поглощения
энергии в значительной мере предопределяются состоянием не
основного свариваемого материала, а поверхностными пленками.
Пленки любых видов снижают возможность образования
сварного соединения, а в ряде случаев исключают получение
технологического эффекта. Сварное соединение должно произойти по
основному металлу. Значит, за предельно короткий период
изнашивания, предшествующий образованию сварного соединения,
должно произойти полное или почти полное их устранение из зоны
сварки.
Эти вопросы интересовали исследователей в максимальной
степени. О влиянии поверхностных пленок при твердофазном
соединении опубликовано достаточно большое число работ. Этот
интерес исследователей понятен, так как сварка различных
материалов без снятия оксидных и других пленок является одним из
наиболее важных преимуществ в УЗС. Однако при наличии пленок
существенно дестабилизируется процесс УЗС. Разработка
надежных методов стабилизации УЗС в этом случае зависит только
от конкретных зависимостей прочности и стабильности процесса,
от наличия тех или иных пленок.
Четвертая группа причин связана с
конструктивными недостатками сварочных машин, точнее, с источниками
питания — ультразвуковыми генераторами и, в некоторой
степени, с акустическими системами. К ним надо отнести:
нерациональную опору, неустойчивый температурный режим
преобразователя, волноводов, генератора, колебания напряжения сети
и т. д.
2.2. МЕТОДЫ СТАБИЛИЗАЦИИ КОЛЕБАНИЙ
СВАРОЧНОГО НАКОНЕЧНИКА
На уровень амплитуды колебательного смещения сварочного
наконечника |св при условии, что система работает в резонансе,
существенное влияние оказывает сопротивление нагрузки. В
общем случае чем больше это сопротивление (в нашем случае оно
выражено через FCB), тем меньше амплитуда колебаний
наконечника.
Полученные нами зависимости ?св от FCB, показанные на
рис. 2.2, а, однозначно подтверждают это положение.
Ряд исследователей рассматривали возможный вариант связи
сварочного наконечника с нагрузкой. Исходя из анализа линеари-
50
ю
О 300 600 900 1200Fc8,H 0 0,2 0^ Оу6 0,8tc6,c
Рис. 2.2. Зависимость амплитуды колебаний сварочного наконечника от усилия сжатия FQB
(а) и времени сварки ((Г) при использовании различных колебательных систем:
1—3 — система с коэффициентом усиления, равным соответственно 8, 4, 2
зованных уравнений колебательной системы получим, что когда
приведенное сопротивление нагрузки становится равным
сопротивлению системы, мощность в нагрузке максимальная и равна
одной четверти холостого хода. Однако при этом амплитуда
смещения сварочного наконечника в режиме сварки составляет только
половину от значения, полученного в режиме холостого хода.
Не затрагивая уравнений, посредством которых получены
эти соотношения и их правомерность, заметим следующее.
Допустим, что в процессе сварки сопротивление нагрузки изменится
от нуля (режим холостого хода) до оптимального. Тогда со всей
очевидностью амплитуда колебательного смещения сварочного
наконечника претерпит изменение: упадет до половины своего
первоначального значения. В силу неравномерности развития
нагрузки, что вполне вероятно, колебательные смещения
сварочного наконечника от сварки к сварке не будут повторяться.
Экспериментально это подтверждается семейством кривых 1>
приведенных на рис. 2.2, б, полученных нами при исследовании
ряда колебательных систем. В то же время достаточно хорошо
известно, что одним из основных недостатков машин
ультразвуковой сварки является низкая повторяемость режима сварки,
которая приводит к существенному разбросу прочности сварных
соединений.
Процесс образования сварного соединения —- энергетический.
Условием повторяемости ввода энергии в зону сварки является
повторяемость энергетических параметров режима сварки,
важнейшим из которых является амплитуда ?св, точнее колебательная
скорость сварочного наконечника и сопротивление нагрузки Rn,
обеспечивающих воспроизводимость плотности потока
ультразвуковой энергии. Повторяемость этого эффекта может быть
обеспечена при отклонениях ?св и RB, не превосходящих заданных норм
51
Рис. 2.3. Принципиальная схема ввода ультразвука при сварке металлов (а) и
полимеров (б):
1 — преобразователь; 2 — волновод; 3 — свариваемые детали; 4 — опора
в течение всего процесса сварки. Безусловное выполнение этих
требований очевидно.
Сопротивление нагрузки, как уже было сказано выше, —
трудно регулируемый параметр, поскольку связан с нелинейными
процессами трения. Практически для стабилизации процесса
трения и сопротивления нагрузки в целом хотя бы в некоторой
степени поверхности свариваемых металлов перед сваркой
обрабатываются: протираются в бензине, спирте, проходят травление
в слабых растворах щелочей и т. д. Увлечение подготовкой
материалов перед сваркой сводит «на нет» одно из основных
технологических преимуществ УЗС — возможность сварки металлов без
предварительной подготовки поверхности. Из этого следует, что
основным параметром, определяющим энергетику процесса и
которым возможно управлять, является колебательная скорость
сварочного наконечника.
Нами рассмотрены условия допустимых нагрузок на сварочный
наконечник, возникающую при этом дестабилизацию его
амплитуды колебаний и, как следствие, механической прочности
сварных соединений при использовании продольных систем, систем
с использованием стержней, работающих в режиме изгибных
колебаний и дисков. В основе такого подхода лежат известные
положения теории колебаний [3 и др.]. Во BHHMaHnes приняты
работы ряда исследователей, которые в той или иной мере
подходили к решению этой проблемы [6 и др.].
Принципиальная схема ввода колебаний в процесс сварки при
использовании продольной системы волноводов (однородных и
переменных по сечению звеньев — их может быть несколько)
приведена на рис. 2.3, а. При использовании сравнительно
низких частот колебания вводятся тангенциально относительно пло-
52
скости свариваемых металлов; при сварке полимеров или
использовании высоких частот — нормально (рис. 2.3, б).
Для точечной и шовной сварки металлов используется система
волноводов, соединенных по продольной и так называемой
продольно-поперечной схеме волноводов с использованием стержня
или диска, работающих в режиме изгибных колебаний [19 и др. ].
Решение для продольного волновода дано в работе [16].
Остановимся на исходных и конечных результатах этого
исследования. Исходное уравнение колебаний продольного волновода для
установившегося режима имеет вид
п*)+^$гм+*2(*) = о, BЛ)
где ? — амплитуда колебаний сварочного наконечника.
Примем, что выходной конец — сварочный наконечник —
находится под нагрузкой сварочного усилия FCB. Свяжем эту силу
с эквивалентными колебательными силами, действующими в зоне
сварки, посредством безразмерного коэффициента k. Тогда
граничные условия имеют вид: при х = I ES2l (/) = —&'FCB.
Преобразователь жестко соединен с концентратором: при х = О
1вх = ?• В общем виде входное сопротивление концентратора
равно отношению силы к скорости. В результате получаем
ZBX = ?S2r (/)/[co|(/)l.
Опуская преобразования, которые даны в работе [16], имеем
7 ___ . EStk [k'FCB/(ES2kl)] — Nbx sin kl + Ш2 cos kl (C) 9.
L™-l a) N (cos kl + 68 sin kl) ' Kl%A)
где ESxkfco — волновое сопротивление входного конца
концентратора; N; 6г; б2; 83 — функциональные коэффициенты,
зависящие от формы изменения поперечного сечения продольного
волновода.
Из уравнения B.2) при ZBX = 0 получаем уравнение
собственных частот волновода при нагрузке на сварочный наконечник, ,
равной k'FCB,
ES2kl [N (б2 cos kl + 61 sin kl) ] = k'FCB.
Коэффициент усиления концентратора равен отношению
амплитуды смещения на выходе к амплитуде смещения на его
входе, т. е.
&у == ьвых/ьвх«
Опуская преобразования, имеем
, 1 — Л^а (б2 cos kl sin kl + б! sin2 kl)
* - N(coskl + b2smkl)
Для конического концентратора, принимая
л _ (l — N)* + (kl)*N . д _ -(i-#J . « _ \-N
0l ~" kl*N ' °»~" klN ' °3~~ klN >
53
о)
hi
Ь0\
3.0\
Y^^
\Ahb^
ЩЬг^
^ЛкЬ3
&
V>-
^^
0
о л
0,1
yui
' -
\aiz
*у1
О
0,1 0,2 0,3 у
0,05
0,1 у
Рис. 2.4. Зависимость резонансной частоты (а) и входного сопротивления
колебательной системы (б) от нагрузки
получаем
. ¦,w=y;~"+r-',yjtM"f-"'-ar
вх ' (о N{co&kl + l(l—N)/(klNy]smkl)
Из последнего выражения при ZBX = 0 получаем уравнение
собственных частот
A — N)* + (klJ N
sin kl
(\—N)%
k
(kl)* ^"'v* kl
Коэффициент усиления
(l ^)Г-A-^J + ^/J>
coeW-g"..
(klJ
sin2 ft/ — A U1NJ cos ft/ sin
kl]
B.3)
B.4)
#{[0— N)/(klN)-] sin ft/ + cos kl}
Аналогичные выражения получены и для экспоненциальных
концентраторов [17].
Из уравнения собственных частот имеем
k'F0J{ESJ*l) = y.
Проведен анализ полученных уравнений и их решений с
конкретными числовыми значениями колебательных систем 7,
используемых для УЗС.
Приведенные на рис. 2.4 кривые позволяют сделать следующие
выводы. При увеличении нагрузки резонансная частота системы
изменяется: чем больше коэффициент усиления, тем это изменение
выражено больше (Aklx > Ш2 > Д&/3).
Сравнение показывает, что при увеличении нагрузки до 0,03
собственная частота конического концентратора с k7 = 1 уходит
от начальной до 0,008. Если учесть, что рабочая частота находится
на уровне 22 кГц, то А/ « 175 Гц. Этот процесс дестабилизации
частоты увеличивается с увеличением ky: например, при kY = 5
у = 0,03, А/ ** 330 Гц.
При увеличении нагрузки возрастает входное сопротивление
системы. Чем больше ky системы, тем динамичнее изменение
54
%вх (&zi > AZ2) (рис. 2.4, б), т. е. уход частоты — при одних
и тех же нагрузках — при использовании системы с большим ky
более интенсивен, а процесс сварки более дестабилизирован.
Например, при у = 0,05 и ky = 1 ZBX/Z0 = 0,075; при ky = 5
?BX/Z0 = 0,15.
При использовании, например, систем с ky = 2,5 и
увеличении у с 0,05 до 0,1 сопротивление нагрузки возрастает с 0,15
до 0,23. Практически это означает следующее. При сварке
сопротивление нагрузки переменно. Есть тенденция его изменения
в сторону увеличения, так как при заданном контактном
давлении площадь сопряжения сварочного наконечника
увеличивается, условия передачи энергии улучшаются, k6 растет.
Увеличение сопротивления нагрузки при заданных скоростях
колебаний сварочного наконечника ведет к непосредственной
дестабилизации энергии, поглощаемой в зоне сварки.
Для снижения элементов дестабилизации при работе таких
систем целесообразно соблюдать оптимальное соотношение
нормированной эквивалентной силы у и ky системы. Из рис. 2.4, а
следует, что при ky = 5 у = 0,05, при ky = 2,5 у = 0,25, при
ky = 1,5 у = 0,4, при ky = 1,0 у = 0,65 и т. д. Таким образом,
становится очевидным, что снижая ky системы, можно существенно
увеличить нагрузку на сварочный наконечник. Использование
систем с минимально возможным ky и ky < 1 является одним из
приемов развязки нагрузки от источника ультразвука. Это
положение легло в основу обоснования нового способа УЗС
(а. с. 252837) с использованием продольных колебательных систем
без АПЧ.
Свяжем величину у со сварочными усилиями, которыми можно
оперировать при УЗС.
Предельные эквивалентные силы, которые могут возникать на
сварочном наконечнике, можно получить из заданных нами
граничных условий. Тогда, учитывая данные, приведенные на рис. 2.4,
получаем
k'FCB = yES2(*lCB/(cky). B.5)
Полученное уравнение позволяет сделать вывод, что
предельная эквивалентная колебательная сила, которая может возникнуть
в зоне сварки в результате приложения сварочного усилия,
пропорциональна площади ввода энергии, амплитуде колебаний
сварочного наконечника и обратно пропорциональна ky системы.
Оценим эту силу системы с Е = 21-Ю9; S2 = 320-Ю м2: при
V = 0,05 k'FCB = 272 Н; при у == 0,1 k'FCB = 540 Н; при y =
= 0,2 k'FCB = 1090 Н и т. д.
Рассматриваемый прием расчета продольной системы исходит
из предложения, что мы ограничиваем величину нормированной
эквивалентной силы в зависимости от kyy так как это связано
с уходом собственной частоты системы от режима холостого
хода.
55
Таблица 2.1
Зависимость прочности сварных соединений меди
толщиной 0,2+ 0,2 мм от дестабилизации амплитуды колебаний
сварочного наконечника (мощность системы Р9Л =1,2 кВт,
*св = 0,63 с)
ky
8
4
2
|св, мкм
23
12
6,5
Д?св, мкм
-8,5 D0 %)
-2A6,6 о/0)
-0,5A0%)
FCB. Н
300
600
1500
^срез» Н
95—285
165
140—225
180
180—220
205
Диерез»
%
50
30
20
Число
образцов
15
15
20
Рабочий расчет систем производится из предположения, что
в зоне сварки возникает эквивалентная колебательная сила,
которая уже «внесена» в систему. Тогда фактически резонансные
размеры системы рассчитываются исходя из заданных величин у.
Так, например, для системы, с kl = 4,0 при ky = 5 у = 0,1;
при ky = 2,5 у = 2,5; при W = 4,6 и ky = 5 у = 0,2 и т. д.
Элементы дестабилизации в этом случае могут оцениваться по линии
кривой kl и зависят от угла ее наклона и величины у. Таким
образом, рассчитывая колебательную систему на заданные
величины 7, получаем возможность обеспечить необходимые значения
эквивалентных колебательных напряжений, смещений и мощности,
определяющие процесс УЗС.
Покажем реальные возможности продольных колебательных
систем экспериментально. В качестве двигателя использован
МСП типа ПМ-1,5. Концентраторы — экспоненциальный с ky = 8
и конические с йу = 4 и L = 2 — позволяли получить различные
?св в диапазоне от 7 до 25 мкм. Эти пределы практически
охватывают весь технологический диапазон амплитуд, применяемых
в настоящее время при ультразвуковой сварке. При испытании
установлено следующее. Система с максимальным коэффициентом
усиления k7 в режиме холостого хода и при контактном давлении,
равном нулю, имела |св = 23 мкм. С приложением сварочного
усилия FCB = 300 Н амплитуда упала до 14,5 мкм. При FCB =
= 1200-ь 1500 Н ?св = 8,5-^8,0 мкм. Осциллограммы изменения
6СВ в процессе сварки приведены на рис. 2.2, б.
Как видно из проведенных измерений, при использовании
системы 3 дестабилизация ?св по всем диапазонам реально
допустимых при сварке нагрузок незначительна. Отклонения в
установившейся электрической мощности систем при изменений
контактных давлений в пределах 300—18 000 Н не отмечено (Рэл =
= 1,2 кВт). Экспериментальные данные по сварке при
использовании этих систем приведены в табл. 2.1. Приведенные данные
56
показывают, что чем больше коэффициент усилия концентратора
при заданной мощности системы, тем сильнее выражен спад |св
в процессе сварки.
Таким образом, из изложенного следует, что проблема
дестабилизации амплитуды смещения сварочного наконечника и
собственно процесса сварки возникала прежде всего в результате
применения систем с нерациональными коэффициентами усиления
и неправильных методов их расчета.
В рекомендациях по расчету и использованию систем,
работающих по принципу «торможения», совершенно не учитывалась связь
их мощности с применяемыми амплитудами колебаний сварочных
наконечников. Наоборот, предлагалось использование
максимально возможных значений ?св. Это положение явилось
следствием малооправданной концепции: наибольшую разницу в
амплитудах смещений сварочного наконечника, получаемых в
режиме холостого хода и при сварке, рассматривали как основу
рационального энергетического процесса.
Использование колебательных систем со стержнем,
работающим в режиме изгибных колебаний и передающим энергию в зону
сварки, весьма целесообразно. Стержень позволяет резко
увеличить технологические возможности сварочной машины, в
максимальной степени приближая их возможности к возможностям
машин для контактной сварки.
Нами колебательная система рассматривается в плоскости
обеспечения условий передачи энергии в зону сварки с целью
получения устойчивого технологического эффекта.
Как уже упоминалось выше, рядом исследователей были
сделаны попытки решения этой проблемы применительно к УЗС
металлов. Однако результатов, удовлетворяющих требованиям
современного технологического процесса УЗС, единой методики
расчета и построения таких систем до настоящего времени не
отработано.
Приведем исходное уравнение изгибных колебаний стержня.
Оно имеет вид
Общий интеграл уравнения
Ф (х) = A cos kx + В sin kx + С ch kx + D sh kx. B.6)
Граничные условия для стержня, передающего энергию в зону
сварки в режиме изгибных колебаний, показаны на рис. 2.5.
Считаем, что нагрузка для сварочного наконечника не создает
вращающего момента, колебательные напряжения в зоне сварки
^экв = &'^св фиксируются перерезывающей силой.
Для стержня, связанного с продольным волноводом,
принимаем, что амплитуда колебаний на выходном конце продольного
волновода передается стержню без изменений.
57
iz1 °'tlJ4z'-
92 = —/ (chklcoskl- 1) +
Рис. 2.5. Принципиальная схема
ввода ультразвука посредством
изгибных колебаний стержня:
/ — волновод продольных
колебаний; 2 — волновод изгибных
колебаний; 3 — свариваемые детали;
*'¦— усилие сжатия свариваемых
-ПГс8 деталей
По заданным
граничным условиям
определены постоянные
интегрирования и получено
выражение для входного
сопротивления стержня в точке
ввода силы [16]
k'FCB
Vi*.E.
(shkl — sinfc/), B.7)
где Z0 = EiJikl/co; E\JX — жесткость стержня.
При ZBX = 0 получаем уравнение собственных частот стержня
1 — ch kl cos kl __ k'FCB __ . • '
sh kl — sin kl ~ E1J1kllBUX = У' ^"^
Анализ уравнений B.7) и B.8), конкретных зависимостей
входного сопротивления стержня и его собственных частот от
сварочного усилия и эквивалентных сил, циркулирующих в зоне сварки,
показал следующее. С приложением нагрузки входное
сопротивление и резонансная частота стержня меняются (рис. 2.6).
Из уравнения B.8) имеем:
FCB. изг = yEiJikltwJkx. B.9)
Таким образом, следует, что сварочное усилие зависит от
жесткости стержня. Чем она больше, тем большее значение F в
может быть использовано. Становится понятно, что стержень*
работающий в режиме изгибных колебаний, служит развязкой
сопротивления нагрузки от сопротивления стержня, так как
максимальное значение сварочного усилия, которое может
выдержать резонирующий стержень, работающий в режиме
изгибных колебаний, много
больше усилия, которое
выдерживает система, состоящая
только из волновода
продольных колебаний,
* св. изг ^ * св. прод»
При этом необходимо
отметить еще одно обстоятельство.
Рис. 2.6. Изменение входного
сопротивления собственной частоты стержня,
работающего в режиме изгибных
колебаний от нагрузки
58
kl
Л*
«
М
д.6\
\у
N^
АН ^
\2ех/2о
о,е
ом
\0,2
О 0,15 0,3 ОМ 0t6 0t75 ft
Стержень соединен с продольным волноводом жестко. Обратное
преобразование, учитывая достаточно большое входное сопротивление
стержня, затруднено. Эта связь, самое главное, не вносит
элементов дестабилизации в процессе передачи энергии от цикла
к циклу сварки. Таким образом, АЧХ всей системы в
значительной мере определяется собственно резонансными свойствами
стержня.
Проведен анализ форм колебаний стержня с расчетными
вариантами у — 0,1 -*-0,8. Экспериментально выявлены реальные
возможности систем для передачи энергии ультразвука в зону
сварки и получения стабильных по механической прочности
сварных соединений в весьма большом диапазоне нагрузок.
Для сварочного наконечника, работающего в условиях,
близких к режиму холостого хода, при у = 0 для х = /, ф" (I) = 0,
ср'" (/) = 0 (второй конец во всех случаях закреплен жестко,
т. е. для х = 0, Ф @) = 0, ф' @) = 0) получаем частотное
уравнение вида
S2 (kl) — Т (kl) V (kl) = 0 B.10)
(в функциях А. Н. Крылова [3]) и уравнение формы колебаний
ф (х) = С [V {kx) — A — 1,45- 10-в) V (fee)]. B.11)
Для сварочного наконечника, работающего в условиях
защемления, т. е. для х = U ф @ = 0, ф' (I) = 0, имеем частотное
уравнение вида
Y (kl) T (kl) — S (kl) V (kl) = 0 B.12)
и уравнение формы колебаний
Ф (*) = С [U (kx) — V (kx) + 0,64- 10"e (kx)]. B.13)
Анализ уравнений B.11)—B.13) показал, что узлы и пучности
стержней, за исключением последних полуволн, в
рассматриваемых вариантах краевых условий стержня совпадают. Из этого
следует, что точка ввода х0 энергии в стержень может быть единой
при использовании этих расчетных соотношений. С соблюдением
этого условия расчеты стержня по формулам B.10) и B.12)
приводят к равноценным результатам.
Практически краевые условия стержня по расчету
удовлетворительно выполняются лишь для режима холостого хода. При
сварочном усилии, равном нулю, сварочный наконечник свободен.
Сопротивления нагрузки нет. Изменение сварочного усилия от
нуля до значения, которое обеспечивает защемление сварочного
наконечника, дает весь диапазон условий, при которых возникает
неразъемное соединение металлов с той или иной механической
прочностью.
Нами использована система, состоящая из преобразователя,
конического концентратора сА, = 4и стержня с размерами 149 X
59
а)
?.св,мкм
w
;^С
' "
_^А_«а-
/
,
J_
300 $0 0 900Fc8,H
9)
g ев-МКМ
8
i
g 2
0,2 О А
0,6tcB>c
Рис. 2.7. Зависимость амплитуды колебаний сварочного наконечника от сварочного
усилия (а) и изменение амплитуды в процессе сварки (б):
1 — расчет стержня при v = 0.7 и вводе энергии в узел колебательного смещения; 2 *—
при v = 0,7; 3 — при у = 0,05
X 12,6 мм. Привод давления пневматический с силой сжатия от
150 до 1500 Н.
Результаты измерения амплитуды смещения сварочного
наконечника в зависимости от сварочного усилия приведены на
рис. 2.7, а, кривая 3. Из этих данных следует, что с увеличением
нагрузки при у = 0,05 |св падает. Запись ?св в процессе сварки
(рис. 2.7, б, кривая 3) показала, что при сварочном усилии, равном
600 Н, она имеет крайне неустойчивый характер. Это является
следствием резко изменяющихся условий контактирования
сварочного наконечника с деталями. Многократно проведенные
записи ?св в процессе сварки подтвердили, что форма кривых от
сварки к сварке не повторяется. Отсутствие повторяемости
амплитуды смещения сварочного наконечника сказалось на
механической прочности сварных соединений. Результаты испытаний
образцов приведены в табл. 2.2.
Таблица 2.2
Зависимость прочности сварных соединений меди
толщиной 0,2+ 0,2 мм от дестабилизации амплитуды колебаний
сварочного наконечника
*
1
2
3
4
Колебательная
система
Ввод энергии в
пучность G = 0)
Система при 7 = 7,5
Ввод энергии в
первый узел jG = 7,5)
Ввод энергии во
второй узел G = 7,5)
Режим сварки
1св.
мкм
7,5
6,5
6,0
9,0
Д|, мкм
-2,5 B5 %)
+ 1,0A0%)
10%
10%
^св»
Н
1200
1200
1200
1200
^срез» **
180—335
265
235—295
273
225—285
255
278—327
300
ь
о,
о
¦5*
О О О О
со —< —г ~*
Число
образцов
25
25
25
25
60
Для получения сравнительных данных об изменении |св и
дестабилизации механической прочности сварных соединений
рассмотрены системы с у = 0,2-5-0,8. Установлено, что оптимальное
значение у = 0,75.
Экспериментальные исследования зависимости ?св от FCB
показали, что рна имеет тенденцию к увеличению (рис. 2.7,
кривая 2). Однако это изменение ?св сравнительно небольшое. Оно
составляет не более 1,0 мкм A0 %). Результаты испытаний на
механическую прочность сварных соединений (табл. 2.2, п. 2)
показали, что стабилизация ?св привела к снижению разброса
в механической прочности сварных соединений почти вдвое.
Сравнение приведенных данных показывает, во-первых, что
выбором геометрических размеров стержня можно обеспечить
стабильную амплитуду смещения сварочного наконечника,
во-вторых, применение стабильной |св существенно снижает разброс
механической прочности сварных соединений.
По мнению некоторых исследователей, оптимальный
резонансный режим волновода может быть реализован только при
условии, что поперечная возбуждающая сила приложена в
пучности. При этом изгибные колебания сводятся к поступательным
движениям каждого элемента поперек оси стержня (поворот
исключен).
При вводе силы в узел стержня его резонансное возбуждение
невозможно. Это обусловлено бесконечно большим входным
сопротивлением; колебания в стержне не возбуждаются или, при
наличии активной составляющей, возникнут с очень малой
амплитудой. Проверим это экспериментально, тем более, что выходной
торец концентратора имеет конечные размеры. Эти размеры
составляют зону ввода энергии в стержень, которая может
составлять величину до половины длины волны изгибных колебаний.
В любом случае мы должны считать, что имеем источник силы.
Экспериментальные работы по изучению особенностей |св
при сварке и условии ввода энергии в узел стержня показали
следующее. При изменении силы сжатия свариваемых деталей от 0
до 1470 Н амплитуда смещения сварочного наконечника
устойчива и падает незначительно (рис. 2.7, а, кривая /). Запись
изменения ?св в процессе сварки показала, что практически она
остается на одном уровне, вне зависимости от сварочного давления
(естественно, в рассматриваемых пределах).
Сравнительные данные по механической прочности сварных
соединений приведены в табл. 2.2, п. 3. Эти данные позволяют
сделать вывод: стабилизация амплитуды колебаний сварочного
наконечника в процессе сварки привела к стабилизации
механической прочности сварных соединений, удовлетворяющей
требованиям промышленности.
Интересно выяснить форму колебаний стержня в зависимости
от изменения силы сжатия свариваемых деталей и стержня. С
приложением к сварочному наконечнику сварочного усилия начи-
61
о)
х,мм
60
50
40
30
20\
10
ш
ж.
Ж\
и
W1
31
'%
о
-XX
в 12 ?С8,мкм
Рис. 2.8. Изменение формы колебаний
резонирующего стержня в зависимости
от сварочного усилия (а) и в процессе
сварки (<Г)
нается весьма сложный
процесс изменения формы
колебаний стержня (рис. 2.8).
Например, при исследовании
стержня с расчетом на режим
XX (у = 0) амплитуда
смещения в точке ввода
энергии существенно снижается.
В нашем случае она
снизилась с 14 до 7 мкм, т. е. на
Амплитуда смещения в минимумах (узлах) опорной части
стержня, от места закрепления стержня до точки ввода силы, с
увеличением силы сжатия также заметно уменьшается* что связано
с перераспределением энергии в стержне.
В минимумах рабочей части стержня — от точки ввода силы
до сварочного наконечника — с увеличением усилия сжатия
амплитуда смещения увеличивается. Это нарастание \ отражает
процесс возникновения бегущих волн и перенос энергии в зону
сварки. Оказалось, что в процессе сварки амплитуды смещения не
остаются на одном уровне ни в одной из точек стержня.
Характерной особенностью изменения ?, например, при
оптимальной силе сжатия для этой системы, является следующее:
при вводе силы в пучность амплитуда смещения быстро
возрастает до пиковой величины, затем относительно медленно падает
до установившегося значения, т. е. в этом отношении характер
ее изменения мало чем отличается от кривых, полученных при
записи амплитуды смещения торца концентратора продольной
системы.
В смежных пучностях смещения и рядом лежащих точках
характер изменения амплитуды аналогичен рассмотренному выше.
В узлах смещения амплитуда растет относительно медленно. Ее
максимальное значение наступает спустя 0,4—0,5 с после начала
сварки.
Величина ? в узле (минимуме) «рабочей» части стержня
обусловлена, как уже говорилось, появлением сопротивления
нагрузки и поглощением энергии непосредственно в зоне сварки.
С увеличением силы сжатия амплитуда колебательного смещения
узла растет быстрее, а уровень ее становится больше. Между
узлом и пучностью амплитуда смещения стержня стабильна.
Аналогичные результаты получены при исследовании форм
колебаний стержней при нагрузке у = 0,75. Характерными
особенностями колебаний стержня, при этом являются: отсутствие
сдвига узла смещения по длине стержня при увеличении силы
62
сжатия до 1500 Н и незначительный спад амплитуды смещения
в точке ввода силы и пучности. В то же время необходимо
отметить, что общие закономерности колебаний стержня, отмеченные
ранее, сохранились. (Спад амплитуды в пучности и подъем ее
в узле стержня.).
Проведецные исследования позволили сделать один из
важнейших выводов: изменение формы колебаний стержня отражает
процесс передачи энергии в зону сварки. Изменение коэффициента
бегущей волны в стержне k6 хорошо коррелирует с изменением
прочности сварных соединений; k6 может служить критерием
качества сварных соединений.
Сравнительные данные по механической прочности сварных
соединений, полученных при вводе энергии в смежные узлы,
показали, что с приближением точки ввода в зоне сварки общий
уровень прочности соединений повышается. Таким образом,
полученные результаты позволяют сделать следующие
выводы.
1. Повторяемость механической прочности сварных
соединений зависит от стабильности амплитуды колебательного смещения
сварочного наконечника в процессе сварки. При дестабилизации
ее в пределах 10—25 % разброс в прочности соединений
возрастает до 30 % от средней разрушающей нагрузки при испытании
образцов на срез.
2. Наиболее рациональными условиями, обеспечивающими
стабильную амплитуду колебательного смещения сварочного
наконечника в процессе сварки и минимальный разброс
механической прочности сварных соединений, являются:
необходимость расчета собственной частоты стержня с
условием нагрузки сварочного наконечника при у = 0,75;
введение энергии в узел колебательного смещения стержня.
Сочетание этих условий позволяет достигнуть стабилизации
амплитуды колебаний сварочного наконечника и механической
прочности сварных соединений.
Использование кругового выступа на волноводе продольных
колебаний и вращение всей колебательной системы относительно
продольной оси позволяют осуществить шовную сварку. Вместе
с тем теория и практика шовной сварки показали целесообразность
использования в колебательных системах резонансных дисков.
Диски позволяют существенно увеличить технологические
возможности процесса, прежде всего с точки зрения существенного
расширения зоны сварки и, как показали исследования,
достижения устойчивого технологического эффекта [13 и др.].
Установлено, что при использовании сравнительно массивного диска
отбор энергии идет в локальной области его непосредственного
контакта со свариваемыми деталями. Перераспределение амплитуд
при оптимальных усилиях сжатия незначительно. Практически
оно не отражается на энергетическом балансе системы. Таким
образом, при определенных размерах резонансный диск служит
63
развязкой между колебательной системой и нагрузкой. Для
расчета геометрических размеров диска взято уравнение вида
/о(«) . Л»(«) _ 2A-у)
h (а) "*" h («) ~~ а
где а — аргумент функции Бесселя; v — коэффициент Пуассона.
Геометрические размеры резонансного ролика при заданной
частоте связаны соотношением
2o)K3(l-vV
где ап — корень уравнения; с — скорость распространения
продольных колебаний; h — толщина диска.
Как установлено [13], амплитуда колебательной скорости по
поверхности диска распределена так:
v= /1(«)-Л(«) 1М«>-М*)-.М«)/.(*)]¦
Используя асимптотические представления функции Бесселя,
приведем это уравнение к виду:
v=v°yMcos(kr--r)-
cos (a — я/4) — 2а sin (а — я/4) е-<а-*г) ]
2а—1 J'
где V0 — амплитуда колебательной скорости в центре ролика;
а = пп; kr = (An + 3) 0,25я для узлов.
Максимум скорости можно вычислить при условии kr = Dn +
+ 3) 0,25я.
Тогда
Vm!a=V0-l-VWn+l).
Таким образом, максимум скорости уменьшается обратно
пропорционально корню квадратному из kr. На сварочной кромке
наблюдается некоторое увеличение скорости, обусловленное
интерференцией волны. Из уравнения следует, что увеличение номера
формы колебаний ведет к уменьшению скорости на сварочной
кромке.
Общая картина распределения амплитуды скорости по
поверхности диска приведена на рис. 2.9, а (звездочкой отмечена
амплитуда на сварочной кромке).
Экспериментальные исследования проведены на колебательных
системах с различными дисками мощностью 0,63—1,5 кВт.
Приведем данные, например, при использовании конического
концентратора с параметрами: kl = 3,63; ky = 3; материал —
сталь 20. Радиусы сварочных дисков изменялись без разъема
с концентратором. Сваривалась медь толщиной 0,2 + 0,2 мм;
64
°)
v/v0
0,5
к
Y
л
^
^*
10
Zee.**™
10
^п-1
>^z
, 1\
3'
8 кг
Рис. 2.9. Изменение амплитуды колебаний
поверхности сварочного ролика в
зависимости от расстояния до центра (а); от
сварочного усилия и формы колебаний
ролика F~); изменение механической прочности
сварных соединений от формы и частоты
колебаний сварочного ролика (в)
300 600 900 1200Гс6,Н
Pcf/Po
0,8
О А
ОЛ
t
/
l
Л
Ф
^
Л
уЦ*1
-1
+2 +4Af,%
сварочное усилие 1000 Н; скорость сварки 5 м/мин. Результат
испытаний дан по 15 образцам. На рис. 2.9, б даны кривые,
полученные при этом эксперименте. Анализ приведенных кривых
позволяет сделать ряд выводов.
Экспериментально подтверждено, что амплитуда колебаний на
сварочной кромке зависит от формы колебаний диска: чем меньше
номер формы, тем больше амплитуда, но при увеличении
сварочного давления больше спад ее; чем больше номер, тем меньше
исходная амплитуда и
меньше дестабилизация
ее от нагрузки.
При оптимальных
сварочных усилиях с
точки зрения
образования сварного
соединения чем меньше номер
формы, тем больше уход
частоты от резонансной
(рис. 2.9, б, п = 1, 2,
3), несмотря на то что
абсолютная прочность
сварных соединений при
п = 1 больше, но
больше и разброс прочности.
Приведенные в табл.
2.3 данные однозначно
свидетельствуют, что
использование роликов
Таблица 2.3
Зависимость прочности сварных соединений
меди толщиной 0,2+ 0,2 мм от дестабилизации
амплитуды колебаний сварочного наконечника
при шовной УЗС
Номер
формы
колебаний
1
2
3
Режим сварки
'ев»
мкм
15
8
3,5
Д?св, мкм
-7E0%)
-2 B5 %)
10%
^срез» н
535—735
660
545—670
620
415—480
450
о.
<
20
10
10
Примечание. Число испытанных
образцов 15. Усилие сжатия 1000 Н.
3 Холопов Ю. В.
65
малых диаметров (п = 1) явно невыгодно прежде всего с точки
зрения недостаточной стабильности амплитуды колебаний
сварочной кромки механической прочности сварных соединений.
Системы с роликами п = 3 практически не имели сдвига
частоты во всем диапазоне реальных нагрузок. Это предопределяет
возможность использования систем с фиксированной частотой
тока и исключает необходимость АПЧ от нагрузки. Сварные
соединения отличаются высокой стабильностью. Но использование
таких роликов может быть оправдано только при условии
технологической необходимости.
Установлено, что наиболее рационально использование
сварочных роликов со второй формой колебаний. Сдвиг частоты
составляет величину, не превышающую 1 % от резонансной.
Механическая прочность сварных соединений и их стабильность
соответствуют принятым требованиям. Система обладает сравнительно
незначительными потерями.
2.3. МЕТОДЫ СТАБИЛИЗАЦИИ СВАРОЧНОГО УСИЛИЯ
Площадь контактирования стержня со свариваемой деталью
во время сварки переменна. Это является результатом
взаимодействия сварочного усилия с колебаниями, вводимыми в зону
сварки, формой сварочного наконечника, физико-механическими
и акустическими свойствами, наличием и состоянием
поверхностных пленок и т. п. Все вместе взятое приводит как к абсолютному,
так и к относительному (от S) изменению S', что, как уже сказано,
резко меняет механическое сопротивление стержня и удельное
сварочное усилие FCB. уд.
В общем случае коэффициент отражения энергии равен:
Р =.1(щ — щ)/(щ + Щ) I2.
При изменении площади контактирования w = Spc; pc =
= const. Эту формулу можно переписать так: р = [(т — 1)/(/я +
+ 1) ]2, где т = S/Sx.
В машинах для ультразвуковой сварки получили
распространение сварочные наконечники сферической формы. В зависимости
от свариваемых материалов радиус сферы колеблется от 5 до 75 мм.
Увеличение площади контактирования такого наконечника со
свариваемой деталью в процессе сварки, например, меди
толщиной 0,2 + 0,2 мм на машине МТУ-1,5 показано на рис. 2.10
(кривая 1). Расчет сделан по глубине фактической деформации точки
в зависимости от времени сварки. После разброса —данные
эксперимента.
Таким образом, коэффициент отражения энергии р только
в силу изменения поверхности контактирования сварочного
наконечника со свариваемыми деталями колеблется от 0,83 в начале
6в
S,mmz
m
n\
8
?
2
Ll_
\
/
/
/
/
1
—r*"~
A9
v^
•
^^^
• ^^^
1
L--J-"
,2_
3
Fee*"
200
150
100
50
0,2 0,b 0,6 0,8 1,0tcB,c
Рис. 2.10. Изменение площади
контактирования сварочного наконечника
(кривые 1,2) и сварочного усилия C, 4)
в процессе сварки; /, 3 — сферическая
форма сварочного наконечника; 2, 4 —
ступенчатая B6 — толщина
свариваемых металлов; dt и d2 — начальный и
и конечный диаметры сварочного
наконечника; h — высота сварочного
наконечника; ф — угол конусности; К —
обжимная кромка наконечника)
сварки до 0,59 в конце сварки. С увеличением площади
контактирования F{
св. уд
падает. Кривая 3 показывает соответствующее
изменение удельного сварочного усилия. (Здесь /^в.уд
рассматривается как среднее от деления FCB на S. Фактически, как
известно, давление переменно по сфере.). В результате увеличения S
за цикл сварки от tCB = 0 до tCB = opt перепад F0B.m
составляет примерно 4:1.
Обобщенный закон сухого граничного трения можно принять
в виде: FT = аЯф + pF, где FT — сила трения; Бф — сумма
фактических мощностей контактирования; а и Р — постоянные
коэффициенты, характеризующие материал поверхности трения;
F — давление контактное. Приведем эту формулу к виду:
FT = F (aVf + Р).
Очевидно, что Бф/Р — величина, обратная удельному сварочному
усилию, значит
FT = F (a/fCB уд + р).
Как видно из этого уравнения, FCB. уд в процессе
контактирования играет исключительно важную роль. В нашем случае только
в силу переменного контактирования по площади величина
первого члена приведенного выражения изменяется примерно вчет-
3*
67
веро. Как уже указывалось, существенно изменяется и
коэффициент отражения колебательной энергии. Это позволяет сделать
вывод, что только из-за изменения площади ввода энергии в силу
сферичности сварочного наконечника возникает неустойчивое
отношение RJw. Это является одной из основных причин
нестабильного протекания процесса сварки. Другая, более тонкая
плоскость явления — изменение скорости изгибных колебаний в
зависимости от диаметра сварочного наконечника.
Фазовая скорость распространения изгибных волн исходя
из общепринятой, элементарной теории равна
с = 2яс0&/А,,
где с0 — скорость продольных волн; k — радиус инерции стержня;
X — длина волны.
Но эта формула верна только при условии, что отношение
радиуса стержня к длине изгибных волн составляет не более 0,2.
При отношении, большем 0,2, значение скорости с намного
превышает с0. Пользование этой формулой лишено смысла.
Необходимо учитывать инерцию вращения и сдвига элемента.
Учет этих поправок дает следующее значение фазовых скоростей
в стержне:
Отношение радиуса стержня
к длине волны 0,05 0,1 0,15 0,2 0,3 0,4 0,6 0,8
Отношение скорости
изгибных волн к с0 0,1 0,2 0,3 0,4 0,47 0,52 0,56 0,58
Скорость изгибных волн при а > 1 равна 0,6с0.
Передача энергии идет по плоскости сварочного наконечника.
Учитывая специфику распространения интенсивного ультразвука,
можно предполагать, что перепад в площади контакта в процессе
сварки приведет к изменению скорости распространения
ультразвука и, как следствие, к изменению волнового
сопротивления.
Если принять, что длина изгибных волн в стержне диаметром
10—12 мм равна примерно 30 мм, а изменение радиуса сварочного
наконечника примерно от 1—1,5 мм до 2—3 мм, то изменение
скорости изгибных волн в плоскости сварочного наконечника в
процессе сварки составит 0,1—0,2.
Практически существенной стабилизации отношения R/w при
заданном сварочном давлении можно достигнуть применением
разработанных нами сварочных наконечников со ступенчатым
контактированием. На рис. 2.10 показана форма такого
наконечника, где йг и da — диаметры площади контактирования в начале
и конце сварки; h — высота площади; &х = @,3-^-0,6) D; h =
= @,1—0,8) 6; б — толщина свариваемого материала.
Очевидно FCB# уд в начале сварки равно: FCBm уд = FcJSl9
где Sx = 0,8dj. В процессе сварки, в результате пластического
68
Таблица 2.4
Сравнительные данные по механической прочности сварных соединений
в зависимости от формы сварочного наконечника
Форма наконечника,
радиус, мм
Сфера, 10 мм
Сфера, 25 мм
Сфера, 75 мм
Усеченный конус
Сфера, 25 мм
Усеченный конус
Свариваемый
материал,
толщина, мм
Медь
@,2+0,2)
Медь
@,1+0,1)
Режим сварки
?, мкм
6,3
16,0
*св»
н
1000
4400
'св. с
0,63
1,20
^срез» Н
145—220
175
195—275
230
150—245
190
225—280
255
1800—2750
2520
2400—2890
2650
Число
образцов
20
25
деформирования металла, сварочный наконечник заглубляется
на величину Л. Площадь контактирования в этом случае
определяется уравнением S = Sx + S2, где S2 — площадь кругового
пояса. FCB# уд уменьшается с увеличением угла ср. Это дает
возможность получения стабильных FCB. уд, сизг и р, что
практически и использовано в сварочных машинах типа МТУ. В конечном
счете можно взять угол ср = 45°. При весьма незначительной
высоте сварочного наконечника h это дает крайние значения
коэффициента C в пределах 0,605—0,660 и отношение FCB. уд в
пределах 1 : 1,2 (рис. 2.10, кривые 2 и 4). Результаты
экспериментальных работ с применением сварочных наконечников различных
форм приведены в табл. 2.4. Из этих результатов становится ясно,
что применение фиксированных площадей контактирования при
УЗС безусловно оправданно. Сварочный наконечник со
ступенчатой фиксированной формой контактироэания со свариваемыми
деталями широко используется в промышленности.
При решении проблемы стабилизации процесса сварки надо
иметь в виду, что материалы по тем или иным причинам могут
иметь различные волновые сопротивления. Это относится к
различным сплавам и особенно полимерам. В зависимости от
процентного содержания в материале наполнителей (пластификаторов,
красителей и т. п.) оно может существенно отличаться от
исходного. При этом волновой процесс передачи, поглощения и
отражения энергии должен изменяться в силу приведенных выше
соотношений.
69
2.4. УСЛОВИЯ ПЕРЕДАЧИ ЭНЕРГИИ
В ЗАВИСИМОСТИ ОТ СОСТОЯНИЯ КОНТАКТИРУЮЩИХ
ПОВЕРХНОСТЕЙ В ЗОНЕ СВАРКИ
Поверхность сварочного наконечника весьма активно
взаимодействует со свариваемыми материалами. Она при этом
разрушается, качество сварных точек резко снижается. Состояние
поверхности сварочного наконечника предопределяет условия
передачи энергии и является одной из важнейших причин,
дестабилизирующих процесс сварки. Правильный выбор материала
наконечника обеспечивает-длительную работоспособность
колебательной системы — акустического узла — и является одним
из главных условий успешного использования УЗС в
промышленности.
При работе сварочный наконечник подвержен .одновременно
знакопеременному механическому и термоциклическому нагру-
жению.
Многочисленные эксперименты показали, что в зоне сварки
температура достигает 0,4—0,6ГОЛ свариваемого металла.
Подобное представление характера нагружения наконечника позволяет
полагать, что чем выше температура плавления (Тпл)
свариваемого материала, тем выше температура наконечника.
Следовательно, для обеспечения высокой стойкости наконечников при
их изготовлении необходимо выбирать соответствующие
материалы. При этом под стойкостью сварочного наконечника надо
понимать его способность сохранять состояние поверхности и
устойчиво передавать энергию в зону сварки.
Таким образом, изменения его поверхностной структуры:
микротопографии, увеличение шероховатости, возникновение
микро- и макротрещин, состояние оксидных пленок и тому подобное
являются факторами, дестабилизирующими процесс сварки. Они
ведут к увеличению разброса прочности и общему снижению
качества сварных соединений.
Изложенное можно подтвердить фактом образования
практически мгновенно неразъемного соединения сварочного
наконечника со свариваемой деталью, например, при использовании
сварочного наконечника из стали 3 и сварке алюминия. (Мощность
машины 4 кВт; время сварки 1,5 с; сварочное усилие 1000 Н.).
Таким образом, только состояние поверхности сварочного
наконечника определяет весь диапазон возможных вариантов
передачи энергии в зону сварки, образование сварочного соединения
или исключения вообще полезного технологического эффекта.
Исследования проводились на машине МТУ-4 при сварке
никеля НК-02 (толщиной 0,5 + 0,5 мм). Выбор мощной машины
D—6 кВт) и легкосвариваемого материала для исследований был
продиктован необходимостью интенсифицировать эксперимент.
Сварка с введением большой энергии в точку создает жесткие
условия для работы наконечника.
70
При сварке использовались сварочные наконечники
разработанной нами формы. Режим сварки: сварочное усилие FCB =
= 4500 Н; амплитуда колебаний сварочного наконечника ?св =
= 16 мкм; время сварки tCB = 3,5~-4 с; сварка велась карточками
80X100 мм.
В качестве наконечника опробовались следующие материалы:
напл^втаг"ЭА^J5,хорошо зарекомендовавшая себя при сварке
меди; ОЗИ-2, оказавшаяся достаточно стойкой при сварке
алюминия; стеллит, применяемый обычно для обеспечения высокой
эрозионной стойкости при повышенных температурах; наплавка
ЦН-12, рекомендуемая для работы на истирание при повышенных
температурах; прутки из сплава ЦМ 2А, Р6 МЗ, жаропрочных
сплавов ЭИ-572 и ЭИ-787 на железной основе, ЭИ-893 и ЭИ-828
на никелевой основе.
Наконечники, изготавливаемые из прутка, встраивались
в стержень концентратора пайкой. Из каждого материала
испытывал ось не менее двух наконечников. Работоспособность
наконечника оценивалась по числу точек, которое удавалось сварить
без зачистки. Зачистку производили при налипании свариваемого
материала на наконечник или при образовании на нем
микротрещин, исключающих целесообразность дальнейших испытаний.
