/





































































































































































Текст
КОВКА OS
И ШТАМПОВКА
спв<\вочнин
КОВКА
И ШТАМПОВКА
СПРАВОЧНИК В 4-Х ТОМАХ"
Редакционный совет:
Е.И. СЕМЕНОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф. (председатель),
ОА. ГАНАГО,
д-р техн. наук проф.
Л.И.ЖИВОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф.
Г.Д. ЛЕПЕНШИН,
инж.
АД. МАТВЕЕВ,
д-р техн. наук проф.
ГА. НАВРОЦКИЙ,
заслуженный д«я*ель науки и техники РСФСР,
д-р техн. наук проф.
И.Н. ФИЛЬКИН,
канд. техн. наук
лауреат Государственной премии СССР
ТОМ
ХОЛОДНАЯ ОБЪЕМНАЯ
ШТАМПОВКА
Под редакцией
заслуженного деятеля науки
и техники РСФСР,
д-ра техн. наук проф.
Г.А. НАВРОЦКОГО
МОСКВА
«МАШИНОСТРОЕНИЕ»
1987
ББК 34.623
К56 n
УДК 621.73 @35Mу
Авторы т о м а: М. Г. Амиров, Е. Г. Белков, К. Н. Богоявленский,
И. К. Букин-Батырев, А. Т. Быкадоров, Р. К. Гареев, В. А. Головин,
A. Л. Жаров, А. 3. Журавлев, С. Я Знаменщиков, И. С. Калениченко,
И. А. Клусов, А. И. Коган, Л. С. Кохан, В. А. Кроха, Д. П. Кузнецов,
Э. П. Луговой, Ю. А. Миропольский, А. Г. Навроцкий, Г. А. Навроцкий,
B. М. Новиков, И. Б. Нуркаев, А. Г. Овчинников, С. Н. Позняков, Н. И. Ре-
шетнев, В. С. Рыжеванов, И. Е. Семенов, С. С. Соловцов, В. С. Солодяи-
ников, Ф. А. Теплый, Ю. Ф. Филимонов, Ю. К. Филиппов, В. Я. Шехтер,
В. Г. Шибаков, Ф. С. Штейн
Рецензент тома д-р техн. наук В. И. Любвин
Ковка и штамповка: Справочник. В 4-х г/Ред. совет:
Е. И. Семенов (пред.) и др. — М.: Машиностроение, 1987 —
т. 3. Холодная объемная штамповка/Под ред. Г. А. Навроц-
Навроцкого. 1987. 384 е., ил.
(В пер.): 1 р. 90 к.
В третьем Tojwe приведены сведения об основных операциях холодной объем-
объемной штамповки, конструировании штамповой оснастки и выборе отдельных ти-
типоразмеров оборудования н автоматических линий. Описаны свойства н особен-
особенности подготовки металла при штамповке деталей на прессах и автоматах.
Изложены данные по холодной и полугорячей штамповке заготовок из угле-
углеродистых и легированных сталей, а также цветных сплавов, требования к качеству
готовых деталей, технико-экономические показатели.
Приведены расчетные формулы н графики для определения давлений на ин-
инструмент и деформирующих сил при различных формообразующих операциях.
Даиы понятия о автоматизации проектирования процессов холодной объеми< й
штамповки.
Справочник предназначен для инженерно-технических работников машино-
машиностроительных предприятий, может быть полезен преподавателям и студентам
втузов.
2704030000-605
038 @D-S7
К56
к
Подписное
ББК 34.623
6П4.2
СПРАВОЧНИК СПЕЦИАЛИСТА
Марс Гизитдннович Амиров, Евгений Григорьевич Белков,
Константин Николаевич Богоявленский и др.
КОВКА Ц ШТАМПОВКА
Справочник (в 4-х томах)
Том 3
Холодная объемная штамповка
Редактор И. И. Лесниченко. Художественный редактор С. С. Водчиц. Оформление ху-
художника Л. Я. Михайлова. Технический редактор Т. И Андреева. Корректоры. И М. Во-
рсйша, А. М. Усачева.
И Б № 3337
Сдано в набор 25.04.86. Подписано в печать 15.09.80. Т-15387. Формат GOXQO'/ie- Ьу-
Мйга типографская № 1. Гарнитура литературная. Печать высокая. Усл. печ. л. 24,0
Усл. кр.-отт. 24,0. Уч.-изд. л. 30,24. Тираж 2007/ экз. Заказ ИЗ Цена I р. 90 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
10707G, Москва, Стромынский пер.,4.
Ленинградская типография № 6 ордена Трудового Красного Зиамеии
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
© Издательство «Машиностроение», 1987 г.
ОГЛАВЛЕНИЕ
Глава 1. Общие вопросы техно-
технологии холодной объемной штам-
штамповки на прессах и автоматах
(jj Характеристика и классифи-
классификация процессов холодной объ-
объемной штамповки (Г. А. Навроц-
Навроцкий, В. А. Головин)
ДГ Принципиальные схемы тех-
' нологических процессов, основы
их проектирования при штам-
штамповке на прессах (В. А. Голо-
щи)
\3) Принципиальные схемы тех-
технологических процессов, основы
их проектирования при штам-
штамповке на одно- и многопозицион-
многопозиционных автоматах (Г. А. Навроц-
Навроцкий, В. А. Головин)
Глава 2. Основные параметры,
схемы, особенности конструкции
и работы автоматов для холод-
холодной объемной штамповки. . .
^i'. Однопозиционные и двухпо-
'зиционные автоматы для высад-
высадки стержневых деталей
(Г. А. Навроцкий, Ю. А. Ми-
ррпольский)
) Многопозиционные автоматы
для объемной штамповки стерж-
стержневых и коротких деталей и
комбайны для полного изготов-
изготовления деталей (Г. А. Навроц-
Кий, Ю. А. Миропольский). ,
3) Автоматы обрезные и для по-
повторной высадки (Ю. А. Миро-
Польский, С. Н. Позняков). .
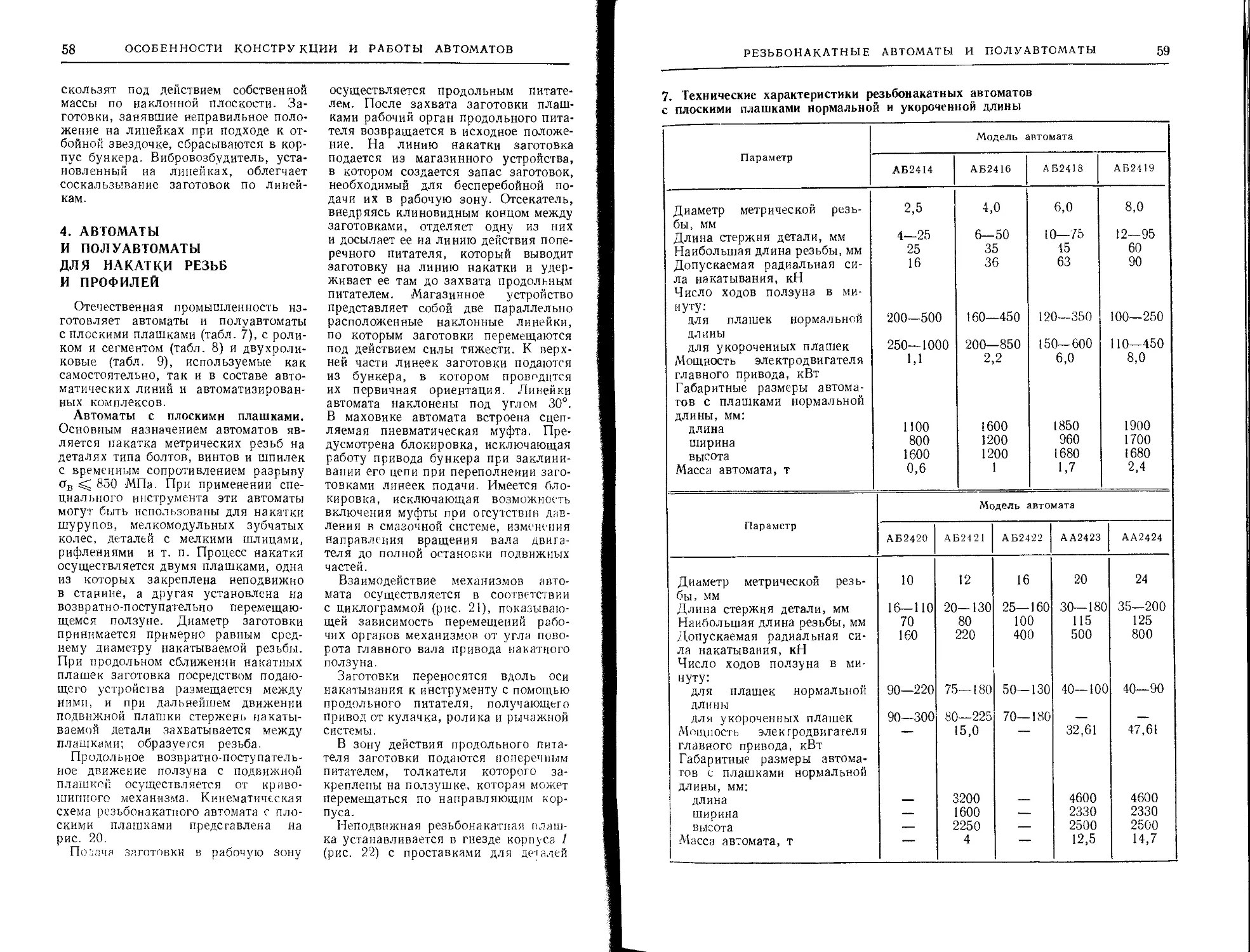
Ч4) Антоматы и полуавтоматы
для накатки резьб и профилей
(Ю. А. Миропольский Э. П. Лу-
Луговой)
,Ж, Автоматы проволочно-гвоз-
дильные (А. Г. Навроцкий,
И. С. Калениченко, Л. С. Ко-
Кохан)
'^." Автоматы для штамповки ша-
шариков и роликов (В. С. Соло-
дянников)
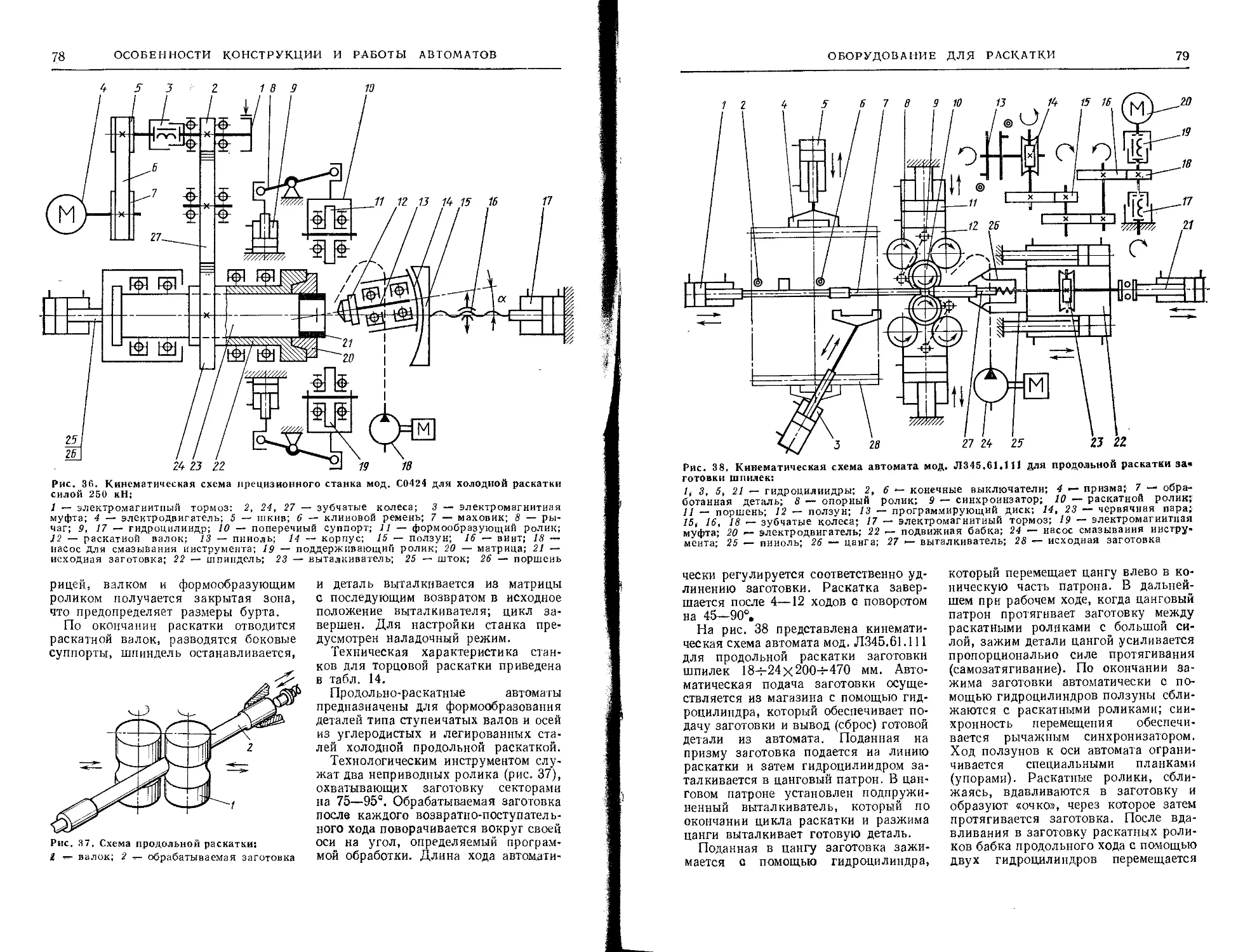
7. Оборудование для раскатки
(Ф. А. Теплый)
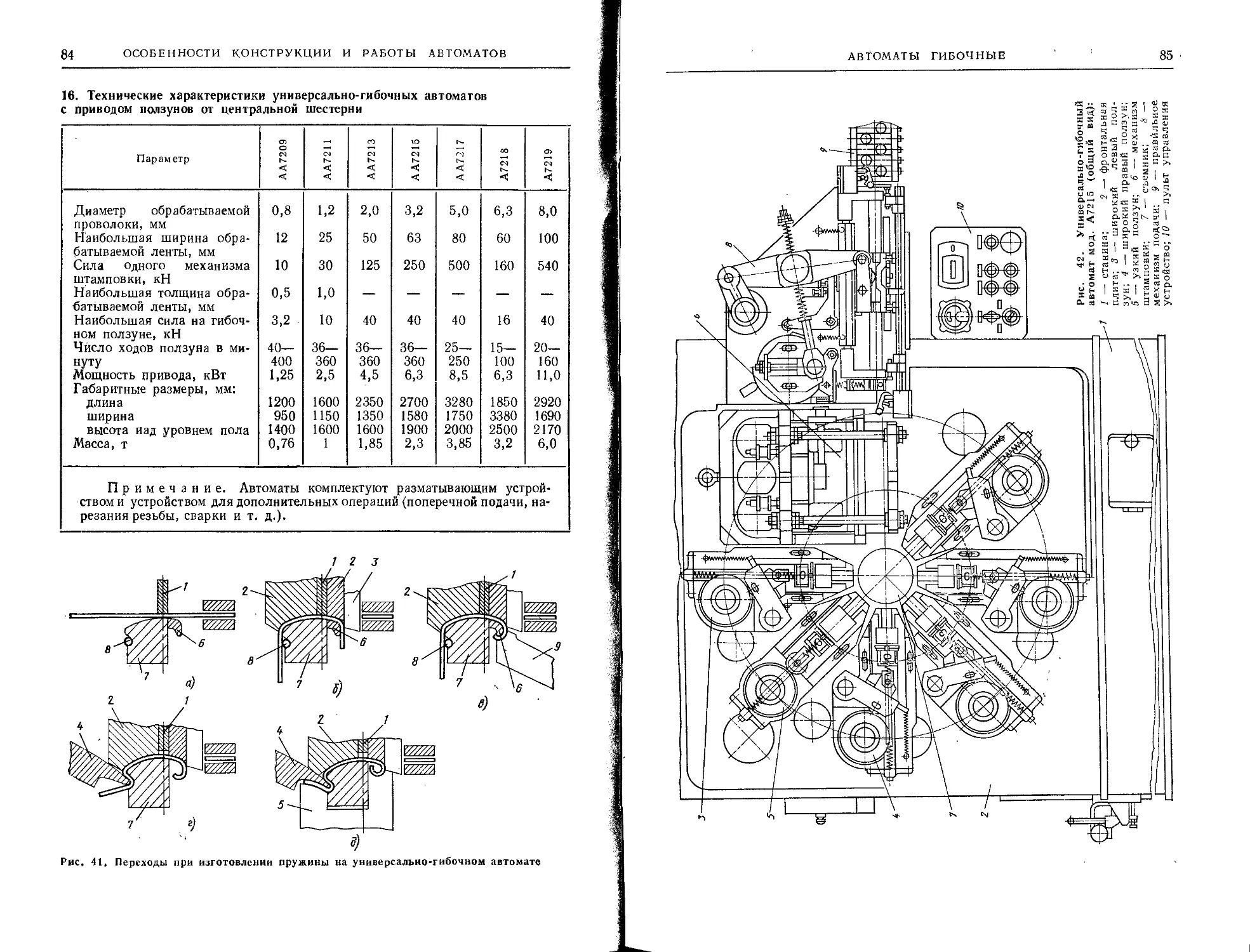
7 8. Автоматы универсально-ги-
универсально-гибочные и для изготовления пру-
пружинных шайб (Г. А. Навроцкий,
Ю. К. Филиппов)
•j 9. Роторные автоматы и авто-
автоматические линии (Я. А. Клусов)
77
83
89
Глава 3. Холодная объемная
штамповка на механических и
16 гидравлических прессах 96
1. Особенности штамповки на
прессах (В. А. Головин). ... 96
2. Производство заготовок,
предварительная и промежу-
23 точная термическая обработка,
подготовка поверхности
(В. А. Головин) 108
3. Отрезка и вырубка загото-
заготовок (С. С. Соловцов) 116
35 4. Конструирование штампо-
штампованных заготовок и деталей
(В. А. Головин) 121
5. Особенности технологии
штамповки заготовок из спла-
35 вов цветных металлов и легиро-
легированных сталей (В. А. Головин) 147
6. Конструирование, изготов-
изготовление и эксплуатация инстру-
инструмента (В. А. Головин) .... 164
7. Калибровка и чеканка
43 (В. А. Головин) 178
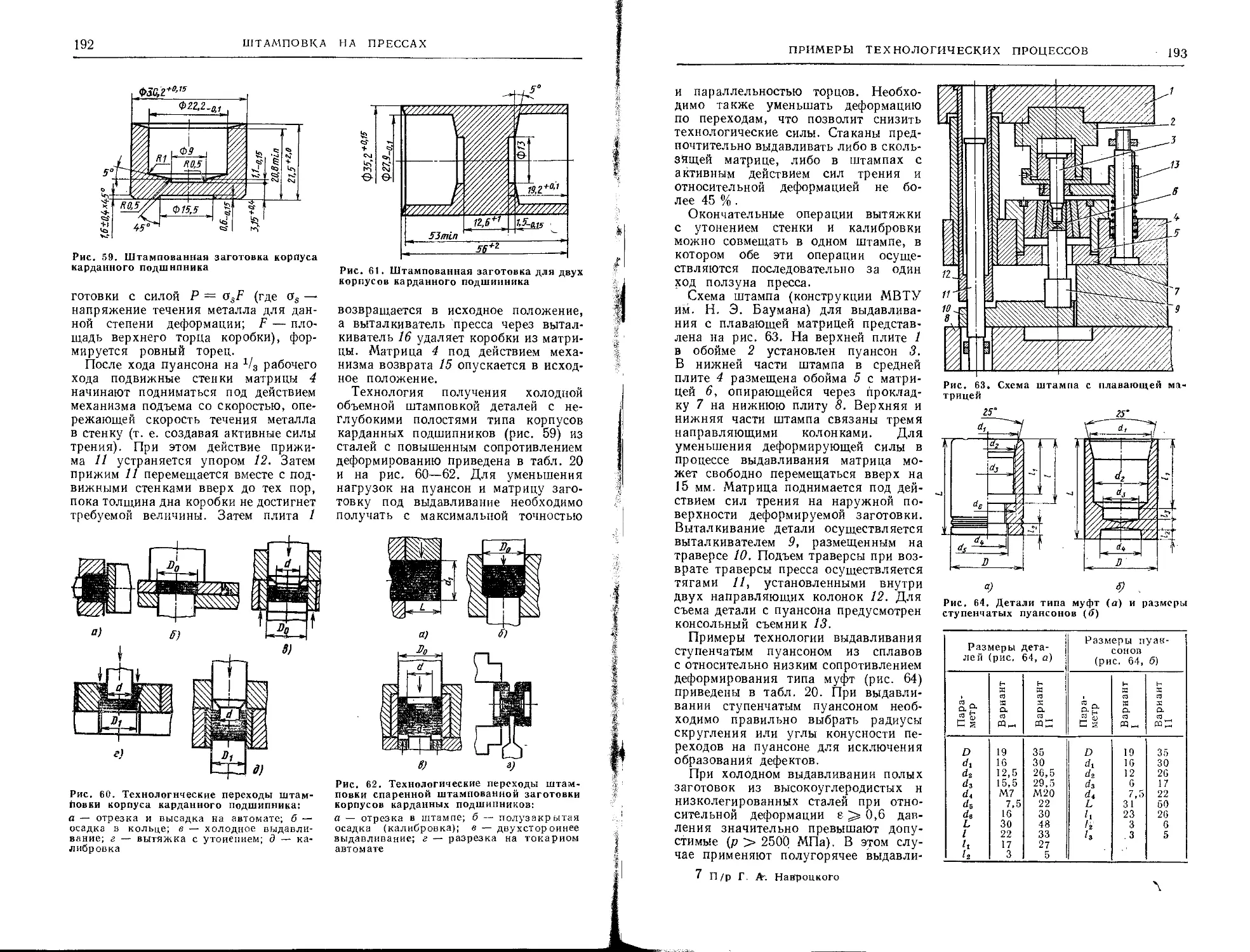
8. Примеры технологических
процессов холодной и полуго-
53 рячей объемной штамповки
(В. А. Головин, И. Е. Семенов) 181
196
,/Глава 4, Холодная объемная
58 ' штамповка на автоматах. .
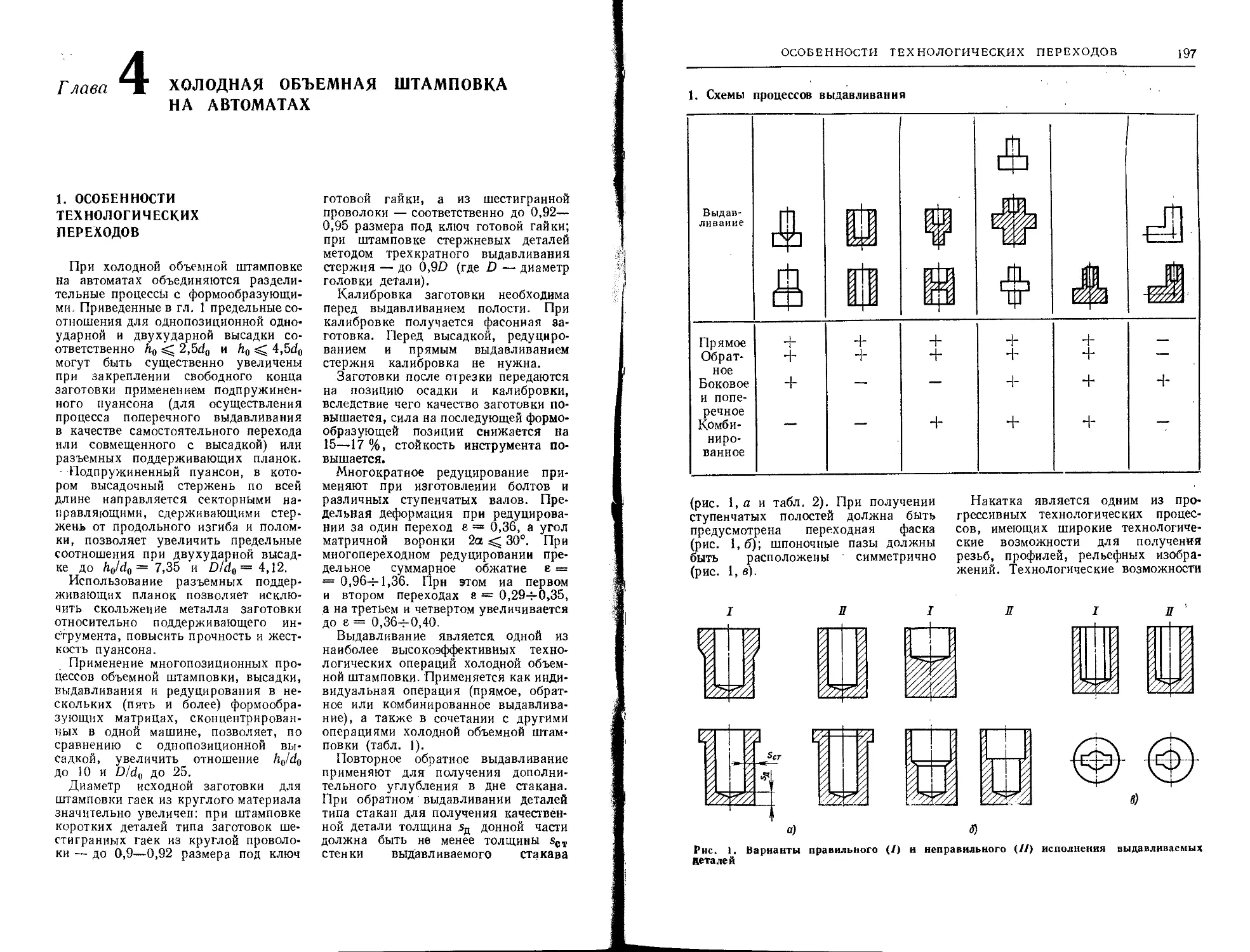
1, Особенности технологичес-
технологических переходов (Ю. А. Миро-
68 польский, Ю. К- Филиппов,
В. С. Солодянников)
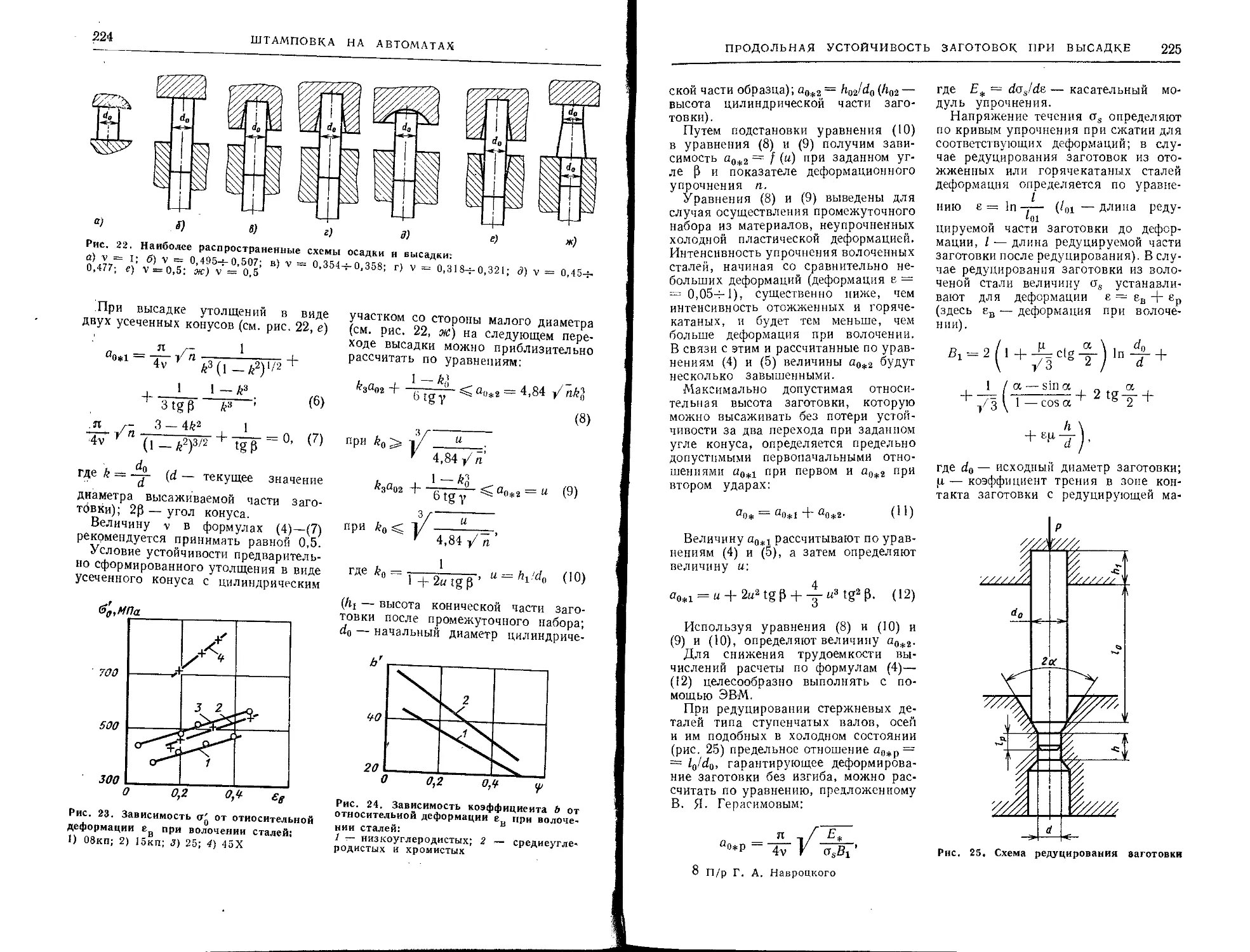
2. Продольная устойчивость за-
74 готовок при осадке, высадке и
196
ОГЛАВЛЕНИЕ
редуцировании (И. К. Букин-
Батырев, В. А. Кроха). . . .
3. Прогнозирование разруше-
разрушения металла при холодной вы-
высадке (Г. А. Навроцкий,
В. Г. Шибаков)
4. Жидкие технологические
Смазки для холодной объемной
штамповки и высадки на авто-
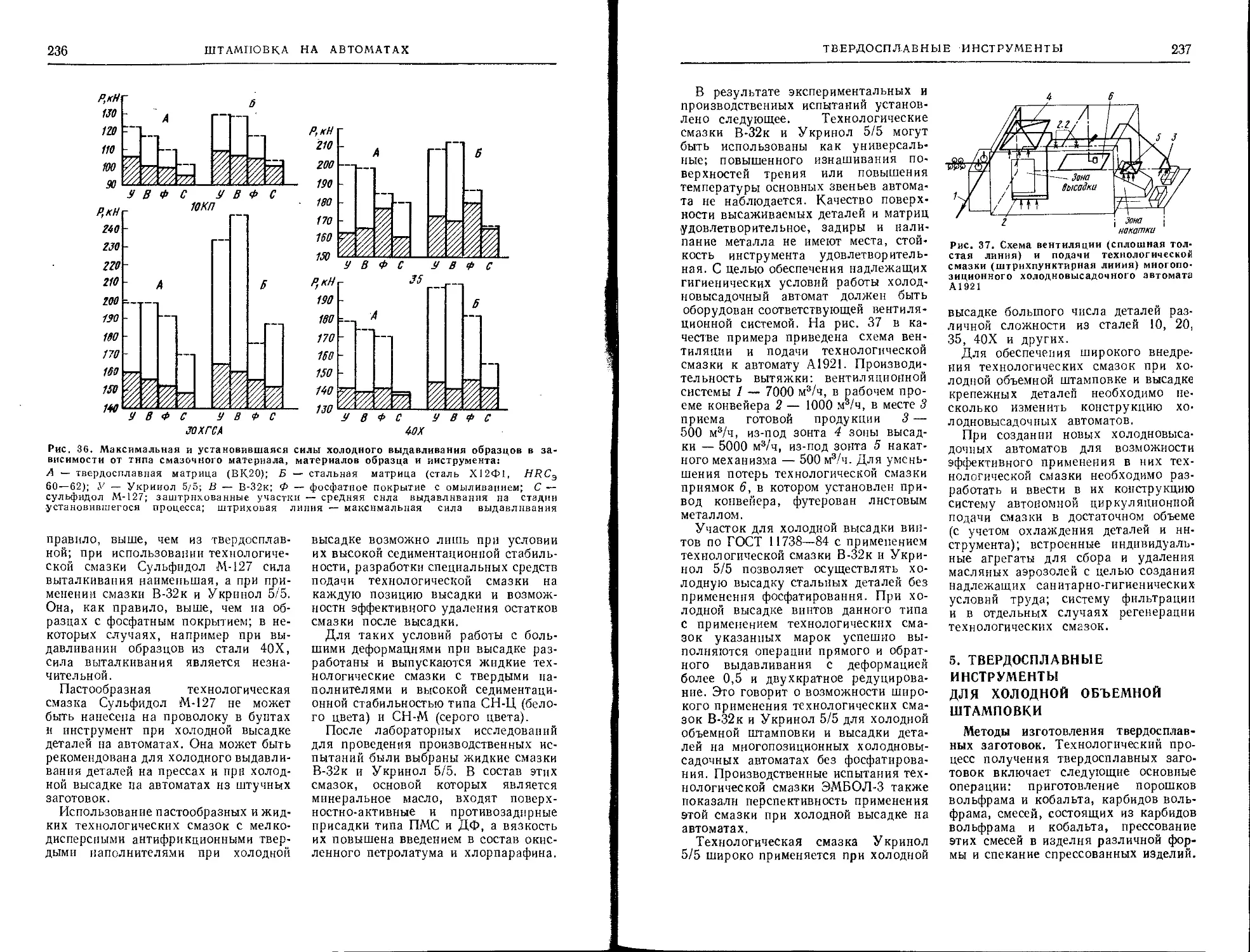
автоматах (Ф. С. Штейн)....
5. Твердосплавные инструмен-
инструменты для холодной объемной
штамповки (В. С. Рыжеванов).
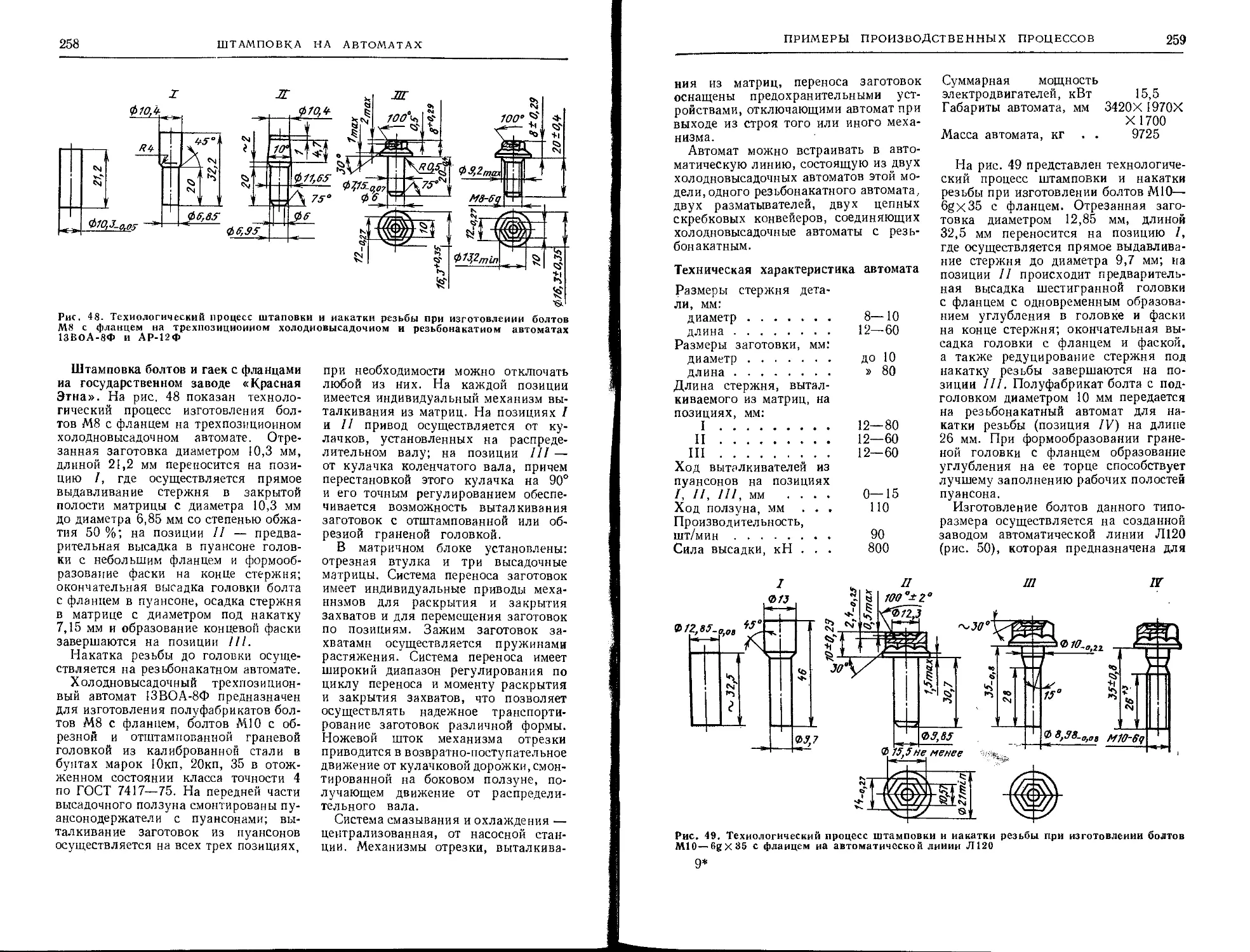
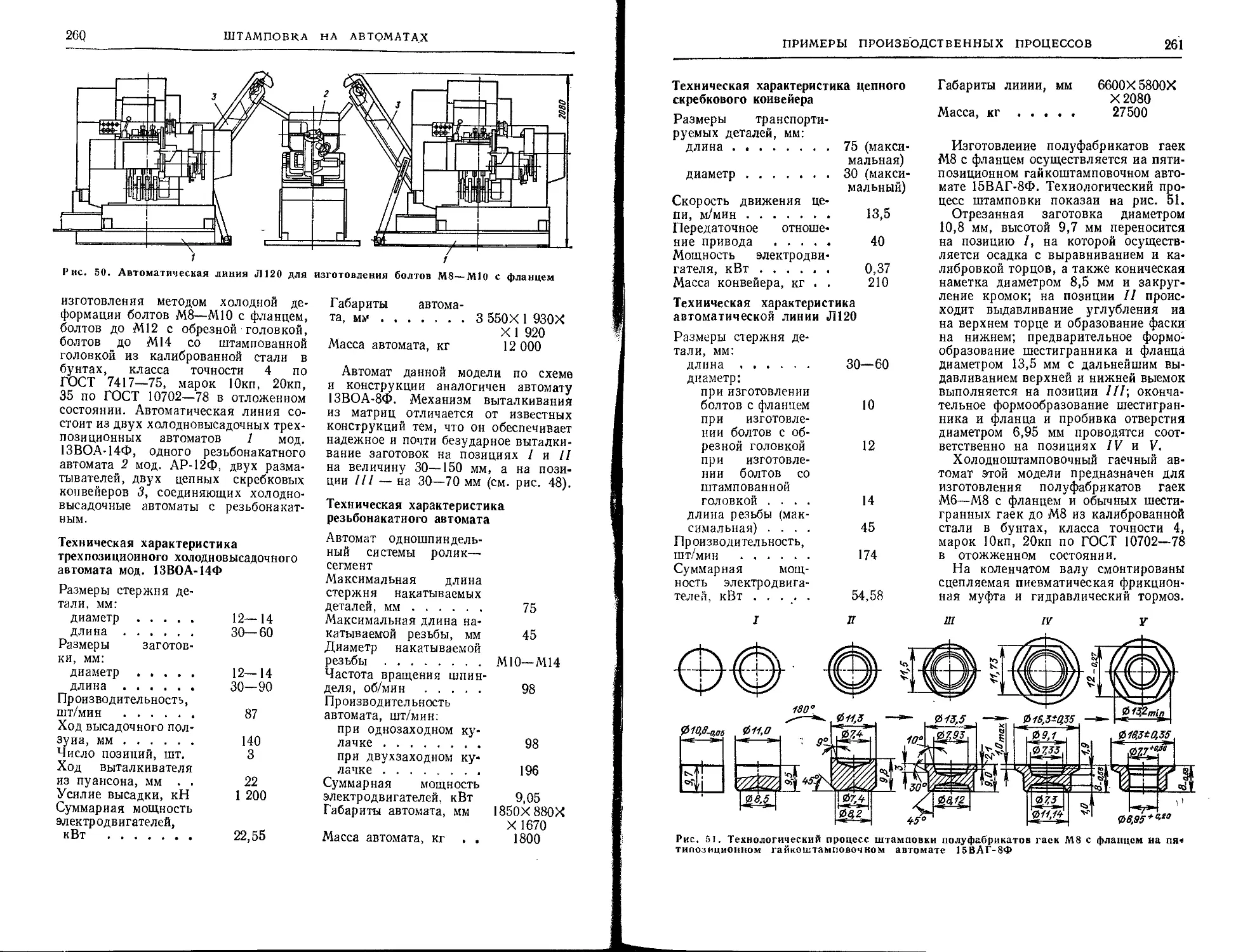
6. Примеры производственных
процессов штамповки на авто-
автоматах (М. Г. Амиров, Р. К. Га-
реев, С. Я- Знаменщиков,
И. Б. Нуркаев, Г. А. Навроц-
Навроцкий, Ю. А. Миропольский,
Ю. К- Филиппов, Н. И. Решет-
нев. А, Т. Быкадоров). . . .
Глава 5. Упрочнение металлов
и определение потребной силы
деформирования
1. Упрочнение заготовок в про-
процессе пластического формообра-
увования деталей (В. А. Кроха)
\ 1.JОпределение и учет напря-
напряжения течения при расчете по-
потребной силы штамповки
JX- А. Навроцкий, В,А. Кроха)
'43j Определение силы отрезки,
осадки, выдавливания и реду-
редуцирования (В. Я. Шехтер). .
¦AJ Определение силы высадки
и двустороннего выдавлива-
выдавливания. Высадка (Г. А. Навроц-
Навроцкий, В. А. Кроха)
\5у Определение силы выталки-
"вания после высадки (Ю. А. Ми-
рольский)
6. Определение силы чеканки и
221 калибровки (А. Г. Овчинников) 298
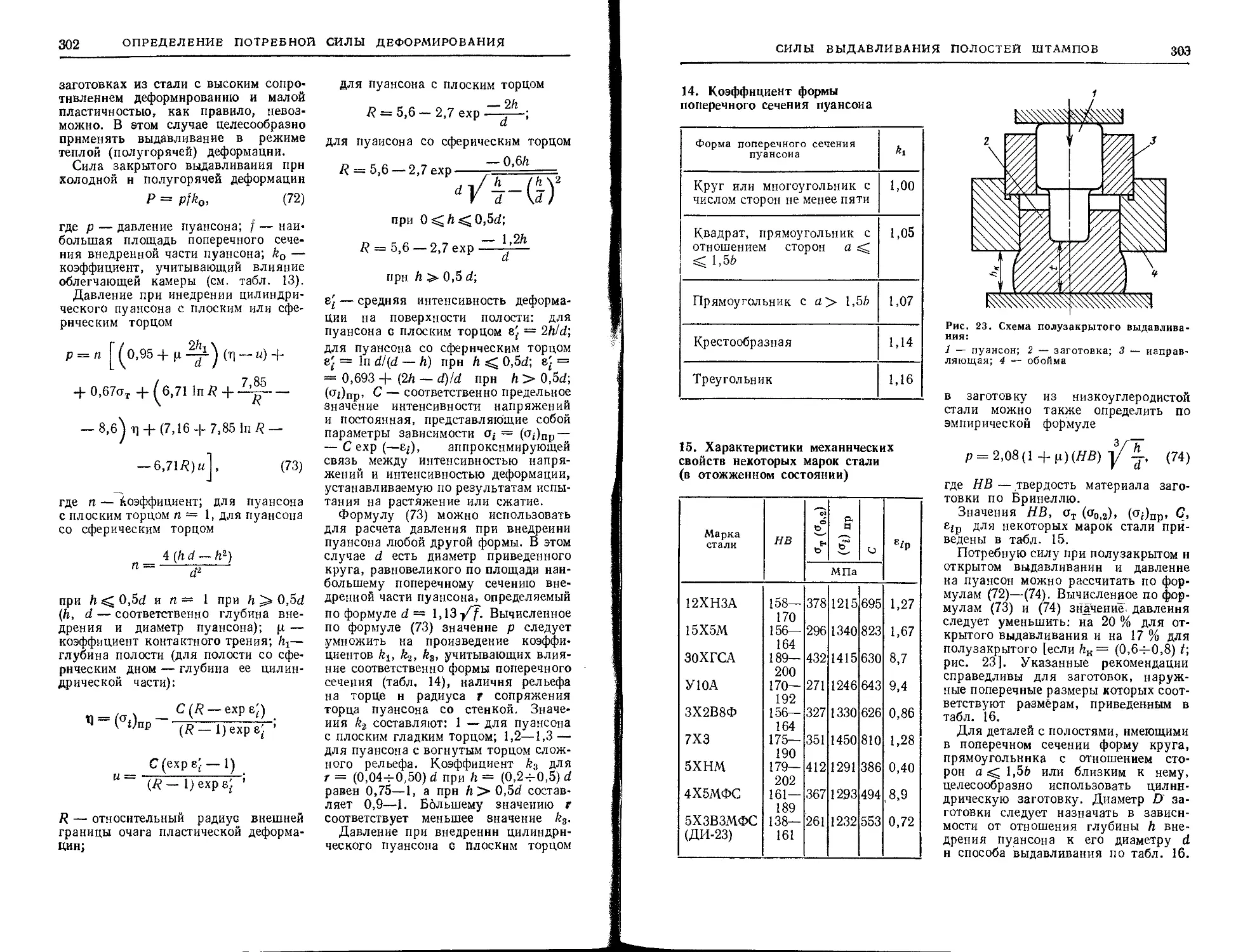
7. Определение силы выдавли-
выдавливания рабочих полостей штам-
штампов и пресс-форм (Д. П. Кузне-
229 цов) 299
Глава 6. Специализированные
процессы формообразования за-
ogq готовок и деталей 307
-. 1. Редуцирование при изготов-
изготовлении стержневых заготовок и
237 деталей (В. М. Новиков, Ю. Ф.
Филимонов) 307
2. Выдавливание полостей тех-
технологической оснастки
(А. И. Коган) 314
3. Накатка резьб и профилей
(Ю. А. Миропольский, Э. П. Лу-
Луговой) 332
253 4. Определение потребной силы
накатки наружной резьбы
(А. 3. Журавлев, Э. П. Луго-
Луговой) 343
oyg 5. Холодная торцовая раскатка
деталей (К. Н. Богоявленский) 350
6. Навивка пружин и гибка
проволоки на автоматах
(Г. А. Навроцкий, Е. Г. Белков) 355
276 7. Штамповка стержневых кре-
крепежных деталей специальных
видов (Л. С. Кохан, А. Г. Нав-
280 роцкий) 360
Глава 7. Обеспечение качества
при разработке технологии и из-
под готовлении деталей 363
1. Применение ЭВМ при разра-
разработке технологии штамповки и
конструировании штампов
288 (И. К. Букин-Батырев) ... 363
2. Качество деталей {А. Л. Жа-
Жаров) 376
297 Предметный указатель .... 382
Глава
1
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ
ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ
НА ПРЕССАХ И АВТОМАТАХ
1. ХАРАКТЕРИСТИКА
И КЛАССИФИКАЦИЯ
ПРОЦЕССОВ ХОЛОДНОЙ
ОБЪЕМНОЙ ШТАМПОВКИ
Повышение точности и качества за-
заготовок — одна из основных задач
современной технологии машинострое-
машиностроения. Наиболее полно эта задача реали-
реализуется при использовании процессов,
основанных на холодной пластической
деформации. К числу наиболее про-
прогрессивных процессов, основанных на
холодной пластической деформации,
относятся взаимно дополняющие друг
друга процессы листовой и холодной
объемной штамповки.
При холодной объемной штамповке
достигается: деформационное упроч-
упрочнение, отсутствие надрезов, направ-
направленность волокна вдоль конфигурации
штампованной заготовки, улучшение
микрогеометрии (по сравнению с об-
обработкой резанием, литьем и горячей
штамповкой), увеличение коэффици-
коэффициента использования металла (по
сравнению с литьем и горячей штам-
штамповкой — на 30 % и более, по сравне-
сравнению с обработкой резанием — в 2—
3 раза). В среднем коэффициент ис-
использования металла составляет 0,90—
0,93. Значительно снижаются трудоем-
трудоемкость и стаи коем кость. Процессы ха-
характеризуются высоким уровнем ме-
механизации и автоматизации, значи-
значительно опережая процессы литья и
горячей штамповки. Применение мно-
многопозиционных штамповочных автома-
автоматов, а также установка на прессы
многопозиционных штампов-автоматов
обеспечивает повышение производи-
производительности в 5—10 раз и более по
сравнению с современными автоматами
для обработки резанием эквивалентных
деталей.
Дальнейшее расширение области
применения холодной объемной шгам-
повки вместо обработки резанием, а
также литья и горячей штамповки
может быть достигнуто улучшением
эксплуатационных свойств, усложне-
усложнением формы, увеличением абсолют-
абсолютных размеров (массы) штампуемых
деталей. Значительным резервом тех-
технологии изготовления деталей слож-
сложной формы является сочетание холод-
холодной объемной штамповки с другими
видами холодного деформированиия —
специальными видами обработки с ло-
локальными нагружением (раскаткой,
штамповкой качающимся и вращаю-
вращающимся инструментом и др.), листовой
штамповкой (вытяжкой с утонением
стенки и др.).
Задача технолога и конструктора —
выбрать наиболее оптимальный вари-
вариант технологии, конструкцию инстру-
инструмента, параметры оборудования. При
решении этих вопросов целесообразно
исходить из классификации операций
холодной объемной штамповкн
(табл. 1).
Все операции в зависимости от ха-
характера преобладающего формоизме-
формоизменения разделены на 12 групп с индек-
индексами А, Б, В, Г, Д, Е, Ж, И, К, Л,
М, Н, каждому из которых соответ-
соответствует ряд с порядковым номером
1—12: А, Б, В — осадка, высадка,
чеканка и их разновидности; Г, Д,
Е — редуцирование, прямое выдавли-
выдавливание и их разновидности; Ж, И, К,
Л, М, Н — выдавливание обратное,
комбинированное, радиальное, вы-
вытяжка с утонением и др. Чтобы оце-
оценить варианты технологии не только
по числу переходов, силовому режиму,
и по сложности и конструкции инстру-
инструмента, в табл. 1 под соответствующим
индексом введен показатель условной
сложности наладки A—9 в порядке
повышения сложности). Операции с
использованием инструмента примерно
одинаковой сложности объединены, и
границы раздела выделены толстыми
линиями. Каждая операция описана
показателем сложности, индексом груп-
8 ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
1. Классификация операций холодной объемной штамповки
Редуцирование, прямое выдавливание
Продолжение
5 I В
ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ ПРОЦЕССОВ
Продолжение
Е
ш
Продолжение
выдадливание обратное, номВиниробанное, радиальное, вит я/их а с утонением
10 ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
Продолжение
Продол/нения
ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ ПРОЦЕССОВ
11
пы и порядковым номером (например,
2А9, 6Ж1, 5КЗ).
Ниже приведены характеристика и
назначение операций холодной объем-
объемной штамповки.
Операции групп А, Б, В
Д1 — открытая осадка (выравнивание
торцов, увеличение поперечного сече-
сечения, калибровка по высоте заготовки);
А2 — расплющивание (изменение фор-
формы поперечного сечения заготовки);
A3 — закрытая осадка сплошного
стержня (калибровка по высоте и диа-
диаметру, устранение овальности сечения
и продольной кривизны заготовки);
А4 — разновидность операции A3
с удалением лишнего металла в тор-
торцовый заусенец;
А5 — разновидность операции A3
(образование наметок на ториах за-
заготовки);
А6 — калибровка стержневой части
заготовки с высадкой фланца;
А7 — калибровка заготовки по схемам
операций A3, А4 с образованием фаски
в нижней части;
А8 — калибровка расплющиванием
(получение заготовок с малыми допу-
допусками на размеры поперечного сечг-
ния в двух взаимно перпендикулярных
направлениях);
А9 — закрытая высадка в полостях
пуансона и матрицы (образование мест-
местных утолщений различного сечения);
А10 — разновидность операции А9
(дополнительно формуется подголо-
подголовок);
All — контурная осадка;
А12 — высадка шариков с истечением
и без истечения металла в облой;
Б1 — закрытая объемная штамповка;
Б2 — закрытая высадка в пуансоне при
HlD <; 2,3 (открытая осадка до сопро-
косновения боковой поверхности за-
заготовки со стенками инструмента; да-
далее закрытая осадка);
БЗ — закрытая высадка в матрице;
Б4, Б5 — закрытая высадка заготовок
типа цилиндр с усеченным конусом или
многогранная призма о усеченным ко-
конусом;
Б6 — высадка в подпружиненном пу-
пуансоне (большая часть заготовки на-
направляется в цилиндрическое отверс-
отверстие пуансона; деформирование осуще-
осуществляется постепенно с помощью вы-
выталкивателя, скользящего внутри пу-
пуансона; используется для набора ме-
металла перед заключительными опера-
операциями высадки при HlD > 4,5);
Б7 — открытая или закрытая высадка
в полости пуансона и матрицы при
HlD <$ 2,3 (образование утолщений
в средней части детали);
Б8 — высадка многогранной головки
из заготовки с головкой типа цилиндра
с усеченным конусом сверху;
Б9 — разновидность операции Б6
высадки многогранной головки;
Б10, Б11 — закрытая или открытая
высадка сплошной части предвари-
предварительно прошитой заготовки;
Б12 — высадка несимметричной го-
головки в Г-образной полуматрице,
полость которой касается заготовки;
81 — высадка в подвижной матрице;
82 — предварительная высадка в
коническую полость пуансона;
83 — высадка-осадка фланца без упо-
упора заготовки в выталкиватель;
84 — предварительная высадка (при-
(придание головкам заготовок определен-
определенной формы, обеспечивающей заполне-
заполнение металлом многогранных полостей
при операциях Б8 и В7);
85 — фасонирование части заготовки
перед последующей высадкой эксцен-
эксцентрично посаженной головки;
87 — высадка многогранной головки
из заготовки типа многогранная усе-
усеченная пирамида;
88 — разновидность операции БЗ
(оформление подголовка);
89 — высадка фланца на полой заго-
заготовке в штампе с подвижной матрицей;
810 — закрытая осадка полой заго-
заготовки на оправке;
811 — свободная осадка с выдавлива-
выдавливанием на подвижной оправке (изготов-
(изготовление деталей с фланцем из заготовок
в виде стакана);
812 — формовка кольцевого закрытого
бурта.
Операции групп Г, Д, Е
П, Г2 — прямое выдавливание полой
детали из полой заготовки (без дна
или с дном);
ГЗ — прямое выдавливание полой да-
тали;
Г5 — вытяжка полой заготовки из
плоского проката с последующим пря-
прямым выдавливанием деталей типа ста-
12
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
i
Hi
L&?
яииЫг д
nimwag ti.iuoij
ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ ПРОЦЕССОВ
15
кан (исходная заготовка — круглая,
шестигранная, квадратная);
Г6 — редуцирование полой заготовки
(с дном, без дна);
Г7— двустороннее редуцирование спло-
сплошного стержня (изготовление ступен-
ступенчатых деталей типа валиков, шпинде-
шпинделей и т. д.);
Г8 — редуцирование сплошной заго-
заготовки, совмещенное с высадкой го-
головки;
Д1 — редуцирование сплошного стерж-
стержня (обжатие одного из концов заго-
заготовки);
Д2 — разновидность операции Д1
(при последующих переходах и для
получения деталей ступенчатой фор-
формы);
ДЗ — закрытое редуцирование (об-
(обжатие одного конца заготовки, если
свободная часть ее может получить не-
некоторую деформацию);
Д4 — разновидность операции Д1
(обжатие конца полуфабриката с
утолщением);
Г4 — открытое или закрытое редуци-
редуцирование с образование шлицев, зубь-
зубьев, многогранного профиля;
Г9 — редуцирование вращающимися
валками;
ПО — прямое выдавливаниес разда-
раздачей;
Г11 — разновидность операций П,
Г2 с наложением растягивающей силы
в направлении выдавливания, т. е.
с натяжением;
Г12 — непрерывное прямое выдавлива-
выдавливание через очко, образуемое опорой и
канавкой вращающегося колеса под
действием сил трения на поверхности
контакта колеса и заготовки;
Д8 — сквозная прошивка сплошной
заготовки (заготовки проталкиваются
друг за другом);
Д7 -— прямое, выдавливание деталей
типа стакан с отверстием в дне из
кольцевой заготовки (форма попереч-
поперечного сечения невыдавленной и вы-
выдавленной частей может быть раз-
различна);
Д5 — прямое выдавливание стакана
со ступенчатой наружной поверхно-
поверхностью из сплошной заготовки;
Д6 — прямое выдавливание с осадкой;
ДЮ — редуцирование кольцевой за-
заготовки с последующей калибровкой;
Д11 — редуцирование или прямое
выдавливание в инструменте с подпру-
подпружиненным контейнером;
Д12 — прямое выдавливание полой
детали на подпружиненной оправке;
El, E2 — прямое выдавливание ци-
цилиндрического или многогранного
стержня (сечение заготовок — разно-
разнообразное);
ЕЗ — разновидность операций Е1,
Е2 выдавливания ступенчатой детали;
Е4 •— разновидность операций Е1,
Е2 с оформлением шлицев, зубьев;
Е5, Е6 — прямое выдавливание по
подвижной (подпружиненной) оправ-
оправке;
Е7, Е8 — прямое выдавливание с фор-
формовкой многогранного полого отростка
из кольцевой или из сплошной Заго-
Заготовки;
Е9, ЕЮ, Е11 — прямое и прямое сов-
совмещенное выдавливания из.сплошной
заготовки (ЕЮ).
Операции групп Ж, И
Ж1, Ж2, ЖЗ, Ж4, Ж5 — обратное вы-
выдавливание цилиндрического стакана,
стаканов с многогралиой (зубчатой)
внутренней поверхностью, ступенчатой
внутренней и наружной поверхностя-
поверхностями, отверстием в дне;
Ж6 — обратное выдавливание из
кольцевой заготовки стакана с от-
отверстием в дне;
Ж7 — обратное выдавливание стака-
стакана с многогранной наружной поверх-
поверхностью из цилиндрической заготовки;
Ж8 — обратное выдавливание стака-
стакана с конической полостью;
Ж9 — обратное выдавливание со сво-
свободным или принудительным переме-
перемещением матрицы;
ЖЮ — дифференцированное выдав-
выдавливание в неподвижной матрице при
движении пуансона и выталкивателя
в одном направлении;
Ж11 — обратное выдавливание с на-
наложением растягивающей силы, т. е.
с противонатяжением;
Ж12 — обратное выдавливание с про-
противонатяжением при неподвижном вы-
выталкивателе;
И1 — обратное выдавливание сплош-
сплошного стержня постоянного сечения;
перемещение металла относительно
стенок инструмента, за исключением
зоны контакта в области очага дефор-
деформации, на «стационарной» стадии прак-
16
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
тически отсутствует; применяется при
получении деталей простого и фасон-
фасонного сечения;
И2 — обратное выдавливание стакана
с многогранной (зубчатой) наружной
поверхностью;
ИЗ — обратное выдавливание стакана
С отростком небольшой высоты вну-
внутри полости; форма продольного сече-
иия отростка—цилиндр, коиус, эле-
элементы сферы и др.;
И4 — выдавливание многогранных
стаканов из заготовок, полученных
операциями Б4, Б5;
И5, И7, И8 — обратное совмещенное
выдавливание деталей типа двухстен-
иый стакан, стакан с отростком вну-
внутри, стакан с полым отростком;
И10 — обратное выдавливание тонко-
тонкостенных стаканов из заготовок типа
стакан; перед выдавливанием в по-
полость полуфабрикатов вводится оп-
оправка, поджимаемая буфером;
И12 — обратное выдавливание в не-
неподвижной матрице при движении
пуансона и выталкивателя в одном на-
направлении; заканчивается прошивкой
дна стакана.
Операции групп К, Л
К.1 — двухстороннее редуцирование;
К2 — объемная открытая штамповка;
Л1 — закрытая осадка, совмещенная
с выдавливанием стержня (получение
деталей типа стержень с головкой из
заготовок, диаметр которых меньше
диаметра контейнера);
КЗ, Л2, ЛЗ, К7 — свободная осадка
с выдавливанием сплошного или полого
стержня;
К4, К5, Кб, К8, К9, КЮ, Л6, Л7—
двухстороннее выдавливание (комби-
(комбинированное);
Л5 — обратное выдавливание с офор-
оформлением фланца в условиях открытой
прошивки;
Л9 — обратное выдавливание, сов-
совмещенное с раздачей верхней части
детали;
Л10—штамповка внутренней поверх-
поверхности кольцевой заготовки с круговым
поперечным выдавливанием металла
к центру;
К.П — обратное выдавливание втулок
со сквозной полостью;
К12 — обратное выдавливание полых
деталей со сквозной полостью;
Л12 — отбортовка с прямым выдавли-
выдавливанием металла фланца.
Операции групп М, Н
Ml, M2 — вытяжка с утонением стенок
цилиндрического стакана;
МЗ — разновидность операции Ml
с уменьшением внутреннего диаметра
заготовки;
HI — разновидность операции МЗ
с изменением сечения полости;
Н2 — вытяжка с утонением при мест-
местной вытяжке из плоской заготовки;
НЗ — вытяжка с утонением при мест-
местной вытяжке из плоской заготовки на
ступенчатой оправке;
М5 — разновидность операций К4—
КЮ, Л6—Л7 в сочетании с круговым
поперечным выдавливанием;
Н5 — обратное выдавливание с вы-
вытяжкой стакана при обратном ходе
пуансона;
М7 — радиальное выдавливание вту-
втулок с внутренними гранями и зубь-
зубьями;
Н7 — вытяжка с утонением при нало-
наложении сжимающей силы;
М8 — вытяжка с утонением внутренней
стеики двухстениого стакана;
Н8 — радиальное выдавливание;
Ml0, Ml 1 — ротационная вытяжка пря-
прямая и обратная;
Мб, Н9, НЮ, НИ, М12 — поперечное
круговое выдавливание (высадка вы-
выдавливанием);
Н12 — выдавливание поперечное ка-
канальное.
Классификация деталей, получаемых
холодной объемной штамповкой, при-
приведена в табл. 2. Классификация обоб-
щаег технологические возможности
прессов и автоматов. Номера групп
по вертикали и подгрупп по горизон-
горизонтали даны в порядке возрастания сло-
сложности технологии и конструктивного
оформления инструмента.
2. ПРИНЦИПИАЛЬНЫЕ СХЕМЫ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ,
ОСНОВЫ ИХ ПРОЕКТИРОВАНИЯ
ПРИ ШТАМПОВКЕ НА ПРЕССАХ
При производстве штампованных за-
заготовок (заготовок и готовых деталей)
холодной объемной штамповкой на
ТЕХНОЛОГИЯ ШТАМПОВКИ НА ПРЕССАХ
17
прессах применяют однопозициоиную
и многопозиционную штамповку.
При однопозиционной штамповке на
прессах наиболее полно используется
технологическая деформируемость за-
заготовок, так как между операциями
могут осуществляться разупрочняю-
щая термическая обработка (РТО),
возобновление подсмазочного слоя и
слоя смазочного материала. Выбор
технологии подготовки поверхности
состава смазочного материала не за-
зависит от конструктивных особенностей
штампа и тем более от конструктивных
особенностей пресса. Штамповка на
прессах позволяет получать конст-
конструктивные элементы заготовок с по-
помощью выдавливания (поперечного,
радиального и совмещенного), уста-
устанавливать специальные устройства для
регулирования напряженного состоя-
состояния в очаге деформации и кинематики
течения металла. Решить эти задачи
при использовании одно- и многопози-
многопозиционных прессов-автоматов, как пра-
правило, трудно.
Штамповку на прессах допускается
применять при различных серийности
производства, конструкциях и раз-
размерах штампованных заготовок. Но
реитабельность достигается при строго
ограниченном числе формоизменяющих
операций. При сложной форме деталей
сокращение числа операций обеспечи-
обеспечивается применением комбинированных
процессов (совмещенного выдавлива-
выдавливания, прямого выдавливания и высадки
и др.). При пониженной деформируе-
деформируемости заготовок, недостаточной пла-
пластичности и сильном упрочнении ма-
материала процесс формоизменения раз-
разделяется по сечению заготовки на
несколько переходов с промежуточ-
промежуточными отжигами. Для однопозициониой
штамповки применяют механические
(кривошипные и кривошипно-колен-
ные) и гидравлические прессы. По
технологическим требованиям и усло-
условиям механизации и автоматизации
(привод бункерных устройств меха-
механизмы подачи и выгрузки и т. п.,
синхронизация и сочетание во време-
времени рабочих ходов пуансовв и вытал-
выталкивателя, транспортирующие и другие
вспомогательные механизмы останов
пресса при нарушении процесса) штам-
штамповке выдавливанием, выдавливанием
в сочетании с высадкой и редуцирова-
редуцированием в наибольшей степени соответ-
соответствуют специализированные прессы
для холодного выдавливания.
Конструкция современных однопо-
зиционных прессов для холодного вы-
выдавливания в наибольшей степени
отвечает требованиям получения вы-
высокого качества штампованных заго-
заготовок, улучшения условий работы
штампа и устойчивости технологиче-
технологического процесса штамповки в целом.
У прессов минимальные размеры сто-
стола, скорость движения ползуна соот-
соответствуют заданной скорости дефор-
деформирования (обычно 60—160 мм/с);по-
вышенные продольная и поперечная
жесткость; отсутствуют угловые де-
деформации; незначительны отклонения
от плоскостности стола и ползуна (до
0,06 мм на 1 м), от параллельности
плоскости стола и нижней плоскости
ползуна (до 0,05 мм на 300 мм), от
перпендикулярности хода ползуна и
плоскости стола (до 0,06 мм на длине
150 мм). Указанные конструктивные
особенности прессов для холодной
объемной штамповки позволяют
значительно упростить конструкцию
штампа, в частности не предусматри-
предусматривать направлеиие пуансона по матрице
при выдавливании полостей, что зна-
значительно снижает расходы на инстру-
инструмент, а уменьшение размеров матриц
и особенно пуансонов по высоте по-
повышает их стойкость. Прессы для
холодного выдавливания можно при-
применять при различной серийности про-
производства. При мелкосерийном произ-
производстве особое внимание уделяется
вопросам типизации деталей и узлов
штампа. В зависимости от номенклату-
номенклатуры деталей универсальные блоки штам-
штампов со сменными пакетами изготовля-
изготовляют двух—четырех типоразмеров. Из-
Изготовление широкого ассортимента де-
деталей достигается путем быстрой пере-
переналадки легкосъемных и взаимозаме-
взаимозаменяемых пакетов. В этом случае изго-
изготовляют только два—четыре блока
штампов, которые служат несколько
лет. Универсальность штампов в зна-
значительной степени увеличивается, ес-
если типовые блоки соответственно при-
приспособлены для групп деталей, кото-
которые дополнительно разделены на под-
подгруппы с учетом их размеров в плане
18
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
и по длине. При крупносерийном про-
производстве в целях повышения произ-
производительности устанавливают много-
многоместные штампы, в которых одновре-
одновременно штампуется несколько одина-
одинаковых деталей (обычно две или три).
Для штамповки заготовок относи-
относительно небольшой длины или высоты
#/D<C0,5, т. е. для плоскостной ка-
калибровки и других операций (если
требуются небольшие ходы рабочего
инструмента и выталкивателя) приме-
применяют чеканочные прессы. При реше-
решении получить низкие детали методами
холодной пластической деформации не-
необходимо сравнить эффективность при-
применения обычных способов холодной
штамповки со способами холодного
объемного деформирования локальным
нагружением с применением качаю-
качающегося и вращающегося инструмента.
Наиболее универсальными и легко-
переналаживаемыми по номенклатуре
штампуемых деталей, размерам в пла-
плане и по длине, технологической дефор-
деформируемости исходных заготовок, тре-
требованиям к нагрузочному графику по
длине хода являются гидравлические
прессы. Значительным преимуществом
гидравлического пресса является неза-
независимость допустимой силы от поло-
положения ползуна (пуансона). Это поз-
позволяет применять как вертикальные,
так и горизонтальные гидравлические
прессы для выдавливания удлиненных
деталей, в том числе ступенчатых валов
длиной до 1 м и более, массой до 10 кг
и более.
Характерным также является жест-
жесткость пресса, простота наладки штам-
штампа, надежность и простота ограниче-
ограничения хода ползуна в зависимости от
заданных значений допустимых сил
и высотных размеров пресс-остатка
(перемычки и т. п.). В ряде случаев
необходимость снижения скоростей де-
деформирования вызвана физической
природой металла и технологическими
особенностями процесса. При опре-
определенных условиях, зависящих от
физической природы металла, актив-
активных и реактивных сил трения и соот-
соотношения поперечных размеров и тол-
толщины перемычки, процесс пластической
деформации при холодном выдавли-
выдавливании прекращается, и наступает
срез. Наибольшую опасность это яв-
явление представляет при совмещенном
выдавливании заготовок, форма кото-
которых образована полым и сплошным
стержнем и полостью, если диаметр
полости равен или несколько больше
диаметра стержня. Снижение скоро-
скоростей деформировения создает условия
для стабилизации процесса, так как
сила выдавливания уменьшается по
сравнению с силой при штамповке на
автоматах не менее чем на 8—10%,
а максимальная деформация сдвига
соответственно увеличивается.
Снижение скорости деформирования
дает положительный эффект также
при заполнении различных элементов
полости штампа путем радиального
и бокового выдавливания. При вы-
выдавливании полостей глубиной более
диаметра заметно повышается стой-
стойкость пуансонов. Однако обычные гид-
гидравлические прессы имеют малую про-
производительность, механизация тран-
транспортных операций затруднена, вслед-
вследствие чего их применяют только при
мелкосерийном производстве. С уче-
учетом технологических преимуществ гид-
гидравлических прессов освоено произ-
производство быстроходных прессов (ско-
(скорость деформирования до 4 мм/с и
более, число ходов в минуту до 25—
30). Конструкция таких прессов пре-
предусматривает возможность установки
многоместных и многопозиционных
штампов с универсальными блоками
и механизацию транспортных опера-
операций.
Многопозиционные штампы уста-
устанавливают на специализированные
прессы для холодного выдавливания
(обычно механические, реже — гид-
гидравлические). Исходные заготовки по-
получают в штампе для точной отрезки.
В некоторых случаях при крупносе-
крупносерийном и массовом производстве от-
отрезка заготовок, их калибровка и
предварительное фасонирование про-
проводятся на однопозиционном прессе-
автомате (при диаметре заготовки до
22—25 мм). После этого заготовку
подвергают РТО, очистке от окалины
и загрязнений, покрытию носителем
смазочного материала и смазыванию.
В зависимости от сложности формы го-
готовой детали и деформируемости за-
заготовки проводится штамповка на
одной или двух машинах. В некоторых
ТЕХНОЛОГИЯ ШТАМПОВКИ НА ПРЕССАХ
19
случаях на пресс устанавливают штамп
с числом позиций 8—12, часть из ко-
которых используется для первой, а
остальные для второй штамповки, а
также два синхронно действующих
механизма загрузки (бункера). При
штамповке на многопозиционных
штампах номенклатура деталей как
по штампуемости материала, так и по
форме и размерам значительно расши-
расширяется. Обеспечивается возможность
штамповки деталей из сталей с повы-
повышенной прочностью (стали 35, 45,
40Х и др.), с диаметром до 100 мм
и более и длиной до 1 м и более. По
сравнению с однопозиционной штам-
штамповкой на прессе достигается более
высокая механизация процесса и про-
производительность, отсутствует резкое
ограничение числа операций. Иногда
в конструкции многопозиционных
штампов предусматривают позиции для
дополнительного смазывания заго-
заготовки по переходам. Таким образом,
многопозиционная холодная объемная
штамповка на прессах сочетает уни-
универсальность и -высокие показатели
механизации, автоматизации, а соот-
соответственно и высокую производитель-
производительность, j
Для обеспечения высокой и стабиль-
стабильной стойкости инструмента" и ка-
качества деталей, штампуемых на прес-
прессах, плоские поверхности и оси ис-
исполнительных механизмов машины
должны быть ортогональными и сох-
сохранять ортогональность, плоскост-
плоскостность и прямолинейность в течение
всего цикла, включая вспомогательный
ход до момента начала штамповки,
рабочий ход и возвращение всех ме-
механизмов в исходное положение. Точ-
Точность размеров штампованных загото-
заготовок по высоте увеличивается, стой-
стойкость рабочих частей штампов, осо-
особенно пуансонов для выдавливания
глубоких полостей, уменьшается с
увеличением продольной жесткости
станины и пресса в целом.
Точность направляющих и попереч-
поперечная жесткость станины — важней-
важнейшие характеристики качестиа пресса,
определяющие отклонения осей заго-
заготовки и частей штампа. Стол и ползун
пресса должны быть достаточно жест-
жесткими против изгиба, иметь точные на-
направляющие практически без зазоров.
К конструкции пресса, рассчитанного
на возможность установки многопо-
многопозиционного штампа, предъявляются
дополнительные требования, исключа-
исключающие взаимное влияние позиций штам-
штампа. Поперечная жесткость исполни-
исполнительного механизма пресса для много-
многопозиционной штамповки должна обе-
обеспечивать заданную точность позицио-
позиционирования, исключать боковое, сме-
смещение ползуна вследствие асимметрии
нагрузки, определяемой как техноло-
технологией, так и возможностью отсутствия
заготовок на некоторых позициях
штампа.
Технологический процесс изготов-
изготовления штампованных заготовок и го-
готовых деталей холодной объемной
штамповкой состоит из разделитель-
разделительных, формоизменяющих и других опе-
операций (термической обработки, хи-
химической, электрохимической и ме-
механической обработки поверхности,
гибки и пр.). В зависимости от физико-
механических свойств и штампуемо-
штампуемости материала заготовки, формы, раз-
размеров, назначения и объема выпуска
деталей, типа и параметров применя-
применяемых прессов и штампов одни опера-
операции могут повторяться несколько раз,
а другие, кроме формоизменяющих, —
отсутствовать. Формоизменение осу-
осуществляется за одну или несколько
операций, в каждой из которых могут
быть использованы как простые, так
и комбинированные процессы.
Технико-экономическая эффектив-
эффективность и успешное освоение процессов
производства деталей, основанных на
применении холодной объемной штам-
штамповки, определяются правильностью
проектирования процесса. Техноло-
Технологический процесс проектируют поэ-
поэтапно.
1. Анализ технологичности конст-
конструкции детали и ее отдельных элемен-
элементов (форма, абсолютные размеры;
материал, механические свойства, точ-
точность размеров, шероховатость по-
поверхности и другие показатели ка-
качества) и разработка чертежа штампо-
штампованной заготовки. Чертеж штампо-
штампованной заготовки — основной исход-
исходный документ при проектировании
технологического процесса. Однако
при анализе предварительных и от-
отработке окончательного вариантов тех-
20
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
пологий технолог совместно с кон-
конструктором . должны откорректиро-
откорректировать чертеж детали, если это позсоля-
ет улучшить технологичность детали,
а соответственно упростить и сократить
технологический никл; увеличить
стабильность процесса; сократить
расходы на инструмент и повысить
его стойкость; повысить уровень ме-
механизации и автоматизации выдавли-
выдавливания, предварительных, промежуточ-
промежуточных и доделочных операций и т. п.
В процессе разработки чертежа
штампованной заготовки технолог
изучает условия работы детали, тре-
требования к ней и анализирует сущест-
существующий процесс изготовления, на ос-
основании чего определяет целесообраз-
целесообразность разработки и внедрения новой
технологии. Если деталь изготовляют
впервые, то необходимо сравнить
различные варианты ее изготовления
с обработкой резанием, горячей штам-
штамповкой, литьем и т. д. Основными тех-
технико-экономическими показателями
при предварительном обосновании
являются: коэффициент использова-
использования материала, объем выпуска и тру-
трудоемкость изготовления деталей.
2. Расчет объема заготовки по чер-
чертежу заготовки, выбор формы и раз-
размеров исходного материала (пруток,
лист и т. д.) по сортаменту, выпуска-
выпускаемому промышленностью.
3. Определение технологических опе-
операций подготовки материала (травле-
(травление, обдирка, правка, термическая
обработка и т. п.).
4. Выбор способа разделения исход-
исходного металла на заготовки (отрезка
в штампе на прессе или ножницах,
резка на пилах и т. д.).
5. Выбор технологии подготовки
заготовки к выдавливанию (калиб-
(калибровка, образование фасок, термическая
обработка, подготовка поверхности и
т. д.), составление технических усло-
условий на заготовку.
6. Разработка технологического про-
процесса формоизменения с определе-
определением числа операций, целесообразно-
целесообразности их совмещения или последователь-
последовательного проведения, расчет переходов с
определением единичных и суммарных
деформаций, удельных и полных тех-
технологических сил на основе исполь-
использования диаграмм пластичности и
кривых упрочнения. Особое внимание
необходимо обратить на равномер-
равномерность деформации в различных эле-
элементах и объемах поковки и соответ-
соответственно возможность концентрации на-,
пряжений, значение дополнительных
растягивающих напряжений, что мо-
может привести к ухудшению качества
продукции (короблению, неоднород-
неоднородности структуры, снижению проч-
прочности, появлению микро- и макро-
макротрещин).
При разработке технологических
процессов штамповки деталей слож-
сложной формы рассматривают целесооб-
целесообразность применения совмещенного и
других комбинированных процессов
(высадки и редуцирования и др.),
анализируют возможные варианты ки-
кинематики движения инструмента и
течения металла и регулирования на-
напряженного состояния в очаге дефор-
деформации с целью улучшения качества
детали и характеристик технологиче-
технологической деформируемости. При штамповке
на прессах необходимо стремиться
к уменьшению числа переходов, сни-
снижению нагрузок на инструмент путем
оптимизации кинематики движения
инструмента и течения металла, а
также напряженного состояния в оча-
очаге деформации, отсутствию промежу-
промежуточных операций.
На основании результатов разра-
разработки процессов формоизменения уточ-
уточняются; а) профиль, сортамент, спо-
способ получения заготовки и необходи-
необходимость ее калибровки (прокатки, прес-
прессования, волочения), состояние (горя-
(горячекатаное, холоднотянутое, отожжен-
отожженное и т. д.) и показатели качества (ме-
(механические свойства; наличие поверх-
поверхностных дефектов в виде накладов,
плен, волосовин и пр.) исходного ма-
материала; б) способ разделения исход-
исходного материала на заготовки; в) не-
необходимость и режимы проведения
предварительной, промежуточной и
окончательной термической обработ-
обработки, калибровки заготовок, очистки
поверхности и ее подготовки к выдав-
выдавливанию, а также других вспомога-
вспомогательных операций; г) технические ус-
условия на исходную заготовку (раз-
(размеры и их допуски, механические свой-
свойства, наличие фасок, калибровка тор-
торцов и т. п.).
ТЕХНОЛОГИЯ ШТАМПОВКИ НА ПРЕССАХ
21
7. Выбор конструкции и расчет раз-
размеров рабочих деталей инструмента
для штамповки (пуансонов, матриц,
оправок); особое внимание уделяется
форме, точности размеров, шерохова-
шероховатости поверхности деформирующих ча-
частей рабочих деталей; разработка тех-
технического задания на проектирование
штампа. Для успешного внедрения
процесса холодной объемной штам-
штамповки необходимо, чтобы все работы
по проектированию, изготовлению и
отладке штампа проводились при не-
непосредственном участии и руководстве
технолога, разрабатывающего техно-
технологический процесс штамповки и sa-
дание на проектирование штампа.
8. Разработка технологических тре-
требований к оборудованию для формо-
формоизменения (сила и график нагрузки,
величина хода, наличие и сила вытал-
выталкивателей, длина и конструкция на-
направляющих и т. д.), а также для про-
проведения предварительных, промежу-
промежуточных и доделочных операций; вы-
выбор необходимого оборудования со-
согласно гипажу, выпускаемому про-
промышленностью; разработке техниче-
технического задания на средства механиза-
механизации, автоматизации процессов и ох-
охраны труда при штамповке и других
операциях, а также мероприятий по
охране окружающей среды. Необхо-
Необходимо отразить важнейшие направления
научно-технического прогресса: раз-
разработку и внедрение гибких производ-
производственных систем (гибкой технологии),
автоматизированных систем управ-
управления технологическими процессами,
использование промышленных робо-
роботов.
Однако при организации новых спе-
специализированных участков и цехов
для холодной объемной штамповки,
особенно для производства деталей
с повышенными размерами (диаметр
50—100 мм и более) и массой A—3 кг
и более), необходимо создавать техно-
технологические комплексы, а при крупно-
крупносерийном и массовом производстве —
автоматы и автоматические линии,
удовлетворяющие современным требо-
требованиям технологии, механизации и
автоматизации, охраны труда и охраны
окружающей среды, а не выбирать
их по каталогам ранее созданных видов
оборудования.
3. Примерные относительные
затраты (%) при различных видах
штамповки
Затраты
На материал
На инструмент
На нагрев
На заработную
плату
На цеховые рас-
расходы
Прочие
Штамповка
п
о
Ч к
о и
X X
80
4
—
4
6
6
6
ь ^
Ч &
о к
с а.
56
6
5
14
13
Р
чая
к
о.
о
33
12
10
14
26
5
9. Расчет технико-экономической эф-
эффективности перехода от существую-
существующего процесса производства детали
к холодной объемной штамповке.
Сравнительная оценка эффективности
различных способов производства за-
заготовок.
При сравнительной оценке эффек-
эффективности различных способов произ-
производства заготовок основными харак-
характеристиками обычно служат:
коэффициент использования мате-
материала (КИМ), который при холодной
объемной штамповке в среднем со-
составляет 0,9—0,98, полугорячей штам-
штамповке 0,8—0,9, горячей штамповке
(с учетом технологических отходов)
0,5—0,75, обычных способах литья
0,6—0,75, точном литье 0,8—0,9, об-
обработке резанием 0,3—0,6;
производительность, которая по
сравнению с обработкой резанием при
холодной объемной штамповке на
прессах больше в 10—15 раз, горячей
прокатке (поперечно-винтовой, по-
перечно-клиновой, поперечной) —
в 8—12 раз, полугорячей штамповке —
в 5—10 раз, горячей штамповке —
в 3—5 раз. Примерные относительные
затраты при различных способах штам-
штамповки заготовок приведены б табл. 3.
Важными критериями оценки эф-
эффективности являются также расход
инструмента и эксплуатационные свой-
свойства детали (прочность, пластичность,
22
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
4. Относительная эффективность (%)
различных видов штамповки (при
оптимальных областях их
использования)
Показатель
Материал
Трудоемкость
¦штамповки
Инструмент
Расход энер-
энергии на обра-
обработку
Срок службы
детали х
Штамповка 2
холод-
холодная
60—20
30—5
180—
80
180—
220
Св.
160
1 При сравнении
эффективность
увеличивается
горя-
горячая
ПО—
70
70—40
250—
150
300—
400
Св.
125
полу-
горя-
горячая
70—20
60—20
200—
100
200—
280
Св.
150
с литьем
дополнительно
2 Эффективность
обработки
резанием принята равной 100 %.
ударная вязкость, герметичность и
др.) Последние, как правило, не
учитываются, хотя вследствие повы-
повышения эксплуатационных свойств де-
деталей, снижения их металлоемкости
фактическая эффективность от улуч-
улучшения эксплуатационных характери-
характеристик может не уступать значимости
других основных, а иногда и превос-
превосходить все характеристики, вместе
взятые. Наилучшие показатели
(табл. 4) имеет холодная объемная
штамповка, возможности которой осо-
особенно широки при сочетании g тер-
термической обработкой.
При сравнительной оценке необ-
необходимо учитывать расход энергии не
только при данном виде производства
заготовок, но и на воспроизводство
металла из образующнхси отходов.
Расход энергии в зависимости от спо-
способа производства заготовок приведен
в табл. 5. Расход энергии при изго-
изготовлении заготовок горячей штампов-
штамповкой принят по нижнему пределу, а
КИМ при горячей штамповке и обра-
обработке резанием — по верхнему. Не-
Несмотря иа это, суммарный расход
энергии с учетом КИМ при холодной
и полугорячей штамповке значите-
значительно ниже, чем при горячей штамповке
и особенно при обработке резанием.
Методику подсчета экономической
эффективности процессов холодной
объемной штамповки и других способов
производства точных заготовок не-
необходимо совершенствовать е учетом
расходов не только в машиностроении
но и в металлургии и при эксплуатации
машии.
Наряду с холодной, теплой и полу-
полугорячей объемной штамповкой на ос-
ноие применения различных схем фор-
формоизменения и регулирования напря-
напряженно-деформированного состояния ке-
5. Примерный расход энергии в зависимости
от способа производства заготовок
Способ производства
заготовок
Обработка резанием
Штамповка:
горячая
полугорячая
холодная
Расчет-
Расчетный
КИМ
0,50
0,70
0,85
0,92
Расход энергии на
производство,
Дж/кг
стали
36
36
36
36
про-
проката
3
3
3
3
заго-
заготовок
1
3
2
2
Суммарный рас-
расход энергии
(Дж/кг) прн КИМ
t
40
42
41
41
соответ-
соответствующем
данному
процессу
80
61
48
44
ТЕХНОЛОГИЯ ШТАМПОВКИ НА АВТОМАТАХ
23
талла в полости штампа, значительным
резервом расширения технологических
возможностей холодного объемного де-
деформирования является поиск, раз-
разработка и внедрение процессов с при-
принудительной локализацией деформа-
деформации, при которых поверхность кон-
контакта инструмента и металла умень-
уменьшена в 2—3 раза и более.
К числу наиболее перспективных
процессов о принудительной локали-
локализацией деформации относятся:
ротационное выдавливание, при ко-
котором осуществляется деформация вра-
вращающейся заготовки шариковым или
роликовым инструментом; можно по-
получать тонкостенные детали с широким
интервалом диаметров и длин из
сплавов цветных металлов, углероди-
углеродистых и легированных сталей;
обкатка, при которой осуществляе-
осуществляется деформация неподвижной заготов-
заготовки, инструмент совершает поступа-
поступательное движение и одновременные
движения обкатки (качения), переме-
перемещаясь по верхнему торцу заготовки;
можно обкатывать боковые поверхно-
поверхности стержневых и полых ступенчатых
деталей диаметром до 250 мм и более
длиной до 3000 мм;
поперечно-клиновая прокатка и рас-
раскатка; можно получать ступенчатые
детали, детали с резьбой, шлицевыми
и зубчатыми конструктивными эле-
элементами; торцовая раскатка штучных
заготовок и непосредственно из труб
и прутков позволяет совмещать обра-
обработку нескольких поверхностей заго-
заготовки, получать крупногабаритные де-
детали, производство которых на основе
высадки и выдавливания практически
невозможно; осуществлять процесс с
весьма значительными деформациями
(до 95 %) даже из труднодеформируе-
мых материалов, совмещать формо-
формоизменение и отделение штампованных
заготовок от исходного проката, сок-
сокращая расход металла на 25 % и
более;
деформирование качающимся инст-
инструментом, которое позволяет получать
детали типа дисков, шайб с буртами,
зубчатых колес, осуществлять вытя-
вытяжку с утонением и выдавливание
глубоких полостей при значительном
сокращении нагрузок на инстру-
инструмент.
Сочетание процессов с принудитель-
принудительной локализацией деформации и хо-
холодной, а также теплой и полугоря-
полугорячей штамповки позволяет дополни-
дополнительно расширить размеры, массу и
толщину стенки детали, увеличить
сложность наружного и внутреннего
контуров.
3. ПРИНЦИПИАЛЬНЫЕ СХЕМЫ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ, ОСНОВЫ
ИХ ПРОЕКТИРОВАНИЯ ПРИ
ШТАМПОВКЕ НА ОДНО-
и многопозиционных
АВТОМАТАХ
В промышленности применяют две
основные схемы технологических
процессов.
Процесс производства деталей по
первой схеме состоит из четырех ос-
основных этапов: 1) разделка проката
на мерные заготовки; 2) разупрочня-
ющая термическая обработка загото-
заготовок; 3) подготовка поверхности заго-
заготовок; 4) штамповка. Штамповка при
первой схеме осуществляется, как
правило, на вертикальных прессах
с установкой одно- или многопозицион-
многопозиционного штампа.
/" Процесс производства деталей по
второй схеме состоит из трех основных
этапов: 1) разупрочняющая термиче-
I екая обработка проката; 2) подготовка
*> поверхности проката; 3) штамповка.
¦ Штамповка при второй схеме прово-
! дится на одно- или многопозиционных
; автоматах, на которых прокат подвер-
'; гают правке и подают на позицию
'; отрезки, а затем мерную заготовку
¦-передают на штамповку.
В зависимости от конкретных усло-
условий производства (объема выпуска,
размеров и сложности формы детали,
деформируемости заготовок) схемы мо-
можно упрощать и усложнять, совме-
совмещать и применять последовательно.
Штамповка на автоматах так же
как и на прессах, может быть однопо-
зиционная и многопозиционная.
Однопозиционные автоматы, сов-
совмещающие отрезку и одну штампо-
штамповочную позицию, применяют для по-
получения деталей простой формы, как
ТЕХНОЛОГИЯ ШТАМПОВКИ НА АВТОМАТАХ
25
Рис. 2. Принципиальные схемы холодной объемной штамповки на миогопозиционных
автоматах:
а — миогопозициоииая одиоудариая штамповка (иа каждой позиции имеется одна ма-
матрица и одни пуансои); б — миогопозициоииая двухудариая штамповка (иа второй по-
позиции штамповка проводится в одной матрице последовательно двумя пуансонами)
правило высадкой, а также для полу-
получения калиброванных или калибро-
калиброванных и фасонированных заготовок
для последующей одно- или многопози-
многопозиционной штамповки на прессах.
Однопозиционные автоматы приме-
применяют с цельной (рис. 1, а—в) и с разъ-
разъемной матрицами (рис. 1, г). На ав-
автоматах с цельной матрицей осущест-
осуществляют высадку и прямое выдавливание.
Одновременно с высадкой можно про-
проводить однократное редуцирование ча-
части стержня (в основном под накаты-
накатывание резьбы), образовывать фаски,
выемки и т. п. На автоматах с разъ-
разъемной матрицей можно также осуще-
осуществлять операции плющения и гибки
стержня заготовки,
Многопозиционные автоматы
I'(рис. 2, а) имеют несколько штамповоч-
штамповочных позиций (обычно три—пять). Ав-
Автоматы применяют для производства
деталей относительно сложной формы.
Особенности штамповки на многопо-
многопозиционных автоматах:
автоматизация процесса, заложенная
в конструкцию машины, обеспечиваю-
обеспечивающая повышение производительности
по сравнению с обработкой резанием
на автоматах в 10—15 раз и в отдель-
отдельных случаях (гайка крепления сдвоен-
сдвоенных колес грузовых автомобилей и
др.) в 80—100 раз;
возможность дозирования объема за-
заготовки путем подналадки отрезного
устройства, а соответственно возмож-
26
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
ность стабилизации работы инстру
мента на штамповочных позициях;
может быть применена также калиб-
калибровка проката непосредственно перед
подачей в автомат;
возможность и простота оснащения
автомата дополнительными устройст-
устройствами для осуществления пластической
деформации и обработки резанием,
для образования элементов конструк-
конструкций деталей, которые не могут быть
получены или их нецелесообразно по-
получать на штамповочных позициях
автомата (накатка резьбы, подрезка
торцов, обкатка и др.); дополнитель-""
ные устройства позволяют получать
детали не только законченной геометри-
геометрической формы, но и осуществлять
типовые сборочные операции (уста-
(установку пружин, запрессовку пластмас-
пластмассовых втулок и т. п.).
Целесообразно не сокращать число
операций формоизменения, а разде-
разделять процесс формоизменения на не-
несколько операций как по сечению, так
и последовательно по объему заго-
заготовки, чтобы улучшить условия ра-
работы инструмента. Конструкция заго-
заготовки после каждой формоизменяющей
операции должна обеспечить надеж-
надежность ее захвата механизмом переноса
и подачи на следующую позицию.
К наиболее распространенным дета-
деталям, получаемым холодной объемной
штамповкой на многопозиционных ав-
автоматах, относятся детали, конструк-
конструктивным элементом которых является
многогранник — болты, стандартные
гайки простой формы и гайки специ-
специального назначения (накидные, кре-
крепления колес грузовых автомобилей и
др.). Штамповка таких деталей прн
серийном и массовом производстве
осуществляется на многопозиционных
автоматах при размере многогранника
«под ключ» S до 25—30 мм.
При производстве болтов многогран-
многогранную головку получают: 1) открытой
высадкой круглого фланца с последу-
последующей обрезкой граней (рис. 3); 2) об-
образованием многогранной головки, сов-
совмещаемым с образованием полости;
3) набором металла в усеченный конус
и образованием многогранной головки
штамповкой. Вторую и третью схему
иногда совмещают (рис. 4).
Во всех случаях участок болта для
последующей накатки резьбы получают
редуцированием. При массовом про-
производстве накатку резьбы осущест-
осуществляют на накатном устройстве. Фаску
получают либо при штамповке, либо
е помощью вращающихся резцовых
головок, встраиваемых в автомат. Шта-
Штамповка по первой схеме не связана
с потерей металла, но удорожает
штамповочный инструмент и обычно
удлиняет технологический цикл
штамповки. Использование второй
схемы обеспечивает значительно бо-
более высокое качество; она особенно
предпочтительна для крепежных де-
деталей повышенного качества из сталей
повышенной прочности. Все короткие
полые детали, содержащие в качестве
конструктивного элемента многогран-
многогранник, по конструктивно-технологиче-
конструктивно-технологическому признаку можно разделить на
четыре основные группы:
1) гладкие полые многогранные де-
детали со сквозной или глухой полостью;
2) детали с фланцами с глухой или
сквозной полостью; 3) детали, имеющие
многогранные призмы и пирамиды,
плавно переходящие в цилиндр боль-
большего или меньшего диаметра относи-
относительно размера под ключ S; 4) гайки,
форма которых подобна форме много-
многогранных призм со сферическими, ко-
коническими и другими подобными им
конструктивными элементами, т. е.
имеющие хвостовики переменного се-
сечения по длине. Соотношения высот
цилиндрической и многогранной ча-
частей деталей второй и третьей группы
изменяются в широких пределах. У де-
деталей первой и четвертой группы вы-
высота многогранника Н задается как
функция диаметра полости dn. Для
обычных гаек Н = @,7-^0,8) dn, a
для гаек, работающих при повышен-
повышенных нагрузках, Н= A,2-н 1,6) cfn
Конструктивно-технологические тре-
требования к многопозиционным автома-
автоматам для холодной объемной штам-
штамповки коротких деталей сложной фо-
формы обусловлены особенностями рас-
расчета переходов:
минимизацией деформационного уп-
упрочнения заготовки, подаваемой иа
основные формоизменяющие операцви;
последовательным по объемам фор-
формоизменением, чтобы объем металла,
подвергаемого формоизменению, на по-
ТЕХНОЛОГИЯ ШТАМПОВКИ НА АВТОМАТАХ
27
ФП,В
Рис. 3. Переходы и наладка рабочего инструмента при штамповке болта ? образованием
граней обрезкой на четырехпозициониом автомате с устройствами для подрезки горца
б
рд
граней обрезкой
и накатки резьбы:
р
зиция: образо
катка резьбы
28
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
зРоИв^иёмПгРоловДки- ' Н
Раб0ЧеГ° "««РУмента при штамповке болта с формообра-
ТЕХНОЛОГИЯ ШТАМПОВКИ НА АВТОМАТАХ
29
следующей операции имел относи-
относительно небольшое упрочнение, что
достигается применением высадки, пря-
прямого и обратного выдавливания, а
также использованием на определен-
определенных этапах формоизменения каитовки
заготовки;
оптимальным соотношением разме-
размеров заготовки и получаемой детали,
необходимым для четкого оформления
граней, сочетаемым с кантовкой для
четкого оформления других конструк-
конструктивных элементов детали (фасок, тор-
торцов и др.);
регулированием кинематики тече-
течения металла в полости штампа путем
оптимизации геометрии заготовки, по-
подаваемой на позицию, и рабочих ча-
частей штампа на данной позиции.
Особенности расчета переходов мно-
многопозиционной штамповки коротких
деталей сложной формы позволяют
сформулировать конструктивно-тех-
конструктивно-технологические требования к многопози-
многопозиционным автоматам. На автоматах дол-
должны обеспечиваться:
1) полузакрытая отрезка заготовок;
отклонения по длине, а соответственно
и по объему особенно сильно проявля-
проявляются при отрезке и последующей штам-
п'1рке коротких печалей; для снижения
деформационного упрочнения гаго-
товки, поступающей на формоизмене-
формоизменение, необходимо максимально прибли-
приблизить диаметр исходного пругка к диа-
диаметру отрезанной заготовки и сокра-
сократить отклонения объема заготовки,
которые вызывают снижение качества,
повышенный расход металла и повы-
повышают удельные силы, особенно при
высадке и калибровочных операциях,
на 25—30 % и более;
2) кантовка заготовки на 180° при
переносе на любую формоизменяющую
позицию, что расширяет технологиче-
технологические возможности автомата для полу-
получения сложных конструктивных эле-
элементов и оформления переходов по-
поверхности и повышения точности де-
деталей; деформационное упрочнение рас-
распределяется между торцами, что яв-
является предпосылкой для повышения
стойкости инструмента, увеличения
производительности автомата и сни-
снижения себестоимости детали в целом;
3) возможность уетановки еъемни-
ков е пуансонов и втулочных выталки-
выталкивателей из матриц на всех штамповоч-
штамповочных позициях, что необходимо для
гарантии оставления заготовки в мет-
рице при отходе пуансона, возможности
получения полости е применением как
обратного, так и прямого выдавлива-
выдавливания, в сочетании g кантовкой при
переносе е позиции на позицию;
4) заданная точность позгциониро-
вания матрицы и пуансона на про-
протяжении гарантийного срока эксплу-
эксплуатации автомата;
5) число штамповочных позиций
(не считая позиции отрезки) равно
пяти; это не только расширяет техно-
технологические возможности автомата, но
и позволяет более оптимально приме-
применительно к стойкости инструмента и
качеству детали разделять процесс
деформации пс длине и сечению заго-
заготовки;
6) индивидуальный привод меха-
механизмов для переноса заготовки, вы-
выталкивания из матрицы и отрезки не-
непосредственно от коленчатого или про-
промежуточного вала в зависимости от
размера автомата;
7) наличие устройств для предохра-
предохранения от перегрузки механизмов пере-
переноса, Отрезки, выталкивания заго-
заготовки и подачи сиетового сигнала на
пулы управления; особое внимание
необходимо уделить контролю сил
штамповки; превышение заданных сил
не вызывает повышения качества и
точности деталей, а лишь снижает
стойкость инструмента и нарушает
нормальные условия работы механиз-
механизмов автомата;
8) подача смазочного материала на
штамповочные позиции, его совмести-
совместимость со смазочно-охлаждающей жид-
жидкостью и их последующая регенера-
регенерация.
На риз. 5—7 представлены переходы
технологических процессов холодной
объемной штамповки коротких деталей
сложной формы, осуществляемых на
пятипозиционных автоматах с задан-
заданными конструктивно-технологическими
параметрами. При штамповке накид-
накидной гайки иа первой позиции (рис. 5, а)
происходит калибровка высадкой и об-
образованием усеченного конуса прямым
выдавливанием. Деформация в ци-
цилиндрической части незначительна
(8 яв 0,09). При переносе на вторую
30 ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
015,65
{Щ
/У
У/л
т 610,65
1 Щ05 ^
шУУ
* ' / / /
$6,5//
У/У/
~1В
ТЕХНОЛОГИЯ ШТАМПОВКИ НА АВТОМАТАХ
31
(С(
\
~t6,2
9 г) д)
Рис. 5. Переходы и иаладка рабочих частей инструмента при штамповке накидной гайки
со ступенчатой полостью иа пятипозиционном автомате
позицию (рис. 5, б) проводится кан-
кантовка заготовки. На второй позиции
полученный усеченный конус исполь-
вуется для оформления шестигранни-
шестигранника. В нижней части полости матрицы
образуется наметка для последующего
выдавливания полосы и окончательно
оформляется переход от шестигранника
к плоскому торцу. При переносе на
третью позицию (рис. 5, в) заготовка
вновь кантуется. На третьей и чет-
четвертой позициях (рис. 6, вид) по-
еледовательно обратным выдавлива-
выдавливанием получается ступенчатая полость.
При штамповке накидной гайки
деформация при калибровке на пер-
первой позиции (рис. 6, а) незначительна
(е да 0,09). При переносе на вторую
позицию (рис. 6, б) происходит кан-
кантовка заготовки. На второй позиции
в нижней части полости матрицы об-
образуется наметка под последующее
Рис. 6. Переходы н иаладка рабочих частей инструмента при штамповке накидной гайки
10х Ml8X1,5 на пятипозиционном автомате
выдавливание полости и окончательно
оформляется переход от шестигранни-
шестигранника к плоскому торцу. На третьей по-
позиции (рис. 6, в) после кантовки об-
обратным выдавливанием образуется по-
полость. На четвертой (при данном про-
процессе — резервной) позиции (рис. 6, г)
проводится объемная калибровка,
повышающая точность размеров де-
детали. На пятой позиции (рис. 6, д)
осуществляется пробивка отверстия.
При штамповке накидной гайки де-
деформация при калибровке на первой
позиции (рис. 7, а) минимальна (е «
« 0,04). После кантовки заготовки на
второй позиции (рис. 7, б) прямым
выдавливанием получают цилиндриче-
цилиндрическую часть детали. После кантовки за-
заготовки на третьей позиции (рис. 7, в)
комбинированным выдавливанием об-
образуется полость большего диаметра
и набирается металл для конической
части детали. На четвертой позиции
(рис. 7, г) комбинированным выдавли-
выдавливанием получают полость меньшего
диаметра. Особое внимание уделяют
конструкции заготовки после третьего
перехода с тем, чтобы в четвертом пе-
32
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
ТЕХНОЛОГИЯ ШТАМПОВКИ НА АВТОМАТАХ
33
г/
to
Рис. 7. Переходы и наладка рабочих частей инструмента при штамповке накидной гайки
с коническим хвостовиком на пятипозиционном автомате
реходе при комбинированном выдавли-
выдавливании не могли появиться утяжины
и элементы разрушения. На пятой
позиции (рис. 7, д) осуществляется
пробивка отверстия.
При проектировании технологии
штамповки на автоматах деталей
сложной формы со значительным пе-
перепадом сечений, пониженной дефор-
деформируемостью, склонностью металла к
налипанию на инструмент особое вни-
внимание должно быть уделено штамповке
в одной матрице (см. рис. 1, б и в).
При штамповке на прессах деталей
сложной формы может применяться
многопереходный процесс с возобнов-
возобновлением покрытия (фосфатированием и
т. п.) и слоя смазочного материала,
что при штамповке на многопозициоп-
ном автомате неосуществимо. При од-
нопозицнонной штамповке на прессах
и особенно на автоматах при каждом
выталкивании из предыдущей матрицы
и штамповке в последующей матрице
в заготовке накапливаются поверхно-
поверхностные дефекты а неравномерность по-
поперечных размеров по длине, созда-
создается неравномерность изнашивания
формоизменяющего инструмента. Не-
Неравномерное изнашивание формоизме-
формоизменяющего инструмента, особенно поло-
полостей матриц, приводит к необходимости
смены не только данной матрицы, но
и смены всего комплекта последующих
матриц. Применение твердосплавных
вставок позволяет сократить разность
поперечных размеров полостей двух
смежных матриц. Это связано с расхо-
расходом дефицитных инструментальных ма-
материалов. При штамповке в несколько
переходов, в том числе на многопози-
многопозиционных автоматах, практически не-
невозможно обеспечить точное позицио-
позиционирование многогранника и других
более сложных конструктивных зле-
ментов, полученных на предыдущей
позиции с соответствующими по кон-
конфигурации полостями матрицы или
пуансона на следующей позиции, если
полость расположена на некотором
удалении от плоскости разъема блока
матриц и пуансонов.
Особое место в технологии холодной
объемной штамповки занимает штам-
штамповка в одной матрице. Такой процесс
осуществляют на однопозиционных
(см. рис. 1, б—г), а за последние годы
и на миогопозиционных автоматах
(см. рис. 2, б). Штамповка в одной
матрице двумя или тремя пуансонами,
т. е. на однопозиционном двух- или
трехударном автомате, в основном
применяется для получения деталей
со значительным перепадом сечений
на основе высадки. Первые один или
два удара служат для набора металла
в утолщение, а последний — для окон-
окончательного оформления головки де-
детали. В матрице формоизменения не
проводят, либо при первом ударе
осуществляют редуцирование части
стержня. Это позволяет расширить
технологические возможности авто-
автомата, но резкий перепад сечения де-
детали в результате высадки приводит
2 П/р Г. А. Навроцкого
к значительному градиенту деформа-
деформаций и структурного состояния, не ис-
исправляемого последующей термической
обработкой, а соответственно — к сни-
снижению механических свойств деталей.
Сочетание многопозищюнной штам-
штамповки (две—четыре матрицы) с мпо-
гоударной (по два пуансона па части
позиции или на всех позициях) зна-
значительно расширяет технологические
возможности (увеличение сложности
геометрической формы, снижение де-
деформируемости исходных заготовок и
уменьшение склонности металла к на-
налипанию на инструмент, с одной сторо-
стороны, и повышение точности размеров,
снижение шероховатости поверхности,
повышение механических свойств и
качества штампуемых деталей в це-
целом, с другой).
На многопознционных автоматах мо-
могут быть применены осадка, высадка,
редуцирование, прямое и обратное вы-
выдавливание, обрезка по заданному кон-
контуру, пробивка, гибка, вытяжка де-
детали из плоской заготовки н др. Наи-
Наибольший диаметр (поперечный размер)
деталей 50—55 мм, наибольшая длина
штампуемых деталей на автоматах
200—300 мм, на специализированных
автоматах — до 400—500 мм. При
полуавтоматической высадке предва-
предварительно нарезанных заготовок длина
детален может достигать 1500—2000 мм.
На автоматах наиболее распростра-
распространена холодная объемная штамповка
деталей диаметром 3—22 мм.
Исходной заготовкой для штамповки
на автоматах служат проволока, по-
полученная волочением, и катанка, ка-
калиброванная волочением. Могут быть
использованы также горячекатаные ка-
калиброванные прутки. Однако приме-
применение прутков значительно снижает
эффективность штамповки на автома-
автомате (повышенное количество концевых
отходов, частые переналадки, снижа-
снижающие производительность и вредно
отражающиеся на условиях эксплу-
эксплуатации автомата).
Этапы проектирования с учетом осо-
особенностей технологии штамповки на
автоматах следующие:
1) анализ технологичности конст-
конструкции детали и ее отдельных элемен-
элементов; разработка чертежа штампованной
заготовки, сравнительная технико-
34
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ХОЛОДНОЙ ШТАМПОВКИ
экономическая оценка (коэффициента
использования материала, объема вы-
выпуска и трудоемкости изготовления)
с существующим процессом или кон-
конкурирующими процессами (если де-
деталь изготовляется впервые);
2) расчет объема заготовки по черте-
чертежу заготовки и выбор исходного прока-
проката по сортаменту, выпускаемому про-
промышленностью;
3) определение технологических опе-
операций подготовки материала (травле-
(травление, обдирка, термическая обработка,
подготовка поверхности); составление
технических условий на прокат, пода-
подаваемый на штамповку;
4) разработка технологического про-
процесса формоизменения с определением
числа переходов; расчет переходов
с определением устойчивости заготов-
заготовки, единичных и суммарных дефор-
деформаций, удельных и полных техноло-
технологических сил иа основе использования
диаграмм пластичности и кривых
упрочнения; особое внимание уделяют
минимизации суммарной деформации,
равномерности распределения формо-
формоизменения и износа инструмента, рав-
равномерности и симметричности распре-
распределения технологических усилий по
позициям; при разработке технологи-
технологических процессов штамповки деталей
сложной формы при пониженной де-
деформируемости сплава и склонности
к налипанию на инструмент рассма-
рассматривают целесообразность многопози-
многопозиционной штамповки и штамповки в од-
одной матрице, установки на автомат
устройств для получения конструктив-
конструктивных элементов деталей, которые не-
невозможно или неэффективно получать
штамповкой;
5) выбор конструкции и расчет раз-
размеров рабочих деталей инструмента
(пуансонов, матриц, выталкивателей);
особое внимание уделяют величине и
равномерности изнашивания инстру-
инструмента по позициям, выбору зазоров
между заготовкой и матрицей, примене-
применению твердосплавных вставок матриц
и пуансонов и сборных конструкций
штампов в целом;
6) разработка технологических тре-
требований на автомат: номинальной
силы и графика сил по ходу ползуна,
значение рабочего и вспомогательного
ходов, наличие и место кантовки полу-
полуфабриката, наличие и сила выталкива-
выталкивателей, целесообразность установки до-
дополнительных устройств; выбор ав-
автомата согласно типажу, выпускае-
выпускаемому промышленностью, а в обосно-
обоснованных случаях выдача технического
задания на создание автомата новой
конструкции, удовлетворяющей тре-
требованиям технологии, охраны труда
и защиты окружающей среды;
7) расчет технико-экономического
эффекта от внедрения процесса хо-
холодной объемной штамповки на ав-
автомате.
Список литературы
1. Головин В. А. Проблема штам-
пуемости при холодной и полугорячей
объемной штамповке// Кузнечно-штам-
повочное производство. 1981. № 8.
С. 21-24.
2. Конструктивно - технологические
требования к автоматам для холодной
и объемной штамповки коротких дета-
деталей/Г. А. Навроцкий, В. А. Головин,
Ю. К. Филиппов и др.//Кузнечно-штам-
повочное производство. 1983. № 4.
С. 27—29.
3. Lange К., Blaich M. Fertigung
genauer Formteile durch Kaltmassi-
vumformen//Draht—Eachz, 1978. 29.
N 2. S. 67—72.
Глава
2
ОСНОВНЫЕ ПАРАМЕТРЫ СХЕМЫ,
ОСОБЕННОСТИ
КОНСТРУКЦИИ
И РАБОТЫ АВТОМАТОВ
ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ
ШТАМПОВКИ
Автоматы для холодной объемной
штамповки выполняют однопозицион-
ными, двухпозиционными и многопо-
виционными. Кроме того, их разделяют
на универсальные, специализирован-
специализированные и специальные.
На универсальных автоматах может
осуществляться штамповка деталей раз-
различной конфигурации и размеров в
пределах технической характеристики
автомата.
Специализированные автоматы
предназначены для штамповки деталей
одного наименования, но различных
размеров в пределах технической ха-
характеристики данного автомата. Спе-
Специализированными являются, напри-
например, автоматы для высадки полуну-
стотелых заклепок, шариков, роликов,
гвоздильные, обрезные, для повтор-
повторной высадки и др.
К специальным автоматам относятся
те, которые предназначены для штам-
штамповки деталей одного наименования и
только одного размера; автоматы та-
такого рода применяют сравнительно
редко.
1. ОДНОПОЗИЦИОННЫЕ
И ДВУХПОЗИЦИОИНЫЕ
АВТОМАТЫ ДЛЯ ВЫСАДКИ
СТЕРЖНЕВЫХ ДЕТАЛЕЙ
К однопозициончым автоматам для
высадки, имеющим одну формообра-
формообразующую матрицу, относятся: холод-
ноБысадочные е цельной матрицей
ояьоударные, двухударные и трех-
ударные — для штамповки деталей с
длиной стержня I ^ 5d и / = E-г-
10) д..
На рис. 1 показаны схемы холодной
высадки и двухударный холодновыса-
дочный автомат с цельной матрицей
для штамповки- стержневых деталей.
Привод главного (высадочного) ползуна
осуществляется ог коленчатого вала,
на котором смонтированы муфта вклю-
включения и тормоз. Продольный и попереч-
поперечный распределительные валы приводят-
приводятся от промежуточного вала, частота
вращения которого в 2 раза меньше ча-
частоты вращения главного вала. Сч-
резка заготовки ножом и перенов ее
на линию высадки происходит в дав-
ном автомате по дуге. Привод меха-
механизмов отрезки и качающейся пуан-
сонной головки осуществляется от
продольного распределительного вала.
От поперечного распределительного
вала приводятся механизмы подачи и
выталкивания. На рис. 2 показана
циклограмма взаимодействия органов
этих механизмов за полный рабочий
цикл автомата, т. е. за два оборота
коленчатого вала.
Технические характеристики холод-
новысадочных двухударных автоматов
с цельной матрицей приведены в
табл. 1 В числителе указаны пара-
параметры автоматов для штамповки удли-
удлиненных деталей с / <^ 10d, в знамена-
знаменателе — для деталей с I ^ 5d
На базе двухударного автомата е
цельной матрицей создан специализи-
специализированный автомат для высадки полу-
полупуст отелых заклепок. При переднем
положении высадочного ползуна
(рис. 3, а) нож 1 находится в исход-
исходном заднем положении. Ранее отрезан-
отрезанная и перенесенная на ось высадки
заготовка 2 находится в высадочной
матрице 3. В торец заготовки упира-
упирается противень 4. При подходе пол-
ползуна в крайнее переднее положение
происходит формообразование полу-
полупустотелой заклепки и осуществляется
высадка головки заклепки пуансо-
пуансоном 5, наметка отверстия и набор ме-
металла в коническую часть матрицы, а
также подача проволоки до упора 6
(рис. 3, б). Выталкивателем 7
(рис. 3, в) высаженная заготовка Р
проталкивается через матрицу; при
этом оформляется полость заклепки.
Нож отрезает заютовку 8 и перемеща-
перемещается вправо до тех пор, пока вильчатый
Рис. 1. Схемы холодной вы-
высадки (а): Х — Х ось подачи
калиброванного материала;
/ — первый переход высад-
высадки; // — второй переход вы-
высадки; /// — выталкивание
высаженной заготовки:
1 — подаваемый материал;
2 — отрезная матрица; 3 —
нож; 4 — регулируемый
упор; 5 — высадочная мат-
матрица; 6 — предварительный
(конический) пуаисон; 7 —
окончательный пуансон;
б — двухударного холодно-
высадочного автомата с цель-
цельной матрицей: 8 — муфта
включения; 9 — привод про-
промежуточного вала с пере-
передаточным отношением 1 : 2;
10 — ленточный тормоз;
// — кулаки для поворота
пуансонной головки; 12 —
винт для осевой регулировки
иожа; 13 — кулачковый при-
привод механизма отрезки; 14 —
продольный распределнтель-
. ный вал; 15 —обгонная муф-
муфта; 16 — правильное уст-
устройство; 17 — тяга привода
механизма подачи; 18 — по-
подающие ролики; /9 — регу-
регулируемый толкатель; 20 —
поперечный вал; 21 — упор-
упорный винт для регулирова-
регулирования выталкивателя; 22 —
кулак привода выталкива-
выталкивателя; 23 — предохранитель-
предохранительная кулачковая муфта; 24 —
прижим для удержания за-
заготовки; 25 — нож; 26 —
регулируемый упор; 27 и
28 — упоры; 29 — выталки-
выталкивающий стержень; 30 —
кулак; 31 -а пуансонная го-
головка
а> и
R E
.» 8
о
Z
о
J3
ГО
За
О
— — КЗ
4*. *¦ СП
- OD 00
000 О
--J CO
о
is Т
CO
to
l о
>— to ел
го ел ел to
en — со о
о о о
Ю СП
СП 00
СП ~*1
о о
со
о
о
г
1о
|о
IS °
О
О
о
о
о
о
-a
о
a
•8»
3
о
я
en
О
J3 J3 СЛ
^^3
oggg
JO
"ел
f 8|i S|
*! оо ¦—
о о to
О
5
СГ
31
о
s
матрице
s
H
ro
s
re
n
5C
s
X
T3
о
s
X
0Л0ДН1
CO
о
?
(ОЧНЫХ
со
худ
ш
¦о
ных а
со
о
I
О
tl
НОПОЗИ
р.
S
о
ж
ж
Е
се
S
Ja
ю
ч
X
о
ы
ИЦИО
ж
I
Е
СГ
>
в
;Т0М/
ч
38
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
$,мм
180 240 ЗОВ 360420 400 540 600 660 <*,
Угол поборота коленчатого бала
Рис. 2. Циклограмма взаимодействия механизмов двухударного холодновысадочного
автомата и перемещения рабочих органов за рабочий пик.»
паз в ноже не захватит высаженную за-
заклепку (рис. 3, г). Выталкиватель воз-
возвращается в исходное положение, нож
совершает дополнительное перемещение
вправо, пока его центр не совместится
с осью высадки. Пуансоном 10 заго-
заготовка заталкивается в матрицу. Нож
возвращается в исходное положение,
а высаженная заклепка сбрасывается
в лоток (рис. 3, д).
Схема холодновыеадочного двух-
двухударного автомата для штамповки
полупуетотелых заклепок приведена
на рис. 4. На распределительном валу
размещены кулаки приводов меха-
механизма подачи, перемещения пуансон-
ных салазок, выталкивания и планшай-
планшайба привода механизма отрезки. В ме-
механизме подзчи предусмотрено регу-
регулирование ш^га подйчи. Движение
ножевому штоку сообщается при воз-
вратно-посту нательном перемещении
ползуна. Вертикальное перемещение
пуансонпых салязок происходит от ку-
кулака двухсюроинсго действия, а при-
привод механизма вьпалкивапия осущест-
осуществляется от кулачкового устройства s
еиловым замыканием пружиной. В
этом механизме имеется блокировоч-
блокировочное устройство, обеспечивающее вы-
выключение автомата при перегрузке в
процессе выталкивания. Главный ие-
полннтельный механизм автомата урав-
уравновешен с помощью контргрузов,
смонтированных на щеках коленчатого
вала. Рабочая зона автомата закрыта
кожухом. При наладке механизмов
автомата и инструмента используется
толчковый режим работы. Технические
характеристики автоматов для изго-
изготовления полупустотелых заклепок
приведены в табл. 2.
Для холодного выдавливания полых
деталей преимущественно из цветных
металлов и сплавов типа туб, корпу-
корпусов еухих элементов конденсаторов и
др. используют кяк правило горизон-
горизонтальные автоматы следующих типов:
1) с шестизвенным кривошипио-ко-
ленным рабочим механизмом, обеспе-
обеспечивающим пониженную скорость дви-
движения ползуна при подходе его к
крайнему переднему положению по
сравнению с четырехзвешшм криво-
ОДНОПОЗИЦИОННЫЕ И ДВУХПОЗИЦИОННЫЕ АВТОМАТЫ
39
Рис. 3. Схемы штамповки полу пустотело и заклепки
Рпс. 4. Схема холодновысадечного автомата для штамповки полупустстелых заклепок;
J — колончатый вал; 2 — высадочный ползун; 3 — пуансониые салазки; 4 — распреде-
распределительный вал; 5 — кулак привода обгонной муфты; 6 — обгонная муфта для односто-
одностороннего привода подающих роликов; 7 — кривошипная шайба привода механизма от-
Ркн; <* — ползун механизма отрезки; 9 ¦— ножевой шток; 10 — кулак для вертикаль-
вертикального перемещения пуаисониых салазок; 11— кулиса привода пуансонных салазок;
13 — качающийся вал; 13 — кулак привода выталкивателя; 14 — кулиса; 15 — рычаг
выталкивающего механизма
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
2. Технические характеристики
холодновысадочных автоматов для
изютовления паиупустотелых
заклепок
Параметр
Диаметр стержня
заклепки, мм
Длина стержня
заклепки, мм:
наименьшая
наибольшая
Число ходов
ползуна в минуту
Наибольшая
длина заготов-
заготовки, мм
Мощность элек-
электродвигателя,
кВт
Габаритные раз-
размеры, мм:
длина
ширина
высота
Масса автома-
автомата, т
о
<
<
2,6
4
12
300—
600
20
3,2
1760
685
1180
1,2
<?>
О
<
<
4
6
20
200—
300
32
4,7
2200
1200
1220
2,5
СО
О
И
<
4—6
6
30
250—
500
32
8
2550
1210
1220
3,4
шипнс-ползунным механизмом, что
важно для повышения стойкости ин-
инструмента при выполнении штамповки
с давлением 2000—2500 МПа; 2) с се-
мизвенным кривошипно-кулачково-
рычажным рабочим механизмом, обе-
обеспечивающим пониженную скорость
деформирования по сравнению е кри-
вошипно-коленным механизмом.
В автоматах с кривошипно-колен-
ным главным исполнительным меха-
механизмом сила, допускаемая прочностью
коленчатого вала, в 5—6 раз выше,
чем у обычных кривошипных механиз-
механизмов g одинаковыми размерами колен-
коленчатого вала и зубчатых колес.
У автоматов о кривошипно-кулачко-
во-рычажным механизмом привод
главного ползуна (рис. 5) обеспечивает
екорость перемещения ползуна, при-
примерно в 8,5 раз меньшую, чем в авто-
автомате g кривошипно-ползунным меха-
механизмом.
Рис. 5. Схема привода главного ползуна
автомата модели PKnAF-630 (ГДР) для
холодного выдавливания деталей типа туб,
корпусов сухих элементов, конденсаторов
и др.:
/ — электродвигатель; 2 — клииоремеииая
передача; 3 — маховик; 4 — 7 — зубчатая
передача; 8 — кривошипный вал; 9 — пол-
ползун; 10 — шатуи; 12 и 13 — кулаки; 14
и 15 — ролики; 16 — двуплечий рычаг; /Л
17 к 18 — звенья
На рис. 5, о показано положение
элементов главного исполнительного
механизма в период ускоренного пере-
перемещения ползуна вперед. Ролики 14
и 15, обкатываясь по фасонным
поверхностям кулаков 12 и IS, по-
поворачивают рычаг 16, отчего звенья //,
17 и 18, связанные с ним и б ползуном 9,
распрямляются. Когда шатун 10 и
звено 11 почти выпрямятся (рис. 5, б),
кривошипный вал 8 совершит рабочее
вращение; ползун, перемещаясь впе-
вперед, осуществляет процесс выдавлива-
выдавливания при пониженной скорости дефор-
деформирования. Во время рабочего хода
ползуна ролики 14 и 15 обкатываются
по круговым участкам кулаков 12
и 13; двуплечий рычаг 16 при этом не-
неподвижен, а звено 18 следует за шату-
шатуном 10 и звеном //, е которым он свя-
связан шарнирно.
