/






















































































Текст
тгаигомспам
J Я19 q 1/31Л 0 d!3 я
93VW13VULJ
VHdvaa
НИИьИШЭГЭ
УДК 621.791.46/9.03+678.029.43
В книге обобщен отечественный и зарубежный опыт сварки
при изготовлении и монтаже строительных пластмассовых изде-
лий и конструкций. Рассмотрена также сварка материалов с
пластмассовым покрытием (бумага, металл, фанера, стеклоткани
и др.) и пенополимерных; материалов.
Приведены классификация и характеристика всех способов
сварки, сведения о конструкциях сварочной аппаратуры и обо-
рудовании, а также данные о способах сварки, широко приме-
няемых в строительной практике: газообразными теплоносите-
лями, контактной и высокочастотной.
Описана технология изготовления свариваемых деталей, уз-
лов, изделий и конструкций. Показаны конструкции сварных
швов и приспособлений, применяемых при сборке и сварке.
Большое внимание уделено изготовлению и сварке пласт-
массовых трубопроводов, трубопроводной арматуры, полимерных
погонажных изделий и др.
Приведены технико-экономические данные различных спо-
собов сварки.
В книге имеются данные о технике безопасности, производ-
ственной санитарии, методах контроля качества сварных швов
изделий и конструкций.
Книга предназначена для работников строительных органи-
заций, научно-исследовательских и проектных институтов,
конструкторско-технологических бюро, занимающихся сварочным
делом. Она может служить пособием при подготовке бригадиров
И рабочих сварщиков,
3—2—7
—ез
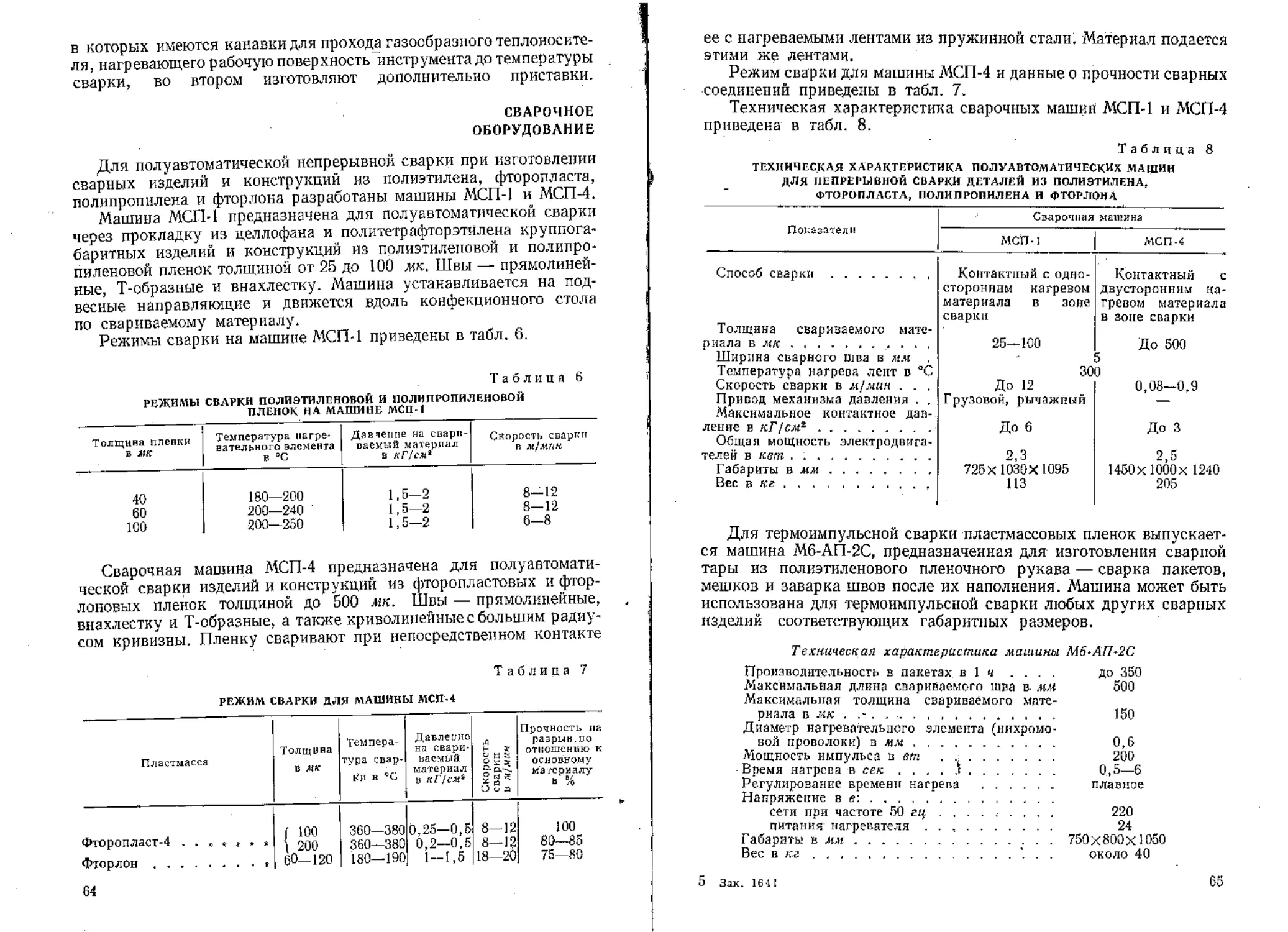
ВВЕДЕНИЕ
Большое значение для индустриализации строительства имеет
применение пластмассовых изделий и конструкций и широкое внед-
рение сварки пластмасс.
Сварка пластмасс является прогрессивным и экономичным спо-
собом создания строительных изделий и конструкций различного
назначения и совершенствования технологии во всех областях строи-
тельства.
Пластмассами называют жесткие, полужесткие и мягкие массы
на основе связующего из органических соединений, способные фор-
моваться в определенных условиях температуры и давления.
Такие массы (или пластики), которые формуются при нагреве и
давлении только на определенной стадии производства и быстро те-
ряют эту способность в результате термического воздействия, на-
зывают реактопластами (реактивными пластмассами). До послед-
него времени их перерабатывали в детали и изделия путем прессо-
вания. Сварка реактопластов освоена недавно. Сварные изделия и
конструкции из реактопластов изготовляют из отвержденных тер-
мореактивных материалов на основе конденсационных смрл.
Пластики, постоянно сохраняющие способность к формованию
при определенном нагреве и давлении или теряющие частично или
полностью эту способность только после длительного термического
воздействия, называют термопластами (термопластическими пласт-
массами). Их перерабатывают в изделия и конструкции
с помощью различных видов сварки, литья под давлением и экстру-
зии. Эти пластмассы чаще всего состоят полностью нз полимеров.
К таким пластическим массам относятся полиэтилены, полиамиды,
винипласт, фторопласт-4, полипропилен, поролон, пенополистирол
и др. :
Характеристика свариваемости пластмасс и материалов, покры-
тых пластмассами, приведена в табл. 1.
В этой же таблице приведена примерная температура сварки.
Пользуясь данными этой таблицы, можно выбрать тот или иной
способ сварки.
В некоторых случаях для придания пластмассам требуемых
свойств и получения изделий и конструкций нужного цвета в них
вводят пластификаторы (как правило, сложные эфиры фталевой,
фосфорной, себациновой и других кислот), красители и замутнители.
Пластификаторы облегчают переработку пластических масс и,
кроме того, придают им такие свойства, как, например, эластич-
3
СВАРИВАЕМОСТЬ ПЛАСТМАСС И MATE
Способ
газообразными теплоносителями
Свариваемый материал нагретым воздухом нагретыми инертными газами (азот, аргон и др.) газопла- менная расплав- ленным прутком
- Полиэтилен (листы, пленки) Удовлетво- рительная Хорошая — Хорошая
Полиэтилен (пруткн, трубы) То же ——
Винипласт: листы Хорошая Хорошая —
прутки, трубы ..... » —
Поливинилхлоридный пла- стикат я — Хорошая
Поливинилхлоридный лино- леум » — —
Полиамидная пленка . . . — — — Хорошая
Полипропиленовая пленка . Удовлетворительная — £
Фторлоновая пленка .... & —
Полиметилметакрилат (орга- ническое стекло) , . Хорошая — —
Полиизобутнлен — —
Полистирол — —
Фторопласт-4 — — — —
Армированная пленка; ПКП-40 -—- — — —
ПАК-40 — — —
Материалы, покрытые поли- винилхлоридом: фанера — — .
ткани Удовлетворительная —* Хорошая
листовой металл и металли- ческая фольга — — к —
4
Таблица I
РИАЛОВ, ПОКРЫТЫХ ПЛАСТМАССАМИ
сварки
контактная токами высо- кой частоты трением инфракрас- ным излуче- нием ультразвуко- вая Примерная температура сварки в °C
Хорошая — — Хорошая Хорошая 140—200
» — Хорошая 140—200
> Хорошая Удовлетво- рительная 200—220
Хорошая £ 200—220
'4 J> > — — 180—200
J; — Удовлетво* рительная 180—200
Удовлетво- рительная ‘— & 160—230
Г To же 4— Удовлетво- рительная 140—160
Я Удовлетво- рительная — » Тоже 160—170
— Удовлетво- рительная — *— 200—220
ir — — — — — —
Хорошая — — — — —
Удовлетво- рительная — — — Удовлетво* рительная 380—385
I То же — — То же
— — . —* 5> 175—190
— Хорошая — — > —
— — — £ —
j;, E Хоре иная — — — —
Свариваемый материал Способ
газообразными теплоносителями расплав- ленным прутком
нагретым воздухом нагретыми инертными газами (азот, аргон и др.) газопла- менная
Бумага с полиэтиленовым покрытием — ~ Хорошая
Целлофан (с покрытием) . . — — —
Пленки поливинилхлоридные для галантерейных изделий . -7- — — —
Пленки: ЮЛ-2, ЮЛ-3 <— — — ,—
548, ПКРТ-3 . . . . . , — — — —'
полиэтилентерефталатная . — — —
полиэтиленпековая гидро- изоляционная — — — Хорошая
Лакоткани на основе капро- новой ткани и полиамидной смолы — — ——
Пенополиуретан (поролон) , — — — —
Пенополистирол ...... —* — —
Поликапролактам (капрон марки Б) ' Хорошая — —
Нейлон : . . — — —
Сополимер этилена с пропи- леном (СЭП): пленки .... t ... . Удовлетво рительная — Хорошая
листы, прессованные и ли- тые детали Л. . . , . . . Древесностружечные плиты 5 покрытые слоехМ поливинилхло- рида Листовой винипласт с поли- м ет и л м ета к р и л ато м Листовой поливинилхлорид с пенополимерными материа- лами и X — —
6
Продолжение табл. 1
сварки Примерная температура сварки в °C
контактная токами высо- кой частоты трением инфракрас- ным излуче- нием ультразвуко- вая
Хорошая 140—200
» — — — — 93—176
Хорошая — •— Хорошая
—' — Удовлетворительная 140—145
у Хорошая — » 135—138
— — — — У 150—160
Хорошая — — » 90
Удовлетво- рительная — у 140—145
— —— — —
Удовлетво- рительная Удовлетво- рительная — — 130—140
Хорошая — — — Хорошая 180—200
» — ’— — У ——
Удовлетво- рительная — — Удовлетвс рительная —
То же — Удовлетво- рительная — Удовлетво^ рительная —
Удовлетвс зрительная — — — —
Удовлетво- рительная — — — — —
То же i — — —
7
ность, морозостойкость. Введение пластификаторов в пластические
массы повышает относительное удлинение при разрыве, несколько
снижает прочность на разрыв, а также увеличивает ползучесть.
Для повышения термопластичности применяют высококипящие,
малолетучие, предпочтительно вязкие жидкости.
Стабильность свойств изделий и конструкций в значительной
степени зависит от того, как долго сохраняется в них пластифика-
тор. Большинство пластификаторов, несмотря па низкую летучесть
паров, все же постепенно выветривается, что приводит к некоторому
изменению размеров изделий и конструкций, снижению эластич-
ности материала и образованию трещин. Для сохранения постоян-
ства свойств изделий и конструкций, т. е. предупреждения старе-
ния, следует по возможности уменьшить содержание пластифика-
тора в составе пластмасс или использовать в качестве пласти-
фикаторов низкомолекулярные смолы.
Для производства губчатых материалов или пенопластов в со-
став пластмасс вводят специальные вещества — порообразова-
тели, обеспечивающие создание в материале пор или изолированных
газонаполненных ячеек.
Краситель изменяет цвет пластической массы, а замутнитель
нарушает ее прозрачность.
Для крашения применяют различные термостойкие и светостой-
кие органические красители и пигменты (пигмент алый — Н, тиоин-
диго красно-коричневый — Ж, тиоиндиго оранжевый — КХ, пиг-
мент желтый — Ж, кубовый ярко-фиолетовый — К, пигмент синий
атрахиновый, пигмент голубой фталоцианиновый, пигмент зеленый
фталоцианиновый и др.) и минеральные пигменты (крон свипцово-
желтый, кадмий лимонный, кадмий средне-желтый, кадмий пур-
пурный, кадмий красный светлый, кадмий красный темный, окись
хрома, двуокись титана, алюминиевая пудра и др.).
Для защиты от действия солнечного света иногда вводят сажу
в количестве 2—3%. Действие сажи тем эффективнее, чем более она
диспергирована и чем равномернее распределена в пластической
массе. Наилучшие результаты дает газовая канальная сажа. При-
меняется также и печная сажа, введение которой не вызывает изме-
нений диэлектрических показателей.
За последнее время в применении сварных пластмассовых изде-
лий и конструкций достигнуты значительные успехи, которые по-
казывают, что области применения сварки пластмасс могут быть зна-
чительно расширены. Это подтвердилось применением в строитель-
стве таких современных способов сварки, как высокочастотная,
контактная, автоматическая и полуавтоматическая газообразными
теплоносителями, термо импульсная и др. Сварные изделия и кон-
струкции все более вытесняют из строительства изделия и конструк-
ции, детали которых соединены другими способами.
Опыт показывает, что во многих случаях без сварки невозможно
применять пластмассы в строительстве, целиком используя их заме-
чательные свойства — прочность, кислотостойкость, долговечность
8
и т. д. В арсенале технических средств строителей сварка пластмасс
уже занимает существенное место.
С ее помощью строители монтируют настилы полов из линолеума
и пластиката, трубопроводы различного назначения, запорную тру-
бопроводную арматуру, надувные складские и другие помещения,
оболочки железобетонных резервуаров, травильные и электролиз-
ные ванны, вентиляционные системы, кровли теплиц и оранжереи,
крупногабаритные полотнища из пленки для защиты строящихся
зданий от непогоды, резервуары, баки, водоспуски, гидроизоляции
зданий, полимерные погонажные изделия и многие другие кон-
струкции.
За последнее время созданы более совершенные сварочные ма-
шины, сварочные агрегаты и аппаратура. Применяются оригиналь-
ные конструкции приспособлений, способные эффективно работать
с современным сварочным оборудованием и аппаратурой. Прове-
дена некоторая работа в части использования модернизированного
сварочного оборудования и сварочной аппаратуры, ранее применяе-
мой для сварки металлов.
Отдавая должное успехам в развитии техники сварки пластмасс
в строительстве и расширению ее внедрения, необходимо отметить,
что в этом прогрессивном и важном деле имеет большое значение
ознакомление работников строительных организаций с современ-
ным состоянием техники сварки и перспективами ее развития.
Проблема сварки пластмасс и материалов, покрытых пластмас-
сами, достаточно многосторонняя и сложная, а издаваемая книга
является первой на эту тему, поэтому автор не претендует на пол-
ноту освещения вбех вопросов.
ГЛАВА I
КЛАССИФИКАЦИЯ
И ХАРАКТЕРИСТИКА
СПОСОБОВ СВАРКИ
ПЛАСТМАСС
^-'"Сварка пластмасс по сравнению с другими способами соединения
деталей и узлов является наиболее технологичным способом, поз-
воляет механизировать процесс сборки, увеличить его производи-
тельность и улучшить качество соединения. С помощью сварки полу-
чают неразъемные соединения деталей, узлов, изделий и строитель-
ных конструкций.
Сейчас сварка является одним из ведущих технологических про-
цессов в современном строительстве при изготовлении и монтаже
изделий и конструкций из пластмасс и материалов, покрытых пласт-
массами, от степени развития и совершенствования которой во мйо-
гом зависит уровень технологии в строительстве.
Сейчас разработаны и применяются самые различные способы
сварки, с помощью которых обеспечивается соединение деталей из
всех до сих пор известных термопластов.
уСварка изделий и конструкций из термопластов осуществляется
взаимной диффузией макромолекул в зоне сварки деталей, в местах
контактов которых материал нагрет до размягченного состояния.
При сварке с присадочными прутками взаимная диффузия макро-
молекул осуществляется между материалом свариваемых деталей
и присадочных прутков, а при многослойной сварке также и между
присадочными прутками.
Процесс сварки осуществляется в узких температурных гра-
ницах — ниже температуры разложения, но выше температуры раз-
мягчения.
При всех способах сварки при правильно установленном техно-
.логическом процессе основной, а также присадочный материал в зоне
сварки нагревают до вязко-текучего состояния.
у Технологический процесс сварки термопластов осуществляется
:за'два перехода: первый — нагрев деталей или деталей и сварочного
прутка в зоне сварки, второй — приложение механического усилия
(сварочного давления) в зоне сварки, под действием которого обра-
зуется сварное соединение (сварной шов).
Принципиально сварка термопластов и материалов, покрытых
пластмассами, всеми до сих пор известными способами идентична
контактной сварке металлов методом сопротивления.
10
В последнее время разработан способ сварки реактопластов \
сущность которого заключается в продолжении химической реак-
ции отверждения. В реакции принимает участие связующее соеди-
няемых поверхностей деталей в зоне сварки.
Установлено, что природа сварки различных отвержденных плас-
тиков в каждом отдельном случае обусловлена механизмом отверж-
дения их связующего. При конденсации отвержденных смол и на
любом этапе отверждения в смоле сохраняется некоторое количе-
ство реакционноспособных функциональных групп, полное ис-
пользование которых невозможно, так как поликонденсация яв-
ляется равновесным процессом (заканчивается как только в смоле
установится равновесное состояние). Даже тепловая обработка го-
тового изделия при высоких температурах не приводит к исполь-
зованию всех функциональных групп.
Классификация способов сварки, применяемых для соединения
деталей, узлов и конструкций из термопластов, приведена ниже.
Выбор способа сварки зависит от свойств термопластов, типа
изделий и конструкций, сортамента применяемых пластмасс и т. д.
Как и при сварке металлов, механизированные процессы являются
более экономичными при крупносерийном и массовом производстве.
Для сварки реактопластов применяют высокочастотную и ультра-
звуковую сварку (по литературным данным «химическую сварку»).
Сварку пластмасс газообразными теплоносителями используют
в строительстве сравнительно давно, в общем объеме производства
Сварных изделий и конструкций она занимает одно из первых мест.
Этот способ наиболее универсален и маневрен, он нашел применение
при изготовлении изделий и крупноразмерных заготовок в завод-
ских условиях, а также в построечных условиях при монтаже свар-
ных пластмассовых конструкций.
Сваркой газообразными теплоносителями выполняют все свар-
ные соединения: встык, внахлестку, впритык (тавровые соединения),
угловые, торцовые, с накладками, пробочные, отбортованные (совме-
щенные, стыковые, боковые), Х-образные, V-образные, U-образные
й др. Исходя из объемов производства сварных пластмассовых из-
делий и конструкций и их конструктивных особенностей, применяют
те или иные виды сварки газообразными теплоносителями — руч-
ную, полуавтоматическую, автоматическую с использованием при-
способлений, способных эффективно работать с высокопроизводи-
тельным оборудованием. Сварные соединения чаще всего образуются
за счет применения присадочных материалов. Беспрутковая сварка
газообразными теплоносителями применяется для сварных кон-
струкций из пленок. Для сварки пластмассовых листов этот способ
пока не нашел большого практического применения. Хотя сварка
газообразными теплоносителями по сравнению с другими способами
1 Е. Б. Трост я некая, Г. В. Комаров, В. А. Шиш-
кин. Авторское свйдетельство № 163343. Бюллетень изобретений № 12,
1964.
11
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
Способы сварки пластмасс
12
менее производительна и экономична, она и в будущем будет при-
меняться в строительстве в значительных масштабах там, где нельзя
использовать более совершенные способы сварки: при изготовлении
изделий из листовых пластмасс, выполнении потолочных и гори-
зонтальных швов в монтажных условиях и т. д.
На второе место по масштабам применения в строительстве сле-
дует отнести контактную сварку, объем которой в выпуске сварных
изделий и конструкций из пластмасс и материалов, покрытых пласт-
массами, довольно быстро увеличивается. В отличие от сварки газо-
образными теплоносителями при контактной сварке сварные швы
образуются за счет соединения основного материала, в силу чего
сварка выполняется без присадочных прутков и накладных полос.
Крупным преимуществом контактной сварки является также и
то, что она легко поддается механизации и автоматизации.
При этом способе детали свариваются встык, внахлестку, вторец
бесскосвым соединением, при котором свариваемые кромки деталей
в зоне сварки не скашиваются, т. ё. без разделки кромок под сварку,
за счет чего снижаются трудозатраты на выпуск сварных изделий и
конструкций.
Разработка сварочных машин для термоимпульсной сварки зна-
чительно увеличила применение контактной сварки.
Высокочастотная сварка пластмасс и материалов, покрытых
пластмассами, в общем выпуске сварных изделий и конструкций
занимает третье место.
Этот способ сварки довольно широко применяется для нанесения
на поверхности изделий букв, цифр, рисунков, орнаментов и т. д.
Высокочастотная сварка — весьма эффективный способ изготовле-
ния изделий. При этом способе сварки обеспечивается быстрый
нагрев деталей в зоне сварки и образование сварного шва с значи-
тельной скоростью.
При высокочастотной сварке,: так же как и при контактной свар-
ке, детали соединяются встык и внахлестку.
Ультразвуковую сварку, сварку трением и инфракрасным излу-
чением применяют в строительстве в незначительных объемах. Наи-
более перспективной является ультразвуковая сварка, которая
обеспечивает при прочих равных условиях наиболее высокую про-
изводительность и сварку деталей малой толщины с деталями боль-
шой толщины.
В табл. 2 приведены все до сих пор известные способы сварки,
в том числе пока и не нашедшие широкого применения, но являю-
щиеся весьма перспективными (сварка расплавленным прутком
однослойными и многослойными швами, сварка вращающимся сва-
рочным прутком °— заклепками, сварка стыковыми швами, ультра-
звуком, химическая сварка, сварка излучением).
В таблице также приведены наиболее характерные разновид-
ности различных способов сварки пластмасс и материалов, покрытых
пластмассами. Пользуясь данными приведенной таблицы, можно
выбрать наиболее целесообразный и экономичный способ сварки.
13
Таблица 2
ХАРАКТЕРИСТИКА СПОСОБОВ СВАРКИ И ОСНОВНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ СВАРНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛЕЙ И КОНСТРУКЦИЙ
Разновидность Сущность способа сварка Схема Сварные наделня и конструкции, изготовляемые из пластмасс и ма- териалов, покрытых пластмассами
Сварка газообразными теплоносителями
С присадочными^
прутками (круглые
стержни, прямо-
угольные, тре-
угольные и др.):
электрическими
или газовыми го-
релками косвенно-
го нагрева
Нагретый газ (воздух,
азот, аргон и другие инерт-
ные газы) 1 поступает из
мундштука горелки 2 и на-
гревает кромки деталей 3 и
присадочный пруток 4 в зо-
не сварки до вязкотекучего
состояния. Сварной шов 5
образуется под действием
усилия Рп, передаваемого
ручным или механическим
способами
газопламенными
горелками
Детали 1 нагреваются
теплом от сгорания смеси
горючего газа (ацетилен,
водород) с воздухом, посту-
пающим из горелки 2. При-
садочный пруток 3 нагре-
вается одновременно с кром-
ками свариваемых деталей.
Сварной шов 4 образуется
Настилы полов, трубопрово-
ды, трубопроводная арматура,
обкладки железобетонных и
других резервуаров, полимер-
ные погонажные строительные
изделия, вентиляционные си-
стемы, баки, резервуары, по-
крытия степ, водоспуски пру-
дов, ванны для травилвных и
электролизных растворов, фа-
сонные профили различных се-
чений, смотровые окна трубо-
проводов и другие конструк-
ции из винипласта, полиэтиле-
на, полипропилена, полиметил-
метакрилата, полиизобутилена,
пенополистирола, пластиката
Вентиляционные системы,
баки, резервуары, фасонные
профили, полимерные погонаж-
ные строительные изделия, во-
доспуски прудов и др.
ручная
под действием механическо-
го усилия Дсв
Горелку 1 в направлении
сварки перемещают рукой,
а механическое усилие Рсв
(сварочное давление) пере-
дается непосредственно при-
садочным прутком 2
то же, с приспо-
соблением, смон-
тированным на ва-
ликах
Механическое усилие РС11
передается на присадочный,
пруток 1 и свариваемые де-
тали 2 с помощью валика
приспособления 3. Теплоно-
ситель подают через мунд-
штук горелки 4
Баки, вентиляционные сис-
темы, трубопроводы, запорная
арматура для пластмассовых
и стеклянных трубопроводов,
обкладки железобетонных ре-
зервуаров, вентиляторы, водо-
спуски водохранилищ, гидро-
изоляции гидротехнических
сооружений, тоннелей, мостов
и подвалов зданий и др.
Химическое оборудование
обкладка травильных и элек-
тролизных ванн, соединения с
накладными полосками, ремонт
сварных конструкций и изде-
лий, кислотостойкие полы и
ДР-
полуавтомати-
ческая сварка
Сварочный пруток 1 в зо-
ну сварки подают тянущим
устройством приспособле-
ния 2, расположенным на
свариваемых деталях 3
Настилы полов, гидроизоля-
ция зданий и сооружений
Продолжение табл 2
Разновидность
Сущность способа сварки
Схема
1 Сварные кзлелия и конструадни,
изгото«д»а«ме из пластмасс а ш-
тераажж. вскрытых пластнасслжж
автоматическая
сварка
Подача присадочных прут-
ков к месту соединений и
управление горелкой авто-
матические (сварочным ав-
томатом)
Крупногабаритные конструк-
ция со сварными прямолиней-
ными швами большой протя-
женности (пастилы полов зда-
ний, хли вномерные коробча-
тые к цилиндрические изделия)
Без присадочных
прутков;
беспрутковая
Детали 1 нагреваются в
зоне сварки до вязко-теку-
чего состояния газообраз-
ным теплоносителем 2 и сва-
риваются под действием ме-
ханического усилия Рсв.
Теплоноситель подают в зо-
ну сварки при помощи мунд-
штука 3. Сварной шов 4
образуется за счет соедине-
ния основного материала
Миренный
мюмлистфм!
Крупноразмерные блоки, про-
изводство сварных труб из ли-
стовых пластмасс, настилы по-
лов, покрытия стен, упаковоч-
ная тара, противофильтрацион-
ные покрытия па каналах, во-
доемах, откосах земляных со-
оружений, изоляция поверх-
ности бетона, гидроизоляция
стен подвалоп, фундаментов,
подземных конструкций (про-
ходные тоннели), теплопрово-
дов подземной бесканальной
прокладки
Зак. 1641
автоматичес-
кая
Все процессы при сварке
ведутся автоматически. Сва-
рочная головка 1 передви-
гается со скоростью сварки
одновременно с автоматом
с помощью бесконечных
лент 2. Свариваемый мате-
риал 3 нагревается возду-
хом 4, За счет упругости
подложки из микропорис-
той резины 5 и силы струи
нагретого газа 4 создается
давление на свариваемый,
материал, необходимое для
сварки
Конструкции со сварными
швами большой протяженности
(полотнища для защиты строя-
щихся зданий от непогоды, по-
лотна автомобильных дорог)
Сварка расплавленным
С присадочными С барабанов 1 сматыва-
прутками ются свариваемые ленты 2,
между которыми распола-
гается нагретая экструди-
рованная присадка 3 в виде
прутка или ленты, выходя-
щая из экструдера 4. Сва-
руемая ленты пропуска-
ются через холодные валки
б, передающие на ленты не-
обходимое сварочное давле-
ние, под действием которого
образуется сварной шов.
Сваренные лепты наматыва-
ются на барабан 6
прутком (экструдируемой присадкой)
Сварка конструкций и изде-
лий, имеющих длинные, и не-
прерывные швы, большую тол-
щину деталей
Продолжение табл. 2
(О
Разновидность Сущность способа сварки Схема Сварные изделия и конструкции, изготовляемые из пластмасс н ма- териалов, покрытых пластмассами
Химическая сварка
С присадочным
материалом в ви-
де пленки
Без присадочно-
го материала
Без вставки
Со вставкой
Высокочастотная или
ультразвуковая энергия,
преобразованная в тепло,
нагревает детали 1 и приса-
дочный материал 2 в зоне
сварки 3. Под действием
механического усилия
Рсв образуется сварной шов-2
Высокочастотная или
ультразвуковая энергия,
преобразованная в тепло,
нагревает детали 1 в зоне
сварки 2, в результате чего
продолжается химическая
реакция отверждения пласт-
масс, в которой принимает
участие связующее соеди-
няемых поверхностей. Свар-
ной шов 3 образуется под
действием механического
усилия Рсс
Свариваемые детали 1 и 2
в зоне сварки нагревают-
ся до вязко-текучего со-.
стояния теплом, выделяю-
щимся при тренни двух сое-
диняемых деталей друг с
другом, и под действием
осевого механического уси-
лия Рсв свариваются, обра-
зуя сварной шов 3
Детали 1 и 2 в зоне свар-
ки нагреваются до вязко-
текучего состояния теплом,
выделяющимся при трении
вставки 3 о свариваемые де-
тали, и под действием осе-
вого усилия РСЁ сваривают-
ся, образуя сварные швы 4
На сварочных
машинах
Свариваемым деталям 1
и 2^ прижатым одна к дру-
гой определенным усилием
Рсв, сообщаются относитель-
ные вибрационные переме-
щения амплитудой А и ча-
стотой вибрации В; при этом
соприкасающиеся поверхно-
сти разогреваются на неко-
торую глубину и образуется
сварной шов
Конструкции и изделия,
прочность сварных соединений
которых при комнатной темпе-
ратуре не отличается от проч-
ности клеевых соединений, а
при повышенных температурах
превосходит ее
Сварка трением (фрикционная)
Сварка вибротрением
Трубопроводы различного
назначения, ремонт изделий
из листовой пластмассы, дета-
ли оборудования
Трубопроводы различного
назначения, значительной про-
тяженности
Изделия и конструкции, сва-
риваемые детали которых име-
ют большую толщину, а свар-
ные швы образуются по всей
плоскости соединения деталей
о
Продолжение табл. 2
Разновидность
Сущность способа сварки
Схема
Сварные изделия и конструкции,
изготовляемые из пластмасс и ма*
териалов, покрытых пластмассами
Вращающимся
сварочным прут-
ком-за клепкам и
Сварка
Сварочный пруток I вра-
щается в отверстии 2 сва-
риваемых деталей 3, уло-
женных пакетом. Детали и
пруток в зоне сварки нагре-
ваются до вязко-текучего
состояния теплом, выделяю-
щимся при трении прутка
о детали. Сварной шов в виде
заклепки 4 и 5 образуется
под действием механическо-
го усилия, Рев, передаваемо-
го прутком 1
Вращающимся
сварочным прут-
ком — стыковыми
швами
Сварочный пруток 1 вра-
щается в подготовленных
кромках 2 деталей 3. Детали
и пруток нагреваются в зоне
сварки до вязко-текучего
состояния теплом, выделяю-
щимся при трении прутка
о детали. Сварной шов (од-
нослойный 4, многослойный
5) образуется под действием
механического усилия РСП1
передаваемого прутком 1
вращающимся прутком
Соединение нескольких ли-
стов по толщине в блоки (па-
кеты)
Стыковые соединения с V-
образпой и Х-образной подго-
товкой кромок свариваемых
деталей
Сварка инфракрасным излучением
Детали 1 и 2 нагреваются
в зоне сварки лучами 3 из-
лучателя 4 (бесконтактный
нагрев). Сварной шов 5 об-
разуется под действием ме-
ханического давления, пе-
редаваемого инструментом 6
или деталями сварочного
оборудования
Контактная сварка
Полимерные погонажные
строительные изделия, полот-
нища оросительных каналов,
крупноразмерные конструкции
различного назначения из пле-
нок
При контакте на-
гревателя с соеди-
няемыми поверх-
ностями или на-
ружными поверх-
ностями деталей
Детали 2 в зоне сварки на-
греваются за счет тепла,
подводимого инструментами
1, нагревательными устрой-
ствами сварочного оборудо-
вания, а сварной шов обра-
зуется под действием меха-
нического усилия Рев.
Сварка осуществляется в
двух вариантах:
при контакте нагревате-
ля I с соединяемыми по-
верхностями деталей 2;
Надувные конструкции для
складов зернохранилищ, неф-
тяных продуктов, домов, круп-
норазмерные конструкции из
пленок для защиты строящих-
ся зданий от непогоды, трубо-
проводы, трубопроводная за-
порная арматура, упаковочная
тара, кровли теплин, оранже-
рей, парников, водоспуски,
водонапорные резервуары, об-
кладка водоемов, защитные
оболочки для стогов сена, кон-
струкции для гидроизоляции
зданий
Продолжение табл. 2
Разновидность Сущность способа сварки Схема Сварные изделия и конструкции изготовляемые из пластмасс и ма- териалов, покрытых пластмассами
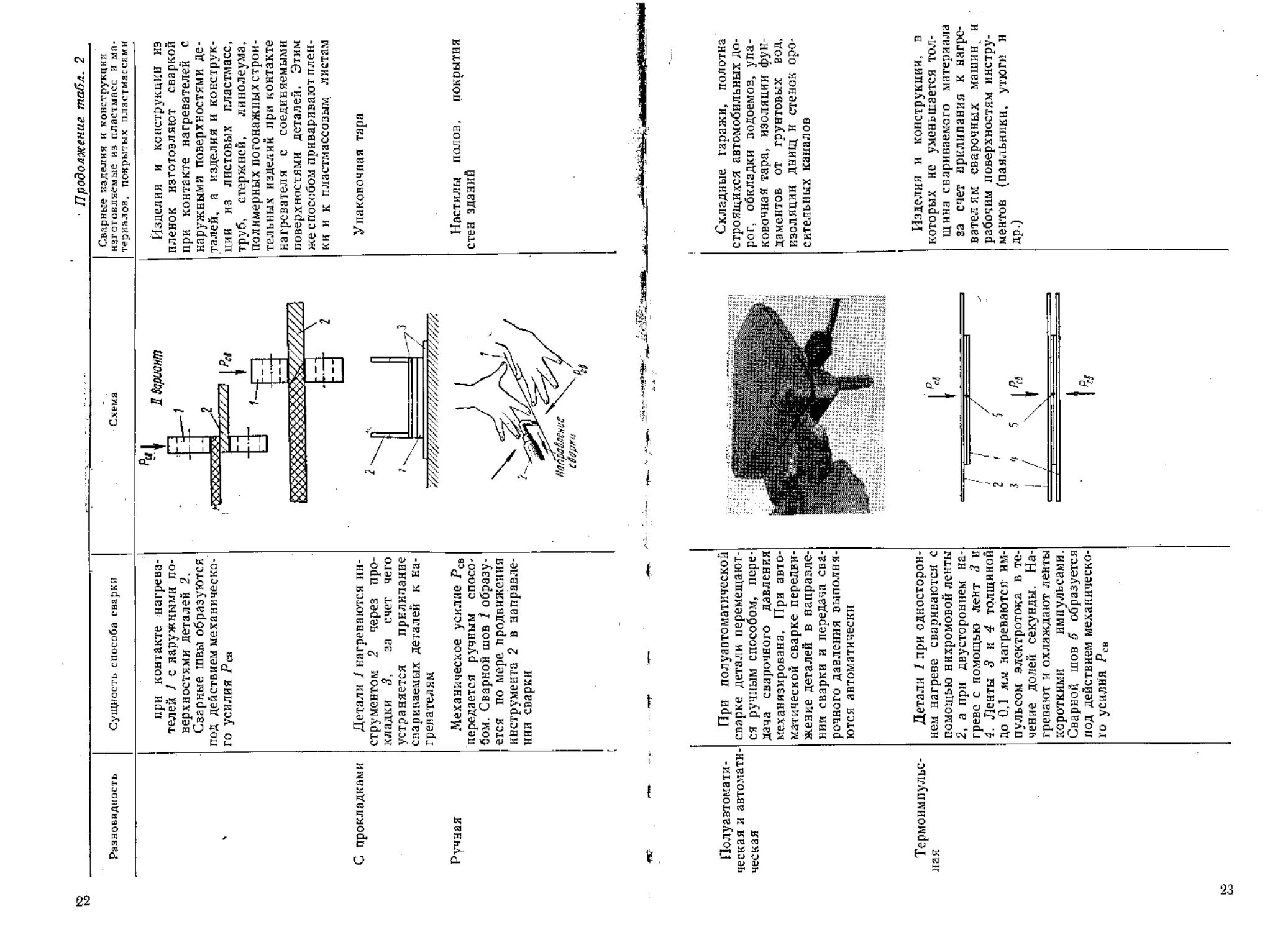
С прокладками
Ручная
при контакте нагрева-
телей 1 с наружными по-
верхностями деталей 2.
Сварные швы образуются
под действием механическо-
го усилия Рсв
Детали 1 нагреваются ин-
струментом 2 через про-
кладки 3, за счет чего
устраняется прилипание
спариваемых деталей к на-
гревателям
Механическое усилие Рсв
передается ручным спосо-
бом. Сварной шов / образу-
ется по мере продвижения
инструмента 2 в направле-
нии сварки
г
Полуавтомати-
ческая и автомати-
ческая
При полуавтоматической
сварке детали перемещают-
ся ручным способом, пере-
дача сварочного давления
механизирована. При авто-
матической сварке передви-
жение деталей в направле-
нии сварки и передача сва-
рочного давления выполня-
ются автоматически
Термоимпульс-
ная
Детали 1 при односторон-
нем нагреве свариваются с
помощью нихромовой ленты
2, а при двустороннем на-
греве с помощью лент 3 и
4. Ленты 3 и 4 толщиной
до 0,1 мм нагреваются им-
пульсом электротока в те-
чение долей секунды. На-
гревают и охлаждают ленты
короткими импульсами.
Сварной шов 5 образуется
под действием механическо-
го усилия Рсв
5.~; :"наша.
Изделия и конструкции из
пленок изготовляют сваркой
при контакте нагревателей с
наружными поверхностями де-
талей, а изделия и конструк-
ции из листовых пластмасс,
труб, стержней, линолеума,
полимерных погонажных строи-
тельных изделий при контакте
нагревателя с соединяемыми
поверхностями деталей. Этим
же способом приваривают плен-
ки и к пластмассовым листам
Упаковочная тара
Настилы полов, покрытия
стен зданий
Складные гаражи, полотна
строящихся автомобильных до-
рог, обкладки водоемов, упа-
ковочная тара, изоляции фун-
даментов от грунтовых вод,
изоляции днищ и стенок оро-
сительных каналов
Изделия и конструкции, в
которых не уменьшается тол-
щина свариваемого материала
за счет прилипания к нагре-
вателям сварочных машин н
рабочим поверхностям инстру-
ментов (паяльники, утюги и
др.)
Продолжение табл. 2
ьэ
Разновидность
Сущность способа сварки
Схема
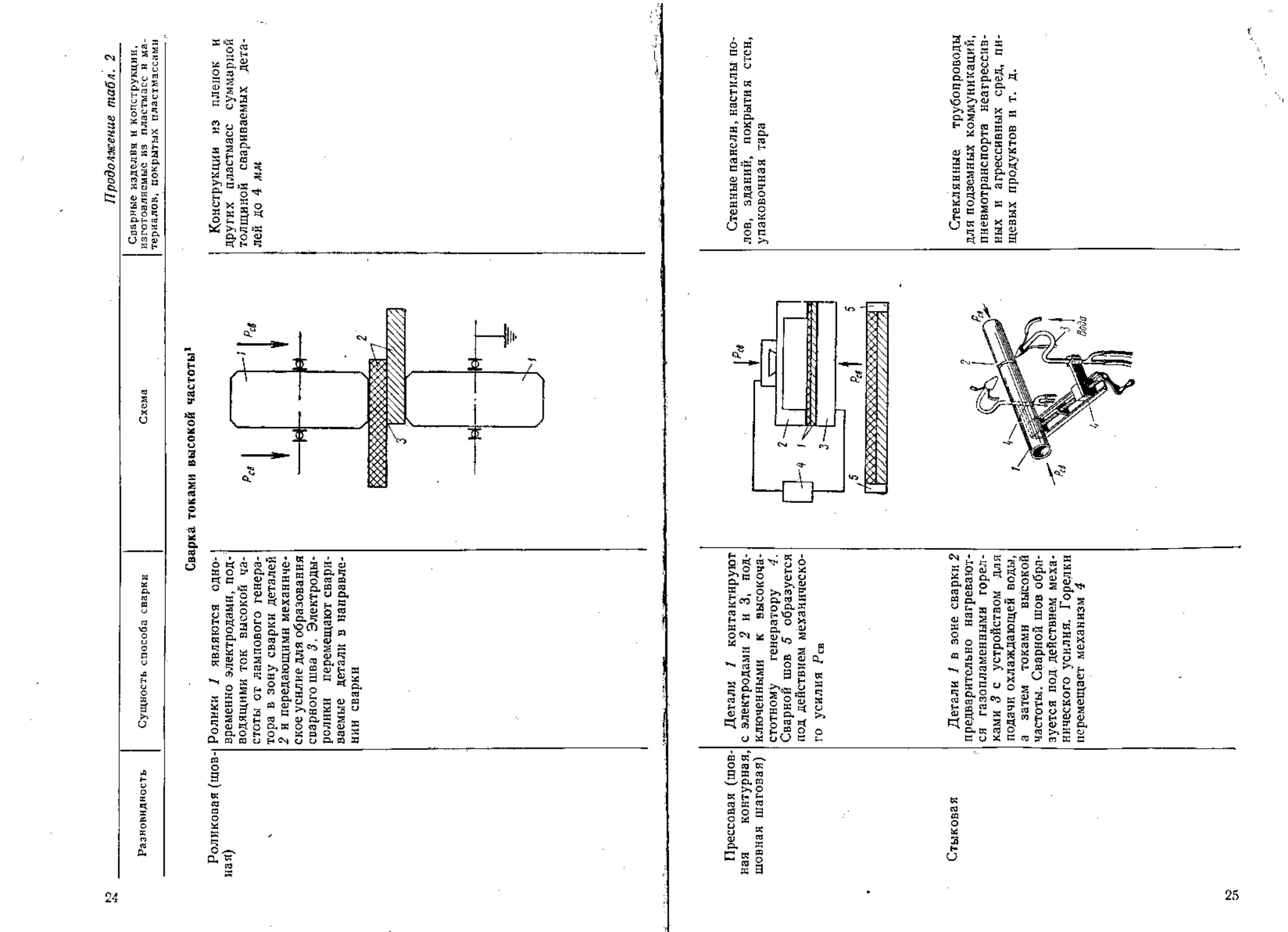
Сварка токами высокой частоты1
Роликовая (шов- Ролики 1 являются одно-
пал) временно электродами, под-
водящими ток высокой ча-
стоты от лампового генера-
' тора в зону сварки деталей
2 и передающими механиче-
ское усилие для образования
сварного шва 3. Электроды-
ролики перемещают свари-
ваемые детали в направле-
нии сварки
Прессовая (шов-
ная контурная,
шовная шаговая)
Стыковая
Сварные изделия и конструкции,
изготовляемые из пластмасс и ма-
териален, покрытых пластмассами
Детали I контактируют
с электродами 2 и 3, под-
ключенными к высокоча-
стотному генератору 4.
Сварной шов 5 образуется
под действием механическо-
го усилия Г св
Детали 1 в зоне сварки 2
предварительно нагревают-
ся газопламенными горел-
ками 3 с устройством для
подачи охлаждающей воды,
а затем токами высокой
частоты. Сварной шов обра-
зуется под действием меха-
нического усилия. Горелки
перемещает механизм 4
Конструкции из пленок и
других пластмасс суммарной
толщиной свариваемых дета-
лей до 4 мм
Стенные панели, настилы по-
лов, зданий, покрытия стен,
упаковочная тара
Стеклянные трубопроводы
для подземных коммуникаций,
пневмотранспорта неагрессив-
ных и агрессивных сред, пи-
щевых продуктов и т. д.
to
Продолжение, табл. 2
Разновидность
Сущность способа сварки
Схема
Сварные изделия н конструкции,
изготовляемые из пластмасс и ма-
териалов, покрытых пластмассами
Ультразвуковая сварка2
Точечная
Вибратор 1 с обмоткой 2
передает высокочастотные
колебания через рабочую
поверхность концентратора
3 на свариваемые детали 4
и 5. Механическое усилие,
передаваемое для образова-
ния сварного шва, воспри-
нимает опора 6
—11=1
Прессовая (ша-
говая и контур-
ная)
Рабочая поверхность кон-
центратора 1 представляет
собой форму сварного шва,
за счет чего обеспечивается
сварка по контуру 2 (по
всей поверхности) или на
длину концентратора.
Непрерывным
швом
Концентратор перемещает-
ся в направлении сварки
рукой или приводным меха-
низмом сварочной машины
со скоростью до 3 м/мин.
Сварной шов образуется
под действием механичес-
кого усилия; его ширина
равна ширине рабочей по-
верхности концентратора
(для пленок — 1 — 2 .tt.w)
Пневматические оболочки из
армированных и неармирован-
ных пластмассовых пленок,
гидроизоляции и др. изделия
Гидроизоляция, крупногаба-
ритные конструкция из пле-
нок, упаковочная тара, кон-
струкции из пластмассы не-
одинаковой толщины
Изделия и конструкции с
большой протяженностью свар-
ных швов, а также упаковоч-
ная тара
Продолжение табл, 2
Разновидность Сущность способа сварки Схема Сварные изделия и конструкции, изготовляемые из пластмасс и ма- териалов, покрытых пластмассами
Сварка электросопротивлением (импульсная)
С применением
электроспирали,
остающейся в свар-
ном шве
Детали 1 в зоне сварки 2
нагревают элементом 3,
представляющим полиэти-
леновый цилиндр с распо-
ложенной в нем нихромо-
вой спиралью, концы кото-
рой выведены. Нагреватель-
ный элемент 3 устанавли-
вают в гнездо детали и пос-
ле ввода второй привари-
ваемой детали включают
электропитание. Сварной
шов 4 образуется за счет
плавления полиэтиленового
цилиндра и стенок свари-
ваемых деталей при после-
дующем охлаждении
Индукционная сварка
С применением
металлических де-
талей (колец), ос-
тающихся в свар-
ных швах
Детали 1 и 4 в зоне свар-
ки 2 нагреваются металли-
ческой деталью 3, остаю-
щейся в сварном шве S. Ме-
таллические детали нагре-
ваются в магнитном поле
высокой частоты. Сварной
Трубопроводы различного
назначения, сварка стыков ко-
торых другими способами труд-
нодоступна или невозможна.
Приварка к трубопроводам ар-
матуры тройников, колен,
муфт и других соединительных
деталей
Сосуды различной емкости
и формы, литые детали слож-
ной конфигурации
шов 5 образуется 'под дей-
ствием механического уси-
лия Рсв
Киноэкранные полотнища,
покрытия стен, настилы полов
зданий, трубопроводы различ-
ного назначения, упаковочная
тара, пакеты из листов фане-
ры, нанесение рисунков, цифр,
букв, различные надувные кон-
струкции и др.