После испытаний наконечник срезался вулканитом при
охлаждении водой. Из него изготавливался шлиф для
металлографического анализа.
При сварке никеля ультразвуком наибольшую стойкость
показали наконечники из сплавов на никелевой основе, т. е. материалы,
обладающие наибольшей жаропрочностью. При этом
наконечники из быстрорежущей стали, стеллита, наплавки ЦН-12, т. е.
из материалов, имеющих высокую твердость до температуры
600 °С, оказались неработоспособными. Прежде высказывались
соображения о том, что твердость материала наконечника
определяет его работоспособность. Полученные результаты показали,
что твердость не является главным фактором, определяющим
стойкость наконечника.
Интенсивное знакопеременное механическое нагружение
в виде ультразвуковых колебаний при одновременном
температурном воздействии приводит к усталостному разрушению
материала в наиболее нагруженной зоне наконечника. Усталостное
разрушение проявляется в образовании микротрещин на
сварочном наконечнике. При ультразвуковом воздействии по достижении
порогового напряжения металл начинает пластически
деформироваться. При длительном нагружении развитие процесса
приводит к возникновению субмикротрещин и их последующему
росту. Металлографический анализ отработанных наконечников
показал, что трещины возникают на рабочей поверхности
наконечника по границам зерен или скоплению включений. Затем
трещины развиваются по телу зерна. Величина порогового
напряжения, по достижении которого происходят необратимые изме-
71
нения, определяется пределом текучести материала при
температуре воздействия на него. Поэтому очевидно, что чем выше при
прочих равных условиях ат материала наконечника в пределах
его рабочих температур, тем выше его стойкость, так как
материал выдержит большее число циклов нагружения.
Поэтому для того чтобы мркротршщны, образовавшиеся
в наиболее нагруженной зоне, не развивались вовнутрь, материал
наконечника должен быть достаточно вязким. Испытание
наконечника из хрупких материалов, например наплавок ЦН-12,
стеллита и Мо, показало, что трещина прогрессирует очень быстро и
наконечник выкрашивается. Наконечники из вязких материалов
(сплавов на никелевой основе), несмотря на появление
микротрещин, длительное время остаются работоспособными. Наблюдения
показали, что наконечник должен быть хорошо отполирован.
Следует добиваться исключения на рабочей поверхности каких-
либо рисок. Они служат концентраторами напряжений и ускоряют
разрушение наконечника. Более того, свариваемый металл,
пластически деформируясь, «затекает» в риски и трещины,
расклинивает их и ускоряет разрушение.
Общий вывод о влиянии на сварку состояния поверхности
сварочного наконечника можно сделать на основании данных,
приведенных в табл. 2.5. Интенсивное взаимодействие поверхности
сварочного наконечника с поверхностью свариваемых материалов
дестабилизирует процесс УЗС и сводит «на нет» все возможности
УЗС. Таким образом, состояние поверхности сварочного
наконечника является одним из дестабилизирующих факторов.
Как показали эксперименты, наконечник зачастую выходит из
строя еще задолго до возникновения трещин, вследствие налипа-
Таблица 2.5
Износоустойчивость материала сварочного наконечника
Материал сварочного
наконечника
ОЗИ-1
ОЗИ-1
ОЗИ-1
ОЗИ-1
взк
КТИ-6
КТИ-6
ЦН-2
ЭА-925
ЭА-925
ЭИ-983
(на никелевой основе)
ЭИ-787 (на железной ос-
| нове)
Свариваемый
материал, толщина, мм
НТ @,5+0,5)
А1 @,2+0,2)
А1 @,08+Л62 0,3)
А1 @,03+Л62 0,3)
НТ @,5+0,5)
А1 @,2+0,2)
Ml @,5+0,5)
Ml B,0+1,2)
НТ @,5+0,5)
Ml A,0+1,0)
НТ @,5+0,5)
НТ @,5+0,5)
Режим сварки
5св»
мкм
15
6
6
6
15
6
6
15
15
15
15
15
^св» н
4400
500
400
350
4400
500
1200
4400
4400
4400
4400
4400
'ев» с
3,5
0,3
0,25
0,1
3,5
0,3
1,45
1,5
3,5
1,2
1,2
1,2
Число
сварных
точек
15
3000
4000
-9000
30
280
560
2000
30
5000
[ 500
35—40
72
Таблица 2.6
Износоустойчивость сварных наконечников
в зависимости от материала Aсв = 1 с, пауза 0,5 с)
Марка свариваемого металла
Поверхность сварочного
наконечника из Ti02
медь Ml
цинк Ц1
никель НМ
алюминий АД1
Поверхность сварочного
наконечника из Сг203
медь Ml
цинк Ц1
никель НМ
алюминий АД!
Режим сварки
FCB, МПа
50
40—50
70—80
40—45
50
40—45
70—80
40—45
Яэл» кВт
1,2
1,2
1,0
1,2
1,2
1,2
1,0
1,2
Число точек
до зачистки
20 000
10 000
1 000
10 000
20 000
8 000
100
300
ния на него свариваемого материала. При этом происходит сварка
между наконечником и деталью. Образуется соединение, какое
обычно наблюдается при сварке в твердой фазе металла с резко
отличающимися механическими свойствами. Описанная картина
повторяется и при сварке других материалов. Проведенный этап
работ послужил основанием для следующей гипотезы.
Изнашивание поверхности сварочного наконечника начинается с
элементарных актов химического взаимодействия со свариваемыми
материалами. Для предотвращения этих актов необходимо исключить
их возникновение, создавая термодинамический барьер между
ними. Необходимым термодинамическим барьером в этом случае
могут служить оксиды с высокой теплотой образования, например:
А1203; ТЮ2; Nb02 и др,. В подтверждение.этой гипотезы был
проведен ряд экспериментов с использованием сварочных
наконечников из оксидов хрома, титана и др. Полученные результаты
приведены в табл. 2.6 [7].
Окончательно, для исключения дестабилизации процесса УЗС,
нами сформулированы следующие требования к поверхности
сварочного наконечника.
> Материал наконечников должен быть выбран в зависимости
от механических и физико-механических свойств свариваемых
металлов и от энергии, выделяющейся в зоне сварки: 1)
жаропрочность материала наконечника должна быть выше жаропрочности
свариваемого металла; 2) для предотвращения прилипания
наконечника к детали на поверхности его должна быть получена
защитная пленка, например оксидная, с комплексом физико-
химических свойств:
нвок. пл «
73
Рис. 2.11. Зависимость прочности сварных
соединений от степени шероховатости
поверхности сварочного наконечника:
/•— медь толщиной 0,2 + 0,2 мм; 2 —
алюминий толщиной 0,2 +0,2 мм; 3 — алюминий
толщиной 0,1 + 0,1 мм
где НВ0К. пл — твердость оксидной
пленки, МПа; НВ0СН. ме —
твердость материала подложки под
пленкой, МПа.
АН298 защитной пленки боль-
/ 2 д Ъ ТлЩсе- ше ДН298 оксидов свариваемого
металла,, где ДНгэв — теплота
образования защитной пленки и теплота образования оксидов
свариваемых металлов (ккал/моль).
Оксидная защитная пленка может быть получена термическим,
электрохимическим путем или плазменным напылением
керамических материалов, таких, как ТЮ2; Zr02; A1203 и др.
Рекомендуемая толщина оксидной пленки 1—10 мкм.
Для сварки серебра, золота, платины, меди и ее сплавов,
алюминия и его сплавов, цинка и т. п. рекомендуется применять
следующие материалы для наконечника: титановые сплавы ОТ4-1,
ВТ1-0, ВТ-20, ниобий и его сплавы, хромированную углеродистую
сталь. Для сварки никеля и никелевых сплавов,
малоуглеродистой стали, титана и его сплавов рекомендуется применять
наконечники из жаропрочных марок титана, например ВТ-14,
ТС-7 и т. п.
Передача энергии сварочным наконечником в зону ^сварки
зависит от состояния его поверхности. В значительной мере это
определяется его шероховатостью. При условии идеально
гладкой поверхности, естественно, при прочих равных условиях,
коэффициент внешнего трения будет существенно меньше, чем
при наличии некоторой шероховатости. Исследования в этом
направлении показали, что микронеровности поверхности
целесообразно связать с амплитудой колебаний сварочного
наконечника, а при существенном уменьшении толщины свариваемого
материала и с учетом последней. (Ниже методом теории подобия
показано, что с уменьшением толщины свариваемого материала
амплитуду колебаний сварочного наконечника надо снижать.)
В общем виде зависимость прочности сварных соединений меди
и алюминия от шероховатости сварочного наконечника приведена
на рис. 2.11. Как следует из рисунка, применение зеркальных
поверхностей наконечника возможно. Там, где прочность не
является основным показателем, полированные наконечники могут
быть рекомендованы к эксплуатации. Они позволят получать
внешний вид сварной точки высшего качества, так как
поверхность свариваемого материала строго адекватна поверхности
наконечника (слепок). При этом прочность соединения можно
поднять увеличением времени сварки.
Рср/Ро
/.
f
1
и
<
^
^\
^—.
¦3
,/ _
^L
Увеличение шероховатости поверхности наконечника до
некоторых пределов целесообразно, так как эффективность ввода
энергии ультразвука улучшается. Этот вывод подтверждается
и кривой 3: при уменьшении толщины свариваемых деталей,
например, до 50—100 мкм начинает сказываться критичность
шероховатости сварочного наконечника, т. е. наступает фаза
дестабилизации процесса сварки. Таким образом, проведенные
исследования показали* что применение шероховатости с высотой
выступа, более чем в 5 раз превышающей амплитуду колебаний сва-
, рочного наконечника, может быть оправдано только особыми
условиями, например, требованием нанесения заданного рисунка.
С момента возникновения УЗС как направления в сварочной
технике возможйости соединения различных материалов без
снятия оксидных,,-жировых и других поверхностных пленок
явились^ пожалуй, одним из основных преимуществ этого вида сварки.
Кроме того, до настоящего времени нет единого мнения
относительно "реальных возможностей УЗС. Отмечено, что иногда
поверхностные пленки препятствуют образованию сварного
соединения. Иногда же процесс УЗС предопределяется уровнем
энергии, которую необходимо ввести в зону сварки вне зависимости от
толщины и состава пленок. Следует отметить, что утверждения
авторов сделаны не без оснований и базируются на
экспериментальных результатах. Но работы проводились без единой
методической основы, а результаты получены на разнотипном
оборудовании, имеющем различные выходные характеристики.
Нами проведены работы с охватом достаточно большого
диапазона выходных характеристик сварочных машин (|св = 2 +
+25 мкм, FCB = 5+5000H;*CB = 0,1 +4,0 с; Рш = 0,4+4,0 кВт).
Сделана попытка установить хотя бы в общем виде закономерности
влияния поверхностных пленок на образование сварного
соединения — дестабилизацию процесса УЗС. Работы велись на
металлах (медь, алюминий), полимерах (полистирол, ПВХ). Результаты
этих исследований однозначно показали, что характер покрытия,
его адгезивные свойства, толщина, температурная устойчивость —
все это противодействует образованию сварного соединения.
С использованием колебательной системы мощностью 4 кВт
(?св = 5 + 16 мкм) были сделаны попытки получить качественные
сварные соединения меди б = 1,0 + 1,0 мм с покрытиями из
различных лаков, эмалей и смол: например, лаков ФЛ-98,
ФЛ-302, ФО-960, УВЛ, ФГ-9, БФ, К-47, 1155 и др., эмалей СПД,
СВД, МЛ-92 и смол. Практически в большинстве случаев
качественного соединения между металлами не получалось. Изменение
времени и сварного усилия существенного влияния на сварку не
оказало. В частности, в большинстве случаев увеличение времени
сварки приводило к размягчению или частичному выгоранию
пленок. Возникновение отдельных узлов схватывания в зоне
контакта свежеочищенных поверхностей свариваемых: образцов.
не свидетельствовало о целесообразности ультразвуковой сварки
75
Pcd/Poch ^ис* 2»12* Зависимость
механической прочности сварных соединений
от толщины и характера покрытия
свариваемого материала:
/ — медь Ml в состоянии поставки;
2 — оцинкованная с толщиной
покрытия 15 мкм; 3 —
никелированная с толщиной покрытия 10 мкм;
4 — луженая с толщиной покрытия
9 мкм, амплитудой колебаний
сварочного наконечника 16 мкм; 5 —•
анодированный алюминий с
толщиной покрытия 2 мкм, амплитудой
колебаний 7 мкм
0 0,2 ОМ 0,6 0,8у=д/^в
меди с указанными покрытиями, так как сварное соединение со
следами полувыгоревшего, с пузырями лака абсолютно не
соответствовало требованиям промышленного производства изделия.
Снижение прочности сварных соединений меди МЗ при
испытаниях на срез по сравнению с образцами, протравленными перед
сваркой в 50 %-ном растворе HN03, составляет 15—20 %.
Получены удовлетворительные соединения при сварке металлов с
жировыми покрытиями. Прочность соединений при этом снизилась
на 10—15 %. Повышение прочности до уровня контрольных
образцов возможно за счет увеличения времени сварки (/св = 1,6 с).
Покрытие меди никелем и цинком дает снижение прочности
соединений до 50 %.
Были сделаны попытки получить неразъемные соединения из
анодированных материалов. Установлено, что анодирование
с толщиной пленки 5 мкм резко снижает возможность соединения.
Однако анодирование не всегда является препятствием для
получения сварного соединения. Так, например, была получена сварка
анодированной танталовой фольги толщиной 14 мкм и толщиной
пленки 1,5—2 мкм. Режим сварки: ?св = 7 мкм, FCB = 850 Н
и ^св = 0,2 с. Прочность одноточечного соединения диаметром
2—3 мм при испытаниях на срез равна 5,4—7 Н. Разрушейие во
всех случаях B0 образцов) происходило по основному металлу.
Из изложенного следует, что для получения соединения,
обладающего высокой механической прочностью в зоне сварки,
необходимо создать условия контактирования свежеочищенных от
пленок участков, т. е. осуществить их износ. С одной стороны,
изнашивание пленок определяется механо-абразивными
способностями колебательной системы и температурой в зоне сварки,
с другой — зависит от свойств пленок и степени их сцепления
с поверхностью свариваемых материалов.
Нами установлено, что основным условием изнашивания
поверхностных пленок любых видов является относительное
перемещение свариваемых материалов, которое, в свою очередь,
зависит от амплитуды колебаний сварочного наконечника. В общем
виде эту зависимость можно выразить уравнением
-«срез == 1 -^ »Т,
8\ %
\H>i 1
'/
?|
V
\
ч?
s^
76
где у — толщина поверхностной пленки, нормированная
амплитудой колебаний сварочного наконечника; k — коэффициент,
учитывающий качество покрытия.
Для ряда материалов, экспериментальные данные приведены
на рис. 2.12. Из приведенных данных следует, что для улучшения
процесса механоабразивного износа поверхностных пленок спектр
колебательных движений' сварочного наконечника необходимо
сдвияуть .# сторону увеличения колебательных смещений.
2.6. "ВЛИЯНИЕ СТЕРЖНЕВОЙ ОПОРЫ И НАГРЕВА
СВАРОЧНОГО НАКОНЕЧНИКА
Опорный элемент, на котором располагаются свариваемые
детали, может быть массивным. Тогда в силу хорошо выраженного
эффекта полного отражения энергии проблем по дестабилизации
процесса УЗС нет. Однако технология изготовления ряда изделий
требует применения стержневых опор, которые обладают хорошо
выраженными резонансными свойствами. В принципе они
работают аналогично активным резонансным стержням, передающим
энергию в зону сварки.
С целью выявления элементов дестабилизации процесса УЗС
проведены экспериментальные работы [19], которые однозначно
подтвердили, во-первых, интерференцию падающих и отраженных
волн и эффект удвоения амплитуды исходных волн; во-вторых,
повышение дестабилизации механической прочности сварных
соединений при размерах стержня, не соответствующих
оптимальным. При проведении экспериментов линейные размеры
стержневых опор различных диаметров (d = 10, 14, 20 мм) изменялись
в пределах kl = 13,3^-8,4, т. е. 3/4 волны изгибных колебаний.
Шаг изменения длины варьировался от 1 до 3 мм. При
использовании каждой контрольной длины стержня сваривалось 5—20
образцов. Результаты испытаний образцов приведены на рис. 2.13.
Режим сварки: ?св = 6,3 мкм, FCB = 700 Н, tCB = 0,63 с.
Диаметр стержня 14 мм.
Из приведенных данных следует, что ошибка в расчете выбора
геометрических размеров опоры (аналогично, размеров ножек при
изготовлении транзисторов)
ведет к заметной дестабилизации Рср,н к„.%
процесса. Например, при kl =
= 10,5 коэффициент вариации
прочности сварных соединений
составляет 5 %. При длине
стержня, близкой, например, 10°
к kl = 11,9, несмотря на дос-
50
Рис. 2.13. Зависимость механической
прочности сварных соединений от разме- л
ров стержневой опоры / и коэффициент
вариации прочности 2 off
77
таточно высокую прочность соединений, коэффициент вариации
резко возрастает, т. е. налицо фактическая дестабилизация
сварки»
Это явление можно объяснить следующим. Интерференция
и удвоение амплитуды опорного стержня приводят к весьма
интенсивному износу контактирующих поверхностей свариваемых
деталей. Они тщательно приполировываются. На некоторых
участках возникают отдельные узлы схватывания, но прочность
сварных соединений низка. Увеличение времени сварки приводит
к чрезмерной деформации сварной точки, возникновению трещин
и цветов побежалости. Установлена периодическая
закономерность изменения прочности соединений в зависимости от kl.
Для исключения дестабилизации процесса УЗС при
использовании стержневых опор их геометрические размеры необходимо
выбирать в соответствии с неравенством
Я/2 + ПТС > Топоры > я/4 + ПЯ,
где п = О, 1,2 ... .
Нарушение теплового режима колебательной системы
происходит в силу трех причин:
1) интенсивных потерь, связанных с природой магнитострик-
ционного превращения электрической энергии в механическую;
2) природы внутреннего трения в твердых материалах (стали,
титана, пермендюра);
3) аккумулирования теплоты сварочным наконечником.
Сущность первой причины достаточно обстоятельно изложена
в специальной литературе. Интенсивное тепловыделение,
которое в значительной мере определяется производительностью
сварки, может быть скомпенсировано рациональным образом. Это
показано в работе [19]. Остановимся на менее изученных
явлениях, которые приводят к дестабилизации процесса сварки.
Исследование тепловых процессов в ультразвуковых
волноводах, работающих при больших интенсивностях ультразвука,
показывает, что потери в волноводах с увеличением мощности
колебательных систем растут до величин, пренебрегать которыми
нельзя. Установлено, что нагрев волновода зависит от амплитуды
деформации и коэффициента амплитудозависимого внутреннего
трения Q (em). В свою очередь, с увеличением температуры
материала волновода и сварочного наконечника коэффициент
внутреннего трения растет весьма интенсивно.
Уравнение распределения удельной энергии источников
теплоты в материале стержня имеет вид:
АРуд (х) = Q-1em (х) Egklf sin2?0 (/ - х) Г.1.
где х — текущая координата; Е — модуль Юнга; ? — амплитуда
колебаний сварочного наконечника; / — частота колебаний; k0 —
волновое число; /— механический эквивалент.
78
Pep/РосН Ту К
Рис. 2.14. Изменение температуры „ - « ус-
сварочного наконечника от времени у»'.
включения колебательной хистемы в
режиме XX:
1—3 — кривые изменения прочно- 0,0
сти свардых соединений из
полиэтилена в зависимости от времени
предварительного включения коле- q 25
бательной системы в режиме XX;
4 -л— запись на осциллографе; 5 —
расчет
О 10 20 30 ^0Ьсв,с
Аналогичные выражения можно привести и для изгибно
колеблющегося стержня. В этом случае при сравнительно
небольшом времени возбуждения колебаний Дфуд (х; t) ~ /св.
Результаты расчетов показывают, что при использовании
волноводов из стали, например стали 45, с амплитудой колебаний
сварочного наконечника 25—30 мю/приращение температуры Bq
результате только внутренних потерь составляет от 40 до 60° за
30—40 с. Измерения температур на сварочных наконечниках,
проведенные в режиме холостого хода (сварочная машина типа
МТУ-0,4; клещи типа КТУ-1,5 и др.), показывают, что расчетные
величины весьма близки к экспериментальным значениям
(рис. 2.14).
Расхождение в температурах, особенно после 30—40 с
включения системы, обусловлено в значительной мере
возрастающим теплообменом волновода с окружающей средой (при
+20 °С).
Выявленное возрастание температуры в материале стержня на
работе системы, предназначенной для точечной сварки металлов,
сказывается, очевидно, незначительно. Однако при шовной УЗС
металлов и особенно сварке пластмасс это возрастание
температуры, например, до 60° приводит к дестабилизации процесса.
На рис. 2.14 приведено семейство обобщенных экспериментальных
кривых изменения прочности сварных соединений от длительности
включения ультразвука. Анализ показывает, что при заданных
конкретных технологических режимах сварки механическая
прочность сварных соединений «уходит» от значений, полученных в
начале сварки. При этом возможны три варианта:
1) механическая прочность сварных соединений растет,
достигая своего максимального значения к моменту стабилизации
температур волновода. Имеется в виду температурная
составляющая от механизма внутренних потерь только собственно волновода
(рис. 2.14, кривая 3);
2) механическая прочность сварных соединений с возрастанием
температуры падает (кривая 2);
3) режим сварки выбран таким образом, что максимальные
прочностные характеристики сварных соединений достигают своего
79
20 дО i+О 50
Число сворных точек
Рис. 2.15. Изменение температуры
сварочного наконечника в зависимости от числа
сварных точек
максимального значения с
наступлением момента стабилизации
температуры сварочного
наконечника (рис. 2.1,4 кривая 4).
Спад прочности сварных
соединений можно объяснить
изменением выходных характеристик
колебательной системы из-за
нагрева волновода. (При 200 °С
снижение амплитуды колебаний
сварочного наконечника составляет до 50 % от начальной.)
Для предотвращения дестабилизации процесса при
использовании продольных систем должен быть правильно выбран исходный
режим сварки. Волноводы должны быть изготовлены из
материалов, обладающих минимальным коэффициентом внутреннего
трения (титановые и алюминиевые сплавы). При этом обдув
сварочного наконечника слабым потоком воздуха может исключить
элементы дестабилизации процесса сварки. АПЧ целесообразно
использовать с учетом приведенной нами информации.
Далее неучитываемые потери связаны с элементарным
нагревом сварочных наконечников в силу аккумулирования теплоты
от сварки. Проведены измерения температуры сварочных
наконечников на расстоянии 5 мм от поверхности раздела со
свариваемыми деталями (клещи для точечной УЗС металлов типа КТУ-1,5).
Мощность акустической системы 1,2 кВт, свариваемые материалы:
алюминий, СтЗ, медь, СтЗ с покрытием А1203 и СтЗ с покрытием
нихромом. Режим сварки: время — 1,6 с, пауза — 0,6 с.
Сварочное усилие 700 Н. В качестве термопары использована проволока
из хромель — алюмеля диаметром 0,2 мм. Градуирование
производилось в кипящей воде, запись термоциклов — на осциллографе.
Изменение температуры в зависимости от числа сварных точек
приведено на рис. 2.15 (кривая 1).
Температура сварочного наконечника устойчиво растет с
увеличением числа сварных точек. Ее уровень предопределяется
комплексом свойств, характеризующих сопротивление нагрузки
в зоне сварки. В общем случае, чем выше температура плавлений
свариваемого материала, тем выше температура >в зоне сварки и
сварочного наконечника.
Наложение термоциклов дало поле их разброса. Кривая 2
показывает, что начальная температура сварочного наконечника
возрастает от сварки к сварке. При достаточно высоком темпе
сварки сварочный наконечник не успевает отводить теплоту
в смежные области. В зависимости от мощности колебательной
системы, свариваемых материалов и темпа сварки тепловой ба-
80
ланс может наступить через Ю—15 сварных точек.. Прочность
сварных соединений при этом возрастает на 20—25 % от
прочности первой сварной точки (рис. 2.15, кривая 3). Снижение темпа
сварки приводит к спаду температуры сварочного наконечника
и снижению прочности сварных точек.
Таким ббразом, в сварочных наконечниках при УЗС
аккумулируется значительная энергия. Учет ее и компенсация
необходимы,^ противном случае она превращается в один из
дестабилизирующих факторов процесса сварки.
Глава 3
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖИМА СВАРКИ
3.1. ОСНОВНЫЕ ВЕЛИЧИНЫ И ПАРАМЕТРЫ
РЕЖИМА СВАРКИ
Основными величинами, определяющими перенос энергии
в зону сварки, являются колебательные напряжения и скорости,
возникающие на сварочном наконечнике и, в конечном счете, в зоне
сварки.
Основными технологическими параметрами режима сварки
пластмасс и металлов являются амплитуда колебаний сварочного
наконечника ?св, сварочное усилие FCB и время сварки.
Амплитуда колебаний связана с колебательной скоростью V
соотношением
Уев = 2я/?св.
Для выявления взаимодействия этих величин целесообразно
использовать усредненные эквивалентные величины —
эквивалентную силу и сопротивление нагрузки.
Если амплитуду колебаний сварочного наконечника ?св
отнести ко всей колебательной системе в целом и оперировать
активной составляющей нагрузки, то
Рсъ = 0,5 BяДсвJ #ЭКА,
где /?экв — усредненное эквивалентное сопротивление нагрузки;
k± — обобщенный безразмерный коэффициент связи системы с
нагрузкой.
Обобщенные безразмерные коэффициенты связи систем
определяются статистической обработкой результатов измерений этих
систем на испытательном стенде. Знание этого коэффициента
дает возможность выявить принципиальную и конкретную
взаимосвязь нагрузки с мощностью системы.
81
Эквивалентная колебательная сила, возникающая в зоне
сварки, зависит от сопротивления нагрузки. Сопротивление
нагрузки, как установлено, является следствием взаимодействия
разнородных факторов: изменения свойств свариваемых
материалов и поверхностных пленок, поверхности волнового фронта,
характера контактирования сварочного наконечника с деталями
и деталей между собой и опорой и т. п. и зависит, при прочих
равных условиях, от контактного давления сварочного
наконечника на свариваемые материалы. Можно написать FaKB = / (FCB).
Как показано [19 и др. ], эквивалентная сила FaKB может быть
связана со сварочным усилием посредством обобщенного
безразмерного коэффициента k2
*экв = #2*св> C.1)
где k2 — коэффициент, учитывающий особенности колебательной
системы, ее потери, характер сопротивления нагрузки и т. п.
Используя вышеприведенные уравнения, получим выражения,
связывающие усилие сварочного наконечника в зависимости от
его скорости колебаний, мощности колебательной сцстемы и
сопротивления нагрузки:
•*св = ^/ъсв-»экв» * ев == Я/Ьсв^г^св» J
Fев = ^св/(&2Я/?св); ?св = ^свДМ/^св). )
Как следует из приведенных уравнений, при заданной
мощности с увеличением ?св контактное усилие, которое можно
приложить к сварочному наконечнику, падает. Повышение FCB при
заданной |св можно осуществлять только при соответствующем
увеличении мощности колебательной системы.
Сварочное усилие зависит от твердости свариваемого
материала
FCB = / (ос; НВ),
где а — коэффициент; НВ — твердость материала по Бринеллю.
Известна связь между пределом твердости и пределом
текучести материала
НВ » рат.
Выше было показано, что сварочное усилие при УЗС металлов
должно подчиняться условию
•* ев ^- ^т^св*
Или можно написать
* ев ^ ОфСГтосв.
Площадь ввода энергии определяется диаметром сварочного
наконечника. Диаметр сварочного наконечника зависит от
толщины свариваемых материалов б, т. е. d = f (б). Установим между
ними связь в виде коэффициента у (м), т. е. d ->• SCB -> б, тогда
?св = PoJ(k*nf*№oT). C.3)
82
Таким образом, расчет ориентировочных значений основных
параметров механической колебательной системы (по существу,
выбор типа маший) и режимов сварки связан с анализом физико-
механических свойств свариваемых материалов (НВ; ат; 6).
Свойства свариваемого материала предопределяют сопротивление
нагрузки в зоне сварки и отбор мощности. Источник ультразвука
должен обеспечить заданные выходные параметры. Сварочное
усилие jFcb и амплитуда смещения сварочного наконечника ?св
взаимосвязаны и зависят от мощности системы и сопротивления
нагрузки.
3.2. МЕТОДИЧЕСКИЕ НАЧАЛА РАСЧЕТА
СВАРОЧНОГО УСИЛИЯ
Значение сварочного усилия при УЗС пластмасс и металлов
переоценить трудно. Это важнейший параметр, определяющий
перенос энергии в зону сварки. Остановимся на обосновании
методики его выбора.
Как известно, при сварке в результате процессов внешнего
и внутреннего трения идет процесс тепловыделения. В течение
0,1—1 с температура в зоне сварки поднимается до 0,4—0,6ГПЛ.
Физико-механические свойства материала изменяются. Анализ
этих свойств в указанном диапазоне температур показал, что
наиболее целесообразно для оценки сварочных усилий при УЗС
металлов взять значения предела текучести свариваемого
материала, т. е. способность материала выдерживать те максимально
возможные нагрузки, которые могут возникнуть в зоне сварки.
Рассмотрим экспериментальные кривые изменения ав в
зависимости от 7\ приведенные на рис. 3.1. Приведем для сравнения
ряд табличных значений <тв и ат от Т для некоторых металлов
Al Au Ag Zn Си
8—10 14 18 11—15 22
3—7 3—4 3—5 9—10 6—8
Ni Fe Ti
40—50 25—33 32
12 12 12
л,МПа
150
100
50
0,2 0M OS QetcCrx
К7
±L
7
f?
573
373
373 k!3 573 673 113ZK
Из кривых следует, что
предел прочности, например,
алюминия 1 и меди 2 с
повышением температуры до 200—400°С
резко падает. Покажем
типовые температурные циклы при
их сварке. Совместим текущие
значения ав и ат от Т в про-
Рис. 3.1. Изменение прочности
свариваемого материала от температуры в зоне
сварки (стрелками показан ход совмещения
кривых)
83
of)
о с (МП а • с)/м
5)
Fc6,Mflci Рсв,Вт
^0 60 80 ЮОО^МПа
60 80 100бт,МПа
Рис. 3.2. Изменение волнового сопротивления / и сварочного усилия 2 от предела
текучести свариваемого металла (а) и мощность, необходимая для образования сварного
соединения в зависимости от предела текучести свариваемого металла (б)
цессе сварки. Получим, что в течение 0,4—0,7 с ав снижается
до уровня ат.
Из приведенных данных становится очевидным, что удельные
нагрузки сварочного усилия не должны превышать ат. В
противном случае использование FCB, уд > сгт в специфических
условиях знакопеременных нагрузок при УЗС однозначно
приводит к чрезмерной деформации свариваемого материала вплоть
до образования сквозного отверстия. Аналогичные материалы
получены и при анализе изменения ат от Т при сварке
полимеров. В силу исключительно сильного понижения предела
прочности полимеров от температуры общий уровень давлений а,
которые можно прикладывать к полимеру, находится в пределах
а» @,1^0,2) ав.
«Расшифруем» изменение ав и ат металлов в плоскости
сопротивления нагрузки. Нанесем на абсциссе абсолютные значения ат.
Расположим по возрастанию ат ряд металлов: Al, Ag; АМц;
Си; АМг; Zn. По ординате нанесем абсолютные значения удельных
волновых сопротивлений. Как видно из рис. 3.2, все металлы
расположились во вполне определенном порядке. Однозначна
прямая линия у алюминия и его сплавов: волновое сопротивление
этих металлов постоянно. Можно предполагать, что механизм
отбора мощностей в силу изменения ат будет предопределяться
увеличением сварочного усилия пропорционально увеличению ат
свариваемых материалов. •
При сварке алюминия, серебра, меди, никеля можно
предполагать, что «работает» другой механизм отбора мощности: и за
счет изменений ат и за счет волнового сопротивления.
Закономерность изменения отбора мощности в зависимости от ат и рс
приведена на рис. 3.2, б. Таким образом, функциональная
зависимость может иметь вид: ат -> FCB ->- Рсв при условиях, когда
Сварочное усилие определяется (как крайнее значение)
пределом текучести свариваемого материала и площадью ввода энергии
ультразвука. Площадь ввода определяется поверхностью
контактирования сварочного наконечника со свариваемой деталью.
84
При УЗС выбор 5СВ определяется в принципе теми же
соображениями, что и при контактной сварке: необходимой прочностью
соединения, обусловленной конкретными конструктивными
формами свариваемой детали и свойствами материала. Сварочное
усилие зависит от способности колебательной системы
«выдержать» это давление, т. е. от ее мощности и ?св. При заданной
мощности системы с увеличением ?св сварочное усилие необходимо
снижать с целью обеспечения сравнительно устойчивой ?св.
3.3. МЕТОДИЧЕСКИЕ НАЧАЛА РАСЧЕТА
АМПЛИТУДЫ КОЛЕБАНИЙ СВАРОЧНОГО НАКОНЕЧНИКА
Амплитуда колебаний сварочного наконечника является
важнейшей характеристикой колебательной системы и, естественно,
параметром режима сварки. По аналогии с контактной сваркой
ее значимость можно сравнить с величиной силы тока.
Оптимальные амплитуды колебаний сварочного наконечника
при сварке пластмасс и металлов нужно рассматривать пб крайней
мере в трех плоскостях: энергетической, технологической и
физического процесса образования сварного соединения. В
энергетической надо предполагать, что оптимальная ?св соответствует
прежде всего системе резонансной, которая имеет минимальные
потери во всех звеньях акустической цепи. Это относится к
выбору материалов для преобразователей, волноводов, качеству их
сопряжения, согласования их сопротивлений. Система должна
быть рассчитана на ожидаемые сопротивления нагрузки.
Условия согласования нагрузки и мощности системы
накладывают ограничения на величину |св. Такое ограничение является
безусловным, поэтому возникает понятие об оптимальной
амплитуде сварочного наконечника с точки зрения стабилизации
энергетики процесса сварки. В технологической плоскости
оптимальные |св могут быть предопределены наличием поверхностных
пленок, их толщиной и свойствами свариваемых материалов.
С точки зрения механизма образования сварного соединения
также естественны ограничения на ?св. Нельзя, скажем, всерьез
пытаться получить качественную сварку металлов микротолщин,
используя амплитуды колебаний, соизмеримые с толщиной
свариваемого материала. Налицо будут интенсивные следы износа
внешней поверхности сварной точки и в зоне образования сварного
соединения. Кроме того, целесообразно установить те пороговые,
максимальные и минимальные значения амплитуды колебаний,
при которых можно рассчитывать на получение качественных
сварных соединений.
Учитывая результаты работ в области направленного
ультразвука, можно утверждать, что нижний предел амплитуды
колебаний сварочного наконечника при сварке металлов и полимеров
составляет доли микрометров вне зависимости от толщины сва-
85
риваемых материалов, так как для образования сварного
соединения нужна прежде всего энергия. Другое дело, когда возникает
вопрос о выборе оптимальных амплитуд при необходимости
реализации одного из важнейших преимуществ УЗС — сварке без
снятия тех или иных оксидных пленок. Необходимо представление
также о максимально возможных амплитудах, колебаний
сварочного наконечника.
В работе [12] предложено ограничить ?св на уровне
«предварительного смещения». Используя результаты работы [9 и др.],
А. М. Мицкевич получил выражение для ограничения ?ов
li-g2<*; *<[(WG)/i] + ?,
где ii, |2 — амплитуды колебаний верхней и нижней
свариваемых деталей соответственно; хх — сдвиговые напряжения в
области деформации; G — модуль сдвига; Л — суммарная высота
пластической деформации в зоне сварки.
Установлено, что величина отношения xJG = 0,01-г-0,02; А =
= 150ч-200 мкм. Расчеты показали, что х = З-т-4 мкм.
Изучение метода определения амплитуды колебаний
сварочного наконечника [12] показало, что он имеет серьезные изъяны.
В основном они сводятся к следующему.
1. Автор принимает, что величина к с учетом неровностей
рельефа свариваемых пластин равна примерно 1 мкм (медь).
Такое ограничение не дает, по существу, возможности
использовать метод применительно к технологии сварки микротолщин.
Как известно, амплитуды колебаний сварочного наконечника при
сварке металлов микротолщин должны быть на уровне долей
микрометра.
2. Величина области А, т. е. области, в которой имеют место
пластические деформации, может быть определена сугубо
приближенно. Анализ микроструктур зоны соединения показал, что
размеры пластических деформаций коррелируют с параметрами
рельефа свариваемых поверхностей. Таким образом, величина А
может быть принята на уровне до 10 мкм, а не 150—200, как
предполагает автор работы [13].
3. Если А — величина средней деформации неровностей, то
для оценки величины ?св полированных материалов метод должен
использоваться с предельной осторожностью. Практически он
ничего не даетм
4. При сварке разнородных металлов, имеющих различную
твердость, например, сталь—алюминий, пластическое
деформирование неровностей на стали фактически ничтожно. Таким
образом, метод не позволяет дифференцировать специфику этого
явления.
5. Надо учитывать, что величина предварительного смещения
ПС возрастает с увеличением ?св. Можно в« какой-то степени
сомневаться в этом, но тенденция однозначна. В нашем случае при
увеличении FCB до уровня предела текучести значение ПС должно
86
Рис. 3.3. Схема взаимодействия сварочного
наконечника со свариваемыми деталями в режиме изгибных
колебаний
возрасти на несколько порядков, тем
более, что по мере-роста контактного
давления жесткость связи растет. Анализ
структуры этого выражения показывает,
что на существенное увеличение
расчетной х (?св) рассчитывать нельзя.
6. Надо еще учесть то
обстоятельство, что при изменении направления
движения на 180° ПС резко возрастает —
примерно в 2 раза.
7. Использование метода ограничено
при определении |св для сварки
металлов без снятия оксидных пленок. В этом
случае прежде всего должна быть
представлена зависимость |св от толщин и
свойств этих пленок.
Построим схему взаимодействия сварочного наконечника со
свариваемыми деталями с целью установления связи ?св с
толщиной и свойствами свариваемых материалов (рис. 3.3).
Сварочный наконечник обладает определенной энергией? колеблется
с амплитудой смещения ?св и прижат к свариваемым деталям
толщиной 26 с силой FCB. Учитывая, что колебания сварочного
наконечника направлены тангенциально к поверхности
свариваемых материалов, можно полагать, что они вызовут сдвиги тела,
ограниченного непосредственной зоной контактирования в
пределах ±А6св- ТогДа
Д?св/B6) = tg е а? е; е = тр,
где т — напряжение сдвига.
Или
8 = т/G = Д?св/B6),
где G — модуль сдвига, откуда
Д|св = 26 (t/G).
С учетом динамики и знакопеременного характера нагрузки
сдвиговые напряжения могут достигать значений 0,8ав или т «
« B-т-З) ат или Д|св = B^-3) aT26/G.
Примем, что Д?св « 0,7?св, тогда
?св ~ F-г-9) aT8/G. C.4)
Плотность энергии деформации для единичного цикла нагру-
жения в общем случае равна
Д? = 0,5те.
87
или, подставляя полученные значения для т, е,
Д? = B -г- 4,5) aTG; Д? = @,75 -- 1,0) сгт?св.
Энергия ультразвука, рассеиваемая за один цикл колебаний
в объеме сварной точки B6S), равна
? = D-^9) a?6S/G или Е = @,75 -f-1,0) ат5св|св.
Тогда мощность, необходимая для образования сварного
соединения, в зависимости от механических свойств свариваемого
материала и его толщины равна:
Рев = @,75- 1,0) /crTSCB5CB; C.5)
рсв =D~9)/a?65CB/G. C.6)
Полученные уравнения позволяют выразить зависимость |св,
FCB, б от мощности, выделяющейся в зоне сварки. Из уравнения
C.5)
5св = ^св/@,75 -т- l,0)/aTSCB; C.7)
из уравнения C.6)
6cb = PcbG/[D^ 9) fo*SCB]. C.8)
Выше была показана связь эквивалентной колебательной силы
со сварочным усилием. Учитывая уравнения C.1) и C.2),
получаем:
FCB = (U5 + 2)oTSCB/Bnk2). C.9)
Если учесть, что для ряда колебательных систем —
источников ультразвука коэффициент k2 = @,18-7-0,20), то из этого
уравнения получаем установленное нами соотношение, условие
которого сформулировано исходя из физических условий образования
сварных соединений, т. е. FCB <; oTSCB.
Используя уравнения C.8) и C.9), получаем выражение для
расчета сварочного усилия исходя из механических свойств
свариваемого материала
Fсв = D -г- 9) a2T8ScJnk2GlCB. (ЗЛО)
Используем полученные уравнения в качестве примера для
расчета на ЭВМ ?св, FCB, Рсв в зависимости от б, SCB, aT, G для
ряда материалов: для меди с ат = 70-7-160 МПа; для никеля
с ат = 120-7-200 МПа; для алюминия с <тт = ЗО-т-80 МПа.
Площадь сварочного наконечника варьировалась от 5 до
30 мм2, мощность — от 0,1 до 1,0 кВт. Семейство кривых,
отражающих эти зависимости, приведено на рис. 3.4. Анализ
кривых позволяет сделать следующие выводы: амплитуда смещения
сварочного наконечника растет пропорционально толщине
свариваемого материала а и пределу текучести б. Например, при
сварке одного и того же материала — меди, но при изменении
88
о)
12
8
У
^
V
А
^
Си
Ф
У
%
/*хь\
в)
16
12
1
All
Л
f
У Си
/
Ль
0,2 0,4 0,6 0,8 д,мм
О ?0 80 120 160ет,МПа
Рис. 3.4. Зависимость амплитуды колебаний сварочного наконечника от толщины
свариваемого материала (а) и предела текучести (б)
с 80 до 160 МПа амплитуда колебаний должна быть увеличена
от 12 до 20—22 мкм (рис. 3.4, б).
Амплитуду колебаний при этом целесообразно увеличивать
только при соответствующем увеличении мощности системы.
При увеличении ат и SCB свариваемого материала и заданной Рсв
амплитуда колебаний сварочного наконечника должна быть
снижена (рис. 3.5). Это при условии, что Рсв достаточна для
образования сварного соединения.
Сварочное усилие зависит от площади ввода энергии, предела
текучести и толщины свариваемого материала. При заданной
мощности оно обратно пропорционально ?св (рис. 3.5, б, 3.6, а).
Толщина материалов, которые можно сварить, зависит от
мощности, вводимой в зону сварки (рис. 3.6, б).
Как следует из структуры уравнения C.5), мощность
пропорциональна частоте и амллитуде колебаний, площади ввода
а)
30
24
16
8
1
i
\
^^^ч^
Ч^х>
п
:чС^ч<
&-2ZZI
12
24StMM*
24 S,mm*
Рис. З.б. Зависимость амплитуды колебаний сварочного наконечника от площади
контактирования со свариваемыми деталями при разных мощностях колебательных систем (а)
и зависимость сварочного усилия от площади контактирования сварочного наконечника
со свариваемыми деталями при разных амплитудах колебаний (б)
89
о)
2000
1000
О
\
s
N
V
v^
•ч*
^^
<
^^
5 10 15 20ё>с6умкм
2k S,mm2
Рис. 3.6. Зависимость сварочного усилия от амплитуды колебаний сварочного
наконечника (а) (/ — медь Ml; площадь сварной точки 16 мм2; 2 — площадь сварной точки 30 мм*)
и площади сварочного наконечника от толщины свариваемых материалов и мощности
колебательной системы (б)
энергии и пределу текучести свариваемого материала. Из
уравнения C.6) следует, что мощность, которую необходимо ввести в зону
сварки, пропорциональна площади контактирования сварочного
наконечника 5СВ, толщине свариваемого материала б, квадрату ат
и обратно пропорциональна G. Рассчитанные на ЭВМ зависимости
Рсв от SCB и б приведены на рис. 3.6, б. Штриховая кривая
показывает реальную зависимость Рсв от номинальных значений
d = f(SCB; б).
Анализ структуры формулы C.6) показал, что при заданных
значениях /; б; 5СВ мощность пропорциональна отношению оЦС
Эти данные приведены на рис. 3.7. Противоречия между
уравнениями C.5), C.6) и сделанными выводами нет. Если структура
уравнения C.5) сомнений не вызывает (мощность равна
произведению колебательных сил и скоростей), то, приравняв правые
части этих уравнений, получим то же самое соотношение. Если
учесть уравнение C.4), то уравнения C.5) и C.6) становятся
однородными по структуре. Сведем данные, полученные из уравнения
C.6), в табл. 3.1.
тт,к Рс6B),
Вт/мм3
Вт/мм'
5 10 15 20((o//G)-10a
50 100 150 200<эт,МПа
Рис. 3.7. Зависимость мощности, выделяющейся в зоне сварки, от механических свойств
свариваемых металлов (/) и температуры в зоне сварки B) на примере алюминия —
правая шкала (а) и от увеличения процентного содержания цинка, латуни и никеля в меди (б)
90
Таблица 3.1
Удельная мощность,
необходимая для образования
сварного соединения, в зависимости
от предела текучести свариваемого
материала и модуля сдвига
Нарастание удельных
энергозатрат в зависимости от
увеличения предела текучести
свариваемых материалов
показано на рис. 3.7, а и б. Из
приведенных материалов следует,
что относительные удельные
затраты секундной энергии
алюминия, меди, никеля
хорошо коррелируют со значениями,
установленными нами
экспериментально (см. гл. 2). Отметим
еще одно обстоятельство.
Полученные значения удельных
затрат энергии существенно
зависят от текущей температуры
в зоне сварки. Это следует из
рис. 3.7, а (кривая 2). Тогда уравнения C.5), C.6) должны иметь
вид:
^«@,76 4-1,0)/ат(гввSo»(То.; 'свЖ'св); (з.И)
PCB«D~9)/a?(TCB)ScBG,cB; tCB)8(tCB)/G. C.12)
Проведем по последнему уравнению расчеты с учетом
изменения aT; SCB; б свариваемых металлов и сравним их с эксперимен-
Материал
Алюминий
Цинк
Медь
Железо
Никель
ат
в
МПа
40
70
80
120
120
27 600
38 000
42 400
84 000
73 000
^св»
Вт/
мм8
7,6
17,0
20,0
23,0
26,0
Относительный ряд
1.0
2,2
2,6
3,0
3,4
Рис. 3.8. Изменение
мощности, выделяющейся в зоне ^
сварки, в зависимости от
температуры и предела
текучести свариваемого металла
(медь МО при толщине 0,2 -f
-1- 0,2 мм; амплитуда
колебаний в,0 мкм; усилие сжатия
1000 Н; мощность Рсв рас-
Н)
считывалась по
Рис. 3.9. Изменение предела
текучести свариваемых
металлов от температуры в зоне
сварки (в) и снижение
мощности, необходимой для
образования сварного
соединения (б)
а)
ет,МЩ
150
100\
50
0\
т,к
523
328
Ъс$>с
5)
Д16
Й
\аМг
1АМц
мТ^
=^
'— —.
ч.
<^
=^
vJ
ёЗ
<эт,МПа
300
200
100
Рсб,8т/мм°
15
10
5
0
\Д1\
^Мц
>
iT^
^
^
\
--,
\
А
^
^
Р*,8т/мма
300
200
100
мз
573 Ы
423
513 Т,К
91
тальными (рис. 3.8). Необходимо отметить точку перегиба К
кривой Рсв. Она соответствует времени сварки, когда прочность
сварного соединения фактически достигла своего максимального
значения. Спад Рсъ свидетельствует, что дальнейшее поступление
энергии в зону сварки является избыточным и нежелательным —
см. заштрихованную площадь. Такой вывод сделан при внешнем
осмотре сварных соединений. Пользуясь зависимостью ат от Т °С
(рис. 3.9), на примере А1, АМц, АМг, Д1, Д16 можно показать,
что при повышении температуры в зоне сварки мощность,
необходимая для образования сварного соединения, резко падает.