На рис. 6 показано изменение ско-
скорости перемещения ползунов в авто-
ОДНОПОЗИЦИОННЫЕ И ДВУХПОЗИЦИОННЫЕ АВТОМАТЫ
41
3. Технические характеристики
горизонтальных автоматов для
холодного выдавливания деталей
из цветных металлов
Параметр
Номинальная
сила, кН
Ход ползуна, мм
Число ходов пол-
ползуна в минуту
Наибольшее рас-
расстояние между
столом и ползу-
ползуном, мм
Наибольшие раз-
размеры выдавли-
выдавливаемой детали
(диаметр X дли-
длина), мм
Мощность при-
привода, кВт
Габаритные раз-
размеры (длинах
X ширинах вы-
высота над уровнем
пола), мм
Масса автома-
автомата, т
А9024
250
150
130—250
250
16X100
6
2200Х
X 1400Х
Х1250
3,15
А9028
630
200
85—200
320
25Х 150
7,5
3700Х
X 2600Х
Х1500
5
А
Райт
ход
150°
г
/
у
/
/
7
•
\\
. 100 150 200 Z50 300 350да/|
' ход вперед ^ползуна
102°
матах с кривошипно-кулачково-рычаж-
ным механизмом.
Технические характеристики оте-
отечественных горизонтальных автоматов
для холодного выдавливания деталей
типа туб из цветных металлов и спла-
сплавов приведены в табл. 3.
В последнее время отечественными и
зарубежными предприятиями выпу-
выпускаются двухпозиционные двухудар-
ные и трехударные автоматы.
Штамповка деталей на двухпозици-
онном трехударном автомате осуще-
осуществляется следующим образом (рис. 7).
Матричный блок выполнен с двумя
штамповочными и двумя вспомога-
вспомогательными позициями (рис. 7, о): на
первой позиции происходит подача
материала /; на второй позиции рас-
располагается переталкиватель 2 для пе-
передачи заготовки, отрезанной закрытым
ножом 3, в переносящие пальцы; на
третьей позиции осуществляется пред-
Рис. 6. Скорость перемещения ползунов в
автоматах: / — с крнвошнпно-кулачково-
рычажным механизмом; 2-е кривошип-
но-ползуниым механизмом
верительная высадка головки (первый
переход высадки), а на четвертой по-
позиции — окончательное формообразо-
формообразование штампуемой заготовки. На ка-
качающейся пуансонной головке за-
закреплены пуансоны 4—6. Пуансон 4
служит для заталкивания отрезанной
заготовки из переносящих пальцев
7 (см. рис. 7, г) в первую высадочную
матрицу 8 (см. рис. 7, а) и для осущест-
осуществления редуцирования или прямого
выдавливания. Конический пуан-
пуансон И предназначен для осуществления
первого перехода при формообразова-
формообразовании головки детали. Пуансон 6 вы-
выполняет окончательное формообразо-
формообразование головки штампуемой детали.
При штамповке меожневой детали ис-
используется две пары переносящих
пальцев 7 и выталкиватели на третьей и
четвертой позициях. Штамповка осу-
осуществляется следующим образом. Пода-
Подается материал /; главный ползун с пе-
перемещающейся пуансонной головкой 9
движется к матрицам, в которых на-
находятся высаживаемые заготовки.
Подача материала закончена [материал
дошел до упора 10 (рис. 7, б)]; пол-
ползун подходит к матрицам с пуансонами,
установленными на второй, третьей и
четвертой позициях. Нож отрезает
заготовку (рис. 7, в) и переносит ее
на вторую позицию, г. е. на ось пере-
переталкивания; пуансон 6 осуществляет
окончательное формообразование штам-
штампуемой заготовки. Нож находится
на оси переталкивания (рис. 7, г); от-
отрезанная заготовка переталкивается
42
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
МНОГОПОЗИЦИОННЫЕ АВТОМАТЫ И КОМБАЙНЫ
43
f з)
ис. 7. Схема штамповки детали на двухпозициоином трехударном автом
в первую пару захватывающих паль-
пальцев, упираясь в пуансон 4; пол-
ползун g пуансонами отходит назад;
отштампованная заготовка выталкива-
выталкивается из матрицы на четвертой позиции,
я подготовленная для высадки С1>пен-
чатая стержневая заготовка перетал-
переталкивается из матрицы во вторую пару
переносящих пальцев 11 (рис. 7, д).
Отрезанная и ступенчатая заготовки
переносятся пальцами 7 и 11 со вто-
второй и третьей позиции на третью и
четвертую позицию; пуансонная го-
повка отходит в сторону; окончательно
отштампованная деталь 12 падает в ло-
гок; материал не подается, так как
нож в этот момент закрывает отверстие
отрезанной матрицы,
Нож в исходном положении
(рис. 7, е); начинается очередная пода-
подача материала; на третьей и четвертой
позициях происходит заталкивание за-
заготовок в обе матрицы; работают пуан-
пуансоны 4 и 5; пуансон 6 бездействует.
Происходит подача материала для
отрезки очередной заготовки
(рис. 7, ж); ползун пуансонами 4 и 5
осуществляет формообразование двух
заготовок и начинает отходить назад.
Заканчивается подача материала
(рис. 7, s); ползун с пуансонами продол-
продолжает отходить назад; пуансоиная го-
головка поворачивается против часовой
стрелки в исходное положение; ось
пуансона 5 приближается к оси матри-
матрицы на четвертой позиции для того,
чтобы в представленном на рис. 7, в
положении осуществить окончательное
формообразование штампуемой заго-
заготовки.
На рис. 8 показана технологическая
схема холодновысадочного двухпози-
ционного трехудариого автомата. По-
Подача калиброванного материала про-
происходит на линии 1, переталкивание
отрезанной заготовки на линии 2.
Ни линиях 3 и 4 осуществляется фор-
формообразование детали или полуфабри-
полуфабриката тремя пуансонами 16, 18 и 23.
При этом штамповка на линии 4 про-
проводится последовательно пуансонами
М и 23, которые попеременно уста-
устанавливаются в рабочее положение.
Калиброванный пруток или прово-
проволока, пройдя на линии / правильное
устройство 5, подается роликами 6
До упора 10 по направляющей трубке 7
Рис. 8. Схема холодновысадочного двух»
позиционного трехударного автомата
через отрезную матрицу 8. После окон-
окончания подачи материала ножевая
втулка в рычаге 9 отрезает заготовку
и переносит ее на линию 2. Здесь она
переталкивается стержнем 11 из ноже»
вой втулки в переносящие пальцы 15.
Далее заготовка переносится на ли-
линию 3, где заталкивается в матрицу 13
пуансоном 16; осуществляется первый
переход штамповки. Заготовка захва-
захватывается клещами 17 и переносится
нми на линию 4, на которой последо-
последовательно завершается формообразова-
формообразование детали или полуфабриката проме-
промежуточным 18 и окончательным 23
пуансонами, закрепленными на пуан-
сонной головке 22 высадочного ползу-
ползуна 24. Матрицы 13 и 20 вмонтированы
в блоке /9. Выталкивание заготовок
из матриц осуществляется стержнями
12 и 14. Высаженная деталь (полу-
(полуфабрикат) показана на позиции 21.
2. МНОГОПОЗИЦИОННЫЕ
АВТОМАТЫ ДЛЯ ОБЪЕМНОЙ
ШТАМПОВКИ СТЕРЖНЕВЫХ
И КОРОТКИХ ДЕТАЛЕЙ
И КОМБАЙНЫ ДЛЯ ПОЛНОГО
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Более широкие технологические воз-
возможности многопозициоиных автома-
автоматов по сравнению о однопозиционнымн
44
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
осусловлены чередованием различных
схем деформаций (высадки, прямого,
обратного и комбинированного выдав-
выдавливания, прошивки, обрезки по кон-
контуру, гибки, чеканки и т. п.), скон-
сконцентрированных в одном автомате.
Если в однопозиционных автоматах
мсжно изготовлять детали только про-
простой формы с отношением длины выса-
высаживаемой части стержня к диаметру
ho/do ^ 4,5 из заготовки диаметром
не более диаметра стержня, то в много-
многопозиционных автоматах это отноше-
отношение увеличено до 7,5—10 и более;
диаметр заготовки при этом на 15—
30 % (а иногда и более) превышает
диаметр стержня, что позволяет облег-
облегчить условия деформирования детали,
снизить давление на инструмент по
переходам и увеличить его стой-
стойкость.
На многопозиционных автоматах мо-
можно получать детали, равнопрочные
по продольному сечению, и зачастую
исключать необходимость дополни-
дополнительной упрочняющей термической об-
обработки для получения нужных проч-
прочностных свойств. В однопозиционных
автоматах формообразование деталей
осуществляется в одной матрице, зна-
значительно упрочняется только выса-
высаживаемое утолщение и практически
исключается возможность управле-
управления упрочнением элементов штампуе-
штампуемой де!али. Разница между прочно-
носгью головки и стержня детали со-
составляет 300—350 МПа; в зоне пере-
перехода стержня в головку возникает зна-
значительное напряжение. После высадки
на однопозиционных автоматах заго-
заготовки сложной конфигурации должны
зачастую подвергаться повторной вы-
еадке, выдавливанию, обрезке и про-
проходить термическую обработку.
Более высокая производительность
этих автоматов достигается тем, что
штампуемая заготовка проходит все
стадии пластического формообразо-
формообразования в одной машине и за один ход
ползуна. При этом обеспечивается вы-
высокая стабильность процесса, поско-
поскольку деталь, отштампованная на пре-
предыдущей позиции, сразу переносится
к следующей позиции. При штамповке
на многопозиционных автоматах уве-
увеличивается съем готовых деталей с
1 м2 занимаемой площади, так как
площадь, занимаемая одним многопо-
аиционным автоматом, всегда меньше
Суммарной площади, занимаемой одно-
позиционным холодновысадочным, об-
обрезным и резьбонакатным автоматами
и связывающими их транспортными
устройствами.
Многопозиционные автоматы выпол-
выполняют g числом формообразующих по-
позиций три, четыре, пять, а иногда и
более.
Трехпозиционные автоматы исполь-
используются для штамповки как стержне-
стержневых, так и коротких деталей. Авто-
Автоматы трех позиционные для стержне-
стержневых деталей по кинематической схеме и
конструктивным особенностям анало-
аналогичны четырехпозициоиным автоматам
традиционного исполнения.
Осуществляется серийный выпуск
автоматов следующих типоразмеров:
горизонтальных четырехпозиционных
с резьбонакатным устройством, с уст-
устройствами для подрезки торца и сня-
снятия фаски на стержневых деталях дли-
длиной до 5rf, до 10d (табл. 4) и свыше \0d,
кривошипных холодновысадочных ав-
автомагов, оснащенных системой пере-
переноса штампуемых заготовок с одних
позиций штамповки на другие.
На рис. 9, а показана технологиче-
технологическая схема изготовления болта с гра-
граненой головкой на четырехпозицион-
ном автомате-комбайне: размотка
бунта / калиброванного материала,
правка матернала роликами 2, подача
проволоки парой прерывисто враща-
вращающихся желобчатых роликов 3 через
отрезную матрицу до регулируемого
упора (матрица и упор на схеме не
показаны). Переходы при формообра-
формообразовании: 4 — отрезка заготовки дли-
длиной If,, диаметром d0; 5 — первое реду-
редуцирование стержня до диаметра d±
на позиции /; 6 — высадка цилиндри-
цилиндрической головки диаметром D на пози-
позиции //; 7 — второе редуцирование ча-
ети стержня под накатку резьбы на
позиции /// до диаметра й%\ 8 — об-
обрезка цилиндрической головки под
квадрат или шестигранник; 9 — под-
подрезка торца стержня резцовой голов-
головкой с образованием фаски; 10 — на-
накатка резьбы роликами.
Для холодной высадки деталей с
длиной стержня более десяти диамет-
диаметров и сравнительно сложной формой
I
МНОГОПОЗИЦИОННЫЕ АВТОМАТЫ И КОМБАЙНЫ
45
4 Технические характеристики четырехпозиционных автоматов-комбайнов
для холодной объемной штамповки стержневых деталей с подрезкой торца,
снятием фаски и накаткой резьбы
Параметр
Наибольший диаметр стержня
штампуемой детали, мм
Номинальная сила, кН
Длина стержня детали, мм
Наибольший диаметр заготовки,
мм (при ав = 600 МПа)
Наибольшая длина заготовки, мм
Наибольшее число ходов ползу-
ползуна в минуту
Мощность электродвигателя глав-
главного привода, кВт
Габаритные размеры, мм:
длина
ширина
высота над уровнем пола
Масса, т
Параметр
320
2—60
8
80
220
22
4650
2600
2000
9
6
320
2—30
8
40
300
22
4650
2600
2000
9
500
6—80
10
100
210
20
5200
2800
1700
12
8
500
6—40
10
50
300
25
5200
2800
1700
12
10
800
20—100
12
123
190
42
5600
2900
1800
16
10
800
20—50
12
65
250
37
5600
2900
1800
16
Наибольший диаметр стержня в
штампуемой детали, мм
Номинальная сила, кН
Длина стержня детали, мм
Наибольший диаметр заготовки,
мм (при ав = 600 МПа)
Наибольшая длина заготовки, мм
Наибольшее число ходов ползу-
ползуна в минуту
Мощность электродвигателя глав-
главного привода, кВт
Габаритные размеры, мм:
длина
ширина
высота над уровнем пола
Масса, т
12
1250
25—120
15
140
180
55
6100
2900
1900
21
12
1250
25—60
15
80
220
55
6100
2900
1900
21
16
2000
30—150
18
160
105
55,5
6460
3380
2260
39,6
20
3200
40—180
22
200
90
125
8033
4000
3660
65
24
4000
50—221
32
250
75
125
9000
4800
3200
84
46 ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
Г
Г
i л ш ш
МНОГОПОЗИЦИОННЫЕ АВТОМАТЫ И КОМБАЙНЫ
47
Рис. 9. TextHOjioi ическая схема изгоншления болта с граненой головкой на четырехпо-
зициониом авчома ге-комбайне {и) и структурная схема (о) четырехпозиционного автомата
&хл холодной объемной штамповки стержневых деталей: ЭМп — электродвигатель микро-
нрниода; РМп — редукюр микропрпаодд; 3 — главней электродвигатель; / — тормоз;
При — приемный вал приьода «шгомата; М — муфга cn.su ления; KB — коленчатый
вал; Hill — штамкоьоч ны й ползун с пуансонами; /j// ¦— выталкиватели из ну а пеонов;
РВ\ —¦ первый ropnjOfi s альный распределители я ы й вал; О — механизм отрезки; РВ<2 —
вюрой i ормзонтальни-i распределительный вал"- М — механизм подачи; ВЫ — вы-
выталкиватели из матриц,- РВ^ — третий вертикальный распределительный вал; КИ$ —
Kapei ка переноса sai отовок с позиции на позицию; РВ>\ — горизонт альиын распре-
распределительный вал, of которого осуществляется открытие и закрытие переносящих
пальцев (клещей)
головки применяют главным образом
четырехпозииионные автоматы.
Автомат А1020 этого технологиче-
технологического назначения имеет следующую
техническую характеристику.
Диаметр стержня штам-
штампуемой детали, мм:
наибольший
наименьший
Номинальная сила, кН
Длина стержня, мм . .
Число ходов высадочно-
высадочного ползуна в минуту
Мощность электродви-
электродвигателя главного приво-
привода, кВт
Ход высадочного ползу-
ползуна, мм
Масса автомата, т . . .
Габаритные размеры
(длинах ширинаХвысо-
та), мм
10
8
1600
80—200
30—40
25
320
30
4600Х2250Х
Х2915
Автомат можно использовать в со-
составе автоматической линии, в кото-
которую кроме него могут войти автоматы
для подрезки торца и фаски на конце
стержня и резьбонакатный.
Подача длинных заготовок (/0 ^
^ 20d, рис. 10) происходит от
двух пар желобчатых роликов 1 с
ускоряющей зубчатой передачей 2
во избежание чрезмерного увеличе-
увеличения угла качания рычага 3 привода.
Для подачи такой длинной заготовки
может применяться и клещевой меха-
механизм. Во всех случаях целесообразно
предусматривать принудительную
размотку бунта. Наибольшая длина
заготовки, подаваемой роликами,
158 d?
'о *== ,— >
У Рп
где d — наименьший диаметр подавае-
подаваемого материала, мм; рп — осевая сила
подачи, Н.
Для повышения качества поверхно-
поверхности торца отрезаемой заготовки меха-
механизм отрезки автомата этой модели вы-
выполнен с прижимом прутка или прово-
проволоки в процессе отделения. Механизм
отрезки работает следующим образом
(рис. 1!). Отрезной нож 6, закреплен-
закрепленный на рычаге 2, после окончания
Рнс. 10. Механизм подачи
подачи материала до регулируемого
упора перемещается влево для отрезки
заготовки и переноса ее на первую
(верхнюю) позицию штамповки в мат-
матричном блоке 1. Движение рычага 2
осуществляется от кулаков 18 и 19.
При отрезке заготовки планка 5 при-
прижимает материал к ножу 6 с помощью
рычага 4, поворот которого осуществля-
осуществляется от эксцентрика 9 и ролика 8.
Качание эксцентрика происходит от
кулака 16 рычагами 10 и 15. Сила
прижима рычага 15 к кулаку 16
осуществляется пружиной 12 и регу-
регулируется гайкой и винтами 11 и 13.
Пружина 7 оказывает давление на ры-
рычаг 15 через регулировочный винт 14.
После отрезки заготовки рычаг 4
отходит от ролика 8, и отрезанная за-
заготовка удерживается на ноже с по-
помощью пружины 17. После того как
заготовка затолкнется в матрицу на
некоторую величину, нож 6 и планка 5
отходят от заготовки. Нож перемеща-
перемещается вправо от кулаков 18 и 19, а
планка 5 — копиром 3 посредством
пружины 7.
Сила выталкивания из цельных мат-
матриц при высадке стержневых деталей
возрастает примерно до пятикратной
длины. Поэтому основным требовани-
требованием, предъявляемым к механизму вы-
выталкивания длинных стержневых де-
деталей, является обеспечение хорошего
направления выталкивающего стержня
¦48 ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
МНОГОПОЗИЦИОННЫЕ АВТОМАТЫ И КОМБАЙНЫ
49
16
Рис, 11, Механизм отрезки заготовки
по всей длине, исключающего его про-
продольный изгиб.
Выталкивающий стержень 4 в авто-
автомате (рис. 1?) перемещается в приз-
призмах 3, собранных в обойме 2, толка-
толкателем /.
Многопозиционные автоматы для хо-
холодной объемной штамповки коротких
деталей принципиально имеют такое
же конструктивное исполнение, что и
автоматы для штамповчи етержневыя
деталей. Имеющиеся отличия обуслов-
обусловлены особенностями осуществляемого
на этих автоматах технологического
процесса.
Привод автоматов, как правило, осу-
осуществляется от электродвигателя по-
постоянного тока, что позволяет благода-
благодаря бесступенчатому регулированию
числа ходов установить оптимальный
Рис. 12. Механизм выталкивания заготовки из матрицы
режим работы при изготовлении корот-
коротких заготовок различной формы, раз-
размеров и с различными механическими
свойствами материала.
На автоматах устанавливают блоки-
блокировочное устройство механизма по-
подачи с приводом от пневмоцилиндра.
Оно позволяет включить и отключать
подачу без остановки автомата и обе-
обеспечивает подачу механизмом только
мерных заготовок. Привод механизма
переноса обеспечивает точную уста-
установку заготовок при их перемещении
на позиции штамповки.
Наиболее широкими технологиче-
технологическими, возможностями обладают пяти-
позиционные автоматы. На автоматах
для многопозициолной штамповки ко-
коротких деталей предусматривается
возможность поворота заготовок при
перемещении их с одних позиций на
другие. В зависимости от технологии
штамповки перенос заготовок может
происходить и без их поворота на той
или иной нозиции.
В многопозиционных автоматах при-
применяется много различных схем и
конструкций систем переноса загото-
заготовок. Фирмой «Недшруф» создан ори-
оригинальный перенос роторного типа.
Перенос заготовок с позиции на по-
позицию осуществляется четырьмя не-
непрерывно вращающимися перенося-
переносящими пальцами с постоянной угловой
скоростью, поэтому силы инерции не
ограничивают скоростной режим ра-
работы автомата.
Позиции штамповки в этом автомате
расположены по вертикали, как и в
некоторых моделях отечественных
многопозиционных автомагов.
В механизме отрезки применены
демпфирующие пневматические уст-
устройства для устранения зазора в соч-
сочленениях.
Подвижные части механизмов авто-
автомата уравновешиваются путем уста-
установки противовесов на коленчатом и
промежуточном валах.
Основные силовые механизмы авто-
автоматов (привод механизма отрезки
механизм выталкивания) оснащены
предохранительными устройствами, от-
отключающими автомат при его пере-
перегрузке.
На рис. 13 показана циклограмма
ганкоштамповочного многопозицион-
многопозиционного автомата.
Технические характеристики серийно
изготовляемых многопозиционных
автоматов для холодной объемной
штамповки коротких деталей (гаек,
колпачков, колец, втулок и др.) при-
приведены в табл. 5. На горизонтальных
многопозиционных автоматах универ-
универсального назначения можно штампо-
штамповать как короткие детали (гайки,
ниппели, пробки, втулки и др.),
50
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
Рнс. 13. Циклограмма гайкоштамповочного многопозицнонного автомата
5. Технические характеристики многопозиционных автоматов
для холодной объемной штамповки коротких деталей
Параметр
Наибольший диаметр резь-
резьбы, мм
Номинальная сила, кН
Размер гайки «под ключ», мм
Наибольшая высота гайки, мм
Наибольший диаметр заготов-
заготовки, мм
Наибольшее число ходов пол-
ползуна в минуту
Мощность электродвигателя
главного привода, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса автомата, т
161
<
5
315
8
4
8
300
6
2465
1400
1500
4,5
ОО
181
Ю
6
500
10
7,5
10
300
12
3490
2180
1280
7
181
m
8
800
13
9
13
250
15
3800
2330
1230
9
о
182
оэ
10
1250
17
12
17
200
30
4590
2580
1500
15
182
И
12
2000
19
15
19
160
37
4470
1650
2800
24
182
И
16
3200
24
19
24
125
42
4500
2900
2500
40
СО
182
оэ
20
5000
30
24
30
100
75
6550
3000
2125
48,8
182
27
6300
41
22
37
50
75
7000
4750
3500
92
МНОГОПОЗИЦИОННЫЕ АВТОМАТЫ И КОМБАЙНЫ
51
так и стержневые длинные (болты,
ступенчатые пальцы, оси, шаровые
пальцы и др.). а также всевозможные
фасонные детали сложной конфигу-
конфигурации.
При создании такого рода автомагов
предусматривается возможность их
быстрого переналаживания на штам-
штамповку полуфабрикатов или деталей
другого типоразмера. В автомагах
используется высокоскоростная ка-
качественная отрезка заготовок закрыты-
закрытыми ножами g наличием электронного
устройства для точного кокiроля дли-
длины отрезаемой заготовки.
Посадочные гнезда для пуансонов
имеют увеличенные диаметры почти
такого же размера, как и для матриц.
Это позволяет осуществлять формо-
формообразующие переходы в пуансонах
такие же, как и в матрицах. Клещи,
переносящие заготовки, при возвра-
возврате на исходные позиции поднимаются
и проходят над пуансонами. В меха-
механизме переноса заготовок нет ползуна,
на котором монтируются клещи; все
детали механизма совершают кача-
тельное и вращательное движения
вокруг осей.
Инструменты размещаются не в од-
одном цельном блоке, а в отдельных
быстросменных блоках. При смене
инструмента соответствующий блок
с пакетом матрицы или пуансона заме-
заменяется заранее собранным сменным
блоком. Регулирование клещей меха-
механизма переноса осуществляется вне
автомата на специальном установочном
шаблоне.
Современные горизонтальные авто-
автоматы для холодной объемной штампов-
штамповки из1 отовляют с шумопонижающим
коробчатым кожухом, который одно-
одновременно служит наружной облицов-
облицовкой автомата. Автоматы оборудованы
уловителями масляного тумана и уст-
устройствами электростатического масло-
отделения.
Hit горизонтальных автоматах можно
осуществлять штамповку полуфабри-
полуфабрикатов и деталей не только из бунтового
материала, но и из заранее нарезанных
и фосфат ированных заготовок, в том
числе и в виде дисков, подаваемых из
бункера вибрационным конвейером
или каким-либо другим способом.
К автоматам такого рода относится,
например, специализированный авто-
автомат А0230 для двухстороннего холод-
холодного выдавливания заготовок поршне-
поршневых пальцев. Глубина полостей с каж-
каждой стороны / > 2,5 диаметра полости.
Поршневые пальцы выдавливаются из
штучных заготовок, отделенных от
калиброванного прутка.
Автомат оснащен бункерно-загру-
зочным устройством для подачи зара-
заранее подготовленных цилиндрических
заготовок. Он выполнен с двумя пол-
ползунами, совершающими возвратно-
поступательное движение навстречу
друг другу от кривошипно-коленно-
рычажных механизмов. Матричный
блок совершает периодическое враща-
вращательное движение. На рис. 14 показан
штамповочный инструмент и процесс
формообразования поршневых паль-
пальцев. Цилиндрические заготовки / по-
поступают из накопителя 2 на позицию /
заталкивания и редуцирования; на
позиции // осуществляется двухсто-
двухстороннее обратное выдавливание полос-
полостей; на позиции /// — контроль вы-
выдавленных полостей, на позиции IV —
калибровка торцов, на позиции V —
выталкивание готового полуфабриката
поршневого пальца. Предусмотрена по-
позиция IV для вырубки перемычки
между полостями. Все инструменталь-
инструментальные блоки прикреплены к ползуну 3.
Техническая характеристика
Номинальная сила, кН . . . . 1000
Наибольший внутренний диа-
диаметр выдавливаемой заготов-
заготовки, мм 28
Ход ползуна, мм 240
Число ходов ползуна в минуту 28
Наружный диаметр блока
матриц, мм 890
Число позиций в блоке матриц 6
Мощность электродЕигателя,
кВт 55
Для холодной объемной штамповки
полуфабрикатов и деталей сложной
конфигурации применяют также верти-
вертикальные многопозиционные автоматы
с четырехзвенным кривошипно-пол-
зунным главным исполнительным ме-
механизмом. Пятипознционный автомат
К8238 с номинальным усилием
6300 кН имеет следующие технические
характеристики: ход ползуна 170 мм,
52
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
Рис. 14. Штамповочный инструмент и процесс формообразования поршневых пальцев
число ходов ползуна в минуту 20—
40, наибольшее расстояние между сто-
столом и ползуном в его нижнем положе-
положении 750 мм, размер стола 800x800 мм,
мощность привода 40 кВт, габаритные
размеры (длинахширинахвысота)
2640x1760x3900 мм, масса 25 т.
В новых моделях автоматов для хо-
ложной объемной штамповки приме-
применяют управляющую микроЭВМ на
основе микропроцессорного набора
(комплекта) с сенсорными датчиками.
Такая система служит для контроля
процессов формообразования штампу-
штампуемых заготовок на всех рабочих пози-
позициях и позволяет наблюдать за работой
механизмов и устройств автомата. С по-
помощью этой системы, например, конт-
контролируют подачу калиброванного ма-
материала, качество отрезки заготовки,
износ инструмента и его разрушение,
работу системы привода переноса за-
заготовок и работу клещей, погрешности
в позиционировании заготовок и др.
АВТОМАТЫ ОБРЕЗНЫЕ И ДЛЯ ПОВТОРНОЙ ВЫСАДКИ
53
При обнаружении любой неполадки
в каком-либо механизме автомата про-
происходит его мгновенное выключение.
Наблюдение с помощью микропро-
микропроцессоров за операциями штамповки
и их контролирование гарантирует не
только качеетво отштампованных полу-
полуфабрикатов или деталей, но и способ-
способствует долговечности работы автомата,
обеспечивает сохранность инструмента.
3. АВТОМАТЫ ОБРЕЗНЫЕ
И ДЛЯ ПОВТОРНОЙ ВЫСАДКИ
Автоматы предназначены для обрез-
обрезки цилиндрических головок по требу-
требуемому контуру (шестигранник, квад-
квадрат и т. п.) ранее отштампованных стер-
стержневых деталей на холодновысадочных
автоматах, а также для редуцирова-
редуцирования стержня детали перед обрезкой и
повторной высадки с целью получения
головки более сложной формы Авто-
Автоматы используются как самостоятель-
самостоятельное оборудование, а также в составе
автоматических линий. На автоматах
(табл. 6) обрабатывают детали с наи-
наибольшим диаметром стержня 6—20 мм,
длиной l^5d и /=F-=-10)d.
Обрезной пуансон / (рис. 15) авто-
автомата закреплен в пуансонодержате-
ле 2 ползуна главного исполнительного
механизма, а обрезная матрица 3 —
в матричном блоке 4. При необходи-
необходимости редуцирования стержня приме-
применяют матрицу с редуцирующей встав-
вставкой.
Взаимодействие механизмов авто-
автомата осуществляется в соответствии
е циклограммой (рис. 16)
Отличительной особенностью обрез-
обрезных автоматов является исполнение
конструкции ползуна с выталкивате-
выталкивателем (рис. 17). Ползун Т-образиой
формы получает возвратно-поступа-
возвратно-поступательное перемещение от коленчатого
вала. На передней части ползуна /
(рис. 17) в державке 2 закреплен пуан-
пуансон 3 с заталкивателем 4 (рис. 18).
Внутри ползуна смонтирован меха-
механизм выталкивания 5. При движении
ползуна вперед заталкиватель упира-
упирается в стержень заготовки и прижимает
ее к матрице. При дальнейшем дви-
движении ползуна вперед стержень за-
заготовки входит в пуансон 3 до момента
прижатия головки заготовки пуансо-
пуансоном к матрице. Происходит обрезка
граней головки. Примерно при угле
поворота коленчатого вала 10°, т. е.
в момент окончания обрезки, срабаты-
срабатывает механизм выталкивателя, кото-
который проталкивает деталь через мат-
матрицу. При этом первоначальное (си-
(силовое) выталкивание осуществляется
Рис. 15. Штамповочный инструмент обрезного автомата
54
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
S,mm
i
|
Ход
— во
70
SO
SO
40
30
20
10
Механизм
Главного
ползуна
Переноса
заготовок
Зажима
Выталки-
Выталкивателя
Уваления
отходов
z_
•—,
2
\
..—
ч,
ч,
/
\
к
—
ч
Ч
ч
ч
ч,
ч
N
ч
s
Ч,
10 20 30 40 SO SO 70 вО 90 100 110 120 130 140 150 160 170
Ход вперед 180°
Ход к матрице с
заготовкойЫ°0О°)
Выстой*: заго-
заготовкой у мат-
матрицы 35°
Закрыт 70°
Отход
20°
Ход на линии подачи 80°
Раскры-
Раскрытие 20°
Раскрыт 40°
Закры-
Закрытие 20°
Выстаивание Выталкивателя 150°
Выстаивание рабочего органа механизма 260°
Рис. 16. Циклограмма взаимодействии
1 — ползуна; 2 — рабочего органа механизма переноса;
6. Технические характеристики обрезных автоматов
Параметр
Наибольший диаметр стержня дета-
детали, мм
Наибольшая длина стержня дета-
детали, мм
Номинальная сила, кН
Число ходов ползуна в минуту
Мощность привода, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса автомата, т
АБ2318
А2318А
6
60
30
80
125
120; 200; 220
180—275
4,0
4?5
1990
1865
1075
1050
1620
1365
2,0
2,0
АБ2319
А2319А
8
80
40
120
120
140; 175; 200
150—250
5,5
4,2
2045
2100
1075
1045
1650
1755
2,5
2ДЗ
АВТОМАТЫ ОБРЕЗНЫЕ И ДЛЯ ПОВТОРНОЙ ВЫСАДКИ
55
У
у
,—'
¦у
, С
1
- L
у
3
У
—
>—.
У
—к"
—-
-—¦
,У
то 190 200 210 220 230 240 250 260 270 280 290 300 310 320 330 340 350 а'
Ход назад /80°
St/стаивание на линии подачи !SS°
Ход к матрице с
заготовкой 40°
Закрыт 210°
Отход выталкивателя 70 °
Ход к матрице 50°
Ход от матрицы 50°
механизмов перемещения обрезного автомата:
3 — выталкивателя; а — угол поворота коленчатого вала
Продолжение табл. 6
Параметр
АБ2320
АБ2320А
АБ2321
АБ2321 А
Наибольший диаметр стержня дета-
детали, мм
Наибольшая длина стержня дета-
детали, мм
Номинальная сила, кН
Число ходов ползуна в минуту
Мощность привода, кВт
Габаришие размеры, мм:
длина
ширина
Масса автомата,
10
Ш0
50
160
160
100—150
130—190
6,0
2530
2530
1325
1320
те
1995
3J
3,7
12
J20
60
До 140
АА2322
АБ2322
16
160
1250
400
60—85
До 180
90—120
11
2
5165
37К)
2104
2Т60
2020
2735
15,5
12
АА2323
АБ2323
20
200
1250
630
40—60
70—100
17
~\9
5165
4о00
2104
2160
2020
2735
16,35
15
П р и м е ч а н и е. Значения, приведенные в знаменателе, относятся
к автоматам для обрезки и повторной высадки деталей, длина стержня
которых / г?_ Гп*.
56 ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
АВТОМАТЫ ОБРЕЗНЫЕ И ДЛЯ ПОВТОРНОЙ ВЫСАДКИ 57
Рис. 19.Механизм подачи заготовок
от кулачка, а дальнейшее (несило-
(несиловое) — от пружины 6.
Перенос заготовок с оси линеек бун-
бункера на линию обрезки осуществля-
осуществляется механизмом подачи (рис. 19).
На шток / механизма подачи, совер-
совершающем возвратно-поступательное пе-
перемещение, крепится ловитель 2 за-
заготовок с подвижным прижимом 3.
Прижим открывается при нажатии
рычага 5 на ролик 4 с закрепленной
на рычаге кулачковой дорожкой 6.
Кулачковая дорожка поднимается ры-
рычагом 5, приводимым в движение
кулачком, установленным на соот-
соответствующем валу. Для совмещения
линии подачи заготовок и оси захвата
ловителя предусмотрена регулировка
кулачковой дорожки. Положение ло-
ловителя заготовок можно регулировать
и в вертикальной плоскости.
Для ориентации и подачи штучных
заготовок в автомате на специальной
плите установлен бункер роторного
гипа. Плита прикреплена к станине.
В бункере имеется вращающийся ро-
ротор с лопатками. Привод ротора осу-
осуществляется от электродвигателя и
редуктора через цепную передачу,
а привод отбойной звездочки через
клиноременную передачу. Через за-
загрузочное окно в корпусе бункера
загружают заготовки. Ротор с лопат-
лопатками, вращаясь, поднимает заготов-
заготовки и сбрасывает их на наклонно рас.
положенные направляющие линейки.
Заготовки, занявшие правильное по.
ложение в щели между линейками,
Рис. 17. Ползун главного исполнительного механизма с выталкивателем (см. также
Рис. 18)
Рис. 18. Передняя та*гь ползуна в разрезе
58
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
скользят под действием собственной
массы по наклонной плоскости. За-
Заготовки, занявшие неправильное поло-
положение на линейках при подходе к от-
отбойной звездочке, сбрасываются в кор-
корпус бункера. Вибровозбудитель, уста-
установленный на линейках, облегчает
соскальзывание заготовок по линей-
линейкам.
4. АВТОМАТЫ
И ПОЛУАВТОМАТЫ
ДЛЯ НАКАТКИ РЕЗЬБ
И ПРОФИЛЕЙ
Отечественная промышленность из-
изготовляет автоматы и полуавтоматы
с плоскими плашками (табл. 7), с роли-
роликом и сегментом (табл. 8) и двухроли-
ковые (табл. 9), используемые как
самостоятельно, так и в составе авто-
автоматических линий и автоматизирован-
автоматизированных комплексов.
Автоматы с плоскими плашками.
Основным назначением автоматов яв-
является накатка метрических резьб на
деталях типа болтов, винтов и шпилек
с временным сопротивлением разрыву
ав ^ 850 МПа. При применении спе-
специального инструмента эти автоматы
могут быть использованы для накатки
шурупоз, мелкомодульных зубчатых
колес, деталей с мелкими шлицами,
рифлениями и т. п. Процесс накатки
осуществляется двумя плашками, одна
из которых закреплена неподвижно
в станине, а другая установлена на
возвратно-поступательно перемещаю-
перемещающемся ползуне. Диаметр заготовки
принимается примерно равным сред-
среднему диаметру накатываемой резьбы.
При продольном сближении накатных
плашек заготовка посредством подаю-
подающего устройства размещается между
ними, и при дальнейшем движении
подвижной плашки стержень накаты-
накатываемой детали захватывается между
плашками; образуется резьба.
Продольное возвратно-поступатель-
возвратно-поступательное движение ползуна с подвижной
плашкой осуществляется от криво-
кривошипного механизма. Кинематическая
схема резьбонакатпого автомата с пло-
плоскими плашками представлена на
рис. 20.
Пот;пчя заготовки в рабочую зону
осуществляется продольным питате-
питателем. После захвата заготовки плаш-
плашками рабочий орган продольного пита-
питателя возвращается в исходное положе-
положение. На линию накатки заготовка
подается из магазинного устройства,
в котором создается запас заготовок,
необходимый для бесперебойной по-
подачи их в рабочую зону. Отсекатель,
внедряясь клиновидным концом между
заготовками, отделяет одну из них
и досылает ее на линию действия попе-
поперечного питателя, который выводит
заготовку на линию накатки и удер-
удерживает ее там до захвата продольным
питателем. Магазинное устройство
представляет собой две параллельно
расположенные наклонные линейки,
по которым заготовки перемещаются
под действием силы тяжести. К верх-
верхней части линеек заготовки подаются
из бункера, в котором проводится
их первичная ориентация. Линейки
автомата наклонены под углом 30°.
В маховике автомата встроена сцеп-
сцепляемая пневматическая муфта. Пре-
Предусмотрена блокировка, исключающая
работу привода бункера при заклини-
заклинивании его цепи при переполнении заго-
заготовками линеек подачи. Имеется бло-
блокировка, исключающая возможность
включения муфты при отсутствии дав-
давления в смазочной системе, изменения
направления вращения вала двига-
двигателя до полной остановки подвижных
частей.
Взаимодействие механизмов авто-
автомата осуществляется в соответствии
с циклограммой (рис. 21), показываю-
показывающей зависимость перемещений рабо-
рабочих органов механизмов от угла пово-
поворота главного вала привода накатного
ползуна.
Заготовки переносятся вдоль оси
накатывания к инструменту с помощью
продольного питателя, получающего
привод от кулачка, ролика и рычажной
системы.
В зону действия продольного пита-
питателя заготовки подаются поперечным
питателем, толкатели которого за-
закреплены на ползушке, которая может
перемещаться по направляющим кор-
корпуса.
Неподвижная резьбонакатная плаш-
плашка устанавливается в гнезде корпуса /
(рис. 22) с проставками для деталей
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
59
7. Технические характеристики резьбонакатных автоматов
с плоскими плашками нормальной и укороченной длины
Параметр
Диаметр метрической резь-
резьбы , мм
Длина стержня детали, мм
Наибольшая длина резьбы, мм
Допускаемая радиальная си-
сила накатывания, кН
Число ходов ползуна в ми-
минуту:
для плашек нормальной
длины
для укороченных плашек
Мощность электродвигателя
главного привода, кВт
Габаритные размеры автома-
автоматов с плашками нормальной
длины, мм:
длина
ширина
высота
Масса автомата, т
Параметр
Диаметр метрической резь-
резьбы, мм
Длина стержня детали, мм
Наибольшая длина резьбы, мм
Допускаемая радиальная си-
сила накатывания, кН
Число ходов ползуна в ми-
минуту:
для плашек нормальной
длины
для укороченных плашек
Мощность электродвигателя
главного привода, кВт
Габаритные размеры автома-
автоматов с плашками нормальной
длины, мм:
длина
ширина
высота
Масса автомата, т
АБ2414
2,5
4—25
25
16
Модель
200—500
250—1000
1,1
1100
800
1600
0,6
АБ2416
4,0
6—50
35
36
160—450
200—850
2,2
1600
1200
1200
автомата
АБ2418
6,0
10—75
15
63
120—350
150—600
6,0
1850
960
1680
1,7
АБ2419
8,0
12—95
60
90
100—250
110—450
8,0
1900
1700
1680
2,4
Модель автомата
АБ2420
10
16—110
70
160
90—220
90—300
—
—
—
—
АБ2421
12
20—130
80
220
75—180
80—225
15,0
3200
1600
2250
4
АБ2422
16
25—160
100
400
50—130
70—180
—
—
—
—
АА2423
20
30—18С
115
500
40—ЮС
—
32,61
4600
2330
2500
12,5
АА2424
24
35—200
125
800
40—90
—
47,61
4600
2330
2500
14,7
60
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
8. Технические характеристики резьбонакатных автоматов
с роликом и сегментом
Параметр
Диаметр резьбы, мм
Длина стержня детали, мм
Наибольшая длина резь-
резьбы, мм
Производительность, шт/мин
Мощность электродвигателя
главного привода, кВт
Масса автомага, т
Модель автомата
АА2514
2,5
4—32
25
1200
3,0
0,75
АА2516
4,0
6—50
35
1500
4,3
0,95
АА2518
6,0
8—7Г>
45
1500
8,5
1,75
АА2520
10
12—120
60
1000
11,0
2,5
АА2522
16
20—190
80
500
20
4,2
9. Технические характеристики профиленакатных двухроликовых автоматов
Параметр
Сила накатывания, кН
Накатываемый диаметр, мм:
наибольший
наименьший
Наибольший шаг накатывае-
накатываемой резьбы, мм
Накатываемая длина, мм:
радиальным способом
радиально-осевым способом
Частота вращения шпинделей,
r\f\l\я it и
\J\ji МИН
Межцентровое расстояние
шпинделей, мм
Мощность электродвигателя
главного привода, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса автомата, т
Модель автомата
А9518
63
30
3
2
45
—
40—180
90—180
4,2
1120
890
1100
1,35
А2528
125
70
10
4
125
—
20—90
130—230
4,0
1460
1110
1180
2,3
А9524
250
100
10
8
180
—
20—90
150—300
11
1805
1620
1220
3,0
А9Д26
360
100
10
12
200
1500
17—100
185—335
22
4100
2555
1500
4,5
1952?
500
200
20
16
230
Неогра-
ничена
10—100
195—425
22
3200
3600
1800
7,0
разных типоразмеров и крепится
прижимами 2, 3 и клипом 4. Плашко-
держатель может поворачиваться во-
вокруг продольной и вертикальной осей,
а также перемещаться вдоль попереч-
поперечной оси. Расстояние между неподвиж-
неподвижной и подвижной плашками регули-
регулируется с помощью винтов б и 6.
Накопление заготовок, их ориента-
ориентация и перенос на линейки подачи
к зоне накатывания осуществляется
с помощью цепного бункерно-загру-
зочного устройства (рис 23), который
состоит из двух сварных оснований
и двух стоек, на одной из которых ня
плите крепится привод бункера. Oi
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
61
Рис. 20. Кинематическая схема резьбонакачного автомата с плоскими плашками:
1 _ электродвигатель; 2 — шкив клиноременной передачи; 3 — шкив-маховик; 4 —>
пневматическая муфта; 5,6 — зубчатая передача привода главного вала; 7 — криво-
кривошип; 8 — ползун с подвижной накатной плашкой; 9 — неподвижная иакатиая плашка;
Ю — 12 — зубчатая передача привода кулачкового вала; 13 — кулачок; 14 — рычаг
привода продольного питателя 15; 16 — кривошипная шайба; 17 — шатун; IS — ползун
с кулачковой дорожкой 19 привода поперечного питателя 20; 21 — отсекатель; 22 —
электродвигателе привода цепного бункера; 23 — вариатор; 24 — червячный редуктор;
2.5, 36 — зубчатая передача; 27 — муфта предохранительная автоматическая (самодей-
(самодействующая); 28, 29 — звездочки цепной передачи; 30 — лииейки; 31, 32 —.регулировоч-
—.регулировочные винты установки лииеек на разные типоразмеры детали; 33 — цепь с толкателями;
34 — наклонные линейки подачи заготовок в зону накатывания; 35 — 37 — регулировоч-
регулировочные винты установки наклонных линеек иа разные типоразмеры изделий; 3* — шатун
привода накатного ползуна
электродвигателя / переменного тока,
вариатора 2 с широким клиновым
ремнем и червячного редуктора 3
через зубчатую передачу 4 приводится
во вращение вал с установленной на
нем звездочкой 5, приводящей в дви-
движение цепь 6. Сориентированные заго-
заготовки из приемной части бункера 7
подхватываются толкателями 8, за-
закрепленными на цепи, и движутся по
направляющим линейкам 9 к наклон-
наклонным линейкам. Несориентированные
заготовки сбрасываются специальными
угольниками в приемную часть бун-
бункера. Скорость звездочек бункера опре-
определяется передаточным числом вариа-
юра. Регулирование осуществляется
поворотом маховичка 10.
Автоматы с ролнком-сегментом.
Привод автомата (рис. 24) осущест-
осуществляется от электродвигателя / по-
постоянного тока через клиноременную
передачу 2, 3 и коническую зубчатую
пару 4,5 с круговым зубом; вращение
передается на шпиндель 6 с закреплен-
закрепленными на нем накатным роликом 7
и кулачком 8 привода механизма
подачи. Подача заготовок в зону нака-
накатывания осуществляется заталкива-
телем 9, получающим возвратно-посту-
возвратно-поступательное перемещение от системы
кулачок 8 — ролик 10, ползушка //,
пружина 12. Загруженные в барабан 13
бункерно-загрузочного устройства за-
заготовки при его вращении захваты-
захватываются лопатками, закрепленными
внутри барабана, и забрасываются
в ориентирующий лоток 14. Ориенти-
Ориентированные заготовки перемещаются по
наклонным линейкам к зоне накатки.
62
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
S,mm
785,9
700
600
500
400
300
гоо
100
0
60
я
40
за
го
10
0
111!
1
г
3
4
Механизм
Ползуна
Питателя
продольного
Питателя
поперечного
Отсекателя
^/
—х—
/
/
/
/
У
л
т
\
- \
/
/
—;
К
/
\
\
ч
7
/¦
X
\
/
\
\
\
\
-X
J
-X
30 60 90 ПО 150 180 210 ЫО ПО 300 330 а,"
Ход вперед A10°)
выстаивание
160°)
выстаиВа-
шеD1°)
выстаавй-
те A9°)
Ход назад
F0°)
Ход назад (^79°)
Ход назадЧвО")
Выстаивание A80°)
Выстаивание ( ^ 106 °)
Ход вперед Сх 74 °)
(*зоа)^Х0<1 вперед выстаивание (*201о) ^нозод^{30°}
Ход впередF0')
Выстаивание
A0")
Выстаивание
A04
Рис. 21. Циклограмма взаимодействия механизмов резьбонакатного автомата с плоскими
плашками. Перемещения:
1 — накатного ползуна; 2 — продольного питателя; 3 — поперечного питателя; 4 —•
отсекателя
Рис, 22. Плашкодержатель резьбоиакатного автомата с плоскими плашками
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
63
Рис. 23. Бункерно-загрузочное устройство резьбонакатного автомата с плоскими плаш-
плашками
Для увеличения скорости перемещения
заготовок по линейкам предусмотрен
пневмовибровозбудитель.
Привод барабана бункерно-загру-
зочного устройства осуществляется от
индивидуального электродвигателя 16
через клиноременную передачу 17,
червячный редуктор 18 и клиноре-
клиноременную передачу 19, 20. Барабан
вращается на катках 21. Несориенти-
рованные заготовки сбрасываются
в бункер с помощью отбойной звез-
звездочки 22, которая приводится во вра-
вращение индивидуальньш электродвига-
электродвигателем 23 через цепную передачу 24, 25
и зубчатую передачу 26, 27. Для пре-
предотвращения выхода из строя элек-
электродвигателя 23 при заклинивании
отбойной звездочки установлена пре-
предохранительная самодействующая
муфта 15 с нсразрушаемым элементом.
Накатной сегмент 28 устанавли-
устанавливается в опоре станины и фиксируется
прижимами. Зазор между роликом 7
и сегментом 28 устанавливается по
калибру в зависимости от диаметра
накатываемой резьбы и регулируется
с помощью винтов.
Образование запаса заготовок для
накатки, их ориентация и подача
к зоне накатки осуществляется с по-
помощью бункера (рис. 25). Заготовки,
засыпанные в приемный лоток /,
поступают во вращающийся на опор-
опорных катках 2 барабан 3 и захватывае-
захватываемые лопатками 4 сбрасываются на
приемник 5. Сориентированные заго-
заготовки на головках зависают между
направляющими линейками 6 и посту-
поступают к зоне накатки. Несориентиро-
ванные заготовки сбрасываются в ба-
барабан отбойными звездочками 7.
64
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
Рис. 24. Кинематическая схема резьбонакатиого автомата с роликом-сегментом
Внутри буккера к одной из направляю-
направляющих линеек прикреплен пневмовозбу-
дитель 8, улучшающий ориентацию
заготовок и ускоряющий их движение
по линейкам. Привод бункера смон-
смонтирован на плите 9 и состоит из элек-
электродвигателя 10 постоянного тока,
клиноремеиной передачи 11, редук-
редуктора 12 и клиноременной передачи 13.
Заготовки в зону накатки заталки-
заталкиваются механизмом подачи, возврат-
возвратное движение которого осуществляется
кулачковым механизмом.
Сменные накатные ролик 1 и сег-
сегмент 2 (рис. 26) устанавливаются
в зависимости от диаметра накатывае-
накатываемой резьбы. Ролик получает вращение
от шпинделя через торцовые шпонки.
Сегмент устанавливается в опоре 3
и фиксируется прижимами 4. Зазор
между роликом и сегментом регули-
регулируется винтами 5.
Автоматы и полуавтоматы двух-
роликовые профиленакатные. Двух-
роликовые автоматы и полуавтоматы
предназначены для накатки в холод-
холодном состоянии различных профилей,
точных метрических, трапецеидаль-
трапецеидальных и других резьб, мелкомодульных
червяков, обкатывания (калибровки)
цилиндрических и сферических дета-
деталей с целью упрочнения с ручной
и автоматизированной подачей заго-
заготовок. Применяются как самостоятель-
самостоятельные, так и в составе автоматических
линий и автоматизированных комплек-
комплексов.
Накатываемый профиль на заготовке
образуется в результате вдавливания
выступов накатных роликов в цилин-
цилиндрическую заготовку при принудитель-
принудительном одностороннем вращении роликов
н радиальном перемещении одного
из них под действием силы, разви-
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
65
Рис. 23. Бункерно-загрузочное устройство резьбонакатиого автомата с роликом-сегмен-
роликом-сегментом
Рнс. 26. Механизм настройки резьбонакатного автомата с ролнком-сеГментом
3 П/р Г. А. Навроцкого
66
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
11 т п
Рис. 27. Кинематическая схема двухроликового резьбонакатиого автомата с односторон-
односторонним электроприводом
ваемой гидроприводом. Заготовка при
этом, находясь между роликами, будет
вращаться под действием сил трення,
возникающих при соприкосновении
с ней роликов и возрастающих по мере
внедрения профиля роликов в заго-
заготовку и образования на ней про-
профиля.
Принятый технологический процесс
накатки предопределил наличие в со-
составе автомата двух основных рабочих
механизмов: одного для обеспечения
вращения роликов с регулируемой
скоростью и второго — силового гид-
гидропривода, обеспечивающего регули-
регулируемое по величине и скорости пере-
перемещения правого ролика, а также
создающего силу, необходимую для
пластической деформации заготовки.
Кроме того, в состав автоматов входят
электропривод, устройство для опоры
деталей в процессе накатки и меха-
механизмы для автоматизированной за-
загрузки и выгрузки заготовок из рабо-
рабочей зоны.
Привод автомата осуществляется от
электродвигателя 1 (рис. 27) постоян-
постоянного тока через клиноременную пере-
передачу 2, шкивы 3 и 4, упругую втулоч-
но-пальцевую муфту 5, червячную
передачу 6, 7 и зубчатые колеса 8, 9;
вращение передается на шпиндели
с установленными на них накатными
роликами 10.
На приводном валу на шлицах
установлен диск //, который через
муфту зацепляется с диском 12, уста-
установленным на валу червяка 6. Выклю-
Выключение муфты осуществляется поворо-
поворотом эксцентрикового вала 13 с по-
помощью четырехгранника 14.
Поворот шпинделя неподвижной на-
накатной головки относнтельно шпинделя
подвижной головки для совмещения
накатных роликов по профилю резьбы
осуществляется рукояткой 15 через
зубчатые колеса 16—18 при выклю-
выключенной муфте. Совмещение торцов на-
накатных роликов проводится рукоят-
рукояткой 19 через конические зубчатые
колеса 20 и червячную передачу 21
и 22, червячное колесо которой выпол-
выполнено вместе с резьбовой втулкой.
Втулка, перемещаясь в корпусе го-
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
67
Рис. 2 8. Кинематическая схема двухроликового резьбо- и профнленакатного полуавто»
мата с двусторонним электроприводом
ловки, через упорный подшипник осу-
осуществляет осевое перемещение шпин-
шпинделя неподвижной головки.
Установка и крепление накатного
ролика и передача ему вращательного
движения осуществляется с помощью
подвижной головки. Головка состоит
из чугунного корпуса и опоры, в ко-
которых на подшипниковых узлах смон-
смонтированы шпиндель, червячная пара
и зубчатая передача. В нижней правой
части головки имеется система напра-
направляющих, закрепленных на корпусе
головки, и направляющая, крепя-
крепящаяся к станине. Выступы направляю-
направляющей снабжены сменными накладками.
Зазор регулируется клином, винтом
и планкой.
Гидроцилнндр, обеспечивающий си-
силу накатывания и перемещение по-
подвижной головки, состоит из цилиндра,
сварного штока—поршня, винта,
фланца, пружины, корпуса, меха-
механизма регулирования хода поршня
(вал-шестерня, зубчатое колесо, резь-
резьбовая втулка) и механизма регули-
регулирования межцентрового расстояния,
3*
в состав которого входят вал, соеди-
соединенный с винтом трубой, имеющей
паз для свободного выкручивания вин-
винта при регулировании межцентрового
расстояния. Гидроцилиндр закреплен
винтами в корпусе станины. При
подводе жидкости под давлением про-
происходит рабочий ход подвижной голов-
головки, а возврат в исходное положение
осуществляется пружиной.
Для поддержания заготовок в про-
процессе накатывания в полуавтоматиче-
полуавтоматическом цикле с ручной загрузкой служит
опора, включающая направляющие,
ползушку, клин, опорную плашку,
винт, пружину и опору.
Для поддержания в процессе нака-
накатывания деталей типа осей и валов,
имеющих в торцах центры, приме-
применяется центровая опора. Один из
центров опоры подпружинен, а второй
перемещается в пиноли поворотом
эксцентрика рукояткой. В две рас-
расточки корпуса вставлена штанга, по
которой перемещается каретка, фикси-
фиксируемая в нужном положении клиньями
и гайками. При установке заготовки
68
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
в центрах пиноль вместе с центром
поворотом эксцентрика перемещается
и зажимает заготовку в центрах. Для
обеспечения радиального смещения за-
заготовки, а следовательно, центров
относительно оси ролика неподвижной
головки в процессе накатывания на
штангу установлены пружины, ход
которых ограничивается с помощью
винтов.
Для холодного накатывания профи-
профилей радиальным или радиально-осе-
вым способом создан резьбонакатный
полуавтомат (рис. 28). В полуавтомате
применен раздельный привод шпинде-
шпинделей от электродвигателей соответ-
соответственно 1 и в. Через муфты 2 и 7 вра-
вращение передается червяками 3 и 8,
а от них с помощью червячных колес 4
и 9 — зубчатым парам А а Б. Зубчатые
колеса 5 приводят во вращение длин-
длинные валы, состоящие из трех шарнирно
соединенных частей, приводящих во
вращение накатные ролики 5. Син-
Синхронное вращение шпинделей правого
и левого редукторов осуществляется
с помощью муфты 10. Симметричность
движения головок относительно оси
накатывания обеспечивается с по-
помощью рычажного устройства 11.
5. АВТОМАТЫ ПРОВОЛОЧНО-
ГВОЗДИЛЬНЫЕ
Проволочно-гвоздильные автоматы
предназначены для изготовления гвоз-
гвоздей из бунтовой низкоуглеродистой
калиброванной проволоки общего на-
назначения с ав = 500н-850 МПа. На
этих автоматах изготовляются строи-
строительные, толевые, кровельные, отде-
отделочные, обойные и тарные гвозди
(табл. 10).
Основными узлами автомата яв-
являются: станина, привод, коленчатый
Рис. 29. Схема процесса изготовления гвоз-
и распределительные валы, правиль-
правильные ролики, механизмы подачи, за-
зажима, заострения и отрезки, высадоч-
высадочный ползун, сбрасыватель.
Схема процесса изготовления гвоздей
представлена на рис. 29. Проволока /
через раскрытые матрицы 2 подается
на заданную величину, установленную
расчетом и откорректированную при
наладке. После окончания подачи мат-
матрицы 5 зажимают проволоку рифленой
поверхностью, а пуансон 3 при дви-
движении вперед высаживает головку
гвоздя. Ножи 4 в это время находятся
в крайнем заднем положении, обеспе-
обеспечивая пуансону свободное переме-
перемещение.
Кинематическая схема автомата се-
серии АА411 приведена на рис. 30. Вра-
Вращение от электродвигателя передается
клиновыми ремнями через шкивы 15
и 16 на коленчатый вал, который сооб-
сообщает возвратно-поступательное дви-
движение высадочному ползуну 14 и пере-
передает вращательное движение на боко-
боковые распределительные валы двумя
парами конических колес 12 и 13.
От этих валов с помощью эксцентриков
приводятся в движение ползуны 9
механизма отрезки и заострения, а е бо-
бокового правого вала от кулачка за-
зажима 2 через. рычаг / получает дви-
движение ползун 17 механизма зажима.
На консоли коленчатого вала уста-
установлена кривошипная планшайба //,
сообщающая через тягу 8 и рычаг 6
возвратно-поступательное движение
каретке подачи 7. Во время подачи
проволока захватывается зубильцем 5,
смонтированным на каретке 7, и про-
протаскивается через неприводные прь-
внльные ролики 3. Каретка подачи 7
перемещается по направляющей 4.
Таким образом, проволока переме-
перемещается по прямой линии. В автоматах
для изготовления гвоздей с небольшим
диаметром и длиной каретка подачи
движется по дуге. Сбрасывание гвоздя
происходит с помощью устройства 10.
Циклограмма работы механизмов ав-
автомата приведена на рис. 31. В моде-
моделях автоматов серии АБ41 значительно
снижен шум вследствие использования
оригинальных схем и конструкций
узлов. Вращение от электродвига-
электродвигателя 2 (рис. 32) посредством клино-
ременной передачи 26 передается на
АВТОМАТЫ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЕ
2
I
I
a,
s
2
I
* -я
3
S S 2
я се 2
Й ЕС g
s
W
о-в
2 ?
ЕС Н
¦Я
4)
Cf
п
о
03
с*
ертеж
ЕГ
ES
Cf
О
?
S
00
со
J,
о
о"
II
11
а
В
•С
1
р
'Ь
1
[9
О
a jS
оительн
ПЛОСКО
и
ТЗ
С\Г
<3
ю
lo eq-
:^-
о
LO О
см ^
о
. А
СО СМ
о w
оо" л:
X ы
—' СМ
тз
t3 LO
CD CM
О О
II II
со
о
LO
со
2
о
II
СО
00
LO
i
с
CN
00
с
3
с
i
11 II II 1
в в в ¦
В В I
•с .с
1 ¦
'о
0В1
§
о
о
кониче
евые
° 3
^ |
S
п
К 1
> 1
:
f
с
О с
& t
LO
см"
LO
СМ
X
о
см"
о
II
II
3 В
Э 1
ft
1
!
I
ч-
иные
Обо
см
о
с:
оа
LO
CN
С
ее
i
On
с
1
I
.с
%
и
в
с
t-
=S
С
х с
Тар
. тз
2
см
сч
с
J
с\
с
с^
с]
I—
13
ST
—Г
1
•1-
о
LO
^-<
ю
00
о
1
¦ '
S S
) С
1
1
а
3
\ (
>s
) О
II
11
5 а
а ^
i
3
о
s п
°
§
I-
S Г
; г
кониче
мовочн
° о
70 ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
Рис. 30. Кинематическая традиционная схема проволочно-гвоздильного автомата
маховик 28 С фрикционной муфтой
включения и далее на главный вал 7,
от которого движение распростра-
распространяется по четырем направлениям: пер-
первое — через кривошипы И, 15 на
ползун механизма высадки; второе —
через цилиндрические колеса 10, 19
на валы 18 механизма отрезки и за-
заострения, которые с помощью криво-
шипно-ползунных 20, 22 и коленно-
рычажных 23 механизмов обеспечи-
обеспечивают возвратно-поступательные пере-
перемещения ползунов 24 с ножами 30;
третье — через кулачок 9 и рычаг 27
на зажимные матрицы, смонтирован-
смонтированные в матричном блоке; четвертое —
через зубчатые колеса 19 на криво-
шипно-кулисный механизм 6, который
АВТОМАТЫ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЕ
71
7
г
@ 90 по по wo гю гьо по зоо ззо а;
-Высадка A5°)
Ход ползуна назад'A80°)
01 ратный ход каретки подачи материала
Ход назад 1180°)
^Заострение-отрезка
Ход Вперед 1J7°AS0o)
¦Поджатие матриц A5°)
Матрицы поджаты A20 "}
ZS°
Раскрытие
матриц E0°)
Матрицы раскрыты A05°)
Зажатие матриц Штржы зажаты
Ц —Сбрасывание отщтампаданного гвоздя
Поджатие матриц
Рис. 31. Циклограмма взаимодействия механизмов проволочно-гвоздильного автомата
1 — высадочный ползун; 2 — механизгл подачи; 3 — механизм заострения и отрезки;.
4 — механизм зажима
72
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЬГ АВТОМАТОВ
АВТОМАТЫ ПРОВОЛОЧНО-ГБОЗДИЛЬНЫЕ
73
к
s
>
с
перемещает каретку 4 с зажимным
зубильцем 5.
Механизм высадки автомата рабо-
работает следующим образом. Криво-
Кривошип //, вращаясь с валом 7, через
шатун 12, коромысло 13 сообщает
ползуну 14 возвратно-поступатель-
возвратно-поступательное движение в направлении оси вы-
высадки. Кривошип 15, также вращаясь
вместе с валом 7, через шатун 16 сооб-
сообщает эксцентрику 17 вращательное
движение вокруг собственной оси,
закрепленной шарнирно в станине.
Эксцентрик 17, проворачиваясь в от-
отверстии ползушки 3/, сообщает послед-
последнему движение в направлении, пер-
перпендикулярном к оси высадки. Пол-
зушка 31 в свою очередь заставляет
перемещаться высадочный ползун в
том же направлении. Кривошипы 11,
15 двойного эксцентрика 17 повернуты
относительно друг друга таким обра-
образом, что при приближении криво-
кривошипа 15 и эксцентрика 17 к своим край-
крайним точкам ползушка 31 останавли-
останавливается, кривошип И продолжает сооб-
сообщать через коромысло 13 высадочному
ползуну 14 движение в направлении
оси высадки. В это время ползун совер-
совершает рабочий ход, траектория кото-
которого совпадает с горизонтальной осью
высадки. Далее кривошип 11 через
шатун 12 и коромысло 13 отводит выса-
высадочный ползун 14 от зоны высадки,
а кривошип 15 выходит из своего
крайнего положения и через шатун 16
поворачивает эксцентрик 17. В резуль-
результате ползушка 31 отводит высадочный
ползун 14 вверх. Таким образом, нало-
наложение на высадочный ползун движений
от двух кривошипов и одного эксцен-
эксцентрика позволяет ему совершать посту-
пательно-качательное движение.
От бокового смещения ползун 14
удерживается плоскими чугунными
планками, закрепленными на крон-
кронштейне. От вертикального смещения
во время высадки гвоздя ползун удер-
удерживается послушкой 3/, выполненной
из азотированной стали. Для уменьше-
уменьшения износа контакт с ползуном осу-
осуществляется через накладные планки,
которые также изготовлены из азоти-
азотированной стали. Шатун 12 и ползун 14
соединены коромыслом 13 через оси,
которые жестко закреплены в одной
из деталей с помощью конических
разрезных втулок. Уравновешивание
механизма высадки обеспечивается
противовесами, закрепленными на
главном валу, грузом 8 и пружинным
уравновешивателем 25.
Механизм отрезки и заострения авто-
автомата выполнен в виде симметрично
расположенных ползунов 24, на кото-
которых жестко закреплены ножи. Каж-
Каждый из ползунов имеет привод, состоя-
состоящий из последовательно соединенных
между собой кривошипно-ползупного
20, 21 и коленно-рычажного 23 меха-
механизмов с помощью промежуточного
ползуна. Такое конструктивное реше-
решение позволило отделить зону образова-
образования гвоздя от зоны с основными меха-
механизмами автомата, что значительно
улучшило условия их работы. Регу-
Регулирование положения ножей осуще-
осуществляется в трех взаимно перпендику-
перпендикулярных направлениях винтами 29 экс-
эксцентриком /, который одновременно
служит и опорной осью рычагов колен-
коленно-рычажного механизма.
Матричный блок механизма зажима
вертикальный и имеет маятниковую
подвеску к станине. Верхняя матрица
неподвижная и регулируется относи-
относительно оси проволоки с помощью
винта. Ось, относительно которой ка-
качается рычаг 27, жестко закреплена
в станине. Регулировка нижней мат-
матрицы относительно оси проволоки осу-
осуществляется эксцентриком с помощью
выведенного наружу винта.
Автомат имеет две автономные си-
системы смазывания — картерную от ше-
шестеренного насоса и импульсную
И-ЦСЭ-2,5 для точек, имеющих выход
наружу. Для удобства настройки ав-
автомат снабжен механизмом 3 ручного
проворота. Станина автомата чугунная,
коробчатой формы, выполнена с разъ-
разъемом по главному валу. Внутри ста-
станины находится масляная ваина. Верх-
Верхняя часть станины защищена алюми-
алюминиевыми стационарными кожухами,
рабочая зона автомата — алюминие-
алюминиевым кожухом.
Конструкция этой модели автоматов
отличается от традиционных и имеет
следующие преимущества. Ход выса-
высадочного ползуна по горизонтали при
максимальной длине изготовляемого
гвоздя 120 мм составляет не 150,
а только 40 мм, в результате чего
74
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
CO
<
118
АА4
to
<с
АА4
<
ю
<
СО
Б41
<
со
<
4111
о.
н
Парами
О
| | § с
<м"го
о о
SSo ~
о
СО —
ю
53
-315
о
<м
о
о
LO
1 1 со? '
<м о
о
с
чо°° ""
со О
1 1 О1Г
СО
о
о
СО
о
S
1
00 1 LO ЦЭ |
I О LO
oo I lo to
-о
— сч
CN о
и | «с;
<М о
<м
"LO о
CN СО
<м
—Tlo
00 1 """*
о00
1 *
К в
Г0 2-н СО
о к ч
жня гв
[, ММ
сила,
юго по
^ S ^ В*
о о S °
а |3 га
ср га 2- ??
S я к
га s S с<
s ч о о
425
о
LO
о
1
52Е
008
I
о
о
LO
О
8
i
710-
03
ж
СП
о
С
О
[_
О
5"
о
ч
о
13
са
га
одо
ё ^
-, ОО_
Хо
X о lo
""¦i. О О —
1Г
Сч
1Г
СО
СО
'2хт
Xго
"Ix"
А а^>
со ¦—'
S х
хо
о "^
1 "-
А с»
S— -
2х^
о
0,75
885Х 97
0,7
2
к
са
о
о.
§
га
ч
га
о
п
азмеры
Q-
^ S о
о „ g
максимальные скорости и ускорения
механизма высадки по горизонтальной
составляющей в 3,75 раза ниже.
Конструкция автомата выполнена
по схеме трех параллельных валов
вместо схемы трех взаимно перпенди-
перпендикулярных валов. Это позволило заме-
заменить конические зубчатые передачи
на цилиндрические косозубые, кото-
которые создают меньший шум при работе.
Вместо кривошипно-ползунного
главного исполнительного механизма
автоматы этой серии имеют криво-
шипно-коленно-рычажиый механизм.
При таком конструктивном решении
необходимая сила отрезки замыкается
на станине, что повышает жесткость
механизма и обеспечивает более плгв-
ный рабочий ход. В результате ско-
скорость режущих ножей при подходе
к проволоке меньше, чем у автоматов
старой конструкции, что позволяет
избежать удара ножей о проволоку
и увеличить их стойкость. В результате
появляется возможность работы с твер-
твердосплавными вставками и наплавками
на ножах. Технические характери-
характеристики проволочно-гвоздильных авто-
автоматов серии АА41 и АБ41 приведены
в табл. 11.
6. АВТОМАТЫ
ДЛЯ ШТАМПОВКИ ШАРИКОВ
И РОЛИКОВ
В автоматах для штамповки шари-
шариков и роликов применяют цилиндриче-
цилиндрические отрезные втулки и плоские ножи
с полуцилиндрической рабочей по-
поверхностью. Наряду с этим получает
все большее распространение закрытая
конструкция ножа в виде втулки,
обычно армированной твердосплавной
цилиндрической вставкой.
Технические характеристики одно-
позиционных одноударных автоматов
для штамповки шариков и роликов
представлены в табл. 12 и 13.
Автоматы для штамповки шариков
и роликов имеют механизмы привода,
высадочного ползуна, матричного бло-
блока, правильно-подающего устройства,
отрезки и переноса штучной заготовки,
выталкивателя и др.
Шариковые автоматы применяют
с подпружиненным креплением пуан-
АВТОМАТЫ ДЛЯ ШТАМПОВКИ ШАРИКОВ И РОЛИКОВ
75
12. Технические характеристики автоматов для штамповки
Параметр
Наибольший диаметр шарика, мм
Наибольшая длина заготовки, мм
Наибольший диаметр заготовки, мм
Номинальное усилие штамповки, кН
Число ходов ползуна в минуту
Мощность привода, кВт
Габаритные размеры автомата, мм
Масса, т
Параметр
Наибольший диаметр шарика,мм
Наибольшая длина заготовки, мм
Наибольший диаметр заготовки, мм
Номинальное усилие штамповки, кН
Число ходов ползуна в минуту
Мощность привода, кВт
Габаритные размеры автомата, мм
Масса, т
А3715
3,15
6,3
2,6
80
500—850
5,5
2085Х
Х792Х
Х1070
1,8
АА3723
20
40
16
1250
АА3718
6,3
12
5
160
500—710
11
2600 X
Х1100Х
XI170
3,2
200—250
32
5200X2380X
Х1380
16,5
шариков
АА3720
10
18
7,1
315
400—550
11
зюох
Х1450Х
Х1250
4,1
АА3724
25
50
20
2000
130—200
55
6350Х2660Х
Х860
29
АА3722
16
30
12
800
250—350
19
4800Х
Х2180Х
Х1500
12,7
А3725
(
32
60
25
3150
Ю—120
75
7470Х3180Х
Х2085
43,5
13. Технические характеристики автоматов
Модель
автомата
А3718А
АА3720А
АА3722А
ЛА3723А
А3724А
«а ,
S О
S
\§ k -
* л W
6,3
10
16
20
25
[Ла,
s к
315
400
800
2000
3150
Наибольший
размер за-
заготовок, мм
Диа-
Диаметр
6,8
10
16
20
25
Дли-
Длина
15
30
40
50
65
для холодной штамповки роликов
Число
ходов
ползуна
в минуту
250—350
250—300
250
130—200
90—120
§5
X О
I&S
7,2
12
25
42
50
Габариты,
мм
3000 X
X 1430Х
Х1250
4970Х
Х2120Х
Х1420
5200Х
Х2380Х
Х1380
6350 X
Х2660Х
Х1680
7470 X
Х3180Х
Х2085
м
о
1
4,0
11,48
16
29
43
76
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
3 1
а) 6) в)
Рис. 33. Основные этапы штамповки заготовок шариков
сона открытым ножом и удерживаю-
удерживающими отрезанную заготовку пальцами.
Наиболее распространена штамповка
с подпружиненным креплением пуан-
пуансона (рис. 33). Отрезанная на линии
подачи заготовка 1 (рис. 33, а) пере-
переносится ножом 2 и придерживающим
крючком 3 на линию штамповки, где
она удерживается подпружиненным
пуансоном 4. Нож и придерживающий
крючок (рис. 33, б) возвращаются в ис-
исходное положение; осуществляется на-
начало штамповки (рис. 33, в). Процесс
штамповки заканчивается (рис. 33, г);
пуансон отходит в исходное положе-
положение, а отштампованная шариковая
заготовка выталкивается из матрицы
и пуансона (рис. 33, д).
В автоматах для штамповки загото-
заготовок цилиндрических, конических, боч-
бочкообразных роликов имеются отличи-
отличительные особенности в механизмах
отрезки и переноса, матричном блоке,
ползуне, кинематике отдельных меха-
механизмов.
На рис. 34 приведена циклограмма
взаимодействия работы механизмов ав-
автомата для штамповки роликов.
В отличие от автомата для штам-
штамповки шариков формообразование ци-
цилиндрических и конических роликов
осуществляется в основном в матрице.
Поэтому в пуансоиной головке ползуна
отдельных автоматов не предусматри-
предусматривается устройство для выталкивания
отштампованной заготовки из пуансо-
пуансона. На позицию высадки прутковая
заготовка попадает в закрытой ноже-
ножевой втулке, откуда она подается в рабо-
рабочую матрицу переталкивателем.
Ш 150 ПО 90 60 30 0 }}3 300 2Т0 гбО
Рис. 34. Циклограмма взаимодействия работы механизмов автомата А3724А
ОБОРУДОВАНИЕ ДЛЯ РАСКАТКИ
77
Качество торцовых поверхностей от-
отрезанной заготовки при резке в закры-
закрытой втулке достаточно высокое, однако
необходимо применять сложный меха-
механизм привода переталкивателя от боко-
бого распределительного вала.
7. ОБОРУДОВАНИЕ
ДЛЯ РАСКАТКИ
Процесс холодной торцовой рас-
раскатки деталей типа колец, втулок,
стаканов с наружным и внутренним
буртом осуществляется на раскатных
станках путем заполнения металлом
исходной осесимметричной заготовки
полостей, образованных технологиче-
технологическим инструментом (рис. 35). Процесс
основан на преднамеренном уменьше-
уменьшении поверхности, на которую действует
сила. Заготовка и инструмент в про-
процессе деформации вращаются, пло-
площадь соприкосновения инструмента и
заготовки составляет 0,01—0,07 от
площади поперечного сечения. Это
ведет к выигрышу в силе деформирова-
деформирования, позволяет достичь высокой дефор-
деформации е= 0,23-7-0,3 при раскатке заго-
заготовок из легированных, высоколеги-
высоколегированных и подшипниковых сталей.
На рис. 36 представлена кинемати-
кинематическая схема станка мод. С0424, рабо-
работающего в полуавтоматическом ре-
режиме.
В матрицу, закрепленную в шпин-
шпинделе станка, загружается кольцевая
заготовка. Часть заготовки, подлежа-
подлежащая раскатке, выступает нз матрицы.
Нажатием соответствующей кнопки на
пульте управления «полуавтоматиче-
«полуавтоматический цикл» по направлению к заготовке
приводится в движение раскатной ва-
валок, который заранее установлен отно-
относительно заготовки под углом а =
= 0-г15°. При достижении определен-
определенного положения валка относительно
матрицы автоматически включается
вращение шпинделя и сближение боко-
боковых суппортов с формообразующим
и упорным роликами. Включается
полив матрицы маслом. При соприко-
соприкосновении раскатного валка с высту-
выступающим концом заготовки осущест-
осуществляется пластическое формообразова-
формообразование бурта; течение металла достигает
формообразующего ролика; между мат-
Рис. 35. Схема торцовой раскатки:
1 — заготовка; 2 — матрица; 3 — раскат-
раскатной валок
14. Технические характеристики
раскатных станков
Параметр
Сила, кН:
раскатки
выпрессовкн
на поперечном
суппорте
Наибольший диа-
диаметр раскатанной
детали, мм
Наибольшая длина
раскатанной дета-
детали, мм
Ход, мм:
раскатной голов-
головки
выталкивателя
поперечных суп-
суппортов
Наибольшая про-
производительность,
шт/ч
Мощность электро-
электропривода, кВт
Габаритные разме-
размеры, мм:
слева направо
спереди назад
Масса, кг
О
О
250
250
125
160
120
200
0—150
40
250
30
3500
1800
8400
00
(М
о
и
630
630
250
200
175
250
0—200
50
200
42
4560
2300
12 000
78 ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
11 1Z 13 74 15 16 П
24 23 гг
Рис. 36. Кинематическая схема прецизионного станка мод. С0424 для холодной раскатки
силой 250 кН:
/ — электромагнитный тормоз: 2, 24, 27 — зубчатые колеса; 3 — электромагнитная
муфта; 4 — электродвигатель; 5 — шкив; 6 — клиновой ремень; 7 — маховик; в — ры-
рычаг; 9, 17 — гидроцилиидр; 10 — поперечный суппорт; 11 — формообразующий ролик;
12 — раскатной валок; 13 — пииоль; 14 — корпус; 15 — ползун; 16 — винт; 18 —
насос Для смазывания инструмента; 19 — поддерживающий ролик; 20 — матрица; 21 —
исходная заготовка; 22 — шпиндель; 23 — выталкиватель; 25 — шток; 26 — поршень
рицей, валком и формообразующим
роликом получается закрытая зона,
что предопределяет размеры бурта.
По окончании раскатки отводится
раскатной валок, разводятся боковые
суппорты, шпиндель останавливается,
Рис. 37. Схема продольной раскатки:
t — валок; 2 =- обрабатываемая заготовка
и деталь выталкивается из матрицы
с последующим возвратом в исходное
положение выталкивателя; цикл за-
завершен. Для настройки станка пре-
предусмотрен наладочный режим.
Техническая характеристика стан-
станков для торцовой раскатки приведена
в табл. 14.
Продольно-раскатные автоматы
предназначены для формообразования
деталей типа ступенчатых валов и осей
из углеродистых и легированных ста-
сталей холодной продольной раскаткой.
Технологическим инструментом слу-
служат два неприводных ролика (рис. 37),
охватывающих заготовку секторами
на 75—95°. Обрабатываемая заготовка
после каждого возвратно-поступатель-
возвратно-поступательного хода поворачивается вокруг своей
оси на угол, определяемый програм-
программой обработки. Длина хода автомдти-
ОБОРУДОВАНИЕ ДЛЯ РАСКАТКИ
79
12 4 5 6 7 в 9 10 13 /4 15 16
О/
15
Z5 гг
Рис. 38. Кинематическая схема автомата мод. Л345.61.П1 для продольной раскатки за«
готовки шпилек:
1, 3, б, 21 — гидроцилиидры; 2,6 — конечные выключатели; 4 •— призма; 7 — обра-
обработанная деталь; 8 — опорный ролик; 9 — синхронизатор; 10 — раскатной ролик;
// — поршень; 12 — ползун; 13 — программирующий диск; 14, 23 — червячная пара;
15, 16, 18 — зубчатые колеса; 17 — электромагнитный тормоз; 19 — электромагнитная
муфта; 20 — электродвигатель; 22 ~ подвижная бабка; 24 — насос смазывания инстру-
инструмента; 25 — пииоль; 26 — цанга; 27 •— выталкиватель; 28 — исходная заготовка
чески регулируется соответственно уд-
удлинению заготовки. Раскатка завер-
завершается после 4—12 ходов о поворотом
на 45—90°.
На рис. 38 представлена кинемати-
кинематическая схема автомата мод. Л345.61.111
для продольной раскатки заготовки
шпилек 18-г24х200-М70 мм. Авто-
Автоматическая подача заготовки осуще-
осуществляется из магазина с помощью гид-
гидроцилиндра, который обеспечивает по-
подачу заготовки и вывод (сброс) готовой
детали из автомата. Поданная на
призму заготовка подается иа линию
раскатки и затем гидроцилиидром за-
заталкивается в цанговый патрон. В цан-
цанговом патроне установлен подпружи-
подпружиненный выталкиватель, который по
окончании цикла раскатки и разжима
цанги выталкивает готовую деталь.
Поданная в цангу заготовка зажи-
зажимается с помощью гидроцилиндра,
который перемещает цангу влево в ко-
коническую часть патрона. В дальней-
дальнейшем при рабочем ходе, когда цанговый
патрон протягивает заготовку между
раскатными роликами с большой си-
силой, зажим детали цангой усиливается
пропорционально силе протягивания
(самозатягивание). По окончании за-
зажима заготовки автоматически с по-
помощью гидроцилиндров ползуны сбли-
сближаются с раскатными роликами; син-
синхронность перемещения обеспечи-
обеспечивается рычажным синхронизатором.
Ход ползунов к оси автомата ограни-
ограничивается специальными планками
(упорами). Раскатные ролики, сбли-
сближаясь, вдавливаются в заготовку и
образуют «очко», через которое затем
протягивается заготовка. После вда-
вдавливания в заготовку раскатных роли-
роликов бабка продольного хода с помощью
двух гидроцилиндров перемещается
80
особенности конструкции и работы автоматов
15. Технические характеристики продольно-раскатных автоматов
и полуавтоматов
Параметр
Сила раскатки, кН:
радиальная
осевая
Диаметр раскатывае-
раскатываемого стержня, мм
Длина раскатывае-
раскатываемого стержня, мм
Наибольшая произ-
производительность, шт/ч:
заготовки кругло-
круглого сечения
заготовки шести-
шестигранного сечения
Мощность электро-
электропривода, кВт
Габаритные разме-
размеры, мм:
слева направо
спереди назад
Высота над' уровнем
пола, мм
Масса, кг
Л345.61.1П
400
200
18—24
200—470
25
35
22
3500
3200
1600
6000
ПР30-67
330
150
15—25
250—900
25
40
22
3 700
3 300
1 600
22 000
ПР90-80
900
400
32—50
400—
1 200
40
_
105
7 300
4 500
1 800
25 000
ПРНО-76
1400
700
38—52
700—
2 200
6
8
98
9 600
4 300
1 800
25 000
ПР500-78
5500
2200
160—220
1 500—
2 400
10
600
15 200
8 800
2 200
140 000
вправо — осуществляется рабочий
ход. По завершении рабочего хода
раскатные ролики разводятся на не-
небольшую величину для беспрепятствен-
беспрепятственного проворота вокруг оси заготовки
на определенный угол и возврата бабки
в исходное положение. Положение
бабки определяется конечными вы-
выключателями.
Заготовка проворачивается спе-
специальным устройством от индивидуаль-
индивидуального электродвигателя через систему
зубчатых колес, передаточное число
которых подобрано так, чтобы за два
полных оборота шпинделя вал про-
программирующего устройства сделал
один оборот. На валу помещены два
диска, в отверстиях которых кре-
крепятся штыри, воздействующие на кон-
контактные устройства. Располагая штыри
в отверстиях дисков, согласно програм-
программе можно получить любую последова-
последовательность этих поворотов на углы,
кратные 15° (т. е. 45 и 90°). По оконча-
окончании последнего хода призма подни-
поднимается для приемки заготовки, цанга
разжимается, подпружиненный вы-
выталкиватель (центр) выталкивает де-
деталь на призму; цикл повторяется.
Технические характеристики про-
продольно-раскатных автоматов и полу-
полуавтоматов приведены в табл. 15.
Для локальной обработки заготовок
деталей в виде тел вращения исполь-
используется машина для осадки заготовки
обкатыванием. Осадка обкатыванием
позволяет изготовлять различные де-
детали: диски, кольца, диски со ступи-
ступицей, конические и цилиндрические
колеса и др.
В отличие от традиционных техно-
технологических процессов холодного вы-
выдавливания, при которых сила штам-
штамповки создается по всей поверхности
деформируемого металла, осадка обка-
обкатыванием сосредоточивает силу только
на части обрабатываемой поверхности;
площадь соприкосновения инстру-
инструмента с заготовкой составляет 0,15—
0,25 от площади поперечного сечения.
ОБОРУДОВАНИЕ ДЛЯ РАСКАТКИ
8)
Перемещение сосредоточенной (лока-
(локализованной) силы осуществляется пу-
путем цикличного отклонения пуансона
от оси в соответствии с заданной про-
программой. Это позволяет при удлинении
продолжительности процесса снизить
силу штамповки примерно в 5 раз.
На рис. 39 показана кинематическая
схема машины (сферодвижного прес-
сователя) мод. PXW100A (ПНР) для
осадки заготовок обкатыванием. Ос-
Основные конструктивные особенности:
пресс с гидравлическим нижним при-
приводом, с дополнительной механической
системой, обеспечивающей качание
пуансонодержателя. Гидравлический
сервомотор имеет два концентрически
расположенных цилиндра, в которых
находятся два поршня с независимым
приводом. Наружный поршень, яв-
являющийся одновременно цилиндром
внутреннего поршня, соединен с на-
направляющим гидрораспределителем
пресса и вызывает поступательное
движение матрицы и выталкивателя.
Внутренний поршень соединен с вы-
выталкивателем. Пресс в основном рабо-
работает в автоматическом режиме. Режим
операций устанавливается с помощью
маховичка на пульте управления.
В прессе предусмотрена возможность
выбора одного из двух циклов работы,
различающихся последовательностью
рабочих ходов.
Цикл I — осадка. Выталкиватель
упирается в дно рабочего гнезда рас-
распределителя. Заготовка базируется в
отверстии матрицы или на центре
выталкивателя. Жидкость под давле-
давлением, которое устанавливается соот-
соответствующим вентилем, поступает под
поршень направляющего распредели-
распределителя; рабочую силу создает матрица.
Во время штамповки выталкиватель
является пассивным формующим эле-
элементом, не выполняет никаких допол-
дополнительных движений и нагружен лишь
частью полной силы, пропорциональ-
пропорциональной отношению площади выталкива-
выталкивателя к площади детали. Обрабатывае-
Обрабатываемая заготовка приобретает требуемые
размеры (диаметр, толщину) и форму
в момент, когда распределитель упрет-
упрется в станину пресса установленными
на нем упорными кольцами соответст-
соответствующей толщины. Одновременно про-
происходит нажатие конечного выключа-
Рис. 39. Кинематическая схема машины
мод. PXW100A (ПНР) для осадки загото-
заготовок обкатыванием:
/ — электродвигатель; 2 — предохрани-
предохранительная муфта; 3 — червячное колесо; 4 —
червяк; 5 — водило; 6 — станина; 7 — -
пуансонодержатель; 8 — пуансон; 9 —
упорное кольцо; 10 — заготовка; // — ма-
матрица; 12 — выталкиватель; 13 ¦*- наруж-
наружный поршень; 14 — цилиндр
теля, который включает реле времени.
В течение времени, установленного на
этом реле, осуществляется штамповка
детали. По окончании штамповки релз
времени включает в работу выталки-
выталкиватель, длительность остановки кото-
которого в верхнем положении регули-
82
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
б)
Рис. 40. Схема технологического процесса
раскатки обоймы подшипников качения:
/ — труба (заготовка); 2 — диск; 3 — за-
зажим; 4 — резец; 5 — заготовка; 6 — рас-
раскатной подвижный ролик; 7 — ограничи-
ограничивающие реборды; 8 — передняя оправка;
9 — обойма; 10 — задняя оправка; // —
раскатной неподвижный ролик
руется с помощью индивидуального
реле времени.
Цикл II — штамповка. Под пор-
поршень выталкивателя подается жид-
жидкость из гидравлического аккумуля-
аккумулятора под давлением. Заготовка бази-
базируется на центре выталкивателя. Во
время движения направляющего гид-
гидрораспределителя вверх выталкива-
выталкиватель отводится из зоны штамповки.
После соприкосновения заготовки с
пуансоном происходит штамповка
(осадка фланца). Качание пуансона
осуществляется механически.
От электродвигателя через клиноре-
менную передачу приводится в движе-
движение червячная передача. От червяка
движение передается на вторую чер-
червячную передачу. Каждое червячное
колесо приводит во вращение одну
из двух концентрически размещенных
эксцентриковых втулок. Эти втулки
могут вращаться в одном или в про-
противоположных направлениях с раз-
различными угловыми скоростями, что
зависит от зацепления зубчатых колес
в коробке передач. Сочетание движений
эксцентриков позволяет получить
нужное движение пуансонов.
Техническая характеристика
сферодвижного прессователя
PXW100A
Сила штамповки, кН .... 1600
Число качаний пуансона в
минуту 200
Ход ползуна, мм ...... 140
Наибольший диаметр детали,
мм 100
Мощность электродвигателя,
кВт 17,8
Масса, кг 5000
Технологический процесс холодной
раскатки обойм подшипников каче-
качения, разработанный фирмой «Форм-
Фло» (Англия), состоит из двух этапов
(рис. 40): а— отделение от трубы ис-
исходной заготовки; б — раскатка
обоймы.
Кольцевая заготовка отделяется от
трубы, которая зажимается в патроне
станка и приводится во вращение от
электродвигателя через клиноремен-
ную передачу. На определенной длине
трубы осуществляется вдавливание
свободновращающихся дисков, пере-
перемещающих к центру металл. После
определенной глубнны вдавливания
диск отводится и резцами снимается
наружный и внутренний обезуглеро-
женный слой; заготовка отделяется
и подается в раскатной станок.
Техническая характеристика станка
для отделения кольцевой заготовки
от трубы
Наружный диаметр тру-
трубы, мм 25—89
Наибольшая длина тру-
трубы, мм 4000
Наибольшая толщина
стенки трубы, мм ... 12
Высота заготовки, мм 8—12
Диаметр вдавливающе-
вдавливающего диска, мм 130
Толщина вдавливающе-
вдавливающего диска, мм 3—3,5
Частота вращения шпин-
шпинделя, об/мии 500—2000
Мощность электропри-
электропривода, кВт ...... 11
При раскатке внутренней обоймы
подшипника на станке мод. 1/R1003
отрезанная кольцевая заготовка по-
подается по склизу в раскатной станок,
где она надевается на переднюю оправ-
оправку, и после сцепления с задней оправ-
оправкой определяется ее положение для
раскатки. Одновременно подводятся
подвижная головка с раскатным роли-
роликом и поддерживающие валки (на
рисунке не показаны); по мере при-
АВТОМАТЫ ГИБОЧНЫЕ
83
ближеиия к заготовке скорость пере-
перемещения подвижной головки автома-
автоматически уменьшается. Как только оба
раскатных ролика на подвижной и не-
неподвижной головках войдут в контакт
с заготовкой, происходит формовка
обоймы. Раскатные ролики формуют
наружные поверхности, а оправки
формуют внутренние фаски или закруг-
закругления.
Во время раскатки увеличение диа-
диаметра обоймы ограничивается поддер-
поддерживающими валками. При увеличении
осевого размера и для предупрежде-
предупреждения размыкания оправок конструк-
конструкцией предусмотрен заход реборды за
выступы оправок. После формовки
обоймы подвижный раскатной и под-
поддерживающие валки отводятся, оправ-
оправки разъединяются, освобождая обойму.
Диаметр каждой заготовки зависит
от ее массы. Значения массы исполь-
используются для установления максималь-
максимального переднего положения подвижной
головки; это положение регулируется
автоматически. Заготовка с массой
выше или ниже допуска на установлен-
установленную массу автоматически бракуется.
Техническая характеристика
раскатного станка 1/R 1003
Сила раскатки, кН . . 261
Диаметр раскатной обой-
обоймы, мм 25,4—91,4
Наибольшая высота рас-
раскатной обоймы, мм ... 32
Мощность электропри-
электропривода, кВт 3
Масса, кг 6000
Для холодной раскатки беговых
дорожек наружных обойм подшипни-
подшипников применяются станки мод. 0/R 1000.
Раскатная головка станка располо-
расположена вертикально и наклоняется при
смене инструмента. На перемещаю-
перемещающейся каретке расположены две мат-
матрицы, в которые устанавливают заго-
заготовки, поступающие на станок по
двум склизам. Пока заготовка, уста-
установленная в первой матрице, раска-
раскачивается, другая подается с конца
склиза одним из двух суппортов, рас-
расположенных под кареткой с матри-
матрицами, в положение, соосное со второй
матрицей; затем заготовка подается
вверх в матрицу гидроцилиндром.
После окончания накатывания пер-
первого кольца раскатной ролик подни-
поднимается, и каретка с матрицами переме-
перемещается горизонтально, устанавливая
вторую матрицу с заготовкой в пози-
позицию раскатки, а первую— в позицию
выгрузки. Гидровыталкивателем де-
деталь извлекается из матрицы и суп-
суппортом подается на разгрузку. Ис-
Использование двух матриц значительно
повышает производительность станка,
сводя к минимуму время загрузкн-
выгрузки. Ролик и матрица при рас-
раскатке вращаются от отдельных гидро-
гидродвигателей. Заготовка удерживается
в матрице в рабочем положении гидро-
гидроцилиндром для загрузки. Рабочая
подача при обработке осуществляется
горизонтальным ходом каретки от гид-
гидроцилиндра.
Техническая характеристика станка
0/R 1000 для холодной раскатки
беговых дорожек наружных обойм
подшипников качения
Сила раскатки, кН . . 245
Диаметр раскатной
обоймы, мм 25,4—85,7
Наибольшая высота рас-
раскатной обоймы, мм . . . 31,7
Частота вращения ро-
ролика, об/мин 50—500
8. АВТОМАТЫ УНИВЕРСАЛЬНО-
ГИБОЧНЫЕ И ДЛЯ
ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ
ШАЙБ
В табл. 16 приведены технические
характеристики многоползунных уни-
универсально-гибочных автоматов с при-
приводом ползунов от центральной ше-
шестерни.
Технологический процесс изготовле-
изготовления деталей сложных форм на автома-
автоматах состоит из следующих операций:
штамповочных (вырубка, пробивка, не-
неглубокая вытяжка); гибочных на оп-
оправке; дополнительных (сварка, наре-
нарезание резьбы, сборка, клепка и штам-
штамповка из штучных заготовок с по-
помощью дополнительных устройств, лег-
легко встраиваемых в автомат).
На рис. 41 приведены переходы
при изготовлении пружины на
универсально-гибочном автомат.
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
16. Технические характеристики универсально-гибочных автоматов
с приводом ползунов от центральной шестерни
Параметр
Диаметр обрабатываемой
проволоки, мм
Наибольшая ширина обра-
обрабатываемой ленты, мм
Сила одного механизма
штамповки, кН
Наибольшая толщина обра-
обрабатываемой ленты, мм
Наибольшая сила на гибоч-
гибочном ползуне, кН
Число ходов ползуна в ми-
минуту
Мощность привода, кВт
Габаритные размеры, мм:
длина
ширина
высота иад уровнем пола
Масса, т
О)
АА72(
0,8
12
10
0,5
3,2 .
40—
400
1,25
1200
950
1400
0,76
Примечание. Автоматы
__
АА721
1,2
25
30
1,0
10
36—
360
2,5
1600
1150
1600
1
СО
АА721
2,0
50
125
40
36—
360
4,5
2350
1350
1600
1,85
комплектуют
АА721
3,2
63
250
40
36—
360
6,3
2700
1580
1900
2,3
<
5,0
80
500
40
25—
250
8,5
3280
1750
2000
3,85
А7218
6,3
60
160
__
16
15—
100
6,3
1850
3380
2500
3,2
А7219
8,0
100
540
——
40
20-
160
11,0
2920
1690
2170
6,0
разматывающим устрой-
ствоми устройством для дополнительных операций (поперечной
резания резьбы, сварки и т.
д.).
подачи
на-
Рис, 41, Переходы при изготовлении пружины на универсально-гибочном автомате
АВТОМАТЫ ГИБОЧНЫЕ
85
>Я f-SCij ,,ая
и 5
л °
х л
о я
а—¦
О) СЧ
<* д У ^ я G о
лиши
s 3 | -в з
Н 05 • S(J
z: о У s
га ¦»¦ г~
• О I *"* ¦ • . 2 я О.
86
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
АВТОМАТЫ ГИБОЧНЫЕ
87
О, мм
80
60
20
Механизм
Подачи проволоки
Прижима заготовки
Верхнего штампа
Правого и левого штампов
Нижнего штампа
Съемника
прямого
обратного
20 40 60 80 100
Подача материала
70°+ 70°=140°
ВыстаиВание В исход-
исходном положении
70° 424° = 194°
Выстаивание
40°
Прижим заго-
заготовки 4в°
Выстаивание В исходном
положении
ВыстаиВание в исходном положении
154° +48° =212"
Исходное положение
Выстаивание
ВыстаиВание
Материал подается на позицию гибки и
фиксируется прижимом 1. Сборный ин-
инструмент 2 отрезает ножом 3 заготовку,
и на гибочных оправках 6 и 7 осуще-
осуществляется первая гибка.. Инструмен-
Инструментом 9 заготовка загибается по оправ-
оправке 6, и он отходит на исходную пози-
позицию.
Оправки 6 и 8 отходят в исходную
позицию, а гибочный пуаисон 4 осу-
осуществляет вторую гибку заготовки
по оправке 7. Нижним гибочным пуан-
пуансоном 5 загибается ушко, и оконча-
окончательно формообразуется деталь. Ин-
Инструменты 5, 4 и 2 отходят в исходную
позицию, а инструментами 6 и 8
готовая деталь сбрасывается в тару.
На рис. 42 показан общий вид уни-
универсально-гибочного автомата мод.
Рис. 43. Циклограмма работы
А7215 для производства деталей из
проволоки с наибольшим диаметром
3,2 мм. На передней стенке станины
крепят перфорированную по окруж-
окружности фронтальную плиту, на которой
и устанавливают гибочные ползуны
и механизмы штамповки. Фронтальная
плита расположена под углом 20°
к вертикальной плоскости. Механизм
штамповки представляет собой криво-
кривошипный пресс, в котором установлен
штамп для вырубки, пробивки или
неглубокой вытяжки. Механизм подачи
материала — клещевого типа; он обе-
обеспечивает более точную подачу прово-
проволоки или ленты из рулона по сравне-
сравнению с подачей роликами. На фрон-
фронтальной плите имеются отверстия,
с помощью которых можно устаиавли-
1
3
\
4,
¦
4
^^
5
<
,6
120 140 160 180 200 220 240 260 280 300 320 340 360
Холостой ход 140°
Выстаивание в рабо-
рабочем папожении 70°
Рез и гибка за-
заготовки 54"
Отход прижи-
прижима заготовки4в
Выстаивание Вpaffo-
чем положении 70°
Подход и гибка
54°
ВыстаиВа-
ВыстаиВание 40°
Подача материала
70°
Выстаивание в исходном положении
Отход в исходное
положение 54"
ВыстаиВание
в рабочем по-
положении 40°
Подход Врабо-\в<"^ива-
чееположе'ние^/J^fy
Выстаивание в ис-
исходном положении 72°
Отход В исходное
положение 40°
Отход в исход-
исходное положение 48'
Ход Вперед
4В°
Ход назад
48"
Выстаивание
В'исховном по-
положении 48°
Выстаивание В
исходном положе-
нии54а
Ход назад
4 В"
Ход вперед
48°
14°
14°
универсальио-гибочного автомата
вать ползуны под любым необходимым
углом. Привод автомата осуществляет-
осуществляется от электродвигателя постоянного
тока в целях бесступенчатого регули-
регулирования частоты вращения и, следова-
следовательно, скоростных режимов при фор-
формообразовании штампуемых на авто-
автомате деталей.
На рис. 43 показана циклограмма
автомата мод. А7215, настроенного на
изготовление детали — полукольца.
По оси абсцисс отложены углы пово-
поворота валов исполнительных механиз-
механизмов, по оси ординат — текущие пере-
перемещения рабочих органов цикловых
механизмов. Цикловая диаграмма слу-
служит основным документом, на основа-
основании которого рассчитываются и про-
профилируются кулачки привода цикло-
цикловых механизмов: подачи материала4
штамповки, гибочных ползунов и
съемника.
На автоматах для изготовления пру-
пружинных шайб спираль навивается
в блоке 1 (рис. 44) иавивочного инстру-
инструмента с иеприводиой вращающейся
оправкой 16 и гибочными роликами 2
и 14. Концы загибаются радиусным
упором 12 на проводке. В навивочный
инструмент проволока 22 подается
клещами 8, смонтированными на пол-
зушке 5; ползушка приводится от кри-
вошипио-кулисного механизма 23 по-
посредством серьги 24. Захват проволоки
осуществляется губками 6, установлен-
установленными в клещах 8. Сила зажатия про-
проволоки регулируется винтами 7. Ры-
Рычаги поворачиваются вокруг своих
':88
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
/ Z 3 Ь 5 6 7 в 9 10 11
1Z 13 ft 15 16 17 А'А
Рис. 4ч. Конструктивная (а) и кинематическая (б) схемы шайбонавивочного автомата
мод. А57
РОТОРНЫЕ АВТОМАТЫ
17. Технические характеристики автоматов для изготовления пружинных шайб
Параметр
Внутренний условный
диаметр навиваемых
шайб, мм
Размеры обрабатываемой
проволоки, мм;
квадратного сечения
прямоугольного сече-
сечения
трапециевидного сече-
сечения
Наибольший ход ползуш-
ки, мм
Число циклов в минуту.
при наименьшем ходе
при наибольшем ходе
Суммарная мощность
электродвигателей, кВт
Габаритные размеры авто-
автомата, мм:
длина
ширина
высота над уровнем
пола
Масса автомата, т
А5715
2—3
0,5X0,5;
1 flY 1 С\
1 jU A I ,U
1,0X0,6
—
18
600
400
1,37
970
605
760
0,4
А5719
4—8
1,0X1,4;
1,2X1,2
1,6X2,5;
2,5X2,5
35
550
320
2,42
1200
870
1080
0,56
А5722
10,1 —
16,3
—
2X3;
2,5
3,2X4,5;
5
70
400
180
6,27
1600
1040
1140
1,6
А5724 '
18,3—
24,5
—_
3,5X5;
4,5
5X7; 8
107
210
140
6,36
2000
1400
1320
2,5
А5727
27—48
5,5X8;
7,0 .
6X9; 12
200
100
170
14
2943
1700
1600
4,7
осей через ролики 11 посредством
кулачка 10 и пружины 9. Кулачок 10
поворачивается при качании повод-
поводка 20, ролик 19 которого входит в паз
качающегося рычага 18. Проволока
направляется проводкой 17, уста-
установленной в корпусе 4, связанном
скалками и пружинами с блоком /.
Подвижный нож 13 установлен на
конце рычага 21 механизма отрезки
от приводного вала 27, через прием-
приемный 25 и передаточный 26 валы и при
движении по замкнутой траектории
входит внутрь спирали; опускаясь,
он О1резает за каждый ход но витку,
т. е. готовую шайбу. Отрезка шайбы
от навиваемой спирали осуществляется
двумя ножами. Неподвижный нож 15
помещен в держателе 3, закрепленном
на блоке /. Положение ножей относи-
относительно наружного диаметра спирали
регулируется винтами. Точная подача
клещей, неприводные вращающиеся
ролики 2 и 14, осуществление отрезки
двумя ножами с одним неподвижным
ножом, спрофилированным по внут-
внутреннему диаметру, обеспечивают полу-
получение высокого качества шайб.
В табл. 17 приведены технические
характеристики шяйбонавивочных ав-
автоматов серии А57.
9. РОТОРНЫЕ АВТОМАТЫ
И АВТОМАТИЧЕСКИЕ ЛИНИИ
На базе автоматических роторных
линий в СССР осуществляется ком-
комплексная автоматизация производ-
производственных процессов, включающих в
первую очередь технологические опе-
операции обработки материалов давле-
давлением, для выполнения которых тре-
требуются простейшие движения инстру-
инструмента в одном направлении.
На роторную технологию переведено
более 2500 технологических операций,
90
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
I
разработано 200 типов автоматических
роторных линий для производства
различных изделий и деталей; общее
число таких линий достигло 3000.
Роторная технология использована при
создании 40 комплексно-автоматизи-
комплексно-автоматизированных производств с замкнутым
циклом изготовления изделий: от ис-
исходных материалов до готовой про-
продукции. Примерно в 70—80 % слу-
случаев роторная технология основывается
на операциях холодной штамповки.
Переход к прогрессивным роторным
технологиям на базе интенсифициро-
интенсифицированных операций обработки материа-
материалов давлением, вспомогательных тер-
термохимических операций и с примене-
применением роторных автоматических линий,
объединяемых в цехи-автоматы, позво-
позволяет: повысить производительность
оборудования в 4—6 раз; снизить
трудоемкость изготовления продукции
в 3—4 раза; сократить производствен-
производственные площади в 2,7—3,2 раза, произ-
производственный цикл изготовления изде-
изделий в 10—20 раз, длину транспортного
пути в 7—12 раз, номенклатуру рабо-
рабочего и измерительного инструмента
в 5—7 раз, аппарат контролеров в
2,2 раза, затраты ручного труда с 60—
80% до 5-10%.
Роторные и роторно-коивейерпые ли-
линии являются одной из высших форм
автоматизации технологических про-
процессов: межмашинное и внутримашин-
Рис. 45. Автоматическая линия для штам-
штамповки машиностроительных деталей типа
вкладышей с производительностью
2000 шт/мин
ное транспортирование потока дискрет-
дискретных объектов обработки осуществляет-
осуществляется непрерывно g постоянной скоростью,
что позволяет легко управлять про-
производительностью и качеством формо-
формообразования изготовляемых изделий.
Развитие роторной технологии ха-
характеризуется следующими уровнями.
Первый уровень — автоматизация
рабочего цикла, т. е. создание ротор-
роторных полуавтоматов и автоматов. На
этом уровне автоматизируется одна
технологическая операция обработки,
контроля или сборки, а также вспомо-
вспомогательные процессы, непосредственно
связанные с выполнением основных
технологических операций. На первом
уровне автоматизации роторные авто-
автоматы образуют независимые модули,
и объединение их в производственные
системы представляет определенные
Трудности. Межроторное транспорти-
транспортирование деталей, накопление заделов,
разделение или соединение потоков
деталей при передаче их на очередную
операцию обработки, контроля или
сборки осуществляется вручную или
с помощью примитивных средств меха-
механизации. Обычно отсутствует единая
информационная основа для управле-
управления качеством продукции и работой
отдельных роторных автоматов, что
сдерживает применение автоматиче-
автоматической системы управления технологи-
технологическими процессами.
Второй уровень — автоматизация
системы машин, создание автоматиче-
автоматических линий. На этом уровне автомати-
автоматизируется весь технологический про-
процесс, представляющий собой совокуп-
совокупность операций получения конструк-
конструкционных материалов, их обработки,
сборки и контроля деталей, сборочных
единиц, изделий в целом. В этом слу-
случае автоматизацией должны быть охва-
охвачены процессы, непосредственно не
связанные с технологией обработки:
доставка к машинам материалов и сред,
межмашинное транспортирование объ-
объектов обработки, накопление межопе-
межоперационных заделов, удаление отходов
и т. п.
На рис. 45 представлена в качестве
примера автоматическая линия для
холодной штамповки машинострои-
машиностроительных деталей типа вкладышей. Фор-
Формообразование вкладышей осуществля-
РОТОРНЫЕ АВТОМАТЫ
91
ется в два перехода. Одна такая авто-
автоматическая роторная линия заменяет
14 прессов, высвобождает семь рабочих
и производственную площадь 50 м2,
позволяет получать ежегодно эконо-
экономический эффект в сумме более
40 тыс. руб. Приводами рабочих орга-
органов штамповочных роторных машин
служат в основном кулачковые, гид-
гидромеханические и гидравлические ме-
механизмы.
Роторы выполняются с одно- и двух-
двухсторонней системами приводов рабо-
рабочих органов (нижние и верхние при-
приводы).
Кулачковый привод движения ин-
инструмента получил распространение
в штамповочных роторных автоматах
с номинальной силой штамповки, не
превышающей 10 кН.
Для обеспечения больших сил, по-
потребных для штамповки, используется
гидравлический привод рабочего орга-
органа (инструмента).
На роторных автоматах и автомати-
автоматических линиях могут осуществляться
штамповочные операции не только при
холодной объемной штамповке, но и
при полугорячей и даже горячей
штамповке.
На рис. 46 показан схематический
чертеж ротора с гидромеханическим
приводом основных рабочих органов
для полугорячей штамповки. Переме-
Перемещения, связанные с подводом инстру-
инструментов, движением выталкивателей и
т. п., осуществляются от кулачков.
В каждом роторе инструментальные
блоки (рис. 47) представляют собой
автономную систему по типу штампов
в прессах-автоматах. Инструменталь-
Инструментальные блоки могут сменяться автомати-
автоматически и настраиваются на специальных
стендах вне роторного автомага или
автоматической роторной линии.
Обычно автоматические линии раз-
разделяются на участки по 3—10 техно-
технологических роторов, между которыми
устанавливают бункеры межучастко-
межучастковых запасов заготовок деталей. На
каждом участке линии существует
жесткая межагрегатная связь, при ко-
которой технологические роторы и агре-
агрегаты о помощью транспортных средств
(переталкивателей, перегружателей,
транспортных роторов и цепей) бло-
блокируются воедино и работают в едином
ритме. Повышение надежности и про-
производительности автоматических ротор-
роторных линий при неизменных технологи-
технологических процессах и конструкциях ро-
роторных автоматов достигается путем
структурных усложнений линий —
деление их на участки, секции с уста-
установкой межучастковых накопителей
деталей. Для линий штамповочного
производства характерно такое струк-
структурное построение, когда число меж-
межучастковых накопителей деталей на
порядок (в 40 раз) меньше суммарного
числа технологических и транспорт-
транспортных роторов линии.
Основным направлением сокращения
потерь производительности автомати-
автоматических роторных линий, возникаю-
возникающих при отказах инструментов, яв-
является применение устройств автома-
автоматической смены инструментальных бло-
блоков. Такие устройства по результатам
контроля деталей устанавливают с по-
помощью микропроцессоров факт отказа
инструмента, выдают команду на ав-
автоматическую замену отказавшего ин-
инструментального блока и контроли-
контролируют правильность установки нового,
налаженного вне линии, инструмен-
инструментального блока. Применение устройств
автоматической смены инструменталь-
инструментальных блоков позволяет резко, в 3—4 ра-
раза, сократить внецикловые потери,
затрачиваемые на останов роторной
линии, поиск отказавшего блока и его
замену, пуск линии и проверку каче-
качества потока выпускаемой продукции.
Третий уровень — комплексная ав-
автоматизация систем машин и агрега-
агрегатов, создание автоматизированных и
автоматических участков, цехов и за-
заводов. На этом уровне автоматизация
охватывает такие процессы, как подача
к автоматическим линиям запасных
инструментов и обновление обрабаты-
обрабатывающих сред, автоматическое управле-
управление и регулирование качества продук-
продукции и т. п. В массовых производствах
крепежа, пластмассовых деталей, под-
подшипников, втулочно-роликовых цепей,
элементов автономных источников то-
тока, режущих элементов жатвенных
частей зерноуборочных комбайнов и
ряда других штампованных деталей
в автоматизированных участках и це-
цехах устанавливается несколько авто-
автоматических роторных линий, работа
92
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
Рис. 46. Схематический чертеж ротора с гидромеханическим приводом основных рабочих
органов для полугорячей штамповки:
/ — опорный подшипник; 2 — проводник-контакт; 3 — токосъемник; 4 — барабан;
5 — выталкиватель; 6 — блокодержатель; 7 — корпус блока; 8 — стакан; 9 — термо-
термонагреватель; 10 — пуансон; // —- поршень; 12 — гндроцилнндр; 13 — блок гидроци-
гидроцилиндров; 14 -г плоский гндрораспределитель; /5 — центральный вал; 16 — цилиндр;
17 — стяжной болт; 18 » термопара; 19 = ползун; 20 — радиальный копир; 21 •=- зуб-
зубчатое колесо
ВиВА
Изделие до
обработки
В-8
Изделие после
обработки
Рис, 47. Конструкция инструментального блока для формообразования деталей через
две матрицы после обратного выдавливания:
/ —» ползуи; 2 — направляющая втулка; 3,8 — гайкн; 4 — пуансон; о — корпус блока;
6 — втулка; 7 *=- матрицы; 9 ¦= подпружиненный упор; 10 *•• опорное кольцо; 11 •»
съемник
94
ОСОБЕННОСТИ КОНСТРУКЦИИ И РАБОТЫ АВТОМАТОВ
РОТОРНЫЕ АВТОМАТЫ
которых управляется от автоматиче-
автоматической системы управления технологи-
технологическими процессами. В массовых про-
производствах мелких штампованных дета-
деталей за последние годы развернуты
работы по автоматизации таких вспо-
вспомогательных операций, как термохи-
термохимическая обработка, поверхностное по-
покрытие, контроль, окраска, сборка
н т. п. Автоматические роторные линии
последних моделей имеют в своем
составе, кроме штамповочных рото-
роторов, роторы контроля линейных разме-
размеров и формы штампованных деталей,
закалки с нагревом ТВЧ, травления,
обезжиривания, промывки, сушки,
сборки штампованных элементов и по-
поверхностного покрытия готовых изде-
изделий. На этом уровне реализуется трех-
трехсменная безостановочная работа авто-
автоматических роторных линий.
Основным условием объединения тех-
технологических, транспортных и кон-
контрольных машнн в многоканальную
часть роторных линий является равен-
равенство их цикловых производительно-
стей
гт
' • ' ¦— "щ — '
п
которое применительно к роторным
линиям записывается в виде двух
равенств
'p. i
I
hn
pi
-'xi 1
Угр2
Ap.
!p* + 'xa
(
'p?n
f-rpi
+
n
¦ripm
Это условие должно выполняться
для всех случаев, когда
'pi = ^рг = • • • = tpi = • • • = i"pm:
или
'xi v- 'ха ^± • •' =F lxl ?=••'?= 'xm> J
ИЛИ
'х
1 • • — 'pi + *хг = • • • = ^рщ + 'xml
'pi T~ 'и ф ?рг -f- ^x2 Ф ¦ •'
•¦•Ф1р1 + 1УИФ •••^'pm + 'xm.
что достигается путем компоновки
в одну линию роторов с различными
числами гнезд
«pi Ф "Р2 Ф ' -ФиргФ---Ф «рт.
с различными шагами расположения
гнезд
Ф hpi Ф
и приводит к различиям в линейных
скоростях потока предметов обработки
в соседних роторах
"pi Ф vp2 Ф • • • Ф vpi Ф • • • Ф vpm.
В математической модели объедине-
объединения роторов в АРЛ приняты следующие
обозначения: «р — число гнезд ротора;
'р> 'х — длительность рабочих и не-
нерабочих (холостых) ходов; итр —
транспоршая скорость потока; ftp —
линейный шаг ротора; 1, 2, ..., т —
число роторов в автоматической ро-
роторной линии.
В машиностроительных отраслях
промышленности СССР наибольшее
распространение получили роторные
технологические машины и агрегаты
с автоматизированным рабочим цик-
циклом, В этих автоматах рабочие и нера-
нерабочие ходы периодически повторяю!СЯ
и за каждый рабочий цикл выдается
одно или порция обработанных полу-
полуфабрикатов или деталей.
С современны^ позиций создания
гибких и переналаживаемых автома-
автоматизированных производств наиболее
перспективными следует считать мно-
многопозиционные, многошпиндельные ро-
роторные автоматы с дифференциацией
и концентрацией элементов технологи-
технологического процесса. Автоматы, имеющие
один технологический роюр с непре-
непрерывным вращением главного вала и не-
непрерывным транспортированием потока
Деталей и инструментов, извейтны дав-
давно и широко используются пра табле-
тировании и брикетировании порош-
порошков, прессовании пластмасе, сборке
прессованием и тому подобных процео-
сах. Этот вид роторных автоматов
характерен параллельным способом
концентрации одноименных элементов
дифференцированноготехнологического
процесса, т. е. на всех позициях ротора
осуществляется идентичное технологи-
технологическое воздействие инструмента или
среды иа обрабатываемую деталь, при
котором меняются геометрические раз-
размеры или физико-химические свойства
детали.
В роторных автоматах легко реали-
реализуется принцип последовательного дей-
действия, когда разноименные элементы
технологического процесса концен-
концентрируются на рабочих позициях ротора
согласно технологическому маршруту
обработки, сборки, прессования, кон-
контроля и т. п.
Заготовка, передаваемая последова-
последовательно, за каждый оборот ротора
с одной рабочей позиции на другую,
постоянно получает запрограммиро-
запрограммированный объем технологических воздей-
воздействий. Роторный автомат последова-
последовательного действия имеет комплект
обрабатывающих инструментов или
сред, рассредоточенный по позициям.
В роторных автоматах параллельно-
последовательного действия имеется
ряд параллельных потоков обработки,
в каждом из которых технологический
процесс дифференцирован по рабочим
позициям.
В зависимости от способа дифферен-
дифференциации и концентрации технологиче-
технологического процесса роторные автоматы
параллельного, параллельно-последо-
параллельно-последовательного и последовательного дей-
действия могут применяться соответ-
соответственно при автоматизации массовых,
серийных и недостаточно массовых
производств, без переналадки и с пе-
переналадкой на выпуск продукции по
сходным технологическим процессам.
Уточненные технические характе-
характеристики кузнечно-прессового обору-
оборудования приведены в изданиях НПО
ЭНИКмаш.
Список литературы
1. Богоявленский К. Н., Лапин В. В.,
Селин М. Т. Оборудование и техноло-
технология раскатки прецизионных загото-
заготовок. М.: НИИмаш, 1981. 30 с.
2. Клусов И. А. Технологические
системы роторных машин. М.: Маши-
Машиностроение 1976. 232 с.
3. Литвишков В. И., Заика Л. Г.,
Логинов А. В. Экспериментальное
исследование шайбонавивочного авто-
автомата А5727//Кузнечно-штамповочиое
производство. 1983. № 11. С. 5—6.
4. Мурзин Г. В., Махтюк Л. Л.,
Борисов И. Ф. Автоматы для изготов-
изготовления пружинных шайб//Кузнечно-
штамповочное производство. 1980. № 11
С. 20—22.
5. Проволочно-гвоздильный автомат
с пониженным уровнем шума мод.
АБ4116/И. Г. Куликов, Л. Л. Махтюк,
И. 3. Мансуров н др.//Кузнечно*
штамповочное производство. 1979. №7,
С. 15—16.
6. Семибратов Г. Г. Точная раскатка
валов и осей. Л.: Машиностроение,
1980. 125 с.
7. Солодянников В. С, Катков-
ский А. Г. Холодная штамповка круп-
крупных цилиндрических роликов//Совер-
шенствование процессов объемной
штамповки. МДНТП. 1980. С. 154—-
162.
8. Солодянников В. С, Захаров В. Л.
Катковский А. Т. Автоматическая
линия штамповки заготовок крупных
цилиндрических роликов //Повыше-
//Повышение эффективности штамповочного про-
производства. МДНТП, 1981. С. 149—153.
9. Трофимов И. Д., Гуралник А. И.
Автоматы для холодной штамповки
длинных болтов//Кузнечно-штамповоч-
ное производство. 1977. № 6. С. 9—11.
Глава
3
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
НА МЕХАНИЧЕСКИХ И
ГИДРАВЛИЧЕСКИХ ПРЕССАХ
ОСОБЕННОСТИ ШТАМПОВКИ
97
1. ОСОБЕННОСТИ ШТАМПОВКИ
НА ПРЕССАХ
Процесс формоизменения при штам-
штамповке на; прессах в общем случае
состоит иа четырех этапов: калибровка;
фасонирование исходной заготовки; ос-
основные штамповочные операции; кали-
калибровка после штамповки. Некоторые
этапы, кроме штамповочных опера-
операций, ': могут отсутствовать.
Большую часть заготовок для штам-
повк^; на прессах получают отрезкой
в штампах. Заготовка, полученная
отрезкой в штампе от прутка, имеет
отклонения от плоскостности и от
параллельности торцов, от перпенди-
перпендикулярности осей, от симметричности
поперечного сечения относительно
главной оси. Заготовка, полученная
выручкой из плоского проката, также
имеет отклонения формы. Диаметр
(поперечные размеры) заготовок, кото-
Рис. I. Схемы калибровки:
а — по диаметру осадкой; образование на-
меткн под выдавливание полости и обра-
образование фаски; б — торцов и по диаметру
закрытой осадкой; в — по диаметру закры-
закрытой осадкой и образование наметок; г —¦
поперечного сечения редуцированием; д—•
по диаметру; образование фасок полуза-
полузакрытой осадкой н высадка фланца; е — по
диаметру с- кернением торцов
рые должны подаваться на основные
штамповочные операции, как правило,
не соответствует диаметру проката,
выпускаемого промышленностью. Из
условий упрощения технологии и кон-
конструкции штампа для отрезки обычно
принимают отношение высоты к диа-
диаметру заготовки HID ^ 1, а для
штамповки в большинстве случаев
требуются заготовки с отношением
W/D < 1. Если для получения задан-
заданного отношения HID проводят откры-
открытую осадку, то заготовка после осадки
имеет отклонения профилей продоль-
продольного и поперечного сечений. Загрузка
в полость штампа такой заготовки
затруднена. Заготовка располагается
в полости штампа произвольно. При
штамповке наблюдается отклонение ки-
кинематики течения металла от запроек-
запроектированной, ухудшается качество
штампованной заготовки, создаются
отклонения от соосности инструмента
и направления технологического уси-
усилия пресса, что снижает стойкость
инструмента, особенно пуансонов и
оправок для выдавливания поло-
полости.
Если отклонения формы превышают
предусмотренные чертежом допуски,
то заготовку калибруют. Калибровку
заготовки необходимо, как правило,
применять перед выдавливанием по-
полости. Перед высадкой, редуцирова-
редуцированием, а иногда перед прямым выдавли-
выдавливанием сплошного стержня калибровку s
не проводят. Схемы калибровки при-
приведены на рис. 1. Калибровкой дости-
достигается соответствие формы и размеров
поперечного сечения заготовки и рабо-
рабочей части инструмента с учетом задан-
заданных между ними зазоров. Одновремен-
Одновременно устраняются превышающие допуски
отклонения профилей поперечного и
продольного сечений от плоскостности
и параллельности торцов заготовки
(рис. 1, а—г). При калибровке реду-
редуцированием с уменьшением диаметра
от 0,3 мм и более снижается шерохо-
шероховатость боковой поверхности заготовки
(рис. 1, г).