Упаковочная тара; соедине-
ния деталей малых толщин с
большими
1 Сварка, при которой детали, наложенные внахлестку и встык, в зоне сварки нагреваются в высокочас-
тотном электрическом поле, возникающем между электродами, последние одновременно передают механические
усилия, под действием которых образуется сварной шов
3 Метод основан на преобразовании механических высокочастотных колебаний, возбуждаемых в пластмассе, в
тепло. Тепло, развивающееся преимущественно на свариваемых поверхностях, доводит детали в зоне сварки до вяэко-
Jg текучего состояния и под действием механического усилия происходит образование сварного шва
ГЛАВА II
СВАРКА ПЛАСТМАСС
ГАЗООБРАЗНЫМИ
ТЕПЛОНОСИТЕЛЯМИ
ОБЩИЕ СВЕДЕНИЯ
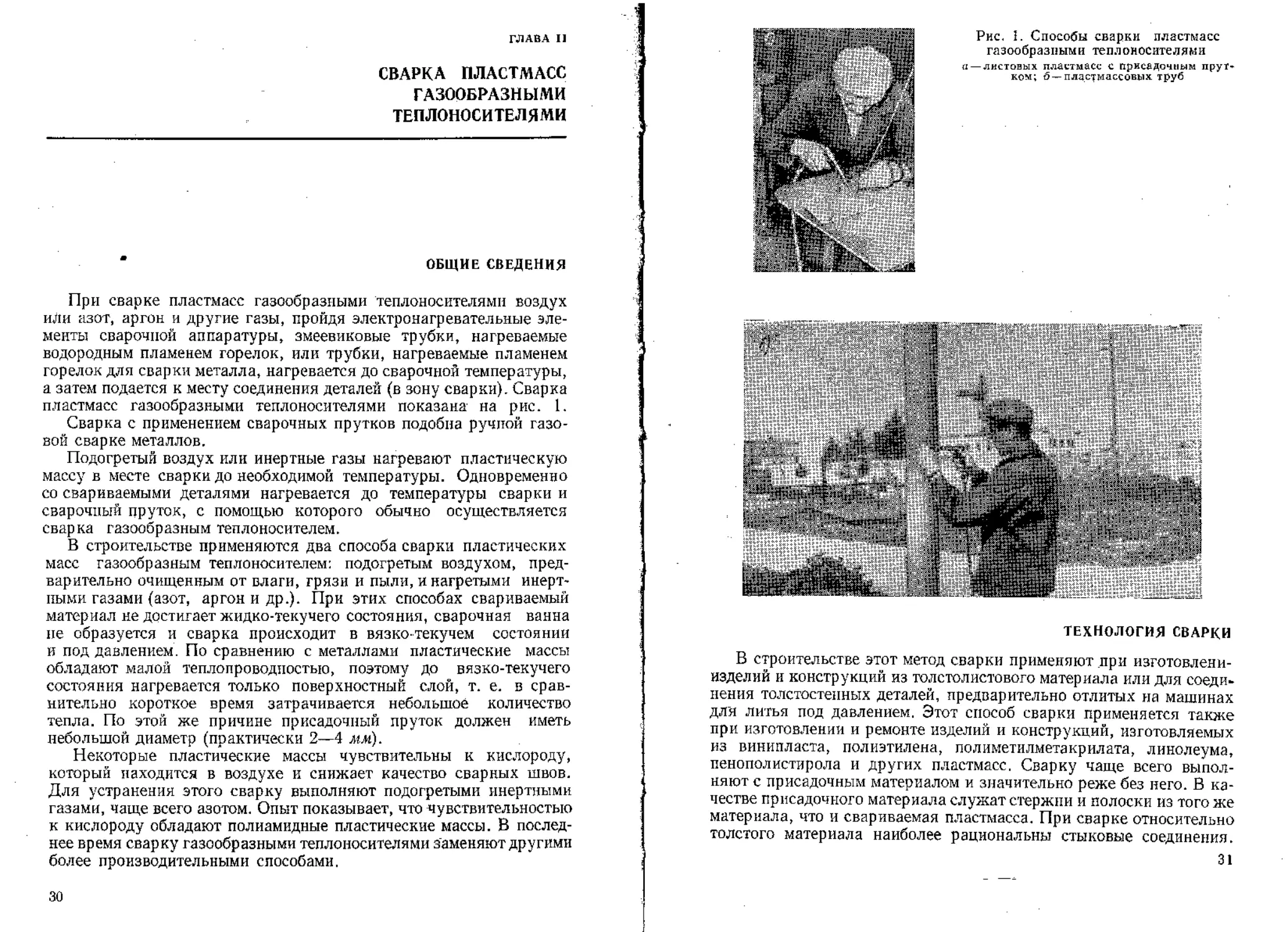
При сварке пластмасс газообразными теплоносителями воздух
или азот, аргон и другие газы, пройдя электронагревательные эле-
менты сварочной аппаратуры, змеевиковые трубки, нагреваемые
водородным пламенем горелок, или трубки, нагреваемые пламенем
горелок для сварки металла, нагревается до сварочной температуры,
а затем подается к месту соединения деталей (в зону сварки). Сварка
пластмасс газообразными теплоносителями показана на рис. 1.
Сварка с применением сварочных прутков подобна ручной газо-
вой сварке металлов.
Подогретый воздух или инертные газы нагревают пластическую
массу в месте сварки до необходимой температуры. Одновременно
со свариваемыми деталями нагревается до температуры сварки и
сварочный пруток, с помощью которого обычно осуществляется
сварка газообразным теплоносителем.
В строительстве применяются два способа сварки пластических
масс газообразным теплоносителем: подогретым воздухом, пред-
варительно очищенным от влаги, грязи и пыли, и нагретыми инерт-
ными газами (азот, аргон и др.). При этих способах свариваемый
материал не достигает жидко-текучего состояния, сварочная ванна
не образуется и сварка происходит в вязко-текучем состоянии
и под давлением. По сравнению с металлами пластические массы
обладают малой теплопроводностью, поэтому до вязко-текучего
состояния нагревается только поверхностный слой, т. е. в срав-
нительно короткое время затрачивается небольшое количество
тепла. По этой же причине присадочный пруток должен иметь
небольшой диаметр (практически 2—4 мм).
Некоторые пластические массы чувствительны к кислороду,
который находится в воздухе и снижает качество сварных швов.
Для устранения этого сварку выполняют подогретыми инертными
газами, чаще всего азотом. Опыт показывает, что чувствительностью
к кислороду обладают полиамидные пластические массы. В послед-
нее время сварку газообразными теплоносителями заменяют другими
более производительными способами.
30
Рис. I. Способы сварки пластмасс
газообразными теплоносителями
й — листовых пластмасс с присадочным прут-
ком; б —пластмассовых труб
ТЕХНОЛОГИЯ СВАРКИ
В строительстве этот метод сварки применяют при изготовлени-
изделий и конструкций из толстолистового материала или для соеди-
нения толстостенных деталей, предварительно отлитых на машинах
для литья под давлением. Этот способ сварки применяется также
при изготовлении и ремонте изделий и конструкций, изготовляемых
из винипласта, полиэтилена, полиметилметакрилата, линолеума,
пенополистирола и других пластмасс. Сварку чаще всего выпол-
няют с присадочным материалом и значительно реже без него. В ка-
честве присадочного материала служат стержни и полоски из того же
материала, что и свариваемая пластмасса. При сварке относительно
толстого материала наиболее рациональны стыковые соединения.
31
При сварке как с присадочным материалом, так и без него, пер-
вой технологической операцией является подготовка кромок дета-
лей под сварку. Конструктивные элементы подготовки кромок
свариваемых деталей показаны на рис. 2.
Кромки деталей под сварку подготавливают ца металле- и дерево-
обрабатывающих станках или инструментами, применяемыми для
обработки дерева (рубанки, фуганки и др.).
После подготовки кромок деталей и их поверхностей приступают
к сварке. Сварные швы в.инипластовых конструкций показаны на
рис. 3. На этом рисунке также видна и подготовка кромок деталей
под сварку. С помощью таких сварных швов изготовляют трубопро-
воды, вентиляционные системы, баки, резервуары, опорные кон-
струкции трубопроводов и другие изделия и конструкции.
В табл. 3 приведены основные показатели сварки, а ниже —
режим сварки листового винипласта (с одинарным присадочным
прутком) подогретым воздухом. При сварке двойным прутком ско-
рость сварки и расход прутков соответственно изменяются.
Температура нагреваемого Скорость сварки однорядного
воздуха в ®С шва в м/ман
210 0,08
230 0,14
250 0,19
270 0,23
300 0,25
320 Винипласт начинает разла-
гаться
Как при газовой сварке металлов, так и при сварке пластиче-
ских масс подогретым воздухом расход последнего зависит от диа-
метра применяемого наконечника сварочной горелки. Поэтому не-
обходимо, чтобы последний соответствовал толщине свариваемых
деталей. Практически возможно сваривание деталей наконечником
большего размера, располагая его на более дальнем расстоянии от
сварного шва, но в этом случае излишне возрастут затраты воздуха
и тепла. Чтобы этого избежать, следует менять наконечники горе-
лок для сварки пластических масс или регулировать подачу тепло-
носителя от источника питания.
Различные формы и профиль сварных швов обеспечивают их раз-
личную плотность и прочность.
Сварные швы с двусторонней разделкой кромок деталей прочнее
швов с односторонней разделкой. Кроме того, Х-образные швы
требуют меньше сварочных прутков (при одинаковых углах раскры-
тия), чем швы V-образного сечения.
Стыковые сварные швы широко применяют при изготовлении раз-
личных конструкций и изделий из пластмасс, к которым предъяв-
ляются высокие эксплуатационные требования: герметичность, ра-
бота под давлением, вакуум и т. д. При выборе того или иного свар-
ного шва следует учитывать, что листовой винипласт изготовляют
32
a)
сю и
О
Рис. 2. Подготовка кро-
мок при сварке стыковых
соединений пластмасс
А —без разделки кромок,
S < 2 .ил; б —V-образная
разделка кромок, S = 2 —
4- 6 о, а = 55 -5- 60° (при
S > t> дш ач 70 т 90’);
с —при сварке без присадоч-
ного материала, $в2'ди,
а = 45°; а — Х-образная раз
делка кромок, S > 5 дг,к,
при S < 6 лм а =; 55 4- 60°,
JipH S > б мм а = 60 v 90°,
д—сварка ьстыК с наклад-
ными полосками (прямо*
угольный присадочный ма-
териал)
L I .1
Рис. 3. Сварные швы вини пластовых конструкций
а —стыковые и нахлесточные; б—угловые и тавровые
3 Зак. 1641
33
ОСНОВНЫЕ показатели сварки деталей из листового винипласта
34
из отдельных пленок. Поэтому сварные швы внахлестку менее проч;
пы, чем стыковые швы, так как при швах внахлестку соединение
производится только с верхними пленками листов, а не со всеми,
как при стыковых швах. Поэтому при конструировании сварных
конструкций и изделий следует избегать швов внахлестку. Это
особенно важно, когда сварные швы конструкций и изделий должны
обладать высокой механической прочностью.
Для того чтобы получить более высокую механическую проч-
ность в корне сварного шва, стыковые и угловые швы сваривают
с небольшим зазором, который обычно составляет 0,5—1,5 мм.
Хорошее соединение сварочного прутка с основным материалом
в начале шва будет обеспечено, если пруток нагреть и приварить
так, чтобы конец его выступал за срез шва на 3—5 мм.
Прочность сварных швов винипластовых конструкций при
различных видах нагрузки по отношению к прочности основного
материала составляет в %:
Внахлестку при растяжении . •.........................65
Валиковый » ..........................65
Встык при срезе..................................... 65
» » растяжении ...............................75
» » сжатии....................................85
» » изгибе ...................................65
Органическое стекло (полимегилмегакрилат) сваривают нагре-
той струей воздуха. Время нагрева более продолжительное, чем
у винипласта, поэтому скорость сварки почти в 2 раза ниже. Приса-
дочным материалом служат нарезанные из листа полоски с попереч-
ным сечением 7—12 .илг. Более успешна сварка с применением вини-
пластовых прутков, которые лучше сцепляются с поверхностью
органического стекла. Свариваемые поверхности рекомендуется
предварительно обезжирить ацетоном или дихлорэтаном. Прочность
на разрыв сварных соединений из органического стекла состав-
ляет в среднем 45 % по отношению к прочности основного материала.
Полиамиды сваривают в азоте при температуре его нагрева выше
плавления основного материала на 30—50°. Полиэтилен сваривают
при температуре азота 200—220° С. Поликапролактам марки Б по
ВТУ VXII 69—58 (капрон) не сваривается при нагреве деталей
в зоне сварки струей горячего воздуха. Эта пластмасса хорошо сва-
ривается, если в качестве теплоносителя используется азот, а при-
садочные прутки изготовлены из смолы № 54. Наиболее рациональ-
ным является полукруглое сечение прутка при радиусе 1,5 мм.
Существенным недостатком сварки газообразными теплоноси-
телями является низкая производительность. Средняя скорость
укладки одного сварочного прутка составляет 12—18 м/ч. Чтобы
сварить 1 поа. м винипластовых листов толщиной 18—20 мм с V-об-
разной разделкой кромок необходимо уложить 30—35 одинарных
3*
35
прутков диаметром 3 мм. Следовательно, продолжительность сварки
1 пог. м составляет около 2 ч. При сварке двойными прутками ско-
рость сварки несколько возрастает, ио все же по сравнению с Дру-
гими способами остается довольно низкой. Чтобы увеличить ско-
рость сварки, часто повышают температуру газообразного тепло-
носителя. Однако при этом необходимо строго сохранять заданные
параметры режима сварки, иначе свариваемый материал может раз-
ложиться.
Технический прогресс в области сварки пластмасс газообразными
теплоносителями неразрывно связан с разработкой более техноло-
гичных конструкций, обеспечивающих внедрение наиболее произ-
водительных способов сварки, а также высокопроизводительной
технологической оснастки и сварочной аппаратуры.
СВАРОЧНЫЕ ПРУТКИ
Для сварки винипласта, винипласта с органическим стеклом,
погонажных полимерных материалов используют сварочные прутки,
которые представляют собой тонкие стержни простого и сложного
(двойного) профиля, полученные шприцеванием пластифицирован-
ной поливинилхлоридной смолы. Прутки двойного профиля соеди-
нены между собой по образующей.
Размеры выпускаемых прутков приведены в табл. 4.
Таблица 4
РАЗМЕРЫ СВАРОЧНЫХ ПРУТКОВ
Пруток
Размеры в мм
простого
профиля
сложного
профиля
Диаметр...............................
Длина (не менее)......................
Высота ...............................
Ширина................................
2±0,5
3±0,5
4±0,5
500
1500
3±0,5
б±1
Для сварки полиэтилена, пол и изобутилена, органического стек-
ла, полиамидов и других пластических масс сварочные прутки изго-
товляют в цехах и мастерских, производящих сварку изделий и кон-
струкций, отрезая их от основного свариваемого материала. Чаще
всего такие сварочные прутки прямоугольной формы в виде поло-
сок поперечным сечением от 12 до 30 лш2.
36
Для сварки линолеума выпускается присадочный материал тре-
угольного сечения длиной свыше 10 ж.
При подготовке кромок деталей под сварку, а также при меха-
нической обработке и раскрое материала образуются стружка и от-
ходы пластмасс. Из них можно изготовлять сварочные прутки спо-
собом,,, доступным любой строительной организации, цеху, мастер-
ской .^Стружка и мелкие отходы закладывают в цилиндрический мс-
j'таллический сосуд, в котором они медленно нагреваются. Когда
! масса станет мягкой, на нее надавливают пуансоном, под давлени-
ем которого масса в виде сварочных прутков вытекает через от-
верстия, просверленные в нижней части металлического цилинд-
ра. Таким способом можно получать прутки простого и сложно-
го сечения, а также различной длины и диаметра. Особое вни-
мание при изготовлении сварочных прутков необходимо обращать
па соблюдение температурных режимов, избегая перегрева массы.
ГОРЕЛКИ
И ОБОРУДОВАНИЕ
Основным направлением совершенствования горелок и оборудо-
вания для сварки пластмасс газообразными теплоносителями явля-
ется разработка горелок с усовершенствованными и конструктивно
более простыми нагревательными элементами, с устройствами,
предохраняющими сгорание нихромовой спирали из-за несвое-
временной подачи газообразного теплоносителя, а также разра-
ботка и внедрение оборудования для полуавтоматической и ав-
томатической сварки и приспособлений, способных эффективно
работать с высокопроизводительным сварочным оборудованием,
В последнее время разработаны новые оригинальные конструк-
ции горелок.
Разработана, например, электрическая горелка для сварки тер-
мопластичных материалов в струе сжатого газообразного теплоно-
сителя, в которой применено байонетное соединение нагреватель-
ного элемента с рукояткой. Соединение состоит из цоколя, смон-
тированного на конце изолятора нагревательного элемента посред-
ством стяжного болта. Нагревательный элемент выполнен в виде
металлической втулки с изоляционным слоем внутри и выступами
снаружи. Последние входят в контакт с торцами байонетных пазов
патрона, закрепленного в рукоятке горелки1. Наличие байонетного
соединения в горелке обеспечивает быструю смену нагревательного
элемента. В этой конструкции горелки при сгорании нихромовой
спирали нагревательный элемент вынимают и устанавливают ис-
1 И. С. Петров, Н. К. Д з е р в е и Е. В. Леонова. Автор-
ское свидетельство № 161897. Бюллетень изобретений, № 8, 1964.
37
правный. Снятый нагревательный элемент поступает в ремонт.
Конструкция съемного нагревательного элемента показана на
рис. 4.
Разработана также оригинальная конструкция горелки с
электронагревом газообразного теплоносителя1. В этой горелке впер-
вые в технике сварки пластмасс применена рукоятка от серийно вы-
пускаемых горелок «Москва» для газовой сварки металлов. Конст-
рукция горелки показана на рис. 5.
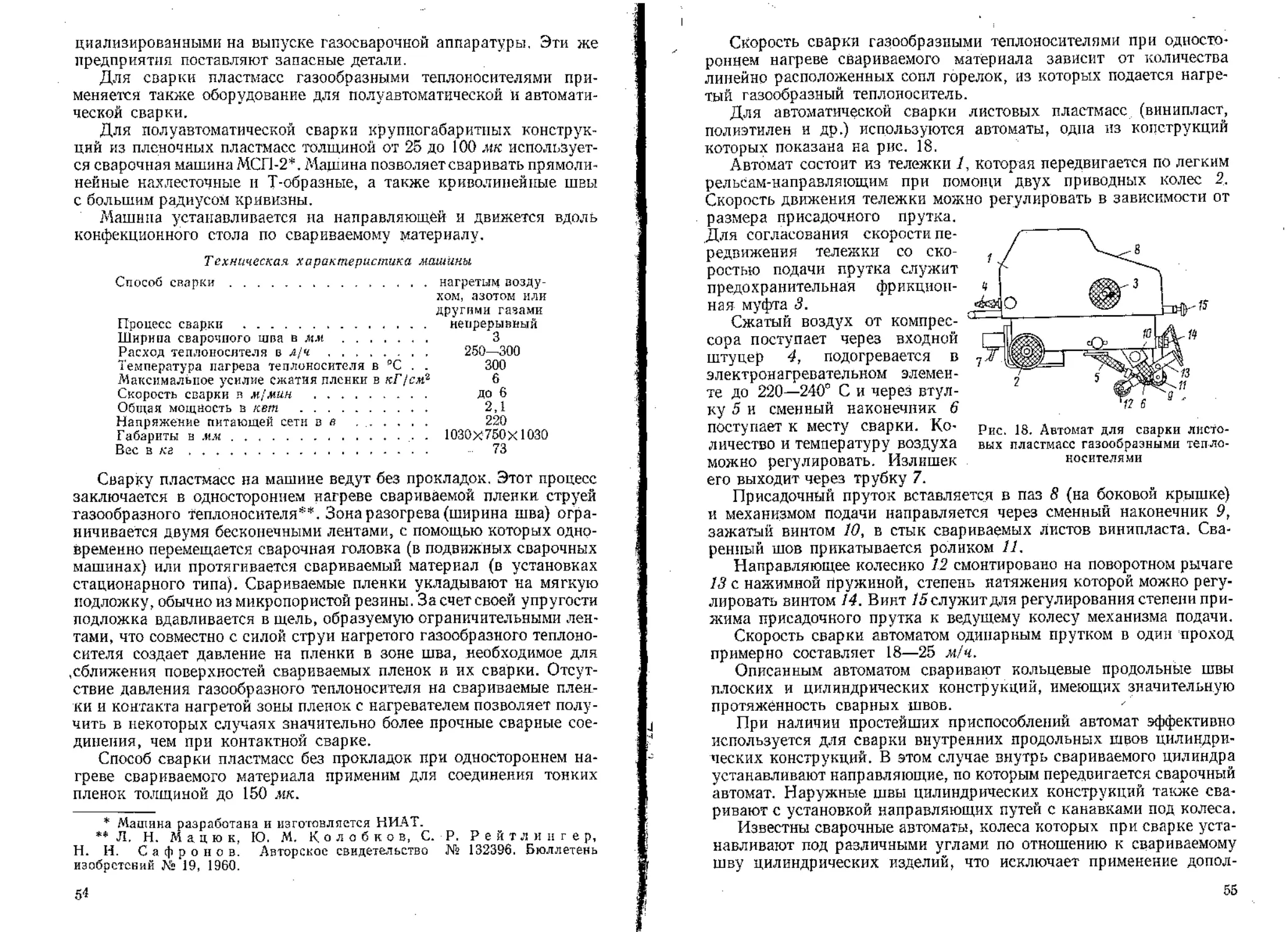
Газообразный теплоноситель от компрессора, баллонов или сети
поступает через шланг, надетый на штуцер горелки, в трубку /,
в торцовой части которой впаяна заглушка для изменения направле-
ния подачи газа (воздуха, азота, аргона и т. д.). Далее через на-
клонное отверстие газ поступает в направлении колпачка 2 и, уда-
ряясь о него, проходит через нагревательный элемент (нихромовая
спираль) 3. Будучи нагретым до сварочной температуры газ через
конус 4 и сменный мундштук 5 поступает к месту сварного соедине-
ния. Нагревательный элемент для предохранения от замыкания
электрической цепи расположен внутри керамической трубки 6,
которая в свою очередь помещена в стальную трубку 7. Благодаря
изменению направления пути газа, рукоятка горелки в месте ее
соединения с наконечником совершенно не нагревается, так как
в процессе работы все время омывается холодной струей подавае-
мого воздуха, азота или другого газообразного теплоносителя.
Электрический ток проходит по проводам 8, проложенным во
второй трубке корпуса рукоятки горелки «Москва». Конструкция
нагревательного элемента в этой горелке предельно проста. Также
просто осуществляется и смена нагревательного элемента.
Узел нагревательного элемента состоит из нихромовой спира-
ли 9, смонтированной на асбестовой пластинке 10. Нихромовая
спираль соединяется с проводами изоляционной лентой. Для за
мены узла нагревательного элемента отвертывают колпачок 2
наконечника горелки, вынимают спираль с асбестовой пластинкой и
на их место устанавливают новый нагревательный элемент, для
свободного входа которого в верхней части керамической трубки 6
снята заходная фаска под углом 603.
По сравнению с известными горелками горелка новой конструк-
ции, кроме описанного, имеет следующие особенности.
1. Возможность подачи газообразного теплоносителя с широко
регулируемой температурой за счет перестановки нагревательных
элементов различного сечения и длины.
2. Применение сменного мундштука различных размеров и форм
рабочей части в зависимости от вида и толщины свариваемого ма-
териала (винипласт, полиэтилен, полипропилен, полиметилмета-
крилат и др.).
1 Горелка разработана С. Е. Семячкин.ым, Л. П. Пучковым, П. Т. Ти-
мофеевым.
38
Рис. 4. Конструкция съемного на-
гревательного элемента
/ — нихромовая спираль; 2 —цоколь; 3 —
болт; 4 — втулка; 5 —изоляционный слой;
5 — выступ; 7—байонетный паз; <?—патрон
Рис. 5. Горелки для сварки пласт-
масс с электронагрсвом газооб-
разного теплоносителя
а —общий вид горелки; б— схема кон-
струкции горелки; в —схема нагрева-
тельного элемента; / — трубка; 2—за-
глушка, 5—нагревательный элемент;
4 — конус; □ —сменный мундштук; б —
керамическая трубка; 7 — стальная
трубка; б — провода; .9—нихромовая
спираль; 10 — асбестовая пластинка
39
Техническая характеристика горелки
Давление газообразного теплоносителя в кГ^см^ .. . .0,1—0,25
Температура на выходе на расстоянии 10 от на-
конечника в ’С.................................... 150—340
Л1ощность нагревательного элемента в am........... 260
Напряжение в в................................., . 36
Вес горелки в а............................... 300
Время нагрева газообразного теплоносителя до тем-
пературы сварки в мин............................. 1,5
Скорость сварки в х/ч:
одинарным прутком в один слой..................14,5—17
двойными прутками в один проход .............. . до 16
Расход газообразного теплоносителя в мР/ч.........1,5—6
Указанная горелка используется при сварке винипластовых
и полиэтиленовых труб, полиметилметакрилата с винипластом, ли-
стовых пластмасс (винипласт, полиэтилен, СЭП), пенополистирола
и др. С помощью описанной горелки сваривают все швы в любых
пространственных положениях.
Как показывает опыт эксплуатации, соединение нихромовой
спирали с токоподводящими проводами с помощью изоленты вполне
надежно и долговечно.
Разработана и применена для изготовления самых разнообраз-
ных сварных конструкций и изделий горелка для сварки термо-
пластов с устройством для одновременного включения и выключе-
ния газообразного теплоносителя и электротока. Горелка, в кото-
рой включение и выключение газообразного теплоносителя и элект-
ротока производится большим пальцем руки, ведущей сварку, по-
казана на рис. 6,а. Алюминиевый флажок настолько удачно рас-
положен, что обеспечивает предельно простую эксплуатацию го-
релки. Устройство для одновременного включения и выключения
газообразного теплоносителя и электротока разработано и примене-
но впервые.
Эта конструкция горелки по сравнению с другими применяемы-
ми горелками отличается следующим:
в отличие от всех до сих пор известных горелок разработано и
смонтировано устройство для одновременного включения и выклю-
чения газообразного теплоносителя и электротока;
включением и выключением газообразного теплоносителя и
электротока за счет поворота всего лишь одной детали 8 — флажка;
простотой обращения;
возможностью поворота флажка в различные рабочие положе-
ния и регулирования подачи количества газообразного теплоноси-
теля, а отсюда и температуры его нагрева;
применением ряда деталей, уже выпускаемых промышленностью.
В горелках, не имеющих устройств для включения и выключе-
ния электротока и теплоносителя, часто из-за несвоевременного
40
41
включения теплоносителя при включенном электронагревателе сго-
рает нихромовая спираль. Так как почти во всех горелках
электронагревательные элементы сложной конструкции, смена сго-
ревших спиралей весьма трудоемка.
Поэтому конструкция горелки имеет ряд особенностей.
1. Полностью исключена возможность сгорания спиралей из-за
несвоевременной подачи газообразного теплоносителя.
2. Устранены конструктивные недоработки и найдены ориги-
нальные решения конструкции горелки и устройства.
Горелка состоит из пластмассовой или металлической рукоятки 1
(от горелки «Москва»). Внутри рукоятки, состоящей из двух поло-
винок, соединяемых между собой винтами с гайками, проходят две
трубки: одна для подачи газообразного теплоносителя 6 и вторая 2.
по которой проходят два провода 3 для подвода электротока к на-
гревательному элементу спирали 4, смонтированной на асбестовой
пластинке 5. В трубку 6 вмонтирован краник 7. Открывают и за-
крывают краник флажком 8. В трубку 2 вмонтировано устройство
для замыкания и размыкания одного из проводов 3. Электри-
ческий ток включают и выключают при помощи кнопки 9. Под пле-
чиками кнопки установлена резиновая втулка (кольцо) 10. При
нажиме на кнопку втулка сжимается, за счет чего контакт 11 сое-
диняет провод 3, и наоборот: если отпустить кнопку 9 разъединя-
ется провод 3, как показано на чертеже.
В качестве контакта служит деталь 11, в нижней торцовой части
которой имеется латунная пластинка, вмонтированная в гетинак-
совую оправу. Устройство работает следующим образом. Если фла-
жок 8 находится в положении, указанном на рисунке, кран подачи
газообразного теплоносителя закрывается и цепь размыкается.
Для включения теплоносителя и электротока флажок повертывают
вправо па 90° и, нажимая на кнопку 9, замыкают цепь.
Горелка работает в следующем порядке. Газообразный теплоно-
ситель (воздух, азот, аргон и др.) по шлангу 12 поступает в трубку 6,
затем через краник 7 и наклонное отверстие, ударяясь о колпачок 13,
навинченный на трубку 14, омывает нагревательный элемент.
Пройдя конусный штуцер 15 и мундштук 16, теплоноситель посту-
пает к месту соединения свариваемых деталей (в зону сварки) по-
догретым до 320° С. В металлическую трубку 14 вставлена кера-
мическая трубка 17. Гайки 20 и 21 и закрывают выход газообразт
ного теплоносителя в атмосферу. Розетка 18 и вилка 19 слу-
жат для соединения спирали нагревательного элемента с то-
коподводящими проводами.
Как показывает опыт эксплуатации, области применения горелок
весьма широкие: в заводских, построечных, полевых и монтажных
условиях для сварки самых различных изделий и конструкций.
Успешно свариваются непористые пластмассы, а также пластмассы
с открыто-пористой структурой — пенополиуретан (поролон) и др.
Крупным преимуществом горелки является возможность ком-
плектования сменными мундштуками различной формы.
43
Техническая характеристика
Газообразпый теплоноситель..........воздух, азот, аргон и
другие газы
Источники питания горелки газообраз-
ными теплоносителями.................воздухопроводы, газо-
проводы , баллоны,
Очистка теплоносителя от влаги
Свариваемые, пластмассы . . .
Сортамент свариваемых деталей
компрессоры и др.
.во влагоотделителях
.винипласт, полиэтилен,
СЭП, полиметилмета-
крилат, поролон, пено-
полистирол, линолеум,
винипласт с полиме-
тилметакрилатом и др,
.трубы, прутки, стержни,
пленки, профили, ли-
сты, литые и прессо-
ванные детали, поли-
мерные погонажные
изделия для строи-
тельства и др.
. . .сменные мундштуки (пря-
мые, изогнутые и др.)
36
до 300
2—5
0,15—0,25
0,9—1,2
180—320
краником подачи тепло-
носителя и путем сме-
ны электронагрева-
тельных элементов
14—17
0,5—1
270—320
Комплектация горелки
Требуемое напряжение в е.
Мощность нагревательного элемента в
вт..................................
Расход газообразного теплоносителя
в м3/ч .............................
Давление газообразного теплоносителя
в к Г 1сЛ1ъ....................". . .
Время нагрева газообразного теплоно-
сителя до температуры сварки в мин
Температура газообразного теплоноси-
теля на выходе из мундштукав СС ,
Регулирование температуры газообраз-
ного теплоносителя................ .
Скорость сварки
НЫМИ Прутками
Время на смену
мента в мин .
Вес горелки в г
одинарными и двои
в пог. м/'ч ....
нагревательного эле
Горелка разработана Опытным заводом ВНИИГаз для сварки
пластмассовых труб и листовых материалов.
Мастерские треста Монтажхимзащита разработали и внедрили
несколько иную конструкцию горелки (рис. 7), в которой корпус и
наконечник горелки расположены на одной прямой. Электропровода
расположены в резиновом шланге, по которому подается газообраз-
ный теплоноситель. Массивная точеная пластмассовая рукоятка
имеет сквозное прямое отверстие для прохода резинового шланга, и
со стороны наконечника — гетинаксовое кольцо с резьбой. При по-
мощи этого кольца рукоятка соединяется с наконечником горелки.
В гетинаксовом кольце имеется в центре отверстие, через которое
43
подается газообразный теплоноситель. Также через отверстия в коль-
це проходят электропровода, выводы которых одновременно с кон-
цами спирали нагревательного элемента монтируются на гетинаксо-
вом кольце при помощи контактных винтов и шайб. Нихромовая
спираль смонтирована на асбестовой пластинке.
Рис. 7. Горелка С-694 для сварки термопластов с краником для
регулирования количества газообразного теплоносителя
•/— краник; 2 — штуцер подачи воздуха, азота; 5 — токоподводящий провод;
4 —рукоятка; 5 — наконечник; 6 — сменный' мундштук
В этой горелке не применяется керамическая трубка для изоля-
ции нагревательного элемента. Для того чтобы не произошло
замыкания электроспирали с металлической трубкой наконечника,
внутренняя поверхность трубки обкладывается листовым асбестом,,
с образованием внутренней трубки. Нагревательный элемент го-
релки рассчитан на ра-
боту при напряжении
от 12 до 36 в. Горелка
удобна при выполне-
нии сварочных работ в
монтажных условиях.
Конструкция горелки
довольно удачна. В этой
конструкции горелки
имеется устройство для
включения и выключе-
ния газообразного теп-
лоносителя . Электроток
и воздух подводят раздельно. Горелка успешно используется
при сварке пластмассовых труб в монтажных условиях. Она с ус-
пехом может применяться для сварки в тесных и неудобных местах.
В тресте Пррмвентиляция разработана и внедрена электри-
ческая горелка для сварки пластмасс газообразными теплоносите-
лями, в которой керамические детали заменены листовым асбестом.
Конструкция такой горелки показана на рис. 8.
Горелка имеет сменный мундштук /, который изготовляется лю-
бой требуемой формы в зависимости от характера выполняемых сва-
рочных работ и конструктивных особенностей изделий. При не-
обходимости горелка может быть обеспечена набором сменных мунд-
44
штуков. Мундштук при помощи гайки 2 соединяется с конусным
переходом 3, который монтируется на корпусе наконечника горел-
ки 4. В корпусе наконечника устанавливается трубка 5, изго-
товляемая из листового асбеста толщиной 2 лии. Трубка имеет сты-
ковой продольный шов. Сердечник 6 нихромовой спирали 7 изго-
товляется также из листового асбеста толщиной 4 мм или из двух
пластинок толщиной 2 мм каждая. Спираль при мощности горелки
400 вт и напряжении 36
0,6 лсм (длиной 800 мл),
0,8 мм (длиной 1500 мм),
1 jk.ii (длиной 1850 -мм),
и ручку горелки 8— из
винипласта. Г азообраз-
ный теплоноситель под-
водят при помощи труб-
ки 9, на которую на-
девается резиновый
шланг.
На Пермском маши-
ностроительном заводе
горношахтного оборудо-
вания внедрена элект-
рическая горелка для
сварки пластмасс газо-
образными теплоносителями, конструкция которой
в изготовляют из проволоки диаметром
8 7 3 4 1 ? 74 15 В 3 1В
всзбух |
Рис. 9. Электрическая
горелка с эжектором для
регулирования темпера-
туры газообразного теп-
лоносителя
позволяет
регулировать температуру подаваемого в зону сварки нагретого
воздуха иди газа. Конструктивно горелка выполнена в виде писто-
лета (рис. 9). В корпусе 1 находится полая цилиндрическая трубка 2
с отверстиями 3 для прохода газа. Соосно с ней расположен нагре-
вательный элемент, выполненный в виде асбестоцементного сердеч-
ника 4 (с винтовыми канавками 5 для спирали 6) и плотно соединен-
ный с керамической трубкой 7.
К передней части корпуса при помощи конической насадки 8
присоединен наконечник-эжектор 9 с отверстиями 10.
Рукоятка 11 корпуса имеет воздушный шланг 12 и электро-
кабель 13. По шлангу газ или воздух поступает в полость 14, оттуда
через отверстия 3 — в полость 15, далее через прорези 16 — в вин-
товую канавку 5, где нагревается от спирали 6, а затем направляет-
ся в камеру 17 и на сварку. Температуру выходящего газа или воз-
духа регулируют вращением наконечника-эжектора 9. Во время
вращения эжектора отверстия 10 открываются или закрываются
конической насадкой 8. При этом холодный воздух через отверстия
10 направляется в камеру 17 и смешивается с горячим газом (воз-
духом), поступающим из винтовой канавки 5, понижая его темпе-
ратуру до требуемой. Температуру сварки можно регулировать.
В тресте Запорожсантехмонтаж внедрена электрическая го-
релка для сварки пластмасс, конструкция которой несколько от-
лична от описанных.
45
Конструкция горелки (рис. 10) состоит из термоэлемента 1,
цилиндров 2 и 3, газораспределительного устройства 4, токопро-
вода 5, наконечника 6, термоизоляторов 7, накидных гаек 8, рукоят-
ки 9 и трубки 10,
В конструкции этой горелки используется не нихромовая спи-
раль, а нихромовая проволока, продольно намотанная на фарфоро-
вую трубку. В этом случае воздушная струя скользит вдоль витков-
нихромовой проволоки, и никаких добавочных переходных сопро-
тивлений из-за действия струи воздуха на витки спирали не возни-
кает. Долговечность горелки при этом возрастает.
Рис. 10. Электрическая горелка с продольно намотанной нихромо-
вой проволокой на фарфоровую трубку
Принцип работы горелки следующий: воздух или другой инерт-
ный газ подается через трубку 10 к газораспределительному устрой-
ству. Затем воздух проходит в продольном кольцевом зазоре между
первым и вторым цилиндром. Далее через четыре отверстия в пер-
вом цилиндре воздух движется в противоположном направлении.
Через естественные зазоры между нихромовой проволокой, фар-
форовой втулкой и термоизолятором воздух снова изменяет направ-
ление и движется к наконечнику. Такое трехкратное изменение по-
тока воздуха является причиной высокого к. и. д. горелки, что,
естественно, приводит к увеличению производительности сварки
в 1,5—2 раза.
Для создания уплотнения в левой части горелки в торце термо-
элемента намотан шнуровой асбест, смоченный жидким стеклом.
Температуру воздуха регулируют изменением количества тепло-
носителя (скорость подачи теплоносителя 25—30 м/сек, напряжение
питающей сети 36 в, потребляемая мощность 500 etn, вес горелки
300 г).
Горелка прошла производственные испытания при сварке ви-
нипласта и полиэтилена и показала высокие эксплуатационные ка-
чества.
При монтаже кабелей связи в пластмассе в последнее время при-
меняют электрические горелки пистолетного типа (рис. 11). Эти
горелки удобны и для выполнения других работ в производствен-
ных и полевых условиях. В зависимости от толщины свариваемого
материала и диаметра сварочного прутка в этой горелке применяют-
ся мундштуки с внутренним отверстием 3,6; 3,8 и 4,2 мм. Горелка
работает от источника переменного тока напряжением 36 в, мощ-
46
ность нагревательного элемента 300—400 ет, срок его службы —
1200—1500 ч. Избыточное давление газообразного теплоносителя
регулируют при помощи крана, установленного на воздухосборни-
ке компрессора или воздушной магистрали. Вес горелки 1200 г.
Рис. 11. Электрический сварочный пистолет
На рис. 12 показана конструкция электрической горелки с кра-
ником для регулирования подачи газообразного теплоносителя
в зону сварки1. Расположение регулировочного краника непосред-
ственно на рукоятке горелки обеспечивает удобную работу операто-
Рис. 12. Горелка' с краником для регулирования по-
дачи газообразного теплоносителя в зону сварки
ра-сварщика. Исключаются потери времени па регулирование по-
дачи газообразного теплоносителя. Этот же краник служит и для
подачи, и отключения газообразного теплоносителя. Вес горелки
300 г. Горелка успешно применяется в заводских и монтажных
1 Конструкция горелки разработана С. Е. Ссмячкиным, Л, П. Пучковым,
П, Т, Тимофеевым,
47
условиях на сварке линолеума, винипласта, полиэтилена, вини-
пласта с полиметилметакрилатом, поролона и других пластмасс.
Из зарубежных образцов определенный интерес представляет
горелка с вмонтированным в нее дутьевым вентилятором для подачи
газообразного теплоносителя в зону сварки.
Конструкция одной из таких горелок, выпускаемых фирмой
«Цинзер», приведена на рис. 13. Эта горелка применяется для свар-
ки твердого и мягкого поливинилхлоридов, полиэтилена, поли-
пропилена, полиметилметакрилата, полиизобутилена, полистиро-
ла, поликарбоната, астралона и других пластмасс.
Горелка имеет трехступенчатый электронагревательный эле-
мент и три сменных наконечника. Температура газообразного тепло-
носителя — от 200 до 500° С, внутренние диаметры сопл мундшту-
ков 3,4 и 5 льи. Вес горелки 900 а. Преимуществом такой конструкции
горелки является то, что при ее работе не требуется источника пи-
тания газообразным теплоносителем. Это обстоятельство имеет
некоторое значение при выполнении сварочных работ в полевых
условиях (прокладка водонапорных трубопроводов, обкладка водо-
емов и др.).
Эта же фирма выпускает горелку, общий вид которой показан на
рис. 14. Горелка предназначена для сварки тех же пластмасс, что
и со встроенной воздуходувкой.
Газообразный теплоноситель нагревают посредством двухсту-
пенчатого электронагревательного элемента мощностью от 250 до
400 вт. Температура нагрева газообразного теплоносителя регули-
руется от 200 до 500° С. Необходимый газообразный теплоноситель,
не содержащий масла, потребляют из баллонов, воздухопроводов
и компрессоров. Его поступление регулируют краником, вмонти-
рованным в трубку за пределами рукоятки. Токоподводящий про-
вод и газообразный теплоноситель в корпусе горелки проходят по
одной трубке. Горелка снабжена набором сменных мундштуков.
Вес горелки 700 а. Кнопка включения электронагревательного эле-
мента расположена на рукоятке горелки.
На рис. 15 показана конструкция горелки также фирмы «Цин-
зер», которая применяется для нагревания пластмассовых деталей
перед гибкой при изготовлении корпусов прямоугольных баков,
вентиляционных систем, фасонных деталей и т. д. Мощность нагре-
вательного элемента такой горелки составляет 1000 вт, вес ее
950 г.
Горелка снабжена широкоструйным сменным мундштуком с вы-
ходным отверстием прямоугольного сечения размером 50 X 5 мм.
Потребителю горелку поставляют в специальном деревянном чемо-
данчике, в который кроме горелок укладывают гаечный ключ,
проволочную щетку, нагревательный инструмент для контактной
сварки, сменные мундштуки, шабер, лезвия для срезки и отрезки
присадочных прутков (рис. 16).
При пользовании горелками как отечественными, так и зарубеж-
ными следует иметь в виду, что их долговечность и производитель-
48
Рис. 15. Горелка для нагрева пластмассовых Рис. 16 Чемоданчик с у.тежей-
деталей в местах изгиба ними горелкой и инструментами
4 Зак. 1541
49
ность труда оператора-сварщика во многом зависят от соблюдения
правил пользования горелками и проволокой, применяемой для
изготовления нагревательных элементов, В начале сварки всеми
описанными горелками необходимо начать подачу газообразного
теплоносителя, а затем включить нагревательный элемент. По окон-
чании работ сначала выключают нагревательный элемент, а затем
через 4—5 мин прекращают подачу газообразного теплоносителя.
Нагревательный элемент (спираль, проволока и др.) следует
изготовлять из проволоки высокого омического сопротивления из
жаростойких сплавов ГОСТ 2238—58 (переиздание, март 1965 г.).
Наилучшие результаты и наибольшую долговечность нагреватель-
ных элементов обеспечивает проволока марок Х15Н60Н и Х20Н80Н,
Эти марки проволоки обладают наибольшей «живучестью».
На срок службы проволоку испытывают ускоренным методом
(ГОСТ 2419—58). Стойкость проволоки должна составлять не менее
100 ч для проволоки марок XI5Н60Н и Х20ГН80Н и не менее 80 ч
для проволоки марок Х13Ю4, ОХ23Ю5А и ОХ23Ю5,
Испытание проволоки на навивку следует вести по ГОСТ
10447—63.
По требованию потребителя может поставляться проволока марки
Х20Н80Н для нагревательных элементов с «живучестью» не менее
200 ч.
Для сварки пластмасс все шире используются газопламенные
и модернизированные горелки, применяемые для сварки металлов.
Газопламенная горелка ГГП-1-56 предназначена для сварки термо-
пластических материалов, но может также применяться для нагре-
ва листов материала (например, винипласта) при формовании де-
талей.
Конструкция горелки ГГП-1-56 принципиально отличается от
существующих горелок для сварки горячим воздухом тем, что в пей
для нагрева пластмассы используются продукты сгорания горючего
газа в смеси с воздухом.
Горелка рассчитана на применение в качестве горючего газа аце-
тилена или водорода и работает при давлении горючего газа 0,1 —
1 кГ/смй (на входе), что достигается применением набора сменных
инжекторов, отличающихся диаметром отверстия.
В качестве горючего газа в горелке используется ацетилен, ко-
торый может быть заменен водородом.
Характеристика горелки приведена ниже.
Вес (с ниппелем и накидными гайками без шлангов)
в кг............................................
Длина (без ниппелей и накидных гаек) в лип . . .
Температура нагретого воздуха в еС .............
Рабочее давление сжатого воздуха в сети в ати
Расход сжатого воздуха (производительность горел-
ки по горячему воздуху) в м'/ч-.
при давлении 0,6 ати .......................
» » 0,8 »..........................
0,48
315
250—300
0,3—5
2?8
50
при давлении выше 1 ати .....................не менее 3
Расход горючего газа и м3/ч‘.
ацетилена при давлении на входе в горелку не
ниже 0,1 ати ................................. 0,045
водорода при давлении на входе в горелку не
ниже 0,01 ати................................. 0,1
Питание горелки осуществляется от газогенераторов (ацетилен)
из магистралей и баллонов. При выборе источника питания следует
исходить из того, что давление горючего газа на входе в горелку
должно быть не меньше 1000 лш вод. ст. при среднем расходе аце-
тилена 30—50 л/ч и водорода 100—150 л/ч. z
Рис. 17, Газопламенная горелка ГГП-1-56 для сварки термо-
пластических материалов
Наиболее желательное давление сжатого воздуха в сети —
0,5—1,5 ати.
Питание горелки воздухом может вестись от любого источника
(баллонов, магистральной воздушной линии, самостоятельного ком-
прессора или воздуходувки), обеспечивающего требуемые расход и
давление воздуха.
При пользовании для работы горелки газами от баллонов по-
следние снабжают редукторами для снижения давления газа до
требуемого.
Воздух не должен содержать капелек масла и воды. Поэтому при
пользовании воздухом непосредственно от воздуходувки или из
магистрали необходимо предварительно пропускать его через масло-
водоотделитель (при наличии масловодоотделителя в магистральной
линии специальный масловодоотделитель ставить необязательно).
Горелка ГГП-1-56 состоит из ствола и специального наконечника
(рис. 17). Наконечник крепится к стволу 1 накидной гайкой 2.
При затягивании накидной гайки камера 3 уплотняет воздушный
канал, а резиновое кольцо 4 — кольцевое пространство, по которо-
му подается горючий газ. Камера 3 имеет два канала: канал а для
прохода горючего газа и канал в для подачи сжатого воздуха.
В камеру 3 впаян штуцер 5, к которому с помощью накидной гайки 6
присоединяется трубка 7 (другой конец трубки припаян к корпусу 8).
Внутри корпуса 8 и навинченного на него мундштука 9 проходит
сопло 10, имеющее резиновую уплотнительную прокладку 11,
уплотняющую зазор между корпусом 8 и соплом 10. Последнее имеет
4*
51
кольцо 12 для регулирования подсоса воздуха из атмосферы; в соп-
ло 10 ввинчивается инжектор 13. Само сопло 10 завертывается в ка-
меру 3, переходящую в газовую камеру 14.