Таким образом, целесообразность предварительного подогрева
зоны сварки посторонним источником теплоты (током), на что
указывали многочисленные исследования, обоснована.
На примере металлов показано, что расчет основных
параметров режима сварки определяется комплексом
физико-механических свойств свариваемых материалов. Выходные
характеристики источника ультразвука должны обеспечивать выделение
энергии в зоне сварки. Изложенное надо рассматривать как метод
приближенной оценки основных параметров режима сварки в
зависимости от основных механических свойств и толщины
свариваемых металлов.
Выбор технологических параметров режима сварки полимеров
производится, как правило, экспериментально. Практика УЗС
выработала «усредненные» амплитуды колебаний сварочного
наконечника на уровне 25—40 мкм и контактные давления 1,5—
2,0 МПа [6]. Вместе с тем специфика сварки полимеров требует
их уточнения и дополнения.
Энергия, выделяющаяся в зоне сварки полимеров,
определяется колебательными напряжениями и скоростями,
циркулирующими в зоне сварки. Для основной группы полимеров,
свариваемых УЗС, характерны крайне низкие значения, по
сравнению с металлами, разрушающих нагрузок ат. Значения
некоторых из них приведены ниже (МПа):
Полиэтилен ВД (низкой плотности) 9—16
Полиэтилен НД (высокой плотности) 22—26
Полипропилен 28—35
Полистирол УПС-703 22*
ПС блочный 40 *
АБС-3 35*
Сополимер СТАН-Э 35
Сополимер СНП 43
ПВХ:
для марок ВН, ВД 55
для марок ВНЭ, ВП 50
Полиамид 6 65
Полиамид 66 . . 80
Примечание. Звездочкой отмечено разрушающее напряжение.
Механизм образования сварного соединения связан с
доведением температуры в зоне сварки до температуры плавления поли-
92
мера. Скорость возрастания температур в зависимости от
эффективности акустической системы, материала, режима сварки может
достигать 500 °С/с. Механическая прочность полимера в зоне
сварки снижается до крайне малых значений.
К сожалению, опубликованные данные об используемых
контактных усилиях при сварке пластмасс не «привязаны» к механи-.
ческим свойствам полимеров, например к прочности.
Характеристики полимеров имеют весьма существенный разброс.
Информации об энергии, выделяющейся в зоне сварки при этом, вообще
нет. Вместе с тем, учитывая изложенное нами выше и обобщая
разрозненные данные, можно сделать вывод, что сварочное
давление ^св. уд составляет не более @,1—0,2) ат. Из этого следует
весьма важный вывод. Так как FCB. уд <^ ат, получить большие
колебательные напряжения как энергетическую составляющую
процесса в принципе при УЗС невозможно. Требуемую мощность
в зоне сварки Рсв можно получить только за счет увеличения
колебательной скорости сварочного наконечника. Кроме того, если
принять, что FCB. уд ж 0,1ат, то значения сварочных усилий,
которые необходимо использовать при УЗС, можно
конкретизировать. Выше нами показано, что эквивалентную колебательную
силу сварочного наконечника можно связать со сварочным
усилием посредством безразмерного коэффициента k [20].
Коэффициент k отражает сложную, многофакторную зависимость
статического сварочного усилия со знакопеременными колебательными
напряжениями, возникающими в зоне сварки.
Таким образом, ограничение и конкретизация FCB в
зависимости от механических свойств полимеров позволяют выявить
важнейшую энергетическую составляющую процесса.
Выше были приведены методы определения энергии,
выделяющейся в зоне сварки. Установлены приближенные значения
энергозатрат при сварке некоторых основных полимеров. (Другое
дело, необходимость систематического измерения удельных
энергетических затрат в зависимости от свариваемого материала, его
свойств, толщины конструктивных форм, степени загрязнения,
условий сварки и тому подобных факторов).
Установим, как будут меняться FCB и |св в зависимости от
марок полимеров, если известна номинальная мощность
колебательной системы Р и КПД системы. Допустим, Р9П = 0,63 кВт,
КПД — на уровне 8 %. Тогда Рсв = 50 Вт. Колебательная
система — двухполуволновая, со сменной второй ступенью,
позволяющей изменить ?св от 20 до 60 мкм (/ = 22 кГц). Площадь
сварочного наконечника SCB = 30 мм2 A0x3 мм или диаметр
6,2 мм).
Как сказано выше, если FCB. уд « 0,1а, то пороговая кривая,
выражающая эту зависимость для ряда материалов, будет иметь
вид, как показано на рис. 3.10 (кривая 2). Используя известные
соотношения [например, C.2)], получаем ряд ?св, которые
обеспечивают получение заданной мощности в зоне сварки (кривая 1).
93
%cfi,MKM
Рис. 3.10. Зависимость
сварочного усилия и амплитуды
колебаний сварочного наконечника от
механических свойств
свариваемых полимеров
О 10 20 дО ?0 50 &0сг,МГ1а
Например, если при сварке полистирола марки УПС-703 (см.
табл. 3.2) с разрушающей нагрузкой около 22 МПа, сварочное
усилие устанавливаем на уровне 66 Н (SCB = 30 мм2). Тогда |св,
обеспечивающая Рсв на уровне 50 Вт, должна быть около 55 мкм.
На рис. 3.10 приведены возможные значения ?св (кривая 1) при
сварке материалов; 5—полистирола УПС-703; 4 —
полипропилена; 5 — ПСЭ; 6 — АБС-1; 7 — СНП-2П.
Безусловно, конкретная кривая /, приведенная на рис. 3.10,
не может быть использована «напрямую», так как свойства
полимеров существенно зависят от различного рода стабилизаторов,
красителей и тому подобных наполнителей. Тем более, что
каждый из рассматриваемых полимеров в силу своих акустических,
теплофизических и механических свойств при образовании
сварного соединения поглощает различную энергию. Но
ориентировочные значения ?св и FCB могут быть определены, если известны ат
полимера и потенциальная возможность сварочной машины
обеспечить заданную Рсв.
Выразим структуру эквивалентного сопротивления нагрузки
#экв- Учитывая уравнения C.1) и C.2), позволяющие связать
механическую прочность полимера со сварочным усилием и
эквивалентной силой сварочного наконечника, имеем
Яэкв ¦» W<*S/BnACB). C.13)
Сварочное усилие FCB нами ограничено. Увеличение FCB
больше @,10—0,2) ат, видимо, мало оправдано в силу резкого
снижения ат с повышением температуры. Увеличение площади
сопряжения сварочного наконечника однозначно приводит к
увеличению сопротивления нагрузки, а для обеспечения заданной
амплитуды колебаний сварочного наконечника — мощности.
Практически расчет ориентировочного значения эквивалентного
сопротивления нагрузки не вызывает затруднений, если
произведено измерение амплитуды колебаний сварочного наконечника
при заданном контактном давлении.
Таким образом, изложенный метод дает возможность
приближенной, ориентировочной оценки основных параметров режима
сварки полимеров — силы сжатия и амплитуды колебаний
сварочного наконечника.
40
20\
2Л
Ч>
\
\f~
Ч^
Т "
4 1
-~Н
г г г!
94
3.4. УРАВНЕНИЕ СВЯЗИ
ОСНОВНЫХ ЭНЕРГЕТИЧЕСКИХ ВЕЛИЧИН
И РАЗРАБОТКА КРИТЕРИЕВ ПОДОБИЯ ПРИ РАСЧЕТЕ
ОСНОВНЫХ ПАРАМЕТРОВ РЕЖИМА СВАРКИ
Выявим кинетическое и динамическое подобие движения
сварочного наконечника, т. е. пропорциональности скорости 1/св и
сил FaKB, действующих в его зоне. Используем для этого
известные положения теории подобия и примеры ее использования,
например, в контактной сварке. Возьмем за исходное уравнение
связи основное уравнение механики, которому, безусловно,
подчиняется колебание сварочного наконечника. Предположим, что
имеем случай подобного движения систем, показанных на рис. 3.11.
Тогда
^экв = rnd\ F"9KB = гпа",
где m', т", а', а!' — усредненные значения масс и ускорений
в зоне сварочных наконечников рассматриваемых систем. Или
в другом виде:
* экв == УсвАэкв» * ев == * эквУсв»
* экв — Уев А
св^хэкв»
р" _/г" у"
* ев — * экв»' с
C.14)
где 7?экв, ^?экв — усредненные эквивалентные сопротивления
в зоне сварки; Усв, Кв, /'ев, ^св — колебательные скорости и
мощности в зоне сварки.
Существование подобия между рассматриваемыми системами
и налагает на уравнение C.14) следующие условия:
F экв = CFF9KB\ Уев = CVVcbI *'
/5св = Ср/)св> C.15)
где cF, cv, сР — константы подобия.
Тогда получаем
[СрЦСрСу)] * ев — * экв У ев» C.16)
Уравнения C.15) и C.16)
совместимы только при условии, если
cP/(cFcv) = l. C.17)
Уравнение C.17) является
индикатором подобия. Оно показывает,
что все колебания константы
подобия (сР; cF; cv) не могут выбираться
произвольно. График зависимости
констант колебаний при некоторых
заданных значениях, например
сР = 1, 2, 3 и Ру = l-f-10,
приведен на рис. 3.12. Анализ этих зави-
mzzzzzzzzzzm
vwssss ssssssss
Рис. 3.11. Сравнительные размеры колебательных
систем — сварочных наконечников
у«
95
Cf
0,6\
ОМ
ол\
i
j
\
[__
1
№
!._
N
— 1
+АсЛ
К2
N
^pj
v^2
^JpA
Рис, 3.12. Взаимосвязь констант подобия по
индикатору подобия
симостей показывает следующее.
Например, имеем точку х, которая
характеризуется константами подобия
cv = 39cF = 0,66 и сР= 2.
Приращение cv (+Асу) без изменения FCB
приводит к уменьшению cF (—AcF)
до уровня 0,35. Отсюда следует,
что должны быть заданы две
константы подобия. Третья может быть
определена из равенства C.17).
Учитывая уравнения C.15) и C.16), получаем
F V
1 9KBr CB
F V
л эквг ев
C.18)
таким образом, комплекс PCB]{FCBVCB) одинаков для подобных
систем и является критерием их подобия — /С:
К = Рсв/^эквУсв). C.19)
Вместе с тем уравнение C.19), хотя и является безусловным,
но применительно к процессу УЗС является неполным.
Из трех констант подобия (при условии, что одну из них мы
должны найти) две другие не могут быть произвольно заданными.
Их приближенные значения должны выбираться, исходя из
изложенных выше соображений, существующих представлений
о механизме образования сварных соединений, особенностей
свойств свариваемых материалов и колебательных систем.
Например, установлено, что при сварке металлов необходимы
удельные сварочные усилия на уровне предела их текучести. Сварочное
усилие предопределяют колебательные напряжения,
возникающие в зоне сварки. Комплекс конструктивно-технологических
особенностей УЗС накладывает ограничения на диапазон
возможных колебательных скоростей.
С учетом изложенных соображений покажем возможность
правильной оценки важнейших параметров процесса сварки.
С этой целью необходимо использовать надежные результаты
экспериментальных работ. Определим уравнение амплитуды
колебаний сварочного наконечника в зависимости от толщины
свариваемых материалов, например меди в пределах 0,01—-1,0 мм.
В эксперименте сваривалась медь толщиной 0,35—0,35 мм.
Сварочное усилие 115 Н. Площадь непосредственного
контактирования сварочного наконечника с деталью составляла 12,6 мм2,
объем интенсивного поглощения ультразвука 9 мм3. Мощность,
выделяющаяся в единице объема, 10 Вт/мм3. Колебательная
скорость 0,87 м/с. Процесс сварки — устойчивый. Прочность
96
Ё,св,МКМ
n kRT Рис. 3.13. Зависимость амплитуды коле-
15
10
1/
2
0,9
0,6
0,3
О 0,2 0,4 0,6 0,8 1,0 #,мм
баний сварочного наконечника (/) и
мощности системы B) от толщины
свариваемого металла
сварных соединений равна 0,8
от прочности основного
металла. Разброс прочности не
более 10 %.
Для решения задачи
удельные затраты энергии нужно
принять постоянными. Используем
ранее установленные зависимости FQKB от FCB, для данной
системы k = 0,18.
Учитывая изложенное и используя уравнения C.18), C.19),
получаем необходимые нам значения. Эти данные приведены
в табл. 3.2. Они показывают, что, например, при сварке медной
фольги толщиной 0,01 + 0,01 мм амплитуда колебаний сварочного
наконечника должна быть на уровне 0,3 мкм. Тенденции
изменения 1СВ и Рсв в зависимости от толщины свариваемого материала
(меди) показаны на рис. 3.13. Аналогичным образом, опираясь на
достаточно надежный эксперимент, можно найти необходимые
решения и для любых других материалов.
Из изложенного следует, что при разработке технологии
предварительная оценка этих величин является, безусловно,
необходимой.
Таблица 3.2
Амплитуда колебания сварочного наконечника,
контактные давления, мощности в зависимости от изменения
его толщины
б
d
мм
0,01
0,05
0,15
0,35
0,80
1,2
0,05
0,50
2,00
4,00
5,50
6,50
Н
_
25
320
1280
2400
3500
Рсв, Вт
0,4Х10
0,2
9,6
90,0
385,0
840,0
Ср
8,00X10
0,0022
0,106
—
4,25
9,35
cF
17,000Х10-6
0,015
0,250
—
1,810
2,700
су
0,047
0,15
0,42
—
1 2,30
3,50
оОВ * МКМ 1
0,29
0,94
2,60
6,30
14,50
21,00 1
3.5. АЛГОРИТМ РАСЧЕТА
ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
РЕЖИМА СВАРКИ
Алгоритм расчета основных технологических параметров ре;
жима сварки складывается из следующих основных моментов*
1) предварительной оценки возможностей получения сварного
соединения;
4 Холопов Юо В.
97
2) оценки энергетических затрат при сварке;
3) расчета параметров режима сварки и энергетических
возможностей источника ультразвука;
4) проверки результатов расчета экспериментальными
методами;
5) выдачи рекомендаций на использование полученных
режимов сварки.
К предварительной оценке возможностей получения сварного
соединения ультразвуком нужно отнести конкретное сочетание
материалов, их толщину, состояние свариваемых поверхностей,
специфику конструктивных форм. Все рассматривается с точки
зрения возможности практической реализации метода УЗС и
целесообразности его использования по сравнению с другими
методами сварки.
Очевидные позитивные заключения в настоящее время можно
уверенно дать в достаточно большом диапазоне толщин и свойств
свариваемых материалов. В крайнем случае (если отсутствует
достаточная информация о свойствах свариваемого материала,
толщинах и свойствах оксидных пленок и т. п.) целесообразно
прибегнуть к предварительному эксперименту по сварке на
широкодиапазонном лабораторном стенде.
Оценка потенциальных энергетических затрат при УЗС
ведется исходя из основных свойств свариваемого материала: тепло-
физических, акустических, механических и предполагаемого
объема интенсивного воздействия ультразвуковых колебаний. Уровень
энергии, необходимой для образования сварного соединения при
УЗС, приближенно можно установить из приведенных выше
соотношений, т. е. в расчет принимаетс^действующий объем
интенсивного ультразвука, объемная теплоемкость свариваемого
материала.
В принципе, образование сварного соединения материалов,
обладающих ювенильно чистыми поверхностями, идет вне
зависимости от абсолютных величин колебательных смещений и
напряжений, циркулирующих в зоне сварки. Это подтверждается
опытами по УЗС металлов и пластмасс направленными
колебаниями ультразвука. Важна энергия, необходимая для
образования сварного соединения. При заданном времени основными
составляющими энергии являются колебательные скорости и
напряжения в зоне сварки.
Как уже нами установлено, эквивалентные колебательные
напряжения, возникающие в зоне сварки, целесообразно связать
со сварочным усилием посредством коэффициента k. Предел
текучести свариваемого материала (особенно с учетом температур,
действующих в зоне сварки) в этом отношении является
фундаментальной величиной. В сочетании с площадью ввода энергии
ультразвука и колебательными скоростями он определяет важнейшую
энергетическую составляющую процесса выделения энергии.
Попутно надо отметить, что резкое снижение предела текучести
98
Рис 3.14. Алгоритм расчета
основных параметров режима сварки
Fce=f(eTJ,S)
X
Pes
Щи
for
-Wgt.6.W
t
rffPclfir
*
WAS,,
*
,8)
.6)
t=№8,<rTStFce)
Hem ^V Да
c=i+/
Нет1=2\Даь=д
Ввод
\Вы6од
X
{ Информации
S=fE)
I
ОсНГсуШп0*)
6 ЧРсб/
Вывод таблицы1
/towe^
Изменение
входных вепичин
свариваемого материала
при повышении
температуры является серьезным
ограничением верхнего
предела колебательных
напряжений в зоне сварки
(полимеры).
Колебательная скорость материала в
зоне сварки при заданной
номинальной мощности
является следствием
выбора допустимых
колебательных напряжений.
Наличие поверхностных
пленок на свариваемых
материалах вызывает
необходимость увеличения
колебательных смещений в
зоне сварки. Возникает
реальная необходимость
перераспределения
энергетических составляющих
процесса.
Непосредственным источником колебаний является сварочный
наконечник колебательной системы.
Напишем алгоритм расчета основных технологических
параметров режима сварки — амплитуды колебаний сварочного
наконечника, сварочного усилия и времени сварки, исходя из
свойств свариваемых материалов и полученных нами
функциональных соотношений (рис. 3.14).
1. Принимаем во внимание ав, ат, G, с, у, Гпл, б
свариваемых материалов.
2. Исходя из 6, получаем SCB — площадь ввода ультразвука
и V = 265 — объем интенсивного тепловыделения.
3. Для расчета интенсивного объема тепловыделения
используем соотношения:
Q = @,5-^0,7) суТпл Дж/см8.
4. Учитывая толщину свариваемого материала и площадь
ввода энергии, рассчитываем мощность, которую необходимо
ввести в зону сварки,
/>св = a?6SCB//@,167G).
5. Рассчитываем ориентировочные значения FCB, исходя из
**Т1 ^СВ>
4*
99
.6. Учитывая, что мы знаем Рсв, ат, S, FCB, рассчитываем ?св:
Еов = PCB/@,7/GaTS).
7. Уточняем значение FCB по решению п. 6
FCB = a?fiScB/@,167&2JigcBG).
8. Время сварки получаем из сравнения энергии, необходимой
для образования сварного соединения, и мощности:
*св = ^YT™0,167G/@,5a?/).
Полученные расчетные значения |св, FCB, Ясв, tCB проверяются
экспериментально. (Например, если при расчете 1св не учтена
поправка на состояние поверхности свариваемых материалов.)
По предложенному алгоритму были проведены расчеты на
ЭВМ основных технологических параметров режима сварки для
ряда материалов и сварочных систем, которые практически
использованы. Алгоритм расчета основных параметров режима
сварки полимеров может быть составлен аналогичным образом.
Глава 4
ОСНОВНЫЕ УЗЛЫ ОБОРУДОВАНИЯ
ДЛЯ УЗС ПЛАСТМАСС И МЕТАЛЛОВ
4.1. ВОЛНОВОДЫ
Технологическое оборудование для ультразвуковой сварки
независимо от физико-механических свойств свариваемых
материалов, которые являются непосредственными объектами
интенсивного воздействия ультразвуковых колебаний, имеет одну
структуру и состоит из следующих узлов: источника питания,
аппаратуры управления сварочным циклом, механической
колебательной системы и привода давления.
Важнейшим узлом, составляющим основу и специфику
оборудования и технологии ультразвуковой сварки металлов и
пластмасс, является механическая колебательная система. Эта система
служит для преобразования электрической энергии в
механическую, передачи этой энергии в зону сварки, согласования
сопротивления нагрузки с внутренним сопротивлением системы и
геометрических размеров зоны ввода энергии с размерами
излучателя, концентрирования энергии и получения необходимой
величины колебательной скорости излучателя. Система должна
работать с максимальным КПД на резонанасной частоте назависимо
от изменения сопротивления нагрузки.
100
Рис. 4.1. Типовые колебательные си*
стемы для сварки пластмасс (а) и мен
таллов (б)
*)
\г"
ми
777777?
Типовая колебательная
система (рис. 4.1) состоит из
электромеханического
преобразователя 1, волноводного
звена 3 (трансформатора) —
концентратора
колебательной скорости, акустической
развязки системы от корпуса
машин 2, излучателя
ультразвука — сварочного
наконечника 4 и опоры 5, на
которой расположены
свариваемые детали 6.
Широко известны
колебательные системы с использованием резонирующих стержней,
работающих в режиме изгибных колебаний.
Электромеханические преобразователи 1 изготовляются из
магнито- или электрострикционных материалов (никеля, пермен-
дюра, титаната бария и др.). Под воздействием переменного
электромагнитного поля в преобразователе возникают
механические напряжения, которые вызывают упругие деформации
материала. Таким образом, преобразователь является источником
механических колебаний.
Волноводное звено 2 служит для передачи энергии сварочному
наконечнику. Это звено должно обеспечивать необходимое
увеличение амплитуды колебаний сварочного наконечника по
сравнению с амплитудой исходных волн преобразователя,
трансформировать сопротивление нагрузки и концентрировать
энергию.
Сварочный наконечник 4 является элементом, посредством
которого осуществляется отбор мощности, поглощаемой в зоне
сварки. По существу, это звено, определяющее площадь и объем
непосредственного источника ультразвщй. Так как в процессе
сварки наконечник внедряется в свариваемую деталь, то он
является также и согласующим волноводным звеном между
нагрузкой и колебательной системой.
В общем случае рассматриваемая система является системой
с распределенными параметрами и, как следствие этого, она имеет
бесконечное число степеней свободы и собственных частот.
Система составлена из резонансных кратнйх полуволн звеньев.
Колебательные свойства упругой однородной и изотропной
среды определяются следующими параметрами: плотностью
материала р, модулем Юнга Е, модулем сдвига G, коэффициентом
Пуассона v, удельным волновым сопротивлением рс, скоростью
распространения продольных колебаний упругой волны и коэф-
101
фициентом затухания р. Скорость распространения продольных
колебаний с непосредственно связана с этими параметрами.
В ограниченной среде, если длина волны X в системе больше
диаметр? волновода d, с = У ?/р.
Растяжение и сжатие участков волновода сопровождается
соответствующими поперечными колебаниями. Эти колебания
вызывают неоднородное распределение напряжения в поперечных
сечениях стержня и влияют на скорость распространения волны — с.
Практически для волновода с продольной волной обязательно
условие d/k < 0,5.
Колебательную систему характеризуют следующие основные
параметры:
амплитуда колебательной силы Fm\
амплитуда колебательного смещения ?w;
амплитуда колебательной скорости V = 2я/?т, где / —
частота колебаний системы;
сопротивление потерь в системе Rm;
сопротивление нагрузки /?н;
мощность системы Р;
КПД системы т).
Расчет волноводов продольных волн. Волноводы продольных
волн служат для передачи~энергии от преобразователя как
первичного излучателя ультразвука непосредственно в зону сварки
или к резонирующим элементам в виде стержней или дисков,
работакащих в режиме изгибных колебаний. Из ряда параметров,
характеризующих его свойства, важнейшими в конечном счете
являются колебательная скорость, напряжение, мощность,
которые сварочный наконечник способен передать в зону сварки.
Методика их расчета обусловлена энергетикой процесса и
особенностями технологии сварки. В зависимости от теплофизических,
механических и акустических свойств и состояния поверхности
свариваемых материалов производится расчет энергии,
необходимой для образования сварного соединения, мощности
колебательной системы и, как следствие этого, амплитуды колебаний
сварочного наконечника.
По упрощенной методике расчета, когда задано
ориентировочное значение амплитуды колебательной скорости сварочного
наконечника, все сводится к определению резонансной длины
волновода, входной и выходной площади, формы и места его
крепления. Формулы для расчета волноводов получены из решения
дифференциального уравнения B.1). Уравнение описывает
процесс при условии, что колебания носят гармонический характер,
волна плоская и распространяется вдоль оси волновода без
потерь.
Практическое применение нашли конический, ступенчатый и
экспоненциальный волноводы (концентраторы), возможно также
использование параболического, гиперболического, катеноидаль-
102
Рис. 4.2. Общие виды некоторых типов
концентраторов-волноводов: а — ступенчатый; б —
экспоненциальный; в — конический; г —
пустотелый ступенчатый; д -— пустотелый
экспоненциальный
ного и т. п. Общие виды некоторых
типов волноводов приведены на
рис. 4.2.
Опуская преобразования,
получаем следующие основные формулы
для расчета волноводов: для
ступенчатого длина резонансная
/ = ВД),
где / — резонансная частота
волновода, которая обычно задается;
положение узловой плоскости —
места крепления волновода
х0 = 1/2;
Коэффициент усиления амплитуды смещения
ky = N2 = (Dld)\
где Dud — диаметры входного и выходного торцов волновода;
для полуволновогоэкспоненциального
волновода:
/=-|г/1 + Aп^/я)а;
x0 = 4arctgDln^); **вЛГ5
изменение формы
S = S0e-**,
где S0 и 5 — исходная и текущая площади поперечного сечения
волновода соответственно; х — текущая координата;
Ь == 2 In Nil;
для конического волновода
, Я, Ы
1 ~" 2 п '
где kl — корни уравнения,
6/
1 +
(klf N
и ? = 2я/А, — волновое число;
а = l/(N — 1) — коэффициент наклона образующей конического
волновода к его продольной оси;
Ау = /1+Bя/ДJ;
для катеноидального волновода
/ — -g_ Л/"W02 + (arch #J~
где V = |/> _ ?2. Y = -1 arch #;
*0 = ^arctg[Tcthv/];
ky = D/(d cos k'l);
dx == dch у A-х).
В работах [6, 10 и др.]. можно найти уравнения для расчета
и других типов волноводов, однако теоретический анализ
эффективности передачи энергии в зону сварки и практика
использования сварочных машин показывают, что можно построить
достаточно работоспособные системы с использованием указанных типов
или их сочетаний.
На рис. 4.3 приведены нагрузочные характеристики
конического и экспоненциального концентраторов для различных k7.
Графики позволяют определить резонансные значения kl и ?у
при заданном сопротивлении нагрузки. Зависимости имеют
экстремальный характер со сдвигом максимумов коэффициента
усиления в область инерционных сопротивлений нагрузки.
Сопротивление нагрузки в значительной степени влияет на коэффициент
усиления волновода.
Для УЗС металлов целесообразно производить преобразование
продольных волн в изгибные и использовать при этом так
называемую продольно-поперечную систему волноводов. Основные
колебания сварочного наконечника относительно плоскости
свариваемых материалов происходят тангенциально. Эти волноводные
звенья позволяют существенно увеличить технологические
возможности машины: стабильность ее
работы и диапазон форм свариваемых
деталей.
Для расчета собственной частоты
однородного стержня используется
уравнение собственных колебаний
стержня B.6), уравнения для расчета
собственных частот стержня при
различных граничных условиях B.10)—B.13).
0 5~—^ Рис. 4.3. Нагрузочные характеристики конического (/)
°1 и экспоненциального B) концентраторов
104
Для шовной УЗС целесообразно использование колебательных
систем, в которых волноводом, передающим энергию ультразвука
сварочному ролику может быть концентратор любой из
рассмотренных форм. Известно использование составных волноводов в
сочетаниях, например, ступенчатого с коническим,
экспоненциальным и т. п. Исходное уравнение колебаний сварочного
ролика постоянной толщины можно взять в виде:
DV2V2? + mg- = />,
где
U ~ 12A-v2) ' V - г дг \г дг)>
? — смещение ролика; т — масса ролика, отнесенная к единице
площади ролика; Р — возбуждающая сила, отнесенная к единице
площади; Е — модуль Юнга; h — толщина ролика; v — коэффи-
фициент Пуассона.
Исследовательские работы по созданию оборудования для
шовной УЗС металлов показали эффективность акустических
систем со сварочными роликами [13 и др.].
Волноводы при передаче энергии ультразвука находятся
в весьма сложном, термомеханическом состоянии. Оно
заключается в знакопеременном характере нагружения, значительных
механических переменных нагрузках, высоких температурах,
особенно на поверхности сварного наконечника. Кроме того,
материалы волноводов должны обладать минимальными
коэффициентами потерь, минимумом изменения своих линейных размеров
при температурах до 400—600 °С; должны хорошо обрабатываться
и быть сравнительно недорогими.
Таким образом, рекомендации по выбору материалов и
методов соединений волноводов сводятся к следующему.
Материал волновода и всех волноводных звеньев должен
обладать достаточно высокой усталостной прочностью, малыми
потерями, хорошо паяться твердыми припоями, а при необходимости
и свариваться. Формой волновода определяется распределение
амплитуд колебательного напряжения и смещения по его длине.
Для колебательных систем с такими выходными параметрами выбор
материала волновода является актуальной и довольно сложной
задачей, Физико-механические свойства для некоторых
материалов приведены в табл. 4.1.
Минимальными потерями обладают титановые сплавы. Они
обеспечивают наиболее высокую амплитуду колебаний
инструмента. Экспериментально показано, что амплитуда на торце
волноводов из титанового сплава, например ВТ5, в 2 раза больше
амплитуды волноводов из стали 45. К положительным качествам
волноводов из титана можно отнести также их сравнительно
высокую усталостную прочность. Таким образом, при сравнении
105
Таблица 4.1
Физико-механические свойства металлов
Материал
АМг
Д16
Сталь 45
Сталь ЗОХГСА
Титан ВТ1
Титан ВТ4
Титан ВТЗ-1
Титан ВТ5
Плотность
р-103, кг/м8
2,66
2,6
7,81
7,70
4,52
4,45
4,5
4,48
Модуль
Юнга Е, МПа
70 560
70 500
205 046
204 722
113 876
115 248
118 286
113 876
Скорость
продольных
волн, м/с
5200
5150
5169
5200
5720
5141
5178
5165
Удельное
волновое
сопротивление
кг/м2 • с
19,20
13,83
40,47
40,10
22,91
22,81
23,29
22,95
Коэффициент потерь
8*104
3,0
3,0
1,2
1,5
1 1>4
1,8
1,5
1,4
Предел
прочности,
МПа
441—588
588—735
1078—1666
784—882
Предел
выносливости
при
симметричном
изгибе, МПа
78,4—117,6
245—343
470,4—686,0
392—490
сталей и титановых сплавов для изготовления волноводов
преимущество титановых сплавов очевидно. Но соединения титана
непосредственно с никелем и другими магнитострикционными
материалами крайне затруднено. Используются они, как
правило, в качестве вторых ступеней.
Коэффициент потерь алюминиевых сплавов имеет ту же
величину, что и для сталей, но его прочностные показатели
уступают всем вышеперечисленным материалам. Для изготовления
волноводов при ультразвуковой сварке пластмасс наиболее
пригодными оказались алюминиевые сплавы (Д16, АМг, АМц). Они
успешно конкурируют с титановыми сплавами. Эта особенность
волноводов из алюминиевых сплавов объясняется более
рациональным сопряжением их волновых сопротивлений и свариваемого
материала.
Как показал опыт эксплуатации оборудования для УЗС в
промышленности, волноводные звенья можно делать и из
углеродистых сталей 40, 45. Эти стали недефицитны, обладают достаточной
усталостной прочностью и хорошо паяются твердыми припоями.
Эффективность работы механической колебательной системы
в значительной мере зависит от качества соединения
преобразователя с волноводом (концентратором). В колебательных системах/
используемых в машинах для ультразвуковой сварки, получил
распространение единственный метод соединений — пайка.
Другие способы (склеивание и сварка) практического распространения
не получили (за исключением колебательных систем для
микросварки). Не исключена целесообразность использования
акустически прозрачного клея.
Качество пайки является фактором, определяющим
возможность переноса энергии механических колебаний от
преобразователя в зону сварки. Наиболее рационально применение твердых
припоев марок ПСр40, ПСр45. При изготовлении колебательных
106
систем малой мощности допустимо использование мягких припоев,
например ПОС40, ПОС60.
Как известно, при изготовлении преобразователей из
ферритов и керамики для их соединения с элементами волноводных
звеньев используется клей; керамика может стягиваться
посредством накладок и стяжных болтов.
При изготовлении колебательных систем со сменными волно-
водными звеньями, с резонирующими стержнями, работающими
в режиме изгибных колебаний, возникает необходимость
сопряжения этих звеньев. Это возможно (при малых мощностях)
посредством применения мелких и качественных резьб. При
изготовлении акустических узлов преобразователи должны быть
присоединены к волноводам. Это соединение должно прежде всего
обеспечивать надежный акустический контакт.
Так как волновод и преобразователь являются резонансными
звеньями, то механическое сопротивление в плоскости их
соединения мало и определяется только эквивалентным сопротивлением
потерь в концентраторе, поэтому механические усилия, которые
могли бы вызвать разрушение, сравнительно невелики. (Правда,
они растут с возрастанием энергии, переносимой в зону сварки,
с уходом от резонансной частоты и т. п.). Наиболее
рациональным способом соединения этих звеньев явяется пайка
серебряными припоями. При этом сопрягаемые поверхности шлифуются,
обезжириваются, при пайке оловом предварительно облужи-
ваются. Преобразователи из пермендюра со сталью лучше паять
припоями ПСр45 в печи, с флюсом № 302. При этом тонкая
пластинка припоя толщиной 0,1—0,2 мм вырезается в размер
площади преобразователя, посыпается слоем флюса и собирается
в кондукторе с концентратором.
4.2. ЭЛЕКТРОМЕХАНИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
Для преобразования электрической энергии в энергию
механических колебаний ультразвуковой частоты используются
известные физические явления магнитострикции и пьезоэлектрического
эффекта [3]. Сущность этих явлений заключается в том? что
некоторые материалы, например, никель, пермендюр, ферриты и
другие при воздействии электромагнитного поля меняют свои
линейные размеры.
Конструкция, габаритные размеры и материал
преобразователя определяют его резонансные и энергетические свойства.
Основные физико-механические свойства важнейших магнито-
стрикционных материалов приведены в табл. 4.2.
Промышленное применение имеют материалы, которые не
содержат дефицитных, дорогостоящих металлов, достаточно
дешевы, доступны и обладают хорошими эксплуатационными и
технологическими свойствами. В настоящее время наибольшее
107
Таблица 4.2
Физико-механические свойства магнитострикционных материалов
Свойства
Магнитострикционное удлинение,
мкм
Магнитное насыщение
Начальная проницаемость
Максимальная проницаемость
М-max
Коэрцитивная сила Яс
Удельное электрическое
сопротивление Р'10"8, Ом/см
Модуль упругости ?-10, ГПа
Плотность, г/см3
Предел прочности ат, МПа
Точка Кюри, °С
Коэффициент магнитомеханиче-
ской связи
Скорость распространения
продольных волн, м/с
Подмагничивание Яс, А/м
Никель
—40
0,64
400
2500
1,7
7
2,1
8,85
36
380
0,15—
0,24
4780
1000
мендюр
К49Ф2
+ 70
2,4
700
4500
1,4
26
2,18
8,1
50
980
0,35
5180
2000
мендюр
К-65
+90
2,2
150
1500
0,25
8
2,24
8,25
67
—
0,2
—
—
Аль-
фер
Ю-14
+40
1,34
1000
2800
—
12
1,77
6,65
75
500
0,28
4750
—
Феррит
Ф-21
—26
0,33
44
2000
—
—
—
5,20
—
590
0,21
5790
1440
Феррит
Ф-42
—26
0,37
73
3000
—
—
—
5,21
—
585
0,15—
0,39
5490
1280
применение находят никель, пермендюр, ферриты. Никель
обладает сравнительно небольшой, но достаточно интенсивной магнито-
стрикцией, хорошими антикоррозионными свойствами,
пластичностью и прочностью. Очень важно, что никель хорошо паяется
оловом и серебром со сталями.
Наиболее рациональным материалом для изготовления
преобразователя является пермендюр (К49Ф2). Он отличается сильно
выраженным магнитострикционным эффектом, т. е. позволяет
получать весьма значительные мощности при относительно
небольших размерах вибратора. Однако по сравнению, например,
с никелем он обладает недостаточной механической прочностью
и антикоррозионной стойкостью. При использовании железоалю-
миниевых сплавов, несмотря на неплохие характеристики,
соединение их со сталями вызывает серьезные затруднения.
Для максимального достижения магнитострикционного эффекта
необходимо использовать рациональные значения напряженности
поля подмагничивания Н0 и переменного поля Ям. Величина
поля подмагничивания Н0 определяет положение рабочей точки
на кривой магнитострикции и, как следствие этого, значение
коэффициента магнитострикции (рис. 4.4, точка /С).
Рекомендуется выбирать Я0 > 0,5#тах. Ток
подмагничивания /0 выбирают исходя из статической характеристики кривой
магнитострикции. Рабочий участок на этой кривой целесообразно
выбирать с максимальной крутизной, наибольшим перепадом
максимального и минимального значений магнитострикции. Уча-
108
Рис. 4.4. Изменение индукции В и
деформации х в ферромагнитном
материале
сток должен быть линейным.
При этом Нт = Ятах — Я0,
где Ятах — напряженность
поля, соответствующая
выбранному максимальному
значению; б — амплитуда
относительного удлинения.
Практически для расчета
преобразователя, например,
количества ампер-витков тока подмагничивания и возбуждения
используются табличные значения Я0 и Ят. При этом
окончательное число ампер-витков определяется экспериментально.
В работах [6 и др. ] приведены результаты исследований и
методики расчета электрических и механических параметров одно-,
двух- и многостержневых магнитострикционных преобразователей
(рис. 4.5). Например, расчет резонансной частоты вибратора
построен из предположения, что при резонансе его входное
сопротивление ZBX = оо, активные потери крайне малы. Опуская
элементы преобразования, получаем
tg(an/2)tg[(-fe)-^=0.
Уравнение позволяет определить резонансную частоту
преобразователя при заданных его размерах а, ft, с, d и др.
Аналогичные результаты можно получить, используя
уравнение
ctg*dctgft-A- = slAs2,
где k — волновое число; Sx — площадь накладки; S2 — площадь
поперечного сечения стержня.
Длина стержня без накладок может быть предварительно
определена так:
*-*«*(?*?)¦
где / — заданная частота колебаний преобразователя.
Для определения
резонансной частоты трех- (< Ь д| ь . . ь
стержневого преобразова- "p5f]| [J П"
теля (рис. 4.5) можно вос-
Рис. 4.5. Общий вид и основные
размеры магнитострикционных
преобразователей
Щ
п=1
п=2
И
kEWf)
п^З
109
пользоваться весьма простой формулой, которая дает вполне
удовлетворительные результаты,
f = JLl/ E
1 2h V (l+b)/Bh) >
где Ь — толщина пакета; h — полная высота пакета с
накладками; толщина боковых стержней равна 6/8, а толщина
центрального стержня 6/4.
Для оценки энергетических показателей преобразователя
можно использовать экспериментально-расчетные величины и,
в частности, скорость, волновое сопротивление, относительное
удлинение и добротность.
Уравнение, по которому рекомендовано определять удельную
механическую мощность одностержневого преобразователя, имеет
вид
Р = 0,063 V2pcS62mQ,
где V — скорость распространения продольной волны в
материале преобразователя; pcS — волновые сопротивления; бго —
амплитуда относительного удлинения.
Добротность Q может быть определена экспериментально из
резонансной кривой, получаемой при возбуждении продольных
колебаний преобразователя,
Q = /3/0/Af; A/ = /,-/lf
где /о — резонансная частота; А/ — полоса частот, где крайние
значения обеспечивают величину смещения торца
преобразователя на уровне ? = 0,5gmax.
Приведенные соотношения могут дать сугубо приближенные
значения удельной мощности МСП. Автор для одностержневого
преобразователя дает значения Р = 19Q Вт/см2. Принимая, что
Q находится в пределах от 1 до 20, Р « 19-—380 Вт/см2. (Но так
как Q > 1, то использование предложенного уравнения всегда
дает завышенное значение.)
Как правило, конструкция МСП доводится экспериментально.
В МСП основными видами потерь являются потери на гистерезис
и вихревые токи. Потери от вихревых токов растут
пропорционально квадрату частоты, а от гистерезиса — пропорционально
частоте. Потери на гистерезис можно уменьшить только
соответствующим выбором материала. Потери на вихревые токи можно
уменьшить повышением электрического сопротивления материала
преобразователя, изготовлением его из возможно более тонких
пластин (целесообразно использовать пластины не толще 0,2 мм).
Электрический расчет преобразователя производится после
того, как определены его резонансная частота, размеры,
приближенное значение механической мощности и, принимая табличное
значение его КПД, электрическая мощность.
ПО
По установленным значениям Н0 и Нт (см. табл. 4.2)
определяется число ампер-витков тока подмагничивания ап0 и
возбуждения апт
ап0 = Я0/1,25; апт = Я/1,25,
где lcv — средняя длина пути магнитного потока в отдельной
магнитной цепи.
Число витков на каждом стержне равно
т = ялт/B/27),
где / — переменная составляющая тока, которая задается.
Учитывая, что механическая мощность преобразователя
предварительно определена, и принимая т]эа = 0,5, определяем
приближенное значение его электрической мощности
Л)=^/Г|эл.
Тогда полное активное сопротивление, эквивалентное всем
потерям в преобразователе, равно
Аэкв == PqU \
подмагничивающий постоянный ток 10 в обмотке
10 = ап0/Bт);
эффективное значение полного тока /п
'. = УТ*+ТЬ
магнитное сопротивление отдельной магнитной цепи
R» = /Cp/@,5|ieS)f
где \iQ — эффективное значение магнитной проницаемости ма-
гнитопровода; 5 — площадь поперечного сечения магнитопро-
вода среднего стержня (в случае трехстержневого МСП).
Индуктивность преобразователя при последовательной
намотке на стержни
1= 1,26 {2mfNR-\
где N — число независимых магнитных путей.
При параллельном соединении всех обмоток L = LJN
где Lt — индуктивность одной обмотки на крайнем стержне.
Номинальное напряжение на преобразователе U
выбирается исходя из его электрической мощности и требований
ГОСТ 9865—76 и 13952—83.
Исходя из полученных значений /, L, #э, получаем
Up = iy(coLBJ + Rl.
Ill
При условии U Ф Uv необходимо возвратиться к исходным
значениям ампер-витков и переменной составляющей тока.
Реальность выбора переменной составляющей проверяется условием
Р > UVI cos ф,
где ф = arctg (coLB//?a).
Если это условие не соблюдается, необходимо увеличить Р или
уменьшить /.
При выборе сечения провода обмоток исходят из мощности
потерь и условий охлаждения. Для охлаждения преобразователей
из никеля и пермендюра, используемых в сварочных машинах,
используется, как правило, проточная вода технического
назначения.
При условии, что определено сечение провода, его марка
(обычно используется БПВЛ), т. е. его полный диаметр, и известно
число витков на стержне, рассчитывается заполнение окна
преобразователя. Если оказывается, что окно по своим размерам
недостаточно для размещения обмоток, необходимо снова
произвести перерасчет ампер-витков, т. е. принять большее значение
тока,'уменьшить число витков, а может быть, учитывая
интенсивное охлаждение обмоток, взять меньшее сечение провода.
При слишком большом окне становится очевидной
нерациональность размеров преобразователя (лучше увеличить сечение
стержней), т. е. необходимо пересчитать геометрические размеры
преобразователя, его резонансную частоту и элементы электрической
цепи.
Практически для изготовления преобразователя используется,
например, листовой никель или пермендюр толщиной 0,05—
0,15 мм, которые штампуются в размер, подвергаются
термообработке и собираются в пакеты по специальной технологии.
В качестве магнитострикционных материалов можно
использовать специально разработанную керамику, обладающую сильно
выраженными магнитострикционными свойствами, — ферриты.
По своим механическим свойствам и технологии изготовления
они близки к пьезокерамике, но не требуют дефицитных исходных
материалов. Основным преимуществом ферритов по сравнению
с магнитострикционными металлами является отсутствие потерь
на токи Фуко. Электрическое сопротивление ферритов в 108—
1011 раз больше, чем в металлах. Ферриты обладают высоким
электроакустическим КПД — до 87 %, который сохраняется в
широком диапазоне частот. Они не требуют высокого напряжения,
не чувствительны к воздействию внешней среды, могут работать
даже в агрессивных средах. Технология их изготовления
позволяет получать необходимые формы преобразователей. Однако
ферриты имеют и существенные недостатки. Амплитуда колебаний
.и интенсивность излучения у преобразователей, изготовленных
из ферритов, ограничиваются нелинейными свойствами и низкой
механической прочностью ферритов. Экспериментальные работы
112
показали, что предельная интенсивность феррйтовых
преобразователей составляет 5—3,5 Вт/см2.
Вместе с тем применение преобразователей из ферритов,
особенно в маломощных установках E—50 Вт), для сварки
микротолщин металлов и полимеров при условии серийного выпуска
преобразователей возможно.
Для расчета преобразователей из ферритов используются
величины, характеризующие свойства магнитострикционных
материалов (см. табл. 4.2). Для оценки КПД излучателя надо знать
величину электромеханической связи и потери в материале.
Электроакустический КПД ферритов достигает 74 %. Амплитуда
колебаний и интенсивность излучения феррйтовых
преобразователей ограничиваются их нелинейными свойствами и механической
прочностью.
Экспериментальные исследования показывают, что
промышленное использование керамики возможно только при интенсив-
ностях 2,5—3 Вт/см2 и амплитуде колебаний до 3 мкм. В
маломощных установках для УЗС, например до 50 Вт, использование
магнитострикционных преобразователей из ферритов вполне
оправдано.
Преобразование электрических колебаний в механические
связано также с использованием пьезоэлектрического эффекта.
Установлено, что при растяжении и сжатии некоторых кристаллов
(кварца, титаната бария, цирконата свинца и других материалов)
на их поверхностях возникают электрические заряды. Внесение
пьезоэлектрического кристалла в электрическое поле, силовые
линии которого совпадают с направлением его пьезоэлектрической
оси, вызывает растяжение или сжатие кристалла (обратный
пьезоэффект). Условие резонанса пьезоэлектрического
преобразователя определяется уравнением
tg kl = 2/(ВД,
где йг — приведенная к обкладкам толщина пластины; / —
толщина пластины. На основной частоте /0 в полуволновом
преобразователе толщина пластины / = с/B/), где с — скорость звука
в материале преобразователя.
Практически чаще используются преобразователи, состоящие
из пластин пьезоэлемента, пьезоэлемента и металла,
многослойных пластин (рис. 4.6). В многослойном преобразователе размеры
отдельных элементов с накладками одинаковой толщины связаны
с частотой собственных колебаний соотношением
, 2д/0 / _ piCiSi + 2я/0 ;
где р и Pi — плотность соответственно керамики и накладок;
с и сг — скорость распространения звука соответственно в
керамике и накладках; 5 и Sx — площадь пластин керамики и
накладок.