- Допуск на объем заготовки должен
быть меньше или в крайнем случав
равен допуску на объем штампован-
штампованной заготовки (с учетом отходов и по-
потерь), чтобы полученная штампован-
штампованная заготовка имела размеры в пре-
пределах заданных допусков. Однако уже-
ужесточение допусков на объем заготовки
может привести к значительному сни-
снижению производительности ее изго-
изготовления. Специальные дозирующие
устройства, обеспечивающие высокую
точность отрезки и, следовательно,
малые отклонения объема заготовки,
не нашли широкого применения как
в отечественной, так и в зарубежной
промышленности. Отклонения объема
(массы) заготовки уменьшаются при
сортировке заготовок по массе на
подгруппы, а также при получении
с металлургического завода прутка,
дозированного по массе, Деление та-
такого прутка на заданное число загото-
заготовок в соответствующее число раз повы-
повышает точность объема заготовки.
Калибровкой также достигается:
а) предварительная деформация е
8 до 3—5 %, которая не увеличивает
наибольшую силу, но создает более
плавное нагружение пуансона, обра-
образующего полость, сокращает неодно-
неоднородность деформации и разностен-
ность заготовки, повышает устойчи-
устойчивость процесса пластического деформи-
деформирования при редуцировании;
б) образование фаски на одном из
торцов (рис. 1, а, б. д, е), что необ-
необходимо для механизации подачи заго-
заготовки в штамп, предотвращения обра-
образования заусенцев или скола фаски
[при толщине дна менее 1—1,5)^,
т. е. 5 мм и менее]; сколовшийся ме-
металл и заусенцы, загрязняя полость
штампа, ухудшают качество детали
и вызывают преждевременный выход
из строя инструмента;
в) образование наметки (рис. 1, а,
в, г) или кернение торцов заготовки
(рис. 1, е) под пуансон для выдавли-
выдавливания полости; наличие углублений
на торце заготовки снижает отклоне-
отклонение от соосности пуансона и заготовки
в начальный момент выдавливания
полости, прямо пропорционально от-
отношению длин незакрепленных частей
4 П/р Г. А. Навроцкого
пуансонов для выдавливания и кали-
калибровки (при прочих равных условиях).
Наличие наметки сокращает разно-
стенность выдавленной полости и
уменьшает нагрузку на пуансон от по-
поперечного изгиба. Наметка может быть
Заполнена смазочным материалом не-
необходимой вязкости, обеспечивающей
гидродинамические условия трения при
выдавливании полости.
При фасонировании заготовки
(рис. 1,3), которое следует совме-
совмещать с калибровкой, получают форму,
которая способствует течению металла
во все элементы полости штампа при
наименьших нагрузках на инстру-
инструмент, а также минимальной суммарной
деформации, как локальной, так и по
всему объему заготовки. Фасонирова-
Фасонирование заготовки должно обеспечивать
возможно более равномерную дефор-
деформацию на штамповочных операциях,
исключить возможность снижения ус-
устойчивости пластического деформиро-
деформирования, локализации деформации, след-
следствием которой может явиться разру-
разрушение.
При выборе формы и размеров заго-
заготовки, поступающей на основные по-
позиции штамповки, необходимо исхо-
исходить из того, что формоизменение ме-
металла и заполнение полости штампа —
результат движения инструмента. Со-
Создание напряженного состояния без
значительного перемещения инстру-
инструмента в процессе деформации не может
обеспечить заполнения полости штам-
штампа. Для снижения удельных и полных
сил, накопленной деформации и ее
неравномерности по объему заготовки
при оформлении сложных элементов
конструкции детали необходимо иметь:
а) два или несколько направлений
течения металла; б) определенный запас
объема металла, который при переме-
перемещении инструмента частично или пол-
полностью расходуется на образование
заданного элемента конструкции де-
детали.
Полученная после калибровки заго-
заготовка без промежуточной термической
обработки и подготовки поверхности
может направляться на основные штам-
штампованные операции. Однако, если ка-
калибровка заготовки совмещалась с фа-
фасонированием (образование фланцев и
усеченных конусов, изменение про-
98
ШТАМПОВКА НА ПРЕССАХ
ОСОБЕННОСТИ ШТАМПОВКИ
филя сечения и т. п.), а деформация
в; ^ 15, то для заготовки из латуней,
бронз, никеля, никелевых сплавов
и стали необходима промежуточная
разупрочняющая термическая обра-
обработка (РТО) и повторная подготовка
поверхности. Наряду с этим РТО
и подготовка поверхности непосред-
непосредственно перед основными штамповоч-
штамповочными операциями позволяют наиболее
полно использовать технологические
возможности штамповки иа прессах
А отличие от штамповки иа автоматах).
Вопрос о необходимости РТО и способе
подготовки поверхности перед кали-
калибровкой и фасонированием решается
в зависимости от условий деформа-
деформации.
Штамповка иа прессах из штучной
заготовки по сравнению с штамповкой
на автоматах из калиброванной прово-
проволоки (или прутка) значительно расши-
расширяет технологические возможности
процесса:
максимальный диаметр (размер по-
поперечного сечения) может быть увели-
увеличен с 35—40 до 100—150 мм; длина
заготовок при использовании механи-
механических прессов до 2—2,5 диаметра,
т. е. до 250—300 мм, а при использова-
использовании механических прессов специаль-
специальных конструкций и гидравлических
прессов — до 1 м и более; масса штам-
штампуемых заготовок иа механических
прессах достигает 12—15 кг, при ис-
использовании механических прессов
специальных конструкций и гидравли-
гидравлических прессов — до 20—40 кг, а в от-
отдельных случаях — до 120 кг;
повышенная точность штампуемых
заготовок, особенно по поперечному
сечению, обеспечявается сочетанием
характеристик пресса (высокой попе-
поперечной жесткостью, восьмикратными
направляющими ползуна и др.) и
штампа; возможность восстановления
заданной точности направления в штам-
штампе по мере износа его направляющих
элементов; повышенная точность пози-
позиционирования на многопозииионном
штампе;
требования к технологической де-
деформируемости заготовок могут быть
значительно снижены, что позволяет
штамповать детали сложной формы,
а также детали из сплавов с повышен-
повышенными эксплуатационными свойствами;
основные направления повышения тех-
технологической деформируемости заго-
заготовок: отработка режима предвари-
предварительной термической обработки и ра-
рациональный выбор ее места в техио-
логическом цикле; покрытие и смазы-
смазывание поверхности заготовки или лю-
любой ее части; минимизация суммарных
деформаций, регулирование кинема-
кинематики течения и напряжеиио-деформи-
рованного состояния металла с приме-
применением штампов специальных кон-
конструкций, штамповка с использова-
использованием комбинированных процессов; пе-
переход к теплой и полугорячей штам-
штамповке.
При штамповке иа автоматах прак-
практически невозможно покрытие торцов
и промежуточная термическая обра-
обработка заготовок.
Штамповка иа прессах может быть
осуществлена с применением всех опе-
операций формоизменения, приведенный
в гл. 1 (табл. I). Ниже дана класси-
классификация формоизменяющих операций
применительно к штамповке на прес-
прессах, в которой рассмотрены особен-
особенности кинематики течения металла
и области применения операций. Все
операции формоизменения при штам-
штамповке по кинематике течения металла
разделены на простые и комбинирован-
комбинированные. При простых операциях течение
металла задано кинематикой движения
инструмента. При комбинированных
операциях металл имеет два или не.,
сколько возможных направлений тече-
течения. Течение в разных направлениях
по мере движения инструмента может
происходить одновременно (совмещен-
(совмещенный процесс, как частный случай ком-
комбинированного) и последовательно по
времени. Совмещенность, последова-
последовательность течения металла, соотно-
соотношение скоростей течения определяются
в каждый отдельный момент времени
наименьшим сопротивлением. При по-
последовательном течении металла все
технологические расчеты (определения
давлений и полных сил, допустимых
деформаций и т. д.) могут проводиться
для данного этапа (с учетом суммар-
суммарного упрочнения) как для простого.
Для совмещенного процесса техноло-
технологические расчеты следует проводить
с учетом конкретных условий формо-
формоизменения.
А. Простые операции
1. Свободная (открытая) осадка
сплошного стероюня (см. операцию Ль
гл. I, табл. /). Сжатие металла между
элементами штампа сопровождается
свободным радиальным течением, за-
заторможенным только контактным тре-
иием. Фасоииое поперечное сечение
по мере осадки приближается к кругу.
Уменьшение бочкообразности и необ-
необходимый профиль боковой поверхности
могут быть достигнуты применением
пуансонов в виде усеченного конуса.
Отсутствие жесткого направления эле-
элементов штампа вдоль оси заготовии,
отклонение от перпендикулярности
торцов заготовки к главной оси, нару-
нарушение соотношения между высотой Н
и диаметром D заготовки до штамповки
[(HID) =<;2] вызывают относительное
смещение торцов, искривление волокна
и главной оси заготовки и отклонение
формы от номинальной поверхности
заготовки в целом. Отклонение от сим-
симметричности обусловливает резкое сни-
снижение продольной устойчивости заго-
заготовки и повышение поперечных сил,
действующих иа пуансон при выдавли-
выдавливании полости. В наружных боковых
слоях, особенно в средней части высоты
заготовки, возникают растягивающие
тангенциальные напряжения, снижа-
снижающие деформируемость заготовки и ка-
качество детали (разрыхляется металл,
могут образоваться макро- и микро-
трещины). Область применения. Ка-
Калибровка по высоте, получение парал-
параллельных торцов заготовки при дефор-
деформации е^0,18. Уменьшение отно-
отношения H/D. Плоскостная калибровка
заготовок. Удаление окалины с горя-
горячекатаных заготовок.
2. Закрытая осадка сплошного
стержня (см. операцию A3, гл. 1,
табл. 1). При (HlD) ^ 2 осуществляет-
осуществляется открытая осадка до соприкоснове-
соприкосновения выпуклой части (бочки) боковой
поверхности заготовки со стенками
инструмента. Далее происходит за-
закрытая осадка — сжатие металла меж-
между плоскопараллельными элементами
штампа, сопровождаемое радиальным
течением металла по периметру. При
[НЮ) > 2 и (DXID) < 1,25, где D1 —
диаметр полости матрицы, открытая
осадка (первая стадия процесса) со-
4*
провождается пластическим изгибом —
складок не образуется, ио волокно
искривляется, что вызывает уменьше-
уменьшение продольной устойчивости заго-
заготовки при последующей осадке и вы-
высадке и ухудшает условия работы
пуансона при выдавливании полости.
Разрыхление металла в зоне контакта
боковой поверхности заготовки с ин-
инструментом отсутствует. Деформи-
Деформируемость заготовки и качество детали
при этом по сравнению с открытой
осадкой значительно возрастают. При
уменьшении высоты пластической зоны
#кр= Яир(Я|. Dt) (где Hi, Dt-
текущие значения высоты и диаметра
заготовки) ниже критической происхо-
происходит рост относительного давления р.
В этом случае процесс следует, как
правило, приостановить, либо при
превышении допустимого давления рЯОа
металла на пуаисои должен самопро-
самопроизвольно образоваться компенсатор
путем обратного (см. операцию А4,
гл. 1, табл. 1) или прямого выдавли-
выдавливания. Область применения. Калибров-
Калибровка по высоте и диаметру (поперечному
сечеиию). Получение параллельных
торцов, перпендикулярных к основной
осн заготовки. Уменьшение отноше-
отношения HID. Производство заготовок для
выдавливания полости, роликов под-
подшипников и других деталей ответ-
ответственного назначения.
3. Открытая высадка сплошного
стержня. Осуществляется с защемле-
защемлением одного [(HID) < 2,3 и обоих
[(HID) ^ 2,5] концов заготовки. Ки-
Кинематика течения незащемленного
конца заготовки — как при открытой
осадке сплошного стержня (см. п. 1).
При осадке защемленного конца пер-
первая стадия (скольжение по торцу без
перехода боковой поверхности иа то-
торец) отсутствует. Наличие защемления
увеличивает показатель напряженного
состояния П на боковой поверхности
в зоне наибольшей выпуклости бочки.
Область применения. Калибровка заго-
заготовок (см. п. 1). Образование местных
утолщений. Набор металла для после-
последующей штамповки. Производство кре-
крепежных и других ступенчатых дета-
деталей.
4. Открытая высадка полого стерж-
стержня с оправкой. Сжатие части полой
Заготовки между плоскопараллель-
100
ШТАМПОВКА НА ПРЕССАХ
ными элементами штампа. Сопрово-
Сопровождается радиальным течением, затор-
заторможенным на поверхностях контакта
силами трения, более интенсивным
в средней (по высоте) высаживаемой
части заготовки. С увеличением отно-
отношения Hl(D—d) (d — диаметр полости)
неравномерность скоростей течения по
высоте и прогиб внутренней поверх-
поверхности увеличиваются. Область при-
применения. Для образования внешних
и внутренних утолщений малой ши-
ширины и высоты (во избежание потери
устойчивости). Более предпочтительна,
как правило, операция, рассмотрен-
рассмотренная в п. 21.
5. Закрытая высадка сплошного
стержня (см. операции А9, А10, Б4,
Б5, Б7, Б8, Б10, В2, В4, В7, В8,
гл. I, табл. /). Открытая осадка при
(HID) sg; 2,0, открытая осадка +
пластический изгиб при (H/D) > 2
и (DjD) ^ 1,25 до соприкосновения
выпуклой части заготовки со стенками
инструмента (матрицы или пуансона).
Далее закрытая осадка (см. пп. 1 и 2).
Оформление боковой поверхности по
всей длине высаживаемой части сопро-
сопровождается образованием заусенца по
месту разъема инструмента. Во избе-
избежание образования заусенца штампов-
штамповку ведут с незаполнением полости
штампа, или при заданном р излишек
металла направляют прямым выдавли-
выдавливанием в компенсатор. Область при-
применения. Образование местных утол-
утолщений, фланцев, набор металла для
последующей штамповки заготовок с
заданными формой и размерами сече-
сечения, калибровка (см. п. 2). Производ-
Производство деталей типа шаровых пальцев,
ступенчатых валов, штуцеров, а также
крепежных и других ступенчатых де-
деталей.
6. Закрытая высадка полого стерж-
стержня (см. операцию В10, гл. 1, табл. 1).
До соприкосновения с боковыми стен-
стенками инструмента открытая высадка
(см. п. 4). При незначительном искри-
искривлении внутренней поверхности на
первой стадии после соприкосновения
заготовки с боковыми стенками мат-
матрицы искривление уменьшается до
момента соприкосновения с оправкой
по высоте высаживаемой части. При
значительном искривлении из-за поте-
потери устойчивости при продольном изги-
изгибе на первой стадии (т. е. при открытой
высадке) при наступлении второй ста-
стадии образуются складки на внутрен-
внутренней поверхности. По месту разъема
частей инструмента (верхней и ниж-
нижней) образуется заусенец (см. п. 5).
При наличии зазора между оправкой
и заготовкой вне зоны местной осадки
(высадки) происходит радиальное тече-
течение металла к центру и пластический
изгиб, а также выдавливание металла
из зоны высадки в зазор между матри-
матрицей и оправкой. Качество внутренней
поверхности ухудшается, возможно об-
образование складок. Область приме-
применения. Образование местных утолще-
утолщений, фланцев относительно малой тол-
толщины и высоты. Более предпочтительно
сочетать высадку с прямым выдавли-
выдавливанием (см. п. 21), что обеспечивает
возможность значительного набора ме-
металла.
7. Прямое выдавливание сплошного
стержня постоянного сечения (см. опе-
операции Е1, Е2, ЕЗ, Е4, гл. 1, табл. 1).
Течение металла заготовки относи-
относительно боковых стенок матрицы в на-
направлении, совпадающем с направле-
направлением движения пуансона р 3> (os)n_j
Н<^ B,5—3,0) D, где о8 — напряже-
напряжение текучести, п — номер перехода.
По месту зазора между матрицей
и пуансоном вероятно образование
заусенца. При двух- и многоканальном
выдавливании возможно неравенство
длин выдавленных частей. Форма попе-
поперечного сечения невыдавленной части
заготовки — круг и многоугольник,
выдавленной части заготовки — круг,
многоугольник и более сложные про-
профили. Область применения. Произ-
Производство ступенчатых сплошных штам-
штампованных заготовок и деталей с про-
простым и фасонным поперечным сече-
сечением (болтов, гаек, ступенчатых валов,
деталей со шлицами и продольными
канавками, шестерен и др.).
8. Прямое выдавливание сплошного
стержня переменного сечения. Тече-
Течение металла заготовки относительно
боковых стенок матрицы в направле-
направлении, совпадающем с направлением дви-
движения пуансона (см. п. 7). ПроцесО
выдавливания на первой (нестационар-
(нестационарной) стадии заканчивается. Форма
поперечного сечения невыдавленной
части заготовки — круг, многоуголь»
ОСОБЕННОСТИ ШТАМПОВКИ
101
иик; форма поперечного сечения выда-
выдавленной части — круг, многоугольник
и более сложные профили; форма про-
продольного сечения — равнобокая тра-
трапеция, сегмент, сектор и другие осе-
симметричные фигуры с уменьшаю-
уменьшающимся по длине диаметром или шири-
шириной. Область применения. Производ-
Производство штампованных заготовок и дета-
деталей с отростками, бобышками и дру-
другими элементами переменного по длине
сечения.
9. Прямое выдавливание полого
стержня из сплошной заготовки (см.
операции ГЗ, Д5, гл. 1, табл. 1).
Течение металла заготовки относитель-
относительно боковых стенок матрицы в направле-
направлении, совпадающем с направлением
движения пуансона (см. п. 7), пере-
передающего силу деформирования. Пуан-
Пуансон, образующий полость, и матрица
относительно неподвижны. Нагрузка
на пуансон, образующий полость, по
сравнению с операцией обратного
выдавливания (см. п. 12), вследствие
сокращения воздействия реактивных
сил трения уменьшается, но конструк-
конструктивное оформление инструмента ус-
усложняется. Форма поперечного сече-
сечения невыдавленной части заготовки —
круг и многоугольник, выдавленной
части заготовки — кольцо с наруж-
наружными и внутренними окружностями,
многоугольниками и их сочетанием.
Область применения. Производство
штампованных заготовок гильз, кол-
колпачков, стаканов и других полых и
и трубчатых деталей с гладкой и сту-
ступенчатой поверхностью; полых и труб-
трубчатых заготовок для прямого, обрат-
обратного и ротационного выдавливания и
вытяжки тонкостенных деталей.
10. Прямое выдавливание полого
стержня из полой заготовки (см. опе-
операции Г1, Г2, гл. 1, табл. 1). Процесс
выдавливания сопровождается течени-
течением металла заготовки относительно
боковых стенок матрицы и оправки
(см. п. 7). Форма поперечного сечения
невыдавленной части заготовки —
кольцо с наружной и внутренней ок-
окружностью, многоугольниками и их
сочетание; выдавленной части заго-
заготовки — кольцо простого и фасонного
сечения. Область применения. Про-
Производство штампованных заготовок
тонкостенных гладких и ступенчатых
деталей со сквозной и глухой поло-
полостью.
11. Обратное выдавливание сплош-
сплошного стержня постоянного сечения из
сплошной заготовки (см. операцию HI,
гл. 1, табл. 1). Течение металла заго-
заготовки относительно боковых стенок
матрицы происходит в направлении,
противоположном движению пуансона,
образующего полость. Течение металла
относительно стенок инструмента, за
исключением зоны контакта в области
очага деформации, на «стационарной»
стадии процесса практически отсут-
отсутствует. Условия работы пуансона,
по сравнению с прямым выдавлива-
выдавливанием (см. п. 7), усложняются. Детали
простого и фасонного сечения с выдав-
выдавленной частью — относительно не-
небольшой длины и с малой площадью
поперечного сечения. По окончании
процесса на первой (нестационарной)
стадии (см. п. 8) получают детали
с отростками в виде конуса, сферы
и других простых конструктивных
элементов переменного сечения.
12. Обратное выдавливание полого
стержня постоянного сечения из
сплошной заготовки. Направления тече-
течения металла заготовки и движения
пуансона, образующего полость, про-
противоположны. Процесс состоит из трех
основных стадий: в первой стадии (не-
(неустановившейся) происходит интен-
интенсивное увеличение силы выдавлива-
выдавливания, распрессовка заготовки и обра-
образование очага деформации; во второй
(установившейся) — сила изменяется
незначительно, металл в очаге дефор-
деформации дополнительно упрочняется, ло-
локализация деформации усиливается.
Третья стадия наступает при прибли-
приближении значений высоты очага дефор-
деформации и высоты перемычки. Вначале
происходит образование радиальных
пресс-утяжин, что вызывает уменьше-
уменьшение силы. Затем по мере осадки очага
деформации при выдавливании сила
интенсивно возрастает. Сила, действую-
действующая на пуансон, по сравнению с пря-
прямым выдавливанием (см. п. 9), больше,
но конструктивное оформление пуан-
пуансона проще. Формы поперечных сече-
сечений невыдавленной и выдавленной
частей заготовки и виды штампуемых
деталей при обратном и прямом (см.
п, 9) выдавливании аналогичны.
ШТАМПОВКА НА ПРЕССАХ
13. Круговое поперечное выдавлива-
выдавливание, высадка выдавливанием (см. опе-
операции Мб, Н9, НЮ, НИ, гл. 1,
табл. 1). Течение металла относи-
относительно боковых стенок матрицы —
как и при прямом выдавливании.
Металл выдавливается в круговую
щель постоянной высоты под углом
(обычно 90°) к направлению движения
пуансона. Длина заготовки, находя-
находящейся в матрице, как и при прямом
выдавливании, ограничена условиями
треБИЯ. При полузакрытой штамповке
в отличие от обычной высадки прак-
практически исключается образование за-
заусенца. Область применения. Обра-
Образование местных утолщений, фланцев
относительно малой толщины и вы-
высоты, сплошных и полых штампован-
штампованных заготовок. Набор металла для
последующей штамповки.
14. Поперечное выдавливание каналь-
канальное (см. операцию Н12, гл. 1, табл. 1).
Течение металла относительно боко-
боковых стенок матрицы — как и при
прямом выдавливании. Металл вы-
выдавливается из полости матрицы в ка-
калибрующее очко под некоторым углом
(обычно 90°) к направлению движения
пуансона. Длина заготовки, находя-
находящейся в полости матрицы, ограничена
условиями трения, аналогичными ус-
условиям при прямом выдавливании.
Форма поперечного сечеиия выдав-
выдавленной части заготовки — круг и
многоугольник, выдавленной части—
круг, многоугольник и более слож-
сложный профиль. Если приостановить
процесс на первой стадии, то можно
получить выдавленную часть пере-
переменного сечения. Область применения.
Производство заготовок шестерен, звез-
звездочек, крестовин и других деталей
с внутренними отверстиями.
15. Радиальное выдавливание (см.
операцию Н8, гл. 1, табл. 1). Дви-
Движение деформирующих элементов
штампа направлено по радиусам к цент-
центру окружности или касательным, пер-
перпендикулярно главной оси заготовки.
16. Редуцирование сплошного стерж-
стержня (см~ операции Г4, Г7, Д1, Д2,
ДЗ, Д4, гл. I, табл. 1). В отлнчие
от выдавливания (см. п. 7) при реду-
редуцировании высота заготовки не огра-
ограничена условиями трения о боковые
стенки матрицы. Наибольшая дефор-
деформация ограничена условиями про-
продольной устойчивости свободной части
заготовки, зависящими от качества
торцов, продольной кривизны и состо-
состояния заготовки, а также соотнгше-
нием р <Ci,(<ia)n-i- Направления течения
металла и движения деформируемых
элементов штампа противоположны.
Штамповка зубчатых колес, звездо-
звездочек, зенкеров, разверток, нумерацион-
нумерационных колес кассовых аппаратов и
других осесимметричных деталей. Но-
Номинальная деформация ограничена:
1) дополнительными напряжениями,
под действием которых может насту-
наступить разрушение в продольном направ-
направлении, особенно при выдавливании
канавок, шлицев и т. п.; 2) образова-
образованием наплыва (пластической волны)
при входе в деформирующую часть
матрицы. Устраняют указанные яв-
явления оптимизацией режима предва-
предварительной термической обработки и
профиля матрицы. Область примене-
применения. Производство заготовок ступен-
ступенчатых валов, болтов и других ступен-
ступенчатых деталей, шестерен, деталей со
шлицами и канавками (см. пп. 7 и 8).
17. Редуцирование полого стержня
на оправке (см. операцию Гв, гл. 1,
табл. 1) Внешнее треиие о боковые
стенки матрицы практически отсут-
отсутствует, но наблюдается на поверхно-
поверхностях контакта заготовки и оправки.
Деформация ограничена условиями
продольной устойчивости свободной
части заготовки (см. п 16), условиями
трения на поверхностях контакта ме-
металла и оправки и соотношением
Р<5 (°"s)n-i- Область применения.
Производство заготовок тонкостенных
гладких и ступенчатых деталей
со сквозной и глухой полостью (см.
п. 10),
18. Открытая прошивка. Осадка
участка заготовки под прошивным
пуансоном, сопровождаемая утяжкой
в направлении движения пуансона,
течением металла в обратном направ-
направлении и раздачей в стороны. Кривизна
боковой поверхности зависит от соот-
соотношения размеров заготовки и полу-
получаемой полости. Штамповка загото-
заготовок с полостью (полостями) при неот-
неотчетливом оформлении торца со сто-
стороны полости и боковой поверхности
(матриц, пресс-форм и т. п.).
ОСОБЕННОСТИ ШТАМПОВКИ
103
Б. Комбинированные операции
19. Свободная осадка + выдавлива-
выдавливание (контурная осадка; свободное вы-
выдавливание) сплошного стержня. Сжа-
Сжатие металла между параллельными
поверхностями: а) круглого кольце-
кольцевого элемента; б) кольцевых элемен-
элементов штампа. Свободное течение ме-
металла в радиальном направлении, за-
заторможенное контактными силами тре-
трения, сопровождается течением в про-
продольном направлении. С увеличением
отношения поверхности трения при
осадке и при свободном течении сопро-
сопротивление деформированию увеличи-
увеличивается, пластичность уменьшается. Бо-
Боковая поверхность фланца не имеет
строго заданных форм и размеров.
Область применения. Производство за-
заготовок с фланцами, с осесимметрич-
ными и неосесимметричными одно-
односторонними н двухсторонними высту-
выступами и бобышками.
20. Закрытая осадка + выдавлива-
выдавливание сплошного стержня (см. опера-
операцию Л1, гл. 1, табл. 1). Свободная
осадка + прямое выдавливание (см.
п. 19) на первой стадии процесса пере-
переходит в закрытую осадку + прямое
выдавливание на второй стадии и
прямое выдавливание на третьей ста-'
дии. Область применения. Производ-
Производство заготовок с фланцами заданных
форм и размеров, с осесимметричными
и одно- и двухсторонними выступами
и бобышками.
21. Свободная осадка + выдавлива-
выдавливание (контурная осадка) полого стержня
с оправкой. Свободное течение металла
в радиальном направлении, затормо-
заторможенное контактными силами трения;
сопровождается течением металла
в продольном направлении в зазор
между матрицей и оправкой. Область
применения. Производство полых осе-
осесимметричных деталей с фланцем из
полых заготовок и последовательная
штамповка заготовок из полосы или
ленты.
22. Двухстороннее выдавливание
сплошного стержня. На первой стадии
образуются два очага деформации вы-
высотой п0 и па при обратном и прямом
выдавливании соответственно. Соот-
Соотношение скоростей обратного и пря-
прямого выдавливания определяется соот-
соотношением сечений пресс-остатка и
выдавленных частей заготовки, ак-
активных и реактивных сил трения
в данный момент штамповки. По
мере сближения очагов деформации
создаются условия для разрушения
и отклонений формы пресс-остатка.
Для предупреждения этих явлений
процесс двухстороннего выдавливания
необходимо приостановить при высоте
пресс-остатка /inp > h0 + ha. Область
применения см. пп. 7, 8, 11.
23. Прямое выдавливание сплошного
стержня -f- обратное выдавливание по-
полости. На первой стадии образуются
два очага деформации. Соотношение
скоростей обратного и прямого
выдавливания определяется соотноше-
соотношением сечений пресс-остатка и выдав-
выдавленных частей заготовки, активных
и реактивных сил трения в данный
момент штамповки. По мере сближе-
сближения очагов деформации создаются ус-
условия для потери устойчивости про-
процесса. На второй стадии деформация
локализуется в трубчатой зоне, соеди-
соединяющей ранее действовавшие очаги
деформации. Происходит относитель-
относительное смещение центральной и наруж-
наружных частей деформируемого тела, за-
завершающееся в общем случае разру-
разрушением.
Если процесс был приостановлен
иа второй стадии до макроразрушения
в зоне локализации деформации, то
вследствие накопления микродефектов
тело имеет пониженную прочность.
Эффект локализации деформации
уменьшается с увеличением соотноше-
соотношений диаметров полости и стержня и
уменьшением градиента деформации
путем оптимизации профиля рабочей
части инструмента. Область приме-
применения. Для получения деталей, соче-
сочетающих полый и сплошной стержни,
в целях сокращения технологического
цикла и уменьшения нагрузок на
инструмент.
Сложность и трудоемкость формо-
формоизменения определяется технологич-
технологичностью конструкции детали. Основные
показатели технологичности конструк-
конструкции детали: 1) форма и размеры де-
детали; 2) технологическая деформируе-
деформируемость исходной заготовки. Обычно
принято классифицировать детали по
геометрической форме как наиболее
104
ШТАМПОВКА НА ПРЕССАХ
простому и наглядному признаку.
Заданная форма заготовки или детали
значительно влияет на выбор маршрута
формоизменения и его трудоемкость;
кинематику движения инструмента и
металла, а соответственно на величину
и распределение напряжений и дефор-
деформаций; конструкцию и работоспособ-
работоспособность штампа. Однако при одной и
той же форме детали технологические
приемы, последовательность операций
и конструктивное оформление инстру-
инструмента могут различаться. Это свя-
связано с тем, что, кроме влияния формы,
необходимо комплексно учитывать
влияние абсолютных размеров (мас-
(масштабного фактора), соотношения раз-
размеров (геометрического подобия), фи-
физической природы материала детали
(физического подобия).
Размеры деформируемой заготовки
в некоторых случаях существенно влия-
влияют на пластичность, сопротивление
деформации, качество получаемого по-
полуфабриката при соблюдении геомет-
геометрического подобия. Рассматривая влия-
влияние масштабного фактора (при соблю-
соблюдении геометрического подобия) при-
применительно к технологии выдавлива-
выдавливания, необходимо отметить, что с уве-
увеличением диаметра сечения исходной
заготовки неравномерность распреде-
распределения по сечению и число различных
видов повреждений структуры уве-
увеличиваются, качество поверхности и
поверхностного слоя в целом (число
и глубина дефектов в виде накладов,
волосовин, плен и т. п.) ухудшается.
Пластичность металла уменьшается,
а возможность появления дефектов на
готовой детали (скрытых и визуально
просматриваемых) — увеличивается.
С уменьшением диаметра сечения
отношение площадей поверхности за-
заготовки и верхности контакта о ин-
инструментом к объему увеличивается.
Возрастает влияние контактного тре-
трения и поверхностного упрочнения.
Вследствие этого пластичность и осо-
особенно сопротивление деформированию,
начиная с некоторого критического
объема, поперечного размера для
сплошной заготовки, толщины стенки
для полой заготовки, увеличиваются.
Абсолютные размеры штампуемой
детали накладывают определенные ог-
ограничения на конструирование ин-
инструмента, параметры оборудования
и производство в целом. При малом
диаметре детали трудно обеспечить
прочную и надежную в работе кон-
конструкцию пуансонов, оправок, вы-
выталкивателей, особенно при наличии
полости, тем более что работают они
в условиях повышенных сопротивле-
сопротивлений деформации. При больших попе-
поперечных размерах деталей для обеспе-
обеспечения необходимых прочности и жест-
жесткости матриц и других узлов и деталей
штампа требуется металлоемкая гро-
громоздкая конструкция, что может за-
заметно снизить эффективность приме-
применения процесса.
С увеличением абсолютных размеров
штампуемых деталей уменьшается
жесткость инструмента (при той же
конструкции), резко увеличиваются
деформации поперечного и продоль-
продольного изгиба, снижается однородность
структуры и абсолютные величины
характеристики механических свойств
штамповых сталей и материалов При
штамповке более крупных деталей
необходимо корректировать сущест-
существующие и создавать новые конструк-
конструкции инструмента. К числу перспек-
перспективных направлений относятся:
изготовление инструмента с задан-
заданным профилем, компенсирующим де-
деформации изгиба на основе расчета
методом конечных элементов и анализа
картин муаровых полос;
применение многослойных конструк-
конструкций из проволоки и ленты, пласти-
пластически деформируемых бандажей,
а также новейших способов производ-
производства деталей из порошков, гранул и
волокон;
улучшение технологичности конст-
конструкции штампуемых заготовок и де-
деталей, содержащих массивные головки
(конические, сферические и т. п.), про-
производство которых связано с образо-
образованием значительных распорных сил.
Проектирование технологии штам-
штамповки неотделимо от обоснования при-
принятого варианта процесса производ-
производства исходных заготовок, для опти-
оптимального выбора которого необходима
технико-экономическая оценка всех
основных этапов производства заго-
заготовок, начиная от слитка и кончая
разрезкой прутка или проволоки. Ва-
Варианты и основные этапы производства
ОСОБЕННОСТИ ШТАМПОВКИ
105
1. Варианты и основные этапы производства исходных заготовок
для холодной и полугорячей объемной штамповки
Этапы производства
заготовок
Заготовительное литье
Зачистка местных дефек-
дефектов слитка обработкой ре-
резанием
Обдирка слитка
Горячая прокатка
Очистка поверхности про-
проката от окалины и мелких
дефектов
Обдирка проката
Обдирочное шлифование
проката
Предварительная калиб-
калибровка волочением
Обдирка калиброванного
проката
Калибровка волочением
Полирование проката
Отрезка заготовок в штам-
штампе
Разделение проката на за-
заготовки:
лазером
обработкой резанием
Вариант
1
+
—
+
+
+
—
—
—
—
+
—
"Т~
—
2
+
+
—
+
+
—
—
—
—
+
—
—
—
+
3
+
+
—-
+
+
—
—
—
—
+
—
—
4
+
+
—
+
—
—
+
+
—
—
5
+
+
—
+
—
+
—
—
—
+
—
"f"
—
6
+
+
—
+
—
-f"
.—
—
—
—
+
—
7
+
+
—
+
—
—
+
—
—
—
+
—
ОС.
+
+
—
+
—
—
+
—
—
—
—
—
9
+
+
—
+
—
—
—
—
—
—
—
10
+
+
—
-\-
—
—
—
—
—
—
—
"Т~
—
исходных заготовок для холодной и
полугорячей объемной штамповки при-
приведены в табл. 1.
Исходной заготовкой для производ-
производства прутков и проволоки, как пра-
правило, служат слитки, качество кото-
которых определяет качество штампуемых
заготовок и деталей и эффективность
производства в целом. Слитки полу-
получают непрерывным и наполнительным
литьем. Слитки, полученные непре-
непрерывным литьем, имеют малую газона-
сыщенность, мелкозернистую равно-
равномерную структуру, высокую техно-
технологическую деформируемость. Слитки,
полученные наполнительным литьем,
имеют большую газонасыщенность и
низкое качество в целом. Однако боль-
большую часть слитков из углеродистых
и низкоуглеродистых сталей полу-
получают наполнительным литьем. В по"
верхностном слое слитков образуются
продукты ликвации, следы невыго-
невыгоревшего смазочного материала, шла-
шлаковые засоры, окисные пленки, рако-
раковины, пустоты и т. п. Чтобы умень-
уменьшить вероятность появления этих де-
дефектов на прутках и проволоке, на-
направляемых на холодную штамповку,
необходимо слитки обработать реза-
резанием. Однако этот способ применяют
ограниченно, уделяя особое снимание
оптимизации толщины снимаемого
слоя: при недостаточной юлщине
вскрываются подкорковые дефекты, а
при превышении снимаемого слоя соз-
создаются непроизводительные техноло-
технологические отходы без улучшения каче-
качества проката. В большинстве случаев
удаляются лишь крупные дефекты
106
ШТАМПОВКА НА ПРЕССАХ
ОСОБЕННОСТИ ШТАМПОВКИ
107
слитков (шлаковые засоры и т. п.).
Местные дефекты должны удаляться
только обработкой резанием.
При дальнейшей обработке слитков
(нагреве, горячей прокатке, проме-
промежуточной термической обработке) вы-
выявляются различные дефекты (плены,
раковины, пузыри и т. п.), связанные
главным образом с газонасыщенностью
слитка. Образуются и дополнитель-
дополнительные дефекты: избирательное окисле-
окисление, закатка окалины, следы от на-
налипшего на валки металла и обди-
обдирочного шлифования валков, наклады
и т. п. По мере вытяжки вследствие
действия геометрического фактора де-
дефекты литья и прокатки уменьшаются
в абсолютных размерах и прибли-
приближаются к поверхности. Эффективность
снятия дефектного поверхностного слоя
обработкой резанием по качеству уве-
увеличивается, а по расходу металла и
трудоемкости по мере прокатки умень-
уменьшается. На некотором этапе при
дальнейшей вытяжке, особенно хо-
холодной деформации (волочении), эти
дефекты выходят иа поверхность и
постепенно исчезают, т. е. относитель-
относительная толщина дефектного слоя, достиг-
достигнув максимума, начинает уменьшать-
уменьшаться, стремясь к нулю. Таким образом,
при использовании холоднотянутых
прутков и проволоки (диаметром 10—
12 мм и менее) и высокой культуре
металлургического производства ка-
качество поверхности удовлетворяет тре-
требованиям технологии штамповки заго-
заготовок и эксплуатации деталей. Для
более крупных деталей (диаметром
до 25—35 мм), которым соответствует
основная доля штампуемых деталей,
действие геометрического фактора не-
недостаточно, применение холодного мно-
многократного волочения на данном этапе
нереализуемо. В зависимости от тре-
требований технологии и условий экс-
эксплуатации может быть применена штам-
штамповка из прутков и проволоки, про-
прошедших калибровку волочением
(табл. 1, варианты 2—5) из проката,
обработанного на заключительном
этапе обдиркой (табл. 1, варианты 5
и 6) или шлифованием (табл. 1, ва-
варианты 7 и 8). При использовании
наиболее распространенного варианта 3
наблюдаются повышенные отходы из-за
растрескивания при осадке, высадке
и других операциях, когда главная
ось дефекта направлена перпендику-
перпендикулярно деформации удлинения поверх-
поверхностного слоя. Обработка резанием
проката по всей поверхности (табл. 1,
варианты 5—8) связана с повышением
трудоемкости и расхода металла. Об-
Обдирка производительней шлифования,
но при ней образуются поперечные
риски, снижающие деформируемость
заготовки. Поэтому обдирка должна
проводиться либо перед калибровкой,
либо после первой протяжки с целью
стабилизации условий резания (табл. 1,
вариант 4). Неотожженный сортовой
прокат из легированных сталей имеет
пониженную обрабатываемость реза-
резанием; с учетом повышенных требований
к качеству продукции приобретает
актуальность использование схем, пре-
предусматривающих шлифование и поли-
полирование.
С увеличением диаметра или разме-
размеров поперечного сечения проката до
100—150 мм действие геометрического
фактора резко уменьшается. Практи-
Практическая реализация калибровки воло-
волочением значительно затрудняется, а ин-
интенсивность повышения качества про-
проката сильно уменьшается. Соответ-
Соответственно прокат больших диаметров,
направляемый на холодную и полуго-
полугорячую штамповку, должен подвер-
подвергаться обдирке или обдирочному шли-
шлифованию (заготовки из легированных
сталей) на значительную глубину (до
1,2—1,5 мм и более) с последующим
полированием или матированием. Ма-
Матирование железными щетками позво-
позволяет удалить мелкие плены и другие
аналогичные дефекты и одновременно
повысить способность поверхности ме-
металла к адсорбции смазочного мате-
материала.
Наиболее эффективным методом раз-
разрезки прутков диаметром 50—150 мм
является отрезка в специализирован-
специализированных штампах с применением, если
необходимо, подогрева, переохлажде-
переохлаждения и повышения скорости движения
ножа и штампа. При склонности
к винтовым вырывам и при других
аналогичных особенностях разруше-
разрушения сплавов представляет интерес ис-
использование лазера (табл. 1, вариант 9)
и других высокоэнергетических ме-
методов.
2. Рекомендуемые (предельно допустимые) суммарные
относительные деформации при выдавливании, %
Группа
1
2
3
4
5
6
7
во
Подгрупп
1
1
2
1
2
1
2
3
1
ч
3
1
2
3
1
2
ги
и до
Марка стали
05кп, 05
08кп, 08, Юкп, 10
12кп, 15кп, 15, 18
20кп, 20, 25, 30, 15Х, 20Х
25, 15Г, 15Х, 20Х, 35
30, 20Г, 40, 45, ЗОХ,
35Х, 15ХФ, 20ХФ, 15ХМ
35, 40, 25Г, 30, X, 35Х,
38ХА, 20Г2, 35Г2
18ХГ, ЗОХМ, 18ХТГ,
40Х, 45Х
20ХН, 12ХНЗА, 18ХГН,
16ХСН
45, 50, ЗОГ, 20ХГСА
35Г, 40Г, ЗОХГСА,
35ХГСА, ЗОХМА, 45Г,
50Г
40ХН, 45ХН
50ХН, 20ХНЗА, ЗОХГНА,
38ХГН
25Х2Н4МА
08X13, 12X13, 20X13
08Х18Н10, 12Х18Н9,
08Х18Н10Т, 12Х1Н9Т
>имечание. ПГ — выдаг
условий теплой или полугс
Выдавливание
прямое
сплош-
сплошного
стержня
75 (90)
70 (80)
65 G5)
65 G5)
60G0)
50 F5)
40 F5)
40 F0)
40 E5)
35 E0)
35 D0)
ПГ D0)
ливание с
зрячей об]
прямое
полого
стержня
75 (85)
65 G5)
60 G5)
60 G0)
55 F5)
50 F0)
45 E5)
40 E0)
ПГ E0)
ПГ D0)
ПГ
предвари
)аботки.
обратное
полого
стержня
70 (80)
60G5)
60 G0)
55 F5)
50 F0)
40 E0)
—
—
ПГ D0)
—
ПГ
гельным п
каналь-
канальное по-
поперечное
60 G0)
55 ^65)
50 F0)
45 E0)
70 E0)
-D0)
—
—
—
—
—
—
одогре-
108
ШТАМПОВКА НА ПРЕССАХ
Выбор способа удаления поверх-
поверхностного дефектного слоя (табл. 1,
варианты 5—8) и термомеханического
режима отрезки заготовок из легиро-
легированных сталей тесно связан с возмож-
возможностью и технико-экономической обос-
обоснованностью отжига прутков боль-
большого диаметра после прокатки, кото-
который удлиняет технологический цикл,
а при применении полугорячей штам-
штамповки может быть исключен. Про-
Процессы формоизменения при холодной
объемной штамповке, особенно про-
простые процессы выдавливания, харак-
характеризуются значительным гидроста-
гидростатическим давлением сжатия, а соот-
соответственно большими величинами от-
относительного давления р и накоплен-
накопленной деформации в;. Поэтому при
холодной объемной штамповке заго-
заготовок из углеродистых и низколеги-
низколегированных сталей первым и иногда
единственным критерием, технологи-
технологической деформируемости при выдав-
выдавливании и закрытой высадке является
сопротивление деформированию. Реко-
Рекомендуемая деформация при штамповке
заготовок нз сталей на прессах приве-
приведена в табл. 2. Рекомендации даны
применительно к типовым конструк-
конструкциям штампов и деталям средних
размеров: D = 10-г-50 мм, LID от 1
до 3; hid от 0,5 до 2,5. С увеличением
номера группы и подгруппы в табл. 2
технологическая деформируемость за-
заготовок уменьшается.
2. ПРОИЗВОДСТВО
ЗАГОТОВОК,
ПРЕДВАРИТЕЛЬНАЯ
И ПРОМЕЖУТОЧНАЯ
ТЕРМИЧЕСКАЯ ОБРАБОТКА,
ПОДГОТОВКА ПОВЕРХНОСТИ
Объем штампованной заготовки оп-
определяется по чертежу с учетом при-
припусков и напусков для доделочкых
операций. При сложной форме штам-
штампованную заготовку делят на отдель-
отдельные элементы, суммированием которых
получают общий объем. Объем техно-
технологических отходов (в результате про-
пробивки отверстий, обрезки облоя и
еаусенцев, зачистки фасок и т. д.)
определяются по чертежам заготовок
по переходам на основании машрут
ной технологии. Для определения рас-
расчетного объема исходной заготовки
сумму объемов элементов штампован-
штампованной заготовки и технологических от-
отходов увеличивают на 3—7 % в за-
зависимости от сложности формы детали
и технологического процесса ее изго-
изготовления. Это необходимо для учета
потерь металла при термической, элек-
электрохимической и химической обра-
обработке, а также неточностей расчета.
Требуемый объем уточняется изме-
изменением длины (высоты) заготовки.
После определения объема выбирают
форму и размеры сечения, по которым
рассчитывают высоту заготовки.
Формы и размеры поперечного се-
сечения заготовки задаются техноло-
технологией штамповки. Ее принимают такой,
чтобы обеспечивалась необходимая ки-
кинематика течения металла при крат-
кратчайшем пути формоизменения, а сле-
следовательно, получались заданные фор-
формы и размеры с наименьшими числом
переходов и нагрузками на инстру-
инструмент. Форму сечения заготовки обычно
задают круглой или соответствующей
конфигурации сечения после первого
перехода.
Для получения полых детален об-
обратным выдавливанием используют
сплошные заготовки; для круглых и
шестигранных — круглые и шести-
шестигранные, для остальных — форма се-
сечения заготовок должна соответство-
соответствовать их конфигурации (квадрату, пря-
прямоугольнику и т. д.). Для прямого
выдавливания и редуцирования сплош-
сплошных деталей применяют сплошные
заготовки (обычно круглые или в соот-
соответствии с получаемой формой сече-
сечения). Для получения полых деталей
прямым выдавливанием и редуциро-
редуцированием используют полые сплошные
заготовки в виде трубок, шайб и
заготовок с глухой полостью. Для
высадки и осадки обычно применяюч
заготовки круглого сечения.
Для облегчения загрузки заготовок
в матрицу между боковыми етеиками
матрицы и заготовкой должен предус-
предусматриваться зазор Величина зазора
определяемся качеством заготовки (до-
(допусками на диаметр и отклонением
формы от номинальной при разрезке
исходного материала), характером
ПОДГОТОВКА ПОВЕРХНОСТИ И ТЕРМООБРАБОТКА ЗАГОТОВКИ 1Q9
формоизменения по переходам. Для
улучшения условий работы пуансона
при обратном выдавливании целесооб-
целесообразно применять калиброванную за-
заготовку с наметкой. Кроме зазора
между инструментом и заготовкой же-
желательно иметь заходную часть на
матрице и фаску на заготовке. Нали-
Наличие фаски уменьшает вероятность коль-
кольцевого скола по наружному контуру
дна заготовки и образования заусен-
заусенцев, особенно по мере изнашивания
поверхности сопряжения рабочих де-
деталей инструмента. При наличии фа-
фасок на заготовке и заходной части
матрицы зазор принимают в преде-
пределах 0,25—0,1 мм. При прямом вы-
выдавливании и редуцировании полых
заготовок должен быть предусмотрен,
кроме того, зазор равный 0,1—0,2 мм
по внутреннему диаметру между заго-
заготовкой и оправкой. При совмещении
этих операций с обжимом (уменьше-
(уменьшением внутреннего диаметра и увели-
увеличением длины) зазор между оправкой
и заготовкой определяется техноло-
технологическим расчетом. При высадке, пря-
прямом и радиальном выдавливании, реду-
редуцировании сплошных стержней малой
высоты @,5 диаметра и менее) зазоры
могут быть увеличены до 0,4—0,5 мм.
Сортамент и исходное состояние
материала. Форму и размеры профиля
в исходном состоянии выбирают по
действующим ГОСТам, как правило,
исходя из экономических соображе-
соображений, а также технологичности и тре-
требований к качеству. В качестве исход-
исходного материала наиболее целесооб-
целесообразно применять прутки и проволоку,
оти виды полуфабрикатов выпуска-
выпускаются промышленностью в широком
ассортименте по размерам и точности
(сортаменту), по состоянию (горяче-
(горячекатаными, калиброванными, термичес-
термически обработанными и без термической
обработки и т. д.) и по маркам (содер-
(содержанию основных компонентов и при-
примесей). Могут быть применены также
листы, полосы, трубы и периодичес-
периодический прокат. Листы и полосы приме-
применяют для получения низких загото-
заготовок, так как процесс отрезки в штампе
при отношении H/D <; 1,0 усложня-
усложняется и при H/D <; 0,25 практически
осуществим лишь очень ограниченно.
Заготовки могут быть сплошные (дис-
(диски) и полые (шайбы). Наружный кон-
контур, по которому осуществляется бе-
безотходная вырубка, для круглых и
шестигранных деталей должен быть
шестигранным или квадратным; для
прямоугольных и квадратных — соот-
соответственно прямоугольным или
квадратным.
Вырубка круглых заготовок эко-
экономически нецелесообразна из-за боль-
больших отходов. Вследствие относительно
высокой стоимости и сравнительно
узкого ассортимента трубы не имеют
широкого применения в качестве ис-
исходного материала для получения заго-
заготовок. Для штамповки е применением
формовки, объемной и плоскостной
калибровки может быть применен пе-
периодический прокат. Калибровка го-
гячекатаного прутка и катанки воло-
волочением обеспечивает необходимую точ-
точность заготовки по поперечному се-
сечению, улучшает качество поверхности,
но стоимость металла несколько по-
повышается.
При использовании автоматизиро-
автоматизированных устройств для отрезки и дози-
дозирования объема (массы) заготовок при
штамповке высадкой и редуцированием
предъявляются повышенные требова-
требования к кривизне проката. Правка про-
проката осуществляется на роликовых
или растяжных машинах и на прес-
прессах. При мелкосерийном производстве,
а также при получении металла с бо-
более технологичными размерами и до-
допусками на них калибровку и особенно
правку рекомендуется осуществлять
иа машиностроительном заводе, про-
производящем холодноштамнованные де-
детали.
Значительное влияние на процесс
холодной штамповки и качество го-
готовой продукции оказывает наличие
дефектов металлургического происхож-
происхождения. Макроструктуру и излом кон-
контролируют с целью выявления рых-
рыхлости, пузырей, расслоений, трещин
и неметаллических включений. Бес-
Бескремнистая кипящая сталь имеет силь-
сильно развитую зональную ликвацию н
подкорковые пузыри. При значитель-
значительной ликвации с наличием грубы-х
неметаллических включений в заго-
заготовках возникают как наружные, так
и внутренние трещины. Последние
особенно опасны, так как их обнару«
110
ШТАМПОВКА НА ПРЕССАХ
жение затруднено (особенно при отно-
относительно малых сечениях деталей).
Аналогичные дефекты возникают при
загрязнении стали пленками окиси
алюминия, оставшимися после рас-
раскисления.
По месту рисок, волосовин, плен,
различного рода закатов и накладов
и других дефектов при штамповке
могут появиться расслоения и тре-
трещины. Особенно высокие требования
к качеству поверхностного слоя ис-
исходного металла предъявляются при
выдавливании деталей с фланцами,
резкими переходами на наружной по-
поверхности, применении высоких де-
деформаций, наличии операций высадки,
осадки и раздачи. В этих случаях
дефекты глубиной 0,05 мм и более
раскрываются, и образуются трещины.
Плены на поверхности проката при
штамповке могут отслаиваться, что
вызывает загрязнение штампа. Для
исключении возможвости появления
таких дефектов прокат испытывают
на осадку. Прн калибровке осадкой
или высадкой заготовки после калиб-
калибровки рекомендуется контролировать
с тем, чтобы на дальнейшие трудоем-
трудоемкие операции поступали только год-
годные заготовки. В зависимости от ка-
качества проката и требований техноло-
технологии штамповки поверхность сортового
проката может подвергаться сплошной
обдирке (обтачиванию) на токарных
станках или автоматах со снятием
слоя толщиной до 0,8—2 мм. Допуск
по диаметру после обдирки не более
0,1 мм, шероховатость поверхности
Ra = 5-н2,5 мкм Дальнейшее уве-
увеличение толщины снимаемого слоя
(более 2 мм) экономически нецеле-
нецелесообразно и заметно не повышает
качество. Коррозионно-стойкие стали
используют для высадки шлифован-
шлифованными (в виде серебрянки). Обтачи-
Обтачивание или шлифование рекомендуется
осуществлять после первой протяжки
при калибровке, соединяя устройства
для обтачивания (или шлифования)
и вторичного волочения. Это позво-
позволяет уменьшить толщину снимаемого
слоя и устранить дефекты (кольце-
(кольцевые риски и т. п.) от обработки реза-
резанием при вторичном волочении. Во всех
возможных случаях следует отдавать
предпочтение обтачиванию, так как
при шлифовании на металле остаются
следы абразива, снижающие стойкость
штамповочного инструмента и качество
готовой продукции. После шлифова-
шлифования, обдирки резцовыми головками
и иглофрезами, матирования, галтовки
на поверхности подката и заготовок
образуется некоторый рельеф, направ-
направление которого значительно влияет
на прочность сцепления подсмазоч-
ного покрытия и смазочного материала
о металлом. При калибровке проката
волочением, редуцировании, прямом
выдавливании сплошного стержня и
других операциях необходимо исполь-
использовать создающуюся анизотропию тре-
трения с целью уменьшения износа ин-
инструмента и давления, повышения
устойчивости процесса. Обдирка игло-
иглофрезами, собранными в специальную
головку, позволяет создавать сетча-
сетчатый рельеф с оптимальным наклоном
рисок к главной оси (а*45°). Качество
поверхностного слои холоднокатаных
листов, при изготовлении которых
после прокатки осуществлялось стро-
строгание или фрезерование, как правило,,
удовлетворяет требованиям, предъяв-
предъявляемым к штамповке.
Способ разрезки исходного материа-
материала иа заготовки и производство заго-
заготовок в, целом зависят от профиля ис-
исходного материала, требований к ка-
качеству детали, принятого технологи-
технологического цикла формоизменения, объ-
объема выпуска и других технико-эко-
технико-экономических показателей производства.
Прутки, проволока и трубы могут
разрезаться на заготовки в штампах
на специализированных ножницах и
прессах и прессах-автоматах; прутки
и трубы — на дисковых и других меха-
механических пилах, на токарных станках.
Наиболее производительна и эконо-
экономична отрезиа заготовок в штампе.
Себестоимость отрезки в. штампе по
сравнению с разрезкой на дисковой
пиле или токариом многошпиндельном
стайке ниже в 4—5 раз, по сравнению
с резкой на других механических пи-
пилах или отрезкой иа специализиро-
специализированном одношпиндельиом станке в 5—
6 раз. Заготовки из плоского проката
вырубают в штампах на вырубных
прессах.
Отрезкой на металлорежущем обору-
оборудовании можно получать заготовки
ПОДГОТОВКА ПОВЕРХНОСТИ И ТЕРМООБРАБОТКА ЗАГОТОВКИ П1
с допуском на длину ±0,1 мм и ме-
менее. Одновременно с отрезкой можно
осуществлять обдирку прутка и об-
образовывать фаски. Незначительность
допуска на отклонение от перпенди-
перпендикулярности торца к главной оси заго-
заготовки и образование фасок позволяют
штамповать заготовки без предвари-
предварительной калибровки. Отрезка в штампе
(на ножницах и холодновысадочном
автомате) в большей или меньшей мере
(в зависимости от качества реза и
диаметра) снижает качество поверх-
поверхностного слоя торцов заготовок по
сравнению с токарной обработкой.
Отрезка путем сдвига и кручения
в штампе заготовок из некоторых леги-
легированных сталей и других сплавов
со сложной кристаллической струк-
структурой практически ие обеспечивает
удовлетворительного качества.
Предварительная и промежуточная
термическая обработка. Термическая
обработка заготовок проводится для
уменьшения сил и повышения дефор-
деформируемости до значений, при которых
обеспечивается стабильная работа ин-
инструмента без перегрузок и его вы-
высокая стойкость, наименьшее число
переходов без макро- и микротрещин,
надрывов "и других дефектов при ус-
условии получения заданных механи-
механических свойств и структуры готовой
детали. Решение поставленной задачи
достигается сочетанием режимов фор-
формоизменения и разупрочняющей тер-
термической обработки. Выбор режима
РТО определяется химическим со-
составом и структурой штампуемого
материала, технологией штамповки н
эксплуатационными требованиями к де-
детали.
Термическая обработка делится на
предварительную, промежуточную и
окончательную. Предварительная тер-
термическая обработка проводится до
основных формоизменяющих операций
при штамповке, промежуточная —
между формоизменяющими операция-
операциями (для снятия упрочнения) и окон-
окончательная — по окончании формоиз-
формоизменения для получения заданных фи-
физико-механических свойств и струк-
структуры. Чтобы избежать нежелатель-
нежелательных при окончательной термической
обработке явлений неоднородности
структуры и свойств -(коробления
и т. п.), при штамповке необходимо
обеспечить равномерную по объему
суммарную деформацию в соответствии
с диаграммой рекристаллизации дан-
данного сплава.
В большинстве случаев исходные
заготовки из горячекатаной стали под-
подвергают калибровке. Прутки и про-
проволоку калибруют волочением (перед
высадкой н выдавливанием). Мерные
заготовки калибруют по схемам, при-
приведенным на рис. 1. Предваритель-
Предварительная термическая обработка может за-
занимать различное место в технологи-
технологическом процессе: 1) до калибровки
(т. е. отжигу подвергается горячека-
горячекатаный металл); 2) на одном из этапов
калибровки; 3) после калибровки.
Сортовой прокат без дополнительной
термической обработки имеет неодно-
неоднородную структуру, и свойства его
Нестабильны. Это связано с тем, что
динамическая рекристаллизация при
сортовой прокатке и вторичная рекри-
рекристаллизация при последующем ох-
охлаждении не обеспечивают полного
разупрочнения.
Сталь после горячей прокатки имеет
заметные следы упрочнения. Кроме
того, в сталях с повышенным содер-
содержанием углерода и некоторых низко-
низколегированный сталях при естествен-
естественном охлаждении происходит упроч-
упрочняющая термическая обработка. Раз-
Разнородность слитков, поступающих на
прокатку (по содержанию основных
компонентов и примесей, по степени
газонасыщенности и другим показа-
показателям качества), колебания темпера-
температур нагрева металла перед прокаткой,
неравномерность нагрева заготовки по
объему, колебания температур окон-
окончания прокатки и неравномерность
охлаждения в процессе прокатки и
по окончании ее являются основными
причинами неоднородности структуры
по объему (данного прутка) и неста-
нестабильности свойств (внутри одной плав-
плавки б между плавками).
Применение горячекатаного мате-
материала (табл. 3 и 4) без дополнительной
термической обработки ведет к повы-
повышению удельных нагрузок (на 15—
20% и более), существенно ограни-
ограничивая возможность применения штам-
штамповки. Предварительная термическая
обработка не проводится, если нет
112
ШТАМПОВКА НА ПРЕССАХ
3. Влияние режима термической обработки на механические свойства
стали 10 (числитель) и стали 20 (зиамеиатель)
Номер
режима
1
2
3
4
5
6
7
Режим термической обработки
Горячекатаное состояние (без
термической обработки)
Нагрев до 680—700 °С, выдержка
3 ч, охлаждение с печью
Нагрев до 740—760 °С, выдержка
3 ч, охлаждение с печью
Нагрев до 1050 °С, выдержка 1 ч,
охлаждение с печью
Нагрев до 870—890 °С, выдержка
1 ч, охлаждение на воздухе + на-
нагрев до 680—700 °С, выдержка
4 ч, охлал^дение с печью
Нагрев до 900—920 °С, выдержка
0,5 ч, охлаждение в воде + иа-
грев до 680—700 °С, выдержка
1 ч, охлаждение с печью
Нагрев до 760—780 °С, выдержка
1 ч, охлаждение с печью до 650—
670 °С, выдержка 1 ч (четыре цик-
цикла), охлаждение с печыо
нв
133
152
107
138
85
133
95
95
"95"
114
85
Ш
°т
°в
МПа
270
350
190
320
190
300
210
240
380
190
410
540
370
430
330
430
400
290
480
360
е
%
35
17
39
32
42
Ж
6"
2"
16
43
75
60
77
72
79
68
6"
1\
83
77
технико-экономической необходимости
в снижении сопротивления деформа-
деформации и повышении пластичности, в том
числе:
1) при производстве ступенчатых
валов и других деталей редуцирова-
редуцированием (стали первой, второй и третьей
группы, см. табл. 2); после калиб-
калибровки волочением и правки, т. е.
предварительно холоднодеформиро-
ванная заготовка имеет большую плас-
пластическую устойчивость, чем после от-
отжига, что позволяет повысить отно-
относительную деформацию за первое реду-
редуцирование с 15—17 до 25—30%;
давления при редуцировании по срав-
сравнению с высадкой и особенно с выдав-
выдавливанием значительно меньше, и по-
потому повышение их из-за отсутствия
отжига может быть технико-экономи-
чески обоснованно;
2) при получении заготовок высад-
высадкой и осаживанием из сталей первой
и второй группы с относительной де-
деформацией до 45—50 % и из сталей
третьей группы заготовок относительно
простой формы с относительной де-
деформацией до 35—40 %;
3) при прямом выдавливании заго-
заготовок сплошного сечения простой фор-
формы (круг) с относительной деформа-
деформацией до 35—50 % на относительно
малую длину (стали первой и второй
группы).
Перед выдавливанием полых заго-
заготовок высадкой (кроме сталей первой
и второй группы), а также в некото-
некоторых случаях перед выдавливанием
сплошных заготовок и комбинирован-
комбинированными процессами рекомендуется пред-
предварительная термическая обработка,
которая может осуществляться иа ме-
ПОДГОТОВКА ПОВЕРХНОСТИ И ТЕРМООБРАБОТКА ЗАГОТОВКИ Ц3>
4. Влияние режима термической обработки иа механические свойства стали 35
(числитель) и стали 45 (зиамеиатель)
Номер
режима
1
2
3
4
5
6
Режим термической обработки
Горячекатаное состояние (без
термической обработки)
Нагрев до 680—700 °С, выдержка
3 ч, охлаждение с печью
Нагрев до 760—780 °С для стали
35 и до 780—800 °С для стали 45,
охлаждение с печью
Нагрев до 1050 °С, выдержка 1 ч,
охлаждение с печью
Нагрев до 870—890 °С для стали
35 и до 850—870 °С для стали 45,
выдержка 1 ч, охлаждение на воз-
воздухе, нагрев до 680—700 °С, вы-
выдержка 4 ч, охлаждение с печью
Маятниковый отжиг (четыре цик-
цикла)
нв
185
241
150
185
138
185
138
185
144
159
МПа
490
630
270
330
210
360
300
320
330
230
250
640
840
550
690
560
640
680
530
580
250
530
б
%
25
И
31
28
31
25
0"
31
32
28
30
57
37
66
54
58
48
2"
65
59
65
68
таллургических заводах, производя-
производящих прокат, и на машиностроительных
или металлообрабатывающих заводах,
производящих штампованные детали.
В большинстве случаев лучшие ре-
результаты достигаются при термической
обработке после окончания подгото-
подготовительных операций (калибровки
и пр.). Отжиг может быть проведен
по режиму, наиболее оптимальному
для заданных условий штамповки.
Холодная пластическая деформация
исходной горячекатаной стали (при
калибровке и пр.) разрушает стро-
строчечную структуру и создает условия
для быстрого и полного прохождения
рекристаллизационных процессов. Ка-
Калибровка горячего проката волоче-
волочением, предварительная формовка мер-
мерных заготовок повышают штампуе-
мость, получаемую для данной стали
при отжиге. Для выдавливания дета-
деталей сложной формы целесообразно
из металла в горячекатаном состоянии
получить калиброванную фасонную за-
заготовку (без резких переходов и глу-
глубоких полостей), а затем подвергнуть
заготовку термической обработке.
При сложной форме штампуемых
заготовок, больших деформациях для
восстановления пластичности и сни-
снижения сопротивления деформирова-
деформированию осуществляют промежуточные от-
отжиги. Для углеродистых и низколе-
низколегированных сталей применяют обычно
два вида отжига: простой (низкотем-
(низкотемпературный при 530—600°С) и рекри-
сталлизационный (при 650—720 °С).
Наибольшее снижение давлений при
штамповке достигается при получении
крупнозернистой структуры. Однако
пластичность с увеличением зерна
уменьшается. При отжиге после ка-
калибровки волочением или редуцирова-
редуцирования в области критических деформаций
у низкоуглеродистых сталей (первой
и второй группы) происходит интен-
интенсивный рост зерна в поверхностном
слое. При обратном выдавливании
тонкостенных заготовок (толщина стен-
стенки 2,5 мм и менее) и особенно при
открытой высадке и осадке такой
114
ШТАМПОВКА НА ПРЕССАХ
рост зерен может привести к появле-
появлению трещин вследствие хрупкого (меж-
зеренного) разрушения. Наиболее опа-
опасен крупнокристаллический «поясок»
при высадке выдавливанием, высадке
многогранных элементов деталей, со-
сочетаемой с прошивкой.
Таким образом, необходимо избе-
избегать критических и близких к крити-
критическим (е до 0,Ш—0,16) деформаций и
многократного их повторения. Если
нз-за конструкции заготовки или по
другим причинам применение таких
деформаций является вынужденным,
то последующий отжиг должен быть
низкотемпературным E30—600 °С).
Необходимо также установить устой-
устойчивое отсутствие внутренних разрывов,
особенно при многократном редуци-
редуцировании и совмещенном выдавлива-
выдавливании. Однако в некоторых случаях при
выдавливании, закрытой формовке для
снижения давлений (если это допу-
допустимо по условиям пластичности) це-
целесообразно проводить калибровку пе-
перед отжигом с деформацией е = 0,05-f-
0,10, чтобы получить крупнозерни-
крупнозернистую структуру в поверхностном слое.
Углеродистые и другие конструк-
конструкционные стали имеют достаточную пла-
пластичность для холодного выдавлива-
выдавливания деталей простой формы, и при
выборе режима отжига за основной
критерий оценки принимается сте-
степень снижения сопротивления дефор-
деформированию. При высадке деталей слож-
сложной формы, значительном наборе ме-
металла, при радиальном выдавливании,
комбинировании различных способов
выдавливания и высадки наряду со
снижением сопротивления деформиро-
деформированию необходимо обеспечить высокую
деформируемость заготовки, сочетаю-
сочетающуюся с вязким разрушением.
Наиболее распространенным режи-
режимом термической обработки стальных
заготовок является субкритический
(при температуре несколько ниже точ-
точки /4cj). После отжига сталь имеет
мелкозернистую структуру феррита
с частично сфероидизированным це-
цементитом. Для штамповки с особо
высокими степенями деформации реко-
рекомендуется нагрев заготовок из низко-
низкоуглеродистых сталей до температуры
выше точки Асъ охлаждение в воде,
а затем высокотемпературный отпуск.
Количественная оценка влияния
предварительной термической обработ-
обработки по различным режимам на техноло-
технологическую деформируемость углероди-
углеродистых сталей 10, 20, 35 и 45 приведена
в табл. 3 и 4. Кривые упрочнения при
сжатии сталей после термической обра-
обработки по различным режимам приве-
приведены на рис. 2.
Подготовка поверхности. Выбор
технологии подготовки поверхности за-
заготовки перед штамповкой является
одним из решающих факторов, опре-
определяющих условия работы инстру-
инструмента и его износ, качество и трудоем-
трудоемкость производства штампованных де-
деталей. Технология подготовки поверх-
поверхности в общем случае состоит из двух
основных этапов: 1) удаления дефек-
дефектов и очистки поверхности от окалины,
жировых и других загрязнений;
2) образования на поверхности заго-
заготовки промежуточного слоя — так
называемого носителя смазочного ма-
материала и нанесения смазочного мате-
материала на заготовку.
Операции подготовки поверхности
заготовки имеют целью обеспечить
возможность нанесения ровного сплош-
сплошного слоя смазочного материала за-
заданного состава, прочно удерживаю-
удерживающегося на поверхности при пласти-
пластической деформации и удовлетворяю-
удовлетворяющего требованиям технологии и ка-
качества продукции. Подготовительные
операции делятся на механические,
термические и химические и могут
проводиться совместно и последова-
последовательно. К механическим методам отно-
относятся: сплошная обдирка (прутков),
дробеструйная обработка, матирова-
матирование, крацовка, галтовка, гидропо-
гидрополирование и подводное полирование.
На очищенную от окислов, жировых
и других загрязнений поверхность заго-
заготовки наносится смазочный материал
либо непосредственно, Либо с пред-
предварительным образованием слоя носи-
носителя смазочного материала. Наиболь-
Наибольшие требования к качеству подго-
подготовки поверхности предъявляются при
выдавливании. При холодном выдав-
выдавливании к промежуточному слою предъ-
предъявляются следующие основные требо-
требования:
1) способность уменьшить силы, мо-
молекулярного притяжения между обра-
ПОДГОТОВКА ПОВЕРХНОСТИ И ТЕРМООБРАБОТКА ЗАГОТОВКИ
6S, та
700
60S
300
100
Ь3,МПа_
1000
100
zoo
7
3 Z
ш
f
7 4
wo
SOU
goo
zoo
Ж
W/s
w
f
1 zr
7 5 4-
o,z
г)
0,6
Рис. 2. Кривые упрочнения при сжатии углеродистых сталей в зависимости от режима РТО:
а — сталь 10; б — сталь 20; в — сталь 35; г — сталь 45; номера кривых соответствуют
номерам режимов, приведенных в табл. 3 и 4
батываемым металлом и инструментом,
чтобы снизить коэффициент внешнего
трения (до ц<;0,1, а если возможно
до (х -с 0,1), а соответственно удель-
удельную и полную силу деформации,
исключать задиры на поверхности де-
деформируемого металла и его налипа-
налипание на поверхность инструмента, сни-
снизить износ инструмента;
2) высокая адгезия к поверхности
деформируемого металла; напряжение,
необходимое для сдвига адсорбирован-
адсорбированного слоя смазочного материала отно-
относительно поверхности металла, должно
быть больше, чем сопротивление ме-
металла деформированию;
3) высокая пластичность, чтобы по-
поверхность фактического скольжения
проходила внутри смазочного слоя;
4) высокая термостойкость, в том
числе высокие температуры возгонки
и разложения и большая теплоем-
теплоемкость, чтобы поглощать тепло, обра-
образующееся в слое скольжения.
Процессы холодного выдавливания
характеризуются тяжелыми условия-
условиями трения вследствие: а) высокого
давления (до 2,0—2,5 ГПа и более);
б) нагрева металла вследствие тепло-
теплового эффекта при пластической дефор-
деформации до 250—300 °С и более; в) зна-
значительного относительного перемеще-
перемещения металла и инструмента и обновле-
обновления поверхности.
Для стабильного отсутствия кон-
контакта поверхностей металла и инстру-
инструмента на протяжении всего процесса
деформирования толщина промежуточ-
промежуточного слоя должна быть больше рас-
расстояния между впадинами и высту-
выступами на трущихся поверхностях. При
принятых параметрах шероховатости
1
116
ШТАМПОВКА НА ПРЕССАХ
поверхностей инструмента и металла
толщина пластичного промежуточного
слоя должна быть не менее 0,1 мкм.
Действие смазочного материала осно-
основано на адгезии к поверхности ме-
металла, величина которой зависит от
физико-химической природы поверх-
поверхности, ее состояния и природы сма-
смазочного материала (его компонен-
компонентов).
Для повышения адгезии смазочного
материала к поверхности металла и
увеличения толщины промежуточного
слоя (с учетом обновления поверхно-
поверхности) заготовку перед холодным вы-
выдавливанием рекомендуется покрывать
подсмазочным слоем.
Стой носителя смазочного материала
образуется обычно в результате хими-
химической или электрохимической обра-
обработки заготовки. Носитель смазочного
материала должен обладать: 1) высо-
высокими пластичностью и прочностью;
2) термостойкостью; 3) надежным сцеп-
сцеплением с поверхностным слоем ме-
металла; 4) сохранением сплошности
слоя по всей поверхности заготовки
при деформации; 5) высокой адсорб-
адсорбцией и абсорбционной способностью
к смазочному материалу. Для полу-
получения слоя носителя смазочного мате-
материала заготовки из углеродистых ста-
сталей подвергают фосфатированию. За-
Заготовки из углеродистых сталей при
незначительном относительном пере-
перемещении металла прн выдавливании
и пониженных требованиях к каче-
качеству поверхности выдерживают во
влажном состоянии на воздухе 20—
30 мин («желтят»), а затем известкуют
погружением в 20 %-ный раствор га-
гашеной извести (ГОСТ 9179—77). Та-
Такая обработка позволяет получить
слой носителя смазочного материала,
который обеспечивает лучшие резуль-
результаты, чем непосредственное примене-
применение наиболее эффективных смазочных
материалов, но по качеству значи-
значительно уступает фосфатированню.
Кроме рассмотренных основных тре-
требований, смазочный материал должен
не загрязнять инструмент по мере
штамповки всей партии заготовок,
выгорать при отжиге, не оставляя
нагара, или легко отмываться в раст-
растворителях, не вызывать коррозию ме-
металла и инструмента, быть нетоксич-
нетоксичным и сравнительно дешевым и неде-
фнцитным.
При холодном выдавливании заго-
заготовок из углеродистых и низколеги-
низколегированных (хромом, марганцем, крем-
кремнием и титаном) сталей наибольшее
распространение получило фосфати-
рование с последующим омыливанием.
Фосфатирование состоит в обработке
заготовок в кислых фосфорнокислых
солях цинка, марганца, железа, кад-
кадмия и других металлов.
Процесс фосфатирования заключа-
заключается в нанесении на поверхность
заготовок стойкого при высоких дав-
давлениях слоя кристаллических фосфа-
фосфатов. Фосфатный слой сам является
высококачественным смазочным мате-
материалом, который обладает пластич-
пластичностью и может деформироваться вме-
вместе с штампуемым металлом. Фосфат-
Фосфатные пленки, прочно сцепленные с ос-
основным металлом силами химических
связей, служат надежной разделитель-
разделительной прослойкой между поверхностями
инструмента и деформируемого ме-
металла. Они предотвращают явление
холодного сваривания металла, ко-
которое значительно увеличивает гра-
граничное трение. К тому же, благодаря
пористости, фосфатные покрытия хо-
хорошо адсорбируют такие вещества,
как мыло, масло н другие, прочно
удерживая их на своей поверхности,
что обеспечивает дополнительный сма-
смазочный эффект. Лучшими антифрик-
антифрикционными свойствами прн выдавли-
выдавливании заготовок из сталей обладают
покрытия из фосфатов марганца и
цинка, пропитанные мылом.
3. ОТРЕЗКА И ВЫРУБКА
ЗАГОТОВОК
При проектировании технологии от-
отрезки заготовок путем сдвига необ-
необходимо оптимизировать выбор способа
и схемы отрезки, параметры (зазоры,
угол наклона прутка, силу попе-
поперечного зажима) и конструкцию штам-
штампа. Поверхность торцов заготовок со-
состоит из плоского гладкого (блестя-
(блестящего) пояска и слегка криволиней-
криволинейного шероховатого участка. На точ-
точность заготовки, отрезанной вслед-
вследствие сдвига, выбор способа отрезки
ОТРЕЗКА И ВЫРУБКА ЗАГОТОВОК
1П
Рис. 3. Штамп для неполностью закрытой отрезки и закрытой осадки — калибровки
и конструкции отрезного штампа влия-
влияет относительная длина заготовки lid,
llh (d — диаметр, h — высота сечения
заготовки). Искажение формы заго-
заготовки при отрезке тем больше, чем
меньше отношение lid. Заготовки с от-
относительной длиной lld^ 0,8 можно
изготовлять без значительных иска-
искажений формы не полностью закрытой
отрезкой с активным поперечным за-
зажимом, а заготовки с относительной
длиной lid > 1 можно отрезать от
калиброванных холоднотянутых прут-
прутков этим способом и при пассивном
поперечном зажиме (в штампах с но-
ножами втулочного типа).
Короткие заготовки высокой точ-
точности о относительной длиной lid <?
<i, 0,8 можно отрезать путем сдвн-
га в штампах только способом за-
закрытой отрезки (с осевым сжатием).
Однако до сих пор этим способом прак-
практически отрезают точные короткие
заготовки длиной lid = 0,3-г0,8 только
от прутков из мягкого алюминия и
меди с диаметром до 30 мм. Закрытая
отрезка заготовок от стальных прут-
прутков пока ие удается из-за того, что
при резке с большими удельными
силами осевого сжатия происходит
схватывание металла прутка и ножей.
В связи с невозможностью приме-
применения закрытой отрезки для получе-
получения точных коротких стальных заго-
заготовок (//d<$ 0,8) такие заготовки ре-
рекомендуется получать неполностью за-
закрытой отрезкой с последующей осад-
осадкой, калибровкой, поперечным вы-
выдавливанием.
Заготовки, полученные неполностью
закрытой отрезкой в штампе или на
ножницах, имеют отклонения формы,
которые зависят от длины заготовки и
механических характеристик металла.
Гис. 4. Штамп-автомат для неполностью закрытой отрезки и поперечного выдавливания
120
ШТАМПОВКА НА ПРЕССАХ
При увеличении относительной дли-
длины заготовок от 0,8 до 1,5 откло-
отклонения формы уменьшаются, а затем
остаются постоянными. В приторцо-
вых участках заготовки металл упроч-
упрочнен на расстоянии от торца @,Зн-
0,8) d. Степень упрочнения увели-
увеличивается с приближением к торцу и
зависит от свойств металла.
Форма сечения является одним из
факторов, влияющих на качество за-
заготовок, отрезаемых вследствие сдвига.
При круглой форме сечения длина
реза по сечению переменна (убывает
от величины d по оси сечения до нуля
по краям), и, следовательно, относи-
относительный осевой зазор между ножами
готн = 4oJhx (где габ0 — абсолют-
абсолютный осевой зазор, hx — длина реза)
переменный и резко возрастает от
середины к краям сечения, что при-
приводит к образованию заусенцев на
торцах. Для предотвращения этого
дефекта необходимо в штампах пре-
предусматривать переменный абсолютный
осевой зазор, что обеспечивается спе-
специальной фасонной заточкой ножей.
Для уменьшения угла скоса торца
и обеспечения его перпендикулярности
к оси заготовки следует располагать
пруток в отрезном штампе наклонно
относительно ножей. Тот же эффект
может быть достигнут при горизон-
горизонтальном положении прутка, если под-
подвижный нож будет перемещаться не
вертикально, а под углом а. Углы
наклона прутков для разных металлов
приведены в т. 1.
Для получения наилучшего среза
прутки квадратного сечения рекомен-
рекомендуется разрезать с угла на угол, а по-
полосы прямоугольного сечения — в на-
направлении, перпендикулярном к ши-
широкой стороне.
Некоторого улучшения формы заго-
заготовки можно достигнуть применением
не полностью закрытой реверсивной
отрезки. При обычной отрезке нож
перемещается в одном направлении.
На концах заготовки образуются од-
односторонние утяжины, а иногда за-
заусенцы. При реверсивной отрезке под-
подвижный нож вначале перемещается
в одном направлении, внедряясь в пру-
пруток на глубину меньше ширины бле-
блестящего пояска, а затем перемещается
в противоположном направлении до
полного отделения заготовки. Заго-
Заготовка, полученная реверсивной от-
отрезкой, имеет на торце две симметрично
ориентированные утяжины. Заусенцы
на торцах отсутствуют.
Заготовки, полученные не полностью
закрытой отрезкой в двухпозицион-
ном штампе, пригодны без дополни-
дополнительной доработки для прямого хо-
холодного выдавливания стержневых
деталей.
Конструкция двухпозиционного
штампа для не полностью закрытой
отрезки заготовки от прутка и ее
осадки—калибровки в закрытой
матрице приведена на рис. 3. Отрезка
и осадка осуществляются за один
ход ползуна пресса.
На рис. 4 приведен штамп-аЕтомат
для неполностью закрытой отрезки
с пассивным поперечным зажимом и
поперечного выдавливания. В штампе
предусмотрена автоматическая подача
прутка и удаление отрезанных заго-
заготовок. Штамп предназначен для изго-
изготовления коротких заготовок из алю-
алюминиевых прутков с диаметром сече-
сечения 16—30 мм. Заготовки имеют фаски
на кромках торцов.
Заготовки имеют более благоприят-
благоприятную для открытой осадки и закрытой
осадки—калибровки форму, если при
неполностью закрытой разрезке прутка
в штампе после отрезки каждой заго-
заготовки изменяют направление движе-
движения ножа на противоположное или
поворачивают пруток на 180° вокруг
продольной оси. Изменение направ-
направления отрезки может быть обеспечено
конструкцией штампа или механизма
подачи прутка.
Заготовки из листа и ленты наибо-
наиболее эффективно изготовлять выруб-
вырубкой в штампах. Для изготовления
заготовок сложной формы из листа
толщиной до 12 мм начинают исполь-
использовать также лазерную разрезку.
Вырубкой из листа, ленты, полосы
получают заготовки длиной меньше
высоты сечения. Качество торцов таких
заготовок определяется качеством по-
поверхности листового полуфабриката.
Заготовки, полученные обычной вы-
вырубкой, как правило, непригодны для
непосредственного использования при
холодном выдавливании. Поэтому их
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
121
подвергают зачистке в специальных
зачистных штампах, в результате кото-
которой удаляется тонкий слой металла
по контуру заготовки; поверхность
среза становится гладкой и перпен-
перпендикулярной к торцам.
Для получения деталей с гладкой
поверхностью среза, не требующих за-
зачистки, применяют различные способы
чистовой вырубки. Повышение каче-
качества поверхности среза достигается
созданием в металле в зоне реза
благоприятной схемы напряженного
состояния — всестороннего неравно-
неравномерного сжатия. При этом исключается
появление трещин скалывания и раз-
разрушения, и вся поверхность раздела
образуется пластическим сдвигом.
Чистовой вырубкой получают заго-
заготовки с ровной, гладкой, полированной
поверхностью среза, перпендикуляр-
перпендикулярной к торцам, из листа толщиной до
16 мм. Недостатком чистовой вырубки
является значительная потеря металла
в отход, иногда превышающая 50%.
4. КОНСТРУИРОВАНИЕ
ШТАМПОВАННЫХ ЗАГОТОВОК
И ДЕТАЛЕЙ
Основные исходные данные при
проектировании переходов и конструи-
конструировании штампованной заготовки оп-
определяются по чертежу детали. В чер-
чертеже детали заложена технологичность
способа ее изготовления.
При изготовлении ступенчатых дета-
деталей обработкой резанием большая
часть материала заготовки снимается
в виде стружки и идет в отходы.
За базу для линейных размеров а, б,
в, г, д (рис. 5) принимают торец А,
с которого начинается обработка де-
детали; указывают всю длину детали,
а у переходов, уступов — наимень-
наименьшей радиус или фаску. Для облегче-
облегчения нарезания резьбы делают зарезьбо-
вую канавку. В чертежах часто ука-
указывают, что обработку всех поверх-
поверхностей или часть их нужно делать
с одного установа. Наименьшие ра-
радиусы, как правило, из-за условий
изготовления и притупления режущих
кромок инструмента г = 0,2-^0,3 мм,
а сопрягаемые детали приспосабливают
к этим условиям. Во многих случаях
Рис. 5. Базы для линейных размеров:
а — при обработке резанием; б — при хо-
холодном выдавливании
выполнение этих требований не свя-
связано с условиями работы детали в ма-
машине, а образование канавок, малые
радиусы переходов ведут к подрезке
волокна, заметно снижая прочность
детали, ее надежность. Выполнение
этих требований создает значительные
затруднения, а иногда и исключает
возможность получения детали холод-
холодным выдавливанием, либо требует вве-
введения дополнительных операций, зна-
значительно повышающих расходы на
изготовление детали. При штамповке
выдавливанием той же детали база
определяется положением опорной
части штампа и нижней мертвой точки
ползуна. За базу для размерной цепи
принимают нижний торец Бг; радиусы
в местах переходов rlt r2, г\ выбирают
в зависимости от штампуемости мате-
материала, степени деформации, формы
уступов, условий работы рабочих ча-
частей штампа и т. д.
На чертеже детали показывают ос-
основные радиусы, получаемые после
обработки резанием. На чертеже заго-
заготовки предусматривают размеры и
допуски на них; на поле чертежа
указывают марку материала по ГОСТ,
требования к материалу (твердость),
отклонения формы, требования к ше-
шероховатости поверхности, сведения
о неуказанных на чертеже допусках,
размерах, шероховатости поверхности
и т. д., а также условия и методы конт-
контроля, маркировку. Чертеж выполняют
в масштабе 1 : 1, а для деталей диа-
диаметром менее 15—20 мм масштаб
соответственно увеличивают.
122
ШТАМПОВКА НА ПРЕССАХ
Рис. 6. Контуры полых ступенчатых дета-
деталей
Холодная штамповка позволяет по-
получать заготовки сложной формы с по-
помощью различных формоизменяющих
операций. На рис. 6 представлены
полые ступенчатые детали различной
формы: с одним уступом, с дном и
без дна, многоступенчатые, с пере-
перемычкой внутри полости, с фланцами
и т. д. Величина уступов и сложность
их формы ограничиваются определен-
определенными условиями деформации металла
в холодном состоянии, т. е. зависят
от пластичности металла, допустимой
формы (по стойкости) рабочей части
инструмента и другими условиями.
Минимальная величина а = (d1—
—d2)/2 = 0,03-^0,05 мм (рис. 6, а)
при условии центрирования пуансона
относительно матрицы с необходимой
точностью. Наибольшая деформация
определяется технологической дефор-
деформируемостью заготовок (см. табл. 2),
наименьшая (е > 0,04) — условиями
перехода процесса обратного выдав-
выдавливания в открытую прошивку, с соот-
соответствующими этому процессу зако-
закономерностями.
При а' <С 3 мм минимальные ра-
радиусы переходов гг, г2, г8 (рис. 6, а)
равны 0,3 мм при последовательной
штамповке полостей разлнчными пуан-
пуансонами и не менее 1 мм при штамповке
одним пуансоном. При а' > 3 мм
необходим уклон при минимальном
радиусе г = 1,5 мм (рис. 6, б и в)
или сопряжение по дуге R = 0,5
(рис. 6, г). На наружной и внутрен-
внутренней поверхности как пустотелых, так
и стержневых деталей могут быть
выдавлены канавки, шпонки, зубья
и т. д.
Фланцы пустотелых деталей
(рис. 6, д) штампуются исходя из
соотношений Did ^1,3 и тг ^ 1 мм.
Могут быть отформованы круглая,
шестигранная и прямоугольная вы-
выемки с размерами dt; Si', аг х Ьг при
толщине mi 5* 2 мм. Сопряжение с
фланцем цилиндрической или прямо-
прямоугольной части поверхности А долж-
должно быть г ^ 1 мм. Конструктивное
оформление фланца показано на
рис. 6, е и ж. Величины йх 5* 3 мм;
а = 15-М7,5°. Стенки конусной по-
полости (рис. 6, s) желательно иметь
одинаковой толщины по всей длине
образующей. Минимальный радиус на
вершине конуса «1,5 мм. Конструк-
Конструктивное оформление конусного стакана
определяется тем, что его стенки полу-
получаются прямым выдавливанием в су-
суживающийся зазор.
Форма дна и сопряжение его со стен-
стенкой показаны на рис. 7. При плоском
дне (рис. 7, а) минимальный радиус
сопряжения дна и стенки находится
в прямой зависимости от диаметра
внутренней полости, меньшей стороны
прямоугольника и т.д.; при d <;
^j Ю мм г = 1,5 мм; при d ^ 20 мм
г = 2 мм; при d ^ 30 мм г = 2,5 мм;
при d <; 60 мм г — 0,3 мм.
Исходя из кинематики течения ме-
металла и условий работы пуансона,
дно полости рекомендуется оформ-
оформлять, как показано на рис. 7, б. Угол
наклона а = Зн-27° (оптимальный по
нагрузке пуансон с а = 27°). Отно-
Отношение dldi = 0,5. Минимальные ра-
радиусы переходов 1,5 мм. Дно детали
может быть сферическим, коническим
и в виде клина (рис. 7, в—е). Наличие
сферы улучшает условия течения, но
уменьшает устойчивость пуансона при
выдавливании. На внутренней поверх-
поверхности может быть получен стержень
(рис. 7, ж) с размерами di ^ 1,5 мм,
h^.d, Ti <; 1,0 мм. Заготовка может
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
123
к)
Рис. 7. Контуры полых деталей:
а — плоская поверхность; б — дно с уг-
углом а н плоской площадкой rft; в, г, д —
сферическое дно; е — коническое дно; ж —
дно с центральным стержнем; э — углубле-
ние иа наружной поверхности дна; и —
дно с выступом на наружной части; к —
углубление высотой менее 2 мм в выступе
дна; л — углубление высотой более 2 мм
в выступе Дна; м — дно со стержнем
наружной поверхности; / — толщина стен-
стенки; т — толщина дна
быть оформлена с наружным дном
окончательно без дальнейшей обра-
обработки резанием, и его форма может
быть различной (рис. 7, в—и). Углуб-
Углубление (круглое, прямоугольное, мно-
многогранное и т. п.) может быть в вы-
выступающей части дна. Если высота
углубления до 2 мм, то по всей высоте
его делают со стенками без уклона;
при высоте более 2 мм стенки углуб-
9
Рис- 8' Контуры деталей с канавками, шли»
цами н зубьями:
а — прямоугольная канавка; б — вогну-
вогнутая впадина; в — выпуклая впадина; г —*
вогнутые боковые стенкн; д — выпуклые
боковые стенкн
ления желательно делать с внутрен-
внутренним уклоном до 1° 30'; при hx ^ 1,0 мм
г ^ 0,5 мм; при /ij ^ 1 мм г> 1 мм;
при г0 ;> 1 мм т\ до 0,3 мм. Углубле-
Углубление может быть и без уклона; тогда
съем детали с нижнего пуансона осу-
осуществляют специальным трубчатым
съемником. Наименьший диаметр на-
наружного стержня (рис. 7, м) опреде-
определяется из условий деформируемости
(см. табл. 2).
Шлицы, канавки, пазы на наружной
поверхности могут иметь различную
форму (рис. 8). При h ^ 2,5 мм г>
> 0,5 мм и r-i > 0,3 мм; при h >
> 2,5 мм г > 1 мм и Гх > 0,3 мм
(рис. 8, а). Поверхность Б может
быть во всех случаях вогнутой. Если
поверхность Б имеет кривизну ра-
радиуса R > 0,5С, то г2 > 0,5 мм
(рис. 8, б). Выпуклость поверхности Б
допускается до значения R > 0,БС;
при этом г2 > 1 мм (рис. 8, в). Боко-
Боковые стенки могут иметь также кри-
кривизну (рис. 8, г). Наружные выступы
(рис. 8, д) могут иметь профиль кони-
конического и цилиндрического зубчатого
колеса с элементами поверхностей А
и Б радиусами переходов аналогично
канавкам и шлицам (см. рис. 8, а—ч).
Конструкции элементов выступов,
расположенных в отверстии, делают
с такими же соотношениями размеров,
как описано выше.
Стержневые детали штампуют хо-
холодным выдавливанием по всему кои-
124
ШТАМПОВКА НА ПРЕССАХ
Рис. 9. Контуры сплошных ступенчатых
деталей, полученных прямым выдавлива-
выдавливанием
туру (рис. 9), кроме отдельных эле-
элементов — кольцевых за резьбовых ка-
канавок и отверстий, оси которых рас-
расположены перпендикулярно или под
углом к оси детали, отверстий, распо-
расположенных вдоль оси детали, но имею-
имеющих диаметр менее 5 мм и большую
глубину. Если этих элементов деталь
не имеет, то чертеж заготовки обычно
оказывается почти подобным чертежу
детали. Места переходов (уступов)
необходимо делать плавным сопря-
сопряжением; минимальный радиус на вы-
выступающей кромке г ^ 1,5 мм, во впа-
впадине внутренний радиус г1 = 1 мм.
Минимальная величина уступа а =
= (D1—D.,)/2 = 0,34-0,6 мм при
У
////
/
/
/
У/А
/77
'/
/
/
/
Vf
'',
/
/
/
V/X//A
R
Я
5)
Рис. ю. Примеры базирования и проста-
простановки размеров заготовок, полученных вы-
выдавливанием: т — толщина дна; L — дли-
длина (высота) заготовки; ht и h2 — глубина
полости
е> 0,011. Наибольшая величина ог-
ограничивается суммарной степенью де-
деформации, которая зависит от штам-
п уем ости материала. При а ;> 3 мм
в целях улучшения условий течения
металла необходим уклон, соответ-
соответствующий профилю матрицы с а =
= 1274-165° при минимальном ра-
радиусе 1,5 мм. Торцовая поверхность Б
не задается, а определяется условиями
течения. Верхний торец заготовки
может быть отштампован точно и
иметь на кромке скругление или фаску
с минимальными размерами 1,5 мм.
В стержневых деталях могут быть
изготовлены канавки, зубья, вы-
выступы и т. д.
Простановку размеров и оформле-
оформление чертежа осуществляют в соот-
соответствии с ЕСКД и ЕСТД. Однако
базы выбирают с учетом особенностей
конструкции штампа и технологичес-
технологических узлов пресса. Базой для линей-
линейных размеров (см. рис. 5, б) служит
торцовая поверхность Бх. Допустимо,
если базой для определения положе-
положения уступа / является дно полости,
для уступа // — уступ / и т. д.
Примеры правильной.и неправильной
простановки размеров показаны на
рис. 10, а и б соответственно. У ко-
конусных деталей базовые размеры про-
проставляют от линии, расположенной
на определенном расчетном диамет-
диаметре ?>! (см. рис. 6, з). Размер h, опре-
определяющий расположение дна отвер-
отверстия, и уступ первого отверстия раз-
размером / отсчитываются от расчетного
диаметра Du место перехода конуса
к цилиндру характеризует размер hi.
Торцы А и Б рекомендуется делать
со свободными размерами с припуском
на подрезку.
Простановка размеров, определяю-
определяющих расположение радиусов, фланцев
наружных и внутренних уступов у де-
деталей сложной формы, показана на
рис. 6, е и ж. Размерная линия h
определяет расположение торца А
от фланца; расположение внутреннего
уступа определяет размер hlt так как
торец детали оформляется в закрытом
штампе с получением окончательной
формы детали обработкой резанием.
Точность размеров штампованных
заготовок зависит от факторов, к ко-
которым относятся:
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
125
точность изготовления рабочих ча-
частей инструмента; упругие, упруго-
пластические и температурные дефор-
деформации и износ; точность изготовления
инструмента задается в соответствии
с уровнем инструментального произ-
производства; упругие и температурные де-
деформации при непрерывном процессе
являются стабильными, могут быть
определены предварительным расчетом
и уточнены экспериментально; упру-
гопластические деформации инстру-
инструмента устраняются доводкой (юсти-
(юстировкой) после некоторого периода ра-
работы; точность диаметральных разме-
размеров и ее изменения определяются
главным образом заданным допуском
на износ инструмента;
упругие, упругопластические и тем"
пературные деформации заготовки
после прекращения нагружения, зави-
зависящие от физической природы металла
и его состояния, условий деформиро-
деформирования (величины и скорости деформа-
деформации), неравномерности деформаций;
неравномерность деформаций зависит
от принятого маршрута формоизме-
формоизменения, формы и соотношения размеров
штампованной заготовки, кинематики
движения инструмента, конструкции
штампа (отклонений от соосности де-
деформирующих частей и ее сохранения
в процессе штамповки), формы и раз-
размеров деформирующих инструментов
(углов наклона матричной воронки и
скоса торца пуансона, длины калиб-
калибрующих поясков и т. п.);
степень заполнения полости штампа
по мере выдавливания и в конечный
момент штамповки и соответствие про-
профиля поверхности заготовки профилю,
задаваемому инструментом.
Возможное отклонение размера Дй
(высоты после осадки, толщины флан-
фланца при высадке, толщины дна с глухой
полостью, длины невыдавленной части
или пресс-остатка и т. п.) опреде-
определяется изменением силы штамповки ДР
и жесткостью Сг системы машина—
штамп—промежуточный слой— заго-
заготовка
Aft = ДР/CV
Жесткость системы принимают Ct=
= @,34-0,5) Сш где Сп — жесткость
пресса (по паспорту с учетом факти-
фактического состояния пресса); ДР =
= ДР^ + ЛРу+ ДР8 + ..., где ДРц,
ДРу, &.Ps — .интервалы изменения
силы (допуски на силу) в зависимости
от условий трения, объема (массы)
исходной заготовки и сопротивления
деформированию.
Величина ДР^ определяется ста-
стабильностью качества подготовки по-
поверхности при устойчивом процессе
с оптимальными условиями ЛРц «
к, 0. Увеличение ЛРц > 0,05Р сви-
свидетельствует о нарушении технологи-
технологического процесса. Основные причины:
массоперенос и образование участков
схватывания в результате несоответ-
несоответствия качества подготовки поверхности
заготовки условиям штамповки и из-
износа инструмента. Величина ДРу «
як рср &.F (рор — среднее относитель-
относительное давление; Л/7 — приращение по-
поверхности давления). При выдавлива-
выдавливании полости, стержня постоянного
сечения &.F — 0 и соответственно
ДРу а; 0. При штамповке осадкой и
высадкой, особенно с образованием
тонких фланцев, величину ДРу рас-
рассчитывают в соответствии с допуском
на объем (если металл имеет только
одно возможное направление тече-
течения). Величина APs зависит от до-
допусков на химический состав мате-
материала заготовки, и в пределах данной
плавки APs « 0, если режим терми-
термической обработки обеспечивает ста-
стабильность кривой упрочнения. При
повышенных требованиях к точности
штампованных заготовок необходима
предварительная сортировка стали по
химическому составу и структуре на
подгруппы. При отлаженном опти-
оптимальном режиме обработки ДР =
= ±@,034-0,05) Р.
Допуск Д?) на наружный диаметр
заготовки, получаемый выдавлива-
выдавливанием или закрытой осадкой, опреде-
определяется колебаниями упругих и тем-
температурных деформаций A?)f матрицы
и ее износом ДОИ. При штамповке
в стальных бандажировапных матри-
матрицах ADe = @,0034-0,006H; ADH =
= aN = @,54-1,5) 10~5Л/, где N —
число штампуемых заготовок.
Допуск Дй на диаметр полости оп-
определяется износом Дйи пуансона и
«подсадкой» его Дйц вследствие упру»
126
ШТАМПОВКА НА ПРЕССАХ
5. Параметр шероховатости Ra поверхностей штампованных заготовок
после холодной объемной штамповки
Наименование процесса
Осад::а, высадка
Прямое выдавливание
сплошного стержня
Редуцирование сплош-
сплошного стержня
Прямое выдавливание
полого стержня
Обратное выдавливание
полости
Марка
Д1
Сталь 10
Д1
Л63
Сталь 10
Д1
Л63
Сталь 10
Д1
Л63
Сталь 10
Д1
Сталь 10
Д1
Сталь 10
Д1
Сталь 10
Д1
Сталь 10"
Поверхность
Боковая свободная
Боковая выдавлива-
выдавливания
Боковая выдавлива-
выдавливания
Внутренняя боко-
боковая
Наружная боковая
Внутренняя боковая
Дно снаружи
То же
Дно внутри
То же
Ra, мкм
Св. 2,5
0,25—0,125
0,63—0,25
1,5—1,0
0,16—0,08
0,25—0,125
0,63—0,32
0,63—0,32
1,25—0,63
2,5—1,5
2,5-1,5
2,5—1,5
0,16—0,08
1,00—0,5
2,5—1,25
Св. 2,5
0,16—0,125
0,63—0,32
гопластичееких деформаций при цикли-
циклическом нагружении
Д<* = Ыш + Дс(ц «@,2н-0,4) \Q-hN.
При оценке Дйи необходимо учи-
учитывать значительное влияние на износ
глубины полости, скорости деформи-
деформирования, ритма штамповки, способов
охлаждения и других факторов, опре-
определяющих тепловой режим рабочей
части пуансона, антизадирные свой-
свойства смазочного материала и покры-
покрытия, а также сродство материалов
пуансона и штампуемой заготовки.
Шероховатость поверхности штам-
штампованных заготовок определяют: ше-
шероховатость поверхности рабочих ча-
частей инструмента, их размеры и про-
профиль; физическая природа металла и
его состояние; качество поверхности
и поверхностного слоя заготовки; фи-
физическая природа трения при дефор-
деформации.
Наибольшее влияние на качество
поверхности штампованных заготовок
оказывают: сродство деформируемого
металла и материала инструмента;
конструкция и качество поверхности
рабочих частей инструмента; способ
и качество подготовки поверхности
заготовки под штамповку. Параметр
шероховатости поверхностей штампо-
штампованных заготовок приведен в табл. 5.
В некоторых случаях холодная объ-
объемная штамповка позволяет получить
готовую деталь, и тогда чертежи
штампованной заготовки и детали соот-
соответствуют друг другу. Однако при
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
127
изготовлении большей -части деталей,
получаемых с применением холодной
объемной штамповки, требуются до-
дополнительные отделочные операции.
К числу процессов, применяемых при
отделочных операциях, относятся: об-
обработка резанием (сверление, токар-
токарная обработка, фрезерование, шлифо-
шлифование и др.), обработка давлением
(накатка, обкатка и др.), термическая
и термомеханическая обработка (за-
(закалка, отпуск, отжиг, цементация,
азотирование и др.) и т. д.
Наиболее оптимальным примени-
применительно к технологичности является
решение, при котором холодная объ-
объемная штамповка обеспечивает закон-
законченность геометрической формы детали,
поскольку различные отделочные опе-
операции, особенно операции со снятием
стружки, могут значительно снизить
эффективность перехода на холодную
объемную штамповку. Если отделоч-
отделочных операций избежать нельзя, то
при конструировании штампованной
заготовки должно быть уделено осо-
особое внимание ее технологичности при
дальнейшей обработке. Конструкция
штампованной заготовки должна удов-
удовлетворять требованиям технологии,
механизации и автоматизации обра-
обработки резанием и других отделочных
операций.
При конструировании штампованной
заготовки на обработку резанием да-
даются припуски н напуски и предусмат-
предусматривается возможность установки,
крепления и базирования. Некоторые
конструктивные элементы (наружные
и внутренние фаски, симметричные
продольные пазы и канавки, шлицы,
зубья колес, конусные поверхности
и т. п.) могут быть получены выдавли-
выдавливанием или редуцированием, но из-
изготовление их трудоемко. Выбор спо-
способа их получения (штамповка или
обработка резанием) зависит от объ-
объема выпуска и технологических свойств
сплава. Резьбу на заготовках, как
правило, следует получать накаткой.
Необходимые точность размеров и ше-
шероховатость поверхности под накатку
или нарезку как наружной, так и
внутренней резьбы получают при хо-
холодном выдавливании, после которого,
если необходимо дополнительно уве-
увеличить точность размеров и качество
поверхности, осуществляют калибров-
калибровку редуцированием или протяжкой.
Детали сложной формы могут быть
расчленены на части, удовлетворяю-
удовлетворяющие технологии холодного выдавли-
выдавливания, и, наоборот, комплект деталей,
получаемых обработкой резанием, мо-
может быть заменен одной деталью,
полученной холодной штамповкой. Со-
Соединение частей деталей осуществ-
осуществляется пайкой, сваркой, холодной и
теплой запрессовкой.
Если деталь имеет относительно
простую геометрическую форму, и
соотношение ее размеров соответствует
требованиям технологической дефор-
деформируемости исходной заготовки (по
средней и накопленной локальной
деформации, глубине полости, тол-
толщине стенки, нагрузке иа инстру-
инструмент, допустимому графику нагрузки
оборудования), то она может быть
изготовлена за один переход. Однако
в некоторых случаях может оказаться
более выгодным заменить один пере-
переход двумя или несколькими пере-
переходами. К числу наиболее распростра-
распространенных критериев оценки и сравне-
сравнения технико-экономической эффектив-
эффективности одно- и многопереходиого про-
процесса относятся: объем производства
и стоимость оснастки на единицу изде-
изделия при использовании однопозипион-
ного и многопозиционного штампа;
качество получаемых штампованных
заготовок и деталей; условия работы и
стойкость рабочих деталей инстру-
инструмента; параметры необходимого обо-
оборудования и условия автоматизации
процесса.
Например, получение ступенчатой
сплошной детали высадкой приводит
к различной деформации частей детали
по длине, а соответственно по меха-
механическим свойствам и структуре, ко-
которые, как правило, не устраняются
последующей термической обработкой.
Механические свойства деталей в этом
случае по сравнению с механическими
свойствами деталей, полученных вы-
высадкой и выдавливанием, обеспечи-
обеспечивающими выравнивание деформации,
заметно снижаются. В частности, проч-
прочность крепежных деталей уменьшается
не менее чем на 18—20%.
Последовательное выдавливание глу-
глубокой полости сначала коротким, а за-
128
ШТАМПОВКА НА ПРЕССАХ
тем длинным пуансоном снижает от-
клонеуие от симметричности относи-
относительно главной оси заготовки и улуч-
улучшает качество поверхности полости,
но создает переход (ступеньку) на
наружной и внутренней поверхностях.
Последнее явление значительно менее
выражено при штамповке двумя пуан-
пуансонами в одной матрице. Прн выдав-
выдавливании глубокой полости, особенно
в стальных заготовках, соответствия
относительной деформации техноло-
технологической деформируемости по силе
недостаточно. Если глубина превы-
превышает на 0,8—1,1 диаметр полости,
то стойкость стальных пуансонов, не
армированных твердым сплавом, резко
снижается под действием трения и
тепловых нагрузок. Необходимо раз-
разделить процесс на два перехода, что
позволит возобновить слой смазоч-
смазочного материала на заготовке и стаби-
стабилизировать температуру рабочей части
пуансона.
Штамповка за один переход с боль-
большим рабочим ходом, особенно выдав-
выдавливание глубокой полости, резко уже-
ужесточает требования к технологическим
параметрам оборудования, особенно
к кривошипным прессам — зависи-
зависимости допустимой силы от рабочего
кода пуансона (ползуна), рабочему
коду, длине пути, силе выталкивания
и др. Однако, как правило, переход
от однопереходного к многопереход-
многопереходному процессу повышает номинальное
усилие пресса, увеличивает потери
энергии на упругую деформацию си-
системы заготовка—пресс.
Производство заготовок сложной
формы, особенно из материалов с по-
пониженной пластичностью, как пра-
правило, базируется на двух- и много-
многопереходных процессах. При проекти-
проектировании переходов обычно применяют
два -способа расчленения процесса.
Первый способ — дробление суммар-
суммарной деформации по сечению заготовки
на несколько единичных, второй — по-
последовательное получение различных
частей заготовки. Способы расчленения
процесса могут совмещаться и от
перехода к переходу изменяться. При
дроблении суммарной деформации по
сечению заготовки деформация от от-
отжига до отжига 8S = 8t + е2 +
+ 83Н-..., где гп — деформация по
переходам, п — число переходов. Сум-
Суммирование относительных деформаций
или определение суммарной деформа-
деформации по исходным и конечным размерам
заготовки без учета изменения ее
формы и размеров за каждый переход
могут привести к значительной по-
погрешности.
При проектировании новых много-
переходных процессов производства
деталей сложной формы, а также дета-
деталей из заготовок с пониженной де-
деформируемостью необходимо выяв-
выявлять наиболее опасные с позиций раз-
разрушения области (см. гл. 1, рис. 8),
определять накопленную деформацию
8; и делать полный анализ с привле-
привлечением диаграмм пластичности ер =
= 8р (П) и кривых упрочнения as =
= os (г) при холодной деформации
и диаграмм пластичности ер = ер (П,
8, Т) и кривых упрочнения os ~
= as (г, ё, Т) при теплой и полугоря-
полугорячей обработке (см. п. 5).
В каждом переходе определяют:
а) единичную деформацию (в данном
переходе) еп и суммарную (с начала
формоизменения) деформацию е?;
б) форму, размеры и их допуски;
в) давления и полные силы; г) рабочий
(силовой) ход Деформирующего ин-
инструмента и выталкивателя. Особое
внимание обращают на соответствие
принятых деформаций деформируемо-
деформируемости заготовки, равномерность дефор-
деформации в различных элементах заго-
заготовки, возможности концентрации нап-
напряжений и появления растягивающих
напряжений, предупреждение неустой-
неустойчивости пластического течения. Не-
Невыполнение этих условий приводит
к снижению качества продукции (ко-
(короблению, снижению прочности, появ-
появлению микро-и макротрещин и т. д.)
и повышению нагрузок на инстру-
инструмент и нарушению процесса произ-
производства в целом.
Устойчивость технологического про-
процесса, стойкость инструмента, надеж-
надежность работы средств механизации н
автоматизации зависят от правильного
сочетания размеров исходных заго-
заготовок, промежуточных (по переходам)
и окончательных (готовых) заготовок.
Размеры исходной заготовки и заго-
заготовок по переходам, готовой заго-
заготовки и допуски на размеры зависят
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
129
1
Л. _ ,
в)
Рис. П. Схемы определения зазоров между заготовкой и инструментом при прямом н об-
обратном выдавливании:
а — калибровка заготовки с образованием фаски; б — прямое выдавливание; в — об-
обратное выдавливание промежуточной заготовки; г — прямое выдавливание штампован-
штампованной заготовки из промежуточной заготовки, полученной обратным выдавливанием
от геометрической формы заготовки и
физической природы материала, де-
деформации и интенсивности упрочне-
упрочнения, величины износа инструмента,
упругих деформаций (лружинения) за-
заготовки и инструмента. При опреде-
определении размеров исходной заготовки,
поковок по переходам и рабочих частей
инструмента в основном исходят из
формы и размеров готовой поковки.
Размеры промежуточных и исходных
форм заготовки и инструмента опре-
5 П/р Г. А. Навроцкого
деляются нз конечной формы в обрат-
обратном порядке по сравнению с процес-
процессом изготовления.
На рис. 11 приведена схема опреде-
определения зазоров между инструментом
и заготовкой при выдавливании сплош-
сплошного и полого стержня.
Зазор между матрицей и заготовкой
при калибровке (рис. 11, а)
130
ШТАМПОВКА НА ПРЕССАХ
Зазор между матрицей для выдав-
выдавливания и калиброванной заготовкой
(рис. 11, б и в)
,,11] Л11 И
Зазор между матрицей для выдав-
выдавливания и выдавленной промежуточной
заготовкой (рис. 11, е)
Зазор между отверстием выдавлен-
выдавленной полой заготовки и оправкой
С учетом возможной разностенности
ASt заготовки, полученной обратным
выдавливанием,
Ad1 = d1 —(du —as;).
Максимальный зазор между заго-
заготовкой и инструментом
smax = smm -)- Tt -f- Г;+1,
гДе smin — минимальный зазор; Tt —
допуск на изготовление заготовки
в предыдущем переходе; Т-1+1 — до-
допуск на изготовление заготовки в по-
последующем переходе.
Допуск на соответствующий размер
заготовки, штампуемой в данном пе-
переходе, »
— ' п,т~г ' я<
гДе Тп<т—допуск на соответствую-
соответствующий размер пуансона или матрицы;
7*и ~ допуск на износ пуансона или
матрицы.
Для того чтобы установить номи-
номинальные размеры заготовок и инстру-
инструмента, обеспечивающие получение за-
заданных размеров штампованной заго-
заготовки и зазоров между заготовкой и
инструментом по переходам, необхо-
необходимо определить изменения размеров
инструмента и заготовок во время
деформации и при прекращении ее,
т. е. после выталкивания заготовки
из матрицы и снятия заготовки с оп-
равкн.
Номинальный размер инструмента
где NB — номинальный размер заго-
заготовки; ДУе — изменение размеров ин-
инструмента вследствие упругой дефор-
деформации; ЛЗе — изменение размеров за-
заготовки вследствие упругой деформа-
деформации; At/; — изменение (увеличение)
размеров инструмента вследствие на-
нагрева; A3; — изменение (уменьшение)
размеров заготовки вследствие охла-
охлаждения.
При определении суммарного изме-
изменения размеров учитывается непре-
непрерывность процесса (многопозиционная
или однопозиционная штамповка), ско-
скорость деформирования (температур-
(температурный эффект), конструкция инстру-
инструмента (цельный, составной, банда-
жированный) и условия его охлаж-
охлаждения или стабилизации темпера-
температуры.
Сплошные ступенчатые детали круг-
круглого и сложного сечения получают
прямым выдавливанием (см. гл. 1,
табл. 1). Штамповка ведется последо-
последовательно по объемам, и на образование
каждой новой ступени требуется до-
дополнительно один переход. Первой
выдавливается часть детали (заго-
(заготовки) с наименьшим» размерами сече-
сечения, а затем последующие в порядке
нарастания (рис. 12, а). Наибольшее
допустимое отношение площадей ма-
максимального и минимального сечений
определяется технологической дефор-
деформируемостью (см. табл. 2).
Ступенчатые сплошные детали можно
получать редуцированием (см. гл. 1,
табл. 1). При редуцировании удельная
и полная силы значительно меньше,
чем при выдавливании, выше точность
размеров по сечению и лучше качество
поверхности. Образование ступени ре-
редуцированием может осурцеавляться
последовательно или совместно с обоих
концов штампованной заготовки с оди-
одинаковой и различной деформацией
(рис. 12, б). При больших деформа-
деформациях осуществимо только выдавлива-
выдавливанием. При получении ступенчатых де-
деталей выдавливанием и редуцировав
нием деформация по длине штампован-
штампованной заготовки изменяется ступенчато.
Выравнивание деформации по длине,
сокращение числа операций, дополни-
дополнительное увеличение отношения макси-
максимального и минимального сечения
достигается совмещением выдавлива-
выдавливания и редуцирования с высадкой
(рис. 12, в).
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
131
' к
г
Г'
ч
U;F
_
а)
Vs
К*
B;F
—1
\~1
г
—
—
— -
—^
—3*-
D,;F,
Рис. 12. Переходы при штамповке сплош-
сплошных ступенчатых деталей:
а — первый и второй — прямое выдавли-
выдавливание; б — первый и второй — Двусторон-
Двустороннее редуцирование; в — первый — дву-
двустороннее редуцирование + высадка; Vt —
Vq — объемы частей заготовки; D, D
Di—De — диаметры заготовок по перехо-
перехоF F Ff
H j8
готовок по переходам; S
гранника под ключ
размер шести-
шестиПроцессы прямого выдавливания и
особенно редуцирования сплошного
стержня характеризуются значитель-
значительной неравномерностью деформации по
сечению. На распределение деформа-
деформаций и кинематику (ечения металла
значительно влияют масштабный фак-
фактор и профиль рабочей части матрицы.
Неравномерность деформации и кине-
кинематика течения металла наиболее на-
надежно определяются экспериментально
методами координатной сетки и муаро-
муаровых полос, которые при сложных кар-
картинах течения металла используют
совместно. Изменение координатной
сетки при прямом выдавливании
сплошного стержня приведено на
рис. 13, а влияние масштабного фак-
фактора на кинематику течения при пря-
5*
Рис. 13. Изменение координатной сетки
при прямом выдавливании сплошного
стержня из стали 10; исходный образец
диаметром и высотой 100 мм; е — 0,69
мом выдавливании — на рис. 14, Во
всех случаях сетка наносилась фото-
фотографическим методом с одного ориги-
оригинала размерами ЮОх 100 мм, а для
изучения влияния масштабного фак-
фактора снимки координатной сетки после
деформации увеличивали так, чтобы
диаметр пресс-остатка равнялся
100 мм, т. е. был одинаков. Материал,
его термическая обработка иЗподготовка
поверхности образцов, шероховатость
поверхности инструмента были оди-
одинаковы, а форму и размеры образцов
и рабочих частей инструмента выби-
выбирали из условий геометрического по-
подобия.
132
ШТАМПОВКА НА ПРЕССАХ
Рис, 14. Влияние масштабного фактора на
кинематику течения металла при прямом
выдавливании:
слева — положение поперечных линий 7Щ
8, 9 и 10 при выдавливании образца Диа-
Диаметром и высотой 100 мм; Е = 0,69 (см.
рис. 13); справа — положение одноимен-
одноименных поперечных линий при выдавливании
образца диаметром и высотой 10 мм; в —
= 0,69
Наиболее сильно проявляется влия-
влияние масштабного фактора на кинема-
кинематику течения металла при уменьшении
диаметра образцов до 15—10 мм.
На рис. 14 справа показано положе-
положение поперечных линий 7, 8, 9 а 10
после выдавливания образца диаметром
И высотой 100 мм (т. е. так, как пока-
показано на рис. 13, а), слева — положе-
положение тех же линий после выдавливания
образца диаметром и высотой 10 мм.
Наиболее распространены кониче-
конические матрицы, основной характеристи-
характеристикой которых является величина 2а.
Зависимость относительного удельного
усилия от угла 2а имеет минимум,
который в большинстве случаев нахо-
находится около 2а = 60°. Однако в зави-
зависимости от деформации, коэффициента
трения, напряжения течения металла
и модуля деформационного упрочне-
упрочнения оптимальная величина 2а может
изменяться в пределах 15—120°С.
Применение матриц с криволиней-
криволинейной образующей позволяет ииними-
аировагь давление иа пуансон, ло-
локальное давление на стенки матрицы
в выходной ее части, неравномерность
деформации по сечению и коэффициент
напряженного состояния в средней
части сечения. Минимизация прово-
проводится путем оптимизации профиля
образующей: применения вогнутых,"вы-
вогнутых,"выпуклых и вогнуто-выпуклых (сигмо-
идальных) матриц. Влияние профиля
матрицы на напряженно-деформиро-
напряженно-деформированное состояние металла приведено
на рис. 15.
Применение выпуклых и особенно
вогнутых матриц по сравнению G кони-
конической матрицей снижает затраты мощ-
мощности деформации на 10—15%. Одна-
Однако использование матриц с профилем,
составленным из дуг окружности и эл-
эллипса, вызывает повышение силы н не-
неравномерности деформации в зоне пе-
перехода в контейнер и калибрующее
очко матрицы. Выбранный профиль
должен обеспечивать плавный переход
поверхностен.
При применении конических матриц
наибольшая накопленная интенсив-
интенсивность деформаций наблюдается на на-
наружном контуре очага деформации,
где обычно достаточно благоприятные
условия для разрушения (величина II
составляет от —4 до —7). В направле-
направлении по радиусу к главной оси дефор-
деформируемого тела величина 8; умень-
уменьшается, а П постепенно увеличивается.
Далее в трубке некоторой толщины
происходит сильное уменьшение ц
и повышение П вплоть до положитель-
положительных величин az. В отдельных случаях
(при квадратном или прямоугольном
профиле матрицы и г. п.) у входа в во-
воронку матрицы не только величина
0Ср > 0, но также и все главные на-
напряжения az, oq, oy больше нуля.
При выдавливании металлов, имею-
имеющих диаграмму пластичности с относи-
относительно высоким отношением ?р/(<Ш),
могут появиться внутренние трещины.
Применение вогнутых матриц плавной
кривизны выравнивает деформацию по
сечению и уменьшает уровень II в цен-
центральной зоне очага деформации.
При прямом выдавливании заготовок
из никелевых и других сплавов с по-
повышенной адгезией к инструменту,
большом объеме выпуска, высоких
давлениях эффективно применять мат-
матрицы с выпуклым профилем на выходе
металла из очага деформации.
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
133
Рис. 15. Изолинии показателя напряженного состояния II и накопленной деформации
е, в меридиональном сечении при прямом выдавливании:
а — коническая матрица, 2а = 60°; б — коническая матрица, 2а = 90°; в — кониче-
коническая матрица, 2а = 120°; г — цилиидрнческан матрица, 2а = 180°; д — вогнутая
матрица; е — вогнуто-выпуклая матрица. Материал —медь Ml, диаметр полости матрицы
36 мм; в = 1,27
Для сочетания преимуществ матриц
с различными профилями целесооб-
целесообразно, как отмечает И. П. Ренне,
применять сигмоидальные матрицы,
имеющие короткий вогнуто-выпуклый
профиль образующей. Сигмоидальные
матрицы с малой площадью контакт-
контактной поверхности, т. е. укороченные,
обеспечивают равномерность деформа-
деформации с плавным нарастанием ее вдоль
линий тока при пониженных затратах
мощности на трение.
Для выдавливания заготовок нз
труднодеформируемых сплавов целе-
целесообразно применять вогнуто-выпук-
вогнуто-выпуклые воронки, профиль которых соста-
составлен из дуг клотоиды. При такой форме
воронок обеспечивается самопроиз-
самопроизвольный захват смазочного материала,
повышаечея устойчивость его пленки,
исключается образование поверхност-
поверхностных дефектов в виде «ерша», рисок,
налипов, повышается стойкость мат-
матрицы.
Сплошные ступенчатые детали
с фланцем н с удлиненным конусом
также получают сочетанием прямого
выдавливания, редуцирования и вы-
высадки. Переходы при штамповке сту-
ступенчатой детали с удлиненным кону-
конусом приведены на рис. 16. В первом
переходе осуществляется прямое вы-
выдавливание с максимально допустимой
деформацией. Наряду с оформлением
конуса металл набирается для после-
последующего редуцирования. Во втором
переходе проводится редуцирование +
+ высадка. Отличительной особен-
особенностью редуцирования является боль-
большая, чем обычно, деформация, которая
связана с упрочнением металла в ко-
конической части. Во избежание тормо-
торможения металла вследствие упругопла-
стической деформации предварительно
134
ШТАМПОВКА НА ПРЕССАХ
075,3
Рис. 16. Переходы при штамповке ступен-
ступенчатой детали с удлиненным конусом:
1 — прямое выдавливание; 2 — редуциро-
редуцирование (первый этап) -f- высадка фланца
(второй этап); 3 — редуцирование (пер-
(первый этап) + полузакрытое поперечное вы-
выдавливание (второй этап)
образованного конуса в зоне перехода
к вновь образующемуся, угол наклона
конуса матричной воронки несколько
увеличивается. При высадке осуще-
осуществляется набор металла для шести-
шестигранника. Высадка по времени насту-
Рис. 17. Заготовки шаровых пальцев гру-
грузовых автомобилей
пает после редуцирования, так как
требует значительно большей силы.