Работает горелка следующим образом. Из ствола горелки при
открывании вентилей горючий газ проходит в кольцевое пространст-
во ствола, откуда через капал а камеры 3, газовую камеру 14 и ин-
жектор 13 попадает в сопло 10. В стенках сопла просверлены два
-отверстия, через которые движущимся по соплу горючим газом заса-
сывается атмсферный воздух. Степень подсоса регулируется пере-
мещением вдоль оси сопла кольца 12, открывающего в нужной сте-
пени отверстия для подсоса воздуха.
Образовавшаяся (благодаря подсосу воздуха из амтосферы)
газовоздушная горючая смесь по выходе из сопла 10 сгорает.
Продукты сгорания смешиваются с воздухом, который поступает из
ствола 1 горелки по каналу а камеры 3, штуцеру 5и трубке 7 в коль-
цевой зазор между корпусом 8 и соплом 10 и по восьми каналам про-
ходит в воздушную камеру, образующуюся между мундштуком 9
и соплом 10. Направляемый по мундштуку 9 воздух формирует
факел пламени внутри воздушной камеры.
Факел пламени при нормальной работе горелки имеет форму
правильного конуса синеватого цвета при работе на ацетилене (во-
дородного пламени, обдуваемого воздухом, не видно), вершина кото-
рого расположена на оси сопла и выдается из мундштука наружу не
более чем на 3—7 мм.
Смешение продуктов сгорания с воздухом начинается в пе-
редней части воздушной камеры. Заканчивается оно уже по выходе
смеси из мундштука на расстоянии 7—10 мм от него.
Горелка рассчитана на подачу 3 мя/ч воздуха с температурой
300е'С.
Температура смеси продуктов сгорания с воздухом может регу-
лироваться в широких пределах.
Неполадки в работе, возникающие при неправильной отладке и
уходе за горелкой ГГП-1 -56, и меры по их устранению приведены
в табл. 5.
Горелки для газовой сварки металлов без реконструкции при-
менять для сварки пластмасс нельзя ввиду высокой температуры пла-
мени. Для того чтобы использовать газосварочные горелки для свар-
ки пластмасс, их модернизируют. Чаще всего у горелок типа СГМ,
«Москва», СУ и других конструкций выпрямляют наконечник.
К стволу горелки при помощи болта с гайкой или шарнирного хому-
тика присоединяют трубку для подачи газообразного теплоносителя,
к которой припаян бачок-цилиндр с трубкой для выхода воздуха,
азота или другого газа,
Газообразный теплоноситель поступает по трубке в бачок-ци-
линдр, где подогревается ацетилено-кислородным пламенем горел-
ки до сварочной температуры, а затем через трубку бачка, выполнен-
ную в виде мундштука горелки, поступает к месту соединения сва-
риваемых деталей.
52
Таблица 5
ВОЗМОЖНЫЕ НЕПОЛАДКИ В РАБОТЕ ГОРЕЛКИ ГГП-1-56
И МЕРЫ ИХ УСТРАНЕНИЯ
Неполадки Причина Мера устранения
Появление пламе- ни: у газового вснти- Ослабло сальниковое а) Подтянуть сальнико-
ля уплотнение вую гайку
у накидной гай- Ослабло уплотнение б) Заменить сальниковую набивку ! Подтянуть накидную гай-
ки около уплотняю- Неплотно завернуто ку, заменить резиновую прокладку Разобрать горелку, про-
щего конуса соп- сопло верить уплотнение ипжек-
ла (у газовой камеры) Нагрев горелки «Проскок» пламени тора в гнезде сопла, со- брать горелку и сильнее затянуть сопло Проверить правильность
Утечка воздуха внутрь сопла—плохо уп- лотнен инжектор в гнез- де сопла, давление го- рючего газа меньше 0,01 помер инжек- тора не соответствует давлению горючего газа на входе в горелку Мала подача воздуха, слишком сильно затянут мундштук, мало давле* ние воздука Ослабло резиновое сборки горелки, проверить п повысить давление газа на входе в горелку Открыть больше воздуш- ный вентиль, проверить правильность установки мундштука, проверить дав- ление сжатого воздуха па входе в горелку Подтянуть накидную гай-
между корпусом и уплотнение ку на трубке, заменить ре-
соплом зиновую прокладку
Иногда применяют модернизированные горелки, в которые
дополнительно встраивается трубка подачи газообразного теплоно-
сителя без дополнительного бачка. Температур)' нагрева воздуха,
азота или других газов снижают, изменяя расстояние между мунд-
штуком горелки и трубкой подачи газообразного теплоносителя.
Применение модернизированных горелок имеет большие до-
стоинства, к которым относятся безотказность и долговечность в ра-
боте. Кроме того, горелки для сварки металлов имеются во многих
цехах, в мастерских и на монтажных участках, что обеспечивает бы-
струю переналадку их на сварку пластмасс.
Горелка для сварки пластмасс ГГП-1-56, так же как и горелки
для сварки металлов, серийно выпускается предприятиями, спе-
53
циализированными на выпуске газосварочной аппаратуры. Эти же
предприятия поставляют запасные детали.
Для сварки пластмасс газообразными теплоносителями при-
меняется также оборудование для полуавтоматической й автомати-
ческой сварки.
Для полуавтоматической сварки крупногабаритных конструк-
ций из пленочных пластмасс толщиной от 25 до 100 мк использует-
ся сварочная машина МСП-2*. Машина позволяет сваривать прямоли-
нейные нахлесточные и Т-образные, а также криволинейные швы
с большим радиусом кривизны.
Машина устанавливается на направляющей и движется вдоль
конфекционного стола по свариваемому материалу.
Техническая характеристика машины.
Способ сварки.............................нагретым возду-
хом, азотом или
другими газами
Процесс сварки ........................... непрерывный
Ширина сварочного шва в мм .............. 3
Расход теплоносителя в л)ч .............. 250—300
Температура нагрева теплоносителя в ’С . . 300
Максимальное усилие сжатия пленки в кГ1см‘!' 6
Скорость сварки в м^мин ................. до 6
Общая мощность в кет .................... 2,1
Напряжение питающей сети в в ............ 220
Габариты в мм......................... . 1030X750X1030
Вес в кг................................. 73
Сварку пластмасс на машине ведут без прокладок. Этот процесс
заключается в одностороннем нагреве свариваемой пленки струей
газообразного теплоносителя**. Зона разогрева (ширина шва) огра-
ничивается двумя бесконечными лентами, с помощью которых одно-
временно перемещается сварочная головка (в подвижных сварочных
машинах) или протягивается свариваемый материал (в установках
стационарного типа). Свариваемые пленки укладывают на мягкую
подложку, обычно из микропористой резины. За счет своей упругости
подложка вдавливается в щель, образуемую ограничительными лен-
тами, что совместно с силой струи нагретого газообразного теплоно-
сителя создает давление на пленки в зоне шва, необходимое для
.сближения поверхностей свариваемых пленок и их сварки. Отсут-
ствие давления газообразного теплоносителя на свариваемые плен-
ки и контакта нагретой зоны пленок с нагревателем позволяет полу-
чить в некоторых случаях значительно более прочные сварные сое-
динения, чем при контактной сварке.
Способ сварки пластмасс без прокладок при одностороннем на-
греве свариваемого материала применим для соединения тонких
пленок толщиной до 150 мк.
* Машина разработана и изготовляется НИАТ.
** Л, Н. М а ц ю к, Ю. М. Колобков, С. Р. Р е й т л и и г е р,
Н. Н. Сафронов. Авторское свидетельство № 132396. Бюллетень
изобретений № 19, 1960.
Рис. 18. Автомат для сварки листо-
вых пластмасс газообразными тепло-
носителями
Скорость сварки газообразными теплоносителями при односто-
роннем нагреве свариваемого материала зависит от количества
линейно расположенных сопл горелок, из которых подается нагре-
тый газообразный теплоноситель.
Для автоматической сварки листовых пластмасс (винипласт,
полиэтилен и др.) используются автоматы, одна из конструкций
которых показана на рис. 18.
Автомат состоит из тележки 1, которая передвигается по легким
рельсам-направляющим при помощи двух приводных колес 2,
Скорость движения тележки можно регулировать в зависимости от
размера присадочного прутка.
Для согласования скорости пе-
редвижения тележки со ско-
ростью подачи прутка служит
предохранительная фрикцион-
ная муфта 3.
Сжатый воздух от компрес-
сора поступает через входной
штуцер 4, подогревается в
электронагревательном элемен-
те до 220—240° С и через втул-
ку 5 и сменный наконечник 6
поступает к месту сварки. Ко-
личество и температуру воздуха
можно регулировать. Излишек
его выходит через трубку 7.
Присадочный пруток вставляется в паз 8 (на боковой крышке)
и механизмом подачи направляется через сменный наконечник 9,
зажатый винтом 10, в стык свариваемых листов винипласта. Сва-
ренный шов прикатывается роликом 11.
Направляющее колесико 12 смонтировано на поворотном рычаге
13 с нажимной пружиной, степень натяжения которой можно регу-
лировать винтом 14. Винт 75служитдля регулирования степени при-
жима присадочного прутка к ведущему колесу механизма подачи.
Скорость сварки автоматом одинарным прутком в один проход
примерно составляет 18—25 м/ч.
Описанным автоматом сваривают кольцевые продольные швы
плоских и цилиндрических конструкций, имеющих значительную
протяжённость сварных швов.
При наличии простейших приспособлений автомат эффективно
используется для сварки внутренних продольных швов цилиндри-
ческих конструкций. В этом случае внутрь свариваемого цилиндра
устанавливают направляющие, по которым передвигается сварочный
автомат. Наружные швы цилиндрических конструкций также сва-
ривают с установкой направляющих путей с канавками под колеса.
Известны сварочные автоматы, колеса которых при сварке уста-
навливают под различными углами по отношению к свариваемому
шву цилиндрических изделий, что исключает применение допол-
55
нительных приспособлений для сварки внутренних и наружных
швов цилиндрических конструкций. Расширение применения авто-
матической сварки газообразными теплоносителями обеспечивает
ускорение технического прогресса.
Несмотря на наличие разработанных и применяемых других
механизированных способов сварки, к числу которых относятся
сварка токами высокой частоты, контактная сварка, сварка ультра-
звуком и др., объем сварных конструкций, выполняемых с помощью
сварки газообразными теплоносителями до сих пор еще значителен.
Поэтому внедрение полуавтоматической и автоматической сварки
с применением эффективных приспособлений следует считать одним
из прогрессивных направлений дальнейшего развития техники
сварки пластмасс газообразными теплоносителями. При внедрении
более совершенных способов сварки и приспособлений весьма целесо-
образно использовать опыт разработки и применения технологичес-
кой оснастки, внедренной для сварки металлических конструкций.
Эта технологическая оснастка, проверенная длительной практикой,
с успехом может быть использована при изготовлении сварных из-
делий и конструкций из пластмасс.
ГЛАВА lit
КОНТАКТНАЯ СВАРКА
ОБЩИЕ СВЕДЕНИЯ
Контактная сварка нашла широкое применение в массовом про-
изводстве пластмассовых изделий и конструкций в заводских усло-
виях. Этот способ сварки широко применяется также в построечных,
полевых и монтажных условиях для устройства и монтажа различ-
ных строительных конструкций (настилы полов, гидроизоляция
зданий и сооружений, трубопроводы, обкладки железобетонных и
бетонных емкостей различного назначения, покрытия теплиц, ка-
нализационные и вентиляционные системы, внутренние водостоки,
кабели связи, гидрозатворы и многие другие конструкции).
Способ контактной сварки имеет несколько разновидностей, ко"-)
тбрые отличаются технологической оснасткой, схемами нагреваi
деталей в зоне сварки. В современном строительстве применяются!
точечная, роликовая (шовная), прессовая (шовная, контурная) и.
стыковая разновидности контактной сварки. ” ;
Контактная сварка дает возможность получать различные свар-
ные соединения: встык, внахлестку, впритык, угловые, торцовые, *
с накладкой, бесскосные, на «ус», совмещенные, отбортованные и
др. Этим способом можно,сваривать пластмассы и материалы, покры-
тые пластмассой, которые не свариваются токами высокой частоты ;
(полиэтилен, полипропилен, фторопласт, полистирол и др.). ।
При сварке полиметилметакрилата встык и на «ус» в месте соеди"
нения деталей сохраняется их прозрачность, а при сварке пенопо-
лиуретана (поролона) цвет сварного шва совершенно не отличается
от цвета основного материала. Контактная сварка является единст-
венным приемлемым способом соединения пенополимерных материа-
. лов, а также получения неразъемных соединений листовых пластмасс
с иенополимерными материалами.
При контактной сварке используются самые различные свароч-1
ные инструменты разнообразных конструкций и конфигураций.’
Практически можно изготовить и применить инструменты для любых
сварных изделий и конструкций. Этот способ сварки выгодно отли-
чается от других также и тем, что источники нагрева сварочных ин-
струментов могут быть применены самые разнообразные, имеющие- .
ся в заводских, построечных, полевых и монтажных условиях (элект-
роэнергия, горелки для сварки металла, паяльные лампы, горелки
57
для сварки пластмасс газообразными теплоносителями, пропан-
бутановые горелки и другие внешние источники тепла).
Г' Детали из фторопласта-4 значительной толщины можно соединять
только контактной сваркой. Способ их соединения можно уподобить
(«кузнечной сварке металла», когда детали нагревают до вязко-
текучего состояния при температуре 370° С и сжимают под значи-
тельным сварочным давлением. Контактная сварка пластмасс яв-
ляется относительно немолодой отраслью техники сварки, ее раз-
витие продолжается и сегодня, и особенно в части расширения об-
ластей ее применения. Для повышения эффективности процесса
(разрабатывается й внедряется автоматическое оборудование, на
(котором кроме контактной сварки производятся и все остальные
технологические операции по изготовлению изделий.
Способ контактной сварки является весьма перспективным при
изготовлении изделий и конструкций из плитных материалов из
древесных частиц (древесностружечные плиты, плиты из опилок)
на синтетических смолах и покрытых слоем поливинилхлорида.
Изделия и конструкции из плитных материалов могут успешно сва-
риваться сварочными инструментами, применяемыми для сварки
пенополимерных материалов. Перспективной является контактная
сварка и при изготовлении изделий из бумаги и целлофана, поверх-
ность которых с одной или двух сторон имеет полиэтиленовое по-
крытие толщиной, не превышающей 10 мк. Этот способ нагрева
пластмасс широко применим для декоративной отделки поверхностей
изделий и конструкций и придания им внешнего вида, полностью
отвечающего требованиям современной эстетики. При использова-
нии контактной сварки представляется возможным без особых
затруднений оборудовать сварочные посты автоматическими система-
ми регулирования заданной температуры в зоне сварки деталей,
а отсюда обеспечить производство изделий и конструкций стабиль-
ного качества, заранее заданных прочностных показателей сварных
швов. Известно, что температура, давление и время сварки —
наиболее важные факторы, влияющие на прочность сварных швов,
а они при контактной сварке довольно легко регламентируются.
Автоматическое регулирование температуры обеспечивается полу-
проводниковыми терморегуляторами ТПР с термосопротивлениями
KMT. С помощью этих приборов температура нагрева деталей в зоне
сварки автоматически поддерживается на оптимальном уровне
с точностью ± Ю°.
Контактная сварка занимает ведущее место при изготовлении
i сварных изделий и конструкций из пластмасс и материалов, по-
1 крытых пластмассами, а объем ее Применения неуклонно увеличи-
। вается, Непрерывно повышается уровень механизации сварочных
: работ.
ТЕХНОЛОГИЯ СВАРКИ
При контактной сварке детали в зоне сварки нагреваются за
счет тепла, подводимого сварочными инструментами или нагрева-
58
тельными элементами сварочных машин (ролики, диски, бесконеч-
ные ленты, полосы, лезвия и т, д.).
Свариваемые пластмассы проявляют склонность деформировать-
ся под влиянием тепла и поэтому нагреваемые части деталей в ме-
стах их соединения, которые затем образуют сварной шов, должны
находиться под давлением, что устраняет деформацию свариваемых
деталей и обеспечивает получение высоких прочностных показате-
лей сварных соединений. Сваривать детали под давлением необхо-
димо еще и потому, что некоторые термопласты не имеют строго опре-
деленной точки плавления и не обладают хорошей текучестью.
Контактная сварка производится в двух вариантах: при кон- j
такте нагревателя с соединяемыми поверхностями и при контакте !
нагревателя с наружными поверхностями свариваемых деталей.
Вторым методом сваривают тонколистовые и пленочные пластмассы,
так как пластмассы являются плохими проводниками тепла.Нагрев
деталей в зоне сварки с использо’ванием теплопроводности деталей
связан с дополнительными затратами времени и энергии, а кроме
того, часто приводит к нежелательному распределению температур
по толщине свариваемых конструкций и изделий.
Пленочные пластмассы при сварке прилипают к рабочим поверх-
ностям сварочных инструментов и нагревательных элементов сва-
рочного оборудования.
Для устранения этого разработано и успешно применяется не-
сколько различных способов.
Первый широко распространенный способ заключается в том,
что между рабочими поверхностями сварочных инструментов или
нагревательных элементов сварочных машин и свариваемыми дета-
лями укладывают прокладки, свойства которых отличны от свойств
свариваемой пластмассы.
Вторым весьма эффективным способом устранения прилипания
является применение термоимпульсной сварки или, как ее иначе
называют, — импульсной. Принцип термо импульсной сварки пле-
ночных пластмасс заключается в использовании нагревательного
элемента чрезвычайно низкой тепловой инертности. Нагреватель-
ным элементом служит тонкая лента из металла, обладающего боль-
шим электрическим сопротивлением. По ленте пропускают электри-
ческий ток, нагревающий ее до температуры, несколько превышаю-
щей рабочую температуру сварки. Продолжительность пропускания
электрического тока очень мала, составляет всего лишь от 1 до
5 сек и определяется свойствами и толщиной свариваемой пласт-
массы. Затем электрический ток отключается, и лента остывает.
К моменту разделения поверхности нагревательного элемента и сва-
риваемых деталей пленочные пластмассы охлаждаются. Поэтому
прилипание и коробление пленки исключаются. Иногда нагреватель-
ные элементы сварочных машин дополнительно охлаждают, для
чего предусматриваются соответствующие устройства.
При третьем способе поверхности нагревателей смазывают тепло-
стойкими кремнеорганическими маслами, Этот способ не нашел ши-
59
рокого практического применения, так как требуются дополнитель-
ные затраты вспомогательных материалов и удаление масел после
сварки.
Схемы производственных процессов контактной сварки различ-
ными методами приведены на рис. 19.
При сварке пластмасс контактным нагревом получают швы
любой конфигурации и различной толщины.
Методы контактной сварки, показанные на рис. 19, а, позволяют
сваривать пластмассовые листы, трубы, стержни, профильные ма-
Рис. 19. Схема произ-
водственных процессов
контактной сварки
а —-upjtt нагреве диском или
пластиной без прокладки;
б —при нагреве электроин-
струментом, сварка с про-
кладками; 9 — второй вари-
ант сщ1рки с прокладками;
е — сварка без прокладок
с помощью электроинстру-
мента; д — сварка без про-
кладок роликами сварочных
машин; е—терм о импульсная
сварка; / — нагреватель; 2—
рабочая поверхность нагре-
вателя; 3 и 5 —прокладки;
4 — свариваемые детали; 6—
нагревательное устройство;
7—охлаждающее устройство
териалы. Сваркой по методу, показанному на рис. 19, г, соединяют
тонколистовые пластмассы. Остальные методы, показанные на
рис. 19, применяют для сварки пластмассовых пленок.
Сварку ведут ручным способом с применением приспособлений
или на высокопроизводительном сварочном оборудовании. В тех
случаях когда необходимо отрезать сваренное изделие, в нагреватель-
ные элементы встраивают лезвия. Технологическая операция в этом
случае выполняется в два перехода: первый — сварка, второй —
отрезка сваренного изделия.
Контактным нагревом очень хорошо свариваются такие пласт-
массы, которые не могут быть сварены высокочастотной сваркой:
полиэтилен, полиизобутилен, полистирол, полипропилен, фторо-
пласт-4, политетрафторэтилен, сополимеры этилена с пропиленом,
поролон и др. Поэтому этот метод позволяет значительно
расширить области применения сварки в производственных и мон-
тажных условиях самых разнообразных строительных изделий и
конструкций. С помощью контактного нагрева на поверхности из-
60
делпй и конструкций наносятся всевозможные рисунки, цифры,
буквы и т. д.
Контактная сварка характеризуется большой точностью нагре-
ва деталей в зоне сварки и возможностью точно поддерживать
температуру сварки на определенном уровне. Поэтому этот вид свар-
ки начали применять для сварки фторопласта-4 и получения сварных
соединений полимётилметакр плата с высокими оптическими свой-
ствами.
При сварке фторопласта-4 применяют длительные выдержки
в узком интервале температур (360—380° С). Даже пленки малой
толщины рекомендуется нагревать при двустороннем подводе тепла.
Такие пленки обычно сваривают в приспособлениях, снабженных
электроподогревом. Продолжительность сварки пленок толщиной
0,1 дни при 380° С составляет 20—30 сек. Сварку пластмассовых
пленок при контактном нагреве выполняют швами внахлестку,
а листовых пластмасс — стыковыми швами.
Трубы сваривают встык и иногда в раструб. Сварка в раструб
основана на одновременном нагреве нагревательным инструментом
тонкого Слоя внутренней поверхности раструба и наружной
поверхности конца трубы с последующим быстрым вдвиганием конца
трубы в раструб.
Сварку трубопроводной арматуры и приварку к трубам отводов,
заглушек, фланцев ведут стыковыми швами.
СВАРОЧНЫЙ
ИНСТРУМЕНТ
Для сварки пластических масс контактным нагревом применяют
инструменты, которые нагреваются от какого-либо источника тепла
и затем передают его сварным швам. Такие инструменты изготов-
ляют обычно из нержавеющей стали и тщательно полируют. Чем
тщательныее будет обработана рабочая поверхность таких инстру-
ментов, тем качественнее будет сварка. Инструменты следует нагре-
вать некоптящим пламенем, так как, загрязнив рабочую поверх-
ность сварочного инструмента, грязь и копоть могут попасть в свар-
ной шов, ухудшив тем самым его качество. Такие инструменты
весьма просты в изготовлении и чаще всего применяются при еди-
ничном и мелкосерийном производстве конструкций и изделиш
Для контактного нагрева в строительстве широко применяют ]
электронагревательные приборы, конструктивно представляющие/
собой электроутюги, рабочая поверхность которых очень узка и
соответствует форме сварного шва. Эти электроутюги изготовляют
специально для сварки. Иногда их снабжают терморегуляторами :
для регулирования температуры сварки. Утюг с терморегулятором ;
применим для сварки пластических масс, имеющих различные тем-;
пературы сварки.
Длина рабочей части инструмента определяется длиной сварных
швов изделий и составляет обычно '100—250 мм.
61
Рис. 20, Инструменты
для сваривания конца
пластмассовой трубы и
приварки заглушек
а —нагрев; б — сварка; 1 —
свариваемые трубы; 2 — ин-
струмент для нагрева; 5 —
сварочный инструмент; 4.—
за глушка; 5 — сварной шов
[Ййййяоаи!
Рис. 21. Электронагревательные инструменты для контакт-
ной сварки пластмассовых стержней, тонких листов и
пленок
а — для стержней; б—для листов и пленок; I — электроинструмент;
2 — свариваемые детали
Рис. 22, Инструмент для на-
несения цифр на пластмассо-
вую изоляцию проводов
62
Изготовляют также инструменты, рабочие поверхности которых
представляют часть окружности. Для сварки деталей небольших
габаритных размеров за один рабочий ход инструмента форма рабо-
чей поверхности полностью соответствует форме сварных швов.
Широко используются инструменты типа электропаяльников.
Для маркировки деталей пользуются специальным инструмен-
том. Обычно применяют инструменты, определяемые условиями про-
изводства тех или иных конструкций и изделий. Примерно такими
же конструкциями инструментов наносятся и рисунки на лицевые
части конструкций и изделий.
Инструменты для сваривания концов пластмассовых труб,
а также приварки заглушек, показаны на рис. 20.
Электронагревательные инструменты для контактной сварки
пластмассовых стержней, листов и пленок показаны на рис. 21.
Инструмент для нанесения цифр па пластмассовую изоляцию
проводов показан на рис. 22.
Обоймы нумератора 1, на наружной поверхности которого вы-
гравированы цифры, нагревают нихромовой спиралью, намотанной
на медный сердечник 2. Изоляция спирали нагревателя относитель-
но сердечника выполнена асбестовым шнуром.
Одним концом сердечник закрепляется в рукоятке 3 приспособ-
ления, на другой, изогнутый, конец посажен подшипник 4, на
наружную обойму которого напрессовано кольцо нумератора 5.
На оси 6 рукоятки приспособления укреплен рычаг 7, прижим
которого при маркировке фиксирует проводник на выбранной цифре
нумератора. Кольцо нумератора поворачивается с помощью ру-
коятки 8. Нагреватель и часть кольца нумератора закрыты предо-
хранительным кожухом 9, закрепленным на оси приспособления
гайками 10.
Производительность приспособления составляет 240 знаков
в 1 ч. При работе приспособление требует периодического отключе-
ния нагревателя для охлаждения кольца нумератора.
Техническая характеристика приспособления
Напряжение читающего тока в о................... 36
Электрическая мощность в вт ....................... 220
Вес л г............................................ 300
Габариты в мм ................................... 230x45
Применяются и другие нагревательные инструменты для кон-
тактной сварки самых разнообразных конструкций, форм и конфи-
гураций. При всех конструкциях сварочных инструментов производ-
ственный процесс сводится к нагреву деталей в зоне сварки, а затем
к контактной сварке с приложением сварочного давления.
Сейчас для контактной сварки пластмасс стали применять го-
релки для сварки газообразными теплоносителями и горелки для
газовой сварки металлов. В первом случае к горелкам дополни-
тельно изготовляют сменные мундштуки по форме паяльников,
63
в которых имеются канавки для прохода газообразного теплоносите-
ля, нагревающего рабочую поверхность инструмента до температуры
сварки, во втором изготовляют дополнительно приставки.
СВАРОЧНОЕ
ОБОРУДОВАНИЕ
Для полуавтоматической непрерывной сварки при изготовлении
сварных изделий и конструкций из полиэтилена, фторопласта,
полипропилена и фтор лона разработаны машины МСП-1 и МСП-4.
Машина МСП-1 предназначена для полуавтоматической сварки
через прокладку из целлофана и политетрафторэтилена крупнога-
баритных изделий и конструкций из полиэтиленовой и полипро-
пиленовой пленок толщиной от 25 до 100 мк. Швы — прямолиней-
ные, Т-образные и внахлестку. Машина устанавливается на под-
весные направляющие и движется вдоль конфекционного стола
по свариваемому материалу.
Режимы сварки на машине Л1СП-1 приведены в табл. 6.
Таблица 6
РЕЖИМЫ СВАРКИ ПОЛИЭТИЛЕНОВОЙ И ПОЛИПРОПИЛЕНОВОЙ
ПЛЕНОК НА МАШИНЕ МСП-1
Толщина пленки В jKK Температура нагре- вательного элемента в °C Давление на свари- ваемый материал в кГ/<?д* Скорость сварки в л/ман
40 180—200 1,5—2 8—12
60 200—240 1,5—2 8—12
100 200—250 1,5—2 6-8
Сварочная машина МСП-4 предназначена для полуавтомати-
ческой сварки изделий и конструкций из фторопластовых и фтор-
лоновых пленок толщиной до 500 лдс. Швы — прямолинейные,
внахлестку и Т-образные, а также криволинейные с большим радиу-
сом кривизны. Пленку сваривают при непосредственном контакте
Таблица 7
РЕЖИМ СВАРКИ ДЛЯ МАШИНЫ МСП-4
Пластмасса Толщина в лк Темпера- тура свар- ь'и в °C Давление на свари- ваемый материал в кГ/ся* Скорость сварки в м/мин Прочность на разрыв по отношению к основному материалу в %
Фторопласт-4 ..»»»», Фтор л он 1 100 1 200 60—120 360—380 360—380 180—190 0,25—0,5 0,2—0,5 1-1,5 8—12 8—12 18—20 100 80-85 75—80
64
ее с нагреваемыми лентами из пружинной стали. Материал подается
этими же лентами.
Режим сварки для машины МСП-4 и данные о прочности сварных
соединений приведены в табл. 7.
Техническая характеристика сварочных машин Л1СП-1 и МСП-4
приведена в табл. 8.
Таблица 8
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПОЛУАВТОМАТИЧЕСКИХ МАШИН ДЛЯ НЕПРЕРЫВНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИЭТИЛЕНА, ФТОРОПЛАСТА, ПОЛИПРОПИЛЕНА И ФТОРЛОНА
Показатели Сварочная машина
МСП-1 МСП-4
Способ сварки Толщина свариваемого мате- Контактный с одно- сторонним нагревом материала в зоне сварки Контактный с двусторонним на- гревом материала в зоне сварки
риала в , . > , 25—100 До 500
Ширина сварного шва в леи , 5
Температура нагрева лепт в °C 300
Скорость сварки в м/мин . . . До 12 0,08—0,9
Привод механизма давления , . Максимальное контактное дав- Грузовой, рычажный —
ленне в кГ!см2 Общая мощность электродвига- До 6 До 3
гелей в кет . * 2,3 2,5
Габариты в мм 725X1030X1095 1450ХЮ00Х 1240
Вес в кг 113 205
Для термоимпульсной сварки пластмассовых пленок выпускает-
ся машина М6-АП-2С, предназначенная для изготовления сварной
тары из полиэтиленового пленочного рукава — сварка пакетов,
мешков и заварка швов после их наполнения. Машина может быть
использована для термоимпульсной сварки любых других сварных
изделий соответствующих габаритных размеров.
Техническая характеристика машины М6-АП-2С
Производительность в пакетах в 1 ч . . . . до 350
Максимальная длина свариваемого шва в мм 500
Максимальная толщина свариваемого мате-
риала в .их . .......................... 150
Диаметр нагревательного элемента (нихромо-
вой ПрОВОЛОКИ) В Л1Л....................... 0,6
Мощность импульса в ст , ................... 200
•Время нагрева в сек . . . . Л.......... 0,5—6
Регулирование времени нагрева .......... плавное
Напряжение не:.........................
сети при частоте 50 гц ......... 220
питания нагревателя ..................... 24
Габариты в ,«,н......................... 750 x 800x1050
Вес в кг............................... около 40
5 Зак. 1641
65
Рис. 23. Машина для термоимпульсной сварки М6-АП-2С
а — конструкции машины; Q — электрическая схема
66
Машина для изготовления пакетов (рис. 23) состоит из рамы 1,
подушки 2, нагревателя 3, столика 4, электрической части 5 и
направляющих 6, Подушка 2 сваривающего устройства представ-
ляет собой стальную планку, вдоль которой имеется паз. Подуш-
ка смонтирована непосредственно на станине в ее верхней части.
Кроме того, по обеим концам подушки имеются два отверстия для
прохода тяг 7 привода нагревателя.
Нагреватель 3 — это стальная планка, которая шарнирно кре-
пится к тягам 7 привода. Вдоль планки имеется паз, в который уста-
новлен текстолитовый вкладыш 8 с продольным пазом. Нагрева-
тельный элемент представляет собой нихромовую проволоку 9,
установленную в пазе текстолитового вкладыша. Один конец
проволоки неподвижно крепится к специальному винту 10, а дру-
гой надет на ролик 11 и присоединен к пружине 12, обеспечивающей
постоянное натяжение проволоки при ее нагреве. Проволока долж-
на быть установлена в середине паза по его ширине и выступать из
паза примерно на одну четверть диаметра. Правильность установки
проволоки обеспечивается при помощи специального винта, а также
перестановкой оси ролика в вертикальном направлении.
Привод нагревателя представляет собой две тяги, которые ниж-
ними концами установлены в направляющих 13, Направляющие
крепятся к передним ножкам станины. Тяги заканчиваются пе-
далью 14 для осуществления рабочего хода и Двумя пружинами 15
для возврата нагревателя в исходное положение.
Рулонодержатель 16 с конусами 17, между которыми помещает-
ся рулон полиэтилена, установлен на двух кронштейнах 18, рас-
положенных по обеим сторонам станины.
К передним ножкам станины перед машиной крепится столик,
на плите которого установлен передвижной упор 19, Кроме того,
по обеим концам столика прикреплены линейки-шкалы 20 для пра-
вильной установки упора на столике. Расстояние между местом
сварки и упором соответствует желаемой ширине пакета.
Электрическая часть машины расположена непосредственно
на станине машины и состоит из электронного реле времени, транс-
форматора, промежуточного реле и органов управления.
При включении выключателя В подается питание к реле времени
РВ и к остальной части схемы. После 15—20 сек. схема готова к ра-
боте.
При нажиме педали включается микропереключатель МП, чем
запускается реле времени РВ и одновременно включается промежу-
точное реле 2Р, которое своими контактами включает трансформатор
2Гр, питающий нагреватель И. О нагреве нагревателя сигнализирует
лампочка ЛС. После истечения времени, установленного реле РВ,
оно срабатывает и своими контактами 1Р2 разрывает цепь реле 2Р.
Реле 2Р отпадает, выключая трансформатор 2Тр и, следовательно,
нагреватель И. Сигнальная лампочка HQ гаснет. После небольшой
выдержки рабочий отпускает педаль и схема возвращается в исход-
ное положение.
5;
67
Напряжение инталия схемы 220 в, напряжение питания нагре-
вателя 24 в. Мощность, потребляемая нагревателем, около 220 вт.
Диапазон выдержек реле РВ 1—7 сек.
При работе машины рабочий протягивает двойную полиэтиле-
новую пленку между нагревателем и подушкой до упора на сто-
лике перед машиной. Нажимая на педаль, рабочий опускает нагре-
ватель и прижимает его к подушке. Одновременно винт, установ-
ленный на одном конце планки нагревателя, нажимает на микро-
переключатель и замыкает цепь, в которую включено сопротивле-
ние нагревателя. При этом на столе машины загорается красная
сигнальная лампочка и полиэтилен нагревается. После прекраще-
ния импульса лампочка гаснет и рабочий через 2—3 сек отпускает
Рис. 24. Переносный аппарат для импуль-
сной сварки пленок
педаль, давая возможность остыть нагретому полиэтилену.
Под действием пружин нагреватель поднимается, освобождая плен-
ку. Затем рабочий протягивает пленку на требуемую ширину для
сварки следующего пакета и цикл повторяется.
После работы по мере загрязнения пазов подушки и нагревателя
необходимо их прочистить деревянным или пластмассовым скребком.
Через каждые 50—60 ч работы направляющие нагревателя и
тяг необходимо смазывать консистентной смазкой УС-1 или УС-2
по ГОСТ 1033—51.
Для термоимпульсной контактной сварки применяют также ма-
шину АПС.
Техническая характеристика сварочной машины АПС
Производительность в пакетах в ч...... 350
Максимальная длина свариваемого шва в мм 500
Максимальная толщина свариваемого мате-
риала в мм ........................... 0,5
Способ нагрева ....................... импульсный
односторонний
Мощность импульса в вт ......... 400
Число ступеней регулирования мощности им-
иульса.......................,........ 12
Время сварки в сек............. . . , . 0,3—0,35
63
Рабочее напряжение в а.................. 220
Габариты в .и at ....................... 670x710x1100
Вес в кг...............,................ 80
Для изготовления пакетов применяют машины и несколько иной
конструкции, принцип работы которых заключается в следующем.
На разматываемый полиэтиленовый рукав или другие пластмас-
совые пленки, свариваемые в конструкции различного назначения,
периодически, через регулируемые промежутки времени, опускает-
ся электроутюг или нагревательный элемент машины другой формы.
После 3—4-секундного контакта рабочей части нагревательного
элемента со свариваемыми поверхностями деталей нагревательный
элемент поднимается, свариваемое изделие перемещается вдоль
на длину изделия, и на сварной шов опускается охлаждающий эле-
мент с проточной холодной водой. Охлаждающий элемент снабжен
поперечным ножом, в результате действия которого из сварочной
машины сбрасывается в приемник готовое изделие. Машины для
термоимпульсной сварки пластмассовых пленок получили широкое
применение в автоматических упаковочных линиях и для изготов-
ления мешков.
Для импульсной сварки полиэтиленовой пленки разработан и
внедрен в производство переносный аппарат (рис. 24), позволяющий
получить прочный герметичный шов шириной 3 мм и протяжен-
ностью 280 мм (практически длину зажимных губок можно увели-
чить до 850 мм).
Электрическая схема аппарата обеспечивает выдержку времени
в диапазоне 1—10 сек, а наличие двустороннего прогрева плёнки
дает возможность получить шов однородной структуры в течение
5—8 сек.
Аппарат работает следующим образом.
Оператор вставляет свариваемую пленку между губок и сжимает
последние до упора, после чего можно производить любые операции
по выравниванию пленки. Окончив выравнивание, оператор дожи-
мает ручку клещей, включает реле времени и пленка сваривается.
Изоляцией между нагревательными элементами служит слой стекло-
ткани и пленка из фгоропласта-4.
Аппарат позволяет сваривать пленку при любом положении
клещей.
Характеристика аппарата'
Данна свариваемого шва в мм..................... 280
Ширина свариваемого шва в ,и.н ................... 3
Рабочее напряжение нагревателя в в , . . . 26
Потребляемая мощность в вт...................... 150
Габариты блока электропитания в мм . . . 300x200x250
Вес в кг........................................ 4
Описанный прибор удобен для выполнения сварочных работ
в заводских, построечных, полевых и монтажных условиях.
69
Для термоимпульсной сварки термопластичных пленок из поли-
этилена, поливинилхлорида, полиамидов и других материалов тол-
щиной от 0,035 до 0,5 мм разработана малогабаритная машина
ТСП-1-0,5-360.
Рис. 25. Машина для термоимпульсной
сварки СИ-32А
Стальной корпус ма-
шины укреплен на стани-
не, сваренной из стальных
труб. Механическая и эле-
ктрическая части машины
смонтированы на плите,
которая крепится в верх-
ней части корпуса. Меха-
ническая часть машины
состоит из нажимного ме-
ханизма, с помощью кото-
рого создается давление на
свариваемую пленку, и
двух нагревательных эле-
ментов — верхнего и ниж-
него, , между которыми
пленка закладывается.
Верхний нагревательный
элемент подвижный — под-
нимается нажатием на пе-
даль, прикрепленную к
станине. Нижний нагрева-
тельный элемент стацио-
нарный. При сварке пле-
нок суммарной толщиной
менее 0,3 мм вместо ниж-
него нагревательного эле-
мента устанавливают ко-
лодку с офсетным полот-
ном.
Машина снабжена вы-
носным полозом с двумя
сменными нагревательны-
ми элементами длиной 50
и 100 мм. Выносной по-
лоз сваривает пленку тол-
щиной до 0,3 мм. Давле-
ние нагревателя на ма-
териал обеспечивается нажимом руки оператора на ручку полоза.
Электрическая часть машины состоит из двух блоков, соединен-
ных между собой штепсельным разъемом. На правой стенке машины
имеется окно с панелью управления. В зависимости от материала и
толщины свариваемой пленки путем вращения рукоятки устанавли-
вают необходимое давление нагревательного элемента на пленку,
70
а на панели управления с помощью тумблеров — время сварки. Для
создания устойчивого режима работы аппарата при сварке боль-
шого количества швов к нагревательным элементам подводится
вода. Для удобства обслуживания машины места сварки освещают-
ся лампочками, крайние из которых одновременно дают сигнал
об окончании процесса сварки.
Техническая характеристика сварочной машины
ТСП-1-0,5-360
Максимальная мощность при ПКР-50% в вт 500
Напряжение в в:
питающей сети......................... 220
на нагревателях ...................... 14—17, 5—6,
25—3
Количество нагревательных элементов .... 1 или 2
Размеры одного шва в мм:
длина .................................... 360; 100; 50
ширина ............................... 2
Толщина свариваемых пленок (суммарная)
в мм.............'........................ 0,07—1
Характер шва ............................. прозрачный,
сетчатый
Регулирование температуры нагревателей , . ручное
Регулирование времени, нагрева
в сек:
ступенчатое .......................... напряжением
0,5—5,75
(через 0,25 сек)
плавное ..........................• . . О—15
Усилие нажима нагревательного элемента
(регулируемое) в кГ..................... 10—30
Габариты в мм.............................. 560x510x825
Вес в кг........................................ 40
На рис. 25 приведена машина для термоимпульсной сварки пласт-
масс. Эти сварочные машины выпускаются японской фирмой
«Сэидэнша». У машины этого типа свариваемые детали в зоне свар-
ки нагреваются сварочным током большой силы и непосредственно
за этим охлаждаются при выключенном токе.
Импульс тока составляет 0,1—0,5 сек.
Наибольшая длина сваренных поверхностей за один рабочий
ход электронагревательной проволоки составляет 320 мм, скорость
сварки участка шва указанной длины 0,5 сек. Источник питания —
однофазный переменный ток.
Вес сварочной машины 18 кг, габариты (в мм) 400 X 300 х 900.
Термоимпульсная контактная сварка обеспечивает получение
прочных и красивых сварных швов. Область применения этой сов-
ременной техники сварки непрерывно расширяется.
ГЛАВА IV
СВАРКА ТОКАМИ
ВЫСОКОЙ ЧАСТОТЫ
ОБЩИЕ СВЕДЕНИЯ
Высокочастотная сварка пластмасс основана на их свойстве
довольно быстро нагреваться в электрическом поле высокой час-
тоты. Все термопласты не нагреваются в магнитном поле индуктора,
а часть термопластов не нагревается в электрическом поле конден-
сатора (полиэтилен, полипропилен, полистирол и др.).
Поэтому с этой точки зрения способ высокочастотной сварки не
является универсальным, применимым для сварки всех до сих пор
известных термопластов. Высокочастотная энергия используется
в производстве сварных изделий и конструкций в двух направле-
ниях: при сварке пластмасс, обладающих свойством нагреваться
в электрическом поле высокой частоты, и с применением этих ма-
териалов для нагрева пластмасс, не обладающих такой способ-
ностью.
Сущность процесса сварки пластмасс токами высокой частоты
состоит в том, что кромки свариваемого изделия или конструкции
помещают в переменное электрическое поле высокой частоты. По-
следнее создается между двумя металлическими электродами, один
из которых (или оба) повторяет конфигурацию свариваемого шва.
В зависимости от способа сварки, конфигурации изделий и кон-
струкций, протяженности сварных швов электроды выполняются
в виде двух роликов, двух пластин, пластинки и ролика и т. п.
Система электродов с помещенным между ними свариваемым мате-
риалом образует рабочий конденсатор. При подаче напряжения на
электроды свариваемый материал в зоне шва весьма быстро нагре-
вается по всему сечению деталей за счёт диэлектрических потерь.
С-ледует отметить, что в отличие от нагрева от внешнего источника
тепла градиент температур при высокочастотном нагреве распреде-
ляется весьма благоприятно для процесса сварки. Внутри в местах
соприкосновения кромок свариваемых деталей температура всегда
выше, так как'холодные электроды отбирают часть тепла у приле-
гающих к ним поверхностных слоев материала деталей.
Высокочастотный способ сварки выгодно отличается от других
способов сварки и тем, что тепловая энергия выделяется в массе
нагреваемого материала, расположенного между электродами, по
72
всей толщине равномерно, вследствие чего процесс образования свар-
ного шва ускоряется и наружная поверхность не перегревается.
Поэтому свариваемые кромки деталей не прилипают к электро-
дам, как это наблюдается при контактном нагреве от внешнего ис-
точника тепла.
Кромки свариваемых деталей в зоне сварки нагреваются под
действием тока высокой частоты до температуры вязко-текучего
состояния, а сварной шов образуется под действием сварочного дав-
ления, передаваемого электродами сварочных машин и другими
устройствами или пленками в зависимости от конструкции соеди-
нений и технологии сварки.
Сварка токами высокой частоты обеспечивает высокую произво-
дительность, экономичность и хорошее качество сварных соединений.
К преимуществам высокочастотной сварки относятся также равно-
мерность нагрева кромок деталей без резких перепадов температур
в зоне сварного шва, что уменьшает вероятность деструкции и ос-
лабления- прочности деталей в месте их соединений; возможность
получения сварных швов, равнопрочных с основным материалом,
а иногда и более высокой прочности; образования сварных швов
без присадочных материалов; выполнение сварки на высокопроиз-
водительном сварочном оборудовании полуавтоматическом, авто-
матическом и встроенном в поточно-механизированные линии.
Значительным преимуществом является также и то, что предостав-
ляется полная возможность использовать для целей сварки модер-
низированное оборудование (высокочастотные ламповые генерато-
ры и др.).
Способ высокочастотной сварки не может считаться универсаль-
ным, так как высокой частоты трудно сваривать угловые и тав-
ровые соединения (в этом случае трудно обеспечить равномерный
нагрев деталей в зоне сварки), а также потому, что некоторые
пластмассы этим способом не свариваются (фторопласт, полиэти-
лен, полипропилен, полистирол и некоторые другие). В таких
пластмассах токи смещения и проводимости малы и они (пласт-
массы) не могут генерировать достаточного количества тепла для
сварки.
В последнее время проведены работы по сварке токами высокой
частоты пластмасс, не обладающих способностью свариваться этим
способом. Для этих целей при сварке полиэтиленовых и полипропи-
леновых деталей в их соединение вводится полоска поливинилхло-
рида, которая, являясь худшим диэлектриком, нагревается токами
высокой частоты и передает тепло свариваемым деталям из указан-
ных пластмасс. Известны и другие способы, например нанесение
пластмасс, обладающих способностью свариваться токами высокой
частоты, на поверхность электродов сварочных машин. Такой спо-
соб сварки аналогичен контактной сварке пластмасс.
Благодаря крупным преимуществам высокочастотной сварки
по сравнению со сваркой газообразными теплоносителями этот сов-
ременный и эффективный способ сварки нашел широкое применение
73
в различных отраслях промышленности и успешно внедрен в строи-
тельство. Сейчас с помощью этого способа производится изготовле-
ние ковров из линолеума по способу, разработанному Всесоюзным
научно-исследовательским институтом новых строительных мате-
риалов, гидроизоляции и других строительных конструкций.
С помощью токов высокой частоты на поверхность изделий нано-
сят цифры, буквы, орнаменты, рисунки и т. д. В современном
строительстве с помощью высокочастотной сварки изготовляют
двухслойные пленочные оболочки различного назначения (с воз-
душной прослойкой между слоями), обладающие теплозащитными
свойствами, а также крупноразмерные оболочки, применение кото-
рых позволяет создавать «воздушные» или надувные временные
павильоны промышленных и других выставок, складские и жилые
помещения, временные водоемы, гидроизоляции автомобильных
дорог. С помощью высокочастотной сварки соединяют листы метал-
ла и фанеры, покрытых пластмассами, изготовляют пастилы полов,
стенки и т. д.
ТЕХНОЛОГИЯ СВАРКИ
Сварку токами высокой частоты в современном строительстве
выполняют двумя методами: в рассеянном поле рабочего конденса-
тора ив основном поле.
При сварке в рассеянном поле конденсатора сварочные электро-
ды накладывают на кромки свариваемых деталей в зоне сварки,
с одной, обычно верхней стороны, на некотором расстоянии по обе
стороны от линии соединения деталей. Ширина электродов и рас-
стояние между ними зависят от толщины и диэлектрических свойств
свариваемого материала.
При сварке в основном поле кромки свариваемых деталей рас-
полагают между электродами рабочего конденсатора.
Схема расположения электродов и свариваемых деталей приведе-
на на рис. 26.