113
Рис. 4.6. Общий вид пьезоэлементов (а) и конструкция пьезопреобразователей (б):
1 — единичная пластина; 2,3 — пластины в сочетании с одно- и двусторонней
металлическими накладками; 4 — фланцевое крепление; 5 — крепление с центральным болтом
В более сложном варианте многослойного преобразователя
с частотопонижающими накладками, толщины которых
неодинаковы, его размеры связаны, как следует из работы [11],
уравнением
Щ = [Щ ^ (kl/2) + wx tg kxl{\ jwq tg (kl/2) + w2 tg fe,/a]
sin kl 2 tg (kl/2) + wtg kxlx + w2 tg k2k '
где / — толщина пьезокерамики; lx и /2 — толщины излучающей
и отражающей накладок; q = S/Sa, 5И — площадь излучающей
поверхности керамики; кг и k2 — волновые числа керамики и
накладок; до, дох, до2 — волновые сопротивления пьезокерамики,
излучающей и отражающей накладок.
Выражение для определения излучаемой удельной
механической мощности ультразвуковых колебаний четверть- и
полуволнового преобразователя в режиме одностороннего излучения
имеет вид
р __ кги1фф4зЕг\вы
*™ "" рс/2
где kt — коэффициент (kt = 1 для четвертьволнового и kt = 4 —
для полуволнового преобразователя); 09фф— электрическое
напряжение на преобразователе, эффективное; d3s — пьезомодуль
по толщине преобразователя; т)ам — механико-акустический КПД
преобразователя (г)ам = 0,75-1-0,8); рс — волновое сопротивление
среды.
Для многослойного преобразователя
_2л243(91С1J /0/2Яэ2Лам
*> рс l+WPiCiSJipc^r
где Ед — напряженность электрического поля.
Для изготовления преобразователей применительно к
механическим колебательным системам для УЗС используются в настоя-
114
щее время ЦТС. Пьезокерамика обладает высоким пьезомодулем
(табл. 4.3), значительной диэлектрической проницаемостью,
сравнительно большой механической прочностью, невысоким входным
электрическим сопротивлением и относительно небольшой
стоимостью.
Уход собственной частоты пьезоэлемента в диапазоне от О
до 50 °С примерно в 10—15 раз меньше, чем у титаната бария и т. д.
Титанат бария имеет существенные недостатки: малую
теплопроводность, низкое значение точки Кюри A20 °С, потеря пьезо-
эффекта), значительные диэлектрические потери, зависимость
физических свойств керамики от температуры. Это вызывает
большое изменение собственной частоты преобразователя.
Исходной величиной для расчета пьезоэлектрического
преобразователя является мощность, которую необходимо ввести в зону
сварки. Зная основные свойства (табл. 4.2) и удельную мощность
излучения пьезоматериала, находим суммарную площадь
излучения S. Эффективное напряжение возбуждения для полуволнового
преобразователя
Амплитуда колебаний пьезоэлемента находится в зависимости
от пьезомодуля и приложенного напряжения:
1 = A33иэфф/300;
сопротивление потерь в пьезокерамике
#д = 2/E/0е tg б);
сопротивление излучения
*\изл == ^эфф/(-* изл. уд*^/#
Полное активное сопротивление преобразователя при условии
параллельного включения /?д и /?изл равно
R = /?д#изл/(#д + Яизл)»
емкостное сопротивление
хс = 1/Bя/оС),
где с — емкость преобразователя.
Полное сопротивление преобразователя
Z = Rxcy~R2 + xl\
эффективное значение силы тока
^эфф == ^эфф'^.
Весьма важно определить эффективное переменное
напряжение и9фф.
115
Таблица 4.3
Основные физи ко-механические свойства пьезоэлектрических материалов
Свойства
Пьезомодули, d-1012 Кл/Н
^33
Относительное отклонение частоты в
интервале температур, (°С), %:
(-10)-(+50)
(-60)-(+85)
Диэлектрическая проницаемость, Ф/м
Диэлектрические потери tg 6, не более, %:
при Е ^ 25 кВ/м
при Е = 300 кВ/м
Удельное объемное электрическое
сопротивление ро (Ом-м) при A00 ± 5) °С, не менее
Электрическая прочность ?пр-10, В/м, не
менее
Температура точки Кюри, °С, не менее
Коэффициент электромеханической связи, не
менее
Модуль Юнга ?", ГПа
Плотность р-10~3, кг/м3
Скорость звука с-10~3, м/с
ЦТС-19
100
200
0,9
2,174
1525+325
0,035
МО8
3,0
290
0,4
55—85
7,0
3,0—3,6
ЦТС-21
26,6
66,6
1,2
2,9
550±150
0,025
МО9
4,0
400
0,2
85—95
7,0
3,5—3,8
ЦТС-22
50,0
100,0
0,18
0,435
800+200
0,025
МО7
3,0
320
0,2
85—100
7,0
3,6—4,0
ЦТС-23
100
200
—
1075+225
0,0075
0,04
МО8
3,0
275
0,43
65—85
7,4
3,0—3,35
ЦТС-24
100
200
—
1075+225
0,0075
0,04
МО8
^,0
270
0,45
65—85
7,4
3,0—3,35
ЦТБС-1
220
470
—
3200+400
0,05
0,2
МО8
—
250
0,5
65—75
7,1
3,2
Эффективное значение переменного напряжения на
резонансной частоте
^эфф = К-Ризл^изл/(^Фп)>
Где Аизл ==
Spc/(cos2 kl); a — коэффициент, равный примерно
удвоенному механико-акустическому КПД преобразователя; фп =
= dS3EQ (S/l) — коэффициент преобразования.
Механическое сопротивление преобразователя на резонансной
частоте
Rmo = #изл/D11амфп)-
Полное активное сопротивление преобразователя, приведенное
к параллельной схеме,
R — ^мо^эпА^мо ~Ь ^эп)»
где 7?эп = 1/Bя/ ctg б) — сопротивление электрических потерь.
При расчете многослойного преобразователя толщину
излучающей накладки целесообразно делать много меньше четверти
длины волны 1г < у4, Где X = c/f0 (с — скорость
распространения плоской продольной волны в материале накладки; /0 —
частота колебаний при резонансе).
4.3. ИСТОЧНИКИ ПИТАНИЯ ПРЕОБРАЗОВАТЕЛЕЙ
Для питания электрических преобразователей используют
источники электрической энергии — ультразвуковые генераторы,
преобразующие энергию промышленной частоты в энергию
ультразвуковой частоты A8—180 кГц). Можно также использовать для
сварки частоты в пределах 0,8—2 МГц, обеспечивающих
направленное излучение ультразвука.
По техническим возможностям ультразвуковые генераторы
делятся на универсальные и специализированные. Универсальные
генераторы имеют широкий диапазон изменения параметров
выходного сигнала и условий согласования с нагрузками;
специализированные предназначены для работы с нагрузкой определенной
величины. Такие источники электрической энергии конструктивно
представляют, как правило, единый комплекс с технологической
частью сварочной машины.
В настоящее время в СССР разработано достаточно много
типов универсальных генераторов, предназначенных для
различных технологических процессов: очистки, обезжиривания,
эмульгирования, диспергирования, размерной обработки материалов и
т. п. Генераторы рассчитаны на работу в непрерывном режиме
и изготавливаются в соответствии с ГОСТами. Универсальными
генераторами являются УЗП-0,04/22; УЗП1-0,1/22; УЗГ5-0,63/22;
УЗГб-1,6/22; УЗПЗ-1,6 и др.
117
Сварка — процесс кратковременный, длящийся, как правило,
доли секунды. Важнейшим технологическим требованием к
свариваемому изделию является постоянство механической прочности
сварных соединений, которое может быть обеспечено только при
условии стабильности энергии, выделяющейся в зоне сварки.
В этом отношении требования к генераторам, изложенные
в ГОСТ 13952—83 и ГОСТ 16165—80, явно недостаточны.
Исследование механических колебательных систем, анализ их
работы в лабораторных условиях и весьма длительная
эксплуатация сварочных машин в промышленности позволяют
сформулировать следующие основные требования к источникам
питания.
1. При использовании механических колебательных систем,
нечувствительных к изменению сопротивления нагрузки,
например с продольно-поперечной схемой волноводов, генератор
должен обеспечивать стабильность выходного напряжения не
менее ±1 % и стабильность частоты не ниже ±0,1 %.
2. Для колебательных систем, амплитуда механических
колебаний которых существенно изменяется от сопротивления
нагрузки (вносящей в общем случае в механический колебательный
контур как активную, так и реактивную составляющие),
генератор должен иметь системы автоматического регулирования,
обеспечивающие стабильность амплитуды механических колебаний
не ниже ±5 %.
3. Электрическая схема и конструкция генератора должны
обеспечивать коммутирование выходной мощности со скоростью
до 60 включений в минуту для машин прессового типа и до 2000
включений в минуту для машин с автоматической подачей
свариваемых материалов, например в УЗ швейных машинах.
4. Генератор должен быть надежным в эксплуатации и
дешевым, а также патенточистым.
Рабочая частота генератора определяется собственной
частотой механической колебательной системы. Частоты этих систем
должны лежать в пределах выделенных полос: A8 ± 1,35) кГц;
B2 ± 1,65) кГц; D4 ± 4,4) кГц; F6 ± 6,6) кГц; D40 ± 11) кГц;
(880 ± 8,8) кГц; A760 ± 44,0) кГц. ГОСТ 16165—80
регламентирована и выходная мощность генераторов. Например, для
сварочных машин могут быть использованы генераторы с
номинальными мощностями: 0,01; 0,016; 0,025; 0,04; 0,063; 0,1; 0,16;
0,25; 0,4; 0,63; 1,0; 1,6; 2,5; 4,0; 6,3; 10,0 кВт.
По типу преобразовательного устройства ультразвуковые
генераторы делятся на полупроводниковые (транзисторные и тири-
сторные), ламповые и машинные.
Генераторы характеризуются коэффициентом полезного
действия, т. е. отношением полезной мощности, отдаваемой в
нагрузку, ко всей потребляемой генератором мощности. КПД
генератора при номинальной выходной мощности должен
удовлетворять следующим данным:
118
Рис. 4.7. Типовая структурная схема генератора с
независимым возбуждением:
1 — задающий генератор; 2 — предварительный
усилитель; 3 — усилитель мощности; 4 — акустическая
система; 5 — блок питания
i
1
1
2
т
5
3
ц-
0,01—0,40
50
30
—
0,63—1,60
60
40
50
2,50—10,0
65
50
50
Номинальная выходная мощность
генератора, кВт
Полупроводниковый генератор . .
Ламповый генератор
Машинный »
Для работы с колебательными системами, требующими под-
магничивания сердечников преобразователей, в источник
электрической энергии ультразвуковой частоты должен быть встроен
источник постоянного тока.
Конструкция генератора должна обеспечивать легкий доступ
ко всем элементам схемы и удобство при ремонте. Источник
питания должен иметь систему управления блокировки и
сигнализации (УБС), обеспечивающую надежную защиту обслуживающего
персонала, защиту генератора от перегрузок, регулирование
выходной мощности. К генераторам, предназначенным для работы
в особых условиях, например в помещениях, содержащих
взрывоопасную пыль, пары кислот и щелочей, предъявляются особые
требования. В таких случаях генератор необходимо разместить
в отдельном помещении. При работе генератора в помещениях
с повышенной влажностью металлы должны иметь
антикоррозионные покрытия, а элементы схем обладать повышенной
электрической прочностью. Принципиально генераторы могут быть
выполнены либо по схеме с независимым возбуждением, либо по схеме
с самовозбуждением (автогенераторной).
Генератор с независимым возбуждением состоит из задающего
генератора и каскадов усиления колебаний (рис. 4.7). Схема
задающего каскада генератора, число каскадов усиления и
принципиальная электрическая схема генератора выбираются исходя
из показателей источника питания: назначения, габаритных
размеров, массы, КПД, общей стоимости, наличия серийного выпуска
комплектующих изделий и т. п.
Задающий генератор является одним из важнейших элементов
схемы источника питания. Он определяет диапазон генерируемых
частот и их стабильность. Частота такого автогенератора
определяется в основном параметрами его колебательного контура L,
С (R, С). Условиями возникновения автоколебаний являются
|*ИР|=1 и ф* + фз=1,
где k — коэффициент усиления сигнала; р — коэффициент
передачи сигнала в цепи обратной связи; (pft и ср^ — фазовые сдвиги
119
Рис. 4.8. Принципиальные схемы задающих генераторов
сигнала в усилителе и цепи обратной связи. Принципиальные
схемы LC-автогенераторов на транзисторах приведены на рис. 4.8.
В автогенераторах с трансформаторной обратной связью
(рис. 4.8, а) напряжение обратной связи к базе транзистора
подается от обмотки обратной связи. Величина обратной связи
определяется коэффициентом трансформации. Требуемый сдвиг фаз
обеспечивается выбором знака взаимоиндукции М (практически
переключением концов катушек индуктивности).
В автогенераторе с индуктивной связью (рис. 4.8, б)
напряжение к базе транзистора подводится с части витков катушки L
контура. Величина напряжения обратной связи в этой схеме
может регулироваться перемещением вывода по виткам катушки L.
Недостатком этой схемы является замыкание сеточных витков
контура в случае заземления ротора конденсатора переменной
емкости С.
В автогенераторе с емкостной связью (рис. 4.8, в) напряжение
на базу транзистора подается с конденсатора контура.
Коэффициент обратной связи определяется емкостным делителем контура.
Настройка частоты такого генератора осуществляется изменением
емкости или индуктивности.
Расчет автогенератора производится известными методами.
Принципы построения автогенератора на лампах аналогичны
рассмотренным. В схеме должны выполняться условия
самовозбуждения — баланс фаз и амплитуд. Принципиально для генератора
с независимым возбуждением в качестве задающего каскада может
быть использована любая из рассмотренных схем.
При работе машин для УЗС без систем автоматического
регулирования особое значение имеет стабильность работы
автогенератора. Основными дестабилизирующими факторами являются:
изменения питающих напряжений, температуры, нагрузки,
климатических условий и условий эксплуатации.
Во время эксплуатации источник питания может подвергаться
механическим воздействиям, которые могут повлиять на
пластины подстроечных конденсаторов, положение нитей накалов
ламп, монтаж и т. п. При непостоянстве влажности и
атмосферного давления изменяется диэлектрическая проницаемость
воздуха между пластинами воздушного конденсатора и его емкость.
Изменение температуры окружающей среды, а также выделение
теплоты внутри генератора также весьма сильно влияют на устой-
120
Рис. 4.9.
Принципиальные схемы задающих
генераторов
прямоугольных колебаний
„Частот"'[ у
—О О-
Выход
9 ОЫХОО 9
чивость работы автогенератора. Обычно с повышением
температуры индуктивность катушек и емкость конденсаторов
увеличиваются. Повышение температуры в транзисторах вызывает
смещение рабочей точки. Для уменьшения влияния всех
вышеперечисленных дестабилизирующих факторов применяют жесткий
монтаж, амортизацию блоков, конденсаторы с отрицательным
температурным коэффициентом емкости и т. д. Наиболее сильно
влияют на режим работы автогенераторов колебания питающего
напряжения и изменение сопротивления нагрузки. Колебания
напряжения изменяют режимы работы автогенератора. Изменение
нагрузки вызывает появление реактивных составляющих
сопротивления, снижение добротности контуров и, как следствие,
сдвиг частоты автогенератора.
Для уменьшения влияния колебаний питающего напряжения
на работу задающего генератора применяют стабилизаторы,
например питание транзисторных автогенераторов осуществляется
с помощью полупроводниковых стабилитронов. Для исключения
влияния последующих каскадов на задающий генератор за ним
ставят буферный каскад и каскады предварительного усиления,
обеспечивающие необходимую мощность сигнала возбуждения
усилителя мощности.
В установках с АПЧ частотно-задающие блоки выполняются
по схемам генераторов прямоугольных импульсов (рис. 4.9). На
рис. 4.9, а представлена схема такого генератора на базе
операционного усилителя. Частота самовозбуждения в этой схеме опре-
121
деляется параметрами времязадающей #С-цепи R2, R3> R8, С.
Регулирование частоты удобно осуществлять, изменяя уровень
напряжения обратной связи на неинвертирующем входе усилителя
с помощью регулируемого делителя напряжения, образованного
сопротивлением R4 и результирующим сопротивлением цепи R5,
R6, R7. С помощью потенциометра R8 осуществляется
выравнивание длительностей положительного и отрицательного пол у пер
йодов выходного сигнала. Сигнал синхронизации синусоидальной
формы подается через делители R1 и R2 в цепь перезарядки кон-
денсатораС. Такая схема используется в генераторах УЗГ1-0,04/22,
УЗГ5-0,4/22 и УЗПЗ-1,6/22.
В качестве задающего генератора также применяется
симметричный мультивибратор с коллекторно-базовыми связями
(рис. 4.9, б). Здесь сигнал синхронизации подается в цепь базы
одного из транзисторов. Рабочая частота мультивибратора
определяется параметрами цепей R4, R6> С1 и R5y R7, С2.
Регулирование частоты осуществляется сдвоенным потенциометром R4—
R5. Такая схема применяется в генераторе УЗГ4-0,4/22.
В мультивибраторе с магнитной связью (рис. 4.9, в) частоту
определяет цепь Rl, R2, R3, С. Регулировка рабочей частоты
такого автогенератора осуществляется с помощью потенциометра R2.
Сигнал синхронизации подается на резистор R7y включенный
в цепь перезарядки конденсатора С. Схема используется в
генераторе УЗГ5-0,63/22.
Каскады предварительного усиления выполняются обычно на
транзисторах, а элементную базу выходных каскадов выбирают
в зависимости от мощности установки. Создание генераторов,
полностью выполняемых на транзисторах, до последнего времени
сдерживалось отсутствием полупроводниковых приборов,
рассчитанных на большие (более 500 В) межэлектродные напряжения
и значительные (более 40 Вт) мощности рассеяния.
Применение новых типов транзисторов, имеющих большие
мощности рассеяния, позволяет расширить диапазон
транзисторных источников в сторону больших мощностей, а значительные
допустимые значения межэлектродных напряжений обеспечивают
реализацию схем с бестрансформаторными источниками питания
и параллельным включением транзисторов в усилители мощности.
Устройства, выполненные с бестрансформаторными схемами
питания, отличаются меньшими габаритными размерами и массой.
Выходные каскады генераторов обычно выполняются по
двухтактным схемам (рис. 4.10), работающим в режимах класса В или
в режиме переключения. Напряжение питания (Еп) в схеме с
выходным трансформатором, имеющим среднюю точку (рис. 4.10, а),
выбирается из условия
?п *^ ™ к. доп/2>
где t/K. поп — допустимое напряжение на коллекторе
транзистора. Делитель Rlt R2 задает смещение на базы транзисторов.
122
Рис. 4.10. Схемы двухтактных усилителей мощности a) R1
/еч Вход J
Схема, имеющая одну пару транзисторов,
применяется при мощностях до 150 Вт.
При мощностях более 100 Вт целесооб-„ ~:
разно применять полумостовую схему
(рис. 4.10, б). Напряжение питания для
этой схемы выбирается из условия
Еи < ^к. доп- Конденсаторы С1 и С2 вы- g)
полняют роль делителя напряжения
питания. Напряжение с конденсаторов
поочередно прикладывается к. нагрузке через
открытые транзисторы.
В мостовой схеме (рис. 4.10, в) источ- Вмд]
ник питания включен в одну диагональ
моста, а нагрузка — в другую.
Напряжение на базы подается таким образом, что
когда транзисторы VI и V3 открыты, в)
транзисторы V2 и V4 закрыты, и наобо- <г
рот. Мощность, выделяющаяся в
нагрузке, вдвое превышает мощность,
отдаваемую схемой с трансформатором со средней
точкой или полумостовой схемой.
Напряжение питания так же, как и в предыдущей
схеме, выбирается из условия ?п«< 1/к. доп.
Для увеличения мощности, отдаваемой
усилителем, применяют параллельное включение транзисторов.
Иногда используют последовательное включение полумостовых
или мостовых схем по отношению к источнику питания. Тогда
напряжение питания будет выбираться из условия Еп < nUK, дош
где п — число последовательно включенных схем.
Принципиальные схемы устройств автоматической подстройки
частоты колебаний сварочного наконечника. Известно, что для
обеспечения высокого качества соединений одним из основных
требований, предъявляемых к оборудованию для УЗС, является
обеспечение условий повторяемости параметров
технологического процесса от цикла к циклу, основными из которых являются
колебательная сила и скорость механических колебаний
сварочного наконечника акустической системы. Наиболее просто и
эффективно можно управлять скоростью механических колебаний
со стороны источника электрической энергии. Сформулируем
требования, предъявляемые к ультразвуковым генераторам,
предназначенным для питания акустических систем ультразвуковых
сварочных машин именно в этом отношении.
Акустические системы для УЗС имеют весьма высокие
значения добротности, так, например, добротность активных
материалов, применяемых в преобразователях, колеблется от нескольких
десятков (никель) до нескольких сотен единиц (пьезокерамика
123
'Способы управления частотой УЗГ
Л
без слежения
за ЧМРАС
1
Со слежением
за ЧМРАС
со СУ
сМЧ
I Работающие 6
\режиме НВсУЧЗб
\Спостоянным ИМ
X перемен
\ным ИМ
\С синхрониза
цией ЧЗб
I
Работающие
\д режиме С В
работающие
по принципу
I ФАПЧ
1
Работающие
по принципу
ЭР
Рис. 4.11* Классификация способов
управления частотой ультразвукового генератора
УЗГ — ультразвуковой генератор;
ЧМРАС — частота механического
резонанса акустической системы; СУ —
стабилизирующее устройство; МЧ —
модуляция частоты; ИМ — индекс модуляции;
ЧЗБ — частотно-задающий блок; ФАПЧ —
фазовая автоматическая подстройка
частоты; НВ — независимое возбуждение;
У43Б — управление частотно-задающим
блоком; СВ — самовозбуждение; ЭР «-*
экстремальное регулирование
ЦТБС-3), а материалы, из
которых изготавливаются волновод-
ные системы, имеют еще более
высокие значения добротности.
Поэтому только при работе
генератора на частоте, близкой
к механическому резонансу акустической системы,
преобразование электрической энергии в механическую происходит с
максимальным КПД.
В ходе технологического процесса резонансная частота
колебательной системы не остается постоянной, а претерпевает
значительные изменения из-за различных дестабилизирующих
факторов, таких, как повышение температуры и влияние
изменяющейся технологической нагрузки, которая наряду с активной
составляющей также вносит реактивность в механический
колебательный контур акустической системы. Так, нагрев^
концентраторов магнитострикционных преобразователей до 70 °С изменяет
резонансную частоту до 200—400 Гц, а нагрев накладок пакетных
пьезоэлектрических преобразователей — до 1,5 кГц. Довольно
сильное влияние на «уход» резонансной частоты оказывает
изменение акустического сопротивления технологической нагрузки;
резонансная частота колебательных систем может изменяться до
500 Гц [4].
Рабочая частота ультразвукового генератора также не
остается постоянной, а претерпевает изменения, вызванные
температурной нестабильностью частотно-задающих элементов.
Таким образом, наличие устройства автоматического регулирования,
обеспечивающего максимальное сближение рабочей частоты
генератора и резонансной частоты акустической системы (АПЧ) в
широком диапазоне изменения дестабилизирующих факторов, является
необходимым условием повышения качества сварных соединений
и эффективности машин для УЗС.
На рис. 4.11 приведена классификация устройств с управлением
частоты ультразвукового генератора, применяемых в установках
для ультразвуковой сварки.
Наибольшее распространение среди установок с АПЧ,
разработанных за рубежом, получили устройства, выполненные по
схеме с самовозбуждением, принципиальным отличием которых
124
V1
L
C1
€>rc
A-f.
Рис. 4.12. Ультразвуковые установки,
выполненные по схеме с
самовозбуждением
является то, что весь тракт усилителя-преобразователя охвачен
положительной обратной связью так, что в нем возникают
автоколебания на частоте максимальных механических колебаний
акустической системы.
На рис. 4.12 приведены схемы установок, выполненных по
принципу автогенератора. Транзисторы VI и V2 работают в
режиме переключения. Их нагрузкой являются последовательно
включенные катушка индуктивности L, конденсатор С1 и
первичная обмотка' выходного трансформатора Т2. Ко вторичной
обмотке трансформатора Т2 подключен пьезоэлектрический
преобразователь, параллельно которому подсоединен конденсатор СЗ.
Сигнал обратной связи снимается (рис. 4.12, а) с дополнительной
обмотки трансформатора Т2 и конденсатора С1 и через конденсатор
С2 подается на первичную обмотку входного трансформатора 77.
Конденсатор С2 препятствует прохождению постоянного тока
через обмотку трансформатора 77. Для создания условий
самовозбуждения индуктивность L выбирается таким образом, чтобы
при параллельном резонансе ее индуктивное сопротивление
компенсировало емкостное сопротивление конденсатора С1 и
нагрузочной цепи, приведенных к первичной обмотке трансформатора
77. Емкость конденсатора С1 подбирается из условия баланса
фаз на рабочей частоте установки.
В схеме с обратной связью от вторичной обмотки
трансформатора (рис. 4.12, б) фаза сигнала обратной связи корректируется
конденсатором С2 в цепи обратной связи. Отличием генератора,
125
а)
Е
ПгТХ
i i
4 \ 5
т
S)
10
7
о
2|
11
Л — —
0
6
1
н •?
С Л
1 J Г
*
л
L7J
у
1 5
л
Н 6" I
Рис. 4.13. Обобщенная схема возможных способов осуществления режима
самовозбуждения в устройствах для V3C (а):
1 — выпрямитель; 2 — усилитель тока УЗ частоты; 3 — колебательная система; 4 —
электрическая схема выделения сигнала обратной связи; б, 6 — датчики механических
и акустических колебаний; 7 — фазовращатель;
структурная схема ультразвукового генератора с частотной модуляцией (б):
1 — задающий генератор; 2, 5 — усилители; 3 — преобразователь; 4 — пьезодатчик;
6 — детектор-фильтр; 7 — усилитель; 8 — фазочувствительный усилитель; 9 —
усилитель-ограничитель; 10 — интегратор; // — источник модулирующего сигнала;
структурная схема ультразвукового генератора с фазовой автоматической подстройкой
частоты (в):
/ — задающий генератор; 2 — усилитель мощности; 3 — мостовая схема; 4, 5 —
усилители-ограничители; 6 — фазовращатель; 7 — фазовый детектор; 8 — интегратор; 9 —
усилитель постоянного тока; 10 — управляющий элемент
схема которого представлена на рис. 4.12, в, является то, что
в цепь обратной связи введен последовательный резонансный
контур L2, С4.
На рис. 4.13 приведена обобщенная схема возможных способов
осуществления режима самовозбуждения в установках для УЗС.
Различия между режимами заключаются только в способах
получения сигнала обратной связи для управления генератором,
продиктованных требованиями к точности и надежности АПЧ,
а также конструктивными требованиями.
Для получения сигнала обратной связи наиболее выгодно
применять акустическую обратную связь, а в установках с более
сложной конструкцией акустических систем, например с
вращающимися электромеханическими преобразователями для шовной
УЗС, предпочтительны схемы выделения сигнала,
пропорционального колебательной скорости в электрической цепи
преобразователя. К несомненным достоинствам установок, выполненных
по принципу самовозбуждения, следует отнести их простоту
и надежность как в конструктивном плане, так и в настройке и
эксплуатации.
Существенными недостатками этого технического решения
являются необходимость их перенастройки при смене
акустических узлов технологического оборудования и определенные
трудности при осуществлении глубокого регулирования выходных
параметров установок, поскольку необходимыми условиями
нормальной работы устройства с самовозбуждением являются баланс
фаз и баланс амплитуд, нарушение которых ведет к срыву
автоколебаний в замкнутых системах.
126
Известны разработки с применением экстремального
регулирования для осуществления АПЧ ультразвукового генератора
на частоту механического резонанса колебательной системы.
При этом способе в процессе работы создается девиация частоты
генератора, и амплитуда колебаний акустической системы
изменяется в соответствии с ее амплитудно-частотной
характеристикой. В зависимости от характера этого изменения автоматически
меняется средняя частота генератора таким образом, чтобы
амплитуда механических колебаний на этой частоте была
максимальной. На рис. 4.13, б представлена структурная схема такого
устройства. Источник модулирующего сигнала имеет частоту
модуляции, равную 50 Гц. Сигнал обратной связи снимается с
пьезоэлектрического датчика, расположенного на свободном конце
вибратора, усиливается, детектируется и подается на вход фазо-
чувствительного усилителя, определяющего направление
изменения частоты генератора. В качестве элементов, управляющих
частотой задающего генератора, используются вариконды, на
которые подается управляющее напряжение с интегратора,
подключенного через усилитель-ограничитель к выходу фазочувстви-
тельного усилителя.
К недостаткам такого устройства относятся сложность и
невысокая устойчивость в работе. Кроме того, при наличии
девиации частоты средняя амплитуда механических колебаний
акустической системы ниже максимальной, что снижает эффективность
всего оборудования.
Имеется ряд решений АПЧ в ультразвуковых установках,
аналогичных системам фазовой автоматической подстройки частоты,
широко применяющимся в радиоприемных устройствах. На
рис. 4.13, в изображена структурная схема ультразвукового
генератора с фазовой АПЧ.
Поскольку величина и знак фазового угла между напряжением,
подводимым к преобразователю акустической системы, й
амплитудой ее колебательной скорости связаны с величиной и
направлением относительной расстройки, то, сравнивая эти два сигнала
по фазе с помощью фазового детектора 7, получают сигнал,
который интегрируют, усиливают и подают на элемент, управляющий
частотой задающего генератора 1. Сигналы, подводимые через
усилители-ограничители 4, 5 и фазовращатель 6 к фазовому
детектору, снимают с диагоналей мостовой схемы, в одно из плеч
которой включен электромеханический преобразователь.
Наиболее широкое распространение получили устройства,
автоматическая подстройка частоты в которых осуществляется
по принципу синхронизации задающего генератора сигналом
обратной связи, пропорциональным колебательной скорости
акустической системы и получаемым с помощью датчиков
механических колебаний любым из указанных способов.
Такое решение АПЧ используется в отечественных генераторах
типа УЗП-0,04/22, УЗГ8-0,1, УЗГ4-0,4, УЗГ5-0,63, УЗПЗ-1,6
127
и др., а также в зарубежных образцах. Схемы таких устройств
довольно просты и устойчивы в работе. На рис. 4.9 показаны
входные цепи, предназначенные для подачи сигнала
синхронизации задающих генераторов. Недостатком таких установок
является необходимость включения избирательных устройств
согласования генератора и электроакустического преобразователя,
что сказывается на амплитудно-частотной и фазочастотной
характеристиках системы авторегулирования.
Одним из методов регулирования величины амплитуды
механических колебаний является уже рассмотренный выше метод
изменения частоты напряжения, подводимого к преобразователю.
Такое решение реализовано в установках для ультразвуковой
микросварки, причем применяется как одноразовая частотная
модуляция, так и многоразовая, позволяющая получить большую
воспроизводимость прочности соединений за счет того, что на
свариваемые детали наряду с ультразвуковыми воздействуют
и низкочастотные колебания, которые способствуют разрушению
оксидных пленок соединяемых поверхностей металлов. Иногда
одноразовую модуляцию частоты генератора осуществляют только
в начальной стадии сварочного цикла с последующей ее
фиксацией на частоте механического резонанса колебательной системы.
Применение частотной модуляции в установках для
ультразвуковой сварки металлов и пластмасс на мощности от 100 Вт
и выше связано с определенными трудностями, поскольку это
ведет к рассогласованию генератора с колебательной системой
и нарушению оптимальных конструктивных и энергетических
соотношений оборудования.
Принципиальные схемы устройств с автоматическим
регулированием амплитуды механических колебаний сварочного
наконечника. Специфическим требованием, предъявляемым к
оборудованию для УЗС, является осуществление стабилизации или
изменения амплитуды колебательной скорости акустических
систем по заданному закону в течение времени воздействия
ультразвуковых колебаний на свариваемые детали. Устройства,
позволяющие осуществлять автоматическое регулирование амплитуды
колебательной скорости со стороны источника ультразвуковой
энергии (АРА), делятся на устройства с автоматической
стабилизацией амплитуды (АСА), если требуется стабилизация амплитуды на
определенном заданном уровне, и устройства с автоматической
стабилизацией программированной амплитуды (АСПА), если
требуется стабилизация заданного закона изменения амплитуды
колебательной скорости акустической системы, и устройства с
автоматической подстройкой амплитуды (АПА), если требуется
обеспечить подстройку заданных уровней в одном из
вышеуказанных режимов.
Устройства для автоматического регулирования амплитудой
механических колебаний акустических систем, разработанные
как у нас в стране, так и за рубежом, обычно выполняются по
128
ц>
|~~ ~
6
1
ь
А
5
—^
¦*—
/
?- 1
'
¦
д 1
5)
1
J л 1
L ,_, х „
и ЬН 2 И * ЬЧ И
PI X
в 1 ГЛ
L т V
\10 U-J 7 U-J 6 I
Рис. 4.14. Типовая схема автоматического регулирования (а):
/ — генератор; 2 — акустическая система; 3 — датчик обратной связи; 4 — схема
сравнения; 5 — источник опорного сигнала; 6 — регулирующий элемент;
структурная схема генератора с АСА колебаний сварочного наконечника (б):
1 — задающий генератор; 2 — усилитель мощности; 3 — схема выделения; 4 —
акустическая система; 5 — схема сравнения; 6 — усилитель рассогласования; 7 — управляющий
элемент; 8 — управляемый выпрямитель; 9 — схема АПЧ; 10 — схема ШИМ
типовой схеме автоматического регулирования (рис. 4.14, а)
и отличаются лишь функциональными узлами источника
ультразвуковой энергии, на которые распространяется управляющее
воздействие для изменения выходных характеристик генератора.
Независимо от выбора управляемого параметра и способов
получения сигнала цепь обратной связи таких схем состоит из датчика
обратной связи, источника опорного сигнала, устройства
сравнения сигнала, поступающего с датчика и опорного сигнала, и
регулирующего элемента.
Наиболее широко для регулирования амплитуды колебаний
сварочного наконечника используются способы изменения
выходной мощности источника ультразвуковой энергии.
В общем случае поставленная задача может быть решена путем
введения управляемого реактивного сопротивления в выходную
цепь генератора. Но это не всегда приемлемо, поскольку
нарушается согласование генератора, усложняется конструкция и
увеличивается инерционность системы авторегулирования, возникает
необходимость сужения диапазона регулирования. Применение
управляемых трансформаторов также значительно усложняет
конструкцию и повышает инерционность системы.
Чаще используются методы регулирования, при которых
изменение напряжения, подводимого к колебательной системе,
осуществляется за счет изменения величины возбуждения, например,
с помощью регулируемого аттенюатора, если генератор работает
в режиме В, или за счет изменения питающего напряжения и
широтно-импульсного регулирования, если генератор работает
в ключевом режиме.
На рис. 4.14, б представлена типовая схема установки,
усилитель мощности которой работает в режиме переключения.
В ней осуществляется стабилизация амплитуды механических
колебаний акустической системы посредством широтно-
импульсной модуляции (ШИМ). Сигнал обратной связи в этом устройстве
О Холопов Ю. В.
129
*)
J
7 \ \ 8 1 6
f)
1
1 1
— P H d hi'
7
Рис. 4.15. Структурная схема генератора с АСА с регулированием по цепи возбуждения
генератора (а):
/ — датчик; 2,4 — усилители; 3 — амплитудный селектор; 5 — детектор; 6 —
управляемый делитель напряжения на термисторах; 7 — индикатор уровня селекции; 8 —
регулятор опорного напряжения;
структурная схема генератора типа УЗП-0,04 (б):
1 — задающий генератор; 2 — регулируемый аттенюатор на диодах; 3 — согласующий
каскад; 4 — усилитель; 5, 7, 10 — схемы выделения сравнения и АПЧ; 6 — акустическая
система; 8 — усилитель рассогласования; 9 — управляющий элемент
получают с электрической схемы выделения 3, выполненной на
дифференциальном трансформаторе тока, и подают на схему
сравнения 5, где он сравнивается с опорным, усиливается
усилителем рассогласования бис помощью управляющего элемента 7
воздействует на схему ШИМ, подключенную в цепь возбуждения
усилителя мощности генератора.
Недостатком таких устройств является довольно сложное
схемное решение, вызванное необходимостью включения
согласующих резонансных цепей, и схем, обеспечивающих стабильную
работу при включении АПЧ, поскольку изменение частоты
вносит дополнительные фазовые сдвиги в систему авторегулирования.
Преимуществом данной схемы являются высокое быстродействие
и КПД.
На этом же рисунке показан тиристорный управляемый
выпрямитель 5, с помощью которого можно осуществлять
авторегулирование, изменяя напряжение питания выходного каскада 2.
По таким схемам выполнены генераторы с АСА типа УЗГ5-0,4 и
УЗГ11-0,1. Недостатком применения выпрямителей является
необходимость громоздких сглаживающих фильтров и нелинейность
его регулировочной характеристики, вызванная дискретностью
управления и неполной управляемостью тиристоров.
Наиболее просты и надежны ультразвуковые генераторы,
выходной каскад которых работает в режиме класса В, где
стабилизация амплитуды механических колебаний акустической системы
производится за счет регулировки напряжения возбуждения, как
и в широко распространенных в радиотехнике схемах.
На рис. 4.15, а изображена структурная схема такой
установки. В качестве звена управления использован управляемый
делитель напряжения на термисторах, включенных между частотно-
задающим блоком и усилителем мощности генератора.
Аналогичным образом выполнены схемы генераторов типа УЗП-0,04,
130
Рис. 4.16. Устройство программного
управления сварочной машиной
а На схему
\ сравнения
5
управляемый делитель
которого собран на
полупроводниковых диодах.
К недостаткам такого
способа следует отнести более
низкий КПД по сравнению
с КПД генераторов, работающих в ключевом режиме, и
трудности в реализации схем, рассчитанных на большие мощности, в
связи с отсутствием транзисторов с большей мощностью
рассеяния.
Во всех рассмотренных выше случаях опорный сигнал имеет
постоянную величину, что обеспечивает стабилизацию амплитуды
механических колебаний акустической системы. Если же вместо
постоянного опорного сигнала ввести сигнал, величина которого
изменяется по заранее заданному закону или под воздействием
дополнительного сигнала, несущего информацию о прохождении
технологического процесса, то в первом случае обеспечим режим
автоматической стабилизации программированной амплитуды,
во втором — режим автоматической подстройки
стабилизированных режимов.
Для осуществления программного изменения амплитуды
колебаний сварочного наконечника разработана приставка, способная
автоматически изменять уровень сигнала задатчика в
соответствии с требованиями технологического процесса (рис. 4.16).
Приставка содержит последовательно включенные схему
блокировки /, генератор тактовых импульсов 2, регистр сдвига 3 и
аналоговый коммутатор 4 с подключенными задатчиками 5.
Один вход схемы блокировки подключен к входу регистра сдвига,
второй — к выходу его последнего разряда. Число разрядов в
регистре и соответственно входов коммутатора и задатчиков
определяется числом позиций в программе технологического процесса.
Включение УЗ установки осуществляется сигналом со схемы
запуска, который подается на входы всех разрядов регистра,
начиная с первого, для начальной установки регистра в состояние
готовности, а также на вход схемы блокировки для запуска
генератора тактовых импульсов. Готовность нулевого разряда
регистра выполняется автоматически при включении питания схемы
и соответствует заданному уровню, например логической единице.
После запуска генератора тактовых импульсов с каждым
импульсом, поступающим с него в регистр сдвига, информация (единица),
записанная в нулевом разряде, будет перемещаться из разряда
в разряд и воздействовать на соответствующие управляющие входы
коммутатора, который подключает задатчики к управляемому
входу УЗ генератора. Как только логическая единица поступит
на вход последнего разряда регистра, соединенного со входом
5*
131
Способы регулирования амплитуды механических
колебаний
Изменение Выходном
напряжение УЗГ
Изменение частоты t
УЗГ
По цепи /77
X
1
\Посредст6ом\
РАС
По цепи переменного тока
По цепям
ВЧ
По цепи
\боз5уждения\
По цепям
НЧ
По выходной
цепи
С помощью
РАС
С помощью
ШИМ
щ
С помощью]
рр
\С помо-
\щью РЦ
\С помо-
ЩЬЮРР
\С помо-\
щью РТ\
\С помо-\
\щьн)ШИМ\
'
\С помощью
,РВ
1 АУ
<РУ
*
С помощью\
1 рт I
ШИУ
Н по Цлзг
по ЧдЦЗГ
U\ УАЗ
урэ
Рис. 4.17. Способы регулирования амплитуды механических колебаний акустических
систем:
АС — акустическая система; УЗГ — ультразвуковой генератор; ПТ — постоянный ток;
РВ — регулируемый выпрямитель; ЦПЗГ — цепь питания задающего генератора;
РАС — регулируемое активное сопротивление; А У — амплитудное управление; ФУ —
фазовое управление; ШИУ — широтно-импульсное управление; ЧЗЦЗГ — частотно-
задающая цепь задающего генератора; ВЧ — высокая частота; НЧ — низкая частота;
рр _ регулируемое реактивное сопротивление; УАЗ — управляемый активный элемент;
РТ — регулируемый трансформатор; УРЭ — управляемый реактивный элемент
схемы блокировки, эта схема блокирует генератор тактовых
импульсов и цикл закончится. Уровень мощности генератора для
каждой позиции цикла будет определяться уровнем сигнала
соответствующего задатчика, а длительность позиций —
длительностью, кратной периоду генератора тактовых импульсов.
Важное отличие этого устройства в том, что оно обеспечивает
возможность плавного изменения длительности программы путем
пропорционального изменения длительности каждой ее позиции.
Длительность программы и число ее позиций могут быть легко
изменены в зависимости от требований технологического процесса.
Приставка спроектирована с учетом технических
характеристик серийных генераторов УЗП-0,04/22 и УЗПЗ-1,6 и может
быть легко состыкована с ними. Устройство выполнено на
транзисторах и микросхемах. Для регистра сдвига использованы
микросхемы типа К155ТВ1, для коммутатора — 1КТ901.
Частным случаем автоматического регулирования амплитуды
механических колебаний является также параметрическая
стабилизация амплитуды с помощью резонансной цепи (РЦ),
включенной между выходом генератора и нагрузкой. В этом случае
мощность, подводимая к преобразователю сварочной системы, явля-
132
ется функцией механического сопротивления нагрузки, а энергия,
рассеиваемая на сопротивление потерь в преобразователе,
остается почти постоянной. Существенным ограничением применения
этой схемы в установках для УЗС является влияние частотной
характеристики резонансной цепи на работу устройства в режиме
АПЧ. Классификация способов регулирования амплитуды
механических колебаний представлена на рис. 4.17.
Отметим, что в некоторых установках для УЗС предлагается
регулировать не амплитуду механических колебаний, а время
воздействия ультразвуковыми колебаниями на свариваемые
детали по достижении амплитудой заданного абсолютного уровня или
при достижении первой производной ее огибающей минимального
значения. Однако это условие является, по нашему мнению,
ненадежным.
Устройства для получения сигнала обратной связи. Одним
из наиболее важных звеньев систем автоматического
регулирования установок для УЗС являются датчики, предназначенные
для контроля и измерения параметров акустической мощности,
отдаваемой колебательной системой в нагрузку. Известно, что
если сохранение постоянной акустической мощности излучаемой
энергии является условием, которое должна обеспечить система
авторегулирования устройства для УЗС, то необходимо
обеспечить соответствующее авторегулирование акустической силы или
колебательной скорости в механической системе или обоих
факторов одновременно.
Управление колебательной силой практически осуществить
трудно — это равносильно управлению сопротивлением
нагрузки. Единственным параметром, регулированием которого можно
стабилизировать процесс, остается колебательная скорость
сварочного наконечника.
Все устройства, предназначенные для получения сигнала
обратной связи, пропорционального колебательной скорости
акустических систем для УЗС, можно разделить на три группы,
аналогично классификации способов получения сигналов обратной
связи:
1) устройства, позволяющие получить сигнал обратной связи
на электрической стороне электромеханического преобразователя;
2) устройства, регистрирующие механические колебания
какого-либо узла акустической системы;
3) устройства, регистрирующие колебания в нагрузке — зоне
сварки.
Поскольку практическая реализация устройств третьей группы
крайне затруднена ввиду сложности определения нагрузки при
УЗС, наиболее широкое распространение получили только две
первые группы. Основным элементом таких устройств являются
датчики.
Если к точности автоматической подстройки частоты
предъявляются невысокие требования, то в качестве сигнала обратной
133
Рис. 4.18. Схемы выделения сигнала обратной связи по току (а) с дифференциальным
трансформатором тока ((f):
LR, #к — элементы, компенсирующие реактивную и активную составляющие сопротив-.
ления преобразователя в мостовой схеме; L__ — индуктивность обмотки магнитострик-
ционного преобразователя; RQn — электрическое активное сопротивление
преобразователя; См, RM — электрические аналоги механических свойств преобразователя; /?ак —
сопротивление акустической нагрузки; ZQn — сопротивление электрической ветви
эквивалентной схемы преобразователя; ZM — сопротивление механической ветви
эквивалентной схемы преобразователя; LQ, RQ — индуктивность и активное сопротивление обмотки
преобразователя
связи можно использовать составляющую тока
скомпенсированного преобразователя, которая весьма близка к значению
механической составляющей (рис. 4.18, а). При подборе емкости
конденсатора Ск, компенсирующего индуктивность L0
преобразователя, ток /, проходящий через первичную обмотку трансформатора
обратной связи, приблизительно равен току механической ветви
преобразователя (LM; CM; i?M). В цепь обратной связи в этой
установке включен многоконтурный полосовой фильтр,
резонансные частоты которого образуют равномерный ряд в пределах
диапазона изменения частоты механического резонанса
преобразователя.
Широко распространены устройства с компенсационными
схемами выделения сигнала обратной связи, пропорционального
механическим колебаниям преобразователя на его электрической
стороне. Такие схемы выгодно применять в установках, где в связи
с конструктивными особенностями применение акустических
датчиков затруднено, например в установках для шовной УЗС с
вращающейся акустической системой. Наиболее часто применяются
мостовые схемы, схемы с дифференциальным трансформатором,
а также схемы с балансной индуктивностью и емкостью, важным
преимуществом которых является возможность компенсации
параметров электрической ветви преобразователя не на одной частоте,
а в диапазоне частот.
На рис. 4.18, б изображена схема с дифференциальным
трансформатором тока. В этой схеме соотношения витков первичных
обмоток трансформатора и значение индуктивности катушки
134
Рис. 4.19. Акустические
датчики в виде дополнительных
пакетов:
С/ *— выходное напряжение
источника питания —
генератора; U Q —
напряжение сигнала обратной связи
LK и резистора RK подобраны таким образом, что в случае
«заторможенного» преобразователя мостовая схема, элементами
которой являются первичные обмотки трансформатора, цепочка LKRK
и магнитострикционный преобразователь, сбалансирована и
напряжение ивых на вторичной обмотке трансформатора
практически равно нулю. При возбуждении механических колебаний баланс
моста нарушается вследствие появления тока 1т, протекающего
через механическую ветвь преобразователя, т. е. выходное
напряжение является функцией от 1т. Конденсатор Ск компенсирует
реактивную составляющую преобразователя, что обеспечивает
работу источника ультразвуковой энергии на нагрузку, близкую
к активной.
Известны акустические датчики, изготовляемые в серийном
производстве, в конструкции акустической системы ПМС-15А.
Датчик выполнен в виде дополнительного пакета обратной связи
(рис. 4.19, а). Толщина дополнительного пакета, на котором
расположена обмотка обратной связи, примерно в семь раз меньше
суммарной толщины основных пакетов. К недостаткам такого
устройства следует отнести сложность в изготовлении, связанную
с установкой дополнительного пакета симметрично рабочим
пакетам преобразователя, и потери акустической мощности.