В третьем переходе редуцированием
завершается образование конической
части и полузакрытым поперечным вы-
выдавливанием оформляется шестигран-
шестигранник.
Значительный по номенклатуре и
объему выпуска — класс сложных сту-
ступенчатых деталей, конструктивным
элементом которых является стержень
в виде конуса, цилиндра или их соче-
сочетания и массивная головка в виде
сферы, полусферы, усеченного конуса,
цилиндра. К их числу относятся де-
детали типа шарового пальца и вал-
шестерня.
Шаровые пальцы по кенструктивно-
технологическим признакам можно
разделить на три группы: сплошные,
с полупустотелой головкой и полой
головкой, полость из которой на неко-
некоторую глубину переходит в стержень
[А. с. 764820 (СССР)].
При штамповке на прессах шаровых
пальцев большегрузных автомобилей
с относительно большим объемом го-
головки (рис. 17, а—«) целесообразно
использовать на стереотипные про-
процессы, основанные на применении пре-
предварительной высадки, а более эффек-
эффективный для поставленной задачи про-
процесс поперечного выдавливания, кото-
который в случае необходимости может
сочетаться с окончательной высадкой
(объемной калибровкой). Схема про-
процесса формоизменения с применением
поперечного выдавливания приведена
на рис. 18, которую следует исполь-
использовать, если а = HID > 2,5; 0,7 ^
^ 8 ^ 1,2; et ^ 0,5 (8 — деформация
по наибольшему сечению шировой
головки; в, — деформация по сече-
сечению хвостовика).
Дополнительным резервом экономии
металла является применение техно-
технологии холодной объемной штамповки
деталей, в которых массивиае сплош-
сплошные головки заменены полыми, что
особенно эффективно при изготовлении
крупных деталей (см. рис. 17). В на-
нашей стране и за рубежом шаровые
пальцы рулевых тяг легковых автомо-
автомобилей массой 0,075 кг штампуют е полу-
полупустотелой головкой. Этот способ
штамповки запатентован в ряде стран
[Пат. 2213819 (Франция), пат. 48—
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
135
5427 (Япония), пат. 50—3751 (Япо-
(Япония)].
В соответствии с технологическим
процессом штамповки пальцев с полу-
полупустотелой головкой, принятым в оте-
отечественной автомобильной промышлен-
промышленности, на первом переходе формируют
заготовку в виде стержня с конусом
и полусферической головкой на конце.
Заготовка получается за один ход на
первой позиции многопозиционного ав-
автомата из исходной заготовки, диаметр
которой равен диаметру подголовка.
На второй позиции обратным выдавли-
выдавливанием получают полость и на третьей
обжимом образуют полупустотелую го-
головку. За четыре перехода [Пат.
1332237 (Великобритания)] штам-
штампуется палец с более глубокой по-
полостью в головке, что дополнительно
снижает массу детали. Однако оба
описанных выше метода имеют суще-
существенные недостатки. Штамповке, как
обычно, подвергается заготовка с диа-
диаметром близким к диаметру подго-
лопка. В головке создаются значитель-
значительные суммарные деформации, особенно
по наибольшему диаметру шаровой
головки, что может привести к появле-
появлению трещин. Высокие давления при
обратном выдавливании, неблаго-
неблагоприятная кинематика течения металла
отрицательно сказываются на стой-
стойкости рабочего деформирующего ин-
инструмента. Различные части детали
в процессе штамповки по-разному де-
деформируются, что отрицательно ска-
сказывается на эксплуатационных свой-
свойствах деталей.
При изготовлении шаровых пальцев
расход металла снижается при штам-
штамповке пальца с пустотелыми головкой
и стержнем (рис. 19). Этот способ обе-
обеспечивает более высокое качество бла-
благодаря равномерному распределению
деформаций по длине детали — не
равнопрочности. Операция прямого вы-
выдавливания удлиненного конуса заме-
заменяется обжимом пустотелой заготовки,
что устраняет воздействие значитель-
значительных распорных сил на матрицу.
Полые детали с дном (см. рис. 7,
а—е) получают обычно обратным вы-
выдавливанием. Изменение координатной
сетки при обратном выдавливании по-
показано на рис. 20, а микрострук-
микроструктуры— на рис. 21. Максимальная
Рис. 18. Переходы при штамповке шаровых
пальцев с применением поперечного вы-
выдавливания:
1 — выдавливание хвостовика; 2 — выда-
выдавливание конуса; 3 — поперечное выдав-
выдавливание
деформация и минимальная толщина
стенки определяются технологической
деформируемостью заготовки. Обрат-
Обратное выдавливание характеризуется вы-
высокими давлениями и сложными усло-
условиями работы пуансона. Выбор формы
дна (см. рис. 7, а—е) определяется
следующими основными критериями:
требованиями к конструкции детали
из условий эксплуатации; кинемати-
кинематикой течения металла; условиями тре-
трения; симметрией течения металла, воз-
возможностью возникновения поперечных
сил.
Картины полос муара, показываю-
показывающие влияние формы рабочей части
пуансона (определяющей форму дна
детали) на кинематику течения, при-
приведены на рис. 22. Отсутствие муаро-
муаровых полос на входе и на выходе из
очага деформации свидетельствует об
отсутствии пластической деформации
(жесткие зоны). Границы очага пла-
пластической деформации определяются
крайними полосами муара.
При выдавливании заготовки пло-
плоским пуансоном Bа = 180°) (рис. 22, а)
очаг деформации делит деформируемое
тело на три упругодеформируемые
зоны: первая прилегает к торцу коитр-
пуансона, форма которой может быть
принята неизменной иа установив-
установившейся стадии выдавливания; вторая
зона — между пуансоном и очагом
деформации; третья зона — в виде
двух симметрично расположенных от-
отростков металла, прошедшего пласти-
ческую деформацию. К прямым углам
диа детали стягиваются изолинии, но
полосы представляют собой не точку,
как обычно принимают при теоретиче-
теоретическом анализе, а имеют некоторую,
практически заметную, протяженность
вдоль обеих сторон угла. Окрестность
вершин углов характеризуется пико-
пиковыми величинами градиента деформа-
деформации. Вдоль главной оси симметрии
градиент деформации незначителен.
При выдавливании заготовки пуан-
пуансоном с углом 2а = 120° зона,
прилегающая к нему, разделя-
разделяется на две симметричные. Гра-
диеит деформации в окрестности вер-
вершин боковых углов уменьшается и за-
заметно увеличивается вдоль главной
оси в окрестности вершины угла. Вы-
Высота очага деформации уменьшается.
При пуансоне, имеющем на торце
площадку равную половине ширины
его и угол 4° к боковой стенке,
очаг деформации формой и разме-
размерами незначительно отличается от
картин муара при плоском пуансоне.
Однако упругая зона очага деформации
у торца пуансона весьма мала.
Близкая картина полос муара имеет
место и при сегментном торце пуан-
пуансона; жесткая зона у торца контр-
пуаисона отсутствует, меньший гра-
градиент деформации у боковых углов
по сравнению с пуансоном с плоским
торцом.
Наиболее благоприятна, примени-
применительно к кинематике течения металла,
сферическая форма пуансона (рис. 22,
б): наименьшая высота очага деформа-
деформации, наименьший градиент деформа-
деформации. Ортогональность линий муара
стенке инструмента показывает мини-
минимальное контактное трение.
Пуансоны с рабочей частью в виде
сферы и коиуса при выдавливании
с высокими деформациями (е ^ 0,69)
и большой относительной длиной по-
полости (hID > 0,2) создают условия для
интенсивного скольжения металла, что
приводит к быстрому утонению проме-
промежуточного слоя смазочного материала
и ггодсмазочного покрытия. Эти про-
профили чувствительны к нестационар-
нестационарное™ процесса, анизотропии трения
и свойств заготовки, создают повышен-
повышенные давления на стенки матриц. Рабо-
Рабочая часть пуансоиа имеет тенденцию
Рис. 20. Изменение координатной сетки
при обратном выдавливании полости. Ма-
Материал — АД1. Исходный образец диаме-;
тром и высотой 100 мм; ход пуансона 15 мм
<2 = 0,69
к радиальному смещению, что повы-
повышает поперечные нагрузки на пуан-
пуансон при выдавливании и растягиваю-
растягивающие силы при обратном ходе; увеличи-
увеличивается разностенность изделий. Сфе-
Сферические пуансоны следует применять
лишь при выдавливании неглубоких
полостей заготовок из сплавов с по-
пониженной пластичностью и понижен-
пониженной адгезией к инструменту (бронзы).
Профиль рабочей части пуансона в виде
усеченного конуса с малой конус-
конусностью уступает сферическому по ки-
кинематике течения металла, ио в наи-
наименьшей степени разрушает слой по-
покрытия и смазочного материала, спо-
способствует стационарности процесса,
обеспечивает наименьшую разностеи-
ность детали, технологичен в изгото-
изготовлении. Такой профиль рекомендуется
для выдавливания заготовок из стали
и других сплавов с высокими пластич-
пластичностью, сопротивлением деформации
и адгезией к инструменту. Если по
условиям эксплуатации дно детали
не отвечает оптимальным условиям
штамповки, то предварительно осу-
осуществляют штамповку в оптимальном
режиме (обычно пуансоном с рабочей
частью в виде усеченного кедуса),
а затем окончательно фасонируют дно
детали.
Рис. 22. Муаровые полосы <изолинии компонент скорости) при плоском выдавливании
в зависимости от геометрии рабочей части пуансона (материал—алюминий АД1);
о — 2а = 180° (рис. 7, о); б — сфера R (рис. 7, в). Слева — картина Л-растра, нане-
нанесенного перпендикулярно главной оси (перпендикулярно линии тока); справа — картины
У-растра, нанесенного параллельно главной оси (вдоль линии тока)
Ступенчатые и другие комбинирован-
комбинированные профили рабочей части пуансона
(см. рис. 7, д), способствующие обра-
образованию границ раздела течения, вы-
вызывают разрыв промежуточного слои
и могут быть применены только при
небольшой глубине полости и низком
сродстве материалов инструмента и
штампуемой заготовки.
Для сравнения процессов формоиз-
формоизменения фактическую деформацию
представляют в виде
«ф = Еи + 8« + 8Ц.
где еи — деформация при идеальном
(потенциальном) течении; s,g и вц —
деформации, накопленные вследствие
дополнительных сдвигов.
Величину Eg определяют форма заго-
заготовки и кинематика течения металла;
величину Ej, — условия трения (физи-
(физико-химическое состояние и геометрия
поверхности инструмента и металла,
природа трения на границе контакта,
отношение площади поверхности к
объему (поперечному сечению при вы-
выдавливании), т. е. масштабный фактор.
Соответственно относительное среднее
давление может быть представлено
в виде рф = р = ра + pg + рй.
Уменьшение давления на пуансон при
выдавливании полости достигается вы-
140
ШТАМПОВКА НА ПРЕССАХ
Рис. 23. Схемы выдавливания полых дета-
деталей с регулированием напряженного состоя-
состояния металла в очаге деформации:
/ — подвижный пуансон (верхний); 2 —
матрица; 3 — заготовка; 4 —- неподвиж-
неподвижный пуансон (ннжннй; контрпуансон); 5 —
прижим; б — оправка; Р — технологиче-
технологическая сила; Р — сила натяжения; Р —
н [i
активная сила трения; Р — сила при-
прижима
бором режима термической обработки
(обеспечивающего необходимую струк-
структуру), оптимальной деформации, формы
и размеров рабочих частей матрицы
и пуансона, снижением потерь на тре-
трение. Оптимальная область деформа-
деформаций 8 при выдавливании полости 0,36—
0,51. При дальнейшем повышении 8,
особенно свыше 0,69, интенсивность
увеличения сопротивления деформиро-
деформированию возрастает. Выбор геометри-
геометрических параметров инструмента опре-
определяется возможно большим сниже-
снижением pg при устойчивом снижении ри.
Большое внимание уделяется сниже-
снижению ри, которое достигается сокраще-
сокращением поверхности трения, разделением
поверхностей металла и инструмента
промежуточным слоем, снижением ре-
реактивной составляющей от сил трения.
Последнее достигается свободным пере-
перемещением матрицы относительно заго-
заготовки и пуансона или, как показано
на рис. 23, а, принудительным пере-
перемещением матрицы в направлении
течения металла со скоростью, пре-
превышающей скорость истечения. Пре-
Превышение скорости перемещения мат-
матрицы относительно металла не более
25—30 %. В результате приложения
активной силы трения Р^ давление р
снижается на 20—25%. Более эффек-
эффективно снижает силу Р приложение
растягивающей силы Рн. Схема обрат-
обратного выдавливания полости с натяже-
натяжением приведена на рис. 23, б, прямого
выдавливания полой заготовки — на
рис. 23, в. Натяжение изменяет одно-
одноименную схему напряженного состоя-
состояния на разноименную, что приводит
к снижению сопротивления деформа-
деформации. Сила Р уменьшается на 30—
37 %. Однако одновременно увели-
увеличивается величина П и соответственно
снижается пластичность ер.
При обратном выдавливании обра-
образующие калибрующего пояска пуан-
пуансона должны быть в течение всего про-
процесса параллельны и равноудалены
от боковой поверхности матрицы (кон-
(контейнера). При приближении к уровню
перехода поверхностей полости мат-
матрицы происходит быстрое изменение
формы и размеров очага деформации:
кинематика течения металла, характер-
характерная для обратного выдавливания, на-
нарушается. Следствием этих нарушений
может быть несоответствие форм рабо-
рабочего пространства матрицы и получае-
получаемой штампованной заготовки, зажим
пуансона вне калибрующей части,
разрушение металла по месту перехода.
Например, при одностороннем обрат-
обратном выдавливании цилиндрической по-
полости в матрице, рабочая поверхность
которой переходит из многогранника
в сферу, при приближении торца пуан-
пуансона к уровню перехода поверхностей,
материал, выдавливаемый из-под пуан-
пуансона, движется по касательной к сфере.
Вследствие этого в углах многогран-
многогранника по месту перехода поверхностей
торца и граней создается зазор, увели-
увеличивающийся по мере дальнейшего дви-
движения пуансона, что сопровождается
зажатием цилиндрической части пуан-
пуансона выше калибрующего пояска.
Полая деталь с дном, по форме ана-
аналогичная детали, получаемой обрат-
обратным выдавливанием, может быть от-
отштампована в цилиндрической матрице
прямым выдавливанием. В этом случае
сила, действующая на пуансон, обра-
образующий полость, снижается вследствие
уменьшения воздействия реактивных
сил трения, но конструкция штампа
(съем детали с пуансона, крепление
пуансона) и технологические требова-
требования к оборудованию (увеличение за-
закрытой высоты пресса) усложняются-
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
141
При изготовлении глубоких и тонко-
тонкостенных деталей обратным или прямым
выдавливанием получают полую заго-
заготовку типа стакана, которую затем
подвергают прямому выдавливанию.
При обратном выдавливании наряду
с полостью оформляется заходная
часть заготовки для облегчения фикса-
фиксации его в матрице и уменьшения воздей-
воздействия поперечных сил на незакреплен-
незакрепленный конец оправки при последующих
переходах. Дальнейшее уменьшение
толщины стенки, увеличение глубины
(длины) заготовки, а также повышение
точности размеров поперечного сече-
сечения достигается редуцированием или
волочением (обжимом, вытяжкой о
утонением стенки, вытяжкой с утоне-
утонением стенки в сочетании с обжимом).
Технологию вытяжки принимают со-
согласно методике, принятой при листо-
листовой штамповке. По аналогичной техно-
технологии получают трубчатые (со сквоз-
сквозной полостью) штампованные заго-
заготовки, донная часть которых на опре-
определенном этапе обработки (после выда-
выдавливания или окончания штамповки)
удаляется вырубкой или обработкой
резанием.
На рис. 24 показаны переходы при
штамповке типовой трубчатой детали.
Материал детали — сталь 20Х. По
всем вариантам заготовка после от-
отрезки отжигается (до температуры
740—760 °С, 3 ч) и фосфатируется.
Далее следует калибровка с образова-
образованием наметки и заходной части и вы-
выдавливание полости (обратное или
прямое). По первому варианту
(рис. 24, а) после выдавливания полой
заготовки проводится отжиг, фосфати-
рование и трехкратное редуцирова-
нме (проталкивание) с утонением
стенки; по второму (рис. 24, б) —
трехкратная вытяжка с утонением
стенки и по третьему варианту
(рис. 24, в) — прямое выдавлива-
выдавливание.
Диаметр исходного прутка принят
из условия минимального давления на
пуансон при обратном выдавливании.
Этому условию удовлетворяет пруток
диаметром 27 мм. Деформация при
обратном выдавливании в = 0,45. Это
значение отвечает области минималь-
минимальных давлений и сил. Как показали
расчеты, подтвержденные эксперимен-
экспериментами, давление р = 2000 МПа и сила
Р = 400 кН.
На основании предварительных рас-
расчетов проектируются варианты техно-
технологии штамповки с учетом зазоров
между заготовкой и инструментом
(матрицей, пуансоном, оправкой) и
других конструктивных и технологи-
технологических особенностей процесса. Далее
осуществляется сравнительная оценка
вариантов (в зависимости от давления,
ожидаемой стойкости инструмента,
сложности и стоимости оснастки, тру-
трудоемкости процесса, требований к точ-
точности размеров, объема выпуска, пара-
параметров имеющегося оборудования) и
принимается наиболее оптимальный
вариант.
Если стенка утоняется прямым вы-
выдавливанием (рис. 24, в, позиция че-
четыре), то при использовании заготовки
с дном может быть осуществлена
штамповка с натяжением, как пока-
показано на рис. 23, в. Приложение силы
натяжения Ра через оправку позво-
позволяет, как показали эксперименты,
снизить силу Р, приложенную к пуан-
пуансону, не менее чем на 20%. При ис-
использовании этого метода рекомен-
рекомендуется, чтобы 0,5 Fn (os)n 5= Рн <
«с 0,2 Р (где Fn — площадь сечения
заготовки после выдавливания в и-м
переходе) и толщина дна была бы равна
или больше толщины стенки, и дно было
бы оформлено согласно чертежу, пред-
представленному на рис. 7, б.
При изготовлении трубчатых дета-
деталей (втулок, поршневых пальцев и
т. п.) вместо обратного выдавливания
для получения полой заготовки или
готовой штампованной заготовки может
использоваться двухстороннее выдав-
выдавливание. По сравнению с обратным
выдавливанием, общая длина получае-
получаемой полости увеличивается в 1,8—
2 раза, а нагрузка на пуансон вслед-
вследствие снижения реактивных сил тре-
трения уменьшается. Недостатками про-
процесса являются: усложнение конструк-
конструкции штампа,- некоторое отклонение от
соосности полостей и повышенный рас-
расход металла на перемычку (не менее 2t)
по сравнению с дном стакана при об-
обратном выдавливании.
Дальнейшее уменьшение толщины
стенки и увеличение длины полой
заготовки после двухстороннего вы-
142
ШТАМПОВКА НА ПРЕССАХ
Ф2Ч
Ф21
-~
J
\
/
у
у
у
у
Л
1
_, ФП
;
' Ф16_
У7Т,
Г
у
Ф21
^Ф 16™
/ / /,
li
Рис. 24. Переходы при штамповке полых деталей с дном (типа стакана) и трубчатых
(типа втулки)
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
143
Рис. 25. Схема последовательного выдав-
выдавливания полостей с кантовкой заготовки
давливания и удаления перемычки
(вырубкой или обработкой резанием)
осуществляется прямым выдавлива-
выдавливанием или редуцированием.
Для исключения дефектов, образую-
образующихся при сближении очагов деформа-
деформации, процесс двухстороннего выдавли-
выдавливания приостанавливают, и тогда мож-
можно получить перемычку, обычную для
обратного выдавливания («О- ДВУХ"
стороннее выдавливание позволяет со-
сократить в 2 раза длину рабочей части
пуансона при сокращении давления
на 20 %. Сокращение длины рабочей
части пуансона (до lid ж 1) при умень-
уменьшении давления позволяет сократить
износ инструмента, а также получать
полые заготовки из сталей с более
высоким сопротивлением деформиро-
деформированию. В некоторых случаях полости
с обеих сторон получают последова-
последовательным обратным выдавливанием
с кантовкой заготовки (рис. 25), что
может считаться целесообразным толь-
только при многопозиционной штамповке
и наличии у пресса кантующего уст-
устройства.
Влияние напряженного состояния
металла в очаге деформации на давле-
давление при выдавливании полости при-
приведено на рис. 26.
Детали сложной формы, имеющие
полость, можно получать комбиниро-
комбинированием обратного выдавливания (по-
(получение полости) с прямым Выдавли-
Выдавливанием, редуцированием, высадкой и
другими процессами (получение других
частей детали, как сплошных, так и
полых). Комбинирование снижает чис-
число переходов (увеличивает производи-
производительность). При совмещенном выдав-
выдавливании благодаря неопределенности
кинематики течения (увеличение сте-
степеней свободы), перехода от реактив-
реактивных сил трения к активным, изменению
условий локализации деформации (об-
(образование двух или нескольких оча-
очагов деформации, образование очагов
деформации других форм и размеров)
фактическая деформация (вследствие
снижения eg и е^) уменьшается, что
соответственно вызывает снижение pg
и рц. Кроме того, увеличивается девиа-
торная часть тензора напряжений, что
соответственно уменьшает и ри. Таким
образом, энергия формоизменения и
давления в некоторых случаях могут
заметно уменьшаться.
Особое значение при совмещенных
процессах имеет рациональное исполь-
использование сил трения, как активных,
так и реактивных. Схемы действия
сил трения при наиболее распростра-
распространенных процессах выдавливания пока-
показаны на рис. 27. Расчетные коэффи-
коэффициенты трения приведены в табл. 6.
Заготовки с фланцем могут быть
получены обычной высадкой и высад-
высадкой выдавливанием. Высадку выда-
выдавливанием целесообразно совмещать
0,1 0,2 0,3 0,t 0,S 0,6 0,7 0,1 0,9 1,0 1 ,
Я
Рис. 26. Влияние напряженного состояния
металла в очаге деформации на давление
при выдавливании полости:
J — обратное выдавливание; 1 — обрат?
ное выдавливание с подвижной матрицей;
3 — обратное выдавливание с активными
силами трения; 4 — обратное выдавлива-
выдавливание с противояатяжением; 5 — комбини-
комбинированное выдавливание полости и стержня;
6 — двухстороннее выдавливание полости^
переходящее в обратное выдавливание
144
ШТАМПОВКА НА ПРЕССАХ
е)
Рис. 27. Схемы действия сил трения в зависимости от кинематики движения металла и
инструмента:
а — матрица и нижний пуансон неподвижны (обратное выдавливание); б — инжний
пуансон неподвижен, направление движения металла н пуансона противоположно;
матрица движется в направлении течения металла; в — матрица неподвижна; верхний
н иижинй пуансоны движутся вниз; металл в точке / неподвижен относительно матрицы;
г — верхний пуансон н матрица неподвижны (прямое выдавливание); д — комбиниро-
комбинированное выдавливание полости н сплошного стержня; торец полости смещается вяиз от-
относительно стенок матрицы; е — комбинированное выдавливание полости с двух сто-
сторон: торец полости смещается вниз относительно стенок матрицы; v — скорость нсте-
с прямым или обратным выдавлива-
выдавливанием. Детали с выступами и зубьями
получают поперечным выдавливанием,
которое также совмещают с пря-
прямым или обратным выдавливанием.
Детали с выступами и зубьями на
наружной поверхности получают также
радиальным выдавливанием, при кото-
котором секторы составной матрицы сбли-
сближаются и вытесняют металл из стенок
заготовки в кольцевую полость мат-
матрицы, образуя полость.
Формоизменение заготовок деталей
сложной формы может быть практи-
практически осуществлено по различным мар-
маршрутам, из которых необходимо вы-
выбрать оптимальный. Например, необ-
необходимо отштамповать деталь из стали
с повышенной прочностью, имеющую
с одной стороны глубокую полость
при деформации по стенке s = 0,69-=--
0,92 и с другой стороны — полость
небольшой фиксированной глубины
при деформации 1,2—1,6 и толщине
КОНСТРУИРОВАНИЕ ШТАМПОВАННЫХ ЗАГОТОВОК
145
(f. Коэффициенты трения ц, принимаемые при расчете сил
холодной объемной штамповки заготовок из углеродистой стали
Операция
Высадка, осадка, калиб-
калибровка, чеканка
Высадка, открытая
осадка, выдавливание,
редуцирование
Выдавливание:
прямое
обратное
прямое
обратное
Е
До 0,22
Св. 0,22
До 0,69
» 0,51
Св. 0,69
» 0,5!
Подготовка поверхности
Фосфатиро-
вание+омы-
ливание
0,05—0,06
0,06—0,08
0,08—0,1
0,1—0,12
Известко-
ваиие + омы-
ливанне
0,06—0,08
0,08-0,1
0,1—0,12
Минераль-
Минеральное масло
с наполни-
наполнителем
(графит,
сера)
0,10—0,12
0,12—0,14
—
Примечания: 1. При штамповке заготовок из стали, содержа-
содержащей более 6 % хрома, и хромоникелевой стали аустенитного класса вместо
фосфатирования проводят оксалатирование. Значение (х принимают на
20 % больше.
2, Принимается, что слой фосфата или оксалата не разрывается и не
оголяется. Шероховатость поверхности рабочего инструмента Ra = 0,63-г-
0,08 мкм.
стенки 1,5—2 мм. К числу практически
возможных вариантов кинематики пе-
перемещения инструмента при штам-
штамповке такой детали относятся: 1) пред-
предварительное получение полости при
неподвижных относительно друг друга
плоском (нижнем) пуансоне и матрице
и подвижном пуансоне, оформляющем
полость; 2) предварительное получе-
получение полости при неподвижных отно-
относительно друг друга пуансоне, оформ-
оформляющем полость, и матрице и подвиж-
подвижном плоском пуансоне; 3) совмещенное
выдавливание полостей при неподвиж-
неподвижных относительно друг друга матрице
и пуансоне, оформляющего полость
большего диаметра; 4) совмещенное
выдавливание полостей при неподвиж-
неподвижных относительно друг друга матрице
и пуансоне, оформляющем полость
меньшего диаметра (рис. 27, е). Полу-
Получение полости большего внутреннего
диаметра кинематически гарантиро-
гарантировано в первых двух случаях, но н прак-
практически достигается в результате ак-
активности сил трения по стенкам мат-
матрицы — в четвертом. Однако сила,
действующая на подвижный пуансон,
в первых двух случаях на 12—15 %
больше. При третьем варианте силы
трения при оформлении полости боль-
большего диаметра реактивны и течение ме-
металла с учетом, кроме того, большой
разницы в деформации, весьма незначи-
незначительно. Нагрузка на пуансон для вы-
выдавливания глубокой полости мень-
меньшего диаметра (четвертый вариант)
меньше по сравнению с нагрузкой при
третьем варианте на 15—20%,[
Одно из направлений оптимизации
процесса выдавливания полых заго-
заготовок — повышение стойкости пуан-
пуансона путем снижения средних и локаль-
локальных давлениГ^ При решении этой за-
задачи исходят из ограничения допусти-
допустимого для данных условий среднего
146
ШТАМПОВКА НА ПРЕССАХ
Рис. 28. Типовая зависимость числа цик-
циклов N работы пунасона для обратного вы-
выдавливания полости от давления
давления на пуансон из штамиовой
стали, выпускаемой промышленностью.
Так как для пуансонов в условиях
обратного выдавливания полости наи-
наибольшее допустимое среднее давление
составляет 2300—2500 МПа. Типовая
зависимость стойкости пуансона (числа
циклов N) от среднего давления при-
приведена на рис. 28. Кривую и соответ-
соответственно поле, которое она ограничи-
ограничивает, можно разделить на три основные
области, в которых: 1 — штамповка
экономически неэффективна; 2 —
штамповка эффективна, но с ограни-
ограниченной стойкостью инструмента; 3 —
штамповка эффективна, но мало зави-
зависит от стойкости инструмента по силе.
Основные области разделены двумя
смежными (заштрихованы).
Если в результате управления ки-
кинематикой течения точка А^ области 1
переместится в точку А2 области 2,
то будут расширены технологические
возможности процесса (получение более
сложной детали из более прочного
материала). Если точка А2 внутри
области 2 переместится в точку А3, то,
как показывает анализ, снижение
среднего давления в области 2 на
10 % увеличивает число циклов работы
пуансона в среднем на 30—40 тыс.
нагружений, что может значительно
повысить эффективность применения
процесса. Переход точки Л3 из об-
области 2 в область 3 в положение А&
и ее движение вниз увеличивают число
циклов, которые дуансон способен
выдержать. Но это увеличение отно-
относительно невелико. Число циклов мо-
может быть больше допустимого числа
по износу и другим видам выхода
из строя. Если такое повышение стой-
стойкости связано с усложнением процесса
(применением более сложной оснастки,
специального оборудования), то его
целесообразность вызывает сомнение
и необходим соответствующий техни-
технико-экономический расчет. Однако уве-
увеличение числа циклов может открыть
возможность получения детали более
счожной формы (например, более глу-
глубокой полости), сокращения техноло-
технологического цикла, что также должно
быть проанализировано.
При штамповке полых многогранных
деталей вызывает затруднения четкое
оформление ребра по всей заданной
высоте, особенно перехода многогран-
многогранника к плоскому торцу. Наиболее
часто для штамповки таких деталей
используют цилиндрическую заготов-
заготовку, отрезанную от прутка или прово-
проволоки. Однако при этом полного запол-
заполнения углов матрицы при одно- и дву-
двусторонней прошивке не достигается.
Величина незаполнения зависит от
соотношения размеров детали: размера
под ключ S, диаметра полости da
и высоты многогранника Я, принимая
диаметр заготовки D » S — 0,2 мм.
При отношении Hidu<i 1,25 неза-
незаполнение относительно невелико и мо-
может быть устранено чеканкой с отно-
относительно малыми давлениями, либо
подрезкой торцов с небольшим отходом
в стружку. При отношениях Hldn >
> Djdn значительное улучшение усло-
условий заполнения углов достигается при
использовании вместо цилиндрических
заготовок фасонных, сочетающих ци-
цилиндр с усеченным конусом (или ко-
конусами). Процесс формоизменения
включает следующие стадии;
а) открытую осадку заготовки до
соприкосновения боковой поверх-
поверхности цилиндрической части со стен-
стенками матрицы;
б) закрытую осадку заготовки с пре-
преимущественным заполнением металлом
углов в месте перехода от многогран-
многогранной к конической части; эта стадия
имеет место, если da ^ d, где d —
диаметр меньшего основания (верх-
(верхнего) конуса;
в) прошивку заготовки в зоне ко-
конуса; на этой стадии продолжается
заполнение углов металлом в переход-
переходном сечении; если в момент достижения
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ 147
7. Геометрические параметры заготовок для выдавливания
полых многогранных деталей
п
4
5
8
9
d при а°
30
0,036Ши
s—адап
0,122Шп
S - 1,(Ш„
0,37Шп
S — 0,824
0,078Шп
S - 1,3 Wn
45
0,036Шп
S - 0,97du
0,28Drfn
S - 0,87dn
0,62Шп
S - 0,58dn
0,151Шп
S - l,31rfn
D/dn при а°
30
1,0 1,15
1,0 1,4
1,2 1,45
1,45 1,56
45
1,0—1,15
1,0- 1,65
1,22 1,57
1,57—1,85
ториом пуансона переходного сечения
угол не заполняется ме1аллом в этой
зоне, то незаполнение сохраняется
и при дальнейшем движении пуансона;
г) прошивку, сопровождающуюся
заполнением углов;
д) обратное выдавливание.
Заполнение углов металлом улуч-
улучшается с увеличением: угла образую-
образующей конуса с большим основанием
угла а и соответственно объема усе-
усеченного конуса; отношения Hid, числа
граней.Наиболее целесообразно угол а
принимать равным 30—45°. Заго-
Заготовки, сочетающие цилиндр с усечен-
усеченным конусом, целесообразно приме-
применять для штамповки деталей со сле-
следующими геометрическими параме-
параметрами: п = 4 и Dldn =1,15; п = 6
и D'da < 1,65; п = 8 и Dldn < 1,85.
Геометрические параметры загото-
заготовок цилиндр + усеченный конус, не-
необходимые для полного устойчивого
заполнения углов многогранника ме-
металлом, приведены в табл. 7.
5. ОСОБЕННОСТИ
ТЕХНОЛОГИИ ШТАМПОВКИ
ЗАГОТОВОК ИЗ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ
И ЛЕГИРОВАННЫХ СТАЛЕЙ
Разупрочняющая термическая об-
обработка. Рекомендуемые режимы РТО
заготовок перед холодной объемной
штамповкой и соответствующие им
показатели твердости для сплавов цвет-
цветных металлов и для коррозионно-стой-
коррозионно-стойких сталей приведены в габл 8. Выбор
режима окончательной термической
обработки для штампованных загото-
заготовок ответственного назначения должен
уточняться в зависимости от режима
пластической деформации при штам-
штамповке и предъявляемых требова-
требований.
Подготовка поверхности. На очи
щенную от окислов, жировых и других
загрязнений поверхность заготовки на-
наносится смазочный материал либо не-
непосредственно, либо с предваритель-
предварительным образованием промежуточного
слоя. Для получения слоя носителя
смазочного материала заготовки из
алюминиевых сплавов подвергают ано-
анодированию, а из медных сплавов (ла-
туней, бронз) — пассивированию, из
сталей, легированных никелем, ни-
никеля, медно-никелевых, никелевых и
других сплавов, не образующих при
фосфатировании и пассивировании под-
смазочного слоя необходимого качест-
качества, — оксалатированию. Заготовки из
легированных сталей при незначитель-
незначительном относительном перемещении ме-
металла во время штамповки (высадки,
выдавливания неглубоких полостей:)
и пониженных требованиях к качеству
поверхности выдерживают во влажном
состоянии на воздухе 20—30 мин
(«желтят»), а затем известкуют погру-
148
ШТАМПОВКА НА ПРЕССАХ
1
8. Рекомендуемые режимы разупрочняющей термической обработки
заготовок из сплавов цветных металлов и коррозионно-стойких сталей
Сплавы
Алюминиевые сплавы
АДОО
АД1
АМц
АМгЗ
АМг5
Д1
Д16
В95
Медные сплавы
М2, МЗ
Л90
Л68
Л63
ЛН65—5
ЛГ.59—1
БрА5
БрАМцЭ—2
БрБ2
БрКМцЗ—1
БрКН1—3
Никелевые сплавы
НП1, НП2, НПЗ, НМц5
НМЖМц 28—2,5—1,5
МН19
МНЦ15—20
Температура
нагрева, "С
370—40С
350—400
350—400
350-400
350—400
390—430
390—430
390—430
500—550
650—680
580—620
600—640
550—600
600—650
620—670
650—700
800—810
600—650
850—860
800—840
800—850
800—840
680—720
600—650
Способ
охлаждения
На воздухе
С печью
На воздухе
С печью
На воздухе
Закалка в воде
g печью
Закалка в воде
На воздухе
С печью
На воздухе
»
Твердость
после термо-
термообработки, НВ,
не более
17
25
30
55
65
45
42
50
40
53
55
56
64
44
600
150
100
90
75
90
150
130
70
70
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
149
Продолжение табл. 8
Сплавы
Коррозионно-стойкие
сплавы
08X13
12X13
20X13
08Х18Н10
12Х18Н9
08Х18ШОТ
12Х18Н9Т
П р и м е ч а н и е.
сплавов, как правило, (
Температура
нагрева, °С
760
760
760
1050—1080
1100
ЮОО—1050
1100
Термическую
Способ
охлаждения
С печью
»
»
Закалка в воде
То же
s
Закалка в воде
или на воздухе
эбработку медных
Твердость
после термо-
термообработки, нв.
не более
175
180
187
170
180
170
170
и никелевых
следует проводить в защитной атмосфере,
жением в 20 %-ный раствор гашеной
извести.
Анодирование (анодное оксидиро-
оксидирование), т. е. образование на поверх-
поверхности металла пленки окислов того же
металла при электролизе, заготовок
из алюминиевых сплавов осущест-
осуществляется в растворе серной кислоты
A90—200 г/л). Режим анодирования:
плотность тока 0,8—1,0 А/дм2, напря-
напряжение 11 — 12 В; отношение площадей
анода к катоду 1—3; температура
раствора 20—25 °С; время обработки —
20—25 мин. ПаХсивировапие заготовок
из латуней проводится в растворе,
содержащем 150—200 г/л хромового
ангидрита и 75—100 г/л сульфита
аммония, при температуре 25—30 °С.
Полученное после анодирования или
пассивирования покрытие должно
удовлетворять требованиям, приве-
приведенным на стр. 114. В зависимости от
конкретных условий (состава воды,
принятой в гальваническом цехе тех-
технологии и др.) режимы могут варьиро-
варьироваться. Смазочным материалом после
анодирования для заготовок из алю-
алюминиевых сплавов и после пассиви-
пассивирования для заготовок из медных спла-
сплавов служит костный животный или
кашалотовый (ГОСТ 1304—76) жир.
Схемы процесса подготовки поверх-
поверхности заготовок из алюминиевых и
медных сплавов приведены в табл. 9
и 10. Для сравнительно простых слу-
случаев выдавливания заготовок из мед-
медных сплавов (двойных латуней, алю-
алюминиевых бронз) может быть применен
следующий порядок операций: гал-
галтовка в горячем 8—10 %-иом растворе
серной кисло 1Ы (травление после от-
отжига), промывка, галтовка в горячем
мыльном растворе, промывка, сушка
при 60—80 °С. Для заготовок алюми-
алюминиевых сплавов аналогично может быть
применена галтовка в эмульсии, со-
содержащей олеиновую кислоту и мыло,
либо в эмульсии, приготовленной из
смазки по ГОСТ 5702—75, Для выдав-
выдавливания заготовок из тяжелых цвет-
цветных металлов рекомендуются смазоч-
смазочные материалы на основе графита,
которые значительно уступают окси-
оксидированию с последующей пропиткой
жиром. Рекомендуется также смазоч-
смазочный материал, приготовленный при
200 °С, содержащий 5 частей отмучен-
отмученного пластинчатого графита и 2 части
машинного масла.
Для штамповки легированных сталей
при относительно небольшом переме-
перемещении в качестве смазочного материала
или его наполнителя (в сочетании с мы-
мылом или жирными кислотами) могут
150
ШТАМПОВКА НА ПРЕССАХ
9. Схема технологического процесса подготовки
из алюминиевых сплавов
Операция
Обезжиривание хи-
химическое
Промывка в горя-
горячей проточной воде
Промывка в холод-
холодной проточной воде
Анодирование.
Промывка в холод-
холодной проточной воде
Обработка в рас-
растворе хромпика
Промывка в холод-
холодной проточной воде
Промывка в горя-
горячей проточной воде
Сушк»
Пропитка животным
жиром
Компоненты
Три натр ийфосфат
(ГОСТ 201—76)
Жидкое стекло
Вода
Серная кислота
(ГОСТ 2184-77)
Вода
Хромпик калиевый тех-
технический
(ГОСТ 2652-78) или
хромпик натриевый тех-
технический
Вода
—
Жир животный техни-
технический
товерхности заготовок
Массо-
Массовая
концен-
концентрация,
г/л
50—60
5—10
—
—
180—200
—
100—120
—
—
—
—
Режим обработки
Темпе-
Температура,
80— 100
—
80—100
—
20—25
80—100
—
60—100
80—120
—
Время
обра-
обработки.
мин
0,083—
0,1
—
0,2—0,3
0,2—0,3
15—25
0,2—0,3
15—20
0,2—0,3
0,2—0,3
15—20
—
быть применены дисульфид молибдена
MoS2 — молибденит, моликот, паста
ВНИИ НП-232 по ГОСТ 14008—79
Особую сложность представляет под-
подготовка к выдавливанию поверхности
заготовок из сталей, содержащих ни-
никель, никелевых и других аналогич-
аналогичных труднодеформируемых выдавлива-
выдавливанием сплавов, фосфатирование и пас-
пассивирование которых не дает удовле-
удовлетворительных результатов. В этих
случаях следует проводить оксалати-
рование. Для оксалатирования сталей
применяют раствор, содержащий 24 г/л
щавелевой кислоты, 12 г/л закисного
щавелевокислого железа, 6 г/л двух-
хромовокислого калия и 160—200 г/л
поваренной соли. Оксалатирование за-
заготовок из никелевых сплавов про-
проводится в ванне, содержащей 24 г/л
щавелевой кислоты, 12 г/л закисного
щаиелевокислого железа, 6 г/л двух-
хромовокислого калия. Продолжи-
Продолжительность обработки 25—30 мин, тем-
температура 60— 70СС. Масса покрытия
2—3 мкг на 1 м2 поверхности. Рабочий
раствор имеет рН 1 — 1,5. После окса-
оксалатирования с:уществляю1 омылива-
ние аналогично фосфагированию. Ос-
Остатки оксалата после обезжиривании
штампованных полуфабрикатов уда-
удаляются в 1Г.—20%-ном растворе сер-
серной кислоты в течение 5—10 мин.
По зарубежным данным, применяют
также животные жиры (бараний, кост-
костный, лярд), растворенные в бензине
или бензоле в соотношении 1 кг жира
на 8 дм8. Смазочный материал нано-
ситси тонким слоем на заготовку
либо окунанием е последующей суш-
сушкой при 200°С.
При холодном прямом и обратном
выдавливании заготовок из никеля
с деформацией (е<$0,45) смазывание
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
151
10. Схема технологического процесса подготовки поверхности
заготовок из латуни
Операция
Обезжиривание
органическим рас-
ТО ГЧГ^ fJT'O ПО ЦТ
1 a Uу) И 1 fcVi См
Обезжиривание хи-
химическое
Промывка в горя-
горячей воде
Промывка в холод-
холодной воде
Промывка в про-
проточной воде
Травление
Промывка в холод-
холодной проточной воде
Пассивирование
Промывка в холод-
холодной проточной воде
в двух ваннах
Сушка
Пропитка живот-
животным жиром
Компоненты
Бензин (ГОСТ 1012—72)
Сода каустическая
(ГОСТ 2263—79)
Сода кальцинирован-
кальцинированная (ГОСТ 5100—73)
Тринатрийфосфат
(ГОСТ 201—76)
Жидкое стекло
(ГОСТ 13078—81)
Вода
»
»
Соляная кислота
Вода
Хромовый ангидрид
(ГОСТ 2548—77)
Сульфат аммония
Вода
—
Жир животный техни-
технический
Массо-
Массовая
концен-
концентрация,
г/л
_
60—100
30—40
15—20
2—5
—
—
—
150—250
—
15—20
75—100
—
—
—
Режим обработки
Темпе-
Температура,
°С
_
80—100
—
—
—
80—100
—
—
—
—
30
—
—
80—120
—
Время
выдерж-
выдержки, мин
10
5—30
—
—
—
0,2—0,3
—
0,2—0,3
До 10
0,4—0,5
—.
—
0,2—0,3
15—20
—
осуществляют сильно хлорированными
минеральными маслами; наилучшие
результаты достигаются при выдавли-
выдавливании заготовок из никеля, покрытых
медью. При выдавливании заготовок
из титана может быть применено фто-
ристофосфатное покрытие (табл. 11)
в комбинации с графитомолибденито-
вой пастой, при выдавливании загото-
заготовок из циркония и их сплавов — фосфа-
трование после покрытия цинком,
медью или кадмием толщиной до
0,1 мм [8]. При выдавливании заго-
заготовок из магния используют графит.
По зарубежным данным, применяют
материалы, содержащие 1 часть графи-
графита и 5—9 частей керосина.
Рекомендуемые и предельно допу-
допустимые относительные деформации при
холодном выдавливании приведены
в табл. 12, в которой с увеличением
порядкового номера группы и под-
подгруппы рекомендуемая (допустимая)
относительная деформация заготовок
уменьшается.
Повышение технологической дефор-
деформируемости заготовок. Тех нологнче-
ские возможности процессов штампов-
штамповки определяются совокупностью систе-
системы: деформируемое тело j± промежу-
промежуточный слой ^ инструмент ¦?. машина.
Прямая связь определяет выбор пара-
параметров существующих и создание но-
новых машин технологического комплек-
152
ШТАМПОВКА НА ПРЕССАХ
11. Рекомендуемые составы ваий
и режимы нанесения химических
покрытий на титановые сплавы
Сослан ванн
50 г/л Na,PO4,
20 г/л KF-HF,
19 мл/л HF D0%-
ного)
50 г/л ZnHPO3,
50 г/л KF или
HF
20 г/л ZnSO4, 95 г/л
лимоннокислого на-
натрия, 150 г/л NH4F,
0,5 г/л столярного
клея
Режим
обработки
рН раствора
5
3
2
Температура
раствора, °С
70
70
50
Время, мин
10
10
20
са (прессов и т. п.), удовлетворяющих
требованиям современной технологии
(кинематика движения механизмов ма-
машины, максимально допустимые силы,
графики зависимости допустимого уси-
усилия от хода ползуна, запаса работы
и др.) и автоматизации. Обратная
связь определяет кинематику пласти-
пластического деформирования. Технологи-
Технологические возможности процессов, зави-
зависящие от параметров деформируемого
тела, характеризуются технологиче-
технологической деформируемостью.
Технологическая деформируемость
тела — совокупность двух взаимно свя-
связанных функций
Дт = Дт(Д) и ДТ = Д,(/>), A)
где Д — деформируемость тела; Р —
технологическое усилие.
Для технологических расчетов целе-
целесообразно, чтобы уравнения A) имели
единую структуру. Этому удовлетво-
удовлетворяет уравнение B), все члены которого
выражаются через относительную де-
деформацию:
Дт(Д)-а>етах<Дг(Р)-6, B)
где етах — максимально' допустимая
в реальном (производственном) про-
процессе относительная деформация тела;
Дт (Д) — деформируемость заготовки,
ограничения я возможностью разру-
разрушения; Дт (Р, — деформируемость за-
заготовки, ограниченная допустимым
усилием на инструмент и оборудова-
12. Рекомендуемые (предельно допустимые) суммарные относительные
деформации при холодном выдавливании заготовок из цветных металлов
и сплавов, %
№ по пор.
1
2
3
Группа сплавов
Алюминий и спла-
сплавы на алюминие-
алюминиевой основе
Медь и сплавы на
медной основе
Никель и сплавы
на никелевой
основе
№ под-
подгруппы
1
2
3
4
1
2
3
1
2
Марка сплава (в по-
порядке ухудшения штам-
пуемости в каждой
группе)
АДОО
АД1; АМц; АМгЗ
Д1; АМг5
В95
Ml-, M2, МЗ, Л90
Л63; Л68; Л70;
ЛН65—5; БрА5
МН19; МНЦ15—20
НП1, НП2, НПЗ
НМЖМц28—2,5—1,5
Прямое
выдавли-
выдавливание
сплош-
сплошного
стержня
90 (98)
90 (95)
80 (85)
-F0)
85 (90)
75 (80)
75 (85)
75 (85)
40 E5)
Обратное
выдав-
выдавливание
полого
стержня
90 (95)
85 (90)
75 (80)
-E0)
80 (85)
70 G5)
70 (80)
70 (80)
35 E0)
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
153
ние; а, Ъ — запас деформируемости,
необходимый для устойчивости техно-
технологического процесса, обеспечиваю-
обеспечивающего стабильное качество (а) и опти-
оптимальные силы на инструмент и обо-
оборудование (/;).
Основные факторы, влияющие на
деформируемость и разрушение тела
при обработке давлением, — пластич-
пластичность материала Фп, качество Фк,
геометрия Фг и взаимное влияние Фв
частей тела, т. е.
Д = Д(ФП, Фк, Фг, Фв). C)
Деформируемость тела определяют
по характерным геометрическим разме-
размерам. Допустимая деформация опре-
определяется в зависимости от технологи-
технологических и эксплуатационных требова-
требований к деформируемому гелу:
до начала образования необратимых
субмикроскопических и микроскопи-
микроскопических дефектов, приводящих при
дальнейшем деформировании к разру-
разрушению;
до начала образования макротре-
макротрещин;
до начала образования макротре-
макротрещин, число и размеры которых пре-
превышают допустимые.
Наиболее простой способ решения
задачи определения Д = Д (Фв) — на-
нахождение для всех частиц тела (а при
достаточной изученности процесса —
для типовых частиц опасных зон)
совокупности степени деформации
сдвига Л и показателя напряженного
состояния П, которые образуют зам-
замкнутую область напряженно-деформи-
напряженно-деформированного состояния тела на диаграм-
диаграмме пластичности Лр = Л (П), где Лр —
степень деформации сдвига в момент
макроразрушения. Если поле вели-
величин (Л, П) в какой-либо части области
(рис. 29) расположено:
ниже кривых 1 и 2, определяющих
предел допустимых (обратимых) на-
нарушений (рнс. 29, а), то заготовка мо-
может выдержать данную операцию (на-
(например, прямое выдавливание стержня
сложного сечения) без макроразруше-
иня с заданным качеством!
ниже кривой 1, но в области Л; (i =
= 1, 2, 3 ...) выше кривой 2
(рис. 29, б), то заготовка может вы-
выдержать данную операцию без макро-
макроразрушения, но в областях Л; могут
Рис. 29. Схема вариантов расположения
поля напряженно-деформированного состоя-
состояния частнц одной из наиболее опасных с по-
позиций разрушения зон А. деформируемого
тела в некоторый момент деформации:
а — без макроразрушения и наследствен-
наследственных дефектов, не превышающих заданный
предел; б — без макроразрушения, нос об-
образованием необратимых дефектов, число
и значение которых не превышают допу-
допустимых; в — с образованием макротрещин,
число н значение которых не превышают
Допустимых; / — кривая пластичности;
2 — кривая, определяющая предел допу-
допустимых обратимых нарушений; 3 — кри-
кривая, определяющая предел допустимых мл-
кротрещин
образоваться необратимые дефекты, ко-
горые не превышают допустимую вели-
величину, ограниченную кривой 2 (на-
(например, образование дефектов в цен-
центральной части заготовки при реду-
редуцировании);
ниже кривой 1, кроме областей Л;
(рис. 29, в); в этих областях обра-
образуются макротрещины, наличие и вели-
величина которых ограничены положением
кривой 3; например, при высадке
154
ШТАМПОВКА НА ПРЕССАХ
фланца с последующей обрезкой гра-
граней из заготовки с пониженной дефор-
деформируемостью обычно допустимо обра-
образование незначительных трещин на
боковой поверхности, где величина
П > 0, поскольку поверхностный слой
идет в технологический отход незави-
независимо от наличия трещин.
Определяющие параметры пластич-
пластичности:
физическая природа металла или
сплава (химический и фазовый состав,
тип или совокупность типов кристал-
кристаллических решеток, структура, гете-
гетерогенность, состояние границ зерен
и другие характеристики, влияющие
на дислокационный механизм пласти-
пластической деформации и разрушения);
напряженно-деформированное со-
состояние и термомеханический режим
деформации
Лр = Лр(ея, tjt, T); D)
история нагружения и деформации
Л =Л
E)
чувствительность к скорости изме-
изменения термомеханического режима
Лр = Лр
lu, ту> (G)
чувствительность к неоднородности
термомеханического режима, характе-
характеризующая влияние окрестности части-
частицы, т. е. градиентов eit %lt T
где xt — декартовы координаты, пере-
переменные Эйлера; Oj, |e-j — тензоры на-
напряжений и скоростей деформаций;
ej> \i — интенсивности деформаций и
скоростей деформации; Т — эмпири-
эмпирическая температура деформации.
Наряду с Фп на деформируемость
также влияют факторы Фк, Фг, Фв.
Фактор качества Фк определяет ме-
металлургический цикл производства и
технология на каждом этапе (плавка,
литье, раскисление и др.), дефекты
металлургического происхождения
(газонасыщенность, плены, раковины,
ликвация и др.), их наследственность
и закон распределения по объему тела;
структурное состояние (субмикро-,
макро- и микроструктура компонентов
и примесей) в зависимости от режима
предварительной обработки (литье, го-
горячая прокатка, холодная прокатка +
+ отжиг и др.), наследственность и за-
закон распределения по объему тела;
физико-химическое состояние поверх-
поверхностного слоя и микрогеометрия по-
поверхности деформируемого тела, спо-
способность к взаимодействию с атмосфе-
атмосферой, с промежуточным слоем покрытия
и смазочного материала, инструмен-
инструментом (адгезия и когезия, перенос ме-
металла и т. д.); физико-химические
свойства ювенильной поверхности,
образующейся при внутреннем микро-
и макроразрушении; ее способность
к схватыванию и его условия.
Фактор геометрии Фг тела опреде-
определяет форма, относительные и абсолют-
абсолютные размеры (масштабный фактор)
деформируемого тела.
Фактор взаимного влияния Фв частей
тела определяет чувствительность к не-
неоднородности термомеханического ре-
режима
и скорости его изменения. Выражается
количественно через величину допол-
дополнительных и остаточных напряжений
в микро- и макрообъемах (в том числе
в пределах всего тела, независимо от
физических причин, их вызывающих).
Проблема деформируемости приоб-
приобретает особую актуальность при штам-
штамповке деталей сложной формы, если
процессы характеризуются повышен-
повышенными величинами П и резко выражен-
выраженной неравномерностью деформации.
При штамповке гетерогенных сплавов
необходимо также учитывать вид раз-
разрушения, который определяет качество
деформируемого тела, влияние мас-
масштабного фактора и устойчивость тех-
технологического процесса обработки
давлением в целом.
Анализ номенклатуры деталей, при-
применяемых в различных отраслях ма-
машиностроения (автотракторосельхоз-
машииостроение, станкостроение, хи-
химическое машиностроение и др.), по-
показывает, что для дальнейшего расши-
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
155
рения технологических возможностей
холодной объемной штамповки необ-
необходимо освоить процессы производства
деталей из сталей и сплавов с повышен-
повышенными эксплуатационными свойствами
(сопротивлением усталости и другими
показателями прочности, износостой-
износостойкости и т. п.). Следовательно, необхо-
необходимо:
1) расширять производство деталей
холодной объемной штамповкой из
традиционно применяемых сплавов
цветных металлов АМгЗ, АМН, АД1,
Л63 и т. п. и сталей 10, 15, 20, 15Х и
т. п.;
2) осваивать и расширять производ-
производство деталей из сталей и сплавов с по-
повышенными эксплуатационными свой-
свойствами, к числу которых относятся
алюминиевые сплавы Д16, АМгб, АК5,
В95, медные сплявы типа ЛС59—1,
БрАМц 9—2, БрБ2, БрКН1—3,
БрКМцЗ—1, низколегированные стали
типа 12ХНЗА, 16ХСН, 38ХГНМ, 40Х,
40ХН, 40ХНГА, ШХ15, ШХ20СГ.
Заготовки из сталей и сплавов пер-
первой группы после подготовки поверх-
поверхности и разупрочняющей термической
обработки (РТО) по известным режи-
режимам имеют высокую технологическую
деформируемость. Холодная объемная
штамповка заготовок из сталей и спла-
сплавов второй группы затруднена из-за
пониженной технологической дефор-
деформируемости, особенно из-за понижен-
пониженных пластичности и деформируемости
сложных сплавов цветных металлов
и высокого сопротивления деформа-
деформации легированных сталей. Кроме того,
при холодной объемной штамповке
деталей ответственного назначения
значительно повышается актуальность
прогнозирования возможности внут-
внутреннего макроразрушения и уровня
повреждаемости (по терминологии
В. Л. Колмогорова) металла на суб-
субмикроскопическом и микроскопиче-
микроскопическом уровнях. Поскольку проблемы
деформируемости и разрушения неот-
неотделимы, то при их реализации должны
комплексно решаться задачи как улуч-
улучшения технологических свойств заго-
заготовок, так и повышения качества
штампованных заготовок.
Основные способы повышения тех-
технологической деформируемости заго-
заготовок:
1) применение и оптимизация режи-
режимов РТО заготовок с целью достиже-
достижения заданного уровня их технологи-
технологической деформируемости, соответству-
соответствующего принятому интервалу термоме-
термомеханических параметров штамповки;
2) управление кинематикой течения
металла с обеспечением протекания
процесса в заданном интервале пока-
показателей напряженного состояния, со-
составленных из инвариантов тензора
и девиатора напряжений;
3) создание новых марок сталей и
сплавов, удовлетворяющих требова-
требованиям технологии холодной штамповки
и обеспечивающих повышение экс-
эксплуатационных характеристик деталей;
4) теплая и полугорячая объемная
штамповка заготовок из сталей и спла-
сплавов с повышенным сопротивлением
деформации.
Наиболее универсальным в произ-
производственных условиях является пер-
первый способ, реализация которого бази-
базируется на целенаправленном поиске
оптимальных режимов РТО на основе
использования методов физического
металловедения в сочетании с досто-
достоверной информацией о зависимости
сопротивления деформации от степени
деформации и пластичности от пока-
показателей напряженного состояния. Пер-
Первую зависимость характеризуют кри-
кривыми упрочнения при существующих
и оптимальных режимах РТО в коор-
координатах <js — Л, где os — напряже-
напряжение течения. Вторую зависимость ха-
характеризуют кривыми пластичности
при существующих и оптимальных
режимах РТО в координатах Лр—П.
В общем виде
кр
Лр= J Н#;П =(¦?-,
где t0 — момент времени, соответ-
соответствующий исходному (недеформиро-
ваниому) состоянию; ?кг> — момент вре-
времени, соответствующий моменту ма-
макроразрушения рассматриваемой ча-
частицы тела; о — среднее напряжение;
Т — интенсивность касательных на-
напряжений; ца — параметр Надаи—
Л оде.
Эти зависимости при известной ис-
истории деформирования с учетом стати-
156
ШТАМПОВКА НА ПРЕССАХ
13. Механические и структурные характеристики сталей 40Х и 12ХНЗА,
прошедших РТО по режимам 1 и 2
Характеристика
Размер зерна, мм
"%
Балл ферритной поло-
полосчатости
njnB, %
Размер цементных гло-
булей, мкм
НВ
ав, МПа
t|>, %
40Х
1
0,014—0,020
100/—
1,2—1,5
143—148
580
69
2
0,010—0,014
70/30
0,5—1,0
158—164
630
66
12ХНЗА
i
0,040—0,060
146—172
1
139—145
480
75
2
и,020—0,03
169—201
4
150—156
520
70
П р и м е ч а н н я: 11% — микротвердосгь феррита; П3, Па— соот-
соответственно перлит зернистый и пластинчатый; режимы РТО; 1 — оптими-
оптимизированный; 2— обычно принятый; режим 1 для стали 40Х— нагрев до
960 °С, выдержка 6 ч, закалка в масле + нагрев до 760 °С, выдержка 1 ч,
охлаждение с печью до 680— 700 °С, выдержка 1 ч, нагрев до 770—780 °С,
выдержка 1 ч, охлаждение с печью до 680—700 °С, выдержка 1 ч, охлажде-
охлаждение с печью до 300 °С, далее на воздухе; режим 2 для стали 40Х — на-
нагрев до 760 °С, выдержка 1 ч, охлаждение с печью до 680 °С, выдержка
1 ч (пять циклов), охлаждение с печью до 300 °С, далее на воздухе; ре-
режим 1 для стали 12ХНЗА— нагрев до 1000 °С, выдержка 4 ч, охлажде-
охлаждение с печью до 800 °С, охлаждение со скоростью 30 °С/ч до 500 °С, даль-
дальнейшее охлаждение с печью; режим 2 для стали 12ХНЗА— нагрев до
950 °С, выдержка 2 ч, охлаждение с печью до 640 °С, выдержка 2 ч, даль-
дальнейшее охлаждение с печью.
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
157
стического характера пластичности,
термомеханических и геометрических
факторов, как подтверждено в рабо-
работах [3, 5], определяются физической
природой металла или сплава.
Использование зависимостей со-
сопротивления деформации и пластич-
носчи от размерно-морфологических
параметров структуры наибольшее
практическое значение имеет для низ-
низколегированных сталей, для которых
достигаемое при оптимальной РТО
повышение показателей технологиче-
технологической деформируемости позволяет при-
применить для них методы холодной
объемной штамповки. Такая задала
решена применительно к сталям 40Х
и 12ХНЗА. Структурные и механиче-
механические характеристики сталей, прошед-
прошедших РТО по различным режимам,
приведены в табл. 13.
При РТО стали 40Х число циклов
отжига может быть уменьшено в зави-
зависимости от условий работы инстру-
инструмента, например, при переходе от об-
обратного выдавливания полости (наибо-
(наиболее тяжелые условия работы пуансона)
к редуцированию или открытой вы-
высадке. Для стали 12ХНЗА при полу-
получении структуры зернистого перлита
необходима выдержка в области под-
критических температур.
Кривые упрочнения сталей 40Х и
12ХНЗА приведены на рис. 30, диа-
диаграммы пластичности — на рис. 31.
Кривые упрочнения строили по ре-
результатам испытаний образцов на рас-
растяжение со ступенчатым приложением
нагрузки. При построении кривых
пластичности использовали методику
испытания образцов под высоким гид-
гидростатическим давлением. Изменяя
давление жидкости, в широких пре-
пределах варьировали показатель о/Т
при ца — const, а при изменении схем
испытаний при а/Т = const опреде-
определяли влияние параметра |яо. Образцы
испытывали на растяжение (Ма = — 1)
и кручение (|яо =0), так как эти
испытания более полно отвечают тре-
требованию монотонности деформации.
Кроме того, как показал анализ боль-
большинства операций холодной объемной
штамповки, в областях наиболее ве-
вероятного разрушения величина |я0
находится в пределах от 0 до — 1.
При высадке заготовок из сталей
38ХГНМ, 40ХНГА, 16ХСН рекомен-
рекомендуются следующие режимы РТО:
для стали 38ХГНМ — калибровка
с обжатием до 5 %, отжиг при 720 °С +
+ 20 °С, выдержка 4—6 ч, охлаждение
с печью до 500 °С, затем под муфелем
до 150 °С, дальнейшее охлаждение
на воздухе;
для стали 40ХНГА — отжиг при
740—750 °С, выдержка 40—60 мин,
снижение температуры до 680—690 °С,
выдержка 4—5 ч, нагрев до 740—
750 °С, выдержка 40—60 мин, охла-
охлаждение до 600 °С с печью, далее под
муфелем до 150 °С с последующим охла-
охлаждением на воздухе, калибровка с об-
обжатием до 5 %;
для стали 16ХСН — отжиг при
720—740 °С, выдержка 14 ч, охлажде-
охлаждение с печью до 500 °С, затем под муфе-
муфелем до 150 °С, далее на воздухе, кали-
калибровка с обжатием до 5%.
Механические свойства, обеспе-
обеспечиваемые указанными режимами РТО,
приведены в табл. 14.
14. Механические свойства сталей
38ХГНМ, 40ХНГА и 16ХСН после
РТО по оптимизированным режимам
Марка
стали
38ХГНМ
40ХНГА
16ХСН
ов, МПа
До 570
» 600
» 500
Ч\ %
Св. 60
» 55
» 60
1000
600
200
1200
1000
600
200
г
2
1
/С
'Г
2
0,5
1,0
1,5
О
20
58
Рис. 30. Кривые упрочнения сталей 40Х (о)
и 12ХНЗА (б):
1 — РТО по режиму I; 2 — РТО по ре-
режиму 2
Актуальным направлением совер-
совершенствования РТО является разра-
разработка достаточно простых и устойчи-
устойчивых в производстве режимов, сочетаю-
сочетающих экономическую стойкость штам-
3,0
1,0
5,0
2
\
3
-1,5-1,0 -0,5 0
Tfi~n
Рнс. 31. Диаграммы пластичности сталей
40Х (а) и 12ХНЗА F"):
1 — РТО по режиму I, II = 0; 2 — РТО
по режиму 2, иа = 0; 3 — РТО по ре-
режиму 1, Цо = -I; 4 — РТО по режиму 2,
1
ц
1
158
ШТАМПОВКА НА ПРЕССАХ
побочного инструмента и заданные
параметры эксплуатационных свойств
изделий, применение которых обеспе-
обеспечивает высокую производитель-
производительность.
В НИИТавтопроме и МАМИ разрабо-
разработана технология ускоренной РТО с при-
применением сквозного индукционного ка-
грева заготовок из низкоуглеродистых
легированных сталей ферритно-пер-
литного класса, удовлетворяющая тре-
требуемому комплексу требований. Ре-
Режим РТО сталей этого класса должен
обеспечивать полное завершение аусте-
ннзации в объеме заготовки, однород-
однородность структуры по сечению заготовки
(что возможно при минимальном пере-
перепаде температур между поверхностью
и центром) и отсутствие окалины на
поверхности заготовок. Для стали 15Х
(ГОСТ 10702—78) оптимизированный
режим индукционного отжима преду-
предусматривает нагрев до 950 °С (время
нагрева 45 с), охлаждение до 900 °С
на воздухе, далее до 550 "С, замедлен-
замедленное со скоростью 2—8°С/мин, далее
охлаждение на воздухе, твердость
ИВ 124—134.
Второй способ сводится к определе-
определению координат частиц деформируемого
тела, в окрестности которых наиболее
вероятно (по совокупности величин Л
и П) разрушение. Принимая в качестве
критерия оптимизации повреждае-
повреждаемость (по В. Л. Колмогорову) и опи-
опираясь на распределение характеристик
напряженного и деформированного со-
состояний по объему очага деформации
и их изменение в пути деформации,
минимизируют критерий повреждае-
повреждаемости оптимизацией кинематики тече-
течения металла.
Повышенные требования к качеству,
штамповка ступенчатых и других дета-
деталей сложной формы массой до 1 кг
и более из сталей и сплавов с повы-
повышенными эксплуатационными харак-
характеристиками, штамповка деталей мето-
методами редуцирования, прямого и совме-
совмещенного выдавливания и другие более
сложные процессы, с повышенной ве-
вероятностью внутреннего разрушения
и снижения механических свойств
путем превышения заданного уровня
повреждаемости вызвали необходи-
необходимость создания системы ограничений,
обеспечивающей получение изделий не-
необходимого качества. Коэффициент за-
запаса а в уравнении технологической
деформируемости слабо зависит от
схемы формоизменения и режима РТО,
и в среднем необходимо, чтобы макси-
максимальная степень деформации по объему
тела Л < 0,7Лр.
Третий способ реализуют путем со-
создания микролегированных сталей (ва-
(ванадием и ниобием) высокой чистоты
и борсодержащих. Стали микролеги-
микролегированные и высокой чистоты имеют
значительную стоимость, чго огра-
ограничивает их применение для холодной
объемной штамповки.
Применение борсодержащих сталей
при производстве крепежных деталей
и других деталей повышенной проч-
прочности позволяет в некоторых случаях
отказаться от легированных сталей
с пониженной технологической дефор-
деформируемостью. Использование борсо-
борсодержащих сталей обеспечивает высо-
высокую деформируемость заготовок в соче-
сочетании с уменьшением продолжитель-
продолжительности и сокращением числа операций
термической обработки, а также высо-
высокими прочностными свойсгвами гото-
готовых деталей.
Сталь 20Г2Р как в отожженном, так
и в горячекатаном состоянии обладает
очень высокой пластичностью: образцы
деформировались при сжатии на 90 %
без признаков разрушения. Способ-
Способность к деформированию в холодном
состоянии стали 20Г2Р (табл 15) зна-
значительно выше, чем стандартных ста-
сталей 38ХА и 40Х. Сталь 20Г2Р не усту-
уступает по механическим свойствам после
упрочняющей термической обработки
стали 40Х (табл 16).
Прокат для холодной объемной
штамповки используют в калиброван-
калиброванном, термически обработанном состоя-
состоянии. Наиболее характерным режимом
термической обработки является сфе-
роидизирующий, обеспечивающий по-
получение в структуре металла 80—
100 % зернистости перлита. В зави-
зависимости от степени деформации при
калибровке, марки стали, требований
К пластичности металла режим отжи-f
га — как правило ступенчатый, на-!
грев до 720—780 °С, выдержка 0,5—
1 ч, охлаждение до 680—700 °С, вы-
выдержка 5—8 ч с дальнейшим охлажде-
охлаждением на воздухе.
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
159
15. Механические свойства и твердость сталей 20Г2Р, 38ХА и 40Х
в различных состояниях
Состояние
После горячей прокатки
После отжига на зерни-
зернистый перлит
Марка
стали
20Г2Р
38ХА
40Х
20Г2Р
38ХА
40Х
Твердость
ИВ
171
219
235
136
159
169
°0,2
"в
МПа
370
440
450
250
310
330
540
760
790
450
570
590
б6
%
30
23
19
76
32
28
71
58
53
76
62
62
При реализации четвертого способа
термомеханические параметры опти-
оптимизируют так, чтобы обеспечить воз-
возможно большее снижение сопротивле-
сопротивления деформации при сохранении ос-
основных преимуществ холодной объем-
объемной штамповки (высокая точность раз-
размеров, низкий параметр шерохова-
шероховатости поверхности). Экономическая
стойкость инструмента в большинстве
случаев достигается, если давление
до 2000—2200 МПа при выдавливании
полости, до 2200—2400 МПа при пря-
прямом выдавливании сплошных изделий
и до 2400—2600 МПа при осадке и
высадке.
16. Механические свойства и
твердость сталей 20Г2Р и 40Х после
упрочняющей термической обработки
Марка
стали
20Г2Р
40Х
Пр
проч-
10.9
8.8
10.9
8.8
л
С
S
33
о
1140
1000
1100
910
16
18
13
15
¦©¦
67
70
60
63
имечание.
"s
1,8
2,0
1,2
1,5
ость
asS
&щ
32
27
31
27
Класс
прочности обозначен числом, ко-
которое
дает
при умножении на 100
величину напряжения от
испытательной нагрузки в
МПа.
Все сплавы, подвергаемые теплой
и полугорячей объемной штамповке,
можно условно разделить на следую-
следующие группы:
однофазные латуни, медно-никеле-
вые и никелевые сплавы;
коррозионно-стойкие стали аусте-
нитного класса;
легированные стали, в том числе
инструментальные типа Р18, Р6М5;
стали с повышенным содержанием
углерода и низколегированные, в ко-
которых проявляется эффект деформа-
деформационного старения;
низкоуглеродистые стали.
Первые две группы сплавов целесооб-
целесообразно подвергать только теплой штам-
штамповке, эффективность применения кото-
которой для сплавов цветных металлов
относительно невелика (силовые ха-
характеристики уменьшаюся не более
чем на 15—20%). Штамповку загото-
заготовок из сталей аустенитного класса
рекомендуется проводить в интервале
200—400 °С, что позволяет уменьшить
усилия в среднем в 1,5—2 раза, ис-
исключить ухудшение качества из-за
«подстуживания» с высоких темпера-
температур, резко уменьшить изиос инстру-
инструмента, связанный с его отпуском.
Третья группа сплавов может под-
подвергаться теплой и полугорячей штам-
штамповке. Однако, учитывая их относи-
относительно высокие показатели сопроти-
сопротивления деформированию по сравнению
с другими группами, эти сплавы наи-
наиболее эффективно подвергать полуго-
полугорячей штамповке. В зависимости от
природы сплава температурный интер-
160
ШТАМПОВКА НА ПРЕССАХ
вал обработки находится в пределах
650—800 °С и позволяет сократить
силовые характеристики в 2—4 раза.
Наибольшую долю по выпуску и
массе составляют детали из сплавов
четвертой группы, для которых (так
же, как и для сплавов пятой группы)
применение теплой штамповки исклю-
исключено из-за деформационного старения,
экстремум которого для статического
воздействия находится около 300 °С
и с повышением скорости деформиро-
деформирования смещается в область более вы-
высоких температур (практически до
500 °С). Нагрев осуществляется до тем-
температур, которыми характеризуется
область критических точек перлитного
превращения, но не выше 800 °С из-за
возможности охрупчивания и резкого
возрастания окалинообразования. Си-
Силовые характеристики процесса умень-
уменьшаются в среднем в 2—3 раза. Низко-
Низкоуглеродистые стали можно подвергать
только полугорячей штамповке; си-
силовые характеристики при этом умень-
уменьшаются не более чем на 20—25%.
Поэтому обработка сплавов первой
и пятой группы при повышенных
температурах, в большинстве своем
успешно подвергаемых холодной объ-
объемной штамповке, целесообразна для
расширения размерных характеристик
штампуемых деталей (диаметр 50—
100 мм и более).
При выборе технологии, технологи-
технологических расчетах, конструировании ин-
инструмента, выборе и создании машин
новых конструкций для теплой и полу-
полугорячей обработки базируются на до-
достижениях холодной объемной штам-
штамповки. Исходные заготовки получают
методом точной отрезки в холодном
состоянии или с предварительным
нагревом в зависимости от диаметра
и марки стали. Точность заготовок
по длине в среднем ±0,05 мм. Кали-
Калибровку осуществляют в холодном со-
состоянии полузакрытой осадкой, реже—
редуцированием. На заготовки наносят
покрытие или покрытие + смазочный
материал, которые должны обладать
противозадирными свойствами, защи-
защищать заготовки во время нагрева,
штамповки и после штамповки
до остывания от окисления, экра-
экранировать от потери тепла во время
переноса от нагревательного устрой-
устройства в полость штампа и теплоизоли-
теплоизолировать при контакте заготовки, осо-
особенно силовом, со штампом. Толщина
окисной пленки при нагреве на воз-
воздухе составляет 10—30 мкм для раз-
различных марок стали при 600 °С, 20—
40 мкм при 700 °С, 40—60 мкм при
800 °С. При дальнейшем повышении
температуры происходит резкое воз-
возрастание толщины пленки, переходя-
переходящее в интенсивное образование ока-
окалины. С помощью покрытия заготовок
и сокращения времени нагрева тол-
толщина окисной пленки при нагреве до
700—750 СС может быть уменьшена
до 10 мкм. Наибольшую трудность
представляет покрытие, обеспечиваю-
обеспечивающее стабильное уменьшение коэффи-
коэффициента трения до 0,05—0,10 в условиях
повышенных температур с учетом мест-
местного нагрева инструмента до 700—
800 °С и защиту от окисления. Обычно
применяемые покрытия изготовляют
на основе диспергированного колло-
коллоидального графита. Диспергирующей
средой служит вода, масло, водо-
масляиая эмульсия.
Вода снижает смазочное действие,
и она необходима только для преду-
предупреждения самозагорания. Соответ-
Соответственно оптимальной является водо-
масляная эмульсия. Однако можно
предположить, что наличие воды, со-
создавая паровую рубашку, усиливает
защитные действия покрытия. Наибо-
Наиболее перспективными являются смеси
солей (борной и фосфорной, соды и
т. д.), которые расплавляются за
время обработки, легко растворяются
в воде и образуют покрытия, имеющие
высокое смазочное, разделительное и
защитное действие. Высокую темпе-
температурную стойкость и смазочное дей-
действие имеют смеси буры и борного
ангидрида, а также сульфид цинка.
Сульфид цинка стоек до 1150 °С и
может быть изготовлен в сочетании
с синтетическим или минеральным
маслом в виде суспензии или пасты
и применен для смазывания штампов.
Для теплой штамповки (до 400 °С)
наиболее перспективны покрытия и
смазочные материалы, применяемые
при холодной объемной штамповке,
с повышенной теплостойкостью. Тепло-
Теплостойкость смазочных материалов па
основе мыла до 60—80 °С, оксалатного
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
161
покрытия — до 150 °С, цинкфосфат-
ного — до 300 °С, сульфида молибде-
молибдена — до 350 °С.
Для предупреждения разрушения
слоя покрытия рекомендуется сокра-
сокращать время нагрева и применять ин-
индукционный нагрев или нагрев элек-
электросопротивлением. Однако выбор ча-
частоты тока и типа индуктора, пара-
параметров устройства для электроконтакт-
электроконтактного нагрева и режима нагрева в целом
должен предусматривать равномер-
равномерность нагрева и высокую стабильность
Температуры — главных технологиче-
технологических факторов, обеспечивающих
стабильность усилия штамповки и за-
заданные точность размеров и механиче-
механические свойства.
Напряжение текучести при полуго-
полугорячей штамповке в порядке значи-
значимости зависит от физической природы
сплава, температуры, скорости, а также
от предварительной термической обра-
обработки и деформации. Значение послед-
последних четырех факторов зависит от пер-
первых двух. Форма кривых усилие —
Путь на первичных диаграммах при
осадке, высадке, прямом и обратном
выдавливании при повышенных тем-
температурах и холодной деформации
близка. Так же, как при холодной
штамповке, отклонения от типичного
хода кривой свидетельствуют о нару-
нарушении технологии (разрыв слоя сма-
смазочного материала, нарушение формы
и размеров формы рабочих частей
инструмента и др.).
Точность размеров штампованной
заготовки при выдавливании зависит
от упругих деформаций под нагрузкой
и ее термических деформаций.
Если при холодном выдавливании
Диаметр полученного стержня не-
несколько больше диаметра очка матри-
матрицы, то при полугорячем выдавлива-
выдавливании — меньше, вследствие охлажде-
охлаждения. Наблюдается изменение диаметра
стержня вдоль оси, закономерность
которого практически не отличается
от закономерностей при холодном вы-
выдавливании. Наибольший диаметр —
на свободном конце стержня, наимень-
наименьший в середине стержня, где наблю-
наблюдается наибольшая температура в про-
процессе выдавливания. Диаметр стержня
у его основания, как правило, больше,
чем в средней зоне, что связано с по-
6 П/р Г. А. Навроцкого
вышенной теплоотдачей в относительно
холодную головку детали (пресс-оста-
(пресс-остаток) и в зону у выходного отверстия
матрицы; это связано также с относи-
относительно более продолжительным кон-
контактом заготовки с матрицей и пуансо-
пуансоном в нижнем крайнем положении пол-
ползуна. Шероховатость наибольшая у ос-
основания стержня. Максимум твер-
твердости в начале стержня, а изменение
твердости при температуре выдавли-
выдавливания 500°С вдоль оси незначительно.
Выбор размеров и расчет на проч-
прочность деталей штампов для холодной
и полугорячей объемной штамповки
аналогичен, но при полугорячей
штамповке учитывают термические де-
деформации, в том числе пуансонов,
матриц и обойм. Образование трещин
разгара, характерных для горячей
штамповки, не происходит.
Для уменьшения тепловых деформа-
деформаций и повышения стабильности разме-
размеров матрицы обычно предварительно
нагревают до 180—200 °С. Однако кон-
конструкция штампа должна предусматри-
предусматривать стабилизацию температуры рабо-
рабочих частей в интервале 350—400 °С,
что позволит сократить отклонения
температуры исходных заготовок до
10—15 °С. При операциях, связанных
С длительным силовым контактом ин-
инструмента (пуансонов при выдавлива-
выдавливании полости, матриц при выдавлива-
выдавливании стержней и т. д.), необходимо при-
применять интенсивное охлаждение, со-
сокращать длину хода пуансона за одну
операцию до оптимального максимума
и в случае необходимости делить про-
процесс на несколько операций. Особое
внимание следует уделить оптимизации
числа ходов пуансона, которые в сред-
среднем должны составлять не более 12—
15 ходов в минуту. Износ инструмента
при полугорячем выдавливании, осо-
особенно при закруглении рабочего торца
пуансона при выдавливании полости,
выше, чем при холодном выдавлива-
выдавливании, из-за снижения твердости вслед-
вследствие отпуска, так как температура
инструмента в зонах интенсивного
течения достигает 700 °С и выше.
Исходя из этого, необходимо: ограни-
ограничить число ходов (не более 12—15 при
штамповке на прессах относительно
крупных деталей; не более 20—40 при
штамповке на автоматах деталей мае-
162
ШТАМПОВКА НА ПРЕССАХ
сой до 1 —1,5 кг); применять интенсив-
интенсивное охлаждение штампов; ограничить
ход пуансона за один ход ползуна,
осуществить дробную деформацию.
Деформацию на различных термоме-
термомеханических режимах оценивают исходя
из того, что при горячем объемном
деформировании заготовок из стали
наблюдаются: потери металла в угар,
образование на поверхности заготовки
окалины; значительный расход энер-
энергии на нагрев; ухудшение качества
поверхностного слоя (выгорание лету-
летучих составляющих, в том числе угле-
углерода и марганца, насыщение кислоро-
кислородом, пористость, укрупнение зерна
и др.), т. е. необходимость припуска
для обработки резанием со снятием
стружки, связана с природой горячей
штамповки, независимо от способа ее
осуществления (открытая, малоотход-
малоотходная, закрытая).
Теплая и полугорячая штамповка
проводятся при более низких темпера-
температурах (по сравнению с горячей штам-
штамповкой), при которых образование
окалины незначительно (при полуго-
полугорячей штамповке) или полностью ис-
исключается (при теплой штамповке),
а скорость процессов взаимодействия
поверхностного слоя с атмосферой
резко уменьшается и при теплой штам-
штамповке практически равна нулю. Таким
образом, после полугорячей штамповки
заготовок из стал» обычно предусма-
предусматривают шлифование, а резанием со
снятием стружки удаляют только на-
напуски. После теплой штамповки шли-
шлифование не нужно. В обоснованных
случаях после теплой или полугоря-
полугорячей штамповки осуществляется окон-
окончательная доводка холодной штампов-
штамповкой, в частности осадкой с редуциро-
редуцированием.
Резервом повышения технологиче-
технологической деформируемости заготовок из
сложных сплавов цветных металлов
и легированных сталей является также
использование теплофизических явле-
явлений, происходящих при деформации,
т. е. решается задача нахождения опти-
оптимального сочетания кинематики тече-
17. Рекомендуемые области применения холодной
и полугорячей объемной штамповки заготовок из углеродистых
и низколегированных сталей
Штам-
Штамповка
Холод-
Холодная
объем-
объемная
Холод-
Холодная или
пол у го-
горячая
объем-
объемная
Пол у го-
горячая
Осадка, высадка
08, 10, 15, 20,
25, 30,
15Х, 20Х, 15Г
12ХНЗА,
20Г, 40, 45,
ЗОХ, 35Х, 15ХФ,
20ХФ, 15ХМ,
20Г2, 35Г2, 18ХГ,
18ХГТ, 40Х, ШХ15,
ШХ15СГ
25ХГНМТ, 35ХГСА,
25ХГН, 45Х, ЗОГ,
38ХГН,
25Х2Н4МВ
Прямое выдавливание
сплошного стержня
08, 10, 15, 20,
25, 30,
15Х, 20Х, 15Г
20Г, 40, 45,
ЗОХ, 18ХГ,
12ХНЗА,
ШХ15, ШХ15СГ
35Х, 15ХФ, 25ХГН,
20ХФ, 18ХГТ, 45Х,
ЗОГ, 35ХГСА, 45ХН,
38ХГН, 25Х2Н4М,
25ХГНМТ
Обратное выдавлива-
выдавливание полого стержня
08, 10, 15, 20,
25, 15Х
30, 20Х, 15Г
12ХНЗА,
35, 40, 45, ЗОХ,
40Х, 45Х, 15ХФ,
20ХФ, 15ХМ, ЗОГ,
35ХГСА, 25ХГН,
40ХН, 45ХН,
38ХГН,
25Х2Н4М,
25ХГНМТ, ШХ15,
ШХ15СГ, ШХ20СГ
ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
163
ния металла и термомеханических
параметров деформации. При повыше-
повышении скорости деформации максимум
температуры деформационного старе-
старения перемещается в сторону более
высоких температур (от 300 до 500 °С),
ограничивая нижний предел интер-
интервала полугорячей штамповки. При по-
полугорячей штамповке на формоизме-
формоизменение влияет температура в прикон-
тактном слое; с повышением темпера-
температуры от 600 до 800 °С происходит ин-
интенсивный рост толщины оксидной
пленки на поверхности заготовки и пе-
переход ее в окалину. Защитное действие
покрытия заготовки с повышением
температуры в этом интервале резко
падает. Таким образом, температура
нагрева Тн должна быть выбрана та-
такая, чтобы рост температуры вслед-
вследствие теплового эффекта AT обеспе-
обеспечивали фактическую температуру в
очаге деформации Тф = Тн + ДТ, при
которой достигается необходимое
уменьшение сопротивления деформа-
деформации. Все основные операции холодной
и полугорячей объемной штамповки
по геометрическому распределению на-
накопленной деформации Л можно разде-
разделить на две группы. В первой группе
процессов (осадка, высадка) наиболее
высокие значения накопленной дефор-
деформации достигаются главным образом
в центральной части штампуемой заго-
заготовки, в которой и сосредоточено выде-
лениетепла. Слои, прилежащие к боко-
боковой поверхности заготовки, дополни-
дополнительно нагреваются вследствие тепло-
теплопроводности, но до температур зна-
значительно меньших, чем максимальные
локальные. Во второй группе процес-
процессов (прямое, обратное и поперечное
выдавливание) наибольшие накоплен-
накопленные деформации Л и выделение теплоты
достигаются главным образом на пе-
периферии сечения заготовки, которые
дополнительно увеличиваются в при-
контактном слое из-за внешнего тре-
трения.
В наиболее общем виде решение
задачи осуществляют, используя экс-
экспериментальные данные на основе урав-
уравнения сохранения энергии в локаль-
локальной форме:
р (dU/dt) = аи\и - div <? ^ (,„??, -
— div q,
6*
р.МПч
Рис. 32. Рекомендуемые области примене-
применения холодной и полугорячей объемной
штамповки при обратном выдавливании
полости в зависимости от сопротивления
деформации сплава и допустимых давлений
на пуансон:
кривые упрочнения сталей марок: 1) 10;
2) 20; 3) 25; 4) 35; 5) 45; 6) 40Х; 7) 18ХГТ;
8) 40ХН; зависимость давления металла
на пуансон от относительной деформации
при выдавливании полости для сталей ма-
марок: 9) 10; 10) 20; II) 25; 12) 35; 13) 45;
кривые, разделяющие рекомендуемые обла-
области применения холодной и полугорячей
объемной штамповки при допустимом дав-
давлении металла иа пуансон; 14) при Рдоп =
= 2300 МПа; 15) при р п = 2500 МПа;
16) при рдоц = 3000 МПа
где р — плотность; U —• внутренняя
энергия; q — вектор, определяющий
приток энергии через поверхность,
ограничивающую объем; ??;- — тензор
скоростей пластической деформации.
Используя метод муаровых полос
(сочетая его в сложных случаях с ме-
методом координатной сетки), опреде-
определяют диссипативную функцию 0,-,-?f,-
локально, которая конкретно характе-
характеризуется значением температурного
164
ШТАМПОВКА НА ПРЕССАХ
эффекта и в конечном итоге является
результатом сочетания термомехани-
термомеханических и кинематических параметров
штамповки.
Рекомендуемые области применения
холодной и полугорячей объемной
штамповки заготовок из углеродистых
и нижелегированных сталей приве-
приведены в табл. 17. Для наиболее тяжелой
операции штамповки — обратного вы-
выдавливания полости — выбор термо-
термомеханического режима деформации
уточняют, используя данные, приве-
приведенные на рис. 32. Если кривая упроч-
упрочнения сплава расположена ниже гра-
границы раздела областей, то для обрат-
обратного выдавливания полости следует
применять холодную штамповку, а ес-
если выше — то полугорячую объемную
штамповку.
6. КОНСТРУИРОВАНИЕ,
ИЗГОТОВЛЕНИЕ
И ЭКСПЛУАТАЦИЯ
ИНСТРУМЕНТА
Пуансоны и оправки. По общему
конструктивному оформлению пуан-
пуансоны можно подразделить на сплошные
с гладкой боковой рабочей поверх-
поверхностью и с рабочим пояском (рис. 33,
а), ступенчатые, выполненные как
одно целое с оправкой (рис. 33, б),
полые с неподвижной оправкой
(рис. 33, в) и с подвижной оправкой
(рис. 33, г).
По функциональному назначению
в пуансоне выделяют рабочую Lp,
\
ж
Рис. 33. Пуансоны
Рис. 34. Структурная схема пуансона
переходную LneP и посадочную La
части (рис. 34). На рабочей части в не-
некоторых случаях особо выделяют го-
головку /г, которая непосредственно
воспринимает технологическую силу,
на посадочной — центрирующие Ln
и опорную Lo части.
Пуансоны выходят из строя вслед-
вследствие разрушения в зонах концентра-
концентрации напряжения и износа рабочей
части.
Исследования напряженного состоя-
состояния пуансонов на плоских моделях
(рис. 35) оптическим методом показали,
что наиболее равномерное распреде-
распределение напряжений с меньшими коэф-
коэффициентами концентрации напряжений
наблюдается в пуансонах 2 и 3. В пуан-
пуансоне / опасными являются сечения
/—/ и //—//. Коэффициент концен-
концентрации в сечении //—// при малых
радиусах перехода может быть даже
большим, чем в сечении /—/. Форму
пуансонов 4 и 5 также нельзя считать
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
165
Ill
I
1
t
ь
'KJL
I
г
-+?
I[
I J
Рис. 35. Модели пуансонов с различной конфигурацией перехода от рабочей части х по»
садочиой
целесообразной, так как в сечении /—/
даже при больших радиусах перехода
коэффициенты концентрации напряже-
напряжений велики. В переходной части этих
пуансонов напряжения распределены
крайне неравномерно. При наличии
подрезов, микротрещин, неметалли-
неметаллических включений, скоплений карби-
карбидов высокий градиент напряжений
способствует разрушению. У пуансо-
пуансонов 5 с конической переходной частью
наиболее равномерное распределение
напряжений наблюдается при угле
конуса 30°. Но при такой конструкции
пуансона значительно укорочена ци-
цилиндрическая направляющая часть ос-
основания. Экспериментальные иссле-
исследования распределения напряжений
привели к созданию пуансона, в кото-
котором конусная и переходная части
выполняются с углом 60° относительно
продольной оси, что позволило при
Малой концентрации напряжений обе-
обеспечить достаточную длину цилиндри-
цилиндрической направляющей части.
Испытания моделей пуансонов с раз-
разными отношениями Bib показали, что
с увеличением этого отношения коэф-
коэффициент концентрации напряжений
возрастает. Экспериментальные дан-
данные свидетельствуют о том, что при
уменьшении размера посадочной час-
части В до A,01-7-1,08N можно создать
В пуансоне более равномерное распре-
распределение напряжений.
Одним из важных конструктивных
факторов, определяющих стойкость пу-
пуансонов, является радиус перехода R
от посадочной части к рабочей. При
сжатии, а также при сжатии с изгибом
уменьшение R приводит к резкому
повышению коэффициента концентра-
концентрации напряжений. Оптимальным сле-
следует считать R = @,3-7-0,4) b при
В/Ь= 1,01-М,08.
Вторая зона высокой концентрации
напряжений — нижняя рабочая часть
пуансона, в которой распределение
напряжений довольно сложное и зави-
зависит от вида выполняемой технологиче-
технологической операции. Общее требование
к конструкции рабочей части пуансо-
пуансонов с позиции уменьшения концентра-
концентрации напряжений — обеспечение плав-
плавности переходов от одного диаметра
к другому, отсутствие подрезов, рисок
и царапин; поэтому рабочую часть
пуансона полируют.
На рис. 36 показаны типовые кон-
конструкции пуансонов (см. также рис. 34).
Пуансоны 1 для предварительной ка-
калибровки заготовок имеют конфигура-
конфигурацию торцовой поверхности, соответ-
соответствующую требуемой форме торца за-
заготовок. При калибровке заготовок
с плоским торцом стойкость пуансона
невысокая. Замена плоского торца
конусной поверхностью с углом а =
= 1-г-20° увеличивает стойкость в не-
несколько раз. Выступы на торцовой
поверхности пуансона нужны чаще
всего для образования углублений
на заготовке, служащих для центро-
центрования пуансонов последующих пере-
переходов. Стойкость пуансонов для кали-
калибровки во многом зависит от схемы
166
ШТАМПОВКА НА ПРЕССАХ
Рис. 36. Типовые конструкции пуансонов
калибровки, жесткости пресса, ка-
качества и точности объема заготовок,
отношения длины откалиброванной
части к длине заготовки после ка-
калибровки.
Пуансоны для прямого выдавлива-
выдавливания можно подразделить на пуансо-
пуансоны 2 без оправок и пуансоны 3 с оп-
оправками для получения сплошных
и полых деталей соответственно. У пу-
пуансонов без оправки для увеличения
стойкости рекомендуется рабочий то-
торец выполнять со скосом под углом
1—2°, что улучшает схему деформи-
деформирования. Размер d принимается по
размеру контейнера матрицы так, что-
чтобы обеспечивался зазор между ними
равный 0,2—0,5 мм для компенсации
упругих деформаций сжатия у пуан-
пуансона. Остальные размеры рекомен-
рекомендуется принимать из следующих соот-
соотношений: D = A,1-7-1,5) d, R =
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
167
= 0,Ш, A =5-i-15 мм, /=A,5-т-
2,5) d, 2ax = 60°.
Оправки применяют для ограниче-
ограничения радиального течения металла и
получения полости заданных попереч-
поперечных размеров (рис. 33, в).
Применять сплошные пуансоны с
оправкой нецелесообразно, так как
во время выдавливания оправка под
действием изгибающих и растягиваю-
растягивающих напряжений отрывается. Опти-
Оптимальной конструкцией является состав-
составной пуансон 3 с подвижной оправкой.
Торцы пуансона и поверхность оправ-
оправки шлифуют и полируют. Для облег-
облегчения извлечения оправки из поковки
ее рабочую часть, если это допускается
конструкцией поковки, нужно делать
конической с углом 30'. Для получе-
получения полых деталей с минимальной
разностенностыо оправку / можно цен-
центрировать в нижней части инстру-
инструмента (рис. 37).
Пуансоны для формообразования
полости, в частности для обратного
выдавливания, несут нагрузку на 20 %
большую, чем при других схемах
штамповки с одинаковой относитель-
относительной деформацией. Напряженное состоя-
состояние рабочей части пуансонов зависит
от конструктивного оформления го-
головки пуансона: радиусов переходов,
угла конусности торца, наличия и
относительного диаметра площадки в
центре торца головки и др.
Оптимальный профиль торца го-
головки пуансона (см. рис. 35, 36) дол-
должен обеспечить сохранение промежу-
промежуточного слоя (носителя смазочного
материала) на всем пути выдавлива-
выдавливания полости. В наибольшей степени
этому условию удовлетворяют пуан-
пуансоны с конусностью торца с углом
при вершине 2а = 160-г175°. При
необходимости получения плоского
дна детали используются пуансоны
с плоским торцом и закругленными
кромками. Пуансоны с малой конус-
конусностью и с плоским торцом не нару-
нарушают фосфатное покрытие, сохраняют
смазочный слой на заготовке, и по-
поэтому усилие возрастает плавно. Пуан-
Пуансоны с шаровидным концом или с ко-
конусной поверхностью с углом при вер-
вершине менее 150° при малых деформа-
деформациях обеспечивают низкие давления;
при относительной деформации более
Рис. 37. Схема наладки инструмента для
прямого выдавливания полой заготовки
с нижним центрированием оправки
60 % они разрушают смазочный слой,
создают условия для интенсивного
скольжения смазочного материала
вверх по сторонам, что приводит не
только к резкому увеличению давле-
давления, но и к нарушению устойчивости
технологического процесса в целом.
Наиболее широко применяются пуан-
пуансоны с конусной поверхностью торца
и плоской площадкой в средней части.
Размеры площадки зависят от диа-
диаметра рабочей части пуансона. Угол
при вершине конической части при-
принимают 160—175 °С.
Для снижения сил трения по цилин-
цилиндрическому участку рабочей части
пуансона высоту участка ограничи-
ограничивают образованием рабочего пояска.
Уменьшение высоты пояска до 1—
3 мм снижает давление и не ускоряет
износ пуансона.
В типовой конструкции пуансона 4
для обратного выдавливания (см.
рис. 36) размер пояска d назначают по
максимально и минимально допусти-
допустимому размеру полости; остальные раз-
размеры: 2а < 150°; dx = @,2-7-0,5) d;
D1= l,5d; D « 1d\ /„ = B-т-З) мм;
R = 0,2d; rx= 0,ld; А =5-т-15 мм;
/= A,5-7-2,5) d; z=0,05~0,15 мм;
2at= 40-r-60°.
Конфигурация пуансона 5 (см.
рис. 36) также обеспечивает его высо-
высокую стойкость. Основные размеры
пуансона dt= d — [2R + @,2-т-
0,3) d]; d2 = d —@,1-7-0,2) мм;
168
ШТАМПОВКА НА ПРЕССАХ
Рис. 38. Схема наладки инструмента для
обратного выдавливания полости с направ-
направляющей втулкой для пуансона
/„=@,3/ d + OJVd); /ц < 2,5d;
2а = 16О-Г-17О0; р" = 4-т-5°; у= 1,5-г-
30°; R= @,05-0,1) d.
Для обеспечения продольной устой-
устойчивости высота рабочей части пуансо-
пуансона ftj при штамповке низкоуглероди-
низкоуглеродистых сталей не должна превышать
B-7-2,5) d. Чтобы предотвратить про-
продольный изгиб пуансонов 2 с отноше-
отношением высоты рабочей части /ц к диа-
диаметру d равным 5 ; 1 и большим,
используют направляющие втулки /
(рис, 38).
Для повышения стойкости против
износа могут быть применены сборные
конструкции пуансонов. Головку пуан-
пуансона изготовляют из твердого сплава
типа ВК20-КС и соединяют с остальной
рабочей частью диффузионной свар-
сваркой.
Распространенным видом разруше-
разрушения пуансонов для обратного выдав-
выдавливания является появление трещин
на поверхности пуансона. Анализ по-
поверхности излома, проведенный
Г. И. Афанасьевым и В. А, Евстрато-
вым, свидртельствует об усталостном
характере разрушения. Разрушение
пуансонов происходит преимуще-
преимущественно при обратном ходе ползуна.
Сопоставление этого факта с резуль-
результатами микроанализа мест излома по-
позволяет утверждать, что на пуансон
действуют растягивающие и изгибаю-
изгибающие силы, вызывающие его поломку.
В начале обратного хода пуансон
остается в изогнутом состоянии, и
в сечении пуансона будут действовать
суммарные напряжения о0 от растяже-
растяжения и изгиба. Так как пуансон рабо-
работает в условиях циклического иагру-
жения, то условие его прочности в пер-
первом приближении можно выразить
так: аэ, с°р < аос; аэ. и ао < аЛи'
где ар — напряжения сжатия от тех-
технологической силы; аос — предел вы-
выносливости для пульсирующего цикла
сжатия; о_1и — предел выносливости
при изгибе при симметричном цикле;
«о.
эффективные коэффи-
коэффициенты концентрации напряжении при
сжатии с изгибом и изгибе с растя-
растяжением.
Для сталей ледебуритной группы
мартеиситного класса, наиболее ши-
широко применяемых при изготовлении
пуансонов, вследствие карбидной неод-
неоднородности предел выносливости при
изгибе а_1и составляет 0,1 — 0,3 пре-
предела выносливости при пульсирую-
пульсирующем цикле сжатия о0с- Это и делает
более вероятным разрушение пуансона
при обратном ходе ползуна. Основные
факторы, вызывающие эксцентри-
эксцентрическую нагрузку и боковой увод пуан-
пуансона: неточность при изготовлении
Деталей штампов (отклонение от пло-
плоскостности и параллельности опорных
поверхностей плит и опор должно
быть 0,01 мм на 100 мм длины, от
перпендикулярности оси пуансона к
опорным торцам в пределах 0,01—
0,02 мм на всей длине); увеличение
отклонений от соосности пуансона и
матрицы под нагрузкой из-за недоста-
недостаточной поперечной жесткости пресса
и штампа; неточное фиксирование пер-
первоначального положения пуанссна; не-
неточное центрирование заготовки в
матрице; отклонение от параллель-
параллельности торцов заготовки; отклонение
формы заготовки от осей симметрии.
Отклонение нагрузки от симметрич-
симметричности может быть значительно сни-
снижено путем оптимизации профиля тор-
торца пуансона (наличие площадки, ма-
малый угол конуса), дробления про-
процесса выдавливания полости на не-
несколько переходов.
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
Ж
§
§
е)
Рис. 39. Конструкции матриц для холодной обьемной штамповки:
а — для калибровки; б — для прямого выдавливания; в — для редуцирования; г—е
Для обратного выдавливания
Матрицы. Конструкция матрицы,
геометрия ее формообразующих ча-
частей зависят от вида технологической
операции, сил, возникающих при
штамповке, формы и размеров штам-
штампуемой детали. Матрица для калиб-
калибровки обычно имеет две полости:
верхнюю рабочую, размеры которой
определяются требуемыми разме-
размерами заготовки, и нижнюю, в кото-
которой устанавливается выталкиватель
(рис, 39, й). Чтобы избежать появле-
появления трещин в месте перехода от рабо-
рабочей полости к фаске нижней полости,
необходимо предусмотреть плавный
радиусный переход. Для повышения
стойкости матрицы перепад диаметров
рабочей полости и полости для вы-
выталкивания должен быть как можно
меньше, После 50—100 ударов уве-
увеличивается рабочая полость матрицы
непосредственно в зоне деформации,
что повышает силу выталкивания.
Для уменьшения влияния износа на
силу выталкивания рабочую полость
матрицы конструируют с небольшой
конусностью (до 1°).
Матрица для прямого выдавливания
имеет цилиндрическую заходную по-
полость (которая служит для установки
заготовки), рабочую полость для при-
придания детали соответствующей формы
и нижнюю полость, обеспечивающую
направление выдавленной детали
(рис. 39, б). Высота заходной полости
определяется требуемой высотой за-
заготовки и величиной предварительно-
предварительного захода пуансона в матрицу перед
выдавливанием, которая назначается
в пределах 5—10 мм. Большая высота
заходной полости приводит к увели-
увеличению сил трения в начальный мо-
момент штамповки и значительному уве-
увеличению давления на пуансоне. По-
Поэтому рекомендуется, чтобы отноше-
отношение высоты заходной полости к ее диа-
диаметру не превышало 10,
Рабочая полость состоит из переход-
переходной части от цилиндрической заход-
заходной части к формообразующему пояс-
пояску и самого пояска. Геометрия пе-
переходной части влияет на силу вы-
выдавливания, зависимость сила — путь,
распределение деформаций и скоростей
по сечению и контактные условия.
Для получения сплошных деталей
обычно применяют матрицы, имею-
имеющие коническую переходную часть
с углом при вершине 2а = 704-90°,
что обеспечивает технологичность из-
изготовления и достаточно равномерное
и плавное распределение нагрузки в
170
ШТАМПОВКА НА ПРЕССАХ
процессе выдавливания, необходимое
для увеличения продолжительности
срока службы матрицы. При уменьше-
уменьшении угла 2а до 30° возникают большие
напряжения на боковых стенках матри-
матрицы, возможно полное снятие смазоч-
смазочного материала с поверхности заготов-
заготовки. Увеличение угла 2а до 160—180°
вызывает рост давления. Важный фак-
фактор, определяющий стойкость матри-
матрицы, — радиус rt перехода от цилин-
цилиндрической части в коническую и от
нее к рабочему пояску (см. рис. 39, б),
который выполняют для уменьшения
трения и давления на инструмент.
Высоту рабочего пояска обычно вы-
выбирают в пределах 3—7 мм или рас-
расчетным путем: LK = @,8-М,2) -/DK.
Для матрицы, показанной на
рис. 39, б, диаметры /Эм и DK назна-
назначают по минимально допустимым раз-
размерам готовых деталей; остальные
размеры г1=0,Шм; LK = 0,2?)к.
Если выдавливаемая часть деталей
имеет значительную длину, то на не-
некотором расстоянии от калибрующего
пояска предусматривают направляю-
направляющий поясок с размером D = DK +
-f- 0.1 мм с целью обеспечения прямо-
прямолинейности поверхности выдавливае-
выдавливаемой детали. При повышенных требо-
требованиях к прямолинейности выдавли-
выдавливаемых деталей (например, шлице-
вых валов) применяют специальное
правильное устройство с двумя винта-
винтами и кольцом, отжимающее деталь в
направлении, перпендикулярном к его
оси.
Полость матрицы для редуцирова-
редуцирования по конфигурации аналогична по-
полости матрицы для прямого выдавли-
выдавливания (см. рис. 39, в). Основное отли-
отличие заключается в том, что если про-
процесс устойчив, то контейнер для за-
загрузки заготовок значительно более
короткий и меньше угол конической
переходной части Bа ^ 30°). При ре-
редуцировании заготовок из углероди-
углеродистых сталей контейнер обычно служит
только для центрирования заготовки;
его длина не превышает Aч-1,5)?)м.
Остальные размеры, как и у матриц
для прямого выдавливания. Рабочие
части матриц для прямого выдавлива-
выдавливания и редуцирования подвергают шли-
шлифованию с последующим полирова-
полированием; все посадочные и опорные по-
поверхности шлифуют.
Матрицы для обратного выдавлива-
выдавливания выполняют с верхней частью
и полостью, соответствующей форме
и размерам получаемой детали
(рис. 39, г—е). В нижнюю часть по-
полости устанавливают выталкиватель,
торцовая поверхность которого яв-
является дном или частью дна. Если
в дне детали не предусматривается по-
получение фасок и уступов, матрица
имеет гладкую сквозную полость (см.
рис. 39, г), а если предусматривается,
то матрица имеет ступенчатую форму
(см. рис. 39, д). В последнем варианте
выталкиватель необходимо точно уста-
установить относительно ступеньки матри-
матрицы с учетом его упругой деформации
во время выдавливания, иначе ухуд-
ухудшаются условия течения металла. При
выдавливании стаканов с относительно
тонким дном наблюдается отклонение
формы дна из-за утягивания вверх
его краев. Когда высота очага дефор-
деформации равна или меньше толщины дна
стакана, происходит интенсивное те-
течение металла краевой зоны в зазор
между пуансоном и матрицей, в ре-
результате чего периферийные слои ниж-
нижнего торца выдавливаемого стакана
отделяются от дна матрицы. Утяжка
может быть устранена, если рабочий
торец выталкивателя выполнить со
скошенными краями (см. рис. 39, е).
Стенки сквозной рабочей полости
выполняют строго цилиндрическими
или для облегчения выталкивания —
с уклоном яй1°. Величина уклона за-
зависит от толщины стенки детали, вы-
высоты заготовки и требуемой точности.
Глубина рабочей полости матрицы
определяется высотой заготовки, ко-
которая при загрузке в матрицу должна
быть ниже верхнего его торца не ме-
менее чем на 5 мм.
Матрицы для комбинированного вы-
выдавливания по конструкции аналогич-
аналогичны матрицам для прямого выдавлива-
выдавливания, а матрицы для двухстороннего
выдавливания — матрицам для обрат-
обратного выдавливания и проектируются
по правилам, изложенным выше для
каждого технологического способа
в отдельности.
Для холодной объемной штамповки
стальных деталей на прессах следует
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
171
применять сборные конструкции
матриц, что снижает концентрацию
напряжений, увеличивает прочность
и износостойкость, улучшает техноло-
технологичность изготовления.
При холодной объемной штамповке
на матрицы действует внутреннее дав-
давление со стороны штампуемого ме-
металла. В матрице возникают танген-
тангенциальные, радиальные и осевые на-
напряжения, которые можно рассчи-
рассчитать по формулам Ляме как для тол-
толстостенных цилиндрических оболочек.
При максимальном эффективном отно-
отношении наружного диаметра к диа-
диаметру полости равном четырем цель-
цельная матрица может выдержать давле-
давление в 2 раза меньше, чем предел те-
текучести ее материала (при ат =
= 2000 МПа, р = 100 МПа). Напря-
Напряжения, возникающие в матрице при
выдавливании, можно значительно
уменьшить. Прочность матриц уве-
увеличивают напрессовкой на них бан-
бандажей с определенным натягом. В ре-
результате матрице сообщаются пред-
предварительные напряжения, по знаку
противоположные напряжениям, воз-
возникающим при штамповке. По числу
бандажей матрицы делят на одно- и
многобандажные. Допустимые давле-
давления в случае однобандажной матрицы
определяются механическими свой-
свойствами материала бандажа и превы-
превышают предельно допустимое напряже-
напряжение для этого материала приблизи-
приблизительно в 1,1 раза. Таким образом,
например, при ат материала бандажа,
равном 1350 МПа, и р = 1500 МПа
применение двойного бандажирова-
ния позволяет повысить допустимые
давления до 2200 МПа.
По тину посадочной поверхности
различают цилиндрические и кони-
конические бандажи. Запрессовку можно
осуществлять в нагретом до 400 °С и
холодном состояниях. В нагретом со-
состоянии напрессовывают цилиндри-
цилиндрические бандажи, а в холодном — кони-
конические с углом наклона образующей
1° 30' ± 5°. К качеству конических
поверхностей бандажей предъявляются
высокие требования, Боковые поверх-
поверхности должны быть тщательно про-
прошлифованы.
При изготовлении и сборке состав-
вых матриц следует придерживаться
следующих основных правил:
для компенсации микропластиче-
микропластических деформаций, возникающих в кон-
контактных объемах сопряженных колец
вследствие различных погрешностей,
рекомендуется увеличивать расчетное
значение натягов на 15—20%;
прочность и долговечность обойм
могут быть повышены благодаря при-
применению поверхностной закалки, на-
накатки и т. п.;
твердость обойм многослойной матри-
матрицы должна увеличиваться от наруж-
наружного кольца к внутреннему;
для облегчения сборки и выдержи-
выдерживания необходимого натяга рекомен-
рекомендуется угол наклона боковой кони-
конической поверхности бандажа делать
меньше, чем у вставки; в зависимости
от глубины полости разность углов
принимают обычно 10'.
При разработке конструкции одно-
однобандажной матрицы задача сводится
к определению диаметра сопряжения
рабочей вставки матрицы с бандажом
и натяга, при которых суммарные на-
напряжения от предварительного сжатия
и рабочего давления были бы по вну-
внутреннему радиусу вставки наимень-
наименьшими, а растягивающие напряжения по
внутренней поверхности бандажа не
превышали предела текучести мате-
материала, из которого они изготовлены.
Таким образом, по заданному отноше-
отношению между предварительным напря-
напряжением сжатия и рабочим напряже-
напряжением растяжения на внутренней по-
поверхности матричной вставки тре-
требуется определить размеры матрицы и
натяг. Для обеспечения необходимой
прочности бандажированной матрицы
это отношение выбирают в пределах
0,5—1. При разработке конструкции
многобандажной матрицы задача за-
заключается в получении ряда аналогич-
аналогичных решений для каждого бандажа.
Размеры вставок и бандажей можно
принимать согласно табл. 18.
Натяг при применении однобандаж-
ных матриц принимают равным 0,3—
0,4 мм. Для расчета натягов много-
многобандажных матриц в зависимости от
размера, механических свойств и ма-
материала матриц и бандажей прини-
принимают Aj = @,025-f-0,005) Dt; Д2 =
= @,008-0,0045) Д.; Л8 = @,004-=-
0,0045) D3.
172
ШТАМПОВКА НА ПРЕССАХ
18. Размеры вставок и бандажей
матрицы
Давление
на стеику
матрицы,
МПа
До 140
140—200
Св. 200
Число
бан-
бандажей
1
2
3
Диаметр бандажей
О, = 2О0; D, =
= 2?>, = 4?>„
?>!= 1,GDO;
D,= 2,56O0;
D3= 4,1DO
?»i== l,2O0;
?>2 = 1,6?>0;
D3 = 2,2D0;
?>4 = 3,0D0
П римечани е. Do —
диаметр полости матрицы; D1 —
наружный диаметр вставки
матрицы; D., — наружный диа-
диаметр первого бандажа; Ds —
наружный диаметр второго бан-
бандажа; Д, — наружный диаметр
третьего баи лажа.
Для расчета натягов существует
ряд методик. Ниже изложена общая
методика Поверочного расчета натя-
натягов. Исходными данными для расчета
натягов в многослойных матрицах
являются максимальное внутреннее
давление pmax. допустимые напряже-
напряжения на растяжение для материалов,
из которых изготовлены матрица и
бандажные кольца, а также размеры
матрицы и бандажных колец, выбран-
выбранный согласно приведенным рекомен-
рекомендациям. Необходимо рассчитать от-
относительный натяг А; для каждого
бандажа. Обозначим п — относитель-
относительный радиус поверхности, на которой
приложено давление в многослойной
матрице; 1=0, 1, 2, ...; [aj; — до-
допустимое напряжение на внутренней
поверхности /-го слоя; Е — модуль
упругости; р( — давление внутреннее
или от натяга на рассматриваемой по-
поверхности в многослойной матрице;
г;- — относительный радиус поверх-
поверхности, в точках которой определяется
напряжение.
С учетом этих обозначений нормаль-
нормальные тангенциальные напряжения под
действием внутреннего давления, при-
приложенного на рассматриваемой по-
поверхности в многослойной матрице,
(9)
Нормальные тангенциальные на-
напряжения от действия внешнего дав-
давления
l (Ю)
Давление на контактных поверх-
поверхностях в многослойной матрице от
натяга
A1)
Подставляя значение р; из A1) в
(9) и A0), найдем выражения для опре-
определения нормальных тангенциальных
напряжений от натяга в многослойной
матрице г у.
°е и '
/</;
A2)
0e tj — ~'
i>\. A3)
Пользуясь формулами A2) и A3)
для точек /= 0, 1, 2, .... расположен-
расположенных на внутренних поверхностях
матрицы и бандажей, находим нор-
нормальные тангенциальные напряже-
напряжения от предварительных натягов и
приложенного внутреннего давления.
Сумму этих напряжений Приравни-
Приравниваем допустимому напряжению на
растяжение для материала рассматри-
рассматриИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
173
ваемого бандажа. В результате полу-
получим систему линейных уравнений:
°io Ai -+- а20 A.j -+- а30 Д3 -f- ¦ ¦ • = а00,
ап Ai + аи Д2 -(- а31 Д3 + • • • = аи,
ai2 Ai -f- а22 Д2 -)- а32 А3 -f- ¦ • • = аог.
A4)
Систему уравнений A4) можно за-
записать в символической форме
ft—1
1=1, 2, 3,- ...
= aoj, /= 1, 2, 3...
A5)
В этом выражении
аы = Mi —
{Л-
A6)
В результате решения A4) найдем
натяг
а00°20°30
fl02a22a32
апапа31
°12°22а32
а10°00°30
а12а02°32
а10°20Й30!
°12°22fl32
и т. д. A7)
В символической форме выражение
A7) для определения натягов можно
представить в виде
Dt (aoj)
A' = W' A8)
где Dt (aOj) — определитель, в кото-
котором i-й столбец составлен из коэффи-
коэффициентов aoj правой части системы
уравнений A5); D (о;7-) — определи-
определитель, составленный из коэффициентов
a;j системы линейных уравнений A5).
После определения натягов А;,поль-
А;,пользуясь формулой A1), необходимо най-
найти давление р; на контактных поверх-
поверхностях, а по формулам (9), A2) и
A3) — распределение нормальных тан-
тангенциальных напряжений oqij.
В результате можно построить эпю-
эпюры распределения нормальных тан-
тангенциальных напряжений в много-
многослойной матрице. На рис. 40 приве-
приведена структурная схема для расчета
бандажированных матриц.
Кроме чертежей бандажей и вставки
матрицы, должен быть предусмотрен
чертеж сборки с указанием положений
вставки н бандажа до и после запрес-
запрессовки. Сборку осуществляют от на-
наружного бандажа к внутреннему. Рас-
прессовку в целях предотвращения
разрушения инструмента и безопас-
безопасности работы необходимо проводить
в обратном порядке, т. е. вначале вы-
прессовать вставку матрицы, а за-
затем бандаж наименьшего диаметра
и т. д. Для уменьшения силы запрес-
запрессовки сопрягаемые поверхности мед-
нят или покрывают дисульфидом мо-
молибдена.
Бандажированные рабочие вставки
для штамповки многогранных дета- '
лей из-за неравномерного распреде-
распределения давлений и наличия концентра-
концентраторов напряжений в угловых перехо-
переходах быстро выходят из строя, поэтому
их обычно выполняют составными.
На рис. 41, а показан эскиз матрицы
с составной рабочей вставкой 1 для
выдавливания шестигранных стака-
стаканов. Разьем вставки — по плоскостям,
проходящим через центр матрицы.
Однако при деформации бандажа 2
рабочая вставка расходится по пло-
плоскостям стыка и материал может за-
затекать в них. На рис. 41, б показан
эскиз матрицы с разъемом шестигран-
шестигранной вставки / по криволинейной по-
поверхности. В этом случае сегменты
прижимаются один к другому с тем
большей силой, чем больше рабочее
давление. Поэтому выдавливание ма-
материала В зазоры между ними Пол-
Полностью устраняется.
При проектировании матриц не-
необходимо предусматривать также
[74
ШТАМПОВКА НА ПРЕССАХ
4 ¦,
1
\
V.3-
-г/)
3*1
Hem
>o(rh 4)
\
1=1*1
Программа CJ
6
Рис. 40. Структурная схема для расчета бандажнрованных матриц:
N — число бандажей; Л (/, J) — коэффициенты системы линейных уравнений; CJ
обращение к стандартной программе решения системы линейных уравнений
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
175
возможность их разрушения от осевых
напряжений, под действием которых
образуются поперечные трещины.
Обычно трещины образуются в зоне,
расположенной напротив торца пуан-
пуансона в нижнем положении, и в зоне
перехода цилиндрической части матри-
матрицы в коническую. В большинстве слу-
случаев можно исключить появление по-
поперечных трещин или значительно
увеличить стойкость матрицы, если
выполнить ее составной. Матрицу раз-
разделяют чаще всего по плоскости,
перпендикулярной к главной оси по-
полости матрицы по месту перехода
(рис. 42, а). Однако в этом случае
при деформировании из-за недостаточ-
недостаточного прижима верхней части матрицы
к нижней часто в зазор затекает ме-
металл, что препятствует выталкива-
выталкиванию отштампованной детали из матри-
матрицы. Уменьшение плоскости контакта
составных частей матрицы позволяет
значительно увеличить плотность при-
прилегания составных элементов матрицы
(рис. 42, б).
Матрицы для прямого выдавливания
могут выполняться также составными
с продольным разделением составных
частей (рис. 42, е). Конструкция со-
составной матрицы для обратного вы-
выдавливания показана на рис. 42, г.
Для создания во вставке матрицы
предварительных сжимающих напря-
напряжений в осевом направлении исполь-
используют сборную конструкцию. Вставка
матрицы опирается на гайку, которая
по самотормозящейся резьбе ввинчи-
ввинчивается во время запрессовки в наруж-
наружный бандаж. Сопряжение вставки
матрицы с бандажом осуществляется
по конической поверхности с углом
2а = 4,54-5°. Это позволяет увели-
увеличить как продольный, так и радиаль-
радиальный натяг без опасности продавлива-
ния вставки через бандаж. Наличие
подпора в виде гайки увеличивает
жесткость системы, предупреждает
ослабление радиального натяга в про-
процессе эксплуатации штампа и препят-
препятствует затеканию металла по пло-
плоскостям поперечного разъема вставки.
Выталкиватели для калибровки и
обратного выдавливания в процессе
штамповки воспринимают большую
часть силы (;>0,8Р). При проектиро-
проектировании их расчетную высоту необхо-
Рис. 41. Схемы сборных матриц для штам-
штамповки многогранных деталей:
а — с плоским радиальным разъемом; б —
с криволинейной поверхностью разъема
димо корректировать с учетом упру-
упругой деформации во избежание искаже-
искажения дна детали и ухудшения условий
течения металла. Выталкиватель для
прямого выдавливания хотя и воспри-
воспринимает незначительную часть рабочих
давлений, но также высоконагружеи
из-за существенных сил выталкивания
(>0,1Я) при значительно меньшем се-
сечении по сравнению с сечением пуан-
пуансона.
Исследования зависимости силы вы-
выталкивания при штамповке осталь-
остальных деталей от деформации и высоты
пресс-остатка при прямом выдавлива-
выдавливании и от деформации и высоты стенок
стакана проказали, что максимальная
сила выталкивания достигает 30 %
от технологической силы.
Выталкиватели по конструкции мо-
могут быть сплошными и полыми, в за-
зависимости от формы детали. Геометрия
торца выталкивателя определяется
требуемой формой детали и условиями
в) г)
Рис. 42. Схемы сборных матриц:
а — с разъемом в переходной зоне; б —
с разъемом, обеспечивающим большие
удельные усилия при запрессовке; в —
с продольным разъемом; г — для обрат-
обратного выдавливания
176
ШТАМПОВКА НА ПРЕССАХ
Рис. 43. Схемы конструктивного оформле-
оформления пуансонов и выталкивателей:
а — рабочие части пуансонов для кали-
калибровки; б — рабочие части выталкивате-
выталкивателей для калибровки и обратного выдавли-
выдавливания; в — выталкиватель для обратного
выдавливания
наилучшего течения материала заго-
заготовки.
Варианты конструктивного оформле-
оформления выталкивателей приведены на
рис. 43. Выталкиватели (нижние пуан-
пуансоны или контрпуансоны) для калиб-
калибровки и выдавливания полости имеют
рабочую и опорную части. Принципы
их конструктивного оформления та-
такие же, как и для пуансонов, через
которые передается технологическая
сила. Размеры опорной части (см.
рис. 34): О = A,15-М,25) dp, Ro =
-= @,24-0,3) dv;L— A,04-1,2) (D—d0),
фаска на опорной поверхности
0,2 (D~-dp).
При калибровке и обратном выдав-
выдавливании с большими деформациями и
соответственно высокими давлениями
наблюдается подсадка выталкивателя
и застревание его в матрице, что на-
нарушает процесс штамповки, особенно
работу средств автоматизации. Чтобы
избежать этого, рекомендуется при-
применять выталкиватель, у которого ра-
рабочая часть стержня входит в матрицу
и осуществляет рабочее направление,
а диаметр остальной части стержня
занижен приближительно на 0,2 мм.
Такой выталкиватель не застревает
в матрице при его упругопластической
деформации, а после подсадки через
50—100 нажимов может быть подвер-
подвергнут юстировке.
Наиболее сложно конструктивно
оформлять нижние пуансоны и вы-
выталкиватели при прямом и двухсто-
двухстороннем выдавливании полости и пря-
Рис. 44. Схема наладки штампа для двух-
двухстороннего выдавливания с трубчатым вы-
выталкивателем
мом выдавливании деталей с развил-
развилками. При прямом и двухстороннем
выдавливании полости обычно исполь-
используют трубчатый выталкиватель
(рис. 44), что приводит к значитель-
значительной длине рабочей части нижнего
пуансона и соответственно к значи-
значительному ухудшению условий его ра-
работы. В некоторых случаях исполь-
используют выталкивание с помощью стерж-
стержней. Обычно устанавливают три стерж-
стержня, расположенных симметрично по
окружности. В этом случае течение
металла по окружности при выдавли-
выдавливании полости и особенно в отростки
неравномерно, и стержни-выталкива-
стержни-выталкиватели вступают в действие неодновре-
неодновременно. Поэтому в конструкции инстру-
инструмента должны быть предусмотрены
элементы для выравнивания длины
торцов выдавленных частей поковки.
ИЗГОТОВЛЕНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА
177
Опорные прокладки. Важнейшим
элементом, определяющим стойкость
матриц и особенно пуансонов и надеж-
надежность работы штампа в целом, яв-
являются прокладки (рис. 45). Опорные
прокладки предназначены для умень-
уменьшения контактного давления на плиту
пресса, а также для повышения раз-
номерности распределения его на опор-
опорные поверхности пуансона и плиты
пресса.
Диаметр опорной прокладки за-
задают из условия Don = B,3-f-2,8) Do,
где Оо — наружный диаметр опорной
Поверхности инструмента. Получен-
Полученная величина должна удовлетворять
условиям смятия
где п — коэффициент запаса; k —
коэффициент неравномерности распре-
распределения контактного давления; F —
площадь опорной поверхности про-
прокладки; ат — предел текучести мате-
материала плиты штампа.
Коэффициент k принимают в преде-
пределах 1,3—1,6 в зависимости от усло-
условий иагружения (меньшая величина
для коротких пуансонов и выталкива-
выталкивателей, большая — для длинных, с огра-
ограниченной направленностью). Предел
текучести ат принимают в зависимости
от материала и его термической обра-
обработки, но не более 300—400 МПа;
коэффициент запаса п = 1,25-М,50.
Высота опорной прокладки, опи-
опирающейся на гладкую плиту без от-
отверстий и вырезов, Ноп= A,0 ~-
Рис. 45. Опорная прокладка
1,25) Do, а опирающейся на плиту
с отверстием НОп— A,4—1,6) Do-
Принцип конструктивного оформления
прокладки, такой же как для опорной
части пуансона (см. рис. 39, 41), т. е.
переход от опорной поверхности под
пуансон (Fen, Don) к цилиндру (FOn,
¦Don) Должен осуществляться в виде
усеченного конуса 2а не более 50—
80°, Don = Do + A + Г, где Д — до-
допуск соосности; г — радиус перехода
меньшего основания к боковой по-
поверхности конуса; Д -f- r я; 1,0-Ь
1,5 мм.
В наиболее тяжелых условиях рабо-
работает прокладка, опирающаяся на пли-
плиту с отверстием. Необходимо, чтобы
диаметр отверстия под толкатель прес-
пресса d0 -с Do во избежание значительных
изгибающих напряжений в прокладке
и опорной части пуансона. При про-
прогибе прокладки в опорной части пуан-
пуансона образуются продольные трещины.
Величину d0 определяют из условий
нагружения при выталкивании, т. е.
Рис. 46. Примеры оформления чертежей рабочего инструмента:
а — пуаисон для прямого выдавливания; б — пуансон баидажированиый для высадки
сферической головки; L — величина недохода для запрессовки при бандажироваинн
178
ШТАМПОВКА НА ПРЕССАХ
d0 < @,5-4-0,6) Do. При невозмож-
невозможности соблюдения этого условия при-
принимают Ноп 5? A,8-4-2,0) Do. Приме-
Примеры оформления чертежей рабочего
инструмента приведены на рис. 46.
7. КАЛИБРОВКА И ЧЕКАНКА
Калибровка. В технологии холодной
объемной штамповки калибровку при-
применяют в основном для получения за-
заготовок заданной точности перед вы-
выдавливанием и реже как заключи-
заключительную формоизменяющую опера-
операцию. Калибровка осуществляется от-
открытой и полузакрытой осадкой, а
также редуцированием, совмещением
осадки с выдавливанием.
При открытой осадке заготовки со
скошенными торцами необходимо обе-
обеспечить взаимную перпеидикуляриость
главной оси заготовки и калибрую-
калибрующих плоскостей штампа. При штам-
штамповке на вертикальном прессе это
достигается установкой заготовки в
углубление и поддержкой заго-
заготовки специальными фиксаторами
[А. с. 247017 (СССР)], либо заготовку
помещают в коническую полость
матрицы Bа =g; 15°) достаточной глу-
глубины, исключающей опрокидывание
заготовки. Верхняя часть штампа так-
также имеет коническую полость (глу-
(глубина 2—5 мм, 2а «с 30°), необходимую
Рис. 47. Штамп для закрытой осадки с го-
горизонтально-подвижной матрицей
для центрирования заготовки в на-
начальный момент штамповки.
Калибровка полузакрытой осадкой
обеспечивает взаимную перпендику-
перпендикулярность торцов и боковой поверх-
поверхности, заданные с большой точностью
размеры диаметра. Однако в началь-
начальной стадии, т. е. при открытой осадке,
ось симметрии заготовки, вследствие
искажений ее формы при отрезке, ие
совпадает с осью симметрии полости
матрицы. Одновременного соприкосно-
соприкосновения заготовки со стенками матрицы
не происходит, симметрия течения ме-
металла отсутствует, волокно искрив-
искривляется, могут появиться заусенцы,
что снижает качество штампуемых за-
заготовок и стойкость инструмента при
выдавливании полости. Эти явления
усиливаются по мере увеличения за-
зазора между матрицей и заготовкой
как при вертикальном, так и при го-
горизонтальном исполнении пресса. Для
исключения этих явлений применяют
матрицы, которые могут смещаться
при несимметричном боковом давле-
давлении и удерживаться в центральном
положении упругими элементами.
Большой практический интерес имеют
конструкции, разработанные НИИТа-
втопромом.
В штампе, показанном на рис. 47
[Пат. 49—31615 (Япония)], матрица
удерживается полиуретановыми буфе-
буферами 7. После соприкосновения заго-
заготовки со стенкой матрицы 5 матрица
вместе с обоймой 4 и прижимным
кольцом 3 перемещается в радиальном
направлении, сжимая буферы через
штыри 6, установленные в корпусе /.
После удаления калиброванной за-
заготовки из матрицы выталкивателем 2
буферы 7 возвращают матрицу в ис-
исходное положение.
В штампе с плавающей матрицей
фиксация заготовок осуществляется
подпружиненными ползушками-фикса-
торами. При относительно небольшой
разности диаметров осаженной заго-
заготовки подвижный пуансон проходит
между ползушками-фиксаторами, раз-
раздвигая их. При значительной разности
диаметров дополнительно применена
клиновая система.
При расчете переходов с примене-
применением полузакрытой осадки необхо-
необходимо учитывать, что при уменьшении
КАЛИБРОВКА И ЧЕКАНКА
179
высоты h пластической зоны ниже
критической (h ^; 0,2d) величина р
возрастает до 1,7—2 и более, и до
наступления этой стадии процесс необ-
необходимо приостановить.
Чеканка может быть открытой и за-
закрытой. Открытую чеканку приме-
применяют для относительно крупных дета-
деталей, когда толщина детали значи-
значительно больше высоты (глубины)
рельефного изображения. Более рас-
распространена закрытая чеканка. Дета-
Детали, получаемые чеканкой, можно раз-
разделить на три основные группы: 1) с
односторонним рельефным изображе-
изображением и гладкой обратной стороной;
2) с двухсторонним рельефным изобра-
изображением; 3) с односторонним рельеф-
рельефным изображением, на оборотной сто-
стороне которых допустимо отражение
рельефного изображения лицевой сто-
стороны. Кроме пуансона лицевой сто-
стороны с заданным рельефным изобра-
изображением и матрицы (при закрытой че-
чеканке), рабочий инструмент имеет
контрпуансоны (гладкий в первом слу-
случае, с заданным рельефным изображе-
изображением — во втором, с рельефным изоб-
изображением, обеспечивающим оптималь-
оптимальные условия течения металла при
образовании заданной формы и раз-
размеров на лицевой стороне изделия, —
в третьем).
При образовании вогнутого рельеф-
рельефного изображения на заготовке с
гладкой оборотной стороной процесс
формоизменения состоит из двух основ-
основных стадий. На первой стадии проис-
происходит вдавливание выпуклого рельефа
пуансона в заготовку. Сила вдавлива-
вдавливания постепенно увеличивается и со-
составляет не более C—10 %) Р (в за-
зависимости от относительной площади
рельефного изображения и его глу-
глубины). На второй стадии в целях
уменьшения отклонения от плоскост-
плоскостности и получения заданного качества
детали осуществляют плоскостную ка-
калибровку, при которой среднее по
площади относительное давление р =
= 3-4-5 и более. Среднее по площади
центральной части диаметром «0,ЗО
(диаметра изделия) относительное дав-
давление р = 5—7 и более. Вследствие
этого происходит поперечный изгиб
штемпелей и упругое смятие в области
центральной части площади давления,
а при превышении допустимых удель-
удельных усилий упругонластическое смя-
смятие («просадка») и разрушение.
В целях сокращения нагрузки на
инструмент и предотвращения сколь-
скольжения металла в радиальном направ-
направлении, снижающего качество детали,
необходимо, чтобы заготовка или
инструмент имели небольшую конус-
конусность или сферическую выпуклость.
При «переводке» инструмента, т. е.
при передаче рельефного изображения
с деформирующего инструмента (ма-
(мастер-мастер-штампа, мастер-штампа) на
заготовку мастер-штампа соответ-
соответственно, обычно профилируют заго-
заготовку, при чеканке изделий профили-
профилируют пуансон.
Выпуклое рельефное изображение
при чеканке достигается прямым вы-
выдавливанием металла в вогнутый
рельеф пуансона. Если пуансон и за-
заготовка плоские, давление рср быстро
нарастает, достигая 3—5 и более.
Величина
D' h
x.
где /ip и dp — высота и диаметр (ми-
(минимальный поперечный размер) дан-
данного элемента рельефного изображе-
изображения; xi — координаты данного эле-
элемента рельефного изображения.
Если принять высоту рельефного
изображения, образующегося в центре
детали, за единицу, то примерное от-
относительное заполнение выпуклого
рельефного изображения в зависимо-
зависимости от координат элемента изображе-
изображения и профиля заготовки при плос-
плоском рельефном пуансоне (hit) ^ 0,1;
ftp/ft ^ 0,1 и прочих равных условиях)
можно примерно охарактеризовать ве-
величинами, приведенными на рис. 48.
При плоских пуансоне и заготовке
на расстоянии от центра более чем
на 3/4 радиуса интенсивность заполне-
заполнения резко возрастает, что свидетель-
свидетельствует о резком увеличении интенсив-
интенсивности касательных напряжений Т
вследствие уменьшения ог и од (ск.
с.132).
При наличии конуса интенсивность
заполнения рельефного изображения
еще более неравномерна. На расстоя-
расстоянии от вершины конуса равном 1/4 ра-
180
ШТАМПОВКА НА ПРЕССАХ
12
\
л*
>
-—
О 1/8 2/8 3/8
Рис. 48. Относительная интенсивность за-
заполнения выпуклого рельефа h в зависи-
зависимости от угла образующей конуса с осно-
основанием:
1 — а = 0; 2 — а = I 5°; 3 — а — 30°;
4 — а = 45°
диуса высота заполнения резко па-
падает и уменьшается до нуля. При за-
заготовке в виде конуса на первом этапе
заполнение происходит в условиях,
близких к сдвигу (т. е. к схеме с ми-
минимальным сопротивлением деформи-
деформированию): о"г = 0, о6 незначительно,
а р, р и Р определяются площадью
круга радиусом гр/а не всей детали,
т. е. D > 2гр. При дальнейшем дви-
движении пуансона вступают в действие
о"г и ае; для заполнения рельефа
в окрестности должно происходить
перераспределение металла, заполне-
заполнение резко замедляется, а по мере уве-
увеличения га величины р, р и Р увели-
увеличиваются, достигая максимальной ве-
величины в момент 2г,г = D. Наиболее
оптимальный профиль рабочей части
пуансона с заданным рельефом —
сфера (выпуклость), которая выби-
выбирается с учетом упругого смятия.
Заметное (до 1,5—2 раз) увеличение
интенсивности заполнения выпукло-
выпуклого рельефа может быть достигнуто
повышением скорости деформирования
вследствие перехода от статического
воздействия (на гидравлическом и ме-
механическом прессах) к динамическому
(на фрикциоушом прессе). При исполь-
использовании машин динамического дей-
действия более сложный рельеф распо-
располагают со стороны движения ползуна.
Более сложное влияние оказывает
трение. В целях избежания дефектов
при рельефной чеканке в общем случае
смазывание заготовки нежелательно.
Попадание смазочного материал» в
углубления рельефа деформирующего
инструмента вызывает увеличение ше-
шероховатости поверхности детали, а
главное — препятствует образованию
заданного рельефа и вызывает «раз-
«размытие» рельефа в результате интенси-
интенсификации скольжения металла относи-
относительно инструмента. Однако тонкий
регламентированный слой смазочного
материала повышает интенсивность за-
заполнения на 20—25 %, не ухудшая
показателей качества детали.
Если наиболее сложная часть рельеф-
рельефного изображения сосредоточена не
в центре детали, то целесообразно
сместить соответственно и вершину
выпуклости (сферы или конуса) Если
выпуклость инструмента (или заготов-
заготовки) превышает упругое смятие из-за
сложности центрального рельефа, то
это ухудшает заполияемость на пери-
периферии, а соответственно в этом случае
располагать выпуклый рельеф боль-
большой высоты на периферии нежела-
нежелательно. Если это необходимо, то пред-
предварительно профилируют заготовку,
создавая на ее периферии утолщение,
т. е. набирая металл во фланец. Сред-
Среднее по площади давление рср вслед-
вследствие набора металла во фланец умень-
уменьшается в 1,3—1,5 раза и более.
При изготовлении деталей с одно-
односторонним рельефным изображением,
на оборотной стороне которых допу-
допустим оттиск изображения лицевой сто-
стороны, заполнение происходит главным
образом в результате пластического
изгиба в сочетании с выдавливанием,
осадкой и протягиванием. При изго-
изготовлении деталей с. относительно круп-
крупным и плавным рельефным изображе-
изображением из алюминиевых и других спла-
сплавов с низким сопротивлением деформи-
деформированию и небольшой толщины в ка-
качестве промежуточного контрштемпе-
контрштемпеля могут быть применены эластичные
материалы, а также мягкие металлы
(свинец, алуоминий, медь). Процесс
в этом случае близок к формовке при
листовой штамповке. При правильно
подобранном рельефе контрпуансона,
а также при использовании эластич-
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
181
пых и мягких материалов давление р
по сравнению с первым вариантом
значительно меньше и в среднем со-
составляет 0,8—2,0. Уменьшение тол-
толщины заготовки, как правило, не
увеличивает, а снижает р.
При необходимости получения двух-
двухстороннего заданного рельефного
изображения процесс в основном по-
подобен процессу по первому варианту.
Наложение выпуклого рельефного
изображения с обеих сторон дополни-
дополнительно затрудняет его заполнение, а
рациональное совмещение рельефного
выпуклого рельефного изображения
с одной стороны и вогнутого рельефно-
рельефного изображеушя с другой стороны
резко улучшает условия заполнения,
а соответственно снижает величины р,
р и Р.
При конструировании пуансонов в
виде цилиндров во избежание про-
продольного изгиба отношение их длины
к диаметру пуансона должно быть
ha/dn > 1 и опорные поверхности не
должны иметь отверстий d0TB > dn.
В случае необходимости отверстий на
опорной поверхности больших диа-
диаметров конструирование осуществляют
согласно рекомендациям, приведенным
в параграфе 6.
8. ПРИМЕРЫ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ХОЛОДНОЙ
И ПОЛУГОРЯЧЕЙ ОБЪЕМНОЙ
ШТАМПОВКИ
Холодной объемной штамповке на
прессах подвергают детали:
1) сплошные ступенчатые, с фланца-
фланцами, с утолщениями в виде цилиндра,
конуса и сферы (ступеу)чатые валы,
пальцы поперечной рулевой тяги,
пальцы с шаровой головкой и др.);
2) полые (с дном) и трубчатые,
гладкие и ступеу1чатые как по наруж-
наружному, так и по внутреннему контуру
(корпусы толкателя клапана, поршне-
поршневые пальцы, детали типа ниппеля
и др.);
3) полые многогранные с плоским
торцом, полые с многогранником, пе-
переходящим в цилиндр, конус или
сферу (гайки накидные и соедини-
соединительные, гайки крепления колес авто-
автомобиля и др.);
4) ступенчатые, форма которых со-
сочетает полость, фланец, многогран-
многогранник (типа корпуса магнита, колпачко-
вой ганки), коробчатые.
Технологические параметры, ха-
характеризующие штамповку шаровых
пальцев большегрузных автомобилей,
приведены в табл. 19, а графики при
штамповке — на рис. 49; переходы при
штамповке одного из наиболее круп-
крупных шаровых пальцев — на рис. 50.
При заданных размерах в пуансоне и
особенно в матрице возникают зна-
значительные распорные силы. При боль-
большой длине цельной вставки матрицы
в ней возникают как продольные, так
и поперечные трещины. Балдажиро-
вания вставки и разделения вдоль
по критическим зонам оказывается
недостаточно. Несмотря на наличие
пояска на торцах, по месту контакта
вставок происходит затекание метал-
металла, что устраняется осевым подпо-
подпором.
Маршрутная технология штамповки
заготовок некоторых типовых деталей
приведена в табл. 20.
На рис. 51, а—в представлены ва-
варианты переходов при штамповке кор-
корпусов толкателя клапана. Во всех
случаях оформление фасонного дна
поковки осуществляется на отдельной
заключительной операции.
По схеме переходов, показанной на
рис. 51, в, отрезка и калибровка заго-
заготовки осуществляется на автомате
мод. 3723А; отжиг (надкритический
сфероидизирующий при температуре
750 °С и медленное охлаждение с печью
до 540 °С) заготовок — в электриче-
электрических печах мод. ЦЮ5Б. Оформление
дна полости и высадка фланца могут
быть осуществлены по схемам, приве-
приведенным на рис. 52. При оформлении
фланца и дна детали (рис. 52, а) сила Р,
действующая на нижний пуансон, боль-
больше, а величина П меньше, чем при
штамповке по схеме 52, б, при кото-
которой для стали 35 в поверхностных
слоях происходит разрушение и полу-
получение качественных заготовок не обе-
обеспечивается. По условиям автомати-
автоматизации, в производственном процессе
используется схема, приведенная на
рис. 52, в.
182
ШТАМПОВКА НА ПРЕССАХ
Is
S 2
о. s
I
к о.
1»
11
v 2
а
st
b
ияношмехгп
Рабочи й ход
выталкива-
выталкивателя, мм
и ИП190
ИОЙО1ГИ0
им 'ей
ООИвЛЦ tfOX BHhOpBd
Диаметр
заготов-
заготови, мм
Длина
готовк
мм
иипви<1оф
-3tf Э1ГЭОЦ
ИИПВИAоф
иип
виёофэй otf
Наименование пере-
перехода формоизменени
№ перехо-
перехода формо-
формоизменения
Деталь
и мате-
материал
Чертеж
детали
357
2368
45,
32,
о
23,5
137
Прямое выдавлива-
выдавливание хвостовика
Прямое выдавлива-
выдавливавы
ровой
ние
Высад
голов
Палец
рулевых
тяг,
40Х
о
о
СО
га
<м
CN
670
1388
4120
— СО
со со
36,
61
45
ямое выдавлива-
выдавливае хвостовика
ямое выдавлива-
выдавливае конуса
садка шаровой
ловки
Пр
Пр
Пр
ни
П
ни
Вы
лец
к-
кных
г,
штанг
40Х
Рис. 17,6
Ю
CO
о
en
CN
Ю
to
CO
о
СЧ
о
ОС
2050
1740
915
56
—i —. CD
га ь. см
CN —
CO
CD
54,4
CD t~-
<M —
249
264
выдавлива
остовика
выдав-
выдавшаровой
ыд
са
ное
ое
вы
нуса
чно
мое
хво
мое
кону
речн
ние
вки
Прямо
х
Прямо
ние кон
Попере
ливани
головк
Палец
реак-
реактивных
штаиг,
40Х
Рис.
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
183
20. Примеры маршрутной технологии холодной и полугорячей
объемной штамповки
Наименование и
материал детали
Корпус толкателя
клапана, сталь 15Х
(рис. 51, а)
Корпус толкателя
клапана, сталь 15кп
(рис, 51, б)
Корпус толкателя
клапана, сталь 35
(рис. 51, е)
Гайка крепления
переднего колеса,
сталь 10 (рис. 53, а)
Операция
Резка
Отжиг
Дробеструйная обработка
Фосфатирование и омыли-
вание
Калибровка торцов
Выдавливание
Резка
Отжиг
Фосфатирование и омыли-
вание
Калибровка
Выдавливание
Протягивание (вытяжка)
Выдавливание сферы
Резка
Калибровка
Отжиг
Фосфатирование
Выдавливание наметки
Отлей г
Фосфатирование
Обратное выдавливание по-
полости
Фосфатирование
Вытяжка с утонением
стенки
Выдавливание дна полости
и высадка фланца
Резка
Формообразование усечен-
усеченных конусов
Отжиг светлый
Фосфатирование
Полузакрытая прошивка
Закрытая прошивка
Пробивка отверстия
Технологическая ха-
характеристика операций
_
700°С,Зч;ЯВ 120—156
—
—
р = 600 МПа; Р =
= 150 кН
р = 2160 МПа; Р =з=
= 550 кН; 8= 0,89
—
См, табл. 3 — режим 3
—
р = 1600 МПа; Р =
~ 1000 кН
р = 2050 МПа; Р =
= 700 кН
—
р = 1450 МПа; р =
= 500 кН
—
750 °С; НВ 150
—
р = 2300 МПа; Р =
= 610 кН
НВ 150
—
р = 23 000 МПа; Р =
= 610 кН
—
е= 0,22
е= 0,92
—
р = 650 МПа; Р =
= 700 кН
740— 760 °С; 3 ч
—
р = 1 350 МПа; Р =
— 1 Ч^П itH
1 OOv i\l 1
р = 1 500 МПа; Р =
— 1 *лПП i?H
— 1 OKJKJ К1 1
184
ШТАМПОВКА НА ПРЕССАХ
Продолжение табл. 20
Наименование и
материал детали
Наружная гайка
крепления заднего
колеса, сталь 10
(рис. 53, б)
Гайка колпачковая,
сталь 10 (рис. 53, в)
Деталь типа экра-
экрана, алюминиевый
сплав АД1 (АДО)
(рис. 55)
Корпус карданного
подшипника, сталь
ШХ15 (см. рис. 59)
Операция
Резка
Формообразование усечен-
усеченных конусов
Отжиг светлый
Фосфатирование
Полузакрытая прошивка
Калибровка
Пробивка отверстия
Резка
Отжиг светлый
Фосфатирование
Калибровка
Обратное выдавливание
Калибровка фланца
Комбинированное выдавли-
выдавливание
Вырубка заготовки из по-
полосы (рис. 56, а)
Галтовка в барабане
Обезжиривание
Отжиг
Обезжиривание
Нагрев и нанесение смазки
Обратное выдавливание
(рис. 56, б) в штампе, по-
показанном на рис. 57, а
Обрезка стенок по высоте
в размер (рис. 56, в)
Пробивка отверстий в дне
(рис. 56, г)
Отрезка и осадка заготов-
заготовки на однопозиционном хо-
лодновысадочном автомате
(рис. 60, а)
Отжиг
Полузакрытая осадка
(рис. 60)
Отжиг
Технологическая ха-
характеристика операций
_
р = 800 МПа; Р =
= 860 кН
740— 760 °С; 3 ч
—
р = 2 000 МПа, Р =
= 1 250 кН
р = 800 МПа, Р =
= 800 кН
—
740—760 °С; 3 ч
р = 1 000 МПа; Р =
= 930 кН
р = 1 830 МПа; Р =
= 480 кН
р = 840 МПа; Р =
= 430 кН
р = 1 830 МПа; Р =
= 480 кН
—
60—70 °С (мыльный рас-
раствор 0,5 кг мыла на 10 л
Н2О)
450 °С, 1—2 ч
—
50— 80 °С; смазочный
материал: цилиндровое
масло, натуральный
воск A : 1)
р = 500 МПа
НВ s= 185
р = 1 500 МПа
НВ < 185
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
185
Продолжение табл. 20
Наименование и
материал детали
Корпус карданного
подшипника, сталь
ШХ15 (рис. 61)
Детали типа муфт,
алюминиевый сплав
Д16 (рис. 64, а)
Толкатель трактор-
тракторного двигателя,
сталь 45Х (см.
рис. 65, е)
Операция
Фосфатирование
Обратное выдавливание по-
полости (рис. 60, в)
Отжиг
Фосфатирование
Вытяжка с утонением
(рис. 60, г)
Калибровка (рис. 60, д)
Отрезка заготовки в штам-
штампе (рис. 62, а)
Полузакрытая осадка (ка-
(калибровка) (рис. 62, б)
Отжиг
Фосфатирование
Двухстороннее выдавлива-
выдавливание полости (рис. 62, в)
Разрезка на токарном авто-
автомате (рис. 62, г)
Получение исходной ци-
цилиндрической заготовки
отрезкой на токарном авто-
автомате или в штампе для
точной отрезки
Отжиг заготовок, анодиро-
анодирование и нанесение смазоч-
смазочного материала
Обратное выдавливание
двухступенчатым пуансо-
пуансоном
Обработка на токарном
автомате
Отрезка заготовок в штам-
штампе (рис. 65, а)
Галтовка в барабане
Смазывание
Нагрев индукционный
Полугорячее выдавливание
(рис. 65, б) (первый пере-
переход) в штампе (рис. 66, а)
Нагрев донной части заго-
заготовки первого перехода
Высадка фланца и фасони-
фасонирование дна полости
(рис. 65, в) в штампе по
(рис. 66, б)
Технологическая ха-
характеристика операций
е= 0,45; р = 2 000-4-'
2 200 МПа
НВ < 185
—
е<0,4;р= 1 000 МПа
р = 1 800 МПа
—
р = 1 500 МПа
НВ < 185
—
е < 0,6; р = 2 000 МПа
—
Смазочный материал —
технический животный
жир
Схема штампа по рис. 63
р = 1 300-4-1 400 МПа
—
—
—
750 °С
р = 800-4-900 МПа
750 °С
р = 650-4-750 МПа
186
ШТАМПОВКА НА ПРЕССАХ
Продолжение табл. 20
Наименование и
материал детали
Корпус гидравличе-
гидравлического сосуда, низ-
низколегированная вы-
высококачественная
сталь (рис. 67, а)
Операция
Отрезка и осадка загото-
заготовок на холодновысадочном
автомате, либо отрезка в
штампе с последующей
осадкой на прессе
(рис. 67, б)
Отжиг заготовок
Травление
Нагрев
Полугорячее обратное вы-
выдавливание (рис. 67, в)
Отжиг заготовок
Травление
Полугорячее прямое вы-
выдавливание (рис. 67, г)
Технологическая ха-
характеристика операций
850°С; 1 ч
—
650—700 °С
р= 1 200ч-1 300 МПа
850°С; 1 ч
—
—
При штамповке гаек крепления ко-
колеса (рис. 53, а и б), форма которых
сочетает многогранник со сферой, в
первом переходе получается фасонная
заготовка, сочетающая цилиндр с дву-
двумя усеченными конусами — один для
заполнения углов многогранника, дру-
другой — для оформления сферической
Р,кН
3S00
3000
2500
2С00
1S00
1000
500
О
I
\
I \
YIP
!
р,кН
7000
6000
5000
'/000
3000
2000
1000
части. Формовка заготовки высадкой
позволяет использовать заготовку от-
относительно большой длины, обеспечи-
обеспечивающей возможность реза в штампе.
При штамповке гайки крепления задне-
заднего колеса (рис. 53, а) использование
фасонной заготовки обеспечивает необ-
необходимое заполнение углов много-
многое/У
10000
8000
S000
чооо
2000
0,025 s, M
\
\
\\
1 \
ш
\л
0,025 0,05 S,M
1
1
1
ш х\
0,05 s,M
Рис. 49. Графики сил при холодной объемной штамповке шаровых пальцев большегрузны."
автомобилей (см. рнс. 17):
s — ход пуансона
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
187
Рис. 50. Переходы при хо-
холодной объемной штамповке
шарового пальца с диаме-
диаметром головки 75 мм (см.
рис. 17, в и 49, в, табл. 1В)
Рис.51. Переходы штамповки корпусов толкателя клапана (см. табл. 20); А — отжиг;
Ш ^ фосфатирование
188
ШТАМПОВКА НА ПРЕССАХ
I)
Рис. 52. Схемы фасонирования диа полости
и высадки фланца корпуса толкателя кла-
клапана (см. рис. 51, в):
а — высадка -f прямое выдавливание в ма-
матрице; 6 — поперечное выдавливание в пла-
плавающей матрице; в — высадка в пуан-
пуансоне -f- прямое выдавливание в матрице
гранника. Кантовка поковки при пе-
передаче со второй на третью позицию
позволяет оформить сферу и плоский
торец при сокращении давления на
25—30 %, по сравнению с калибров-
калибровкой без кантовки. Гайка крепления
переднего колеса (рис. 53, б) имеет
полость относительно малого диа-
диаметра, и использование фасонной за-
заготовки не обеспечивает заполнение
углов многогранника. Поэтому при-
применяется последовательная штампов-
штамповка в многогранных матрицах.
Согласно технологии формоизмене-
формоизменения, показанной на рис. 53, в, в пер-
первом переходе осуществляется калиб-
калибровка заготовки с образованием на-
-
Ф27-т
ts.
f 1*
/
*1
. , t
!
Щ i,
ts'
$11,6-0 0]
Рис. 53. Переходы при штамповке гаек сложной формы /—V — номера переходов
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
189
метки и набором металла во фланец.
Образование наметки создает благо-
благоприятные условия для дальнейшего
обратного выдавливания за счет сокра-
сокращения эксцентриситета приложения на-
нагрузки на пуансон.
Предварительный набор металла для
образования фланца позволяет на 5—
7 мм уменьшить длину пуансона для
обратного выдавливания, что практи-
практически уменьшает отношение lid с 2,6—
2,7 до 2,1—2,2. Во втором переходе
обратным выдавливанием получается
полость, равная по глубине примерно
половине заданной. Это улучшает усло-
условия работы пуансона для окончатель-
окончательного выдавливания и упрощает тре-
требования к нагрузочной кривой обо-
оборудования.
Для того чтобы при выдавливании
во втором переходе не мог образо-
образоваться наплыв на наружной поверх-
поверхности фланца, уровень установки ниж-
нижнего пуансона во втором переходе ни-
ниже (« на 1 мм), чем в первом. В третьем
переходе происходит калибровка флан-
фланца без образования заусенца. Размеры
фланца, получаемого в первом пере-
переходе, обеспечивают выдавливание из-
излишков металла в цилиндрическую
полость матрицы, которая служит,
таким образом, компенсатором. Обра-
Образование фланца без заусенца в комби-
комбинированном процессе высадка + пря-
прямое выдавливание основано на соот-
соотношении сопротивления металла при
выдавливании в заусенец и реактивных
сил трения, препятствующих прямому
выдавливанию металла в зазор меж-
между цилиндрической поверхностью по-
полости матрицы и оправкой. Между
нижним пуансоном (выталкивателем)
и торцом заготовки в конечный мо-
момент штамповки в третьем переходе
должен иметься некоторый зазор
(яа 1—2 мм). В четвертом переходе
комбинированным выдавливанием
оформляется хвостовая часть детали
н полость на полную заданную глу-
глубину.
Во всех переходах на заготовке
имеется цилиндрическая часть, обе-
обеспечивающая простоту конструкции и
надежную работу устройств для пе-
переноса заготовки с позиции на пози-
позицию в многопозиционном штампе, на-
наладка которого показана на рис. 54.
Детали коробчатой формы типа кон-
конденсаторных коробок, всевозможных
экранов из алюминиевых сплавов с
постоянной и переменной толщиной
стенок по периметру коробки (рис. 55)
можно получать обратным выдавли-
выдавливанием (см. табл. 20). Маршрутная
технология штамповки заготовок при-
приведена в табл. 20. Переходы штампов-
штамповки показаны на рис. 56.
Основными особенностями при обрат-
обратном выдавливании таких деталей сле-
следует считать большую неравномер-
неравномерность течения металла в стенку ко-
коробок и низкую стойкость рабочего
инструмента. На рис. 57, а представ-
представлена конструкция штампа для выдав-
выдавливания, а йа рис. 57, бив показаны
конструкция соответственно пуансона
и составной матрицы, позволяю-
позволяющие исключить проворот заготовки в
матрице при штамповке и повысить
ее стойкость (при этом заготовка
остается на пуансоне). На рис. 58
представлена конструкция штампа
[А. с. 742026 (СССР)], позволяющая
получать коробчатые детали с ровным
верхним торцом и исключить опера-
операцию обрезки стенок по высоте. В верх,
ней плите / штампа расположен узел
крепления пуансона 2 с закреплен-
закрепленным в нем пуансоном 3. К плите I
крепятся также упоры 5 и прижимное
устройство, состоящее из направляю-
направляющих 10, прижима // и упругих эле-
элементов 13. На нижней плите 5 смон-
смонтированы неподвижный элемент матри-
матрицы 14, выталкиватель 16, механизмы
подъема 9 стенок матрицы 4 и меха-
механизм возврата 15. Упоры 12 служат
для регулирования времени действия
прижима //. Буфер 17 служит для
смягчения удара во время возвраще-
возвращения стенок матрицы 4 в исходное по-
положение. Направление верхней плиты
осуществляется по колонкам 6 и
втулкам 7. Штамп работает следую-
следующим образом. Плита / движется вниз
до соприкосновения пуансона 3 и
рабочей части прижима 11 с заготов-
заготовкой, установленной на матрицу 14.
При достижении силы, необходимой
для деформирования, металл заготовки
начинает вытекать в зазор между
пуансоном 3 и стенками матрицы 4.
При этом под действием прижима //,
действующего на верхний торец за-
190
ШТАМПОВКА НА ПРЕССАХ
Рис. 54. Наладка четырехпозиционного
штампа для штамповки колпачковой
гайки (см. рис. 53, в)
щ
У/л
—
i—.
ЧЧ'1'>''Г
1
! .
30 |
'50+0.2 '
+1
a
2
\
\
\
УУ/Л
Li_,
\ \
S
S
\
\
V.
\
\
Л
S)
I
V///
Рис. 56. Технологические переходы штам-
штамповки коробчатых деталей:
а — вырубка заготовки; б — обратное вы-
выдавливание; в — обрезка стенок по высоте;
Рис. 55. Коробчатая деталь типа экрана г — пробивка отверстий в дне
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ nroUFXCCB
19)
Рис. 57. Штамп и рабочий инструмент для выдавливания коробчатых деталей!
а — схема штампа для выдавливания; б —• конструкция пуансона; в — конструкция
матрицы; / — бандаж; 2 — верхняя часть матрицы; 3 — нижняя часть матрицы
А-А
з tin
I L I /;
Рис. 58. Схема штампа для выдавливания с активными силами трения
192
ШТАМПОВКА НА ПРЕССАХ
+0,15
Рис. 59. Штампованная заготовка корпуса
карданного подшипника
готовки с силой Р = GSF (где as —
напряжение течения металла для дан-
данной степени деформации; F — пло-
площадь верхнего торца коробки), фор-
формируется ровный торец.
После хода пуансона на 1/3 рабочего
хода подвижные стенки матрицы 4
начинают подниматься под действием
механизма подъема со скоростью, опе-
опережающей скорость течения металла
в стенку (т. е. создавая активные силы
трения). При этом действие прижи-
прижима // устраняется упором 12. Затем
прижим // перемещается вместе с под-
подвижными стенками вверх до тех пор,
пока толщина дна коробки не достигнет
требуемой величины. Затем плита /
Рис. 60. Технологические переходы штам-
tiOBKH корпуса карданного подшипника:
а — отрезка и высадка на автомате; б —
осадка в кольце; в — холодное выдавли-
выдавливание; г — вытяжка с утоиепием; д — ка-
калибровка
Рис. 61. Штампованная заготовка для двух
корпусов карданного подшипника
возвращается в исходное положение,
а выталкиватель пресса через вытал-
выталкиватель 16 удаляет коробки из матри-
матрицы. Матрица 4 под действием меха-
механизма возврата 15 опускается в исход-
исходное положение.
Технология получения холодной
объемной штамповкой деталей с не-
неглубокими полостями типа корпусов
карданных подшипников (рис. 59) из
сталей с повышенным сопротивлением
деформированию приведена в табл. 20
и на рис. 60—62. Для уменьшения
нагрузок на пуансон и матрицу заго-
заготовку под выдавливание необходимо
получать с максимальной точностью
Рис. 62. Технологические переходы штам-
штамповки спаренной штампованной заготовки
корпусов карданных подшипников:
а — отрезка в штампе; 6 — полузакрытая
осадка (калибровка); в — двухстороннее
выдавливание; г — разрезка на токарном
автомате
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
193
и параллельностью торцов. Необхо-
Необходимо также уменьшать деформацию
по переходам, что позволит снизить
технологические силы. Стаканы пред-
предпочтительно выдавливать либо в сколь-
зйщей матрице, либо в штампах с
активным действием сил трения и
относительной деформацией не бо-
более 45 %.
Окончательные операции вытяжки
с утонением стенки и калибровки
можно совмещать в одном штампе, в
котором обе эти операции осуще-
осуществляются последовательно за один
ход ползуна пресса.
Схема штампа (конструкции МВТУ
Им. Н. Э. Баумана) для выдавлива-
выдавливания с плавающей матрицей представ-
представлена на рис. 63. На верхней плите /
в обойме 2 установлен пуансон 3.
В нижней части штампа в средней
плите 4 размещена обойма 5 с матри-
матрицей 6, опирающейся через проклад-
прокладку 7 на нижнюю плиту 8. Верхняя и
нижняя части штампа связаны тремя
направляющими колонками. Для
уменьшения деформирующей силы в
процессе выдавливания матрица мо-
может свободно перемещаться вверх на
15 мм. Матрица поднимается под дей-
действием сил трения на наружной по-
поверхности деформируемой заготовки.
Выталкивание детали осуществляется
выталкивателем 9, размещенным на
траверсе 10. Подъем траверсы при воз-
возврате траверсы пресса осуществляется
тягами //, установленными внутри
двух направляющих колонок 12. Для
съема детали с пуансона предусмотрен
консольный съемник 13.
Примеры технологии выдавливания
ступенчатым пуансоном из сплавов
с относительно низким сопротивлением
деформирования типа муфт (рис. 64)
приведены в табл. 20. При выдавли-
выдавливании ступенчатым пуансоном необ-
необходимо правильно выбрать радиусы
скругления или углы конусности пе-
переходов на пуансоне для исключения
образования дефектов.
При холодном выдавливании полых
заготовок из высокоуглеродистых н
низколегированных сталей при отно-
относительной деформации е ^ 0,6 дав-
давления значительно превышают допу-
допустимые (р > 2500 МПа). В этом слу-
случае применяют полугорячее выдавли-
7 П/р Г. А". Навроцкого
.13
Рис. 63, Схема штампа с плавающей ма-
матрицей
Z5°
it
«; 9 ,
Рис. 64. Детали типа муфт (а) и размеры
ступенчатых пуансонов (б)
Размеры дета-
деталей
2, fe
С %
D
rfi
dz
d3
d4
ds
de
L
I
h
h
рис.
s-
CO
3
a
19
16
12,5
15,5
M7
7,5
16
30
22
17
3
64, a)
м
ra
к
a
a
(OS
35
30
26,5
29,5
M20
22
30
48
33
27
5
Размеры пуак-
соноп
(рис. 64,
С а
D
di
d2
d3
dt
L
h
U
Is
к
a.
ra
п„
19
16
12
6 ^
7,5
31
23
3
3
6)
H
ra
3
a.
гаг:
35
30
20
17
22
50
20
6
5
194
ШТАМПОВКА НА ПРЕССАХ
Рис. 65. Переходы штамповки толкателя
тракторного двигателя:
а — резка в штампе; б — полугорячее вы-
выдавливание; в — полугорячая высадка
фланца и фасонирование диа полости
Рис. вв. Схемы штампов для полугорячей штамповки:
о — штамп для выдавливания; б — штамп для осадки и формовки внутренней полости
Ф58±0,1
Фзи
а)
Рис. 67. Корпус гидравлического Сосуда и преходы штамповки:
о — корпус гидравлического сосуда; б — отрезка и осадка; в — полугорячее обратное
выдавливание; г — полугорячее прямое выдавливание
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
195
ваиие при температурах области кри-
критических точек перлитного превраще-
превращения F80—750 °С).
Технология полугорячей штамповки
представлена в табл. 20 и на рис. 65—
67.
Список литературы
1. Артес А. Э. Холодная объемная
штамповка в мелкосерийном и серий-
серийном производстве, М.: НИИМАШ,
1982. 58 с.
2. Арчакова 3. Н., Белахои-
цев Г. А., Басова И. Г. Структура
и свойства полуфабрикатов из алюми-
ииевых сплавов, М.: Металлургия,
1984. 408 с.
3. Богатое А. А, Мижириц-
кий О. Н., Смирнов С. В. Ресурс пла-
пластичности металлов при обработке
давлением. М.: Металлургия, 1984.
144 с.
4. Быкадоров А. Т. Хейфец Н. Л.
Высокопрочные крепежные изделия
из борсодержащих сталей//Современ-
ные достижения в области холодной
объемной штамповки. МДНТП, 1984,
С. 52—60.
5. Влияние разупрочняющей тер-
термической обработки на пластичность
и деформируемость сталей 40Х и
12ХНЗА/В. А. Белов, А. А. Богатое,
B. А. Головин и др.//Автомобильное
производство, 1984, № 8, С. 67—72.
6. Головии В. А. Проблема штам-
пуемости при холодной и полугорячей
объемной штамповке//Кузнечно-штам-
повочное производство, 1981, № 8,
C. 21—24.
7. Головии В. А. Типовые техно-
технологические процессы холодной объем-
объемной штамповки стержневых деталей на
многопозиционных автоматах. Методи-
Методические рекомендации. М.: НИИМАШ,
1981. 44 с.
8. Грудев А. П., Зельберг Ю. В.,
Тилик В. Т. Трение и смазки при
обработке металлов давлением. М.:
Металлургия, 1982. 312 с.
9. Евстифеев В. В.,Подколзии Г. П.
Методика построения геометрии ин-
инструмента при выдавливании кониче-
конических стаканов. Кузнечно-штамповоч-
ное производство, 1978, № 3, С. 11—13.
10. Живов Л. И., Овчинников Д. Г.
Кузнечно-штамповочное оборудова-
оборудование. Прессы. Киев: Вища школа,
1981. 376 с.
11. Колмогоров В. Л. Критерии де-
деформируемости металлов//Теория пла-
пластических деформаций металлов. М.:
Машиностроение, 1983, С. 51—75.
12. Навроцкий Г. А., Головии В. А.,
Филлипов К). К. Исследование кине-
кинематики течения металла при выдавли-
ваннизаГотовок с двумя плоскопарал-
лельнымн развилками/Кузнечио-
штамповочное производство, 1982, № 6,
с. 36-38.
13. Овчииииков А. Г. Основы тео-
теории штамповки выдавливанием иа
прессах. М.: Машиностроение, 1983.
200 с.
14. Огородииков В. А. Оценка де-
деформируемости металлов при обра-
обработке давлением. Киев: Вища школа,
1983. 175 с.
15. Повышение эффективности тех-
технологии холодной объемной штампов-
штамповки при производстве высокопрочных
крепежных деталей из экономнолегиро-
ванных сталей/Н. М. Фонштейн,
М. Г. Амиров, Е. Н. Жукова и др.//Сов-
др.//Современные достижения в области хо-
холодной объемной штамповки. МДНТП,
1984, С. 30—33.
16. Романовский В. П. Справочник
по холодной штамповке. Л.: Маши-
Машиностроение, 1979. 216 с,
17. Степаиский Л. Г. Расчеты про-
процессов обработки металлов давлением.
М.: Машиностроение, 1979. 216 с.
18. Холодная и полугорячая объем-
объемная штамповка на прессах/В. А. Го-
Головин, В. А. Евстратов, Л. И. Рудман
и др.//Методические указания, М,:
НИИМАШ1, 982. 73 с.
19. Холодная объемная штамповка
шаровых большегрузных автомобилей/
Г. А. Навроцкий, И. Н. Филькин,
B. А. Головин и др.//Кузнечно-штам-
др.//Кузнечно-штамповочное производство, 1983, № 9,
C, 28—30.
7*
Глава
4
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
НА АВТОМАТАХ
1. ОСОБЕННОСТИ
ТЕХНОЛОГИЧЕСКИХ
ПЕРЕХОДОВ
При холодной объемной штамповке
на автоматах объединяются раздели-
разделительные процессы с формообразующи-
формообразующими. Приведенные в гл. 1 предельные со-
соотношения для однопозиционной одно-
ударной и двухударной высадки со-
соответственно h0 sg; 2,5d0 и h0 sg; 4,5d0
могут быть существенно увеличены
при закреплении свободного конца
заготовки применением подпружинен-
подпружиненного пуансона (для осуществления
процесса поперечного выдавливания
в качестве самостоятельного перехода
или совмещенного с высадкой) или
разъемных поддерживающих планок.
¦ Подпружиненный пуансон, в кото-
котором высадочный стержень по всей
длине направляется секторными на-
направляющими, сдерживающими стер-
стержень от продольного изгиба и полом-
поломки, позволяет увеличить предельные
соотношения при двухударной высад-
высадке до fco4,= 7,35 и D/do=4,12.
Использование разъемных поддер-
поддерживающих планок позволяет исклю-
исключить скольжение металла заготовки
относительно поддерживающего ин-
инструмента, повысить прочность и жест-
жесткость пуансона.
Применение многопозиционных про-
процессов объемной штамповки, высадки,
выдавливания и редуцирования в не-
нескольких (пять и более) формообра-
формообразующих матрицах, сконцентрирован-
сконцентрированных в одной машине, позволяет, по
сравнению с однопозиционной вы-
высадкой, увеличить отношение hjd^
до 10 и Dld0 до 25.
Диаметр исходной заготовки для
штамповки гаек из круглого материала
значительно увеличен: при штамповке
коротких деталей типа заготовок ше-
шестигранных гаек из круглой проволо-
проволоки — до 0,9—0,92 размера под ключ
готовой гайки, а из шестигранной
проволоки — соответственно до 0,92—
0,95 размера под ключ готовой гайки;
при штамповке стержневых деталей
методом трехкратного выдавливания
стержня — до 0,9D (где D — диаметр
головки детали).
Калибровка заготовки необходима
перед выдавливанием полости. При
калибровке получается фасонная за-
заготовка. Перед высадкой, редуциро-
редуцированием и прямым выдавливанием
стержня калибровка не нужна.
Заготовки после отрезки передаются
на позицию осадки и калибровки,
вследствие чего качество заготовки по-
повышается, сила на последующей формо-
формообразующей позиции снижается на
15—17%, стойкость инструмента по-
повышается.
Многократное редуцирование при-
применяют при изготовлении болтов и
различных ступенчатых валов. Пре-
Предельная деформация при редуцирова-
редуцировании за один переход 8 = 0,36, а угол
матричной воронки 2а sg; 30°. При
многопереходном редуцировании пре-
предельное суммарное обжатие е =
= 0,96-И ,36. Прн этом иа первом
и втором переходах 8 = 0,29-4-0,35,
а на третьем и четвертом увеличивается
до 8 = 0,36+0,40.
Выдавливание является одной из
наиболее высокоэффективных техно-
технологических операций холодной объем-
объемной штамповки. Применяется как инди-
индивидуальная операция (прямое, обрат-
обратное или комбинированное выдавлива-
выдавливание), а также в сочетании с другими
операциями холодной объемной штам-
штамповки (табл. 1).
Повторное обратное выдавливание
применяют для получения дополни-
дополнительного углубления в дне стакана.
При обратном выдавливании деталей
типа стакан для получения качествен-
качественной детали толщина 5Д донной части
должна быть не менее толщины sCT
стенки выдавливаемого стакава
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
197
1. Схемы процессов выдавливания
Выдав-
Выдавливание
Прямое
Обрат-
Обратное
Боковое
и попе-
поперечное
Комби-
ниро-
нированное
+
+
(рис. 1, а и табл. 2). При получении
ступенчатых полостей должна быть
предусмотрена переходная фаска
(рис. 1,6); шпоночные пазы должны
быть расположены симметрично
(рис. 1, в).
Накатка является одним из про-
прогрессивных технологических процес-
процессов, имеющих широкие технологиче-
технологические возможности для получения
резьб, профилей, рельефных изобра-
изображений. Технологические возможности
I
/
a
/
у
/
/
i
Щ
1
/
/
\
I
r
>
Рис. 1. Варианты правильного (/) и неправильного (//) исполнения выдавливаемых
Кеталей
198
ШТАМПОВКА НА АВТОМАТАХ
2. Относительные размеры деталей,
получаемых обратным выдавливанием
V
i
i,
S
1
Номер
по пор.
1
2
3
4
Диаметры
d и dt
d> A;
Zl
d<h;
d<h;
Толщина стенкн
при различных от-
отношениях h/hi и
S = 2-J-15 мм;
ft
s = 2ч-15 мм;
ft
s = 2-I-15 мм;
ft
< A54-25)
s= 0,5^6;
ft
Примечание. hx —
глубина полости; h — общая
высота изделия; d±—диаметр
полости; d— диаметр детали.
этого процесса зависят от применяе-
применяемого способа и режимов накатки:
при накатке плоскими плашками
временное сопротивление при разры-
разрыве материала заготовки не более
900 МПа, диаметр накатываемой резь-
резьбы 1,5—33 мм, максимальная скорость
инструмента 25—100 м/мин;
при накатке роликом-сегментом вре-
временное сопротивление при разрыве
материала заготовки 1200—1400 МПа,
постоянная скорость перемещения
инструмента в процессе накатки 75—
80 м/мин, диаметр накатываемых резьб
2—24 мм;
при накатке двумя роликами дета-
деталей диаметром 2—200 мм постоянная
скорость накатки 5—20 м/мин, диа-
диаметр накатываемых резьб и профилей
более 24 мм.
Особенности подготовки исходных
заготовок для обработки на одно-
или многопозиционных автоматах опре-
определяются размерами материала —
прутка длиной 6—7 мм или проволоки
в бунтах массой 900—1000 кг, т. е.
процесс подготовки отличается тем,
что штамповка ведется не из штучной,
заранее отрезанной заготовки, как
в прессах, а от прутка нлн прово-
проволоки, отрезаемой и осаживаемой (при
необходимости) в самом автомате.
Когда штамповка осуществляется на
автоматах, заготовка отрезается после
термохимической обработки; в ре-
результате торцы отрезанной заготовки
оказываются неподготовленными — на
них отсутствует фосфатный слой и
слой мыла. Это приводит к налипа-
налипанию деформируемого металла иа
инструмент, снижению стойкости
инструмента и ухудшению качества
изготовляемых деталей. С целью устра-
устранения этих недостатков применяют
смазочно-охлаждающие жидкости
(СОЖ), обеспечивающие предотвраще-
предотвращение контакта заготовки с инструмен-
инструментом, снижение давления при дефор-
деформировании и улучшение температур-
температурного режима работы инструмента. Пя-
типозиционный процесс штамповки ко-
коротких деталей (рис. 2) предусматри-
предусматривает: осадку отрезанной заготовки с
формообразованием фаски с одной сто-
стороны и неглубокой выемки с другой
(рис. 2, а, б), поворот заготовки на
180° при переносе с третьей позиции
(рис. 2, в) на четвертую (рис. 2, г),
что позволяет обеспечить четкое оформ-
оформление на этих позициях наружного
квадрата, наружных и внутренних
фасок, и выдавливание углублений и,
наконец, на пятой позиции (рис. 2, д) —
прошивку отверстия. Такой процесс
по сравнению с четырехпозиционным
обеспечивает более благоприятное те-
течение металла при деформации и луч-
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
199
1
5,2 _
1 .
5
0.5
¦Q.
4.Й4
Ш
Ш
y/Zv.
< »¦
Si
t
1
Рис. 2. Схемы (а—д) технологического процесса штампозки четырехгранной гайки М5
с постепенным образованием четырехгранника размером 7,3X7,3 мм (б) до 8X8 мм (д)
шее заполнение углов квадрата. Кро-
Кроме того, при этом способе штамповки
нагрузки на инструмент на всех по-
позициях распределены более равномер-
равномерно, что приводит к снижению давления
и к повышению стойкости инструмента.
Процесс применяют для изготовления
заготовок гаек размером Мб—М24 из
низко- и среднеуглеродистой калибро-
калиброванной стали круглого сечения ма-
марок Юкп, 15кп, 20кп, 35 и др.
На рис. 3 показан технологический
процесс холодной объемной штамповки
заготовки специальной гайки разме-
размером М5. Штамповка осуществляется на
пятипозиционном автомате; заготовка
из стали Юкп, диаметром 10,25_0,0б мм.
Технологический процесс штамповки
полого штыря электровилки из цвет-
цветного металла включает следующие
переходы: калибровку (рис. 4, а) от-
отрезанной заготовки с наметкой под
последующее глубокое выдавливание
для направления пуансона; глубокое
обратное выдавливание с отношением
глубины выдавленной части к диа-
диаметру около пяти и толщиной выдав-
выдавленной стенки 0,45 мм (рис. 4, б);
последовательное двухкратное реду-
редуцирование конца трубчатой части за-
заготовки (рис. 4, в, г).
Четырехпозиционные процессы хо-
холодной обычной штамповки заготовок
винтов с внутренним (рис. 5) и наруж-
наружным (рис. 6) шестигранником пре-
предусматривают формообразование
стержня трехкратным выдавливанием,
а головки — высадкой и прошивкой
внутреннего шестигранника или обрез-
обрезкой по контуру наружного шести-
шестигранника. Использование этих мето-
методов деформационного упрочнения
позволяет получить детали без до-
дополнительной термической обработки.
Одним из дальнейших направлений
развития технологии изготовления
! 200
ШТАМПОВКА НА АВТОМАТАХ
Г
?10,25
К"
I
R1
010,35
"та
S)
S)
Рис, 8, Схемы штамповки специальной гайки:
а — калибровка отрезанной заготовки; б — образование нижней фаски и верхнего кони-
конического углубления; в — высадка фланца и формообразование нижней полости; г — про-
пробивка отверстия и образование граней; О — окончательное формообразование полуфаб-
полуфабриката
стержневых деталей на многопози-
цконных автоматах является увели-
увеличение числа штамповочных переходов
с четырех до пяти с целью обеспечения
возможности изготовления деталей
сложной формы, например, вала-ше-
вала-шестерни с внутренним шестигранным
углублением из заготовок диаметром
38 мм и более (рис. 7) методами ком-
комбинированного (прямого и обратного)
выдавливания, осадки и высадки.
При холодной объемной штамповке
латунного шпинделя (рис. 8) из за-
заготовки диаметром 9_„,6 мм на первой
позиции образуются фаски с обоих
торцов заготовки. Наладка автомата
должна обеспечивать получение в бло-
блоке пуансонов фаски. Диаметр торца
после образования фаски в блоке
матриц — произвольный, и его не кон-
контролируют. При этом допустима на-
наладка автомата, обеспечивающая чет-
Ф3,3
Ф3,9
V6.
ФЧ.39
Ф3,5 ФЗ,Ч
ФЧ,29
\ФЧ,П
Ф2,35
ФЧ,39
.4.8
Рис. 4. Схемы штамповки штыря электровилки
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
918
^ j
i
I
1
V
141,7
n,t
» •>
I
1
9
1
0 10,82
- \-
L i
2<,°
Ф1В
1
to
33,3 _|
Ф11,7
e
/J
/
€VT
1
0
Рис. 5. Схемы холодной объемной штамповки винтов с внутренним шестигранником
кое образование фасок путем полного
заполнения полости пуансона или
матрицы, так как незаполненные по-
полости пуансона и матрицы являю-
являются компенсаторами-предохранителями.
Кроме того, наладка автомата (соос-
(соосность матрицы и пуансона) должна
обеспечивать отсутствие на стержне
заготовки после штамповки на пер-
первой позиции следов от разъема инстру-
инструмента. Стержень заготовки после штам-
штамповки должен быть гладким на всех
позициях.
После калибровки отрезанной за-
заготовки на первой позиции штамповки
(рис. 8, а) на второй позиции осу-
осуществляется прямое выдавливание с
деформацией 0,63 (рис. 8, б). Между
торцом заготовки и выталкивателем в
конечный момент штамповки должен
быть гарантированный зазор 1,5—
2 мм.
На третьей позиции (рис. 8, в) осу-
осуществляется редуцирование хвостови-
Ф 1S.5
Рис. 6. Схемы холодной объ- g>*
емной штамповки винтов с
наружной шестигранной го-
головкой i
ка диаметром 7,4 мм в пуансоне с де-
деформацией 0,35, высадка фланца диа-
диаметром 13,5 мм с деформацией 0,51
и высадка стержня диаметром 9,2 мм
с получением диаметра 9,35 мм. За-
Заданная длина хвостовика диаметром
7,4 и 5,65 мм обеспечивается установ-
установкой выталкивателей. Максимальный
диаметр фланца не должен превышать
13,8 мм.
На четвертой позиции (рис. 8, г)
осуществляется окончательное формо-
формообразование: редуцирование квадрата
7,4x7,4 мм; осадка стержня; высадка
фланца с выдавливанием канавки с
деформацией 0,47; высадка концевого
квадрата 7,5x7,5 мм из цилиндра
диаметром 7,4 мм. Для лучшего оформ-
оформления квадрата в полости пуансона
в заготовке выдавливается коническое
углубление. Между концом хвосто-
хвостовика диаметром 5,65 мм и выталкива-
выталкивателем из матрицы в момент окончания
штамповки должен быть зазор 1,5—
Ф /6,5 Ф ш,5
' 1°' ' ~
to
f
012,6
202
ШТАМПОВКА НА АВТОМАТАХ
071,80 _ ,
0 7/. 80
034,10
Рис. 7. Схемы штамповки вала-шестернн
2 мм, являющийся компенсатором.
Для успешного осуществления тех-
технологических процессов автоматы для
холодной объемной штамповки, осо-
особенно многопозиционные, должны от-
отвечать следующим требованиям:
1) отрезку заготовок осуществлять
полузакрытыми матрицами, что наи-
наиболее просто достигается во втулочном
штампе; угол скола должен быть не
более 3°; при открытой отрезке заго-
заготовок от прутка угол скола к пло-
плоскости, перпендикулярной к оси за-
заготовки, достигает 6—7°;
2) обеспечивать возможность кан-
кантовки коротких заготовок на 180° пря
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
203
Рис. 8. Схемы штамповки шпииделя
переносе их на следующую формо-
формоизменяющую позицию, что расширяет
технологические возможности автома-
автомата для получения сложных конструк-
конструктивных элементов, оформления пере-
переходов поверхности и повышения точ-
точности деталей;
3) на всех позициях штамповки пре-
предусмотреть возможность установки
съемников с пуансонов и втулочных
выталкивателей из матриц;
4) число штамповочных позиций (не
считая позиции отрезки), как пра-
правило, должно быть от трех до пяти
(в отдельных случаях и более пяти);
5) конструкция направляющих глав-
главного ползуна и технологических узлов
в целом должна обеспечивать задан-
заданную точность позиционирования матри-
матрицы и пуансона в течение гарантийного
срока эксплуатации;
6) на упорах, контролирующих дли-
длину подачи исходного материала, необ-
необходимо предусмотреть конечные вы-
выключатели; особое внимание нужно
уделить контролю технологических сил
штамповки.
Оценка номенклатуры деталей, изго-
изготовляемых на предприятии с целью
перевода на обработку давлением,
проводится по алгоритму, представ-
представленному на рис. 9.
При отборе номенклатуры деталей
для выбора метода их получения иа
первом этапе всю номенклатуру дета-
деталей разбивают на группы в зависимо-
зависимости от программы выпуска. Выбирают
чертежи деталей из всей номенклатуры.
На каждом чертеже проставляют про-
программу выпуска на год и одновремен-
одновременно осуществляют группирование де-
деталей.
Применение процессов холодного
выдавливания экономично при сле-
следующих показателях программы вы-
выпуска:
Масса детали, кг Программа вы-
выпуска, шт.
0,5—10 3 000
1—20 10 000
10—35 1 000
В каждой группе деталей осуще-
осуществляется группирование по приме-
применяемому материалу и поставке (труба,
шестигранник, пруток и т. д.), по
виду штамповки. Определяющими для
отбора деталей по виду штамповки
(горячая, холодная, полугорячая) яв-
являются свойства материала, давление
и стойкость инструмента, необходимое
качество детали, а также конструкция
и мощность автоматов. Далее осу-
осуществляется группирование деталей по
форме и размерам (табл. 3): короткие
детали (сплошные; с плоскостью или
с отверстием); стержневые детали с
головкой, утолщением, со ступенчатым
сечением; заготовки зубчатых колес.
Детали с фланцами и другие кольцевые
Детали; детали прочих форм.
204
ШТАМПОВКА НА АВТОМАТАХ
отбор номенклатуры
деталей (чертежи)
Группировка деталей
по
программе выпуска
Таблицы производительности
от программы
Группировка деталей
по
материалу и поставке
i
Группировка по форме
и
размерам деталей
Штампуемость сталей
I
Задор типовой детали
в группе (чертеж)
1
Классификация
деталей па форме
Стержневая
деталь
JL
Короткая
деталь,
Требования к
штампуемой
детали (форма)
1
Разработка чертежа
штампованной детали
Разработка
конструкции
инструмента
Технологический
процесс
Классификация
процессов
Наладка
инструмента
I
Алгоритм па выбору
технологического процесса
Выбор оборудования
±
Т
Высокая точность
качества издепип
Действующее или
новое оборудование
Расчет экономической
Эффективности
Рис. 9. Алгоритм выбора и разработки технологического процесса холодной объемной
штамповки
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
205
-Е
?
\\\S\
i
«1
lll
I
f
206
ШТАМПОВКА НА АВТОМАТАХ
-з-
('И
е
I
ГГ..
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
207
I-
1
Е?у^г^
П
208
ШТАМПОВКА НА АВТОМАТАХ
а ^ а
НИ
1Н
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
209
Материал, структура,
прочность, твердость,
упрочнение,
термическая обработка,
калибродка
Постоянство
объема
изготод/гения
заготовки
~|| Заготовка ]]¦«
Пресс:
механический,
гидравлический,
зависимость от усилия,
числа ходоВ
(скорость
деформации),
инструмент,
крепление,
размеры посадок,
точность
управления
Факторы, Влияющие
но точность
изготовления
дето/гей
Инструмент
(стойкость, конструкция,
материал, поверхность)
Обработка поверхности:
фосфатиродание,
меднение,
Окса/iamupoBoHue и
т.д.
Метод штамповки:
однопозицианнып,
многопозиционный
(с промежуточной
или без промежуточна
обработки)
Температура
деформации:
холодней
гарячей
полугоричеИ
Смазывание
(без смазывания, смазывание с помощью насоса,
путем распыления;
твердый смазочный материал).
Температура смазочного материала
(с предварительным погребом, с охлаждением)
Чистота смазочного материала
Рис. 10. Факторы, влияющие на точность и качество штампованных деталей
Классификация деталей, штампуе-
штампуемых на автоматах, по форме дает воз-
возможность выбрать детали и составить
группы по технологическому подобию.
Группирование деталей позволяет на
производстве организовать поточные
линии, стандартизовать технологиче-
технологические процессы, оснастку, инструмент,
оборудование, средства контроля, при-
применение ЭВМ для разработки техно-
технологического процесса и технологи-
технологической подготовки производства в це-
целом.
Используя классификацию деталей
по форме (см. табл. 3), выбирают чер-
чертеж типовой детали в группе. На этом
этапе определяют, к какой разновид-
разновидности относится данная деталь —
стержневой или короткой, сплошной
или полой.
После выбора типовой детали в груп-
группе (чертежа готовой детали) разраба-
разрабатывают чертеж штампованной детали
с учетом всех требований к форме и
размерам (допусков, припусков и т. Д.);
затем выбирают сплав для холодной
объемной штамповки. На рис. 10
представлены факторы, влияющие на
точность и качество штампованных
деталей.
Создание технологического про-
процесса начинается с анализа всех су-
существующих технологических про-
процессов получения деталей подобных
как по форме, так и по размерам.
Для этого обращаются в «банк» (или
массивы) технологических процессов,
которые классифицированы для удоб-
удобства пользования. Из «банка» или
«массива» технологий выбирают не-
несколько наиболее подходящих. Когда
на основании этого создан первый ва-
вариант технологии, приступают к со-
созданию технологического процесса с
учетом требований к точности и ка-
качеству деталей.
При проектировании технологиче-
технологического процесса следует иметь в виду,
что в один переход можно получать
деталь только наиболее простой фор-
210
ШТАМПОВКА НА АВТОМАТАХ
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
211
мы: стакан, стержень с головкой и т. д.
Большинство деталей имеют сложную
форму, и поэтому для них требуется
несколько формообразующих перехо-
переходов. Штамповка в нескольких пере-
переходах повышает качество деталей
(улучшается качество поверхности, вы-
выравнивается деформация вдоль оси
и т. д.).
На точность изготовляемых деталей
в первую очередь влияет точность
исходного материала, который дол-
должен быть обязательно калиброванным.
Овальность калиброванного материа-
материала, из которого изготовляются хо-
лодноштампованные детали на автома-
автоматах, должна быть в пределах допуска
на^диаметр, а для особо точных дета-
деталей овальность ограничивается поло-
половиной допуска. Если диаметр мате-
материала недопустимо велик, то деталь
получается со складками в утолще-
утолщении или в головке, или образуется
заусенец; если диаметр меньше необ-
необходимого по разработанной техиоло1-
гии, то головка будет неполной, и
грани ее или какого-то утолщения по-
получаются нечеткими.
Точность, допускаемая при пласти-
пластическом деформировании, зависит так-
также от выбора метода штамповки и
применяемых переходов; кроме того,
она определяется конструктивными и
технологическими особенностями при-
применяемого оборудования и его со-
состоянием, точностью инструмента, его
стойкостью и степенью износа.
Линейные размеры и геометрия се-
сечения в плоскости, перпендикулярной
к направлению движения пуансона,
определяются точностью изготовления
формообразующего инструмента и
правильностью взаимного положения
пуансона и матрицы. Шероховатость
поверхности деталей, получаемых на
холодноштамповочных автоматах, ха-
характеризуется в большинстве случаев
(Ra = 0,2-ь0,8 мкм^': Точность отрезае-
й6гх~"загЬтоВок на" многопозиционных
холодновысадочных автоматах из ка-
калиброванного бунта I—1,5 % по мас-
массе или объему.
Шероховатость рабочих поверхно-
поверхностей твердосплавного инструмента,
применяемого для холодной высадки,
объемной штамповки и^вндзвтпгвания,
должна быть не менее Ra = 0,2 мкм; .
наиболее высокая стойкость этого ин-
инструмента обеспечивается при шеро-
шероховатости его рабочей поверхности
¦%а = 0,025^-0,05 мкм: J
^©тклонение оси полученного от-
отверстия от геометрической оси у гаек,
изготовленных на холодноштамповоч-
холодноштамповочных многопозиционных автоматах,
меньше, чем у вырубленных из поло-
полосы или выточенных на токарных авто-
автоматах.
При разработке технологического
процесса применяют расчет деформа-
деформаций в зависимости от кинематики те-
течения материала, используя класси-
классификацию процессов (рис. 11). Деформа-
Деформация заготовки определяет формообра-
формообразование детали в зависимости от ма-
материала. Расчет давлений, возникаю-
возникающих при деформации, показывает ра-
работоспособность инструмента и маши-
машины в целом. Допустимые давления на
инструменте позволяют проектиро-
проектировать наладки инструмента на авто-
автомат.
По полной силе и запасу работы вы-
выбирают применяемое оборудование. Й
зависимости от вида оборудования'»
действующего на производстве или
нового, создается окончательная иа-
ладка инструмента. Расчет экономи-
экономической эффективности подтверждаем
целесообразность и помогает выбрать
наиболее рациональный технологи-
технологический процесс.
При разработке технологического
процесса холодной объемной штам-
штамповки той или иной детали исходным
документом является чертеж готовой
детали. При разработке чертежа необ-
необходимо учитывать требования, спо-
способствующие получению этой детали
с максимальным применением различ-
различных процессов холодной объемной
штамповки.
Выбирается соответствующий мате-
материал детали, необходимые радиусы
галтелей, углы скосов, формы кана-
канавок, технологические базы и размер-
размерные цепи, выполняются экономические
расчеты, подтверждающие целесооб-
целесообразность разработки и внедрения дан-
данной технологии (экономия металла,
объем выпуска, производительность
и т. д.). Составляется чертеж штампо-
штампованной заготовки или детали, получае-
получаемой на автомате, учитываются требо-
Рис, II. Классификация процессов выдавливания по числу направлений истечения:
0 — простые процессы; б — комбинированные процессы; в — совмещенные процессы;
01 ¦— общая схема истечения; 02—07 —. варианты используемых заготовок и инструмента
вания, предъявляемые к исходному
материалу.
Производится расчет объема и мас-
массы штампуемой заготовки с учетом
возможных отходов металла, выби-
выбирается форма и размер сечения исход-
исходного калиброванного материала, по-
поставляемого в виде прутков или бун-
бунтов о соответствующими допусками.
Расчетным путем определяется дав-
давление на рабочий инструмент (пуан-
(пуансон, матрицу, выталкиватель), кото-
которое в отдельных случаях не должно
превышать 2200—2500 МПа. Практи-
Практически давление, обеспечивающее рен-
рентабельную штамповку с достаточной
стойкостью инструмента, должно быть
примерно не более 1500 МПа.
Силы холодной объемной штамповки
определяют по приводимым в литера-
литературе формулам с учетом упрочнения
металла при ^ла?тчшшм_.д_еформиро-
вании. При проектировании технолог"
гического процесса для стержневых
деталей целесообразно определять на-
напряжения в отдельных элементах де-
212
ШТАМПОВКА НА АВТОМАТАХ
тали с использованием кривых упроч-
упрочнения и строить графики, характери-
характеризующие изменение напряжения тече-
течения на отдельных участках штампуе-
штампуемой заготовки.
Если чертеж готовой детали состав-
составлен с ориентировкой на получение
ее обработкой резанием, то на таком
чертеже имеются резкие переходы в зо-
зонах смены диаметров, отверстия, пер-
перпендикулярные оси детали, острые
кромки, бурты, канавки для выхода
резцов и шлифовальных кругов, глу-
глубокие отверстия малого диаметра и т. д.
Детали с такими особенностями их
формы не могут быть получены холод-
холодной объемной штамповкой. Конфигура-
Конфигурацию детали, получаемой с применением
процессов объемной штамповки, надо
конструировать также с учетом того,
чтобы число переходов штамповки было
минимальным, т. е. чтобы весь про-
процесс формообразования можно было
осуществить на автоматах с меньшим
числом позиций.
При проектировании переходов хо-
холодной штамповки последовательность
переходов должна быть такой, чтобы
штампованная деталь имела равномер-
равномерное распределение механических
свойств.
В каждом переходе штамповки опре-
определяют: относительную деформацию
80ТЦ в данном переходе и суммар-
суммарную 8^ с начала формоизменения.
Суммарную деформацию 8г получают
путем складывания логарифмических
Деформаций при последовательном по-
получении различных частей объема.
Суммирование относительных деформа-
деформаций недопустимо. Для расчета относи-
относительную деформацию на каждом пе-
переходе переводят в логарифмическую,
и только тогда их суммируют.
Устойчивость технологического про-
процесса, стойкость инструмента, надеж-
надежность работы автомата зависят от
правильности размеров исходных за-
заготовок и промежуточных размеров по
переходам. Размеры заготовок опреде-
определяют с учетом конечной формы де-
детали. Основное правило — обеспече-
обеспечение заданных размеров готовой де-
детали и зазоров между заготовкой и
инструментом по переходам с учетом
изменения размеров детали после вы-
выталкивания из матрицы и снятия с
оправки. После выталкивания из
матрицы размеры детали увеличивают-
увеличиваются на 0,05—0,6 мм. Поэтому размер
отверстия следующей матрицы учи-
учитывает изменение диаметра и зазор
@,05-н0,02 мм) для гарантированной и
качественной загрузки заготовки в
матрицу.
Важным фактором, определяющим
технологические возможности холод-
холодной объемной штамповки, являются
пластичность применяемого материала.
При этом необходимо учитывать и
возможность разрушения деформи-
деформируемой заготовки в процессе осуще-
осуществления формообразующих операций.
Разработка технологических требо-
требований к оборудованию для формоизме-
формоизменения и выбор оборудования согласно
типажу, выпускаемому , промышлен-
промышленностью, осуществляется на основании
данных о суммарной силе, графике
нагрузки, ходе пуансонов и выталки-
выталкивателей в зависимости от конструк-
конструкции и т. п.
Технологическое задание на проек-
проектирование инструментальной наладки
для многопозициоиного автомата раз-
разрабатывается при непосредственном
участии технолога в процессе проек-
проектирования, изготовления и отладки
технологического процесса.
Расчет экономической эффектив-
эффективности от внедрения процесса холодной
объемной штамповки на автомате по
' сравнению с существующим является
заключительным этапом работы. Су-
Существуют два основных способа реше-
решения технологических задач: теорети-
теоретический и экспериментальный. Теорети-
Теоретический анализ технологических про-
процессов основан на использовании со-
соотношений математической теории
пластичности с учетом реальных
свойств обрабатываемых материалов,
граничных и начальных условий. Тео-
Теоретические методы позволяют с до-
достаточной для практики точностью
определить силу и работу деформи-
деформирования. Однако реализация такого
подхода не позволяет с достаточной
для практики точностью найти термо-
термомеханические параметры реального
процесса. Все большее значение при-
приобретает экспериментально-аналитиче-
экспериментально-аналитический метод определения напряженно"
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ. ПЕРЕХОДОВ
213
Рис. 12. Картины муаровых полос при плоском выдавливании:
а — деформация 0,40; б •— деформация 0,69; в — деформация 1,39
деформированного состояния материа-
материала в поле течения. Наиболее достовер-
достоверную информацию о кинематике тече-
течения, напряженном и деформирован-
деформированном состоянии материала дает метод
муаровых полос. Этот метод позволяет
определить: напряженно-деформиро-
напряженно-деформированное состояние по всему полю тече-
течения в заготовке; наиболее опасные
области с точки зрения разрушения
в детали; форму и характер напряже-
напряжений в инструменте. Все это дает воз-
возможность создавать оптимальный тех-
технологический процесс и разрабаты-
разрабатывать конструкцию инструмента.
Этапные деформации ДА зависят от
деформации при одинаковом угле
контрпуансона:
е 0,40 0,69 1,39
ДА, мм 6,2 2,8 2,2
Картины муаровых полос приведе-
приведены на рис. 12, а: верхний ряд соответ-
соответствует компоненте скоростей vx в
продольном направлении, нижний
ряд— компоненте скоростей vy в по-
поперечном направлении. Границы очага
деформации определяются крайними
полосами муара. На всех картинах
имеется два симметрично располо-
расположенных, относительно оси контрпуан-
контрпуансона, очага деформации. На картинах,
показанных на рис. 12,2 (8=0,40),
имеются три жестких зоны: на входе
в очаг деформации, выходе из очага
деформации, в середине. В отличие от
общепринятых представлений, внутри
очага деформации обнаружены жест-
жесткие зоны, прилегающие к рабочим
плоскостям контрпуансона.
Изолинии скоростей vx и vy имеют
относительно равномерное распределе-
214
ШТАМПОВКА НА АВТОМАТАХ
ние вдоль линий тока. Наибольший
градиент деформации наблюдается в
окрестности углов контрпуансона. Ли-
Линии скоростей vx на контакте инстру-
инструмента с образцом перпендикулярны
к поверхности раздела. Это свидетель-
свидетельствует о том, что трение незначительно
и относительно равномерно распреде-
распределено вдоль контакта.
При 8 = 0,69 (рис. 12, б) сохра-
сохраняется два очага деформации, сим-
симметрично расположенных относитель-
относительно главной оси. В очаге деформации
иет жесткой зоны; вся область охва-
охвачена пластической деформацией. Зона
у контрпуансоиа внутри очага де-
деформации охвачена меньшей деформа-
деформацией, чем иа входе и выходе. Угол
наклона линий муаровых полос (vx)
в месте контакта матрицы и контр-
контрпуансона с образцом заметно отли-
отличается от 90° (особенно на входе и
выходе), т. е. из-за возрастающей
протяженности поверхности контакта
очага деформации с контрпуансоном
и накопленной деформации вдоль ли-
линий тока возрастает контактное трение.
Изолинии скоростей на картинах
муара при 8= 1,39 (рис. 12, в) су-
существенно отличаются от предыдущих
двух вследствие большой неравномер-
неравномерности распределения изолиний ско-
скоростей вдоль линий тока, волнового
характера распределения изолиний
компоненты vy, большого градиента
деформации на выходе из очага де-
деформации; значительного и неравно-
неравномерного угла наклона линий муара
на контактной поверхности.
В основу расчета технологических
переходов, конструирования загото-
заготовок и готовых деталей положены:
условие постоянства объема заготовки
до и после пластической деформации
V3 = Vm (V3 — объем заготовки;
Vm — объем отштампованной заготов-
заготовки или готовой детали) и схемы де-
деформации, определяющие изменение
размеров заготовок в процессе де-
деформирования.
При расчете переходов обработки
на многопозиционных автоматах опре-
определяются: а) деформации по элемен-
элементам заготовки и суммарные значения;
б) форма и размеры заготовок, а также
допуски на них; в) давления; г) рабо-
рабочие ходы пуансонов (ползуна).
Сравнение рассчитанных деформа-
деформаций с допустимыми значениями позво-
позволяет определить основные размеры
заготовок по переходам и правильно
расчленить процесс в зависимости от
числа переходов штамповки. Сумма
логарифмических деформаций
2j8i=8l+es+es+ ... + en,
где 8(, е2, .... еп — логарифмические
деформации по переходам штамповки;
п — число переходов штамповки (п =
= 3,...,5).
Условие постоянства объема при
пластическом деформировании запи-
записывается следующим образом:
еп + 6г2 + егз = 0,
где erj, ..., бгз — главные логарифми-
логарифмические деформации.
Связь между логарифмической е и
относительной еотн деформациями оп-
определяется зависимостью
е = 1п Т=1—•
Для получения детали с заданными
механическими свойствами при из-
известном временном сопротивлении раз-
разрыву калиброванного металла заго-
заготовка должна быть пластически обра-
обработана с деформацией
отн 1,6ств *
При допустимых давлениях на ин-
инструмент, не превышающих для за-
закаленных инструментальных сталей
значений 2200—2500 МПа, удовлетво-
удовлетворительная стойкость инструмента до-
достигается при следующих значениях
предельных относительных деформа-
деформаций: осадка-высадка в ^ 0,5-^0,6; пря-
прямое выдавливание е ^ 0,4-^0,5; реду-
редуцирование е ^ 0,25; обратное выдав-
выдавливание е ^ 0,3-т-0,4.
В крупносерийном и массовом про-
производстве деталей наибольший эко-
экономический эффект дает использова-
использование автоматов для холодной объемной
штамповки, работающих по различным
технологическим схемам. К ним от-
относятся однопозиционные одно- и двух-
ударные, многопозиционные одноудар-
ные и различного рода специализиро-
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
215
4. Технические условия штамповки
шариков
Размеры
шариков,
дюймы
1/2
3/4
Наибольшие
диаметры
полусфер,
мм
О.
13,49
9,85
13,79
20,15
Ширина
или вы-
высота
облоя,
мм
0,5
0,8
Эксцентрич-
Эксцентричность е по
сфере, мм
0,12
ванные автоматы для холодной объем-
объемной штамповки.
Серийно выпускаемые однопозицион-
однопозиционные (с одной формообразующей ма-
матрицей) одноударные холодновысадоч-
ные автоматы предназначены для вы-
высадки заготовок шариков или роликов
подшипников качения и, как показал
опыт, могут быть успешно использо-
использованы для подготовки заготовки под
холодную объемную штамповку, по-
поскольку позволяют с большой про-
производительностью отрезать мерную за-
заготовку от прутка или проволоки и
осадить ее с нужной деформацией для
получения параллельных торцов, фа-
фасок и нужной высоты.
Холодная штамповка шариков и
роликов осуществляется в открытых
и закрытых штампах с облоем и без
облоя. Различают малоотходную штам-
штамповку шариков с минимальным облоем.
В табл. 4 приведены технические усло-
условия штамповки шариков, а на рис. 13
показаны их заготовки.
Наиболее стабильный процесс штам-
штамповки достигается при отношении
13ID3 = 2н-2,3. В этом случае диа-
диаметры полусфер Dj и Da и ширина
облоя 50бл практически не изменяют
своих размеров (колебание не более
10 %). Но высота облоя Лобл, завися-
зависящая от точности размеров заготовок,
качества наладки автомата и его жест-
жесткости, варьируется в широких пре-
пределах.
Объем облоя при штамповке в от-
открытых штампах
Малооблойная штамповка шариков
может быть осуществлена с помощью
Рис. 13. Заготовки шарика, отштампован-
отштампованные на автомате;
а — с обычным облоем: б — о широким
облоем; в — без облоя
изменения гравюры штампа из фасон-
фасонной заготовки с торцами, выполненны-
выполненными в виде усеченных конусов (рис. 14)
с размерами: Нп = @,5ч-0,6) Но; DM =
= 2/3?>0. На рис. 15, а показана схема
штамповки заготовки шарика с кони-
коническими полюсами. Геометрия конуса
определяется диаметром D3 прутко-
прутковой заготовки, по которой строится
его большее основание; образующей
конуса служит касательная к сферам
Z)j (см. рис. 13) или ?>2 в месте пересе-
пересечения ее с торцом заготовки. Наилуч-
Наилучшее заполнение конического полюса
заготовки происходит в случае выбора
угла конуса в пределах 50—55°. Такой
угол соответствует наименьшему со-
/
\
\
/
/
*
Рис. 14, Фасонная заготовка для малооб-
лойной штамповки шариков
216
ШТАМПОВКА НА АВТОМАТАХ
Рис. 15. Схемы малооблойной штамповки
заготовок шариков:
а — с коническими полюсами; б — со сме-
смещением плоскости разъема
противлению металла при заполнении
полюса и выполняется при соотноше-
соотношении размеров заготовки l3lDa = 2,2 -=-
2,4. Некоторый излишек металла,
возникающий из-за неточности от-
отрезанной заготовки, уходит не в об-
лой, а в отверстие для выталкивания
и в полость, примыкающую к кониче-
коническому профилю полюсов. Объем ука-
указанного компенсатора
V =
' \ 12 +~l2"
Dl НЛ
«.¦«-¦§-(.-/¦-#)-
высота конического полюса; d0 = D3 —
— 1Н tg a — диаметр нижнего осно-
основания.
Наряду со специальным фасониро-
фасонированием гравюры или заготовки для
малооблойной штамповки шариков при-
применяют также смещение плоскости
разъема штампов от центра шарика
(рис. 15, б). При этой конструкции
для выталкивания шарика из штампов
на матрице протягивают цилиндриче-
цилиндрический поясок па всю длину смещения
/см плоскости разъема. Избыток ме-
металла, получающийся от неточности
заготовки, компенсируется в основном
увеличением объема ручья и частично
незначительным облоем. Объем ком-
компенсатора
_ nD* г ?>
-~4- ['cm 3—
4 Ф + icu)
(#-'«)']•
При безоблойной штамповке ручью
штампа придается бочкообразная фор-
форма. Сферические полюсы отсутствуют.
Вместо них имеется плоская круговая
поверхность равная сечению заготовки,
удаленная от плоскости разъема на
величину радиуса полусферы. Бла-
Благодаря такой форме штампа металл
у поверхности полюсов в процессе
штамповки не деформируется и, сле-
следовательно, не упрочняется, что сни-
снижает эксплуатационную стойкость ша-
шариков даже после их термической об-
обработки. Кроме того, велик процент
расхода металла и затруднена после-
последующая обработка. Излишний объем а
заготовки (см. рис. 13, в)
V = 2 Го.0873- R BD + Z>3J —
--М-
К штампованным эа»етовкам роли-
роликов диаметром 4—120 мм (табл. 5)
предъявляются следующие требования:
1) геометрическая форма штампован-
штампованных заготовок роликов должна быть
максимально приближена к форме го-
готовых роликов; 2) припуски на шли-
шлифование должны быть минимальными
и обеспечивать получение качествен'
ного ролика.
При разработке технологического
процесса штамповки заготовок роли-
роликов необходимо учитывать: геометри-
геометрические размеры и конфигурацию ро-
роликов, программу их производства,
требования, предъявляемые к качеству
роликов, материал, наличие оборудо-
оборудования и др.
С учетом этих факторов размерный
диапазон штампуемых заготовок ролц-
ков разбит на три группы: 1) ролики
диаметром 4—30 мм, штампуемые иа
различных прессах-автоматах;
2) ролики диаметром 30—60 мм,
штампуемые в холодном состоянии на
более крупных прессах-автоматах или
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
217
5. Ропини диаметром 4 -120 ми
Роли»
ц илиндричесний
крни чесли и
бочкообразный
симметричный асимметричный
отдельных универсальных прессах и
прессах, входящих в состав автомати-
автоматических линий;
3) ролики диаметром 60—120 мм,
штампуемые на отдельных прессах
в холодном и полугорячем состоя-
состоянии.
Технологические процессы штампов-
штамповки заготовок цилиндрических, кони-
конических, бочкообразных роликов диа-
диаметром 4—30 мм на автоматах пред-
представлены в табл. 6.
Процесс штамповки заготовок кони-
конических и цилиндрических роликов
диаметром 4—30 мм на одно- и двух-
ударных однопозиционных автоматах
(рис. 16) заключается в том, что отре-
отрезанная от прутка в ножевой втулке 2
цилиндрическая заготовка 5 перено-
переносится на позицию штамповки, где
подпружиненный стержень 3 заталки-
заталкивает ее в коническую часть матрицы /
с незначительной степенью обжатия
входящей части заготовки. В резуль-
результате такой посадки заготовка прочно
удерживается в конусной полости ма-
матрицы, а ножевая втулка механизма
переноса возвращается в исходное по-
положение, т. е. на позицию подачи
пруткового материала.
Затем пуаисон 4 осуществляет окон-
окончательную штамповку заготовки кони-
конического ролика^ после чего заготовка
ролика удаляется из матрицы вытал-
выталкивателем 6. Избыток металла, не-
необходимый для оформления заготовки,
вытесняется в зазор между пуансоном
и матрицей, в результате чего обра-
образуется облойный поясок. Толщина
облойного пояска зависит от объема
заготовки, жесткости автомата и на-
наладки главного исполнительного ме-
механизма.
Преимуществом штамповки загото-
заготовок роликов на двухударных авто-
автоматах является: получение заготовки
ролика с более точными размерами,
экономия стали вследствие меньших
размеров облойного пояска, сокраще-
сокращение времени на галтовку отштампован-
отштампованных заготовок.
Недостатком этого процесса яв-
является: меньшая (почти в 2 раза)
производительность труда и сравни-
218
ШТАМПОВКА НА АВТОМАТАХ
6. Типовые процессы штамповки роликов диаметром Ь-30мм на автоматах
Ролик
Цилиндрический
конический
бочка,
Процесс
Однаударный
идяолозиционный
Ддухударнкй
однопозиционный
Одноударный
многопозиционный
-Ч
|_
V
тл
i . L / v J. j
тельно более сложная наладка ав-
автомата.
Схемы наладки инструмента при
штамповке заготовок конических ро-
роликов на многопозиционных автоматах
представлены на рис. 17. На пози-
позиции / отрезанная от прутка цилиндри-
цилиндрическая заготовка подвергается закры-
закрытой калибровке с оформлением не-
незначительного радиуса в пределах
0,5—1 мм с одного торца. На пози-
позиции // проводится формообразование
конуса и второй радиусной фаски,
причем радиус фаски в этом случае
значительно больше, чем на первом и
последнем переходах. На позиции ///
осуществляется обжатие — калибровка
заготовки по образующей поверхности
с незначительной деформацией, вслед-
вследствие чего достигаются точные раз-
Рис 16. Схемы штамповки заготовок кони-
конических и цилиндрических роликов
Рис. 17. Схемы наладки инструмента при
штамповке заготовок конических роликов
на многопозиционных автоматах
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
219
меры заготовки ролика без искажения
верхней фаски, образованной на по-
позиции //.
Рассматривая стадии формообразо-
формообразования заготовок конического ролика
за три перехода, можно видеть, что
размеры заготовок по переходам свя-
связаны следующими неравенствами:
h0
ra.
Такой процесс штамповки заготовок
роликов позволяет осуществлять фор-
формообразование фасок вследствие тече-
течения металла с образующей на торец.
На третьем переходе отсутствуют эле-
элементы гравюры пуансона, оформля-
оформляющие фаску.
Процесс штамповки роликов на мно-
многопозиционных автоматах, по сравне-
сравнению с однопозиционными, имеет сле-
следующие преимущества: а) отсутствие
на заготовках роликов облойного
пояска, вследствие чего экономится
металл, отпадает необходимость в та-
такой трудоемкой операции, как гал-
галтовка роликов в барабанах, в резуль-
результате чего снижается шум в цехах, по-
повышается культура производства;
б) достигается лучшая работоспособ-
работоспособность инструмента вследствие наи-
наиболее благоприятного распределения
формообразования заготовки по трем
переходам, создается возможность ис-
использования армированного твердо-
твердосплавного инструмента; в) обеспечи-
обеспечивается более высокая точность разме-
размеров заготовки ролика вследствие мень-
меньших давлений по позициям штамповки,
а следовательно, назначаются меньшие
припуски на шлифование после тер-
термической обработки.
Серийно выпускаемые однопозицион-
ные двухударные холодновысадочные
автоматы предназначены для получе-
получения простых по форме стержневых
деталей с утолщениями методами вы-
высадки за два удара. В этих автоматах
осуществляется отрезка мерной заго-
заготовки и двумя ударами пуансонов —
формообразование утолщения на конце
стержня. При заталкивании отрезан-
отрезанной заготовки в матрицу может прово-
проводиться прямое выдавливание стержня
о деформацией в пределах 20—30 %
под последующую накатку резьбы.
За первый ход ползуна (первый удар)
осуществляется осадка конической го-
головки на стержне заготовки, а при
втором — цилиндрической головки или
иной формы утолщения.
Деформирование части заготовки при
первом ударе в конус применяется
для обеспечения ее большей устойчи-
устойчивости при окончательной высадке во
время второго удара.
Высота осаживаемой части заготовки
А° ~ 0,785dg '
где Кг — объем высаженного утолще-
утолщения; da — диаметр исходной заготовки.
Критерием возможности проведения
высадки является отношение длины
высаживаемой части заготовки к ее
диаметру, т. е. 1|>д = holdo. Кроме этой
величины для правильного выбора
технологического процесса большое
значение имеет отношение диаметра
высаженной головки к ее высоте Л =
= D/H. Поэтому при выборе техноло-
технологических процессов используют выра-
~d~l ~d~' где
отношение Hid, особенно для кор-
коррозионно-стойкой стали, должно быть
не меньше 0,5.
Больший диаметр конуса пуансона
для предварительной осадки
- 0,С5 /B0 - %)* - B0 - f f],
где d — меньший диаметр конуса рав-
равный диаметру заготовки; i|) — текущее
значение отношения длины высажи-
высаживаемой части к диаметру заготовки.
Длина конуса
где б — недоход пуансона до матрицы;
при d = 3-4-7 мм б = 0,5 мм; при d =
= 7-=-12 мм 6 = 0,7 мм; при rf>
¦> 12 мм б = 1,5 мм.
Широкими технологическими воз-
возможностями обладают пятнпозициои-
ные автоматы, используемые для штам-
штамповки как полуфабрикатов шестигран-
шестигранных гаек, так н деталей особо сложной
конфигурации из среднеуглеродистых
220
ШТАМПОВКА НА АВТОМАТАХ
30'
Рис. 18. Заготовка (а) шестигранной гайки
MI ft после штамповки иа четвертом пере"
ходе и расчетная схема объема заготовки,
отсекаемой в районе фаски при образова-
образовании грани (б)
сталей. Особенностями этих автоматов
является не только наличие пяти фор-
формообразующих позиций, но и возмож-
возможность поворота заготовок на 180° при
переносе их между позициями штам-
штамповки, что обеспечивает получение
более сложных высококачественных
Деталей с четко оформленными гра-
гранями и другими элементами по сравне-
сравнению со щтамповкой на трех- и четы-
рехпозиционных автоматах.
Высота заготовки, необходимая для
штамповки гайки,
где V3.,. — объем заготовки шести-
шестигранной части после штамповки на
четвертом переходе; d0 — диаметр ис-
исходной заготовки;
У в. г — •'с Л* a v с. rh у сп
где Vc —• объем цилиндра диаметром D
и высотой Н (рис. 18, а)
Vo = —г— "I
V3 — объем третьего участка заготовки
гайки (наружная фаска)
Vc. ф — объем, отсекаемый в районе
фаски при образовании грани
(рис. 18, б)
G. ф
= 12
6
fl-s'tgoc-tgp/2 s3-tgatgP/2
4 + 24cosfi/2
VCp — остальной отсекаемый объем
— sin р^ (Н — Щ;
Vj, V2. Vit Vf, — объемы элементов
заготовки гайки
nd'l
¦Л;
ы?
12
'—г-1,55.
4
Объем металла, удаляемого при про-
пробивке,
VB = -^-4,89 - Vt - V2.
Объем заготовки гайки без выдры
Аналогичным образом рассчитывают
объемы и высоту заготовки гайки по
первому, второму и третьему перехо-
переходам штамповки.
После разработки технологического
процесса штамповки гайки определяют
рабочий ход ползуна по позициям.
Многопозиционные автоматы для
штамповки стержневых деталей имеют
три, четыре и пять формообразующих
позиций штамповки. Основным их
назначением является изготовление
болтов с наружным шестигранником
ПРОДОЛЬНАЯ УСТОЙЧИВОСТЬ ЗАГОТОВОК ПРИ ВЫСАДКЕ
221
и винтов с внутренним шестигранни-
шестигранником, ступенчатых и шаровых пальцев,
осей и других подобных им деталей.
Общий объем заготовки болта
где
Vt
V
готовки
v,.
я
=
Vi-
V,
(рис.
•19
4
я
,62
•1,!
12
+
= ¦
vt +
объем
19)
•7:
54
9,
я-
•
' 2
(9,792
V, + Vit
элементов за-
я-9,792
4 -™>
+ 8,822 +
,79-8,82);
8,822
4
28,46.
Размеры заготовки по переходам
штамповки рассчитываются также, ис-
исходя из равенства объемов заготовки
и полуфабриката. Так, например, при
выдавливании стержня длина кониче-
конической части
П 2 tg 10° *
Объем усеченного конуса
VK = -^A22 + 9,712+ 12-9,71).
Объем недеформированной части за-
заготовки
Длина недеформированной части
стержня
/ ^осг
1 ~ 0,785d2 •
Длина выдавленной части стержня
i
2~
i
2~ 0.785-9.712 •
Ход ползуна по позициям:
первая позиция — первое редуци-
редуцирование стержня
Si == /3 — к — 68,25 мм;
вторая позиция — высадка заготов-
заготовки диаметром 19,6 мм под головку
и осадка стержня
SII = 5ВЫо — Soo = 13,64 мм, где
^выс = 'х + Л — hx = 12,84 мм;
Soo = h — h — °>8 ММ1
Рис. 19. Расчетные схемы заготовки болта
М10-100 (а) и выдавленной заготовки (б)
третья позиция — второе редуциро-
редуцирование стержня под резьбу и оконча-
окончательная высадка стержня
Sm = Sp — SK -f Soc = 25,3 мм;
где Sp = ' — ход ползуна при
редуцировании стержня под резьбу
болта;
SK = 7r™bs"— Х°Д ползуна при
0O
формировании переходного конуса;
Soc = Aj — h2 = 0,6 мм — ход ползу-
ползуна прн окончательной осадке стержня;
четвертая позиция — обрезка сег-
сегментов круга диаметром 19,6 мм
S06p = Н = 7 мм.
2. ПРОДОЛЬНАЯ
УСТОЙЧИВОСТЬ ЗАГОТОВОК
ПРИ ОСАДКЕ, ВЫСАДКЕ
И РЕДУЦИРОВАНИИ
Устойчивость заготовки необходима
для получения деталей заданной кон-
конфигурации и размеров без нежела-
нежелательных изменений формы. Критерием
продольной устойчивости является от-
отношение а0* = A0/d0 (Ло — длина де-
деформируемой части заготовки; d0 —
ее диаметр), гарантирующее деформи-
деформирование заготовки без изгиба.
222
ШТАМПОВКА НА АВТОМАТАХ
7. Значения показателя
Значения п
По кривым
упрочнения
По С. И. Губкину
упрочнения я
Сталь
20
0,224
0,237
35
0,180
0,175
45
0,170
0,187
20Х
0,191
0,218
40Х
0,170
0,191
65Г
0,131
0,143
о
и
X
ю
со
0,166
0,172
Медь
0,427
0,381
Продольная устойчивость зависит
от факторов, которые можно объеди-
объединить в две группы. К первой группе
относятся: способ закрепления концов
деформируемой заготовки, форма пред-
предварительного набора металла и угол
конической заготовительной полости
пуансона, конфигурация штампуемой
детали и инструмента, смещение точки
приложения деформирующей силы от-
относительно оси заготовки, чистота
среза и угол скоса торцов заготовки,
искривленность оси заготовки, состоя-
состояние рабочей поверхности инструмента
(шероховатость, наличие смазочного
материала и его вид). Ко второй группе
относятся: механические свойства де-
деформируемого металла, исходное со-
состояние заготовки (отожженная, горя-
горячекатаная, калиброванная, величина
зерна, интенсивность упрочнения в про-
процессе пластической деформации, де-
деформация при калибровке) и дефор-
деформация при осуществлении промежуточ-
промежуточных переходов штамповки.
Наибольшее влияние на продольную
устойчивость оказывают отклонение
оси штампуемой заготовки от оси
инструмента и угол у скоса торца.
Отклонение оси высаживаемой за-
заготовки от оси штамповки на 0,ld0
после деформирования возрастает в 3—
5 раз. Этот дефект, однако, сравни-
сравнительно легко устраняется в процессе
подналадки инструмента.
С ростом угла у скоса торца заго-
заготовки до 7° критическое отношение
йо* уменьшается и при у=7—Ю°
сОн. = 1,38т-1,39. Дальнейшее увели-
увеличение v практически не влияет на
устойчивость заготовки при вы-
высадке.
Влияние угла скоса на величину сОн.
можно учесть с помощью эмпириче-
эмпирической формулы, обеспечивающей до-
достаточную степень точности (погреш-
(погрешность не превышает 8%):
Оо, = 1,4 — D,84 /л — 1,4) е~у2/?,
О)
где п — показатель деформационного
упрочнения (табл. 7).
Влияние отклонений формы исход-
исходной заготовки на величину сОн. можно
также учесть путем корректирования
расчетных данных с помощью по-
поправочного коэффициента kT:
Осадка заготовки, отрезанной:
на токарном станке .... 1
пилой 0,9
на сортовых ножницах . . 0,8
Высадка на автомате утолще-
утолщения заготовки, отделенной от
бунта механизмом отрезки . . 0,85
Предельные значения свободной дли-
длины ft0 деформируемой части заготовки
в зависимости от формы и диаметра D
высаживаемой головки при двухпере-
ходной высадке показаны на рис. 20.
Устойчивость при предварительной
высадке может быть повышена приме-
применением конического наборного пуансо-
пуансона с цилиндрическим участком, так
как благодаря этому увеличивается
жесткость закрепления концов. Угол
конуса влияет иа устойчивость заго-
заготовки как при предварительном на-
наборе, так и при последующем формо-
формообразовании.
С уменьшением угла 2 Р конуса
1устойчивость заготовки на первом пе
ПРОДОЛЬНАЯ УСТОЙЧИВОСТЬ ЗАГОТОВОК ПРИ ВЫСАДКЕ
223
ш
1-
ф/у
%
Jo
щ
t
f
1
Рис. 20. Предельное значение ft0 в зависимости от формы и диаметра D высаживаемой го-
головки
реходе высадки возрастает (рис. 21),
однако на последующих переходах
вероятность потери устойчивости мо-
может увеличиться.} На первом переходе
набор металла необходимо осуще-
осуществлять коническим пуансоном с оп-
оптимальным углом конусности. Наруше-
Нарушение этого требования может привести
к образованию кольцевой складки
в месте перехода от цилиндрической
части утолщения к конической. При
окончательной высадке утолщения из
такого предварительного набора при
2{5 ;> 20° и отсутствии радиуса перехо-
перехода в месте сопряжения цилиндра и
конуса образуется кольцевая риска
или даже складка. Благоприятное те-
течение металла при высадке кониче-
конических головок достигается при 2р" =
= 12-М50.
Металлы с высокой интенсивностью
деформационного упрочнения имеют
более высокое значение й0». Предвари-
Предварительное упрочнение под действием хо-
холодной пластической деформации сни-
снижает предельное значение а^.
На рис. 22 показаны наиболее часто
применяющиеся схемы осадки н вы-
высадки.
При осадке и высадке деталей по
схемам, приведенным на рис. 22, а—д,
из материалов, неупрочненных пред-
предварительной холодной деформацией,
например калибровкой волочением,
'¦¦hr> B)
где п — показатель упрочнения; v —
коэффициент, учитывающий влияние
жесткости закрепления концов заго-
заготовки (см. рис. 22).
При высадке деталей из волоченных
прутков или проволоки
flo.i =
где а'о — экстраполированный предел
текучести; Ь — коэффициент (рис. 23
н 24).
При высадке утолщений из неупроч-
ненного металла величина c0H!l может
быть определена с помощью уравнений,
предложенных А. Г. Овчинниковым
и А. X. Грайфером, учитывающих
влияние угла 2{5 раствора конической
полости высадочного инструмента.
В случае получения утолщений в ви-
виде усеченного конуса с цилиндри-
цилиндрическим участком на вершине (см.
рис. 22, г)
а " /- ' ¦
*1 — д., У п ,->,, ,2М/2 ^
1
—tf \—k3
D)
4v V П A _ fe2K/
2 tg p
= 0. E)
In
л
——J
10
SB
70
Рис. 21. Зависимость й0» от угла конуса
при предварительном наборе металла:
/ — для меди (п = 0,43); 2 — для стали
20 (п — 0,22)
224
ШТАМПОВКА НА АВТОМАТАХ
Рис. 22. Наиболее распространенные схемы осадки н высадки:
а) V = I; б) \ — 0,495-н0,507; в) v = 0,354-j-0,35S; г) v = 0,318-5-0,321; д)
0,477; е) v = 0,5; ж) v = 0,5
V = 0,45-5,
При высадке утолщений в виде
двух усеченных конусов (см. рис. 22, е)
П г-
1 == ~л— V П
4V
участком со стороны малого диаметра
(см. рис. 22, Ж) на следующем пере-
переходе высадки можно приблизительно
рассчитать по уравнениям:
1 1-,
3 tgp к3
F)
¦4V
¦ = 0, G) при
^
Я/
У
(8)
где ? = —^- (d — текущее значение
диаметра высаживаемой части заго-
тйвки); 2f5 — угол конуса.
Величину v в формулах D)—G)
рекомендуется принимать равной 0,5.
Условие устойчивости предваритель-
предварительно сформированного утолщения в виде
усеченного конуса с цилиндрическим
4,84/га'
' 700
500
300
X
0.2
при к0
где кп =
(/ij — высота конической части заго-
заготовки после промежуточного набора;
d0 — начальный диаметр цилиндриче-
Рис. 23. Зависимость о'0 от относительной
деформации ев при волочении сталей;
1) 08кп; 2) 15кп; 3) 25; 4) 45Х
Рис. 24. Зависимость коэффициента 6 от
относительной деформации ев при волоче-
волочении сталей:
/ — низкоуглеродистых; 2 — средиеугле-
родистых и хромистых
ПРОДОЛЬНАЯ УСТОЙЧИВОСТЬ ЗАГОТОВОК ПРИ ВЫСАДКЕ
225
ской части образца); a0ll:2 = ho2/do (Л02 —
высота цилиндрической части заго-
заготовки).
Путем подстановки уравнения A0)
в уравнения (8) и (9) получим зави-
зависимость аО:(.2 = / (<*) ПРИ заданном уг-
угле Р и показателе деформационного
упрочнения га.
Уравнения (8) и (9) выведены для
случая осуществления промежуточного
набора из материалов, неупрочненных
холодной пластической деформацией.
Интенсивность упрочнения волоченных
сталей, начиная со сравнительно не-
небольших деформаций (деформация г =
= 0,05^-1), существенно ниже, чем
интенсивность отожженных и горяче-
горячекатаных, и будет тем меньше, чем
больше деформация при волочении.
В связи с этим и рассчитанные по урав-
уравнениям D) и E) величины aOti будут
несколько завышенными.
Максимально допустимая относи-
относительная высота заготовки, которую
можно высаживать без потери устой-
устойчивости за два перехода при заданном
угле конуса, определяется предельно
допустимыми первоначальными отно-
отношениями do*! при первом и аО:(.2 при
втором ударах:
о0* = flo*i + ао*г- (И)
Величину а0!е1 рассчитывают по урав-
уравнениям D) и E), а затем определяют
величину и:
ae.i = « + 2«iltgp + -|-«»tg»p. A2)
Используя уравнения (8) и A0) и
(9) и (№), определяют величину а0:(:2.
Для снижения трудоемкости вы-
вычислений расчеты по формулам D)—
A2) целесообразно выполнять с по-
помощью ЭВМ.
При редуцировании стержневых де-
деталей типа ступенчатых валов, осей
и им подобных в холодном состоянии
(рис. 25) предельное отношение aOs,p =
= ljdo, гарантирующее деформирова-
деформирование заготовки без изгиба, можно рас-
рассчитать по уравнению, предложенному
В. Я- Герасимовым:
-~wv -s^s
где Е^ = dejde, — касательный мо-
модуль упрочнения.
Напряжение течения crs определяют
по кривым упрочнения при сжатии для
соответствующих деформаций; в слу-
случае редуцирования заготовок из ото-
отожженных или горячекатаных сталей
деформация определяется по уравне-
уравнению е = In —.— (/oi — длина реду-
цируемой части заготовки до дефор-
деформации, I — длина редуцируемой части
заготовки после редуцирования). В слу-
случае редуцирования заготовки из воло-
волоченой стали величину as устанавли-
устанавливают для деформации е = ев + ер
(здесь ев — деформация при волоче-
волочении).
В, =2
Bl^I}
— cos a
h
где d0 — исходный диаметр заготовки;
ц — коэффициент трения в зоне кон-
контакта заготовки с редуцирующей ма-
Рнс. 25. Схема редуцирования заготовки
П/р Г. А. Навроцкого
226
ШТАМПОВКА НА АВТОМАТАХ
ПРОДОЛЬНАЯ УСТОЙЧИВОСТЬ ЗАГОТОВОК ПРИ ВЫСАДКЕ
227
Рис. 26. Рекомендации для упрощенного расчета наборных конич
трицей; h, d — соответственно высота
и диаметр калибрующего пояска реду-
редуцирующей матрицы; 2а — двойной угол
входного конуса матрицы.
Величина v для процесса редуциро-
редуцирования составляет приблизительно 0,5.
При расчетах конических наборных
переходов высадки и проектировании
соответствующих пуансонов можно вос-
воспользоваться также рекомендациями
фирмы «Нейшнел Машинери» (рис. 2G).
1еских переходов
На рис. 27 приведены рекомендуе-
рекомендуемые этой фирмой конфигурации пред-
предварительных утолщений, гарантиру-
гарантирующие устойчивость и качественное
формирование головок различных
стержневых деталей типа болтов, вин-
винтов н шурупов при двухпереходнои
высадке.
Устойчивость заготовки при фор-
формировании головок большого объема,
Для которой требуется два-три пере-
Оптииальные конфигурации предварительных утолщений при двухударной вы-
2.25
Рис. 28. Схема высадки скользящим пуансоном
хода высадки, может быть обеспечена
при штамповке по схеме, показанной
на рис. 28.
Высадка заготовки 1 осуществляется
скользящим пуансоном (сердечником)
2 в предварительно сомкнутых подвиж-
подвижной 3 и неподвижной 4 матрицах.
Этим способом можно получать как
предварительную форму заготовки для
дальнейшей высадки в открытом или
закрытом штампе, так и окончательно
формировать утолщение.
Условие устойчивого протекания
данного процесса ао% < 2,25.
Обеспечить устойчивость длинных
заготовок при однопереходной осадке
или высадке можно также с помощью
способа, разработанного фирмой «Вер-
сон» (рис. 29). Сущность метода заклю-
заключается в комбинировании поперечного
выдавливания скользящим пуансоном
и осадки (высадки), осуществляемых
за один ход пресса.
Исходную заготовку 1 помещают
в контейнер 2, поддерживаемый в на-
начальном положении пружинным, пнев-
пневматическим или гидравлическим бу-
буферами Т на некотором расстоянии s
над неподвижной нижней плитой или
матрицей 3. Заготовка 1 нижним тор-
торцом упирается при этом в выталкива-
выталкиватель 4 штампа. При перемещении
пуансона 5 в направлении штамповки
происходит поперечное истечение ме-
металла в зазор s между контейнером 2
и матрицей 3. Постоянный зазор s
поддерживается буфером Т, который
противодействует силам трения между
заготовкой 1 и стенками контейне-
контейнера 2, стремящимися переместить кон-
контейнер в сторону матрицы 3.
После вытеснения металла заготов-
заготовки / из контейнера 2 образуется утол-
утолщение 7, устойчивость которого позво-
позволяет при дальнейшем ходе ползуна
пресса осадить металл до окончатель-
окончательного размера. На этой заключитель-
заключительной стадии штамповки деталь 6 креп-
крепления пуансона 5 набегает на верхнюю
плоскость контейнера 2, происходит
осадка (высадка) заготовки как бы
плоским бойком, образованным тор-
торцом пуансона 5 и нижней плоскостью
контейнера 2.
228
ШТАМПОВКА НА АВТОМАТАХ
S 6
Рис. 29. Схемы осадки и высадки в штампе с плавающим контейнером:
е, б «г- осадки плоскими плитами; в, г — осадки в матрице; д, е ^ высадки в матрице
ПРОГНОЗИРОВАНИЕ РАЗРУШЕНИЯ ПРИ ВЫСАДКЕ
229
3. ПРОГНОЗИРОВАНИЕ
РАЗРУШЕНИЯ МЕТАЛЛА
ПРИ ХОЛОДНОЙ ВЫСАДКЕ
ная В. Л. Колмогоровым и А. А. Бо-
гатовым:
Для прогнозирования разрушения
металла при холодном пластическом
деформировании необходимо иметь кри-
критерий, устанавливающий взаимосвязь
степени использования запаса пластич-
пластичности *F с зависимостью е = 8 (К)
изменения показателей напряженно-
деформированного состояния в области
лероятного разрушения деформируе-
деформируемого тела и зависимостью пластичности
деформируемого металла ер от показа-
показателя К = ао/а (<т„ = ffj + ст2 + Стз;
а — интенсивность напряжений;
в — интенсивность деформации).
Из существующих критериев раз-
разрушения в расчетной практике широко
применяется зависимость, предложен-
предложенгде п — число этапов деформирования}
щ — коэффициент, зависящий от ма-
материала.
Если зависимости ер = ер (К) и
е = е (К) представлены в виде графи-
графиков, то удобно использовать графиче-
графический метод, основанный на гипотезе
суммирования повреждений и пред-
предположении о линейном законе накопле-
накопления повреждений. Метод реализуют
следующим образом.
Зависимость е = 8 (К) (рис. 30, кри-
кривая 2) заменяется эквивалентной по-
последовательностью деформирований
при К= const, т.е. при К%, К2
Кп материальная частица деформн-
К, К
Рис, 30, Графический способ определения разрушающей деформации е з
1 — диаграмма пластичности; 2 — программа нагружения 8 = е {К); 3 « искомая
зависимость W = Чг (е) — результат графического построения
230
ШТАМПОВКА НА АВТОМАТАХ
руемого тела получает приращения
интенсивности деформаций соответ-
соответственно Aej, Де2, ..., Аеп (см. правую
часть рис. 30). Из /Ci восставляем
перпендикуляр. Точка его пересече-
пересечения с диаграммой пластичности sp =
= 8р (/С) определяет пластичность ма-
материала ер1, соответствующую дефор-
деформированию металла при К = /Cj =
= const. В предположении линейного
еакона накопления повреждений при
таком деформировании, интенсивность
использования запаса пластичности бу-
будет определяться значениями угла ocj
(см. левую часть рис. 30), а ее прира-
приращение ДЧ^ определится как абсцисса
точки А пересечения линии OD и
линии, проведенной параллельно оси W
из точки пересечения перпендикуляра
/CiBpj с кривой 2.
АВ
Из треугольника АОВ ДТ = =
= —— , а из треугольника OCD сле-
8 i
дует tg ах = CDlOC= epl, откуда
ДЧ'1=——, т.е. приходим к из-
вестному выражению степени исполь-
использования запаса пластичности, что под-
подтверждает правильносгь графического
построения.
Для второго этапа нагружения вос-
воспроизводим аналогичную процедуру
0,5
цг
О -0,5 -1
а) I)
Рис. 31. Зависимости е — е (К) (а) и е =
=? (——\ (б) в зоне экваториального се-
сечения бочки — при высадке для различных
значений параметра Л0/</0:
1, Г — 1,5; 2, 2' — 1,2; 3, 3' — 1,0; А —
момент окончания формообразования го-
головок болта в примере по прогнозированию
разрушения
построений. После определения ин-
интенсивности использования запаса пла-
пластичности, выражаемой углом а2, для
второго этапа нагружения из точки А
проводим линию под углом сх2 к оси 4f.
Абсцисса точки 6 пересечения этой
линии с линией, проведенной парал-
параллельно оси *F из точки пересечения
перпендикуляра /Сгер2 с программой
нагружения, определяет приращение
ДЧ'г» полученное материальной части-
частицей на втором этапе. Последователь-
Последовательность построений для второго этапа
проиллюстрирована на рис. 30 знач-
значками, где в кружке цифрой указаи
номер операции построения.
Аналогичные построения воспроиз-
воспроизводят для остальных участков де-
деформирования. Через полученные точ-
точки проводится кривая 3, которая вы-
выражает характер использования за-
запаса пластичности *F для рассматри-
рассматриваемых материала и программы на-
нагружения.
Ордината точки пересечения пер-
перпендикуляра, восставленного от оси Чг
при значении V = 1, и кривой 3
определяет значение разрушающей ин-
интенсивности деформации еР. На кри-
кривых 2 а 3 момент разрушения показан
значком *
Зависимость е = е (К) следует опре-
определять в области наиболее вероятного
разрушения деформируемого объема.
Для осадки и высадки такой зоной
является элемент свободного контура
деформируемой части заготовки в об-
области экваториального сечения «боч-
«бочки».
Определение зависимости е=е (К)
для высадки с достаточной точностью
можно осуществить, используя экспе-
экспериментально-аналитический метод
Г. А. Смирнова-Аляева. Рассчитанные
по результатам измерения искаженной
деформацией координатной сетки ве-
величины К и е для различных отноше-
отношений ho/do представлены на рис. 31, б
и 32, б. Для установления связи
между локальной интенсивностью де-
деформации в зоне вероятного разруше-
разрушения б и относительной деформацией
высаживаемого объема необхо-
fto
димо располагать зависимостью 8 =
= б (ДЛ/Л0), где ДА—разница между
ПРОГНОЗИРОВАНИЕ РАЗРУШЕНИЯ ПРИ ВЫСАДКЕ
231
высотой h0 высаживаемой части об-
образца до высадки и высотой А ее после
высадки. Состояние поверхности де-
деформирующего инструмента и смазка
были одинаковыми для всех образцов.
Для различных вариантов высадки
интенсивность деформации имеет сла-
слабую зависимость от отношения ho/do,
а показатель К существенно зависим
от этого параметра. Наиболее «жесткие»
значения показателя К соответствуют
отношению holdo, близкому к единице.
Однако это не позволяет сделать одно-
однозначного заключения о необходимости
использования при высадке заготовок
с большими отношениями ho/do, так
как в последнем случае при более
«мягких» схемах напряженного со-
состояния при высадке головок одного
и того же объема требуются большие
деформации. Окончательный вывод об
оптимальности того или иного процесса
высадки можно сделать только после
прогноза разрушения.
Разрушение при высадке прогно-
прогнозируется по следующему алгоритму.
1. Для рассматриваемой схемы вы-
высадки по соответствующим полученным
на модельном, пластичном материале,
диаграммам е = 8 (К), е = е (&hih0)
и рассчитанным значениям Aft//i0 и
hjdo определяют значения Кн и Кк
в начале и в конце деформирования,
а также интенсивность деформации ек
в элементе, расположенном в зоне
наиболее вероятного разрушения.
2. Выбирают соответствующую де-
деформируемому материалу диаграмму
пластичности sp = ер (К) (рис. 33).
Если она отсутствует, то ее следует
построить, подобрав методы испыта-
испытаний, обеспечивающие соответствие зна-
значений Кп, Кк, Но Для испытаний и
анализируемого процесса. При этом
интервал изменения показателя К
в испытании должен перекрывать зна-
значения Кн и Ки-
3. Выбирают соответствующий кри-
критерий разрушения и рассчитывают
степень использования запаса пластич-
пластичности в анализируемом процессе, ис-
используя данные пунктов 1 и 2.
Пример. Определить степень использо-
использования запаса пластичности W при холод-
холодной высадке головки болта по двум ва-
вариантам технологии. Исходные данные.
Первый вариант: высота высаживаемой
части заготовки й01 = 19,2 мы; диаметр
Рис. 32. Зависимости Е = ? (К) (а) и? =
= е(—^ (о) в зоне экваториального се-
V п„ I
чения бочки при высадке для различных
значений параметра —~ :
d
1 — 1,5; 2
1,0
заготовки din ~ 12,02 мм; tiojdoi = 1,5.
Второй вариант: hm =- 14,65 мм; dm =
= 14,65 мм; hO2/do2 ~ 1; коиеччая высота
высаженной головки /;, — /ь — б мм
(рис. 34).
ДА, 19,2 -5
Относительная осадка -,— = — =
/201 19,2
= 0,74 Для первого вяраша высадки;
Aft, 14,65 — 5 „ „„
-7Г~ — ТТТк ' — °'62 ДЛЯ ВТОРОГО
А02 14,65
варианта высадки.
На диаграмме с = е (Aft/fto) и е = 8 (К)
(см. рис. 31), соответствующей схеме де-
деформирования — высадка, восставляем
перпендикуляр из значения Ah/ha — 0,74.
Из точки его пересечения д с кривой 1
для значения holdo = 1,5 проводим линию,
параллельную оси абсцисс, До ее пересе-
пересечения с кривой 1', определенной для зна-
значения fto/do — !.5. Отрезок кривой 1'
(выделен на рис. 31, а толстой линией)
между е = 0 и значением 8^, соответ-
соответствующим точке пересечения г, будет
V
-—-—
1,0
2,ОК
Рис. 33. Диаграммы пластичности:
/ — армко-железо; 2 — сталь СтЗ;. 3 —•
сталь 12ХНЗА; 4 — сталь 20; 5 — сталь 35
232
ШТАМПОВКА НА АВТОМАТАХ
' />»;= /.Si/,
h,=h,
ТЕХНОЛОГИЧЕСКИЕ СМАЗКИ ПРИ ВЫСАДКЕ
233
Рис. 34. Степень использования пластичности при высадке головок болта;
1,2-— программы нагружения в экваториальной зоне поверхности юбочки» высаживае*
мой головки болта для —~ — 1,5 н 1,0 соответственно; 3 '—диаграмма пластичности
"О
стали 35; 4, 5 — зависимости степени использования запаса пластичности W от 8; 6t
7 — зависимости е = е (—\ для hjdo =1,5 и 1,0 соответственно; % —• момент
разрушения; д — конец формообразования головок болта; О, • — экспериментальные
значения —— в момент разрушения при высадке при -— — 1,5 и 1,0 соответственно;
а — первый вариант высадки; б — второй вариант высадки; в — головка болта после
высадки по обоим вариантам
характеризовать зависимость е = е (К)
для зоны вероятного разрушения при
высадке головки болта с fto/cfo = U5 и
относительной деформацией ДЛ/Л0 = 0,74.
Аналогично, соответствующую зависимость
получим и для второго варианта высадки
[по кривой 3' (рис. 31, а) выделена тол-
сгон линией]. Эти зависимости представ-
представлены па рис. 34 кривыми 1 я 2. По рис. 33
выбирают диаграмму пластичности для
стали 35 (кривая .5). Так как исходная
информация в рассматриваемом случае
графическая, то использовать графический
метод более целесообразно. По этой ме-
методике построены зависимости >F, = Ч\ X
X (к),; ЧГ2 = Ч/2 (еJ (кривые 4 и 5), из
которых следует, что степени использова-
использования запаса пластичности в момент завер-
завершения формообразования головки болта
для обоих технологических процессов
одинаковы и составляют ЧТ, = \Р2 = 0,8.
Неблагоприятная схема напряженного
состояния Для второго варианта высадки
полностью компенсируется меньшей осад-
осадкой, необходимой для обеспечения де-
деформации заготовки до заданной высоты.
Продолжвя построения, можно осу-
осуществить прогноз разрушения для обоих
вариантов. На кривых 1 — 7 момент раз-
разрушения обозначен *, а разрушающие
интенсивности деформации сдвига обо-
обозначены гР, вР,
Практически более удобно прогнози-
прогнозировать разрушение через критическую
осадку (——V . С этой целью для пере-
хода от рассчитанных разрушающих нн-
тенсивностей деформаций еР н еР к раз-
(ДЛ ч р / ЛЛ чр
—,— V и I—,— г
«о /| V «о /2
/ Д/i ч
использованы зависимости в = е I——1
(кривые б, 7 на рис. 34) для соответству-
соответствующих значений hOt'do. Разрушающая осад-
осадка для первого варианта высадки оказа-
»• / Дг1 \ П
лась больше, чем для второго ( —I' =
= 0,82 > 0,7 - DVl
Известные критерии деформируемо-
деформируемости позволяют предсказать момент
1
разрушения. Наряду с этим важно
знать, в какой мере следует использо-
использовать запас пластичности деформируе-
деформируемого металла, чтобы в сочетании с по-
последующей термической обработкой
обеспечить в изделии высокие эксплуа-
эксплуатационные свойства. В проведенных
Г. А. Навроцким и В. Г. Шибаковым
исследованиях установлен оптималь-
оптимальный интервал степени использования
запаса пластичности. Для сталей
38ХГН, 38ХМ и 40ХН2МА наилучшее
сочетание характеристик прочности и
пластичности достигается в случае,
если степень использования запаса
пластичности при холодной деформа-
деформации, предшествующей термической об-
обработке, составляла Т = 0,5-ь0,7. Для
значений V > 0,8 наблюдается резкое
ухудшение указанных свойств. Это
явление необходимо учитывать при
расчете технологических переходов хо-
холодной объемной штамповки, ограни-
ограничивая степень использования запаса
пластичности, особенно в наиболее
нагруженных при эксплуатации се-
сечениях изделия, значениями Ч'^ 0,7.