В зависимости от конфигурации изделия и характеристики ма-
териала применяют различные способы стыкования свариваемых
деталей. На рис. 27 приведены образцы сварных швов и варианты
размещения электродов в процессе сварки. Для стыкования листов
толщиной более 1,5—2 мм (безразлично эластичных или нет) при-
меняют швы 1, 3 и 4\ для этих же материалов в монтажных условиях
и для стыкования труб — шов 2; для тонких пленок — швы 7,
8, 9 и 10, причем прочностные характеристики шва 7 выше, чем
шва 8, а шва 9 с встречным электродом лучше шва 7; для сосудов,
труб, емкостей с толщиной стенок более 1,5—2 мм, а также для
неэластичных тонких пленок — швы 5 и 6 и, наконец, шов 11 ис-
пользуется для герметизации сосудов, изготовленных, например,
методом литья под давлением. Из всех рассмотренных только швы
5, 6 и 11 требуют предварительной обработки, отбортовки в горячем
состоянии или профилировки. Описанными сварными швами свари-
вают пластмассы всеми способами (роликовым, точечным, прессовым)
74
а) К генератору ТВЧ
Рис. 26. Расположение электродов при
сварке токами высокой частоты
а — и рассеянном поле; <5 — в основном поле;
/ — электроды; 1? — свариваемые детали
всегда монтируются в одном кор-
а также наносят буквы, цифры, рисунки, орнаменты и другую де-
коративную отделку поверхности изделий и конструкций.
При роликовой и прессовой сварке в рассеянном поле рабочего
конденсатора электроды располагаются на наружной поверхности
свариваемых кромок деталей. При роликовой и прессовой сварке
в основном поле электроды располагаются с двух сторон кромок
свариваемых деталей — с нижней и верхней, а отсюда и электроды
соответственно называются верхний и нижний. Аналогично раз-
мещаются электроды при точечной сварке и нанесении рисунков.
При прессовой сварке в
основном поле рабочего кон-
денсатора в зависимости от
конструкций сварочных ма-
шин подвижным бывает один
электрод. Бывают такие кон-
струкции сварочных машине
двумя плитами, к которым
подводится ток высокой ча-
стоты. При этом обычно ниж-
няя плита (нижний элект-
род) подвижна, а верхняя
неподвижна. Верхний элект-
род представляет в этом слу-
чае как бы рабочий инстру-
мент различной формы. При
сварке в рассеянном поле
перемещаются одновременно
два электрода, которые почти
пусе.
Большим преимуществом прессовой сварки пластических масс
по сравнению с другими способами сварки токами высокой частоты
является то, что свариваемый материал в месте соединения нагре-
вается одновременно, равномерно и по всей длине шва. Это обстоя-
тельство дает возможность поддерживать постоянную температуру
нагрева пластических материалов при сварке. При таком методе свар-
ки обеспечивается стабильное качество сварных швов. При длитель-
ной работе необходимо охлаждать электроды.
Прессовая сварка применяется также для клеймения деталей,
конструкций и изделий, а также для их декоративной отделки. Для
этих целей верхний электрод в нижней части имеет клеймо, которое
переносится на деталь из пластической массы. Этот производствен-
ный процесс выполняется в следующей последовательности. Деталь,
на которую требуется нанести клеймо, укладывают на листовой
прессшпан, находящийся на нижнем электроде-плите сварочного
пресса. Затем верхний электрод опускается в конечное нижнее
положение и в месте соприкосновения электродов деталь нагревает-
ся точно так же, как и при сварке. На разогретой в этом месте детали
остается клеймо. Клеймо, выполненное на сварочных прессах, имеет
75
красивый внешний вид и ярковыраженный рельеф. Прессшпан при
нанесении клейма служит для предохранения от порчи рабочей
поверхности верхнего электрода.
Аналогично на детали из пластических масс наносят рисунки.
В тех случаях когда требуется сделать надписи, они также могут
быть выполнены сваркой токами высокой частоты. Для этого вначале
вырезают или выштамповывают буквы из пластических масс требуе-
мого цвета, а затем укладывают на детали и приваривают. Сварку
ведут так же, как и нанесение клейма или рисунков с той только
разницей, что рабочая поверхность верхнего электрода берется
гладкой и ровной или ступенчатой с двумя рабочими частями.
Рис. 27. Образцы сварных швов и варианты размещения
электродов при высокочастотной сварке термопластов и реак-
топластов; знаком «+» обозначены высоковольтные электро ды,
знаком «—» заземленные электроды или плита пресса
Иногда применяется двухэлектродная прессовая сварка пласти-
ческих масс токами высокой частоты. При таком способе сварки |
нижний электрод изготовляют специальной конструкции с шарнир-
ным креплением в нижней части. Для этого электрод имеет требуе-
мый прилив. При двухэлектродной прессовой сварке применяют
верхние электроды обычных конструкций. j
Шарнирное крепление нижнего электрода обеспечивает плотное '<
и равномерное прилегание рабочих поверхностей верхних электро-
дов, а это в свою очередь обеспечивает качественную сварку. В слу- |
чае если в процессе сварки длина одного из верхних электродов
изменится, нижний электрод займет соответственно наклонное по-
ложение, за счет чего обеспечится требуемое прилегание рабочих ,
поверхностей нижнего и верхнего электродов. В зависимости от
изменения длины верхних электродов — нижний электрод будет
иметь различный наклон.
Прессовая сварка термопластических масс токами высокой
частоты применяется и в тех конструкциях и изделиях, где прочность i
сварных швов должна быть равной или выше прочности основного
76
материала конструкции или изделия. Обычно при прессовой сварке
прочность сварных швов выше прочности основного материала.
Вместе с этим сварные швы весьма плотные.
Пнет сварных швов полностью соответствует цвету основного
материала конструкции и изделия. Поверхность сварного шва бле-
стящая и напоминает хорошо отполированную поверхность. С по-
мощью прессовой сварки можно выполнять сварные швы, имеющие
любую форму и протяженность. При длине сварного шва, превы-
шающей рабочую длину электрода, сварку ведут с перемещением
свариваемых деталей.
При роликовой сварке перемещается верхняя консоль сварочной
машины одновременно с установленным па ней верхним электродом-
роликом. Обычно верхний ведомый сварочный электрод-ролик
узкий, ширина нижнего ведущего электрода 50 льм и больше.
В отличие от прессовой роликовую сварку ведут двумя электро-
дами-роликами, выполненными в виде дисков, из которых нижний
(ведущий) изолирован от корпуса сварочной машины, а верхний
(ведомый) заземлен. Обычно рабочая ширина нижнего электрода
берется в 5—10 раз больше верхнего, за счет чего обеспечивается
лучшая подача свариваемых деталей.
В тех случаях когда конструкции изделий позволяют применять
более производительные методы сварки, применяется многоэлект-
родная роликовая сварка пластических масс токами высокой час-
тоты.
При данном способе производится непрерывно последователь-
ная сварка пластических масс. В процессе непрерывной сварки при
длительной работе не исключена возможность нагрева роликов
выше допустимой температуры, в силу чего в месте сварки шва
может измениться толщина свариваемых деталей, а при значитель-
ном перегреве электродов возможно прожигание перегретого мате-
риала сварного шва. Чтобы избежать этого, сварочные электроды-
ролики при непрерывной работе необходимо периодически ох-
лаждать.
При точечной сварке сварное соединение осуществляется с по-
мощью двух (верхнего и нижнего) стержневых электродов или
верхнего стержневого электрода и нижнего в виде плитки. Кроме
того, точечная сварка выполняется и двумя электродами-роликами
на роликовых сварочных машинах. Сущность процесса точечной
сварки заключается в том, что две или несколько деталей, наложен-
ных друг на друга внахлестку, зажимаются между рабочими поверх-
ностями электродов и под действием тока высокой частоты с при-
ложением сварочного давления свариваются, образуя сварной шов
в виде отпечатка торца стержня электрода — точки, Детали соеди-
няются в нескольких точках.
С помощью точечной сварки изготовляют сварные изделия из
пластмасс, армированных пластмасс и материалов, покрытых
пластмассами.
77
При стыковой сварке два стержня или две трубки с обработан-
ными ровными торцами зажимают в электроды стыковой сварочной
машины, к которым подведен ток высокой частоты, и сближают так,
чтобы их торцы соприкоснулись. Под действием тока высокой час-
тоты торцы деталей в зоне сварки нагреваются до вязко-текучего
состояния и при приложении сварочного давления свариваются.
При стыковой сварке часть свариваемого материала под действием
сварочного давления выдавливается, образуя па стыке грат, кото-
рый затем удаляют механическим способом. Поэтому, для того чтобы
получить сварной узел заданной длины, необходимо заготовки дета-
лей под сварку изготовлять с припуском на образование грата.
При высокочастотной сварке пластмасс, армированных пластмасс
и материалов, покрытых пластмассами, для получения сварных
соединений высокого качества поверхности свариваемых деталей
должны быть очищены от пыли, грязи, масел и других веществ. Кроме
того, для получения одинакового технологического режима, обес-
печивающего качественное сварное соединение, необходимо строго
следить за состоянием рабочей поверхности электродов. Электроды
должны хорошо прилегать друг к другу по рабочей поверхности.
Время от времени рабочую поверхность электродов необходимо
восстанавливать для поддержания их установленных размеров.
В процессе работы рабочую поверхность электродов следует перио-
дически очищать.
Наибольшее распространение в строительстве получили ролико-
вая прессовая и точечная сварка. Нашел применение и способ на-
несения букв, цифр, орнаментов на поверхности свариваемых
деталей.
Стыковая сварка труб и стержней, являясь весьма эффективной
и экономичной, пока не находит практического использования в из-
готовлении сварных пластмассовых конструкций.
В последнее время строительные организации применили высо-
кочастотную прессовую сварку при изготовлении и монтаже стек-
лянных трубопроводов, в которых частично используется трубо-
проводная запорная сварная пластмассовая арматура.
При организации высокочастотной сварки необходимо учитывать,
что стекло начинает проводить ток только после предварительного
нагрева до 500—700° С. Установка для высокочастотной сварки
труб состоит из сварочной машины с приспособлением для синхрон-
ного вращения свариваемых деталей, двух газовых горелок типа
ГС-53 и высокочастотной установки — генератора типа ЛГД-10,.
который переделан для сварки стеклянных труб на частоту 1,2 Мгц,
со ступенчатым регулированием напряжения от 0,5 до 5 кет.
Предварительный нагрев деталей до 500—700° С ведут газовы-
ми горелками, а подачу электрического тока осуществляют через
ионизированные газы пламени горелок. При этом необходимо, чтобы
пламя горелок было узким, острым и разогревало стекло на неболь-
шом участке, чем обеспечивается правильное прохождение тока
через торцы свариваемых труб. Наконечники сварочных горелок
78
во избежание перегрева охлаждаются холодной водой, циркулирую-
щей по латунным холодильникам.
Высокочастотную сварку стеклянных труб ведут следующим
образом. Установленные в патронах сварочного станка трубы сбли-
жают, оставляя между торцами зазор, равный 4—6 мм. Затем уста-
навливают сварочные горелки таким образом, чтобы их наконечники
находились на расстоянии 50—60 мм от наружной поверхности
труб на уровне их осей. После установки сварочных горелок вклю-
чают электродвигатель, вращающий свариваемые детали, зажигают
сварочные горелки и начинают разогрев узких полосок торцов труб
шириной 10 мм, который ведут до покраснения стекла. Далее сбли-
жают горелки с поверхностью труб на расстояние от 10 до 25 мм
в зависимости от диаметра свариваемых труб и включают ток для
дальнейшего нагрева торцов до белого каления, после чего произ-
водят стыкование и сварку труб без применения поддува. Сварен-
ные трубы отжигают.
СВАРОЧНОЕ
ОБОРУДОВАНИЕ
Все современные сварочные машины для сварки пластических
масс токами высокой частоты состоят из лампового высокочастот-
ного генератора, механизма привода электродов, электрододержа-
телей, рабочего стола и электродов. В комплект высокочастотной
установки входит также устройство для устранения радиопомех.
Сварочные машины выпускаются серийно специализированными
предприятиями и изготовляются непосредственно предприятиями
и организациями, производящими выпуск и монтаж сварных пласт-
массовых конструкций.
Освоено изготовление оборудования для полуавтоматической
и автоматической сварки, а также автоматических линий, выпол-
няющих все технологические операции, связанные с изготовлением
и сваркой изделий и конструкций. Обычно на автоматических ли-
ниях выпускают полностью законченную изготовлением продукцию.
Для высокочастотной сварки электроды изготовляют различных
форм и конструкций из латуни, меди или стали.
Длительной практикой промышленных предприятий и строи-
тельных организаций установлено, что электроды, изготовленные
из стали, работают так же хорошо, как медные или латунные. Для
антикоррозионной защиты рабочих частей электродов их поверх-
ности хромируют. Для того чтобы устранить прилипание сваривае-
мых деталей к стальным электродам, их полируют. Кроме того,
электроды, с совершенно гладкой рабочей поверхностью обеспечи-
вают получение сварного шва толщиной, равной одинарной или
двойной толщине основного материала в зависимости от применяе-
мых соединений (сварка встык, внахлестку).
В зависимости от назначения сварных изделий и их конструк-
тивных особенностей электроды сварочных машин выполняют две
79
Т а б л и ц а
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ ДЛЯ СВАРКИ ПЛАСТМАСС ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
О)
80
технологические операции — сварку и отрезку сваренных деталей.
Иногда выполняется и третья совмещенная технологическая опе-
рация — окантовка. Конструкция таких электродов имеет три ра-
бочие поверхности — прямоугольную для выполнения сварки, фасон-
ную для окантовки и заостренную для отрезки. В этом случае чаще
всего верхний электрод изготовляется с тремя рабочими поверхно-
стями, а нижний — в виде плоской плитки.
Основные показатели промышленного оборудования для сварки
пластических масс токами высокой частоты (ток однофазный) при-
ведены в табл. 9.
Сварочная машина ЛГС-0,2 предназначена для роликовой сварки
пластических масс токами высокой частоты. На этой машине пленоч-
ные пластмассы, пластифицированный поливинилхлорид, поли-
амиды, полиметилметакрилат и другие термопластические массы
свариваются непрерывным швом при прокатывании между двумя
вращающимися электродами-роликами, к которым подводится элект-
рический 'ток высокой частоты. Напряжение высокой частотысоз-
дается в ламповом генераторе высокочастотной установки, смонтиро-
ванной в сварочной машине. При сварке на машине ЛГС-02 полу-
чают прочные и герметические швы. Эластичные пластиката и дру-
гие термопластические массы сваривают швами внахлестку как со
скосом, так и без скоса кромок, т. е. снятия фасок (угол снятия фасок
обычно составляет 45°, толщина соединения равна толщине ма-
териала изделия).
За счет такой подготовки кромок на сварочной машине без каких-
либо переделок обеспечивается сварка материала удвоенной тол-
щины. В процессе сварки необходимо следить за тем, чтобы электро-
ды-ролики все время находились на кромках деталей. На сварочной
машине ЛГС-0,2 термопластические массы свариваются роликовой
сваркой со скоростью до 3 м/мин. Ширина шва, исходя из конструк-
тивных соображений, чаще всего берется равной 2—3 мм. В не-
обходимых случаях ширина шва может быть от 1,5 до 6 леи.
Сварочная машина МСТ-ЗМ также предназначена для роликовой
сварки пластических материалов. На этой сварочной машине ведут
роликовую сварку токами высокой частоты пленочных и листовых
пластических масс со скоростью 3 mJ мин при ширине сварного шва от
2 до 6 мм. Сварку выполняют швами внахлестку без скоса кромок.
Конструктивно сварочная машина МСТ-ЗМ сходна со сварочной ма-
шиной ЛГС-0,2. Максимальная мощность, потребляемая от сети,
у обеих машин весьма незначительна, что обеспечивает их широкое
внедрение любым предприятием, производящим сварные изделия
из пластических масс.
Сварочный пресс ЛГСП-0,4 предназначен для прессовой сварки
пленочных и листовых пластических масс (винипласта, полиамидов,
а также тканей с покрытием и пропиткой из термопластов). Пресс
работает по методу параллельной обработки изделий сваркой тока-
ми высокой частота.
6 Зак. 1641
81
Отдельные элементы и узлы различных изделий свариваются
токами высокой частоты при помощи сменных электродов, каждый
из которых предназначен для образования сварных швов данной
конфигурации и размеров.
Иногда верхний электрод для прессовой сварки имеет две ра-
бочие части, из которых одна производит резку, а вторая сварку.
При работе таким электродом резку ведут при включенном свароч-
ном токе одновременно по всему периметру свариваемых деталей.
Почти одновременно с резкой ведут сварку также по всему пери-
метру деталей. Форма таких электродов обычно соответствует форме
сварных швов, а прессовая резка и сварка выполняются за один ра-
бочий ход верхнего электрода. Для предохранения режущей части
электрода от затупления на нижний электрод кладут листовой пресс-
шпан толщиной до 1 мм. При опускании в конечное нижнее положе-
ние режущая кромка не доходит до металла нижнего электрода,
а лишь незначительно вминает прессшпан.
Сварочный пресс ЛГСП-0,4 состоит из собственно пресса с пе-
дальным приводом, обеспечивающим максимальное давление на
свариваемый материал (до 60 кГ), и генератора тока высокой часто-
ты, смонтированного в станине сварочного пресса.
Пресс имеет педальный привод и рычажную систему с грузом,
предназначенную для создания необходимого давления на свари-
ваемый материал. Перемещением груза это давление можно регули-
ровать в пределах 6—60 кГ. При давлении на электроде 60 кГ сила
нажатия на педаль включения сварочного пресса на превышает
8 кГ.
Сменные электроды устанавливают в специальном держателе.
Конструкция замка держателя обеспечивает быструю и удобную
смену электродов. Для обеспечения прилегания рабочей поверхно-
сти верхнего электрода к рабочей поверхности нижнего электрода
последний закреплен шарнирно и его положение по отношению
к рабочей поверхности верхнего электрода регулируется винтами,
расположенными под столом сварочного пресса. На сварочном
прессе ЛГСП-0,4 сваривают пластические массы толщиной от 0,1
до 5 мм. Высокочастотную сварку ведут обычно швами внахлестку
или накладными швами без скоса кромок под сварку.
Для обеспечения сварки пластических масс толщиной более
5 мм детали соединяют швами внахлестку со скосом кромок.
Оптимальное удельное давление на поверхность свариваемого
материала, при котором нужна наименьшая удельная мощность и
не раздавливается нагретый материал, для поливинилхлоридных
пластикатов составляет 4—4,5 кГ/см2. Для полиамидов, винипласта
и других материалов без пластификатора требуется более высокое
давление (7—10 кГ/см2). Время сварки регулируется для каждой
конструкции электрода в зависимости от толщины и сорта мате-
риала с помощью реле времени, укрепленного на станине сварочного
пресса. Реле времени отградуировано от 0,3 до 30 сек через
0,5 сек, а от 30 сек до 1 мин — через 5 сек.
82
Работа на сварочном прессе ЛГСП-0,4 производится в следую-
щей последовательности.
Свариваемый материал помещают между электродами свароч-
ного пресса, после чего нажатием па педаль опускают верхний
электрод. После этого кнопкой «Пуск», расположенной на переднем
щитке, включают анодное напряжение, при этом загорается сиг-
нальная лампа. После того как сигнальная лампа погаснет, нажи-
мают педаль, а затем снимают сваренную деталь или перемещают
ее для сварки последующего участка. Следует иметь в виду, что
по мере прогрева электродов время сварки несколько уменьшается
(последнее подбирают опытным путем и при некотором навыке ра-
ботающего это не представляет затруднений).
Во избежание ожогов не следует прикасаться к электродам в те
чение всего промежутка времени, когда горит сигнальная лампа.
Нужно также следить, чтобы при опускании верхнего электрода
в конечное нижнее положение руки рабочего не попадали под
электрод*. Нельзя менять лампы или вести какие-либо ремонтные
работы внутри генератора без предварительного отключения уста-
новки от питающей сети, а также замыкать блокировочные контакты
посторонними предметами.
Высокочастотная переносная установка ВЧС-0,2 предназначена
для сварки в монтажных условиях поливинилхлоридных и полиа-
мидных пластмасс, упаковочной тары для деталей машин и изделий
любых размеров (подшипников, точных измерительных приборов,
технической документации и т. д.). При последовательной сварке
можно получитв шов любой длины.
В комплект установки ВЧС-0,2 входит ламповый генератор
УКВ-0,2, щипцы со встроенными в них электродами рабочего кон-
денсатора и высокочастотный фидер РК-3 с коаксиальным разъемом,
гибкие провода питания сварочных щипцов. Узлы лампового гене-
ратора смонтированы на шасси, к передней стороне которого при-
креплена лицевая панель с кнопками управления и сигнальной ап-
паратурой. Шасси разделено на четыре отсека, из которых два пол-
ностью экранированы. В верхнем экранированном отсеке раз-
мещены генераторная лампа и колебательный контур, а в нижнем —
цепи сеток.
Машины для прессовой сварки (ВЧС-0,4 без экранирования ра-
бочих электродов и ВЧС-0,4А с экранированием) состоят из лампо-
вого генератора УКВ-0,4, педального привода электродов, высоко-
частотного фидера и электродов, конструкция и форма которых за-
висят от свариваемых изделий. Конструктивно машины выполнены
в виде блоков, встроенных в один общий каркас. Электрической
схемой машин предусматривается ручное включение нагрева (кно-
пкой), а выключение — ручное или автоматическое при помощи фо-
тореле или реле времени.
Сварочная машина ЛГС-1,5 состоит из двух отдельных элемен-
тов — лампового генератора и пресса; генератор расположен под
рабочим столом машины.
6*
S3
Установка типа ЛСП1-0,6, предназначенная для сварки в элект-
рическом поле высокой частоты термопластических пленок (поли-
винилхлоридных, полиамидных и т. л.), позволяет сваривать изде-
лия различной конфигурации и может применяться в различных от-
раслях промышленности для изготовления различной тары и обо-
лочек, защитной одежды, изделий полиграфической промышлен-
ности и других конструкций.
Установка представляет собой сварочный пресс со встроенным
в него высокочастотным генератором.
Генератор вместе с источниками питания и частью цепей управ-
ления выполнен в виде отдельного блока, расположенного в нижней
части общего каркаса пресса. Аппаратура сигнализации и управле-
ния смонтирована в верхней части установки с лицевой стороны.
Привод пресса пневматический. Элементы привода размещены над
рабочим столом.
Давление в системе регулируется с помощью редуктора, ручка
которого выведена на боковую стенку. Зазор между электродами
регулируют изменением хода штока цилиндра.
Пресс опускается нажатием кнопок. На время включения вы-
сокого напряжения рабочий стол закрывается экранирующим ко-
жухом. Время сварки устанавливается реле времени. По окончании
сварки электрод поднимается. Для защиты основных цепей и ап-
паратуры имеются максимальные токовые реле и предохранители
в силовой цепи. О включении отдельных ступеней управления пре-
дупреждают соответствующие сигнальные лампы.
Конструкция установки обеспечивает безопасность ее обслужи-
вания и удовлетворяет действующим нормам допустимых радио-
помех и санитарным нормам.
Установка ЛСП1-4 предназначена для сварки термопластичных
пленок в электрическом поле тока высокой частоты при постоянном
давлении и ири постоянном зазоре.
Установка состоит из высокочастотного лампового генератора и
пневматического пресса. Пресс снабжен экраном, который при по-
мощи пневмопривода в момент сварки поднимается и при помощи
контактных пружин обеспечиваетнадежноеэкранирование рабочего
объема от излучения радиопомех. Высокочастотный генератор за-
ключен в экранированный шкаф. Элементы схемы генератора свя-
заны с электроаппаратурой пресса высокочастотным и низкочас-
тотным кабелями.
Пневматическая схема установки обеспечивает опускание и подъ-
ем электрода и экрана, создание необходимого давления. Безопас-
ность работы обеспечивается тем, что движение электрода вниз
может быть осуществлено нажатием двух кнопок (двумя руками) и
пружинами безопасности. Время сварки устанавливается реле вре-
мени, давление сварки — при помощи редуктора давления и электро-
контактного манометра. Контрольно-измерительные приборы и
сигнальные лампочки установлены на головке пресса, а приборы
наладки — на переднем листе за дверью.
84
Установка ЛС2-03, предназначенная для сварки в электрическом
поле высокой частоты термопластических пленок (поливинилхло-
ридных, полиамидных и т. и.), применяется для изготовления герме-
тичной тары и оболочек, защитной одежды и других изделий. Вы-
полнена она в виде переносного прибора настольного исполнения и
состоит из высокочастотного генератора и ручных сварочных кле-
щей, соединенных с генератором четырехметровым высокочастотным
кабелем.
Ламповый генератор работает по принципу самовозбуждения.
Его настраивают по максимуму свечения неоновой лампочки, уста-
новленной на ручке сварочных клещей.
а) б)
Рис. 28. Высокочастотные машины для прессовой сварки
Установка удобна в обращении, проста в эксплуатации. Вклю-
чают и выключают ее кнопкой, расположенной на ручке сварочных
клещей.
Установка удовлетворяет действующим нормам допустимых ра-
диопомех и санитарным нормам.
Для сварки пластмасс токами высокой частоты используются
машины с одним прессом и машины с двумя прессами. На первой
машине работает один оператор-сварщик, на второй два.
Высокочастотные машины для прессовой сварки показаны на
рис. 28. В процессе сварки на машине с одним прессом (рис. 28, а)
на кромку материала свариваемой детали 1 устанавливают верхний
электрод, рабочие поверхности которого 2 и 3 производят сварку и
отрезку удаляемой части пластмассы 4. Свариваемые детали распо-
лагают на нижнем электроде 5. Верхний электрод монтируют
в электрододержателе б, а рабочий , и холостой ходы осуществляют
механизмом привода электродов 7. Оператор-сварщик выполняет
сварку на столе 8, в одной части которого вмонтирован высокочас-
тотный ламповый генератор 9, На этой сварочной машине можно
сваривать швы любой протяженности и любых требуемых форм за
счет перестановки верхнего электрода.
?5
На рис. 28, б показана машина типа ВЧС-3 с двумя прессами.
Описанные машины являются машинами стационарного типа.
Роликовая высокочастотная сварочная машина показана на рис, 29.
На этом же рисунке показаны также электроды, электр бдодержа-
тель, механизм привода электродов и высокочастотный ламповый
генератор.
На такой машине сваривают изделия и конструкции практически
неограниченной длины и ширины с любой требуемой конструкцией
Рис. 29. Роликовая высокочастотная ма-
шина для сварки крупноразмерных кон-
струкций
позволяет помещать между электродами
сварных швов.
На рис. 30 показаны сва-
рочные прессы английской
фирмы «Интертем», предназ-
наченные для высокочастот-
ной сварки крупноразмерных
изделий и конструкций (па-
латки, маты, чехлы для при-
менения в сельском хозяйст-
ве, облицовки садовых и пла-
вательных бассейнов, кино-
экраны, изделия из брезента
и т. п.).
Сварочная машина вклю-
чает в себя рамочный пресс,
высокочастотный генератор,
встроенный в станину сва-
рочного пресса. Большая
глубина вылета электродов
большое количество сва-
риваемой пластмассы.
Так как размер и вес листового материала часто препятствуют
движению материала между неподвижными электродами, пресс и
высокочастотный генератор смонтированы на тележке, которая
приводится в движение двигателем И перемещается вдоль Т-образ-
ного участка стального пути.
Длина пути и шва зависят только от длины стола, который может
иметь соответствующую опору на конце без значительного прогиба.
Могут использоваться, также прямые стержневые электроды
длиной до 609,6 мм. В системе учтен обычный сквозной нагрев,
который обеспечивает оптимальную производительность. Выходная
мощность этой сварочной машины составляет 3 авт, частота 37 Мгц,
питание от сети переменного тока 340—360 в, вес пресса
405 кг, площадь сварки за один рабочий ход верхнего электрода
116 слгч Габариты машины в мм'. 1370 X 1450 X 1830.
Английская фирма «Радиофон» выпускает самоходные машины
для сварки линолеума со скоростью 1,5 м/мин. Машина предназна-
чена для выполнения сварочных работ в построечных условиях.
В настоящий момент значительное количество высокочастотного
сварочного оборудования изготовляется непосредственно заводами и
86
строительными организациями. Основным узлом любых конструк-
ций сварочных машин является высокочастотный ламповый гене-
ратор. Уместно отметить, что для изготовления сварочного обору-
дования высокочастотные машинные генераторы совершенно не
применяются, так как они не обеспечивают требуемой рабочей час-
тоты тока.
Для изготовления высокочастотных сварочных машин исполь-
зуются ламповые генераторы ЛК1-2, ЛГД-1, ЛГЕ-ЗБ, ЛГЕ-3,
ЛГД-10А, ЛГД-10, ЛГД-05 и др.
Сварочное оборудование, изготовленное с использованием высо-
кочастотных ламповых установок, может эксплуатироваться в по-
Рис. 30. Сварочные прессы
а — для продольной сварки; б —для поперечной сварки с приставным столом
мещениях с температурой воздуха в пределах + 10 — + 35° С-
при отсутствии в них токопроводящей пыли и газов, паров кислот,
щелочей, вредно действующих па электроаппаратуру.
Сварочное оборудование можно передвигать на роликах в пре-
делах цеха по ровному полу. Если при передвижении возможны
толчки или тряска, необходимо вынуть из сварочной машины гене-
раторные лампы и вакуумный конденсатор.
Рекомендуется подводить электрическое питание трехжильным
кабелем. Кабель вводят в специальное отверстие в стенке шкафа
и подключают к клеммам на доске и болту заземления.
Воздух для охлаждения генераторных ламп должен подаваться
предварительно очищенным от пыли, грязи и т. д.
Следует один раз в неделю разбирать и прочищать воздушный
фильтр.
ГЛАВА V
ПЕРСПЕКТИВНЫЕ
СПОСОБЫ СВАРКИ
К перспективным способам сварки отнесены разработанные срав-
нительно недавно новые способы сварки, которые пока еще не нашли
широкого применения в строительстве, но представляют определен-
ный интерес. При этом некоторые способы сварки, как, например,
ультразвуковая, при умелом выборе сварочного оборудования
успешно Может быть внедрена в довольно широких масштабах при
сварке пластмасс различной толщины и в этом отношении воспол-
нить недостатки высокочастотной сварки.
СВАРКА
ИНФРАКРАСНЫМ
ИЗЛУЧЕНИЕМ
При установке поручней на металлические полосы лестничных и
балконных ограждений их предварительно нагревают с помощью
переносных нагревательных аппаратов с инфракрасным излуче-
Рис. 31, Схема сварки полимер-
ных пленок инфракрасным излу-
чением
нием. В последнее время разрабо-
тан способ сварки пластмасс, наз-
ванный инфракрасным излучением
(ИК-излучением).
Этот способ существенно отли-
чается от высокочастотной и кон-
тактной сварки тем, что отсутст-
вует непосредственный контакт
свариваемого материала в зоне
сварки с нагревательными элемен-
тами. Схема этого способа сварки
приведена на рис. 31.
Сваркой инфракрасным излу-
чением можно соединять полиэти-
леновые пленки. Такие сварные швы не имеют подрезов и обладают
большей прочностью, чем при сварке с помощью нагретых инстру-
ментов1. Этим способом сварки можно сваривать все полимерные
1 Процесс сварки излучением подробно рассмотрен в книге Л. Н, М а-
И ю к, А. В. Б о г д а ш е в с к о г о, Л. К- Жаровой, Ю. М. Ко-
лобкова,. О, А. Котовщиковой. Сварка полимерных пленок.
Машиностроение, 1965.
88
пленки, переходящие при нагреве в вязко-текучее состояние и не
требующие, при сварке больших давлений. Сварка ИК-излучением
позволяет сваривать .многолистовые пакеты. Этот способ сварки эф-
фективен при сварке пластмассовых труб и стержней, для чего свари-
ваемые детали устанавливают в приспособление так, чтобы расстоя-
ние их торцов до нагревательного элемента было порядка 3—5 мм.
В остальном сварка труб и стержней аналогична контактной сварке.
СВАРКА УЛЬТРАЗВУКОМ
Способов получения ультразвуковых колебаний довольно много.
Практически для сообщения жидким и твердым телам колебаний
звуковых частот используют магнитострикционный и пьезоэлектри-
ческий эффекты. Магнитострикционный эффект заключается в из-
менении размеров ферромагнитных материалов под действием пере-
менного магнитного поля. Лучшими материаламии для магнитострик-
ционных устройств являются никель, нержавеющая сталь и неко-
торые сплавы, такие как пермаллой и пермендюр. Из этих материа-
лов изготовляют специальные устройства — вибраторы, преобра-
’ зующие изменения магнитного поля в механические колебания.
Р Магнитострикционные вибраторы позволяют получать механиче-
ские колебания с частотой до 0,1 Мгц.
' Для получения колебаний с более высокими частотами (да
* 50 Мгц) используют пьезоэлектрический эффект, основанный на спо-
собности некоторых материалов деформироваться под влиянием не-
посредственного действия на них электрического поля. К таким
материалам относятся кристаллы кварца, сегнетовые соли и соли
титаната бария.
Ультразвук начинает широко применяться в промышленности.
Ультразвуком очищают воздух и различные поверхности от масла,
грязи, коррозии; ускоряют различные химические процессы и про-
цессы, протекающие в металлах при их термообработке; создают
эмульсии; улучшают структуру металла при отливке, осуществляют
различные виды контроля материалов; механически обрабатывают
материалы с повышенной твердостью.
' Применение ультразвука в сварочной технике как в СССР, так
и за рубежом, наиболее молодая область.
На рис. 32 приведена принципиальная схема сварочной машины
для выполнения точечных соединений с помощью ультразвука. Ос-
новным узлом сварочной машины является магнитострикционный
преобразователь, обмотка которого питается током высокой частоты
; от ультразвукового генератора. Охлаждаемый водой 1 магнитострик-
ционный преобразователь 2, изготовленный из пермендюра, служит
для превращения тока высокой частоты в механические колебания,
которые передаются волноводу 3. На конце волновода имеется вы-
ступ 4, который является одним из электродов. При сварке изделие 5
зажимается между концами волновода и подвижными зажимом б,
89
к которому прикладывается усилие, необходимое для создания дав-
ления в процессе сварки.
Сварку ведут при включенном преобразователе. Высокочастотнвю
упругие колебания передаются через волновод в виде горизонталь-
ных механических перемещений высокой частоты. Длительность
процесса сварки зависит от свариваемого металла и его толщины;
для малых толщин она исчисляется долями секунды.
Сущность процесса ультразвуковой сварки состоит в том, что
при приложении колебаний высокой частоты к свариваемым деталям
в них возникают напряжения, вызывающие пластические деформа-
ции материала, вследствие чего между свариваемыми деталями обра-
генератору
Рис. 32, Принципиальная схема сварочной
машины для ультразвуковой сварки
зуются кристаллы. В результате механических колебаний в месте
соединения развивается повышенная температура, зависящая от
свойств свариваемого материала.
Наибольшую трудность при сварке ультразвуком представляет
передача механических колебаний ультразвуковой частоты от вибра-
тора к месту сварки. Система передачи колебаний связана с боль-
шими потерями колебательной энергии в линии, особенно при пере-
ходе от одной части энергетической цепи к другой.
Форма волновода определяет амплитуду механического переме-
щения и длительность эксплуатации волновода. Наилучшие резуль-
таты получены при использовании волновода экспотенциальной
формы.
При шовной и точечной сварке прочность сварных соединений
выше прочности основного материала, и сварные конструкции и из-
делия разрушаются по основному материалу.
Особые свойства ультразвукового воздействия на материал поз-
воляют сваривать и пластмассы \
Сварка пластмасс происходит по схеме, при которой перемещение
и давление действуют по одной линии. В этом случае в месте сварки
1 Метод сварки пластмасс ультразвуком был предложен и разработан
кафедрой МВТУ им. Баумана совместно с МЭИ.
90
возникают нормальные напряжения, а не касательные, как при
сварке металлов.
Схема установки для сварки пластмасс ультразвуком представ-
лена на рис. 33. Установка состоит из тех же элементов, что и уста-
новка для сварки металлов, но отличается от последней тем, что
оси волновода и нижнего прижима лежат на одной линии, перпенди-
кулярной свариваемым поверхностям.
Сварка пластмасс ультразвуком осуществляется за счет тепла,
выделяющегося в местах контакта свариваемых поверхностей без
значительного разогрева всей толщины материала. Это позволяет
получать соединения большой толщины.
Рис. 33. Схема установки для ультразвуковой
сварки пластмасс
/ — опорная стойка; 2 — водновод; д —свариваемые
детали; 4 —подвижной нижний прижим; 5 — рычаг
Опыты показывают, что пластмассы успешно свариваются в тех
случаях, когда зона сварки попадает в пучность амплитуд. Это поз-
воляет сконцентрировать значительное количество тепла, выделяю-
щегося при поглощении ультразвука пластмассой, в месте сварки.
В результате происходит поверхностное размягчение пластмасс и
соединение их при сжатии.
Большое влияние на процесс сварки оказывают явления отра-
жения ультразвука. Так, например, процесс сварки органического
стекла успешно проходит на подушке из резины, которая является
отражающим материалом для ультразвука.
Преимуществом процесса сварки пластмасс ультразвуком яв-
ляется концентрация нагрева только в месте сварки, что обеспе-
чивает высокую производительность, малые затраты мощности и
наименьшие изменения свойств материалов.
91
Этот процесс при его дальнейшей разработке позволит сваривать
детали различной формы, такие соединения, которые обыч-
ными методами не могут быть выполнены, а также вести сварку в
труднодоступных местах.
В табл. 10 приведены характеристики опытных образцов ультра-
звуковых сварочных машин.
Таблица 10
ХАРАКТЕРИСТИКА МАШИН ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС
Показатели
Толщина свариваемого материала
в мм........................ ,
Максимальное число ходов в 1 мин
Полезный вылет в мм............
Максимальное давление на свароч-
ный инструмент в кГ..............
Привод давления................
Напряжение в питающей сети в в
Тип генератора.................
Предел регулирования времени
сварки электронным реле в сек . .
Габариты в мм ...................
Вес з кг ........................
Машина УЗП-1
ПУТ-2 ПУТ-5А
10+10* 10+10* 10+10
60 100 30
150 500 280
2 50 400
Педальный
220 220/380
УЗГ -10 УЗГ-10
или ГУЗ-
5П
0,1—1 0,1—8 0,2—8
520 х250х 1300x1 ЮО X 1425Х700Х
х 1410 Х1250 Х2500
120 300 980
* При неавтоматическом режиме сварки.
Примечания: 1. Охлаждение магнитостриктора — водяное.
2. Рабочая частота—20 кгц.
Машина ПУТ-2 для точечной и прессовой сварки пластмасс
ультразвуком — полуавтоматическая. В этой установке вибратор
расположен внизу и давление на него передается при помощи рычаж-
ной системы с грузами. Внизу имеется педальное устройство, кото-
рым снимают давление. Сверху расположена жесткая подвижная
опора. Время сварки регулируется электронным реле.
Для точечной и прессовой сварки пластмасс ультразвуком можно
использовать станину и механическую часть обычной контактной
точечной машины или ультразвуковой станок для механической
обработки.
Ультразвуковая точечная машина ПУТ-5А построена на базе
точечной контактной машины МТМ-50. Медные хоботы заменены
стальными. Вместо нижнего электрода контактной машины на сталь-
ном хоботе машины установлен блок колебаний. Для большего диа-
пазона регулирования числа ходов машины двигатель переменного
тока заменен двигателем постоянного тока. Двигатель получает
питание от выпрямителя с автотрансформатором. Изменяя число
оборотов двигателя, можно сваривать от 15 до 100 точек в минуту.
92
Машина имеет специальный стол, что позволяет сваривать
крупногабаритные изделия. Блок колебаний расположен сверху^
Машина предназначена для точечной и прессовой ультразвуковой А
сварки крупногабаритных изделий из пластмасс толщиной до 10 мм.
Машина ПУТ-5А может работать на полуавтоматических и автома-
тических режимах. Постоянное усилие зажатия создает меха-
низм давления машины. Продолжительность сварочного импульса
•обеспечивается электронным реле времени, встроенным в машину.
В сварочной машине УЗП-i блок колебаний расположен сверху
над столом. Давление осуществляется пневматически. Давление и
время сварки регулируют с пульта управления, расположенного
на передней стенке станины. Стол может перемещаться в шаговом
и непрерывном режиме. Шаговую подачу стола регулируют в пре-
делах от 10 до 80 мм. Скорость перемещения изменяется от 150 до
2400 мм/мин.
В лаборатории сварки МВТУ им. Баумана разработана свароч-
ная машина УАП-11, предназначенная для сварки полимерных пле-
нок, бумаг, покрытых пленками, армированных пленок и т. д. Тол-
щина свариваемых пластмасс и материалов, армированных пласт-
массами, составляет от 0,1 4- 0,1 до 1,5 + 1,5 мм или максимальная
суммарная толщина до 3 мм. Сварку пластмасс на этой машине ве-
дут с довольно большой скоростью — 50—300 м/ч. Мощность магни-
тострикционного преобразователя — 2 кет. Управление машиной—
от педали или кнопочное с пульта. Работает сварочная машина
в автоматическом режиме.
Сварка осуществляется циклами с шагом подачи свариваемых
деталей на 37 мм. Шаг подачи можно регулировать в широких пре-
делах — от 37 до 80 мм.
Свариваемые детали сжимают опорой, которая производит ко-;
лебательные движения согласно циклам работы сварочной машины.
В момент подъема опоры в крайнее верхнее положение одновременно
свариваемые детали сжимаются и включается ультразвук. После
сварки и выдержки для охлаждения опора опускается, и в этот мо-
мент подающий механизм подает свариваемые детали на шаг, цикл
повторяется.
Длительность пропускания ультразвука регулируется в широ-
ких пределах, необходимых для сварки самых различных пластмасс
и материалов, армированных пластмассами. Усилие зажатия сва-
риваемых деталей регулируется в пределах от 0 до 50 кГ.
Машину обслуживает один оператор. Она пригодна для сварки
различных изделий и конструкций (надувные трубы, различная
тара, полотнища гидроизоляции, обкладки водоемов, складские
помещения, покрытия дна оросительных каналов, для предупрежде-
ния утечки влаги в песчаные почвы и т. д.). По данным сварочной
лаборатории МВТУ им. Баумана испытания сваренных на машине
АУП-11 изделий из полиэтилена и сравнения данных испытаний
сварных швов, сваренных другими способами сварки, показали
93
преимущество ультразвуковой сварки. Габариты сварочной машины
в^:Ам: 730x420x360. Вес - около 30 кг.
В лаборатории сварки МВТУ им. Баумана в последнее время
разработаны, изготовлены и внедрены ряд других типов машин для
ультразвуковой сварки пластмасс и специализированный инстру-
мент, необходимый для ее выполнения.
Для сварки пластмассовых деталей толщиной от 0,1 4- 0,1/до
2 + 2 мм (или максимально суммарной толщиной 4 мм) предпазна-
чена машина УАТ-14. Мощность магнитострикционного преобразо-
вателя 2,5 кет. Напряжение источника питания механизма свароч-
ной машины 220 в. Питание вибратора от ультразвукового генера-
тора УЗГ-10у или УЗМ-4. Управление сварочной машиной: от пе-
Рис. 34, Ультразвуковая сварочная
машина «Сонопет-70Н»
дали или кнопочное с пульта.
Работа в автоматическом режи-
ме. Сварочная машина УПТ-14
используется па прессовой свар-
ке. Ее производительность 500
сварных изделий в 1 ч при дли-
не сварного шва одного изделия
до 100 мм.
Для сварки пластмассовых
деталей толщиной от 0,2 +
+0,2 до 1,5 + 1,5 лш(или мак-
симально суммарной толщиной
3 мм) предназначена машина
УПК-15. Машина сваривает
отбортованные детали по окруж-
ности диаметром НО мм. Про-
изводительность сварочной машины — 800 изделий в 1 ч.
Разработан рабочий инструмент (концентратор), который обе-
спечивает получение равномерного распределения амплитуды ко-
лебаний при ультразвуковой сварке деталей по замкнутому кон-
туру с диаметром, близким к V2 длины волны. Инструмент обеспе-
чивает стабильное высокое качество сварных соединений. При дли-
тельной эксплуатации без дополнительного охлаждения инстру-
мент нагревается до температуры не выше 40° С. Инструмент-кон-
центратор новой конструкции применен в ультразвуковой свароч-
ной машине УПК-15, внедренной в настоящее время в промышлен-
ность. За один рабочий ход инструмент производит сварку деталей
по всей окружности, за счет чего обеспечивается полная автомати-
зация сварочных работ. Оператор-сварщик лишь укладывает сва-
риваемые детали на рабочий стол сварочной машины и снимает сва-
ренный узел или изделие. Рабочий стол представляет собой как бы
вертикальную револьверную головку, смонтированную на валике,
поворот которой для сварки последующего узла или изделия осуще-
ствляется мальтийским крестом, расположенным в редукторе сва-
рочной машины.
94
На рис. 34 приведена машина «Сонопет-70Н» для ультразву-
ковой сварки пластмасс, выпускаемая японской фирмой «Сэидэнша».
Машина предназначена для сварки всех видов термопластов (пленки,
листы), за исключением тефлона.
На указанной машине можно выполнять точечную и шовную
сварку изделий любых конфигураций — прямолинейных, криво-
линейных и т. д. Частицы пыли легко удаляются со свариваемых
поверхностей деталей под действием ультразвуковых колебаний,
что обеспечивает получение сварных швов высокого качества.
Сменив рабочий наконечник, укрепленный на конце вибратора,
на машине можно вручную со скоростью до 5 м/мин сваривать пласт-
массовые пленки.
Техническая характеристика машины «СонвпетТОИ'»
Мощность в вт:
выходная................................ 70
входная ............................ 200
Частота в кгц ......................... 28
Преобразователь........... ............ ферритовый
с естественным
охлаждением
Габариты в мм:
вибратора .............................. 278x150x345
преобразователя .................... 306x72x72
Для сварки могут применяться ультразвуковые генераторы раз-
личной мощности (в зависимости от толщины свариваемых изделий
и свойств материала). Технические характеристики некоторых
ультразвуковых генераторов, выпускаемых нашей промышленно-
стью и пригодных для сварки пластмасс, приведены в табл. И.
Генераторы поставляют комплектно с несколькими вибраторами.
Таблица 11
X А Р АКТ Е РИ СТИ К А У Л ЬТ Р Л 3 В У КОВ Ы X ГЕНЕРАТОРОВ_
Параметры Генератор
УЗГЛО ГУЗ-5Н
Мощность в кет:
потребляемая 15 10
выходная Пределы регулирования: 8 3
частоты в кгц 18—25 16—28
анодного напряжения в кв ч 4,5—9 “—
тока подмагничивания на h . 0—60 0—25
Тип генераторной лампы Триод ГК-71
Охлаждение генераторной лампы . Расход воды для охлаждения в л/мин (последо- Вс дяное
вателыю со сварочной машиной) Питание: 25 15
количество фаз 3 3
напряжение в в ♦ < . . Габариты и льн: 220/380 220
площадь 600x700 760x680
высота . 1620 1760
Вес в кг 750 500
95
Режим и прочность Сварных соединений^пллстмасс
Процесс сварки ультразвуком по внешнему виду подобен про-
цессу контактной сварки или сварки токами высокой частоты. Легче
всего! ультразвуком выполняют тавровые соединения и сое-
динения внахлестку.
Удовлетворительно выполняются соединения внахлестку шовные
и по контуру. Стыковые соединения стержней осуществляются на
коротких образцах. Все соединения выполняются без разделки кро-
мок и без присадочного материала.