За рубежом в установках УЗС фирмы «Филлипс» (Filips)
в качестве акустических датчиков обратной связи применяют
дополнительный пакет, аналогичный основному, и жестко связанный
с ним (рис. 4.19, б). Оба пакета имеют равные резонансные
частоты. Иногда вместо дополнительного пакета используют
стержень, состоящий из двух пассивных накладок и расположенного
между ними в зоне пучности напряжений активного элемента
(рис. 4.19, в).
Наиболее широкое распространение среди акустических
датчиков получили устройства, выполненные в виде катушек
индуктивности, размещенных на волноводе акустической системы. Иногда
такие электромагнитные датчики располагают около
колеблющейся поверхности свободного торца преобразователя или
волновода. Возможно размещение датчика, у которого плоскость
катушки расположена вдоль направления колебаний волновода. При
135
этом постоянный подковообразный магнит охватывает катушку
датчика по линии ее диаметра. Сигнал обратной связи
генерируется за счет изменения магнитного поля вихревых токов на
поверхности волновода.
Иногда в качестве датчиков механических колебаний
используются тензорезисторы. Известны устройства, где
компенсационная обмотка охватывает оба стержня магнитопровода и включена
последовательно и встречно с обмотками возбуждения, а обмотка
датчика расположена в торце магнитопровода на одном из стержней
и т. п. Отличительной чертой таких датчиков является простота и
долговечность, а к недостаткам следует отнести слабую
помехозащищенность от сигнала обмотки возбуждения и трудности в его
компенсации.
Возможно применение пьезоэлектрических датчиков. При этом
надо иметь в виду, что их механическое крепление на
колеблющихся с большой амплитудой поверхностях акустических систем
требует тщательной сборки, демпфирования, а клеевые соединения
пока еще недостаточно надежны.
Подмагничивание магнитострикционных преобразователей
акустических систем. Как известно, для обеспечения работы магнито-
стрикционного преобразователя на линейном участке кривой
намагничивания в сердечнике создают начальную поляризацию.
Для поляризации магнитострикционных преобразователей в
ультразвуковых установках обычно используют ламповые или
полупроводниковые выпрямители тока промышленной частоты,
выполненные по различным схемам в зависимости от требований,
предъявляемых к величине пульсации выпрямленного тока.
Наиболее часто используются однополупериодные двух- и
трехфазные схемы, а также двухполупериодные одно- и
трехфазные мостовые схемы. Подключение выпрямителей поляризации
в ультразвуковых установках к обмотке возбуждения
преобразователей осуществляют через разделительный дроссель,
препятствующий проникновению тока высокой частоты в источник
поляризации, а выход генератора подключают к преобразователю
через разделительный конденсатор для исключения подмагничи-
вания выходного трансформатора усилителя мощности.
Значительно реже для осуществления начальной поляризации
сердечника преобразователя используют отдельную обмотку.
С конструктивной точки зрения выгодно использовать
выпрямленный ток ультразвуковой частоты, что также позволяет
практически исключить влияние пульсаций тока поляризации на
механические колебания сварочного инструмента.
Структурная схема устройства, позволяющего реализовать
этот способ, показана на рис. 4.20. Сигнал с задающего генератора 1
поступает на делитель частоты 2, усиливается усилителем 3
и подается на выпрямитель 4. Коэффициент деления делителя 2
частоты выбирают таким образом, чтобы частота пульсаций на
выходе выпрямителя 4 совпадала с частотой задающего генератора
136
1
2
—H 5
—п J
—п * —п 7
Рис. 4.20. Структурная схема
выпрямителя тока
ультразвуковой частоты
Рис. 4.21. Источник питания с блоком подмаг-
ничивания без разделительного дросселя (а),
совмещенным с генератором (б)
/, а фазосдвигающая цепь 5 обеспечивала совпадение фазы тока
возбуждения магнитострикционного преобразователя 7 с фазой
пульсаций тока подмагничивания F — усилитель генератора,
8 — разделительный дроссель, препятствующий проникновению
тока высокой частоты в источник подмагничивания).
Если в установке для УЗС имеется два магнитострикционных
преобразователя (или две группы преобразователей), то из
конструкции может быть исключен разделительный дроссель.
Такая установка содержит (рис. 4.21, а) генератор /, к выходу
которого подключены магнитострикционные преобразователи 2
и 5, низкопотенциальные выводы которых соединены между собой
через конденсатор 4, параллельно которому подключен источник
тока подмагничивания 5. При таком подключении ток
ультразвуковой частоты не идет в источник подмагничивания, так как
конденсатор 4 оказывает шунтирующее действие на этот ток и
низкопотенциальные выводы преобразователей 2 и 3 находятся
практически под высокочастотным потенциалом одной величины.
Установка обладает малыми массогабаритными размерами за счет
исключения разделительного дросселя. Иногда для упрощения
конструкции источников питания подключение колебательной
системы 6 (рис. 4.21, б) к генератору 1 осуществляется через
последовательно включенные диод 2 и разделительное звено,
состоящее из параллельно включенных конденсатора 3 и катушки
индуктивности 4. Параллельно диоду 2 подключается
конденсатор 5.
Для осуществления подмагничивания используют постоянные
магниты, вмонтированные в магнитопровод сердечника, однако
трудности в технологии изготовления ограничивают их
применение в ультразвуковых установках.
4.4. ПРОМЫШЛЕННЫЕ ИСТОЧНИКИ ПИТАНИЯ
ПРЕОБРАЗОВАТЕЛЕЙ СВАРОЧНЫХ СИСТЕМ
Отечественной промышленностью выпускаются источники
электрической ультразвуковой энергии, типоразмеры которых
перекрывают необходимую для нужд УЗС часть ряда номинальных
137
Основные данные некоторых
Тип преобразователя
Пьезоэлектрический
Магнитострикционный
»
»
»
Пьезоэлектрический
Тип генератора
или страна-
изготовитель
УЗП-0,04/22
УЗГ11-0,1/22
УЗГ4-0,4/22
УЗГ2-1,0/22
УЗГ-1,6
ФРГ
НРБ
Япония
»
»
Мощность
Частота
рабочая, кГц
Отечественные образцы
40/90 1 20,35—23,65
100/200 20,35—23,65
400/800 20,35—23,65
1000/2000 20,35—23,65
1600/3200 1 16,65—23,65
Зарубежные образцы
125 I 40
630/900 19—21
1000/2500 20
1800/4100 18
2000/6000 15
Примечание. УЗШ — ультразвуковое шлифование; УЗРО — ультразвуковая
УЗС — ультразвуковая сварка. Все типы генераторов имеют АПЧ.
мощностей. В то же время приходится констатировать недостаток
таких источников, которые полностью отвечали бы требованиям
технологии УЗС. Некоторые из разработанных ВНИИТВЧ им.
В. П. Вологдина типов генераторов, которые применяют в
настоящее время для питания преобразователей сварочных систем
машин УЗС или которые могут быть рекомендованы к применению
с некоторыми ограничениями, обусловленными характеристиками
самих генераторов, приведены в табл. 4.4.
Ультразвуковой транзисторный генератор УЗП-0,04/22 был
испытан для питания сварочной системы на основе пьезокерами-
ческого преобразователя при сварке металлизированной пленки
в технологическом процессе изготовления елочных украшений.
Генератор выполнен по схеме с независимым возбуждением,
содержащей функциональные блоки: задающий генератор
(мультивибратор), регулируемый аттенюатор, резонансный усилитель
напряжения, усилитель мощности, работающий в режиме В,
блок автоматической подстройки частоты (АПЧ) и блок
автоматической подстройки амплитуды (АПА). Система АПЧ выполнена
по принципу синхронизации. Блок АПА содержит детектор,
интегратор, схему сравнения и усилитель рассогласования,
управляющий через регулятор аттенюатором. Сигнал обратной связи
для обеих систем авторегулирования формируется в выходной
цепи генератора с помощью мостовой схемы с дифференциальным
трансформатором тока. Такое решение применено во всех моделях
генераторов малой и средней мощности, имеющих системы АПЧ
и АПА. Генератор имеет электронную схему защиты от перегру-
138
Таблица 4.4
типов генераторов
АСА
Масса, кг
Назначение
Есть
»
7
18
50
200
зок и плавную регулировку выходной
мощности и выполнен в виде настольного
прибора. Охлаждение — естественное, воздушное.
Отличительной особенностью генератора
УЗГ11-0,1/22 (рис. 4.22) является наличие
системы АПА, выполненной на основе
однофазного управляемого выпрямителя на
тиристорах. Устройство имеет схему
электронной защиты и плавную регулировку
выходной мощности. Конструктивное
исполнение — настольное. Охлаждение —
естественное, воздушное.
Примененный в генераторе УЗП1-0,1/22
усилитель мощности, выполненный по
полумостовой схеме, работающий в режиме
переключения, явился удачным решением.
Используя его в качестве базового модуля,
можно создавать выходные каскады для
разработок генераторов большей мощности.
Путем последовательного включения таких
модулей с источником постоянного
напряжения созданы схемы генераторов
УЗГ5-0,25/22 и УЗГ5-0,63/22.
Генератор УЗГ5-0,63/22 применен для питания колебательной
системы в машине для УЗС кинопленки. Выходной каскад
генератора состоит из шести полумостовых модулей, питающихся от
трехфазного управляемого выпрямителя. Схема и конструкция
предусматривают режим манипуляции с числом включений не
более 2000 в час. Генератор имеет электронную схему защиты от
перегрузок и плавную регулировку выходной мощности. Кон-
1 Есть
—
—
—
—
— 1
30
100
90
180
УЗШ
УЗРО
УЗС
УЗС
УЗС
УЗС
размерная обработка;
Рис. 4.22. Внешний вид источника питания УЗП 1-0,1/22
139
Сеть
н^й
АСА АПЧ
чик; 15
— магнитострикционный преобразователь;
18 — схема сравнения
Рис. 4.23. Структурная схема
ультразвукового генератора
типа УЗПЗ-1,6:
/ — сетевой фильтр; 2 —
задающий генератор; 3 —
мультивибратор; 4 — регулирующий
аттенюатор; 5 — предоконеч-
ный резонансный усилитель;
6 — усилитель мощности; 7 —
электрическая схема выделения
сигнала обратной связи; 8
—источник питания транзисторных
каскадов; 9 — источник подмаг-
ничивания акустического
датчика; 10 — источник питания
сеток ламп выходного каскада;
11 — источник напряжения
накала ламп; 12 —
высоковольтный источник; 13 — источник
подмагничивания
преобразователя; 14 — акустический дат-
16 — детектор; 17 — интегратор;
структивно устройство выполнено в настольном исполнении в виде
стойки с двумя выдвигающимися блоками. Охлаждение
генератора — естественное, воздушное.
В моделях УЗГ4-0,4/22 и УЗГ5-0,4/22 модули выходных
каскадов включаются параллельно источнику постоянного
напряжения. Генератор УЗГ4-0,4/22 предназначен для питания
колебательных систем ультразвуковых швейных машин для сварки
некоторых синтетических материалов при изготовлении одежды.
Регулируемое электронное реле времени генератора обеспечивает
необходимую дозировку ультразвуковой энергии, подводимой
в зону сварки, а синхронизирующее устройство — подачу этой
энергии синхронно с работой механизма перемещения
свариваемого материала. Генератор обеспечен схемой электронной защиты
от перегрузки и имеет ступенчатую регулировку выходной
мощности. Конструктивное исполнение — напольное. Охлаждение —
естественное, воздушное.
Генератор УЗГ5-0,4/22 является более мощной моделью
базового образца — УЗП 1-0,4/22 и отличается от него только числом
модулей в выходном каскаде. Применение этих генераторов в
машинах УЗС ограничено инерционными свойствами управляемого
выпрямителя.
В настоящее время для питания акустических систем
мощностью 1,5 кВт в машинах УЗС применяется генератор типа
УЗГ5-1,6/22. Генератор выполнен по схеме с независимым
возбуждением. Задающий блок представляет собой LC-автогенератор.
Каскады предварительного усиления — транзисторные, работают
в ключевом режиме. Выходной каскад выполнен по двухтактной
схеме на лампах, работающих в режиме В. Генератор имеет реле
защиты по току и плавную регулировку выходной мощности.
Конструктивно генератор выполнен в напольном исполнении.
Охлаждение — принудительное воздушное. Однако, отсутствие
систем автоматического регулирования значительно ограничивает
область его применения и снижает качество и эффективность
140
Рис. 4.24. Внешний вид источника питания
УЗПЗ-1,в
оборудования для УЗС в целом.
Во ВНИИТВЧ им. В. П. Волог-
дина разработан новый
источник ультразвуковой энергии
мощностью 1,6 кВт — это
генератор типа УЗПЗ-1,6,
структурная схема которого
приведена на рис. 4.23. На рис. 4.24
изображен внешний вид
генератора.
Генератор выполнен по
схеме независимого возбуждения с
автоматической подстройкой
частоты. В качестве задающего
генератора в режиме
независимого возбуждения
используется LC-генератор,
выполненный с транзистором типа
КТ801Б. Усилитель
генератора состоит из четырех каскадов: эмиттерного повторителя
(транзистор КТ315), усилителя (транзистор КТ801Б),
двухтактного транзисторного усилителя (транзистор КТ809А) и
двухтактного лампового усилителя мощности (лампы ГУ-84Б). Схема
АПЧ выполнена по принципу синхронизации релаксационного
генератора (мультивибратора), выполненного на микросхеме типа
К140УД2А.
Генератор в режиме АПЧ работает как с электрической схемой
выделения, включенной на выходе генератора, так и с
акустическими датчиками обратной связи, для чего в генераторе
предусмотрен разъем «синхронизация». Для использования
акустических датчиков, требующих подмагничивания, в генераторе
предусмотрен источник постоянного тока.
Регулирование мощности осуществляется с помощью
регулируемого аттенюатора, выполненного на двух полупроводниковых
диодах и включенного между мультивибратором и эмиттерным
повторителем усилителя. Пределы регулирования выходной
мощности 20—100 %.
В генераторе имеется система АСА, состоящая из детектора,
интегратора и схемы сравнения, подключенной к управляемому
входу регулируемого аттенюатора. Источник тока поляризации
выполнен по двухфазной однополупериодной схеме на
полупроводниковых диодах типа ВЛ-25, высоковольтный источник
питания — на полупроводниковых диодах типа ВЛ-10 по схеме
Ларионова. Источники низковольтных каскадов и сеток ламп
усилителя выполнены по однофазным мостовым схемам на полупро-
141
I—j Рис. 4.25. Акустическая система машины типа МТУ-1*5-ЗУХЛ4
^\ J /^ с Датчиком обратной связи:
rffl Щ\у / — преобразователь; 2 — волновод; 3 — фланец; 4 — датчик
} ¦ " J I 1 3 обоатной связи: 5 — ое™липовочная гайка положения датчика
3
2-
обратной связи; 5 — регулировочная гайка положения датчика
иг
водниковых диодах. Входные цепи генератора
снабжены сетевыми фильтрами.. Охлаждение
генератора — принудительное воздушное.
Схемы блокировки и защиты не допускают
включения генератора при неправильном
выборе фазы питающей сети, при неплотно
закрытых дверях генератора или превышении анодного тока
выходного каскада генератора. При работе на магнитострикционный
преобразователь с сопротивлением Z = 15-*-25 Ом и cos ф ^ 0,5
генератор обеспечивает нагрузку A,6 ± 0,16) кВт при
непрерывном режиме с АПЧ и нагрузку B ± 0,2) кВт в режиме
независимого возбуждения в течение 4 ч работы за восьмичасовую рабочую
смену. Генератор имеет два частотных диапазона: A8 ± 1,35) кГц
и B2 ± 1,65) кГц, внутри которых осуществляется плавная
регулировка частоты. Источник подмагничивания обеспечивает
ступенчатое регулирование тока от 10 до 25 А через B ± 0,2).
При работе генератора в режиме АПЧ акустической системы
(рис. 4.25) сварочной машины типа МТУ-1,5 можно использовать
акустическую обратную связь, а для питания колебательных
систем установок для шовной УЗС включают схему выделения
электрической обратной связи. В обоих случаях точность АПЧ не ниже
50 Гц. Для обеспечения режима манипуляции в конструкции
генератора предусмотрен разъем «манипуляция», через который
контакты внешних устройств подключаются к выходу
регулируемого аттенюатора.
Конструктивно генератор выполнен в напольном исполнении
в виде «книжки», что обеспечивает свободный доступ ко всем
элементам генератора. В нижней части расположены: сетевой
фильтр, силовой трансформатор и блок источника
подмагничивания магнитострикционного преобразователя. В средней части
размещены лампы в держателях-воздуховодах, вентиляционная
система, блок компенсирующих конденсаторов, схема выделения
АПЧ и выходной трансформатор. На верхней панели
смонтированы источники низковольтных напряжений, схема задающего
генератора и транзисторные усилители генератора. На лицевую
панель генератора выведены приборы для измерения анодного
тока и тока подмагничивания. Здесь же расположены ручки
регулировки частоты, регулировки мощности, переключатель рода
работ — АПЧ «вкл», АПЧ «выкл», выведенный под шлиц
потенциометр «подстройка АПЧ» для корректировки фазы
сигнала обратной связи в цепи авторегулирования,
сигнальные лампы и кнопки включения и выключения высокого
напряжения.
142
Рис. 4.26. Нагрузочные характеристики генератора с независимым возбуждением:
Р0 — подводимая мощность; Р — полезная мощность; Р& — мощность рассеяния на
аноде; Р' — электрическая мощность колебательной системы при изменении
сопротивления нагрузки
Типовые нагрузочные характеристики лампового генератора
с независимым возбуждением, показывающие зависимость
мощностей и КПД от анодной нагрузки, приведены на рис. 4.26, а
[30].
При сопротивлении нагрузки R = 0 вся мощность
рассеивается на аноде. С увеличением R подводимая мощность Р0 почти
не меняется, полезная мощность Р и КПД генератора т] растут,
а мощность рассеяния уменьшается. При оптимальном
сопротивлении нагрузки R, что соответствует критическому режиму
генератора, полезная мощность максимальна. Дальнейшее
увеличение R, как это видно из рис. 4.26, а, нецелесообразно, так
как генератор переходит в перенапряженный режим. Некоторое
время КПД генератора г) немного растет, так как Р убывает
медленнее Р0> а затем начинает падать в результате сильного
искажения и прекращения роста анодного напряжения.
Зависимость влияния сварочного усилия на электрическую
мощность, поглощаемую механической колебательной системой,
показана на рис. 4.26, б (система с продольно-поперечной схемой
волноводов, ввод энергии — в узел колебательного смещения,
сваривается медь толщиной б = 0,2 + 0,2 мм). Из рисунка видно,
что кривые имеют хорошо выраженные максимумы (FCB = 120 кН),
соответствующие оптимальному сопротивлению нагрузки.
Данные, полученные при сварке меди МО толщиной б = 0,2 + 0,2 мм,
показывают, что максимуму электрической мощности,
потребляемой колебательной системой, соответствует максимальная
механическая прочность сварных соединений (FCB = 1200 Н; РдЛ =
= 1,23 кВт; Рсрез = 24 Н).
Снижение или увеличение сварочного усилия вызывает спад
электрической мощности, потребляемой механической
колебательной системой. Характер изменения кривых на участке,
соответствующем FCB = 900-$-1800 Н, хорошо совпадает с характером
изменения полезной мощности Р в зависимости от R.
Начальные участки рассматриваемых нагрузочных
характеристик генератора и мощности, поглощаемой механической
колебательной системой при сварочных усилиях FCB = 0; 300; 600 Н,
143
не совпадают, что естественно. Дело в том, что Z
электромеханической колебательной системы при Рсв = 0 не равно нулю.
Резонансные кривые показывают, что в режиме холостого хода также
наблюдается резонансное состояние системы.
Для согласования режима работы генератора с нагрузкой
необходимо обеспечить равенство сопротивления нагрузки
эквивалентному сопротивлению нагруаочного контура генератора.
Связь контура с нагрузкой может быть емкостной,
автотрансформаторной или трансформаторной. Чаще всего, если нагрузкой
служит магнитострикционный преобразователь, применяют схему
с выходным трансформатором. Для компенсации индуктивности L
преобразователя параллельно или последовательно подключается
емкость С, которая образует с индуктивностью L резонансный
контур.
При использовании пьезоэлектрических преобразователей,
которые являются активно-емкостной нагрузкой, последовательно
или параллельно преобразователю включается компенсирующая
индуктивность. Заметим, что работа генератора без компенсации
реактивной составляющей нагрузки равносильна работе на
ненастроенную нагрузку. Это приводит к резкому снижению
выходной мощности генератора и практически — к исключению
эффекта сварки. Частота генератора должна быть равна
резонансной частоте нагрузочного контура и механической колебательной
системы.
Компенсирующие реактивности рассчитываются по известной
формуле, индуктивность или емкость и частота известны из
расчета преобразователя и корректируются при наладке сварочной
установки. Практически согласование производится путем
подбора числа витков понижающей обмотки выходного
трансформатора и величины компенсирующей емкости. Подбором числа
витков выходного трансформатора и величины компенсирующей
емкости добиваются того, чтобы при синусоидальной форме
выходного напряжения мощность на выходе была максимальной.
4.5. МЕТОДЫ И АППАРАТУРА ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ
ЭЛЕКТРОМЕХАНИЧЕСКИХ СИСТЕМ
При анализе работы системы генератор — механическая
система возникает необходимость измерения силы тока, напряжения,
соответствующих фазовых соотношений, мощности, частоты
колебаний электрического тока, питающего преобразователь, а также
амплитуды, частоты смещения сварочного наконечника и энергии,
поглощаемой в зоне сварки.
Для измерения параметров генераторов,
амплитудно-фазовых и частотных характеристик, круговых диаграмм,
колебательных величин акустических систем в современных лабораториях
используются измерительные комплексы, которые содержат блоки
144
автоматической обработки некоторых данных. Расчеты
производятся, как правило, с использованием вычислительной техники.
Графическая обработка полученных данных производится
графопостроителями.
В лабораторно-заводской практике, когда нет
соответствующих отечественных и импортных средств измерения, напряжение
на выходе генератора определяется посредством широко
распространенных электростатических и электронных вольтметров
и осциллографов обычными приемами. Перечень приборов для
измерения различных электрических и механических величин
дан в табл. 4.5.
Для измерения силы тока высокой частоты используются
амперметры с термопреобразователями, например, типов Т-14 и
Т-18. Для измерения электрической мощности в ряде лабораторий
разработаны схемы ваттметров, работа которых основана на
использовании нелинейных характеристик некоторых
преобразователей. В качестве преобразователей используются диоды,
вакуумные термопреобразователи и т. п. Такие преобразователи
использованы в ваттметрах типов ЭВ-1, ВУЧ-2, Т-141 и др.
(Ваттметр типа Т-141 имеет значительную инерционность и не
позволяет выявить потребление энергии преобразователем в процессе
сварки.) Схема измерения мощности типовым ваттметром
показана на рис. 4.27.
При синусоидальной форме напряжения и тока на
преобразователе и незначительной мощности колебательной системы (до
50—100 Вт) допускается измерение потребляемой мощности
методом трех вольтметров. Активное сопротивление R, включенное
последовательно с нагрузкой, должно быть того же порядка, что
и величина модуля полного сопротивления преобразователя.
Мощность вычисляется по формуле
р =(U2r-U%-Ul)/BR),
где Ur; UR; Uu — напряжения на выходе генератора, на
сопротивлении R и преобразователе.
—ни®-
Мощность, потребляемая
преобразователем,
приближенно может быть определена
посредством калориметриро-
Сеть
Ф
^
^фчф
Рис. 4.27. Схема измерения напряжения, силы тока и мощности, потребляемой
колебательной системой (а: Г — генератор, Я — колебательная система), и схема измерения
резонансной частоты колебательной системы (б: П — преобразователь; Д — делитель;
ИЧ — измеритель частоты; ИГ — измерительный генератор)
145
Таблица 4.5
Комплект контрольно-измерительных приборов
для лабораторно-заводской практики при использовании оборудования для УЗС
Прибор
Амперметр термоэлектрический ТП 109
Вольтметр ВЗ-28
Цифровой фазометр Ф5131
Комплект измерительных приборов К-505
Частотомер 43-36
Генератор низкочастотный сигналов ГЗ-34
Осциллограф электронно-лучевой С1-64
Осциллограф электронно-лучевой
запоминающий С8-9
Динамометр ДОСМ-3-0,1
Мегаомметр 1000 В
Статический вольтметр С-50
Комбинированный прибор Ц4317
Микроскоп (Х400)
Класс точности
или погрешность
1,5
+0,4
+0,5
0,5
—
± C ± 15) %
—
—
—
1,0
1,5
1,5
—
Стандарт ТУ
ГОСТ 8711—78*
ГОСТ 9781—78
—
ТУ 25-04-2251—73
ТУ 4.Е92.721.085
ГОСТ 9788—78
—
—
ГОСТ 9500—84; ТУ 25.06.590
ТУ 25.04.2131—72
ГОСТ 8711—78*
ГОСТ 10372—75 *
—
Предел измерений
или замена прибора
Предел 0—15 А; Т-18
0,1- Ю"в Гц
Ф2-13
К-50
43-33, 43-34, 43-35
ГЗ-36
Cl-49, C1-67
С8-11
С-100
—
—
—
—
Л О
СЛ О)
о
eg
я л
са Я
а
о
я
н о
О
я< w
43
о
Я
Е
2 я
Е g
* 8
& о
24 я
я ? 43
Е ^ (Т>
х ^ За
ел а>
н я о>
О СЛ }а
43
о w
S о
о> я
OV СЛ
СЛ Я
•3 9
Й 3
СЛ Л
43 ,?
S V3
Е 4^
43
S
ел а>
о я
о я
о s
Я о
Я Я
о я
я s
к
оо 2
5" о
о
нС О)
0043
ьо
СЛ
OV -3 TJ
СГ О О
¦ **? g
я
О 43
5=> 2 s
?»*
СЛ ч
¦ell
>в* Q ел
I ч I
я я я
О Я О
s^l
оо «<; Я
Я оо
Со « Я
Л О 43
g Яс Я
я
я
Я 43
с^
2 я
Е о>
Я *а
о п>
ЯС нЗ
я
я <т>
о ^
OV Я
^ о
Я 2
° о
*я
о g
В я
я
43
П)
О TJ
ov о>
43 00
СЛ О
W Я
О СО
и я
СЛ ^
2 сл
а Я
я д
А
СЛ
° 2
я н
О)
О)
1а
о»
^
п>
я
н
о
я
гг
?
наг
43
0)
Я
СЛ
н
О)
1а
сг
я
tr
5*
со о
СЛ О
Н оо
о> }а
^ СЛ
а> я
^ й
Яс
OJ
W Я
Cd 43
я а>
Cd о
СЛ OV
Ь 43
П> СЛ
Я оо
н о
Cd я ?э
Е о о
tj Я 43
2 g s
й Я g
я я S
5 Е н
В ^^я
Я 43
о
Яс СЛ
о
я о
го
я
я о
-~ я
S сл
оо н
Я О)
а> 43
2 s
« ё
Е §
s о
3 о
Eg
СЛ
3*8
СЛ
Я Ь
СЛ
Э о
- о
S СО
СЛ
о _
QJ Я
СЛ
¦нг. Я
Я я
о я
За Е
Е ^
ГР 00
^^
о «
о сл
я м
о s
Cf 0}
а> о
2 я д
Я СЛ »
43
я а>
w я
^ СЛ
5 я
а> 3^
я Е
я '
н я
43 43
>g
I СЛ
н
СЛ О)
СЛ
S я
я я
° S
слЛ
ol
Г "О
Е
Н оо
О сл
СЛ 43
а>
За о
Е^
я
я я
00 Л
^ 3
43 Я
я S
S *«,
н о
я ^
а> л
я я
а> о
я и
43 СЛ
s§
OJ Я
н •
я й
2 ov
-? 43
СЛ
вом цифровом индикаторе. Приближенную оценку частоты тока,
питающего преобразователь, можно произвести прибором типа
ИЧ-6. Схема измерения резонансной частоты приведена на
рис. 4.27, б. Точное значение частоты можно получить и по
шкале измерительного генератора при условии, что он использован в
качестве задающего генератора источника питания.
Резонансная частота колебательной системы определяется по ее
амплитудно-частотной характеристике. Резонансные
характеристики целесообразно определять при номинальной мощности
преобразователя.
Определение активного, реактивного и полного
сопротивлений преобразователя на резонансной частоте осуществляется по
формуле
z = иицю
где Z — полное электрическое сопротивление; /п и Uu — сила
тока и напряжение на преобразователе.
Коэффициент мощности
COS ф = />эл/('п^п)>
где Рэл — активная электрическая мощность, потребляемая
преобразователем.
Активное сопротивление
R = | Z | cos ф;
реактивное сопротивление
х = | Z | sin ф;
z = /FT^2;
tg<P =x/R; созф = R/\Z\.
Допускается определение полного сопротивления
преобразователя методом трех вольтметров. Тогда величина | Z |
вычисляется по формуле
\Z\ = UnR/UR,
а коэффициент
CMV = (U*-Ul-U%)/BUnUR),
Угол сдвига фаз между током и напряжением можно
определить непосредственно, используя электронные фазометры.
Измерение механических параметров, характеризующих
работу механической колебательной системы, предназначенной для
сварки, в ряде случаев затруднено. Например, практически
трудно «напрямую» измерить амплитуду смещений сварочного
наконечника при сварке пластмасс, поскольку его колебания
направлены нормально к плоскости свариваемых деталей.
147
Основным и наиболее надежным методом определения
амплитуды колебаний сварочного наконечника является оптический
метод, где измерения производятся посредством микроскопа.
Этот метод позволяет достаточно просто определить амплитуду
колебаний в любой точке системы, в которой распространяются
продольные волны. Микроскоп должен иметь комплект сменной
оптики с увеличением в пределах 100—500, осветители, окуляр
с сеткой, эталон, по которому определяется цена деления
сетки.
Измерение амплитуд колебаний производится следующим
образом. При отсутствии колебаний в поле микроскопа замечается
произвольная, наиболее характерная риска. После включения
ультразвука эта риска вытягивается в линию. Длина этой линии
равна удвоенной амплитуде колебательного смещения
рассматриваемой точки. Измерения целесообразно производить в
непосредственной близости от торца концентратора. Этот метод является
единственным, который позволяет произвести градуирование
любых других известных средств измерения. Но он имеет свои
недостатки. Так, практически в режиме сварки очень трудно
измерить амплитуды смещений на уровне 1—2 мкм. Доступ к зоне
сварочного наконечника ограничен и т. п.
Измерение амплитуды механических колебаний возможно при
условии использования электромеханического преобразователя
с помощью специальных схем, позволяющих выделять
составляющую тока, питающего преобразователь, величина которой
пропорциональна величине механических колебаний
электромеханической системы. Например, с этой целью применяется
мостовая схема с дифференциальным трансформатором тока (см.
рис. 4.18, б).
Наиболее приемлемым прибором для измерения колебаний
является бесконтактный виброметр типа УБВ-2 с пределами
измерений от 0,5 до 100 мкм (диапазон частот 8—40 кГц). Виброметр
обеспечивает измерения с точностью ±5 %. Некоторым
ограничением применения этих приборов является требование относительно
большого диаметра вибрирующей площади @ 6 мм). Для
измерения колебательных смещений могут быть использованы
индуктивные и емкостные датчики, о чем было сказано выше.
Известны различные устройства для измерения амплитуды
смещения сварочного наконечника. Например, в одном из устройств
в качестве датчика использован магнитоэлектрический
измерительный преобразователь (ИП). Принципиальная электрическая
схема его содержит усилитель тока, усилитель напряжения и
детектор [20].
При испытаниях прибора было установлено, что расхождение
между его показаниями и измеренными оптическим методом
(с помощью микроскопа МИР-2) не превышает 2 %. Полярный
выходной сигнал может быть использован для индикации, а также
для управления процессом сварки.
148
В ГДР разработан оптико-электронный метод измерения
амплитуды смещения сварочного наконечника [20].
Как показали результаты экспериментальных работ,
погрешность измерений не превышает ±5 %. С использованием точных
методов комбинирования точность измерений может быть
повышена до ±1,5 %.
Можно отметить преимущества такого метода измерений:
способ измерения бесконтактный; практически независим от процесса
УЗС; конструкция измерительного преобразователя имеет очень
небольшие габаритные размеры и массу; широкий диапазон
измерений; место измерений находится в непосредственной близости от
зоны сварки; сигнал дает текущее значение амплитуды в процессе
сварки; принцип образования сигнала позволяет автоматизировать
обработку сигнала и использовать его для управления процессом
сварки.
Безусловным недостатком является чрезмерная
чувствительность к постороннему свету и необходимость тщательной
юстировки при наладке.
В ПНР проведен комплекс работ по созданию измерителя
энергии, выделяющейся в зоне сварки и т. п. [20].
Конечной целью всего технологического цикла сварки
является получение соединения, отвечающего, в конечном счете,
требованиям технических условий на изделие. В зависимости от
назначения изделия эти условия могут быть существенно
различными. В одном случае требуется получение сварного соединения,
обеспечивающего, например, прочность на уровне 0,14=0,2 от
прочности основного материала, в другом — не менее прочности
основного. Вне зависимости от этого одним из основных
технических требований к оборудованию для УЗС является обеспечение
заданных технологических параметров режима сварки. Кроме того,
учитывая особенности процесса формирования сварного
соединения, весьма сложный механизм преобразования энергии, элементы
физико-механической неоднородности поверхностных слоев
свариваемых материалов, получаем необходимость разработки средств
управления процессом УЗС и контроля качества сварных
соединений, тем более что эти средства упрощают организацию
сварочных работ в целом.
В настоящее время известно достаточно много работ, в
которых анализируется возможность управления процессом УЗС,
разработаны методы аппаратуры, даны рекомендации для их ис-^
пользования в промышленности. Судить о результативности их
использования практически нельзя, так как нет статистических
данных, которые позволили бы сделать однозначный вывод.
Ограничимся краткой систематизацией опубликованного
материала.
Для управления процессом УЗС использовались, в основном,
амплитуда колебаний сварочного наконечника,
программированное сварочное усилие, деформирование свариваемых материалов,
149
коэффициент бегущей волны в системе, кинематические
характеристики процесса сварки, энергетика системы в целом, время
сварки и др.
Управление процессом УЗС посредством изменения амплитуды
колебаний сварочного наконечника проводилось следующими
методами, например:
1) в процессе сварки снижалась амплитуда до 0,25 от
исходной;
2) сравнивалось изменение ?св в процессе сварки с выбранной
экспериментально; по величине изменения Д|св оценивалась
энергетика процесса;
3) использовался характер изменения |св под нагрузкой
как критерий качества сварки К = 2-^-2,5 = 6m«/?min»"
4) ступенчато снижалась амплитуда сварочного наконечника;
5) проводилось программированное изменение амплитуды
смещения сварочного наконечника в процессе УЗС и т. д.
В частности, при сварке алюминия с керамикой установлено,
что изменение формы импульса ультразвука практически не
улучшает характеристик сварочного соединения, но позволяет при
оптимальных изменениях скорости нарастания и спада импульса
ультразвука уменьшить время сварки, деформации проводника
и повысить механическую прочность сварных соединений. Надо
полагать, что при УЗС других материалов, особенно для удаления
поверхностных пленок из зоны сварки в процессе образования
сварного соединения, программирование ?св может дать более
существенные результаты.
Известны работы [1, 2] по исследованию возможности
управления процессом УЗС посредством программирования сварочного
усилия. При этом основная цель работ состояла в выделении
явлений пластического течения металла в поверхностных слоях,
элементов внешнего трения, регулирования его уровня, кинетики
изменений в процессе сварки. Исследования проведены с
помощью специально разработанных устройств, позволяющих
изменять сварочное усилие в процессе формирования соединения,
производить импульсное нагружение с различной частотой.
Установлено, что программирование уменьшения сварочного усилия
способствует интенсификации образования зон схватывания
(алюминий + керамика). Это обусловлено увеличением скорости
деформации и коэффициента деформационного упрочнения на
активной стадии нагружения, более полным протеканием
релаксационных процессов и т. п. В любом случае сварочное усилие при
заданной скорости сварочного наконечника формирует в зоне
сварки колебательные напряжения и сопротивление нагрузки.
Разработка устройств управления колебательными силами и
скоростью наконечника предопределит решение проблемы
управления процессом УЗС.
Большое внимание было уделено исследованиям возможности
управления процессом УЗС металлов и пластмасс посредством
150
регулирования величины деформирования свариваемых
материалов — величины осадки [6].
Основные методы управления процессом сварки следующие:
1) по заданному времени сварки;
2) при достижении заранее заданной деформации, т. е. с так
называемым фиксированным зазором;
3) при условии записи величины деформации в память,
сравнения ее с текущей величиной и достижения заданного значения
деформации;
4) при контроле величины осадки сварочного наконечника по
кинетической характеристике процесса УЗС;
5) по фиксированной деформации, заданной соответствующим
профилем контактирующих материалов, например V-образной
разделкой кромок;
6) по изменению знака ускорения деформирования, зоны
сварки и т. п.
Все методы управления дают технологический результат, но
необходимо сделать три замечания (по п. 2).
1. Надежность этих методов в значительной мере
определяется точностью измерения осадки сварочного наконечника. В
частности, есть рекомендации о необходимости измерения ее величины
на уровне ±0,01 мм.
2. Осадка будет различной в зависимости от свойств
свариваемых материалов (алюминий—сталь, полистирол—полиэтилен).
3. Величина осадки не гарантирует необходимой прочности
сварных соединений. Ситуации, когда деформация материала есть,
а сварки нет, на практике является весьма частым явлением.
Это касается сварки пластмасс и металлов.
В любом случае разработка методов управления процессом
УЗС посредством выявления закономерностей деформирования
свариваемых материалов и создания необходимых комплектов
контрольно-измерительной аппаратуры представляется весьма
перспективной. Тем более, что деформирование непосредственно
отражает процесс энерговыделения в зоне сварки.
Для управления процессом УЗС целесообразно использовать
способы, основанные на изменении коэффициента бегущей волны —
&б в колебательной системе. Он рационален прежде всего потому,
что несет наиболее объективную информацию о передаче энергии
в зону сварки в зависимости от формирующегося сопротивления
нагрузки. Известны методы определения энергии, переносимой
в зону сварки при условии измерения kQ в нулевой плоскости
продольного волновода с соответствующими уравнениями для
расчета Рсв; при наличии специального измерительного звена как
составной части продольного волновода [191 и при измерении k6
в изгибно-колеблющемся стержне в непосредственной близости
от сварочного наконечника [20].
При условии использования колебательных систем, стабильная
работа которых обеспечена недостаточно известными средствами:
151
выбором рациональных k7, средств АСА, АПЧ и т. п., для
управления процессом УЗС предложено использование
широкополосных генераторов и колебательных систем [11]. Автором опреде-1
лены соотношения между мощностью генератора, шириной полосы
пропускания частоты колебательной системы, увеличением ?св
на высших гармониках в зависимости от механической
добротности исходной узкополосной колебательной системы. Показана
возможность увеличения полосы пропускания до 8—10 %, или
до 8—9 кГц, но при этом потребляемая мощность на границах
частотного диапазона возрастает в несколько раз. Электрические
методы обеспечивают расширение полосы только в области первой
(одной) гармоники механического резонанса.
Для расширения полосы пропускания частот колебательной
системы разработан ряд конструктивных решений. Расширение
полосы пропускания до 15—20 % от резонансной производилось
за счет изменения геометрического размера излучающей стороны
пьезопластин по линейному или синусоидальному законам,
разнесения резонансных частот и пьезоизлучателей, использования
нелинейных электромеханических явлений твердых тел и т. п.
Известны также методы контроля качества сварки и
управления процессом сварки по электрическим характеристикам контакта
свариваемых материалов. Показано, что величина контактного
переходного электросопротивления свариваемых изделий
коррелирует с прочностью сварного соединения. Сопротивление при этом
измеряют посредством двойного места [11].
Одним из методов, позволяющих следить за процессом
образования сварного соединения, является контроль качества по
отраженным эхо-сигналам и плотности шумового спектра.
Сущность метода заключается в том, что в зону сварки вводят
дополнительные колебания с длиной волны, равйой или меньше
размера ожидаемого дефекта в сварном соединении, а затем
улавливают отражение колебаний от этих дефектов.
Можно осуществлять контроль качества и управления
процессом сварки по импедансу зоны сварки посредством
бесконтактных электромагнитно-акустических датчиков; системы
автоматического поддержания резонанса и амплитуды колебаний САПРА
[4] и т. п.
В заключение отметим, что в основе решения проблем
стабилизации процесса УЗС пластмасс и металлов лежит правильная
оценка дестабилизирующих факторов и энергетики процесса.
Использование акустических систем при условии, что изменение
колебательных величин носит случайный характер, нерационально. Это
приводит к необходимости разработки весьма дорогостоящих
средств управления, которые с большим трудом исправляют эту
ошибку (использование микропроцессоров, мини-ЭВМ и т. п.).
Минимальным требованием к акустическим системам является
стабилизация колебательной скорости в процессе сварки.
Средства АПЧ, АСА — это сравнительно простой прием в сочетании,
152
например, с контролем величины деформации свариваемого
материала; в подавляющем большинстве встречающихся в практике
случаев дают достаточно хорошие результаты. Более
кардинальное решение — программирование изменения ?св и, тем более,
*СВ'
Оснащение сварочных машин элементами вычислительной
техники и средствами управления в целом ряде случаев является
избыточным и приводит к снижению экономической эффективности
УЗС из-за чрезмерно высокой стоимости оборудования.
Глава 5
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ДЛЯ УЗС ПЛАСТМАСС И МЕТАЛЛОВ
5.1. КЛАССИФИКАЦИЯ ПРИНЦИПИАЛЬНЫХ
КИНЕМАТИЧЕСКИХ СХЕМ СВАРОЧНЫХ МАШИН
И ОСНОВНЫЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
В настоящее время УЗС представляет собой область сварочной
техники с хорошо выраженной тенденцией на серьезное развитие.
Анализ литературы, патентов и систематизация этих
материалов позволили нам разработать группу признаков и
классифицировать практически большую часть разработок.
Классификация сварочного оборудования приведена в табл. 5.1. Структурная
схема типового комплекта технологического оборудования для
сварки пластмасс и металлов дана на рис. 5.1.
Из таблицы видно, что оборудование для УЗС находится на
весьма высоком техническом уровне. Например, источники
питания делаются с учетом последних достижений электронной
техники. Широко используются ИС, тиристоры. Известны разработки
Рис. 5.1. Структурная схема
типового комплекта технологического
оборудования для ультразвуковой
сварки пластмасс (л) и металлов (<Г, в):
1 — свариваемые детали; 2 —
акустическая система; 3 — привод сва- 6)
рочного усилия; 4 — аппаратура
управления сварочным циклом; 5 —
источник питания; 6 —
электрическая сеть
-^о?
153
Классификация оборудования
Таблица 5.1
Признак
Способ получения ультразвука
(преобразователь)
Характер распространения
энергии
Колебания
Схема ввода колебаний
Способ ввода
Уровень мощности, кВт
Тип генератора
Дополнительный источник энер-
I гии
Узел стабилизации
Условия теплоотвода или
подогрева в зоне сварки
Концентрация энергии
Способ управления передачей
энергии
Усилие сварочное
Условия перемещения
Вид точечной сварки
Вид шовной сварки
Характер установки машины
Степень автоматизации машины
Назначение машины
Тип сварочной машины (указан
| для примера)
Пьезокерамический
Направленный
Продольные
Односторонняя
—
Сверхмалый, 0,04
Ламповый
Сжатие (деформация)
Сеть
Охлаждение (газ,
вода)
—
Время
Передается
волноводом
Перемещается
деталь
Точечная
Непрерывная
Переносная
—
—
МТУ-0,4
Вид исполнения
Магнитостр икцион-
ный
Ненаправленный
Изгибные
Двусторонняя
Контактный
Малый, 0,04—0,4
Транзисторный
Нагрев (ТВЧ, ток)
Источник питания
Подогрев
(волновода)
Подогрев зоны
сварки
Мощность
Независимо от
волновода
Перемещается
волновод
Многоточечная
Шаговая
Подвесная
Полуавтомат
Универсальная
МТУ-1,5
_
Комбинированный
Крутильные
Многосторонняя
Передаточный
Средний, 0,4—4,0
Тиристорный
—
Колебательная си-
LlcMd
Теплоизоляция
Создание
концентраторов напряжения
Зазор
Перпендикулярно к
оси волновода
Перемещаются
деталь и волновод
Контурная
Непрерывно-шаговая
Стационарная
Автомат
Специальная
УП-20
_
—
Смешанные
—
—
Большой, 4,0
Комбинированный
—
Нагрузка
—
Изменение
коэффициента трения
Кинетическая
характеристика
Параллельно оси
волновода
—
Рельефная
Перекрытием
сварных точек
—
—
—
МШУ-63
1
Fc6
v*
Ж//М
Рис. 5.2. Принципиальные кинематические схемы машин для УЗС металлов
с использованием твердых тел. Развита автоматизация сварочных
процессов. Весьма большой диапазон универсальных машин.
Разработано много машин специального назначения на базе
типовых, унифицированных узлов — колебательных систем,
приводов давления, систем управления, источников питания.
Вместе с тем для оборудования УЗС характерно достаточно
ограниченное число компоновочных схем. Большинство машин
«укладывается» в схемы, которые приведены на рис. 5.2.
Применение машин для сварки металлов с продольной
системой (рис. 5.2, поз. 1) целесообразно в ряде случаев. Например,
нами разработан полуавтомат типа МТУ-0,63 для сварки
алюминиевых вкладышей при изготовлении новой серии предохранителей
[20]. Использование такой схемы позволило создать минимально
возможные габаритные размеры сварочного устройства. Укажем
на то обстоятельство, что такие системы имеют крайне
ограниченную зону доступа к сварочному наконечнику. Любой выступ,
отбортовка на свариваемой детали по линии волновода исключают
использование, такой системы. Более широкие технологические
возможности имеют машины, использующие резонансные стержни,
работающие в режиме изгибных колебаний (рис. 5.2, поз. 2, 3,
4, 5У6)>
Машины для ультразвуковой сварки в зависимости от принятой
кинематической схемы расположения механической
колебательной системы относительно привода давления можно разделить на
следующие основные две группы:
1) машины, в которых механическая колебательная система
использована в качестве исполнительного элемента привода
давления (рис. 5.2, поз. 7, 2, 4);
155
2) машины, в которых механическая колебательная система
закреплена неподвижно и используется в качестве упорного или
опорного элемента (рис. 5.2, поз. 3, 5, 6). Эти признаки в
значительной степени определяют конструктивно-технологические
достоинства и недостатки сварочной машины.
Машины первого типа весьма распространены. В таких
машинах вся колебательная система, т. е. преобразователь,
концентратор, стержень, совершает поступательное движение вниз—вверх
или, наоборот, относительно оси для осуществления единичного
цикла сварки. Известно несколько вариантов таких
кинематических схем. Такие кинематические схемы имеют недостатки. Это —
необходимость подъема и опускания значительной массы
колебательной системы и собственно привода давления. При
увеличении мощности колебательной системы это ограничивает
потенциальные возможности производительности машины. Угол наклона
продольной оси концентратора зависит от расположения оси
вращения системы, поскольку крепление колебательной системы к
приводу давления можно осуществить лишь посредством диафрагмы,
расположенной в нулевой плоскости концентратора, — надежность
работы такой системы снижается. Для обеспечения
горизонтального положения концентратора, что весьма важно при сварке,
необходимо регулировать положение опоры при изменении
суммарной толщины свариваемых металлов и т. п. Вместе с тем такие
кинематические схемы в силу конструктивно-технологической
необходимости наибольшее развитие получили в машинах для
ультразвуковой микросварки.