Таким образом, при наличии сведе-
сведений о диаграмме пластичности об-
обрабатываемого материала, программе
нагружения в области вероятного раз-
разрушения на стадии разработки тех-
технологического процесса можно опре-
определить степень использования запаса
пластичности деформируемого метал-
металла, момент и вид разрушения.
При известной зависимости между
степенью использования запаса пла-
пластичности и свойствами металла мо-
может быть предсказана его эксплуата-
эксплуатационная надежность. Из альтернатив-
альтернативных вариантов технологического про-
процесса штамповки можно выбрать оп-
оптимальный, обеспечивающий высокие
эксплуатационные характеристики из-
изготовляемой детали.
4. ЖИДКИЕ
ТЕХНОЛОГИЧЕСКИЕ СМАЗКИ
ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ
ШТАМПОВКИ И ВЫСАДКИ
НА АВТОМАТАХ
Для холодной объемной штамповки
н высадки стальных деталей на авто-
автоматах наиболее эффективно и часто
применяется фосфатирование с по-
последующим омыливанием. Однако фос-
фосфатирование имеет следующие недо-
недостатки: а) сложность и токсичность
процессов фосфатирования; б) загряз-
загрязнение рабочих полостей штампа остат-
остатками смазочного материала; в) при
изготовлении деталей на- холодновы-
садочных автоматах из фосфати.рож»н~
ного металла в мотках торец заготовки
после отрезки оказывается без фосфа-
тированного слоя (технологической
смазки), и поэтому операции обрат-
обратного выдавливания невыполнимы;
г) невозможность фосфатирования за-
заготовок из легированных сталей и
сплавов; д) необходимость использо-
использования больших площадей под обору-
оборудование для фосфатирования.
Замена фосфатных покрытий жидки-
жидкими технологическими смазками яв-
является актуальной задачей, поскольку
это позволит заметно улучшить усло-
условия труда, упростить технологиче-
технологический процесс высадки деталей из ста-
сталей, повысить производительность тру-
труда, расширить технологические воз-
возможности процессов холодной высадки
на автоматах.
Попытки замены фосфатных покры-
покрытий различными жидкими маслами
оказались безрезультатными. Маловяз-
Маловязкие смазки без антифрикционных на-
наполнителей не создают надежной раз-
разделительной пленки между контак-
контактирующими металлическими поверх-
поверхностями, что приводит к росту давле-
давления при высадке, ухудшению качества
поверхности, резкому снижению стой-
стойкости инструмента. Введение в состав
смазок твердых антифрикционных на-
наполнителей типа мела, графита, суль-
сульфида цинка, дисульфида молибдена,
а также высоковязких компонентов,
например воска, стеарина, вазелина,
снижает технологичность процессов вы-
высадки. Твердые наполнители, скапли-
скапливаясь в штампе, приводят к некоторому
изменению геометрии ручья и засо-
засоряют систему подачи смазки.
Вопрос замены антифрикционных
фосфатных покрытий жидкими тех-
технологическими смазками без твердых
наполнителей может быть решен при
введении в жидкую основу противо-
задирных, антифрикционных и про-
тивоизносных присадок, значительно
234
ШТАМПОВКА НА АВТОМАТАХ1
не меняющих ее физико-химических
свойств. Такие присадки должны по-
повышать вязкость и поверхностную
активность смазок в достаточной сте-
степени, чтобы последние удерживались
на поверхности заготовок и инстру-
инструмента в течение рабочего цикла, обес-
обеспечивая надежное разделение контак-
контактирующих металлических поверхно-
поверхностей. В качестве основы для жидких
технологических смазок применяют ми-
минеральные масла с необходимой вяз-
вязкостью, способные хорошо совмещаться
с присадками. Антифрикционные при-
присадки — это жиры животного или ра-
растительного происхождения, синтети-
синтетические сложные эфиры, высокомоле-
высокомолекулярные жирные кислоты и т. п.,
способствующие образованию пленок,
разделяющих контактирующие" метал-
металлические поверхности. Противозадир-
ные и противоизносные присадки со-
содержат в больших количествах серу
и хлор, необходимые для образования
на контактных поверхностях сульфи-
сульфидов и хлоридов железа.
Применяемые в холодновысадочных
автоматах системы подачи смазки либо
вообще не предусматривают примене-
применение жидких технологических смазок,
либо раздельные системы подачи этих
смазок не обеспечивают гарантирован-
гарантированного разделения технологических сма-
смазок от смазок для узлов трения автома-
автоматов (смешение превышает 20 %). В раз-
различных системах раздельной подачи
технологической смазчки и смазки для
узлов треиня происходит разбавление
первой минеральными маслами, пода-
подаваемыми к узлам трения, что приводит
к быстрому недопустимому ухудшению
свойств дорогостоящей технологиче-
технологической смазки и необходимости ее за-
замены.
Поскольку разделение систем подачи
технологической смазки и смазки
трущихся поверхностей холодновыса-
холодновысадочных автоматов встречает опреде-
определенные трудности и не предусматри-
предусматривается при конструировании большин-
большинства автоматов, технологическая смаз-
смазка должна быть применима как для
технологических целей холодной вы-
высадки, так и для смазывания узлов
трения автоматов. В этом случае в ха-
характеристики и конструкцию систем
подачи технологической смазки авто-
автоматов должны быть внесены соответ-
соответствующие изменения (увеличен объем
заливаемой в автомат технологиче-
технологической смазки с учетом ее охлаждающей
функции, повышена производитель-
производительность систем подачи смазки на позиции
высадки и т. п.).
С точки зрения экономической целе-
целесообразности разработки по созданию
раздельных систем подачи двух соста-
составов смазки следует считать перспек-
перспективными.
Сравнительные лабораторные техно-
технологические испытания ряда жидких
технологических смазок, в том числе
В-32к и Укринол 5/5, а также пасто-
пастообразной смазки Сульфидол М-127
и фосфатного покрытия проводились
при прямом выдавливании с деформа-
деформацией е = 0,6 стержневых деталей с ци-
цилиндрической головкой из отожженных
образцов диаметром 15 мм и длиной
40 мм, изготовленных из сталей 10,
35, 40Х и ЗОХГСА. Для выяснения
влияния материала инструмента на
силу выдавливания матрицы были из-
изготовлены из стали Х12Ф1 (HRCg
60—62) и твердого сплава ВК20. Фи-
Физико-химические и технологические
свойства указанных смазок, а также
технологической смазки ЭМБОЛ-3,
разработанной ВНИИПКнефтехимом
для процессов холодного объемного
деформирования, приведены в табл. 8.
На рис. 35 приведено изменение силы
холодного выдавливания в зависимо-
зависимости от перемещения пуансона. В ходе
испытаний фиксировались максималь-
максимальная сила выдавливания, сила выдавли-
выдавливания в стадии установившегося про-
процесса, а также сила выталкивания
полученной заготовки из матрицы.
Результаты измерений максимальной
и установившейся силы холодного
выдавливания приведены на рис. 36.
Пастообразная смазка Сульфидол
М-127 снижает максимальную силу
примерно на 10%, а технологические
смазки (Укринол 5/5 и В-32к — для
сталей Юкп и ЗОХГСА) повышают ее
на 10—15 % по сравнению с фосфат-
фосфатным покрытием. Влияние смазок на
стадии установившегося процесса ана-
аналогично влиянию1 на участке макси-
максимальной силы.
Разность значений максимальной и
установившейся силы холодного вы-
ТЕХНОЛОГИЧЕСКИЕ СМАЗКИ ПРИ ВЫСАДКЕ
235
8. Физико-химические показатели технологических смазок
Показатель
Внешний вид
Кинематическая вязкость
при 50 °С, мм2/с
Плотность, г/см3
Содержание воды, %
Температура вспышки, °С
Содержание механиче-
механических примесей, %
Зольность, %
Коэффициент трения при
осадке кольцевых загото-
заготовок
Технологическая смазка
ю
т
СО
СО
о
сан
СО
т
о
ю «э
-^СО
ю —.
о
к со
СО
о
W
S
СП
Масляная жидкость темно-
коричневого цвета
30
1,0
Следы
130
0,08
1,3
0,050
75
1,1
Отсут-
Отсутствует
190
0,02
0,14
0,057
35
0,94
Следы
160
0,03
0,22
0,060
а
|
•е
ч
>>
о
Пасто-
Пастообразная
жидкость
черного
цвета
520
1,9
Отсут-
Отсутствует
120
0,045
СМ
О
К
о
со
Масляная
жидкость
соломен-
соломенного
цвета
17—23
Следы
180
0,005
0,090
Примечание. Выдерживают испытание на коррозию.
давливания в значительной степени
характеризует устойчивость протека-
протекания процесса. Чем меньше эта раз-
разность, тем стабильнее протекает про-
процесс выдавливания. Это может быть
объяснено различной эффективностью
технологических смазок. Чем лучше
технологические смазки разделяют кон-
контактирующие металлические поверх-
поверхности, тем меньше разность сил вы-
выдавливания. По этому показателю
Сульфидол М-127 является наиболее
эффективной смазкой.
Анализ результатов испытаний тех-
технологических смазок в матрицах, из-
изготовленных из стали Х12Ф1 и твер-
твердого сплава ВК20, показал:
1) максимальная и установившаяся
силы холодного выдавливания в твер-
твердосплавной матрице значительно ниже,
чем в стальной;
2) сила выталкивания выдавленных
деталей из стальной матрицы, как
Ход, мм
Рис. 35. Изменение силы холодного выдав-
выдавливания образцов:
0 —а — начальная стадия процесса; а—2 —
заполнение контейнера и конической ча-
части матрицы; 2—Ь — начало течения (за-
(заполнение калибрующего пояска матрицыK
Ь—с — стадия установившегося процесса
выдавливания; c~-d — разгрузка
236
ШТАМПОВКА НА АВТОМАТАХ
150
т
в ф с
ьох
Рис. 36. Максимальная и установившаяся силы холодного выдавливания образцов в за-
зависимости от типа смазочного материала, материалов образца и инструмента:
А — твердосплавная матрица (ВК.20); Б — стальная матрица (сталь Х12Ф1, HRC3
60 — 62); У — Укрииол 5/5; В — В-32к; Ф — фосфатное покрытие с омыливанием; С —
сульфидол М-127; заштрихованные участки — средняя сила выдавливания на стадии
установившегося процесса; штриховая линия — максимальная сила выдавливания
правило, выше, чем из твердосплав-
твердосплавной; при использовании технологиче-
технологической смазки Сульфидол М-127 сила
выталкивания наименьшая, а при при-
применении смазки В-32к и Укринол 5/5.
Она, как правило, выше, чем на об-
образцах с фосфатным покрытием; в не-
некоторых случаях, например при вы-
выдавливании образцов из стали 40Х,
сила выталкивания является незна-
незначительной.
Пастообразная технологическая
смазка Сульфидол М-127 не может
быть нанесена на проволоку в бунтах
н инструмент при холодной высадке
деталей на автоматах. Она может быть
рекомендована для холодного выдавли-
выдавливания деталей на прессах и при холод-
холодной высадке на автоматах нз штучных
заготовок.
Использование пастообразных и жид-
жидких технологических смазок с мелко-
мелкодисперсными антифрикционными твер-
твердыми наполнителями при холодной
высадке возможно лишь при условии
их высокой седиментационной стабиль-
стабильности, разработки специальных средств
подачи технологической смазки на
каждую позицию высадки и возмож-
возможности эффективного удаления остатков
смазки после высадки.
Для таких условий работы с боль-
большими деформациями при высадке раз-
разработаны и выпускаются жидкие тех-
технологические смазки с твердыми на-
наполнителями и высокой седиментаци-
седиментационной стабильностью типа СН-Ц (бело-
(белого цвета) и СН-М (серого цвета).
После лабораторных исследований
для проведения производственных ис-
испытаний были выбраны жидкие смазки
В-32к и Укринол 5/5. В состав этих
смазок, основой которых является
минеральное масло, входят поверх-
поверхностно-активные и противозадпрные
присадки типа ПМС и ДФ, а вязкость
их повышена введением в состав окис-
окисленного петролатума и хлорпарафина.
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
237
В результате экспериментальных и
производственных испытаний установ-
установлено следующее. Технологические
смазки В-32к и Укринол 5/5 могут
быть использованы как универсаль-
универсальные; повышенного изнашивания по-
поверхностей трения или повышения
температуры основных звеньев автома-
автомата не наблюдается. Качество поверх-
поверхности высаживаемых деталей и матриц
удовлетворительное, задиры и нали-
налипание металла не имеют места, стой-
стойкость инструмента удовлетворитель-
удовлетворительная. С целью обеспечения надлежащих
гигиенических условий работы холод-
новысадочный автомат должен быть
оборудован соответствующей вентиля-
вентиляционной системой. На рис. 37 в ка-
качестве примера приведена схема вен-
вентиляции и подачи технологической
смазки к автомату А1921. Производи-
Производительность вытяжки: вентиляционной
системы / — 7000 м3/ч, в рабочем про-
проеме конвейера 2 — 1000 м8/ч, в месте 3
приема готовой продукции 3 —
500 м3/ч, из-под зонта 4 зоны высад-
высадки — 5000 м3/ч, из-под зонта 5 накат-
накатного механизма — 500 м3/ч. Для умень-
уменьшения потерь технологической смазки
приямок 6, в котором установлен при-
привод конвейера, футерован листовым
металлом.
Участок для холодной высадки вин-
винтов по ГОСТ 11738—84 с применением
технологической смазки В-32к и Укри-
Укринол 5/5 позволяет осуществлять хо-
холодную высадку стальных деталей без
применения фосфатировання. При хо-
холодной высадке винтов данного типа
с применением технологических сма-
смазок указанных марок успешно вы-
выполняются операции прямого и обрат-
обратного выдавливания с деформацией
более 0,5 и двухкратное редуцирова-
редуцирование. Это говорит о возможности широ-
широкого применения технологических сма-
смазок В-32к и Укринол 5/5 для холодной
объемной штамповки и высадки дета-
деталей на миогопозиционных холодновы-
садочных автоматах без фосфатирова-
ния. Производственные испытания тех-
технологической смазки ЭМБОЛ-3 также
показали перспективность применения
этой смазки при холодной высадке на
автоматах.
Технологическая смазка Укринол
5/5 широко применяется при холодной
5 з
Рис. 37. Схема вентиляции (сплошная тол-
толстая линия) и подачи технологической
смазки (штрихпунктирная линия) многопо-
многопозиционного холодновысадочного автомата
А1921
высадке большого числа деталей раз-
различной сложности из сталей 10, 20,
35, 40Х и других.
Для обеспечения широкого внедре-
внедрения технологических смазок при хо-
холодной объемной штамповке и высадке
крепежных деталей необходимо не-
несколько изменить конструкцию хо-
лодновысадочных автоматов.
При создании новых холодновыса-
дочных автоматов для возможности
эффективного применения в них тех-
технологической смазки необходимо раз-
разработать и ввести в их конструкцию
систему автономной циркуляционной
подачи смазки в достаточном объеме
(с учетом охлаждения деталей и ин-
инструмента); встроенные индивидуаль-
индивидуальные агрегаты для сбора и удаления
масляных аэрозолей с целью создания
надлежащих санитарно-гигиенических
условий труда; систему фильтрации
и в отдельных случаях регенерации
технологических смазок.
5. ТВЕРДОСПЛАВНЫЕ
ИНСТРУМЕНТЫ
ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ
ШТАМПОВКИ
Методы изготовления твердосплав-
твердосплавных заготовок. Технологический про-
процесс получения твердосплавных заго-
заготовок включает следующие основные
операции: приготовление порошков
вольфрама и кобальта, карбидов воль-
вольфрама, смесей, состоящих из карбидов
вольфрама и кобальта, прессование
этих смесей в изделия различной фор-
формы и спекание спрессованных изделий.
238
ШТАМПОВКА НА АВТОМАТАХ
При прессовании значительно уве-
увеличивается площадь контакта между
частицами, создается необходимая
прочность изделия, разрушаются кон-
конгломераты частиц, а иногда и сами
частицы.
Известны следующие способы прес-
прессования смесей, состоящих из карби-
карбидов тугоплавких металлов и связую-
связующего их элемента; гидростатическое,
мундштучное, шликерное литье, взрыв-
взрывное, горячее прессование в графито-
графитовых пресс-формах и холодное прессо-
прессование в металлических пресс-формах.
В отечественной практике наибольшее
распространение получили два послед-
последних способа.
Прессование в металлических пресс-
формах является основным способом
формообразования твердосплавных из-
изделий из порошкообразных смесей
карбидов вольфрама с кобальтом. При
прессовании зерна порошка могут де-
деформироваться, изменяя свою форму
и размеры. После снятия внешней на-
нагрузки и удаления изделия из пресс-
формы упругие силы, возникшие в про-
процессе прессования, начинают действо-
действовать на изделие и несколько расши-
расширяют его. Несмотря на действие упру-
упругих сил, изделие не разрушается,
так как между частицами порошка
действуют механические силы сцеп-
сцепления и электростатические силы при-
притяжения, которые превышают силы
упругого последействия. Однако упру-
упругое последействие может приводить
К разрушению спрессованного изделия
или появлению в нем трещин. Наиболь-
Наибольшее влияние на это явление оказывает
чрезмерное давление при прессовании,
так как упругое последействие растет
пропорционально давлению, а проч-
прочность изделия с увеличением давления
повышается незначительно.
Изделия из смесей обычно прессуют
при давлении 40—130 МПа. Пори-
Пористость изделий после прессования со-
составляет 40—50%. После спекания
изделия имеют усадку: объем их умень-
уменьшается почти в 2 раза, а линейные
размеры — на 20—30%. В связи с
этим при проектировании пресс-форм
необходимо учитывать коэффициент
усадки, который определяется соот-
соотношением размеров изделия до и после
спекания и зависит от свойств прессуе-
прессуемой смеси, конфигурации изделий,
режимов прессования и других фак-
факторов. Коэффициенты усадок в соот-
соответствии с принятой технологией име-
имеют различные значения для разных
марок сплавов: 1,2 для сплава ВК8;
1,23 для сплава ВК15; 1,25 для сплавов
ВК20, ВК25. С целью обеспечения
равномерного прессования иногда при-
применяют пресс-формы двухстороннего
действия, когда сила передается одно-
одновременно на нижний и верхний пуан-
пуансоны. Колебания коэффициента усадки
составляют ±1 %¦ Точность изготов-
изготовления спеченных изделий из твердых
сплавов составляет 3—5 % от номи-
номинальных размеров. Вследствие воз-
возможной неравномерной плотности
спрессованного изделия в различных
его сечениях будут наблюдаться от-
отклонения формы и размеров после окон-
окончательного спекания. В связи с этим
при расчете размеров пресс-форм, опре-
определяющих размеры спрессованного из-
изделия, необходимо учитывать указан-
указанные факторы и предусматривать га-
гарантированный припуск на оконча-
окончательную обработку спеченной заго-
заготовки деталей, который также будет
учитывать снятие поверхностного де-
дефектного слоя. Прессование осуще-
осуществляют на гидравлических или меха-
механических прессах.
Для получения изделий сложной
формы, не поддающихся прессованию,
используют метод их изготовления
через пластифицированные заготовки.
Сущность этого метода заключается
в следующем. Спрессованные и предва-
предварительно спеченные изделия пропиты-
пропитывают парафином с целью придания
им соответствующей прочности. С уче-
учетом рассчитанных коэффициента усад-
усадки и припуска на окончательную об-
рабогку спеченных изделий, исходя из
окончательных размеров готовых де-
деталей, определяют «сырые» размеры
пластифицированных изделий. По рас-
рассчитанным «сырым» размерам изделий
осуществляют обработку резанием пла-
пластифицированных заготовок и последу-
последующее их спекание согласно режимам
для данной марки твердого сплава.
Пластифицированные заготовки
представляют собой относительно твер-
твердую массу с временным сопротивле-
сопротивлением сгв = 20 МПа. Этим заготовкам
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
239
обработкой на металлорежущих стан-
станках придают требующуюся форму и
размеры.
При расчете размеров «сырых» за-
заготовок необходимо учитывать, что об-
общий припуск на шлифование и доводку
спеченных изделий складывается из
трех припусков:
на снятие поверхностного дефектного
слоя, составляющего 0,05 мм на сто-
сторону;
на возможные отклонения коэффи-
коэффициента усадки от указанного в паспор-
паспорте;
на отклонение формы изделия при
спекании.
Припуск на отклонение формы не
следует устанавливать в том случае,
если в цилиндрическом или прямо-
прямоугольном изделии, линейные размеры
которого не превышают 25 мм, отно-
отношение двух габаритных размеров равно
или меньше 2.
Отклонение формы в таких изделиях
незначительно и вполне компенси-
компенсируется припуском на снятие дефект-
дефектного слоя и поправкой к коэффициенту
усадки.
Если хотя бы один из линейных
размеров прямоугольного или круг-
круглого изделия превышает 25 мм и от-
отношение двух габаритных размеров
меньше или равно 4, то припуск для
устранения непараллельности сторон
ДВ = 0.005Л,
где АВ — возможная стрела прогиба
или разность толщины; А — длина
наибольшей стороны, перпендикуляр-
перпендикулярной к направлению прогиба, или диа-
диаметр изделия.
Если отношение двух габаритных
размеров больше 4, то
дв = о.оозл у 4-»
где h — толщина изделия.
Фактический припуск, учитывающий
отклонение формы изделия при спе-
спекании и определяемый приведенными
выше формулами, принимается рав-
равным 2АВ.
Припуск на овальность (если отно-
отношение внутреннего диаметра к наруж-
наружному более 0,5)
Л2
ДО = 0,004-р; т; A3)
Ad--
D — d'
ADd
D '
A4)
где AD — максимальная разница раз-
размеров по наружному номинальному
диаметру D; Ad—максимальная раз-
разница размеров по внутреннему номи-
номинальному диаметру d.
Если отношение толщины стенки
кольца к его высоте равно или боль-
больше 2, но меньше 3, то припуск на оваль-
овальность необходимо увеличить на 25%,
а при отношении больше 3 — на 50 %.
Припуск на овальность сплошного
диска
AD = 0,001 -^-.
A5)
Так как пластифицированные за-
заготовки характеризуются низкой ме-
механической прочностью, то для успеш-
успешной обработки на металлорежущих
станках их следует закреплять в цанге,
разрезной втулке из текстолита, орг-
оргстекла, стали и т. п. или на специаль-
специальной оправке.
При токарной обработке пластифи-
пластифицированных заготовок нужно приме-
применять острозаточенные резцы из спла-
сплавов ВКЗ-М или ВК6-М с большими
передним A0—15°) и задним B0—30°)
углами. При такой обработке заготовки
образуется сливная стружка; обрабо-
обработанная поверхность получается чи-
чистой, а ребра — острыми, без выкра-
выкрашиваний.
При токарной обработке пластифи-
пластифицированных заготовок используют ре-
режимы точения, приведенные в табл. 9.
При фрезеровании и сверлении пла-
пластифицированных заготовок следует
применять острозаточенные фрезы, а
сверла твердосплавные или быстро-
быстрорежущие. Фрезерование необходимо
осуществлять на следующих режимах:
глубина резания до 6 мм; скорость
резания 40—100 м/мин; подача на
один зуб 0,003—0,02 мм; передний
угол заточки фрезы 10—15°, задний
20—25°.
240
ШТАМПОВКА НА АВТОМАТАХ
9. Режимы точения
пластифицированных заготовок
1
Режим
Скорость
резания,
м/мин
Глубина
резания,
мм
Подача,
мм/ об
Обработка
черновая
20—100
5—8
0,10—0,25
чистовая
20—200
1—3
0,02—0,1
Сверлить следует с двух сторон:
сначала с одной стороны на 3/4 глу-
глубины отверстия, затем с другой сторо-
стороны насквозь. Во избежание скалыва-
скалывания и выкрашивания окончательные
размеры отверстий в пластифицирован-
пластифицированных заготовках получают с помощью
расточного резца или рассверливания
за несколько ходов.
После обработки резанием изделия
передают на спекание.
Прессование в металлических пресс-
формах обычно применяют при из-
изготовлении изделий типа цилиндров
и втулок диаметром до 160 мм и высо-
высотой не более 60 мм, а типа пластин —
сечением 160х 60 мм и длиной до 220 мм
(размеры изделий указаны в «сыром»
виде). Это объясняется ограничениями,
обусловленными габаритными разме-
размерами столов и плунжеров прессов и
потребными силами прессования. Для
изготовления твердосплавных изделий
более крупных размеров используют
метод горячего прессования.
Сущность метода горячего прессова-
прессования заключается в совмещении про-
процессов прессования и спекания, кото-
которые осуществляются в графитовых
пресс-формах. После выполнения про-
процесса горячего прессования получают
окончательно спеченные изделия.
Обычно температура горячего прес-
прессования составляет @,5ч-0,8) Тпл ос-
основного компонента. Этим методом
можно получать почти беспористые
изделия.
Твердосплавные изделия, изготов-
изготовленные этим методом, имеют значи-
значительно больший поверхностный де-
дефектный слой (до 10—15 мм), чем
изделия, изготовленные холодным
прессованием в металлических пресс-
формах с последующим спеканием.
Поэтому эти изделия требуют боль-
большего припуска на последующую об-
обработку.
Конструктивные особенности твер-
твердосплавного инструмента. При ре-
решении вопроса о целесообразности ар-
армирования инструмента при холодной
объемной штамповке твердым спла-
сплавом следует учитывать его себестои-
себестоимость, стойкость, износ и программу
изготовляемых деталей.
Применение твердосплавного ин-
инструмента будет экономически выгод-
выгодным в случаях, когда износостойкость
имгет первостепенное значение. При
разработке конструкций твердосплав-
твердосплавного инструмента для холодной объем-
объемной штамповки его прочность и стой-
стойкость обеспечиваются строгим соблю-
соблюдением следующих условий:
1) все растягивающие и изгибающие
нагрузки на инструменте должны быть
сведены к минимуму,
2) не допускаются большие перепады
в площадях поперечных сечений твер-
доспладаых элементов, резкие пере-
переходы и вырезы, грубые следы обработки
(высота микронеровностей рабочих по-
поверхностей инструмента не ниже Ra =
= 0,63 мкм);
3) матрицы и пуансоны проектируют
и изготовляют по принципу составных
цилиндров, т. е. в виде твердосплав-
твердосплавной вставки, запрессованной в одну
или несколько обойм из высокопроч-
высокопрочных сталей; диаметр стальных обойм
D = Eч-8) d, наружный диаметр твер-
твердосплавной вставки dj = B-г 4) d,
где d — диаметр внутреннего рабочего
ручья матрицы;
4) натяг б при запрессовке (раз-
(разность между наружным диаметром
твердосплавной вставки и внутренним
диаметром обоймы) определяется в %
от наружного диаметра d± твердо-
твердосплавной вставки и при штамповке
сталей в зависимости от вида обра-
обработки составляет; б = 1,5 % dx — ма-
матрицы для холодного выдавливания
и высадки; б = @,6ч-0,8) % d1 — вы-
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
241
садочные пуансоны, отрезные ножи
и матрицы; 6= 1,0% dx — для ре-
редуцирующих матриц;
5) если система твердосплавная
вставка — стальная обойма спроекти-
спроектирована и изготовлена с учетом свойств
и особенностей их материалов, допу-
допустимая нагрузка в рабочих ручьях
твердосплавных матриц может дости-
достигать следующих величин: pmax sg;
^ 1500 МПа — для матриц с одной
обоймой; ршах <; 2000 МПа — для ма-
матриц с двумя обоймами; ршах sg;
^ 2500 МПа — для матриц с двумя
обоймами и осевым сжатием вставки.
Отрезной инструмент. Отрезка за-
заготовок на холодновысадочных автома-
автоматах проводится открытым ножом с при-
придерживающим крючком или втулкой.
Конструкции твердосплавного инстру-
инструмента для отрезки заготовок пред-
представлены в табл. 10.
Твердосплавные вставки матриц и
втулочных ножей крепятся в обоймах
из сталей ЗОХГСА и 35ХГСА, термо-
обработанных до HRCg 39—43 по-
посредством закалки. Запрессовка вста-
вставок в обоймы по коническим поверх-
поверхностям предпочтительнее холодная или
полугорячая при температуре 200—
250 °С. Угол конуса поверхностей за-
запрессовки 3°; натяг 6 = @,6-^0,8) %
dj. Твердосплавные вставки плоских
ножей припаивают к державкам из
тех же сталей. Твердость державок
после напайки твердосплавных вста-
вставок должна быть не менее HRC3
41—46. Форма, размеры и марки твер-
твердых сплавов для оснащения отрез-
отрезного инструмента выбирают по
ГОСТ 10284—84 и ГОСТ 11378—75.
Инструмент для предварительной
и окончательной высадки головок на
стержневых деталях. На внутренний
ручей высадочных матриц действуют
ударно-циклические нагрузки высо-
высокой интенсивности. Для уменьшения
действия растягивающих динамических
нагрузок на твердосплавную вставку
применяют предварительное обжатие
вставок посредством запрессовки их
в стальную обойму с большим натягом.
Конструктивное выполнение высадоч-
высадочных матриц отличается многообразием
в зависимости от габаритов и форм
деталей, материала, оборудования.
Схематические типовые конструкции
10. Отрезной инструмент
холодновысадочных автоматов
с твердосплавными вставками
Инструмент
Твердосплавные вставки /, за-
запрессованные в отрезную матри-
матрицу 2 и в ножевой шток 3
Отрезная матрица / с запрессо-
запрессованной твердосплавной втул-
втулкой 2
Отрезной нож / с твердо-
твердосплавной вставкой 2
242
ШТАМПОВКА НА АВТОМАТАХ
11. Матрицы с твердосплавными
вставками для высадки стержневых
деталей
Инструмент
Матрица с одной твердосплав-
твердосплавной вставкой для высадки стер-
стержневых деталей диаметром 0,8—
6 мм
Матрица 1 с конической твердо-
твердосплавной вставкой 2 для высад-
высадки и редуцирования
^
Матрица с промежуточной обой-
обоймой 1 и конической твердосплав-
твердосплавной вставкой 2
Продолжение табл. 11
Инструмент
Составная матрица с промежу-
промежуточной обоймой /, конической
твердосплавной вставкой 2, опо-
опорой 3 и гайкой 4
высадочных матриц приведены в
табл. 11. Матрица с одной твердосплав-
твердосплавной вставкой применяется при вы-
высадке с низкими ударными нагрузками.
Подобные нагрузки развиваются при
высадке стержневых деталей из цвет-
цветных металлов и низкоуглеродистых
сталей с диаметром стержня d =
= @,8ч-6) мм. Твердосплавная вставка
запрессована в обойму. Сопрягаемые
поверхности обоймы и вставки ци-
цилиндрические. Обоймы изготовляют
из сталей ЗОХГСА, 35ХГСА
(ГОСТ 4543—70), термообработанных
до HRCk, 46—49. Для армирования
применяют твердые сплавы ВК15,
ВК10-КС. Форма и размеры вставок
по ГОСТ 10284—84.
Матрицы с конической вставкой ис-
используют при высадке стержневых
крепежных деталей из углеродистых
сталей диаметром d = Fч-16) мм в ус-
условиях ударно-циклических нагрузок
средней интенсивности. Вставка в виде
усеченного конуса из материалов ВК20,
ВК20-КС запрессовывается в обойму
в холодном состоянии. Форма и разме-
размеры вставок по ГОСТ 10284—84.
Увеличение диаметра стержня вы-
высаживаемых деталей из углеродистых
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
243
и легированных сталей приводит к рез-
резкому возрастанию напряжений на ра-
рабочих поверхностях ручья инструмен-
инструмента. Для снижения нагрузок в рабочем
ручье применяют двойное бандажиро-
вание твердосплавных вставок. У ма-
матрицы с двойным бандажированием
основную обойму в большинстве слу-
случаев изготовляют из сталей ЗОХГСА,
35ХГСА с твердостью HRC3 39—43,
промежуточную — из сталей У8А,
У10А с HRC3 51—53. Поверхности
сопряжения обойм и вставок кониче-
конические; угол конуса 3°. Матрицы соби-
собирают вхолодную или при температуре
200—250 СС. Сначала в основную обой-
обойму запрессовывают промежуточную,
а затем твердосплавную вставку. Для
армирования матриц используют твер-
твердые сплавы ВК20, ВК20-КС, ВК20К.
При высадке деталей из высокопроч-
высокопрочных легированных сталей и сплавов
в особо тяжелых условиях динамиче-
динамического нагружения инструмента при-
применяют предварительное обжатие твер-
твердосплавной вставки в радиальном и
осевом направлениях.
Для нажимной гайки применяют
сталь 40Х твердостью HRC3 46—49.
Твердосплавные вставки изготовляют
из сплавов ВК20-КС, ВК20К, а жест-
жесткую опору — из сплава ВК20. Запрес-
Запрессовка конической твердосплавной
вставки осуществляется вхолодную с
натягом б = 1,5 %.
Твердосплавный инструмент для
штамповки шариков. При штамповке
шариков на автоматах твердыми спла-
сплавами оснащают ножи и отрезные ма-
матрицы, высадочные матрицы и пуан-
пуансоны. Конструктивные и технологиче-
технологические параметры отрезных ножей и
матриц аналогичны отрезным ножам
и матрицам при холодной высадке
стержневых деталей.
Прн симметричной штамповке ша-
шариков конструкции пуансонов и ма-
матриц одинаковы (рис. 38).
Твердосплавные вставки матриц и
пуансонов изготовляют из сплавов
ВКЮ-КС и ВК20-КС, а обоймы —
нз сталей ЗОХГСА, 35ХГСА, термо-
термообработанных до HRC3 41—46. За-
Запрессовка осуществляется вхолодную
на конус 3°, с натягом 1,5 % (от на-
наружного диаметра твердосплавной
вставки).
ш
ft
Рис. 3S. Твердосплавная матрица для вы-
высадки шариков:
1 — стальная обойма; 2 — твердосплавная
вставка
Твердосплавный инструмент для вы-
высадки гвоздей. При высадке гвоздей
твердым сплавом армируют зажимные
плашки, высадочные пуансоны и ножи
для заострения и отрезки. Гвоздиль-
Гвоздильный инструмент, оснащенный твердым
сплавом, представлен в табл. 12. Кор-
Корпус гвоздильного инструмента изго-
изготовляют из стали ЗОХГСА. Крепление
твердосплавных вставок к стальным
корпусам осуществляется напайкой.
Твердость корпусов после напайки
HRC3 36-39.
Твердосплавный инструмент для хо-
холодного выдавливания. Технологический
процесс изготовления деталей методом
холодного выдавливания, как правило,
многопереходный, включающий раз-
различные сочетания штамповочных опе-
операций: прямое и обратное выдавлива-
выдавливание, осадку, прошивку, редуцирова-
редуцирование и т. д.
Твердосплавными вставками осна-
оснащают матрицы для осадки, калибровки,
прямого и обратного выдавливания,
редуцирования. Твердосплавные ма-
матрицы для холодного выдавливания
аналогичны холодновысадочным матри-
матрицам. Конструктивно их выполняют
по принципу составных цилиндров.
Материал обойм — стали ЗОХГСА,
35ХГСА твердостью HRCa 39—43.
Твердосплавные вставки изготовляют
из сплава ВК20-КС. Крепление твердо-
твердосплавных вставок матриц осуществля-
осуществляется запрессовкой вхолодную на ко-
конус 3°. Натяг под запрессовку при-
принимают 1,5 % от наружного диаметра
твердосплавной вставки. Пуансоны,
244
ШТАМПОВКА НА АВТОМАТАХ
12. Инструмент гвоздильного
автомата, оснащенный
твердосплавными вставками
Инструмент
Пуаисон 1 оснащен твердосплав-
твердосплавной вставкой 2
1 г
И]
— нщвдн
1
Трапецеидальная зажимная
матрица 1 с твердосплавной
вставкой 2
Круглая зажимная матрица / с
запрессованными твердосплав-
твердосплавными вставками 2
Нож / для отрезки заготовки и
заострения гвоздя с припаянной
рабочей частью 2
как правило, изготовляют цельно-
твердосплавными из сплава ВК10-КС.
Матрицы для холодного выдавлива-
выдавливания могут иметь различную конфигу-
конфигурацию в соответствии с конструктив-
конструктивными и производственными требова-
требованиями. Некоторые варианты конструк-
конструкций матриц приведены в табл. 13
и 14. Матрица для выдавливания тон-
тонкостенных колпачков из алюминия,
олова или других металлов с низким
пределом текучести имеет верхнюю
часть, в которую запрессована твер-
твердосплавная вставка, и нижнюю часть.
Матрица с одной вставкой и состав-
составная матрица используются при обрат-
обратном выдавливании, если требуется
получить с наружной стороны днища
прямой угол или очень малый радиус.
Матрица с двумя обоймами предпочти-
предпочтительнее, когда силы выдавливания
велики или когда наружный радиус
днища колпачка сравнительно боль-
большой. Матрица с одной твердосплавной
вставкой (см. табл. 14) применяется
в случаях, когда сила выдавливания
не слишком велика (деформация e<j
<5 3). Матрицы с двумя твердосплав-
твердосплавными вставками обычно используются
при деформации е > 3, при выдавлива-
выдавливании деталей с углом деформирующего
конуса 2а > 90°.
Составная матрица применяется в
случаях, когда предполагаются исклю-
исключительно высокие силы выдавливания
вследствие большой деформации или
высокого предела текучести заготовки.
Конструкция матрицы требует надле-
надлежащего устройства матрицедержателя
для сильного сжатия верхней и ниж-
нижней половины матрицы.
Пуансоны для прямого выдавлива-
выдавливания сплошных или трубчатых профи-
профилей обычно работают при давлении
1600—2000 МПа. Совершенно другие
условия при обратном выдавливании.
Стойкость пуансонов, изготовлен-
изготовленных из твердого сплава ВК10-КС,
в 30 раз выше, чем стальных.
Твердосплавной пуансон для обрат-
обратного выдавливания показан на рис. 39.
Плавные переходы в поперечном сече-
сечении, малые различия в диаметрах и
малая высота способствуют тому, что
при внезапном приложении нагрузки
пуансон может выдерживать достаточ-
достаточно высокую работоспособность, так
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
245
13. Твердосплавные матрицы для
обратного выдавливания
Продолжение табл. 13
Назначение матрицы
и ее конструкция
Для выдавливания деталей типа
«колпачок». Стальная обойма /,
твердосплавная вставка 2\ опо-
опора 3
Матрица 1 с одной твердосплав-
твердосплавной вставкой 2 для выдавлива-
выдавливания простых цилиндрических
деталей; выталкиватель 3
1
/
ш
2
/
А
i
/
/
i
ii
Ш1
Составная матрица 1 с двумя
твердосплавными вставками —
верхней 2 и нижней 3; выталки-
выталкиватель 4
Назначение матрицы
и ее конструкция
Матрица с двумя обоймами 1 и 2
и двумя вставками 3 и 4 для тя-
тяжелых условий выдавливания;
выталкиватель 5
14. Матрицы с твердосплавными
вставками для обратного
выдавливания
Назначение инструмента
н его конструкция
Матрица с одной твердосплав-
твердосплавной вставкой для выдавливания
с деформацией е < 3
Матрица 1 с двумя твердосплав-
твердосплавными вставками 2 и 3
246
ШТАМПОВКА НА АВТОМАТАХ
Продолжение табл. 14
Назначение инструмента
н его конструкция
Составная матрица с двумя твер-
твердосплавными вставками 1 и 2
в двух обоймах 3 и 4 для особо
тяжелых условий выдавливания
как устранены конструктивные кон-
концентраторы напряжений. Твердосплав-
Твердосплавные пуансоны должны применяться
только в случаях, когда пуансоны из
быстрорежущих сталей выходят из
строя вследствие износа, а не поломок.
Рис. 39. Твердосплавный пуансон для об-
обратного выдавливания:
Rt — 0,05d; d, = d — B#, + 0,2d); d2 =
= d — @,1-*-0,2) mm; d3 = dx; dt — I,3d,;
VI
#2 = 0,2-=-0,4^; ft = -—; а = 5°н- 7° 30';
P = \°~b°; v — lS-f30°; отклонение от
соосности диаметра d к ^i, (?2. ^з *- 0,01 мм
Особенности изготовления твердо-
твердосплавного инструмента. В связи со
все более широким применением в ин-
инструментальном производстве и маши-
машиностроении твердых сплавов необхо-
необходимы высокоэффективные методы их
обработки и надежное крепление.
Запрессовка твердосплавных вставок.
Инструмент для обработки металлов
давлением работает в условиях значи-
значительных давлений. Например, при вы-
выполнении на многопозиционных хо-
лодновысадочных автоматах процес-
процессов редуцирования и выдавливания
давление в матрицах достигает 2300—
2500 МПа. При высадке шариков
давление на инструменте достигает
2000 МПа и более. Эти давления воз-
возрастают от нуля до максимума за очень
короткий промежуток времени. По-
Поэтому вставки из твердого сплава за-
запрессовываются в стальные корпуса
(обоймы), что обеспечивает наличие
во вставках сжимающих напряжений,
противодействующих напряжениям
растяжения от воздействующей дефор-
деформирующей силы. Сжимающие напряже-
напряжения должны быть больше или равны
растягивающим.
Сборные матрицы выдерживают зна-
значительно большие нагрузки, чем про-
простые. Для простой матрицы макси-
максимально допустимое внутреннее давле-
давление составляет 1000 МПа, для двух-
двухслойной — 1600 МПа, а для трехслой-
трехслойной — 2000 МПа.
На стойкость инструмента влияет
соотношение размеров твердосплавной
вставки и стального корпуса.
В высадочных матрицах без проме-
промежуточных колец наружный диаметр
вставки
d=2r0 1/0,6-^-—0,33,
' го
где R — наружный радиус стального
корпуса; мм; г0 — внутренний радиус
твердосплавной вставки, мм.
В отечественной практике наиболь-
наибольшее распространение для бандажей
получили стали ЗОХГСА и 35ХГСА.
Бандажи можно изготовлять также из
хромопикельмолибденовых сталей.
Корпуса матриц должны подвергаться
термообработке — закалке и отпуску
до твердости по HRCD 39—43.
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
247
Необходимый натяг устанавливается
в зависимости от давлений, разви-
развивающихся в процессе пластической де-
деформации, материала и размеров штам-
штампуемой детали, характера осуществляе-
осуществляемого процесса штамповки и т. п.
Расчеты натягов зачастую выпол-
выполняются применительно к твердосплав-
твердосплавному инструменту простейших форм
и с большими допущениями. Практи-
Практически натяг устанавливается и коррек-
корректируется в основном исходя из экспе-
экспериментальных данных.
Натяг при холодном выдавливании и
высадке составляет 1,0—1,5 % от на-
наружного диаметра твердосплавной
вставки.
Напайка. Твердосплавные детали пе-
перед напайкой шлифуют по плоскостям
пайки. Шероховатость поверхности
должна быть не менее Ra = 2,5 мкм.
Высокое качество напайки обеспечи-
обеспечивается правильным выбором марки
припоя, так как в процессе работы
инструмента его рабочие детали под-
подвергаются высоким циклическим на-
нагрузкам, благодаря чему припой мо-
может подвергаться наклепу.
Для предохранения твердых сплавов
и стальных корпусов от окисления
при нагреве под напайку применяют
различные флюсы. Наибольшее при-
применение для этих целей имеют такие
флюсы, как бура, флюс-200, флюс-201,
флюс Ф-100. Норма расхода флюса
составляет 0,15—0,2 г на 1 см2 пло-
площади напайки.
Напайку проводят следующим обра-
образом: твердосплавные вставки, сталь-
стальные корпуса и припой, нарезанный по
форме вставки, обезжиривают в ацето-
ацетоне или другом растворителе. На опор-
опорную площадь стального корпуса рав-
равномерно насыпают слой флюса тол-
толщиной около 1 мм, кладут на него пла-
пластину припоя, снова насыпают флюс
и укладывают твердосплавную деталь,
сверху'которой насыпают слой флюса,
которым должна быть покрыта вся
зона напайки. Подготовленный для
пайки инструмент помещают в поле ин-
индуктора так, чтобы вначале прогревал-
прогревался стальной корпус, а твердосплавная
деталь — вследствие теплопередачи от
корпуса. Для получения равномерного
сквозного прогрева следует периоди-
периодически отключать и включать установ-
установку. После прогрева зоны пайки при-
примерно до 800 °С (температура плавле-
плавления флюса) всю деталь перемещают
в поле индуктора так, чтобы в области
максимального нагрева находилась по-
поверхность спая; прогревают до рас-
расплавления припоя. Время выдержки
припоя в расплавленном состоянии не
должно превышать 10—15 с. После
расплавления припоя и выключения
тока деталь выводят из индуктора и
с помощью металлических стержней
поправляют и прижимают твердосплав-
твердосплавную вставку или пластину до полного
затвердевания припоя. Термическую
обработку стальных корпусов с на-
пайным вариантом крепления твер-
твердосплавных вставок необходимо про-
проводить за один нагрев с напай-
напайкой.
Электрофизические методы обработ-
обработки. Для обработки твердосплавных
деталей штампов используют методы
прямого и обратного копирования,
а также обработку непрофилированным
электродом.
При обработке методом прямого ко-
копирования электрод-инструмент пере-
перемещается сверху вниз и врезается
в деталь, копируя свою геометрическую
форму.
Метод обратного копирования при-
применяется при изготовлении твердо-
твердосплавных сопряженных деталей, на-
например, матрицы и пуансона штампа.
Электрод-инструмен'1, как правило,
изготовляют обработкой резанием или
прессованием.
В современных производительных
электроэрозионных станках применяют
генераторы импульсов с низкой скваж-
скважностью, высокой частотой и малой
длительностью.
Зависимость шероховатости обрабо-
обработанной поверхности твердого сплава
ВК20 от электрических режимов при-
приведена в табл. 15.
От свойств материала электрода-
инструмента зависят производитель-
производительность оборудования, качество обработ-
обработки и износ самого инструмента.
В табл. 16 приведен относительный
износ электрода-инструмента при об-
обработке твердого сплава и стали в за-
зависимости от обрабатываемого мате-
материала.
248
ШТАМПОВКА НА АВТОМАТАХ
I
15. Зависимость шероховатости
обработанной поверхности твердого
сплава ВК.20 от электрических
режимов
16. Относительный износ электрода-
инструмента, изготовленного
из различных композиций
Частота
тока,
кГц
4
7
25
100
Сила
тока,
А
10
20
30
50
5
20
5
20
4—5
10
Средняя
производи-
производительность,
мм3/мин
6—10
62
90
190
2
50
2
20
0,5—1
2—3
Ra,
мкм
6,3
12,5
25
25
3,2
6,3
1,6
3,2
0,8
0,8
Материал
электрода-инстру-
электрода-инструмента
Латунь
90 % W +
+ Ю % Си
25 % Ni +
+ 65 % W +
+ 10 % Си
50 % (WC +
+ Со) + 50 % Си
70 % (WC +
+ Со) + 30 % Си
97 % Си +
+ 3 % А12О3
97 % Си +
+ 3 % BN
обраба-
обрабатываемой
детали
Сталь
Твердый
сплав
Сталь
Твердый
сплав
Сталь
Твердый
сплав
Сталь
Твердый
сплав
Сталь
Твердый
сплав
Твердый
сплав
Твердый
сплав
Относитель-
Относительный нзнос,
%
100
300
5
14
8
21
27
55
22
44
49
47
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
17. Копировально-прошивочные электроэрозиониые станки
Модель
станка
47Г21
4Д721А
4Д722А
4Д722АФЗ
Размеры
стола, мм
200Х 360
200—360
400—630
400—630
Наиболь-
Наибольшая
высота
деталей,
мм
100
120
200
200
Произ-
водитель-
водительность
обра-
обработки,
мм2/мин
250
350
500
500
Ra, мкм.
иости на
чистовых
режимах
0,8—1,6
0,4—0,8
0,8—1,6
0,8—1,6
Точность обработки,
мм
0,02—0,05
0,01—@,02-4-0,05)
0,01—@,024-0,07)
0,01—@,02-^0,07)
18. Электроэрозионные станки для профильной вырезки
4531
4531П
4531ФЗ
4532
4532ФЗ
Наибольший
размер де-
детали, мм
160Х 120X30
160X120X30
120X75X40
320Х 20Х 60
250X160X75
Размеры обра-
обрабатываемого
контура, мм
120X85
120X85
100Х 60
200Х 125
200X125
Производитель-
Производительность обработ-
обработки, ММ2/МИН
8
8
11
8
18
Точность
обработки,
0,01—0,015
0,01—0,015
0,01
0,02—0,03
0,02—0,03
249
Обработка заготовок инструмента
методами прямого и обратного копи-
копирования производится на копироваль-
но-прошивочных станках.
Модели и характеристики копиро-
копировал ьно-прошивочных электроэрозион-
электроэрозионных станков представлены в табл. 17.
Прогрессивным методом электроэро-
электроэрозионной обработки прецизионного ин-
инструмента является вырезка по всей
высоте непрофилироваиным электро-
дом-инсгрументом в виде тонкой про-
проволоки из латуни, вольфрама и др.
Модели и характеристики электро-
электроэрозионных станков для профильной
вырезки заготовки твердосплавного ин-
инструмента представлены в табл. 18.
Ультразвуковая обработка. При об-
обработке твердосплавного инструмента
наибольшая производительность дости-
достигается при использовании порошков
карбида кремния, карбида бора и
алмаза.
Основные характеристики абразив-
абразивных материалов, применяемых при
ультразвуковой обработке, приведены
в габл. 19.
Рациональной концентрацией порош-
порошка абразива в суспензии можно счи-
считать 30—35 %.
Наилучшей жидкостью при ультра-
ультразвуковой обработке является вода,
обладающая невысокой вязкостью, хо-
хорошей смачивающей способностью и
охлаждающими свойствами.
Технические характеристики совре-
современных ультразвуковых станков уни-
универсального типа приведены в табл. 20.
При обработке твердосплавных заго-
заготовок износ инструмента настолько
велик, что его хватает практически
19. Абразивные материалы для
обработки твердых сплавов
Абразивный
материал
Алмаз
Карбид
бора
Боросили-
карбид
Карбид
кремния
итель-
ежу-
пособ-
Относ
ная р
щая с
ность
1
0,5—
0,6
0,6—
0,7
0,25—
0,45
А ,
Ч П
? ь ь
Относ
иая з
ляемо
1
4
3,5
4,9
О.
§
Микрс
дость
10 000
4 300
4 250—
4 500
3 100—
3 300
на выполнение только одного перехода.
Когда инструмент изготовляется как
одно целое с акустическим трансформа-
трансформатором, передающим ему колебания,
приходится применять стали с боль-
большим содержанием углерода D0, 40Х,
45, 50, 65Г). Для сверления отверстий
малого диаметра применяют инстру-
инструмент из сталей У10А и У8А.
Шлифование алмазными кругами. Ос-
Основным способом обработки заготовки
твердосплавного инструмента является
шлифование алмазными кругами.
В промышленности применяют ал-
алмазные круги на органической (баке-
(бакелитовой) и металлической связке,
реже — на керамической связке. Ал-
Алмазные круги на органической связке
обладают хорошей самозатачивае-
самозатачиваемостью, что обеспечивает при обра-
обработке твердого сплава получение ма-
20. Универсальные ультразвуковые станки
Модель
станка
П-3371
П-4770
П-4771
П-4772
П-4772А
П-4Б712
Размеры
обрабаты-
обрабатываемых от-
отверстий, мм
0,5—20
0,5—10
0,5—15
1—70
1—80
1—80
Производи-
Производительность
по твердо-
твердому сплаву,
Ь4МЯ/МИН
До 8
» 8
» 30
» 20
» 40
» 40
Точность
обработ-
обработки, мм
0,04
0,04
0,02
0,04
0,02
0,02
Оптималь-
Оптимальная пло-
площадь ин-
инструмента,
мм2
20
50
80
700
800
800
Размеры стола,
Диаметр 100
165Х 125
Диаметр 250
350Х 250
Диаметр 300
180X180
250
ШТАМПОВКА НА АВТОМАТАХ
лой шероховатости поверхности (Ra =
= 0,040^-0,020 мкм). Однако в про-
процессе эксплуатации они имеют более
низкую стойкость, чем круги на ме-
металлической связке, в которых алмаз-
алмазные зерна закрепляются более на-
надежно в алмазном слое.
Алмазные круги на органической
связке могут работать без охлаждения.
Алмазные круги на металлической
связке обеспечивают шероховатость об-
обрабатываемой поверхности Ra = 0,16-г-
0,080 мкм.
Предварительное шлифование твер-
твердосплавных изделий целесообразно вы-
выполнять алмазными кругами на ме-
металлической связке, а чистовое —
алмазными кругами иа бакелитовой
связке.
Твердые сплавы имеют пониженные
ферромагнитные свойства по сравнению
со сталями, поэтому твердосплавные
детали нельзя устанавливать непо-
непосредственно на магнитные плиты пло-
плоскошлифовальных станков, а только
с упорными планками, предупрежда-
предупреждающими их сдвиг от сил шлифования,
или в специальных приспособле-
приспособлениях.
При шлифовании на круглошли-
фовальных станках твердосплавные
вставки зажимают между передним
и задним вращающимися центрами или
(когда это возможно) закрепляют на
оправке.
Алмазные круги на металлической
связке правят шлифовальными кру-
кругами или брусками К340—16 С1—СТ1
при непрерывном охлаждении, а ал-
алмазные круги на органической связ-
связке — шлифовальными кругами или
брусками К325—12 СМ2—С2.
Круги на органической связке мо-
могут работать без охлаждения, обеспе-
обеспечивая высокую производительность и
малую шероховатость обработанной
поверхности, однако при этом значи-
значительно увеличивается удельный рас-
расход алмазов. Алмазные круги на ме-
металлической связке необходимо ох-
охлаждать жидкостью.
В табл. 21—23 приведены рекомен-
рекомендуемые зернистости алмазных кругов
в зависимости от требуемой шерохова-
шероховатости обрабатываемой поверхности
твердого сплава, режимы резания и
смазочно-охлаждающие жидкости.
Электрохимическое шлифование ал-
алмазными кругами выполняют в среде
электролита. Обрабатываемая заго-
заготовка служит анодом, а алмазный
круг на металлической связке — като-
катодом. При прохождении через электро-
электролит электрического тока происходит
растворение металла на срабатываемой
поверхности; алмазные зерна враща-
вращающегося круга удаляют из зоны об-
обработки продукты разрушения и одно-
одновременно увлекают частицы рабочей
жидкости, непрерывно обновляя ее
состав в прианодном пространстве.
Наибольшую скорость снятия ме-
металла обеспечивают алмазные круги
с 100 %-ной концентрацией алмаза.
Скорость круга 20—25 м/с. Источник
постоянного тока имеет напряжение
4—8 В.
При электрохимическом шлифовании
рекомендуется применять электролит
следующего состава: 5 % нитрата на-
натрия или калия, 5 % фтористого на-
натрия, 0,3 % нитрита натрия и 89,7 %
воды.
Электрохимическое шлифование поз-
позволяет получить обрабаранную по-
поверхность с Ra = 0,160-^0,040 мкм.
Станки для электрохимического шли-
шлифования отличаются от обычных в ос-
основном изоляцией шлифовального
шпинделя и способом подвода элек-
электрического тока. При электрохимиче-
электрохимическом шлифовании съем слоя твердого
сплава может достигать 1000 мм3/мин.
Обработка резанием. Твердосплав-
Твердосплавные заготовки из сплавов ВК15, ВК20,
ВК20К, ВК20-КС и ВК25 диаметром
от 10 мм и выше можно обрабатывать
(табл. 24) резцами из эльбора-Р, син-
синтетического алмаза АСПК, гексани-
та-Р, карбонадо. Геометрические па-
параметры резцов: передний угол у =
= — A5-=-20)°; задний угол у= 10-г
12°; г = 0,5-=-0,7 мм; угол наклона
кромки % = +20°; угол в плане ф =
= 45°; инструментальный угол в пла-
плане фи ¦— 15°.
Во Всесоюзном научно-исследова-
научно-исследовательском институте твердых сплавов
(ВНИИТС) разработаны специальные
резцы, оснащенные сверхтвердыми сло-
слоистыми материалами (СББН) из син-
синтетического поликристаллического ал-
алмаза. Детали штампов — из сплавов
ВК15, ВК20, ВК25, ВК20-КС, ВК20К;
ТВЕРДОСПЛАВНЫЕ ИНСТРУМЕНТЫ
251
21. Рекомендуемые марка и зернистость алмазных кругов
в зависимости от требуемого параметра шероховатости
обрабатываемой поверхности твердого сплава
Ra, мкм
0,63—0,16
0,32—0,080
0,160—0,040
0,080—0,020
0,040—0,050
Шлифование
Связка круга
Металлическая и
керамическая
АСР 125/100—80/63
АСР 80/63—50/40
Органическая
АСО 160/125—100/8
АСО 100/80—50/40
АСО 50/40—
АСМ 60—40
АСМ 40/28—14/10
ACM I4/10—7/5
Доводка
АСО 50/40—
АСМ 60/40
АСМ 40/28—14/10
АСМ 14/10—7/5
22. Рекомендуемые режимы резания при обработке заготовок
твердосплавного инструмента
Операция
Предвари-
Предварительное
круглое
наружное
шлифование
Чистовое
круглое
наружное
шлифование
Круглое
внутреннее
шлифова-
шлифование
Плоское
шлифова-
шлифование пери-
периферией
круга
Доводка
Профиль-
Профильное шли-
шлифование
Связка
круга
Металли-
Металлическая
Органи-
Органическая
Металли-
Металлическая
Органи-
Органическая
Металли-
Металлическая
Органи-
Органическая
Органи-
Органическая
Органи-
Органическая
икр.
м/с
25—35
25—30
15—20
20—25
25—35
25—30
25—30
20—25
^ПОП'
мм/дв. ход
—
1,0—2,0
мм/ход
0,5—1,5
мм/ход
0,005—0,02
0,01—0,02
I
5прод>
М/МИМ
1,0—1,5
0,5—1,5
1,0—1,5
1,0—1,5
5—15
5—10
0,5—1,5
1,5—2,0
м/мнн
30—40
20—40
10—30
10—30
—
—
t, мм
0,02—0,05
0,0025—0 005
0,0025—0,005
0,0025—0,005
0,03—0,05
0,01—0,02
—
0,4—0,6 —
прямолиней-
прямолинейные профили;
0,03—0,05 —
фасонные
профили
252
ШТАМПОВКА НА АВТОМАТАХ
23. Смазочно-охлаждающие жидкости, рекомендуемые для обработки
заготовки тпердосплавного инструмента
Операция
Предварительное
круглое шлифова-
шлифование
Предварительное
круглое шлифова-
шлифование
Чистовое круглое
шлифование
Плоское шлифова-
шлифование
Доводка
Связка алмаз-
алмазных кругов
Металлическая
Металлическая
Органическая
Металлическая
Органическая
Органическая
Состав смазочно-охлаждающей
жидкости
0,25 % кальцинированной соды,
0,25 % тринатрийфосфата
0,25 % нитрата натрия, 0,25 % бу-
буры, 0,50 % вазелинового масла,
остальное— вода
То же
10 % эмульсола НГЛ-205-3, ос-
остальное — вода
10 % имульсола НГЛ-205, осталь-
остальное — вода
0,60 % тринатрийфосфата, 0,30 %
буры, 0,25 % триэтаноламииа,
0,10 % нитрита натрия, 0,05 % ва-
вазелинового масла, остальное — во-
вода.
10 % эмульсола НГЛ-205, осталь-
остальное — вода
24. режимы обработки твердосплавных заготовок
на токарио-винторезных станках без охлаждения
Сплав
ВК15
ВК20,
ВК20К,
ВК20-КС,
ВК.25
V, м/мин
12—15
20—25
S, мм/об
0,08—0,1
0,08—0,1
t, мм
0,1—0,3
0,5
Стойкость,
мин
10—15
Ra, мкм
1,25—0,16
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
253
v= 10-г-12 м/мин;S== 0,074-0,11 мм/об;
1 = 0,54-0,7 мм; геометрические пара-
параметры инструмента: у = 0° С; ф =
= 45°; а = 11°; аа = 45°; г = 0,44-
2 мм.
Резцы затачивают в специальном
приспособлении на универсально-за-
универсально-заточных станках ЗА64Д алмазными кру-
кругами типа АЧК 150x20x30, АСВ
100/80—50/40 Б1 100 без охлаждения
и кругами АСВ 100/80—50/40 Т02 150 о
применением в качестве СОЖ водного
содового раствора; режим затачива-
затачивания: ivp = 254-30 м/с; Snpoa = 0,54-
/ 5 5
м/м
p ; npoa ,
1 м/мин; 5П0Л = 0,0054-
0,01 мм/дв. ход. После затачивания
резцы доводят чугунными дисками,
которые шаржированы алмазным по-
порошком АСМ 40/28—28/29.
Эффективность применения твердо-
твердосплавного инструмента. Твердые
сплавы для оснащения инструмента
широко внедряют при холодной вы-
высадке стержневых деталей, шариков,
гвоздей и при холодном выдавливании.
Стойкость инструмента для холодной
объемной штамповки, оснащенного
вставками из твердого сплава, по
сравнению со стальным, повышается
в 20—50 раз.
Назначение инструмента Повышение
стойкости
(число раз)
Высадка крепежных де-
деталей 15—20
Высадка шариков и ро-
роликов 20—25
Высадка гвоздей . . . 20—40
Выдавливание 20—50
7
6. ПРИМЕРЫ
ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ ШТАМПОВКИ
НА АВТОМАТАХ
Штамповка гаек и других коротких
деталей сложной формы на Белебеев-
ском заводе «Автонормаль» производ-
производственного объединения АвтоВАЗ. Ше-
Шестигранную гайку М8—6Н штампуют
на четырехпозиционном автомате
(рис. 40). Материал заготовки — сталь
08кп A|з =60 %; б > 20 %; 0В <
^ 400 МПа), поверхность фосфатиро-
ванная, омыленная, диаметр заготов-
заготовки 9,8_0|05 мм. На позиции / вырав-
выравниваются и калибруются торцы отре-
отрезанной заготовки диаметром 9,8 мм
с образованием фаски с одной стороны.
На позиции // осуществляется осадка
до высоты 6,2 мм с образованием двух
фасок. На позиции /// формообра-
зуется шестигранник и образуются
углубления (наметки) с обеих сторон.
На позиции IV осуществляется про-
пробивка и калибровка отверстия диаме-
диаметром 7,38+°>06 мм калиброванным пуан-
пуансоном 1.
Раскатывание резьбы проводится
на гайконарезных автоматах 2062
бесстружечпыми метчиками
(ГОСТ 18839—73), выполненными из
стали Р6М5; ?>ср = 7,34_0,025 мм.
Скорость обработки 24 м/мин; состав
охлаждающей жидкости; 98 % мине-
минерального масла 0,5—0,7 % полиэти-
полиэтилена, 1—1,5 % серы.
Ф 10,05
Ф9
Ф12.5
M
30°
4
I
i
Ф9.0
*—*-
Ф7.5
f
1
ш
Рве, 40. Технологический процесс штамповки шестигранной гайки М8-*-6Н
254
ШТАМПОВКА НА АВТОМАТАХ
Л!
21.
Рис. 41. Технологический процесс штамповки накидной гайки М18Х1.5 — 6Н на пяти-
позициоииом автомате
Технологический процесс штампов-
штамповки накидной гайки M18xl,5—6H
(рис. 41) осуществляется на пятипо-
зиционном автомате; заготовка из ста-
стали 08кп; if > 65 %; б > 25 %; ав <
s? 430 МПа.
На позиции / проводится закрытая
осадка с формированием наружной
фаски и конического углубления с од-
одного торца; на позиции // — формооб-
формообразование шестигранника, усеченного
конуса и полости (наметки) в верхней
части заготовки со стороны шести-
шестигранника; на позиции /// — обратное
выдавливание полости у шестигран-
шестигранной призмы и образование полости
(наметки) со стороны усеченного ко-
конуса; на позиции IV — выдавливание
цилиндрической полости диаметром
12,52 мм; на позиции V — прибивка
отверстия диаметром 12.2+0'35 мм.
Для обеспечения качественного тех-
технологического процесса применяются
в ысокоэффе ктив ные см азочно- охл аж-
дающие жидкости. На позициях ///
и IV холодновысадочного автомата
должен быть предусмотрен съем заго-
заготовки с пуансонов. При переносе
штампуемой заготовки с позиции /
на позицию // осуществляется ее по-
поворот на угол 180°.
Технологический процесс штамповки
штуцера М10х1,25 — 6Н осуществ-
осуществляется на пятипозиционном холодно-
высадочном автомате из калиброван-
калиброванной стали 08кп круглого сечения
в бунтах г|) ^ 65 %; б > 25 %; ав =
= 2804-320 МПа. На позиции / про-
проводятся осадка (рис. 42) предвари-
предварительно отрезанной заготовки диаме-
диаметром 8,6_0,05 мм в закрытой полости
с образованием в нижней части наруж-
наружной фаски и двух конических углуб-
углублений (наметок) по торцам; на пози-
позиции // — формообразование шести-
шестигранника с одновременным дальнейшим
выдавливанием углублений с двух
сторон; на позиции /// — выдавлива-
выдавливание полого цилиндра с наружным диа-
диаметром 9,06 мм; на позиции IV —
выдавливание цилиндрического пояс-
пояска с наружным диаметром 8,4 мм; на
позиции V — пробивка отверстия.
Для обеспечения качественного тех-
технологического процесса необходимо
использовать аналогичные смазочно-
охлаждающие жидкости, так же как
и в предыдущем процессе.
Технологический процесс штамповки
корончатой гайки М12х1>25 осуще-
осуществляется на многопозиционном авто-
автомате. Материал заготовки — калибро-
калиброванная сталь 08 кп (г|> > 65 %; 6^
> 25 %; ав — 270-г320 МПа).
На позиции / (рис. 43) осуществ"
ляется осадка в закрытой полости
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
255
Рис. 42. Технологический процесс штамповки штуцера MI0xl,25 — 6Н на пятипо-
зициоииом холодноштамповочиом автомате
с одновременным формированием про-
профиля с радиусом R3 с одного торца
и конической выемки (наметки) с дру-
другого; на позиции // — выдавливание
цилиндрического пояска с наружным
диаметром 16,35 мм и предварительное
формообразование шестигранника; на
позиции /// — выдавливание цилин-
цилиндрической полости глубиной 7,5 мм
со стороны цилиндрического пояска
и формирование наружной фаски с тор-
торца шестигранника; на позиции IV —
образование шлицев с использованием
процесса обработки резанием; на по-
позиции V — пробивка отверстия диа-
диаметром 10,47 мм. Выдавливание ци-
цилиндрической полости на позиции ///
необходимо для снижения давления
на пуансон, производящего образова-
<t>16,JS
Ф 10,73
ние шлицев на следующей позиции.
При переносе штампуемых заготовок
с позиции на позицию осуществляется
их поворот на 180°.
Образование шлицев осуществляется
следующим образом (рис. 44). Заго-
Заготовка предварительно отштампованная
на позиции /// (см. рис. 43), устанав-
устанавливается с помощью переднего пуан-
соца 2 (см. рис. 44, а) в рабочую по-
полость подпружиненной матрицы 3
(рис. 44, о). В этом положении зад-
задний пуансон 4 не должен взаимодей-
взаимодействовать с заготовкой (между ними
имеется зазор а). При дальнейшем дви-
движении пуансона 2 вместе с ним пере-
перемещается система матрица—заготов-
матрица—заготовка; происходит внедрение рабочей
части заднего пуансона 4 в заготовку /.
Рис. 43. Технологический процесс штамповки корончатой гайки М12Х1.25 на пяти*
позиционном автомате
256
ШТАМПОВКА НА АВТОМАТАХ
Рис. 44. Схема инструмента для образова-
образования шлнцев в корончатой гайке
Рабочая часть заднего пуансона вы-
выполнена в виде элемента шлицевого
резца. Срезаемый металл в виде шести
полосок (рис. 44, б) перемещается в
предварительно выдавленную на пози-
позиции /// полость 5 диаметром 10,7 мм
(см. рис. 44, а). Формирование шли-
шлицев проводится по схеме сдвига в зоне
выдавленного цилиндрического уча-
участка штампуемой гайки. Благодаря
этому достигается существенное сни-
снижение давления на инструмент и обес-
обеспечивается должное качество штампуе-
штампуемой корончатой гайки.
Технологический процесс штампов-
штамповки гайки болта крепления крышки
шатуна приведен на рис. 45. Мате-
Материал заготовки—калиброванная сталь
20Г2Р диаметром 18,5_o,os мм (б >
> 18 %; i|> > 55 %; ав < 650 МПа);
поверхность фосфатируется и омыли-
омыливается. Штамповка проводится на пя-
типозиционном автомате. На пози-
позиции / осуществляется осадка и кали-
калибровка заготовки в закрытой полости
с одновременным образованием радиу-
радиуса R5 на нижнем торце и конической
выемки (наметки) на другом; на по-
позиции // — выдавливание углублений
на обоих торцах и скругление кромок
с двух сторон; на позиции /// — пов-
повторная осадка заготовки с выдавлива-
выдавливанием углубления в верхнем торце
диаметром 10 мм; на позиции IV —
штамповка заготовки с получением
фланца диаметром 21,7 мм и двенад-
двенадцатигранника под ключ, образование
с двух сторон углублений (наметок)
под пробивку отверстия; на позиции
V — пробивка отверстия диаметром
11,77+0'12 мм. При переносе на по-
позиции //—V заготовка поворачивается
на 180°.
Технологический процесс штамповки
наконечника гибкого шланга осуще-
осуществляется за восемь переходов на двух
четырехпозиционных автоматах парал-
параллельно-последовательного действия.
Материал заготовки — сталь 08кп
F > 30 %; Ч> > 65 %; ав < 360 МПа)
диаметром 13,9_0,07 мм; поверх-
поверхность фосфатированная и омыленная.
Заготовка наконечника изготовляет-
изготовляется следующим образом (рис. 46): на
позиции / — осадка—калибровка от-
Рис. 45. Технологический процесс штамповки заготовки гайкн болта крепления крышки
шатуна на пятипознционном автомате
*
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
257
ч>з,в
Рис. 46. Технологический процесс штамповки заготовки наконечника гибкого шланга
на четырехпозиционном автомате
резанной заготовки с выравниванием
торцов и образование конических на-
наметок на двух сторонах; на позиции
// — повторная осадка с выдавлива-
выдавливанием конического углубления на ниж-
нижнем торце; на позиции /// — выдавли-
выдавливание цилиндрического элемента диа-
диаметром 9,6 мм и предварительное фор-
формирование радиуса #1,5 на верхнем
т.орце; на позиции IV — выдавливание
цилиндрического элемента диаметром
Ю,88_0,08 мм и окончательное форми-
формирование верхнего торца заготовки.
После получения заготовки наконеч-
наконечника гибкого шланга она промывается,
отжигается до НВ ^ 195 и покры-
покрывается цинкокадмиевым сплавом.
Штамповка полуфабриката наконеч-
наконечника гибкого шланга проводится из
отштампованной заготовки также за
четыре перехода (рис. 47): на пози-
позиции / — выдавливание цилиндриче-
цилиндрической полости диаметром 11,8 мм; на
позиции // — высадка утолщения
6 мм, диаметром 20,5 мм в середине
заготовки с окончательным выдавлива-
выдавливанием цилиндрической полости диаме-
диаметром 11,75 мм; на позиции /// —
выдавливание углублений диаметрами
4,755 и 3,5 мм; на позиции IV — про-
пробивка отверстия диаметром З^0'2 мм
цилиндрического утолщения под ше-
шестигранник размером пол ключ
17 П 97 ММ.
Рис. 47. Технологический процесс штамповки полуфабриката наконечника гибкого шланга
на четырехпозиционном холодноштамповочном автомате
9 П/р Г. А. Навроцкого
258
ШТАМПОВКА НА АВТОМАТАХ
Ж
фЮЛ
bs,s
-4-
10*
+
!
/\ 75°
Jff
Рис. 48. Технологический процесс штаповки и иакатки резьбы при изготовлении болтов
MX с фланцем на трехпозициоииом холодиовысадочиом и резьбонакатиом автоматах
13ВОА-8Ф и АР-12Ф
Штамповка болтов и гаек с фланцами
иа государственном заводе «Красная
Этна». На рис. 48 показан техноло-
технологический процесс изготовления бол-
болтов М8 с фланцем на трехпозициоином
холодновысадочном автомате. Отре-
Отрезанная заготовка диаметром 10,3 мм,
длиной 21,2 мм переносится на пози-
позицию /, где осуществляется прямое
выдавливание стержня в закрытой
полости матрицы с диаметра 10,3 мм
до диаметра 6,85 мм со степенью обжа-
обжатия 50 %; на позиции // — предва-
предварительная высадка в пуансоне голов-
головки с небольшим фланцем и формооб-
формообразование фаски на конце стержня;
окончательная высадка головки болта
с фланцем в пуансоне, осадка стержня
в матрице с диаметром под накатку
7,15 мм и образование концевой фаски
завершаются на позиции ///.
Накатка резьбы до головки осуще-
осуществляется на резьбонакатном автомате.
Холодновысад очный трехпозицион-
вый автомат 13ВОА-8Ф предназначен
для изготовления полуфабрикатов бол-
болтов М8 с фланцем, болтов М10 с об-
обрезной и отштампованной граневой
головкой из калиброванной стали в
бунтах марок Юкп, 20кп, 35 в отож-
отожженном состоянии класса точности 4
по ГОСТ 7417—75. На передней части
высадочного ползуна смонтированы пу-
пуансон одержател и с пуансонами; вы-
выталкивание заготовок из пуансонов
осуществляется на всех трех позициях,
при необходимости можно отключать
любой из них. На каждой позиции
имеется индивидуальный механизм вы-
выталкивания из матриц. На позициях /
и // привод осуществляется от ку-
кулачков, установленных на распреде-
распределительном валу; на позиции /// —
от кулачка коленчатого вала, причем
перестановкой этого кулачка на 90°
и его точным регулированием обеспе-
обеспечивается возможность выталкивания
заготовок с отштампованной или об-
резиой граненой головкой.
В матричном блоке установлены:
отрезная втулка и три высадочные
матрицы. Система переноса заготовок
имеет индивидуальные приводы меха-
механизмов для раскрытия и закрытия
захватов и для перемещения заготовок
по позициям. Зажим заготовок за-
захватами осуществляется пружинами
растяжения. Система переноса имеет
широкий диапазон регулирования по
циклу переноса и моменту раскрытия
и закрытия захватов, что позволяет
осуществлять надежное транспорти-
транспортирование заготовок различной формы.
Ножевой шток механизма отрезки
приводится в возвратно-поступательное
движение от кулачковой дорожки, смон-
смонтированной на боковом ползуне, по-
получающем движение от распредели-
распределительного вала.
Система смазывания и охлаждения —
централизованная, от насосной стан-
станции. Механизмы отрезки, выталкива-
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
259
ния из матриц, переноса заготовок
оснащены предохранительными уст-
устройствами, отключающими автомат при
выходе из строя того или иного меха-
механизма.
Автомат можно встраивать в авто-
автоматическую линию, состоящую из двух
холодновысадочных автоматов этой мо-
модели, одного резьбонакатного автомата,
двух разматывателей, двух цепных
скребковых конвейеров, соединяющих
холодновысадочные автоматы с резь-
бонакатным.
Техническая характеристика автомата
Размеры стержня дета-
детали, мм:
диаметр 8—10
длина 12—60
Размеры заготовки, мм:
диаметр до 10
длина » 80
Длина стержня, вытал-
выталкиваемого из матриц, на
позициях, мм:
I 12—80
II 12—60
III 12—60
Ход выталкивателей из
пуансонов на позициях
/, //, ///, мм .... 0—15
Ход ползуна, мм ... ПО
Производительность,
шт/мин 90
Сила высадки, кН . . . 800
Суммарная мощность
электродвигателей, кВт 15,5
Габариты автомата, мм 3420Х I970X
Х1700
Масса автомата, кг . . 9725
На рис. 49 представлен технологиче-
технологический процесс штамповки и накатки
резьбы при изготовлении болтов М10—
6gx35 с фланцем. Отрезанная заго-
заготовка диаметром 12,85 мм, длиной
32,5 мм переносится на позицию /,
где осуществляется прямое выдавлива-
выдавливание стержня до диаметра 9,7 мм; иа
позиции // происходит предваритель-
предварительная высадка шестигранной головки
с фланцем с одновременным образова-
образованием углубления в головке и фаски
на конце стержня; окончательная вы-
высадка головки с фланцем и фаской,
а также редуцирование стержня под
накатку резьбы завершаются на по-
позиции ///. Полуфабрикат болта с под-
подголовком диаметром 10 мм передается
на резьбонакатный автомат для на-
накатки резьбы (позиция IV) на длине
26 мм. При формообразовании гране-
граненой головки с фланцем образование
углубления на ее торце способствует
лучшему заполнению рабочих полостей
пуансона.
Изготовление болтов данного типо-
типоразмера осуществляется на созданной
заводом автоматической линии Л120
(рис. 50), которая предназначена для
Я>12,»5-
Рис. 49. Технологический процесс штамповки и иакатки резьбы при изготовлении болтов
Ml0—figX35 с фланцем на автоматической лниии Л120
26Q
ШТАМПОВКА НА АВТОМАТАХ
1 I
Рис. 50. Автоматическая линия Л120 для изготовления болтов М8—МЮ с фланцем
изготовления методом холодной де-
деформации болтов М8—МЮ с фланцем,
болтов до М12 с обрезной головкой,
болтов до М14 со штампованной
головкой из калиброванной стали в
бунтах, класса точности 4 по
ГОСТ 7417—75, марок Юкп, 20кп,
35 по ГОСТ 10702—78 в отложенном
состоянии. Автоматическая линия со-
состоит из двух холодновысадочных трех-
позиционных автоматов / мод.
13ВОА-14Ф, одного резьбонакатного
автомата 2 мод. АР-12Ф, двух разма-
тывателей, двух цепных скребковых
конвейеров 3, соединяющих холодно-
высадочные автоматы с резьбонакат-
ным.
Техническая характеристика
трехпозициоиного холодновысадочного
автомата мод. 13ВОА-14Ф
Размеры стержня де-
детали, мм:
диаметр 12—14
длина 30—60
Размеры заготов-
заготовки, мм:
диаметр 12—14
длина 30—90
Пр оизводительность,
шт/мин 87
Ход высадочного пол-
ползуна, мм 140
Число позиций, шт. 3
Ход выталкивателя
из пуансона, мм . . 22
Усилие высадки, кН 1 200
Суммарная мощность
электродвигателей,
кВт 22,55
Габариты автома-
автомата, му 3 550Х 1 930Х
XI 920
Масса автомата, кг 12 000
Автомат данной модели по схеме
и конструкции аналогичен автомату
13ВОА-8Ф. Механизм выталкивания
из матриц отличается от известных
конструкций тем, что он обеспечивает
надежное и почти безударное выталки-
выталкивание заготовок на позициях I и II
на величину 30—150 мм, а на пози-
позиции /// — на 30—70 мм (см. рис. 48).
Техническая характеристика
резьбонакатиого автомата
Автомат одношпиндель-
ный системы ролик—
сегмент
Максимальная длина
стержня накатываемых
деталей, мм 75
Максимальная длина на-
накатываемой резьбы, мм 45
Диаметр накатываемой
резьбы МЮ—М14
Частота вращения шпин-
шпинделя, об/мин 98
Производительность
автомата, шт/мин:
при однозаходном ку-
кулачке 98
при двухзаходном ку-
кулачке 196
Суммарная мощность
электродвигателей, кВт 9,05
Габариты автомата, мм 1850Х880Х
Х1670
Масса автомата, кг . . 1800
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
261
Техническая характеристика цепного
скребкового конвейера
Размеры транспорти-
транспортируемых деталей, мм:
длина . 75 (макси'
мальная)
диаметр 30 (макси-
(максимальный)
Скорость движения це-
цепи, м/мин 13,5
Передаточное отноше-
отношение привода 40
Мощность электродви-
электродвигателя, кВт 0,37
Масса конвейера, кг . . 210
Техническая характеристика
автоматической линии Л120
Размеры стержня де-
детали, мм:
длина 30—60
диаметр:
при изготовлении
болтов с фланцем 10
при изготовле-
изготовлении болтов с об-
обрезной головкой 12
при изготовле-
изготовлении болтов со
штампованной
головкой .... 14
длина резьбы (мак-
(максимальная) .... 45
Производительность,
шт/мин 174
Суммарная мощ-
мощность электродвига-
электродвигателей, кВт ..... 54,58
I Л
Габариты линии, мм
Масса, кг
6600Х 5800Х
Х2080
27500
Изготовление полуфабрикатов гаек
М8 с фланцем осуществляется на пяти-
позиционном гайкоштамповочном авто-
автомате 15ВАГ-8Ф. Технологический про-
процесс штамповки показан на рис. 51.
Отрезанная заготовка диаметром
10,8 мм, высотой 9,7 мм переносится
на позицию /, на которой осуществ-
ляетси осадка с выравниванием и ка-
калибровкой торцов, а также коническая
наметка диаметром 8,5 мм и закруг-
закругление кромок; на позиции // проис-
происходит выдавливание углубления иа
на верхнем торце и образование фаски
на нижнем; предварительное формо-
формообразование шестигранника и фланца
диаметром 13,5 мм с дальнейшим вы-
выдавливанием верхней и нижней выемок
выполняется на позиции ///; оконча-
окончательное формообразование шестигран-
шестигранника и фланца и пробивка отверстия
диаметром 6,95 мм проводятси соот-
соответственно на позициях IV и V.
Холодноштамповочный гаечный ав-
автомат этой модели предназначен для
изготовления полуфабрикатов гаек
Мб—М8 с фланцем и обычных шести-
шестигранных гаек до М8 из калиброванной
стали в бунтах, класса точности 4,
марок Юкп, 20кп по ГОСТ 10702—78
в отожженном состоянии.
На коленчатом валу смонтированы
сцепляемая пневматическая фрикцион-
фрикционная муфта и гидравлический тормоз.
ш
0$.9f
Рис. 51. Технологический процесс штамповки полуфабрикатов гаек М8 с фланцем на пя-
типозиционном гайкоштамповочном автомате 15ВАГ-8Ф
262
ШТАМПОВКА НА АВТОМАТАХ
Для наладки автомата применяется
микропривод, позволяющий работать
при малых числах ходов штамповоч-
штамповочного ползуна в минуту. Движение от
электродвигателя микропривода пере-
передается через двухступенчатый цилин-
цилиндрический редуктор и электромагнит-
электромагнитную муфту на ротор основного элек-
электродвигателя автомата. На коленчатом
валу слева смонтирован кулак при-
привода механизма выталкивания загото-
заготовок из матриц, справа — планшайба
привода механизма отрезки. Распре-
Распределительный вал, получающий движе-
движение от коленчатого вала, посредством
цилиндрической зубчатой передачи
приводит в движение механизм подачи
материала и систему переноса загото-
заготовок. Механизм подачи выполнен с дву-
двумя парами подающих роликов.
Нижние приводные ролики получают
движение от автоматической обгонной
муфты, отключающейся посредством
пневмоцилиндра. Верхние ролики за-
зажимают подаваемый металл также
с помощью пневмоцилиндров. Управле-
Управление работой автомата осуществляется
с пульта через пневмораспределители.
Ножевой шток механизма отрезки со-
совершает прямолинейное возвратно-по-
возвратно-поступательное движение. Система пере-
переноса предназначена для транспорти-
транспортирования заготовок на позициях с кан-
кантовкой их на 180° или без таковой на
любой позиции штамповки.
На передней части ползуна смонти-
смонтированы пуансонодержатели с пуансо-
иами; устройства для выталкивания
заготовок из пуансонов применены
на всех позициях с возможностью
отключения любого выталкивающего
устройства.
В матричном блоке yciai-ювлены
отрезная втулка и пять матриц. Пре-
Предусмотрена возможность удаления от-
отходов после пробивки отверстия в от-
отштампованной гайке через ползун на
лоток-склиз с раздельными потоками
готовых полуфабрикатов гаек и от-
отходов (выдры).
Механизмы отрезки, выталкивания
из матриц и пуансонов, переноса
заготовок оснащены предохранитель-
предохранительным устройством, отключающим авто-
автомат при его перегрузке. Автомат имеет
централизованную обращаемую систе-
систему жидкой смазки и охлаждения.
Данная модель является представи-
представителем гаммы гаечных холодноштампо-
вочных автоматов,проектируемых и из-
изготовляемых заводом «Красная Этна».
Техническая характеристика
автомата мод. 15ВАГ-8Ф
Диаметр резьбы гайки,
мм Мб— М8
Размер гайкн, мм:
под ключ 10—14
по высоте 5—14
Диаметр заготовки, мм 10—14
Длина отрезаемой заго-
заготовки, мм 6—22
Производительность,
шт/мин 100
Усилие высадки, кН 1000
Суммарная мощность
электродвигателей, кВт 18
Габариты автомата, мм 4490Х2250Х
Х1550
Масса автомата, кг . . 1200
Технологические переходы, процесс
и размеры рабочих полостей инстру-
инструмента при высадке и штамповке кре-
крепежных деталей на Одесском заводе
«Стаиконормаль» . Холодная высадка
винтов с различными формами головок
производится в основном на однопо-
зиционных двухударных автоматах с
цельной матрицей.
На рис. 52 показаны технологиче-
технологические процессы холодной высадки вин-
винтов с цилиндрической (для дальнейшей
обрезки под квадратную) и кониче-
конической (ГОСТ 1476—75) головками
(табл. 25 и 26).
Переходы штамповки при изготов-
изготовлении полуфабрикатов болтов на че-
тырехпозиционных холодновысадочных
автоматах приведены на рис. 53 и 54.
Процесс штамповки (см. рис. 53)
осуществляется с двойным редуциро-
редуцированием на позициях / и //. На пози-
позициях /// и IV проводится высадка
головки и обрезка по требуемому кон-
контуру. «Материал штампуемой заготов-
заготовки — сталь Юкп. Для вставок матриц
применен твердый сплав ВК20. Ше-
Шероховатость рабочей поверхности ма-
матрицы Ra = 0,32 мкм. Пуансоны из-
изготовлены из стали У8А (HRCa 54—58).
Шероховатость рабочей поверхности
Ra = 1,25 мкм. Размеры рабочих
частей инструмента четырехпозицион-
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
263
1
60°±1°
а)
Рис. 52. Технологические процессы холодной двухударной однопозиционной высадки вин-
винтов с цилиндрической и конической головками: айв— первые (предварительные) пере-
переходы; б и г — вторые (окончательные) переходы высадки
Рис. 53. Переходы штамповки и рабочие части инструмента при изготовлении полу-
полуфабрикатов болтов с применением двойного редуцирования на четырехпозициоиных
холодновысадочных автоматах:
1 — заготовка; 2, 5, 8 — пуансоны; 3, 6,9 и 12 — матрицы; 4, 7, 10, 13 — вытал-
выталкиватели; // — подвижная матрица для обрезки
Ш
Рис. 54. Переходы штамповки и рабочие части инструмента при четырехпозициониой
высадке болтов М8 с формообразованием большой фаски на конце стержня:
/ — заготовка; 2, 5, 8 — пуансоны; 3, 6, 9, 12 — матрицы; 4, 7, 10, 13 — выталки-
выталкиватели; 11 — подвижная матрица для обрезки
264
ШТАМПОВКА НА АВТОМАТАХ
25. Размеры рабочих полостей
инструмента для однопозиционной
двухударнои высадки винтов М10
и М16 с цилиндрической головкой
(а = 12°)
Обозна-
Обозначение (см.
рис. 52)
Исход-
Исходный
d,
о,
о,
о.
h
Н
Размеры, мм
8,85+ °>03
8,82_о,о
8,865
8,96-о,12
7.23Я10
7,5.и,з6
8 7+ о.06
8,7
10,5+о.1
10,5
! 2 8+од
12,8
12,4+o.i
13.0.43
9+о,з
9,5-о,5
7-0.5
7
14,5+0,035
14,46.„,оз
14,55
14,52.о,14
11,83Я10
12.0,43
]4,3+0,07
14,3
18,5+"-i
18,5
21,9+0'1
21,9
21,4+0,1
22.0,52
15,3+°.4
1б,15_о,85
12,5.„,5
12,5
8 ± 0,29
15.о,5
Примечание. Размеры
инструмента приведены в чис-
числителе, размеры заготовки —
в знаменателе.
26. Размеры рабочих полостей
инструмента для однопозиционной
двухударнои высадки винтов Мб
и М8 с конической головкой
Обозна-
Обозначение (см.
рис. 52)
Исход-
Исходный
d0
й
<k
d3
с
R
Н
я,
ft
ft,
ft3
Размеры, мм
5,3+0-048
5,18_о,ооз
5.22Я8
5,29.0,!
5,8 ± 0,1
5,8
5,15+о.1
5,15
4,6
Т$
1,2
1,2
2
2
2 4+ °'*
2,4
2,6—2,8
2,5+ »-4
0.8+ »-1
0,8
0,6 ± 0,1
0,6
0,5
0,5
7 1+0,058
7,01.„,„8
7,05Я8
7.12...U
7,8 ±0,1
7,8
7+0,1
7
6,35
6,35
1,9
1,9
2,5
2,5"
3,4 ± 0,1
3,4
3,1—3,3
3+0,4
09+од
0,9
0,8 ± 0,1
0,8
0,7
0,7
Примечание. Размеры
инструмента приведены в чис-
числителе, размеры заготовки —
в знаменателе.
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
265
27. Размеры (в мм) рабочих частей инструмента для четырехпозиционной
высадки болтов М8 и М10
Обозна-
Обозначение (см.
рис. 53)
Исход-
Исходный
d
D
D>
ft
ft,
fta
<
4.
h
ft3
d3
dt
M8-6gX25
9.2Я10
9,15-о,оз
7 8+ о.03
7,8
q 9+ о,оз
9,2
11,5
—
8,9+о,2
3
3
2,2
—
11,3
—
20,4
7,02+0,022
7,12-о,о7
25,1
2,2
2.2
7,06+°-022
7,12.„,07
10,8+°.2
12-1,2
MI0 —6gX25
Ц 6+0,07
П.5.0,3
g 7+о,оз
9,7
ц,55+о.°3
11,55
12,6
^г+о.»
2,4
2,4
4 -ь 0,09
—
—
12,5
—
21,2
8,8+о.оз
8,8
24
1
~т
8,87+0,03
8,94.о,о7
12,б+о,2
14-1,4
Обозна-
Обозначение
4
D3
К
к
к
S
а°
К
d7
М8 —6gX25
7,7
7,7
10,8+о-2
П,4.„,6
13,8+о.2
13,8
14,4+0,6
0 9+0-2
0,9
—
5± 0,15
—
25—0,4
11,78+»;$
12-0,24
26
26
0,6—0,8
у ] 2+0,048
7,12.о,о7
1 1+0,22
10,8
78+0Д8
7,7
М10—6#Х25
9,8+0,15
9,8
12,6+0,2
13,3—0,7
16,2+0,2
16,2
заготовка
16,5+0,5
1,1+0,2
1,1
Заготовка
6± 0,15
заготовка
25—0,4
14.0,24
28
28
10
9+0,05
8,94.0,„7
12,8+0,22
12,6
9 8+о>18
9,8
Примечание. Размеры инструмента приведены в числителе,
размеры заготовки — в знаменателе.
266
ШТАМПОВКА НА АВТОМАТАХ
d
0
ш
Рис. 55. Типовые стержневые детали с кон-
конце вы к и гранеными участками
ной высадки болтов М8 и М10 приве-
приведены в табл. 27. Размеры диаметров
матриц и стержней заготовок даны
для резьбы с полем допуска 6g. При
данном технологическом процессе с
применением двойного редуцирования
стержня получаются детали примерно
равнопрочные по длине. Схема про-
процесса высадки приведенная на рис. 54,
отличается от предыдущей следующим:
на позиции // вместо второго реду-
редуцирования осуществляется предвари-
предварительный переход высадки головки;
на позиции /// — пластическое фор-
формообразование большой фаски на кон-
конце стержня, наличие которой обеспе-
обеспечивает хорошие условия для механи-
механизации сборочных процессов.
Размеры рабочих частей инструмен-
инструмента для четырехпозиционной высадки
болтов М8 с длиной стержня 30 и
50 мм приведены в табл. 28.
Технологический процесс холодного
поперечного обжатия применяется для
формообразования треугольных, ква-
квадратных и многоугольных сечений на
определенных участках стержневых
деталей, что значительно расширяет
технологические возможности объем-
объемной штамповки.
28. Размеры рабочих частей
инструмента для четырехпозициоииой
высадки болтов MS— 6gX50
Обозначение
(см. рис. 54)
J1- Исходный
d
/
D
к
d,
Размеры,
мм
9,2
9,15.„,„3
J Q+ 0,03
7,8
g 9+ °»05
9,2
45,9
П,4_о,в
10,8+°.^
13,8
13,Й+0'2
46,6
785+о,з
7,85
Обозначение
(см. рис. 54)
d3
d,
к
к
s
d,
ds
Размеры,
мм
10,8+М
12.1,.
7,05+°'022
7,12.„,о,
7,92+o.ose
8-0,2
10)9+од
10,8
27
27
50_0,5
[2,24
n,78+|j:p,
7,92
g+0,05
10,8
] [+0,22
Примечание. Размеры
инструмента приведены в чис-
числителе, размеры заготовки —
в знаменателе.
Формообразование на кривошипных
прессах граненых сечений применяется
~ъ основном при изготовлении стержне-
стержневых деталей, у которых длина штам-
штампуемой части #0 = @,5-Н,5) d0,
где d0 — диаметр исходной заготовки.
На рис. 55 показаны типовые стерж-
стержневые детали с концевыми гранеными
участками, а на рис. 56 — схема
штампа для этого процесса. Штамп
можно применять как на вертикаль-
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
267
ки, осуществляя радиальную штампов-
штамповку заготовки, находящейся в матрице 3.
Приведенная схема относится к слу-
случаю деформирования концевого уча-
участка стержня с образованием бурта под
обжимаемой частью, что характерно
для установочных винтов.
Усилие радиальной штамповки за-
зависит от диаметра и относительной вы-
высоты деформируемой части заготовки,
обжатия и условий трения.
Потребная радиальная технологиче-
технологическая сила при штамповке
2л ,
-'От
RH sin
рис. 56. Схема штампа для образования
граней на стержневых деталях
ном кривошипном прессе общего на-
назначения, так и на холодновысадочном
автомате. Исходное сечение обрабаты-
обрабатываемой заготовки — круг.
При движении ползуна пресса ра-
диально расположенные рабочие вкла-
вкладыши 1 (см. рис. 56) посредством
клиньев 2 перемещаются к оси заготов-
sin-^--г-/?//¦
г 4 ¦ п
Сила на ползуне пресса
1—!
ctg р —
где k — т_ ; R— радиус исходного
/3
1200
Ш
@
Щ
i
зби,мм 6 онт w I ш т р,кн i Тг гТгТп збн,мм
-
-
0
О
-i
/\>
/Л
Г
ш
/
с,
1Ж
1W0
800
Ш
й
О
ш
11
а
звн,мм
Рис. 57. Номограмма для определения потребной силы штамповки прн формообразоваинн
граней поперечным обжатием (радиальной штамповкой)
268
ШТАМПОВКА НА АВТОМАТАХ
Рис. 58. Схема наладки инструмента двугшозиционного аатим<па для ипамповки
с двумя полостями
металла, мм; Н — высота штампован-
штампованной части детали, мм; п — число гра-
граней многогранника; \л, = 0,15-4-0,2 —
коэффициент трения; р — угол на-
наклона клиновой поверхности; fa =
= 0,15 — коэффициент трения между
Элементами металла; от — предел те-
текучести .
Потребную силу штамповки опре-
определяют с помощью номограммы (рис. 57
см. номограмму VI).
Способ пользования номограммой
показан на примере определения основ-
основных параметров процесса радиальной
штамповки квадратной головки из
стали 10 при р = 70° с радиусом за-
заготовки R = 11 мм и высотой головки
Н = 27 мм, полученной после штам-
штамповки.
На поле номограммы // по прямым а
и б определяем С4 = 750, отмечаем
заданную величину деформации 6 =
=» 1,0 на поле номограммы IV и для
стали 10 по прямым виг находим
от = 700 МПа.
На поле номограммы V при от =
= 700 МПа для С4 — 750 по прямым г
и д определяем Р = 300 кН, а на
поле номограммы VI при Р = 300 кН
для п = 4 и р = 70° по прямым д
и е определяем Qnp = 700 кН.
Экспериментальное определение сил
Р и Q показало, что они ниже сил,
определяемых по номограмме, на 5—
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
269
Рис. 59. Технологические переходы и схема наладки инструмента четырехпозиционного
автомата для штамповки ступенчатого пальца с полостью
Рис. 80. Технологические переходы и схема наладки инструмента четырехпозиционного
автомата для штамповки пальца с шаровой пустотелой головкой
270
ШТАМПОВКА НА АВТОМАТАХ
М-1 У
с. 81. Технологические переходы и схема наладки инструмента четырехпозиционного
холодновысадочного автомата для штамповки оси педали велосипеда
12 %, что вполне допустимо при
инженерных расчетах.
Технологические переходы и схема
наладки при штамповке деталей на
двухпозиционных и многопозиционных
автоматах фирмы «Сакма» . На рис. 58
в качестве примера дана схема на-
наладки двухпозиционного автомата фир-
фирмы «Сакма» для штамповки пустотелого
пальца методом обратного выдавли-
выдавливания.
Калиброванный металл подается по
линии а—а через подпружиненную
отрезную матрицу 1 до регулируемого
упора (на рисунке не показан).
Закрытый нож-втулка 2, переме-
перемещаясь вправо, отрезает заготовку 3,
которая затем переносится этим но-
ножом на линию переталкивания б—б.
Здесь заготовка переталкивается из
закрытого ножа 2 во втулку 4 с тем,
чтобы нож мог отойти в исходное
положение. После отхода ножа заго-
заготовка 3 переталкивается толкателем 5
в захватывающие пальцы (на схеме не
показаны) и перемещается на пози-
позицию /.
На этой позиции происходит затал-
заталкивание заготовки пуансоном 6 в ма-
матрицу 7 до упора в выталкивающий
стержень 8, после чего осуществляется
выдавливание передней полости в за-
заготовке. По окончании этого перехода
деформируемая заготовка выталкивает-
выталкивается из матрицы 7, захватывается паль-
пальцами и переносится на позицию //.
На этой позиции происходит заталки-
заталкивание заготовки толкателем 9 в ма-
матрицу 10 и выдавливание задней по-
полости пуансоном И; затем происходит
выталкивание готовой детали 12 из
матрицы 10.
На рис. 59—61 показаны переходы
штамповки и схемы наладки инстру-
инструмента на четырехпозиционных холод-
новысадочных автоматах стержневых
деталей сложной конфигурации. На
всех переходах отрезка заготовки осу-
осуществляется закрытым ножом-втул-
ножом-втулкой 1.
При штамповке ступенчатого пальца
с полостью (рис. 59) на позициях /
н // осуществляются переходы пря-
прямого выдавливания в матрицах; на
позиции /// — третий переход вы-
выдавливания в пуансоне и матрицах 2
и 3. На позициях // и /// проводится
выдавливание пуансоном 4 и стерж-
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
271
Рис. 62. Технологические переходы и схема наладки инструмента четырехпозиционного
холодиовысадочнсгс автомата для штамповки эксцентрика регулировки тормоза
272
ШТАМПОВКА НА АВТОМАТАХ
Щ5
IIJ5
Рис. 83. Технологические переходы и схема наладки инструмента четырехпозициоиного
холодиовысадочиого автомата для штамповки полуфабриката болта с многогранной го-
головкой и фланцем
ПРИМЕРЫ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
273
Рис. 64. Технологические переходы и схема наладки пятипозициониого автомата для
штамповки детали типа втулки с конусом
274
ШТАМПОВКА НА АВТОМАТАХ
нем 5 конического углубления на
торце заготовки, необходимого для
выполнения перехода выдавливания
полости на позиции IV.
При штамповке пальца с шаровой
пустотелой головкой (рис. 60) вытал-
выталкиватели применены в матрицах 2—5.
В пуансоне на позиции /// вмонтиро-
вмонтировано устройство для съема с пуансо-
пуансона 6 штампуемой заготовки.
При штамповке оси педали велоси-
велосипеда на позиции / (рис. 61) происхо-
происходит образование конуса в пуансоне 2.
На позициях //—IV стержень заго-
заготовки подвергается трехкратному реду-
редуцированию в матрицах 3 и 4, чтобы
получить участки стержня разных
сечений с соответствующим упрочне-
упрочнением металла. На позициях // и ///
осуществляется дальнейшее формооб-
формообразование утолщения в пуансонах 5
и 6. На позиции IV проводится об-
обрезка или зачистка утолщенного эле-
элемента детали в целях образования ка-
качественной цилиндрической формы. Го-
Готовый полуфабрикат оси педали вело-
велосипеда выталкивается из матрицы 7
через полость обрезного пуансона 8.
При штамповке этой детали выталки-
выталкиватели применены во всех матрицах;
в пуансонах оии необходимы только
на позициях /—///.
Технологические переходы и схема
наладки инструмента при штамповке
деталей на четырех- и пятипозицион-
ных автоматах фирмы «Нэдшруф».
Деталь со смещенным цилиндрическим
утолщением (рис. 62) штампуется за
четыре перехода. На позиции / вы-
выдавливается шестигранный участок в
матрице 1\ на позиции // осуществ-
осуществляется первый переход высадки утол-
утолщения в матрице 2. На позиции ///
выполняется окончательное пластиче-
пластическое формообразование штампуемой
заготовки в пуансоне 3 и в матрице 4.
На позиции IV происходит обрезка
по кругу высаженного утолщения (сме-
(смещенного от центра детали) подвижной
матрицей 5. После обрезки готовый
полуфабрикат выталкивается через по-
полость подвижной матрицы. Выталки-
Выталкиватели в матрицах предусмотрены на
всех позициях, а в пуансонах они
применены только на позициях //
и ///.
На рис. 63 приведены технологиче-
технологические переходы и схема наладки ин-
инструмента четырех позиционного хо-
лодновысадочного автомата для штам-
штамповки полуфабриката болта с много-
многогранной головкой и фланцем. На по-
позиции / в пуансоне 1 высаживается
коническая головка. На позиции //
в пуансоне и матрицах 2 и 3 осуществ-
осуществляется второй переход высадки го-
головки.
Формообразование сложной головки
завершается в пуансонах 4 и 5 па
позициях /// и IV, После высадки
стержень полуфабриката подвергается
обкатке с получением требуемого про-
профиля и накатывается резьба.
Короткая деталь в виде втулки
с конусом на одном конце (рис, 64)
изготовляется на пятипозиционном ав-
автомате. Штамповочные переходы /—V
осуществляются в матрицах 1—5. Вы-
Выталкиватели из матриц предусмотрены
на всех позициях. В пуансоне 6 на
позиции / имеется подпружиненный
стержень 7 для удержания заготовки
в матрице 1. На позиции V применен
съемник 8 отштампованной детали
с оправки 9.
Список литературы
1. Вопросы химии и технологии
смазочных материалов. ВНИИПКНеф-
техим. М.: ЦНИИТЭнефтехим, 1981,
С, 24-35.
2. Кроха В. А. Упрочнение метал-
металлов при холодной пластической де-
деформации; Справочник. М.: Машино-
Машиностроение, 1980. 155 с.
3. Навроцкий Г. А,, Грайфер А. X.,
Решетнев Н. И. Разработка и внедре-
внедрение процессов холодной и горячей
высадки стержневых деталей.//Качество
и эффективность при листовой и объ-
объемной штамповке. МДНТП, 1977,
С. 109—120.
4. Навроцкий Г. А., Шибаков В, Г.,
Головин В. А. Исследование возмож-
возможностей управления качеством изделий
при холодной объемной штамповке//Об-
работка металлов давлением в авто-
автомобилестроении. М.: МАМИ, 1980,
С. 76—79.
5. Огородников В. А. Оценка де-
деформируемости металлов при обра-
СПИСОК ЛИТЕРАТУРЫ
275
ботке давлением. Киев: Вища школа,
1983. 175 с,
6. Овчинников А. Г., Грайфер А, X.
Устойчивость промежуточного набора
при высадке //Кузнечно-штамповочное
производство, 1976, № 2, С. 12—14.
7. Пластичность и разрушение /
В. Л. Колмогоров, А. А. Боготов,
Б. А. Мигачев и др. М,: Металлургия,
1977. 336 с.
8. Смазочио-охлаждающие техноло-
технологические среды//ВНИИПКНефтехим.
М.; ЦНИИТЭнефтехим, 1982, С.
110—116.
9. Смирнов-Аляев Г. А. Сопротив-
Сопротивление материалов пластическому де-
деформированию. Л.: Машиностроение,
1978. 386 с,
10. Технологические смазки и сма-
зочно-охлаждающие жидкости для объ-
объемной штамповки М,: НИИмаш, 1979.
48 с.
11. Фальковский В. А. Твердые
сплавы для обработки металлов давле-
давлением. М.: НИИмаш, 1978. 44 с.
12. Хомяк Б. С. Твердосплавный
инструмент для холодной высадки и
выдавливания. М.: Машиностроение,
1981. 180 с.
13. Штейн Ф. С, Санакоев Г. К.
Перспективы внедрения смазочно-ох-
лаждающих жидкостей при холодной
высадке на автоматах//Современные
достижения в области холодной объ-
объемной штамповки. МДНТП, 1984,*
С. 115—119.
5
Глава KJ УПРОЧНЕНИЕ МЕТАЛЛОВ
И ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ
ДЕФОРМИРОВАНИЯ
При определении силы, необходимой
для изготовления заготовки или де-
детали холодной объемной штамповкой,
нужно учитывать упрочнение мате-
материала, которое зависит от пластиче-
пластической деформации, механических
свойств и химического состава.
С помощью упрочнения, применяя
соответствующие технологические
процессы, можно изготовлять детали
равнопрочные по длине, а также
с различной прочностью отдельных
элементов с учетом их нагружении
в процессе эксплуатации.
Упрочнение материала при кали-
калибровке перед холодной объемной штам-
штамповкой следует учитывать при разра-
разработке технологического процесса и
определении силовых режимов штам-
штамповки.
1. УПРОЧНЕНИЕ ЗАГОТОВОК
В ПРОЦЕССЕ ПЛАСТИЧЕСКОГО
ФОРМООБРАЗОВАНИЯ
ДЕТАЛЕЙ
Кривые упрочнения термически об-
обработанных горячекатаных конструк-
конструкционных и инструментальных сталей,
а также большинства цветных металлов
Ш- сплавов (в области нормальных тем-
температур и близких к ним) при формо-
формообразовании заготовок и деталей со
скоростями деформации ё = 2-10~4-н
4-102 с'1 в диапазоне логарифмиче-
логарифмических деформаций е = 0,1-М,25 аппро-
аппроксимируются уравнением
as = osl8",
(О
где csl — напряжение течения при
е= 1.
Показатель п деформационного уп-
упрочнения, характеризующий способ-
способность металла к упрочнению при пла-
пластической деформации, имеет большое
значение не только для расчета <js,
но и для решения некоторых вопросов
в области теории и практики обработ-
обработки металлов давлением — для опре-
определения предельной пластичности при
растяжении и волочении прутков, уста-
установления продольной устойчивости за-
заготовки при осадке и высадке, изги-
изгибающего момента стержней. По пока-
показателю п можно судить о прочности
детали при ее эксплуатации и об
усталости металлов, определять неко-
некоторые механические свойства металлов.
Так, кроме общеизвестной взаимосвязи
между п и относительным удлинением 6",
установлено, что корреляционная связь
между св и твердостью по Виккерсу
HV выражается через показатель де-
деформационного упрочнения п.
При л<0,1
HV
где Ссж = 2,8н-2,9 — фактор сжатия;
е — основание натуральных логариф-
логарифмов; ен — средняя деформация по
поверхности отпечатка при определе-
определении твердости HV.
При п> 0,1
^ =0,27 + 0,48*.
C)
Показатель п зависит от химического
состава, предварительной пластиче-
пластической и термической обработки и их
режимов, размера зерна, температуры,
скорости и схемы деформации. Для
отдельных групп сплавов и наиболее
часто встречающихся видов предше-
предшествующей обработки значения п при-
приведены в табл. 1. Показатель п не
является постоянным, а изменяется
с увеличением деформации; приведен-
приведенные в некоторых работах значения п
для металлов рассчитаны по тангенсу
угла наклона кривых упрочнения в ло-
логарифмических координатах и пред-
представляют собой средние значения п
в диапазоне изучаемых деформаций.
УПРОЧНЕНИЕ ЗАГОТОВОК
277
1. Показатель п деформационного
упрочнения для углеродистых
конструкционных сталей (по
результатам испытания на сжатие
цилиндрических образцов)
Стал
Низко-
углеро-
углеродистые
Средне-
углеро-
углеродистые
Аусте-
нитные
типа:
18—8
18—12
25-20
23—18
жание
ода, %
о. а.
Соде
угле
0,025—
0,29
0,10—
0,19
0,13—
0,19
0,36—
0,51
0,37—
0,46
0,32—
0,51
До 0,12
» 0,08
» 0,20
» 0,10
фед-
ующей
отки
ь во
Вид
шест
обра
Отжиг
Непол-
Неполный от-
отжиг
Норма-
Нормализация
Отжиг
Непол-
Неполный от-
отжиг
Горячая
прокатка
Закалка
с
0,276—
0,22
0,21—
0,192
0,256—
0,218
0,196—
0,182
0,185—
0,166
0,177—
0,160
0,45—
0,66
0,46—
0,48
0,33—
0,34
0,33—
0,34
Для сплавов, из которых формооб-
формообразование деталей неосложиено струк-
структурно-фазовыми превращениями, вели-
величина п с ростом деформации либо
уменьшается, либо остаетси постоян-
постоянной (рис. 1, а). Для сплавов, у которых
возникают структурно-фазовые пре-
превращения в процессе пластической
деформации, показатель п с увеличе-
увеличением е вначале возрастает, а затем,
достигнув максимума, уменьшаетси
(рис. 1, б). Это характерно для аусте-
0,25
0,15
п
0,35
0,25
0,15
/—
V
..—=
».
1
й
- «^-
1
)
*
2
—*~
•
с
¦
0,4- 0,8
1,6 2,0
Рис. 1. Зависимость показателя я дефор-
деформационного упрочнения от логарифмиче-
логарифмической деформации !¦::
а — отожженная конструкционная сталь
15кп E), сталь 35 D), сталь 40Х (/) н ин-
инструментальные стали У8А C)и У10А B);
6 — закаленные аустенитные стали
12XI8H9T (/), 08XI7H13M2T B), отож-
отожженные латунь Л63 D) и бронза БрОФ7 —•
0,2 C)
нитных сталей, алюминия и его спла-
сплавов, для некоторых латуней и бронз.
Особенно существенно изменяется п
в результате полиморфных превраще-
превращений, возникающих в процессе дефор-
деформации.
Деформация, при которой показа-
показатель п достигает максимума для раз-
разных материалов, находится в преде-
пределах 0,4—1.
Для отожженных сталей 40Х, 45Х
и технического железа величина п
с ростом деформации не изменяется.
Незначительное уменьшение п с уве-
увеличением е наблюдается для отож-
отожженных сталей 35, 18ХГТ и 20X13.
На рис. 2 и 3 приведены кривые упроч-
упрочнения для сталей, наиболее часто
используемых при холодной объемной
штамповке.
Напряжение течения одного и того
же материала зависит от нескольких
факторов. Стали, применяемые для
изготовления деталей холодной высад-
высадкой, подвергаются волочению до раз-
разных величин и отжигу с разными ре-
режимами (см. рис. 2, 3).
В результате разные прутки из
одной и той же марки стали исполь-
используются для высадки, имея различную
микроструктуру и прочностные свой-
278
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
ЗУ
800
600
<мо
о 0,2 of e
Рис. 2. Кривые упрочнения при сжатии
волоченных сталей при 20 °С:
/ — 08кп, деформация при волочении Е' =
0.27; 2 — 08кп, 8' = 0,33; 3 — сталь 30,
Е' = 0,27
ства. Напряжение течения сталей со
структурой зернистого перлита не-
несколько ниже, чем со структурой пла-
пластинчатого перлита (для стали Юкп
63,МПа
1100
1300
o,s о,б i,tr т,г~е
Рис. 3. Кривые упрочнения при растяже-
растяжении стали Юкп горячекатаной со струк-
структурой зернистого перлита A00 %) при раз-
разных значениях предварительной деформа-
деформации ?' при волочении:
1 — 0; 2 — 0,06; 3 — 0,11; 4 — 0,21; 5 —
0,30; 6 — 0,40; 7 — 0,50; S — 0,60; 9 —
горячекатаная сталь (Вл. А. Скуднов,
В. А. Скудвсв, А. Т. Быкадоров)
на 30—50 МПа); применение предва-
предварительной деформации в виде воло-
волочения усиливает это различие (для
стали Юкп разница составляет
100 МПа).
В случае отсутствия соответству-
соответствующих экспериментальных кривых уп-
упрочнения при сжатии для приближен-
приближенных расчетов можно использовать экс-
экспериментальные кривые упрочнения
при растяжении.
Характеристиками деформации для
построения кривых упрочнения при
одноосном растяжении служат вели-
величины б, ф и 8:
1пA
1 — е8 = ¦
где б — относительное удлинение; г]) —
относительное сужение.
При отсутствии экспериментальных
кривых упрочнения при испытании
на сжатие и растяжение для ориенти-
ориентировочных расчетов напряжения тече-
течения при сжатии можно использовать
следующие эмпирические уравнения:
для отожженных углеродистых ста-
сталей (см. рис. 25)
o-s = 74C+ 20г|/0'25; E)
для горячекатаных углеродистых
сталей с содержанием углерода в пре-
пределах 0,058—0,72 %
при ф'= 0,01ч-0,2
<js = -25 + 80C + 36i|/0'23; F)
при г|з' > 0,2
<ts = 38 + 80С + 0,45-ф'; G)
для волоченных углеродистых сталей
<j; = <Jsr{l,06-0,lt'+(l,52-
— 3,5xf>') я)?' — [0,02 + B9 —
- 3,2ф') г|/] С}; (8)
для углеродистых сталей, предвари-
предварительно деформированных в холодном
состоянии с сохранением знака де-
деформации,
о; = а„ {1,2-0,6*4-A,8-
— 4,4i|>') f* — [@,275 — 0,63г]/) -f-
-r-(l,2-4,0t')t"]Q; (9)
УПРОЧНЕНИЕ ЗАГОТОВОК
279
для отожженных легированных кон-
конструкционных сталей
<js = F8 /С + 6Mn + 3Ni + 13Si +
+ 47)е0'2; A0)
для отожженных легированных кон-
конструкционных сталей
при 8 == 0,2
<т5 = 52 /С + 16Мо + 5Сг +
+ 3Ni+ HSi + ЗМп + 31; A1)
при 8 = 0,5
as = 57 /С + 9Мо + 2,7Сг +
+ 4Ni+ HSi + 3,2Mn + 41; A2)
при е = 0,8
аг = 65 /С + 4,5Мо + 2Сг +
+ 3,5Ni + 9,5Si + ЗМп + 45. A3)
Здесь С—содержание углерода, %;
Мп, Ni, Si, Mo, Cr — содержание
соответствующего легирующего эле-
элемента, %; г])' — обжатие; ^" — дефор-
деформация в % при предварительном фор-
формообразовании; crsr — напряжение те-
течения горячекатаной стали.
Приближенно величину сг, для го-
горячекатаных и термически обработан-
обработанных углеродистых и легированных ста-
сталей можно рассчитать по некоторым
характеристикам механических
свойств. При этом вначале определяют
экстраполированный предел текучести
as» (отрезок, отсекаемый прямой
иа оси ординат), а затем рассчитывают
°-s = °-s0 + ы< о4)
где Ь — коэффициент, значения кото-
которого приведены в табл. 2.
Уравнения для расчета crs0 имеют
вид
crs0 = 15 + @,85 -f- 0,95) сгв;
°"so = 6 ¦+ 1,80стт (где стт — предел те-
текучести);
<ts0 = 14 + 0,34 НВ;
(т60= 155 — 2,656; <jso = 210 —2,17ij).
С достаточной для практики точ-
точностью кривые упрочнения при сжатии
волоченных сталей могут быть аппрок-
2. Коэффициент Ь
ч
Ста
Угле-
роди-
родистые
конст-
рук-
цион-
ные
Леги-
рован-
рованные
кон-
струк-
цион-
ные
жание
ода, %
1^
До 0,3
0,35—
0,7
До 0,35
0,35—
0,7
0,25—
0,45
>ари-
ая
отка
Сю
Отжиг
Отжиг
Норма-
Нормализация,
горячая
прокатка
Норма-
Нормализация,
горячая
прокат-
прокатка, за-
калка+
+отпуск
Отжиг
Валь-
Вальцовка
Норма-
лиза-
лизация, за-
закал ка+
+ отпуск
о %
0,13—
0,17
0.20—
0,24
0,22—
0,27
0,35—
0,40
0,18—
0,27
0,25—
0,30
0,30—
0,40
симированы выражением, аналогич-
аналогичным A4);
a's =
Ь'г-
где a's — напряжение течения пред-
предварительно деформированных в холод-
холодном состоянии углеродистых и леги-
легированных сталей; ст^0 — экстраполиро-
экстраполированный предел текучести предвари-
предварительно деформированных сталей (отре-
(отрезок, отсекаемый прямой на оси орди-
ординат); Ь' — коэффициент, характеризу-
характеризующий наклон линеаризованных кри-
кривых упрочнения.
280
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
УЧЕТ НАПРЯЖЕНИЯ ТЕЧЕНИЯ
281
<о30,МПи_
800
600
400
1 0 0,2 0,4 <р
Рис. 4. Зависимость экстраполированного
предела текучести o'sq волоченных сталей
от относительной деформации <р при воло-
волочении:
/ — сталь 08кп; 2 — сталь 15; 3 — сталь
25; 4 — сталь 45Х
X
20
Рис. 5. Зависимость коэффициента Ь от де-
деформации Ев при волочеиии углеродистых
и хромистых сталей:
/ — стали 08кп; Юкп, 15; 2 — стали 30,
35, 45, 20Х, 35Х, 40Х, 45Х
На рис. 4 и 5 приведены значения
o's0 и Ь' для кривых упрочнения при
сжатии калиброванных сталей, наи-
наиболее часто применяемых при холодной
объемной штамповке.
2. ОПРЕДЕЛЕНИЕ И УЧЕТ
НАПРЯЖЕНИЯ ТЕЧЕНИЯ
ПРИ РАСЧЕТЕ ПОТРЕБНОЙ
СИЛЫ ШТАМПОВКИ
От правильности определения напря-
напряжения течения as для конкретного зна-
значения деформации во многом зависит
точность расчета потребных силы и
работы деформирования. Поэтому необ-
необходимо учитывать все основные фак-
факторы, влияющие на величину crs.
Предварительная пластическая де-
деформация в холодном состоянии влияет
не только на величину os, но также
700 -у
500
300
1
.—*
\
3
0,2
О,*
Рис. в. Экспериментальные кривые упроч-
упрочнения при сжатии горячекатаной и пред-
предварительно деформированной осадкой ста-
стали 30 (направления приложения нагрузки
при предварительном и последующем де-
деформировании совпадают):
/ — горячекатаная; 2-—6 — предваритель-
предварительно осаженные с деформацией г|) соответст-
соответственно 0,05; 0,1; 0,15; 0,2; 0,3
и на характер кривых упрочнения,
особенно калиброванных сталей
(рис. 2,6). При этом имеет значение —
совпадают ли направления приложе-
приложения предварительной и последующей
нагрузок или они противоположны.
При расчете необходимой силы штам-
штамповки и работы деформирования на
отдельных операциях при использова-
использовании кривых упрочнения для определе-
определения as следует учитывать предвари-
предварительную пластическую обработку ме-
металла до штамповки на прессах или
автоматах и характер операций при
формообразовании детали на том или
ином виде кузнечно-прессового обору-
оборудования.
Ступенчатость нагружения при испы-
испытании образцов с целью определения
напряжения течения в большинстве
случаев влияет на величину as (рис. 7),
если логарифмические деформации меж-
между отдельными нагружениями будут
меньше 0,45—0,60. При больших де-
деформациях между отдельными нагру-
нагружениями ступенчатое нагружение не
влияет иа напряжение течения. Для
некоторых сталей влияние ступенча-
ступенчатого нагружения на величину as не
наблюдается. Например, при осадке
образцов из отожженной, нормализо-
нормализованной и улучшенной стали 12ХНЗА
и нормализованной и улучшенной ста-
ли 40ХН2МА не была обнаружена
разница между напряжением течения
при ступенчатой и непрерывной осадке.
При изготовлении на автоматах
стержневых деталей холодной высад-
высадкой, редуцированием и прямым вы-
выдавливанием металл подвергается мно-
многоразовому деформированию. При ре-
редуцировании осуществляется пласти-
пластическая деформация того же знака, что
и при волочении. При калибровке
волочением в ряде случаев материал
несколько раз пропускается через филь-
фильеры; таким образом, суммарная де-
деформация в этом случае осуществ-
осуществляется за несколько переходов. Мно-
Многоступенчатость деформирования при
изготовлении деталей холодной объем-
объемной штамповкой следует учитывать
при установлении напряжения тече-
течения в$ для расчета потребных сил
штамповки.
Для определения сил деформирова-
деформирования при многопереходной штамповке
необходимо использовать имеющиеся
в наличии кривые упрочнения, полу-
полученные при ступенчатом нагружении
или построенные для предварительно
деформированных сталей. При многих
видах холодной объемной штамповки
деформирование осуществляется осад-
осадкой и высадкой. Кривые упрочнения,
построенные в координатах os—е, но
при разных схемах напряженного со-
состояния, зачастую не совпадают друг
с другом. При этом различия между
напряжениями течения, установлен-
установленными по результатам испытания при
различных схемах напряженного со-
состояния, зависят от природы металла,
предшествующих видов и режимов
термической обработки, температурно-
скоростных условий деформирования
и т. п.
Поэтому при расчете энергосиловых
параметров процессов холодной объ-
объемной штамповки целесообразнее оп-
определять as по экспериментальным
кривым упрочнения на сжатие, а не
на растяжение.