В ряде случаев резиновый отражатель на опоре в виде подкладки
обеспечивает высокое качество швов при малом давлении и времени
сварки.
В табл. 12 даны режимы ультразвуковой (частота колебаний
20 кгц) точечной, прессовой и шовной сварки некоторых пластмасс.
Ультразвуком успешно свариваются разнородные пластмассы.
Результаты испытаний показывают, что прочность стыковых образ-
цов из СНП толщиной 2,2 мм практически равна прочности основ-
ного материала. При сварке вдоль волокон прочность, близкая проч-
ности основного материала, достигается почти в три раза быстрее,
чем при сварке поперек волокон.
Максимальная прочность (150—160 кГ/слР) на отрыв крестового
соединения винипласта внахлестку толщиной 6,3 + 6,3 мм дости-
гается при сварке в течение 1—1,5 сек. При этом вмятины на сваривае-
мых поверхностях отсутствуют, наблюдается лишь незначительная
деформация (до 8%) из-за размягчения и выдавливания пластмассы
на соединяемых поверхностях. Прочность сварного соединения до-
статочно велика и образцы при испытании обычно разрушаются по
бколошовпой зоне.
Особенности ультразвуковой сварки следующие.
1. Для сварки не нужно второго электрода, так как процесс
осуществляется односторонним способом. Таким образом, вторая
деталь может быть неограниченной толщины и доступ к ней не обя,-
зателен.
2. Ультразвуковую энергию можно вводить на значительном рас-
стоянии от места соединения. Это позволяет сваривать относительно
большие толщины и осуществлять сварку в труднодоступных местах.
3. Максимальный разогрев происходит на свариваемых поверх-
ностях, поэтому пластмасса по толщине или по длине приваривае-
мого стержня не перегревается.
4. Концентрация нагрева на свариваемых поверхностях обеспе-
чивает высокую производительность процесса.
5. При правильно выбранном режиме поверхности, к которым
подведен ультразвук, не перегреваются.
6. Не создается радиопомех.
7. К свариваемым выступам не подводится напряжение.
8. Ультразвуком сваривают значительное число термопластич-
ных пластмасс и большие толщины, чем, например, токами высокой
частоты,
9, Процесс легко автоматизируется.
7 Зак. 1641
97
Сейчас накоплен довольно значительный опыт по сварке пласт-
масс ультразвуком, широкое внедрение которого обеспечит уско-
рение технического прогресса,
СВАРКА ТРЕНИЕМ
Сварку пластмасс трением ведут двумя способами.
Первый способ заключается в том, что две свариваемые детали
располагают соосно: одна из них закрепляется неподвижно, а дру-
гая вращается вокруг общей оси. На сопряженных торцовых по-
верхностях в зоне сварки возникают силы трения, вызывающие ин-
тенсивный нагрев поверхностей до сварочной температуры, достаточ-
ной для осуществления сварки давлением без расплавления пласт-
массовых деталей в местах их соединения. Как только сварочная
температура достигнута, вращающаяся деталь мгновенно останав-
ливается; с приложением сварочного давления образуется сварной
шов. Сварка заканчивается естественным охлаждением сварного
шва. Сварное соединение можно рассматривать как результат сбли-
жения поверхностей свариваемых деталей и образования между
ними прочных связей.
Второй способ заключается в том, что между свариваемыми де-
талями устанавливают вставку, которая вращается вокруг общей
оси. Как и при первом способе происходит интенсивное выделение
тепла в зоне сварного шва и по достижении сварочной температуры
происходит сварка и формирование сварного шва. Вставка с двух
торцовых сторон приваривается к свариваемым деталям.
Для сварки деталей трением необходимое давление составляет
2—6 кГ/см?. Скорость вращения зависитотдиаметрасвариваемыхде-
талей: при диаметре 50 мм составляет 800 об/мин, 80—100 мм—
600 об/лшн. Время вращения 1—1,5 мин. Момент сварки чаще всего
обнаруживается на глаз по потере конфигурации свариваемых де-
талей в зоне сварки, что служит признаком нагрева деталей до сва-
рочной температуры. Полностью сварной шов остывает через 5—
8 мин после остановки станка.
Сварка пластмасс трением применяется для сварки конструкций
из труб и круглых стержней. Она может быть применена при при-
варке шпилек, мелких штуцеров и других аналогичных деталей.
Для сварки пластмасс трением используют металлообраба-
тывающие и деревообрабатывающие станки (токарные, сверлиль-
ные), а также оборудование для сварки металлов трением.
Грат, образующийся в процессе сварки, снимают на токарных
станках, а также с помощью штампов и приспособлений различных
конструкций.
На описанном принципе основана сварка вращающимся свароч-
ным прутком. Сварочный пруток, изготовленный из того же мате-
риала, что и свариваемые детали, вращается в шпинделе сверлиль-
ного станка со скоростью до 4000 об/мин. За счет трения о поверх-
ность свариваемых деталей образуется необходимая температура
98
для нагрева деталей в зоне сварки и расплавления присадочного
сварочного прутка. Расплавленный пруток заполняет сварочную
ванну и, соединяясь с пластмассой в зоне сварки, образует сварной
шов. По мере образования сварного шва пруток перемещают в на-
правлении сварки. Сварку ведут с приложением сварочного дав-
ления, передаваемого на сварной шов через сварочный пруток.
По описанному способу можно производить однослойную и мно-
гослойную сварку. Из литературы известно, что сваркой вращаю-
щимся сварочным прутком соединяют отдельные листы пластмассы
в пакеты требуемой толщины. Для этого во втором и последующих
листах просверливают отверстия и накладывают их на нижний лист,
в котором не имеется отверстий. Затем в отверстие вводят приса-
дочный пруток и вращают его со скоростью сварки. Между рабочей
торцовой частью присадочного прутка и поверхностью нижнего листа
возникает трение, пруток и свариваемые детали нагреваются, и за
счет плавления прутка образуется сварной шов. Пластмассовые
листы для образования пачек соединяются в нескольких местах.
сварка вибротрением
Этим способом можно сваривать пластмассы практически неогра-
ниченной толщины. Это обстоятельство обеспечивает новому способу
сварки соответствующее применение.
Данные о сварке пластмасс вибротрением приведены в табл. 13.
Как видно из таблицы, области применения сварки вибротрением
довольно значительны.
Сварочное оборудование разработано институтом Ниитрактор-
сельхозмаш. При сварке вибротрением образуется соединение вна-
хлестку.
СВАРКА
РАСПЛАВЛЕННЫМ
ПРУТКОМ
Сварка расплавленным прутком, или, как ее иначе называют,
сварка экструдируемой присадкой, заключается в том,
что присадочный материал нагревается в экструдере сварочной ма-
шины и при помощи шнека подается через отверстие экструдера
в виде прутка, нагретого до сварочной температуры, в зону сварки
между свариваемыми деталями. Присадочный пруток нагревает
свариваемые детали в зоне сварки и под действием сварочного дав-
ления, передаваемого роликами сварочной машины, образуется
сварной шов.
Этим способом можно сваривать полиэтиленовые пленки в кон-
струкции большой длины. При сварке два рулона пленки монти-
руются на опорах, являющихся приставками сварочной машины.
По мере сварки, которая выполняется со скоростью до 150 м/мин,
рулоны пленки разматываются и подаются под сварочные валики.
7* 99
Примечание. Частота—50 амплитуда—1,5 мм; скорость перемещения свариваемых деталей—9 м/мин.
100
Этот способ сварки применим также для изготовления сварных
полиэтиленовых изделий, армированных бумагой и тканями.
СВАРКА МЕТОДОМ
НАБУХАНИЯ
Этот способ заключается в том, что кромки деталей в зоне сварки
смазывают смесью растворителя (оппаномена), в результате чего
они размягчаются и под приложением сварочного давления соеди-
няются, образуя сварной шов.
Сварку методом набухания применяют при изготовлении гидро-
изоляции из полиизобутилена, выпускаемого под названием оппа-
нол. Этот материал применяется для гидроизоляции гидротехни-
ческих сооружений, тоннелей, мостов, подвалов зданий и т. д.
ХИМИЧЕСКАЯ СВАРКА
Этот способ является последним достижением сварочной тех-
ники. Он разработан и применен для сварки отвержденных пласти-
ческих масс. Сварку выполняют на высокочастотных или ультразву-
ковых сварочных машинах, которые используются для нагрева дета-
лей в зоне сварки. Осуществляется сварка в следующей последова-
тельности: нагрев деталей в зоне сварки, химическая реакция отвер-
ждения, в которой принимает участие связующее соединяемых по-
верхностей деталей.
Химической сваркой соединяют детали из стеклотекстолитов
КАСТ-В, КАСТ-Р и ВФТ-С, прессматерналов АГ-4 и текстолита
ПТ — на основе модифицированной феноло-формальдегидной смолы
резольного типа, материала К-18-2, стеклотекстолитов ФН,
ЭФ-32-301, ФТГ и ФТФ. -
Для химического сваривания пластмасс, изготовленных на основе
феноло-формальдегидных смол новолачного типа, одного теплового
воздействия недостаточно из-за отсутствия в связующем реакционно-
способных метилольных групп. Так, сварка прессоранных изделий
из пресспорошка К-18-2 возможна лишь после нанесения на соеди-
няемые поверхности деталей в зоне сварки очень тонкого слоя гек-
саметилентетрамина. Сваривание в этом случае может быть объяснено
образованием сшивающих диметиленаминных и метиленовых связей.
Прочность сварных соединений равна прочности клеевых соеди-
нений или превосходит ее.
ЯДЕРНАЯ СВАРКА
Этот способ заключается в том, что на свариваемые поверхности
деталей наносят тонким слоем соединения лития или бора, которые
затем облучают медленными нейтронами. Ядерные реакции, воз-
никающие при облучении, приводят к мгновенному нагреву соеди-
няемых поверхностей до высоких температур и вследствие этого
101
к быстрой взаимной диффузии молекул пограничных слоев — созда-
нию сварного соединения. Эксперименты показывают, что этим спо-
собом удается сваривать тефлон с полиэтиленом, полистирол с квар-
цем и алюминием и некоторыми другими материалами.
Недостатком этого способа сварки является невозможность его
применения для сварки некоторых материалов, которые под дей-
ствием нейтронного облучения приобретают значительную радио-
активность.
СВАРКА
ЭЛЕКТРОСОПРОТИВЛЕНИЕМ
Преимущество этого способа заключается в том, что с помощью
фитингов можно соединять элементы в самых труднодоступных ме-
стах, в местах соприкосновения трубопроводов со стенами и т. д.
Технологический процесс сварки электросопротивлением состоит
из трех операций:
1) подготовка свариваемых деталей;
2) изготовление электроспирали и заформовка ее в пластмас-
совые кольца;
3) сварка соединяемых деталей.
Сварка заключается в соединении отдельных деталей в зоне
сварки пленкой с электроспиралью посредством оплавления со-
прикасающихся поверхностей.
Время разогрева деталей в зоне сварки — 30—40 сек. Сварка
ведется при напряжении 36 в импульсами тока, а выдержку и от-
ключение тока регулирует реле времени.
Сварные соединения, выполненные этим способом, имеют все
свойства основного материала, из которого изготовлены изделия и
конструкции.
Использованная в качестве нагревателя нихромовая спираль
(проволока), заформованная в пластмассовый фитинг, не поддается
воздействию агрессивных сред.
ИНДУКЦИОННАЯ
СВАРКА
При соединении литых деталей сложной конфигурации из по-
лиэтилена, полипропилена и других термопластов применяют ин-
дукционную сварку с использованием металлических деталей,
остающихся в сварном шве. Металлические детали (по 1 на каж-
дый сварной шов) нагревают в магнитном поле высокой частоты,
а детали в зоне сварки — вкладной металлической деталью, имею-
щей в сечении форму прямоугольника. Металлическая деталь, ос-
тающаяся в сварном шве, полностью защищена пластмассой, в ре-
зультате чего сварные изделия во всех местах не имеют разнород-
ного состава и используются для тех целей, что и изделия, полностью
изготовленные из пластмассы.
102
СВАРКА ВРАЩАЮЩИМСЯ
ПРУТКОМ
(ЗАКЛЕПКАМИ)
Сварка электрозаклепками широко применяется при изго-
товлении металлических изделий и конструкций и, как показывает
опыт, положительно зарекомендовала себя,
В порядке переноса опыта способ сварки пластмасс вращаю-
щимся прутком, сочетающий в себе сварку трением (также при-
меняемую в изготовлении металлоконструкций) и сварку заклеп-
ками, применен при изготовлении пластмассовых изделий и кон-
струкций.
Сварка вращающимся прутком выполняется на металлообраба-
тывающем и деревообрабатывающем оборудовании (сверлильные
станки, электродрели, развальцовки и др.).
КОМПРЕССИОННАЯ
СВАРКА
Так называют сварку при производстве сварных труб из поли-
метилметакрилата и винипласта. Сущность этого способа заклю-
чается в том, что вначале вырезанная из листа заготовка формуется
на станке в трубу. Затем ее кромки в зоне сварки нагревают, и под
действием механических усилий сваривают продольный шов трубы,
который образуется за счет соединения основного материала, без
применения присадочных прутков.
Такой технологический процесс давно и широко применяется
заводами, выпускающими металлические сварные трубы. Метал-
лические трубы изготовляют с помощью газовой, контактной и
радиочастотной сварки со скоростью свыше 60 пог. м/мин. С такой
же скоростью снимают грат со сварных швов.
Практика показывает, что опыт предприятий, производящих
сварные металлические трубы, успешно может быть широко при-
менен при изготовлении сварных пластмассовых труб.
СВАРКА ПО МЕТОДУ
СПЕКАНИЯ
Сущность этого способа заключается в том, что сердечник (оп-
равку) плотно обматывают в несколько слоев лентой термопласта,
после чего ленты сваривают при определенной температуре. Дав-
ление между соединяемыми поверхностями обеспечивается усилия-
ми, возникающими при усадке пленки. Дополнительный обжим
может создаваться с помощью оболочки, например путем обмотки
лентами из стеклоткани, когда давление усиливается большим рас-
ширением нагреваемого полимера. После сварки сердечник
удаляют.
Сварку по методу спекания применяют для изготовления из
пленок труб, втулок, изоляции проводов, кабельной продук-
ций и т. и.
103
ГЛАВА VI
ПРИМЕНЕНИЕ СВАРКИ
ПЛАСТМАСС ДЛЯ
ИЗГОТОВЛЕНИЯ И МОНТАЖА
СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ
СВАРКА ПОЛИМЕРНЫХ
ПОГОНАЖНЫХ ИЗДЕЛИЙ
В современном строительстве все шире внедряются поливинил-
хлоридные погонажные изделия для отделочных работ. Эти изде-
лия хорошо сочетаются с различными отделочными рулонными,
листовыми и плиточными полимерными материалами, применяемы-
ми для отделки полов и стен.
По ГОСТ 9739—61 предусмотрен выпуск погонажных изделий
трех видов: плинтусы, поручни (двух типов), накладки на проступи
для защиты ступеней (трех типов), для которых регламентированы
следующие основные физико-механические свойства:
Водологлощение в %....................... не более 0,5
Твердость(глубина погружения шарика) в льм » 0,3
Упругость в % ........................ менее 60
Истираемость (для накладок на проступи)
в г/слА................................ более 0,03
Усадка в % .............................. s 0,5
Погонажные полимерные изделия конструктивного назначения
(трубы, тавры, уголки и др.) проверяют в основном по их прочно-
стным физико-механическим показателям. Требования к этим
показателям определяет заказчик в зависимости от характера и
величины нагрузки на погонажные изделия в строительной кон-
струкции (СНиП I-B. 15-62, табл. 18).
Поливинилхлоридные изделия размягчаются при 60—80° С,
плавятся при 200—250° С. Эти свойства используют при установке
погонажных изделий и их сварке.
Полимерные погонажные изделия всех конструктивных видов
успешно свариваются, если материал, из которого они изготовлены,
не содержит совсем или содержит небольшой процент наполнителя.
Можно полагать, что с развитием химической сварки, применяе-
мой для соединения деталей из отвержденных пластмасс, предста-
104
вится возможность более успешно сваривать полимерные погонаж-
ные изделия с большим содержанием наполнителя. Изложенное
подтверждается также опытом по сварке металла и других материа-
лов с пластмассовым покрытием.
Стыки плинтусов и поручней хорошо свариваются контактной
сваркой нагретыми инструментами, а накладки на проступи—газо-
образными теплоносителями. Возможна сварка пламенем газопла-
менной горелки ГГП-1-56, а также модернизированными горелками
для сварки металлов.
Полимерные погонажные изделия удовлетворительно сваривают-
ся с помощью аппаратов инфракрасного излучения.
На рис. 35 показан плинтус 1, сваренный с поливинилхлорид-
ным ковром, и накладка 2 на проступи, сваренная с поливинил-
Рис. 35. Сварка плинтусов и накладок на проступи газообраз-
ными теплоносителями
хлоридным настилом 3. По такой же схеме сваривают плинтусы и
простуди с линолеумом. Сварные швы 4 и 5 плотно прилегают к осно-
ванию пола 6, а сварной шов 7 — к ступенькам 8. Сварку ведут
с присадочными одинарными или двойными прутками газообраз-
ными теплоносителями. Для обеспечения хорошего декоративного
вида присадочные прутки подбирают того же цвета, что и поливинил-
хлоридные настилы или линолеум.
Сварку ведут всеми известными горелками. При сварке поруч-
ней встык подготавливают стыкуемые поверхности детали: торец
каждой стыкуемой детали срезается под углом 45й. При сборке сты-
куемых деталей в сечении профилированного изделия образуется
углубление в виде канавки. Стыки сваривают газообразными теп-
лоносителями с помощью присадочных прутков, горелками различ-
ных конструкций. Присадочный пруток после сварки должен вы-
ступать на 1—1,5 мм выше плоскости свариваемых деталей. В том
случае если пруток сделать на уровне стыкуемых деталей, то после
остывания сварного шва в стыке образуется углубление и внешний
вид сварной конструкции значительно ухудшится. После того как
сварной шов охладится до окружающей температуры, его тщательно
зачищают циклей. После циклевки сварной шов шлифуют наждач-
ной бумагой № 00 с последующей полировкой — войлочным том -
105
поном, намазанным полировальной мастикой. После шлифовки и
полировки сварной шов становится незаметным.
При контактной сварке полимерных погонажных изделий по
сравнению со сваркой газообразными теплоносителями обеспечи-
вается более высокая производительность. Контактную сварку вы-
полняют инструментами различной формы.
СВАРКА
ПЛАСТМАССОВЫХ
ТРУБОПРОВОДОВ
И ТРУБОПРОВОДНОЙ
АРМАТУРЫ
Для устройства сварных пластмассовых трубопроводов исполь-
зуются следующие трубы: винипластовые, из полиэтилена высокой
плотности, полиэтилена низкой плотности, органического стекла,
полипропиленовые и фторопластовые. Трубопроводную запорную
арматуру изготовляют из материалов, соответствующих материалам
трубопроводов.
Сварные трубопроводы из винипласта широко применяются
для транспортирования газов и агрессивных жидкостей, к действию
которых стоек винипласт, для производственных водопроводов хо-
лодной воды, канализации, технологических коммуникаций, вен-
тиляционных систем и т. д. Для водопроводов питьевой воды вини-
пластовые трубы не рекомендуются вследствие вымывания из них
токсичных веществ и влияния винипласта на вкус и запах воды.
Винипластовые трубопроводы при работе под давлением до
6 кПсм2 при транспортировании жидкостей и газов можно приме-
нять при температуре среды до 40° С, а при нормальном давлении-
до 60° С. Винипластовые трубы, сваренные беспрутковой компрес-
сионной сваркой, применяют для футеровки металлических труб.
Такие трубы обеспечивают надежную работу при повышенном
давлении агрессивной среды.
Трубопроводы из полиэтилена высокой и низкой плотности пред-
назначаются для наружных и внутренних напорных трубопроводов,
транспортирующих воду, воздух, газы, растворы кислот и щелочей,
к которым химически стоек полиэтилен, и других сред, не растворяю-
щих и не разрушающих полиэтилен.
Полиэтиленовые трубопроводы очень удобны для устройства
временного водоснабжения при содержании скота на открытых пло-
щадках. Обычно такие трубопроводы служат для подачи воды от
водонапорного бака к переносным корытам. Полиэтиленовые тру-
бопроводы применяют также при оборудовании трубчатых колод-
цев в качестве обсадных труб, при скоростной проходке трубопро-
водов через водные препятствия, в сильно пересеченной местности.
Такие трубопроводы часто используют для подачи молока с летних
пастбищ, расположенных в гористой местности, на молочнотоварные
фермы. Их с успехом используют в системах орошения. Трубопро-
106
Рис. 36. Конструкции соединений пласт-
массовых трубопроводов
механических воздействий по тру-
воды дугообразной формы используются для сифонирования воды
из оросительных каналов, что обеспечивает полуавтоматическую
подачу воды при гравитационном орошении.
Полиэтиленовые трубопроводы больших диаметров (200—300 мм)
применяют в качестве распределительных трубопроводов.
В некоторых случаях по трубопроводам подают растворы раз-
личных удобрений под давлением и разбрызгивают через отверстия
в трубопроводе. Полиэтиленовые трубопроводы применяются и для
внутренней канализации в качестве смывных труб. Как показывает
опыт, области применения полиэтиленовых трубопроводов непрерыв-
но расширяются.
Полипропиленовые тру-
бопроводы используют для
транспортирования горя-
чих жидкостей и газов,
т. е. в условиях, в кото-
рых другие пластмассовые
трубопроводы (из полиэти-
лена, винипласта идр.)при-
менять не рекомендуется.
Термостойкость поли-
пропилена превышает
100° С. Поэтому трубопро-
воды из него можно при
необходимости стерилизо-
вать, мыть горячей водой
и подвергать легкому про-
париванию. При отсутствии
бопроводам из полипропилена можно подавать растворы с тем-
пературой до 150° С. При температуре ниже нуля полипропилен
становится хрупким. Полипропилен не растворяется во многих
органических растворах, однако при температуре свыше 60° С ра-
створяется в толуоле, ксилоле и хлорированных углеводородах.
Трубопроводы из органического стекла (полиметилметакри-
лата) предназначаются для транспортирования жидкостей и газов
при температуре от — 30 до 40° С. Эти трубопроводы устойчивы
ко многим кислотам, щелочам и растворам солей, однако разру-
шаются при соприкосновении с азотной и хромовой кислотами и
другими окислительными средами. Такие трубопроводы устойчивы
к алифатическим углеводородам и бензину и легко растворяются
в ацетоне, толуоле, хлорированных углеводородах и спиртах.
Конструкции соединений пластмассовых трубопроводов. Кон-
струкции неразъемных соединений пластмассовых труб при
устройстве трубопроводов приведены на рис. 36.
Стыковое сварное соединение 1 широко применяют при устрой-
стве пластмассовых трубопроводов. Обычно трубы встык соединяют
Р-образпыми сварными швами. Такие соединения рекомендуется
применять в устройствах, воспринимающих значительные нагрузки
107
на изгиб, а также ударные нагрузки. Эти соединения весьма просты
и быстро выполнимы. Сборку и сварку ведут с применением простей-
ших приспособлений, сварочных инструментов и оборудования.
Стыковое соединение упрочняется муфтой (внутренний диаметр
которой равен наружному диаметру соединяемых труб), установлен-
ной на сваренный стык заподлицо. Муфта узла 2 приваривается
к трубам с двух сторон швами внахлестку. Одним из применяемых
типов соединений является 5, в которых одна соединяемая труба
разбортовывается, а различные среды транспортируют по трубо-
проводу в направлении, показанном стрелкой.
Рис. 37. Сварная пластмассовая крестовина со свободными
фланцами и сварной тройник
Надежность соединений 4 и 5 обеспечивается за счет установки
наружной или внутренней муфты на предварительно откалиброван-
ные концы труб. В тех случаях когда требуется соединить две тру-
бы с получением одинакового внутреннего сечения применяют сое-
динение 6.
При устройстве трубопроводов широко применяют стыковые
соединения ответвлений 7. Сварное соединение разбортованных
труб на внутренней муфте, со снятыми фасками S позволяет полу-
чить трубопровод с одинаковым сечением.
Сварная крестовина со свободными фланцами (а) и сварной трой-
ник (б) показаны на рис. 37. Такие сварные крестовины выпускают-
ся различных размеров и различных условных диаметров. Отводы
сваривают с помощью присадочных прутков.
Фланцевые соединения труб со свободными и приваренными
фланцами показаны на рис. 38. К пластмассовой трубе со снятой
под сварку фаской приваривают кольцо, которое служит опорной
деталью свободного фланца. При таком соединении (рис. 38, а)
кольца к трубе приваривают V-образным швом с подварочным швом.
В соединении (рис. 38, б) кольцо приваривают к трубе (/-образным
швом, а фланец устанавливают свободно.
Фланец может привариваться непосредственно к трубе 1/-образ-
ным швом с подваркой с другой стороны (рис. 38, в). Трубу и фланец
до сборки обрабатывают для получения I/-образного сварного шва.
108
Применяются также соединения, в которых не снимаются фаски
у труб, а также без подварочного шва (рис. 38, г).
При устройстве трубопроводов в зависимости от их конструк-
тивных особенностей используют сварные компенсаторы и сварные
сегментные отводы (рис. 39). Сварной компенсатор (рис. 39, а) со-
стоит из двух труб /, к которым приварено по одному фланцу 2
без отверстий под болтовое соединение, а затем к фланцам приваре-
на разрезанная труба 3. Детали соединяются сварными швами 4.
Сварной отвод (рис. 39, б) независимости от требуемых конструктив-
ных размеров изготовляют
из различного количества
сегментов 5. Изготовляют
отводы непосредственно из
труб, а также из листов
пластмассы. В первом слу-
чае отвод сваривается
только кольцевыми шва-
ми, во втором — кольце-
выми и продольными шва-
ми, при этом продольные
швы не являются продол-
жением один другого, а
смещены.
Конструкции свар-
ных пластмассовых венти-
лей. В трубопроводах ис-
пользуют различные свар-
Рис. 38. Фланцевые соединения труб со
свободными и приваренными фланцами
ные вентили, поставляемые заводами-изготовителями, а также из-
готовляемые в сварочных цехах и мастерских строительных орга-
низаций. Некоторые конструкции вентилей показаны на рис. 40.
Вентили просты в изготовлении и надежны в эксплуатации.
Сварные швы выполняют ручной сваркой газовыми теплоносите-
лями или контактной сваркой с применением приспособлению
Изготовление и сварка трубопроводов. При изготовлении свар-
ных трубопроводов и отдельных узлов для них, необходимо обра-
щать особое внимание на качественную подгонку деталей в местах
их соединения, тщательную обработку торцов деталей с тем, чтобы
они при сборке под сварку соединялись плотно и без зазоров. Ка-
чественная подготовка соединяемых поверхностей деталей обеспе-
чивает получение сварных швов с высокими прочностными показа-
телями. Обычно такие швы прочноплотные.
Сварные отводы и тройники показаны на рис. 41. Для получе-
ния хорошего качества сварных швов 1 тройника 2 важно, чтобы
вершина выреза в основной трубе 3 не доходила до оси трубы на
0,5—1,5 мм (при нагреве свариваемых деталей в зоне сварки
инструмент примерно настолько вдавливается в вырез). Детали от-
вода 4 разрезают под углом 45° и соединяют в отвод 5 сварным швом.
Детали тройника также разрезают под углом 45°.
109
Рис. 39. Сварные ком-
пенсаторы и сегментные
отводы
Рис. 40. Конструкции сварных
пластмассовых вентилей^
а — вентиль типа «Ко^вз*;1 \ J—вен-
тиль с приварим ми фаапцами;
{? — мембранный вентиль
Рис. 41» Сварные отводы и трой-
ники трубопроводов
7 — сварной изов; 2 —тройник; Я —ос-
новная-труба; 4—детали отвода; 5 —
отвод; tf—сварной шов; 7 — сварной
шов
110
V-образные соединения трубопроводов изготовляют в следую-
щей последовательности. Вначале собирают и сваривают швами
детали узла 6, после чего отрезают часть его по линии, указанной
пунктиром. Затем выполняют вторую операцию — отрезку и под-
гонку прямой части трубопровода 7, которая в последующем соби-
рается и сваривается с ранее подготовленным узлом 6.
Как показывает практика изготовления сварных трубопроводов
из полиэтилена, лучшим способом соединения деталей таких узлов
является контактная сварка. Винипластовые трубопроводы свари-
вают горелками с газообраз-
ными теплоносителями.
Изготовление полиэтиле-
нового тройника методом
контактной сварки показано
на рис. 42.
Для контактной сварки
тройников обычно приме-
няют нагревательный инстру-
мент 1, рабочие поверхности
которого повторяют внеш-
нюю форму сварного шва.
Когда поверхности дета-
лей в зоне сварки будут на-
греты ДО температуры свар- рИС1 42, Контактная сварка тройника
ки, привариваемый патру-
бок 2 под необходимым
сварочным давлением прижимают к прямой трубе 3, в результате
чего образуется сварной шов 4. Тройник, изготовленный из труб,
конструктивно представляет собой ослабленный участок трубопро-
вода, так как имеется отверстие в основной трубе, и резкое измене-
ние площади поперечного сечения потока приводит к значительной
концентрации напряжений в этом месте. Поэтому тройник, сварен-
ный из труб, особенно при работе трубопроводов в динамических
условиях, следует усиливать. Для этого иногда изготовляют трой-
ник из труб с большей толщиной стенки, чем трубопровод. Напри-
мер, на трубопроводе из труб типа Л устанавливают тройники, сва-
ренные из труб типа С. Применяют для этих целей и защитные ме-
таллические кожухи.
Для соединения полиэтиленовых труб с фитингами контактной
сваркой применяется схема соединения, приведенная на рис. 43.
При контактной сварке поверхностный нагрев труб и фи-
тингов по месту раструбного стыка ведут при непосредственном
контакте свариваемых поверхностей с нагревательными элементами.
Температура нагрева инструмента должна несколько превышать
температуру перехода свариваемого материала в вязко-текучее
состояние. Инструмент можно нагревать при помощи электроспира-
ли, помещенной в каркасе, или газовым пламенем, например, паяль-
ной лампы, а лучше всего пламенем газопламенной горелки для
111
сварки пластмасс ГГП-1-56. Температура пламени этой горелки
рассчитана на сварку термопластических масс и поэтому степень
нагрева инструмента для контактной сварки при правильном поль-
зовании горелкой не будет превышать требуемую для сварки тем-
пературу. Необходимая степень нагрева определяется термометром,
установленным в инструменте, или при помощи небольшого куска
полиэтиленовой трубы. В последнем случае куском трубы на нагре-
ваемой поверхности проводится черта. Если при этом полиэтилен
легко плавится и на поверхности остается масляничный постепенно
испаряющийся след, то степень нагрева инструмента достаточна.
Если полиэтилен будет пузыриться или вспыхивать, то это служит
2Г R
Рис. 43. Контактная сварка пластмассовых труб с фитин-
гами
Г —подготовка деталей под сварку; II—сборка и нагрев свариваемо-
го узла; III — контактная сварка
показателем”перегрева инструмента и его следует несколько охла-
дить. При недогретом инструменте полиэтилен налипает на нагре-
вательные поверхности.
Перед сваркой на конце трубы снимают фаску и устанавливают
ограничительный хомут для выправления эллиптичности трубы,
ограничения длины оплавления и центрирования трубы и фитинга.
Расстояние от хомута до торца трубы должно быть равно глубине
раструба фитинга. Снаружи на раструбную часть фитинга рекомен-
дуется надевать съемное обжимное кольцо из резины. Такое обжа-
тие необходимо, так как тепло от оплавления поверхностей распро-
страняется на всю толщину стенки, которая вследствие этого раз-
мягчается и может деформироваться. Кольцо сжимает свариваемые
поверхности и не позволяет им разойтись.
Технология этого способа следующая: после подготовительных
операций и проверки температуры нагрева инструмента сваривае-
мый фитинг насаживают на горячий инструмент, а конец сваривае-
мой трубы вставляют в него. Через несколько секунд после оплав-
ления свариваемых деталей их одновременно снимают с инстру-
мента и конец трубы вставляют в раструб. Очень важно в самый
первый момент после сварки не тревожить соединение, пока поли-
этилен не отвердеет. После естественного охлаждения соединение
полностью готово.
112
Полиэтилен в вязко-текучем состоянии имеет повышенную при-
липаемость, поэтому после снятия трубы и фитинга с нагреватель-
ного инструмента часть расплавленного полиэтилена неизбежно
остается на нагревательных поверхностях. Поэтому после каждого
соединения нагревательный инструмент следует тщательно очищать.
При ведении сварки в помещении необходимо предусматривать
местную вентиляцию, так как оставшийся на нагревательных по-
верхностях материал разлагается.
Продолжительность сварки соединяемых деталей зависит от
их диаметра и толщины стенки и колеблется от 2 до 20 сек.
При сварке контактным нагревом калибровать концы труб не
нужно, так как излишний материал снимается горячей поверх-
ностью инструмента.
Описанный способ соединения позволяет просто и быстро сое-
динять трубы с фитингами и может применяться как в мастерских
по производству труб, так и при монтаже последних в полевых
условиях.
При ведении работ в полевых условиях для стыковой сварки
полиэтиленовых труб можно применять инструмент, нагреваемый
пламенем паяльной лампы или газовой горелки. Температуру та-
кого инструмента определяют биметаллическим термометром, по-
мещенным у края пластины (рис. 44) или обычным ртутным термо-
метром, устанавливаемым в просверленное в пластине отверстие.
После каждой сварки инструмент снова нагревают, причем на
20—30' выше необходимой температуры, чтобы по мере снижения
температуры инструмента до требуемой она одновременно выравни-
валась по всей рабочей площади нагревательного инструмента.
На прочность сварного шва могут влиять температура нагрева-
тельного инструмента, продолжительность нагрева, давление
прижима торцов к инструменту и давление при сопряжении де-
талей.
Оптимальная температура нагрева инструмента для труб из
ПНП равна 160—200° С, а для труб из ПВП — 200—240° С. При
более низкой температуре увеличивается продолжительность на-
грева деталей в зоне сварки, а также величина сварочного усилия.
При температуре выше 240°С в месте стыка образуется значитель-
ный валик из перегретого материала. Обычно достаточную степень
нагрева торцов труб определяют визуально по образованию
валика на кромках труб толщиной I—2 мл.
В начале нагрева торцы труб из ПНП следует прижимать к ин-
струменту с давлением 0,5 кГ!смг, а торцы труб из ПВП — с дав-
лением 0,75—1 кПсмг. Такое давление необходимо для быстрой
ликвидации возможных незначительных неровностей на торцовых
поверхностях. В дальнейшем, когда материал труб начинает при-
липать к нагревательной поверхности и появится валик оплавлен-
ного материала, давление прижима постепенно снижают напо-
ловину.
8 Зак. 1Н41
113
При соединении деталей давление должно быть достаточным,
чтобы вытеснить пузырьки воздуха и плотно сжать свариваемые
поверхности. Для труб из ПНП это давление составляет примерно
1 кПсм?, а для труб из ПВП — 1,5—2 кГ1смг. Более высокое дав-
ление прижима торцов труб к инструменту и при соединении дета-
лей, как правило, не улучшает качества сварки и ведет к чрезмер-
ному выдавливанию нагретого материала наружу и внутрь
трубы.
При сварке вручную труб типа Л £>у>100 мм, типа С
>-70лш, типаТОу> 50 мм давление, создаваемое по месту сварного
шва, может оказаться недостаточным из-за большой площади сварки
Рис. 45. Схема приспособления для
контактной сварки труб встык
1 — свариваемые трубы; 2 — неподвижный
хомут; <3 — зажимное устройств; 4—нагре*
вательный инструмент; 6 — биметалличе-
ский термометр; 6 — подвижной хомут;
7 —рычаг
Рис. 44. Инструмент для сварки
труб встык, нагреваемый откры-
тым пламенем
1 — нагревательный элемент (диск);
2 — биметаллический термометр' 5—
ручка
этих труб. В этом случае применяют рычажные приспособления
с тем, чтобы создать необходимую величину осевого усилия, при-
кладываемого к трубам, Это усилие должно быть распределено
равномерно по всему периметру соединения.
Промежуток времени между снятием нагретых торцов труб
и их сжатием должен быть минимальным — в пределах 1—2 сек.
С увеличением этого промежутка прочность шва резко снижается
из-за быстрого охлаждения свариваемых поверхностей.
По этой же причине минимальной допускаемой температурой
окружающего воздуха при сварке встык является температура 0u С.
Очень важно точно совместить торцы труб и не тревожить сое-
динение до полного отверждения материала, так как перемещение
концов труб сразу после сварки может привести к созданию в стыке
дополнительных внутренних напряжений. Для точного совмещения
торцов труб используют центрирующее приспособление (рис.45).
114
После каждого соединения нагревательный инструмент тщатель-
но очищают от прилипшего к его поверхности материала, а также
от копоти, окалины и т. п., чтобы эти загрязнения не попали в свар-
ной шов. Если инструмент изготовлен из обычной стали, для очистки
применяют скребок из мягкого металла.
Перед сваркой обязательно проверяют совпадение торцов труб.
Смещение кромок труб не должно превышать 10% толщины стенок
труб.
При значительной величине смещения кромок труб концы одной
или обеих труб калибруют после предварительного нагрева. Сва-
ривать встык трубы из ПВП типа Л не рекомендуется.
Технология сварки длинных трубопроводов из полиэтиленовых
труб следующая: сначала свариваемые торцы труб обрабатывают тор-
цовой фрезой. Центрирующее приспособление устанавливают так,
чтобы конец плети труб можно было закрепить в неподвижном за-
жимном хомуте приспособления. При этом торец трубы должен вы-
ступать за край хомута не менее чем на 5 мм. Затем в подвижной
хомут устанавливают трубу, привариваемую к плети, и поворачи-
вают ее до максимального совпадения торцов труб.
Для выравнивания привариваемой трубы под нее укладывают
два или несколько деревянных брусков. Между торцами труб уста-
навливают нагревательный инструмент и после проверки темпера-
туры инструмента при помощи рычага перемещают подвижной
хомут.
Как только степень нагрева торцов труб будет достаточной,
рычаг отводят в обратную сторону, быстро вынимают из приспособ-
ления нагревательный инструмент и затем новым движением рычага
быстро сближают и сжимают под давлением нагретые торцы
труб.
После полного охлаждения соединения раскрывают хомуты,
освобождают приспособление от труб и передвигают его на новое
место сварки.
Для снятия грата внутри трубы используют специальный
нож, изображенный на рис. 46, б, который вдвигают внутрь трубы на
штанге соответствующей длины. Срезанные валики ловят на за-
гнутые концы проволоки и затем вынимают их вместе с ножом.
При снятии валиков нагретого материала прочность сварного
шва не снижается. Целесообразно срезать валик, пока последний
охладился не полностью. Для удаления грата внутри труб при-
меняют и приспособление, показанное на рис. 46, д.
Образование грата на шве внутри труб уменьшает их внутрен-
нее сечение. Для того чтобы грат находился снаружи труб, а не
внутри, на кромках соединяемых труб снимают внутренние фаски
с центральным углом 60°.
Однако в этом случае торец трубы размягчается по высоте
неравномерно, что ведёт к созданию неравномерного давления по
месту сварки и может снизить прочность стыка.
8*
115
Образование грата внутри трубы можно избежать, если вста-
вить внутрь ее стержень, наружный диаметр которого соответствует
внутреннему диаметру труб. Таким образом, можно соединять
достаточно короткие отрезки труб. При соединении длинных труб
внутрь их в месте стыка можно вставлять разрезной вкладыш или
гильзу из гипса, которая после сварки разбивается на куски и
высыпается из труб.
Наличие внутри концов труб вкладыша или гильзы позволяет
точнее центрировать трубы. Торцы труб при внутренней вставке
нагревают инструментом, состоящим из двух симметричных поло*
вин, с отверстием в центре, диаметр которого равен наружному диа-
Рис. 46. Приспособление для удаления грата внутри труб, сварен-
ных встык
а —приспособление; б —режущий инструмент; / —свариваемые трубы; 2 —
снаряд; —сварной стык; 4— резиновый шарик; 5 — рукоятка; й —бобышка;
7 — ста льнов кольцо; режущий инструмент; крючки; /0 —грат
метру вставки (рис. 47). Применение таких вставок улучшает гид-
равлические характеристики стыка, но одновременно делает
процесс соединения более трудоемким.
Режим сварки полиэтиленовых труб в значительной степени
зависит от вязкости нагреваемых слоев, условий изготовления
труб, вида стабилизатора и т. д. Эти факторы сильно отличаются
друг от друга, поэтому перед сваркой определенной партии труб
из ПВП необходимо уточнять режим сварки. Для этого изготовля-
ют несколько пробных образцов и сваривают при разных режимах
с тем, чтобы найти оптимальный.
Образцы получают нарезкой труб в продольном направлении
на полосы шириной примерно 10 жж. Длина каждой полоски при-
нимается: для труб из ПНП равной 25-кратной толщине стенки тру-
бы, а для труб из ПВП — 10-кратной толщине.
Для контактной сварки полиэтиленовых труб встык применяют
также приспособление с нагревательным элементом, показанное на
рис. 48.
Свариваемые трубы 1 и 2 укладывают в опорные хомуты 3,
смонтированные на стойках 4. Трубу 1 доводят до упора и в процес-
се сварки оставляют неподвижной, вторую трубу 2 после разогрева
торца нагревателем 5 до температуры сварки сваривают после пред-
варительной ее подачи до соприкосновения с трубой 1. Нагрева-
тель 5, внутрь которого вмонтирована электроспираль, после разог-
116
Рис. 47. Контактная сварка труб при применении
вкладыша
а —нагрев торцов труб на инструменте',"} б —Извлечение вкладыша из
трубопровода при помощи трога; ! — нагревательный инструмент; 2 —на-
гретые трубы в зоне сварки; 3— свариваемые трубы; 4— трос; 5 —конус;
6 — разрезной вкладыш; /--сварной шов; 8 — рукоятка
Рис. 48. Приспособление для контакт-
ной стыковой сварки труб встык с
э л ек.т р он а г р е в а те л ь и ы м и и ст р у ые нтом
Рис. 49. Приспособление для кон-
тактной стыковой сварки полиэтиле-
новых труб
Рис. 50. Приспособление для
контактной стыковой сварки
полиэтиленовых труб
117
рева торцов труб в зоне нагрева 6 отводят в нерабочее положение
путем вращения на оси 7. Мощность электродвигателя 0,4 кет,
напряжение 36 е. Описанное приспособление используют для свар-
ки труб в заводских условиях. Оно с успехом может быть применено
в монтажных условиях.
На рис, 49 показано приспособление для контактной стыковой
сварки полиэтиленовых труб. Конструкция приспособления разра-
ботана трестом Южтехмонтаж. Для нагрева нагревательного
элемента 1 использована газосварочная горелка 2, работающая на
ацетилене или пропан-бутане. Нагревательный элемент изготов-
ляют из красной меди в виде полой прямоугольной коробки с от-
крытой нижней частью со стороны подвода пламени через мундш-
тук горелки 3 (направление пламени горелки показано стрелкой).
Процесс стыковой сварки полиэтиленовых труб сводится к сле-
дующему. Пламя сварочной горелки 2 передает тепло нагреватель-
ному элементу 1, рабочие поверхности которого затем нагревают
торцы полиэтиленовых труб 4. Последние при достижении свароч-
ной температуры в зоне сварки свариваются, образуя прочно-
плотный шов. Приспособление может быть смонтировано на стойке,
что обеспечит его подвод и отвод.
Аналогичное приспособление со сменными нагревательными
элементами, предназначенными для стыковой сварки труб и при-
варки штуцеров к трубам, показано на рис. 50.
Нагревательный элемент 1 для стыковой сварки труб 2 изготовля-
ют в виде полой прямоугольной пластины, а для приварки штуце-
ров—цилиндрического сечения, наружные размеры которого соответ-
ствуют внутренним размерам привариваемых штуцеров. Нагрева-
тельный элемент 1 нагревают пламенем газосварочной горелки 3,
применяемой для сварки металлов.
На рис. 51 показана сборка деталей под сварку при приварке
штуцеров к трубам с применением описанного нагревательного
элемента. Полиэтиленовую трубу 1 устанавливают на опору 2.
Бобышка 3 служит для установки полиэтиленового штуцера 4.
Приспособление смонтировано на столе 5. Детали 6 и 7 служат
опорой для трубы.
Схема сварки штуцеров с полиэтиленовыми трубами приведена
на рис. 52. С помощью нагревательного элемента 1 одновре-
менно нагревают свариваемые части (в зоне сварки) трубы 2 и
штуцера 3. После того как дета.чи подготовлены, производят
контактную стыковую сварку, для чего штуцер 3 устанавливают
на бобышку 4, на которую также монтируют трубу 2. На схеме
показано положение нагревательного элемента 1, трубы 2 и
штуцера 3 в процессе нагрева свариваемых деталей, а также
положение деталей при сварке. Для нагрева элемента служит
горелка 5. Сварка выполняется на столе 6.
Практика показывает, что приспособления с использованием
118
горелок для сварки металлов конструктивно весьма просты и с
успехом могут быть широко применены в равной степени'в завод-
ских я построечных условиях; Однако для таких приспособлений
лучше всего применять газопламенную горелку ГГП-1-56, предназ-
наченную для сварки пластмасс. Положительным качеством этой
горелки является то, что температура пламени горелки на неболь-
шом расстоянии от мундштука составляет 250—300° С. Это значи-
тельно ниже температуры пламени горелок для сварки металлов,
работающих на ацетилено-кислородном пламени или газах-за-
менителях ацетилена й кислороде.
Рис, 51. Приспособ-
ление для сборки де-
талей и контактной
сварки штуцеров спо-
лвэтиленовыми тру-
бами
Рис, 52. Схема сварки шту-
цера с трубой
При пользовании горелкой ГГП-1-56 температура нагреватель-
ного элемента приспособлений не будет значительно превышать
температуру сварки полиэтиленовых труб, что обеспечивает рав-
номерное, заранее заданное качество сварных швов.
Для контактной сварки встык пластмассовых труб разработаны
и внедрены сменные мундштуки (нагреваемые наконечники),
которые в зависимости от конструкций электрических горелок на-
вертываются, либо ввертываются в наконечник горелки. Кромки
труб в зоне сварки нагревают теплом плоского или профильного
мундштука, который в свою очередь нагревается воздухом или дру-
гим газом, поступающим из горелки в его внутренние
каналы.
Мундштук горелки для контактной сварки труб выполняется
в виде тонкостенной металлической пластины с двумя и более парал-
лельными кольцевыми замкнутыми каналами, посредством которых
достигается равномерное распределение температуры и нагрева
мундштука. Отработанный газообразный теплоноситель на выходе
119
инструментов
: uiiKB: 1- пл я п ь тт и к я J1
выбрасывается в атмосферу через незакрытое отверстие мундшту-
ка. Температура нагрева мундштука легко регулируется путем
перестановки в электрических горелках нагревательных элементов.
Контактную сварку с успехом используют при изготовлении
труб из листового эластичного полиуретанового поропласта (поро-
лона), который применяется в качестве звукотеплоизоляционного,
амортизационного и настилочного материала. Трубы из пенополи-
уретана (поролона) толщиной
20 мм, продольные швы которых
сварены контактной сваркой,
показаны на рис. 53.
Контактная сварка стыков
поропластовых труб выполне-
на с помощью нагревательных
----...-----( типа электро-
паяльника. Для этой цели мо-
гут быть применены приспособ-
ления с нагревательными эле-
ментами, нагреваемыми пламе-
нем горелок.
При устройстве трубопрово-
дов и арматуры из полиэтилена
применяют также сварку газо-
образными теплоносителями с
присадочным материалом. В
сравнении с.контактной свар-
кой этот способ менее произво-
дителен и экономичен.