Вполце очевидны преимущества машины при закреплении
акустического узла: простота конструкции, большая надежность в
работе, так как исключено радиальное или поступательное движение
колебательной системы и т. п. Однако такое расположение системы
относительно первичной опоры (рис. 5.2, поз. 3) дает машине
и существенный недостаток: детали не могут занять строго
фиксированного положения перед сваркой, так как при движении
опоры будут перемещаться'. В этом случае их надо предварительно
прижимать к сварочному наконечнику, ибо в противном случае
они будут перемещаться вместе с поршнем вверх. По существу,
при использовании такой кинематической схемы прецизионная
сварка мелких деталей затруднена. Использование опоры в виде
массивной наковальни в ряде случаев также нерационально.
Анализ патентной и технической литературы, изучение
особенностей оборудования и опытное макетирование позволили
установить, что в конструктивном отношении они должны
удовлетворять следующим основным требованиям:
иметь возможно большую зону доступа к сварочному
наконечнику;
достаточную жесткость конструкции, исключающей смещения
и перекосы сварочного наконечника относительно свариваемых
деталей;
156
малую инерционность исполнительного элемента привода
давления свариваемых деталей;
возможность быстрой замены отдельных узлов машины,
например акустического узла; доступность их при ремонте и
эксплуатации.
Кинематическая схема, которая в значительной степени
соответствует этим требованиям, заключается в следующем:
колебательная система поставлена на жесткое основание корпуса
машины, которое может быть вытянуто в виде консоли (рис. 5.2, поз. 6).
Осевая сила сжатия передается упорным стержнем,
расположенным над сварочным наконечником стержня. Массивный
отражатель упорного стержня одновременно выполняет роль поршня
привода давления. Такое расположение колебательной системы
стало возможным только после проведения исследовательских
работ по созданию эффективного упорного элемента в виде
стержня.
Разработанная кинематическая схема по сравнению с
известными обладает, как установлено, следующими преимуществами:
1) вследствие уменьшения подвижных масс получена
возможность изготовлять сварочные машины с высокой
производительностью. Некоторые образцы лабораторных машин позволили
получить до 250 точек в минуту. С конструктивной точки зрения нет
очевидных препятствий для дальнейшего повышения числа ходов
поршня привода давления;
2) исключена необходимость сопряжения колебательной
системы с приводом давления;
3) исключен нежелательный наклон осей концентратора и
резонирующего стержня;
4) достигнута большая рабочая зона около сварочных
наконечников;
5) обеспечено строго фиксированное положение деталей до
начала и в момент сварки;
6) соответствующим выбором геометрии стержневого упора
исключено разворачивание деталей относительно друг друга и
сварочных наконечников;
7) колебательная система и привод давления имеют
законченное конструктивное выполнение. Акустические системы могут
быть выполнены в виде типовых унифицированных узлов;
8) предлагаемая кинематическая схема машины проста.
В сформулированных выше требованиях указано, что машина
для ультразвуковой сварки должна обладать возможно большей
"зоной доступа к сварочному наконечнику. Ограниченный доступ
к сварочному наконечнику является одним из недостатков,
свойственных машинам для УЗС. Это связано с тем обстоятельством,
что геометрические размеры элементов колебательной системы
зависят от ее частоты. Изменение размеров сварочных «электродов»,
как это производится, например, в машинах для контактной сварки,
в зависимости от потребностей производства, как правило, исклю-
167
a) \Fo6
0) «**
iVWW.
тмж
Рис. 5.3. Модификации колебательных систем — волноводов и кинематических схем
сварочных головок
чено. Например, длина профильного волновода, определяющая
вылет сварочного наконечника, может быть кратной к/2 (рис. 5.3, а).
Размеры резонирующего стержня, его форма также имеют
существенные ограничения, имеющие принципиальный характер.
Возможна рационализация некоторых элементов
колебательных систем с целью облегчения доступа к сварочным
наконечникам. Это может быть достигнуто, например, применением
разработанного так называемого асимметричного концентратора.
Сущность этого заключается в следующем: ножевые
концентраторы, применяемые для сварки, симметричны относительно своей
продольной оси. Закон изменения площади поперечного сечения
по его длине обусловлен, например, показательной функцией
в зависимости от типа применяемого концентратора. По условиям
ввода энергии в стержень точку ее ввода рационально разместить
возможно ближе к сварочному наконечнику. Однако этим самым
в силу симметричности концентратора существенно сокращается
рабочая зона сварочного наконечника.
Экспериментально показана возможность применения
асимметричных концентраторов, одна из образующих которого —
плоскость, параллельная продольной оси концентратора
(рис. 5.3, б). Такой концентратор позволяет существенно
расширить технологические возможности сварочной машины. В
любом случае зона доступа к сварочному наконечнику при
использовании этого концентратора больше, чем при применении других
известных типов концентраторов. Такой волновод позволяет
проектировать сварочные машины с любым, практически
необходимым горизонтальным вылетом этого узла от корпуса машины.
Модификации кинематических схем сварочных головок с
использованием асимметричных концентраторов приведены на
рис. 5.3, б, в.
Недостатком стержней является малая рабочая зона
непосредственно у сварочного наконечника. Особые трудности вызы-
158
Рис. 5.4. Модификации резонирующих
стержней, работающих в режиме изгибных колебаний
вает приварка каких-либо
проводников, выводов и других деталей
к внутренним стенкам изделий при
малом внутреннем диаметре
последних. Использование для этой
цели непосредственно торца
концентратора продольной системы
в ряде .случаев неприемлемо,
так как она может дать эффект разворачивания деталей
относительно сварочного наконечника. Возможно, что габаритные
размеры сварочного наконечника больше внутреннего диаметра
свариваемого изделия и т. д.
В ряде случаев применение продольно-поперечной системы со
стержнем также не дает решения такой задачи. Решение таких
задач может быть найдено при применении модификаций стержня
колебательной системы (рис. 5.4).
Для сварки изделий в труднодоступных местах можно
воспользоваться стержнем с Г-образным наконечником (рис. 5.4, а).
Экспериментально установлена возможность применения выступа
в пределах 1/4 длины волны в стержне. Смещение точки съема
с оси стержня в этих пределах существенно увеличивает
возможный диапазон форм свариваемых деталей.
Весьма важным обстоятельством, характеризующим
возможности УЗС, является сварка по контуру как на машинах с
продольной системой, так и на машинах с резонирующим стержнем.
Такая сварка получена за счет выбора сварочных наконечников
специальной формы, соответствующей заданной конструкции.
Одним из недостатков такого приема является существенное
изменение собственной частоты стержня в силу изменения его формы.
Это затрудняет расчет его параметров.
Вместо стержня переменной формы можно использовать
рабочий инструмент в виде однородной пустотелой трубки,
работающей в режиме изгибных или крутильных колебаний (см. рис. 5.3, б).
Оптимальные геометрические размеры трубки подбираются в
зависимости от частоты, конструктивных соображений и мощности
сварочных машин. Кромка сварочного наконечника по внутренней
стороне срезана с расчетом получить рабочую дорожку шириной
0,5—1,5 мм. Решение остальных вопросов (выбор точки ввода
энергии, конструкции отражателя, метода крепления и пр.)
аналогично тем, которые получены при рассмотрении работы
стержня. Сварка посредством таких трубок на практике дала
хорошие результаты.
Для приварки деталей, например, к внутренней или наружной
поверхности стакана целесообразно использовать составной
стержень с переменным сечением (рис. 5.4, в). Целесообразность при-
159
менения такого стержня вполне очевидна. Во-первых*
сохраняется достаточно большое сечение опорной части резонирующего
стержня, что обеспечивает его необходимую жесткость, и,
во-вторых, увеличивается зона доступа к сварочному наконечнику.
С использованием асимметричных концентраторов и новой
кинематической схемы разработана компоновка машины с
двусторонним вводом колебаний.
Для расширения технологических возможностей УЗС,
например, при сварке материалов с поверхностными пленками
разработано унифицированное устройство, которое имеет рабочее
звено с резонирующими стержнями, имеющими различные
амплитуды колебания сварочных наконечников. Устройство
поворачивается вокруг горизонтальной оси с числом фиксируемых
положений в зависимости от числа стержней.
Как установлено выше (см. гл. 2), для получения
качественных сварных соединений металлов спектр колебательного
движения необходимо сдвинуть в сторону уменьшения колебательных
смещений, а для изнашивания поверхностных пленок, наоборот,
сдвинуть его в сторону увеличения колебательных смещений.
Принципиальная трудность в решении этой задачи заключается
в том, что при этом передачу энергии в зону сварки надо
обеспечить при заданном уровне мощности. Но поскольку
колебательные системы имеют заданные коэффициенты усиления,
регулирование посредством изменения Рэл исключено в принципе.
Решение этой проблемы возможно'посредством использования
двух колебательных систем'с различными коэффициентами
усиления. Включение одной из них при ky способствует изнашиванию
пленок, включение другой с ky — сварке. При этом k7 > k'y.
Коммутация систем производится по выбранной схеме процесса
сварки. Фазовое регулирование при одновременной работе систем
обеспечивает достаточно большой диапазон изменения амплитуд1
колебаний сварочных наконечников.
Для шовной УЗС металлов разработаны диски с пониженной
жесткостью в виде круговых секторов, резонансных опорных
роликов, устройств с системами тянущих и тормозных механизмов
и т. п.
Таким образом, можно отметить, что разработанные и
экспериментально проверенные конструктивные модификации
элементов колебательных систем позволяют существенно увеличить
технологические возможности оборудования для УЗС металлов.
Анализ кинематических схем машин для УЗС пластмасс
показал, что число принципиальных компоновок колебательных
систем с опорой крайне ограниченно (рис. 5.5). Подавляющее
большинство типов сварочных машин построено по схеме,
показанной на рис. 5.5, поз. 7. При этом колебательная система
поставлена нормально к плоскости свариваемых деталей,
расположенных на плоской массивной опоре. Привод давления
относительно свариваемых деталей может находиться как сверху, т. е.
160
Fu6
ж^щ
v=0; v*0
ШМШ
У//////////,
ШЛШ/Л
Рис. 5.5. Принципиальные кинематические схемы машин для УЗС полимеров
со стороны колебательной системы, так и снизу. Колебательная
система по вертикальной оси может изменять свое положение
(показано стрелками).
Известны машины со стержневой опорой (рис. 5.5, поз. 2).
Есть варианты с обратной компоновкой, т. е. с приводом сверху,
при условии использования опорного (упорного) стержня с
резонансными размерами, обеспечивающими более эффективную
сварку. В качестве опорного элемента могут быть использованы
ролики (рис. 5.5, поз. 3). Известны сварочные машины с
двусторонним вводом колебаний (рис. 5.5, поз. 4).
Большая группа технологических процессов УЗС полимеров
связана с использованием колебательных систем, расположенных
наклонно относительно плоскости свариваемых материалов
(мягкие полимеры, шовная сварка) — рис. 5.5, поз. 5. При этом
возможно перемещение сварочной головки свариваемых деталей;
не исключены комбинации их совместного движения.
Отдельную группу машин, как правило, специального
назначения составляют многоточечные машины (многоголовочные)
Ь Холопов Ю. В.
161
(рис. 5.5, поз. 6). Общее число головок, в зависимости от
назначения машины, может быть достаточно большим.
Известны машины с приводом давления, независимым от
колебательной системы (рис. 5.5, поз. 7).
Экспериментально доказано, что сварку полимеров можно
получить при использовании продольно-поперечных
колебательных систем (см. рис. 5.2, поз. 4У 5, 6). При этом одним из
основных условий образования сварочного соединения является
достаточно большая амплитуда колебаний сварочного наконечника и
возникновение при этом, очевидно, ее вертикальной составляющей.
Как установлено, устройства для УЗС полимеров целесообразно
проектировать с использованием составных резонирующих
стержней.
Сварку полимеров можно получить также при использовании
продольно-поперечных систем при условии трансформации
продольной волны не в изгибную, а в продольную (фактически
используем радиальные колебания диска или стержня относительно
плоскости свариваемых деталей). Этот эффект отмечен при
использовании стержней и дисков определенных размеров. В любом
случае сварочные устройства с использованием
продольно-поперечных систем волноводов позволяют создать новый класс
оборудования для точечной и шовной УЗС полимеров.
Основные технические требования к оборудованию для УЗС
таковы.
I. К источнику ультразвука.
1. Колебательная система должна иметь выходные
характеристики, соответствующие техническому заданию в зависимости от
назначения.
2. При ее проектировании должны быть учтены соображения
об оптимальных амплитудах колебаний сварочного наконечника,
сварочных усилиях и мощности (см. гл. 1—3). В частности,
предусмотрены рациональные коэффициенты усиления волноводов,
точки их сопряжения и нагрузочные характеристики систем
(см. п. 3.2).
3. Сварочные наконечники (при сварке металлов) должны иметь
износоустойчивые наплавки (см. гл. 2).
4. Сварочные наконечники, составные ступени резонирующих
стержней или концентраторов должны иметь возможность быстрой
замены. Возможна замена всей колебательной системы в целом
как единого и унифицированного звена машины.
5. Должно быть обеспечено надежное жесткое крепление этого
узла к корпусу машины.
6. Должно быть обеспечено высокое качество соединения всех
элементов колебательной системы.
7. Рациональное охлаждение всех термически активных
звеньев и прежде всего преобразователя и сварочного наконечника.
8. Опорные элементы, должны соответствовать своему
назначению. Они могут быть выполнены в виде плоских плит, плит с на-
162
гревательными колонками, стержневых резонансных элементов
или матриц, соответствующих форме изделия. В любом случае
они должны исключать непроизвольное разворачивание
свариваемых деталей в процессе сварки.
II. К механической части машины (корпус, система охлаждения,
привод давления и т. д.).
L Необходимо получить достаточную жесткость корпуса,
исключающую непроизвольное смещение, перекосы сварочного на-
конечника относительно свариваемых деталей.
2. Привод давления должен иметь малую инерционность и
обеспечивать опускание сварочного наконечника.
3. Конструкция рабочего стола должна позволять
производить совмещение и закрепление свариваемых изделий с
необходимой точностью.
III. К машинам для УЗС в полной мере относятся и общие
требования: максимальный КПД, минимальные габаритные
размеры и масса; простота при наладке и эксплуатации; надежность
в работе; высокая производительность; патентная чистота;
соответствие требованиям эргономики и эстетики. Немаловажным
обстоятельством является стоимость оборудования.
IV. Требования к. источникам питания источников
ультразвука акустических систем изложены в гл. 4.
6.2. ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ
МЕТАЛЛОВ И ПЛАСТМАСС
Машины для сварки металлов. Наибольшее применение УЗС
металлов в настоящее время нашла при сборке полупроводниковых
приборов, интегральных схем средней и большой степени
интеграции [1, 11 ].
В процессе эксплуатации ультразвукового сварочного
оборудования накоплен достаточно большой опыт. Современные
сварочные машины проектируются с учетом требований и специфики
объектов микросварки.Для питания ультразвуковых сварочных
головок разрабатываются источники питания с учетом типов
преобразователей, особенностей волноводных звеньев,
разрабатываются системы автоматического управления процессом сварки;
широко используется счетно-решающая техника и т. п. Дать
полное описание машин для ультразвуковой микросварки (их
известны десятки), учитывая большую насыщенность различных
средств обеспечения полностью автоматизированного
технологического процесса, в книге нельзя. Остановимся на некоторых,
наиболее существенных, на наш взгляд, особенностях установок
для ультразвуковой микросварки.
Принципиальные кинематические схемы сварочных установок
приведены на рис. 5.6 (а и б — сварка посредством продольной
6*
163
Рис. 5.6. Принципиальные кинематические схемы
установок с продольной и продольно-поперечной
схемой волноводов
системы волноводов; в — сварка с
использованием продольно-поперечной
системы волноводов).
В комплект сварочных установок
JH^ входят, как правило, следующие
основные узлы: генератор ультразвуковой —
источник питания; сварочная головка
с акустической системой и приводом
усилия сжатия свариваемых деталей,
системой управления технологическим
процессом, системой наблюдения за
у///////, процессом сварки — оптическим и
видеоконтрольным. Генераторы для УЗ
микросварки имеют частоты в диапазоне 40—180 кГц. Выходная
мощность определяется назначением сварочной установки и
составляет 4—40 Вт. Основные технические требования и средства
управления его работой сформулированы в п. 4.3. Информация
относительно средств контроля и управления процессом сварки
изложена в работах [1, 11 и др.].
Краткие технические данные машин для ультразвуковой
микросварки приведены в табл. 5.2.
Приведем некоторые технические данные и характеристики,
например, сварочной машины типа УЗСА-2, предназначенной
для автоматического присоединения выводов из алюминиевой
проволоки диаметром 0,027—0,050 мм к элементам интегральных
микросхем и полупроводниковых приборов.
Точность посадки кристалла, мм, не более
Точность расположения базовых отверстий, мм, не .менее
Смещение центров контактных площадок, мм, не более . .
Продолжительность сварки, мс, не более
Время подачи интегральных микросхем, с, не более . . .
Сила сжатия (Н) регулируется плавно в пределах 0,1—0,6
Номинальная частота генератора, кГц . 66
0,5
0,1
0,1
75
3
Механизм подачи проволоки обеспечивает подачу в пределах
0,10—0,25 мм с допускаемым отклонением 0,03 мм и обрезку
проволоки после окончания рабочего цикла сварки.
Установка обеспечивает передачу на экран видеоконтрольного
устройства изображения интегральной микросхемы. Проволочный
монтаж интегральных схем ультразвуком производится
внахлестку. Последовательность операций монтажа, расположение
сварочного наконечника и свариваемой проволоки показаны
на рис. 5.7, где а — приварка проволоки к кристаллу; б —
приварка проволоки к внешнему выводу прибора; в — обрезка
проволоки и переход сварочной головки в новую позицию.
164
Рис. 5.7. Расположение сварочного наконечника и свариваемой проволоки;
последовательность операций монтажа при микросварке
Одним из важнейших элементов установок для микросварки
является сварочный наконечник. Его конструкция должна
обеспечивать стабильную передачу энергии в зону сварки. Волновод,
обеспечивающий непосредственный подвод энергии ультразвука
к сварочному наконечнику, имеет специальную форму. Одна
из применяемых форм сварного наконечника с волноводом
приведена на рис. 5.8. Стрелками показано направление колебаний
сварочного наконечника и ввод свариваемой проволоки.
Материал сварочного наконечника должен обладать
максимальной износостойкостью при сварке и соответствовать требованиям,
изложенным в гл. 2. Поверхность сварочного наконечника для
микросварки в зоне контактирования делается, как правило,
плоской с поперечной фиксирующей канавкой. Экспериментально
установлено, что оптимальная глубина канавки должна составлять
0,2—0,3 от диаметра свариваемой проволоки.
Эффективность работы волноводного звена зависит от
многочисленных факторов, приводящих к дестабилизации процесса
передачи энергии в зону сварки, физических условий
формирований сварного соединения.
Таблица 5.2
Краткие технические данные установок для ультразвуковой
микросварки (внахлестку)
( Параметр
Диаметр провода, мкм
Производительность, сварок/ч
Сварочное усилие, Н
Время сварки, с
Частота, кГц
Мощность, Вт
ЭМ-425А
25—60
800
0,1—1,2
0,08—3,6
66
До 6,3
УЗП-02
25—50
2500
0,05—0,7
0,05—0,5
75
До 8,0
НВП-2
24—40
2400
0,1—0,2
0,04—2,0
75
6,0
165
SL |Н+ я%Ь. &av
Л »
Рис. 5.9. Принципиальная схема програм- Рис. 5.10. Принципиальная схема привода
мирования сварочного усилия давления с использованием магнитострик-
ционного эффекта
Специфика процесса микросварки, исключительно высокие
требования к производительности сварочных установок создают
известные трудности в разработке надежных приводов
контактных усилий, тем более с появлением возможности
программирования.
Один из возможных вариантов выполнения привода
контактного давления дан в работе [1]. Схема устройства приведена
на рис. 5.9, где / — свариваемые детали; 2 — волновод со
сварочным наконечником; 3 — свариваемая проволока; 4 —
акустическая система; 5 — эксцентрик; 6 — фиксатор положения
акустической системы со стопорной шайбой 7; 8 — плата, на которой
укреплен соленоид 9\ 10 — сердечник соленоида; 11 —
противовес; 12 — кронштейн акустической системы с грузом 13\ 14 —
опора, на которой размещаются свариваемые детали. Во время
работы такого устройства постоянное давление на свариваемые
детали обеспечивается системой грузов. Величина и программа
дополнительного усилия — подачей тока на соленоид.
Анализ грузовых, пневматических, гидравлических,
пружинных и других приводов показал, что они имеют недостатки,
которые не могут обеспечить надлежащее быстродействие и
возможность управления усилием в процессе сварки [1]. В работе
показано, что для построения приводов, обеспечивающих
изменение нагрузки по заданной программе, стабильность в условиях
малых нагрузок, высокую чувствительность при отсутствии пар
трения, целесообразно использовать магнитострикционный эффект
или пьезоэффект. Принципиальная схема таких устройств
приведена на рис. 5.10, где / — акустическая система с
противовесом 2; 3 — источник питания; 4 — подмагничивающее
устройство магнитострикционного преобразователя; 5 — акустическая
система. Аналогичным образом устроены приводы сжатия с
использованием пьезоэффекта.
Исходя из самых общих соображений, видим, что такие
устройства обладают высоким быстродействием, простотой и надежностью
166
Рис. 5.11. Сварочная головка машины
МТУ-0,4-4У4
работы. Время их
быстродействия определяется скоростью
распространения звука в
материале трансформирующего
звена.
Сварочная головка
машины типа МТУ-0,4-4У4 дана на
рис. 5.11. Первая модель
машины МТУ-0,4-ЗУ4
предназначалась только для сварки
металлов. В 1972 г. она
модифицирована для сварки пластмасс
и металлов. Выпускается
серийно на калининградском
заводе «Электросварка». На
машине можно сваривать
изделия из полистирола (магнитофонные кассеты, товары
народного потребления т. п.), приваривать выводы в
алюминиевых электролитических конденсаторах, в ленточных
трансформаторах и т. д.; можно получать сварные соединения без
предварительной подготовки поверхностей.
Машина предназначена для работы в следующих условиях:
при высоте над уровнем моря не более 1000 м; исполнение V,
категория 4 по ГОСТ 15543—70*; среда, окружающая машину, —
невзрывоопасная, она не содержит токопроводящей пыли,
агрессивных газов и паров, разрушающих изоляцию и металлы.
Краткие технические данные машины приведены ниже:
ш//жш//л.
Мощность акустического устройства, кВт .... 0,4—0,63
Рабочая частота акустического устройства, кГц 22±1,65
Свариваемые материалы:
цветные металлы толщиной, мм:
медь 0,2+0,2
алюминий 0,3+0,3
пластмассы Полистирол, полиэти-
лентерефталат и др.
Максимальная производительность, точек/мин . . 60
Напряжение питающей сети, В 380
Частота питающей сети, Гц 50
Привод Пневматический
Максимальное давление сжатого воздуха, кПа 392
Охлаждение преобразователя Водяное
Габаритные размеры, мм 1300X620X1430
Масса машины, кг 130
Машина состоит из сварочной головки и источника
питания—ультразвукового генератора типа УЗГ5-1,6/22,
технические данные которого следующие:
167
Напряжение питающей сети, В
Число фаз
Частота питающей сети, Гц
Мощность, потребляемая из сети, кВт, не более
Коэффициент мощности, не менее
Мощность выходная, кВт . .
Выходное напряжение, В
Частота рабочая, кГц
Ток подмагничивания, А
Коэффициент полезного действия, %, не менее
Масса, кг, не более . .
Сварочная головка изображена на рис. 5.11
Сварочная головка состоит из сварного корпуса, в верхней
части которого закрепляется привод сжатия У, а в нижней —
пневмопривод горизонтального перемещения 6, 7. Корпус
головки имеет заднюю дверцу 8 для доступа к элементам,
размещенным внутри головки. Привод сжатия выполнен в виде цилиндра
с поршнем, который позволяет закреплять на нем акустическое
устройство при сварке пластмасс или упорный стержень при
сварке металлов. В зависимости от назначения акустическое
устройство включает в себя магнитострикционный
преобразователь 2 и концентратор 4 (при сварке пластмасс) или
магнитострикционный преобразователь, концентратор и активно
резонирующий стержень 3 (при сварке металлов).
Привод горизонтального перемещения состоит из
пневматического цилиндра, поршень которого соединен с платформой.
Эта платформа перемещается в направляющих типа «ласточкин
хвост», закрепленных на корпусе сварочной головки. К платформе
привода перемещения крепится опорный элемент (при сварке
пластмасс) или сменные акустические устройства 5 (при сварке
металлов).
Электрическое устройство машины размещается внутри шкафа
управления и состоит из двух функциональных узлов:
1) регулятора цикла сварки. Схема регулятора выполнена
на транзисторах и состоит из четырех последовательно действу-?
ющих времязадающих цепей в соответствии с выдержкой времени:
«сжатие», «сварка», «проковка» и «пауза»;
2) двухполупериодного выпрямителя, служащего для питания
клапанов. Он обеспечивает заданную циклограмму работы
машины, аналогичную принятым в машинах для контактной сварки.
Пневматическая схема машины состоит из влагоотделителя,
воздушного редуктора с манометрами, двух маслораспылителей,
двух электропневматических клапанов и монтируется на станине
и в шкафу сварочного устройства.
В качестве источника питания машины используются
генераторы типа УЗГ5-1,6 или УЗПЗ-1,6 (с 1981 г.). Клещи для УЗС —
типа КТУ-0,1У4; предназначены они для точечной сварки
различных металлов и, в частности, алюминиевых предохранителей
с перемычками и вкладышами силовых конденсаторов при монтаже
380
3 с нулем
50
3,55
0,85
1,6+0,16
220+22
22+1,65
0—25
45
235
168
Рис. 5.12. Ручные сварочные клещи типа
КТУ-0.1У4
электросхем. С помощью
клещей можно получать
соединения металлов без
предварительной подготовки
поверхностей.
Клещи типа КТУ-0,1У4
состоят из комплекта,
включающего ручные и подвесные
клещи мощностью 0,1 и 0,63 кВт
соответственно. Краткие
технические данные их приведены в
табл. 5.3.
Ручные клещи (рис. 5.12)
состоят из акустического
устройства 5, бака 5, ручки 9,
опоры 4, направляющего
устройства 8 и привода давления 1.
Акустическое устройство
выполнено на базе магнитострик-
ционного преобразователя. Бак
6 имеет прямоугольную форму. К фланцу бака крепится
акустическое устройство. Внутри бака циркулирует вода, охлаждающая маг-
нитостриктор. Ручка 9 состоит из двух частей; к ней крепится
бак с акустическим устройством. Внутри ручки на оси закрепляется
курок 3 с плоской пружиной, которая воздействует на кнопку
микропереключателя 2 и возвращает курок в первоначальное
положение. Опора 4 представляет собой фигурную планку, которая
крепится к рамке 7. Направляющее устройство выполнено на
подшипниках качения. Планка с четырьмя подшипниками, за-
Таблица 5.3
Краткие технические данные клещей для УЗС металлов
Параметр
Мощность акустического устройства,
кВт
Рабочая частота акустического
устройства, кГц
Сила сжатия, Н
Толщина свариваемого материала
(алюминий), мм
Производительность, сварок/ч
Примечание. Питание для всех
охлаждение — водяное; привод силы сжг
(ручные) имеют электромагнитный привс
КТУ-0.1У4
Ручные
0,1
44
50
0,1+0,1
машин — от э
тия — пневмат
>д силы сжатия
Подвесные
0,63
КТУ-1,5У4
подвесные
1,5
22
600
0,25+0,25
1200
0,5+0,5
До 3600
лектрической сети 380 В;
ический. Машины КТУ-0,1
169
крепленными на осях, крепится внутри ручки. Ползун имеет
g двух сторон пазы, в которые попарно входят наружные кольца
подшипников. Рамка с опорой крепится к ползуну так, что она
располагается под концентратором.
Привод давления в ручных клещах электромагнитный.
Электромагнит закреплен в нижней части ручки. При подаче
напряжения на обмотку электромагнита его сердечник воздействует
на ползун, передавая сварочное усилие на наконечник
концентратора. Возврат ползуна и сердечника производится пружиной.
Водяные шланги и провода, подводимые к клещам, заключены
в металлорукав. Внешний вид клещей приведен на рис. 5.13.
Подвесные клещи (номинал 0,63 кВт), а также клещи типа
КТУ-1,5 (номинал 1,5 кВт) состоят из сварочной головки, стойки,
шкафа управления, в котором размещен регулятор цикла сварки
и источника питания — генератора типа УЗГ5-1,6.
Основным элементом сварочной головки является
акустический узел (рис. 5.14), который состоит из резонирующего стержня
170
Таблица 5.4
Краткие технические данные машин
специального назначения для УЗС металлов
Параметр
Мощность акустического
устройства, кВт
Рабочая частота
акустического устройства, кГц
Сила сжатия, Н
Толщина свариваемого
материала, мм
Производительность,
изделий/ч
Тип машины
МТУ-0.6-ЗУ4
МТУМ-0.1У4
2X0,6 2X1,5
22±1,65'
600 1200
0,5+0,5 5—40
(ЮНДК);
0,15—0,4
1 (МНЦ)
180
МТУ-0.1УХЛ4
1±0,15
22±1,65
200—1000
0,2+0,2
1000
Примечание. Питание для всех машин — от электрической сети 380 В; 1
охлаждение — водяное; привод силы сжатия — пневматический (у УСУ-0,1У4 —
механический).
5, концентратора механических колебаний 7, бака охлаждения б,
магнитострикционного преобразователя 5 с обмоткой.
Концентратор 7 — экспоненциальный, полуволновый, ножевого типа. В его
нулевой плоскости, где амплитуда колебательного смещения
равна нулю, расположен прилив 5, к которому приварен фланец,
служащий для крепления бака охлаждения. Фланец имеет
приливы, которые охватывает каретка 2 с четырьмя парами роликов.
Каретка служит для передачи давления от поршня привода
давления посредством рычага 4. Усилие сжатия свариваемым
деталям передается через опорное звено /.
Управление работой клещей осуществляется типовой
электрической схемой. Блок формирования воздуха и пневматическая
схема аналогичны использованным в машине типа МТУ-0,4-ЗУ4.
Специальные машины разрабатываются для решения
конкретных задач. Число их типов уже в настоящее время достаточно
велико. Дать описание (даже краткое) практически невозможно,
так как в зависимости от конструкции свариваемого изделия
и заданной циклограммы процесса сварки машины имеют
соответствующие кинематические схемы, аппаратуру управления и
исполнительное устройство. В настоящее время можно дать только
общую их классификацию.
В качестве примера специализированной машины можно
привести общую характеристику машины типа МТУ-0,6-ЗУ4. Она
предназначена для одновременной приварки плавкого элемента
из перфорированной алюминиевой фольги к толстостенным
контактным ножам новой серии электрических предохранителей.
Основные технические данные машины приведены в табл. 5.4.
171
Машина состоит из следующих основных узлов: корпуса;
поворотного стола с приспособлениями для размещения,
закрепления свариваемых деталей и подачи их в зону сварки;
сварочного устройства с приводом давления и перемещения;
электрической схемы управления, обеспечивающей автоматический цикл
работы; источников питания.
Автоматический режим работы машины происходит к
следующей последовательности: опускается устройство для зажима
изделий (зажим детали); из стола выводится фиксатор; стол
поворачивается и фиксируется; деталь подается в зону сварки
и поднимается устройство для зажима (загрузка детали);
включение привода давления и источников питания; сварка; отключение
источников питания и привода давления; включение шага сварки
и его реверс в исходное положение.
Машина типа МТУМ-0,1У4 предназначена для точечной сварки
магнитов из сплава ЮНДК с держателями из сплава МНЦ
толщиной 0,15—0,40 мм при изготовлении реле различных типов.
Краткие технические данные ее приведены в табл. 5.4.
Машина состоит из корпуса, двух акустических систем,
направляющего устройства, привода давления для перемещения
акустических систем, устройства для размещения свариваемого
изделия, пневматического и электрического устройства с
источником питания — генератором типа УЗГ5-1,6/22.
Акустические системы выполнены по продольно-поперечной
схеме волноводов по варианту ранее разработанной машины для
точечной УЗС металлов типа МТУ-1,5. Резонирующие стержни
расположены горизонтально, симметрично относительно
свариваемых деталей и обеспечивают двусторонний ввод энергии в зону
сварки. Коммутирующее устройство обеспечивает возможность
подачи энергии на акустические системы последовательно, от
одного источника питания. Акустические системы размещены
в направляющих, связаны с приводом давления, который
обеспечивает передачу этого давления свариваемым деталям.
Устройство для закрепления свариваемых деталей
представляет собой гнездо с прижимными планками и толкателем,
размещенными на каретке. В зоне разгрузки-загрузки толкатель
отодвигает прижимную планку, что позволяет заложить
свариваемые детали в гнездо. В позиции «сварка» изделие обжимается
этими планками.
Цикл сварки предусматривает автоматическую работу машины.
После закладки свариваемого изделия оно обжимается и подается
в зону сварки. После сварки уже сваренное изделие возвращается
в зону разгрузки. Выполнение этого цикла обеспечивает
электрическая схема с системой исполнительных элементов. Блок
формирования пневмосистемы аналогичен использованным в машинах
типа МТУ-0,4-ЗУ4; источник питания — генератор типа УЗГ5-1,6.
Ультразвуковая сварочная машина типа МТУ-0,1УХЛ4
предназначена для точечной сварки никелевых токоподводов с мед-
172
ными шинами электронагревателей. Толщина свариваемых
металлов 0,1—0,2 мм.
Краткие технические данные ее приведены ниже:
Мощность акустического устройства, кВт .... 1,0±0,15
Рабочая частота акустического устройства, кГц 22±1,65
Сварочное усилие, Н 200—1000
Потребляемая электрическая мощность, кВт . . 5,0
Номинальное напряжение сети, В 380±10
Охлаждение преобразователя Водяное
Привод давления
Пружинно-пневматический
Габаритные размеры сварочной машины, мм . . 842X545X1390
Масса сварочной машины без генератора, кг . . 260
Машина состоит из сварочного устройства и источника
питания— ультразвукового генератора типа УЗГ-1,6/22.
Сварочное устройство включает станину, устройство —
акустическое, привод сжатия — пневматический, охлаждение —
водяное и устройство — электрическое.
Акустическое устройство, выполненное по
продольно-поперечной системе волноводов с приводом давления, размещено с
приводом сжатия в центральной части станины и представляет собси
единую замкнутую силовую систему. Свариваемое изделие перед
сваркой размещается в специальной кассете с направляющими
для перемещения изделий.
Электрическое устройство состоит из регулятора цикла сварки
(РЦС) и элементов, обеспечивающих включение, выключение,
сигнализацию и защиту сварочного устройства. РЦС обеспечивает
автоматическое управление машиной по следующему циклу:
опускание упорного стержня, включение и выключение
ультразвука, дополнительное сжатие и выдержку изделия под давлением
без ультразвука и подъем упорного стержня.
Блоки формирования воздуха, пневмопривод, водяное
охлаждение, работа РЦС в основном аналогичны соответствующим
устройствам сварочной машины типа МТУ-166-ЗУХЛ4.
Машины для шовной УЗС металлов могут в настоящее время
рассматриваться как специальные, хотя со временем (по мере
увеличения объемов внедрения) должны перейти в класс
универсальных. Во ВНИИЭСО разработаны три типоразмера машин
для УЗС металлов (табл. 5.5).
Машина типа МШУ-0,63 (рис. 5.15, а) предназначена для
шовной ультразвуковой сварки. На машине можно сваривать
фольгу цветных металлов (медь, никель, алюминий, ниобий,
титан и др.), а также фольгу ряда сталей. Машина состоит из
сварочного устройства, аппаратуры управления и источника
питания — генератора типа УЗГ-1,6.
Сварочное устройство состоит из станины /, направляющей 2,
каретки 5, магнитного стола 4, пневматического устройства 5
и системы охлаждения 6 (рис. 5.15, а). Каретка выполнена в виде
173
Рис. 5.15. Сварочная машина типа МШУ (а) и акустическое устройство для шовной УЗС
металлов (б)
скобы, охватывающей направляющую и перемещающейся по
последней на роликах. На каретке размещены привод
перемещения, акустическое устройство и привод сварочного усилия.
Привод перемещения обеспечивает
вращательно-поступательное движение колебательной системы акустического устройства.
Вращательное движение осуществляется от электродвигателя
через редуктор, посредством шестерни-рейки преобразуется в
поступательное движение каретки. С помощью шестерни,
находящейся в зацеплении с той же рейкой, через цепную и зубчатую
передачу поступательное движение каретки преобразуется во
вращательное движение колебательной системы. Изменение ско-
174
Таблица 5.5
Краткие технические данные машин
для шовной УЗС металлов
Параметр
Мощность акустического устройства,
кВт
Рабочая частота акустического
устройства, кГц
Сила сжатия, Н
Толщина свариваемого материала
(алюминий), мм
Тип машины 1
МШУ-0,63
МШУ-1,5
0,63 1,5
22
500 1 1500
0,2 0,5
МШУ-4
4,0
18
2500
0,8
Примечание: Питание для всех машин — от электрической сети 380 В;
охлаждение — водяное; привод усилия — пневматический; производительность
3 м/мин.
рости перемещения — ступенчатое и осуществляется путем
сменных пар шестерен, расположенных под крышкой редуктора
с лицевой стороны каретки.
Сварочное усилие создается с помощью пружины,
расположенной на штоке пневмопривода, шарнирно закрепленного на
кронштейне. Регулировка сварочного усилия обеспечивается
вращением стакана.
Акустическое устройство (рис. 5.15, б) состоит из
колебательной системы У, которая закреплена в шпинделе 4, размещенном
в корпусе 5. Подвод электроэнергии к колебательной системе
осуществляется с помощью щеток 2 и токосъемника 3. Проточная
вода для охлаждения колебательной системы поступает и
отводится через каналы во втулке б, зона контакта которой со
шпинделем ограничена двумя манжетами 7. Сварочный ролик помещен
в звукопоглощающий экран 8. Экран дополнительно служит для
рассеивания по поверхности ролика охлаждающего воздуха.
В магнитном столе размещено устройство для закрепления
свариваемых материалов. Свариваемые материалы помещаются
между прижимными планками, закрепленными на штангах, и
электромагнитами. Подвод планок к магнитам осуществляется
с помощью рукоятки.
Подъем и опускание акустического устройства осуществляется
при подаче сжатого воздуха в соответствующие камеры пневмо-
цилиндра. Пневматическая схема в принципе не отличается от
использованной в машине типа МТУ-0,4-ЗУ4. Опускание
акустического устройства происходит при подаче сжатого воздуха в обе
камеры цилиндра за счет усилия, величина которого определяется
площадью штока. В момент соприкосновения сварочного ролика
с опорой воздух из нижней камеры выбрасывается и пневмопривод
развивает полное усилие. При подъеме акустического устройства
175
Рис. 5.16. Внешний вид машины для
УЗС пластмасс типа
МТУ-1,5-ЗУХЛ4
¦ ¦ # ¦
9щ
*Ф1
воздух подается только в
нижнюю камеру.
Плавность хода акустического
-устройства обеспечивается
воздушными дросселями.
. Шум устраняется
глушителями. В системе
охлаждения установлено
гидравлическое реле, которое
блокирует пуск рабочего
цикла машины при
расходе воды ниже
необходимого.
Электрическое
устройство машины состоит из
источника питания,
электродвигателя,
электромагнитов и аппаратуры уп-
| равления. Аппаратура
смонтирована в шкафу
управления. Она
обеспечивает работу машины в
автоматическом и
наладочном режимах.
Подключение сварочного устройства
к шкафу управления и
источнику питания осущест-
и вляется в соответствии с
электрической схемой.
Работа машины в автоматическом режиме происходит в
следующей последовательности. Включением автоматического
выключателя, установленного в шкафу управления, и кнопки на пульте
сварочного устройства подается напряжение на машину. При этом
на пульте загораются лампочки «установка включена», «вода»,
а после прогрева источника питания — лампочка «генератор
включен». Свариваемые материалы закрепляются на магнитном
столе. Элементы автоматики обеспечивают опускание
акустического устройства, вращение и питание его, включение привода
перемещения каретки. Сварочный, цикл прекращается при
срабатывании бесконтактных выключателей. При этом
выключается электродвигатель и источник питания. Акустическое
устройство и прижимные планки поднимаются, включается
реверс электродвигателя. Когда каретка приблизится к
исходному положению, включается динамическое торможение
двигателя.
176
При работе в наладочном режиме с помощью соответствующих
переключателей, расположенных нр пульте управления, можно
осуществлять подъем и опускание акустического устройства,
перемещение и остановку каретки, включение и отключение
источника питания и электромагнитов. Аварийное отключение
машины осуществляется с помощью кнопки, установленной на
пульте управления.
Машины для сварки пластмасс. Машина типа МТУ-1,5-ЗУ4
предназначена для точечной ультразвуковой сварки пластмасс.
С ее помощью можно сваривать изделия из термопластичных
материалов. Машина комплектуется источником питания —
ультразвуковым генератором типа УЗГ5-1,6/22 или УЗГ13-1,6/22
(рис. 5.16). Краткие технические данные приведены ниже:
Мощность акустического устройства, кВт 1 >^lto*30
Рабочая частота акустического устройства, кГц. . . 22±1,65
Максимальная производительность при сварке
полиэтилена марки П-2010В толщиной 0,1 мм, сварок/мин,
не менее 80
Время плавного регулирования выдержек, с:
сжатие . . : 0,15—1,0
сварка:
I диапазон 0,1—1,5
II диапазон 1,5—4,5
проковка .....' 0,4—4,0
пауза 0,1—2,0
Потребляемая из сети электрическая мощность, кВ-А 4,5
Номинальное напряжение питающей сети, В . . . . 380 ± 5 %
Привод усилия сжатия Пневматический
Пределы регулирования сварочного усилия, Н . . . 78,4—382
Пределы регулирования проковочного усилия, Н 187—784
Габаритные размеры сварочного устройства, мм . . . 770X626X1500
Сварочная машина состоит из корпуса и акустического,
пневматического, гидравлического и электрического устройств.
Корпус (поз. 8, рис. 5.17, а) является основной несущей
конструкцией, на которой закрепляются все узлы и системы
сварочного устройства. На П-образном кронштейне закрепляется корпус
пневматического цилиндра 10, шток которого соединяется с
подвижным ползуном 15, который перемещается в направляющем
устройстве на подшипниках качения.
Направляющее устройство состоит из двух стальных планок:
неподвижной 16 и регулируемой 19, закрепленных на
кронштейне 20. В этих планках закреплены восемь пальцев 17, на
которых установлены ролики 18. Четыре передних пальца —
эксцентриковые, что позволяет регулировать положение четырех
передних роликов относительно ползуна 15. Величина хода
ползуна ограничена регулируемым упором 3. К ползуну 15 винтами
крепится горизонтальный кронштейн // с акустическим
устройством 12. Продольные пазы на ползуне 15 позволяют плавно
регулировать по высоте установку кронштейна 11. Для
компенсации массы подвижных частей предусмотрены две пружины 9.
177
5)
*?))}>»>>>}>>)>>)>))>}}»>)»>>„,„
4 J
Рис. 5.17. СварочноЬ устройство машины типа МТУ-1,5-ЗУХЛ4 (а) и
акустическое устройство машины типа МТУ-1,5-ЗУХЛ4 (б)
178
На верхней плите корпуса 8 закреплена опора 13, на которой
устанавливают детали, подлежащие сварке. П-образный
кронштейн 20 с закрепленными на нем элементами закрывается
кожухом 6 со съемной задней стенкой для доступа к элементам
пневматического 5 и электрического 7 устройств. Вентиль 1 и гидрореле 2
обеспечивают работу гидравлического устройства A4 — кнопка
блокировки включения машины).
Акустическое устройство (рис. 5.17, б) состоит из
двухступенчатого концентратора 2 со съемной второй ступенью /, магнито-
стрикционного преобразователя 4 с обмоткой и бачка водяного
охлаждения 3 с входным и выходным ниппелями. Магнитострик-
ционный преобразователь охлаждается водой, подаваемой из
бачка охлаждения. Вторая ступень концентратора 1 соединяется
с первой ступенью при помощи шпильки 5.
Крепление акустического устройства обеспечивает
возможность его поворота вокруг вертикальной оси для установки в
положение, удобное для сварки. На фланце бачка ввернуты
установочные винты, которые позволяют обеспечить параллельность
плоскостей рабочего торца концентратора акустического
устройства и опоры. Устройство сжатия — пневматическое.
Сжатый воздух из сети подводится через входной ниппель
к вентилю и фильтру-влагоотделителю. От фильтра-влагоотдели-
теля сжатый воздух поступает по двум параллельным ветвям:
1) на управление двумя электропневматическими клапанами типа
КЭЦ-15; 2) на вход редукционного пневмоклапана с манометром.
Редуцированный воздух через маслораспылитель поступает
на вход электропневматических клапанов. От
электропневматических клапанов воздух поступает через пневмодроссели с
обратными клапанами к полостям пневмоцилиндра. При обесточенных
обмотках электропневматических клапанов, сжатый воздух
поступает в нижнюю полость пневмоцилиндра. При этом ползун
с акустическим устройством поднимается вверх. Верхняя полость
пневмоцилиндра при этом сообщается с атмосферой.
При включении машины на сварку срабатывает
электропневматический клапан, соединенный с верхней камерой
пневмоцилиндра. На поршень одновременно действует сжатый воздух
из верхней и нижней камер. Ползун с верхним кронштейном
и акустическим устройством опускается вниз и сжимает
свариваемые изделия с усилием, определяемым разностью площадей
поршня со стороны верхней и нижней полостей пневмоцилиндра
(эта разность равна площади сечения штока) и давлением сжатого
воздуха.
По окончании времени «сварка» включается
электропневматический клапан, соединенный с нижней камерой пневмоцилиндра.
При этом нижняя полость соединяется с атмосферой. По
окончании времени «проковка» одновременно выключаются оба клапана.
При этом верхняя полость пневмоцилиндра сообщается с
атмосферой, а в нижнюю полость поступает сжатый воздух от редук-
179
Рис. 5.18. Внешний вид машины
для ультразвуковой сварки
пластмасс типа УПМ-21
ционного пневмоклапана.
Плавная безударная
работа пневмопривода
достигается вращением
маховичков пневмодросселей,
регулирующих скорость
подачи воздуха в верхнюю
и нижнюю полости
цилиндра. Для уменьшения
шума выхлопа сжатого
воздуха, выходящего из
цилиндра, установлены два
глушителя.
Система охлаждения
обеспечивает протекание
охлаждающей воды через
бачок акустического
устройства. Из
акустического устройства вода
через гидравлическое
струйное реле поступает в
сливную коробку, которая
соединяется с
канализационной системой.
Гидравлическое струйное реле
обеспечивает контроль
протекания воды в
системе охлаждения.
Электрическое
устройство включает в себя
регулятор цикла сварки
РЦС и элементы, обеспечивающие включение, выключение,
сигнализацию И( защиту сварочного устройства. Регулятор
цикла сварки предназначен для регулирования времени и
управления последовательностью действий машины. Он обеспечивает
автоматическое управление машиной по следующему циклу:
опускание акустического устройства; включение и выключение
высокочастотного напряжения; дололнительное сжатие и
выдержку изделия под давлением без воздействия механических
колебаний; подъем акустического устройства.