На рис. 8 показаны схемы техноло-
технологического процесса высадки: предва-
предварительная высадка головки на / по-
позиции, пластическое формообразова-
формообразование шестигранной головки с помощью
выдавливания внутренней полости на
позиции // и редуцирование стержня
,МПа
Рис. 7. Кривые упрочнения сталей 45 и
20Х, построенные по результатам непре»
рывной (•) и прерывистой (X) осадки:
1 и 2 — сталь 20Х отожженная; 3 и 4 —
сталь 45 улучшенная, НВ 169 — 179; 5 и
6 — сталь 45 улучшенная, НВ 223 — 229;
7 и 8 — сталь 20Х улучшенная (темперагу«
ра отпуска 500 °С)
Рис. 8. Схемы высадки болтов с пластиче-
пластическим формообразованием головки:
ек — деформация при волочении (калн-
бровке); 8 — деформация стержня при
редуцировании; 8В — деформация при вы-
высадке шестигранной головки; е — дефор-
деформация при выдавливании углубления в вы-
саженной головке
282
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
<SS, МПа
950
900
830
700
500
1
1
1
1
-X
¦ 1
!
1
1
1
i
0,2
0,4 0,5 0,6 0,7 е
Рис. 9. Экспериментальная кривая упроч-
упрочнения калиброванной стали 30 с деформа-
деформацией при волочении ?
0,23
на позиции ///. На рис. 8 также при-
приведены логарифмические деформации
для всех переходов изготовления бол-
болтов такого типа, включая калибровку
металла и напряжения течения а„ в
случае изготовления болта из стали 30.
Для установления значения as при
расчете сил волочения использовалась
кривая упрочнения калиброванной ста-
стали 30 (рис. 9).
При определении as с целью вы-
вычисления силы редуцирования следует
воспользоваться соответствующей кри-
кривой упрочнения.
Прн отсутствии экспериментальной
кривой упрочнения стали, предвари-
предварительно деформированной с достиже-
достижением требуемого размера сечения, мож-
можно воспользоваться кривой упрочне-
упрочнения горячекатаной стали данной марки.
Напряжение as в таком случае опре-
определяют по суммарной деформации,
полученной при волочении и реду-
редуцировании.
В табл. 3 приведено временное со-
сопротивление разрыву отдельных ча-
частей болта при штамповке четырьмя
способами на одиопозиционном и мно-
гопозициониом автоматах; значения ав
неотожженной стали на рис. 10 изоб-
изображены сплошными линиями, а отож-
жеиной — штриховой линией.
F.
1>s Г
0,8
0 ¦
0,6 -
-
0,3
Г! h
1 I
0,27
\W\\\W
6в,МПа
6в,МПа
S00
700
600
sm
6,,мпа
900
500
Рис. 10. Временное сопротивление разрыву отдельных частей болта при штамповке
четырьмя способами на одиопозициониом и многопозиционном автоматах:
а — однопозиционная высадка болта на двухударном холодновысадочном автомате;
б — многопозициоиная штамповка с одинарным редуцированием гладкой части стержня
и Двойным редуцированием резьбовой части; в — многопозндионная штамповка с пред-
предварительной осадкой — калибровкой отрезанной заготовки, выдавливанием стержня
и редуцированием резьбовой части; г — многопознционная штамповка с формообразо-
формообразованием шестигранной головки выдавливанием стержня и редуцированием конца под
накатку резьбы
СИЛЫ ОТРЕЗКИ, ОСАДКИ, ВЫДАВЛИВАНИЯ, РЕДУЦИРОВАНИЯ 283
3. Временное сопротивление разрыву (МПа) отдельных частей болта
при штамповке различными способами на одиопозициоином
и многопозиционном автоматах
Калиброван-
Калиброванная сталь
10:
неотожженная
отожженная
45:
неотожженная
отожженная
а
850
820
1100
1050
б
750
700
1080
1050
С
°в
гладкой части
стержня
Способы штамповки (рис. Ю
в
770
740
1000
870
г
700
970
а
650
600
800
700
б
680
580
1030
810
в
780
740
1020
850
г
680
895
а
670
650
900
850
Ов резьбовой
шсти
б
700
590
1060
840
стержня
в
790
750
1030
870
г
700
960
3. ОПРЕДЕЛЕНИЕ СИЛЫ
ОТРЕЗКИ, ОСАДКИ,
ВЫДАВЛИВАНИЯ
И РЕДУЦИРОВАНИЯ
При расчетах приняты линейные раз-
размеры в метрах, площадь поверхности
в квадратных метрах; Р — сила, МН;
р — давление на инструмент, МПа;
о" — напряжение, МПа; А — рабо-
работа, МДж; [I — коэффициент трения
при холодном деформировании со сма-
смазочным материалом [г а; 0,1; 0Т —
предел текучести материала; если он
неизвестен, можно принимать а0]2 —
условный предел текучести; о* — при-
приведенное напряжение течения (по
Е. П. Унксову)
°*в = К- A5)
где Р = l-f-1,15 — коэффициент Лодэ;
0S — напряжение течения (истинное
напряжение); оно определяется для
материалов, упрочняющихся в про-
процессе пластической деформации, по
кривым упрочнения о6. (г) или os (i[>),
где е и я); — соответственно логариф-
логарифмическая и относительная деформации;
при растяжении
при сжатии (осадке)
По
hn — h
F-Fo
(•7)
т~ ho " F
В этих формулах Fo и F — началь-
начальное и текущее значения площади по-
поперечного сечения образцов при испы-
испытании на одноосное растяжение и одно-
е = 1п ¦
F '
Fo-F
Fo
(рис. 11);
A6)
Рнс. П. Кривые деформационного упроч<
пения а& (if) н og (e);
В — начало образования шейкн при од"
иоосиом растяжении; X ¦=» разрыв при
одноосном растяжении
284
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
осное сжатие; h0 и h — начальное и
текущее значения высоты при испыта-
испытании на одноосное сжатие. При растя-
растяжении 'ф является сужением, а при
сжатии — осадкой.
Обе характеристики деформации свя-
связаны между собой однозначно
1 i 1 — Р
Соотношения между h и F в форму-
формулах A7) справедливы, если осаживае-
осаживаемые образцы не становятся бочко-
бочкообразными (например, при осадке об-
образцов с торцовой выточкой). Построе-
Построение кривых упрочнения при осадке
образцов с торцовыми выточками про-
проводится по ГОСТ 25.503—80.
Для определения as вместо кривых
деформационного упрочнения можно
также использовать уравнения, аппро-
аппроксимирующие эти кривые:
— 0SB arctg
~) ; (is)
°s = оав ( -^- ) в; A9)
LV-Фв. B0)
где 8В и ifiB — логарифмическая и от-
относительная деформации при одно-
одноосном растяжении в момент начала об-
образования шейки (равномерная де-
деформация); напряжение течения в этот
момент
B1)
где 0В — временное сопротивление ис-
исходного материала (условное напря-
напряжение).
Иногда равномерная деформация за-
задается в виде равномерного удлинения
а„ = е в - 1
B2)
Уравнение A8) справедливо для
любых деформаций, уравнение A9) —
до е= 1,5-}-2 (г|) = 0,784-0,86), иначе
получатся значительно завышенные
значения as; уравнение B0) справед-
справедливо (по С. И. Г\бкт;у) до е = 6
(г|) = 8 = 0,997), иначе получатся за-
заниженные значения as.
Приближенно для определения аа
в ряде случаев можно использовать
линейную зависимость
os = oSB (I - 2tpB + г|3). B3)
Если равномерная деформация ма-
материала неизвестна, то для прибли-
приближенных расчетов можно также вос-
воспользоваться формулами
as = О,90В A -f 2i|j); B4)
as = aB A -f- 1,6г|)). B5)
Обе формулы дают близкие значе-
значения, но первая лучше подходит для
отожженных материалов, а вторая для
наклепанных.
Уравнения B3)—B5) справедливы
для любых деформаций, но для малых
деформаций получаются несколько за-
завышенные значения.
Сила отрезки и обрезки
Р = Арт/, B6)
где #р = 1,3-7-1,4 — коэффициент,
учитывающий конструкцию и состоя-
состояние режущих кромок отрезного ножа
и втулки, перекос материала и за-
затупление режущих кромок; / — пло-
площадь среза; касательное напряжение
при сдвиге
¦ 0,6ов.
/3
Поэтому при определении силы от-
отрезки и обрезки заготовок во всех
формулах целесообразно принимать ав
вместо kpx.
При отрезке материала параллель-
параллельными ножами
Р = /ов.
Относительная глубина проникнове-
проникновения ножа в металл до момента сдвига
(по А. И. Целикову)
Лоты =A.2+ 1,6) бе,
где б5 — относительное удлинение ме-
металла.
При отрезке листового или полосо-
полосового материала наклонными ножами
B7)
СИЛЫ ОТРЕЗКИ, ОСАДКИ, ВЫДАВЛИВАНИЯ, РЕДУЦИРОВАНИЯ 285
где S — толщина материала; ф = 2-~
5°—угол наклона ножа.
При формообразовании граней бол-
болта путем обрезки сегментов у цилинд-
цилиндрической головки
Р= 1,15 Л|1—
B8)
где а — ширина грани головки болта
(см. табл. 8); Н — высота головки
болта; п — число граней у головки
болта.
Сила, необходимая для осуществле-
осуществления процессов осадки, контурной осад-
осадки и рельефной чеканки, Р = pF.
При осадке заготовки произвольной
формы в плане максимальное давление
C0)
где Ь — наибольшая ширина детали;
d — диаметр центральной части (вы-
(выступа) детали; h — толщина фланца;
и — безразмерная величина равная
0,35—0,42.
Давление на инструмент при кон-
контурной осадке (по Р. Л. Степаняну)
C1)
где F — площадь осаженной части за-
заготовки (фланца); / — боковая поверх-
поверхность центральной части заготовки
в полости матрицы (выступа).
Деформации е или г|) определяются
по формулам A7), причем при осадке—
для всей детали, а при контурной
осадке — для фланца заготовки; при-
приведенное напряжение о* для обоих
процессов — по формуле A5).
,4^ , B9)
где F — площадь поперечного сече-
сечения детали; Н — высота детали.
При холодной контурной осадке
(рис. 12) осаживается не вся заготов-
заготовка, а только ее участок (фланец), ле-
лежащий на матрице; центральная часть
заготовки, углубляющаяся в полость
матрицы, не изменяет свою первона-
первоначальную толщину h0. Для этого должно
быть выдержано условие
Ь — d
Рис. 12. Схема контурной осадки:
/ — деталь; 2 — матрица; 3 — пуансон
При рельефной чеканке давление
на инструмент р = F-f-8) aB.
За площадь F при определении
силы Р следует принимать площадь,
подвергаемую чеканке.
Логарифмическая и относительная
деформация при прямом выдавливании
и редуцировании составляет соответ-
соответственно (рис. 13)
¦ в)
Рис. 13. Схемы:
a — прямого выдавливания из кольцевой
заготовки; б — прямого выдавливания из
сплошной заготовки; в — редуцнровавия
и калибровки полых деталей; г — реду-
редуцирования и калибровки сплошных дета-
деталей; / — приемник матрицы; 2 — кони,
ческий участок матрицы; 3 — цилиндри-
цилиндрический пояс матрицы; 4 — наружная сту-
ступень пуансона; 5 — центральная ступень
пуаисоиа
286
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
где F и / — площади поперечного се-
сечения приемника матрицы или заго-
заготовки на входе в матрицу и заготовки
на выходе из конического участка
матрицы;
n(D*-d\) я (<Р - d\)
F = 4 ' f= 4 '
где D — диаметр приемника матрицы
(при редуцировании и калибровке —
наружный диаметр исходной заготов-
заготовки); d — диаметр цилиндрического по-
пояска матрицы; d1 — диаметр централь-
центральной ступени пуансона (для сплошной
заготовки d1 = 0).
Давление, передаваемое на пуансон,
Р = Pi + р2.
где Pi — давление, вызванное трением
при перемещении заготовки в прием-
приемнике матрицы (при редуцировании и
калибровке рг = 0);
где v — коэффициент Пуассона; р2 —
давление, необходимое для деформи-
деформирования заготовки в коническом уча-
участке матрицы;
Рг = Рд + Рг + Рт>
причем
2rajx
X-
D
sin
1 +
D
C4)
В этих формулах Н — начальная
высота заготовки; a — угол конуса
матрицы, рад; m =
ndl
(I — ШИ-
рина цилиндрического пояска матри-
р
цы); п = In -у.
В формулах надо принимать среднее
арифметическое значение
a*s =
ср.
где as ср — усредненное напряжение
текучести, равное среднему арифмети-
арифметическому пределу текучести исходного
материала и материала, упрочненного
при соответствующей деформации г|з;
Ориентировочно можно считать, что
редуцирование и калибровка осуще-
осуществляются при
Р2<от
• C5)
Работа деформации
А = Рг,
где z — ход пуансона в процессе вы-
выдавливания.
Давление р при редуцировании мож-
можно также подсчитывать по формуле
Н. Т. Деордиева
Аа>1 11Л"-1
11Л"
\ f I
/361
( }
tga
/яя\ в которой а = —-—
W v ч A— ц. tga)tga
Деформация при обратном выдав-
выдавливании, сопровождающемся дефор-
деформационным упрочнением, учитываю-
учитывающая одновременно уменьшение пло-
площади поперечного сечения, осадку дна
и наличие недеформированных зон ма-
материала заготовки (рис. 14),
где F и f — площадь поперечного сече-
сечения матрицы (или исходной заготовки)
и пуансона (или полости детали)
соответственно; D и d — их диаметры;
Huh — начальная высота заготовки
СИЛЫ ОТРЕЗКИ, ОСАДКИ, ВЫДАВЛИВАНИЯ, РЕДУЦИРОВАНИЯ 287
и текущее значение толщины дна вы-
выдавливаемой детали; Н' и К — на-
начальное и текущее значение высоты
очага деформации;
Н' = h>
По Л. А. Шофману, для установив-
установившейся (стационарной) стадии процесса,
которая продолжается до момента,
когда очаг деформации коснется дна
матрицы,
h' =0,25D(\,4 --^-Y
Формула C8) справедлива при усло-
условии, что подсчитанная по ней началь-
начальная высота Н' очага деформации
меньше или равна начальной высоте Н
заготовки. Если окажется, что Н' ^г
^ Н, то во всех расчетах надо при-
принимать Н' = Н и вместо К использо-
использовать h, так как в этом случае заготов-
заготовка подвергнется осадке по всей вы-
высоте Н. В течение установившейся
стадии процесса Ы = const вплоть
до момента, когда основание очага
деформации коснется дна матрицы и
процесс выдавливания перейдет в ко-
конечную стадию, в которой сила де-
формировяния резко возрастает на
участке zj.
Начиная с этого момента высота h'
очага деформации вследствие осадки
начнет уменьшаться в соответствии
с перемещением пуансона.
Давление на пуансон при обратном
выдавливании
сР
C9)
где г|) = -L; Ь1 —
@,04 -^ 0,06) D;
сг* — приведенное напряжение тече-
течения, определяемое по формуле A5)
при деформации е = ег.
Работа деформирования
A = Py(H-h) + 0,5 (Рк + Ру) 2Ь D0)
где Ру — сила штамповки в устано-
установившейся стадии; Рк — максимальная
\
Р
\
е
H-h
Рис. 14. Схема обратного выдавливания и
кривые изменения деформации е> и давле-
давления р:
I — матрица; 2 — пуансон; 3 — заготов-
заготовка
сила в конечной стадии процесса вы-
выдавливания; zt — ход пуансона в ко-
конечной стадии процесса выдавливания;
обе силы подсчитываются по давлению,
определяемому по формуле C9), умно-
умноженному на площадь / = 0,785с!2.
Формулы C9) и D0) справедливы
для всех стадий процесса выдавлива-
выдавливания — начальной, установившейся
и конечной.
Холодное комбинированное выдав-
выдавливание совмещает прямое и обратное
выдавливание без ограничения тече-
течения металла в обоих направлениях
(рис. 15).
В установившейся (стационарной)
стадии процесса, продолжающейся до
Do — D
h — —^5 ' деформация
&i = in
С
где h — высота очага деформации рав-
равная текущей высоте заготовки; \ =
= F0/(F0-F); |=/ (Fo-F); Do,
D, d — соотвественно диаметры кон-
контейнера (матрицы), полости детали
и отверстия в дне контейнера.
288
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
Рис. 15. Схема комбинированного выдав-
выдавливания:
; — матрица; 2 — пуансон; 3 — заготов-
заготовДлина выдавливаемого стержня Lc
и глубина образующейся полости Ln
в установившейся стадии соответст-
соответственно
а (н — i
tift-h)
D1;
где Н — начальная высота заготовки;
Здесь /м и /п — ширина цилиндриче-
цилиндрических поясков у отверстия в дне кон-
контейнера и у пуансона соответственно.
Для установившейся стадии про-
процесса максимальное давление (по
Л. Д. Оленину).
Приведенное напряжение течения
определяется по формуле A5) при со-
соответствующей деформации.
Длина выдавливаемого стержня и
глубина образующейся полости в ко-
конечной стадии процесса соответственно
H — D + d , D — d
Ln — (
2A+6»,)
D3)
где
к = In
D-d
В конечной стадии процесса сила Р
стремительно возрастает. Давление р
в этой стадии можно приближенно
подсчитать по формуле C9), принимая
в ней вместо к' текущее значение h
при комбинированном выдавливании.
Все остальные величины определяют,
как для обратного выдавливания, по-
полагая при этом, что в дне контейнере
отверстия нет и что эта сила больше,
чем определенная по формуле D2).
4. ОПРЕДЕЛЕНИЕ СИЛЫ
ВЫСАДКИ И ДВУСТОРОННЕГО
ВЫДАВЛИВАНИЯ. ВЫСАДКА
Достаточно точные значения силы,
необходимой для высадки деталей типа
тел вращения, обеспечивают уравне-
уравнения
(по С. И. Губкину); D6)
Рв « $kosF. D7)
При высадке или штамповке деталей
прямоугольной формы
, ЗЬ — а
D8)
При высадке шестигранной головки
стержневой детали с выдавливанием
углубления
Рв = fc^/V D9)
СИЛЫ ВЫСАДКИ И ДВУСТОРОННЕГО ВЫДАВЛИВАНИЯ
289
4. Значения кф при высадке
Форма головки
и способ ее высадки
r/J/r
3,5
2—
3,5
4,5—
5
2,2—
2,4
2,7—
2,9
3,1—
3,3
В формулах: D7), D9): k — коэф-
коэффициент, учитывающий влияние внеш-
внешнего трения; при \i = 0,2
Dlh
k
Dlh
k
1
1
5
1,5
1
1
2
,05
6
,55
1
1
3
,2
7
,65
4
1,25
8
1,85
P — коэффициент, учитывающий
симметрию схемы деформации; для
рассматриваемого случая р = 1,2; гф —
коэффициент, учитывающий неравно-
неравномерность напряжений, обусловленную
сложностью формы высаживаемой де-
детали; для симметричных деталей про-
простой формы гф = 1,1; для деталей
более сложной формы 2ф = 1,2; для
шестигранника, прямоугольника и т. п.
и для несимметричных деталей гф =
Ю П/р Г. А. Навроцкого
5. Коэффициент кф при высадке
деталей с потайной полукруглой
и конической головками
Е, %
50
60
70
75
80
85
Головка
полукруг-
полукруглая потай-
потайная
if
1,0
1,05-1,1
1,1—1,15
1,15—1,25
1,25—1,4
1,4—1,55
коническая
1,05—1,1
1,15—1,25
1,3—1,45
1,45—1,6
1,60—1,75
1,8—2,0
= 1,3; v — коэффициент, учитываю
щий влияние механической схемы де-
деформации; при высадке деталей раз-
различной сложности v= 1,25-5-1,75;
большие значения принимают, когда
металл затекает в углы или выдавли-
выдавливается в зазоры; значения кф = ?ф\>
приведены в табл. 4 и 5; D — диаметр
проекции высаженной головки на пло-
плоскость, перпендикулярную к оси го-
головки; F — площадь поперечного се-
сечения высаженной части детали; F± —
площадь поперечного сечения выдав-
выдавленной цилиндрической полости в ше-
шестигранной головке; а, Ь — соответ-
соответственно меньший и больший размеры
сечения деформированной части заго-
заготовки, перпендикулярной к приложен-
приложенной силе; к — высота высаженной
части детали; ki — коэффициент, опре-
определяемый по рис. 16; hi— расстояние
между дном выемки и нижней кольце-
кольцевой плоскостью головки;
Xhi/h], E0)
где Dj — диаметр выдавленного углуб-
углубления в шестиграннике; ft2 — глубина
выдавленной цилиндрической полости
и шестигранной головке.
290
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
3
г
1
/
/
1,5
Z,5
3,S
Рис. 16. Зависимость &i от ajhi для болтов
с шестигранной головкой
Для ориентировочных расчетов сил
высадки может быть применена упро-
упрощенная формула
РВ~^, E.)
где цр — коэффициент, учитывающий
форму головки (табл. 6).
В том случае, когда вместо высадки
для формообразования цилиндриче-
цилиндрического утолщения на стержневой дета-
детали применяется прямое выдавливание,
в качестве расчетной зависимости для
определения давления может быть
использована формула М. В. Сторо-
жева и Е. А. Попова
p = '
1 + cos a
2Я
E2)
6. Ориентировочные значения
коэффициента цр в зависимости
от формы высаженной головки
Если заходный угол матрицы 2a
больше угла естественного течения,
то в формулу E2) следует подставлять
угол 100—130°.
Для малых углов а (при a ^ 30°
допуская отклонение до 6 %) формула
упрощается, так как sin a к, а и
cos ос да 1;
E3)
d
В этих формулах напряжения тече-
течения <т81, as2, as3 соответствуют участ-
участкам 1, 2, 3, т. е. цилиндрическому
приемному (D ;> d0), коническому и
цилиндрическому конечному (dK < d0);
do и dp — соответственно диаметры
исходной заготовки и выдавленной
детали; О и Я — диаметр и глубина
приемного участка матрицы; (д.х и
[г2 — коэффициенты трения в цилин-
цилиндрическом и коническом участках ма-
матрицы. Коэффициент контактного тре-
трения [*! ян [г2 для процессов холодного
выдавливания составляет 0,08—0,12.
Экспериментальные значения сил вы-
высадки, обрезки цилиндрических голо-
головок под шестигранник, выдавливания
внутреннего шестигранника в цилин-
цилиндрических головках винтов и формо-
формообразования шестигранной головки
болта и гайки приведены в табл. 7—10.
Наибольшее необходимое давление
при двухстороннем выдавливании по-
полостей в заготовках деталей типа
поршневых пальцев, втулок, роликов
и т. п. должно быть на заключительной
стадии процесса (рис. 17).
0,75—
0,85
0,35—
0,45
0,3-
0,5
0,3 —
0,4
0,25
0,4
СИЛЫ ВЫСАДКИ И ДВУСТОРОННЕГО ВЫДАВЛИВАНИЯ 291
7. Сила высадки головок стержневых деталей
Форма головки
Полукруглая с квад-
квадратным подголовком
Полукруглая
Цилиндрическая с
выдавленным вну-
внутренним шестигран-
шестигранником
Цилиндрическая
Сталь
35
35
35 калиброванная,
ав — 600 МПа
СтЗ калиброванная,
ов = 450 МПа
Низкоуглеродистая ка-
калиброванная,
ав = 630 МПа
12Х18Н9Т калиброван-
калиброванная, 0В = 727 МПа
Размеры головки,
мм
d
5
10
8
10
4
8,9
18,2
6,95
14,6
D
13,46
21,0
13,0
20,0
9,7
20,0
35,0
14,5
28,1
h
3,05
4,8
5,7
5,5
3,5
7,0
13,0
5,75
10,5
Сила,
кН
400
1000
360
580
ПО
470
1280
154
830
8. Расчетные и экспериментальные значения силы обрезки
цилиндрических головок болтов под шестигранник
Способ резки
s 2
« р, й
S D ч
Rcjvo
ч
3
с
х
X
5,25
10,7
5,5
9,6
4,1
760
670
830
820
0,393
40,0
43,5
37,2
38,0
40,49
35,69
44,22
43,69
7,6
720
810
850
790
0,303
86,0
83,0
89,5
89,3
95,64
107,60
112,91
104,93
101,2
82,0
118,9
115,0
112
129,7
126,1
117,5
10*
292
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
9. Сила выдавливания внутреннего шестигранника в цилиндрических
головках винтов Мб—М20 (сталь 10, (х = 0,2)
Схема выдавливания и графики
Р = Р (S) экспериментальный
(/) и расчетный (//)
Диаметр
пуансона
d, мм
Толщина,
мм
6 =
D — d
Давление р,
МПа
Сила
выдавлива-
выдавливания Р, кН
5,5
1,75
2140
51
6,5
2,75
2030
67,2
8,6
3,2
2120
122,0
11,0
3,5
2150
204
13,0
5,5
2040
271,25
15,0
7,5
2000
354,2
10. Сила формообразования шестигранной головки болта и гайки
Болты
Гайки
Размер детали
d
6,8
10,0
16,0
мю
М12
М12
М16
М24
D
13,14
16,2
25,4
—
—
—
, мм
h
5,5
7,0
10,2
—
—
—
30 калиброванная
35
35
20X3, 0В = 680 МПа
10, 0„ = 425 МПа
10 калиброванная,
0В = 630 МПа
СтЗ
35
Сила,
кН
86
440
706
380
560
600
1140
2500
СИЛЫ ВЫСАДКИ И ДВУСТОРОННЕГО ВЫДАВЛИВАНИЯ
293
'О Z 4 6 8 10 11 А, мм
-*— РаНочш ход пуансонЛ
Рис. 17. Расчетная схема двустороннего
выдавливания полостей в заготовке порш-
иевого пальца и силовые графики: расчет-
расчетные (штриховые линии) и эксперименталь-
экспериментальные (сплошные линии): / — сталь 15Х;
2 — сталь I2XH3A; 3 — сталь 20Х
Значение относительного давления
в этой стадии при ц = 0,1 (по П. Д. Чу-
дакову и И. С. Калениченко)
-0,77-J-in |
где р — давление на заключительной
стадии процесса, МПа; а — h + 0,134r;
Ь6
4,0
3,8
3,0
0
?
3,0
0,4
0
3,1
3,0
2,6
0
3,8
ЗА
3,0
2,6
2,2
•Д,
1
I
1
7
к-
г
/
1
\
1
/
SSSi
У
2
У
3
—у
/
1 1
¦/-
у
2
\
,—"
3
Г
-—
1—
2
\
У
,
—
V—<
.—
а
»»»
Г
—
—
г)
3
«
4
\
о г 4- б 6 ю 12 14 W 16 20 гггь»
Рис. 18. Расчетные значения относитель-
относительного давления на заключительной стадии
процесса двухстороннего обратного холод-
холодного выдавливания для разных отношений
r/R
Ь — 3,73/i — 0,5/-; h — высота пласти-
пластической области (текущее значение)
из условия симметрии; в одной поло-
половине очага деформации h = 0,5#; t =
= 0,3-г-0,4—высота калибрующего
пояска пуансона; г — радиус пуан-
пуансона; R — радиус матрицы.
На рис. 18 приведены значения р
для разных г: 1 — при г = 5 мм; 2 —
при г = 10 мм; 3 — прн Т = 15 мм;
4 — при г = 20 мм.
Все кривые построены для отноше-
отношений r/R равных 0,5; 0,6; 0,7 и 0,8 соот-
соответственно (рис. 18, а—г).
294
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
Расчетная сила выдавливания
Р = posnr\ E4)
где as — напряжение течения; as =
= asi&n> здесь crsl и /t — константы,
характеризующие упрочнение данно-
данного материала (табл. 11); р— относи-
относительное давление на заключительной
стадии процесса.
На заключительной стадии процесса
потребная сила вначале уменьшается
по сравнению с силой в установив-
установившейся стадии, а затем, с уменьшением
толщины перемычки, возрастает. Наи-
Наименьшая толщина перемычки Н опре-
определяется не увеличением потребной
силы выдавливания, а появлением
микротрещин в этой зоне.
Расчетные значения деформирующей
силы превышают экспериментальные
на 10—15 % для установившегося
процесса и на 6—12 % для заключи-
заключительной стадии. При этом в установив-
установившейся стадии процесса между оча-
очагами деформации имеется «жесткая»
(упругодеформированная) зона, а в
заключительной такая зона отсутствует,
так как пластическому деформирова-
деформированию подвержен весь объем металла.
Формула E4) получена для случая,
когда радиус площадки торца пуан-
пуансона гг = 0,5л, а угол между образу-
образующей усеченного конуса пуансона и
плоскостью, перпендикулярной к оси
штамповки, ос = 15°.
Средняя величина деформации при-
применительно к деталям, у которых
rlR = 0,6-ь0,8 (поршневые пальцы),
•-¦¦
*•
где Лн — расчетная начальная высота
пластической зоны напротив торца
пуансона.
При изменении силы обрезки граней
в зависимости от перемещения ма-
матрицы (см. табл. 8) наблюдаются два
максимума. Первый максимум и по-
последующее снижение силы обрезки
объясняются скалыванием материала
и отрывом удаляемых сегментов. На-
лнчие второго максимума вызвано
тем, что в конце обрезки происходит
чеканка материала заусенца, так как
головка болта опирается на пуансон,
диаметр которого несколько больше,
11. Значения констант osl н п
экспериментальных и расчетных сил
выдавливания
Сталь
15Х горя-
горячекатаная
20Х горя-
горячекатаная
I2XH3A
отожжен-
отожженная,
НВ 143
п
0,20
0,17
0,16
79,8
88,5
9),7
Сила
выдавли-
выдавливания Р,
кН
X
<и
ег
о
о.
580
700
660
X
s
в «
О, та
С Л
и ч
471
596
536
чем диаметр описанной окружности
шестигранника головки.
При изготовлении деталей на много-
позиционных автоматах максимальная
деформирующая сила в конце хода
ползуна определяется как сумма сил
штамповки на каждой позиции авто-
автомата.
Давление на закругленном пуан-
пуансоне (по С. А. Сеичищеву) прн выдав-
выдавливании внутреннего шестигранника
в головках винтов при закрытой про-
прошивке к началу установившегося про-
процесса
= aJ 5,08
46 sin
+ ¦
, cos 2yo — 0,75 sin 2y0 +
+ Yo sin Yo + O.STo
2 sin3 Yo
E5)
При выдавливании сферическим пу-
пуансоном можно использовать прибли-
приближенный энергетический метод опре-
определения сил (по А. Д. Томленову).
Полное давление при выдавливании
таким пуансоном
р = р0 /1 + 2(х, E6)
где рв as 2,4-2k'; здесь k '— as/-/3 —
постоянная.
СИЛЫ ВЫСАДКИ И ДВУСТОРОННЕГО ВЫДАВЛИВАНИЯ
295
Штамповка заготовки шарика вы-
выполняется обычно с облоем (рис. 19, а).
Сила штамповки (по М. В. Сторо-
жеву н Е. А. Попову)
, / iM S°5_ + 0,08 -^S-) 1 0,785Dm.
1 \ Л0б Лоб /J
E7)
Упрощенные формулы для ориен-
ориентировочных расчетов:
при штамповке с облоем
Рш я) 3,34*^,0»,; E8)
при штамповке без облоя
Рш « 2,24*^,0»,, E9)
где S06. ЛОб — соответственно ширина
н толщина облоя шарика; Ош— рас-
расчетный диаметр, равный среднему зна-
значению диаметров полусфер Dln, Dm,
т. е. Ош = (Dm + Аш)/2, kc = 1,1-г-
1,2 — коэффициент влияния смазоч-
смазочного материала; Foq — площадь проек-
проекции облоя.
При определении as следует иметь
в виду, что в случае использования
оптимального значения ho/do — 2,2 де-
деформация е = 0,34 для всех шариков
независима от их диаметра.
Давление при высадке шаровой го-
головки стержневой детали (по И. К. Бу-
кин-Батыреву и Л. Д. Оленину)
Р = <
— [6т2 -
!/3
- 2mhR + (Лд - 2т)* In h^±2m
F0)
здесь /п = -/"^|ф_й2; текущее зна-
значение высоты свободной боковой по-
поверхности
Ля==
nR2 L 6
+ 3 +
6
Л2
F1J
где Л = ]/1-
Рис. 19. Схемы штамповки шарика (а) н
головки шарового пальца (о)
КСф — объем сферы; ЯСф = -Осф/2 —
радиус сферы; Ro — dj2 —
радиус заготовки; R = @,9-f-
0,95) ЯСф = D/2 — текущее значе-
значение радиуса свободной боковой по-
поверхности.
При штамповке коротких деталей
типа втулок с фланцем (рис. 20), у
которых соотношение основных раз-
Рнс. 20. Схема штамповки втулки с флан-
фланцем:
/ — матрица; 2 — исходная кольцевая за-
заготовка; 3 — пуансон; 4 — оправка; 5 —•
?> Н
; у; р
отштампованная заготовка; ?>
н,
Н н —
<сф>
н н
диаметр и высота исходной кольцевой за-
заготовки; ?)п, ftB — диаметр и высота сту-
ступицы отштампованной заготовки; йф и
Дф — высота и радиус фланца отштампо*
ванной заготовки
296
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
\
Рис, 21. Изменение снлы деформирования
при двухударной высадке по законам па-
парабол второй и четвертой степени
меров характеризуется выражением
Оф-#0
1 ^ rj ^ °, сила штамповки
рк = F ф
Рт,
F2)
где Рт — сила, вызванная сопротивле-
сопротивлением трения в кольцевой плоскости;
Рф — давление осадки фланца; /)ф —
диаметр фланца детали; Do — вну-
внутренний диаметр втулки; /"ф — пло-
площадь поверхности фланца;
х[о,3+-|?-(/?ф-«„)]}, F3)
RT = 2щав [(#„ + /?0) //„ - ЯоМ-
F4)
гДе Лф — высота фланца отштампован-
отштампованной детали.
На рис. 21 показано изменение силы
деформирования при двухударной иы-
садке по законам парабол второй и
четвертой степени, иключая отрезку
ваготовки и выталкивание готовой
детали, и приведено построение рас-
расчетных графиков при первом и втором
переходах штамповки, т. е. при формо-
формообразовании конической и цилиндри-
цилиндрической головок детали. Характер из-
изменения силы холодной высадки зави-
зависит от относительных размеров дефор-
деформируемой части заготовки. Изменение
силы в зависимости от перемещения
пуансона при формообразовании ко-
конической головки в процессе первого
перехода штамповки может быть пред-
представлено параболой / второй степени,
а при окончательной высадке ориен-
ориентировочно параболой // четвертой
степени.
Точка А соответствует моменту,
когда пуансон коснулся заготовки и
началось ее упругое деформирование;
точка В — силе Рнач; точка С —
моменту, когда ползун пришел в край-
крайнее переднее положение.
График изменения силы высадки Рв
может также строиться по гиперболи-
гиперболической зависимости:
Рв (Si) =
l,5
Р S1'5
в р
в Рна
где Рнач = 0SFO'. Sp — полный ра-
рабочий ход ползуна; S; — текущее зна-
значение перемещения ползуна.
По этим формулам составляется
таблица значений Ро при различных Sj
или строится график Рв = Рв (Si).
Экспериментальная силовая диа-
диаграмма суммирует по оси абсцисс
пластическую и упругую деформацию
при соответствующей деформирующей
силе. Пользуясь участком разгрузки,
можно построить истинную силовую
диаграмму в координатах «перемеще-
«перемещение деформирующего инструмента —
сила штамповки».
Для процессов холодной объемной
штамповки, которые осуществляются
на недостаточно жестком оборудова-
оборудовании, при построении силовых графи-
графиков необходимо соответствующим об-
образом отражать податливость системы
машина — инструмент — штампуемая
деталь.
СИЛЫ ВЫТАЛКИВАНИЯ
297
5. ОПРЕДЕЛЕНИЕ СИЛЫ
ВЫТАЛКИВАНИЯ ПОСЛЕ
ВЫСАДКИ
Основными факторами, от которых
зависит сила выталкивания, являются:
схема деформации, материал и раз-
размеры заготовки, коэффициент трения
между отштампованной заготовкой и
стенками матрицы, давление, действу-
действующее со стороны отштампованной за-
заготовки на стенки матрицы, упругие
свойства выталкивающего стержня.
Сила выталкивания в общем случае
пряжению упрочненной заготовки, ко-
которое можно рассчитывать по формуле
В. Я- Шехтера:
р.
\,Щ,
-PynV' F5)
г=1
где р. = 0,1 — коэффициент трения ме-
между отштампованной заготовкой и
стенками матрицы; F; — площадь бо-
боковой поверхности элемента ручья
матрицы, из которого осуществляется
выталкивание; pi~ давление, действу-
действующее иа стенки элемента ручья ма-
матрицы со стороны отштампованной
заготовки.
Поскольку в начальный момент вы-
выталкивания отштампованная заготовка
не подвергается силовому воздействию
со стороны пуансона, давление может
быть принято равным истинному на-
нагде ов — временное сопротивление ис-
исходного калиброванного материала,
МПа; г|) — относительное сужение по-
после разрыва, равное относительной
осадке при сжатии.
В процессе высадки стержень вы-
выталкивателя упруго деформируется, и
при отходе главного ползуна назад
упругая сила, действующая на стер-
стержень отштампованного изделия, спо-
способствует его выталкиванию
где св — коэффициент жесткости вы-
выталкивающего стержня, св = EFB/1B =
= пЕйЦD1ву, Д/в — упругая дефор-
деформация выталкивающего стержня,
Д/в = PlB(EFB); /B — длина вытал-
выталкивающего стержня; FB — площадь
поперечного сечения выталкивающего
стержня диаметром dB; Рупр равна
силе, действующей на выталкиваю-
выталкивающий стержень в процессе штамповки.
При отсутствии данных о величине
этой силы можно воспользоваться экс-
экспериментально полученными значе-
12. Сила выталкивания стержневых деталей после высадки
Форма
Полукруглая
Потайная
Цилиндрическая
Размер детали, мм
d
4
8
6
12
16,5
9,85
D
7
7,3
11
21
50
21
D
~h
2,33
2,4
3,0
5,25
7,9
2,13
I
12
20
28
40
40
52
d
3
2,5
4,7
3,3
2,5
5,3
Сталь
СтЗ
СтЗ
35
20
10
р
выт
—р—¦ %
' ш
9,0
5,0
15
6,2
14
5,8
Примечание. /— длина стержня; Рвыт — сила выталкивания; ,
Рш—сила высадки; D—диаметр высаженной головки; d—диаметр
стержня заготовки; h—высота высаженной головки.
298
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
ниями упругой деформации стержня
Л/в= @,8-И) % /в.
Ориентировочно сила выталкивания
Рвыг = Р\м dlpae (табл. 12), F6)
где р « О,80Т; ц — 0,15; d — диаметр
стержня; при
^5 /рас = /; при
6. ОПРЕДЕЛЕНИЕ СИЛЫ
ЧЕКАНКИ И КАЛИБРОВКИ
Верхнюю оценку деформирующей
силы, необходимой для выполнения
операций калибровки или чеканки,
можно осуществлять используя основ-
основное энергетическое уравнение, согласно
которому работа внешних сил на
заданных перемещениях всегда меньше
работы внутренних и внешних сил
трения на кинематически возможных
перемещениях. Под кинематически
возможными понимают перемещения,
удовлетворяющие граничным усло-
условиям — заданным перемещениям, ус-
условиям неразрывности и постоянства
объема. Это энергетическое уравнение
для плоской или осесимметричной де-
деформации имеет следующий вид:
1
7 \ u\ dF \,
=1,2. 3F, J
F7)
где Р — действительная деформиру-
деформирующая сила; ДЛ — заданное перемеще-
перемещение (перемещение рабочего инстру-
инструмента); os — напряжение течения ма-
материала заготовки; \f — интенсив-
интенсивность деформации; V — объем пласти-
пластически деформируемой части заготовки;
f i — площадь поверхности разрыва
скоростей сдвига; и* и и* — кинемати-
кинематически возможные перемещения вдоль
поверхностей разрыва скоростей сдви-
сдвига, принадлежащие приграничным об-
областям; ц — коэффициент трения;
F — площадь контактной поверхности
поковки; их — кинематически возмож-
возможное перемещение в направлении осн X
вдоль контактной поверхности.
Заменяя в уравнении F7) неравен-
неравенство равенством и решая его относи-
относительно удельной деформирующей силы
р
(давления) р > —, найдем
_?
о,
If dV +
1
/3
"?) df
*=0, 1,2,3 jk
2, 3/^
F8)
Пример. Найти верхнюю оценку
удельной деформирующей силы, не-
необходимой для плоскостной чеканки
поковки с вытянутой осью в плане.
Решение. При плоскостной чеканке
поковки с вытянутой осью в плане весь
объем поковки находится в пластиче-
пластическом состоянии, а схему деформиро-
деформированного состояния можно принять
плоской. Распределение кинематически
возможных перемещений по высоте
можно принять линейным. Положим,
что в плоскости симметрии перемеще-
перемещение равно нулю; тогда частицы ме-
металла, расположенные выше плоско-
плоскости симметрии, перемещаются вниз, а
ниже — вверх.
Согласно принятому,
u*= — ДА-f-,
F9)
где h — половина высоты штампован-
штампованной заготовки.
Условия постоянства объема
Л
— "¦
G0)
ди%
в котором
?* ?.
3u_
- л •
' дХ'
После.подстановки %z в выражение
G0), последующего интегрировании и
определения произвольной постоян-
СИЛЫ ВЫДАВЛИВАНИЯ ПОЛОСТЕЙ ШТАМПОВ
299
ной (при X = 0; их = 0) найдем их=
= M-X/ft.
Интенсивность кинематически воз-
возможных деформаций
р,кН_
2 Ah
/3 ^
Подставляя \* и uj в выражение
F8), получим
г- ft a
Р _ 1
os a-1-Ah
-Л\\ыхй7-+
oo
G1)
где а = Л/2 — половина ширины
штампованной заготовки; h = Я/2 —
половина высоты штампованной за-
заготовки; (X* — коэффициент треиия
при плоском деформированном состоя-
состоянии.
7. ОПРЕДЕЛЕНИЕ СИЛЫ
ВЫДАВЛИВАНИЯ РАБОЧИХ
ПОЛОСТЕЙ ШТАМПОВ
И ПРЕСС-ФОРМ
Потребная сила выдавливания за-
зависит от механических свойств де-
деформируемого материала, общей де-
деформации (глубины полости), размеров
заготовки, формы изготовляемой по-
полости, вида и размеров облегчающей
камеры, способа выдавливания, усло-
условий контакта. В процессе выдавлива-
выдавливания сила непрерывно возрастает (рис.
22).
Деформирующую силу можно сни-
снизить поэтапным деформированием с
р,МПа
300
200
100
О
!
L
1
И
/
?*¦
/Г
3
•р-
5 10 15 Ь,мм
2800
2100
1400
700
Рис. 22. Силы Р выдавливания полости
в заготовке из стали 15 и давление р на
инструмент в зависимости от глубины h
внедрения пуансона. Размеры цилиндри-
цилиндрической заготовки;
D = 35 мм; Н — 30 мм; диаметр пуан-
пуансона d = 13,5 мм; / — закрытое выдавли-
выдавливание; 2 — закрытое выдавливание с ниж-
нижней камерой (диаметр dK — И мм, глу-
глубина h =10 мм); 3 — закрытое выдав-
выдавливание с боковой камерой (а = 5 мм,
dK = 29.7 мм, hK = 20 мм); 4 — откры-
открытое выдавливание; 5 — 8 — закрытое вы-
выдавливание со сквозной камерой (соот-
(соответственно dH равен 11,2; 12,2; 12,7;
13,1 мм). Обозначения формы и размеров
камер см. в табл. 13
извлечением пуансона из заготовки
после каждого этапа и возобновлением
смазывания пуансона и поверхности
рабочей полости. Если необходимо
значительно уменьшить силу штам-
штамповки, между этапами деформирова-
деформирования заготовку отжигают, предохра-
предохраняя поверхность рабочей полости от
окисления. Эффективным способом
снижения силы служит применение
облегчающих камер (табл. 13). Ка-
Камеры изменяют характер течения ма-
материала, уменьшают деформацию и
гидростатическое давление. Недостат-
Недостатком применения большинства камер
является снижение пластичности ма-
материала заготовки, вследствие чего
возможно его разрушение. Изготовле-
Изготовление холодным выдавливанием глубо-
глубоких и сложных рабочих полостей в
300
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
13. Виды облегчающих камер, основные зависимости для расчета
их размеров и значения коэффициента ka, учитывающего влииние камеры
на силу выдавливания
Камера
Центральная в приемнике
(подкладном кольце)
Кольцевая в приемнике
Основные расчетные
зависимости
г > 2 мм; а = 104-20°
dK = @,84-0,9) d;
4V
h
VK = V; а ж 45°;
'к> du — задают;
л dKlK
Выдавли-
Выдавливание
Закрытое,
полузакры-
полузакрытое, откры-
открытое
Закрытое
Верхняя
ь
Ш1
Ш/////Ш////Л//.
ZA-
Нижняя
\
1
1
У/
к//
L ч
ш
У''У/
W/,
1
у?.
V
t
У/.
{„= @,8 4-0,9/d;
/„ = @,554-0,75) V;
4VK
VK= @,74-0,8) V;
0,8d;
2 мм;
nd* '
применять при 1,10>
>4"> 0,25
Закрытое,
полузакры-
полузакрытое, откры-
открытое
0,85-
0,90
0,90—
0,95
0,50—
0,90
Закрытое,
полузакры-
полузакрытое, откры-
открытое
0,80—
0,90
СИЛЫ ВЫДАВЛИВАНИЯ ПОЛОСТЕЙ ШТАМПОВ
301
Продолжение табл. 13
Камера
Боковая
Угловая
Сквозная
I
Без
j: i
D
а
Y/A
к
камеры
I
////
/у
'/у
Основные расчетные
зависимости
VK = @,74-0,8) V;
D—d
пк ж ftj; ак ж —^—
Кн = @,7-0,8) К;
dK= A,04-1,2) d;
применять при Я
< 1.3d
K);
= @,74-0,9) d
Выдавли-
Выдавливание
Закрытое
Закрытое
Закрытое,
полузакры-
полузакрытое
0,80—
0,90
0,90—
0,94
0,38—
0,85
1,00
Обозначения: V— объем полости заготовки; VH — объем
камеры; D, Н— размеры заготовки; d— диаметр полости; hf— глубина
полости заготовки; dK, hK— размеры камеры.
302
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
заготовках из стали с высоким сопро-
сопротивлением деформированию и малой
пластичностью, как правило, невоз-
невозможно. В этом случае целесообразно
применять выдавливание в режиме
теплой (полугорячей) деформации.
Сила закрытого выдавливания при
колодной и полугорячей деформации
Р = pfk0, G2)
где р — давление пуансона; / — наи-
наибольшая площадь поперечного сече-
сечения внедренной части пуансона; k0 —
коэффициент, учитывающий влияние
облегчающей камеры (см. табл. 13).
Давление при инедрении цилиндри-
цилиндрического пуансона с плоским или сфе-
сферическим торцом
+ 0,67стт + / 6,71 In R + ^~ —
— 8,б) т) + G,16 + 7,85 In R —
— 6,71/?) «1, G3)
где п — коэффициент; для пуансона
с плоским торцом п = 1, для пуансона
со сферическим торцом
n — ¦
d1
при ft^0,5d и п = 1 при ft :> 0,5d
(ft, d — соответственно глубина вне-
внедрения и диаметр пуансона); (х —
коэффициент контактного трения; ftj—
глубина полости (для полости со сфе-
сферическим дном — глубина ее цилин-
цилиндрической части):
_ С (R — ехр ej)
4 ~ ^""Р (fl-l)expe; ;
C(expeJ — 1)
R — относительный радиус внешней
границы очага пластической деформа-
деформации;
для пуансона с плоским торцом
Я = 5,6-2,7 ехр-=^-;
для пуансона со сферическим торцом
Я = 5,6 — 2,7 ехр- ~0М
при 0<ft<0,5d;
Я = 5,6 — 2,7 ехр j=—
прн ft > 0,5 d;
Е; — средняя интенсивность деформа-
деформации на поверхности полости: для
пуансона о плоским торцом е^ = 2ft/d;
для пуансона со сферическим торцом
г\ = In dl(d — ft) прн ft ^ 0,5d; в'{ =
= 0,693 + Bft — d)ld прн ft > 0,5d;
(CTi)np> С — соответственно предельное
значение интенсивности напряжений
и постоянная, представляющие собой
параметры зависимости <Jj = (<Tj)np —
— С ехр (—е^), аппроксимирующей
связь между интенсивностью напря-
напряжений и интенсивностью деформации,
устанавливаемую по результатам испы-
испытания на растяжение или сжатие.
Формулу G3) можно использовать
для расчета давления при внедрении
пуансона любой другой формы. В этом
случае d есть диаметр приведенного
круга, равновеликого по площади наи-
наибольшему поперечному сечению вне-
внедренной части пуансона, определяемый
по формуле d = 1,13-j/f. Вычисленное
по формуле G3) значение р следует
умножить на произведение коэффи-
коэффициентов kit k%, k3, учитывающих влия-
влияние соответственно формы поперечного
сечения (табл. 14), наличия рельефа
на торце и радиуса г сопряжения
торца пуансона со стенкой. Значе-
Значения ?2 составляют: 1 — для пуансона
с плоским гладким торцом; 1,2—1,3 —
для пуансона с вогнутым торцом слож-
сложного рельефа. Коэффициент ks для
т = @,04-7-0,50) d при ft = @,2-7-0,5) d
равен 0,75—1, а прн ft>0,5d состав-
составляет 0,9—1. Большему значению т
соответствует меньшее значение k3.
Давление при внедрении цилиндри-
цилиндрического пуансона о плоским торцом
СИЛЫ ВЫДАВЛИВАНИЯ ПОЛОСТЕЙ ШТАМПОВ
303
14. Коэффициент формы
поперечного сечения пуансона
Форма поперечного сечения
пуансона
Круг или многоугольник с
числом сторон не менее пяти
Квадрат, прямоугольник с
отношением сторон а ^
< 1,56
Прямоугольник с а> 1,56
Крестообразная
Треугольник
*i
1,00
1,05
1,07
1,14
1,16
15. Характеристики механических
свойств некоторых марок стали
(в отожженном состоянии)
Марка
стали
12ХНЗА
15Х5М
ЗОХГСА
У10А
ЗХ2В8Ф
7X3
5ХНМ
4Х5МФС
5ХЗВЗМФС
(ДИ-23)
нв
158—
170
156—
164
189—
200
170—
192
156—
164
175—
1Уи
179-
202
161—
189
138—
161
о
О
f
О
р.
н
о"
МПа
378
296
432
271
327
351
412
367
261
1215
1340
1415
1246
1330
1450
1291
1293
1232
695
823
630
643
626
810
386
494
553
1,27
1,67
8,7
9,4
0,86
1,28
0,40
8,9
0,72
Рис. 23. Схема полузакрытого выдавлива-
выдавливания:
i — пуансон; 2 — заготовка; 3 ~- направ-
направляющая; 4 — обойма
в заготовку из низкоуглеродистой
стали можно также определить по
эмпирической формуле
= 2,08A+ц)(ЯВ)
G4)
где НВ — твердость материала заго-
заготовки по Бринеллю.
Значения НВ, ат (аол), (аг)пр, С,
ejp для некоторых марок стали при-
приведены в табл. 15.
Потребную силу при полузакрытом н
открытом выдавливании и давление
на пуансон можно рассчитать по фор-
формулам G2)—G4). Вычисленное по фор-
формулам G3) и G4) значение- давления
следует уменьшить: на 20 % для от-
открытого выдавливания и на 17 % для
полузакрытого [если hK = @,6-f-0,8) t;
рис. 23]. Указанные рекомендации
справедливы для заготовок, наруж-
наружные поперечные размеры которых соот-
соответствуют размерам, приведенным в
табл. 16.
Для деталей с полостями, имеющими
в поперечном сечении форму круга,
прямоугольника с отношением сто-
сторон а ^ 1,56 или близким к нему,
целесообразно использовать цилин-
цилиндрическую заготовку. Диаметр D за-
заготовки следует назначать в зависи-
зависимости от отношения глубины h вне-
внедрения пуансона к его диаметру d
и способа выдавливания по табл. 16.
304
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
16. Значения отношения поперечных размеров полуфабриката
(D и В) и полости (d и Ь)
Выдавливание
Открыто
1
W
ш
k\\\\\\N
Полу
I
1
WWWN
Р<20°
Р> 20°
закрытое
Закрытое
hid (ft/6)
До 0,5
Св. 0,5
До 0,5
Св. 0,5
До 0,5
Св. 0,5
До 0,7
Св. 0,7
Did (Bib)
2,5—3,0
3,0—3,5
2,0—2,5
2,5—3,0
2,0—2,5
2,2—2,8
1,8—2,5
2,5—3,0
Для пуансона некруглой формы за
диаметр необходимо принимать диаметр
описанной окружности.
В случае изготовления полости пря-
прямоугольной формы с отношением сто-
сторон а> 1,56 заготовка должна иметь
форму прямоугольника (во избежание
разрушения в углах полости). Ши-
Ширину полуфабриката следует назначать
по табл. 16, а длину — такой, чтобы
толщина его стенки была прибли-
Рис. 24. Готовая деталь (а) и ее полуфаб-
полуфабрикат (б) после выдавливания
зительно одинаковой по всему пери-
периметру полости.
Расчетные поперечные размеры за-
заготовки необходимо сопоставить с соот-
соответствующими размерами готовой де-
детали. При этом чертежные размеры
детали должны «вписаться» в размеры
заготовки; в противном случае сле-
следует изменить размеры заготовки.
Увеличение по сравнению с расчет-
расчетными поперечных размеров заготовки
приводит к росту деформирующей1 силы
при открытом выдавливании и прак-
практически не влияет на силу при закры-
закрытом и полузакрытом выдавливании,
а уменьшение поперечных размеров
снижает силу при открытом выдавли-
выдавливании и увеличивает ее при закрыгом
и полузакрытом выдавливании.
При закрытом выдавливании для
определения высоты заготовки необ-
необходимо составить чертеж выдав-
выдавленной заготовки (полуфабриката)
(рис. 24). Наружные поперечные раз-
размеры полуфабриката принимаются
равными размерам заготовки. При
определении высоты принимают
СИЛЫ ВЫДАВЛИВАНИЯ ПОЛОСТЕЙ ШТАМПОВ
305
во внимание припуски на обработку
дна Д2 = A,5-4-2) мм и противополож-
противоположного торца Ах = A4-10) мм. Припуск
At учитывает утяжку металла, на
величину которой влияют глубина и
форма контура поперечного сечения
полости, радиус сопряжения стенки
полости с дном и механические свой-
свойства материала заготовки. Чем слож-
сложнее контур полости, больше ее глу-
глубина и радиус сопряжения, тем больше
утяжка. Материалы, обладающие не-
невысокой склонностью к упрочнению,
имеют меньшую утяжку, чем сильно
упрочняющиеся. В случае примене-
применения нижней облегчающей камеры А2 =
= @,54-0,8) hK.
Если дно полости плоское, размер t
должен быть не менее @,44-0,5) d;
при сферической и конической форме
дна наименьшее значение t может быть
равным 0,2d (d — диаметр или ширина
полости прямоугольной формы). Для
полости со сложной формой попереч-
поперечного сечения за d следует принимать
диаметр (ширину) круга (прямоуголь-
(прямоугольника), равновеликого по площади наи-
наибольшему поперечному сечению. Ука-
Указанное ограничение вызвано тем, что
по Мере дальнейшего уменьшения тол-
толщины дна резко растет деформирую-
деформирующая сила.
Имея чертеж полуфабриката, можно
вычислить высоту Н заготовки из
условия равенства объемов заготовки
и полуфабриката. Если полость не-
неглубокая (h ^ 0,5d), высоту заготовки
можно назначить равной высоте Н1
полуфабриката, ибо приращение вы-
высоты вследствие образования полости
в этом случае небольшое.
Для открытого и полузакрытого
выдавливания высоту полуфабриката
можно назначить из тех же соображе-
соображений, что и для закрытого выдавлива-
выдавливания. Минимальное значение высоты
заготовки следует принимать равным
высоте полуфабриката.
Изложенные рекомендации действи-
действительны для изготовления полостей
без наклонных элементов на боковой
поверхности. В случае образования
полостей с наклонными или винто-
винтовыми элементами на боковой поверх-
поверхности (например, полостей матриц
пресс-форм для изготовления пластмас-
пластмассовых цилиндрических косозубых ше-
2,0
1,0
0,5
/
/
/
/
1
25
50
75
Рис. 25. Зависимость деформации е =
= In —?- от Ч> = —S-— (,]) в %)
стерен) целесообразно использовать
закрытое выдавливание. Наибольшее
снижение потребной силы выдавлива-
выдавливания можно обеспечить применением
заготовки со сквозной камерой в виде
цилиндрического отверстия диаме-
диаметром dK. Фаска под углом 2ср = 904-
120° со стороны внедрения пуансона
обеспечивает благоприятные условия
течения материала и нагружения зубь-
зубьев пуансона в начальный период де-
деформирования. Отношение наружного
диаметра заготовки к диаметру поло-
полости должно составлять приблизительно
1,5. При определении высоты заго-
заготовки следует учесть, что начальный
и конечный участки полости имеют
неполиый профиль элементов и должны
быть удалены обработкой резанием.
Предельной называют глубину по-
полости, при которой наступает наруше-
нарушение прочности пуансона или разруше-
разрушение материала заготовки. В целях
использования условия прочности пу-
пуансона необходимо вначале вычислить
предельную глубину внедрения пуан-
пуансона, по которой можно определить
глубину ftx полости полуфабриката.
Предельную глубину (ft/d)np внедре-
внедрения пуансона следует вычислять по
формулам G2)—G4), полагая pk0 рав-
306
ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ СИЛЫ ДЕФОРМИРОВАНИЯ
ным предельному напряжению сжатия
(при котором происходит разрушение
или остаточная деформация материала
пуансона).
Для расчета предельной глубины
полости (fti/d)np из условия начала
разрушения материала заготовки прн
внедрении цилиндрического пуансона
с плоским торцом установлены зави-
зависимости:
для открытого выдавливания (при
D ж Н « 3d)
пр
для закрытого выдавливания ( при
X ^l-iE_)+-^L(Mp0,33ejp-l),
где е,-р — интенсивность деформации
в шейке цилиндрического образца в
момент его разрушения при испыта-
испытании на растяжение; для некоторых
марок стали значения е;р приведены
в табл. 15.
В данной главе для удобства поль-
пользования формулами приведен рис. 25.
Список литературы
1. Головин В. А., Кручер Г. Н.
Листы и ленты из тяжелых цветных
металлов: Справочник. М.: Металлур-
Металлургия, 1985. 384 с.
2. Кроха В. А. Упрочнение метал-
металлов при холодной пластической дефор-
деформации: Справочник. М.: Машинострое-
Машиностроение, 1980. 157 с.
3. Кроха В. А. О зависимости по-
показателя деформационного упрочнения
от степени деформации и выполнении
степенного закона упрочнения//Проб-
лемы прочности, 1981. № 8, С. 72—-77.
4. КузнецОвД. П., Лясников А. В.,
Кудрявцев В. А. Технология формо-
формообразования холодным выдавливанием
полостей деталей пресс-форм и штам-
штампов. М.: Машиностроение, 1973. 112 с.
5. Овчинников А. Г. Основы теории
штамповки выдавливанием на прессах.
М.: Машиностроение, 1983. 200 с.
6. Определение усилий при изго-
изготовлении стержневых изделий на одно-
позиционных холодновысадочных авто-
автоматах/Г. А. Навроцкий, В. А. Кроха,
А. Н. Воробьев и др.//Вестник маши-
машиностроения, 1979. № 10. С. 53—58.
7. Прудников М. И. Определение
удельных давлений при холодном вдав-
вдавливании мастер-пуансона//Вестник ма-
машиностроения, 1964. № 4. С. 53—56.
8. Рейне И. П. Элементарный ана-
анализ устойчивости процесса волоче-
ния//Исследование в области проч-
прочности и пластичности материалов. Во-
Воронеж. 1981, С. 75—81.
9. Смирнов-Аляев Г. А. Сопротив-
Сопротивление материалов пластическому де-
деформированию. 3-е изд., перераб. и
доп. Л.: Машиностроение. Ленинград-
Ленинградское отделение, 1978. 368 с.
10. Сторожев М. В., Попов Е. А.
Теория обработки металлов давлением.
М.: Машиностроение, 1977. 423 с.
11. Холодная объемная штамповка:
Справочник/Под ред. Г. А. Навроц-
Навроцкого. М.: Машиностроение, 1973. 495 с.
12. Чудаков П. Д., Каленичен-
ко И. С. О расчете усилий при двух-
двухстороннем обратном холодном выдав-
ливании//Совершенствование процес-
процессов и оборудования для холодного де-
деформирования. Экспериментальный на-
научно-исследовательский институт куз-
нечно-прессового машиностроения. Во-
Воронеж; 1978. С. 8—13.
Глава
6
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
И ДЕТАЛЕЙ
I. РЕДУЦИРОВАНИЕ
ПРИ ИЗГОТОВЛЕНИИ
СТЕРЖНЕВЫХ ЗАГОТОВОК
И ДЕТАЛЕЙ
Различают редуцирование одно- н
многопереходное, одностороннее и
двустороннее, с направлением заго-
заготовки по образующей или без тако-
такового (рис 1).
Максимальная длина исходных за-
заготовок при редуцировании без на-
направления по образующей опреде-
определяется условием продольной устой-
устойчивости
'
kD Г~Ё
где D — диаметр исходной заготовки;
с — коэффициент закрепления концов
заготовки; с = 2, если один конец
защемлен, а второй закреплен шар-
нирно (одностороннее редуцирование);
с= 1, если два конца защемлены
(двустороннее редуцирование); Е, ау —
соответственно модуль нормальной
упругости и предел упругости мате-
материала заготовки. В инженерных рас-
расчетах МОЖНО ПРИНЯТЬ СТу « СТТ.
Минимальное число переходов рас-
рассчитывается исходя из максимально
допустимых деформаций на переходах.
Предельная относительная деформа-
деформация 8= 1 — l(dn.i)/dn ]2 стальных за-
заготовок на первом и втором переходах
составляет 0,25—0,30, на третьем и
последующих 0,30—0,33.
Минимально допустимые диаметры
ступеней стальной заготовки по пере-
перекодам могут быть определены по номо-
номограмме (рис. 2). Порядок пользования
номограммой показан сплошной линией
со стрелками. Диаметры ступеней
определяют по соответствующим осям
номограммы.
Рис. I. Редуцирование:
а — одностороннее; б — двустороннее; 1 —= матрица; 2 «= направляющая; 3 —> деталь]
4 »=* пуансон; 5 <=- выталкиватель
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Рис. 2. Номограмма для определения минимальных диаметров ступеней заготовки, соот-
соответствующих максимальным деформациям, при многопереходном редуцировании с на-
направлением по образующей заготовки
Исходный диаметр заготовки d0 на-
наносится в точке а номограммы. Из
точки а проводится вертикаль до
пересечения в точке б с наклонной
прямой, соответствующей материалу,
у которого ат0 = 350-J-450 МПа. Из
точки б проводится горизонталь до
пересечения со шкалой dt в точке в.
В рассматриваемом случае диаметр
dj ж 53 мм. Горизонтальная линия
продолжается влево до пересечения
С наклонной прямой в точке г (ат0 =
= 3504-450 МПа). Из этой точки
опускается вертикаль до пересечения
со шкалой d2 в точке д и о аналогич-
аналогичной наклонной линией в точке е. В
точке д диаметр d2 * 44 мм. Из точ-
точки е проводится горизонталь вправо
до точки ж, в которой ds да 35 мм.
В точке в по шкале а4 определяется
наименьший диаметр редуцируемой
заготовки di «26 мм.
При включении в процессе редуци-
редуцирования переходов с деформацией
меньшей предельной на последнем
переходе порядок определения диа-
диаметров ступеней не меняется. В этом
случае деформация при получении
РЕДУЦИРОВАНИЕ ЗАГОТОВОК И ДЕТАЛЕЙ
309
р„,МПц
300
200
100 •— ¦ I i I i I i 1 1 I
0,10 0,20 0,10 0,20 0,10 0,20 0,10 0,20 О,'О 0,20 еятн
a) S) 8) г) д)
Рис. 3. Изменение средних осевых напряжений в поперечном сечении исходной заготовки
в зависимости от деформации и числа переходов Bа ¦= 30° Л2 = 0,5); смазывание заго-
заготовок фосфатироваиием и омылением; материал заготовок — сталь:
а — 10; 6 — 20, 12ХНЗА; в — 20Х( 20ХФ; г •>- 45; д — 40Х; 40ХН; 1~4 ~> номера
переходов
диаметра последнего участка меньше
предельно допустимой, и процесс его
формообразования не вызывает опасе-
опасений. При получении перехода с не-
небольшой деформацией (еотн я* 0,10-j-
0,15) вначале многопереходного про-
процесса или в его середине расчеты по
номограмме не содержат больших по-
погрешностей, если число етупеией, тре-
требующих небольших деформаций, не-
невелико (одна, две). В этом случав
диаметры этих ступеней
d' = dn |/ 1 — в.
После расчета диаметров d' и d"
ступеней заготовки на номограмме
смещают отметку вдоль оси до рассчи-
рассчитанной величины d', d". Дальнейшая
последовательность определения ми-
минимальных диаметров сохраняется. На
номограмме такой случай показан
штриховой линией. Номограмма для
определения минимальных диаметров
ступеней составлена с учетом запаса
по предельным деформациям порядка
15%.
При многопереходном редуцирова-
редуцировании силы можно рассчитывать по
формулам, приведенным в гл. 5 спра-
справочника, Силу редуцирования можно
определить, используя эксперимен-
экспериментальные графики изменения средних
осевых напряжений в исходном сече-
сечении заготовки (рис. 3). В этом случае
величина рп при определенной дефор-
деформации на соответствующем переходе
каждый раз умножается на площадь
нормального сечения исходной заго-
заготовки Р = pnFa-
Многопереходное редуцирование мо-
же; осуществляться с двух концов
вагоговки за один ход пресса (см.
рис. 1, б). Такой процесс становится
возможным благодаря тому, что при
равных деформациях концов загтовки
ваходный угол 2at верхней матрицы
выполняется на 5—7° меньше заход-
ного угла 2а2 нижней матрицы, или
деформацию участков верхнего конца
заготовки уменьшают не менее чем
на 0,05 без изменения углов матриц.
При этом сила редуцирования верх-
верхнего конца заготовки меньше, чем
нижнего, и сначала редуцируется верх-
верхний конец до упора-выталкивателя, а
затем нижний — до остановки пол-
ползуна пресса.
В результате неравномерности свой-
свойств металла контактного трения, не-
недостаточной точности изготовления ин-
инструмента и заготовки, а также других
явлений редуцированная часть за-
заготовки, как правило, оказывается
несколько изогнутой. Прогиб у увели-
увеличивается о возрастанием длины /
редуцированной части и уменьшается
с увеличением высоты h калибрующей
части матрицы н диаметра d редуциро-
редуцированной части. Изменение относитель-
относительного прогиба стальной заготовки у/1
в зависимости от относительной вы-
высоты пояска (h/d)t полученное на ос-
основе статистической обработки ука-
указанных величин, представленовтабл. 1.
Для уменьшения прогиба заготовки
прибегают к увеличению калибрую-
калибрующего пояска h до размера равного d,
и к введению дополнительных на-
310
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
1. Изменение относительного прогиба у/1 стальной заготовки
в зависимости от отношения hid
Диа-
Диаметры
заго-
заготовок
й, мм
10—15
20—25
35—40
50—60
hid
0,1
0,006
0,0031
0,002
0,2
0,017
0,0049
0,0028
0,0016
0,3
0,0142
0,0039
0,0026
0,0015
0,4
0,0115
0,0032
0,0024
0,0014
0,5
0,009
0,0028
0,0022
0,0012
0,6
0,0066
0,0026
0,0021
0,0011
0,7
0,0052
0,0024
0,002
0,0011
0,8
0,0044
правляющих поясков. Если эти меры
оказываются недостаточными для до-
достижения заданной прямолинейности
редуцированных заготовок, заготовки
правят.
Правку заготовок ступенчатых ва-
валов рекомендуется осуществлять на
автоматизированных гидравлических
прессах с программным управлением
(рис. 4). Пресс оснащен подающе-уда-
ляющим устройством /, снабженным
клещами 2; двумя перемещаемыми
вдоль стола каретками 3 и 4, несущими
выдвижные центры 5; датчиками 6,
измеряющими прогиб заготовки; вы-
выдвижными опорами 7; механизмом 8
регулирования хода плунжера — пра-
правильного инструмента 9; устройством
числового программного управления.
Заготовка 10 перемещается подающим
конвейером на исходную позицию,
захватывается клещами 2, переносится
на ось центров 5 и зажимается ими.
Датчики 6 в нескольких сечениях
измеряют прогиб детали. Предусмо-
Предусмотрен одновременный контроль полу-
полученной заготовки или детали в четы-
четырех сечениях. Деталь во время изме-
измерения совершает поворот вокруг оси
на 360°. Показания датчиков считы-
ваются через каждые 1,5°. Наибольшие
и наименьшие показания датчиков и
угловые координаты, соответствующие
этим показаниям в каждом измеряе-
измеряемом сечении, запоминаются в числовом
программном управлении и пересчи-
тываются в нем в значения отклоне-
отклонений измеряемых радиусов детали в
этих сечениях, характеризующих ее
биение. Правка начинается с сечения,
в котором зарегистрировано наиболь-
наибольшее биение. Деталь ориентируется
выпуклой частью вверх, а привод
перемещения кареток совмещает это
сечение с осью действия правильного
инструмента. Затем под деталь подво-
подводятся опоры и осуществляется не-
несколько ходов гибки-правки, сопрово-
сопровождаемые контролем остаточного про-
прогиба датчиком и корректировкой хода
плунжера механизмом 8 после каждой
правки до тех пор, пока не будет
достигнута на этом участке заданная
прямолинейность детали. С помощью
ЧПУ заново определяется биение де-
детали и новое сечение, подлежащее
правке, после чего цикл правки повто-
повторяется. Правка продолжается до тех
пор, пока прогибы детали во всех
сечениях не будут превышать допу-
допустимых, заданных программой, вве-
введенной в ЧПУ. Выпрямленная деталь
или заготовка отправляются подающе-
управляющим устройством / на уда-
удаляющий конвейер, а вместо них по-
подаются для правки следующие. Пресс
предназначен для правки валов дли-
длиной 300—865 мм, диаметром до 50 мм.
Минимальное биение детали после
правки 0,025 мм.
Редуцирование на универсальных
гидравлических прессах осуществля-
осуществляется в специальных штампах (рис. 5).
Штамп снабжен верхней / и нижней 7
матрицами, опорными прокладками 2
и о, направляющей 8 для заготовки
центрирующей втулки 3, упорами 4
для остановки ползуна н заданном
положении, выталкивателем 5 для
удаления детали.
Схема трехпозиционного специали-
специализированного гидравлического пресса
РЕДУЦИРОВАНИЕ ЗАГОТОВОК И ДЕТАЛЕЙ
311
1
1'
А-А
Рис, 4. Схема правильного пресса с программным управлением (ЭНИКМАШ)
горизонтального исполнения усилием
4000 кН приведена на рис. 6. На прессе
кроме одно- и двустороннего редуци-
редуцирования может осуществляться вы-
высадка утолщений в средней части де-
детали. Пресс оснащен двумя блоками
матриц /, размещенными в неподвиж-
неподвижной траверсе 2 и ползуне 3. Ползун 3
принодится в движение главным ци-
цилиндром 4 и двумя возвратными ци-
цилиндрами 5. Подача заготовки 6 на
первую позицию редуцирования и
перенос с позиции на позицию осуще-
осуществляется подающим устройством 7,
приводимым в действие гидроцилин-
гидроцилиндрами 8 и 9. Для освобождения рабд-
чей зоны пресса при рабочем ходе
ползуна захваты подачи совершают
312
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Рис. 5.
ния на
прессе
Шг;
у ни
1мп двустороннего редуцирова-
[версальиом гидравлическом
не только горизонтальные перемеще-
перемещения, но и движения вверх-вниз. Для
удаления деталей из матриц на каждой
позиции предусмотрены выталкивате-
выталкиватели 10. Наибольший ход ползуна
пресса равен 600 мм, рабочая скорость
ползуна 40 мм/с.
Деформация при формообразовании
шлицев редуцированием изменяется
не только вдоль оси заготовки, но и
в поперечном ее сечении на коническом
шлицевом участке матрицы в соот-
соответствии с числом и формой шлицев
(рис. 7). Процесс деформации склады-
складывается из предварительного обжатия
цилиндрической заготовки на уча-
участке /, формообразования шлицев иа
участке 2, калибровки шлицев на
участке 3. При редуцировании в ма-
матрице без приемной части на заготовке
у входа в очаг деформации наблю-
наблюдается некоторое увеличение диаме-
диаметра.
Общие требования к заготовкам,
подготовке их поверхности при реду-
редуцировании на валах шлицев остаются
теми же, что и при формообразовании
РЕДУЦИРОВАНИЕ ЗАГОТОВОК И ДЕТАЛЕЙ
.313
Рис. в. Схема специализированного гидравлического пресса для редуцирования
ОИИКМАШ)
цилиндрических деталей. В зависи-
зависимости от формы детали, на которой
необходимо образовать шлицы, исход-
исходные заготовки могут быть ступенча-
ступенчатыми или с прямолинейной образу-
образующей.
При изготовлении шлицев на шейке
вала, которой предшествует шейка
меньшего диаметра, примерно равного
внутреннему диаметру шлицев, пере-
переход от меньшего к большему диаметру
шейки следует выполнять по конусу,
образующая которого наклонена к оси
под углом не более 45°, либо по ра -
диусу R > (ds — dB)/2. При несоблю-
несоблюдении данного условия в месте пере-
перехода могут образоваться трещины.
В случае, если шейка со шлицами
является крайней, желательно нали-
наличие фаски на торце заготовки, распо-
расположенной под углом к оси не более 45°
и равной по высоте шлицам, что
улучшает условия формообразования
последних в начальный период.
Профиль калибрующей части ма-
матрицы соответствует числу и профилю
образуемых шлицев: прямобочных,
эвольвентных, трапецеидальных, тре-
треугольных. Угол конусной части ма-
матрицы 2а выбирают не только для
осуществления процесса при мини-
минимальной силе, но и для обеспечения
удовлетворительного качества шли-
шлицев. Оптимальный угол 2а в зависимо-
зависимости от коэффициента трения (jj, =
= 0,05-7-0,20), деформации (еотн =
= 0,05-7-0,22), числа шлицев (пш =
= 6-т-20) находится в пределах 10—
32°. Меньшие значения углов 2а
соответствуют меньшим коэффициенту
трения, деформации и числу шлицев.
При редуцировании прямобочных
шлицев оптимальный угол для при-
приведенной деформации определяют по
приближенной формуле
2а « 10° + 0,6 A00 + пш) еотн.
. При малых значениях угла Bа ^
^ 20°) наружный диаметр шлицев
вала может отличаться от заданного
ввиду иезаполнения металлом рабочей
полости матрицы. Удовлетворительное
качество шлицев получается при 20° ^
^ 2а ^ 40°.
При редуцировании прямобочных
шлицев с относительно небольшой
высотой зуба (dH — dB)/b <^ 1 (где
бг /ег \А-А
Рис. 7. Очаг деформации и изменение де-
деформации в поперечном сечении заготовки
при редуцировании шлицев
da и dB — наружный и внутренний
диаметры шлицев; Ъ — толщина шли-
шлицев) заполнение полости матрицы по
наружному диаметру шлицев обеспе-
обеспечивается при меньших значениях угла
2а. В этом случае для уменьшения
силы редуцирования следует прини-
принимать 20° < 2а < 30°.
При редуцировании прямобочных
шлицев с (dH — dB)/b> 1, а также
эвольвентных и треугольных с целью
получения заданного наружного диа-
диаметра используют соотношение 30° ^
< 2а < 40°.
При определении остальных эле-
элементов конструкции матрицы следует
руководствоваться данными, приве-
приведенными в гл. 3.
В общем случае сила редуцирования
шлицев
Р = PFO,
где р = 40Т
(о,
la
d° ~
1,3-
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
ат3 (о,1912арш + l.
рш — периметр шлицев; стт' ср =
= ——-—- — среднее сопротивление
деформирования на участке 2; стт3 —
предел текучести упрочненного ме-
металла; F3 — площадь поперечного се-
сечения шлицевой шейки вала; 012 —
центральный угол сектора зоны / в
конце участка 2, рад; FK — площадь
контакта на калибрующем участке
матрицы.
Шлицы, образованные редуцирова-
редуцированием в жестких конических матрицах,
имеют точность 6—8-го квалитета.
При редуцировании прямобочных
шлицев по наружному диаметру у их
края образуется незаполиение углов
до 0,3 мм, что устраняют шлифова-
шлифованием после термической обработки
валов.
Длина редуцируемого шлицевого
участка ограничивается обычно /ш =
= 3d2 вследствие увеличения искрив-
искривления оси вала при больших длинах.
2. ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ
ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ
Технологический процесс холодного
выдавливания штампового инструмен-
инструмента осуществляется несколькими спо-
способами, выбор которых зависит от
конфигурации и размеров полостей,
подлежащих выдавливанию, типа и
\
?jjc. 8. Пакет-штамп для цилиндрических
заготовок
Рис. 9. Пакет-штамп для конических заго-
заготовок:
1 — мастер-пуансои; 2 — направляющее
кольцо; 3 — обойма; 4 — заготовка; 5 —
нижняя плита; 6 — приемное кольцо
основных параметров гидропрессового
оборудования, конструкции матрицы
(штампа), требуемой точности разме-
размеров и шероховатости поверхности,
числа матриц, подлежащих изготовле-
изготовлению, и т. п.
В пакете-штампе (рис. 8) мастер-
пуансон / вдаливается в цилиндриче-
цилиндрическую заготовку 2; в процессе выдавли-
выдавливания полости исключается течение
металла заготовки в радиальном на-
направлении, обеспечивается шерохова-
шероховатость поверхности Ra — 0,8-4-1,6 мкм.
Для облегчения выпрессовки заго-
заготовки 2 после выдавливания полости
служит коническое кольцо 3, состоя-
состоящее из трех секций.
С целью снижения силы выдавлива-
выдавливания в нижней плите 5 пакета-штампа
установлено цилиндрическое кольцо-
приемник 4, в который перемещается
часть металла заготовки. С помощью
этого кольца можно получить слож-
сложные формообразующие полости матриц
пресс-форм значительной глубины; сила
выдавливания при этом уменьшается
на 10—15%. В нижней плите пакета-
штампа для удобства последующей
обработки резанием поверхности вы-
выдавленной заготовки предусмотрено
место для установки приемного кольца
с запрессованным центром. Выдавли-
Выдавливание полости в заготовке, помещен-
помещенной в коническую обойму, применяют
для изготовления пресс-форм сравни-
сравнительно больших размеров и в случае
изготовления их в единичном произ-
производстве.
Обоймы (рис. 9) имеют конусность
5—7°, обеспечивающую легкую рас
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
315
Рис. 10. Пакет-штамп для выдавливания полостей пресс-форм и штампов в прямоуголь-
иых заготовках
прессовку заготовки после выдавли-
выдавливания. Выдавливание мастер-пуансо-
мастер-пуансоном / в пакет-штампе, изображенном
на рис. 10, применяют для образова-
образования полостей пресс-форм и штампов
в прямоугольных заготовках 5 (с
отношением длины к ширине более
1,5). Прямоугольное окно пакета-штам-
пакета-штампа позволяет использовать боковые
сменные вкладыши 3, что дает воз-
возможность применять заготовки раз-
различных размеров, обеспечивая при
этом значительную экономию металла.
Прямоугольное окно 4 в основании
пакета-штампа может быть использо-
использовано как приемная полость для сниже-
снижения давления в процессе формообра-
формообразования. Угол наклона внутренних
плоскостей прямоугольной обоймы 2
принимают равным 5—8°.
Глубокие полости матриц пресс-
форм выдавливаются в пакет-штампе,
снбажениом роликовой кассетой. В
обойме 1 пакет-штампа (рис. 11) встав-
вставлена разрезная втулка 2, в которую
помещена кассета с роликами 3. Ролики
зафиксированы относительно друг дру-
друга с помощью делительных колец 4 с
радиальными прорезями.
При выдавливании полости в резуль-
результате приложения силы Р мастер-
пуансон 5 внедряется в заготовку б,
перемещает часть металла заготовки
в радиальном направлении, заполняя
пространство между роликами 3.
Применение пакет-штампов, снаб-
снабженных роликовыми кассетами, по-
позволяет снизить силу при выдавли-
выдавливании полостей на 35 % по сравнению
с общепринятой технологией. При
этом уменьшаются габаритные раз-
размеры заготовок для выдавливания
матриц и достигается экономия ме-
металла на 25 % [А. с. 620324 (СССР)].
На рис. 12 приведено изменение
силы выдавливания крупногабаритной
полости матрицы в пакете-штампе с
роликовой кассетой и чертеж матрицы.
Размер исходной заготовки для вы-
выдавливания: диаметр 120 мм, высота
90 мм. Материал заготовки сталь 10,
глубина выдавленной полости
60 мм, относительная глубина 1,1 мм,
давление на мастер-пуансон в конце
процесса 1,94 ГПа.
В табл. 2 приведены рациональные
технологические схемы процессов хо-
холодного выдавливания матриц пресс-
форм и штампов.
Кроме приведенных основных тех-
технологических схем процесса холодного
выдавливания полостей матриц пресс-
форм и штампов, в практике находят
применение: выдавливание глубоких
полостей матриц с промежуточным
отжигом заготовки; выдавливание по-
316
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Рис. П. Пакет-штамп с роликовой кассе-
кассетой для выдавливания глубоких полостей
матриц пресс-форм;
/ — обойма; 2 — разрезная втулка; 3 —
ролик; 4 — делительное кольцо; 5 — ма-
мастер-пуансон; 6 — заготовка
d(SSto-07i)
Р,кН
та
300
гот
тпп
\
""о го
а)
Рис. 12. Изменение силы выдавливания
крупногабаритной полости матрицы в па-
пакете-штампе с роликовой кассетой в зави-
зависимости от рабочего перемещения пуаи-
сона (а) и чертеж матрицы (б)
лостей в заготовке с облегчающей ка-
камерой в донной части; частичное вы-
выдавливание сложных элементов поло-
полости е последующей обработкой реза-
резанием; выдавливание полостей матриц
переменного сечения с помощью вспо-
вспомогательных каленых вкладышей, уста-
устанавливаемых в пазы заготовки; вы-
выдавливание полости в заготовке с пред-
предварительно расточенной загрузочной
камерой для засыпки пресс-порошка
и др.
Холодное выдавливание позволяет
получать полости штампов и пресс-
форм с допускаемыми отклонениями
размеров по 8—9-му квалитету и с
параметром шероховатости поверхно-
поверхности Ra = 0,05-^0,8 мкм.
Основным параметром, характери-
характеризующим формоизменение в процессе
холодного выдавливания полостей ра-
рабочих деталей технологической осна-
оснастки, является относительная глубина
выдавливания, т. е, отношение глу-
глубины h выдавливания полости за один
рабочий ход пресса к диаметру d
h
полости, или отношение - , где а
/аЪ
и Ъ — длина и ширина прямоуголь-
прямоугольной полости. Предельные значения
относительной глубины выдавливания
для заготовок из различных сталей
приведены в табл. 3.
При конструировании рабочих по-
полостей матриц пресс-форм и штампов
в целях улучшения условий течения
металла заготовки, снижения требуе-
требуемой силы распрессовки, а также пред-
предотвращения образования трещин не-
необходимо: а) исключить поднутрения
контура в направлении, перпендику-
перпендикулярном к движению мастер-пуансона,
ввиду трудности удаления его из
полости после окончания операции
выдавливания; б) предусмотреть ко-
конусность боковой поверхности поло-
полости не менее 1 : 100; в) предусмо-
предусмотреть плавный переход между отдель-
отдельными участками полости; острые кром-
кромки следует закруглять; наименьший
радиус закругления 0,3—0,5 мм.
В выдавливаемой полости не должиё
быть тонких и длинных пазов, так
как соответствующие им выступы на
мастер-пуансоне разрушаются под
действием высоких давлений.
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
317
2. Рациональные технологические схемы процессов холодного
выдавливании матриц пресс-форм и штампов
Схема
Процесс и его характеристика
Одновременное выдавливание рабочих полостей
в верхних и нижних матрицах
'Л
/ X
' X
' X
у\
\
/ \
/ \
ев
г
\/-
\
\
\
\
Х^
\
1— толкатель; 2— мастер-пуансоны;
3— трафарет; 4— заготовка; 5— вы-
выдавленная матрица
Для соблюдения правильного рас-
расположения полостей матриц пресс-
форм, а также для упрощения
последующей обработки резанием
рабочие полости верхних и ниж-
нижних матриц выдавливаются в за-
заготовках двусторонними мастер-
пуансонами с использованием на
правляющего трафарета
Последовательное выдавливание полостей многоместных форм
а — выдавливание цельной шестимест-
шестиместной пресс-формы тремя мастер-пуансо-
мастер-пуансонами )—3; б—г— варианты последую-
последующего выдавливания полостей
В практике может быть применен
способ выдавливания отдельных
полостей многоместных пресс-форм
при наличии трафарета, взамен на-
направляющего кольца, и двух-трех
мастер-пуаисонов. Мастер-пуаисо-
ны в процессе выдавливания рас-
располагаются в таком порядке, чтобы
при последующем выдавливании
не искажались ранее полученные
рельефы
318
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Продолжение табл. 2
Схема
Процесс и его характеристика
Выдавливание полостей, имеющих элементы с наклонной осью
типа косозубых колес
Мастер-пуансон 1 в процессе вдав-
вдавливания в заготовку 4 одновремен-
одновременно поворачивается на заданный
угол. Рабочая часть мастер-пуан-
мастер-пуансона имеет форму зубчатого колеса
требуемого размера с соответству-
соответствующим углом наклона зуба. Штамп
состоит из обоймы 3 и направляю-
направляющего кольца 2, в котором выпол-
выполнены четыре отверстия для запрес-
запрессовки в них сменных направляю-
направляющих штырей. Четыре профилирую-
профилирующие канавки в хвостовой части
мастер-пуансона и направляющие
штыри, входящие в эти канавки,
обеспечивают в штампе перемеще-
перемещение мастер-пуансона по винтовой
линии. При этом угол поворота ма-
мастер-пуансона соответствует тре-
требуемому углу наклона зуба в
матрице. Для уменьшения трения
между мастер-пуансоном и верх-
верхней плитой пресса на опорную
часть мастер-пуансона устанавли-
устанавливают толкатель со сферической
поверхностью
Выдавливание двусторонних высадочных пуансонов
Для получения рабочих полостей
высадочных пуансонов используют
приспособление, позволяющее за
один ход пресса получать одновре-
одновременно на торцах высадочного пуан-
пуансона два рабочих оттиска, равных
по глубине. Таким методом изго-
изготовляют пуансоны для холодной
высадки шестигранных головок
винтов, одновременно высажи
вают винты с прямым и крестооб-
крестообразным шлицем, осуществляют
штамповку шариков и т. д. При
высадке винтов с шестигранной
головкой может осуществляться
маркирование путем образования
в полости высадочного пуансона
выступающего знака (марки заво
да, размера изделий и т. д.)
I мастер-пуансон; 2— направляю-
направляющая втулка; 3 — обойма; 4 — бандаж;
5 — заготовка
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
319
Продолжение табл. 2
Схема
Процесс и его характеристика
Поочередное выдавливание полостей двусторонних штампов
с применением закаленного вкладыша
Способ применяется при изготовле-
изготовлении двусторонних штампов для
горячей штамповки деталей. После
выдавливания одной полости ма-
мастер-пуансоном 1 заготовку 2 пе-
переворачивают. С целью предохра
нения выдавленной полости от ис
кажения в нее устанавливают за-
закаленный вкладыш 3. Затем вы-
выдавливают вторую полость
Пооперационное выдавливание асимметричных полостей матриц
Выдавливание всей полости матри-
матрицы 5 в одну операцию невозможно
из-за поломки мастер-пуансона 4.
Выдавливание осуществляется в
две операции путем последователь-
последовательного формообразования полости
двумя мастер-пуансонами. На пер-
первой операции мастер-пуансон 2
вдавливается в заготовку / на глу-
глубину 0,6—0,7 от заданной. В по-
полученный полуфабрикат 3 вдавли-
вдавливается второй мастер-пуансон 4,
оформляющий асимметричную по-
полость матрицы на требуемую глу-
глубину. Выдавливание осуществляет-
осуществляется в пакете-штампе со строгим
центрированием мастер-пуансонов
Радиальное обжатие заготовок /
для получения глубоких фасонных
полостей разъемных матриц 2 осу-
осуществляется в конических обой-
обоймах 3 с помощью мастер-пуансона 4
и толкателя 5
зёо
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Продолжение табл. 2
Схема
Процесс и его характеристика
Комбинированное выдавливание с противодавлением
Получение выступов 2 на дне
матрицы при условии вдавливания
основного мастер-пуансона 1 в за-
заготовку 3 на небольшую глубину
достигается двусторонним вдавли-
вдавливанием основного мастер-пуансона
и вспомогательного 4. В результа-
результате противодавления металл заго-
заготовки, заполняя полость основно-
основного мастер-пуансона, перемещает-
перемещается вверх. Это обеспечивает наибо-
наиболее благоприятное формообразова-
формообразование рельефных выступов при не-
незначительных давлениях на
инструмент
Выдавливание с помощью дополнительных
клиновидных пуансонов
Для полного оформления боковых
выступов в полости матрицы 5 вы-
выдавливают дополнительные по-
полости 6. Для этого в заготовку 4
наряду с основным мастер-пуансо-
мастер-пуансоном 3 вдавливаются вспомогатель-
вспомогательные клиновидные пуансоны 2, за-
закрепляемые в пуансоиодержателе /
Выдавливание полостей матрица в обойме
с подкладными плитами
Свободное течение некоторой части
металла заготовки в радиальном
направлении снижает силу выдав-
выдавливания. Обойму устанавливают
на две одинаковые по высоте пли-
плиты; металл заготовки в процессе
вдавливания пуансоном течет в
образовавшийся зазор между ниж-
нижней плоскостью обоймы и устано-
установочной плитой пресса. Наличие
сменного разрезного конического
кольца обеспечивает легкую рас-
прессовку заготовки после вы-
выдавливания
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
321
Продолжение табл. 2
Схема
Процесс и его характеристика
Выдавливание полостей в заготовке
с кольцевыми выточками
Конструируя заготовку 2 с кольце-
кольцевыми выточками, можно снизить
силу выдавливания благодаря те-
течению металла в радиальном на-
направлении. По мере внедрения ма-
мастер-пуансона 1 кольцевые выточ-
выточки заготовки заполняются метал-
металлом. Процесс выдавливания осу-
осуществляется в конической обой-
обойме 3
Обратное выдавливание тонкостенных матриц
многоместных пресс-форм
Малогабаритная тонкостенная
матрица 5 может быть изготовле-
изготовлена способом обратного холодного
выдавливания мастер-пуансоном 1
из круглой заготовки 2, находя-
находящейся в специальной обойме 4 с
вкладышем 3. Рекомендуется при-
применять заготовки из стали высокой
пластичности. Применение способа
значительно сокращает расход ме-
металла
Выдавливание с применением пластических прижимов
Для получения качественной по-
полости в заготовках из легирован-
легированной или высокоуглеродистой ста-
стали и повышения точности размеров
выдавливаемого рельефа в некото-
некоторых случаях рекомендуется при-
применение пластических прижимов.
В зависимости от конфигурации
мастер-пуансона / применяются
пластические прижимы в виде ци-
цилиндрических колец, прямоуголь-
прямоугольных плиток 2 и т. п. Давление при-
прижима на поверхность выдавливае-
выдавливаемой заготовки 3 колеблется в пре-
пределах 0,6—0,8 ГПа
11 П/р Г, А. На
вроцкого
322
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Продолжение табл. 2
Схема
Процесс и его характеристика
Одновременное выдавливаине несколькнх полостей в одной матрице
Прн изготовлении многоместных
пресс-форм для прессования слож-
сложных деталей может быть применено
одновременное выдавливание по-
полостей в одной заготовке 3 набо-
набором мастер-пуансонов 1, центри-
центрируемых направляющих кольцом 2.
При изготовлении полостей неболь-
небольших размеров можно применять
выдавливание по трафарету
Выдавливание матриц со сложными симметричными полостями
Применяется рациональная кон-
конструкция мастер-пуансона 1, изго-
изготовляемого токарной обработкой
по шаблону, затем на строгальном
станке образуют опорную пло-
плоскость мастер-пуансона с учетом
наплыва металла на поверхности
заготовки. В процессе вдавлнва-
ння мастер-пуансона в прямоуголь-
прямоугольную заготовку 2 применяют спе-
специальный закаленный толкатель 3,
рабочая часть которого имеет кон-
конфигурацию опорной плоскости ма-
стер-пуансона. Прн этом техноло-
технологическом процессе дорогостоящая
фрезерная н слесарная обработка
мастер-пуансонов исключается
Одновременное выдавливание рабочих полостей и технологических баз
Для облегчения последующей
обработки резанием поверхности
выдавленных матриц 3 с перемен-
переменными сечениями полостей в заго-
заготовке 2 рекомендуется одновремен-
одновременно выдавливать рабочне полости и
технологические базовые отпечат-
отпечатки 4. С этой целью при изготовле-
изготовлении мастер-пуансона 1 предусма-
предусматриваются дополнительные высту-
выступы. Базовые отпечатки (два—че-
(два—четыре) в зависимости от сложности
выдавливаемых полостей распола-
располагаются на поверхности заготовки
в наиболее удобных местах для по-
последующей обработки резанием
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
323
Продолжение табл. 2
Схема
Процесс и его характеристика
Выдавливание матриц сборным мастером-пуансоном
При выдавливании рабочей поло-
полости матрицы значительной глуби-
глубины прн малом сеченин для увели-
увеличения стойкости инструмента ре-
рекомендуется применять сборную
конструкцию мастер-пуансона. На
торцовой поверхности мастер-пуан-
мастер-пуансона 2 предусмотрено резьбовое
отверстие для распрессовки, в ко-
которое перед выдавливанием встав-
вставляют закаленную резьбовую за-
заглушку 3. Толкатель 4 имеет по-
посадочное место для мастер-пуансо-
мастер-пуансона. Процесс выдавливания матриц
осуществляется в пакет-штампе с
направляющим кольцом 5. Торец
заготовки 1 предварительно зацен-
зацентрован. Справа показана схема рас-
прессовкн мастер-пуансона
Выдавливание полости в заготовке со сквозным отверстием
С целью увеличения стойкости ма-
мастер-пуансона выдавливание осу-
осуществляется в заготовку с рассвер-
рассверленным отверстием. Мастер-пуан-
Мастер-пуансон 1 прн выдавливании входит
хвостовой частью 2 в отверстие за-
заготовки 3. В процессе выдавлива-
выдавливания полости металл заготовки не
имеет возможности течь в отвер-
отверстие, так как по мере внедрения
мастер-пуансона его хвостовая
часть препятствует течению метал»
ла. Такая технологическая схема
выдавливания позволяет получить
полость высокого качества при
незначительных силах выдавлива-
выдавливания
11*
324
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Продолжение табл. 2
Схема
Процесс и его характеристика
Выдавливание с помощью полого мастер-пуансона
При необходимости получения
матриц 2 со сложным внутренним
контуром и при наличии в дониой
части полости выступов различ-
различной формы (цилиндрических, квад-
квадратных и др.) выдавливание осу-
осуществляется в пакет-штампе с по-
помощью полых мастер-пуансонов /
Выдавливание полости в ступенчатой прямоугольной заготовке
При изготовлении выдавливанием
матриц со ступенчатыми плоско-
плоскостями разъема применяют ступен-
ступенчатые пуансон / и заготовку 2.
Такая технологическая схема про-
процесса позволяет значительно
уменьшить глубину вдавливания
рабочей части мастер-пуансона и
снизить необходимую силу для
формообразования
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
325
Продолжение табл. 2
Схема
Процесс и его характеристика
Одновременное выдавливание двух полостей матриц
При обычной технологии выдавли-
выдавливания матриц для прессования де-
деталей со ступенчатым профилем
асимметричной формы поломка ма-
мастер-пуансона в переходном сече-
сечении, ввиду неравномерного рас-
распределения сил, является неиз-
неизбежной. Создавая спаренную кон-
конструкцию рабочей части мастер-
пуансона /, одновременно выда!--
ливают два оттиска в заготовке,
разрезав заготовку 2 на две поло-
половины, каждая из которых является
самостоятельной матрицей 3
у//////////////////////'
Применяя метод холодного выдавли-
выдавливания для получения полостей ма-
матриц, предназначенных для грави-
гравировки букв, цифр и знаков, не реко-
рекомендуется конструировать полость с
утопающим рельефом ввиду трудности
обработки выступающего рельефа на
мастер-пуансоне.
При выдавливании несимметричных
полостей во избежание поломок мастер -
пуансона и искажения выдавливае-
выдавливаемой полости следует применять спе-
специальные направляющие кольца для
3. Предельные значения
относительной глубины
выдавливаемой полости
. га i к
л эа «и н
а> »о рэ о
н "я ч
X а Ч о
Относ
ная г
выдав
мой п
hid
h'/Vab
Марка стали
Э
2
1,5
10
1,6
1,2
20
1,2
0,9
<
со
12ХН
1
0,8
У10А
0,6
0,4
<
7X3,
5ХНВ
0,3
0,2
точного направления мастер-пуансона
в пакет-штампе.
Конусно-сферические полости с
плавным контуром могут быть вы-
выдавлены с учетом проведения процесса
в несколько операций. Между опера-
операциями выдавливания следует осуще-
осуществлять РТО в безокислительной среде.
Габаритные размеры цилиндриче-
цилиндрических, конических и прямоугольных
заготовок принимают в зависимости
от отношений hid, h/y^ab. Качество
полости, а также сила выдавливания
в значительной мере зависят от формы
и размеров заготовок.
В целях повышения пластичности
металла и снижения силы выдавлива-
выдавливания заготовки следует предварительно
подвергать РТО.
При выдавливании полостей матриц
и штампов простой формы с плавными
переходами, где давление выдавлива-
выдавливания достигает 2,2—2,5 ГПа, мастер-
пуансоны изготовляют из сталей 9ХС,
У10А при твердости после термиче-
термической обработки (закалки и отпуска)
HRC 59—61.
При выдавливании сложных поло-
полостей и давлении до 3 ГПа мастер-
326
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
4. Габаритные размеры мастер-пуансонов, мм
Направляющее
Величина 0.4D
предусмотрена
для направления
пуансона до на-
начального момента
выдавливания
Диаметр
рабочей
части
d
До 30
Св. 30
ДО 50
Св. 50
до 80
Св. 80
Диаметр
направ-
направляющей
части
D
Id
l,5d
l,2d
d
Длина рабочей
части h2
A,15-7-1,25) ft,
Радиус сопря-
сопряжения Н
0,5d
@,15ч-0,25) d
0,\d
Длина на-
направляющей
части ;
h2+0,AD+5
Размеры
резьбово-
резьбового отвер-
отверстия
М8
М10
М12
М16
и
12
14
16
22
пуансоны изготовляют из сталей Х12М
или Х12Ф (твердостью HRC 59—62).
Данные для расчета основных раз-
размеров мастер-пуансона в зависимости
от диаметра его рабочей части d и
глубины выдавливания h приведены
в табл, 4, где зазор * между верхней
плоскостью заготовки и нижней пло-
плоскостью направляющего кольца при-
принимается в зависимости от диаметра d
и глубины выдавливаемой полости h.
Размеры г и /ц учитывают высоту
вытесняемого металла заготовки при
выдавливании полости. Высота вы-
выступающей части мастер-пуансона при
его нижнем крайнем положении равна
5 мм.
Расчет исполнительных размеров ра-
рабочей части мастер-пуансона рекомен-
рекомендуется осуществлять по табл. 5
В табл. 6 приведены форма и на-
значение заготовок.
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
327
5. Размеры рабочей части мастер-
пуансона, мм
Эскиз
' — мастер-пуансон;
2 — матрица
Расчетные
формулы
м)
V.
L(tl
П2
= A,15ч-
1,25) ftM
На рабо-
рабочем черте-
чертеже мастер-
пуансона
размер
к = к
пояснить
надписью:
«Глубина
выдавли-
выдавливаемой
полости»;
Обозначения: Ln — размер
мастер-пуансона; LM — размер
полости матрицы; Д, — допуск
на размер по 8—9-му квалите-
ТУ; ^-т — размер уступа мастер-
пуансона; LM1— размер уступа
полости матрицы; hn2 — рас-
расчетная высота рабочей части
мастер-пуансона; hn= ftM —
глубина выдавливаемой полости;
Лш — высота уступа мастер-
пуансона; ftM1 — глубина усту-
уступа полости матрицы.
Непосредственно перед выдавлива-
выдавливанием рабочую поверхность мастер-
пуансона подвергают меднению нане-
нанесением насыщенного раствора медного
купороса в 3 %-ном водном растворе
соляной кислоты. Тонкий слой меди
на поверхности мастер-пуансона предо-
предохраняет его рабочую часть от прилипа-
прилипания к нему частиц металла заготовки.
Дополнительное смазывание после мед-
меднения рабочей части мастер-пуансона
пастой дисульфида молибдена сни-
снижает давление выдавливания, исклю-
исключая возможность появления подрывов
и расслоения металла, улучшает усло-
условия выпрессовки мастер-пуансона из
Заготовки.
Основные преимущества примене-
применения холодного выдавливания полостей
матриц пресс-форм и штампов:
трудоемкие ручные слесарные и гра-
граверные работы, а также изготовление
сложных полостей штампового ин-
инструмента на копировально-фрезер-
ных станках заменяются методом хо-
холодного выдавливания на гидравличе-
гидравлических прессах;
до 10 раз снижается себестоимость
матриц пресс-форм и штампов;
продолжительность цикла изготов-
изготовления пресс-форм и штампов сокра-
сокращается в несколько раз;
рабочие полости штампового инстру-
инструмента получаются идентичными, так
как выдавливаются одним мастер-пу-
мастер-пуансоном;
устраняются составные конструк-
конструкции матриц пресс-форм и штампов,
неизбежные при обработке полостей
резанием;
благодаря упрочнению металла в
процессе выдавливания стойкость ма-
матриц и штампов повышается;
достигаются высокая точность, а
также низкие параметры шерохова-
шероховатости поверхности выдавливаемой по-
полости;
в результате высокой эффективности
процесса стоимость гидравлического
пресса, эксплуатируемого на специа-
специализированном участке холодного вы-
выдавливания, окупается в течение од-
ного-полутора лет.
Технические характеристики ги-
гидравлических прессов для холодного
выдавливания рельефных полостей
приведены в табл. 7.
328
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
6. Форма и назначение заготовок
Форма заготовок
\
\
Эскизы выдавливаемой
полости
Применение
Для выдавливания больших
партий матриц пресс-форм t
пакете-штампе
Для выдавливания неболь-
небольших партий матриц в обой-
обойме с коническим отверстием
Для выдавливания полостей
различной сложности при
наличии загрузочной каме-
камеры в матрицах
Для выдавливания различ-
различных полостей матриц, имею-
имеющих центральное отверстие
для выталкивателя. Перед
процессом выдавливания в
отверстие заготовки встав-
вставляют коническую шпильку.
Применение заготовки с от-
отверстием значительно сни-
снижает силу выдавливания
Для выдавливания прямо-
прямоугольных полостей с отно-
отношением сторон прямоуголь-
прямоугольника L : b > 1,5. Выдавли-
Выдавливание осуществляют в пря-
прямоугольных заготовках
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
329
Продолжение табл. 6
Форма заготовок
Эскизы выдавливаемой
Применение
Выдавливание полостей
матриц переменного сече-
сечения с помощью вспомога-
вспомогательных закаленных вкла-
вкладышей, устанавливаемых
в пазы заготовки
Для выдавливания матриц
пресс-форм, имеющих сту-
ступенчатую плоскость разъе-
разъема. Позволяет выдавливать
рабочую полость для прес-
прессования ступенчатых дета-
деталей. Значительно снижает-
снижается сила выдавливания
WO-ISO'
Для получения матриц с
выступающими рельефами в
центре (сферические поверх-
поверхности, знаки, гравюры)
*
&
Для выдавливания полостей
матриц с выступающим сфе-
сферическим рельефом на Дне
полости
330
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Форма заготовок
1
i
1
1
i
)
)
(
(
с
I
Продолжение табл. 6
Эскизы выдавливаемой
полости
Применение
Для получения глубоких
фасонных полостей ради-
радиальным обжатием
Для получения полостей
матриц методом всесторон-
всестороннего обжатия в профилиру-
профилирующем кольце
Для выдавливания полостей
с высокими выступами на
дне. Выдавливание произ-
производят с помощью полых
пуансонов
Заготовки с кольцевыми
проточками применяют в от-
отдельных случаях с целью
снижения силы выдавлива-
выдавливания
ВЫДАВЛИВАНИЕ ПОЛОСТЕЙ ОСНАСТКИ
331
Продолжение табл. 6
Форма заготовок
Эскизы выдавливаемой
полости
Применение
Заготовки с пазами приме-
применяют в отдельных случаях
с целью снижения силы вы-
выдавливания
Заготовки с облегчающими
камерами применяют в от-
отдельных случаях в целях
снижения силы выдавлива-
выдавливания (в основном для матриц,
имеющих большие площа-
площади рабочих полостей); фор-
формы и размеры облегчающей
камеры зависят от слож-
сложности полости и условий
выдавливания
7. Технические характеристики гидравлических прессов для холодного
выдавливания рельефных полостей
Модель
П7636
П7640
П0443А
П7644
g
1*
я -
Номн]
усилн
4
10
20
25
5
на, mi
юлзу
Ход i
250
320
500
500
, s
ее рас
жду с-
уном,
Hi
340
500
1500
710
я
S
тола,
о
53
а.
Разме
340X440
525X680
1000Х 1000
1150X840
о
и
эабоче
Скоро
хода,
До 0,4
» 0,4
» 0,14
» 0,4
та"
ct
прнво
ость
Мощн
кВт
3,0
7,5
5,5
17,0
is |
со S та
ад я та"
«Хсо
Ш та ь, с
в к 5
Н Я О S
«в!»
Габар
РЫ (Д.
наХв
уровн
3810Х 1020Х
Х1950
4025Х 1010Х
Х2240
2575Х 1500Х
Х3600
4650Х 1675Х
Х2820
н
Масса
5,9
10,7
27
28,7
332
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
3. НАКАТКА РЕЗЬБ
И ПРОФИЛЕЙ
Накатка — образование на заго-
заготовке резьбы или мелких рифлений
непрерывным воздействием инстру-
инструмента. Деформационное упрочнение
поверхностного слоя при накатке и
волокнистое строение структуры ме-
металла повышают циклическую проч-
прочность резьбовых соединений примерно
в 1,6 раза по сравнению с нарезкой.
Методы накатки находят широкое
применение не только при формообра-
формообразовании различных резьб на сплош-
сплошных и полых заготовках крепежных
деталей, но и для получения различ-
различных профилей на деталях типа валов и
осей, шлицевых соединений, червяков
и винтов, зубчатых зацеплений, а
также для упрочнения поверхности
деталей, полученных обработкой ре-
резанием, и калибровки (правки) отно-
относительно длинных изделий.
Резьбы и профили наружных по-
поверхностей цилиндрических деталей на-
накатывают:
плоским инструментом с танген-
тангенциальной подачей заготовки — накатка
плоскими плашками;
приводным круглым инструментом
с тангенциальной, продольной (осевой)
и радиалыю-осевой подачей заготовки;
неприводным круглым инструмен-
инструментом с тангенциальной подачей (обычно
вращающимися и неподвижными ре-
резьбовыми головками).
В табл. 8 приведены наиболее рас-
распространенные схемы накатки деталей
и заготовок плоскими плашками
Заготовку вставляют между по-
подвижной / и неподвижной 2 плашками,
на рабочих поверхностях которых
имеется резьба соответствующего про-
профиля.
Преимущества накатки плоскими
плашками перед другими способами:
универсальность процесса, позволя-
позволяющего накатывать заготовки, недоступ-
недоступные или труднодоступные для накатки
другими методами (например, шуру-
шурупы); простота конструкции оборудо-
оборудования, невысокая стоимость изготов-
изготовления и достаточно высокая надеж-
надежность работы.
К факторам, ограничивающим воз-
возможность применения накатки пло-
плоскими плашками, относятся: диапазон
диаметров накатываемой резьбы 1,5—
33 мм; временное сопротивление раз-
разрыву материала заготовки не должно
превышать 900 МПа; трудность полу-
получения резьб повышенных классов точ-
точности; относительно низкая (до 400—
500 шт/мин) производительность про-
процесса накатки при средней и макси-
максимальной скорости перемещения ин-
инструмента соответственно 15—65 и
25—100 м/мин; наличие явлений про-
проскальзывания заготовки в процессе
накатывания; труднорегулируемый
режим накатки; резкое снижение стон-
кости инструмента с увеличением шага
накатываемой резьбы.
В табл. 9 приведены широко при-
применяемые схемы накатки заготовки
деталей приводным круглым инстру-
инструментом: роликом-сегментом, двумя-тре-
мя роликами, роликом-кольцом. На-
Накатка приводным круглым инстру-
инструментом осуществляется с тангенциаль-
тангенциальной, радиальной, продольной или ком-
комбинированной подачами инструмента
на обрабатываемую заготовку.
Тангенциальную подачу можно при-
применить для различного инструмента.
Во-первых — для вращающегося ре-
резьбового ролика и сегмента, распо-
расположенного соосно с ним.
Во-вторых — для специальных (за-
тылованных) роликов, рабочая по-
поверхность которых состоит из забор-
заборной, калибрующей и сбрасывающей
частей и имеет выемку. Выемка не
имеет профилирующей поверхности и
служит для ввода заготовки в зону
накатки и вывода из этой зоны после
накатки на ней резьбы. Профиль
резьбы калибрующей и сбрасывающей
частей полный, а профиль заборной
части — неполный. Срезанный про-
профиль имеет большую прочность, чем
полный профиль, поэтому стойкость
таких роликов в 1,5—2 раза выше, чем
у обычных. Рабочая поверхность ро-
ролика может иметь несколько выемок
заборных, калибрующих и сбрасыва-
сбрасывающих частей в зависимости от диаме-
диаметров накатываемой заготовки и накат-
накатного ролика. В этом случае за один
оборот ролика накатывается несколько
заготовок,
В-третих — для роликов, имеющих
разные скорости вращения.
НАКАТКА РЕЗЬБ И ПРОФИЛЕЙ
333
8. Схемы накатки плоскими плашками
Метод
иакаткн
Схема иакатки
Основные особен-
особенности процесса
накатки
Плоским
инструмен-
инструментом с тан-
генциаль-
генциальной пода-
подачей:
двумя
обычными
плоскими
плашка-
плашками — под-
подвижной 1
и непод-
неподвижной 2;
тремя
обычными
плашками:
двумя не-
подвижны-
подвижными и одной
подвижной;
специаль-
специальными плаш-
плашками:
одной не-
неподвижной
и одной
подвижной
с несколь-
несколькими за-
заборными
частями
плоскими
плашками
с встав-
вставками
Прямой ход
Обратный ход
i + +
Упрощена авто-
автоматизация про-
процесса накатки
Устранен нерабо-
нерабочий ход. Произво-
Производительность в 2 ра-
раза выше, чем при
накатке двумя
плашками
Производитель-
Производительность в 2 раза вы-
выше, чем при накат-
накатке даумя плашка-
плашками: за один рабо-
рабочий ход подвиж-
подвижной плашки нака-
накатывается резьба
на двух заготов-
заготовках. Не исполь-
используется обратный
ход подвижной
плашки
Возможна накат-
накатка одновременно
нескольких резьб;
повышенная стой-
стойкость инструмен-
инструмента. Одновремен-
Одновременная накатка не-
нескольких резьб
на стержневых ци-
цилиндрических де-
деталях. Произво-
Производительность ни-
ниже, чем при накат-
накатке роликом-сег-
роликом-сегментом
334
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
9. Схемы накатки приводным круглым инструментом
Метод
накатки
С танген-
тангенциальной
подачей:
вращаю-
вращающимися
резьбона-
катными
сегментами
(подвижны-
(подвижными или не-
подвиж-
подвижными)
специаль-
специальными (за-
тылованны-
ми) роли-
роликами
Схема накатки
Основные особен-
особенности
Высокая произво-
производительность: при
ручной загрузке
заготовок накат-
накатка сегментами бо-
более (в 1,5—2 раза)
производительна,
чем обычными ци-
цилиндрическими
роликами, а при
автоматической
загрузке произ-
производительность уве-
увеличивается в 3—
5 раз. Трудоем-
Трудоемкость совмещения
ниток ролика и
сегмента, а также
сложность изго-
изготовления резьбо-
резьбового сегмента,
выполненного в
виде кольца нли
его части
Стойкость заты-
лованных роли-
роликов в 1,5—2 раза
выше, чем обыч-
обычных. Производи-
Производительность выше,
чем при накатке
обычными роли-
роликами
Большая трудоем-
трудоемкость изготовле-
изготовления по сравнению
с изготовлением
обычными роли-
роликами
НАКАТКА РЕЗЬБ И ПРОФИЛЕЙ
335
Продолжение табл. 9
Метод
накатки
Схема накатки
Основные особен-
особенности
роликами:
разных
диаметров,
имеющих
равную
частоту
вращения;
равных
диаметров,
имеющих
разную
частоту
вращения
С радиаль-
радиальной пода-
подачей:
одним ро-
лнком с
винтовой
нарезкой
двумя мно-
гозаходны-
ми ролика-
роликами с вин-
винтовой на-
нарезкой
По сравнению с
другими способа-
способами накаткн зна-
значительно расши-
расширяется номенкла-
номенклатура накатывае-
накатываемых деталей по
форме и размерам;
повышается ка-
качество резьбы и
увеличивается
долговечность на-
накатанных деталей;
значительно по-
повышается произвб-
дительность труда
Большая трудо-
трудоемкость изготов-
изготовления по сравне-
сравнению с обычными
роликами равных
диаметров, имею-
имеющих одинаковую
частоту вращения
Производитель-
Производительность труда по
сравнению с фре-
фрезерованием и на-
нарезанием в 12—
15 раз выше
Прн односторон-
односторонней накатке резь-
резьбы одним роли-
роликом наблюдается
биение накаты-
накатываемой детали
Длина накаты-
накатываемой резьбы не
должна быть боль-
больше ширины накат-
иых роликов
336
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Продолжение табл. 9
I
НАКАТКА РЕЗЬБ И ПРОФИЛЕЙ
337
Метод
накатки
тремя ро-
роликами с
винтовой
нарезкой;
накатка
выполняет-
выполняется так же,
как и дву-
двумя ролика-
роликами, по
всей длине
детали,
причем
профиль
резьбы
образуется
путем по-
постепенного
вдавлива-
вдавливания роли-
роликов в за-
заготовку в
радиаль-
радиальном на-
направлении
Схема обработки
V
\
V
Ч V if
Х--Л))
П 11
tk I M
V
J
Основные
особенности
Применительно к
уравновешиванию
сил, действующих
на заготовку,
оптимальной яв-
является конструк-
конструкция с тремя роли-
роликами, располо-
расположенными ПОД
углом 120°. Высо-
Высокая скорость
накатки 30—
60 м/мин для ста-
сталей с ав = 700-г-
900 МПа
Схема накатки с продольной (осевой)
подачей такая же, как и с радиальной.
Резьба на детали в этом случае обра-
образуется благодаря тому, что оси роли-
роликов пересекаются под углом, соответ-
соответствующим двойному углу подъема
резьбы.
Радиально-осевой метод накатки
осуществляется роликами с винтовой
кольцевой нарезкой. При этом оси
заготовки и роликов могут быть па-
параллельными и наклоненными под
углом равным углу подъема резьбы.
Преимущества формообразования
резьбы роликом-сегментом перед на-
накаткой плоскими плашками: более
широкий диапазон применяемых ма-
материалов (ав < 1200-f-HOO МПа); вы-
высокая прочность резьбы; постоянная
скорость перемещения инструмента в
процессе накатки (до 76—80 м/мин),
более высокая стойкость инструмента
и производительность (до 1500 шт/мин)
автоматов.
Использование метода накатки роли-
роликом-сегментом ограничивают следую-
следующие факторы: диаметр накатываемой
резьбы 2—16 мм (реже 20—24 мм);
длина накатываемой резьбы не более
150 мм; проскальзывание заготовки
в процессе накатки; определенные
технологические возможности метода
(в основном накатываются только ме-
метрические резьбы); ограниченные до-
допускаемые силы накатки; сложная
конструкция, высокие трудоемкость
изготовления и стоимость инструмента.
Общие особенности накатки заго-
заготовок и деталей приводным круглым
инструментом следующие. Преимуще-
Преимущества метода накатки двумя роликами:
большой диапазон диаметров накаты-
накатываемых деталей B—200 мм и более);
постоянная скорость процесса накатки
E—25 м'мин); высокая точность на-
катьгваемой резьбы и профилей; про-
простота конструкции роликов; универ-
универсальность процесса. Недостатки ме-
метода накатки двумя роликами — отно-
относительно низкая производительность
(меньше, чем для плоских плашек) и
сложность автоматизации процесса.
Наибольшая эффективность использо-
использования достигается при накатке дета-
деталей и резьб диаметром более 20—24 мм.
Накатка резьб роликом-кольцом
применяется при изготовлении детален
не только с головками, но и без них —
для шпилек, втулок, конических про-
пробок и др. при крупносерийном и мас-
массовом производстве. Благодаря плав-
плавной заборной части инструмента про-
профиль резьбы формируется на сравни-
сравнительно большом отрезке длины дуги
накатного кольца, что обеспечивает
безударную работу инструмента, об-
обусловливающую значительное увели-
увеличение срока его службы, сокращает
время наладки станка на требуемый
размер резьбы, увеличивает межре-
межремонтный срок работы автомата.
Процесс накатки с помощью трех
роликов обеспечивает более равно-
равномерную передачу сил на накатываемую
деталь и потому широко применяется
в вертикальных и горизонтальных авто-
автоматах и полуавтоматах для накатки
резьб на полых относительно тонко-
тонкостенных деталях диаметром 4—102 мм
типа пробок, штуцеров, тройников,
используемых в гидросистемах.
Процесс накатки широко приме-
применяется при производстве валов и осей
со шлицами прямобочного, эвольвент-
ного и остроугольного профиля.
По кинематике методы пластического
формообразования разделяются на две
основные группы: копирования и огиба-
огибания (табл. 10).
К методам копирования, обычно
применяемым для получения деталей
со шлицами прямобочного профиля и
шлицами относительно большой глу-
глубины при небольшом числе зубьев,
относятся редуцирование через' зуб-
зубчатую матрицу, радиальное выдавли-
выдавливание путем накатки многороликовыми
головками, ударное радиальное формо-
формообразование.
К методам огибания, применяемым
Для получения многозубых шлицевых
валов с эвольвентным профилем и уг-
углом 30 или 45° и треугольного профиля
с углом при вершине 60—90°, относятся
накатка рейками, червяками, попереч-
поперечная и поперечно-винтовая накатка и
т. п.
Радиальная штамповка осуществля-
осуществляется при одновременном перемещении
пуансонов к оси заготовки, число
пуансонов соответствует числу впа-
впадин шлицевого вала, а форма рабочей
части пуансона — профилю впадины.
Радиальную штамповку зубчатых про-
профилей проводят в специальных штам-
штампах (см. табл. 10). Пуансоны 3 пере-
перемещаются в направляющих пазах вту-
втулок 2 и 5. Рабочее перемещение пуан-
пуансонов к центру заготовки 1 осуще-
осуществляется конической поверхностью
обоймы 4, которая перемещается под
действием ползуна пресса. При обрат-
обратном ходе обоймы 4 упор 6 под дей-
действием пружины разводит пуансоны,
заготовка подается па определенную
величину, и цикл повторяется.
Продольная накатка многоролико-
многороликовой головкой осуществляется при отно-
относительном перемещении ее вдоль оси
заготовки и накатной головки. В на-
накатной головке звездообразно уста-
установлены накатные ролики, свободно
поворачивающиеся на осях. Заготовка
может продавливаться или протяги-
протягиваться через накатные ролики. Рабо-
Рабочий профиль ролика зависит от формы
накатываемых шлицев. При продоль-
продольной накатке многороликовыми голов-
головками шлицы можно получать тремя
способами. Первый — накатка с де-
делением, т. е. с периодическим пово-
поворотом заготовки после накатки двух
или трех противоположных впадин.
Второй — одновременная накатка всех
шлицевых впадин на полную глубину.
Третий — многократная накатка с пе-
периодическим перемещением накатных
роликов к центру заготовки.
Методами огибания получают эволь-
вентные или треугольные шлицы. В за-
зависимости от способа подачи инстру-
инструмента или заготовки различают на-
накатку с радиальной и тангенциальной
подачей инструмента и накатку с по-
подачей вдоль оси заготовки.
Накатку зубчатыми роликами с ра-
радиальной подачей инструмента (попе-
(поперечную накатку) осуществляют
338
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
10. Схема накатки и других способов формообразования шлицев
Метод
формообра-
формообразования
Редуциро-
Редуцирование или
волочение
через зуб-
зубчатую
матрицу
Радиаль-
Радиальная штам-
штамповка
Схема обработки
Область
применения
Сквозные и закры-
закрытые шлицы любого
профиля
Сквозные и закры-
закрытые шлицы любо-
любого профиля
Возможна обра-
обработка напроход
НАКАТКА РЕЗЬБ И ПРОФИЛЕЙ
339
Метод
формообра-
формообразования
Продоль-
Продольная накат-
накатка много-
многороликовой
головки:
с периоди-
периодическим по-
поворотом
обрабаты
ваемой
детали
одновре-
одновременное по-
получение
всех шли-
шлицев
с радиаль-
радиальной пода-
подачей роли-
роликов
Ударная
накатка
вращающи-
вращающимися ро-
роликами:
с непре-
непрерывным
вращением
обрабаты-
обрабатываемой
детали
с периоди-
периодическим по-
поворотом
обрабаты-
обрабатываемой
детали
Радиальное
обжатие
пуансонами
Продолжение табл. 10
Схема обработки
Область
применения
Сквозные и закры-
закрытые шлицы любого
профиля
Шлицы большой
длины на нежест-
нежестких валах
На жестких валах
Сквозные шлицы
на жестких валах
Сквозные и закры-
закрытые шлицы любо-
любого профиля
Сквозные и закры-
закрытые шлицы любо-
любого профиля
Возможна обра-
обработка напроход
340
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Продолжение табл. 10
Метод
формообра-
формообразования
Пуансона-
Пуансонами с деле-
делением за-
заготовки
Зубчатыми
роликами
с радиаль-
радиальной пода-
подачей ин-
инструмента
(попереч
ная на-
накатка)
Зубчатыми
роликами
с постоян-
постоянным про-
профилем
Затылован-
ными зуб-
зубчатыми
роликами
Схема обработки
Область
применения
Сквозные шлицы и
зубчатые колеса
с эвольвентным
профилем зуба.