При устройстве трубопро-
водов и трубопроводной арма-
туры из винипласта применяют
сварку газообразными теплоно-
Рис. 53. Пенополиуретановые (поро- сителями, а сварныешвы, в
лотовые) трубы, сваренные контакт- ОТЛИЧИб ОТ КОНТЭКТНОЙ сварки,
НОЙ сваркой образуются с помощью приса-
дочных одинарных и двойных
прутков.
Процесс сварки винипластовых труб в монтажных условиях
газообразными теплоносителями с присадочным прутком и распо-
ложение присадочных прутков в сварном шве показаны на рис. 54.
Для сварки кольцевых швов винипластовых труб применяют
приспособление, показанное на рис. 55. При изготовлении труб
из листового винипласта необходимо смещать продольные швы
с таким расчетом, чтобы они не были продолжением один другого.
В зависимости от назначения винипластовые трубопроводы изго-
товляют из листового материала различных сечений.
На рис. 56 показана секция прямоугольного трубопровода,
продольные швы которых сварены с присадочным материалом.
120
Рис. 54. Сварка винипластовых
труб и расположение сварочных
прутков
Рис. 55. Приспособ-
ление для сварки
кольцевых швов труб
/ — сварочный яруток;
2 — свариваемые трубы;
<5 — кольцевой шов; —
продольный шов; Б—
стол; 6—стойка; 7 — вра-
щатель
Рис. 56. Секция сварного прямоуголь-
ного трубопровода
/--трубопровод с четырьмя «родильными
сварными швами; 2 —с одним продольным
швом
Р нс. 58. Сварной фланцевый
вентиль из винипласта
Рис. 57. Приспособление для
приварки колец или жесткостей
к трубам
Рис. 59. Схема стыковой контакт-
ной сварки випипластовых труб
121
Для приварки колец к трубам, а также жесткостей применяют
приспособление, показанное на рис. 57.
В приспособлении 1 имеются пазы, в которые устанавливают
кольца или жесткости 2 на трубу 3.
В тех случаях когда необходимо видеть транспортируемую
среду в винипластовых трубах, в них вваривают смотровые окна из
органического стекла. Сварку ведут газообразными теплоносителя-
ми с помощью присадочных прутков. Таким способом винипласт
довольно хорошо сваривается с органическим стеклом. Сварка та-
ких узлов выполняется V-образными стыковыми швами. Сварка
швами внахлестку менее целесообразна.
Сварка газообразными теплоносителями с присадочными прут-
ками широко применяется также при изготовлении запорной трубо-
проводной арматуры из винипласта. Для изготовления сварных
вентилей используют листовой и круглый винипласт, а детали из-
готовляют на механическом оборудовании. Сварной фланцевый
вентиль из винипласта показан на рис. 58. Сварку первого шва вы-
полняют одинарным прутком, последующих — двойным.
Инженер Р, О. Берне разработал приспособление и технологию
для контактно-стыковой сварки винипластовых труб диаметром от
20 до 114 лык Этот способ сварки, в отличие от существующих,
позволяет повысить производительность труда в 8—10 раз.
Сварку ведут без сварочных прутков.
Для обеспечения соосности труб контактно-стыковую сварку
проводят в центрирующем приспособлении (рис. 59).
Приспособление состоит из неподвижного зажимного устрой-
ства 1, подвижного зажима 2, рычажного приспособления 3 и на-
гревательного элемента 4. Свариваемые заготовки помещают в за-
жимы 1 и 3, а между ними — нагревательный элемент 4, температу-
ру которого доводят до 180—220° С. Рычагом прижимают обе по-
ловины трубы к нагревательному элементу до нагрева на глу-
бину 2—3 мм. Несколько отведя от нагревателя заготовки трубы 5,
его вынимают, затем быстро подают осевое давление и трубы 5
прочно свариваются между собой, образуя сварной шов 6.
Продолжительность цикла сварки трубы диаметром 250 мм
составляет около 45 сек вместо 7—8 мин при сварке струей горячего
воздуха.
При сварке внутри труб образуется грат (концентрическое коль-
цо), который сужает внутренний диаметр на 1—2 мм. Чтобы избе-
жать этого, на свариваемых торцах труб с внутренней стороны
снимают фаски под углом 30—60°, в зависимости от толщины стенки
труб.
Для изготовления сварочного нагревательного элемента
Р. О. Берне использовал нагревательный элемент для бытовых
электроприборов (ГОСТ 303—56), который монтируется между
двумя пластинками нержавеющей стали.
В технической литературе имеются описания высокочастотной
стыковой и продольной сварки вивипластовых труб. Хотя этот
122
Рис. 60. Высокочастотная прес-
совая сварка продольного шва
трубы
Рис. 61. Высокочастотная
сварка кольцевого стыка труб
Рис. 62. Процесс сварки
винипластовых труб тре-
нием
— крепление труб —снятие
фасок: а — разогрев свари-
ваемых кондов труб; в—ос-
тановка станка н формиро-
вание шва; / — патрон ;Г2-
опорная пластиЕ<а; <3 — суп-
порт; 4 —нагрев деталей
в зоне сварки; 5 — сварной
шов
123
способ и не нашел в настоящее время широкого применения, он
все же является весьма перспективным. При этом способе сварку
ведут без присадочного материала. Собственно сварка выполняется
с большой скоростью. Труба, продольный шов которой сварен прес-
совой высокочастотной сваркой, и сварочная машина показаны
на рис. 60
Прессовую сварку продольного стыка трубы ведут за несколько
приемов, путем перемещения трубы в направлении сварки. Труба
перемещается на оправке. Образуемый сварной шов — стыковой.
Для обеспечения более высокого качества сварных швов снимают
кромки деталей под углом 45°, что обеспечивает получение сварного
шва, равного толщине стенки вини пластовой трубы. При такой под-
готовке образуется шов внахлестку. Высокочастотная сварка коль-
цевых стыков винипластовых труб показана на рис, 61.
При стыковой сварке рабочая форма электродов высокочастот-
ной сварочной машины соответствует форме и размерам наружной
поверхности труб. При сварке стык труб мгновенно нагревается и
под приложением механического усилия в осевом направлении про-
исходит образование сварного шва. Для предохранения выдавлива-
ния грата внутрь трубы применяют приспособление, которое на
время сварки устанавливается на стык соединяемых труб. По окон-
чании сварки стыка приспособление удаляют.
Институт Мосинжпроект применил сварку трением для сварки
газопроводов с помощью соединения стыков труб.
При применении индустриальной технологии строительства
газопровода трубы в плети сваривают в заводских условиях.
В этом случае сварку можно с успехом вести на обычном токарном
оборудовании.
Процесс сварки винипластовых труб на токарном станке по-
казан на рис. 62.
В первой подготовительной операции на торце трубы снимают
фаску с внутренней поверхности, чтобы исключить при сварке
образование грата, который ухудшает гидравлические характери-
стики трубопровода.
При сварке присоединяемую трубу закрепляют в патроне
станка, а свариваемый конец плети труб — в суппорте. Трубы цен-
трируют, сводят до соприкосновения, и приводят во вращение тру-
бу, зажатую в патроне. Легким сдавливанием труб с помощью суп-
порта станка обеспечивается необходимое трение свариваемых
труб. Скорость вращения привариваемой трубы зависит от ее
диаметра.
При вращении концы свариваемых труб разогреваются до тем-
пературы сварки. Вначале происходит естественная очистка со-
прикасающихся поверхностей; непосредственно процесс сварки
протекает без доступа воздуха. Все это благоприятно сказывает-
ся на качестве сварки.
По достижении в зоне шва необходимой температуры вращение
прекращают, и трубы сдавливаются с помощью суппорта станка.
124
Давление не снимают до полного охлаждения сварного шва.
Относительно невысокая температура размягчения винипласта
и низкая его теплопроводность обеспечивают весьма небольшой рас-
ход мощности.
Многочисленные испытания показали, что при соблюдении уста-
новленных оптимальных режимов сварки трением прочность свар-
ного шва винипластовых труб не ниже прочности основного ма-
териала.
Так как винипластовые фасонные части больших габаритов
литьевым способом не изготовляются, они могут быть получены
сваркой из винипластовых труб. И в этом случае сварка трением
обеспечивает высокую прочность указанных изделий.
Из литературы известен способ соединения стыков труб с по-
мощью привариваемых пленок или тонких листов толщиной до
0,5 лш, Такой способ назван сваркой по методу спекания. Техно-
логия сборки и сварки стыков труб сводится к следующему. Вна-
чале собирают трубы с таким расчетом, чтобы их сопрягаемые тор-
цы плотно прилегали друг к другу, а затем начальный конец рулона
пленки приваривается к стыкуемым трубам. Ширина пленки пре-
вышает ширину стыка труб на 30—40 мм. Затем по мере разверты-
вания рулона пленки ее приваривают к трубам до образования на
стыке труб пленки в несколько слоев. Общая толщина пленки,
навернутой и приваренной к трубам, равна или несколько больше
толщины свариваемых труб. Сварку ведут с помощью газообразных
теплоносителей (воздух, азот). Сварное соединение прочное и
плотное.
Производство труб из органического стекла. Метод производ-
ства труб из листового органического стекла путем непрерывного
свертывания заготовки (термопластов) с одновременной компрес-
сионной сваркой шва разработан в Научно-исследовательском ин-
ституте санитарной техники Д. Ф. Каганом.
Сущность его заключается в следующем. Для формования труб
из термопластов последние нагревают до температуры высокоэла-
стичных деформаций, придают заготовке требуемую форму и, не
снимая деформирующей нагрузки, охлаждают ниже температуры
стеклования. В результате труба сохраняет приданную ей форму.
Процесс производства труб можно разбить на следующие основ-
ные операции:
1) раскрой листов органического стекла на полосы необходи-
мого размера;
2) разогревание листовой заготовки; '
3) захват листовой заготовки специальным тянущим приспо-
соблением;
4) формование трубы и сварка шва;
5) освобождение трубы от захвата и обрезка ее концов.
На рис. 63 изображена схема этого процесса. Листы органи-
ческого стекла на полосы можно раскраивать на станке любой под-
ходящей конструкции циркулярной или ленточной пилой.
125
При распиловке листов из-за плохой теплопроводности орга-
нического стекла режущий инструмент перегревается и зажимается
вследствие расширения материала. Поэтому рекомендуется при-
менять хорошо заточенный инструмент с незначительным разводом
зубьев, С: минимальной подачей на больших скоростях вращения.
усилие
Целесообразно принудительное охлаждение.
Скорость резания цир-
кулярндй нилой С диамет-
ром диска от 180до300.илг
при 3000 об!мин. состав-
ляет примерно 30 м/сек..
Скорость резания ленточ-
ной пилой несколько ни-
же в пределах 15—
22 м/сек. Кромки листа,
не должны иметь сколов,,
трещин и заусенцев.
Если необходимо изго-
товить трубу длиннее ли-
ста органического стекла,,
допускается прессовая-
сварка заготовки. На сва-
риваемых концах обеих
заготовок снимают фаску
и специальным нагрева-
тельным прибором в,тече-
ние 20— 30 сек разогре-
вают до необходимой тем-
Рис. 63. Схема производства труб из орга- пературы, обеспечиваю-
нического стекла Щей сварку поверхностен
. (300—350° С). После этого
заготовки в месте сварки зажимают в небольшой пресс, разви-
вающий давление 35— 45 кГ/см?, и после быстрого охлаждения
(5—10 сек) операция заканчивается. Прочность сварного шва не
уступает прочности основного материала.
Листовую заготовку подогревают в обычной камерной электро-
печи (при толщине листа не более 3,5 мм) или в воздушной печи
с рециркуляцией воздуха при большей толщине заготовки. Здесь
заготовку равномерно нагревают до 120—150° С в зависимости от
толщины листа. Нагретую заготовку крепят к тяговому устройст-
ву 1 для протягивания через формующую трубу 2.
Основным узлом всего агрегата является формующая труба,
диаметр которой и определяет внешний диаметр готовой трубы.
Для равномерного и постепенного формования заготовки
служит раструб (конус), имеющий электрообогреватель для под-
,126
держания необходимой температуры. Этот раструб свертывает за-
готовку в трубу и обжимает ее до создания необходимого давления
на сварной шов.
Шов трубы сваривают сварочной головкой 3, расположенной
в самом начале формующей трубы: сначала нагревают кромки листа
и затем их сжимают в момент входа заготовки в цилиндрическую
часть трубы. Для этой цели применяют сварочные головки двух
видов — контактного действия и действием струей горячего во-
здуха.
Головка контактного действия представляет собой диск 4 из
нержавеющей стали с внутренним электрообогревом. Диск имеет
конфигурацию, обеспечивающую одновременный контакт с обеими
оплавляемыми кромками 5. Контактные поверхности диска разогре-
вают до 350° С. Воздушная сварочная головка 6 имеет электро-
обогрев для нагревания проходящего воздуха. Сопло прибора дает
под давлением 0,5—0,8 ат узкую струю горячего воздуха, направ-
ленную в место стыкования кромок шва 7, параллельно оси трубы.
Сущность процесса сварки сводится к следующему. При на-
греве контактной головки или воздушной струи до температуры
в пределах 300—350° С в зоне, непосредственно прилегающей к кром-
ке, часть материала деструктору ет и представляет собой как бы
расплав полимера в мономере. При сжатии кромок в формующей
трубе развивается удельное давление на шов порядка 35—50 кГ/см2,.
благодаря чему нагретые зоны обеих кромок сливаются в одну общую
зону, где и протекает процесс полимеризации. Глубина зоны рас-
плава не превышает 0,5—1 мм вследствие плохой теплопроводно-
сти органического стекла и кратковременности температурного
воздействия.
При нормально проведенной сварке сварной шов по прочности
не уступает основному материалу трубы. Испытания на внутреннее
давление показывают, что труба разрушается обычно не по шву.
Формующая труба (ее внутренняя поверхность) для облегчения
протяжки изготовляемой трубы и придания ей ровной поверх-
ности должна быть Хорошо отполирована.
Для постепенного и равномерного охлаждения трубы во время
протяжки созданы две зоны: первая — зона стабилизации, или ка-
мера предварительного охлаждения, и вторая — камера интен-
сивного охлаждения.
Первая зона охлаждения предназначена для выравнивания тем-
пературы в сваренной и сформованной трубе для успешного за-
вершения процесса полимеризации шва и равномерного распределе-
ния деформации материала по периметру трубы, для чего необхо-
дима постоянная температура. Это достигается водяным охлажде-
нием зоны путем циркуляции холодной воды. При нагревании
этой воды вследствие теплоотдачи протягиваемой трубы подается
новая порция холодной воды через специальный клапан. Термо-
регулирование осуществляют автоматически, путем непрерывного:
контроля термосигнализатором температуры зоны.
127
Длина кожуха камеры интенсивного охлаждения примерно
в три раза больш е, чем камеры предварительного охлаждения. Вода,
охлаждающая камеру, подается непрерывно против движения
протягиваемой трубы, что создает постепенное и равномерное ох-
лаждение движущейся трубы. 1
Необходимо отметить, что температурный режим во всех узлах
агре гата нужно строго поддерживать на заданном уровне, поэтому ;
регулирование температуры каждого узла в отдельности (печи,
раструба и обеих зон охлаждения) должно быть автоматическим.
Только при строгом соблюдении температурного режима можно
получать продукцию высокого качества без всяких дефектов. . ’
Как следствие нарушения температурного режима раструба
и зоны стабилизации (при понижении температуры против нормы)
на внешней лов ерхности трубы образуются складки. Нарушение тем-
пературного режима сварочных головок неизбежно снижает ка-
чество шва. i
Перегрев заготовки в печи ведет к чрезмерной осевой деформа- J
ции, в результате чего на трубе возникают обильные мик-
ротрещины.
Через формующую трубу заготовку протягивает тяговый меха- i
низм 1, работающий от асинхронного электромотора через редуктор.
Скорость протяжки устанавливают в зависимости от диаметра
трубы и толщины ее стенок в пределах 0,4—1 м/мин.
Заключительной операцией является освобождение от захвата i
концов трубы и их обрезка. Эту операцию выполняют после полного
выхода готовой трубы из второй зоны охлаждения. Захватный ко-
нус, крепящийся на штанге при помощи пружинного замка, сни-
мают вместе с трубой и заменяют его новым. Оба конца трубы ровно
обрезают циркулярной или ленточной пилой, и готовые трубы укла-
дывают на стеллажи, гарантирующие их от ударов и неравномерной
нагрузки.
Особенности сварки труб из полипропилена. Полипропилен
обладает относительно высокой температурой плавления — около
165° С, что на 30—50° выше температуры плавления полиэтилена и
примерно вдвое выше температуры размягчения ПВХ.
Температуры, при которых ведется сварка, способствуют ин-
тенсивной деструкции, вследствие чего на свариваемых поверхно-
стях образуется значительной толщины слой окислившегося ма-
териала, вызывающего повышенную хрупкость сварного шва. При-
менение соответствующих стабилизаторов снижает деструкцию ма-
териала и улучшает качество сварных соединений.
При сварке в нагретом и холодном материале возникают значи-
тельные тепловые напряжения, которые могут компенсироваться
только до тех пор, пока материал находится в легко деформируемом ;
состоянии. При понижении температуры модуль упругости поли- j
пропилена резко повышается, и поэтому при охлаждении непосред- I
ственно после сварки в материале «замораживаются» собственные
128
напряжения, являющиеся результатом понижения температуры от
165 до 20° С.
Эти напряжения с течением времени падают — они релакси-
руют, так как термопласты не обладают высокой упругостью.
Для того чтобы определить остаточное напряжение как функ-
цию времени, проводили релаксационные измерения, установившие,
что собственные напряжения уже через 6 ч снижаются в зависимости
от материала до 70—50% исходного значения, а далее понижаются
очень медленно.
Напряжения возникают в узкой зоне, поскольку из-за низкой
теплопроводности воздействию тепла подвергается только неболь-
шая область вдоль сварного шва. Кроме того, низкая теплопровод-
ность приводит к появлению напряжений между нижней и верхней
сторонами шва, особенно при большой толщине листа или трубы,
обычно составляющей несколько миллиметров. Напряжения по тол-
щине шва по уровню значений равны напряжениям в продольном
направлении. Эти напряжения при сварке встык изделий с толщи-
ной 10 мм и более вызывают повышенную хрупкость швов, особенно
если сварку ведут без предварительного нагрева.
Поперечные напряжения, возникающие при сварке встык с по-
мощью нагревательного инструмента, невелики и симметричны
вследствие одновременного нагревания и охлаждения всего шва.
На определенных участках сварного шва тепловые напряжения
вызывают многоосное напряженное состояние, интенсифицирующее
хрупкость сварного шва.
Вязкость нагретого полипропилена ниже, а с повышением тем-
пературы более резко падает, чем у полиэтилена. Поэтому, несмотря
на более высокую температуру плавления полипропилена, для его
сварки не нужна более высокая температура.
Подлежащие соединению поверхности должны быть нагреты
до одинаковой температуры. Если одна из поверхностей перед свар-
кой будет слишком холодной, то более нагретый и более текучий
материал другой поверхности при соединении сразу будет выжимать-
ся наружу. Такое соединение не в состоянии будет выдерживать
больших нагрузок.
Исследователи установили, что контактная сварка труб встык
может дать положительные результаты только для термостойких,
соответственно стабилизированных сортов полипропилена.
При сварке встык особенно большое значение имеет контроль
давления прижима торцов к нагревательному элементу при нагре-
ве материала и давления прижима сопрягаемых поверхностей.
По сравнению с другими термопластами с более высокой вязкостью
расплава давление прижима полипропилена к нагревательно-
му элементу должно быть несколько меньшим (не превышать
0,75 кПсм2), тогда материал довольно глубоко прогревается и
нагретый сравнительно текучий слой не выжимается наружу.
При сопряжении нагретые поверхности сжимаются также с очень
умеренным усилием (от 1 до 1,5 кПсм2).
9 Зак. Io4t
129
При соединении этим методом труб с толщиной стенки свыше
8 мм часто получаются хрупкие швы. В этих случаях, так же как
при газовой прутковой сварке, целесообразно предварительно
нагревать трубы до 150—160° С, например, в термошкафах. Хоро-
шие результаты дает сварка при температуре нагревательного эле-
мента 200° С и меньше при соответственно большей длительности
нагревания.
ИЗГОТОВЛЕНИЕ БАКОВ
И РЕЗЕРВУАРОВ
ИЗ ПЛАСТМАСС
Прямоугольные баки и резервуары следует изготовлять с таким
расчетом, чтобы избежать расположения сварных швов в местах
изгиба листов. Заготовки таких конструкций, подготовленные под
сварку, приведены на рис. 64. При первом варианте / полностью
устранены швы в местах изгиба листов, во втором II они располо-
жены в местах соединения боковых стенок. Третий вариант III
Рис. 64 Способы
изготовления пря-
моугольных баков,
резервуаров
предусматривает расположение сварного шва 1 на боковой стороне
корпуса бака. Днище 2 приваривается к корпусу бака. Для гибки
заготовок применяют приспособление, показанное на рис. 65.
На крышке стола приспособления имеется вырез для подвода на-
гревательного элемента 1, изготовленного из трубы, внутри которой
пропускается пар. Можно использовать и электронагревательные
элементы. Лист пластмассы 2 после нагрева в месте изгиба переме-
щают, и при помощи прижимов 3 и 4 производят гибку.
Применяют также приспособления для одновременной гибки
двух боковых сторон. Нижпяя часть приспособления представляет
собой в сечении форму, близкую к поперечному сечению швеллер-
ной стали, а верхняя подвижная часть приспособления выполнена
в виде прямоугольного бруса из металла. Нагретую в местах из-
гиба заготовку укладывают на нижнюю часть приспособления и за-
тем при нажиме брусом изгибают. Наружные размеры бруса меньше
внутренних размеров нижней части приспособления на две толщины
изгибаемой заготовки и некоторый зазор.
Работа такого приспособления аналогична работе гибочных
штампов.
130
Рис, 65. Приспо-
собление для гну-
тья заготовок пря-
моугольных кон-
струкции
Рис, 66, Механизированный способ изготовления'
прямоугольных конструкций из листовой пласт-
массы
131
На рис. 66 показан механизированный способ изготовления пря-
моугольных конструкций из листовой пластмассы, продольные швы
которых соединяются с помощью сварки.
Гибку деталей ведут на вальцовочном станке. Этим высокопро-
изводительным методом можно изготовить сварные конструкции
любых сечений. На верхний ведущий вал трехваликовых вальцов
с помощью колец устанавливают угольник из стандартной угловой
стали. Кольца крепят болтами. Приспособление 1 надевают на верх-
ний ведущий вал 2 при откинутом переднем подшипнике. Для полу-
чения плавного перехода частей конструкции прямой угол уголь-
ника 3 должен быть несколько скруглен. Опорой служит второй
угольник, который укладывается на два нижних валика.
Заготовку 4 укладывают на опорные валики. Для этого верхний
вал надо поднять. Затем ведущий вал 2 с установленным на нем при-
способлением опускают, включая вертикальную подачу. Опускаясь
в конечное нижнее положение, верхний вал изгибает заготовки.
Затем верхний вал поднимается кверху, заготовка передвигается
вод приспособлением для получения второго угла и т. д.
Заготовка предварительно должна быть размечена точками в ме-
стах сгиба, В серийном производстве для ускорения этой операции
разметку ведут по шаблону, весьма простому в изготовлении. Го-
товую заготовку 5 снимают при поднятом верхнем валке так же,
как обечайки с вальцов. Когда нужно получить конструкцию
с закругленными углами, применения приспособления не требуется.
В случае когда нужно получить толщину сварного шва, равную
толщине материала, из которого изготовляется изделие или конст-
рукция, производят подготовку кромок деталей.
Готовые заготовки корпусов баков и резервуаров имеют всего
лишь один сварной шов 6, расположенный в середине одной из бо-
ковых стенок. В зависимости от назначения конструкции сварной
шов может быть расположен на любой из сторон бака или
резервуара.
Гибку производят после предварительного нагрева в месте из-
гибания листов.
По описанному способу можно изготовлять заготовки с любым
требуемым сечением (шестиугольные, восьмиугольные и т. д.).
Для сварки листов разработано приспособление, приведенное
на рис. 67.
Между заготовками листов 1, одна из которых закреплена не-
подвижно, а другая имеет возможность перемещаться вместе с на-
жимной скобой 2, помещена нагревательная пластина 3. Сварной
шов 4 образуется по всей ширине листов. Процесс сварки
осуществляется таким же образом, как и процесс контактной
стыковой сварки труб. Для сварки заготовок резервуаров и баков
также перспективна беспрутковая сварка.
Беспрутковая сварка листов из твердых термопластов основана
на свойстве термопластичных материалов прессоваться в нагретом
состоянии при определенном давлении (рис. 68). Так, например,
132
если предварительно срезанные под углом кромки винипластового
листа разогреть до 180—200° С, а затем сложить листы по кромкам
и сжать их в месте соединения, то они сварятся между собой.
По этому принципу в тресте Монтажхимзащита разработан ста-
нок для беспрутковой сварки листового винипласта и плекси-
глаза, на котором можно сваривать листы из твердых термопластов
толщиной 3—12 лш (технология сварки листов толщиной более
12 мм пока еще не разработана) без применения присадочного
материала.
Кромки листов 1 перед
сваркой срезают под уг-
лом. Листы нагревают с
помощью установленной
на станке электрической
горелки мощностью 2,8 кет
производительностью
28 м3/ч воздуха с темпера-
турой 250—300° С. Рабо-
чее напряжение тока 70 в.
Конструкция горелки обес-
печивает равномерный наг-
Рис. 67. Схема контактней стыковой свар-
ки пластмассовых листов
рев свариваемых листов
до температуры 160 — 170° на ширину 300 — 400 лш от кромок,
что необходимо для обеспечения требуемой прочности сварного
соединения 2.
Горелку устанавливают на станке в таком положении, что во-
здушная струя попадает в створ угла, образуемого свариваемыми
листами, и направляется на срезанные кромки листов. Нагретые
кромки листов сдавливаются валиками 3 и свариваются. Для обес-
печения равномерности прилегания по всей плоскости листа ва-
лики обкладывают слоем мягкой резины толщиной 4,5 мм.
Скорость сварки составляет 12—20 м/ч в зависимости от толщи-
ны листов, т. е. в 10—15 раз больше, чем при прутковой сварке.
Применение беспруткового метода сварки винипластовых листов
дало положительные результаты. Коэффициент прочности в месте
сварки достигает 80—90% прочности основного материала. При
этом в отличие от пруткового метода сварки удельная ударная
вязкость Материала почти не снижается.
Однако применение беспрутковой сварки ограничивается пло-
скими поверхностями. Поэтому она не вытесняет прутковую сварку,
а является ценным ее дополнением, так как повышает эффективность
сварочных работ в целом как на листовом материале, так и на
профильном.
Детали конструкций, имеющие форму цилиндра или конуса,
(обечайки, царги, конусные переходы, горловины и др.) изготовляют
методом гнутья нагретых листов.
Для предупреждения преждевременного охлаждения листов
при формовании принимают следующие меры: 1) оправки и штам-
133
пы изготовляют из материалов с низкой теплопроводностью (де-
рево, винипласт, текстолит); 2) тщательно проверяют и подготов-
ляют перед формованием рабочее место и приспособления и забла-
говременно расстанавливают людей.
Рис. 68. Схема беспрутковой сварки пластмассовых листов
Гнутье цилиндров и конусов диаметром до 200 лш ведут на дере-
вянных болванках соответствующей формы. Для этого разогретую
заготовку огибают вокруг формы. Размягченный лист к стенкам
Рис. 69. Форма из
кровельного желе-
за для гнутья обе-
чаек из пластмас-
совых листов
1 — металлическая
.форма; 2 — гибка
пластмассовой обе-
чайки
оправки следует прижимать осторожно без при-
менения сдвигающих усилий, которые могут
привести к растягиванию заготовки или к ее
разрыву. После полного охлаждения' заготовку
снимают с формы. При больших диаметрах
формуемого изделия применение болванок и оп-
равок усложняет процесс гнутья листов, так
как при этом способе трудно достигнуть рав-
номерного и плотного повсеместного прилега-
ния листа к поверхности болванки. Поэтому для
формования деталей диаметром более 200 мм
применяют цилиндрическую форму (рис.. 69),
изготовленную из кровельного железа. Внут-
ренний диаметр формы берется равным наруж-
ному диаметру детали. Затем, предварительно
соединив встык края размягченного листа, его
заправляют внутрь формы, стенки - которой
смазывают маслом. Благодаря своей упругости
винипласт прижимается к внутренней поверхности цилиндра и,
охладившись в нем, сохраняет принятую форму. Затем заготовку
вынимают из цилиндра и тщательно стирают с нее масло.
При массовой заготовке царг из листового винипласта (как,
например, при изготовлении вентиляционных воздуховодов) при-
134
меняют приспособление, показанное на рис. 70. На деревянный
вал J по образующей цилиндра прибивают полотно 3 (бельтинг).
Размягченный лист 2 укладывают на полотно так, чтобы его края
были параллельны образующей цилиндра деревянного вала. Вал
быстро накатывают на полотно вместе с листом. После охлаждения
полотно разматывают и заготовку снимают с вала.
При формовании винипластовых деталей цилиндрической формы
применяют оправку с цилиндром, диаметр которого соответствует
только одной данной заготовке. Это вызывает необходимость в из-
готовлении большого числа оправок и форм (особенно при изготов-
лении вентиляционных воздуховодов разных диаметров).
Рис. /0. Схема гнутья пластмассо-
вых обечаек из листов
Рис. 71. Универсальная оправка для
гнутья пи и ипластовых обечаек
Недавно нашел применение предложенный Н. М. Дорониным
новый способ гнутья цилиндров 1 с одним продольным швом 2 из
винипластовых листов с помощью универсальной оправки (рис. 71).
Способ весьма прост и не требует специальных приспособлений.
В качестве оправки применяют рулон 3 из вини пластовой пленки
толщиной 0,8—1 мм. При свертывании и разматывании рулона
образуется цилиндр желаемого диаметра. Диаметр цилиндра фик-
сируют хомут (пояс) 4 и планка 5.
На рис. 72 приведена схема изготовления сварных обечаек из
полиэтилена. Весь процесс можно разделить на следующие
операции.
1. Листы полиэтилена 1 требуемой толщины укладывают в нагре-
тый до 140—1453 С термостат, где их прогревают в течение 10—
25 мин ю такой степени размягчения, которая позволяет легко при-
дать листу нужную форму.
2. Размягченный лист укладывают на цилиндрический шаб-
лон 2, примерно соответствующий размерам обечайки, где ему при-
дают форму обечайки.
135
3. Отформованную и остывшую заготовку обечайки укладывают
на оправку 3. При этом между свариваемыми краями заготовки уста-
навливается зазор для введения в него нагретой до 280—300° С
металлической линейки (сварочный инструмент 4), соответствую-
щей по длине свариваемой заготовке.
Рис. 72. Технологический процесс изготовления
полиэтиленовых обечаек
а —разогрев заготовки детали из полиэтилена в термоста-
те; б —формирование разогретой заготовки в обечайку;
о — прогрев свариваемого шва нагретой линейкой; £—кои-
тактиая стыковая сварка продольного стыка обечайки.
4. Линейку опускают в направляющих 5 до упора, а заготовку
прижимами 6 сжимают до плотного соприкосновения свариваемых
кромок с нагретой металлической линейкой. Прогрев кромок про-
должается до размягчения их на глубину 2—3 мм с небольшим
выплыванием размягченного мате-
риала в стороны.
5. Линейку поднимают вверх, ос-
вобождая нагретые кромки продоль-
ного стыка. Обечайку сжимают при-
жимами с боков до плотного смыка-
ния нагретых кромок с некото-
рым выдавливанием размягченного
материала в обе стороны и с образо-
ванием продольного сварного шва.
Сваренную обечайку удерживают в
таком положении до остывания свар-
ного шва, что определяется по побе-
Рис. 73. Схема изготовления
заготовок цилиндрических кон-
струкций
1 — сварной шов; 2 —свернутая за-
готовка: # — пластмассовый лист:
4— разъемная оправа; 5 — клип;
(7 — откалиброванная обечайка
лению материала на всем его протяжении.
Для обеспечения качественной сварки продольного шва необ-
ходимо проследить, чтобы после формования обечайки свариваемые
кромки при сжатии на всем протяжении плотно соприкасались без
образования зазоров и коробления.
Довольно распространенным способом изготовления винипла-
сте вых цилиндрических заготовок (обечайки, секции труб и т. д.)
является способ с применением разъемных оправок (рис. 73).
136
При этом способе вначале сваривают продольный шов I заготов-
ки 2, свернутой из листа 3 и предварительно нагретой. Затем повтор-
но нагретую заготовку надевают па разъемную двухсекционную
оправку 4, прилегание которой к внутренней поверхности заготовки
обеспечивается за счет установки между частями оправки клина 5.
После этого откалиброванная заготовка 6 быстро охлаждается.
Лучшие результаты получаются при применении металлических
оправок, потому что на их охлаждение затрачивается в сравнении
с деревянными значительно меньше времени.
При значительных объемах выпуска цилиндрических заготовок,
для трубопроводов, баков, резервуаров и других изделий и конст-
рукций целесообразно сваривать их с помощью кантователей,
широко применяемых для сварки таких же металлических
конструкций.
Значительный эффект дает применение автоматической сварки
газообразными теплоносителями.
СВАРКА
ГИДРОИЗОЛЯЦИИ
ИЗ ПЛЕНОЧНЫХ
И тонких листовых
ПЛАСТМАСС
Опыт изготовления и эксплуатации железобетонных и бетонных
резервуаров, футерованных листовым винипластом, показал, что
для защиты подземных строительных конструкций и подвальных
помещений в качестве гидроизоляции может быть использован пле-
ночный. винипластикат. Вйнипластиковая гидроизоляция обеспечи-
вает надежную защиту подземных конструкций от грунтовых вод.
Устройство такой гидроизоляции не вызывает большой сложности
в зимнее время, в 8—10 раз менее трудоемко, чем устройство окле-
ечиой гидроизоляции из рубероида, и примерно в 2 раза дешевле
последней.
С положительным результатом проведены работы по восстанов-
лению гидроизоляции с использованием полиэтиленовой пленки.
Для защиты строительных конструкций промышленных пред-
приятий, аппаратуры, трубопроводов от действия агрессивных жид-
костей и газов применяется листовой полиизобутилен ПСГ. Он
может использоваться и для гидроизоляции метро, тоннелей, гид-
ротехнических сооружений при эксплуатационной температуре не
выше 80° С.
Способы сварки пластмассовой гидроизоляции. Для сварки
пластмассовой гидроизоляции зданий, сооружений, автомобильных
дорог и др. применяются различные способы сварки: контактная,
газообразными теплоносителями, токами высокой частоты, ипфра-
'красным излучением, а также методом набухания. Сварка методом
набухания применяется при устройстве гидроизоляции из пленки
или листов оппанола. Гидроизоляция при этом методе сварки вы-
13?
полняется в один слой. Свариваемые кромки пленки или листов
смазываются в зоне сварки смесью растворителя (оппаномена),
в результате чего пленка или лист размягчаются и кромки гермети-
чески соединяются между собой под небольшим сварочным
давлением.
Выбор того или иного способа сварки зависит от конструкции
гидроизоляции и материала, из которого она устраивается. Более
высокие показатели по производительности обеспечивают контакт-
ная сварка, выполняемая на сварочном оборудовании, и сварка то-
ками высокой частоты.
Рис. 74. Расположение свар-
лых швов при сварке круп-
норазмерной заготовки гид-
роизоляции
./ — продольный сварной шов;
2 — поперечный сварной шов
Рис. 75. Расположение сварной гидроизо-
ляции сооружений
/ — основание сооружения; 2~приклейка гид-
роизоляции; «У—сварной .шов; — иластлшссо-
вая гидроизоляция
Технология сварки пластмассовой гидроизоляции. При устрой-
стве сварной пластмассовой гидроизоляции не допускается, чтобы
поперечные сварные швы отдельных листов служили продолжением
один другого.
Расположение сварных швов при сварке крупноразмерной за-
готовки гидроизоляции из четырех полотен показано на рис. 74.
Расположение сварной гидроизоляции на основании сооружения
показано на рис. 75.
В процессе сварки необходимо наблюдать за тем, чтобы сварной
шов был на всей ширине нахлестного шва, как указано на рис. 75.
Для гидроизоляции температурных швов большой ширины и
значительных колебаниях температурь! сварные швы располагают-
ся, как показано на рис. 76.
Для сварки крупноразмерных пластмассовых конструкций
гидроизоляции используют приспособление, показанное на рис. 77.
Контактную сварку на этом приспособлении ведут электроутюгом,
снабженным терморегулятором. Приспособление состоит из стола 1,
прикрепляемого к полу двумя стойками 2. Крышка стола состоит из
двух половинок, между которыми находится металлическая рейка 3.
Высоту последней можно регулировать при помощи двух винтов 4.
338
Прижимную рамку 5 из двух уголков устанавливают между направ-
ляющими 6, к нижним полкам которых крепятся паронитовые по-
лосы 7. Рамку 5 прикрепляют к столу двумя парами струбцин 8.
Расстояние между вертикальными полками уголков должно быть
на 5—10 мм более ширины применяемого для сварки утюга или дру-
гого сварочного инструмента.
Рис. 76, Сварка конструкции гидроизоляции температурных швов
а- бс-s компенсатора; б — с компенсатором; 7— пластмассовое полотно (гидроизоляция);
2 — приваренная пластмассовая голоси; 3 —алюминиевый лист; # —сварной. шов; 5 —
компенсатор в пластмассовом полотне
Перед сваркой пластмассовых деталей 9 регулируют высоту рас-
положения металлической рейки,которая должна быть на 0,7 мм
ниже верхней кромки полок прижимной рамки.
Рис. 77. Приспособление для
сварки продольных швов гидро-
изоляции (поперечный разрез)
Рис. 78, Высокочастотная прессовая
сварка пластмассовых пленок для гид-
роизоляции зданий и сооружений
/ — направляющая линейка; 2 — сварочная
машина; 3 — верхний электрод; V — рабочий
стол; 5 —свариваемые детали; <7 —высоко-
частотный ламповый генератор.
При сварке между утюгом или сварочным инструментом и сва-
риваемыми деталями укладывают фторопластовую пленку, предох-
раняющую рабочую поверхность сварочного инструмента от прили-
пания свариваемой пластмассы.
139
Сварка (шовная шаговая) гидроизоляционных пластмассовых
конструкций из пленок показана на рис. 78. Стрелкой указано
направление сварки; Сварной шов в зависимости от габаритных
размеров гидроизоляционных устройств может быть получен любой
требуемой длины. Пластмассы сваривают швами внахлестку. Для
этих целей с успехом, могут применяться и роликовые сварочные
машины? Сварка выполняется механизированным способом. Вруч-
ную выполняются лишь укладка и снятие свариваемых деталей,
подача деталей в направлении сварки на машинах для высокочастот-
ной прессовой сварки. На машинах для высокочастотной роликовой
сварки подача свариваемых деталей в направлении сварки произво-
дится механически при помощи электродов-роликов. Снятие сварен-
ных конструкций как при прессовой сварке, так и при роликовой
сварке выполняется ручным способом.
Сварка крупногабаритных конструкций гидроизоляции здания
и сооружений легко и свободно, также механизированным способом,
выполняется на сварочных машинах для контактной сварки.
В зависимости от конструкции гидроизоляции может применять-
ся автоматическая сварка газообразными теплоносителями.
Высокую производительность и хорошее качество сварных сое-
динений обеспечивает ультразвуковая сварка.
Научно-исследовательский институт асбестоцемента разработал новый
гидроизоляционный материал, названный полиэтиленпековой гидроизоля-
ционной пленкой.
Полиэтилеипековая пленка изготовляется из полиэтилена высокого дав-
ления, каменноугольного пека и полиизобутилена путем смешения их в сме-
сителях и на фрикционных смесительных вальцах при 120—130° С с после-
дующим экструдированном или каландрированием готовой смеси в пленку
заданной толщины при 70—90° С.
Материал отличается высокими прочностными и эксплуатационными
свойствами: парогазонепроницаем, не изменяет своих физико-механических
свойств и гидроизоляционных качеств при многолетнем прямом воздействии
солнечных лучей .и атмосферных влияний и при длительном воздействии ми-
кроорганизмов и корней различных луговых трав, сохраняет гибкость до ми-
нус 60—65° С и теплостойкость до 120—140° С. Прочность материала не ниже
40—80 кГ/см2, относительное удлинение не менее 60% , водонасыщение не бо-
лее десятых долей процента.
Цнет материала — от черного до темно-зеленого. Поверхность — гладкая
при изготовлении методом каландрирования и слегка шероховатая при изго-
товлении методом экстр уди ров ан ня. Изготовляется в виде рулонного мате-
риала шириной до 1,5—2 м и толщиной от 0,2 до 1 льн.
Материал может применяться во всех климатических поясах СССР при
гидроизоляции фундаментов и междуэтажных перекрытий, при устройстве
защищенных и незащищенных плоских и малоскатных кровель, силосных
траншей и ирригационных каналов.
Кренится к основанию и между собой с помощью мастики для приклеи-
вания полиэтиленовой пленки.
Полиэтилеипековая гидроизоляционная пленка хорошо свари-
вается контактной сваркой по способу, разработанному Централь-
ной научно-исследовательской лабораторией по защите строитель-
ных конструкций от коррозии Цнилхимстрой.
140
Кромки пленки перед сваркой промывают в ацетоне не более
чем за 3—5 мин. до сварки, нагревают места сварки до 120—130° С,
а затем сваривают внахлестку контактной сваркой при помощи
электроинструмента и небольшом сжатии нагретых швов. При
сборке пленок под сварку их кромки разглаживаются мягкими
резиновыми валиками, чтобы между ними не оставалось воздуш-
ных пузырей.
Пленки сваривают на деревянном бруске (рейке) шириной 60 мм
и высотой 25 мм, на верхнюю часть которого укладывают резино-
вую полосу толщиной 3—4 мм. Между кромками свариваемых дета-
лей и электроинструментом прокладывают целлофановую пленку,
устраняющую прилипание свариваемого материала к сварочному
инструменту. Электроинструмент представляет собой специальный
утюг с терморегулятором.
КОНТАКТНАЯ СВАРКА
КОНСТРУКЦИЙ
ТАВРОВОГО СЕЧЕНИЯ
При сварке узлов конструкций и изделий таврового сечения
полки к подошвам приваривают с применением термошкафов,
инструментов и электроплит.
Процесс сварки при контактном нагреве таких сварных узлов
осуществляется в следующей последовательности (рис. 79).
1. Инструмент 1 представляет собой стальную или алюминие-
вую пластину толщиной 10—15 мм, высотой 100—150 мм и длиной,
соответствующей длине сварного шва. В верхней части инструмент
имеет рукоятку для его переноски, а в нижней части — скруглен-
ную рабочую поверхность. Его помещают в термостат, нагретый
до 310—330° С, где он прогревается в течение 20—30 мин,
2. Полиэтиленовая полка 2 устанавливается вертикально на-
нагретую до 230—260° С электроплиту 3, где выдерживается в те-
чение 3—4 мин др нагрева нижней кромки полки, т. е. до появ-
ления прозрачного размягченного слоя (у соприкосновения с горя-
чей плитой) на глубину 2—3 мм, слегка выплывающего в сторону.
3. Подошву полиэтилена 4, на которую должна быть приварена
полка 2, укладывают на рабочий стол и на ней прочерчивают два
штриха, ограничивающие место для приварки полки.
4. Нагретый инструмент вынимают из термошкафа и рабочей
поверхностью накладывают на подошву 4 между штрихами. В таком
положении инструмент прижимают к подошве полиэтилена и удер-
живают до погружения в нее на глубину 1,5—2,5 мм с выдавлива-
нием нагретой массы в сторону от линейки.
5. Горячий инструмент убирают, на его место устанавливают и
прижимают полку 2 с правильным совмещением нагретых уча-
стков полки и подошвы.
В таком прижатом положении полку удерживают 30—40 сек,
после чего давление можно снять и оставить детали, сваренные швом
5, для дальнейшего охлаждения.
141
При правильно проведенной сварке сварной шов в разрезе пока-
зывает монолитную структуру и имеет прочность, близкую к исход-
ному материалу. Выдавливаемые из сварного шва наплывы пе долж-
ны иметь заметных бугров и выемок. Прочность сварных швов при
контактном нагреве значительно выше, чем при сварке с газовыми
теплоносителями. Так, при сварке с присадочным материалом поли-
этиленовых деталей прочность одностороннего сварного шва на 30 %
ниже прочности основного материала.
II Ш £
Рис. 79. Технологический процесс сборки контактной сварки кои-
струкцпй таврового сечения из полиэтилена
I — разогревание в термошкафу металлического инструмента; //“Прогрев на
электрической плитке вертикальной полки сварной конструкции; /// —про-
гревдчпо инструментом .детали в местах сварки; IV — контактная сварка
деталей; / — сварочный инструмент; 2 — вертикальная свариваема я деталь;
3 _ электронагревательная плита; 4 — подошва ноли этиленовая; 5 - сварной
шов
СВАРКА ЛИНОЛЕУМА
Поливинилхлоридный линолеум, содержащий небольшое коли-
чество наполнителя, в отличие от всех других выпускаемых лино-
леумов (глифталевый, печатный на картоне, пропитанный биту-
мом, резиновый, коллоксилииовый и др.), обладает способностью
свариваться всеми до сих пор известными способами сварки, при-
меняемыми для соединения листовых и пленочных термопластов.
Указанный линолеум хорошо сваривается контактной сваркой,
газообразными теплоносителями, высокочастотной сваркой.
Линолеум сваривают непосредственно в построечных условиях
при устройстве покрытий полов и в заводских условиях, что обеспе-
чивает индустриальный способ выполнения работ.
В заводских условиях изготовляют сварные ковры из линолеума,
представляющие собой полотнище размером па комнату. Ковры
сваривают из линолеума на войлочной основе, а также из безос-
ловного линолеума.
При всех способах сварки первой технологической операцией
является подготовка кромок деталей под сварку, показанная на
рис. 80.
При сварке линолеума контактной и высокочастотной сваркой
производят прирезку кромок 1. Сварной шов 2 образуется без при-
садочного материала, за счет соединения кромок свариваемых дета-
142
лей. При сварке линолеума газообразными теплоносителями сни-
мают кромки, за счет чего образуется V-образный сварной шов.
Сварку ведут с помощью присадочного прутка, имеющего форму
сварного шва, т. е. треугольного сечения,
Сварка линолеума в построечных условиях. При контактной
сварке стыков линолеума с помощью электронагревательных ин-
струментов рабочую часть инструмента нагревают примерно до
250“ С, располагают инструмент между кромками линолеума ив зоне
сварки ведут инструмент со скоростью, обеспечивающей нагрев и
размягчение свариваемых кромок. Под небольшим усилием сжатия
Рис. 80. Подготовка кромок линолеума под
сварку
1 — кромки; 2 —сварные швы
линолеум прочно сваривается. По описанному способу контактную
сварку выполняют два рабочих, один из которых производит на-
грев кромок, второй — передачу сварочного давления.
Сварка линолеума газообразными теплоносителями с примене-
нием приспособления показана на рис. 81. Технология сварки за-
ключается в следующем. В рукоятку 1 приспособления вставляют
присадочный пруток 2 и заводят его под ролик 3. Горелку 4 берут
правой рукой й направляют подачу нагретого газообразного теплоно-
сителя с таким расчетом, чтобы он нагревал одновременно лино-
леум 5 и присадочный пруток 2, а левой рукой берут ролик с заправ-
ленным трехгранным присадочным прутком, По мере пагрева кро-
мок и присадочного прутка до температуры сварки, передавая
давление на шов роликом 3, осуществляют сварку,
Для высокочастотной сварки линолеума применяют сварочный
инструмент ОМ-4*. Инструмент (рис. 82) состоит из металлического
корпуса 1 с рукояткой 2 из изолирующего материала и снабжен
* Конструкция разработана ВНИИСтройдормаш совместно с Институтом
биофизики Академии медицинских наук.