Конструктивно регулятор выполнен в виде отдельного
прибора, закрепленного на сварочном устройстве при помощи четырех
винтов. На задней стенке регулятора установлены штепсельный
разъем и предохранитель. На передней панели расположены ручки
управления «сжатие», «сварка», «проковка», «пауза», которые
180
позволяют плавно изменять выдержки времени. Есть тумблеры
для переключения диапазонов выдержки времени «сварка» и
переключения работы регулятора в автоматическом и одиночном
режимах. Включение регулятора осуществляется одновременно
с включением сварочного устройства.
Рабочий цикл машины и управляющего ею регулятора
начинается с момента замыкания кнопок, имеющихся на сварочном
устройстве. Питание регулятора осуществляется через его силовой
трансформатор от сети переменного тока напряжением 220 В.
С 1980 г. машина типа МТУ-1,5-ЗУ4 серийно выпускается
калининградским заводом «Электросварка».
В МВТУ им. Н. Э. Баумана разработана универсальная
машина типа УПМ-21 (рис. 5.18), которая предназначена для
точечной сварки пластмасс. Краткие технические данные приведены
ниже:
Мощность акустического устройства, кВт 0,6—1,5
Рабочая частота акустического устройства, кГц .... 22 ± 1,65
Максимальная производительность, сварок/мин, не менее 80
Время плавного регулирования выдержек сварки, с . . 0,5—2,0
Потребляемая из сети электрическая мощность, кВ-А 2,0—5,5
Номинальное напряжение питающей сети, В 380+5 %
Привод усилия Механический
Пределы регулирования сварочного усилия, Н . . . . 50—500
Габаритные размеры, мм 530X740X1300
Машина состоит из сварочного устройства и источника
питания— генератора типа УЗГ5-1,6/22. Конструкция сварочного
устройства предельно проста.
На станине закреплен кронштейн. По направляющим
кронштейна может перемещаться платформа, к которой крепится двух-
полуволновая акустическая система. Привод сжатия свариваемых
деталей — ножной, осуществляется нажатием на педаль. Педаль
и платформа связаны тягами. Для возвращения акустического
устройства в верхнее положение служат пружина и противовес.
Свариваемые детали размещаются на рабочем столе. При
опускании рабочего стола-опоры происходит сжатие пружины в стакане.
Первоначальное давление пружины регулируется установочным
винтом. Ультразвук включается при заданной деформации
пружины с помощью микровыключателя и штифта, установленного
на рабочем столе. Вода для охлаждения магнитострикционного
преобразователя подводится через штуцер. Выводы
микропереключателя и обмотки преобразователя расположены на клеммной
коробке, закрытой защитным кожухом.
Электрическая часть сварочной установки УПМ-21 включает
в себя блок контроля резонанса и коммутирующие элементы.
Коммутирующие элементы обеспечивают включение и выключение
ультразвуковых колебаний в ручном режиме с помощью кнопки,
установленной на генераторе, и в автоматическом режиме с
помощью концевого выключателя, установленного под рабочим
181
столом машины. С помощью этих элементов замыкается цепь
пускателя, включающего высоковольтный трансформатор в
ультразвуковом генераторе.
В качестве источника питания могут быть использованы
ультразвуковые генераторы мощностью 0,6—1,5 кВт,
предназначенные для работы с магнитострикционными преобразователями.
Машина выпускается МВТУ имени Н. Э. Баумана мелкими
партиями по запросам предприятий.
Переносные установки для УЗС пленок. Установка РУСУ-28
предназначена для ручной непрерывной сварки пленок ПЭТФ,
ПП, ПК-4, ЛП-1 толщиной 20—100 мкм. Может использоваться
для точечной сварки. Создание установки РУСУ-28 значительно
расширило технологические возможности ультразвуковой
сварки: позволило проводить сварку в монтажных условиях,
получать швы любой протяженности и конфигурации.
Установка . РУСУ-28 состоит из соединенных между собой
посредством гибкого кабеля сварочного пистолета и генератора.
Сварочный пистолет представляет собой ферритовый
преобразователь марки Ф-21, помещенный в специальный кожух с
рукояткой, с помощью которой пистолет держат в руке и перемещают
по материалу, пользуясь линейкой и шаблоном. Усилие прижима
инструмента создается вручную и массой сварочного пистолета.
Волновод сменный, с клинообразной заточкой. Масса сварочного
пистолета 1,5 кг. Пистолет компактен, питается от генератора
мощностью 70 Вт; частота 28 кГц. Охлаждение преобразователя —
воздушное. Схема генератора РУСУ-28 обеспечивает
автоматическую подстройку частоты и регулировку мощности, что
позволяет сохранять постоянную амплитуду колебаний инструмента
при различных его нагружениях в процессе сварки.
Установки РУСУ-50 и РУСУ-50М предназначены для ручной
непрерывной сварки тонких ПЭТФ пленок толщиной менее 40 мкм
при изготовлении из них крупногабаритных изделий со сложной
конфигурацией швов, а также при сборке изделий с высокими
требованиями в отношении их геометрии.
Сварочный пистолет, изготовленный из феррита марки Ф-21,
питается от генератора, который позволяет стабильно
поддерживать работу преобразователя на резонансной частоте и сохранять
постоянство амплитуды колебаний инструмента при условии
малых изменений прикладываемой к нему нагрузки. Мощность
преобразователя 30 Вт. Рабочая частота около 50 кГц. Масса
пистолета 0,4 кг.
Установка РУСУ-50-3 отличается от РУСУ-50 повышенной
выходной мощностью и более стабильной и надежной схемой
питающего генератора. Установки оснащены износостойкими
инструментами из Д-16 со сменными рабочими насадками из титана
с клинообразной заточкой. Генератор имеет широкий диапазон
настройки, необходимый при наладке установки после смены
инструмента.
182
Одна из последних разработок — ультразвуковая сварочная
установка типа РУСУ-44-250; предназначена для точечной сварки
деталей из термопластов, запрессовки крепежной арматуры в
изделиях из полимеров, развальцовки пластмассовых заклепок
и отверждения клеев на основе эпоксидной смолы.
Установка состоит из сварочного пистолета и питающего
генератора. В пистолете скомпонована акустическая система,
контактная группа для включения и выключения ультразвука.
Акустическая система имеет сменные инструменты из титановых
сплавов ножевого и цилиндрического типов. Площадь
контактирующих площадок у ножевого концентратора 30x6 мм, у
цилиндрического — диаметр 12 мм. Генератор выполнен на
транзисторах. Рабочая частота установки — 44 кГц. Мощность — 250 Вт.
Установка УРСК-7Н предназначена для проведения
хирургических операций в клинических условиях, для ультразвуковой
сварки, восстановления и резки биологических тканей человека.
Установка разработана в МВТУ им. Н. Э. Баумана и серийно
183
Таблица 5.6
Краткий перечень машин для УЗС полимеров
Тип машины
УПК-15М.
УПШ-12
УПТ-14
АУСК-1,5
АУС-1,5
УЗСРФ-02-М
РУСУ-28
РУСУ-50;
РУСУ-50М;
РУСУ-50-3
РУСУ-44-250
УСП-14
УСМ-33-1
УСМ-33-2
УСМ-3
УСМ-18
УСМ-20-1;
УСМ-20-2
УСМ-11
Назначение, мощность генератора
(кВт), рабочая частота (кГц) и
другие примеры
Контурная сварка емкостей из ПЭ
диаметром до 100 мм. Поворотный
стол на шесть позиций; 1,5 кВт;
21,3 кГц
Шовная сварка синтетических тканей;
0,4 кВт; 22 кГц
Сварка труб, наполненных
различными продуктами; 1,6 кВт; 21,3 кГц
Сварка клемм-ташей; 1,5 кВт; 22 кГц
Сварка фильтров для переливания
крови; 1,5 кВт; 22 кГц
Контурная сварка-резка
синтетических тканей и нетканых материалов;
4,0 кВт; 17 кГц
Шовная сварка ориентированных
полимерных пленок; мощность до
0,07 кВт; 28 кГц
Сварка пленок мощностью до 0,03 кВт;
50 кГц; производительность до
1,5 м/мин
Точечная сварка пластмасс; 0,25 кВт;
44 кГц
Точечная сварка пластмасс; 0,150 кВт;
28 кГц
Контурная сварка; 5—8 кВт; до
шести сварочных головок
Сварка тканей и пленок; шовная шов-
но-шаговая
Термоультразвуковая сварка; 1,6 кВт
Полуавтоматы; 1,6 кВт; 20 кГц
•Полуавтоматический поворотный стол
на 12 позиций; 1,6 кВт
Разработчик
МВТУ им. Н.Э.
Баумана
ВНИИЭСО
ВНИИЭСО
Ташкентский
автодорожный институт •
НИАТ
Омский
политехнический институт.
(ОПИ)
выпускается на Ульяновском приборостроительном заводе. Она
состоит из генератора УЗУ-1-0,25-0, трех акустических узлов,
герметичного контейнера для их хранения и стерилизации.
В комплект установки входит пять типовых размеров инстру--
ментов-волноводов. Волноводы изготовлены из титановых
сплавов. Для настройки различных волноводов-инструментов
на определенную частоту в генераторе предусмотрена
автоматическая подстройка частоты. Для этих целей был введен индикатор
резонанса, с помощью которого существенно облегчилось
управление установкой. Мощность преобразователя 90 Вт, частота
26,5 кГц, материал — никель. Диаметр корпуса сварочного узла
52 мм, длина без волновода 160 мм, масса 420 г.
184
В настоящее время известно достаточно большое число
специальных машин (табл. 5.6), например типа УПК-15М1 —для
сварки по контуру; типа УПУ-1 — для изготовления петель;
полуавтомата типа УПШ-12 — для сварки тканей, типа УПШ-19 —
для шовной сварки дублируемых пленочных материалов и т. п.
Комплект технологического оборудования этих машин один.
Машины отличаются назначением и необходимыми устройствами
для выполнения технологических процессов. Приведем в качестве
примера описание машин, разработанных рационализаторами
Сосновского производственного объединения пластмасс
инж. В. С. Толстопятом и Ю. А. Бондаревым на базе сварочных
машин типа МТУ-0,4-ЗУЧ и МТУ-1,5-ЗУЧ.
Полуавтомат для УЗ сварки шариков из полистирола
(рис. 5.19, а). Он состоит из УЗ системы для сварки,
механического привода сварочного усилия и поворота карусели. Принцип
работы: кулачок 2 приводится в движение от электродвигателя
через редуктор. По мере поворота кулачка толкатель 1 поднимает
и опускает сварочную головку 5. Одновременно с этим храповой
механизм 5, связанный рычажной системой с кулачком 2,
обеспечивает поворот карусели, на которой расположены матрицы 4
со свариваемыми изделиями, на заданный угол. Кулачковый
и храповой механизмы рассчитаны так, чтобы в момент подхода
изделия в рабочую зону обеспечивался необходимый нажим
сварочной головки и происходила сварка.
На данном полуавтомате изготавливается порядка 5,5 млн.
изделий в год трех модификаций.
Полуавтомат для сварки шариков из полистирола (рис. 5.19, б).
Он состоит из УЗ системы для сварки изделий и механического
привода сварочного усилия акустической головки.
Во время работы кулачок 1 получает вращение от
электродвигателя через редуктор. Через рычажную систему кулачок
передает движение валу, на котором закреплены храповое колесо
и шкив ременной передачи 2. Ременная передача передает
прерывистое вращение звездочке 3, которая, в свою очередь, приводит
в движение цепной транспортер 5 с закрепленными на нем
матрицами. Одновременно с этим кулачок через рычажную систему 6
осуществляет подъем и опускание сварочной головки 4. Расчет
кулачка храпового и ременного механизмов обеспечивает
согласование движения транспортера и процесса сварки изделий.
Производительность полуавтомата 1800 шт./ч.
Сварочный полуавтомат с мальтийским крестом (рис. 5.19, в).
Он состоит из сварочной головки и механического привода
сварочного усилия. Предназначен для сварки различных деталей
из полистирола. Принцип работы: шкив 1 получает вращение от
электродвигателя через редуктор. Через ременную передачу
вращение получает вал 2, на котором закреплены два кулачка 3
для подъема и опускания сварочной головки 5 через рычажную
систему 4. На этом же валу закреплен привод мальтийского
185
Рис. 5.20. Принципиальные кинематические схемы сварочных машин с вертикальными
дисковыми опорами с гнездами, разработанных в Сосновском ПО пластмасс
Ленинградской области
механизма. Механизм мальтийского креста обеспечивает
прерывистое вращение вала, на котором крепится звездочка цепного
транспортера 6 с закрепленными на нем матрицами 7. Все
движения механизмов согласованы с процессом сварки.
Производительность полуавтомата до 1350 шт./ч.
Вертикально-дисковый сварочный полуавтомат (рис. 5.20, а).
Полуавтомат предназначен для механизации работ по свариванию
пустотелых шаров из полистирола. Производительность
полуавтомата 3600 шт./ч. Состоит из сварочной головки и
пневмомеханического привода. Принцип работы: при включении кнопки
«пуск» 1 срабатывает реле времени РВ, которое выдает команду
на распределитель 2, который управляет цилиндром 3 подъема
сварочной головки 7. Цилиндр 8 в соответствии с циклом работы
полуавтомата включает и выключает цилиндр 4> который
осуществляет поворот на заданный угол диска с закрепленными
матрицами 6 через храповое колесо 5. Время, необходимое для
сварки, может регулироваться с помощью реле времени РВ.
Экономический эффект от внедрения этого полуавтомата на
Сосновском заводе пластмассовых игрушек составил 9080 руб./год.
Полуавтомат для УЗ сварки шаров из полистирола
(рис. 5.20,6). Полуавтомат состоит из УЗ сварочной головки и
пневмомеханического привода. Принцип действия: после нажатия
на кнопку 1 срабатывает реле времени РВУ которое включает
распределитель 5. Последний, в свою очередь, управляет работой
цилиндра 2 подъема сварочной головки 3. Одновременно с
опусканием сварочной головки происходит поворот диска 4 с
матрицами посредством храпового механизма, закрепленного на валу
диска 4. Использование такого полуавтомата позволяет сваривать
до 2,6 млн. изделий в год.
186
Глава 6
РАЗРАБОТКА И ВНЕДРЕНИЕ
ТЕХНОЛОГИИ УЗС ПЛАСТМАСС И МЕТАЛЛОВ
В ПРОМЫШЛЕННОСТИ
6.1. ТЕХНОЛОГИЯ СВАРКИ МЕТАЛЛОВ
При УЗС сварное соединение образуется без расплавления
при температуре в зоне сварки на уровне 0,4ГПЛ. Наиболее
характерные типы соединений: внахлестку, кромка на кромку, сварка
по рельефам (рис. 6.1). Возможно получение кольцевых швов.
Хорошо свариваются разнородные и разнотолщинные материалы,
металлы с крайне малым электрическим сопротивлением (серебро,
медь, чистый алюминий и т. п.). Возможна сварка без снятия
поверхностных пленок металлов с металлизированным стеклом
и керамикой; сварка многослойных материалов.
Г Основными параметрами режима УЗС металлов являются
амплитуда колебаний сварочного наконечника, сварочное усилие
и время сварки. Для управления процессом сварки существуют
/разные приемы варьирования амплитуды колебаний сварочного
наконечника и сварочного усилия. Типовые циклограммы
изменения амплитуд колебаний приведены на рис. 6.2.
Рис. 6.1. Основные типы сварных соединений пластмасс и металлов: а — внахлестку;
б — по рельефам; в — круглая деталь с плоской, круглая с круглой; г — с
раздавливанием кромок; д — многослойные детали и пленки; е — разнотолщинные детали; ж, з —
сваривать материалы по контуру. Стрелками показано направление колебаний
сварочного наконечника
187
Fc6
*св
в)
<?
f ^-
L
TIL
*св
S)
?Св
в)
Fc6
г)
^zr
he
_ ^ nJ-LTLTLTL ние;
wjti i tce_
Рис. в.2. Циклограммы изменения
амплитуды колебаний сварочного
наконечника в процессе сварки: а —
1С снижается плавно; б — режим
сварки задан экспериментом; в —
снижение ступенчатое; г — Крите-
рий k - B+2,5) Imax/|mln; a-
программирование |
Рис. 6.3. Циклограммы изменения
сварочного усилия в процессе сварки:
а — ступенчатое снижение; б —
ступенчатое увеличение; в — плавное
изменение; г — частотное нагруже-
д — программирование с
частотой наполнения
9)
ъ
:><
?
v
"ев
1ев
I/ Че
Разработан новый способ УЗС металлов, сущность которого
заключается в том, что амплитуда колебаний сварочного
наконечника должна быть ограничена. Ее величина не должна вызывать
относительного проскальзывания свариваемых деталей, а
сварочное давление может достигать предела текучести свариваемого
материала.
При сварке пластмасс и металлов сварочное усилие обычно
постоянно. Известны модификации циклограмм изменения усилий
сжатия (рис. 6.3), т. е. ступенчатого снижения усилия, частотного
изменения и т. п. Например, при сварке металлов разработан
способ, при котором цикл сварочного усилия меняется в
зависимости от износа поверхностных пленок.
Процесс УЗС характеризуется малой энергоемкостью и легко
поддается автоматизации. Типовая схема технологического
процесса при УЗС металлов анал0гична схеме, принятой в технологии
контактной сварки. Она включает следующие основные операции:
подготовку свариваемых поверхностей с учетом возможностей
УЗС, сборку узлов, прихватку, сварку и правку. Каждая из этих
операций уточняется при разработке конкретной технологии
сварки на изделие. Например, подготовка свариваемых
поверхностей может быть ограничена входным визуальным контролем;
прихватка при ограниченном числе сварных точек может не
производиться и т. п. Конечная цель технологического процесса:
получение прочного, надежного сварного соединения—может быть
188
достигнута только соблюдением комплекса мер, предусмотренных
результатами научных исследований.
Рассмотрим кратко конкретные результаты по технологии
сварки ряда материалов.
Известно, что пайка изделий из алюминия и его сплавов
мягкими припоями вызывает определенные трудности. Образующаяся
на поверхности металла тонкая пленка оксида алюминия плохо
смачивается припоями, паяное соединение весьма чувствительно
к нагрузкам, склонно к межкристаллитной коррозии. Все это
в ряде случаев ограничивается применением алюминия и его
сплавов в изделиях радиотехнической промышленности.
В настоящее время при изготовлении, например, заземляющих
устройств с целью обеспечения малых переходных сопротивлений
на изделия из алюминиевых сплавов рекомендуется наносить
хромфторидную пленку, никель, серебро или же применять
лепестки из биметалла типа АМП по ТУ 99-73 (алюминий,
плакированный медью прокатом). Практика показала, что химическое
и гальваническое покрытие алюминиевых сплавов не обеспечивает
надежного электрического контакта с малым и постоянным
переходным сопротивлением для радиотехнической низкочастотной
радиоаппаратуры. Применение конструктивных элементов из
алюминия, плакированного медью, ограничивается дефицитностью
и малым ассортиментом по толщине биметалла типа АМП. На
ряде предприятий существует клепка.
Нами разработана технология армирования алюминиевых
сплавов медью. Сущность такого армирования заключается в том,
что предварительно на алюминиевый сплав ультразвуковой
сваркой наносится слой меди толщиной 0,02—0,2 мм. Сварка металлов
производится на машине для точечной ультразвуковой сварки.
Специальные сварочные наконечники машины при
одноточечном армировании обеспечивают приварку медной фольги с
диаметром наружной поверхности сварной точки 5—9 мм и
одновременной вырубкой меди по контуру точки. На армированном
участке подрубается лепесток и отгибается для последующего
лужения либо лепесток вырубается, облуживается и затем
приваривается контактной сваркой к основному изделию. Монтажный
провод припаивается к армированному лепестку припоем ПОС-61
с флюсом К9.
Возможно двустороннее армирование алюминиевого сплава
медью как одновременное, так и последовательное, т. е. сначала
армируется одна сторона, затем другая. В ряде случаев
целесообразно применение армирования алюминиевых сплавов медью
^ля пайки проходных изоляторов.
Механическая прочность сварных соединений алюминиевых
сплавов с медью проверялась на П-образных образцах — скобах.
Для этого два образца соединялись между собой по медной
армированной поверхности с диаметром 8 мм пайкой и испытывались
на разрывной машине типа MP.0.05 (табл. 6.1).
189
Таблица 6.1
Результаты испытаний на отрыв армированной меди
и алюминия и его сплавов
Свариваемые
материалы
А1+М1
А1+М1
АМц+М1
АМц+М1
АМц+М1
АМц+М1
Д16+М1
Д16+М1
Толщина, мм
1,0+0,2
1,6+0,05
1,5+0,05
3,0+0,2
1,5+0,1
2,0+0,05
4,0+0,05
4,0+0,05
Режим
Время, с
1 0,5
0,3
0,6
0,7
0,6
1 0,5
0,8
1 1,0
сварки
Сила
сжатия,
Н
1 2450
2940
3920
4410
4410
4900
4900
1 4900
Прочность сварной
точки диаметром 8 мм
при испытании
на отрыв
нижней
1 50
35
60
40
50
40
40
40
верхней
1 о
65
100
80
90
75
' 70
70
средней
1 60
55
1 80
50
80
50
50
50
Число 1
образцов
1 10
20
50
10
50
10
10
ю 1
Для испытаний на вибропрочность, ударную прочность,
прочность при падении были изготовлены платы из АМц размером
150x50x1,5 мм. К армированным медью Ml заземляющим
лепесткам без предварительного механического крепления
припаивались полуфабрикаты (сопротивления, конденсаторы и т. п.).
Испытания проводились по следующей программе.
Вибропрочность соединений проверялась на частоте 50 Гц на стенде при
ускорении 4g в течение 1 ч. Затем испытания были продолжены
по специальной программе в диапазоне частот от 10 до 70 Гц.
Режимы испытаний на вибропрочность сварных образцов по этой
программе приведены в табл. 6.2. Ударная прочность проверялась
на стенде при следующем режиме: число ударов 2000, частота
30 удар/мин. Прочность при падении проверялась сбрасыванием
плат на стальную плиту, покрытую
войлоком (высота падения 500 мм, число
падений 70).
После испытаний было обнаружено,
что в девяти случаях разрушились
монтажные провода полуфабрикатов;
армированные соединения медь—алюминий
разрушений не имели. Аналогичным
испытаниям были подвергнуты соединения с
изоляторами типа ИСШ.
Проверка впаянных изоляторов на
герметичность воздухом производилась
до и после механических испытаний. При
атом было установлено, что соединения
алюминий—медь—припой ПОС-61
—изолятор герметичны и механических
разрушений по соединению медь—алюминий не
имеют.
Таблица 6.2
Режимы испытаний
сварных соединений
на вибропрочность
Частота,
Гц
1 10—20
20—30
30—40
40—50
50—70
Амплитуда,
мм
2,20
0,85
0,50
0,20
0,10
При м е ч а н и е.
Ускорение не
контролировалось.
Время испытаний —
36 мин.
190
Таблица 6.3
Переходное
электрическое сопротивление
зоны сварки в зависимости
от температуры
№ образца
15
16
17
18
19
20
21
Толщина
материала, мм
2,0—0,05
2,0—0,05
2,0—0,20
1,5—0,20
1,5—0,20
1,5—0,20
1,5—0,05
Диаметр
сварной точки, мм
6
6
8
8
8
6
6
Сопротивление
(мкОм)
при 20 °С
6,0
6,2
5,9
5,0
5,2
5,8
6,0
при
100 °С
6,0
6,2
5,8
5,0
5,2
5,8
6,0
при
200 °С
5,9
6,2
5,8
5,0
5,1
5,0
5,9
при
300 °С
5,8
6,2 !
5,8
5,0
5,1
5,0
5,8
Таблица 6.4
Результаты испытаний
сварных соединений в камере
влажности
№ образца
30
31
32
33
34
35
36
[ 37
Толщина материала,
мм
1,5-0,2
1,5—0,2
1,5—0,2
1,5—0,2
1,5—0,2
2,0—0,05
2,0—0,05
2,0—0,05
Диаметр сварной
точки, мм
6
6
6
6
6
6
8
8
Сопротивление, мкОм
до испытаний
6,0
5,0
5,2
5,5
5,8
6,2
6,2
6,8
после
испытаний
Медь
луженая
6,0
5,0
5,2
5,6
5,8
6,0
6,2
6,8
Медь
нелуженая
7
5,2 I
6,0
6,0
5,9
6,0
6,3
7,0
Для определения надежности соединения алюминий—медь
в зависимости от температурных условий полоски из AM,
армированные медью, выдерживались в термостате от 20 до 300 °С.
Критерием качества служила стабильность величины переходного
электрического сопротивления неразъемного соединения, которое
измерялось прибором М246 по шкале 0—100 мкм с точностью
3,5 %. Результаты этих испытаний даны в табл. 6.3. Другая
партия образцов в течение трех месяцев испытывалась в 98 %-ной
камере влажности при температуре 40 °С (табл. 6.4).
Следует отметить, что соединения, облуженные по меди
припоем ПОС-61, не имели изменений в переходных электрических
сопротивлениях. На необлуженных образцах это сопротивление
несколько увеличилось. Таким образом, комплекс испытаний
показал, что УЗС — надежная сварка алюминия и его сплавов
с медью. Разработанная технология местного армирования
позволила повысить надежность паяных соединений, исключив
непосредственный контакт припоя с алюминием при мягкой
пайке.
Большое значение, очевидно, УЗС приобретает при
изготовлении щелочных аккумуляторов. Например, для приварки токо-
отводов к сеткам из различных сочетаний (никель—никель,
никель—сталь, сталь—сталь) в настоящее время применяется
контактная сварка. При этом на наружных поверхностях сварных
точек остаются микровключения меди от электродов. Эти
микровключения вредно влияют на работу аккумуляторов, вызывая
прорастание между пластинами, саморазряд и преждевременный
выход их из строя.
191
Необходимость применения ультразвуковой сварки
обусловлена тем, что сварные наконечники не оставляют следов меди
в зоне их контактирования с материалом сетки или токоотвода,
так как наконечники изготовлены из стали.
Нами сварены следующие материалы: 1) стальная сетка
толщиной 0,13—0,15 мм с никелевой лентой толщиной 0,05 мм
(материалы: Ст08кп —ГОСТ 1050—74*; НП-1 — 2179—75*; 2)
никелированная стальная сетка толщиной 0,1 мм с никелевой
проволокой диаметром 0,4 мм (материал никеля НП-1, НП-2, НП-3 —
ГОСТ 2179—75*).
Металлографический анализ соединения показал, что при
сварке разнородных металлов между ними видна граница раздела.
Образование однородной структуры происходит, как правило,
при сварке одинаковых металлов (медь—медь, никель—никель,
алюминий—алюминий). Граница раздела наблюдается только на
отдельных участках. Произведенные механические испытания —
срез и отрыв — показали, что разрушение происходит с вырывом
сварной точки. Как показали всесторонние испытания опытной
партии, применение ультразвуковой сварки для приварки токо-
отводов к сеткам позволило исключить отравление аккумуляторов
медью и повысить их надежность в эксплуатации.
При изготовлении трансформаторов для различных
радиотехнических устройств, например теле- и радиоприемников, в
качестве обмоток начинает применяться анодированная алюминиевая
фольга. Электрическая контактная сварка такой фольги,
например, с латунью, применяемой в качестве токоотвода, без
снятия электроизолирующего покрытия исключена. Применение
химически активных агентов для снятия анодирования крайне
нежелательно, так как при этом возникает опасность получения
короткозамкнутых витков. Защитная пленка, как указывалось
выше, разбивается, отдельные ее участки коагулируют,
освобождая значительные участки для металлического соединения
деталей и обеспечивают надежный электрический контакт и
механическую прочность точки.
Металлографический анализ образцов показал, что в
результате сварки получено соединение латуни с алюминием без
видимых дефектов и без промежуточных фаз. Выдержка образцов
при температурах до 300 °С не изменила качества соединений:
промежуточных фаз при увеличении температуры до 1800 °С
не обнаружено. Результаты испытаний этих образцов на срез
даны в табл. 6.5. Из таблицы видно, что имеет место некоторый
разброс в механической прочности соединений как до, так и после
термической обработки. В результате проведенной термической
обработки существенного снижения прочности соединений не
наблюдается.
Ультразвуковая сварка возможна для соединения разнотол-
щинного алюминия при намотке галет ленточных
трансформаторов. Заводские испытания машины показали возможность
192
Таблица 6.5
Результаты испытаний сварных соединений после термообработки
образца
Термическая
обработка
Температура,
°С
Время, с
Разрушающая
нагрузка, Н
Характер разрушения
2
3
34
35
36
Непосредственно
после сварки
То же
400
400
400
60
60
60
49
45,08
49
50,96
47,04
35,28
По основному металлу
По периферии точки
По основному металлу
То же
Трещина по точке
По основному металлу
Примечание. Промежуточные значения испытанных образцов по условиям
термической обработки сварных соединений, например при 100, 200, 200 °С,
пропущены, поскольку разницы в Pcpe3 не отмечено.
применения ультразвуковой сварки в автоматическом режиме
(сварочная машина типа МТУ-0,4) Применение ультразвуковой
сварки весьма рационально при производстве алюминиевых
электролитических конденсаторов на операции присоединения токо-
отводов. Известно, что при их изготовлении оксидная пленка
наносится на алюминий электрохимическим способом. В
результате электрохимических процессов на поверхности алюминия
откладывается плотный диэлектрический слой, толщина которого
определяет емкость конденсатора. Толщина слоя не зависит
от температуры и природы электролита и определяется величиной
формовочного напряжения. Кроме того, при формовке фольги
вместе с диэлектрическим слоем на ее поверхности в зависимости
от температуры и природы электролита возникает пористый слой,
который составляет 5—10 % от толщины плотного оксидного
слоя. Наличие этих поверхностных слоев в максимальной степени
затрудняет применение контактной электрической сварки.
Прочность полученных сварных соединений невелика и нестабильна.
Необходимость частой зачистки электродов от налипаний
свариваемого металла снижает производительность труда и
исключает потенциальную возможность автоматизации процесса.
Соединение оксидированной фольги с алюминиевыми выводами
и корпусом конденсатора, который, в свою очередь, также имеет
естественную оксидную пленку, посредством холодной сварки
ненадежно. При этом наружная деформация сварочной точки
составляет 70—90 % от толщины металла. Последнее особенно
существенно, так как при производстве конденсаторов наиболее
широкое применение имеет фольга толщиной 80—100 мкм.
Металлографический анализ сварных соединений подтвердил,
что оксидная пленка при воздействии на нее ультразвука дробится
' Холопов Ю. В.
193
и не мешает контактированию чистых поверхностей металлов.
Механическая прочность сварных соединений на срез несколько
ниже прочности основного металла вследствие наружной
деформации, однако вполне удовлетворяет требованиям,
предъявляемым к контактным узлам конденсатора.
Промышленная эксплуатация показала, что внедрение
ультразвуковой сварки позволяет увеличить выход годных изделий
на 7—10 %jl повысить производительность труда более чем в
полтора раза.
В новой серии предохранителей ПП-31 медные плавкие вставки
и контактные ножи заменены на алюминиевые.
Разработана технология и оборудование для сварки плавких
вставок (из алюминия АДО толщиной 0,2 мм) и контактных ножей
из алюминия толщиной 2—5 мм без предварительной подготовки
поверхностей свариваемых деталей с помощью автомата типа
МТУ-0,63). Комплексным испытаниям качества сварных
соединений, механической прочности, электропроводности, воздействия
тепловых, ударных и вибрационных нагрузок подвергались двух-
и десятиточечные сварные соединения. Результаты испытаний
однозначно показывают, что сварные соединения обладают
комплексом свойств, удовлетворяющих требованиям заказчика по ТУ.*
Возможна сварка схем силовых импульсных конденсаторов.
На базе новой технологии — УЗС — создан принципиально новый
тип конденсатора — типа ФТМ, в котором исключено применение
медных вкладышей и пайки.
Специфика соединения электрической схемы (монтаж)
заключается в том, что алюминиевые вкладыши толщиной 0,05 мм
собираются вместе. Затем они охватываются монтажной шиной
из алюминия А1 толщиной 0,5 мм. Ультразвуковой сваркой
осуществляется соединение сочетания 0,5 + @,6 X 0,05) + 0,05 мм.
Испытания сварных соединений показали, что они полностью
соответствуют требованиям заказчика.
Разработана технология сварки деталей реле из материалов
ЮНДК + МНц. При использовании УЗС, по сравнению с
контактной сваркой, повышается надежность изделия. Разработана
технология УЗС латунных луженых выводов толщиной 0,3 мм
к обмоткам из медной фольги толщиной 0,1 мм при изготовлении
трансформаторов напряжения. Разработана технология приварки
тонколистовой алюминиевой фольги толщиной 0,5 мм (обмотки)
к корпусу при изготовлении ламп бегущей волны. Технология
внедрена в промышленное производство ламп. Для отрасли
разработан РТМ.
В настоящее время ведутся работы по использованию УЗС
в атомной энергетике, для приварки термопар и датчиков с
оболочкой из коррозионно-стойких сталей к твэлам из
циркониевых сплавов. Их непосредственные соединения методами сварки
плавлением не отвечают необходимым требованиям. Сварное
соединение имеет при этом низкие прочностные и пластические
194
свойства. Для обеспечения необходимых свойств такие соединения
выполняются через промежуточные элементы, которые
удовлетворительно свариваются со сталью и цирконием. В качестве
промежуточных элементов могут применяться ванадий, тантал,
ниобий и др. Такие соединения в настоящее время свариваются
лазером. Но основной трудностью получения таких соединений
является высокая точность сборки микродеталей размером
примерно 1,0 мм. При сварке лазером зазор в этом случае не должен
превышать 0,05 мм. В монтажных условиях изготовление таких
соединений вызывает большие трудности. Как показали
предварительные результаты по УЗС ванадия, тантала, ниобия, циркония
со сталью этот вид сварки имеет все основания для промышленного
освоения.
В соединении никель—никель наблюдается однородная
мелкозернистая структура: происходит полное перемешивание
свариваемых металлов, в результате которого граница между двумя
образцами исчезает, зона сплавления не выявляется. Такое
соединение обладает высокими свойствами и разрушается по
основному металлу. Аналогичные свойства имеет соединение из
стали Х18Н10Т.
В соединении стали с никелем отчетливо заметна зона
сплавления. В этой зоне со стороны стали заметных изменений в
структуре не произошло; металл имеет мелкозернистую структуру.
Вследствие большой пластичности никеля именно в нем и
произошла локализация пластических деформаций. Заметно
ограниченное перемешивание и образование общих зерен в узкой зоне.
Такое соединение обладает высокими механическими свойствами.
В соединении сталь—ванадий по границе сплавления
наблюдается узкая полоска, вероятно, интерметаллидов. Со стороны
стали наблюдаются вытянутые деформированные зерна основного
металла в направлении, параллельном зоне сплавления. Видимо,
вся деформация от УЗ колебаний происходила в стали как более
пластичном материале. Ванадий однороден, заметной деформации
в нем не обнаружено.
В соединении цирконий—ванадий выявляется зона
повышенной травимости, видимо, вследствие некоторого перемешивания
металлов. Наблюдается значительная деформация обоих
металлов.
Разработана технология сварки межэлементных соединений
источников тока из никеля НП2М толщиной 0,2 мм. Внедрение
УЗС позволяет снизить процент брака. Разработана технология
сварки алюминиевых выводов диаметром 0,4—1,0 мм при
изготовлении стабилизаторов напряжения. Внедрение УЗС позволяет
снизить процент брака. Разработана технология сварки латунных
выводов толщиной 0,3 мм с алюминиевыми обмотками толщиной
0,5 мм при изготовлении трансформаторов. Разработана
технология сварки медного провода толщиной 0,2 мм без снятия эмали
с алюминиевым токосъемником толщиной 10,0 мм при изготовле-
7*
195
Таблица 6.6
Режимы точечной ультразвуковой сварки, выполненные на машинах
типов МТУ-0,1, МТУ-0,4, МТУ-1,5, МТУ-4,0
Мощность
машины,
кВт
0,1
0,4
0,4
1.5
1,5
1.5
1.5
1,5
4,0
4,0
1.5
1.5
1.5
1.5
4,0
1,5
1,5
1,5
1,5
I.5
1,5
1,5
0,4
1,5
1,5
1,5
4,0
1,5
0,4
0,4
0,4
4,0
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,0
1,5
1,5
1,5
1,5
1,5
1,5
1,5
Свариваемый металл
Медь МО
Медь Ml
Медь МЗ
Медь + мельхиор
Медь + А1
Медь + Д16
Медь АМг
Медь АМг
Медь + В95
Медь + САП
Медь + титан
Медь + Л59
Медь + тантал
Медь+ 1Х18Н9Т
Пакет из меди МО
Алюминий
| А1 + Л59
А1 + медь МО
А1+ 1Х18Н9Т
А1 + модибден
А1 + Ма8
Пакет из алюминия
Д16АТ
Д16АТ
АМц
АМц
АМц + мельхиор
В95
САП
Титан v
САП + титан
Титан + Л59
Титан + 1Х18Н9Т
Латунь Л59
Толщина
металла, мм
0,03+0,03
0,1+0,1
0,2+0,2
0,1+0,1
0,2+0,2
0,35+0,35
0,5+0,5
0,1+0,1
0,3+0,3
1,0+1,0
0,1+0,5
0,2+0,2
0,2+1,0
0,2+0,6
5,0+1,0
0,2+9,5
0,2+0,6
0,2+0,4
0,2+0,2
0,2+0,14
0,2+0,5
0,2-10
0,2+0,2
0,2+0,2
0,5+0,5
1,0+1,0
1,0+1,0
0,2+0,2
0,2+0,25
0,08+0,25
0,2+0,25
1,0+1,0
0,5+0,3
0,2+0,3
0,2+1,0
0,2-10
0,3+0,3
0,4+0,4
0,5+0,5
0,6+0,6
1,0+0,5
0,5+0,5
0,6+0,6
0,1+0,1
0,6+0,4
4,0+0,2
0,1+0,2
0,35+0,35
Режим
Время
сварки, с
0,5 1
0,8
1,44
1,33
0,8
1,45
2,35
0,5
0,1
1,2
0,9
0,4
0,5
0,8
2,3
0,7
0,9
0,5
0,9
0,1
1,2
4,2
0,5
0,1
0,9
3,0
0,3
0,3
0,1
0,5
0,9
0,3
1,45
0,4
0,3
2,0
0,5
1,5
2,45
2,45
0,4
2,3
2,9
0,8
2,9
1,4 .
0,7
1,45
сварки 1
Сила
сжатия,
Н
19,6
343
441
833
1127
1127
1323
1127
4312
4312
1127
548,8
1127
1127
4312
1127
1225
1127
833
548,8
1127
343
1127
833
2352
2352
833
343
343
441
343
2352
343
1117,2
833
1127
1127
1470
833
548,8
4312
1127
1127
833
1127
833
548,8 |
1127
196
Продолжение табл. 6.6
Мощность
машины,
кВт
1,5
1,5
1,5
1,5
1,5
1,5
1,5
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
Свариваемый металл
Молибден
Тантал
Тантал
Тантал + никель
Никель
Никель + ковар
Ковар
Ванадий
Ванадий + сталь
@8Х18Н10Т)
Ванадий + никель
Тантал + сталь
Никель
Никель + сталь
Сталь + сталь
Ниобий + сталь
Цирконий + сталь
Цирконий + никель + сталь
То же
Цирконий + никель + сталь
Толщина
металла, мм
0,3+0,3
0,2+0,2
1,0+0,2
0,2+0,2
0,2+0,2
0,2+0,2
0,2+0,2
0,1+0,1
0,1+0,13
0,1+0,1
0,1+0,13
0,1+0,1
0,1+0,13
0,13+0,13
0,1+0,13
0,1+0,13
0,1+0,1+0,13
0,5+0,1+0,13
0,5+0,02+0,1
Режим сварки
Время
сварки, с
1,2
0,8
0,9
0,8
0,6
0,9
0,8
0,4
0,4
0,4
0,4
0,35
0,35
0,4
0,5
0,3
0,4
0,7
0,7
Сила
сжатия,
Н
1127
833
833
548,8
833
548,8
833
392
392
392
509,8
392
392
441
392
392
392
392
392
нии изделий конической формы. Разработана технология сварки
выступающих выводов многослойных печатных плат из меди
ФМЭО толщиной 0,05 мм без снятия изоляции, сварка анодного
вывода из серебра толщиной 0,2 мм с корпусом источника тока
толщиной 0,1 мм; сварка медного многожильного провода
диаметром 2,5 мм с выводами нагревателя из меди толщиной 0,5 мм;
сварка металлической ленты для магнитной записи из сплава
толщиной 0,02 мм и т. п.
Режимы, обеспечивающие необходимую прочность сварных
соединений, приведены в табл. 6.6.
Проведены работы по технологии шовной УЗС. Разработана
технология сварки АМг толщиной 0,15—0,3 мм. Шовная УЗС
предназначена для соединения концов рулонов фольги для
обеспечения непрерывного процесса в линиях ее обработки —
обезжиривания, анодирования, лакирования и т. п. Ширина ленты
520 мм. Одним из основных требований к сварным швам в этих
условиях являлась их надежность так как при отрывах
необходима полная остановка агрегата и приведение его в исходное
состояние, снижение рабочих температур, слив растворов и т. п.
Режимы сварки выбирались в соответствии с соображениями,
изложенными в гл. 4. Отработка режимов производилась на
специально разработанных базовых моделях машин. Испытаниям
на прочность подвергались образцы шириной 15, 250 и 500 мм.
Установлено, что прочность сварки при оптимальных режимах
составляет не ниже 0,8 от прочности основного металла.
197
Рис. 6.4. Зависимость прочности сварных
соединений от воздействия агрессивных сред и
температуры:
1 — прочность основного металла; 2 — прочность
шва
- Проведен анализ прочностных
характеристик сварных швов из
алюминия толщиной 0,3 + 0,3 мм при
воздействии 10 %-ных растворов
NaOH: 15 % растворов H2S04 и
повышении температуры до 450 °С.
Прочность швов, полученная при
испытаниях на срез, приведена на
т ,и/оп2ои4^ ^ ^ рИС g 4 дти результаты показывают,
что шовная УЗС является
надежным и высокопроизводительным
способом сварки. Разработана технология и показана
целесообразность внедрения шовной УЗС алюминиевой ленты А5 шириной
до 600 мм, толщиной 0,15—0,7 мм при изготовлении силовых
трансформаторов мощностью 25—250 кВА. Сваривались
материалы в сочетании: 0,4 + 3,0 мм, 0,3 + 2,5 мм, 0,2 + 1,2 мм,
0,15+1,2 мм, 0,15 + 0,15 мм, 0,2 + 0,2 мм, 0,3 + 0,3 мм,
0,4 + 0,4 мм, 0,7 + 0,7 мм. Сварные соединения указанных
сочетаний обладают необходимой механической прочностью и
электропроводностью.
Разработана технология сварки разнотолщинных алюминиевых
сплавов в сочетании АД-31 толщиной 20 мм и AM толщиной
0,2 мм при изготовлении десублиматоров вакуумных сушильных
установок, Внедрение позволило бы создать принципиально новый
тип высокоэффективных установок.
Показана принципиальная возможность сварки палладиевых
сплавов F % рутения) толщиной 0,05—0,1 мм при изготовлении
мембранных катализаторов. Внедрение УЗС позволило бы создать
принципиально новые типы катализаторов гидрогенизации.
' Разработана технология и рекомендована к промышленному
внедрению шовная УЗС никелевой ленты НП2 толщиной 0,05—
0,1 мм для изготовления так называемых бескорпусных
аккумуляторов. Разработана технология сварки латуни ЛВО толщиной
0,2 мм при изготовлении сальника тракторного двигателя.
Применение УЗС целесообразно, так как она позволяет исключить
припой. ПСР-45. Разработана технология сварки алюминия АД1
толщиной 0,2 + 0,2 мм при изготовлении нагревателей бытовых
холодильников. Разработана технология стальной и никелевой
ленты толщиной 0,05—0,1 мм в линиях с непрерывным
изготовлением электродов аккумуляторных батарей. Разработана
технология сварки медной электролитической, оксидированной фольги
толщиной 0,036—0,05 мм в линиях с непрерывным процессом
нанесения клеевых композиций при изготовлении фольгирован-
ного гетинакса и т. п.
о юх тон 1 z0 J
198
Таблица 6.7
Режимы шовной ультразвуковой сварки
Мощность
машины, кВт
оТбз
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
0,63
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
1,5
4,0
4,0
4,0
4,0
4,0
4,0
4,0
1 4,0
Свариваемый металл
Алюминий А5
» А5
» А5 '
Медь М1М
» М1М
Медь ФМЭО
» ФМЭО
Никель НП2-М
» НП2-М
» НП2-М
» НП2-ПТ
Палладий
Титан ВТ1
Сталь 08кп
Сталь Х18Н10Т
Алюминий А5
» А5
» А5
» А5
» АД-3+АД1
Медь
»
»
Никель НП2 + медь
То же
»
Латунь Л80
Алюминий АМг2
» А5
» А5
» А5
» А5
» А5
Медь Ml
» Ml
» Ml 1
Толщина
металла, мм
0,1+0,1
0,2+0,2
0,4+0,4
0,1+0,1
0,2+0,2
0,035+0,035
0,05+0,05
0,05+0,05
0,1+0,1
0,2+0,2
0,02+0,02
0,05+0,05
0,03+1,0
0,05+0,1
0,1+0,1
0,1+0,1
0,2+0,2
0,4+0,4
0,6+0,6
0,2+0,2
0,1+0,1
0,2+0,2
0,3+0,3
0,05+0,05
0,1+0,1
0,2+0,2
0,2+0,2
0,3+0,3
0,4+0,4
0,8+0,8
0,4+3,0
0,3+2,5
0,2+1,2
0,2+0,2
0,3+0,3
0,5+0,5 1
Режим сварки
Скорость
сварки,
м/мин
i 10
5
1
5
2
5
3
5
2
0,5
5
2
3
3
1
20
12
5
2
3
10
5
3
10
5
2
3
3
10
2
5
5
5
10
5
2 1
Сила
сжатия,
Н
j 196
294
490
! 490
490
294
392
490
735
735
196
490
392
490
490
245
490
980
1470
490
392
784
1176
490
735
980 -
784
980
490
1960
490
294
196
490
980
2450 1
Режимы шовной УЗС для некоторых материалов
приведены в табл. 6.7. Приведем анализ стабильности механической
прочности сварных соединений. Производилась сварка
однородных и разнородных металлов, таких как медь, алюминий,
латунь, алюминий с латунью и коррозионно-стойкой сталью.
Число сварных соединений варьировалось от 15 точек до 40 тыс.
сварных точек. Результаты испытаний на механическую
прочность приведены в табл. 6.8. Как правило, при сварке более
100 образцов практиковалось получение контрольных значений
прочности соединений (по трем образцам), например, через 100,
200 и 500 сварных точек
199
Т а б л и ц а 6.8
Механическая прочность точечных сварных соединений,
выполненных на сварочных машинах типов МТУ-0,4,
МТУ-1,5, МТУ-4,0
с
2?
1
2
3
4
5
6
7
8
9
10
И
[ s
н?
о *
о .
3"вс
О К
S3
0,4
0,4
1,5
1,5
1,5
1,5
1,5
1,5
4,0
4,0
4,0
12 4,0
2
S 2
2 w
и s
Л59+А0
Л59+А0
Медь МО
Медь МО
Медь МО
Л59
А1+А1
1Х18Н9Т
Медь МЗ
Медь МЗ
Медь МЗ
Медь МЗ
* Приведены MHHHMaj
испытании образцов
2
со
X
о
Н
0,35+0,065
0,25+0,065
0,2+0,2
0,2+0,2
0,5+0,5
0,2+0,2
0,5+0,5
0,3+0,5
1,0+1,0
1,0+1,0
1,0+1,0
1,0+1,0
тъная, MaKCHV
на срез.