Накатываются
мелкомодульные
зубья небольший
длины. Калиб-
Калибруются (обкаты-
(обкатываются) после
предварительной
обработки зубья
среднего модуля
Сквозные и закры-
закрытые шлицы и зуб-
зубчатые колеса
эволызентного и
треугольного про-
профиля (при мелко-
мелкомодульных
зубьях)
Сквозные и закры-
закрытые шлицы и зуб-
зубчатые колеса
эволызентного и
треугольного про-
профиля
Сквозные и закры-
закрытые шлицы и зуб-
зубчатые колеса
эвольвентного и
треугольного про-
профиля
НАКАТКА РЕЗЬБ И ПРОФИЛЕЙ
34!
Продолжение табл. 10
Меточ
формообра-
формообразования
Схема обработки
Область
применения
Плоскими
зубчатыми
рейками
Цилиндри-
Цилиндрическими
зубчатыми
рейками
Зубчатыми
роликами с
прямыми
формообра-
формообразующими
зубьями
(накатка
прутков)
Зубчатыми
роликами с
винтовыми
формообра-
формообразующими
зубьями
(поперечно-
винтовая
накатка)
Сквозные и закры-
закрытые шлицы эволь-
эвольвентного и тре-
треугольного про-
профиля
Сквозные и закры-
закрытые шлицы тре-
треугольного и эволь-
эвольвентного профиля
на сплошных и
пустотелых валах
с толщиной стенки
Сквозные и закры-
закрытые шлицы тре-
треугольного и эволь-
эвольвентного профиля
Сквозные шлицы
треугольного и
эвольвентного
профиля
Накатка ведется
напроход
342
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
зубчатыми роликами путем перемеще-
перемещения инструмента к оси заготовки. После
формирования профиля, которое про-
происходит при уменьшающемся расстоя-
расстоянии между роликами, проводится ка-
калибровка при постоянном межцен-
межцентровом расстоянии. Накатку можно
осуществлять одним, двумя или тремя
накатниками. Заготовку устанавли-
устанавливают в центрах или в патроне. В ка-
качестве приводных можно использовать
один или несколько роликов или за-
заготовку.
Накатку с тангенциальной подачей
зубчатыми роликами с постоянным
профилем зуба можно проводить на
двухшпиндельных резьбонакатных
станках или на специальных шлице-
иакатных станках, работающих мето-
методом тангенциальной подачи. Формо-
Формообразование зубьев можно осуще-
осуществлять с приводом только на накат-
накатные ролики или с приводом на ролики
и заготовку.
Накатку проводят при одинаковой
скорости вращения роликов разных
диаметров или при разных скоростях
вращения роликов одинакового диа-
диаметра. Вращаются накатные ролики
в одну или разные стороны.
Ролики с постоянной высотой зубьев
имеют профиль, сопрягаемый с про-
профилем детали по всему периметру.
Накатные ролики устанавливают на
требуемом межцентровом расстоянии,
которое не меняется в процессе на-
накатки. Заготовка перемещается между
накатниками принудительно или в
результате самозатягивания и может
быть жестко связана с эталонным
колесом, которое перемещается вместе
с ней между колесами ведущего (дели-
(делительного) механизма. Если такой связи
нет, но заготовка все же принудительно
подается в рабочую зону, то накаты-
накатывание с тангенциальной подачей ве-
ведется по так называемой дифферен-
дифференциальной схеме. При бесцентровой
накатке заготовка перемещается в
тангенциальном направлении вслед-
вследствие самозатягивания и не связана
с эталонным колесом, синхронизиру-
синхронизирующим вращение накатников.
Накатывание затыловаиными роли-
роликами, обеспечивает более высокую про-
производительность и получение более
глубоких профилей, чем при танген-
тангенциальной накатке зубчатыми роликами
с постоянным профилем зуба.
Синхронно вращающиеся затыло-
ванные ролики состоят из четырех
участков: заборного с постепенным
подъемом профиля, калибрующего ци-
цилиндрического, выходной (освобожда-
(освобождающей от нагрузки) части и загрузочно-
разгрузочного. Когда загрузочно-раз-
грузочные участки находятся друг
против друга, туда попадает заготовка.
При планетарной накатке заготовка
проходит между накатным роликом,
имеющим зубчатый профиль на на-
наружной поверхности, и вогнутым зуб-
зубчатым накатником, представляющим
собой зубчатое колесо с внутренним
зацеплением (цельное или составное).
Накатываемый профиль формируется
постепенно либо вследствие эксцен-
эксцентричного расположения накатников,
либо затылованным роликом и вогну-
вогнутым накатником, составленные из зуб-
зубчатых сегментов с постепенно повыша-
повышающейся высотой профиля.
Планетарную накатку используют
для накатывания на сплошных валах
треугольных шлицев, рифлений с вы-
высотой профиля до 1,5 мм на деталях
диаметром до 12 мм (редко до 30 мм)
и длиной до 100 мм.
Сложности изготовления инстру-
инструмента и наладки процессов ограничи-
ограничивают применение перечисленных мето-
методов накатки зубчатыми роликами с
тангенциальной подачей заготовки.
Накатка плоскими рейками является
одним из перспективных и высоко-
высокопроизводительных методов накатки с
тангенциальной подачей. Заготовку
устанавливают в центрах, но можно
применять и бесцентровую накатку.
Профиль на заготовке накатывается
на полную глубину двумя рейками,
которые движутся возвратно-поступа-
возвратно-поступательно по касательной к заготовке,
вращающейся под действием деформи-
деформирующих сил. Для синхронизации дви-
движения накатных реек на рабочих
ползунах установлены эталонные рей-
рейки, которые находятся в постоянном
зацеплении с промежуточным зубча-
зубчатым колесом, свободно вращающимся
на оси.
При накатке плоскими рейками ин-
инструмент (зубчатая рейка) имеет забор-
заборную и калибрующую части, а также
ПОТРЕБНАЯ СИЛА НАКАТКИ
343
участок разгрузки. Высота зубьев
заборной части постепенно увеличи-
увеличивается, на калибрующей части зубья
имеют высоту, соответствующую глу-
глубине впадииы деталей. Длину кали-
калибрующей части выбирают такой, чтобы
обеспечить не менее двух оборотов де-
детали. Длина зубьев калибрующего
участка (ширина реек) равна длине
шлицев на детали.
Большие распорные силы при на-
накатке плоскими рейками не позволяют
накатывать тонкостенные детали и
шлицы большой длины. В этих слу-
случаях используют цилиндрические зуб-
зубчатые рейки. Обрабатываемая деталь
вращается вокруг своей оси и допол-
дополнительно перемещается вдоль оси.
Накатку цилиндрическими рейками
можно осуществлять, вращая инстру-
инструмент вокруг своей оси. Продольная
подача заготовки происходит самоза-
самозатягиванием вследствие сил треиия.
Улучшаются условия течения мате-
материала, и становится возможным на-
накатывание шлицев большей глубины,
чем при принудительной подаче за-
заготовки в осевом направлении.
Накатку зубчатыми роликами с пря-
прямыми формообразующими зубьями
(прутковое накатывание) с осевой по-
подачей заготовки можно осуществлять
на модернизированных резьбонакат-
иых или специадьных шлиценакатных
станках. Накатку осуществляют двумя
или тремя параллельно расположен-
расположенными накатниками, каждый из которых
имеет заборную и коническую части,
а также цилиндрический калибру-
калибрующий участок. Вращение заготовки
синхронизировано с вращением накат-
иых роликов. Осевое перемещение
заготовки или накатных роликов осу-
осуществляется принудительно. Накатку
с осевой подачей применяют для полу-
получения эвольвентных и остроугольных
шлицев.
Поперечно-винтовая накатка профи-
профилей осуществляется двумя или тремя
роликами, оси которых составляют
с осью заготовки некоторый угол
(угол подачи). Накатники имеют за-
заборную часть, которая обеспечивает
формирование профиля, и цилиндри-
цилиндрический калибрующий участок. Нака-
Накатываемая заготовка под действием
иакатных роликов вращается и пере-
перемещается вдоль оси, как бы ввинчива-
ввинчиваясь в формообразующие калибры ин-
инструмента. Методами поперечно-винто-
поперечно-винтовой накатки можно получать винтовые
поверхности, зубчатые профили с пря-
прямым и винтовым зубьями, различного
рода рифления.
Процессы пластического формообра-
формообразования резьб и профилей имеют зна-
значительные преимущества перед дру-
другими способами и особенно перед
обработкой резанием.
Высокая скорость образования про-
профилированной длины @,1—20 м/мин)
обеспечивает снижение длительности
цикла обработки, повышая производи-
производительность.
Важным преимуществом процессов
пластического формообразования перед
процессами резания металлов является
высокая размерная стойкость инстру-
инструмента. При накатке шлицев первона-
первоначальная точность сохраняется в тече-
течение длительного времени несмотря на
значительный объем выпущенной про-
продукции. Ухудшение формы профиля
за весь цикл эксплуатации инстру-
инструмента не наблюдается. При накатке
тепловые воздействия н нагрузки рас-
распределяются по большей поверхности
контакта (при резаиии они концен-
концентрируются на относительно слабой
режущей кромке), что снижает воз-
возможность случайных поломок инстру-
инструмента.
4. ОПРЕДЕЛЕНИЕ
ПОТРЕБНОЙ СИЛЫ НАКАТКИ
НАРУЖНОЙ РЕЗЬБЫ
Наибольшие нормальные силы на-
наблюдаются около точки В (рис. 13, а и
б), на расстоянии одного полуоборота
стержня от точек В и В' (рис. 13, в и г),
на линии 00 (рис. 13, д), причем эти
силы определяются давлением в ги-
гидросистеме, а последнее должно опре-
определяться глубиной вдавливания.
Для определения потребной силы
накатки плоскими плашками исполь-
используем следующие обозначения:
%. п. гп. п — глубина вдавливания
профиля неподвижной
(н. п.) и подвижной (п. п.)
плашек в заготовку;
344
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
В)
Рис. 13. Основные схемы накатки резьбы на автоматах
у — расстояние между точ-
точкой контакта стержня с
илашкой и калибрующим
участком;
Z; — наибольшая суммарная
глубина вдавливания;
г — текущее значение глуби-
глубины вдавливания профиля
инструмента;
г0 — радиус исходной заготов-
заготовки;
> '2 — длины участков забор-
заборной части подвижной и
неподвижной плашек;
Ь — расстояние от кромки
плашки до начала за-
захвата;
, Ф — углы наклона плоскости
заборной части непо-
неподвижной н подвижной
плашек;
гк — полная конечная глубина
вдавливания в конце на-
накатки;
N — число оборотов стержня
при накатке в заборной
части;
(где / — длина пути стержня по забор-
заборной части);
О! — ширина притупления резьбы
накатника;
( — число иолуоборотов стержня при
накатке;
/' — участок с углом наклона E.
При накатке резьбы роликом и сег-
сегментом с заборной частью по касатель-
касательной:
Rv — наружный радиус резьбы роли-
ролика;
Rc — наружный радиус резьбы сег-
сегмента на калибровочном участ-
участке: Rc — Rp + 4.вн. где 4.ви —
диаметр внутренней резьбы;
Фз — угол, под которым видна забор-
заборная часть;
./V —- число оборотов стержня в забор-
заборной части;
+ Ч
I
2nra
A)
B)
фк — угол качения заготовки по сег-
сегменту.
При этом способе накатки эксцен-
эксцентриситет равен 0.
При накатке резьбы роликом—коль-
роликом—кольцом илн кольцевым сегментом:
ПОТРЕБНАЯ СИЛА НАКАТКИ
345
61 ci I4'*1
4 ***?
1 N 1
АЙ
ы
X
Кольце
'сегмвмт)
г
/
/
/
Рис. 14. Схема выдавливания резьбы накат-
накатника (а) и характерные точки поля линий
скольжения F)
Ау — эксцентриситет установки сег-
сегмента относительно ролика;
, + ds) (d3 - 2rc)
= 0;
b = r\d —. наибольшее расстояние ме-
между наружными иоверхностями резьбы
кольца и ролика; г\ — коэффициент
больше единицы; Rc — наружный ра-
радиус резьбы кольца или кольцевого
сегмента ааг и сгс на калибровочном
участке;
До = Яр + d3 + А#;
N — число оборотов стержня на уча-
участке заборной части;
N=
где фк — угол качения заготовки по
заборному участку или угол поворота
стержня.
При накатке резьбы роликами, вра-
вращающимися в одну сторону с различ-
различными окружными скоростями:
Ri и R2 — наружные радиусы резьбы
роликов; Pj, P2 — углы заборной части
первого и второго роликов; пь п2 —
частота вращения первого и второго
роликов;
^ =
V2)
2пг0 (Ух —
D)
где tii, v2 — окружные скорости пер-
первого и второго роликов соответственно.
По мере вдавливания профиля ин-
инструмента происходит подъем металла
в рабочем профиле инструмента. Сум-
Суммарная высота црофиля инструмента
h = Zj + / (рис. 14), где / — подъем
металла.
Полная конечная глубина вдавли-
вдавливания профиля для всех способов
накатки
Глубина вдавливания профиля ин-
инструмента в данный момент для всех
способов накатки
E)
Для определения силы решается
плоская задача в напряжениях; подъем
металла при накатке является осесим-
метричным течением.
Сила, действующая иа единицу дли-
длины контакта одного витка в точках А и
G (рис. 14, а и б),
р = - (Аг3 + Б) 1п г-2- + А (г3-
где А = 2Cj sin В; Б = а А;
= 2\|)sin В — cos В cos 26; Т =
F)
В =
C)
+ ф) j
Для заданной резьбы коэффициенты
А, Б, В и Т известны, поэтому нужно
определить г1г г2, г3, чтобы подсчитать
давление р.
346
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
11. Формулы для определения глубины вдавливания инструмента в заготовку,
Накатка
Плашками
Роликом и
сегментом
с заборной
частью по
касатель-
касательной
Роликом и
кольцом
или коль-
кольцевым сег-
сегментом
Роликами,
вращающи-
вращающимися в
одну сто-
сторону с
различны-
различными скоро-
скоростями
Текущая глубина вдавливания
профиля инструмента в заготовку
I2~b>
(h-
+ Ci
0<(/
y>h
b-y)
— b —
<U-
(/'_ft)tgp+(/s-,
— b —
I'
tgp +
¦ y) tg ф
c-v)tgp+
COS ф
— r0) Ay sin
2 (/?p +/?0 —
sin
[2 (#1+/V COS ф1 -
-R1-R2- ds]
Zi - 2[(R1+Ri+ds)cos<pJ+Ri-R1_
при q>! -— P zt = 0
Длина пути и угол качения
по заборному участку
(угол поворота стержня)
Sin ф3 =
(Re -
sin B= ¦
2 (Ro
zK) Ay
Примечание. Рс — суммарная сила на все витки.
Координаты характерных точек поля
линий скольжения (рис. 14, б):
5 „
cos В '
,-- sin В
G)
Наибольшая суммарная глубина
вдавливания стержня Аа = Zj [(см.
рис. 14, а) и табл. 11]; текущее значе-
значение глубины вдавливания ВЬ = г [(см.
рис. 14, а) и формулу E)].
Подъем металла в каждом положе-
положении стержня определяется по формуле
или рис. 15:
где Н — высота исходного треуголь-
треугольника резьбы.
4tge'
ПОТРЕБНАЯ СИЛА НАКАТКИ
347
величин /, Al, Aq>, ф, касательной силы Fj и крутящего момента
Путь или угол,
пройденный за половину
оборота стержня
в заборной части
4
Д/ — пг0
ДФ=^-
Дф - . ¦
Пга (&! — *2)
^~ /?!(©! + *,)
Касательная сила,
действующая иа накатнике
5
,F_,.(.hp,-bgt)
—
Г Рс (h + r0 sin 2Ф)
' Л0A+СО5 2ф)
Крутящий момент
иа шпинделе
6
Mv ~ Рс \ + FtRp
принимаем С, = 1,77; б = 6° =
= 0,105 рад.
Безразмерное напряжение в точке О
(см. рис. 14, б) равно
(8)
Постоянная Cj при отсутствии тре-
трения на контакте равна единице. Учи-
Учитывая большое давление на контакте,
Y Sin 26 = 1,808 -f- 2,808;
А-ф = -jj n -f б — -|- sin 26 = 0,210,
348
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
где Дг|) — угол поворота линии сколь-
скольжения вокруг точки А; +0,5— в слу-
случае подчеканки вершины; —0,5 —
когда подчеканки нет.
По формулам A)—D) определяют
число оборотов N стержня при на-
накатке, если задана длина пути /, в
зависимости от рассматриваемого про-
процесса накатки.
Подставляя в формулу F) все вхо-
входящие в нее величины, получим давле-
давление на единицу длины одного витка
(в точках А или G, рис. 14, а) в задан-
заданном положении стержня, которое опре-
определяется числом его оборотов или
длиной пути.
Длина контакта стержня с накатни-
накатником
';= V (го — Zi-i) — ('о —г,J-
Длина пути или угол за все время
накатывания или за один полуоборот
определяется но формулам в графах 3
и 4 табл 11. Угол или путь, пройден-
пройденный за i полуоборотов,
Ф, = ( Дф. (9)
Все определенные величины на t-м
иг — 1 полуоборотах, подставляются
в формулу F); среднее давление на
контакте в области пластической де-
деформации
„
Pep
A0)
Сила, действующая по нормали к
накатнику на t-м полуобороте на один
виток,
Без применения ЭВМ на любим
полуобороте определяют силу Ра, стро-
строят диаграмму по пути накатника и
выбирают его максимальное значение
для расчета рабочих механизмов авто-
1 0 0,05 0,10 0,15 0,ZO 0,2S z/P
<5 l/тносительное вдавливание
Рнс. 15. График подъема металла в рабо-
рабочем профиле инструмента
матов. Таким образом можно подо-
подобрать оптимальные силовые условия.
Сила, потребная для пластической
деформации при накатке всех витков
стержня,
Pc = pcosmlit A2)
где т — число витков резьбы на на-
накатываемом стержне.
Давление в точках А и G (рис. 14,
а) вызывает упругие деформации стерж-
стержня и инструмента за пределами области
пластического деформирования. В ре-
результате область контакта будет со-
состоять из двух упругих зон и пластиче-
пластической зоны. Размер упругих зон и их
давление определяют но формулам
Герца.
Для цилиндра и плоскости ширина
упругого контакта
1
Для двух цилиндров
где R и г — радиусы контактирующих
цилиндров; q — давление на границе
пластической области на единицу дли-
длины стержня, МПа; \\ и v2 — коэффи-
коэффициенты Пуассона соприкасающихся
тел; ?] и ?2 — модули первого рода.
Давление на единицу длины стержня
упругого контакта определяется как
четверть эллипса с полуосями Ь и g.
Суммарная сила
где Р\ и Р2 — силы упругого кон-
контакта около точек Аи G на m витков
Эшоры нормальных давлений в обла-
области накатки приведены на рис. 16.
Крутящий момент определяется по
действующей касательной силе Fj
(см. графу 5 табл. 1).
На рис. 17 показано изменение
нормальной силы при накатке стерж-
стержней плоскими плашками с различной
длиной заходной части, а на рис. 18 —
при накатке роликом и кольцом (часть
ПОТРЕБНАЯ СИЛА НАКАТКИ
349
Рис. 16, Эпюры нормальных енл накатки
Р,кН
160
120
SO
W
W 80 120 160 L,MM
Длина пути накатка \'
Рис. 17. Изменение нормальных сил для раз-
различных углов заборной части плашек прн
накатке резьбы М10, Р = 1,5 мм; гп =
= 4,495: °
7 — р = 5°; ф = 12'; 2 — р = ф = 30';
3_р = ф=Г; 4 — р = ф = 2°; 5 —
Р = ф = 3°; 6 и 6а — р = 30'; ф = 12';
коэффициент податливости системы С =
= 360 кН/мм
Р
\
ж
/I
Ш
i
У
Х\
о
2
п
V
/
ы
1
' \
\
—-^
\
20
•Ю 60 80 100
Рнс. 18. Влияние угла качения на нормаль-
нормальную силу при накатке роликом и кольцевым
Сегментом:
/ — М4; фк = -— л; Р = 0,75 мм; г0 =
= 1,76 мм; 2 и 2а — М10; Фк = — ; Р =
= 1,5 мм; г0 = 4,495 мм; 3 — М10; ф =
-is* p
1,5
4 — М16; Фк = —
= 7,33 мм
мм;
я; Р
i = 4,495 мм;
2,0 мм; Го —
Р,кН
70
50
30
10
п\
/
Т
,5
I
V
о
20 W ВО 80
Рнс, 19. Влияние угла качения на нор-
нормальную силу прн накатке роликом и коль-
кольцом (сегментом) стержней Ml О, Р =
= 1,5 мм; <рк;
/ — Фк = 5° 30'; 2 — 55°; 3 — 60°; 4 ->
69°; 5 — 82° (расчет на ЭВМ)
кольца) стержней различных диаме-
диаметров и при различных углах накатки.
На этих же рисунках приведено изме-
изменение нормальных сил с учетом подат-
податливости системы при иакатке стерж-
стержней Ml0 (кривая 6а на рис. 17 и кри-
кривая 2а на рис. 18). Податливая си-
система способствует существенному сни-
снижению силы, когда накатываемая по-
поверхность имеет резкий перегиб. На
гладких поверхностях в этом случае
снижение потребной силы незначи-
незначительно. С увеличением длины пути
накатки максимальная сила снижается
(рис. 19), но работа — формообразова-
формообразование увеличииается.
Р.кН
120
I
80
W
к
\
3
У
2
20
60
80 100 tp°
Рнс. 20. Влияние угла качения на силу
прн накатке резьбы Ml6, Р = 2 мм роли-
роликом и сегментом, заборная часть которого
образована плоскостью. Экспернменталы
ные кривые:
/ — h = 1,13 мм; 2 — h = 1,178 мм; 3 —
и = 1,18 мм; расчетная кривая 4 = h =
¦= 1,13 мм
350
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
На рис. 20 приведено влияние угла
качения на силу при накатке резьбы
М16, Р — 2 мм роликом и сегментом,
заборная часть которого образована
касательной плоскостью. Наибольшая
возможная высота этой резьбы равна
1,229 мм. В экспериментах обычно
высоту h получают различным под-
жатием сегмента, в результате изме-
изменяется и сила. Расчетную кривую 4
получили расчетом на ЭВМ для h =
= 1,13 мм с учетом податливости этой
системы,
Наибольшая нормальная сила на-
накатки возникает на предпоследнем
полуобороте, т. е. у плоских плашек —
при выходе на калибрующий участок.
5. ХОЛОДНАЯ ТОРЦОВАЯ
РАСКАТКА ДЕТАЛЕЙ
Методы ротационной обработки зна-
значительно расширяют область приме-
применения процессов холодного объем-
объемного деформирования, так как ло-
локальный характер приложения на-
нагрузки приводит к снижению как-
общей силы деформирования, так и
контактных напряжений, действу-
действующих на инструмент. Точность разме-
размеров получаемых детален соответствует
8—11-му квалитету, а шероховатость
поверхностей Ra = 5-^0,63 мкм. Вы-
Высокая точность обработки обеспечивает
сокращение расхода металла примерно
иа 30%, а также снижение трудоем1
кости изготовления детали примерно
иа 20 % по сравнению с обработкой
резанием. Торцовая раскатка способ-
способствует улучшению физико-механиче-
физико-механических свойств обрабатываемого металла,
обеспечивает оптимальное расположе-
расположение его волокон, что повышает экс-
эксплуатационные свойства получаемых
деталей Низкая стоимость оснастки,
незначительное время подготовки про-
производства, использование оборудова-
оборудования ошосигельно небольшой мощно-
мощности при изготовлении крупногабарит-
крупногабаритных деталей позволяют применять
процесс торцовой раскатки и в мелко-
мелкосерийном производстве. Данный про-
процесс легко автоматизировать, что по-
позволяет создать иа его основе участки
гибкого автоматизированного произ-
производства.
Освоены технологические процессы
торцовой раскатки заготовок из ста-
сталей ШХ15, ШХ15СГ, 40Х, 20, 45,
12Х18Н10Т, ЗОХГСА, 12Х2Н4А, спла-
сплавов ЭИ435, Д16 и др.
Схема торцовой раскатки приведена
на рис. 21. На торец вращающейся
кольцевой заготовки с силой Р .воздей-
.воздействует цилиндрический свободновра-
щающийся валок. В результате за
каждый оборот заготовки / будет
происходить осадка ее выступающей
части из матрицы на некоторую ве-
величину единичного обжатия Aftj. Если
течение деформируемого материала в
радиальном направлении не ограни-
ограничивается, то через несколько оборотов
формируется деталь Т-образного се-
сечения. Обжатие за один оборот за-
заготовки определяется необходимой де-
ТОРЧОВАЯ РАСКАТКА ДЕТАЛЕЙ
Ф
ф
3 1
а)
3 / it
В)
Ф
/
Рис. 21. Схема холодной торцовой раскат-
раскатки кольцевой детали с Т-образным буртом:
а — начало процесса раскатки; б — про-
промежуточная стадия раскатки; в — конеч-
конечная стадия раскатки; / — заготовка; 2 —
деформирующий валок; 3 — оправка; 4 ***--
матрица
351
Рис. 22. Основные схемы торцовой; раскатки цилиндрическим и коническим деформи-
деформирующими инструментами:
о, б — высадка наружного бурта; в — раскатка кольца сложного сечения; г — высадка
внутреннего бурта; д — обратное выдавливание; е — раздача; / — матричный блок;
2 — обойма матрицы; 3 — заготовка; 4 — оправка; 5 — раскатной цилиндрический ва-
валок; 6 — готовая деталь; 7 — ролик (в левой части схем изображена заготовка до де-
Лопмапии)
формацией, а также механическими
характеристиками материала детали
и может изменяться от 0,2 до 1 мм.
Окончательное оформление детали в
большинстве случаев происходит за
10—30 оборотов. Размер наружного
бурта при этом получается больше
внутреннего, так как сопротивление
образованию внутреннего бурта боль-
больше, чем наружного.
Ограничение радиального течения
металла в сторону оправки или ма-
матрицы обеспечивает получение дета-
деталей только с наружными (рис. 22, а и
б) нли только с внутренними (рис. 22,
г) буртами.
При холодной торцовой раскатке
в качестве заготовок используют от-
отрезанные заготовки труб или прутков,
устанавливаемые в матрицу свободно
с зазором до 0,3 мм на сторону.
Передача крутящего момента от
матрицы к заготовке не требует спе-
специального крепления последней. Вра-
Вращение заготовки на начальных ста-
стадиях процесса обеспечивается силами
трения между недеформируемым тор-
торцом детали и матрицей, возникающими
при приложении деформирующей силы
на валке.
В качестве основного деформиру-
деформирующего инструмента применяются валки
цилиндрической или конической фор-
формы. Цилиндрический валок 5 (рис. 22,
а и г) формирует внутренние и наруж-
наружные бурты по схеме высадки. Диаметр
352
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Рис. 23. Схема формирования наружного
прямоугольного бурта коническим вал-
валком:
/ — валок; 2 — матрица; 3 — заготовка;
4 — оправка; 5 — заготовка (в левой ча-
части изображена заготовка до деформации)
цилиндрического валка не зависит от
размеров детали, а определяется кон-
конструктивными особенностями обору-
оборудования, в котором используются вал-
валки диаметром 250—400 мм.
Значительно большие технологиче-
технологические возможности обеспечивает де-
деформирующий инструмент в виде ко-
конического валка, расположенного под
углом 5—15° к оси вращения детали
(рис. 22, б, в, д, е; рис. 23). Этот валок
позволяет формировать детали по схе-
схемам высадки, прямого и обратного
выдавливания, раздачи, осадки и др.
При этом в некоторых случаях можно
отказаться от применения оправки,
что значительно упрощает оснастку.
К недостаткам конического инстру-
инструмента следует отнести сравнительную
сложность его формы и зависимость
ее. от размера и конфигурации полу-
получаемой детали.
Деформации в процессе раскатки
подвергается также и часть заготовки
высотой ha (рис. 23), размещенная в
матрице, что приводит к запрессовке
изготовляемой детали. Высота пояска
запрессовки hn зависит от механиче-
механических свойств материала, а также ре-
режимов обработки и обычно не превы-
превышает толщины Ьо стенки заготовки.
При раскатке деталь оформляется
в калибре, образованном матрицей,
оправкой и валком. Инструмент изго-
изготовляют из сталей Х12М и Х12Ф1 с
закалкой до твердости HRCa 55—62.
Шероховатость поверхности инстру-
инструмента не должна превышать Ra =
= 0,63 мкм.
При высадке в процессе раскатки
наружного бурта цилиндрическим вал-
валком (см. рис. 22, а) течение металла
ограничено оправкой, матрицей и вал-
валком. Заусенец формируется вдоль обра-
образующей оправки и в радиальном на-
направлении у нижней поверхности бур-
бурта. На торце матрицы может быть
выполнена канавка для выхода оолоя.
Иногда заусенец может выполнять
роль конструктивного элемента изго-
изготовляемой детали (рис, 24, а).
При высадке внутреннего бурта ци-
цилиндрическим валком (см. рис. 22, г)
течение материала ограничено оправ-
оправкой 4, плавающей обоймой 2 и валком 5.
Заусенец формируется вдоль образу-
образующей оправки и у торца детали со
стороны бурта. Окончательные раз-
размеры детали после раскатки обеспе-
обеспечиваются упором валка через плава-
плавающую обойму в матричный блок /.
В схеме высадки в процессе раскатки
наружного бурта коническим дефор-
деформирующим инструментом (см. рис. 22,
б) профиль детали оформляется вал-
валком 5, обоймой 2 и роликом 7. Заусенец
формируется вдоль образующей этого
ролика. Применение конического вал-
валка позволило отказаться от оправки.
Ролик 7, ограничивая радиальное те-
течение металла, облегчает оформление
высоких буртов на деталях такого
типа.
В схеме обратного выдавливания
окончательные размеры точных коль-
кольцевых заготовок (см. рис. 22, д) обес-
обеспечиваются упором валка в оправку 4.
Таким способом обрабатывают ма-
материалы с невысоким сопротивлением
деформированию (алюминиевые спла-
сплавы, медь и др.), из которых изготов-
изготовляются, например, детали потенцио-
потенциометров (см. рис. 24, е). Исходные за-
заготовки получают отрезкой труб в
штампе с последующей термической
обработкой. Размеры формирующей
части валка полностью определяются
размерами выполняемой детали. По-
Поэтому прочность и стойкость инстру-
инструмента зависят от габаритных размеров
изготовляемых деталей. Применение
валка с малым углом наклона (ее = 5°)
увеличивает диаметр опасного сечения
ТОРЦОВАЯ РАСКАТКА ДЕТАЛЕЙ
353
t,Z5.
Ф130.
0,63
ФИО-
0,12 _
Фпз,г+0'г
ч
IS
с?
B)
\/l
/,25N
^ф50
-ол
в)
д)
tm
1
' U,U /
и-,
3)
Рис. 24. Примеры деталей, изготовленных торцовой раскаткой:
а, г — детали вакуумных приборов; б — кольцо специального подшипника; в — деталь
типа втулки с буртом; д — балансирное кольцо; е — деталь потенциометра; ж — втулка
велосипеда; з — упор
валка и несколько расширяет техно-
технологические возможности процесса.
При ротационном формообразовании
кольцевых заготовок различного се-
сечения (см. рис, 22, в) пластическая
деформация заготовки ограничивается
матрицей, валком и оправкой с рельеф-
рельефным торцом. Заполнение рельефа в
первом приближении обеспечивается
при выполнении неравенства Н ^
^ З&о (где Н — высота; Ьо — толщина
стеики полой заготовки, см. рис. 23).
Схему, приведенную на рис. 22, в,
целесообразно использовать при изго-
изготовлении деталей с концентричными
канавками на торце, колец упорных
подшипникой и др.
Раздача вращающимся инструмен-
инструментом (см. рис. 22, е) позволяет форми-
формировать детали из нерасточенных труб-
иых заготовок. При этом удается зна-
значительно расширить технологические
возможности процесса по сравнению
с раздачей в штампах, Схема приме-
применяется для изготовления передних
втулок велосипеда (см. рис. 24, ж).
12 П/р Г. А. Навроцкого
В качестве заготовок для торцовой
раскатки можно использовать отрезан-
отрезанные заготовки труб, прутков, штампо-
штампованные поковки и кольца, полученные
гибкой полос или прутков с последу-
последующей сваркой. Точность полученной
детали по высоте бурта составляет
±0,05 мм; она обусловлена жестко-
жесткостью оборудования и упругими де-
деформациями в системе инструмент—
заготовка.
Полная высота заготовки Я (см.
рис. 23) складывается из высоты ftfl
определяемой размерами изготовляе-
изготовляемой детали, и высоты h0 части заго-
заготовки, выступающей из матрицы. Зна-
Значение h0 должно быть вычислено из
условия равенства объемов заготовки
и готовой детали или полуфабриката.
При значительной величине h0, как
показывает опыт, в процессе раскатки
может снижаться устойчивость дефор-
деформируемой части заготовки, приводя-
приводящая к складкообразованию и в конеч-
конечном итоге к закатам, резко снижающим
эксплуатационные характеристики де-
354
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
12. Технологические характеристики полуавтоматов
для торцовой раскатки
Параметр
Сила деформации Ро, кН
Производительность, шт/ч
Размеры исходной заготов-
заготовки ?>„/#
Наибольшие размеры бур-
бурта готовой детали, мм:
ширина ftmax
высота h
Модель полуавтомата
K090I3
125
240
100/60-т-60/140
12
10
СА0424
250
150
250/60^-60/140
20
15
СА0428
630
100
280/85-т-70/195
40
25
Примечание. Предельные размеры Do и Н зависят от различ-
различного размещения заготовки внутри или вне шпинделя полуавтомата.
13. Коэффициент упрочнения я для различных материалов
Материал
Медь
Сталь 10
Армко железо
Сталь 25ХГСА
» 40
» 45
» 12Х18Н10Т
е
0,3
п
0,37
0,6
0,63
0,81
0,81
0,83
0,97
е
0,5
п
0,41
0,70
0,74
0,91
0,94
0.96
1,13
е
0,8
п
0,49
0,81
0,83
0,98
1,0
—
тали. Во избежание этого вводятся
ограничения на размеры буртов, фор-
формируемых за один переход. При рас-
раскатке по схеме высадки устойчивость
снижается, когда размер h0 более
чем в 2,5 раза превышает толщину
стенки заготовки.
Торцовой раскаткой получают де-
детали двух типов: с высоким буртом,
когда h ^ 0,5<10, и с низким буртом.
При получении высоких буртов отно-
отношение ширины Ь бурта к толщине Ьа
стенки исходной заготовки не должно
превышать 2,2. При образовании низ-
низких буртов возможность получения
необходимых размеров детали, как
правило, не лимитируется снижением
устойчивости. Однако в этом случае
возникает ограничение, связанное с
исчерпанием ресурса пластичности де-
деформируемого материала. Таким обра-
образом, максимальная высота бурта огра-
ограничивается устойчивостью деформи-
деформируемой части исходной заготовки, а
его максимальная ширина опреде-
определяется пластичностью материала.
При выборе оборудования (табл. 12)
приближенную силу деформирования
определяют исходя из того, что цри
одинаковых технологических режимах
формообразования основными пара-
параметрами являются материал детали и
ширина бурта. Размеры раскатывае-
раскатываемого бурта ограничиваются не только
НАВИВКА ПРУЖИН НА АВТОМАТАХ
355
технологическими возможностями обо-
оборудования, но и пластичностью ма-
материала.
Сила раскатки
РъпРп' " vM
где bmax — максимальная ширина бур-
бурта, допускаемая технологическими воз-
возможностями полуавтомата; Ь — шири-
ширина бурта раскатываемой детали; п —
коэффициент, учитывающий упрочне-
упрочнение материала в процессе раскаткн.
Значение п определяется выраже-
выражением п = ——, где 0О =960 МПа—
сопротивление деформированию стали
40 при е = 0,8; os — напряжение те-
течения материала при е = In -^-,
Значения коэффициента п для некото-
некоторых материалов при различных величи-
величинах е приведены в табл. 13. Для других
материалов значение os можно опре-
определять по кривым упрочнения.
6. НАВИВКА ПРУЖИН
И ГИБКА ПРОВОЛОКИ
НА АВТОМАТАХ
Изготовление металлических изде-
изделий из проволоки гибкой и навивкой
основано на применении различных
автоматов: универсальио-гибочных,
пружинонавивочных, шайбонавивоч-
ных, правильно-отрезных, шплинто-
шплинтовых, для навивки колец, для изготов-
изготовления и склеивания в блок сшива-
сшивающих скрепок, сеткоплетильных, це-
певязальных и др. Универсально-ги-
Универсально-гибочные и навивочные автоматы по
техническому уровню конструкций
соответствуют наиболее прогрессив-
прогрессивному кузнечно-прессовому оборудова-
оборудованию. Это оборудование особенно рас-
распространено в автомобильной, электро-
и радиотехнической промышленности.
Применение автоматов для переработки
проволоки и узкой ленты становится
экономически более выгодным при
партиях деталей свыше 10—14 тыс.
шт. (в зависимости от сложности
оснастки и стоимости оборудования)
по сравнению с изготовлением на
универсальных прессах по переходам
12*
илн навивкой на оправку с помощью
универсального металлорежущего обо-
оборудования.
Гибка на автоматах. Технология из-
изготовления метизов штамповкой иа
универсально-гибочных автоматах по-
вволяет, как правило, получить пол-
полностью законченные изделия. Совре-
Современные гибочные автоматы оснащены
поперечной (дополнительной) подачей
материала, усиленным ползуном реза,
устройстиами для нарезания резьбы,
клепки, сварки, вращающимися оправ-
оправками для навивки пружин, ползунами,
резцовыми головками и другими уст-
устройствами, значительно повышающими
технологические возможности автома-
автоматов. Преимущество штамповки на ги-
гибочных автоматах — высокая произ-
производительность, особенно для мелких
деталей с малой подачей.
По типу конструкции н технологи-
технологическим возможностям универсально-
гибочные автоматы можно разделять
на четырехползунковые автоматы с
горизонтальным движением ползун-
ползунков и многоползунковые автоматы с
движением ползунков в вертикальной
или наклонной плоскости.
Навивка пружин на автоматах. Спо-
Способом холодной навивки можно изго-
изготовлять пружины из проволоки или
горячекатаной сортовой стали круг-
круглого сечения диаметром до 16 мм.
Пружинную проволоку применяют как
предварительно упрочненную до на-
навивки, так и в отожженном состоянии.
При изготовлении из упрочненной
проволоки пружины после навивкн
подвергают низкотемпературному от-
отпуску, при котором уменьшаются оста-
остаточные напряжения изгиба и увеличи-
увеличиваются упругий участок нагружения,
стойкость к релаксации нагрузки и
динамическая прочность. При навивке
из неупрочненной проволоки пружи-
пружины подвергают закалке и отпуску.
Для упрочнения проволоки при-
применяют в основном два способа: де-
деформационное упрочнение в процессе
волочения и мартеиситное превраще-
превращение в результате закалки и отпуска.
Для достижения высоких деформа-
деформаций на последних переходах волоче-
волочения стальную проволоку-заготовку
предварительно подвергают нагреву
до аустенитного состояния и охлажде-
356
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
В) Г- г)
Рис. 25. Схемы навивки пружии
иию в расплавленном свинце или соли
(«патентированию»). Из этой группы
материалов в машиностроении ши-
широко применяют стальную углероди-
углеродистую пружинную проволоку по
ГОСТ 9389—75 круглого сечения диа-
диаметром 0,14—8 мм нормальной и повы-
повышенной точности. В зависимости от
механических свойств установлены че-
четыре класса проволоки: 1, 11, ПА и
111. Проволока класса ПА имеет
меньше вредных примесей и повышен-
повышенную пластичность. Для ответственных
(клапанных) пружин применяют про-
проволоку диаметром 1,2—5,5 мм, упроч-
упрочненную закалкой и отпуском. Такая
проволока несмотря на более низкое
временное сопротивление стабильнее
сохраняет упругую характеристику
вследствие более высоких упругих
свойств. Для холодной навивки пру-
пружин, подвергающихся затем закалке,
применяют стальную легированную
пружинную проволоку диаметром
0,5—14 мм.
Винтовые пружины можно нави-
навивать на оправку по схеме «растяже-
«растяжение + изгиб» и с помощью подающих
роликов на упорные штифты по схеме
«сжатие + изгиб».
Навивку на вращающуюся оправку
(рис. 25, а) как наиболее простой
способ применяют в единичном и
мелкосерийном производстве; приме-
применяют также в автоматах для навивки
пружин кручения. Развод витков осу-
осуществляют смещением оправки по
стрелке А или смещением направля-
направляющей втулки. Если осуществлять
скручивание проволоки (по стрелке Б),
то можно получить пружины с меж-
витковым давлением (с предваритель-
предварительной нагрузкой). Для получения пру-
пружин растяжения с большим межвитко-
вым давлением применяется способ
навивки с отгибом и обкаткой роли-
роликом (рис. 25, б). Недостатками на-
навивки на оправку являются трудно-
трудности в автоматизации изготовления
пружин сжатия и невозможность регу-
регулирования диаметра без смены оправ-
оправки. Способы навивки по схеме «сжа-
«сжатие + изгиб» не имеют этих недостат-
недостатков и получили наибольшее распро-
распространение. Для подачи проволоки
можно использовать подающие ролики
с канавками или клещевой зажим.
В последнем случае подача может
быть только прерывистой и на корот-
короткие развертки. На рис. 25, в приве-
приведена одноштифтовая (одноупорная)
схема навивки. Проволока в этом слу-
случае перегибается через оправку, т. е.
касается ее. Если увеличивать угол ср,
установки упора, то при некотором
угле Р т РКр (см. рис 27) прово-
проволока отрывается от оправки и необ-
необходим второй упорный штифт (рис. 25,
г), т. е. схема докритическая перехо-
переходит в за критическую, в которой
оправка нужна только как внутрен-
внутренний нож. Разведение витков на опре-
определенный шаг осуществляется в про-
процессе навивки с помощью клина /,
внедряемого между первым витком и
направляющей планкой, или шаговой
лапкой 2, перемещающейся вдоль оси
спирали. Для навивки пружинных
шайб часто применяют упорный ро-
ролик вместо упорного штифта, а для
установочных колец (навивки на реб-
ребро) — упорный ролик с глубокой ка-
канавкой.
Пружинонавивочные автоматы для
холодной навивки пружин, работа-
работающие по схеме «сжатие + изгиб», мо-
могут быть двух типов: кулисные и
муфтные. В автоматах кулисного типа
длина заготовки навиваемой пружины
регулируется изменением радиуса кри-
кривошипа, т. е. изменением угла кача-
качания зубчатого сектора кулисы. В авто-
автоматах муфтного типа подача регули-
регулируется изменением времени включе-
НАВИВКА ПРУЖИН НА АВТОМАТАХ
357
14. Основные параметры
Модель
Диаметр
проволоки,
мм
А5109
А5114
А5116
0,2—0,8
0,8—2,5
1,6-4
А5209
А5214А
А5216
А5218
А5220
А5222
0,2—0,8
0,8—2,5
1,6—4
3,0—6,3
6,3—10
10—16
пружинонавивочных автоматов
Наружный
диаметр
пружины.
мм
Кулисные
20
50
50
Муфтные
20
50
70
80
125
200
Наибольшая
длина раз-
развертки, мм
автоматы
1000
1 600
2 000
автоматы
8 000
14 000
20 000
25 000
30 000
32 500
Наибольшая
скорость
подачи,
м/мии *
—
50
60
60
50
40
25
Наибольшее
число цик-
циклов в ми-
иуту
300
185
150
-—
ния и выключения муфты подачи,
управляемой регулируемыми кулач-
кулачками. К преимуществам автоматов
кулисного типа можно отнести высо-
высокую производительность при навивке
пружин с небольшой длиной развертки,
точность подачи по длине @,5—2 мм),
бесступенчатое и точное регулирование
длины подачи, бесшумность работы,
надежность. Недостатком их является
малая длина подачи, низкий КПД по
сравнению с муфтными автоматами.
Недостаток автоматов муфтного типа —
неточность подачи по длине заготовки
E—30 мм) вследствие неравномерно-
неравномерности проскальзывания муфты и про-
проволоки при ударном включении.
Основные параметры и размеры пру-
пружинонавивочных автоматов регламен-
регламентированы ГОСТ 9224—74 (табл. 14).
Универсальные автоматы должны обес-
обеспечивать навивку цилиндрических, ко-
конических и бочкообразных пружин с
постоянным и переменным шагом, пра-
правой и левой навивки из проволоки
круглого сечения. Скорость подачи
проволоки устанавливают в зависимо-
зависимости от вида, размера, точности и ма-
материала пружин. С увеличением сред-
средней скорости подачи до 40 м/мин и
выше (в зависимости от индекса и
др.) начинает возрастать разброс гео-
геометрических и силовых параметров
пружины вследствие разброса меха-
механических свойств проволоки, прояв-
проявления «запаздывания текучесги», уве-
увеличения инерционных сил.
При максимально возможной по
циклу скорости подачи v ж 95 м/мин
этот разброс резко увеличивается.
На такой скорости невозможно нави-
навивать даже пружины 111 класса точно-
точности. Для пружин с малым шагом и
большим индексом, с большим или
очень малым диаметром проволоки
возможные скорости навивки устанав-
устанавливают экспериментально (f<^
<С 40 м/мин).
Современные отечественные и за-
зарубежные автоматы могут оснащаться
приставками для отгиба ушков у пру-
пружин растяжения, сортирующими при-
приставками с пассивным и активным
контролем длины пружины и нагрузки,
различными рычажными приставками,
повышающими технологические воз-
возможности, например, позволяющими
при схеме навивки с упорными штиф-
штифтами получить пружины кручения с
прямыми концами и др.
Для навивки пружинных шайб ши-
широкое применение нашли автоматы
типа АПШ, работающие по схеме
одноупорной навивки с прерывистой
роликовой подачей.
Технологические расчеты. Создание
предварительной нагрузки Ро (меж-
виткового давления) при навивке пру-
358
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Рис. 26. Зависимость предельно возмож-
возможного напряжения т0 от индекса с
жим растяжения имеет большое зна-
значение, так как такие пружины позво-
позволяют экономить монтажное простран-
пространство. Однако для наиболее распро-
распространенных схем навивки (рис. 25, в и
г) эти возможности ограничены и за-
зависят в первую очередь от индекса
с = —р диаметра проволоки d, вре-
временного сопротивления разрыву про-
проволоки ов. Предварительное напряже»
ние (рис. 26)
где D — средний диаметр пружины.
В процессе отпуска пружин после
навивки предварительная нагрузка и
напряжения уменьшаются. С учетом
этого, а также для стабильности на-
навивки можно назначать предваритель-
предварительное напряжение готовой пружины
(штрихпунктирные линии / — для
одноштифтовой схемы; // — для двух-
штифтовой). Кривые построены для
проволоки I класса. Для других мате-
материалов возможности снижаются при-
примерно пропорционально уменьшению
а„. Кривая ткп = —у обозначает
границу, выше которой пружина те-
теряет устойчивость (при растяжении
перекашиваются витки). Кривая т =
G
—j-
обозначает границу, выше
которой кольца, полученные при раз-
разрезке спирали с межвитковым давле-
давлением, приобретают отрицательный угол
подъема. То есть чтобы получить пло-
плоское кольцо из круглой пружинной
проволоки, необходимо настроить авто-
автомат на навивку спирали с межвитко-
межвитковым давлением, соответствующим т =
= —г. Расположение этой кривой
на графике указывает на серьезные
трудности навивки плоских колец при
индексах с<: 8.
Устойчивость навивки зависит от
правильности расположения упорного
штифта или ролика, т. е. от угла (J
действия силы Р (рис. 27). Критиче-
Критическую величину угла CКр, при котором
начинается выпучивание проволоки
под штифт (ролик), можно прибли-
приближенно определить (без учета трения
и влияния упругой части сечения)
cos ркр =
Рис. 27. Критический угол р установки
упорного ролика
где Мпл и ГПЛ — изгибающий момент
в пластической области и сила подачи,
связанная с работой изгиба.
НАВИВКА ПРУЖИН НА АВТОМАТАХ
359
Для проволоки круглого сечения
16 , П
Г — Мгг
\3я
nd3 D
Л^т = -ж-аг; с=т.
Для проволоки прямоугольного се-
сечения
= — °?
D_
h '
где hub — высота и ширина сечения;
П — модуль упрочнения.
Для пружинной упрочненной про-
проволоки
; = 4~0,0.;
;0„.
В реальном механизме навивки дей-
действуют значительные силы трения и
критические углы несколько отли-
отличаются от рассчитанных. Для навивки
пружин 20°<С Ркр <^ 40°; для навивки
пружинных шайб 10°<РКр<20о;
для навивки колец большого индекса
30°<Ркр<60°.
Силу подачи при навивке пружин
без значительного шага или межвит-
кового давления можно определять
по следующим формулам:
для двухштифтовой схемы
Т ~Т +
^ 0,71— 0,29/
+ 2,42^р),
где /= 0,14-0,15 — коэффициент тре-
трения:
для одноштифтовой схемы при / =
= 0,15
1 = 1 ,DO1 пл + ' >°« 7) •
Для навивки пружинных шайб с
упорным роликом и перегибом через
0,8
0,6
ОЛ
0,2
У
/
/
0,1
0,2
0,3
Рис. 2 8, Зависимость К от /?д:
1 — проволока круглого сечения; 2 — про-
проволока прямоугольного сечения
оправку при угле <рв = 30° и /== 0,1
4 Мпл
Т= 1,37Гп
D -
Для навивки колец большого ин-
индекса с помощью упорного наруж-
наружного и внутреннего роликов с канав-
канавками (навивка на ребро) при ф0 = 30° и
/=0,1
71=1,17ГПЛ + 0,54 ^р.
При навивке пружин с большим
шагом или с межвитковым давлением
сила подачи может возрасти на 50—
100%.
Упругую отдачу после снятия с
оправки можно определять по следу-
следующей зависимости (без учета угла
подъема витка):
где DH •— средний диаметр пружины
при навивке; D — средний диаметр
пружины после снятия с оправки;
R — -— относительный радиуе
— O.D.,
пружины; /?н = ' относитель-
относительный радиус навивки (определяется
по рис. 28 в зависимости от R (Е—
модуль упругости, d — диаметр про-
360
СПЕЦИАЛИЗИРОВАННЫЕ ПРОЦЕССЫ
Рис. 29. Зависимость силы Р пластической
осадки от осадки К
волоки; для проволоки прямоуголь-
прямоугольного сечения вместо d подставляют
высоту сечения h); oT — предел теку-
текучести (для пружинной упрочненной
проволоки ат ж ов).
С учетом угла подъема витка можно
определять изменение диаметра и дли-
длины пружины. С увеличением силы на-
натяжения при навивке на оправку
упругая отдача уменьшается.
Пластическая осадка пружин яв-
является упрочняющей операцией, по-
повышающей рабочую нагрузку или
уменьшающей габариты пружин при
проектировании. Однако сложность
расчетов с использованием диаграммы
сдвига т—у не позволяет заранее,
без экспериментальной отработки,
спроектировать такую пружину. В
последнее время появилась методика
расчета пластической осадки, основан-
основанная на аппроксимации кривой пла-
пластического участка эллипсом или
окружностью, если ф0 » 45° (рис. 29).
Для расчета осадки по этой методике
15. Относительные
свойства пружинных
Проволока пру-
пружинная
I КЛ.
ГОСТ 9389-75
(То = 220 °С)
II, Па, III кл.,
ГОСТ 9389—75
(Го = 220 °С)
ГОСТ 1071—81
(То = 250 °С)
механические
материалов
и СО
II
0,45—
0,46
0,47—
0,48
0,50—
0,52
о.
to
ft,
II
»
10.
1,50—
1,58
1,44—
1,48
1,44—
1,46
необходимо знать только ов, приводи-
приводимое в ТУ или полученное в процессе
контрольных испытаний в заводской
лаборатории при приемке проволоки.
По результатам многочисленных
экспериментов составлена табл. 15
относительных механических свойств
пружинных материалов, позволяющая
построить окружность пластического
участка нагруження. На рис. 29,
в таблице и далее приняты следующие
обозначения: То — температура от-
отпуска пружин; ts, ов — условный
предел текучести при сдвиге и вре-
временное сопротивление разрыву; Ps,
Я8 — нагрузка и деформация в момент
начала пластической деформации;
Р*— предельная нагрузка в пласти-
пластической области; п — число рабочих
витков; Р3, Я3) /3 — нагрузка, дефор-
деформация и длина при сжатии до сопри-
соприкосновения витков.
Для геометрического построения
кривой участка пластической дефор-
деформации нужно выбрать масштаб таким
образом, чтобы угол наклона ф0 яй
« 45°. Линия упругого нагружения
(рис. 29) проводится через точку Р5Я3
с координатами: Ps ~ Xsz; X.s =
TiD'-n , Gd*
= ~^ZA; г = 8ЖГ
Горизонтальную линию предельной
нагрузки проводят через точку Р*,
где Р* = P*PS. Коэффициенты ki и
Р* принимают по табл. 15, причем
наибольшие значения Р* и наимень-
наименьшие kx —» для малых индексов с =
= -г-. Далее с помощью циркуля
строят окружность, касательную к
двум прямым и проходящую через
точку PSA,S. Линию упругой разгрузки
из любой точки пластического участка,
соответствующей осадке Х3, проводят
параллельно упругому участку на-
гружеиия. Таким образом, можно гра-
графически определить осадку пружины
Д/, не прибегая к сложным расчетам.
7. ШТАМПОВКА СТЕРЖНЕВЫХ
КРЕПЕЖНЫХ ДЕТАЛЕЙ
СПЕЦИАЛЬНЫХ ВИДОВ
В современном машиностроении,
строительстве, автомобильной про-
промышленности, тракторном и сельско-
ШТАМПОВКА СТЕРЖНЕВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ
361
хозяйственном машиностроении и дру-
других отраслях производства находят
широкое применение самосверлящие,
самонарезающие винты, дюбели раз-
различных назначений и другие крепеж-
крепежные детали. Дюбель-гвоздь (рис. 30, а)
представляет собой цилиндрическое
тело с острием, выполненным по
баллистической кривой. На цилин-
цилиндрической поверхности дюбель-винта
дополнительно имеется винтовая на-
нарезка.
Технология производства дюбелей-
гвоздей включает: отрезку заготовки,
высадку головки, образование балли-
баллистического острия и термическую об-
обработку. У дюбелей-винтов (рис. 30,
б) перед термической обработкой осу-
осуществляется накатка резьбы. Техно-
Технологические характеристики процессов
отрезки, высадки головки и выдавли-
выдавливание шлица, накатка резьбы яв-
являются типовыми. Острие образуют
двумя способами: путем пластической
деформации и механической обработ-
обработкой со снятием стружки. Рассмотрим
способы получения острия путем пла-
пластической деформации: радиальное об-
обжатие и обкатка. Радиальное обжатие
осуществляют для дюбелей диаме-
диаметром 3.7—6,8 мм с производительно-
производительностью 60—90 шт/мин. При частоте
вращения роторной головки 2000—
2500 об/мин глубина подачи состаи-
ляет A—2) • 10 3 мм/об. С точностью
до 2 % суммарная степень вытяжки
при ротационном обжатии не превы-
превышает 0,63. Соответствующий этой вы-
вытяжке предел текучести с упрочне-
упрочнением металла сосгавляет от_ у =
= A,8-И,9) ат, где ат — предел те-
текучести металла без упрочнения.
Схема процесса радиального обжа-
обжатия типовая. Процесс осуществляется
вследствие деформирования детали
двумя-тремя бойками, совершающими
периодическое обжатие острия в ра-
радиальном направлении с одновремен-
одновременным их вращением в плоскости, пер-
перпендикулярной к оси детали. При
деформировании деталь зажимается от
поворота. После каждого обжатия
осуществляется подача детали на шаг
подачи sn или бойков на глубину
подачи йц = % tg а, где а — половина
угла острия.
Степень вытяжки за каждое обжа-
Рис. 30. Дюбель-гвоздь (а) и дюбель-винт
(б)
тие равна <7; = 2ha/d0. Суммарная сте-
степень вытяжкиq= 1 — A — 2ftn/d0) °' u.
Глубина подачи йд зависит от диаметра
стержня исходной заготовки d0 и ее
физико-механических свойств.
При обкатке формирование острия
осуществляется на плоских или ро-
роликовых плашках. Для устранения
проскальзывания стержня дюбеля-
гвоздя в плашках допускается нали-
наличие на цилиндрической поверхности
инструмента выступов, сцепляющихся
со стержнем (рис. 31).
При производстве дюбелей-винтов
формирование острия и накатку резьбы
проводят одновременно, что позволяет
избежать образование рисок на стерж-
стержне. Самосверлящие и самонарезаю-
самонарезающие резьбу винты значительно повы-
повышают производительность труда при
сборке различных строительных соору-
сооружений. По конструкции острие винтов
выполняется одноперовым и двухпе-
ровым (рис. 32, а) (аналогично двух-
перовому сверлу) и служит для свер-
сверления отверстия в скрепляемых дета-
деталях. Нижняя резьбовая часть винта
работает как метчик для нарезания
резьбы в скрепляемых деталях. Для
Рис. 31. Схема формообразования балли-
баллистического заострения дюбелей;
/ — дюбель; 2 — валки
362
СПЕЦИАЛИЗИРОВАННЫЕ РПОЦЕССЫ
6)
Рис. 32. Виды заострений:
а — одноперовое; б — двухперовое
повышения надежности соединения в
ряде случаев применяетси двухза-
ходнаи резьба, которая может иметь
переменный шаг и уменьшенный на-
наружный диаметр одной из резьб.
Технологический маршрут изготов-
изготовления винта состоит из обрезки за-
заготовки, редуцирования стержни, вы-
высадки головки и крестообразного
шлица. Эти операции осуществлиются
на автоматах для холодной объемной
штамповки. Накатка резьбы прово-
дитси на резьбонакатных автоматах
с плоскими или роликовыми плашками.
Образование острия виитов прово-
проводится иа фрезерных станках-автома-
станках-автоматах, холодновысадочных автоматах
или иа прессах, оснащенных специаль-
специальными штампами с ориентирующими
устройствами. Однако необходимо
иметь в виду, что винты с концом, об-
обработанным механическим способом,
выдерживают давление, ие превыша-
превышающее величину @,4-^0,45) от. При
этом предел текучести от такой же,
Рис. 33. Самонарезающие винты с потай-
потайной плоской, потайной сферической и сфе-
сферической головками
как у неупрочиенного материала. При
формировании острия методом пласти-
пластического деформирования допускаемая
величина давления повышается вслед-
вследствие упрочнения металла, особенно
иа вершине острия. При средней
деформации острия е = 0,3-7-0,35 дав-
давление повышаетси примерно на 25—
30 % и составлиет pt = @,5ч-
0,55) от.
Самонарезающие винты служат дли
нарезания резьбы в предварительно
засверленных отверстиях и отве-
отвечают требованиим ГОСТ 1759—70,
ГОСТ 10619—80, ГОСТ 10620—80 и
ГОСТ 10621—80. Они выпускаются с
потайной плоской, потайной сфери-
сферической и сферической головками
(рис. 33).
Технологический процесс изготов-
изготовления самонарезающих винтов прак-
практически не отличаетси от производства
обычных винтов и осуществляетси
в той же последовательности. После
оформления геометрической формы
винты с крупным шагом обрабаты-
обрабатываются до твердости HRCg 56—62,
а винты с мелким шагом до твердости
HRCg 42—46.
По требованию заказчика винты
изготовляют с противокоррозионным
покрытием. Для проверки качества
самонарезающих винтов их ввинчи-
ввинчивают в пакеты из двух листов из стали
10, 15 для винтов с крупным шагом
и в листы из дюралюмина для винтов
с мелким шагом.
Список литературы
1. Хыбемяги А. И. Холодное вы-
выдавливание рельефных полостей тех-
технологической оснастки. М.: Машино-
Машиностроение. 1981. 79 с.
2. Экономичные методы формообра-
формообразовании деталей/Под ред. К. Н. Бо-
Богоявленского, В. В. Риса. Л.: Леи-
издат, 1984. 144 с.
Глава
7
ОБЕСПЕЧЕНИЕ КАЧЕСТВА
ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
И ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
1. ПРИМЕНЕНИЕ ЭВМ ПРИ
РАЗРАБОТКЕ ТЕХНОЛОГИИ
ШТАМПОВКИ
И КОНСТРУИРОВАНИИ
ШТАМПОВ
При создании систем автоматиче-
автоматического проектировании (САПР) тех-
технологических процессов холодной объ-
объемной штамповки применяют два ос-
основных метода: метод перебора зара-
заранее разработанных вариантов и метод
комбинирования формоизменяющих
операций по принципу приоритетно-
приоритетности.
Метод перебора вариантов. Для вы-
выбора технологического варианта штам-
штамповки деталей типа шаровых пальцев
автомобилей разработана САПР, ба-
базирующаяся на переработке заранее
определенных сочетаний формоизме-
формоизменяющих операций.
Алгоритм проектирования вклю-
включает в себя следующие этапы: выбор
исходной заготовки, выбор варианта
технологического процесса, определе-
определение геометрических параметров пере-
переходов штамповки и исполнительных
размеров рабочего инструмента, рас-
расчет силовых параметров штамповки.
В алгоритме использованы характер-
характерные для холодной объемной штамповки
правила построения технологического
процесса, имеющиеся в справочниках,
руководящих технических материалах,
а также известные из производствен-
производственного опыта.
Шаровые пальцы относитси к классу
стержневых деталей с утолщениями,
формообразование которых осуще-
осуществляют с помощью операций прямого
выдавливании, редуцировании в жест-
жестких матрицах и высадки. С учетом
этого сформулированы основные пра-
правила разработки технологического
процесса холодной объемной штампов-
штамповки шаровых пальцев.
1. Предельная относительная де-
деформации заготовки при прямом вы-
выдавливании ие должна превышать
0,7.
2. Предельная относительнаи де-
деформация заготовки при редуцирова-
редуцировании не должна превышать 0,3 при угле
раствора конической части матрицы
не более 30°.
3. При многократном редуцирова-
редуцировании без промежуточного отжига об-
общая относительнаи деформация за-
заготовки не должна превышать 0,7.
4. При высадке относительная длина
деформируемой части не должна пре-
превышать 2,5 ее диаметра.
5. Высадка более чем за два пере-
перехода не рекомендуетси.
6. Следует избегать штамповки с
промежуточными отжигами, так как
это удорожает процесс.
7. Общее число переходов штамповки
должно быть минимальным дли воз-
возможности реализации технологии на
однопозиционных прессах.
Последнее условие связано с тем,
что в номенклатуре шаровых пальцев
больше половины деталей имеют массу
1—3 кг. В то же время программа их
изготовления недостаточна для обеспе-
обеспечения полной загрузки дорогостои-
щих многопозиционных автоматов.
Таким образом, применив однопози-
ционные прессы для холодной объем-
объемной штамповки и оснастив их соот-
соответствующими средствами автомати-
автоматизации, можно получить достаточный
технико-экономический эффект.
В результате экспериментальной
проработки и изучения производствен-
производственного опыта установлено, что для формо-
формообразования технологически и кон-
конструктивно оправданных конфигура-
конфигураций шаровых пальцев достаточно 10 ва-
вариантов технологических процессов
холодной объемной штамповки.
Условии перехода к тому или иному
варианту зависят от относительной
деформации заготовки при выдавли-
выдавливании и редуцировании и от отноше-
364
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
ния длины высаживаемой ее части к
диаметру.
В алгоритме использованы следу-
следующие условные обозначения: г|э, ty*—
относительная деформация при пря-
прямом выдавливании или редуцирова-
редуцировании; а, а*— относительная длина вы-
высаживаемой части заготовки; d3ar-
d;ar, dlar — диаметры заготовок;
ёш — диаметр цилиндрического под-
подголовка (шейки) штампованного ша-
шарового пальца; 2? — угол конуса по-
посадочного участка шарового пальца;
Уг> Vm — объемы головки и подго-
подголовка штампованного шарового пальца
соответственно; V— объем высажи-
высаживаемой части при штамповке из заго-
заготовки с диаметром d3ar •<• dm\ I —
длина высаживаемой части заготовки
с диаметром dsar.
Варианты переходов штамповки,
условия выбора каждого из них и
краткое описание соответствующего
технологического процесса приведены
в табл. 1.
Варианты штамповки и алгоритм
поиска рационального технологиче-
технологического решения основаны на предполо-
предположении, что наиболее простым, надеж-
надежным и экономически эффективным яв-
является двухпереходный процесс, со-
согласно которому конус п хвостовик
детали получают прямым выдавлива-
выдавливанием, а шаровую головку — высад-
высадкой. При этом диаметр заготовки соот-
соответствует диаметру шейки под головкой
штампованной детали (см. табл. 1,
вариант 3). Принцип поиска заклю-
заключается в постоянном анализе каждой
новой детали применительно к воз-
возможности осуществления данного ва-
варианта.
Варианты 8 и 9 предусмотрены для
случаев, когда у детали имеется слиш-
слишком большой перепад сечений по стерж-
стержню (iji > 0,7) и относительно неболь-
небольшая по объему шаровая головка (а <
< 2,5). Эго позволяет выполнять пря-
прямое выдавливание резьбового хвосто-
хвостовика и прилегающей к нему части
конуса и высадку остальной части
стержня и шаровой головки за один
(вариант 8) или два (вариант 9) пере-
перехода.
Вариант 10 рекомендуется для слу-
случая, когда шаровой палец при го-
головке большого объема (а 3> 2,5) имеет
стержень с небольшим перепадом се-
сечений (^ < 0,7). В этом случае ока-
оказывается возможным увеличить диа-
диаметр заготовки до получения а* ^ 2,5
при г|)< 0,7.
Логика этапа выбора исходной за-
заготовки построена на анализе возмож-
возможности равенства d3ar = ^ш- В ЭВМ
вводят данные, включающие размеры
всех геометрических элементов, обра-
образующих конфигурацию детали. Рас-
Рассчитывают объемы Vr и Уш, общий
объем штампованной детали и ее
массу. ЭВМ, согласно программе, пе-
переходит к расчету относительной де-
деформации по формуле
где dXB — диаметр хвостовика.
При выполнении условия ty
рассчитывают параметр
A)
0,7
B)
В случае, если а < 2,5, принима-
принимается, что d3ar = da].
Если в начальной стадии расчета
не будет выполнено условие ^ ^ 0,7,
то алгоритмом и программой преду-
предусмотрено уменьшение диаметра заго-
заготовки до получения г|) = 0,7.
Далее расчет осуществляется по
формулам
Сг = т/^хв/0'3' C>
V = nV [dj, -
а* = 1,27 (Vr -
D)
E)
V. F)
Если при этом будет выполняться
условие а* < 4, то можно принять,
что d3ar = d'3ar. При а* > 4 прини-
принимается <i3ar ~ ^ш-
В случае, если 2,5<3а^4, алго-
алгоритмом предусмотрена попытка не-
некоторого увеличения диаметра заго-
заготовки с целью уменьшения относи-
относительной длины той ее части, из которой
формируется головка до получения
а = 2,5. Расчет и оценка годности
ПРИМЕНЕНИЕ ЭВМ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
365
1. Варианты штамповки шаровых пальцев и условия их выбора
о.»
s g
о g.
Эскиз переходов
штамповки
Условия вы-
выбора вари-
варианта
Технологические процессы
штамповки
а<2,5
Редуцирование конуса и хво-
хвостовика с высадкой шаровой
головки на заключительной
стадии рабочего хода
а>2,5
Редуцирование конуса и хво-
хвостовика с предварительной ко-
конической осадкой. Высадка
шаровой головки
а<2,5
Прямое выдавливание конуса
и хвостовика. Высадка шаро-
шаровой головки
2,5<а<4
Прямое выдавливание конуса
и хвостовика. Двухударная
высадка шаровой головки
гЬ>0,7;
а <^ 2,5
Прямое выдавливание конуса
и хвостовика с относительной
деформацией г|) = 0,7. Отжиг
и фосфатирование. Оконча-
Окончательное редуцирование хвосто-
хвостовика. Высадка шаровой го-
головки
гЬ>0,7;
2,5 < а <
Прямое выдавливание конуса
и хвостовика с относительной
деформацией г|) = 0,7. Отжиг
и фосфатирование. Оконча-
Окончательное редуцирование хвосто-
хвостовика. Двухударная высадка
шаровой головки
а> 4
Прямое выдавливание конуса
и хвостовика. Предваритель-
Предварительный набор металла в головку
поперечным выдавливанием.
Высадка шаровой головки
366
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
Продолжение табл. 1
к
10
Эскиз переходов
штамповки
Условия вы-
выбора вари-
Технологические процессы
штамповки
V < 0,7;
V <0,7;
2,5< а<
2,5
Прямое выдавливание конуса
и хвостовика из заготовки
уменьшенного диаметра обе-
обеспечивающего ур* ^ 0,7. Вы-
Высадка верхней части конуса,
шейки и шаровой головки
Прямое выдавливание конуса
и хвостовика из заготовки
уменьшенного диаметра, обе-
обеспечивающего t|;* ^0,7. Пред-
Предварительная осадка шейки,
верхней части конуса н голов-
головки. Высадка шаровой головки
Прямое выдавливание конуса
и хвостовика из заготовки уве-
увеличенного диаметра обеспечи-
обеспечивающего а* ^ 2,5. Высадка
шаровой головки
Примечание. Величины \* и а* для вариантов штамповки,
когда d3'ar
заготовки с увеличенным диаметром
осуществляются по формулам
<аг = ^0ДП7;. G)
Г = 1-И;в/№агJ]- (8)
Если, несмотря на увеличение диа-
диаметра заготовки, будет выполняться
условие г|з* << 0,7, то согласно алго-
алгоритму ' величину dgar следует при-
принять за окончательный диаметр за-
заготовки. В противном случае про-
программа выполняет условие d3ar = dm.
К такому же конечному результату
должен приводить вариант фд > 4.
Блок-схема этой части программы
приведена па рис. 1. Определение
варианта технологии основано на со-
сопоставлении выбранного диаметра за-
заготовки с диаметром шейки изделия и
на сочетаниях величин ty u а согласно
описанным условиям, определяющим
эти варианты. Так, условие d3ar = ^ш
в зависимости от значений г|? и а до-
допускает варианты штамповки 1—7
(см. табл. 1). Выполнение условия
d'3ar <i dm приводит к вариантам 8 и
9, а следствием условия d"siir > dm
всегда является вариант 10. Блок-
схема этой части программы приве-
приведена на рис. 2.
Проектирование переходов штампов-
штамповки заключается главным образом в
определении их геометрических раз-
размеров, расчете ходов и некоторых пара-
параметров штамповочного инструмента.
Длины различных участков заго-
заготовок на переходах штамповки вы-
вычисляют из условия постоянства объе-
объема. При расчете диаметров выдавливае-
выдавливаемых хвостовиков руководствуются
следующими правилами. При ty > 0,7
ПРИМЕНЕНИЕ ЭВМ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
367
(варианты 5 и 6) диаметр хвостовика
на первом переходе
Во всех остальных случаях и для
определения размеров хвостовика на
втором переходе при штамповке по
вариантам 5 и 6 номинальный диаметр
под накатывание резьбы уменьшают
на величину упругого восстановления
размера, соответствующую 0,05—
0,15 мм. Выбирается также угол ко-
конуса матрицы для прямого выдавлива-
выдавливания. При вариантах 2, 4, 5, 6 и 9
применяется операция предваритель-
предварительной конической осадки. В этом случае
программой предусмотрено определе-
определение исполнительных размеров выса-
высадочных пуансонов по известным соот-
соотношениям.
На заключительном этапе автомати-
автоматического проектирования рассчитыва-
рассчитываются силовые параметры штамповки.
Этот расчет не связан с предыдущими
этапами разработки технологии. Его
результаты не используются в каче-
качестве граничных условий, па основа-
основании которых решается вопрос о вы-
выборе варианта штамповки. Давления
и сила штамповки, а также работа
деформации определяются только для
выбора оборудования и ориентировоч-
ориентировочной оценки прочности инструмента.
Такой подход к решению поставленной
задачи объясняется прежде всего не-
недостаточной для этой цели точностью
практически любых методов аналити-
аналитического расчета сил.
Алгоритм расчета предусматривает
определение степени деформации для
данной операции формоизменения, рас-
расчет сопротивления деформации для
данной марки стали, вычисление
удельных и полнви усилий штамповки
и работы деформации.
Исходными данными для расчета
силовых параметров являются номер
технологического варианта штампов-
штамповки, цифровой код, присвоенный каж-
каждой марке стали, необходимые геоме-
геометрические размеры, рабочие ходы пуан-
пуансона и т. п. Напряжение течения
as = Atnlnz;
формула получена в результате ап-
аппроксимации кривых упрочнения 10 ма-
\Расчет объема
ВВод исходны
данных
I—расчет массы
Расчет а
по/.
Расчет </г
Рис. 1. Блок-схема алгоритма выбора дна*
метра исходной заготовки для штамповки
шарового пальца
рок конструкционных сталей, наи-
наиболее часто применяющихся для изго-
изготовления шаровых пальцев и подоб-
подобных им деталей. Здесь е — средняя
логарифмическая степень деформации;
Л, п — коэффициенты. Массив по-
последних содержится в программе и
От подпрограмма
„Выбор заготобки"
Рис. 2. Блок-схема алгоритма выбора ва«
рианта штамповки шарового пальца
368
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
вводится вместе с ней в память ЭВМ
при расчетах.
В программе расчета силовых пара-
параметров использованы известные фор-
формулы, полученные различными спе-
специалистами для операций прямого
выдавливания в двухступенчатых ко-
конических сужающихся матрицах,
предварительной конической осадки,
поперечного выдавливания и высадки
шаровой головки.
Для болтов с шестигранными го-
головками, как и в предыдущем случае,
выбирают один из шести заранее
разработанных технологических про-
процессов, практически обеспечивающих
изготовление любых болтов из рас-
рассматриваемой группы на холодиовы-
садочиых автоматах. Эскизы пере-
переходов штамповки болтов по данным
вариантам и описание особенностей
технологических процессов и приме-
применяемого оборудования приведены в
табл. 2.
Варианты 1—3 применяют только
для изготовления болтов сравнительно
невысокой точности и прочности. Ва-
Варианты 4—6 благодаря двукратному
редуцированию обеспечивают более
равномерное распределение механиче-
механических свойств вдоль оси болта.
В алгоритме автоматического проек-
проектирования учтены также пластичность
высаживаемого материала и стойкость
инструментальной оснастки, которые
являются основными критериями при
выборе того или иного варианта штам-
штамповки.
Последовательность работы про-
программы в этом случае такова: подго-
подготовка и ввод в ЭВМ исходных данных,
определение координат узловых точек
детали по ее геометрическим параме-
параметрам, расчет объема и массы заготовки,
подбор пластичности материала заго-
заготовки, определение оптимального диа-
диаметра заготовки, расчет силы высадки,
выбор инструментального материала
и способа его термической обработки,
расчет геометрических параметров пе-
переходов высадки.
Схема выбора материала заготовки
построена па сопоставлении ожидае-
ожидаемой и допустимой деформации при
холодной высадке. Для оценки интен-
интенсивности процесса деформирования
подсчитывают среднюю степень де-
деформации сдвига или относительную
деформацию при формировании го-
головки болта, так как в этом случае
имеется опасность разрушения по сво-
свободной боковой поверхности. Соответ-
Соответствующая подпрограмма предусматри-
предусматривает определение допустимых значе-
значений с использованием известных диа-
диаграмм пластичности для данных мате-
материалов и информации о напряженно-
деформированном состоянии на боко-
боковой поверхности высаживаемой го-
головки.
Штамповый материал подбирают пу-
путем сопоставления коэффициента за-
запаса прочности (Р/0Т), характеризу-
характеризующего конструктивную прочность ин-
инструмента, с его допустимыми значе-
значениями. В этом случае используются
результаты расчета сил высадки и
редуцирования. Стойкость того или
иного вида инструмента сравнивают
с рассчитанной прочностью обрабаты-
обрабатываемой стали. На этой основе судят
о правильности выбора марки стали
и режима ее термической обработ-
обработки.
Расчет заканчивается выдачей на
печать технологической карты с эски-
эскизами переходов высадки болта со
всеми необходимыми размерами, ин-
информации по применению СОЖ, марки
холодновысадочного автомата и т. п.
Метод комбинирования формоизме-
формоизменяющих операций по принципу приори-
приоритетности. Используемый принцип по-
построения САПР ориентирован на при-
применение комбинированных способов
штамповки, когда одновременно вы-
выполняются две различные операции;
это позволяет создавать экономичные
технологические процессы ^ с мини-
минимальным числом переходов. С помощью
комбинированных способов штамповки
можно получать более сложные сплош-
сплошные и полые осесимметричные детали,
имеющие плоские торцы, одно- и
двухскатные наружные и внутренние
ступени (рис. 3).
В соответствии с использованием
принципа приоритетности операций
их комбинации располагаются в таком
порядке: выдавливание + выдавлива-
выдавливание; выдавливание + редуцирование;
выдавливание + высадка; редуцирова-
редуцирование + высадка; редуцирование + ре-
редуцирование.
ПРИМЕНЕНИЕ ЭВМ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
369
2.
И
1 Ном*
| вари
1
2
3
4
варианты штамповки болтов
их особенности и применяемое
Эскиз переходов штамповки
ГП
j
щ
ТТ Т 11Г
W
! ' ' 1
11 U !
/Т\ Iе ^
ТПГ ii
II
Ш п
и
и
1 -МТ
i I
I II
гг
;
|) ф
1 1
ft
т
1
Ч-1 |
Ч-1
m r-K >
/ \ 'i 11'1
i
j
А
f
i
Технологический процесс
штамповки
Диаметр заготовки со-
соответствует диаметру
гладкой части стержня
болта
Двухударная высадка
с редуцированием
Диаметр заготовки со-
соответствует диаметру
гладкой части стержня
болта
Редуцирование стерж-
стержня совмещено с высад-
высадкой ГОЛОВКИ
Обрезка высаженной
головки под шестигран-
шестигранник
Диаметр заготовки со-
соответствует диаметру
гладкой части стержня
болта
Предварительная вы-
высадка, совмещенная с
редуцированием. Окон-
Окончательная высадка го-
головки
Обрезка высаженной
головки под шестигран-
шестигранник
Диаметр заготовки в
1,15 раза больше диа-
диаметра гладкой части
стержня болта
Двойное редуцирова-
редуцирование стержня и двух-
двухкратная высадка голов-
головки. Обрезка высажен-
высаженной головки под ше-
шестигранник
эборудованне
Холодно-
высадочные
автоматы
Четырех-
позицион-
ный
автомат
Обрезка
высажен-
высаженной голов-
головки под ше-
стигран-
стигранники
Трехпози-
ционный
Обрезной
автомат
Двухудар-
ный
автомат
Обрезной
автомат
Четырехпо-
зиционный
автомат
370
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
Продолжение табл. 2
Эскиз переходов штамповки
ti m
Технологический процесс
штамповки
Диаметр заготовки по
варианту 4
Резьбовая часть стерж-
стержня редуцируется после
высадки головки
Обрезка высаженной
головки под шестигран-
шестигранник
Диаметр заготовки в
1,3 раза больше диа-
диаметра гладкой части
стержня болта
Выдавливание стерж-
стержня. Обрезка высажен-
высаженной головки под шести-
шестигранник
Холоди o-
высадочиые
автоматы
Четырехпо-
зиционный
автомат
Четырехпо-
зиционный
автомат
В память ЭВМ вводится информа-
информация о механических и технологических
свойствах восьми марок конструкци-
конструкционных и легированных углеродистых
сталей, наиболее широко применяе-
применяемых для холодной объемной штам-
штамповки. Информация содержит значе-
значения предельных относительных обжа-
обжатий и средних ступеней деформаций
для прямого и обратного выдавлива-
выдавливания, пределов текучести и прочности,
температур нормализации и отжига,
а также кривые упрочнения. В банке
данных, используемых при проекти-
г)
д)
Рис. 3. Номенклатура геометрических форм деталей:
а — гладкие; б — односкатные одноступенчатые; в — односкатные многоступенчатые;
г — двухскатные одноступенчатые; д •— двухскатные многоступенчатые; / — наружная
конфигурация; // — внутренняя конфигурация
ПРИМЕНЕНИЕ ЭВМ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
371
3. Параметры, характеризующие
технологические возможности
основных формоизменяющих
операций холодной объемной
штамповки
Продолжение табл. 3
№ по пор.
1
2
3
4
5
Наиме-
Наименование
формо-
изменя-
изменяющей
операции
Прямое
выдав-
выдавливание
сплош-
сплошных де-
деталей
Редуци-
Редуцирование
Высадка
Прямое
выдав-
выдавливание
полой
детали
Обрат-
Обратное вы-
давли-
давливание
Технологические
параметры
Деформация (зави-
(зависит от материала).
Угол конуса матри-
матрицы (выбирается про-
произвольно). Отноше-
Отношение длины заготовки
к ее диаметру (to/d0 <
Деформация 01'^
^ 0,3). Угол кону-
конуса матрицы Bа <
< 30°). Показатель
снижения устойчи-
устойчивости
Деформация (|е | ^
< 1.6). Отношение
длины заготовки к ее
диаметру (/0/d0 < 8).
Отношение длины вы-
высаженного утолще-
утолщения к его диаметру
(/p/dF>0,l)
Деформация (зависит
от материала). Угол
конуса матрицы (вы-
(выбирается произволь-
произвольно). Отношение дли-
длины заготовки к диа-
диаметру отверстия в
ней {ljdio < 4)
Деформация (зависит
от материала) Отно-
Отношение глубины вы-
выдавливаемого отвер-
отверстия к его диаметру
(lildi <^ 2,5). Толщи-
Толщина дна детали
№ по пор-
6
7
Наиме-
Наименование
формо-
изменя-
изменяющей
операции
Вытяж-
Вытяжка С
утоне-
утонением
стенки
Про
бивка
Технологические
параметры
Деформация (зависит
от материала). Угол
конуса матрицы (не
более 20°)
Отношение толщины
дна к диаметру про-
пробиваемого отверстия
(s/d< 1,0)
ровании, находятся также сведения
о технологических возможностях фор-
формоизменяющих операций в виде пре-
предельных значений параметров, огра-
ограничивающих появление нежелатель-
нежелательных деформаций, повышенных на-
нагрузок на инструмент и т. п. (табл. 3).
Алгоритм и программа ориентиро-
ориентированы преимущественно на крупно-
крупносерийное и массовое производство,
поэтому для разделения исходного
материала на заготовки приняты резка
на пилах с последующим удалением
заусенцев и отрезка в штампе с после-
последующей осадкой. Прочие способы в
разработанной программе не рассма-
рассматриваются вследствие их узкой спе-
специализации.
Особенностью данной программы
является наличие в ней подпрограммы
технико-экономического анализа .раз-
.разработанных вариантов технологии. В
рамках этой подпрограммы осуще-
осуществляется, в частности, расчет себе-
себестоимости и капитальных затрат. В
последнем случае учитывается вид
используемого кузнечно-прессового
оборудования (кривошипные, криво-
шипно-коленные или гидравлические
однопозиционные прессы; горизон-
горизонтальные многопозиционные кривошип,
ные прессы); число ходов и коэффи-
коэффициент загрузки оборудования; подача
заготовок (ручная или автоматическая);
норма обслуживания. Блок-схема рас-
расчета приведена на рис. 4.
372
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
ПРИМЕНЕНИЕ ЭВМ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
373
Геометрия детали описывается фор-
формой ее отдельных элементов, кодируе-
кодируемых с помощью цифрового или мнемо-
мнемонического кода (рис. 5). К коду гео-
геометрии добавляют также цифровые
значения диаметров, длин и т. п. На
основании этой информации по извест-
известным формулам ЭВМ рассчитывают
объем и массу детали и штампованной
заготовки.
Диаметр заготовки задается вместе
с другими исходными данными. Можно
задать несколько диаметров, тогда
ЭВМ просчитает и выдаст иа печать
соответствующие им варианты техно-
технологии. Программой проектирования
предусмотрена прежде всего разра-
разработка технологии холодной объемной
штамповки применительно к одно-
позиционным прессам. В случае не-
необходимости программа может скор-
скорректировать технологию в расчете на
использование многопозициоиных
прессов.
Программа выдает один обязатель-
обязательный вариант технологии. Альтерна-
Альтернативные решения возможны лишь при
выборе варианта разделения исход-
исходного материала на заготовки или при
включении в исходные данные не-
нескольких значений диаметров заго-
заготовок. Вообще в программу включен
минимум ограничивающих констант
и тому подобных параметров, что
оставляет возможности для исполь-
использования собственного опыта пользо-
пользователя.
При расчете затрат учитываются
расходы на обрабатываемый материал
и заработную плату, амортизацион-
амортизационные отчисления, расходы на эксплуа-
эксплуатацию производственных помещений,
энергетические затраты, расходы на
инструмент и оснастку, прочие рас-
расходы.
Программа учитывает также рас-
расходы на последующую обработку ре-
резанием штампованных деталей.
Конструирование штампов и изго-
изготовление рабочего инструмента к ним
на стайках с ЧПУ. Для проектирова-
проектирования инструмента с помощью ЭВМ не-
необходимо создание банка данных, со-
содержащего информацию о геометрии
инструмента всех возможных кон-
конструкций, о марках инструменталь-
инструментальных материалов, их механических
Рис. 5. Схема описания геометрии детали:
а — деталь; б — деталь, расчлененная на
элементы; Р — плоскость; Z — цилиндр;
К — конус
свойствах и режимах термической об-
обработки, а также о наличии и коли-
количестве того или иного материала иа
складе. Работа с банком данных осу-
осуществляется на основании различных
конструктивных критериев.
При создании системы автоматиче-
автоматического проектирования штампов ис-
используют два основных метода: гене-
генерирование и варьирование. В первом
случае конструкция создается прак-
практически заново, а во втором — чертеж
возникает путем внесения изменений
в основную (базовую) конструкцию.
Первый метод отличается наименьшей
трудоемкостью на этапе его разработки,
но наибольшей трудоемкостью в про-
процессе проектирования. Благодаря это-
этому его целесообразно использовать
при конструировании разнообразных
штампов большой номенклатуры. При
втором методе наиболее трудоемок
подготовительный этап, когда создается
базовая конструкция. Собственно про-
проектирование осуществляется очень
быстро. Поэтому метод варьирования
наиболее пригоден для разработки
типовых конструкций.
При организации производства ра-
рабочего инструмента штампов для хо-
холодного выдавливания значительный
эффект может быть получен вслед-
вследствие применения системы CAD/CAM,
т. е. комбинации системы автомати-
автоматического конструирования (Computer
Aided Design) и системы обработки
иа станках с ЧПУ от малой ЭВМ
(Computer Aided Manufacturing).
374
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
в)
Рис. 6. Конструкции пуансонов для холод-
холодного выдавливания (о) и эскиз типовой
заготовки пуансона с ложными центрами
Примером является программа
CADED (Computer Aided Design of
Extrusions Dies), предназначенная для
расчета исполнительных размеров ти-
типизированных и унифицированных ра-
рабочих деталей штампов для выдавли-
выдавливания.
Программа CADED включает сле-
следующие этапы;
ввод исходных данных (размеры и
материал штампуемой детали, тип пуан-
пуансона или выталкивателя, даииые об
их^ материале, наружный и внутрен-
внутренний диаметры многослойной матрицы,
угол запрессовки, число бандажей,
шероховатость поверхности, материалы
рабочей вставки и баидажей);
проверка исходных данных;
расчет осевых и радиальных нагру-
нагрузок на инструмент;
расчет критических напряжений в
инструменте и сравнение их значений
с заданными предельньши величинами;
расчет технологических параметров
(степень деформации, максимальное
усилие на пуансоне и т. п.);
расчет конструктивных параметров
(диаметр калибрующей части пуаи-
соиа, диаметр площадки на торце
пуансона, общая длина пуансона, ра-
радиус закругления на торце пуансона,
диаметры разъемов в многослойной
матрице, натяги, заход выталкивателя
в матрицу и т. п.);
сравнение результатов расчета тех-
технологических параметров с их пре-
предельными значениями и, в случае не-
необходимости, ввод новых исходных
данных и повторный расчет;
печатание результатов расчета.
В программе расчета матриц поль-
пользуются методом конечных элементов,
который позволяет вести расчеты с
учетом неравномериости распределения
внутренних радиальных давлений на
матрицу вдоль ее образующей.
В процессе работы можно варьиро-
варьировать входные параметры и оптимизи-
оптимизировать размеры конструируемых де-
деталей.
Вторая часть программы при исполь-
использовании системы CAD/САМ предна-
предназначена для разработки технологии
изготовления рабочих деталей штам-
штампов. Наиболее эффективно она реали-
реализуется при изготовлении пуансонов
для холодного выдавливания, которые
отличаются сложной и достаточно
разнообразной геометрией (рис. 6, а).
Эскиз типовой заготовки пуансона
с ложными центрами показан на
рис. 6, б.
Рассчитанные иа ЭВМ конструк-
конструкторские и технологические параметры
являются входными данными для пост-
постпроцессора, т. е. программы, позво-
позволяющей разработать главную про-
программу обработки и выдать ее для
станка с ЧПУ в виде перфоленты.
Программа для обработки номенкла-
номенклатуры пуансонов включает две стандарт-
стандартные подпрограммы, выполняющие про-
проверку вводимых даииых и их обра-
обработку, и главную программу, реали-
реализуемую в постпроцессоре. Целевое
назначение последней заключается в
передаче данных и пуске подпрограмм,
уже введенных в ЧПУ токарного
станка.
ПРИМЕНЕНИЕ ЭВМ ПРИ РАЗРАБОТКЕ ТЕХНОЛОГИИ
376
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
Общая схема описанной системы
конструирования и изготовления пуан-
пуансонов для холодного выдавливания
показана на рис. 7.
Типы ЭВМ и математическое обес-
обеспечение САПР. Системы автоматиче-
автоматического проектирования технологии хо-
холодной объемной штамповки и кон-
конструирования штампов могут быть
реализованы с помощью ЭВМ различ-
различных видов.
Простейшими из них являются про-
программируемые микрокалькуляторы —
наиболее дешевое и доступное сред-
средство ускорения инженерных расчетов.
Однако емкость их памяти в зависи-
зависимости от типа калькулятора ограни-
ограничена приблизительно 1000—2000 —
так называемые шаги программирова-
программирования. Ограничена и возможность их
работы в режиме диалога и использо-
использование массивов данных.
Практически с помощью программи-
программируемых микрокалькуляторов можно
выполнять расчеты объемов и массы,
удельных и полных усилий штамповки
и работы деформации, а также опре-
определять параметры матриц.
Персональные ЭВМ отличаются
очень высокой гибкостью и имеют
память емкостью от 4 кБ до 2 МБ.
Средняя емкость составляет 32 кБ.
Персональные ЭВМ могут оснащаться
периферийными устройствами, напри-
например устройствами внешней памяти на
дискетах или магнитных карточках;
печатающим устройством; графопо-
графопостроителем для вычерчивания диа-
диаграмм, кривых и т. п.; дисплеем для
работы в диалоговом режиме, обеспе-
обеспечивающим изображение 40—80 зна-
знаков в строке.
С помощью персональной ЭВМ в
дополнение к перечисленным расче-
расчетам можно определять последователь-
последовательность переходов штампов, выбирать
кузнечно-прессовое оборудование, рас-
рассчитывать технико-экономическую эф-
эффективность.
Большая ЭВМ обладает практиче-
практически неограниченной памятью, имеет
большое количество разнообразных пе-
периферийных устройств, а наличие тер-
терминалов и возможность подсоедине-
подсоединения к ней малых ЭВМ позволяют ра-
работать в режиме с разделением вре-
времени и выполнять одновременно не-
несколько различных задач.
Наряду со всеми традиционными
технологическими расчетами можно
выполнять такую трудоемкую работу,
как конструирование штампов и штам-
пового инструмента, а также проч-
прочностные расчеты сложного рабочего
инструмента с помощью метода конеч-
конечных элементов.
Математическое обеспечение при ре-
решении перечисленных задач базируется
на языках программирования
БЭЙЗИК и ФОРТРАН. Первый ис-
используется для сравнительно простых
математических задач в технической
и технико-экономической области. Бо-
Более сложные математические проб-
проблемы следует программировать на
ФОРТРАНе, обладающем широкими
возможностями. Программы из обла-
области экономики обычно составляют на
языке КОБОЛ.
2. КАЧЕСТВО ДЕТАЛЕЙ
Получение качественных деталей
при холодной объемной штамповке
зависит от исходного материала и от
правильного построения технологиче-
технологического процесса. Исходный материал
может иметь различные дефекты, воз-
возникающие при плавке, прокатке, во-
волочении и термической обработке.
КАЧЕСТВО ДЕТАЛЕЙ
377
I
а) в) в)
Рис. 8, Виды дефектов исходного материала
Неметаллические включения могут
образовываться в стали вследствие
засорения шлаками, продуктами рас-
раскисления, огнеупорными материалами
и продуктами реакции между ними;
выявляются при резке заготовок, если
включение попадает на линию среза,
а также при просмотре микро- и
макрошлифов (рис. 8, а).
Газовые пузыри представляют со-
собой полое пространство с газом; обыч-
обычно возникают при разливке кипящих
сталей; в спокойных сталях может
наблюдаться неравномерно располо-
расположенная местная пористость.
Поверхностные открытые царапины
образуются вследствие плохого со-
состояния поверхностей прокатных вал-
валков или волок (задиры, заусенцы), а
также если на поверхности материала
частично имеется окалина отжига
(рис. 8, б). Царапины должны быть
глубиной не более 0,1 мм для прутков
диаметром до 20 мм и не более 0,2 мм
для прутков диаметром до 40 мм.
Волосовины — это тонкие, непро-
сматриваемые на всю глубину (до
1,5 мм) продольные трещины, возни-
возникающие вследствие вытягивания под-
подкорковых газовых пузырей в направ-
направлении прокатки (рис. 8, в).
Закатами называют завальцованные
с диаметрально противоположных сто-
сторон заусенцы, появляющиеся, как
правило, на всей длине проката при
избытке металла в калибрах или при
их износе. В местах заката поверх-
поверхность заварена не полностью, что мо-
может привести к попаданию в это место
неметаллических включений, а у де-
деталей из высокоуглеродистых сталей
вызвать обезуглероживание. Закаты
являются одним из наиболее опасных
дефектов; при холодной высадке они
раскрываются в глубокие трещины
(рис. 8, г).
Неблагоприятные структурные об-
образования возникают при отжиге, ког-
когда имеет место перегрев; для деталей
из низкоуглеродистых сталей это при-
приводит к интенсивному росту зерна,
а для деталей из высокоуглеродистых
сталей к образованию пластинчатого
перлита вместо зернистого. В обоих
случаях пластичность (деформируе-
(деформируемость) сталей снижается.
Существенным дефектом является
обезуглероженный слой, могущий сде-
сделать материал непригодным после
улучшения или поверхностной за-
закалки. Максимально допустимая глу-
глубина обезуглероженного слоя у дета-
деталей из сталей для холодной высадки
не должна превышать 0,08 мм при
диаметре менее 6 мм, 0,20 мм — при
диаметре 20 мм (площадь обезуглеро-
обезуглероженного кольца не более 5 % пло-
площади всего сечения).
Качество материала в значительной
степени зависит также от наличия
в нем резко выраженной полосчатой
структуры; последняя при холодной
высадке может вызвать скалывающие
трещины и расслаивание.
Отклонения размеров профиля ма-
материала могут привести к браку по
размерной точности готовых холодно-
штампованных поковок, особенно при
холодной высадке. Так при высадке
деталей типа болта точность стержня
по диаметру соответствует точности
исходного материала. Исходя из нуж-
нужного объема, заготовку отрезают на
определенную длину, но разброс диа-
диаметральных размеров исходного ма-
материала может вызвать образование
в головке складок и заусенца при
излишнем металле и неполучение чет-
четких граней головки при его недостатке.
Овальность исходного материала, его
размеры в поперечном сечении по
всей длине должны находиться в пре-
пределах поля допуска на изготовление,
а в особых случаях (оговоренных
при поставке) в пределах половины
поля допуска. В этих же пределах
должны быть отдельные вмятины и
выступы. Наиболее частые дефекты —
наличие шва при слишком полно
прокатанной заготовке или несовпаде-
несовпадение формы при сдвиге калибров.
Допускаемые отклонения размеров
для сталей холодного деформирова-
деформирования оговорены на горячекатаную круг-
круглую ГОСТ 2590—71, квадратную
ГОСТ 2591—71, шестигранную
ГОСТ 2879—69; калиброванную круг-
круглую ГОСТ 7417—75, квадратную
ГОСТ 8559—75, шестигранную
ГОСТ 8560—78.
Непостоянство (неоднородность)
свойств одного и того же материала
даже в пределах, оговоренных стан-
стандартами и условиями поставки, может
378
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
существенно сказаться иа стабильно-
стабильности технологического процесса, осо-
особенно в условиях массового производ-
производства деталей с жесткими требованиями
к качеству, получаемых на полуавто-
полуавтоматическом н автоматическом обору-
оборудовании. Влияние этого дефекта устра-
устраняется в основном путем запуска в
производство определенной партии де-
деталей из материала одной плавки.
Применение для холодной высадки
сталей обыкновенного качества с хи-
химическим составом и механическими
свойствами по ГОСТ 1050—74 (кон-
(конструкционные стали), ГОСТ 4543—71
(легированные конструкционные ста-
стали) может привести к массовому браку
по трещинам. Поэтому ГОСТ
10702—78 предусмотрено изготовление
специальных сталей для холодного
выдавливания и высадки с понижен-
пониженным содержанием кремния, серы, фос-
фосфора, никеля, меди и мышьяка. Макро-
Макроструктура стали должна быть одно-
однородной, без усадочных рыхлостей,
расслоений, неметаллических вклю-
включений, пористости, газовых пузырей,
трещин, ликвационных зон, раковин,
флокенов, песочин и других дефектов,
видимых невооруженным глазом на
поперечных темплетах после травле-
травления.
При холодной высадке бескремни-
бескремнистой стали площадь ликвационной
зоны должна занимать не более 40 %
площади поперечного сечення заго-
заготовки. Лучше, если ликвационная
зона расположена посередине сечения.
Смещение ее в сторону и особенно
выход на боковую поверхность могут
привести к браку.
Для исключения появления тре-
трещин и разрывов сталь в состоянии
поставки должна иметь однородную
микроструктуру, в которой не допу-
допускается полосчатость, структурно-сво-
структурно-свободный цементит, расположенный по
границам зерен в виде скоплений или
сетки. По ГОСТ 10702—78 в калиб-
калиброванной стали марок 30, 35, 40, 45,
ЗОХ, 35Х, 40Х и 38ХА не должно
быть грубопластинчатого перлита н
видманштеттовой структуры.
К стали для холодной высадки
могут быть предъявлены дополнитель-
дополнительные требования: повышенные нормы
по поперечному сужению, нормиро-
нормированные макро- и микроструктура, ве-
величина зерна, глубина обезуглеро-
жеиного слоя, ограниченное содер-
содержание кремния в спокойной стали
марок 08, 10, 15 и 20.
В технологических процессах хо-
холодного объемного деформирования
могут возникнуть различные виды
брака. Наиболее распространенным
видом является образование трещин,
причины возникновения которых мо-
могут быть самыми разнообразными:
несоответствие исходного материала
технологическим условиям поставки;
неправильное построение технологи-
технологического процесса (возникновение в
отдельных зонах местных недопусти-
недопустимых деформаций и давлений); непра-
неправильное конструирование инструмен-
инструмента; неправильно проведенные проме-
промежуточные химико-термнческие опера-
операции (фосфатирование, отжиг); нека-
некачественное нанесение смазочного ма-
материала; изношенные инструмент в
оборудование и др.
Различают трещины продольные,
скалывания, внутренние н поперечные.
Основной причиной возникновения
продольных трещин являются отме-
отмеченные выше поверхностные дефекты
исходного материала, вскрывающиеся
при прокатке и волочении. Размеры
трещин при этом зависят от размеров
дефектов и от фактической деформа-
деформации в месте дефекта (рис. 9, а).
Продольные трещины могут также
вызываться ликвацией. Например,
прн штамповке гаек или других ана-
аналогичных по конфигурации деталей
продольные трещины на торцах воз-
возникают в месте ликвации и выходят
на наружную поверхность (рис. 9, в).
Скалывающие трещины возникают
в недостаточно пластичных материа-
материалах или в случае превышения допу-
допустимой деформации. Трещины имеют
характерное для действия максималь-
максимальных напряжений сдвига расположение
под углом 45° к направлению силы
деформирования (рнс. 9, в и г). Тре-
Трещины скалывания могут быть вслед-
вследствие поверхностных дефектов. В этом
случае они обычно появляются вместе
с продольными трещинами (рис. 9, д).
Внутренние трещины, невидимые
при наружном осмотре, могут вызвать
разрушение деталей в процессе экс-
КАЧЕСТВО ДЕТАЛЕЙ
379
Рис. 9. Виды разрушения при холодной объемной штамповке:
а и б — продольные трещины при высадке головки болта и штамповке гайки; в и г —
скалывающие трещины при осадке и высадке; д — одновременно возникающие про-
продольные в скалывающие трещины; е и ж — внутренние трещины при правильной и не-
неправильной форме предварительного высадочного пуансона соответственно; з и и —
поперечные трещины; разрушения: к—м — при прямом, н — обратном, о — двусто-
двустороннем выдавливании
плуагации. Поперечные внутренние
трещины возникают из-за недопустнмой
деформации и неправильного проекти-
проектирования технологического процесса
(рис. 9, ей ж). Внутренние трещины
могут образоваться при старении ма-
материала в местах наибольших местных
деформаций.
Поперечные трещины (рис. 9, а)
чаще всего проявляются в виде складко-
складкообразований (рис. 9, и), вызванных
неправильным построением техноло-
технологического процесса; например, при
высадке головки с недопустимо боль-
большим отношением высоты к диаметру
исходного материала. Как и в случае
внутренних трещин, такой дефект мо-
может привести к отрыву головки при
ударных нагрузках или при затяжке
болта.
Поперечные трещины могут возни-
возникать при обрезке заусенца. При обрезке
особенно чувствительны к ним ма-
материалы, склонные к образованию
трещин скалывания, имеющие разви-
развитую зону ликвации, волосовины, шла-
шлаковые и другие неметаллические вклю-
включения. Неправильная наладка обрез-
обрезного инструмента или его затупление
также приводят к образованию попе-
поперечных трещин.
При резке исходного матер нала (про-
(проката) на штучные заготовки также
может получаться брак. При резке
проката сдвигом качество среза пря
использовании втулочных штампов за-
зависит от отношения длины к диаметру
заготовки, формы и размеров сечения,
структуры н состояния металла. Торцы
заготовок оказываются скошенными
на 2—3° и более, имеют грубую по-
поверхность. Зоны заготовки, прилега-
прилегающие к торцам, имеют искаженный
профиль. Эти дефекты тем больше,
чем мягче материал, меньше отноше-
отношение высоты заготовки И к диа-
диаметру D и больше диаметр D. При
отрезке заготовок с отношением Н
к D в пределах 1,5—2,0 и более обес-
обеспечивается качественный срез; при
меньших отношениях требуется ка-
калибровка заготовок; при отношении Н
к D 1,0—1,5 с деформацией до 8%,
при отношении Н к D 0,3—!,0 — с
деформацией 8—15 %.
Втулочные штампы обеспечивают вы-
высокое качество реза, если зазор между
отрезаемой заготовкой и подвижным
ножом-втулкой не превышает 3—5 %
диаметра прутка. Однако поставляе-
поставляемые металлургической промышленно-
промышленностью горячекатаные прутки не всегда
удовлетворяют этим требованиям.
При резке иа пресс-ножницах (с
постоянной или дифференцированной
силой прижима) основными параме-
параметрами, определяющими качество реза
(перпендикулярность плоскости среза
к оси заготовки, отсутствие смятия,
изгиба, трещин, выровов), являются
наклон прутка, сила прижима и ско-
скорость режущего ножа.
Перпендикулярность реза к оси за-
заготовки достигается при определен-
определенном соотношении угла наклона прутка
и зазора между ножами. Угол наклона
в зависимости от механических свойств
материала изменяется в пределах 0—
380
КАЧЕСТВО ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ
8°. При резке с постоянной силой при-
прижима могут возникать задиры и при-
пригары на торцах прутка и заготовки
вследствие трения их друг о друга
после разделения. При дифференци-
дифференцированном зажиме с силой, пропорцио-
пропорциональной силе реза, вероятность появ-
появления задиров и пригаров уменьшается,
так как имеется возможность некото-
некоторого осевого перемещения отдельной
заготовки. Сила прижима должна быть
не менее 0,8—1,0 силы реза. Угол
наклона скола и его форма в значи-
значительной степени зависят от скорости
движения подвижного ножа, которая
должна быть наибольшей (практи-
(практически не менее 1 м/с) в момент действия
максимальной силы среза.
При получении заготовок (деталей)
из плоского проката с повышенными
требованиями к качеству вырубаемой
поверхности применяют либо чистовую
вырубку, либо после вырубки за-
зачистку. Припуск на зачистку зависит
от химического состава и толщины
материала и составляет для сталей 7—
8 % толщины.
Дефекты в штампованных поковках
могут быть устранены. Возникновение
брака при технологических процессах
холодного деформирования зависит
прежде всего от свойств исходного
материала и состояния его поверхно-
поверхности, правильного построения техно-
технологического процесса (выбора пере-
переходов, схемы течения металла, допу-
допустимых по переходам деформаций),
правильного проведения промежуточ-
промежуточных химико-термических операций,
правильного конструирования штам-
пового инструмента, его состояния,
выбора кузнечно-прессового оборудо-
оборудования и его состояния. Возможности
исправления брака в поковках, полу-
полученных холодным деформированием,
весьма ограниченны. Поэтому основ-
основное внимание уделяется мероприя-
мероприятиям, предотвращающим возникно-
возникновение брака, из которых основными
являются:
1. Проверка исходного материала
на соответствие химическому составу
и определение его фактической штам-
пуемости и механических свойств.
В определенных пределах штампуе-
мость может быть улучшена с помощью
соответствующих режимов термиче-
термической обработки. Так, сталь, склонную
к образованию трещин скалывания,
рекомендуется отжигать (при высоком
содержании углерода) при 700 °С с
последующим медленным охлажде-
охлаждением; мягкие стали отжигаются при
600 °С. Надежным средством предот-
предотвращения брака против образования
поперечных трещин является проме-
промежуточный отжиг полуфабрикатов (за-
(заготовок) при 550—600 °С перед обрез-
обрезкой. Если после термической обра-
обработки материал по штампуеыости и
механическим свойствам не соответ-
соответствует предъявленным требованиям,
он должен быть обязательно заменен.
2. В зависимости от качества про-
проката и требований технологии холод-
холодной штамповки поверхность сортового
проката подвергают обдирке (обтачи-
(обтачиванию) на токарных станках или
автоматах, на шлифовальных станках.
Толщина снимаемого слоя в пределах
0,8—2,0 мм. Во всех возможных слу-
случаях следует отдавать предпочтение
обтачиванию, так как после шлифова-
шлифования в металле остаются следы абра-
абразива, вредно отражающиеся на стой-
стойкости штампового инструмента и ка-
качестве готовой продукции. Качество
поверхности холоднокатаных листов
и полос значительно улучшается после
строгания или фрезерования.
3. Дефекты (брак) при разделке
проката на штучные заготовки устра-
устраняются с помощью строгого соблюдения
изложенных выше требований.
4. Выровы на заготовке вследствие
налипания материала на штамповый
инструмент устраняются путем более
тщательного ведения процесса фосфа-
тирования (омыливания).
В условиях массового производства
особое внимание уделяется производ-
производственному контролю, так как процесс
холодного деформирования примени-
применительно к качеству готовых поковок
является, как было отмечено выше,
многофакторньш, и невыполнение хотя
бы одного из них может привести к
непоправимому браку.
Окончательно контролируют геоме-
геометрические размеры, внутренние и на-
наружные дефекты и механические свой-
свойства.
Для контроля размеров применяются
в основном предельные приборы (а не
КАЧЕСТВО ДЕТАЛЕЙ
381
универсальный измерительный инстру-
инструмент), различные специальные опти-
оптические и электрические приборы.
Наружные и внутренние трещины,
возникающие из-за поверхностных и
внутренних дефектов исходного матери-
материала и при закалке, обнаруживаются G
помощью травления, красящих жидко-
жидкостей, неразрушающими методами —
магнитной и ультразвуковой дефекто-
дефектоскопией, просвечиванием проникаю-
проникающими лучами.
Из механических напряжений наи-
наиболее часто определяют пределы проч-
прочности и текучести, относительное удли-
удлинение при испытаниях на растяжение.
Макро- и микроскопические методы
контроля позволяют наблюдать рас-
расположение волокон, наличие трещин,
глубину обезуглероженного слоя.
Список литературы
1. Автоматизация проектирования
технологии холодной высадки бол-
тов/М. Г. Амиров, Н. В. Квашина,
Н. И. Зяблицев и др.//Автомобильная
промышленность, 1983. № 1.С. 24—25.
2. Амиров М. Г., Барыкин Н. П.
Оценка технологической деформируе-
деформируемости при холодной высадке//Автомо-
бильная промышленность, 1980 № 9
С. 26—28.
3. Букин-Батырев И. К. Приме-
Применение ЭВМ для разработки технологи-
технологических процессов холодной объемной
штамповки стержневых • деталей//Куз-
нечно-штамповочиое производство
1977. № 10. С. 12-15.
4. Ammer J., Schwanenwalde В., Voel-
kner W. CAD/CAM-System fur Fliessp-
resswerkzeuge. — Fertigungstechink und
Betrieb, 1985, 35, N. 3, S. 145—147.
5. Bohm G., Marx G., Schladitz J,
Subdatenspeicher-Kaltfliesspressen. —
Technik, 1977, 32, N. 9, S. 500—504.
6. Neubert В., Voelkner W. Cadet-
Rechnergesttizte Konstruktion von Flies»
spresswerkzeugen. — Fertigungstechnik
und Bertrieb, 1981, 31, N. 11, S.
658—660, 641.
7. Rebholz M. Computer-Aided Pro-
Production Planning in Cold Forging. —
CIPR-Annalen, 1980, 29, N. 1, S. 173—
177.
8. Rebholz M. Einsatzmoglichkeiten
von Rechnerprogrammen in der Massi-
vumforraung. — VDI-Berichte, 1982,
N. 445, S. 11—19.
9. Rebholz M. Interaktives Pro-
grararasystem zur Erstellung von Fer-
tigungsunterlagen fur die Kaltmassi-
vuraformung. — Berichte aus dem
Institut fiir Uraformtechnik Univer-
sitat Stuttgart, 1980, N. 60, s 121
46 Abb.
10. RebholzM. TechnischeFertigungs-
planungin der Mtmassivumformung.—
Anforderungen und Losungraoglichkei-
ten. — VDI-Zeitschrift, 1984, 126
N. 3, S. 4—11.
11. Rationaliesierung der technolo-
gischen Vorbereitung von mehrstufigen
Prozessen des Kaltfliesspressens/R. Fro-
bin, Q. Herold, Q Rdder, W. Voigt —
Fertigungstechnik und Betrieb, 1980
30, N. 10, S. 590—593.
12. Voelkner W. Rechnerunterstuzte
technologische Vorbereitung in der Urn*
formtechnik. — Fertigungstechnik und
Betrieb, 1982, 32, S. 646-650, 641.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автомат резьбонакатной — Техниче-
Техническая характеристика 260
— холодновысадочный трехпозицяон-
ный — Техническая характеристика
258—260
Автоматы двухроликовые профилена-
катные 64, 66—68 — Кинематические
схемы 66—68
Автоматы для накаткя резьб с пло-
плоскими плашками 58—63 — Бункерио-
загрузочные устройства 60, 63
— Кинематические схемы 59, 61
— Технические характеристики 58, 59
— Циклограмма взаимодействия ме-
механизмов 58, 62
Автоматы для иакатки резьб с роли-
роликом-сегментом 61, 63, 64 — Бункерное
устройство 63, 65
— Кинематические схемы 61, 64
— Механизмы настройки 64, 65
— Технические характеристики 58, 60
Автоматы для штамповки шариков
и роликов 74—77 — Технические
характеристики 74, 75
— Циклограмма взаимодействия меха-
механизмов 76, 77
Автоматы-комбайиы для полного из-
изготовления деталей 43—46 — Техно-
Технологическая схема изготовления болта
45, 46
-— Технические характеристики 43, 45
Автоматы многопозициониые для объ-
объемной штамповки стержневых и корот-
коротких деталей 43—53 — Механизм вы-
выталкивания заготовки из матрицы 48,
49
— Ак'ханизм отрезки заготовки 47, 48
— Механизм подачи заготовки 47
— Технические характеристики 45,
47, '50, 51
— Циклограмма гайкоштамиовочного
автомата 49,50
Автоматы обрезные и для повторной
высадки 53—58 — Механизм подачи
заготовки 57, 58
— Технические характеристики 54, 55
— Циклограмма взаимодействия ме-
механизмов перемещения 53, 54
Автоматы одно- и двухпозиционные
для высадки стержневых деталей —35
43 — Скорость перемещения ползу-
ползунов 41
— Технические характеристики 37, 40,
41
— Циклограмма взаимодействия ме-
механизмов 37, 38
Автоматы проволочно-гвоздильные
68—74 — Кинематическая схема 68,
70, 72—74
— Технические характеристики 74
— Циклограмма взаимодействия меха-
механизмов 68, 71
Автоматы пружин онавивочные — Ос-
Основные параметры 357
Автоматы универсально-гибочные и
для изготовления пружинных шайб
83—89 — Технические характеристики
83, 89
— Циклограмма работы механизмов
86, 87
Алгоритм выбора и разработки холод-
холодной объемной штамповки 203, 204
Блок-схема алгоритма выбора варианта
штамповки шарового пальца 366, 367
— диаметра исходной заготовки для
штамповки шарового пальца 366, 367
Блок-схема алгоритма поиска опти-
оптимального варианта штамповки с ис-
использованием принципа приоритетно-
приоритетности операции 371, 372
Виды разрушений при холодной объем-
объемной штамповке 378, 379
Винты самоиарезающие с потайной
сферической головкой 362
Выдавливание 196, 197
— полостей технологической оснастки
314—331
Вырубка 116—121
Высадка холодная — Прогнозирование
разрушения металла 229—233
Выталкиватели 175—177
Гвозди, штампуемые на проволочно-
гвоздильных автоматах — Типы и
размеры 68, 69
Гибка на автоматах 355
Детали — Качество 376—381
— выдавливаемые — Варианты пра-
правильного и неправильного исполнения
197 — Относительные размеры 197, 198
— стержневые с концевыми гранеными
участками 266
— штампованные — Факторы, влия-
влияющие па их точность и качество 209
Дефекты исходного материала — Виды
376, 377
Дюбель-винт 361
Дюбель-гвоздь 361
Заготовка фасонная для малооблойной
штамповки шариков 215
— шестигранной гайки после штампов-
штамповки на четвертом переходе пятипози-
ционного автомата 220
Заготовки — Подготовка поверхности
114—116 — Предварительная и про-
промежуточная термическая обработка
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
383
111—114 — Продольная устойчивость
при осадке, высадке и редуцировании
221—228 — Сортамент и исходное
состояние материала 109, 110 — Спо-
Способы разрезки 110, 111 — Упрочнение
в процессе пластического формообра-
формообразования 276—280
— для выдавливания полых много-
многогранных деталей — Геометрические па-
параметры 147
— для холодного выдавливания поло-
полостей матриц пресс-форм и штампов —
Форма и назначение 328—331
Заготовки из сплавов цветных метал-
металлов и легированных сталей — Особен-
Особенности технологии штамповки 147—164
— Повышение технологической дефор-
деформируемости 151—164
— Подготовка поверхности 147—151
— Резупрочняющая термическая об-
обработка 147
Заготовки пластифицированные —
Режимы точения 239, 240
— шарика, отштампованные на авто-
автомате 215
— штампованные — Базы для линей-
линейных размеров 121
Затраты относительные при различ-
различных видах штамповки 21
Инструменты для однопозиционной
двухудариой высадки виитов с кони-
конической головкой — Размеры рабочих
полостей 262—264
— с цилиндрической головкой — Раз-
Размеры рабочих полостей 262, 264
Инструмента для предварительной и
окончательной высадки головок иа
стержневых деталях 241—243
— для четырехпозиционной высадки
болта — Размеры рабочих частей 265,
266
Инструменты отрезные с твердосплав-
твердосплавными вставками для холодновысадоч-
ных автоматов 241
Инструменты твердосплавные для вы-
высадки гвоздей 243
— для холодного выдавливания 243—
246
Инструменты твердосплавные для хо-
холодной объемной штамповки 237—253
— Конструктивные особеиности240~-246
— Методы изготовления твердосплав-
твердосплавных заготовок 237—240
— Особенности изготовления 246—253
— Эффективность применения 253
Инструменты твердосплавные для
штамповки шариков 243
— штамповочные для обрезного авто-
автомата 53
Калибровка 178, 179
Классификация деталей 13—16, 203
205—208
— операций 13—16, 210, 211
Линия автоматическая 261 — роторная
89—95
Мастер-пуаисоиы — Габаритные раз-
размеры 326
— Размеры рабочей части 326, 327
Матрицы 169—175
Метод комбинирования формоизменя-
формоизменяющих операций по принципу приори-
приоритетности 368—373
— перебора вариантов 363—368
Муаровые полосы при плоском вы-
выдавливании 135, 137, 139, 213, 214
Навивка пружин на автоматах 355—357
Накатка резьб и профилей 332—343
Наладка четырехпозиционного штампа
для штамповки колпачковой гайки 189,
190
Номограмма для определения потреб-
потребной силы штамповки при формообра-
формообразовании граней поперечным обжатием
267, 268
Оборудование для раскатки 77 — Ки-
Кинематические схемы 77—82
— Технические характеристики 80, 82.
83
Отрезка заготовок 116—121
Пакет-штамп для выдавливания глу-
глубоких полостей матриц пресс-форм 315,
316
— конических заготовок 314, 315
— цилиндрических заготовок 314
Пальцы шаровые большегрузных авто-
автомобилей — Технологические параметры
процесса формоизменения 181, 182
Переходы при изготовлении пружин
на универсально-гнбочных автоматах
83—89
Переходы при штамповке болта 26—28
— деталей на двух- и много позицион-
позиционных автоматах фирмы «.Сакма» 270—274
— деталей на четырех- и пятипозициои-
ных автоматах фирмы «Нэдшруф» 274
— накидной гайки 29—31
— полых деталей с дном 141, 142
— сплошных ступенчатых деталей 130,
131, 133, 134
384
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— шаровых пальцев 134—136
Пресс гидравлический специализиро-
специализированный для редуцирования 311, 312
— для холодного выдавливания
рельефных полостей 331
— с программным управлением 310,311
Прокладки опорные 177, 178
Пуансоны 164—169
Раскатка деталей холодная торцовая
350—355
Расход энергии примерный в зависи-
зависимости от способа прэизводства заго-
заготовок 22
Расчет потребной силы иакатки на-
наружной резьбы 343—350
Расчет сил высадки и двухстороннего
выдавливания 288—296
— выталкивания после высадки 297,298
— отрезки, осадки, выдавливания и
редуцирования 283—288
— чеканки и калибровки 298—306
— штамповки 181, 183—190
Редуцирование при изготовлении стерж-
иевых заготовок и деталей 307—314
Ролики диаметром 4—120 мм 216, 217
Смазки жидкие технологические для
холодной объемной штамповки и вы-
высадки на автоматах 233—237
Станки для профильной вырезки 248,
249
— копировально-прошнвочные элек-
электроэрозионные 248, 249
— универсальные ультразвуковые 249
Схема высадки скользящим пуансо-
пуансоном 227
— привода главного ползуна авто-
автомата PK.nAF-630 40
— продольной раскатки 73 79
—»- работы системы CAD/САМ для кон-
конструирования и изготовления пуансо-
пуансонов" на станках с ЧПУ 373—376
— структурная для расчета бандажи-
рованных матриц 173, 174
:— торцовой раскатки 77
— формообразования баллистического
заострения деталей 361
Схемы малооблойной штамповки заго-
заготовок шариков 215, 216
— наладки инструмента при штампов-
штамповке конических роликов на многопо-
многопозиционных автоматах 218, 219
— определения зазоров между заго-
заготовкой и инструментом при прямом и
обратном выдавливании 129, 130
— осадки и высадки в штампе с пла-
плавающим контейнером 227, 228
¦— при штамповке на одно- и много-
многопозиционных автоматах 23—34
— процессов холодного выдавливания
матриц пресс-форм и штампов 315—325
— расчетные заготовки болта и вы-
выдавленной заготовки 221
— фасонирования дна полости и вы-
высадки фланца корпуса толкателя кла-
клапана 187, 188
— холодной высадки 35, 36
— холодной объемной штамповки на
автоматах 23, 25, 26, 33
Схемы штамповки вала-шестерни 200,
202
— винтов 199, 201
— заготовок конических и цилиндри-
цилиндрических роликов 217, 218
— специальной гайки 199, 200
— четырехгранной гайки 198, 199
— шпинделя 200—203
— штыря электровилки 199, 200
Чеканка 179, 181
Штамп-автомат для не полиостью за-
закрытой отрезки и поперечного выдав-
выдавливания 118—121
Штамп для выдавливания коробчатых
деталей 189, 191
— для двухстороннего редуцирования
на универсальном гидравлическом
прессе 310—312
— для закрытой осадки с горизон-
горизонтально-подвижной матрицей 178
— для не полностью закрытой от-
отрезки и закрытой осадки — калибров-
калибровки 117
— для образования граней на стерж-
стержневых деталях 267
— для полугорячей штамповки 194
— с плавающей матрицей 193
Штамповка болтов — Варианты, их
особенности и применяемое оборудова-
оборудование 368—370
— гаек и других коробчатых деталей
сложной формы 253—257
— на автоматах 253—275
— на прессах 96—108
Штампы — Проектирование 373—376
Этапы производства исходных загото-
заготовок для холодной и полугорячей холод-
холодной объемной штамповки 105, 106, 108
Эффективность различных видов штам-
штамповки 22