143
двумя пластинчатыми электродами 3, закрепленными на пластинах
изолятора. Последние прикреплены к корпусу. Электроды соедине-
ны с генератором высокой частоты двухпроводной электролинией 4
с проставками из органического стекла 5.
Для сварки линолеума инструмент ОМ-4 устанавливают на стык
свариваемых деталей, так чтобы он находился между электродами 3.
Для лучшего формования сварного шва 6 и избежания прилипания
линолеума к электродам во время сварки между электродами и сва-
риваемым материалом кладут целлофановую пленку 7. После подачи
на электроды напряжения линолеум 8 в месте соединения (зона свар-
ки) нагревается в высокочастотном поле до вязко-текучего состоя-
Рис. 82. Инструмент ОМ-4
для высокочастотной свар-
ки линолеума
Рис. 81. Сварка линолеума газо
образными теплоносителями
ния и, испытывая давление со стороны электродов вследствие зна-
чительного веса инструмента, начинает течь к середине, натягивая
целлофановую прокладку, которая формирует сварной шов. Когда
шов сварен на длину электродов, инструмент укладывают боковой
стороной на шов, чтобы разгладить его. Затем со шва снимают ин-
струмент и целлофан и далее выполняют сварку путем перестановки
инструмента в направлении сварки па последующий участок. Каж-
дый раз, вновь приступая к сварке, инструмент устанавливают так,
чтобы перекрыть ранее сваренный шов на 5—10мм. Такая установка
инструмента обеспечивает полный провар соединений линолеума
по всей длине сварного шва.
Высокочастотная сварка линолеума пока не нашла широкого
применения в построечных условиях по следующим причинам. Ино-
гда в основаниях под линолеумные настилы встречаются метал-
лические предметы, а также трубы различных коммуникаций, что
вызывает неравномерность напряженности электрического поля и
приводит к неодинаковой прочности стыков и даже пробоям.
Включение и выключение электродвигателей подъемных кранов
дает резкое колебание напряжения питающей электросети, что также
144
приводит к неодинаковой прочности сварных стыков. Крупным пре-
пятствием является также и то, что выполнять работу приходится
в неудобном положении. Несмотря на эти недостатки, сварка лино-
леума в построечных условиях токами высокой частоты является
перспективной, для чего требуется дальнейшее совершенствование
технологии и отработка более приемлемых конструкций приспособ-
лений.
Сварка линолеума в заводских условиях. Для соединения лино-
леума в заводских условиях используют автоматическую прутко-
вую сварку газообразными теплоносителями. При этом способе
сварки горелка смонтирована на самоходной тележке, которая
движется в направлении сварки. Она приводится в движение от
электродвигателя небольшой мощности при помощи приводного уст-
ройства. Также с помощью сварочного автомата подают присадоч-
ный материал. В качестве присадочного материала используют по-
лоски треугольной формы, изготовленные из линолеума. Процесс
изготовления и сварки полотнищ из линолеума, которые постав-
ляются размером на комнату, сводится к следующему.
Вначале линолеум укладывают на рабочий стол и смонтирован-
ным на нем самоходным станком ведут прирезку кромок полотнищ
линолеума и снятие фасок под сварку.
Подготовленные полотнища укладывают на второй стол и после
предварительной проверки Правильности стыкования кромок про-
изводят автоматическую сварку газообразными теплоносителями.
Сварочные автоматы имеют также устройство, с помощью которого
на шов передается необходимое сварочное давление и проглажи-
ваются сварные швы. Все три приема — сварка, передача свароч-
ного давления и проглаживание сварных швов—выполняются с оди-
наковой скоростью, т. е. со скоростью сварки, которая составляет
примерно 1 м/мин.
Для сварки полотнищ линолеума в ковры применяют также и
полуавтоматическую сварку газообразными теплоносителями, ко-
торая отличается тем, что сварочную горелку с автоматической пода-
чей присадочного материала передвигают вручную. Передача свароч-
ного давления и проглаживание сварных швов выполняются также,
как и при автоматической сварке газообразными теплоносителями.
Всесоюзный научно-исследовательский институт новых строи-
тельных материалов (ВНИИНСМ) разработал технологию и автома-
тизированный агрегат (рис. 83) для высокочастотной сварки полот-
нищ линолеума в крупноразмерные ковры. В этом агрегате применен
способ сварки линолеума в рассеянном поле конденсатора, .при ко-
тором два электрода располагаются по свариваемым кромкам ли-
нолеума. Напряженность электрического высокочастотного поля
при сварке по этому способу определяется расстоянием между
электродами и толщиной свариваемого материала, в данном случае
липол еума.
Полностью автоматизированный агрегат выполняет следующие
технологические операции: подачу полотнищ линолеума в направ-
Ю злк. 1641
145
Рис. 83. Агрегат для высокочастотной сварки полотнищ линолеума в крупноразмерные ковры
высокочастотный ламповый генератор ЛГД-12; 2 — электроды; 3 — полотнища линолеума; -4 — барабан для
разъютки свариваемых полотен ковра; 5 —пульт управления; £ — барабан для намотки сваренных полотнищ
146
лерии сварки, прирезку и подгонку кромок линолеума, высокочас-
тотную сварку полотнищ в крупноразмерные ковры, уплотнение и
заглаживание сварных швов, отрезку ковров и их намотку в руло-
ны. На агрегате конструкции ВНИИНСМ производится высокочас-
тотная сварка одновременно двух швов. Высокочастотная установка
агрегата (ламповый генератор ЛГД-12) 1 смонтирована на непод-
вижной площадке, имеющей четыре опорные стойки. Электроды 2
для прессовой высокочастотной сварки расположены под площад-
кой, на которой смонтирована высокочастотная установка. Три
полотнища <?, предназначенные для сварки в ковры, с трех бараба-
нов 4 одновременно подаются на механическую обработку (при-
резка кромок) !и последующую сварку. Пульт управления агрега-
том 5 установлен на полу цеха в удобном положении, что обеспечи-
вает постоянное наблюдение за правильностью выполнения произ-
водственного процесса. Готовый ковер наматывается на барабан б.
Техническая характеристика агрегата
Количество барабанов:
для размотки полотнищ линолеума ................ 3
» намотки сваренного ковра ............... 1
Количество устройств для прирезки кромок полот-
нищ под сварку . ................................. 2
Количество одновременно свариваемых продольных
швов.............................................. 2
Скорость непрерывной прессовой шаговой сварки
в пог. м/ч....................................... до 47
Время выдержки при прессовой шаговой сварке в сек 15—20
Частота в Мгц.................. ... ......... 15—20
Мощность генератора в кет ..................... 12
Габариты в м ................................. 8,25х6,27х
. Х3,5
Вес в т ....................................... 1,65
Сварочная электродная система автоматизированного агрегата
является самым ответственным узлом агрегата и в связи с большой
механической и электрической нагрузкой требует тщательного
ухода и наблюдения. Изменения межэлектрОдного зазора или ис-
кривление электродов на десятые доли миллиметра, загрязнение
изоляторов или самих электродов приводит к пробоям и прожогам
линолеума или же некачественной сварке отдельных участков.
Перед началом каждой смены сварочные электроды необходимо
тщательно чистить, а раз в педелю производить профилактический
ремонт: закреплять разболтавшиеся детали, выверять межэлек-
тродный зазор, править электроды, промывать изоляторы и т. п.
В .процессе освоения сварочного агрегата электродная система
и некоторые узлы изменялись, так как в первоначальном виде они
не отвечали условиям длительной и непрерывной работы; улучшена
изоляция высокопотенциального электрода и увеличена жест-
кость электрододержателей и всей системы.
Первоначально высокочастотная энергия от лампового гене-
ратора к сварочным электродам поступала по коаксиальному
10* 147
кабелю PKT-10 длиной 2,2 м, имеющему полиэтиленовую изоля-
цию внутренней жилы от внешней металлической оплетки.
Однако при непрерывной работе агрегата в течение 6—8 ч по-
лиэтиленовая изоляция кабеля в месте пучности тока (на расстоя-
нии примерно 1,5 м от лампового генератора) от сильного нагрева
размягчалась, что приводило к замыканию внутренней жилы на
внешнюю оплетку и выходу кабеля из строя. В дальнейшем кабель
РКГ-10 был заменен коаксиальным высокочастотным фидером,
представляющим собой медную трубу с внутренним диаметром
80 мм, внутри которой проходит медная труба диаметром 14 мм,
изолированная от внешней трубы с помощью фторопластовых шайб.
После, этого в течение нескольких месяцев эксплуатации никаких
аварий с коаксиальным фидером не наблюдалось.
, Часто выходила из строя доска, на которой сваривается лино-
леум. Ее изготовляли из древесностружечной плиты, материал ко-
торой (древесина, мочевино-формальдегидные связующие) обладает
довольно большим фактором потерь и, хотя в период сварки напря-
женность высокочастотного поля в доске в несколько раз меньше,
чем в линолеуме, по каждый раз нагревался один и тот же участок
доски. Это приводило к периодическому прогоранию доски и на-
рушению качества сварки. Срок службы доски, па которой вели
сварку, не превышал нескольких смен. Были опробованы свароч-
ные доски, изготовленные из различных материалов (древесина,
слоистые пластики и т. д.), но увеличить срок службы доски не
удавалось.
Тогда по предложению работников электрофизической лабора-
тории ВНИИНСМ в обычной древесностружечной сварочной плите
на всю длину электродов была сделана вставка из фторопласта
шириной 80 мм и толщиной 12 мм. Доска с фторопластовой встав-
кой прослужила около месяца. Срок службы такой доски можно
значительно увеличить, если тщательно следить за ее чистотой,
особенно рабочих поверхностей, и не допускать скопления грязи
в стенках фторопластовых пластин-вставок.
Минимальная величина зазора между электродами равна 8 мм,
поэтому смещение сварного стыка полотнищ линолеума на 2 мм
в сторону от продольной оси электродов может привести к нека-
чественной сварке или к непроварам линолеума.
В связи с этим выявлению условий правильной подачи полот-
нищ линолеума было уделено большое внимание. Было установле-
но, что правильная подача линолеума может быть осуществлена
только в том случае, если правые и левые вытяжные и прижимные
валки не перекошены и подают полотнища линолеума с одинаковым
усилием; в противном случае линия стыка свариваемого линолеума
смещается в ту или другую сторону и выходит из рабочей зоны
электродов (рабочих поверхностей). Для точной подачи линолеума
валки были установлены со строго определенным зазором, а пру-
жины, прижимающие их к линолеуму, оттарированы, что позво-
лило контролироватв силу прижима линолеума.
148
Производительность этого сварочного агрегата зависит от вре-
мени, необходимого на подачу полотнищ линолеума в зону сварки
и, далее, на сварку, подачу сваренных полотнищ линолеума, за-
правку новых полотнищ (подъем, опускание электродной головки
и т. д.).
Техническая скорость сварки линолеума па агрегате при ско-
рости подачи 3 м/мин составляет 55, 86 м/ч.
При продолжительности сварки за один рабочий никл с учетом
времени, затрачиваемого на поперечную отрезку сваренных ковров,
заправку полотнищ линолеума в агрегат, механическая производи-
тельность агрегата при скорости подачи 3 м/мин составит 44 м/ч.
При увеличении скорости подачи полотнищ линолеума до мак-
симальной (4,7 м/мин) технологическая производительность агре-
гата может быть доведена до 47 м/ч.
Опыт эксплуатации агрегата на Мытищинском комбинате
Стройпластмасс позволяет судить о большой экономической эффек-
тивности агрегата: выпуск ковров на сварочном участке возрос в
три раза при уменьшении численности рабочих тоже в три раза.
Если раньше на участке сварки линолеума газообразными тепло-
носителями при месячном выпуске 13 000 м? ковров было заня-
то 33 человека в трех сменах, то теперь при выпуске 40 000 ,и2 ков-
ров с помощью агрегата высокочастотной сварки занято 8 рабочих
в двух сменах.
Крупным преимуществом замены сварки линолеума газообраз-
ными теплоносителями сваркой токами высокой частоты является
также и то, что при новой технологии сварные соединения (швы)
образуются за-счет основного материала. Это позволило получить
значительную экономию присадочного материала. Кроме тбго,
при сварке присадочным прутком обязательным было снятие фасок
под сварку. Теперь эта операция исключена.
Продолжая совершенствовать технику сварки пластмасс и
расширять применение высокочастотной сварки в строительстве,
Обуховский домостроительный комбинат № 2 Главленинградстроя
организовал цех по сварке полотнищ линолеума в ковры годовой
производительностью 500 тыс. Цех оснащен высокочастотными
сварочными машинами конструкции ВНИИНСМ. Примерно такой
же производительности цех сварки линолеума организован на До-
мостроительном комбинате № 1 Главмосстроя.
Технологический процесс изготовления сварных полотнищ ли-
нолеума в ковры сводится к следующему: размотка полотнищ лино-
леума на рабочий стол, прирезка кромок, высокочастотная свар-
ка, отрезка ковра по длине, свертывание сваренного ковра в рулон,
маркировка и упаковка.
Схема высокочастотной сварки полотнищ линолеума приведена
на рис. 84. На крышку рабочего стола вначале кладут линолеум.
При сварке линолеума на теплой основе укладывают его войлочный
слой 7 на крышку рабочего стола. На поливинилхлоридный слой
линолеума 2 в месте соединения полотнищ (образования сварного
П9
шва) кладут термостойкую целлофановую пленку 3. Высокопотен-
цнальный электрод 4 с помощью изолятора 5 монтируют с заземлен-
ным электродом 6.
Сварка линолеума токами высокой частоты в этих сварочных
машинах осуществляется в рассеянном поле рабочего конденсатора
(сварочных электродов). При этом способе сварки, как видно из
рис. 84, электроды накладываются на свариваемый линолеум с ли-
цевой стороны на некотором расстоянии один от другого и линии
стыка.
При подаче напряжения на высокопотенцйальный электрод
между электродами возникает высокочастотное электрическое поле,
часть которого проникает в материал, разогревая его свариваемые
кромки.
Рис. 84. Схема высокочастотной
сварки полотнищ линолеума
/ — войлочная основа линолеума; 2 —
поливинилхлоридный слой линолеума;
3 — термостойкая пленка (i аллофан);
4— высокопотенцйальный электрод; 5 —
изолятор; £ — заземленный электрод
При 160—180е С линолеум становится вязко-текучим и хорошо
сваривается за счет взаимной диффузии свариваемых поверхно-
стей. Для создания давления в зоне сварки служит термостойкая
целлофановая пленка: при нагреве линолеум вспучивается и стре-
мится запять больший объем. Этому препятствует пленка, которая
натягивается и создает сварочное давление, необходимое для про-
текания диффузии. Окончательно сварной шов заглаживают ме-
таллическим роликом. Прочность сварных швов, выполненных по
описанной технологии, составляет 80—90% прочности основного
материала.
Для получения хорошего сварного шва по всей толщине сва-
риваемого материала большое значение имеет правильный выбор
межэлектродного расстояния и ширины электродов, так как от
этого зависит распределение напряженности электрического поля
последовательно, интенсивность нагрева материала по толщине.
; Практика сварки показала, что хорошее качество сварки поли-
винилхлоридного линолеума толщиной 2,5 мм достигается при рас-
стоянии между электродами от 3 до 6 мм, при толщине электродов
от 3 До 4 .и.и.
На ДСК-1 и ДСК-2 применена сварочная машина конструкции
ВНИИНСМ с ручным инструментом. В качестве источника тока
высокой частоты в этой сварочной машине использован ламповый
генератор ЛД1-2, переделанный на выносную нагрузку. Последнее
вызвано тем, что промышленность в настоящее время не выпускает
150
I
’ламповых генераторов токов высокой частоты, пригодных для ука-
занных целей без предварительных переделок.
Длина электродов сварочных машин, внедренных на ДСК-1
и ДСК-2, составляет 200, 300 и 1000 мм. На сварку 1 м шва затра-
чивается всего лишь 40 сек. Разработанный ВНИИНСМ способ
высокочастотной сварки линолеума дает результаты, по произво-
дительности несравнимые со всеми до сих пор применяемыми для
этих целей способами. Кроме того, обеспечивается хороший внеш-
ний вид сварного ковра, так как сварные швы трудно отличимы
от основного материала.
Метод высокочастотной сварки полотнищ линолеума в ковры
размером на комнату может быть признан современным достиже-
нием техники сварки пластмасс.
Ленинградское центральное конструкторское бюро НИИ токов
высокой частоты в содружестве с ВНИИНСМ разработало перенос-
ную высокочастотную сварочную машину весом 40 кг и небольшую
электродную систему (сварочную головку) весом 6 кг для сварки
линолеума в стыках дверных проемов и при ремонте. Сварочная
машина имеет двухконтурный высокочастотный ламповый генера-
тор мощностью 0,4 кет; она прошла испытания и намечена к серий-
ному выпуску.
Трест Оргтехстрой Главвладивостокстроя применил сварку на-
буханием для соединения полотнищ при изготовлении ковров из
коллоксилинового линолеума. Кромки соединяемого линолеума
смачивают ацетоном, позволяющим размягчить их, накладывают
друг па друга и сваривают под давлением. Образуется прочный и
плотный сварной шов. Перед сваркой кромки полотнищ линолеума
срезают на «ус» на механическом станке при помощи фрез, за счет
чего сварной шов имеет толщину, равную толщине основного ма-
териала.
СВАРКА МАТЕРИАЛОВ
АРМИРОВАННЫХ
ПЛАСТМАССАМИ
В современном строительстве все шире внедряются материалы,
армированные пластмассами, которые обладают термо- и электро-
изоляционными свойствами, а полиамидные покрытия обеспечи-
вают хорошие антифрикционные свойства материала. Армирован-
ный материал стоек против коррозии, дает возможность получать
рифленую и узорчатую поверхность различного цвета. Обеспечи-
вается свободное нанесение букв, цифр, рисунков, орнаментов
и т. д.
Материал, армированный пластмассами, сочетает в себе поло-
жительные свойства, присущие материалу и пластмассам, и во
многом свободен от их недостатков: слабого сопротивления корро-
зии, присущего большей части металлов, низких механических
151
свойств пластмасс, низкой паро- и газопроницаемости, увлажняе-
мое™ И др.
Для производства сварных конструкций применяются следую-
щие материалы, армированные пластмассами.
Полосовой и листовой металл шириной от 100 до 1000 мм тол-
щиной от 0,5 до 2,5 мм. Толщина пластмассового покрытия состав-
ляет 0,1—0,5 яш. На подготовленный металл, покрытый клеем
или слоем грунтовки, наносят поливинилхлоридную пленку или
пластизоль. В качестве покрытия металла используют также поли-
этилен, полиамиды, пенопласты и другие пластмассы. Металл, по-
крытый пластмассами, в литературе известен под названием «метал-
лопласты». В строительстве металлопласт применяется- для изго-
товления навесных панелей, устанавливаемых между несущими
конструкциями, кровель зданий, стенных панелей, потолков, венти-
ляционных систем, работающих в агрессивных средах, вентиля-
торов, отделочных конструкций, емкостей различного назначения
и т. д.
В последнее время все более широко применяются стальные
трубы и трубопроводная запорная арматура с пластмассовыми по-
крытиями внутренней поверхности. Внутреннюю поверхность
труб и арматуры футеруют винипластом, полиэтиленом, а также
стеклом. Для покрытия применяют довольно широкий сортамент
труб — бесшовные, горячекатаные, холоднотянутые, газопечной
сварки, электросварные со снятым или сплющенным гратом. Тол-
щина футерованного пластмассового слоя составляет 1—4,5 мм
стеклянного — 1—2 мм.
Стальные трубы под футеровку пластмассами применяют на-
ружным диаметром от 14 до 160 мм, длиной от 2000 до 8000 мм, тол-
щиной 1,5—4 мм.
Футерованные винипластом и полиэтиленом трубопроводы и
трубопроводная арматура (вентили, регулирующие клапаны и др.)
используются для работы в агрессивных органических и неорга-
нических средах, за исключением сред, содержащих ароматические
углеводороды, галлопдопроизводные углеводороды и углеводороды
ароматического ряда, уксусноэтиловый эфир, камфарное масло,
азотную кислоту концентрацией выше 10%.
Фанеру, покрытую в отдельных точках термопластами, приме-
няют для скрепления отдельных листов в пачки перед подачей
в формовочный пресс. Слоистые листы политрифторхлорэтилеиа,
представляющие собой слой политрифторхлорэтилеиа, нанесен-
ного на стеклянную ткань, обладают высокой механической связью
между пластмассой и стекловолокном. С обратной стороны листа
остается поверхность стеклянной ткани, которую можно соединять
с поверхностью металлов с помощью различных клеев. Такие
листы используют в качестве футеровочного материала трубопро-
водов различного назначения, резервуаров, желобов, баков и т. д.
Бумага с пластмассовым покрытием используется в качестве упако-
вочного материала. Обычно бумага имеет одностороннее пластмас-
152
совое покрытие. Для этих же целей используют и покрытый цел-
лофан .
Из тканей, покрытых поливинилхлоридом, изготовляют надув-
ные дома, складские помещения, павильоны выставок и другие свар-
ные конструкции. В ряде случаев для надувных конструкций ис-
пользуют полиамидную ткань, покрытую поливинилхлоридом.
Сварку листов металла с поливинилхлоридным покрытием
ведут токами высокой частоты периодическим и непрерывным спо-
собами (рис. 85). Приспособление 1 имеет в нижней рабочей части
выточенный конический выступ, на котором концентрируется вся
тепловая энергия. Необходимое сварочное давление на сваривае-
мый материал передается электродами 2. Для отвода тепла и уклад-
Рис. 85. Схема высокочастотной сварки металлопласта
а—непрерывная сварка; б —периодическая сварка
ки свариваемых деталей 3 служит плита 4, которую изготовляют из
стали или меди. Полый цилиндрический электрод 2 под небольшим
давлением прижимают к приспособлению 1, за счет чего обеспечи-
вается необходимый контакт приспособления с поверхностью сва-
риваемых деталей. Сварочный ток подается к месту соединения
деталей одновременно с передачей сварочного давления при по-
мощи включающего устройства 5.
Применяя различные формы рабочих поверхностей электродов,
можно наносить на поливинилхлоридный слой цифры, буквы,
рисунки, что обеспечивает получение декоративных покрытий.
Сварные конструкции из металллопласта выпускаются трех назна-
чений — защитные покрытия, декоративные и защитно-декоратив-
ные.
Для сварки листов фанеры с поливинилхлоридными и другими
пластмассовыми покрытиями между отдельными листами фанеры
кладут в нескольких точках термопласты, а затем в этих местах
ведут точечную сварку. Затем листы фанеры сваривают токами
высокой частоты, ручными сварочными аппаратами с односторон-
ним подводом тока. Конструкция их состоит из неподвижного элект-
рода-кольца и расположенного в нем электрода-прутка с пружи-
ной. Когда сварочный пистолет прижимается к свариваемым де-
талям, то пружина электрода-прутка, вводимого в центр электрода-
15а
кольца, автоматически замыкает сварочный контур. Между элект-
родом-кольцом и внутренним электродом-прутком образуется
электростатическое поле. Детали в месте сварки нагревают в поле
рассеяния, образуемом в пространстве под электродами.
Односторонняя высокочастотная точечная сварка листов фа-
неры целесообразнее двусторонней сварки, так как в последнем
случае необходимо применять сварочные машины с большим по-
лезным вылетом электродов. Кроме того, при односторонней высо-
кочастотной сварке фанеры сварочный пистолет свободно переме-
щается во всех направлениях, что создает дополнительные удобства
и обеспечивает возможность сварки фанеры на полуавтоматиче-
ских и автоматических линиях. В процессе сварки необходимо
следить за тем, чтобы рабочие поверхности электродов не нару-
шались.
Сварка бумаги с односторонним полиэтиленовым покрытием.
Сварные конструкции и изделия изготовляют из крафт-бумаги,
покрытой с внутренней стороны пленкой низкомолекулярного по-
лиэтилена.
Основным способом сварки бумаги является контактная сварка
электроимпульсными нагревателями с двусторонним подводом
тепла к месту соединения свариваемых деталей. Температура на-
грева электронагревательных элементов — до 170° С. Для сварки
крафт-бумаги применяют автоматы для автоматической двусторон-
ней контактной сварки продольных и поперечных швов изделий.
Скорость сварки на автоматах — несколько десятков метров в се-
кунду. Мощность, потребляемая нагревателями, до 5 кет, при-
вода — 1 кет.
Сварка целлофана и целлофана с бумагой. В тех случаях когда
необходимо соединить пленки или другие материалы, не соединяю-
щиеся между собой (бумага, целлофан и др.), на них наносят слой
материала, обладающего способностью свариваться, после чего
их можно соединить сваркой. Слой наносимого материала может
быть незначительным — от 0,002 до 0,007 мм. Он обеспечивает ка-
чественную сварку целлофановых пленок между собой и сварку
их с бумагой.
В павильоне «Машиностроение» ВДНХ демонстрировался дей-
ствующий автомат АУТ-1 для автоматической контактной сварки
целлофановых пленок и сварки их с бумагой \
Автомат кроме контактной сварки укладывает таблетки в цел-
лофановую пленку*с последующей упаковкой ленты в обложку-
этикетку.
Целлофановая пленка с двух катушек, расположенных с правой
и левой стороны нагревательных роликов, автоматически проходит
между ними. Таблетки из загрузочного бункера по специальному
1 Конструкцию автомата разработал инж. Московского химико-фарма-
цевтического завода № 1 Ф. С. Хунафин.
154
устройству со скоростью сварки подаются к сварочным роликам,
в которых имеются специальные гнезда. Попав в гнезда между цел-
лофановыми пленками, таблетки проходят через ролики, в которых
вмонтированы электронагреватели, и завариваются в пленку.
Целлофановые пленки с таблетками автоматически переме-
щаются во вторую пару роликов, в которые также вмонтирован
электронагреватель, В эту пару роликов с катушки подается бумаж-
ная лента с отпечатанной на ней этикеткой. На второй паре роликов
осуществляется подгиб бумажной ленты, контактная сварка ее
с целлофаном и упаковка в бумажную обложку из ленты. Пройдя
вторую пару сварочных роликов, заваренные целлофановые ленты
с таблетками проходят через режущее устройство автомата.
Температура сварки целлофановых пленок и упаковочной бу-
маги 120—160°С. Производительность автомата 3300 упаковок
в час.
Еще один метод повышения качества упаковки — нанесение
на пористые и пленочные материалы эластичных покрытий. Этим
способом придают паро- и газонепроницаемость, свариваемость
и антикоррозионную устойчивость бумажным и текстильным упа-
ковочным материалам. В качестве покрытий применяют чаще всего
легкоплавкие термопласты: мягкий поливинилхлорид с полиизобу-
тиленом, сплав парафина с полиизобутиленом, тройные композиции
(парафин — полиэтилен — гидрохлорид каучука и др.). Разогре-
тую пластмассу наносят на основу в специальных машинах (ка-
ландрах).
Соединение полимерного материала с основой здесь достигается
путем механического сцепления. В последнее время в промышлен-
ность внедряется новый способ получения подобных материалов —
нанесение па поверхность материалов водорастворимых суспензий
высокополимеров. В этом случае слой покрытия может быть очень
тонким—1—7 .нк, тогда как при каландрировании он находится
в пределах 30—100 мк.
Принцип контактного нагрева пластмасс применен для формо-
вания рельефного рисунка на термопластических пленок (типа
полиэтилен, поливинилхлорид и др.), а также для нанеснения пле-
нок на воздухопроницаемые материалы путем их расплавления на
вакуумированной поверхности. Для этой цели ВНИИПИК разра-
ботал барабанную вакуумную машину БВМ-1 непрерывного дей-
ствия, рассчитанную для работы с рулона. Указанная машина де-
монстрировалась на ВДНХ в павильоне «Легкая промышлен-
ность».
Сварка тканей и пластмасс, армированных пластмассами. Для
производства сварных конструкций и изделий используются ткани,
покрытые пластмассами, и пластмассовые пленки, покрытые тон-
ким слоем смолы. Например, для лучшей свариваемости полиамид-
ной пленки П1<-4 ее покрывают с двух сторон тонким слоем поли-
амидной смолы. В зависимости от толщины различают пленки ЮЛ-2
и 10Л-3, Пленка ЮЛ-2 изготовляется из пленки ПК-4 толщиной
J55
60—70 лис, покрытой с двух сторон смолой; общая толщина ма-
териала 130±10 мк. Пленку ЮЛ-3 изготовляют из пленки ПК-4-
толщиной 35—40 лис; общая толщина материала 110у10 мк. Плен-
ки ЮЛ-2 и ЮЛ-3 свариваются значительно лучше, чем плен-
ка ПК-4,
Армированные материалы и пластмассы, армированные пласт-
массами, сваривают путем соединения полимерного покрытия,,
свойствами которого определяются способы, условия и режимы
сварки.
Для сварки стеклоткани, армированной фторопластом-4, при-
меняется контактная сварка с двусторонним нагревом материала:
в месте соединения свариваемых деталей. Положительные резуль-
таты получаются при температуре сварки 390—400° С, времени
выдержки от 3 до 5 мин и давлении, несколько большем, чем при
сварке пленок (1,5—2,5 кГ/см2), необходимом для плотного приле-
гания свариваемых поверхностей. Сварной шов охлаждается быстро*
без снятия сварочного давления. Лакоткани на основе фторлопа
сваривают двусторонним контактным нагревом при режимах, близ-
ких к режимам сварки соответствующих фторлоновых пленок. Кон-
тактную сварку не рекомендуется применять в тех случаях, когда
армирующий материал и полимерное покрытие имеют близкую
температуру плавления. При контактной сварке таких материалов,
наблюдается проплавление ткали и разрушение материала.
Удовлетворительные результаты дает высокочастотная сварка.
При этом способе поверхности материала разогреваются до тем-
пературы сварки без заметного нагрева материала по всей толщине.
Соединения материала значительной длины свариваются швами
внахлестку роликовой или прессовой высокочастотной сваркой.
Материалы, покрытые поливинилхлоридом, также успешно
свариваются точечной, роликовой и прессовой высокочастотной
сваркой. Большая скорость сварки обеспечивается при применении
контактной односторонней и двусторонней сварки. Применение
сварочного оборудования для автоматической сварки позволяет
получить высокую скорость сварки и хорошее качество сварных
швов.
Материалы, покрытые пенополиуретаном (пенопластом), успеш-
но свариваются контактной сваркой с помощью нагретых инстру-
ментов.
СВАРКА
ПЛАСТМАССОВЫХ
ОБОЛОЧЕК КАБЕЛЕЙ
И ПРОВОДОВ
В кабельной технике и в производстве проводов в настоящее
время применяются пластмассовые оболочки из полиэтилена, поли-
пропилена, поливинилхлорида и других пластмасс, а при сращи-
156
ззании жил и монтаже кабелей и проводов все в более широких
^масштабах применяется сварка оболочек, чаще всего два способа:
контактная сварка и сварка газообразными теплоносителями.
Контактную сварку оболочек чаще всего ведут двумя методами.
При первом перед соединением жил на одну из них надевают поли-
этиленовую гильзу, длина которой должна быть на 20—24 мм боль-
ше длины сростка, а толщина стенки гильзы должна быть не менее
чем в 1,1—1,2 раза больше толщины изоляции жилы. После сра-
щивания жилы полиэтиленовую гильзу надвигают на середину
сростка. Затем на гильзу накладывают прокладку из алюминиевой
фольги толщиной 0,1 мм и ведут контактную сварку предваритель-
но нагретыми клещами, рабочая поверхность которых соответствует
форме сечения свариваемой оболочки.
Прокладку из алюминиевой фольги удаляют после снижения
температуры до 50—60° С, а образовавшийся грат снимают за-
подлицо ножом.
Второй способ — когда подготовленный участок кабеля или
провода обматывают тонкой лентой из того же материала, что и
-оболочка, и помещают в прессформу е электрическим обогревом.
Подмотку лентами ведут до диаметра, несколько большего, чем
диаметр основной изоляции оболочки. Это необходимо для полу-
чения избытка пластмассы в прессформе, требующегося для созда-
ния сварочного давления с целью уплотнения и надежной сварки
наложенных пластмассовых лент. Для предотвращения прилипания
лент к рабочим поверхностям сварочного инструмента их смазы-
вают кремнийоргапическим маслом или применяют прокладки из
целлофана. Для контактной сварки оболочек по указанному спо-
собу применяют и различные приспособления в зависимости от
условий выполнения работ.
При сварке полиэтиленовых оболочек газообразными теплоно-
сителями более высокое качество сварного соединения образуется
при использовании азота.
Пластмассовые оболочки при сварке газообразными теплоно-
сителями соединяют с помощвю полумуфт. На подготовленный
участок кабеля в месте соединения устанавливают две полумуфты
^нижнюю и верхнюю). В собранном виде муфта представляет собой
цилиндрическую трубку, несколько большего диаметра, чем обо-
лочка, с конусными переходами на концах. Внутренний диаметр
конусного перехода равен наружному диаметру пластмассовой
оболочки. После установки полумуфт их сваривают между собой,
а затем приваривают муфты к оболочке. Таким образом, па каждом
соединении сваривают два продольных шва муфты и два колвцевых
шва при приварке муфты к оболочке.
В зазор, образуемый между муфтой и металлической жилой,
через литниковое отверстие муфты заливают кабельную массу.
Затем отверстия муфты, одно для заливки массы, второе для выхода
воздуха, заваривают.
157
ТЕХНИКО-
ЭКОНОМИЧЕСКИЕ
СРАВНИТЕЛЬНЫЕ
ДАННЫЕ
Сварка пластмасс в технико-экономическом отношении весьма
выгодно отличается от склеивания, прежде всего более высокой
производительностью и малыми затратами основных и вспомога-
тельных материалов.
При прочих равных условиях сварка имеет следующие преиму-
щества.
1. При замене склеенных швов сварными отпадают следующие
технологические операции: заладка швов, подготовка поверхности
деталей под склеивание, смазывание их слоем клея, просушка
слоев клея, спрессовывание деталей после склеивания, удаление
избытка клея, который выдавливается за края склеенных швов.
Известно, что качественно склеенные швы получаются только
при наличии весьма чистой и хорошо подготовленной поверхности
деталей под склеивание, а также после тщательного нанесения клея.
Т. е. эти технологические операции довольно трудоемки. Исключе-
ние их обеспечивает значительную экономию времени.
2. Работы по соединению деталей сваркой во многих случаях
механизированы, за счет чего обеспечивается также значительная
экономия времени. -
. В настоящее время в строительстве уже применяются автомати-
ческие линии по сварке деталей и узлов различных конструкций
и изделий.
3. Сварка позволяет получить прочные и плотные швы, а также
производить декоративную отделку лицевых деталей конструкций
и изделий.
4. При сварке исключаются затраты материалов (клея, раство-
рителей и т. д.), необходимых для выполнения данных технологи-
ческих операций. При производстве конструкций и изделий из пле-
ночных пластических масс и пластических масс с суммарной тол-
щиной до 2 мм сварку обычно выполняют без присадочных мате-
риалов, за счет чего достигается экономия основных и вспомога-
тельных материалов.
5. За счет уменьшения количества технологических операций,
механизации и автоматизации остальных технологических опера-
ций представляется возможным снизить затраты на организацию
цехов.
6. Швы сварных конструкций и изделий во многих случаях
не уступают по прочности основному материалу.
Технико-экономические показатели различных способов свар-
ки также не одинаковы и имеют значительное отличие по таким
основным статьям, как производительность, затраты материалов,
технологичность изготовляемых изделий и конструкций и т. д.
Так, по данным Н. Л. Брицыиа, затраты электроэнергии на 1 м
158
сварного шва при сварке пластмасс газообразными теплоносите-
лями при толщине свариваемого материала до 2 мм составляют
0,12 квт-ч, при контактной сварке электроутюгом — 0,006—
0,01 квт-ч, термоимпульсной — 0,01—0,03 квот-ч и высокочастот-
ной — 0,02—0,1 кет - ч.
, Как видно, самым неэкономичным способом сварки^с точки
зрения затрат электроэнергии является сварка газообразными
теплоносителями, и по этому показателю она является наименее
эффективной.
Производительность различных способов сварки линолеума
и пластиката характеризуется данными, приведенными в табл. 14.
Таблица 14
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА СПОСОБОВ СВАРКИ ЛИНОЛЕУМА
И ПЛАСТИКАТА ПРИ ИЗГОТОВЛЕНИИ НАСТИЛОВ ПОЛОВ И ОБКЛАДОК
Способ сварки Скорость сварки & м/ч Расход присадочных прутков в г/паг, м
Ручная:
газообразными теплоносителями До 17 15-25
контактная электропаяльником 10—12 —
Полуавтоматическая токами высокой частоты А втоматичес ка я: 25—30 —
газообразными теплоносителями 17—20 15—25
токами высокой частоты 47—56 —
Из приведенного следует, что первое место по технико-экономи-
ческим показателям при сварке линолеума занимает высокочастот-
ная сварка, второе—-контактная.
При сварке пластмасс толщиной 5—-6 мм газообразными тепло-
носителями встык с V-образной подготовкой кромок деталей за-
траты присадочных прутков составляют 45:—60 г/пог. м, при сварке
внахлестку — 30—75 а и при сварке угловых швов — 22—52 г. При
контактной сварке пластмасс указанной толщины сварные швы
образуются за счет основного материала, в связи с чем исключаются
затраты присадочного материала. Скорость контактной сварки та-
ких пластмасс составляет до 40 м/ч и, кроме того, при этом способе
сварки не требуется разделывать кромки деталей. При сварке газо-
образными теплоносителями скорость сварки пластмасс указан-
ных толщин составляет 5—6 м/ч, так как сварку ведут присадоч-
ными прутками в несколько проходов.
При сварке труб и трубопроводной арматуры производитель-
ность контактной сварки в сравнении со сваркой газообразными
теплоносителями также более высокая.
В табл. 15 приводятся сравнительные данные монтажного за-
вода № 2 Главмосстроя о затратах времени на сварку одного стыка
(стыковой шов) полиэтиленовых труб контактной сваркой и сваркой
газообразными теплоносителями.
159
Таблица 15
СРАВНИТЕЛЬНЫЕ ДАННЫЕ ЗАТРАТ ВРЕМЕНИ НА СВАРКУ
ОДНОГО СТЫКА ПОЛИЭТИЛЕНОВЫХ ТРУБ
Сварка Затраты времени в сек на один стык при наружном диаметре труб и толщи не стенки в ,ил<
40X1, 6 75x2 14 0X3,5 160X4 2Н0Х6.9
Газообразными теплоноси- телями Контактная 36 25 72 30 180 50 190 60 210 75
Кроме того, при контактной сварке труб обеспечивается эко-
номия присадочных прутков, так как сварной шов образуется за
счет основного материала свариваемых труб.
При роликовой сварке пластмассовых пленок на сварочных ма-
шинах (контактных, высокочастотных, ультразвуковых) скорость
сварки примерно одинакова и составляет 4—10 м/мин.
При контурной сварке пластмассовых пленок наибольшую ско-
рость сварки обеспечивает высокочастотная сварка. При этом спо-
собе сварки за один рабочий ход электрода (верхнего или нижнего)
изделие сваривается по всему контуру. Кроме того, в зависимости
от конструкции изделия за этот же рабочий ход электрода наносится
маркировка, рисунок и т. д. Скорость контурной сварки и нане-
сения маркировки составляет несколько секунд. Время, затрачи-
ваемое на сварку, не всегда зависит от длины сварных швов и их
формы, так как рабочая поверхность электродов полностью соответ-
ствует форме и размерам сварных швов. Высокочастотная контурная
сварка в сравнениисдругими способами сварки дает наилучшие ре-
зультаты по производительности и по этой причине широко приме-
няется при изготовлении пластмассовых изделий из пленок.
При сравнении точечной высокочастотной сварки и ультра-
звуковой с точки зрения производительности предпочтения нельзя
отдать ни одной. Эти два способа одинаково высокопроизводитель-
ны и равноценны. Они дают одинаковую производительность при
сварке швов большой протяженности с использованием точечных
-сварочных пистолетов.
ГЛАВА VI i
ТЕХНИКА
БЕЗОПАСНОСТИ И
ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ
Организация труда и безопасность выполнения всех строитель-
ных работ регламентируются соответствующими законоположе-
ниями, правилами, нормами и инструкциями, строгое соблюдение
которых обязательно.
При введении новых приемов труда, материалов, механизмов
необходимо соблюдать требования специальных инструкций по тех-
нике безопасности и производственной санитарии, утвержденных
в установленном порядке.
За общее состояние охраны труда и техники безопасности на
стройках и строительных предприятиях несет ответственность ад-
министративно-технический персонал Строек и предприятий,
К сварке пластмасс допускаются сварщики, прошедшие спе^
циальный техминимум или инструктаж и выдержавшие испытания
по действующим правилам.
К работе со сварочными машинами для всех способов сварки
по ремонту и наладке может быть допущен квалифицированный
персонал, имеющий квалификационную группу, установленную
для данного вида работ.
При сварке пластмасс газопламенными горелками или модерни-
зированными горелками для сварки металлов наряду с другими
положениями надлежит руководствоваться «Правилами техники
безопасности и производственной санитарии при производстве
ацетилена, кислорода и газопламенной обработке металлов». При
этом следует иметь в виду, что в баллонах кислород, воздух, инерт-
ные газы находятся под большим давлением, поэтому при обра-
щении с ними в работе необходимо соблюдать особую осторож-
ность. Газовые баллоны должны быть обязательно снабжены:
а) стальными или чугунными предохранительными колпаками,
плотно навертывающимися на кольца, закрепляемые на горловине
баллонов;
б) стальными башмаками, насаженными на нижнюю часть бал-
лонов; на сферической части баллона должны быть четко выбиты
паспортные данные, согласно ГОСТ (для кислородного баллона по
ГОСТ 949—41, для ацетиленового по ГОСТ 5948—41 и т. д.). Каж-
11 Зак 1641
161
дый вентиль кислородного баллона должен быть снабжен заглуш-
кой, плотно навертывающейся на боковой штуцер.
В процессе эксплуатации аварии баллонов часто происходят
из-за отсутствия нечеткой окраски и маркировки баллонов. Чтобы
предупреждать неправильное использование баллонов, их окра-
шивают в отличительные цвета и снабжают соответствующими над-
писями. Установлены такие типы баллонов. Баллоны для кисло-
рода, водорода, воздуха, метана, инертных газов относятся к типу А,
рабочее давление в которых при наполнении составляет 150 ати и
при испытании (техническом освидетельствовании)225 ати. Аце-
тиленовые баллоны относятся к типу В, для которых рабочее дав-
ление при наполнении составляет 30 ати и при испытании 60 ати.
Баллоны, наполненные газом, следует хранить и эксплуати-
ровать в вертикальном положении и крепить к стене хомутами или
цепями, на подставках или в металлических шкафах. Для перевоз-
ки баллонов пользуются носилками или тележками. Не допускается
перевозка на одной автомашине одновременно баллонов с кисло-
родом и горючими газами.
При эксплуатации переносных ацетиленовых генераторов на
рабочем месте или у генераторщика должна быть рабочая инструк-
ция данного генератора.
Все ацетиленовые генераторы должны иметь паспорт установ-
ленной формы. Ацетиленовый генератор до пуска в работу необ-
ходимо зарегистрировать у главного механика предприятия или
строительного управления.
Оставлять без надзора заряженные или ацетиленовые генера-
торы при перерывах или при прекращении работы запрещается.
После окончания работы генератор должен быть разряжен й очи-
щен.
Все переносные ацетиленовые генераторы должны быть обору-
дованы водяными затворами. Уровень жидкости в водяном затворе
необходимо проверять: перед началом работы, не реже двух раз
в смену, а также после каждого обратного удара.
У каждого сварщика во время работы должен быть рядом сосуд
с чистой холодной водой для охлаждения горелки. Если сварщик
обнаружит перегрев горелки, он обязан остановить работу, за-
крыть краны горелки и погрузить ее в воду для охлаждения.
Запрещается применять генераторы кустарного типа.
В последнее время для сварки пластмасс используют сварочную
аппаратуру с применением пропан-бутановых смесей.
Баллоны, предназначенные для пропан-бутановых смесей, не-
обходимо предохранять от соприкосновения с токоведущими про-
водами.
На одном рабочем месте должно находиться не более двух балло-
нов с пропан-бутановой смесью: один используемый, второй запас-
ной.
При значительном отборе газа, сопровождающемся понижением
температуры в баллоне, для индивидуального сварочного поста до-
162
пускается следующая схема питания: два баллона с пропаном, спа-
ренные через тройник: редуктор — шланг — горелка. При замер-
зании конденсата внутри вентиля, следует поливать вентиль теп-
лой водой до полной ликвидации пробки.
Подогревать баллон или вентиль открытым пламенем запре-
щается.
Сливать и использовать оставшуюся в баллоне после выработки
газа неиспаряющуюся горячую жидкость (1—2 кг на баллон) за-
прещается.
Для подачи паров пропан-бутана к горелке разрешается при-
менять гибкие резино-тканевые шланги по ГОСТ 8318—57 типа Б,
рассчитанные на рабочее давление до 10 кГ/слг, или более стойкие
при работе с пропан-бутановой смесью бензостойкие дюритовые
шланги по ГОСТ 1819—42.
Концы шлангов на длину 0,5 м должны быть окрашены в крас-
ный цвет.
Присоединять к шлангам различные приспособления (вилки,
тройники и т. д.) для одновременного питания нескольких горелок
запрещается.
Для своевременного обнаружения и устранения утечки газов
и других дефектов сварочную аппаратуру и другие приборы следует
осматривать не реже одного раза в смену.
При ведении сварочных работ с применением пропан-бутана,
а также пропан-бутановых смесей следует руководствоваться пра-
вилами техники безопасности в газовом хозяйстве. Эти правила обя-
зательны для министерств, ведомств и организаций.
При работе электрическими горелками для сварки пластмасс
газообразными теплоносителями следует руководствоваться прави-
лами безопасности труда при использовании энергии сжатого воз-
духа и газов (азот, аргон и др.).
При работе электрическими горелками, а также при контактной
сварке пластмасс обязательным является соблюдение правил элек-
тробезопасности при работе в заводских условиях, на строительной
площадке и в полевых условиях.
Основными причинами электротравматизма являются:
а) случайное прикосновение к токоведущим частям;
б) прикосновение к металлическим нетокоподводящим частям,
которые могут оказаться под напряжением;
в) образование электрических искр, дуг или сильный нагрев
током частей сварочных машин, инструментов, кабелей, проводов,
находящихся в помещениях, опасных в отношении взрыва или по-
жара.
Все пусковые устройства должны находиться в положении,
исключающем возможность включения сварочных машин, свароч-
ных горелок и инструментов посторонними лицами.
Питание электрических горелок, требующих напряжения 36 в,
должно осуществляться при помощи понизительных трансформато-
ров или от сети пониженного напряжения, питаемой стационарными
12 Вак. 1641
163
трансформаторами. Запрещается применять для получения пони-
женного напряжения автотрансформаторы, дроссельные катушки
и реостаты.
Контактная сварка неисправными и изношенными электриче-
скими горелками и инструментами не допускается.
Штепсельные соединения (розетки, вилки), применяемые на на-
пряжение 36 в, по своему конструктивному выполнению и цвету
должны отличаться от обычных штепсельных соединений, предна-
значенных для напряжения ПО и 220 в, и исключать возможность
ошибочных включений.
Переносные токоприемники, работающие на напряжении свыше
36 в, следует присоединять к цепи при помощи шланговых проводов.