Режим
сварки
i *
PQ 8 о
0,5
0,5
0,63
0,63
2,35
0,9
1,45
1,45
1,2
1,2
1,2
1,2
К
со н
с? со
сЗ Вж
343
343
1127
1127
1323
1127
833
833
4312
4312
4312
4312
альная и сред
а,
И <и
О р.
З2
100
10 000
100
5 500
10 000
95
100
15
25
200
10 000
'А
Ч
а,
О ?
* СО
X
О со
s 2 s
Уна
100
10 000
100
11
20
95
100
15
25
20
50 1
Разрушающая
нагрузка, Н *
1,6+2,3/1,67
Отрыв по АЛ
фольге
22,5+32/26,5
24+29/26
70+104/80
59+71/66
65+80/68
60+75/70
202+270/260
210+315/262
210+305/257
20 000 40 1 220+345/270 1
няя разрушающие нагрузки при |
Можно принять, что распределение разброса прочности
подчиняется нормальному закону. Оценка вероятности разброса
прочности показала, что он не превысит ±25 % от прочности
основного материала с вероятностью 0,9993 (по материалам медь +
+ медь; алюминий + алюминий — см. табл. 6.8, № 3 и 7).
Аналогичные оценки проведены по шовной УЗС металлов
с использованием неравенств Чебышева [13], на эксцесс и
асимметрию— [16]. Установлено, что УЗС различных материалов
при условии выбора обоснованных технологических параметров
режима сварки позволяет получить достаточно стабильные
прочностные характеристики сварных соединений.
В связи с изложенным представляют известный интерес
результаты конкретных заводских испытаний сварочной машины
типа МТУ-0,4. При заводских испытаниях этой машины
сваривалась анодированная алюминиевая фольга трех партий (с
толщиной 0,03 мм, 0,08 и 0,2 мм) с латунью Л59 толщиной 0,3 мм.
В каждой партии изготавливалось по 10 тыс. сварных образцов.
Контроль качества сварки каждого образца производился сначала
визуально, а затем образец подвергался испытаниям на отрыв.
Согласно требованиям заказчика разрушение сварных точек
должно происходить с вырывом части алюминия как более тонкого
200
и пластичного материала. Нару- Таблица 6.9
ЖНая поверхность ТОЧКИ имеет Результаты испытаний механической
«полированный» ВИД, настройка прочности сварных соединений
режима сварочной машины про- ПРИ заводских испытаниях
изводится один раз перед
началом сварки образцов каждой
партии в 10 000 ед.
Результаты этих испытаний приведены
в табл. 6.9, которая составлена
по материалам протоколов.
Из изложенного следует, что
УЗС металлов и пластмасс
является надежным,
высокоэффективным и уникальным
новым технологическим
процессом.
Контроль качества сварных
соединений возможен
посредством измерения колебательных
величин в зоне сварки и
посредством коэффициента бегущей
волны &б в резонирующем стержне, который свидетельствует
об уровне активной энергии, проходящей в зону сварки.
<я
К
о.
(Я
2
я
х s
JEfS
0,03+0,3
0,08+0,3
0,2+0,3
0,2+0,3
Режим
сварки
о
к
2
О)
0,1
0,3
0,45
0,95
* Сварные
*
5 к
« X
343
392
538
539
соеди
шились не по основ
6
о
"Я О
х л
<я «
7*i Ж
^&3
10,0
10,1
10,0
10,0
о ¦ о>
о о о.
«н А
л - 2 ^
0 X о S
« <U со 5С
г» ж н а <я
s я « п *
кГ а» рэ\о v
25*
1
1
0
нения разру-
-юму материа-
лу, они обладали необходимой проч- |
ностью.
6.2. ТЕХНОЛОГИЯ СВАРКИ ПОЛИМЕРОВ
Общие методические начала технологии УЗС пблимеров не
отличаются от принятых при сварке металлов. По-видимому,
только этим и можно объяснить существующее в настоящий момент
положение, что разработкой процесса сварки занимаются
сварщики, а не химики-переработчики.
В работах [8 и др.] изложены основные достижения ученых-
исследователей в области технологии УЗС полимеров. В
настоящее время показано, что при выполнении определенных условий,
исключающих влияние дестабилизирующих факторов, процесс
УЗС становится надежным, а внедрение его в промышленность
обеспечивает значительный технико-экономический эффект.
Комплект технологического оборудования для УЗС как
металлов, так и пластмасс практически однороден.- Типовые схемы
ввода энергии при УЗС полимеров приведены на рис. 2.3, б,
4.1, а, 5.1, а, 5.5; типы сварных соединений — на рис. 6.1 и 6.5.
УЗС полимеров характеризуется следующими особенностями.
Сварное соединение образуется при температуре, близкой
к температуре расплава. Энергия выделяется локально,
непосредственно под сварочным наконечником. Сваривается большинство
из широко известных термопластичных материалов. Основной
тип соединения «в замок» (рис. 6.5, а). Возможна сварка вна-
201
) I
ш ш ш ш
хлестку, встык, с раздавливанием кромок, по контуру,
многослойных сочетаний и разнотолщинных материалов. Приведенные
на рис. 6Л примеры аналогичны и для сварки полимеров. В ряде
случаев возможна сварка с передачей энергии ультразвука через
свариваемый материал — это передаточная сварка (рис. 6.5, б),
с разделением усилия сжатия от сварочного давления (рис. 6.5, в).
Установлено, что ультразвуком можно сваривать детали,
поверхности которых покрыты высокодисперсными фракциями сыпучих
веществ, жидкими вязкими и жировыми пленками (рис\ 6.5, г).
В ряде случаев требования к сварному соединению, как
правило, достаточно велики. Это относится к его механической
прочности, герметичности, эстетическим, а в ряде случаев к
специальным требованиям. С целью решения этих проблем исполь-
202
зуются различные приемы. Например, при сварке жестких
полимеров для концентрации напряжений в зоне сварки и
обеспечения герметичности предложено использование V-образных
выступов. Размеры таких выступов находятся в зависимости от
свойств свариваемых материалов, конструктивных форм и
требований к сварным соединениям изделий. Практически для сварки,
например, ударопрочного, блочного полистиролов, полиметил-
метакрилата и других материалов высота такого выступа должна
быть на уровне 0,5—1,5 мм, а угол при вершине примерно 45—60°.
Иногда для повышения прочности сварных соединений
используются промежуточные прокладки, особенно при сварке
разнородных материалов. Свойства материала прокладки, например
температура его плавления, интервала вязкотекучего состояния,
вязкости расплава и другие свойства, должны быть ближе к
среднему значению свариваемых полимеров. Применение
промежуточных прокладок позволяет дифференцировать перепад
температур плавления, снизить теплообмен между свариваемыми
деталями, т. е. обеспечить условия лучшей температурной
совместимости разнородных пластмасс.
С целью снижения вязкости при сварке полимеров с разными
показателями вязкости, например полистирола с полиамидом,
полистирола с ПВХ и др., возможно использование
растворителей.
Возможна сварка пластмасс ультразвуком с последующей
выдержкой полимера в заданной температуре от другого
источника теплоты. Возможен предварительный подогрев полимеров
с последующим вводом ультразвука, односторонний подогрев
деталей при необходимости и т. п.
Способ УЗС не исключает проведения технологического
процесса, когда в силу тех или иных причин свариваемые
поверхности перед сваркой предварительно очищаются или
обрабатываются активизаторами. Возможна УЗС полимеров, когда перед
сваркой производится разупрочнение надмолекулярной
структуры полимера растворителями.
Для расширения технологических возможностей процесса УЗС
возможно использование нормальных составляющих изгибных
колебаний системы резонирующих стержней. Сдвиг пучности
колебательного смещения обеспечивается частотной
модуляцией от ИП.
Найдена возможность использования в качестве опор или
упорных элементов резонансных звеньев, которые существенно
расширяют технологические возможности процесса. При этом
опора (упор) может иметь практически необходимые размеры, но
кратные полуволне.
С помощью ультразвука можно запрессовывать металлическую
арматуру в полимер (рис. 6.6, а), развальцовку полимера под
заклепку при соединении различных материалов, особенно
металлов с полимерами (рис. 6.6, б).
203
а)
\Fc6
V/WS/W/Ш
Рис. в.6. Варианты использования энергии
мощного ультразвука
У///////ЛУУ///А
Основными параметрами
режима сварки являются
амплитуда колебаний сварочного
наконечника, сварочное усилие
и время сварки. Приемы
управления этими параметрами
при сварке полимеров в
основном аналогичны используемым
при сварке металлов (см. рис.
6.2 и 6.3).
Кроме того, разработан ряд конструктивно-технологических
мер по управлению качеством сварки посредством, например,
установления фиксированного зазора между свариваемыми
деталями и сварочным наконечником; фиксированной деформации
свариваемого материала; использования памяти ЭВМ; окончания
сварки по заданной кинетической характеристике; количества
введений в зону сварки энергии; деформации заданной величины
рельефа и т. п. (рис. 6.7).
Для процесса УЗС полимеров характерна малая
энергоемкость, возможность группового питания, выноса сварочных
головок от источников питания, а также сравнительная простота
автоматизации и гигиеничность процесса.
Типовая схема технологического процесса УЗС полимеров
аналогична процессу УЗС металлов.
Разработка конкретных технологий с учетом изложенных
положений (см. гл. 2—4) и разработанного оборудования (см.
гл. 5) практически затруднений не вызывает. Примеры
технологических режимов сварки некоторых изделий из термопластмасс
приведены в табл. 6.10.
Приведем примеры практической реализации УЗС полимеров
при использовании сварочных машин типов МТУ-0,4-4У4
и МТУ-1,5-ЗУ4.
Разработана технология ультразвуковой сварки осветительной
арматуры для автотракторной промышленности (световращатели,
велофары, боковые передние и задние указатели габаритов,
эмблемы и т. п.). Материалы — сополимеры стирола. Общий
объем выпуска достигает нескольких миллионов штук в год.
б)
\s/S////tf///s
д)
tc6
tod
$?
Чд
f06
Рис. 6.7. Циклограммы изменения деформации свариваемых полимеров в зоне сварки:
а — задано tCB=tQ; б — задан фиксированный зазор Дб; в — заложено в память Д6;
г — задана кинетическая характеристика; д — значение Дб задано величиной рельефа
204
Таблица 6.10
Режим сварки некоторых изделий из термопластмасс
пп.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
* Ско
** Ско
Изделие
Рассеиватель к автомобилю
ВАЗ-2105
Рассеиватель к автомобилю
ВАЗ-2106
Планка декоративная к
ВАЗ-2106
Фонарь-подсветка к ВАЗ-2106
Воздуховод к автомобилю
КамАЗ
Насос струйный
Воздухофильтр
Катафот
Рассеиватели светильников
Крышка воздухозаборника с
корпусом пылесоса
Крышка подсветки
Корпус с днищем магнитофона
Датчик и индикатор для
магнитофона
Теплицы для сельского
хозяйства, гелиобани и др.
Игрушка «Автомобиль»
1
рость сварки до 0,5 м/мин.
рость сварки до 2 м/мин.
Свариваемый
материал
Полистирол
»
»
АБС-3 с ПММА
Полипропилен
АБС-3
ПЭВД
Полистирол
ПВХ-пленка с
декоративным
рисунком *
АБС с
полистиролом
То же
Ударопрочный
полистирол
ПЭТФ-пленка **
Ударопрочный
полистирол
Реж
?св»
мкм
40
40
40
50
55
50
45
50
55
50
50
30
40
40
40
им сва
^СВ'
Н
250
250
300
200
300
400
400
300
200
250
250
300
350
300
250
рки
ев» ** 1
3,6
2,8
1,8
0,3
0,4
1,5
2,2
0,6
0,3
0,2
0,6
5,0
—
0,3
Разработана технология герметизации различных типов
аккумуляторов из полиамида; микроминиатюрных радиотехнических
разъемов из полиамида и полистирола; различных типов
переключателей из полиамидов.
Разработана технология ультразвуковой сварки изделий
радиотехнической промышленности типа колодок, перемычек,
разъемов из сополимеров стирола; корпусов электроизмерительных
приборов из полистирола. До сих пор сборка этих изделий
производилась при помощи винтов, заклепок, склеивания смолами и
клеями различных марок.
Разработана технология ультразвуковой сварки деталей
фотоаппаратов из полистирола, а также крыльчатки из АБС-пластика
для воздуходувок.
Разработана технология ультразвуковой сварки различных
деталей из полистирола бытовой радиоаппаратуры (корпусов
205
Рис. 6.8. Сварка пленки при изготовлении клемм-ташей
магнитофонов, приемников, кассет различного типа). Свариваемые
материалы — полистирол, сополимеры типа МСН, ABC.
Разработана технология ультразвуковой сварки деталей
корпусов фотоэкспонометров (сополимер МС и полистирол), а также
различных товаров народного потребления (массажных щеток,
труб, шариковых ручек и т. д.). Материалы, из которых
изготавливаются изделия, — полистирол, сополимеры типа МСН,
ABC.
Разработана технология сварки ультразвуковой изделий
бытовой светотехники (соединение деталей рассеивателей из ПВХ-
пленки, ПЭ-пленки). Разработана технология ультразвуковой
сварки кашированных пленочных материалов в процессе
изготовления рассеивателей бытовых светильников, а также клемм-
ташей (рис. 6.8).
Разработана технология ультразвуковой сварки различных
типов детских игрушек из полистирола взамен склеивания
токсичными клеями (например, дихлорэтаном) — производство
игрушек составляет несколько миллионов штук в год.
Разработана технология ультразвуковой сварки
теплостойкого поливинилхлорида в процессе изготовления диафрагм,
используемых при электролизе никеля, а также фильтров из трико-
тажно-лавсанового полотна для систем переливания крови. Сварка
производилась на специально разработанном автомате
типа АУС-1,5.
206
На одну из поверхностей пленки наносится фотоэмульсионный
слой, а на вторую — восковое покрытие или лаковый контрслой.'
При УЗС ракорда с пленкой на триацетатной основе и
расположении эмульсионного слоя между контактирующими
поверхностями выявлена закономерность изменения качества сварного
соединения от толщины такого слоя. Например, при
относительной толщине фотоэмульсионного слоя 0,0; 0,06; 0,08; 0,12; 0,14,
0,15 прочность составила соответственно 0,85; 0,82; 0,78; 0,7;
0,6; 0,5 (прочность относительная — испытания на сдвиг).
Наибольшей прочностью обладают сварные соединения,
полученные при сварке ракорда с ракордом, т. е. основы, имеющей
чистые контактирующие поверхности. С появлением в зоне сварки
фотоэмульсионного слоя прочность соединения падает: чем больше
толщина слоя, тем меньше прочность. Изложенное еще раз
подтверждает особенности УЗС различных материалов без снятия
поверхностных пленок. Вместе с тем прочность сварных швов
выше прочности соединений, получаемых при скреплении концов
кинопленки металлическими скрепками.
Испытания сварных соединений на многократный изгиб,
адекватных нагрузкам кинопленки в лентопротяжном механизме,
показали, что с увеличением толщины эмульсионного слоя число
перегибов, выдерживаемых сварным соединением, снижается.
Если при относительной толщине фотоэмульсионного слоя, равной
0,06, число перегибов до разрушения сварного соединения
составляет 1500, то при толщине 0,15 — только 700.
Испытания сварных соединений на стойкость к воздействию
химически активных сред — типовых проявителей, закрепителей
фотопленки — показали, что прочность сварных соединений
изменяется- крайне мало.
Разработана технология сварных' поликарбонатных,
полипропиленовых пленок. Прочность сварных соединений при испытании
сварных соединений на сдвиг составляет не менее 60 % от
прочности основного материала. Хуже свариваются пленки из
полиэтилена низкого и высокого давления. При этом прочность
сварных соединений составляет не более 25—30 % от прочности
основного материала.
Весьма перспективным представляется применение УЗС пленок
из фтор лона Ф-4, сварка которого затруднена. Разработана
технология сварки таких.пленок на вращающемся ролике при
условии предварительного подогрева ролика и волновода до
температуры 650—675 К.
Разработана технология УЗС полиэтилентерефталатных
пленок, чистых и металлизированных, гладких и гофрированных.
Другими методами эти пленки практически не соединяются.
Установлено, что сварку можно проводить с использованием
сварочных «пистолетов» типов РУСУ-28, РУСУ-50, СЗПИ-1 и др.
Сварка проводится, как правило, на стальной плите-опоре.
Амплитуда смещения сварочного наконечника выбирается в зависи-
207
мости от толщины пленки. При уменьшении толщины свариваемой
пленки должна уменьшаться и амплитуда колебаний сварочного
наконечника. Сварочное усилие при толщинах ПЭТФ пленки
12—40 мкм может быть на уровне 3—5 МПа.
Большое значение для сварки имеет материал опоры:
текстолит, гетинакс, сталь и т. п. Наилучшие результаты при сварке
ПЭТФ пленки получены при использовании стальных плит или
роликов. При этом прочность сварных соединений может
составить др 65 % от прочности основного материала (испытания на
сдвиг); Разработана технология сварки тонких ПЭТФ пленок —
толщиной ~5 мкм и менее. Сварка таких пленок крайне
затруднена.
Предложено [6 и др.] проводить сварку тонких пленок с
помощью технологических накладок. Эти накладки могут
привариваться или не привариваться к основному материалу. Для этого
можно использовать накладки, изготовленные из свариваемого
материала — из другого материала с более высокой температурой
текучести. Накладки при этом располагают между сварочным
наконечником и свариваемым изделием либо между пленкой
и опорой; сварка возможна и при размещении двойных накладок,
т. е. под сварочным наконечником и на опоре. Таким образом,
сварка тонких и особо тонких пленок сводится к технологии
сварки пакета, сварки композиции из разнородных пленок.
Режимы сварки при этом меняются в сторону увеличения сварочных
усилий. Увеличение амплитуд колебаний сварочного наконечника
нецелесообразно (проще убрать лишний слой пленки).
Исследования показали, что при использовании односторонней
накладки — снизу или сверху относительно свариваемого
материала — позволяет повысить прочность сварных соединений
примерно в два раза. Швы при этом имеют гладкую поверхность,
прозрачны. Материал накладки существенно влияет на прочность
сварного соединения. В работе [6] показано, что при сварке
ПЭТФ пленки толщиной 5 + 5 мкм и использовании накладок
из фторопласта-4, целлофана, бумаги конденсаторной снижение
прочности составило соответственно 25, 35 и 50 %. Накладки
при этом размещались между волноводом и свариваемой пленкой.
Толщина технологической накладки 60 мкм.
Прочность сварных соединений зависит от толщины материала
накладки. Так, например, при использовании в качестве накладки
конденсаторной бумаги при сварке ПЭТФ пленки толщиной 5 +
+ 5 мкм и размещении ее под сварочным наконечником
установлена следующая прочность (%):
При толщине конденсаторной бумаги 12 мкм 0,8
» » » » 60 мкм 50
» » » » 70 мкм 46
» » » » 80 мкм 38
» » » » 150 мкм 37
(испытания на сдвиг; прочность в % от прочности основного материала).
208
Таким образом, можно утверждать, что существует понятие
и оптимальной толщины технологической накладки. Приведенные
данные нельзя признать в полной мере правомерными. Варьируя
толщинами и материалами накладок, их размещением
относительно свариваемых материалов, выходными параметрами
колебательной системы, нужно искать возможно более рациональные
технологии.
В тех случаях, когда нежелательно применять накладки,
которые привариваются к основному материалу, нужно применять
такие из них, которые легко отделяются от сварного шва после
сварки. Этим требованиям отвечают технологические накладки
из бумаги равномерной плотности толщиной 70—75 мкм. При
сварке ПЭТФ пленок достаточно большого диапазона толщин
они обеспечивают прочность сварных соединений до 60 % от
прочности основного материала.
Применение калек, парафинированных оберточных бумаг
нежелательно: они обладают достаточно большой адгезионной
способностью к свариваемой пленке и при их удалении возможно
повреждение изделия. Наилучшие результаты при сварке
металлизированной ПЭТФ пленки с прослойкой из стекловуали
получены при использовании технологических накладок из бумаги
без пропитки.
Приведенные технологические приемы при сварке пленок
позволяют получать сварные соединения достаточно высокой
механической прочности с комплексом качеств, в целом ряде
примеров удовлетворяющих требованиям потребителей. Так,
например, разработана технология ультразвуковой сварки
полотна и канала световодов-светильников из светорассеивающеи
и металлизированной полиэтилентерефталатной пленки.
Технологический процесс сварки производится на специально
разработанной сварочной машине типа УСУ-0,1У4.
. Испытания образцов сварных соединений показали
возможность получения изделий, обладающих кратковременной
длительной прочностью при повышенных температурах, герметичностью,
газонепроницаемостью и т. п.
Оптимальные режимы сварки пленок, как следует из
изложенного, зависят от достаточно большого числа факторов. Отметим
еще одно немаловажное обстоятельство: зависимость качества
сварки от изнашивания волновода и сварочного наконечника,
непосредственно контактирующего со свариваемой пленкой. При
изнашивании волновода меняется его резонансная частота.
Решение этой проблемы просматривается в двух направлениях:
первое — поиск материалов, обладающих максимальной
износоустойчивостью с целью сохранения заданных геометрических размеров
волновода и сварочного наконечника; второе — обеспечение
акустических систем надежными средствами поддержания ее
резонансных свойств и энергетики процесса сварки в целом.
Изнашивание волновода особенно интенсивно при сварке
209
металлизированных пленок с подслойкой стекловуали. Волноводы
из алюминиевых сплавов, например Д16Т, В95 и др., несмотря
на хорошие акустические свойства и минимальные потери не
могут быть рекомендованы к эксплуатации, так как сильно
изнашиваются. Сварка через технологические прокладки, например
бумагу, снижает изнашивание волновода, но не решает проблемы.
В качестве наиболее рациональных материалов для
изготовления выходных ступеней волноводов могут быть рекомендованы
титановые сплавы, например ВТ5, ВТ6 и др. Они обладают
достаточно высокой износоустойчивостью: по сравнению с
алюминиевыми сплавами она примерно в 200 раз выше. Волноводы из
сплава, например, ВТ5 работают без переточки сварочного
наконечника 15—20 рабочих смен. Общая продолжительность
использования такого волновода составляет более года при двухсменной
работе [6].
При условии использования средств автоматической
подстройки частоты колебательной системы (АПЧ), автоматической
стабилизации амплитуды колебаний сварочного наконечника
(АСА, типаж РУСУ) или системы автоматического поддержания
резонанса (САПРа, разработки СЗПИ-1) технология сварки пленок
существенно упрощается. Основное внимание технолога-сварщика
должно быть обращено на соблюдение форм сварочного
наконечника. Стабилизация формы сварочного наконечника в
значительной степени обеспечивает стабилизацию удельного сварочного
усилия и качество сварки. Число переточек сварочного
наконечника и связанное с этим изменение размеров волновода
определяются конкретными «способностями» систем АПЧ, АСА, САПР
к глубине стабилизации того или иного параметра. При отсутствии
таких средств стабилизации колебательной системы при каждой
переточке волновода необходима подстройка генератора вручную.
Целесообразно допустимое изменение длины волновода, связанное
с переточкой сварочного наконечника, составляет до 5 % от его
длины. Максимально допустимое изменение волновода длины
волновода по работе [6] составляет до 10 %.
Примеры изделий, свариваемых ультразвуком, в настоящее
время составляют несколько сот наименований. Некоторые из
них приведены на р.ис* S.9".
Разработана технология ультразвуковой сварки
черно-белых и цветных кинопленок шириной 16, 32, 35 мм на различной
основе (триацетатной и лавсановой) на входе проявочных
машин.. Примеры изделий, свариваемых ультразвуком, приведены
на рис. 6.9.
Технико-экономическая эффективность — ТЭЭ — внедрения
УЗС предопределяется следующими основными факторами.
1. Исключением необходимости тщательной подготовки
свариваемых материалов перед сваркой. Это в равной степени
относится к УЗС и пластмасс, и металлов, УЗС можно сваривать
материалы не только в состоянии поставки (с элементами жировых,
210
Рис. в.9. Образцы изделий из пластмасс, свариваемых ультразвуком
масляных, водных, пылегрязевидных наслоений), но в ряде
случаев и без снятия специально нанесенных покрытий.
2. Возможностью получения сварных соединений, которые
можно получить другими методами сварки, но трудно, с большими
затратами.
3. Технологической необходимостью использования УЗС, т. е.
в тех случаях, когда применение других методов сварки
практически невозможно, а механические методы соединения и
склеивания противопоказаны по условиям эксплуатации.
6.3. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Дефекты сварки и причины их появления в сварных
соединениях металлов и пластмасс весьма разнообразны и характерны
для каждого вида свариваемого материала.
Наличие дефектов в сварных соединениях может явиться
причиной эксплуатационной непригодности изделия. Применяя
различные методы контроля качества сварных соединений, можно
выявить дефекты* и при возможности устранить их. Дефекты
сварных соединений могут возникнуть в результате несоблюдения
технологии подготовки свариваемых материалов и сборки изделия
перед сваркой, нарушения технологических режимов сварки.
Все виды дефектов можно разделить на дефекты внешние и
внутренние. Дефекты могут носить макроскопический и
микроскопический характер. Ультразвуковая сварка с точки зрения методов
контроля качества сварных соединений может быть отнесена
по многим признакам к контактной и дуговой сварке.
211
Характерными дефектами заготовок и сборки изделий под
сварку являются неправильный угол скоса и разделки кромок
в стыковых и угловых швах, непостоянство зазора между
кромками по длине соединяемых изделий, несовпадение стыкуемых
плоскостей кромок. При сварке ультразвуком металлов и
пластмасс нежелательно также какое-либо загрязнение свариваемых
поверхностей, так как это приводит к дестабилизации процесса
сварки. Можно лишь подтвердить, что в особых условиях
технологической необходимости возможна сварка без снятия
поверхностных пленок, покрытий, запыления и т. п. Но это должно
быть специально оговорено в технологии процесса сварки с
соответствующим изменением режимов сварки и других необходимых
мер, обеспечивающих надлежащее качество сварных соединений.
Внешний осмотр сварных швов является первым и
необходимым условием предотвращения выпуска бракованной продукции.
Он позволяет выявить искажение формы швов, трещины, непро-
вары, относительное смещение деталей, избыточную деформацию,
несовпадение кромок и т. п. Внешний вид сварных соединений
должен быть однородным при сварке одних и тех же партий
изделий. Сравнение цветов шва и основного материала позволяет
в отдельных случаях судить о соблюдении технологического
режима сварки.
После внешнего осмотра опытные партии изделий при
необходимости должны подвергаться механическим испытаниям на
растяжение, ударный изгиб, твердость, испытаниям на
вибропрочность, ударную и усталостную прочность, переходные
электрические сопротивления, климатическую стойкость в
зависимости от технических требований (ТТ) на изделие.
Испытания на механическую прочность сварных соединений
дают вполне объективную картину работоспособности и
соответствия ТТ на изделия. Наглядным примером могут служить данные,
приведенные в табл. 6.8, 6.9. Весьма важно при этом провести
статистическую обработку полученных материалов. После
внешнего осмотра сварного соединения в зависимости от назначения
изделия и ТТ может проводиться проверка плотности сварного
шва. Все способы проверки плотности сварного шва основаны
на способности газов и жидкостей проникать через возникшие
дефекты шва и реагировать на дефекты.
Испытания газом — воздухом. Для этого используется
избыточное давление в сосуде. Неплотности в сварных швах
определяются по спаду давления. Возможны испытания сжатым4
воздухом с обмазкой сварных швов мыльной водой; испытания
с погружением изделия в воду, в этом случае дефекты сварных
соединений определяются по появлению пузырьков воздуха на
поверхности воды.
При испытании воздухом с добавлением аммиака A % от
объема воздуха) чувствительность метода к выявлению неплотностей
швов значительно возрастает. Это испытание заключается в том, что
212
сварные швы покрывают бумажной лентой, пропитанной 5 %-ным
водным раствором азотнокислой ртути или фенолфталеина.
Бумагу выдерживают под действием аммиака в течение 1—5 мин,
затем снимают. Она является документом-химограммой шва.
Возможно определение дефектов швов вакуумированием, в том
числе и местным.
В практике контроля сварных швов на непроницаемость
используются течеискатели. Но аппаратура и методы для
контроля сварных швов применяются в особо ответственных
изделиях. Для обдува сварных швов используется гелий. В
испытываемой камере создается вакуум. Гелий, проникший через дефекты
сварного шва, попадает в масс-спектрометр. Для определения
дефектов сварных швов галоидным течеискателем в сосуд подается
воздух в смеси с галоидным газом, например фреоном-12,
хлороформом и т. п. Наличие дефекта в шве регистрируется
миллиамперметром.
Для выявления внутренних и наружных дефектов сварных
соединений металлов и пластмасс возможно использование
достаточно большого числа технических средств и методов неразруша-
ющего контроля, которые широко используются в
промышленности. Методы основаны на использовании электромагнитных
волн, ультразвука и т. п. Приведем краткую их
характеристику [6 и др.].
Инфракрасная дефектоскопия. Методы инфракрасной
дефектоскопии основаны на регистрации инфракрасного излучения,
отраженного или прошедшего через исследуемую среду. Контроль
производится следующим образом. Поток инфракрасного
излучения направляется излучателем на изделие. Спектр излучаемого
сигнала зависит от типа ИК-источника, оптических свойств
исследуемого матер иа л а.
Возможность выявления дефектов и внутренней структуры
материала основывается на зависимости между оптической
плотностью исследуемого материала и интенсивностью прошедшей
лучистой энергии. При таких испытаниях хорошо выявляются
внутренние трещины, несплавления и пустоты диаметром около
миллиметра и более.
Ультразвуковая дефектоскопия. Ультразвуковой контроль
наибольшее применение, нашел благодаря простоте и высокой
производительности, надежности и универсальности. Он с успехом
применяется для выявления внутренних и поверхностных дефектов
как в сварных швах, так и в основном материале. Ультразвуковые
испытания позволяют не только определять трещины, посторонние
включения, но и прогнозировать долговечность ответственных
деталей и конструкций из пластмасс.
В основе ультразвуковой дефектоскопии лежит способность
ультразвука отражаться от поверхности раздела двух сред с
различной акустической плотностью, например от несплошностей,
раковин, трещин и др. Для получения ультразвука используют
213
генераторы маломощные, импульсные, являющиеся источниками
переменного тока, и специальные излучатели. Основным
элементом излучателя является пьезоэлектрический преобразователь.
Ультразвуковой контроль пластмасс отличается от контроля
металлов. Во-первых, в пластмассах затухание ультразвука
значительно больше, чем в металлах. Например, коэффициент
затухания ультразвука при частоте 2,5 МГц составляет для поли-
мети лметакрилата и полистирола соответственно 58 и 23 м~х,
а для стали и дюралюминия 1 и 2 м. Таким образом, для
контроля изделий из пластмасс, имеющих одинаковую с металлами
толщину, требуется значительно большая акустическая мощность.
Во-вторых, скорость ультразвука в пластмассах гораздо меньше,
чем в металлах. Например, для полиметилметакрилата и
полистирола скорость продольных волн составляет 2,67 10е и 2,35 X
X 10е мм/с, а для стали и дюралюминия около 6 10е мм/с. Из-за
уменьшения скорости ультразвука в пластмассах ультразвуковой
луч в сварное соединение трудно ввести под нужным углом. Для
увеличения угла ввода, позволяющего озвучивать сварной шов,
можно применять ввод колебаний через воду. Водяная прослойка
удерживается при помощи специального полиэтиленового
переходника.
Рентгенографическая дефектоскопия. Рентгенографический
метод контроля состоит в том, что через исследуемый материал
с различной структурой или дефектами пропускается
рентгеновское излучение. Преобразовав прошедшее излучение в видимое
изображение с помощью, например, фотопленки или специальных
флюороскопических экранов, можно судить о внутреннем
состоянии изделия. Таким образом, можно выявить характер, границы,
конфигурацию и глубину залегания дефекта. Чем больше
плотность материала, чем больше он ослабляет излучение, тем более
высокую контрастную чувствительность будет иметь
рассматриваемый способ контроля. Коэффициент ослабления излучения у
большинства пластмасс весьма мал. Повысить его можно уменьшением
напряжения на трубке. Таким образом, основной особенностью
рентгеновского контроля пластмасс является необходимость
применения мягкого излучения при небольших напряжениях на
электродах трубки.
Увеличение чувствительности рентгенографического способа,
контроля может быть достигнуто при использовании в качестве
приемников излучения сцинтилляционных счетчиков. Попадание
рентгеновского излучения на активное вещество этих счетчиков
приводит к появлению вспышек видимого или ультрафиолетового
света. Использование вместе со сцинтилляционными счетчиками
фотоэлектронных умножителей сделало возможным преобразовать
информацию рентгеновского излучения о состоянии вещества
в электрические сигналы. После усиления эти сигналы можно
записать на электронном потенциометре, получив видимое
изображение дефектов изделия.
214
Использование рентгеносцинтилляционного метода
значительно повышает чувствительность контроля пластмассовых
изделий. Этот метод позволяет выявлять дефекты типа расслоений
и трещин с малым раскрытием, расположенных перпендикулярно
к направлению просвечивания. Поры, скопления пор,
металлические включения также выявляются с высокой степенью
надежности.
Капиллярные методы дефектоскопии. Они основаны на
способности жидкости проникать в поверхностные дефекты изделия;
применяются для обнаружения всех типов поверхностных трещин,
расслоений, течей в сварных соединениях металлов и пластмасс.
К капиллярным методам относятся: люминесцентный, цветной
(метод красок) и люминесцентно-цветной. В первом и третьем
методах применяют люминесцентные жидкости, которые
высвечиваются под действием ультрафиолетовых лучей. Во втором методе
в качестве проникающих жидкостей используются красящие
жидкости.
Методика проведения контроля для всех капиллярных методов
одинакова и состоит из следующих операций: обезжиривания
поверхности изделия; нанесения на поверхность проникающей
жидкости; нанесения проявителя; осмотра и расшифровки
результатов. Проникающую жидкость наносят погружением изделия
в ванну, а также при помощи кисти или пульверизатора.
Применяя сухие и жидкие проявители, которые подобно
промокательной бумаге вытягивают проникающую жидкость из полости
дефекта за счет абсорбции и распределяют ее на поверхности
изделия в пределах небольшой области вокруг дефекта, можно
получить его изображение. Окраска получаемых изображений
дефекта зависит от вида проникающей жидкости. С помощью
проникающих жидкостей возможен контроль сквозных отверстий
на соединениях из полимеров небольшой толщины (от 0,5 до
0,3 мм).
Радиотехнические методы контроля. Они основаны на
применении радиволн сверхвысоких частот (СВЧ) — 1000 — 100 ГГц.
Радиоволны хорошо проникают в диэлектрики. В этом случае
не требуется контакта между зондирующим устройством и
контролируемым изделием. При наличии в изделии трещин,
инородных включений и прочих дефектов радиоволны, отражаясь или
проходя через них, меняют фазу (фазовый метод), амплитуду
(амплитудный метод) или характер поляризации
(поляризационный метод).
В радиодефектоскопах используется как отражение
радиоволн, так и затухание при прохождении их через изделие; в
последнем случае чувствительность метода выше. Существуют
комбинированные радиодефектоскопы для контроля пластмасс, в
которых одновременно используется радиотехнический и
ультразвуковой методы.
Радиотехнические методы применяются для контроля сварных
215
строительных конструкций, у которых швы не имеют грата. При
контроле изделий из пластмасс выявляются трещины с
раскрытием более 0,1 мм и глубиной более 3 мм, непровары; особенно
хорошо выявляются инородные включения.
Электростатический метод. Этот метод так же, как и
капиллярные методы, позволяет выявить поверхностные дефекты
(трещины, поры, несплошности и др.) в сварных соединениях. Он
основан на трибоэлектрическом эффекте, т. е. возникновении
электростатического поля за счет трения. Метод прост, дешев,
высокопроизводителен. Методика проведения контроля такая же,
как при контроле с использованием проникающей жидкости.
На поверхность очищенного изделия наносят жидкость, которая
состоит из воды, смачивающего вещества и веществ,
обеспечивающих слабую электропроводность. Через некоторое время
поверхности высушенного изделия опыляют порошком, частицы
которого несут электрические заряды. При этом в жидкости,
оставшейся в дефекте, происходит направленное перемещение
ионов: если частицы порошка имеют положительный заряд, то
отрицательные ионы жидкости будут перемещаться к вершине
дефекта, а положительные ионы — к основанию дефекта. Далее
напыленный порошок удаляют с поверхности изделия; при этом
за счет кулоновского притяжения между положительными
частицами порошка и отрицательными ионами жидкости образуется
видимое изображение дефекта.
Электроискровой метод контроля. Основан на
электроизоляционных свойствах полимерных материалов. Если изделие из
пластмасс поместить в пространство между электродами, к
которым приложена большая разность потенциалов A5—20 кВ), то
в области дефекта в сварном соединении проскакивает искра,
которая на приборе отображает дефектный участок в виде не-
проваров, трещин, пор. Этот метод применяется для контроля
швов в сварных соединениях тонких полимерных пленок.
Электролитный метод. Он основан на электроизоляционных
свойствах пластмасс. Сварное изделие погружают в ванну с
электролитом C %-ный раствор поваренной соли) или электролит
наносят на поверхность изделия. Наличие дефекта в сварном
соединении обнаруживается по отклонению стрелки гальванометра
при наложении на изделие электродов.
Тепловой метод контроля. Основан на изменении
распределения теплового излучения, испускаемого исследуемым изделием
при наличии в нем дефекта. Он применяется для контроля
листовых сварных соединений из полимерных материалов после снятия
грата. Метод позволяет определить форму, размеры и места
расположения больших дефектов типа нарушения сплошности. Схема
контроля проста: с одной стороны изделия размещают источник
нагрева — плазмотрон, лазер и др., ас другой — приемную
аппаратуру повышенной чувствительности. Такая аппаратура дает
возможность представить картину распределения теплового излучения по
216
поверхности изделия в виде изображения на экране
электроннолучевой трубки или на фотобумаге; при этом выявляются дефекты.
В заключение следует отметить, что комплексное применение
рассмотренных методов контроля обеспечивает выявление
возможных дефектов сварного соединения и тем самым гарантирует
безотказную работу сварных соединений из металлов и
пластмасс, выполненных ультразвуковой сваркой.
Техника безопасности. Из слышимых звуков утомляющее
воздействие на слух человека оказывают звуки частотой 4—
5 кГц. При увеличении частоты звука слуховая чувствительность
к нему ослабляется и, наконец, при частоте 16 кГц и выше органы
слуха перестают воспринимать звуковые колебания в воздухе.
Действие ультразвука на человека уже не будет определяться
его восприятием через органы слуха. Практически при значениях
общих уровней звуковых давлений в воздухе, не превышающих
120 дБ, вредное действие шумов ультразвуковых установок
целиком определяется слышимой частью спектра.
Конструкция ультразвуковой сварочной установки должна
исключать возможность случайного контакта людей с элементами
схемы и деталями, находящимися под напряжением.
Категорически запрещается работать на установке при неисправности
блокировочного устройства ультразвукового генератора, а также
со снятым кожухом машины. При необходимости прикасания
к работающему волноводу следует применять перчатки.
Соблюдение требований безопасности обязательно для всех
инженеров и административно-технических работников, а также
обслуживающего персонала, связанного с эксплуатацией машин
для УЗС. К обслуживанию машины могут быть допущены лица,
прошедшие соответствующий инструктаж и ознакомленные с
конструкцией и описанием машины.
Перед началом работы необходимо проверить наличие
резинового коврика на рабочем месте, исправность заземления и
блокировки генератора.
Запрещается работать при снятых стенках источника питания,
касаться руками работающей колебательной системы,
производить замену колебательной системы без выключения машины.
Квалификация электротехнического дежурного персонала,
обслуживающего машину, должна быть не ниже IV
квалификационной группы по технике безопасности.
При изучении мер безопасности необходимо дополнительно
руководствоваться указаниями по технике безопасности,
приведенными в эксплуатационной документации на сварочную машину
и ультразвуковой генератор.
Эксплуатация и ремонт машины должны производиться с
соблюдением требований ГОСТ 12.2.077—82, ГОСТ 12.3.033—84,
ГОСТ 12.1.033—81*, ГОСТ 12.1.001—83*.
СПИСОК ЛИТЕРАТУРЫ
1. Алехин В., П., Мазур А. И., Шоршоров М. X. Процесс сварки и пайки в
производстве полупроводниковых приборов. М.: Радио, 1981. 278 с.
2. Алехин В,. П. Физические закономерности микропластической деформации
и разрушения поверхностных слоев твердого тела. Дис. ... докт. физ.-мат.
наук. Киев, 1978. 50 с.
3. Бабаков И. М. Теория колебаний. М.: Наука, 1965. 560 с.
4. Бутурович И. X., Яшин С. В., Семенов И. М. Фазовая система
автоматического поддержания резонанса//Создание и применение аппаратуры для
ультразвуковых технологических процессов в машиностроении/Под ред.
А. И. Маркова. М., 1978.
5. Веников В. А. Теория подобия и моделирования применительно к задачам
электротехники. М.: Высш. шк., 1966. 487 с.
6. Волков С. С, Черняк Б. Я. Свар«ка пластмасс ультразвуком. М.: Химия,
1986. 254 с.
7. Глазов В. В. "Исследование влияния физико-химических, технологических
и конструктивных факторов на износостойкость наконечников для УЗС
металлов. Дис. ... канд. техн. наук Л., 1982. 216 с.
8. Зайцев К. И., Мацук Л. Н. Сварка пластмасс. М.: Машиностроение, 1978.
224 с.
9. Костецкий Б. И. Трение, смазка и износ в машинах. Киев: Техника, 1970.
396 с.
10. Кулемин А. В. Ультразвук и диффузия в металлах. М.: Металлургия, 1978.
199 с.
И Колешко В. М. Ультразвуковая микросварка. Минск: Наука и техника,
• 1977. 456 с.
12 Мицкевич А. М. Исследования процесса ультразвуковой сварки металлов.
• Дис. ... канд. техн. наук. М., 1970. 14 с.
13 Нефедов В. В. Исследование механических колебательных систем для шов-
• ной ультразвуковой сварки. Дис. ... канд. техн. наук. М., 1976. 163 с.
14 Петушко И. В. Генератор мощностью* 1,6 кВт с системами автоматической
. стабилизации процесса УЗС металлов и пластмасс//Новые разработки в
ультразвуковой технике и их применение: Материалы краткосрочного семинара
1—2 июля. Л.: ЛДНТП/1982. С. 21—25.
15. Постников В. С. Механизм внутреннего трения в металлах//Внутреннее
трение в металлических материалах. М.: Наука, 1970. 207 с.
16. Повстян В. И. Исследование конструктивно-технологических особенностей
оборудования для точечной ультразвуковой сварки металлов. Дис. ... канд.
техн. наук. Киев, 1977. 179 с.
17. Смирнов А. С. Один из показателей, характеризующих свариваемость
полимеров ультразвуком//Информ. материалы координационного центра стран —
членов СЭВ. Киев, 1977. Вып. 1. С. 43—45.
18. Теумин И. И. Введение ультразвуковых колебаний в обрабатываемые среды//
Источники мощного ультразвука. М.: Наука, 1967. С. 207—244;//Ультра-
звуковые волноводы изгибных колебаний. Там же. С. 245—286.
19. Холопов Ю. В. Исследования процесса, разработка технологии и внедрение
ультразвуковой сварки в промышленность. Дис. ...докт. техн. наук. Л.,
1982. 439 с.
20. Холопов Ю. В. Оборудование для ультразвуковой сварки. Л.: Энергоатом-
издат, 1985. 167 с.
218
ОГЛАВЛЕН
ИЕ
Предисловие . • 3
Глава 1
ФИЗИЧЕСКИЕ УСЛОВИЯ ОБРАЗОВАНИЯ СВАРНОГО
СОЕДИНЕНИЯ 5
1.1. Общая характеристика процесса —
1.2. Общая физическая модель зоны сварки 7
1.3. Процессы внешнего трения 11
1.4. Процессы внутреннего трения при сварке пластмасс и металлов 16
1.5. Закономерности выделения энергии в зоне сварки в зависимости от
свойств свариваемых материалов 22
1.6. Некоторые особенности образования сварных соединений металлов
и пластмасс 35
Глава 2
СТАБИЛИЗАЦИЯ ПРОЦЕССА ПЕРЕДАЧИ ЭНЕРГИИ В ЗОНУ
СВАРКИ 48
2.1. Общая характеристика причин, дестабилизирующих процесс сварки —
2.2. Методы стабилизации колебаний сварочного наконечника .... 50
2.3. Методы стабилизации сварочного усилия 66
2.4. Условия передачи энергии в зависимости от состояния
контактирующих поверхностей в зоне сварки . 70
2.5. Влияние стержневой опоры и нагрева сварочного наконечника ... 77
Г л а в а 3
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ РЕЖИМА
СВАРКИ . 81
3.1. Основные величины и параметры режима сварки ...:.... —
3.2. Методические начала расчета сварочного усилия 83
3.3. Методические начала расчета амплитуды колебаний сварочного
наконечника 85
3.4. Уравнение связи основных энергетических величин и разработка
критериев подобия при расчете основных параметров режима сварки 95
3.5. Алгоритм расчета основных технологических параметров режима
сварки 97
Глава 4
ОСНОВНЫЕ УЗЛЫ ОБОРУДОВАНИЯ ДЛЯ УЗС ПЛАСТМАСС
И МЕТАЛЛОВ 100
4.1. Волноводы . —
4.2. Электромеханические преобразователи " . . 107
4.3. Источники питания преобразователей 117
4.4. Промышленные источники питания преобразователей сварочных
систем 137
4.5. Методы и аппаратура для измерения параметров
электромеханических систем 144
219
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ УЗС ПЛАСТМАСС
И МЕТАЛЛОВ 153
5.1. Классификация принципиальных кинематических схем сварочных
машин и основные требования к оборудованию —
5.2. Оборудование для точечной и шовной сварки металлов и пластмасс 163
Глава б
РАЗРАБОТКА И ВНЕДРЕНИЕ ТЕХНОЛОГИИ УЗС ПЛАСТМАСС
И МЕТАЛЛОВ В ПРОМЫШЛЕННОСТИ 187
6.1. Технология сварки металлов —
6.2. Технология сварки полимеров 201
6.3. Контроль качества сварных соединений 211
Список литературы 218
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Холопов Юрий Васильевич
УЛЬТРАЗВУКОВАЯ СВАРКА ПЛАСТМАСС
И МЕТАЛЛОВ
Редактор Р. Я. Михеева
Переплет художника А. А. Парушкина
Художественный редактор Я. В. Зимаков
Технический редактор Я. В. Шиканова
Корректоры Я. Г. Иванова, А. И. Лавриненко
ИБ № 4606
Сдано в набор 04.12.87. Подписано в печать 28.06.88. М-33317
Формат 60X90Vie- Бумага офсетная № 1. Гарнитура литературная.
Печать офсетная. Усл. печ. л. 14,0. Усл. кр.-отт. 14,0. Уч.-изд. л. 15,18.
Тираж 13900 экз. Заказ 317. Цена 1 р. 10 к.
Ленинградское отделение ордена Трудового Красного Знамени
издательства «Машиностроение»,
191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
221