При их отсутствии, в виде исключения, допускается применять мно-
гожильные гибкие провода с изоляцией на напряжение не менее
500 в, заключенные в резиновые шланги.
Ручки электрических сварочных горелок и сварочных инстру-
ментов для контактной сварки должны быть изготовлены из изоля-
ционного материала. При сварке в металлических аппаратах и в сы-
рых помещениях сварщик должен пользоваться резиновым коври-
ком.
Основные правила эксплуатации высокочастотных сварочных
машин сводятся к следующему.
Конструкция высокочастотной установки обеспечивает безопас-
ность работы для обслуживающего персонала при условии:
а) исправности электромеханических блокировок дверей и уста-
новки;
б) исправности электрической блокировки подноса:
в) наличия на месте съемной крышки генераторного блока;
г) надежности заземления корпуса установки.
При проведении ремонтных работ рубильник на питающем груп-
повом щитке должен быть отключен. На рубильнике должен быть
вывешен плакат «Не включать — работают люди».
На полу перед установкой должны быть уложены высоковольт-
ные коврики или изоляционные подставки.
Установку необходимо содержать в чистоте, не допуская появ-
ления на ней пыли и влаги.
Регулярно, не реже двух раз в неделю, необходимо чистить элект-
роды. Не реже одного раза в неделю продувать установку сухим
сжатым воздухом. Не реже чем два раза в месяц, осматривать и
чистить все контакты.
В помещения, где монтируются установки, не должны попадать
пары кислот, щелочей, а также токопроводящая пыль.
Перед подачей напряжения к сварочной машине необходимо
проверить:
1) качество изоляции всех цепей;
2) состояние коммуникации, правильность соединения анодного
трансформатора, электродвигателя вентилятора, надежность при-
соединения концов к аппаратуре;
164
3) состояние пружинных контактов на дверцах и корпусе; кон-
такты должны обеспечивать соприкасание плоскостей по всему пе-
риметру;
4) плотное закрывание дверец установки.
Кроме того, следует соблюдать следующие правила:
только после проверки надежной и четкой работы цепей управ-
ления следует включать высокое напряжение и высокочастотный
генератор;
после настройки режима при нормальной эксплуатации обслу-
живающий персонал никаких перестроек производить не должен;
все операции должны сводиться только к сварке, включению и от-
ключению нагрева при неавтоматической работе;
ребристые изоляторы следует протирать бензином не реже двух
раз в месяц;
категорически воспрещается эксплуатация оборудования хотя бы
при малейшей неисправности;
категорически воспрещается работать при отсутствии хотя бы
одного из обшивочных листов установки;
все обшивочные листы должны быть плотно завинчены на все
винты;
сопротивление заземления установки должно удовлетворять при-
нятым нормам и периодически проверяться;
персонал, занятый на нормальной эксплуатации сварочных ма-
шин, должен быть проинструктирован по части управления меха-
низмами, по их включению и выключению, технике безопасности и
собственно технологическому процессу сварки термопластических
масс токами высокой частоты.
Техника безопасности при эксплуатации высокочастотных сва-
рочных машин обеспечивается предусмотренными схемами и встро-
енными в конструкцию генераторов электрическими и механиче-
скими блокировками. При эксплуатации необходимо лишь следить
за тем, чтобы сварочные машины находились в исправном состоянии.
При выполнении сварки на полуавтоматическом сварочном обо-
рудовании необходимо следить за сохранностью изоляторов, изоля-
ционных пластин, изолированных рукояток сварочного инстру-
мента и своевременно их восстанавливать.
При тепловой сварке полимерных материалов (обычно поливи-
нилхлоридного линолеума, реже — погонажных изделий) в воз-
дух выделяются газообразные вещества, вредно действующие на
организм человека. Поэтому помещения для сварки должны иметь
естественную или искусственную вентиляцию, обеспечивающую не
менее чем трехкратный обмен воздуха в час.
Непосредственно у рабочих мест следует оборудовать местные
отсосы воздуха. В помещениях, где раскраивается поливинилхлорид-
ный линолеум, следует обеспечивать не менее чем двукратный обмен
воздуха в час. Освещенность рабочего места должна быть не мекее
20—30 лк.
12*
165
При складировании и транспортировании поливинилхлоридного
линолеума следует помнить, что остаточная полимеризация в нем
веществ, не вступивших в реакцию в процессе изготовления, про-
должается еще длительный период времени (1—2 месяца), поэтому
в помещениях, где сложена продукция, полученная с завода, не-
обходимо обеспечить эффективную вентиляцию (не мецее чем дву-
кратный обмен воздуха в час).
В складских помещениях, где хранятся поливинилхлоридные ма-
териалы и изделия, следует регулярно (не реже одного раза в месяц)
производить анализ воздушной среды, обращая большое внимание
на наличие в воздухе свободного хлора. При этом следует помнить,
что предельно допустимая концентрация хлора в воздухе состав-
ляет 0,001 мг/л.
При всех способах сварки пластмасс следует иметь в виду, что
при нагреве могут выделяться различные токсичные вещества и
особенно при сварке фторопласта. Поэтому в помещениях свароч-
ных цехов и участков должен проводиться систематический анализ
воздушной среды.
Предельно допустимые концентрации вредных газов, паров и
пыли установлены нормами проектирования промышленных пред-
приятий.
В остальном следует руководствоваться правилами и нормами
по технике безопасности и производственной санитарии СНиП
Ш-А.11-62 (2-е издание) «Техника безопасности в строительстве»,
«Инструктивные указания'^по технике безопасности при произ-
водстве внутренних санитарно-технических работ на строительстве»
(Стройиздат, 1965) и др.
ГЛАВА VH1
КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ ШВОВ
ИЗДЕЛИЙ
И КОНСТРУКЦИЙ
Для получения сварных швов высокого качества необходимо
комплексно решать весь круг вопросов, связанных с изготовлением
изделий и конструкций, — от стадии их конструирования, техно-
логичности и до разработки наиболее совершенной технологии всего
производственного процесса, включая все технологические операции
(заготовку, подготовку кромок деталей под сварку, сборку, при-
хватку, сварку, контроль и испытание сварных швов и др.).
Получение изделий и конструкций с заранее заданным качеством
сварных швов во многом зависит от соответствия применяемых
пластмасс и присадочных материалов техническим требованиям,
предусмотренным чертежами на выпуск продукции, а также от
степени подготовки сварщиков и свариваемости пластмасс.
Следует иметь в виду, что присадочные материалы для сварки
однородных пластмасс должны применяться из материала того же
состава и тех же свойств, как и основной материал изделий и кон-
струкций.
Сварной шов должен быть плотным, без подрезов, прожогов,
обрывов, трещин (при прутковой сварке), значительных вмятин
и др.
При сварке пленочных материалов, пластиката и линолеума место
сварного шва должно быть ровным, материал не должен быть соб-
ран или вытянут.
При сварке с присадочными прутками валиковыми швами или
швами с полосками форма валиков и полосок должна сохраняться
одинаковой по всей длине сварного шва. По цвету валика или по-
лоски из основного материала в зоне сварного шва можно выявить,
нарушается ли температурный режим сварки. Перегретые зоны
отличаются значительным изменением цвета у натурально окрашен-
ных пластмасс. В зависимости от назначения сварных изделий и
конструкций проверяют прочность, удлинение, ударную вязкость,
твердость, теплостойкость, жаростойкость, герметичность и в ряде
случаев химическую стойкость.
До настоящего времени еще не разработаны единые условия
механических испытаний сварных соединений из пластмассы. Мето-
167
ды прочностных испытаний, принятые для металлов, не могут быть
целиком перенесены па испытания пластмасс и их сварных соедине-
ний. Поэтому некоторые организации при разработке технологии
сварки пластмасс разрабатывают методику испытаний качества свар-
ных швов. При подготовке образцов для испытаний на растяжение
усиление шва снимают, плоскости тщательно обрабатывают и вы-
равнивают.
В зависимости от назначения сварные изделия и конструкции
проверяют па прочность и герметичность сварных соединений, на
химическую стойкость, правильность сборки деталей. В процессе
изготовления деталей, их сборки под сварку и сварки проверяют
соблюдение установленной технологии.
СПОСОБЫ ПРОВЕРКИ
КАЧЕСТВА
СВАРНЫХ ШВОВ
При изготовлении конструкций и изделий из пластических масс
применяют несколько способов проверки качества сварных швов и
готовой продукции. Наиболее широко применяют следующие спо-
собы проверки качества изделий: наружный осмотр, при помощи
Рис. 86. Схема электроискрового дефектоскопа
электроискровых и электролитических приспособлений, погруже-
ние в жидкостные растворы, избыточное давление, механиче-
ские испытания (на удар, изгиб, растяжение, сдвиг и т. д.), опреде-
ление химической стойкости.
При наружном осмотре выявляют внешние дефекты сварных
швов, а также свариваемого материала в зоне сварки изделий и
конструкций: неровности по ширине и высоте шва, иен одномерность,
168
непровар сварных швов, перегрев присадочных прутков и основного
материала. Кроме того, проверяется правильность подготовки дета-
лей под сварку и сборки деталей н узлов.
Электроискровым способом непроницаемость сварных швов и
основного материала в зоне сварки проверяют при помощи электро-
искрового дефектоскопа, схема которого приведена на рис. 86. Этот
способ является довольно надежным и удобным.
Способ состоит в следующем: к индуктору 1, на выходе которого
может быть получено напряжение 15—20 кв, присоединены провод-
ники, оканчивающиеся щупа-
ми — щетками из тонкой мягкой
медной проволоки, укреплен-
ные на рукоятках из диэлектри-
ческого материала. На одной
из щеток имеется индикатор-
ная неоновая лампа 2, При
испытании одну щетку подводят
с одной стороны сварного шва
или основного материала, а
другую с противоположной. В
момент, когда щетки проходят
над дефектным местом, между
ними проскакивает искра и за-
жигается неонЬвая лампа.
Способ погружения сварных
конструкций и изделий в жид-
кости позволяет одновременно
проверять плотность сварных
швов и материала конструкций
и изделий. Этот способ заклю-
чается в том, что сварные кон-
Рис. 87. Схема приспособления для
проверки качества сварных швов и
основного материала в зоне сварки
электролитическим способом
струкции и изделия погружаются в двухпроцентный водный
раствор фуксина. В том случае, если сварной шов или ма-
териал изделий и конструкций пропускает жидкость, последняя
нальется в сварные конструкции или изделия и будет обнаружена
внешним осмотром.
Такой способ проверки применяется в производстве упаковоч-
ной тары, изготовляемой чаще всего из полиэтиленовой, полиамид-
ной пленок и других пластических масс, В процессе изготовления
упаковочной тары в нее укладывают предметы, для упаковки ко-
торых она предназначена, а затем сваривается последний, обычно
торцовый) сварной шов. В таком виде упаковочная тара вместе с уло-
женным в нее предметом поступает на испытание.
Длительность проверки погружением устанавливается техни-
ческими условиями. Обычно проверка длится от 5 до 25 ч, т. е. в те-
чение этого времени проверяемые конструкции и изделия находятся
в жидкости.
169
Приспособление для проверки качества сварных швов конструк-
ций и изделий электролитическим способом показано на рис. 87.
При проверке качества электролитическим способом сварной
сосуд (обкладка), состоящий из корпуса I н дна 2, заполняется
электролитом (пятипроцентный раствор поваренной соли). Затем
в раствор погружают электрод 3, а второй электрод 4 располагают
на корпусе наружного сосуда 5. Через раствор от источника постоян-
ного тока 6 при помощи включателя 7 пропускают электрический
Рис. 88. Схема установки для испытания пластмассовых труб
и их стыковых соединений на прочность и газопроницаемость
ток. В том случае если в сварных швах или материале изделия имеют-
ся неплотные части, цепв замкнется, что фиксируется отклонением
стрелки нульгальванометра 8.
Иногда замыкание электрической цепи фиксируется окрашивав
нием электролита в красный цвет, для чего в него добавляют не-
сколько капель фенолфталеина. Раствор в этом случае окрашивается
при прохождении электрического тока вследствие электролитиче-
ской диссоциации поваренной соли с выделением смеси, состоящей
из водорода и кислорода. При электролитическом способе невоз-
можно установить точное расположение сварных швов, а также ма-
териала сварных изделий и конструкций, поэтому этот способ целе-
сообразно применять для проверки качества обкладок, вмонтиро-
ванных в корпуса ванн и аппаратов, для проверки качества мон-
тажных работ, а также изделий, имеющих небольшие размеры, и
изделий, проверить качество которых другими способами нельзя.
Для проверки качества сварных швов по прочностным показате-
170
лям и на газопроницаемость используют установки и приспособле-
ния, одна из конструкций которых приведена на рис. 88,
Испытание производят сжатым воздухом или азотом из баллона 1,
давление газа в котором определяют с помощью манометра 2, а ре-
дуцирование проводят редуктором 3. Манометр 4 показывает дав-
ление при испытании. Для подачи газа в. испытуемый трубопро-
вод 5 служит кран 6, а для контроля рабочего давления манометр 7.
Проверяемую трубу монтируют в раме 8 на опорах 9. Заглушку и
резиновые прокладки 10 зажимают при помощи червячного винта 11,
а газ в трубу 5 подают через штуцер. 12, в который газ поступает из
тройника 13. Для опрессовки трубопроводов, имеющих значитель-
ную длину, применяют аналогичное приспособленце. Испытание
ведут при горизонтальном расположении испытуемых: труб.
Рис. 89. Схема стенда для
испытания труб и сварных
швов на внутреннее гидроста-
тическое давление
/ -ба л дон с азотом; 2 — уравно-
вешивающий баллон для всей
системы; ресиверы для отдель-
ных порций; 4— манометр; 5 —
паи олненный водой образец тру-
бы; 5 — водяная ванна
На рис. 89 приведена вторая конструкция стенда, предназначен-
ного для испытания труб на внутреннее гидростатическое давление.
При испытании труб на этом стенде один конец трубы остается не-
закрепленным, чтобы труба подвергалась воздействию не только
радиальных, но также осевых усилий.
Для получения качественных сварных стыков большое значение
имеет установление правильных режимов сварки, предусмотренных
технологическим процессом, и установление свойств материала
труб.
С этой целью изготовляют образцы и сваривают их при различ-
ных режимах. Пробные образцы для сварки и проведения испытаний
вырезают из труб в продольном направлении следующих размеров —
ширина каждой из них 8—15 мм, длина для труб из ПНП —
10-кратная толщина трубы, для труб из ПВП — 20-кратная, а для
винипласта— 10—45-кратная толщина труб1
Образцы сваривают с различным интервалом температур и после
полного охлаждения сварного шва испытывают на механическую
прочность — испытание на изгиб и растяжение.
По полученным данным механических испытаний устанавли-
вается требуемый режим сварки. Кроме этого, определяют качество
-сварки внешним осмотром и путем обработки сварных швов. На-
171
личие неплотных мест, трещин, надрезов и других дефектов свиде-
тельствует о неправильном ведении технологического процесса.
Размеры и форма сварных швов для испытания на размеры и
форма образцов для испытания на прочность зависят от типа свар-
ных соединений. Для определения пределов прочности стыковых
соединений при растяжении используют образцы и методику испы-
таний по ГОСТ 4647—55.
При испытании сварных швов на разрыв удлинение не опреде-
ляют (за исключением полиэтилена), так как при разрушении по
шву величина удлинения незначи-
Мслытуемш
Рис, 90. Приспособление для
испытания на отрыв сварных
соединений труб с фланцами
тельна.
Пластические свойства сварных
швов в некоторых случаях проверяют
изгибом полосы с продольным швом,
расположенным вдоль оси. Кроме
того, некоторое представление о пла-
стичности швов можно получить при
испытании на удар. Методика испыта-
ний и формы образцов для испыта-
ний на удар должны соответствовать
требованиям ГОСТ 4642—55.
Для испытания на сдвиг свар-
ных соединений внахлестку нолйме-
тилметакр плата и винипласта отно-
сительно большой толщины (8—12 льи)
применяют образцы и приспособле-
ния, используемые для испытания
клеевых соединений.
Фланец, приваренный к трубе, ис-
пытывают на отрыв на приспособлении, схема которого приведена
на рис. 90.
Химическую стойкость сварных соединений проверяют при опре-
делении прочности и пластичности сварных образцов, прошедших
обработку в условиях химических или газовых сред. Сравнительные
механические испытания образцов, сохранявшихся после сварки
в обычных условиях, и образцов, выдержанных в коррозионных
средах различное время, показывают как изменилась прочность и
пластичность сварных швов в результате химического воздействия.
При сварке газообразными теплоносителями кроме проверки
сварных швов и основного материала в зоне сварки проверяют чис-
тоту подаваемого газообразного теплоносителя, который не должен
содержать пыли, масла, жидкостей и других посторонних включе-
ний, снижающих прочностные показатели сварных швов.
Существуют три основных способа контроля пластмасс с исполь-
зованием ультразвука (рис. 91):
1) непосредственное отражение ультразвуковых волн (рис. 91, а);
2) прохождение волн через всю толщину материала детали
(рис. 91, б);
172
3) отражение волн после прохождения их через деталь
(рис. 91, в).
При первом способе контроля применяют один преобразователь,
который служит как для посылки, так и для приемки ультразвуко-
вых импульсов (рис. 91, а). При отсутствии в материале дефектов
импульсы будут отражаться только от передней и задней поверх-
ностей контролируемой детали при условии их параллельности. Лю-
бой дефект детали будет изображен промежуточным отражением
(сигналом) между указанными отражениями. Расстояние этого сиг-
нала от отражения, соответствующее передней и задней поверх-
ностям, показывает действительное расположение дефектного
участка.
Рис. 91. Схема ультразвукового контроля пластмасс
/— прибор; 2 — преобразователь; <?—контролируемый образец; ‘Приемник;
5 — отражающая пластинка
При втором способе контроля требуются два преобразователя,
один из них является передатчиком, а второй, размещаемый непо-
средственно против первого с другой стороны детали, служит при-
емником (рис. 91, б). Этот способ целесообразно применять для
контроля деталей, у которых наблюдается быстрое затухание зву-
ковых колебаний.
Третий способ контроля можно рассматривать как вариант вто-
рого с той лишь разницей, что здесь применен только один преобра-
зователь. Передаваемые сигналы проходят через испытуемую деталь
к отражающей пластинке и затем снова проходят через всю деталь,
возвращаясь к преобразователю (рис. 91, е). Этот способ контроля
применим для деталей с довольно низкими звуковыми потерями.
Необходимо иметь в виду, что звуковые потери при этом способе
в два раза больше, чем при втором способе. При этом величина
звукопроводности зависит не столько от скорости распространения
звука в образце, сколько от ослабления (затухания) звука. Послед-
нее определяется в основном двумя факторами: поглощением звука
материалом и рассеиванием звуковых волн в нем.
Все перечисленные способы ультразвуковых испытаний тре-
буют акустической связи между преобразователями и испытывае-
мыми деталями.
При контактных методах испытания, когда преобразователь раз-
мещается непосредственно на поверхности испытуемой детали,
обычно применяют вязкие жидкости — масло или глицерин. Воду
13 Зак. 1641 173
широко применяют для акустической связи при испытаниях мето-
дом погружения.
Следует отметить, что для пластмассовых соединений опасны
любые дефекты, вызывающие снижение прочности соединений. Такие
дефекты не обязательно представляют собой зоны нарушения сплош-
ности соединительного шва.
Наиболее общим решением задачи дефектоскопии соединений
является определение прочности соединительных швов без их раз-
рушения. При этом зона явного непровара может рассматриваться
как частный случай дефекта, снижающего прочность соединения
в данном месте до нуля.
Для оценки прочности соединений без разрушения в ряде стран
получил распространение новый вариант ультразвукового резонанс-
ного метода.
Особенность его состоит в том, что прибор фиксирует не резо-
нансные частоты изделия (как это предусматривается при измере-
нии толщин), а изменение собственной частоты и остроты резонанса
пьезоэлемента при нагрузке его на контролируемое изделие.
ХАРАКТЕРИСТИКА
ДЕФЕКТОВ
СВАРКИ И МЕТОДЫ
ИХ УСТРАНЕНИЯ
В табл. 16 приведены наиболее характерные дефекты сварных
швов.
Таблица 16
ХАРАКТЕРИСТИКА ДЕФЕКТОВ СВАРНЫХ ШВОВ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Дефекта швов Причины возникновения Способы устранения
Сварка с присадочным материалом
Различное расстояние Неправильная и неб- Подготовить кромки
между кромками свари- режная подготовка кро- деталей в соответствии
ваемых деталей по дли- мок деталей под сварку с чертежными размерами
не шва Неправильная сборка деталей под сварку Собирать детали под сварку, выдерживая рав- ное расстояние между ними ио всей длине сварного стыка
Кромки свариваемых Неправильная сборка Собирать детали с
деталей при рапной тол- щине их не лежат в од- ной горизонтальной пло- скости деталей под сварку предварительной про- веркой качества сборки
174
Продолжение
Дефекты шяов Причины возникновения Способы устранения
Уменьшение толщины основного материала в месте перехода к при- садочно му материалу (подрез) Неправильное положе- ние сварочных горелок или повышенная темпе- ратура теплоносителей или газового пламени Заварить дефектное место присадочным ма- териалом после предва- рительной подготовки поверхности детали под сварку
Трещины в сварных швах Ч резмерно быстрое искусственное охлажде- ние сварных швов Вырезать дефектные сварные швы; подгото- вить поверхность дета- лей под сварку н вто- рично сварить
Непровар сварных швов Неправильное положе- ние сварочных горелок или пониженная темпе- ратура теплоносителей и газового пламени Установить правиль- ное положение и темпе- ратуру теплоносителей и газового пламени. Выре- зать дефектные j места, подготовить поверхно- сти деталей под сварку и вторично сварить
Разложение материала деталей и сварного шва Повышенная темпера- тура теплоносителей и газового пламени Установить требуемую температуру для сварки. Вырезать дефектные ме- ста. подготовить поверх- ность деталей под свар- ку и вторично сварить
Сварные швы с недос- таточным усилением Отступление от техни- ческих требований Дополнительно сваг рить с присадочным ма- териалом
Расслаивание и выпу- чивание основного мате- риала Многократные нагревы Вырезать дефектные места, подготовить по- верхность деталей под сварку и вторично сна* рить
Трещины и раковины по линии сварного шва Слишком низкое уси- ление сжатия, плохая подготовка торцов по- верхности. перегрев Увеличить сварочное давление, правильно соб- рать детали
Пузырьки воздуха в середине сварного шва Слишком высокая тем- пература или загряз- ненная рабочая поверх- ность нагревательного инструмента Установить требуемую темпер ату ру
Пониженная механи- ческая прочность свар- ных швов Загрязнены теплоно- сители из-за неисправ- ности фильтровальных устройств Исправить воздушные фильтры
Изменение цвета по- верхности сварных швов и основного материала Пережог Установить требуемую температуру сварки
13*
175
Продолжение
Дефекты швов Причины возникновения Способы устранения
Сварка без присадочного материала
Непровар сварных Нарушение техноло- Вторичная и последу-
швов гических режимов (по- вышенная скорость свар- ки, недостаточная на* пряженность электричес- кого поля и температу- ра нагрева сварочных инструментов, а также недостаточное сварочное давление и т. д.) ющая сварка (для всех термопластических масс, за исключением листо* вого винипласта)
Прожоги и выплески Увеличена напряжен- Вырезать дефектное
основного материала в пасть электр ическо го место и заварить после
местах сварных швов поля или перегреты сва- рочные инструменты; ведение сварки при по- вышенном давлении. На- рушена рабочая поверх- ность электродов (вмя- тины, прогар, брызги металла и пластмасс и т. д.) предварительной уста- новки требуемых режи- мов сварки
Уменьшенная толщи- Увеличено сварочное Установить нормаль-
на сварочного шва давление ное сварочное давление
Разложение материала Увеличена напряжен- Вырезать дефектное
сварочного, шва кость электрического поля, перегрев свароч- ных инструментов место и затем сварить
Растрескивание, изме- Загрязнена поверх- Очистить поверхность
некие цвета материала ность сварочных инет- евзрочных инструментов
сварного шва и посте* рументов или электро- или электродов, снизить
ронние включения дов, перегрев температуру нагрева
ГЛАВА IX
СОВРЕМЕННОЕ
СОСТОЯНИЕ
ТЕХНИКИ СВАРКИ
ПЛАСТМАСС
И ПЕРСПЕКТИВЫ
ЕЕ РАЗВИТИЯ
Б последние годы в результате развития науки о полимерах и
производства пластмасс значительно увеличен их выпуск и освоено
изготовление новых видов полимерных материалов. Производство
их продолжает ежегодно возрастать.
Среди способов обработки пластмасс сварка занимает одно из
ведущих мест. Техника сварки пластмасс достигла такого совер-
шенства, при котором обеспечивается сварка всех до сих пор из-
вестных термопластов, а последнее время сварку начинают внед-
рять в производство изделий и конструкций из реактопластов. За
последние годы развитие сварочной техники идет семимильными
шагами. Особенно много сделано в области освоения сварки новых
пластмасс, а также пластмасс с открыто пористой структурой,
разработки новых конструкций сварочной аппаратуры и органи-
зации серийного выпуска горелок и сварочного оборудования.
Значительная работа проведена в области механизаций и автома-
тизации процессов сварки, что вполне естественно — автоматиза-
ция позволяет получить более высокие производительность и
качество сварных швов. Разработаны и применены новые способы
сварки пластмасс.
Несмотря на значительную механизацию и автоматизацию сва-
рочных процессов, на долю ручной сварки все еще приходится
большой объем работ.
Поэтому наряду с развитием сварочного машиностроения, соз-
данием высокопроизводительных машин и автоматов, механизацией
и автоматизацией производственных операций, повышением тех-
нико-экономических показателей выпускаемого сварочного обору-
дования, его надежности, долговечности и внешней отделки ведется
большая работа и в области совершенствования ручной сварки.
Для этого разработан ряд конструкций аппаратуры для ручной
сварки пластмасс газообразными теплоносителями и контактной
сварки.
177
Ранее горелки для сварки пластмасс изготовляло каждое пред-
приятие и каждая строительная организация, производящие сварку
пластмасс, в результате чего иногда применялись горелки недо-
статочно совершенных конструкций и тратилось лишнее время на
освоение и подготовку производства к выпуску сварных изделий и
конструкций. Сейчас серийный выпуск горелок организован на
специализированных предприятиях по выпуску газосварочной ап-
паратуры. Проведена большая работа в части использования
электрических горелок для сварки пластмасс газообразными теп-
лоносителями и контактной сваркой.
Начата разработка переносных сварочных постов, включаю-
щих электрическую сварочную горелку, комплект сменных
мундштуков для выполнения сварки различных изделий и кон-
струкций в различных пространственных положениях, источник
для подачи газообразного теплоносителя в горелку, устройство для
очистки воздуха от влаги. При пользовании сварочным постом
обеспечивается сварка в заводских, построечных, монтажных и по-
левых условиях.
Для контактной сварки создано полностью автоматизирован-
ное оборудование. К нему относятся автоматы для розлива молока
в бумажные пакеты, для упаковки таблеток в целлофан и наруж-
ную бумажную оболочку, ряд автоматов для упаковки пищевых
продуктов, инструментов, минеральных удобрений и др.
Опыт показывает, что при умелом применении контактной свар-
ки и надлежащем выборе сварочного оборудования, сварочных
инструментов и технологической оснастки производительность и
рентабельность этого способа сварки весьма высоки.
Только благодаря высокой производительности и довольно
легкой механизации и автоматизации контактная сварка широко
применяется во всех отраслях промышленности и строительства.
Контактная сварка в равной степени успешно используется как
в производственных, так и в построечных, монтажных и полевых
условиях, а области ее применения непрерывно расширяются. Сей-
час с помощью контактной сварки изготовляют сварные изделия
и конструкции из пластмассовых пленок, листов, труб, различных
профилей, а также из пластмасс с открыто пористой структурой.
Контактная сварка нашла также широкое применение при изго-
товлении изделий и конструкций из материалов, покрытых пласт-
массами (целлофан, бумага, ткани и др.).
Техника высокочастотной сварки пластмасс достигла значи-
тельного совершенства. К настоящему времени разработано и се-
рийно и индивидуально выпускается высокопроизводительное обо-
рудование, в том числе и полностью автоматизированное. Прак-
тика применения высокочастотной сварки при изготовлении кино-
экранных полотнищ, настилов полов, обкладок стен, водоемов и
других сварных конструкций показывает, что этот способ сварки
весьма эффективен в производстве крупногабаритных конструк-
ций любых назначений. Современные сварочные машины и автома-
та
ты для высокочастотной сварки в зависимости от назначения вклю-
чают устройства для отрезки сваренных изделий, а также прирезки
деталей под сварку. Края сваренных частей изделий и конструк-
ций обрезают одновременно со сваркой. Высокочастотная сварка
находит все более широкое применение при изготовлении изделий
и конструкций из фанеры и металлов, покрытых пластмассами,
а также в крупносерийном и массовом производстве самых разно-
образных изделий.
Этот способ сварки широко применяется в производстве пласт-
массовых мешков, обуви, сумок, плащей, дождевиков, письменных
принадлежностей, ковров, водонепроницаемых полотен, гидроизо-
ляции, обоев, мебели, деталей автомобилей, железнодорожных
вагонов и многих других изделий. Особенностью высокочастотной
сварки является высокаяЗпроизводительность и экономичность,
а также возможность совмещения одновременного или с минималь-
ным разрывом во времени выполнения ряда технологических опе-
раций — вытяжка, формование, нанесение цифр, букв, рисунков,
орнаментов, резка, гибка, сварка, спекание, прихватка и др.
Благодаря этим преимуществам высокочастотная сварка быстро
развивается, чему способствует быстрый рост выпуска пластмасс
и материалов, покрытых пластмассами, обладающих способностью
свариваться указанным способом сварки.
В технике сварки пластмасс новым направлением является
применение высокочастотного нагрева для химической сварки,
производства изделий из пенополистирола и полистирола, имеющих
защитные или декоративные покрытия.
Так как полистирол и пенополистирол не свариваются токами
высокой частоты, защитные или декоративные покрытия выпол-
няются из материалов, обладающих способностью свариваться
указанным способом. Иногда для высокочастотного нагрева пено-
полистирола предварительно вспененные гранулы увлажняют водой
нлн вводят в гранулы соответствующие добавки.
В последнее время применение ультразвуковой сварки пласт-
масс непрерывно растет. Этому способствует высокопроизводитель-
ное сварочное оборудование. На современных сварочных машинах
пластмассовые пленки свариваются непрерывно с большой ско-
ростью, а оснащение их сменными рабочими наконечниками,
укрепленными на конце вибратора, позволяет вести ручную
сварку. Применение сменных наконечников обеспечивает возмож-
ность сварки швов любой требуемой формы. Ультразвуковые сва-
рочные машины нашли применение при химической сварке пласт-
масс.
Развитию техники сварки пластмасс ультразвуком в значи-
тельной степени способствует также и то, что этот способ допускает
сварку деталей весьма различной толщины. Из общего выпуска
пластмасс немногим менее половины всего их производства при-
ходится на долю реактивных пластмасс, или, как их принято назы-
вать, реактопластов. В этой связи освоение сварки реактопластов
179
имеет большое значение и весьма перспективно. Поисковые работы
по выявлению новых технологических процессов сварки реакто-
пластов по разработке и выпуску сварочного оборудования про-
должаются. Опыт по сварке материалов, покрытых пластмассами,
а также применяемые способы по производству изделий из пено-
полистирола при высокочастотном нагреве с введением в него гра-
нул другого состава в процессе полимеризации и после нее дают
основание полагать, что сварка реактопластов успешно может быть
освоена.
Совершенно новым и весьма перспективным направлением яв-
ляется освоение высокочастотной сварки резинового линолеума.
Электрофизическая лаборатория ВНИИ новых строительных ма-
териалов впервые приступила к разработке способа сварки рези-
нового линолеума на теплой (губчатой) основе для покрытия полов
при строительстве жилых и промышленных зданий.
Как показывает опыт работы ряда передовых предприятий и
строительных организаций, использующих контактную и высоко-
частотную сварку на сварочных машинах и автоматическую сварку
газообразными теплоносителями, важнейший резерв повышения
производительности этих способов сварки связан с механизацией и
автоматизацией вспомогательных операций (установка, закрепле-
ние, перемещение свариваемых деталей, снятие свариваемых изде-
лий, укладка их и др.) Это объясняется тем, что в современных
высокопроизводительных процессах сварки продолжительность
сварочного нагрева (машинное время), как правило, играет отно-
сительно малую роль в общем балансе времени, затрачиваемого на
выполнение сварочной операции. Следует иметь в виду, что увели-
чение производительности за счет механизации вспомогательных
операций не требует роста мощности сварочного оборудования?
Особенно большой эффект дает совмещение в одной сварочной
машине или сварочном агрегате последовательных заготовитель-
ных, сборочных, сварочных и других технологических операций.
Эффективность такого способа изготовления и сварки изделий и
конструкций можно иллюстрировать следующими примерами из
практики ряда предприятий. Так, на Мытищенском комбинате
синтетических строительных изделий и материалов успешно при-
меняется высокочастотный сварочный агрегат конструкции
ВНИИНСМ. Агрегат полностью автоматизирован, выполняет со-
вмещенные технологические операции по изготовлению и сварке
крупноразмерных настилов из линолеума, включая их рулониро-
вание. Совмещены технологические операции и в автоматах, про-
изводящих розлив и упаковку молока в сварную тару, медицинских
таблеток и др. В этих автоматах все процессы полностью автомати-
зированы, продукция выпускается полностью законченной и под-
готовленной к отправке. За счет совмещения основных и вспомога-
тельных операций достигнута высокая производительность обору-
дования. В связи с этим одной из важнейших и перспективных за-
дач в области контактной, высокочастотной и автоматической сварки
180
газообразными теплоносителями является более широкое приме-
нение машин, агрегатов, автоматов, в которых совмещены загото-
вительные, сборочные, сварочные, а также отделочные операции,,
создание поточно-механизированных линий.
В области организации производства присадочных материалов-
для сварки пластмасс газообразными теплоносителями весьма пер-
спективным является использование опыта по газовой и электро-
дуговой сварке металлов.
Известно, что сварочную проволоку и электроды выпускают
хорошо организованные предприятия, которые поставляют при-
садочный материал любых требуемых размеров, назначений и га-
рантированного качества. Для сварки многих пластмасс присадоч-
ные прутки и полосы не выпускаются, поэтому их производят за-
воды и стройки, занятые выпуском сварных пластмассовых1 изде-
лий и конструкций.
Применение высококачественных присадочных материалов име-
ет большое значение в техническом прогрессе сварки пластмасс.
Большой технико-экономический эффект дает применение приса-
дочных материалов непрерывной длины, используемых строи-
тельными организациями и предприятиями для сварки линолеума.
Этот положительный опыт весьма перспективен при сварке пласти-
катных настилов полов и других крупноразмерных конструкций.
Так как в промышленности и строительстве велик объем вы-
пуска изделий и конструкций, свариваемых газообразными тепло-
носителями с помощью присадочных прутков, перспективным на-
правлением является беспрутковая сварка и замена прутковой
сварки — контактной и высокочастотной.
Перспективным мероприятием является разработка Государ-
ственного общесоюзного стандарта «Сварка пластмасс. Термино-
логия». Предусмотренные стандартом термины должны применять-
ся в научной, учебной и производственной литературе по сварке:
пластмасс.
ЛИТЕРАТУРА
1. Авров А. Н. Эксплуатация ламповых генераторов для электро-
термии. Госэнергоиздат, 1958.
2. А к у л и н Д. Ф., Власов А. Ф., Гладких П. А., Б у-
хаиин Ю. А., Туманов Б. В. Основы техники безопасности и про-
тивопожарной техники в машиностроении. Машиностроение, 1966.
3. Александрович А. И., М а х о в е р Е. С. Пластмассовые
подземные газопроводы. «Газовая промышленность», 1964, N» 5.
4. Алексеев В. Соединение полиэтиленовых труб с помощью пнев-
моэлсктрического нагревателя. Техническая информация, БТИ, Россельхоз-
техника, № 2, 1965.
5. Альшиц И. Я- Плакировка металла пластмассами. «Пластиче-
-ские массы», 1963, № 4.
6. Анисимова А. 11., 3 а к с о н Р. И. Сварка пластмасс вибро- -
трением. «Сварочное производство», 1964, № 8.
7. Бакланов Н.А., Вашин Г. 3. Химическое оборудование из вини-
пласта (конструирование, изготовление и эксплуатация). Госхимиздат, 1956.
8. Балашов О. А. Переносный аппарат для импульсной снарки
полиэтиленовой пленки. «Сварочное производство», 1966, № 8.
9. Баптиданов Е. С., Н е е ж с а л И. Т., Нагибин М. Я.
’Горелка для сварки пластмасс. «Сварочное производство», 1966, № 7.
10. Б ел о р у с со в Н. И,, Федосеева Е. Г. Производство
кабелей и проводов с пластмассовой изоляцией. «Энергия», 1966.
11. Белоусов Е., Фиговскнй О. Полы из полимерных мате-
риалов. «Строитель», 1965, Ks 9.
12. Б р и ц ы н Н. Л, Нагрев в электрическом поле высокой частоты.
.Машиностроение, 1965.
13. В а с и л ь е в Н. В., К о б з е н к о IO. Н. Пластмассовые по-
крытия элементов подземных сооружений, «Городское хозяйство Москвы»,
1965, № 10.
14. В Институте химической физики АН СССР. «Сварочное производство»,
1963, № И.
15. Волков Б. М., Г р о д и е в И. И., Еремеева Н. Е.,
Кузнецов Н. И. Кабели связи в пластмассе. «Связь», 1965.
16. Воробьев В. А. Основы технология строительных материа-
лов из пластических масс. «Высшая школа», 1965.
17. В о Р о п а е в А. С., Попов Ф. И. Электропистолет для свар-
ки пластмасс. «Машиностроитель», 1966, № 1.
18. Г е н ц И. П. Приспособление для маркировки проводов с хлорви-
ниловым оконцеванием. Опыт работы промышленности совнархоза. ЦБТИ
Мосгорсовнархоза, № 3, 1961.
19. Гольдин А. Я., Гори некий В. Н. Механизация укладки
пластмассовых плевок и труб. «Механизация строительства», 1964, № 6.
20. Г р и ш и н Н. А. Сварка пленок из термопластов термоимпульс-
’пым методом. «Пластические массы», 1961, № 4.
21. Г р и ш и н Н. А. Механические испытания сварных соединений
-полимерных материалов. «Пластические массы», 1962, № 8.
22. Долгополов Н. Н. Электрофизические методы в технологии
строительных материалов. Стройиздат, 1964.
482
23. Долгополов Н. Н., Ковальчук В. А., Дроз-
дов В. М. Опыт эксплуатации автоматизированного агрегата для высоко-
частотной сварки линолеума на войлочной основе на комбинате Стройпласт-
масс. Сб. трудов ВНИИНСМ. «Прикладная электрофизика в технологии новых
строительных материалов», 1966.
24. Дубровкин С. Д. Монтаж пластмассовых трубопроводов
в системах водоснабжения и канализации, Стройиздат, 1965.
25, Дубровкин С, Д. Быстров А. С. Пластмассовые трубо-
проводы в санитарно-технических устройствах домов. «Строительство и архи-
тектура Москвы», 1964, № 3.
26. 3 у бе ц В. М., Мурашка А. И, Опыт строительства пласт-
массового дренажа в Белоруссии. «Гидротехника и мелиорация», 1965, № П.
27, Инструктивные указания по технике безопасности при производстве
внутренних санитарно-технических работ на строительстве. Стройиздат, 1965.
28. Прений Г. Л., Друккер С. А,, Музыкал-
ен и й Г. Д. Б р е г и а и Б. Р. Кннотехническая система Кремлевского
Дворца съездов. «Техника кино и телевидения», 1962, Яв4.
29. Каган Д. Ф., Ехлаков С. В. Применение полиэтиленовых
труб в сельском хозяйстве. БТИ, Россельхозтехника, 1964.
30. Каган Д. Ф. Трубопроводы из твердого поливинилхлорида.
«Химия», 1964.
31. Ковальчук В. А., Дроздов В. М., Быков А. С.,
Петров Н. С., Долгополов Н. Н. Высокочастотная сварка лино-
леума. В сб.: «Электрофизические методы исследования строительных мате-
риалов». ВНИИНСМ, 1965.
32. Кошкин В. Г., Горбунова А. А., Константинова
М. А. Полимерные погонажные изделия для строительства. Стройиздат, 1964.
33. Крылов В. А., Соловей А. П. Безопасность труда при ра-
боте на установках с генераторами энергии высоких и сверхвысоких частот.
Оборонгиэ, 1961.
34, Л о г и н о в В. С. Вннипластовые газопроводы. Коммунальное
хозяйство, 1963.
35. Локшин Р. Ф. Сварка термопластов «Пластические массы»,
1961, № 9.
Зб. МацюкА. Н., Богдашевский А. В., Колобков Ю. К-, Ко-
товщикова О. А. Сварка полимерных пленок. Машиностроение, 1965.
37. Нейман Дж. А., Б о к х о в Ф. Жд. Сварка пластмасс. Пер.
с англ. Машгиз, 1961.
38. Нетушил А. В., Жуховицкий Б. Я., Кудип В. Н.,
Паркин Е. П. Высокочастотный нагрев диэлектриков и полупроводни-
ков. Изд. 2-е. Госэнергоиздат, 1959.
39. .Нетушил А. В., Жуховицкий Б. Я-, К у д и и В, Н.
Высокочастотный нагрев в электрическом поле. «Высшая школа», 1961.
40. Нечаев Г. А., Федотов Е. Д. Применение пластических
масс для гидроизоляции зданий. Стройиздат, 1965.
41. Николаев Г. А., Ольшанский Н. А. Новые методы
сварки металлов и пластмасс. «Машиностроение», 1966.
42. Основные рекомендации по применению напорных труб из полиэти-
лена низкой плотности (высокого давления). Госстройиэдат, 1961.
43. Петров Н. С., Дзерве Н. К- Устройство полов из линолеу-
ма со сваркой кромок полотнищ. Стройиздат, 1964.
44. Пластмассы в машиностроении. Сборник статей. «Машиностроение»,
1964.
45. Семячкин С. Е. Современные способы сварки пластических
масс. Трудрезервиздат, 1959.
46. С л о и и м е р Б. М., Поваров К. И, Стеклянные трубопро-
воды в народном хозяйстве, их монтаж и эксплуатация. Стройиздат, 1961.
47. Смирнов Б. И. Сварка пластиката токами высокой частоты.
«Сварочное производство», 1960, № 9.
48. Справочные материалы по газопламенной обработке металлов.
183
Вып. 20, «Сварка пластмасс», Машгиз, I960 (Внииавтоген).
49. Строительные нормы и правила. Глава 11, «Техника безопасности
и строительстве (СНиП III-A. 11-62). Изд. 2-е, Стройиздат, 1964.
50. Тростя некая Е. Б., Комаров Г. В., Шишкин В. А.
Соединение изделий из слоистых пластикон при помощи токов высокой часто-
ты или ультразвука. «Пластические массы», 1962, № 12,
51.. Тростлнская Е. Б., Комаров Г, В., Шишкин В. А,
Соединение отвержденных пластических масс методом химической сварки.
«Пластические массы», 1965, №11.
52, Уд ыма П, Г, Коррозионностойкие трубопроводы из неметалли-
ческих материалов. Госхимиздат, 1963.
53. Ф е д о р о в а И. Г., Ш едина Т. А., Б р и ц ы п Н. Л,'
Применение высокочастотного нагрева при изготовлении труб из стекло-
пластиков. «Пластические массы», 1961, № 5.
54. Ф о г е л ь А. А. Промышленное применение токов высокой часто-
ты. Машгиз, 1957.
55, X о р б е н к о И. Г, Ультразвук в машиностроении. «Машино-
строение», 1966,
56. Ц а д е Д’. П. Электротермическая и высокочастотная сварка плас-
тических масс. Пер. с нем. Госстройиздат, 1962.
57. Шандыба В. А. Прочность сцепления пленок из поликапро-
лактама с металлами. «Пластические массы», 1963, № 9.
58. Шепелев А. М. Оклейка обоями и пастилка линолеума. «Выс-
шая школа», 1965.
59. Ш р а д е р В. Обработка и сварка пластических масс. Пер. с нем.
Профиздат, 1960.
60. Эльстер П. Б., Чесноков А. М. Технология изготов-
ления изделий из винипласта. «Машиностроение», 1964.
61. Якшин В. С. Памятка по технике безопасности для рабочих,,
запятых устройством полов нз синтетических материалов. Стройиздат, 1965.
ОГЛАВЛЕНИЕ
Стр.
Введение......................................................... 3
Глава I. Классификация и характеристика способов сварки пластмасс 10
Глава II. Сварка пластмасс газообразными теплоносителями .... 30
Общие сведения.............................................. 30
Технология сварки .......................................... 32
Сварочные прутки........................................... 36
Гор елки и оборудование ................................ 37
Глава III. Контактная сварка..................................... 57
Общ ие сведения.......................................... 57
Тех нология сварки...................................... 58
Сва рочный инструмент.................................... 61
Сварочное оборудование ...................................... 64
Глава IV. Сварка токами высокой частоты......................... 72
Общие сведения............................................... 72
Технология сварки .......................................... 74
Сварочное оборудование ...................................... 79
Глава V. Перспективные способы сварки........................... 88
Сварка инфракрасным излучением . . . •....................... 88
Сварка улвтразвуком...................................... 89
Сварка трением.............................................. 98
Сварка вибротрением ........................................ 99
Сварка расплавленным прутком................................. 99
Сварка методом набухания....................................101
Химическая сварка............................................ 101
Ядерная сварка...................... .......................101
Сварка электросопротивлением .............................. 102
Индукционная сварка..................................... . 102
Сварка вращающимся прутком (заклепками)...................... ЮЗ
Компрессионная сварка....................................... 103
Сварка ио методу спекания....................................103
Глава VI. Применение сварки пластмасс для изготовления и монтажа
строительных конструкций....................................104
Сварка полимерных погонажных изделий.........................104
Сварка пластмассовых трубопроводов и трубопроводной арматуры 106
Изготовление баков и резервуаров из пластмасс................130
Сварка гидроизоляции из пленочных и тонких листовых пластмасс 137
Контактная сварка конструкций таврового сечения ............. 141
Сварка линолеума............................................ 142
Сварка материалов, армированных пластмассами................151
Сварка пластмассовых оболочек кабелей и проводов............156
Технико-экономические сравнительные данные..................158
185
Глава VII. Техника безопасности и производственная санитарий . . L 161
Глава VIII. Контроль качества сварных швов изделий и конструкций 167
Способы проверки качества сварных швов ......................I6&
Характеристика дефектов сварки и методы их устранения , . . 174
Г лава IX. Современное состояние техники сварки пластмасс и перспек-
тивы ее развития............................................177
Литература............................................... . 182
Сергей Ефремович Ссмячкин
СВАРКА ПЛАСТМАСС В СТРОИТЕЛЬСТВЕ
Afocxea, К.’ 3 1, Кузнецкий мост, 9
* * *
Редактор издательства И, Г. Захарова
Переплет художника X* А. Павлинова
Технический редактор Т. А4. Кан
Корректоры A, Af. Введенская t
А. Н. Пономарева
Сдано в набор 6/1?£ 1967 г*
Подписано к печати 16/Н 1968 г*
Т-0064 8+ Бумага 60 X 9О’/и“^ л» 11,5-
печ. л. ^уч.-изд. 12,32 л.). Тираж 10 000.
Изд. VN97 5L Зак. № 1641.
Цена 77 коп,
Моск. тип. № 4 Главполиграфпрома
Комитета по печати
при Совете Министров СССР
Б. Переяславская ул.» 46